/



























































































































































Автор: Федорова Е.Б.
Теги: продукты нефтяной промышленности минеральные масла и аналогичные продукты технология топлива промышленность газовая промышленность
ISBN: 978-5-91961-045-8
Год: 2011




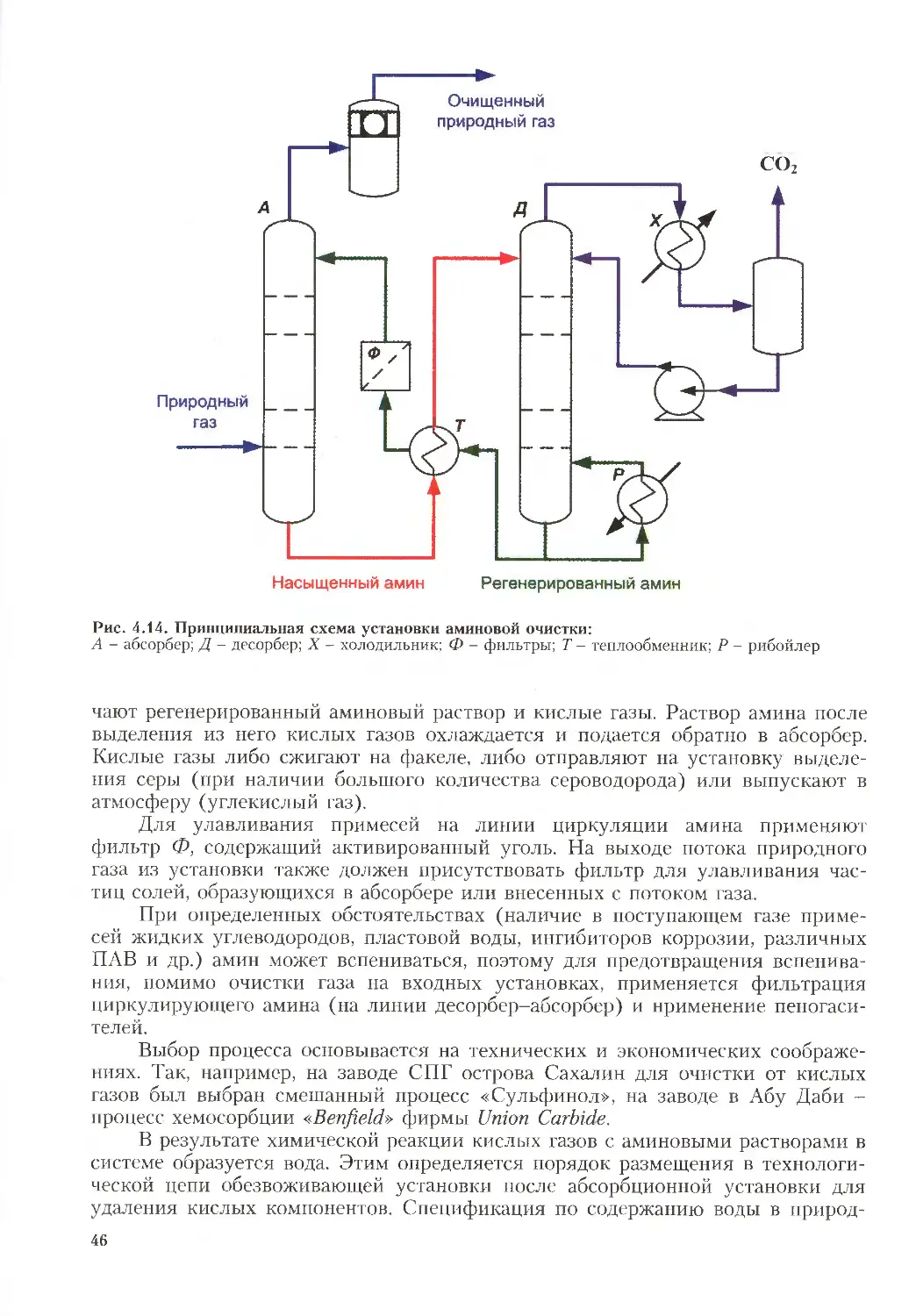
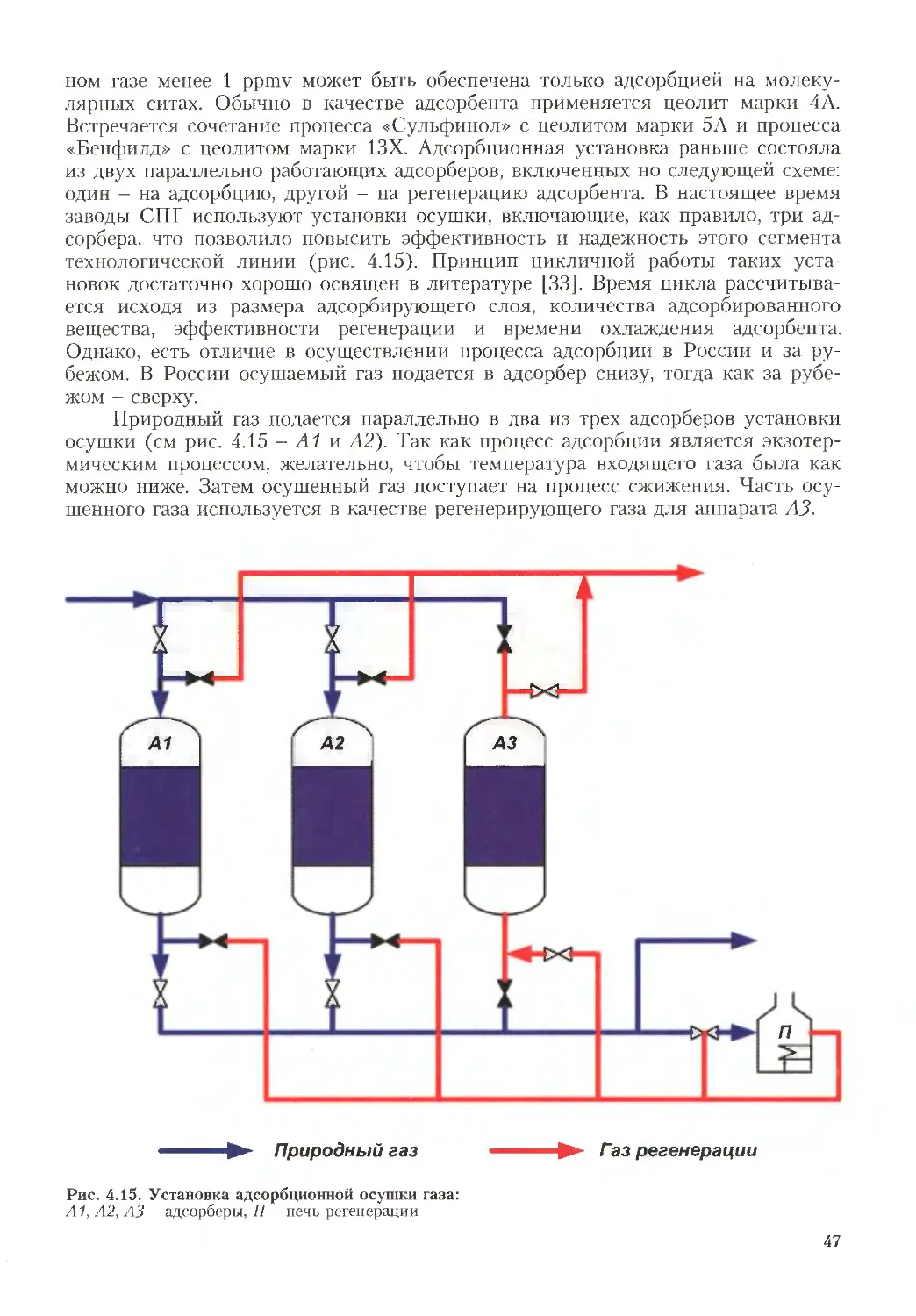
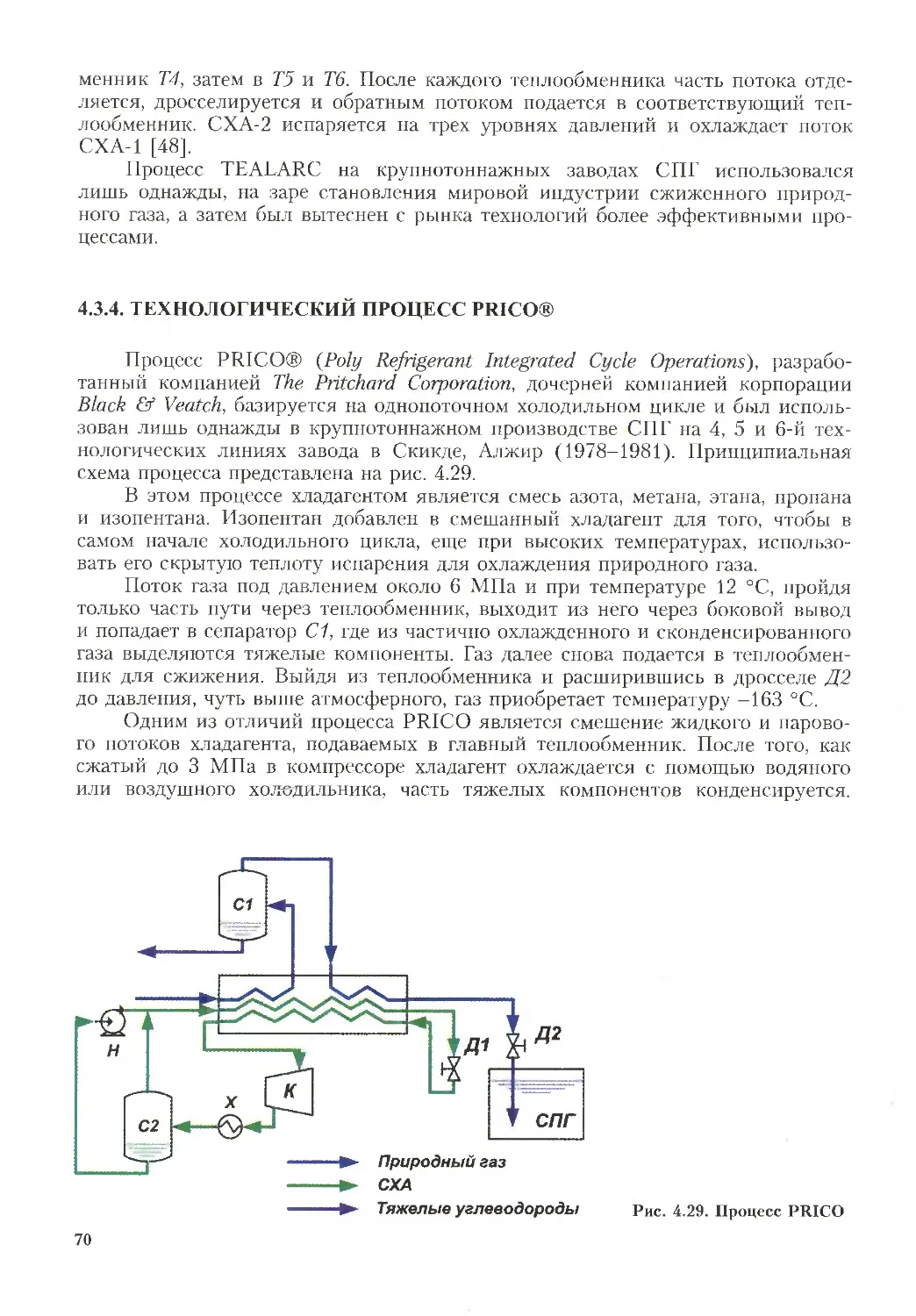
Текст
Е.Б. Федорова
Современное состояние и развитие мировой индустрии сжиженного природного газа: технологии и оборудование
^^^АЦИОН АЛЬНЬ1Й
ИССЛЕДОВАТЕЛЬСКИЙ УНИВЕРСИТЕТ
РГУ нефти и газа им. И.М.Губкина
E.B. Fedorova
STAT E-O F-T H E-A RT
AND DEVELOPMENT OF THE GLOBAL LIQUEFIED NATURAL GAS INDUSTRY: TECHNOLOGIES AND EQUIPMENT
и щагельс Kiiii ЦЕН ГР РГУ нефш и iaia имени И.М. Губкина
Е.Б. Федорова
СОВРЕМЕННОЕ СОСТОЯНИЕ И РАЗВИТИЕ МИРОВОЙ ИНДУСТРИИ СЖИЖЕННОГО ПРИРОДНОГО ГАЗА: ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ
ИЗДАТЕЛЬСКИЙ ЦЕНТР РТУ нефти и газа имени И.М. Губкина
УДК 665.725
ББК 35.514
ФЗЗ
Р е ц е н з.ч н т ы:
декан факультета энергетического машиностроения, проф. кафедры «Холодильная, криогенная техника. Системы кондиционирования и жизнеобеспечения» МГТУ имени Н.Э. Баумана, доктор техн, паук А.А. Жердев; генеральный директор ОАО «НПО «ГЕЛИЙМАШ», канд. тдхи. паук В.Н. Удут
Фёдорова Е.Б.
ФЗЗ Современное состояние и развитие мировой индустрии сжиженного природного газа: технологии и оборудование. - М.: РГУ нефти и газа имени И.М. Губкина, 2011. - 159 с., ил.
ISBN 978-5-91961-045-8
В монографии выполнена систематизация технической информации в области производства, хранения, транспортировки и регазификации СПГ. Произведен анализ экстенсивного и интенсивного развития производства сжиженного природного газа, приведены термодинамические основы сжижения газа, дано описание крупно- и малотоннажных технологических процессов и основного оборудования. Приведен анализ тенденций перспективного развития производства СПГ. На основе проведенного анализа даны рекомендации по использованию технологических процессов сжижения природного газа и выбору основного оборудования, показаны направления развития производства СПГ в России.
Книга предназначена для инженерно-технических и научных работников, занимающихся проблемами проектирования и эксплуатации технологического оборудования для производства сжиженного природного* газа.
Данное издание явлВется собственностью РГУ нефти и газа имени И.М. Губкина и его репродуцирование (воспроизведение) любыми способами без согласия университета запрещается.
ISBN 978-5-91961-045-8
© Фёдорова Е.Б., 2011
© Российский государственный университет нефти и газа имени И.М. Губкина, 2011
© Голубев В.С., оформление серии, 2011
ВВЕДЕНИЕ
Глобальная неопределенность начала XXI в. в области энергоресурсов приводит к тому, что природный газ играет все большую роль в мировом энергетическом балансе. Это способствует диверсификации энергоснабжения и повышает энергетическую независимость отдельных регионов. Замена других ис-холаел/ых видов топлива на природный газ может привести к снижению выбросов парниковых газов ц к общему оздоровлению экологии планеты.
По данным Международного Энергетического Агентства (IEA), человечество ежегодно потребляет свыше 3 трлн м3 газа, и спрос на нею может вырасти до 4,5 трлн м3 к 2035 г. В то же время мировая добыча природного газа возрастет от 3,3 трлн ад3 в 2010 г. до 5,1 трлн м3 к 2035 г.
Доказанные мировые запасы газа в 2010 г. оценивались:
- по традиционным источникам - в 404 трлн м3;
- по попутному газу - в 84 трлн м3;
- по сланцевому газу - в 204 трлн м3;
- по угольному метану - в 118 трлн м3.
Это говорит о том, что, несмотря па возрастающие мировые потребности! разведанные и разрабатываемые газовые месторождения способны удовлетворить спрос на природный, газ на многие десятилетия вперед. При этом ключевым регионом добычи природного газа в ближайшей перспективе станет Восточная Европа-Евразия (включая Россию и район Каспия). Добыча газа только в России за четверть века вырастет на 220 млрд м3 за счет запасов полуострова Ямал, Штокмановского месторождения и месторождений Восточной Сибири [1].
Однако, локализация мсНгорождений газа часто не совпадает с ведущими рынками его потребления. Страны, имеющие большие запасы газа и низкий внутренний спрос, нацелены на монетизацию свощ газовых ресурсов. В тех случаях, когда строительство трубопровода от поставщика к потребителе является экономически (а то и политически) невыгодным, сжижение природного газа становится одним из путей достижения поставленной цели [2].
В основе мировой индустрии сжиженного природного газа леЛит производственно-сбытовая цепь (The LNG Value Chain), схема которой представлена па рис. 1.1.
Каждым из элементов схемы имеет свой собственный набор технологических задач, но все они объединены в единое целое: ни один ид элементов цепи не может из нее выпасть, пе нарушая жизнеспособности других элементов.
Важная роль в производственно-сбытовой цепи СПГ принадлежит производству сжиженного газа. В настоящее время в мире построено 30 крупнотоннажных заводов СПГ, производящих 304,5 млн т продукта в год и осуществляющих экспортные поставки в газопотребляющие регионы. В стадии строительства находятся еще 9 крупных проектов: в Австралии, Алжире, Анголе, Индонезии, в Папуа-Новая Гвинея. К 2015 г. производство СПГ в мире должно возрасти до 363,6 млн т в год.
В течение периода 2015-2020 гг. смогут увеличить свои мощности по производству СПГ четыре страны: Австралия, Россия, Нигерия и Иран, но по некоторым из них епж не принято окончательное инвестиционное решение. Наиболее перспективными проектами в России ящяются Ямал СПГ и Владивосток СПГ. Нигерия из трех своих проектов - Brass LNG, OK LNG или Seven Plus
Рис. 1.1. Схема производственно-сбытовой цепи СПГ
(седьмая технологическая линия завода NLNG) - еще не выбрала наиболее перспективный для реализации. Иранские проекты пока находятся в замороженном состоянии из-за международных санкций.
После 2020 г. к странам-экспортерам СПГ могут присоединиться Бразилия, Венесуэла или Камерун. Велика вероятность начала поставок СПГ с западного побережья Канады на азиатские рынки.
Мощность регазификационных терминалов в 2010 г. достигла 830 млрд м3 газа (или около 600 млн т), в два раза превышающую мировые производственные мощности. С одной стороны, страны-импортеры СПГ создали избыток регазификационных мощностей преднамеренно, из соображений обеспечения надежности поставок или сбалансирования сезонных нагрузок газопотреблрния. С другой стороны, установлено, что поставки газа с регазификационного терминала осуществляются быстрее, чем импорт газа по трубопроводу. Поэтому многие регионы мира продолжают наращивать регазпфикационные мощности в ожидании поставок СПГ [1].
Транспортировка сжиженного газа по всему миру в 2010 г. осуществлялась флотом из 337 СПГ-танкеров, а в 2011 г. - 355 танкерами-метановозами [3].
За почти полувековую историю существования промышКнного производства сжиженного природного газа в мире накопился определенный опыт проектирования, строительства и эксплуатации технологического оборудования в области производства, транспорта, хранения и регазификации сжиженного природного газа.
Но, как отмечалось на XVI Международной конференции по сжиженному природному газу (Оран, Алжир, апрель 2010 г.), «для промышленности с более чем сорокапятилетним опытом работы, «зрелый» - ещё не характерное прилагательное. В течение последнего десятилетия технические инновации наблюдаются во всех звеньях производственно-сбытовой цепи СПГ, что свидетельствует о продолжающемся быстром росте индустрии сжиженного природного газа. Заглядывая вперед, мы ви&им ускорение этого роста. Технология станет ключевым фактором успеха для будущих проектов, расположенных в более сложных регионах, с более жесткими экологическими нормами»1.
Цель настоящей работы - провести анализ развития мировой индустрии сжиженного природного газа с точки зрения технологических процессов и оборудования от подготовки газа до регазификации, уделяя особое внимание процессам производства сжиженного природного газа. Большую часть технической информации компании содержат в условиях строгой конфиденциальности, поэтому в своем исследовании автор опирался только на открытые публикации.
'Из резюме семинара «Технические инновации для будущего бизнеса СПГ» в рамках конференции «LNG-16», 21 апреля 2010 г.
1
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА СПГ
Сжиженный природный газ (СПГ) - криогенная жидкая многокомпонентная смесь легких углеводородов, основу которой составляет метан.
Состав СПГ отличается от состава природного газа. Чтобы получить СПГ из природного газа, из него вначале удаляют этан, пропан, бутаны и более тяжелые углеводороды, затем его очищают от углекислого газа и сероводорода, а затем осушают - удаляют влагу. Оставшийся газообразный метан может в качестве примесей иметь 3-4 % этана, 2-3 % пропана, до 2 % бутанов и до 1,5 % азота. Если эту смесь метана с другими газами охладить примерно до температуры -160 °C при давлении чуть больше атмосферного (температура кипения чистого метана при атмосферном давлении -161,5 °C), то он превращается в жидкость. Это и есть СПГ. Примерные составы природного газа и СПГ приведены в табл. 1.1.
СПГ представляет собой бесцветную жидкость без запаха, плотность которой в два раза меньше плотности воды - СПГ может плавать на поверхности воды, не смешиваясь с ней. В жидком состоянии он не токсичен, не агрессивен. При отсутствии источника возгорания СПГ быстро испаряется и рассеивается, не оставляя следов. После разлива СПГ на земле или на воде нет необходимости проводить дологическую очистку. Некоторые физико-химические свойства СПГ приведены в табл. 1.2.
ОбГем СПГ в 600 раз меньше объема природного газа, что облегчает хранение и обеспечивает возможность его транспортировки на большие расстояния.
При испарении природный газ может воспламениться, если произойдет контакт с источником пламени или окислителем. Для воспламенения необходимо иметь концентрацию испарений в воздухе от 5 % до 15 % (при нормальных условиях). Если концентрация до 5 %, то испарений недостаточно для начадя возгорания, а если более 15 %, то в воздухе становится слишком мало кислорода, необходимого для воспламенения газовой смеси [5].
При разливе СПГ на поверхности земли образующиеся холодные пары конденсируют на себя влагу из воздуха и становятся заметными, формируя белые облака на поверхности земли (рис. 1.2, [6]). По мере того, как пары СПГ нагреваются, облака растворяются и снова становятся невидимыми.
При относительной влажности воздуха выше 55 % легковоспламеняющиеся пары полностью включены в видимое облако. Если значение относительной влажности ниже 55 %, горючее облако может быть частично или полностью за пределами видимости. Это означает, что видимая часть паров может воспламениться от удаленного источника. Размер облака пара зависит от скорости и направления ветра н других погодных условий.
Таблица 1.1
Примерные составы природного газа и СПГ
Элемент Природный газ, мольн. %’ СПГ, мольн. %"
Метан 62,6-98,8 86,98-99,72
Этан 2,89-7,06 0,06-9,35
Пропан 0,05- 2,1 0,0005-2,33
Бутаны 0,03-1,04 0,0005-2,33
Углекнвдый газ 0,03-2,25 —
Азот 0,43-28 До 1.5
Гелий До 0,58
'Даццые по Российским месторождениям газа 14].
В зависимости от производителя и требований потребителя [5].
Таблица 1.2
Физико-химические свойства СПГ‘
Свойство Единица измерения Значение
Молекулярная масса Температура кипения Температура плавления Критическая температура Критическое давление (при 20 °C) Плотность жидкости Плотность газа (при 20 °C) 'Так как СПГ не является чистым вел нятьс [ в зависимости от состава. Приведен! рактер. кг/1ч|о.дь к/°с К/°С К/°С МПа кг/ м3 кг/м3 iec,TBOM, его физико-хи гые в таблице значеш 16,03 111.7/-161 5 90.7/-182.5 191,06/—82,09 4,3 424,5 0,667 мические свойства могут ме- 1я имеют приближенный ха-
Рис. 1.2. Видимые облака паров СПГ
Таблица 1.3
Требования к теплотворной способности СПГ по странам мира
Страна. Теплотворная способность, МДж/м3
Минимум Максимум
Япония 39,7 43,3
Kopcyi 40,0 43,7
США 35,8 40,8
Великобритания 36,7 42,4
Франция 36,2 43.3
Испания 35,0 44,9
Относительная плотность метана но отношению к воздуху при температуре окружающей, среды, около 0,6, поэтому при нормальных условиях газообразный метан легко поднимается вверх от поверхности земли. Пары СПГ при атмосферном давлении и температуре кипения -162 °C иаАот относительную плотность 1,8, которая означает, что в этг.гх условиях пары СПГ тяжелее воздуха и будут скапливаться при разливе у поверхности земли или воды. Однако, пары СПГ быстро нагреваются, и при достижении температуры -ПО °C их относительная плотность становится равной 1, пары начинают быстро подниматься вверх. Следовательно, холодные пары СПГ в случае локализации у поверх ности земли при холодной погоде представляют опасность для дыхания, так как при сохранении отрицательной плавучести в воздухе пары СПГ вытесняют кдгслород.
Температура самовоспламенения СПГ зависит от его состава и находится в пределах 540-600 °C, что значительно выше, чем у дизельного топрива или бензина. К примеру, температура самовоспламенения дизельного топлива 260-371 °C,бензина - 226-471 °C.
Температура пламени при сгорании СПГ выше, чем у других видов топлива. Для сравнения, температура пламени у СПГ - 1330 °C, тогда как у бензина - 1027 °C. При горении СПГ производит тепла в среднем 50,2 МДж/кг, -это выше, чем при горении бензина (43,4 МДж/кг). Сгорая, СПГ производит, в основном, углекислый газ и водяной пар, поэтому использование СПГ в качестве топлива более благоприятно для экологии по сравнению с другим^ видам топлива [6].
Для потребителей сжижцрйого природного газа большое Значение имеет такой показатель, как высшая теплотворная способность (HHV - Higher Heating Value) - количество тепла, производимого при сжигании одного стандартного кубического метра топлива при атмосферном давлении и температуре 15 °C. СПГ нродается и покупается на основании показателя теплотворной способности, знаЧЁн*#е которой зависит от состава СПГ. Наличие в СПГ азота снижает его теплотворную способность, а присутствие этана и других более тяжелых углеводородов повышает этот показатель. В разных странах приняты разЯшные стандарты высшей теплотворной способности, отсюда и такой разброс в требованиях к составу СПГ. Требования Японии к качеству СПГ по иоказад'елю высшей теплотворной способности находятся в диапазоне 39,7-43,3 МДж/м3, Испании - 35,0-44,9 МДж/м3. Спецификации теплотворной способности СПГ по странам представлены ниже (табл. 1.3) [7].
2
ПРИМЕНЕНИЕ СПГ
Обладая уникальными физико-химическими свойствами, СПГ является перспективным и экологичесЖ наименее опасным углеводородным энергоносителем и сырьем для химической индустрии XXI в. Области применения сжиженного природного газа довольно обширны. Кроме того, его можно регазифи-цировать, т.е> перевести обратно в газообразное состояние, и использовать как обыкновенный природный газ.
Традиционно природный газ применяется в качестве горючего в жилых домах для отопления, подогрева воды и приготовления пищи, а также как тоцливо для машин, котельных и ТЭС при выработке энергии. К примеру, в США на природном газе работают около 30 % электростанций, а в России более 40 % электроэнергии вырабатываются газовыми электростанциями [8].
Природный газ обладает определенными преимуществами по сравнению с другими видами ископаемого топлива. Природный газ генерирует меньше СО2 при том же количестве вырабатываемой для снабжения энергии, чем уголь •ли нефть, поскольку он содержит больше водорода по отношению к углероду, чем другие виды топлива. Благодаря своей химической структуре газ производит на 40 % меньше диоксида углерода, чем уголь. Выбросы в атмосферу при сжигании ископаемого тоййива зависят не только от вида топлива, но и от того, насколько эффективно оно используется. Газообразное топливо обычно сжигается легче п эффективнее, чем уголь ujPm нефть. Топочный газ не загрязнен твердыми частицами или агрессивными соединеяиями серы. На Всемирной газовой конференции в 1994 г. было показано, что природный газ можед внести существенный вклад в снижение выбросов газов, создающих парниковый эффект.
Благодаря тому, что объем газа при сжижении уменьшается в 600 раз, впервые в истории природный газ начали сжижать для создания запасов, которые могут храниться в течение длительного времени, а затем при возникшей необходимости могут быть использованы. Известно, что потребление газа в течение года не является равномерным. Летом его потребляют меньше, зимой -больше. Причем зимой пцребность в газе в несколько раз выше, чем летом. Если бы можно было где-то хранить резервы газа для ишрльзования в период самых больших нагрузок - в холодные зимние месяцы, то задача бесперебойного снабжения газом была бы решена. СЛЙавать газохранилища, где газ хранился бы в сжатом состоянии, нецелесообразно в силу того, что компримированный газ занимает больш^ объемы и является небезопасным при храпении. Эту задачу впервые решили в США в 1934 г., когда в Чикаго была построена установка по сжижению природного газа. СПГ хранился в изотермических цистернах, при атмосферном давлении, занимая объем в 600 раз меныпий, чем обыч
ный газ. СПГ находился на хранении веП> период низкого потребления газа до момента резкого возрастания спроса на него. Тогда сжиженный газ переводили обратно в газообразное состояние - «регазифицировали» - и подавали в газопроводную сеть. Установка в Чикаго положила начало так называемым комплексам покрытия ^niiKOBbiKg нагрузок газопотребления.
На диаграмме (рис. 2.1) показан график подачи газа потребителям в зависимости от ресурса. Большая часть спроса покрывается за счет прямой трубопроводной транспортировки газа. При увеличенном спросе подача гада ведется дополнительно из подземных хранилищ. Максимально^, или «пиковый» уровень потребления покрывается за счет резервов сжиженного газа. При этом необходимо заметить, что «пиковый» спрос на газ различается от года к году, как отличаются и^кйковые» суточные потребности.
Другое применение СПГ нашел при транспортировке газа. На заре использования природного газа в начале XIX в. разработка газовых месторождений не развивалась, пока не была усовершенствована технология трубопроводов. В Китае 2000 с лишним лет назад для транспортировки газа использовались бамбуковые трубы. В Нью-Йорке в начале XX в. газ подавали по деревянным трубам и только на короткие расстояния. Поэтому применение газа ограничивалось городами и районами в местах его добычи [9]. Со временем были найдены подходящие материалы для производства труб и разработана технология сжатия потоков газа для увеличения объема проходящего по трубам газа и расстояний для его передачи. В США в 1931 г. было закончено строительство первого магистрального газопровода протяженностью 1600 км, и газ из основных месторождений на юго-западе начал распределяться по всей стране. В России начало газоснабжения населенных пунктов и промышленных предприятий в 40-х годах XX в. cBjfcno с освоением крупных месторождений газа и строительством магистрального газопровода «Саратов-Москва».
Открытие крупных месторождений газа в Африке, на Ближнем Востоке, в Юго-Восточной Азии поставило задачу доставки газа в основные энергопотребляющие районы Европы, Японии, США и других стран. Прокладка газо
150,000 НЮ,0«ю
50,(Ю0
ЧЮ.ОЮ 450,0О« «0,0^ 350,000 300.000
е 250,000
*5
пикового спроса за счет СПГ
газа из подземных хранилищ
Подыа таза по трубопроводу
41 61 91 121 151 181 211 241 271 301 331 361
Рис. 2.1. График удовлетворения спроса на природный газ. Источник: Gas Technology Institute
й
провода по дну океана, например, из Индонезии в Японию, или из Омана в США делает стоимость одного кубометра газа в местах потребления запредельной. Сжижение природного газа позволило транспортировать топливо в отдаленные пункты назначения. В январе. 1959 г. первый в мире танцер СПГ «The Methane Pioneer» осуществил поставку 5 000 м3 сжиженного природного газа из Лейк-Ча^ьза, штат Луизиана, в Великобританию, на остров Канви. Этот рейс показал безопасность падевозки через океан больших объемов сжиженного природного газа [10].
После первых успешных рейсов танкера «Диомер Метана» в компании «British Gas» разрабатывались планы реализации коммерческого проекта импорта сжиженного природного газа из Венесуэлы на приемный терминал острова Канви. Однако, прежде чем коммерческие соглашения были подписаны, обнаружились гигантские месторождения природного газа в Ливии и Алжире, которые находились в два раза ближе, к Ангт^и, чем Венесуэла. С пуском в 1964 г. завода СПГ в городе Арзев в Алжире, Великобритания стала первым в мире импортером, а Алжир - первым экспортером СПГ. Алжир с тех пор остается одним из основных мировых поставщиков природного газа в виде СПГ.
Метод транспортировки природного газа в сжиженном состоянии является значительно более экономичным, чем трубопроводный, начиная с расстояний до потре,бит(Д^ газа более 2000-3000 км, но требует более высоких начальных вложений в инфраструктуру, чем трубопроводный. Основную стоимость здесь составляет не транспортировка, а погрузочно-разгрузочные работы. К достоинствам этого метода относится также тот факт, что сжиженный газ куда более безопасен при перевозке и хранении, чем сжатый. СПГ может быть доставлен с любого завода по сжижению на любой регазификационнын терминал. И это единственно подходящая техно.мгия для трансокеанских перевозок (рис. 2.2).
Если перейти от глобальных логистических схем поставок СПГ к менее масштабным, то СПГ может решить проблему газификации регионов, удаленных от магистральных газопроводов. При создании на местах изотермических хранилищ СПГ и небольших регазификационных установок, представляющих собой небольшие трубчатые испарители, доставка СПГ может быть осуще-
Рис. 2.2. Танкеры для перевозки СПГ.
Источники: www.flicr.com, МАТЕХ Grpup
ствлена автомобильным1, речным или железнодорожным транспортом, оборудованным криогенными цистернами (рис. 2.3).
В жилке®- виде СПГ используется в различных отраслях промышленности, транспорта и сельского хозяйства.
Широко используется СПГ в качестве.топлива на транспорте. С 50-х годов прошлого века за рубежом накоплен значительный опыт в разработке автомобилей и судов на СПГ. Особенно интенсивно развивается автомобильная техника на СПГ в США. В настоящее время в США на СПГ переведено до 25 % муниципального автотранспорта, работает более 600 карьерных самосвалов, а также автобусы и автопогрузчики. Внедрением СПГ в автотранспорт занимаются ведущие автомобильные фирмы - General Motors, Ford, Chrysler. По данным фирмы Ford, после 55 тыс. миЛ пробега содержание окиси углерода в выхлопных газах бензинового двигателя в 5 раз выше, чем двигателя, работающего на СПГ (соответственно 1,2 и 0,21 %), а мощность - на 10 % ниже. Аналогичные результаты были получены и другими фирмами [11]. Для заправки автомобилей по всей стране создана широкая сеть криогенных АЗС. В Германии аналогичными разработками занимаются такие нелестные фирмы, как Linde, MAN, Daimler-Benz, Messer. Во Франции - Renault, Air Liquid, Gas de France [12]. В последние годы СПГ как моторное, то* in во стал применяться в Бельгии, Нидерландах, Финляндии, ГРгалми, Аргентщцг Великобритании. В Голландии активно переводят сельскохозяйственную технику на сжиженный природный газ. Подробньщчшализ зарубежного опыта испольэввания СПГ в качестве топлива на транспорте изложни в работах [13; 14].
Норвегия активно переводит на СПГ морские суда и паромы. Первый., паром Glutra с использованием СПГ в качестве топлива был спущен на воду
Рис. 2.3. Перевозки СПГ в автоцистернах. Источник: Kryopak, USA
в 2000 г., затем пять паромов в 2007 г., по три - в 2009 и в 2010 г., в стадии строительства находятся еще семь паромов. Четыре грувовых судна с двойной топливной системой и три военных корабля на СНГ входят в состав флота Норвегии [15].
В сентябре 2011 г. ожидается спуск на воду норвежского талкера Bit Viking с грузоподъемностью 25 000 т, который был переделан для работы на СПГ в качестве топлива (рис. 2.4). Ожидается, что объема топливных баков в 2500 м'3 будет достаточно для 12-дневного рейса [16].
Компания Germanischer Lloyd при использовании СПГ в качестве топлива па морских судах предлагает проект системы морских заправок СПГ. Система включает создание небольших танкеров-заправщиков СПГ, которые смогут забирать сжиженный газ па приемных или экспортных терминалах СПГ и, швартуясь борт-о-борт с судном-потребителем СПГ, заправлять его в море [16].
В развитых странах мира, имеющих разветвленную речную сеть, разрабатываются речные суда на СПГ. Тапкеры-метановозы, перевозящие СПГ, в большинстве своем используют испаренный газ в качестве садового топлива.
В США с 1989 г. разрабатываются двигатели для тепловозов на СПГ. В 2004 г. фирмой Energy Conz>ersions Inc. был представлен локомотив BN 7149, разработанный для транспортной компании The Burlington Northern. Работы по внедрению СПГ в тепловозную тягу ведутся также в Чехии, Польше, Германии и в России.
В России разработками топливных баков для СПГ занимается научно-производственное объединение «Гелпймаш». По Москве па СПГ в качестве топлива работает несколько «Газелей». Криогенные топливные системы устанавливаются также па тракторы и грузовики.
Рис. 2.4. Танхер Bit Viking, Норвегия. Источник: LNG Journal
В конце сентября 2010 г. из ворот коломенского ОАО «ВНИКТИ» выедал российский локомоЬив нового типа - газотурбовоз ГТ 1-001 (рис. 2.5). Это первый в мире турбовоз, работающий на сжиженном природном газе. Газотурбовоз — это локомотив с газотурбинным двигателем. На газотурбовозах практически всегда используется электрическая переда^: газотурбинный двигатель соединен с генератором, а вырабатываемый таким образом ток подается на Эл^жтродвягатели, которые и приводят локомотив в движенце. Основной плюс газотурбовоза относительно других типов локомотивов - это возможность развивать огромную мощность при сравнительно небольших размерах и массе. Первые опытные образцы знаменитого французского поезда TGV были, газотурбинными. Но французы отказались от подобной конструкции ввиду дешевизны электроэнергии в Европе: газовая турбина оказалась в несколько раз накладнее. Тем не менее, в районах, не оснащенных регулярной электрической сетью, газотурбовозы могли бы найти применение в качестве тяжелых грузовых локомотивов. Россия с этой точки зрения - идеальный плацдарм для использования локомотивов такого типа [17].
В течение длительного времени за рубежом, особенно в США, ведутся работы по переводу авиационных двигателей на СПГ. Имеются данные о работах в США по использованию СПГ при создании сверхзвуковых самолетов. Это связано с возможностью организовать охлаждение авиационных турбин криогенным топливом.
Россия находится в числе передовых стран по созданию криогенной авиации. В ОАО «Туполев» в 1989 г. экспериментальный самолет ТУ-155, построенный для полетов на жидком водороде, был переоборудован под работу на СПГ. После проведения летных испытаний и доработок 18 января 1989 г. самолет Ту-155 совершил первый пЬлет на сжиженном природном газе. Таким обра-
Рис. 2.5. Газотурбовоз, работающий на сжиженном природном газе.
Источник: УК «АЛЬЯНС. ВЕНЧУРНЫЙ БИЗНЕС»
зом, был создан первый в мире самолет ни криогенных топливах. С тех пор из конструкторского бюро ОАО «Туполев» вышли и проходят испытания газотурбинный грузопассажирский самолет средней дальности ТУ-156, ведется проектирование средгямагистрального самолета Ту-204К, предназначенного для перевозки пассажиров на авиалиниях (рис. 2.6).
Начаты работы по созданию нового регионального грузопассажирского са-модйга Ту-136, который имеет оптимальную компоновку, учитывающую свойства СПГ. Этот самолет предназначен для пассажирских и грувовых перевозок. Лайце.р взлетной массой в 20 т будет перевозить 53 пассажира или до 5 т груза на расстояние до 2200 км со скоростью 550 км/ч на высоте около 7,2 км. Топливная экономичность самолета (около 20 rBjacc-км) соответствует лучшим мировым стандартам использования самолетов ^.тогр класса, а применение СПГ позволит примерно на 30 % сократить прямые эксплуатационные расходы. Ведется проектирование транспортного самолета Ту-ЗЗОК с двигателем, работающим на сжиженном природном гаде. Самовт предназначен для перевозки военных и гражданским грузов массой до 35 т. Начаты проектные работы по созданию ближнемагцстральпого пассажирского самолета Ту-334К с двигателями BR-710C на базе самолета Ту-334. Он сможет перевозить 102 пассажира на расстояние до 2000 км на высоте до 10,6 км. В самолет заправляется 7 т СПГ и 2 т керосина в качестве аэронавигационного запаса [ 18].
По данным ОАО «Туполев», самолет на СПГ на 25 % дороже обычного, но эксплуатационные расходы существенно пижр. Стоимость авиакеросина в Рост сии в настоящее время в среднем составляет" 8000 руб. за тонну, стоимоск тонны СПГ - 3000 руб. Выигрыш составляет 5000 руб. за каждую топну замененного авиакеросина. В дальнейшем, но мнению многих экспертов, следует ожидать постепенного роста этого выигрыша [11].
Проводится анализ дальнейших перспектив использования в России сжиженного природного газа в качестве топлива [19; 20].
Рис. 2.6. Проект самолета ТУ-206, использующего СПГ в качестве топлива. Источник: ОАО «Туполев»
3
СТАНОВЛЕНИЕ МИРОВОЙ ИНДУСТРИИ СПГ
3.1. НАУЧНЫЕ ИССЛЕДОВАНИЯ В ОБЛАСТИ СЖИЖЕНИЯ ГАЗОВ
Начиная с XVII в. химикам было известно, что температура вещества может определять его агрегатное состояние: газ, жидкость или твердое тело.
В конце XVIII в. ученые выяснили, что объем газа при охлаждении уменьшается в определеЛюе количество раз. Охлаждение приводит к замедлению движения молекул газа и к их сближению. Кроме того, сжатие газа, Ули принудительное сближение молекул, также уменьшает его объем. Поэтому путем понижения температуры и увеличения Давления объем газа может быть уменьшен настолько, что его молекулы преодолевают силы взаимного отталкивания и вступают в межмолекулярное взаимодействие с образованием агрегатов молекул, надмолекулярных структур (наноструктур) и т.п. Иными словами, газ превращается в жидкую фазу.
Первым ученым, сумевшим перевести в жидкое состояние вещество, которое при нормальных условиях существует в виде газа, был Гаспар Монж (1746-1818), французский математик, который получил жидкую двуокись серы из ее газовой фазы в 1784 г. Затем только в 1823 г. Майкл Фарадей (1791— 1867) получил жидкий хлор. Фарадей нагнетал давление внутри изогнутой стеклянной трубки, наполненной газообразным хлором и одним концом погруженной в стакан с измельченным льдом. Под давлением газ превращался в жидкий хлор при охлаждении льдом в конце трубки. Фарадей тем же способом получил сжиженный углекислый газ, сероводород и бромистый водород. Более десяти лет спустя, после реализации других исследований, Фарадей вернулся к сжижению газа. В 30-х годах XIX в. он впервые получил жидкий метан - основной компонент природного газа. К тому времени были разработаны более эффективные средства охлаждения. Но, несмотря на комбинированное воздействие охлаждения и сжатия, Фарадей был не в состоянии превратить в жидкость некоторые газы, такие как кислород и водород, которые он называл ^достоянными» газами.
Только в конце 40-х годов XIX в. ирландский ученый в области физической химии Томас Эндрюс (1813-1885) предположил, что каждый газ имеет точную температуру, он назвал ее критической температурой, выше которой газ не может быть переведен в жидкое состояние даже под большим давлением. Эндрюс пришел к этому выводу, наблюдая поведение под давлением жидкой двуокиси углерода. Получив степень доктора медицины в Шотландии после
2. Зак. 11132
17
учебы в одной из ведущих иссутедовательскцх лабораторий Франции, он сделал научную карьеру в Белфасте, Ирландия, где занимался медицинской практикой, одновременно преподавая химию и проводя собственные iraynHil^liecne-дования.
В 1853 г. было сделано открытие, которое легло в основу процессов получения низких температур. Английские ученые Джеймс. Джоуль (1818-1889) и Уильям Томсон (Лорд Кельвин) (1824-1907) исследовали поведение стационарного потока газа при протекании его сквозь дроссель - д^е^тное сопротивление потоку газа (капилляр, вентиль или пористую перегородку, расположенную на пути потока). В результате опытов было установлено, что при дросселировании в адиабатических условиях происходит снижение температуры газа. Этот эффект был назван по имени его первооткрывателей - Джоуля-Томсона.
Концепция критической температуры Эндрюса вскоре привела к научно-техническому прорыву в сжижении так называемых «постоянных» газов. Для достижения низких температур, достаточных, чтобы перевести эти газы в жидкое состояние, двое ученых - Луи Поль Канете (1832-1913) и Рауль-Пьер Пикте (1846-1929) - независимо друг от друга пришли к идее использования «каскадного» процесса, который снижает температуру шаг за шагом. Суть этого метода заключается в том, что один сжиженный газ используется для охлаждения второго газа, который имеет более низкую критическую температуру; затем второй газ в сжиженном состоянии используется для охлаждения третьего газа с еще-более ц#зкой критической температурой, и так далее.
В 1877 г. французский физик Луи Поль Кайете добился сжижения трех «постоянных» газов - кислорода, азота и окиси углерода - с помощью каскадного процесса. Кайете начал свою карьеру, работая на чугунолитейном заводе своего отца и проводя металлургические исследования, но вскоре он заинтересовался поведением газов. В дополнение к его работам по сжижению газов, Кайете сконструировал манометр высокого давления и высотомер (для измерения высоты летающих самолетов).
Примерно в то же время швейцарский физик Рауль-Пьер Пикте получил жидкий кислород с помощью методов, очень похожих на методы Кайете, и вопрос о том, кто это сделал первым, очень активно обсуждался. Хотя Кайете продемонстрировал результат первым. Так как оборудование Пикте было более совершенным, оно было в состоянии произвести большее количество жидкого кислорода. Интерес Пикте к сжижению газов возник из его попытки произвести искусственный лед для использования в качестве охлаждающего вещества. Он начал карьеру в качестве профессора физики в Женеве, а затем продолжил свою научно-исследовательскую работу в Берлине и Париже.
Хотя большинство газов были получены в сжиженном состоянии к концу XIX в., коммерческое производство их было невозможно. Изменил такое положение вещей немецкий химик Карл фон Линде (1842-1934) в 1895 г., когда изобрел непрерывный процесс для производства большого количества жидкого воздуха (в основном азота и кислорода). Британский инженер-химик Уильям Хэмпсон (1859-1926) изобрел похожий метод сжижения примерно в то же время. Линде стал профессором Высшето технического училища в Мюнхене, где он заинтересовался низкотемпературными исследованиями. В 1873 г. им был разработан первый бытовой холодильник.
В промышленном процессе сжижения Карла фон Линде, который до сих пор является основой всего современного производства сжиженных газов, ис
пользуется эффект Джоуля-Томсона: воздух сжимается, охлаждается, а затем подвергается дросселированию, в процессе которого охлаждается еще больше. Холодный воздух постоянно рециркулирует, чтобы охлаждать поток входящего сжатого воздуха. Из-за кумулятивного эффекта охлаждения воздух постепенно становится достаточно холодным для сжижения. Процесс Линде сразу же стал коммерчески успешным и заложил основу для современной индустрии сжижения воздуха. Линде также разработал более экономичные методы разделения жидкого кислорода и жидкого азота, которые нашли практическое применение как. в научных исследованиях, так и в промышленности. В 1902 г. молодой французский инженер Жорж Клод (1870-1960) усовершенствовал процесс сжижения воздуха и производства кислорода, что позволило значительно повысить эффективность производства по сравнению с технологиями, применявшимися в то время. Так были основаны две очень крупных компании - Linde в Германии и Air Liquidе во Франции [21].
Между тем, водород «упорно сопротивлялся» попыткам всех исследователей перевести его в жидкое состояние вплоть до 1898 г., когда шотландский химик и физик сэр Джеймс Дьюар (1842-1923) применил процесс Линде в более эффективном оборудовании. Дьюар использовал жидкий воздух для предварительного охлаждения сжатого водорода, и это позволило снизить его температуру настолько, что стало возможным при расширении получить жидкий водород. (Некоторые газы, такие как водород, имеют очень низкие температуры инверсии, и если газ расширяется выше этой температуры, то становится теплее, а не холодней.) Годом позже, в 1899 г., Дьюару удалось получить водород и в твердом состоянии.
Джеймс Дьюар, профессор университетов Лондона и Кембриджа, заинтересовался областью чрезвычайно низких температур в 70-е годы XIX в., когда впервые в мире стали получать в жидком виде так называемые «постоянные» газы. В 1891 г. Дьюар получил жидкий кислород в большом количестве и изучил его магнитные свойства. В следующем году он изобрел приспособление «сосуд Дьюара» - предок знакомого всем сегодня термоса - для поддержания т< м тературы жидкости путем изоляции ее от окружающей среды. Сосуд - это стеклянная колба с двойными стенками, покрытыми серебром, и с вакуумной прослойкой между ними.
Ближе к концу XIX в. Сэр Уильям Рамзай (1852-1916) и его коллеги обнаружили новое семейство газов, названных инертными, или нереактивными. Эти газы, которые включают аргон, гелий и неон, бросили еще один вызов ученым, работающим в области сжижения газов. Дьюар подошел очень близко к сжижению гелия, но его образец газа включал некоторое количество неона, который заморозил и заблокировал клапаны на оборудовании. Несколько лет орустя, в 1908 г. Хайке Камерлинг-Оннес (1853-1926) добился получения жидкого гелия с использованием метода, похожего на метод Дьюара. Сжатый гелий предварительно охлаждался жидким водородом перед прохождением через расширительный клапан, где осуществлялась заключительная стадия охлаждения, как и в процессе Линде. Оборудование Камерлинг-Онне-са было довольно сложным; позже другие ученые разработали простой ожижитель гелия, который может производить сжиженный газ в большом кцли-честве [21].
3.2. ЗАРОЖДЕНИЕ И РАЗВИТИЕ ПРОМЫШЛЕННОГО ПРОИЗВОДСТВА СПГ
Первое упоминание о сжиженном природном газе в качестве топлива связано с именем Годфри Л. Кэбота (США), который" в 1914 г. запатентовал речную баржу, работающую на СПГ. Факт постройки этой баржи история умалчивает. Интересно другое - компания, которую он основал, Godfrey L. Cabot, Inc., позже была переименована в Cabot Corporation, а ее подразделение Cabot LNG построило в 1971 г. регазификационный терминал в Бостоне, первый приемный терминал в США [22]. Другое упоминание о техническом всул^ощении низкотемпературного метода получения СПГ относится к 1912 г. Были начаты работы по проектированию завода по сжижению природного газа, построенного в 1917 г. в Западной Вирджинии, США. Тогда основной целью строительства завода было извлечение гелия из гелийсодержащего природного газа в военных целях [23]. Прежде, чем индустрия СПГ встала на ноги, прошло еще несколько девятилетий.
Первый завод, выпускающий СПГ в промышленных масштабах, был построен в 1934 г. в Чикаго, США. В то время скотобойни Чикаго являлись крупным потребившем индустриального газа. Именно там была сконструирована первая установка сжижения природного газа для покрытия «пиковых» нагрузок газопотребления [24].
В последующий период установки подобного типа были построены во многих районах США. Одна из них - в городе Кливленд, штат Огайо.
Установка в Кливленде была построена в 1941 г. на основе эксяериментов, проводившихся в 1937 г. Производительность ее была около 30 000 т в год. Главная цель строительства установки - выработка СПГ и создание резервных запасов природного газа для покрытия «пиковых» нагрузок газопотребления. Строились такие установки вблизи магистральных газопроводов, откуда и поступал природный газ. Сжиженный газ хранился в изотермических цистернах при атмосферном давлении. В США находится самая большая сеть установок этого типа. В 2008 г. в США насчитывалось 100 установок хранения СПГ для покрытия пиковых нагрузок газопотребления (рис. 3.1) [25]. Существует два типа установок для покрытия пиковых нагрузок - с ожижителем газа и без него, так называемые сателлитные. Так как сателлитные установки не имедэт ожижителя природного газа, их хранилища пополняются готовым сжиженным газом, привозимым по суше или по воде в криогенных цистернах.
История завода в Кливленде связана с крупнейшей аварией в индустрии СПГ. Предприятие в Кливленде являлось воплощением самой передовой тех-ничесвдй мысли того времени и считалось первым в мире по всем показателям среди заводов подобного типа. При проектировании и строительстве данного предприятия была достигнута значительная экономия капиталовложений за счет строительства такого количества подводящих трубопроводов (каждый по 250 км длиной) с сырьем, система которых обеспечивала лишь среднюю потребность в газе данного предприятия. В период малой потребности в газе со стороны потребителей на предприятии делались его запасы, а в период пиковых нагрузок этот запас поступал в потребительскую сеть. Стоимость оборудования по сжижению и хранению газа составляла одну треть от стоимости дополнительной ветки подводящего трубопровода [26].
Рис. 3.1. Установки для покрытия пиковых нагрузок газопотребле шя в США.
Источник: Energy Information Administration, Office Oil&Gas, Natural Gas Division Gas, Gas Transport Information System, December 2008
20 октября 1944 г. на заводе произошла утечка СПГ. Первоначально утечка составила около 1900 т, а через 20 мин произошел повторный выброс примерно 1000 т. Вылившийся СПГ начал быстро испаряться, облака метана воспламенились от случайного источника возгорания, часть газа попала в сточную канализацию, которая впоследствии была повреждена внутренними взрывами. Возникший пожар полностью уничтожил не только газовый завод, но и 10 административных зданий и 80 частных домов, находившихся на расстоянии до 400 м от места утечки. По данным властей Кливленда в результате пожара погибло 128 чел., а количество людей, получивших травмы, оценивается в 200-400 чел. Ущерб составил 6,8 млн долларов по курсу 1944 г., или 20 млп фунтов стерлингов по курсу 1983 г. Причина аварии - разрушение резервуара, изготовленного из пизксИцглеродистой стали с добавлением 3,5 % никеля. Эта марка стали не отличается высокой прочностью при низких температурах и была выбрана для изготовления резервуара ошибочно. Сталь не выдержала длительной эксплуатации при температурах хранения СПГ и стала хрупкой.
Авария в Кливленде временно приостановила развитие индустрии СПГ, тем не менее, опа послужила катализатором для создания норм безопасности которые с тех пор сделали ее одной из самых безопасных отраслей энергетики.
Прошло несколько лет, прежде чем были построены новые установки для получения СПГ. Также был сделан вывод, что эта технология может быть использована для транспортировки газа на очень большие расстояния.
Период с 1914 по 1955 г. ознаменован рождением инженерных решений в области коммерческих перевозок, использования и хранения сжиженного природного газа [27].
В 1942 г. в Лондоне для работы на жидком метане были неределаны 3 грузовика с грузоподъемностью в 1 т и несколько одноэтажных автобусов. Все технические испытания оказались успешными, но транспорт не использовался из-за отсутствия в Великобритании собственных источников жидкого метана.
В Норвегии в 40-х годах XX в. доктор Ойвипд Лоренцен разрабатывает конструкцию танкера-метановоза вместимостью 17 000 т.
В 1951 г. компанией Union Stockyardand Transit, Чикаго, начинается строительство барж, способных перевозить СПГ, и в США появляются планы поставки природного газа баржами-рефрижераторами от Мексиканского залива в Чикаго вверх по рекам Миссисипи и Иллинойс. В качестве эксперимента одну речную баржу перестроили в метаповоз с пятью танками общей вместимостью 5000 м3. В качестве изоляционного материала для внутренней обдацовки танков было использовано пробковое дерево. Слой изоляции из пробки имел толщину около 30 см. Высокая стоимость пробкового дерева побудила инженеров к разработкам новых видов изоляционных материалов, способных держать низкие температуры.
В течение 1954-1955 гг. морскими инженерами Великобритании проводится экспертиза проекта корабля для перевозок жидкого метана вместимостью около 14 000 т. К 1955 г. компания Shell инициирует программу перевозок СПГ па борту судов-газовозов. Предварительны^ расчеты показали, что капитальные вложения в танкеры-метановозы будут вдвое больше, чем в обычные нефтяные танкеры. Но очевидны и преимущества: сжиженный газ при транспортировке занимает объем в 600 раз меньший, чем тот же газ при нормальных условиях.
В 1954 г. к Union Stockyardand Transit присоединяется Continental Oil, и они образуют компанию Constock Liquid Methane. Ее цель состоит в разработке оке-
ансжих танкеров сжиженного природного газа. Для начала сухогруз класса «Джерти» перестроили в метановый танкер, переименовав его в Methane Pioneer (1959 г. - историческое путешествие Methane Pioneer, положившее начало трансокеанским перевозкам СПГ). В фениале груз в 5000 м3 природного газа из Луизианы транспортируется через Атлантическийокеан и доставляется в Великобританию, на остров Канви в устье Темзы. Methane Pioneer впоследствии осуществил семь дополнительных рейсов с грузом СПГ на остров Канви [16].
Эксперименты с Methane Pioneer показали как техническую, так и экономическую целесообразность безопасной доставки СПГ в состоянии глубокого охдаждениячерез оке*ны. Но с началом коммерческих перевозок СПГ морские инженеры столкн^тись со многими техническими проблемами при проектировании, строительстве и эксплуатации судов-газовозов. Они касались, в первую очередь, выбора подходящих форм для грузовых танков, конфигурации изоляционных материалов и наилучшего способа использования испаренного газа во время плавания. Хотя пробковое дерево обеспечивало эффективную термоизоляцию, исследования были направлены на разработку менее дорогостоящих материалов.
После первых успешных рейсов танкера Methane Pioneer в компании British Gas разрабатывались планы реализации коммерчеоиэго проекта импорта сжиженного природного газа из Венесуэлы на приемный терминал острова Канви. Одпако прежде, чем коммерческие, соглашения были подписаны, обнаружили^ гигантские месторождения природного газа в Ливии и Алжире, которые находились в два раза ближе к Англии, чем Венесуэла.
В 1956 г. во французской Сахаре были обнаружены большие запасы природного газа. Основное месторождение в Hassi R'Mel являлось одним из крупнейших в мире. Его извлекаемые занасы оценивались в 1 трлн м3 газа. Встал вопрос о том, как газ, не пользующийся тогда спросом на африканском континенте, может быть доставлен во Францию или Великобританию, где интенсивно велись работы по расширению области применения природного газа и замене угля на этот экологически чистый вид топлива. Компания Gaz de France (GdF) просчитывает варианты поставки газа из Африки в Европу по трубопроводу или танкерами в сжиженном состоянии. Окончательное решение принимается в пользу СПГ.
В 1960 в городе Арзев в Алжире начинается строительство завода по сжижению газа. Для подачи природного газа с этого месторождения на завод был построен 500-километровый трубопровод. В Париже для управления заводом в Арзеве создается компания Compagnie Algeriennede Methane Liquide (CAMEL) Около двух третей <*го продукции предназначено для экспорта в Ведшкобрита-нию. Франция планирует аналогичные поставки СПГ. Проекты поставок СПГ из CAMEL также рассматриваются в Западной Германии и Италии. Завод в Арзеве становится первым производителем сжиженного природного газа, откуда начинаются регулярные коммерческие поставки СПГ в Европу танкерами-газовозами.
К 1964 г. Великобритания окончательно сформировала планы регулярных поставок СПГ из Алжира морским путем. Долгосрочный 15-летний контракт с французской газодобывающей компанией обеспечивал более десятой части от общей потребности городов Великобритании в природном газе. В это же время Франция планирует аналогичные поставки СПГ. Перевозки СПГ должны были осуществляться двумя одвциально построенными танкерами, каждый из которых мог вместить около 12 000 т. Предварительная оценка
стоимости их строительства из-за инновационного дизайна была очень высока - около 3,5 млн фунтов стерлингов каждый. Ожидалось, что при скорости в 17 уз<#ов (около 30 км/ч) два танкера смогут совершать 56-58 рейсов в год по маршруту протяженностью более 2500 км между алжирским портом погрузки в Арзеве и приемным терминалом на острове Канви в Великобритании.
Мировые экспортные поставки СПГ начались в 1964 г. 27 сентября 1964 г. президент Алжира Бен Белла официально открыл завод по сжижению газа в Арзеве. Начальная производительность завода - 1,5 млрд м3 природного газа в год. В Великобританию peib^i с СПГ на борту осуществляли медановозы Methane Princess и Methane Progress, каждый из которых вмещал 30 000 м3 СПГ. Проекты танкеров разработала компания Conch International Methane (бывшая Comstock Liquid Methane). Постройка каждого танкера в результате обошлась в 4,8 млн фунтов стерлйнгов. В первые пять месяцев службы на линии Арзев-Великобритания Methane Princess и Methane Progress выполнили 11 рейсов. С 1964 г. построенные французами СПГ-танкеры ежегодно перевозили в Европу 335 000 т СПГ. Танкер Methane Princess закончил свою службу и был разобран в 1986 г., a Methane Progress - в 1997 г. До настоящего времени мощности завода в Арзеве полностью работают на экспорт СПГ в Великобританию и Францию.
После длительного периода тщательных проверок в 1964 г. был спущен ца воду метановоз Findon. В свой первый рейс в Арзев он взял на борт 63 т жШткого этилена, - это первая перевозка морем подобного груза. На обратном пути он доставил 125 т сжиженного природного газа на приемный терминал острова Канви. Этот танкер впоследствии осуществил еще два подобных рейса.
Во Францию, на приемный терминал Гавра СПГ доставлялся танкером-метановозом «Жюль Верн». Его семь цилиндрических танков из нержавеющей стали вмещали 25 000 м3 сжиженного газа. Французские инженеры к этому времени разрабатывали конструкцию более крупного и более экономимого СПГ-танкера вместимостью до 100 000 м3 СПГ. Приемный терминал Гавра проработал до 1988 г.
Второй завод по сжижению газа был построен в другом полушарии, в городе Кенай на Аляске. Проект Кенай СПГ берет свое начало с открытия крупных месторождений природного газа на Аляске в конце 50-х и Начале 60-х годов XX в. компаниями Marathon Oil, Phillips Petroleum и др. Примерно в то же время компании Tokyo Gas Со, Ltd. и Tokyo Electric Power Company, Inc. (Tepco) пришли к осознанию того, что использование сжиженного природного газа может решить проблемы Японии с загрязнением воздуху, и в то же время обеспечить районы Японии необходимым источником энергии. После рассмотрения различных предложений в ходе переговоров была досаЖгнута договоренность об экспорте сжиженного природного газа в Японию.
В марте 1967 г. Marathon Oil и Phillips Petroleum подписали контракт на поставки СПГ и Tokyo Gas. Первоначальный договор продажи был на 15 лет с возможностью пролонгации еще на пять лет. Право собствешгости на праакт было разделено между двумя компаниями следующим образом: Phillips Petroleum принадлежала доля в 70 % акций и ответственность за работу объектов по сжижению газа в Кенае; Marathon Oil - 30 % акций и ответственность за работу двух СПГ-танкеров [28].
Проект предусматривал строительство завода по сжижению природного газа мощностью до 3300 т СПГ в декь, три резервуара для хранения, каждый из
которых вмещал 36 000 м3 СПГ, шесть погрузочных насосов и 400-метровый док в заливе Кука. Для перевозок СПГ должны были использоваться два танкера Polar Ice и Polar Alaska, разработанных французской компанией Gaz Transport и построенных в Швеции. Каждый имел шесть танков общей вместимостью 72 000 м3 сжиженного природного газа. Из-за уникальных погодных условий на Аляске, где приливы в заливе Кука достигают 10 м и битый лед представляет серьезную опасность, для укрепления корпусов были использованы специальные стали, а для предотвращения замерзания водяного балласта на борту было установлено отопление. Конструкция грузовых танков, как утверждалось, совершенно отличалась по дизайну от существующих в то время на судах СПГ. Внервые была применена мембранная концепция, которая заключалЛь в том, что внутренние оболочки танков, содержащих жидкость, были изготовлены из очень тонких металлических листов, сформированных из полос Инвара - 35 % никелевой стали. Эта сталь делала оболочку танков практически не расширяемой и не сжимаемой в рабочем интервале температур. Завод СПГ на Аляске был введен в строй осенью 1969 г.
Планы расширения французского импорта СПГ потребовали строительства нового завода в Алжи^. В 1968 г. начинается строительство второго алжирского завода по сжижению газа в городе Скикде. Французский контракт потребовал строительства трубопровода из Hassi R'Mel на завод сжижения в Скикде и два или три танкера СПГ для выпо.и|фйия поставок газа на приемный терминал в Фосе, недалеко от Марселя.
В 1969 г. первая пробная партия СПГ покидает новый завод Exxon в Марса-эль-Брега в Ливии, направляясь в Испанию, отмечая вступление Ливии во все еще эксклюзивные ряды экспортеров СПГ. Метановый танкер «Аристотель» (бывший Methane Pioneer) везет первый груз СПГ в Барселону. Для доставки СПГ из Ливии в Испанию и Италию компания Exxon строит четыре танкера вместимостью 40 тыс. м3 каждый: Esso Brega, Porto Venere, Liquria и Laieta.
В 1969 г. в мире в стадии эксплуатации и строительства находились уже девять танкеров-метановозов, еще пять - в проектах.
В этом же году японские импортеры СПГ рассматривают новые пути поставок газа в Японию. Тогда впервые среди потенциальных поставщиков СПГ упоминается российский остров Сахалин. Повторно к этому вопросу вернутся через 22 года, в 1991 г. Реализация проекта СПГ на Сахалине станет возможной только после того, как в 2000 г. компания Shell объявит о своем намерении инвестировать средства в строительство завода по сжижению газа в пос. Пригородное.
В декабре 1969 г. создается компания Brunei LNG. Место для 4-го в мире завода СПГ было выбрано в Лумуте (Бруней). Он стал первым азиатским экспортером сжиженного природного газа. Именно здесь американская компания Air Products and Chemicals, Inc. (АРСГ) внедрила первые версии процесса C3-MR и свои спирально-витые алюминиевые теплообменники. С тех пор APCI вплоть до конца 90-х годов XX в. обладала монополией в области теплообменников и процессов сжижения. Кроме завода для сжижения, были заложены семь танкеров СПГ. Первая партия СПГ с завода в Брунее была отгружена в Японию в декабре 1972 г.
Вслед за заводом в Брунее заводы..СНГ строятся один за другим. Параллельно развивается сеть приемных терминалов СПГ в странах-импортерах. Приемные терминалы размещаются вблизи морских портов. Узлы разгрузки
й Таблица 3.1
Заводы по сжижению природного газа и технологические процессы (по состоянию па август 2011 г.)
п/п Завод СПГ Страна Год запуска Годы модернизации Число технологических линий Общая производительность, млн т в год Технологический процесс
1 Arzew CAMEL (GL-4Z) Алжир 1964 1977, 1981 15 17,1 Cascade (1-3), APCI C3-MR (4-15)
2 Kenai, Alaska США 1969 1 1,3 Phillips Cascade
3 Marsa el-Brega (1-2) Ливия 1970 4 3 APCI SMR
4 Lumut Бруней 1972 5 6,5 APCI C3-MR
5 Skikda (1-3) Алжир 1972 1978, 1981 6 5,9 Tealarc (1-3), PRICO (4-6)
6 Adgas (Das Island I) ОАЭ 1977 1994 3 6 APCI C3-MR
7 Bontang (A-B) Индонезия 1977 1983 (C-D), 1990 (E-F), 1997 (G), 1999 (Н) 8 21,2 APCI C3-MR
8 Bethioua (GL1Z) Алжир 1978 1981 12 16,2 APCI C3-MR
9 Arun Индонезия 1978 1983, 1986 6 12 APCI C3-MR
10 Bintulu MLNG I Малайзия 1983 3 7,5 APCI C3-MR
И NWS Australia LNG Австралия 1989 1992, 2004, 2008 5 16,3 APCI C3-MR (1-3), Shell DMR (4,5)
12 Bintulu MLNG II Малайзия 1995 3 9 APCI C3-MR
13 Qatargas 1 Катар 1996 2005 3 9,6 APCI C3-MR
14 Atlantic LNG Тринидад и Тобаго 1999 2002, 2003, 2005 4 14,8 CPOCP
15 NLNG (Bonny Island) Нигерия 1999 2002, 2005, 2006, 2007 6 20,7 APCI C3-MR
16 RasGas (Ras Latfan) Катар 1999 2003 (2), 2007 (1), 7 36,3 APCI C3-MR. C3MR/SplitMR™,
2008 (2) AP-X™
17 OLNG IQalhat) Оман 2000 2006 3 9,9 APCI C3-MR
18 Bintulu MLNG III Малайзия 2003 2 7,6 APCI C3-MR
19 Damieta Египет 2004 1 5 APCI C3MR/SplitMR™
20 Idku Египет 2005 2 7,2 CPOCP
21 Darwin LNG Австралия 2006 1 3,7 CPOCP
22 Bioko Island Экваториальная Гвинея 2007 1 3,8 CPOCP
23 Snohvit LNG Норвегия 2007 1 4,3 Statoil/Linde MFC™
24 Сахалин СПГ Россия 2009 2 9,6 Shell DMR
25 Qatar Gas II Катар 2009 2 15,6 APCI AP-X™
26 Tangguh Индонезия 2009 2 7,6 APCI C3MR/SplitMR™
27 Yemen LNG Йемен 2009 2 6,8 APCI C3MR/SplitMR™
28 Peru LNG Перу 2010 1 4,4 APCI C3MR/SplitMR™
29 Qatar Gas III Катар 2010 1 7,8 APCI AP-X™
30 Qatar Gas IV Катар 2011 1 7,8 APCI AP-X™
Всего ИЗ 304,5
LNG'
NIOC LNG
Pan i NG (Iran)
Kenai
Deltana
Pern LNG
Yemen ING
Bolivia LNG
Brass ________—~~
LNG
Angola LN'
Akwa Ibom
NLNXi , 1-6 /
NLNG 7/8/9
Equatorial Guinea
Рис. 3.2. Карта мировой индустрии СПГ (2010 г.). Источник: CERA
QGJV QGIII1 QGllk QGL-^, RasGasl-P
R»sG»« V7
Sakhalin
Persian LNG
Abu Dhabi LNG
Oman LNG
' inei
, Central Salawesi
Tangguh
___Ichth^s
—~~Sunrise
TJarwin LNG
Browse Basin
Buntang-*"^ Pilbara
GorgonJ Pluto' Australia NWS 1-5
£ Заводы СПГ - действующие I строящиеся
Заводы СПГ - планируемые
СПГ-танкеров так же, как и загрузки на заводах СПГ, располагаются на вынесенных в море причалах. По образцу завода по производству СПГ приемный терминал должен иметь большие изотермические резервуары для хранения сжиженного газа, откуда в дальнейшем СПГ перекачивается на регазификацию и в потребительскую сеть.
В 1972 г. начинают работать первые три технологические лйнйи второго алжирского завода Skikda. Позже, в 1978 г. добавилась новая, 4-я линия, а в 1981 г. - еще две. Поставки газа идут, главным образом, в Европу.
В 1977 г. запускаются первые две линии завода Bontang в Индонезии и начинаются экспортные поставки СПГ в Японию. Завод Bontang в Восточном Калимантане производительностью полмиллиарда кубических футов в день перерабатывает газ с месторождения Huffco’s Badak, открытого в 1972 г. Последующие две линии строятся в 1983 г„ по одной в 1989, 1993, 1997, и последняя - в 1999 г. В настоящее время завод Bontang является одним из крупнейших в мире после заводов Катара. Его годовая производительность составляет 21,2 млн т СПГ в год.
На Ближнем Востоке в том же 1977 г. начинают работать первые две технологически линии завода СПГ Das Island вблизи морского нефтяного терминала на острове Дас, в Абу-Даби. Для снабжения завода природным газом строится сеть газопроводов, аккумулирующая обширные запасы газа ближневосточного региона. Продукция завода предназначена для Японии.
Год спустя, в октябре 1978 г., свою первую продукцию выпускает второй завод по производству СПГ в Индонезии - Anin. Две технологических линии в провинции Ачех, Северная Суматра, питаются газом с месторождения Arun открытого в 1971 г. и принадлежащего компании Mobil. Мощности завода были увеличены на две линии в 1984 г., и еще две линии вв|5дены в 1986 г. В этом же году запускают первую очередь - 6 линий 3-го алжирского завода СПГ Bethioua недалеко от Арзева. Вторая очередь этого завода была построена в 1981 г.
В 80-е годы в список экспортеров СПГ добавляются Малайзия и Австралия. 29 января 1983 г. с завода Bintulu в Малайзии отправляется первый груз СПГ в Японию. На завод газ поступает из бассейна Центральной Луконин и оффшорного месторождения Sarawak. В 1989 г. строятся нервые три технологические линии на австралийском North West Shelf - NWS, к которым 4-я была добавлена в 2004 г., а 5-я - в 2008 г.
Таблица 3.2
Заводы СПГ на стадии строительства по странам [1]
Страна Завод Производительность, млн т в год Год запуска
Алжир Skikda (реконструкциядгосле аварии) 4,5 2013
Gassi Touil 4,7 2013
Ангола Angola 5,2 2012
Pluto 4,8 2011
Gorgon 15,0 2014
Австралия Gladstone LNG 7,8 2014
Queensland Curtis 8,5 2015
Индонезия Dgnggi Senoro 2,0 2014
Папуа-Новая Гвинея PNG LNG 6,6 2014
В 90-е годы строятся новые заводы: Bintulu II, Малайзия (1995), Qatargas, Катар (1996); Atlantic LNG, Тринидад (1999); Ras Laffan (Ras Gas), Катар (1999); Bonny Island, Нигерия (1999), Oman LNG, Оман (2000).
В начале XXI в. к странам-экспортерам СПГ присоединяются Египет (2004), Экваториальная Гвинея (2007), Норвегия (2007), Россия (2009), Йемен (2009) и Перу (2010).
В настоящее время мировая индустрия СПГ насчитывает 30 действующих крупнотоннажных заводов, производство которых направленона экспортные поставки природного газа (табл. 3.1, рис. 3.2). В течение нескольких ближайших 1рт будут запущены еще 9 заводов - в Австралии (4), Алжире (2), Анголе, Индонезии и Папуа Новая Гвинея (табл. 3.2) [29]. Впервые два завода СПГ из этого списка - Gladstone LNG и Queens land Curtis - будут сжижать природный газ, добытый из угольных месторождений [1|.
4
ПРОИЗВОДСТВО СЖИЖЕННОГО ПРИРОДНОГО ГАЗА
Сжиженный природный раз поручают на заводах, производительность которых варьируется от несколькйж тысяч до нескольких .'Ж'ятков миллионов тонн в год. В зависимости от производительности и назначения различают:
1) крупнотоннажные заводы (based-loadplants)',
2) производственные комплексы для покрытия пиковых нагрузок газопот-ребления (peak - shavingplants);
3) малотоннажные заводы (small-scale plants).
Основное мировое производство СПГ сосредоточено на заводах первого типа. Это большие заводы, которые строятся вблизи крупных газовых месторождений и являются основными заводами для переработки газа. Как правило, такие конгломераты создаются в регионах, сочетающих огромные запасы газа с низким местным уровнем газопотребления. Их обычная производительность -свыше 3 млн т СПГ в год. Крупнотоннажные технологические процессы для этих заводов были разработаны компаниями Phillips, APCI, Shell, Statoil/Linde, Axens. Так как готовую продукцию перевозят в судах-газовозах, заводы строятся на морском берегу и имеют выносные причалы для загрузки танкеров (рис. 4.1).
Ко второму типу относятся заводы с меньшей производительностью, соединенные с магистральными газопроводами. Основная функция производственных комплексов для покрытия пиковых нагрузок - хранение СПГ.
Установки для покрытия пиковых нагрузок сжижают природный газ от 200 до 260 дней в году и пополняют свои хранилища СПГ до наступления зимы. При возникновении пикового спроса на газ все резервы СПГ могут быть регазифицированы и поданы в газопроводную сеть за короткий период в 5-10 дней.
Процессы сжижения и регазификации выравнивают кривые спро-са-предложения на трубопроводный газ, что снижает его цену и повышает эффективность использования трубопровода. Хранфрие газа в виде СПГ в период пониженного спроса и низких цен на газ и регазификация СПГ в период повышенного спроса и высоких цен на газ повышают эффективность работы местных компаний по оказанию коммунальных услуг.
Производственные комплексы для покрытия «пиковых» нагрузок газопо-тр^^ления имеют технологические линии малой производительности - до 100 тыс. т в год, большие резервуары для хранения и регазификационные мощности до 6000 т в день. Таких заводов особенно много в США.
Рис. 4.1. Вид с высоты птичьего полета иа завод Atlantic LNG (Тринидад и Тобаго). Источник: wwv.atlanticlng.com
К третьему типу относятся малотоннажные заводы СПГ, обычно подсоединенные к магистральным газопроводам для непрерывного производства СПГ в небольших количествах?] Потребителям СПГ с таких установок доставляют автоцистернами или небольшими судами. Мощность подобных заводов не превышает 500 тыс. т в год. Несколько таких заводов эксплуатируются в Китае, Австралии, Индонезии, Иране, Перу и Норвегии. Технологический процесс для малотоннажных заводов разрабатывают компании Technip, Black&Veatch, Kryo-pak\ в России запатентован процесс сжижения природного газа на ГКС с применением открытого детандерного цикла.
Сжижение природного газа требует больших энергетических затрат. Установлено, что производство СПГ в тропическом климате требует энергии в эк-вивале/Гге 8-10 % производимого СПГ. Однако, с учетом новых требований но сокращению выбросов парниковых газов энергоэффективность производства СПГ можно повысить за счет следующих мероприятий:
- использование более эффективных газовых турбин;
- улучшение теплоизоляции парового потока турбины;
- интеграция парогазовых электроустановок, поставляющих электричество для электропривокэв компрессоров;
- более широкое использование детандеров вместо дросй#лй.ных вентилей.
Для примера, использование части этих нововведений позволило сократить энергопотребление на заводе Snohvit в НорвеглЛю эквивалента 6 % произведенного СПГ.
Типовые показатели завода СПГ:
• для производства 4 млн т СПГ в год требуется цорядка 150 МВт электроэнергии (0,9 кВт-день/т СПГ);
• для охлаждения технологической линии мощностью 4 млн. т СПГ в год требуется воды в количестве 35 тыс. м3 в час при условии максимальной разницы в 6 °C между температурой поступающей и сбрасываемой воды [30].
4.1. ТЕРМОДИНАМИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ СЖИЖЕНИЯ ГАЗОВ
4.1.1. ИДЕАЛЬНЫЕ ПРОЦЕССЫ СЖИЖЕНИЯ ГАЗОВ
Сжижение газов представляет собой переход вещества из газообразного состояния в жидкость. При неизменных параметрах, таких как температура и состав газа, фазовый переход газ-жидкость означает изменение плотности и, следовательно, объема, занимаемого веществом. Этот процесс осуществляется путем охлаждения газов ниже критической температуры (Гк) и последующей кондемсации отводом теплоты парообразования (конденсации).
Охлаждение газа ниже Тк необходимо для достижения такой области температур, при которой газ может сконденсироваться в жидкое состояние, так как при Т > Тк жидкость не может существовать.
Процесс сжижения газа представлен на рис. 4.2.
Теоретически существуют два способа сжижения газа при минимальных энергозатратах. Первый способ - изобарный процесс,, при pi = const. В этом случае необходим вшвикий источник охлаждения. Сначала газ охлаждают внешним источником охлаждения до температуры начала конденсации, а затем конденсируют его, отнимая теплоту конденсации с помощью того же внешнего источника. На графике в координатах Т-S процессу охлаждения газа до начала конденсации соответствует изобара 1-2, а конденсации газа - изотерма 2-/ (спЭэшные стрелки). При охлаждении единицы массы газа от него отнимается теплота:
<7охл = К -h2,
(4.1)
где hi, hi - соответственно энтальпии газа в точках 1 и 2. Этому количеству тедлоты (см. рис. 4.2), соответствует площадь фигуры 1-2-Ь-с-1. При конденсации газа от него отнимается теплота конденсадий:
?конд — h-i hf,
(4.2)
где hi, hf - соответственно энтальпии газа в точках 2 и f. Теплоте конденсации соответствует площадь фигуры 2-f-a-b-2.
Общее'количество теплоты, отнимаемой от единицы массы газа в процессе сжижения 1—2-f, составит:
= 9охл + <7конд = К - hf.
(4.3)
Рис. 4.2. Процесс сжижения газа
Рис. 4.3. Идеальный цикл сжижения газа:
а - принципиальная с^ема: К - jcoiinpecsop, Д -детандер, Г - тердообменник; б - цикл в диаграмме Г-5
----• Хладагент
----- Охлаждаемый газ
Обгод^.количество теплоты, которое необходимо отвести от газа при его сжижении, соответствует площади ниже линии 1-2-f.
При втором способе сжижения газ переводят в жидкое состояние с помощью процесров сжатия и расширения, совершаемых с самим газом. Газ первоначально сжимают в компрессоре при постоянна! температуре Т = Го, а затем изоэнтронически расширяют до полной конденсации. Линия 1-3 на рис. 4.2 соответствует изотермическому сжатию газа от давления р-, до давления р-$, а линия З-f - изоэнтропическому расширению газа (5 = const) (пунктирные стрелки).
Чтобы вернуть гад из состояния f в состояние 1, необходимо его нагреть. Сначала надо передать ему тепло испарения, чтобы перевести газ из состояния f в состояние 2, а затем нагреть от температуры Тх до темцературы Го (линия 2-1 на рис. 4.3). Тогда газ вернется в первоначальное состояние, и цикл замкнется. Циркулирующий газ (или смесь газов) называется рабочим телом или хладагентом холодильного цикла. Если параметры системы в начале и в коцце цикла (точка 7) неизменны, то цикл является полгЧстью обратимым, или идеальным.
Тепло, необходимое для испарения и нагрева газа от точки f до точки 7, можно взять от другого вещества, которое при этом охладится. Если в роли сжижаемого газа выступает то же самое вещество, то его перевод из газообразного состояния в жидкое будет происходить по обратному пути 1-2-J (рис. 4.3,
3. Зак. Ц132
33
пунктирные стрелки). Линия 1-2-f описывает изменение состояния и охлаждаемого газа, и нагревающегося хладагента, при этом охлаждение и конденсация вещества происходит в направлении 1-2-f, а испарение и нагрев - в направлении f-2-1. В точке /и хладагент, и охлаждаемый газ находятся в жидком состоянии.
Для осуществления такого идеального цикла сжижения необходима установка, включающая компрессор К, детандер Д и теплообменник Т (см. рис. 4.3). В теплообменнике Т охлаждаемый газ и хладагент контактируют между собой через теплопередающую поверхность, причем на всем протяжении процесса хладагент и охлаждаемый газ имеют одинаковые параметры состояния.
Минимальная работа (/min), необходимая для сжижения газа, будет определяться разностью работ, затраченных при изотермическом сжатии газа в компрессоре (/к) и произведенной расширяющимся газом при изоэнтропийном процессе расширения в детандере (/д):
(min ~ f ~ (д- (4.4)
При изотермическом сжатии газа работа компрессора определяется следующим выражением:
(к = Tq(si - s3) - (hi - Л3). (4.5)
Удельная работа, совершаемая при изоэнтропийном расширении газа в детандере, составит
1ц = hz - hf. (4.6)
При условии равенства энтропий в точках 3 и f получим окончательное выражение для минимальной удельной работы:
(min = ТоСч - sf) - (hl - hf), (4.7)
где Го - температура окружающей ср^ы; Si, Sf- удельные энтропии газа (в точке 1) и жидкости (в точке f); hi, hf - удельные энтальпии газа и жидкости соответственно в точках 7 и/
В выражении 4.7 второе слагаемое определяет количество теплоты, необходимое для перевода охлаждаемого газа из состояния 1 в жидкую фазу в состоянии f Характерной особенностью идеального холодильного цикла сжижения газа является то, что теплота отводится в две стадии: при снижении температуры от Го до Тх отводится теплота в количестве (hi - hf) (уравнение 4.1) и при постоянной температуре Тх отводится теплота конденсации (/z2 - hf) (уравнение 4.2). Аналогично подразумевается, что теплота подводится в две стадии охлаждающимся потоком в теплообменнике Г: при повышении температуры от Тх до Го подводится теплота в колкгестве (hi - hf) и при постоянной температуре Тх подводится теплота, равная теплоте испарения жидкой фазы (/г2 - hf). Анализ идеального цикла сжижения газа (см. рис. 4.3) показывает, что непрерывность отвода теплоты на участке 1-2 сначала на более высоких температурных уровнях, а далее при более низких температурах позволяет достичь минимальной затраты работы.
Графически минимальную работу /min, необходимую для сжижения газа характеризует площадь, ограниченная линией 1-2Д-3.
Осуществление идеального цикла сжижения газа на практике невозможно, но сравнение его с реальными циклами сжижения газа позволяет оценить степень совершенства последних. Величина минимальной работы идеального цикла для чистого метана, рассчитанная в работе [23], составляет
Zmm = 1095,07 кДж/кг.
В реальных циклах сжижения газов эффективность процессов значительно ниже, чем в идеальном цикле, вследствие необратимости энергетических потерь в дроссельных устройствах, наличия гидравлических сопротивлений в трубопроводах и теплообменных аппаратах, различных теплоемкостей сжатого и расширенного хладагента в теплообменниках. В работе [31] отмечается, что анализ реальных циклов полезно проводить на основе так называемых «теоретических циклов», максимально приближенных к идеальному, но учитывающих необратимость реальных процессов.
На практике выбор оптимальных параметров цикла сжижения и применение инженерных решещай, уменьшающих необратимость некоторых процессов, позволяет приблизить действительные циклы к теоретическим.
4.1.2. ХОЛОДИЛЬНЫЕ ЦИКЛЫ
В реальных процессах сжижения газов охлаждение веществ происходит в холодильных установках, в которых применяются холодильные циклы. В каждом холодильном цикле используется один из известных способов производства холода хладагентом - изоэнтальпический (дросселирование) или изоэнтропический (расширение в детандере).
Впервые цикл с дросселированием, который лег в основу процессов производства жидкого воздуха (см. гл. 3), предложили независимо друг от друга Карл Линде и Уильям Хэмпсон (нередко в литературе этот цикл называют циклом Линде и ±и циклом Хэмпсона).
Рассмотрим элементарный дроссельный холодильный цикл, в котором циркулирует однокомпонентный газ, например, пропан (рис. 4.4).
Газ, сжатый в компрессоре 1 и охлажденный до температуры окружающей среды в теплообменнике 2, проходит через дроссель 3 (клапан Джоуля-Томсона), где при расширении его температура снижается. При охлаждении часть газа конденсируется и собирается в нижней части сепаратора 4, откуда далее подается в теплообменник-испаритель 5. В теплообменнике жидкость охлаждает более теплое вещество, при этом нагреваясь и испаряясь. Превратившись снова в газ, рабочее тело снова подается для сжатия в компрессор 1. Цикл замыкается. Выходящий с верха сепаратора паровой поток, возникший вследствие дросселирования, может подаваться как прямо на вход компрессора, так и в некоторых случаях смешиваться с потоком жидкости из сепаратора и направляться на линию расхода холода, тем самым добавляя в поток жидкости холод от парового потока.
Как известно, использование процесса дросселирования для охлаждения возможно лишь в том случае, если исходный температурный уровень процесса существенно ниже температуры ицверсии рабочего вещества, а температура конденсации хладагента - ниже его критической температуры. Кроме того, дроссельный эффект даже при высоких давлениях сравнительно невелик. Для сжижения газов с критической температурой значительно ниже температуры
Рис. 4.4. Принципиальная схема простого дроссельного цикла:
1 - компрессор; 2 - холодильник-конденсатор с внешним охлаждением; 3 -дроссель; 4 - сепаратор; 5 - холодильник-испаритель для охлаждения сжижаемого газа
Рис. 4.5. Каскадный принцип построения холодильных циклов
окружающей среды (например, метана) недостаточно одного холодильного цикла с внешним охлаждением. В этом случае дроссельные ни,клы комбинируют друг с другом, Подбирая хладагенты с различными критическими температурами и ступенчато понижая температуру испарителей. Значения крит|Ртсскпх температур некоторых газов представлены в табл. 4.1.
Комбинацию холодильных циклов выстраивают так, чтобы испаритель цикла с более высоким ^мпературным уровнем (хладагент с более высокой критической температурой) выступал в роли конденсатора цикла с более низким температурным уровнем (хладагент с более низкой критической температурой). В этом заключается принцип построения многоступенчатых, или каскадных, холодильных циклов. Иллюстрация каскадного принцмра построения хтодильных циклов представлена на рис. 4.5.
Рассмотрим двухступенчатый каскадный процесс сжижения газа (см. рис. 4.5). Хладагент-1 имеет более высокую критическую температуру, чем хладагент-2. Хладагент-1 сжимается в компрессоре К1, охлаждается внешним источником - воздухом или водой - в теплообменнике ТО, дроссвдируется в устройстве Д1 и разделяется в сепараторе С1 на жидкую и газовую фазы. Газо-
Таб л и ца 4.1
Значения критических температур некоторых газов
Компонент Температура кипения, °C Критическая температура Тк, °C
Метан -161,5 -82,3
Этан -88,6 32,27
Этилен -103,7 9,7
Пропан -42 97
Бутан -0,5 152,01
Пентан 36,07 196,9
Кислород -183 -118
Азот -196 -149,9
Гелий -269 -267,95
Водород -252,77 -239,91
Рис. 4.6. Принципиальная схема детандерного цикла:
К - компрессор; ТК — теплообменник-конденсатор; Д - детандер; ТИ - теплообменник-испаритель
вая фаза из сепаратора может подаваться на вход ^компрессора К1, а может и объединяться с потоком жидкой фазы перед теплообменником Т1. Теплообменник одновремеэдо служит испарителем для Хладагента-1 и конденсатором для Хладагента-2.
Хладагент-2 перед дроссельным устройством Д2 имеет значительно бс
низкую температуру, чем в односту-
пенчатом холодwwiгом m-iKJje, что также увеличивает интегральный дроссель-эффект. Поступая в теплообменник Т2, Хладагент-2 испаряется, охлаждая тем самым сжижаемый газ.
Цикл с простым дросселированием был первым криогенным циклом, нашедшим применение в технике. Этот цикл широко используют и сейчас как в его первоначальном виде, так и в различных модификациях. Наконец, рассматриваемый цикл (в виде отдельной ступени с дросселированием) является неотъемлемой частью большинства современных криогенных уста
новок.
Как процесс для производства холода, изоэнтропическое расширение в детандере термодинамически более эффективно, чем расширение в дроссельном вентвге. Впервые холодильный цикл с применением детандера использовал при ожижении воздуха Жорж Клод в 1902 г.
Простой детандерный цикл, схема которого представлена на рис. 4.6, похож на дроссельный цикл, в котором дроссель заменили на «компрессор наоборот», или детандф.
В некоторых отношениях детандер похож на клапан Джоуля-Томсона, или дроссель, за исключением того, что детандер может совершать работу, и эту работу можно использовать. Расширение сжатого газа в детандере происходит без обмена теплом с окружающей средой, и совершаемая при этом газом работа производится за счет его внутренней энергии, в результате чего газ охлаждается. При расширении газа в детандере достигается заметно больший эффект охлаждения, чем при дросселировании. Кроме того, отдача внешней работы детандером должна привести к уменьшению общего расхода энергии па цикл, в котором необходимо затрачивать работу на сжатие газа.
Различают открытые и закрытые детандерные циклы. На рис. 4.6 показан закрытый детандерный цикл, в котором циркулирует отдельный поток хладагента. Открытые детандерные циклы используются по следующей схеме: поток газа при сжижении разделяется на две части, одна из которых подается в детандер и, охладившись, используется для охлаждения другой части газового потока в теплообменнике. В этом случае в качестве рабочего тела цикла выступает отделившаяся часть газового потока. При такой схеме коэффициент ожижения, или доля ожиженного газа, остается на уровне 10-15 %.
В промышленных установках сжижения газа для повышения эффективности процесса вышеперечисленные циклы комбинируют друг с другом.
4.1.3. ТЕХНОЛОГИИ ПРОМЫШЛЕННОГО ПРОИЗВОДСТВА СПГ
В промышленных процессах технологии охлаждения и сжижения природного газа играют ключевую роль. За период существования мировой индустрии сжиженного природного газа было разработано несколько технологий промышленного сжижения природного газа. Ряд процессов нашли в разной степени свое применение, некоторые из них до сих пор существуют только в проекте.
В сущности, для производства СПГ берут поток природного газа при высоком давлении, удаляют из него нежелательные примеси, охлаждают газ до очень низкой температуры, затем дросселируют его да атмосферного давления при этом газ охлаждается до заданной конечной температуры, конденсируется и превращается в СПГ.
Если посмотреть на кривую охлаждения природного газа в координатах тепло-температура при давлении 3,7 МПа от температуры окружающей среды (+10 °С)-(+20 °C) до температуры конденсации метана (-162 °C), то можно увидеть, что в самом начале охлаждение идет по прямой линии (рис. 4.7). На протяжении этого участка кривой охлаждения конденсируются в основном тяжелые углеводороды.
Фактически, между -50 °C и -56 °C большая часть пропана и более тяжелых компонентов выпадет из потока газа. Если посмотреть чуть ниже, кривая охлаждения меняет направление. Это изменение происходит в начале конденсации этана и метана. При снижении температуры до -140 °C практически вся газовая смесь, за исключением паров азота, переходит в жидкое состояние.
Методы охлаждения и конденсации газа могут сильно различаться в зависимости от того, какой процесс охлаждения используется.
На рис. 4.8 изображены принципиальные схемы простого одноступенчатого (а) и многоступенчатого (б) циклов охлаждения.
Рассмотрим в качестве примера простой пропановый цикл, использующий пропан в качестве холодильного агента при температуре около -30 °C (рис. 4.8, а). В компрессоре 1 пропан сжимается от давления всасывания порядка 0,17 МПа до давления на выходе 1,8 МПа. Давление на всасывании компрессора всегда должно быть больше атмосферного с целью исключения подсоса окружающего воздуха в линию подачи газа. Нагретый при сжатии газ от темпе-
Рис. 4.7. Кривая охлаждения природного газа
ратуры 80-85 °C охлаждается в холодильнике 2 внешним хладагентом (водой или окружающим воздухом) до температуры около 50 °C и конденсируется. Далее при прохождении через дроссель 3 давление газа сбрасывается до уровня 0,17 МПа (давление всасывания компрессора), при этом пропан охлаждается до -30 °C. В сепараторе 4 пропан разделяется на жидкую и паровую фазы, паровая фаза возвращается в компрессор, а жидкая фаза подается в испаритель 5, где за счет отбираемой от потока природного газа теплоты испарения пропан испаряйся, а природный газ при этом охлаждается. Испаренный пропан возвращается в компрессор 1.
Если посмотреть на рис. 4.8, б, то можно увидеть, что к схеме простого одноступенчатого цикла на линии подачи жидкости в испаритель-холодильник 5а поставлен делитель потока, и на отделенный поток жидкости поставлен второй дроссель Зб. Этот отделенный поток образует второй уровень охлаждения с более низкой температурой и более низким давлением. Таким образом, в схеме присутствуют два уровня давления потоков пропана, подаваемых на всасывание в компрессор, и два температурных уровня для охлаждения природного газа.
Если развивать эту схему далее, то можно добавить третий, четвертый или пятый уровень. Увеличение числа температурных уровней, т.е. увеличение числа ступеней в одном температурном диапазоне приближает кривую охлаждения хладагента к кривой охлаждения природного газа, что делает процесс более эффективным. Число уровней охлаждения - это компромисс между капитальными вложениями, сложностью технологической схемы и эксплуатационными затратами. Е1а заводах СПГ на сегодняшний день максимально применялось пять уровней охлаждения для однокомпонентного холодильного агента. Очевидно, что с добавлением ступеней охлаждения мы увеличиваем число температурных уровней.
В конечном итоге, можно и^врльзовать одну из этих ступеней охлаждения для конденсации другого холодильного агента, что применяется в каскадных процессах сжижения природного газа (см. п. 4.2).
Рассмотрим график зависимости давления насыщенных паров метана, этилена и пропана от температуры (рис. 4.9). При тех значениях давления, при которых работают промышленные установки, каждому из компонентов - метану, этилену и пропану - соответствует определенный диапазон температур
Рис. 4.8. Циклы охлаждения:
а - одноступенчатый цикл; 6 - многоступенчатый цикл; 1 - компрессор; 2 - холодильник-конденсатор с внешним охлаждением; 3 (а, б) - дроссель; 4 (а, б) - сепаратор; 5 (а, б) - холодильник-испаритель для охлаждения природного газа
Температура, °C
Рис. 4.9. Зависимость ТТЯНТТРНИИ Т-ГЯГКТТТТРППЫУ ТГЯПГУП MPTQUQ 'ITTJlMTrn тг плпггпттп тол» .
в процеме охлаждения природного газа и получения СПГ. При определенных термодинамических условиях пропан способен сконденсировать этан иди этилен, в свою очередь этан или этилен способны сконденсировать метан, и мс&ан сможет сконденсировать поток природного газа. На такой схеме построены каскадные процессы сжижения природного газа.
Рассмотрим простой каскадный процесс получения СПГ. В качестве чистых хладагентов возьмем пропап (-42 °C), этилен (-104 °C) и метан (-162 °C). Если на кривую охлаждения природного газа наложить уровни охлаждения трех различных хладагентов в трех различный простых циклах, получим рис. 4.10. Область диаграммы между кривыми охлаждения соответствует потерям тепла в циклах, т.е. такой процесс не эффективен. На самом деле, в таком виде три ступени охлаждения на чистых хладагентах использовались чрезвычайно редко. Для увеличения эффективности процесса каждый простой холодильный цикл был заменен на трехступенчатый цикл с тремя различными температурными уровнями в каждом цикле (см. рис. 4.8). В результате получилась девятистуиенчатая каскадная система, которая лёгла в основу некоторых промышленных процессов получения СПГ. Сопоставление кривой охлаждения природного газа и кривой охлаждения хладагентов такой девятиступенчатой каскадной системы позволяет сделать вывод о ее большей эффективности по сравнению с каскадным процессом, использующим одностугтеццаиые холодильные циклы (рис. 4.11).
Если возможно выстроить систему с тремя хладагентами и с тремя отдельными уровнями охлаждения для каждого хладагента, то для дальнейшего увеличения эффективности процесса можно скомбинировать несколько компонентов в одну собственную систему. Что происходит при смешении
Рис. 4.10. Кривые охлаждения природного газа и чистых хладагентов при использовании одноступенчатых циклов охлаждения
чистых компонентов и как ведет себя газовая (^есь в роли самостоятельного хладагента?
Вследствие, законов Бойля и Дальтона парциальное давЯзйие компонента газовой смеси может быть соотнесено с его точкой росы, т.е. с температурой, при которой при заданном давлении начинается fro конденсация. К примеру, смесь де 33 % пропана, 33 % этана и 34 % метана находится в замкнутом объеме под давлепием 4,2 МПа. По закону Дальтона парциальное давление каждого из компонентов смеси составляет примерно 1,4 МПа. При таком давлении пропан начнет конденсироваться нрн температуре около +41 °C, этан - при -20 °C, метан - при -116 °C. Когда частдг пропана сконденсируется, мольный с^ртав 1деа изменится, другими станут и нарц1щльные давления компонентов смеси. Парциальное давание пропана уменьшится, при этом понизится температура его конденсации, а парциальные давления остальных компонентов увеличатся, повысив температуры их конденсации. Это приводит к тому, что кривая охлаждения смешанного хладагента становится более гладкой. Подбирая состав смеси
Рис. 4.11. Кривые охлаждения природного газа и чистых хладагентов при использовании трехступенчатых циклов охлаждения
Таблица 4.2
Температуры кипения компонентов СХА при атмосферном давлении
Компонент Температура, °C Компонент Температура, °C
Азот (N?) Метан (СН4) Этилен (С2Н4) Этан (С2Н6) Пропилен (СзНе) -195,8 -161,5 -103,7 -88,6 -47,2 Пропан (СзН8) И-бутан (С4Н,о) Н- бутан (С4Н10) И-пентан (С5Н12) -42,1 -11,7 -0,5 27,9
хладагента, можно максимально приблизить кривую охлаждения хладагента к кривой охлаждения природного газа, тем самым делая процесс сжижения газа более эффективным.
В состав смешанного холодильного агента (СХА) могут входить азот, пентаны, бутаны, пропан или пронилен, этан или этилен и метан. Так как температуры кипения у этих веществ различны: от +28 °C у изопентана до -196 °C у азота (табл. 4.2), то при охлаждении компоненты газовой смеси конденсируются по очереди.
Для примера рассмотрим простой холодильный цикл со смешанным хладагентом. Принципиальная схема такого цикла дана на рис. 4.12.
Если сравнить схему простого цикла на смешанном холодильном агенте (см. рис. 4.12) со схемой простого пропанового цикла (рис. 4.8, а), то мы увидим такой же компрессор, такой же холодильник, сепаратор и трехпоточный теплообменник с увеличенной поверхностью теплообмена. Охлажденный и сконденсировавшийся поток смешанного хладоагента, пройдя в прямом направлении теплообменник, а затем дроссель, при прохождении теплообменника в обратном направлении используется для охлаждения самого себя и потока природного газа (холодильная нагрузка). В противовес чистым компонентам конденсация смешанного хладагента не происходит при какой-то постоянной температуре. Вместо нескольких кожухотрубчатых испарителей можно использовать один многопоточный теплообменник с увеличенной поверхностью теплообмена. Такта требованиям отвечают спиральновитые и ребристо-пластинчатые теплообменники (см. п. 4.2.5.1). Они способны одновременно пропускать несколько теплообменивающихся потоков.
Особенностью работы многопоточных теплообменников при сжижении природного газа является то, что часть теплообменника работает в двухфазной области. Следовательно, для улучшения теплообмена важное значение имеет правильное распределение потоков. В частности, в пластинчатых теплообмен-
Рис. 4.12. Цикл охлаждения со смешанным хладагентом:
1 - компрессор; 2 - конденсатор; 3 - сепаратор; 4 - насос; 5 -многопоточный теплообменник;
6 - дроссель
никах испаряющийся поток направляется снизу вверх, а конденсирующийся поток - сверху вниз.
Холодильные циклы со смешанными хладагентами легЛи в основу боль-шинства^овременных промышленных процессов сжижения природного газа.
4.2. КРУПНОТОННАЖНОЕ ПРОИЗВОДСТВО СНГ
4.2.1. ПРИНЦИПИАЛЬНАЯ СХЕМА КРУ ПНОТОННАЖНОГО ЗАВОДА СПГ
Завод по сжижению явл^тся важным звеном производственно-сбытовой цепи СП?, । где природный газ готовится к перевозкам на большие расстояния. Основную массу перевозок СПГ осуществляют танкеры-метановозы, поэтому завод всегда строится на побережье или в устье реки. Площадка для него выбирается с таким расчетом, чтобы можно было разместить крупногабаритное оборудование технологических линий и большие резервуары для хранения сжиженного природного газа. Часто в качестве площадки для размещения объектов СПГ выбираются морские порты.
Как правило, на заводах СПГ присутствуют следующие установки:
- подготовка газа;
- охлаждения газа;
- сжижение газа;
- фракционирование;
- хранение сжиженного газа;
- выносной морской причал и загрузочный узел;
- системы жизнеобеспечения.
Основными факторами, влияющими на конфигурацию завода СПГ, являются отстав природного газа и спецификации товарного СПГ.
Присутствие тех или иных компонентов в сырьевом газе в различных пропорциях ведет к увеличению или уменьшению капитальных вложений и эксплуатационных затрат.
На размер главного криоге)(рого тенлообменника, например, влияет относительное содержание метана и азота в природном газе. Чем выие суммарная концентрация метана и азота, тем больше основные размеры главного криогенного тенлообменника. Наличие этана и пропана в товарном СПГ увеличивает его теплотворную способность. Присутствие относительно тяжелых углеводородов - пропана, бутана и пентана - влияет на технологическую схему фракционирующей установки. Если в природном газе недостаточно пропана, может возникнуть необходимость его импорта для обеспечения функционирования холодильных циклов.
Сжижение природного газа, например, Харасавейского месторождения, потребует минимальную подготовку газа, так как сырье состоит на 98,6 % из метана [4].
Изменения в составе сырьевого газа по мере разработки месторождения могут потребовать более, гибкого технологического процесса ожижения. В этом случае процесс со смешанными хладагентами является более предпочтительным.
На рио. 4.13 показана принципиальная схема завода сжижения природного газа.
Рис. 4.13. Принципиальная схема завода сжижения природного газа
Совокупность установок удаления кислых компонентов, осушки, удаления меркаптанов и ртути, предварительного охлаждения, фракционирования и сжижения образуют технологическую линию. Исторически сложилось так, что в случае выхода из строя основного оборудования технологической линии (например, компрессора) нужно было останавливать весь завод, и часто заводы изначально проектировались с двумя технологическими линиями, чтобы обеспечить бесперебойные поставки СПГ.
В настоящее время, вследствие значительного роста надежности и доступности газовых компрессоров и турбин, строятся заиоды с единственной технологической линией (см. табл. 3.1) [30].
4.2.2. ПОДГОТОВКА ГАЗА К СЖИЖЕНИЮ
Процесс сжижения природного газа накладывает определенные ограничения начсостав газа. Для предотвращения эксплуатационных проблем в криогенных установках (закупоривание теплообменников за счет замерзания воды или углДсислого газа и образования льда и газогидратов, разъедание ртутью алюминиевых частей оборудования, коррозия оборудования), концентрация этих веществ на входе должна быть ограничена:
• по влаге - 1 ppmv (одйа объемная часть воды на миллион:);
• по углекислому газу - 50 ppmv;
• по ртути - 10 нг/м3 (10 9 г/м3).
Для удовлетворения коммерческих спецификаций содержание сероводорода в газе должно быть снижено до 4 ppmv, а меркаптаны удаляют так, что содержание серы не должно превышать 30 мг/м3.
Для обеспечения вышеназванных спецификаций служат входные установки грубой очистки и подготовите)|Вная часть технологических линий, включающая установки удаления кислых компонентов, осушки и удаления ртути.
Природный газ, собранный на морском или континфтальном месторождении, первоначально попадЛт на входные установки. Назначение этих установок может быть следующим:
- привести к одинаковому давлению газ с различных месторождений;
- понизить или повысить давление входящего газа в соответствии с давлением технологического пропесса;
- предотвратить попадание жидких углеводородов на установки удаления кислых компонентов, где эти жидкости индуцируют пенообразование;
- удалить высококипящие углеводороды (Cs+) из потока газа;
- подготовить отделившиеся жидкие углеводороды к смешению а конденсатом установки фракционирования (отделенные во входных сепараторах жидкие углеводороды могут содержать углекислый газ, сероводород, меркаптаны, воду и т.п.).
Сырой природный газ на входе подвергается фильтрации для очистки от взвешенных твердых частиц, которые могут представлять собой остатки строительного мусора (на раннем этапе эксплуатации завода) или попадать в поток газа вследствие коррозии внутренних стенок трубопровода.
Далее поток газа проходит через входные сепараторы-каплеуловители, где газ очищается от капельных жидкостей (конденсат Cs+, вода), захваченных потоком изтру(1а|проводов. Жидкость в трубопроводе может присутствовать изначально или сконденсироваться во время транспортировки газа. Уловленную жидкость подвергают грубой очистке от воды, сероводорода и части меркаптанов в отпарной колонне. После отпарной колонны бульшая часть меркаптанов, воды и ртути остается в жидкой фазе, поэтому за отпарной колонной следует осушка жидких углеводородов на молекулярных ситах, удаление ртути и меркаптанов. Очищенные жидкие углеводороды направляют на смешАше с конденсатом из установки фракционирования.
При выходе из сепаратора-каплеуловителя газ направляется на установку удаления кислых компонентов.
Существует множество разновидностей процесса очистки природного газа от кислых примесей, объединенных в три группы:
1 ) процессы химической абсорбции;
2 ) процессы физической абсорбции;
3 ) процессы с физико-химическими и смешанными абсорбентами [32].
Большинство заводов СПГ применяют традиционную аминовую очистку от СО? и H2S - процесс химической абсорбции сероводорода и углекислоты водными растворами амцла. В качестве аминовых растворов используют моно-этанолажтн (МЭА), диэтаноламин (ДЭА), дигликольамин (ДГА), метилдиэта-ноламин (МДЭА) и его соединения с химическими активаторами, например, активированный метилдиэтаноламин фирмы BASF (аМДЭА). Абсорбционные установки аминовой очистки аналогичны тем, которые применяются непосредственно на месторождениях (рис. 4.14).
Поток природного газа контактирует с рег^ерированным амином в абсорбере А, где в качестве контактных устройств используются тарелки или насадка. Проходя абсорбер сверху вниз, амин вступает в химическую реакцию с кислыми газам^ с образованием водорастворимых солей и выводится из нижней части абсорбера. Насыщенный амин после нагрева в теплообменнике Т подается в колонну регенерации амина, или десорбер Д, где в процессе разделения полу-
Рис. 4.14. Принципиальная схема установки аминовой очистки:
А - абсорбер; Д - *есдрбер; X - холодильник; Ф - фильтры; Т - теплообменник; Р - рибойлер
чают регенерированный аминовый раствор и кислые газы. Раствор амина после выделения из него кислых газов охлаждается ir подается обратно в абсорбер. Кислые газы либо сжигают на факеле, либо отправляют на установку выделения серы (при наличии большого количества сероводорода) или выпускают в атмосферу (углекислый газ).
Для улавливания примесей на линии циркуляции амина применяют фильтр Ф, содержащий активированный уголь. На выходе потока природного газа из установки также должен присутствовать фильтр для улавливания частиц солей, образующихся в абсорбере или внесенных с потоком газа.
При определенных обстоятельствах (наличие в поступающем газе примесей жидких углеводородов, пластовой воды, ингибиторов коррозии, различных ПАВ и др.) амин может вспениваться, поэтому для предотвращения вспахивания, помимо очистки газа на входных установках, применяется фильтрация циркулирующего амина (на линии десорбер-абсорбер) и применение пеногасителей.
Выбор процесса основывается на технических и экономических соображениях. Так, например, на заводе СПГ острова Сахалин для очистки от кислых газов был выбран смешанный процесс «Сульфинол», на заводе, в Абу Даби -процесс хемосорбции «Benfield» фирмы Union Carbide
В результате химической реакции кислых газов с аминовыми растворами в системе образуется вода. Этим определяется порядок размещения в технологической цепи обезвоживающей установки после абсорбционной установки для удаления кислых компонентов. Спецификация по содержанию воды в природ
ном газе менее 1 ppmv может быть обеспечена только адсорбцией на молекулярных ситах. Обычно в качестве адсорбента применяется цеолит марки 4А. Встречается сочетание процесса «Сульфицол» с цеолитом марки 5А и процесса «БенфилД с цеолитом марки 13Х. Адсорбционная установка раньше состояла из двух параллельно работающих адсорберов, включенных но следующей схеме: один - на адсорбцию, другой - на регенерацию адсорбента. В настоящее время заводы СПГ используют установки осушки, включающие, как правило, три адсорбера, что позволило повысить эффективность и надежность этого сегмента технологической линии (рис. 4.15). Принцип цикличной работы таких установок достаточно хорошо освящен в литературе [33]. Время цикде рассчитывается исходя из размера адсорбирующего слоя, количества адсорбированного вещества, эффективности регенерации и времени охлаждения адсорбента. Однако, есть отличие в осуществлении процесса адсорбции в России и за рубежом. В России осушаемый газ подается в адсорбер снизу, тогда как за рубежом - сверху.
Природный газ подается параллельно в два из трех адсорберов установки осушки (см рис. 4.15 - А1 и А2). Так как процесс адсорбции является экзотермическим процессом, желательно, чтобы температура входящего газа была как можно ниже. Затем осушенный газ поступает на процесс сжижения. Часть осушенного газа используется в качестве регенерирующего газа для аппарата АЗ.
Природный газ
Газ регенерации
Рис. 4.15. Установка адсорбционной осушки газа:
А1, А2, АЗ - адсорберы, II - печь регенерации
Газ регенеращЛ после нагрева в печи регенерации П поступает в нижнюю часть аппарата АЗ и направляемся противотоком нормальному течению газа, снизу вверх. Регенерация слоя адсорбента осуществляется путем десорбции поглощенных компонентов горячим газом. Регенерация завершается, когда температура на выходе из слоя адсорбента достигает заданного значения или через заданное время. Охлаждайт адсорбент пропусканием через его слой холодного сухого газа.
Осушка на молекулярных ситах при низком содержании углекислоты в природном’ газе (менее 1 %) мо^кет заменить аминовую очцстку.
Учитывая, что удаление ртути из сухого газа происходит легче, чем из влажного, этот процесс осуществляется после обезвоживания, в процессе адсорбции ртути слоем активированного угля. Пзн.тйпние ртути ид слоя адсорбента производится путем вакуумной регенерации.
После, того, как все нежелательные элементы удаляются из природного газа, он подается на главную установку, представляющую собой процесс предвдг рительного охлаждения и сжижения, который лицензируется компанией-разработчиком.
4.2.3. СЖИЖЕНИЕ ПРИРОДНОГО ГАЗА
В промышленных процессах технология охлаждения и сжижения природного Тща, играет ключевую роль. За период существования мировой индустрии СПГ было разработано несколько технологий промышленного сжижения природного газа. Ряд процессов нашли в разной степени свое применение, некоторые из них до сих пор существуют только в проекте.
Крупнотоннажные процессы, как правило, используют замкнутые циклы охлаждения на чистых пли смесевых хладагентах.
Малотоннажные процессы сжижения базируются на разомкнутых турбоде-тандерпых циклах или на однопоточных холодильных циклах.
В настоящее время используются несколько различных технологических процессов, но все они основаны н,1 одном и том же принципе: охлаждение и кондйнсацця природного газа в теиЖэобменном аппарату осуществляется одним или более хладагентами. Хладагенты циркулируют в замкнутых термодинамических циклах, в которых процессы сжатия в компрессоре, охлаждф^я воздухом или водой, расширение и нагрев охлаждаемым природным газом следуют один за другим (рис. 4.16).
При выборе технологии охлаждения и сжижения обычно руководствуются термодинамическим принципом наименьших потерь тепла в цикле. Графическая интерпретация этого принципа на примере одного из промышленных процессов ожижения представлена на диагралй<е тепло-температура: кривые охлаждения природного газа и хладагента Лфлжны располагаться как можно ближе друг к другу (рис. 4.17). Чем ближе кривые охлаждения, тем более эффективным является процесс охлаждения, тем меньше затрат энергии на единицу производимого СПГ. Этот принцип распространяется на все процессы сжижения.
На рис. 4. [7 ступенчатая линия в верхней части кривой охлаждения хладагента представляет собой многоступенчатый процесс охлаждения чистым хладагентом. В большинстве промышленных процессов сжижения природного газа в качестве хладагента на первом этапе охлаждения используется пропан -так называемое «предварительное пропановое охлаждение». Каждая ступень
Дроссель или детандер
Рис. 4.16. Принцип построения технологического процесса сжижения газа
(см. рис. 4.17) - это отдельный уровень охлаждения, отличающийся величиной давления и температурой.
Каким путем достигается термодинамическая эффективность и какое при этом используется оборудование, - этим факторам отводится важная роль в общей эффективности, работоспособности, надежности и стоимости завода СПГ. Обычно расходы на технологическую линию сжижения составляют 30-40 % капитальных затрат на весь завод.
К ключевым компонентам оборудования процесса сжижения относятся, прежде всего, теплообменники и компрессоры, а к технологическим - тип хладагента и способ внешнего охлаждения.
Крупнотоннажные процессы различаются по числу циклов охлаждения и по типам оборудования, в частности теплообменников.
На выходе из основного теплообменника СПГ остается под давлением 40-45 атмосфер. До недавнего времени, когда объемное содержание азота в
Рис. 4.17. Кривые охлаждения природного газа и хладагента
49
4. Зак. 11132
Таблица 4.3
Классификация технологических процессов по числу циклов сжижения газа
Число хц Компания-разработчик Процесс’ Холодильный агент Т еплообменники
Малотоннажные 1 Black & Veatch Shell, APCI Linde Kryopak Technip PRICO SMR BHP/Linde SMR Kryopak’s EXP PCMR/SCMR TEALARC СХА СХА Азот СХА СХА/СХА СХА РПТО
СВТО
РПТО
СВТО
РПТО
РПТО
РПТО
Крупнотоннажные 2 3 APCI Shell IFP/Axens APCI Phillips Statoil/Linde C3-MR, C3MR/SplitMR C3/MR (PMR) DMR Liquefin AP-X Cascade Optimised Cascade MFC СЗ/СХА СЗ/СХА СХА/СХА СХА/СХА C3/CXA/N2 СЗ/ЭтиленД^1 С3/Этилен/С1 СХА/СХА/СХА кти/свто
СВТО
СВТО
РПТО/РПТО
КТИ/СВТО/РПТО
КТИ/РПТО
КТИ/РПТО
СВТО
Обозначения и сокращения в таблице:
СВТО - спиральновитые теплообменные аппараты; РПТО - ребристо-пластинчатые тв*хпо-обменные аппараты; КТИ - кожухотрубчатые испарители с паровым пространством; СХА - смешанный хладагент.
‘Описания процессов даны в п. 4.3 и 4.6.
СПГ могло быть не более 1 %, СПГ направлялся непосредственно с установки сжижелия в резервуары для хранения.
В настоящее время перед резервуаром для хранения обычно добавляют заключительное дросселирование. В этом случае сжиженный газ выходит из главного криогенного тенлообменника с температурой —148/—150 °C вместо -160 °C, что означает сокращение энергозатрат на сжижение этого газового потока и снижение стоимости дополнительно производимого топливного газа. Дело в том, что при дросселировании дополнительно производится газовая фаза -так называемый «тощий газ», содержащий метан и азот, который затем компримируют и продают в качестве топливного газа. Такое техническое решение было принято, в частности, на технологических линиях СПГ в Австралии, где испаренный газ иодользуется для подачи в локальные газовые сети по минимальной стоимости, и на 4-й и 5-й линии завода Бонни в Нигерии «Enhanced Flash конец», где испаренный газ служит в качестве топливного газа для 5-й линии.
Все процессы сжижения природного газа можно условно разделить на процессы с одним холодильным циклом, с двумя и тремя холодильными циклами (табл. 4.3).
Подробное описание крупнотоннажных технологических процессов приводится в п. 4.3 данной книги. Малотоннажные процессы рассматриваются в п. 4.5.
4.2.4. ФРАКЦИОНИРОВАНИЕ
В процессе предварительного охлаждения, в зависимости от состава сырьевого газа, можно выделить часть углеводородов С2+ в виде жидкости. Это производится с целью:
- удаления из технологического процесса веществ, которые могут замерзнуть и выпаоть в твердую фазу в криогенных теплообменниках (бензины, С5Д;
- выделения компонентов С2 и Сз для компенсации утечек смешанного хладагента;
- корректировки (снижения) высшей теплотворной способности (HHV) СПГ;
- коммерческого производства пропана, бутана, пронан-бутановой смеси и конденсата (Сэ+).
Количество циркулирующих хладагентов в циклах постепенно уменьшается вследствие утечек через уплотнения компрессоров. Поэтому производство сжиженного природного газа требует непрерывного пополнения запасов хладагентов. Дополнительное количество хладагентов может быть произведено на установке фракционирования.
Выпавший в процесж предварительного охлаждения конденсат подается на установку фракционирования, где последовательно разделяется в ректификационных колоннах: деметанизаторе, деэтанизаторе, депропанизаторе, дебутанизаторе, и, цели необходимо, депентанизаторе.
Дистилляты деметанизатора, деэтанизатора и депропанизатора - газы, обогащенные, соответственно, метаном, этаном и пропаном - используются для компенсации утечек компонентов СХА и пропана в холодильных циклах. Пропан может дополнительно исиюльзоваться в коммерческих целях. В этом случае его охлаждают и отправляют на хранение. Кубовые остатки данных ректификационных колонн подаются на дальнейшее разделение
Бутан, полученный в виде дистиллята в дебутанизаторе, иснольз^ется в коммерческих целях; для этого его охлаждают и направляют на хранение. Остаток из дебутанизатора используется в качестве тонлива или подвергается дальнейшему разделению.
Другая сщиа фракционирования используется для производства яронан-бутановой смеси. В этом случае кубовый остаток деэтанизатора направляется в ректификационную колонну «дебупропанизатор», где в качестве дистиллята получают пропдн-буталовую фракцию, а в качестве кубового остатка - фракцию Сэ+. Часть пропан-бутановой фракции направляется на хранение, а часть подается в ректификационную колонну для выдэдэния чистого пропана. Пропан с чицтотой выше 99,5 % выводится со средних тарелок ректификационной колонны, а дистиллят и остаток смешиваются и направляются на хранение вместе с первой частью пропан-бутановой фракции из дебупропанизатора.
Хранятся компоненты СХА (кроме метана) под давлением при температуре окружающего воздуха в сферических или цилиндрических резервуарах. Пополнение метана осуществляется из сырьевого или топливного газа.
4.2.5. ОСНОВНОЕ ОБОРУДОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СЖИЖЕНИЯ
Заводы сжижения природного газа используют большое число единиц оборудования. Некоторые виды оборудования характерны только для индустрии СПГ, часть характерна для большинства криогенных производств. Есть оборудование, которое было разработано для других отраслей промышленности, но нашло свое применение и в производстве сжиженного природного газа. К основным видам оборудования относятся теплообменники, компрессоры и их приводы, которые будут рассмотрены ниже.
4.2.5.1. ТЕПЛООБМЕННИКИ
Основной криогенный теплообменный аппарат является «сердцем» завода СПГ. Именно в этом аппарате происхо.тМт основное охлаждение и сжижение газа.
Многопоточные И|плообменн®ки должны обеспечивать теплообмен при противотоке нискольких потоков с минимальной разностью температур. Этому требованию удовлетворяют два типа теплообменных аппаратов: сдиральновитые и паяные ребристо-пластинчатые теплообменники.
Спиральновитые теплообменные аппараты представляют чЬбой пучки алюминиевых трубок, спирально намотанных на сердечник и помещенных в цилиндрический корпус. Эти аппараты обладают поверхностью тщ^лообмена порядка 25 000-50 000 м2.
Спиральновитые теплообменные аппараты большой производительности поставляются на заводы СПГ преимущественно двумя компаниями APCI и Linde (рис. 4.18). На первом заводе СПГ в Алжиреь применялись спиральновитые теплообменники из нержавеющей стали производства французской компании Air Liquid. Компания APCI впервые предложила алюминиевые витые теплообменники на заводе в Брунее в 1972 г. и долгое время обладала монополией на эти аппараты. APCI производит такого рода теплообменники, в основном, из алюминия, в то время, как компания Linde изготавливает их из алюминия и нержавеющей стали. Завод СПГ на Сахалине укомплектован спиральнови'тыми теплообменниками фирмы Linde.
Тенлые потоки В, С, D - это, как правило, природный газ и два нотока хладагентов высокого давления, проходящие по трубным пучкам. Холоднф поток А - это поток хладагента низкого давления, направляющийся сверху вниз в межтрубном пространстве и охлаждающий потоки, поднимающиеся снизу вверх. Температура внизу аппарата составляет (-30°)-(-40 °C), вверху -(-140°)-(-155 °C). Алюминиевые трубки теплсЗэбменников, производимых компанией APCI, выдерживают внутреннее давление до 8,2 МПа. Один трубный пучок может включать несколько сотен километров трубок. В дополнение к сложной конструкции внутренней части спиральновитого теплообменника, внешняя конструкция корпуса обычно предусматривает установку технологических площадок и лестниц, изоляцию и трубопроводную обвязку. Корпуса разрабатываются с учеЩрм ветровых, сейсмических, транспортировочных и монтажных нагрузок. Доставляют «хакие теплообменники на завод СПГ специальными транспортными поездами или баржами. Вертикальная установка спиральновитого тм^обменника осуществляется так же, как монтаж ректификационных колонн - с помощью кранов и монтажных устройств.
Данные аппараты способны работать с производительностью до 4 млн т СПГ в год. Их габаритные размеры зависят от числа навитых труб, толщина стенок которых зависит от внутреннего давления потоков, размеров бандажей, поддерживающих трубные пучки во избежание их нровисания, и ограничены по диаметру корпуса для возможности транспортировать азда-рат через дорожные туннели. Диаметр спиральновитых теплообменников составляет 3-6 м, а высота - 10-50 м. Масса теплообменника достигает 250 т [34; 35].
Алюминиевые ребристо-пластинчатые теплообменники представляют собой пакеты ребристых пластин, собранных в корпусе, и отличаются высокой эффективностью. Теплообменивающиеся потоки подаются между тонкими гоф
рированными пластинами. Впервые появившись на Аляске в 1969 г., они стали неотъемлемой частью каскадного процесса компании Phillips. Сначала эти теплообменники устанавливались горизонтально, но затем перешли к вертикальной их установке в целях экономии площади. По размерам ребристопластинчатые теплообменники уступают сциральновитым - самый большой пластинчатый теплообменник составляет всего одну Десятую часть спирально-витого теплообменника APCI. Поэтому они не •используются в процессах с высокой производительностью.
Среди производителей таких аппаратов наиболее известны Linde (Германия) и Chart (США).Теплообменники изготавливаются с применением процесса пайки под вакуумом при температуре 600 °C [36]. Этот тип теплообменников встречается на заводах СПГ любой производительности,, преимущественно - на заводах для покрытия «пикового» спроса на газ. Они очень компактны - поверхность теплообмена у этих аппаратов свыше 1000 м2/м3, но общсть применения их ограничена. Ребристо-пластинчатые теплообменники чувстви
Рис 4.18. Схема многопоточного спиральновитого теплообменного аппарата:
А, В, С, L) ~ теплообменивающнеся потоки. Источник: Linde
D
D
Рис. 4.19. Схема многопоточного ребристопластинчатого теплообменного аппарата:
А, В, С, D - теплообмепивающиеся потоки. Источник: Linde
тельны к большим и резким перепадам температур, поэтому они менее надежны при сравнении со спиральновитыми теплообменниками. Также, по сравнению со спиральновитыми теплообменниками, конструкция распределительной камерные обеспечивает равномерного распределения двухфазных потоков по ходам теплообменника. Представляет большую сложность обеспечить равную длину пути по ходам теплообменника для разных частей одного потока. На крупнотоннажных заводах такие теплообменники используются в циклах предварительного охлаждения [37].
Схема ребристо-пластинчатого теплообменника представлена на рис. 4.19.
Компания Linde приводит следующие технические характеристики ребри-сто-пластипчатых теплообменников:
- максимальные габариты блочного элемента (ШхВхД) - 1,5x3,0x8,2 м;
- максимальная удельная поверхность теплообмена - 1500 м2/м3;
- толщина пластин - от 0,2 до 0,6 мм;
- расчетный температурный диапазон - от -269 °C до +65 °C;
- максимальное расчетное давление - 11,1 МПа [38].
В предварительном пропановом цикле технологического процесса;. APCI C3MR (см. п. 4.3.6) для охлаждения многокомпонентного хладагента основного цикла применяются традиционные кожухотрубчатые иснарители с паровым пространством. В силу того, что в процессах охлаждения требуеуся большая поверхность теплообмена, испарители достигают сравнительно больших размеров, и на каждую ступень пропанового цикла приходится но одному испарителю. Как следствие - оборудование пропанового цикла вместе с трубопроводной обвязкой требует больших площадей. 3-4 испарителя, даже с минимальным расстоянием между ними, могут достигать в длину 40 м. Схема кожухотрубчатого испарителя с паровым пространством представлена на рис. 4.20.
4.2.5.2. КОМПРЕССОРЫ
Компрессоры являются неотъемлемой частью процесса сжижения на установках любой производительности. Они используются в холодильных циклах для сжатия хладагента, для поддержания давления испаренного газа в хранилищах и сепараторах технологической линии процесса сжижения, на приемных терминалах.
Компревворы представляют собой одну из самых дорогостоящих групп оборудования и оказывают сильное влияние на эффективность производства СПГ. Компрессоры холодильных циклов сложны по конструкции из-за высоких чисел Маха, потоков большого объема и низких температур на входе.
В зависимости от критериев применения, в производстве СПГ используются и объемные, и турбокомпрессоры. В процессах основной технологической линии используются преимущественно турбокомпрессоры: центробежные и осевые. Объемные компрессоры находят применение на вспомогательных установках. Классификация компрессоров, применяемых на заводах СПГ, представлена на схеме (рис. 4.21).
На заводах СПГ применяются преимущественно центробеж иьК компрессоры мощностью до 44 МВт и осевые компрессоры производительностью до 80 МВт.
Осевые компрессоры ме,н<дт надежны, чем центробежные, но обладают более высокой эффективностью и гибкостью в технологическом процессе, проще при запуске. При одинаковой мощности осевые компрессоры на 2 м длиннее,
Рис. 4.20. Схема кожухотрубчатого испарителя с паровым пространством.
Источник: ЗАО «ИЦ «Технохим»
мы
Рис. 4.21. Классификация компрессоров производства СПГ
чем центробежные. Коэффициент сжатия в осевом компрессоре можно изменить поворотом лопаток, что дает преимущество при использовании привода с фиксированной скоростью вращщия.
Центробежные компрессоры более терпимы к нарушениям параметров протекания технологического процесса, попаданию жидкости и колебаниям температуры, - они более надежны, чем осевые компрейоры.
4.2.5.3. ПРИВОДЫ КОМПРЕССОРОВ
В мировой индустрии СПГ используются приводы компрессоров (драйверы) следующих типов:
- паровые турбины;
- газовые турбины;
- аэродеривативные (авиационные) газовые турбины;
- электричжкие двигатели.
Вплоть до 1989 г. заводы сжижения природного газа использовали паровые турбины в качестве компрессорных приводов, так как паровые турбины могли быть разработаны под определенную производительность. Газовые турбины - 6 турбин типа GE Frame 5 (табл. 4.4) - внервые использовались на Аляске в 1969 г. В настоящее время газовые турбины находят все большее и большее применение благодаря их растущей выходной мощности и эффективности. В 2007 г. впервые в качестве приводов компрессоров нашли применение электродвигатели (Норвегия, завод Snohvit).
Применение паровых турбин предусматривает размещение установок подготовки воды и производства пара, требует большого числа вспомогательного оборудования (насосов, котлов) и мощного охлаждения.
Если мощность паровых турбин закладывается при разработке и изготовлении, то для газовых турбин существует ограниченный ряд значений выходной мощности и ограниченное число допустимых скоростей вращения. В частности, в табл. 4.4 приведен ряд газовых турбин производства компании General Electric [39].
Выходная мощность газовых турбин сильно зависит от температуры окружающего воздуха. Газовые турбины, не требующие размещения вспомогательных установок, намного компактнее паровых. Одновальные газовые турбины требуют особой процедуры запуска, что приводит к использованию дополнительных устройств в качестве стартеров (электродвигателей, турбодетанде-
Таблица 4.4
Мощность газовых турбин
Модель Мощность, кВт
GE Frame 5 В 22 300
GE Frame 5 С 24 200
GE Frame 5 D 27 900
GE Frame 6 37 200
GE Frame 7 EA 73 500
GE Frame 9 106 200
ров или паровых турбин малой мощности). Запуск двухвальных газовых турбин значительно проще, но э1!и турбины имеют выходную мощность не выше 30 МВт.
Большая разница в выходной мощности заставила инженеров искать такие технические решения, которые дали бы возможность исггод^зовать газовые турбины наиболее эффективно. Результатом стали комбинации нескольких компрессоров с одной или двумя турбинами (в. случае использования турбины меньшей мощности’ЯИ запуска более мощной турбины), нашедшие применение во многих производственных проЛ'сах (см. и. 4.3.7).
Авиационные (аэродеривативные) газовые турбины, разработанные для самолетов, нашли свое применение в индустрии СПГ. Они обеспечивают выходную мощность около 50 МВт, значительно легче, но менее надежны, чем промышленные гаЛвые турбины.
Электродвигатели имеют изменяющуюся скорость вращения и обесценивают выходную мощность порядка 45 МВт. Они просты в обслуживании и управлении.
Некоторые преимущества и недостатки существующих приводов приведены в табл. 4.5 [40].
Таблица 4.5
Преимущества и недостатки компрессорных приводов
Тип привода Преимущества Недостатки
Паровые ч^рбины Хорошо зарекомендовали себя в производстве СПГ Выбор турбины зависит от требуемой мощности Ретушируемая скорость вращения Простота эксплуатации и nycjra Требуют создания на заводе крупной инфраструктуры (вс^Ьд пар и системы конденсации) Увеличивают общую стоимость завода
Промышленные газовые турбины Большой опыт эксплуатации на заводах СНГ Занимают меньшую площадь Рентабельность Одновальные турбины требуют стартеров болыной мощности
Авиационные газовые турбины Упрощают схему завода Рентабельность Эффективность использования топлива выше, чем у промышленных газовых турбин Быстро удаляются или заменяются Нет опыта эксплуатации в производстве СПГ Необходимо более высокое давление топливного газа, чем у промышленных турбин
Электродвигатели Более низкие капитальнее затраты Пониженные эксплуатационные расходы Большая гибкость в увязке с ком-ггрессорами Зависимость от внешнего источника энергии Проблемы с мощностью, требуемой для запуска двигателя
4.2.5.4. ТУРБОДЕТАНДЕРЫ
Одними из наиболее эффективных расширительных устройств, применяемых в холодильных циклах, являются турбодетацдеры. Они относятся к классу машин непрерывного действия с вращательным движением ротора. Турбодетандер преобразует потенциальную энергию потока сжатого газа в кинетическую энергию вращения колеса турбины, а затем в механическую работу, снимаемую с вала турбины. В турбодетандере поток газа расширяется, протекая через систему неподвижных сопловых каналов и вращающихся каналов, образованных лопатками рабочего колеса турбины (рис. 4.22).
Турбодетандеры, в зависимости от конструкции турбинной ступки, определяющей направление движения потока расширяемого газа, бывают осевого, радиального (центростремительного) и радиально-осевого типа [41].
Как правило, в производстве сжиженного природного газа на вал детандера подсоединяют один из компрессоров, сжимающих поток хладагента в холодильном цикле, или электрогенераторы, производящие электроэнергию. Этим достигается снижение общего количества потребляемой в производстве СПГ энергии.
Изоэнтропический КПД современных турбодетандеров достигает 85 %.
Долгое время при эксплуатации турбодетандерных агрегатов на установках сжижения газов допускалось выпадение жидкой фазы не болй^ 5 %. Параметры холодильных циклов подбирались таким образом, чтобы расширительный машины работали в «сухом» режиме, 6е& образования жидкой фазы. Такое ограничение связано с высокими скоростями вращения рабочих колес детандеров. Например, в гелиевом ожижителе частота вращения ротора может составлять 220 тыс. об/мин [41]. При таких скоростях вращения наличие капель жидкости в потоке газа может привести к разрушению лопаток рабочего колеса.
Рис. 4.22. Конструкция газового турбодетандера.
Источник: GE Energy
Поэтому перспективным направлением в развитии турбодетандерной техники стало создание турбодетандеров, работающих с жидкостным или с двухфазным потоком. Термодинамический анализ показал, что создание газожидкостных детандеров может существенно повысить эффективность установок сжижения природного газа и упростить технологические схемы. В России паро-жирГкостные турбодетандеры для ожижения гелия были созданы в научно-производственном объединении «Гелиймаш». По данным НПО «Гелиймаш», парожидкостные д^андеры, используемые в холодильной установке КГУ-1600 и в ожижителях гелия, позволили увеличить их производительность по сравнению с дроссельным режимом в 1,4-1,5 раза.
За рубежом жидкостныфдетандеры уже применяются на установках сжижения природного газа. В частности, на заводе Snohvit в Норвегии, для расширения переохлажденного СПГ и одного из сме^евых хладагентов используются жидкостные детандеры, которые заменили1 традиционно используемые для этих целей дроссельный вентили. Разработчиком и производителем этих расширительных машин является «Ehara International Corporation» (США). Компания поставила более 45 жидкостных детандеров модельного ряда LX для расширения СПГ и смесевых хладагентов в интервале мощностей тормозного электрогенератора от 80 до 2050 кВт. В отличие от газовых турбодетандеров с горизонтальным расположением вала, жидкостные турбодеталдеры имеют вертикальную конструкцию с погружной турбинной ступенью (рис. 4.23, а).
Рис. 4.23. Конструкции жидкостного (а) и парожидкостного (б) турбодетандеров: 1 - сопло; 2 - радиальное рабочее колесо; 3 - «exduce*»; 4 - конус уплотнения.
Источник: Ebara International Corporation
Криогенная жидкость в ййх подается черед патрубок, расположенный в верхней части кожуха агрегата. Пройдя кольцевой капал, опоясывающий рабочее колесо, она поступает на расширение. В зависимости от перепада давлен^, хладагента детандер может иметь одну, две или три ступени расширения, представляющие собой осерадиальные колеса с покрывными дисками [42; 43].
В работе [44] показано, что из-за невозможности работать в парожидкостной области, жидкостным детандерам не удается реализовать весь перепад давления. Процесс расширения разбивают на два этапа - детандирование (в однофазной области) и последующее дросселирование (в двухфазнйй области). Это снижает эффективность применения жидкостных детандеров.
Для Ликвидации указанного недостатка, приводящего к значительному сокращению области эффективного применения жидкостных детандеров, компания «Ebara International Corporations разработала парожидкостной детадйер. Это было достигнуто благодаря применению уникальной концевой ступени с регулируемым шагом лопаток и сферической ступицей, полудавшай коммерческое название «exducer» (рис. 4.23, б).
Применение парожидкостных детандеров позволяет проводить процесс расширения как хладагентов, так и СПГ в один этап. Замена дроссельных вентилей парожидкостными детандерами позволит существенно повысить эффективность процесса получения СПГ.
4.2.6. СИСТЕМЫ ЖИЗНЕОБЕСПЕЧЕНИЯ ПРОИЗВОДСТВА СПГ
Для обеспечения надежного функционирования основного производства на заводах СПГ существуют коммунальное, службы и системы жизнеобеспечения. К ним относятся:
- система электроснабжения;
- система внешнего охлаждения;
- системы нагрева;
- cjjc-тема топливного газа;
- производство азота;
- система подготовки сточных вод;
- с нед елим контрольных измерявий;
- факельная система и т.п. [45; 40].
К основному оборудованию производства СПГ, требующему бесперебойных поставок электроэнергии, относятся насосы, испарители и оборудование, обеспечивающее безопасность производства и персонала. В качестве приводов компрессоров вместо паровых или газовых турбин могут быть использованы электродвигатели, как например, на норвежском проекте Snohvit, что требует дополнительной электроэнергии.
Заводы СПГ могут иметь собственную выработку электроэнергии, или закупать ее у соответствующего поставщика. В любом случае на производстве обязательно наличие источников резервного питания для детекторов, систем оповещения, контрольно-измерительных устройств, освещения и запуска основного источника электроэнергии.
Важной частью производства СПГ являются системы охлаждения и нагрева. Внешнее охлаждение требуется как в холодильных циклах, так и при охлаждении различных механизмов. От типа систем охлаждения напрямую зависит и сам процесс охлаждения или нагрева, так и используемое оборудование.
Воздух является дешевым и доступным в неограниченном количестве средством охлаждения. Производство СПГ с воздушным охлаждением холодильных циклов не зависит от наличия доступных источников большого количества воды, хотя не иВЙЬочает производства или привоза воды в ограниченном объеме для-нужд установок подготовки газа, систем пожаротушения, приготовления пищи для обслуживающего персонала В*:т.п.
К недостатку системы воздушного охлаждения относятся суточные колебания температуры воздуха, которые вызывают необходимость усложненной системы контроля и регулирования мощности газовых турбин.
Вентиляторы аппаратов воздушного охлаждения потребляют значительно меньше энергии, чем щ^сосы систем водяного охлаждения, но в случае воздушного охлаждения занимаемая заводом СПГ площадь значительно больше, ч^м в случм водяного охлаждения.
Применение прямоточных водяных холодильников (на основЪ морской воды) ограничено экологи^скими требованиями. Разрешенная разница температур между входящей и сбросной водой влияет на производительность перекачивающих насосов и размеры теплообменников.
Использование морской воды требует применения медно-никелевых сплавов или титана в изготовленш»? теплообменников. Титан имеет боле® высокий коэффициент теплопередачи, следовательно, позволяет ^вньшить поверхность теплообмена и ча^ично компенсировать его высокую стоимость. Водозаборные устройства также должны быть выполнены из коррозионностойких материалов.
В случае доступности большого количества пресной воды, в технологическом процессе применяется водяная система охлаждения с полуоткрытым холодильным контуром. Оборотная вода используется в холодильных циклах, где нагревается, а затем охлаждается воздухом в градирнях. Пополнение испарившейся воды в системе производится из внешних источников пресной воды (рек или озер).
В крупнотоннажных производствах СПГ были случаи использования смешанного, или непрямого охлаждения. В первом случае предусматривается как воздушное охлаждение, так и прямоточное охлаждение морской водой. Во втором случае закрытый холодильный контур с пресной водой имеет внешнее охлаждение морской водой.
Помимо систем охлаждения, в производстве сжиженного природного газа используются системы нагрева, например, внизу колонны регенерации амина или фракционирующих колонн (деэтанизатора, депропанизатора, дебутанизатора и т.п.). В зависимости от необходимого уровня нагрева, в качестве теплоно-ситадя может быть использовано горячее масло, водяной пар (низкого или высокого давления) или горячая вода.
Газовые турбины, применяющиеся в качестве приводов компрессоров, работают на топливном, газе высокого давления. Его Либо отбирают па входе в у&ановку сжижения, либо компримируют саз, испаренный в процессе хранения или в результате финального дросселирования.
Использование в процессе производства СПГ смешанных хладагентов, в состав которых входит азот, а также отдельного азотного холодильного цикла, предусматривает дополнительное производство азота. Для этих целей служат воздухоразделительные установки.
Система подготовки сточных вод является гСёобходимой частью производства СПГ. Сточные воды делятся па две группы: специфичные и неспецифичные. К первой группе относятся дождевая и паводковая вода, санитарная вода, масляная вода из механизмов и машин, вода с примесями химических
соединений от различных вспомогательных установок. Ко второй группе относятся стоки установки удаления кислых газов.
Для удаления дождевой и паводковой воды с чистых поверхностей существует ливневая дренажная система. В местах потенциального разлива СПГ дренажная система не дцЬжна сообщаться с ливневой, чтобы избежать попадания СПГ в канализацию. При отсутствии общей системы канализации преду-сматриваатся блок очистки санитарной воды. Вся сточная вода, которая содержит углеводороды или неорганические химические вещества, должна быть обработана согласно экологическим требованиям.
Система контрольных измерений необходима, чтобы проводить замеры количества и анализ газа на выходе из терминала. Контрольно-измерительные приборы измеряют объем, температуик и плотность газа, а также обеспечивают анализ газа для определения его теплотворной способности.
Факельная система необходима для безопасного удаления газов или выбросов СПГ.
4.3. КРУПНОТОННАЖНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
На сегодняшний день в мировой индустрии сжиженного природного газа задействовано десять технологических процессов; две крупнотоннажных технологии еще не имеют индустриального применения, но рассматриваются как перспективные и взяты за основу в некоторых проектах. Среди разработчиков крупнотоннажных технологий - компании Air Products and Chemicals Inc. (APCI), ConocoPhillips, Shell, Statoil, LindeAG, Axens (табл. 4.6).
Все крупнотоннажные технологические процессы производства сжиженного природного газа различаются по следующим признакам:
• рабочее давление: большинство установок сжижения природного газа работают при давлении в пределах 3,5-7,0 МПа, кроме процесса Liquefin {A.xens), предусматривающего давление около 10,0 МПа;
• число холодильных циклов: от одного до трех;
• наличие или отсутствие каскада;
• тип основного криогенного теплообменника (ОКТ): спиральновитой или ребристо-пластинчатый;
Т а б л и да 4.6
Промышленные процессы производства СПГ
№ п/п Технологический процесс Число технологических линий Общая производительность, млн т в год
1 Классический каскад 4 2,2
2 CPOCP* 8 29.5
3 TEALARC 3 2,55
4 PRICO® 3 3,35
5 APCI SMR 4 3
6 APCI C3-MR 71 156,5
7 APCI C3MR/SplitMR™ 9 37,9
8 APCI AP-X™ 6 46,8
9 Statoil/Linde MFC® 1 4,3
10 Shell DMR 4 18.4
Итого 113 304,5
‘Оптимизированный каскадный процесс Phillips.
• наличие или отсутствие газового или жидкостного турбодетандеров в холодильных циклах;
• тип внешнего охлаждения: водяное или воздушное;
• приводы компрессоров: паровые турбины, газовые турбины или электродвигатели.
4.3.1. КАСКАДНЫЕ ПРОЦЕССЫ ОХЛАЖДЕНИЯ И СЖИЖЕНИЯ ГАЗА
Классический каскадный процесс охлаждения и сжижения газа был использован дважды на раннем этапе становления мировой ийдустрии СПГ -в Алжире (1964) и на Аляске (1969). Везде использовались ребристо-пластинчатые многопоточные теплообменники.
Каскад включает три контура (цикла) охлаждения на чистых компонентах - пропане, этилене и метане. Каждый цикл работает последовательно в соответствующем диапазоне температур, т.е. от температуры окружающей среды до температуры сжижения метана (рис. 4.24).
Сначала природный газ после сжатия в компрессоре охлаждается внешним природным источником - водой или окружающим воздухом, затем последовательно охлаждается испаряющимися пропаном до -35 °C, этиленом (илиэта-ном) до -95 °C, метаном до (—150)—(—155 °C), а затем расширяется в дросселе до атмосферного давления, охлаждаясь при этом до температуры хранения СПГ ~ -162 °C.
Все хладагенты испаряются при атмосферном (или чуть больше) давлении, при этом пропановый холодильный цикл охлаждается внешним источником -водой или воздухом, этиленовый (этановый) цикл охлаждается последовательно водой или воздухом и пропаном, метановый цикл - последовательно водой или воздухом, пропаном и этиленом (этаном). Кривые охлаждения для этого процесса представлены выше (см. рис. 4.10). Как видно из рисунка, классический каскадный процесс обладает относительно низкой эффективностью из-за большого расстояния между кривой охлаждения природного газа и ступенчатой линией охлаждения хладагентов. Другим существенным недостатком каскада
Рис. 4.24. Принципиальная схема классического каскадного процесса
является необходимость постоянного пополнения чиодых хладагентов в холодильных циклах вследствие их утечек через компрессорные уплотнения.
В настоящее время процесс по данной технологии не применяется.
С целью увеличения термодинамической эффективности на заводе в Арзеве (1964) каждый из трех холодильных циклов был разбит на 3-4 ступени с различными уровнями давлений и температур. Это улучшило эффективность процесса, по потребовало значительно большее количество оборудования (компрессоров, теплообменников, дроссельных устройств и др.).
В пропановом холодильном цикле поток хладагента (пропана) сжимался в компрессоре до давления в 1,3 МПа, охлаждался внешним источником охлаждения до +37 °C, расширялся в дросселе до давления первой ступени 0,75 МПа, прц-ЭЛОМ охлаждаясь до +16 °C. На второй и третьей ступени пропан расширялся до давлений 0,42 и 0,12 МПа, охлаждаясь до температур соответственно -3 °C и -37 °C.
Этилен после сжатия в компрессоре до давления 2,1 МПа и охлаждения внешним источником до +38 °C и пропаном до -31 °C расширялся на 4 ступенях до давлений 1,0 МПа (-51 °C); 0,5 МПа (-71 °C); 0,25 МПа (—86 °C) и 0,11 МПа (-101 °C).
В метановом холодильном цикле хладагент (метан) после сжатия в компрессоре до 3,4 МПа и охлаждения внешним источником до +38 °C, пропаном до -35 °C и этиленом до -96 °C расширялся на трех ступенях до давлений 1,2 МПа (-120 °C); 0,38 МПа (-141 °C) и 0,15 МПа (-154 °C).
Кривые охлаждения природного газа и хладагентов в данном мультисту-пенчатом цикле показаны иа рис. 4.25. Разбиение холод1<(ьиых циклов на несколько ступеней уменьшило разницу темцератур между природным газом и хладагентом в процессе охлаждения, что привело к повышению термодннамлг ческой эффективности. процесса.
В Кенае, на Аляске компания Phillips при строительстве завода. СПГ (1969) применила toi же принцип деления холодильных циклов с чистыми хладагентами на несколько ступеней, объединив ребристо-пластинчатые теплообменники группами в з^олодные блоки («coldboxes»). Иа этом заводе была
Рис. 4.25. Кривые охлаждения мультиступенчатого каскадного процесса
применена концепция «две технологических линии в одной»: основное оборудование дублировалось и устанавливалось параллельно. Такая концепция имела два основных преимущества: 1) уменьшение в абсолютных размерах основного оборудования (следовательно, уменьшение капитальных вложений и доступность оборудования на рынке); 2) в случае отказа оборудования на одной из паралфльных линий работоспособность другой половины оставалась на уровне производительности 65 % от номинальной.
Недостатками этой схемы были большое число единиц оборудования, запутанность трубопроводов и сложность синхронизации работы параллельных частей технологической линии.
Поэтому в дальнейшем рядом фирм были разработаны более совершенные технологии охлаждепия и сжижения газа.
4.3.2. МОДЕРНИЗИРОВАННЫЙ КАСКАДНЫЙ ПРОЦЕСС PHILLIPS
Модернизированный каскадный процесс Phillips {ConocoPhillips Optimized Cascade® Process) - это улучшенный вариант классического каскадного процесса (см. Приложение, рис. П-1), впервые был внедрен при реконструкции завода СПГ на Аляске в 1974 г., а затем был выбран при строительстве заводов СПГ в Тринидаде (1999), в Египте (Идку, 2005), в Австралии (Дарвин, 2006), в Экваториальной Гвинее (2007). В настоящее время (по состоянию на июль 2011 г.) Модернизированный каскадныйпроцесс Phillips лежит в основе проектов строящихся заводов СПГ в Анголе и Австралии (Глэдстоун).
Производительность технологических линий варьируется от 3 до 5,2 млн т СПГ в год. Процесс использует три отдельных холодильных цикла - пропановый, этиленовый и метановый, но в отличие от классического каскада, метановый цикл не замкнут. Часть паровой фазы сдросселированного после последнего криогенного теплообменника СПГ и испарившегося в процессе хрфщшя метана подается обратно в метановый холодильный цикл. Сюда же подается и метан, испарившийся в процессе загрузки-разгрузки метановых танкеров. Вс» это позволяет увеличить выход СНГ. В качестве приводов компрессоров используются только газовые (в том числе, аэродеривативные или авиационные) турбины.
Принципиальная схема модернизированного каскадного процесса представлена на рис. 4.26.
Во всех проектах сохраняется концепция «две технологических линии в м. «адежнае. давание. такое как компрессоры и газовые турбины. В то же время более надежное обору до-в-а-ние - аппараты воздушного охлаждения и теплообменники - не дублируется. В процессе используются стандартные ребристо-пластинчатые теплообменники. Так как в холодильных циклах используются только чистые компоненты в качестве хладагентов, сводится к минимуму риск возникновения двухфазного потока в теплообменнике со стороны хладагента. Холодные блоки, или «cold-boxes». используются только в этиленовом и метановом холодильных циклах. Для сохранения энергии каждый из компрессоров циклов состоит из двух или трех ступеней; пары промежуточного хладагента подаются в компрессор между ступенями [46].
Особенности данного процесса:
1. Производственная эффективность. Способность работать с 60%-ной производительностью даже при отключении одной части технологической линии.
5. Зак. 11132
65
2. Гибкость производства. При изменении состава сырьевого газа соответственно меняются точки вывода СПГ и ШФЛУ для оптимизации их производства. Многоступенчатость процесса позволяет менять точки отбора продуктов с целью минимизации стоимости ШФЛУ.
3. Возврат в систему паров метана. За счет испарившегося в nponitc# хранения метана пополняется запас хладагента в метановом цикле. При этом никакого дополнительного оборудования, кроме нагнетателя паров, не требуется.
4. Широкий диапазон производительности. Колебания фактической подачи сырьевого газа не влияют на процесс производства сжиженного газа. Технологическая линия способна работать при производительности 10% от номинала. Это достигается тем, что дизайн компрессоров предусматривает возможность переключения их на рециркулирующий* газ. Теплообменники способны гладко работать при любых нагрузках по газу. Эти обстоятельства облегчают процедуры запуска и остановки технологической линии, а также позволяют бесперебойно работать в периоды пониженной подачи сырья.
5. Гибкость технического обслуживания Плановое техническое обслуживание, а в некоторых случаях и капитальный ремонт оборудования может проводиться в периоды пониженной производительности.
6. Компактность размещения благодаря использованию пластинчатых теплообменников.
7. Стандартизация проектов. Строительство стандартных объектов похоже па строительство в нефтехимической промышленности, и это ближе потребителю, чем классический завод сжижения [28; 47].
4.3.3. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС TEALARC
Технология «TEALARC» была разработана совместно компаниями Technip, Gazde Franceu L’Air Liquide. Здесь использовалась идея смешанного хладагента в однопоточном цикле охлаждения, предложенная в 1934 г. Под-бильняком и развитая в 1957 г. Хазельденом в Англии и в 1959 г. А.П. Кли-
мелко в СССР. Смесь компонентов с различными температурами кипения, таких как азот, метан, этан, пропан и бутан, испаряется постепенно, забирая теплоту испарения у охлаждающегося природного газа. Присутствие в смеси азота позволяет переохлаждать природный газ до -160 °C и помогает уменьшить потери испаренного газа при заключительном дросселировании.
Были разработаны две версии этого процесса - с одним или с двумя уровнями давлений [37]. Версия с одним уровнем давления показана на рис. 4.27.
В этом процессе последовательное охлаждение природного газа и конденсация компонентов смешанного хладагента происходит в одних и тех же теплообменниках за счет холода обратных потоков. Данный процесс предназначен для небольших установок, таких как установки для покрытия «пиковых» нагрузок газопотребления, но в литературе отсутствуют ссылки на его промышленное применение.
В процессе с двумя уровнями давлений (см. рис. 4.28) охлаждение природного газа и внутренний теплообмен в холодильном цикле смешанного хладагента разделены. Часть паров смешанного хладагента подается в компрессор при промежуточном давлении. Этот процесс применялся для первых трех технологических линий алжирского завода в Скикде (1972).
Технологическая схема сжижения природного газа представляет собой классический однопоточный холодильный цикл. Но при этом, смешанный хладагент, состоящий из смеси этана и пропана, охлаждается и частично конденсируется с помощью вспомогательного холодильного цикла. Корпуса многопоточных теплообменников на заводе в Скикде были выполнены из нержавеющей стали, а трубки - из алюминия.
Сжижение природного газа происходит следующим образом. Очищенный и осушенный природный газ, находясь под давлением 3,8 МПа, предварительно охлаждается в теплообменнике. Т1 до температуры -56 °C, затем - в многопоточном теплообменнике Т2 до температуры -125 °C и после этого конденсируется и переохлаждается в теплообменнике ТЗ до температуры -153 °C, дросселируется до давления 0,2 МПа, охлаждаясь при этом до температуры -163 °C. Между первым и вторым теплообменниками частично сконденсировавшийся природный газ подается на установку фракционирования, где конденсат отделяемся от потока газа и разделяется на фракцию тяжелых углеводородов, пропан-бутановую фракцию и пропан-этановую фракцию для компенсации утечек хладагента.
Смешанный хладагент основного холодильного цикла (СХА-1) после сжатия в компрессорах К1 и К2 до 3,4 МПа (абс.) и охлаждения до температуры окружающей среды предварительно охлаждается и частично конденсируется последовательно в теплообменниках Т4, Т5 и Тб, а затем подается в сепаратор. Паровая фаза из сепаратора, представляющая собой смесь азота и метана, используется для переохлаждения сжиженного газа в теплообменнике ТЗ. В теплообменнике Т2 азотно-метановая смесь конденсируется, получившийся конденсат переохлаждается в теплообменнике ТЗ, затем дросселируется и обратным потоком направляется в ТЗ, где испаряется, забирая тепло испарения от СПГ, охлаждая его при этом от -125 °C до -153 °C. Жидкая фаза из сепаратора переохлаждается в теплообменнике Т2 и после дросселирования возвращается в тот же теплообменник, где конденсирует природный газ, отбирая от него тепло для собственного испарения. В теплообменнике Т1 этот же поток нагревается от -67 °C до +3 °C и выходит с давлением 0,35 МПа.
Смешанный хладагент вспомогательного холодильного цикла (СХА-2) в сжатом состоянии и при температуре окружающей среды подается в теплооб-
Рис. 4.27. Процесс TEALARC с одним уровнем давления
Рис. 4.28. Процесс TEALARC с двумя уровнями давлений
менник Т4, затем в Т5 и Тб. После каждого теплообменника часть потока отделяется, дросселируется и обратным потоком подается в соответствующий теплообменник. СХА-2 испаряется на трех уровнях давлений и охлаждает поток СХА-1 [48].
Процесс TEALARC на крупнотоннажных заводах СПГ использовался лишь однажды, на заре становления мировой индустрии сжиженного природного газа, а затем был вытецнен с рынка технологий более эффективными процессами.
4.3.4. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС PRICO®
Процесс PRICO® {Poly Refrigerant Integrated Cycle Operations), разработанный компанией The Pritchard Corporation, дочерней компанией корпорации Black & Veatch, базируется на однопоточном холодильном цикле ц был использован лишь однажды в крупнотоннажном производстве СПГ на 4, 5 и 6-й технологических линиях завода в Скикде, Алжир (1978-1981). Принципиальная схема процесса представляла на рис. 4.29.
В этом процессе хладагентом является смесь азота, метана, этана, пропана и изопентана. Изопентан добавлен в смешанный хладагент для того, чтобы в самом начале холодильного цикла, еще при высоких температурах, использовать его скрытую теплоту испарения для охлаждения природного газа.
Поток газа под давлением около 6 МПа и при температуре 12 °C, пройдя только часть пути через теплообменник, выходит из него через боковой вывод и попадает в сепаратор С1, где из частично охлажденного и сконденсированного газа выделяются тяжелые компоненты. Газ далее снова подается в теплообменник для сжижения. Выйдя из теплообменника и расширившись в дросселе Д2 до давления, чуть выше атмосферного, газ приобретает температуру -163 °C.
Одним из отличий процесса PRICO является смешение жидкого и парового потоков хладагента, подаваемых в главный теплообменник. После того, как сжатый до 3 МПа в компрессоре хладагент охлаждается с помощью водяного или воздушного холодильника, часть тяжелых компонентов конденсируется.
Рис. 4.29. Процесс PRICO
Получившийся парожидкостной поток подается в сепаратор. Жидкость из сепаратора прокачивается насосом и заново смешивается с паром внутри раштеде-лительного коллектора теплообменника. На обратном пути через теплообменник, после сброса давления в расширительном клапане, хладагент нагревается и испаряется, охлаждая природный газ и поток хладагента высокого давления. На входе в компрессор температура хладагента должна быть около (+5)-(+10) °C.
В процессе охлаждения природного газа используется очень большое количество хладагента, что требует больших затрат энергии на его сжатие и увеличенной поверхности теплообмена. Холодный блок установки, или «cold box», является комплексом очень эффективных пластинчатых теплообменников, которые помогают в процессе теплообмена между сжатым хладагентом и природным газом. Этот теплообмен обеспечивает охлаждение природного газа приблизительно до -155 °C благодаря турбулентному режиму потоков по ходам теплообменника [49; 50].
Процесс обладает низкой эффективностью и производительностью, но является одним из самых простых в управленЩь Вследствие малого количества оборудования у PRICO йизкие капитальные затраты, но требуемое для сжатия хладагента количество энергии увеличивает эксплуатационные затраты, а следовательно, и стоимость СПГ.
Впоследствии компания Black & Veatch усовершенствовала процесс PRICO с целью уменьшения эксплуатационных расходов (рис. 4.30). Оригинальная схема Black & Veatch дана в Приложении, рис. П-2.
Главным отличием модифицированного процесса PRICO от первого варианта является наличие промежуточной стадии на этапе компримирования хладагента. После сжатия в компрессоре К1 (или на первой ступени компрессора) и охлаждения в холодильнике Х1 хладагент подается в сепаратор С2, где сконденсировавшаяся жидкость отделяется от газовой фазы хладагента. В жидкости давление поднимается насосом Н1, а в газовой фазе - компрессором К2 (или второй ступенью компрессора). Это уменьшает требуемую производительность компрессора примерно на 30 %, что делает процесс PRICO более энергоэффективным.
Рис. 4.30. Модифицированный процесс PR1CO®
Максимальная производительность процесса - не более 1 млн т СПГ в год. На его основе работают порядка 25 % существующих установок для покрытия «пиковых» нагрузок в США, мцни-заводы СПГ в Китае (действующие и планируемые) [51; 52]. В 2011 г. компания Black & Veatch подписала контракт на стровдайьство 23-й установки сжижения природного газа, работающей по технологии PRICO [53].
Основные преимущества процесса PRICO:
- экономия - самые низкие капитальные затраты по сравнению с остальными промышленными технологиям и;
- простота - однопоточный холодильный цикл на смешанном хладагенте требует минимального количества оборудования и простой системы управления;
- гибкость - может работать с различными составами природного газа и при различных условиях окружающей среды, обеспечивая надлежащее качество СПГ;
- простота управления - упрощенная процедура запуска и остановки с минимальным временем простоя;
- надежность - проверенный временем процесс, требующий минимального количества обслуживающего персонала [54].
4.3.5. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС APCI SMR
Процесс SMR - Single Mixed Refrigerant - один из первых процессов, примененных компанией APCI (Air Products and Chemicals Inc.) в крупнотоннажном производстве СПГ (Ливия, 1970). Он также относится к процессам с одним холодильным циклом на смешанном хладагенте, обладает низкой производительностью. В связи с этим технологические линии завода в Марса Эль Брэга производили всего 0,8 млн т СПГ в год каждая. Принципиальная схема одной из модификаций этого процесса представлена па рис. 4.31. Оригинальная схема APCI дана в Приложении, рис. П-3.
Хладагент, состоящий из смени азота, метана, этана, пропана и нормального бутана, сжимается в двухступенчатом компрессоре К1, К2 и охлаждается в воздушных или водяных холодильниках Х1, Х2 на промежуточной и финальной ступенях компрессора. Сжатый и частично скОйденсировавшуйся хлад-
Рис. 4.31. Процесс APCI SMR
агент разделяется в сепараторе С2 на жидкую и газовую фазы и отдельными потоками подается в трубные пучки в нижней, части спиральновитого криогенного теплообменника - МСНЕ (на рисунке теплообменники Т1 и Т2 показаны раздельно, но в реальности являются частями одного криогенного теплообменника). Пройдя теплую часть Т1 криогенного теплообменника, жидкая фаза охлаждается до температуры порядка -100 °C и выводится через боковой штуцер, дросселируется и возвращается обратным потоком в межтрубное пространство теплообменника для охлаждения природного газа, газовой и жидкой фаз высокого давления многокомпонентного хладагента. Газовая фаза хладагента высокого давления проходит холодную часть Т2 криогенного теплообменника, на выходе из него дросселируется и также возвращается обратным потоком в межтрубное пространство теплообменника для охлаждения потока природного газа и потока газовой фазы хладагента высокого давления.
Основной криогенный теплообменник может состоять из двух и из трех частей, как показано в Приложении, на рис. П-5. В этом случае газовая фаза смешанного хладагента после частичной конденсации в теплой части теплообменника Т1 разделяется в сепараторе и возвращается в теплообменник двумя потоками для дальнеГнйего охлаждения. Затем после средней части теплообменника конденсат газовой фазы выводится и дросселируется, а на холодном конце теплообменника - оставшаяся газовая фаза.
Природный газ поступает на установку сжижения подавлением 5-6 МПа, при прохождении криогенного теплообменника охлаждается, конденсируется и переохлаждается. Выйдя из теплообменника при высоком давлении, сжижей-ный природный газ расширяется в дросселе пли детандере до давления, при котором СПГ будет храниться, и направляется в криогенный резервуар для хранения.
Преимущества технологии APCI SMR:
- простота;
- малое количество оборудования;
- пойНЯршое потребление углеводородов в холодильном цикле.
В настоящее время компания APCI предлагает эту технологию для средне-и малотоннажного производства СПГ (0,5-1,5 млн т в год) и для плавучих заводов СПГ [55].
Использование холодильного цикла со смешанным хладагентом и многопоточного спиральновитого криогенного теплообменника позволило уменьшить число единиц оборудования и более гибко регулировать процесс, сжижения. Однако, термодинамическая эффективность процесса с однопоточным холодильным циклом на смешанном хладагенте в целом ниже, чем у оптимизированного каскадного процесса, в частности, из-за термических потерь, вызванных конденсацией см«!§и компонентов с сильно различающимися температурами кипения. Компромиссом между простотой технологической схемы и энергоэф-фективиМОтью стало использование смешанного хладагента в основном цикле сжижения и применение цикла предварительного охлаждения.
4.3.6. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС APCI C3MR
Процесс C3MR, разработанный компанией APCI, является наиболее распространенным. В 2011 г. ом применялся на 73 технологических линиях из 113 и обеспечивал 53 % мирового производства СПГ. Производительность отдель-
них технологических линий с технологией APCI C3MR варьируйся между 1,3 и 4,4 млн т СПГ в год.
Процесс APCI C3MR включает два цикла охлаждения (рис. 4.32, оригинальную схему APCI - в Приложении, рис. П-4). Цикл предварительного охлаждения, включающий серии теплообменников, использует пропан (Сз) для охлаждения природного газа и смешанного хладагента, используемого в основном цикле сжижения. Три или четыре ступени пропанового цикла испаряют пропан при различных давлениях, чтобы предварительное охлаждение природного газа и смешанного хладагента происходило постепенно.
Многокомпонентный холодильный агент {Mixed Components Refrigerant -MCR) состоит из смеси азота, метана, этана и пропапа. После сжатия в компрессоре К1 хладагент охлаждается в пропановом цикле до температуры (-30)-(-39)°С и подается в сепаратор для разделения на газовую и жидкую фазы. Процесс охлаждения природного газа в основном криогенном теплообменнике Т2 происходит так же, как и в процессе APCI SMR (см. п. 4.3.5).
Природный газ после очистки и осущки, находясь под давлением 6,7 МПа (абс.), охлаждается в пропановом цикле до (-30)-(-39)°С, затем подается в трубный пучок «шовного криогенного теплообменника, где конденсируется и переохлаждается смешанным хладагентом, проходящим в межтрубном пространстве, до (-150)-(-162)°С. Сжиженный газ выходит из верхней части криогенного теплообменника под давлением и направляется в расширительное устройство (дроссель или детандер) для сброса давления и финального охлаждения. Затем СПГ подается либо в сепаратор для разделения на газовую или жидкую фазы, либо на установку хранения.
В зависимости от состава природного газа, после цикла предварительного охлаждения часть тяжелых компонентов газа может выпасть в виде жидкости, которуфнжюбходимо удалить из основного потока газа. Эту жидкость (Сз+) на-
Рис. 4.32. Процесс APCI C3MR
правляют на установку фракционирования для дальнейшего разделения и производства компонентов холодильной смеср.
В различных вариантах процесса APCI C3MR используются паровые или газовые турбины для привода компрессоров, воздушное или водяное внешнее охлаждение. Процесс применим для природного газа с различными составами. К преимуществам процесса относятся минимальное число единиц оборудования, эффективность, оперативная гибкость и надеж1^>сть [56].
4.3.7. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС APCI C3MR/SPLITMR™
Необходимость увеличения производительности отдельной технологической линии производства СПГ заставила компанию APCI модифицировать процесс APCI C3MR. С появлением процесса APCI C3MR/SplitMR™ производительность технологической линии возросла до 5 млн т в год (завод СПГ в Дамиетте, Египет). Основное отличие процесса APCI C3MR/SplitMR™ от процесса APCI C3MR - оптимизированная конфигурация компрессоров и приводных газовых турбин.
До 2003 г. компрессоры пропана и смешанного хладагента приводились в движение разными турбинами (как правило, газовыми, рис. 4.33). Пропановый компрессор использовал примерно одну треть полной мощности газовых турбин, а компрессоры основного цикла охлаждения - две трети мощности. Так как в процессе использовались газовые турбины одного типа (с целью унификации оборудования), то их потенциальная мощность использовалась нерационально.
Для оптимизации использования мощности газовых турбин один из компрессоров основного цикла охлаждения подсоединили на вал газовой турбины пропанового цикла охлаждения, как показано на рис. 4.34. Это позволило сба-
стартер
Рис. 4.33. Конфигурация компрессоров в процессе APCI C3MR:
ГТ1, ГТ2 - газовые турбины пропанового и основного циклов охлаждения; СХА НД - компрессорная ступень низкого давления смешанного хладагента; СХА СД - компрессорная ступень среднего давления смешанного хладагента; СХА ВД - компрессорная ступень высокого давления смешанного хла^гента
стартер
▼
Рис. 4.34. Конфигурация компрессоров в процессе APCI C3MR/SplitMRIU:
ГТ1 ГТ2 - газовые турбины пропанового и основного циклов охлаждения; СХА НД - компрессорная ступень низкого давления смешанного хладагента; СХА СД - компрессорная ступень среднего давления смешанного хладагента; СХА ВД - компрессорная ступень высокого давления смешанного хладагента
лансировать нагрузку на приводы компрессоров и полностью использовать мощность газовых турбин. Производительность технологической линии возросла при использовании того же числа турбин и компрессоров [57].
4.3.8. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС АРС-Х™ (APCI АР-Х™)
Процесс сжижения природного газа АРС-Х™ базируется на технологии APCI C3MR/SplitMR™, но, в отличие от базовой технологии, к двум первым циклам охлаждения и сжижения добавлен третий азотный цикл врреохлажде-ния. Принципиальная схема процесса показана на рис. 4.35 и в Приложении, па рис. П-5. Различные варианты процесса АРС-Х™ могут включать как одну, так и две ступени охлаждения в основном цикле.
На стадии переохлаждения вместо смешанного хладагента используется азотный холодильный цикл с детандером.
На стадии предварительного охлаждения пропан обеспечивает охлаждение природного газа до -30 °C. Дальнейшее охлаждение и сжижение прироЛого газа происходит в осповном криогенном теплообменнике Т2 под действием смешанного хладагента, состав которого остается таким же, как и в процессе APCI C3MR. На выходе из основного криогенного теплообменника температура СПГ составляет (—120)—(—130) °C. Финальное переохлаждение СПГ до -162 °C осуществляется за счет холодного газообразного азота, вышедшего из азотного турбодетандера. Затем СПГ дросселируется и направляется в резервуар для хранения.
В цикле переохлаждения чистыД азот сжимается в компрессоре КА, охлаждается водой в теплообменнике ХА и встречным потоком азота низкого давления в теплообменнике Т4, и далее расширяется в турбодетандере ТД, охлаждаясь при этом до температуры -170 °C. При прохождении по меж-
Рис. 4.35. Процесс АРС-ХТМ”
трубному пространству теплообменника ТЗ азот переохлаждает природный газ до -162 °C.
При температуре сжижения природного газа азот имеет давление насыщенных паров порядка 1,7-2,3 МПа. Это составляет некоторое преимущество перед хладагентами, которые при тех же условиях имеют бол^е низкие давления насыщенных паров (например, метан). Более высокое давление насыщенных паров приводит к уменьшу! и ю объемного расхода хладагента в цикле низкого давления. Это ведет также к уменьшению размеров, а следовательно, и стоимости компрессора азотного цикла. Кроме того, повышенное давление увеличивает эффективность процесса за счет большего перепада давления при расширении в детандере, а значит, и достижения более низких температур при расширении.
Введение в процесс азотного цикла при том же расходе сырьевого газа позволяет уменьшить объемные расходы пропана и смешанного хладагента в двух первых циклах. По сравнению с базовым процессом, массовый расход пропана составляет 80 % от расхода в процессе APCI C3MR, а объемный расход смешанного хладагента на входе в компрессорную ступень низкого давления - 60 % от расхода в той же базовой версии [58]. При использовании такого же оборудования,, как в базовом процессе, появляется возможность увеличить нагрузку на него, а следовательно, увеличить производительность всего процесса. Повышение температуры на выходе из основного криогенного теплообменника снижает нагрузку на теплообменник Т2, также позволяя увеличить его производительность. Заводы СПГ RasGas и Qatar Gas II, III и IV в Катаре, использующие технологию АРС-Х в сочетании с газовыми турбинами повышенной мощности, производят на отдельных технологических линиях до 7,8 млн. т СПГ в год.
4.3.9. ТЕХНОЛОГ ИЧЕСКИЙ НРОЦЕСС STATOIL-LINDE MFC®
Процесс MFC® {Mixed Fluid Cascade) был разработан альянсом Statoil/ Linde и выбран для норвежского завода СПГ Snohvit производительностью 4,3 млн т в год. Колебания температуры воздуха в окрестностях острова Мель-койа, где расположен завод, происходят в пределах от -20 °C зимой до +27 °C летом. В таких условиях пропановый цикл предварительного охлаждения не эффективен.
Процесс MFC® включает три отделвных цикла охлаждения на смешанных хладЛелтах: предварительного охлаждения, сжижения и переохлаждения. Принципиальная схема процесса дана на рис. 4.36, оригинальная схема Linde приведена в Приложении, на рис. П-6.
Очищенный и осушенный природный газ, находящийся под давлением 50-60 МПа, охлаждается в двух ребристо-пластинчатых теплообменниках Т1 цикла предварительного охлаждения до (-40)-(-50) °C. На выходе из цикла сжижения (теплообменник Т2) температура природного газа должна быть порядка (-70)-(-80) °C, а после цикла переохлаждения (теплообме^док ТЗ) -(—140)—(—150) °C. Расширение в жидкостном детандере Д4 до давления 0,12 МПа позволит охладить СПГ до температуры -160 °C.
Хладагенты состоят из смесей- метана, этана, пропана и азота, но их составы в трех циклах различны. Примерный состав хладагентов приведен в работе [49] (табл. 4.7).
Рис. 4.36. Процесс Statoil/Linde MFC®
Таблица 4.7
Составы хладагентов процесса Statoil/Linde М1:С&
'—-—Хладагент Цикл ' Пропан, % Этан, % Метан, % Азот, %
Предварительного охлаждения 60 28 10 2
Сжижения 3 12 80 5
Переохлаждения 7 10 80 3
Хладагент СХА-1 цикла предварительного охлаждения, состоящий преимущественно из пропана и этана, сжимается в компрессоре К1, конденсируется с помощью морской воды в теплообменнике Х1 и переохлаждается в теплообменнике Т1. После прохождения дроссельного устройства Д1 хладагент обратным потоком возвращается в теплообменник Т1 для охлаждения природного газа и смесевых хладагентов СХА-2 и СХА-3.
Хладагент СХА-2 цикла сжижения сжимается в компрессоре К2, конденсируется морской водой в теплообменнике Х2, охлаждается последовательно в теплообменниках Т1 и Т2, дросселируется в устройстве Д2 и используется как охлаждающий поток в межтрубном пространстве теплообменника Т2.
Хладагент СХА-3 цикла переохлаждения сжимается в компрессоре КЗ, конденсируется морской водой в теплообменнике ХЗ, охлаждается последовательно в теплообменниках Т1, Т2 и ТЗ, и после прохождения дросселя Д2 используется как охлаждающий поток в межтрубпом пространстве теплообменника ТЗ.
На входе в компрессоры все потоки представляют собой перегретый пар, чтобы избежать конденсации в процессе сжатия [59].
Этот процесс напоминает классический каскадный процесс сжижения, но главное отличие процесса MFC® в том, что в качестве хладагентов используются смеси углеводородов и азота. Использование смесевых хладагентов повышает термодинамическую эффективность каскадного процесса.
4.3.10. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС SHELL DMR
Технологический процесс Double Mixed Refrigerant - DMR был разработан компанией Shell для средне- и крупнотоннажного производства СПГ с производительностью т^хнологичедких линий от 2 до 5 млн т в год. По этой технологии работает завод СПГ на Сахалине, стартовавший в феврале 2009 г. Производительность каждой из двух технологических линий составляет 4,8 млн т СПГ в год. Принципиальная схема процесса дана на рис. 4.37, оригинальная схема Shell - в Приложении, на рис. П-7.
Хладагент цикла предварительного охлаждения (СХА-1) представляет собой смесь этана и пропана с добавлением небольших количеств метана и бутана [60]. Использование смешанного хладагента в цикле предваритстишого охлаждения делает процесс более гибким и эффективным в условиях низких температур окружающего воздуха. Процесс легко адаптируется к изменению внешней температуры путем изменения соотношения пропана и этана в смесевом хладагенте СХА-1. Преимущества данной технологии особенно сказываются в условиях зимних температур (около -30 °C), когда вследствие вариабельности составов хладагентов коэффициент ожижения природного газа достигает макси-
.. Зак. 11132
Рис. 4.37. Процесс Shell DMR
мума. Кроме того, изменение состава хладагента позволяет более эффективно ислользовать мощности газовых турбин [61].
Хладагент СХА-1 сжимается в двухступенчатом компрессоре КЗ с воздушным охлаждением и поступает в трубный пучок теплообменника Т1. На выходе из теплообменника Т1 СХА-1 разделяется на два потока. Первый поток дросселируется в устройстве Д5 и направляется в межтрубное нространство теплообменника Т1 для охлаждения потоков, поднимающихся по трубным пучкам. Второй поток направляется в теплообменник Т2 для дальнейшего охлаждения, дросселирования в устройстве Д4 и образования потока охлаждения теплообменника Т2. Выходящие из нижней части теплообменников Т1 и Т2 потоки газа направляются в компрессор КЗ.
Очищенный природный газ и смешанный «хладагент основного цикла сжижения (СХА-2) охлаждаются в цикле предварительного охлаждения до (-50)-(-80) °C, проходя последовательно снизу вверх по трубным пучкам теплообменников Т1 и Т2.
СХА-2, состоящий преимущественно из метана и этана с добавлением некоторого количества пропана и азота, охлаждается в теплообменнике Т1 и частично конденсируется в теплообменнике Т2, после чего разделяется в сепараторе С1 и двумя потоками - жидким и газовым - ноступает снизу в трубные пучки основного криогенного теплообменника ТЗ. Процесс охлаждения и конденсации природного газа смешанным хладагфЬэм в основном криогенном теплообменнике ТЗ был описан в разделе 4.3. Хладагент основного цикла сжижения, выйдя из нижней части теплообменника ТЗ, подается на всасывание в двухступенчатый компрессор К1, 2, где сжимается, охлаждается и возвращается в теплообменник Т1.
В основном криогенном теплообменнике ТЗ природный газ при движении по трубным пучкам снизу вверх сжижается и переохлаждается до температуры -153 °C. После основного криогенного теплообменника сжатый и сжиженный газ расширяется в устройстве Д1 до 0,12-0,13 МПа, охлаждается до температуры -161 °C и направляется в резервуар для хранения.
Процесс Shell DMR использует спиральновитые теплообменники производства компании Linde как в основном цикле сжижения, так и в цикле предварительного охлаждения. Для привода компрессоров применяются газовые турбины Frame 7.
Следующие два крупнотоннажных технологических процесса еще не имеют промышленного применения в индустрии сжижения природного газа, но уже выбраны в качестве основной технологии для определенных проектов.
4.3.11. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС SHELL PMR
Для увеличения производительности отдельной технологической линии компания Shell разработала процесс Parallel Mixed Refrigerant (PMR), который-лег в основу проекта «Seven Plus» - седьмой технологической линии завода СПГ в Нигерии. С одним циклом предварительного охлаждения и двумя параллельными циклами сжижения производительность может вырасти до 10 млн т СПГ в год, если будут использованы газовые турбипы большой мощности. В цикле предварительного охлаждения в качестве хладагента может быть использован как чистый пропан, так и смесь легких углеводородов. Принципиальная схема процесса дана на рис. 4.38, оригинальная схема Shell - в Приложении на рис. П-8.
Рис. 4.38. Процесс Shell PMR
После прохождения цикла предварительного охлаждения поток природного газа делится пополам для параллельного сжижения и переохлаждения смешанным хладагентом в двух спиральновитых криогенных теплообменниках. Каждый из параллельных циклов сжижения оснащен отдельной газовой турбиной большой мощности, приводящей в движение мультиступенчатые компрессоры. В цикле предварительного охлаждения смешанные хладагенты параллельных циклов охлаждаются отдельными потоками, где частично конденсируются, а затем поступают в сепараторы для разделения жидкой и паровой фаз перед прохождением основных криогенных теплообменников.
Переохлажденный природный газ из двух параллельной циклов сжижения объединяется перед финальной сепарацией, где от товарного СПГ отделяется топливный газ. СПГ паправляется на хранение, а газ - в топливную систему [62].
4.3.12. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС AXENS LIQUEFIN®
Процесс Liquefin французской компании Axens, дочерней компании Института нефти Франции (IFP), был выбран для иранского проекта Pars LNG после сравнения с другими процессами, из которых американские технологии были исключены вследствие эмбарго. В настоящее время этот проект приостановлен.
Процесс Liquefin осуществляется в соответствии с технологической схемой, представленной на рис. 4.39. Оригинальная схема Axens - в Приложении, рис. П-9.
Технологический процесс включает два цикла: 1) предварительное охлаждение; 2) сжижение. В каждом используется смешанный хладагент.
В цикле предварительного охлаждения хладагент СХА-1 испаряется на трех разных уровнях давления, что повышает термодинамическую эффективность процесса и позволяет достичь температуры -80 °C. При этой температуре хладагент цикла сжижения СХА-2 полностью конденсируется, что исключает необходимость разделения фаз перед входом в криогенную часть теплообменника и значительно уменьшает количество хладагента СХА-2. Поступление хладагента цикла сжижения в жидкой фазе снижает необходимую поверхность теплообмена и количество энергии, необходимое для перекачки данного хладагента. На выходе из цикла сжижения температура СПГ достигает -160 °C.
Характерной особенностью процесса является использование в холодильных циклах только ребристо-пластинчатых теплообменников, объединенных в две группы холодильных блоков {cold box'), а блоков - в линию теплообмена. Весь теплообмен между природным газом и смешанными хладагентами происходит в единой теплообмелюй линии, где природный газ охлаждается от температуры окружающей среды до криогенных температур. Первая группа холо-
Рис. 4.39. Процесс Liquefin
Вид сверху
Холодильный блок
Из/В компрессоры
□□□□Г
□ □□□□
□□□□□
около 10 м
Пластинчато ребристый теплообменник
Нижние теплообменники
40 °C
около 15 м
-60 °C
-160 °C
около 25 м
Рис. 4.40. Характерная конфигурация теплообменников процесса Liquefm
Вид спереди
Зерхние теплообменники
дильных блоков обеспечивает работу цикла предварительного охлаждения (левая часть теплообменника на рис. 4.39), вторая группа холодильных блоков -работу цикла сжижения и переохлаждения (правая часть теплообменника на рис. 4.39).
Конфигурация теплообменников npoiWcca Liquefin представлена на рис. 4.40 [63].
4.4. РАЗВИТИЕ КРУПНОТОННАЖНОГО ПРОИЗВОДСТВА СПГ
В стоимости завода СПГ наибольшая часть затрат (30-40 %) приходится на технологический процесс охлаждения и сжижения природного газа. Этот
процесс, включающий предварительное охлаждение, выделение высококипящих компонентов (С2+), очистку и осушку газа, охлаждение и конденсацию в основном криогенном теплообменнике, на всех заводах СПГ объединен в технологическую линию. Оборудование технологических линий, оказывающее основное влияние на формирование себестоимости СПГ, - это компрессоры с приводами, системы внешнего охлаждения циклов и многопоточные криогенные теплообменники. Для снижения себестоимости СПГ существует два пути: экстенсивный и интенсивный. Экстенсивный путь - это рост производитёльности отдельной технологической линии, увеличение масштабов производства. Интенсивный путь заключается в оптимизации существующих технологий и оборудования.
4.4.1. ЭКСТЕНСИВНОЕ РАЗВИТИЕ ПРОИЗВОДСТВА СПГ
На протяжении всей истории производства СПГ, насчитывающей более 50 лет своего существования, прослеживается четкая тенденция экстенсивного развития. Мощность единичных технологических линий выросла с 0,3 млн т в год в Арзеве (1964) до 7,8 млн т в год в Катаре (2011).
В экстенсивном развитии технологий сжижения природного газа ключевую роль сыграли четыре элемента:
1) число холодильных циклов;
2) производительность компрессоров;
3) мощность приводов компрессоров;
4) размеры и конструкции теплообменников как основных аппаратов для охлаждения и конденсации природного газа в процессе сжижения.
Самые первые установки по сжижению газа в США использовали либо классический каскадный профсс, либо однопоточный холодильный цикл на смешанном хладагент^ Производительность таких установок не превышала 1 млн т СПГ в год.
На первом в мире крупнотоннажном заводе в Алжире (1964) использовалась технология каскадного процесса сжижения, предложенная совместно компаниями Technip и Air Liquide. Эта вйхнология использует три отдельных цикла охлаждения:
1) цикл на пропане охлаждает газ до -30 °C;
2) этиленовый цикл снижает температуру природного газа приблизительно до -100 °C;
3) метановый цикл охлаждения конденсирует природный газ, превращая его в жидкость, готовую к транспортировке при -160 °C.
На заводе в Арзеве использовались паровые турбины для привода компрессоров для каждого холодильного цикла и морская вода для внешнего охлаждения конденсаторов. Для пропанового цикла охлаждения использовались теплообменники кожухотрубчатого типа, а для этиленового и метанового циклов - спирально-витые. Общая мощность завода, состоящего из трех технологических линий, была 0,9 млн т СПГ в год. Завод до настоящего времени находится в эксплуатации.
Завод СПГ на Аляске на единственной технологической линии производил 1,5 млн т СПГ в год. Здесь была применена технология каскадного процесса компании Phillips (Phillips Cascade), похожая на технологию алжирского завода, но значительно большей производительности: мощность одной технологической линии на Аляске в пять раз выше, чем в Арзеве. На Аляске впервые
использовались газовые одновальные турбины в качестве приводов компрессоров и ребристо-пластинчатые теплообменники, также разработанные компанией Phillips.
Завод СПГ Марса-эль-Брега в Ливии первым использовал более простой, хотя и менее эффективный однопоточный холодильный цикл на смешанном хладагенте (SMR), разработанный компанией Air Products and Chemicals, Inc. (APCI). Основной целью разработки было сокращение числа компрессоров и теплообменников на одну технологическую лигшю. Завод состоял из двух технологических линий по 0,75 млн. т в год, каждая из которых включала спирально-витой главный криогенный теплообменник (МСНЕ). Это было серь^ное отступление от классической технологии сжижения природного газа. Вместо каскадного процесса, использующего отдельные холодильные циклы на чистых хладагентах со ступенчатым понижением температуры природного газа, технология SMR использует однопоточный холодильный цикл со смесью углеводородов (метана, этана, пропана и т.п.) в качестве хладагента (СХА). Конденсация компонентов хладагента, так же, как и их испарение, происходит в одном холодильном цикле в широком интервале температур: от температуры окружающей среды до необходимых -160 °C. Впервые схему однопоточного цикла глубокого охлаждения разработал советский ученый А.П. Клименко еще в 1956 г.
На заводе СПГ в СкикДа (Алжир) также использовалась технология SMR, но усовершенствованная компанией Technip и названная «TEALARC». Здесь однопоточный цикл охлаждения использует два уровня давления хладагента. Завод состоял из трех технологических линий на 1 млн т в год каждая, что на 33 % мощнее линий в Марса-эль-Брега.
На заводе в Лумуте (Бруней) основные инновации заключались в применении цикла предварительного пропанового охлаждения перед основным циклом охлаждения на СХА. Это было первое применение процесса C3-MCR, разработанного компанией APCI и до сих пор являющегося самым распространенным в мире. Термодинамическая эффективность этого процесса существенно выше эффективности- процесса SMR. Завод в Лумуте был вторым, где использовались новейшие спирально-витые алюминиевые теплообменники компании APCI. Производители оборудования пришли к выводу, что предельный размер Главного Криогенного Теплообм«ника (МСНЕ) определял индивидуальную производительность технологической линии. На этом заводе компрессоры приводились в движение паровыми турбинами, а в качестве внешнего охлаждения холодильных циклов использовалось водяное охлаждение [64].
Первые две технологические линии в Абу-Даби были по 1,25 млн т в год. В Индонезии производительность каждой из двух технологических линий выросла до 2 млн т в год за счет увеличения размеров главного криогенного теплообменника (МСНЕ) и паровых турбин.
В Аруне (Индонезия) для слетка измененной версии универсального в то время процесса APCIC3-MCR впервые после Аляски использовались газовые турбины усовершенствованной конструкции.Первые газовые турбины типа GE Frame 5С (General Electric™) с двойным валом облегчали процесс запуска и обеспечивали большую эксплуатационную гибкость. Подключение газовой турбины непосредственно на вал компрессора упростило конструкцию и повысило эффективность использования топлива, а также снизило капитальные затраты в результате отсутствия парогенерирующего оборудования и установок очистки воды в паровом цикле.
На заводе в Бинтулу (1983) в последний раз использовались паровые турбины для привода компрессоров, при этом производительность отдельной тех
нологической линии выросла до 2,5 млн т в год. Такой рост в 80-е годы XX в. произошел, в первую очередь, от увеличения размеров основного оборудования. Такое увеличение масштабов оборудования стало возможным благодаря опыту эксплуатации и обработки данных, накопленномупри эксплуатации предыдущих заводов СПГ. Например, на заводе СПГ в Брунее применялись компрессоры с паровыми турбинами мощностью 20 МВт. Для первого завода СПГ в Малайзии поставщики оборудования смогли уверенно увеличить мощность паровых турбин до 35 МВт. Кроме того, компания APCI приобрела ценный опыт производства оборудования для заводов СПГ 70-х годов прошлого столетия и смогла увеличить размеры основных криогенных теплообменников.
Основными инновациями 80-х годов стала полная замена водяного охлаждения на воздушное, впервые примененная в Австралии, на заводе Северо-Западный Шельф. Воздушное охлаждение было применено в связи с экологическими ограничениями на применение водяного охлаждения в этом регионе и стало доминирующим в последующих проектах. Здесь также использовались газовые турбины.
Одной из главных задач 90-х годов стала максимизация мощности, передаваемой с вала газовой турбины на компрессор, и дальнейшее увеличение производительности технологических линий. Существенным шагом вперед стало применение на втором малайзийском заводе Бинтулу MLNG II (1995) массивных газовых турбин GE Frame 7 и GE Frame 6 (см. табл. 4.4). Один вал турбины Frame 7 передавал крутящий момент на осевой и центробежный компрессоры холодильного цикла со смешанным хладагентом. Такие же турбины использовались при строительстве заводов в Нигерии и в Омане в новом четырехступенчатом цикле предварительного пропанового охлаждения. Мотивацией к использованию турбин GE Frame 7 с одним валом стало снижение на 15-20 % капитальных затрат на единицу мощности и на 10-15 % потребления топлива за счет уменьшения количества турбин.
Новые идеи были использованы на заводе в Тринидаде (1999). К этому времени компания ConocoPhillips усовершенствовала каскадный процесс сжижения, впервые использовавшийся на Аляске в 1969 г., и поставила на завод в Тринидаде свою технологию оптимизированного каскадного процесса -ConocoPhillips Optimized Cascade® [47]. Эта технология построена на концепции надежности «двух линий в одной» и по производительности сразу сравнялась с процессом APCIC3-MCR. В то время нормой при строительстве заводов СПГ было - две-три технологические линии во избежание перебоев в поставках СПГ в случае выхода из строя какого-либо оборудования. Проект Atlantic LNG в Тринидаде показал возможность и, при определенных условиях экономическую состоятельность завода с единственной технологической линией, обеспечивающей надежность поставок СПГ и более низкие капитальные затраты. Концепция проста: более необходимое и менее надежное оборудование, например, турбины и компрессоры, дублируется, а остальное более надежное оборудование, такое как аппараты воздушного охлаждения или пластинчатые теплообменники, не дублируется [65].
С началом нового века технологические линии по производству СПГ продолжили наращивать свои мощности. С одной стороны, на строящихся заводах по-прежнему применяли технологию APCIC3-MCR, но в качестве приводов компрессоров цикла предварительного пропанового охлаждения стали использовать газовую турбину GE Frame 7ЕА. Это позволило повысить производительность технологических линий (предыдущие модели газовых турбин Frame 5
и Frame 6 обладали меньшей мощностью, (см. табл. 4.4). Так было на заводах в Малайзии - MLNG III (2003, 2 линии по 3,8 млн т в год), в Австралии -Karratha Gas Plant {North West Shelf Australia LNG), линия 4 (2004) и линия 5 (2008) по 4,4 млн т в год.
В некоторых проектах этого периода перешли полностью с водяного на воздушное охлаждение.
С другой стороны, первое десятилетие нового века ознаменовалось рождением нескольких новых технологий сжижения природного газа. В 2003 г. при строительстве двух новых производственных линий в Катаре на заводе Ras Gas II появился первый усовершенствованный вариант процесса C3-MCR компании APCI - процесс C3MR/SplitMR™ [66]. Суть инновации заключалась в том, что компрессор цикла предварительного пропанового охлаждения и один из компрессоров основного цикла со смешанным хладагентом приводились в движение приводом одной газовой турбины при полном использовании ее мощности. Это позволило приблизить производительность одной лщри к уровню 5 млн т СПГ в год.
Одновременно с компанией APCI компания ConocoPhillips работала над увеличением производительности Оптимизированного' каскадного процесса. Для поднятия производительности четвертой технологической линЛ в Тринидаде до 5,2 млн т СПГ в год компанией были использованы следующие технические решения:
- использование трех компрессоров вместо двух в пропановом и этиленовом циклах;
- добавление промежуточного охлаждения в компрессоры метанового цикла;
- включение дополнительных конденсаторов пропана в пропановый цикл охлаждения;
- усовершенствование конструкции лопаток компрессорных колес [46].
В свою очередь, компания Linde Engineering разработала собственную конструкцию высокопроизводительных спирально-витых теплообменников, которые были использованы на заводе North West Shelf {NWS) в Австралии, при строительстве 4 и 5-й линий (по 4,4 млн т в год) и на Сахалине (4,9 млн т в год) [35]. Кроме того, компания Linde Engineering на норвежском заводе СПГ Сновит, начавшем работу в 2007 г., применила свой собственный каскадный процесс Multi Fluid Cascade (MFC) и свои теплообменники. В процессе MFC -три цикла охлаждения - предварительный, основной и переохлаждения, каждый из которых использует смешанный хладагент. В качестве приводов компрессоров Linde впервые в истории производства СПГ использовала электродвигатели. Производительность единственной технологической линии составила 4,1 млн т в год.
Для завода СПГ на Сахалине компания Shell предложила новую технологию сжижения Double Mixed Refrigerant Lique faction (DMR) - co смешанными хладагентами и в цикле предварительного охлаждения, и в цикле основного охлаждения и сжижения. Производительность каждой из двух технологических линий завода составила 4,8 млн. т в год.
В 2002 г. компания АРЫ анонсировала новую модификацию процесса C3-MCR - процесс АР-ХТМ. Этот процесс сочетает технологию C3-MCR с заключительным азотным циклом переохлаждения с детандером, а в качеству приводов компрессоров используются газовые турбины Frame 9Е мощностью до 126 МВт. Как одновальные турбины, эти же модели требуют дополнительного устройства для запуска - стартера, который может быть либо электро
двигателем, паровой турбиной, либо небольшой газовой турбиной (например, для запуска одновального «Frame 9» потребуется <?Frame 5») [67]. Постоянное использование таких стартеров приводит к увеличению энергопотребления
Добавление азотного цикла в процессе АР-Х™ на 11 % увеличило производство сжиженного природного газа [39]. Использование газовых турбин большой мощности в сочетании с дополнительным холодильным циклом позволило поднять единичную производительность технологических лчрий до 7,8 млн т в год на заводах Ras Gas (линии 6 и 7), Qatar Gas II, Qatar Gas III и Qatar Gas IV в Катаре. С запуском завода Qatar Gas IV в феврале 2011 г. Катар стал крупнейшим производителем СПГ в мире: суммарная мощность его заводов достигла 77,1 млн т СПГ в год [68].
На рис. 4.41 показан рост производительности технологических линий на протяжении существования мировой индустрии СПГ. В течение первых 40 лет производительность росла количественно с каждым новым проектом, но количественный рост не может продолжаться бесконечно. Хотя линии большой производительности позволяют снизить себестоимость СПГ, с началом XXI в. их мощность стали соизмерять с размерами газового месторождения и рынками сжиженного природного газа. Дальнейшее развитие технологий производства СПГ помимо количественного роста единичной производительности должно идти по интенсивному пути за счет повышения эффективности технологий и снижения энергозатрат.
• СРОСР Ж 7 ealarc + PRICO
л. Shell DMR
Рис. 4.41. Экстенсивное развитие производства СПГ различных лицензионных технологических процессов
4.4.2. ИНТЕНСИВНОЕ РАЗВИТИЕ ПРОИЗВОДСТВА СПГ
Один из основных путей интенсивного развития технологий сжижения природного газа - это оптимизация состава смешанного хладагента. Использование в процессах сжижения углеводородных смесей в качестве хладагента позволяет облегчать условия эксплуатации для компрессоров. В этом направлении ведутся работы всеми компаниями, разрабатывающими технологии производства СПГ. Оптимальный! состав СХА зависит от многих факторов, среди которых - состав сырьевого газа, климатические условия, в которых осуществляется технологический процесс, производительность технологической линии и др. Поэтому СХА подбирается для каждой технологическое линии индивидуально.
В частности, при исследовании процесса APCI C3-MCR с целью его оптимизации для одного из заводов в Катаре выяснилось, что увеличение содержания метана в смешанном хладагенте снижает нагрузку на компрессорцикла предварительного пропанового охлаждения, но при значениях концентрации метана выше Жкоторого значения может снизить общую эффективность процесса [39].
На производительность пропанового компрессора оказывает влияние температура предварительного охлаждения, а на производительность компрессора основного цикла охлаждения - температура на выходе из главного криогенного теплообменника.
В преддверии реализаций крупных российских СПГ-проектов, таких как Штокман или Ямал, компании-лицензиары предлагают решения по адаптации существующих технологий к условиям арктического климата. Очевидно, что в процессе предварительпого охлаждения пропан необходимо заменять смесью более легких компонентов, например, этана и пропилена (APCI) или этана и пропана (Shell). Замена пропана смешанным хладагентом на стадии предвари-®льного охлаждения позволяет увеличить производительность на 5-10 % при использовании стандартного для технологического процесса оборудования [69].
Еще одним способом повышения энергоэффективности процессов сжижения является замена клапанов Джоуля-Томсона на жидкостное, или двухфазные детандеры. До 90-х годов XX в. все холодильные циклы производства СПГ базировались на изоэнтальпическом расширении с использованием дроссельных устройств, где потери давления при расширении газа необратимы. Использование работы детандеров позволяет снизить общие затраты энергии на провес.
Изначально конструкции детандеров не допускали конденсации жидкости более 5 % в процессе расширения, но развитие инженерии позволило создать жидкостный детандер, а также детандер с двухфазным потоком на выходе.
Первые жидкостные детандеры появились на заводе СПГ MLNG Dua в Малайзии в 1996 г. Эти детандеры представляют собой «насос наоборот»: они изоэптропийно расширяют переохлажденную жидкость ио'птг до кипения. Работа расширения извлекается из жидкости, при этом сама жидкость охлаждается. Это особенно ценно, когда хладагент или природный газ находятся на низких температурных уровнях, так как чем ниже температура, тем больше энергии затрачивается на дальнейшее охлаждение. На выходе из блока сжижения, где рабочее давление остается па уровне 40-45 атм, замена дросселей высокого давления на жидкостные детандеры позволяет увеличить количество сжиженного газа и вернуть часть энергии для производства электричества.
Жидкостные детандеры могут быть размещены в двух или трех местах технологической линии сжижения газа:
• в контурах холодильных агентов перед входом в главный криогенный теплообменник (промежуточные и конечные этапы);
• в контуре СПГ, на выходе из главного криогенного теплообменника.
В среднем, детандеры производят дополнительно около 4 % энергии [30]
За последнее десятиЛф’ие инженеры разработали и двухфазные детандеры. Они позволяют жидкости изоэнтропийно расшириться до двухфазного состояния, что увеличивает работу детандера и максимизирует возврат энергии в процесс. Двухфазные детандеры пока не нашли промышленного применения, но они могут стать основой для дальнейшего увеличения энергоэффективности процесса [70].
4.5. М> 1ОТОННАЖНОЕ ПРОИЗВОДСТВО СПГ
Если крупнотоннажное производство СПГ, как правило, нацелено на экспортные поставки газа, то удовлетворение спроса на внутреннем рынке частично может происходить за счет малотоннажного производства СПГ. Поставки на внутренний рынок осуществляются по рекам или морям метановыми танкерами, а также в криогенных цистернах по железным или автодорогам.
Исторически малотоннажное производство СПГ возникло для покрытия пикового спроса на природный газ и для газоснабжения тех регионов, куда экономически, технически или политически невыгодно прокладывать новые трубопроводы. В наши дни разработка шельфовых месторождений природного газа и создание проектов плавучих заводов СПГ заставляет обратиться от крупнотоннажных технологических процессов к малотоннажным. Кроме того, малотоннажное производство СПГ может сыграть роль в монетизации средних и малых месторождений природного газа и внести свой вклад в рациональное использование попутного нефтяного газа.
Производительность малотоннажных технологических линий обычно не превышает 1 млн т в год. В настоящее время существуют установки производства СПГ, например, для снабжения топливом железнодорожных или авто-газозаправочных станций, производительность которых составляет от 3 до 200 тыс. т в год.
Малотоннажные заводы СПГ строятся по модульному принципу: все оборудование собирается на заводе-изготовителе в нескольких модулях, или блоках, готовых к отправке, и по прибытии на место монтируется в кратчайшие сроки для немедленного запуска в эксплуатацию.
В малотоннажных технологических процессах сжижение природного газа осуществляется двумя способами. В первом случае, как и в крупнотоннажных процессах, используется внешний источник охлаждения в виде замкнутых холодильных циклов с использованием хладагентов. Во втором случае рабочим телом холодильного цикла является непосредственно поток или часть потока природного газа, которые подвергаются последовательному сжатию, охлаждению и расширению в одну или несколько ступеней. Холодильный цикл в этом случае является открытым.
Процесс с использованием хладагентов может включать один или два холодильных цикла - предварительного охлаждения и сжижения. Как показывает практика, использование трех холодильных циклов в малотоннажном производстве нецелесообразно, поскольку простота и компактность в данном случае яв
ляются определяющим фактором. В качестве хладагентов могут выступать как чистые вещества, так и смеси углеводородов с азотом. Смешанный хладагент может быть подобран таким образом, чтобы максимально приблизить друг к другу кривые охлаждения хладагента и природного газа. Это позволит выбрать оптимальный размер теплообменного аппарата и снизите, потребление энергии. Подробно технология охлаждения природного газа смешанными хладагентами была изложена выше, в и. 4.1.3 и разделе 4.3.
Открытые циклы, где хладагентом является часть потока сырьевого газа, базируются на применении расширения природного газа в турбодетандерах. Эффективность и число турбодетандеров оказывает прямое влияние на общую эффективность процесса сжижения.
Как и при выборе крупнотоннажного технологического процесса, при выборе малотоннажной технологии руководствуются теми же принципами: термодинамическая эффективность, безопасность и минимальные эксплуатационные затраты. В качестве теплообменного аппарата в малотоннажных процессах используются как спиральновитые, так и, в большей степени, ребристо-пластинчатые теплообменники.
4.5.1. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СЖИЖЕНИЯ
ПРИРОДНОГО ГАЗА ВНЕШНИМ ИСТОЧНИКОМ ОХЛАЖДЕНИЯ
Процессы, основанные на этих технологиях, широко используются на установках для покрытия «пикового» спроса на природный газ. Средняя производительность этих заводов - 0,1-0,2 млн т в год.
Основными преимуществами подобных процессов являются простота запуска и остановки технологической линии, что важно при частых остановках, как например на заводах для покрытия «пиковых» нагрузок газопотребления.
В первую очередь, это азотный холодильный цикл с детандерами, получивший широкое распространение вследствие своей простоты, безопасности и доступности азота в качестве холодильного агента. За рубежом этот цикл известен как «закрытый цикл Брайтона/Клода». Азот получают на воздухоразде-лцтельных установках и перевозят в газовых баллонах или цистернах. В процессе циркуляции в замкнутом холодильном цикле азот не меняет своего агрегатного состояния и остается газообразным. Вследствие этого теплообменники работают с относительно большой разностью температур, а сам процесс легко приспосабливается к изменению в составе сырьевого газа. Но так как в процессе не используется преимущество скрытой теплоты парообразования-конденсации, то для достижения большой холодопроизводительности требуется очень бэдуппй поток азота, и, как следствие, процесс отличается высоким потреблением энергии.
Азот не горюч, поэтому является наиболее безопасным хладагентом. Азотный цикл обладает более низкой эффективностью по сравнению с ц*ц?лом на смешанном хладагенте, и кривая охлаждения азота представляет собой ступенчатую линию, а не плавную, как у смешанного хладагента. Увеличение эффективности азотного цикла за счет увеличения числа ступеней охлаждения ведет к росту числа компрессоров в процессе. Однако, применение в качестве расши-р цельных устройств турбодетандеров позволяет вернуть в цикл часть затраченной энергии.
Встречаются разновидности азотного холодильного цикла с одним, двумя и тремя детандерами. Принципиальная схема цикла с двумя детандерами,
встречающаяся, например в процессе ЫВХ-1компании Mustang, приведена на рис. 4.42.
Сырьевой газ проходит предварительную подготовку так же, как и в любом другом ’Процессе охлаждения: газ осушают, очищают и удаляют из него тяжелые компоненты.
Азот высокого давления предварительно охлаждается в первом теплообменнике Т1, затем расширяется в детандере Д1 до среднего давления. Охлажденный азот затем проходит обратным потоком второй теплообменник Т2, где участвует в охлаждении потока сырьевого газа прежде, чем он снова расширится в детандере Д2 до низкого давления. Сжатие азота происходит в три стадии: первые два компрессора К1 и К2, работающие на энергии от детандеров, сжимают азот до среднего давления, третий компрессор КЗ сжимает азот до высокого давления. Тепло компрессии в данной схеме снимается обычным водяным или воздушным охлаждением X.
Из-за своей простоты и безопасности азотный цикл находит широкое применение, хотя производительность его ограничивается размерами и числом турбодетандеров. Упрощенная вариация процесса, изображенного на рис. 4.42, включат один компрессор, одну пару детандер-компрессор и два ребристопластинчатых теплообменника в едином блоке. Установки производства СПГ на такой основе встречаются по всему миру, хотя их производительность не превышает 0,1 млн т СПГ в год. В частности, в Норвегии по этой технологии работает малотоннажный завод Kollsn.es с двумя технологическими линиями 0,04 и 0,08 млн т в год. Поставщиком технологии и оборудования выступила норвежская компания Hamworthy [51].
Для увеличения производительности используют две пары детандер-компрессор, (см. рис. 4.42), в этом случае максимальная производительность лимитируется размером детандера и не превышает 0,5 млн т в год.
Сравнительно низкая эффективность азотного холодильного цикла заставляет разработчиков искать новые инженерные решения для ее увеличения. Азотный холодильный цикл лег в основу нескольких лицензионных технологических процессов, предлагаемых к коммерческому использованию разными компаниями.
Компания APCI обладает лицензией на процесс N2 expander LNG process, который включает три детандера Д1, Д2 и ДЗ, спиральновитой теплообменник для сжижения природного газа Т1+Т2 и пластинчатый теплообменник ТЗ для предварительного охлаждения азота (рис. 4.43). По утверждению разработчиков, процесс обладает высокой эффективностью, сравнимой с эффективностью цикла ца смешанном хладагенте, и способен обеспечить производительность 0,5-1,0 млн т СПГ в год [55].
Разновидности азотного холодильного цикла встречаются в разработках разных компаний. В частности, можно наблюдать азотный холодильный цикл с двумя детандерами в сочетании с выделением тяжелых компонентов в процессе сжижения газа. Отделившаяся часть конденсата дросселируется и формирует дополнительный холодный обратный поток в теплой части теплообменника.
Азотный холодильный цикл лидирует в выборе технологии сжижения природного газа для плавучих заводов СПГ, так как в оффшорной зоне критерий безопасности превалирует над критерием эффективности. Кроме того, эта технология обычно выбирается для установок повторного сжижения испарившегося СПГ на танкерах класса Q-Ma.x и Q-Flex [51].
К группе технологий сжижения природного газа внешним источником без предварительного охлаждения относятся все процессы с одним холодильным 94
Рис. 4.42. Азотный холодильный цикл с двумя детандерами:
Т1, Т2, ТЗ - теплообменники; Д1, Д2 -турбодетандеры; К1, К2, КЗ - компрессоры; X - холодильник; Др - дроссель
К1
Рис. 4.43. Процесс APCIN2 expander:
Т1+Т2 - витой теплообменник, ТЗ -пластинчатый теплообменник; Д1, Д2, ДЗ - турбодетандеры; К1 - компрессор; X - холодильник
► Природный газ ----► Азот
циклом на смешанном хладагенте. Это процесс APCI SMR, описание которого дано в п. 4.3.5, процессы TEALARC (п. 4.3.3) и PRICO (п. 4.3.4). Среди всех процессов на смешанных хладагентах именно эти отличаются упрощенной кон
фигурацией оборудования, что позволяет снизить капитальные затраты и облегчает запуск технологической линии. Они обесценивают производительность до 1,5 млн. т СПГ в год, но при этом требуется увеличенный поток циркулирующего хладагента. Соответственно, большой расход хладагента ведет к увеличению поверхности теплообмена и снижению экономической эффективности всего процесса.
Средством повышения энергоэффективности процесса с одним холодильным циклом являемся увеличена ступеней охлаждения на разных уровнях давления и разделение потоков хладагента на жидкую и паровую части, как было показано в п. 4.1.3. Многоступенчатость цикла приводит к снижению расхода хладагента, а добавление жидкой части хладагента в нескольких сечениях возвратного потока хладагента обеспечивает гибкость процесса и позволяет снизить разность температур между теплым и холодным потоками теплообменника. С другой стороны, увеличение числа ступеней цикла приводит к росту числа единиц оборудования, к усложнению технологической схемы. Расчеты в работе [71] показали, что оптимальное сочетание капитальных затрат и энергоэффективности достигается при трех ступенях цикла. К этим процессам относится мультиступенчатый процесс на смешанном хладагенте LIMUM® (Linde multi-stage mixed refrigerant), разработанный компанией Linde (рис. 4.44). По этой твмивлогии работают норвежский завод Risavika, или Nordic LNG, с производительностью 0,3 млн. т в год и завод Shan Shan в Китае с производительностью 0,43 млн т в год [51].
По принципу внешнего охлаждения потока газа низкого давления построены криогенные машины Стирлинга, Вюлемье-Такониса и т.п., заключающие в себе замкнутый криогенный цикл. Их применение целесообразно в миниустановках производства СПГ, например для заправки автотранспорта. Коэффициент ожижения может достигать 100 % при производительности от 20 до 700 л в ч. Установки сжижения газа по данной технологии отличаются компактностью и простотой эксплуатации [14; 72].
Часть малотоннажных заводов СПГ использует технологические процессы, хорошо зарекомендовавшие себя в крупнотоннажном производстве. Это - холодильный цикл со смешанным хладагентом в сочетании с предварительным циклом охлаждения.
В предварительном цикле может быть использован аммиак (процесс PCMR компании Kryopak. завод Karratha (Австралия) производительностью 0,07 млн т в год и завод в Перу производительностью 0,1 млн т в год).
К этой же группе процессов относятся азотные холодильные циклы с детандерами в сочетании с предварительным охлаждением (разработка APCI, производительность менее 0,7 млн т в год, не имеет промышленного применения) [51].
Для среднетоннажных заводов СПГ компанией APCI предлагается технологический процесс сжижения природного газа с применением двойного смешанного хладагента. Процесс должен обеспечить производительность болае 1,0 млн т СПГ в год.
Технология APCI DMR (Dual mixed refrigerant LNG process) включает два цикла - предварительного охлаждения и сжижения (рис. 4.45). Хладагент цикла предварительного охлаждения состоит из смеси пропана и этана. В основном цикле сжижения используется смесь азота, метана, этана, пропана и бутана.
Оборудование, необходимое для осуществления данного процесса, отличается компактностью размещения, включает два спиральновитых теплообменника высотой не более 50 м и может быть собрано по модульному принципу.
Рис. 4.44. Принципиальная схема процесса Linde LIMUM®. Источник: Linde
Рис. 4.45. Процесс APCI DMR
Природный газ
СХА-1
СХА-2
7. Зак. 11132
Для использования на плавучих заводах СПГ, где главным критерием выбора технологии сжижения является безопасность, в составе хладагента цикла предварительного охлаждения пропан заменен на безопасный хладагент тина HFC [55].
4.5.2. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ С ЖИЖЕНИЯ, ОСНОВАННЫЕ НА РАСШИРЕНИИ ПОТОКА ИЛИ ЧАСТИ ПОТОКА ПРИРОДНОГО ГАЗА
Отличительным признаком данной группы технологических процессов является использование в качестве холодильного агента части потока ожижаемого природного газа. В силу этого, коэффициент ожижения у этих процессов гораздо ниже, чем у процессов с использованием внешнего хладагента.
Наибольшей энергоэффективностью обладают процессы с применением расширительных устройств, использующие перепад давления между магистральными газопроводами и газораспределительными сетями низкого давления, а также высокое давление газа на автомобильных газонаполнительных компрессорных станциях (АГНКС). В качестве расширительных устройств применяются дроссельные вентили, эжекторы, вихревые трубы или турбодетандеры. Преимуществом подобных установок является относительно низкая себестоимость СПГ, так как нет иеобходимости затрачивать энергию на сжатий в компрессорах, и стоимость основного оборудования в последнее время становится достаточно низкой.
В силу того, что Россия обладает сетью магистральных газопроводов, именно эти технологии вызывают в нашей стране наибольший интерес, Об этом свидетельствует целый ряд работ, опубликованных в различных научных изданиях [73; 74] и др.
На рис. 4.46 представлена типовая схема установки получения СПГ на газораспределительной станции. Здесь не показаны подготовка, осушка газа и удаление из него тяжелых компонентов, но эти процессы являются частью установки.
Магистральный газ высокого давления при входе на установку делится на два потока. Один поток - через середину теплообменника Т1 - проходит теплообменники Т2 и ТЗ, охлаждается, а затем дросселируется в сепаратор С1. Из нижней части этого сепаратора поток снова делится на две части, одна из которых, пройдя через дроссель, охлаждает другую, которая, в свою очередь, пройдя через другой дроссель, попадает в резервуар СПГ.
Вторая часть магистрального газа высокого давления предварительно охлаждается в теплообменнике Т1 и подается в сепаратор С2 на разделение. В Этом сепараторе собирается небольшое количество жадности, а основной поток газа расширяется в детандере Д1 до низкого давления, создавая холодный поток, который используется для охлаждения прямых потоков газа в теплообменниках Т1 и Т2. Основное охлаждение обеспечивается именно этим потоком.
Пройдя обратным потоком теплообменники Т1 и Т2, газ сжимается в компрессоре КЗ, соединенном с детандером Д1, и направляется в газораспределительную систему низкого ^влейия.
Газ из верхней части сепаратора С1 после прохождения входного дроссе-ляи сброса давления находится при более низкой температуре, чем перед дросселем. Этот поток газа используется для охлаждения в теплообменнике ТЗ- После прохождения всех теплообменников в обратном направлении, его объеди-
Природный газ -----► Испарившийся газ
Рис. 4.46. Получение СПГ на газораспределительно.! ( тали ин-
ГА Т2, ТЗ - теплообменники; Д1 - турбодетандер К1, К2, КЗ - компрессоры; Др - дроссель
няют с потоком газа, вышедшего в виде жидкости из нижней части сепаратора С1 и испарившегося в процессе прохождения теплообменников, и также направляют в газораспределительную сеть.
В зависимости от величины давления в распределительной системе или в газопроводе низкого давления, может понадобится дополнительная компрессия, чтобы поджать потоки газа. В любом случае для испаренного из резервуара СПГ газа необходимо дополнительное сжатие, чтобы объединить этот поток с потоком дросселированного газа из нижней части сепаратора С1.
Коэффициент ожижения на таких установках составляет 10-20 %. Эксплуатационные расходы включают затраты на подготовку газа и повторное сжатие газа перед подачей в распределительную сеть. При этом существует один недостаток: при подготовке газа осушать нужно весь поток, а не только ту его-часть, которая идет на ожижение [45].
На сегодняшний день в Ленинградской области существует несколько установок производства СПГ, использующих перепад давления на газораспределительной станции и осуществляющих процесс расширения газа в дроссельных устройствах. Применение центростремительного турбодетандера ОАО «НПО Гелиймаш» в технологическом процессе на ГРС-4 под Екатеринбургом позволило производить 3 т СПГ в ч. Сжиженный газ будет использоваться газотур-бовозом ГТ 1-001 в качестве топлива.
Похожие процессы применяются за рубежом, в частности, процесс ЕХР от компании Кгуорас. По этой технологии работает небольшой завод Weizhou Island в Китае, производительностью 40 тыс. т СПГ в год.
Представляет интерес процесс сжижения природного газа ОСХ-2 компании Mustang, представляющий собой открытый холодильный цикл на природном газе с детандером, где в качестве хладагента выступает испаренная часть уже готового СПГ [75]. Производительность процесса - мен^р 0,55 млн т в год, пока не имеет промышленного применения. По утверждению разработчиков, эффективность процесса составляет 89-92 %. Принципиальная схема процесса показана на рис. 4.47.
Очищенный и осушенный природный газ в процессе сжижения проходит
Рис. 4.47. Процесс Mustang ОСХ-2:
Т - пластинчатый теплообменник; Д - турбодетандер; К1, К2. КЗ ~ компрессоры
многопоточный ребристо-пластинчатый теплообменник, дросселируется и подается в сепаратор, где от СПГ отделяется паровая фаза.
Испаренный газ, отделившийся в сепараторе и состоящий преимуществой-но из смеси азота и метана, пройдя теплообменник Г, последовательно сжимается в компрессорах К1, К2 и КЗ. После снятия тепла компрессии воздушным или водяным холодильником (на рис. 4.47 не показаны), азотно-метановые пары высокого давления проходят в прямом направлении теплообменник Т, охлаждаясь двумя собственными встречными потоками низкого давления. На выходе из теплообменника пары подаются в турбодетандер для расширения и охлаждения. Образующийся избыток азотно-метанового хладагента отводится после компрессора КЗ и смешивается с потоком сырьевого газа.
Основным преимуществом данного процесса является то, что хладагент берется непосредственно из потока сырьевого газа. При этом исключается необходимость завоза и храпения специальных хладагентов.
5
ХРАНЕНИЕ СПГ
5.1. ХРАНЕНИЕ СПГ НА КРУПНОТОННАЖНЫХ ЗАВОДАХ И ПРИЕМНЫХ ТЕРМИНАЛАХ
Хранение СПГ - важный элемент как завода СПГ, так и приемного терминала и осуществляется в специальных резервуарах, которые занимают огромную площадь и являются одним из потенциальных источников основных производственных рисков.
Сжиженный природный газ поступает на хранение с установок сжижения по продуктовым линиям с помощью перекачивающих насосов производительностью 1100-2000 м3/ч. СПГ хранится в резервуарах, или танках, при температуре около -160 °C и давлении чуть выше атмосферного.
Для хранения больших объемов СПГ во всем мире строятся изотермические резервуары. Прогресс в технике строительства привел к увел1ргению объемов резервуаров, сопровождаемый снижением их стоимости и общей площади занимаемой поверхности. С начала XXI века средний объем танка вырос с 80 до 150 тыс. м3. На острове Сахалин СПГ хранится в двух резервуарах по 100 тыс. м3. Один из крупнейших резервуаров для хранения СПГ находится в Австралии, на заводе Дарвин. При объеме 188 тыс. м3 он имеет диаметр 94 и высоту 47 м. В Японии находится самый большой из существующих резервуаров объемом 200 тыс. м3, в стадии строительства - первый резервуар в 250 тыс. м3 (сдача в эксплуатацию запланирована на 4-й квартал 2013 г.). В настоящее время разрабатываются технологии хранения СПГ в подземных кавернах.
5.1.1. ТИПЫ РЕЗЕРВУАРОВ
Конструкции резервуаров бывают четырех типов. Наиболее распространенным является свободно стоящий цилиндрический односменный резервуар, вокруг которого возведена земляная или железобетонная дамба. Такие резервуары появились на заре СПГ-индустрии. Наружная оболочка резервуара выполняется из углеродистой стали, внутренняя несущая оболочка - из алюминия или хладостойкой стали с 9 % никеля [11]. Кольцевое пространство между оболочками заполнено перлитом для уменьшения испарения сжиженного газа (рис. 5.1).
Внутренняя оболочка выдерживает гидростатическое давление со стороны сжиженного природного газа. Так как внешняя оболочка не приспособлена для низких температур, в случае нарушения внутренней оболочки СПГ вытекает
Рис. 5.1. Одностенный резервуар Источник: Technoscoop
наружу. Кольцевая дамба предназначена для сдерживания разлива сжиженного метана.
Из-за наличия кольцевой дамбы одностенным резервуарам требуется большая площадь.
Ко второму типу относятся двустенные резервуары. Внутренняя оболочка танка, выполненная из 9%-ной никелевой стали выдерживает гидростатические нагрузки и криогенные температуры. Эта конструкция является развитием первого типа резервуаров, где наружная кольцевая дамба заменяется железобетонными дном и внешней стеной, предназначенными для сдерживания СПГ в случае утечки из резервуара. Но внешняя стена не может сдержать пары СПГ, так как открыт верх кольцевого пространства между резервуаром и стеной. Такая конструкция обеспечивает лучшую защиту от внешних опасностей и уменьшает занимаемую резервуаром площадь (рис. 5.2).
Рис. 5.2. Двустенный резервуар. Источник: Technoscoop
Рис. 5.3. Резервуар с цельной защитной оболочкой. Источник: Technoscoop
В 1976 г. на острове Дас впервые был построен резервуар третАего типа, с цельной железобетонной защитной оболочкой. Усовершенствование двух предыдущих конструкций состояло в добавлении не только наружной бетонной стены, но и крыши вокруг металлического резервуара. Тем самым содержимое резервуара было полностью защищено против любой опасности извне, а внешняя оболочка могла удержать как жидкость, так и пары в случае любых утечек (рис. 5.3). Этот тип резервуаров требует Шшимальной площади для размещения.
Метод усовершенствования конструкции резервуара с цельной защитной оболочкой был заимствован из морских технологий. Внутренние стены, дно и крышу начали облицовывать мембраной из нержавеющей стали, такой же, какая используется в мембранных танкерах. Так появился четвертый тип - мембранные резервуары.
Французская компания GazTransport&Technigaz разработала мембранную систему GST для резервуаров. Мембранная оболочка кренится на внутреннюю сторону .Внешней железобетонной оболочки через слой изоляции. Слой мем-брапы частично компенсирует температурные напряжения, возникающие во время охлаждения резервуара до начала заполнения. Гидростатические напряжения передаются на слой изоляции и внешнюю железобетонную оболочку.
Мембранная оболочка состоит из нескольких слоев различных материалов (рис. 5.4). Верхний слой из гофрированного листа нержавеющей стали толщиной 1,2 мм контактирует с СПГ и компенсирует температурные деформации. Изоляционная панель включает два слоя фанеры, два слоя усиленного пенополиуретана и слой триплекса. В случае нарушения целостности гофрированного листа композитный слой обеспечивав герметичность резервуара и принимает на себя внутреннего (напряжения. Внешняя оболочка из армированного бетона обеспечивает устойчивость к внутренним и внешним нагрузкам, а гидроизолирующий слой предотвращает попадание влаги в резервуар.
Развитие технологий хранения СПГ и стремление ограничить влияние техногенных факторов на окружающую среду привело к появлению новой категории хранилищ СПГ - подземным резервуарам. Опи также бывают двух ти-
Первичный барьер:
Тонкий гофрированный лист из нержавеющей стали
Изоляционная панел»
Фанера
Усиленный пенополиуретан
Вторичный барьер: Слой триплекса: тонкий лист алюминия между двух слоев стеклоткани и смолы
Усиленный пенополиуретан
Фанера
(Мас гика
Напряженный бетон, покрытый слоем гидроизоляции
Рис. 5.4. Структура мембранной системы GST. Источник: GazTransport&Technigaz
нов - заглубленные (in-ground) (рис. 5.5) и подземные (underground). Заглубленные резервуары лишь частично видимы снаружи - над землей выступает только сферическая крыша. Подземный резервуар спрятан полностью. В случае нарушения оболочек резервуара, СПГ остается весь ниже уровня земли. При строительстве заглубленных резервуаров применяется другой тип первичной мембраны - из плоских листов 36%-ного никелевого сплава (инвара).
Все типы подземных резервуаров обладают высоким уровнем безопасности и являются экологически чистыми. Для ограничения промерзания грунта вокруг данного резервуара встраивается контур с горячей водой. Первый подземный резервуар объемом 10 тыс. м3 был построен в Японии в 1970 г. С тех пор Япония усовершенствовала технологию строительства подземных резервуаров.
На данный момент существуют три поколения заглубленных и подземных резервуаров СПГ. Резервуары СПГ первого поколения были построены в начале 80-х годов XX в., на ранней стадии развития данной технологии, и вмещали не более 80 тыс. м3. Резервуары второго поколения обладали булыпими объемами хранения. Изучейие и развитие технологий глубоких фундаментов и крупных железобетонных конструкций позволили построить заглубДеяные резервуары СПГ вместимостью от 130 до 140 тыс. м3, и в 1995 г. крупнейший в мире заглубленный резервуар СПГ вместимостью 200 тыс. м3 был построен на приемном терминале Негишщ В 1998 г. первый резервуар хранения СПГ, полностью спрятанный под землю, был построен на терминале Огишима. Его
Рис. 5.5. Заглубленный резервуар. Источник: Technoscoop
крыша, а также боковые стены и нижняя плита были выполнены из железобетона. Недавно были разработаны и построены совершено новые резервуары третьего поколения, у которых боковая часть и фундамент выполйены из монолита. Их надежность, безопасность и экономичность значительно выше в сравнении с предыдущими поколениями.
В настоящее время Япония, как крупнейший потребитель СПГ, имеет на своей территории 76 заглубленных или подземных резервуаров с общим объемом в 6,3 млн м3. Компанией Tokyo Gas также построено за рубежом еще 37 подземных резервуаров для хранения СПГ с. общим запасом 3,3 млн м3 176].
Конструкции поземных и заглубленных резервуаров выдерживают сейсми ческие нагрузки, что делает их более безопасными по сравнению с наземными сооружениями в сейсмоопасных регионах. В результате ильного землетрясения в марте 2011 г. резервуары СПГ в Японии в целом не потерпели разрушений, за исключением единственного случая утечки, которую удалось быстро ликвидировать.
5.1.2. ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ РЕЗЕРВУАРОВ
Перед заполнением сжиженнщм природным газом резервуар необходимо охлаждать. Процесс охлаждения ведется медленно, всего на несколько градусов в час. ОхЛждение должно быть симметричным. Это достигается впрыскиванием жидкого азота, равномерно распределенным по площади поперечного сечения танка.
В процессе охлаждения внутренний резервуар сокращается, при этом радиус внутренне^ оболочки может сократиться на 10—20 см, в зависимости от материала стенок танка. Сталь с 9 % никеля сдвигается па 1,5 мм, а алюминий - на 3,8 мм на каждый метр диаметра.
Давление внутри резервуара должно быть немного выше атмосферного, исходя из условий прочности. Небольшая разница в давлении с внутренней и внешней стороны резервуара может вызвать большие напряжения в стенках резервуара. Критическая область - стык между крышей и стенкой танка.
Изменение атмосферного давления влияет на нормальную работу резервуара. При падении атмосферного давления (перед прохождением штормового фронта) избыточное давление внутри резервуара растет. И наоборот, при повышении атмосферного давления внутреннее давление в резервуаре падает. Большие резервуары могут не выдержать условия вакуума. Вакуум внутри резервуара возникает вследствие либо роста атмосферного давления, либо откачки СПГ из резервуара.
Для сброса избыточного давления существуют сбросные клапаны, для ликвидации вакуума - подкачка сухого природного газа. Компрессор испаренного газа регулирует давление внутри резервуара, сохраняя его значение выше атмосферного. Когда атмосферное давление падает, компрессор откачивает испаренный газ, понижая давление внутри резервуара.
Хорошая изоляция резервуара предотвращает утечки холода изйутри и приток тепла снаружи. Тем не менее, СПГ вблизи стенки резервуара нагревается и образует конвективный поток, поднимающийся снизу вверх. Когда теплый поток достигает поверхности, он начинает двигаться к центру резервуара. В случае движения потока вдоль поверхности, происходит испарение. Тепло испарения отнимается от конвективного потока, тем самым охлаждая его и заставляя опускаться снова на дно резервуара. Так происходит непрерывная циркуляция СПГ в резервуаре.
Теоретически, полный оборот конвективного потока в резервуаре (в стационарном состоянии) в результате притоков тепла через стены и дно занимает около суток.
Одной из известных проблем при хранении СПГ является так называемый «ролловер». Суть его состоит в следующем. При длительном хранении СПГ в результате теплопритока из окружающей среды испаряется сначала азот, как самый легкий компонент, затем метан. Вследствие испарения части сжиженного газа плотность жидкости увеличивается. При доливе в резервуар новой партии СПГ, возникают слои сжиженного газа, различающиеся по своей плотности (стратификация). Изначально более тяжелый слой уходит на дно резервуара. Верхний слой СПГ начинает гвдтаряться и отдавать теплоту испарения нижнему слою жидкости. Тепло аккумулируется в нижнем слое, вызывая повышение его температуры и уменьшение плотности. Это продолжается до тех пор, пока оба слоя на границе раздела не достигнут одинаковой плотности. Происходит резкое перемешивание и, как результат, самопроизвольное внезапное испарение жидкости нижнего перегретого слоя. Это может привести к резкому повышению давления в резервуаре и даже к его разрушению.
Для предотвращения «ролловера» применяют следующие рекомендации:
- поддерживать содержание азота в СПГ не выше 1% по объему;
- дополнительно охлаждать придонные слои СПГ;
- периодически перемешивать содержимое резервуара и др. [11].
5.2. ХРАНЕНИЕ СПГ ПРИ МАЛОТОННАЖНОМ ПРОИЗВОДСТВЕ
Небольшие количества СПГ, как правило, хранятся в цилиндрических стальных резервуарах. Объем резервуаров составляет от 10 до 500 м3.
a
Рис. 5.6. Резервуары для хранения небольших объемов СП> а - в вертикальном исполнении; б - в горизонтальном исполнении
б
Цилиндрические резервуары размещаются горизонтально или вертикально и имеют двустенный корпус (рис. 5.6). Внутренняя оболочка выполняется из нержавеющей стали, внешняя - из углеродистой. Пространство между стенками заполнено расширенным перлитом и вакуумировано [51]
6
ТРАНСПОРТ СПГ
6.1. МОРСКИЕ ПЕРЕВОЗКИ СНГ. ТИПЫ ТАНКЕРОВ
Морские перевозки являются важным звеном в цепи СПГ от месторождения к потребителю. Суда для перевозки СПГ - одни из самых дорогих судов в мире (150-200 млн долл. США за большой метановоз). Выше стоят только пас-сажирскиЯлайнеры, определенный тип автомобильных паромов и военные корабли. Как правило, каждый новый проект крупнотоннажного завода сопровождается закладкой собственных судов для поставок СПГ.
В настоящее время число верфей, строящих подобные суда, ограничено, а так как срок постройки судов обычно 32-36 мес., их необходимо планировать еще на стадии проектирования завода. Иногда, в случаях благоприятных цен на строительство судов, бывает оправдано заранее выбрать верфи и заказывать корабли еще до начала строительства завода СПГ.
О росте производства СПГ за последнее десятилетие можно судить по общему числу метановых танкеров: в 2001 г. морскими перевозками СПГ занимались 128 танкеров, в 2006 г. - уже 208, в 2009 - 333. Сегодня мировой флот СПГ насчитывает 366 метановых танкеров (данные СКФ на 02.2011) и около 30 - на стадии строительства [77].
Параметры современных судов для перевозки СПГ, в среднем, - 300 м длиной, 50 м шириной и имеют осадку Им. Они курсируют со средней скоростью около 19,5 узлов (или примерно 36 км/ч), возвышаются над водой на 40 м, и укомплектованы экипажами из 24-30 чел.
Более 30 лет максимальная вместимость танкеров LNG не превышала 140 тыс. м3 сжиженного газа. С ростом производительности крупнотоннажных заводов и спроса на СПГ возникла потребность в более вместительных танкерах. В декабре 2008 г. было положено начало строительству судов класса Q-Max. Первым заказчику - транспортной компании Qatar Gas Transport Company - был сдан крупнейший в мире танкер для перевозки сжиженного природного газа Mozah. Танкер построен на верфях Samsung, объема перевозимого им груза достаточно, чтобы обеспечить теплом и электричеством всю Англию в течении 24 ч [78].
В настоящее время в зависимости от грузоподъемности танкеры СПГ делятся на классы:
- класс «Standart» с объемом грузовых танков 125 тыс. - 170 тыс. м3;
- класс «Q-Flex> с объемом грузовых тапков 210 тыс. - 217 тыс. м3;
- класс «Q-Мах» с объемом грузовых танков свыше 250 тыс. м3.
К 2011 г. в мире построено 14 судов класса « Q-Мах» и И танкеров класса «Q-Flex». Некоторые технические характеристики танкеров нового поколения приведены в табл. 6.1 [79].
Характер перевозимого груза - сжиженный газ при температуре -160 °C -определяет требования к процессу транспортировки. Это означает, что на борту нужно сохранять определенную температуру жидкости, при этом передвигаясь по морю с максимальной скоростью в целях минимизировать количество испаренного газа за рейс. В настоящее время техничное развитие метановых танкеров позволило снизить уровень испаренного газа до 0,15 % от объема перевозимого груза в день (примерно 3 % за 20-дневный вояж).
Удельный вес СПГ составляет примерно 0,5 веса воды. Это означает, что даже если танкер полностью загружен сжиженным природным газом, большая часть его корпуса будет находиться над водой, тем самым увеличивая парусность корпуса судна й вызывая проблемы при швартойке судна в случае усиления ветра.
При движении танкеры СПГ традиционно используют испаренный в течение рейса газ в качестве топлива собственных двигателей. Но так как этого газа бывает недостаточно, на борту должен находиться запас и другого топлива. В 70-х годах прошлого века необходимость использования двух видов топлива обусловила выбор паровых турбин в качестве судового двигателя, так как паровой котел может использовать несколько видов топлива одновременно. С тех пор вплоть до 2003 г. все. СПГ-танкеры оснащались паровыми двигательными установками.
Однако, начиная с 1980 г., суда для перевозки СПГ являются единственными в мире большими судами с паровыми двигателями (наряду с атомными судами). Это привело к сокращению числа поставщиков паровых турбин. Кроме. того, паровые установки потребляют больше топлива, чем дизельные. Технологический прогресс дал возможность разработать гибридные двигатели: ди-зель-электрические и дизели с возможностью потреблять испаренный газ.
Применение в качестве двигателей дизельных и дизель-электрических установок, более компактных и экономичных, чем паровые турбины, позволило значительно сократить расходы топлива. На многих судах, в том числе типов Q-Max и Q-Flex, проблема испарения СПГ решена за счет размещения на борту установки для сжижения газа и возвращения его в резервуары. Данное оборудование вызвало удорожание TJVG-таниера, но на линиях значительной протяженности его применение считается оправданным.
Во время балластного рейса грузовые танки должны непрерывно поддерживаться в холодном состоянии. Для этого после завершения выгрузки на дне
Таблида 6.1
Характеристики танкеров СПГ нового поколения
Класс танкера Q-Flex Q-Max
Грузовместимость, м3 Длина, м Ширина, м Высота надводной части, м Расчетная осадка, м Скорость на воде, км/ч Технология сжижения испаренного газ^/проЯзводдтельность, кг/ч Основные двигатели (2 шт.)/мощ-ность. кВт 217 000 302 50 27 12 35 HGS, Mark III/ 6635 Дизель MAN 6S70ME-C/18660 266 000 332 53,8 27 12 35 Cryostar EcoRel-S / 6300 Дизель MAN 7S70ME-C/21770
грузового танка остается часть СПГ. Этот газ испаряется в пути, и поддерживает сверхнизкую температуру в тапке.
После прибытия в порт погрузки судно охлаждается в течение ирв^рно 90 мин, при этом происходит распыление небольшого количества сжиженного газа верхней части танков, что гарантирует отсутствие значительных перепадов температуры, способных вызвать разрушение танка. После этого судно можно загружать с максимальной скоростью.
В случае прибытия судна в порт погрузки с теплыми танками для охлаждения до рабочей температуры -160 °C может потребоваться 2-3 сут, поскольку существуют строите нормативы на допустимые эпюры распределения температур охлаждения.
Резервуары, или танки метановозов бывают двух типов: несущие и мембранные. Из общего количества метановых танкеров, по данным 2010 г., примерно 40 % - с несущими танками, 60 % - с мембранными.
При вместимости танкера iio 130 Jbc. м3 использование несущих танков более эффективно, чем мембранных; в диапазоне 130-165 тыс. м3 их технико-экономические характеристики примерно равны, а при дальнейшем увеличении вместимости использование мембранных танков становится предпочтительным.
6.1.1. НЕСУЩИЕ ТАНКИ
Несущие танки имеют единую оболочку, выполненную из алюминия или епециальных сплавов и окруженную слоем изоляции. Конструкция танков исключает катастрофические последствия при повреждении и бывает следующих систем:
- норвежская система Moss Rosenbergco сферическими тапками;
- система IHI-SPB с призматическими танками, разработанная компанией IHI на базе концепции компании Conch\
- система ADBT компании AkerSolutionsc призматическими танками.
Сферические тапки системы MOSS первоначально были взяты с судов, перевозящих сжиженные нефтяные газы, и очень быстро завоевали популярность. Авторские права на конструкцию принадлежат компании Moss Maritime (Норвегия). Эдо независимые, самоподдерживающиеся танки, не являющиеся частью корпуса судна (рис. 6.1). Установлены на внутреннее дно при помощи специальных <«гульев» и «юбок». Относятся к типу В - построены в соответствии со специальными аналитическими расчетами для выдерживания напряжения, деформации и усталости металла.
Сферические танки изготавливаются из листов алюминиевых сплавов или легированной никелем стали толщиной 40-80 мм. Их диаметр достигает 40 м, поэтому они почти наполовину выступают над уровнем верхней палубы. Внутри танков отсутствуют какие-либо конструктивные элементы или ребра жесткости. Наружная изолящгя изготавливается из пенополиуретана, на внешнюю поверхность которого наносят алюминиевую фольгу. Толщина изоляции на крупных газовозах достигает 250 мм. Надпалубную часть танков закрывают стальными кожухами.
Достоинствами сферических танков являются относительная дешевизна и длительный положительный опыт эксплуатации. Эти танки не подвержены «сдошиигу» - эффекту колебания жидкости при большой свободной поверхности, следовательно, степень их загрузки не имеет значения во время плавания. Срок строительства танкеров сферической конструкции значительно ниже, чем
Рис. 6.1. Метановоз с танками сферической конструкции.
Источник: Gazprom Sakhalin Holdings B.V.
мембранных, так как сферические танки строятся отдельно от судна, а затем «вкладываются» в готовый корпус.
К недостаткам данной конструкции можно отнести большой вес и фиксированный предельный объем, высокую парусность судна (особенно в балласте), высокую плату за проход Суэцким каналом (ширина судна со сферическими танками на 10 % больше, чем судна с мембранными танками) и длительное время охлаждения перед загрузкой СПГ.
Призматические танки системы IHI-SPB {Self-supporting, Prismatic-shape IMO type В) относятся к типу В, ими были оснащены два танкера СПГ, построенных в Японии. Это Polar Eagle и Arctic Sun, спущенные на воду в 1993 г., оба грузовместимостью 87 500 м3 [80].Одной из особенностей конструкции является свободная форма танка. Она позволяет конструировать тапки в соответствии с внутренними очертаниями корпуса судна, добиваясь идеальной подгонки.
Внутренняя оболочка танков выполняется из алюмгшиевого сплава Или 9%-ной никелевой стали. С внешней стороны танки покрыты изоляцией из пенополиуретановых панелей, прикрепленных по центру шпильками к оболочке. Пространство между панелями заполнено так называемыми подушками, поглощающими относительное смещение оболочки танка и температурные напряжения в слое изоляции. В отличие от мембранных систем, изоляция не принимает на себя нагрузки со стороны СПГ.
Танк опирается на колодки из усиленной фанеры, установленные на днище судна. Внутренняя часть танка разделена на четыре отсека вертикальной
Рис. 6.2. Призматические танки системы IHI-SPB:
1 - крыша танка; 2 - направляющие; 3 - перфорированная перегородка; 4, 9 - изоляция; 5 - внутренняя стенка корпуса сдедна; 6 - свободное пространство; 7 - опоры; 8 - центрально-осевая герметичная перегородка; 10 - балластные отсеки.
Источник: IHI Marine United
осевой герметичной перегородкой и поперечной вертикальной перфорированной перегородкой (рис. 6.2). В совокупности с горизонтальными ребрами перегородки снижают ударные нагрузки от всплесков жидкости при бортовой качке. Это дает возможность загружать СПГ в танк до любого уровня и использовать данную систему при проектировании плавучих заводов СПГ.
К преимуществам данной системы танков относятся меньшая парусность, чем у танкеров сферической конструкции, меньшая требуемая ходовая мощность при компактности и идеальной форме корпуса судна, короткий срок обслуживания в сухом доке (две надели каждые пять лет) и хорошая сопротивляемость внешнему давлению [81].
Призматически танки системы ADBT - Aluminium Double-barrier Tanks -новая разработка (2009) Wadan Yard CNG Technology GmbH & Aker Solutions- представляющая собой независимые самоподдерживающие танки типа А с внешней теплоизоляцией- и опорой на дно судна. Танки разработаны как для судов СПГ, так и для плавучих заводов СПГ, с объемом от 1000 до 150 тыс. м3.
Конструкция танка включает оболочку из двойных алюминиевых пластин, между которыми перпендикулярно установлены ребра жесткости, принимающие на себя ударные нагрузки. Внутренние стенки, разбивающие все пространство танка на несколько полуоткрытых камер, работают по принципу волнореза и значительно снижают ударные волновые нагрузки от всплесков жид-
s. Зак. 11132
ИЗ
Рис. 6.3. Конструкция призматических танков системы ADBT. Источник: Hydrocarbon World
кости (рис. 6.3).Такая конструкция танка допускает любую степень загрузки сжиженным газом и нормальную работу при любом уровне волнения на море [82].
6.1.2. МЕМБРАННЫЕ ТАНКИ
Мембранные грузовые танки - это емкости, образованные тонкой оболочкой (0,5-1,2 мм), способной воспринимать только растягивающие напряжения и опирающейся на смежные корпусные конструкции. Конструкции мембранных танков (рис. 6.4) обеспечивают непроницаемость своей оболочки как при деформациях, связанных с изгибом корпусных конструкций, так и при термических деформациях. Мембранные танки - не самоподдерживающиеся. Термальные нагрузки компенсируются качеством металла мембраны (никель, сплавы алюминия). Международный газовый кодекс предписывает, что система должна иметь двухслойную мембрану, составленную из двух идентичных или разных изолирующих мембран.
В настоящее время для судов мембранной конструкции на рынке присутствуют три французских мембранных технологии:
- система GazTransport NO 96;
- система Technigaz Mark III;
- система CS1.
Система GazTransport NO 96 включает в себя две одинаковые мембраны и два независимых слоя изоляции. Мембрана выполнена из инвара (ферросплав с 36 % никеля) толщиной 0,7 мм. Первичная мембрана находится в контакте с сжиженным природным газом, а наличие вторичной мембраны является 100 %
Рис. 6.4. Метановоз с танками мембранной конструкции. Источник: Global Security.org
гарантией от утечек СПГ. Динамические и термальные нагрузки на мембрану передаются через слой изоляции на стальную конструкцию судна (рис. 6.5).
Первичный и вторичный слои изоляции выполнены из фанерных боксов, заполненных расширенным перлитом. Стандартный размер бокса 1x1,2 м. Толщина первичной изоляции - от 170 до 250 мм, стандартная толщина вторичной изоляции - 300 мм. Вторичную изоляцию крепят к внутренней оболочке корпуса судна. Боксы с перлитом имеют внутреннее укрепление для противодей-
Рис. 6.5. Мембранная система GazTransport NO 96. Источник: GazTransport & 'I'ecjinigaz
Первичная мембрана
"-Траверса
"рехслоиное гибкое
~ соединение
____Плоский стык
-------Шпилька
Угловая, панель /
Внутренняя
поверхность Вто^ичная
корпуса тре/слойная
Смоляной ланит
мембрана
Рис. 6.6. Мембранная система Technigaz Mark III. Источник: GazTransport & Technigaz
ствия высокому давлению и поглощению энергии движущейся жидкости. Мембраны крепятся к изоляции специальными устройствами, позволяющими слою инвара свободно скользить по слою изоляции.
Система зарекомендовала с>ебя положительно за более чем сорокалетний период эксплуатации - Первыми танками этой системы оснастили в 1969 г. танкеры, предназначенные для завода СПГ на Аляске.
Система Technigaz Mark III (рис. 6.6) включает первичную гофрированную мембрану из нержавеющей стали толщиной 1,2 мм. Стандартный размер гофрированных листов 3x1 м. Перпендикулярное гофрированное рифление позволяет мембранам приспосабливаться к любым тепловых или корпусным отклонениям напряжения и работать до предела усталости, обеспЛивая тем самым высоюф срок службы.
Вторичная трехслойная м^мйрана изготовлена из листового композиционного материала - триллекса (тонкий лист алюминия между слоями стеклоткани и смолы).
Изоляция представляет собой несущую систему из сборных панелей, включающих в себя армированный пенополиуретан со вставками из стекловолокна. Первичная и вторичная изоляции идентичны. Стандартный размер панелей 3x1 м. Тамщина изоляции регулируется от 250 до 350 мм. Панели крепятся к внутренней части корпуса.
Данная система имеет 30-летний опыт эксплуатации. Вставки из стекловолокна в слое пенополиуретана придают панелям высокие прочностные свойства.
Система CS1 (рис. 6.7) включает первичную мембрану из инвара, вторичную мембрану из триплекса и изоляцию (первичную и вторичную) из армиро-ванногопейополиуретана, что является комбинацией первых двух систем.
В целях безопасности внутреннее пространство изоляции всех систем заполняют азотом и специальными приборами контролируют наличие углеводородов в азоте в случае утечки.
Вторичная трехслойная
Траверса мембрана
Первичная
корпуса
Рис. 6.7. Мембранная система CS1. Источник: GazTransport & Technigaz
из инвара
труба
Трехслойное соединение
Все мембранные системы разработаны и поставляются французской компанией GazTransport & Technigaz [83].
Танки мембранной конструкции имеют три основных недостатка:
1) их конструкция является менее надежной (толщина мембраны Инвар составляет 0,4 мм, в то время как самая тонкая часть сферического танка имеет толщину 3 см);
2) их ремонт затруднен, так как отсутствует свободное пространство между изоляцией и металлической стенкой судна;
3) они не выдерживают высокие ударные нагрузки (например, от эффекта «слошинга» или в случае плавания во льдах).
Мембранные танки GTT (GazTransport & Technigaz) строятся только после спуска судна на воду, они дороже сферических, и общее время постройки танкера - около 1,5 лет. Однако мембранные танкеры обладают множеством преимуществ:
- они1 на 10 % легче, чем танкеры сферической конструкции с равной по объему грузовместимостью, следовательно, теоретически бодйе дешевы при строительстве и эксплуатации;
- их палубы плоские, что облегчает обслуживание танков;
- они так не возвышаются над водой, как сферические танкеры, что облегчает их маневренность и обеспечивает лучший обзор с капитанского мостика;
- они охлаждаются достаточно быстро благодаря низкотемпературной изоляции и гибкости мембран, выдерживают гораздо большее число температурных циклов. Это уменьшает время охлаждения после сухого дока и обеспечивает большую эксплуатационную гибкость в поддержании температуры танков в течение возвратного рейса;
- благодаря небольшому объему, они имеют малый тоннаж, следовательно, ниже портовый сбор и пошлина за проход по Суэцкому каналу.
LNG SLOSHING
Рис. 6.8. Эффект «слошинга». Источник; rouvari.fi
Одним из главных недостатков танкеров мембранной конструкции является уязвимость перед ударными нагрузками со стороны колеблющейся жидкости при большой свободной поверхности (эффект «слошинга») (рис. 6.8). Для предотвращения возникновения ударных нагрузок во время движения судна танки мембранной конструкции должны быть загружены на высоту #ибо не менее 75 %, либо не более 15 %.
Меры борьбы с эффектом «слошинга» разрабатываются компаниями по всему миру. Так, компания Samsung на Международной конференции «Gastech 2011» представила свою разработку в борьбе с этим явлением. Система плавающего анти-слошингового слоя «AntiBogAntiSloshBlanket - ABAS Blanket» представляет собой слой плавающих кубиков на поверхности жидкости, гибко соединенных между собой. Каждый кубик имеет следующую структуру: ядро кубика - целый тонкостенный алюминиевый шар, который окружен пеной меламина (термостойкого в условиях низких температур и очень легкого полимера) и покрыт слоем криогенностойкой ткани из полиакрилатового волокна. Суммарная плотность кубика должна быть меньше плотности сжиженного газа, т.е. меньше 424 кг/м3. Кубики укладываются в 2-3 слоя и скрепляются карабинами из легкого сплава или алюминия.
Такой слой на поверхности СПГ должен не только гасить колебания свободной поверхности жидкости, но и предотвращать испарение легких компонентов во время длительного плавания [84].
6.1.3. ТАНКЕРЫ ЛЕДОВОГО КЛАССА
В связи с выходом газодобывающей промышленности России на арктический шельф морская индустрия открывает эпоху судов нового ледового класса - создает проекты СПГ-танкеров, способных прокладывать себе путь через льды (рис. 6.9). Финская компания Aker Arctic Technology Inc. разработала концепцию корабля двойного действия - при работе во льдах танкер движется кормой вперед. Это экономит топливо и энергию судовых двигателей, а также бережет носовую часть судна для движения по открытой воде.
В настоящее время уже строится один из судов ледового класса - танкер Arctic LNG вместимостью 200 тыс. м3 СПГ для поставок с полуострова Ямал
Рис. 6.9, Проект танкера СПГ ледового класса. Источник: Marine Log
[85]. По данным Lloyd's Register publication Horizons, в 2011 г. заказы на первые СПГ-суда ледового класса для России были размещены на верфях Кореи и Японии, в основном для обслуживания экспортного терминала в порту Пригородное на острове Сахалин.
Финские кораблестроители также предлагают новый тип ледокола для оказания помощи большим и широким СПГ-танкерам. Двигаясь боком, ледокол может использовать всю свою длину для прокладки широкого канала во льдах.
6.2. ЗАГРУЗКА И ВЫГРУЗКА ТАНКЕРОВ
Загрузочный узел завода СПГ, как и разгрузочный узел регазификацион-ного терминала, располагается на вынесенном в море причале и соединяется с резервуарами для хранения криогенными трубопроводами. Удаленность причала от берега зависит от глубины моря в месте разгрузки: танкеры СПГ должны свободно маневрировать вблизи причала.
На заводах СПГ для откачки СПГ из резервуара применяются погружные насосы центробежного типа с электродвигателем, обеспечивающие давление нагнетания в 0,7-1,0 МПа. Производительность резервуарных насосов должна быть порядка 1350-2000 м3/ч. При загрузке танкеров откачка СПГ производится одновременно несколькими насосами из всех имеющихся резервуаров.
Выгрузка СПГ из грузовых танков осуществляется судовыми насосами. Судно оснащается погружными насосами, по два насоса на каждый танк. Обратно береговыми компрессорами закачивается газ.
При загрузке и разгрузке танкеры СПГ соединяются с причалом посредством гибких загрузочных рукавов. Как правило, терминалы оснащаются 3-4 загрузочными рукавами. При этом 2-3 рукава работают для загрузки СПГ, 1 рукав - для обратной закачки газа с целью предотвращения образования вакуума в резервуаре или в судовом танке.
Обычная скорость загрузки-выгрузки СПГ составляет от 10 до 12 тыс. м3 в ч. При такой скорости танкер класса «Стандарт» загружается и разгружается в течение 12 ч.
6.3. НАЗЕМНЫЙ И ВОЗДУШНЫЙ ТРАНСПОРТ СПГ
Как правило, автомобильные, речные и железнодорожные перевозки СПГ связаны с производством СПГ малой или средней производительное^. К примеру, новый завод Skangass, Nordic LNG в Норвегии (запущен в 2010 г.) при производительности 300 тыс. т в год имеет поблизости автодорогу и причал для небольших СПГ-танкеров.
Малотоннажные установки в Ленинградской области снабжают потребителей сжиженным газом посредством автотранспорта.
Технические аспекты наземного и воздушного транспорта СПГ уже освещались в работах [11] и [9].
Как отмечают авторы этих работ, наиболее универсальным и перспективным способом перевозки сжиженного природного газа наземным путем является транспортировка в криогенных контейнер-цистернах, которые могут свободно перегружаться с автоприцепов на железнодорожные платформы или на речные суда. Конструкции контейнер-цистерн разработаны в Англии, Германии, США. Контейнеры изготавливаются как в горизонтальном, так и в вертикальном исполнении. В России существует разработка контейнер-цистерны КЦМ-25/1,6 компании ОАО «Уралкриомаш».
Основными преимуществами транспортировки СПГ в контейнер-цистернах является возможность перевозки различными видами транспорта, включая автомобильный, железнодорожный, водный или авиацию, сокращение времени перевозки и транспортных затрат, простота погрузки и уменьшение затрат на погрузочно-разгрузочные работы [И].
В свете перспективного освоения малых месторождений природного газа и газификации удаленных районов России наиболее перспективным способом газоснабжения является доставка газа в сжиженном виде в контейнер-цистернах автомобильным, речным или комбинацией этих видов транспорта. Особенно в свете того, что удаленные районы России, как правило, обладают хорошо разветвленной речной сетью.
В настоящее время рассматриваются способы доставки СПГ по воздуху: грузовыми самолетами, экранопланами или дерижаблями. Опыт доставки сжиженных нефтяных газов в баллонах с помощью авиации в России имеется [9]. Но доставка СПГ авиацией считается самым дорогим видом транспорта сжи-женных газов.
В 80-х годах прошлого века изучался вопрос транспортировки СПГ по магистральным криогенным газопроводам [86; 87], но до сих пор этот вид транспортировки недостаточно разработан и является экономически неоправданным.
7
РЕГАЗИФИКАЦИОННЫЕ ТЕРМИНАЛЫ СПГ
7.1. ОБЩИЙ ПРИНЦИП УСТРОЙСТВА РЕГАЗИФИКАЦИОННОГО ТЕРМИНАЛА
Регазификация сжиженного газа является финальным этапом в производственно-сбытовой цепочке СПГ. После своего путешествия по морю СПГ прибывает на регазификационный, или приемный, терминал.
Приемные терминалы СПГ (их производительность по всему миру колеблется от 2 до 12 млн т в год) включают установку разгрузки СПГ, криогенные резервуары для хранения (объемом от 40 до 200 тыс. м3), насосы и регазифика-ционную установку [88].
В мире сейчас насчитывается 80 дайствующих приемных терминалов СПГ, 16 находятся в стадии строительства (рис. 7.1).
Принципиальная схема приемного терминала показана на рис. 7.2.
Процесс разгрузки СПГ-танкера предполагает наличие портовых сооружений, аналогичных тем, какие используются при загрузке судна на заводе СПГ, включающие разгрузочные рукава и соединительные трубопроводы для подачи СПГ на терминал. Узел разгрузки также размещается на вынесенном в море причале. При разгрузке береговые рукава присоединяются к танкеру, и судовые насосы пачинают откачивать СПГ в береговые резервуары. Разгрузка длится обычно 10-15 ч. Между операциями разгрузки соединительные трубопроводы охлаждаются циркулирующим СПГ из береговых резервуаров.
Резервуары СПГ являются важным элементом и самой дорогой частью приемного терминала. Они аналогичны заводским резервуарам и подробно описаны в разделе 5.
Испаренный газ, непрерывно образующаяся в резервуарах и газопроводах из-за теплопритоков из окружающей среды, сжимается до давления в 0,7-1,0 МПа, снова сжижается и через реконденсатор присоединяется к потоку СПГ, направляемому на регазификацию. Дополняет всю эту технологическую цепочку факел для аварийного сброса газа [89].
На установках регазификации СПГ возвращается в газообразное состояние для того, чтобы по газопроводу попасть к потребителю. Регазификация представляет собой процесс нагрева и испарения СПГ в теллообмепнике-испарителе, который происходит при высоких давлениях. Резервуарными погружными насосами давление нагнетается до 6-10 МПа (это давление выше критической точки), чтобы избежать двухфазного потока в испарителе и обеспечить давление, равное давлению в газопроводе. Это устраняет необходимость
Рис. 7.1. Регазификационные терминалы мира.
Источники: Qatargas, Global LNG Info
Рис. 7.2. Принципиальная схема регазификационпого терминала. Источник: Technoscoop
в дорогостоящем дожимном компрессоре природного газа: он стоит значительно дороже, чем криогенные насосы. Нагревают газ до невысоких температур - па несколько градусов выше пуля, это означает, что для нагрева газа без дополнительных расходов можно использовать морскую воду или окружающий воздух. А так как приемный терминал обычно находится на морском берегу, то в силу неограниченного количества воды регазификация становится энергоэффективным процессом. На некоторых терминалах строят высокоэффективные когенерационные установки для комбинированного производства тепловой и электри-ческ<||| энергии.
Широкое распространение за рубежом получили небольшие регазифика-ционные терминалы, расположенные в удаленных от берега районах, вблизи мест потребления природного газа. Это так называемые «сателлитные» установки и относятся они к группе заводов для покрытия пиковых нагрузок газопотребления. Сателлитные установки включают только хранилища СПГ и испарительные установки. Сжиженный газ поступает на эти терминалы в цистернах с помощью речного или автотранспорта.
7.2. ТЕХНОЛОГИИ РЕГАЗИФИКАЦИИ
Для испарения СПГ требуется подвод энергии. Энергию в виде подводимого тепла можно взять из окружающей среды или использовать дополнительные источники нагрева.
При регазификации обычно используют три источника тепла: окружающий воздух, морскую воду и природный газ, дающий тепло при сгорании. Основные системы испарения, использующие эти источники тепловой энергии, можно подразделить на два класса:
1) каскадные системы с промежуточными теплоносителями;
2) открытые водяные или воздушные системы.
Нагрев сжижениого природного газа, протекающего по погруженным в теплоноситель трубам, происходит за счет прямой или косвенной передачи тепла от источника тепловой энергии к СПГ. Прямая теплопередача осуществляется в открытых системах за счв? непосредственного контакта источника тепла и трубопровода с СПГ. Это трубчатые иди панельные испарители, использующие морскую воду, воздушные испарители.
Косвенная теплопередача использует промежуточный теплоноситель между источником тепла и СПГ. Это каскадные системы теплообмена с промежуточным теплоносителем (пропан, гликоль или горячая вода) или погружные испарители с камерой сгорания.
Система испарения может быть замкнутой или открытой. Морские или воздушные испарители - примеры открытых систем.
Ниже будут рассмотрены конструкции некоторых наиболее распространенных типов испарителей.
7.3. КОНСТРУКЦИИ ИСПАРИТЕЛЕЙ
7.3.1. МОРСКОЙ ИСПАРИТЕЛЬ ОТКРЫТОГО ТИПА
На 70 % от общего числа всех регазификационных установок используются морские испарители открытого типа (Open Rack Vaporizers - ORV) в силу доступности морской воды па приемных терминалах.
Испаритель представляет собой ряд параллельно расположенных панелей из вертикальных оребренных труб с покрытием из ципк-алюминиевого сплава (рис. 7.3). СПГ подается по трубам снизу вверх. Морская вода насосами закачивается в верхнюю часть испарителя и через распределительные желоба стекает в пленочном режиме по внешним стенкам испарителя. За счет прямого теплообмена между морской водой и СПГ происходит нагрев и испарение природного газа. Испаренный газ удаляется из верхней части испарителя и отправляется в распределительные газопроводы. Охлажденная морская вода собирается в желобе в нижней части испарителя и сбрасывается в водоотвод.
Данная система регазификации требует подготовки морской воды перед закачкой в испаритель и после охлаждения. Перед подачей в испаритель морская вода проходит через фильтры для отделения мусора и морских организмов и хлорируется для предотвращения роста водорослей в испарителях. Перед сбросом в море вода подвергается естественному дехлорированию в отстойниках.
Так как теплоносителем является морская вода, материалы для испарителя должны обладать хорошей коррозионной стойкостью.
Регазификационные установки с (Морскими испарителями чувствительны к климату. Расположенные в холодном климате, особенно в зимних условиях, они требуют подогрева воды перед подачей в испаритель, чтобы обеспечить процесс необходимым количеством тепла.
Морские испарители считаются безопасными, так как не требуют сжигания топлива и не содержат источников возгорания. Но они имеют некоторые недостатки, которые могут оказать влияние на дальнейшее применение этой технологии:
Рис. 7.3. Морской испаритель открытого типа:
а - общий вид; б - панель из труб с, желобами для морской воды; 1 - вход СПГ; 2 - выход природ-нод.0 газа; 3 - жедрб с морской водой; 4 - труба, с продольным оребрением.
Источник: Black&Veatch; Sumitomo Precision Products
- при большом расходе СПГ возможно намерзание льда на внешней поверхности испарителя, вследствие чего значительно уменьшается коэффициент теплопередачи;
- для циркуляции большого количества воды требуются мощные насосы, что увеличивает капитальные^ затраты на оборудование;
- попадание морских организмов в систему испарения может вызвать нарушение ее работы;
- сброс переохлажденной воды может оказать негативное влияние на окружающую среду;
- содержащиеся в морской воде ионы тяжелых металлов могут оказать разрушающее воздействие на цинк-алюминиевое покрытие труб, что влечет за собой необходимость их периодического ремонта.
7.3.2. ПОГР> ЖНОЙ ИСПАРИТЕЛЬ С ГОРЕЛКОЙ
Погружной испаритель с горелкой (Submerged combustion vaporizer — SCV) представляет собой горизонтальный трубчатый змеевик из нержавеющей стали, погруженный в водяную баню (рис. 7.4). По змеевику пропускается СПГ, который нагреваясь, превращается в природный газ. Тепло передается от водяной бани к жидкости внутри трубного пучка. Температура воды поддерживается за счет сжигания природного газа. Дымовые газы через подводное распределительное устройство с мелкими отверстиями попадают в воду, образуя пенные, струи. Пена с большой скоростью обтекает змеевик, нагревая воду и сводя к минимуму образование льда на поверхности труб. Продукты горения после выхода из воды сбрасываются в атмосферу.
На сжигание потребляется, как правило, 1,3-1,4 % испаренного газа.
Рис. 7.4. Погружной испаритель 1 - вход СПГ; 2 - выход ПГ; 3 -тельное устройство для дымовых Источник: Black & Veatch
с горелкой:
трубчатый змеевик; 4 - водяная газов; 7 - щрнетатель воздуха
баня; 5 - горелка; 6 - раслредели-
Погружной испаритель обеспечивает высокую эффективность теплообмена, но обладает некоторыми недостатками:
- для обеспечения необходимого давления, заставляющего продукты сгорания проходить через водяную баню, воздух в горелку должен нагнетаться вентилятором высокой мощности;
- выхлопные газы содержат в больших количествах окиси азота и углерода, что неблагоприятно влияет на экблогию.
К достоинствам можно отнести то, что эта система не чувствительна к климату и может быть расположена в любом месте.
7.3.3. ВОЗДУШНЫЕ ИСПАРИТЕЛИ
Воздушные испарители используют атмосферный воздух для нагрева СПГ. В качестве испарителей применяются у^цлообменные аппараты с увеличенной поверхностью теплообмена: вертикальные трубные змеевики с продольными ребрами (рис. 7.5). СПГ подг^гся в нижнюю часть испарителя. Тепло от окружающего воздуха через стенки труб передается сжиженному газу, заставляя его испаряться. Воздух подводится к верхней части испарителя либо за счет естественной конвекции, либо за счет принудительного нагнетания вентиляторами. Поток воздуха равномерно распределяется по теплообменнику, исключая обледенение отдельных участков испарителя. Охлаждаясь, воздух становится более плотным, опускается вниз и выходит из нижней части испарителя.
Если мощность установки достаточно велика, то воздушные испарители делаются с двумя или несколькими контурами нагрева. Каждый контур имеет
Теплый воздух
Рис. 7.5. Принцип работы воздушного испарителя
Рис. 7.6. Воздушные испарители с принудительной вентиляцией.
Источник: CH-IV International
независимый подвод сжиженного газа через распределитель, соединенный с ним тонкими трубками. Все контуры заполняются равными количествами СПГ.
Вследствие опрЛеленной влажности воздуха в нижней части испарителя образуется конденсат, который со временем преобразуется в иней, снижая эффективность теплообмена. Для удаления слоя льда и восстановления работоспособности испаритель необходимо отключить. Как правило, такие испарители работают группами: часть аппаратов работает на испарение СПГ, часть находится на регенерации.
Данный тип испарителя нашел широкое применение на установках средней и малой производительности. В крупномасштабном промышленном производстве воздушные испарители не применялись. Одна из причин - цикличность работы и большая занимаемая площадь. Уменьшить размеры испарителя можно за счет принудительной вентиляции, установленной в верхней части испарителя (рис. 7.6), но это требует дополнительных капитальных и эксплуатационных затрат.
Воздушные испарители в значительной степени чувствительны к климатическим условиям. Наилучшим условием для их эксплуатации является климат с относительно постоянной температурой в течение года. При эксплуатации в местности с широким перепадом годовых температур требуется дополнительный нагрев воздуха в зимний период.
Для повышения эффективности работы воздушных испарителей предлагается нагревать подводимый воздух с помощью выхлопных газов газовой турбины [90]. В этом случае возможно использование пластинчатых теплообменников.
7.3.4. КОЖУХОТРУБЧАТЫЕ ИСПАРИТЕЛИ
Среди кожухотрубчатых испарителей, применяющихся при регазификации СПГ, встречаются два основных типа: это испарителя с паровым пространством
Рис. 7.7. Испаритель с паровым пространством и промежуточным теплоносителем:
МВ - морская вода; Т1 - «снаритель промежуточного теплоносителя; Т2 - испаритель сжиженного природчр^о газа; ТЗ - подогреватель природного газа; 1 - испарение СПГ; 2 - конденсация промежуточного теплоносителя; испарение промежуточного теплоносителя; 4 - нагрев ПГ.
Источник: KOGAS LNG Technology Research Center
и промежуточным теплоносителем и теплообменные аппараты с температурным компенсатором на кожухе.
Для первого типа испарителей были специально разработаны кожухотрубчатые теплообменные аппараты с паровым пространством, использующие промежуточные теплоносители в качестве источника нагрева. Первыми такие испарители были установлены на терминале Ков Пойнт в США, где тепло выхлопных газов газовых турбин передавалось сначала тепловому контуру с гликолем или водой, а от него - испаряющемуся СПГ. В настоящее время подобные испарители используются на нескольких приемных терминалах в Японии. Там в качестве основного теилоносителя выступает морская вода, а в качестве промежуточного - пресная вода, гликоль, или их смесь (рис. 7.7) [91].
Рис. 7.8. Кожухотрубчатый испаритель. Источник: Black & Veat-ch
На множестве заводов для покрытия пиковых нагрузок газопотребления в США встречается другой тип кожухотрубчатого испарителя. Это цилиндрические теплообменные аппараты, по межтрубному пространству которых циркулирует нагретая вода или гликоль, а тейло от них передается сжиженному газу, протекающему по трубам. Конструкция теплообменника предусматривает ряд запатентованных особенностей, предотвращающих замерзание воды или гликоля внутри аппарата. Для более эффективной организации процесса испарения СПГ такие аппараты устанавливаются вертикально или наклонно; сжиженный газ подается в нижнюю часть аппарата, а испаренный газ выходит из его верхней части. Теплоноситель циркулирует по замкнутому контуру, а в качестве источника нагрева может выступать горячий воздух от газовых турбин.
В качестве теплового источника энергии может выступать морская вода, циркулирующая по открытому контуру (рис. 7.8). В нижнюю часть испарителя, установленного вертикально или наклонно, подается СПГ, а морская вода поступает в межтрубное пространство. К сбросной морской воде предъявляются экологические требования, аналогичные изложенным в п. 7.3.1 [92].
8
СОВРЕМЕННЫЕ ТЕНДЕНЦИИ РАЗВИТИЯ
МИРОВОГО ПРОИЗВОДСТВА СПГ
8.1. ПЛАВУЧИЕ ЗАВОДЫ СПГ
8.1.1. ПОТЕНЦИАЛ ПЛАВУЧИХ ЗАВОДОВ СПГ
Со второй половины 90-х годов XX в. мировая газодобывающая промышленность вышла на морской шельф. В настоящее время разрабатываются крупные морские месторождения газа в Северном и Баренцевом морях, в Мексиканском заливе, у побережья Сахалина. Австралии, Малайзии и Индонезии. При этом стройчЕрьство заводов СПГ требует дополнительных капитальных вложений в строительство морских трубопроводов. Как результат - рост стоимости СПГ. Наряду с крупными месторождениями газа на шельфе имеются и небольшие месторождения, разработка которых по данной рхеме явно нерентабельна. Многие газовые шельфовые месторождения невыгодно разрабатывать в силу их удаленности от берега и трудностей со строительством фабрик по сжижению газа, а также всей необходимой инфраструктуры - подводных газопроводов, хранилищ СПГ, причалов для танкеров и т.д. Для таких месторожде? ний, а также с целью экономии при разработке крупных пгедьфовых месторождений, крупные компании-разработчики предлагают плавучие заводы-хранилища СПГ (LNG Floating Production Storageand Offloading - LNG FPSO). Плавучий завод СПГ представляет собой судно или баржу с функциями добывающей морской платформы, на палубе которой размещены установки подготовки, очистки и осушки газа, технологические линии для разделения и сжижения газа. В корпусе судна размещены танки для хранения СПГ и сжиженных'углеводородных газов. Плавучий завод оснащается системой отгрузки СПГ па танкеры. Кроме того, на палубе нахо щтся многоэтажные строения, предназначенные для проживания персонала плавучего комплекса.
Судно располагается над месторождением природного газа, что позволяет избежать необходимости строительства длинных подводных трубопроводов, и остается на месте швартовки до полного истощения месторождения. В этой связи, плавучий комплекс должен быть устойчив к любым неблагоприятным погодным явлениям, включая ураганы.
В настоящее время определено около ста перспективных проектов плавучих заводов с производительностью в 1 млн т в год и выше [93]. При этом рассматриваются не только месторождения газа и газоконденсата, но и нефтяные месторождения с высоким газовььм фактором - для сжижения попутного неф
тяного газа. Свои проекты по постройке плавучих заводов предлагают компании Shell, Air Products, FLEX LNG, SBM Offshore -Linda и др.
Проекты плавающих заводов включают технологические линии производительностью от 1 до 4,5 млн т в год. Хотя наземные заводы успешно эксплуатируются уже более 40 лет, существует масса проблем, связанных с выбором и компоновкой оборудования на плавающих объектах и создания наиболее надежных и безопасных технологий для морских условий.
8.1.2. ОБЩИЕ ТРЕБОВАНИЯ К ПЛАВУЧИМ ЗАВОДАМ СПГ
Плавучие заводы по производству СПГ вводят более строгие требования безопасности в связи с тесным расположением заводской зоны, хранилищ и зоны персонала. Пространство, доступное для размещения оборудования на плавучем заводе, в разы меньше пространства, отводимого под него на суше. Оптимальное конструкторское решение будет сосредоточено на сведении к минимуму размеров и веса оборудования. Оборудование должно быть устойчивым к движениям судна и приведено в соответствие с нормативно-технической документацией, которой регламентируются объекты, расположенные на суше. Важной задачей проектирования и строительства плавучих заводов по производству СПГ является успешная интеграция надпалубных строений (непосредственно перерабатывающих установок и основных коммунальных услуг) с корпусом и судовыми системами. В решении этой задачи ключевую роль играют судостроители [94].
Строительство плавучих заводов должно осуществляться по модульному принципу, с минимально возможным числом единиц оборудования. Разбиение на модули обеспечивает ^сономию капитальных затрат и высокое качество производства. Строительство самого судна и комплекса надпалубных строений может быть выполнено параллельно, сокращая на многие месяцы общее время создания плавучего завода по производству СПГ.
Процессы производства, хранения и выгрузки СПГ и другой продукции должны соответствовать высоким нормам безопасности. Эксплуатация технологических установок должна быть также максимально безопасной и осуществляться минимальным количеством обслуживающего персонала.
Первоочередной задачей при проектировании плавучих объектов является борьба с эффектом «слошинга» (см. п. 6.1.2). Плавучие суда должны быть разработаны так, чтобы свободное колебание жидкости в период производства и постепенного заполнения танков не разрушало их.
Должны быть предусмотрены хранилища для сжиженных углеводородных газов, возможности их отгрузки на суда. Хранилища должны быть различных типов и объемов, так как состав газа меняется от месторождения к месторождению.
Для загрузки СПГ танкеров ^борт-о-борт» разработаны системы, использующие сочлененный загрузочный рукав и гибкий криогенный трубопровод. Отгрузка «борт-о-борт» возможна только в спокойном море, поставщики технологий в настоящее время активно разрабатывают жесткую систему отгрузки, что позволяет организовать передачу в более суровых погодных условиях.
При детальной разработке проектов инженеры сталкиваются с серьезными техническими проблемами, одна из которых - это совмещение на ограниченной территории технологии добычи, подготовки, сжижения, хранения и морской
транспортировки СПГ, увязав между собой все нормативные документы и технические регламенты, и соблюсти при этом все нормы безопасности. Условия эксплуатации судна предполагают его подвижность, возникающую при волнении на море. Движение судна может вызвать разбрызгивание или неравномерное распределение жидкостей в аппаратах, сдажающую надежность работы установок. Конструкции контактных устройств колонных аппаратов и теплообменников требуют особого внимания для обеспечения надлежащей эффективности. Снижению эффективности теплообмена при нарушении вертикального положения особенно подвержены спиральновитые теплообменные аппараты.
Эффект выплескивания («слоппгнга») СПГ в мембранных танках при качке может быть снижен за счет усиления стенок, изменения геометрии танков и установки центральной продольной перегородки, также выполняющей роль дополнительной опоры для надпалубных строений.
8.1.3. ВЫБОР ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СЖИЖЕНИЯ
Уже с последней декады прошлого столетия компании-разработчики проводили сравнительный анализ технологических процессов сжижения, пригодных для плавучих заводов СПГ. Были попытки адаптировать известные крупнотоннажные технологические процессы к условиям работы на море, исследовались существующие малотоннажные процессы. В ходе систематизации знаний и опыта эксплуатации различных технологии производства СПГ были выработаны основные критерии выбора технологии сжижения газа:
- простота в эксплуатации;
- минимальная зависимость от погодных условий;
- возможность быстрого запуска и остановки;
- сохранение эффективности процесса в широком диапазоне температур окружающего воздуха;
- высокая энергоэффективность;
- адаптивность к изменению производительности;
- хорошая приспособляемость к изменению состава сырьевого газа при переходе от одного месторождения к другому;
- возможность встраивания в технологический процесс узлов выделения ШФЛУ и пропан-бутановой фракции;
- минимальная необходимость работы с потенциально опасными хладагентами [95].
Если рассмотреть проекты плавучих заводов, уже принятые к производству, или находящиеся в стадии рассмотрения, то станет понятно, что лидирующую позицию среди технологических процессов сжижения занимает азотнодетандерный цикл (см. и. 4.5.1).
Речь идет об азотном холодильном цикле с двумя детандерами, где приме-нфие второго детандера на более низкЬм температурном уровне повышает термодинамическую эффективность процесса за счет уменьшения разности температур в процессе переохлаждения СПГ. Температурные кривые процесса представлены на рис. 8.1.
Азотный холодильный цикл обладает преимуществами в морских условиях, такими как: быстрый запуск и остановка, малое количество оборудования, простота схемы, обеспечение безопасности в отсутствии углеводородных хладагентов. Азотный цикл ^шевле цикла на смешанном хладагенте, а более низкая
Рис. 8.1. Кривые охлаждения азотного цикла с двумя детандерами:
7 - природный'газ; 2 - азот.
Источник: [96]
Холодопроизводительность
его эффективность по сравнению со смешанным хладагентом компенсируется более простой технологией.
Технологическое оборудование азотно-детандерного процесса ожижения поддается модульному конструированию и изготовлению благодаря компактным размерам и относительно небольшому ко.тичеству его элементов.
По данным Wood Mackenzie, среди технологических процессов сжижения для испольяввания на плавучих заводах СПГ также были выбраны:
- процесс Shell DMR (см. п. 4.3.10);
- процесс СВ & INiche LNG (газ сжижается в двух независимых циклах, с использованием метана в качестве хладагента в цикле предварительного охлаждения и азота в основном цикле сжижения; оба цикла используют по одному детандеру);
- процесс PRICO (ам. п. 4.3.4).
8.1.4. ПРОЕКТЫ ПЛАВУЧИХ ЗАВОДОВ
Компания Shell в течение нескольких последних лет работает над конструкцией самого большого в мире судна - плавучего завода по сжижению природного газа и хранилища СПГ - Prelude FLNG Project. Предполагается, что два таких судна будут работать на шельфовых месторождениях «Прелюдия» и «Концерт» (Prelude and Concerto) бассейна Брауз (Browse Basin), расположенных на расстоянии около 200 км от северо-западного побережья Австралии, а также в проекте Sunrise.
Плавучий завод Shell представляет собой судно, постоянно пришвартованное на якорь, с расположенными на палубе установками подготовки, разделения и сжижения газа. В трюмы судна встроены танки для хранения СПГ и СУГ. Налив танкеров осуществляется с помощью установленной на палубе загрузочной системы. Стальной корпус судна имеет длину 470 и ширину 74 м, водоизмещение около 600 тыс. т. Технологическая линия сжижения природного газа, построенная на технологии Shell DMR, рассчитана на производство 3,5— 4 млн т СПГ в год дЛюс значительного количества СУГ и конденсата. Резервуары судна способны вместить 220 гыс. м3 СПГ, 90 тыс. м3 СУГ и 126 тыс. м3 конденсата.
Плавучий завод удерживается на месте 24 швартовами. Все подводные соединения осуществляются через поворотную якорную систему, позволяющую судну вращаться вокруг нее, оставаясь в фиксированном положении. Газ и конденсат поступают из месторождения по гибким райзерам. Управление разработкой месторождения осуществляется из диспетчерской на борту судна.
IBM
Рис. 8.2. Проект плавучего завода СПГ компании Shell. Маточник: Shell
Рис. 8.3. Проект FLEX LNG на 1,7 млн т в год. Источник: FLEX LNG
На рис. 8.2 - проект будущего гиганта, рядом пришвартован обычный танкер-газовоз СПГ.
В работе над проектом компания Shell столкнулась с рядом технических трудностей, о некоторых из них было рассказано на международной конференции «GASTECH 2011» в марте 2011 г. [97].
Компания FLEX LNG (Великобритания) в апреле 2011 г. подписала соглашение с несколькими компаниями, в частности, с Pacific LNG, Samsung и др., о создании плавучего завода производительностью 1,7 мл* т в rcfa, в заливе Папуа у южных берегов Папуа Новой Гвинеи (рис. 8.3).
Техническая концепция проекта уже завершена. Модуль сжижения, состоящий из двух технологических линий, представляет собой азотный цикл с двумя детандерами. Эта технология позволяет сжижать природный газ различного состава, от жирного до тощего. Его производительность - от 1,7 до 1,95 млн т в год. Модуль предварительной подготовки газа включает системы очистки газа от СО2, воды и ртути. В зависимости от состава газа, предусмотрены стабилизация газового конденсата, фракционирование и стабилизация сжиженного нефтяного газа, компримирование и системы контроля. Для хранения СПГ судно будет оснащено независимыми призматическими танками типа IHI-SPB [981. Ввод судна в эксплуатацию намерен па середину 2014 г.
РЦд проектов плавучих заводов СПГ рассмотрен в работе [99].
8.2. ПЛАВУЧИЕ РЕГАЗИФИКАЦИОННЫЕ ТЕРМИНАЛЫ
В последние несколько лет в индустрии СПГ стали появляться плавучие регазификационные установки - LNG Floating Storage and Regasification Unit (FSRU). Связано это с высокой стоимостью земли иповышенными экологическими требованиями в прибрежной полосе. Вынесение приемных терминалов в море приводит к удалению СПГ-объектов от населенных пунктов и сокращению сроков строительства терминала.
Преимуществами плавучих приемных терминалов являются:
- отсутствие негативного воздействия на прибрежную экологию;
- высокий уровень безопасности;
- возможность строительства судна и сборки надпалубных установок на одной верфи;
- пониженные капитальные затраты по сравнению с береговым терминалом;
- возможность сменить местоположение;
- для прокладки трубопроводов и кабелей может быть выбрано наилучшее место с учетом существующей береговой инфраструктуры.
Плавучий приемный терминал загружает СПГ из танкеров в собственные резервуары, а бортовая регазификациониая установка испаряет сжиженный газ и подает его в подводный газопровод через систему гибких коллекторов.
Первым в истории плавучим приемным терминалом был танкер СПГ типа Moss, переоборудованный на сингапурской верфи Keppel в регазификацион-ный терминал. Регазификациониая установка расположена в носовой части судна, а операторная - в кормовой части, рядом с помещениями для экипажа. Для разгрузки метановые танкеры должны швартоваться с терминалом
Рис. 8.4. Каскадный испаритель Hamworthy Gas Systems:
1 - теплообменник морская вода-природный газ; 2 - теплообменник нронан-морская вода; 3 - теплообменник пропан-природный газ; 4 - н-асосы высокого давления.
Источник: Hamworthy Gas Systems
«борт-о-борт», трансфер СПГ осуществляется с помощью типовых загрузочных рукавов.
Погружные насосы откачивают СПГ из танков для подачи на установку регазификации. По пути к испарителям сжиженный газ прокачивается через насосы, поднимающие давление до 6 МПа. Для регазификация используются испарители & промежуточным теплоносителем, исключающие возможность замерзания морской воды. В частности, в Дубай на плавучем терминале установлены каскадные испарители Hamworthy Gas Systems (рис. 8.4).
Сжиженный природный газ высокого давления поступает сначала в пропановый испаритель 3, в котором газ испаряется и нагревается примерно до -15 °C. Для достижения необходимой температуры в 20 °C газ после прохождения испарителя попадает в теплообменник с морской водой 1. Пропан является промежуточным теплоносителем между морской водой и природным газом. Он циркулирует по замкнутому контуру, в котором охлаждается сжиженным газом и нагревается морской водой в теплообменнике 2.
Этот каскадный испаритель, по свидетельству компании-оператора одного из плавучих терминалов Dubai Supply Authority, обладает высокой эффективностью и компактностью и исключает замерзание морской воды в процессе теплообмена 1100]. После испарителя газ через систему клапанов поступает в магистральный газопровод.
На сегодняшний день уже четыре сферических танкера, принадлежащих компании Golar LNG, переоборудованы в плавучие приемные терминалы. Такие терминалы базируются у берегов Бразилии, Дубай, Италии (Ливорно) и Бостона (рис. 8.5).
Рис. 8.5. Плавучий приемный терминал. Источник: Golar LNG
Для приемных терминалов существует та Же проблема, что и для плавучих заводов СПГ - почти постоянное частичное заполнение танков, вызывающее сильные колебания жидкости внутри танка. Поэтому конструкции танков должны выбираться из условий устойчивости к ударным нагрузкам со стороны колеблющейся жидкости. В этом отношении лучшим выбором на сегодняшний день являются сферические танки системы Moss и призматические танки систем IHI-SPB и ADBT.
Другой проблемой, выявленной уже в ходе эксплуатации плавучих терминалов, является повышенная подвижность судна под влиянием морских погодных условий. Подвижность судна увеличивает нагрузку на якорную систему, как правило, включающую шесть двойных цепных строп, и является источни-ксЩлювышенной опасности при швартовке «борт-о-борт» двух одинаково подвижных судов. В этом случае инженерным решением, снижающим вероятность столкновения и повреждения бортов, люжет стать замена жестких загрузочных рукавов на амплитудные системы {Amplitude-LNG Loading System - ALLS и др.). Они представляют собой криогенные гибкие мультикомпозитные шланги диаметром 400 или 200 мм и длино® от 15 до 50 м. Амплитудные системы проходили тестирование в компаниях GdFSuez и TNO в течение четырех последних лет и были сертифицированы [101]. На рис. 8.6 показаны жесткая (а) и амплитудная (б) загрузочные системы.
Вторым решением, уменьшающим подвижность судна и предлагаемым немецкой инженерной компанией E.ON Ruhrgas AG, является утяжеление киля плавучего терминала [102].
По данным Baird Maritime, в июне 2011 г. компания Hyundai Heavy Industries заключила контракт на строительство принципиально новых плавучих терминалов для Норвегии. Это будут баржи длиной 294 и шириной 46 м,
а о
Рис. 8.6. Типы загрузочных систем:
а - жесткие загрузочные _рукава; б - амплитудная система GdFSuez на стадии тестирования. Источники: Stjtojl Hidro, Technip
способные хранить в своих резервуарах 170 тыс. м3 СПГ. Сдача в эксплуатацию первых двух плавучий терминалов запланирована на вторую половину 2013 г. и на первую половину 2014 г. [103].
8.3. СЖИЖЕНИЕ ПРИРОДНОЮ ГАЗА И НЕТРАДИЦИОННЫХ ИСТОЧНИКОВ
На протяжении последних двадцати лет в мире наблюдается рост добычи природного газа из нетрадиционных источников. Это - газ, добываемый из плотного песчаника, сланцев и угольных пластов. Дислокация месторождений нетрадиционного газа сильно отличается от расположения традиционных месторождений углеводородов, что может сильно изменить картину мирового экспорта и импорта природного газа.
В частности, в США увеличение добычи природного газа из нетрадиционных источников (НТИ) повлияло па перспективы американского импорта. Уже в 2008 г. получение природного газа из НТИ удовлетворяло более половины потребностей внутреннего рынка, тогда как в 2000 г. - не более 30 % 1104]. При этом, импортные поставки СПГ в эту страну в период с 2000 г. по 2009 г. обеспечивали от 1 до 3 % от общего потребления природного газа в США [105; 106].
По той же причине, что и в конце 50-х годов прошлого столетия в Алжире, в последние два-три года некоторые страны-производители природного газа из НТИ рассматривают возможность применения технологий сжижения для транспортировки газа па дальние расстояния. В Азиатско-Тихоокеанском регионе нетрадиционный газ может стать важным фактором роста СПГ-инду-стрии. Среди перспективных производителей СПГ из угольного метана - Австралия и Индонезия. Большими запасами угля обладают Россия и Китай.
В Канаде на рассмотрении находится проект завода по сжижению сланцевого газа, который предполагается разместить в области Китимат, в Британской
Колумбии. Но стоимость производства сланцевого газа значительно выше, чем газа из угольных пластов, й это оказывает влияние на экономическую эффективность проектов сжижения сланцевого газа [107].
Более жизнеспособными из рассматриваемых проектов для ГНТИ на данном этапе являются проекты сжижения угольного газа. На данный момент в Австралии на разных стадиях готовности существуют пять проектов сжижения газа из угольных пластов - четыре крупнотоннажных и один малотоннажный. Все они построены по одной модели: угольный метан добывается в южных и центральных районах Квинсленда и по 400-километровому газопроводу направляется на заводы СПГ в Глэдстоупе, на северо-восточном побережье Австралии. По прогнозам, суммарная производительность четырех основных заводов СПГ из угольного метана первоначально составит около 16 млн т в год, а затем вырастет до 57-58 млн т в год [108].
Занй|Д Bontang LNG в Восточном Калимантане (Индонезия) может в будущем стать первым гибридным по сырью проектом, принимающим как углеводородный ra3j так и газ из угля.
На рис. 8.7 представлена карта мировых проектов СПГ из нетрадиционных источников.
В дополнение к проектам, отображенным на карте (см. рис. 8.7), польская компания LNG-Silesia совместно с американскими партнерами в настоящее время приступила к реализации проекта малотоннажного производства СПГ с содержанием метана 97 % из угольного газа производительностью 3 тыс. т в год.
Несмотря на обилие нетрадиционных ископаемых резервов по всему миру, существует ряд проблем, помимо экономических, с которыми сталкиваются разработчики технологий сжижения сланцевого или угольного газа.
Одной из основных трудностей реализации проекта СПГ из угольного газа Является обеспечение достаточного количества сырья. Для подКржания одинаковой производительности завода СПГ необходимо в сто раз больше продуктивных скважин на метаноуголыюм месторождении, чем на традиционном. По предварительным оценкам, для обеспечения завода СПГ с производительностью 1,5-4 млн т в год на протяжении 20 лет может потребоваться около 3000 скважин [109]. В частности, для загрузки четырех основных заводов СПГ на северо-восточном побережье Австралии потребуется более 27 125 добывающих сква-дснн [108].
Угольный метан добывается из скважин при низком давлении и требует дополнительной компрессии для подачи по трубопроводу на завод СПГ. Угольный газ относится к сильно тощим газам, он отличается полным отсутствием других углеводородов нормального ряда, которые часто существенно поднимают экономику СПГ-проекта. Отсутствие лфжих углеводородных газов С2+ в товарном СПГ снижает его теплотворную способность, что не приветствуется в ряде стран-потребителей СПГ. Состав примесей в природном газе угольных пластов может варьироваться в широком диапазоне, что требует разноплановых инвестиций в установки очистки и осушки газа. Коммерчески привлекательным считается газ с содержанием метана не менее 90 % мол.
К примеру, угольный природный газ из Австралии содержит 98 % метапа, и совсем не содержит услекислого газа, что удешевляет его подготогщу к сжижению. А силезский угольный газ имеет в качестве примесей азот, кислород, воду и углекислый газ. Удаление этих примесей из газа требует дополнительных инвестиций в установки очистки. Типовые составы газа из традиционных и метаноугольных месторождений приведены в табл. 8.1 [109].
Рис. 8.7. Проекты заводов СПГ, рассчитанные на поступления газа из нетрадиционных источников. Источник: 11071
Таблица 8.1
Типовые составы углеводородного и угольного газа
Компоненты газа Углеводородный, % мол. Угольный, % мол.
Метан 83 95
Углекислый газ 2,5 3,0
Азот 1,5 2,0
Этан 6,5 Следы
Пропан 3.0 Отсутствуй
Бутаны 1,5 Отсутствует
Пентаны и выше 0,5 Отсутствует
СЦроводород 1,5 Отсутствует
Прн этом состав сырья может меняться от скважины к скважине, а сами скважины подвержены затоплению пластовыми водами.
Типовая технологическая линия производства СПГ из угольного газа должна включать в себя следующие процессы:
- удаление из газа твердых частиц;
- удаление кислых компонентов;
- осушка;
- удаление следов серы и соединений ртути;
- охлаждение и сжижение газа;
- выделение азота из сжиженного газа.
По сравнению с традиционной технологической схемой завода СПГ, здесь отсутствует установка удаления тяжелых компопентов и фракционирования. При использовании технологических процессов со смешанными хладагентами, компоненты хладагентов должны быть импортированы на завод. Практически долное отсутствие сероводорода в угольном газе Значительно облегчает процесс удаления кислых компонентов, который в итоге сводится к очистке от углекислого газа. Но из-за большого содержания вЛаги в поступающем газе установка осушки должна быть более производительной.
Добыча природного газа из угольных пластов пеизбежно приведет к сокращению выбросов метана в атмосферу, и что гораздо важнее, будет способствовать повышению безопасности труда на угольных шахтах.
8.4. МОНЕТИЗАЦИЯ МАЛЫХ М ЕСТОРОЖДЕНИЙ ПРИРОД ПОТО ГАЗА
Особенностью производства СПГ на малых Ш'сторождениях является конечность жизненного цикла в недалекой перспективе, поэтому уровень производительности устанавливается с расчетов ра ограниченнъй срок эксплуатации и истощение месторождения.
С уменьшением производительности, как правило, увеличиваются капитальные затраты на производство СПГ, отсюда повышается важность компромисса между капитальными затратами и эффективностью процесса. Огромную роль здесь играют термодинамическая эффективность холодильного цикла, эффективность компрессоров и турбин [1101.
Развитие техники и технологий сжижения и подготовки газа позволило
создавать эффективные малотоннажные установки получения СПГ. Создание малотоннажного производства СПГ открывает новые перспективы как для не-траЛ-гЦионных рынков, так и для нетрадиционных источников газа.
8.5. МОДУЛЬНАЯ СТРАТЕГИЯ СТРОИТЕЛЬСТВА ОБЪЕКТОВ СПГ
Модульная стратегия сооружения крупных производственных объектов, характерная для нефтяной промышленности, находцт применение в индустрии СПГ. Модуляризация была разработана при строительстве шельфовых нефтяных сооружений. Стратегия заключается в том, что большая часть строительных работ выполняется на суше, а последующая сборка готовых модулей про-исзррдит непосредственно на морских платформах.
Благодаря развитию с середины 80-х гойвв XX в. строительной индустрии, в частности, росту производительности грузоподъемных механизмов и оборудования для наземной транспортировки крупногабаритных грузов, модульная стратегия стала возможной и для объектов на суше. Она сряжает объем работ, необходимых на основной строительной площадке.
Модальная стратегия уже применялась на объектах СПГ-индустрии при строительстве норвежского завода Snohvit LNG (2007), завода Сахалин СПГ (2009), пятой линии австралийского завода СПГ North West Shelf (2008) и 1-й линии австралийского Pluto LNG (2011). В Австралии ц дальше планируется исгЮльзовать модульный принцип строительства объектов СПГ.
На заводе-изготовителе модули предварительно комплектуются оборудованием и обвязываются стальнвй конструкцией, позволяющей транспортировать и устанавливать их на строительной площадке. По размерам и массе модули моцут различаться от песфльких тонн до нескольких тысяч тони, в зависимости от конструкции и назначения. Быстровозводнмые н предварительно собранные модули транспортируются к строительной пл,ощадке сначала на судах цо морю, а затем наземным транспортом. На строительной площадке модули устанавливаются, соединяются и подключаются [111J.
Существуют две основные категории объектов, использующих модульную стратегию. Во-первых, это проекты с сезонными или погодными проблемами, вызывающими длительные периоды застоя в строительстве. К погодным проблемам относятся, например, пизкие температуры, обильная грязь или лед. Арктические проекты попадают в эту категорию. Во-вторых, это проекты с ограниченной площадью строительства, дороговизной строительных раоот или отсутствием на месте квалифицированной рабочей силы.
Конструкция модулей должна быть рассчитала, на транспортировку и установку, что равносильно усилению конструкции для эксплуатации в сейсмо-опасной зоне. Как правило, модули содержат около 60 % конструкционной стали, в отличие от 25 %, используемых при строительстве традиционными методами. Это ведет к росту общих капитальных затрат. Кроме того, из-за разработки модулей увеличивается общее время проектирования. Модульйое исполнение также существенно влияет на выполнение закупок, логистику и планирование всего хода работ. Все эти факторы должны учитываться при выборе стратегии строительства [112].
Тем не менее, модульный принцип может оказаться единственным правильным решением в экстремальных погодных условиях или при наличии проблемы трудовых ресурсов. В частности, он должен стать определяющим при размещении объектов малотоннажного производства СПГ в удаленных регионах России.
8.6. РАЗМЕЩЕНИЕ ПРОИЗВОДСТВА СПГ В АРКТИЧЕСКИХ РАЙОНАХ
Большинство существующих крупнотоннажных заводов СПГ построено в теплых климатических условиях. Однако, два завода - Сахалин и Snohvit -располагаются в регионах с более холодным^лиматом. С выходом России на арктический шельф и освоение крупных газовых месторождений Баренцева моря, полуострова Ямал, Тимапо-Печорской нефтегазоносной провинции сохраняется тенденция смещения производства СПГ в районы с низкими среднегодовыми температурами и широким диапазоном изменения температур в течение года.
Изменение температуры в широких пределах оказывает негативное влияние Jia работоспособность холодильных циклов, компрессоров и турбин, поэтому требует адаптированной стратегии охлаждения природного газа и более совершенных конструкций оборудования. В холодном климате меняются- условия обслуживания и ремонта оборудования, поэтому будут востребованы, в первую очередь, модульность связки драйвер/компрессор.
Изменение окружающих температур оказывает двойственное влияние на процесс сжижения. С одной стороны, природный газ дкшжен быть охлажден от температуры окружающей среды до температуры кондякации. Если окружающая температура падает, снижается нагрузка на холодильные циклы. Для технологического процесса сжижения, предусматривающего предварительное охлаждение газа, нагрузка между циклом предварительного охлаждения и циклом сжижения должна быть перераспределена, включая возможность снижения температуры предварительного охлаждения.
С другой стороны, изменение т^шературы окружающей среды меняет кривую работы компрессора, что должно учитываться заводскими системами контроля технологических процессов. Одним из способов реагирования на Изменение температуры воздуха является корректировка скорости компрессора. Это возможно осуществить с авиационной газовой турбиной, с паровой турбиной или электродвигателем. Промышленные газовые турбины не обладают широким Диапазоном скоростей [110].
ЗАКЛЮЧЕНИЕ
Развитие мировой экономики и переход мирового сообщества на экологически более чистые виды топлена вызывает рост потребления природного газа. Невозможность в ряде стран удовлетворить спрос на природный газ за счет внутренних запасов энергоресурсов вызывает необходимость импортных поставок газа, а удаленность районов добычи газа от рынков его сбыта требует рассмотрения различных вариантов транспортировки, одним из которых является перевозка природного газа в сжиженном состоянии.
За период своего существования производство сжиженного природного газа выросло от небольших установок для покрытия «пиковых» нагрузок газопотребления до крупномасштабных производственных комплексов. Производительность технологических линий производства СПГ увеличилась с 0,3 млн т в год в 1964 г. до 7,8 млн т в год в 2008 г. Появились современны&шысокопроиз-водительные компрессоры и газовые турбины. Совершенствовались технологические процессы ожижения и специальное оборудование холодильных циклов, такое как теплообменные аппараты и турбодетандеры.
Индустрия сжиженного природного газа, имея более «гем сорокапятилетний опыт работы, продолжает развиваться быстрыми темпами. На первый план выходит задача повышения энергоэффективности и экологичности производства. Ключевая роль в развитии производства сниженного природного газа на даг^рм этапе принадлежит инновационному технологическому, совершенствованию процессов и оборудования.
В настоящей работе:
- систематизирована техническая информация по производству, храпению, транспортировке и регазификации СПГ с учетом последних технико-технологических инноваций;
- проанализированы технические аспекты развития мировой индустрии СПГ; показаны экстенсивный и интенсивный пути развития отраелю сделан вывод о предпочтительности интенсивного пути развития технологий;
- выполнен анализ структуры мирового производства СПГ по применяемым технологическим процессам и мощностям отдельных технологических линий;
- проведена систематизация крупнотоннажных и малотоннажных технологических процессов сжижения газа по числу холодильных циклов, приведены термодинамические основы сжижения газа, технологические схемы и детальные описания технологических процессов;
- показана необходимость развит^ малотоннажного производства для удовлетворения потребностей внутреннего рынка в различных странах;
- приведено описание специального оборудования процессов сжижения и регазификации, даны сравнительные характеристики отдельных видов оборудования;
- выполнена классификация транспортных и стационарных емкостей для хранения СПГ с учетом последних технических достижений;
- проведен анализ тенденций дальнейшего развития индустрии:
а) создание плавучих производственных и приемных терминалов СПГ,
б) развитие малотоннажного производства,
в) освоение производственных мощностей по добыче в арктических районах,
г) сжижение газа из нетрадиционных источников.
На основании проведенных исследований можно сформулировать следующие выводы:
1. Дальнейшее развитие мировой индустрии СПГ будет основано на научно-технических инновациях и модернизации технологических процессов и оборудования для производства, хранения, транспортировки и регазификации.
2. В области технологических процессов сжижения природного газа необходимы-
а) адаптация технологических процессов и оборудования к экстремальным арктическим климатическим условиям;
б) разработка технологии СПГ на основе оптимизации составов смешанных хладагентов и холодильные циклов в зависимости от параметров природного газа и климатических факторов.
3. В области малотоннажного производства СПГ необходима разработка методики оптимального выбора энергоэффективных технологий и оборудования как для месторождений природного газа, так и для удаленных регионов потребления.
4. В области сжижения природного газа из нетрадиционных источников необходима адаптация технологий подготовки и сжижения газа к условиям эксплуатации соответствующих месторождений с учетом возможных потребителей и рынков сбыта.
10. Зак. 11132
ОРИГИНАЛЬНЫЕ ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ПРОЦЕССОВ СЖИЖЕНИЯ ПРИРОДНОГ О ГАЗА
Phillips Optimized Cascade LNG Process
Рис. П-1. Модернизированный каскадный процесс Phillips (ConocoPhillips Optimized Cascade5”). Источник: ConocoPhillips
Low Pressure Refrigerant
Treated Feed Gas
-«--------------г
High Pressure Refrigerant
Refrigerant Heat Exchanger
Heavy Liquid Separator
Heavy Liquid
LNG to Storage
Рис. П-2. Процесс PRICO®. Источник: Black&Veatch
Natural Gas
Mixed Refrigerant
Рис. П-3. Процесс APCI SMR (Single Mixed Refrigerant Process). Источник: APCI
Рис. П-4. Процесс APCI S3MR (Propane Precooling Mixed Refrigerant Process). Источник: APCI
Mixed Refrigerant
Рис. П-5. Процесс APCI AP-X1M. Источник: APCI
Рис. П-6. Процесс Statoil/Linde MFC®. Источник: Linde AG
Fuel gas
Рис. П-7. Процесс Shell DMR.
Источник: hydrocarbons-technology.com
Рис. П-8. Процесс Shell PMR. Источник: Shell
Рис. П-9. Процесс Liquefin. Источник: Axens
СПИСОК ЛИТЕРАТУРЫ
1. International Energy Agency (IEA). World Energy Outlook 2011. Special Report!IreJVe Entering A Golden Age Of Gas? 2011.
2. Natural Gas Facts. Liquefied Natural Gas (LNG). б.м. : U.S. Department of Energy, 2004.
3. The Orderbook of LNG Carriers. Shipbuilding History. [В Интернете] 2011 г. [Цитировано: 29.07.2011 г.] http://www.shipbuildinghistory.com/today/highvalueships/lngorderbook.htm.
4. Российская газовая энциклопедия. М. : Научное издательство «Большая Российская энциклопедия», 2004.
5. Foss М.М. Introduction То LNG. Houston, Texas 77019 U.S.A.: Center for Energy Economics, 2007.
6. Basic Properties of LNG. Groupe International Des Importateurs De Gas Nature! Liquefie. [B Интернете] 2009 г. [Цитировано: 09.08.2011 г.] http://www.giignl.org/fileadmin/user upload/pdf/ LNG_SafeW'l-LNG_Basics_8.28.09_Final_HQpdf.
7. Coile D„ de la Vega F.F., Durr C. NATURAL GAS SPECIFICATION: CHALLENGES IN THE LNG INDUSTRY. The 15th International Conference & Exhibition on Liquefied Natural Gas.2007 r.
8. Гителъман Л., Ратников Б. Эффективная энергокомпания. - М.: Олимп Бизнес, 2002.
9. Раневский Б.С. Сжиженные углеводородные газы. - М.: НЕФТЬ И ГАЗ, 2009.
10. Brief History of LNG. QEE - Center For Energy Economics. [В Интернете;] [Цитировано: 15.01.2011 г.] http://www.beg.utexas.ed4/fnergyecon/lng/LNG_introduction_O6.php.
11. Бармин И.В., Кунис И.Д. Сжиженный природный газ вчера, сегодня, завтра. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2009.
12. Siuru В. Commercial Natural Gas Vehicles (NGVs). GREENCAR. [В Интернете] 10.01.2007 г. [Цитировано: 18.12.2010 г.]
13. Кириллов Н.Г., Лазарев А.Н. Мировые тенденции в производстве и использовании сжиженного природного газа как универсального энергоносителя и моторного топлива//Двигателе-строение, 2010. - № 2. - С. 27-33.
14. Кириллов Н.Г. Технологии производства и методологические основы расчета стоимости СПГ для автотранспорта РФ//АГЗК+АТ, 2007. - № 4. - С. 60-65.
15. Rensvik Е. LNG Fuelling the Future Proceedings of The LNG Shipping Forum, 2011.
16. Dr. Sarnes P.C. LNG as ship fuel - still some challenges ahead. Proceedings of The LNG Shipping Forum. - May 2011.
17. Газотурбовоз - воскрешение. УК «Альянс. Венчурный Бизнес». [В Интернете] 2010 г. [Цитировано: 18.12.2010 г.] http://venture-biz.ru/tekhnologii-innovatsii/Wl-gazoturbovoz-gtl.
18. Разработка самолетов на криогенных топливах. ОАО «Туполев» - Криогенная техника. [В Интернете] 2011 г. [Цитировано: 12.01.2011 г.] http://www.tupolev.ru/russian/Show.asp?S®|tonID =82&Page=l.
19. Кириллов Н.Г.. Лазарев А.Н. Анализ перспективности различных видов альтернативных мрЯорных топлив: сжиженный природный газ — моторное топливо XXI века//Двигателестроение, 2010. - № 1. - С. 3-8.
20. Экология и автотранспорт: О необходимости перехода на природный газ как перспективное моторное торливо//АГЗК+АТ, 2010. - № 4. - С. 4-10.
21. Gas Liquefaction Of. BbokRags. [В Интернете] 2011 г. [Цитировано: 12.01.2011 г.] http:// www.bookrags.com/research/gas-liqucfaction-of-wsd/.
22. Th" History of LNG. [В Интернете] [Цитировано: 21.11.2010 г.] http://www.streamrgn.com/ =Articulo.
23. Акулов ЛА. Установки и системы низкотемпературной техники. Ожижение природного газа и утилизация холода сжиженного нриродного газа нри регазификации. - СПб.: СПбГУНиПТ, 2006.
24. Morin Р„ Rondenay J.F. The LNG industry: a recent history. Technoscoop, 2005. - Vol. 29. -№ 4. - C. 8-11.
25. The History of LNG in The U.S. CLNG - Center For Liquefied Natural Gas. [В Интернет^ 2011 г. [Цитировано: 12.01.2011 г.] http://www.lngfacts.org/About-LNG/History.asp.
26. Маршалл В.М. Основг ые опасности химических производств. - М.: Мир. 1989.
27. Fundamentals of The Global LNG Industry 2004. [CD-ROM] o.m.: ©The Petroleum Economist Ltd., 2004.
28. Andress D.L. The Phillips Optimized Cascade. LNG Process, A Quarter (Eeetury of Improvements (1996). ConocoPhillips LNG. Publications. [В Интернете] 2011 г. [Цитировано: 09.03.2011 г.] http://lnglicensing.conocophillips.com/EN/publications/dociiments/quartercentury.pdf.
29. World's LNG Liquefaction Plants and Regnsification Terminals. LNGGloballnfo. [В Интернете] 2011 г. [Цитировано: 22.07.2011 г.] http://www.globallnginfo.com/Worlc]!^20LNG^20Plaiits2« 20& %20Terminals.pdf
30. Morin P. The Liquefaction Plant.Technoscoop, 2005 r. - Vol. 29. - № 4.
31. Микулин E.IL, Марфенина И.В.. Архаров A.M, [ред.]. Техника швкщ температур. - М.: Энергия, 1975.
32. Технология переработки природного газа и газоконденсата: Справочник: В 2 ч. - М.: Недра-Бизнесцентр, 2002.
33. Скобло А.И., Молоканов Ю.К., Владимиров А.И., Щелкунов В.А. и др. Процессы и аппараты нефтегазопереработки и нефтехимии. - М.: Недра-Бпзнеецеггтр, 2000.
34. McKeever J., Pillarella М., Bower R. An Ever Evolving Technology. LNG Industry. Spring 2008.
35. Coil-Wound Hept Exchangers. Linde Engineering. [В Интернете] 2011 г. [Цитировано: 08.03.2011 г.] http://www.linde-engineering.com/^a/images/P_3_l_e 09_150dpil9-5793.pdf.
36. Forg W„ Bach W., Stockmann R., etc.A New LNG Baseload-Promts and Manufacturing of the Main Heat Exchanger. REPORTS ON SCIENCE AND TECHNOLOGY, 1999. - 61.
37. Rojey A. Natural gas: production, processing, transport. Paris : Editions Technip, 1996. ISBN: 2-7108-0693-2.
38. Linde A.G. Aluminium Plate-Fin Heat Exchangers. LindeEngineering. [В Интернете] [Цитировано: 04.07.2011 г.] http://www.linde-engineering.cgm/en/images/P_3_2_e_10_150dpi 19-5772.pdf.
39. Paradowski H. PROPANE PRECOOLING CYCLES FOR INCREASED LNG TRAIN CAPACITY. Norwegian University of Science and Technology. [В Интернете] 2009 г. [Цитировано: 14.06.2009 г.] http://www.ivt.ntnu.no/ept/fag/tep4215/iiifihfffiLNG%20Conferences/2004/Data/Pa-pers-PDF/PS2-3-Paradowski. pdf.
40. LNG & the World of Energy. LNGpedia. [В Интем|ете] [Цитировано: 27.11.2009 г.] http:// www.lngpedia.com/wp-content/uploads/Chapter_30-LNG_Technology_%28Proces*^29.pdf.
41. Давыдов А.Б., Перестронин Г.А., Стулов В.Л. и др. Центростремительные турЛдетанде-ры. - М.: Колос-Пресс, 2002.
42. Turbine Expanders. Ebara Interneonal Corporation. [В Интернете?] [Цитировано: 20.08.2011 г.] http://www.ebaraintl.com/content/view/22/58/.
43. Kimmel Н.Е., Catheru S. Thermo-Fluid Dynamics and Design of Liquid-Vapour Two-Phase LNG Expanders. Proceedings of IC «Advances in process equipment». - Paris, France. 2010.
44. Лавреченко F.K., Швец С.Г. Особенности эффективного машинного оборудования установок ожижения и реконденсации природного газа//Технические газы, 2010. - № 3. -С. 39-47.
45. LNG Plant Operator Training Program . [CD] б.м.: © Gas Technology Institute, 2006.
46. Diocee T.S., Hunter P., Eaton A. etc. Atlantic LNG Train 4 «The World’s Largest LNG Train». (LNG14 2004). ConoqoPhillips Liquefied Natural Gas. Publications. [В Интернете] 2011 г. [Цитировано: 02.03.2011 г.] http://lnglicen6ing.conocophillips.coni/EN/publications/documents/atlan-tictratn.pdf
47 The ConocoPhillios Optimized Cascade Process. ConocoPhillips Liquefied Natural Gas. [P Интернете] 2011 г. [Цитировано: 20.02.2011 г.] http://lngliqensing.conoeophillips.com/EN/lng_tech_licen-sing/cascade_process/Pages/index.aspx.
48. Paradowski H., Dufresne J-P. Process analysis shows how7 to save energy. Hydrocarbon Processing. 07, 1983. - P. 103-108.
49. Rivera V., Aduku A., Harris O. Evaluation of LNG Technologies. [В Интернете] 30.04.2008 г. [Цитировано: 14.06.2009 г.] http://www.ou.edu/class/che-design/a-design/projects-2008/LNG.pdf.
50. Singh A., Hova М. Dynamic Modeling and Control of the PRICO© LNG process. www.nt.ntnu.no. [В Интернете] 2006 г. [Цитировано: 18.07.2011 г.] http://www.nt.ntnu.no/users/ skoge/prosL/proceedijigs/aiche-2006/<feta/papers/P64535.pdf.
51. Garcia-Cueroa E.D., Sobrino F.S. A New Business Approach to Conventional Small Scale LNG. Proceedings of IGU 24th World Gas Conference, 2009.
52. Painter B. etc. Alabama Gas Revamps Its Distribution Liquefier. Pipeline & Gas Journal. 08, 2001.
53. PRICO® LIQUEFACTION TECHNOLOGY FOR OFFSHORE LNG APPLICATION. [B Интернете] 2011 г. [Цитировано: 17.07.2011 г.] http://wwwi2.bv.Gom/Downloads/ReBOurces/Brochures/ rsrc_ENR_GOCOffshoreLNG.pdf.
54. Natural Gas Liquefaction. Black & Veatch. [В Интернете] © Black & Veatch Holding Company, 2011 г. [Цитировано: 18.07.2011 г.] http://www.bv.^yip/Markets/Energy/Gas_Oil_3_Chemi-cals/ Servian NaturalGasLiquefaction.aspx.
55. Bronfenbrenner J.C., Miller W.R. On A Smaller Scale. LNG Industry. Winter 2008.
56. Bronfenbrenner J.C., Pillarella Dr.M., Solomon J. SeJeqting A Suitable Process. LNG Industry. Summer 2009.
57 Pillarella M. и dp. THE C3MR LIQUEFACTION CYCLE: VERSATILITY FOR A FAST GROWING, EVER CHANGING LNG INDUSTRY. Proceedings of International Conference «’I.NG-15». April Barcelona, 2007.
58. Roberts MJ., Bronfenbrenner J.C., Liu Y.-N, Petrowski J.M. Large Capacity Single Train AP-XTM Hybrid LNG Process. Proceedings of International Conference «GASTECH 2002». Doha, Qatar. 2002.
59. Vist S„ Stienning M„ Valle HF. etc. START-UP EXPERIENCES FROM HAMMERFEST LNG, A FRONTIER PROJECT IN THE NORTH OF EUROPE. Proceedings of Sixteenth International Copference & Exhibition on Liquefied Natural Gas (LNG-16), Oran, 2010.
60. Nibbelke R„ Kauffman S„ Pe.k B. Double mixed refrigerant LNG process provides vjable alternative for tropical conditions. Oil & Gas Journal . 07, 2002. - Vol. 100, 27.
61. Verburg R., Kaart S., Benckhuijsen B. etc. SAKHALIN ENERGY’S INITIAL OPERATING EXPERIENCE FROM SIMULATION TO REALITY: MAKING tBWDMIJ, PROCESS WORK. Proceedings of Sixteenth International Conference & Exhibition on Liquefied Natural Gas. Oran, Algeria, 2010.
62. Graaf J.M. van de Pe.k B. Largejcapacity LNG Trains. - The Shell Parallel Mixed Refrigerant Process. BUSINESS BRIEFING: LNG REVIEW, 2005.
63. Martin P.-Y, Pigourier J., Boutelant. P. LIQUEFIN: AN INNOVATIVE PROCESS TO REDUCE LNG COSTS. International Gas Union(IGU). [В Интернете] 2004 г. [Цитировано: 28.07.2011 г.] http://www.igu.org/html/wg<^003/WGC_pdffiles/10508_l045736680 32648 1.pdf
64. Bosma P., Nagelvoort R.K. Liquefaction Technology; Developments through History. Proceedings of the 1st Annual Gbs J?rooessing Symposium. [В ИнтфЬЙа|е| 2009 г. [Цитировано; 09.02.2011 г.] http://www.nt.ntnu.no/users/skoge/prost/proceediiigs/gas-proqe.ssing-doha-2009/fsQom-mand/p03.pdf.
65. Eaton A., Hernandez R., Risley A. etc. LOWERING LNG UNIT COSTS THROUGH LARGE AND EFFICIENT LNG LIQUEFACTION TRAINS - WIIATflS THE OPTIMAL TRAIN SIZE? ConocoPhillips Liquefied Natural Gas. Publications. [В Интернете] 2011 г. [Цитировано: 09.03.2011 г.] http://Lnglicensing.conocQphillips.com/EN/publicatio13s/documents/aiche.pdf.
66. Baseload Plants Using MCR Process and Equipment. Air Products and Chemicals, Inc. [В Интернете] 2011 г. [Цитировано: 22.01.2011 г.] http://www.airproducts.com/LNG/Experience/Baseload-Plants.htm.
67. Meher-Homji С.В. etc. GAS TURBINES AND TURBOCOMPRESSORS FOR LNG SERVICE. TURBOLAB - Tesas A&M University Sysi.ein Turbomachinery Laboratory. [В Интернете] 2011 г. [Цитировано: 15.03.2011 i.] 1 ttp://LurbolaL.tamu.edu/uploads/files/papers/ffi6/T36-TUT02.pdf.
68. Home page. Qatargas. |B Интернете] 2010 г. [Цитировано: 07.03.2011 г.] htrp://www.qatar-gas.com.qa/.
69. Pillarella Mark R. etc. LARGE LNG TRAINS: DEVELOPING THE OPTIMAL PROCESS CYCLE. Air Products and Chemicals, Inc. [В Интернете] 1996-2011 г. [Цитировано: 20.04.2011 г.] http://www.airproducts.eom/NR/rdonlyres/A02F12BB-3DDC-404D-B5E5-DA229DB35DC8/0/Large LNG Trains.pdf
70. Barclay M., Shukri T. ENHANCED SINGLE ЦЖЕО REFRIGERANT PROCESS FOR STRANDED GAS LIQUEFACTION. LNG-15, 2007.
71. Finn AJ., JofinsoriG.L., Tomlinson T.R. LNG TECHNOLOGY FOR OFFSHORE AND MIDSCALE PLANTS. 79"' GPA Annual Convention Proceedings (2000). 2000 r.
72. Кириллов Н.Г. Новые рййсийские технологии по сжижению природного газа на <®1»>ве криогенных машин Вюлемье-'1<'акониса//Холодцльный бизнес, 2003. - № 12.
73. Брагин А., Краковский Б., Попов О., Удут В. Малотоннажные установки сжижения и бор-товы^ топливные системы СПГ для транс«орта//АГЗК+АТ, 2008. - № 1. - С. 38-40.
74. Кузьменко И.Ф. Тенденции развития установок сжиженного природного газа вредней производительности для распределительного газоонабжения//АГЗК+АТ, 2008. - № 4. - С. 49-55.
75. Trocquet В., Worthington S. The Latest in Floating LNG Technologies. Proceedings of International Conference «GasTech 2008», 2008.
76. [В Интернете] h^tp.7/www.tokyo-gas.co.jp/lngtech/qg-tank/index.hUnl .
77 D.g Shipping Review, б.м.: LNG Journal, May 2011.
78. Воитенко M. Крупнейшие суда мира. Морской Бюлжвень Совфрахт. [В Интернете] 2009 г. [Цитировано: 23.12.2010 г.] http://www.6din.tjc/disaster/big.asp.
79. Krousouloiulis J., Williams Р. Manning a new generation of LNG ships. Proceedings of International Conference «GASTECH 2011», 2011.
80. IHI-SPB tank. IHI Marine United Inc. [В Интернете] [Цитирован»: 11.08.2011 г.] ht|p:// www.i hi. co.jp/ihim u/qn/rd/technology/#anc_02.
81. WHAT IS SPB TANK? IHI. [В Интернете] | Цитировано: 11.08.2011 г.] http:// www.ihi.co.j p/offshore/whatisspb_e.htm.
82. Baur M. vom. Aluminium Double-barrier Tanks. Hydrocarbon World, 2009. Vol. 4, 1.
83. LNG Carrier Containment Systems. GTT. [В IliiJ»)iieie.] Gaztransport & Techniga?, 2009. [Цитировано: 18.03.2011 г.] http://www.gtt.fr/content,php?cat“,34&m.enu=60.
84. Chun S., Suh Y., Hwangbo S. etc. Development of floating blanket system to damp sloshing motion within LNG CCS. Proceedings of International Conference «Gastqch 2011». fcfcirch 2011.
85. Marine Industry Gears Up. MARINEL0G. [В ИнтериётеГ [Цитировало: 27.12.2010 г.] http://www.marioelog.conj/DOCS/PRINTMMV/jlIMVjularc3.htnil.
86. Барсук С.Д. Разработка метода раещета и исследование термодинамических свойств природного газа при низких температурах. Диес, па сопск. уч. степ.канд. техн, науку 1976.
87. Одишария Г.Э. Разработка и внедрение технологий магистрального транспорта нестабильного конденсата природного таза при низких температурах. Дисс. на сопск. уч. степ. докт. техн, наук, 1981.
88. LNG Technology & Business Development - DTI, 2005. [В Интернете] http://www.dti. gov.uk/.
89. Bramoule Y. The LNG regasification terminal.Technoscoop, 2005. - Vol. 29. - № 4. - P. 41-47.
90. Rosetta MJ., Price B.C., Himmelherger L. Optimize Energy Consumption for LNG Vaporization: New Methods Maximize Heat Transfer to Re-Gasify Natural Gas with Minimum Environmental'Impacts. Hydrocarbon Processing, 2006. - № 1.
91. Tarlowski J., Sheffield J., Durr C. etc. LNG IMPORT TERMINALS - RECENT DEVELOPMENTS. [В Интернете]
92. Kawamoto L.T.H. Natural Gas Regasification Technologies. Proceedings of the Marine Safety & Security Council. Winter 2008-2009. - Vol. 65. - № 4. - P. 76-79.
93. Fjeld P.E. Analysing the market potential for FLNG and adopting a flexible and creative approach. Proceedings of International Conference «FLNG 2008», London, 2008.
94. Eastwood T„ Arizmendi-S6nchez J. A SEA CHANGE FOR LNG CONCEPTS. Energy Focus, 2010 - № 4. - P. 89-91.
95. Wood D. LNG FPSOs - Competing Technologies are Making Progress. Breakfast Pre^pptation at Energy Institute, London. 02.06.2009.
96. Finn A.J. Are floating LNG facilities viable options? Hydrocarbon Processing, 2009. - № 7. -P. 31-38.
97. Pek B. FLOATING LNG GROWS LIP. Proceedings of International Conference «GASTECH 2011», Amsterdam, 2011.
98. FLEX LNG Technology. FLEXLNG. [В Интернете] [Цитировано: 12.05.2011 г.] http:// www.flexlng.coin/?page=207&show=220.
99. Гречко А.Г., Новиков А.И. Персггективы плавучих заводов по производству СПГ//Траи-спорт на альтернативном топливе, 2010. - № 5 (17). - С. 60-65.
100. Abdi R. Nayak, Maaike van der Werf. Floating LNG import terminal in Dubai. P^qeedins of International Conference «GASTECH 2011», 2011.
101. Cox P. An integrated Instrumentation & Control Package for floating and aerial LNG transfer systems. Proceedings of I iternational Conference «GASTECH 2011», 2011.
102. Buerkle S., Venner FJ., Moeller T. Offshore LNG Toscana (‘OLT’): An E.ON Ruhrgas Update on the Project. Proceedings of International Conference «GASTECH 2011», 2011.
103. HHI wins double LNG FSRU newbuild contract. BairdMaritime. [В Интернете] [Цитировано: 22.08.2011 г.] http://www.bairdmaritime.com/index.php? opiion=c<.>i,iy content & view= article&id = 10454:hhi-wins-double-lng-fsru-ne.wbuild-contract&catid=69&Itemid“60.
104. Houghton D., Limam M., Thompson S. UNCONVENTIONAL GAS: GOOD AND BAD NEWS FOR GLOBAL LNG. ProcWdings of International Cijfiference LNG-16, Oran, Algeria, 2010.
105. What role does liquefied natural gas (LNG) play as an energy source for the United States? Independent Statistics & Analysis U.S. Energy Information Administration (EIA). [В Интернете] 11 December 2009 г. [Цитировано: 29.08.2011 г.] http://www.eia.gov/energy_in_briefnique^ed_natural_ gas_lng.cfm.
106. Natural Gas. Independent Statistics & Analysis U.S. Energy Information Administration. [B Интернете] [Цитировано: 29.08.2011 г.] http://www.eia.gov/naturalgas/data.cfm.
107. Harris F.[ Pearson A., McManus^f, Law G. AN UNCONVENTIONAL FUTURE FOR LNG SUPPLY? Proceedings of International Conference LNG-16, Oran, Algeria, 2010.
108. Уилкинсон P. Угольный метах Восточной Австралии ycibufj газовай потенциал страны. Oil&Gas Journal Russia, 2011. - № 6 (50). - С. 52-58.
109. Unsworth N.J. LNG FROM CSG-CHALLENGES AND OPPORTUNITIES. Proceedings of International Conference LNG-16, Oran, 2010.
110. Wehrman J., Roberts M., Kennington B. Machinery/Process Configurations for an Evolving LNG Landscape. Proceedings of International Conference «GASTECH 2011», 2011.
111. Brookfield R„ Cooke J. MODULARISATION OF LNG LIQUEFACTION PLANTS -A PIONEERING APPROACH THAT LOOKS SET TO CONTINUE .... Proceedings of International Conference «GASTECH 2011», 2011.
112. Ccswel' C., Durr C., Kotzot H. etc. Current Myths About LNG. Proceedings of International Conference «GASTECH 2011л,' Amsterdam, 2011.
113. Meher-Homji C.B., Messersmith D., Hattenbach T. etc. Aeroderivative Gas Turbines far LNG Liquefaction Plants. ConocoPhillips LNG. Publications. [В Интернете] 2011 г. [Цитировано: 09.03.2011 г,] http://lnglicensing.conocophillips.com/EN/news/DofJiments/Aeroderivative Gas Turbines I'oi—LNG Plants.pdf.
114. Kotzot H, Durr C„ Coyle D., Caswell C. LNG LIQUEFACTION - NOT ALL PLANTS ARE CREATED EQUAL. Proceedings of International Conference LNG-15. Barcelona, 2007.
115. Shukri T, Wheeler F. LNG Technology Selection. Hydrocarbon Engineering. 02, 2004.
116. Besse J., Romanetti A. LNG carriers. Technoscoop, 2005. - № 29.
117. C.D.T. Begapri E.C. Carvalho J.R. Simxes-Morefra: Small-scale LNG Plant Technologies. HYDROCARBON WORLD, 2007.
ОБ АВТОРЕ
Фёдорова Елена Борисовна. В 1984 году с отличием закончила МИНХ и ГП имени И.М. Губкина по специальности «Машины и аппараты химических производств». В 1990 году по окончании аспирантуры Губкинского института успешно защитила диссертацию на соискание ученой степени кандидата технических наук на тему «Моделирование и оптимизация параметров процесса периодической ректификации».
В настоящее время является Исполнительным директором НОЦ рационального использования попутного нефтяного газа и технологий сжиженных газов, заместителем заведующего кафедрой оборудования нефтегазопереработки по учебной работе РГУ нефти? и газа имени И.М. Губкина. Читает лекции по дисциплинам «Процессы и аппараты нефтегазопереработки», «Производство сжиженного природного газа».
Ведет научную работу в области сжижения природного газа, разработала программу магистерской подготовки «Техника и технологии сжиженного природного газа». Автор более двадцати научных и учебно-методических работ, среди которых большая часть посвящена вопросам производства СПГ из традиционных и нетрадиционных источников, развития и становления мировой индустрии СПГ.
ОГЛАВЛЕНИЕ
Введение......................................................................... 5
1. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА СПГ................................................ 7
2. ПРИМЕНЕНИЕ СПГ.............................................................. 10
3. СТАНОВЛЕНИЕ МИРОВОЙ ИНДУСТРИИ СПГ........................................... 17
3.1. Научные исследования в области сжижения газов.............................. 17
3.2. Зарождение и развитие промышленного производства СПГ....................... 20
4. ПРОИЗВОДСТВО СЖИЖЕННОГО ПРИРОДНОГО ГАЗА..................................... 30
4.1. Термодинамические и технологические основы сжижения газов.................. 32
4.1.1. Идеальные процессы сжижения газов........................................ 32
4.1.2. Холодильные циклы........................................................ 35
4.1.3. Технологии промышЛнного производства СПГ................................. 38
4.2. Крупнотоннажное производство СПГ........................................... 43
4.2.1. Принципиальная схема крупнотоннажного 3awiai СПГ......................... 43
4.2.2. Подготовка газа к сжижению............................................... 44
4.2.3. Сжижение природного газа................................................. 48
4.2.4. Фракционирование......................................................... 50
4.2.5. Основйо# оборудование технологического процесса сжижения................. 51
4.2.5.1. Теплообменники...................................................... 52
4.2.5.2. Компрессоры......................................................... 54
4.2.5.3. Природы компрессоров................................................ 56
С.2.5.4. Турбодетапдеры...................................................... 58
4.2.6. Системы жизнеобеспечения производства СПГ................................ 60
4.3. Крупнотоннажные технологические процессы................................... 62
4.3.1. Каскадные процессы-охлаждения и сжижения газа............................ 63
4.3.2. Модернизированный каскадный процесс Phillips............................. 65
4.3.3. Технологический процесс TEALARC.......................................... 66
4.3.4. Техимогический процесс PRICO®........................................... 70
4.3.5. Технологический процесс! APCI SMR........................................ 72
4.3.6. Технологический процесс APCI C3MR........................................ 73
4.3.7. Технологический процЛр APCI C3MR/SplitMR™................................ 75
4.3.8. Технологический процесс АРС-Х™ (APCI АР-Х™).............................. 76
4.3.9. Технологический процесс Statoil-Line^ MFC®............................... 78
4.3.10. Технологический процесс Shell DMR....................................... 80
4.3.11. Технс»гическпй пцццвес Shell PMR........................................ 82
4.3.12. ТехгвЬлогическрй процесс Axms Liquefin®................................. 84
4.4. Развитие крупнотоннажного производства СПГ................................. 85
4.4.1. Экстенсивное развитие производства СПГ................................... 86
4.4.2. Интенсивное развитие производства СПГ.................................... 91
4.5. Малотоннажное производство СПГ............................................. 92
4.5.1. Технологические процессы сжижения природного газа внешним источником охлаждения 93
4.5.2. Технологические процессы сжижения, основанные на расширении цртока или части потока природного газа.......................................................... 98
5. ХРАНЕНИЕ СПГ............................................................... 102
5.1. Хранение СПГ на крупнотоннажных заводах и приемных терминалах............. 102
5.1.1. Типы резервуаров.......................................................... 102
5.1.2. Особенности эксплуатации резервуаров................................... 106
5.2. Хранение СПГ при малотоннажном производстве ............................. 107
6. ТРАНСПОРТ СПГ............................................................. 109
6.1. Морские перевозки СПГ. Типы танкеров..................................... 109
6.1.1. НосВДие танки.......................................................... 111
6.1.2. Мембранные танки....................................................... 114
6.1.3. Танкеры ледового класса............................................ 118
6.2. Загрузка и выгрузка танкеров............................................. 119
6.3. Наземный и воздушный транспорт СПГ....................................... 120
7. РЕГАЗИФИКАЦИОННЫЕ ТЕРМИНАЛЫ СПГ..................... 121
7.1. Общий принцип устройства регазифпкационного терминала......................... 121
7.2. Технологии регазификации...................................................... 123
7.3. Конструкции испарителей .. . ........................................ 124
7.3.1. Морской испаритель открытого типа........................................... 124
7.3.2. Погружной испаритель с горелкой............................................. 125
7.3.3. Воздушные испарителн........................................................ 126
7.3.4. Кожу^отрубчатые испарители.................................................. 127
8. СОВРЕМЕННЫЕ ТЕНДЕНЦИИ РАЗВИТИЯ МИРОВОГО ПРОИЗВОДСТВА СПГ. 130
8.1. Плавучие заводы СПГ.................................
8.1.1. Потенциал плавучих заводов СПГ....................
8.1.2. Общие, требования к плавучим заводам СПГ..........
8.1.3. Выбор технологического процесса сжижения..........
8.1.4. Проекты плавучих заводов..........................
8.2. Плавучие регазификационпые терминалы..
8.3. Сжижение природного газа из нетрадиционных источников
8.4. Монетизация малых месторождений природного газа.....
8.5. Модульная стратегия строительства объектов СПГ ...
8.6. Размещение производства СПГ в арктических районах...
Заключение...............................................
Приложение...............................................
Список литературы........................................
130
130
131
132
133
135
138
141
142
143
144
146
153