/














































































































Текст
ЮП. СЕРГЕЕВ
ВЫПОЛНЕНИЕ
ХУДОЖЕСТВЕННЫХ
ИЗДЕЛИИ
ИЗ СТЕКЛА
Допущено Управлением учебных заведений
и научных учреждений Министерства культуры
СССР в качестве учебника для художественно-
промышленных вузов и училищ
МОСКВА «ВЫСШАЯ ШКОЛА*» 1984
ББК 85.12
С74
УДК 748 (075)
Рецензенты:
М. Раун (Государственный художественный институт Эстон-
ской ССР);
кафедра художественного стекла Львовского государствен-
ного института прикладного и декоративного искусства (зав.
кафедрой М. И. Тарнавский)
Сергеев Ю. П.
С74 Выполнение художественных изделий из стек-
ла: Учеб, для худож. вузов и уч-щ. — М.: Высш, шк.,
1984. — 240 с., ил.
В пер.: 1 р. 10 к.
В книге освещаются теоретические вопросы и практические
рекомендации по производству художественных изделий из стекла.
Особое внимание обращено на последовательность, стадийность того
или иного вида обработки стекла, на описание инструментов и спо-
собов их применения, На рецепты и технологические параметры.
„ 4904000000—127
С ---------------- 272—84
001(01)—84
ББК 85.12
74
© Издательство «Высшая школа», 1984
Предисловие
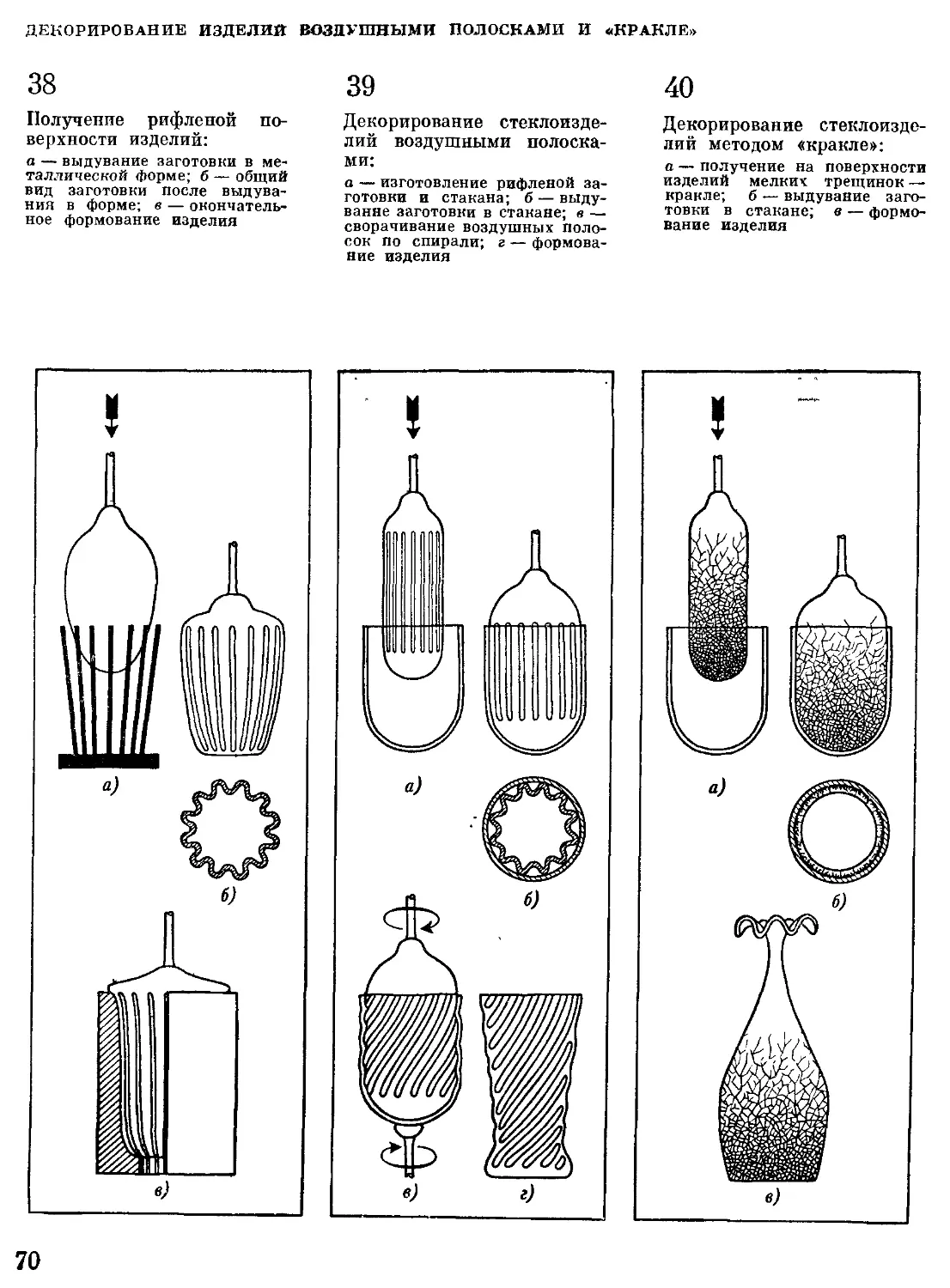
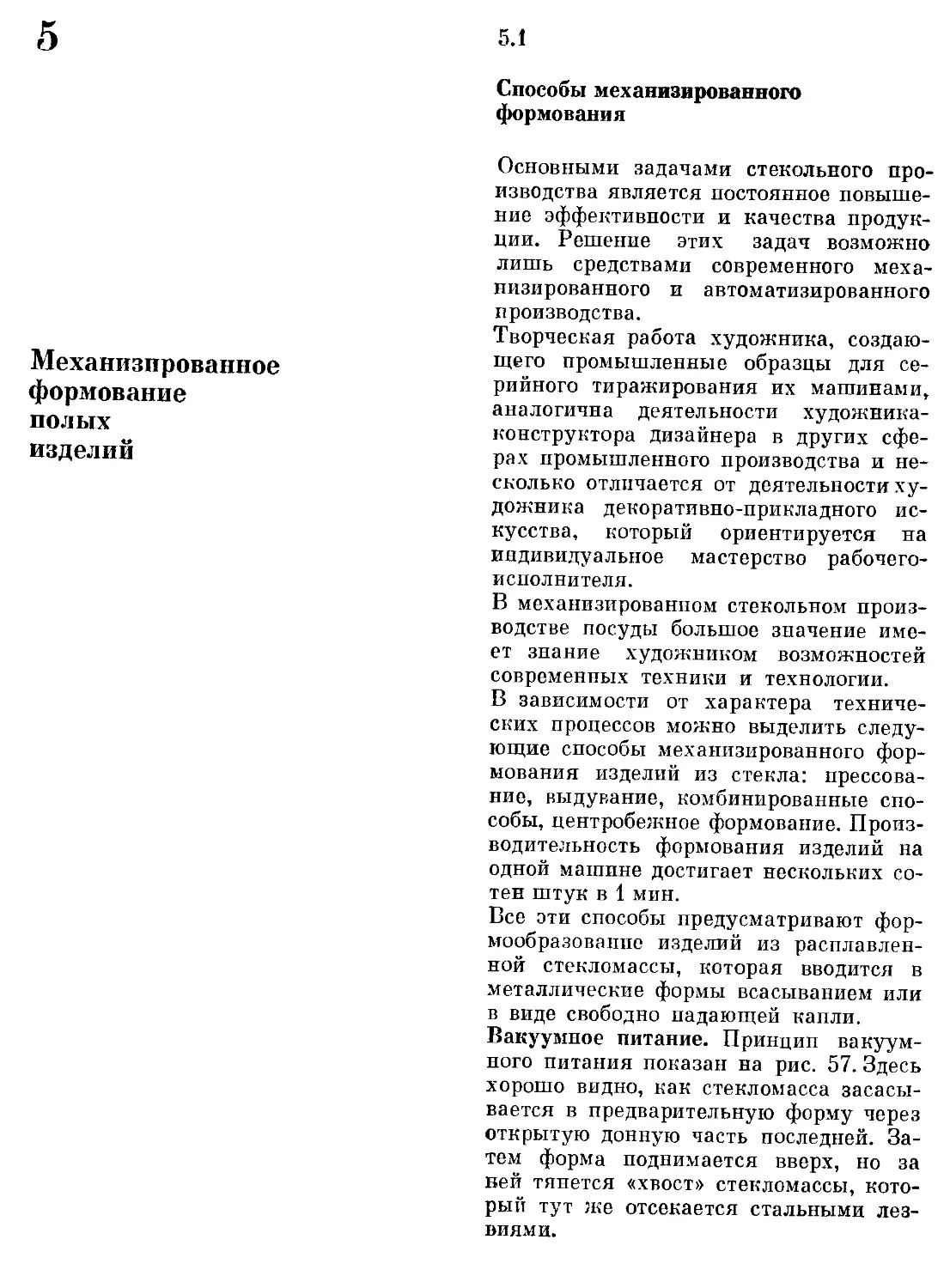
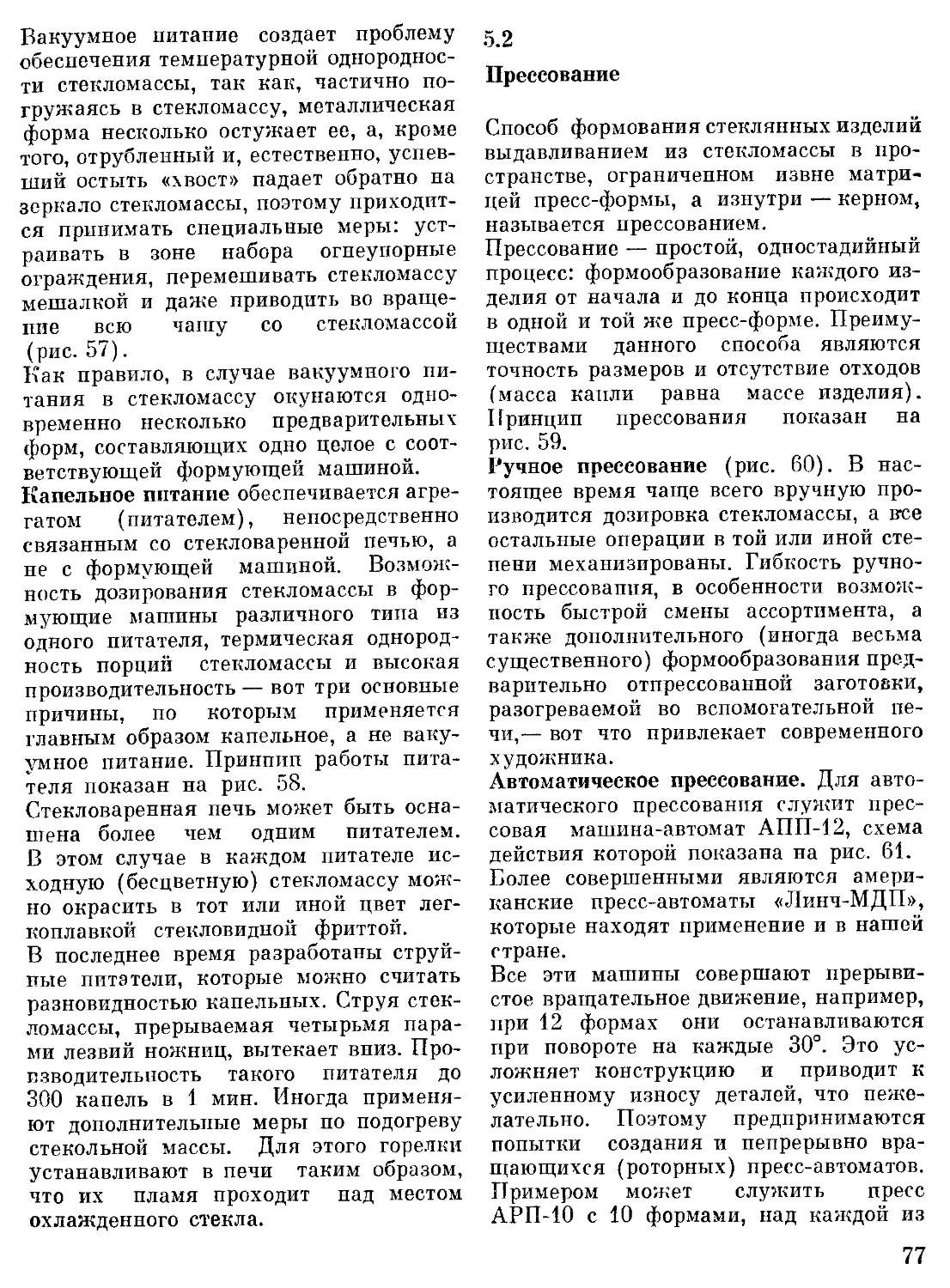
Учебник написан в соответствии с про-
граммой курса для студентов факуль-
тетов декоративно-прикладного искус-
ства художественно-промышленных ву-
зов и училищ по специальности 2222.
Книга будет также полезна художни-
кам, рабочим п инженерно-техническим
работникам предприятий, изготовляю-
щих художественное стекло. Данный
учебник поможет студентам овладеть не
только теоретическими основами на-
стоящего курса, но и получить практи-
ческие навыки изготовления художест-
венного стекла.
Книга отличается от ранее изданной
литературы по художественному стеклу
практическим значением.
Материал изложен последовательно: об-
щие понятия о стекле, краткие данные
по технологии его варки и различные
способы изготовления художественных
изделий.
Большое внимание уделено описанию
всевозможных приемов декорирования
стеклоизделий как в момент их формо-
вания непосредственно у печи, так и
после отжига в холодном состоянии.
Учитывая специфику профессии худож-
ника, наглядная информативность ри-
сунков повышает их значимость при
изучении теоретического материала.
В учебнике собран и изложен материал
по основным способам выполнения ху-
дожественных изделий из стекла, как
правило, наиболее часто встречающим-
ся в стекольной практике.
Практическая ценность учебника, с
точки зрения автора, заключается так-
же в многочисленных рецептах, соста-
вах, рекомендациях и т. д. Автор ста-
рался изложить материал просто и до-
ходчиво, и, если ему это удалось, то он
вправе считать задачу, которая стояла
перед ним, выполненной.
Автор надеется, что книга будет инте-
ресной не только для специалистов по
стеклу, а также широкому кругу чита-
телей — любителей художественных из-
делий из стекла.
Материал изложен с учетом многолетне-
го опыта преподавания данного курса
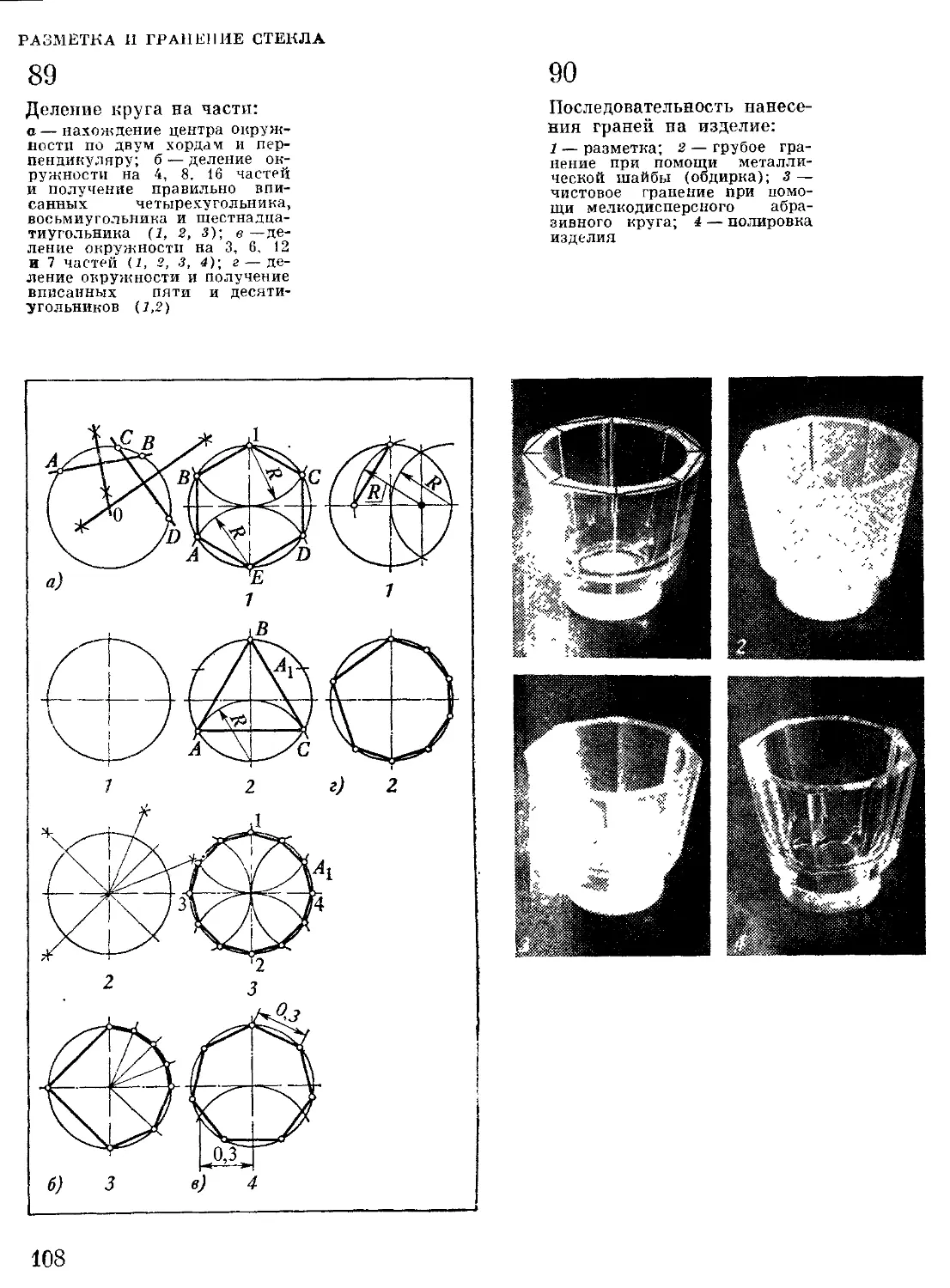
в Московском высшем художественно-
промышленном училище (бывшее Стро-»
гановское).
Автор благодарит рецензентов М. Я. Ра-
ун, сотрудников кафедры художествен-
ного стекла Львовского государственно-
го института прикладного и декоратив-
ного искусства доц. А. Н. Соболева,
Н. Ф. Максименко, С. Л. Мартынюк, а
также преподавателей Московского
высшего художественно-промышленно-
го училища М. Л. Нестеренко,
И. Г. Французову, А. Г. Лапцетти и
других за ценные замечания, сделан-
ные при подготовке настоящего изда-
ния.
Автор
Введение
В «Основных направлениях экономиче-
ского и социального развития СССР на
1981—1985 годы и на период до 1990
года», одобренных XXVI съездом
КПСС, отмечается, что важнейшими за-
дачами промышленности является бо-
лее полное удовлетворение потребно-
стей народного хозяйства в средствах
производства, а населения — в товарах
народного потребления, интенсифика-
ция производства, повышение качества
продукции на основе всемерного ис-
пользования достижений научно-техни-
ческого прогресса.
На июньском (1983 г.) Пленуме
ЦК КПСС поставлена задача на воз-
растание роли идеологической работы
в решении народнохозяйственных и со-
циальных вопросов. Указано, что фор-
мирование нового человека есть цель
и условие коммунистического строи-
тельства. В этой связи повышается зна-
чение эстетического воспитания. Свой
вклад в успешное решение этих задач
должны внести народно-художествен-
ные промыслы, выпускающие разно-
образные виды изделий.
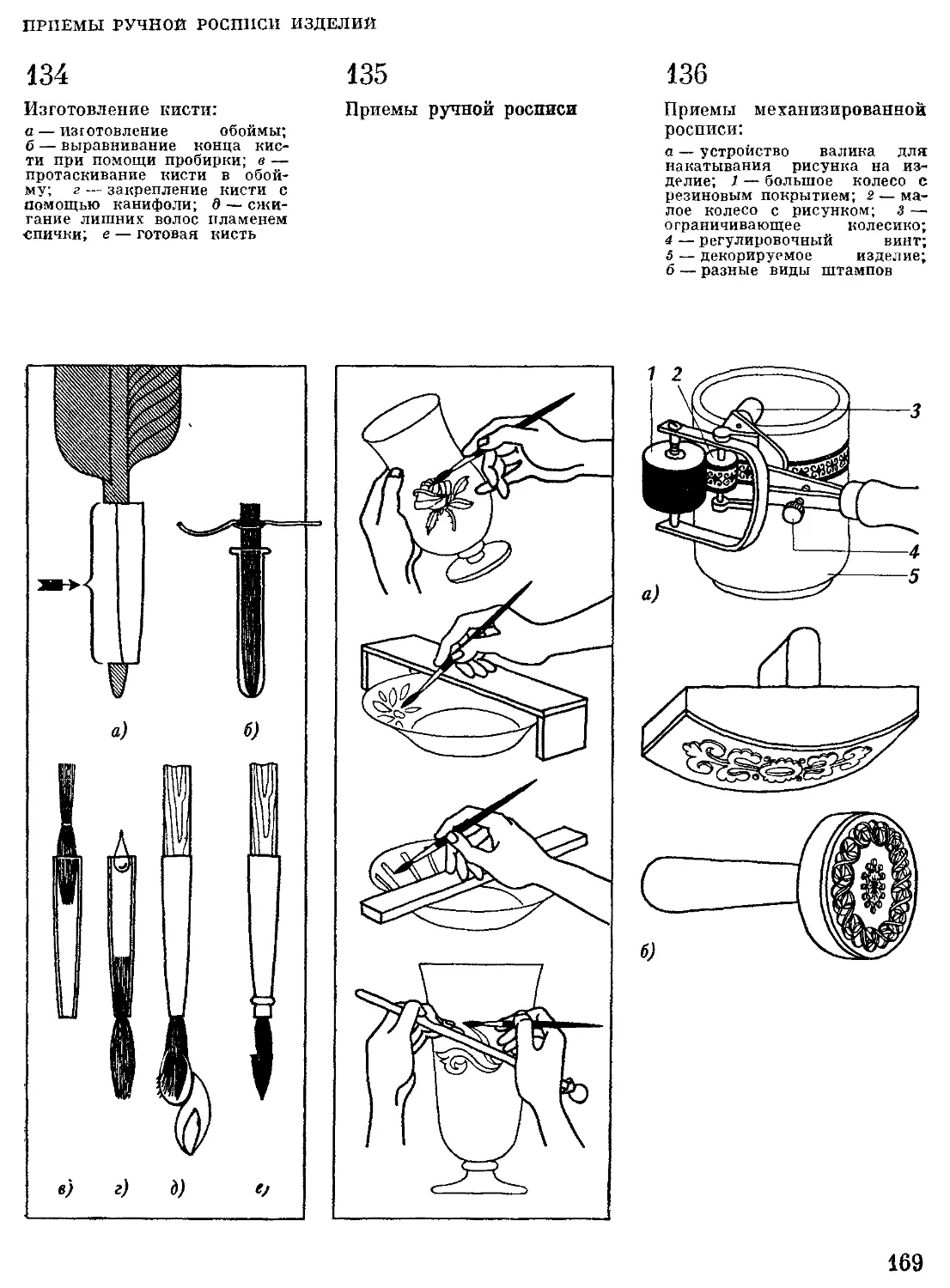
История стекла тесно связана с истори-
ей развития культуры, человечества.
Великий русский ученый М. В. Ломоно-
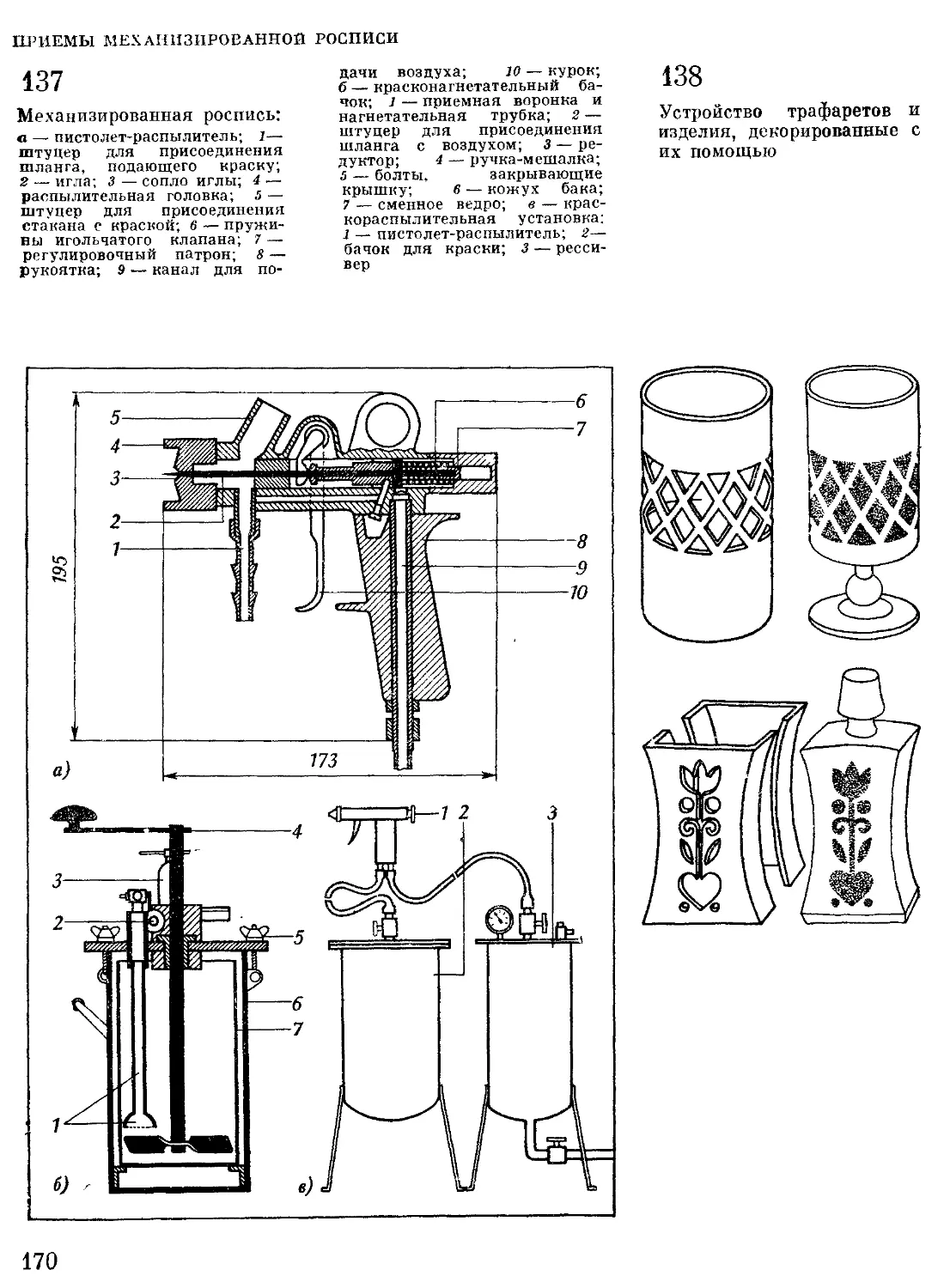
сов сыграл огромную роль в истории
русского стеклоделия. Он был первым,
кто применил научный подход к химии
и технологии стекла, в частности к изу-
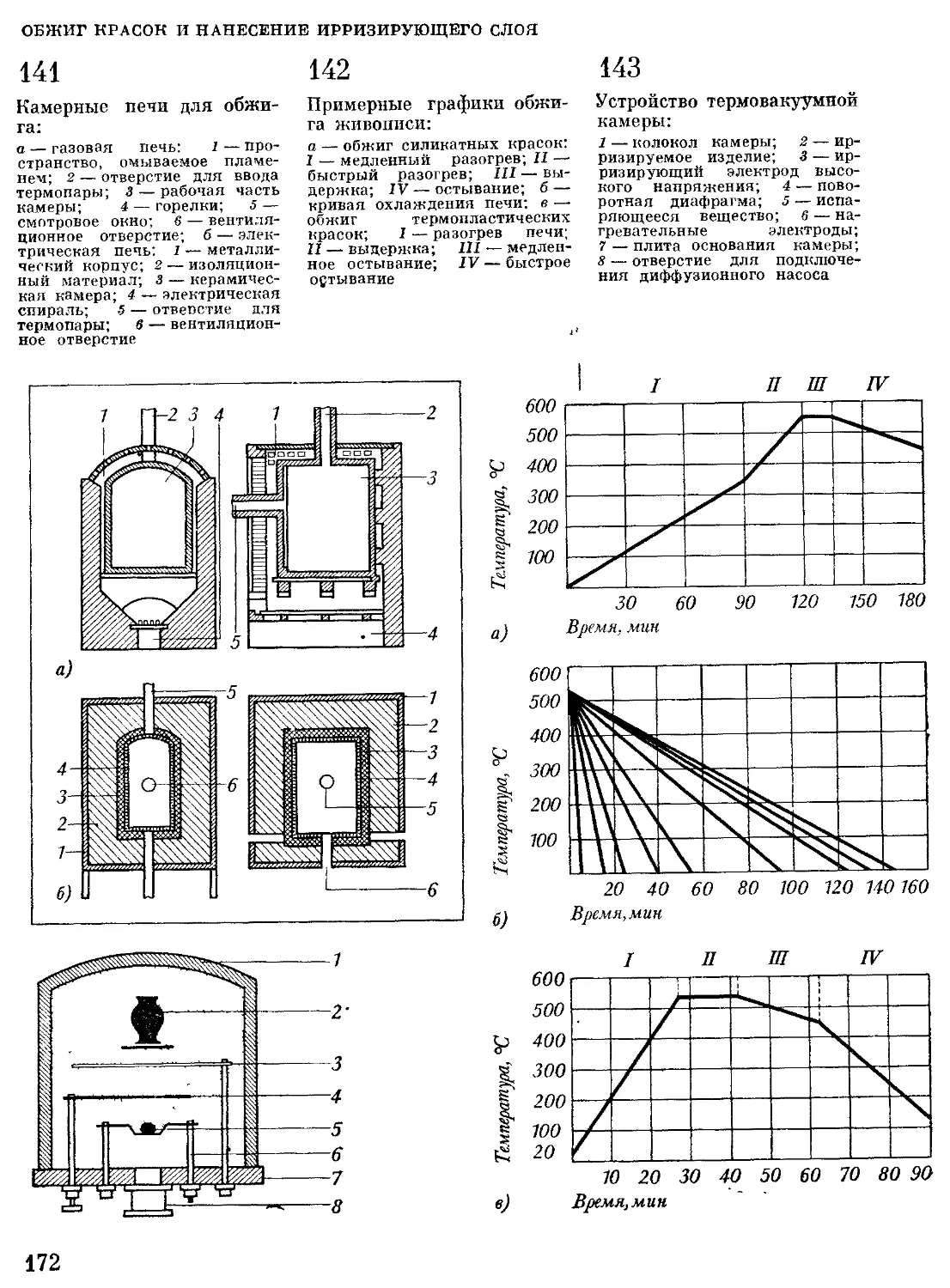
чению свойств стекла и получению но-
вых его видов. Работы Ломоносова в
этой области доказывают, что многие
применяющиеся ныне составы стекол
были разработаны ученым еще в сере-
дине XVIII в. Кроме того, была состав-
лена целая система научно-исследова-
тельских работ по химии и техноло-
гии стекла: одновременная плавка в
печи, применение малых тиглей, из-
готовление искусственных красителей
и т. д.
Благодаря уникальным техническим,
технологическим и эстетическим каче-
4
ствам стекла, его значение постоянно
возрастало.
Основным качеством стекла, отличаю-
щим его от других материалов, явля-
ется его прозрачность. И этим свой-
ством оно наделено в большой степени.
Так, пластинка толщиной в 1 см, изго-
товленная из оптического стекла, спо-
собна пропускать 99,5% падающего на
нее света. Потери света в 0,5% столь
незначительны, что человеческий глаз
не способен их заметить.
Другим весьма ценным качеством стек-
ла является его способность противосто-
ять разрушающему действию времени.
Это, в частности, объясняется химиче-
ской устойчивостью стекла по отноше-
нию к агрессивным средам и метеоро-
логическим факторам.
Стекло как никакой другой материал
способно воспринимать исключительные
по яркости и красоте цвета, благодаря
высокому коэффициенту светопрелом-
ления производить неподражаемую иг-
ру света всеми цветами радуги.
Прозрачность и блеск придают стеклян-
ным предметам легкость и воздуш-
ность.
Стекло известно более 4 тыс. лет. и на
протяжении всех веков люди использо-
вали его в качестве поделочного мате-
риала для изготовления так называе-
мого художественного стекла.
В зависимости от уровня технического
прогресса каждая эпоха и почти каж-
дая страна внесли свой вклад в исто-
рию развития художественного стекла.
Безусловно, за этот долгий срок были
взлеты и падения, находки и потери, но
в целом художественное стеклоделие
развивалось поступательно, о чем свиде-
тельствует высокий уровень художест-
венного стекла в наши дни.
В этой связи особо следует отметить ус-
пехи мастеров-стеклоделов в изготовле-
нии сосудов, в которых в единый ан-
самбль слились эстетическая, техноло-
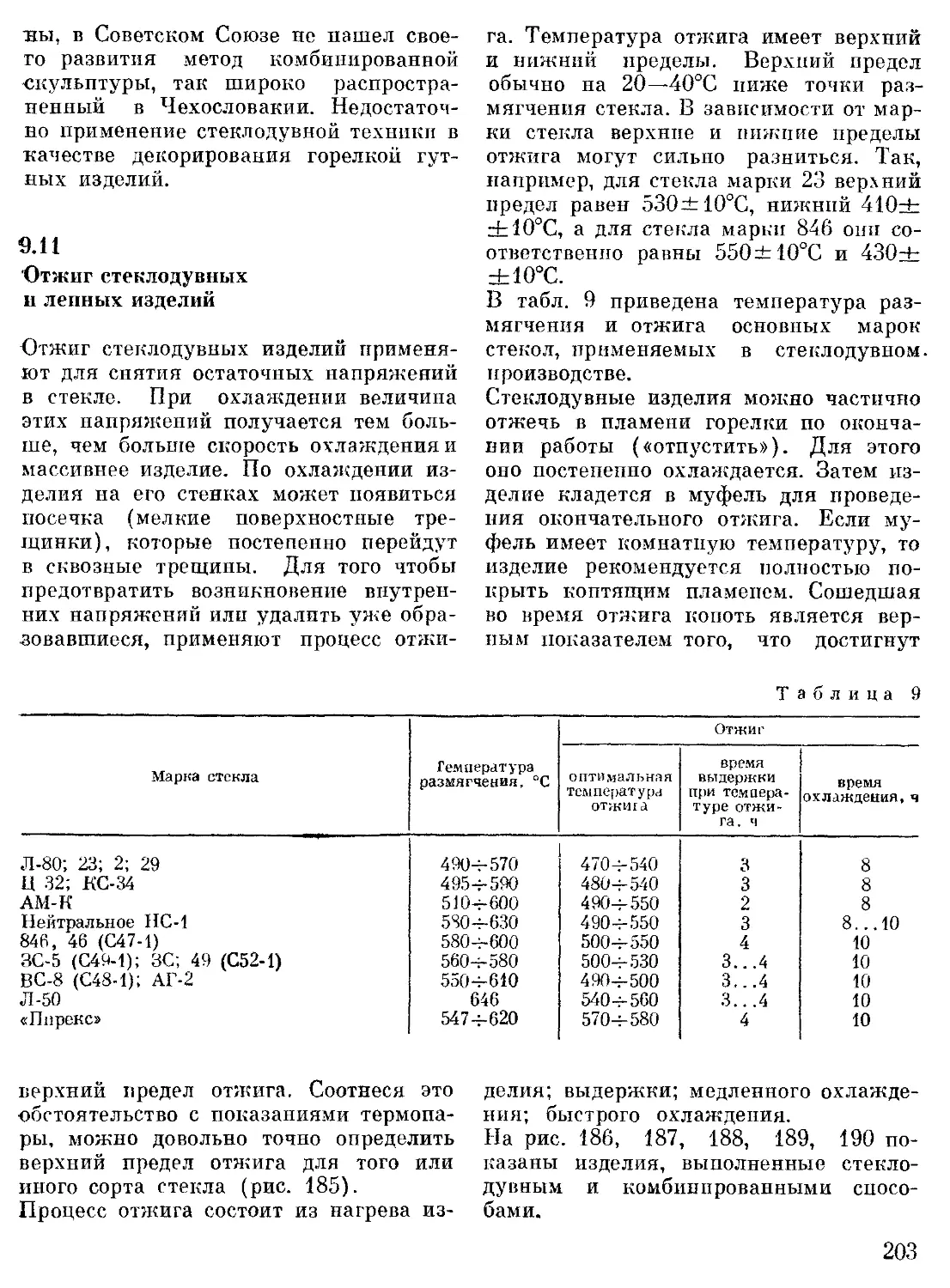
гическая и практическая стороны стек-
лоизделия. Именно эти изделия, перво-
основой которых является стеклянный
полый шар, выдутый при помощи стек-
лодувной трубки из кома расплавленно-
го стекла, взятого непосредственно из
печи, отражают специфику стеклоде-
лия.
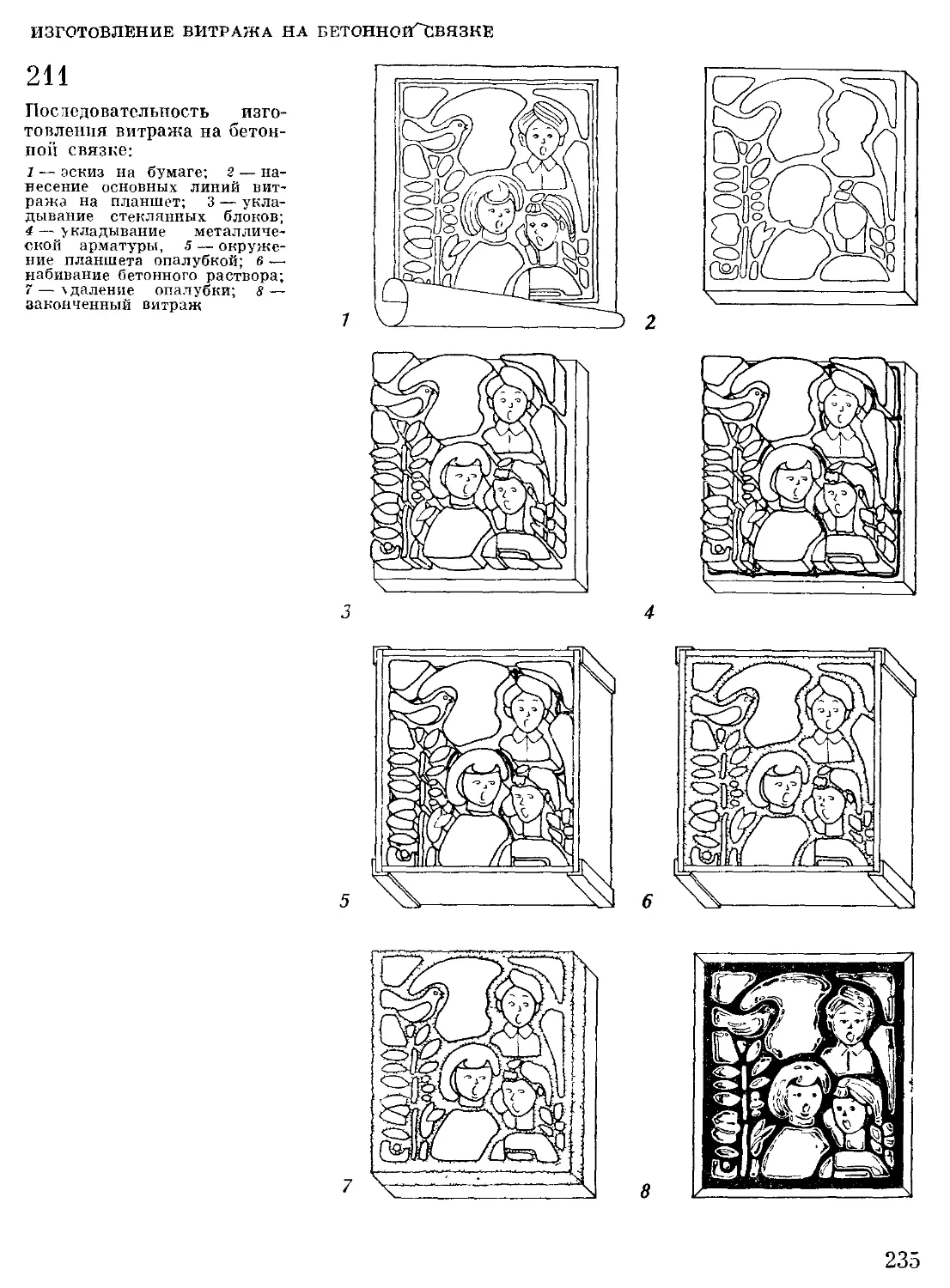
Стекло как материал требует от худож-
ника, с одной стороны, особого мастер-
ства, смелости в поисках и решениях;
сдержанности и лаконизма — с другой.
Приобретение профессиональных навы-
ков — важнейший фактор становления
личности художника. Этот процесс мо-
жет быть в значительной степени уско-
рен за счет дополнения практических
занятий специальной литературой.
Учебник содержит вопросы производ-
ства художественных изделий из стекла
массового характера, серийных и уни-
кальных, изготовляющихся в одном эк-
земпляре. К массовому производству
следует отнести прежде всего механи-
зированные способы изготовления из-
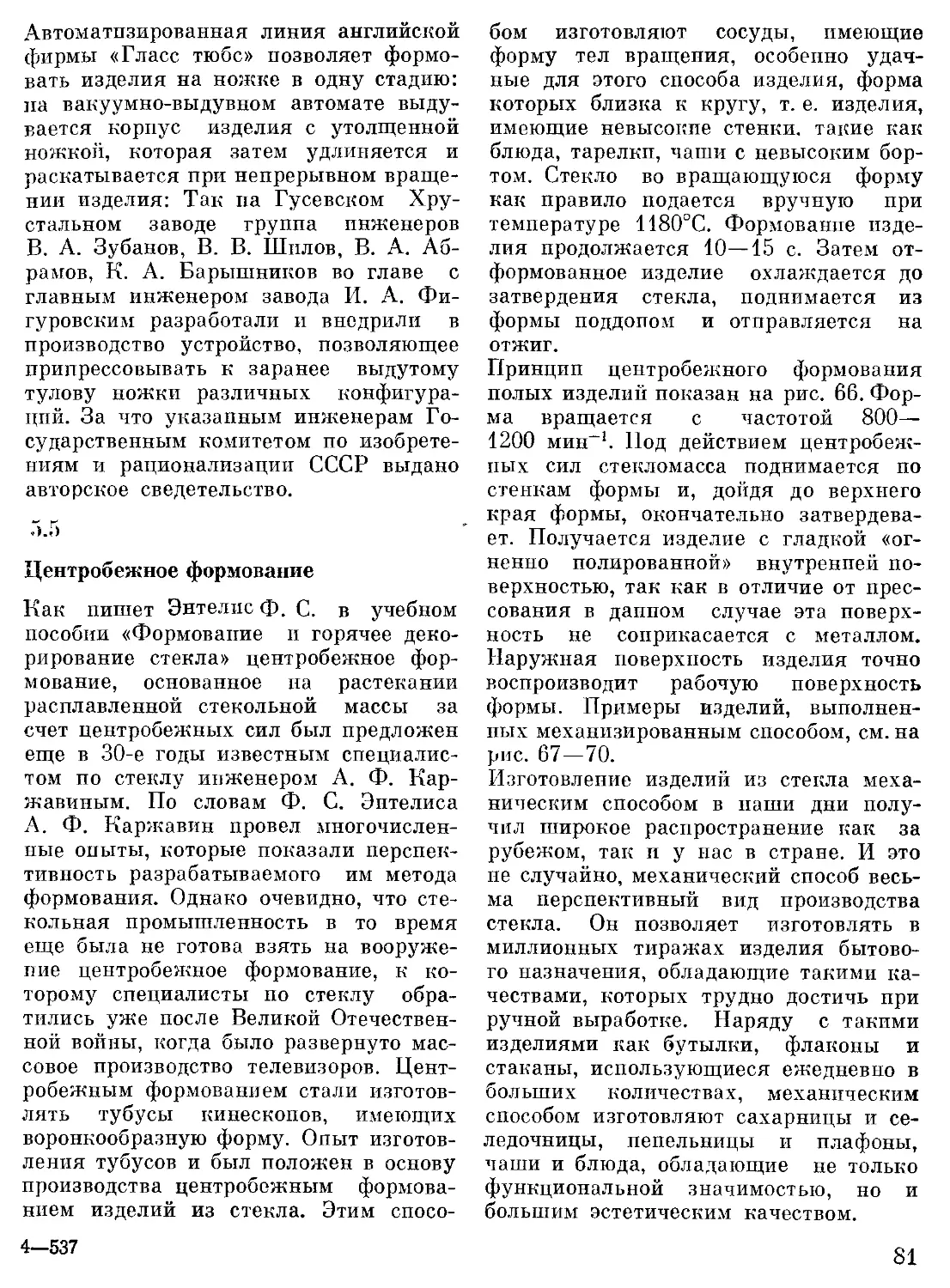
делий: прессование, прессовыдувание,
центробежное формование и т. д., кото-
рые позволяют выпускать изделия мил-
лионными тиражами. Здесь роль худож-
ника чревычайно велика. Создание об-
разцов художественных изделий из
стекла массового производства весьма
противоречивый процесс. С одной сто-
роны, характерной чертой этих изделий
является их стандартность. Образец,
принятый к производству, будет повто-
рен миллионными тиражами изделий.
С другой — машинное производство не-
сет в себе множество технических и
технологических ограничений, влияю-
щих на конфигурацию и размеры из-
делий, их декоративное убранство.
Преодолевая указанные трудности, ху-
дожник совместно с техниками и техно-
логами должен найти то единственное
решение, которое было бы выгодно
производству.
Изделия массового характера изготов-
ляются не только машинным способом,
но и вручную. Многие традиционные
способы изготовления художественных
изделий из стекла, каким является, на-
пример, выдувание в форме, применя-
ются в нашей стране и за рубежом не
одну сотню лет.
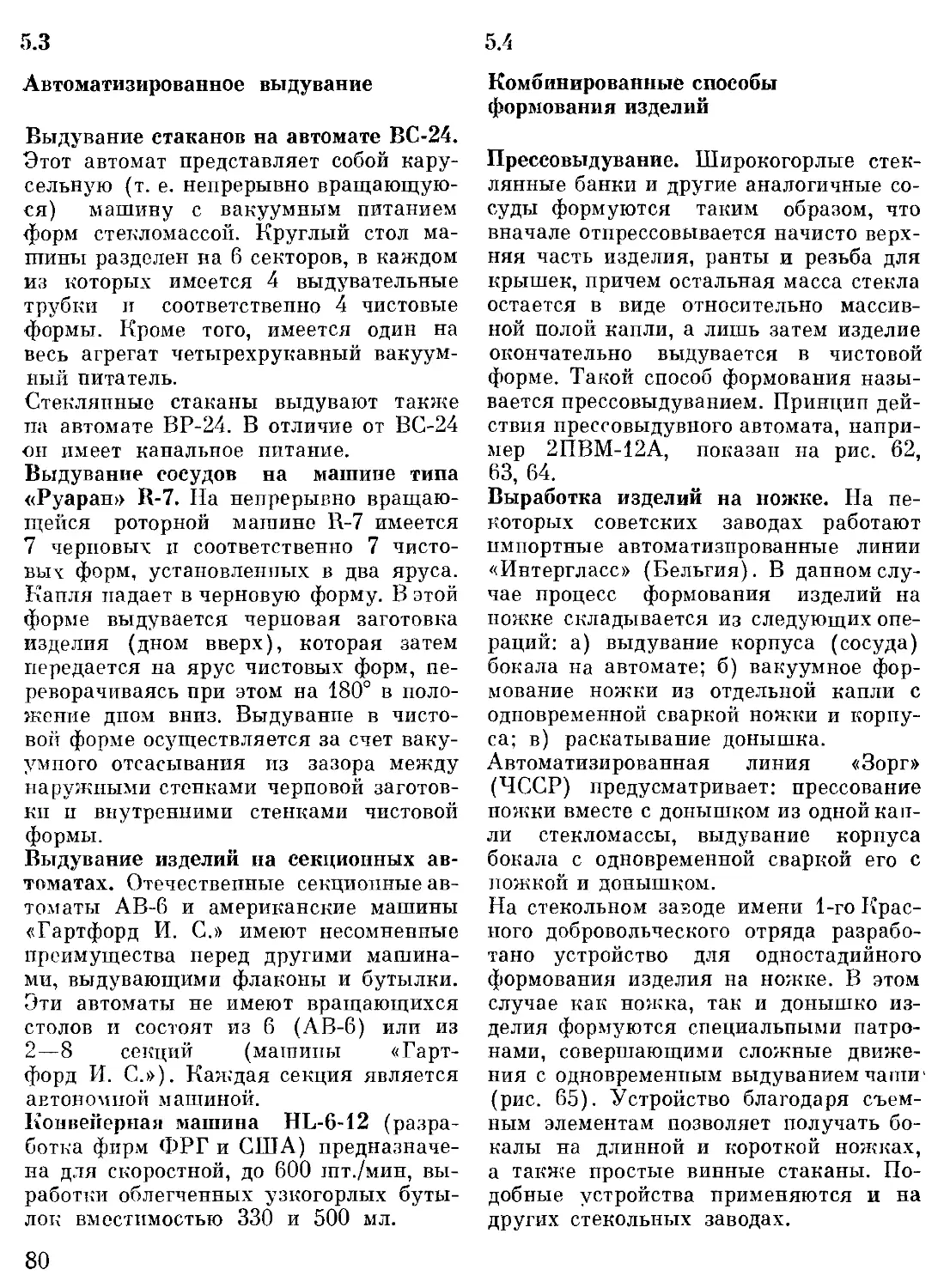
Изготовление художественных изделий
из стекла серийного характера имеет
свою ярко выраженную специфику. Это
сказывается прежде всего в том, что
затраты завода на налаживание серии
должны окупаться гораздо раньше, чем
закончится ее выпуск. Художник дол-
жен создать такой образец изделия, ко-
торый был бы достаточно привлекате-
лен, но и прост в производстве.
Не меньшую моральную ответственность
берет на себя художник при создании
единичного, уникального, порой очень
дорогостоящего произведения. Здесь
необходимо иметь в виду, что такие из-
делия порой не несут в себе утилитар-
ной ценности. Их назначение — достав-
лять радость, быть украшением в повсе-
дневной жизни людей, формировать у
зрителя эстетические вкусы. Это прежде
всего касается создания уникальных
ваз из хрусталя, связанных с юбилей-
ными датами страны; витражей, орга-
нично входящих в ансамбль того или
иного архитектурного объекта и т. д.
От художника, от его таланта, вкуса,
знаний и мастерства зависит создание
таких произведений, которым суждена
долгая жизнь.
Необходимо помнить, что только комп-
лекс учебных программ, предусматрива-
ющий освоение теоретических, практи-
ческих, а также общественно-политиче-
ских дисциплин, позволяет воспитать
высокопрофессионального специалиста,
способного последовательно отстаивать
в искусстве принципы социалистическо-
го реализма; освоив богатый опыт стек-
лоделов прошлого, развивать прогрес-
сивные тенденции советского художест-
венного стеклоделия на новой идейно-
творческой основе.
Физические
свойства
стекла
1.1
Общие сведения о стекле
Стекло — искусственно полученное
аморфное твердое тело (природные стек-
ла, например обсидиан и другие, встре-
чаются довольно редко). Аморфными
(не имеющими формы) называются
тела, в структуре которых не наблюда-
ется геометрически правильного, регу-
лярного размещения атомов в прост-
ранстве, характерного для кристалличе-
ских тел. В кристаллах атомы образуют
пространственную решетку, обладаю-
щую свойством кристаллографической
симметрии.
При охлаждении расплавы многих ве-
ществ превращаются в твердое тело,
т. е. кристаллизуются. Стекло, напро-
тив, сохраняет свойственное жидкости
беспорядочное, хаотическое расположе-
ние своих атомов.
В художественном стеклоделии приме-
няют силикатное стекло, полученное на
основе главным образом диоксида крем-
ния SiOs и других оксидов, а также не-
которые песиликатные стекла.
Стеклообразное состояние, характери-
зующееся беспорядочным размещением
атомов, неустойчиво; выдерживание же
стекла при определенной температуре
приводит к его кристаллизации. Обыч-
но этого стараются избежать, но иног-
да кристаллизацию проводят сознатель-
но и в результате получают искусствен-
ный камнеподобный материал ситалл.
При нагревании кристаллические тела
плавятся при определенной температу-
ре, называемой температурой (или точ-
кой) плавления.
Стекло при нагревании не плавится, а
постепенно размягчается, переходя из
твердого состояния в пластичное и толь-
ко затем в жидкое. При остывании
стекла наблюдается та же картина, по
в обратной последовательности, поэто-
му процессы непрерывного перехода
стекла из твердого состояния в жидкое
(через промежуточное состояние плас-
зичности) и обратно называют взаимо-
обратимыми.
Расплавы, содержащие главным обра-
зом диоксид кремния SiO2 и некоторые
другие оксиды, являются высоковязки-
ми, поэтому атомы, стремящиеся под
действием межатомных сил занять стро-
го определенные места и образовать
правильную кристаллическую решетку,
не в состоянии этого сделать, встречая
сопротивление со стороны других ато-
мов. Тем временем расплав затвердева-
ет и таким образом в нем закрепляет-
ся присущее жидкости беспорядочное
размещение атомов. Следовательно, по
своей структуре стекло занимает как
бы промежуточное положение между
твердым кристаллическим телом и жид-
костью, оно одновременно обладает уп-
ругостью твердого тела и изотропно-
стью (одинаковостью свойств в толще
вещества по всем направлениям) жид-
кости.
В стеклообразном состоянии могут так-
же находиться янтарь, битум, сера, ор-
ганические смолы (полиакрилаты
и др.), силикаты (соли кремниевых кис-
лот) и т. д.
Простейшим по составу стеклом явля-
ется кварцевое, содержащее только SiCh
и получаемое расплавлением кристалли-
ческого кварца. Однако из-за труднос-
ти получения (температура плавления
кварца превышает 17ОСГС) кварцевое
стекло применяют лишь в специальных
случаях. Составы обычно применяю-
щихся стекол характеризуются боль-
шим разнообразием, однако главной их
составной частью остается диоксид
кремния SiO2. В качестве условных
примеров можно привести следующие
составы трехкомпонентных стекол
(мае. %): простое стекло — 75,0 S1O2
10,0 СаО, 15,0 Na2O: свинцовый
хрусталь — 65,0 SiOs, 24,0 РЬО,
11,0 К2О.
На практике применяют многокомпо-
нентные стекла, содержащие 5—6 и бо-
лее оксидов. Эти стекла получают, как
правило, путем модификации (частич-
ного изменения) состава некоторых ис-
ходных трех-, четырехкомпонентных
стекол.
1.2
Технологические свойства стекла
Вязкость (или внутреннее трение) —
свойство вещества оказывать сопротив-
ление при перемещении одной части ве-
щества относительно другой. Это свой-
ство количественно характеризуется
коэффициентом вязкости ц. Горячее
стекло в состоянии размягчения или
густой жидкости называют стекломас-
сой. В первом случае мы имеем дело с
высоковязкой стекломассой, а во вто-
ром — с низковязкой. При лепке в го-
рячем состоянии пластического декора,
например на сосуде из высоковязкой
стекломассы, приходится прилагать уси-
лие, которое тем больше, чем больше
вязкость. Это усилие равно преодоле-
ваемой силе F внутреннего трения, воз-
никающей при относительном смещении
со скоростью v па расстояние Аж смеж-
ных слоев стекломассы, соприкасаю-
щихся на площади S. Причем эта ско-
рость непостоянна: на отрезке Аж она
изменяется на величину Ап.
Между указанными величинами наблю-
дается соотношение F=t]SAv/Ax. Отсю-
да i]=FAx/SAv, где ц — коэффициент
вязкости, Па-с, который в случае 5=1
и Ап/Аж=1 численно равен силе внут-
реннего трения F.
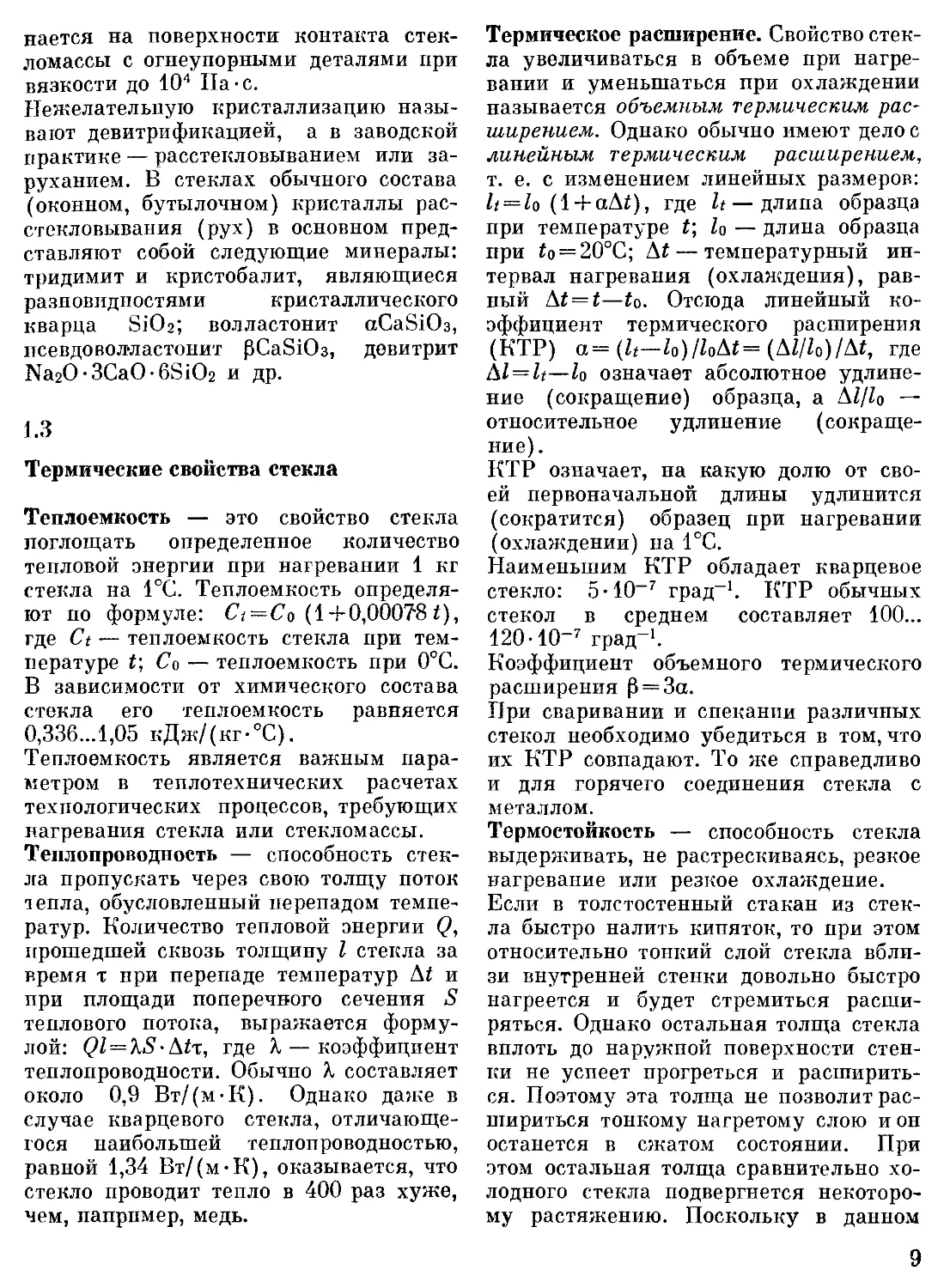
Вязкость стекла зависит от температу-
ры: высокой вязкости г]1 соответствует
низкая температура ii, а низкой вязкос-
ти т)2 — высокая температура i2.
С целью упрощения пользуются не зна-
чениями ц, написание которых слишком
громоздко, а десятичными логарифма-
ми этих значений: lgr]i = 7, lgr]2 = 2.
Сравним между собой стекло А и стек-
ло 5, характеризующиеся соответствен-
но величинами 1g цД Igr]^, t£ И
lgnf, Ignf, Ф (Рис- !)•
Из графика видно, что отрезок AiA зна-
чительно длиннее, чем At5. Это значит,
7
что при одной и той же скорости ох-
лаждения стекло А будет дольше нахо-
диться в рабочем размягченном состоя-
нии, чем стекло Б, поэтому в производ-
ственной практике стекло А называют
длинным, а стекло Б — коротким. Пер-
вое предпочтительнее при длительном
моделировании пластической формы из-
делия, а второе — при автоматической
выработке (прокатка листового стекла,
прессование и т. п.).
Вязкость стекла можно проектировать,
изменяя его химический состав. Увели-
чение содержания диоксида кремния
повышает вязкость, а увеличение со-
держания оксида натрия Na2O, оксида
калия К2О, оксида свинца РЬО, оксида
цинка ZnO ее понижает.
Скорость твердения стекол зависит не
только от их вязкости, но и от тепло-
прозрачности. Как правило, окрашен-
ные стекла, сильно поглощающие ин-
фракрасное (тепловое) излучение, ох-
лаждаются и твердеют с поверхности
быстрее, а в толще медленнее.
Поверхностное натяжение — работа,
необходимая для сокращения площади
поверхности жидкости (на границе с
другой средой) на 1 см2. Поверхностное
натяжение (Н/м) численно равно силе,
действующей в плоскости касательной
к поверхности жидкости и стремящей-
ся сократить эту поверхность на едини-
цу длины контура, ограничивающего
данную поверхность. Поверхностное на-
тяжение стекломассы составляет 0,25...
0,38 Н/м; оно в четыре раза больше,
чем у воды, и приблизительно такое же,
как у расплавленного свинца.
Поверхностное натяжение имеет боль-
шое значение при варке стекла, когда
идут процессы взаиморастворения ком-
понентов, удаления газовых пузырей
и т. п. Поверхностное натяжение стре-
мится сократить свободную поверхность
стекломассы. В состоянии невесомости
и при отсутствии других внешних сил
поверхностное натяжение свернуло бы
каплю стекломассы в шар.
Гладкость и блеск поверхности изделий,
8
выдутых в деревянных формах, «мяг-
кий», оплавленный край гутных изде-
лий, возможность получения зеркально-
го полированного стекла флоат-спосо-
бом — вот неполный перечень положи-
тельных эффектов, обеспечиваемых по-
верхностным натяжением.
Однако в ряде случаев, например когда
желательно получить на прессованных
изделиях острые ребра и углы, обеспе-
чивающие игру света, поверхностное
натяжение оказывает отрицательное
влияние: несмотря на четкость рисунка,
вырезанного в металлической пресс-
форме, выступы и углы на изделии ока-
зываются оплавленными, а это смазыва-
ет световую игру.
Кристаллизация — это способность
атомной структуры вещества при пере-
ходе из жидкого состояния в твердое
образовывать кристаллическую решет-
ку. При получении обычных стекол это
свойство нежелательно, так как закрис-
таллизованное стекло, как правило, не-
прозрачно, камнеподобно. Считают, что
в ходе кристаллизации протекают два
относительно самостоятельных процес-
са: процесс образования центров крис-
таллизации — со скоростью кц и про-
цесс роста кристаллов на ранее образо-
вавшихся центрах — со скоростью vK.
На практике кристаллизации удается
избежать благодаря тому, что при высо-
кой температуре стекломассы скорость
vK велика, но скорость слишком ма-
ла. И, наоборот, при низкой темпера-
туре скорость vK возрастает, а скорость
снижается. Это приводит к тому, что
в обоих случаях кристаллизация почти
не идет.
Помимо выдерживания в течение дли-
тельного времени в интервале темпера-
тур At благоприятные условия для кри-
сталлизации бывают обусловлены пред-
расположенностью стекла к кристалли-
зации по своему химическому составу,
выбором сырьевых материалов, невысо-
кой вязкостью некоторых стекол при
низких температурах и т. п. Обычно
нежелательная кристаллизация начи-
нается на поверхности контакта стек-
ломассы с огнеупорными деталями при
вязкости до 104 Па-с.
Нежелательную кристаллизацию назы-
вают девитрификацией, а в заводской
практике — расстекловыванием или за-
руханием. В стеклах обычного состава
(оконном, бутылочном) кристаллы рас-
стекловывания (рух) в основном пред-
ставляют собой следующие минералы:
тридимит и кристобалит, являющиеся
разновидностями кристаллического
кварца SiOo; волластонит aCaSiCB,
псевдовол-ластонит fJCaSiOs, девитрит
Na2O-3CaO-6SiC>2 и др.
1.3
Термические свойства стекла
Теплоемкость — это свойство стекла
поглощать определенное количество
тепловой энергии при нагревании 1 кг
стекла на 1°С. Теплоемкость определя-
ют по формуле: Ct=Co (1 + 0,00078 t),
где Ct — теплоемкость стекла при тем-
пературе Z; Со — теплоемкость при 0°С.
В зависимости от химического состава
стекла его теплоемкость равняется
0,336...!,05 кДж/(кг-°С).
Теплоемкость является важным пара-
метром в теплотехнических расчетах
технологических процессов, требующих
нагревания стекла или стекломассы.
Теплопроводность — способность стек-
ла пропускать через свою толщу поток
тепла, обусловленный перепадом темпе-
ратур. Количество тепловой энергии Q,
прошедшей сквозь толщину I стекла за
время т при перепаде температур AZ и
при площади поперечного сечения S
теплового потока, выражается форму-
лой: <2Z = LS-AZt, где X — коэффициент
теплопроводности. Обычно К составляет
около 0,9 Вт/(м-К). Однако даже в
случае кварцевого стекла, отличающе-
гося наибольшей теплопроводностью,
равной 1,34 Вт/(м-К), оказывается, что
стекло проводит тепло в 400 раз хуже,
чем, папрпмер, медь.
Термическое расширение. Свойство стек-
ла увеличиваться в объеме при нагре-
вании и уменьшаться при охлаждении
называется объемным термическим рас-
ширением. Однако обычно имеют дело с
линейным термическим расширением,
т. е. с изменением линейных размеров:
lt = lo (1 + aAZ), где It—длипа образца
при температуре t; lo — длина образца
при Zo = 2O°C; AZ— температурный ин-
тервал нагревания (охлаждения), рав-
ный AZ = Z—to. Отсюда линейный ко-
эффициент термического расширения
(КТР) a=(Z<-Zo)/ZoAZ=(AZ/Zo)/AZ, где
&l = lt—lo означает абсолютное удлине-
ние (сокращение) образца, а AZ/Zo —
относительное удлинение (сокраще-
ние).
КТР означает, на какую долю от сво-
ей первоначальной длины удлинится
(сократится) образец при нагревании
(охлаждении) на 1°С.
Наименьшим КТР обладает кварцевое
стекло: 5-10-7 град-1. КТР обычных
стекол в среднем составляет 100...
120-10~7 град-1.
Коэффициент объемного термического
расширения р = 3а.
При сваривании и спекании различных
стекол необходимо убедиться в том,что
их КТР совпадают. То же справедливо
и для горячего соединения стекла с
металлом.
Термостойкость — способность стекла
выдерживать, не растрескиваясь, резкое
нагревание или резкое охлаждение.
Если в толстостенный стакан из стек-
ла быстро налить кипяток, то при этом
относительно тонкий слой стекла вбли-
зи внутренней стенки довольно быстро
нагреется и будет стремиться расши-
ряться. Однако остальная толща стекла
вплоть до наружной поверхности стен-
ки не успеет прогреться и расширить-
ся. Поэтому эта толща не позволит рас-
шириться тонкому нагретому слою ион
останется в сжатом состоянии. При
этом остальная толща сравнительно хо-
лодного стекла подвергнется некоторо-
му растяжению. Поскольку в данном
9
случае решающее значение имеет со-
стояние тонкого внутреннего слоя, а он
испытывает сжатие, которое стекло, как
указано ниже, выдерживает хорошо, то
чаще всего стеклянный стакан, запол-
няемый кипятком, не растрескивается.
Напротив, при резком охлаждении, на-
пример, когда в горячий стакан нали-
вают холодную воду, наблюдается об-
ратная картина: вероятность растрески-
вания стакана гораздо больше, потому
что тонкий слой стекла вблизи внут-
ренней поверхности стенки, быстро ох-
лаждаясь, стремится сжаться, по не мо-
жет этого сделать, будучи связанным
с остальной толщей более теплого стек-
ла, и оказывается в опасном для стек-
ла растянутом состоянии.
Термостойкость измеряется предельным
интервалом температур Ai между на-
ружным поверхностным слоем стекла и
его внутренней толщей, который стек-
ло еще может выдержать без разру-
шения.
При нагреве \t = tilav—?Вн, а при охлаж-
дении = —iHap- Различие термо-
стойкости стекла в этих двух случаях
разительно: один и тот же образец при
нагревании выдерживает мгновенный
температурный перепад до 450°С, но,
будучи резко охлажден, растрескивает-
ся при температурном перепаде всего
60°С.
Тонкостенное изделие, например тот же
стакан, лучше выдерживает резкие из-
менения температуры, чем изделие с
толстыми стенками, так как тонкая
стенка прогревается насквозь и во всех
своих участках расширяется более или
менее одинаково.
Наиболее термостойким является квар-
цевое стекло, способное выдержать пе-
репад температур до 1000°С.
Термостойкость стекол тем выше, чем
ниже их КТР (практически этот крите-
рий считают основным), чем выше мо-
дуль упругости Е и прочность при рас-
тяжении 7?р. С другой стороны, термо-
стойкость тем ниже, чем сильнее по-
вреждена поверхность стекла царапина-
10
ми, шлифованием и т. п., чем больше
включений содержит стекло и чем ху-
же оно отожжено.
1.4
Механические свойства
Плотность вещества — величина, равная
отношению массы вещества к занимае-
мому объему: p = m/F, где т — масса
образца, кг; V — объем образца, м3.
Плотность обычного простого стекла,
например оконного, составляет около
2 500, кварцевого стекла — 2 200, хру-
стального — 3 000 кг/м3.
Значение плотности используют при
экспериментальном определении одно-
родности стекла, а также в конструкци-
онных и теплотехнических расчетах.
Упругость — это свойство вещества де-
формироваться под действием силы,
приложенной извне, а после прекраще-
ния действия этой силы возвращаться
в первоначальное состояние. Хрупкие
твердые тела, например стекло, разру-
шаются, если приложенная сила пре-
высит ту, при которой еще возможна
упругая деформация.
Упругость выражают через модуль уп-
ругости Е, который можно измерить
следующим образом. К стеклянной ни-
ти длиной I и площадью поперечного
сечения S прикрепляют груз Р. Нить
подвешивают вертикально и изменяют
ее удлинение AZ под действием груза.
Наблюдается соотношение: \l~PlfS\l,
откуда Е = PI/SЛ1. Величины, стоящие в
правой части этого выражения, можно
измерить непосредственно и вычислить
таким образом Е (Н/м2 или Па). Так
как Е для упругих тел велик, то обыч-
но используют более крупную единицу:
1 МПа = 106 Па; 1 МПа = 0,0981 кгс/
/мм2 = 9,81 кгс/см2. Для различных сте-
кол модуль упругости составляет от
48 000 до 83 000 МПа. Значения моду-
ля упругости фигурируют в конструк-
ционных расчетах стеклянных деталей,
а также в расчетах их термостойкости.
Прочность — способность материала со-
противляться разрушению и образова-
нию остаточных деформаций от дейст-
вия напряжений. Если сжимающее уси-
лие F направлено перпендикулярно к
поперечному сечению образца, имеюще-
му площадь А, то в образце возникает
напряжение сжатия: <yCm=F/A. При
7 величении усилия F напряжение при
сжатии о<ж также возрастает (при од-
ной и той же площади А поперечного
сечения образца) и, наконец, достига-
ет критической величины 7?Сж, при ко-
торой стекло разрушается. Образцы из
одного и того же стекла, но с разной
площадью поперечного сечения разру-
шаются при различных значениях кри-
тического усилия ЕКр, но для одного и
того же стекла, независимо от размеров
образцов, величина разрушающего
напряжения при сжатии Rem одина-
кова.
Эту величину называют пределом проч-
ности при сжатии Rem~FbVlA (Па).
Предел прочности некоторых стекол
при сжатии достигает 2 000 МПа. Ана-
логично сказанному выше предел проч-
ности стекла при растяжении Rv—
=Fvp/A.
Стекло выдерживает большую проч-
ность при сжатии, чем при растяже-
нии. Для стекла 7?Р достигает 100 МПа,
в то время как, например, для найло-
на — 500 МПа.
Если поверхность стекла повреждена
царапинами или микротрещипами, а,
как правило, именно так и бывает, то
прочность стекла еще более уменьша-
ется.
Твердость — способность поверхностно-
го слоя стекла сопротивляться прони-
канию в этот слой острия царапающей
иглы, частиц шлифующего абразива
и т. п.
Качественно оценить твердость стекла
можно по шкале Мооса, которая при-
писывает ряду минералов и стеклу ус-
ловные значения твердости от 1 до 10:
гипс 1, каменная соль 2, известковый
шпат 3, плавиковый шпат 4, апатит 5,
стекло 6, кварц 7, топаз 8, корунд 9,
алмаз 10.
Стекло оставляет царапины на минера-
лах с меньшим показателем и наоборот:
его царапают минералы с большим по-
казателем твердости по Моосу. Однако
эта шкала не позволяет судить о том,
во сколько раз стекло тверже или мяг-
че указанных минералов.
Количественно можно оценить твер-
дость стекла следующими способами:
1) по ширине царапины, оставляемой
на поверхности стекла алмазной иглой
с радиусом закругления острия 2 мкм
под нагрузкой от 1,5 до 50,0 мН; 2) по
объему стекла, сошлифованному опре-
деленным абразивом в заданных усло-
виях; 3) по величине отпечатка, остав-
ляемого на поверхности стекла алмаз-
ной пирамидой, вдавливаемой в стекло
под нагрузкой. В последнем случае мы
имеем дело с так называемой микро-
твердостью стекла: Я= 1,854 PID\ где
Р — нагрузка, Н; D — размер диагона-
ли квадратного отпечатка, м. Микро-
твердость различных стекол, а следова-
тельно, и связанная с ней твердость
сошлифовывания колеблются от 480 до
10 000 МПа.
Хрупкость — свойство стекла, находя-
щегося в твердом состоянии (ц =
= 1013Па-с), мгновенно разрушаться
при сильном ударе, когда напряжения
превышают те, при которых возможна
упругая деформация. Показатель хруп-
кости ог = 2А/У, где 2А = 9,8т£Я —
сумма работ по разрушению образца
объемом V, определяемая путем неод-
нократного сбрасывания стального ша-
ра массой т с последовательно возрас-
тающих высот Ну, Н2, Н3, ..., Нп
= Я1+Я2+Яз + ...+Ял) на образец в
виде стеклянной пластинки, положен-
ной на опоры «мостиком», т. е. опи-
рающейся лишь краями, до тех пор, по-
ка стекло не разобьется. Для обычпого,
например окопного стекла о=15—
20 кДж/м3.
И
1.5
Электрические свойства
Электрическое сопротивление — свой-
ство материала препятствовать прохож-
дению через него электрического тока.
Удельное сопротивление (Ом-м) р =
=jRS/l, где S — площадь поперечного
сечения образца, м2; 1 — длина образ-
ца, м.
В холодном состоянии стекло характе-
ризуется высоким удельным сопротив-
лением: 1010 Ом-м и может служить
электроизоляционным материалом.
Стекломасса, находящаяся в процессе
варки в состоянии густой жидкости,
напротив, обладает низким удельным
сопротивлением: от 0,001 до 0,1 Ом-м,
поэтому возможна варка стекла с по-
мощью электрического тока, пропускае-
мого непосредственно через стекло-
массу.
Электрическая проводимость — способ-
ность материала пропускать электриче-
ский ток. Удельная проводимость v об-
ратна удельному сопротивлению р : v —
= 1/р 1/0м-м или См/м (1 См = 1 Ом-1).
Соответственно при комнатной темпера-
туре v стекла составляет 10-10 См/м, а
при температуре варки — от 10 до
1 000 См/м.
Диэлектрическая проницаемость — от-
ношение емкости Сх электрического
конденсатора, между обкладками кото-
рого находится стеклянная пластинка, к
емкости С того же конденсатора, если
вместо стекла имеется просто воздуш-
ный зазор: г = Сх1С. Величина е явля-
ется безразмерной. Для кварцевого стек-
ла составляет 3,75, а для оконного —
С,5...8.
Диэлектрические свойства —это способ-
ность вещества не проводить электри-
ческие заряды. Тела, изготовленные из
диэлектриков, называют изоляторами.
Электрическая прочность. При комнат-
ной температуре стекло является ди-
электриком, т. е. почти не пропускает
электрический ток. Однако очень высо-
кое напряжение, равное 8...10 МВ, про-
бивает стеклянную пластинку толщиной
1 см. Это напряжение и является пре-
делом электрической прочности стекла,
так как при меньшем напряжении
электричество почти не проходит сквозь
стекло.
1.6
Оптические свойства
Прозрачность — способность стекла про-
пускать лучи света. Стекло, пропус-
кающее световые лучи в том же на-
правлении и в той же последователь-
ности, как они входят, характеризуется
просматриваемостью: через такое стек-
ло предметы, находящиеся за ним, вид-
ны без искажений. Прозрачность стек-
ла никогда не бывает полной. При про-
хождении света через стекло всегда
имеют место два рода потерь: потери,
обусловленные отражением, и потери
поглощения. Поглощенная световая
энергия расходуется на нагревание
стекла и на изменение внутриатомных
энергетических состояний в стекле:
Фо = Фотр + Фдогл + Фпр,
где Фо — световой поток, входящий в
стекло, лм; Ф0Тр — потери светового по-
тока, обусловленные отражением, лм;
Фпогл — потери светового потока, обу-
словленные светопоглощением, лм;
Фпр — пропущенный стеклом световой
поток, лм.
Прозрачность стекла характеризуется
пропусканием света: т = Фпр/Фо. Для
окопного стекла т=0,9, пли 90%.
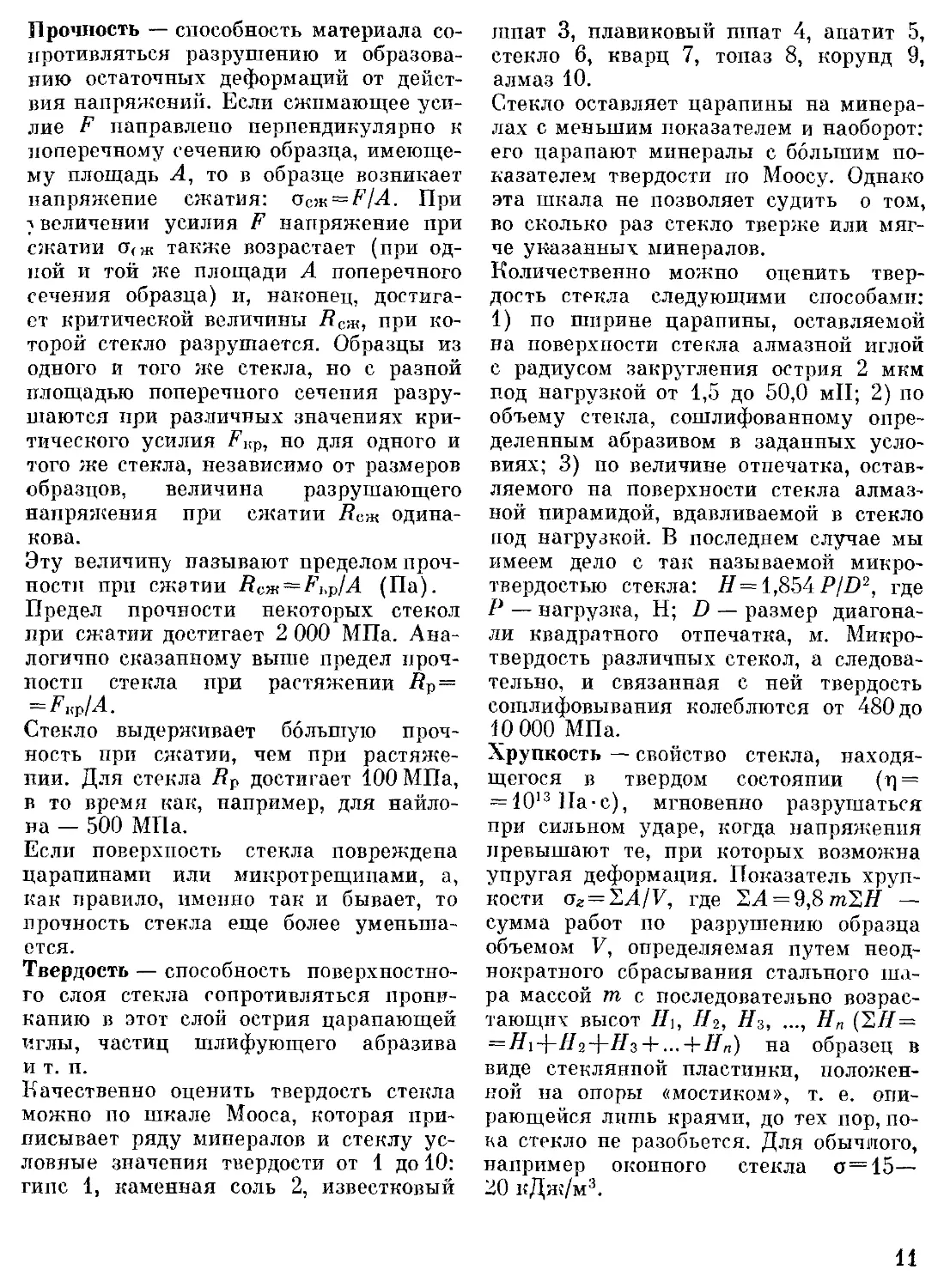
В окрашенном прозрачном стекле на-
блюдается избирательное пропускание
и поглощение цветных лучей спектра,
характеризующихся той или иной дли-
ной волны X (рис. 2). При этом для
каждой длины световых волн. т. е. для
каждого цвета: DK =k\dCji 7\=10-DX-
Измерив и вычислив Ох пли строят
графики зависимости D и т от длины
волны X.
12
Знание пропускания света (или оптиче-
ской плотности) цветных стекол в види-
мой части спектра необходимо для ко-
личественной оценки цветности этих
стекол, а знание соответствующих ха-
рактеристик в невидимых, а именно в
инфракрасной и ультрафиолетовой, час-
тях спектра — для выяснения такого
технологически важного свойства стек-
ломассы, как теплопрозрачность.
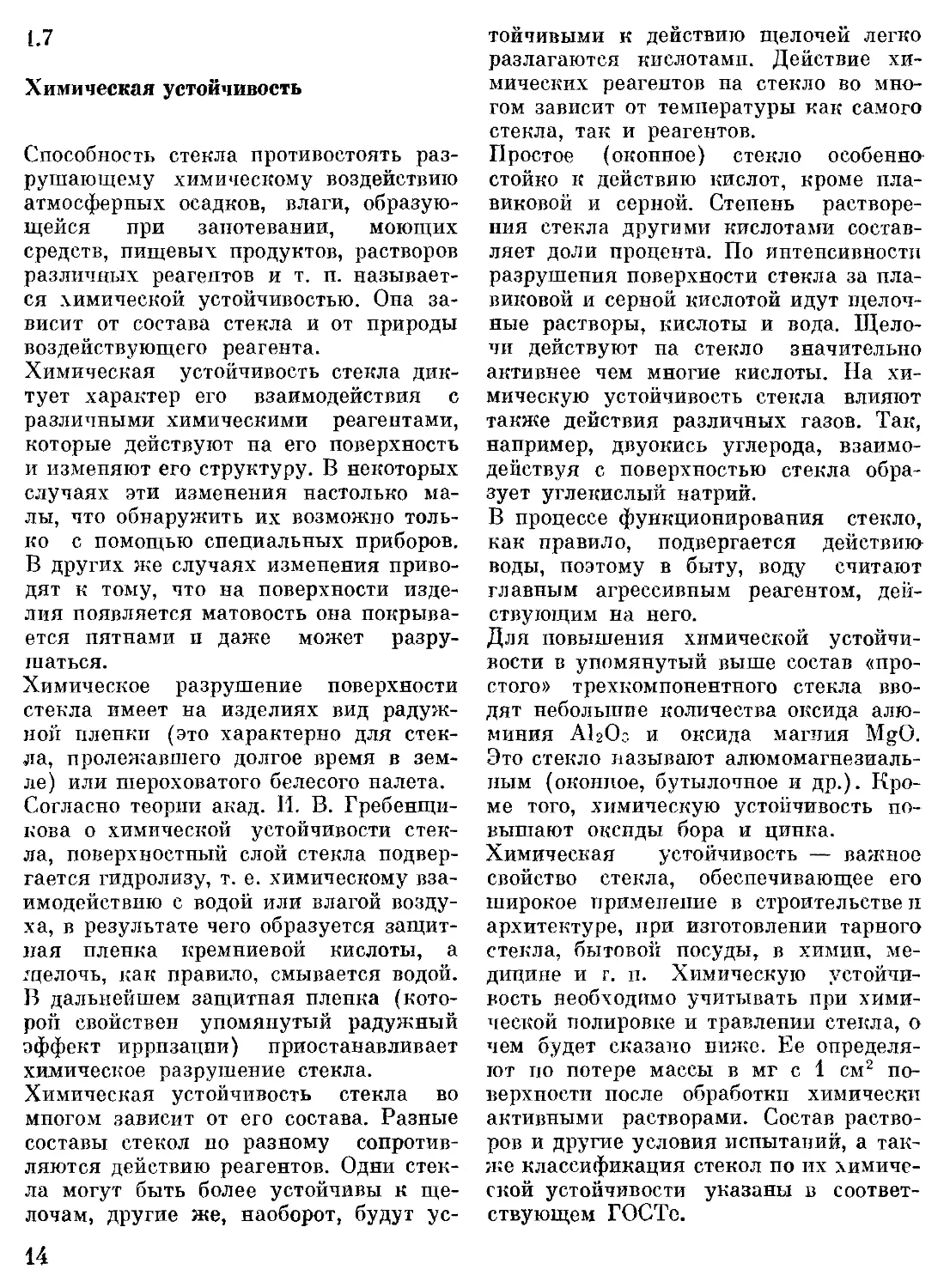
Светопреломление — изменение направ-
ления луча света при его переходе из
одной среды в другую, отличающуюся
от первой по плотности. В случае стек-
ла светопреломление чаще всего на-
блюдается при переходе луча света из
воздуха в стекло и обратно (рис. 3).
Светопреломление характеризуется сле-
дующей закономерностью: ra=sin а/
/sin Р = с/р, где га — показатель свето-
преломления, безразмерная величина;
о. — угол падения; Р — угол преломле-
ния; с — скорость света в воздухе,
км/с; v — скорость света в стекле, км/с.
Так как с>и и в рассматриваемом слу-
чае а>Р (sina>sinP), то га>1. Пока-
затель светопреломления не зависит от
величины угла падения а. В то же вре-
мя показатель п зависит от плотности
стекла: чем плотнее стекло, тем меньше
угол преломления р, а следовательно,
тем выше га. Кроме того, чем больше
длина волны к падающего света, тем
меньше преломление этого луча, поэто-
му различное преломление световых лу-
чей стеклянной призмой приводит к
разложению белого света и к образова-
нию цветного спектра.
Каждое светящееся тело характеризует-
ся своим собственным спектром. Обыч-
но показатель п определяют не для бе-
лого света, а для желтого излучения,
испускаемого светящимися парами нат-
рия Na (так называемая «линия Z)»)
и характеризующегося определенной
длиной волны Zd = 589,3 нм. В резуль-
тате получают величину по. Для хру-
сталя га = 1,65, что превышает соответ-
ствующее значение для оконного стек-
ла (и = 1,52) приблизительно на 10%,
однако даже столь небольшое превыше-
ние этого показателя дает значительное
видимое усиление сверкания, блеска
стекла.
Разложение луча света на цвета спект-
ра при переходе его через призму на-
зывается дисперсией.
Разницу между показателями прелом-
ления крайних лучей видимого спектра:
фиолетового и красного лучей, а имен-
но Пф—ик, называют средней дисперси-
ей данного стекла. Чем больше средняя
дисперсия, тем заметнее «радужный эф-
фект», создаваемый призматическими
элементами резного рисунка на стек-
лянных изделиях. Более высокой сред-
ней дисперсией характеризуется свин-
цовый хрусталь.
Хрустальные стекла содержат оксид
свинца РЬО, который можно частично
или полностью заменить другими окси-
дами, оказывающими положительное
влияние на оптические свойства стекла
и в первую очередь на его светопрелом-
ление. К этим оксидам относятся ВаО,
ZnO, ZrCh и др. Хрустальные стекла
как раз отличаются повышенным свето-
преломлением и дисперсией, а эти свой-
ства очень важны при создании особого
вида художественного стекла: гранено-
го и резного хрусталя.
Отражение света — явление, происхо-
дящее на границе двух сред, из кото-
рых по крайней мере одна должна быть
прозрачной, и заключающееся в том, что
световой луч, распространяющийся в
прозрачной среде, достигая поверхности
другой среды, непрозрачной или же
прозрачной, но обладающей показате-
лем преломления, отличным от показа-
теля первой среды, частично преломля-
ется и частично отражается в первую
среду. Благодаря отражению света мы
видим предметы, которые не испуска-
ют собственного света.
Надо отметить, что освещенные ис-
кусственным светом предметы дают
нам не то представление о цвете, кото-
рое мы имеем при освещении их сол-
нечным светом.
13
1.7
Химическая устойчивость
Способность стекла противостоять раз-
рушающему химическому воздействию
атмосферных осадков, влаги, образую-
щейся при запотевании, моющих
средств, пищевых продуктов, растворов
различных реагентов и т. п. называет-
ся химической устойчивостью. Она за-
висит от состава стекла и от природы
воздействующего реагента.
Химическая устойчивость стекла дик-
тует характер его взаимодействия с
различными химическими реагентами,
которые действуют на его поверхность
и изменяют его структуру. В некоторых
случаях эти изменения настолько ма-
лы, что обнаружить их возможно толь-
ко с помощью специальных приборов.
В других же случаях изменения приво-
дят к тому, что на поверхности изде-
лия появляется матовость она покрыва-
ется пятнами п даже может разру-
шаться.
Химическое разрушение поверхности
стекла имеет на изделиях вид радуж-
ной пленки (это характерно для стек-
ла, пролежавшего долгое время в зем-
ле) или шероховатого белесого налета.
Согласно теории акад. И. В. Гребенщи-
кова о химической устойчивости стек-
ла, поверхностный слой стекла подвер-
гается гидролизу, т. е. химическому вза-
имодействию с водой или влагой возду-
ха, в результате чего образуется защит-
ная пленка кремниевой кислоты, а
щелочь, как правило, смывается водой.
В дальнейшем защитная пленка (кото-
рой свойствен упомянутый радужный
эффект иррпзации) приостанавливает
химическое разрушение стекла.
Химическая устойчивость стекла во
многом зависит от его состава. Разные
составы стекол по разному сопротив-
ляются действию реагентов. Одни стек-
ла могут быть более устойчивы к ще-
лочам, другие же, наоборот, будут ус-
14
тойчивыми к действию щелочей легко
разлагаются кислотами. Действие хи-
мических реагентов на стекло во мно-
гом зависит от температуры как самого
стекла, так и реагентов.
Простое (оконное) стекло особенно
стойко к действию кислот, кроме пла-
виковой и серной. Степень растворе-
ния стекла другими кислотами состав-
ляет доли процента. По интенсивности
разрушения поверхности стекла за пла-
виковой и серной кислотой идут щелоч-
ные растворы, кислоты и вода. Щело-
чи действуют на стекло значительно
активнее чем многие кислоты. На хи-
мическую устойчивость стекла влияют
также действия различных газов. Так,
например, двуокись углерода, взаимо-
действуя с поверхностью стекла обра-
зует углекислый натрий.
В процессе функционирования стекло,
как правило, подвергается действию
воды, поэтому в быту, воду считают
главным агрессивным реагентом, дей-
ствующим на него.
Для повышения химической устойчи-
вости в упомянутый выше состав «про-
стого» трехкомпонентного стекла вво-
дят небольшие количества оксида алю-
миния АЬОз и оксида магния MgO.
Это стекло называют алюмомагнезиаль-
ным (оконное, бутылочное и др.). Кро-
ме того, химическую устойчивость по-
вышают оксиды бора и цинка.
Химическая устойчивость — важное
свойство стекла, обеспечивающее его
широкое применение в строительстве и
архитектуре, при изготовлении тарного
стекла, бытовой посуды, в химии, ме-
дицине и г. п. Химическую устойчи-
вость необходимо учитывать при хими-
ческой полировке и травлении стекла, о
чем будет сказано ниже. Ее определя-
ют по потере массы в мг с 1 см2 по-
верхности после обработки химически
активными растворами. Состав раство-
ров и другие условия испытаний, а так-
же классификация стекол по их химиче-
ской устойчивости указаны в соответ-
ствующем ГОСТе.
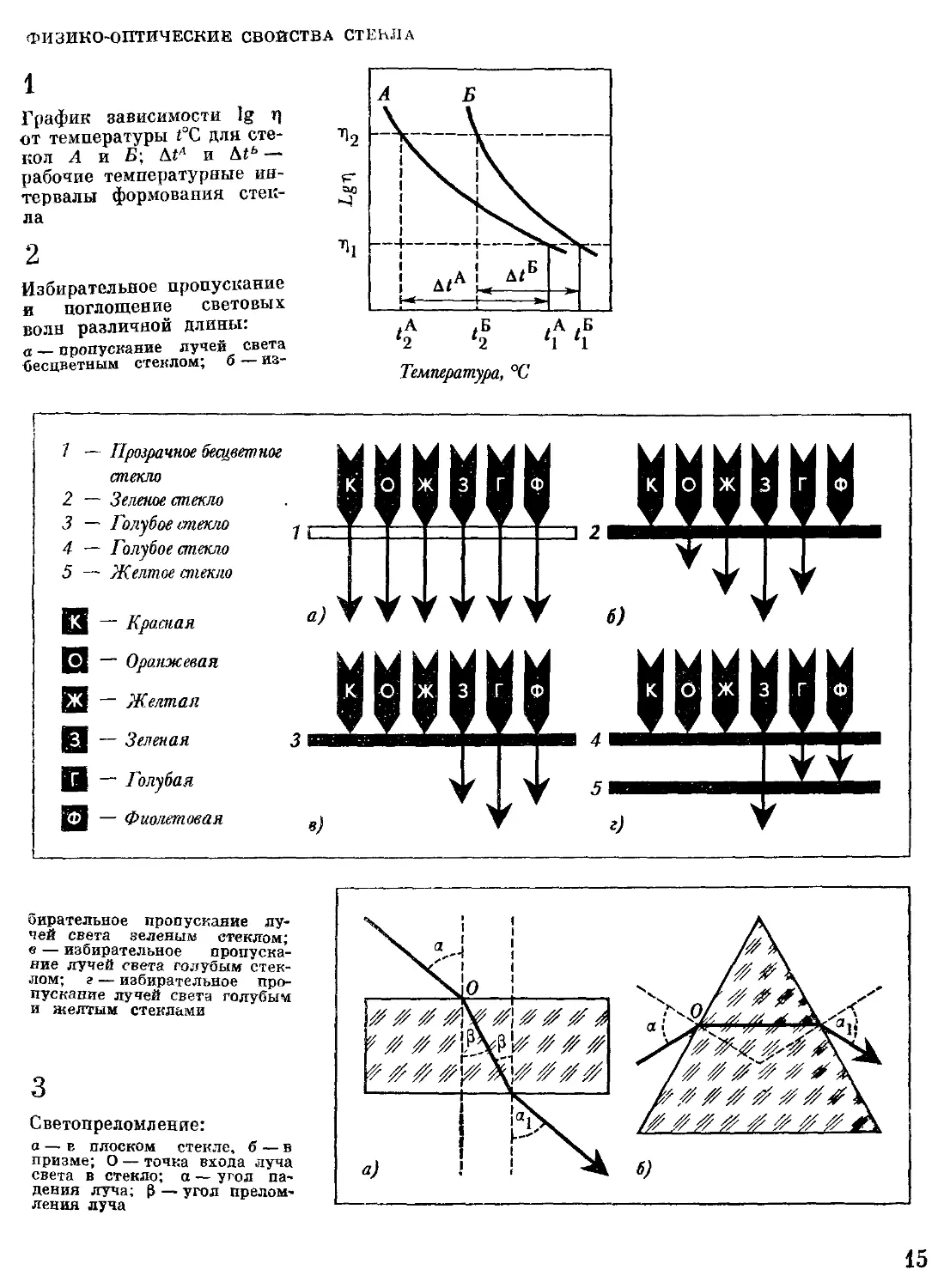
ФИЗИКО-ОПТИЧЕСКИЕ СВОЙСТВА СТЕКЛА
1
График зависимости 1g г]
от температуры t°C для сте-
кол А и Б; At4 и At6 —
рабочие температурные ин-
тервалы формования стек-
ла
2
Избирательное пропускание
и поглощение световых
волн различной длины:
а — пропускание лучей света
бесцветным стеклом; о — из-
бирательное пропускание лу-
чей света зеленым стеклом;
в — избирательное пропуска-
ние лучей света голубым стек-
лом; е — избирательное про-
пускание лучей света голубым
и желтым стеклами
3
С ветопреломл ение:
а — в плоском стекле, б — в
призме; О — точка входа луча
света в стекло; а — угол па-
дения луча; Р — угол прелом-
ления луча
15
2
2 1
Основы
технологии
стекловарения
Сырьевые материалы
Качество сырья оказывает исключи-
тельно важное влияние на процесс стек-
ловарения и на качество готовых изде-
лий.
Сырьевые материалы можно разделить
на главные и вспомогательные. Глав-
ные, или стеклообразующие материалы,
вступают в процессе стекловарения в
химическое и физическое взаимодейст-
вие между собой, образуя стекломассу.
Эти материалы содержат необходимые
компоненты стекла: кислотные, щелоч-
ные и щелочно-земельные оксиды.
Вспомогательные материалы облегчают
процесс стекловарения, придают стекло-
массе и стеклу нужные свойства. К та-
ким материалам относят ускорители
варки, осветлители, красители и глу-
шители.
Каждый сырьевой материал, природный
или естественный, должен содержать
возможно большее количество оксидов
(или других соединений), ради которых
их вводят. Природные материалы, как
правило, содержат несколько полезных
оксидов.
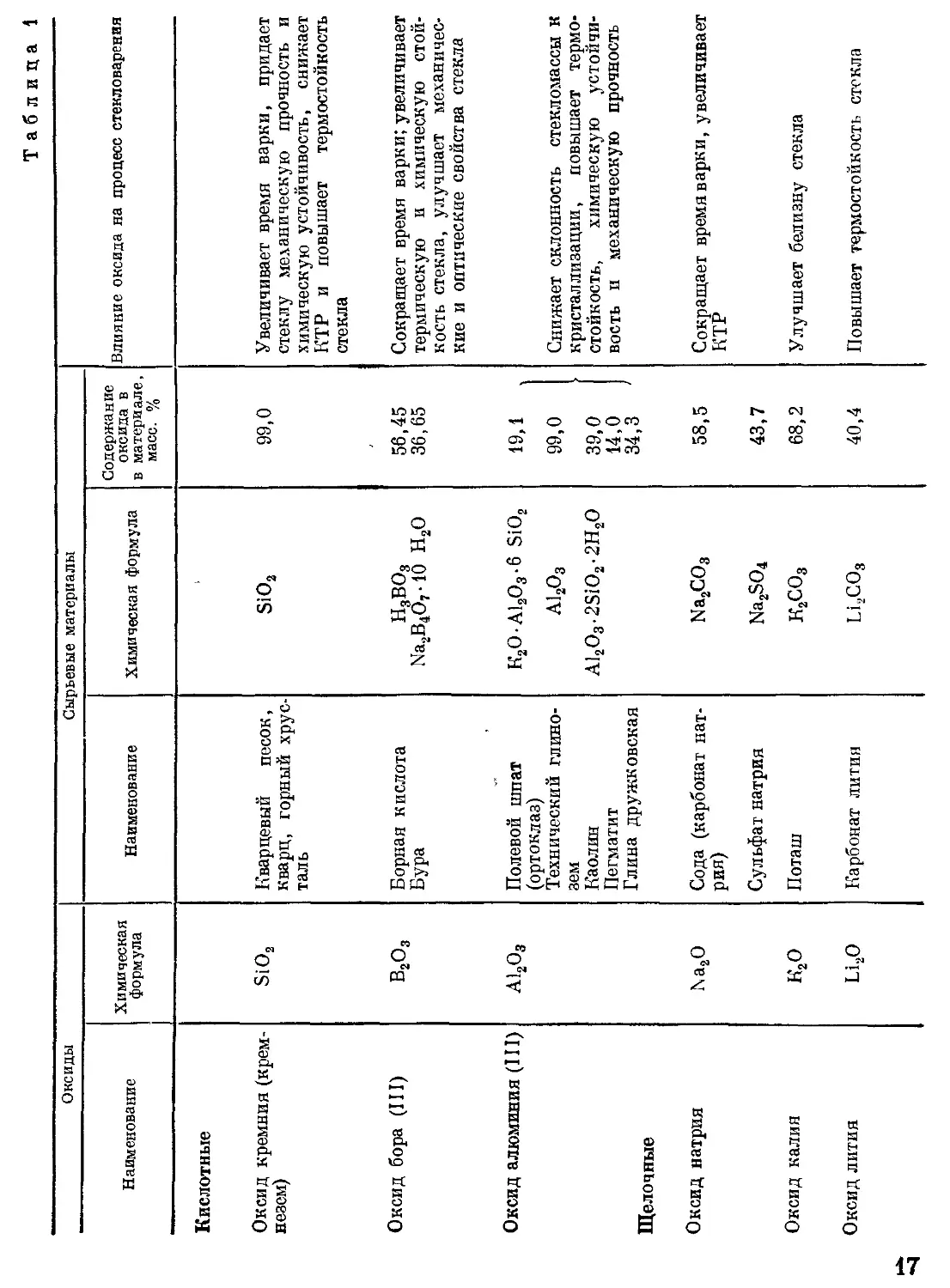
Характеристики основных сырьевых ма-
териалов даны в табл. 1.
В связи с тем, что искусственно полу-
чаемые сырьевые материалы, содержа-
щие щелочные оксиды, являются доро-
гостоящими, интерес представляют при-
родные щелочесодержащие материалы,
к которым помимо упомянутого в
табл. 1 ортоклаза относятся ХагО + КгО
(мае. %): нефелиновый концентрат —
19, вулканическое стекло (обсидиан) —
8,5; трахит — 9,7, вулканический пе-
пел — 7, пемза — 8 и др.
Из числа искусственных материалов
могут применяться также шлаки, отхо-
ды («хвосты») обогащения руд, сили-
кат натрия (иначе — силикат-глыба,
«жидкое стекло» ХагЗЮз).
Наряду с стеклообразующими материа-
лами применяют стекольный бой того
Таблица 1
Оксиды Сырьевые материалы
Наименование Химическая формула Наименование Химическая формула Содержание оксида в в материале, масс. % Влияние оксида на процесс стекловарения
Кислотные
Оксид кремния (крем- незем) SiO2 Кварцевый песок, кварц, горный хрус- таль SiO3 99,0 Увеличивает время варки, придает стеклу механическую прочность и химическую устойчивость, снижает КТР и повышает термостойкость стекла
Оксид бора (III) В2О3 Борная кислота Бура Н3ВО3 * Ю Н2О 56,45 36,65 Сокращает время варки; увеличивает термическую и химическую стой- кость стекла, улучшает механичес- кие и оптические свойства стекла
Оксид алюминия (III) Щелочные А12о3 Полевой шпат (ортоклаз) Технический глино- зем Каолин Пегматит Глина дружковская К2О-А12О3-6 SiO2 А12О3 Al2O3'2SiO2-2H2O 19,1 99,0 39,0 14,0 34,3 Снижает склонность стекломассы к кристаллизации, повышает термо- стойкость, химическую устойчи- вость и механическую прочность
Оксид натрия 1\агО Сода (карбонат нат- рия) Na2CO3 58,5 Сокращает время варки, увеличивает КТР
Сульфат натрия Na2SO4 43,7
Оксид калия К2О Поташ к2со3 68,2 Улучшает белизну стекла
Оксид лития Ы2О Карбонат лития Li2CO3 40,4 Повышает термостойкость стекла
ч
Продолженйё
Оксиды Сырьевые материалы Влияние оксида на процесс стекловарения
Наименование Химическая формула Наименование Химическая формула Содержание оксида в материале, мае. %
Щелочноземельные
Оксид кальция СаО Известняк, мел СаСО3 56,0 Улучшает механическую прочность и химическую устойчивость стекла
Оксид свиица РЬО Свинцовый Свинцовый сурик глет РЬ304 РЬО 97,7 100,0 Значительно повышает показатель светопреломления, усиливает блеск и «радужную игру» стекла
Оксид магния MgO Доломит MgCO3-CaCO3 45,5 Снижает склонность стекломассы к кристаллизации, повышает химичес- кую устойчивость стекла
Оксид бария ВаО Витерит ВаСО3 77,7 Ускоряет варку стекломассы, по- вышает химическую устойчивость и показатель светопреломления стекла
Оксид цинка ZnO ZnO 100,0 Повышает термостойкость и хими- ческую устойчивость стекла, увели- чивает показатель светопреломления стекла
же состава, что и запроектированное
стекло, взятый в количестве от ’/ч до
*/з от массы смеси всех сырьевых ма-
териалов. Стеклобой не должен содер-
жать ржавчины (например, от трубок),
так как она вызывает нежелательное
окрашивание стекломассы.
Применение стеклобоя не только облег-
чает процесс стекловарения, но и позво-
ляет утилизировать битое стекло, воз-
никающее па различных стадиях выра-
ботки и обработки изделий.
2.2
Шихта и ее приготовление
Однородная смесь сухих сыпучих мате-
риалов, содержащая стеклообразующие
оксиды в заданном соотношении, назы-
вается шихтой.
Хранение сырьевых материалов. В про-
изводстве художественных изделий из
стекла важное значение имеет чистота
сырьевых материалов. Во избежание за-
грязнения этих материалов следует
принять специальные меры. Материалы
необходимо хранить в крытых складах.
Лари, силосы, бункера и другие храни-
лища должны надежно защищать сырье
от осадков, почвенной влаги, заноса
пыли, сажи, частиц угля. Недопусти-
мо также взаимозагрязненис материа-
лов.
Подготовка материалов заключается в
очистке от изначально присутствовав-
ших в них примесей (т. е. в обогаще-
нии), а также в сушке, измельчении,
просеивании и перемещении на опера-
цию взвешивания.
Обогащению подвергают главным обра-
зом песок. В лучших песках из Любе-
рецкого, Новоселовского и других мес-
торождений содержится около
0,05 мае.% оксида железа (III) Fe2O3,
что при варке бесцветного и особенно
<рустального стекла недопустимо.
Если примеси железа присутствуют в
песке в виде частиц железных руд раз-
мерами 0,6 мм, то их отсеивают на ка-
чающихся или вибрационных грохотах,
ситах-буратах и виброситах. Заодно от-
сеиваются и крупные частицы песка,
замедляющие процесс стекловарения.
Если примеси железа присутствуют в
виде глинистых частиц диаметром ме-
нее 0,15 мм, то их удаляют промывкой
песка в винтовых противоточных аппа-
ратах. Одновременно вымывается и
мелкая песчаная пыль, которая в даль-
нейшем могла бы слипнуться в круп-
ные комья и образовать кварцевые кам-
ни в стекломассе.
Способ воздушной сепарации позволяет
одновременно удалять слишком круп-
ные и слишком мелкие частицы песка
вместе с частицами примесей. При этом
песок продувается в горизонтальную
трубу потоком воздуха. В трубе части-
цы попадают в соответствующие люки:
крупные частицы ближе, мелки©
дальше.
Если примеси обладают магнитными
свойствами (частицы магнетита, желез-
ные опилки и т. п.), то эффективным
средством избавления от них является
извлечение при помощи электромагни-
та (магнитная операция).
Известно, что примесные соединения
железа могут не только обволакивать
каждую частицу песка тонкой пленкой,
но и присутствовать в виде вкраплений
внутри зерен песка.
В таких случаях рациональным оказы-
вается способ флотооттирки, предусмат-
ривающий продувку сжатым воздухом
смеси песка с водой (пульпы) с одно-
временным добавлением пенообразую-
щих веществ. Многократно сталкиваю-
щиеся зерна песка соскабливают желе-
зистую пленку, частицы которой уно-
сятся слоем пены.
Дроблению и измельчению подвергают-
ся кусковые сырьевые материалы: из-
вестняк, мел и др. В случае образова-
ния слипшихся комьев таким сыпучим
материалам, как сода, поташ, селитра,
требуется разрыхление. Измельчение и
разрыхление обязательно сопровожда-
ются просеиванием.
19
Подготовка сырьевых материалов осу-
ществляется в составном цехе стеколь-
ного завода. Однако лучше, если сырье-
вые материалы обрабатываются на спе-
циализированных предприятиях по мес-
ту добычи и в таком виде поступают на
завод.
Вначале выбирают состав стекла, на-
пример мае.%: 75,5 SiO2, 6 СаО,
2,5 MgO, 15,0 Na2O, 1,0 К2О.
Затем рассчитывают состав шихты по
известному ранее составу сырьевых ма-
териалов и получают рецепт шихты,
кг; 75,71 песка, 4,24 мела, 12,62 доло-
мита 27,80 соды, 1,70 поташа, всего
121,87 кг шихты на 100 кг стекла. Раз-
ница в 21,87 кг приходится на потери
в виде углекислого газа, содержащегося
в молекулах карбонатов.
Сырьевые материалы отвешивают в
указанном количественном соотноше-
нии на весах той или иной конструк-
ции, а затем перемешивают в смесите-
ле. По типу замкнутой камеры, в кото-
рой происходит перемешивание, смеси-
тели делят на барабанные (корытные и
конусные) и тарельчатые.
Однородность полученной шихты явля-
ется ее важнейшим свойством. Готовая
шихта требует таких способов хране-
ния, перемещения и загрузки в печь,
которые предотвращали бы ее расслаи-
вание. Сыпучая шихта обычно хра-
нится в специальных бункерах. Однако
длительное ее хранение без перемеши-
вания не рекомендуется, так как это мо-
жет привести к ее слеживанию. В слу-
чае обычной сыпучей шихты удовлетво-
рить это требование довольно трудно.
Поэтому предложены способы дополни-
тельной обработки: брикетирование и
гранулирование, согласно которым к
шихте добавляют водный раствор ще-
лочного силиката («жидкого стекла»,
иначе — силикатного клея) и превра-
щают шихту в тесто. Из этого теста
формуют брикеты или гранулы, под-
вергаемые отверждению, что предотвра-
щает расслаивание и пыление шихты,
позволяет заготавливать ее впрок.
20
2.3
Варка стекла
Технологический процесс стекловаре-
ния. Протекающий в специальной вы-
сокотемпературной печи процесс пре-
вращения шихты в расплав стекломас-
сы (похожий на расплав металла) на-
зывается варкой или стекловарением.
Этот процесс можно условно разделить
па 5 стадий: силикатообразование, стек-
лообразование, осветление, усреднение
состава, охлаждение.
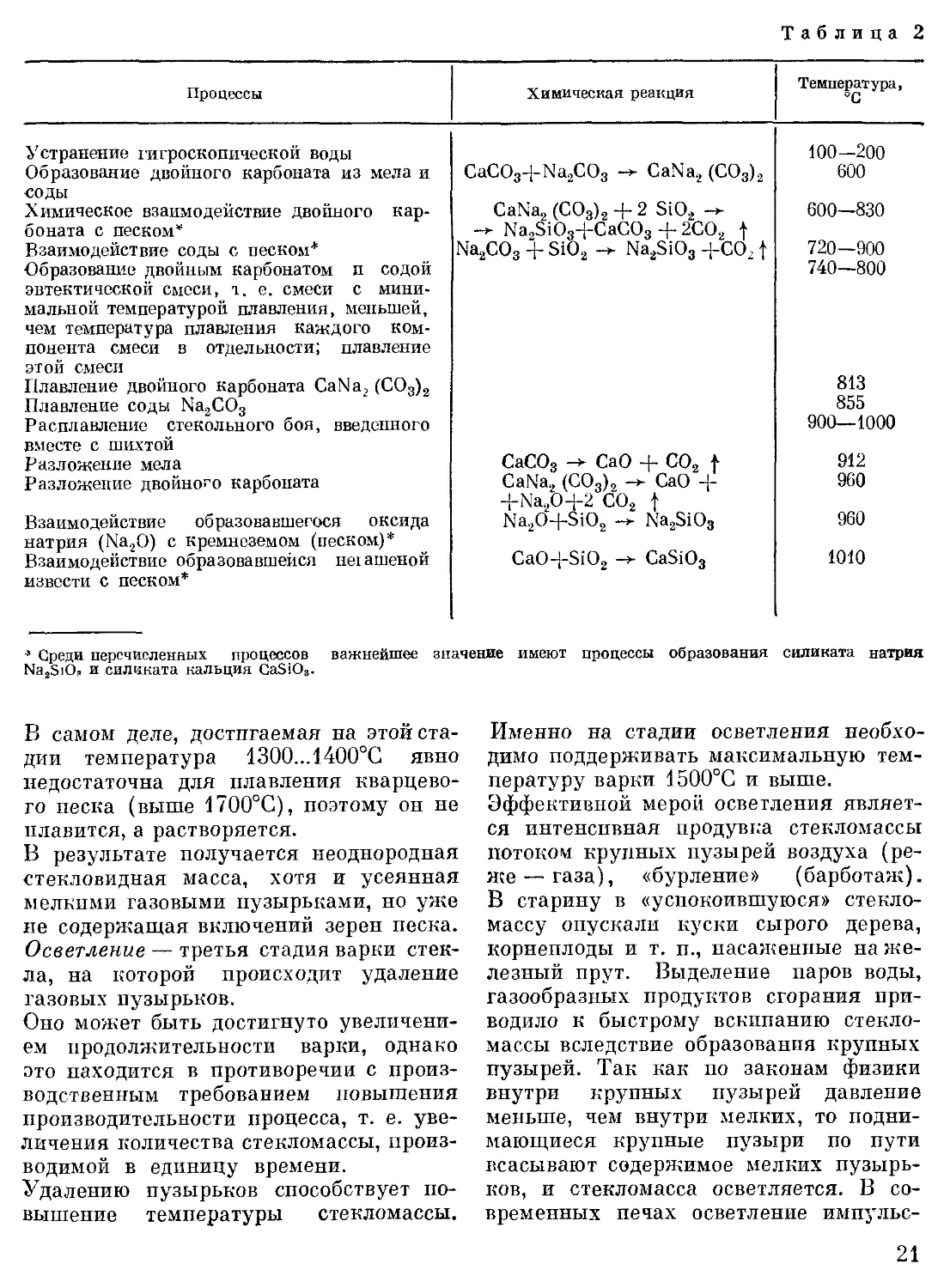
Силикатообразование. В начальной ста-
дии варки стекла протекают разнообраз-
ные физические и химические процес-
сы. Например, для простейшей трех-
компонентной шихты, состоящей из
песка SiO2, соды Na2COs и мела СаСОз,
характерна последовательность процес-
сов, указанных в табл. 2.
Если шихта содержит другие сырьевые
материалы, то они также образуют на
первой стадии варки соответствующие
силикаты. Например, в случае шихты,
состав которой приведен выше, кроме
Na2SiC>3 и CaSiOs образуются также си-
ликат магния MgSiOs и силикат калия
K2SiOs. Свинцовый сурик РЬзСВ, содер-
жащийся в шихте хрустального стекла,
превращается в силикат свинца PbSiOs.
В процессе силикатообразования выде-
ляется большое количество углекислого
газа СО2 (диоксид углерода). Пузыри
этого газа поднимаются на поверхность
и лопаются, поэтому поверхность гус-
того расплава, в который превращается
шихта, выглядит кипящей (отсюда и
происхождение термина «варка стек-
ла»).
На стадии силикатообразования получа-
ется неоднородная частично остекло-
ванная масса, пронизанная пузырями и
содержащая множество зерен песка.
Стеклообразование. Протекающий на
второй стадии варки физический про-
цесс растворения зерен избыточного
песка в расплаве силикатов (и стекло-
боя) называется стеклообразованием.
Таблица 2
Процессы Химическая реакция Температура, °C
Устранение гигроскопической воды CaCO3-|-Na2CO3 -> CaNa2 (СО3)2 100-200
Образование двойного карбоната из мела и соды 600
Химическое взаимодействие двойного кар- CaNa2 (СО3)2 + 2 SiO2 -> 600—830
боната с песком* -> Na2SiO3+CaCO3 + 2СО2 f
Взаимодействие соды с песком* Na2CO3 -4-SiO2 -> Na2SiO3 +CO. f 720—900
Образование двойным карбонатом и содой эвтектической смеси, т. е. смеси с мини- мальной температурой плавления, меньшей, чем температура плавления каждого ком- понента смеси в отдельности; плавление этой смеси 740—800
Плавление двойного карбоната CaNa2 (СО3)2 813
Плавление соды Na2CO3 855
Расплавление стекольного боя, введенного вместе с шихтой 900—1000
Разложение мела CaCO3 ->• CaO + CO2 f 912
Разложение двойного карбоната CaNa, (CO„)2 -> CaO 4- +Na2O+2 CO2 f 960
Взаимодействие образовавшегося оксида натрия (NasO) с кремнеземом (песком)* Na2O4-SiO2 -> Na2SiO3 960
Взаимодействие образовавшейся не1ашеной извести с песком* CaO+SiO2 -> CaSiO3 1010
•* Среди перечисленных процессов важнейшее значение имеют процессы образования силиката натрия
Na2SiOa и силиката кальция CaSiO3.
В самом деле, достигаемая на этой ста-
дии температура 1300...1400°С явно
недостаточна для плавления кварцево-
го песка (выше 1700°С), поэтому он не
плавится,а растворяется.
В результате получается неоднородная
стекловидная масса, хотя и усеянная
мелкими газовыми пузырьками, но уже
не содержащая включений зерен песка.
Осветление — третья стадия варки стек-
ла, на которой происходит удаление
газовых пузырьков.
Оно может быть достигнуто увеличени-
ем продолжительности варки, однако
это находится в противоречии с произ-
водственным требованием повышения
производительности процесса, т. е. уве-
личения количества стекломассы, произ-
водимой в единицу времени.
Удалению пузырьков способствует по-
вышение температуры стекломассы.
Именно на стадии осветления необхо-
димо поддерживать максимальную тем-
пературу варки 1500°С и выше.
Эффективной мерой осветления являет-
ся интенсивная продувка стекломассы
потоком крупных пузырей воздуха (ре-
же—газа), «бурление» (барботаж).
В старину в «успокоившуюся» стекло-
массу опускали куски сырого дерева,
корнеплоды и т. п., насаженные на же-
лезный прут. Выделение паров воды,
газообразных продуктов сгорания при-
водило к быстрому вскипанию стекло-
массы вследствие образования крупных
пузырей. Так как по законам физики
внутри крупных пузырей давление
меньше, чем внутри мелких, то подни-
мающиеся крупные пузыри по пути
всасывают содержимое мелких пузырь-
ков, и стекломасса осветляется. В со-
временных печах осветление импульс-
21
ним барботажем стекломассы осуще-
ствляется сжатым воздухом, который
подается под давлением от 0,15 до
0,25 МПа (1,5...2,5 ат) при расходе
1...1.5 м3/ч через сопла из жароупорной
стали, расположенные в днище печи.
Для образования в стекломассе круп-
ных пузырей, способствующих осветле-
нию, в шихту можно ввести специаль-
ные добавки — осветлители: сульфат
натрия Na2SO4 (от 0,3 до 0,5 мае. %),
сульфат аммония (NH4)zSO4 (от 0,5 до
1 мае. %) и др. Газовые пузыри обра-
зуются при разложении или испарении
указанных веществ: Na2SO4—>-Na2O +
+ S<M; (NH4)2SO4—>N2O5t + H2Ot +
+ SO3 :
Усреднение состава (гомогенизация).
Несмотря на однородность шихты, в
процессе стекловарения физические и
химические процессы протекают нерав-
номерно, поэтому состав стекла в раз-
личных участках оказывается неоди-
наковым. Находясь в постоянном дви-
жении, локальные порции стекла раз-
личных составов вытягиваются, обра-
зуя переплетение жгуты, нити, свили.
Если такое стекло охладить до комнат-
ной температуры, то свили оказывают-
ся видимыми невооруженным глазом
вследствие различных их показателей
светопреломления.
Температура па этой стадии может быть
приблизительно на 100°С ниже макси-
мальной температуры варки. Процессы,
приводящие к усреднению состава, идут
уже на стадии осветления под дейст-
вием конвекционных потоков стекло-
массы, бурления (барботажа) и т. п.
Однако свили могут все еще присут-
ствовать в стекломассе и после ее освет-
ления. Кроме того, для усреднения со-
става применяются, в особенности в
производстве хрустального стекла, огне-
упорные мешалки.
Охлаждение — пятая стадия стеклова-
рения, на которой температуру пони-
жают до 1200°С с целью придания стек-
ломассе более высокой вязкости, необ-
ходимой для формования изделий.
22
2.4
Обесцвечивание стекла
Даже если полностью очистить сырье-
вые материалы шихты от железистых
примесей, придающих стеклу нежела-
тельные оттенки, в особенности недопу-
стимые при изготовлении хрустальных
изделий, то оксиды железа (П) FeO и
(HI) FezOs все же могут оказаться в
стекломассе вследствие частичного рас-
творения стекломассой огнеупоров, в
которых присутствуют соединения же-
леза, при высоких температурах; вслед-
ствие попадания окалины со стального
инструмента, погружаемого в стекло-
массу, и т. д.
Оксид железа (II) FeO и оксид железа
(III) FezOs обычно присутствуют в сте-
кломассе в различных соотношениях,
придавая ей голубоватый, зеленоватый
и желтоватый оттенки, снижающие све-
топрозрачность и белизну стекла, в
особенности хрустального.
Обесцвечивание — устранение нежела-
тельного огтепка п повышение свето-
прозрачности бесцветного стекла. При-
меняют химическое и физическое обес-
цвечивание.
Химическое обесцвечивание. В стекло-
массе оксиды (II) FeO и (III) Fe2Oj
находятся в динамическом равновесии;
Fe2Os^2FeO + */2О2. Реакция, которая
идет в направлении стрелки, указываю-
щей направо, называется восстанови-
тельной: оксид железа (III) Fe2Os те-
ряет часть кислорода, восстанавливаясь
до оксида железа (II) FeO. Реакция,
идущая справа налево, называется оки-
слительной, она протекает при избытке
кислорода, т. е. в окислительных усло-
виях. Окислительная реакция, способ-
ствующая образованию главным обра-
зом оксида железа (III) FezO3, сообща-
ющего стеклу более желтоватую окрас-
ку (не столь заметную по сравнению с
отчетливой голубоватой окраской, обу-
словленной оксидом железа (II) FeO,
наиболее целесообразна. Повышение со-
держания кислорода в стекломассе с
целью смещения равновесия между ок-
сидами железа в сторону (III) FesOs и
тем самым с целью ослабления нежела-
тельного оттенка называют химическим
обесцвечиванием.
Вещества, добавляемые в шихту и раз-
лагающиеся в процессе варки стекла с
выделением кислорода, называют хими-
ческими обесцвечивателями.
Традиционным химическим обесцвечи-
вателем долгое время был оксид мышь-
яка (Ш) AS2O3 в сочетании с селит-
рой: натриевой NaNO3 или калиевой
KNO3.
В самом начале варки, еще до стекло-
образования, кислород выделяется благо-
даря разложению селитры: 2NaNOs->
-ЯЧагО + Мг+ЗУгОг. Однако поскольку
кислород необходим на стадии стекло-
образования, то вместе с селитрой вво-
дится АэгОз и кислород присоединяет-
ся к молекулам оксида мышьяка (III):
AS2O3 + O2—^AszOs с образованием ок-
сида мышьяка (V), который в свою оче-
редь разлагается в нужные оксид мышь-
яка (III) и кислород, а именно при
высокой температуре на стадии стекло-
образования: As2Os—^АвгОз + Ог. Оксид
мышьяка (Ш) AS2O3 вводят в шихту
в количестве 5—8 кг на 1 т стекла. Од-
нако она ядовита, а кроме того, услож-
няет процесс осветления.
В настоящее время для обесцвечивания
применяют диоксид церия (IV) СеОг,
который разлагается по уравнению:
4СеО2—>2Се2Оз + О2. Диоксид церия
вводят в количестве 1 — 2 кг из расчета
на 1 т стекла. Одновременно добавляют
5—10 кг селитры.
Физическое обесцвечивание. Поскольку
совместное присутствие FeO и Fe20a
обусловливает зеленоватую окраску,
точнее от голубовато-зеленоватой до
желтовато-зеленоватой, соответствую-
щие длине волн видимого спектра
(480...570 нм), то можно ввести в ших-
ту, а следовательно, в стекломассу не-
большое количество красителя, придаю-
щего стеклу оттенок, дополнительный к
зеленому, а именно фиолетовый (пур-
пурный, розоватый).
При этом происходит цветовое смеше-
ние с образованием незаметного для
глаза серого цвета. Превращение неже-
лательного оттенка стекла в незаметный
серый цвет добавлением малых коли-
честв специально подобранных красите-
лей называется физическим обесцвечи-
ванием.
В качестве упомянутых красителей
(физических обесцвечивателей) можно
использовать пурпурно-фиолетовый кра-
ситель— диоксид марганца Мп О? в ко-
личестве около 1 кг на 1 т стекломас-
сы. Одновременно МнОг является и хи-
мическим обесцвечивателем, так как
разлагаясь выделяет кислород: МпО2—►
МнО+УгОг; розовый краситель — се-
лен Se в количестве от 20 до 40 г/т;
голубой краситель—оксид кобальта (II)
СоО (как правило, в сочетании с селе-
ном) в количестве от 1 до 2 г/т;
фиолетовый краситель — оксид никеля
(II) NiO (от 3 до 40 г/т); сиреневый
краситель — оксид неодима (III) Nd2O3
(от 50 до 100 г/т); бледно-розовый кра-
ситель—оксид эрбия (III) ЕтгОз в ко-
личестве от 200 до 250 г/т.
2.5
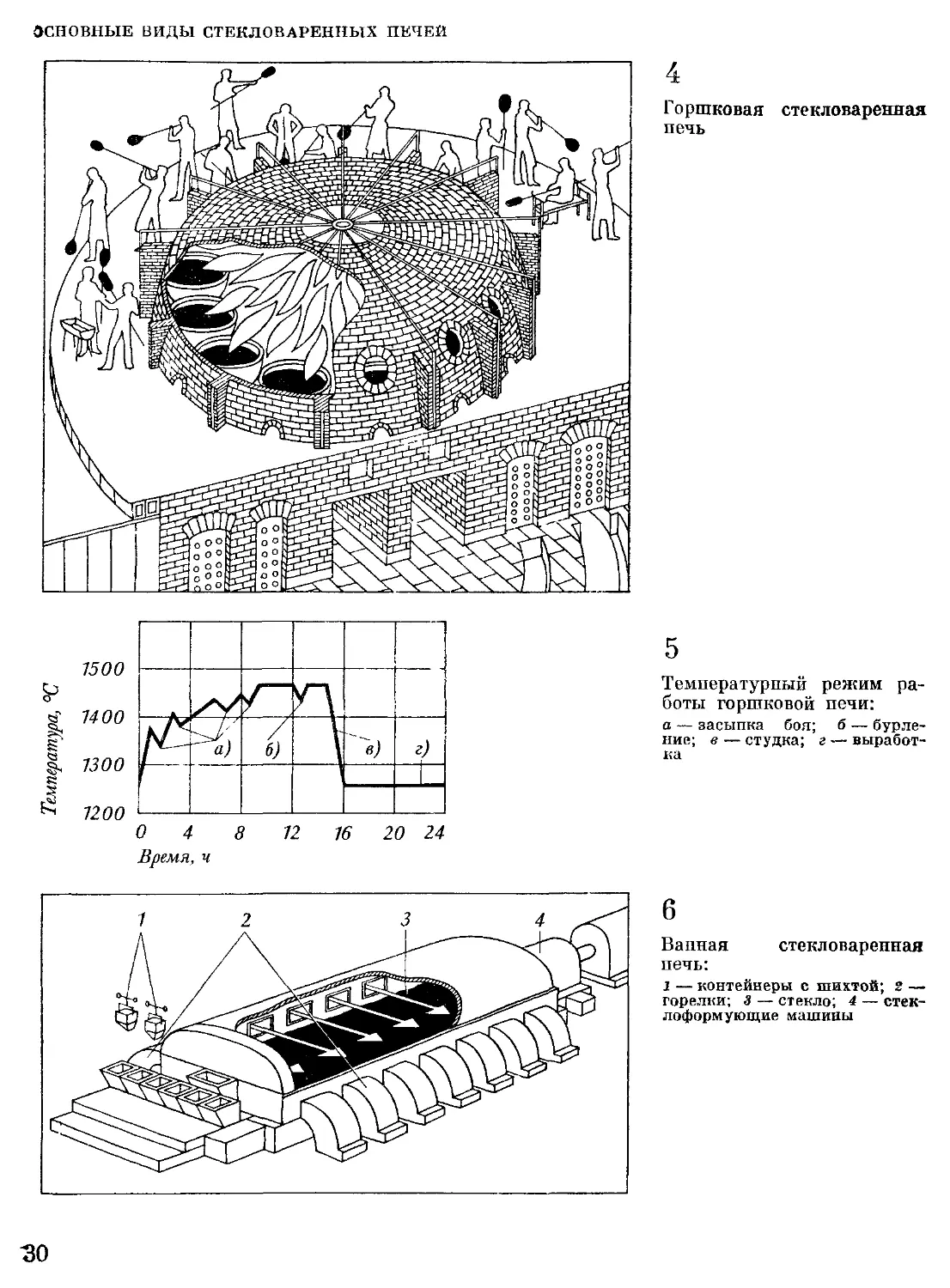
Стекловаренные печи
Горшковые печи. На протяжении всей
истории стеклоделия для варки стекла
художественного назначения издавна
применялись горшковые печи, в которых
одновременно можно было варить в
огнеупорных тиглях (горшках) стекло-
массу нескольких составов (цветов).
Именно это объясняет, почему, несмот-
ря на крайне низкий тепловой КПД
горшковых печей, сложность их обслу-
живания (например, ручная засыпка
шихты, необходимость замены лопнув-
ших горшков на ходу печи и т. п.),
горшковые печи все еще могут находить
применение в художественном стекло-
делии. Разумеется, большие печи с
23
числом горшков до 16 (вместимостью до
200 л стекломассы каждый) постепенно
уходят в прошлое.
Основной частью Горшковой печи явля-
ется камера, в которой в один-два ря-
да или по кругу установлены горшки.
Камера перекрыта сводом. Напротив
каждого горшка имеется рабочее окно.
Камера отапливается одним или не-
сколькими факелами пламени, образу-
ющимися при смешивании топлива, как
правило, горючего газа с воздухом в
специальных горелках. Принципиальное
устройство горшковой печи показано на
рис. 4.
Горшковая печь работает периодически:
в горшки загружают шихту и стекло-
бой, затем последовательно проводят
стадии варки и вырабатывают из стек-
ломассы изделия преимущественно вы-
дуванием вручную. Цикл работы печи
длится ровно одни сутки, ежедневно
повторяясь в течение года и более —
до остановки печи на ремонт. Темпера-
турный график работы печи показан на
рис. 5.
Секционные печи. В настоящее время в
отечественном художественном стекло-
делии применяют секционные печи пе-
риодического действия. В этих печах
так же, как и в горшковых, можно ва-
рить стекломассу нескольких составов
цветов — по числу секций, представля-
ющих собой примыкающие один к дру-
гому «карманы», выполненные из ог-
неупорного кирпича и имеющие общее
пламенное пространство.
Ванные печи. Современное производст-
во стекла характеризуется высокой про-
изводительностью: одна крупная печь
вырабатывает около 300 т стекломассы
в сутки. Главной частью печи является
бассейн (ванна), выложенный из огне-
упорных брусьев, поэтому стекловарен-
ные агрегаты данного типа называются
ванными печами. Площадь варочной
части ванной печи достигает 150 м2, а
общая площадь зеркала (т. е. свобод-
ной поверхности) стекломассы — 200 м2
при глубине стекломассы 1,2—1,5 м.
24
Ванные печи широко используют в про-
изводстве строительного, технического,
бутылочного стекла, а также в произ-
водстве столовой посуды (рис. 6).
В ванных печах воздух, при смеши-
вании которого с горячим газом обра-
зуется факел пламени, предварительно
подогревается в камерах подогреватель-
ных устройств: регенераторов и рекупе-
раторов, отбирающих тепло у отходя-
щих дымовых газов.
Наличие подогревательных устройств,
например регенераторов, усложняет
конструкцию печи, удорожает ее соору-
жение и ремонт. Поэтому при наличии
дешевого топлива иногда строят прос-
тые и компактные печи прямого нагре-
ва без регенераторов. Однако и в этом
случае необходимы какие-либо устрой-
ства для использования теплоты отхо-
дящих газов: котлы для получения па-
ра, подогрева воды и т. п.
Будущее стекловарения принадлежит
высокотемпературным ванным печам
с максимальной температурой до 1650°С.
Вместе с подачей воздуха, пагретого до
1450°С, может применяться кислород-
ное дутье, что позволит повысить удель-
ный съем стекломассы в такой печи до
4 000 кг с 1 м2 в сутки.
Варочная часть бассейна пламенной пе-
чи обычно имеет прямоугольную кон-
фигурацию в плане. С одного торца
этого бассейна осуществляется непре-
рывная автоматическая загрузка шихты.
Система загрузки шихты включает в
себя уровнемеры, т. е. устройства, ре-
гистрирующие уровень зеркала стекло-
массы. Если этот уровень поднимается
выше установленного предела, то за-
грузчик шихты автоматически отклю-
чается. По мере выработки стекломассы,
выходящей непрерывным потоком из
варочной части бассейна с противопо-
ложного его торца, уровень зеркала по-
нижается, и загрузчик вновь автомати-
чески включается (рис. 7).
Для расширения фронта ручной и ме-
ханизированной выработки на вырабо-
точной стороне ванной печи устраива-
ют два-три выработочных круглых
бассейна с мешалками, соединенных с
печью узкими каналами.
В настоящее время все более широкое
применение находят ванные электропе-
чи. Коэффициент полезного действия
этих печей может составлять более
60%: например, полностью отсутствуют
потери тепла с отходящими дымовыми
газами; стекломасса проваривается под
слоем шихты, обладающим хорошими
теплоизолирующими свойствами, и т. п.
Удельные затраты энергии для получе-
ния 1 кг стекла составляют более
7 МДж, что гораздо меньше удельных
затрат в пламенных ванных печах
(33 МДж), не говоря уже о горшковых
печах (84 МДж).
Электропечи, снабженные электродами
на основе диоксида олова SnOa, совер-
шенно не закрашивающими стекломас-
су, успешно применяются и для варки
хрустального стекла.
Кроме того, нередко при очередной ре-
конструкции пламенной печи в нее до-
полнительно встраивают подогреваю-
щие стекломассу электроды, что позво-
ляет повысить удельный съем стекло-
массы до 5 000 кг/м2 в сутки.
Для современпого производства хруста-
ля применяют разработанные в СССР
ванные печи, работающие на природном
газе или керосине, производительностью
12 т/сут. Удельный съем стекломассы
(при двух выработочных бассейнах)
900 кг/мг в сутки; глубина бассейна
0.9 м; стеновые огнеупоры в местах,
наиболее интенсивно разъедаемых сви-
иецсодержащей стекломассой, — корви-
шит или бакор; оптимальные темпера-
туры: в зоне варки 1420°С, в зоне осве-
тления 1430°С, в зоне выработки
1260°С.
В ванных печах готовая бесцветная сте-
кломасса нередко подается в два-три
выработочных бассейна по узким кана-
лам, поэтому для обеспечения цветово-
го разнообразия изделий в каждом из
этих каналов стекломассу можно окра-
шивать в свой цвет введением красите-
ля в виде фритты или гранул с после-
дующим размешиванием этого красите-
ля мешалками.
2.6
Получение цветных стекол
Принципы окрашивания стекла. Разли-
чают молекулярное (ионное) и колло-
идное окрашивание стекла. В первом
случае окрашивание стекла происходит
за счет наличия равномерно распреде-
ленных (растворенных) молекул кра-
сителя. Здесь можно провести сравне-
ние с истинными растворами некоторых
красителей в воде: отдельные молекулы
растворенного красителя столь малы,
что оказываются ненаблюдаемыми, да-
же если использовать современные при-
боры. Как правило, молекулярными
красителями являются оксиды некото-
рых металлов переменной степени оки-
сления: марганца Мп, хрома Ст, желе-
за Fe, меди Си и др. Точнее говоря, за
окрашивание ответственны ионы этих
металлов, входящие в состав оксидов.
Например, в молекуле оксида меди (I)
СнО с ионом кислорода связан ион ме-
ди Си (II), который, находясь в стекле,
поглощает кванты красного излучения
с длиной волны 800 нм, вследствие чего
стекло выглядит светло-голубым. Окру-
жающие ион Си (II) атомы бесцветного
стекла влияют на окраску: можно подо-
брать другой состав бесцветного стекла,
в котором тот же краситель СиО даст
голубовато-зеленый цвет.
При вторичном нагревании молекуляр-
но окрашенных стекол окраска не изме-
няется.
В свою очередь, коллоидно окрашенные
стекла можно сравнить с коллоидными
растворами. В них современные прибо-
ры позволяют обнаружить малые (кол-
лоидные) частицы, которые все же зна-
чительно крупнее молекул. Коллоидное
окрашивание обусловлено избиратель-
ным поглощением световых квантов
благодаря эффекту внутреннего рассеи-
25
вания. Известно, что при прохождении
света сквозь прозрачную среду, содер-
жащую коллоидные частицы красите-
ля, происходит рассеивание коротковол-
новой части излучения. В результате
рассеянное коротковолновое (синее, фио-
летовое) излучение поглощается кол-
лоидной системой, пропускающей, сле-
довательно, лишь длинноволновые: жел-
тые, оранжевые, красные лучи.
В прозрачном стекле присутствуют кол-
лоидные частицы размерами от 10 до
50 нм. Частицы размерами 100—200 нм
уже дают слабую степень заглушения,
в стекле появляется «дымка». При даль-
нейшем укрупнении частиц происходит
полное заглушение (запекание) стекла
и оно становится непрозрачным.
Рост частиц зависит от температуры и
продолжительности нагревания. Иногда
после охлаждения стекломассы коллоид-
но окрашенные стекла получаются бес-
цветными, приобретая цвет лишь при
вторичном нагревании (наводке) до
500...600°С . Окраска этих стекол опре-
деляется химическим составом, числом
и размерами коллоидных частиц.
В значительной степени на окрашива-
ние стекла влияют окислительно-восста-
новительные процессы. Окислением на-
зывают химический процесс соединения
с кислородом (или дополнительного
присоединения кислорода веществом,
которое ранее уже содержало кисло-
род), а в более общем случае — хими-
ческий процесс повышения положитель-
ной валентности (или снижения отри-
цательной). Процесс, противоположный
окислению, называют восстановлением.
Выше было указано на желательность
окисления оксида железа (II) FeO по
реакции: 2FeO + l/2 О2—^РегОз. Одна-
ко при нарушении режима варки хрус-
тального стекла может иметь место не-
желательный процесс восстановления
содержащегося в <.текле оксида свинца
РЬО угарным газом; РЬО+ СО—>РЬ +
+СО2, в результате чего хрусталь мо-
жет почернеть от выделения на его по-
верхности металлического свинца РЬ.
26
О важности окислительно-восстанови-
тельных процессов свидетельствует тот
факт, что при восстановлении оксида
меди СпО, окрашивающей стекло в го-
лубой цвет, до металлической меди Си
стекло окрашивается в темно-красный
цвет.
Синие и голубые стекла. В синий цвет
стекло, содержащее оксид натрия Na2O,
окрашивает оксид кобальта (II) СоОг
взятый в количестве 0,5 кг на 1 т стек-
ломассы. Для получения бледно-синего
оттенка (сапфировый полутон) доста-
точно 20 г/т. Если в стекле щелочным
стеклообразующим оксидом является не
КагО, а оксид калия КгО, то получается
темно-синее стекло с фиолетовым от-
тенком (ультрамарин). Такое стекло,
часто называемое кобальтовым, являет-
ся традиционным для художественного
стеклоделия. Практически любое сое-
динение кобальта, введенное в сили-
катное стекло, превращается в СоО.
Принцип окрашивания — молекуляр-
ный.
Стекло, содержащее Na2<3, в голубой
цвет окрашивает оксид меди СпО в ко-
личестве 10...20 кг/т (по сравнению с
СоО оксид меди — значительно более
слабый краситель и его следует вводить
в гораздо большем количестве). При-
ходится учитывать также, что в питье-
вых сосудах яркий голубой цвет может
вызвать отрицательные ассоциации с
раствором медного купороса. Краситель
вводят в шихту в виде чистой СпО или
же в виде порошка медного купороса
СиЗСК-бНгО, разлагающегося с выделе-
нием SO3 и ПгО в процессе варки стек-
ла. Принцип окрашивания — также мо-
лекулярный.
Фиолетовые и сиреневые стекла. Оксид
никеля (III) NizOs (молекулярный кра-
ситель) в количестве до 30 кг/т окра-
шивает стекло, содержащее КгО, в крас-
новато-фиолетовый цвет, а стекло, со-
держащее Na?O — в коричневато-фио-
летовый цвет. Можно вводить в шихту
чистый NiO или гидрооксид никеля (II)
Ni(OH)2.
В пурпурно-фиолетовый цвет окрашива-
ет стекло молекулярный краситель —
диоксид марганца МпО2 (от 30* до
50 кг/т). В шихту в качестве красителя
вводят природный минерал пирюлюзит,
содержащий в основном диоксид мар-
ганца МпО2, который в ходе варки вос-
станавливается до МпО. Диоксид мар-
ганца МпОг при недостатке кислорода
также может восстановиться до окси-
да МпО, но в этом случае окраска ис-
чезает, поэтому такое восстановление
недопустимо, напротив, варку следует
проводить в окислительной среде. Мож-
но также использовать манганат калия
КМпО4 : (2КМнО4—*К2О + МпО2 + О2).
Красивую сиреневую или красно-пур-
пурную окраску придает стеклу оксид
неодима (III ( Ий20з, для которой, как
и для природного камня александрита,
характерно скачкообразное изменение
зрительною ощущения (при восприятии
этой окраски человеком) в зависимо-
сти от освещения и толщины стекла.
Это объясняется тем, что спектр пропус-
кания стекла, содержащего NcUOs, глу-
боко рассекается на две части: сине-
лиловую, и красно-пурпурную — спект-
ральной полосой интенсивного поглоще-
ния света с длинами волн от 570 до
590 нм. Поэтому, например, в тонких
стенках изделия наблюдается сиреневая
окраска (аметистовый полутоп), а в
утолщенном дне (заливе) — красно-
пурпурная. Играет роль и количество
красителя: для получения сиреневого
окрашивания достаточно 15 кг/т, а для
достижения эффекта александрита —
40 кг/т. В первом случае одновременно '
с NcBOa можно вводить до 0,5 кг/т се-
лена Se, получая интересные разновид-
ности пурпурной окраски. Принцип ок-
рашивания стекла оксидом неодима
(III) —молекулярный.
Зеленые стекла. В зеленый цвет окра-
шиваются стекла, содержащие К2О и
РЬО, оксид меди СпО, взятый в количе-
стве до 30 кг/т.
Выше в разделе «химическое обесцве-
чивание» уже говорилось о том, что
оксид железа (11) FeO и оксид железа
(III) Fe2C>3 в зависимости от соотноше-
ния между ними окрашивают стекло в
различные оттенки зеленого цвета: от
голубовато-зеленого до желто-зеленого.
Интенсивные бутылочные цвета харак-
терны для старинного народного стекла,
которое вырабатывалось из необесцве-
ченной стекломассы и содержало 30 кг/т
оксидов железа и более. В настоящее
время возрождается интерес к колори-
ту этого стекла.
Оксид урана (VI) ПОз (молекулярный
краситель) в количестве до 20 кг/т ок-
рашивает стеклов яркий желто-зеленый
цвет. Этому стеклу свойствен эффект
флюоресценции (самосвечения), так как
желто-зеленое свечение представляет со-
бой продукт преобразования невидимых
ультрафиолетовых лучей, содержащихся
в падающем на это стекло потоке днев-
ного света.
Основным зеленым красителем, как и
следует ожидать, является оксид хро-
ма (III) Сг20з. В окислительных усло-
виях, например когда применяется ка-
лиевый хромпик К2Сг2О7, разлагающий-
ся с выделением К2О, Сг20з и кислоро-
да, часть Ст20з может окислиться до
оксида хрома (VI) СгОз, и зеленая ок-
раска стекла становится более желтова-
той, т.е. травянисто-зеленой.
В шихту вводят до 15 кг/т Ст20з. Зна-
чительный избыток Сг20з — 30 кг/т и
более растворяется в стекломассе, но
при ее охлаждении выделяется в виде
крупных кристаллов: получается очень
красивое авантюриновое стекло темно-
зеленого цвета, почти непрозрачное,
содержащее яркие золотистые блестки.
Напротив, при добавлении Сг20з менее
1 кг/т получается бледно-зеленое стекло
(смарагдовый полутон). Принцип окра-
шивания — молекулярный.
В светло-зеленый цвет можно также ок-
расить стекло введением оксида празео-
дима (III) Рг20з в количестве до 30 кг/т,
этот краситель применяется редко.
Розовые стекла. Розовое стекло, содер-
жащее молекулярный краситель селен
27
Se в количестве 0,5 кг/т, называется ро-
.залином. В шихту вводят селенит нат-
рия ТСагЭеОз, 1 кг которого содержит
0,46 кг селена. Другим молекулярным
розовым красителем является оксид эр-
бия (III) ЕтгОз (0,3 кг/т).
Розовое окрашивание достигается так-
же малым количеством коллоидного кра-
сителя, а именно золотом Au (0,1 г/кг).
Желтые стекла. В яркий желтый цвет
стекло можно окрасить коллоидными
красителями. Одним из них является
сульфид кадмия CdS (15...20 кг/т), тре-
бующий восстановительных условий
варки, так как в окислительных усло-
виях он превращается в оксид кадмия
CdO, не окрашивающий стекло.
Другим коллоидным красителем являет-
ся металлическое серебро Ag, которое
можно ввести в шихту в виде нитрата
серебра AgNOs. Содержание серебра в
стекле ярко-желтого цвета 1 г/кг.
В желтый цвет окрашивает стекло эле-
ментарная сера S (10 кг/т), которую
вводят в шихту в виде порошковой се-
ры, а также в виде каменного угля,
древесных опилок, муки, крахмала: по-
сле сгорания этих веществ остается зо-
ла, содержащая как раз нужное количе-
ство серы. Строго говоря, окраска от
золотистой до янтарной обусловлена об-
разованием сульфида железа FeS : FeO +
+S + CO—>-FeS + CO2, так как серу или
указанные органические материалы
вводят в необесцвеченное стекло, содер-
жащее оксиды железа в количестве не
менее от 2 до 10 кг/т. Янтарное стекло,
содержащее FeS, не только красиво по
цвету, но и хорошо защищает пищевые
продукты, хранящиеся в бутылках и
банках из такого стекла, от порчи под
воздействием ультрафиолетовых лучей.
Однако самым эффектным ярко-золотис-
тым красителем стекла является оксид
Церия (IV) СеО? в количестве 15 кг/т.
При этом обязательно присутствие не-
окрашивающего оксида титана (IV)
TiOa, количество которого должно быть
втрое больше — 45 кг/т. Принцип окра-
шивания — молекулярный.
Оранжевые и красные стекла. Имеется
целая палитра стекол от оранжевого до
темно-красного, окрашенных коллоид-
ным красителем, представляющим собой
сочетание сульфида кадмия и селенида
кадмия aCdS • pCdSe, где аир — от-
носительные коэффициенты (а + р = 1).
При а=1, (3 = 0, т. е. в случае чистого
CdS, получается желтое стекло, а при
а = 0, 6 = 1 (чистый селенид кадмия
CdSe) — коричневое, близкое по цвету к
акварельному пигменту «тиоиндиго ко-
ричневый».
При а = 0,1, 6 = 0,9 получается ярко-
алое стекло — кадмиевый рубин, такое
стекло часто не совсем точно называют
селеновым рубином. Это объясняется
тем, что на практике нередко вводят в
шихту краситель в виде смеси сульфида
кадмия CdS с селеном Se. Однако при
варке селен реагирует с частью CdS,
превращаясь BCdSe : CdS + Se—>CdSe +
+ S. Последовательно увеличивая отно-
сительное количество вводимого селена,
т. е. увеличивая коэффициент р и умень-
шая тем самым коэффициент а, получа-
ют ряд стекол, аналогичных по цвету и
составу кадмиевым пигментам художе-
ственных красок: от кадмия желтого
темного (0,5 кг/т Se) через кадмий
оранжевый и кадмий оранжево-красный
(CdS : Se от 10:1 до 10: 2)' к кадмию
красному светлому (CdS : Se = 10 : 4).
В кадмиевых стеклах обязательно на-
личие около 100 кг/т неокрашивающего
оксида цинка ZnO, который препятству-
ет окислению серы, входящей в состав
сульфида. Варку этих стекол проводят
в восстановительных условиях.
Одним из самых замечательных художе-
ственных стекол является стекло, окра-
шенное в густой пурпурный (вишневый,
малиновый) цвет коллоидными части-
цами металлического золота Ап (от 0,2
до 0,3 г/кг). Это стекло называют зо-
лотым рубином.
Не менее известно темно-красное стек-
ло — медный рубин, содержащее около
1 г/кг металлической меди Си в виде
коллоидных частиц.
28
Наконец, при содержании в стекле кол-
лоидных частиц сульфида сурьмы (III)
ВЬгЭз в количестве до 40 г/кг также
достигается интенсивная окраска —
сурьмяный рубин.
Глушеные стекла. Полупрозрачное стек-
ло, которое в проходящем свете выгля-
дит оранжевым, а в отраженном — го-
лубым, называют опаловым. Стекло бе-
лого цвета (при рассмотрении в от-
раженном свете) частично или полно-
стью непрозрачное называют молочным
стеклом. Вещества, добавляемые в ших-
ту прозрачного бесцветного стекла и
превращающие его в опаловое или мо-
лочное, называют глушителями, а про-
цесс этого превращения — глушением
(иначе — заглушением). Так опаловые
и молочные стекла образуют группу
1лушеных стекол.
Эффект глушения объясняется наличи-
ем в стекле множества (100 тыс. в 1 мм3)
неокрашивающих коллоидных частиц,
причем частицы размерами от 1 до
5 мкм дают эффект опалового стекла,
а от 5 до 100 мкм — эффект молочного
стекла. Данные частицы кристаллизу-
ются непосредственно из расплава стек-
ломассы или (и это чаще всего) нали-
чие глушителя приводит к выделению
внутри расплава основной стекломассы
капель стекломассы другого состава с
последующей их кристаллизацией или
без нее.
В качестве глушителей вводят природ-
ный минерал криолит 3NaF-AlF3
(150 кг/т), двойной суперфосфат
Са(Н2РО4)2, костяную муку, кристал-
логидрат двузамещенного фосфата нат-
рия NaHPO4-12Н2О, однозамещенный
фосфат аммония NH4H2PO4 и другие
фосфорные соединения, взятые из рас-
чета 50 кг/т оксида фосфора (V) Р2О5
в стекле. Кроме того, применяют гипс—
CaSO4-2H2O (30 кг/т), поваренную соль
NaCl (50 кг/т) и т. п.
Особым видом глушеного стекла явля-
ется изобретенное советским технологом
Е. А. Ивановой термочувствительное
сулъфидно-цинковое стекло, отличаю-
щееся особыми декоративными свойст-
вами. В стекло, содержащее около-
0,1 кг/т оксида железа (II) FeO и око-
ло 100 кг/т оксида цинка ZnO, вводят
серу в количестве около 50 кг/т. В стек-
ле протекают реакции: FeO + S + CO—>-
->FeS + CO2 и FeS + ZnO->ZnS +
+ FeO.
В зависимости от состава сульфидно-
ципкового стекла, а главным образом от
режима его термообработки, выделяю-
щиеся хлопьевидные кристаллы суль-
фида цинка ZnS придают различным
участкам стекла эффекты опалового и
молочного стекол, причем быстро ох-
лаждаемые участки остаются прозрач-
ными, окрашенными в различные ко-
ричневые оттенки сульфидом железа
FeS. Введение дополнительных краси-
телей позволяет получать различные-
цвета и оттенки заглушенного стекла:
оранжевые, красные, черные, бирюзо-
вые, голубые и др.
Благодаря свойству термочувствитель-
ности на сульфидно-цинковом стекле
легко достигаются разнообразные деко-
ративные эффекты: стекла получают
мраморовидные, полосатые, узорные
и т. п.
Черные стекла. Красивые декоратпвные-
эффекты можпо получить с использова-
нием стекол, окрашенных в черный цвет
сульфидами свинца и меди (PbS, CuS),
значительными количествами (до
100 кг/т) пиролюзита, содержащего
МнОг, наконец красящими оксидами
большой красящей силы (СоО, СггОз
и т. п.), введенными в больших коли-
чествах: свыше 50 кг/т, иногда в со-
четании друг с другом.
В заключение раздела о получении
цветных стекол необходимо отметить,
что, хотя число основных красителей
стекла ограничено, на практике путем
их смешивания, подбором составов-
окрашиваемых стекол и т. д. удается
получить богатейшее разнообразие цве-
тов и оттенков.
29
ОСНОВНЫЕ ВИДЫ СТЕКЛОВАРЕННЫХ ПЕЧЕЙ
4
Горшковая стекловаренная
печь
7500
7400
S'
В. 1300
S2
7200
а) б) "в) г)
к— 1
О 4 8 12 16 20 24
Время, ч
5
Температурный режим ра-
боты горшковой печи:
а — засыпка боя; б — бурле-
ние; в — студка; г — выработ-
ка
6
Ванная стекловаренная
печь:
1 — контейнеры с шихтой; 2 —
горелки; Я — стекло; 4 — стек-
лоформующие машины
30
РАЗНОВИДНОСТИ ПЕЧЕЙ
7
Некоторые виды стеклова-
ренных печей:
j__горшковые печи а — круг-
лая печь; б — прямоугольная
с полукруглыми стенками; в —
прямоугольная; 1 — стена; 2 —
рабочие окна; 3 — горшки; 4 —
горелки; II — ванные проточ-
ные печи* а — регенеративная
с поперечным направлением
пламени; б — то же, с подко-
вообразным направлением пла-
мени; в — рекуперативная с
подковообразным направлени-
ем пламени; г — печь прямого
нагрева; д — с самостоятель-
ными варочными и выработоч-
ными бассейнами; е — с пере-
жимом; 1 — протока; 2 — вы-
работочная часть; 3 — вароч-
ная часть: 4 — загрузочный
карман; 5 — горелки, 6 — пе-
регородка; 111 — электрические
печи' 1 — варочная часть (бас-
сейн); 2 — протока; 3— окно
питателя; 4 — выработочный
бассейн; 5 — электроды гори-
зонтальные; 6 — электроды
пластинчатые; 7 — перепуск-
ной канал; 8 — электроды вер-
тикальные; IV — газоэлектри-
ческие печи. 1 — варочный
бассейн; 2 — протока; 3— вы-
работочный бассейн; 4 — горел-
ки; з — донные электроды; 6 —
сопла бурления; 7 — наклон-
ные электроды; V — печь без
выработочного бассейна: 1 —
горелки; 2 — варочная часть
печи; 3 — выработочные кана-
лы; 4 — питатели; 5 — секци-
онные стеклоформующие ма-
шины; 6 — секционные регене-
раторы
зг
Ручное
формование
художественных
стеклоизделий
в горячем
состоянии
3.1
Стекла для изготовления
художественных изделий
В зависимости от назначения стекло бы-
вает разного химического состава.
Обычно название ему дается по глав-
ному стеклообразующему оксиду. Ра»
дичают следующие стекла: изноетково-
патриевое, известково-калиевое, извест-
ково-калиево-натриевое, свинцово-кали-
евое, или хрустальное, кварцевое, бо-
росиликатное.
Для изготовления художественных из-
делий употребляют обычно известково-
натриевое, известково-калиево-натрие-
вое и свинцово-калиевое стекла. Выпуск
художественных изделий достаточно
высокого качества может быть осуще-
ствлен при применении обычных из-
вестково-калиевых стекол. Однако для
расширения декоративных качеств из-
делий, выпускаемых отечественной сте-
кольной промышленностью, часто при-
меняют бессвпнцовые и свинцовые сте-
кла, обладающие высоким коэффициен-
том преломления, большим удельным
весом и хорошими данными при меха-
нической обработке *.
Наибольший интерес представляет свин-
цовый хрусталь. Его высокие качества
известны давно; это стекло до нашего
времени сохранило свое значение для
изготовления высокохудожественных
изделий.
Хрустальные стекла с большим по-
казателем преломления отличаются кра-
сивым, ярким блеском. Игра света осо-
бенно сильно проявляется при нанесе-
нии на изделие всевозможных граней,
прорезей и углублений, когда свет, от-
ражаясь от многочисленных граней,
придает стеклу исключительно краси-
вый вид. Специфической особенностью
хрустальных стекол является мелодич-
ный звон и особая белизна колера.
Свинцовые стекла хорошо поддают-
Такие стекла принято называть хрусталями.
ся механической обработке, что имеет
особо большое значение, так как хру-
стальные изделия чаще всего декориру-
ются резьбой. С увеличением содержа-
ния оксида свинца РЬО мягкость хру-
сталя значительно возрастает.
Свинцовые стекла обладают сравни-
тельно хорошими выработочными свой-
ствами. Это происходит прежде всего
потому, что хрустальные стекла мед-
ленно набирают вязкость, и тем самым
дают возможность мастеру довольно
долго их формовать («длинное стекло»).
Обычный свинцовый хрусталь содержит
оксида свинца 30—35%, малосвинцовый
хрусталь 15—20%. Для производства
высокохудожественных, ювелирных из-
делий применяются тяжелые свинцовые
стекла с содержанием оксида свинца от
40 до 60%.
В настоящее время освоено производст-
во хрусталя, окрашенного в мягкие по-
лутона. Для этого разработана целая
займа цветов за счет применения ред-
коземельных соединений урана, неоди-
ма, церия, ванадия и селена.
3.2
Организация труда и оборудование
рабочих мест при ручной выработке
художественного стекла
Последовательность изготовления изде-
лий. Художественные изделия из стекла
в нашей стране и за рубежом изготов-
ляются в большинстве случаев ручным
способом *. Это объясняется тем, что
качество изделий, полученных этим спо-
собом, более высокое, а их ассортимент
более разнообразен. Однако изготовле-
ние изделий ручным способом требует
значительного мастерства и четкой ор-
ганизации труда мастеров.
* Изделия из стекла, выполненные непосред-
ственно у стекловаренной печи без приме-
нения дополнительной холодной доработки,
называют гутными — от нем. Die Hutte —
хижина, шалаш, горный завод, металлурги-
ческий завод.
Производство художественных изде-
лий из стекла можно разделить на
следующие этапы: формование (а иног-
да и декорирование в горячем состоя-
нии), отжиг, обработка, нанесение де-
кора.
Формование — процессы, в результате
которых бесформенная стекломасса ста-
новится изделием или приближающим-
ся к нему по форме полуфабрикатом
(первая стадия изготовления изделия).
Отжиг изделия — снятие внутренних
напряжений стекла.
Обработка изделий включает процессы,
с помощью которых полуфабрикату, по-
лученному в результате формования,
придается окончательная форма и улуч-
шаются его поверхности. Обработка про-
изводится холодным способом.
Нанесение декора — облагораживание
изделия, придание ему большей эстети-
ческой выразительности. Декор наносят
как в холодном состоянии, так и при
повторном разогревании изделия.
Однако на практике четко разделить
этапы получения художественного из-
делия ручным способом не всегда уда-
ется. Некоторые операции, относящиеся
к обработке, в ряде случаев производят-
ся непосредственно вслед за выработкой
на том же рабочем месте и теми же рабо-
чими (например, оплавление края из-
делия, выполняющееся, как правило, на
специальном оборудовании, в ряде слу-
чаев может производиться и самим мас-
тером у печи). Поэтому эта классифи-
кация является условной, но она имеет
широкое распространение в практике
ручного труда.
Состав бригады. Выработку выдувных
изделий выполняют бригадой. В зависи-
мости от выполняемых операций и
квалификации мастера могут называть-
ся: баночник, набирающий стекло и вы-
дувающий баночку; поверталыцик, по-
ворачивающий трубку с баночкой, вы-
дутой баночником; выдувальщик, на-
бирающий стекломассу на трубку с
баночкой (набор или пулька), оформля-
ющий ее и выдувающий изделие; от-
2—537
33
делыцик, окончательно оформляющий
выдутое изделие, выполняющий ручки
ножку, формующий горло изделия, на-
носящий лепной декор; наборщик стек-
кломассы для выполнения ручек, ножек
и других лепных деталей изделия;гре-
льщик, разогревающий выдутое изде-
лие для формования горла или других
дополнительных операций; формовщик
(тискалыпик), закрывающий и раскры-
вающий форму; отшибалыцик (относ-
чик), принимающий у мастера изготов-
ленные изделия, выдерживающий их на
трубке до полного затвердения (для
предупреждения деформации) и относя-
щий изделия на отжиг.
Состав бригады не стабильный и в за-
висимости от сложности изделия и ко-
личества проводимых операций может
колебаться от 3 до 8 мастеров разных
квалификаций.
При массовом выпуске изделий бри-
гада состоит, как правило, из всех ука-
занных выше мастеров. Это дает воз-
можность загрузить всех членов брига-
ды равномерно и тем самым повысить
производительность труда, и наоборот:
чем сложнее и ответственнее изделие,
тем меньше состав бригады. Обычно та-
кие изделия выполняют 3 человека:
мастер выдувальщик (выполняющий
также работу баночника, поверталыци-
ка, грельщика ит. и.); мастер отдель-
щик, который производит окончатель-
ное формование изделия; отшибалыцик,
относящий готовое изделие на отжиг и
выполняющий роль формовщика.
Организация работы бригады призвана
обеспечить высокую производительность
труда. Каждой бригаде предоставляет-
ся рабочая площадка, размеры которой
ограничены с одной стороны расстоя-
нием между осями простенков, отделяю-
щих рабочие окна друг от друга. Обыч-
но он составляет 1,2—1,5 м. Второй раз-
мер определен шириной верстака, ко-
торый колеблется от 3,0 до 3,5 м.
Увеличение ширины верстака целесо-
образно до определенных пределов. С од-
ной стороны, это предоставляет мастерам
34
возможность большую часть операций
проводить на большем расстоянии от
печи и тем самым меньше подвергаться
тепловому облучению, с другой — уве-
личивает расстояние, которое должен
проходить мастер, что, в свою очередь,
ведет к его переутомлению.
Для борьбы с повышенной температурой
применяют систему воздушных венти-
ляторов и водяных экранов, окружаю-
щих печь со всех сторон.
Чтобы мастера имели возможность сво-
бодно набирать стекло, в печи предус-
мотрено рабочее окно. Иногда по ходу
выполнения изделия необходимо полу-
чить вторичный, общий обогрев изде-
лия, для этого устраивается грельное
окно, закрывающееся керамической за-
слонкой — кухой — с круглым отвер-
стием.
Перед окнами устанавливают металли-
ческую полку и подставку для выдува-
тельных трубок (трифус).
Для укатывания стекла на верстак ус-
танавливают металлическую плиту раз-
мерами 180X200 мм (катальник). Пли-
та крепится на колонке высотой 1, 10—
1,20 мм и может по необходимости пе-
редвигаться.
Рядом с плитой помещают металличе-
ское корыто с водой, к краю которого
прикреплена вилкообразная опора (ино-
гда с подшипниками) для облегчения
процесса укатывания стекла, называе-
мая мастерами «фулязкой». В корыте
находится набор долоков, которые по-
стоянно находятся в воде и всегда го-
товы к употреблению.
На край верстака ставят отделочное
кресло, которое представляет собой де-
ревянную скамейку с двумя попереч-
ными стойками, на них укладывают
трубку с изделием.
Формы для выдувания находятся рядом
с верстаком на полу. Если верстак уло-
жен на уровне земли, то формы опус-
каются в специальную яму. При работе
в деревянных формах у верстака ста-
вится кадка с водой для замачивания
форм.
Для дополнительного подогрева изде-
лия, обычно за пределами верстака,
находится специальная печь — «кукуш-
ка».
3.3
Инструменты
При ручном производстве стекла масте-
ра применяют большой набор инстру-
ментов. Основным и важнейшим инстру-
ментом мастера является стеклодувная
трубка.
Стеклодувные трубки бывают разных
размеров и форм. В зависимости от ви-
да изделия подбирается необходимый
вид трубки. Однако все конструкции
трубок состоят из одних и тех же со-
ставных частей.
Это стальная трубка с наружным диа-
метром от 8 до 25 мм и длиной от 90
до 150 см. Конец трубки, служащий для
вдувания воздуха, спилен на конус. Для
удобства вращения и удерживания труб-
ки на нее одевается деревянная втул-
ка — «штылек», или «папыштыль».
Трубка делается из бесшовной толсто-
стенной тянутой стали (4—5 мм). На
нижней части трубки наваривают кону-
сообразные трубочки из жаропрочной
стали (наборный наконечник, головка
или набель), которая почти не подда-
ется разъеданию стекломассой. Однако
от постоянной высокой температуры го-
ловка трубки часто деформируется, ее
выправляют на металлическом керне —
бабке. В бригаде находится в обраще-
нии 7—8 трубок. За последние годы на-
шли широкое применение трубки-само-
дувкп, в которых воздух подается не за
счет силы легких, а за счет резиновой
груши и системы клапанов.
На Ленинградском заводе художествен-
ного стекла разработан дутьевой ста-
нок, который применяют при выдува-
нии стеклоизделий крупных размеров.
Воздух подается компрессором через
специальные резиновые шланги, а стек-
лодув при этом лишь регулирует давле-
ние, прикрывая и открывая предназна-
ченные для этой цели специальные от-
верстия.
Для дополнительного набора стекла,
часто необходимого при отделке изде-
лий, служит металлический пруток диа-
метром 8...10 мм и длиной 1,0...1,15 м
(железка).
Для удержания изделия за дно во вре-
мя формования верхней его части (на-
пример горла у кувшина) имеется дру-
гой инструмент — понтия * — металли-
ческий стержень, снабженный деревян-
ной втулкой, как у стеклодувной труб-
ки. Иногда понтию снабяшют металли-
ческой круглой плиткой. Чтобы взять
изделие на понтию, на его конец нано-
сят небольшой кусочек горячего стекла,
с помощью которого и прилепляют пон-
тию ко дну изделия.
Для закатывания стекла после выпол-
нения набора на баночку («пулька»)
существует набор долоков (рис. 8, а).
Долок представляет собой деревянный
брус с выдолбленным углублени-
ем. Долоки обычно находятся в коры-
те с водой, поэтому они всегда смочены
и готовы к употреблению. Вода способ-
ствует тому, что стекло при укатыва-
нии не загрязняется. При соприкоснове-
нии с горячей массой стекла вода, ис-
паряясь, превращается в пар, который
и служит промежуточной прослойкой
между стеклом и деревом. Сухой долок
«мажет» стекло.
При изготовлении изделия на отдел-
ку ** мастер для отделения изделия от
трубки употребляет металлическую от-
шибалку («косарик»). (рис. 8, б). За-
* Понтия — от франц, pinte — острие, острый
конец.
** Стеклоизделия могут быть выполненными
па «отделку» и на «отрезку». На отделку —
когда мастер непосредственно у печи, в
момент формования изделия заканчивает
отделку его верхнего края (например,
горла графина); на «отрезку» — верхняя
часть сосуда дорабатывается после его от-
жига путем отрезки колпачка и доработки
в холодном состоянии.
2*
35
тем лишнее стекло отрезает ножницами
с короткой режущей кромкой и длин-
ной рукояткой. Существует несколько
видов ножниц для резания стекла
(рис. 8, в).
Разводные щипцы (развертка) служат
для разворачивания горла изделия, вы-
полняемого на отделку (рис. 8, г).
Для отделки горла применяют также
специально изготовленные деревянные
колышки, называемые мастерами «пели-
каном». Обычно они изготовляются из
березы, ольхи и сосны.
Для формования ножек рюмок и фу-
жеров употребляют пинцеты с наклад-
ными фигурными «губками» (машин-
ка) .
Выполнение поддона «пятачка» рюмок
и фужеров производят специальными
деревянными зажимами, называемыми
«лещадками».
Кроме того, существует целый набор
щипцов, употребляемых мастерами в за-
висимости от характера производимой
работы для изготовления шариков, по-
лучения выемок и т. д. Для захвата и
оттягивания стекла при изготовлении
ручек кувшинов, кружек применяют
щипцы с круглыми накладками (круг-
логубые щипцы).
Дно изготовляемого изделия заглажи-
вают специальными деревянными или
эбонитовыми лопатками, называемыми
«гладилками» или «вальками». Часто
для окончательной отделки сосудов при-
меняют различного рода «хватки».
Обычно они представляют собой метал-
лическую трубку, внутри которой нахо-
дится металлический пруток длиной от
1 до 1,15 м, оснащенный четырьмя фи-
гурно изогнутыми держателями (захва-
тами). Держатели обворачивают асбе-
стовой лентой. Держатели открываются
и закрываются при помощи несложно-
го пружинного устройства, их конфигу-
рация зависит от вида изделий.
Готовое изделие в отжигательную печь
переносят металлической вилкой. Ее
так же, как и держатели хваткое, обво-
рачивают асбестовой лентой. Иногда из-
S6
делия относят на деревянных лопатках
(кошарках), дно этих лопаток выстила-
ют асбестовым листом. Для этих це-
лей используют также лопатки из лис-
товой стали и металлической сетки.
Кроме того, существует целый ряд дру-
гих инструментов и приспособлений,
предназначенных для выполнения тех
или иных операций в зависимости от
вида изделия (медицинские пинцеты,
различного рода «сошки», заборные
клещи и т. д.). Однако мастера стара-
ются обходиться небольшим набором
инструментов, так как их излишек на
верстаке затрудняет проведение различ-
ных операций со стеклом.
3.1
Основные приемы формования
изделий ручным способом
Выдувание изделий в форме. Ручное
формование и декорирование художе-
ственных стеклоизделий в горячем со-
стоянии непосредственно у печи основа-
но на пластических качествах стекла.
При этом особое место занимает ори-
гинальный способ формования изделий,
не применимый ни к одному из дру1и\
поделочных материалов кроме стекла —
выдувание. Этот способ наиболее полно
использует своеобразие пластических
свойств стекла: поверхностное натяже-
ние и зависимость вязкости от темпера-
туры его разогрева. Используя пласти-
ческие качества стекла, возможно полу-
чать сосуды чрезвычайно разнообраз-
ных форм.
Ручной способ выдувания можно раз-
делить на следующие операции: изго-
товление баночки; изготовление пуль-
ки *; выдувание изделия в форме или
без формы; выполнение дополнитель-
ных элементов (ручек, ножек, декора-
тивных элементов и т. д.). **
** На некоторых стекольных заводах баночку
называют «полубаночкой», а пульку — ба-
ночкой. Пульку также иногда называют на-
бором, наборкой.
Баночка — полый стеклянный шарик
диаметром 40—80 мм, используемый в
качестве предварительной заготовки вы-
дувного изделия.
Пулька — пустотелый стеклянный объ-
ем, получаемый после одного или не-
скольких наборов стекла на баночку.
Пулька предназначена для непосредст-
венного выдувания изделия.
Чтобы изготовить баночку, трубку од-
ним концом помещают в рабочее окно
стекловаренной печи, накладывают на
поверхность стекла и вращают вокруг
своей оси, пока на конце не образуется
нужной величины комок стекла — на-
бор или наборка (рис. 9, 10). Для того
чтобы стекло пристало к трубке, ее
предварительно нагревают. Трубку с на-
боркой при непрерывном ее вращении
отделяют от всей стекломассы стекла,
вынимают из печи и закатывают (рас-
катывают) на катальнике. Закатка
стекла дает возможность получить на-
борку с цилиндрической формой и с
равномерным распределением ее сте-
нок.
Наборку стекла для выполнения пуль-
ки производят на предварительно ох-
лажденную до неподвижного состояния
баночку. Затем стекло укатывают в до-
локе и ему придают необходимую фор-
му. Для изготовления крупногабарит-
ных изделий наборку могут производить
два и даже три раза.
В зависимости от предполагаемой кон-
фигурации изделия делают пульки со-
ответствующей формы.
Подготовленная к выдуванию заготовка
должна отвечать следующим требовани-
ям: соответствовать массе изделия; кон-
фигурация ее должна соответствовать
форме изделия; стенки заготовки долж-
ны иметь заданную толщину; темпера-
тура всей обрабатываемой стекломассы
должна быть в пределах, необходимых
для качественного выдувания изделия.
Выполнение баночки и пульки достига-
ется немногочисленными приемами:
вдувание воздуха в полость заготовки
позволяет достичь необходимых ее раз-
меров и толщины стенки; вращение
трубки вокруг оси позволяет удержи-
вать стекло на трубке, предотвращает
его стекание вниз; выдерживание труб-
ки вертикально набелем вверх придает
стеклу сплющенную форму, способству-
ет утолщению боковых стенок заготов-
ки; выдерживание трубки вертикально
набелем вниз придает заготовке удли-
ненную форму, способствует более
быстрому охлаждению дна заготовки;
размахивание трубкой придает заготов-
ке те же качества, что и при выдержи-
вании трубки набелем вниз, но более
быстро (сказывается действие центро-
бежной силы).
В зависимости от требований момента
мастер делает то или другое из пере-
численных движений, меняя при этом
скорость, продолжительность и сменяе-
мость движений, добиваясь необходи-
мого объема и конфигурации заго-
товки.
Указанные операции, несмотря на ка-
жущуюся простоту, требуют от мастера
известной квалификации.
После соответствующего приготовления
стекла следует процесс формования из-
делия, которое может быть проведено
свободным выдуванием (без формы) и
выдуванием в различного рода формах.
Процесс выдувания сосудов без форм
изображен на рис. 11, ни 11, б. Он за-
ключается в последовательном проведе-
нии некоторых ранее нами рассмотрен-
ных операций со стеклом, в результате
которых мастер получает готовое из-
делие.
Изготовление художественных изделий
из стекла без форм, кроме выдувания,
включает в себя и некоторые другие,
отличные от выдувания способы их из-
готовления.
* *
*
При выдувании в форме применяют два
способа: выдувание с одновременным
вращением стекла в форме и выдува-
37
ние без вращения стекла в форме, «вти-
хую» («тиходутые» изделия).
В первом случае выполняют изделия,
конфигурация которых представляет со-
бой форму тел вращения, т. е. формы,
идущие от конуса, шара, цилиндра,
имеющие в поперечнике круглое сече-
ние, во втором, напротив, не идущие
от форм тел вращения. Наиболее глад-
кая поверхность изделий получается
при выдувании изделий с вращением,
так как при этом происходит огневая
полировка поверхности изделий.
Качество огневой полировки, придаю-
щей изделию блеск, прозрачность и
особую красоту, во многом зависит йот
качества заготовки и от формы, в ко-
торой она будет выдуваться. Так, на-
пример, если заготовка при погруже-
нии ее в форму имеет наружный объ-
ем, близкий к внутреннему объему фор-
мы, и до известных пределов закрепле-
на потерей температуры, то она меньше
подвержена влиянию формующей по-
верхности. В этом случае изделие по-
лучают с более гладкой поверхностью.
Определенное влияние на качество из-
делия оказывает и сила дутья. При сла-
бом дутье края и дно изделия недоста-
точно рельефны, а при сильном — по-
верхность его получается «черченой»,
т. е. имеет поперечные полосы. Огневая
полировка в деревянных формах полу-
чается за счет выгорания поверхности
дерева.
При выдувании в металлической фор-
ме ее поверхность покрывается слоем
углесодержащих смесей — древесных
опилок с льняным маслом, сурика и
древесного угля, растертого на льняной
олифе *. При выгорании углерода под
действием горячего стекла образуется
газовая подушка, мешающая стеклу со-
прикасаться с металлом. Безусловно, в
* На Гусевском филиале ГИС (Государствен-
ный институт стекла) разработана смазка
металлических форм следующего состава,
%: олифа пептафталевая 87; мука древес-
ная 7,75: канифоль 5,25.
38
данном случае не последнюю роль иг-
рает отделка поверхности формы
(рис. 12).
Формование изделий при помощи де-
ревянного колышка («чижика») заклю-
чается в следующем: мастер изготовля-
ет без выдувания баночку и пульку не-
обходимой величины, затем верхнюю ее
часть прокалывает металлическим ши-
лом и в образовавшееся отверстие вво-
дит заостренный деревянный колышек,
предварительно сильно смоченный в во-
де. Пары воды, образующиеся при со-
прикосновении с горячим стеклом, а
также газы горящего дерева раздува-
ют стекло в пузырь средних размеров.
Из образовавшейся таким образом за-
готовки мастер формует изделие, обыч-
но это небольшие толстостенные блюда
пли пепельницы.
Чтобы увеличить размеры изделия, опе-
рацию проделывают несколько раз, тем
самым увеличивают внутреннюю по-
лость заготовки, естественно, при окон-
чательном формовании изделия увели-
чиваются и его общие размеры
(рис. 13).
Формы, применяемые
при выдувании
При выпуске художественных изделий
из стекла в зависимости от поставлен-
ной задачи используют формы, выпол-
ненные из дерева, металла, керамики и
специальных составов.
Формы для выдувания изделий с по-
кручиванием выполняют на токарных
станках по заданному художником шаб-
лону (выкройке), который изготовляет-
ся в натуральную величину. Для этого
берут лист плотной бумаги (чертеж-
ную), сгибают пополам и па одной по-
ловине тщательно вычерчивают полу-
профиль будущего изделия. Ножницами
вырезают сразу две половинки.
Таким образом получают полный про-
филь изделия. Причем одну половинку
его делают примерно на 1 см выше, для
того чтобы прибавить размер на отрез-
ку колпачка (рис. 14).
Деревянные формы используют при вы-
пуске небольших серий художественных
изделий. Выбор древесины зависит от
качества и количества выпускаемой
продукции. Обычно для этих целей
употребляют дерево со слабо выражен-
ной структурой, такое, как осина, оль-
ха, груша, бук и др. Они равномерно
выгорают, тем самым способствуют вы-
пуску продукции высокого качества.
Древесина хвойных деревьев для этих
целей не годится, так как содержит
много смолы, оставляющей след на по-
верхности изделия.
Для выпуска простых изделий, спроек-
тированных «без замков» («на выход»),
делают нераскрывные формы, а для из-
делий, имеющих сложную конструк-
цию,— раскрывные.
Металлические формы обычно применя-
ют при машинном производстве или
ручном массовом выпуске изделий. Фор-
мы изготовляют из чугуна или легиро-
ванной стали, поэтому их производст-
во сопряжено с большими затратами.
Однако при массовом выпуске продук-
ции они легко окупаются. Чтобы уде-
шевить стоимость металлических форм,
применяют специальные вкладыши, вы-
полненные из легированной стали, в то
время как основная масса формы из-
готавливается из более дешевого чу-
гуна.
Большое значение в металлических
формах придается их рабочей поверх-
ности. Она должна быть обработана та-
ким образом, чтобы трение при погру-
жении в нее стекла было минималь-
ным.
Металлические формы должны обла-
дать высокой теплопроводностью, не-
большим тепловым расширением и быть
невосприимчивыми к налипанию
стекла.
Формы при выдувании «втихую». Для
изготовления стеклоизделий «втихую»
используют керамические, гипсовые,
металлические, деревянные формы и
формы из металлической проволоки
и т. д. Конфигурация таких изделий
разнообразна, начиная от прямоуголь-
ной до геометрически неправильной
(многогранное сечение).
При выдувании тиходутым способом,
вследствие отсутствия «огневой поли-
ровки», на поверхности изделия оста-
ются следы формы, изделие приобрета-
ет рябую, как говорят, «кованую» по-
верхность. Поэтому художник при про-
ектировании такого изделия заранее
предусматривает или дальнейшую об-
работку поверхности (например, ее
шлифование), или задумывает такой
декор, который скрадывал бы эти не-
достатки (рис. 15).
Однако существуют такие способы вы-
дувания «втихую», при которых по-
верхность изделия получается глад-
кой,— это выдувание в каркасных фор-
мах. Их выполняют обычно из стальной
проволоки, они представляют собой вер-
тикальные прутья с перпендикулярно
пересеченными окружностями. Для того
чтобы стекло не приваривалось к метал-
лу, его обильно смазывают графитовой
смазкой, разведенным до сметанообраз-
ного состояния каолином, машинным
маслом или каким-либо другим изоли-
рующим материалом. После выдувания
форму разбирают или стравливают кис-
лотой. Иногда после выдувания изделия
форму не разбирают, а оставляют на
тулове изделия в качестве декоратив-
ного элемента. Для этих целей берут
медную или латунную проволоку сече-
нием 2—4 мм. В качестве материала
для каркасной формы может быть при-
менена также медная или латунная
фольга толщиной от 2 до 5 мм.
Деревянные формы для выдувания
«втихую» обычно представляют собой
четырех- или многоугольные ящички
без дна и крышки. Иногда на их стен-
ках наносят какой-либо рельефный или
контррельефный рисунок. Дерево позво-
ляет получать и более сложные формы,
например, их можно составить из двух
39
и более частей, полученных токарным
способом.
В Чехословакии в последние годы раз-
работан хороший заменитель деревян-
ных форм — специальная масса «пер-
коль», состоящая из 38 кг каменно-
угольной смолы, 37 кг порошка бурого
угля и 25 кг графитового порошка.
К 1 дм3 этой смеси добавляют около
1 дм3 портландцемента. В смесь зали-
вают 1 —1,2 л воды и перемешивают.
Полученную массу можно отливать или
прессовать в разнообразные блоки. Они
затвердевают около 24 ч при темпера-
туре около 20°С. Обработка таких форм
аналогична обработке деревянных, т. е.
их можно обтачивать на токарном стан-
ке, выдалбливать, резать и т. и.
Вновь изготовленную форму смазывают
болтушкой из муки мелкого помола,
разбавленной водой в соотношении 1 : 2.
При формовании стекла форму смачива-
ют водой, содержащей около 2% уголь-
ного порошка. Формы из массы перколь
примерно в 100 раз долговечнее дере-
вянных, лучше сохраняются, сырье для
их изготовления относительно дешевое.
Недостаток этих форм — относительная
хрупкость и образование большого ко-
личества пыли при изготовлении *.
По утверждению чехословацких специа-
листов, формы, выполненные из указан-
ных компонентов, выдерживают в 60—
100 раз больше циклов, чем деревян-
ные.
Гусевским филиалом ГИС (Государст-
венный институт стекла) разработаны
другие составы, из которых выполняют
формы для выдувания изделий. В со-
став входят следующие компоненты, %
по массе: портландцемент марки 500—
600 40—45: тальк 5—6; графит сереб-
ристый 6—7; пек каменноугольный 3,5;
пыль каменноу гольная 5,5—7; вода —
32-44,
* Я. Шпачек, Я. Пешек. Ручная выработка
сортовой посуды и бытового художествен-
ного стекла. Пер. с чешского Р. С. Ширвин-
ской. М., 1974 г.
40
Указанную смесь в зависимости от ко-
личества воды формуют литьем или
прессованием в необходимые объемы.
После сушки, которая происходит в те-
чение 5—7 суток, из отформованной
массы токарным способом вытачивают
необходимые формы. Перед эксплуата-
цией формы ее внутреннюю поверх-
ность обжигают разогретым стеклом.
Формы для выдувания «втихую» из ша-
мота (керамическая форма) и гипса вы-
полняют обычно переводом с выполнен-
ной заранее модели будущего изделия.
Обычно эти материалы используют для
получения композиционно сложного де-
кора или рисунка изобразительного ха-
рактера.
Существуют и другие способы изготов-
ления изделий «втихую». Формы из ме-
таллической фольги, сгорающих мате-
риалов (например, картона), из куско-
вого талька позволяют получать ори-
гинальные по форме и декору художе-
ственные изделия из стекла.
Комбинированные формы изготовляют
для получения изделий с двумя и бо-
лее различными фактурами его поверх-
ности. Для этого форму изготовляют из
двух и более частей, соединенных меж-
ду собой таким образом, что часть со-
суда выдувается кованой, а другая часть
с огневой полировкой. Это происходит
от того, что в то время, как одна часть
формы вращается, другая остается не-
подвижной. Формы изготовляют из ме-
талла с шарнирным или подшипнико-
вым соединениями. Комбинированные
формы позволяют получать довольно
выразительные декоративные эффекты
(рис. 16).
«3.6
Оформление верха сосудов
По технологическому процессу изде-
лия, изготовляемые ручной выработкой,
получаются закрытыми сверху колпач-
ком, который затем удаляют. При из-
готовлении некоторых изделий колпа-
чок отрезается сразу же у печи в момент
их формования.
Для этого изделие сажается на пон-
тию (или хваток), трубка с колпачком
отшибается, отверстие, полученное при
этом, расширяют разводными щипца-
ми и лишнее стекло срезают отрезны-
ми ножницами, а неровные края оплав-
ляют в печи (рис. 17).
В декоративных изделиях, а также
вазах для цветов верх сосуда иногда
отделывают мелким или крупным риф-
лением. Для того чтобы получить деко-
ративный рифленый верх, применяют
специальное приспособление, состоя-
щее из металлической или деревянной
основы, на которую набивают жестя-
ные пластины, расходящиеся радиаль-
но из центра. От количества пластин
зависит, будет ли рифление крупным
или мелким, пластин может быть от 2
до 30 и более (рис. 18).
Для того чтобы на верх сосуда на-
нести рифление, мастер разогревает
его в «кукушке» до подвижного со-
стояния, чтобы сосуд не искривился,
его все время покручивают. Затем со-
суд вынимают из печи и опускают на
устройство так, чтобы центр его сов-
пал с центром изделия. Участки стек-
ла, попадающие между пластинами,
провисают, создавая таким образом
декоративный узор.
Усложненную задачу представляет
собой выполнение верха сосуда, пред-
назначенного для хранения жидкости
(например, кувшина, жбана или гра-
фина). В данном случае на первый
план выступает наряду с эстетической
стороной и конструктивная (функцио-
нальная). Неправильно оформленный
верх может привести к тому, что жид-
кость за счет поверхностного натяже-
ния, стремясь удержаться на наруж-
ной поверхности сосуда, при вылива-
нии будет течь по его стенкам. Чтобы
этого не случилось, обычно делают но-
сик («слив» или «клюв»). Для этих
же целей на горло штофа наносят не-
большой кант из стекла («венчик»),
который является как бы сливным по-
рожком, не дающим воде литься по
стенкам изделия.
3.7
Выполнение ножек сосудов
В художественных изделиях встре-
чается большое разнообразие видов
ножек. Рассмотрим изготовление наи-
более часто встречающейся ножки
рюмки или фужера.
Для изготовления ножки рюмки обыч-
но к нижней части (рис. 19) прилеп-
ляют небольшую порцию стекла, по-
данную подсобным рабочим на желез-
ке, которую сначала начерно формуют
разводными щипцами, затем машинкой
(стебель ножки). Потом следует вто-
рая подача стекла с целью формова-
ния основания ножки «пятачка», ко-
торое происходит с помощью «лещад-
ки».
Существуют и другие способы изго-
товления ножек. Например, рюмку из-
готавливают с отпрессованной ножкой.
Для этого на верстаке устанавливают
небольшой пресс на высоте, при кото-
рой снизу к форме можно было бы
поднести трубку с выдутой чашей. До
прессования форма находится доныш-
ком вверх. Изготовленную чашу под-
носят на трубке к отверстию, сделан-
ному в форме пресса, и вставляют в
нижнюю ее часть, имеющую вид чаши.
После этого обычным способом подают
стекло в форму и припрессовывают
ножку, которая в горячем состоянии
приваривается к резервуару.
Существует другой способ получения
рюмки с отпрессованной ножкой. Он
заключается в том, что металлическая
форма устанавливается не вверху (как
в первом случае), а внизу и сначала
идет отпрессовывание ножки. Затем
выдутый резервуар прижимают к от-
прессованной ножке (не раскрывая
формы). Для того чтобы лучше про-
изошло сваривание резервуара и нож-
41
ки, на дно наносят небольшой кусочек
горячего стекла.
Гусевский хрустальный завод освоил
выпуск стеклоизделий с подпрессован-
ной ножкой*. Спай чаши изделия, вы-
дуваемой при помощи стеклодувной
трубки в металлической форме, произ-
водится в установке, где прессуется
ножка изделия (рис. 20).
Для прессования ножки порция стек-
ломассы подается в прессовальную
форму. Трубку с выдутой чашей изде-
лия устанавливают в верхней части
формы и закрепляют ее в трубкодер-
жателе. Включая кран управления
пневмоцилиндром, производят формо-
вание ножки и соединение ее с чашей
изделия. После этого прекращают по-
дачу воздуха в пневмоцилиндр, рас-
крывают форму, вынимают трубку с
изделием с подпрессованной ножкой.
Конец ножки разогревают в специаль-
ной печи и формуют обычным спосо-
бом, раскатывают с помощью ле-
щадки.
С точки зрения технологии интересен
способ получения ножки вакуумным
способом. Он заключается в том, что
форма, в которой выдувают резервуар
рюмки, предусматривает емкость, куда
после откачки воздуха, под действием
внешнего давления атмосферы заходит
стекло. Таким образом формуется
стебель ножки. Пятачок выполняется
путем дополнительной подачи стекла
и раскатки его лещадкой.
Указанные способы обеспечивают изго-
товление рюмок массовым тиражом.
За последние годы за рубежом стали
применяться сосуды, в том числе рюм-
ки, фужеры и бокалы, ножки которых
изготовлены из других материалов. Ча-
ще всего они представляют собой еди-
ное целое стебля и пятачка ножки, вы-
полненные методом прессования.
* Фигуровский И. А Производство стеклоиз-
делий на ножке м< юзом поессовки. Стекло
и керамика, 1980, № о, с. 6.
42
3.8
Выполнение ручек сосудов
Не менее сложной задачей является
изготовление ручек изделий. В данном
случае наряду с требованиями техно-
логичности и красоты изделия боль-
шую роль играет эргономика. Ручка
должна быть прочной, целесообразной
по длине и ширине, должна учиты-
вать форму кувшина, обеспечивать
удобство при выливании жидкости.
Однако эти вопросы нами рассматри-
ваться не будут в связи с тем, что они
являются областью художественного
конструирования.
Чаще всего при выполнении художе-
ственных изделий из стекла приме-
няют следующий метод формования
ручки.
Один из членов бригады подает на
железке определенное, достаточное для
изготовления ручки количество стекла.
Мастер-отделочник одним концом при-
крепляет стекло к стенке сосуда и от-
резает его ножницами от железки
(рис. 21). Затем, манипулируя стек-
лом, применяя при этом соответствую-
щие инструменты, мастер растягивает
стекло до необходимой толщины и дли-
ны, свободный конец пинцетом при-
крепляет на предполагаемое место со-
суда. Металлической трубкой или
стержнем мастер добивается необходи-
мой формы ручки.
Ручка, полученная описанным спосо-
бом, будет иметь ярко выраженный ха-
рактер. Ясно будет видно место первой
прилепки стекла к стенке изделия
(наиболее утолщенное), а также про-
тивоположная его часть более тонкая.
Этот способ изготовления ручек, наи-
более распространенный в практике
художественного стеклоделия (хотя и
не единственный), дает возможность
получать довольно разнообразные их
формы. Мастера-стеклодувы любят
наносить на ручки различные лепные
украшения, (рпс. 22, 23, 24, 25).
ИНСТРУМЕНТЫ И ПРИЕМЫ ФОРМОВАНИЯ ИЗДЕЛИЯ
8
Инструменты:
а — долоки; б — отшибалка-
косарик; в — различные виды
ножниц; г — машинка для фор-
мования ножйи рюмки и неко-
торые виды щипцов
9
Набор стекломассы на труб-
ку из стекловаренного гор-
шка
10
Изготовление баночки и
пульки:
а — стекло, набранное на стек-
лодувную трубку; б — баночка;
в — стекло, набранное на ба-
ночку; г — пулька
И
Свободное формование из-
делий (гутная выработка):
а — изготовление стакана: 1 —
изготовление пульки; 2 — фор-
мование общего объема стака-
на; 3 — подготовка верха заго-
товки к отрезке и взятие за-
товки на понтию; 4 — отрезка
верха; 5 — разогревание вер-
ха заготовки; 6 — обрезание
верха ножницами; 7 — оконча-
тельное формование стакана;
43
ПРИЕМЫ ФОРМОВАНИЯ ИЗДЕЛИЙ
б — изготовление блюда; 1 —
изготовление пульки; 2 -- фор-
мование общего объема блюда;
3 — отрезка верха заготовки;
4 — разогревание верха заго-
товки; 5 — разворачивание сте-
нок заготовки; 6 — окончатель-
ное формование блюда
12
Выдувание стакана в фор-
ме:
а — изготовление пульки; б —
выдувание стакана в форме;
в — отрезание колпачка
13
Формование блюда при по-
мощи деревянного колыш-
ка («чижика»):
jt 2 — изготовление заготовки;
3 — прокалывание заготовки
шилом; 4 — раздувание заго-
товки при помощи колышка;
5, в — дальнейшее формование
блюда; 7 — окончательное фор-
мование блюда
44
ФОРМЫ', ПРИМЕНЯЕМЫЕ ПРИ ВЫДУВАНИИ СТЕКЛОИЗДЕЛИЙ
14
Выполнение выкройки и
формы:
а — выполнение выкройки: 1 —
высота изделия; 2 — линия от-
резки колпачка; з — лист плот-
ной бумаги; б — выполнение
формы
15
Разные виды форм для вы-
дувания изделий тиходу-
тым способом:
а — форма из проволоки; б —
деревянная прямоугольная
форма; в — деревянная форма,
изготовленная из двух поло-
винок в виде отдельных сег-
ментов; г — гипсовая или ке-
рамическая форма
45
ПРИЕМЫ ФОРМОВАНИЯ ИЗДЕЛИЙ
16
Устройство комбинирован-
ной формы:
а — деталь комбинированной
формы, 1 — неподвижная часть
формы, 2 — подвижная часть
формы; 3 — подшипники, на
которых вращается подвижная
часть формы, б — готовое изде-
лие
17
Оформление верха сосуда:
1 — сосуд после выдувания в
форме; 2 — удаление колпач-
ка, 3 — выравнивание верха
сосуда при помощи ножниц;
4 — разворачивание верха со-
суда инструментом
18
Рифление верха сосуда при
помощи формы:
а — устройство формы, б — из-
делие с рифленым верхом
ВЫПОЛНЕНИЕ НОЖКИ И РУЧКИ СОСУДА
19
Выполнение ножки фуже-
ра:
1 — первая подача стекла; 2 —
предварительное формование
яожки; 3 — формование ножки
машинкой; 4 — вторая подача
стекла; 5 — формование «пя-
•тачка» при помощи лещадки
20
Формование чаши с отпрес-
сованной ножкой:
I — чугунный корпус; 2 —
стальные вкладыши (их внут-
ренняя поверхность соответст-
вует конфигурации ножки из-
делия); 3— газовые горелки
21
Последовательность изго-
товления ручки сосуда:
1 — подача порции стекла; 2,
3 — формование ручки
22
Стеклянный букет. Р. Ва-
сильев. Пример ручной вы-
работки. Гусевский хру-
стальный завод, XIX в.
(гутная техника)
23
Большой кубок с крышкой.
Пример выдувания в фор-
ме. Германия, XVII в.
24
Сосуд для воды. Пример
выдувания тиходутым спо-
собом. Кельн, III в. н. э.
25
Сувенирная ваза. Пример
рифления верха сосуда с
помощью формы. Чехосло-
вакия, XIX в.
48
4
4.1
Основные
виды
декорирования
изделий
в горячем
состоянии
непосредственно
у печи
Значение термического
расширения стекол
при декорировании изделий
Декоративные элементы, наносимый
на изделия в горячем состоянии, как
правило, являются весьма эффектив-
ным средством повышения их эстети-
ческих качеств.
Однако успешное выполнение того или
иного вида декора находится в прямой
зависимости от двух факторов: с одной
стороны, от практического опыта мас-
тера, с другой — от коэффициентов тер-
мического расширения, применяемых
стекол и других (нестеклянных) мате-
риалов.
Если коэффициенты значительно рас-
ходятся между собой, то при охлажде-
нии в стеклах возникают большие на-
пряжения, вызывающие разрушение
изделия. Практическое определение
коэффициентов стекол на заводе сво-
дится к тому, что мастера выдувают
двухслойный полый цилиндр (обычно
из бесцветного и цветного стекла), из
которого потом вырезают кольцо.
Это кольцо перерезают по образующей
цилиндра. Если при этом концы коль-
ца плотно прилегают так, что не видно
щели, то это является признаком того,
что коэффициенты совпадают. Если же
концы не сходятся и между ними ос-
тается зазор, то это указывает на то,
что стекло с большим термическим
расширением находится снаружи коль-
ца. И, наоборот, если концы кольца за-
ходят друг за друга, то стекло с боль-
шим коэффициентом находится внутри
кольца.
Применяют и другой способ проверки
спаиваемости стекол. Для этого вытя-
гивают тонкую стеклянную полоску
сразу из двух проверяемых стекол,
причем стекла спаиваются и вытяги-
ваются параллельно друг другу. Если
после охлаждения полоска не изги-
бается, то стекла пригодны для спаи-
49
вания, и, наоборот, если полоска изги-
бается, то стекла для спаивания не-
пригодны.
Соответствие коэффициентов термичес-
кого расширения нестеклянных мате-
риалов (керамика, гипс, металлы и др.)
и стекла, из которого изготовляется де-
корируемое изделие, обычно проверя-
ется опытным путем, изготовлением
пробного образца.
4.2
Накладные стекла
При изготовлении высокохудожествен-
ных изделий большой интерес пред-
ставляет применение двухслойных и
многослойных цветных стекол, которые
принято называть накладными*.
Стекла, окрашенные в тот или иной
цвет, во всей своей массе теряют в зна-
чительной мере яркость или приобре-
тают слишком темный топ. При этом
расходуется большое количество доро-
гостоящего красителя, поэтому наряду
с вопросами художественного качества
изделий из цветного стекла примене-
ние накладных стекол имеет и эконо-
мическое значение.
Принято различать следующие способы
изготовления накладного стекла: нак-
лад, выполняемый путем набора цвет-
ного стекла непосредственно из горш-
ка; наклад, наносимый с помощью «во-
ронки» (лейки); наклад, получаемый с
помощью цветной «цапфы»**.
Наклад может быть как наружный
(надцвет), так и внутренний (под-
цвет), причем различают полный (т. е.
когда изделие полностью покрывается
цветом) и частичный наклад.
Изготовление цветного стекла с над-
цветом чаще всего проводят путем
вторичной наборки на бесцветное стек-
* Накладные стекла иногда, называют «дуб-
лированными», «нокрывочными» и т. п.
** «Цапфа» (цапка)—стеклянный стержень,
изготовляется из сильно скрашенных цвет-
ных стекол.
ло цветного непосредственно из горш-
ка. Обычно этот способ дает полный
наклад. Варьируя количественные со-
отношения цветного и бесцветного
стекла, мастер получает необходимую
интенсивность цвета стекла.
Несколько реже для получения полно-
го наклада применяют метод воронки
(лейки) (рис. 26).
При этом изделие изготовляют как бы
в два этапа. Вначале мастер изготов-
ляет из цветного стекла воронку, т. е.
пустотелый пузырь со втянутым внутрь
дном. Отбив воронку от стеклодувной
трубки, мастер устанавливает ее вниз
колпачком в специальный держатель
(стакан).
Одновременно с воронкой другой мас-
тер подготавливает пульку из бесцвет-
ного стекла, которая с силой вдувается
во внутреннюю полость воронки. При
этом стенки пульки и воронки прива-
риваются друг к другу и составляют од-
но целое. Образующееся при этом изыб-
точное стекло, не приварившееся к
стенкам заготовки, поливают водой,
оно трескается и отваливается. Даль-
нейшее формование изделия происхо-
дит обычным способом.
В технике стеклоделия множество все-
возможных вариантов выполнения
цветных накладов, идущих от описан-
ного способа. Например, для выполне-
ния уникальных изделий применяют
цветной сосуд, напоминающий по фор-
ме стакан с круглым дном. Для этого
выдувают продолговатую пульку, от
которой после отжига отрезают верх.
Полученный таким образом цветной
стеклянный стакан устанавливают в
специальную металлическую подстав-
ку. Чтобы предохранить стекло от рас-
трескивания, его перед выдуванием
постепенно разогревают до 100—150°С.
Дальнейший процесс происходит по-
добно выдуванию в воронку с той лишь
разницей, что не приходится удалять
избыточное стекло.
В другом случае от цветного отожжен-
ного цилиндра в холодном состоянии
50
отрезают кольца необходимой ширины.
Кольца вставляют в специальные уг-
лубления в форме, предназначенной
для выдувания изделия. При этом мас-
тер тщательно прогревает форму со
стеклом, находящимся внутри нее (в
случае, если форма металлическая),
или самоцветное стекло, если форма
деревянная. При тщательном прогреве
цветного стекла происходит достаточно
прочное сплавление двух стекол. Та-
ким образом получают так называемый
разграниченный наклад. Для достиже-
ния четкой линии наклада края колец
отшлифовывают на шайбе (рис. 27).
Декорирование изделий неотработан-
ными цветными кольцами дает возмож-
ность получить неровную, зубчатую
линию соприкосновения цветного и
бесцветного стекол.
Возможны и другие варианты приме-
нения накладного стекла.
4.3
Нанесение цветного стекла
при помощи цапф
Изготовление изделий, декорированных
цветными стеклами, взятыми из горш-
ков, имеет и свои недостатки.
Обычно под цветное стекло на обыкно-
венной горшковой печи выделяется
2—3 горшка, поэтому выбор цветов
ограничен. Для расширения этих воз-
можностей применяют цапфы, т. е.
стеклянные цветные стержни длиной
250—300 мм и диаметром 30—40 мм.
Применение цапф дает возможность
одновременно на одном верстаке во
время одной смены изготовлять цвет-
ные изделия без ограничения видов
окраски, надо лишь иметь достаточное
количество цветных стержней. Они мо-
гут быть такой разнообразной окраски
и с такими оттенками, которые невоз-
можно получить в условиях обыкно-
венной варки стекла в горшках. Дру-
гое существенное преимущество заклю-
чается в том, что стекольное предприя-
тие по мерс использования цапф варит
необходимый цвет и вырабатывает из
них цапфы впрок. Они могут быть
изготовлены и на другом заводе.
Все это дает возможность не только
разнообразить декоративные качества
изделий, но и повысить их экономичес-
кий эффект.
Для нанесения слоя цветного стекла
цапфу разогревают на шустане печи и
прикрепляют при помощи небольшого
количества бесцветного стекла на труб-
ку или железку. Для успешной работы
обычно применяют две цапфы: в то
время как одна находится в работе,
вторая подогревается на шустане. Ис-
пользование цапф позволяет получить
полный и частичный наклады, переход
из одного цвета в другой и т. д.
Получение полной окраски. При помо-
щи цапф возможно получение цвета
внутри изделия (подцвет), между дву-
мя слоями бесцветного стекла, а также
снаружи изделия (надцвет).
Для получения внутреннего наклада
мастер наносит необходимое количе-
ство стекла на конец стеклянной труб-
ки, затем набирает небольшое коли-
чество бесцветного стекла и выдувает
баночку, после последующего набора
стекла изготовляет пульку, из которой
и формует задуманное изделие (рис.28).
Чтобы получить цветной наклад меж-
ду двух слоев бесцветного стекла, мас-
тер набирает небольшое количество
бесцветного стекла, закрывает его цвет-
ным и изготовляет баночку. После это-
го сверху набирает слой бесцветного
стекла и выполняет пульку. Дальней-
шее формование идет обычным пу-
тем. Если при этом на цветную баноч-
ку не набирать бесцветного стекла, то
можно получить изделие с наружным
окрашиванием.
При декорировании стеклоизделий с
помошью цапф можно накладывать па
поверхность стекломассы не только
один цветной слой, но в зависимости от
характера изделия, несколько цветов
друг на друга или рядом.
51
Частичное окрашивание при помощи
цапф дает возможность получать изде-
лия, чрезвычайно разнообразные по де-
коративному убранству.
Здесь возможно нанесение цветных
кружков и пятен как по всей поверх-
ности изделия, так и на небольших ее
участках. Цвет наносят также на одну
из сторон изделия.
Чешские мастера наносят цветное стек-
ло под углом. Они выдувают из цвет-
ного стекла баночку, вскрывают ее при
помощи шила и наискось отрезают
ножницами часть стекла. Затем наслаи-
вают на заготовку бесцветное стекло и
после выполнения пульки формуют
изделие (рис. 29). Возможны и другие
варианты частичного окрашивания.
4.4
Получение переходов одного цвета
в другой
Для того чтобы получить переход из
одного цвета в другой, мастера поль-
зуются довольно распространенным
приемом наложения одного цветного
стекла па другой, на трубку, если
наклад внутренний, и на баночку, если
наклад наружный.
Чтобы стекло как можно мягче пере-
ходило из одного цвета в другой, края
соприкосновения двух цветных стекол
сдвигают относительно друг друга,
насколько позволяет это делать вяз-
кость стекла.
Существует несколько способов полу-
чения изделий, имеющих цвет, сходя-
щий на нет. Для того чтобы получить
сгущение тона ко дну изделия, приме-
няют метод нанесения цветного стекла
на дно баночки и тщательное переме-
шивание его краев с прозрачным стек-
лом, что аналогично приемам получе-
ния тоновых переходов из одного цве-
та в другой (рис. 30).
Чтобы получить сгущение цвета к вер-
ху изделия, прокалывают шилом дно
баночки.
52
Затем заготовку прогревают и обраба-
тывают дальше. В тех местах, где
стекломассу прокололи, нарушается
окрашиваемый слой, и при дальней-
шем формовании изделия в зависи-
мости от глубины прокола цвет или
совсем исчезает, или становится совсем
бледным.
Сгущение цвета к верху изделия полу-
чается также при помощи продутой
баночки. При этом баночку, выполнен-
ную из цветного стекла, прогревают
таким образом, чтобы при дальнейшем
ее выдувании продувалась лишь та
часть, которая находится напротив
трубки (дно баночки). На продутую
баночку делают набор стекла, изготов-
ляют пульку и выдувают необходимое
изделие.
Одним из эффективных приемов деко-
рирования изделий из стекла является
выполнение акварельного пятна.
Суть способа заключается в том, что
цветное пятно наносится с помощью
тонкостенной, специально выдуваемой
для этого цветной пульки. При этом
происходит сплавление стенок бесцвет-
ной пульки со стенками цветной. При-
варившаяся при соприкосновении с за-
готовкой часть цветного стекла остает-
ся на ее стенках, остальное цветное
стекло удаляется. Акварельное пятно
может быть нанесено как на баночку,
так и на пульку. Этот способ позво-
ляет получить частичный наклад, отли-
чающийся мягким (акварельным) от-
тенком цвета (рис. 31).
4.5
Декорирование цветной стеклянной
крошкой
Изделия, декорированные стеклянной
крошкой, довольно часто встречаются
в художественном стеклоделии. Масте-
* Декорирование цветной стеклянной крош-
кой иногда называют разделкой под мра-
мор, разделкой насыпью и т. п.
ра любят этот способ за его относитель-
ную простоту.
Для того чтобы получить изделие, де-
корированное этим способом, мастер
прокатывает баночку па катальнике,
где заранее рассыпается хаотично или
выкладывается в определенном поряд-
ке цветная стеклянная крошка. При
этом предварительно подогретая крош-
ка прилипает к стенкам баночки. За-
тем мастер тщательно прогревает ба-
ночку в печи таким образом, чтобы от-
дельные кусочки стекла как можно
сильнее расплавились в огне, иногда
баночку укатывают в долоке, сравни-
вая тем самым неровности , получив-
шиеся при нанесении цветной крош-
ки.
Набрав сверху стекло и изготовив
пульку, мастер формует требуемое из-
делие. Цветные кусочки стекла обра-
зуют внутри его стенок узор, а поверх-
ность изделия становится гладкой.
Крошку, нанесенную на поверхность
изделия, во избежание неровности не-
обходимо тщательным образом про-
греть в огне печи. Дробленую крошку
можно также просто посыпать на рас-
плавленные стенки баночки.
Для получения более или менее пра-
вильного рисунка применяют специаль-
ные металлические, керамические или
гипсовые шаблоны. Шаблоны пред-
ставляют собой ровную плиту с углуб-
лениями, в которые насыпается крош-
ка. Прокатывая баночку по шаблону,
мастер имеет возможность получить
рисунок геометрического или расти-
тельного характера (рис. 32).
Для этих же целей можно использо-
вать пластинки воска. В этом случае
кусочками цветного стекла методом
вдавливания выкладывают задуманный
рисунок. Воск при прокатывании ба-
ночки от высокой температуры выго-
рает, а крошка остается па ее стенках.
Рисунок из стеклянной крошки можно
наносить на изделие с помощью бума-
ги. Стекольная цветная крошка всегда
имеется на заводе. Для этого на бума-
гу наносят кистью силикатный клей * в
форме задуманного рисунка, насыпают
крошку, кусочки которой прилипают к
жидкому стеклу.
Этот процесс (особенно при массовом
производстве) можно несколько меха-
низировать, насыпая стеклянную крош-
ку в специальные формы, образующие
очертания нужного декора.
Слои крошки при помощи указанных
форм равномерно насыпают на дере-
вянную доску, затем к ней прижимают
бумагу, покрытую с одной стороны
жидким стеклом. На бумагу наклады-
вают плиту (керамическую, металли-
ческую и т. д.) и все вместе перевора-
чивают. Таким образом к бумаге при-
стает столько стекла, сколько необхо-
димо для получения четкого рисунка,
а избыток стекла осыпается. Бумагу
закладывают в форму и выдувают не-
обходимое изделие.
При помощи стеклянной крошки мож-
но получать изделия, декоративный
узор которых расположен как по всей
их поверхности, так и на ее отдельных
частях.
Цветную крошку готовят из интенсив-
но окрашенных стекол механическим
дроблением кусков охлажденного стек-
ла или путем выливания расплавлен-
ной стеклянной массы в холодную воду
(от соприкосновения с холодной водой
горячее стекло интенсивно разрушает-
ся).
4.6
Декорирование цветной стеклянной
нитью
Декорирование изделий цветной стек-
лянной нитью известно с древнейших
времен. Оно возникло еще в те време-
на, когда не была известна стеклодув-
* Для этих целей можно также употреблять
клеи органического происхождения (дек-
стриновый, гуммиарабик), которые хорошо
сгорают и не оставляют следа.
53
пая трубка, а мастера подавляющее
большинство изделий, в том числе и
сосуды, выполняли методом навивки
стеклянной нити на глиняную основу.
После того как был разработан способ
выдувания стеклоизделий с помощью
стеклодувной трубки, стеклянная нить
стала применяться только в качестве
декора.
Простейший способ нанесения нити
заключается в том, что мастер кладет
на фулязку трубку со специально изго-
товленной для этой операции, удлинен-
ной по форме баночкой или пулькой и
налипает быстро, но равномерно вра-
щать ее по часовой стрелке (рис. 33).
В это время другой мастер, набрав не-
обходимое количество цветного стекла,
укатывает его на катальнике, придавая
цилиндрическую форму. После этого
конец подготовленного таким образом
стекла прилепляется к той части заго-
товки, которая находится ближе к
трубке. Так как заготовка равномерно
вращается, на ее поверхность наносится
нить цветного стекла.
Причем толщина получаемой при этом
нити прямо пропорциональна скорости
вращения заготовки и состояния вяз-
кости стекла. Чем выше скорость вра-
щения и ниже вязкость стекла, тем
нить тоньше, и наоборот, чем медлен-
нее вращает заготовку мастер и чем
выше вязкость стекла, тем толще по-
лучается нить. В настоящее время
разработай специальный навивочный
станок.
Принцип действия станка заключает-
ся в том, что трубка с заготовкой укла-
дывается на специальные опоры и при-
водится в движение с помощью систе-
мы передач (ременная, шестеренчатая)
вручную или автоматически.
Интересный декоративный эффект по-
лучается при расчесывании нити ме-
таллическими предметами: пинцетом,
щипцами, шилом и т. д.* При этом по-
* Расчесывание нити металлическим инстру-
ментом называют шшшовкой.
54
лучается характерный для данного
способа рисунок декора (рис. 34).
За последние годы нашло применение
декорирование нитью вальцованных
изделий. При этом нить прилепляется
только в самых выпуклых местах заго-
товки (рис. 35). Затем мастер вносит
заготовку в печь, слегка поддувает ее.
В местах, где нить не пристала к стен-
кам заготовки, она сначала утончается,
затем лопается и, подчиняясь закону
поверхностного натяжения, в местах
прилипания ее к стенкам заготовки
собирается в комочки.
Иногда для декорирования изделий
применяется так называемая путаная
нить, которая получается при беспоря-
дочном, хаотичном нанесении нити на
поверхность заготовки. Этот способ
довольно прост и часто употребляется
с целью маскировки пороков стекло-
массы.
Интересный декоративный эффект по-
лучают при нанесении нити сульфид-
цинкового стекла на изделие из свин-
цового хрусталя. В этом случае суль-
фид цинка, взаимодействуя со свин-
цом, приобретает темно-дымчатый цвет
с металлическим отливом.
Часто цветная нить наносится на
края изделий, верх которых формует-
ся непосредственно у печи «на отдел-
ку». Она выравнивает неровности края
изделия и зрительно заканчивает его
композицию.
4.7
Декорирование стеклоизделий
рельефными декоративными
элементами из стекла
Суть этого способа заключается в том,
что на отформованное в форме или
вручную изделие наносят новые пор-
ции цветного или бесцветного стекла,
из которого специальными инструмен-
тами формуют всевозможные декора-
тивные элементы в виде листьев, вето-
чек, цветочков, рельефных узоров
сложных композиций, вплоть до изо-
бражения зверей и человеческих фигур
(рис. 36). За последние годы для этих
целей стали применять специальные
инструменты — печатки. Они представ-
ляют собой выполненные из дерева, гип-
са, металла, керамики формочки с
внутренним рельефом. Мастер, нанеся
порцию стекла на стенку изделия, при-
жимает к нему печатку, тем самым
создавая задумапный рельеф.
4.8
Получение декоративных элементов
в толще стенок изделия
Наиболее часто встречающиеся декора-
тивные элементы в толще стенок изде-
лия — воздушные включения в виде
пузырьков. Причем при желании воз-
можно получение как правильно рас-
положенных пузырьков (с определен-
ным шагом и ритмом), так и располо-
женных свободно, хаотично.
Для получения правильно расположен-
ных пузырьков используют специаль-
ные металлические или деревянные
формы с острыми шипами внутри (ма-
шинки) (рис. 37).
При введении баночки или пульки в
форму острия шипов глубоко вонзают-
ся в стекло и образуют в нем углубле-
ния, в которых после нанесения на них
сверху новой порции стекла остается
пузырек воздуха сферической формы.
Иногда получают пузырьки путем на-
колки стекломассы шилом. При этом
пузырьки не получают такого правиль-
ного распределения, как в первом
случае.
Получение хаотично расположенных
воздушных пузырьков возможно с по-
мощью применения соды и карбида
бора.
В результате воздействия температуры
нанесенного сверху слоя стекла проис-
ходят реакции разложения этих ве-
ществ и в толще стекла возникают пу-
зырьки газа.
В случае применения карбида бора
размер и количество пузырьков зави-
сит от количества внесенного в стекло
карбида и его номера. На изготовле-
ние одного среднего размера изделия
(высотой 100—150 мм) идет менее 1 г
бора. При этом получается сеть пу-
зырьков умеренной плотности. Если
увеличить количество вносимого в
стекло карбида, увеличится количество
пузырьков. Размер их зависит от но-
мера применяемого карбида бора.
Практика показала целесообразность
применения карбида бора № 16. Номе-
ра более мелкого размера дают слиш-
ком мелкие пузырьки, а разросшиеся
пузырьки больших размеров карбида
бора в связи с выделением избыточно-
го количества газа могут привести к
разрушению стекла.
Примерная последовательность изго-
товления изделия, декорированного
карбидом бора: на заготовку (баноч-
ку) через маленькое сито пли просто
рукой посыпают небольшое количество
бора; для лучшего соединения бора с
поверхностью стекла баночку прогре-
вают в грельном окне печи (это необ-
ходимо, чтобы карбид бора не ссыпал-
ся в общую массу стекла при после-
дующем наборе); на баночку делается
набор стекла.
Далее из подготовленной массы обыч-
ным порядком изготовляется изделие.
Возможен и другой вариант, а имен-
но: на набор вторично посыпается кар-
бид бора, заготовка, так же, как и в
первом случае, обогревается и берется
вторая порция стекла, закрывающая
собой крупинки бора.' Таким образом,
выполненное изделие в своей толще
будет нести два слоя пузырьков. Коли-
чество слоев можно довести до 3—4 и
более.
Отжиг таких изделий должен быть пол-
ноценным, так как этот способ предус-
матривает выполнение довольно тол-
стостенных изделий. Применение кар-
бида бора в качестве декора стеклоиз-
делий дает много положительного.
55
Карбид бора сравнительно недорогой
материал.
Применяемый прцем позволяет скрыть
брак в стекле в виде «мошки», свилей,
камней, непровара и т. д., что чрезвы-
чайно важно при изготовлении изде-
лий массового характера.
Простота нанесения карбида бора лишь
несколько усложняет изготовление из-
делия, но зато дает дополнительные
декоративные качества.
Применение соды в отличие от карби-
да бора не дает возможности регулиро-
вать их размер и количество.
В этом состоит положительное и от-
рицательное качество соды. С одной
стороны, разномасштабность пузырь-
ков дает определенный декоративный
эффект, с другой — часто пузырьки мо-
гут появиться в нежелательных разме-
рах. Чрезмерно разросшиеся пузырь-
ки могут лопаться при вторичном на-
греве, прорвав тонкую пленку стекла.
Часто для получения пузырьков мас-
тера пользуются шихтой. Для этого
заготовку обволакивают в шихте, а за-
тем покрывают сверху новой порцией
бесцветного стекла. В зависимости от
состава шихты и метода обработки за-
готовки пузырьки могут быть различ-
ными по форме и размеру. Пузырьки,
полученные при помощи шихты, полу-
чают молочную окраску благодаря вы-
падению песка. В зависимости от сор-
та красителя пузырьки могут полу-
чить легкую окраску.
4.9
Получение фактурных и рифленых
поверхностей
Получение фактурных и вальцованных
поверхностей — любимый способ деко-
рирования художественных стеклоиз-
делий мастеров-стеклодувов.
Рифление* получают путем предвари-
* Иногда изделия, декорированные рифлени-
ем, называют вальцованными.
56
тельного выдувания заготовки в спе-
циальной черновой форме, имеющей
продольные грани. Затем заготовку пе-
реносят в чистовую форму с гладкими
стенками, в которой и происходит окон-
чательное выдувание изделия.
В результате такой обработки наруж-
ная поверхность изделия становится
гладкой, но сохраняет некоторую реб-
ристость, вследствие чего создается эф-
фект волнообразной поверхности (рис.
38).
Черновые формы для рифления изго-
товляют чаще всего из проволоки или
листовой стали толщиной 3—5 мм.
Слишком тонкий металл быстро про-
гревается, и к нему прилепляется стек-
ло. Более дорогие и качественные
формы делают из стальных болванок,
в толще которых вытачиваются рифле-
ные углубления.
В толще стенок изделия возможно по-
лучение воздушных полосок. Для этого
мастер изготовляет две заготовки. Одну
большую в виде стакана (с отрезан-
ным колпачком), другую в форме
пульки с вальцованной поверхностью.
Меньшая заготовка вводится внутрь
большей и раздувается таким образом,
чтобы обе поверхности пристали друг
к другу. При этом в местах углубле-
ния поверхности образуются продоль-
ные воздушные полосы. Затем мастер
берет заготовку на понтию, отбивает
колпачок и формует задуманное из-
делие (рис. 39).
Атласное стекло относится к числу наи-
более ценных. Художественный эффект
этого рода изделий основан на том же
принципе, что и изделия с воздушны-
ми полосами внутри стенок. Для полу-
чения такого стекла пользуются пред-
варительными формами с различными
рельефными рисунками.
Обычно в этих формах выдувается из
глушеного цветного или молочно-бе-
лого стекла цилиндрическая пулька, на
поверхности которой образуются в со-
ответствии с узором формы различного
вида контррельефы. На эту заготовку
набирается слой бесцветного или сла-
боокрашенного стекла.
После повторного разогревания проис-
ходит окончательное формование из-
делия. При этом части, заполненные
воздухом, расширяются, переменная
толщина стекла способствует специфи-
ческому декоративному эффекту. Соз-
дается переливчатая игра света, напо-
минающая окраску шелковой материи.
Особенно широко для этих целей при-
меняется кракле*. Кракле получают
следующим образом. Пульку из цвет-
ного или бесцветного стекла опускают
в холодную воду. При этом поверх-
ностный слой ее в результате резкого
охлаждения покрывается сетью тре-
щин. Однако в связи с тем, что внут-
ренний слой пульки не успевает за
этот короткий срок остыть до крити-
ческой температуры, когда происходит
разрушение стекла от внутренних
напряжений, пулька остается целой.
Затем ее разогревают в печи, при этом
трещины оплавляются, их края стано-
вятся мягкими, а расстояние между
ними увеличивается. Формуют изде-
лия обычным способом, в форме или
без формы (рис. 40).
В практике стеклоделия существует
множество способов применения крак-
ле в качестве декора.
Например, пульку из стекла покры-
вают цветным стеклянным порошком,
просеянным через сито в 100 отв/см2,
разогревают и опускают в холодную во-
ду. Затем после вторичного разогрева
пульку выдувают в форме. Таким обра-
зом, применяя различные порошки,
можно получить всевозможные декора-
тивные эффекты. Иногда пульку после
нанесения трещин сверху покрывают
тонким слоем стекла, как бесцветного,
так и цветного.
* Кракле — от франц. krakle— трещинки.
Иногда изделия, декорированные этим спо-
собом, называют «морозными» стеклами
пли «мороз», так как декоративный рису-
нок, получающийся при этом, напоминает
узоры мороза па замерзших окнах.
Если пульку посыпать мокрым песком
или прокатать в мокрых опилках, ха-
рактер появляющих трещин резко ме-
няется, при этом получается сеть тон-
ких коротких трещин, создающих
сложный рисунок.
Иногда пульку, покрытую трещинами,
раздувают в предварительно заготов-
ленный из прозрачного стекла стакан.
При этом трещины получаются между
двумя слоями стекла, т. е. в середине
стенок изделия.
4.10
Вплавление нестеклянных
декоративных элементов
За последние годы широко применяет-
ся декорирование нестеклянными деко-
ративными элементами. Сюда прежде
всего относится применение металлов,
измельченных до порошкообразного
состояния, и их солей. Возможно при-
менение в качестве нанесения декора
порошка бронзы и алюминия, опилок
бронзы, меди, алюминия, вольфрама,
молибдена, серебра и некоторых дру-
гих металлов. Возможно применение
металлов в виде тонких пластинок мед-
ной, латунной томпаковой или сереб-
ряной фольги. (Фольга не должна
превышать толщину более 0,1 мм, так
как вследствие разности термического
расширения материалов возможно воз-
никновение трещин).
Медь и серебро предпочтительнее тем,
что их коэффициенты термического
расширения и стекла близки. При воз-
действии на медь и серебро высокой
температуры они дают окраску стек-
лу: медь — красноватую, серебро —
желтую.
При определенных условиях на медной
фольге можно получить цвет от розо-
вого золота через интенсивно оранже-
вый цвет до красного с фиолетовым
отливом.
Это зависит от того, как медь нагре-
валась перед использованием, какой
57
слой оксида образовался в ней. Оксид
меди при наложении сверху раскален-
ной массы стекла вступает с ней в вос-
становительную реакцию (без доступа
кислорода), превращается в закись ме-
дц или же в коллоидную медь, которая
сообщает поверхности фольги красную
окраску.
Если обжечь фольгу так, чтобы на
стекле остались только медные окис-
лы, т. е. чтобы медь полностью выж-
глась, то при наслаивании на нее стек-
ла из непрозрачной фольги меди внут-
ри изделия можно получить прозрач-
ную красную окраску.
Если медную фольгу нагревать выше
точки ее плавления, то она соберется
под действием поверхностного натяже-
ния в маленькие блестящие шарики.
Обычно из фольги вырезают всевоз-
можные силуэты. Иногда на металл на-
носят рельефное изображение, что дает
дополнительный декоративный эффект.
Серебро, как металл более легкоплав-
кий, часто расплавляется в стекле,
оставляя после себя желтую окраску в
форме вырезанной фольги.
Вместо фольги для нанесения декора-
тивного рисунка удобно применять
медную или серебряную проволоку,
которые можно навивать на баночку
или пульку или выполнять всевозмож-
ные орнаментальные рисунки.
Причем серебряная проволочка, как
правило, расплавляется и собирается в
шарики, которые в отраженном свете
кажутся опаловыми, а в проходящем —
желтыми.
Ввиду более низкой температуры плав-
ления серебра обычно рисунок полу-
чается в форме точек, поэтому эти из-
делия можно формовать без риска на-
рушения декоративного рисунка.
И наоборот, медная фольга или прово-
лока при изменении формы (напри-
мер, при раздувании) разрывается, и
нарушается ее единство. Поэтому медь
применяют лишь в виде наклеек на
почти готовое, отформованное изделие.
Для этого медную пластинку уклады-
58
вают на стенку изделия, а сверху
покрывают стеклом. Таким образом,
медь оказывается между двух стекол.
Следует заметить, что в этом случае
важна чистота металлических включе-
ний. Для промывки можно использо-
вать дихлорэтан, толуол или этиловый
спирт. После промывки все металлы
должны быть тщательно высушены.
Однако применение металла в качестве
декора целесообразно лишь в случае
изготовления уникальных изделий.
Для массового и серийного производ-
ства это невыгодно, так как введение
металлов уменьшает прочность изде-
лий, увеличивается количество брака,
усложняется процесс выработки из-
делия.
Интересный декоративный эффект по-
лучают при декорировании стеклоиз-
делий бесцветной или легкоокрашенной
слюдой. При этом слюда, как нераство-
римое вещество, остается в стекле без
изменений, за счет чего ее частички
интенсивно отражают свет и напоми-
нают серебряные.
Слюду наносят на баночку путем про-
катывания ее в долоке или катальнике,
где рассыпаны частички слюды. После
этого сверху набирают стекло и фор-
муют изделие.
Изделия украшают введением в массу
стекла изображений цветов, птиц, зве-
рей, портретов и т. д., изготовленных
из фарфора, гипса, алебастра и кера-
мической массы.
Украшения формуют в гипсовых или
металлических формочках из специаль-
ного отмученного каолина или отму-
ченной гончарной глины. Отформован-
ные украшения медленно просуши-
ваются при температуре 20—25°С и
обжигаются при 900°С. Перед введе-
нием в стекломассу их прогревают до
300—400°С для того, чтобы при сопри-
косновении с горячим стеклом не про-
изошло растрескивание.
Поэтому рекомендуется мягкая, на
свинцовой основе стекломасса, обла-
дающая повышенной прозрачностью.
Вследствие того, что из пористой кера-
мики при высокой температуре выде-
ляются пузырьки газа, возникает эф-
фект, имитирующий блеск серебристо-
го вещества. Для увеличения этого
эффекта берут материал с наиболее по-
ристой поверхностью.
Процесс нанесения украшений из ке-
рамики, гипса или алебастра аналоги-
чен процессу нанесения украшений из
металлической фольги. Необходимо
лишь следить, чтобы стекло не было
слишком жидким, так как при этом
может произойти слишком сильное
спекание поверхностных слоев укра-
шения и стекла, что может привести
из-за разности коэффициентов терми-
ческого расширения к растрескиванию
стекла. Кроме того, слишком плотное
прилегание стекла к украшению не
позволяет получить тонкую прослойку
воздуха, что, в свою очередь, значи-
тельно снижает декоративный эффект.
В Чехословакии в последние годы для
украшения стеклоизделий применяют
фотокерамику.
Филигранное стекло
Изготовление филигранного стекла
заключается в том, что изделия выду-
вают из заготовок, на поверхность ко-
торых нанесено параллельно друг дру-
гу (вертикально или по спирали) мно-
жество (до 60 штук) цветных стер-
женьков. Выполнение филигранного
изделия четко разделено на две стадии:
изготовление стеклянных стержней* ** и
изготовление сосуда.
Изготовление стержней. При изготов-
лении стержней мастер набирает цвет-
ное стекло из горшка на трубку и без
* Филигранное стекло иногда называют вене-
цианским стеклом или венецианской нитью.
** Стеклянные стержни называют штабика-
ми — от нем. Der Stab — палка, жезл, стер-
жень.
выдувания изготовляет сначала баноч-
ку, затем пульку, придавая ей при по-
мощи укатывания на катальнике ци-
линдрическую форму. Противополож-
ный трубке конец заготовки «берется
на понтию», и мастера быстро расхо-
дятся в разные стороны цеха, растя-
гивая ее тем самым до толщины 5—
6 мм (рис. 41).
Вытянутый таким образом стержень в
горячем состоянии раскалывается на
отдельные стерженьки размером 50—
80 мм прикосновением холодного ме-
таллического предмета.
Изготовленные таким образом стрежни
могут быть нанесены па стенки деко-
рируемого изделия, но могут быть и
заготовками для изготовления более
сложных стержней. Каждый такой
стержень, в свою очередь, несет в себе
выполненный из нескольких стержней
сложный филигранный рисунок. В за-
висимости от различных технических
приемов возможно получение большого
их разнообразия.
Простейший рисунок получают путем
нанесения цветной подоски на бесцвет-
ный цилиндр (рис. 42), скручивания
по спирали и вытягивания этой заго-
товки в стержень толщиной 4—6 мм.
Иногда перед скручиванием на заго-
товку еще раз набирают бесцветное
стекло, после чего цветная лента ста-
новится полностью заключенной в тол-
щу бесцветного стекла.
Если вместо первоначального бесцвет-
ного цилиндра взять цветной, изоли-
ровать его от цветной полоски слоем
бесцветного стекла, то при выполнении
всех вышеописанных операций цвет-
ная полоска будет виться по спирали
вокруг цветного стержня.
Таким образом, варьируя количество
наносимых цветных полосок и после-
довательность наборов бесцветного
стекла, возможно получение большого
разнообразия филигранных рисунков
(рис. 43).
Чтобы нанести на стеклянный цент-
ральный стержень ряд параллельных
58
полосок, употребляют специальные ме-
таллические или керамические сосуды,
напоминающие по форме и размерам
обыкновенный стакан без дна, сужи-
вающийся книзу и имеющий в своем
внутреннем объеме параллельные вер-
тикальные пазы. Внутренний диаметр
формы 50—60 мм, высота ее 80 мм.
Форму устанавливают па мягкую гли-
ну, посыпанную кварцевым песком, за-
тем ее прогревают набором стекла до
250—300°С . Прогрев необходим для
того, чтобы затем прогрелись и не
растрескались стеклянные стержни, а
песок для того, чтобы к стержням не
прилипала глина. В пазы подготовлен-
ной таким образом формы вставляют
необходимое количество стеклянных
стержней (рис. 44).
Стержни втыкают в глину в нужном
порядке. Затем мастер набирает стекло,
изготовляет из него цилиндрик с рас-
четом, чтобы он входил в форму, и с
силой вдавливает его, чтобы он запол-
нил весь внутренний объем формы, а
стержни при этом должны приварить-
ся к его стенкам. Вынув заготовку из
формы, мастер разогревает ее до оплав-
ления и закатывает до образования
правильного цилиндра.
Венецианские мастера употребляли и
другие виды филигранного рисунка,
которые выполняли без применения
форм, например вьющаяся вокруг
своей оси плоская, часто двухцветная
лента. Для этого мастер формовал из
двух цветных стекол прямоугольную
пластину (рис. 45), затем на более
широкие стороны пластины наносил
бесцветное стекло и укатывал эту за-
готовку на катальнике до получения
цилиндрической формы. После очеред-
ного набора бесцветного стекла произ-
водил скручивание заготовки по спи-
рали.
Более сложным приемом получения
рисунка из 5—7 стеклянных стержней
является скручивание их по спирали.
Для этого мастер изготовляет прозрач-
ную уплощенную с боков стеклянную
трубку, затем вкладывает в нее заду-
манное число бесцветных стержней с
цветной серединой и все это постепен-
но разогревает на шустане печи.
После разогрева, пользуясь различны-
ми инструментами, мастер слепляет все
части заготовки, удаляя при этом воз-
душные пузырьки. Затем следует нане-
сение на плоские стороны заготовки и
набор бесцветного стекла сверху. Пос-
ле этого остается лишь произвести ее
скручивание и вытягивание в тонкие
стержни.
Скручивание заготовки по спирали
можно производить вручную или при
помощи устройства для навивания
цветной стеклянной нити.
Изготовление сосуда. Для того чтобы
изготовить изделие с филигранью, стек-
лянные стержни помещают в спе-
циальные металлические формы, кото-
рые напоминают формы для изготовле-
ния стержней. Разница состоит в том,
что формы для изготовления изделия
значительно больше в размерах. Если
форма для изготовления стержней
имеет внутренний диаметр 50—60 мм,
то форма для изготовления сосуда —
80—100 мм и высота соответственно
100 мм.
Форма для изготовления сосуда, так же
как и форма для изготовления стерж-
ней, книзу суживается.
Как и в первом случае, форму уста-
навливают на влажную глиняную ле-
пешку (например, шамотную) толщи-
ной 3—6 мм. Глину посыпают кварце-
вым песком. В горячую форму встав-
ляют разогретые у печи до 500—600°С
стержни.
В подготовленную таким образом фор-
му опускают пульку бесцветного или
легко окрашенного стекла и раздувают
настолько, что цветные стерженьки при-
липают к ее поверхности. После этого
мастер формует изделие.
Вначале для того, чтобы дно сосуда по-
лучилось декорированным, конец заго-
товки, противоположный стеклодувной
трубке, отрезными ножницами несколь-
60
ко оттягивают, сужают, а далее отреза-
ют. Таким образом, все линии стержней,
нанесенных на заготовку, теперь схо-
дятся в одной точке дна заготовки
(рис. 46).
Декоративный эффект значительно по-
вышается, если заготовку предваритель-
но скрутить по спирали. Эту операцию
проводят два мастера, один из которых
держит стеклодувную трубку, другой—
металлический прут, прикрепленный ко
дну заготовки. Разогретая до подвижно-
го состояния заготовка легко поддается
скручиванию. Для того чтобы фили-
гранный рисунок получился в толще
стекла стенки сосуда, на пульку наби-
рают дополнительную порцию стекла.
На основе описанного способа получают
так называемое сетчатое стекло, кото-
рое образуется системой пересекающих-
ся цветных нитей наподобие сетки. Для
изготовления таких изделий обычно
применяют воронку (лейку) или «ста-
кан», на которые наносится филигран-
ный рисунок в виде расходящихся из
центра спиралевидных нитей. Затем вы-
полняется пулька со спиральной нитью,
закрученной в противоположном на-
правлении, чем нить воронки. Пулька и
воронка (или стакан) совмещаются так,
как при получении накладного стекла,
и из этой заготовки формуется изделие
(рис. 47). При этом между ячейками
сетки получаются заполненные возду-
хом полости, что является дополнитель-
ным декоративным моментом.
При выполнении заготовок и при изго-
товлении сосуда необходимо учитывать
следующее:
1) коэффициенты термического расши-
рения стекол, из которых выполняются
стержни и сам сосуд, должны быть мак-
симально близкими, иначе произойдет
растрескивание;
2) степень размягчения и вязкость сте-
кол также должны быть близкими и
меняться по возможности одинаково при
изменении температуры. Если одно
стекло будет длинным, а другое корот-
ким, то из них очень трудно, а порой
невозможно получить качественные
стержни и сосуд в целом;
3) отдельные стекла, например суль-
фидное, стекла, окрашенные селеном и
кадмием, и т. п. в результате повтор-
ного нагрева и охлаждения меняют сте-
пень заглушенности и окраску;
4) стержни в обязательном порядке
должны пройти процесс отжига.
4.12
Декорирование стеклоизделий
стеклотканью и стекловолокном
За последние годы широко применяет-
ся техника декорирования, напоминаю-
щая в какой-то мере сетчатое стекло,—
декорирование стеклотканью и стекло-
волокном.
Сущность нанесения стеклоткани состо-
ит в том, что ее укладывают в специ-
альной форме с полусферическим дном,
в которой мастер раздувает стекломассу
до тех пор, пока стеклоткань не при-
липнет к ней.
После этого мастер разогревает пульку
со стеклотканью в печи и выдувает из-
делие. В результате на изделии получа-
ются рисунки, отдаленно напоминаю-
щие сетчатое стекло. Чтобы рисунок
получился между двух слоев, на заго-
товку с нанесенной стеклотканью на-
бирают еще слой стекла.
Если очистить стеклоткань от масляни-
стых и пылевых наслоений (спиртом,
бензином, ацетоном) и смочить в рас-
творе солей металлических соединений,
ее удается окрашивать соединениями
кобальта — в синий цвет, серебра — в
желтый, марганца — в фиолетовый
и т. д.
Для того чтобы декорировать изделия
стекловолокном, мастера навивают во-
локно на горячую основу баночки или
пульки.
Доцент кафедры керамики и стекла
МВХПУ (бывшее Строгановское)
М. Л. Нестеренко разработала способ
декорирования изделий стеклянной
61
питью, которой предварительно выши-
вают рисунок на подложке из бумаги
или ткани. При переносе рисунка на
стекло подложка от соприкосновения с
горячим стеклом сгорает, а рисунок пе-
реносится на заготовку.
Чехословацкие мастера применяют
стеклянную нить как основу, на кото-
рую нанизывают стеклярус (бисер).
Это позволяет наносить стеклярус на
заготовку в определенном порядке и
получать изделия с заранее задуман-
ным орнаментом.
Миллефиори *
Под миллефиори понимают изделия, по-
верхность которых украшена разнооб-
разными полихромными, концентриче-
ского характера рисунками, получаемы-
ми от поперечных срезов стеклянных
стержней.
Поэтому изготовление этих изделий
можно, как и в случае получения фили-
гранного стекла, разделить на две ста-
дии, а именно: изготовление стеклян-
ных срезов — пластинок и собственно
изготовление изделия. Для того чтобы
получить срезы, необходимо изготовить
стеклянные стержни диаметром 6 —
12 мм.
Изготовление стержней. Простейшие
стержни представляют собой в попе-
речном сечении концентрические слои
цветного стекла, изготовляемые много-
кратным набором его из разных горш-
ков. Полученные таким образом стек-
лянные цилиндры вытягивают в стерж-
ни указанных размеров (наподобие
вытягивания стеклянных стержней для
филигранного рисунка). При этом сре-
зы тонких стержней имеют точную, но
уменьшенную копию первоначального
рисунка (рис. 48). При раздувании из-
* Миллефиори — от итальянского mille fiori —
тысяча цветов.
62
делия рисунок снова увеличивается в
размерах.
Для получения более сложного рисун-
ка применяют рифление внутренних
или внешних слоев стекла.
Интересные рисунки можно получить,
если для этих целей употребить стерж-
ни, применяемые при декорировании
филигранного стекла. При этом возмож-
ны десятки вариантов получения слож-
нейших рисунков.
Иногда набор цветных стержней связы-
вают вместе нихромовой проволокой та-
ким образом, чтобы получился задуман-
ный рисунок, и разогревают его на шу-
стаие стекловаренной печи до полного
размягчения. После этого один конец
набора прикрепляют к трубке и укаты-
ванием на катальнике соединяют стерж-
ни в одно целое.
На основании миллефиори можно по-
лучить так называемое мозаичное стек-
ло, т. е. стеклянные изделия, украшен-
ные сложнейшими рисунками цветов,
розеток, зверей, букв — вплоть до порт-
ретов.
Пластинки от стержней откалывают
при помощи машинки — гильотины,
станка для резки смальты. За неимени-
ем машинки возможно применение
обычных стальных клещей. Для этого
их режущими частями захватывают не-
большой участок стержня и резко уда-
ряют сверху ладонью. Для этих целей
можно употребить и молоток. При этом
от стержня отделяется пластина 3—
4 мм толщиной.
Изготовление сосуда. Нанесение пла-
стинок на заготовку и выполнение из-
делия происходит примерно так же, как
при выполнении изделий, декорирован-
ных стеклянной крошкой. Пластинки в
определенном порядке или хаотично
укладывают на катальник и после со-
ответствующего подогрева переносят
па баночку или пульку путем прокаты-
вания по ним заготовки. Рисунок мил-
лефиори может находиться на внешней
поверхности изделия и в толще стекла.
4.14
Получение декоративного рисунка
при помощи стеклодувных горелок
Для получения декоративного рисунка
можно выполнять заранее всевозмож-
ные стеклянные заготовки в виде цве-
тов, розеток, орнаментальных элемен-
тов, бабочек, рыбок и т. п. и наносить
их в момент формования изделия на-
подобие нанесения миллефиори, а так-
же расписывать изделия стеклянными
стержнями. Подобная работа проводи-
лась на кафедре керамики и стекла
МВХПУ (бывшее Строгановское) доц.
10. П. Сергеевым и мастером-стеклоду-
вом Л. В. Волковым.
Был разработан аппарат, состоящий из
двух узлов — стеклодувной горелки и
устройства, подающего стеклянный
стержень (диаметром 2—5 мм) в пла-
мя горелки (рис. 49). Подающее уст-
ройство действует следующим образом.
Стеклянный стержень закладывают в
направляющую трубку так, чтобы он
прошел между вальцами. При этом один
из них, расположенный на «плаваю-
щей» оси, должен отойти кверху и про-
пустить стеклянный стержень вперед.
Затем ручкой перемещения стержня ле-
вой рукой подают его по мере надоб-
ности в зону пламени.
Для нормального функционирования го-
релки необходимо иметь подводку го-
рючего газа, воздуха и кислорода. Го-
рючий газ к горелке подводится от го-
родской газовой сети (пропан — бутан)
низкого давления (0,2—0,3 МПа). Под
Таким же давлением подаются кисло-
род и воздух через резиновые шланги,
используемые при сварочных работах.
Это дает возможность получить пламя
необходимой температуры. Наиболее
Приемлемая температура плавления
стеклянного стержня 1540—1560°С. При
этой температуре он мгновенно оплав-
ляется и при соприкосновении с горя-
чей поверхностью стеклоизделия остав-
ляет на ней след.
Этим аппаратом можно наносить изоб-
ражения как на первоначальную осно-
ву, так и на готовую форму изделия,
что позволяет получать разнообразные
декоративные эффекты. Так, при нане-
сении на баночку рисунок получается
живописным с мягкими краями, на го-
товую форму — более четким и гра-
фичным.
Для создания декоративных элементов
формуемого у печи изделия ограничен-
ный участок его стенки можно прогре-
вать узконаправленным пламенем газо-
вой горелки. Когда участок разогрет до
подвижного состояния, его можно про-
давить деревянной палочкой или гра-
фитовым стержнем внутрь изделия.
Особый декоративный эффект получает-
ся, если для этих целей брать изделия,
окрашенные коллоидным красителем
(медь, селен, сульфид цинка). В этом
случае от дополнительного местного на-
трева происходит укрупнение коллоид-
ных частиц, в связи с чем в этом мес-
те стекло становится сильно окрашен-
ным или заглушенным.
Если при нагревании участка стенки
изделия вдуть через трубку воздух в
ее внутреннюю полость, то в этом месте
образуется небольшой выпуклый пу-
зырь; если воздух втянуть в себя, то
получится пузырь, уходящий во внутрь
полости. Если самые выпуклые участ-
ки пузыря разогреть вновь и втяпуть
во внутрь полости изделия, то получают
декор, состоящий из ряда кратерообраз-
ных элементов.
Чередуя указанные приемы, получают
красивую декоративную поверхность
формуемого изделия. Для этого наибо-
лее удачными следует считать тонко-
стенные изделия, поддающиеся быстро-
му прогреванию пламенем горелки и
быстро охлаждающиеся по окончании
выполнения декоративного элемента.
При выполнении декора при помощи
стеклодувных горелок необходимо тща-
тельно проверять коэффициенты свари-
ваемых стекол. Несовпадение стекол
приведет к разрушению изделия.
63
4.15
Иризация *
Для декорирования художественных из-
делий широко применяют метод окури-
вания их парами некоторых металлов.
Этот метод называют иризацией. Ири-
аация дает возможность получать на
поверхности изделия радужную, много-
цветную окраску наподобие перламут-
ра. Подобный эффект мы можем наблю-
дать при разложении изделий из стекла
под действием атмосферных реагентов,
•если они на него действуют продолжи-
тельное время. Например, это явление
наблюдается на стеклах, найденных в
.археологических раскопках, которые
подвергались в течение столетий дей-
ствию влаги и других кислотосодержа-
щих веществ почвы.
Основой иризации является разложе-
ние света, происходящее в тонких сло-
ях пленки металла. Неоднородность
слоя обусловливает ее многоцветность.
В зависимости от толщины слоя плен-
ки получается тот или иной цвет.
Иризировать изделия можно как при их
выработке, непосредственно у печи, так
и при последующей их обработке.
Для того чтобы получить иризацию в
период выработки, изделия нагревают
в печи до температуры начала размяг-
чения стекла (680—700°С), затем вно-
сят в специальную камеру, где они в
раскаленном состоянии подвергаются
соответствующей обработке.
Обычно используют керамическую или
металлическую камеру с отводной тру-
бой и специальным карманом внизу,
куда помещают небольшое количество
иризирующего вещества, которое под
действием температуры (25—30°С) ис-
паряется.
Для получения необходимой температу-
ры в карман помещают разогретую ме-
таллическую пластину или какой-либо
керамический предмет (например, рас-
* «Иризация» — от греч. iris — радуга.
64
каленный кирпич). Возможно также
устройство специального электрическо-
го нагревателя (рис. 50).
Изделие помещают в печь через двух-
створчатую дверцу, в центре которой
имеется круглое отверстие для стекло-
дувной трубки.
Пары иризирующего вещества взаимо-
действуют с раскаленной поверхностью
изделия, внедряются в нее, тем самым
создавая необходимую пленку. При
этом происходит осаждение твердых
частичек вещества из паров солей
(сублимация). Для этих целей чаще
всего применяют легковозгоняющие со-
ли олова, висмута, титана, бария, строн-
ция и др. В печь вносят 1 — 1,5 столо-
вой ложки вещества.
Иризация может быть получена при по-
мощи одного хлористого олова (SnCh),
по, если необходимо увеличить металли-
ческий блеск или изменить цветовой
оттенок пленки, добавляют другие со-
ли. Приведем некоторые иризирующие
составы, мае. ч., применяемые в Совет-
ском Союзе: хлористое олово — 2; угле-
кислый барий — 1; углекислый строн-
ций — 0,5; хлористое олово — 9; хлори-
стый барий — 5; азотнокислый строн-
ций—5; хлористое олово—9; хлори-
стый барий — 5; азотнокислый строн-
ций — 5; мышьяковистая кислота — 3.
Для синеватого оттенка берут, %: хло-
ристого олова 80; азотнокислого строн-
ция 5 и хлористого бария 15; для полу-
чения красноватого оттенка — хлори-
стого олова 88, азотнокислого строн-
ция 7 и хлористого бария 5. В табл. 3
указаны десять иризирующих составов,
применяемых на некоторых отечествен-
ных стекольных заводах.
Чем выше температура возгонки иризи-
рующего вещества и изделия и чем
дольше воздействие паров на него, тем
выше степень иризации.
Для нанесения иризирующего слоя не-
обходимо брать стекла с насыщенной
окраской, которые способствуют цвето-
вому эффекту, и наоборот, иризация на
бесцветном стекле выглядит грязнова-
Таблица 3
Составы, мае. ч.
Соединения 1 2 3 4 5 6 7 8 9 10
SnCl2 100 90 88 80 75 70 90 100 90 85
Sr (NO3)2 — - 7 5 100 100 5 3 — 75
BaCl2 — — 5 15 — — 5 — 5 32
Bi (NO3)3 — 10 — — — — — — 2 —
Cu (NO3)2 — — — — 10 — — — — —
BaCO3 — — — — 10 — —-. — — —
SrCO3 — — — — 10 — — — — —
Ba (NO3)3 — — — — — — — 8 — —
(CH3CoO)2 Pb — — — 10 10 — — — — —
тым налетом, поэтому изделия, выпол-
ненные из бесцветного стекла, как пра-
вило, иризации не подвергаются.
При вторичном нагреве иризируемого
изделия в стекловаренной печи получа-
ют так называемый «античный ирис».
Изделие приобретает более интенсив-
ную окраску, а его поверхность покры-
вается тонкими морщинками.
При вторичной иризации изделие по-
крывается белесоватым налетом, так
как в этом случае пары солей не раз-
лагаются, не создают пленки, а просто
осаждаются на стекло.
За последние годы широкое применение
получил метод иризации изделий четы-
реххлористым титаном (TiCh). Ириза-
ция происходит при повышенной темпе-
ратуре. Для этого изделия помещают
в электрическую печь и постепенно под-
нимают температуру до 210—230°С, а
затем переносят в иризационную каме-
ру, где температура составляет 30—
40°С. Пары четыреххлористого титана,
осаждаясь на поверхности изделия, соз-
дают необходимую для получения деко-
ративного эффекта пленку. При этом в
зависимости от времени действия паров
па изделии получают желтоватые, зе-
леноватые или красноватые оттенки.
Обычно период окуривания длится
25-30 с.
Па чехословацких стекольных заводах
разработали и освоили оригинальный
способ иризации путем распыления со-
лей металлов, растворенных в воде.
Для этого сбоку иризационной камеры
через специальное отверстие (табл. 3)
вставляется пистолет, с помощью кото-
рого и распыляются соли. Вода, в кото-
рой растворяются соли, испаряется, а
соли, осаждаясь на изделии, создают
интенсивно окрашенную поверхность.
Возможен и другой способ нанесения
металлической пленки на стекло. Для
этого необходимо взять соль какого-ли-
бо металла и развести ее в воде до об-
разования пересыщенного раствора.
Затем ватно-марлевый тампон, обильно
смоченный вышеуказанным раствором,
вводят в пламя газовой горелки, пред-
варительно смонтированной на верста-
ке стекловаренной печи. Пламя горел-
ки направляется на разогретые стенки
сосуда или какого-либо другого изде-
лия. В пламени горелки происходит
быстрый процесс испарения раствора и
пары воды, насыщенные солями метал-
ла, уносимые пламени горелки, попа-
дая на изделие, внедряются в его по-
верхность. Таким образом происходит
окрашивание тонкого слоя стекла. Осо-
бенно хорошие результаты окрашива-
ния стекла парами металлов дают
соли меди и соли серебра, которые лег-
ко внедряются в стекло.
Примеры изделий, декорированных опи-
санными в гл. 3 способами, приведены
на рис. 51, 52, 53, 54, 55, 56.
3-537
65
ВЫПОЛНЕНИЕ ЦВЕТНОГО НАКЛАДА
26 27 28
Выполнение наклада при
помощи «воронки»:
а — изготовление воронки, б —
припаивание воронки к заго-
товке, в — удаление лишнего
материала, а — выдувание из-
делия
Выполнение разграниченно-
го наклада
а — форма с кольцевыми уг-
лублениями, б — выдувание
заготовки в форме с кольцевы-
ми цветными вкладышами,
в — выдувание изделия, г —
готовое изделие
Выполнение полного накла-
да при помощи цапфы*
а — выполнение внутреннего
наклада 1 — нанесение цвет-
ного стекла на стеклодувную
трубку, 2 3 — выполнение ба-
ночки н пульки, 4 — изготов-
ление изделия, б — выполне-
ние наклада между стенками,
I — выполнение баночки 2,
3 — нанесение и разравнива-
ние цветного пятна, 4 — набор
бесцветного стекла, 5 — фор-
мование изделия
Ь6
ВЫПОЛНЕНИЕ ЧАСТИЧНОГО НАКЛАДА
29
Нанесение цветовых пятен:
а — нанесение многочисленных
цветовых пятен; б — нанесение
цвета на половину изделия;
в — нанесение цвета под углом
30
Получение цветовой рас-
тяжки:
а — с помощью цапфы; 1 — на-
несение цветного стекла на
бесцветное; 2 — сдвиг цветно-
го и бесцветного стекол отно-
сительно друг друга; з — вто-
рой набор стекла; 4 — выдува-
ние сосуда; б — получение рас-
тяжки при помощи шила; 1 —
баночка из цветного стекла;
2 — прокалывание баночки ши-
лом; 8 — набор стекла; 4 —
выдувание сосуда; в — полу-
чение растяжки при помощи
продутой баночки; 1 — выпол-
нение заготовки из цветного
стекла; 2 — продувание баноч-
ки; 3 — набор стекла; 4 — вы-
дувание сосуда
31
Нанесение «акварельного
пятна»:
а — нанесение «акварельного
пятна»; б—нанесение ряда
пятен; в — нанесение пятна
при помощи трафарета
3’
67
ДЕКОРИРОВАНИЕ ПРИ ПОМОЩИ
32
Декорирование крошкой
при помощи формы
а — засыпка крошки в форму,
б — прокатывание заготовки
по форме, в — выполнение из-
делия
КРОШКИ и нити
33
Нанесение стеклянной ни-
ти:
а — нанесение нити вручную,
б — станок для нанесения нити
34
Расчесывание нити:
а — различные виды расчесы-
вания нити, б — изделие де-
корированное расчесанной
витью
а)
б)
68
ДЕКОРИРОВАНИЕ ИЗДЕЛИЙ НИТЬЮ, НАЛЕПАМИ И ВОЗДУШНЫМИ ПУЗЫРЬКАМИ
35
Получение декора на валь-
цованных изделиях:
1 — навивание нити на заго-
товку; 2 — раздувание заготов-
ки; з — окончательное формо-
вание
36
Нанесение налепов на по-
верхность изделия:
в — подача стекла; б — обра-
ботка стекла инструментами
37
Декорирование изделия
воздушными пузырьками:
1 — металлическая форма; 2 —
выдувание заготовки в форме;
3 — второй набор стекла; 4 —
формование изделия
2 3
69
декорирование изделий
ВОЗДУШНЫМИ ПОЛОСКАМИ И «КРАКЛЕ»
38
Получение рифленой по-
верхности изделий:
а — выдувание заготовки в ме-
таллической форме; б — общий
вид заготовки после выдува-
ния в форме; в — окончатель-
ное формование изделия
39
Декорирование стеклоизде-
лий воздушными полоска-
ми:
а — изготовление рифленой за-
готовки и стакана; б — выду-
вание заготовки в стакане; в —
сворачивание воздушных поло-
сок по спирали; г — формова-
ние изделия
40
Декорирование стеклоизде-
лий методом «кракле»:
а — получение на поверхности
изделий мелких трещинок —
кракле; б — выдувание заго-
товки в стакане; в — формо-
вание изделия
70
ВЫПОЛНЕНИЕ СТЕКЛЯННЫХ
41
Последовательность выпол-
нения стеклянного стерж-
ня:
1, 2 — изготовление баночки и
пульки; 3 — прилепливание
понтия; 4 — растягивание за-
готовки
СТЕРЖНЕЙ ДЛЯ ВЕНЕПИАНСКОЙ НИТИ
42
Последовательность выпол-
нения простейшего рисунка
в стеклянном стержне:
1 — нанесение на заготовку
цветной полоски; 2 — набор на
заготовку второй порции стек-
ла; з — скручивание заготовки
по спирали; 4 — растягивание
пульки
43
Различные виды рисунков,
применяемые при декори-
ровании стеклоизделий «ве-
нецианской нитью»
мши
7*
44
Нанесение стержней на за-
готовку с помощью формы:
а — форма со вставленными в
нее стеклянными стержнями;
б — выдувание заготовки в
форме
45
Выполнение некоторых ви-
дов стержней без примене-
ния форм:
а — выполнение стержня с
плоской двухцветной лентой
внутри: 1 — заготовка в виде
двух цветных стеклянных
лент; 2, з — набор бесцветно-
го стекла; 4 — скручивание
стержня по спирали; б — вы-
полнение стержня с примене-
нием плоской стеклянной ем-
кости; 7 — изготовление плос-
кой емкости; 2 — укладывание
стержней в емкость; 3, 4 — на-
бор слоя бесцветного стекла;
5 — скручивание заготовки по
спирали
46
Последовательность изго-
товления изделия, декори-
рованного «венецианской
нитью»:
1 — изготовление заготовки с
нанесенными на нее стеклян-
ными стержнями; 2 — раздува-
ние заготовки; 3 — стягивание
стекла и удаление лишнего ма-
териала; 4, 5 — прилепливание
понтия и скручивание за-
готовки по спирали; 6 — от-
шибание колпачка; 7,8 — окон-
чательное формование изделия
72
ИЗГОТОВЛЕНИЕ СЕТЧАТОГО СТЕКЛА, МИЛЛЕФИОРИ И РОСПИСЬ СТЕКЛОМ, ИРИЗАЦИИ
47 48 49
Изготовление «сетчатого»
стекла:
1 — выдувание заготовки в ста-
кане, 2, 3 — формование изде-
лия
Изготовление изделий, де-
корированных техникой
«миллефиори»’
а — строение стеклянных стер-
жней применяемых для «мил-
лефиори»; б — устройство
«гильотины» для откалывания
кусочков стержней, в — нане-
сение кусочков стекла на за-
готовку
Аппарат для росписи изде-
лий стеклом:
а — общий вид аппарата, б —
устройство подающего аппара-
та
50
Камера для нанесения ири-
зации
73
51
52
Кубок с барельефом Екате-
рины II. Декорирование
•стеклоизделия нестеклян-
ными элементами (гипс).
Россия, середина XIX в.
Кувшин. Декорирование из-
делия «венецианской
нитью». Венеция, 1867 г.
74
53
54
Набор декоративных ваз.
Л. В. Теплова. Декорирова-
ние изделий печаткой. Дип-
ломная работа, руков. доц.
Г А. Антонова. МВХПУ
(бывшее Строгановское),
1974 г.
55
Декоративная скульптура
«Бегемот». Ю. П. Сергеев.
Декорирование воздушны-
ми пузырьками, 1970 г.
Чаша. Декорирование тех-
никой «миллефиори». Алек-
сандрия, I в. н. э.
56
Декоративная бутыль.
10. П. Сергеев, Л. В. Волков.
Декорирование при помощи
стеклодувной горелки,
1961 г.
75
5
5.1
Механизированное
формование
полых
изделий
Способы механизированного
формования
Основными задачами стекольного про-
изводства является постоянное повыше-
ние эффективности и качества продук-
ции. Решение этих задач возможно
лишь средствами современного меха-
низированного и автоматизированного
производства.
Творческая работа художника, создаю-
щего промышленные образцы для се-
рийного тиражирования их машинами,
аналогична деятельности художника-
конструктора дизайнера в других сфе-
рах промышленного производства и не-
сколько отличается от деятельности ху-
дожника декоративно-прикладного ис-
кусства, который ориентируется на
индивидуальное мастерство рабочего-
исполнителя.
В механизированном стекольном произ-
водстве посуды большое значение име-
ет знание художником возможностей
современных техники и технологии.
В зависимости от характера техниче-
ских процессов можно выделить следу-
ющие способы механизированного фор-
мования изделий из стекла: прессова-
ние, выдувание, комбинированные спо-
собы, центробежное формование. Произ-
водительность формования изделий на
одной машине достигает нескольких со-
тен штук в 1 мин.
Все эти способы предусматривают фор-
мообразование изделий из расплавлен-
ной стекломассы, которая вводится в
металлические формы всасыванием или
в виде свободно падающей капли.
Вакуумное питание. Принцип вакуум-
ного питания показан на рис. 57. Здесь
хорошо видно, как стекломасса засасы-
вается в предварительную форму через
открытую донную часть последней. За-
тем форма поднимается вверх, но за
вей тянется «хвост» стекломассы, кото-
рый тут же отсекается стальными лез-
виями.
Вакуумное питание создает проблему
обеспечения температурной однороднос-
ти стекломассы, так как, частично по-
гружаясь в стекломассу, металлическая
форма несколько остужает ее, а, кроме
того, отрубленный и, естественно, успев-
ший остыть «хвост» падает обратно на
зеркало стекломассы, поэтому приходит-
ся принимать специальные меры: уст-
раивать в зоне набора огнеупорные
ограждения, перемешивать стекломассу
мешалкой и даже приводить во враще-
ние всю чашу со стекломассой
(рис. 57).
Как правило, в случае вакуумного пи-
тания в стекломассу окунаются одно-
временно несколько предварительных
форм, составляющих одно целое с соот-
ветствующей формующей машиной.
Капельное питание обеспечивается агре-
гатом (питателем), непосредственно
связанным со стекловаренной печью, а
не с формующей машиной. Возмож-
ность дозирования стекломассы в фор-
мующие машины различного типа из
одного питателя, термическая однород-
ность порций стекломассы и высокая
производительность — вот три основные
причины, по которым применяется
главным образом капельное, а не ваку-
умное питание. Принцип работы пита-
теля показан на рис. 58.
Стекловаренная печь может быть осна-
птена более чем одним питателем.
В этом случае в каждом питателе ис-
ходную (бесцветную) стекломассу мож-
но окрасить в тот или иной цвет лег-
коплавкой стекловидной фриттой.
В последнее время разработаны струй-
ные питатели, которые можно считать
разновидностью капельных. Струя стек-
ломассы, прерываемая четырьмя пара-
ми лезвий ножниц, вытекает вниз. Про-
изводительность такого питателя до
300 капель в 1 мин. Иногда применя-
ют дополнительные меры по подогреву
стекольной массы. Для этого горелки
устанавливают в печи таким образом,
что их пламя проходит над местом
охлажденного стекла.
5.2
Прессование
Способ формования стеклянных изделий
выдавливанием из стекломассы в про-
странстве, ограниченном извне матри-
цей пресс-формы, а изнутри — керном,
называется прессованием.
Прессование — простой, одностадийный
процесс: формообразование каждого из-
делия от начала и до конца происходит
в одной и той же пресс-форме. Преиму-
ществами данного способа являются
точность размеров и отсутствие отходов
(масса капли равна массе изделия).
Принцип прессования показан на
рис. 59.
Ручное прессование (рис. 60). В нас-
тоящее время чаще всего вручную про-
изводится дозировка стекломассы, а все
остальные операции в той или иной сте-
пени механизированы. Гибкость ручно-
го прессования, в особенности возмож-
ность быстрой смены ассортимента, а
также дополнительного (иногда весьма
существенного) формообразования пред-
варительно отпрессованной заготовки,
разогреваемой во вспомогательной пе-
чи,— вот что привлекает современного
художника.
Автоматическое прессование. Для авто-
матического прессования служит прес-
совая машина-автомат АПП-12, схема
действия которой показана на рис. 61.
Более совершенными являются амери-
канские пресс-автоматы «Линч-МДП»,
которые находят применение и в нашей
стране.
Все эти машины совершают прерыви-
стое вращательное движение, например,
при 12 формах они останавливаются
при повороте на каждые 30°. Это ус-
ложняет конструкцию и приводит к
усиленному износу деталей, что неже-
лательно. Поэтому предпринимаются
попытки создания и непрерывно вра-
щающихся (роторных) пресс-автоматов.
Примером может служить пресс
АРП-10 с 10 формами, над каждой из
77
которых имеется свой собственный
прессующий механизм с керном, а не
один на весь агрегат, как у АПП-12.
Автоматизированные линии. Многие
предприятия СССР вырабатывают прес-
сованные изделия, в том числе из свин-
цового хрусталя, на полностью автома-
тизированных линиях.
Разработанная французской фирмой
«Сен-Гобен» автоматизированная линия
по производству закаленных изделий
«дюралекс» (стаканы, тарелки и т. п.)
имеет вместо лера печь для выравни-
вания температур и закалочный агре-
гат, где подогретые изделия обдувают-
ся сжатым воздухом с целью закалки.
Автоматизированные линии управля-
ются с центрального операторского
пульта, изолированного как от тепло-
выделения печей, так и от шума агре-
гатов.
Особенности формообразования. Точ-
ность прессования обеспечивает строгое
соответствие серийных изделий автор-
скому образцу (модели). Отсутствие
отходов формования гарантирует коэф-
фшциент использования стекломассы,
равный 100%, если пренебречь пробны-
ми оттисками при разогреве форм и
незначительным боем изделий. Высокая
производительность, а следовательно,
дешевизна продукции характеризуют
прессование как весьма эффективный
производственный процесс.
Художника привлекают в первую оче-
редь те новые (по сравнению с выду-
ванием) возможности формообразова-
ния, которые дает прессование. В самом
деле, можно прессовать монолитные и
полые изделия, крупногабаритные и
массивные. Внешняя конфигурация из-
делий может быть сложной и многооб-
разной: легко получить изделия оваль-
ные, прямоугольные, прорезные, укра-
шенные развитым рельефом, имеющие
сквозные ручки и другие элементы. На
первый взгляд возможности формооб-
разования полости изделий более огра-
ничены: ведь она должна иметь уклон
«на выход», равный по меньшей мере
78
2,5°. Однако, если рассматривать от-
прессованное изделие как полуфабри-
кат, то можно (после разогрева до не-
обходимой температуры) изменить кон-
фигурацию изделий и даже получить
«закрытую» полость, а также использо-
вать этот полуфабрикат для дальней-
шей обработки, например резьбой:
«пресс с доработкой».
Характерную для прессованных изде-
лий мятую (кованую) фактуру поверх-
ности и швы можно устранить кратко-
временным оплавлением поверхности
(огневая полировка), когда силы по-
верхностного натяжения улучшают по-
верхность, придавая ей гладкость и
блеск. Отпрессованные изделия поме-
щают в специальные печи, где с по-
мощью огня и происходит оплавление
поверхности. После доработки изделия
направляются на обжиг.
За последние годы для этих целей ста-
ли применять низкотемпературные
плазматроны. В электродуговых плаз-
матронах нагрев газа происходит при
помощи электрической дуги. Ионизиро-
ванный газ выходит из сопла в виде
струи плазмы с температурой 15 000—
20 000°С и скоростью 100—500 м/с.
Индукционный плазматрон основан на
том, что плазма служит электропровод-
ной средой и как любой проводник на-
i ревается электромагнитным полем вы-
сокой частоты. Источником электро-
магнитной энергии служит высокочас-
тотный генератор, работающий в диа-
пазоне 0,4—6,0 МГц. Он позволяет по-
лучать плазменную струю, с помощью
которой и происходит огневая полиров-
ка изделий. Разумеется, художник мо-
жет также включить «кованую» факту-
ру и швы в композицию изделия и та-
ким образом превратить дефекты в де-
коративные эффекты.
Вследствие поверхностного натяжения
ребра углы изделий утрачивают остро-
ту, закругляются. Исправить это можно
абразивной обработкой. Такая обработ-
ка трудоемка, но не в такой степени,
как если бы весь рельеф изделия при-
шлось вырезать на гладкой выдувной
заготовке.
Пресс-формы. Для изготовления изде-
лий сложной конфигурации применяют
раскрывные пресс-формы, состоящие
чаще всего из двух, реже из трех или
четырех частей. Плотное стягивание
частей пресс-формы обеспечивается экс-
центриковым затвором.
Наиболее подходящим материалом для
изготовления пресс-форм, испытываю-
щих в процессе эксплуатации значи-
тельные механические и тепловые на-
грузки, является легированная сталь.
Она хорошо обрабатывается на метал-
лорежущих станках, чеканится, поли-
руется, что обеспечивает точность кон-
фигурации и четкость рельефа изделий,
гладкость их поверхности. Легирован-
ная сталь в меньшей степени, чем обыч-
ная, поддается окислению, в особеннос-
ти при нагревании. Кроме того, она
имеет мелкозернистую, плотную струк-
туру, выдерживает резкие перепады
температуры (тепловые удары). Важно,
чтобы стекломасса не прилипала к ме-
таллу формы при нагреве до 500°С. Из-
менения размеров форм при их нагре-
вании и охлаждении должны быть ми-
нимальными.
Детали форм изготовляют из стальных
болванок на металлорежущих станках.
Однако при этом слишком много метал-
ла расходуется напрасно, поэтому более
экономично как можно точнее отливать
заготовки частей форм, а способ точ-
ного литья по выплавляемым моделям
позволяет практически обойтись вооб-
ще без обработки на станках.
Окончательная отделка внутренней ра-
бочей поверхности форм является от-
ветственной операцией. Раньше эту опе-
рацию выполняли вручную, например
чеканкой. В настоящее время находят
применение новые методы обработки.
Электроэрозионный способ предусмат-
ривает получение между стальной заго-
товкой и моделью из относительно мяг-
кого электропроводящего материала, на-
пример из графита, множества элект-
рических искровых разрядов в среде-
жидкости, обладающей диэлектрически-
ми свойствами. Под действием этих ис-
кровых разрядов происходит разруше-
ние (эрозия) металла, и мягкая модель
довольно быстро внедряется в стальную
заготовку, как бы отпечатываясь в ней.
Аналогично осуществляется электро-
лизное гравирование стали с той лишь
разницей, что в узкий зазор между
стальной заготовкой и латунной мо-
делью, которые являются противопо-
ложными по знаку электродами, нагне-
тается электролит и происходит хими-
ческое разрушение металла электриче-
ским током, т. е. электролиз. Рисунок
рельефа формы можно также оттиснуть
в стальной заготовке при помощи моде-
ли-штампа под большим давлением.
Иногда слой металла наращивают на
модель, выполненную, например, из гип-
са, распылением расплавленного метал-
ла или способом гальванопластики.
Этим же способом можно наносить на
рабочие поверхности формы покрытие
из цветных металлов.
В процессе эксплуатации формы долж-
ны работать в определенном темпера-
турном режиме, так как относительно
холодные детали формы вызывают на
стекле мелкие трещинки («посечки») и
морщины, а к перегретой форме изде-
лия прилипают настолько, что мнутся
и разрушаются в процессе их извлече-
ния из форм.
Качество изделий, а также срок служ-
бы форм обеспечивает смазка послед-
них с целью придания гладкости рабо-
чим поверхностям форм и создания га-
зовой прослойки, аналогичной той,ко-
торая возникает при выдувании изде-
лий вручную в деревянных формах.
Для смазывания форм применяют смесь
коллоидно-графитового препарата МС с
веретенным маслом № 3 в соотношении
1 : 10. Смазку наносят на нагретую по-
верхность формы в несколько слоев.
Выгорая смазка выделяет большое ко-
личество газов, которые создают про-
слойку между металлом и стеклом.
79
5.3
Автоматизированное выдувание
Выдувание стаканов на автомате ВС-24.
Этот автомат представляет собой кару-
сельную (т. е. непрерывно вращающую-
ся) машину с вакуумным питанием
форм стекломассой. Круглый стол ма-
шины разделен на 6 секторов, в каждом
из которых имеется 4 выдувательные
трубки и соответственно 4 чистовые
формы. Кроме того, имеется один на
весь агрегат четырехрукавный вакуум-
ный питатель.
Стеклянные стаканы выдувают также
па автомате ВР-24. В отличие от ВС-24
он имеет канальное питание.
Выдувание сосудов на машине типа
«Руаран» R-7. На непрерывно вращаю-
щейся роторной машине R-7 имеется
7 нерповых п соответственно 7 чисто-
вых форм, установленных в два яруса.
Капля падает в черновую форму. В этой
форме выдувается черновая заготовка
изделия (дном вверх), которая затем
передается на ярус чистовых форм, пе-
реворачиваясь при этом на 180° в поло-
жение дном вниз. Выдувание в чисто-
вой форме осуществляется за счет ваку-
умного отсасывания из зазора между
наружными стенками нерповой заготов-
ки и внутренними стенками чистовой
формы.
Выдувание изделий на секционных ав-
томатах. Отечественные секционные ав-
томаты АВ-6 и американские машины
«Гартфорд И. С.» имеют несомненные
преимущества перед другими машина-
ми, выдувающими флаконы и бутылки.
Эти автоматы не имеют вращающихся
столов и состоят из 6 (АВ-6) или из
2—8 секций (машины «Гарт-
форд И. С.»). Каждая секция является
автономной машиной.
Конвейерная машина HL-6-12 (разра-
ботка фирм ФРГ и США) предназначе-
на для скоростной, до 600 шт./мин, вы-
работки облегченных узкогорлых буты-
лок вместимостью 330 и 500 мл.
5.4
Комбинированные способы
формования изделий
Прессовыдувание. Широкогорлые стек-
лянные банки и другие аналогичные со-
суды формуются таким образом, что
вначале отпрессовывается начисто верх-
няя часть изделия, ранты и резьба для
крышек, причем остальная масса стекла
остается в виде относительно массив-
ной полой капли, а лишь затем изделие
окончательно выдувается в чистовой
форме. Такой способ формования назы-
вается прессовыдуванием. Принцип дей-
ствия прессовыдувного автомата, напри-
мер 2ПВМ-12А, показан на рис. 62,
63, 64.
Выработка изделий на ножке. На не-
которых советских заводах работают
импортные автоматизированные линии
«Интергласс» (Бельгия). В данном слу-
чае процесс формования изделий на
ножке складывается из следующих опе-
раций: а) выдувание корпуса (сосуда)
бокала на автомате; б) вакуумное фор-
мование ножки из отдельной капли с
одновременной сваркой ножки и корпу-
са; в) раскатывание донышка.
Автоматизированная линия «Зорг»
(ЧССР) предусматривает: прессование
ножки вместе с донышком из одной кап-
ли стекломассы, выдувание корпуса
бокала с одновременной сваркой его с
ножкой и донышком.
На стекольном заводе имени 1-го Крас-
ного добровольческого отряда разрабо-
тано устройство для одностадийного
формования изделия на ножке. В этом
случае как ножка, так и донышко из-
делия формуются специальными патро-
нами, совершающими сложные движе-
ния с одновременным выдуванием чаши
(рис. 65). Устройство благодаря съем-
ным элементам позволяет получать бо-
калы на длинной и короткой ножках,
а также простые винные стаканы. По-
добные устройства применяются и на
других стекольных заводах.
80
Автоматизированная линия английской
фирмы «Гласс тюбе» позволяет формо-
вать изделия на ножке в одну стадию:
па вакуумно-выдувном автомате выду-
вается корпус изделия с утолщенной
ножкой, которая затем удлиняется и
раскатывается при непрерывном враще-
нии изделия: Так па Гусевском Хру-
стальном заводе группа инженеров
В. А. Зубанов, В. В. Шилов, В. А. Аб-
рамов, К. А. Барышников во главе с
главным инженером завода И. А. Фи-
гуровским разработали и внедрили в
производство устройство, позволяющее
припрессовывать к заранее выдутому
тулову ножки различных конфигура-
ций. За что указанным инженерам Го-
сударственным комитетом по изобрете-
ниям и рационализации СССР выдано
авторское сведетельство.
5.5
Центробежное формование
Как пишет Энтелис ф. С. в учебном
пособии «Формование и горячее деко-
рирование стекла» центробежное фор-
мование, основанное на растекании
расплавленной стекольной массы за
счет центробежных сил был предложен
еще в 30-е годы известным специалис-
том по стеклу инженером А. Ф. Кар-
жавиным. По словам Ф. С. Энтелиса
А. Ф. Каржавин провел многочислен-
ные опыты, которые показали перспек-
тивность разрабатываемого им метода
формования. Однако очевидно, что сте-
кольная промышленность в то время
еще была не готова взять на вооруже-
ние центробежное формование, к ко-
торому специалисты по стеклу обра-
тились уже после Великой Отечествен-
ной войны, когда было развернуто мас-
совое производство телевизоров. Цент-
робежным формованием стали изготов-
лять тубусы кинескопов, имеющих
воронкообразную форму. Опыт изготов-
ления тубусов и был положен в основу
производства центробежным формова-
нием изделий из стекла. Этим спосо-
бом изготовляют сосуды, имеющие
форму тел вращения, особенно удач-
ные для этого способа изделия, форма
которых близка к кругу, т. е. изделия,
имеющие невысокие стенки, такие как
блюда, тарелки, чаши с невысоким бор-
том. Стекло во вращающуюся форму
как правило подается вручную при
температуре 1180°С. Формование изде-
лия продолжается 10—15 с. Затем от-
формованное изделие охлаждается до
затвердения стекла, поднимается из
формы поддопом и отправляется на
отжиг.
Принцип центробежного формования
полых изделий показан на рис. 66. Фор-
ма вращается с частотой 800—
1200 мин-1. Под действием центробеж-
ных сил стекломасса поднимается по
стенкам формы и, дойдя до верхнего
края формы, окончательно затвердева-
ет. Получается изделие с гладкой «ог-
ненно полированной» внутренней по-
верхностью, так как в отличие от прес-
сования в данном случае эта поверх-
ность не соприкасается с металлом.
Наружная поверхность изделия точно
воспроизводит рабочую поверхность
формы. Примеры изделий, выполнен-
ных механизированным способом, см. на
рис. 67—70.
Изготовление изделий из стекла меха-
ническим способом в паши дни полу-
чил широкое распространение как за
рубежом, так и у нас в стране. И это
пе случайно, механический способ весь-
ма перспективный вид производства
стекла. Он позволяет изготовлять в
миллионных тиражах изделия бытово-
го назначения, обладающие такими ка-
чествами, которых трудно достичь при
ручной выработке. Наряду с такими
изделиями как бутылки, флаконы и
стаканы, использующиеся ежедневно в
больших количествах, механическим
способом изготовляют сахарницы и се-
ледочницы, пепельницы и плафоны,
чаши и блюда, обладающие не только
функциональной значимостью, но и
большим эстетическим качеством.
4—537
81
57
ПРЕССОВАНИЕ
Принцип заполнения черно-
вой формы стекломассой ва-
куумным отсасыванием
58
Принцип работы питателя:
1 — чаша; 2 — плунжер; 3 —
огнеупорный рукав; 4 — очко;
5 — лезвия ножниц; в — капля
стекла
59
Стадии прессования:
а — подача стекла; б, в — про-
цесс прессования; г — вытал-
кивание изделия из формы
поддоном; 1 — стекло; 2 —
матрица; з — поддон 4 — пуан-
сон; 5 — изделие
60
Ручное прессование:
а — подача стекла в форму
вручную; б — процесс прессо-
вания; в — опрокидывание
формы и извлечение изделия
61 .
Схема прессовальной маши-
ны:
1 — подача стекла в форму;
2 — прессование изделия; з—
8 — остывание изделия; 9 —
выдача готового изделия и
транспортировка его на отжиг;
10—12 — остывание формы
82
62
ПРЕССОВЫДУВАНИЕ И ЦЕНТРОБЕЖНОЕ ФОРМОВАНИЕ
Схема прессовыдувной ма-
шины:
1 — подача стекла в черновую
форму; 2 — прессование гор-
ла; з’_ перенос заготовки с
отпрессованным горлом в чи-
стовую форму; 4—6 — выдува-
ние изделия в чистовой фор-
ме; 7 — удаление дутьевой го-
ловки; 8 — охлаждение изде-
лия и раскрытие горловых
щипцов; 9 — транспортировка
изделия в отжиг; 10, 11 — ох-
лаждение формы; 12 — выдви-
жение черновой формы для
приема очередной порции стек-
ла
63
Прессовыдувание:
1 — подача стекла в черновую
форму; 2 — отпрессовывание
горла изделия; 3 — перенесе-
ние заготовки из черновой
формы в чистовую; 4 — выду-
вание изделия
64
Последовательность изго-
товления изделий на секци-
онных машинах по принци-
пу двойного выдувания:
1 — подача стекла в черновую
форму (горло внизу); 2—под-
прессовка горла изделия сжа-
тым воздухом; 3 — выдувание
черновой заготовки; 4 — пере-
нос черновой заготовки в чи-
стовую форму (горло вверху);
5 — разогрев наружной поверх-
ности заготовки за счет тепла
ее внутренних слоев; 6 — вы-
дувание изделия в чистовой
форме; 7 — извлечение гото-
вого изделия из чистовой фор-
мы
65
Прессование бокала на нож-
ке и без ножки:
а — прессование бокала на низ-
кой ножке; б — на высокой;
в — без ножки; 1 — матрица;
2 — коническая чаша; з — фор-
мующие головки; 4 — патроны
горизонтального перемещения;
5 — поддон
66
Прессование изделия цент-
робежным способом:
a — начало подъема стекломас-
сы; б — окончательное формо-
вание изделия
4*
83
67
Прессовальная форма и
прессованные изделия
69
Бутыль. Пример прессовы-
дувного изделия. Стеколь-
ный завод Иржиково Удоли.
ЧССР, 60—80-е годы XIX в.
68
Ваза. А. Матура. Пример
прессованного изделия.
ЧССР, 1980-е годы
70
Флакон. Павел Платек. Ли-
боховицкий стекольный за-
вод. ЧССР, 1980 г.
В4
6
6.1
Отжиг изделий
Обработка
художественных
изделий
из стекла
после
горячего
формования
Технологические и технические возмож-
ности формования изделий непосредст-
венно у печи разнообразны и обшир-
ны. Они позволяют получать полностью
готовые изделия, требующие в даль-
нейшем лишь незначительной доработ-
ки, вроде подшлифовки дна. Кроме то-
го, у печи можно изготовить лишь пред-
варительные заготовки (гладье), кото-
рые приобретают вид окончательного
изделия лишь после дополнительной до-
работки в других цехах. Эта доработка
может быть весьма трудоемкой и зна-
чительной по времени.
Однако в любом случае, будь то изде-
лие или всего лишь заготовка, они
должны пройти процесс отщига.
Возникновение напряжений. В момент
формования изделия температура стек-
ломассы находится в динамическом не-
равновесии. Причем между ее наруж-
ными и внутренними слоями возника-
ет определенный перепад температур
(температурный градиент).
Наружные слои, охлаждаясь быстрее,
раньше внутренних начинают сжатие.
Однако внутренние слои стекла вслед-
ствие более высокой температуры не
дают полной возможности сжаться на-
ружным. В конце концов наружные
слои остывают и закрепляются в рас-
тянутом состоянии.
Далее наступает очередь сжиматься
внутренним слоям, но им не дают это-
го сделать наружные, окрепшие слои
стекла, поэтому внутренние слои стре-
мятся как бы оторваться от наружных
слоев. Такое состояние стекла принято
называть его внутренним напряжением
(рис. 71). Эти напряжения будут тем
больше, чем больше коэффициент тер-
мического расширения стекла.
Условия изготовления художественных изде-
лий из стекла особенно способствуют воз-
никновению напряжений. Многие изделия
изготавливаются толстостенными. Однако чем
85
толще изделие, тем значительнее в нем воз-
никают напряжения.
Конфигурация изделий часто отличается
сложностью и неравномерностью распределе-
ния стекольных масс, с резким переходом
от тонких частей к утолщенным. Часто из-
делия подвергаются частичному повторному
прогреванию, например у изделий «на от-
делку,) прогревается только их верх, в свя-
зи с чем возникают зоны различных темпе-
ратур.
Кроме того, к топким стенкам изделия часто
прилепляются более толстые массы стекла
(например, ручки), имеющие в этот момент
более высокую температуру, вследствие чего
в местах прикрепления приставных деталей
возникают сильные местные напряжения.
Разрушение таких изделий, как правило, и
начинается с трещин в этих местах. Образо-
ванию местных напряжений стекла способ-
ствует также применение металлических ин-
струментов
Иногда напряжения возникают при выпол-
нении изделий из многослойных стекол в
связи с разницей коэффициентов термичес-
кого расширения этих стекол, а также в
связи с неравномерностью остывания раз-
личных слоев стеклоизделия.
В более благоприятных условиях нахо-
дятся простейшие виды изделий, полу-
чаемые одним лишь приемом выдува-
ния, не имеющие разницы толщин сте-
нок и дна (например, толстостенные
стаканы).
Однако и эти изделия в конечном счете
требуют последующего отжига, так как
в дальнейшем они неизбежно разруша-
ются от малейшего перепада темпера-
тур.
Процесс отжига изделий. Отжиг стек-
лянных изделий (снятие внутренних
напряжений) заключается в том, что
отформованное у печи изделие снова
подвергается нагреву до такой темпера-
туры, при которой восстанавливается
подвижность частиц (критическая зо-
на). При этом в стекле происходит пе-
рестройка подвижных частиц, вследст-
вие чего и уничтожается его напряжен-
ность.
Режим отжига состоит из четырех ста-
дий.
1 стадия. Нагрев изделия до высшей
точки. Для большинства стекол, из ко-
торых выполняются стеклоизделия, она
86
составляет 500—580°С. Эту температу-
ру определяют опытным путем или рас-
считывают в зависимости от состава
стекла. Во избежание деформации выс-
шая точка нагрева обычно бывает на
10—15°С ниже начала размягчения
стекла.
2 стадия. Выдерживание изделия при
высшей температуре отжига в течение
времени, которое необходимо для сня-
тия напряжения. Так, при толщине сте-
нок изделия не более 1 см их выдержи-
вание при высшей температуре отжига
составляет не более 15 мин.
3 стадия. Медленное охлаждение изде-
лия примерно на 100°С. Скорость ох-
лаждения зависит от остаточных напря-
жений, допускаемых в готовых изде-
лиях.
4 стадия. Быстрое охлаждение изделия
до комнатной температуры, обычно оно
происходит в 3—4 раза быстрее, чем
медленное (рис. 72).
На стекольных заводах в зависимости
от размеров изделий, их объемов, сор-
та стекла и т. д. рассчитывают графики
отжига для каждого вида изделий в от-
дельности.
Печи для отжига художественных изде-
лий из стекла бывают периодического и
непрерывного действия. К ним предъ-
являются весьма жесткие требования в
отношении выдерживания режима от-
жига.
Печи периодического действия приме-
няют чаше всего для отжига крупнога-
баритных и толстостенных изделий, а пе-
чи непрерывного действия, которые от-
личаются высокой производительностью
и экономичностью,— при отжиге мас-
совой продукции.
На стекольных заводах в качестве пе-
чей периодического действия использу-
ют опечки, которые в настоящее вре-
мя отапливают газом. До начала рабо-
ты опечки разогревают до температуры
отжига, затем через специальное загру-
зочное окно их заполняют изделиями.
Загрузочное окно закрывают кирпичом
и замазывают глиной. Изделия выдер-
живают при температуре отжига необ-
ходимое время, затем подача газа пре-
кращается и изделия постепенно осты-
вают до температуры 40—50°С.
При отжиге особо толстостенных изде-
лий их дольше выдерживают при тем-
пературе отжига и остывание происхо-
дит (особенно в начальной стадии) го-
раздо медленнее. Для продления про-
цесса остывания небольших по форме,
но больших по массе изделий мастера
применяют ведро с золой или кварце-
вым песком, куда укладывают отжигае-
мое изделие.
Печи непрерывного действия для отжи-
га художественного стекла применяют-
ся нескольких видов. Наиболее часто
встречающиеся из них печи конвейер-
ного типа — леры, в которых горючий
газ подается непосредственно в печь в
специальные камеры. В камерах нахо-
дятся форсунки, снабженные регулято-
ром. Продукты сгорания проходят по
нижним плитам, разбавляются некото-
рым количеством воздуха и поддержи-
вают внутри лера необходимую темпе-
ратуру. С помощью регуляторов можно
регулировать подачу газа во все пять
каналов.
Изделия устанавливаются на движу-
щуюся сетку, скорость которой регули-
руется в широких пределах. Обычно
отжиг на лере продолжается 40...
140 мин. Леры могут применяться и
для отжига изделий, выполненных ме-
ханизированным способом, но для это-
го необходимо, чтобы изделие попада-
ло в лер с минимальной потерей соб-
ственной температуры и скорость пода-
чи сетки должна быть рассчитана со-
ответственно толщине изделий.
К печам непрерывного действия отно-
сятся конвейерные печи типа ПОГ-223
и ПО-180.
Для достижения уменьшения перепа-
дов температур печь снабжена двумя
камерами сжигания и двумя муфелями
(зона разогрева и отжига изделий).
Затем идут зоны медленного и быстро-
го охлаждения. Изделия устанавливают
на сетчатый конвейер, который и про-
таскивает изделия через все зоны.
Хорошо зарекомендовали себя печи цир-
куляционные с конвективным теплооб-
меном ПГУ-223. Отжиг изделий в этих
печах происходит при интенсивном
движении воздуха, который подогрева-
ется в боковых каналах с помощью спе-
циальных нагревателей. Циркуляцион-
ные вентиляторы обеспечивают нужный
тепловой режим как по длине, так п по
ширине печи.
Эффективны в эксплуатации электри-
ческие печи ПЭУ-223. Тепловой режим
печи создают нагревательные электри-
ческие элементы сопротивления. За по-
следнее время все более широкое при-
менение на отечественных стеклозаво-
дах находят печи с индукционным
электрическим нагревом. Индуктирует-
ся ток во внутреннем кожухе печп, где
двигаются изделия из стекла.
Контроль режима отжига производят
термопарами, которые устанавливают в
ответственных участках печи.
В свою очередь качество отжига изде-
лий, т. е. определение количества ос-
таточных напряжений и их распреде-
ление в изделии после отжига, произ-
водят полярископом — поляриметром
ПКС-125 (рис. 73).
Работа полярископа основана па двойном
лучепреломлении в изделии. Свет 500 Вт лам-
пы, проходя через оптическую схему поля-
рископа и испытуемое изделие, при наличии
в нем напряжений разлагается на два луча.
Анализатор полярископа приводит колебания
этих лучей в одну плоскость, в результате
мы наблюдаем иптерферепцию света. В зави-
симости от количества и распределения на-
пряжения в изделии изменяется и интер-
ференционная картина, по которой и судят
об остаточных напряжениях.
Поляриметр-полярископ служит для
определения качественной характерис-
тики остаточных напряжений. Если по-
ле зрения полярископа окрашено в пур-
пурный цвет при рассмотрении испы-
туемого изделия, то это говорит о том,
что изделие отожжено хорошо и в нем
87
отсутствуют напряжения. Напротив, при
наличии в изделии напряжений наблю-
дается изменение видимых цветов. Так,
при удовлетворительном отжиге можно
видеть красновато-оранжевые тона, при
неудовлетворительном отжиге, соответ-
ственно,— голубые, зеленые и желтова-
тые тона.
6.2
Отрезка колпачка и отопка
края изделия
Инструмент и оборудование, применяе-
мые для отрезки колпачка.
Как было уже сказано выше, изделия,
прошедшие отжиг, как правило, требу-
ют дополнительной обработки. Это
прежде всего обработка края (если из-
делие выполнено «на отрезку»), шли-
фовка дна, притирка пробок и т. п.
Большинство выдувных изделий выхо-
дит из цеха горячей выработки с кол-
пачком, который необходимо удалить
следующими операциями. В начале по
линии отреза колпачка делается один
или несколько надрезов алмазным или
победитовым стеклорезом. Затем по все-
му периметру линии отреза происходит
прогревание изделия узким пламенем
многострунной газовой горелки.
Вследствие возникающих напряжений
в стекле колпачок отскакивает по ли-
нии надреза. Если прогрев недостато-
чен для образования сильных напряже-
ний, то прогретой полосы касаются хо-
лодным металлическим предметом и
этим самым способствуют усилению
разрывающих усилий.
Ручной станок для отрезки колпачка
состоит из стола, где установлены вра-
щающиеся круглые площадки (патро-
ны), в центре которых ставят изделие
(рис. 74). Напротив них на необходи-
мой высоте смонтированы газовые го-
релки.
Такой станок может иметь от 4 до 8
вращающихся площадок. При отколке
колпачка ручным способом возможны
88
некоторые отклонения линии среза от
линии, прочерченной алмазом, а также
образование зубчатого неровного края.
Если эти отклонения невелики, то та-
кие изделия дорабатываются вручную
небольшим металлическим стерженьком
(длиной 10...12 мм) — рашпилем. Раш-
пиль снабжен круговыми острыми на-
резками. Мастер пилющпми движения-
ми сбивает наиболее выступающие края
и зубцы среза. Иногда для этих целей
применяют обыкновенный болт пример-
но таких же размеров.
Отколочные автоматы. По принципу
устройства станка ручной отколки кол-
пачка сконструированы и отколочные
автоматы. Обычно они имеют 10...12
вращающихся патронов. Изделия ставят
на патрон в горизонтальном или верти-
кальном положении (в зависимости от
особенностей конструкции автомата).
В этом положении изделия удержива-
ются специальными вакуумными при-
сосками. При вращении изделия авто-
матически подводятся к алмазу или
карборундовому диску, которые и под-
резают линии откола колпачка. Затем
это место прогревают пламенем горелок.
Уровень и расстояние горелок от изде-
лия можно регулировать, что дает воз-
можность отрезать изделия на различ-
ной высоте. Производительность авто-
матов высока: 25—40 штук в минуту.
Отделение колпачка на отколочных ма-
шинах возможно лишь для изделий,
имеющих правильное круговое сече-
ние.
Отрезка колпачка абразивными и ал-
мазными кругами. При других сечени-
ях изделий, где невозможно получить
равномерный круговой надрез и его
прогрев, колпачок отрезается с помощью
абразивных кругов, и алмазных пил на
гравировальных станках. Для этого на
изделии мелом пли гуашевой краской
намечается линия отреза и постепенно,
по частям, по всему периметру изделия
делается глубокий, иногда доходящий
до сквозного надрез. Для создания на-
пряжений в стекле его режут «в су-
хую», т. е. без подачи воды на абразив-
ный круг. Обычно при постукивании
сверху колпачок откалывается от изде-
лия.
Электрические отколочные автоматы.
Существует несколько видов отколоч-
ных устройств электрического типа. На-
пример, для этих целей применяют не-
сложное устройство, состоящее из
трансформатора понижающего и повы-
шающего силу тока и двух клемм, к
которым крепится нихромовая прово-
лока, обладающая большим сопротивле-
нием. Раскаленная до высокой темпе-
ратуры проволока прикладывается к ли-
нии надреза, выполненной алмазом.
При покручивании изделия вокруг сво-
ей оси в его стенках образуются силь-
ные напряжения, которые и приводят
к появлению трещины в этом месте.
Отколочные керамические гильзы. В Че-
хословакии применяются для этих це-
лей отколочные горелки, где раскален-
ная спираль помещена в керамической
гильзе, покрытой металлическим кожу-
хом. В гильзу нагнетают воздух, он
проходит через ряд небольших от-
верстий в кожухе и воздействует своим
теплом на стенки сосуда.
Огневая отрезка колпачка. В последнее
время нашла широкое применение тех-
нология огневой отрезки колпачка.
Этот процесс заменяет операции пер-
вичной обработки (отколка, шлифовка,
закругление и отопка края).
Технология огневой отрезки колпачка
заключается в том, что расположенные
кольцом факелы горелки проплавляют
стенку изделия в узкой зоне настолько,
что происходит отделение колпачка.
Для того чтобы край получился глад-
ким и ровным, изделие вращается от-
носительно неподвижной горелки или,
наоборот, горелка вращается вокруг из-
делия в зависимости от конструкции
отрезочного станка. При нагревании
стекла и снижении вязкости стекло-
массы, под силой тяжести колпачка
(изделие стоит вверх ножкой) стенки
изделия постепенно утоньшаются и
колпачок падает вниз. При этом на
краю изделия образуется капля, кото-
рая, собираясь по закону поверхностно-
го натяжения, образует довольно боль-
шой наплыв стекла на краю изделия.
Чтобы этого не происходило, в на-
стоящее время стали применять спе-
циальные устройства, стягивающие
колпачок с большим усилием, что спо-
собствует получению ровного края с
небольшим утолщением.
Лазерная отрезка колпачка. Для отрезки кол-
пачков изделий массового характера (напри-
мер, стакапов) разработана установка, рабо-
тающая при помощи лазерного луча. Для
этого используются лазеры, работающие в
непрерывном режиме генерации, обладающие
наибольшей мощностью и коэффициентом
полезного действия. Марка лазера СО-2 с
мощностью 200 Вт.
Их излучения с длиной волны 10,6 мкм хо-
рошо поглощаются стеклом, при этом про-
исходит всего 17% отражения света, осталь-
ной свет, поглощаясь стеклом, превращается
в тепло.
По причине малой теплопроводности стекла
в нем создаются большие перепады темпера-
туры, приводящие к появлению в стекле тер-
мических напряжении. Как только напряже-
ния становятся выше предела прочности сте-
кла появляется трещина и колпачок отделя-
ется от изделия.
Обработка края изделий. Края изделий,
полученные при отрезке колпачка,
имеют острорежущие кромки и отдель-
ные зубцеобразные выступы, поэтому
опи в обязательном порядке подвер-
гаются дополнительной обработке шли-
фовкой (заточка края) и отопкой. Та-
ким образом, отопка края является
завершающей стадией первичной обра-
ботки стекла после отжига и осуществ-
ляется в следующей последовательнос-
ти. Край изделия после выравнивания
шлифовкой подвергают воздействию
высоких температур, благодаря чему
он и принимает округлые очертания.
Отопку краев с толщиной стенки до
1,5 мм производят после шлифования
на плоскошлифовальном стан’ке. Края
изделий с большей толщиной стенки
после шлифования на станке закруг-
ляют с внешней и внутренней стороны
89
на абразивных кругах. Закругление —
это боковая сошлифовка граней таким
образом, что с обеих сторон получается
фацет под 45°.
Процесс отопки краев имеет несколько
стадий.
1. Предварительный подогрев широкой
зоны стекла, находящейся под верхней
кромкой изделия, до температуры,
близкой к точке начала его плавления
(300...500°С). Подогрев необходим для
того, чтобы в результате быстрого про-
грева края изделия не возникали кри-
тические напряжения.
2. Отопка, т. е. оплавление кромки из-
делия, при температуре выше точки
размягчения стекла (600° и выше).
При отопке, как и в случае огневой
отрезки колпачка, используется эффект
поверхностного натяжения стекломас-
сы как жидкости, стремящейся занять
минимальную поверхность, в резуль-
тате чего и закругляются острые грани
края.
3. Медленное охлаждение изделия (от-
жиг). При регулировании процесса
отжига большое значение имеют усло-
вия охлаждения стекла в зоне отжига,
т. е. в интервале температур 520°...
420°С. Если они не выдерживаются, то
под действием возникших в стекле
напряжений может произойти откалы-
вание оплавленного края по кольцу.
При оплавлении края на отопочных
машинах изделия уже не подвергают-
ся дополнительной отделке. Поэтому
процесс должен проводиться при хоро-
шо отрегулированной температуре, до-
статочной для затопки, не не угрожаю-
щей размягчению и деформации изде-
лия.
Затопочные машины имеют соответ-
ствующие устройства, предупреждаю-
щие деформацию. Здесь конвейер
вместо обыкновенных столиков, на ко-
торые свободно ставятся изделия, снаб-
жен болванками, имеющими очертания
внешней формы изделия.
Для отопки изделий применяют маши-
ны различных конструкций, например
90
карусельные: их основной частью слу-
жит кольцевой диск, по его окружнос-
ти на вертикальных осях расположены
столики для установки затапливаемых
изделий, они имеют сменные поддоны,
размер и форма которых определяют-
ся очертаниями дна изделия.
Конвейерные машины, растянутые в
длину, замыкаются цепью, огибающей
два горизонтальных барабана, один из
них связан с мотором и является ве-
дущим. На звеньях этой цепи закре-
плены столики для установки из-
делий.
На определенной точке пути сто-
лики начинают вращение вокруг своей
оси. Вращаясь, они вступают под ко-
жух и движутся навстречу пламени
горелок.
Автоматические и полуавтоматические
машины для обработки края. Для шли-
фовки края стеклоизделий массового
производства применяют специальные
шлифовальные машины.
Так, машина Ш-12 представляет собой
устройство для шлифования края ста-
канов. Двенадцатиместная машина рас-
считана на установку и снятие изде-
лий вручную и обработку 12...24 штук
изделий в минуту.
На Ш-2 шлифуют края изделий на
ножке: рюмки, фужеры, бокалы и др.
Станок рассчитан на обработку двух
изделий сразу. Установку и снятие
необходимо производить вручную. На
станке Ш-2 за смену можно обработать
до 4500 штук изделий.
Отечественная промышленность при-
ступила к выпуску шлифовальной ма-
шины ШКИ-2, предназначенной для
обработки тонкостенных изделий, как
на ножке, так и без ножки. Это двух-
позиционная машина, предусматриваю-
щая снятие и установку изделий вруч-
ную. Станок способен обрабатывать
изделия диаметром от 40 до 100 мм до
1000 штук в 1 ч.
Края толстостенных изделий обрабаты-
вают на шайбочном станке СП1-2. Пос-
ле обработки на станке внутренняя и
внешняя кромки края* дорабатывают-
ся на станке САГ и отапливаются на
отопочной машине.
В настоящее время разработана маши-
на МОС с дополнительной приставкой,
позволяющей осуществлять отколку
колпачка, шлифовку края, фуговку,
фацетирование, мойку и сушку изде-
лий одновременно. Машина предусмат-
ривает ручную установку и снятие
изделий. МОС позволяет обрабатывать
изделия высотой от 50 до 250 мм, диа-
метром от 130 до 150 мм порядка
1800 штук изделий в 1 ч.
На основе машины МОС коллектив
конструкторов и инженеров Одесского
филиала ВНИПКИстекломаш разрабо-
тал линию обработки края изделий
ЛОКС, которая кроме операций, вы-
полняемых машиной МОС, обеспечи-
вает отопку изделий. Производитель-
ность линии до 900 штук изделий в 1 ч.
Бельгийская фирма «Бибюик» выпус-
кает комбинированную машину, вы-
полняющую последовательно отколку
колпачка, шлифовку края, снятие фа-
цет и фуговку. Производительность
установки при условии ручной загруз-
ки и снятии изделий до 1800 изделий
в 1 ч.
6.3
Холодная обработка изделии
Под холодной обработкой стекла под-
разумевают самые разнообразные спо-
собы отделки поверхности изделия в
целом, в результате которых возможно
получение законченного изделия или
полуфабриката, предназначенного для
дальнейшей доработки. Существует
множество способов холодной обработ-
ки стекла: шлифование, механичес-
кая полировка, резание, сверление от-
* Снятие наплывов и облоя на внешней кром-
ке края изделия при помощи САГ называет-
ся фуговкой, снятие внутренней кромки
края — фацетированием.
верстий, притирка, откалывание и т. п.
Наиболее распространенным является
шлифование и полировка стекла.
Шлифованием стекла называют про-
цесс снятия слоя стекла с помощью
механических приспособлений и абра-
зивных материалов. Шлифование име-
ет целью, во-первых, подготовить край
изделия, выполненного «на отрезку»,
к полировке, во-вторых, удалить следы,
оставленные на изделии в процессе его
горячего формования (например, след
понтия), в-третьих, обеспечить пра-
вильную геометрическую форму или
придать точные размеры изделию.
Процесс шлифовки осуществляется с
помощью «свободного» абразива, т. е.
какого-либо порошкообразного мате-
риала, вводимого в промежуток между
движущимися относительно друг дру-
га поверхностями обрабатываемого
стекла и плоского металлического дис-
ка. Зерна абразива при этом переме-
щаются, оставляя на стекле слабые
бороздки. Однако в связи с тем, что в
любой момент шлифования стекло
опирается на значительное количество
зерен (15...20% от всего количества),
они способны производить значитель-
ную работу.
По теории акад. И. В. Гребенщикова,
процесс этот носит не только механи-
ческий характер, но и химический.
В образующиеся от абразивного мате-
риала трещинки в стекле попадает во-
да и вступает в реакции со щелочами,
тем самым разлагая силикаты и обра-
зуя гидраты кремниевой кислоты. Ос-
вобожденные таким образом гидраты
разбухают в объеме и способствуют
откалыванию частичек стекла.
В первой стадии шлифовки, которая
обычно называется «обдиркой» пли
грубой шлифовкой, применяют крупно-
зернистые абразивные порошки. Одна-
ко при этом на стекле остаются много-
численные бороздки и царапины,
оставленные абразивными зернами. По-
этому вторая стадия шлифовки «дисти-
ровка», или «тонкая шлифовка», пред-
91
полагает выравнивание поверхности на
более тонких порошках. После этого
поверхность стекла получается ровной,
но тусклой, поэтому для придания
блеска стеклу изделия полируют.
Долгое время полировка рассматривалась как
продолжение процесса шлифовки, который
происходит чисто механически. При помощи
еще более мелких абразивов продолжается
скалывание мельчайших частиц стекла, бла-
годаря чему п достигается блестящая поверх-
ность. Другое объяснение сущности полиров-
ки сводилось к тому, что якобы полирова-
нием достигается сдвигание частиц стекла,
способствующее уничтожению неровностей
на поверхности изделия. Однако благодаря
работам И. В. Гребенщикова стало ясно, что,
если в процессе шлифовки участие химиче-
ских факторов несомненно, то в процессе
полировки онп имеют доминирующее зна-
чение.
Процесс полировки заключается в том,
что под действием воды происходит
интенсивное образование гидрата крем-
ниевой кислоты, который удаляется
механическим путем при помощи дви-
жения по обрабатывающей поверхнос-
ти стекла полировальника. Полиро-
вальник, выполненный из мягкого
материала. смачивается суспензией
крокуса, мумии или пемзы тонкого по-
мола, которые способствуют прижи-
манию разложившегося слоя стекла к
полировальнику.
6.4
Абразивные материалы
Абразивы* (или абразивные материа-
лы) — это мелкозернистые или порош-
кообразные вещества высокой твердос-
ти, применяемые для механической
обработки металлов, минералов, кера-
мики, стекла и других материалов
(шлифовка, полировка).
Основными показателями пригодности
тех или иных абразивных материалов
для обработки стекла являются их
* Слово «абразив» происходит от лат. abrasi-
ve — соскабливание.
92
твердость и размер гранул (зерен).
Применяемые для шлифовки абразив-
ные порошки различны по размерам,
начиная с зерен крупнее 2 мм и кон-
чая до 5 мкм и мельче. Они получают-
ся или путем просеивания исходных
материалов через сита с определенным
размером ячеек, в этом случае мы по-
лучаем шлифзерно (размер зерен
2,3...0,15 мм) и шлифпорошок (размер
зерен 0,15...0,025 мм), или путем вод-
ной классификации в конусах. В дан-
ном случае мы получаем микрошлиф-
порошок с размером зерна 0,028...5 мкм
(минутник).
Понятие «минутник» связано со ско-
ростью оседания частиц данного по-
рошка в воде. Например, 60-минутник
за 1 ч, 30-минутник за полчаса и т. д.
Абразивные материалы, применяемые
при шлифовании стекла, могут быть
природными (естественными) и ис-
кусственными. К числу природных аб-
разивов относятся: алмаз, корунд,
наждак, кварцевый песок и песчаник.
Алмаз — минерал, состоящий из крис-
таллического углерода. Это самый твер-
дый из всех известных абразивных ма-
териалов и по шкале Мооса равен 10.
Алмаз встречается в природе в виде
небольших кристаллов округлой фор-
мы. Масса алмазов определяется в ка-
ратах. Один карат равен 0,205 г. Алмаз
весьма дорогой материал, поэтому его
применяют в виде порошка, из кото-
рого изготовляют пилы и другой ре-
жущий стекло инструмент. Кроме то-
го, алмазный порошок используют при
шлифовании дорогих камней.
Корунд — минерал, состоящий из крис-
таллической окиси алюминия (А120з).
По твердости уступает лишь алмазу.
По шкале Мооса твердость его 9. Дроб-
леный и сортированный по крупнос-
ти зерен корунд используется для изго-
товления как шлифпорошков, так и
для изготовления абразивных кругов
на связках.
Наждак — третий по твердости мате-
риал, его твердость по шкале Мооса
составляет 8,9. Наждак — порода, в ко-
торой корунд и магнетит смешаны с
некоторым количеством других мине-
ралов. Наждак обычно имеет от 30 до
60% корунда. Его используют для про-
изводства жерновов и шлифовальных
кругов на связке из цемента. В виде
порошка применяется для грубой шли-
фовки стекла.
Кварцевый песок — сыпучая горная
порода, состоящая из зерен размерами
от 0,1 до 1 — 2 мм. В зависимости от
различной величины зерен их разде-
ляют на 5...6 фракций. Благодаря
своей распространенности и дешевизне
кварцевые пески широко применяют-
ся как абразивный материал. Твер-
дость по шкале Мооса — 7.
Песчаник — как абразивный материал
для шлифовки стекла в настоящее вре-
мя применяется все реже. Его не-
достатком является неоднородная твер-
дость. Обычно песчаники применяют
для шлифовальных кругов, которые
вытачивают из целого камня. Однако и
здесь все чаще стали применять элект-
рокорунд, который увеличивает произ-
водительность на 50%.
Недостаточная твердость или неболь-
шие запасы в природе естественных
абразивных материалов привели к то-
му, что за последние годы в стеколь-
ной промышленности широко приме-
няется ряд искусственных абразивных
материалов. К ним относятся электро-
корунд, карбид кремния, карбид бора.
Электрокорунд представляет собой
кристаллический глинозем (AI2O3), по-
лучаемый в электрической печи путем
плавки боксита с углем при темпера-
туре около 2000°С. В высшем сорте
содержится 98,5...99,5 % AI2O3, благо-
даря этому достигается высокая твер-
дость электрокорунда. По шкале Мооса
твердость — 9. Электрокорунд бывает
белым (высший сорт), розовым, корич-
невым, черным. Черный электроко-
рунд иногда называют искусственным
наждаком (содержание AI2O3 65 —
75%).
Карбид кремния (карборунд) пред-
ставляет собой химическое соединение
углерода с кремнием (SiC). Получают
карбид кремния путем нагревания сме-
си кварцевого песка с углем в печах
при температуре порядка 2000°С, его
твердость по шкале Мооса 9,5...9,75.
Чистый карбид кремния бесцветен, с
примесями окрашен в различные цве-
та от зеленого до черного. Основными
сортами, применяемыми в стекольной
промышленности, являются черный и
зеленый карбид.
Карбид бора — химическое соединение
углерода с бором (В4С), получают его
путем пережигания смеси борного ан-
гидрида и малозольного кокса при тем-
пературе 2500°С. Твердость его при-
ближается к твердости алмаза. Кар-
бид бора является дорогим искусствен-
ным абразивным материалом.
6.5
Абразивные круги
Абразивные круги получают путем
соединения абразивных зерен воедино
минеральной, органической или кера-
мической связкой. Основными харак-
теристиками кругов является величи-
на абразивных зерен (зернистость),
твердость, связка (связывающий зерна
абразива материал). Абразивные кру-
ги для обработки стекла могут иметь
зернистость в размер зерен 0,01...0,1 мм.
Номера зернистости кругов при их мар-
кировке присваиваются в связи с номе-
ром сита, через которое просеивается
абразивный порошок. В зависимости от
зернистости круга изменяется и ско-
рость резания. Крупнозернистые кру-
ги режут стекло быстрее по сравнению
с мелкозернистыми, но дают при этом
слишком грубую поверхность.
В процессе работы абразивный круг выкра-
шивается и истирается. В зависимости от
связки истирание происходит с различной
скоростью. Если круг истирается медленно,
то его называют твердым, если быстро —
93
мягким. Соответственно в маркировке твер-
дые круги обозначаются буквой Т, мягкие М
и средней твердости СТ. Твердость круга
имеет решающее значение, так как твердые
круги крайне медленно теряют затупившие-
ся зерна абразпва, «засаливаются», поэтому
их приходится часто затачивать специальной
правилкой (править).
Круги со слишком мягкой связкой, наоборот,
быстро выкрашиваются и теряют пригодность
к работе. Абразивный порошок в кругах
скрепляется керамической, магнезитовой,
бакелитовой или вулканической связкой, что
в паспорте круга отменено буквами К, М, Б
и В.
Абразивные круги выпускаются про-
мышленностью плоского профиля с от-
верстием в центре (рис. 75).
Для того чтобы использовать их при
резании стекла, отверстие заливают
свинцом с одновременным формовани-
ем с помощью специального болта ко-
нусообразного отверстия с резьбой.
Резьба необходима для наворачивания
круга на шпиндель станка. После это-
го круг затачивается на заданный угол.
За последние годы все более широкое
применение находят круги, выполнен-
ные из синтетических алмазов, которые
обладают по сравнению с карборундо-
выми и электрокорундовыми значитель-
но большей режущей способностью.
Алмазные круги имеют алмазное коль-
цо толщиной слоя 3—16 мм, напрессо-
ванное на металлический корпус.
В соответствии с ГОСТ 16181—70 ал-
мазные круги имеют концентрацию ал-
мазных зерен: 50, 75, 100 и 150%
(100%-ная концентрация соответствует
содержанию в 1 см3 алмазного слоя
4,4 карата или 0,88 г алмазного по-
рошка).
Для стекольной промышленности вы-
пускают круги, выполненные из шлиф-
порошков следующих марок: АСВ —
алмаз синтетический высокой прочно-
сти; АСР — алмаз синтетический по-
вышенной прочности; АСО — алмаз
синтетический обычной прочности.
Чаще всего на стекольных заводах ис-
пользуют круги с марками алмаза
АСВ и АСР диаметром 100...300 мм с
94
различными профилями заточки (рис.
76).
Для обработки края изделий используют кру-
ги марки АПП с порошком алмаза АСМ, АСВ
и зернистостью 40/28, 50/40, 63/50, 80/63.
Для снятия фацета применяют круги с по-
рошком алмаза АСВ или АСК зернистостью
40/28, 50/40, 63/50, 80/63, 100/80.
В зависимости от формы наносимых на изде-
лие граней употребляют алмазные круги са-
мых различных профилей и той же зернисто-
сти, которую применяют при снятии фацета.
Указанные выше круги скрепляются связкой
марки МС-6, МО4, С22, М3, Ml и имеют 50—
100% алмазов в алмазном слое.
Жесткие требования предъявляются к хра-
нению алмазных кругов. Они должны хра-
ниться в вертикальном положении на спе-
циальных стеллажах с раздельными кассета-
ми. В помещении хранилища должна под-
держиваться ( = 5—20°С при влажности воз-
духа пе более 65%.
При хранении и транспортировке алмазные
круги необходимо оберегать от резких толч-
ков и ударов.
6.6
Полировочные материалы
С помощью этих материалов шерохова-
тая поверхность обрабатываемого изде-
лия превращается в гладкую и про-
зрачную. Если наименьший размер зе-
рен микрошлифпорошка составляет в
диаметре 0,025 мм, то полировочные
материалы имеют размер зерен
0,001 мм и даже меньше. Полировоч-
ные материалы, как и абразивные, бы-
вают природными и искусственными.
К природным относят:
Песочный шлам — его получают путем
осаждения наиболее тонких частиц
песчаной пыли при классификации пе-
ска.
Пемза — стеклообразная пена вулкани-
ческого происхождения, имеющая твер-
дость по шкале Мооса 5...6. Главными
компонентами пемзы являются S1O2 и
AI2O3. Пемзу используют главным об-
разом для полировки стекла после про-
сеивания ее через сито с 4900 отв./см2.
Для увеличения блеска стекла в пем-
зу обычно добавляют окись хрома.
Трепел (инфузорная земля) представ-
ляет собой осадившиеся и сцементи-
ровавшиеся кремнеземистые остатки
третичных одноклеточных водорослей и
диатомитов. Трепел окрашен благодаря
примесям железа в желтый цвет.
К искусственным полировочным мате-
риалам относятся.
Крокус — темно-красная или коричне-
во-красная масса. По химическому со-
ставу он является оксидом железа
(РегОз) и состоит из зерен 0,1...1,5 мкм.
Крокус изготовляют путем обжига же-
лезного купороса и содового крокуса,
полученного в результате взаимодей-
ствия растворов железного купороса и
соды.
Кроме того, известен, так называемый
черный крокус (полировочная чернь),
который получают как отход при про-
изводстве анилина.
Оловянная зола — оксид олова, полу-
чаемый сжиганием олова.
Препараты церия — главным образом
оксид церия СеОг с примесями ЬагО,
КаоОз, РгзОз. В СССР выпускается под
названием полирит. Вследствие высо-
кой стоимости применяется только для
шлифования дорогостоящих изделий.
Для шлифовки и полировки художест-
венных изделий из стекла в настоя-
щее время применяется разнообразная
техника различного уровня механиза-
ции от небольших станков с примене-
нием ручного труда до мощных и слож-
ных агрегатов.
6.7
Шлифовальники или полировальники
С помощью специальных механизмов
или вручную обрабатываемое изделие
опускается на вращающийся диск шли-
фовальника (или полировальника) и
прижимается к нему с некоторым уси-
лием.
Ручная шлифовка применяется глав-
ным образом для обработки изделий
сложной формы и осуществляется
на чугунной шайбе диаметром
500...1500 мм. Шайба представляет со-
бой чугунную станину, служащую опо-
рой для вращающегося вертикального
вала, приводимого в движение электро-
мотором. На верхний конец вала на-
девается чугунная литая шайба, кото-
рая закрепляется на нем при помощи
гайки.
Над шайбой закрепляется воронка, на-
полненная абразивным материалом,
разбавленным водой (суспензия). При
работе на шайбе суспензия абразивного
материала постепенно стекает на по-
верхность шайбы и разносится по ней
центробежной силой вращения. Шайба
вращается в железпом или деревян-
ном кожухе, открытом сверху. Кожух
выступает над шайбой и служит для
защиты рабочего от забрызгивания
(рис. 77).
Шайба вращается с частотой вращения
200—450 об/мин. В момент обработки
изделие прижимают двумя руками к
плоскости шайбы. Абразивная суспен-
зия, попадая в зазор между диском и
стеклом, производит сошлифовывание
поверхности изделия. Для равномерно-
го износа шайбы изделие постоянно
передвигается по поверхности поступа-
тельно-возвратным движением.
Автоматы п станки для шлифования и
полировки. Стекольная промышлен-
ность СССР в настоящее время имеет
довольно большое число марок машин
и станков, предназначенных для шли-
фования, уровень автоматизации кото-
рых различен. Так, установка типа
ЗШП-350М для шлифования плоско-
стей позволила механизировать нанесе-
ние «широких граней» на изделия и
улучшить их качество.
Для обработки края, дна и нанесения
на изделия «широких граней» на
стеклозаводах применяют скоростные
шлифовальные станки СШК-3.
Для обработки края изделий за по-
следние годы все более широкое при-
менение находят шпиндельные станки
95
с «плавающими» алмазными кругами
Ш-1, Ш-2, и Ш-3.
Для оправки края изделие вешается на
специальный держатель за донышко.
Затем резиновая обойма, выполненная
в форме изделия, входит внутрь чаши
изделия, тем самым центрируя и за-
крепляя его. Край изделия касается
вращающегося алмазного круга. Давле-
ние на обрабатываемое изделие алмаз-
ных кругов регулируется с помощью
съемных грузиков. Скорость вращения
круга составляет 2800 мин-1.
На Киевском заводе художественного стекла
создан двухшпиндельный станок СА-5, пред-
назначенный для обработки края и дна тол-
стостенных изделий.
На станке используется алмазный инструмент,
что дает возможность за смену обработать
до 150 штук крупноформатных и толстостен-
ных изделий.
Для шлифования края, дна и плоских поверх-
ностей толстостенных изделий из стекла при-
меняют станок марки СШС-2.
Станок имеет оригинальный узел — алмазный
шлифовальный круг, собранный из отдельных
элементов, составляющих общий диаметр
600 мм. Станок имеет 4 головки, одна из ко-
торых находится в положении смены изде-
лия, а три остальные в рабочем положении.
Станок позволяет обрабатывать изделия диа-
метром от 80 до 180 мм, высотою от 130 до
320 мм.
Производительность станка СШС-2 до 40 из-
делий в 1 ч.
Дистпровка шлифованном
поверхности
Как было сказано выше, после шли-
фовки на шайбе поверхность имеет
многочисленные следы, оставленные
зернами абразивного материала. Для
их удаления изделие вторично обра-
батывается (дистируется) на карбо-
рундовых или электрокорундовых кру-
гах зернистостью 120—180 и частотой
вращения 450—480 об/мин.
Иногда для обработки края изделий
применяют сборный алмазный инстру-
мент, рабочая поверхность которого на-
96
бирается из отдельных алмазных эле-
ментов различной конфигурации (круг-
лые, сегмептообразные, пластинчатые
и т. д.).
Например, абразивные элементы d =
10 и h=b мм, изготовленные на ме-
таллической связке с алмазным напол-
нителем АСВ 63/50 концентрации 50%,
закрепленные в металлической шайбе
эпоксидной смолой, употребляются на
Гусевском хрустальном заводе для об-
работки края изделия диаметром до
80 мм.
Для уменьшения засаливания инстру-
мента на заводе применяется охлаж-
дающая жидкость 30%-ного водного
раствора глицерина. Шайба использу-
ется на станке СШК-3.
Полировка шлифованной поверхности.
Отдистированное стекло полируется
химическим или механическим путем.
Приспособления, при помощи которых
производится полировка, по своему уст-
ройству похожи на шлифовальные и
представляют собой быстро вращаю-
щиеся горизонтальные или вертикаль-
ные диски, но из мягких материалов.
Горизонтальные диски бывают глав-
ным образом деревянными, изготовлен-
ными из груши, ольхи, тополя (дере-
вья, имеющие волокнистую структуру
древесины). Ель, сосна, береза для этих
целей непригодны, они имеют прямо-
слойную структуру, отдельные острые
кромки слоев которой царапают стек-
ло. Кроме дерева для полировки на го-
ризонтальных станках применяют
пробковые круги.
Станки с горизонтальным полировани-
ем устроены так же, как и шайбы для
шлифовки, с той лишь разницей, что
вместо шайбы на валу закрепляется по-
лировальный диск.
Для полировки стекла на вертикальных
станках применяют станки художест-
венной гравировки, как правило САГ-1.
Скорость полировки колеблется от
1000 до 2000 об/мип. Круги для этого
изготовляют из войлока, пробки, де-
рева, а также применяют щетки,
изготовленные из щетины или морской
травы.
В процессе полировки круги и щетки
обильно смачивают полировочной сус-
пензией. При этом изделия прижимают
к ним с непрерывным поворачиванием
во избежание перегрева и растрескива-
ния.
6.9
Высверливание отверстий в стекле
При сверлении стекла удобнее всего
пользоваться сверлильными станками
настольного типа НС-12Л. Но при не-
обходимости можно пользоваться и лю-
быми другими сверлильными станка-
ми вплоть до электрической и ручной
дрели.
Сверла для сверления стекла. При свер-
лении стекла применяют твердосплав-
ные победитовые или алмазные свер-
ла.
Для сверления отверстий глубиной бо-
лее 3 мм наиболее пригодны трехгран-
ные остроконечные сверла с углом за-
точки режущей головки от 60 до 90°.
Эти сверла можно изготовить из трех-
гранных закаленных напильников. Для
сверления отверстий небольшого диа-
метра (5—7 мм) лучше пользоваться
твердосплавными сверлами квадратно-
го сечения, заточенными не с граней, а
с противоположных ребер. Для сверле-
ния отверстий глубиной 5 мм наиболее
пригодны спиралевидные сверла. Спи-
рали обеспечивают хорошее удаление
осколков с глубины стекла.
Сверление стекла победитовыми свер-
лами. Во избежание появления трещин
в стекле при сверлении небольших по
диаметру отверстий (до 10...12 мм) пе-
риодически производят кратковремен-
ное нажатие резца или сверла на стек-
ло с одновременным смачиванием стек-
ла и сверла скипидаром, керосином или
водой. Функция этих жидкостей со-
стоит не только в охлаждении, но и в
удалении мелких кусочков стекла. При
сверлении под стекло подкладывают
мягкую подложку. Ребра сверла долж-
ны быть острыми, тупой инструмент в
результате трения повышает выделе-
ние тепла.
Отверстия диаметром более 10... 12 мм
получают путем постепенного рассвер-
ливания стекла сверлами с увеличи-
вающимся диаметром. Однако таким
образом возможно получение отверстий
диаметром до 25...30 мм.
Сверление стекла трубками. Более
крупные отверстия получают путем
применения для этих целей трубок, из-
готовленных из латуни, меди или ста-
ли (рис. 78).
Трубка с толщиной стенки 2...3 мм,
нижняя кромка которой нарезается
зубцами наподобие пилы, верхним кон-
цом закрепляется в шпиндель свер-
лильного станка. Сверление отверстия
производится вращением цилиндра, ко-
торым слегка нажимают на стекло, при
постоянной подаче абразивной суспен-
зии (карборунд, песок) к месту сопри-
косновения металла со стеклом.
Сверло должно иметь одну или не-
сколько продольных канавок для обес-
печения циркуляции суспензии. Таким
образом обычно сверлят отверстия в
плоском стекле.
Сверление ультразвуковым сверлом.
К числу современных технологических
процессов принадлежит ультразвуковая
обработка труднообрабатываемых мате-
риалов.
Сущность ее состоит в том, что удале-
ние материала производится скалыва-
нием микрочастиц с обрабатываемой по-
верхности под действием ударов абра-
зивных зерен, находящихся между по-
верхностями материала и инструмента.
Движение абразивным зернам сообща-
ется вибрирующим с ультразвуковой
частотой торцом инструмента. Вибри-
рующий с такой частотой инструмент
заставляет проникать в обрабатывае-
мый материал абразивные зерна, про-
изводя его разрушение. Большое коли-
чество одновременно ударяющихся аб-
97
разивных зерен (30...100 тыс. на 1 см2),
а также высокая частота повторения
ударов (18...25 тыс. ударов в 1 с) обус-
ловливают интенсивный съем обраба-
тываемого материала.
Таким образом, ультразвуковая обра-
ботка твердых хрупких материалов яв-
ляется разновидностью механической
обработки.
Основные узлы ультразвуковой уста-
новки: 1. Преобразующая система, при
помоши которой электрические колеба-
ния преобразуются в механические
(рис. 79). В основе такого преобразова-
теля лежит явление магнитострикции,
т. е. способности тел деформироваться
при изменении их магнитного состоя-
ния. Магнитострикционный преобразо-
ватель обычно представляет собой сер-
дечник из магнитострикционного мате-
риала с намотанной поверх него об-
моткой возбуждения. Сердечник в про-
цессе работы нагревается, поэтому его
непрерывно охлаждают водой.
2. Концентратор — устройство для уве-
личения амплитуды колебательного
смещения магнитострикционного преоб-
разователя. Концентратор представля-
ет собой твердый стержень переменного
сечения (существуют также другие ви-
ды концентраторов), присоединяемый к
преобразователю более широким кон-
цом. Принцип его действия основан на
увеличении амплитуды колебательного
смещения частиц стержня вследствие
уменьшения его поперечного сечения в
соответствии с законом сохранения дви-
жения.
3. Электрический генератор ультразву-
ковой частоты, питающий обмотку воз-
буждения магнитострикционного пре-
образователя.
4. Система подачи абразивной суспен-
зии в зону обработки.
5. Рабочий инструмент. От физико-ме-
ханических свойств материала рабочего
инструмента зависят износ его частей
и производительность обработки. Ма-
териал инструмента должен быть вяз-
ким и твердым. Инструменты, изготов-
98
ленные из вязких, но мягких материа-
лов (медь, латунь), имеют значительно
больший износ, чем инструменты из
твердых материалов, как, например,
сталь.
Рабочий инструмент крепится резьбо-
вым соединением или пайкой к нижне-
му концу концентратора. Амплитуда
колебаний рабочего инструмента может
достигать в резонансе 100 мкм.
Ультразвуковая установка применяется
для скоростного сверления в стекле от-
верстий различного профиля.
Кроме того, ультразвуковая установка
применяется для получения на стекле
различных надписей и изображений с
помощью заточенного до нужного про-
филя стержня из стальной проволоки.
Для гравирования применяют ручные
гравировальные устройства, а также
пантографные системы.
Ультразвуковой инструмент с рельеф-
но-художественным изображением изго-
тавливают гравированием, штамповкой
пли гальваническим способом. Водная
суспензия абразива подается на инстру-
мент кисточкой или резиновой грушей.
Производительность ультразвуковой
обработки повышается при использова-
нии абразивного материала высокой
твердости. При гравировании рельефно-
художественных изображений на стек-
ле вначале применяют самый грубый
абразив, заканчивают обработку тон-
ким абразивом. Качество поверхности
зависит от зернистости абразива, ис-
пользуемого при конечной стадии об-
работки.
6.10
Резание плоского стекла
Резание плоского стекла производится
вручную или механическими пилами.
Механическое распиливание обычно
применяется в случае толстостенного
стекла или стеклянных блоков. Для
этого используют карборундовые или
алмазные пилы, которые закрепляются
на шпиндельных станках с многосту-
пенчатыми шкивами (необходимые для
регулирования скорости резания).
Стекло в момент резания зажимается
специальными держателями, при этом
в зависимости от конструкции станка
или стекло поднимается к пиле, или
пила опускается на стекло.
Чтобы обеспечить охлаждение поверх-
ности пилы, на место резания стекла
подается вода, а изделия больших раз-
меров разрезают полностью погружен-
ными в короб с водой (рис. 80).
Резка стекла прн помощи пил. Алмаз-
ные пилы для резания стекла представ-
ляют собой медные или стальные дис-
ки от 1 до 2 мм толщиной и диаметром
100—400 мм. По всему периметру дис-
ка нанесена алмазная крошка разме-
ром 0,15...0,25 мм.
Частота вращения алмазной пилы
900... 1200 с-1. Алмазные пилы дают
возможность получать узкие ровные
прорезы.
Карборундовые пилы представляют со-
бой целиком карборундовые диски, ли-
бо стальной диск, покрытый по всему
периметру слоем карборундовой крош-
ки от 3 до 5 мм. Поэтому толщина та-
кой пилы колеблется от 5 до 7 мм. Ча-
стота вращения диска порядка 25 с-1
при диаметре 35...40 см. Зерна карбо-
рунда приклеивают бакелитом. Пилы,
выполненные из карборунда, позволя-
ют резать стекло под углом, т. е. про-
изводить его фацетирование.
Оборудование и инструменты, приме-
няемые при ручной резке стекла. Руч-
ная резка стекла производится стекло-
резами. Алмазный стеклорез представ-
ляет собой небольшую пластмассовую
ручку длиной 110...115 мм с латунной
или стальной головкой на конце.
В середину головки серебряным при-
поем или стопорным винтом крепится
кристаллик алмаза 0,02...0,15 карата
(карат равен 0,205 г или 200 мг). Ал-
маз вставляется в головку по отноше-
нию к оси стеклореза по прямой или с
отклонением в 20—22°.
По своей природе натуральные алмазы
могут быть мягкими и твердыми, луч-
шими из которых считаются борпты
или витриеры. Природные алмазы не-
зависимо от их размера имеют форму
призмы с 48 гранями. Для резки стек-
ла используют 24 грани. При затупле-
нии одного режущего ребра в работе
вводится другое, для этого ослабляют
стопорный винт и резец поворачивают
на 90°.
Используя все 24 грани, можно обеспе-
чить качественную резку стекла не ме-
нее 10 000 м.
Стеклорезы, армированные мелкими
кристаллами, следует применять для
резки тонкого стекла (3...5 мм), арми-
рованные крупными алмазами — для
толстого стекла (6... 10 мм).
В последнее время для этих целей ста-
ли применять синтетические алмазы.
Эти стеклорезы рекомендуются для ра-
боты начинающим резчикам.
Для обламывания стекла головка стек-
лореза имеет углубление.
Победитовый стеклорез имеет деревян-
ную ручку, к которой прикрепляется
алюминиевая пластинка с тремя роли-
ками (ГОСТ 4407—72). Победитовые
стеклорезы предназначаются для резки
стекла 1...4 мм. Ролики имеют диаметр
6,6±0,6 мм с углом заточки 100±10°
Каждым роликом можно разрезать не
менее 350 м стекла. По мере затупле-
ния роликов стеклорезы используют
для резки более толстых стекол.
Затупившийся ролик заменяется путем
ослабления крепежного винта и пово-
ротом барабанчика, на котором за-
креплены ролики.
Резание стекла удобно производить на
ровной поверхности крышки стола-вер-
стака (рис. 81).
Резание заключается в нанесении на стекло
по линии предполагаемого разлома прорези
на определенную глубину. Алмазным стек-
лорезом режут только по прямой.
Для этого стеклорезом или стеклографом на-
носят две крайние отметки необходимого раз-
мера. Ориентируясь на метки, кладут линей-
ку таким образом, чтобы алмазный кристал-
99
лпк проходил точно по середине метки. При-
держивая левой рукой линейку, в правую
берут стеклорез между указательным, боль-
шим и средним пальцами, при этом безы-
мянный палец опирается на поверхность
стекла.
Стеклорез должен находиться строго
перпендикулярно к плоскости стекла,
товарный знак справа (рис. 82). Режут
стекло легким нажимом, двигая стек-
лорез по линейке к себе. Жужжащий,
высокий звук, характерный при реза-
нии стекла, является признаком того,
что стекло прорезано, а не процарапа-
но. Царапание стекла стеклорезом ос-
тавляет на нем широкую полосу с вы-
делением стеклянной пыли и малень-
ких осколков стекла (трещина в этом
случае может пойти не по царапине,
а где-то рядом). После этого стекло
кладут на край стола так, чтобы прове-
денная черта приходилась точно над
его краем, а отрезаемая часть выходила
бы за край стола. Стекло прижимают к
столу линейкой, а правой рукой берут
отрезаемую пластину, делают движение
на разрыв и вниз на излом. Если стек-
ло более двух миллиметров толщины и
его трудно обломать, то легким посту-
киванием головкой стеклореза или спе-
циальным металлическим прутком вы-
зывают образование трещины в проре-
зи (рис. 83). После этого двумя рука-
ми небольшим усилием переламывают
стекло на две половинки. Таким обра-
зом возможно разрезание стекла тол-
щиной до 5—6 мм.
Полоски стекла небольшой ширины
(5...8 мм) переламывать не требуется.
При постукивании они обычно сами
разделяются на две части. Поэтому для
того, чтобы стекло не упало на пол,
обе его половинки держат одной ру-
кой.
Если необходимо алмазным стеклоре-
зом вырезать стекло сложной конфигу-
рации, то обычно стеклорезом обрезают
его по образующим прямым до получе-
ния примерного размера (рис. 84, 85).
Когда резать стекло становится более
100
невозможным, его обламывают или с
помощью вырезок в стеклорезе, или с
помощью кусачек.
Для облегчения этого процесса иногда
площадь стекла, подлежащую удале-
нию, дополнительно изрезают стекло-
резом.
Стекла сложной конфигурации лучше резать
победитовым стеклорезом. Для этого его бе-
рут удобно в ладонь так, чтобы большой па-
лец опирался в торец ручки. Прилагая оп-
ределенное усилие (так, чтобы не разда-
вить стекло), ведут стеклорез по предвари-
тельно нанесенной на стекло разметке. Затем,
постукивая головкой стеклореза, образуют
необходимую трещину. Резание ведут по-
следовательно, сначала удаляют наиболее
крупные куски, затем переходят к мелким.
Интересный способ вырезания круглых сте-
кол предложил Ю. Лыжин. Он предлагает
для этих целей использовать отслуживший
свой срок штангенциркуль. К одной губке
прикрепляется ролик стеклореза, а другая
губка через резиновую шайбу должна опи-
раться па стекло.
Ролик с определенным усилием прока-
тывается по кругу несколько раз. Что-
бы легче было сколоть лишнее стекло,
стеклорезом проводят несколько каса-
тельных к окружности линий, которые
и облегчают удаление липшего стекла
(рис. 86).
Резание стекла толщиной более 10 см
(если по какой-либо причине нельзя
разрезать с помощью механической пи-
лы) производят стеклорезом или абра-
зивным кругом с двух сторон. Затем
стекло ломают с помощью широкого
металлического клина (рис. 87).
Несмотря не кажущуюся простоту, ре-
зание стекла па самом деле требует
большой практики и опыта. Мастера,
постоянно занимающиеся этим делом,
тщательно подходят к подбору стекло-
резов, так как хороший инструмент —
залог успешной работы.
Обкалывание стеклянных глыб произ-
водят с помощью различной формы мо-
лотков (рис. 88) и металлического кли-
на. Удар по краю глыбы молотком без
клина дает косой скол, при помощи
клина — более или менее прямой.
ОТЖИГ ИЗДЕЛИЙ И ОТРЕЗКА КОЛПАЧКА
71
Образование
стекле:
1 — наружный
щего стекла;
объем стекла
72
График режима отжига
напряжений в
слой остываю-
2 — внутренний
Время, мин.
73
Схема устройства полярис-
копа:
1 — изделие из стекла; 2 —
анализатор; 8 — матовое стек-
ло; 4 — объектив; 5 — кварце-
вая пластина; 6 — поляриза-
тор; 7 — зеркало; 8, 9 — кон-
денсаторы; 10 — электролампа
74
Ручной станок для отрезки
колпачка:
1 — горелки; з — изделие; 3 —
гурнетка; 4 — победитовый ре-
зец
101
РЕЗАНИЕ, ШЛИФОВАНИЕ И СВЕРЛЕНИЕ СТЕКЛА
75
Абразивный круг:
1 — режущая кромка (жало);
2 — диск круга; 3 — свинцовая
основа; 4 — конусообразная
резьба
76
Типы алмазных кругов:
а — прямой профиль АПП; б —
многожальный, прямого про-
филя AM; в — с двухсторон-
ним коническим профилем
А2П; г — с выпуклым профи-
лем А5П; д — многожальный,
С вогнутым профилем А6М;
е — с вогнутым профилем
А6П; ж — многожальный, с
вогнутым профилем А6М
77
Чугунная шайба:
а — устройство шайбы; 1 —
вращающийся диск; 2 — за-
щитный кожух; 3 — отстойник;
4 — станина; 5 — емкость для
абразива; б — движение рука-
ми при шлифовании изделия;
6 — диск шайбы
78
Сверлепие стекла металли-
ческой трубкой:
а — устройство трубки, б —
процесс сверления отверстий
в стекле, 1, 2 — сверление
стекла с одной стороны; 3 —
сверление стекла с двух сторон
102
СВЕРЛЕНИЕ И РЕЗАНИЕ СТЕКЛА
79
Устройство ультразвуковой
установки (а)'
1 — подвижное гнездо, 2 —
упорный винт, 3 — рукоятка,
4 — крепежный винт, 5 — тол-
кающая пластинка 6 — вы-
водные обмотки возбуждения,
7 — подводка воды, 8 — маг-
нитострикционный преобразо-
ватель, 9 — кожух, 10 — кон-
центратор, 11 — гнездо крепле-
ния сверла, б — схема работы
головки, 1 — сверло, 2 — стек-
ло, 1 — абразивная суспензия,
в — формы отверстий, получен-
ных при помощи ультразву-
ковой установки
80
Резание стекла алмазным
диском:
1 — емкость с водой, 2 — кре-
пежный винт, 3 — стекло 4 —
алмазный диск, 5 — электро-
мотор
81
Стол для резки стекла:
а — стол для ручной резки.
1 — сукно или войлок, 2 —
рейсшина, з — рейка на бол-
тах дня зажима стекла, 4 —
крышка стола, 5 — деления,
нанесенные на крышку стола,
6 — ящик для осколков стек-
ла, б — стол для резки стекла
электричеством, 1 — деревян-
ный стол, 2 — груз, 3 — блок,
4 — асбоцементный чист, 5 —-
прорези, 6 — крепежные вин-
ты, 7 — линейка, 8 — стекло,
9—нихромовая проволока,
10 — провода, 11 — латер
12 3 4
103
РЕЗАНИЕ СТЕКЛА
82
Резание стекла алмазным
стеклорезом:
а — правильное, б — непра-
вильное
83
Резание плоского стекла
стеклорезом:
а — нанесение линии разреза;
б — постукивание по стеклу
металлическим предметом до
образования трещины; в, г —
разламывание стекла
84
Вырезание стекол сложного
профиля:
а — вырезание профиля по об-
разующим линиям; б — проре-
зание и обламывание лишнего
стекла; в — обламывание лиш-
него стекла стеклорезом; г —
обламывание липшего стекла
кусачками
104
РЕЗАНИЕ И ОБКАЛЫВАНИЕ СТЕКЛА
85
Последовательность выреза-
ния круга:
1, 2, 3 — обрезание лишнего
стекла по образующим; 4 —
окончательная доводка круга
на станке
86
Вырезание круга при помо-
щи приспособления, изго-
товленного из штангенцир-
куля
87
Резание утолщенного стек-
ла (более 10 мм):
a — нанесение линий разреза;
б — переламывание стекла при
помощи металлического клина
88
Окалывание стеклянных
глыб:
а — без клина; б — с помощью
металлического клина
105
Декорирование
художественных
изделий
из стекла
после
отжига
Способы декорирования изделий. Изде-
лия из стекла, отформованные в горя-
чем состоянии, непосредственно у печи,
после их отжига и предварительной об-
работки могут быть подвергнуты раз-
личным методам декорирования. Обыч-
но выполнение декора связано с изме-
нением внешней поверхности стенок
изделия (холодное декорирование) или
нанесением красочных слоев с дальней-
шим закреплением термической обра-
боткой.
Декорирование стеклоизделий в холод-
ном состоянии позволяет получать де-
кор в виде рельефа или контррельефа.
Чтобы получить рельефный рисунок,
фон снимают механическим или хими-
ческим путем глубже, чем сам рису-
нок, который при этом рельефно вы-
ступает над фоном. Во втором случае
фон остается нетронутым, а рисунок
контррельефно вырезается в толще
стекла.
Термической обработкой придается
окончательный вид изделию после по-
вторного разогрева заготовки, предва-
рительно выполненной у стекловарен-
ной печи. Чаще всего термическая об-
работка производится путем нанесения
на их поверхность цветных покрытий.
Это прежде всего различного рода рос-
пись силикатными красками и люстра-
ми. Термическая обработка является
важнейшей составной частью художест-
венного стеклоделия. Декорирование
изделий после их отжига и холодной
обработки более доступно для худож-
ника, чем декорирование в момент их
горячего формования.
Поэтому во втором случае художник
имеет гораздо больше возможностей
лично участвовать в выполнении заду-
манного декора. Он может не только
разметить рисунок, но выполнить его
в цвете. Такое изделие может исполь-
зоваться в качестве эталона для тира-
жирования или стать уникальным про-
изведением.
Декорирование
художественных
изделий
из стекла
после
отжига
Способы декорирования изделий. Изде-
лия из стекла, отформованные в горя-
чем состоянии, непосредственно у печи,
после их отжига и предварительной об-
работки могут быть подвергнуты раз-
личным методам декорирования. Обыч-
но выполнение декора связано с изме-
нением внешней поверхности стенок
изделия (холодное декорирование) или
нанесением красочных слоев с дальней-
шим закреплением термической обра-
боткой.
Декорирование стеклоизделий в холод-
ном состоянии позволяет получать де-
кор в виде рельефа или контррельефа.
Чтобы получить рельефный рисунок,
фон снимают механическим или хими-
ческим путем глубже, чем сам рису-
нок, который при этом рельефно вы-
ступает над фоном. Во втором случае
фон остается нетронутым, а рисунок
контррельефно вырезается в толще
стекла.
Термической обработкой придается
окончательный вид изделию после по-
вторного разогрева заготовки, предва-
рительно выполненной у стекловарен-
ной печи. Чаще всего термическая об-
работка производится путем нанесения
на их поверхность цветных покрытий.
Это прежде всего различного рода рос-
пись силикатными красками и люстра-
ми. Термическая обработка является
важнейшей составной частью художест-
венного стеклоделия. Декорирование
изделий после их отжига и холодной
обработки более доступно для худож-
ника, чем декорирование в момент их
горячего формования.
Поэтому во втором случае художник
имеет гораздо больше возможностей
лично участвовать в выполнении заду-
манного декора. Он может не только
разметить рисунок, но выполнить его
в цвете. Такое изделие может исполь-
зоваться в качестве эталона для тира-
жирования или стать уникальным про-
изведением.
РАЗМЕТКА И ГРАНЕНИЕ СТЕКЛА
89
Деление круга на части:
а — нахождение центра окруж-
ности по двум хордам и пер-
пендикуляру; б — деление ок-
ружности на 4, 8. 16 частей
и получение правильно впи-
санных четырехугольника,
восьмиугольника и шестнадца-
тиугольника (1, 2, 3); в — де-
ление окружности на 3, 6. 12
и 7 частей (1, 2, 3, 4)\ г — де-
ление окружности и получение
вписанных пяти и десяти-
угольников (1,2)
90
Последовательность нанесе-
ния граней на изделие:
1 — разметка; 2 — грубое гра-
нение при помощи металли-
ческой шайбы (обдирка); 3 —
чистовое гранение при помо-
щи мелкодисперсного абра-
зивного круга; 4 — полировка
изделия
108
7.2
Резьба стекла
Резьбой * принято называть механиче-
ский способ обработки художественных
изделий, заключающийся в нанесении
рисунка в виде глубоких прорезов. Ри-
сунок наносят при помощи вращающе-
гося в вертикальной плоскости абразив-
ного круга с заточенным под опреде-
ленным углом жалом. От коэффициента
преломления стекла во многом зависит
и декоративный эффект рисунка. Чем
больше коэффициент преломления, тем
сильнее игра света, поэтому наиболее
пригодными стеклами для этих целен
являются свинцовые и калиевые хру-
стали. Для получения другого рисунка
иногда применяют цветные накладные
стекла. При этом абразивным кругом
снимают цветной наклад, обнажая вто-
рой бесцветный слой стекла.
Резьба является наиболее распростра-
ненным декорированием стекла. Рус-
ские мастера внесли достойный вклад
в дело развития резьбы стекла как ви-
да художественного творчества. Своеоб-
разие почерка, характеризующее рабо-
ту русских мастеров, сложилось на
Мальцевских заводах. Уже в концу
XVIII в. эти заводы выпускали хру-
сталь в большом количестве.
Позднее, уже в первой половине XIX в.,
русские мастера создали оригинальный,
основанный на национальных традици-
ях резьбы по дереву стиль резьбы по
стеклу. В частности, широко применял-
ся так называемый «русский камень».
Этот орнаментальный рисунок имел не-
сколько вариаций, но наиболее краси-
вым и богатым считался рисунок, ког-
да на поверхности изделия в шахмат-
ном порядке вырезались крупные вось-
* Резьбу стекла за особый радужный блеск,
получающийся за счет преломления, отра-
жения и дисперсии световых лучей в углах
и плоскостях рисунка, напоминающий игру
алмаза, называют алмазным гранением или
гранением.
миугольники — «камни». Каждый круп-
ный камень, в свою очередь, обрамлял-
ся четырьмя гнездами более мелких
камней (рис. 91).
Этот стиль назывался в различных стра-
нах по разному: «русская резьба»,
«русские камни», «русский рисунок» и
широко применялся мастерами за ру-
бежом.
В конце XIX в. акционерное общество
Мальцевских заводов практически мо-
нополизировало изготовление резного
хрусталя.
Отвечая повышенному спросу на доро-
гой хрусталь, стали выпускать изделия,
насыщенные большим количеством про-
резов.
На заводах установилось деление про-
дукции по номерам на большое число
категорий отделки, стоимость которой
зависела только от количества нанесен-
ной резьбы. Рынки были заполнены из-
делиями, отвечающими запросам самых
различных слоев потребителей.
Резное стекло настолько прочно при-
вилось в быту, что почти без измене-
ния просуществовало от XVIII в. до
Великой Октябрьской социалистической
революции. Эти старомодные, слишком
примелькавшиеся рисунки вызвали в
60-е годы крайне критическое отноше-
ние со стороны художников и искусст-
воведов. Слово «мальцевщина» стало
синонимом безвкусного, перегруженно-
го орнаментацией изделия.
Однако такая односторонняя оценка
русского резного стекла, как мы видим,
не совсем оправдана. Несмотря на ее
негативные стороны, связанные с ха-
рактерными чертами капиталистическо-
го производства, русские мастера соз-
дали оригинальный стиль, достойный
тщательного изучения.
Станки для резьбы (гранения стекла).
Художественные изделия из стекла де-
корируются резьбой главным образом
на ручных станках САГ-1, САГ-2,
САГ-2М. Станок представляет собой
чугунную станину, на которой установ-
лен горизонтальный вал. Приводимый
109
в движение электромотором, вал имеет
6-ступенчатую передачу, обеспечиваю-
щую частоту его вращения от 300 до
1350 мин-1 (рис. 92). Па валу закреп-
ляются съемные абразивные круги раз-
личных диаметров. По резиновой труб-
ке подается вода, которая, с одной сто-
роны, обеспечивает охлаждение абра-
зивного круга и изделия, с другой —
удаляет мельчайшую стекольную пыль,
образующуюся при снятии стекла.
Станок имеет корыто и отводную тру-
бу, по которой стекает отработанная
вода. Для защиты от брызг и предо-
хранения рабочего от травм абразив-
ный круг снабжен защитным экраном.
На станках САГ используют в качестве ре-
жущего инструмента абразивные круги, на
станках САГ-1 и САГ-2 и абразивные и ал-
мазные, на САГ-2М, САГ-3 и САГ-4 только
алмазные.
В настоящее время на заводах для декориро-
вания хрустальных изделий чаще всего при-
меняют станок САГ-2 с частотой вращения
вала до 2800 мин-1.
На базе станка САГ-2 разработан станок
САГ-2М. Существенным его отличием явля-
ется замена подшипников качения гидрав-
лическими подшипниками скольжения (час-
тота вращения вала увеличена до 2860
мин-1)-
Станок САГ-3 предназначен для нанесения
декора на простые и дешевые изделия, по-
этому на нем скорость вала доведена до
3360 мин-1.
Станок САГ-4 в отличие от САГ-3 имеет два
шпинделя, а следовательно, два рабочих мес-
та. Такое устройство станка позволяет в
значительной степени экономить производ-
ственные площади. Станок САГ-4 имеет час-
тоту вращения шпинделей от 1210 до 3080.
В настоящее время многие стекольные
заводы переходят на новые модернизи-
рованные высокоточные станки ШАГ-2
(например, на Гусевском хрустальном
заводе на этих станках декорируется
30—35% всех хрустальных изделий).
Станок оборудован аэростатическими
подшипниками, в которых вал с абра-
зивным кругом вращается в воздуш-
ной среде, являющейся его смазкой.
У этих станков радиальное и торцевое
биение шпинделя не превышает 2 мкм
(на старых станках оно составляло
20 мкм). Значительно повысилась ско-
рость обработки. Если на станках
САГ-2 она составляет 15...20 м/с, то на
высокоточных станках соответственно
33...42 м/с. Металлоемкость станины
ШАГ-2 по сравнению со станками ста-
рой конструкции уменьшена в 2 раза.
Кроме того, значительно снижен шум,
производимый станком при его рабо-
те. Для массового выпуска изделий из
стекла, декорированных несложной
резьбой, сконструирован ряд автомати-
ческих и полуавтоматических станков.
Конструкцией станков предусмотрена
обработка сразу 4...8 изделий. Обычно
шлифовальные камни закрепляются на
одном валу, вместе с которым они вра-
щаются в одном направлении с одина-
ковой скоростью. Изделия же заклады-
ваются в специальные патроны, кото-
рым сообщаются различные движения
относительно абразивных кругов, и
удерживаются в патроне с помощью
вакуума.
Таким образом наносится серия парал-
лельных прорезов. Поворачивая круги
на некоторый угол, можно получить ри-
сунок, состоящий из серии пересекаю-
щихся в разных направлениях проре-
зей. Подобной машиной является полу-
автоматический станок ШУ-8.
Правка и заточка кругов. При правиль-
ном подборе зернистости круга, связки
и режима резания затупившиеся зер-
на должны выкрашиваться, обнажая
при этом новые острые. Однако на
практике получается так, что связка не
успевает стачиваться и происходит за-
саливание камня. Работа на таких кру-
гах приводит к одной из разновидно-
стей брака — «прижогу».
Круги из карборунда и электрокорун-
да засаливаются и через каждые
15...20 мин работы, их необходимо очи-
щать, а 2...3 раза в смену восстанавли-
вать утраченный в процессе работы
профиль (править).
Очистка и заточка кругов из карбо-
рунда и электрокорунда производится
110
специальным приспособлением (пра-
вилкой). Карборундовые круги затачи-
вают правилкой, состоящей из набора
чугунных колес с гофрированной по-
верхностью, которые заключены в еди-
ную обойму.
Правилку устанавливают на упоре
станка и, нажав на вращающийся кар-
борундовый круг, приводят в движение
колеса, которые и снимают необходи-
мый слой абразива. При отсутствии
правилки круг затачивается стальным
или чугунным прутком. Электрокорун-
довые круги затачиваются алмазным
карандашом (алмазный кристалл, за-
ключенный в металлическую оправу).
Иногда электрокорундовые круги зата-
чивают брусочком карборунда.
Алмазные круги от засаливания очи-
щают 3...4 раза за смену. Для этого
применяют карборундовые бруски мар-
ки КЗ, ЭБ зернистостью 25...40 и твер-
достью СМ1, СМ2.
Чтобы восстановить профиль алмазного
круга, применяют специальные заточ-
ные станки модели ЗА64М или ЗВ642
с карборундом К325—СМ2К с после-
дующей доводкой К316—М1К или
9А8СМ1К. Заточка происходит при од-
новременном вращении как алмазного,
так и абразивного кругов при соотно-
шении 1:15, 1: 20.
Правка алмазного круга вручную про-
изводится электрокорундом марки
Э9А6СМ1. Однако самая быстрая и
точная правка алмазного круга произ-
водится электроискровым методом,
впрочем, как и изготовление кругов.
Сущность способа заключается в обра-
ботке поверхности алмазного слоя
электрическими разрядами. Связка
должна быть токопроводящей. Правка
производится на эрозитном копироваль-
но-прошивочном станке модели ЛКЗ-
183 графитовым роликом.
В отраслевой лаборатории алмазной
обработки стекла объединения «Укр-
стекло» разработана конструкция спе-
циального устройства для правки ал-
мазных кругов. Оно состоит из приспо-
собления для вращения круга и гра-
фитового электрода-ролика с держате-
лем фасонного профилирующего рез-
ца. Правка происходит на станке моде-
ли JIK3-183, укомплектованном широ-
кодиапазонным генератором импульсов
ШГИ-63-440.
Алмазный круг устанавливают на
шпинделе специального гидропривода,
который в свою очередь состоит из
гидромотора Г15-22Н и насосной уста-
новки. Электрод-ролик вращается от
электродвигателя АОЛ 12-2 мощностью
270 Вт. Электродвигатель соединен со
шпинделем головки клиноременной пе-
редачей, которая в свою очередь за-
креплена в электродержателе станка и
снабжена держателем профилирующего
резца.
При работе приспособление погружает-
ся в ванну с трансформаторным мас-
лом, керосином или солярным мас-
лом.
Приспособление позволяет осущест-
влять правку алмазных кругов диамет-
ром 50—300 и шириной до 100 мм. Про-
должительность обработки кругов диа-
метром до 50 и шириной 10...50 мм ко-
леблется от 10 до 25 мин. Точность-
профиля круга после правки составля-
ет 0,01 мм. Жало кругов может иметь-
различный профиль (рис. 93). Правку
кругов хорошо производить по сталь-
ным шаблонам.
Выбор угла заточки жала. При выборе
угла заточки жала круга необходимо-
учитывать оптические свойства стек-
ла. Каждую группу прорезов надо рас-
сматривать как систему линз и призм.
Рисунок должен быть рассчитан таким
образом, чтобы элементы этого рисун-
ка служили «выходом» лучей света,
движущихся в стекле (рис. 94).
Показатель преломления является во
многом определяющим в достижении
оптического эффекта резного рисунка,
поэтому наиболее удачно для этих це-
лей применение свинцовых стекол,
имеющих большой коэффициент пре-
ломления.
111
Для получения оптимальной «игры све-
та» в изделиях, выполненных из стекол,
имеющих небольшой коэффициент пре-
ломления, особое значение имеет угол
заточки жала абразивного круга.
Долгое время считалось, что основным
условием получения хорошей «игры
света» является резьба на стеклах с
большим содержанием свинца, т. е.
имеющим большой коэффициент пре-
ломления.
Одпако работы канд. техн, наук А. Афа-
насьева (Научно-исследовательский ин-
ститут стекла) показали, что игра све-
та в изделиях, украшенных резьбой,
зависит не только от состава стекла,
но и от профиля рисунка.
При правильной заточке жала круга
лучи попадают на внутреннюю поверх-
ность стекла под углом больше пре-
дельного и претерпевают наиболее пол-
ное внутреннее отражение. В этом слу-
чае поверхность грани кажется светя-
щейся, и мы наблюдаем «игру света».
А. Афанасьевым был дан расчет профи-
ля рисунка и угла заточки круга для
стекла с коэффициентом преломления
1,52 (обычное сортовое стекло).
Если а — угол призмы грани; 0 — вели-
чина угла заточки жала (угол вреза);
АВ — расстояние между призмами гра-
ней; ВС — ширина грани; h — глубина
грани; I — толщина изделий; d —
внешний диаметр,
тогда
L 2(d —2/z)2 + 4/i2 J
АВ = 2 (l — h);
Dz, 2d/г
у [d + ihy + W
Практика подтвердила правильность
расчетов (рис. 95) (табл. 4).
Таблица 4
Высота грани, мм Глубина грани, мм Угол заточки, град. Ширина грани, мм Наружный диаметр, мм
0,5 0,49 92°0 1,02 64
0,75 0,73 92°40 1,47 64
1,00 0,96 93°30 2,04 64
1,25 1,20 94°30 2,60 64
1,5 1,43 95°30 3,14 64
1,75 1,64 96°30 3,69 64
2,00 1,87 97°40 4,26 64
0,5 0,49 91°41 1,10 70
1,00 0,99 93°20 3,13 70
1,5 1,43 95 °0 3,13 70
2,00 1,88 97°О 4,23 70
2,5 2,30 98°40 5,37 70
3,00 2,71 100°30 6,53 70
3,50 3,09 102°20 7,72 70
Для упрощения измерения углов заточ-
ки жала круга удобно пользоваться
специально изготовленными сталь-
ными шаблонами, а величину углов
граней измеряют соответственно сталь-
ными калибрами.
В свою очередь, форма бороздок зави-
сит от профиля заточки жала круга и
112
соответствующих движений мастера
изделием по кругу (рис. 96).
Определение скорости вращения круга.
Большое значение имеет окружная *
* Окружная скорость — линейная скорость
точки вращения тела ОС — зависит прямо
пропорционально от угловой скорости вра-
скорость вращения круга, которая мо-
жет колебаться от 6 до 15 м/с. Наи-
более выгодной окружной скоростью
кругов диаметром 150...400 мм счита-
ется 9,5 м/с, что примерно равно их уг-
ловой скорости *.
При увеличении скорости появляется
опасность образования на обрабатывае-
мой поверхности стекла «зажога».
Окружная скорость, м/с
V = JtZXo/60
где D — диаметр круга, м; (о — скорость
вращения круга, мин-1; л=3,14.
В свою очередь, скорость вращения
круга (угловая скорость) <a = 2v/D.
Диаметр круга
D = 1000-60иЛш,
где D — диаметр круга, мм; v — ско-
рость резания, м/с; п — частота враще-
ния круга, мин-1; л = 3,14.
Разметка и нанесение рисунка. В зави-
симости от того, как мастер нанесет
на изделие разметку, во многом зави-
сит и качество резьбы.
Разметка вертикальных линий при вы-
полнении резьбы аналогична разметке
при гранении стекла. Однако в связи
с тем, что характер резьбы значительно
сложнее гранения, разметка вертикаль-
ными линиями, как правило, недоста-
точна, поэтому перед началом резьбы
на внешнюю поверхность изделия мас-
тер наносит краской тонкими линиями
более или менее сложную схему. Эти
линии и являются определяющими для
нанесения резьбы кругами.
Горизонтальные линии разметки на со-
суды формы тел вращения наносятся
с помощью турнетки, которая пред-
щения (числа оборотов в единицу времени)
и расстояния точки от оси вращения.
* Угловая скорость — мера углового переме-
щения вращающегося тела; УС — вектор-
ная величина, направленная по оси враще-
ния и равная пределу отношения угла по-
ворота к соответствующему промежутку
времени, если промежуток времени стре-
мился к нулю.
ставляет собой металлический круг
диаметром 100...120 мм, вращающийся
на специальном стержне со стальным
шариком на конце.
Для того чтобы нанести линии размет-
ки с помощью турнетки, на ее середи-
ну ставят изделие, приводят в движе-
ние и, приставив кисть с краской к по-
верхности вращающегося изделия, на-
носят необходимый ряд линий. Полу-
чив таким образом схему из квадрат-
ных клеток (подразумевается, что вер-
тикальные линии проведены ранее),
мастер намечает с помощью линейки
или от руки направление, а часто и ши-
рину прорезов (рис. 97).
Для разметки блюда на его поверх-
ность наносят окружности. Его уста-
навливают точно по центру круга тур-
нетки и, придав ей вращательное дви-
жение, наносят краской окружности.
Возможно также применение для этих целей
вырезанного из плотной бумаги или картона
круга, который приклеивается декстриновым
или столярным клеем ко дну изделия. При
этом необходимо точное совмещение центров
бумажного круга и блюда. После того как
бумага высохла, в центр ее вставляют ложку
циркуля и описывают необходимые окруж-
ности. Этот метод хорошо применять при
небольших размерах блюда.
После деления окружности на равные от-
резки их соединяют радиальными прямыми.
Получив таким образом сетку, завершают
дальнейшую разметку.
Разметку изделий, не имеющих форму
тела вращения, производят при помо-
щи чертежных инструментов и вруч-
ную. Целесообразно при этом предва-
рительно выполнить разметку на бума-
ге, затем перевести ее на стекло. Для
этого обратную сторону бумаги, на ко-
торой нанесен рисунок, натирают ме-
лом, углем, твердым карандашом и пе-
редавливают его на стекло; можно упо-
треблять копировальную бумагу. Там-
поном, смоченным керосином, проводят
по красочному слою копировальной бу-
маги. Краска при этом сходит с бума-
ги и окрашивает тампон, которым про-
водят по проколотым отверстиям, при
5-537
ИЗ
этом окрашивается стекло и намеча-
ются основные линии декоративного
рисунка. Иногда рисунок переносят
припорохом. Для этого рисунок, вы-
полненный на бумаге, прокалывают иг-
лой или шилом рядом близлежащих
точек. Затем тампоном из ваты и мар-
ли, предварительно окунув его в моло-
тый мел или уголь, ударяют по отвер-
стиям проколов, в результате чего на
поверхности изделия образуется мело-
вой или угольный след.
После этого следует уточнение и бо-
лее тщательная прорисовка рисунка
краской, стеклографом, победитовым
карандашом.
Нанесение резьбы и ее полировка. Что-
бы нанести рисунок на изделие, мастер
прижимает его к вертящемуся (на-
встречу мастеру) кругу. При этом на
поверхности изделия появляется про-
резь (грань). Чтобы таким образом по-
лучить задуманный рисунок, мастер
должен передвигать изделие относи-
тельно круга в ту или иную сторону.
Изделие, как правило, прижимается к
кругу сверху. Мастер следит за ходом
прорезания граней через толщу стекла
или через две прозрачные стенки изде-
лия (если изделие представляет форму
сосуда).
При резьбе, как и при гранении, раз-
личают три стадии: грубая резьба (об-
дирка), тонкое шлифование (дистиров-
ка) и полирование.
При грубой резке карборундом круги
берут несколько меньшего профиля и
только при дистировке используют пол-
ную ширину круга, добиваясь тем са-
мым задуманного размера рисунка.
После проведения грубой резьбы края
прорезей имеют большие неровности,
поэтому дистировку надо проводить
тщательно, добиваясь максимального их
удаления. Сначала стекло или хрус-
таль прорезается карборундовыми кру-
гами зернистостью 60—100 марки К-3,
К-4, изготовленных на бакелитовой
связке. Для дистировки целесообразно
применять электрокорундовые круги
114
зернистостью 180—280 и твердостью
СТ.
Применение круга из синтетических
алмазов позволяет гравировать мелко-
и среднеразмерные изделия на одну
операцию, так как при этом не требу-
ется резьба карборундом (чистовое гра-
нение), что в значительной степени по-
вышает производительность труда.
Резьба очень крупных изделий произ-
водится, как и ранее, в две операции,
сначала стекло прорезают карборундом
марки К-3, К-4 зернистостью 60—100,
а дистировка производится алмазным
кругом.
Глубокие прорези с помощью алмазных
кругов целесообразно наносить в два при-
ема.
В начале применяют круги, изготовленные
из алмазного порошка АСВ 125/100 100%-ной
концентрации, затем круги из алмазного по-
рошка АСМ 40/28 50%-ной концентрации.
Для нанесения граней используют круги зер-
нистости 80, 120, 180, 220, 280, 320.
Крупнозернистые круги прорезают стекло
быстрее, цо мелкозернистые дают более чис-
тую и ровную поверхность прорези.
Время, затраченное мастером на выполнение
двух прорезов, оправдывается более быстрой
полировкой и чистотой обработанной поверх-
ности.
Нанесение более мелкой грани целесообразно
проводить за одпп раз (без дистировки). Для
этого применяют круги с алмазным порош-
ком АСВ 63/50; АСВ 50/40; АСР 63/50. В дан-
ном случае играет роль не столько произво-
дительность труда, сколько чистота обраба-
тываемой поверхности.
В качестве охлаждающей жидкости при ра-
боте на алмазных кругах на многих заводах
применяют воду, нагретую до 23—28°С, ее
расход составляет 3—5 л/мин. Средняя стой-
кость алмазных кругов в среднем составляет
35—40 рабочих смен.
Для полировки используют деревян-
ные, войлочные круги и волосяные
щетки и абразив в виде тонкопзмель-
ченной пемзы. Причем, целесообразно
полирование более грубым материалом
(деревянным, пробковым или войлоч-
ным кругом), затем мягким войлоком и
щеткой.
Однако на большинстве заводов меха-
ническая полировка полностью замене-
на химической.
Виды резьбы. Мастерами выработан це-
лый ряд декоративных элементов, ха-
рактерных для декорирования стекла
резьбой. Появление того или иного эле-
мента связано прежде всего с теми воз-
можностями, которые позволяют полу-
чать различные профили заточки кру-
гов. Сочетая элементы в различных
комбинациях, старые мастера получали
довольно разнообразные решения ком-
позиций. На рис. 98 показаны некото-
рые из них.
Способы декорирования стеклоизделий
резьбой подразделяют на несколько ви-
дов.
Простая резьба (простая шлифовка или
валовая шлифовка) является наиболее
дешевым способом декорирования,
обычно выполняется одним кругом и
повторением одних и тех же элементов
в виде круглых, овальных или тре-
угольных прорезей. Часто выполняется
на автоматических или полуавтомати-
ческих станках (рис. 99).
Номерная резьба (номерная шлифовка)
отличается от простой более сложным
рисунком. Для выполнения номерной
резьбы обычно применяют несколько
операций и 2—3 профиля круга. Каж-
дый рисунок, разработанный художни-
ком или мастером, получает свой но-
мер — отсюда номерная резьба. При
массовом воспроизведении рисунка ра-
бота выполняется бригадой. Каждый
член бригады выполняет определенную
часть рисунка. Сложность рисунка но-
мерной резьбы не позволяет применять
для этих целей автоматические стан-
ки.
Художественная резьба (алмазная шли-
фовка, или алмазная грань) является
наиболее трудоемкой и дорогостоящей.
Художественной резьбой декорируются
уникальные изделия. Над разработкой
композиции художественной резьбы
обычно работает художник совместное
высококвалифицированным мастером
(рис. 100).
В последние годы нашел применение
новый способ нанесения художествен-
ной резьбы, сущность которого в том,
что мастер водит абразивным кругом,
вращающимся на конце гибкого шлан-
га, по неподвижному изделию.
Метод применяется при выполнении
декора на плоских стеклах больших
размеров. Лист стекла при этом опи-
рается на деревянную подставку. Что-
бы стекло не перегревалось и не давало
трещин, его постоянно охлаждают во-
дой. Хорошие результаты получаются
при выполнении рисунка на утолщен-
ном или накладном стеклах. Постепен-
ное снятие слоев стекла позволяет по-
лучать довольно живописные реше-
ния.
Для выполнения резьбы небольшого
размера можно рекомендовать порта-
тивную слесарно-инструментальную ма-
шину «Гном» производства Рижского
опытного завода технологической ос-
настки. Машина имеет универсальный
коллекторный электродвигатель УЛ-04,
работающий от сети постоянного тока
или сети однофазового переменного то-
ка частотой 50 Гц напряжением 220 В.
Угол разворота гибкого вала не менее
120° при радиусе изгиба не менее
200 мм.
В настоящее время появляются хру-
стальные изделия с новыми, не тради-
ционными методами декорирования.
Так, на международной Лейпцигской
ярмарке в 1983 г. стекольный завод
г. Лаузица (ГДР) представил хрусталь-
ные изделия, декорированные лазерным
лучом.
Художественая резьба, имеющая боль-
шие традиции в русском стекольном
искусстве, в настоящее время получи-
ла весьма широкое развитие при изго-
товлении изделий из хрусталя. К из-
делиям массового и серийного характе-
ра относятся стаканы и рюмки, фуже-
ры и бокалы, питьевые приборы и
сервизы, цветочные вазы и многое
другое.
На рис. 101, 102, 103, 104 показаны из-
делия, декорированные гранением И
резьбой.
5*
115
ПРОФИЛИ ПРОРЕЗЕЙ, РАСЧЕТ УГЛА
91
Рисунок резьбы по хруста-
лю «русский камень»
92
Приемы работы на резьбо-
вом станке САГ-1
93
Профили заточки абразив-
ных кругов и формы проре-
зей на стекле:
1 — плоский; 2 — плоский за-
кругленный; 3 — круглый;
4 — клинообразный; 5 — ско-
шенный; 6 — вогнутый; 7 —
многожальный
116
НАНЕСЕНИЕ НА ИЗДЕЛИЕ РЕЗЬБЫ (АЛМАЗНОЙ ГРАНИ)
94
Преломление и отражение
лучей в гранях:
а, б, в — преломление и отра-
жение лучей в клинообразных
прорезях, г, д, е — преломле-
ние и отражение лучей в сфе-
рических углублениях; ж, з,
и — преломление и отражение
лучей плоским профилем про-
рези
95
Расчет профиля и угла за-
точки абразивного круга
96
Выполнение ямки:
а — овального профиля; б
круглого профиля
117
РАЗМЕТКА И ВИДЫ РЕЗЬБЫ
97
Последовательность размет-
ки резьбы на формах тел
вращения
а — разметка рисунков на со-
судах, б — разметка на блюде
98
Некоторые виды декоратив-
ных элементов резьбы:
1 — ямки, 2 — «чешуйка», 3 —
овальные ямки, 4— «пальцы >,
или «листья», 5 — клинооб-
разные профили («райк»),
6 — «л>чи», 7 — «куст», 8 —
сетка, 9 — паутинка, 10 —
камни, 11 — звезда, 12 — звез-
да с камнем, 13 — мельница,
14 — звезда прорезная
118
99
Виды резьбы:
а — простая; б — номерная;
в — художественная
100
Последовательность нанесе-
ния резьбы:
1 — проект; 2 — необработан-
ное изделие; 3 — изделие с
обработанным краем; 4 — на-
несение разметки; 5,6 — про-
резание рисунка карборундом
(обдирка); 7—тонкая резьба
(дистировка); 8 — полировка
рисунка
119
101
Комплект для напитков.
И. Котера. Граненое изде-
лие. Стеклозавод Гаррахов.
ЧССР, 1904 г.
103
Декоративная ваза. Декори-
рование резьбой «русский
камень». Россия, середина
XIX в.
102
Ваза. Ф. Коколати. Пример
граненого изделия. Стекло-
завод «Мозер». ЧССР
104
Декоративное блюдо «Золо-
тые россыпи». В. Филатов.
Декорирование изделия
резьбой. Гусевский хрус-
тальный завод, 1967 г.
120
7.3
Гравирование стекла
Разновидности гравирования. Гравиро-
вание * стекла производят медными
дисками и абразивными кругами не-
больших размеров. Гравирование пред-
ставляет собой наиболее трудоемкий, а
следовательно, дорогостоящий процесс.
Оно позволяет получать изображения
цветов, птиц, зверей, пейзажей, порт-
ретов, сюжетных композиций, надписей
и орнаментов, отличающихся тончай-
шей моделировкой и придающих изде-
лию особую эстетическую ценность.
В зависимости от художественной зада-
чи изображение может иметь матовую
или глянцевую (отполированную) по-
верхность.
Гравирование бывает рельефным,
контррельефным (негативным) и по-
верхностным (скользящим диском).
Рельефная гравировка — это процесс
последовательного снятия слоев стек-
ла, в результате которого получают
изображение, основные формы которо-
го выступают над утопленным в тол-
щу стекла фоном.
Контррельефная гравировка — процесс
получения изображения в виде утоп-
ленных в толщу стекла его форм и
объемов. Причем точки, которые на про-
екте показаны ближе к глазу, на грави-
ровке выполняются наиболее удален-
ными: чем ближе к зрителю объем, тем
более он углубляется в стекло. Здесь
действуют законы оптики, поэтому не-
гативный рисунок воспринимается зри-
телем рельефно.
Гравирование скользящим диском или
кругом — процесс нанесения изображе-
* Гравирование стекла чаще всего называют
«матовой гравировкой». Такое название обу-
словлено тем, что большинство изображе-
ний, выполненных этой техникой, имеют
матовую поверхность. Однако в некоторых
случаях матовость ликвидируют полирова-
нием, поэтому правильнее называть эту
технику гравированием.
ния путем непрерывного движения сте-
клянным предметом по крутящемуся
диску или абразивному кругу, в резуль-
тате чего на поверхности его образует-
ся хорошо заметный, но не глубокий
след. Гравирование скольжением явля-
ется наиболее быстрым, но не менее
трудным видом декорирования стекла.
Хороших результатов можно добиться
гравированием на накладном стекле по-
степенным углублением в толщу стек-
ла и выявлением новых цветов низле-
жащих его слоев (изделия могут быть
двух- и трехслойными).
Гравированием чаще всего украшают
изделия, выполненные из прозрачного,
бесцветного стекла (как толстостенные,
так и тонкостенные). На цветном стек-
ле гравирование маловыразительно.
Инструмент и оборудование. Для нане-
сения декора гравированием применя-
ется специальный гравировальный ста-
нок нескольких модификаций. Наибо-
лее распространенным является станок
со съемными дисками и абразивными
кругами, закрепленными на специаль-
ных стержнях (рис. 105).
Гравировальный станок имеет вал
(рис. 106), лежащий на двух подшип-
никах. По центру вала расположено
углубление, предназначенное для вво-
да и удержания съемных стержней, на
конце которых закреплены медные
диски.
Вал приводится в движение электро-
мотором. Число оборотов регулируется
при помощи двойной многоступенчатой
передачи и шкива. Электромотор реко-
мендуется устанавливать на бетонном
полу, чтобы во время работы не воз-
никала вибрация.
Над гравировальным диском на специ-
альном держателе укрепляется кусочек
тонкой кожи («флажок»), назначение
которого предотвращать разбрызгива-
ние суспензии и равномерно подавать
ее на стекло.
За последние годы большим успехом
стали пользоваться станки для матовой
гравировки, выпускаемые в ЧССР. Ста-
121
нок RS-3 предназначен для работы
медными дисками, а станок KSB-1 —
для работы абразивными кругами. Стан-
ки отличаются мягким бесшумным хо-
дом, полуавтоматической регулировкой
частоты вращения вала и современным
эстетическим видом.
Особенностью гравирования является
применение медных дисков различных
размеров и профилей.
Изготовление дисков. Для изготовления
дисков применяют медь. Остальные ме-
таллы, как твердые, так и мягкие (на-
пример, железо и олово) дают или
слишком глубокую бороздку или наобо-
рот, снимают стекло слишком медлен-
но и при этом сами деформируются.
Диаметр дисков колеблется от 2 до
200 мм и толщина соответственно в
пределах от 0,5 до 6 мм.
Диск посажен стабильно (заклепан или
приварен) на длинный стержень, про-
тивоположный конец которого имеет
утолщение (насадку), выполненное из
свинца. Чтобы наварить свинец, стер-
жень противоположным диску концом
вставляют в специальное отверстие ме-
таллической формы (форма точно со-
ответствует внутреннему объему отвер-
стия на валу станка) и заливают свин-
цом. Иногда вал крепится с помощью
резьбы.
Во время работы стержни вставляются
в углубление вала очень плотно, поэто-
му после работы или при смене дисков
их приходится выталкивать с помощью
металлического клинышка. На валу для
этих целей предусмотрено специальное
отверстие.
Медные диски вытачиваются на токар-
ном или гравировальном станке, а 'во
время работы затачиваются специаль-
ными стальными ножами, напильника-
ми с мелкой насечкой и заглаживаются
кусковой пемзой. Диски хранятся в
вертикальном положении в специаль-
ном шкафчике с полками и отверстия-
ми для стержней. Сами диски стекло
не снимают, а являются опорой для аб-
разивной суспензии.
Абразивные круги. Иногда для этих це-
лей применяют абразивные круги ма-
лых размеров. Шпиндель станка в
этом случае имеет конусообразную резь*
бу. Соответственно абразивные круги
имеют отверстие с таким яге профилем
нарезки (рис. 107).
В качестве инструмента для снятия сло-
ев стекла применяются карборундовые
круги с зернистостью от 60 до 240,
диаметром от 10 до 20 мм, толщиной
от 3 до 20 мм марки М (мягкие) и СТ
(средней твердости). Обороты колеб-
лются от 2000 до 3000 об/мин. Для бо-
лее тонкой работы употребляют элект-
рокорундовые круги зернистостью от
120 до 220, диаметром от 10 до 200 мм,
толщиной от 3 до 20 мм( мягкие, сред-
ней твердости и твердые). Возможно
применение и других абразивных кру-
гов, которые употребляются при резь-
бе стекла на ребровых станках.
Обычно абразивные круги для грави-
ровки выполняют из вышедших из
строя кругов, употребляющихся при
резьбе стекла (рис. 108).
Процесс их выполнения заключается в
обкалывании соответствующего разме-
ра куска абразива. Обкалывание произ-
водят металлическим зубилом или от-
резают алмазной пилой. Полученный
таким образом абразив грубо, вручную
обкалывается до формы, приближаю-
щейся по своим внешним объемам к
кругу. Затем следует сверление алмаз-
ным или победитовым сверлом отвер-
стия. В середину полученного отвер-
стия вставляют стальной стержень с
конусом и резьбой, точно соответствую-
щей резьбе на валу станка, и залива-
ют свинцом. После этого стержень вы-
нимается.
Окончательная доводка абразивного
круга происходит па гравировальном
станке с помощью победитовых резцов,
алмазных карандашей и других абра-
зивных материалов.
В момент гравирования круги очень
быстро засаливаются, теряя при этом
способность к резанию, поэтому время
122
от времени их необходимо протачивать,
т. е. делать шероховатыми.
Смачивающие жидкости. При работе с
абразивными кругами для охлаждения
изделия и удаления снятых частиц
стекла на круг беспрерывно должна по-
даваться вода.
Гравирование медными дисками — ме-
ханический процесс с применением сво-
бодного абразивного материала — сус-
пензии. Суспензия состоит из абразив-
ного порошка различной зернистости
(от 60 до 150), разведенного льняным,
машинным маслом, керосином или
скипидаром. Употребление указанных
масел и керосина обусловлено их высо-
кой смачивающей способностью, кото-
рая не только удерживает зерна абра-
зивного материала на кругах, но и хо-
рошо удаляет с гравируемой поверхно-
сти снятые частички стекла. Кроме то-
го, жидкость масел и керосина создает
на поверхности колеса и гравируемого
стекла тонкую пленку из перетертых
зерен абразива и снятых мелких части-
чек стекла. Толщина пленки зависит от
вида жидкости и ее вязкости.
Таким образом, варьируя вязкость жид-
кости (разбавлением керосином), мож-
но предусмотреть заранее характер по-
лучаемой поверхности от бархатистой
до крупнозернистой.
Подготовка рисунка. Для того чтобы
начать процесс гравировки, художник
тщательно подготавливает рисунок на
бумаге, который затем переносится на
стекло различными способами. Самым
простым является перерисовывание его
алмазным карандашом, стеклографом,
гуашевой краской или краской, разве-
денной на скипидарном масле. Перери-
совывание на стекло производится по
подложенному изнутри сосуда рисун-
ку. Чтобы бумага не отставала от сте-
нок, ее предварительно мочат водой.
Если основные контуры рисунка проко-
лоть тупой иглой, то рисунок можно пе-
ренести на стенки сосуда путем проти-
рания их полусухой щетинной кистью.
В качестве красящего вещества можно
использовать любую масляную краску.
В Чехословакии используют более сложный
способ перенесения рисунка па стекло при
помощи машины. Для этого литографский
камень покрывают белилами, разведенными
терпентином, и фиксируют сверху дамарпым
лаком. По подложке иглой царапается рису-
нок. Процарапывание рисунка можно произ-
вести на меди, покрытой белилами, разве-
денными на гуммиарабике, которую за-
тем протравливают. Выгравированыи рису-
нок покрывают краской, закладывают на
специальную двигающуюся каретку, с помо-
щью которой он и накатывается на стекло.
Нанесение рисунка возможно и другими ме-
тодами, например печатью, шелкотрафарет-
ной техникой и т. п.
Кроме рисунка па стекле мастер или худож-
ник должен иметь рисунок на бумаге или
тщательно вылепленный образец.
Процесс гравирования производят при-
жатием к вращающемуся диску или
кругу изделия с остановкой на одном
месте или непрерывно передвигая его
в зависимости от задуманной компози-
ции. При этом изделие находится вни-
зу, а крутящийся диск — сверху (в слу-
чае матовой гравировки).
Для грубой гравировки употребляют,
если работают на медных дисках, при-
родный наждак (зернистостью до 420)
и более стойкий к истиранию искусст-
венный корунд. Обычно применяют аб-
разивные материалы 3...4 фракций. Так,
для получения узких прорезов исполь-
зуют наиболее тонкую фракцию, это
позволяет дольше сохранять острозато-
ченный профиль диска.
Грубый и более твердый абразив дает
более шероховатую белую поверхность:
чем тоньше порошок, тем менее ярко
выраженной становится шероховатость
гравируемой поверхности.
Шероховатая поверхность стекла вы-
годна при использовании гравирования
скользящим колесом. Такая гравировка
дает незначительное снятие стекла, по-
этому рисунок виден лишь за счет конт-
раста между гладкой и шероховатой
его поверхностями. Для тонкой прора-
ботки деталей употребляют тонкие
фракции наждачного порошка, природ-
123
ного и искусственного карборунда и
другие абразивные материалы.
Диаметр диска и кругов надо подби-
рать таким образом, чтобы они снима-
ли максимум стекла, обеспечивали не-
обходимую глубину снятия, но в то же
время не задевали объемов, предназ-
наченных для тонкой моделировки.
В начале гравируют более крупными
диаметрами, которыми достигается об-
щий контур гравюры и снимается ос-
новой слой стекла, затем, постепенно
уменьшая диаметры дисков и кругов,
переходят к более тонкой моделировке.
Наиболее трудной работой считается
выполнение узких линий, письма и спи-
ралевидных кривых. Эта работа требу-
ет большой практики. Малоопытный
мастер часто ошибается и делает про-
резы в местах, где они лишние. Кривые
линии рекомендуется выполнять не за
один прием, а путем составления их из
отдельных небольших линий, выходя-
щих одна из другой (рис. 109). При
этом диаметр диска должен превышать
диаметр составляющей кривой.
Для гравирования скользящим кругом
берут преднамеренно большие диамет-
ры, которые оставляют более широкий
след на стекле. При этом диски и кру-
ги слегка закруглены, без острых кро-
мок. Это дает возможность получать
мягкую линию без резких углублений.
Чаще всего скользящим кругом грави-
руют изделия с нанесенными на них
тонкими цветными пленками живо-
писью или протравами. Изделия за
счет контрастов приобретают нарядный
вид.
Полирование. Для получения блестя-
щих поверхностей применяют полиро-
вание рисунка мелкозернистой полиро-
вочной суспензией или мелкого помола
пемзой деревянным и пробковыми кру-
гами. Полировальные круги диаметром
от 10 до 15 мм и толщиной от 3 до
10 мм изготовляют из вербы или бу-
зины, круги диаметром от 15 до
200 мм — из тополя.
Полировка очень тонкой гравировки
(примерно глубиной до 1 мм) прово-
дится трепелом и пемзой на свинцовых
кругах. Круги со щетинной щеткой по
периметру служат для полирования
очень рельефных гравировок, так как
волоски щетины способны доставать
наиболее глубокие места.
Полирование отдельных узких или ко-
ротких бороздок ‘хорошо производить
пемзой, разведенной на воде, кругами
одинакового размера и формы заточки,
что и круги, которыми выполнялся про-
рез.
Большого блеска можно достичь при
помощи полировки войлочными круга-
ми диаметром от 50 до 200 мм и тол-
щиной от 15 до 30 мм. При этом наи-
высшего блеска достигают за счет при-
менения в качестве полирующих мате-
риалов оловянной золы, трепела или по-
лировочной черни.
7/1
Гравирование при помощи бормашин
и нанесение изображения
алюминиевыми колесиками
За последние годы в практике художе-
ственного стеклоделия все более широ-
кое применение находит гравирование
при помощи бормашин. В этом случае
мастер водит цангой бормашины по
изделию, а не наоборот, как это имеет
место при работе па гравировальном
станке.
Для этих целей возможно употребление
бормашин двух типов:
1) бормашина с гибким валом, т. е. от
небольшого электромотора идет гибкий
вал, заканчивающийся специальным
держателем (цангой), в который встав-
ляются различного профиля абразив-
ные наконечники (БЭП-2). При работе
на бормашине с гибким шлангом масте-
ру приходится преодолевать его сопро-
тивление (рис. 110);
2) бормашина, электромотор которой
совмещен с держателем в единое целое.
Здесь работающий должен удерживать
124
как цангу, так и мотор, но зато его ра-
боте не мешает гибкий вал (БЭП-10,
БЭРП-10). Эта бормашина может упо-
требляться для более тонкой работы
(рис. 110).
Особые требования предъявляются на-
конечникам. Для гравирования стекла
рекомендуются наконечники типа НП-
10 и НПБ-10. Наконечник НП-10 пря-
мой, скоростной предназначается для
закрепления режущих инструментов:
боров, фрез и дискодержателей с диа-
метром входного отверстия 2,35 мм. За-
жим бора или абразивного инструмен-
та осуществляется за счет упругой де-
формации цанги пружиной. Максималь-
но допускаемая частота вращения
10000 об/мин. Во избежание перегре-
ва наконечника и преждевременного
износа подшипников непрерывная ра-
бота его более 5 мин не рекомендуется.
Для удлинения срока службы наконеч-
ники необходимо смазывать не реже
одного раза в неделю (в качестве сма-
зывающего материала рекомендуется
«ЦИАТИМ-201»). Кроме того, не ре-
же одного раза в месяц наконечник не-
обходимо промывать бензином. Нако-
нечник НП-10 соединяется гибким
шлангом («рукавом») типа РГТ-10, ко-
торый предназначен для передачи кру-
тящего момента от бормашины к нако-
нечнику. Радиус изгиба шланга от 75
до 400 мм. Передаваемый крутящийся
момент 5... 15 Н-м, расчетная частота
вращения 10000 об/мин.
Наконечник НПБ-10 предназначен для
закрепления режущих инструментов с
диаметром хвостовика 2,35 мм и пере-
дачи им вращения от безрукавные элект-
рических бормашин типа БЭБ—10—2,
БЭРП—10 при частоте вращения до
10000 об/мин.
Для предупреждения преждевремен-
ного износа наконечника по инструк-
ции необходимо не реже одного раза в
неделю производить смазку подшипни-
ков маслом «Велосит». Однако при
этом необходимо помнить о том, что
пыль, образуемая от снятия слоя стек-
ла, и стирающихся абразивов довольно
вредна. Попадая в дыхательные пути и
в легкие, пыль может привести к про-
фессиональному заболеванию — сили-
козу.
Наконечники бывают абразивные, не-
подвижно закрепленные на металли-
ческом стержне (обычно на клею);
съемные абразивные круги диаметром
от 10 до 40 мм. Круги одеваются на
специальный стальной стержень и за-
крепляются при помощи винта.
При работе на бормашинах действует
то же правило, что и при глазировании
на медных дисках. Вначале пользуют-
ся более грубозернистыми абразивами
и больших размеров, постепенно пере-
ходя к мелкозернистым и меньшего
диаметра наконечникам.
В виду малой площади соприкоснове-
ния абразива со стеклом гравирование
происходит без подачи охлаждающей
жидкости (воды), «в сухую».
Алюминиевые колесики применяют ча-
ще всего для выполнения разного рода
надписей, линий разметки на настоль-
ных гравировальных станках и при по-
мощи бормашин, на которых выполня-
ют рисунки методом гравирования.
Разница заключается в том, что на
металлическом стержне укрепляются
(методом клепки) не медные диски, а
алюминиевые. При движении крутя-
щегося диска по поверхности стекла на
ней остается хорошо заметный алюми-
ниевый след, который возникает вслед-
ствие стирания алюминия о стекло.
Алюминий имеет блестящую серебрян-
ную поверхность, лучше смотрится в
отраженном свете, чем в проходящем,
поэтому гравирование алюминиевыми
дисками чаще всего применяется на
темноокрашенных стеклах.
Хотя алюминий и имеет хорошее сцеп-
ление со стеклом, все же при необхо-
димости его можно снять обычными
полировочными средствами.
Работы, выполненные методом, описан-
ным в данной главе, показаны на рис.
111, 112, ИЗ, 114.
125
ГРАВИРОВКИ»
105
Станки, применяемые при
матовой гравировке:
а — современный чехословац-
кий станок матовой гравиров-
ки RS-З, б — современный
чехословацкий станок для ра-
боты абразивными кругами
KSB-1; 1 — кожух электромото-
ра; 2 — коробка передач; 3 —
вал, 4 — шланг для подачи
воды; 5 — передвижной ко-
жух; 6 — абразивный круг;
7 — устройство передвижения
кожуха; в — стол; 9 — стул
106
Устройство вала и медных
дисков:
а — стержень со свинцовой
насадкой; 1 — медный диск;
2 — стальной стержень; 3 —
свинцовая насадка; 4 — фик-
сатор; 5 — отверстие для вы-
бивания стержней; 6 — фик-
сирующая риска; б — стер-
жень с резьбовым креплением
107
Вал настольного станка для
работы с абразивными кру-
гами:
а — устройство вала; б — про-
фили заточки абразивных кру-
гов; 1 — вал; 2 — конусная
резьба; 3 — свинец; 4 — абра-
зивный круг
108
Последовательность изго-
товления абразивного кру-
га:
1 — откалывание куска абра-
зива от вышедшего из строя
круга; 2 — обкалывание лиш-
него материала; 3 — сверление
отверстия; 4 — заливка отвер-
стия свинцом; 5 — доводка
круга
109
Последовательность выпол-
нения спиралей и кривых
линий
110
Устройство валов гравиро-
вальных бормашин:
а — бормашина с гибким ва-
лом; б — вал бормашины, сов-
мещенный с электродвигате-
лем
126
Ill
Цирковая сцена. В. Айф.
Рельефная гравировка.
Штудгарт, 1913 г.
112
Спортивный кубок. Н. И Ер-
шов. Пример изделия, деко-
рированного матовой грави-
ровкой. Фрагмент диплом-
ной работы. Руков. доц.
Сергеев Ю. П. МВХПУ
(бывшее Строгановское),
1975 г.
ИЗ
Ваза с изображением Дио-
ниса с Пегасом. Джон Нор-
вуд. Гравирование по на-
кладному стеклу. США,
1882 г.
114
Декоративная ваза. А. А.
Михалев. Пример декориро-
вания «скользящим» коле-
сом. Фрагмент дипломной
работы. Pvkob. доц. Антоно-
ва Г. А. МВХПУ (бывшее
Строгановское)
427
7.5
Декорирование
художественных изделий из стекла
методом пескоструйной обработки
Декорирование художественных изде-
лий при помощи пескоструйного аппа-
рата, основано на разрушении гладкой
(глянцевой) поверхности стекла. Пес-
чинки, ударяясь о стенки изделия, вы-
бивают частички стекла, в результате
чего поверхность его приобретает мато-
вый вид. Методом пескоструйной обра-
ботки возможно получение матовой по-
верхности всего изделия или его части.
С помощью трафаретов и защитных по-
крытий возможно получение сквозных
отверстий, ажурных решеток, орнамен-
тов и целых сюжетных композиций.
В зависимости от применения различ-
ных абразивных материалов, скорости
истечения струи, времени ее действия
обработанная поверхность изделия мо-
жет варьироваться от бархатистой до
грубозернистой.
Декорирование стеклоизделий песко-
струйным аппаратом является деше-
вым и эффективным средством повыше-
ния их художественного качества.
Виды пескоструйных аппаратов (их
устройство и работа). В настоящее вре-
мя в художественном стеклоделии при-
меняют аппараты с воздушным пото-
ком (пневматические), вакуумные и с
потоком воды под давлением (гидрав-
лические).
Аппараты с воздушным потоком могут
быть передвижными и стационарными.
В качестве передвижных можно ис-
пользовать пескоструйные аппараты
С-500, применяемые для очистки на-
ружных стен городских зданий (рис.
115). Для нагнетания воздуха в пере-
носной пескоструйный аппарат приме-
няют компрессоры разных марок О-16А,
0-22, 0-38, С0-7А и др.
Компрессор состоит из электромотора,
приводящего в действие насос, который
подает воздух в ресивер, выравниваю-
128
щий давление воздуха. Обычно оно со-
ставляет 0,3—0,6 МПа (рис. 116).
В случае использования стационарных
пескоструйных аппаратов применяют
компрессорные установки марок КПУ-
10, КПУ-3. Производительность этих
установок составляет: КПУ-10 —
10 м3/ч, КПУ-3 — 30 м3/ч. Рабочее дав-
ление КПУ-10 составляет 0,4 МПа,
КПУ-3 соответственно 0,5 МПа. Масса
установки КПУ-10—150 кг, КПУ-3 —
230 кг.
Воздух, гонимый установкой или комп-
рессором по трубопроводу, попадает в
водомаслоочиститель, после чего, про-
ходя через бункер с песком, захваты-
вает его и гонит дальше к соплу (рис.
117). Причем основная магистраль воз-
духовода имеет ответвление, идущее в
верхнюю часть бункера, назначение ко-
торого создать в последнем избыточное
давление. Иногда для этих целей при-
меняют так называемые инжекторные
пескоструйные аппараты (рис. 118).
Принцип инжекторной установки за-
ключается в том, что воздух под давле-
нием 0,3—0,5 МПа проходит через
специальную камеру (инжектор), соз-
давая в ней разрежение, в результате
которого и происходит засасывание аб-
разивного материала. По трубопроводу
сжатым воздухом абразивный материал
доставляется в сопло. Дальнейшее про-
исходит в обычном порядке.
При нанесении декора пескоструйным
аппаратом на изделия, выпускаемые
массовым тиражом, применяют двух-
и даже трехкамерные бункера, что поз-
воляет значительно увеличить время
работы установки (в случае с двумя
камерами) и делает процесс непрерыв-
ным (в случае с тремя камерами).
Это происходит потому, что в однока-
мерный бункер необходимо периодиче-
ски загружать песок, в результате че-
го обязателен временный перерыв в ра-
боте. В пескоструйных аппаратах,
имеющих две камеры, запас песка зна-
чительно больше, поэтому и перерывы
в работе реже. Трехкамерные бункеры,
как правило, снабжены механическими
загрузчиками, поэтому подача песка в
сопло может быть беспрерывной.
При работе на открытом воздухе (на-
пример, если обрабатываются большие
листы стекла, не помещающиеся в ра-
бочей камере аппарата) применяют
простые аппараты, имеющие металли-
ческую воронку — емкость, куда насы-
пается абразивный материал, рукоятку
для удержания рукой трубопровода и
сопла (рис. 119).
Чешский инженер С. Бахтик разрабо-
тал интересный вариант пескоструйно-
го аппарата для выполнения художест-
венных работ. Из сборника (воронки)
зерна абразивного материала попадают
через специальную направляющую на-
садку к соплу и, подхваченные воз-
душным потоком, направляются на по-
верхность обрабатываемого стекла. На-
садка имеет косой срез для того, чтобы
не происходило задувание абразивов в
ее полость. Для изменения количества
подаваемого абразивного материала
сборник снабжен специальным регуля-
тором. Преимущество аппарата С. Бах-
тина заключается, во-первых, в быстрой
смене абразивного материала (песок,
корунд и т. д.), во-вторых, в данном
случае зернистость абразива не играет
никакой роли и, наконец, в-третьих, соп-
ло аппарата не изнашивается (так как
в него песок не попадает).
Работа вакуумных пескоструйных ап-
паратов основана на том, что в рабочей
камере создается разрежение, под дей-
ствием которого зерна абразивного ма-
териала с силой врываются в камеру и
по инерции направляются на обрабаты-
ваемую поверхность стекла.
Вакуумные аппараты гигиеничны, не
пылят. Чтобы привести аппарат в дей-
ствие, изделия помещают в рабочую
камеру, закрывают отверстие. Иногда
изделие прикладывается к шаблону,
образующему рабочее отверстие каме-
ры. Тем самым происходит герметиза-
ция и аппарат начинает работать. Тако-
го рода аппараты чаще всего употреб-
ляются для обработки осветительного
стекла и получения отверстий (рис.
120).
Гидравлические пескоструйные аппара-
ты предусматривают подачу абразивно-
го материала к изделию в струе воды
под давлением. В этом случае невоз-
можны защитные покрытия, выполняе-
мые на основе клея, глицерина и бу-
маги. В качестве шаблонов применяют
неразмокающие материалы: металл, ре-
зину, пластмассу и т. п. Гидравлические
установки не пылят, но дороги по уст-
ройству, поэтому в художественном
стеклоделии применяются довольно
редко.
Сопла являются важнейшей составной
частью всех пескоструйных аппаратов.
Обычно для удлинения срока службы
сопел в них помещают вкладыши из
особо прочных видов чугуна или из по-
бедита, которые и принимают на себя
удары движущихся зерен абразивного
материала. Высокая цена таких вкла-
дышей компенсируется их долговечно-
стью. Например, долговечность сопел,
выполненных из победита, в 125...
200 раз выше, чем выполненных из
обычных видов чугуна.
При определении длины сопла аппара-
та необходимо учитывать, что короткие
сопла (от 50 до 80 мм) рассеивают зер-
на абразива. Обычно принято брать соп-
ла в пределах 100...120 мм и внутрен-
ним диаметром 6...15 мм при давлении
воздуха в 0,3 МПа.
Устройство рабочей камеры. Рабочая
камера пневматического пескоструйно-
го аппарата представляет собой метал-
лический квадратный или прямоуголь-
ный шкаф, габариты которого колеб-
лются в зависимости от вида обрабаты-
ваемых изделий (рис. 121).
Защитные покрытия, их приготовление
и нанесение на стекло. Защитные по-
крытия служат для того, чтобы защи-
щать определенные участки стекла от
действия зерен абразивных материалов.
Вид и толщина покрытия диктуются
видом пескоструйной обработки. Для
129
получения тонкого матирования, напри-
мер, достаточно на стекло наклеить
узор из изоляционной ленты. Цветной
слой стекла, полученный протравой,
можно сохранить путем наклеивания
трафарета из кальки и т. д. При более
интенсивной проработке применяют
шаблоны, выполненные из смеси сто-
лярного клея с добавлением небольшо-
го количества глицерина (примерно на
2 части клея 0,5 глицерина).
Размокший клей варят в клееварке до
исчезновения комков, затем доливают
необходимое количество глицерина и
перемешивают до появления однород-
ной массы. Горячий раствор наносят
кистью на поверхность бумаги (лучше
промокательной или фильтровальной).
Подготовленные листы сушат на ров-
ной поверхности в подвешенном состоя-
нии. После того как листы высохли
(примерно сутки), их следует положить
на поверхность стола вниз стороной,
покрытой клеем. На чистую поверх-
ность бумаги наносят состав, состоя-
щий из воды, мела и клея (1 л воды,
1 кг мела и 1 плитка клея). Затем ли-
сты снова сушат. Подготовленные та-
ким образом листы можно хранить до-
вольно долго (до 1 года) в холодном
и сухом помещении.
Листы наклеивают на стекло, смачивая
теплой водой первый слой проклейки
(без мела). На меловом слое проклей-
ки хорошо наносится рисунок любым
материалом. Оставшийся после обра-
ботки песком шаблон удаляют промы-
ванием в теплой воде.
Возможен вариант наклейки трафаре-
та пз бумаги непосредственно на обра-
батываемое изделие. Для этого необ-
ходимо замочить 150 г столярного клея.
После растворения его в воде сварить
на паровой бане, добавив 4 мл насы-
щенного раствора винно-каменной кис-
лоты (14 ч в 10 мл воды). По остыва-
нии в клей добавить 500 мл воды и
1,5 г квасцов или буры.
Часто в качестве защитных покрытий
употребляют всевозможные эластичные
130
материалы, такие как резина, каучук,
изоляционные ленты, лейкопластырь,
пластмассы (например, раствор латек-
са в бутадистироле) и т. д.
В качестве защитных покрытий упо-
требляют также лаки, например ас-
фальтовый лак, разведенный на скипи-
даре с добавлением пчелиного воска.
Хороший защитный слой образуют дек-
стрин и столярный клей. Для того что-
бы указанные клеи полностью не высы"
хали, в них добавляют глицерин. По-
стоянное присутствие невысыхающего
глицерина придает клеевой пленке уп-
ругость. Особенно хорошо зарекомендо-
вала себя в качестве защитного покры-
тия специальная клеевая мастика.
Состав мастики мае. ч.: I. Столярный
клей 2,5; глицерин 1,35 (уд. вес 1,26);
молотый мел 1; II. Мездровый клей
2,5; глицерин 2,8; молотый мел 1,5.
Необходимым условием изготовления
мастики является наличие паровой ба-
ни; 3,5...4,0 л мастики получают сле-
дующим образом.
В емкость, где будет вариться мастика,
засыпают предварительно взвешенный
клей (в данном случае мездровый —
1250 г), заливают 1,5 л горячей воды
и тщательно перемешивают. После то-
го как клей распустился в воде до сту-
денистообразной массы, емкость ставят
на огонь; необходимо добиться полного
растворения клея, периодически его по-
мешивая. Затем вливают 1350 мл
глицерина и все перемешивают. После
этого засыпают 1050 г молотого и про-
сеянного мела (или 10 пачек зубного
порошка). Для того чтобы не возника-
ло комков, массу все время помешива-
ют. После закипания мастики образую-
щуюся пену снимают.
Готовая мастика должна по густоте на-
поминать сметану. Если мастика полу-
чилась густая, необходимо добавить
100—150 г горячей воды при тщатель-
ном перемешивании.
Далее мастика остывает и ее можно на-
носить на изделие, которое предвари-
тельно промывают теплой водой и дер-
жат над паром, идущим от сваренной
мастики. Это делается для того, чтобы
очистить изделие от грязи и пыли, а
также как можно больше прогреть,
иначе при нанесении на него горячей
мастики оно может растрескаться. Не-
посредственно перед покрытием масти-
кой изделие вытирается насухо.
Небольшие изделия покрывают методом
окунания в мастику. Чтобы слой масти-
ки ровно распределялся по поверхно-
сти изделия, его медленно вращают.
Изделия больших размеров удобнее об-
рабатывать вдвоем — один держит из-
делие и вращает его, а другой поливает
мастикой. Затем изделие переворачи-
вают вверх дном и сушат примерно
сутки. Сушка происходит при комнат-
ной температуре и не требует никаких
дополнительных обогревов. Необходимо
следить, чтобы в толще мастики не об-
разовалось пузырей.
После сушки правильно сваренная мас-
тика не прилипает к рукам и с ней лег-
ко работать. Если же мастика липкая,
а необходимо резать по ней рисунок,
то ее слегка присыпают зубным порош-
ком или тальком. Мастику можно ис-
пользовать несколько раз.
Для декорирования изделий массового
характера служат металлические шаб-
лоны. Для этого берут мягкие металлы:
цинк, свинец или тонкую стальную
жесть (1,5...2,0 мм толщины). Иногда
употребляют шаблоны, изготовленные
из стальной проволоки или сетки.
Нанесение и прорезание рисунка. На
эластичные покрытия рисунок с бумаги
можно передавить шариковой ручкой,
карандашом или графьей (деревянная
палочка с тупой иглой на конце). За-
тем производят уточнение рисунка на
покрытии мягким карандашом или ша-
риковой ручкой. Чтобы рисунок при пе-
редавливании получился более замет-
ным, лист с рисунком с обратной сторо-
ны заштриховывают мягким каран-
дашом.
На мягкую основу хорошо переводить
рисунок с помощью копировальной бу-
маги, но линии контура при этом полу-
чаются менее стойкими, поэтому сра-
зу же надо их прорисовать шариковой
ручкой, краской или карандашом.
Иногда рисунок переносят припорохом.
Причем на изделия, где декор должен
быть размещен на внешней поверхно-
сти (например, изделия цилиндричес-
кой формы), рисунок переводится пря-
мо, а там, где он будет смотреться че-
рез толщу стекла (например, блюдо),
рисунок переводится в зеркальном ото-
бражении.
Прорезание рисунка на защитных по-
крытиях, представляющих собой эла-
стичные пленки, лучше всего произво-
дить медицинскими скальпелями, реза-
ками, выполненными из хорошей ста-
ли. Режущее острие необходимо тща-
тельно править, так как края рисунка
должны быть четкими. Отверстия круг-
лого сечения можно пробивать трубка-
ми различного диаметра, края которых
остро заточены. Прямые линии режут-
ся заточенными концами раскрытого-
рейсфедера.
Рисунок на металлические шаблоны
наносят вручную слесарным инстру-
ментом или выштамповывают на
прессах.
Процесс нанесения декора на стекло.
Нанесение декора на стекло заключает-
ся в обдувании подготовленного изде-
лия песчаной струей в рабочей камере
пескоструйной установки. При этом
на открытые участки его поверхности
обрушивается поток песчипок, летящих
с большой скоростью. От мест попада-
ния зерен песка во все стороны расхо-
дятся раковинообразные трещины. По-
верхность стекла делается шерохова-
той, волнистой, матовой с небольшим
просвечиванием (пропускаемость свето-
вых лучей у стекла, подвергшегося пес-
коструйной обработке, уменьшается на
15-20%).
При этом на характер получающейся
поверхности во многом влияют свойст-
ва абразивных материалов, которыми
ведут обработку: твердость, хрупкость»
131
форма и величина зерен абразива.
Наиболее пригоден для этих целей
кварцевый песок (отсюда название спо-
соба).
В последнее время для этих целей ста-
ли применять корунд, который значи-
тельно тверже и более износостойкий,
чем песок.
Необходимо помнить, что зерна боль-
ших размеров в общем потоке абразива
имеют большую скорость. Меньшие
зерна тормозят большие, поэтому же-
лательна тщательная классификация
применяемого абразива.
Зерна небольших размеров более при-
годны для тонкостенных изделий из
стекла, так как они разрушают стекло
на небольшую глубину. Для глубинной
обработки стекла лучше работать абра-
зивом с крупными зернами.
При использовании шаблонов большие
зерна абразива не позволяют получать
четких границ рисунка (рис. 122). Кро-
ме того, для получения четких границ
рисунка важно, чтобы струя песка бы-
ла направлена перпендикулярно к об-
рабатываемой поверхности.
На характер получаемой поверхности
обрабатываемого изделия также влия-
ют скорость истечения песчаной струи,
расстояние от сопла до изделия, время
действия абразива на стекло.
При повышении скорости истечения
песчаной струи за единицу времени ко-
личество соударений зерен абразива с
поверхностью увеличивается, а следо-
вательно, увеличивается и глубина раз-
рушенной поверхности. Однако ско-
рость не должна быть слишком высо-
кой, чтобы не разрушить защитного по-
крытия. С увеличением расстояния
между соплом и обрабатываемым изде-
лием производимая зернами работа ста-
новится меньше, но значительно повы-
шается однородность поверхности.
Обычно зто расстояние не должно пре-
вышать 200 мм.
Время действия песчаной струи на
стекло зависит от задачи, поставленной
художником. Например, для получения
матовой поверхности стекла достаточно
нескольких секунд, глубинная же обра-
ботка требует порой нескольких часов.
Декорированию пескоструйным аппара-
том может быть подвергнуто бесцветное
стекло. Особых эффектов можно до-
биться на накладных, цветных стеклах,
когда, снимая верхние слои стекла, об-
нажают нижние, тем самым четко вы-
являя задуманную композицию.
Для получения дополнительной игры
иногда употребляют полирование мато-
вой поверхности стекла, обработанной
песком. Полирование проводится хими-
ческим путем, однако вполне примени-
ма огневая и механическая полировка.
Чтобы получить декор в несколько пла-
нов отдельные участки поверхности из-
делия подвергают действию абразивом
в течение различного времени. Для это-
го постепенно снимают отдельные уча-
стки защитного покрытия. Чем рань-
ше оно снято, тем глубже получается
декор (рис. 123).
7.6
Декорирование
художественных изделий
химическим способом
Сущность химической обработки стекла.
В основу химического способа декори-
рования художественных изделий по-
ложена способность стекла реагировать
с фтористым водородом, фтористой кис-
лотой, ее солями и фтористоводородной
кислотой в комбинации с другими кис-
лотами. Реакции представляют собой
сложный химический процесс. При этом
фтористый водород HF реагирует со
щелочными компонентами Н2О, К2О,
IJ2O, стабилизаторами CaO, MgO, ВаО,
РЮ, ZnO и с оксидом кремния SiOs, яв-
ляющимся основным компонентом
большинства стекол. В результате ре-
акций, называемых травлением, проис-
ходит разрушение кристаллической ре-
шетки, наглядно выражающееся в раз-
рушении поверхностного слоя стекла.
132
Травлением можно получать как мато-
вую, так и блестящую поверхность стек-
ла, причем последняя положена в осно-
ву химического полирования.
Химический способ декорирования по-
зволяет получать изображения на стек-
ле высокой художественной ценности.
Химические реагенты и действие их на
стекло. Фтористый водород представля-
ет собой дымящуюся на воздухе бес-
цветную жидкость. Плотность 0,988, за-
кипает при 19,5°С, сильно поглощает
влагу из воздуха. При добавлении воды
образуется фтористоводородная кислота.
При обычной температуре насыщенная
кислота обычно содержит 40—70% HF
и имеет плотность 1,213.
Травление основано на свойстве фтори-
стого водорода вступать в соединение с
кремнеземом: SiO2+4HF=2H2O + SiF4,
при зтом SiF4 выделяется в виде паров,
которые частично улетучиваются, а ча-
стично растворяются в воде, образуя
кремнийфтористоводородную кислоту.
Образующиеся при этом соли кремний-
фтористого калия и кремнийфтористого
бария нерастворимы в воде. С разложе-
нием стекла образуются соли фтористой
кислоты KF (фторид калия) и NaF
(фторид натрия), растворимые в воде, и
менее растворимые в воде фториды.
Эти соли отлагаются на поверхности из-
делий в виде кристаллов, вызывающих
рассеивание лучей света, падающих на
стекло, вследствие чего поверхность его
приобретает непрозрачный, матовый
вид.
Образовавшийся поверхностный слой
солей защищает стекло от дальнейшего
действия кислоты, но если эти соли
смыть, то изделие приобретает прозрач-
ный вид. Для этого стекло ополаскива-
ют чистой водой с добавлением серной
кислоты H2SO4, которая, вытесняя из
солей фтористую кислоту, переводит их
в более легкорастворимые вещества.
И наоборот, для получения матовой по-
верхности необходимо быстрое образо-
вание нерастворимых фторидов, кото-
рые, осаждаясь на стекло, препятство-
вали бы дальнейшему действию HF на
стекло. Нерастворимость фторидов уве-
личивают за счет добавления насыщен-
ных фторидов, которые получают, нейт-
рализуя фтористоводородную кислоту
солями калия, например поташем
(К2СО3).
С повышением концентрации химичес-
ких продуктов в травильной ванне за-
медляется процесс осаждения на по-
верхность стекла мелких нерастворимых
кристаллов фторидов и фторосиликатов,
препятствующих дальнейшему воздей-
ствию их на стекло.
Этим процессом можно управлять, ме-
няя состав травильного раствора и ха-
рактер протравленной поверхности;об-
разование этих веществ может быть
замедлено или ускорено. Чем выше кон-
центрация кислоты или ее температура,
тем быстрее процесс разложения стек-
ла, грубее получаемая матовая поверх-
ность. При очень высокой температуре
и повышенной концентрации кислоты
поверхность становится неровной, по-
этому в соответствии с концентрацией
кислоты необходимо изменять и ее тем-
пературу. Когда концентрация велика,
темпертура должна быть ниже (17—
18°С), по мере снижения концентрации
температуру надо повышать, доводя в
отдельных случаях до 60°С и выше.
Процесс травления ускоряется, если
изделие перемещается в кислоте, это
происходит за счет быстрого смывания
разрушенных частиц стекла, при этом
поверхность стекла, подвергаясь трав-
лению, становится более ровной и шел-
ковистой. Ополаскивание изделия в во-
де, погружая его в раствор соды пре-
кращает полностью процесс травления.
Стекла, применяемые при травлении.
Химическое травление применяется как
на бесцветном, так и на цветном стекле.
При травлении в одном и том же тра-
вильном растворе различных по составу
стекол обрузуются и различные фтори-
ды, поэтому если натриевое стекло бу-
дет иметь матовую поверхность после
травления, то калийные стекла — более
133
шелковистую и прозрачную. Это свя-
зано с тем, что NaF менее растворим в
воде, чем KF. Легче всего травятся
свинцовые стекла.
Художественный эффект повышается
при употреблении накладных: стекол,
когда стравливается кислотами верхний
накладной слой стекла и тем самым соз-
дается переход от цветного стекла к
бесцветному.
Нанесение рисунка на защитное покры-
тие. Для нанесения рисунка вручную
обычно используют остроотточенные
предметы вроде иглы, шила, медицин-
ского скальпеля или перочинного ножа
(для удобства работы иглу острым кон-
цом вставляют в деревянную палочку).
Этими инструментами процарапывают
слой защитного покрытия на стекле, соз-
давая тем самым участки, подлежащие
протравливанию.
Нанесение рисунка на защитные по-
крытия производят механическим пу-
тем с помощью специальных устройств,
называемых гильоширной машиной и
пантографом *. Их устройство сходно,
однако пантограф позволяет получать
более сложные рисунки, чем гильошир-
ная машина (рис. 124). Основным уз-
лом этих машин является горизонталь-
ный или вертикальный параллелограмм.
Четыре звена параллелограмма, соеди-
ненные между собой, позволяют полу-
чать различные вертикальные, горизон-
тальные прямо- и криволинейные дви-
жения. Сочетание движений резца с
вращением изделия и определяет харак-
тер рисунка (рис. 125).
Рисунки на защитном покрытии выпол-
няют металлической иглой (резцом).
На первом звене параллелограмма име-
ется направляющая с неподвижной осью
вращения, относительно которой звено
может перемещаться. На втором уста-
навливается резец. На конце третьего
звена имеется штифт, перемещающийся
по рисунку, выполненному на шаблоне.
* Пантограф — от греческ. pan (pantos) — вся-
кий, grapho — пишу.
434
Таким образом, движения штифта, по-
лучаемые от шаблона, передаются рез-
цу, который и процарапывает соответ-
ствующий рисунок на покрытии.
При этом рисунок па покрытии получа-
ется в уменьшенном виде. Его масштаб
устанавливают по шкалам первого и
второго звеньев. Шаблон представляет
собой металлическую плиту, на которую
методом гравировки перенесен рисунок
в увеличенном масштабе. Рисунок пред-
ставляет собой ряд углубленных в тол-
щину металла канавок, которые и явля-
ются направляющими движения штиф-
та. Изделие, на которое наносится ри-
сунок, устанавливается неподвижно на
вращающемся станке.
На гильоширных машинах обрабатыва-
ют до 8 изделий. Для изделий больших
размеров применяют одноместные ма-
шины. Более сложные рисунки наносят-
ся на многоместных машинах, пантогра-
фах. Эти машины имеют до 24 вращаю-
щихся столиков. Против каждого сто-
лика закреплены гравировальные рез-
цы, поэтому рисунок получается по всей
окружности изделия. Производитель-
ность пантографов достигает 3000—
3500 шт. стаканов в смену. В настоя-
щее время пантографы и гильоширные
машины применяют редко.
Оборудование травильной мастерской.
Выполнение художественных работ тра-
вильной мастерской сопряжено с боль-
шой опасностью отравления • работаю-
щего парами кислот или получения
ожога за счет попадания на кожу кис-
лоты.
Помещение травильной мастерской дол-
жно быть изолировано и сообщаться с
соседними помещениями через двойные
двери.
Травление должно производиться толь-
ко в специальных травильных шкафах,
оснащенных фильтром для улавливания
паров плавиковой кислоты и специаль-
ными плотнозакрывающимися дверцами
(рис. 126). Дверцы шкафа открываются
только в момент помещения или подъе-
ма изделия из рабочей камеры.
Во избежание сброса остатков кислоты
в городскую канализацию рабочие ка-
меры должны быть снабжены нейтра-
лизующими известковыми фильтрами.
Кроме вытяжной вентиляции травиль-
ная мастерская должна быть оборудова-
на и принудительной приточной венти-
ляцией.
Ванночки, употребляемые в качестве
сосуда, лучше всего изготовлять из
свинца, который не подвергается раз-
рушающему действию кислоты. Однако
они являются не только дорогими, но
и не совсем удобными в связи с их
большой массой.
Поэтому за последнее время чаще всего
употребляют ванйочки из полиэтилена,
винипласта, поливинилхлорида, выпус-
каемые промышленностью для фото де-
ла.
Для декорирования изделий больших
размеров используют ванночки, сварен-
ные из указанных видов пластмасс,
железобетонные и деревянные. Железо-
бетонные ванны покрываются в несколь-
ко слоев защитной краской или лаком.
Иногда для изоляции бетона от кисло-
ты употребляют выкладывание внутрен-
ней полости ванны пластмассовыми
плитами.
Для изготовления ванн из дерева обыч-
но берут сухие смолистые сосновые до-
ски толщиной около 50 мм. Соединяют
доски по углам в «шип» и снаружи
стягивают железными обручами («стяж-
ками»), Снаружи стыки досок обмазы-
вают асфальтовым лаком или смолой.
Предварительно доски пропитывают
кислотоупорными покрытиями: биту-
мом, асфальтовым лаком, парафином,
дегтем и т. д. Покрытия наносят на
сухие, хорошо прогретые доски, что
дает возможность достичь большой свя-
зи покрытия с деревом. Возможно упо-
требление для этих целей резиновых
сосудов.
Особые санитарно-гигиенические тре-
бования предъявляются к условиям хра-
нения кислот. Лучше всего хранить кис-
лоты в хорошо проветриваемых поме-
щениях. Сосуды, в которых хранится
кислота, должны быть тщательно заку-
порены. Особую опасность представляет
переливание кислоты из больших емкос-
тей в меньшие, поэтому сосуды долж-
ны быть удобными, иметь ручки и не
затруднять переливания. При этом ра-
бочий обязательно должен одевать за-
щитные очки, резиновые перчатки и
специальную одежду.
Приготовление травильных составов
должно происходить в специальном тра-
вильном шкафу.
Защитные покрытия употребляют для
защиты поверхности стекла от разру-
шения кислотой. Они должны плотно
приставать к поверхности стекла, при
высыхании сохранять эластичность, по-
зволять процарапывать рисунок любой
сложности. Защитный слой предохра-
няет поверхность стекла от подтеков, а
после окончания травления легко уда-
ляется с поверхности стекла.
Лучше всего этим требованиям удовлет-
воряет пчелиный воск с добавлением
10... 15 % парафина, который способ-
ствует ускорению отвердения. Для по-
крытия изделия мастикой воск и пара-
фин отдельно разогревают, затем слива-
ют вместе в одну посуду, перемешива-
ют и окунают в нее предварительно разо-
гретое до 4О...5О°С изделие. Подогре-
вание изделия препятствует растрески-
ванию его при погружении в горячую
мастику и, кроме того, дает ровный
слой, отличающийся хорошим сцепле-
нием со стеклом. Излишки мастики и
мастика, снятая с изделия после трав-
ления, могут быть использованы много-
кратно. На основе пчелиного воска из-
готавливают и более сложные мастики
(табл. 5).
Существуют и другие рецепты, приме-
няемые в СССР и за рубежом. За не-
имением пчелиного воска мастику из-
готавливают из смолы (50%) и пара-
фина (50%) или озокерита (60...70%)
и парафина (30—40%). Перед употреб-
лением мастику разогревают до 70...
80°С.
135
Таблица 5
Компоненты Составы мастик, мае. ч.
1 2 3 4 5
Пчелиный воск 80 75 78 93 80
Канифоль 10 15 12 — 10
Цезария 10 10 10 — 10
Парафин 10 — — 5 —
Каучук — — — 2
В качестве защитного покрытия часто
употребляют битумный лак № 350, ас-
фальтовый и другие лаки.
Способы нанесения защитного покры-
тия могут быть разными: погружение
изделия в мастику (окунание), нанесе-
ние кистью, с помощью шелкотрафарет-
ной печати, путем разбрызгивания
(с использованием трафаретов), аэро-
графом и др. Кистью чаще всего поль-
зуются при нанесении в качестве за-
щитного покрытия различного рода ла-
ков в холодном состоянии. При этом
необходимо, чтобы лак хорошо сходил
с кисти и давал бы ровное без подтеков
покрытие.
Для получения рисунка с помощью
шелкотрафаретной печати употребляют
обычно асфальтовый лак без добавок,
так как он разъедает слой поливинило-
вого спирта на сетке.
Печать проводят непосредственно на
стекле или на передающую бумагу, с
которой рисунок переносится на стекло.
При прямой печати лак несколько про-
гревают, чтобы увеличить его проница-
емость через отверстия сетки. Иногда
для нанесения защитного покрытия
употребляют печатки, выполненные из
пластических материалов: резины,
пластмассы, каучука. Поверхность пе-
чатки покрывается мастикой, которую
тиснением переносят на стекло.
Особым видом покрытия является по-
крытие аэрографом с употреблением
трафаретов из бумаги. Оно позволяет
получать изделия высокого художест-
136
венного качества простыми средствами.
Процесс протравливания стекла. Трав-
ление можно производить парами не-
разбавленной или разбавленной плави-
ковой кислоты. Парами выполняют
обычно мерные и тонкие линии. Этот
метод, как правило, используется в тех-
ническом стеклоделии для получения
всевозможных линий разметок в опти-
ческих приборах. Чтобы получить такие
линии, их процарапывают пантографи-
ческими машинами на защитном по-
крытии, а после этого протравливают в
камере, насыщенной парами.
Неразбавленную плавиковую кислоту
HF употребляют для травления чрез-
вычайно редко, так как она быстро ис-
паряется, заполняя тем самым камеру
парами HF. Концентрированную кис-
лоту употребляют для протравливания
небольших участков стекла чаще всего
путем нанесения кистью и выдерживая
стекло под ее действием в течение 1 мин.
Увеличение времени действия кислоты,
например до 3 мин, приводит к обра-
зованию на поверхности стекла нераст-
воримых солей. В зависимости от кон-
центрации можно получить протраву
тусклого цвета и светлую с блестящей
поверхностью.
Время действия кислоты на стекло от
10 до 30 мин в зависимости от глубины
протравы. Для увеличения блеска про-
травленного рисунка в травильный рас-
твор добавляют серную кислоту. При
этом травильный состав представляет
собой 1 ч. HF, 3 ч. воды и 0,1 ч. H2SO4.
В травильном процессе изделия прохо-
дят ряд операций, следующих друг за
другом: погружение изделия в кислоту,
выдержка в кислоте, извлечение изде-
лия из кислоты, обмывание его холод-
ной водой, снятие защитного слоя
(в горячей воде, если восковые покры-
тия, в скипидаре, если лаковые), промы-
вание в щелочном растворе и оконча-
тельная просушка. В некоторых слу-
чаях готовые изделия вместо промыва-
ния в щелочном растворе протирают
древесными опилками.
Плавиковая кислота в процессе дейст-
вия ее на стекло постепенно улетучива-
ется из раствора, крепость ее ослабева-
ет. В то же время на дне ванны соби-
рается осадок кристаллов солей, кото-
рые смываются с разрушенной поверх-
ности стекла. Через определенные про-
межутки времени приходится менять
кислоту и очищать резервуар от осад-
ков. Удобнее всего собирать осадок ши-
рокой лопаткой. Для этого раствор
взбалтывают деревянной лопаткой, на
дно ванны ставят другую ванночку вы-
сотой в 3...4 см, полностью закрываю-
щую собой ванну с раствором. Подняв-
шиеся во время взбылтывания частич-
ки разложившегося стекла начнут
осаждаться во вторую ванночку, кото-
рую затем осторожно вынимают вместе
с осадками. Удаление разложившихся
частичек стекла можно производить и
кистью, но при этом необходимо стро-
го соблюдать технику безопасности.
В лаборатории изделие помещают в ван-
ночку с кислотой.
В производственных условиях изделия
прикрепляют дном к деревянной дос-
ке при помощи того же защитного по-
крытия, которое было применено для
изоляции изделия.
Прикрепленные к доске изделия опус-
кают в ванну с кислотой. Иногда для
этих целей употребляют специальные
корзинки, выполненные из медной про-
волоки. Они устроены таким образом,
чтобы изделия, находящиеся в них, не
соприкасались друг с другом и со стен-
ками корзинки. Изделия опираются на
проволоку лишь в 4 точках. Чтобы в
этих точках стекло разлагалось в до-
статочной степени, изделие переворачи-
вается вокруг своей оси 2—3 раза. Кор-
зины выполняют размером 50X80 см
высотой 20—30 см из медной проволоки
диаметром 3—6 мм. Для поддержания
постоянной концентрации кислоты при-
меняют специальные химические анали-
заторы.
Светлое травление и полирование стек-
ла. Светлое травление в отличие от ма-
тового дает возможность получать рису-
нок, отличающийся прозрачностью и
блеском. Оно производится смесью пла-
виковой и серной кислот, которая не
только разрушает стекло, ио и хорошо
удаляет с его поверхности слой образу-
ющихся при этом кристаллов. Па заво-
дах применяют разные составы, мае. ч:
I. Плавиковая кислота (35%)—16,7;
серная кислота (80%)—22,6; вода —
60,7; II Плавиковая кислота (35%) —
100; серная кислота (80%) —40; во-
да — 60.
В зависимости от сорта стекла, темпе-
ратуры травильного состава, от глубины
рисунка время действия кислоты может
колебаться в довольно больших преде-
лах — от 2 до 30 мин.
На основе светлого травления разрабо-
тана технология химического полирова-
ния изделий из стекла. Например,
мае. ч: плавиковая кислота (60...
65%) —25; серная кислота (80%) —
50; вода — 25. Как мы видим, по срав-
нению с раствором, применяющимся при
светлом травлении, при полировке до-
ля серной кислоты возрастает с 40 мае. ч.
до 50. Это делается для того, чтобы по-
высить растворимость и смываемость об-
разующихся солей. Для этой цели из-
делие после 15...30 с химической об-
работки опускают в теплую воду, кото-
рая и смывает соли с поверхности стек-
ла. Переменное погружение может по-
вторяться 3...4 раза. Возможен и дру-
гой ритм травления, а именно 8—10 по-
гружений продолжительностью по 5 с.
137
Температура ванны должна поддержи-
ваться на уровне 40—50°С.
Кислотная полировка дает хорошие ре-
зультаты на свинцовых и калиевых стек-
лах, натриевые же стекла полируются
гораздо медленнее и имеют менее зна-
чительный блеск. Для свинцовых стекол
используют следующую смесь, мае. ч:
плавиковая кислота (75%) — 1...2; сер-
ная кислота (80%) — 1,5...2; вода —
1,5...2.
После употребления смеси в течение
1 — 3 ч в нее добавляют дополнительно
HF и H2SO4 в соотношнии 1 : 2 (на Юл
раствора достаточно добавить 0,5 л но-
гой смеси).
По окончании полировки изделие долж-
но быть тщательно промыто в теплой
воде, в противном случае рисунок, а
иногда и поверхность изделия в отдель-
ных местах получаются матовыми. Это
происходит не только от небрежного
мытья, но и от несвоевременности про-
мывки, так как оставшаяся на его по-
верхности кислота продолжает разъ-
едать поверхность.
Химическая полировка изделий не толь-
ко улучшает блеск изделия, но и повы-
шает в 3—4 раза производительность
труда по сравнению с механической по-
лировкой. Но при этом изделие лиша-
ется своего естественного блеска, полу-
чающегося в процессе огневой полиров-
ки слоя, что значительно снижает его
механическую прочность. Кроме того,
эта работа требует чрезвычайно строго-
го соблюдения правил техники безопас-
ности.
Матовое травление позволяет получать
свсторассеивающую поверхность стекла.
В зависимости от вида стекла применя-
ют различные составы. Все они в своей
основе имеют раствор фтористого аммо-
ния в плавиковой, серной кислоте. Для
матирования свинцово-калиевых стекол
рекомендуются следующие составы: I.
Фтористый аммоний — 125 г; плавико-
вая кислота — 150 мл; вода дистиллиро-
ванная— 250 мл; II. Фтористый аммо-
ний — 250 г; серная кислота — 50 мл;
сульфат аммония — 25 г; вода дистил-
лированная — 250 мл; III. Кремне-
фтористый калий — 250 г; соляная кис-
лота — 250 г; сульфат калия — 140 г;
вода дистиллированная — 1000 мл; IV.
Кремнефтористый аммоний — 160 г;
сернокислый барий — 200...220 г.; вода
дистиллированная — 200 мл.
Часто для усиления образования солей
на протравливаемой поверхности и по-
лучения более равномерного матового
слоя к основному составу добавляют со-
ли K2SO4, ZnCl и др.
Наиболее тонкая матовая поверхность
получается при помощи солей калия.
Натриевые соли, хотя и быстрей дейст-
вуют на поверхность изделия, но обра-
зуют неровно-грубоватую поверхность.
Аммониевые соли делают поверхность
более тонкой.
Характер матовости зависит от тем-
пературы раствора и продолжительно-
сти процесса. Температура колеблется
от 15 до 30°С, продолжительность от
1 до 15 мин.
Иногда матировать изделие удобнее не
раствором, а густой пастой. Для полу-
чения матирующих паст употребляют
индифферентные вещества (загустите-
ли) : декстрин, крахмал, муку, казеин,
фторит, криолит и др. В связи с тем что
при протравливании пастами любое их
движение исключено, получают более
зернистую и грубую поверхность. Если
в матирующий состав добавить соли ка-
лия (KF) или К2СО3, КС1, K2SO4, то
это придаст поверхности стеклоизделий
более мягкую и ровную фактуру. При-
мерный состав пасты: фтористый аммо-
ний—10 г; плавиковая кислота (50%) —
10 мл; сульфат бария — 25 г.
При соотношении пасты и загустителя
1 : 1 матирование продолжается 5...
10 мин. Если к пасте добавить неболь-
шое количество глицерина, то ею мож-
но писать при помощи пера. Для уси-
ления действия пасты добавляют *Д
плавиковой кислоты. При протравлива-
нии небольшого участка стекла, чтобы
паста не расползалась в стороны, ее
138
окружают небольшим валиком из воска,
парафина пли пластилина.
Рисунок можно нанести при помощи
резинового штемпеля. Для этого упот-
ребляют жировые вещества, на которые
затем припудривают соли фтористого
аммония. Для проведения более интен-
сивной реакции изделие нагревают до
ЗО...4О°С. Этим же штемпелем можно
отпечатать рисунок из защитного ма-
териала, тогда рисунок будет блестя-
щим, а фон матовым. Припудривание
солями фтористого аммония хорошо
производить на клеевую основу, нане-
сенную при помощи шелкотрафаретной
сетки.
Глубокое травление * является наибо-
лее выразительным средством декориро-
вания изделий из стекла химическим
путем. Оно выполняется чаще всего на
изделиях из накладного стекла, где
нижний слой бесцветный, а верхний
цветной. Путем снятия кислотой соот-
ветствующих участков цветного стекла
на разную глубину достигается различ-
ное ослабление его тона. Для то-
го чтобы получить изображение, на по-
верхность изделия первоначально кис-
точкой наносят по определенному ри-
сунку слой защитного покрытия (обыч-
но это цветы, листья растений, пейза-
жи, памятники, портреты и т. д.).
Изделия подвергают травлению, после
которого защитное покрытие снимается
п вторично покрываются меньшие уча-
стки поверхности изделия и вновь про-
травливаются, в результате чего один
участок стекла протравливается один
раз, другой два раза и т. д. Чем больше
планов имеет рисунок, тем он сложнее,
тем выше его стоимость. Чтобы облег-
чить процесс нанесения защитного по-
крытия на изделие, используют папи-
росную бумагу. Для этого по заданному
рисунку покрытие наносят па бумагу,
* В специальной литературе оно называется
глубоким художественным травлением,
впервые было применено в 1878 г. француз-
скими художниками Евгением и Эмилем
Галле.
при этом рисунок получается в зеркаль-
ном отображении. После того как по-
крытие высохнет, бумагу снимают, а
изделие подвергают травлению. Дора-
ботку изделия производят, нанося кис-
лоту кистью.
7.7
Декорирование стеклоизделий
алмазными, победитовыми
и стальными инструментами
Инструмент. Для нанесения декора при-
меняют специально изготовленные рез-
цы с алмазным или победитовым режу-
щим острием. Резец с алмазом (иногда
его называют «алмазным карандашом»)
чаще всего представляет собой деревян-
ную ручку, одни конец которой заправ-
лен в металлическую трубку-держатель.
Кристалл алмаза укрепляется в держа-
теле спецальной замазкой. За неимени-
ем алмазного резца можно употребить
для декорирования обыкновенный ал-
мазный стеклорез.
Карандаш с победитовым резцом пред-
ставляет собой металлический стержень
круглого пли граненого сечения дли-
ной 100—150 мм, на один конец кото-
рого наварен небольшой кусочек побе-
дита (карбид вольфрама).
Кроме того, для этих целей иногда при-
меняют специальные стальные молоточ-
ки и зубила. Молоточек небольшой мас-
сы ( 100... 150 г) может иметь различ-
ную форму и конфигурацию, однако це-
лесообразнее, чтобы один его конец был
заостренным, другой тупым и рифле-
ным. Острым концом наносят отдельные
точки, а тупым сразу несколько. Чере-
дуя таким образом удары, возможно
получать фактуру различной плотности
на стекле. Зубила, напоминающие фор-
му слесарных, лучше иметь набором из
четырех-пяти штук. Каждое зубило дол-
жно иметь различную ребристость.
Нанесение фактуры на стекло. Удар
резцом дает возможность получать ма-
ленькую, еле заметную белую точку.
139
Однако при нанесении большого ряда
точек стекло в этом месте получает ма-
тово-белую бархатистую поверхность.
Чем больше точек на стекле, тем белее
и бархатистее становится поверхность.
Чередуя таким образом количество на-
несенных на стекло точек, можно полу-
чить тончайшие тональные переходы.
Блестящая, нетронутая поверхность
стекла в данном случае смотрится тем-
ным фоном.
Чтобы получить более грубую поверх-
ность стекла, удары победитовым рез-
цом заменяют ударами специального
стального молоточка или небольшого
зубила. Естественно, для такого рода
декорирования выбирают более толсто-
стенные изделия, так как тонкостенные
изделия от ударов разбиваются.
При ударе молоточком или зубилом воз-
никает поверхностное разрушение стек-
ла, в результате которого образуются
небольшие выемки с раковистыми ско-
лами. Иногда в результате отслоивших-
ся кусочков стекла на изломах видим
радужные переливы света.
Кроме того, если декорируемый пред-
мет жестко зафиксирован, то выемка
может иметь заметно белый цвет, и
наоборот, удар молоточка по стеклу,
уложенному на аммортизирующую по-
душку, белого оттенка не дает.
Подобным декорированием можно до-
биться заметного рельефа поверхности
изделия.
Рисование по стеклу производят как ал-
мазным резцом, так и победитовым. При
этом алмазом в зависимости от силы
нажима получают или тонкие линии
(слабый нажим), или, наоборот, белый
искрящийся след (сильный нажим).
Рисование алмазным резцом требует
определенного навыка: во-первых, не-
обходимо следить за тем, чтобы режу-
щая кромка алмаза была направлена
на движение резца, во-вторых, резец
легко срывается с требуемого направле-
ния. Чтобы получить белую поверх-
ность, ее заштриховывают параллель-
ной или перекрестной штриховкой.
140
Более грубые линии можно получить
рисованием по стеклу острием победи-
тового резца. Иногда для этих целей
применяют искусственно выращенные
кристаллы корунда, спеченного корун-
да и другие абразивные материалы. Ри-
сование резцами дает большой декора-
тивный эффект при употреблении стек-
лоизделий, окрашенных цветной про-
травой или люстрами. При этом белые
искрящиеся линии хорошо контрастиру-
ют с цветным стеклом.
Декорирование стекла с помощью элек-
тричества широко применяется в Чехо-
словакии. Для этого изделия погружают
в раствор водного электролита, состоя-
щего из 18...20%-ного раствора калий-
ной селитры. На дно сосуда кладут ме-
таллическую пластину, являющуюся
одним полюсом электрического тока.
К другому полюсу присоединяют пла-
тиновый электрод, при соприкосновении
которого со стеклом на поверхности по-
следнего образуются линии разрушен-
ного стекла. Это происходит потому, что
в точке соприкосновения иглы со стек-
лом температура повышается настоль-
ко, что поверхность его растрескивается
на мельчайшие частички, которые тут
же сплавляются (температура электро-
да повышается до 15ОО...17ОО°С
(рис. 127).
При повторном соприкосновении иглы с
гравированным участком стекла частич-
ки стекла отлетают от основной массы
или значительно приподнимаются, ос-
таваясь на местах. Поверхность стекла
приобретает интенсивно белую бархати-
стую поверхность, что свидетельствует
о значительности ее разрушения. По-
лярность электродов влияет на характер
получаемой линии. При использовании
платиновой иглы в качестве катода воз-
никает более интенсивный след, чем
при использовании ее в качестве анода.
Ширина следа зависит от уровня элек-
тролита. Наиболее широкий след полу-
чается при уровне электролита в 1,5 мм.
Подобным образом можно декорировать
и листовое стекло. Для этого в емкость
с электролитом помещают на стеклян-
ные или пластмассовые подставки лист
стекла. На дно кладут металлическую
пластину, являющуюся электродом.
Сверху стекло покрыто электролитом
1...1,5 мм толщиной.
Иногда лист стекла, подлежащий деко-
рированию, ограничивают валиком, из-
готовленным из смеси воска с алюми-
ниевыми стружками. Валик высотой
4...6 мм является одним из полюсов*.
Декорирование стекла клеем («мороз»).
На поверхности соответственно обра-
ботанного стекла при помощи густова-
ренного клея возможно получение узо-
ра, напоминающего заиндевевшие стек-
ла окон и получившего название «мо-
роз». Этим способом обычно декорируют
стекла, употребляемые для застекления
окон, дверей, мебели, светильников.
«Морозом» пользуются при декорирова-
нии сосудов, имеющих дефекты в виде
свилей, пузырьков и т. д. Изделия, де-
корируемые этим способом, обладают
тем преимуществом, что, не будучи про-
зрачным, хорошо пропускают свет. Та-
кое стекло поглощает света в среднем
лишь на 5 процентов больше, чем
оконное стекло.
Процесс получения декора «мороз»
можно разделить на следующие опера-
ции: приготовление клеевого раствора;
подготовка стекла к покрытию клеем;
нанесение клеевого раствора; сушка
клеевого раствора; окончательная от-
делка стекла.
Подготовка клеевого раствора начинает-
ся с измельчения пластинок столярного
клея. Затем он помещается в клеевар-
ку и заливается водой таким образом,
чтобы верхние кусочки клея были по-
крыты водой не выше 5...7 мм (избы-
* В Японии для гравирования, резания, свер-
ления плоских пластинок стекла применяют
в качестве электролита 25—50%-ный рас-
тор NaOH (оптимальная концентрация
30%). Режим работы: напряжение 45...55 В
переменного тока; электрод — никелевая
проволока диаметром до 1 мм, второй элек-
трод — латунная пластинка.
ток воды нежелателен). При темпера-
туре 18°С клей набухает 8... 10 ч. Сту-
денистая масса набухшего клея разжи-
живается при нагревании в паровой ба-
не клееварки. Наличие паровой бани —
необходимое условие получения хоро-
шего растворя клея, так как нагревание-
на открытом огне приводит к потере его
клеевых свойств. Вредное действие про-
изводят на клей также различные соли,,
имеющиеся в воде, поэтому для этих
целей лучше употреблять дистиллиро-
ванную или дождевую воду.
Подготовка стекла заключается в очист-
ке стекла от грязевых наслоений и ма-
тирования поверхности при помощи
пескоструйного аппарата или путем «об-
дирки» поверхности на чугунной шайбе.
Заматированную поверхность стекла не-
обходимо хорошо вымыть и просушить.
По краям его должны быть сделаны
бортики из глины или пластилина.
Чтобы стекло не растрескалось, при
нанесении на его поверхность горячего
клея, его необходимо прогреть теплым
воздухом направленного на него реф-
лектора.
Нанесение клеевого раствора лучше
производить щеткой или просто нали-
вать из клееварки. Избыток клея сни-
мается щеткой или тряпкой. Перед за-
ливкой клей остужают до сиропообраз-
ной густоты. Полые предметы просто
погружают в сосуд с клеем и, покру-
чивая его, распределяют ровным слоем
клей на их поверхности.
Сушка клеевого раствора делится на два
этапа: затвердевание и непосредственно
сама сушка. Затвердевание средней тол-
щины клеевого раствора (4...5 мм) про-
исходит за 4...6 ч. Для этого листовое
стекло укладывают на ровную горизон-
тальную поверхность. Затвердевание
происходит обычно при комнатной тем-
пературе без каких-либо дополнитель-
ных средств. После затвердевания кле-
евого слоя листы стекла переносят в
сушилку при температуре ЗО...4О°С.
Для лучшего отвода водяных паров в
сушилку постоянно подается сухой воз-
141
дух, а откачивается влажный. При этих
условиях сушка обычно происходит от
5 до 12 ч.
Образование узора и факторы, влияю-
щие на его характер. В процессе за-
твердевания клей отрывает с поверхно-
сти стекла раковистые кусочки непра-
вильной формы. Это происходит от то-
го, что раствор клея быстро высыхает
лишь в верхнем слое, стремясь при этом
сильно сжаться. Однако нижние слои
клея настолько прочно скрепляются с
поверхностью стекла, что оторваться от
нее не могут.
Между верхними и нижними слоями
возникают напряжения. Продолжение
сушки приводит к растрескиванию по-
верхностных слоев на мелкие частички
неправильной формы. И наконец, ниж-
ние слои покрытия начинают высыхать
настолько, что силы, вызванные их
усадкой, превышают силы сцепления
между частичками стекла. Таким обра-
зом, клей начинает отрывать с поверх-
ности изделия небольшие кусочки.
Размер их зависит от температуры, про-
должительности сушки, толщины клее-
вого покрытия и условий, в которых
происходит сушка. Чем выше скорость
сушки, тем меньше размер вырванных
кусочков, и наоборот. При низкой тем-
пературе сушки образуются более круп-
ные узоры, при высокой — мелкие. Тол-
стый слой клеевого покрытия (свыше
5 мм) дает крупные размеры узора, тон-
кий слой — мелкие и т. д. Эти факторы
можно свести в табл. 6.
Таблица 6
Условия, влияющие на характер узора Узор
мелкий кру ПНЫЙ
Температура Продолжительность сх шки Воздух Толщина слоя Высокая Кра j повременная Сухой Малая Низкая Длительная Влажный Большая
Однако толщину слоя клеевого покры-
тия можпо уменьшить лишь до опреде-
ленного значения (не менее 3 мм), ина-
че напряжения, возникающие в про-
цессе сушки, будут настолько малы, что
отрыв частичек произойти не сможет.
Стекла, декорируемые техникой «мо-
роз», должны быть толщиной не менее
4—6 мм, а для больших размеров —
8 мм, так как если взять толщину слоя
покрытия слишком большую, может
произойти полное разрушение стеклян-
ной заготовки. Толщина полых изделий
должна быть не менее 5 мм.
Декорировать «морозом» можно как
бесцветное, так и цветное стекло (пол-
ностью окрашенное). Интересные де-
коративные эффекты можно получить
с использованием для этих целей на-
142
, кладного стекла. Причем более декора-
тивное звучание приобретают стекла,
где разрушается слой наклада.
При желании матирование поверхности
можно проводить не полностью, а по
частям, употребляя для этого защитные
покрытия, тогда отрывание стекла про-
исходит лишь в заматированных частях,
что дает дополнительный декоративный
эффект. В качестве защитных покрытий
можно употреблять различного рода
пластичные пленки на стекле; напри-
мер, лейкопластырь, изоляционная лен-
та, всевозможные лаки и нитроэмали.
На рис. 128, 129, 130, 131, 132, 133
показаны примеры работ, декориро-
ванных пескоструйной, травлением, ал-
мазным карандашом и техникой «мо-
роз».
ОБОРУДОВАНИЕ ДЛЯ ПЕСКОСТРУЙНОЙ ОБРАБОТКИ
115
Пескоструйный аппарат
С-500:
1 — загрузочный люк; 2 — ре-
гулировочный клапан с руко-
яткой; 3 — верхнее днище ре-
зервуара; 4 — резервуар; 5 —
трубка; 6 — нижнее днище ре-
зервуара; 1 — кран воздуха;
8 — шланг; 9 — сопло; 10 —
рама
116
Передвижной компрессор
0-16:
1 — электродвигатель; 2 —
спусковой кран; 3 — водомас-
лоотделитель; 4 — регулятор
давления; 5 — манометр; в —
нагнетательные клапаны; 7 —
всасывающие клапаны; 8 —
компрессор; 9 — ресивер;
10 — ходовое устройство; 11 —
кран; 12 — рукоятка для пере-
движения; 13 — рубильник
143-
I1LCK0C IP'ИНЫЕ АППАРАТЫ
117
Устройство пескоструйной
установки с воздушным по-
током избыточного давле-
ния
1 — компрессор, 2 — ресивер,
3 — водомаслоотделитель, 4 —
бункер для песка, 5 — шлан-
ги, 6 — сопло, 7 — рабочая ка-
мера, 8 — отсос пыли, 9 — ем-
кость для сборки отработанно-
го песка
118
Пескоструйные аппараты:
а — пневматические, 1 — бун-
кер с песком, 2 — сетка, 3 —
воздуховод, 4 — сопло, 6 —
инжекторные, 1 — бункер с
песком, 2 — сетка, 3 — трубо-
провод, 4 — воздуховод, 5 —
камера смешивания Воздуха с
песком, 6 — сопло
119
Портативные пескоструй-
ные аппараты
а — простейший аппарат для
работы на открытом воздухе,
1 — металлическая воронка,
2 — сопло, з — рукоятка, 4 —
трубопровод, б — пескоструй-
ный аппарат С Бахтика,
1 — подвижной сборник песка,
2 — трубопровод и сопло
120
Вакуумный пескоструйный
аппарат*
1 — обрабатываемое изделие,
2 — песок, обеспечивающий
необходимое уплотнение, 3 —
шаблон, 4 — рабочая камера,
5 — сопло 6 — воздуховод от-
сасывающего насоса
144
ОБРАБОТКА ИЗДЕЛИЙ ПЕСКОСТРУЙНЫМ АППАРАТОМ
121 122 123
Схематический рисунок уст-
ройства пескоструйной ка-
меры для обработки стекло-
изделий небольших разме-
ров
Образование четких и не-
четких границ декора
а — в зависимости от разме-
ров абразивных зерен, б — в
зависимости от направления
песчаной струи 1 — шаблон,
2 4 — абразивные зерна, 3 —
обрабатываемое стекло, 5 —
зона стекла с частичным раз-
рушением поверхностного слоя
стекла
Последовательность выпол-
нения декора при помощи
песчаной струи
1 — рисунок на бумаге, 2 —
рисунок в зеркальном отобра-
жении, 3 — изделие с защит-
ным покрытием 4 — перене-
сение рисунка на защитное
покрытие 5 — проработка пер-
вого плана декора в — про-
работка второго плана деко-
ра 7 — снятие последнего
слоя защитного покрытия,
8 — готовое изделие
€—537
145
ДЕКОРИРОВАНИЕ ИЗДЕЛИЙ ХИМИЧЕСКИМ ПУТЕМ И С ПОМОЩЬЮ ЭЛЕКТРИЧЕСТВА
124 126 127
Схематический рисунок па-
раллелограмма — основного
звена пантографа
125
Процарапывание рисунка
на изделии иглами гилья-
ширной машины
Схематический рисунок
шкафа для химической об-
работки изделий небольшо-
го размера:
1 — вентиляционная труба с
фильтром; 2 — рабочий объем
камеры; 3 — дверца; 4 — об-
рабатываемое изделие; 5 —
ванна с кислотой
Нанесение декоративного
рисунка при помощи элект-
ричества:
а — нанесение декора на стек-
ло. помещенное в емкость с
электролитом; 1 — емкость;
2 — стекло; 3 — электролит;
4 — пластина-электрод; 5 —
платиновая игла; б — нанесе-
ние на стекло декора, ограни-
ченного валиком из пластиче-
ского материала; 1 — ограни-
чительный валик; 2 — стекло;
3 — электролит; 4 — пластина-
электрод; 5 — платиновая игла
146
128
Рисунки, полученные хими-
ческим травлением:
а —при помощи пантографа;
•б — при помощи гильяшира
129
Фрагмент декоративного
рисунка. М. С. Якушева. Де-
корирование изделия свет-
лым травлением, МВХПУ
(бывшее Строгановское),
1975 г.
6»
147
130
Ваза с пейзажем. Пример
глубокого травления. Фран-
ция, Нанси, около 1900 г.
131
Декоративная ваза, посвя-
щенная 250-летию Акаде-
мии наук СССР. В. И.
Маслов. Пример декориро-
вания изделия пескоструй-
ной обработкой. Фрагмент
дипломной работы. МВХПУ
(бывшее Строгановское).
Руков. доц. Антонова Г. А.,
1970 г.
132
Стакан. Франц Греенвод.
Пример декорирования из-
делия алмазным каранда-
шом. Голландия, 1746 г.
133
Декор, полученный при по-
мощи клея «мороз»
1,48
7.8
Живопись на стекле
Краски, применяемые при росписи стек-
ла. По сравнению с другими материала-
ми стекло обладает поверхностью, не
имеющей пор. Поэтому живопись обыч-
ными красками (например, масляными)
в этом случае малопригодна. Такая жи-
вопись легко стирается, особенно при
частом мытье сосуда. Кроме того, на
стекле она выглядит грубой и чужерод-
ной.
Для нанесения живописи на изделия из
стекла применяют краски, принятые
называть силикатными или минераль-
ными. Онп представляют собой смеси
жаростойких минеральных пигментов с
легкоплавкими стеклами — флюсами.
В отличие от органических красителей
силикатные краски обладают высокой
устойчивостью против действия света,
яркостью, разнообразием цветов и дол-
говечностью.
Обычно по химическому составу и тем-
пературе плавления флюсы делят на
свинцовые, боросиликатные, щелочные
и боросвинцовые. В качестве основных
компонентов флюсы содержат оксиды
РЬО, В2О3, SiO2, а иногда и Na2O. Для
каждой краски, как правило, применя-
ется свой, соответствующий ее качест-
вам флюс. Приводим примерный состав
простейшего флюса, мае. ч: кварцевый
песок (SiCh) — 10; сурик свинцовый
(РЬзОд) — 70; борная кислота
(Н2ВО3) — 20. Тщательно отвешенные
компоненты варятся в горшке или тиг-
ле при температуре 1300—1450°С.
Сплав флюса для более быстрого из-
мельчения выливают в холодную воду.
Окончательный помол проводят в шаро-
вых мельницах с последующим просеи-
ванием через сито в 4900 отв/см2.
Содержание флюса в краске иногда до-
ходит до 75...8О°/о. В качестве крася-
щих веществ применяют оксиды метал-
лов и их соединения: кобальта, хрома,
железа, марганца, никеля, сурьмы, кад-
мия, висмута, олова, цинка, алюминия,
урана, радия, иридия, золота, платины,
серебра и др. В зависимости от спосо-
ба приготовления возможно получение
красок с различными красящими свой-
ствами: прозрачных, непрозрачных, ма-
товых и корпусных, дающих высокий
рельеф (так называемая «высокая
эмаль»).
Добавление красителя в тигель при вар-
ке флюса позволяет получать прозрач-
ные краски. В данном случае в процес-
се расплавления легкоплавкого флюса
краситель как бы растворяется в нем,
создавая тем самым однородную про-
зрачную смесь.
Для получения непрозрачных красок,
называемых эмалями, готовый флюс
смешивают с красителями в специаль-
ных смесителях. При этом красители
не расплавляются, а, оставаясь в виде
зерен, распределяются в основном стек-
ле — флюсе в значительной концентра-
ции, это и придает краске непрозрач-
ность. Красители смешивают с флюсом
таким образом, чтобы готовая краска
обладала необходимыми свойствами и
главным образом плавкостью и ярко-
стью цвета. Кроме того, для получения
непрозрачных красок применяют так
называемые наполнители: окись олова,
окись сурьмы, окись циркония, окись
церия, двуокись титана и реже фосфа-
ты и сульфид цинка.
Матовые краски получают путем добав-
ления к основному составу флюса око-
ло 10% соединений фосфора или окиси
цинка. При этом краска приобретает
свойство полностью наглухо закрывать
стекло или другую ранее нанесенную
на него краску. Для снижения раство-
римости красителей, следовательно, со-
хранения их кроющей способности в по-
следнее время много внимания уделя-
ется разработке так называемых стаби-
лизаторов. Чаще всего для этих целей
применяют каолин или прокаленную
окись алюминия. Краска размалывается
в тончайший порошок и просеивается
через сито в 10 000 отв/см2.
149
Краски должны обладать коэффициен-
том термического расширения, близким
к стеклу, и не превышать отклонения
более 5%. При большей разнице коэф-
фициентов возможно как появление в
слое краски мелких волосяных трещи-
нок (цека), так и полное отслоение кра-
ски, вплоть до разрушения изделия.
Правда, цек иногда используют в каче-
стве дополнительного декоративного эф-
фекта. Однако это возможно при усло-
вии, если цек не влияет на механичес-
кую прочность основного стекла.
В лаборатории художественного стекла
Гусевского филиала Государственного
института стекла разработаны составы
термопластических связующих (табл. 7)
и красок на их основе, способных за-
Таблица 7
Наименование компонентов Составы компонентов термопластических красок, мае. %
1 2 3
Пчелиный воск 19 76 60...70
Парафин 65 — —
Метиловый спирт 8 — —
Канифоль 5 14,88 18,6...24,8
Касторовое масло — 9,12 11,4...15,2
Скипидар 3 — —
твердевать при комнатной температуре
и превращаться в жидкость при прове-
дении обжига.
Применение этих красок дало возмож-
ность исключить промежуточную суш-
ку при нанесении рисунков в несколько
цветов, механизировать процесс декори-
рования и увеличить годовой выпуск
готовых изделий.
Термопластические краски содержат
связующего 17.„30 % и 70.„83 % пиг-
мента порошка. Смешивание связую-
щего и пигмента краски происходит в
горячем состоянии.
Обычно художник использует неболь-
шое количество красок, между тем бла-
годаря работам ученых С. Г. Туманова,
П. П. Будникова и ряда других в Со-
ветском Союзе разработано около
10 тысяч цветов и оттенков красок.
Люстры, состав и свойства. Люстры, при-
меняемые для окраски изделий, пред-
ставляют собой тонкие пленки некото-
рых соединений металлов, прочно свя-
занных с поверхностью стекла. Люст-
ры бывают бесцветные (висмутовые,
глиноземные, свинцовые, цинковые),
яркоокрашенные (урановые, железные,
хромовые, кобальтовые, никелевые, мед-
ные кадмиевые), окрашенные в бледные
тона (получаемые смешиванием цвет-
ных люстр с бесцветными). Часто лю-
стры окрашиваются оксидами драгоцен-
ных металлов — серебра, золота, пла-
тины.
Изделия, декорированные люстрами,
значительно дешевле расписанных си-
ликатными красками. Тонкая пленка
люстра повышает механическую проч-
ность поверхности стекла, так как она
обладает большей упругостью, чем стек-
ло. Люстры имеют более высокий коэф-
фициент преломления света, поэтому
поверхность стекла, декорированного
люстрами, имеет повышенный блеск.
Однако при этом следует отметить, что
люстры несколько снижают прозрач-
ность стекла.
Способы приготовления люстров слож-
ны и многочисленны, поэтому их при-
готовление происходит исключительно
в заводских условиях.
Свой окончательный цвет люстры при-
нимают после обжига в печах. Вспомо-
150
гательным материалом, служащим для
растворения люстров, является лаван-
довое или розмариновое масло. Если
поверх необожженного люстра нанести
водный раствор клея определенного
состава, то после обжига можно полу-
чить разрывы пленки в виде тонких,
неоднородных прожилок, называемых
кракле. В зависимости от состава кле-
евого раствора люстр может стянуться
(собраться), создавая тем самым ши-
рокие разводы между отдельными
участками люстра (табл. 8).
Таблица 8
Вид декора Составные части Составы раствора, мае. ч.
1 2 3 4
Мелкое кракле Декстрин 5 5 5
Глицерин 3 5 5 1.5
Вода 10 10 7 5
Спирт 5 5 3,5 5
Тантин —— — — 2,5
Крупное кракле Гуммиарабик 29 — — —
Вода 71 — — —
Кракелирующий клеевой раствор мож-
но наносить любым способом, но лучше
всего на неполностью просохший лип-
кий люстр.
Эффект зависит во многом от толщины
наложения люстра и состава клеевого
раствора. Чем толще слой люстра, тем
более крупный рисунок кракле полу-
чается при обжиге в печи.
Изделия, покрытые люстром и клеевым
раствором, должны сразу поступать в
обжиг без предварительной просушки.
Причем изделия надо прогревать быст-
ро до температуры 150°С, помещая их
по возможности в предварительно про-
гретый муфель. Кракелировать можно
многие из применяемых люстр. Однако
не все люстры дают высокодекоратив-
ные эффекты. Иногда в результате кра-
келирования получается неопределен-
ный, некрасивый рисунок, напоминаю-
щий брак.
Неудавшееся кракле снижает блеск и
чистоту тона люстра, поэтому, прежде
чем употребить этот прием в качестве де-
кора, необходимо вначале провести
пробную работу на специальной заго-
товке.
Препараты из драгоценных металлов
употребляют для нанесения на изделие
тончайшей металлической пленки. Осо-
бенно часто для этих целей употребля-
ют золото. Позолота может быть вы-
полнена со свойственным металлу блес-
ком, а также в виде матового покры-
тия. Препарат жидкого золота, дающий
после обжига блестящую поверхность,
представляет собой раствор органиче-
ского соединения золота, резинатов до-
бавляемых металлов, смол и регулирую-
щих вязкость добавок.
Для получения органического соедине-
ния 99,9% золота растворяют в царской
водке до получения хлористого золота
(АпС1з). Для этого берут, %: золота ме-
таллического — 10,75; хлористого аммо-
ния — 3,24; азотной кислоты (уд. вес
1,3...1,36) — 21,50; соляной кислоты
(уд. вес 1,6) — 64,51.
Путем совместного нагревания серы и
терпентина получают серный бальзам,
который хорошо реагирует с хлористым
золотом, давая основное соединение.
Резинаты висмута, хрома и кобальта
получают путем взаимодействия солей
этих металлов со смолистыми канифоль-
151
ними мылами, В качестве добавок при-
меняют также розмариновую или ла-
вандовую смолы. Регулирующими вяз-
кость веществами являются асфальт,
растворы смол и разбавители — нитро-
бензол и толуол.
Оттенки цвета золота в основном зави-
сят от незначительных добавок соеди-
нений родия, серебра и хрома. Препа-
раты бывают высококонцентрированны-
ми — 1О...12°/о (и даже до 15%) золота
и малоконцентрированными — 6...8 %.
Дальнейшее разбавление препарата не-
целесообразно, так как возможно ис-
чезновение после обжига золотистости
пленки.
Изготовление препарата золота доволь-
но сложный процесс, поэтому изготов-
лять его в условиях живописной мас-
терской не рекомендуется.
Матовое золотое покрытие достигается
путем нанесения препарата жидкого
золота на травленную поверхность стек-
ла. Стекольные заводы за последние
годы освоили получение так называемо-
го чеканного золота, эффект которого
основан на комбинации блестящих и
матовых участков золотой пленки.
Вспомогательные материалы необходи-
мы для доведения красок до рабочего
состояния — зто различного рода свя-
зующие вещества органического проис-
хождения: масла, смолы, бальзамы и др.
Масла в своем большинстве бесцветны
или имеют легкую окраску, растворимы
в спирте, эфире, бензине, ацетоне и т. д.,
являются легко испаряющимися жид-
костями, не оставляющими после себя
заметного следа. Масла добывают из
цветов, коры, плодов, листьев различ-
ных растений.
К высыхающим маслам относятся тер-
пентиновое *, лавандовое, розмариновое,
гвоздичное, касторовое, скипидарное
* Для приготовления терпентина берут по-
рошкообразную канифоль (20%), смешива-
ют со скипидаром (80%) и смесь варят при
температуре, не превышающей температуру
загорания скипидара.
152 .
и др. Особое место среди масел занима-
ет скипидарное (скипидаровое) масло.
Скипидарное масло является гарантией
хорошего срепления краски со стеклом,
хорошо держит форму мазка, способст-
вует проведению особо тонких живо-
писных работ.
К бальзамам относят вещества органи-
ческого происхождения, занимающие
промежуточное положение между мас-
лами и смолами. Эти сиропообразные
жидкости бесцветные, желтоватые, до
коричневого оттенка. Бальзамы — это
высыхающие масла, у которых до кон-
ца не прошел процесс смолообразова-
ния. В СССР используют в качестве
бальзама терпентин — смолистый сок
хвойных деревьев: ели, сосны или ли-
ственницы.
Смолы — последний этап окисления и
полимеризации высыхающих масел.
Это твердые или полутвердые аморф-
ные вещества, хорошо растворяются в
спирте, образуя различные лаки. Их
применяют в качестве загустителей в
стекольных красках. К ним можно от-
нести: канифоль (смолу хвойных де-
ревьев) и дамаровую смолу, хотя по-
следняя применяется довольно редко в
связи с высокой стоимостью.
За последние годы на многих стеколь-
ных заводах в качестве связующего
вещества стали употреблять раствор
акриловой смолы. Для этого акриловую
смолу марки АС МРТУ 601-370—69
разводят тетрамином марки ТСУ 153-
385—63 в соотношении 2 стакана смолы
на 10 л тетрамина.
Смесь подогревается и размешивается
до полного растворения.
Полученная таким образом жидкость
позволяет получать красочную смесь,
обладающую хорошим сцеплением со
стеклом и позволяющую выполнять
мазки с тонкими переходами от одного
тона к другому.
Инструменты и оборудование. Правиль-
ный подбор инструментов и оборудова-
ния мастерской является залогом ус-
пешной работы художника. В качестве
инструмента используют кисти, палит-
ры, куранты, шпатели, турнетки, аэро-
графы, различные приспособления для
нанесения отводок, орнаментальных
лент, ватно-марлевые тампоны, склянки
для кистей и разбавителей и др.
В живописи по стеклу кисти изготовля-
ют из беличьих, колонковых, барсучьих
и конских волос. В кистях ценится пре-
жде всего упругость и прочность воло-
са. По форме они бывают плоские и
круглые; заостренные и тупые; по дли-
не волоса — короткие и длинные (на
рис. 134 показан процесс изготовления
кисти вручную).
Размер кистей обозначается последова-
тельными номерами (преимущественно
четными) от № 2 до № 24 включитель-
но. При выполнении специальных ра-
бот могут применяться и безразмерные
кисти. На практике гораздо важнее по-
нимать, какой кистью можно выпол-
нить ту или иную работу.
Кисть представляет собой легкую оп-
раву из гусиного пера или полиэтилено-
вой трубки (обойма), с одной стороны
которой вставлены и закреплены волос-
ки, с другой — деревянный черенок —
ручка. В зависимости от цели и назна-
чения кисти могут иметь и различную
форму.
Отводочные кисти служат для отводки
различной ширины. Для этих целей
применяются: тонкая кисть с длинным
волосом, сужающимся к концу; длин-
ная кисть с косым срезом; плоские кис-
ти с прямым срезом различного разме-
ра. Широкие плоские кисти с прямым
срезом называют иногда ленточными
кистями за их широкий след.
Живописные кисти служат для нанесе-
ния различного вида мазков при выпол-
нении живописных работ, они бывают
от № 2 до № 8.
Пестреточные кисти служат для нане-
сения тонких деталей живописи (про-
жилки листьев, прописка лица, рук
и т. д.). Мастера-живописцы называют
такого рода работу «пестрением» —
отсюда пестреточная кисть.
Кисти, предназначенные для покрытия
больших плоскостей, бывают круглые
или плоские, больших размеров от № 8
и выше.
На практике обычно у мастера-живо-
писца в процессе работы скапливается
столько кистей, что различить их порой
по указанным выше видам становится
невозможно. Таким образом, перечис-
ленные нами виды кистей весьма ус-
ловны. Приемы работы кистями показа-
ны на рис. 135.
Перо применяется при нанесении мел-
ких деталей. Существует самостоятель-
ный вид росписи пером. Обычно это
монохромные, выполненные в графиче-
ской манере рисунки животных, расте-
ний, фигура или голова человека, а
также целые жанровые или декоратив-
ные композиции. Пером чрезвычайно
удобно производить роспись золотом,
которое гораздо лучше сходит с пера,
чем силикатные краски.
Плита и курант (рейсбер) предназначе-
ны для растирания и смешивания сухих
силикатных красок с разбавителями.
Обычно плита имеет форму квадрата, но
может быть круглой или прямоуголь-
ной формы размером 300X400 мм с
толщиной от 6 до 40 мм с матовой по-
верхностью.
Курант изготовляют из прочного камня
(песчаника) удлиненной формы (от
100 до 200 мм), одна из торцевых сто-
рон которого сошлифована. Однако за
последнее время все более широкое рас-
пространение получили куранты, вы-
полненные из стекла. Их выполняют
гутным способом в форме гриба шляп-
кой вниз. Рабочая поверхность должна
быть не менее 10 и не более 100 мм в
диаметре. Чем больше поверхность ку-
ранта, тем больше должна быть прило-
жена сила при растирании красок, по-
этому при одинаковом давлении более
эффективно растирает краски курант с
меньшей рабочей поверхностью. Хоро-
шо, если край рабочей поверхности ку-
рантов зафацетирован, чтобы краска
легче проникала между плитой и куран-
153
том. При растирании или смешивании
краски с разбавителем курант водят по
плите круговыми движениями по часо-
вой стрелке, одновременно собирая
краску к середине плиты.
В производственных условиях краски
растирают на скипидаре в течение 24...
28 ч в шаровых мельницах, где мелю-
щими телами являются фарфоровые или
уралитовые шары. Растертую краску
сливают через сито в 2500 отв/см2.
Палитра силикатных красок представ-
ляет собой квадратную или прямоуголь-
ную пластинку из стекла различных га-
баритов (примерно 150X120 мм), на
которой в определенном порядке нане-
сены различные цвета силикатных кра-
сок с последующим их обжигом в му-
фельной печи.
Цвет краски, накладываемой на стекло,
и цвет, получаемый после ее обжига,
отличаются друг от друга в значитель-
ной степени. Для того чтобы художник
заранее смог предусмотреть необходи-
мый цвет, и выполняется палитра. Каж-
дая краска имеет свою температуру об-
жига и прозрачность и номер, присво-
енный заводом-изготовителем. Эти све-
дения необходимо также указать на
палитре. Обычно цвета располагаются
так же, как и на палитре при станко-
вой живописи, от светлого к темному,
от теплого тона к холодному. В каждом
ряду находится свой цветовой ряд, по-
этому таких рядов бывает семь. Однако
цвета могут располагаться и в других
порядках, например по возрастающему
порядковому номеру.
Палитры промышленностью не выпус-
каются, поэтому в каждой живописной
мастерской необходимо изготовить свои
палитры, приспособленные к условиям
данной мастерской.
Палитра для смешивания красок пред-
ставляет собой квадратный или прямо-
угольной формы лист стекла стороной
в 200...250 мм и толщиной 4...5 мм. Для
этих целей целесообразно изготовить
палитру из фарфора, имеющую специ-
альные углубления, предназначенные
154
для помещения в них красок разных
цветов.
Шпатели металлические, пластмассовые
или деревянные ножи со срезанным на
угол концом. Они служат для предвари-
тельной обработки краски перед расти-
ранием, а также для сдвижения или
размазывания ее по плите. Металличе-
ские шпатели имеют толщину от 0,5 до
1,0 мм с деревянной или пластмассовой
ручкой и изготовляются из упругой
нержавеющей стали.
Однако некоторые виды красок обра-
батывать металлическими шпателями не
рекомендуется, так как при растирании
в краски попадают частички железа,
окрашивая их в нежелательные тона
(например, пурпурные краски окраши-
ваются в грязно-серые тона). Поэтому
для их обработки употребляют дере-
вянные или пластмассовые шпатели.
Особенно практичны пластмассовые
шпатели, они упруги и отличаются дли-
тельным сроком службы.
Валики для накатывания красочного
рисунка обычно применяют при произ-
водстве фарфоровых изделий. Однако
они могут быть с успехом применены и
в стекольной промышленности. Основ-
ным узлом машинки является сопряже-
ние двух колесиков большего и меньше-
го диаметра. Колесо большего диамет-
ра выполнено из мелкозернистой ре-
зины.
Этим колесом мастер прокатывает по
стеклянной плите, на которой тонким
слоем нанесена краска. Попав на боль-
шое колесо, краски при дальнейшем
прокатывании попадают на стенки со-
суда. Малое колесо в данном случае
выполняет роль клише, на котором вы-
гравирован определенный, орнаменталь-
ный рисунок (рис. 136, а).
Изготовление клише. По оригиналу в
натуральную величину выполняют цин-
ковое клише, с которого отливается
свинцовая или гипсовая матрица, при
помощи которой и изготовляется каучу-
ковая форма колесика. Валик имеет спе-
циальное ограничительное колесо, с по-
мощью которого выдерживается опре-
деленный уровень рисунка.
Декорирование изделий способом штам-
па широко применяется на заводах.
Для этого мастер-гравер по заданному
рисунку вырезает на металлическом ба-
рабане или доске точную копию буду-
щего рисунка. Глубина прорезей зави-
сит от интенсивности краски на изде-
лии. С барабана или с доски снимают
гипсовую форму, на которую наклады-
вают сырую листовую резину по конту-
ру рисунка. Затем форму укладывают
под горячую плиту пресса.
Под давлением и от температуры рези-
на размягчается и заполняет углубле-
ния в гипсовой форме. В результате про-
веденных операций получают рисунок
на резине, точную копию с металличе-
ского. Готовую резиновую матрицу на-
клеивают на листовую губчатую рези-
ну толщиной 6...8 мм и закрепляют на
деревянном или металлическом держа-
теле.
Туриетка служит для нанесения на
сосуды, имеющие форму тел вращения,
круговых красочных линий. Ее устрой-
ство аналогично устройству турнетки,
используемой для разметки рисунка при
резьбе на ребровых станках.
Аэрографы (пистолеты-распылители)
позволяют получить рисунки при помо-
щи трафаретов. Они бывают различных
марок OL19, 0-45, 0-31, 0-37, НБ-3,
Р-2 и др.
Пистолеты-распылители состоят из алю-
миниевого корпуса с рукояткой, распы-
лительной головки, сопла, штуцеров для
присоединения воздушного шланга и
стакана с краской и запорного устрой-
ства рис. 137).
В передней части пистолета размещены
сопло и насадка. Сопло имеет отверстие,
которое может быть перекрыто запор-
ной иглой. В свою очередь насадка име-
ет два боковых отверстия, назначение
которых состоит в том, чтобы направ-
лять струи воздуха, идущие от компрес-
сора. Для того чтобы изменить фор-
му струи, необходимо сменить на-
садку. Краска поступает или по шлан-
гу от красконагнетательного бачка че-
рез нижний штуцер, или из наливного
стакана, расположенного вверху писто-
лета. В первом случае пробкой закры-
вают верхнее отверстие, во втором —
нижнее.
Сжатый воздух подается по воздухово-
ду и при нажиме на спусковой крючок
попадает между клапаном и седлом
клапана, с силой устремляется по труб-
ке к соплу, захватывая при этом опре-
деленное количество краски. Количест-
во краски и воздуха регулируется спе-
циальным устройством.
Несмотря на свои небольшие размеры,
пистолет-распылитель позволяет выпол-
нять довольно сложные, уникальные
рисунки как с помощью трафаретов,
так и без них. Съемный металлический
стакан быстро промывается, тем самым
позволяя менять цвета красок.
Для декорирования изделий массового
характера обычно применяют краско-
распылительную установку. Она состоит
из компрессора с рессивером, краскона-
гнетательного бачка и пистолета-распы-
лителя. Важнейшим звеном в этой цепи
является красконагнетательный бачок.
Рисунок наносится на изделие аэрогра-
фом с помощью трафаретов (шаблонов).
При этом краска закрывает на изделии
места вырезов в шаблонах. Последова-
тельно меняя трафареты, можно полу-
чать различные орнаментальные, мно-
гоцветные рисунки.
Трафарет выполняют из станеолевых
листов 0,5... 1 мм толщины, он подго-
няется по форме изделия так, чтобы
стенки трафарета плотно облегали из-
делие.
При многотиражном выполнении трафа-
ретных работ применяют специальные
полуавтоматические зажимы, обеспечи-
вающие быстрое одевание и снятие тра-
фарета. Такие трафареты состоят из
двух половинок, закрепленных на шар-
нирах (рис. 138).
Оборудование мастерской имеет не ме-
нее важное значение для успешного про-
155
ведения живописных работ, чем хоро-
ший подбор инструментов.
Стол представляет собой прямоуголь-
ную плоскость примерных размеров
600X1000 мм. Крышка стола крепится
на ножках на высоте 750 мм от пола.
Она имеет под правую руку работаю-
щего вынос размером 250X200 мм.
Вынос необходим для удобного распо-
ложения правой руки работающего.
Естественное освещение должно быть
слева сбоку, а вечернее — искусствен-
ное верхнее и боковое слева, осущест-
вляемое настольной лампой.
Для удобства работы кисти должны
находиться в стакане впереди и не-
сколько слева от работающего. Склян-
ка со скипидаром, наоборот, справа.
Непременным условием хорошей рабо-
ты живописца является естественная и
искусственная приточно-вытяжная вен-
тиляция.
Подготовка красок и нанесение их на
стекло. Подготовка краски — важный
момент получения качественной живо-
писи. Для этого мастер насыпает крас-
ку (сухой порошок) на стеклянную
плиту слоем в 4...5 мм, смачивает ее
разбавителем, перемешивает при по-
мощи шпателя и перетирает курантом.
Хорошо приготовленная краска долж-
на легко сходить с кисти, оставлять на
изделии равномерный след и подсы-
хать в течение 15...20 мин. На практи-
ке количество вводимого разбавителя
проверяется опытным путем. Для это-
го краску собирают шпателем к сере-
дине стекла. Правильно приготовлен-
ная по консистенции краска должна
оставаться в этом состоянии и не рас-
текаться. В случае большого количе-
ства разбавителя при обжиге краска
начинает пузыриться, кипеть и даже
может привести к растрескиванию кра-
сочного слоя.
Быстро сохнущая краска (например,
разведенная на одном скипидаре) ло-
жится на изделие неровно, а медленно
сохнущая — загрязняется пылью и яв-
ляется причиной помарок. Краску на
156
изделие по мере возможности надо на-
носить единым мазком, не допуская
повторных ударов кистью, так как это
непременно испортит первый мазок.
Чтобы нанести второй мазок, необходи-
мо дождаться полного высыхания пер-
вого.
Если краски не должны смешиваться,
то их нельзя обжигать одновремен-
но. В этом случае второй слой краски
наносят после обжига первого и обжи-
гают изделие второй раз. Сначала на-
носят более тугоплавкие краски, за-
тем после обжига на них наносят бо-
лее легкоплавкие. Перед началом боль-
шой ответственной работы необходимо
проверить цветовой оттенок и плав-
кость краски на матовом листе или на
другом стеклянном изделии.
Подготовка эмалей к нанесению на по-
верхность изделия производится тем же
порядком, что и подготовка прозрачных
красок. Слой эмали после обжига ста-
новится совершенно непрозрачным. На-
несение равномерного слоя даже на
сравнительно небольшие плоскости за-
труднительно, поэтому краску сначала
наносят кистью, затем выравнивают
тампоном. Для этих же целей плос-
кость изделия простукивают, благодаря
чему эмаль должна ровно ложиться на
поверхность.
Ровное покрытие плоскости краской
производят кистью возвратно-поступа-
тельными движениями. Сначала стара-
ются покрыть большие плоскости, за-
тем переходят к более мелким дета-
лям. Иногда для получения яркого цве-
та на стекло наносят грунт из слоя
белой эмали, а затем слой краски. На-
нося таким образом краску в несколько
слоев, после каждого покрытия обжигая
изделие в муфеле, можно достичь до-
вольно высокого рельефа (5...7 мм).
В Чехословакии для этих целей при-
меняют высокую эмаль. Эта краска в
значительной степени отличается от
других. Слой высокой эмали в резуль-
тате обжига не становится стекловид-
ный, а лишь спекается. Для того чтобы
эмаль не отлетела от поверхности изде-
лия, стекло вначале грунтуют легко-
плавкой краской, которая и создает
между стеклом и эмалью достаточное
соединение. Для получения высокого
рельефа эмаль наращивают постепен-
но, слой за слоем. При этом каждый
слой тщательно высушивают. Готовую
эмаль просушивают не менее суток.
Рельеф можно покрыть сверху золотом,
это создаст впечатление золотого рель-
ефного рисунка.
Выполнение отводок. Принято разли-
чать следующие виды отводок: усик —
тонкая линия от 0,5 до 1 мм толщиной;
отводка — линия средней толщины (до
3 мм); лента — широкая линия до 4...
10 мм. Линии проводятся кистями со-
ответствующих размеров и форм. Крас-
ки для нанесения отводок должны быть
более жидкими, чем для ручной жи-
вописи. Такие краски приготавливают
на скипидаре (80%) с добавлением не-
большого количества терпентинового
масла (20%). Этот состав позволяет
держать краску довольно продолжи-
тельное время в рабочем состоянии.
Краски, которыми пользуются при ра-
боте аэрографом, дополнительно разма-
лывают в специальных шаровых мель-
ницах. Они могут быть приготовлены
как на воде, так и на скипидаре. Кро-
ме того, добавляют необходимое коли-
чество скипидарного масла или кани-
фольно-скипидарной мастики, доводя
краску до нужной консистенции. При-
мерные рецепты приготовления краски,
мае. ч.:
I. Краска сухая (пигмент) — 100; ски-
пидар — 25...30; терпентиновое мас-
ло— 10. II. Краска сухая (пигмент) —
100; вода 30...35; декстрин — 10.
Краски, приготовленные на скипидаре,
должны перед смешиванием хорошо вы-
сушиваться во избежание сворачивания
в комочки (при температуре 70...80°).
Краски, приготовленные на воде, долж-
ны смешиваться в сосуде, выполненном
из неокисляющегося материала. Сперва
засыпают определенное количество
краски, а затем доливают 70...80% во-
ды. После растирания краску процежи-
вают через сито 2500 отв/см2. Процесс
пульверизации должен происходить в
мастерской с хорошей вентиляцией и в
специальной камере с отсосом запылен-
ного воздуха, так как некоторые ком-
поненты, входящие в состав красок
вредны для здоровья. Для распыления
красок используют сжатый воздух дав-
лением 0,15...0,2 МПа.
Для нанесения рисунков при помощи
валика краску берут несколько гуще,
чем для обычной живописной работы.
Ее растирают на стекле, затем сдвига-
ют в одно место и отделяют от общей
массы некоторое количество и pacnnasj
ляют по стеклу тонким слоем. Простым
прокатыванием большого колеса вали-
ка краску сначала переносят на малое
колесико, затем с колеса на изделие.
Чтобы рисунок получался четким, не-
обходимо постоянно прокатывать боль-
шое колесо валика по краске.
Нанесение рисунка при помощи штам-
па. В такой же последовательности пе-
реносят красочный узор при помощи
штампа с рельефным рисунком. Пос-
ле перенесения краски на стекло ее не-
обходимо несколько подсушить.
Иначе переносится краска на изделие
при помощи печати. В этом случае на
рельефную печатную доску шпателем
наносят краску, приготовленную на гу-
стой олифе. Излишки краски снимают
мягкой бумагой. При этом краска долж-
на оставаться только в местах вырезов,
в углублениях рисунка.
На подготовленную таким образом дос-
ку накладывается специальная тонкая
слабоувлажненная бумага, на которую
сверху накладывается второй слой бу-
маги, а сверху — прокладка из резины,
кирзы или пластика. После чего дос-
ку пропускают сквозь вальцы или по-
мещают под пресс. Бумажные оттиски
перекладывают влажной бумагой и на-
правляют в цех по конвейеру, где ее
накладывают на изделие и прокатыва-
ют войлочным валиком. При этом крас-
157
ка прочно пристает к стенке изделия,
а бумага легко сходит с рисунка.
Декорирование лаконированными сме-
сями. Разновидностью декорирования
стеклоизделия штампами является де-
корирование лаконированными смеся-
ми. Для этого лаконированная смесь
шпателем растирается на стеклянной
плите и специальным мастичным вали-
ком из каучука, сырой резины тщатель-
но разравнивается на ней. Затем вали-
ком краска наносится на поверхность
клише, с которого жировой слой про-
катыванием переносится на поверх-
ность изделия. Лаконированная смесь
выполняется по рецепту, мае. ч.: ас-
фальтовый лак—1; канифоль—0,5;
скипидар — 0,5. Раствор перемешива-
ется до однородной массы. Мастичный
валик может быть выполнен из пори-
стой резины или из специального со-
става, мае. ч.: пищевой желатин—1;
столярный клей—1; технический гли-
церин — 2. Компоненты хорошо пере-
мешивают и добавляют 0,1% концент-
рированной карболовой кислоты. Смесь
выдерживается на паровой бане до
состояния густой сметаны и отливается
в специальные формы.
Лаконированный оттиск на стекле при-
пудривается силикатной краской и про-
ходит процесс отжига при температуре
54О...56О°С. Иногда для получения ше-
роховатости рисунка к составу краски
добавляют мелкий кварцевый песок.
Подготовка и нанесение препаратов
драгоценных металлов. Препараты дра-
гоценных металлов при нанесении их
на стекло должны высыхать через 12...
15 мин при комнатной температуре. Пе-
ред употреблением флакон с препара-
том необходимо взбалтывать в течение
20 мин. В случае загустевания препа-
рата перед работой в него добавляют
небольшое количество свежего препа-
рата или разбавляют лавандовым мас-
лом.
Препараты применяют для различных
видов художественных работ — отвод-
ки. пестрения, живописных работ и
т. д. Рисунок наносят кисточкой или
пером. При нанесении препарата дра-
гоценных металлов необходимо сле-
дить, чтобы след, оставляемый кистью
или пером, не растекался.
Толщина пленки металла должна быть
тщательно подобрана. При слишком
толстой пленке образуется чешуй-
чатость (перхлость), металл может от-
падать и легко стираться пальцами ру-
ки. Обычно толщина пленки металла
составляет порядка 0,1 мкм.
Нельзя наносить препарат на холод-
ные, запыленные или увлажненные из-
делия.
При нанесении препаратов штампом
необходимо подготовить более концент-
рированный (густой) препарат. Для
этого его перемешивают на стекле
шпателем, собирают в одно место и ос-
тавляют для подсыхания на 5...6 мин
на воздухе. Затем шпателем отделяют
из общей массы некоторое количество
препарата и образуют рабочий слой на
палитре.
Как при нанесении красок, так и при
нанесении препаратов металлов необ-
ходимо следить за чистотой штампов.
Для этого их надо систематически про-
мывать в скипидаре.
Во время перерывов в работе с жид-
кими препаратами драгоценных метал-
лов надо следить, чтобы флакон с пре-
паратом был плотно закрыт крышкой.
Помарки, получаемые во время работы,
смывают слабым раствором плавико-
вой кислоты или зачищают их пем-
зой.
Подготовка изделия и нанесение раз-
метки. Изделия, предназначенные к
росписи, необходимо тщательно под-
готовить. Поверхность их очищают от
пыли и следов жировых пятен, нали-
чие которых неизбежно приводит к
браку. Например, препарат жидкого
золота, нанесенный на пыльную по-
верхность, может дать брак в виде
«прострела», т. е. небольших участков
стекла, не закрытых металлической
пленкой.
158
Краска, нанесенная на такую поверх-
ность, дает после обжига изделия гряз-
ного цвета, точки, полосы и пятна.
Кроме того, краска на таком изделии
до проведения обжига очень слабо
держится и сходит с его поверхности
от малейшего прикосновения.
Для удаления пыли и жировых пятен
изделия протирают теплой водой, во-
дой с содой или спиртом. Для этого
применяют полотенца из хлопкового
полотна с коротким ворсом. Длинный
ворс может привести к тому, что от-
дельные его волоски останутся на из-
делии и при обжиге на этом месте об-
разуются загрязненные участки кра-
сочного слоя.
Разметка рисунка может быть нанесе-
на различными способами. Самым
простым способом является вкладыва-
ние рисунка, выполненного на бумаге,
внутрь изделия. В этом случае рисунок
виден сквозь толщу стекла. Другим
способом является применение раз-
личного рода трафаретов, шаблонов и
припорохов. Бумагу с проколотым ри-
сунком прикладывают к изделию. Мар-
левым тампоном с ватой наносят по-
рошок древесного угля по этим линиям
на поверхность изделия. После этого
рисунок обводят краской или контраст-
ными чернилами с гуммиарабиком.
Оставшийся угольный порошок на об-
жиг не влияет.
7.9
Декалькомания
Декалькомания — способ декорирова-
ния изделий путем перевода предвари-
тельно изготовленных литографским
методом на бумаге или целлулоидной
пленке многоцветных рисунков, нане-
сенных силикатными красками (де-
коль).
Рисунок на изделие переносится двумя
способами. Первый способ заключает-
ся в том, что деколь покрывают слоем
канифольно-скипидарной мастики, %:
канифоль — 30...35; скипидар — 65...70.
Нанесенную на листы мастику подсу-
шивают до образования отлипи. После
этого листы разрезают на отдельные
рисунки, которые опускают в воду на
1—1,5 мин. Размокшие рисунки лице-
вой стороной прижимают к поверхнос-
ти изделия губкой. Бумагу осторожно
снимают, а рисунок остается на из-
делии.
Второй способ заключается в нанесе-
нии тонкого слоя мастики примерно
того же состава на то место изделия,
где должен быть помещен рисунок.
После подсушивания мастики вырезан-
ный рисунок наносят на изделие, ув-
лажняют его губкой и осторожно сни-
мают бумагу.
Изделие с нанесенным на него рисун-
ком подсушивают и промывают содо-
вым или аммиачным раствором 2...2,5
%-ной концентрации и в проточной во-
де комнатной температуры. После это-
го изделия поступают в обжиг. В дан-
ном случае рисунок на изделии полу-
чается в зеркальном отображении по
отношению к рисунку на бумаге (рис.
139).
Декалькомания позволяет выпускать
изделия из стекла большими тиража-
ми, однако рисунки, получаемые с по-
мощью деколи, иногда выглядят блед-
новатыми, часто имеют мало блеска.
Сдвижная шелкотрафаретная деколь
(шелкография) является разновид-
ностью декалькомании. Она получила
широкое распространение в СССР и за
рубежом в последние 10 лет. Шелко-
графия является наиболее совершен-
ным по сравнению с декалькоманией
методом декорирования изделий из
стекла. При шелкографии ликвидиру-
ются операции смазывания изделий
мастикой с последующей их промыв-
кой.
Шелкография позволяет получать ри-
сунки любой сложности, выполненные
в различных материалах (штриховые,
плотная заливка с тонкой деталиров-
кой). При этом краска накладывается
159
более плотно, а рисунок получается
более ярким и сочным. Рисунок нано-
сится на специальную гуммированную
с нанесенным пленкообразным соста-
вом бумагу так называемым шелкотра-
фаретным способом.
В качестве плепкообразующих веществ
применяют коллоидные растворы на
основе ацетилцеллюлозы, бутилмета-
криловых и других смол.
Процесс нанесения пленки заключается
в том, что системой валиков лакиро-
вальной машины на гуммированную
бумагу, подаваемую специальным ба-
рабаном, наносится равномерный слой
лака. Отлакированная бумага проходит
сушку и контроль на качество.
Нанесение рисунка на бумагу. Сущ-
ность этого метода заключается в том,
что жидкая силикатная краска про-
давливается через сито 3600 отв/см2.
Перед применением на сетку наносят
светочувствительную эмульсию, кото-
рая приготавливается двух составов,
мае. ч.: I. Желатин — 7; клей столяр-
ный — 8; ликоподий — 1; вода — 150.
II. Спирт-ректификат — 50; аммиак —
5; глицерин — 4; калий двухромовокис-
лый — 5.
После приготовления оба состава тща-
тельно перемешивают и наносят на
сетку тонкими ровными слоями от 3 до
6 раз. После нанесения очередного слоя
эмульсии сетку просушивают. На сет-
ку с нанесенной эмульсией при помо-
щи светокопировального станка через
диапозитив переносят изображение ри-
сунка. Время выдержки зависит от
силы света и характера рисунка.
Рисунок проявляют светокопированием
в подогретой до 30—40°С воде, в кото-
рую добавляют некоторое количество
спирта (на 1 л 25 мм спирта). При
этом эмульсия растворяется в местах,
не подверженных действию света, а в
местах, подверженных действию света,
закрепляется (задубливается). После
промывания и сушки сетку натягивают
на деревянную раму высотой не более
15 мм.
160
Краску для печати готовят тщательно,
после помола пропускают через сито
3600 отв/см2. Для печатания сетку на-
кладывают на отлакированную бумагу
наружной стороной, а на внутреннюю
ее сторону наливают приготовленную
краску.
Раклей* краску продавливают до со-
прикосновения с бумагой, проводя ею
по сетке один-два раза. В результате
получается отпечаток, соответствующий
рисунку на сетке. Если рисунок имеет
2, 3 цвета и более, то на каждый цвет
готовится своя сетка. В производствен-
ных условиях все процессы подготовки
сеток и нанесение деколя на бумагу
механизированы.
Нанесение деколи на изделие. Дальней-
шая операция по нанесению сдвижной
деколи заключается в том, что рисунок
разрезают на отдельные «лепки», сма-
чивают их в воде и накладывают на
изделие лицевой стороной вверх и
пленку с находящимся на ней рисун-
ком сдвигают с бумаги — основы.
В этом состоит основное отличие
сдвижной деколи от обычной. В отли-
чие от обычной деколи, где изображе-
ние получается зеркально-переверну-
тым, в сдвижной оно будет прямым.
Для удаления воды и воздуха из-под
пленки ее тщательно прижимают к из-
делию специальным тампоном или ва-
ликом.
После ополаскивания и сушки (при
температуре 18—30°С) изделие посту-
пает в обжиг. Последовательность про-
цесса изготовления двухцветной деколи
дана на рис. 140.
Шелкотрафаретная печать. По принци-
пу шелкотрафаретной деколи разрабо-
тан метод шелкотрафаретной печати.
В данном случае рисунок переносится
непосредственно на изделие так, что
отпадает надобность в деколи. Однако
* Ракля состоит из резиновой прокладки, сде-
ланной из стандартной черной листовой ре-
зины различной степени жесткости и за-
крепленной на деревянной ручке.
при шелкотрафаретной печати возмож-
ны большие дефекты. Например, рас-
плыв рисунка, несовпадение контуров
и т. д., поэтому нанесение рисунка де-
коли является более надежным спосо-
бом, он более богат по декоративным
возможностям.
7.11)
Декорирование изделия фотопечатью
Развитие в СССР фототехники позво-
лило серьезным образом поставить воп-
рос о возможности декорирования из-
делий из стекла фотопечатью. Фото-
печать представляет собой фотографи-
ческое изображение на изделии. Этот
вид декорирования можно получать
двумя способами.
Первый способ дает фотоотпечаток на свето-
чувствительном слое, нанесенном непосредст-
венно на изделие. Светочувствительный слой
состоит из альбумина, содержащего в себе
двухромовокислый аммоний. Состав имеет
свойство закрепляться (задубливаться) под
действием света и становиться нераствори-
мым в воде. Кроме того, такой слой сохра-
няет способность вбирать в себя жиры. Сам
процесс нанесения фотоотпечатка состоит в
том, что на фоточувствительный слой альбу-
мина накладывают негатив определенного
рисунка. После засвечивания через негатив
альбумин, лежащий под более прозрачными
участками негатива, задубливается больше,
чем лежащий под темными участками.
После этого на отпечаток наносят слой жир-
ной краски. При появлении в воде незадуб-
ленных участков альбумин растворяется и
удаляется с поверхности изделия.
Таким образом, на изделии остается лишь
слой задубленного и покрытого краской аль-
бумина в местах, где свет произвел соот-
ветствующее действие на него. Эти участки
жирного альбумина припудривают спликат-
пой краской, и изделие направляется на
отжиг. Жировой слой и альбумин выгорают,
а силикатная краска сплавляется со стек-
лом.
Второй способ заключается в получении кол-
лоидной пленки с изображением и перенесе-
нием ее вместе с силикатной краской на
изделие. Для этого с оригинала снимают не-
гативную пленку, проявляют при красном
свете, промывают ее и просушивают. С не-
гатива печатают позитивную пленку или вы-
полняют позитив на стеклянной фотопластин-
ке. Затем берут чистые стекла (обработан-
ные слабым раствором соляной кислоты) и
наносят слой светочувствительной эмульсии,
мае. ч.: декстрин — 7; сахар — 4; двухромо-
вый аммоний — 3; вода — 100. Эмульсию на-
носят на стекло путем равномерного смачива-
ния. Стекла просушивают при 40—50°С. Вы-
сушенные стекла помещают в копировальную
раму вместе с позитивами эмульсионными
слоями друг к другу и под сильным осве-
щением выдерживают необходимое время.
После этого на отпечаток рисунка мягкой
кистью до полного насыщения наносят си-
ликатную краску. Излишки краски снимают
тампоном. Сверху на краску наносят кол-
лоидный раствор, мае. ч.: коллодий—100; сер-
ный эфир — 100; спирт ректификат — 50. Сте-
кло с отвердевшей пленкой помещают в дру-
гой раствор, мае. ч.: бура — 25; едкий натр —
5; вода — 1000.
В этом растворе пленка вместе с краской от-
деляется от стекла. Для того чтобы пленка
лучше сходила со стекла, ее подрезают на
стекле со всех сторон. Отделившуюся таким
образом пленку промывают в чистой воде
вместе со стеклом. Затем стекло вынимают,
а пленку в воде наносят на тщательно очи-
щенное и обезжиренное изделие. Пленку на-
носят на изделие коллодиевой стороной. При
необходимости пленку можно передвигать по
поверхности изделия, не испортив при этом
рисунка. После сушки изделия острым ножом
удаляют лишнюю коллодиевую пленку и
сверху на рисунок наносят легкоплавкий
флюс, мае. ч.: бура жженая — 5; вода — 100.
После контрольного просмотра и удаления
лишнего флюса изделия направляют на от-
жиг.
7.11
Фоточувствительное стекло
Декоративный эффект фоточувстви-
тельного стекла основан на способнос-
ти рубинового стекла после облучения
его ультрафиолетовым светом наво-
диться быстрее. Облучение изделия
ультрафиолетовым светом производят
в момент его формования через спе-
циальные трафареты. После наводки в
этих местах образуются более темные
участки стекла. Если заменить трафа-
реты негативной фотографической
пленкой, то при наводке изделия воз-
можно получение позитивного изобра-
жения пленки.
161
Декорирование стеклоизделий цветной
фактурной пастой на основе силикат-
ных (минеральных) красителей разра-
ботано на Дятьковском хрустальном
заводе художником по стеклу В. Я. Шев-
ченко в 1963 г.
Состав пасты, мае. ч.: краска силикат-
ная — 7 (49...56); шамот молотый, про-
сеянный через сито 121 отв/см2, —
1 (7...8); канифоль (75% канифоли и
25% скипидара) — 5 (35...40); скипи-
дар — в количестве, необходимом для
достижения требуемой вязкости.
Краски для составления пасты берутся обыч-
ные, изготавливаемые Дулевским лакокрасоч-
ным заводом для стеклодельных предприятий.
R завпсимости от цвета вводимой краски мо-
жно получать соответственно и разные
цвета и оттенки рисунка.
Нанесение пасты на изделие. Приготовлен-
ная паста одного или нескольких цветов
наносится на холодное изделие или лист сте-
кла кистью, заточенным стержнем в виде
карандаша, набрызгиванием и т. д.
Обжиг изделий с нанесенной пастой. Изде-
лия, расписанные пастой, после сушки по-
мещаются в печь, где обжигаются при темпе-
ратуре 540—580°С. Обжиг производится в кон-
вейерных или камерных печах с обычным
температурным режимом обжига живописи
па стекле.
Понижение температуры обжига повышает
высоту рельефа, усиливает фактуру, ослаб-
ляет яркость цвета.
Повышение температуры уменьшает высоту
рельефа, зернистость фактуры, усиливает
яркость красок.
7.12
Обжиг изделий с живописью
Обжиг необходим для закрепления на-
несенных на поверхность изделий кра-
сок. Температура, при которой проис-
ходит обжиг, зависит от состава крас-
ки. Краски, богатые легкоплавкими
флюсами (оксиды свинца, бора), ес-
тественно, имеют температуру плавле-
ния ниже. Обычно она колеблется от
540 до 560°С. Эта температура, как
правило, на 1О...2О°С ниже начала раз-
мягчения стекла. При этой температу-
ре краски, расплавляясь, прочно сцеп-
162
ляются со стеклом и приобретают ха-
рактерный блестящий глянцевый вид.
Печи дли обжига изделий с живописью
бывают двух видов. Камерные (му-
фельные) и конвейерные непрерывного
действия.
Камерные (муфельные печи) могут
быть как пламенными, так и электри-
ческими. Они являются периодически-
ми, работающими по принципу загруз-
ка — обжиг — выгрузка.
Камерные печи употребляют для обжига из-
делий высокохудожественного достоинства.
Камерные пламенные печи представляют со-
бой камеры закрытого типа, где изделия
омываются поточными газами со всех сторон.
Объем их колеблется от 0,5 до 3,5 м3. Вы-
кладываются камерные печи из шамотных
плит и обносятся обыкновенной кирпичной
кладкой (кожух). Основным отличием этой
печи является то, что обжигаемые в ней из-
делия полностью защищены от непосредст-
венного соприкосновения с пламенем и от
воздействия зольных налетов. При этом пла-
мя соприкасается только со стенками му-
феля, через которые и передается темпера-
тура изделиям. Пламенные камерные печи
рассчитаны на обжиг в окислительной среде,
отапливаются они, как правило, газом, но
могут отапливаться мазутом или твердым то-
пливом, таким, как торф, уголь, дрова. Печь
снабжена смотровым окошком, а также от-
верстием для ввода термопары. Необходимо
помнить, что доведение температуры печи до
400...450°С должно происходить при открытом
смотровом глазке. Это необходимо для того,
чтобы газы испаряющихся веществ могли
свободно покинуть камеру печи.
При использовании камерных пламенных пе-
чей сернистые соединения, получающиеся в
момент горения топлива, способны проникать
через мельчайшие отверстия муфеля и при-
давать окраске матовость, которая происходит
от образования в последней микроскопичес-
ких сульфатов.
Для того чтобы этого не происходило, необ-
ходимо внутреннюю полость муфеля прома-
зывать смесью сурика с каолином и водой
или раствором беложгущейся глины с лег-
коплавкой неокрашенной глазурью с водой,
доведенных до состояния густой сметаны. Об-
жиг в таких печах продолжается 3—5 ч (от
начала разогрева и до его конца без осты-
вания) (рис. 141).
За последние годы все больше па стеколь-
ных предприятиях входят в практику элек-
трические камерные печи. Нагревательные
элементы таких печей могут находиться как
внутри камеры, так и снаружи ее. Их объем
обычно колеблется от 1/3 до 1 м3. Потребляе-
мая мощность их составляет 12...35 кВт. Как
правило, обогреваются все стены, в том числе
под, двери и свод. Как и у камерных пламен-
ных печей, электрические имеют отверстие
для ввода термопары и окошко для визуально-
го наблюдения, в поду имеется отверстие для
ввода воздуха, а в потолке — для вентиля-
ционного устройства. В ЧССР за последние
годы нашел применение метод принудитель-
ной циркуляции воздуха печи. Для этого в
печь подается дополнительно подогретый
воздух, который вытесняет из печи воздух,
насыщенный продуктами испарения масел.
В результате этого в печи сохраняется оки-
слительная среда и создается ряд других до-
полнительных факторов. Для производства
массовой продукции употребляют в настоя-
щее время печи другого типа.
Конвейерные печи непрерывного дей-
ствия (леры). Они применяются для
обжига тонкостенных изделий. Кон-
вейерные печи имеют металлический
корпус, керамическую футеровку и
электрический обогрев. Ширина ленты
50—-80 см, длина камеры 5—10 м. Из-
делия проходят весь цикл обжига за
4—6 ч. Температура в печи нарастает
к центру и спадает по краям. Это дает
возможность постепенно нагревать и
охлаждать изделие. Изделия наряду с
обжигом проходят процесс отжига, по-
этому они не трескаются при выходе
из печи. Для автоматического контро-
ля в печп имеются специальные тер-
морегуляторы. Изделия укладывают
или на металлические листы, а затем
на ленту конвейера, или непосредст-
венно на ленту.
Примером конвейерной печи может служить
печь типа ЛНМ, работающая на природном
газе. Длина камеры 26 м 50 см, ширина ра-
бочей части 10СЙ) мм. Скорость движения
ленты различная: от 45 мин до 14 ч. Имея
верхний и нижний обогрев, печь снабжена
профильным милливольтметром МНПР
54-ГРХА со шкалой от 0 до 1100°С и 8 термо-
парами, которые служат для контроля и про-
изводства обжига. Термопары 1, 3, 5, 7, 8 по-
казывают температуру нижнего обогрева, 2,
4, 6 — температуру верхнего обогрева. Основ-
ными точками для обжига красок являются
точки 5 и 6. Отклонение основных точек об-
жига от заданных температур составляет
±5°С.
Конвейерные печи производительны и
экономичны.
Порядок установки изделий в печи.
В рабочей камере обжигательной печи
при установке изделий соблюдают оп-
ределенный порядок.
В большинстве случаев изделия укла-
дывают на специальные металличе-
ские ленты со множеством отверстий
(в отверстия проходят газы, образую-
щиеся при сгорании органических ве-
ществ из состава красок). На под печи
стараются укладывать тонкостенные из-
делия, декорированные красками низ-
ких температур плавления. Если изде-
лия, положенные на под печи, состав-
ляют ровную высоту, то пад ними на
специальных керамических подставках
кладут другой лист и на него еще слой
изделий. В связи с тем что наибольшая
температура в печи бывает под сво-
дом, сверху кладут изделия с толсты-
ми стенками или декорированные крас-
ками высокой температуры плавления.
Эти же изделия стараются ставить не-
посредственно вблизи электроспиралей
или наиболее интенсивных потоков
пламени.
Изделия, имеющие тонкую пожку, ста-
вят в середине печп, где температура
поднимается равномерно. Блюда кла-
дут друг на друга дно с дном, верх с
верхом. Высокие изделия (штофы,
кувшины, графины) ставят к стене
печи, так как при открывании дверцы
приток холодного воздуха может при-
вести к разрушению изделия.
Контроль режима отжига. Перед отвер-
ствием в дверце, предназначенным для
визуального наблюдения, ставят проб-
ный образец краски, по которому су-
дят о ходе обжига. Существует мно-
жество способов визуального контроля.
Например, контроль с помощью стек-
лянной полоски определенной длины,
положенной центром на подставку: по
степени ее прогиба судят о температу-
ре в печи. Другой способ определения
режима обжига живописи — по копоти.
Для этого одно из изделий густо коп-
163
тят. При повышении температуры в
печи до температуры обжига копоть
постепенно сходит с изделия и печь
выключается.
Но основной контроль производится с
помощью пирометра. При очень тол-
стых стенках изделий печь после каж-
дого повышения температуры на 40...
50°С выключается, а затем снова вклю-
чается, что дает возможность прогре-
вать изделия более медленно.
Следует помнить, что чем больше из-
делий в печи, тем дольше происходит
процесс обжига, и наоборот, чем мень-
ше изделий, тем быстрее происходит
обжиг.
Процесс обжига слагается из несколь-
ких этапов, а именно: нагрева, вы-
держки и охлаждения (рис. 142). Обя-
зательным условием является замед-
ленный подъем температуры в первой
стадии обжига. В этот момент в печи
образуется много газообразных ве-
ществ от выгорания масел. Если не
учесть этого обстоятельства, то краски
могут вспучиться («вскипеть») или
собраться в неопределенной формы бу-
горки. Замедленный разогрев должен
происходить до температуры 300...
350°С. По достижении наивысшей тем-
пературы обжига (540...560°С) необ-
ходима выдержка в течение 20... 10
мин. Выдержка необходима для вырав-
нивания возникших перепадов темпе-
ратуры в различных частях изде-
лия.
Остывание должно происходить таким
образом, чтобы в изделии не возникали
остаточные напряжения, поэтому при
определении графика остывания печи
необходимо учитывать толщину изде-
лий. Чем толще изделие, тем дольше
охлаждение (рис. 142).
В процессе обжига краска проходит следую-
щие стадии: спекание, т. е. сцепление краски
с поверхностью изделия. Вначале плавится
флюс, а затем отдельные частички краски,
превращаясь таким образом в единую стек-
ловидную массу (390...430°С); растекание
стекловидной массы в сплошной слой (410...
450°С); сплавление краски с поверхностью
464
изделия происходит при взаимном соедине-
нии частиц стекла и краски (53О...54О“С).
Дефекты изделий е живописью. При наруше-
нии режима обжига могут возникнуть раз-
личные дефекты живописи. Основными из
них являются:
белесоватый налет получается при попада-
нии в печное пространство сернистого газа,
как результат сгорания топлива; вспучива-
ние (вскипание) красок происходит в резуль-
тате чрезмерно быстрого повышения темпера-
туры в печи или избытка органических (свя-
зующих веществ в красках); засорение
рисунков зернами керамики, золы и другими
мелкозернистыми веществами вследствие не-
доброкачественного огнеупорного материала
в печи; матовость красок получается от не-
дожога, насыщения красок парами воды, а
также от слишком толстого слоя положенных
на изделие красок.
Выгрузка изделий должна происходить,
когда изделия остыли почти до комнат-
ной температуры (2О...25°С). При
этом необходимо внимательно следить,
чтобы изделия не оставлялись на сквоз-
няке, особенно если их выгрузка проис-
ходит при температуре, несколько вы-
ше указанной.
Обжиг изделий, декорированных тер-
мопластическими красками. Эти изде-
лия обжигаются в электрической печи
по режиму, приведенному на рис. 142.
Обжиг препарата золота и других дру-
гоценных металлов не должен произ-
водиться в печах, где перед этим
производили обжиг цветных протрав:
протравы пропитывают керамическую
футеровку парами, которые в дальней-
шем выделяются и разрушают золото
и другие драгоценные металлы. Для
того чтобы пары удалялись, печь вы-
держивают при температуре 100°С в
течение 30 мин.
На препараты вредно действуют так-
же пары органических связующих, ис-
паряющихся при обжиге красок, поэто-
му их совместный обжиг недопустим.
Особенно сильно действует на пленку
металла совместный обжиг с селено-
выми красками, при этом флюс метал-
лической пленки разрушается выде-
ляющимся из красок селенистым ан-
гидридом.
Пленка металлов на стекле образуется
при обжиге препарата при 54О...56О°С
с выдержкой в течение 20 мин.
При декорировании металлами хруста-
ля обжиг производят при температуре
450°С. Более низкая температура тре-
бует более продолжительной выдерж-
ки, так как в противном случае плен-
ка недостаточно прочно закрепится и
будет стираться от легкого прикосно-
вения к ней. Дальнейшее повышение
температуры обжига приводит к раз-
рушению пленки металлов (происхо-
дит «выгорание» золота и других ме-
таллов). Обжиг происходит в восста-
новительной среде, без доступа воз-
духа.
Обжиг люстр происходит в тех же тем-
пературных пределах, что и препаратов
металлов. Однако надо при этом иметь
в виду, что на изменение окраски и
прочности люстр влияют в значитель-
ной степени пары и продукты сгора-
ния клея, канифоли и т. д., поэтому
большое влияние надо уделять свое-
временному их удалению из печи. Тем-
пература обжига люстр колеблется от
540 до 600°С.
Обжиг деколи и шелкотрафаретной пе-
чати. Краски деколи и шелкотрафарет-
ной печати обжигаются на стекле в
слабоокислительной среде при 540...
560°С. Выдержка при самой высокой
температуре составляет 10...20 мин в
зависимости от состава красок.
7.13
Нанесение иризирующего
и опалесцирующего слоев
Нанесение иризирующего слоя может
быть произведено как непосредственно
у печи в момент формования изделия,
так на уже законченные, прошедшие
процесс отжига изделия. В этом слу-
чае изделия разогреваются в специаль-
ной муфельной печи до необходимой
температуры (обычно градусов на 15—
20 ниже начала размягчения стекла).
После этого изделия переносятся в
печь, внутренняя полость которой за-
полнена парами иризирующего ве-
щества.
Разновидностью иризации является нанесение
тонких металлических пленок на поверхность
изделия под разряжением — вакуумная ири-
зация. Этот метод основан на том, что неко-
торые соли металлов испаряются при высо-
ких температурах, если их поместить в ка-
меру с пониженным давлением. При этом
степень внедрения частичек вещества зави-
сит от величины разряжения камеры. При вы-
соком разряжении молекулы испаряемого ве-
щества, не теряющие кинетической энергии
(на столкновение с молекулами воздуха), глу-
боко внедряются в поверхностные слои размяг-
ченного стекла. Толщина иризирующего слоя
прямо пропорциональна величине разряжения
камеры и времени нахождения в ней. Обыч-
но толщина его составляет от 0,1 до 0,4 мкм.
Камера для термовакуумной иризации состо-
ит пз установки получения глубокого вакуу-
ма и испарительного устройства иризирую-
щего вещества (рис. 143).
Нанесение опалесцирующего слоя. Кро-
ме иризации для декорирования худо-
жественных изделий из стекла приме-
няют нанесение опалесцирующего слоя.
Для этого на поверхность изделия на-
носят тончайший слой специального
состава, который после обжига в про-
ходящем свете дает слабую окраску,
а в отраженном — ярко выраженную
опалесценцию.
Состав опалесцирующего слоя, мае. ч.:
азотнокислый висмут — 10; канифоль —
30; лавандовое масло — 75.
Приготовление состава заключается в
том, что 10 частей азотнокислого вис-
мута растворяют в 30 частях расплав-
ленной канифоли, добавляют 40 мае. ч.
лавандового масла, после остывания
массы добавляют еще 35 мае. ч. ма-
сла.
Возможно применение для этих целей и дру-
гих металлических соединений. Так, добав-
ление 0,1—1 мае. ч. препарата жидкого
золота значительно увеличивает опалесцен-
цию.
В специальной литературе имеются и другие
рецепты опалесцирующих составов. Один из
них приготовляют смешиванием эмульсии,
165
полученной при варке канифоли с водным
раствором металлических солей.
Осадок в виде резинатов фильтруется, про-
мывается и высушивается при температуре
35...40°С, растворяется в скипидаре при ла-
вандовом масле и наносится кистью на стек-
ло. Таким образом, в данном случае соли
металлов висмута, свинца, железа, реже ни-
келя и кобальта вначале переводятся в ре-
зинаты, т. е. растворы солей в канифоли, за-
тем из них составляется необходимая масса.
Для увеличения стойкости слоя добавляют
небольшие количества борной кислоты.
Поверхность изделия покрывается достаточно
толстым слоем состава, высушивается и об-
жигается в печи с восстановительной сре-
дой. После обжига состав счищается и смы-
вается. На интенсивность опалесценции влия-
ют как состав, так и газовый режим печи и
время обжига.
Чем выше содержание солей или резинатов
металлов в составе, чем дольше проходит
процесс обжига, тем глубже проникают они в
толщу стекла и тем интенсивнее окраска и
эффект опалесценции. 0 связи с тем что мо-
лекулы солей металлов проникают только в
верхние слои стекла, такие изделия можно
дополнительно обрабатывать травлением или
пескоструйным аппаратом.
Протравное окрашивание* происходит
за счет диффузии в верхние слои стек-
ла изделия ионов серебра или меди,
поступающих из пасты, содержащей со-
ли этих металлов, предварительно на-
несенной на поверхность изделия.
Окраска, получаемая в этом случае,
всегда прозрачна и ее интенсивность
зависит от состава металлических сое-
динений, теплового режима обжига и
химического состава стекла.
В случае окрашивания стекла солями
серебра применяют пасту, состоящую
из смеси солей серебра и наполните-
лей. В качестве солей употребляют
азотнокислое серебро AgNCb, содер-
жащее 65% чистого серебра; хлорис-
тое серебро AgCl —75% серебра; угле-
кислое серебро AgCCh с содержанием
серебра до 80%. Соли смешивают с
тонкоизмельченными и просеянными
через сито 400 отв/см2 наполнителями,
* Протравное окрашивание иногда называют
цементацией стекла, лессированием, диффу-
зионным окрашиванием и др.
166
что соответствует размеру зерен не бо-
лее 50 мкм. Предварительно наполни-
тели тщательно просушивают.
Последние не участвуют в реакции, а
лишь способствуют равномерному рас-
пределению красителя. Для связи в
пасту добавляют декстрин, гуммиара-
бик, сахар, скипидарное масло и дру-
гие вещества. Возможно добавление к
смеси терпентинового масла, спирта
или дамарного лака, которые в про-
цессе обжига дают продукты, обладаю-
щие восстановительными способностя-
ми, и тем самым оказывают благотвор-
ное влияние на интенсивность окраши-
вания. В случае с водной пастой эту
роль играет декстрин или какой-либо
другой клей.
Примерный процесс составления пасты: 20...
30 г АдКОз растворяют в небольшом коли-
честве кипящей воды, куда вливают 20...30 мл
концентрированной НС1. На дне сосуда выпа-
дает осадок AgCl, который смешивают с на-
полнителем в соотношении 1 :5, добавляют
нужное количество водноклеевого раствора.
Наиболее выгодно применять углекислое се-
ребро (1:3), а также хлористое серебро
(1:5). Соотношение серебра и наполнителя
колеблется от 1 : 10 до 1:1, оптимально
1 : 5.
Паста хорошо перемешивается, перетирается
и наносится па поверхность изделия кистью.
Сушка пасты производится при 90...
100°С.
Часто пасту приготавливают на скипидаре или
скипидарном масле. В данном случае готовый
порошок AgCl (10...15 мае. ч.) растирают па
скипидаре, смешивают с наполнителем (100...
110 мае. ч.). Иногда в приготовленный таким
образом состав добавляют 5...10 мае. ч. мед-
ного купороса. Состав доводят до необходи-
мой консистенции с добавлением скипидара
и наносят на изделие.
При концентрации соли серебра и наполни-
теля 1 :5 в стекло переходит не более 10% се-
ребра, остальное остается в пасте и смыва-
ется после обжига. Смытую пасту с добавле-
нием свежей смеси можно употреблять вновь.
Добавки в небольших количествах BaSO4,
ТЮг. пиролюзита, оксидов железа благотворно
влияют на интенсивность окраски даже при
уменьшении доли серебра.
Обычно глубина диффузии ионов серебра ко-
леблется от 0,15 до 0.23 мм. У легкоплавких
стекол глубина дпффузпи больше, у туго-
плавких меньше.
В зависимости от температуры обжпга и его
продолжительности ионы серебра могут про-
никать на разную глубину и в зависимости
от этого изменяется интенсивность окраски.
По мере выдержки изделий в печи происхо-
дит укрупнение частиц серебра и окраска мо-
жет дойти до определенной степени заглу-
шенности. Температура обжига обычно ко-
леблется от 550 до 570°С и проводится в те-
чение 2...3 ч. Толщина протравы, выдержан-
ной в течение 3 ч, в 9 раз больше, чем если
изделие выдерживалось всего 1 ч.
Медная протрава. Для получения крас-
ного цвета обычно применяют пасту,
состоящую из смеси медного купороса
или окиси меди с наполнителем, клеем
и водой и небольшим количеством са-
хара. Приводим некоторые рецепты
пасты, мае. ч.: I. Безводный медный
купорос — 100; огнеупорная глина —
30; водноклеевой раствор по потреб-
ности; II. Безводный медный купорос —
100; охра — 50; водноклеевой раствор
по потребности; III. Оксид меди —
100; охра — 30...50; водноклеевой раст-
вор по потребности.
Пасту наносят толщиной от 0,5 до 1 мм
и по возможности равномерно, так как
при неравномерном покрытии полу-
чается неравномерное окрашивание.
Высушенные изделия подвергают трех-
кратному обжигу. Диффузия ионов
происходит уже при первом обжиге,
который происходит в муфеле при тем-
пературе 600...630°С. Первый обжиг
происходит в воздушной, окислитель-
ной среде. После обжига пасту уда-
ляют с поверхности изделия теплой во-
дой (если необходимо ее размачивают
в течение 1 ч и более). Изделие при-
обретает лимонно-желтую окраску.
В процессе второго обжига, который
происходит в восстановительной среде,
ионы меди восстанавливаются в кол-
лоидные частички меди и частично в
металлическую медь.
В зависимости от размера коллоидных
частиц меди зависит глубина цвета.
Для того чтобы создать в муфеле вос-
становительную среду, используют дре-
весный уголь или каменный уголь.
При этом стекло приобретает в отра-
женном свете черный цвет, а в прохо-
дящем темно-зеленый*.
Третий, окончательный обжиг придает
стеклу ярко-красный оттенок. Этот об-
жиг, как и второй, происходит в вос-
становительной среде. Обжиг необхо-
димо проводить по возможности быст-
ро, иначе изделие может приобретать
за счет восстановления металла неко-
торую опалесценцию. В течение 1 ч
температуру поднимают до 55О...57О°С,
затем следует получасовая выдержка.
Охлаждение должно быть более мед-
ленным для предотвращения возникно-
вения в изделиях остаточных напряже-
ний.
Если после второго обжига цвет стекла
получился не черным, а зеленым, то в
результате третьего обжига цвет мо-
жет получиться не красным, а темно-
желтым или оранжевым до светло-
красного и т. д.
После обжига паста размачивается,
счищается щеточкой, а изделие промы-
вается водой.
На цвет стекла существенным образом
влияет его состав. Так, известково-
натриевые стекла мало пригодны, они
дают неустойчивую окраску. Не реко-
мендуется окрашивать стекла, имею-
щие в своем составе барий или свинец.
Хорошие результаты достигаются при
введении в состав протравливающей
пасты небольших количестве (от 2 до
6%) оксидов калия (К2О), магния
(MgO), цинка (ZnO) и борного ангид-
рида (В2О3).
Диффузионное окрашивание требует
строжайшего соблюдения технологии,
при нарушении которой изделия полу-
чают некачественную окраску. Так,
при избытке восстановительных газов
в печи медь может восстановиться до
прозрачной пленки. Перепады темпера-
туры в печи, грубо размолотые компо-
ненты пасты, чрезмерная ее толщина
* Цвет стекла, получаемый после вторичного
обжига, в некоторых случаях называют
«благородной художественной чернью».
167
на изделии — все это приводит к нерав-
номерной прокраске стенок изделия.
Диффузионное окрашивание могут дать
лишь серебро или медь, так как другие
металлы не проникают в стекло. Одна-
ко при помощи различных комбинаций
можно получать другие цвета.
Например, зеленый цвет получается
при окрашивании голубого стекла се-
ребром. Можно также окрашивать
часть поверхностей изделия медью, а
другую серебром, такое сочетание цве-
тов позволяет получать дополнитель-
ный декоративный эффект.
Для того чтобы получить участки стек-
ла, не затронутые цветом протравы,
употребляют специально разработан-
ные для этого защитные покрытия:
смесь сажи с глиной в соотношении
1:1 с добавкой дамарного лака, разве-
денного на скипидаре. Защитное по-
крытие можно наносить кистью, пе-
чатью и другим способом. Необходимо
лишь помнить, что если протравливаю-
щая смесь разведена на воде, то за-
щитное покрытие должно быть разве-
дено на скипидаре, и наоборот.
Поверхностный слой изделия, получен-
ный таким образом, может быть уда-
лен пескоструйным аппаратом, травле-
нием или матовой гравировкой. Это
дает возможность получать переход от
ярко-красного до бледно-желтого тона.
Черная медная протрава, обработанная
слабой кислотой, способна дать оттен-
ки от черного цвета через оранже-
вый — до желтого.
Декорирование стекла живописью и
протравами имеет не только сходные
моменты (оба вида декорирования от-
носятся к термическим способам деко-
рирования изделий), но и глубокие раз-
личия. Так, в случае применения жи-
вописи, декоративные покрытия нано-
сятся на поверхность изделий в виде
определенного слоя красок, которые
хотя и имеют в своем составе флюсы,
т. е. легкоплавкое стекло, все же в ос-
новном состоят из оксидов различных
металлов. И так как химический состав
стекла резко отличается от химическо-
го состава красок, то и нанесение кра-
сочного слоя на поверхность стекла в
какой-то мере чужеродное явление.
Силикатные краски в этом случае,
соединяясь со стеклом, не влияют на
его химический состав. В связи с этим
нанесение красочного слоя на стекло,
всегда несет в себе потенциальные
условия увеличения количества бра-
кованных изделий, что выражается в
растрескивании красочного слоя (об-
разование цека), которое происходит по
причине не только совпадения коэффи-
циентов термического расширения стек-
ла и красок. Иное дело мы имеем в слу-
чае применения цветных протрав.
Здесь происходит проникновение ионов
серебра и меди в толщу стекла с одно-
временным выходом из него ионов ще-
лочных металлов. Окрашивая поверх-
ность стекла, ионы серебра и меди из-
меняют его химический состав.
Толщина окрашенного слоя определяет-
ся глубиной проникновения ионов се-
ребра или меди. Химический состав
стекла, среда в обжигающей печи,
продолжительность и температура тер-
мообработки являются исходными фак-
торами глубины и окраски поверхности
стекла.
Слой стекла, окрашенный с помощью
диффузии серебра или меди, заметно
улучшает его свойства. Так, благодаря
тому, что ионы натрия, легко вымы-
ваемые водой, заменяются ионами ме-
таллов, в значительной степени повы-
шается химическая устойчивость стек-
ла. По этой же причине повышается
механическая прочность изделий. Од-
нако наладить массовое изготовление
изделий, декорированных методом диф-
фузии на заводах весьма сложно. Про-
трава, как правило, применяется лишь
при изготовлении уникальных изделий
или изделий небольших серий.
Примеры изделий, декорированных
описанными в данном разделе способа-
ми, показаны на рис. 144, 145, 146,
147, 148, 149, 150.
168
ПРИЕМЫ РУЧНОЙ РОСПИСИ ИЗДЕЛИЙ
134
Изготовление кисти:
а — изготовление обоймы;
б — выравнивание конца кис-
ти при помощи пробирки; в —
протаскивание кисти в обой-
му; г — закрепление кисти с
помощью канифоли; а — сжи-
гание лишних волос пламенем
•спички; е — готовая кисть
135
Приемы ручной росписи
136
Приемы механизированной
росписи:
а. — устройство валика для
накатывания рисунка на из-
делие; 1 — большое колесо с
резиновым покрытием; 2—ма-
лое колесо с рисунком; 3 —
ограничивающее колесико;
4 — регулировочный винт;
5 — декорируемое изделие;
б — разные виды штампов
169
ПРИЕМЫ МЕХ гШИЗИРОВ АННОЙ РОСПИСИ
137
Механизированная роспись:
а — пистолет-распылитель; 1—
штуцер для присоединения
шланга, подающего краску;
2— игла; 3 — сопло иглы; 4 —
распылительная головка; 5 —
штуцер для присоединения
стакана с краской; 6 — пружи-
ны игольчатого клапана; 7 —
регулировочный патрон; 8 —
рукоятка; 9 — канал для по-
дачи воздуха; 10 — курок;
б — красконагнетательный ба-
чок; 1 — приемная воронка и
нагнетательная трубка; 2 —
штуцер для присоединения
шланга с воздухом; 3 — ре-
дуктор; 4 — ручка-мешалка;
.5 — болты, закрывающие
крышку; 6 — кожух бака;
7 — сменное ведро; в — крас-
кораспылительная установка:
1 — пистолет-распылитель; 2—
бачок для краски; 3 — ресси-
вер
138
Устройство трафаретов и
изделия, декорированные с
их помощью
170
ДЕКОРИРОВАНИЕ СТЕКЛОИЗДЕЛИЙ С ПОМОЩЬЮ ДЕКОЛЕЙ
139
140
Декорирование деколью:
а — строение деколи: 2 — бу-
мага; 2— клей; 3— краска;
4 — олифа; б — схематичес-
кий рисунок нанесении кра-
сочного слоя на изделие с
помощью деколи: 1 — бумага,
удаляемая с поверхности из-
делия; 2 — слой клея, раство-
ряющийся в воде; 4 —
слотЧ краски и олифы, остаю-
щийся на изделии; 5 — стенка
изделия; в — рисунок, наноси-
мый на изделие с помощью
деколи, получает зеркальное
отражение
Изготовление двуцветпой
деколи:
] — двуцветовой оригинал де-
коли, выполненный в увели-
ченном размере и тщательно
отработанный; 2 — компонов-
ка позитивов, полученных с
оригинала на листе; 3 — по-
лучение негатива для рас-
кладки цветов; 4 — раскладка
первого цвета; 5 — раскладка
второго цвета; 6 — трафарет
на шелковой сетке для перво-
го цвета; 7 — трафарет на
шелковой сетке для второго
цвета; 8 — готовая деколь
1 2 3 4 5
а)
б)
*)
8
171
ОБЖИГ КРАСОК И НАНЕСЕНИЕ ИРРИЗИРУЮЩЕГО СЛОЯ
141
142
143
Камерные пета для обжи-
га:
а — газовая печь: 1 — про-
странство, омываемое пламе-
нем; 2 — отверстие для ввода
термопары; 3 — рабочая часть
камеры; 4 — горелки; 5 —
смотровое окно; 6 — вентиля-
ционное отверстие; б — элек-
трическая печь: 1 — металли-
ческий корпус; 2— изоляцион-
ный материал; 3 — керамичес-
кая камера; 4 — электрическая
спираль; 5 — отверстие для
термопары; 6 — вентиляцион-
ное отверстие
Примерные графики обжи-
га живописи:
а — обжиг силикатных красок:
I — медленный разогрев; II —
быстрый разогрев; III — вы-
держка; IV — остывание; б —
кривая охлаждения печи; в —
обжиг термопластических
красок; I — разогрев печи;
II — выдержка; III — медлен-
ное остывание; IV — быстрое
остывание
Устройство термовакуумной
камеры:
1 — колокол камеры; 2 — ир-
ризируемое изделие; 3 — ир-
ригирующий электрод высо-
кого напряжения; 4 — пово-
ротная диафрагма; 5 — испа-
ряющееся вещество; 6 — на-
гревательные электроды;
7 — плита основания камеры;
8 — отверстие для подключе-
ния диффузионного насоса
II Ш IV
Время,мин
в) Время, мин
172
144
Кувшин. Ручная' росвясь
эмалями. Россия, вФвДОКШь
ловина XVIII в.
146
Декоративная композиция
«Сокольники». Л. И. Са-
вельева. Ручная роспись си-
ликатными красками. Моск-
ва, 1975 г.
145
Кружка из молочного стек-
ла. Ручная роспись сили-
катными красками и эмаля-
ми. Россия, 1813—15 гг.
147
Стаканы для воды. Пример
декора, наносимого механи-
ческим способом. Канада
173
148
Блюдо «Конь». В Я Шев-
ченко. Декорирование ок-
рашенным шамотом Дять-
ковскпй хрустальный завод,
1962 г.
150
Рисунки деколей:
а — рисунок в натуральную
величину, б— лист с рядом
рисунков деколей
149
Пример рисунка, получен-
ного с помощью штампа
174
Изготовление
художественных
изделий
из стекла
моллированием
и спеканием
8.1
Моллирование
Моллирование* — способ изготовления
художественных изделий из стекла
(чаще всею скульптуры), заключаю-
щийся в отливке их из расплавленного
стекла в специальных керамических
формах. Моллирование позволяет по-
лучать, в отличие от прессования, весь-
ма сложные по форме и большие по
объему (до 100 кг) изделия. Чаще
всего форма при моллировании, а так-
же восковая модель для нее утрачи-
ваются, что предопределяет уникаль-
ность изделия.
В Советском Союзе с 1940 г. освоена
технология моллирования крупнофор-
матных стеклянных изделий на Ленин-
градском заводе художественного стек-
ла. Большую работу в этом направле-
нии провела также кафедра стекла
Ленинградского технологического ин-
ститута. Работой руководили профес-
сора Н. Н. Качалов и В. В. Варгин.
Моллированная круглая скульптура, а
также и моллированныи рельеф значи-
тельно отличаются композиционным
строем и от станковой скульптуры и
от станкового рельефа.
При попытке станковую скульптуру
или рельеф механически без перера-
ботки перевести в стекло часто возни-
кает так называемый «мармеладный
эффект». Это происходит за счет тон-
кой нюансировки рельефа молнирован-
ного изделия, характерной для станко-
вой пластики в непрозрачном материа-
ле: металле, камне и др.
В моллированном стекле хорошо полу-
чаются декоративные изделия с ясно
очерченными ступенчатыми перепада-
ми высот и с уклоном «на выход»
(рис. 151).
Максимальная высота рельефа в самом вы-
соком месте не должна превышать 50 мм.
* Моллирование — от франц, moller—раз-
мягчаться, плавиться, течь.
175
Следует помнить, что каждый миллиметр тол-
щины изделия создает трудности при обжиге.
Определяя максимальный размер изделия,
следует учитывать возможность легкого об-
ращения с ним при извлечении из печи и
из формы. Так, при плотности хрусталя
4 г/см3 и размерах изделия 30x30x5 см мас-
са его будет составлять: 30 X 30 X 5 X 4=
= 18000г = 18 кг.
Наибольший эффект при моллировании полу-
чают в случае контррельефиого изображения,
образованного как бы пустотой и про-
сматриваемого через толщу стекла. Но в
этом случае процесс изготовления формы ус-
ложняется: необходимо выполнить прямой
рельеф изображения в пластилине, снять с
него гипсовый коптррельеф, с него — гипсо-
вую форму с прямым рельефом, в последней
оттиснуть из пластилина контррельеф-модель,
с нее снять форму из асбокерамогипса с
прямым рельефом и наконец отмоллировать
из стекла коптррельеф.
Процесс изготовления изделий из стекла мол-
лированием состоит из изготовления модели;
изготовления керамической формы; отливки
изделия из стекла.
Изготовление модели. При разработке
модели необходимо учитывать тот
факт, что ее общий объем должен спо-
собствовать свободному затеканию
стекла при его расплавлении (рис.
152). Она не должна иметь слишком
тонких частей, которые при изъятии
изделия из формы могут сломаться: де-
талей, которые в момент моллирования
могут быть не заполнены стеклом, а
также деталей, мешающих при извлече-
нии изделия («замок#).
Изготовление модели происходит обыч-
ным путем. Сначала скульптор лепит
модель из глины или пластилина, за-
тем по оригиналу отливает черновую *
гипсовую или клеевую форму.
Процесс изготовления черновой гипсо-
вой формы складывается из подготов-
ки модели к заливке гипсом; нанесе-
ния первого оплеска подкрашенным
синькой гипсом**; нанесения второго
* Черновая (черная) форма, в отличие от
чистовой (чистой) предназначена для от-
ливки гипсовой модели. При извлечении
модели из формы последнюю разрушают.
** Подкрашенный слой гипса необходим для
того, чтобы не повредить модель при раз-
рушении Черновой формы.
слоя гипса; нанесения третьего слоя
гипса; отделения модели от формы.
Перед снятием черновой формы мо-
дель из глины обильно пропитывают
водой, а модель из пластилина покры-
вают тонким слоем спиртового лака,
после высыхания которого ее смазыва-
ют чистым деревянным маслом или на-
туральной льняной олифой. Иногда мо-
дель покрывают тонкой папиросной бу-
магой. Если она имеет простой про-
филь, то форма делается из одного кус-
ка (рис. 153), с такой модели можно
снять и клеевую форму.
При сложном профиле модели форму
делят на куски стальными пластинка-
ми длиной 2... 10 см и шириной 2...7 см,
толщиной 0,25...0,7 мм (рис. 154). Пла-
стинки втыкают в глину или пластилин
по неответственным местам модели и
строго перпендикулярно к ее поверх-
ности. Края пластинок не должны
иметь изгибов, а поверхность их долж-
на быть очищена от грязи. Их накла-
дывают друг на друга (внахлестку) с
зазором в 1...4 мм. Иногда форму раз-
деляют тонкой леской, крученой шел-
ковой ниткой или стальной проволокой.
Для этого по линии раздела кусков
формы на поверхности модели уклады-
вают нить (или проволоку). Сверху
накладывают валик из гипса и, когда
он несколько затвердеет, прорезают
нитью, берясь за свободные концы.
Снятую форму очищают от оставших-
ся частичек глины или пластилина де-
ревянными стеками или струей воды.
Иногда для изготовления модели из
воска используют непосредственно чер-
новую форму. Это значительно убыст-
ряет процесс моллирования, но при
этом качество модели значительно
снижается, поэтому чаще всего черно-
вую форму используют для отливки
гипсовой модели, с которой после ее
корректирования выполняют керамиче-
скую форму. Перед изготовлением гип-
совой модели форму смазывают свежим
березовым щелоком или тонким слоем
жира.
176
Смазочные составы. Парафиновая смаз-
ка состоит из 100 г парафина, 70 г ке-
росина и 70 г гарного или льняного
масла. Для получения смазки парафин
нарезают тонкими ломтиками, разводят
в керосине и добавляют необходимое
количество масла.
Для получения мыльно-водно-масляной
смазки берут 1 кусок хозяйственного
мыла, нарезают тонкими ломтиками,
разводят в 1,5...2 л теплой воды и при
постоянном помешивании добавляют
100...150 г гарного или льняного мас-
ла. Благодаря применению смазки по-
верхность модели становится несмачи-
ваемой, поэтому застывший гипс хоро-
шо сходит с модели.
По способу заполнения формы модель
может быть получена простой заливкой
или так называемой «окаткой» («в
окатку»).
Наиболее приемлема для дальнейшей
работы модель, полученная простой за-
ливкой. Такая отливка дает возмож-
ность получить модель в полном соот-
ветствии с внутренним объемом формы,
без пузырьков, раковин, со всеми осо-
бенностями фактуры модели. Получен-
ную гипсовую модель освобождают от
формы через 20...30 мин после заливки
гипса в опалубку. Расколотку черновой
формы производят деревянным молот-
ком и специальным долотом-скарпелью.
Сначала удаляют верхние слои формы,
затем с особой осторожностью присту-
пают к удалению окрашенного слоя
гипса.
Обнаруженные при осмотре модели де-
фекты заделывают гипсом, глиной,
пластилином. При заделке небольших
трещин пользуются кисточками, кото-
рыми наносят раствор гипса. После
устранения трещин, раковин, пузырь-
ков поверхность модели зачищают
шкуркой.
Гипсовую модель перед снятием с нее
формы смазывают жировыми масла-
ми или припудривают тонким слоем
талька, что предотвращает прилипа-
ние гипса.
Чистовые формы, как и черновые, мо-
гут быть в зависимости от их сложно-
сти однокусковыми или многокусковы-
ми.
Для снятия однокусковой чистовой
формы модель укладывают на ров-
ную поверхность, окружают бортиками
из глины, пластилина, гипса или како-
го-либо другого материала и произво-
дят заливку (рис. 155).
Более сложен процесс отливки куско-
вых гипсовых форм. Для этого модель
кладут на стол и укрепляют ее в го-
ризонтальном положении кусками гли-
ны или пластилина. Нижнюю часть
модели по линии раздела закладывают
глиной. По краям устанавливают опа-
лубку и заливают гипсом. После за-
твердевания гипса модель с отлитой
половинкой формы переворачивают та-
ким образом, чтобы отлитая ее часть
находилась на столе. Очистив от ос-
татков глины, ее поверхность подрав-
нивают ножом п прорезают небольшие
углубления («замки»), которые необ-
ходимы для фиксации второй полови-
ны формы. Затем половину формы вме-
сте с моделью обильно смачивают во-
дой, смазывают жирами, окружают
опалубкой и заливают новой порцией
гипса. По затвердении гипса обе поло-
винки формы разъединяют, модель вы-
нимают, на форме устраняют мелкие
дефекты (пузыри, заколы, трещины и
т. д.), прорезают «литок», т. е. отвер-
стие для заливки воска (рис. 156).
Состав гипсового раствора. Для изготов-
ления форм и гипсовых моделей берут
формовочный гипс. Соотношение гипса
и воды различно. Если хотят получить
модель высокой прочности, берут соот-
ношение 65 :35. Для моделей средней
прочности оно составляет 60:40 (та-
кая модель необходима при ее допол-
нительной доработке). Черновая форма
для скорейшего ее разрушения долж-
на обладать высокой пористостью, по-
этому замес гипса делают из 45 час-
тей гипса и 55 частей воды по массе.
При отливке в окатку гипс раство-
7-537
177
ряют до состояния жидкой сметаны
(расход воды колеблется от 65 до 75%),
заливают в форму, которую вращают
таким образом, чтобы гипс образовал
по всему внутреннему объему формы
стенку толщиной от 10 до 50 мм и бо-
лее, толщина стенок при этом должна
быть одинаковой.
Изготовление гипсовой модели. После
изготовления чистовой гипсовой фор-
мы приступают к изготовлению воско-
вой модели. Для этого на водяной ба-
не растапливают воск с небольшим до-
бавлением парафина (за неимением па-
рафина и цезарина модель можно вы-
полнить из одного воска) и заливают
в чистовую форму. Когда воск засты-
нет, форму разнимают, извлекают мо-
дель, зачищают швы, оставшиеся в ме-
стах соединения кусков формы.
Клеевые формы применяют для отлив-
ки нескольких копий оригиналов. Бла-
годаря своей пластичности клеевые
формы способны передавать тончайшие
детали оригинала. Эти формы легко
снимаются с оригинала, при ненадоб-
ности их легко переплавить, а клей ис-
пользовать для других работ.
Для изготовления форм используют обычно
костный или мездровый клей. Клей необхо-
дим светлого колера, имеющий лучшие плас-
тические и клеевые качества. Вначале клей
вымачивают в холодной воде до полного раз-
бухания (мездровый клей должен разбухать
9...10 ч). Разбухший клей выкладывают на
сетку для стекания воды и проветривают в
течение 30 мин. Затем происходит процесс
варки клея в «паровой бане» — клееварке,
аналогичной той, которая применяется при
варке мастики защитного покрытия при пес-
коструйной обработке.
Модель в этом случае должна быть из твер-
дого материала (например, гипса), не иметь
пор, для этого гипсовую модель покрывают
шеллаком или каким-либо другим лаком.
Подготовленную для снятия формы модель
прикрепляют глиной к крышке стола и гус-
то смазывают смазкой, смазывают также и
поверхность крышки стола рядом с моделью
(чтобы не налипал клей) (рис. 157). Затем
на модель накладывают по всей ее поверхно-
сти кусочкп влажной (не мокрой) бумаги.
Сверху бумаги наносят слой глины (глина
должна по консистенции напоминать замаз-
ку). Толщина глиняного слоя зависит от
размера модели. Например, бюст в натураль-
ную величину должен быть обмазан слоем
глины в 2...3 см. Для того чтобы слой глины
был везде более или менее равномерным, за-
ранее готовят глиняную лепешку нужной тол-
щины, режут ее на небольшие брусочки, ко-
торыми и обкладывают модель.
Б самой высокой точке модели необходимо-
прикрепить небольшой глиняный конус —
литник, а несколько в стороне конус помень-
ше— отдушину («выпар»). Их высота долж-
на примерно в 3 раза превышать толщину
глиняного слоя. Сверху в глину, разделенную
на две половинки линией, проведенной сте-
кой, втыкают небольшие металлические пла-
стинки. Затем замешивают густой гипсовый
раствор и равномерно наносят на одну пз
половин глиняной поверхности. Когда гипс
несколько застынет, осторожно удаляют
пластинкп, а на этом месте ножом в не-
скольких местах делают небольшие углуб-
ления («замки»). Всю освободившуюся из-
под металлических пластинок кромку вместе
с замками обильно смазывают смазкой и
наносят такой же гипсовый слой на вторую
половину поверхности глины. После затвер-
девания гипса ножом аккуратно разъединяют
обе половинки — так получают кожух буду-
щей формы. Очистив модель от глины, а ко-
жух от ее остатков, промывают их водой и
сушат в течение 2...3 суток.
После просыхания кожуха его хорошо про-
греть в муфельной печи при 5О...6О°С, а за-
тем пропитать несколько раз горячей олифой.
Внутреннюю поверхность кожуха также мож-
но оклеить тонким слоем металлической фоль-
ги. (Для этих целей удобна фольга из-под.
чая). Фольгу хорошо наклеивать казеиновым
клеем. После этого модель укрепляют на кры-
шке стола, кожух, обе половинки которого-
соединены в одно целое, накрывают сверху.
Необходимо проследить, чтобы модель ока-
залась посередине внутреннего объема кожу-
ха (чтобы кожух не разваливался его свя-
зывают бечевой). Щель между крышкой сто-
ла и кожухом замазывают глиной или плас-
тилином.
Горячий, прямо из клееварки клей через во-
ронку наливают во внутреннюю полость ко-
жуха непрерывной струей. От скорости за-
ливки зависит и качество клеевой формы.
Если клей заливать слишком быстро, то мо-
гут образоваться пузыри, а если заливать
слишком медленно, клей будет преждевре-
менно застывать и может не заполнить неко-
торые углубления в модели.
Как только в отдушине появится клей, залив-
ку прекращают, а отдушину заделывают ку-
сочком глины. После этого продолжают за-
ливку до заполнения клеем литника.
Через 25...35 мин клей остывая осядет, по-
этому в освободившееся пространство необхо-
димо его снова долить. Затем убирают во-
178
ронку и в течение 15...20 ч дают клею сох-
нуть.
Развязав бечеву, разъединяют кожух на две
половинки, а клеевую форму разрезают ост-
рым ножом по хорошо отпечатавшемуся сты-
ку двух половинок кожуха. Снятые с модели
половинки клеевой формы укладывают в со-
ответствующие половинки кожуха.
Для прочности и придания влагоиепроницае-
мости клеевую форму необходимо продубить.
Состав дубильного раствора: вода — 1л, алю-
мокалиевые или хромовые квасцы —120 г.
Пробудить форму можно 10...20%-иым рас-
твором формалина и танина.
Перед дублением поверхность формы по-
сыпают тальком и промывают в дубильном
растворе.
Просушенную в течение 1—1,5 ч форму снова
окупают в раствор. Затем форма сушится до
полной ее готовности к отливке (5...6 ч).
Перед заливкой внутренняя поверхность фор-
мы обильно смазывается парафиновой смаз-
кой. Примерно через 15 мин цетинной кистью
снимают остатки смазки, форму связывают
веревкой и она ютова к отливке.
Клеевая форма позволяет сделать свыше 15
качественных отливок.
Керамические формы изготавливают по
восковой модели. К ним предъявляются
особые требования, они не должны сма-
чиваться стеклом, должны быть меха-
нически прочными, но иметь в своей
структуре пористость. Желательно сов-
падение коэффициентов термического
расширения стекла и материала, из ко-
торого выполнена форма, кроме того,
форма должна иметь гладкую и чистую
рабочую поверхность.
По методу, разработанному кафедрой
Ленинградского технологического ин-
ститута им. Ленсовета, на восковую
модель намазывают тестообразную
смесь, состоящую из огнеупорной гли-
ны, шамота, асбестовой муки. Форму
тщательно просушивают при комнат-
ной температуре не менее 3 суток
(быстрая сушка формы неизбежно при-
водит к ее растрескиванию).
Помещая форму в муфель и разогревая
ее до 80...100°С, вытапливают воск
(вытопить воск можно при помощи го-
релки). Окончательный обжиг произ-
водят при температуре 850°С, при этом
выгорают остатки воска, пропитавшие
7*
стенки формы. После обжига форма
практически готова к употреблению.
Внутреннюю ее полость натирают ас-
бестовым порошком, который препят-
ствует прилипанию стекла к форме.
По методу, разработанному на Ленин-
градском заводе художественного стек-
ла, форму получают путем заливки в
опалубку шликера из огнеупорного ма-
териала следующего состава, %: гипс
сухой — 65, асбест (крошка) — 25, ог-
неупорная глина (сухая) — 10. Смесь
разводят на воде в соотношении 1:1 до
состояния жидкой сметаны. Модель ус-
танавливают в центре опалубки на гли-
няной подставке. Она необходима для
образования в форме воронки, через
которую будет загружаться стекло
(рис. 158). Гипс и глину просеивают
через сито 900 отв/см2, а асбест —
36 отв/см2.
На Ленинградском заводе художествен-
ного стекла скульптор В. И. Мухина
применяла формы, изготовленные из
следующего состава, % ’• гипс сухой —
60, асбест (крошка) — 35, огнеупорная
глина (сухая) — 50.
Изготовление форм из керамогипса и
асбокерамогипса. В МВХПУ (бывшее
Строгановское) на кафедре керамики
и стекла формы для моллирования из-
готавливают другим способом. Для это-
го берут в первом случае глину и гипс
(керамогипс), во втором асбест, глину
и гипс (асбокерамогипс).
Изготовление формы из глины и гипса.
Объемное соотношение раствора гипса
и шликера белой огнеупорной глины
1:1 (можно взять шликер простой
красной глины, но не фаянсовой).
Для изготовления формы необходимо
иметь 3 емкости. В одну наливают
шликер в необходимом количестве и
консистенции, имеющей 50% массы
воды и 50% глины. В другую емкость
наливают чистую воду в том же коли-
честве, что и шликера глины, отмерен-
ную воду выливают в третью, большую
емкость. Затем засыпают гипс в таком
же соотношении, как при изготовлении
179
гипсовых форм (над поверхностью во-
ды выступает небольшая горка). Туда
же выливают заранее процеженный
шликер глины. Застывание формы про-
исходит 1,5...2 суток.
Изготовление формы из асбеста, глины
и гипса. Шликер асбокерамогипса гото-
вят по следующему рецепту, мае. ч:
гипс сухой просеянный — 3; шликер
глины — 2; асбестовое волокно — 1. Для
этого отмеряют 3 кружки гипса и вы-
сыпают на лист чистой бумаги. Затем
отмеряют 2 кружки шликера глины в
какую-либо емкость. Кружку моют, вы-
тирают насухо и заполняют доверху,
слегка уплотняя, асбестовым волок-
ном. Затем вытряхивают это асбесто-
вое волокно в ведерко со шликером гли-
ны и тщательно перемешивают, пере-
бирая скомковавшиеся кусочки волокна
пальцами и стараясь расщепить, рас-
пушить их. Далее моют и вытирают
руки, затворяют ранее отмеренный
гипс в соответствующем количестве во-
ды, одновременно выливая в это же
ведро смесь шликера глины с асбестом,
и тщательно перемешивают.
Поскольку после застывания форма по-
лучается в несколько раз слабее отвер-
девшего гипса, вынуть из нее модель
сложнее. Практика показала, что на-
дежнее всего снимать форму с пласти-
линовой модели, которая затем извле-
кается из формы по частям. Однако
при этом рисковать авторским экземп-
ляром пластилинового рельефа не сле-
дует. Лучше снять с авторского релье-
фа промежуточную гипсовую форму, а
уже в ней оттиснуть из пластилина
нужное число (3...4) рельефов-моделей
для заливки шликером и получения
форм.
Формы из керамогипса или асбокерамо-
гипса лучше всего использовать для
выполнения моллированного рельефа,
который в значительной мере облег-
чает процесс вынимания модели из
формы.
Для сушки формы, которая после ее
снятия с модели бывает очень тяжелой
180
и сырой, требуется несколько суток.
В этих случаях лучше всего поставить
форму на ребро на полу, подпереть ее
кирпичами, направить на нее тепло
рефлектора или обдувать воздухом ком-
натного вентилятора. Периодически,
для равномерной сушки, желательно
формы переворачивать.
Окончательную сушку производят в
нагретой до 5О...6О°С электрической
камерной печи. При этом формы ставят
на кирпичи, с тем чтобы между дном
формы и горячей поверхностью печи
было воздушное пространство. Расстоя-
ние между кирпичами-опорами должно
быть небольшим во избежание разло-
ма формы.
Высушенная форма становится значи-
тельно легче и при постукивании изда-
ет более высокий звук. После сушки
форма обжигается при 800°С в камер-
ной электрической печи. При обжиге
формы ставятся на керамические огне-
упорные поддоны, которые можно по-
ставить в два-три этажа по высоте печи.
Верхние поддоны должны опираться на
кирпичи, а не на формы, стоящие на
нижележащих поддонах.
После обжига формы получаются лом-
кими, хрупкими, так как гипс разру-
шается, а связь материала обеспечива-
ют лишь частицы керамики и асбесто-
вые волокна. Поэтому формы следует
вынимать из печи вместе с поддонами
и не снимать их затем с поддонов.
Для многократного применения форм
их можно делать сборно-разборными.
Такие формы выполняют или из ог-
неупорной глины, или из гипсо-керами-
ческой массы.
Процесс моллирования может осущест-
вляться двумя способами. По методу
кафедры ЛТИ в керамическую форму
укладывают стеклянную глыбу необхо-
димого размера и помещают в муфель-
ную печь. При постепенном повышении
температуры печи до 850°С стекло, раз-
мягчаясь, под собственным весом за-
полняет внутренний объем формы. По-
степенный разогрев необходим для то-
го, чтобы исключить растрескивание
стеклянной глыбы, которое, в свою оче-
редь, приводит к появлению мутновато-
го следа в местах излома стекла.
Для того чтобы стекло полностью за-
полнило форму, в зависимости от объ-
ема скульптуры производят выдержку
при температуре 850...900°С в течение
1...2 ч.
Вторичную выдержку производят при
температуре отжига 500...550°С. Даль-
нейшее охлаждение до 400...450°С име-
ет значение для прочности моллирован-
ного изделия, так как именно в этот
период происходит его отжиг. При тем-
пературе 6О...8О°С форму с находящим-
ся в ней изделием можно вынуть из пе-
чи и дать ей остыть до 2О...25°С. Одна-
ко при этом необходимо следить, чтобы
в комнате не было сквозняков. Для то-
го чтобы обеспечить данный режим от-
жига, предусматривают термоизоля-
цию, которая состоит из асбестовой
крошки или обыкновенной древесной
золы. Этот слой хорошо удерживает
тепло, не дает изделию преждевремен-
но остывать.
В слой изоляции опускается термоэлек-
трический прибор таким образом, что-
бы он касался поверхности стекла или
формы. Это дает возможность постоян-
но контролировать температурный ре-
жим моллирования.
При установке поддонов с формами в
печи открытые нагревательные спира-
ли во избежание местных резких пере-
гревов целесообразно заслонять кера-
мическими плитками.
Следует учитывать, что в имеющихся
электропечах температура неравномер-
на по высоте шахты: внизу стекло мо-
жет еще не до конца расплавиться, а
вверху — перегреться и «прикипеть» к
форме. Моллировать в горне не реко-
мендуется; горн не обеспечивает в пол-
ной мере температурных параметров,
необходимых при моллировании.
Таким образом, процесс моллирования
состоит в целом из операций, показан-
ных на рис. 159.
Извлечение изделия из формы. После
окончательного остывания рельефы из-
влекают из форм. Необходимо иметь
брезентовые рукавицы, а также соблю-
дать крайнюю осторожность: на кром-
ках рельефов могут образоваться ост-
рейшие заусенцы. Их следует надпи-
лить, отломить и скол загладить куском
абразивного круга. Небольшие объем-
ные скульптурки, сделанные «на вы-
ход», или плоские рельефы должны
легко выниматься из форм. Однако, ес-
ли после охлаждения формы изделие
свободно не вынимается, форма (осо-
бенно из керамогипса и асбокерамогип-
са) может раскрошиться. Если этого не
произошло, то форму разбивают молот-
ком или другим простейшим инстру-
ментом. При этом, чтобы не повредить
изделие, действовать надо чрезвычайно
осторожно. Как правило, поверхность
рельефа остается чистой, но в некото-
рых местах к ней могут прилипнуть
крупицы материала формы. В этом слу-
чае их можно счистить вручную сталь-
ной щеткой.
В зависимости от объема скульптуры
процесс моллирования может колебать-
ся от 10 ч до нескольких суток. В каж-
дом конкретном случае его рассчиты-
вает инженер-технолог в зависимо-
сти от состава стекла и объема скуль-
птуры.
Количество стекла, необходимое для
заполнения формы:
GCT^GBpa/pB + d или GCT « GB -J- 30,
где GCT — искомая масса стекла, хру-
сталя, г; GB — масса восковой модели,
г; ра — 3,0 г/см3 — плотность хруста-
ля; рв — 1 г/см3 — плотность воска; d —
30 г — дополнительный хрусталь, обес-
печивающий наиболее полное заполне-
ние формы.
Однако возможно более простое опре-
деление необходимого для моллирова-
ния изделия количества стекла. Для
этого восковую модель опускают в со-
суд с водой, отмечают уровень вытес-
181
ненной ею воды, затем, опуская в тот
же сосуд различные куски стекла, под-
бирают примерный его объем плюс
30...40 г стекла для более полного за-
полнения формы.
Заполнение формы стеклом может быть про-
изведено путем набора его из стекловарен-
ной печи (метод предложен Ленинградским
заводом художественного стекла). Стекло за-
ливают в предварительно разогретую форму.
Удобнее всего форму разогревать в отжига-
тельной печи, на короткое время выдвинуть
ее, залить стеклом и затем снова поместить в
печь.
Далее моллирование протекает аналогично
выше описанному, т. е. печь разогревают
до 850...900°С, стекло при этом окончательно
заполняет форму, затекая во все ее части
под действием собственной тяжести. После
выдержки следует охлаждение до температу-
ры отжига, опять выдержка и дальнейшее
охлаждение.
Чтобы отмоллировать изделие в керамогип-
совой или асбокерамогипсовой форме проме-
жутки м'ежду наружными стенками необхо-
димо заполнить шамотной глиной или шамот-
ным щебнем, с тем чтобы форма не могла
разойтись, если даже она и треснет во время
моллпрованпя. При уплотнении шамотом ра-
бочею полость формы следует закрывать бу-
маюй, чтобы шамот не попадал внутрь.
При молнировании рельефа полость
формы заполняют кусочками хрусталь-
ного стекла размерами 30...50 мм. Не
следует засыпать мелкую крошку и
пыль, так как от этого в стекле обра-
зуются пузыри (при дроблении стекла
целесообразно заворачивать его в
крафт-бумагу, работать обязательно в
очках, имея па руках плотные рукави-
цы).
Учитывая, что между кусочками хру-
сталя остается пустота, стекло закла-
дывают с запасом, но не слишком боль-
шим, так как стекло может перелиться
через край. Однако нужно быть уверен-
ным, что изделие не получится недо-
формованным из-за нехватки стек-
ла. Нужно следить за горизонтальным
положением формы в печи, иначе
один край изделия получится толще
другого.
Поддоны с формами так же, как и при
обжиге форм, можно установить в печи
в два-три этажа (рис. 160, 161).
Получение рельефного стекла. На осно-
ве моллирования возможно получение
так называемого рельефного стекла,
которое выполняется путем помещения
5...6 листов стекла в плоскую керами-
ческую форму с невысоким рельефом.
При прогревании формы со стеклом по-
следнее, размягчаясь, заполняет фор-
му, повторяя ее рельеф.
Наибольший эффект дает цветное стек-
ло, тон которого зависит от толщины
рельефа. Можно также засыпать мелко-
дробленным стеклом углубления фор-
мы, а сверху класть несколько листов
того же самого стекла. В этом случае
даже оконное стекло дает определен-
ный декоративный эффект.
Размеры такого рода изделий лимити-
руются размерами печи. В данном слу-
чае формы при извлечении рельефа не
разрушаются, поэтому возможно их
многократное применение.
Отмоллированное изделие можно дора-
батывать пескоструйным аппаратом,
бормашиной, абразивными кругами,
травлением и т. д.
8.2
Спекание
Спеканием получают плоские, рельеф-
ные и объемные художественные изде-
лия из стекла. Оно является в опреде-
ленной мере разновидностью моллиро-
вания.
Плоские изделия выполняют путем на-
бора кусочков цветного и бесцветного
стекла по заданному рисунку и после-
дующего обжига в муфельной печи
при температуре 600...800°С. В зависи-
мости от температуры спекания отдель-
ные кусочки стекла могут иметь рель-
еф или сплавляться в ровную нерель-
ефную поверхность. Иногда цветные
или бесцветные кусочки стекла уклады-
вают на единой (бесцветной или цвет-
182
пой) подложке — листе стекла толщи-
ной от 4 до 10 мм.
Спекание позволяет применять в ка-
честве декоративных элементов некото-
рые металлы, имеющие коэффициент
термического расширения, близкий к
стеклу. К ним относят медь, латунь,
серебро, а также специальные спла-
вы — платинит, ковар и др. Дополни-
тельный декоративный эффект можно
получить, если сплавление стекла про-
изводить па рельефной керамической
или какой-либо другой подкладке. При-
менение различных вспучивающих ве-
ществ (например, буры), которые в мо-
мент спекания образуют пузырьки,
вздутия и бугорки, дает дополнитель-
ные декоративные эффекты.
Спекание позволяет получать стекла
различных габаритов (размер их лими-
тируется лишь внутренним объемом об-
жигательной печи), которые употребля-
ют в витражах, светильниках и других
декоративных изделиях.
При этом необходимо лишь следить,
чтобы отдельные стекла имели одина-
ковый коэффициент термического рас-
ширения. Спекание было хорошо из-
вестно еще в 1 в. до н. э., оно широко
применялось в Древнем Египте и Алек-
сандрии. Древние мастера для изготов-
ления художественных изделий приме-
няли кроме кусочков стекла различного
рода стеклянные палочки (штабики) *,
порошок тонко измельченного цветного
стекла.
Палочки укладывались как в длину, так
и торцами вверх. Для этого они наре-
зались тончайшими пластинками, на-
подобие тех, которые применяются в
технике миллефиори, причем в торце,
как правило, они имели кольцевую
структуру. По длине при помощи пла-
мени масляной горелки палочки изги-
бались по заранее продуманному про-
филю. Обычно они очерчивали темным
контуром более светлые участки изо-
* «Штабик» — палочка или стеклянный стер-
жень — от нем. Der Slab.
бражения. Используя различные комби-
нации кусочков стекла, стеклянных па-
лочек древним мастерам удавалось по-
лучать чрезвычайно тонкие по цвету и
сложные по рисунку композиции.
Выполнить такого рода работу можно
прямым и обратным набором.
Прямой набор выполняется путем укла-
дывания стеклянных заготовок непо-
средственно на керамическую плиту,
покрытую тонким слоем каолина.
Набор может быть выполнен и на под-
ложке из бесцветного стекла, при этом
под стекло подкладывается рисунок,
выполненный на бумаге. После того
как набор готов, его осторожно перено-
сят на керамическую плиту.
Обратный набор выполняется на бума-
ге, покрытой гуммиарабиковым клеем.
После высыхания клея набор наносят
на бесцветные стекла бумагой вверх.
При этом излишки не приклеившегося
стекла ссыпаются.
Обжигаются наборы в муфельных пе-
чах при температуре 750...850°С. Такая
высокая температура позволяет полу-
чать пластину с совершенно гладким
верхом. Методом спекания возможно
получение весьма значительных по раз-
меру изделий из стекла.
Изготовление крупноформатных панно.
На одном из стекольных заводов на ос-
нове спекания разработана технология
изготовления крупноформатных панно.
Для этого отрисованный на плотной
бумаге картон разрезают ножницами
на фрагменты размером 600X700 мм.
На них укладывают сетку из нержа-
веющей стали толщиной проволоки в
1 мм и размером ячеек в 4—5 мм. Сет-
ка укладывается с припуском пример-
но на 10 мм со всех 4 сторон.
Контурный рисунок основных образую-
щих композицию переносят нитро-
эмалью или тушью на сетку. Затем
лентой из нержавеющей стали шири-
ной 10 мм и толщиной 0,2 мм выкла-
дывают профиль рисунка, перенесен-
ного с картона на металлическую сет-
ку. Стальную ленту прикрепляют к
183
сетке медной проволокой толщиной до
1 мм (рис. 162). Спекание производят
в тоннельной печи. Для этого на полу
(на дне) вагонетки выкладывают ша-
мотным кирпичом бортики с таким рас-
четом, чтобы в образовавшееся про-
странство можно было бы поместить
подготовленную для спекания сталь-
ную сетку с укрепленной на пей лен-
той. Щели, образовавшиеся между кир-
пичами и стенкой бортиков, промазы-
вают каолином, разведенным водой до
состояния густой сметаны. Дно образо-
ванной бортиками емкости засыпают
смесью чистого речного песка со сте-
клянной крошкой в соотношении 1 : 3,
1:4 (стекло лучше брать бесцветное
или с легкой подкраской). Сверху на
насыпанный и выровненный слой пес-
ка и стеклянной крошки укладывают
металлическую сетку.
В образованные стальной лентой кассе-
ты (ячейки) засыпают стеклянную
крошку. Подбор цвета крошки произ-
водят в соответствии с цветовым эски-
зом на бумаге. Толщина засыпаемого
слоя стекла регламентируется высотой
стальной ленты (10 мм).
Спекание подготовленного таким обра-
зом фрагмента панно происходит при
температуре 870...900°С. Вагонетка про-
ходит весь цикл, включающий в себя
разогрев, спекание, отжиг и охлажде-
ние за 8...10 ч.
Обрезка и подгонка фрагментов до не-
обходимых размеров производится на
алмазном круге. Необходимым услови-
ем успеха работы является совпадение
коэффициентов термического расшире-
ния всех применяемых стекол и ме-
таллических элементов. Отдельные
фрагменты при помощи металлическо-
го каркаса собираются в целую компо-
зицию (рис. 163).
Мозаичные изделия, выполненные ме-
тодом спекания устойчивы как к сол-
нечному свету, так и к атмосферным
реагентам, поэтому рекомендуется ис-
пользовать эту технику при изготовле-
нии экстерьерных панно.
184
8.3
Выполнение изделий из стеклянной
пасты
Разновидностью спекания является
выполнение различного рода рельефов
и скульптур в технике так называемой
«стеклянной пасты» *. Впервые она бы-
ла применена древними египтянами, но
наивысшего расцвета эта техника до-
стигает в I в. н. э. в Александрии и
Риме.
Техника приготовления стеклянной пас-
ты. Известно несколько разновидностей
пасты. Например, в Древнем Египте
широкое распространение получил так
называемый «египетский фаянс».
Изделия этого вида имели керамиче-
скую основу, характерный ярко бирюзо-
вый цвет и являлись как бы переход-
ными от керамики к стеклу. Поверх-
ностное остекление при этом происхо-
дило за счет введения в массу соды.
Основными компонентами, применяв-
шимися при изготовлении «стеклянной
пасты», являлись природный стеатит,
кварцевый песок (кремнезем), природ-
ный кварц и молотое стекло.
Химический анализ показал, что состав
некоторых видов «стеклянной пасты»
соответствует почти чистому кремнезе-
му с незначительной примесью (1...3%)
оксида натрия и оксида кальция. Не-
смотря на небольшое количество лег-
коплавких компонентов, которые обра-
зуют стекловидную фазу, изделия об-
наруживают большую механическую
прочность.
При этом удалось установить, что це-
ментирующим веществом являлись со-
да и поваренная соль, которые при об-
жиге соединялись с кремнеземом, соз-
давали стеклообразующую фазу, скреп-
ляющую отдельные зерна кварца.
Такие изделия имеют мелкозернистую
* Технику «стеклянной пасты» иногда назы-
вают египетской пастой.
и матовую фактуру, их легко отличить
от моллированных.
В этой связи весьма ответственным мо-
ментом является проведение обжига
изделия. Слишком высокая температу-
ра в печи приводит к переоплавлению
поверхности, а следовательно, к утра-
те общей формы изделия, низкая тем-
пература не обеспечивает достаточного
спекания внутренних слоев материала.
В таком случае изделие получается ме-
ханически слабым, поэтому, прежде
чем приступать к изготовлению худо-
жественного изделия, необходимо про-
вести ряд опытных работ для опреде-
ления оптимального температурного
режима.
Скульптура из стекольной пасты может
быть из двух и более слоев стекла. Для
этого обожженную скульптуру покры-
вают новым слоем стекла и вновь об-
жигают.
Иногда для пасты применяют не глу-
хое, а полупрозрачное цветное стекло.
В этом случае изделия имеют серова-
тый, с каким-либо оттенком цвет. Та-
кую пасту называют рисовой или але-
бастровой. Подобное стекло получило
применение в XIX в. во Франции, где
этой техникой пытались подражать бо-
гемскому стеклу. Однако производство
рисовой пасты ограничивалось выпус-
ком лишь небольших флаконов и вазо-
чек, так как изделия не отличались
высокими декоративными качествами.
Методы изготовления стекольных изде-
лий, описанные в данной главе, а имен-
но, моллирование и его разновидности,
спекание и выполнение изделий из
стеклянной пасты, как правило, при-
меняются для изготовления уникаль-
ных произведений. Так в технике мол-
лирования изготовляются круглая
скульптура и плоские рельефы. И, если
производство этих видов изделий не-
большого размера и простой формы не
представляет особой сложности, то из-
готовление крупных скульптур и ба-
рельефов, достигающих по весу десят-
ков киллограммов и имеющих не-
простую конфигурацию, весьма слож-
ная техническая и технологическая за-
дача. Поэтому, приступая к изготовле-
нию моллированных изделий, необхо-
димо тщательно определить возможно-
сти данного предприятия — печного
хозяйства, сырья, видов стекла. Особое
внимание следует уделить составу ог-
неупорной массы. Она должна быть в
достаточной мере прочной, чтобы вы-
держать всю массу стекла и одновре-
менно хрупкой, чтобы легко разрушить-
ся при изъятии из форм изделия. От
керамической массы требуется также
тонкозернистость и плотность структу-
ры, чтобы иметь четкий рельеф и вме-
сте с тем она должна иметь достаточ-
ную пористость, чтобы при моллпрова-
нии из нее свободно выходил бы воз-
дух. В Советском Союзе в этой технике
накоплен определенный опыт. Так еще
в 1938 г. моллированием была изготов-
лена чаша фонтана для Советского
павильона на Всемирной выставке в
Пью-Йорке. Ее изготовили из плоского
стекла толщиной в 35 мм путем мол-
лирования в специальной чугунной
форме. Диаметр чаши составил 2,4 м
при весе более 400 кг. В 1949 г. на
кафедре стекла Ленинградского техно-
логического института по эскизу ху-
дожника И. И. Робиновича был отлит
барельеф «Партизанка», весивший око-
ло 75 кг. Подобным же образом после
Великой Отечественной войны изго-
товляли многие элементы монументаль-
ных ваз из хрусталя, посвященных
большим юбилейным датам Советского
государства. В этом же духе были сде-
ланы попытки изготовлять архитектур-
ные элементы больших размеров, на-
пример валюты весом до 32 кг. Поэто-
му, приступая к проведению работ по
моллированию или спеканию, необхо-
димо предварительно изучить уже
имеющийся в этом направлении опыт.
На рис. 164, 165, 166, 167 показаны
работы, выполненные моллированием и
спеканием.
185
ОСОБЕННОСТИ КОМПОЗИЦИИ МОЛНИРОВАННОГО ИЗДЕЛИЯ
151
Композиционные особенно-
сти станкового и молниро-
ванного рельефов:
а — станковой рельеф, б —
моллированныи
152
Композиция скульптуры:
а — правильно выполненная
модель моллированной скульп-
туры, б — неправильно вы-
полненная модель 1 — детали,
которые могут быть не запол-
нены стеклом при моллирова-
нии, 2 — места наибольшей
вероятности слома деталей,
3 — деталь скульптуры, явля-
ющаяся «замком»
186
153
Изготовление однокусковой
черновой формы
1 — модель 2 — подготовка
модели к снятию формы, 3 —•
оплеск модели цветным гип-
сом 4 — нанесение второго
слоя гипса, 5 — нанесение
третьего слоя гипса, 6 — сня-
тие формы со щита, 7 — уда-
ление из формы модели 8 —
отливка модели из гипса, 9 —
готовая модель
154
Изготовление двукусковой
черновой формы
1 — модель, 2 — деление моде-
ли на 2 половинки 3 — оплеск
первой половинки модели
цветным гипсом, 4 — нанесе-
ние второго слоя гипса 5 —
нанесение третьего слоя 6 —
подготовка модели к снятию
второй половинки 7 — оплеск
второй половины модели
цветным гипсом 8 — нанесе-
ние второго слоя гипса 9 —
нанесение третьего слоя гип-
са 10 — подготовка форм к
разъему, 11 — разъем формы,
12 — готовая модель
ОДНОКУСКОВАЯ ЧЕРНОВАЯ ФОРМА
187
ОДНОКУСКОВАЯ ЧИСТОВАЯ ФОРМА
155
Изготовление однокусковой
чистовой формы:
1 — модель, подготовленная к
заливке гипсом; 2 — заливка
модели; 3 — снятие опалубки;
4, 5 — удаление из формы мо-
дели
156
Изготовление двухкусковой
чистовой формы:
1 — модель; 2 — модель, напо-
ловину утопленная в глину;
3 — модель в опалубке; 4 —
заливка модели гипсом; 5 —
первая половинка формы;
6, 7 — заливка первой поло-
винки формы гипсом; 8,9 —
удаление модели и прорезание
литника
188
157
Изготовление клеевой фор-
мы
1 — модель 2 — обклеивание
модели, 3— обмазывание мо-
дели глиной, 4 — деление мо-
дели на две половинки 5 —
отливка первой половинки ко-
жуха 6 — отливка второй
половинки кожуха, 7 — изъя-
тие из кожуха модели 8 —
нанесение фольги внутрь ко-
жухэ 9 — отливка клеевой
формы, 10 — разъем кожуха
11 — разрезание формы и изъ-
ятие модели 12 — клеевая
форма подготовленная к за-
ливке воском, 13 14— отлив-
ка восковой модели
158
Изготовление керамической
формы
1 — восковая модель, г — мо-
дель подготовленная к залив-
ке, 3 — заливка модели кера-
мическим шликером, 4 — вы-
тапливание воска и сушка
формы, 5 в — моллирование
скульптуры в готовой форме
189
ПЛОСКИЙ МОЛЛИРОВАННЫЙ РЕЛЬЕФ
159
Последовательность изго-
товления моллированной
скульптуры:
1 — эскиз на бумаге, 2 — мо-
дель из мягкого материала,
3 — черновая форма 4 5 — от-
ливка гипсовой модели 6 —
чистовая гипсовая форма 7 —
восковая модель, 8 — керами-
ческая форма 9 — молниро-
ванная скульптура
160
Порядок установки поддона
в печи
1 — огнеупорный поддон Q —
заполнение поддона шамотным
щебнем, 3 — керамическая
форма 4 — куски хрусталя,
5 — кирпичи
161
Последовательность изго-
товления молнированного
рельефа
1 — гипсовая модель, 2 — ке-
рамическая форма, 3 — готовое
изделие
190
ИЗГОТОВЛЕНИЕ ДЕКОРАТИВНОГО ПАННО СПЕКАНИЕМ
162
'Укрепление стальной ленты
на стальной сетке при про-
изводстве панно методом
спекания
163
Фрагмент панно «Аквалан-
гисты». В Е. Чубанов. При-
мер работы, выполненной
спеканием. Руков. доц. Сер-
геев Ю. П. МВХПУ (быв-
шее Строгановское), 1981 г
191
164
165
Декоративная скульптура
«Морской конек». Н. Тар-
ковская. Пример моллиро-
ванной скульптуры, 1958 г.
Декоративная ваза «Сатир».
Рене Лялик. Пример молли-
рованного изделия. Фран-
ция, Нанси, 1905 г.
166
167
Священный глаз-пластина
для инкрустации. Выполнен
методом спекания. Египет,
VI в. до н. э.
Торс Афродиты. Пример из-
делия, выполненного в тех-
нике стеклянной пасты.
Александрия или Рим, II в.
н. э.
192
9
9.1
Стеклодувный
способ
изготовления
художественных
изделий
из стекла
Сущность стеклодувного способа
изготовления художественных изделий
из стекла
Стеклодувное искусство — это искусство
пластики малых форм, когда материа-
лом в руках скульптора является стек-
ло, разогреваемое до пластичного со-
стояния в пламени настольной газовой
горелки.
Стеклодувное искусство развилось на
основе стеклодувной техники *, которая
широко применяется на предприятиях
и в лабораториях для изготовления
различной аппаратуры, приборов и их
деталей из стекла.
За последние годы стеклодувная тех-
ника шагнула далеко вперед. С одной
стороны, разработаны новые стекла,
обладающие рядом уникальных свойств,
появились всевозможные станки и при-
способления, позволяющие выполнять
сложнейшие операции, с другой — зна-
чительно повысилось мастерство и ква-
лификация стеклодувов **.
В настоящее время стеклодувное ис-
кусство сформировалось как самостоя-
тельный вид художественного творче-
ства, в то же время оно является и
традиционным видом народного твор-
чества.
Пластические виды и формы стекло-
дувных произведений разнообразны.
Это скульптура малых форм, декора-
тивные сосуды, украшения и др.
В истории художественного стеклоде-
лия в нашей стране и за рубежом из-
вестны случаи, когда творческие био-
графии художников были сформирова-
ны только в рамках стеклодувного ис-
кусства.
Особое значение имеет овладение ос-
* Стеклодувную технику часто называют
стеклодувным делом.
** В отлично от выдувальщиков, работающих
у стекловаренной печи, мастеров, занимаю-
щихся стеклодувной техникой, принято на-
зывать стеклодувами.
193
новами мастерства стеклодувного ис-
кусства, студентами художественно-про-
мышленных вузов, специализирующих-
ся в области художественного стекла.
Приобретенный при этом опыт помога-
ет в дальнейшем в творческой деятель-
ности молодых художников.
Стеклодувное искусство позволяет
сформировать у студента представле-
ние о пластике вещи, выполненной из
«текла. Стеклодувное искусство — одно
из средств художественного моделиро-
вания в стекле, причем можно модели-
ровать в уменьшенном масштабе не
только формы сосудов, но также и
приемы их художественной обработки,
например приемы гутного искусства.
9.2
Оборудование мастерской
Помещение, где размещается стеклодувная
мастерская, должно быть просторным, свет-
лым и высоким (не менее 3—3,5 м). Чтобы
освещение не давало бликов и глаза рабо-
тающего меньше уставали, освещение мас-
терской должно быть рассеянным, не даю-
щим теней (не направленным). Пол мастер-
ской лучше всего покрыть мягким, но не
горючим материалом, например линолеумом
или хлорвиниловыми плитками.
Приточно-вытяжная вентиляция мастерской
должна обеспечивать расчетную кратность
обмена воздуха при условии снижения уров-
ня шума.
Для этого над каждым столом устанавливают
вытяжные зонты, соединенные общим вы-
тяжным каналом. Основным рабочим местом
стеклодува является его стол. Высота стола
800...850 мм. Длина и ширина крышки
1500x800 мм (рис. 168).
Кроме рабочей мастерской необходимо иметь
дополнительные помещения, где находятся
компрессор, сырье и баллоны с кислородом
(каждое помещение изолировано друг от дру-
ва) К горелке обычно подводят горючий газ,
воздух и кислород. Газ используют от город-
ской сети. Однако можно пользоваться и бал-
лонным газом (пропаном). Газовые баллоны
и баллоны с кислородом устанавливают сна-
ружи здания в металлической запирающейся
будке (раздельно).
Горючий газ и кислород через редуктор по
металлическим трубам транспортируются к
мастерской под собственным давлением. Го-
194
рючий газ, воздух и кислород подаются к
рабочему месту путем соединения металли-
ческих труб, штуцера резиново-тканевыми
шлангами высокого давления. Трубы, подво-
дящие к столу горючий газ и кислород, ок-
рашиваются соответственно: газ — в желтый,
кислород —в голубой.
Компрессор должен обеспечить избыточное
давление 0,2...0,3 МПа. Давление кислорода
регулируют редуктором. При работе с кисло-
родом компрессор необходимо оборудовать
масляными фильтрами-уловителями, так как
кислород с маслом образуют взрывоопасную
смесь (рис. 169).
Стеклодувные горелки бывают стацио-
нарными и ручными. Ручные применя-
ют для изготовления крупноформат-
ных приборов из стекла. Для изготов-
ления художественных изделий приме-
няют стационарные двух-, трехкрано-
вые и многокрановые горелки (рис.
170).
Краны, находящиеся на патрубках,
позволяют менять соотношение горю-
чего газа, воздуха и кислорода в го-
рючей смеси. Непосредственные изме-
рения расхода газа, воздуха и кисло-
рода специальными измерительными
приборами (расходомерами) показыва-
ют, что обычно соотношение — газ : воз-
дух : кислород составляет 1: (8...9):
: (0,5—1).
При обработке изделия в пламени го-
релки его помещают в зону полного
сгорания (наиболее высокая темпера-
тура). Нормальное пламя для работы
со стеклом должно иметь сине-фиолето-
вый оттенок с хорошо заметной голу-
бовато-зеленой сердцевиной. При не-
достатке воздуха пламя приобретает
желтый цвет за счет появления несго-
ревших частиц восстановленного угле-
рода. При очень слабой подаче воздуха
пламя делается коптящим. При разо-
гревании стекла пламя также приобре-
тает желтый цвет, но по другой при-
чине — это светятся пары натрия, со-
держащегося в стекле.
Низкотемпературные виды пламени
(желтое, коптящее) применяются глав-
ным образом для вспомогательных опе-
раций (обогрев и др.).
Состав горючего газа городской газовой
сети, %: метан СН4 — 85,14, водород
Нг — 4,46, оксид углерода СО — 2,24,
углекислый газ СОг — 2,56, азот — 4,60,
прочие газы — 1,0. Калорийность га-
за— 8000 кал/м3. Газ горит слегка го-
лубоватым некоптящим пламенем.
Резкое увеличение подачи воздуха мо-
жет привести к отрыву пламени от
горелки. Чтобы этого не происходило,
некоторые горелки снабжены дополни-
тельным кольцом, по которому подает-
ся газ, проходящий через специальные
отверстия. На характер пламени в зна-
чительной степени влияют сменные ме-
таллические или стеклянные (кварце-
вые) сопла (дюзы или «одуванчики»,
выходные отверстия которых колеблят-
ся от 1 до 6 мм).
9.3
Стекло, применяемое для изготовления
художественных изделий
стеклодувным способом
Исходным материалом для стеклодув-
ных работ являются стеклянные труб-
ки и стеклянные монолитные стержни
различного диаметра *. Массовое про-
изводство дротов и штабиков налаже-
но на многих стекольных заводах
СССР. Регулируя скорость вытягива-
ния, температуру стекломассы и дав-
ление воздуха, нагнетаемого в трубку
в момент ее вытягивания, регулируют
диаметр трубки и толщину ее стенок.
Иногда вытягивание выполняют вруч-
ную.
Для художественных стеклодувных ра-
бот рекомендуется стекло марки ЗС5
(С 49-1), иначе называемое молибдено-
вым.
Стекло ЗС 5 имеет следующий химиче-
ский состав, масс. %: SiOg — 68,0;
В2О3 — 20,0; А120з — 3,0; Na2O — 4,0;
К2О - 5,0.
* Стеклянные трубки, применяемые в стекло-
дувном искусстве, принято называть «стек-
лодротом».
Это стекло широко применяется в
электровакуумной промышленности.
Благодаря малой величине КТР в него
хорошо впаивается проволока из пла-
тины, серебра, меди и молибдена
(последнее и определило название
стекла).
Молибденовое стекло отличается вы-
сокой механической прочностью и тер-
мостойкостью. Изделия, выполненные
из него, имеют красивый внешний вид:
им свойствен блеск, обусловленный вы-
соким показателем светопреломления,
и едва уловимый золотистый оттенок.
Оно отличается тугоплавкостью и тре-
бует кислородного дутья. При хране-
нии в условиях повышенной влажно-
сти, при обработке в пламени горелки
легко выщелачивается.
Главное достоинство молибденовых сте-
кол — это их способность выдерживать
сложную обработку в пламени: навари-
вание жгутов и слоев этого же стекла,
возможность заплавления трещин и
т. п. Однако со стеклами других марок
молибденовое стекло не спаивается.
В качестве заготовок обычно применя-
ют: цилиндрические трубки с внутрен-
ним диаметром 3...60 мм, толщиной сте-
нок 0,8...2,5 мм; штабики, т. е. сплош-
ные стеклянные палочки и стержни
диаметром 1...10 мм; цилиндрические
заготовки в виде труб диаметром 40...
200 мм с запаянным с одного конца
полукруглым дном (колбы).
Резка стекла. Поступакпций на склад
стеклодрот имеет длину более 1 м, в
то время как для работы на горелке
требуются отрезки длиной по 20...30 см,
поэтому возникает необходимость в
резке дротов. От качества резки дротов
во многом зависит успех большинства
стеклодувных операций (сварка загото-
вок и т.п.). Торец правильно отрезан-
ной трубки должен быть совершенно
прямым (перпендикулярным к оси
трубки) и ровным, пе иметь зубцов.
Резка трубок заключается в нанесении
надрезов (насечек) ножом с последую-
щим их разламыванием (рис. 171).
195
Ножи для резки стекла представляют
собой пластину из твердых сплавов
толщиной 1...5 мм, заправленные в спе-
циальную ручку. Края пластинок зата-
чивают под углом 45°. Иногда пласти-
ну припаивают медью к стальному
стержню. Если нет твердосплавной
пластины, применяют напильники с
мелкой насечкой или изготовляют ножи
из ножовочного полотна. Для этого по
всей длине полотна стачивают зубцы
под углом 45°, оставляя их незначи-
тельную высоту. Без зарубок нож ре-
зать стекло не будет.
Стеклодрот большого диаметра перело-
мить руками после выполнения надре-
за бывает трудно.
Трубки диаметром 20...60 мм разделя-
ют на две части, прикладывая к над-
резу сплющенный в виде лопаточки
конец разогретой в пламени стеклян-
ной палочки так, чтобы в месте надре-
за возникла глубокая кольцевая трещи-
на. Если по истечении 20...30 с трещи-
на не появилась, данный прием следу-
ет повторить, предварительно охладив
заготовку.
Для резки стекла служат также специ-
альные крючки. Для их изготовления
применяют проволоку из мягкого желе-
за диаметром 3...7 мм, которую после
получения нужного профиля закрепля-
ют на деревянной ручке. Крючком мож-
но резать трубки большого диаметра
(от 25 мм и более). Резка трубок
крючком производится после прогрева
проволоки пламенем стеклодувной го-
релки. Для этого ее прикладывают
поперек длины трубки к месту над-
реза.
За счет перепада температур между
внешней и внутренней стенками труб-
ки на ней образуется кольцевая тре-
щина.
Стекло, размягченное на пламени го-
релки, легко режется обыкновенными
ножницами.
Резку стеклянных трубок диаметром
свыше 100 мм обычно производят ал-
мазным диском.
196
9.4
Инструменты и их назначение
Хватки предназначаются для удержания из-
делий в момент вторичного прогрева. Они
бывают металлическими и стеклянными. Ме-
таллические выполняются пз стальной про-
волоки диаметром 4...5 мм и стальных по-
лос шириной 4...6 мм и толщиной 1.5...2 мм.
Стеклянные имеют форму воронки с длинной
прочной ручкой. Проволочные хватки обыч-
но применяют для удержания сосудов, имею-
щих сферическую форму (рис. 172). Хватка-
ми из полосовой стали удерживают «пятач-
ки» и другие изделия с ровным и плоским
дном. Стеклянные хватки или одевают свер-
ху на изделие, или вводят внутрь. Между
стенкой изделия и хватком должен быть про-
ложев (навернут) слой ленточного асбе-
ста.
Развертки металлические, графитовые и де-
ревянные применяют для разведения горла
сосудов, формования верха рюмок, их
«пятачков» и т. д. Металлические разверт-
ки изготовляют из листовой латуни или ме-
ди толщиной 2...4 мм. Сталь для этих целей
не годится, так как она от пламени горелки
дает окалину. Развертки имеют форму плос-
кого треугольника или профиля усеченного
конуса с различными скосами и закругле-
ниями (рис. 173).
Для того чтобы стекло не прилипало к разо-
гретому металлу, развертки смачивают пара-
фином. Сделать это легко, прикоснувшись к
парафину горячей разверткой. Деревянные
развертки имеют форму тел вращения и обы-
чно вытачиваются на токарном станке.
Пинцеты применяют обычно медицинские,
как короткие, так и длинные. Часто для при-
дания стеклу рельефной поверхности на пин-
цеты одевают съемные наконечники.
Щипцы изготавливают из полосок стали тол-
щиной 2—3 мм и шириной 20—25 мм. Щип-
цы имеют рабочие площадки, выполненные
из графита или дерева.
Иглы применяют для прокалывания стекла.
Их изготавливают из тугоплавкого материа-
ла, например вольфрама. Для этого берут
вольфрамовую проволоку диаметром 2—4 мм,
длиной 150...170 мм, один конец которой за-
тачивается, а другой вставляется в деревян-
ную или стеклянную ручку.
9.5
Основные стеклодувные приемы
Стеклодувная техника требует от ма-
стера-стеклодува совершенного овладе-
ния всеми приемами, с помощью кото-
рых выполняется художественное из-
делие.
Стеклодувные операции связаны с рав-
номерным разогреванием стекла, кото-
рое достигается синхронно-равномер-
ным вращением трубки в пламени го-
релки.
Для этого начинающие стеклодувы вра-
щают перед незажженной горелкой два
отрезка трубки (длиной 150...200 мм и
диаметром 8...10 мм), соединенные
между собой листочками плотной бу-
маги (длиной 50...60 мм и шириной
6...8 мм). Листочки приклеивают к
трубкам друг против друга декстрино-
вым клеем параллельно их оси.
В стеклодувной технике имеется ряд
обязательных приемов обработки стек-
ла, без которых невозможно проведе-
ние работ.
Выполнение «пульки». Пулька — это
специфическая форма заготовки. Она
имеет тулово и две державки (усики).
Диаметр и длина тулова диктуются
размером будущего изделия, а размер
державок — шириной ладони работаю-
щего и обычно равняется 70...90 мм
(рис. 174).
Для того чтобы выполнить пульку, ко-
нец трубки нужного диаметра разогре-
вают на пламени горелки и прилепли-
вают к нему по центру оси стеклянную
палочку. Затем, отступив от палочки
на 5...6 мм, разогревают трубку до пол-
ного размягчения. При этом в месте на-
грева стекло собирают легким сжатием
концов трубки к центру. Далее трубку
снимают с огня и вращением вытяги-
вают первую державку. Затем победи-
товым ножом отрезается конец вытя-
нутой державки. Отступив от первой
державки на расстояние, необходимое
для выполнения изделия, разогревают
стекло и вытягивают вторую державку.
В том случае, когда трубка слишком
длинна (500...600 мм), первую держав-
ку выполняют, прогревая трубку посе-
редине. При этом выполняют одновре-
менно две державки для двух полови-
нок трубки сразу. После этого оттяги-
вают вторую державку.
После выполнения пульки следует про-
цесс раздувания ее в различные сфери-
ческие формы, идущие от шара.
Выдувание правильного шара, имеюще-
го ровные стенки, возможно с помощью
прогревания пульки мягким пламенем.
При этом пульку необходимо непре-
рывно вращать, создавая тем самым
равномерный прогрев. Надо следить,
чтобы стекло не скопилось в каком-ли-
бо одном месте, так как в этом случае
разогнать его бывает очень трудно.
Разогрев и собрав стекло, пульку сни-
мают с огня и начинают поддувать во
вскрытый конец державки. Сильно
дуть сразу нельзя, так как стекло еще
слишком горячее и может продуться в
тонкую пленку. По мере остывания
стекла надо повышать силу поддува,
следя при этом за размерами шара.
В процессе выдувания шар несколько
раз отнимают ото рта для выравнива-
ния и отцентровывания державок.
Если сразу выдуть необходимый раз-
мер шара не удалось, операцию повто-
ряют до тех пор, пока не добьются не-
обходимого размера (рис. 175).
Выполнение конуса показано па рис.
176. Оно заключается в том, что внача-
ле выполняют большой шар, из кото-
рого впоследствии формуется дно ко-
нуса. Затем выдувают шар меньшего
диаметра — середина тулова конуса.
После этого большой и малый шары
прогреваются пламенем горелки до раз-
мягчения, одновременно собираются,
поддуваются и вытягиваются в харак-
терный для конуса профиль. Формова-
нием дна заканчивается выполнение
конуса.
Формование полого объема при помощи
стержня происходит путем подбора
монолитного стеклянного стержня необ-
ходимого диаметра (рис. 177), прогре-
вания его конца пламенем горелки.
Одновременно прогревается стенка за-
готовки в предполагаемом месте выду-
вания пустотелой детали. Стержень про-
197
гревается до более высокой температу-
ры, чем стенка заготовки, и собирается
в шарик. Затем разогретые до подвиж-
ного состояния заготовки и стержень
снимаются с огня, шарик прикрепля-
ется к разогретой стенке заготовки и
путем подачи воздуха в открытый ко-
нец державки происходит выдувание
пустотелой детали. Лишнее стекло уда-
ляется сразу же после выдувания де-
тали.
В данном случае важно, чтобы прогре-
вание заготовки стержня было произве-
дено ровно на столько, на сколько тре-
буется для проведения данной опера-
ции. Если стенка заготовки прогрета
больше, чем стержень, то при создании
давления в ней начнет раздуваться не
стержень, а стенка. Если же недоста-
точно прогреты стенки, то выдувание
вообще не произойдет. То же самое
получится, если стержень прогрет ма-
ло, и наоборот: если сильно прогрет
стержень, он может раздуться в тон-
кую пленку.
Формование полого объема путем при-
паивания друг к другу трубок под
углом. Для этого прежде всего необхо-
димо выполнить отверстие на одной из
заготовок (рис. 178). Место, где долж-
но быть отверстие, прогревают узким,
жальным пламенем. К разогретому
участку стекла приставляют (прилеп-
ляют) стеклянную палочку и, когда
она прилипнет, ею оттягивают участок
стекла в виде небольшого острого вы-
ступа. Затем это место прогревают и
выдувают маленький ровный пузырь.
Верхушку пузыря еще раз прогревают
и сильным давлением воздуха продува-
ют его до образования тонкой пленки
стекла.
Если шар не лопнул под действием
внутреннего давления, то его разбива-
ют и тем самым получают более или
менее ровное отверстие.
Процесс сварки начинается с прогрева-
ния торца трубки и краев отверстия.
При достижении подвижного состояния
стекла трубку и заготовку соединяют.
198
Чрезвычайно важно провести тщатель-
ную пропайку места стыка (рис. 179).
Прогретые трубки вместе с заготовкой
снимают с огня и поддувают до обра-
зования небольшого пузыря. Затем
вновь вносят в огонь и операцию по-
вторяют до образования хорошего спая.
Судить о качестве спая можно по цве-
ту стекла. Хороший спай дает светлый
с золотым оттенком цвет.
Сгибание трубок позволяет получать
объемы довольно сложных конфигура-
ций. Рассмотрим последовательность
изготовления простейшей конфигура-
ции, так называемого уголка (U-образ-
ная форма).
Середину пульки разогревают на мяг-
ком, но довольно горячем пламени
(рис. 180). Затем разогретое стекло
снимают с огня и некоторое время дер-
жат в одном положении без вращения.
Это необходимо для того, чтобы стекло
успело переместиться вниз. После это-
го пулька несколько растягивается и
сгибается в U-образную форму и под-
дувается для выравнивания ее стенок.
Если уголок при этом получился не-
ровным, кособоким, исправить его не-
возможно. В этом случае необходимо
начинать все сначала (рис. 181).
Развертывание воронки является обяза-
тельной операцией при изготовлении в
стеклодувной технике сосудов. Она при-
меняется при разворачивании дна (пя-
тачка) рюмки или оформлении верха
сосуда. Развертывание производят гра-
фитовыми, медными, деревянными или
текстолитовыми развертками.
Заготовка должна иметь более или ме-
нее открытое пространство. Ее держат
в правой руке, а развертку в левой.
Вращая заготовку на резком горячем
пламени, прогревают ее край до со-
стояния размягчения. Не снимая с ог-
ня, во внутрь заготовки вводят разверт-
ку и при быстром вращении заготовки
нажимом на край производят его раз-
вертывание. При этом нижняя часть
края все время прогревается, а верх-
няя развертывается.
Если отверстие слишком мало, то его
можно расширить быстрым вращением,
используя центробежную силу расплав-
ленного стекла или употребляя разверт-
ки меньших размеров. Прогревание
края заготовки должно происходить
небольшими участками, в противном
случае при развертывании воронки
появляются складки и морщины.
9.6
Основные способы декорирования
Важную роль в создании художествен-
ного образа стеклодувных изделий иг-
рают декоративные элементы, органи-
чески входящие в композицию.
Вследствие того, что их первоосновой
является стеклянная трубка толщиной
стенки не более 1,5...2,5 мм, она не мо-
жет также активно собирать и прелом-
лять лучи света, как монолитные стек-
лянные изделия. Контур стеклодувных
изделий рисуется четко за счет перс-
пективного сокращения стекла стенок,
а их центральная пустотелая часть
смотрится размытой. Способы декори-
рования стеклодувных изделий можно
условно разделить на декорирование за
счет пластических свойств заготовки
(с применением инструмента и без его
применения) и нанесение декоратив-
ных элементов на изделия сверху.
Пластические свойства заготовки дают
разнообразные декоративные эффекты.
Так, например, выполнение кольцевых
выступов путем разогрева и сжатия от-
дельных участков заготовки за счет
преломления света в образующихся при
этом утолщениях стекла дает возмож-
ность получать особый оптический эф-
фект (серебристое свечение).
Создавая в заготовке вакуум, или нао-
борот, избыточное давление получают
сферические углубления или сфериче-
ские рельефные шарики.
В качестве инструментов при выполне-
нии декора на художественных стекло-
дувных изделиях употребляют метал-
лические и графитовые иглы, пинце-
ты, ножницы, стеклянные стержни и
др. Например, разогретой до белого
каления нихромовой иглой можно про-
царапать на поверхности изделия раз-
личного рода декоративные орнамен-
ты и рисунки.
Разогретую до состояния размягчения
поверхность стекла можно оттягивать в
остроконечные выступы стеклянной па-
лочкой. Для этого ее приставляют к по-
верхности изделия и, когда палочка
прилипнет к поверхности заготовки,
быстрым движением поднимают не-
большой участок стекла. Операцию по-
вторяют несколько раз до появления
характерной фактуры и т. д.
Нанесение декоративных элементов.
С целью декорирования стеклодувных
изделий можно изготовлять монолит-
ные детали из стеклянных стержней с
последующим их соединением с основ-
ным объемом.
В этом направлении интересные деко-
ративные эффекты дает применение
цветного стекла.
Другим видом декорирования является соз-
дание рельефной поверхности за счет нане-
сения декоративных элементов из стекла,
металла и других материалов. Наиболее рас-
пространенным способом является рисование
топкими стеклянными палочками («солом-
кой»). Она может быть от 1 до 5 мм в диа-
метре. Рисование соломкой происходит сле-
дующим образом. В левой руке держат из-
делие, а в правой соломку. Пламенем го-
релки прогревают поверхность изделия до
температуры па 1О...15°С ниже начала раз-
мягчения стекла и одновременно нагревают
до состояния размягчения конец соломки.
Размягченным концом соломки водят по разо-
гретой поверхности изделия. При этом со-
ломка пристает к поверхности заготовки, соз-
давая тем самым рельефный рисунок. По-
степенно передвигая соломку в огне, размяг-
чают ее все дальше и дальше и наносят
рельеф на новые участки изделия. Таким об-
разом возможно наложение соломки парал-
лельно друг другу, вдоль центральной оси ор-
наментальных рисунков. Заготовка с нане-
сенными на ее поверхность стеклянными
стержнями может быть перевита по часовой
стрелке и против нее. Это дает интересный
декоративный эффект, получаемый за счет
визуального наложения стержней друг на
199
друга (орнаментальное переплетение). Стерж-
ни, припаянные к стенке заготовки, хорошо
поддаются обработке инструментом, например
гофрированию пинцетом. «Стеклянная зернь»
выполняется путем прикосновения расплав-
ленного копна стержпя к разогретой поверх-
ности изделия. После каждого раза на по-
верхности остается одно зерно. Размер зерен
зависит от диаметра стержня и силы, с ко-
торой прижимается стержень к поверхности.
В качестве металла, способного спаиваться с
поверхностью стекла, берут платину, медь,
латунь.
Выполненные в стеклодувной технике
изделия также хорошо поддаются де-
корированию методом росписи сили-
катными красками, золотом, люстрами
и т. д.
9.7
Выполнение стеклодувной
скульптуры
Среди художественных стеклодувных
изделий немалое место занимает
скульптура.
Работая над воплощением задуманного
изделия, художник реализует пластиче-
ские свойства расплавленного стекла,
которые дают ему возможность изго-
товлять изделия довольно сложные по
форме и декору. Стеклодувную скульп-
туру может выполнять только худож-
ник, в совершенстве владеющий всеми
тонкостями техники.
Чтобы выполнить стеклодувную
скульптуру, художник вначале выпол-
няет модель в пластилине или эскиз
на бумаге.
В стеклодувной технике совершенно
исключена возможность появления двух
одинаковых скульптур. Каждое после-
дующее изделие будет чем-то отличать-
ся от предыдущего, что повышает от-
ветственность художника за каждый
выполненный экземпляр.
Работу по выполнению скульптуры (или
любого другого стеклодувного изделия)
необходимо вести последовательно, не-
возможности не перекидываясь с одно-
го места па другое. Начав моделиров-
ку с одного конца скульптуры, посте-
пенно переходя к новым ее участкам,
необходимо закончить ее на другом
конце. Если в ходе работы выясняется,
что все же необходимо вернуться к уже
отмоделированной части скульптуры,
то ее необходимо постоянно держать в
разогретом виде. В противном случае
в изделии могут возникнуть остаточные
напряжения, которые приведут к раз-
рушению изделия. На рис. 182 подроб-
но рассмотрен процесс изготовления ка-
мерной скульптуры «Мать с ребенком»,
имеющей две композиционные особен-
ности. Во-первых, основной ее объем
выполнен без изменения цилиндра за-
готовки. Во-вторых, она включает в се-
бя отдельное выполнение из стеклянно-
го стержня, а затем припаивание к ос-
новному объему детали скульптурного
изображения ребенка.
9.8
Выполнение стеклодувных сосудов
Стеклодувная техника позволяет вы-
полнять сосуды как уникальные, так и
серийного характера. Обычно это рюм-
ки, бокалы, фужеры, графины, подсвеч-
ники, вазочки для цветов и т. д. В осно-
ве их изготовления лежат все те же
стеклодувные приемы раздувания, сва-
ривания, изгибания, вытягивания. Од-
нако выполнение сосудов имеет и свою
специфику. Так, выполнение резервуа-
ра («пойла») бокалов, разворачивание
пятачка (ножки) сосудов встречаются
исключительно при их изготовлении.
Сосуды, выполненные в стеклодувной
технике, обычно тонкостенные, имеют
различные орнаментальные детали.
Иногда декоративные элементы впа-
ивают в стенки сосуда или во внутрь
его. Бокалы, рюмки и фужеры могут
быть выполнены из одной или несколь-
ких заготовок. Например, резервуар и
пойло могут изготовляться отдельно,
затем собираться в одно целое. Боль-
шую пользу в деле освоения стекло-
200
дувной техники может дать копирова-
ние старых образцов сосудов венециан-
ских образцов, русских шутих и др.
Выполнение сосудов, как и выполне-
ние скульптуры, должно проходить в
определенной последовательности (рис.
183).
Выполнение этого бокала можно услов-
но разделить на два этапа: выполнение
резервуара, выполнение ножки-ворон-
ки. В качестве декора на воронку нане-
сены параллельные стеклянные стерж-
ни, а при выполнении резервуара при-
менено рифление пинцетом.
9.9
Изготовление изделий
из монолитного стекла
Разновидностью стеклодувной техни-
ки является выполнение художествен-
ных изделий из монолитных стержней.
При этом процессе выдувание как при-
ем не применяется, а моделирование
изделия происходит за счет вытягива-
ния, собирания, изгибания и сплавле-
ния стержней. Композиция таких изде-
лий во многом зависит от характера
пламени горелки. Дело в том, что при
выполнении изделий из стеклянных
стержней может быть применено обыч-
ное пламя горелки, т. е. пламя, полу-
чаемое при сжигании горючего газа,
воздуха и кислорода, а также пламя,
получаемое за счет горючего газа, обо-
гащенного кислородом, имеющего по-
вышенную температуру.
Лепка на пламени, обогащенном кисло-
родом. Этот метод появился в практике
стеклодувной техники в связи с тем, что
при выполнении технической аппара-
туры часто применяются тугоплавкие
стекла. Например, чтобы расплавить
кварцевое стекло, необходимо темпера-
туру горелки поднять до 2000°С.
Естественно, горелка с воздушным
дутьем дать такой температуры не мо-
жет, поэтому пламя обогащают кисло-
родом. Появившись в техническом
стеклоделии, оно вскоре было примене-
но и в художественном стеклоделии.
Попадая в пламя с температурой в
1700...1800°С, стекло быстро расплавля-
ется, превращаясь в каплю, стекает на
стол, поэтому, чтобы удержать стекло
от падения, стержень постоянно покру-
чивают вокруг своей оси и одновре-
менно стараются держать расплавлен-
ным концом кверху.
Изделия, выполненные в этой технике,
получаются небольшими по размеру,
округлыми по форме, с небольшим вы-
носом отдельных деталей.
Изделия, изготовляемые лепкой при
помощи пламени, получаемом при горе-
нии горючего газа, обогащенном воз-
духом и кислородом, имеют, как пра-
вило, удлиненные (вытянутые) дета-
ли. Разогретое стекло хорошо сгибает-
ся и поддается формованию пинцетом,
ножницами или щипцами. В качестве
объекта выполнения обычно берется
декоративная скульптура. Лепку из мо-
нолитных стержней можно применить
и при изготовлении женских украше-
ний.
9.10
Комбинированный способ
изготовления скульптуры
Сущность этого способа заключается в
том, что в данном случае применяется
лепка скульптуры в сочетании гутного
способа со стеклодувным. Массивные
детали скульптуры изготавливаются из
стекломассы, взятой из печи; более тон-
кие детали формуются на газовой го-
релке, а затем все собираются вместе.
Для получения стекломассы применя-
ют специальную, небольшой вместимо-
сти печь, в которой расплавляют бес-
цветные куски стекла (рис. 184). Кус-
ки стекла разбиваются, прогреваются
перед загрузкой в печь в шкафу, кото-
рый находится около печи и обогрева-
ется ее теплом.
201
На изготовлении скульптуры работает брига-
да из трех человек. Одип мастер набирает из
печи на «железку» бесцветное стекло, обво-
лакивает его в цветной крошке, вновь (свер-
ху) набирает бесцветное стекло и, укатав его
на плите до нужной конфигурации, пере-
дает другому мастеру, который в свою оче-
редь, применяя различные инструменты, ле-
пит изделие по заранее разработанному об-
разцу. Для повторного нагрева заготовки при-
меняют дополнительные окна в печи. Третий
мастер в это время из стеклянных стержней
лепит головы, кисти рук и другие мелкие
детали. Вылепив очередную деталь, мастер
кладет ее в отжигательную печь. В горячем
виде детали, выполненные на горелке у печи,
соединяются вместе и после корректировки
скульптура укладывается в печь для отжи-
га. Температура отжига составляет 400°С и
продолжительность процесса двое суток.
Изготовление изделий из стекла стек-
лодувным способом — перспективный
способ производства. Недаром стекло-
дувное дело за последние годы получи-
ло широкое распространение, как в
техническом стеклоделии, так и в ху-
дожественном. Особенно впечатляют
успехи в техническом стеклодувном
производстве. Почти каждый научно-
исследовательский институт, пользую-
щийся стеклянной аппаратурой и при-
борами, имеет свою стеклодувную ма-
стерскую. Стеклодувы работают в шко-
лах и техникумах, в училищах и ву-
зах. Огромные стеклодувные мастер-
ские сосредоточены на многих электро-
ламповых заводах. В Советском Сою-
зе имеется множество предприятий, где
изготовление изделий стеклодувным
способом является основным и про-
филирующим производством. Так в
г. Клин Московской области на заводе
«Лаборприбор» изготовляют весьма
сложную техническую аппаратуру и
приборы стеклодувным способом. За-
вод выпускает в год многие сотни ты-
сяч образцов сложнейшей аппаратуры.
Подобные примеры, сведетельствую-
щие о широком развитии стеклодувно-
го производства у нас в стране можно
продолжить.
В Советском Союзе хорошо налажено
производство сырья, необходимого
202
для изготовления изделий стеклодув-
ным способом.
Например, московский стекольный за-
вод выпускает стеклянные трубки
(«дроты»), стеклянные стержни («шта-
бики»), стеклянные колбы и цилиндры
(«тубусы») широчайшего ассортимента
на многие миллионы рублей в год. Ес-
тественно, бурно развивающаяся сте-
клодувная промышленность требует
совершенствования ее техники и техно-
нологии. Достижения в этой области
стимулируют развитие производства
художественных стеклодувных изде-
лий. В связи с этим на многих оте-
чественных стекольных заводах, спе-
циализирующихся на выпуске гутных
изделий, появились небольшие мастер-
ские, где из монолитных стержней ста-
ли изготовлять мелкую пластику суве-
нирного типа. Обычно эти изделия
представляют собой изображение зве-
рей и птиц. Эта анималистическая
скульптура пользуется большой попу-
лярностью. В Советском Союзе появи-
лись целые предприятия, выпускающие
чисто стеклодувные изделия. В этом
направлении большой опыт приобре-
тен многочисленными фабриками елоч-
ных украшений. В г. Калинине па
стеклозаводе молодые художники
М. Маршумов и И. Маршумова органи-
зовали цех по выпуску художественных
стеклодувных изделий. На заводе вы-
росло поколение молодых стеклодувов,
выполняющих не только серийную про-
дукцию, но и изделия уникального ха-
рактера.
Художественные стеклодувные изде-
лия порой не несут в себе непосред-
ственной утилитарной ценности. Их на-
значение в другом, а именно, прино-
сить людям радость, радовать глаз по-
купателя. В наше время все больше и
больше стеклоизделий стало изготов-
ляться с помощью машин. Но при
этом возникает интересное явление —
чем больше «машинизации», тем цен-
ней становятся изделия, изготовлен-
ные руками мастера. С другой сторо-
гы. в Советском Союзе не нашел свое-
го развития метод комбинированной
-скульптуры, так широко распростра-
ненный в Чехословакии. Недостаточ-
но применение стеклодувной техники в
качестве декорирования горелкой гут-
ных изделий.
9.11
Отжиг стеклодувных
и лепных изделий
Отжиг стеклодувных изделий применя-
ют для снятия остаточных напряжений
в стекле. При охлаждении величина
этих напряжений получается тем боль-
ше, чем больше скорость охлаждения и
массивнее изделие. По охлаждении из-
делия на его стенках может появиться
посечка (мелкие поверхностные тре-
щинки), которые постепенно перейдут
в сквозные трещины. Для того чтобы
предотвратить возникновение внутрен-
них напряжений или удалить уже обра-
зовавшиеся, применяют процесс отжи-
га. Температура отжига имеет верхний
и нижний пределы. Верхний предел
обычно на 20—40°С ниже точки раз-
мягчения стекла. В зависимости от мар-
ки стекла верхние и нижние пределы
отжига могут сильно разниться. Так,
например, для стекла марки 23 верхний
предел равен 530±10°С, нижний 410±
±10°С, а для стекла марки 846 они со-
ответственно равны 550±10°С и 430±
±10°С.
В табл. 9 приведена температура раз-
мягчения и отжига основных марок
стекол, применяемых в стеклодувном,
производстве.
Стеклодувные изделия можно частично
отжечь в пламени горелки по оконча-
нии работы («отпустить»). Для этого
оно постепепно охлаждается. Затем из-
делие кладется в муфель для проведе-
ния окончательного отжига. Если му-
фель имеет комнатную температуру, то
изделие рекомендуется полностью по-
крыть коптящим пламенем. Сошедшая
во время отжига копоть является вер-
ным показателем того, что достигнут
Таблица 9
Марка стекла Температура размягчения, °C Отжиг
оптимальная температура отжига время выдержки при темпера- туре отжи- га. ч время охлаждения, ч
Л-80; 23; 2; 29 4 904-570 4704-540 3 8
Ц 32; КС-34 4954-590 4804-540 3 8
АМ-К 5104-600 4904-550 2 8
Нейтральное НС-1 5804-630 4904-550 3 8...10
846 , 46 (С47-1) 5804-600 5004-550 4 10
ЗС-5 (С49-1); ЗС; 49 (С52-1) 5604-580 5004-530 3...4 10
ВС-8 (С48-1); АГ-2 5504-610 4904-500 3...4 10
Л-50 646 5404-560 3...4 10
«Пирекс» 547 4-620 5704-580 4 10
верхний предел отжига. Соотнеся это
обстоятельство с показаниями термопа-
ры, можно довольно точно определить
верхний предел отжига для того или
иного сорта стекла (рис. 185).
Процесс отжига состоит из нагрева из-
делия; выдержки; медленного охлажде-
ния; быстрого охлаждения.
На рис. 186, 187, 188, 189, 190 по-
казаны изделия, выполненные стекло-
дувным и комбинированными спосо-
бами.
203
ОБОРУДОВАНИЕ СТЕКЛОДУВНОЙ МАСТЕРСКОЙ
168
Рабочий стол стеклодува:
1 — газовая магистраль; 2 —
бортики стола; 3 — подставка
для заготовок; 4 — крышка
стола из негорючего материа-
ла; 5 — выдвижные ящики для
инструмента, 6 — горелка; 7 —
стул, 8 — магистраль с горю-
чим газом; 9 — кислородная и
воздушная магистрали, 10 —
ящик для отходов
169
Подводка магистралей го-
рючего газа, кислорода и
воздуха:
1 — компрессор; 2 — масляный
фильтр; з — магистраль с воз-
духом; 4 — тройник-смеситель
воздуха и кислорода; 5 — ма-
гистраль со смесью воздуха и
кислорода; 6 — горелка; 7 —
магистраль с горючим газом;
8 — с кислородом; 9 — баллон
с кислородом
170
У стройство стационарных
горелок:
а — трехкрановая, б — двух-
крановая; 1 — основание горел-
ки; 2 — корпус горелки, 3 —
решетка, выравнивающая ско-
рость газа; 4 — сопло; 5 — дю-
за; 6 — магистраль с горючим
газом; 7 — кран газа; 8 — сое-
динение штуцера с резиновым
шлангом; 9 — магистраль с
воздухом; 10 — магистраль с
кислородом
204
ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ
171
Инструменты для резки
стекла:
1, 2 — ножи с победитовым
лезвием; з, 4— напильники;
5 — крючок для горячей резки
стекла; 6 — ножницы; 7 — но-
жовочное полотно
172
Хватки:
1, 2 — металлические хватки;
3, 4 — стеклянные хватки
173
Развертки:
1, 2, з, 4 — металлические раз-
вертки; 5, в, 7 — деревянные
развертки; 8, 9, 10 — графито-
вые развертки; и, 12, 13___
применение разверток
205
174
Выполнение пульки:
1 — трубка-заготовка: 2 — вы-
полнение первой державки.
з — удаление лишнего мате-
риала, 4 — выполнение второй
державки, 5 — готовая пулька
175
Раздувание шара:
1 — трубка-заготовка; 2 — из-
готовление пульки, з, 4, 5__
три стадии раздувания щара
176
Изготовление конуса:
1 — выполнение пульки; 2 —
выдувание большого шара; з_
выдувание малого шара; 4___
выравнивание стенок; 5_____
окончательное формование ко-
нуса
177
Выдувание пустотелых де-
талей из монолитного
стержня:
1 — изготовление пульки; 2 —
подбор стеклянного стержня
нужного диаметра; з — разо-
гревание стержня и стенки
пульки, 4 — слепливание ра-
зогретых частей пульки и
стержня; 5, 6 — выдувание
объема; 7 — удаление лишнего
материала; з — выравнивание
стенок объема
206
178
Получение отверстия:
1 — изготовление пульки; 2 —
разогревание небольшого уча-
стка пульки и оттягивание его
стеклянной палочкой; 3, 4, 5 —
раздувание стекла в шарик с
тонкими стенками; 6 — полу-
чение отверстия
179
Припаи пустотелого объе-
ма к заготовке:
1 — подбор нужного диаметра
заготовок; 2 — разогревание
мест спая; 3, 4— проведение
спаивании; 5 — выравнивание
стенок
180
Получение простого сгиба:
1 — выполнение заготовки; 2 —
разогревание стенок заготовки
в месте предполагаемого сги-
ба; 3, 4 — скапливание стекла
в месте сгиба; 5 — выполнение
сгиба
181
Различные виды сгибов:
а — круговой; б — Z-образный;
в — сгиб под углом 90°
ОСНОВНЫЕ СТЕКЛОДУВНЫЕ ПРИЕМЫ
207
ВЫПОЛНЕНИЕ ПОЛОЙ СКУЛЬПТУРЫ И БОКАЛА
182
Выполнение полой скульп-
туры:
а — эскиз скульптуры на бума-
ге; б — выполнение фигурки
ребенка; I — подбор стержня
нужного диаметра. 2— выпол-
нение юловки ребенка; 3—
подбор стержня нужного диа-
метра для выполнения тулови-
ща; 4, 5 — выполнение тулови-
ща, 6,7,8 — выполнение пер-
вой руки ребенка; 9, 10, 11,
12 — выполнение второй руки
ребенка; 13 — подбор стержня
для выполнения ног; 14, 15 —
выполнение ног ребенка; 16 —
припаивание ребенка к фигуре
матери; в — последователь-
ность изготовления фигуры
женщины; 1, 2 — изготовление
заготовки; з, 4 — формование
общего объема скульптуры; 5,
6, 7,8,9 — выполнение правой
руки скульптуры; 10, 11, 12,
13, 14 — выполнение левой ру-
ки скульптуры; 15 — коррек-
тировка наклона головы, 16 —
удаление лишнего материала;
17 — припаивание фигурки ре-
бенка; 18 — корректировка от-
дельных частей скульптуры;
19— удаление лишнего мате-
риала; 20 — укрепление скуль-
птуры на подставке; г — гото-
вое изделие
208
ВЫПОЛНЕНИЕ ПОЛОЙ СКУЛЬПТУРЫ И БОКАЛА
183
Выполнение стеклодувного
сосуда:
а — эскиз бокала на бумаге;
б — последовательность выпол-
нения резервуара бокала; 1 —
подбор трубки нужного разме-
ра и диаметра; 2 — выполне-
ние пульки; 3 — выполнение
основного объема резервуара;
4, 5, в — дальнейшее формова-
ние резервуара; 7, 8 — при-
паивание ножки к резервуару;
9 — окончательное формование
бокала; в — выполнение ножки
бокала, 1 — подбор трубки
нужного диаметра и размера;
2 — выполнение пульки; 3 —
нанесение стеклянных элемен-
тов на заготовку; 4 — раздува-
ние шара; 5 — удаление лиш-
него материала; 6 — продува-
ние шара, разворачивание во-
ронки; 7 — приваривание во-
ронки к резервуару; г — гото-
вое изделие
В—537
209
ПЕЧЬ, ПРИМЕНЯЕМАЯ ДЛЯ ПЛАВКИ СТЕКЛА, ОТЖИГ
184
Устройство печи:
1 — муфель для подогрева за-
готовок; 2 — магистраль для
отвода сгоревших газов; з —
рабочее окно; 4 — ванна для
расплавления дротов; 5 — ша-
мотный стол; 6 — магистраль
для подачи горючего газа и
воздуха
185
График отжига стеклодув-
ных изделий, выполненных
из стекла марки ЗС-5
186
Декоративная скульптура
«Соло». Ю. П. Сергеев. При-
мер стеклодувного искусст-
ва.МВХПУ (бывшее Строга-
новское), 1980 г.
Время, ч.
210
187
189
Декоративные скульптурки.
В. Гинзбург. Пример изде-
лий, выполненных на пла-
мени, обогащенном возду-
хом. «Радуга», Львов, 1962 г.
188
Декоративная композиция
«Дельфины». Ю. П. Сергеев.
Пример изделия, выполнен-
ного па пламени, обогащен-
ном кислородом. МВХПУ
(бывшее Строгановское),
1980 г.
Колье. Ю. П. Сергеев. Жен-
ское украшение, выполнен-
ное с применением стекло-
дувной техники. МВХПУ
(бывшее Строгановское),
1980 г.
190
Персонаж из произведений
Дикенса. Михаил п Молли
Хардвик. Пример изделия,
выполненного комбиниро-
ванным способом. ЧССР,
1950 г.
8
211
10
Изготовление
витражей
10.1
Витраж как вид искусства
Витраж * — это плоское или ограни-
ченно-объемное произведение монумен-
тально-декоративного искусства, изоб-
разительного или орнаментального ха-
рактера, выполняемое, как правило, из.
цветного расписного стекла, рассчитан-
ное на рассматривание в проходящем
свете и заполняющее оконный проем в
каком-либо архитектурном сооружении.
Отдельные фигурно-вырезанные или
подготовленные каким-либо другим спо-
собом стекла, скрепленные между со-
бой при помощи свинцовой, латунной,
алюминиевой арматуры, синтетического
клея, бетона и др., образуют сложный
узорчатый переплет. Их назначение
украшать экстерьеры и интерьеры зда-
ний.
Однако в некоторых случаях витражи
могут быть произведениями станкового
характера.
Кроме того, в современном строитель-
стве существует так называемое худо-
жественно-декоративное остекление, ко-
торое занимает как бы промежуточное
положение между монументальным
витражом и простым остеклением окон.
Оно создается инженерно-конструктор-
скими и строительными средствами с
использованием художественно-эстети-
ческих качеств цветного стекла.
В самом слове витраж как бы запро-
граммировано применение цветного
стекла, но в историческом плане из-
вестны многочисленные случаи приме-
нения слюды, тонких пластинок мрамо-
ра, фарфора и в настоящее время син-
тетических смол.
Что касается цвета, то он призван вы-
зывать у зрителя повышенное восприя-
тие декоративного и сюжетного содер-
жания витража. Особенно активно ис-
* Витраж — от франц, vitral, которое в свою
очередь происходит от vilre (оконное стек-
ло).
пользовался цвет в витражах в период
эпохи, известной под названием «пла-
менеющей готики» (XIV—XV вв.).
Однако история знает случаи примене-
ния монохромных витражей, выполнен-
ных одним цветом в технике «гри-
зайль», или витражей, выполненных
методом гравирования на бесцветном
стекле.
Каждый витраж, если он выполнен на
высоком профессиональном уровне,
представляет собой общественно значи-
мое явление.
Витражи, ранее применявшиеся пре-
имущественно в оформлении храмов, в
настоящее время стали видом искусст-
ва, способным решать большие задачи
идейно-политического и агитационного
характера.
Поэтому витражи чаще всего проекти-
руются и выполняются для обществен-
ных зданий и сооружений, таких как
стадионы и Дворцы спорта.
По способу их изготовления витражи
условно можно разделить на витражи
на свинцовой арматуре; на латунной
арматуре; на алюминиевой арматуре;
на бетонной связке; клееные витражи.
За последние годы, благодаря творче-
ским поискам художников и инженер-
но-технических работников, выполнен
целый ряд витражей экспериментально-
го характера, не нашедших еще широ-
кого применения на практике.
Появились, например, витражи на
стальной арматуре, изготовляемой ме-
тодом протяжки, литья, штамповки и
сварки. Художник С. А. Плуч и инже-
нер В. А. Ляховецкий разработали тех-
нологию витража на гальванической
арматуре. В Государственном эстон-
ском художественном институте на ка-
федре керамики и стекла выполняют
витражи путем набора плоских цветных
кусочков стекла между двумя больши-
ми листами бесцветного стекла. Скреп-
ление происходит за счет сжимания
стекла рамой (металлической или дере-
вянной). Возможны и другие виды экс-
периментальных витражей.
10.2
Витражная мастерская
Витражная мастерская должна состоять ив
ряда отдельных изолированных друг от дру-
га помещений. Эю связано с тем, что вит-
ражное производство состоит из ряда опера-
ций, последовательно выполняемых.
Желательно иметь помещения для резки и
холодной обработки стекла; для термической
обработки стекла (росписи и придания
фактуры стеклу); для прорисовывания кар-
тонов и сборки витражей (если их нельзя
иметь раздельными), для изготовления арма-
туры; для пескоструйной обработки. Кроме
того, необходимы помещения для хранения
стекла, металла и других материалов. Оче-
видно целесообразно иметь отдельную мас-
терскую для сборки витража на бетонной
связке.
Для прорисовывания картона в мастерской
наряду с одной из стен применяют мольбер-
ты, которые отличаются от обычного станко-
вого тем, что они имеют четыре ножки по
две с каждой стороны. Для выполнения рос-
писи стекол хорошо иметь мольберт на 4
ножках с остекленной рамой посередине.
Витраж, собираемый в мастерской, необхо-
димо видеть на расстоянии, для этого хоро-
шо иметь раздвижную лестницу-стремянку.
Наряду со стеллажами и полками для данной
мастерской рекомендуется иметь специаль-
ный передвижной (на колесиках) шкаф, пол-
ку, где можно хранить стекла, инструмен-
ты, приборы. В этой мастерской необходимо
иметь один станок для обточки и подгонки
стекол, водопровод, мойку, скамьи для рабо-
ты и отдыха и т. д. Все оборудование рас-
ставляют так, чтобы в процессе работы не
возникло дополнительных трудностей. Оно
должно быть прочным, удобпым, не опроки-
дываться.
Самое большое помещение должно быть от-
ведено для прорисовывания картонов и сбор-
ки витражей. Обычно это прямоугольная в
плане комната с высоким потолком. Жела-
тельно, чтобы дневной свет был односторон-
ним, слева от работающего. При этом глухие
стены используют для развески картонов и
эскизов, а также для устройства шкафов,
стеллажей и полок. Окна должны выходить
на север или северо-восток.
Помещение должно иметь надежную приточ-
но-вытяжную вентиляцию. Для удобства ра-
боты должны быть предусмотрены водопро-
вод и мойка. В витражной мастерской дол-
жен находиться необходимый набор инстру-
ментов (рис. 191).
Искусственное освещение не должно быть
ярким, лампы рассеивающего света должны
предусматривать общее (потолочное) и на-
213
стольное освещение. Свет не должен созда-
вать слепящих бликов, а также сильно за-
темненных участков. Рациональнее всего ос-
вещать рабочее место (кроме потолочного)
слева и несколько спереди от работающего.
В этом помещении должен быть большой
прочный стол, на котором происходит сборка
витража. Он устанавливается ближе к све-
ту с условием обязательного обхода его с
трех сторон. Размер плоскости крышки стола
диктуется характером проводимой работы, од-
нако непременным условием при выборе ее
размера является возможность доставать се-
редину стола с любой стороны. На стол ук-
ладывают фанерный щит, на нем и проис-
ходит сборка вптража. В этой же комнате дол-
жен находиться другой стол со стеклянной
крышкой и электрическим подсветом изнутри,
предназначенный для подбора цветных сте-
кол, нанесения рисунка на стекло с карто-
на и других видов работ. Возможны конст-
рукции столов и без электрического подсве-
та (рис. 192).
10.3
Материалы, применяемые
при производстве витражей
на латунной, свинцовой
и алюминиевой арматуре
Листовое стекло. Основным материа-
лом в данном случае является листовое
цветное стекло толщиной 2—6 мм и бо-
лее. Обычно используют цветное стек-
ло, которое выпускает Чернятинский
стекольный завод Брянской области.
Оно изготовляется методом вытягива-
ния и бывает окрашенным как во всей
массе, так и накладным способом. Для
получения уникальных цветов стекла
можно использовать холявный метод
изготовления или метод ручной про-
катки (рис. 193).
Для изготовления арматуры применя-
ют свинец, латунь и алюминий.
Свинец — тяжелый голубовато-серого
цвета металл. Свинец лучших сортов со-
держит 99,8—99,9% чистого РЬ. В ка-
честве примесей в свинце содержатся
цинк, медь, железо и т. д. В мастер-
скую свинец попадает слитками массой
40...45 кг.
Латунь — сплав на основе меди, в ко-
тором основной добавкой является цинк
214
(до 50%). В витражном искусстве при-
меняют латунную ленту толщиной от
0,5 мм до 1,0 мм, содержащую до 10%
цинка. Рекомендуется применять для
изготовления арматуры следующие мар-
ки латуни: томпак Л96, томпак Л90,
полутомпак Л85, полутомпак Л80, ла-
тунь Л70, латунь Л68, латунь Л62.
Цифра марки показывает процент се-
ребра в припое.
Эти составы обладают хорошей корро-
зионной стойкостью и пластичностью.
Для изготовления арматуры латунь
может иметь и более высокое содержа-
ние цинка до 30% и более. Чем выше
содержание цинка в латуни, тем выше
ее пластичность.
Алюминий — сплав, состоящий из 6—
8% глинозема, 94—92% криолита. Этот
металл обладает высокой теплопровод-
ностью, небольшой массой. Для изготов-
ления алюминиевой арматуры применя-
ют ленту толщиной 0,8—1,5 мм и про-
фильный уголок шириной плечиков от
15 до 50 мм и больше. Для изготовле-
ния арматуры употребляют алюминий
марки АМг1, АД31, АК6, Д20, ВАД23.
Соединение отдельных частей армату-
ры производится путем припаивания
сплавом, называемым припоем, специ-
альных протрав и флюсов.
Изготовление витражей
па свинцовой арматуре
Витражи на свинцовой арматуре вы-
полняются традиционной техникой, из-
вестной уже много веков.
Основным материалом для их выполне-
ния является плоское (листовое) стек-
ло и свинцовая профильная арматура
(протяжка). Процесс изготовления вит-
ража на свинцовой арматуре включает
в себя ряд обязательных операций: вы-
полнение подготовительных рисунков;
изготовление свинцовой профильной ар-
матуры; нарезание и обработка стек-
лянных листов; сборку витража.
Подготовительные рисунки предусмат-
ривают разработку эскизов витража, вы-
полнение картона в натуральную вели-
чину, выполнение рабочего картона и
изготовление шаблонов, по которым вы-
резают стекла необходимых размеров.
Эскиз выполняется художником и пред-
ставляет собой общее построение ком-
позиции витража. Как правило, эскиз
выполняется в уменьшенном масштабе,
он предусматривает решение общих ко-
лористических, графических и конст-
руктивных задач (см. рис. 210).
Картон представляет собой в натураль-
ную величину проработанный рисунок.
В нем должны быть учтены все габа-
ритные размеры, цвета стекол, количе-
ство и характер росписи. Картон вы-
полняется на плотных листах бумаги,
склеенных в единый кусок. Рисунок
переносится по клеткам.
Рабочий картон — это рисунок, выпол-
ненный с учетом специфики витражной
техники, арматуры, размеров переплета
и т. д.
Габочпп картон необходимо выполнять
аккуратно в соответствии с точными
размерами углем или в цвете. Очерта-
ние всей без исключения свинцовой ар-
матуры наносится обязательно черной
краской или тушью. Ширина контур-
ных линий на картоне должна точно
соответствовать ширине свинцовой ар-
матуры, которая будет в дальнейшем
использована для витража.
При разработке рабочего картона надо
учитывать размеры витража. Если его
длина более 1 м, он должен быть раз-
делен на отдельные секции. Раздели-
тельные линии располагаются таким об-
разом, чтобы не нарушать общего строя
витража. Они могут находиться на раз-
личных расстояниях. Главное — сохра-
нить его конструктивную жесткость.
Важной частью работы над черновым
картоном является деление рисунка на
отдельные участки стекол, оправленных
свинцовой арматурой. При этом не сле-
дует злоупотреблять свинцовой сеткой,
сгущая ее без особой надобности.
В этом случае можно не только засло-
нить свет, но и нарушить целостность
композиции витража.
Следует помнить, что все длинные час-
ти арматуры должны крепиться в верху
секции, т. е. соединение всегда прохо-
дит через горизонтальные линии арма-
туры, оставляя вертикальные по воз-
можности не разрезанными. Это дает
витражу необходимую конструктивную
прочность. Если это неудобно по высоте,
то место стыка можно передвигать
вверх или вниз так, чтобы приспосо-
бить деталь к общему композиционно-
му и конструктивному строю витража.
Надо помнить, если секция содержит
много горизонтальных и вертикальных
параллельных линий, то давление рас-
пределяется только на них и секция
может прогнуться.
Калька снимается с картона, она необ-
ходима для изготовления шаблона. Это
контурный рисунок свинцовой протяж-
ки, отделенный от картона. На кальке
тщательно определяется количество по-
лос арматуры, ее толщина, место сты-
ков отдельных участков. Все проме-
жутки нумеруются порядковыми номе-
рами.
Промежутки одних и тех же размеров,
конфигураций или расцветки обознача-
ют одним номером. Хорошо продуман-
ные линии арматуры не только облег-
чают последующую работу, но и созда-
ют дополнительные композиционные и
конструктивные элементы, дающие воз-
можность удерживать кусочки стекла в
нужном положении. Вместо одной каль-
ки с картона можно снять две, одну
использовать при выполнении шабло-
нов, другую сохранить (рис. 194).
Шаблоны — куски картона пли каль-
ки, по которым вырезаются листы стек-
ла, аналогичной формы. Шаблоны вы-
полняют двумя способами. Первый за-
ключается в том, что на кальке с чет-
ко выверенным рисунком собирают
свинцовую арматуру без стекол. Для
того чтобы рисунок не распадался, ее
припаивают небольшим количеством
215
припоя. Получив таким образом секцию
витража, под ное подкладывают плот-
ную белую бумагу. Путем обвода ка-
рандашом толщины арматуры получа-
ют примерный абрис (внешний кон-
тур) шаблона (рис. 195). Уточнение
абриса происходит после того, как бу-
магу уберут из-под арматуры и заклю-
чается оно в том, что вторичной про-
рисовкой определяют толщину средней
полочки арматуры.
Полученные таким образом участки бу-
мажного листа, прорисованные вторич-
но, вырезают ножницами. На основании
полученных шаблонов вырезают соот-
ветственного цвета стекла.
При втором способе изготовления ис-
пользуется калька, снятая с рисунка ра-
бочего картона. При этом рисунок с
кальки переносится на картон или бе-
лый плотный лист бумаги. Рисунок с
кальки можно переносить продавлива-
нием или методом припороха. В случае
продавливания рисунка обратную сто-
рону кальки заштриховывают мягким
карандашом или замазывают углем. За-
тем тупой иглой рисунок переводят на
бумагу или картон. Вместо иглы хоро-
шо употребить шариковую ручку, чер-
нильный след, который показывает на
переведенные и непереведенные места
рисунка. Если шаблоны выполняются
из кальки, то для этого применяют спе-
циальные ножницы с двумя парами
лезвий, шаблоны из картона режутся
ножом с двумя лезвиями. Расстояние
между лезвиями должно быть равно
толщине промежуточной полочки арма-
туры (3—4 мм). Прямые линии лучше
всего вырезать по линейке.
Перенесение рисунка на стекло произ-
водят на столе со стеклянной крышкой,
если шаблон выполнен из кальки или
из листа рисовальной бумаги. Если же
шаблон выполнен из картона, то кон-
тур переносят на стекло путем наложе-
ния его на лист стекла и обводки по
абрису. Контур шаблона выполняют
гуашевой краской или тушью.
Стекло вырезают точно по шаблону.
216
Если при резке стекла останутся участ-
ки, выбранные больше или меньше, чем
па шаблоне, то в этом месте собрать
витраж станет невозможным. Хорошо
промытые и просушенные детали укла-
дывают на картон для проверки их раз-
меров и профилей. При раскрое стекла
необходимо максимально экономить ма-
териал, добиваясь минимальных отхо-
дов.
Дальнейшая обработка стекла заключа-
ется в нанесении деталей рисунка
(обычно лица, рук и т. д., которые не-
возможно исполнить свинцовой армату-
рой). Делается это чаще всего силикат-
ными красками.
Роспись ведут по частям. Наложив ку-
сок стекла на соответствующий участок
картона, наносят необходимые красоч-
ные линии. Однако такой подход не
всегда дает удовлетворительные резуль-
таты. Часто один кусок стекла не яв-
ляется логическим продолжением дру-
гого. Для того чтобы этого не происхо-
дило, целесообразно собрать всю сек-
цию витража. Стекла раскладывают и
крепят на плоском столе, вставленном
в деревянную раму, которая устанавли-
вается на стол с прозрачной крышкой
или на специально изготовленный моль-
берт, где при проникающем освещении
выполняется роспись.
Чтобы стекла не распадались, их в мес-
тах стыков скрепляют небольшими ка-
пельками расплавленного воска.
Патрик Рейнтиенс (Англия) предлага-
ет для этих целей употреблять специ-
альную металлическую «ручку». Она
состоит из металлической трубки диа-
метром в 10...15 мм, один конец кото-
рой имеет сливной носик, в другой
вдета деревянная ручка. Ручка метал-
лическим концом окунается в расплав-
ленный воск и пока воск сохраняет
текучесть им заливают стыки между
стенок. Чтобы воск дольше не засты-
вал, ручку предварительно нагревают
на электрической плитке. После роспи-
си отдельные стекла секции легко сни-
маются. Лишний воск соскабливают, а
его остатки выгорают без следа во вре-
мя обжига краски.
Предпочтительнее использовать стекло,
имеющее различную фактуру поверх-
ности. Такое стекло, оставаясь прозрач-
ным, рассеивает проходящие лучи све-
та и тем самым создает дополнительную
его игру. Для получения фактуры по-
верхности стекла его укладывают на
какой-либо жаропрочный материал, на-
пример на асбестовый лист, ткань или
кварцевый песок, помещают в муфель-
ную печь и разогревают его до подвиж-
ного состояния, в результате чего на
его поверхности появляется рельеф.
Отливка заготовки арматуры начинает-
ся с расплавления свинца. Нарублен-
ные куски свинца загружают в пред-
назначенную для этого емкость и рас-
плавляют при помощи электричества
или газовой горелки (рис. 196). Рас-
плавленный свинец черпают специаль-
ным черпаком и заливают в металли-
ческую форму.
Для отливки первичных свинцовых за-
готовок употребляют металлическую
форму «гусек». Форма представляет
собой две раскрывные створки, закреп-
ленные на шарнире, и специальное
затворное устройство. После остывания
свинца форму раскрывают и болванку
длиной 0,5... 1,0 м достают щипцами.
Иногда форма для отливок свинцовых
заготовок делается в виде прямоуголь-
ного корытца.
При наличии в мастерской газовых го-
релок свинцовую болванку устанавли-
вают на металлической подставке и,
направив пламя горелки на один из ее
концов, прогревают до расплавления.
Капли свинца падают в подставленную
для этого емкость. Накопив таким об-
разом достаточное количество свинца,
емкость вместо свинцовой болванки ус-
танавливают под пламя, так как за вре-
мя накопления свинца основная его
масса остывает до нетекучего состоя-
ния. После того как свинец расплавит-
ся, его заливают в форму. Для этого
или пользуются черпаками, или выли-
вают свинец непосредственно из емкос-
ти. В данном случае у емкости должен
быть сливной носик.
Выполнение арматуры складывается из
двух операций: прокатывание заготовки
между вальцами и прокатывание на
«машипке».
Вальцы для прокатывания свинцовых
заготовок с целью изменения их объе-
мов состоят из станины, на которой ус-
тановлены два стальных вала, приводи-
мых в движение рукой или электромо-
тором. На валах имеются углубления,
выполненные под углом 45°, располага-
ясь друг против друга, вместе они об-
разуют квадратное сечение разных раз-
меров.
Прокатыванием заготовки через валь-
цы изменяют ее габариты. Они стано-
вятся тоньше и длиннее, что позволяет
без особого труда пропустить ее через
прокатную машинку, которая оконча-
тельно формирует металлическую арма-
туру до получения формы двутавра.
В зависимости от установки той или
иной конфигурации вальцов получают
различный профиль арматуры. Однако
в среднем ширина полочек составляет
5...6 мм с толщиной вертикальной стен-
ки в 1 мм и высотой в толщину стек-
лянного листа. Обычно пользуются про-
катной машинкой, приводимой в дви-
жение ручкой, однако при массовом
изготовлении арматуры лучше приме-
нять механизированный способ.
За последние годы изготовляют свин-
цовую арматуру методом прессования.
Свинец загружают в специальный на-
гревательный бак, откуда, размягчив-
шись под собственной массой, перете-
кает в нижний цилиндрический резер-
вуар. По резервуару движется поршень,
приводимый в движение гидравличе-
ским прессом. Полужидкий свинец под
давлением проходит через отверстия
фильера, установленного в противопо-
ложном конце цилиндра, получая необ-
ходимый профиль. Проходя через филь-
ер, свинец остывает и приобретает не-
обходимую прочность.
217
Изготовление арматуры, особенно свин-
цовой, — процесс, связанный с выделе-
нием большого количества вредных
паров п пыли, поэтому при работе необ-
ходимо соблюдать чистоту, пользоваться
специальной одеждой, быть предель-
но внимательным. Работы надо прово-
дить в специально оборудованном вы-
тяжном шкафу (кроме общей приточно-
вытяжной вентиляции в помещении).
А работающие со свинцом в обязатель-
ном порядке должны пройти инструк-
таж по технике безопасности.
Сборка витража происходит после об-
работки стекла и заключается в скреп-
лении его арматурой. Перед сборкой
витража свинцовую арматуру, помяв-
шуюся в период хранения, распрямля-
ют (рис. 197).
Для сборки витража обычно берут
планшет несколько больший одной сек-
ции витража (с запасом на 25...30 мм
по краю планшета). Отступив от верх-
него правого края планшета примерно
па 20...30 мм, под прямым углом друг
к другу прибивают две деревянные
планки — опоры для крайних полос ар-
матуры. Ребра планок должны быть
срезаны по профилю арматуры
(рис. 198).
Сборку витража ведут от правого угла
предохранительных планок, постепенно
переводя по диагонали под углом 45°
через стол (рис. 199). Убедившись, что
стекло и арматура в правильном поло-
жении, их плотно подгоняют друг к
другу. Арматуру изгибают по форме
стекла давлением на нее стеком или
роликом.
Обрамление стекла протяжкой ведет-
ся последовательно, начиная подгон-
ку ее с одного края, постепенно пере-
ходят к другому. При невнимательном
или небрежном отношении секция мо-
жет увеличиться в размерах. Это про-
исходит за счет недостаточного уплот-
нения отдельных участков арматуры и
стекла. Если длина арматуры не превы-
шает длину стекла по периметру, она
употребляется в работу.
218
При проектировании витража следует
помнить, что соединение двух круглых
стекол и круглых концов арматуры —
сложный процесс. В процессе их спайки
приходится наносить много припоя, что
может привести к растрескиванию
стекла, поэтому при резке арматуры на-
до следить, чтобы углы были прямыми,
а линии среза ровными.
Важной операцией является пропаива-
ние арматуры. Пайка — процесс соеди-
нения отдельных частей арматуры при
помощи расплавленного припоя. Со-
единение происходит за счет взаимного
растворения и диффузии металла арма-
туры и припоя. При этом жидкий при-
пой заполняет зазоры, образовавшиеся
между соединениями отдельных частей
арматуры.
Припои — это металл или сплав метал-
лов, обладающий относительно низкой
температурой плавления, хорошей сма-
чиваемостью и способностью образовать
плотные коррозионно-стойкие соедине-
ния.
Пайку металлов условно делят на пай-
ку твердыми и мягкими припоями. Пай-
ка твердыми припоями происходит за
счет нагрева мест припоя газовыми го-
релками или электрической дугой. При
изготовлении витражей на свинцовой
арматуре, как правило, пользуются мяг-
кими припоями.
Мягкие оловянно-свинцовые припои
подразделяются па несколько марок
(ПОС-90, ПОС-61, ПОС-50 и др.). Циф-
ры этих припоев расшифровываются
следующим образом: ПОС-90 — припой
оловянно-свинцовый: олова 90%, свин-
ца 10%. Для увеличения прочности к
ним в небольших количествах (1,5...
2,5%) прибавляют висмут, кадмий,
сурьму п др.
В случае изготовления витражей на ла-
тунной арматуре используют припои, в
состав которых входит серебро (сереб-
ряные припои).
Наиболее употребимые составы сереб-
ряных припоев ПСр-72, ПСр-50,
ПСр-70 и т. д. Буквы и цифры марок
припоев расшифровываются следую-
щим образом: ПСр-72 — припой сереб-
ряный, 72% серебра. В состав припо-
ев могут входить также медь, цинк, мар-
ганец и др.
Кроме указанных припоев для соедине-
ния латунной арматуры можно приме-
нять сплав, состоящий из трех частей
серебра пробы 0999 и одной части ме-
таллической меди. Металлы расплавля-
ются и перемешиваются в тигле.
Протравы. Для припаивания деталёй
применяют специальные протравы, наи-
более употребимым из которых являет-
ся хлористый цинк. Его приготавлива-
ют, помещая мелкие кусочки цинка в
крепкую соляную кислоту до тех пор,
пока цинк не будет растворяться. Та-
кая кислота называется травленой или
паяльной.
Флюсы. Для проведения качественной
пайки употребляют специальные флю-
сы. При пользовании легкоплавкими
припоями используют бескислотные
флюсы, активизированные флюсы, со-
держащие канифоль, активизированные
флюсы на спирте и глицерине, актив-
ные флюсы на основе хлористых со-
лей.
Наиболее употребимыми флюсами при
пайке легкоплавкими припоями яв-
ляются флюсы, содержащие кани-
фоль, %:
бескислотные флюсы: канифоль — 100;
канифоль — 40, бензин — 50, керосин —
10; канифоль — 30, спирт этиловый —
70, канифоль — 24, стеарин — 1, спирт
этиловый — 75;
активизированные ф^люсы, содержащие
канифоль: канифоль — 30, спирт эти-
ловый — 60, кислота уксусная — 10;
канифоль — 22, спирт этиловый — 76,
анилин солянокислый—2; канифоль —
97, анилин солянокислый — 2, глице-
рин— 1; канифоль — 55, анилин соля-
нокислый— 2, глицерин — 2; спирт
этиловый — 41.
Активные флюсы на основе хлористых
солей: ЗИЛ-1 — цинк хлористый —40,
олово двухлористое — 5, медь хлор-
ная — 0,5, кислота соляная — 3,5, во-
да— остальное; ЗИЛ-2 — цинк хлори-
стый — 40, олово двухлористое — 2, ка-
лий хлористый — 1, аммоний хлори-
стый — 1, кислота соляная — 2, вода —
остальное.
Флюсы для плавки серебряными при-
поями изготовляются на основе буры,
борной кислоты и их смесей, %: мета-
борат натрия — 45, бура — 25, кислота
борная — 5, кремнийфторид калия —
25; кислота борная — 20, бура — 80; бу-
ра — 50, кислота борная — 35, кальций
фтористый — 15.
Пайка арматуры производится вначале
с внутренней стороны. Свинцовую ар-
матуру рекомендуется паять методом
предварительного облуживания свинца
припоем.
Латунь перед пайкой иногда подверга-
ют травлению паяльной кислотой, а
иногда подготовка ее ограничивается
механической зачисткой мест пайки от
окислов и загрязнений.
Латунь можно паять всеми легкоплав-
кими припоями, в том числе и на ос-
нове цинка. Но наиболее качественную
пайку латунной арматуры можно полу-
чить на основе припоев с большим со-
держанием свинца (более 18% Sn),
применяя при этом флюсы, в которые
входят хлориды цинка, олова, меди и
калия (ЗИЛ-1, ЗИЛ-2).
При пайке металлической арматуры ее
стыки подгоняют как можно плотнее
(рис. 200). Иногда припой нарезают
мелкими кусочками, достаточными для
припаивания одного стыка. При паянии
необходимо помнить, что при холодном
паяльнике припой плавится медленно
и застывает горочкой с острой верши-
ной. И, наоборот, при слишком горячем
паяльнике может разрушиться край ар-
матуры или растрескаться стекло. Если
припой собирается в комочки и не при-
стает к свинцу, то это говорит о том,
что перед припаиванием в местах пайки
недостаточно нанесено флюса или сты-
ки предварительно не очищены от гря-
зи и окислов.
219
Запаяв все внутренние соединения,
можно вынуть прибитые гвоздями дере-
вянные ограничивающие планки.
Если толщина стекла велика, то его
края обтачивают на шайбе или на стан-
ке для резьбы стекла до необходимой
толщины.
Для удержания стекла в еще не за-
крепленной пропаиванием арматуре
применяют кузнечные или обыкновен-
ные гвозди (рис. 201). При этом надо
помнить, что стекло слишком хрупкий
материал и обращаться с ним во время
вбивания гвоздей надо осторожно.
Когда первая сторона запаяна, присту-
пают к другой (обратной). Для этого
секцию необходимо перевернуть. Пере-
ворачивать надо осторожно, без пере-
косов и изгибов, так как запаянная с
одной стороны секция представляет со-
бой непрочное соединение.
Секцию переворачивают в следующей после-
довательности.
1. Сдвинуть секцию так, чтобы ее часть све-
шивалась со стола, удерживая ее одновремен-
но в горизонтальном положении одной ру-
кой, а другой поддерживая передний край
(рис. 202). 2. Наклонить секцию на себя, рас-
пределяя массу на обе руки, удерживая при
этом центр секции ребром стола. Когда сек-
ция станет вертикально, перенести ее на се-
редину стола, сохраняя отвесное положение.
3. Передвигая руки сверху к середине, удер-
живать секцию раздвинутыми пальцами. 4.
Подвинуть секцию на себя, пока она не ля-
жет на предплечья и на ладони. 5. Медленно
и осторожно опустить на стол секцию и так-
же осторожно убрать руки.
Другим более надежным способом явля-
ется переворачивание секции при помо-
щи фанеры. Для этого мастер подстав-
ляет одну сторону квадратного или
прямоугольного куска фанеры к торцу
стола, на котором собирается секция.
Другой мастер осторожно сдвигает ее на
фанеру. После этого оба мастера, при-
держивая с двух сторон по углам, осто-
рожно переворачивают и укладывают ее
на монтажный стол. Перевернув панель,
надо проверить, не загнулись ли концы
арматуры, тщательно заделать зазоры в
стыках небольшими кусочками свинца
и приступить к припаиванию.
Процесс пропаивания точно такой же,
как и в первом случае. После того как
все секции витража пропаяны, присту-
пают к сборке всего витража. Отдель-
ные секции витража вставляют в раму
из оцинкованной, нержавеющей или
обыкновенной стали швеллерного или
уголкового профиля.
10.5
Витраж на латунной
арматуре
Витражи на латунной арматуре («про-
тяжке») являются одной из их разно-
видностей. Они по сравнению с витра-
жами на свинцовой арматуре значитель-
но прочнее, однако в силу специфики
арматуры его композиция строится с
применением большого количества сте-
кол, имеющих прямолинейные про-
фили.
Латунная протяжка не позволяет доби-
ваться очень сложных, криволинейных
частей витража, которые возможны и в
случае применения свинцовой армату-
ры. Технологическая последователь-
ность изготовления такого витража со-
стоит в следующем: изготовление фо-
рэскиза, картона в натуральную вели-
чину, рабочего картона, снятие кальки,
выполнение латунной арматуры без сте-
кол, выполнение шаблона путем обвода
арматуры или путем перенесения ри-
сунка с кальки на плотную бумагу с
последующим вырезанием шаблонов,
резка стекол по шаблону, сборка и мон-
таж витража.
Латунную протяжку изготовляют из ла-
тунной ленты толщиной от 0,8...1,5 мм.
Ее нарезают полосками шириной, до-
статочной для образования полного про-
филя протяжки. Отчерчивание ширины
полосы проводят по линейке острыми
концами штангенциркуля, разведенны-
ми на необходимую ширину. Можно из-
готовить специальные дощечки, имею-
щие ограничивающее плечо и два ост-
220
рых, чертящих металлических стержня
(обычно выполняют из гвоздей)
(рис. 203).
После нанесения линий разметки при-
ступают к нарезанию полос. Лучше
всего резать латунь электрическими
ножницами, которые не дают заусен-
цев.
Для изготовления латунной арматуры
применяют волочильный станок, кото-
рый состоит из станины, лебедки, спе-
циальных клещей (для удержания ла-
тунной ленты) и стальной формы, с
помощью которой формуется необходи-
мый профиль («плашка») или фильер.
Плашка, в свою очередь, состоит из
двух или трех частей, скрепленных
между собой болтами. На каждой из
половинок выбрана часть профиля про-
тяжки, сложенные вместе они дают ее
полный профиль. Для того чтобы ла-
тунная лента легче проходила через
отверстие, входная его часть имеет ко-
нусообразное расширение. Плашки вы-
полняют из высокопрочной легирован-
ной стали. Внутреннее пространство от-
верстия тщательно шлифуется и поли-
руется.
Для того чтобы конец полоски свобод-
нее вошел в отверстие плашки, его сре-
зают с двух сторон от середины по дли-
не полоски на 150...200 мм. Края полос
обрабатывают бруском, напильником
или наждачной бумагой до образования
гладкого ребра. Пропустив заостренный
конец латунной полоски через отвер-
стие, образующее профиль протяжки,
его захватывают клещами-захватом во-
лочильного станка и, медленно вращая
ручку лебедки, постепенно протаскивая
полоску, получают необходимый про-
филь протяжки.
При правильном выполнении протяжки
посередине одной из сторон имеется ли-
ния разреза, которую помещают на
тыльную сторону витража. Сборка и
пропаивание витража на латунной про-
тяжке происходят аналогичным обра-
зом, как и в случае выполнения витра-
жа на свинцовой арматуре.
10.6
Витраж на алюминиевой арматуре
(клепаный)
Клепаный витраж за последние годы
находит все более широкое распростра-
нение. Основой его являются алюмини-
евые протяжки однотаврового сечения.
Витраж на алюминиевой арматуре, раз-
работанный художником по стеклу
В. П. Статуи, по своим декоративным
качествам, простоте технологии и деше-
визне представляет большой интерес.
Изготовление протяжки происходит та-
ким же образом, как и изготовление
латунной протяжки. Однако устройство
плашки, при помощи которой получают
профиль протяжки, имеет и некоторую
особенность. Она заключается в том,
что верхняя и нижняя часть плашки
неодинаковы. Одна часть из них форми-
рует плечо, другая — его стойку
(рис. 204).
Сборка витража происходит с примене-
нием заклепок и небольших алюминие-
вых пластин, накладываемых в местах
стыков отдельных звеньев арматуры.
Вставленные в ячейку стекла укрепля-
ют с помощью специальных клещей.
Их устройство таково, что при сильном
сжатии они образуют в стойке протяж-
ки металлические бугорки, которые не
дают стеклам выпадать из ячеек. Для
того чтобы стекла не качались и не
дребезжали, их на тыльной стороне
витража промазывают замазкой.
10.7
Витраж на бетонной связке
В отличие от паечного витража, где
применяется листовое стекло, витраж
на бетонной связке выполняют с при-
менением монолитных объемных стекол.
Такой витраж отличается большими де-
коративными качествами за счет пре-
ломления и отражения световых лучей
в монолитных кусках стекол. Он приме-
221
няется для оформления интерьеров и
экстерьеров общественных зданий. Ви-
тражи на бетонной связке бывают пло-
щадью от 1 до 150 м2 и более (см.
рис. 211).
Процесс подготовки рисунка для витра-
жа с применением стеклянных глыб
сходен с подготовкой рисунка для паеч-
пого витража. Сначала в меньшем мас-
штабе выполняется эскиз в цвете, затем
выполняется картон в натуральную ве-
личину, основные контуры которого и
используются при укладывании стек-
лянных блоков на щиты.
Помещение для сборки витража на бе-
тонной связке представляет собой не-
большое надворное помещение из дере-
ва или кирпича. Оно должно иметь хо-
рошую вентиляцию, так как некоторые
составные части цемента ядовиты.
В помещении должен находиться боль-
шого размера деревянный щит, на ко-
торый укладывают куски стекла в мо-
мент наложения цементного раствора.
Это помещение может быть использова-
но и для других видов работ, а также
для хранения запасов стекла, металла
и других материалов.
Желательно иметь в помещении лари,
ящики и полки, предназначенные для
хранения песка, цемента, стекла.
Стеклянные элементы витража выпол-
няют или из расплавленной стекломас-
сы непосредственно у стекловаренной
печи, или используют для этих целей
стеклянные глыбы случайной формы.
Изготовить их из стекломассы можно
как свободным формованием, так и от-
ливая их в формах, которые бывают ме-
таллическими, гипсовыми или керами-
ческими. Наиболее часто употребляют
формы, изготовленные из стальных
лент толщиной 2...3 мм и различной вы-
соты. В зависимости от рельефа форма
может быть раскрывной и нераскрыв-
ной. Иногда для этих целей употреб-
ляют гипсовые формы, преимуществом
которых является возможность получе-
ния сложного рельефа стеклянного
куска. Однако более 2...3 отливок такие
222
формы не выдерживают *. Керамиче-
ские формы изготовляют из шамотной
массы, она дает минимальную усадку,
что чрезвычайно важно при выполнении
стеклянных элементов витража. Пред-
варительно глину нужно пропустить
через глиномялку. При этом глина при-
обретает состояние, когда она весьма
пластична, но не прилипает к рукам
(с содержанием 20—25% воды). Ее
раскатывают в пластины толщиной 25...
35 мм, из которых вручную делают
форму. Кроме того, такие формы мож-
но получить методом оттиска в гипсо-
вой форме. Глиняную форму тщательно
просушивают при комнатной темпера-
туре до содержания воды 5...8%. Для
их просушки можно применять печи с
температурой до 100°С. Обжиг формы
необходимо проводить, постепенно по-
вышая температуру до 800...850°С. Под-
готовленная таким образом форма
теряет 10% объема по сравнению с
первоначальным. Поэтому, моделируя
форму, необходимо делать припуск на
усадку. Для того чтобы стекло не прили-
пало к форме, применяют различные ви-
ды смазок. Металлические формы сма-
зывают каолином, специальной графи-
товой смазкой, машинным маслом, а ке-
рамические — каолином, разведенным
в воде. Гипсовая форма смазки не тре-
бует.
Формование стеклянных блоков проис-
ходит за счет заливки стекломассы в
формы или моллированием.
Большие декоративные качества может
дать рельеф, нанесенный на стеклян-
ные блоки. Для этого может быть пре-
дусмотрена форма с вырезанным в ней
рельефом, который, в свою очередь,
придает рельеф стеклянному блоку, но
возможен также вариант нанесения
рифления на верхнюю сторону блока в
момент его формования, когда он нахо-
дится еще в подвижном состоянии. Для
* Гипсовая форма перед литьем должна быть
сырой, а если она высохла, то ее следует
увлажнить водой.
этого поверхность стекла продавлива-
ют металлическими печатками, проца-
рапывают или прокалывают острыми
предметами и т. д. Отформованные бло-
ки должны в обязательном порядке
пройти процесс отжига.
Иногда в качестве элементов витража
на бетонной связке употребляют стек-
лянные блоки (глыбы) произвольной
формы. Доработка таких блоков проис-
ходит методом скалывания.
Бетонная связка (раствор цемента и
металлическая арматура) придает ви-
тражу особую прочность. Для ее изго-
товления употребляют цемент М300.
Для того чтобы приготовить бетон, бе-
рут 3 ч. сухого речного песка, 1 ч. це-
мента М300 и 1 ч. поливинилацетатной
эмульсии и все замешивают на воде до
состояния густой сметаны. Приготов-
ленный таким образом бетон наклады-
вают на свободные от стекла участки
специальной лопаткой-мастерком или,
что значительно удобнее, заливают при
помощи ковша с носиком. При этом на
руки одевают резиновые перчатки, так
как раствор может разъесть кожу.
Укрепление стекол бетоном производят
ла деревянных щитах, металлических
или пластмассовых листах. Для того
чтобы бетон не расползался, употребля-
ют опалубку, выполненную из прочных
сосновых досок толщиной от 20 до
40 мм. Опалубка может быть как раз-
борной, так и неразборной, рассчитан-
ной на последующее разрушение. Стек-
лянные блоки укладывают непосредст-
венно на щит, который выстилают
крафт-бумагой с нанесенным рисунком.
Промежутки между стеклами заполня-
ют раствором, в который погружают ар-
матуру, выполненную из стальной про-
волоки и прутков сечением 5...20 мм в
зависимости от размеров витража. Ар-
матура может быть сваренной в единое
целое или связана проволокой. Чтобы
арматура не проваливалась на дно опа-
лубки, применяют подпорки из засох-
шего цемента, гальки или других твер-
дых материалов или концы ее привари-
вают к раме из уголка. Можно снача-
ла уложить слой раствора (дать ему
несколько затвердеть), на котором раз-
мещают арматуру, и сверху закрыть но-
вым слоем раствора. Металлическая ар-
матура должна проходить посередине
расстояния между соседними стеклами.
Заполнение бетоном происходит до оп-
ределенной высоты, оно может быть на
уровне стеклянных блоков или ниже их
верхней кромки. В этом случае стекло
выступает над уровнем бетона. При же-
лании бетон можно окрасить, добавив в
него состав сухого пигмента, краски
юго или иного цвета. Поверхность бе-
тона можно сделать гладкой, применив
для этого деревянную гладилку, или,
наоборот, создать тот или иной рельеф
(например, на его поверхности можно
укрепить морскую гальку). Опалубку
разбирают после окончательного затвер-
дения бетона.
10.8
Клееный витраж
За последние годы склеивание стекла
нашло широкое применение в различ-
ных областях народного хозяйства, та-
ких, как транспорт, оптика, электрони-
ка, химия, биология и др. Естественно,
этот опыт был применен в искусстве и,
в частности, при изготовлении витра-
жей.
Материалы, применяемые при изготов-
лении клееных витражей, употребляют
в виде плоских листов зеркального стек-
ла толщиной 4... 10 мм, цветного стекла
толщиной 2...6 мм и кусков монолитно-
го стекла, как специально выполнен-
ных, так и имеющихся в большом коли-
честве отходов на любом стекольном за-
воде (эрклез).
Клеи, применяемые при изготовлении
витражей, довольно разнообразны и
многочисленны. Так, если клеевые со-
единения должны быть непрозрачными,
то целесообразно употреблять клеи на
223
основе эпоксидных смол, ЭП-5, ЭП-6 и
на основе полиуретановых клеев. Для
повышения крепости в смолу добавляют
10% полиэтиленполиамина и 15% ди-
бутилфталата (пластификатор).
Для получения черного цвета в смолу
добавляют наполнители в виде кварце-
вого песка и пигмента черной краски
(сажа газовая) и др.
На основе эпоксидной смолы можно
получить клей высокой прочности. Кле-
евую композицию на основе эпоксидно-
полиамидной смолы получают путем
смешения раствора полиамидной смолы
60 %-ной концентрации в смеси изопро-
пилового спирта и толуола (1:1) с
80%-ным раствором эпоксидной смолы в
метилэтилкилоне, соотношение компо-
нентов 10 : 7,5.
Клей пригоден к употреблению в тече-
ние 24 ч. При склеивании стекол реко-
мендуется выдержка в течение 30—
60 мин при небольшом контактном дав-
лении на склеиваемые поверхности. Для
склеивания стекол можно применять
эпоксидные клеи «Эпокси-1001» и «Эпо-
кси-1200», изготовляемые в Чехослова-
кии и экспортируемые в СССР.
Перечисленные полимеры применяют в
виде растворов или в виде пленок (пла-
стифицированная полибутилметакри-
латная пленка БМА). Указанную плен-
ку перед склеиванием смачивают ди-
бутилфталатом, прокладывают между
склеиваемыми стеклами и выдерживают
под грузом при комнатной температуре
до полного отвердения.
Для склеивания стекол употребляют
поливинилацетатный клей УФ-235, гер-
метик У-2-28, фенолокаучуковые клеи
В К-3 и ВК-13, а также клей БФ-2
и др.
Процесс наклеивания цветных стекол
на бесцветную основу заключается в
нанесении клеящего вещества и накла-
дывании цветного стекла на бесцветную
основу вплотную или на расстоянии
2...5 мм друг от друга. Образовавшиеся
при этом промежутки заливают эпок-
сидной смолой или каким-либо другим
224
клеем. Заливать клей удобнее всего при
помощи медицинского шприца (рис.
205).
В Государственном художественном ин-
ституте Эстонской ССР клеенные ви-
тражи изготовляют не на листе бесцвет-
ного стекла, а путем склеивания цвет-
ных стекол друг с другом. Для этого
кальку, уложенную на ровной крышке
монтажного стола, густо покрывают ре-
зиновым клеем и на клей укладывают
цветные стекла, вырезанные по шабло-
ну. В щели между стеклами большим
медицинским шприцем загоняют эпок-
сидную смолу. После отвердения смолы
витраж поднимают и лист кальки лег-
ко снимают.
На лист толстого витринного стекла
(8...10 мм толщины) можно наклеивать
куски монолитных стекол. Витражи та-
кого рода обладают по сравнению с
витражом, набранным из кусков плос-
ких стекол, повышенными оптическими
свойствами, а следовательно, повышен-
ными декоративными качествами.
Для более плотного прилегания к плос-
кому листу стекла одну сторону моно-
литных кусков целесообразно выров-
нять по шайбе. Клей наносят обильно и,
чтобы он не стекал с листа стекла, его
окаймляют бортиками из глины, пла-
стилина или какого-либо другого пла-
стичного материала.
В качестве основы витража может быть
использовано и само клеящее вещество.
Так, на Московском комбинате оформи-
тельского и монументального искусства
используют для этих целей кристалли-
ческий полистирол.
Для того чтобы секция была прочной,
клей заливают довольно толстым
слоем.
Подобным же образом можно изгото-
вить витражи и на пористой легкой
пластмассе — полиметилакрилате, для
этого порошок полиметилакрилата за-
мешивают на мономере (метилакрила-
те). Полученную массу заливают в про-
межутки между отдельными кусками
стекол.
Иногда витражисты применяют метод
склеивания отдельных полосок, наре-
занных из монолитных плиток стекла
при помощи алмазных дисков. Чередуя
светящиеся куски стекла и темные пят-
на клеящего вещества, метод позволяет
получить витражи высокого декоратив-
ного качества.
Витраж с гальванопластической
решеткой
Инженер-технолог В. А. Ляховецкий
совместно с художником С. А. Плуч раз-
работал технологию изготовления ви-
тража с гальванопластической решет-
кой (рис. 206), суть которой заключа-
ется в следующем.
Нанесение токопроводящего состава.
На стеклянный лист толщиной 2...4 мм
согласно разработанному картону нано-
сится контур рисунка токопроводящим
составом, в который входит нитролак и
бронзовый порошок в следующем соот-
ношении: нитролак — 1л, бронзовый
порошок — 300 г. Для того чтобы уве-
личить токопроводящие свойства соста-
ва, бронзовый порошок хорошо протра-
вить 10%-ным раствором серной кисло-
ты (H2SO4).
Состав наносится кистью по установ-
ленным контурам. Для обеспечения рав-
номерного роста медных кристаллов
(дендритов) по краю с четырех сторон
стеклянного листа необходимо укрепить
медную проволоку, с которой соприка-
саются концы токопроводящего состава
и один конец которой присоединяется
к катоду гальванической ванны
(рис. 207). Нанесенный токопроводя-
щий слой должен плотно контактиро-
вать с проволокой.
Для получения четких граней витраж-
ной секции к торцам стеклянного лис-
та с 4 сторон приклеивают узкие стек-
лянные полоски. Стекла склеивают го-
рячим воском или битумным лаком.
Наращивание меди на токопроводящий
слой. Подготовленная для наращивания
меди секция подвешивается в гальва-
ническую ванну на катод. Наращива-
ние меди происходит до толщины слоя
в 0,15...0,2 мм (см. рис. 207).
Рекомендуемый состав электролита,
предназначенный для затяжки токопро-
водящего слоя: сернокислая медь
(CuSCU) — 160 г, серная кислота
(H2SO4) — 25...30 г, этиловый спирт
25...30 мл, вода (Н2О) — 1л.
Режим работы: плотность тока до
5 А/дм2, температура 25°С. При данной
плотности тока средняя скорость нара-
щивания 0,05 мм в 1 ч.
Обработка стекла после наращивания
заключается в том, что лист вынимает-
ся из ванны, промывается проточной во-
дой и просушивается. Наращенный слой
меди должен плотно прилегать к стек-
лу и не быть покоробленным. Затем
вырезанные по картону цветные стекла
должны быть плотно приклеены на
предназначенные для них места на ос-
новном листе стекла воском или битум-
ным лаком. Таким образом, чтобы на-
ращенная медь занимала более широкое
пространство, чем промежутки между
отдельными цветными стеклами, зазоры
между основным стеклом и цветными
стеклами должны быть по возможности
минимальными. Подготовленный таким
образом набор цветных стекол, укреп-
ленных на стекле-основе, вновь подве-
шивается в гальваническую ванну.
Вторичное наращивание меди произ-
водится следующим составом электро-
лита: сернокислая медь (СпЭОд) —
250...260 г, серная кислота (H2SO4) —
50—60 г, спирт этиловый — 25...30 мл,
вода (Н2О) — 1л; режим работы: плот-
ность тока—8...10 А/дм2, температура
25...30°С, обязательное перемешивание
электролита механической мешалкой
или слабым поддувом воздуха.
Данный режим обеспечивает скорость
наращивания: 8 А/дм2 — 0,1 мм/ч,
10 А/дм2 — 0,125 мм/ч.
Наращиваемый слой меди должен плот-
но закрыть цветные стекла и закрепить
их. Рекомендуемая толщина медного
225
слоя должна составлять 5...7 мм, что по
времени будет соответствовать 2...3 сут-
кам работы с электролитом.
Обработка секция витража после вто-
ричного наращивания меди заключается
в том, что она вынимается из ванны
н под горячей водой постепенно разо-
гревается до 5О...6О°С. Данная темпера-
тура позволяет отделить от секции лист
стекла, служивший основой. Следы
клея удаляются ватой со скипидаром,
ацетоном или спиртом. После промыв-
ки секции холодной водой ее сушат.
Добавка нескольких граммов графито-
вого порошка в электролит позволит по-
лучить наращенную медь в виде вы-
пуклых наростов (дендритов).
Полученные таким образом отдельные
секции витража монтируют в общую
раму. Стекла перед склеиванием могут
быть расписаны силикатными краска-
ми, офактурены пескоструйным аппара-
том, травлением, методом «мороз» и т. д.
10.10
Монтирование отдельных секций
витража в единую раму
Этот процесс, как правило, происходит
по секциям прямо на месте. Общую ра-
му можно сварить из уголка или поло-
совой стали толщиной 0,5 до 50 мм.
По углам рамы скрепляют сваркой.
В зависимости от конфигурации сек-
ций витража рама делится на отдель-
ные ячейки металлическими связками,
которые органически входят в общий
композиционный строй витража. Для
этих целей используют поставленные на
ребро полосы железа, уголок и другие
профили прокатного металла. Секции
витража крепятся к раме скобками,
болтами, накладками и другими приспо-
соблениями. Во избежание вибрации,
деформации или разрушения витража
стекла устанавливают на резиновые
прокладки (рис. 208). Для защиты от
коррозии свинцовую арматуру надо под-
вергать лужению оловом, остальные
элементы (кроме нержавеющей стали)
покрывать цинком или лакокрасочным
покрытием. Для укрепления витража
может быть применена и деревянная
рама. В особо больших окнах, площадь
которых занимает десятки квадратных
метров, переплет может быть бетонным
пли высеченным из камня (мрамор, из-
вестняк и т. п.). В этом случае отдель-
ные части рамы скрепляют металличе-
скими скобами или штырями.
Крепление витража в архитектурный
объект с помощью рамы довольно слож-
ная техническая задача, поэтому все
расчеты на прочность тех или иных уз-
лов и в целом всей рамы, выбор спо-
собов крепления должны быть выпол-
нены инженером-конструктором, знаю-
щим специфику функционирования ви-
тража как архитектурного элемента.
В данном случае художник должен ра-
ботать в тесном контакте с инжене-
ром.
10.11
Витражные решетки
Они существенным образом дополняют
интерьеры общественных зданий. Их
функциональное назначение иное, чем
у витражей. Витражные решетки при-
званы разделять или ограждать опре-
деленные пространства интерьеров.
Элементы витражной решетки, выпол-
ненные из плоского стекла, могут быть
закреплены различного рода профиля-
ми или металлическими накладными
пластинами (рис. 209).
Основным конструктивным каркасом
обычно служит ажурная рама, выпол-
ненная из металла, дерева, керамики
и др. Для усиления декоративного зву-
чания в отдельные ячейки, образован-
ные каркасом, вставляют стеклянные
глыбы, листы плоского или рельефного
стекла. Для этих целей применяют бес-
цветное и цветное стекло.
На рис. 210, 211, 212, 213, 214, 215,
216, 217 показаны примеры витра-
жей.
226
191
Инструменты:
1 — плоскогубцы, круглогубцы
и кусачки; 2, 3, 4, 5 — ножи
для резки свинцовой армату-
ры; 6 — молоток и гвозди; 7,
8,9 — ножи и ножницы с дву-
мя лезвиями для резки шаб-
лонов; 10 — металлический
клинышек для постукивания
по стеклу; 11, 12 — алмазный
и победитовый стеклорезы;
13, 14, 15 — стека, ролик и
проволочный крючок, приме-
няемый для уплотнения арма-
туры; 16 — кисти, карандаши,
стеклографы; 17 — паяльник;
18 — ножовки по металлу;
19 — емкости для кислоты, ка-
нифоли и др ; 20 — большой
медицинский шприц
227
ПРИСПОСОБЛЕНИЯ И ПРИЕМЫ ИЗГОТОВЛЕНИЯ ВИТРАЖА
192
Столы для подбора стекол:
а — с подвижным зеркалом;
б — с прозрачной крышкой;
« — с подвижной прозрачной
крышкой
193
Устройство для получения
прокатного стекла ручным
способом
194
Приемы сборки витража:
а — при сборке витража режут
горизонтальные линии арма-
туры, а вертикальные по мере
возможности сохраняют целы-
ми; б — установка и спайка
арматуры; 1 — неправильная;
2 — правильная
195
Способ обводки арматуры
карандашом
228
ИНСТРУМЕНТЫ и оборудование для изготовления арматуры
196
Оборудование, применяемое
при изготовлении металли-
ческой арматуры:
а — оборудование, применяе-
мое при изготовлении свинцо-
вой арматуры; 1 — чан; 2 —
ковш; б — раскрывная форма
для отливки свинцовой арма-
туры; в — печь для расплавле-
ния свинца; ? — электрическая
печь для расплавления свинца;
д — вальцы для черновой про-
катки свинцовой арматуры;
е — вальцы для чистовой про-
катки свинцовой арматуры;
ж — вальцы для автоматиче-
ской прокатки свинцовой ар-
матуры; з — различные профи-
ли свинцовой арматуры; и —
устройство для горячего прес-
сования свинцовой арматуры;
1 — емкость для свинца; 2 —
электроспирали; 3, 6 — рас-
плавленный свинец; 4 — руч-
ной пресс; 5 — шток пресса;
7 — фильер; 8 — отпрессован-
ная арматура; 9 — фильер с
тремя профилями арматуры;
к — оборудование для получе-
ния латунной или алюминие-
вой арматуры; л — устройство
плашки для протягивания ла-
тунной арматуры
229
ПРИЕМЫ СБОРНИ ЬИТРАЖА
197
Подготовка арматуры к
сборке:
а — хранение арматуры в под-
вешенном состоянии; б, в, г —
различные способы распрям-
ления деформированной арма-
туры
198
Сборка витража:
а — планшет с ограничиваю-
щими планками; б — уплотне-
ние арматуры; 1 — уплотнение
стальным крюком; 2 — уплот-
нение стеком; 3 — уплотнение
роликом
199
Последовательность веде-
ния сборки отдельных кас-
сет витража
22 21 11 10 4 3 1
32 23 20 12 9 5 2
33 31 24 19 13 8 6
39 34 30 25 18 14 7
40 38 35 29 26 17 15
42 41 37 36 28 27 16
230
СБОРКА И ПЕРЕВОРАЧИВАНИЕ- СЕКЦИИ -ВИТРАЖА
200 201 202
Подгонка и спаивание сты-
ков арматуры:
а — различные виды подгонки
арматуры; б — места спаев от-
дельных звеньев арматуры
Удерживание стекла и ар-
матуры гвоздями:
а — непосредственно армату-
ры; б — арматуры и стекла с
помощью фанерок
Переворачивание секций
витража:
1 — сдвигание секции на край
стола; 2 — удерживание сек-
ции на трех точках опоры; з —
установка секции на стол; 4 —
укладывание секции на столе
в перевернутОлМ положении
231
ИЗГОТОВЛЕНИЕ ВИТРАЖА НА АЛЮМИНИЕВОЙ АРМАТУРЕ, КЛЕЕНЫЕ ВИТРАЖИ
203
Изготовление латунной ар-
матуры:
а — устройство и употребление
чертилки; б — устройство кле-
щей, употребляемых при про-
изводстве латунной арматуры;
в — изготовление арматуры
путем протаскивания латунной
заготовки через плашку; з —
профили латунной арматуры
204
Изготовление и крепление
алюминиевой арматуры:
а, б — профиль алюминиевой
арматуры «плашка»; в — об-
щий вид креплений арматуры;
г — крепление угла; 1 — бу-
горки, крепящие стекло; 2 —
заклепки; 3 — алюминиевая
пластина; д — клещи для про-
калывания бугорков и их при-
менение
205
Склеивание стекол эпоксид-
ной смолой
232
ВИТРАЖ С КРЕПЛЕНИЕМ ГАЛЬВАНИЧЕСКИМ СПОСОБОМ,
206
Изготовление витража галь-
ваническим способом:
2 — стекло; 2 — токопроводя-
щий слой, 3 — ограничиваю-
щие бортики; 4 — токопрово-
дящая проволочка
КРЕПЛЕНИЕ АРМАТУРЫ
207
Наращивание меди на то-
копроводящий слой:
а — расположение стекол в
гальванической ванне; 1 —
электролит; 2 — стекло; 3 —
медная пластина; б — начало
наращивания меди; в — конец
наращивания; 1 — цветное
стекло; 2 — медь; 3 — основа
из бесцветного стекла
208
Устройство каркасной рамы
витража:
а — профили металлических
тяг, применяемых при изго-
товлении каркасной рамы;
б — деление рамы на секции;
в — установка секции в раму,
г — крепление секции к метал-
лической раме; 1 — металли-
ческий уголок, 2 — резина;
3 — арматура; 4 — стекло; 5 —
металлическая планка; 6 —
болты крепления планки; 0 —
крепление секции в деревян-
ной раме; 1 — резина; 2 —
стекло, 3 — арматура; 4 — де-
ревянная планка; 5 — крепя-
щий шуруп; 6 — рама
209
Крепление стеклянных бло-
ков:
а — крепление болтами; 1 —
металлическая рама; 2— бол-
ты; 3 — стеклянные блоки;
б, в — установка стеклянных
блоков непосредственно в кар-
касную раму; 1 — стекло; 2 —
каркасная рама, г — крепле-
ние стекла металлическими
Пластинками; 1 — рама; 2 —
стекло; 3 — пластина; 4 —
болт; д — крепление стекла
проволочными зажимами
233
РАЗЛИЧНЫЕ МЕТОДЫ ИЗГОТОВЛЕНИЯ ВИТРАЖА
210
Последовательность изго-
товления витража на свин-
цовой арматуре:
1 — эскиз на бумаге; 2 — кар-
тон рабочий; 3 — картон в на-
туральную величину; 4 —
калька, 5 — шаблоны; 6 —
стекла, нарезанные по карто-
ну: 7 — расписные стекла; 8 —
собранный витраж
234
ИЗГОТОВЛЕНИЕ ВИТРАЖА НА БЕТОННОЙ^ВЯЗКЕ
211
Последовательность изго-
товления витража на бетон-
ной связке:
1 — эскиз на бумаге; 2 — на-
несение основных линий вит-
ража на планшет; 3 — укла-
дывание стеклянных блоков;
4 — укладывание металличе-
ской арматуры, 5 — окруже-
ние планшета опалубкой; 6 —
набивание бетонного раствора;
7— удаление опалубки; 8 —
законченный витраж
235
212
Фрагмент витража собора
Цистерциензер. Доберан
Мюнстер. Пример витража
на свинцовой арматуре.
Германия, копец XIII в.
213
Степонас Казимиеритис.
«Рабочий праздник». Фраг-
мент витража в вестибюле
Вильнюсского исполкома.
1975—76 гг.
214
Фрагмент витража на тему
«Наши специальности».
А. С. Стефаненко. Пример,
витража на латунной осно-
ве. Дипломная работа.
МВХПУ. Руков. доц. Левит-
ская П. И., 1980 г.
215
Фрагмент витража для
Дворца культуры на тему:
«Искусство принадлежит
народу». А. Т. Крузова.
Пример витража на алю-
миниевой арматуре. Дип-
ломная работа МВХПУ. Ру-
ков. доц. Статуи В. П.
216
Фрагмент витража на тему
«1905 год». А. И. Черноусов.
Пример клееного витража.
Дипломная работа. МВХПУ.
Руков. доц. Статуи В. П.
217
Проект витражной решетки
«Охота» для международно-
го спортивного туристиче-
ского лагеря в Домбае.
А. М. Тарзян. Пример про-
екта витражной решетки.
Дипломная работа. МВХПУ.
Руков. доц. Статуи В. П.,
1968 г.
237
Литература
Китайгородский И. И. Стекло и стекловаре-
ние. М., 1950.
Технология стекла / Под ред. И. И. Китайго-
родского. Т. 4. М., 1966.
Ланцетти А. Г., Нестеренко М. Л. Изготовле-
ние художественного стекла. М., 1972.
Юдин Н. А., Запорожский А. И. Технология
стеклотары и сортовой посуды. М., 1970.
Пав пушин Н. М., Сентюрин Г. Г. Практикум
по технологии стекла. М., 1957.
Зелинский О. В., Марышев Ю. И. Стеклянная
посуда и хрустальные изделия. М., 1964.
Качалов Н. Н. Стекло. М., 1962.
Справочник по производству стекла. Ч. I. М.,
1963.
Бахтик С., Поспихал В. Облагораживание
стекла / Пер. с чешек. М., 1972.
Шпачек Я., Пешек К. Ручная выработка сор-
товой посуды и бытового стекла. / Пер. с
чешек М., 1974.
Левинсон Е. А., Смирнов Б. А., Шелковни-
ков Б. А., Энтелис Ф. С. Художественное стек-
ло и его применение в архитектуре. Л.—М.,
1953.
Холодов Н. М., Тетелъбойм Б. М., Клей-
ман М. И. Оборудование для алмазной обра-
ботки изделий из стекла. М., 1982.
Милюков Г. Н. Скульптурно-лепные работы.
М„ 1947.
Павловский С. А. Материал и техника мону-
ментального искусства (Из опыта экспери-
ментальных работ московских художнпков-
мопументалистов). М., 1975.
Веселовский С. Ф. Стеклодувное дело. М.,
1952.
Уманцев Я. 3. Стеклянные товары. М., 1963.
Вейнберг К. Л., Кассой Б. С., Нолъкен М. Н.,
Резников М. И. Оборудование стекольных за-
водов. М., 1952.
Оглавление
Предисловие........................ 3
Введение .......................... 4
Физические свойства стекла ... 6
1.1. Общие сведения о стекле ... 6
1.2. Технологические свойства стек-
ла ................................. 7
1.3. Термические свойства стекла . 9
1.4. Механические свойства ... Ю
1.5. Электрические свойства ... 12
1.6. Оптические свойства .... 12
1.7. Химическая устойчивость . . 13
Основы технологии стекловарения . 16
2.1. Сырьевые материалы .... 16
2.2. Шихта и ее приготовление . . 19
2.3. Варка стекла.................. 20
2.4. Обесцвечивание стекла ... 22
2.5. Стекловаренные печп .... 23
2.6. Получение цветных стекол . . 25
Ручное формование художествен-
ных стеклоизделий в горячем сос-
тоянии ........................... 32
3.1. Стекла для изготовления худо-
жественных изделий................ 32
3.2. Организация труда и оборудо-
вание рабочих мест при ручной вы-
работке художественного стекла . 33
3.3. Инструменты.................. 35
3.4. Основные приемы формования
изделий ручным способом .... 36
3.5. Формы, применяемые при вы-
дувании .......................... 38
3.6. Оформление верха сосудов . . 40
3.7. Выполнение ножек сосудов . . 41
3.8. Выполнение ручек сосудов . . 42
Основные виды декорирования изде-
лий в горячем состоянии непосред-
ственно у печи.................... 49
4.1. Значение термического расши-
рения стекол при декорировании
Изделий........................... 49
4.2. Накладные стекла............. 50
4.3. Нанесение цветного стекла при
помощи цапф..................... 51
4.4. Получение переходов одного
цвета в другой.................... 52
4.5. Декорирование цветной стек-
лянной крошкой..................... 52
4.6. Декорирование цветной стек-
лянной нитью....................... 53
4.7. Декорирование стеклоизделий
рельефными декоративными эле-
ментами из стекла.................. 54
4.8. Получение декоративных эле-
ментов в толще стенок изделия . . 55
4.9. Получение фактурных и рифле-
ных поверхностей .................. 56
4.10. Вплавление нестеклянных де-
коративных элементов......... 57
4.11. Филигранное стекло .... 59
4.12. Декорирование стеклоизделий
стеклотканью и стекловолокном . . 61
4.13. Миллефиори............. 62
4.14. Получение декоративного ри-
сунка при помощи стеклодувных го-
релок ............................. 63
4.15. Иризация..................... 64
5
Механизированное формование по-
лых изделий........................ 76
5.1. Способы механизированного
формования ........................ 76
5.2. Прессование .................. 77
5.3. Автоматизированное выдувание 80
5.4. Комбинированные способы фор-
мования изделий............. 80
5.5. Центробежное формование . . 81
6
Обработка художественных изделий
из стекла после горячего формова-
ния .............................. 85
6.1. Отжиг изделий................ 85
6.2. Отрезка колпачка и отопка края
изделия........................... 88
6.3. Холодная обработка изделий . 91
6.4. Абразивные материалы ... 92
6.5. Абразивные круги........ 93
6.6. Полировочные материалы . . 94
6.7. Шлифовальники или полиро-
вальники ......................... 95
6.8. Дпстировка шлифованной по-
верхности ........................ 96
6.9. Высверливание отверстий в
стекле ........................... 97
6.10. Резание плоского стекла . . 98
233
7
Декорирование художественных из-
делий из стекла после отжига . . 106
7.1. Гранение стекла....... 107
7.2. Резьба стекла......... 109
7.3. Гравирование стекла .... 121
7.4. Гравирование при помощи бор-
машин и нанесение изображения
алюминиевыми колесиками . . . 124
7.5. Декорирование художественных
изделий пз стекла методом песко-
струйной обработки............... 128
7.6. Декорирование художественных
изделий химическим способом . . 132
7.7. Декорирование стеклоизделий
алмазными, победитовыми и сталь-
ными инструментами............ 139
7.8. Живопись на стекле....... 149
7.9. Декалькомания .............. 159
7.10. Декорирование изделия фото-
печатью ......................... 161
7.11. Фоточувствительпое стекло . 161
7.12. Обжиг изделий с живописью . 162
7.13. Нанесение иризирующего и
опалесцирующего слоев......... 165
8
Изготовление художественных из-
делий пз стекла молнированием и
спеканием........................ 175
8.1. Моллировапие................ 175
8.2. Спекание................... 182
8.3. Выполнение изделий из стек-
лянной пасты..................... 184
9
Стеклодувный способ изготовления
художественных изделий из стекла 193
9.1. Сущность стеклодувного спо-
соба изготовления художественных
пзделпй из стекла................ 193
9.2. Оборудование мастерской . . 194
9.3. Стекло, применяемое для изго-
товления художественных изделий
стеклодувным способом............ 195
9.4. Инструменты и их назначение 196
9.5. Основные стеклодувные приемы 196
9.6. Основные способы декорирова-
ния ............................. 199
9.7. Выполнение стеклодувной
скульптуры ...................... 200
9.8. Выполнение стеклодувных со-
судов ........................... 200
9.9. Изготовление изделий из моно-
литного стекла................... 201
9.10. Комбинированный способ изго-
товления скульптуры.............. 201
9.11. Отжиг стеклодувных и лепных
изделий......................... 203
Ю
Изготовление витражей............. 212
10.1. Витраж как вид искусства . . 212
10.2. Витражная мастерская ... 213
10.3. Материалы, применяемые при
производстве витражей на латун-
ной, свинцовой и алюминиевой ар-
матуре ........................... 214
10.4. Изготовление вптражей па
свинцовой арматуре ............... 214
10.5. Витраж па латунной арматуре 220
10.6. Витраж на алюминиевой арма-
туре (клепаный) .......... 221
10.7. Витраж на бетонной связке . 221
10.8. Клееный витраж.............. 223
10.9. Витраж с гальванопластиче-
ской решеткой..................... 225
10.10. Монтирование отдельных сек-
ций витража в единую раму . . . 226
10.11. Витражные решетки .... 226
Литература ...................... 238
Юрий Петрович Сергеев
ВЫПОЛНЕНИЕ
ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ
ИЗ СТЕКЛА
Зав. редакцией Б. А. Ягупов
Редактор Л. К. Олейпик
Мл. редактор Ю. П. Кочергина
Худ. редактор С. Г. Абелии
Художник Ю. Д. Федичкин
Техн, редактор Л. М. Матюшина
Корректор Т. Д. Венедиктова
ИБ № 3609
Изд. № Стр. 378. Сдано в набор 28.07.83. Подп. в
печать 18.01.84. Т-03245. Формат 70x90'/i<s. Бум. тип.
№ 1. Гарнитура обыкновенно-новая. Печать высо-
кая. Объем 17,55 усл. печ. л. 37,14 усл. кр.-отт.
18,56 уч.-изд. л. Тираж 18 000 эка. Зак. 537.
Цена 1 р. 10 к.
Издательство «Высшая школа», 101430, Москва,
ГСП-4, Неглинная ул., д. 29/14.
Ярославский полиграфкомбинат Союзполиграфпро-
ма при Государственном комитете СССР по делам
издательств, полиграфии и книжной торговли.
150014, Ярославль, ул. Свободы, 97.