/









Автор: Мукушев Т.Ш.
Теги: тяга поездов на железных дорогах подвижной состав железнодорожный транспорт тепловозы
ISBN: 5-89035-403-5
Год: 2006



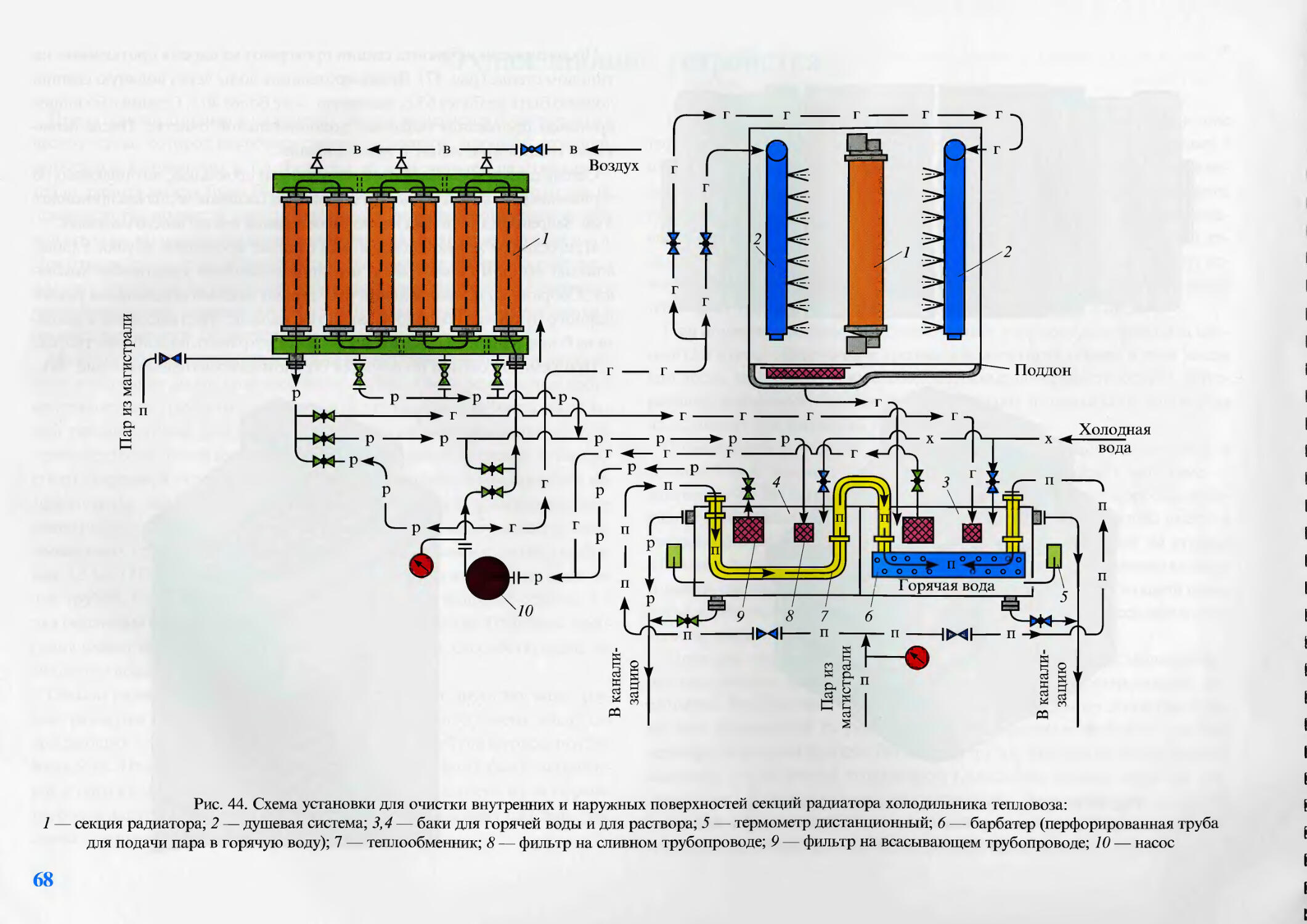
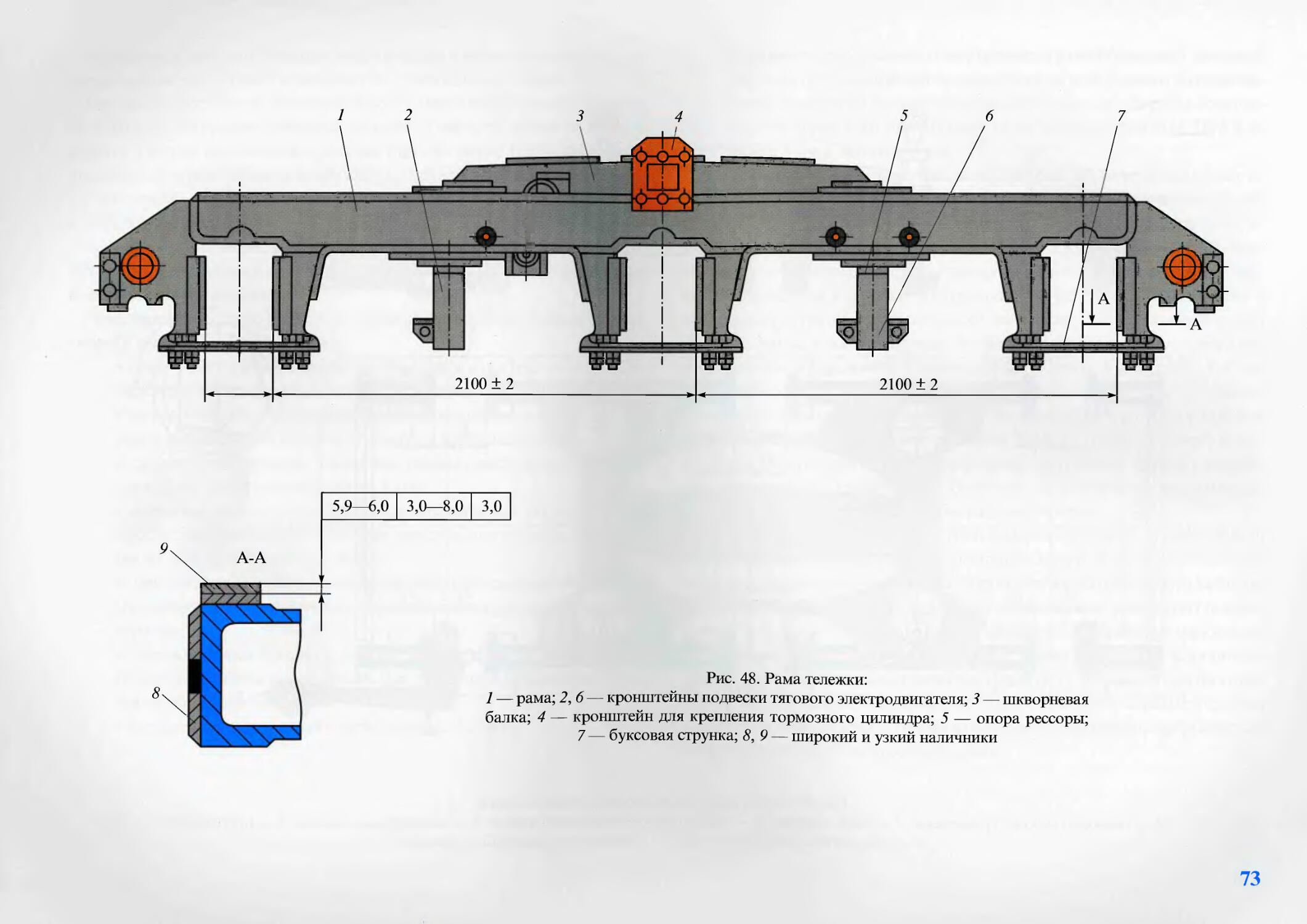
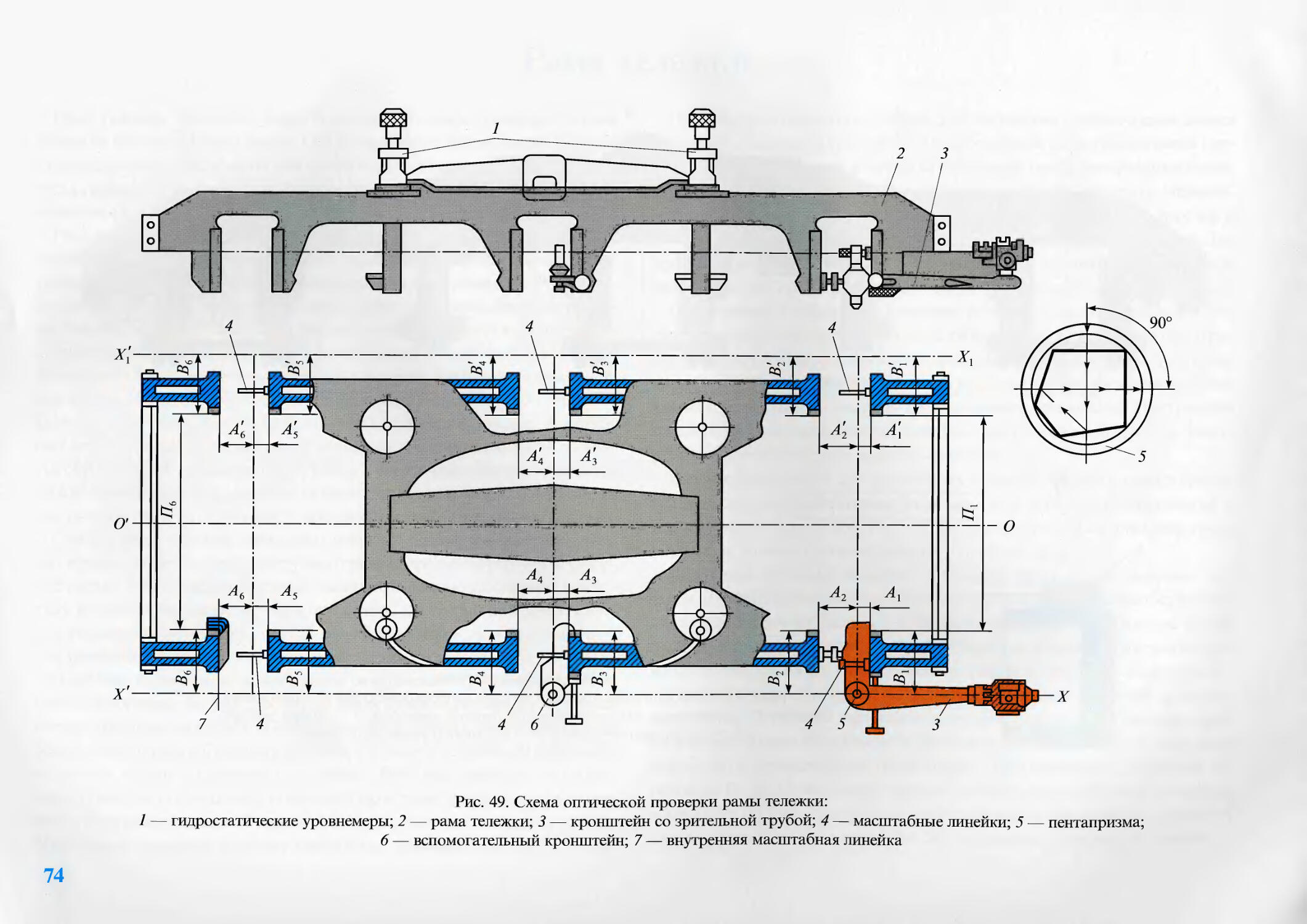
Текст
ТЕПЛОВОЗ ТЭМ2 КОНСТРУКЦИЯ И РЕМОНТ
КП-^МКТК« urm* масттгум •иийои
ГПЧГШ и
в'ви'
feflffl ГГС 40
МАРШРУТ
Т.Ш. Мукушев
ТЕПЛОВОЗ ТЭМ2
Конструкция и ремонт
Рекомендовано
Управлением учебных заведений и правового обеспечения Федерального агентства железнодорожного транспорта в качестве учебного иллюстрированного пособия для студентов вузов, техникумов, колледжей и учащихся образовательных учреждений железнодорожного транспорта, осуществляющих профессиональную подготовку
Библиотека
ТашИИТа
Москва
2006
УДК 629.424.1(084)
ББК 39.235
М90О
Мукушев Т.Ш.
М90 Тепловоз ТЭМ2. Конструкция и ремонт: Учебное иллюстрированное пособие. — М.: 1
Маршрут, 2006. — 96 с. I
ISBN 5-89035-403-5
В учебном иллюстрированном пособии изложены основные теоретические положения по кон- .
струкции и ремонту узлов и агрегатов тепловоза ТЭМ2. Приведены его технические характеристики и иллюстрации конструкций отдельных узлов и агрегатов, оборудования и приспособле- 1
ний, применяемых при ремонте тепловоза.
Предназначено для студентов вузов, колледжей, техникумов и учащихся образовательных учреждений железнодорожного транспорта, осуществляющих профессиональную подготовку, а |
также для работников, связанных с ремонтом тепловоза ТЭМ2.
1
УДК 629.424.1(084)
ББК 39.235 II
II II
Рецензенты: гл. специалист технологического отдела Департамента локомотивного 'I
хозяйства ОАО «РЖД» Д.В. Волков', преподаватель Московского колледжа железнодорожного транспорта Н.К. Кожемякин
I! II II II II Г
ISBN 5-89035-403-5 © Мукушев Т.Ш., 2006 1
© ГОУ «Учебно-методический центр по образованию ।
на железнодорожном транспорте», 2006
© Издательство «Маршрут», 2006 F
Г
F II II t
Краткое описание тепловоза ТЭМ2
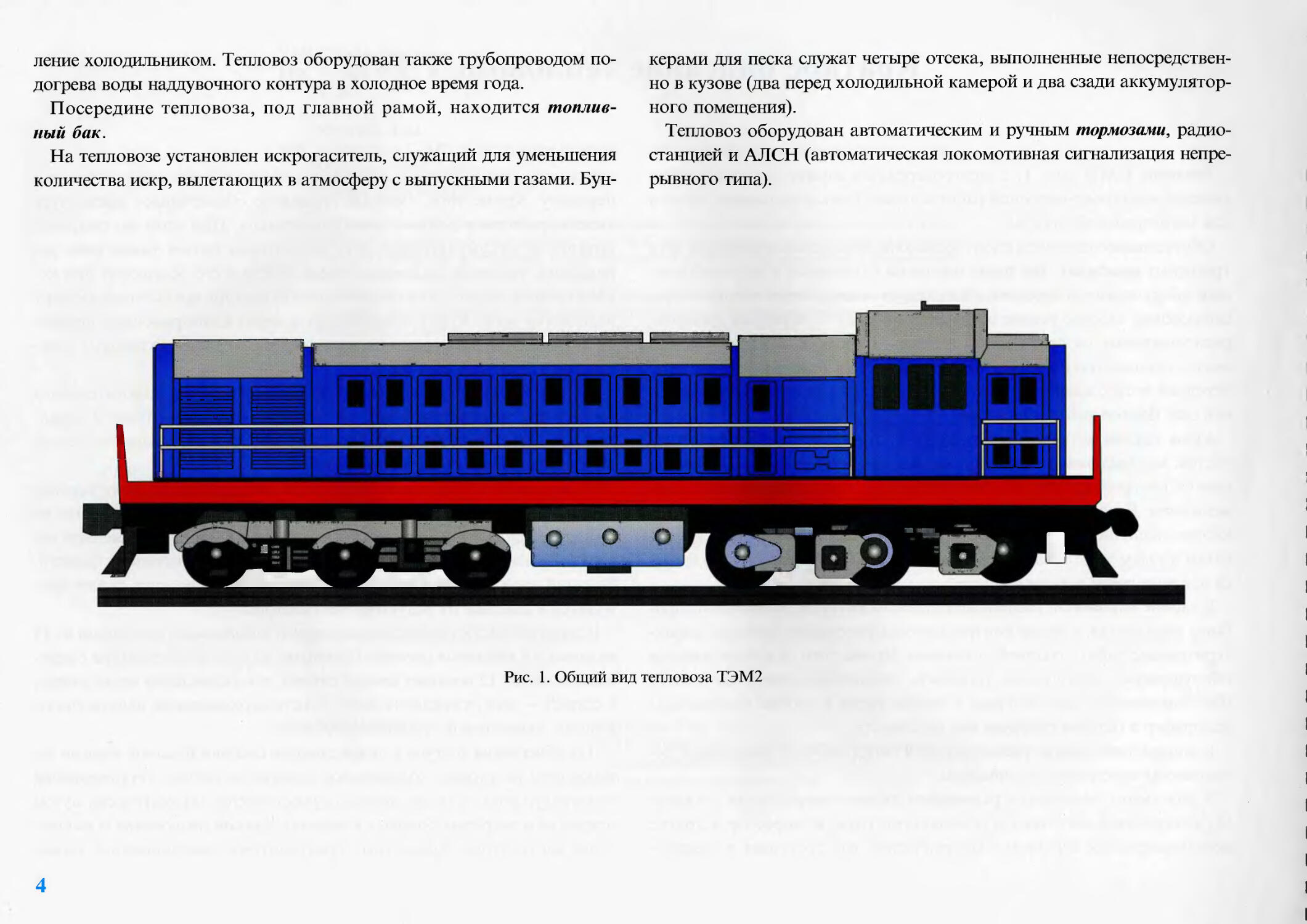
Тепловоз ТЭМ2 (рис. 1) с электропередачей служит для выполнения тяжелой маневрово-вывозной работы; может быть использован также и для магистральной службы.
Оборудование тепловоза смонтировано на раме, установленной на двух трехосных тележках. Вес рамы тепловоза с основным и вспомогательным оборудованием передается на каждую тележку через четыре опоры скольжения, тяговое усилие от тележек на раму — через два шкворня, расположенных по центрам рам тележек. Передняя и задняя тележки имеют одинаковую конструкцию, причем задняя тележка отличается от передней только наличием привода скоростемера на правой буксе средней оси. Все оси тележек ведущие.
Кузов тепловоза (капотного типа) (рис. 2) состоит из пяти основных частей: холодильной камеры, кузова над двигателем, кузова над аппаратной камерой, кабины машиниста и кузова над аккумуляторным помещением. Кузов над двигателем — съемный. Кузов над двигателем и кабина машиниста имеют термо- и шумоизоляцию. Для доступа к агрегатам и узлам тепловоза, а также для монтажных работ в кузове имеются боковые двери и люки в крыше.
В кабине машиниста расположен пульт, на котором установлены приборы управления, а также контрольно-измерительные приборы, характеризующие работу силовой установки. Кроме того, в кабине имеется оборудование, позволяющее управлять тепловозом одному машинисту (без помощника). Для обогрева в зимнее время в кабине установлены калорифер и батарея обогрева ног машиниста.
В аппаратной камере, расположенной перед кабиной машиниста, установлены электрические аппараты.
В дизельном помещении размещены дизель-генераторная установка, являющаяся источником постоянного тока, компрессор и другие вспомогательные агрегаты. Электрический ток поступает в электро
двигатели, приводящие в движение колесные пары через зубчатую передачу. Кроме того, тяговый генератор обеспечивает также пуск дизеля, работая в режиме электродвигателя. При этом он получает питание от аккумуляторной батареи, которая питает также цепи управления тепловоза во время запуска дизеля и его освещения при неработающем дизеле. От вала тягового генератора вращающий момент передается через муфту компрессору и через клиноременные передачи двухмашинному агрегату и вентилятору охлаждения тяговых электродвигателей задней тележки.
Двухмашинный агрегат состоит из возбудителя и вспомогательного генератора, предназначенного для питания цепей управления и параллельной обмотки возбуждения возбудителя, а также освещения тепловоза и зарядки аккумуляторной батареи.
От переднего конца коленчатого вала дизеля через систему карданных валов, конический редуктор и фрикционную муфту приводится во вращение вентилятор холодильника, а при помощи клиноременной передачи — вентилятор охлаждения электродвигателей передней тележки. Водяной насос системы охлаждения наддувочного воздуха дизеля приводится в действие от редуктора вентилятора.
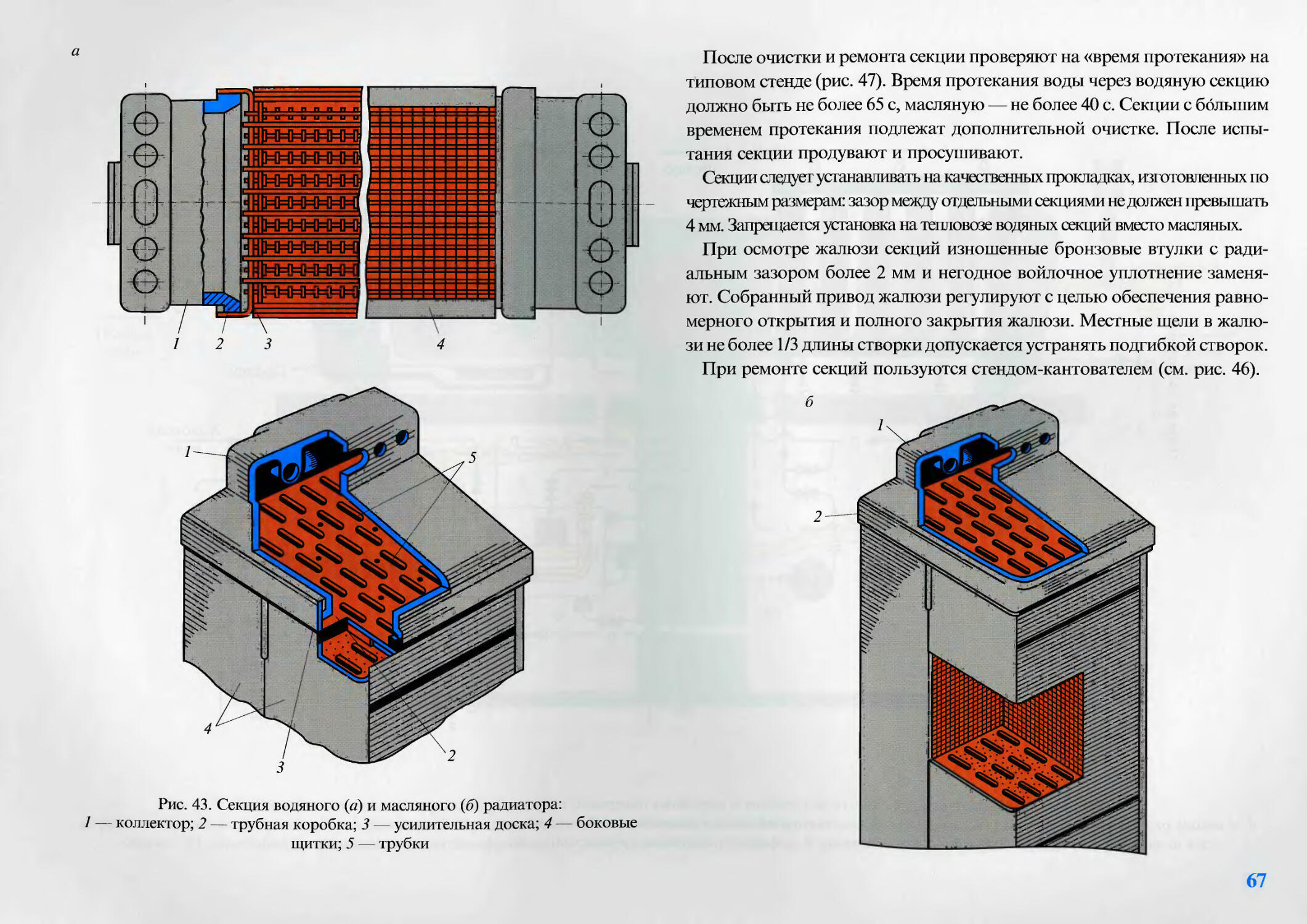
В передней части тепловоза расположен холодильник, состоящий из 18 водяных и 6 масляных секций с боковыми жалюзи и вентилятора с верхними жалюзи; 12 водяных секций служат для охлаждения воды дизеля, 6 секций — для охлаждения воды в системе охлаждения наддувочного воздуха дизеля после турбокомпрессора.
Для облегчения доступа к охлаждающим секциям боковые жалюзи установлены на каркасе холодильной камеры на петлях. Регулирование температур воды и масла дизеля осуществляется автоматически путем открытия и закрытия боковых и верхних жалюзи, включения и выключения вентилятора. Кроме того, предусмотрено дистанционное управ
3
ление холодильником. Тепловоз оборудован также трубопроводом подогрева воды наддувочного контура в холодное время года.
Посередине тепловоза, под главной рамой, находится топливный бак.
На тепловозе установлен искрогаситель, служащий для уменьшения количества искр, вылетающих в атмосферу с выпускными газами. Бун
керами для песка служат четыре отсека, выполненные непосредственно в кузове (два перед холодильной камерой и два сзади аккумуляторного помещения).
Тепловоз оборудован автоматическим и ручным тормозами, радиостанцией и АЛСН (автоматическая локомотивная сигнализация непрерывного типа).
Рис. 1. Общий вид тепловоза ТЭМ2
4
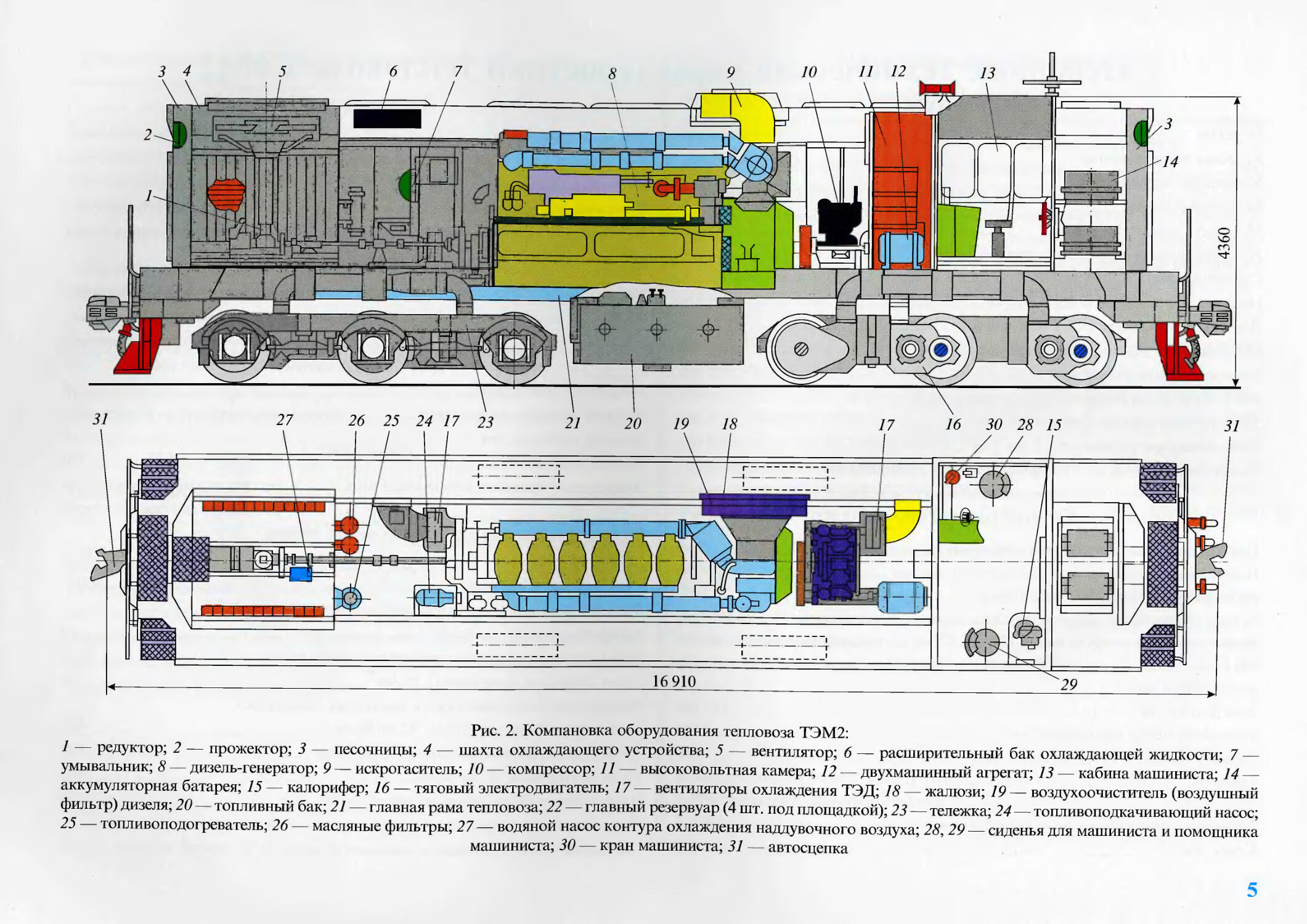
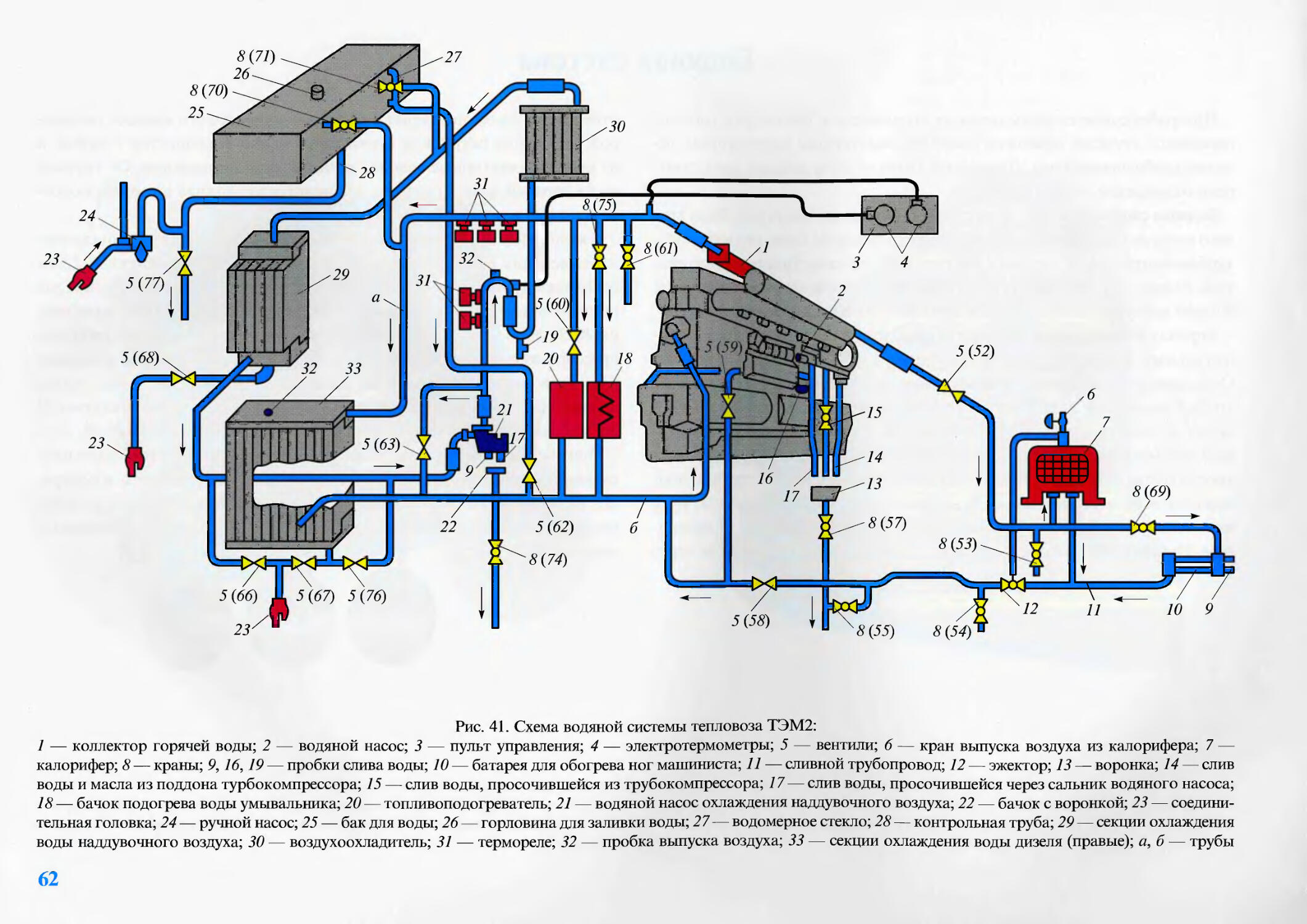
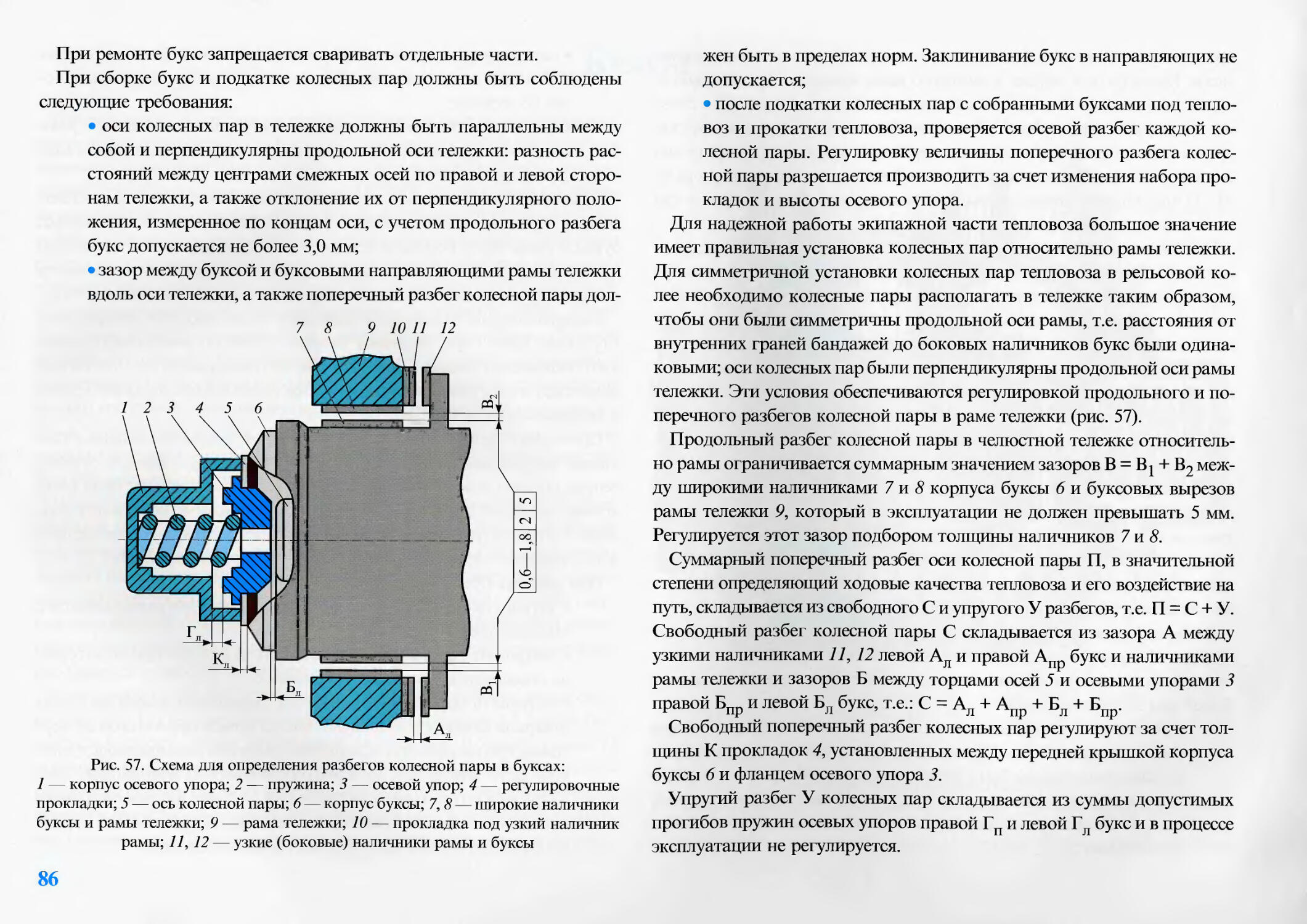
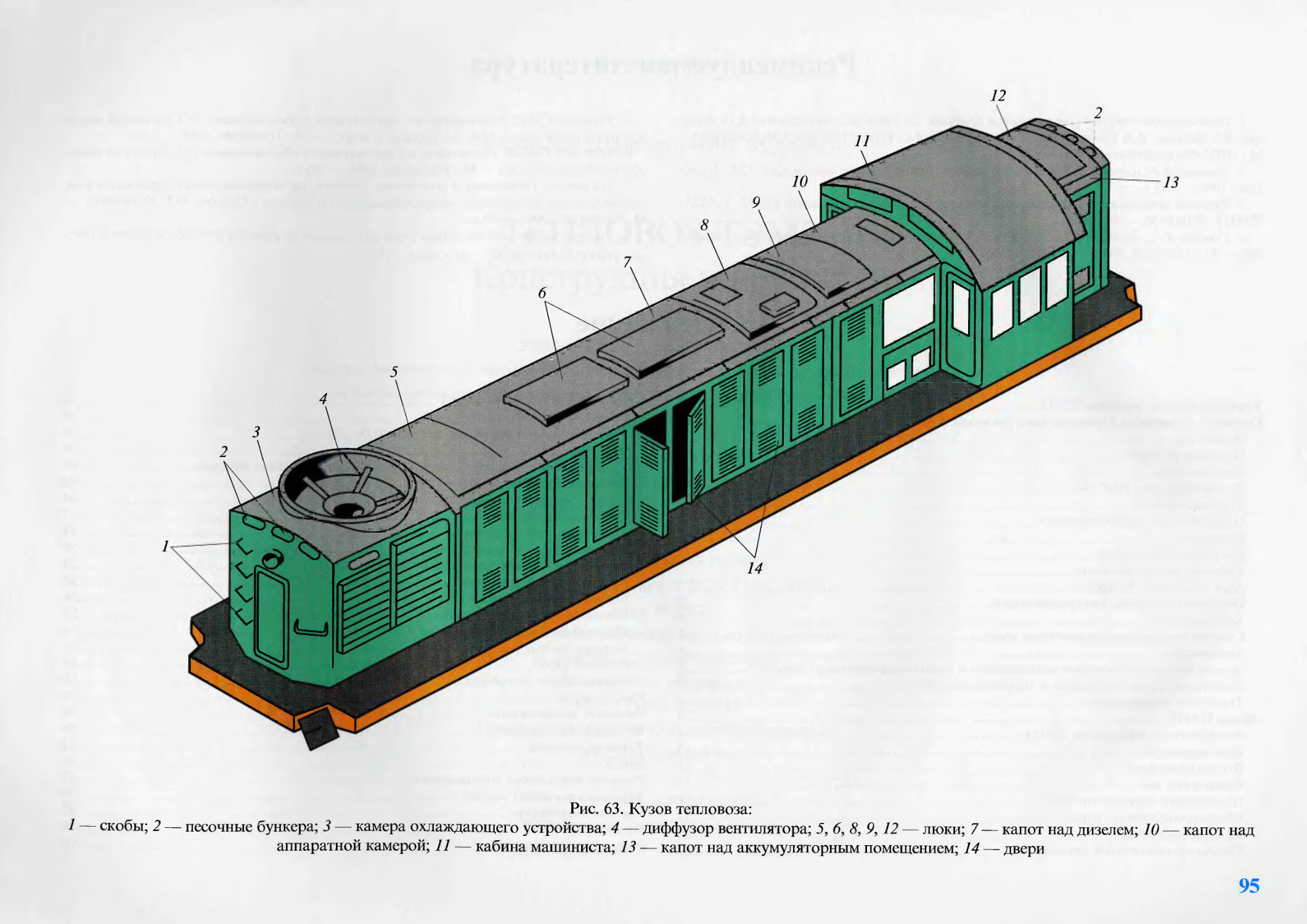
Рис. 2. Компановка оборудования тепловоза ТЭМ2:
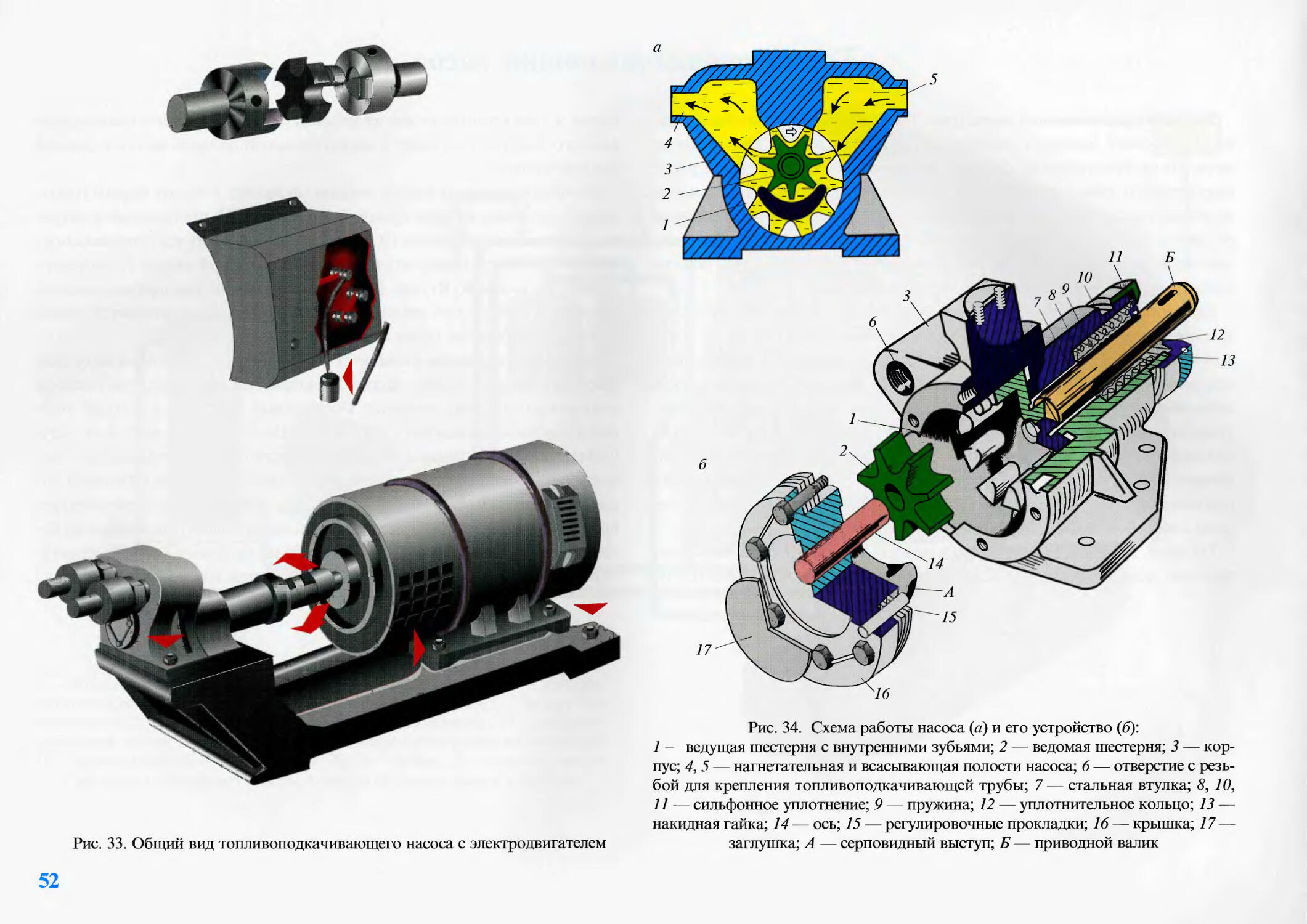
1 редуктор; 2 — прожектор; 3 — песочницы; 4 — шахта охлаждающего устройства; 5 — вентилятор; б — расширительный бак охлаждающей жидкости; 7 — умывальник; 8 — дизель-генератор; 9 — искрогаситель; 10 — компрессор; 11 — высоковольтная камера; 12 — двухмашинный агрегат; 13 — кабина машиниста; 14 аккумуляторная батарея; 15 — калорифер; 16 — тяговый электродвигатель; 17 — вентиляторы охлаждения ТЭД; 18 — жалюзи; 19 — воздухоочиститель (воздушный фильтр) дизеля; 20 — топливный бак; 21 — главная рама тепловоза; 22 — главный резервуар (4 шт. под площадкой); 23 — тележка; 24 — топливоподкачивающий насос; 25 топливоподогреватель; 26 — масляные фильтры; 27— водяной насос контура охлаждения наддувочного воздуха; 28, 29 — сиденья для машиниста и помощника машиниста; 30 — кран машиниста; 31 — автосцепка
5
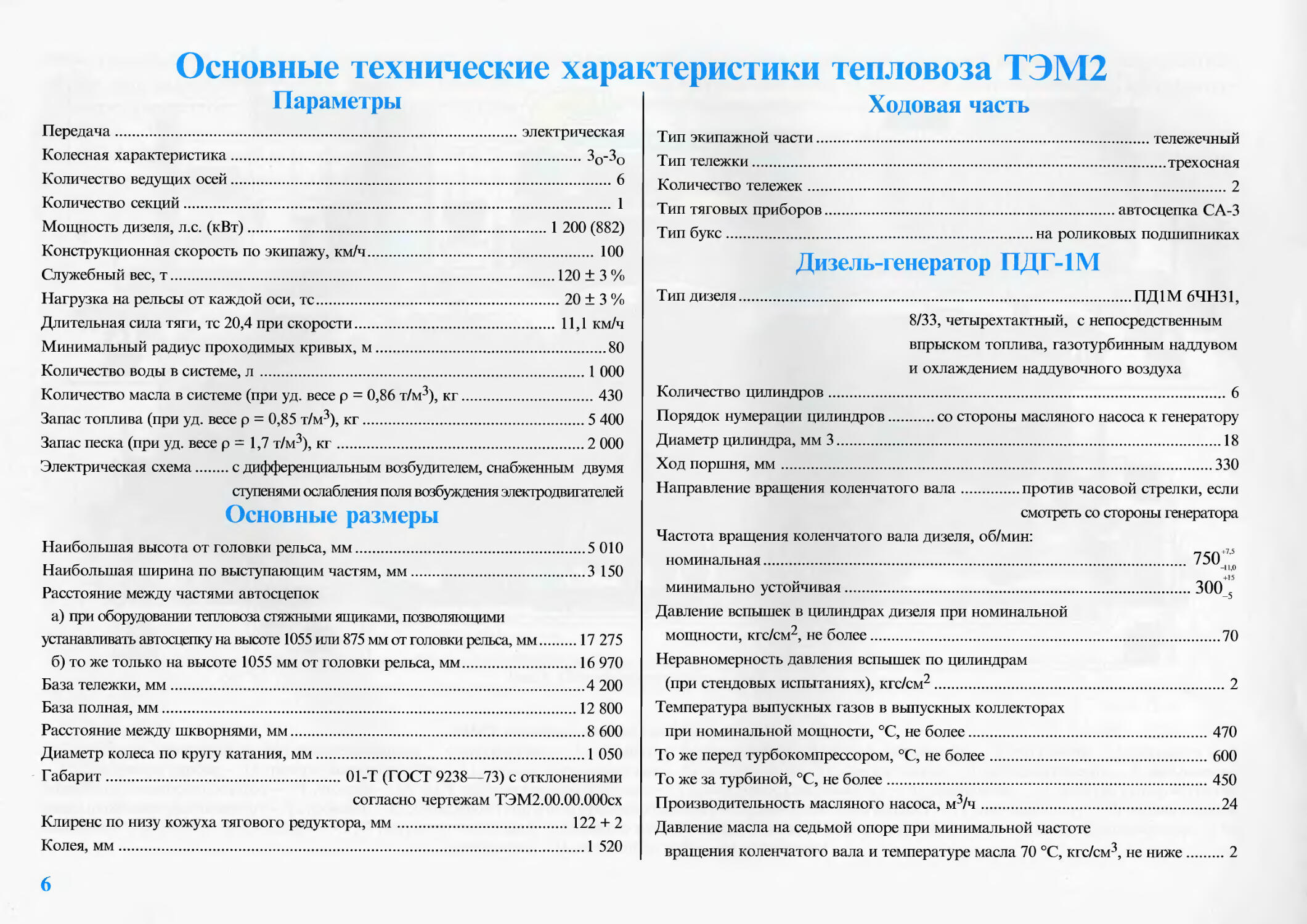
Основные технические характеристики тепловоза ТЭМ2
Параметры
Ходовая часть
Передача..........................................................электрическая
Колесная характеристика...................................................3О-3О
Количество ведущих осей.......................................................6
Количество секций............................................................ 1
Мощность дизеля, л.с. (кВт).................................. 1 200 (882)
Конструкционная скорость по экипажу, км/ч.................................. 100
Служебный вес, т.............................................120 ± 3 %
Нагрузка на рельсы от каждой оси, тс.........................20 ± 3 %
Длительная сила тяги, тс 20,4 при скорости................... 11,1 км/ч
Минимальный радиус проходимых кривых, м......................................80
Количество воды в системе, л.....................................1 000
Количество масла в системе (при уд. весе р = 0,86 т/м3), кг.................430
Запас топлива (при уд. весе р = 0,85 т/м3), кг...................5 400
Запас песка (при уд. весе р = 1,7 т/м3), кг......................2 000
Электрическая схема...с дифференциальным возбудителем, снабженным двумя
ступенями ослабления поля возбуждения электродвигателей
Основные размеры
Наибольшая высота от головки рельса, мм..................................5 010
Наибольшая ширина по выступающим частям, мм..............................3 150
Расстояние между частями автосцепок
а) при оборудовании тепловоза стяжными ящиками, позволяющими устанавливать автосцепку на высоте 1055 или 875 мм от головки рельса, мм.17 275
б) то же только на высоте 1055 мм от головки рельса, мм........16 970
База тележки, мм.................................................4 200
База полная, мм.................................................12 800
Расстояние между шкворнями, мм...................................8 600
Диаметр колеса по кругу катания, мм..............................1 050
Габарит.............................01-Т (ГОСТ 9238—73) с отклонениями
согласно чертежам ТЭМ2.00.00.000сх
Клиренс по низу кожуха тягового редуктора, мм..................122 + 2
Колея, мм........................................................1 520
Тип экипажной части......................................тележечный
Тип тележки...............................................трехосная
Количество тележек................................................2
Тип тяговых приборов.................................автосцепка СА-3
Тип букс....................................на роликовых подшипниках
Дизель-генератор ПДГ-1М
Тип дизеля.............................................ПД1М 6ЧН31,
8/33, четырехтактный, с непосредственным впрыском топлива, газотурбинным наддувом и охлаждением наддувочного воздуха
Количество цилиндров..............................................6
Порядок нумерации цилиндров.....со стороны масляного насоса к генератору
Диаметр цилиндра, мм 3...........................................18
Ход поршня, мм..................................................330
Направление вращения коленчатого вала.....против часовой стрелки, если
смотреть со стороны генератора
Частота вращения коленчатого вала дизеля, об/мин: номинальная.................................................... 750 "
4-15
минимально устойчивая...........................................300 5
Давление вспышек в цилиндрах дизеля при номинальной мощности, кгс/см2, не более............................................70
Неравномерность давления вспышек по цилиндрам (при стендовых испытаниях), кгс/см2....................................2
Температура выпускных газов в выпускных коллекторах при номинальной мощности, °C, не более..............................470
То же перед турбокомпрессором, °C, не более........................600
То же за турбиной, °C, не более....................................450
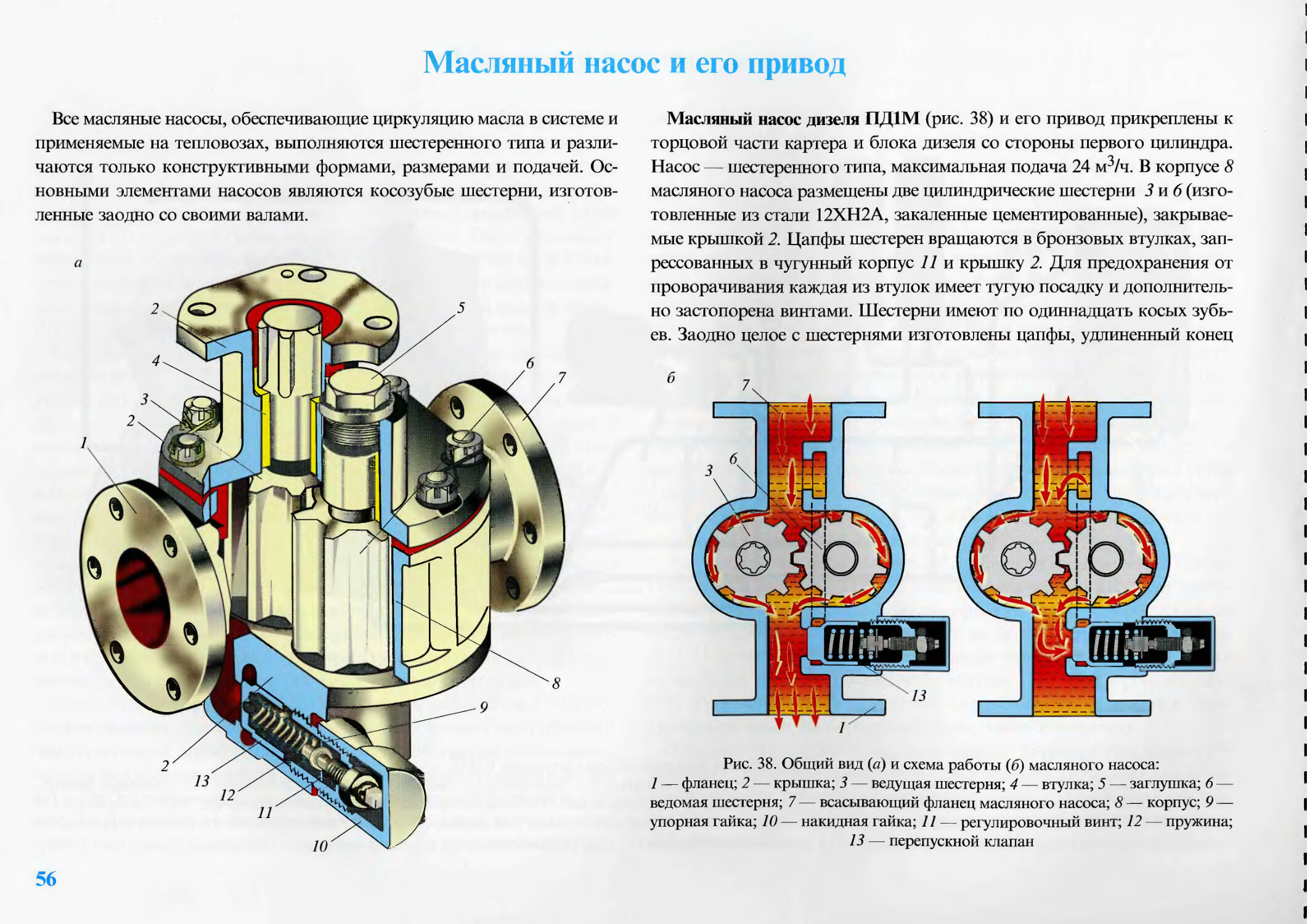
Производительность масляного насоса, м3/ч...........................24
Давление масла на седьмой опоре при минимальной частоте
вращения коленчатого вала и температуре масла 70 °C, кгс/см3, не ниже.2
6
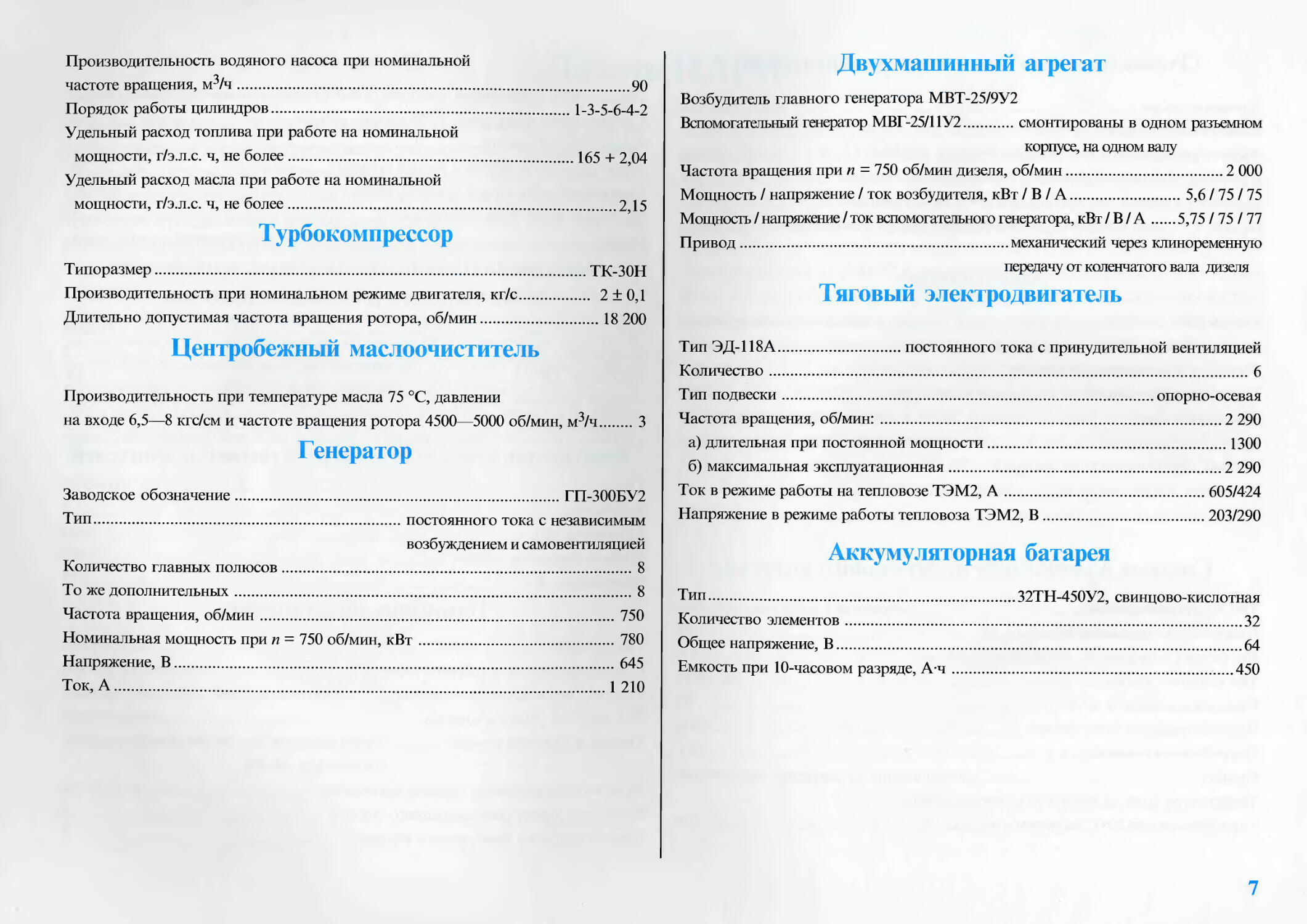
Производительность водяного насоса при номинальной
частоте вращения, м3/ч................................................90
Порядок работы цилиндров.....................................1-3-5-6-4-2
Удельный расход топлива при работе на номинальной мощности, г/э.л.с. ч, не более...................................165 + 2,04
Удельный расход масла при работе на номинальной мощности, г/э.л.с. ч, не более.........................................2,15
Т урбокомпрессор
Типоразмер....................................................ТК-30Н
Производительность при номинальном режиме двигателя, кг/с..... 2 ± 0,1
Длительно допустимая частота вращения ротора, об/мин........... 18 200
Центробежный маслоочиститель
Производительность при температуре масла 75 °C, давлении на входе 6,5—8 кгс/см и частоте вращения ротора 4500—5000 об/мин, м3/ч.3
Генератор
Заводское обозначение........................................ГП-300БУ2
Тип.......................................постоянного тока с независимым
возбуждением и самовентиляцией
Количество главных полюсов.........................................8
То же дополнительных...............................................8
Частота вращения, об/мин.........................................750
Номинальная мощность при п = 750 об/мин, кВт....................780
Напряжение, В....................................................645
Ток, А...........................................................1 210
Двухмашинный агрегат
Возбудитель главного генератора МВТ-25/9У2
Вспомогательный генератор МВГ-25/11У2.смонтированы в одном разъемном
корпусе, на одном валу
Частота вращения при п - 750 об/мин дизеля, об/мин...........2 000
Мощность / напряжение / ток возбудителя, кВт / В / А....5,6 /75/75
Мощность / напряжение / ток вспомогательного генератора, кВт / В / А 5,75 /75/77 Привод................................механический через клиноременную
передачу от коленчатого вала дизеля
Тяговый электродвигатель
Тип ЭД-118А.............постоянного тока с принудительной вентиляцией
Количество.....................................................6
Тип подвески.......................................опорно-осевая
Частота вращения, об/мин:....................................2 290
а) длительная при постоянной мощности......................1300
б) максимальная эксплуатационная............................2 290
Ток в режиме работы на тепловозе ТЭМ2, А.................605/424
Напряжение в режиме работы тепловоза ТЭМ2, В.............203/290
Аккумуляторная батарея
Тип...................................32ТН-450У2, свинцово-кислотная
Количество элементов..................................................32
Общее напряжение, В...................................................64
Емкость при 10-часовом разряде, Ач...................................450
7
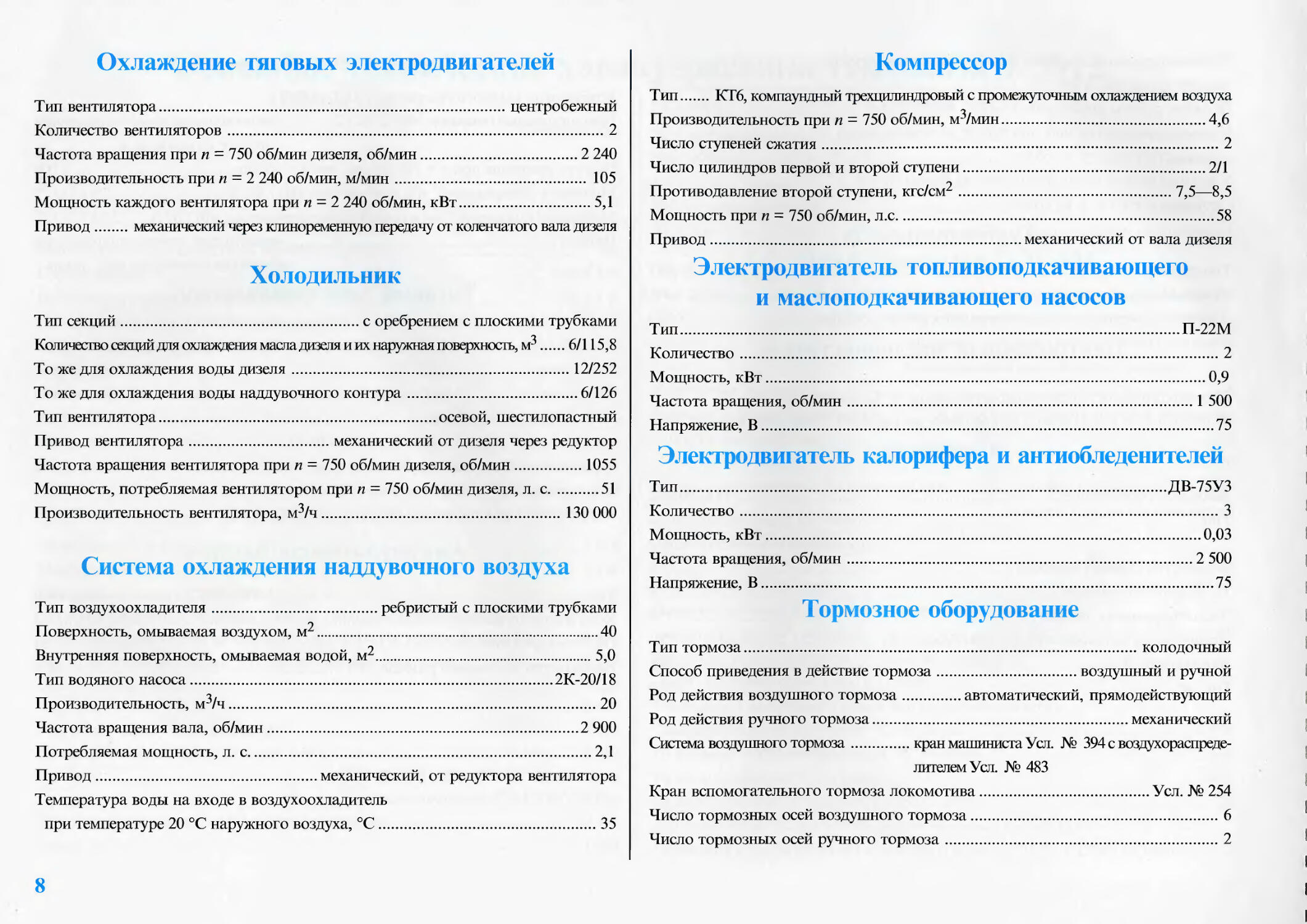
Охлаждение тяговых электродвигателей
Тип вентилятора.........................................центробежный
Количество вентиляторов............................................2
Частота вращения при п - 750 об/мин дизеля, об/мин...............2 240
Производительность при /7 = 2 240 об/мин, м/мин................. 105
Мощность каждого вентилятора при п - 2 240 об/мин, кВт...........5,1
Привод.....механический через клиноременную передачу от коленчатого вала дизеля
Холодильник
Тип секций..............................с оребрением с плоскими трубками
Количество секций для охлаждения масла дизеля и их наружная поверхность, м3.6/115,8
То же для охлаждения воды дизеля............................................12/252
То же для охлаждения воды наддувочного контура..............................6/126
Тип вентилятора...................................осевой, шестилопастный
Привод вентилятора..................механический от дизеля через редуктор
Частота вращения вентилятора при п = 750 об/мин дизеля, об/мин.....1055
Мощность, потребляемая вентилятором при п = 750 об/мин дизеля, л. с..51
Производительность вентилятора, м3/ч............................ 130 000
Система охлаждения наддувочного воздуха
Тип воздухоохладителя......................ребристый с плоскими трубками
Поверхность, омываемая воздухом, м2..................................40
Внутренняя поверхность, омываемая водой, м2.........................5,0
Тип водяного насоса............................................2К-20/18
Производительность, м3/ч.............................................20
Частота вращения вала, об/мин......................................2 900
Потребляемая мощность, л. с.........................................2,1
Привод.............................механический, от редуктора вентилятора
Температура воды на входе в воздухоохладитель при температуре 20 °C наружного воздуха, °C..........................35
8
Компрессор
Тип К Гб, компаундный трехцилиндровый с промежуточным охлаждением воздуха Производительность при п — 750 об/мин, м^/мин............4,6
Число ступеней сжатия......................................2
Число цилиндров первой и второй ступени..................2/1
Противодавление второй ступени, кгс/см2...............7,5—8,5
Мощность при п = 750 об/мин, л.с..........................58
Привод................................механический от вала дизеля
Электродвигатель топливоподкачивающего и маслоподкачивающего насосов
Тип.........................................................П-22М
Количество......................................................2
Мощность, кВт.................................................0,9
Частота вращения, об/мин.....................................1 500
Напряжение, В..................................................75
Электродвигатель калорифера и антиобледенителей
Тип.......................................................ДВ-75УЗ
Количество......................................................3
Мощность, кВт................................................0,03
Частота вращения, об/мин.....................................2 500
Напряжение, В..................................................75
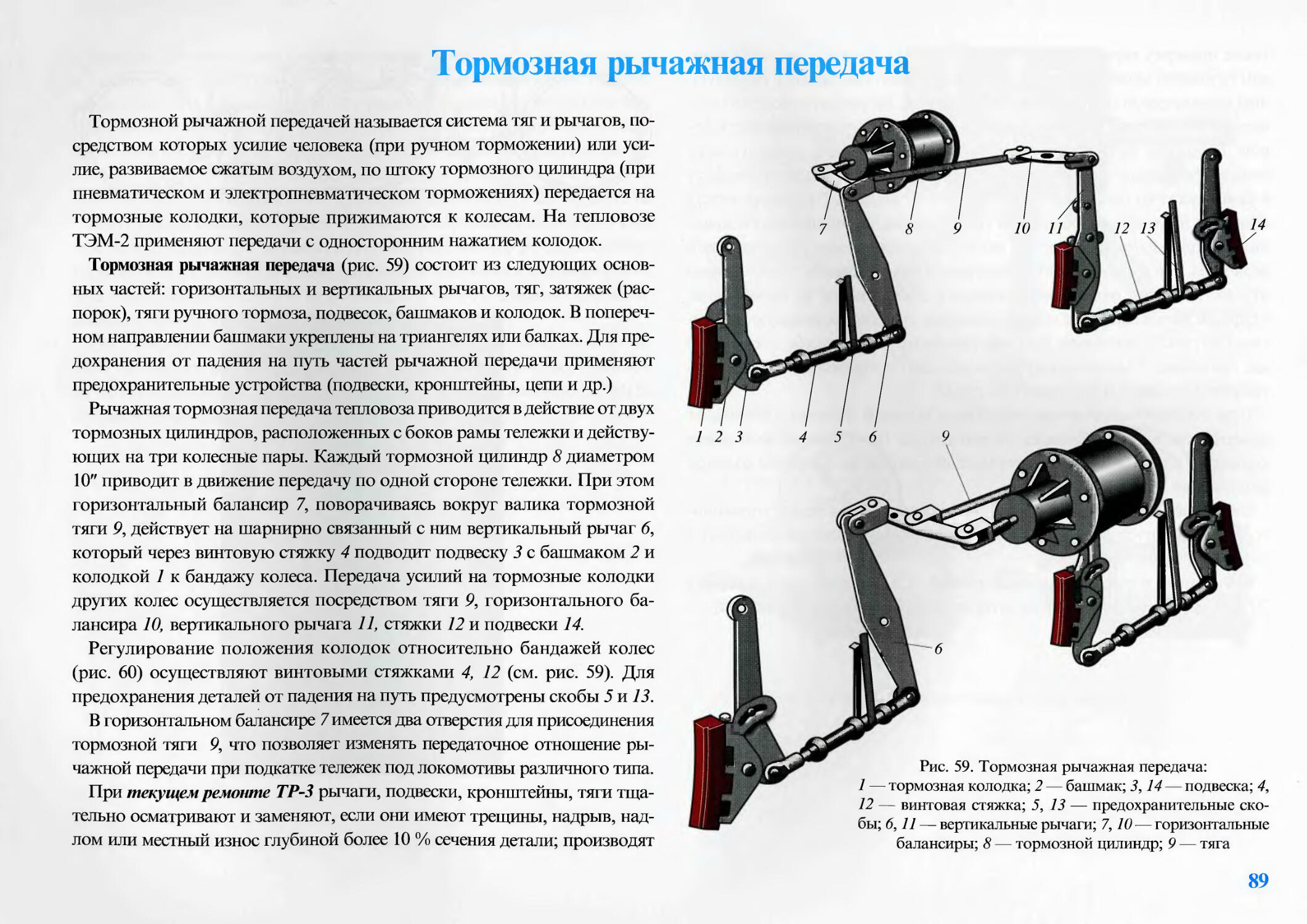
Тормозное оборудование
Тип тормоза...........................................колодочный
Способ приведения в действие тормоза............воздушный и ручной
Род действия воздушного тормоза....автоматический, прямодействующий
Род действия ручного тормоза.........................механический
Система воздушного тормоза...кран машиниста Усл. № 394 с воздухораспреде-
лителем Усл. № 483
Кран вспомогательного тормоза локомотива................Усл. № 254
Число тормозных осей воздушного тормоза.........................6
Число тормозных осей ручного тормоза............................2
Дизель ПД1М
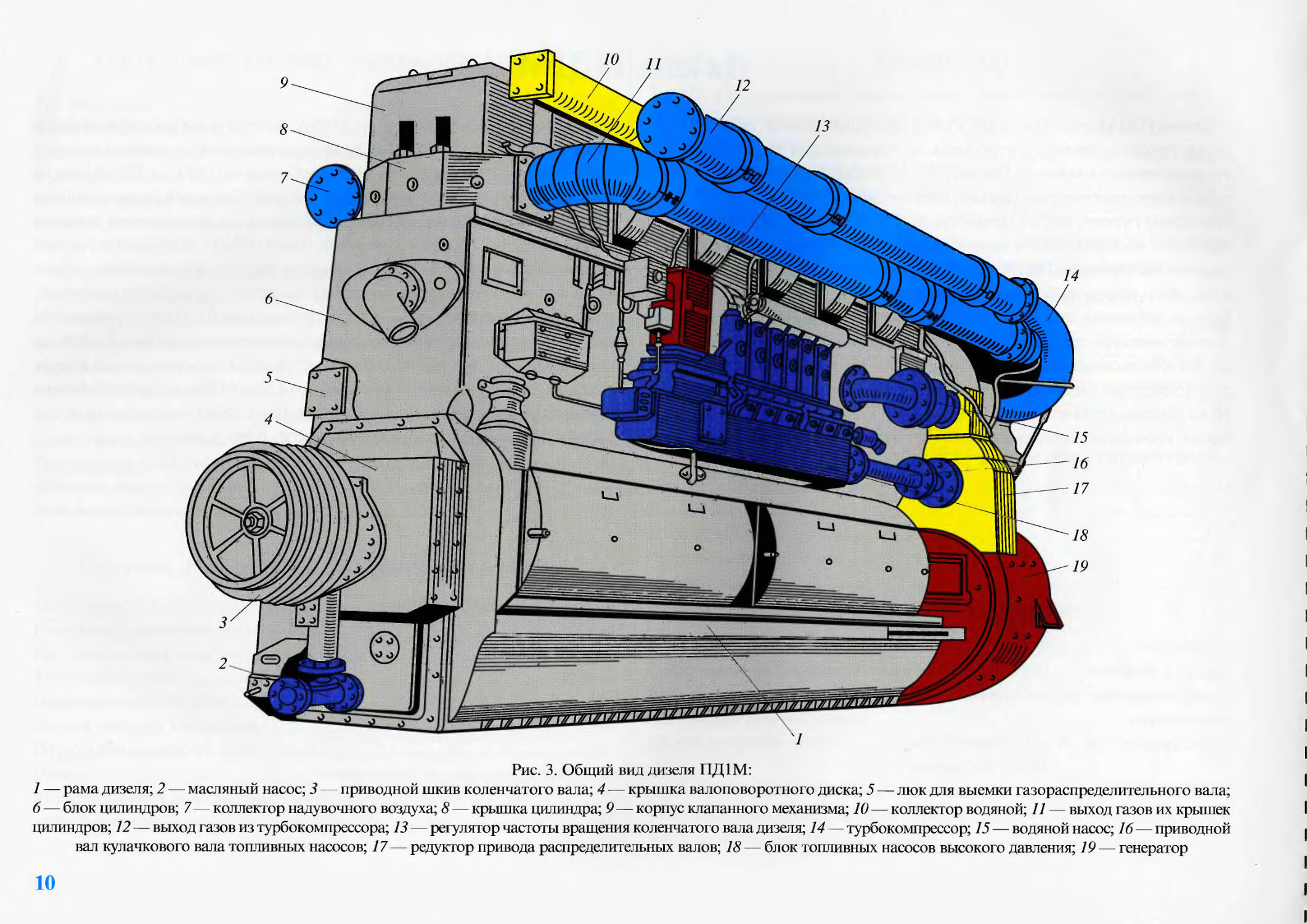
Дизель ПД1М (рис. 3) — одна из модификаций дизелей типа Д50, которые проектировались и строились на Харьковском тепловозостроительном заводе, а затем на Пензенском дизельном заводе. Дизели этого ряда четырехтактные, однорядные, шестицилиндровые с наддувом и электрическим пуском, имеют мощность от 736 до 880 кВт, много раз подвергались модернизации и нашли широкое применение на маневровых тепловозах. На дизеле ПД1М установлены охладитель наддувочного воздуха, фильтр центробежной очистки масла, насос для подачи его в фильтр, изменены некоторые параметры турбокомпрессора и электро-пневматического серводвигателя. Повышение мощности дизеля ПД1М до 880 кВт и снижение расхода топлива до 225 г/(кВтч) достигнуто за счет проведения следующих мероприятий: вместо турбокомпрессора ТК-30 на дизель установлен турбокомпрессор ТК-30Н с уменьшенной площадью проходного сечения соплового аппарата, что позволило увеличить
подачу воздуха в дизель с 1,7 до 2,0 кг/с, повысить среднее эффективное давление с 0,773 до 0,915 МПа, а также давление наддувочного воздуха; увеличить частоту вращения коленчатого вала с 740 до 750 об/мин, а среднюю скорость поршня с 8,14 до 8,25 м/с. Удельный расход топлива дизелем ПД1М снижен за счет увеличения угла предварения выпуска газов с 57 до 66° до нижней мертвой точки (НМТ), повышения степени сжатия воздуха с 11,5 до 12,5, сокращения периода впрыскивания топлива на 2,5° по углу поворота коленчатого вала и ликвидации подвпрыскивания его, применения нового нагнетательного клапана, увеличения выхода носка распылителя форсунки из крышки цилиндра на 6,0—7,33 мм вместо 4,5—5,83 мм, увеличения диаметра иглы форсунки около конуса с 4,0 до 4,8 мм и увеличения подъема ее с 4,5 до 6,0 мм, изменения формы днища поршня, уменьшения числа уплотнительных колец с пяти до четырех, а числа канавок, отводящих масло, в два раза.
9
Рис. 3. Общий вид дизеля ПД1М:
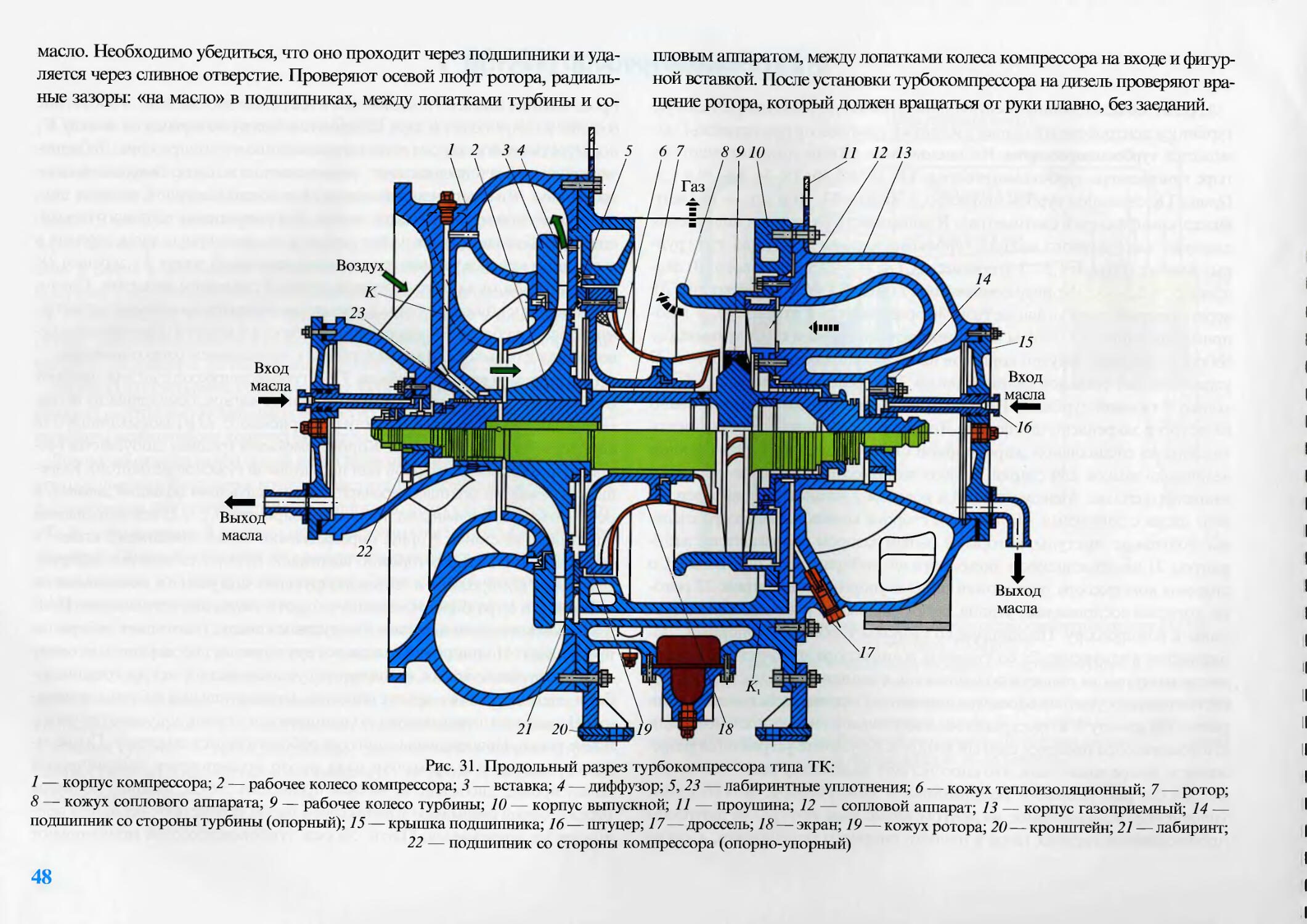
1 — рама дизеля; 2 — масляный насос; 3 — приводной шкив коленчатого вала; 4 — крышка валоповоротного диска; 5 — люк для выемки газораспределительного вала; 6— блок цилиндров; 7 — коллектор надувочного воздуха; 8 - крышка цилиндра; 9 — корпус клапанного механизма; 10 — коллектор водяной; 11 — выход газов их крышек цилиндров; 12 — выход газов из турбокомпрессора; 13 — регулятор частоты вращения коленчатого вала дизеля; 14—турбокомпрессор; 15 — водяной насос; 16—приводной вал кулачкового вала топливных насосов; 17— редуктор привода распределительных валов; 18 — блок топливных насосов высокого давления; 19 — генератор
10
Фундаментная рама дизеля ПД1М
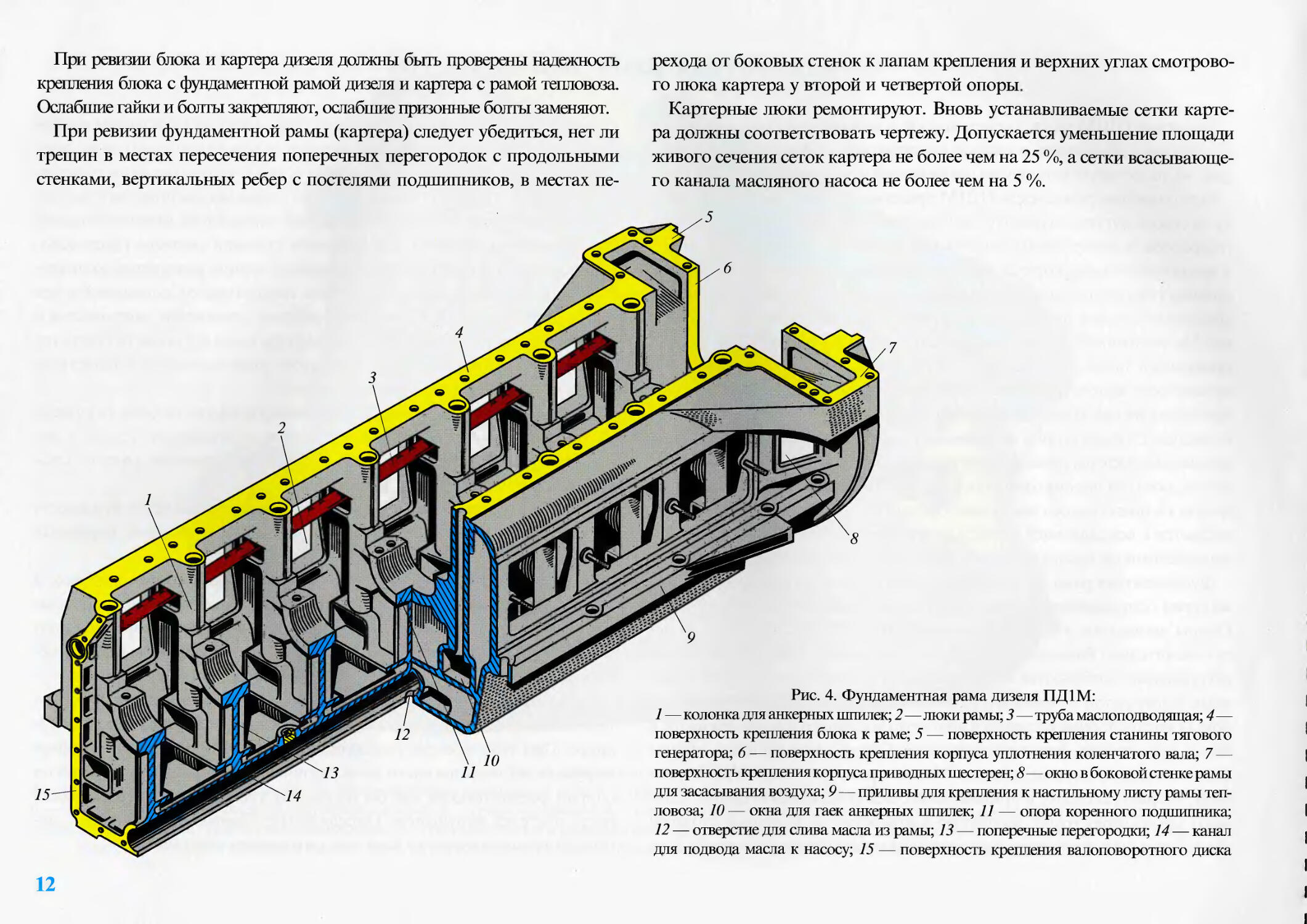
На дизеле ПД1М рама, картер, поддон и нижняя половина коренного подшипника объединены в единую конструкцию — фундаментную раму (рис. 4), на которую установлен цельнолитой чугунный блок цилиндров.
Фундаментная рама дизеля ПД1М представляет совой цельную отливку из серого чугуна, служащую основанием для блока дизеля и станины генератора, а также для коленчатого вала, корпуса распределительного и кулачкового вала, корпуса привода масляного насоса. Блок дизеля и станина генератора прикреплены к раме с помощью сшивных шпилек и анкерных болтов и фиксированы на раме двумя контрольными штифтами. На уширенной части поверхности 7 рамы со стороны генератора прикреплен также на шпильках корпус привода распределительного и кулачкового валов. Передняя обработанная поверхность 15 служит для крепления на ней корпусов валоповоротного диска и привода масляного насоса. С обеих сторон на раме для осмотра шатунно-кривошипного механизма имеются люки 2, закрываемые крышками (по одной крышке на три люка) на паронитовых прокладках. Чтобы давление внутри рамы дизеля не поднималось выше атмосферного, ее внутренняя полость сообщается с всасывающей полостью турбокомпрессора через сапун, установленный на крышке корпуса привода распределительных валов.
Фундаментная рама по длине разделена семью перегородками 13, служащими основаниями для коренных подшипников коленчатого вала. Опоры четвертого и седьмого подшипников уширены, так как они несут значительно большую нагрузку, чем остальные. Полости между перегородками сообщаются между собой через отверстия. Нижняя часть рамы имеет уклон от краев к середине и служит маслосборником. Каналом 14 маслосборник соединен с полостью масляного насоса. На входе в канал установлена фильтрующая сетка. Сверху маслосборник закрыт шестью металлическими сетками. Масло в раму заливают через горловину, ввернутую сверху в прилив рамы с левой передней стороны. Сливают масло через трубу, ввернутую в отверстие 12. С правой стороны рамы через окна в перегородках проходит маслоподводящая труба 3, от
которой через штуцера и масляные трубки масло под давлением подводится для смазывания коренных подшипников коленчатого вала, подшипников распределительного и кулачкового валов, рычагов толкателей и пальца промежуточной шестерни привода распределительного вала. Механически обработанный задний торец блока имеет кольцевую центрирующую проточку для фиксации станины тягового генератора. К поверхности 6 прикрепляют разъемный корпус уплотнения коленчатого вала, предохраняющего полость генератора от попадания в нее масла из рамы дизеля. Принцип устройства уплотнения заключается в использовании разности давлений в картере рамы и в полости генератора: создаваемый вентилятором генератора подпор воздуха в полости не дает маслу проникнуть через уплотнение.
Фундаментная рама дизеля ПД1М крепится жестко на раме тепловоза с помощью шпилек. Для разгрузки шпилек от срезающих усилий к настильному листу рамы приварены упоры, удерживающие раму от продольных и поперечных перемещений.
К наиболее серьезным повреждениям, появляющимся в фундаментной раме, относятся: трещины, ступенчатость постелей коренных подшипников.
Трещины чаще всего встречаются в зонах максимальных нагрузок и концентрации напряжений. В фундаментной раме трещины наблюдаются в местах переходов вертикальных ребер к постелям коренных подшипников и боковых стенок к лапам крепления. Трещины выявляют методами цветной или магнитной дефектоскопии.
Ступенчатость постелей коренных подшипников возникает в результате остаточной деформации как самого блока, так и крышек подшипников. При этом постели подшипников несколько смещаются и деформируются, их несущие части из-за различия в величинах деформаций по опорам располагаются как бы на разных уровнях — ступенями, соосность постелей нарушается. Определяют ступенчатость постелей с помощью технологического вала или оптическим способом.
11
При ревизии блока и картера дизеля должны быть проверены надежность крепления блока с фундаментной рамой дизеля и картера с рамой тепловоза. Ослабшие гайки и болты закрепляют, ослабшие призонные болты заменяют.
При ревизии фундаментной рамы (картера) следует убедиться, нет ли трещин в местах пересечения поперечных перегородок с продольными стенками, вертикальных ребер с постелями подшипников, в местах пе
рехода от боковых стенок к лапам крепления и верхних углах смотрового люка картера у второй и четвертой опоры.
Картерные люки ремонтируют. Вновь устанавливаемые сетки картера должны соответствовать чертежу. Допускается уменьшение площади живого сечения сеток картера не более чем на 25 %, а сетки всасывающего канала масляного насоса не более чем на 5 %.
10
Рис. 4. Фундаментная рама дизеля ПД1М:
1—колонка для анкерных шпилек; 2—люки рамы; 3 — труба маслоподводящая; 4— поверхность крепления блока к раме; 5 — поверхность крепления станины тягового генератора; 6 — поверхность крепления корпуса уплотнения коленчатого вала; 7 — поверхность крепления корпуса приводных шестерен; 8—окно в боковой стенке рамы для засасывания воздуха; 9 — приливы для крепления к настильному листу рамы тепловоза; 10 — окна для гаек анкерных шпилек; 11 — опора коренного подшипника; 12 — отверстие для слива масла из рамы; 13 — поперечные перегородки; 14 — канал для подвода масла к насосу; 15 — поверхность крепления валоповоротного диска
12
Блок цилиндров
Блок цилиндров служит базой для размещения цилиндро-поршневой группы и большинства других сборочных единиц и агрегатов дизеля. Он воспринимает усилия от давления газов на поршни в цилиндрах и силы инерции деталей шатунно-кривошипного механизма, совершающих возвратно-поступательное и вращательное движения. Поэтому прочность и жесткость блока должны быть достаточно высокими, поскольку деформация блока во время работы дизеля в значительной степени влияет на надежность деталей шатунно-кривошипного механизма.
Блок цилиндров дизеля ПД1М (рис. 5) отлит из чугуна СЧ 21-40 и внутри разделен поперечными перегородками 15 на шесть гнезд, в которые вставлены цилиндровые втулки, образующие со стенками блока полости, омываемые водой. Блок имеет две обработанные горизонтальные плоскости: нижнюю (фланец) для соединения с фундаментной рамой и верхнюю, к которой прикреплены крышки цилиндров. Водяные пространства каждого цилиндра сообщаются между собой через окна в нижней части поперечных перегородок блока. В верхней плите блока вокруг каждой цилиндровой втулки предусмотрены устройства для перепуска воды из охлаждающих полостей блока в крышки цилиндров. На блоке в подшипниках установлен распределительный вал, рычаги и штанги толкателей.
Цилиндровые втулки опираются на бурты верхнего пояса. Нижний пояс блока служит для направления втулок в блоке и является опорной поверхностью для их резиновых уплотнительных колец. Для увеличения жесткости поперечные перегородки и стенки блока снабжены вертикальными и горизонтальными ребрами. Цилиндровые втулки не имеют специальных водяных рубашек охлаждения. Они охлаждаются водой, циркулирующей в полости блока. Уплотнение верхней части водяной полости достигается тщательной подгонкой кольцевой плоскости бурта цилиндровой втулки к бурту 23 верхнего пояса блока, а нижней части — тремя резиновыми кольцами на нижнем поясе втулок.
С правой стороны отсек цилиндров отделен продольной перегородкой, за которой размещается распределительный вал, рычаги толкателей и штанги привода клапанов. Распределительный вал уложен в бронзовых подшипниках, залитых баббитом и запрессованных в отверстия перегородок блока. Масло к подшипникам поступает из картера по трубкам, а затем по вертикальным и горизонтальным каналам в блоке. Отсек распределительного вала имеет люки, закрытые двумя крышками и уплотненные паронитовыми прокладками. К приливам 12 с левой стороны прикреплен корпус блока топливных насосов высокого давления, а к приливам 18 — фильтр тонкой очистки топлива. В нижней части блока имеется отверстие 17 для слива воды. Другое такое же отверстие является контрольным: открывая его, проверяют, вся ли вода слита. Вдоль левой стороны блока проходит узкий продольный канал 13 для воды, сообщающийся с отверстиями во фланцах 10 и 22.
К фланцу 6 с отверстием прикреплен нагнетательный патрубок водяного насоса, корпус которого прикреплен к фланцу 7. К фланцу 10 подсоединен всасывающий патрубок насоса. Фланец 22 имеет поверхность 21 для крепления патрубка подвода воды от охлаждающего устройства. Пройдя по продольному каналу в блоке во всасывающую полость насоса через отверстие в фланце 10, вода нагнетается через отверстие во фланце 6 и далее в охлаждающие полости цилиндров. Для перепуска воды из водяного пространства охлаждения цилиндров в охлаждающие полости крышек вокруг каждого цилиндра верхней полости блока проделано по шесть малых отверстий 3 и два больших отверстия 2. Перепускные отверстия уплотнены водотеплостойкими резиновыми кольцами.
На верхней плоскости блока с правой стороны имеются двенадцать отверстий 1 для прохода штанг привода рабочих клапанов. По этим же отверстиям стекает масло из коробки привода клапанов в картер. В соединениях между крышкой и блоком установлены уплотнительные резиновые кольца.
13
Наиболее серьезными повреждениями блока дизеля могут быть трещины, искажение формы расточек в блоке под втулки цилиндров, кавитационные разрушения и коррозия поверхности блока, охлаждаемой водой.
Трещины блока дизеля возникают в посадочных гнездах втулок цилиндров, выявляют их методами неразрушающего контроля (цветной и магнитопорошковой дефектоскопией).
Искажение формы расточек под втулки цилиндров у блока дизеля происходит в основном в верхней части в плоскости, перпендикулярной оси коленчатого вала. Устраняют искажение формы расточек под втулки цилиндров наращиванием отдельных участков электроискровым способом.
При выполнении ремонта ТР-3 производят осмотр вставных колец блока дизеля, которые могут быть установлены при капитальном ремонте. Коль-
14
ца, имеющие ослабления, трещины, овальность, выпрессовывают и заменяют. Постановку колец производят с применением эпоксидных смол. Герметичность блока после запрессовки втулки проверяют опрессовкой водой при температуре 50—60 °C и давлении 0,30—0,35 МПа (3—3,5 кгс/см2) в течение 20 мин. Течь воды в соединениях не допускается.
Кавитационные разрушения стенок блока и втулок цилиндров дизеля наблюдаются в зауженных сечениях охлаждающей поверхности блока. Свищи от коррозии в блоке устраняются путем заварки или постановки гужонов (штифтов) или накладок. Разрешается устранение свищей в блоке с применением эластомера ГЭН-150(B) или эпоксидных смол.
Допускается оставлять дефекты некоррозионного характера на посадочном гнезде блока при сохранении ширины притирочного пояска не менее 2 мм.
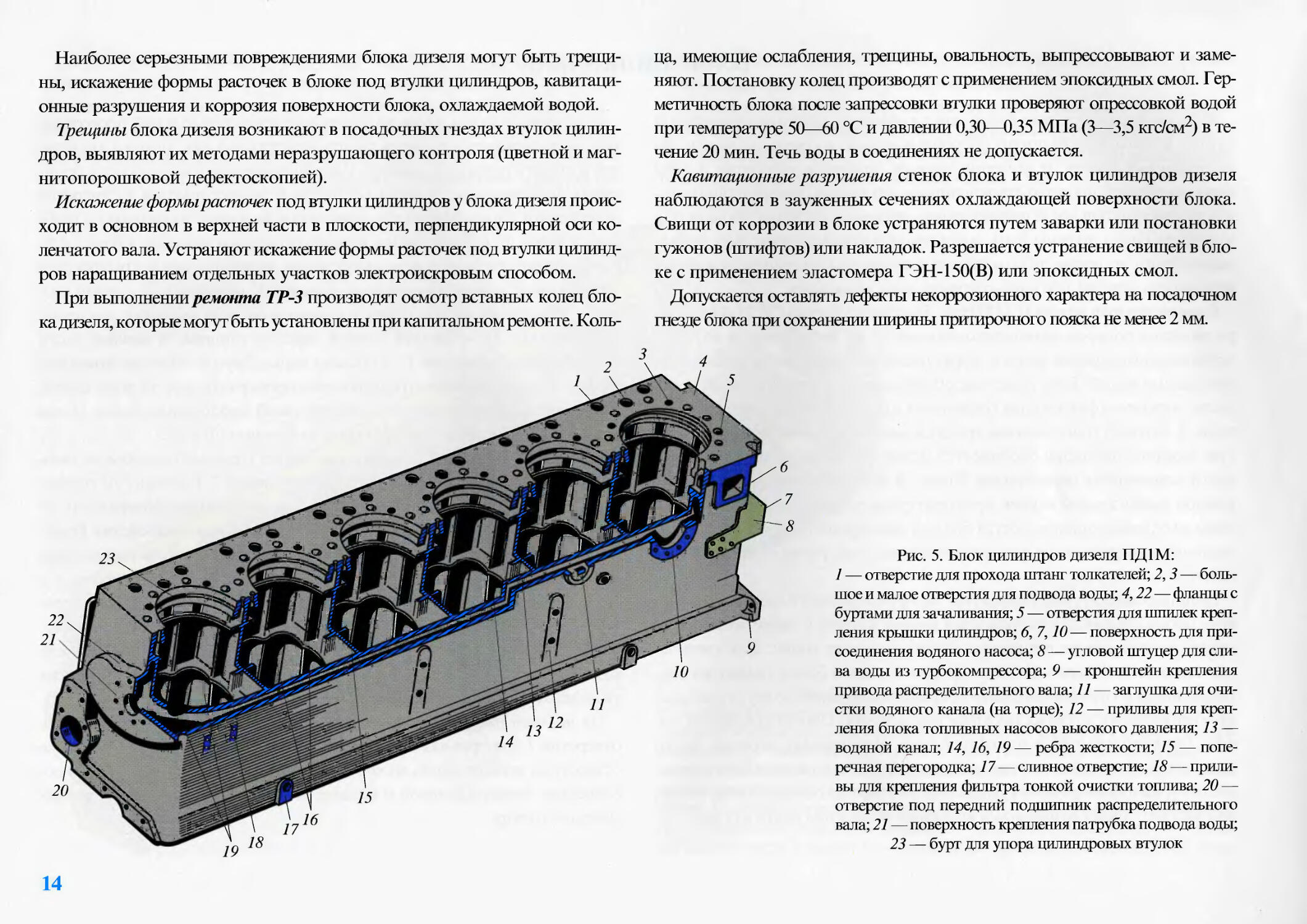
Рис. 5. Блок цилиндров дизеля ПД1М:
1 — отверстие для прохода штанг толкателей; 2,3 — большое и малое отверстия для подвода воды; 4,22 — фланцы с буртами для запаливания; 5 — отверстия для шпилек крепления крышки цилиндров; 6, 7,10 — поверхность для присоединения водяного насоса; 8 — угловой штуцер для слива воды из турбокомпрессора; 9 — кронштейн крепления привода распределительного вала; 11 — заглушка для очистки водяного канала (на торце); 12 — приливы для крепления блока топливных насосов высокого давления; 13 — водяной канал; 14, 16, 19 — ребра жесткости; 75 — поперечная перегородка; 17— сливное отверстие; 18 — приливы для крепления фильтра тонкой очистки топлива; 20 — отверстие под передний подшипник распределительного вала; 21 —поверхность крепления патрубка подвода воды;
23 — бурт для упора цилиндровых втулок
Втулки цилиндров
Втулки цилиндров дизеля (ПД1М) (рис. 6) служат в качестве направляющих для перемещения поршней. Они образуют рабочий объем цилиндров, в котором происходит преобразование химической энергии топлива в механическую энергию вращения коленчатого вала дизеля. В связи с высокой температурной напряженностью необходимо охлаждение втулок, а большая скорость возвратно-поступательных перемещений поршня определяет высокие требования к чистоте обработки их внутренней поверхности и качеству масла. Для отвода тепла, выделяемого при сгорании топлива, от стенок цилиндров втулки омываются водой, циркулирующей между блоком дизеля и охлаждающими секциями радиаторов.
Специальных рубашек цилиндровые втулки не имеют, поэтому охлаждающая вода циркулирует непосредственно между втулками и корпусом блока.
Втулки отливают из специального антифрикционного легированного чугуна и выполняют с некоторым утолщением от середины к верху, так как в верхней части давление газов значительно больше, чем в нижней. Их внутренняя поверхность для снижения потерь на трение обрабатывается хонингованием.
Водяное пространство между втулкой цилиндра и блоком уплотнено в верхней части тщательной обработкой сопрягаемых опорных поверхностей А бурта втулки и блока, а в нижней части — тремя резиновыми кольцами, установленными в канавках 2 втулки. Плотность газового стыка между втулкой цилиндра и цилиндровой крышкой обеспечивается тщательной притиркой по поверхности Б.
Перед демонтажем втулки спускают воду из системы охлаждения блока, снимают клапанную коробку, цилиндровую крышку и вынимают поршень с шатуном. Втулку извлекают из блока при помощи приспособления и мостового крана.
Характерные неисправности втулок цилиндров: износ рабочей поверхности, вызывающий изменение ее цилиндрической формы; трещины; потеря герметичности водяного и газового стыков, коррозия стенок.
При выполнении ремонта ТР-3 измеряют износ рабочей поверхности цилиндровых втулок. Втулки, имеющие задиры, глубокие риски, на
волакивание металла на рабочей поверхности, трещины в любом месте, коррозию стенки более 50 % толщины, заменяют, а имеющие износ по I поясу, превышающий допустимое значение, восстанавливают местным хромированием. Наработок (износ) в верхней части втулок от работы поршневых колец более 0,15 мм зачищается до плавного перехода. Цилиндровые втулки, имеющие глубокие риски, подплавление металла на рабочей поверхности цилиндра и трещины (независимо от размера и места расположения) подлежат замене. Допускается оставлять без замены втулки, если риски и мелкие задиры на рабочей поверхности цилиндра имеют глубину не более 0,5 мм и общую площадь не более 50 мм2.
Внутреннюю поверхность втулки цилиндра измеряют индикаторным нутромером. Размер и характер износа, а также степень деформации рабочей поверхности втулки и цилиндра определяют перед выемкой ее из блока и после установки в блок.
Для продления срока службы разрешается втулки, имеющие износ не более 0,5 мм, а овальность более 0,2 мм, поворачивать на 90° по отношению к оси коленчатого вала. При этом на втулку наносят новую риску.
Перед окончательным монтажом втулки цилиндра в блок производят ее «прикидку» без резиновых колец, а окончательный монтаж — с помощью приспособлений (рис. 7, а, б).
Герметичность водяных стыков между втулками цилиндров и блоком проверяют опрессовкой горячей водой при температуре 50—60 °C и давлении 0,30—0,35 МПа в течение 20 мин. Течь воды по нижнему пояску В устраняется заменой резиновых колец. Нарушение герметичности водяного стыка между блоком и втулкой по пояску А и газового стыка между втулкой и цилиндровой крышкой по поверхности Б устраняют шабровкой контактных поверхностей втулки с последующей их притиркой с помощью приспособлений, представляющих собой кольца соответствующей формы. Качество прилегания контактирующих поверхностей проверяют по краске. Прилегание должно быть непрерывным по всей окружности с шириной притирочного пояска не менее 2 мм. Для обеспечения герметичности по стыку А разрешается на посадочную поверхность бурта втулки наносить клей-эластомер ГЭН-150(B) или эпоксидную смолу на блок.
15
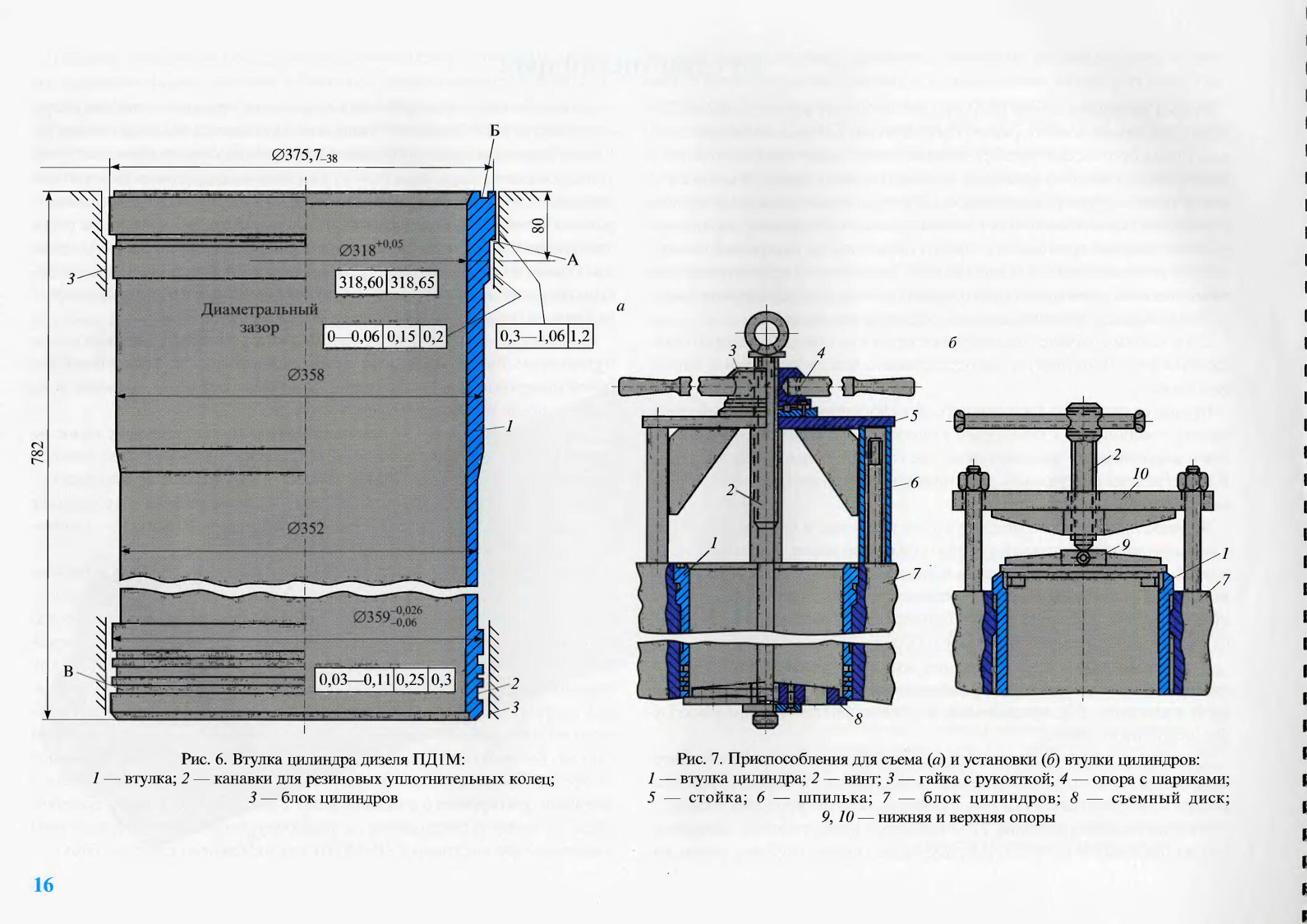
Рис. 6. Втулка цилиндра дизеля ПД1М:
1 — втулка; 2 — канавки для резиновых уплотнительных колец;
3 — блок цилиндров
16
Рис. 7. Приспособления для съема (а) и установки (б) втулки цилиндров:
1 — втулка цилиндра; 2 — винт; 3 — гайка с рукояткой; 4 — опора с шариками;
5 — стойка; б — шпилька; 7 — блок цилиндров; 8 — съемный диск;
9, 10 — нижняя и верхняя опоры
Коленчатый вал
Коленчатые валы дизелей работают в очень сложных и тяжелых условиях. Они испытывают значительные усилия от давления газов, передающиеся шатунно-поршневым механизмом, от сил инерции поступательно движущихся масс, а также усилия и моменты; возникающие вследствие крутильных колебаний. Поэтому валы дизелей изготовляют из стали методами ковки или штамповки либо из высокопрочного чугуна путем отливки. Стальные валы более надежны в эксплуатации, но трудоемки в изготовлении.
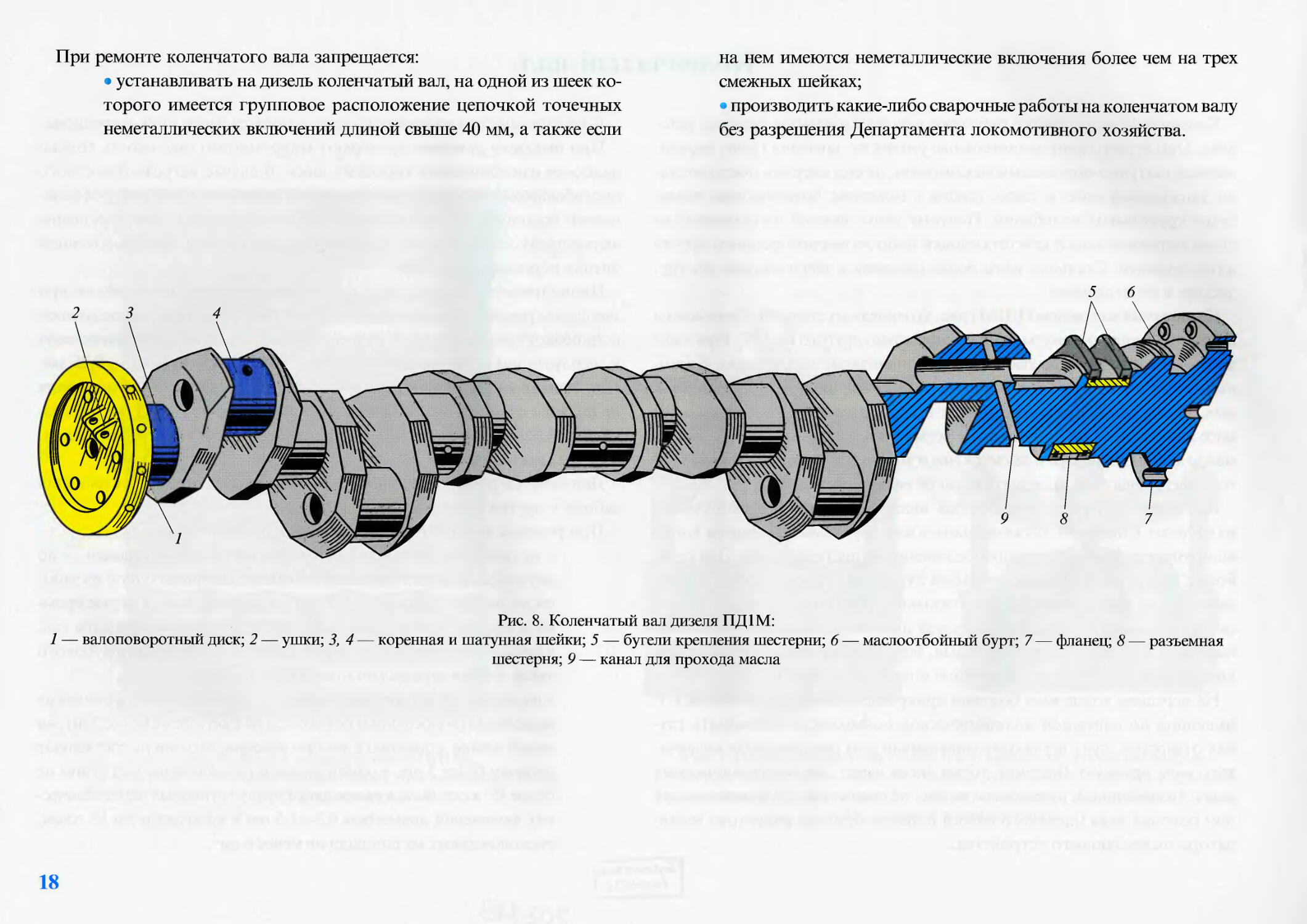
Коленчатый вал дизеля ПД1М (рис. 8) откован из стали 40. Кривошипы шатунных шеек повернуты один относительно другого на 120°. При этом получается, что каждые два кривошипа одинаково направлены. Коренные шейки 3 четвертого и седьмого коренных подшипников шире остальных. Четвертая шейка воспринимает инерционные силы от движущихся масс двух цилиндров — третьего и четвертого, а седьмая шейка — часть массы якоря генератора и является еще и упорной. Она заканчивается буртом, удерживающим коленчатый вал от осевых смещений.
Для подвода масла от коренных шеек к шатунным 4 выполнены наклонные каналы 9 с вставленными в них трубками. На заднем конце вала имеется фланец 7 для присоединения якоря генератора. Два резьбовых отверстия во фланце с резьбой служат для рассоединения коленчатого вала и якоря генератора отжимными болтами. Между фланцем отбора мощности и седьмой коренной шейкой установлена разъемная шестерня 8 со спиральными зубьями, передающая вращение распределительному валу, валам топливного и водяного насосов.
На переднем конце вала болтами прикреплен валоповоротный диск 7, имеющий по наружной цилиндрической поверхности двенадцать глухих отверстий, куда вставляют монтажный лом при повороте коленчатого вала вручную. Внешний торец диска имеет два выштампованных ушка 2 со сменными кулачками (на рис. не показаны), служащими водилом поводка вала масляного насоса и шкива привода редуктора вентилятора охлаждающего устройства.
К неисправностям коленчатого вала относятся износ шеек и трещины.
При текущем ремонте проверяют микрометром овальность только наиболее изнашиваемых коренных шеек. В случае нагрева и местного прогиба какой-либо шейки вследствие аварийного выхода из строя вкладышей подшипника (расплавление баббита, проворот или разрушение вкладышей) дополнительно измеряют индикаторным приспособлением биение коренных шеек вала.
Цилиндрическую форму шеек коленчатого вала восстанавливают при заводском ремонте станочной обработкой (шлифованием с последующей полировкой) под ремонтный размер. Овальность шеек коленчатого вала в эксплуатации ограничивается 0,15 мм, допустимое биение — 0,25 мм. При этом размеры отдельных коренных и шатунных шеек одного вала не должны отличаться между собой более чем на одну ремонтную градацию (0,5 мм). Это позволяет иметь меньшее число вкладышей различных градаций на одном дизеле.
Допускается ручная опиловка шеек коленчатого вала для устранения забоин и других дефектов.
При ремонте коленчатого вала допускается оставлять:
• на поверхности каждой шатунной или коренной шейки — до двух забоин общей площадью 200 мм2. Площадь одной из забоин не должна превышать 120 мм2, а глубина 2 мм. Острые кромки и края забоин должны быть заовалены и заполированы так, чтобы обеспечивался плавный переход от наиболее глубокого места к цилиндрической поверхности шейки;
• на шатунных и коренных шейках — линейные неметаллические включения (волосовины) без выхода на галтели: не более 7 шт. на одной шейке длиной до 8 мм при условии, что они не составляют цепочку более 3 шт. в одной линии и расположены под углом не более 45° к оси вала, а также одну группу групповых неметаллических включений диаметром 0,5—1,5 мм в количестве до 15 точек, расположенных на площади не менее 6 см2.
17
При ремонте коленчатого вала запрещается:
• устанавливать на дизель коленчатый вал, на одной из шеек которого имеется групповое расположение цепочкой точечных неметаллических включений длиной свыше 40 мм, а также если
на нем имеются неметаллические включения более чем на трех смежных шейках;
• производить какие-либо сварочные работы на коленчатом валу без разрешения Департамента локомотивного хозяйства.
Рис. 8. Коленчатый вал дизеля ПД1М:
1 — валоповоротный диск; 2 — ушки; 3, 4 — коренная и шатунная шейки; 5 — бугели крепления шестерни; 6 — маслоотбойный бурт; 7 — фланец; 8 — разъемная шестерня; 9 — канал для прохода масла
18
Подшипники коленчатого вала
Надежность работы вкладышей коленчатого вала в значительной степени определяет надежность работы дизеля и зависит от правильного подбора конструктивных параметров вкладышей, материала и условий смазывания, жесткости коленчатого вала, блока и постелей под вкладыши, а также от многих других факторов.
Вкладыши коренных подшипников бывают толсто- и тонкостенные. В современных быстроходных дизелях толстостенные вкладыши постепенно уступили место тонкостенным, имеющим меньшие размеры и массу, более экономичным в серийном производстве, позволяющим обеспечить взаимозаменяемость при сборке и ремонте без пришабровки и пригонки. Благодаря постановке тонкостенных вкладышей в постели подшипника с некоторым натягом достигается необходимая плотность их прилегания к шейке вала, что плохо обеспечивается при толстостенных вкладышах.
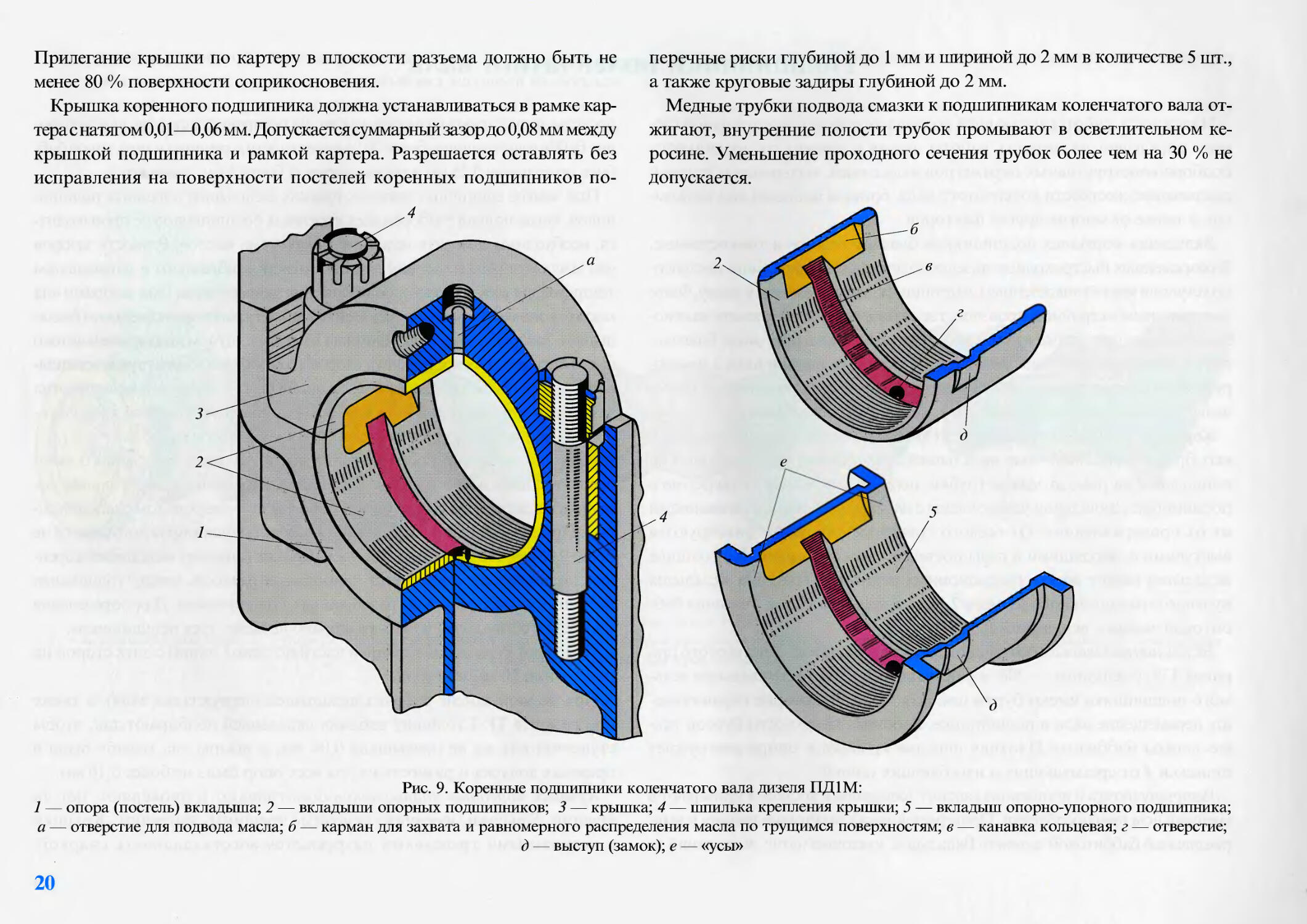
Коренные подшипники дизеля ПД1М (рис. 9) состоят из двух одинаковых бронзовых канавочных вкладышей 2, крышки 3, установленной на шпильках 4 на раме дизеля, и трубки, подводящей масло к отверстию а подшипника. Вкладыши установлены с натягом 0,26 мм, удерживающим их от проворачивания. От осевого смещения вкладыши фиксируются выступами д, входящими в пазы постелей рамы и крышек. По толщине вкладыши имеют десять градационных размеров. Толщина вкладыша нулевого градационного размера 7,5 мм, а десятого 10 мм. Толщина баббитовой заливки вкладышей 0,75 мм.
Вкладыши подшипников отличаются также по ширине. У четвертого она равна 179, у седьмого — 208, а у остальных — 146 мм. Вкладыши седьмого подшипника имеют бурты (см. поз. 5 рис. 9), которые ограничивают перемещение вала в подшипнике. Рабочие поверхности буртов также залиты баббитом. Плотная посадка крышки в опоре разгружает шпильки 4 от срезывающих и изгибающих усилий.
Величину натяга и прилегание каждого вкладыша к постели 1 проверяют в специальном приспособлении. Проверяется также отсутствие трещин и выкрашиваний баббитовой заливки. Вкладыши, имеющие натяг, выходящий за
пределы допускаемых размеров, наклеп на поверхности стыков, выкрашивание баббитовой заливки более 20 % поверхности, трещины в теле, износ баббита по толщине 0,25 мм и риски шириной более 3 мм, заменяют.
При замене единичных рабочих нижних вкладышей коренных подшипников, когда полная разборка всех коренных подшипников не производится, необходимо замерить величину зазоров «на масло». Разность зазоров «на масло» определяется как разность между наибольшим и наименьшим зазорами для всех коренных подшипников данного вала. Под зазорами «на масло» понимается зазор между шейкой вала и крышечным (верхним) вкладышем. Зазор у каждого подшипника измеряют щупом по оси коленчатого вала в верхней плоскости с двух сторон (со стороны генератора и вентилятора), при этом за фактический зазор принимается полусумма величин этих зазоров. Зазор между рабочим вкладышем и коренной шейкой коленчатого вала («провисание») у всех опор допускается не более 0,05 мм.
Если невозможно установить фактическую толщину заменяемого вкладыша, толщину нового вкладыша принимают равной средней толщине соседних, а для первого и седьмого подшипников — двух рядом расположенных. При этом ступенчатость указанных трех подшипников допускается не более 0,08 мм. Под «ступенчатостью» рабочих (нижних) вкладышей коренных подшипников понимается наибольшая разность между толщинами рабочих вкладышей у всех разобранных подшипников. Для определения «ступенчатости» должно быть разобрано не менее трех подшипников.
Измеряют вкладыши в средней части по одной линии с двух сторон на расстоянии 30 мм от торца.
При полной замене рабочих вкладышей (переукладка вала), а также при ремонте ТР-3 толщину рабочих вкладышей подбирают так, чтобы ступенчатость их не превышала 0,04 мм, а зазоры «на масло» были в пределах допуска и разность их для всех опор была не более 0,10 мм.
Крышки коренных подшипников осматривают и проверяют, нет ли трещин. Крышки, имеющие сквозные трещины, заменяют. Крышки с несквозными трещинами разрешается восстанавливать сваркой.
19
Прилегание крышки по картеру в плоскости разъема должно быть не менее 80 % поверхности соприкосновения.
Крышка коренного подшипника должна устанавливаться в рамке картера с натягом 0,01—0,06 мм. Допускается суммарный зазор до 0,08 мм между крышкой подшипника и рамкой картера. Разрешается оставлять без исправления на поверхности постелей коренных подшипников по
перечные риски глубиной до 1 мм и шириной до 2 мм в количестве 5 шт., а также круговые задиры глубиной до 2 мм.
Медные трубки подвода смазки к подшипникам коленчатого вала отжигают, внутренние полости трубок промывают в осветлительном керосине. Уменьшение проходного сечения трубок более чем на 30 % не допускается.
Рис. 9. Коренные подшипники коленчатого вала дизеля ПД1М:
1 — опора (постель) вкладыша; 2 — вкладыши опорных подшипников; 3 — крышка; 4 — шпилька крепления крышки; 5 — вкладыш опорно-упорного подшипника; а — отверстие для подвода масла; б — карман для захвата и равномерного распределения масла по трущимся поверхностям; в — канавка кольцевая; г — отверстие;
д — выступ (замок); е — «усы»
20
Шатунно-поршневая группа
Шатунно-поршневая группа представляет группу деталей кинематической пары — поршень-шатун, играющей важную роль в рабочем процессе дизеля. Деталями этой группы являются: поршень, уплотнительные и маслосъемные кольца поршня; палец, соединяющий поршень с шатуном; шатун и подшипники верхней и нижней головок шатуна.
Поршни дизеля ПД1М (рис. 10) представляют собой цельную отливку из алюминиевого сплава (силумина), коэффициент теплопроводности которого в 4,25 раза больше, а плотность в 2,75 раза меньше, чем у чугуна. Использование материала с высокой теплопроводностью позволило не применять специальное охлаждение поршня. Благодаря большому заряду свежего воздуха, подаваемого в цилиндры дизеля, головки поршней сверху хорошо охлаждаются воздухом, а снизу — брызгами масла при работе дизеля.
Головка поршня выполнена толстостенной с плавным переходом к цилиндрической поверхности. Торец имеет вогнутую поверхность с четырьмя вырезами для размещения головок клапанов при нахождении поршня в верхнем положении. Вогнутая форма поверхности днища способствует лучшему смешиванию распыленного топлива с воздухом и лучшему его сгоранию.
На головке и юбке поршня проточены канавки для размещения уплотнительных и маслосъемных колец. В канавках под маслосъемные кольца просверлены отверстия для стекания масла, снятого со стенок цилиндра кольцами.
В бобышках поршня расположен поршневой палец 4, удерживаемый от осевых перемещений заглушками 5, установленными в отверстиях с натягом.
Поршневые пальцы служат для соединения верхних головок шатунов с поршнями. Они изготовлены из высоколегированных хромоникелевых сталей. Наружная поверхность пальцев цементируется (науглероживается) на глубину 1,2—1,5 мм, шлифуется и полируется. По способу закрепления в поршне пальцы выполняют неподвижными и плавающими.
Пальцы плавающего типа имеют осевой зазор в соединении с поршнем и смазываются через головки шатунов. У дизеля внутри пальца встав-
314,9_оД5
Рис. 10. Поршень дизеля ПД1М:
1 — втулка цилиндра; 2, 5 — маслосъемные кольца; 3 — заглушка;
4 — поршневой палец; 6,7 — компрессионные кольца; 8 — поршень
21
лена втулка, развальцованная по концам. Таким образом, между телом пальца и втулкой образуется камера, куда по четырем отверстиям в середине пальца масло поступает из кольцевой канавки втулки головки шатуна. Из камеры масло вытекает на поверхность пальца по восьми отверстиям, расположенным по его концам, а затем масло ст екает в картер через прорези в заглушках и по каналам в юбке поршня.
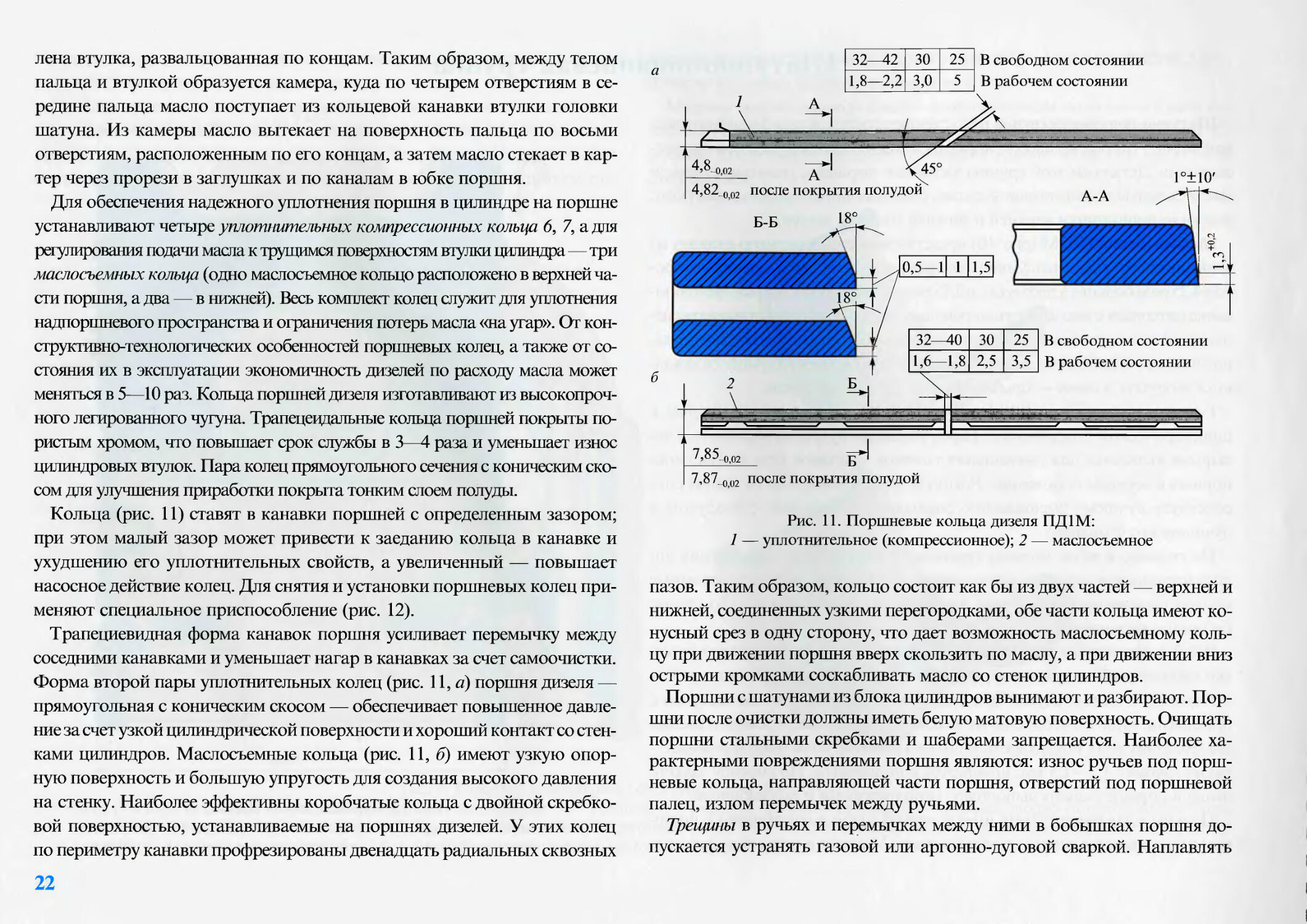
Для обеспечения надежного уплотнения поршня в цилиндре на поршне устанавливают четыре уплотнительных компрессионных кольца 6, 7, а для регулирования подачи масла к трущимся поверхностям втулки цилиндра—три маслосъемных кольца (одно маслосъемное кольцо расположено в верхней части поршня, а два — в нижней). Весь комплект колец служит для уплотнения надпоршневого пространства и ограничения потерь масла «на угар». От конструктивно-технологических особенностей поршневых колец, а также от состояния их в эксплуатации экономичность дизелей по расходу масла может меняться в 5—10 раз. Кольца поршней дизеля изготавливают из высокопрочного легированного чугуна. Трапецеидальные кольца поршней покрыты пористым хромом, что повышает срок службы в 3—4 раза и уменьшает износ цилиндровых втулок. Пара колец прямоугольного сечения с коническим скосом для улучшения приработки покрыта тонким слоем полуды.
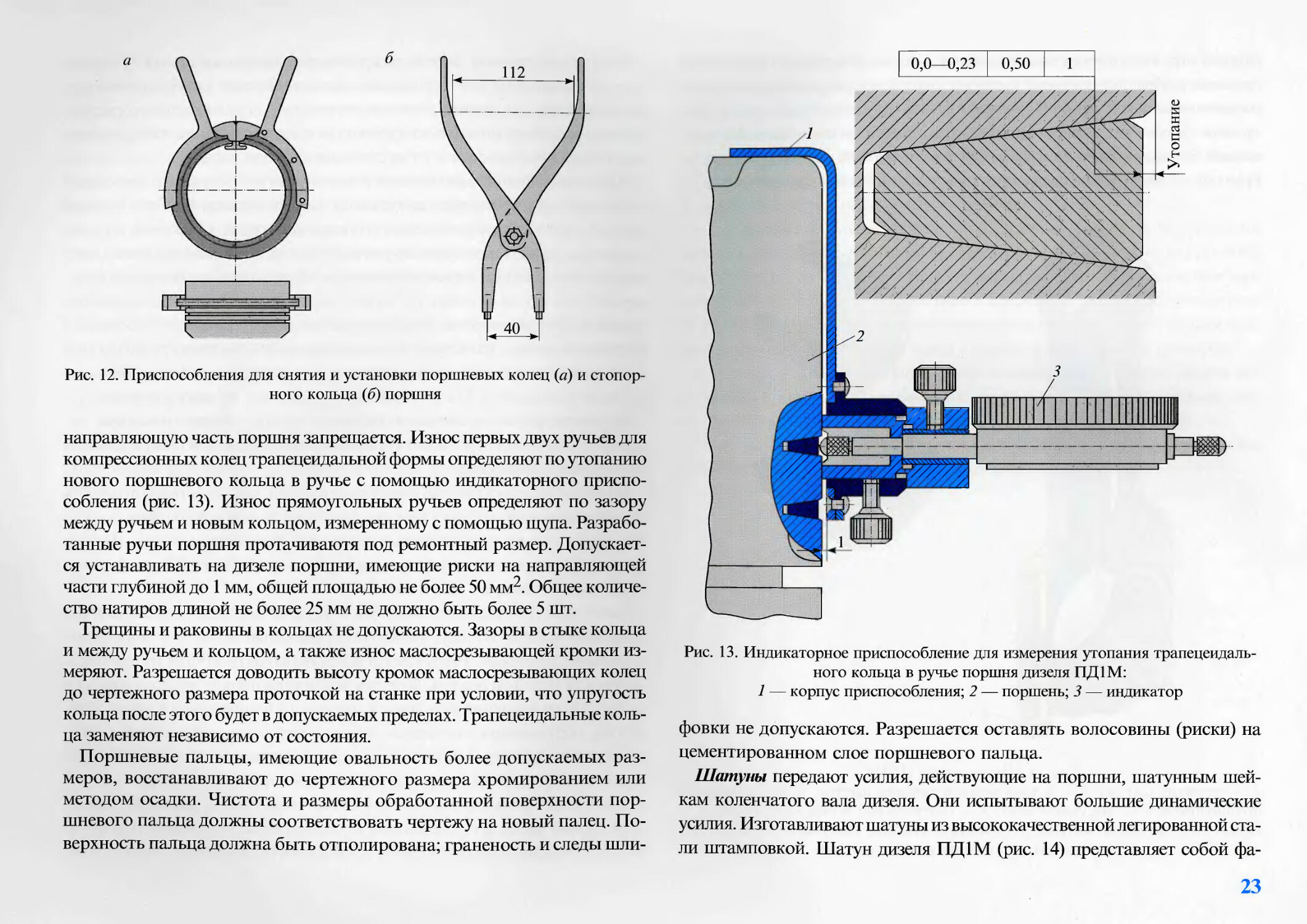
Кольца (рис. 11) ставят в канавки поршней с определенным зазором; при этом малый зазор может привести к заеданию кольца в канавке и ухудшению его уплотнительных свойств, а увеличенный — повышает насосное действие колец. Для снятия и установки поршневых колец применяют специальное приспособление (рис. 12).
Трапециевидная форма канавок поршня усиливает перемычку между соседними канавками и уменьшает нагар в канавках за счет самоочистки. Форма второй пары уплотнительных колец (рис. 11, а) поршня дизеля — прямоугольная с коническим скосом — обеспечивает повышенное давление за счет узкой цилиндрической поверхности и хороший контакт со стенками цилиндров. Маслосъемные кольца (рис. И, б) имеют узкую опорную поверхность и большую упругость для создания высокого давления на стенку. Наиболее эффективны коробчатые кольца с двойной скребковой поверхностью, устанавливаемые на поршнях дизелей. У этих колец по периметру канавки профрезированьг двенадцать радиальных сквозных
а
32-^2 30 25
1,8—2,2 3,0 5
В свободном состоянии
В рабочем состоянии
7,87 0>02 после покрытия полудой
Рис. 11. Поршневые кольца дизеля ПД1М:
1 — уплотнительное (компрессионное); 2 — маслосъемное
пазов. Таким образом, кольцо состоит как бы из двух частей — верхней и нижней, соединенных узкими перегородками, обе части кольца имеют конусный срез в одну сторону, что дает возможность маслосъемному кольцу при движении поршня вверх скользить по маслу, а при движении вниз острыми кромками соскабливать масло со стенок цилиндров.
Поршни с шатунами из блока цилиндров вынимают и разбирают. Поршни после очистки должны иметь белую матовую поверхность. Очищать поршни стальными скребками и шаберами запрещается. Наиболее характерными повреждениями поршня являются: износ ручьев под поршневые кольца, направляющей части поршня, отверстий под поршневой палец, излом перемычек между ручьями.
Трещины в ручьях и перемычках между ними в бобышках поршня допускается устранять газовой или аргонно-дуговой сваркой. Наплавлять
22
Рис. 12. Приспособления для снятия и установки поршневых колец (а) и стопорного кольца (б) поршня
направляющую часть поршня запрещается. Износ первых двух ручьев для компрессионных колец трапецеидальной формы определяют по утопанию нового поршневого кольца в ручье с помощью индикаторного приспособления (рис. 13). Износ прямоугольных ручьев определяют по зазору между ручьем и новым кольцом, измеренному с помощью щупа. Разработанные ручьи поршня протачивания под ремонтный размер. Допускается устанавливать на дизеле поршни, имеющие риски на направляющей части глубиной до 1 мм, общей площадью не более 50 мм2. Общее количество натиров длиной не более 25 мм не должно быть более 5 шт.
Трещины и раковины в кольцах не допускаются. Зазоры в стыке кольца и между ручьем и кольцом, а также износ маслосрезывающей кромки измеряют. Разрешается доводить высоту кромок маслосрезывающих колец до чертежного размера проточкой на станке при условии, что упругость кольца после этого будет в допускаемых пределах. Трапецеидальные кольца заменяют независимо от состояния.
Поршневые пальцы, имеющие овальность более допускаемых размеров, восстанавливают до чертежного размера хромированием или методом осадки. Чистота и размеры обработанной поверхности поршневого пальца должны соответствовать чертежу на новый палец. Поверхность пальца должна быть отполирована; граненость и следы шли-
0,0—0,23 0,50 1
Рис. 13. Индикаторное приспособление для измерения утопания трапецеидального кольца в ручье поршня дизеля ПД1М:
1 — корпус приспособления; 2 — поршень; 3 — индикатор
фовки не допускаются. Разрешается оставлять волосовины (риски) на цементированном слое поршневого пальца.
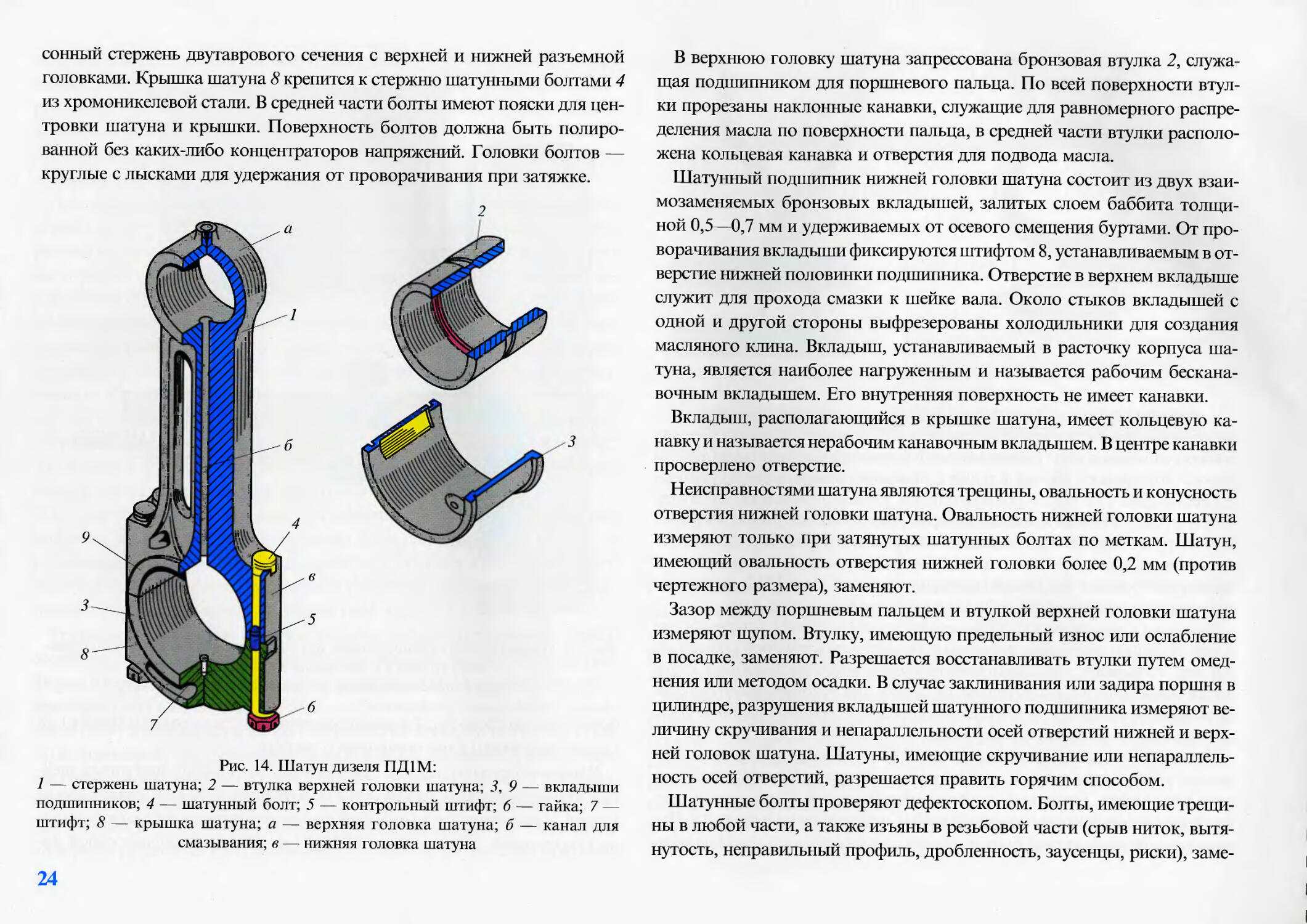
Шатуны передают усилия, действующие на поршни, шатунным шейкам коленчатого вала дизеля. Они испытывают большие динамические усилия. Изготавливают шатуны из высококачественной легированной стали штамповкой. Шатун дизеля ПД1М (рис. 14) представляет собой фа-
23
сонный стержень двутаврового сечения с верхней и нижней разъемной головками. Крышка шатуна 8 крепится к стержню шатунными болтами 4 из хромоникелевой стали. В средней части болты имеют пояски для центровки шатуна и крышки. Поверхность болтов должна быть полированной без каких-либо концентраторов напряжений. Головки болтов — круглые с лысками для удержания от проворачивания при затяжке.
Рис. 14. Шатун дизеля ПД1М:
1 — стержень шатуна; 2 — втулка верхней головки шатуна; 3, 9 — вкладыши подшипников; 4 — шатунный болт; 5 — контрольный штифт; 6 — гайка; 7 — штифт; 8 — крышка шатуна; а — верхняя головка шатуна; б — канал для смазывания; в — нижняя головка шатуна
24
В верхнюю головку шатуна запрессована бронзовая втулка 2, служащая подшипником для поршневого пальца. По всей поверхности втулки прорезаны наклонные канавки, служащие для равномерного распределения масла по поверхности пальца, в средней части втулки расположена кольцевая канавка и отверстия для подвода масла.
Шатунный подшипник нижней головки шатуна состоит из двух взаимозаменяемых бронзовых вкладышей, залитых слоем баббита толщи-ной 0,5—0,7 мм и удерживаемых от осевого смещения буртами. От проворачивания вкладыши фиксируются штифтом 8, устанавливаемым в отверстие нижней половинки подшипника. Отверстие в верхнем вкладыше служит для прохода смазки к шейке вала. Около стыков вкладышей с одной и другой стороны выфрезерованы холодильники для создания масляного клина. Вкладыш, устанавливаемый в расточку корпуса шатуна, является наиболее нагруженным и называется рабочим бескана-вочным вкладышем. Его внутренняя поверхность не имеет канавки.
Вкладыш, располагающийся в крышке шатуна, имеет кольцевую канавку и называется нерабочим канавочным вкладышем. В центре канавки просверлено отверстие.
Неисправностями шатуна являются трещины, овальность и конусность отверстия нижней головки шатуна. Овальность нижней головки шатуна измеряют только при затянутых шатунных болтах по меткам. Шатун, имеющий овальность отверстия нижней головки более 0,2 мм (против чертежного размера), заменяют.
Зазор между поршневым пальцем и втулкой верхней головки шатуна измеряют щупом. Втулку, имеющую предельный износ или ослабление в посадке, заменяют. Разрешается восстанавливать втулки путем омеднения или методом осадки. В случае заклинивания или задира поршня в цилиндре, разрушения вкладышей шатунного подшипника измеряют величину скручивания и непараллельности осей отверстий нижней и верхней головок шатуна. Шатуны, имеющие скручивание или непараллель-ность осей отверстий, разрешается править горячим способом.
Шатунные болты проверяют дефектоскопом. Болты, имеющие трещины в любой части, а также изъяны в резьбовой части (срыв ниток, вытянутость, неправильный профиль, дробленность, заусенцы, риски), заме-
няют. Производить сварочные работы на болтах или проточку болтов до размеров менее чертежных запрещается.
При комплектовании шатунно-поршневой группы для уравновешивания вращающихся масс детали подбирают с таким расчетом, чтобы масса поршня на дизеле отличалась от другого не более чем на 200 г, а комплекта поршня с шатуном — не более чем на 450 г. Массу поршня подгоняют путем удаления металла с его нижней торцевой поверхности, а массу комплекта регулируют подбором шатуна необходимой массы или снятия металла в местах, указанных на чертеже.
При сборке деталей шатунно-поршневой группы должны соблюдаться следующие требования:
• детали должны быть тщательно промыты в эмульсии с применением ПАВ и продуты сжатым воздухом. Допускается окунание в керосин. Проверяется чистота отверстия в шатуне и маслоотводящих отверстий в поршне;
• заглушки поршневого пальца не должны выступать над поверхностью поршня, овальность направляющей части поршня до и после запрессовки заглушек не должна изменяться более чем на 0,08 мм;
• линейная величина камеры сжатия должна проверяться при каждой выемке поршня из цилиндра на плановых ремонтах тепловоза или смене поршня, шатуна, цилиндровой крышки или втулки при неплановых. Линейная величина камеры сжатия должна быть в пределах допускаемых размеров, при этом разномерность этой величины на одном дизеле допускается не более 0,6 мм, а ее регулировка производится за счет съема металла с торца цилиндровой крышки;
• поршневые кольца должны устанавливаться на поршне при помощи приспособления, ограничивающего развод замка. Замки колец должны быть смещены на 120° друг относительно друга, при этом замки двух верхних колец не должны располагаться со стороны впускных клапанов; кольца должны свободно поворачиваться в ручьях поршня. Между ручьем поршня и кольцом должен быть зазор в пределах допускаемых размеров;
• поршни в сборе с шатуном перед опусканием в цилиндр дизеля необходимо продуть сжатым воздухом, поршень и поршневые кольца смазать тонким слоем дизельного масла;
• при ремонте деталей шатунно-поршневой группы запрещается менять местами поршни по цилиндрам на одном дизеле.
Крышка цилиндра
Крышка цилиндра служит для размещения впускных и выпускных клапанов, топливной форсунки и вместе с втулкой цилиндра и головкой поршня образует рабочий объем цилиндра. Каждый цилиндр дизеля имеет индивидуальную крышку. При работе дизеля крышка испытывает высокое давление газов и большие температурные напряжения, для снижения которых внутренние полости крышки охлаждаются водой. Крышки цилиндров отливают из высокопрочного чугуна. В них имеются каналы для поступления воздуха к впускным клапанам, для выхода отработавших газов от выпускных клапанов, полости для охлаждения днища крышки и газовыпускного тракта.
Крышка цилиндра дизеля ПД1М (рис. 15) имеет вид восьмигранной коробки с обработанными верхними и нижними плоскостями и двумя боковыми гранями. Снизу на днище крышки имеется кольцевой бурт, которым крышка уплотнена на втулке цилиндра. Отверстия под клапаны имеют обработанные посадочные места. Для направления клапанов в отверстия крышки запресованы чугунные втулки: длинные 10—для выпускных 9 и короткие 1—для впускных 2 клапанов. Сквозные отверстия в крышке служат для прохода штанг толкателей. В центре крышки запрессована стальная втулка для установки форсунки. По наружному контуру крышки имеется восемь отверстий для прохода шпилек крепления крышки к блоку дизеля. Четыре шпильки служат для крепления клапанной коробки и ее крышки. Внутри крышки проходит канал, идущий от ее днища к отверстию в приливе на боковой поверхности крышки для индикаторного крана.
Крышка охлаждается водой, поступающей от блока дизеля через шесть малых и два больших отверстия. Для распределения потока охлаждающей воды в отверстие, находящееся со стороны воздушного канала, запрессована чугунная втулка с внутренним диаметром проходного сечения 35 мм, а в отверстие со стороны выпускного канала — диаметром 13 мм. Таким образом, основной поток воды поступает со стороны наименее нагретой части крышки. Омывая дно и стенки крышки, вода поднимается вверх, равномерно охлаждая крышку, и через отверстие попадает в вертикальный патрубок водяного коллектора.
Преждевременный ремонт крышек вызывается появлением трещин и потерей герметичности между крышкой и блоком из-за повреждения ре
зиновых втулок. Эти повреждения возникают из-за нарушения теплового режима дизеля или правил крепления крышки на блоке.
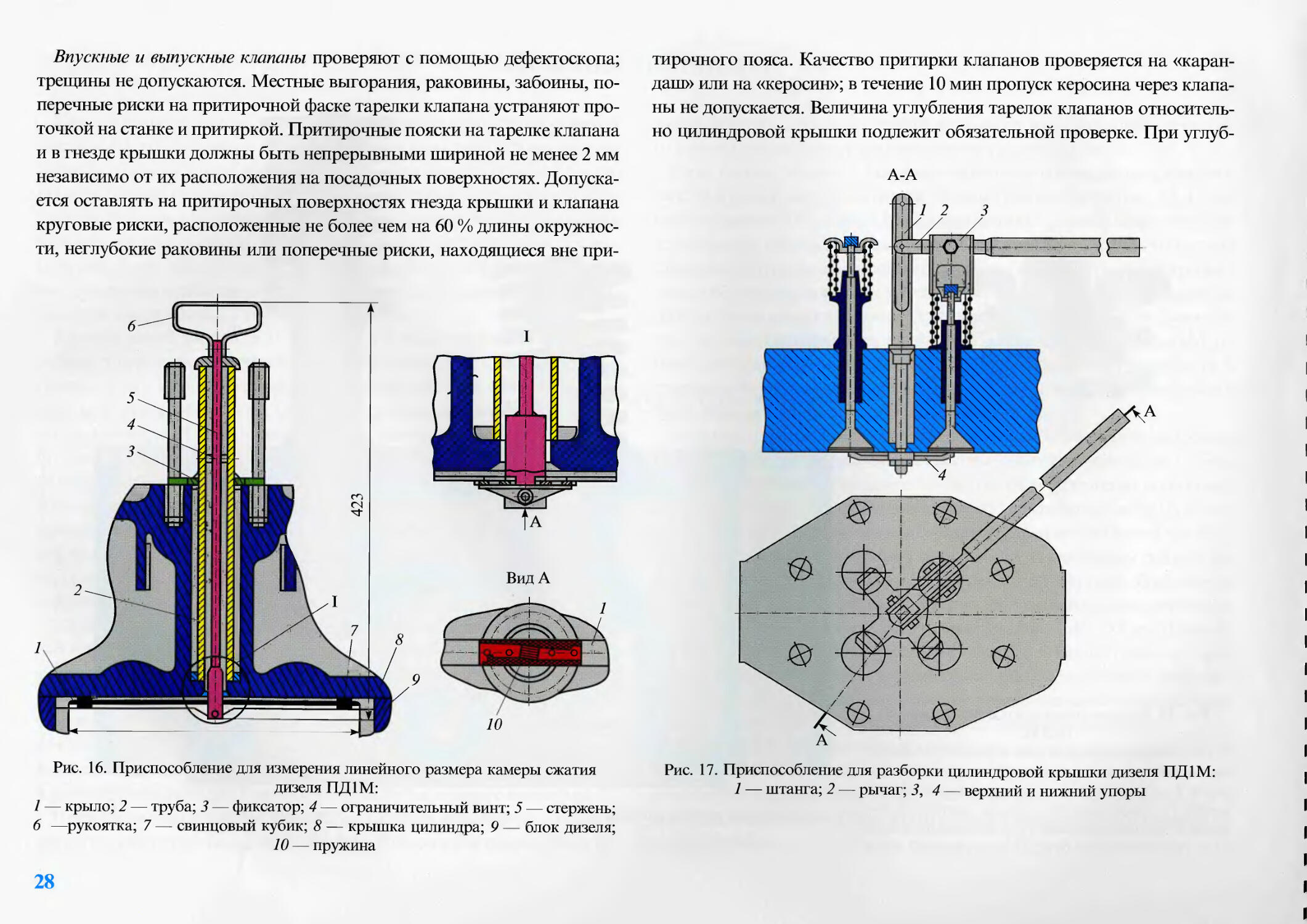
Перед снятием крышки с дизеля для определения объема ремонта измеряют линейный размер камеры сжатия при помощи приспособления (рис. 16), а зазор между плоскостью Б (см. рис. 15) крышки и блоком — щупом. Приспособление устанавливают через форсуночное отверстие крышки (предварительно форсунка снимается) при положении поршня в нижней мертвой точке. Раздвинув крылья 1 приспособления, проворачивают коленчатый вал до тех пор, пока поршень не пройдет верхнюю мертвую точку. По толщине свинцовых кубиков 7, измеренных микрометром, определяют линейный размер камеры сжатия. В процессе ремонта линсйный размер камеры сжатия регулируют торцовкой поверхности А крышки (если она меньше нормы) или уменьшением высоты уплотнительного бурта 12 (см. рис. 15) крышки (если она больше нормы).
Зазор между крышкой и блоком увеличивают проточкой поверхности Б крышки, а уменьшают за счет уменьшения высоты уплотнительного бурта 12. Бурт крышки пришабривают по плите до обязательного устранения поперечных рисок. Прилегание бурта должно быть по окружности непрерывным, а по ширине не менее 2 мм. Крупные изъяны на бурте устраняют наплавкой или сваркой в соответствии с Инструкцией по сварочным и наплавочным работам при ремонте тепловозов, электровозов и дизельчюездов с последующей обработкой на станке. Биение бурта относительно отверстия в цилиндровой крышке для распылителя форсунки должно быть не более 0,6 мм, а высота — 4,9—5,9 мм. Шпильки крепления клапанной коробки и водяного патрубка, имеющие трещины и срыв ниток, заменяют. Величину углубления посадочных мест клапанов цилиндровой крышки определяют по выступающему стержню эталонного клапана (впускного или выпускного) относительно верхней плоскости крышки.
Для разборки крышки на ней монтируют специальное приспособление (рис. 17). Снимают детали 3 и 13 (см. рис. 15), сжав пружины рычагом приспособления, удаляют детали 5 и 6, приподняв рычаг и сняв детали 4, 7 и 8, высвобождают клапаны. После этого снимают с крышки приспособление и извлекают клапаны.
26
3
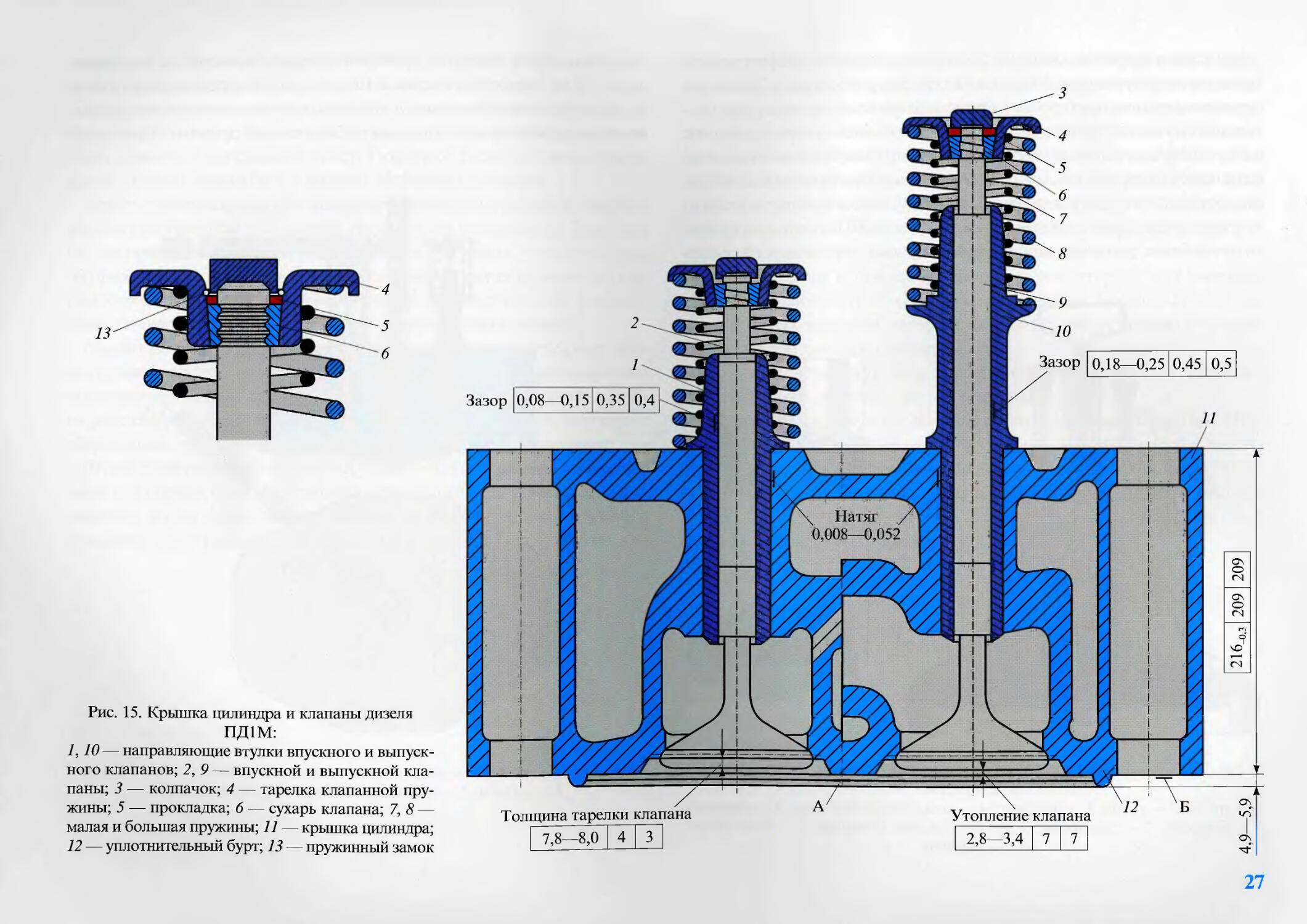
Рис. 15. Крышка цилиндра и клапаны дизеля ПД1М:
1,10 — направляющие втулки впускного и выпускного клапанов; 2,9 — впускной и выпускной клапаны; 3 — колпачок; 4 — тарелка клапанной пружины; 5 — прокладка; 6 — сухарь клапана; 7, 8 — малая и большая пружины; 11 — крышка цилиндра;
12 — уплотнительный бурт; 13 — пружинный замок
27
Впускные и выпускные клапаны проверяют с помощью дефектоскопа; трещины не допускаются. Местные выгорания, раковины, забоины, поперечные риски на притирочной фаске тарелки клапана устраняют проточкой на станке и притиркой. Притирочные пояски на тарелке клапана и в гнезде крышки должны быть непрерывными шириной не менее 2 мм независимо от их расположения на посадочных поверхностях. Допускается оставлять на притирочных поверхностях гнезда крышки и клапана круговые риски, расположенные не более чем на 60 % длины окружности, неглубокие раковины или поперечные риски, находящиеся вне при-
Рис. 16. Приспособление для измерения линейного размера камеры сжатия дизеля ПД1М:
1 — крыло; 2 — труба; 3 — фиксатор; 4 — ограничительный винт; 5 — стержень;
6 —рукоятка; 7 — свинцовый кубик; 8 — крышка цилиндра; 9 — блок дизеля; 10 — пружина
тирочного пояса. Качество притирки клапанов проверяется на «карандаш» или на «керосин»; в течение 10 мин пропуск керосина через клапаны не допускается. Величина углубления тарелок клапанов относительно цилиндровой крышки подлежит обязательной проверке. При углуб-
Рис. 17. Приспособление для разборки цилиндровой крышки дизеля ПД1М:
1 — штанга; 2 — рычаг; 3, 4 — верхний и нижний упоры
28
лении тарелок клапанов более допускаемой величины клапан заменяется или протачивается дно цилиндровой крышки на станке.
Направляющие клапанов запрессовывают в крышку с натягом 0,008—0,05 мм или заменяют на новые, если зазор между клапаном и нижней частью направляющей превышает допускаемый размер. Проверяют также состояние пружин, высота которых должна быть в пределах допускаемых размеров.
Перед установкой крышки на дизель в нее ввинчивают форсунки и измеряют величину выхода носка распылителя, регулируя его установкой не более двух медных прокладок или заменой гильзы крышки. Прокладки, устанавливаемые под форсунки, отжигают. Крышки должны устанавливаться на дизеле на резиновых кольцах чертежного размера. Крепление крышек производят в соответствии с технологическими инструкциями завода-изготовителя дизеля.
Клапанные коробки, рычаги толкателей штанг снимают и разбирают, детали очищают, масляные каналы в рычагах и штангах промывают осветительным керосином под давлением и продувают сжатым воздухом. Смазочные трубки ремонтируют. Самоподжимные сальники, имеющие кожаные манжеты с оборванными краями или дающие излом при перегибе на 180°, заменяют.
Втулки рычагов рабочих клапанов и толкателей штанг заменяют при ослаблении их в посадке, если они достигли предельного износа. Разрешается восстанавливать втулки омеднением или методом осадки. Оси рычагов клапанов и толкателей штанг шлифуют, если выработка в местах работы рычагов или
самоподжимных сальников превышает 0,10 мм. Шлифованные поверхности осей полируют; граненность и следы шлифовки не допускаются.
Валики роликов и рычагов толкателей заменяют при достижении предельного зазора между валиком и его роликом. Диаметр ролика разрешается уменьшить не более чем на 2 мм. Смещение осей роликов толкателей относительно осей кулачков распределительного вала допускается не более 2 мм. Перекос между роликом и кулачком допускается не более 0,03 мм на длине образующей кулачка. Высота пружины должна быть в пределах допуска.
Масляные жиклеры, нижняя и верхняя головки штанг, пяты рычагов рабочих клапанов и толкателей, ударники ремонтируют или заменяют новыми в зависимости от состояния этих деталей. Бронзовый боек рычагов рабочих клапанов заменяют, если зазор между бойком и ударником менее допускаемого размера.
Погнутые рычаги и штанги разрешается править; рычаги, имеющие трещины, восстанавливаются газосваркой.
Собранную клапанную коробку опрессовывают. При давлении 0,03 МПа (0,3 кгс/см2) и температуре масла не менее 45 °C утечка масла в отдельных местах по самоподвижным сальникам допускается не более 30 капель в 1 мин. После запуска дизеля регулируют подачу масла жиклерами, для чего их заворачивают до упора, а затем отворачивают на 1+0,5 оборота и направляют паз жиклера в сторону клапана.
Газораспределительный механизм
Газораспределительный механизм включает в себя клапаны и их приводы (рис. 18). Клапаны изготовлены штамповкой из высококачественной хромистой стали. Конструкции впускных и выпускных клапанов отличаются только длиной стержня. Тарелки клапанов притерты к посадочным местам. Направление клапанов обеспечивается чугунными втулками, на наружных буртах которых установлены двойные пружины 4 из оцинкованной хромованадиевой проволоки. Пружины сверху упираются в тарелку, которая удерживается замочным сухарем, состоящим из двух половинок для возможности их выемки. Сухари удерживаются на замочной части клапанов тремя трапецеидальными выступами, входящими в соответствующие выточки на стержнях клапанов. При нажатии пружины тарелки плотно прилегают к замочной части клапанов благодаря коническому сопряжению. Для уменьшения шума при работе клапана над сухарями установлены фибровые прокладки, удерживаемые в тарелках стопорными кольцами. Сверху на клапаны свободно установлены стальные закаленные колпачки.
Рычаги клапанов отлиты из стали 40 и установлены в клапанной коробке 6, отлитой из чугуна и закрытой алюминиевой крышкой. С обеих сторон коробки имеются по два прилива, в сквозные расточки которых установлены и жестко закреплены оси рычагов. На оси 3 установлен четырехплечий рычаг 9 впускных клапанов, а на оси 5—трехплечий рычаг 7 выпускных. Снаружи отверстия под оси рычагов закрыты плоскими заглушками, поставленными на пасту «Герметик». В расточки корпусов рычагов запрессованы бронзовые втулки, служащие подшипниками для осей и имеющие отверстия и канавки, через которые масло поступает для смазывания осей. Для предотвращения вытекания масла через зазоры в торцах рычагов и их выточках установлены само-поджимные сальники.
6
Рис. 18. Привод клапанов крышки цилиндра дизеля ПД1М:
1 — блок дизеля; 2 — крышка цилиндра; 3, 5 — оси рычагов впускных и выпускных клапанов; 4 — пружины впускного и выпускного клапанов; 6 — клапанная коробка; 7, 9 — рычаги выпускных и впускных клапанов; 8 — толкатель; 10,17— верхняя и нижняя головки штанг; 11,12 — штанги рычагов впускного и выпускного клапанов; 13 — рычаг толкателя клапанов; 14 — кронштейн; 15 — ось рычага толкателя; 16 — кулачок распределительного вала
30
Рычаги клапанов приводятся в действие от кулачков 16 распределительного вала через рычаги 13 толкателей и штанги 11,12.
При текущем ремонте ТР-3 проводят ревизию распределительного механизма дизеля (распределительных шестерен и кулачковых валов рабочих клапанов и топливного насоса), измеряют зазоры в подшипниках. Подшипники, имеющие ослабление в посадке или предельный зазор, заменяют. Допускается восстанавливать подшипники омеднением или способом осадки. Трубки подвода смазки к подшипникам и рычагам толкателей снимают, отжигают, очищают в эмульсии с при
менением ПАВ или керосином под давлением. Проверяют их целостность и ставят на место.
Кулачковые валы, имеющие трещины, выкрашивания на поверхности кулачков, заменяют. Валы, имеющие негрупповые риски на поверхности кулачков, разрешается оставлять в работе. Шестерни с поломанными зубьями, трещинами в зубьях и предельным износом заменяют.
Разрешается оставлять в работе кулачковые валы, если выкрошенное место на поверхности кулачка занимает не более 10 % длины кулачка, с зачисткой поврежденного места до плавного перехода.
Топливная аппаратура дизеля
Топливная аппаратура должна обеспечивать: впрыскивание точно дозированной цикловой подачи топлива; качественное распыление топлива на всех эксплуатационных режимах дизеля, включая малые нагрузки и холостой ход; стабильные параметры процесса впрыскивания топлива и надежность в течение длительной эксплуатации. Прецизионные детали топливной аппаратуры изготовляют с большой точностью, а в сопряжениях допускают зазоры не более 2,0—3,0 мкм.
Топливная аппаратура дизеля ПД1М (рис. 19) сосредоточена в блоке, расположенном с левой стороны дизеля. Основой блока служит картер 6 топливных насосов, в котором на трех опорных подшипниках вращается кулачковый вал 9, имеющий шесть термически обработанных кулачков, смещенных относительно друг друга на 60° (соответственно порядку работы цилиндров). К кулачковому валу присоединен его приводной вал, получающий вращение так же, как газораспределительный вал, от коленчатого вала дизеля через систему из трех шестерен. В расточках картера над каждым кулачком перемещаются толкатели 10 с роликами, вращающимися на бронзовых осях. В корпусе толкателей запрессованы штоки, верхние концы которых подпирают хвостовики плунжеров топливных насосов. На выступах верхней части корпуса надеты внутренний и наружный стаканы, которые вместе с втулкой, входящей в кольцевой зазор между этими двумя стаканами, образуют лабиринт, предохраняющий нижнюю полость картера от просочившегося топлива.
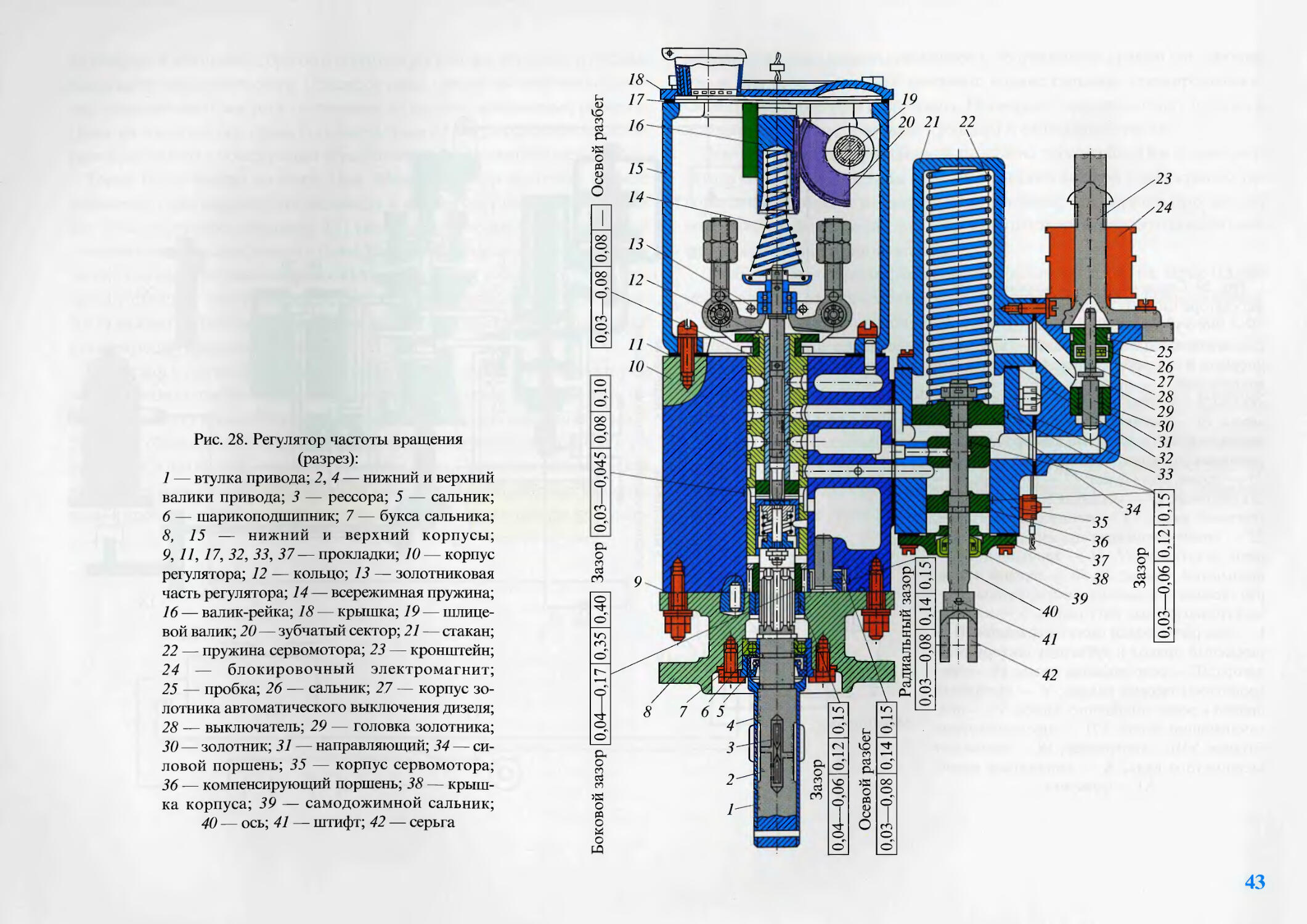
Сверху над толкателями на корпусе картера установлены топливные насосы 5. В передней части блока размещены: регулятор 3 частоты вращения вала дизеля с его приводом 2 и электропневматическим механиз
мом 7; регулятор 77 предельной частоты вращения; рукоятка 4 экстренной остановки дизеля. Регулятор предельной частоты вращения размещен на валу топливных насосов и в случае превышения допустимой частоты вращения коленчатого вала дизеля отключает топливные насосы. Привод регулятора частоты вращения дизеля осуществляется от переднего конца кулачкового вала через цилиндрическую и коническую пары шестерен. На блоке с боку по оси каждого топливного насоса имеются кнопки 7, предназначенные для отключения отдельных насосов. Топливо к насосам поступает из топливного коллектора.
Качество работы топливной аппаратуры во многом зависит от состояния прецизионных пар: плунжерной пары (плунжера и гильзы), нагнетательного клапана топливного насоса высокого давления (клапана и его седла) и распылителя форсунки (иглы и корпуса). Детали прецизионных пар тщательно подгоняют друг к другу, их разукомплектование не допускается. При недостаточной очистке топлива фильтрами твердые частицы, проходя вместе с топливом под высоким давлением и с большой скоростью через малые зазоры, изнашивают прецизионные пары, вследствие чего нарушается нормальная работа топливной аппаратуры и ухудшаются технико-экономические показатели дизеля.
В процессе технического обслуживания ТО-3 и текущего ремонта ТР-1 проверяют легкость перемещения реек насоса. На ТР-1, кроме того, проверяют регулировку топливных насосов на равномерность выхода реек. На ТР-2 топливные насосы снимают с дизеля для контроля состояния, на ТР-3 снимают с дизеля, разбирают, проверяют плотность плунжерных и клапанных пар, регулируют подачу топлива.
32
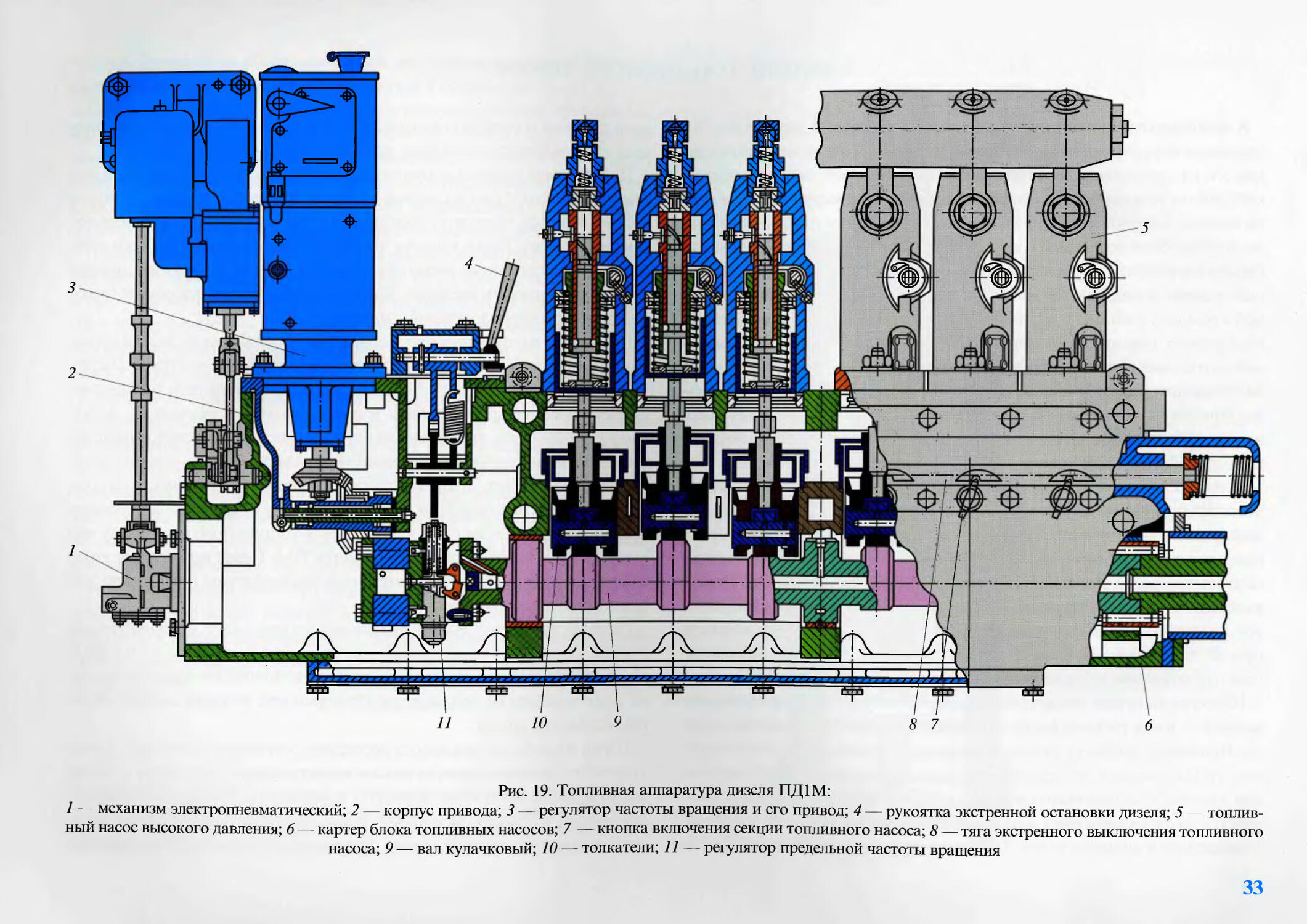
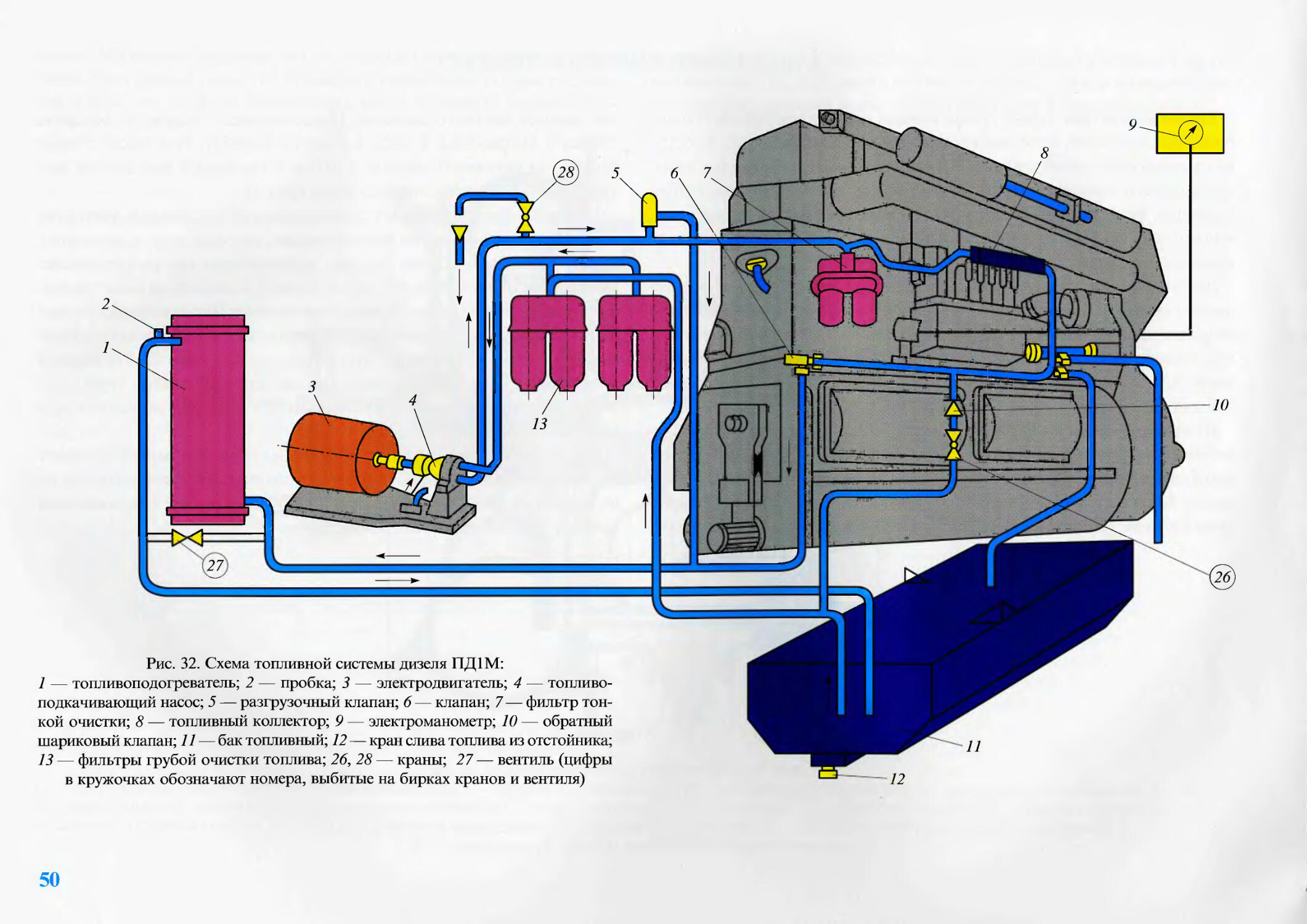
Рис. 19. Топливная аппаратура дизеля ПД1М:
1 — механизм электропневматический; 2 — корпус привода; 3 — регулятор частоты вращения и его привод; 4 — рукоятка экстренной остановки дизеля; 5 — топливный насос высокого давления; 6 — картер блока топливных насосов; 7 — кнопка включения секции топливного насоса; 8 — тяга экстренного выключения топливного насоса; 9 — вал кулачковый; 10 — толкатели; 11 — регулятор предельной частоты вращения
33
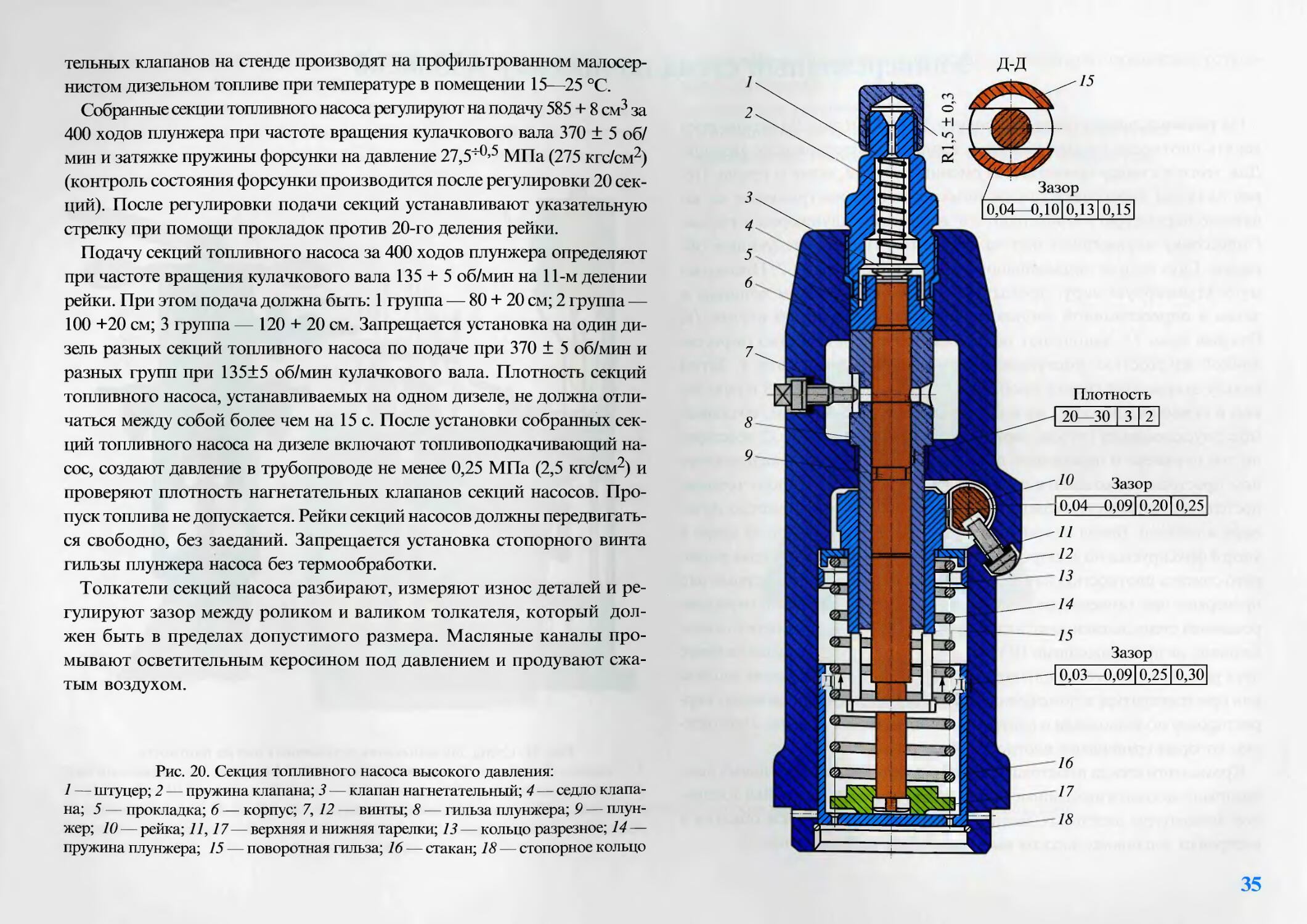
Секция топливного насоса
К наиболее ответственным деталям секции топливного насоса (рис. 20) относятся плунжерная пара (плунжер 9 и гильза 8), нагнетательный клапан 3 и их пружины (2, 14). Пригодность плунжерной пары к дальнейшей работе устанавливают по внешнему виду и размеру износа ее прецизионных поверхностей. Прецизионные поверхности плунжера и гильзы должны быть зеркальны с едва заметными продольными штрихами. Детали плунжерных пар изнашиваются неравномерно: у плунжера в большей степени изнашивается золотниковая часть около верхней и отсечной кромок, у гильзы — в районе впускного и отсечного окон. Детали плунжерных пар заменяют при следующих дефектах: завалы на торцевой и отсечной кромках плунжера, глубокие риски, натиры и коррозия на прецизионных поверхностях плунжера и гильзы, трещина на теле гильзы. При отсутствии внешних дефектов, по которым бракуется плунжерная пара, проверяют износ ее прецизионных поверхностей интегральным способом — на стенде по плотности, измеряемой в секундах.
За плотность плунжерной пары принимается время перетекания опрессовочной смеси из надплунжерного пространства через зазоры между уплотняющими прецизионными поверхностями при перемещении плунжера под действием осевого усилия на размер рабочего хода, соответствующий номинальному режиму. При испытании плунжерных пар на плотность применяют опрессовочную смесь (малосернистое дизельное топливо с авиационным маслом), имеющую вязкость при 20 ± 1 °C 9,9—10,9 мм2/с (сантистокс). Давление в надплунжерном пространстве должно быть 20 ± 1 МПа.
Наиболее типичная неисправность нагнетательного клапана топливных насосов — износ рабочей фаски его конуса и разгрузочного пояска клапана. При износе рабочего конуса клапана падает давление в нагнетательном трубопроводе в интервалах между впрыскиваниями из-за перетекания топлива в надплунжерную полость насоса, в результате чего уменьшается угол опережения подачи топлива и количество топлива, подаваемого в цилиндр дизеля. При увеличении зазора между разгрузоч
ным пояском и корпусом клапана более допустимой нормы увеличивается удельный расход топлива, особенно на малых подачах.
При ремонте секции топливного насоса и их толкатели снимают и разбирают. Корпус 6 секции насоса, имеющий трещины, заменяют. Втулку рейки 10 насоса, имеющую предельный износ или ослабление в посадке, также заменяют. Рейку насоса с износом по диаметру более 0,2 мм шлифуют и наносят новые риски. Зазор между рейкой и втулками должен быть в допускаемых пределах. Картер топливного насоса осматривают на наличие дефектов (трещин, раковин).
Плотность плунжерных пар и собранных секций насоса дизеля проверяют на типовом стенде (рис. 18), при этом время падения груза 21 стенда должно быть не менее 15 с. При опрессовке собранной секции топливного насоса ее рейка должна устанавливаться на делении 23. Допускается производить разъединение плунжерных пар и восстановление их. После разъединения и восстановления плунжерные пары должны пройти обкатку в течение 30 мин и испытание на производительность на стенде. Плотность пар после обкатки должна быть не менее 15 с. Плунжерные пары с плотностью до 8 с допускается устанавливать на дизель при выпуске тепловозов из текущего ремонта ТР-1. Перед испытанием плунжерных пар на плотность работу стенда проверяют по показаниям эталонной плунжерной пары.
Плотность притирочного пояска нагнетательного клапана секции насоса проверяют опрессовкой воздухом при давлении 0,3—0,5 МПа (3—-5 кгс/см2). Пропуск воздуха между притирочными фасками клапана и его корпуса не допускается. При пропуске воздуха детали притираются между собой.
Перед сборкой секции насоса проверяют состояние контактных поверхностей гильз плунжеров, корпусов нагнетательных клапанов, которые должны иметь блестящую и ровную поверхность. Медное уплотнительное кольцо отжигают. Проверяют также зазор между хвостовиком плунжера и пазом поворотной гильзы. Испытание плунжерных пар и нагнета-
34
тельных клапанов на стенде производят на профильтрованном малосернистом дизельном топливе при температуре в помещении 15—25 °C.
Собранные секции топливного насоса регулируют на подачу 585 + 8 см3 за 400 ходов плунжера при частоте вращения кулачкового вала 370 ± 5 об/ мин и затяжке пружины форсунки на давление 27,54-0’5 МПа (275 кгс/см2) (контроль состояния форсунки производится после регулировки 20 секций). После регулировки подачи секций устанавливают указательную стрелку при помощи прокладок против 20-го деления рейки.
Подачу секций топливного насоса за 400 ходов плунжера определяют при частоте вращения кулачкового вала 135 + 5 об/мин на 11-м делении рейки. При этом подача должна быть: 1 группа — 80 + 20 см; 2 группа — 100 +20 см; 3 группа — 120 + 20 см. Запрещается установка на один дизель разных секций топливного насоса по подаче при 370 ± 5 об/мин и разных групп при 135±5 об/мин кулачкового вала. Плотность секций топливного насоса, устанавливаемых на одном дизеле, не должна отличаться между собой более чем на 15 с. После установки собранных секций топливного насоса на дизеле включают топливоподкачивающий насос, создают давление в трубопроводе не менее 0,25 МПа (2,5 кгс/см2) и проверяют плотность нагнетательных клапанов секций насосов. Пропуск топлива не допускается. Рейки секций насосов должны передвигаться свободно, без заеданий. Запрещается установка стопорного винта гильзы плунжера насоса без термообработки.
Толкатели секций насоса разбирают, измеряют износ деталей и регулируют зазор между роликом и валиком толкателя, который должен быть в пределах допустимого размера. Масляные каналы промывают осветительным керосином под давлением и продувают сжатым воздухом.
Рис. 20. Секция топливного насоса высокого давления:
1 — штуцер; 2 — пружина клапана; 3 — клапан нагнетательный; 4 — седло клапана; 5 — прокладка; 6 — корпус; 7, 12 — винты; 8 — гильза плунжера; 9 — плунжер; 10 — рейка; 11,17— верхняя и нижняя тарелки; 13 — кольцо разрезное; 14 — пружина плунжера; 15 — поворотная гильза; 16 — стакан; 18 — стопорное кольцо
Зазор
0,04—0,10 0,13 0,15
Плотность
20—30 3 2
Ю Зазор
0,04—0,09 0,20 0,25
11
12
13
14
15
Зазор
0,03—0,09 0,25 0,30
16
17
18
35
Универсальный стенд
по проекту А53.00.00
На универсальном стенде по проекту А53.00.00 (рис. 21) можно проверять плотность плунжерных пар топливных насосов всех дизелей. Для этого к стенду прилагаются сменные втулки, шток и грузы. Перед началом опрессовки плунжерных пар стенд настраивают на заданные параметры и проверяют по эталонным плунжерным парам. Опрессовку плунжерных пар на стенде производят следующим образом. Груз стенда подвешивают на защелке рукоятки 7. Проверяемую плунжерную пару, промытую в чистом дизельном топливе, а затем в опрессовочной жидкости, помещают в сменной втулке 16, Открыв кран 15, заполняют надплунжерное пространство опрессовочной жидкостью, поступающей из бака 5 через фильтр 4. Затем гильзу закрывают сверху пробкой 19 с помощью винта 18 с рукояткой и освобождают груз от защелки рукояткой 7. Усилие, создаваемое опускающимся грузом, через систему рычагов и шток 12 действует по оси плунжера и перемещает плунжер вверх. При этом в надплунжерном пространстве создается давление, под действием которого топливо постепенно вытесняется через зазоры между золотниковой частью плунжера и гильзой. Время падения груза от верхнего положения до удара в упор 8 фиксируется по электросекундомеру 6. Это время в секундах и принято считать плотностью плунжерной пары. Плотность плунжерных пар проверяют при температуре помещения 15—25 °C. Правильно отрегулированный стенд должен давать стабильные показания плотности с отклонениями, не превышающими 10 %. Каждую пару опрессовывают не менее двух раз. При опрессовке плунжерных пар на чистом дизельном топливе или при температуре в помещении ниже 10 и выше 22 °C производят корректировку по эталонным и контрольным плунжерным парам, с плотностью которых сравнивают плотность испытуемых пар.
Кроме этого стенда в настоящее время в некоторых локомотивных депо внедряют автоматизированные посты для проверки и настройки топливной аппаратуры дизельных двигателей, предназначенные для обкатки и настройки топливных насосов высокого давления и форсунок.
Рис. 21. Стенд для испытания плунжерных пар на плотность:
1 — каркас; 2 — рычаг; 3 — пневмоцилиндр; 4 — фильтры; 5 — топливный бак; 6 — электросекундомер; 7 — рукоятка; 8 — упор; 9 — педаль; 10 — болт; 11 — контргайка; 12 — шток; 13 — нижний корпус; 14 — стол; 75 — разобщительный кран; 16 — сменная втулка; 17 — крышка; 18 — винт; 19 — пробка; 20 — верхний корпус; 27 — груз
36
Автоматизирований пост для настройки топливных насосов высокого давления (рис. 22) обеспечивает:
• обкатку, регулировку и настройку топливных насосов высокого давления дизеля в автоматическом режиме с использованием экспертной системы;
• сохранение результатов испытаний в базе данных для создания электронного паспорта тепловоза в условиях локомотивных депо и ремонтных заводов;
• исключение влияния человеческого фактора при определении результатов испытаний;
• снижение трудоемкости;
• повышение качества настройки топливной аппаратуры;
• исключение брака в настройке топливной аппаратуры.
Рис. 22. Автоматизированный пост для настройки топливных насосов высокого давления дизельных двигателей
37
Форсунки дизеля
Форсунки предназначены для впрыскивания топлива в цилиндры в мелкораспыленном виде и обеспечения равномерного его распыления по всему объему камеры сгорания. На отечественных дизелях применяют форсунки закрытого типа, у которых полость заполнения топливом в период между впрыскиванием отделена от камеры сгорания иглой.
Чаще других повреждений у форсунок дизеля ПД1М (рис. 23) встречаются следующие неисправности: нарушение герметичности запорного конуса распылителя, зависание и износ игл распылителей, падение давления начала впрыскивания, закоксовывание и износ распылительных отверстий распылителя, ухудшение качества распыления топлива.
Ухудшение распыления вызывается чаще всего нарушением герметичности запорного конуса распылителя, а иногда заеданием (прихватыванием) иглы в корпусе распылителя. Герметичность запорного конуса распылителя достигается благодаря высокой точности изготовления деталей и разнице в углах рабочих частей конусов в 1°. Ширина притирочного пояска у нового распылителя должна быть не более 0,4 мм (рис. 24, а). По мере износа контактных поверхностей запорного корпуса увеличивается ширина притирочного пояска (рис. 24, б), уменьшается давление по контактной поверхности и топливо просачивается по запорному конусу распылителя.
Подтекание топлива в распылителе можно устранить только восстановлением рабочей части корпуса и иглы до первоначальных размеров. Устранить подтекание топлива взаимной притиркой конусов иглы и корпуса распылителя нельзя, так как в этом случае ширина притирочного пояска резко увеличивается, а на конусе иглы образуется буртик К (см. рис. 24, б). После непродолжительной работы при износе иглы контакт ее с корпусом будет происходить только по бурту и распылитель начнет подтекать.
Рис. 23. Форсунка дизеля ПД1М:
1 — регулировочный болт; 2 — контргайка; 3 — пробка корпуса; 4,14 — верхняя и нижняя тарелки пружины; 5 — пружина; 6 — корпус; 7 — отводящий штуцер; 8 — подводящий штуцер; 9 — щелевой фильтр; 10 — штанга; 11 — распылитель;
12 — гайка форсунки; 13 — уплотнительное кольцо; 15 — игла распылителя
38
Рис. 24. Запорный конус распылителя новый (а) и изношенный (б):
1 — игла; 2 — корпус распылителя; 3 — притирочный поясок; К — уступ на конической части иглы
Геометрию запорного конуса корпуса распылителя восстанавливают набором конических притиров.
При техническом обслуживании ТО-3 и всех видах текущего ремонта форсунки дизеля и трубопровод высокого давления снимают для проверки на стенде качества распыления топлива. Перед разборкой форсунки проверяют качество распыла топлива и плотность распылителя на
стенде. Корпус форсунки, имеющий трещину, заменяют, щелевой фильтр осматривают, проверяют характеристику пружины форсунки. Фильтр в корпусе форсунки устанавливают с натягом.Распылитель форсунки, не да ющий нормального распыла топлива, имеющий малую плотность и подтекание, ремонтируют. Проверяют величину подъема иглы и износ распы-ттиваютцих отверстий по истечении жидкости или воздуха на стенде. Допускается ремонт распылителей разъединением (перепаровкой) деталей с восстановлением углов рабочих конусов иглы и корпуса распылителя до чертежного размера.
Перед сборкой детали форсунки промывают в чистом осветительном керосине, каналы корпуса насоса и распылителя проверяются магнитной проволокой. Каждая собранная форсунка опрессовывается на плотность на стенде. Испытание форсунок на плотность производят профильтрованным малосернистым дизельным топливом при температуре в помещении 15— 25 °C. При затяжке пружины форсунки на давление 40 МПа (400 кгс/см2) время падения давления от 38 до 33 МПа должно быть в пределах 7—30 с. Форсунки с плотностью до 4 с допускается устанавливать на дизель при выпуске тепловоза из текущего ремонта ТР-1. Герметичность нагнетательной системы стенда проверяют один раз в месяц опрессовкой давлением 40 МПа. Падение давления от 40 до 35 МПа должно происходить в течение не менее 5 мин.
Универсальный стенд по проекту А106.02.00 для испытания форсунок
Качество сборки и ремонта форсунок контролируют на типовом универсальном стенде (рис. 25), предназначенном для испытания различных форсунок, заменяя сменные колодки, на которых их устанавливают при испытании. Для создания давления топлива на стенде установлена секция топливного насоса дизеля типа Д100 с ручным и механическими приводами. Для промывки форсунки 3 перед испытанием рукоятку ручной прокачки 14 фиксируют в верхнем положении защелкой, а пускателем 7 приводят в действие электродвигатель 8 механического привода секций насоса высокого давления. Топливо из бака 12 через фильтр 11 поступает в секцию насоса высокого давления. При ручном приводе насоса рычагом топливо нагнетают в коллектор, и оттуда по трубопроводу оно поступает в форсунку, укрепленную в зажимном устройстве 5. Пневмоцилиндр, приводимый в действие сжатым воздухом от магистрали, прижимает форсунку к конусу, через который в нее поступает топливо от секции насоса. Распыленное форсункой топливо улавливается в сборнике, верхняя часть которого выполнена из прозрачного материала для возможности контроля качества распыливания топлива.
Перед началом испытания внутренние полости форсунки промывают, открыв на 1—2 мин промывочный аккумулятор 10 краном 13. Герметичность запорного конуса распылителя проверяют, создав давление в форсунке 40 МПа. Если в течение 1—2 мин на кончике распылителя не появится капля топлива, то герметичность запорного конуса считается удовлетворительной. За плотность форсунки условно принимается время, в течение которого давление в системе уменьшится на 5 МПа от начального, которое для дизеля типа ПД1М составляет 38 МПа.
Качество распыливания и четкость отсечки топлива форсункой определяется визуально при примерно 30 равномерных впрыскиваниях в течение минуты. Впрыскивание должно быть туманообразным, а его начало и конец сопровождаться четким и резким звуком. Появление капель топлива на кончике распылителя или подвпрыскивание указывают на плохое качество распыливания и отсечки топлива форсункой.
40
Рис. 25. Типовой универсальный стенд для испытания форсунок:
1 — стол; 2 — стойка; 3 — форсунка; 4 — манометр; 5 — пневматическое зажимное устройство; 6 — воздушный кран; 7 — пускатель; 8 — электродвигатель механического привода топливного насоса; 9 — топливный насос; 10 — аккумулятор; 11 — фильтр; 12 — топливный бак; 13 — кран; 14 — рукоятка привода насоса; 15 — топливосборник
Кроме этого стенда в некоторых локомотивных депо в настоящее время внедряются автоматизированные посты для настройки форсунок дизельных двигателей (рис. 26).
Автоматизированный пост для настройки форсунок обеспечивает:
• обкатку, регулировку и настройку форсунок дизеля в автоматическом режиме с использованием экспертной системы;
• сохранение результатов испытаний в базе данных для создания электронного паспорта тепловоза в условиях локомотивных депо и ремонтных заводов;
• исключение влияния человеческого фактора при определении результатов испытаний;
• снижение трудоемкости;
• повышение качества настройки топливной аппаратуры;
• исключение брака в настройке топливной аппаратуры.
Рис. 26. Автоматизированный пост для настройки форсунок дизельных двигателей
41
Регулятор частоты вращения
Регулятор дизеля ПДМ1 (рис. 27,28) установлен на картере топливных насосов. Схема его устройства приведена на рис. 29. Все элементы регулятора размещены в трех чугунных корпусах: верхнем, среднем и нижнем, соединенных между собой фланцами. К среднему корпусу сбоку прикреплен серводвигатель, к которому в свою очередь присоединен корпус золотника автоматического выключения дизеля. Над золотником расположены электромагнит с толкателем, закрытые кожухом.
В нижней части корпуса, вставленного в картер топливных насосов, размещен привод регулятора; в средней — смонтирована золотниковая часть регулятора, состоящая из чугунной буксы 16, траверсы 9 с рычагами и грузами 15, золотника 27 и плунжера 17. Внизу корпуса смонтированы шестерни масляного насоса 23 регулятора. Букса с траверсой, рычагами и грузами, а также масляный насос приводятся во вращение конической шестерней 24, вал которой соединен с приводным валиком буксы упругой шлицевой муфтой.
В верхней части корпуса расположена всережимная пружина 13 с зубчатым механизмом (зубчатая втулка 11 и зубчатый сектор 12 с приводным валиком). Приводной валик, жестко связанный с зубчатым сектором, на одном конце на шлицах имеет рычаг, соединенный через систему II тяг и рычагов с электро-пневматическим механизмом IV регулятора, а на другом — указатель затяжки всережимной пружины.
В корпусе 4 серводвигателя, разделенном перегородкой, помещены два поршня 2 и 3, связанные одним штоком 1 и нагруженные сверху пружиной 5. Верхний поршень 3 — силовой, а нижний 2 — компенсирующий. Серводвигатель позволяет создать необходимое усилие для перемещения реек топливных насосов, с которыми он связан штоком через систему тяг и рычагов. При подъеме силового поршня вверх подача увеличивается, при опускании под действием пружины — уменьшается.
При текущем ремонте в объеме ТР-3 регулятор частоты вращения коленчатого вала дизеля и его привод снимают и разбирают. Детали очищают, проверяют их состояние и при необходимости заменяют. Проверяют зазоры между
Рис. 27. Общий вид регулятора частоты вращения
42
Рис. 28. Регулятор частоты вращения (разрез):
1 — втулка привода; 2,4 — нижний и верхний валики привода; 3 — рессора; 5 — сальник; 6 — шарикоподшипник; 7 — букса сальника; 8, 15 — нижний и верхний корпусы;
9, 11, 17, 32, 33, 37 — прокладки; 10 — корпус регулятора; 12 — кольцо; 13 — золотниковая часть регулятора; 14 — всережимная пружина; 16 — валик-рейка; 18 — крышка; 19 — шлицевой валик; 20 — зубчатый сектор; 21 — стакан; 22 — пружина сервомотора; 23 — кронштейн; 24 — блокировочный электромагнит; 25 — пробка; 26 — сальник; 27 — корпус золотника автоматического выключения дизеля; 28 — выключатель; 29 — головка золотника; 30 — золотник; 31 — направляющий; 34 — силовой поршень; 35 — корпус сервомотора; 36 — компенсирующий поршень; 38 — крышка корпуса; 39 — самодожимной сальник;
40 — ось; 41 — штифт; 42 — серьга
43
Рис. 29. Схема устройства всережимного регулятора частоты вращения и дистанционного управления дизелем ПД1М:
1 — шток серводвигателя; 2, 3 — компенсационный и силовой поршни; 4 — корпус серводвигателя; 5 — пружина; 6, 7, 18, 19, 21 — каналы; 8 — колпак пружины; 9—фланец траверсы; 10 — шарикоподшипник; 11 — зубчатая втулка; 12 — зубчатый сектор; 13 — все-режимная пружина; 14 — тарелка пружины; 15 — грузы; 16 — букса; 17 — плунжер; 20 — аккумулятор; 22 — масляная ванна; 23 —шестеренный насос; 24 — коническая шестерня; 25 — компенсирующая пружина; 26 — поршень золотника; 27, 31 — золотники; 28 — игольчатый клапан; 29, 30 — верхняя и нижняя тарелки компенсирующей пружины; 32 — электромагнитные катушки; а, б — каналы; I — узел регулировки частоты вращения; II — рычажный привод к зубчатому сектору регулятора; III — реле давления масла; IV элек-тропневматический клапан; V — рычажный привод к рейке топливного насоса; VI — подкачивающий насос; VII — аккумуляторная батарея; VIII —контроллер; IX — привод от коленчатого вала; X — топливный насос;
XI — форсунка
44
плунжером и золотником, буксой и корпусом регулятора, корпусом и дисками поршневой пары сервомотора. Измеряют износ деталей на изношенных деталях, устанавливают зазоры в сочленениях в пределах допускаемых размеров. Износ паза корпуса под привод тахт метра более 0,5 мм разрешается компенсировать наплавкой с последующей обработкой под чертежный размер.
Торцы буксы шабрят по плите. При замене буксы или золотника, а также поршневой пары сервомотора овальность и конусность отверстий в корпусах или буксе не должно превышать 0,01 мм. Разрешается пересверливать новые отверстия для конусных винтов в буксе. Верхний торец ведущей шестерни масляного насоса и упорные поверхности нижней тарелки компенсирующей пружины упрочняют электроискровым способом или покрывают хромом. Выработку нижней части корпуса и шестерни масляного насоса выводят шабровкой с последующей пригонкой по плите.
Проверяют и при необходимости регулируют правильность положения грузов на маятниковом приборе. Траверса грузов на буксе должна иметь плотную посадку. Выработку носков грузов устраняют наплавкой с использованием износостойких и обычных наплавочных материалов с последующей обработкой и упрочнением, в том числе и электроискровым способом. Проверяют равномерность прилегания носков грузов к наружной обойме шарикоподшипников. Осматривают и проверяют состояние шарикоподшипников и самоподжимных саль
ников. Кожаные манжеты сальников с оборванными краями или дающие излом при перегибе на 180° заменяют, годные сальники прожировывают. Осматривают рессоры и пружины. Проверяют характеристику пружин и заменяют пружины, имеющие трещины и отломанные витки.
Детали регулятора перед сборкой тщательно промывают. При сборке регулятора регулируют: открытие окон золотниковой втулкой в двух крайних положениях золотника и компенсирующего поршня; предварительную затяжку компенсирующей пружины; торцевой зазор шестерен масляного насоса и величину открытия игольчатого клапана.
До сборки рессорной муфты проверяют величину зазора (не менее 0,3 мм) между торцами рессорных валиков при отсутствии разбега шлицевого валика.
Привод регулятора разбирают. Каналы валика цилиндрической шестерни очищают и промывают. Измеряют износ зубьев цилиндрических шестерен и заменяют шестерни, имеющие предельный износ, отколы и трещину в зубьях. Устанавливают нормальные зазоры между коническими и цилиндрическими приводными шестернями.
Срабатывание собранного предельного регулятора которое, должно происходить при 940—990 об/мин, регулируют на типовом стенде затяжки пружин. Ход груза должен быть в пределах 7,5—9 мм, защемление или заедание груза не допускается.
Система воздухоснабжения
Система воздухоснабжения дизеля ПД1М предназначена для подачи в цилиндры достаточного количества чистого воздуха, необходимого для сжигания впрыснутого топлива, а также для их продувки. На современных тепловозах применяются только дизели с наддувом — в цилиндр подается воздух, предварительно сжатый компрессором. Воздушный заряд цилиндров соответственно возрастает, что дает возможность подать и сжечь в цилиндрах значительно большее количество топлива и получить в результате большую мощность при тех же размерах двигателя. Совокупность устройств, обеспечивающих подачу в цилиндры двигателя требуемого количества воздуха с заданными давлением и температурой, называется системой воздухоснабжения (рис. 30).
Дизель 11Д1М четырехтактный, поэтому энергии отработавших газов на всех режимах работы достаточно для привода турбокомпрессора, т.е. для подачи в цилиндры необходимого количества воздуха требуемого давления.
Воздух из окружающей среды через жалюзи 1 (или из кузова через открытые дверки) поступает в воздухоочиститель 3 непрерывного действия, расположенный с правой стороны тепловоза, а оттуда через гибкий рукав 16 к всасывающей полости центробежного нагнетателя 4 турбокомпрессора. Сжатый в нагнетателе воздух направляется в воздухоохладитель 5, где его температура понижается. Далее сжатый воздух по впускному (наддувочному) коллектору 6 и впускным патрубкам поступает к впускным клапанам 10, расположенным в цилиндровых крышках. В период наполнения, когда впускные клапаны 10 открыты, воздух проходит в цилиндры 11 и заполняет пространство, освобождаемое движущимся вниз поршнем. Отработавшие газы удаляются из цилиндра через выпускные клапаны 8 и по выпускному трубопроводу 15 направляются к газовой турбине 7 турбокомпрессора; здесь тепловая энергия отработавших газов преобразуется в механическую энергию вращения ротора турбокомпрессора.
Наддувочный воздух
i
Рис. 30. Принципиальная схема системы воздухоснабжения дизеля ПД1М (тепловоз ТЭМ2):
1 — жалюзи для забора воздуха из атмосферы; 2 стенка кузова; 3 — воздухоочиститель непрерывного действия; 4 — нагнетатель; 5 —воздухоохладитель; 6 — коллектор наддувочный; 7—турбина газовая; 8, 10 — клапаны выпускной и впускной; 9 — форсунка; 11 — цилиндр дизеля; 12 — поршень; 13 — шатун; 14 — коленчатый вал; 15 — трубопровод выпускной; 16 — рукав гибкий; 17 — дверки для забора воздуха из-под капота
46
Турбокомпрессор ТК-30
Агрегат, объединяющий осевую одноступенчатую реактивную газовую турбину и центробежный одноступенчатый компрессор (нагнетатель), называется турбокомпрессором. На тепловозные дизели устанавливают четыре типоразмера турбокомпрессоров: ТК-23, ТК-30, ТК-34, ТК-38 и т.д. Буквы ТК означают турбокомпрессор, а цифры 23, 30 и т.д. — диаметр колеса компрессора в сантиметрах. В зависимости от степени повышения давления наддувочного воздуха турбокомпрессоры делятся на три группы: низкого (Н) рк = 1,3—1,9; среднего (С) рк = 2—2,5 и высокого (В) давления рк = 2,5—3,5. Корпус компрессора 1 (рис. 31), выпускной корпус 10, через который отработавшие газы выбрасываются в атмосферу, и газоприемный корпус 13 отлиты из алюминиевого сплава и скреплены между собой шпильками. Внутри корпусов на подшипниках скольжения 14 и 22 уложен полый стальной сварной ротор 7. К ротору приварено рабочее колесо 9 газовой турбины. Рабочее колесо 2 компрессора напрессовано на ротор и закреплено штифтами. Лопатки и диск колеса турбины изготовлены из специальной жароупорной стали и соединены при помощи «елочных» замков или сварки. Колесо компрессора изготовлено из алюминиевого сплава. Между улиткой и колесом 2 установлен диффузор 4 в виде диска с лопатками. На тыльной стороне колеса компрессора сделаны кольцевые выступы, которые с малым зазором сопрягаются с лабиринтом 21 на неподвижном диске, образуя лабиринтное уплотнение. Со стороны компрессора расположен опорно-упорный подшипник 22 ротора, который воспринимает усилия, направленные от рабочего колеса турбины к компрессору. Подшипник со стороны турбины — опорный. Лабиринтное уплотнение 23 со стороны компрессора препятствуют уносу масла воздухом из полости подшипников в компрессор. Это уплотнение состоит из двух упругих колец, установленных в ручьи шейки вала и лабиринта. По каналу К в пространство между ними из нагнетательной полости компрессора подается сжатый воздух в результате устраняется разрежение в зазоре вдоль вала, что способствует надежному разобщению полостей опорно-упорного подшипника и компрессора. Аналогичное уплотнение, установленное на другом конце вала ротора, не допускает проникновения горячих газов в полость опорного подшипника, а также
просачивания масла из подшипника к нагретым частям вала. Уплотнение состоит из двух колец и двух лабиринтов, между которыми по каналу Ку подается сжатый воздух из нагнетательной полости компрессора. Лабиринтное уплотнение 5 препятствует утечке сжатого воздуха. Выпускной газовый корпус 10 и газоприемный корпус 13 охлаждаются водой, которая подводится из системы охлаждения дизеля. Для уменьшения теплового воздействия отработавших газов на вал ротора и компрессорную часть агрегата в выпускном корпусе установлен теплоизоляционный кожух 6 с экраном 18. К газоприемному корпусу крепится кожух 8 соплового аппарата. Сопловой аппарат и колесо турбины с лопатками являются основными элементами газовой турбины. Экранированный кожух 6 и кожух 8 образуют кольцевой канал для выхода газов из турбины с наименьшим сопротивлением.
При текущем ремонте в объеме ТР-3 турбокомпрессор с дизеля снимают и разбирают. Детали тщательно очищают от нагара, осматривают, негодные —заменяют. Водяные полости газоприемного 13 и газовыхлопного 10 корпусов очищают от накипи. Корпус, имеющий трещину, допускается восстанавливать электросваркой или постановкой тужонов (штифтов). Разрешается резьбу на фланцах перенарезать на следующий больший диаметр и оставлять мелкие изъяны на постелях лабиринтов 5, 21,23 без исправления и проточки на станке. Корпус опрессовывают водой давлением 3 кгс/см2 в течение 5 мин. Ротор осторожно вынимают из корпуса вместе с лабиринтом колеса компрессора и теплоизолирующим кожухом 6 и укладывают на стеллаж. Ротор разбирают, детали очищают в эмульсии с применением ПАВ или в осветительном керосине. Воздушные каналы уплотнения лабиринта прочищают. Подшипники с вала ротора снимают, проверяют состояние лопаток турбины колеса компрессора, устанавливают, нет ли трещин, забоин, следов касания и других дефектов. Незначительные забоины зачищают. На рабочих поверхностях подшипников и ступиц допускаются неглубокие риски. Поврежденные лопатки рабочего колеса заменяют. После замены лопаток или проточки вала ротор подвергается динамической балансировке; дисбаланс не должен превышать 5 г-см. Фланцы корпусов перед сборкой смазывают тонким слоем пасты «Герметик»; установка прокладок не допускается. После сборки турбокомпрессора прокачивают
47
масло. Необходимо убедиться, что оно проходит через подшипники и удаляется через сливное отверстие. Проверяют осевой люфт ротора, радиальные зазоры: «на масло» в подшипниках, между лопатками турбины и со
пловым аппаратом, между лопатками колеса компрессора на входе и фигурной вставкой. После установки турбокомпрессора на дизель проверяют вращение ротора, который должен вращаться от руки плавно, без заеданий.
Рис. 31. Продольный разрез турбокомпрессора типа ТК:
1 — корпус компрессора; 2 — рабочее колесо компрессора; 3 — вставка; 4 — диффузор; 5, 23 — лабиринтные уплотнения; 6 — кожух теплоизоляционный; 7— ротор; 8 — кожух соплового аппарата; 9 — рабочее колесо турбины; 10 — корпус выпускной; 11 — проушина; 12 — сопловой аппарат; 13 — корпус газоприемный; 14 — подшипник со стороны турбины (опорный); 75 — крышка подшипника; 16 — штуцер; 7 7 — дроссель; 18 — экран; 19 — кожух ротора; 20 — кронштейн; 27 — лабиринт;
22 — подшипник со стороны компрессора (опорно-упорный)
48
Топливная система дизеля
Топливная система дизеля предназначена для бесперебойной подачи очищенного топлива к топливным насосам высокого давления и состоят из следующих элементов (рис. 32): топливного бака, топливных насосов высокого давления, форсунок, регулятора числа оборотов, трубопроводов, фильтров грубой и тонкой очистки топлива, топливоподкачивающего насоса, топливоподогревателя, предохранительных и невозвратных клапанов, вентилей и манометров.
Дизель имеет два фильтра грубой очистки 13 и двухсекционный фильтр тонкой очистки 7, перед которым установлен разгрузочный клапан 5, защищающий топливоподкачивающий насос 4 от перегрузки. Избыточное топливо из коллектора 8 через клапан 6, отрегулированный на давление 0,25 МПа, отводится в топливоподогреватель 7, а из него в топливный бак 11.
При работе топливоподогревателя вентиль 2 7 должен быть закрыт. При работе летом горячая вода не проходит через подогреватель, и топливо проходит по нему, не подогреваясь. При аварийной системе питания дизеля топливом кран 26 открывают, и топливо через обратный шариковый клапан 10 подается благодаря разрежению к плунжерам топлив
ных насосов высокого давления. Просочившееся топливо из форсунок стекает в капельницы, а затем в сливную коробку, куда также стекает топливо из топливных насосов, и оттуда в топливный бак. Выпуск воздуха из системы осуществляется через кран 28.
Топливный бак представляет собой сваренный из стальных листов резервуар, усиленный внутри перегородками, которые дают возможность гасить энергию колебаний топлива, возникающих при резких изменениях скорости движения тепловоза. С обеих сторон бака имеются заправочные горловины с фильтрующими сетками. Под днищем баков расположен отстойник, в котором скапливаются тяжелые осадки топлива. Для слива топлива внизу отстойника служит кран 12. На верхней поверхности бака имеются одна или две вентиляционные трубы, позволяющие избежать изменений давления в баке при заправке и при расходовании топлива.
При ремонте топливный бак очищают от грязи и шлама без съемки с тепловоза. Заварку трещин производят обязательно при слитом топливе, открытых пробках и промытом и пропаренном баке с применением всех мер противопожарной безопасности.
49
28
5,
Рис. 32. Схема топливной системы дизеля ПД1М:
1 — топливоподогреватель; 2 — пробка; 3 — электродвигатель; 4 — топливоподкачивающий насос; 5 — разгрузочный клапан; 6 — клапан; 7 — фильтр тонкой очистки; 8 — топливный коллектор; 9 — электроманометр; 10 — обратный шариковый клапан; 11 — бак топливный; 12 — кран слива топлива из отстойника; 13 — фильтры грубой очистки топлива; 26, 28 — краны; 27 — вентиль (цифры в кружочках обозначают номера, выбитые на бирках кранов и вентиля)
50
12
Топливоподкачивающий насос
Топливоподкачивающий насос (рис. 33) подает топливо из бака к насосам высокого давления, обеспечивая надежное заполнение надплунжерного их пространства. Обычно на дизелях применяют один насос шестеренного типа с приводом от электродвигателя, смонтированного на общей плите с насосом. Такие насосы имеют постоянные независимо от дизеля частоту вращения приводного вала и подачу. При независимом приводе насоса обеспечивается одинаковое давление как в режиме холостого хода, так и в режиме полной мощности.
Шестеренный насос (помпа) состоит из корпуса 3 (рис. 34) и крышки 16 с серповидным выступом А. В крышку впрессована ось 14, на которой свободно вращается ведомая шестерня 2, входящая в зацепление с ведущей шестерней 1 с внутренними зубьями. Ведущая шестерня выполнена заодно целое с приводным валиком Б, соединенным муфтой с электродвигателем постоянного тока типа П21 мощностью 0,5 кВт. Наружная цилиндрическая поверхность ведущей зубчатой шестерни пришлифована к расточке корпуса, а вершины зубьев — к нижней поверхности серповидного выступа крышки насоса. Впадины между зубьями прорезаны с выходом на наружную поверхность.
Топливо, поступая через штуцер в полость корпуса насоса, заполняет впадины между зубьями шестерен; при их вращении захватывается зу
бьями и двумя потоками между зубьями шестерен, сверху и снизу серповидного выступа поступает в нагнетательную полость насоса и далее в топливопровод.
Для предотвращения утечек топлива по валику Б на нем надето уплотнение, состоящее из двух бронзовых втулок 8, 11, припаянных к латунной гофрированной втулке 10. Притертым торцом втулка 8 прижата пружиной 9, зажатой между втулками 8, 11 к стальной втулке 7, напрессованной на валик Б. Втулка И своим коническим притертым пояском прижата к корпусу при помощи накидной гайки 13. Допускается утечка топлива по валику не более одной капли в 1 мин.
При текущем ремонте в объеме ТР-3 топливоподкачивающий насос снимают и разбирают. Корпус насоса, имеющий трещины, негодный сильфон и амортизатор муфты, заменяют. Нормальный зазор между ведущей втулкой и корпусом должен быть в пределах 0,03—0,09 мм, а осевой люфт ведущей втулки 0,04—0,05 мм. При необходимости насос испытывают на стенде согласно техническим условиям на приемку и стендовые испытания насосов. Соосность оси электродвигателя с осью насоса регулируют прокладками. Допускается смещение осей электродвигателя и насоса не более чем на 0,1 мм; излом осей на радиусе 50 мм не более 0,1 мм. После регулировки соосности валов обязательна постановка контрольных штифтов.
51
Рис. 33. Общий вид топливоподкачивающего насоса с электродвигателем
Рис. 34. Схема работы насоса (а) и его устройство (б):
1 — ведущая шестерня с внутренними зубьями; 2 — ведомая шестерня; 3 — корпус; 4, 5 — нагнетательная и всасывающая полости насоса; 6 — отверстие с резьбой для крепления топливоподкачивающей трубы; 7 — стальная втулка; 8, 10, 11 — сильфонное уплотнение; 9 — пружина; 12 — уплотнительное кольцо; 13 — накидная гайка; 14 — ось; 15 — регулировочные прокладки; 16 — крышка; 17 — заглушка; А — серповидный выступ; Б — приводной валик
52
Фильтр грубой очистки топлива
Для очистки сетчатого фильтра грубой очистки (рис. 35) сливают топливо через пробку 10, отворачивают стяжной болт и снимают колпак 5 и секции 4 и 6. Очистку фильтрующих элементов ведут в такой последовательности: мойка в растворе, промывка в воде, продувка воздухом и сушка. Загрязнения, прилипшие к сетке и застрявшие в ее ячейках, лучше всего удалять в моечной установке, где раствор подается как с внутренней (через вращающееся сопло), так и с внешней стороны по всей длине секции. Давление раствора 2—3 кгс/см2. Пробоины и разрывы сеток (до 15 % полезной площади) устраняют припаиванием латок. Негодную уплотняющую прокладку 3 колпака заменяют; секции можно использовать
многократно.
Рис. 35. Фильтр грубой очистки топлива:
1 — заглушка; 2 — корпус; 3 — прокладка; 4—наружная секция; 5 — колпак; 6—внутренняя секция; 7— пружина коническая; 8 — прокладка; 9 — стяжной болт; 10 — пробка
Топливоподогреватель
Топливоподогреватель предназначен для подогрева топлива в холодное время года (рис. 36). Он представляет собой цилиндрический резервуар, в плоские торцы которого вварены стальные трубки. С обеих сторон резервуар закрыт крышками 3,8 со штуцерами 7,10 для подвода и отвода горячей воды. Кроме того, в корпус подогревателя вварены штуцера 6, 7 для подвода и отвода топлива.
При ремонте в объеме ТР-3 топливоподогреватель снимают, разбирают и очищают от накипи; негодные трубки заменяют. Водяную полость подогревателя опрессовывают давлением 0,5 МПа (5 кгс/см2), а топливную — 0,8 МПа в течение 5 мин. Течь не допускается.
36. Общий
вид («) и устройство (б) топливо
подогревателя:
1,10—штуцеры для подвода и отвода горячей воды; 2—корпус; 3, 8 — крышки; 4—болт для крепления крышки; 5 — прокладка; 6, 7 — штуцеры для топлива; 9 — стальные трубки; 11—кронштейн для крепления
53
Масляная система дизеля
Масляная система дизеля (рис. 37) служит для создания необходимого давления и подвода масла к трущимся деталям, отвода тепла от них, а также для удаления продуктов износа и частиц нагара, попадающих между трущимися поверхностями. Масляная система состоит из двух контуров: внутреннего и внешнего. Внутренний контур системы смазки дизелей представляет собой совокупность каналов и трубок, проходящих в деталях. Они обеспечивают подвод масла ко всем местам деталей, причем системы подвода масла к деталям у всех дизелей принципиально одинаковы. Затем, после смазки деталей, насос забирает масло из внутреннего контура, например, из поддона дизеля ПД1М и по маслоотводящей трубе подает его во внешний контур.
В состав внешнего контура, обеспечивающего циркуляцию, очистку и охлаждение масла, забираемого из поддона дизеля и подводимого к его масляному коллектору, входят насосы, охладители масла, фильтры, контрольные и защитные приборы. Пройдя внешний контур, охлажденное и очищенное масло поступает в масляный коллектор дизеля, из которого оно по каналам опять попадает во внутренний контур и подается к коренным и шатунным подшипникам коленчатого вала и далее по каналам в шатунах — на охлаждение поршней и смазывание трущихся деталей цилиндропоршневой группы. Для смазывания подшипников распределительного вала масло от коллектора подводится к трубкам. К рычагам толкателей масло подается по трубкам и далее по каналам в рычагах и штангах толкателей— на смазывание рычагов механизма газораспределения. От масляного коллектора масло поступает также к шестерням привода распределительного вала и к подшипникам турбокомпрессора. После смазывания деталей и сборочных единиц дизеля масло сливается обратно в поддон дизеля.
Запас масла на тепловозе ТЭМ2 (378 л) находится в системе и в маслосборнике картера дизеля. Масло заливают через горловину центробежного очистителя масла. Циркуляция масла по замкнутой системе обеспечивается масляным насосом, который забирает масло из маслосборника и подает его по трубе а к верхнему коллектору секций масловоздушных радиаторов 2 (рис. 37). Из нижнего коллектора радиаторов основная часть масла по трубе б поступает в пластинчато-щелевые фильтры (грубой очистки), а из
них — в трубу (масляный коллектор), идущую внутри картера. Часть масла, примерно 15—20 %, из радиатора 2 поступает в фильтры с бумажными элементами 7 (тонкой очистки), откуда по трубе в сливается в маслосборник картера. Перед пуском дизеля масло забирается из картера маслоподкачивающим насосом 10 и по нагнетательной трубе г подается к трущимся деталям дизеля. Невозвратный клапан 8 не пропускает масло в насос 10 во время работы дизеля. Через кран 9( 7) выпускается воздух при прокачивании масла перед пуском дизеля. Байпасный клапан 18 перепускает масло из подводящего трубопровода а в отводящий б, минуя секции 2 охлаждающего устройства, если разница между давлениями в этих трубах будет больше 0,165 МПа. Такой перепад давлений возможен при повышении вязкости масла, когда понижается температура или загрязнены секции охлаждающего устройства. Разгрузочный обратный клапан 6 выполняет две функции: пропускает некоторое количество масла через фильтры 7, если давление его выше 0,255 МПа, и не позволяет стекать загрязненному маслу из фильтров в картер после остановки дизеля. При повышении давления в трубе б свыше 0,295 МПа масло через регулирующий клапан 17 сливается в картер, минуя все фильтры. Вентиль 5(3) используют, когда масло холодное и его не следует пропускать через секции охлаждающего устройства.
Для отключения масляных секций на поддонах и отводящих трубах установлены вентили 5(1) и 5(2). Для выпуска воздуха из секций охлаждающего устройства секции 2 служит пробка 3. В случае необходимости масло из картера сливается по трубе, на которой установлен вентиль 5(5). На конец этой трубы дополнительно навернута заглушка. Масло из масляной системы сливают через вентиль 5(4). Трубопроводы, идущие от масляного насоса к секциям холодильника и от секции к пластинчато-щелевым фильтрам, соединены гибкими шлангами.
При выполнении ремонта масляной системы устраняют течь масла в соединениях трубопроводов. Регулирующие клапаны разбирают, негодные детали заменяют, после сборки регулируют на стенде. Независимо от состояния заменяют рукава, установленные на трубопроводе от масляного насоса к секции холодильника и от секции холодильника к пластинчатым фильтрам.
54
Масляный насос я его привод
Все масляные насосы, обеспечивающие циркуляцию масла в системе и применяемые на тепловозах, выполняются шестеренного типа и различаются только конструктивными формами, размерами и подачей. Основными элементами насосов являются косозубые шестерни, изготовленные заодно со своими валами.
Масляный насос дизеля ПД1М (рис. 38) и его привод прикреплены к торцовой части картера и блока дизеля со стороны первого цилиндра. Насос — шестеренного типа, максимальная подача 24 м3/ч. В корпусе 8 масляного насоса размещены две цилиндрические шестерни 3 и 6 (изготовленные из стали 12ХН2А, закаленные цементированные), закрываемые крышкой 2. Цапфы шестерен вращаются в бронзовых втулках, запрессованных в чугунный корпус 11 и крышку 2. Для предохранения от проворачивания каждая из втулок имеет тугую посадку и дополнительно застопорена винтами. Шестерни имеют по одиннадцать косых зубьев. Заодно целое с шестернями изготовлены цапфы, удлиненный конец
Рис. 38. Общий вид (а) и схема работы (б) масляного насоса:
1 — фланец; 2 — крышка; 3 — ведущая шестерня; 4 — втулка; 5 — заглушка; 6 — ведомая шестерня; 7 — всасывающий фланец масляного насоса; 8 — корпус; 9 — упорная гайка; 10 — накидная гайка; 11 — регулировочный винт; 12 — пружина;
13 — перепускной клапан
56
цапфы ведущей шестерни снабжен шлицами для соединения с муфтой. В нижней части корпуса масляного насоса отлит канал, соединяющий всасывающую и нагнетательную полости. При перетекании из полости в полость масло проходит через перепускной клапан 13, прижатый к седлу пружиной и открывающийся при давлении 0,53 МПа. Фланцем всасывающего патрубка насос прикреплен к масляному каналу в картере дизеля, а нагнетательным патрубком — к трубе, по которой масло поступает к секциям охлаждающего устройства.
Привод масляного насоса (рис. 39) имеет чугунный корпус 11, внутри которого размещены горизонтальный 5 и вертикальный 10 валы. На горизонтальный вал напрессована коническая шестерня 7 со спиральными зубьями; ступица этой шестерни опирается на бронзовую втулку, запрессованную в крышку корпуса. Второй конец вала опирается также на бронзовую втулку (подшипник), залитую баббитом по внутренней цилиндрической и торцовой поверхностям. На конусную часть горизонтального вала напрессован шкив привода вентиляторов охлаждающего устройства и тяговых электродвигателей. На валу со стороны конической шестерни укреплен стяжным болтом на шпонке поводок 8, изготовленный из стали 20Х2Н2А, с выфрезерованной головкой, расположенной между кулачками валоповоротного диска на коленчатом валу. Вращение коленчатого вала таким образом передается горизонтальному валу привода масляного насоса. Вал 5 вращается в бронзовой втулке 6, запрессованной в корпусе 11. Нижний конец вала 10 шлицевой муфтой соединен с цапфой ведущей шестерни 3 масляного насоса.
При текущем ремонте в объеме ТР-3 масляный насос и его привод снимают и разбирают. Корпус насоса заменяют новым при достижении предельного зазора между корпусом и шестернями или при наличии трещин. Нормальный торцовый зазор между шестернями и крышкой насоса устанавливается шабровкой торца корпуса и крышки. Бронзовые втулки корпуса насоса и его крышки при достижении предельного зазора между цапфами и втулками или ослаблении втулок в посадке также заменяют. При замене втулок проверяют соосность одноименных поверхностей оправкой; непараллельность на длине 115 мм допускается не более 0,05 мм. Цапфы шестерен шлифуют, если конусность и овальность
Рис. 39. Привод масляного насоса:
1— фланец; 2 — крышка; 3 — ведущая шестерня; 4 — стопорный болт; 5 — вал привода; 6 — втулка; 7— коническая шестерня; 8— поводок; 9— шпилька крепления масляного насоса центрифуги; 10 — вертикальный валик с конической шестерней; 11 — корпус; 12 — втулка валика; 13 — проставочное кольцо; 14 — установочная гайка; 15 — шплинт; 16 — шлицевая втулка;
17— штифт; 18 — заглушка
57
цапф достигает 0,05 мм. После шлифовки цапфы полируют; граненность и следы шлифовки не допускаются. Перепускной клапан насоса разбирают, проверяют состояние деталей; клапан притирают по корпусу и регулируют при давлении 0,53 МПа. Шестерни, имеющие предельный износ зубьев, отколы, трещины в зубьях, заменяют. Для достижения нормального радиального зазора между корпусом и шестернями допускается покрытие торцов зубьев хромом. Разность зазоров в зацеплении шестерен насоса допускается не более 0,1 мм. При проверке качества зацепления шестерен отпечаток краски должен быть не менее 80 % длины зуба на обеих сторонах профиля каждого зуба.
Конический привод насоса также разбирают. Приводной вал, поводок и болт поводка проверяют дефектоскопом. Трещины в этих деталях не допускаются. Осматривают поверхность посадочного отверстия поводка на отсутствие наклепов и задиров. При обнаружении таковых их необходимо удалить, обеспечив плотное прилегание поводка к валу при затяжке стяжного болта. Корпус передачи, имею хрощий трещину, восстанавливают сваркой. При ослаблении конической шестерни вал заменяют новым или наплавляют. Наплавка вала в месте установки шестерни запрещается. Цилиндрическая поверхность большой конической шестерни и рабочий участок вала привода шлифуют, если овальность и
конусность их превышает 0,05 мм. Подшипники вала привода заменяются, если зазор в сочленении превышает допустимый размер. Бронзовый фланец допускается растачивать и впрессовывать в него втулки толщиной не менее 7 мм. Самоподжимные сальники заменяют независимо от их состояния.
При сборке масляного насоса и его привода должны быть соблюдены следующие требования: соосность двух подшипников вала привода должна быть проверена ступенчатой оправкой на длине поверхностей подшипников. Оправка должна вращаться свободно; при нормальном зазоре в конических шестернях осевой разбег вала привода и вертикального валика должен быть в пределах допуска; шлицевая втулка привода должна свободно перемещаться на шлицах валика привода и ведущего вала масляного насоса в любом положении при поворачивании вала привода; вал привода центрируется с коленчатым валом при помощи технологической втулки в случае замены корпуса или подшипника вала; зазор между поводком и кулачками кронштейнов поворотного диска должен быть в пределах допуска; приводной шкив на корпусе вала привода должен сидеть плотно и быть притертым по конусу, при этом прилегание должно быть не менее 75 % площади. Радиальное и торцовое биение шкива допускается не более 0,4 мм.
Щелевой фильтр грубой очистки масла
Щелевой фильтр грубой очистки масла (рис. 40) состоит из корпуса б, к которому с помощью трех стоек 9 с гайками прикреплен фильтрующий элемент, набранный из нескольких сот рабочих пластин 5 толщиной 0,3 мм. Между пластинами 5 установлены прокладки 4, толщина которых (0,15 мм) опреде-ляет величину щели. В щели между рабочими пластинами входят концы элементов 3 щетки, надетых на стержень 11, неподвижно закрепленный между корпусом и нижней шайбой. Элементы щеток образуют подобие гребенки; толщина их равна 0,1 мм.
При вращении валика рукояткой вместе с ним поворачиваются рабочие пластины фильтра с прокладками. При этом неподвижные элементы щеток счищают грязь, застрявшую на гранях между пластинами фильтра.
Фильтр вставляют в корпус привода масляного насоса так, что нижней уплотнительной частью корпуса он входит в цилиндрическое отверстие перегородки корпуса привода, отделяющей полость неочищенного масла от полости, куда масло проходит после очистки его в фильтрах.
Масло, поступившее под давлением из холодильника в первую полость, проходит в щели между рабочими пластинами и по каналам 13, образованным вырезами пластин, идет внутрь корпуса, откуда через окна 14 поступает в масляную магистраль дизеля.
Для очистки фильтра необходимо демонтировать секции из корпуса фильтра, ослабить гайки 12 на стойке 9, установить секции в моечную машину и промыть их раствором для удаления смолистых отложений. Окончательную очистку производят на специальном стенде, затем секции продувают и высушивают; у очищенных секций рукоятка должна проворачиваться легко, от небольшого усилия. В случае поломки пластин и сильного загрязнения внутренней полости и тугого вращения сердечника секцию перебирают, негодные пластины заменяют.
Собранные секции фильтра проверяют на герметичность сальникового уплотнения 2 при давлении 0,5 МПа и определяют перепад давления (разность давления до и после фильтрующего элемента). Весь фильтр опрессовывают давлением 0,8 МПа в течение 5 мин, обнаруженные течи в соединениях устраняют.
59
Рис. 40. Общий вид (а) и схема работы (б) щелевого фильтра грубой очистки масла:
1 — рукоятка; 2 — сальник; 3 — неподвижные ножи для очистки; 4 — прокладка; 5 — рабочие пластины; 6 — корпус; 7 — валик; 8 — сердечник (набор пластин); 9 — стойки; 10 — корпус привода масляного насоса; 11 — стержень щеток; 12 — гайка; 13 — канал для прохода масла во внутрь фильтра; 14 — окна для прохода масла в масляную магистраль
60
Водяная система
При работе дизеля часть тепла от сгоревшего в цилиндрах топлива передается втулкам, крышкам цилиндра, выпускным коллекторам, деталям турбокомпрессора. Для отвода тепла от этих деталей предусмотрено охлаждение их водой.
Водяная система состоит из двух самостоятельных контуров. Вода первого контура охлаждает втулки и крышки цилиндров, блок, газовую часть турбокомпрессора. К первому контуру подключены топливоподогреватель 20 (рис. 41), калорифер 7, батарея для обогрева ног машиниста 10. Второй контур служит для охлаждения воздуха в воздухоохладителе 30.
Горячая вода из дизеля собирается в коллекторе 1, откуда через соединительный рукав по трубе а поступает к секциям радиаторов 33. Охладившись в них, вода попадает в нижние коллекторы секций и по трубе б вводится в дизель в его торцовой части. Охлажденная вода проходит по каналу, отлитому в блоке дизеля, к водяному насосу 2, который всасывающей полостью подсоединен к фланцу на боковой поверхности блока. Нагнетательный патрубок насоса соединен с трубой, подводящей воду в блок дизеля с его заднего торца. Поступив в блок, вода по колодцу опускается в нижнюю часть блока и подходит к цилиндрам. Омывая и охлаждая цилиндры, вода поднимается вверх и через
отверстия в блоке поступает в охлаждающие полости крышек цилиндров, откуда по патрубкам перетекает в водяной коллектор 1 дизеля, а из него в радиаторные секции, замыкая круг циркуляции. От трубы а часть горячей воды отводится для подогрева топлива в топливоподог-ревателе 20 и воды в бачке 18 санузла.
В калорифер 7 и батарею 10 для подогрева ног горячая вода поступает через вентиль 5(52), а отводится через вентиль 5(55). Эжектор 12 на отводящей трубе отсасывает из калорифера воздух, создавая условия для циркуляции воды. Слив воды из этой системы осуществляют через краны 5(55), 8(54), 8(55). Просочившаяся вода через неплотности турбокомпрессора из сальника водяного насоса сливается по трубкам в воронку 13 и периодически выпускается через кран 8(57) наружу. Вода, охлажденная в секциях 29 второго контура, засасывается водяным насосом 21 и нагнетается в воздухоохладитель 30, а из него снова в секции 29.
При выполнении ремонта водяной системы устраняют течь воды в соединениях трубопроводов. Вентили разбирают, ремонтируют и собира-в )т. Независимо от состояния заменяют рукава, установленные на водяном трубопроводе от водяного коллектора дизеля к секциям холодильника и к калориферу.
61
Рис. 41. Схема водяной системы тепловоза ТЭМ2:
1 — коллектор горячей воды; 2 — водяной насос; 3 — пульт управления; 4 — электротермометры; 5 — вентили; 6 — кран выпуска воздуха из калорифера; 7 — калорифер; 8 — краны; 9,16,19 — пробки слива воды; 10 — батарея для обогрева ног машиниста; 11 — сливной трубопровод; 12 — эжектор; 13 — воронка; 14 — слив воды и масла из поддона турбокомпрессора; 75 — слив воды, просочившейся из трубокомпрессора; 77 — слив воды, просочившейся через сальник водяного насоса; 18 — бачок подогрева воды умывальника; 20 — топливоподогреватель; 27 — водяной насос охлаждения наддувочного воздуха; 22 — бачок с воронкой; 23 — соединительная головка; 24 — ручной насос; 25 — бак для воды; 26—горловина для заливки воды; 27—водомерное стекло; 28 — контрольная труба; 29 — секции охлаждения воды наддувочного воздуха; 30 — воздухоохладитель; 31 — термореле; 32 — пробка выпуска воздуха; 33 — секции охлаждения воды дизеля (правые); а, б — трубы
62
Водяной насос
Водяной насос (рис. 42) выполнен разъемным и состоит из корпуса 1 и станины 19, соединенных между собой болтами. К корпусу прикреплен всасывающий патрубок 5.
В подшипниках 11 вращается вал 21, на котором установлены на призматических шпонках и закреплены гайками крыльчатка 2 и шестерня 16. Насос прикреплен к дизелю четырьмя фланцами: боковым — через всасывающий патрубок, верхним — через нагнетательный патрубок, нижним — к блоку цилиндров и фланцем на станине — к корпусу привода шестерен. Водяная полость уплотнена набивным сальником и сменной втулкой. Сальник поджимается двумя гайками через нажимную сальниковую втулку 24. Лабиринтное уплотнение а предотвращает попадание воды в масляную полость.
В эксплуатации допускается просачивание через сальник воды от 10 до 60 капель в минуту, которая отбрасывается буртом вала и сливается через штуцер. Практически в эксплуатации при сильной затяжке сальника имеет место большой износ вала, а при слабой затяжке — подсос воздуха, что пагубно отражается на работе насоса и вызывает нежелательные явления в дизеле, как-то: выброс воды из расширительного бачка, образование воздушных мешков и др.
При ремонте в объеме ТР-3 водяной насос снимают с дизеля для проверки состояния сальника и надежности посадки крыльчатки на валу. До этого выполняют только работы по поддержанию работоспособности сальника: подтягивают гайки крепления его втулки, добавляют сальниковые кольца с целью уменьшения течи воды. Перед съемкой насоса измеряют (по свинцовой выжимке) боковой зазор между зубьями приводных шестерен, сливают воду из системы охлаждения, затем отсоединяют трубопроводы, отвинчивают гайки крепления и снимают насос.
Разборку насоса ведут в следующем порядке. Снимают всасывающую головку 17, отвинчивают гайки с обоих концов вала и съемниками стягивают с вала детали 2 и 18, а отжимными болтами разъединяют детали 13, 12 и 5, снимают корпус 13, съемником выпрессовывают вал 7 вместе
с задней головкой 12. Затем извлекают шарикоподшипники 4, 9 и разбирают сальник. Детали насоса подвергают мойке и очистке.
Контроль состояния и ремонт деталей. Работоспособность насоса чаще всего нарушается из-за течи воды по сальнику и ослабления крыльчатки 18 в посадке на валу. Течь воды по сальнику насоса вызывается двумя причинами: биением конца вала со стороны крыльчатки или несооснос-тью отверстия под сальник у задней головки 12 и отверстий под подшипники качения у станины 5. В том и другом случаях кольца сальника не обжимают вал, а прижимаются к нему с одной стороны. Вследствие этого происходит односторонний износ шейки вала (втулки 27) и сальниковых колец 20. Подтягивание сальника в процессе эксплуатации лишь временно приостанавливает, а не устраняет течь воды.
Для восстановления работоспособности сальникового уплотнения старые сальниковые кольца заменяют новыми, проверяют биение вала в местах посадки шарикоподшипников и крыльчатки, а также поверхности втулки 27. Односторонний износ втулки любой величины или ее равномерный износ глубиной более 0,10 мм, а также биение вала в перечисленных местах более 0,05 мм устраняют. Уменьшение нормального диаметра втулки допускается до 3 мм; поверхность втулки желательно хромировать. Соединив детали 5 и 72, технологическим валом проверяют соосность отверстий под шарикоподшипники и сальник. Несоосность более 0,05 мм устраняют обработкой отверстия под сальник у задней головки 72. Взаимную ориентировку деталей 5 и 72 помечают риской.
Ослабление посадки крыльчатки или шестерни на валу вызывается, как правило, погрешностями, допущенными при сборке, или неудовлетворительной балансировкой вала в сборе с крыльчаткой и шестерней.
Водяной насос снимают и разбирают, детали очищают в эмульсии с применением ПАВ или в осветительном керосине и продувают воздухом. Шариковые подшипники очищают в эмульсии с применением ПАВ.
63
Рис. 42. Водяной насос дизеля:
I — корпус насоса; 2 — крыльчатка; 3 — шпонка; 4 — гайка-обтекатель; 5 — всасывающий патрубок; 6 — болт крепления патрубка; 7— глухая гайка; 8 — прокладка;
9 — набивной сальник; 10 — фланец; 11 — шарикоподшипники; 12 — шпонка; 13 — гайка; 14 — шплинт; 75 — шарикоподшипник; 16 — приводная шестерня; 77— £
болт; 18 — стопорная пластина; 19 — станина насоса; 20 — распорная труба; 21 — вал насоса; 22 — прокладка; 23 — нажимная гайка и контргайка; 24 — нажимная
сальниковая втулка; 25 — сальниковая набивка; а — лабиринтное уплотнение
*
64
Допускается промывать в осветительном керосине с применением волосяных щеток.
При ремонте водяного насоса сваркой разрешается:
- заварка трещин в любом месте корпуса насоса длиной не более 40 мм;
- восстановление диаметрального зазора до чертежного размера путем наплавки цилиндрических рабочих поверхностей или крыльчатки. Запрещается заварка концентрических трещин в любом месте станины и всасывающего патрубка длиной более 1/3 окружности.
Заварку трещин в корпусе, восстановление наплавкой рабочих поверхностей крыльчатки производят с соблюдением следующих условий:
- концы трещин в корпусе и всасывающем патрубке допускается засверливать сверлом диаметром 8—12 мм и разделывать под V-образный шов с углом разделки 60 ± 5°;
- перед заваркой трещин или наплавкой рабочих поверхностей деталь должна подогреваться до температуры 400 °C;
- рабочие поверхности должны наплавляться газовой электросваркой с присадкой бронзового прутка и применением флюса (50 % борной кислоты и 50 % буры по массе).
Статическую балансировку крыльчатки производят совместно с валом и шестерней рабочего колеса водяного насоса системы охлаждения
наддувочного воздуха. При этом дисбаланс допускается соответственно 30 и 20 гем. Уменьшают дисбаланс за счет снятия металла с торца приводной шестерни или с торцовой части крыльчатки, обращенной к приводной шестерни у насоса дизеля, и торцовой части, противоположной приводу у рабочего колеса водяного насоса системы охлаждения наддувочного воздуха.
Вал, имеющий выработку в местах посадки шарикоподшипников и уплотнений, восстанавливают хромированием или заменяют. Заварка трещин и наплавка вала насоса запрещается. Втулку сальника при наличии выработки наружной поверхности глубиной более 0,5 мм заменяют. Разрешается восстановление наружных поверхностей отражательной втулки и втулки сальника хромированием. Сальниковую набивку заменяют.
Зазор в сопряжении подшипников с корпусом восстанавливают нанесением на наружную обойму эластомера ГЭН-150(B) или аналогичного ему по свойствам. Шестерню заменяют при наличии изломов или трещин; отколов, располагающихся на расстоянии более 6 мм от торца зуба; предельного износа зубьев. Суммарная длина отдельных участков отпечатка прилегания зубьев должна быть не менее 75 % длины зуба. Смещение приводной шестерни по отношению к шестерне вала привода кулачкового вала допускается не более 2 мм.
Охлаждающие устройства
При сгорании топлива в цилиндрах дизеля выделяется большое количество тепла, которое нагревает стенки цилиндров, поршней, крышки, выпускные коллекторы и т.д. Если бы от этих деталей не отводилось тепло, работа дизеля была бы невозможной — высокая температура не позволила бы подвести масло к трущимся деталям цилиндро-поршневой группы, вызывала бы коробление деталей, появление трещин и т.д. Для отвода тепла от дизеля в качестве теплоносителей используют воду и масло. При этом цилиндры дизеля и крышки цилиндров охлаждаются проточной водой, которая нагревается и в свою очередь охлаждается в секциях радиаторов (холодильниках).
По конструкции тепловозные секции радиаторов одинаковы и различаются в основном длиной рабочей части трубок. Они представляют собой поверхностный трубчатый одноходовой охладитель с перекрестным ходом теплоносителей (жидкость—воздух). При конструировании охладителей стремятся достигнуть максимально возможной площади поверхности охлаждения в заданном объеме секции, возможно более высокого коэффициента теплопередачи и минимального аэродинамического сопротивления для прохода воздуха. Секция состоит из двух пакетов плоскоовальных трубок, оребренных медными пластинками с шагом оребрения 2,3 мм (2ТЭ10М, ТЭП70, ТЭМ2). Пакеты, состоящие из четырех рядов трубок, установленных в шахматном порядке (водяные секции) и в ряд (масляные секции), заключены между коллекторами. Пластины оребрения имеют небольшие выштампованные бугорки, способствующие завихрению воздуха и увеличению теплопередачи.
Секции радиаторов (рис. 43) отличаются друг от друга по числу трубок, размерам их сечения, длине рабочей (оребренной) части, числу охлаждающих пластин, а также по применению турбулизаторов потока жидкости. Неисправностями секций радиаторов могут быть: загрязнение с наружной стороны и внутри трубок, течи жидкости из-за обрыва трубок и нарушения пайки, изгиб и снятие охлаждающих пластин, трещины и выпучивание коллекторов.
Трещины, обрывы трубок и, как следствие этого, течи возникают в зоне трубных коробок, преимущественно у масляных секций, расположенных в первых рядах со стороны боковых жалюзи. Происходит это из-за интенсивного охлаждения наружных трубок воздухом, особенно в холодное время, разности температур материала трубок по их высоте и глубине секции, изменения структуры металла трубок, усилительной доски и трубок коробки, из-за пайки. Загрязнение секций холодильника, образование на внутренних поверхностях трубок накипи и смолистых отложений также ухудшает отвод теплоты от трубок, что может привести к перегреву воды и масла.
При ремонте масляные и водяные секции и жалюзи холодильника снимают. В случае обнаружения трещин в коллекторах секций и течи масла или воды, их снимают и очищают наружные поверхности секций. Внутреннюю поверхность трубок секций очищают и промывают раствором на установке для промывки секций (рис. 44).
Очищенные и промытые секции опрессовывают водой с выдержкой в течение 5 мин: водяные — давлением 0,3 МПа (3 кгс/см2), масляные — давлением 0,8 МПа (рис. 45). В секциях, имеющих течь по коробке, заменяют трубные коробки и усилительные доски. Для этого секцию вместе с предварительно пригнанными коллекторами устанавливают на стенде-кантователе (рис. 46), обеспечивающем правильное расположение коллекторов на секции, когда привалочные их поверхности лежат в одной плоскости. Стенд-кантователь дает возможность поворачивать секцию в процессе приварки коллекторов к трубной коробке.
Приварку трубных коробок к трубкам секций производят меднофосфористым припоем; применение для этих целей олова или других сплавов запрещается. Изготовление трубных коробок и усилительных досок средствами депо запрещается. Разрешается пайка неисправных трубок по решетке меднофосфористым припоем без отрезки трубок. Изогнутые охлаждающие пластины трубок секций выправляют. Коллекторы секций, имеющие трещины, разрешается восстанавливать сваркой. Допускается заглушать не более 8 шт. текущих трубок в каждой из масляных и водяных секций. Активная длина секций холодильника должна быть не менее 1145 мм.
66
a
Рис. 43. Секция водяного (а) и масляного (б) радиатора:
1 — коллектор; 2 — трубная коробка; 3 — усилительная доска; 4 — боковые щитки; 5 — трубки
После очистки и ремонта секции проверяют на «время протекания» на типовом стенде (рис. 47). Время протекания воды через водяную секцию должно быть не более 65 с, масляную — не более 40 с. Секции с большим временем протекания подлежат дополнительной очистке. После испытания секции продувают и просушивают.
Секции следует устанавливать на качественных прокладках, изготовленных по чертежным размерам: зазор между отдельными секциями не должен превышать 4 мм. Запрещается установка на тепловозе водяных секций вместо масляных.
При осмотре жалюзи секций изношенные бронзовые втулки с радиальным зазором более 2 мм и негодное войлочное уплотнение заменяют. Собранный привод жалюзи регулируют с целью обеспечения равномерного открытия и полного закрытия жалюзи. Местные щели в жалюзи не более 1/3 длины створки допускается устранять подгибкой створок.
При ремонте секций пользуются стендом-кантователем (см. рис. 46).
67
Пар из магистрали
Рис. 44. Схема установки для очистки внутренних и наружных поверхностей секций радиатора холодильника тепловоза:
1 — секция радиатора; 2 — душевая система; 3,4 — баки для горячей воды и для раствора; 5 — термометр дистанционный; 6 — барбатер (перфорированная труба для подачи пара в горячую воду); 7 — теплообменник; 8 — фильтр на сливном трубопроводе; 9 — фильтр на всасывающем трубопроводе; 10 — насос
68
Подвод воздуха
Рис. 45. Приспособление для опрессовки секций холодильника тепловоза:
1 — секция холодильника; 2 — прижим; 3 — винт с рукояткой; 4 — скобы; 5 — манометр; 6 — рама; 7 — стойка
69
Рис. 46. Стенд-кантователь для ремонта секций холодильника:
1 — основание; 2 — колеса; 3 — боковые стойки; 4 — поворотное устройство; 5 — секция холодильника; 6 — винт; 7 — скобы
70
Рис. 47. Стенд для проверки секции холодильника на протекание:
1 — труба; 2 — запорный клапан; 3 — напорный бак; 4 — водомерное стекло; 5 — ручка; 6 — пневматический зажим; 7 — испытуемая секция; 8 — корыто; 9 — штыри;
10 — прокладка
71
Рама тележки
Рама тележки объединяет колесно-моторные блоки и суммирует тяговые усилия от них для передачи кузову. Она воспринимает вертикальные нагрузки от надгележечных масс и массы самой рамы с размещенным на ней оборудованием, тяговые и тормозные силы, а также переменные нагрузки, вызванные колебаниями тепловоза в вертикальной и горизонтальной плоскостях.
Рама состоит из продольных боковин, жестко связанных поперечными креплениями. Для установки оборудования рама снабжена различными кронштейнами. На тепловозе ТЭМ-2 применяется челюстная рама (рис. 48), состоящая из двух боковин, соединенных между собой двумя средними поперечными балками и двумя концевыми. Средние поперечные балки в свою очередь соединены продольной шкворневой литой балкой 3 из стали 25ЛР. В центре шкворневой балки расточено гнездо под шкворень, в которое вварена сменная втулка. Боковины коробчатого сечения сварены из листового проката. Верхние и вертикальные листы боковин по всей длине цельные, а нижние состоят из нескольких частей, между которыми в боковины вварены элементы, образующие буксовые челюсти. Снизу к поперечным балкам приварены литые кронштейны 2, 6 подвески тягового электродвигателя. Буксовые челюсти снизу стянуты струнками 7, прикрепленными к раме двумя болтами.
Снизу к раме тележки приварены четыре опорных кронштейна средних пружин, через которые нагрузка от рамы передается рессорам. Опорное гнездо для концевой пружины выполнено заодно с концевой челюстью. К боковинам рамы тележки приварены кронштейны 4 для крепления тормозных цилиндров, а также ряд кронштейнов, скоб и угольников для рычажной передачи тормоза и крепления песочных труб.
Наиболее характерные повреждения рам тележек: трещины в сварных швах, шкворневых балках 3, корпусах опор; износ наличников 8, 9, втулки гнезда шкворня, накладок обойм подвески тягового электродвигателя; ослабление посадки буксовых струнок 7 в раме 1 тележки. Наибольшему износу в раме подвержены наличники буксовых вырезов, что нарушает правильную установку колесных пар в раме тележки, в результате чего увеличивается износ бандажей по кругу катания и подрез гребней. Наличники, имеющие толщину менее 4 мм, заменяют.
72
Наиболее благоприятные условия для локомотива с точки зрения износа бандажей создаются в том случае, когда колесные пары расположены перпендикулярно к оси пути, а середины расстояний между внутренними гранями их бандажей лежат на одной прямой, совпадающей с осью пути. Неравномерный износ наличников нарушает правильную установку колесных пар в раме тележки и является причиной повышенного изнашивания бандажей. Для проверки рамы тележки применяют крестовые угольники с линейкой или оптические приборы. Наиболее точные результаты дает оптический метод.
При ремонте в объеме ТР-3 тележки разбирают, детали очищают. Все сварные швы соединений элементов рамы тележки тщательно осматривают на отсутствие трещин в сварных швах, боковинах рамы, челюстях, шкворневых и концевых балках, а также в межрамных креплениях. Рамы тележек ремонтируют сваркой с соблюдением требований Инструкции по сварочным и наплавочным работам при ремонте тепловозов, электровозов, электропоездов и дизель-поездов.
Износ кронштейнов для пружинных подвесок тяговых электродвигателей восстанавливают приваркой накладок или электронаплавкой с последующей обработкой. Расстояние между верхними и нижними кронштейнами должно быть выдержано в пределах нормы.
Наличники буксовых вырезов с толщиной менее нормы заменяют новыми. Для достижения нормального расстояния между поверхностями наличников, имеющих толщину в пределах допускаемых размеров, разрешается установка прокладок между наличником и рамой. Наличники должны плотно прилегать к прокладкам на раме и к буксовому вырезу рамы.
Гнездо шкворня проверяют на плотность керосином с высотой уровня не менее 50 мм. Появление керосина на наружных поверхностях после выдержки в течение 20 мин не допускается. Кольцо подпятника заменяют, если зазор между пятой и подпятником более нормы. Диск подпятника, имеющий коробление более 0,6 мм, мелкие задиры глубиной более 0,25 мм и разностен-ность более 0,15 мм, шлифуют на станке. Твердость вновь устанавливаемых дисков должна быть не менее НВ = 241, а толщина — в пределах допуска.
5,9—6,0 3,0—8,0 3,0
Рис. 48. Рама тележки:
1 — рама; 2,6 — кронштейны подвески тягового электродвигателя; 3 — шкворневая балка; 4 — кронштейн для крепления тормозного цилиндра; 5 — опора рессоры;
7 — буксовая струнка; 8, 9 — широкий и узкий наличники
73
Рис. 49. Схема оптической проверки рамы тележки:
1 — гидростатические уровнемеры; 2 — рама тележки; 3 — кронштейн со зрительной трубой; 4 — масштабные линейки; 5 — пентапризма; 6 — вспомогательный кронштейн; 7 — внутренняя масштабная линейка
74
Масленки и маслоподводящие трубки подпятников ремонтируют, си
стему смазки подпятника проверяют на прохождение смазки.
Пружины скользунов, имеющие высоту меньше чертежного размера на 8 мм или лопнувшие, заменяют новыми. Твердость вновь устанавливаемых пластин или накладок должна быть не менее НВ = 241. Дно у стакана скользуна, имеющее выработку от пружин глубиной более 10 мм, а у скользуна — глубиной более 6 мм, заменяют новым или наплавляют и обрабатывают.
Боковые опоры тележек разбирают, детали очищают, задиры на опорах устраняют, брезентовый чехол заменяют. Гнезда с изношенной ар-мировкой также заменяют.
Рама тележки, установленная по уровню на опорах, должна удовлетворять следующим требованиям:
• продольные рамные листы должны быть отвесны, параллельны между собой и перпендикулярны межрамным скреплениям;
• внутренние грани противоположных наличников буксовых вырезов должны быть отвесны и лежать в параллельных плоскостях к средней оси тележки. Смещение рамных листов относительно друг друга допускается не более 4 мм;
• кривизна рамных листов в плане, проверяемая по внутренним плоскостям наличников буксовых вырезов, допускается не более 6 мм на всей длине рамного листа;
• при установке новых наличников расстояние между внутренними поверхностями наличников должно быть в пределах размеров чертежа;
• широкие грани буксовых направляющих в одном буксовом вырезе должны быть параллельны между собой и перпендикулярны продольной оси рам;
• допускается непараллельность не более 0,5 мм;
• разность расстояний от внутренних граней бандажей колесной пары до продольной оси тележки (или до поверхности рамных листов) за вычетом поперечного разбега с каждой стороны допускается не более 3 мм при выпуске их из текущего ремонта ТР-3 и не более 5 мм в эксплуатации.
Для проверки рамы оптическим методом (рис. 49) ее устанавливают на винтовых домкратах и выравнивают с помощью гидростатических уровнемеров 1 так, чтобы базовые поверхности находились в горизонтальной плоскости. За исходную базу принимают продольную ось О-O', проходящую посередине между внутренними боковыми гранями рамы первой и последней буксовых направляющих (Пу и 776). Кронштейн с зрительной трубкой 3 устанавливают на первый буксовый вырез одной стороны рамы, а на последнюю буксовую направляющую — внутреннюю масштабную линейку 7, по которой луч зрительной трубы Х-Х' устанавливают параллельно продольной оси рамы О-О'. Расположение внутренних буксовых направляющих по отношению к продольной оси рамы определяют измерением размеров Ву-В^ (с одной стороны) и В' у-В'ъ (с другой стороны при установке на ней зрительной трубы) с перемещением линейки 7 на остальные буксовые направляющие при неизменном положении зрительной трубы на раме тележки.
Затем в гнездо кронштейна 3 (или вспомогательного кронштейна 6) устанавливают пентапризму 5, с помощью которой обеспечивается отклонение оптического луча на 90°. Переставляя пентапризму и устанавливая масштабную линейку 4 на широкие наличники, фиксируют показания А у—и А'у—А'& Сравнивая эти размеры, определяют положение широких наличников относительно друг друга. Положение наличников на буксовых вырезах рамы тележки регулируют установкой под них прокладок. Наличники, подлежащие замене, срубают с рамы тележки пневматическим зубилом. Новые наличники приваривают прерывистым швом по контуру и электрозаклепками.
Рессорное подвешивание
Нагрузка от массы кузова и тележки передается колесным парам через буксы, установленные на концах оси. Упругими элементами, посредством которых нагрузка передается на колесные пары, могут служить листовые рессоры, цилиндрические витые пружины, резиновые амортизаторы. По способу передачи нагрузки на колесные пары рессорное подвешивание называют индивидуальным или сбалансированным. Если упругие элементы размещены только между буксами и рамой тележек, такое подвешивание называют одноступенчатым} при наличии, помимо буксовой ступени, упругих элементов между рамами кузова и тележек — двухступенчатым.
Рессорное подвешивание тепловозов (рис. 50) включает рессорные и концевые узлы, соединенные балансирами. Нагрузка от рамы тележки на буксу через концевой узел передается посредством пружины 7, резинового амортизатора 8, расположенного между тарелкой 16 и подкладкой 19, цельнокованой подвески 18, соединенной валиком 17 с балансирами 1. Через рессорный узел нагрузка передается посредством резиновых амортизаторов 8, пружин 7 и рессоры 11, включенной последовательно с пружинами с помощью двуплечего кронштейна 6 и валика 5. Пружины и резиновые амортизаторы фиксируются в раме тележек с помощью хомута 10, вьшолненных заодно целое с тарелками 9 пружин. Рессора 11 опирается на валики 75 П-образных подвесок 2 через специальные опорные втулки 14, выступ которых входит в эллиптические отверстия на первом коренном листе рессоры. Подвески соединены валиками 13 с балансирами. Балансиры, выравнивающие нагрузку между колесными парами при наезде на неровности (при малых скоростях), нагруженные по обоим концам, передают нагрузку на буксу своей средней частью, наплавленной твердосплавным электродом марки Ж4 или 50 ХФА. Толщина наплавленного слоя должна быть 2,5—3,5 мм. Опираются балансиры на закаленные упоры, запрессованные в корпус буксы. Шарнирные соединения состоят из валиков, вставляемых свободно от руки в закаленные втулки, запрессованные в отверстия подвесок, балансиров и опор рессор. Валик 5 полый, в него ввернут клапан 12, через который подводится масло к трущимся поверхностям по осевым и радиальным каналам. Остальные валики имеют ступен
чатую форму. Их средняя часть выполнена с меньшим диаметром, внутренний же диаметр всех втулок одинаков. Поэтому втулки, опирающиеся на среднюю часть валиков, имеют возможность при взаимных перемещениях перекатываться по ним, как на призмах. В этом случае трение скольжения заменяется трением качения и шарнирные соединения изнашиваются меньше.
При ремонте в объеме ТР-3 рессорное подвешивание тележек разбирают, детали очищают и ремонтируют. Листовая рессора подлежит замене при наличии трещин в листах и хомуте, ослабления хомута или сдвига листов. Если стрела прогиба листовой рессоры отличается от чертежного размера более чем на 7 мм, ее заменяют. Цилиндрические пружины рессорного подвешивания заменяются при наличии трещин в витках в том случае, если высота пружины в свободном состоянии меньше номинальной альбомной величины на 1 мм и более. Резиновые амортизаторы заменяют в зависимости от их состояния.
Разрешается устранять местную выработку на сверленных валиках рессорного подвешивания путем проточки и шлифовки с уменьшением по диаметру до 4 мм против чертежного размера. Зазор между валиком и втулкой в этом случае доводится до требуемой величины, приведенной в таблице допусков, путем установки новых втулок с увеличенной толщиной их стенок. Допускается восстановление валиков путем отжига и наплавки электродом, обработки и последующей их закалки. Вновь изготовленные или отремонтированные валики и втулки должны быть цементированы и закалены и иметь твердость: валики HRC = 45—52, втулки HRC = 52 и глубину закаленного слоя не менее 1 мм. Разработанные более 2 мм отверстия под втулку, износ боковых поверхностей балансиров глубиной более 1,5 мм и местные износы глубиной до 5 мм восстанавливают наплавкой. Радиус и глубину опорной выемки балансиров восстанавливают до чертежного размера. Поверхности опорной выемки наплавляют электродами, обеспечивающими нормативную твердость. Допускается установка в балансирах сменных вставок. Общая кривизна балансира в плоскости допускается не более 1 мм.
Опорные поверхности рессорной подвески, пружинного гнезда и рессорной опоры, имеющие износ глубиной более 2 мм, восстанавливают на
76
плавкой до чертежного размера. Износ рессорной подвески по толщине (в наименьшем сечении) до 3 мм восстанавливают также наплавкой, местный износ до 1,5 мм допускается оставлять без исправления. Разрешается регулировка рессорного подвешивания за счет: изменения высоты опорных
поверхностей рессорных балансиров путем установки сменных опор под балансиры в буксах с различной высотой головок в пределах от 20 до 30 мм; установки прокладок (толщиной не более 5 мм) между опорами листовых рессор и коренными листами.
Рис. 50. Рессорное подвешивание тележки:
1 — балансир; 2,18 — подвески; 3 — скоба предохранительная; 4 — втулки; 5, 13, 15, 17 — валики; 6 — кронштейн; 7 — пружина; 8 — амортизатор; 10 — хомут; 11 — рессора; 9,16 — тарелки; 12 — клапан смазки; 14 — опорные втулки рессоры; 19 — подкладка; 20 — шплинт; 21 — гайка
77
Колесная пара тепловоза
От состояния колесных пар тепловозов (рис. 51) зависит безопасность движения поездов, поэтому к их состоянию предъявляются повышенные требования. В соответствии с Правилами технической эксплуатации железных дорог Российской Федерации (ПТЭ) каждая колесная пара должна удовлетворять требованиям Инструкции по формированию, ремонту и содержанию колесных пар тягового подвижного состава железных дорог колеи 1520 мм, утвержденной МПС России 14.06.1995 г. № ЦТ-329 (с изменениями и дополнениями, утвержденными указанием МПС России от 23.08.2000 г. № К-2273у).
В соответствии с порядком, установленным этой Инструкцией, колесные пары должны подвергаться осмотру под ТПС, обыкновенному и полному освидетельствованию. Обыкновенное освидетельствование колесных пар производят во всех случаях подкатки их под ТПС в депо, за исключением указанных в п. 3.1, в том числе при ТР-2 колесных пар моторных вагонов электропоездов. Полное освидетельствование колесных пар ТПС выполняют:
- при ремонте на заводах и в депо, выполняющих ремонт колесных пар ТПС со сменой элементов (хотя бы одного);
- при неясности клейм и знаков последнего полного освидетельствования;
- при наличии повреждений колесной пары после крушения, аварии, столкновения или схода с рельсов, а также любых видимых повреждений, выявленных при внешнем осмотре, кроме отклонений, выявленных на профиле бандажа, которые могут быть устранены обточкой.
Характерные повреждения колесных пар (рис. 52) в эксплуатации: износ бандажей (прокат, подрез гребня, выбоины и ползуны); ослабление бандажа, колесного центра, зубчатого колеса; трещины, износ и откол зубьев зубчатого колеса; износ, трещины, риски, забоины, вмятины, задиры на шейках оси, навар металла на поверхности катания.
Характер и размер износа бандажей определяют специальными шаблонами (рис. 53). Радиальный износ бандажа (прокат) измеряют по кругу катания. Подрезы гребней и уступы у основания гребней бандажей возникают при эксплуатации тепловозов на участках с кривыми малого радиуса. Практика эксплуатации колесных пар показывает, что нарастание износа гребней бандажей, как правило, опережает нарастание проката, вследствие чего обточку бандажей производят из-за недопустимого износа (подреза) гребней. Для получения нормального профиля гребня поверхность катания бандажей обтачивают на колесотокарных станках, а внутренние торцовые их грани проверяют на станке.
Появление ползунов по поверхности катания бандажей является результатом нарушения правил эксплуатации. Допустимые размеры износа отдельных элементов колесных пар тепловозов грузового движения приведены на рисунке.
При выпуске тепловоза из текущего ремонта ТР-3 разрешается подкатывать колесные пары как отремонтированные, так и нового формирования. Колесные пары при подкатывании под тепловоз должны полностью удовлетворять требованиям Инструкции № ЦТ-329.
78
Толщина гребня 25—33
Рис. 51. Колесная пара тепловоза:
1 — бандаж; 2 — колесный центр; 3 — ось; 4 — укрепляющее кольцо; 5 — зубчатое колесо ведомое; 6 — отбойное кольцо
Прокат не более 7 мм
Наплыв
Рис. 52. Характерные износы и повреждения колесной пары
80
Рис. 53. Шаблоны для измерения бандажа: а — шаблон для измерения проката и толщины гребня; б — толщиномер; в — шаблон для измерения вертикального подреза гребня
81
Зубчатая передача
Зубчатая передача служит для передачи вращающего момента от тягового двигателя к колесным парам. На тепловозе ТЭМ-2 применяют цилиндрическую зубчатую передачу.
Потеря работоспособности зубчатой передачи наступает вследствие из-носов зубьев и увеличения бокового зазора между ними. Такая передача работает обычно с большим шумом и издает характерные звуки при изменении частоты или направления вращения. При увеличении зазоров в передаче увеличивается динамическая нагрузка на зубья колес, что создает предпосылки появления трещин у основания зубьев и их поломки. При износе зубьев уменьшается их толщина и прочность, а следовательно, увеличиваются ударная нагрузка и перекосы в передаче, снижается работоспособность зубчатой передачи.
Характерные повреждения зубьев шестерен: износ, трещины, отколы, повреждения и выкрашивание рабочей поверхности. Износ зубьев происходит в результате истирания их рабочей поверхности, особенно при наличии в масле пыли и мелких частиц металла от износа трущихся деталей. Наибольший износ в прямозубых колесах наблюдается на поверхности головки и ножки зуба; в полюсе зацепления взаимного перемещения не происходит и износ зубьев наименьший. Профили изношенного зуба прямозубых и косозубых колес имеют форму, показанную на рис. 54.
При сборке тяговых электродвигателей с колесными парами собранная зубчатая передача должна удовлетворять следующим условиям:
• боковой зазор между зубьями зубчатых колес и шестерен должен быть не менее 0,3 мм для зубчатого колеса жесткого типа, а разница боковых зазоров не должна превышать 0,3 мм. Проверку зацепления производят по нескошенной стороне зуба шестерни;
• прилегание зубьев колес редуктора следует контролировать на нескошенной стороне зуба шестерни, в этом случае оно должно быть не менее 40 % длины зуба и не менее 50 % его высоты.
Шестерни зубчатой передачи не должны иметь каких-либо трещин, а также незачшценных вмятин или забоин на рабочей поверхности зуба и задиров на притирочной поверхности конусного отверстия. Допускается оставлять в работе малые шестерни, имеющие на поверхности каждого зуба не более одной вмятины глубиной до 2 мм, площадью до 150 мм2, а также коррозионные язвы, если общая площадь их не превышает 15 % поверхности каждого зуба. Шестерни с износом зубьев по толщине более 3 мм, измеряемой по делительной окружности, или с шириной пояска на вершине зуба менее 1 мм (заострение зуба) заменяют.
Износ рабочей поверхностей зубьев цилиндрических шестерен определяют измерением их толщины при помощи штангензубомеров (рис. 55, а), а косозубых — измерением длины общей нормали норма-лемером (рис. 55, б).
Рис. 54. Характер износа зубьев:
а — прямозубых; б — косозубых; .S’ — номинальная толщина зуба;
*5—3 — толщина предельно изношенного зуба
82
Рис. 55. Измерение износа зубьев цилиндрической зубчатой передачи штангензубомером (а) и косозубых колес нормалемером (б): Sx — толщина зуба (по хорде); hx — высота головки зуба; Од — делительная окружность; L — длина общей нормали
83
Буксы
Буксы служат для передачи нагрузки от подрессоренных масс кузова и тележек на шейки осей колесных пар. В процессе движения они должны обеспечивать возможность вращения шеек осей с минимальным сопротивлением, что возможно только при подшипниках качения. Поэтому на локомотивах применяют исключительно роликовые буксы. Роликовые подшипники состоят из наружного (с буртами) и внутреннего безбуртового колец, роликов и латунного сепаратора. Сепаратор служит для дистанционного распределения роликов по периметру подшипника. На торцы роликовых подшипников нанесены клейма, указывающие условное обозначение подшипника, завод-изготовитель, год изготовления, комплектовочный номер и месяц выпуска подшипника (буквами алфавита по порядку). Для смазывания роликовых подшипников применяют консистентную смазку (на каждую буксу 3 кг). Конструкция буксы зависит от способа восприятия роликами вертикальных нагрузок и способа передачи тяговых усилий к раме тележки, а также усилий, возникающих между колесными парами и тележкой в поперечном направлении. На тепловозах применяют главным образом два типа букс: челюстные и бесчелюстные.
Челюстные буксы. Применяемые на тепловозах буксы (рис. 56) имеют стальной литой корпус, две плоские стороны которого служат в качестве направляющих в буксовых челюстях рамы тележки. Для передачи осевых усилий к раме тележки на боковых поверхностях буксы выполнены приливы, к которым через приваренные подкладки прикреплены винтами сменные наличники. К боковым поверхностям буксы также приварены наличники из износостойкой стали 60Г. К наличникам поступает масло из ванн, находящихся в верхней части корпуса.
В расточку корпуса 1 установлены два цилиндрических роликовых подшипника 12,13, разделенных дистанционными кольцами 2,3. Корпус буксы сзади и спереди закрыт крышками 6, 14 на болтах. В задней крышке 14 выполнена кольцевая расточка, в которую заходит лабиринтное кольцо, защищающее полость буксы от попадания пыли и грязи. В переднюю крышку вставлен осевой упор 8, в который упирается ось колесной пары при поперечных перемещениях. Для смазывания трущихся поверхностей торца оси и упора
Рис. 56. Челюстная роликовая букса:
1 — корпус буксы; 2, 3 — кольца дистанционные; 4 — опора балансира; 5 — гайка; 6,14 — передняя и задняя крышки; 7—регулировочные прокладки; 8—осевой упор; 9 — пружина; 10 — корпус осевого упора; И — пробка; 12,13 — роликоподшипники
84
предусмотрен войлочный фитиль, укрепленный на пластинчатой пружине упора. Конец фитиля опущен в масляную ванну крышки, образованную ее корпусом и вваренной в крышку разделительной перегородкой. Для слива масла предусмотрена пробка 11. Буксы крайних колесных пар имеют пружину, расположенную между упором и его крышкой. Пружина предварительно сжата усилием 15 кН и допускает упругое поперечное перемещение упора на 10—11 мм. Упругие упоры уменьшают рамные динамические усилия при движении тепловоза в кривой.
Сред ние оси имеют жесткие упоры, и букса может свободно перемещаться на оси на ±14 мм от среднего положения. Это перемещение обеспечивается за счет зазоров между упором и торцом оси, а также между дном кольцевой выточки в задней крышке и лабиринтным кольцом. При этом ролики подшипников проскальзывают в осевом направлении по внутренним кольцам подшипников. Осевой упор смазывается дизельным маслом, заливаемым в полость, ограниченную задней крышкой и перегородкой в буксе. Уровень масла определяется нижней кромкой заправочного отверстия. Для смазки роликовых подшипников применяют консистентную смазку Буксол (1,4 кг на одну буксу), ею заполняют пространство между роликами и всю полость лабиринтного кольца. Вертикальная нагрузка на буксу передается через специальную арку, опирающуюся на каблучки корпуса, удаленные от вертикальной оси буксы на некоторое расстояние. Такое нагружение буксы позволяет за счет упругой деформации корпуса нагружать не только верхний центральный ролик, но и часть соседних с ним, что значительно уменьшает максимальные нагрузки на ролики.
Разборку, ремонт и сборку букс с роликовыми подшипниками производят согласно Инструкции по техническому обслуживанию и ремонту узлов с подшипниками качения локомотивов и моторвагонного подвижного состава с соблюдением следующих условий:
• радиальный зазор подшипников в свободном состоянии должен быть в пределах 0,12—0,14 мм. Дчя постановки на одну шейку оси подшипники должны быть подобраны так, чтобы разница в радиальных зазорах их не превышала 0,03 мм. Посадочный радиальный зазор (после установки на шейку оси внутренних колец) менее 0,06 мм не допускается;
• натяг внутренних колец подшипников должен быть в пределах 0,03—0,065 мм, он осуществляется путем подбора внутренних колец по шейкам;
• для сохранения взаимной приработки деталей подшипников рекомендуется не разукомплектовывать внутренние и наружные кольца каждого из подшипников.
Наличники букс, имеющие толщину менее допустимых размеров, заменяют новыми. При замене всех наличников букс расстояние между пазами корпуса буксы, а также между боковыми поверхностями каждого паза после приварки наличников должно быть в пределах чертежного размера. Непараллельность поверхностей направляющих пазов между собой допускается не более 0,3 мм.
Сменные опоры балансиров, имеющие износ рабочей поверхности глубиной более 1 мм, заменяют новыми. Рабочую поверхность вновь изготавливаемых сменных опор закаливают токами высокой частоты или цементируют. Глубина закаленного слоя должна быть не менее 1,5 мм, а твердость HRC = 44—56.
Проверяют состояние деталей осевых упоров: упоры скольжения с толщиной капроновой наделки менее 10 мм (части, выступающие относительно осевого упора) заменяют; упоры, имеющие толщину бронзовой армировки менее 9 мм, восстанавливают наплавкой до чертежного размера. У букс с пружинными осевыми упорами проверяют состояние пружин; пружины с изломанными витками, трещинами заменяют.
При ремонте букс разрешается:
• устранять выработку на пластинах и осевых упорах наплавкой с последующей обработкой;
• заваривать раковины и мелкие плены на корпусе буксы (которые не обеспечивают сохранность смазки);
• устранять выработку и задиры на лабиринтах и крышке буксы заваркой канавок лабиринта с последующей обработкой до чертежных размеров; при ослаблении лабиринта на предподступич-ной части шейки оси, лабиринтное кольцо по внутреннему диаметру можно проточить на глубину 1,5—2 мм, наплавить и снова проточить по месту с натягом по чертежу. После ремонта карманы букс под смазку проверяются наливом керосина.
85
При ремонте букс запрещается сваривать отдельные части.
При сборке букс и подкатке колесных пар должны быть соблюдены следующие требования:
• оси колесных пар в тележке должны быть параллельны между собой и перпендикулярны продольной оси тележки: разность расстояний между центрами смежных осей по правой и левой сторонам тележки, а также отклонение их от перпендикулярного положения, измеренное по концам оси, с учетом продольного разбега букс допускается не более 3,0 мм;
• зазор между буксой и буксовыми направляющими рамы тележки вдоль оси тележки, а также поперечный разбег колесной пары дол-
Рис. 57. Схема для определения разбегов колесной пары в буксах:
1 — корпус осевого упора; 2 — пружина; 3 — осевой упор; 4 — регулировочные прокладки; 5 — ось колесной пары; 6 — корпус буксы; 7, 8 — широкие наличники буксы и рамы тележки; 9 — рама тележки; 10 — прокладка под узкий наличник рамы; 11, 12 — узкие (боковые) наличники рамы и буксы
жен быть в пределах норм. Заклинивание букс в направляющих не допускается;
• после подкатки колесных пар с собранными буксами под тепловоз и прокатки тепловоза, проверяется осевой разбег каждой колесной пары. Регулировку величины поперечного разбега колесной пары разрешается производить за счет изменения набора прокладок и высоты осевого упора.
Для надежной работы экипажной части тепловоза большое значение имеет правильная установка колесных пар относительно рамы тележки. Для симметричной установки колесных пар тепловоза в рельсовой колее необходимо колесные пары располагать в тележке таким образом, чтобы они были симметричны продольной оси рамы, т.е. расстояния от внутренних граней бандажей до боковых наличников букс были одинаковыми; оси колесных пар были перпендикулярны продольной оси рамы тележки. Эти условия обеспечиваются регулировкой продольного и поперечного разбегов колесной пары в раме тележки (рис. 57).
Продольный разбег колесной пары в челюстной тележке относительно рамы ограничивается суммарным значением зазоров В = В + В2 между широкими наличниками 7 и 8 корпуса буксы 6 и буксовых вырезов рамы тележки 9, который в эксплуатации не должен превышать 5 мм. Регулируется этот зазор подбором толщины наличников 7 и 8.
Суммарный поперечный разбег оси колесной пары П, в значительной степени определяющий ходовые качества тепловоза и его воздействие на путь, складывается из свободного С и упругого У разбегов, т.е. П = С + У. Свободный разбег колесной пары С складывается из зазора А между узкими наличниками 11,12 левой Ал и правой Апр букс и наличниками рамы тележки и зазоров Б между торцами осей 5 и осевыми упорами 3 правой Бпр и левой Бл букс, т.е.: С = Ал + Апр + Бл + Бпр.
Свободный поперечный разбег колесных пар регулируют за счет толщины К прокладок 4, установленных между передней крышкой корпуса буксы 6 и фланцем осевого упора 3.
Упругий разбег У колесных пар складывается из суммы допустимых прогибов пружин осевых упоров правой Гп и левой Гл букс и в процессе эксплуатации не регулируется.
86
Редуктор вентилятора холодильника
Редуктор вентилятора (рис. 58) состоит из чугунного корпуса, в расточках которого на шариковых подшипниках установлены горизонтальный полый и вертикальный валы с насаженными на них в горячем состоянии коническими шестернями с круговыми зубьями. Горизонтальный полый вал присоединен своим фланцем к фланцу фрикционной муфты. Внутри вала проходит ведущий вал, вращающийся на шариковых подшипниках, установленных в расточках полого вала и корпуса. На валу закреплены на шлицах два ведущих диска с фрикционными накладками. Фрикционные диски имеют возможность перемещаться по валу по мере их износа. На ведущем валу укреплена на шпонке шестерня привода водяного насоса второго контура охлаждения. Шестерня входит в зацепление с ва-лом-шестерней, установленным на шарикоподшипниках в корпусе.
Ведущий вал, соединенный с приводным карданным валом, не передает вращение вентиляторному колесу, если фрикционные диски вала не прижаты к фланцу. Включение муфты осуществляется специальным электропневматическим механизмом, приводимым в действие с пульта управления или вручную. При включении муфты освобождаются внутренние концы шести коромысел, удерживающих своими внешними концами двенадцать пружин. Освобожденные от нажатия пружины воздействуют на нажимной диск муфты и прижимают ведущие фрикционные диски к ведомому фланцу. За счет появившейся силы трения между дисками и фланцами муфты вращение от ведущего вала передается полому с конической шестерней, а от нее — вертикальному валу вентилятора.
Привод вентилятора осуществляется от переднего конца коленчатого вала через вал привода масляного насоса дизеля.
При текущем ремонте в объеме ТР-3 редуктор вентилятора холодильника и подпятник снимают, разбирают и осматривают детали. Трещины в корпусах редуктора и подпятника устраняют заваркой, плазменным напылением. Осматривают самоподжимные сальники. Кожаные манжеты сальников с оборванными краями или дающие излом при изгибе на 180° заменяют. Войлочные уплотнения заменяют новыми. Годные кожаные манжеты самоподжимных сальников прожировывают. Конические шестерни редуктора вентилятора, имеющие предельный износ (когда невозможно установить боковой зазор между зу
бьями), излом зубьев или групповые коррозионные язвы более 15 % на рабочей стороне зуба, заменяют. Допускается оставлять в работе шестерни, имеющие на каждом зубе вмятины глубиной до 0,4 мм и площадью до 50 мм2, а также выкрошенное место, если оно отстоит от торца зуба на расстояние не более 10 мм. Цилиндрические шестерни заменяют при наличии: изломов и трещин в зубьях и теле шестерни; покрытия более 15 % поверхности зубьев коррозионными язвами; откола зубьев, если дефектное место отстоит от торца зуба на расстоянии более 10 % его длины; вмятины на поверхности каждою зуба площадью более 25 мм2 и глубиной более 0,4 мм; бокового зазора между зубьями пары шестерен более 1 мм. Изношенные зубья конических и цилиндрических шестерен запрещается восстанавливать наплавкой.
Валы с износом в местах посадки шестерен и подшипников восстанавливают или заменяют новыми. Допускается восстанавливать резьбу на конце вала электросваркой с предварительным удалением старой резьбы на станке. При разработке шпоночных гнезд на валу гнезда выфрезеровывают на новом месте. Биение ведущего и ведомого валов по всей длине при проверке на станке допускается не более 0,05 мм. Прилегание конических поверхностей валов и фланцев проверяют по краске, оно должно быть не менее 75 %.
При сборке редуктора должны соблюдаться следующие условия:
• посадка шестерен и подшипников производится после предварительного нагрева в масле. Шестерни должны быть нагреты до температуры 170—190 °C; подшипники — до 80—100 °C. Зазор между частями корпуса редуктора и подпятника и наружными кольцами подшипников качения должен быть в пределах 0,0—0,06 мм. Защемление подшипников не допускается. В случае ослабления наружного кольца в посадке допускается применение эластомера ГЭН-150(B) или аналогичного ему по свойствам;
• при выбранных внутрь корпуса и наружу осевых разбегах ведущего и ведомого валов зазор между зубьями шестерен должен быть в пределах допуска. Осевой разбег ведущего вала должен быть в пределах допускаемых размеров;
87
• прилегание зубьев шестерен по краске должно быть не менее 70 % длины и 60 % высоты зубьев и располагаться у делительной окружности конуса; начало отпечатка по длине зуба должно отстоять от торца его со стороны малого конуса не более чем на 3 мм;
• при вращении вручную окончательно собранного редуктора не должно быть заеданий, рывков и заклиниваний в зубьях; валы дол-
• при работе редуктора на тепловозе не должно быть прерывистого шума, толчков, ударов и утечки смазки через уплотнения;
• восстановление (суммарного диаметрального) зазора в лабиринтовом уплотнении разрешается выполнять лужением внутренней поверхности втулки, при этом зазор должен быть в пределах 0,09—0,23 мм.
жны вращаться легко и свободно;
Рис. 58. Редуктор вентилятора холодильника
88
Тормозная рычажная передача
Тормозной рычажной передачей называется система тяг и рычагов, посредством которых усилие человека (при ручном торможении) или усилие, развиваемое сжатым воздухом, по штоку тормозного цилиндра (при пневматическом и электропневматическом торможениях) передается на тормозные колодки, которые прижимаются к колесам. На тепловозе ТЭМ-2 применяют передачи с односторонним нажатием колодок.
Тормозная рычажная передача (рис. 59) состоит из следующих основных частей: горизонтальных и вертикальных рычагов, тяг, затяжек (распорок), тяги ручного тормоза, подвесок, башмаков и колодок. В поперечном направлении башмаки укреплены на триангелях или балках. Для предохранения от падения на путь частей рычажной передачи применяют предохранительные устройства (подвески, кронштейны, цепи и др.)
Рычажная тормозная передача тепловоза приводится в действие от двух тормозных цилиндров, расположенных с боков рамы тележки и действующих на три колесные пары. Каждый тормозной цилиндр 8 диаметром 10" приводит в движение передачу по одной стороне тележки. При этом горизонтальный балансир 7, поворачиваясь вокруг валика тормозной тяги 9, действует на шарнирно связанный с ним вертикальный рычаг 6, который через винтовую стяжку 4 подводит подвеску 3 с башмаком 2 и колодкой 1 к бандажу колеса. Передача усилий на тормозные колодки других колес осуществляется посредством тяги 9, горизонтального балансира 10, вертикального рычага 11, стяжки 12 и подвески 14.
Регулирование положения колодок относительно бандажей колес (рис. 60) осуществляют винтовыми стяжками 4, 12 (см. рис. 59). Для предохранения деталей от падения на путь предусмотрены скобы 5 и 13.
В горизонтальном балансире 7 имеется два отверстия для присоединения тормозной тяги 9, что позволяет изменять передаточное отношение рычажной передачи при подкатке тележек под локомотивы различного типа.
При текущем ремонте ТР-3 рычаги, подвески, кронштейны, тяги тщательно осматривают и заменяют, если они имеют трещины, надрыв, надлом или местный износ глубиной более 10 % сечения детали; производят
Рис. 59. Тормозная рычажная передача:
1 — тормозная колодка; 2 — башмак; 3,14 — подвеска; 4, 12 — винтовая стяжка; 5, 13 — предохранительные скобы; 6,11 — вертикальные рычаги; 7,10 — горизонтальные
балансиры; 8 — тормозной цилиндр; 9 — тяга
89
также проверку тормозных цилиндров (рис. 61). Детали с местным износом глубиной, менее указанной, восстанавливают наплавкой с последующей механической и термической обработкой. Разрешается восстанавливать рычаг тяги или подвеску приваркой вместо поврежденной части новой. Приварку ведут электроконтактным способом с последующим испытанием детали на растяжение. Нагрузку при испытаниях принимают в зависимости от сечения детали из расчета 12 кгс/мм2. При зазоре между деталями шарнирных соединений (неразъемных подшипников скольжения) рычажной передачи более 3 мм его восстанавливают до нормальной величины, как и в соединениях рессорного подвешивания, путем замены втулок, наплавки отверстий и валиков с последующей их обработкой. Муфты и вилки винтовых стяжек, имеющие трещину, сорванную или вытянутую резьбу, заменяют. При ослаблении муфты по резьбе, когда качание превышает 1 мм, конец муфты осаживают в горячем состоянии, а затем обрабатывают и подгоняют по резьбе.
При отпущенном тормозе тормозные колодки должны отстоять от поверхности катания бандажа на расстоянии 10—15 мм по всей длине колодки и плотно прилегать к тормозным башмакам. Толщина колодок допускается не менее 15 мм.
Свободное перемещение тяг при увеличении выхода штока тормозного цилиндра (из-за износа колодок) обеспечивается благодаря вырезу в горизонтальном месте рамы.
При замене тормозных колодок размер «С» регулируется в пределах 70+1° мм (контролируется при заторможенном положении системы).
90
Рис. 60. Схема действия тормозной рычажной передачи и ее неисправности
Кран № 254 имеет следующие положения ручки:
I положение — отпускное — для отпуска автоматического тормоза локомотива. Из I положения во II ручка перемещается автоматически;
II положение — поездное, при котором тормоза локомотива отпущены, но обеспечивается их действие при работе автоматического тормоза;
III, IV, V и VI — тормозные положения при перемещении ручки против часовой стрелки и отпускные — при перемещении ее по часовой стрелке.
Необходимо проверить время наполнения тормозных цилиндров краном вспомогательного тормоза путем постановки его ручки в крайнее тормозное положение, при этом давление в тормозных цилиндрах должно повыситься до 0,3 МПа не более чем за 6—10 с, а время отпуска до давления 0,04 МПа не более 10—16 с.
Для проверки плотности тормозных цилиндров необходимо после их наполнения закрыть разобщительный кран на воздухопроводе и проверить время падения давления в тормозных цилиндрах, Начиная с давления 0,35 МПа. Допускается падение давления не более 0,02 МПа в 1 мин.
Рис. 61. Проверка тормозных цилиндров
Система пескоподачи
Для повышения сцепления колес с рельсами при трогании с места или движении по подъему (особенно когда рельсы замаслены или влажны) под колеса локомотива подается песок. Опыт эксплуатации локомотивов показывает, что обычно первыми начинают буксовать направляющие колесные пары — первая и четвертая по ходу тепловоза. Поэтому подача песка осуществляется у всех тепловозов только под эти колесные пары. При этом очень важно для экономии песка направлять его строго в место контакта колес с рельсами. Причем иногда достаточно подавать песок только под первую колесную пару.
Песочные системы (рис. 62) в принципе для всех тепловозов одинаковы. Они включают песочные бункеры (обычно четыре на одну секцию тепловоза) вместимостью около 200 кг каждый, воздухораспределители, форсунки, песочницы, электропневматические клапаны и трубопроводы с резиновыми рукавами и наконечниками.
Песок из форсунок подается воздухом питательной магистрали, который через воздухораспределители подводится к форсункам. Воздух, управляющий воздухораспределителями, поступает из резервуара управления (низкого давления) через электропневматические клапаны, сблокированные с контактами реверсора. В зависимости от направления движения блокировочные контакты реверсора включают электропневматические клапаны переднего или заднего хода, а те в свою очередь приводят в действие соответствующие воздухораспределители питательной магистрали, соединенные с форсунками.
При срабатывании клапана воздух из резервуара управления под давлением 55—60 Н/см2 через штуцер в крышке воздухораспределителя поступает в его камеру над поршнем со штоком и перемещает его вниз. Через открывшийся при этом клапан воздух из питательной магистрали под давлением 75—85 Н/см2 поступает через штуцер непосредственно к форсунке.
Поступивший в полость форсунки воздух по каналам поступает в песочную камеру и разрыхляет песок. Другая часть воздуха, поступившая
92
в камеру, проходит через сопло в канал и выдувает песок, выжимаемый воздухом из песочной камеры, в трубу и далее под колесо.
Включение и выключение песочниц осуществляют ножной педалью, расположенной под пультом машиниста. Для подачи песка только под первую колесную пару на пульте имеется специальная кнопка. При выключении песочниц электропневматический клапан выпускает воздух из камеры над поршнем воздухораспределителя и его пружина закрывает клапанное устройство, прекращая подачу воздуха к форсункам из питательной магистрали.
Трубы, проводящие песок к колесам третьей и четвертой осей, оборудованы тремя дополнительными воздушными трубопроводами для подвода воздуха, чтобы облегчить проталкивание песка по длинным горизонтальным участкам этих труб. Песочные трубы при переходе от кузова к тележкам имеют гибкие резиновые вставки. Наконечники песочных труб резиновые и могут регулироваться по высоте.
Регулировку подачи песка осуществляют винтом. Для уменьшения количества подаваемого форсункой песка винт необходимо завернуть, а для увеличения — отвернуть. Для ориентировки, насколько винт повернуть относительно закрытого положения, на головке винта и корпусе форсунки поставлены керны. Необходимая подача песка под первую и шестую колесные пары 1,6—2,0 кг/мин, а под третью и четвертую — 0,8—1,2 кг/мин.
Заправку бункеров необходимо производить чистым, сухим песком, обязательно через сетки, во избежание попадания комков и другого мусора. Заправочные горловины должны иметь герметичные крышки и козырьки, чтобы в песок не попала влага.
При текущем ремонте в объеме ТР-3 песочную систему разбирают и очищают. Воздухораспределители форсунок разбирают и ремонтируют; негодные детали заменяют. Форсунки песочниц осматривают, износ корпуса устраняют наплавкой. Крышки бункеров и их замки ремонтируют. Трещины бункеров заваривают, негодные сетки заменяют. Песочные тру-
бы снимают, неисправные заменяют или ремонтируют. Протертые или порванные резиновые рукава песочных труб заменяют. Проверяют надежность крепления кронштейнов песочных труб. Регулируют расположение песочных труб относительно круга катания бандажей колесных пар. Трубы устанавливают так, чтобы их наконечники отстояли от головки рельса на 50—65 мм и не касались бандажей и тормозной передачи. Регулируют подачу песка, песочные форсунки пломбируют.
Подача песка под бандажи колесных пар осуществляется нажатием педали песочницы. При этом нужно убедиться, что все форсунки переднего и заднего хода подают песок на рельсы. Засорившиеся форсунки необходимо прочистить, для этого вывернуть пробку в корпусе форсунки и удалить из нее комки и крупные частицы. После этого вновь проверить подачу песка.
Воздух
Воздух от резервуара низкого давления
Воздух от главного резервуара
Песок из бункера
Рис. 62. Схема системы пескоподачи
93
Кузов тепловоза
Кузов тепловоза ТЭМ2 — капотного типа. Он состоит (рис. 63) из кабины машиниста 11, капота над аппаратной камерой 10, капота над дизелем 7, капота над камерой охлаждающего устройства 3 и капота над аккумуляторным помещением 13. Каркас капотов выполнен из швеллера, угольников, гнутых профилей, обшит снаружи листами. Кабина и капоты, за исключением капота над дизелем, приварены к раме тепловоза. Кабина машиниста с капотом над аккумуляторами образует сварной съемный узел, устанавливаемый на раму на плоских резиновых амортизаторах. Капот над дизелем — съемный. Он прикреплен к соседним частям при помощи клинового соединения. Кабина машиниста и капоты над дизелем и помещением для аккумуляторов с внутренней стороны имеют теплоизоляцию. Для осмотра оборудования на боковых стенках капотов, а также в торцовых частях тепловоза предусмотрены двери. Жалюзи (просечки) в дверях служат для вентиляции машинного и аккумуляторного помещений. В боковых стенках капота имеются проемы для установки воздушных фильтров, сеток и съемных щитков для осмотра. Для выемки аккумуляторов, компрессора, турбокомпрессора, узлов и деталей дизеля, водяного бака на крыше тепловоза имеются люки 5, 6, 8, 9, 12. Капот над камерой охлаждающего устройства образован из продольных нижних балок, задней стенки, корпуса передней песочницы, опоры вентилятора и рамы под редуктор. Сваренные между собой, они образуют единую конструкцию, обшитую сверху и снаружи металлическими листами. Камера охлаждающего устройства — это самостоятельная технологическая единица, которую полностью собирают, проверяют, а затем уже приваривают к раме тепловоза, стыкуя с элементами кузова. Для облегчения доступа к охлаждающим секциям боковые жалюзи смонтированы на каркасе, укрепленном на корпусе камеры петлями.
По обеим сторонам капота 3 (в четырех его углах) размещены четыре песочных бункера 2. Передние бункеры имеют каждый свой загрузочный люк, задние — объединены между собой и имеют общий люк. Для доступа к песочницам на торцовых частях капота приварены скобы.
Кабина машиниста возвышается над всеми остальными частями капота. Она имеет со всех четырех сторон окна с одинарным остекленением. Кабина — теплозвукоизолирована, имеет два выхода — на переднюю и заднюю площадки. Для обслуживания аппаратной камеры в передней стене кабины расположена дверь, в которой изнутри встроены металлический шкаф для одежды и ниша для хранения продуктов. Для обеспечения безопасности дверной проем в аппаратную камеру имеет ограждение, при открытии которого специальным выключателем снимается нагрузка с генератора.
С правой стороны кабины находится пульт управления. Сиденья у машиниста и его помощника мягкие, прямоугольной формы со спинкой, регулируемые по высоте в поперечном и продольном направлениях. Большая площадь остекления кабины создает хорошую освещенность внутри нее в дневное время. Искусственное освещение кабины общее и местное.
При ремонте кузов во всех соединениях укрепляют, негодные болты и заклепки заменяют. Поврежденные сварные швы вырубают и заваривают.
Местные вмятины кузова выправляют. Люки и жалюзи крыши осматривают, неисправные ремонтируют. Предохранительные устройства, цепи и погнутые жалюзи исправляют. Все люки должны быть хорошо пригнаны по местам и плотно закрываться.
Неисправности переходных мостиков, поручней и лестниц устраняют. Погнутые лестницы и поручни снимают, выправляют и прочно закрепляют на месте. Устраняют неплотности дверей и окон кузова, негодные детали заменяют, замки и запоры окон ремонтируют. Стеклоочистители осматривают и исправляют.
Производят необходимый ремонт обшивки кузова, кабины и полов. Сиденья, подлокотники, шкафы и ящики осматривают и ремонтируют. Ремонтируют помещение аккумуляторной батареи, заменяют негодные бруски опор. Вновь устанавливаемые бруски красят кислотоупорным лаком № 411.
Опоры кузова тепловоза разбирают, детали промывают и осматривают, негодные заменяют.
94
12
2
Рис. 63. Кузов тепловоза:
1 — скобы; 2 — песочные бункера; 3 — камера охлаждающего устройства; 4 — диффузор вентилятора; 5, 6, 8, 9,12 — люки; 7 — капот над дизелем; 10 — капот над аппаратной камерой; 11 — кабина машиниста; 13 — капот над аккумуляторным помещением; 14 — двери
95
Рекомендуемая литература
1. Локомотивные энергические установки. Учебник для вузов ж.-д. транспорта / А.И. Володин, В.З. Зюбанов, В.Д. Кузьмич, Е.И. Сковородников, Л.С. Туров / Под ред. А.И. Володина. — М.: ИПК «Желдориздат», 2002. — 718 с.
2. Скепский В.П., Скуев В.Б. Ремонт механического оборудования тепловозов. — М.: Транспорт, 1991. - 183 с.
3. Правила технического обслуживания и текущего ремонта тепловозов ТЭМ2, ТЭМ2А, ТЭМ2У, ТЭМ2УМ. — М., 1998.
4. Собенин Л.А., Баколдин В.И., Зинченко О.В., Воробьев А.А. Устройство и ремонт тепловозов. — М.: Академия, 2004. — 416 с.
5. Тепловоз ТЭМ2: Руководство по эксплуатации и обслуживанию. ПО «Брянский машиностроительный завод». Изд. 2-е, перераб. и допол. — М.: Транспорт, 1983. — 239 с.
6. Тепловоз ТЭМ2У: Руководство по эксплуатации и обслуживанию. ПО «Брянский машиностроительный завод». — М.: Транспорт, 1988. — 256 с.
7. Тепловозы. Назначение и устройство: Учебник для образовательных учреждений ж.-д. транспорта, осуществляющих профессиональную подготовку / Под ред. О.Г. Куприенко. — М.: Маршрут, 2006. — 280 с.
8. Типовая инструкция по охране труда для слесаря по ремонту тепловозов и дизель поездов ТОЙ Р-32-ЦТ-728-99. — М., 2000. — 31с.
Содержание
Краткое описание тепловоза ТЭМ2...............................................3
Основные технические характеристики тепловоза ТЭМ2............................6
Параметры...................................................................6
Основные размеры............................................................6
Ходовая часть...............................................................6
Дизель-генератор ПДГ-1М.....................................................6
Турбокомпрессор.............................................................7
Центробежный маслоочиститель................................................7
Генератор...................................................................7
Двухмашинный агрегат........................................................7
Тяговый электродвигатель....................................................7
Аккумуляторная батарея......................................................7
Охлаждение тяговых электродвигателей........................................8
Холодильник.................................................................8
Система охлаждения наддувочного воздуха.....................................8
Компрессор..................................................................8
Электродвигатель топливоподкачивающего и маслоподкачивающего насосов........8
Электродвигатель калорифера и антиобледенителей.............................8
Тормозное оборудование......................................................8
Дизель ПД1М...................................................................9
Фундаментная рама дизеля ПД1М..............................................11
Блок цилиндров.............................................................13
Втулки цилиндров...........................................................15
Коленчатый вал.............................................................17
Подшипники коленчатого вала................................................19
Шатунно-поршневая группа...................................................21
Крышка цилиндра............................................................26
Газораспределительный механизм.............................................30
Топливная аппаратура дизеля...............................................32
Секция топливного насоса..................................................34
Универсальный стенд по проекту А53.00.00..................................36
Форсунки дизеля...........................................................38
Универсальный стенд по проекту А106.02.00. для испытания форсунок.........40
Регулятор частоты вращения................................................42
Система воздухоснабжения..................................................46
Турбокомпрессор ТК-30.....................................................47
Топливная система дизеля..................................................49
Топливоподкачивающий насос................................................51
Фильтр грубой очистки топлива.............................................53
Т опл и воподогревател ь..................................................53
Масляная система дизеля...................................................54
Масляный насос и его привод...............................................56
Щелевой фильтр грубой очистки масла.......................................59
Водяная система...........................................................61
Водяной насос.............................................................63
Охлаждающие устройства....................................................66
Рама тележки................................................................72
Рессорное подвешивание......................................................76
Колесная пара тепловоза.....................................................78
Зубчатая передача...........................................................82
Буксы.......................................................................84
Редуктор вентилятора холодильника...........................................87
Тормозная рычажная передача.................................................89
Система пескоподачи.........................................................92
Кузов тепловоза.............................................................94
Рекомендуемая литература....................................................96
96
Учебное издание
Турлыбек Шайзадинович Мукушев
ТЕПЛОВОЗ ТЭМ2 Конструкция и ремонт
Учебное иллюстрированное пособие для студентов вузов, техникумов, колледжей и учащихся образовательных учреждений железнодорожного транспорта,осуществляющих профессиональную подготовку
Редактор Ф.А. Магидин Корректоры И. Ф. Солодкова, С. С. Антонов Компьютерная верстка Т. В. Демина
Подписано в печать 28.12.2006 г.
Формат 84x60 1/4. Усл. печ. л. 24,25. Тираж 2000 экз.
Заказ № 0562
ГОУ «Учебно-методический центр по образованию на железнодорожном транспорте» Издательство «Маршрут»
Тел.: +7 (495) 262-12-47
E-mail: marketing@umczdt.ru marshrut@umczdt.ru http://www.umczdt.ru
Отпечатано в ООО «Галерия»
107078 Москва, Садовая-Спасская ул., 20 Тел.: (495) 207-24-36, факс (495) 975-49-76