












































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































Text
С ПР АВ О ЧНИН
2
®ВТ8
Ответственный редактор
инж. В. К. Запорожец
Технические редакторы
Л. Г. Васильев
Я. Я. Бычков
НОТТЕ
СПРАВОЧНИК
ДЛЯ ИНЖЕНЕРОВ, ТЕХНИКОВ
И СТУДЕНТОВ
том втьрой
ИЗДАНИЕ ПЯТНАДЦАТОЕ,
ИСПРАВЛЕННОЕ И ДОПОЛНЕННОЕ
ПЕРЕВОД С 26 НЕМЕЦКОГО ИЗДАНИЯ ПОД ОБЩЕЙ РЕДАКЦИЕЙ
инж. В. К. Запорожец, |~проф7~С. И. Курбатова |
проф. С. Ф. Лебедева и инж. Н. Л. Мануйлова
ф
1935
ОНТИ НКТП СССР ,
ГЛАВНАЯ РЕДАКЦИЯ
ЛИТЕРАТУРЫ ПО МАШИНОСТРОЕНИЮ И МЕТАЛЛООБРАБОТКЕ
МОСКВА - ЛЕНИНГРАД
Предисловие к 15-му изданию
Общераспространенный технический справочник для инженеров
Hiitte имеет уже более чем 75-летнюю давность. За эти 3/4 столетия
справочник был выпущен в Германии 26 изданиями, из коих первое
вышло в 1857 г., последнее в 1932 г. Настоящее 15-е русское издание
является переводом, с переработкой и дополнениями, последнего,
26-го, немецкого издания.
Изданием справочника Hiitte преследуется цель дать книгу,
которая содержала бы в ясном изложении не только формулы, таб-
лицы и выводы из специальных курсов, необходимые при выполне-
нии учебных работ по проектированию и расчету, но которая слу-
жила бы, главным образом, удобным и надежным справочником
инженеру в его практической деятельности. Такого характера книга
должна включать все необходимые для работы справочные сведения
и, следовательно, избавить от поисков их в капитальных сочине-
ниях, что связано с большой затратой времени. В соответствии
с этим справочник Hiitte заключает формулы и таблицы как теоре-
тического, так и практического характера, данные из элементар-
ной и высшей математики, машиностроения, электротехники,
строительного дела, инженерного искусства, механической и хими-
ческой технологии — все это в свете последних достижений науки
и техники.
Для советских технических кадров справочная книга типа Hiitte
имеет особо актуальное значение, как концентрирующая в одном
месте необходимейшие сведения общего и специального техниче-
ского характера, нужные для повседневной практической работы.
Однако, для того чтобы эта книга могла превратиться в настоль-
ный справочник советского инженера и техника, конструктора и
проектировщика, необходимо было отразить в ней, если не в полном
объеме, то хотя бы в основном, характерные особенности техниче-
ского развития в СССР.
Последнее обстоятельство побудило редакционную коллегию
дополнить книгу рядом важных для советского инженера сведений,
примечаниями и техническими условиями.
Так, раздел силовых установок пополнен оригинальной статьей
по теплоэлектроцентралям, переработан и дополнен отдел материало-
ведения, дан к нему целый том дополнений в виде ОСТ и техни-
ческих норм (IV том справочника), переработан отдел прикладной
IV
Предисловие
механики, значительно дополнен отдел сопротивления материалов,
переконструирован отдел технической физики, приведены извлече-
ния из советских правил ио технике безопасности и дан ряд дру-
гих сведений.
В соответствии с исключительной ценностью и оригинальностью
справочника Hiitte, со стороны редакционной коллегии была про-
явлена особая осторожность и тщательность^при проведении этой
работы.
Признавая, что за краткостью срока, предоставленного редакции
для подготовки справочника, эта доработка не везде проведена
с желательной глубиной и последовательностью, редакционная кол-
легия, отнюдь не преуменьшая огромной ценности Hiitte, считает
все же, что кардинальным решением в этом вопросе было бы созда-
ние своего оригинального общетехнического справочника, по-
строенного на базе советских и иностранных материалов и тре-
бований, но созданного в основном советскими учеными и ин-
женерами. Последнее вызвано желанием устранить свойственный
даже лучшим иностранным справочникам чуждый для советского
читателя характер изложения справочных данных и компиляции
их, поскольку эти материалы предназначены для обслуживания
чуждых нам условий существования и развития техники.
Выполненный план великих работ создал достаточно материалов
для такого справочника, воспитал достаточное количество советских
ученых и инженеров, вооруженных опытом и знаниями для осу-
ществления этого трудного и сложного задания.
В настоящее время редакцией приступлено к подготовке изда-
ния такого целиком советского общетехнического справочника.
Переходя к особенностям настоящего издания Hiitte, необхо-
димо отметить прежде всего, что крупные успехи научно-технических
исследований за последние годы не могли не оказать влияния — и
часто глубокого — на работу инженера на производстве, па обра-
ботку материалов, на конструирование и методы постройки и, нако-
нец, на само руководство промышленными предприятиями.
В настоящем издании это развитие техники учтено: все раз-
делы подверглись тщательной переработке, и целый ряд вопросов
обработан заново.
При расположении материала справочника преследовалась цель
дать наиболее легкую ориентировку в нем. Применение нонпарели
для примеров и пояснений конструкций и т. д. вызвано стремлением
усилить практическую часть справочника.
Чтобы обеспечить быстрое нахождение нужного материала,
в начале каждого тома дается систематизированное его содержание
и в конце — алфавитный указатель. Кроме того, в IV томе будет
помещен общий алфавитный указатель. Нововведением также
является помещение перед каждым самостоятельным разделом
краткого содержания, позволяющего быстро отыскать те главы, фор-
мулы и таблицы, которыми приходится пользоваться особенно часто.
Расположение материала в этом издании и разбивка его по
томам в основном остались прежними, но для удобства пользования
Предисловие
V
справочником первые два тома немецкого издания разбиты на три
тома и, кроме того, как указывалось выше, дан еще один допол-
нительный том ОСТ и технических условий в виде приложения ко
всем предыдущим томам (в основном ко II тому). Уменьшением
объема каждого тома редакция стремилась достичь большего удоб-
ства в пользовании справочником.
Первый том содержит, как и в предыдущих изданиях, вспомо-
гательные разделы техники, т. е. теоретические основы, которые
заканчиваются во II томе, посвященном в основном машинострое-
нию, и III — машиностроению и электротехнике.
Содержание II тома. Все отделы II тома 26-го немецкого изда-
ния подверглись тщательной переработке.
При переработке отдела .Сопротивление материалов* было
изменено несколько его построение; величины сопротивления и
допускаемые напряжения, пополненные новыми таблицами, даются
в конце отдела. Первая глава „Сопротивления материалов* рассма-
тривает простые случаи напряженного состояния, их совместное
действие и различные теории прочности. Следующая глава „Прямые
стержни* содержит среди нового материала аналогию Прандтля
для кручения, добавочные напряжения изгиба при скручивании
I-образного сечения; распределение касательных напряжений при
изгибе и положение центра кручения и новую обработку теории
продольного изгиба.
В главе „Пластины и сосуды* даны для пластин точные теоре-
тические решения, приведены способы расчета тонких оболочек.
В главе „Колебания упругих систем" рассмотрены основные
способы изучения этого явления и приведены формулы для вычи-
сления критической частоты в некоторых важных случаях. Также
сделаны указания относительно выбора допускаемых напряжений.
В главе „Силы давления между выпуклыми поверхностями*
(уравнение Герца) рассмотрен общий случай приложения этих сил.
Для того чтобы показать влияние входящих углов и отверстий,
приведены решения некоторых простых случаев (допускающих тео-
ретическую обработку) и сделаны указания относительно их пра-
ктического применения.
В разделе „Теория пластических деформаций* содержится
изложение малых и больших пластических деформаций, причем
приведены формулы для учета некоторых технологических про-
цессов.
Отдел „Детали машин* основательно переработан. Сведения
о ходе расчета отдельных деталей машин иллюстрированы многочи-
сленными примерами.
Впереди отдела приводится логарифмическая расчетная диа-
грамма, позволяющая получать сразу размеры стержней, болтов и ва-
лов, и диаграмма для выбора размеров цилиндров поршневых машин.
Вновь даются сведения по гидравлической передаче.
Раздел механических передач сильно расширен и пополнен,
например, сравнительными таблицами плоских, сферических и про-
странственных передач (механизмов).
VI
Предисловие
Полностью переработаны и данные о шарикоподшипниках и
и о расчете конструкции зубчатых колес.
Следующим большим отделом является „Грузоподъемные
машины и транспортирующие устройства*.
Главной задачей при переработке этого раздела было объеди-
нение сведений по отдельным областям техники, которые в связи
с ходом развития подъемно-транспортных устройств были до из-
вестной степени разбросаны, как например, сведения по проволочным
канатам, применяемым для различных целей, приводным лебедкам
тормозным приспособлениям — особенно электрическим, точной ре-
гулировке лебедок и т. д.
Приводятся новейшие нормы для расчета станин кранов и
нормы для подъемников.
В главе „Склады" даются сведения по запирающим приспосо-
блениям для различных хранилищ сыпучих тел и приспособлениям
для автоматической выгрузки.
По всему отделу приводятся многочисленные ссылки на суще-
ствующую литературу по рассматриваемому вопросу.
Отдел „Машины для обработки металла и дерева" начи-
нается „Формовочными машинами", где впервые помимо описания
основных методов работы даны чертежи общих видов машин, при-
меняемых на производстве: ручные и пневматические формовочные
машины, встряхиватели (лабораторные формовочные машины),
механические и пневматические пескометы и т. д.
Глава „Молоты и прессы*4 заново перестроена.
Табличная сводка способов холодной и горячей обработки
металла облегчает выбор необходимого оборудования.
Приведены данные о расчете молотов и сведения о гидравли-
ческих винтовых, рычажных и экцентриковых прессах, вытяжных
прессах, ковочных машинах, ножницах и штампах.
Следующая глава „Металлорежущие станки" — подверглась
полной переработке. После вводной части, содержащей условные
обозначения и основные положения, даются сведения о формах
режущих инструментов, причем здесь уделяется соответствующее
место твердым сплавам и алмазным инструментам.
Характеристика режущих инструментов представлена в виде
диаграмм. Данные о давлении резания, скорости резания, подаче
как для резцов, так и для шлифовальных кругов — представлены
в виде таблиц и диаграмм.
Далее говорится о скоростях и мощностях самих станков и
даются в форме таблиц и диаграмм новые нормы для чисел оборо-
тов. Затем следуют схемы различных типов металлорежущих
станков.
В главе „Деревообделочные станки" учтены технические до-
стижения последних лет. Глава „Пневматические инструменты" пере-
работана заново.
В связи с возросшим значением сварочной техники в главе
„Сварочные машины" рассмотрены способы сварки. Таблицы и
диаграммы дают возможность быстро отыскать для различных спо-
Предисловие
VII
собов сварки данные об областях и границах их применения.
В „Сварочных машинах" дается наряду с типами машин и их про-
изводительность.
Там же рассматриваются те вопросы сварных конструкций,
которые приобрели большое значение при применении сварки
в машиностроении, и даются указания, как производить расчет
на прочность сварных швов.
Приведены также новые нормы для сварных швов из „Техни-
ческих требований для сварных стальных конструкций®.
Глава заканчивается статьей об электрических приводах для
станков.
Исследовательские работы, проделанные в области „Материало-
ведения®, вызвали необходимость полной переработки соответствую-
щих разделов в настоящем издании. Это диктовалось также необ-
ходимостью учесть результаты большой работы, произведенной
в области нормализации материалов. Таблицы вводной части сильно
расширены и дополнены. В главах „Железо" и .Нежелезные металлы"
впервые приводятся данные о литье под давлением и о литье
в кокиль с указанием о важнейших сплавах, идущих для этого
литья. В главе о нормальных профилях помещены профили, выра-
ботанные в Германии, и параллельно профили СССР, утвержденные
Комитетом по стандартизации при СТО. Профили, выработанные
в Германии, не исключены из справочника ввиду наличия в них
ценного и для инженеров СССР цифрового материала.
Полностью переработана глава „Естественные камни и земли®;
в главах „Искусственные камни и гончарные изделия® и „Растворы,
штукатурка и глина® введен ряд новых норм. Глава „Стекло"
также заново переработана. Приведены ценные сведения о составах
специального стекла и даны технологические сведения об изгото-
влении оптического стекла.
Ценные исследовательские работы в области защитного покры-
тия нашли свое отражение в новой главе „Краски, лаки, прочие
защитные средства покрытия, клей, замазка и т. д.“, в которой
наряду с основными материалами даются сведения о технике
окраски, испытании окраски и т. д.
Новой является и глава „Текстильное производство®, посвященная
волокну, пряже и структуре ткани. В главе „Кожа, резина, асбест®
впервые приводятся свойства шкур и кожи, указания по выбору и
условиям поставки материала для приводных ремней и пр.
Глава „Технически важные химические материалы" дополнена
главами о растворителях, солях и взрывчатых веществах.
Заключительная глава „Нормированные предметы торговли"
также является новой. В ней даются в наглядных таблицах полу-
фабрикаты, которые подверглись нормализации за последние годы,
как например жесть, профильные материалы, проволока, трубы,
фасонные части соединений, цепи, ремни, тросы и др. Впервые
здесь дается краткая сводка сведений о металлических фольгах.
В этом отделе остались в основном немецкие нормы. Перера-
ботать этот отдел, как впрочем это относите» и к другим отделам
Vin ф Предисловие
и главам настоящего издания т. II, Хютте, так, чтобы полностью
были использованы нормали, принятые в СССР, не удалось, так как
к началу издания Хютте многих стандартов в СССР не существо-
вало вовсе, многие находились на пересмотре. Этот пробел уда-
лось несколько исправить тем, что ссылки на стандарты, были
внесены уже во время печатания.
И все же в некоторых главах и разделах могут отсутствовать
новейшие ОСТ, а в других, или даже в тех же главах и разделах
приведенные ОСТ могут нуждаться к моменту выхода справочника
в обновлении и дополнениях, настолько быстро растет количе-
ство ОСТ в СССР и настолько быстро они совершенствуются.
Полное исправление этого недостатка будет достигнуто лишь из-
данием заканчивающегося уже подготовкой к печати IV тома Хютте,
посвященного исключительно стандартам, техническим условиям
и нормалям, принятым в СССР. В этом томе полностью будут
отражены новейшие данные в этих областях, а также частично
намечены перспективы их развития.
Обработка материала и просмотр справочника были проведены
с максимальной тщательностью, но все же в отдельные места
могли вкрасться неточности, ошибки, опечатки.
За все указания о необходимых исправлениях редакция заранее
приносит благодарность и просит все замечания направлять по адресу:
Москва. Пушечная, 9, Главная редакция литературы по машино-
строению.
Редакторами и авторами отделов II тома являются:
1. Сопротивление материалов — проф. С. Ф. Лебедев.
2. Детали машин — проф. С. К. Руженцев.
3. Грузоподъемные машины и транспортирующие устройства —
проф. С. Г. Кочергин.
4. Машины для обработки металла и дерева—проф. А. В. Панкин.
5. Материаловедение—инж. Н. Л. Мануйлов.
Второй том составлялся под общей редакцией редакцион-
ной коллегии в составе: инж. В. К. Запорожец (отв. редактор),
| проф.С. И. Курбатова, | проф. С. Ф. Лебедева и инж. Н. Л. Ма-
нуйлова.
Техническое оформление издания производилось техническими
редакторами Л. Т. Васильевым и Я. Я. Бычковым, корректуру
держали А. Б. Пахман и Ф. X. Артюхов.
Оглавление
ТОМА II
I ОТДЕЛ
Сопротивление материалов
Теория упругих деформаций
Стр.
Напряжения идеформации..................................... 3
А. Одноосное нормальное напряжение...................... 3
В. Чистый сдвиг......................................... 8
С. Сложение нормальных и касательных напряжений......... 9
D. Пространственное напряженное состояние.............. 11
Е. Равнозначные напряженные состояния и выбор допустимого
напряжения............................................... 12
'.Прямые стержни.................................................... 14
А. Растяжение и сжатие........................................... 14
В. Изгиб......................................................г 16
а) Основные положения................................... 16
Ь) Напряжение от изгиба................................. 18
с) Упругие деформации при изгибе......................... 22
d) Работа деформации при изгибе......................... 27
о) Экваториальные моменты инерции и моменты сопротивления
наиболее употребительных сечений......................... 27
f) Балки с одинаковым по всей длине сечением............. 68
g) Определение поперечных сечений прокатных балок с учетом
их прогиба............................................... 54
h) Балки равного сопротивления изгибу................... 61
1) Многоопорные балки.................................... 62
С. Сдвиг при изгибе............................................ 65
D. Кручение.................................................... 69
а) Явление кручения........................................ 69
Ъ) Передача крутящего момента посредством касательных на-
пряжений ................................................... 74
с) Выпучивание поперечного сечения и изгибающие напряжения
в Тим случае, если это выпучивание затруднено............... 78
Е. Сложное сопротивление...................................... 80
а) Общая нагрузка........................................... 80
Ь) Растяжение (или сжатие) и изгиб.......................... 81
с) Изгиб и сдвиг............................................ 97
d) Изгиб и кручение......................................... 98
F. Продольный изгиб........................*........ 102
Ш. Стержнис кривойосью................................... 115
А. Общие замечания.................................. 115
В. Нормальные напряжения............................ 115
С. Нормальные напряжения и напряжения среза......... 118
Оглавление
Стр.
IV. Сопротивление рессор.................................... 121
а) Общие сведения.................................... 121
Ь) Прямые гибкие рессоры............................ 122
с) Составные гибкие рессоры.......................... 122
d) Витые гибкие пружины............................. 125
е) Прямые скручивающиеся пружины..................... 126
f) Витые пружины..................................... 126
V. Пластины исосуды...................................... 136
а) Плоские пластины, работающие на изгиб........... 136
Ь) Тонкие оболочки в виде тел вращения............. 141
с) Полые цилиндры круглого сечения................. 142
d) Овальный полый цилиндр.......................... 149
е) Полый шар....................................... 150
VI. Стержни с ломаной осью................................ 152
а) Влияние повышения и понижения опор.............. 158
Ъ) Применение теоремы Кастильяно................... 160
VII. Н а п р я ж е н и я от центробежных сил инерции. . . . 165
VIII. Н а п р я ж е н и я вследствие колебаний упругих си-
стем 170
а) Свободные колебания........................................ 170
Ь) Вынужденные колебания...................................... 171
с) Расчет на критическое число оборотов при изгибе. Гибкий вал 172
d) Графический метод.......................................... 175
е) Валы с двумя подшипниками и свешивающимися концами . . . 177
f) Валы с тремя и более подшипниками.......................... 178
g) Колебания кручения валов в случае многих масс и промежу-
точных передач...................................... 180
h) Выбор материала и допустимых напряжений в случае ко-
лебаний............................................. 185
IX. Смятие выпуклых поверхностей под действием
сжимающихся л......................................... 185
X. Концентрация напряжений благодаря выточкам,
отверстиям и другим резким изменениям се-
чения ................................................ 189
Теория пластических деформаций
I. Равновесное состояние при малых деформациях 192
а) Основные положения........................... 192
Ъ) Применения................................... 196
II. Состояния равновесия при больших деформа-
циях ................................................. 201
а) Основные законы.............................. 201
Ъ) Сопротивление деформации..................... 203
с) Методы горячей обработки..................... 205
Коэфициенты прочности металлов и допускаемые напряжения
А. Коэфициенты упругости.................................
а) Железо и сталь.....................................
Ь) Красная медь и сплавы красной меди.................
с) Другие металлы.....................................
d) Другие материалы ..................................
е) Дерево.............................................
f) Камни и растворы...................................
g) Гибкие тела........................................
В. Допускаемые напряжения.................................
а) Допускаемые напряжения в машиностроении............
208
208
220
224
225
225
226
232
235
235
Оглавление
XI
Стр.
b) Допускаемые напряжения материалов для гражданских соору-
жений и мостов.......................................... 238
с) Допускаемые напряжения для металлов по нормам НКВД 1925 г. 243
d) Допускаемые напряжения для металлов по нормам МГИ 1925 г. 244
II ОТДЕЛ
Детали машин
Таблицы............................................... 247
Логарифмическая таблица для расчета стержней и валов. 247
Логарифмическая номограмма для расчета поршневых машин .... 248
I. Части для соединения деталей машин....................... 250
А. Призматические и цилиндрические элементы............. 250
В. Винты................................................ 260
а) Расчет винтов..................................... 260
Ъ) Системы нарезок................................... 264
С. Заклепки............................................. 294
а) Материал и форма заклепок...................... 294
Ь) Расчет заклепочных соединений..................... 300
II. Составные части машин и приборов............................ 308
А. Трубопроводы и вентили (приспособления для включения и выклю-
чения трубопроводов)........................................ 308
а) Нормы трубопровода................................... 308
Ь) Расчет трубопроводов................................. 311
с) Употребительные, трубопроводы........................ 313
d) Пусковые органы и сопротивления водопровода: задвижки,
краны, вентили, клапаны и дрессели.................... 323
В. Элементы передачи энергии; средства уплотнения; поршни и пор-
шневые механизмы.............................................. 351
а) Виды передачи.......................................... 351
Ь) Уплотнение зазоров с помощью жидкостей и газов......... 355
с) Цилиндры, поршни и поршневые штоки..................... 368
С. Кривошипно-шатунные и кулачные передачи (периодические кри-
волинейные передачи). Расчет кривошипов.................. 379
а) Геометрические и динамические основы................... 379
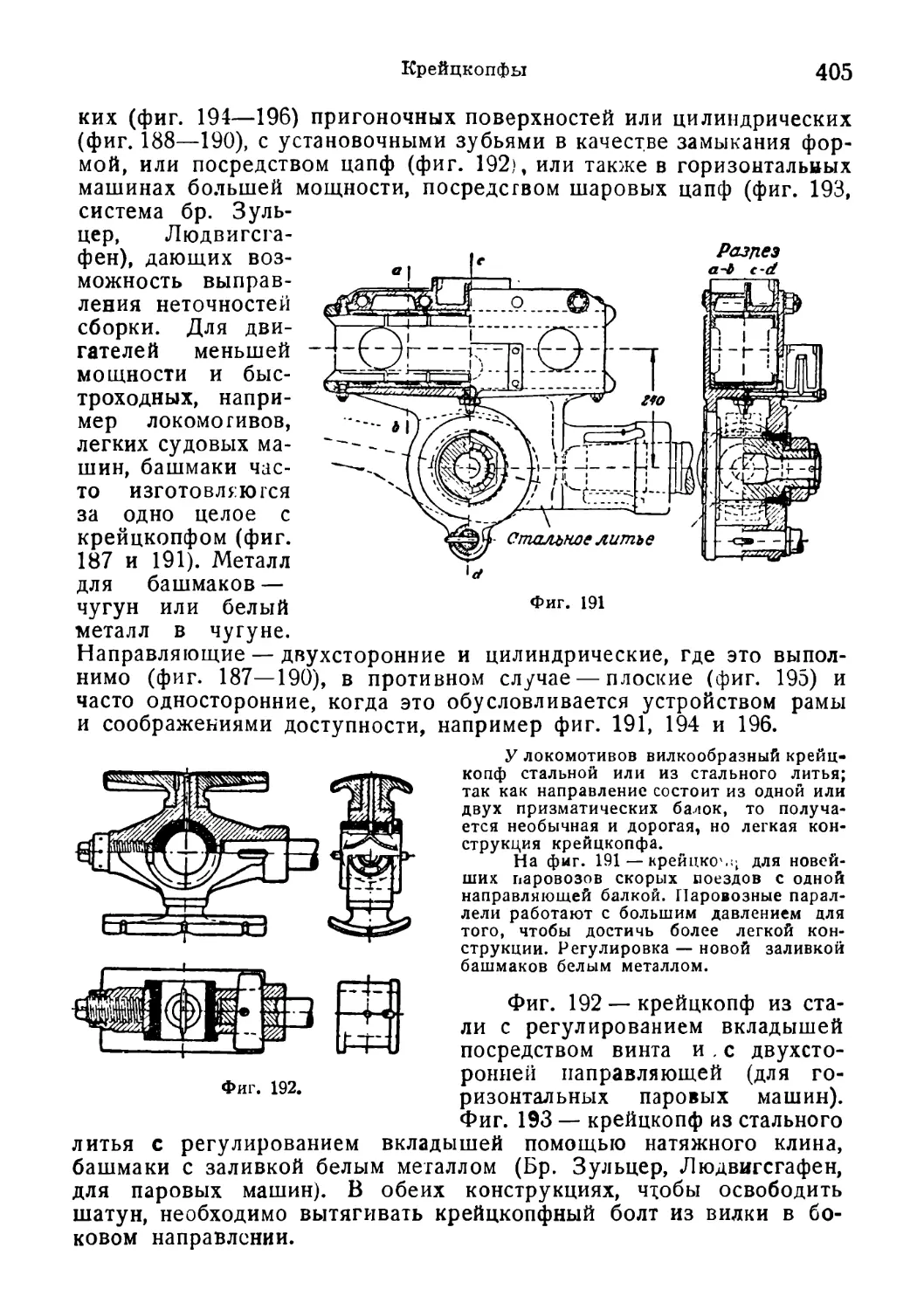
Ь) Формы элементов кривошипного механизма................. 402
D. Детали трансмиссии........................................ 423
Е. Передача движения качением и зубчатая передача............ 509
а) Перекатывающийся рычаг и фрикционные колеса............ 509
Ь) Передача зубчатыми колесами............................ 516
F. Ленточные, канатные и цепные передачи (гибкие передачи).... 584
а) Общие замечания........................................ 584
Ь) Ременная и канатная передачи........................... 585
с) Цепные передачи........................................ 621
О. Детали машин для уравновешивания........................... 625
а) Основные положения..................................... 625
Ь) Поперечные колебания................................... 632
с) Вращательные колебания................................. 641
d) Продольные колебания в водопроводах.................... 648
Н. Детали машин для регулирования............................. 650
а) Работа ре; улирования.................................. 650
Ь) Механические усилители для косвенного регулирования . . . 657
с) Конструкция и расчет регуляторов числа оборотов........ 661
XII
Оглавление
III ОТДЕЛ
Грузоподъемные машины и транспортирующие
устройства
к О б щ и й обзор..............................................
П. Детали грузоподъемных машин.................................
а) Канаты...............................................
Ъ) Цепи.................................................
с) Канатные и цепные блоки, полиспасты .................
d) Подвески для крюков и обоймиц........................
е) Смазка...............................................
f) Барабаны и приводные шкивы...........................
g) Тормоза и остановы..................•................
h) Нормированные детали подъемных и транспортирующих машин
i) Лебедки..............................................
к) Приспособления для захватывания грузов................
Ill. Грузоподъемные и транспортирующие установки................
А. Краны...................................................
а) Остов крана..........................................
Ь) Типы кранов..........................................
В. Подъемники и транспортеры...............................
а) Подъемники...........................................
Ь) Шахтные подъемные машины.............................
С. Подвесные дороги........................................
а) Подвесные рельсовые дороги...........................
Ь) Канатные подвесные дороги............................
D. Неподвесной транспорт...................................
а) Безрельсовые транспортеры............................
Ъ) Рельсовые транспортеры ..............................
Е. Опрокидыватели вагонов..................................
F. Непрерывные транспортеры................................
а) Шнеки, спирали и транспортные трубы..................
Ь) Ленточные транспортеры...............................
с) Роликовые транспортеры...............................
d) Транспортные желоба..................................
е) Скребки и волочилки .................................
f) Элеваторы и ковши....................................
g) Ссыпные трубы, корыта, желоба, спуски................
h) Гидравлические и пневматические транспортные установки . .
G. Неболь пие транспортеры.................................
IV. С к л а д ........................................*........
а) Незащищенные склады..................................
Ь) Защищенные склады....................................
с) Здания...............................................
d) Затворы, приспособления для транспортирования и для взве-
шивания ................................................
Стр.
670
672
673
686
694
698
704
705
711
724
725
737
741
741
741
752
771
771
780
792
792
795
798
798
800
807
810
810
811
814
814
815
816
818
818
822
825
825
826
826
831
IV ОТДЕЛ
Машины для обработки металла и дерева
I. Формовочные машины................................ 834
а) Способы формовки............................. 834
Ь) Формовочные машины для изготовления внешних форм .... 838
с) Машины для формовки сердечников (шишек)...... 842
Оглавлений
XIII
Стр.
П. Молоты и прессы............................... 843
А. Молоты................................................ 843
В. Прессы................................................ 853
а) Гидравлические прессы........•....................... 853
Ъ) Винтовые прессы...................................... 856
с) Эксцентриковый (кривошипный) пресс................... 857
d) Вытяжные прессы (выгяжка в штампах).................. 859
е) Ковочные машины...................................... 860
f) Ковочные вальцы.................................... 861
g) Ножницы.............................................. 861
III. Металлорежущие станки. . ................................. 862
А. Введение.............•................................. 862
а) Обозначения и понятия............................... 882
Ъ) Потребление мощности (потребная энергия)............ 864
с) Вычисления ....................................... 864
В. Режущие инструменты................................ . . 865
а) Материалы для изготовления режущих инструментов..... 865
Ь) Формы режущих инструментов.......................... 869
с) Производительность режущих инструментов . . . •..... 881
С. Скорости и мощности рабочих станков.................... 894
а) Передачи и приводы.................................. 894
Ь) Способ работы машин-орудий . . • •.................. 898
с) Расчет производительности • . . . •................. 908
D. Типы металлорежущих станков............................. 909
а) Общие соображения о конструкции . . • ................ 909
Ь) Отдельные виды станков................................ 912
Е. Точность изготовления и работы. Допуски и посадки........ 918
IV. Деревообделочные станки............... 919
а) Общие данные........................................... 919
Ь) Распиловочные станки...................................... 921
с) Строгальные деревообделочные станки.........•.............. 934
d) Фанерно-строгальные станки................................ 937
е) Станки для древесной шерсти, стружкоделательные станки . . 938
f) Фрезерные деревообделочные станки.......................... 938
g) Шипорезные и шпунтовальные станки......................... 939
п) Цепнофрезерные и долбежные станки . . •.................. 939
1) Сверлильные станки......................................... 939
к) Токарные станки для дерева................................ 940
1) Шипорезный фрезерный станок................................ 940
ш) Шлифовальные станки, работающие со шкуркой............ 940
п) Аппараты и машины для обработки инструментов......... 941
о) Специальные машины и аппараты........................ 941
V. Пневматические инструменты...................... 942
VI. Сварочные машины............................... 946
а) Способы сварки............................ 946
Ъ) Сварочные машины, аппараты и материалы.... 949
с) Конструкция............................... 959
VII. Электрический привод рабочих станков.. 963
V ОТДЕЛ
Материаловедение
I, Общие данные (таблицы: химические элементы,
периодическая система элементов, важнейшие
химические соединения, удельные веса и массы) 969
II. О б 8 о р металлов....................... 992
А. Свойства главнейших металлов......... ... 992
XIV
Оглавление
Стр.
В. Размеры и веса........................................... 994
С. Свойства............................................... • 998
D. Способ испытания......................................... 1000
а) Исследование структуры (металлографические испытания). . . 1000
Ъ) Испытание прочности •.................................. 1003
Е. Ржавление (окисление) и предохранение металлов............ 1009
а) Предохранение поверхности металлов............• • ... 1011
Ь) Предохранение посредством химического и электрического влияния 1014
с) Предохранение основного металла приплавкой к нему других 1015
металлов
F. Способ литья............................................. 1015
а) Литье под давлением.................................... 1015
Ь) Отливка в кокиль....................................... 1019
III. Железо исталь.........................•....................... 1026
а) Классификация •...............................«... • 1026
Ь) Составные части........................................ 1027
с) Термическая обработка.................................. 1035
d) Производство различных сортов железа................... 1038
е) Придание формы......................................... 1041
g) Данные о различных изделиях ........................... 1115
h) Условия поставки для железа я стали.....• • . . • • . . 1121
IV. Нежелезные металлы.................. . 1121
А. Легкие металлы и сплавы ... ............................
а) Алюминий.............................................
Ъ) Важнейшие алюминиевые сплавы.........................
с) Магний и сплавы магния................................
В. Медь.....................................................
С. Сплавы меди............................................•
а) Бронза................•.....................•........
Ь) Томпак и латунь............... . •...................
D. Цинк и его сплавы........................................
Е. Свинец, олово и их сплавы............................ «
а) Свинец..................................•............
Ь) Олово................................................
с) Сплавы олова и свинца.................................
F. Никель, кобальт и их сплавы.................*............
а) Никель...............................................
Ь) Сплавы никеля .......................................
с) Кобальт....................•..........................
d) Быстрорежущий металл (стеллит и подобные стеллиту сплавы
и сплавы с вольфрамокарбидным основанием).................
О. Благородные металлы»......................................
а) Серебро............. . . .........................
Ь) Золото...............................................
с) Платина...............................................
d) Палладий, родий, иридий.......................... •
Н. Прочие металлы и сплавы...................................
а) Хром..................................................
Ь) Молибден.............................................
с) Вольфрам..............................................
d) Сурьма...............................................
е) Бериллий..............................................
f) Ртуть ................................................
1121
1122
1126
1129
1131
1135
1135
1141
1148
1153
1153
1157
1158
1161
1161
1163
1167
1168
1171
1171
1173
1175
1176
1176
1176
1177
1178
1178
1179
1179
Оглавление
XV
В.
С.
VI.
VII.
VIII.
IX.
г) Висмут............................................
п) Тантал............................................
1) Церий.............................................
V. Естественные камни иземли...............................
Кристаллические породы . ............................
а) Глубоко залегающие породы........................
Ь) Породы, залегающие в виде жил....................
с) Изверженные породы...............................
Осадочные каменные породы............................
а) Обломочные осадочные породы......................
Ь) Химические осадки................................
с) Осадочные породы органического происхождения.....
Кристаллические сланцы................•..............
Искусственные камни и гончарные изделия . .
А. Необожженные камни и другие строительные материалы . . . .
В. Предметы керамического производства....................
а) Керамика слабого обжига..........................
Ь) Керамика температуры спекания....................
с) Стеатит...................................... .
Растворы, штукатурка, глина и пр.........................
А. Основные материалы..................................
а) Связующие средства . ,...........................
Ь) Добавочные материалы.............................
В. Растворы............................................
а) Воздушные растворы...............................
Ь) Гидравлические растворы..........................
с) Бетон и железобетон..............................
Стекло.....................•.............................
а) Общая часть......................................
Ь) Употребительное техническое стекло...............
с) Химические испытания стекла......................
Дерево ..................................................
а) Общая часть*......•..............................
Ь) Внешние признаки качества дерева.................
с) Валка дерева и его дальнейшая обработка..........
d) Сушка дерева........• •..........................
е) Физические и технические свойства дерева ........
f) Разрушители дерева................................
g) Средства для предохранения дерева ...............
h)Дерево в торговле .................................
I) Механическая и химическая переработка.............
X. В о д а................................................
А.
В.
С.
D.
Химические и физические свойства................
Добывание воды..................................
Вода, идущая на различные потребности, кр ;ме питья
а) Заготовка воды .............................
Ь) Требования к воде для промышленных ..елей . . .
с) Сточные (отработанные воды)................
Исследование воды.............................
XI. Топливо.........................................
А. Общие определения.............................
В. Твердое топливо.............................
С. Жидкое топливо..............................
D. Газообразное топливо.................... ...
Стр.
1180
1181
1181
1182
1183
1183
1184
1184
1186
1186
1188
1188
1189
1190
1190
1196
1196
1202
1202
1203
1203
1203
1206
1212
1212
1215
1218
1224
1224
1227
1236
1237
1237
1238
1239
1239
124J
1241
1243
1245
1253
1254
1254
1256
1257
1257
1280
1261
1261
1262
1262
1270
12эЗ
1298
Стр,
XII. Материалы для тепловой изоляции................... 1301
а) Общие данные................................... 1301
Ь) Оценка и испытание............................. 1302
с) Изолирующие материалы.......................... 1304
XIII. Смазочные материалы . •............................. 1309
А. Обзор смазочных материалов........................ 1309
В. Испытание смазочных материалов.................... 1310
С. Смазочные средства для машинных установок......... 1313
D. Мероприятия и приспособления для экономного рас<одования
масла..........................•..................... 1318
XIV. Краски, лаки, обычно употребляемые для защи-
ты наружных поверхностей, клей, замазка и пр.. 1320
А. Обычные средства для защиты наружных поверхностей . . . . • . 1320
а) Краски и лаки ............•..........•......... 1320
Ь) Иные способы предохранения наружной поверхности. 1329
В. Клей, замазка, олифы, лаки, асфальт, кровельный толь и пр. . . , 1331
XV. Текстильное производство............................ 1334
А. Происхождение и добывание волокон........................ 1334
В. Пряжа............................................., . . . . 1338
С. Строение текстильных поверхностей........................ 1339
XVI. Кожа, резина, асбест........................... 1341
А. Шкуры и кожи...........’..................... 1341
а) Шкуры и их дубление...................................... 1341
Ь) Сорта кожи............................................... 1342
с) Физические и механические свойства....................... 1346
d) Данные производства и условия ее постав<и................ 1347
В. Резина....................................................... 1349
XVII. Технически важные химические вещества..................... 1354
а) Кислоты............................................ 1354
Ь) Щелочи........................................... 1357
с) Соли и разное...................................... 1361
d) Органические жидкости и растворители............... 1364
е) Средства для шлифовки и полировки................ 1367
f) Мыла............................................... 1368
с) Высушивающие средства.............................. 1368
п) Взрывчатые вещества................................ 1368
1) Химические меры предосторожности, средства для тушения
огня................................................... 137з
XV1II. Нормированные предметы торговли и разное . . 1374
А. Общая часть........................................ 1374
В. Листы, профильный металл, проволока....................
1377
а) Общая часть..........................................
Ь) Полосы и листы ... о.................................
с) Фольга...............................................
d) Профильный металл....................................
е) Проволока............................................
1377
1377
1378
1379
1380
С. Трубы.............................'........................... 1380
D. Клинья, заклепки, болты................................... 1397
Б. Цепи, ремни, тросы........................................... 1398
F. Разное...................................................... 1399
Алфавитный указать
I ОТДЕЛ
Сопротивление материалов
Главы I—V, VII, IX и X составил проф. докт.-инж. Вебер, Дрезден, главу „Коэ-
фициенты прочности материалов"—инж. Л я с кус, Берлин
Перевод и дополнения под редакцией проф. С. Ф. Лебедева
• Стр.
Теория упругих де-
формаций
I. Напряжения и деформации
Одноосное нормальное напряже-
ние, опыт на растяжение, мо-
дуль упругости............... 3
Граница текучести, удлинений и
упругости ................... 3
Чистый сдвиг, модуль сдвига . . 8
Сложение нормальных и касатель-
ных напряжений................ 9
Пространственное напряженное со-
стояние .................... 11
Теории прочности (таблица) ... 13
II. Прямые стержни
Растяжение и сжатие............ 14
Изгиб........................ 16.
Деформация при изгибе......... 22
Упругая линия.................. 23
Балка с постоянным и перемен-
ным сечением............... 24
Работа деформации............. 27
Моменты инерции и моменты со-
противления (таблица)...... 28
Балки с различными опорами и
нагрузками (таблицы)....... 38
Определение поперечного сечения
прокатных балок............ 54
Балки равного сопротивления на
изгиб...................... 61
Балки более чем на двух опорах . 62
Сдвиг при изгибе, распределение
напряжений, деформация ... 65
Стр.
Кручение, передача крутящего мо-
мента касательными напряже-
ниями ...................... 69
Допускаемые крутящие моменты,
допускаемые напряжения, допу-
скаемые углы кручения .... 70
Выпучивание сечения вследствие
изгиба при кручении......... 78
Сложное сопротивление, общий
случай нагрузки ............ 80
Сжатие и изгиб...........«... 81
Случай материала одинаковой
прочности по отношению к
растяжению и сжатию..........81
Ядро сечения, графическое и ана-
литическое определение .... 83
Длинные стержни с большой стре-
лой прогиба, долевая и попе-
речная нагрузка............. 88
Случай материала, способного
сопротивляться только сжатию . 92
Изгиб и сдвиг, изгиб и кручение . 97
Продольный изгиб...............Ю2
Опытные данные о напряжениях
при продольном изгибе .... Ю5
Случай Эйлера ............... 106
Способ w......................
III. Стержни с кривою осью . . 115
IV. Сопротивление рессор
Рессоры, работающие на изгиб . . 121
Витые гибкие пружины..........125
Цилиндрические пружины из
стальной проволоки (таблица) . 123
Конические пружины из стальной
проволоки (таблица)...........138
1 вак. 254. Htltte, Справочник для инженеров, т. II.
Стр.
Стр. .
V • Пластины и сосуды I
1
Плоские изгибаемые пластины • . 136
Тонкие оболочки...............141
Полые круговые цилиндры, оваль-
ные цилиндры................142
Полые шары....................150
VI. Стержни с ломаной осью
Теорема Кастильяно.............152
Способ Мора, применение его
к расчету коленчатого вала . . 161
VII. Напряжение от центробеж-
ных сил инерции
Свободное кольцо, свободная ру-
коятка .......................165
Диск постоянной толщины, с обо-
дом и слабой сгупицей .... 166
Диск равного сопротивления с от-
верстиями и жесткой ступи-
VIII. Напряжения вследствие ко-
лебания упругих систем
Свободные колебания.........170
Вынужденные колебания.......171
Гибкий вал..................172
Валы с двумя подшипниками . . 177
Колебания кручения валов в слу-
чае многих масс и промежу-
точных передач............18J
IX. Смятие выпуклых поверх-
ностей под действием сжимаю-
щих сил
Шаровые поверхности, поверх-
ности с различной кривизной . 186
Цилиндры и плоская пластина, па-
раллельные цилиндры...........188
X. Концентрация напряжений
благодаря отверстиям и вы-
точкам
Повышение напряжений вслед-
ствие нарушений равномерно-
го распределения нормальных
напряжений....................189
Повышение напряжений вслед-
ствие нарушений в распреде-
лении касательных напряже-
ний ...........................191
Теория пластических
деформаций
1. Малые деформации
Состояние равновесия при малых
деформациях.............. 192
Предельные состояния.........193
Начало текучести в изогнутом
бруске.....................196
Начало текучести в скручиваемом
бруске.....................197
Остаточные напряжения при из-
гибе и кручении............198
Плоское напряженное состояние . 199
II. Большие деформации
Состояние равновесия при боль-
ших деформациях............201
Напряженное состояние........202
Сопротивление деформации при
холодной и горячей обработке 203
Работа деформации при техноло-
гических процессах.........205
Коэфициенты проч-
ности металлов. Допу-
скаемые напряжения
Характеристика прочности железа
и стали.....................208
Опыт на разрыв различных метал-
лов при определенной темпе-
ратуре .....................217
Характеристика прочности меди
и ее сплавов................220
Характеристика прочности других
металлов....................224
Характеристика прочности дерева,
камней, проволок и ремней . . 225
Допускаемые напряжения для ма-
шиностроения ...............235
Допускаемые напряжения для по-
строения мостов и гражданских
сооружений (таблица)........238
Одноосное нормальное напряжение
3
Теория упругих деформаций
I. Напряжения и деформации 1)2)
А. Одноосное нормальное напряжение
Под влиянием внешних сил в упругих телах возникают дефор-
мации, которые зависят от распределения силы. Физические осно-
вания для изучения дефор-
мации даются опытом на
растяжение и сжатие.
Прямой цилиндрический
стержень длиною /0 и диа-
метром dQ нагружен на своих
конечных плоскостях двумя
равными, противоположно
направленными, равномерно
распределенными по этим
плоскостям силами. В попе-
речных сечениях F растя-
гивающаяся сила распреде-
ляется равномерно; таким
образом возникает растя-
гивающее напряже-
ние а = PjF в направлении оси стержня. Одновременно начальная
длина lQ возрастает до Z. Изменение длины будет равно
Д Z = Z — Zo (абсолютное удлинение). Его отношение к
начальной длине е = AZ/Z0 называется относительным удли-
нением.
На фиг. 1 представлена диаграмма удлинений и напряжений
для общего случая нагрузки. Растягивающее напряжение а нанесено
как функция удлинений е. Так как поперечное сечение изменяется, то
для определения напряжений принимают начальную площадь Ло;
о = P/Fq. Линия OPSBZ есть линия напряжений. Сначала напря-
жение растет вместе с удлинением. Для многих материалов обе
величины пропорциональны до границы пропорциональ-
ности Р; тогда ОР линия прямая. На границе удлинений или
текучести S напряжение достигает значения а/, здесь начи-
нается течение — удлинение без повышения напряжения (условного).
г) Литература. С. Bach u. Bauman, Elastizitat und Festigkeit, 9 Aufl., Berlin,
1924, Springer. — A. F б p p 1, Vorl. fiber techn. Mechanik, III. Bd., Festigkeitslehre,
10 Aufl., Leipzig, 1927, Teubner. — L. F б p p 1, Drang und Zwang, I. Bd., 2 Aufl., 1924,
und II. Bd., 2 Aufl., 1928, Munchen, Oldenbourg.—S. Timoshenko и I. M. Bessels,
Festigkeitslehre, deutsch von I. Malkin, Berlin, 1928, Springer.
8) Gm. стр. 4.
4 Т. II. Отд. ^Сопротивление материалов. I. Напряж. и деформ.
Примечание. В DIN 1350 обозначения нормированы. Обозна-
чения, которые здесь применяются, отступают очень сильно от прежних. Для облег-
чения мы даем сопоставление обоих способов обозначения. Так как вти нормы
в машиностроении полностью еще не введены, то второй том составлен в соответ-
ствии с прежними обозначениями. В таблицу ниже включены обозначения также
и по ОСТ.
Прежде DIN 1350 OCT Сущность понятий
aB 9b Временное сопротивле- 1
ние растяжению 1 Напряжение
к я—В »—в*) Временное сопротивле- | ПРИ разрушении
ние сжатию )
Кь °'b °'в*) Временное сопротивление изгибу
Kd x'b т'в») в „ при кручении
Rs TB *) г „ сдвиге
Rk ak *) Критическое напряжение при продольном изгибе
kz ’доп. Ъ Допускаемое напряжение при растяжении
k ’г/доп. Rd я . „ сжатии
*b ’доп. Rb . „ „ изгибе
kd т доп. Rs *) „ „ . кручении
тдоп. Rs . > „ сдвиге
°k Rk п . ч продольном
изгибе
9P ар,—р °p Предел пропорциональности
°e аЕ,—Е °e . упругости
7 °S, -5 °s я текучести
X Д/ Д I Абсолютное удлинение
X X X*) Степень стройности бруска (гибкости)
V 6 6 Относительное удлинение при разрыве
az Удельная работа деформации (на разрыв)
ak Удельная работа (при изгибе)
A U Потенциальная энергия деформации
►) Обозначения введены дополнительно ввиду отсутствия их в ОСТ.
Одноосное ворШтьяое еалряжепив 5
Напряжение при этом падает несколько от а (в е р х и я я г р а-
п и ц а течения) до (нижняя граница течения). По
окончании течения напряжение поднимается» дальше и достигает
у точки наивысшего значения св— временного сопроти-
вления (прочность при растяжении). Поперечное сече-
ние стержня значительно уменьшается здесь (образование шейки);
при дальнейшем растяжении испытывают удлинение только *части
стержня вблизи шейки. Напряжения, отнесенные к основному сече-
нию, падают — и у точки Z стержень разрушается.
После разрушения измеряют длину стержня 1г и поперечное сечение
шейки Гг. Тогда отношение 6 =<Z^ — Zo)/Zo • 1ОО°/о называется удлинением при
разрыве и ф = (/^ — Р2)/Ро • 1СК)о/о называется поперечным с ж-а т и е м
при разрыве.
Если удлиненный на определенную величину стержень разгру-
жается, то деформация исчезает не полностью. Именно удлинение
распадается на исчезающую упругую часть Д и остающееся удли-
нение Д/2- При малых нагрузках остающееся удлинение очень не-
значительно по сравнению с упругим. Напряжение <зе, до которого
остающееся удлинение незначительно, называется пределом
упругости.
По постановлению Международного конгресса по испытанию материалов
в 1906 г. предел пропорциональности есть напряжение, при котором остающаяся
деформация достигает значения 1 : 1ОО^/о 1). у металлов вследствие холодной
обработки (вальцевание, протяжка и т. п.), у стали вследствие закалки и у чугуна
вследствие уменьшения содержания фосфора и углерода предел пропор-
циональности поднимается, временное сопротивление также увеличивается
в незначительной мере, но остающаяся часть удлинения Д Z2 (пластическая) умень-
шается. Отжиг действует в противоположном направлении.
Материал тем эластичнее, чем больше упругое удлинение Д
по сравнению с общим удлинением Д/. Отношение Д/г : Д/ служит
мерой упругого совершенства (при определенной нагрузке). Для
вполне упругого тела
Д : Д/= 1.
После перехода предела упругости пластическая часть дефор-
мации возрастает все более. После границы текучести дефор-
мация становится пластической (пластическая область).
У многих материалов отсутствует граница текучести — и чистая
упругая область постепенно переходит в чисто пластическую.
Вязкие материалы — это материалы с пластической областью. В про-
тивоположность этому хрупкие материалы или совсем не имеют
пластической деформации, или последняя очень незначительна
(стр. 192).
*) Значение слишком мало, потому что напряжение можно определить надежно
только с точностью до 1 : 100®/о. Некоторые заводы называют границей упругости
(предел упругости) то напряжение, при котором остаточная деформация рарна
2—3 : 100°/о« Фридрих Крулп считает за предел упругости для стали начало теку-
чести; оба предела для большинства сталей очень близки между собой. Предел
пропорциональности определяется только в особых случаях.
6 Т. II. Отд. 1. Сопротивление материалов. I. Напряж. и деформ.
Деформация, в зависимости от материала, требует большего или меньшего
времени для своего развития: это — явление так называемого упругого по-
следействия. Деформация и также прочность зависят от времени, в течение
которого нагрузка возрастает от нуля до наибольшего значения и зависит от продол-
жительности действия каждой нагрузки. Особенно сильное упругое последействие
обнаруживают железо и цинк. Деформации и различные пределы (пропорциональ-
ности, упругости, временного сопротивления и т. п.) зависят от температуры
(см. 217, табл. 7).
Соответственное явление происходит при сжатии: вместо
предела текучести имеется предел расплющивания (предел
текучести при сжатии) с напряжением a_s, при котором материал
без повышения напряжения течет в различные стороны. Разру-
шение происходит при сопротивлении раздроблению
(прочность на сжатие, временное сопротивление
на сжатие) ст__в.
При повторно переменной нагрузке разрушение наступает при
значительно меньшем напряжении: прочность при колеба-
тельной нагрузке или предел выносливости
есть то наибольшее напряжение, которое выдерживает материал при
колебательной нагрузке (переменное сжатие и растяжение с перехо-
дом через нуль) произвольно большое число раз. Практический пре-
дел выносливости для известного числа циклов изменения нагрузки
(10 • 106, 20 • 106 и т. д.) называется пределом усталости. Предел
прочности при переменной нагрузке есть то наи-
большее напряжение, которое материал выдерживает произвольное
число раз при изменении его значений от нуля в одну сторону.
Прочность при колебательной нагрузке значительно меньше, ч**м прочность
при переменной нагрузке. У вязких металлов предел выносливости и предел проч-
ности при переменной нагрузке лежат ниже предела текучести.
В дальнейшем рассматриваются только те явления, в ко-
торых граница текучести не достигнута. Кроме того, принимается,
что материал изотропен, т. е. что состояние (упругое и пласти-
ческое) по всем направлениям одинаково.
Если призматическое тело нагружается в долевом направлении
центральной силой, которая распределяется равномерно по сечению,
то имеем случай одноосного нормального напряжения.
Пусть долевая сила равна Р, положительная — растяги-
вающая сила, отрицательная — сжимающая сила. Нормаль-
ное напряжение в долевом направлении a = PIFt где У7 —площадь
поперечного сечения, положительный знак относится к напря-
жению растяжения, отрицательный к напряжению сжа-
тия. Длина /0 изменяется при этом до/. Абсолютное удли-
нение Д Z = Z — /0, положительное при растяжении, отрицательное
при сжатии. Относительное удлинение равно &= М/10.
При сжатии относительное удлинение отрицательно; абсолютное
изменение будет укорочение. Также размеры поперечного сече-
ния меняются: при удлинении происходит уменьшение их, при
сжатии увеличение. Сторона сечения а0 переходит в а. Абсолют-
ное поперечное сжатие—удлинение
Д а = а — aQ;
Одноосное нормальное напряжение
7
относительное поперечное сжатие равно
е? = Да/а0;
при удлинении относительное поперечное сжатие отрицательно,
абсолютное сжатие есть укорочение (поперечное). Относитель-
ное поперечное сжатие (расширение в случае сжатия) есть неко-
торая дробь долевого удлинения (при сжатии — укорочения):
— г относительное поперечное сжатие
И =--------------------------------------------(при растяжении)
е относительное долевое удлинение v г
г относительное поперечное расширение
р- = —-— = —--------------------------------------(при сжатии) Ц
— е относительное долевое укорочение
(л — коэфициент поперечного сжатия (коэфициент Пуассона).
При отсутствии поперечного сжатия [л = 0; для материалов, у которых объем
при сжатии и растяжении не изменяется, ti равно 0,5. Действительные значения
коэфициентов поперечного сжатия лежат между этими пределами; для металлов
обыкновенно принимается р. = 0,3.
Данные опыта. Для железа по Крюгеру (ZdVdI., 1909, стр. 1453) значение
1/и. лежит между 3,3 и 3,5. По Планку 1/р. убывает с температурой (для железа
очень медленно) и приближается при температуре плавления к нижнему пределу,
равному 2, который относится к жидкости. Адамс и Кукер нашли
при ®тах = 630 кг]см* для мрамора 3,6, гранита от 4 до 5, литого
стекла 4,4’ для кованого железа 3,57, для чугуна 4 (В. u. Е. 1918,
стр. 154).
Для того чтобы притти к простым решениям, в сопротивлении
материалов обыкновенно принимают, что напряжение пропорцио-
нально удлинению. Этот закон пропорциональности (закон Гука)
имеет значение в определенных границах для всех важнейших ма-
териалов:
g = е Е [кг)см2, кг)мм2, mScM1]
или
аа = е (закон Гука)...................(1)
Здесь обозначает:
Е—модуль упругости, постоянная характеристика металла \кг\см*,
кг!мм9, т/см-], е = А 11г0 — безразмерная величина, а = \/Е — коэфициент удли-
нения [см21кг и т. д.].
Найденные на основании этого допущения формулы относятся также к тем
материалам, для которых закон пропорциональности не исполняется строго. Где
это допущение недостаточно (изгиб чугунных брусьев, продольный изгиб в неупру-
гой области), необходимы особые исследования.
Если между напряжением и деформацией нет никакой пропор-
циональности, то Еа = т. е. Ея есть производная функции удли-
нений и напряжений.
’) Обозначения по Р б s с h 1. В прикладной математике вместо Р часто берут v,
в теории упругости предпочитают Ijm,
8 Т. II. Отд. 1. Сопротивление материалов. I Напряж. и деформ.
Работа деформации для определенного удлинения равна
е
U= J s-Fo-lodi......................(2)
О
внутри границ пропорциональности
t/ = i/2PAZ0 = Pa./0/2^ = a2 и0/2£.........................(3)
длиною а, высотою Л,
Фиг. 2.
Работоспособность материалов до разрыва (в единице объема)
может быть выражена (по фиг. 1) так: az = оь •&•$, где (• —коэфи-
циент полноты диаграммы.
При вполне упругих материалах работа деформации при разгрузке возвра-
щается полностью.
В. Чистый сдвиг
На упругое тело в виде прямоугольного параллелепипеда (фиг. 2)
шириною b (перпендикулярно плоскости
чертежа) действует на верхнюю грань па-
раллельно а сила Р и притом направо, а
на нижнюю поверхность такая же сила л
налево. При равномерном распределении
силы по плоскостям действия в горизон-
тальных сечениях упругого тела возникает
касательное напряжение
* = PIF..............(1)
Те же самые напряжения появляются
в перпендикулярных плоскостях, т. е. в
плоскостях hb и именно в правой грани они направлены кверху,
а в левой книзу. Это следует из условий равенства моментов всех сил
относительно оси, проходящей через центр тяжести параллелепипеда.
Вызванная касательными напряжениями деформация со-
стоит в изменении угла. Параллелепипед принимает форму,
обозначенную штрихами. Прямой угол между нижней и левой плос-
костями уменьшается на величину у (в дуговой мере). Касательное
напряжение т и угол сдвига у пропорциональны между собой до
предела пропорциональности. Касательное напряжение при пределе
пропорциональности будет гр, До этой границы имеет место закон
Гука:
* = .......................(2)
Здесь G — м о д у л ь сдвига, постоянная для всех материалов;
его обратное значение 0 = 1/G — коэфициент сдвига. Между
модулем сдвига, модулем долевой упругости и козфициентом Пуас-
сона существует следующее соотношение:
g = £-o7TT~Т> ДЛЯ Н = о,3 О = 0,385£. . . .(3)
2 (1 + Ц) ’
Оложе1тив нормальных и касательных напряжений
9
Работа деформации при сдвиге
хabhdy
2G
(4)
Временное сопротивление на сдвиг (или прочность на
срез) есть то сдвигающее напряжение, при котором отделяются
две соседних смещенных плоскости стержня, причем хв = • сь ,
т. е. составляет часть временного сопротивления на растяжение.
С. Сложение нормальных и касательных напряжений
Из нагруженного тела вырезается прямоугольный параллелепипед
ABCD (фиг. 3). Действие упругих частиц, которые расположены
на поверхности, заменяется напряжения-
ми. Передние и задние поверхности не
имеют напряжения; распределение на-
пряжений на остальных гранях равно-
мерное. На грань CD действует нор-
мальное напряжение ах направо и ка-
сательное напряжение. х^ вверх, на
грани АВ те же самые напряжения с
противоположным знаком. Напряжения
на гранях ВС и AD будут ау и i —
= ъху. На плоскость сечения через
точку Dt которая образует с CD
пряжение
угол ср, действует нормальное на-
ат = 1/а(ах + ау)+1/а(ал; — ау) cos2?хsin2ср . . . . (1)
и касательное напряжение
= 1/з (СТЛ — *у) sin 2 ? —- х cos 2 ср.(2)
л" ..............................................(3)
получаем две взаимно перпендикулярные плоскости, в которых
касательное напряжение равно нулю и нормальное напряжение
получает наибольшее или наименьшее значение:
=‘/« • 1°х + ’у± /(’х-’/ + 4х21.....(4)
Положительный знак относится к сттах, отрицательный знак
к Наибольшее удлинение етах происходит в направлении атах:
ещах & = атах Р* amin = V2 U Iх) (стх “F ау) “I"
+ 1/»(1+р)/^-’у)2+4^...............(5)
Ю Т. II. Отд. 1. Сопротивление материалов. I. Напряж. и деформ.
при |Х = 0,3: emax Е = 0,35 + ау) + 0,65 / ('х - ау)2 + 4 т2.
Для emin£ знак перед корнем изменяется на минус. Если amin
отрицательно, то оно может быть абсолютно наибольшим напряже-
нием, если cmin > amax; также тогда emin E>emaiE.
,6mtn В плоскостях под уг-
—v-i-----j лом ±45° к тем, в кото-
Фиг. 4.
разует с плоскостью главных сил
напряжение
рых а достигают своего наи-
большего (и наименьшего)
значения, лежит наибольшее
касательное напряжение
т-та1=/1/4-(аж-ог/)2+ ? (6).
Изменение а и т для
различных плоскостей сече-
ния при заданных главных
силах упругости (<*тах и
° min) может быть предста-
влено кругами Мора (фиг.
4). В плоскости, которая об-
упругости угол а, нормальное
° = Va (°тах “Ь amin ) “Ь */2 (°max — 5min) cos 2 а • • • (7)
и касательное напряжение
х = Va (’шах - °min )sin 2 °.................(8)
Если в координатной системе изобразим т как функцию а, то
толучим круг, горизонтальный диаметр которого дается точками
° = атах» х = 0 и а = amin, т = 0. Определение напряжений для
произвольного угла а легко усмотреть из фиг. 4.
Особенные случаи. При одноосном нормальном напря-
жении (фиг. 5) наибольшее касательное напряжение гщах = 1/3 а
И находится в плоскости под углом ±45°г
Пространственное напряженное состояние
11
Чистому сдвигу т (фиг. 6) соответствует наибольшее растяги-
вающее напряжение атах = т и наибольшее сжимающее напряже-
ние amin = — тв плоскостях под углом it 45°.
D. Пространственное напряженное состояние
Из произвольно нагруженного тела вырезается часть, в виде
параллелепипеда dxt i*yt dz (фиг. 7). На плоскость dydz перпендику-
лярно к оси х-ов действует нормальное напряжение ах и касатель-
ные: Тд.у в направлении у и гхв — в направлении z\ соответственно
на плоскость, перпендикулярно к оси j/-ob: чух, ъув, перпендику-
лярно к оси z-ов: \д., тгу* Напря-
жение изменяется вместе с положе-
нием (х, у, z) рассматриваемой части
тела.
Благодаря нормальным напряже-
ниям возникают удлинения е , е ,
в направлении координатных осей;
благодаря сдвигам угловые переме-
щения т , т и т есть изме-
ну yz 1 гл? Чту
нение угла в направлении осей х и у
между гранями параллелепипеда и
т. п.).
*х = ах/Е — р./£ (ау + °г) • • • (9)
и т. д.; также = txv!G и т. д.
Вследствие удлинений увеличивается объем d Ко = dxdydz до
dV = dx (1 -|- ej dy (1 + ey) dz (1 4~ e2); изменение объема равно (отно-
сительное)
dV^V° = ^ + Ч + е, = + а, + а,) (1 -2И)/Е . . (10)
(зысшими ступенями пренебрегаем).
В плоскости, перпендикулярной к произвольной оси А, появ-
ляются нормальные и касательные напряжения, которые зависят от
направления оси А. Для трех взаимно перпендикулярных направле-
ний касательные напряжения равны нулю. Нормальные напряжения
для этих направлений будут главными силами упругости, приче*
а1>а2>аз- Здесь Gi = атах наибольшее и = наименьшее
нормальное напряжение. Если amin отрицательно, то оно может
быть наибольшим нормальным напряжением (абсолютно), если
ffmin > amax .
В обеих плоскостях, которые образуют с ах и угол 45°, дей-
ствует наибольшее касательное напряжение: ъшах = V2 аз)‘
(главная касательная сила упругости).
12 Т. И. Отд. 1. Сопротивление материалов. I. Натт ряж. и деформ.
Е. Равнозначные напряженные состояния и выбор
допустимого напряжения
Так как в напряженных состояниях упругих тел, которые под-
лежат расчету на прочность, встречаются одновременно многие и
притом различные напряжения, то необходимо отыскать для сравне-
ния равнозначное простое напряженное состояние.
Для сравнения принимают одноосное нормальное напряжение
одинаково как растяжение, так и сжатие. Обозначают одноосное
растягивающее напряжение а (положительное), одноосное сжима-
ющее напряжение (отрицательное); о* и — приведенные
напряжения.
В теории сопротивления материалов чаще всего приходится
рассматривать следующие напряженные состояния:
а) одноосное нормальное напряжение (стр. 3—7),
Ь) чистый сдвиг (стр. 8),
с) одноосное нормальное напряжение и сдвигающее напряжение,
d) трехмерное напряженное состояние с известными главными
напряжениями
Для сравнения служат различные теории; наиболее важные из них:
1. Теория наибольшего нормального напряже-
ния (старейшая теория); зтах>0 и — aain>0.
Для случаев b —d будут найдены &тах>0 и %пП<Д Равно-
значные одноосные нормальные, напряжения будут равны
’max = % « ’ш1п=’Л..................О О
2. Теория наибольшего удлинения етах>0 и наи-
большего укорочения —emin>0 (Mariotte, Poncelet,
G г a s h о f, Bach).
Для случаев b — d будут найдены emax>0 и emin<0. Равно-
значные одноосные нормальные напряжения равны
% = emai£ и adt, = emiii^ (приведенные напряжения) . . (12)
3. Теория наибольших касательных напряже-
ний': (Mohr, Guest, Coulomb).
Для случая b — d найдем
Равнозначные одноосные нормальные напряжения равны а* = а =я
= 2 х . ® ®
‘'max*
Данные трех теорий сопоставлены в табл. 1 (стр. 13).
По теории наибольших касательных напряжений одноосное
напряжение растяжения равнозначно равновеликому напряжению
от сжатия. Для материалов, к которым это положение не относится,
теория касательных напряжений дополнена Мором,
Таблица 1. Сравнение важнейших теорий прочности
Мера для сравнения по раз- личным теориям Величина для сравнения Равнозначное одноосное нормальное напряжение (случай а) Чистое сдвигающее напряжение (случай b) Одноосное нормальное напря- жение а и одновременно касательное напряжение т (случай с) Трехмерное на- пряженное состо- яние. Главное напряжение ’1 > ’а > а8 (случай d)
( Наибольшее нормаль- 1 | ное напряжение а max ffmin 9v 9dv = т — — т =4,а+-1/ ’2+4т’ 1 1 ,7 = T”--Yy ’1 + 4т’ = ®i
1 1 t
f Наибольшее И 1 [ удлинение ‘max & ‘min£ 9dv = (1 + р)т = -(1 + и)т = 2(1-н)’+-2 =1(1 - |0 « - 1 (1+ р.) V^+4-е = -(ei+e8)-H = °з — (®1 + з«)’Н-
( Наибольшее каса- 31 < 1 тельное напряжение 2Tmax 9v — 9dv = 2т 1 1 = — 0g
Равнозначные напряженные состояния
14 Т. И. Отд. 1. Сопротивление материалов. И. Прямые стержни
Иногда для сравнения напряженных состояний принимают ра-
боту деформации. По Мизесу (Mises) для границы текучести имеет
место следующее соотношение
= У1/з [(’1 - ’2)2 + (’а - ’з)2 + (’3 - ’1)2] • • • -(14)
(разница между этим значением с* и — <?3 по третьей теории
очень незначительна) см. „Теория пластических деформаций. 2. Пре-
дельные состояния" (стр. 193).
Допустимые напряжения для расчетов на прочность
должны быть выбраны так, чтобы разрушение различных деталей
сооружения или недопустимое остающееся удлинение не имели места.
Они зависят, следовательно, от рода нагрузки (временное со-
противление при статической нагрузке, то же при переменной и
то же при колебательной, стр. 6).
При переменной нагрузке прочность зависит также от частоты
перемен нагрузки. Местное повышение напряжения выше границы
текучести (стр. 189) не может иметь значения при нагрузке одно-
кратной, так как напряжение выравнивается во время течения.
При частой смене напряжений (колебательная нагрузка), на-
против, незначительное местное повышение напряжения сильно
понижает продолжительность службы детали. Для того чтобы при-
нять во внимание случайное повышение напряжений, вследствие
появления дополнительных сил, дефектов материала и т. п.,
необходимо выбирать допустимые напряжения значительно ниже
тех, при которых наступает разрушение. Если для определен-
ных условий при одноосном растяжении и сжатии установлены
допустимые напряжения, то допустимые напряжения для случаев
b — d могут быть определены по одной из трех теорий прочности.
В Германии в области машиностроения производят расчеты по
теории наибольшего удлинения (вторая); допустимые напряжения,
соответствующие этому случаю, указаны на стр. 235.
Запас прочности представляет отношение того напряже-
ния, при котором наступает разрушение или состояние текучести
к выбранному допустимому напряжению. При определении запаса
прочности можно принимать за основное напряжение или времен-
ное сопротивление или границу текучести при растяжении и сжатии,
то же при переменной нагрузке и разрушающее напряжение при коле-
бательной нагрузке (предел усталости). Очевидно, вместе с указа-
нием запаса прочности необходимо приводить соответствующее основ-
ное напряжение.
II. Прямые стержни
А. Растяжение и сжатие
Основные понятия. На прямой стержень действует растяги-
вающая или сжимающая сила, направление которой совпадает
с осью стержня. Центры тяжести поперечных сечений расположены
на оси стержня.
Растяжение и сжатие
15
Пусть означает:
Р — долевая сила, положительная — растягивающая, отрицательная —
сжимающая, в «г,
Р — поперечное сечение стержня в см*.
Для призматических стержней (F неизменно) имеют место
следующие соотношения:
° = Р1Р.......................(1)
нормальное напряжение (положительное для растяжения, отрица-
тельное для сжатия), *
Д Z
е = -----относительное удлинение (отрицательное удлинение
означает сжатие).
Абсолютное удлинение на длине / равно
Д/ = Т-/ = ^:.....................(2)
работа деформации при этом равна
U = ±-PM
IF — V
2Е г 2Е
(3)
В случае переменного сечения стержня F является функцией
от х (х измеряется в направлении оси стержня от его конца).
Тогда н а п р я ж е н и е = Р/F и относительное удлине-
ние также переменно. Наибольшее напряжение будет там, где
поперечное сечение наименьшее.
Условие для возможно равномерного распределения
нормальных напряжений по сечению следующее: изменение попе-
речного сечения должно быть постепенным, центры тяжести
сечений должны находиться на долевой оси стержня. О влиянии
отверстий и выточек в стержнях см. стр. 189.
Абсолютное удлинение стержня переменного сечения
на длине от х = 0 до х = I равно:
I 1
. f Г . Г P-dx ..
д I = J tdx= / —.................(4)
О 6
Работа де ф о р м а ц и и равна
U^I2PM...................(5)
В расчетах на прочность наибольшее действительное напря-
жение в растягиваемом стержне должно быть меньше допусти-
мого напряжения на растяжение; точно так же абсолютное значе-
ние наибольшего сжимающего напряжения должно б&ть меньше
абсолютного значения допустимого напряжения на сжатие.
16 т. II. Отд. 1. Сопротивление материалов. П. Прямые стержни
Сжатый стержень, длина которого по сравнению с его попе-
речными размерами значительна, должен быть рассчитан на про-
дольный изгиб (стр. 102).
В случае длинных вертикальных стержней необходимо принять
во внимание при расчете собственный вес стержня.
Соответствующие расчетные уравнения имеют вид:
для определения абсолютного удлинения
Р1
EF
Т_Л
2Е 9
(6)
для определения напряжения
+
\ • / .8 Если поперечное сечение определяется таким
I I / *1 образом, что нормальные напряжения во всех се-
I •| чениях будут одинаковы, то стержень получает
ILL, 1- форму тела равного сопротивления (фиг. 8).
I Уравнение для расчета поперечных сечений
| будет
•Р Г=Р/а,г*/\
фиг- 81 где 7 — удельный вес (кг/сЫЗ);
е — основание натуральных логарифмов.
Для определения размеров бруска аг принимают равным допустимому
напряжению Rz.
В. Изгиб
а) Основные положения
Q — поперечная или срезывающая сила в кг,
А — реакция опор в кг,
Л1 — изгибающий момент в кгсм,
J - момент инерции в см*,
Jzy — момент инерции (экваториальный) и центробежный момент инерции
для осей г, у в см*,
W — момент сопротивления или модуль сопротивления поперечного сече-
ния в см9,
е — наибольшее расстояние от нейтральной линии изгибаемого стержня в см,
f — прогиб в. см.
Предположения. Все внешние силы действуют на прямой
стержень (балку) йерпендикулярно его долевой оси
и пересекают ее. Точки приложения срезывающих сил
в поперечных сечениях также лежат на долевой оси стержня
(стр. 67). Хогда на балку не действуют ни долевые силы, ни кру-
тящие моменты.
Изгиб
17
В каждом поперечном сечении перпендикулярно к оси стержня
действуют напряжения, которые связывают левые и правые части
балки от данного сечения. Эти напряжения можно свести к попе-
речной силе Qx, перпендикулярной к оси стержня, и паре сил
с изгибающим моментом М .
х
Если на балку действуют только вертикальные силы, то по-
перечная сила Q* в любом сечении равна алгебраической сумме
всех внешних сил по левую сторону от сечения; она положи-
тельная, если действует вниз. •
Изгибающий момент Мх в сечении равен алгебраической сумме
моментов всех внешних сил слева от данного сечения, составлен-
ных в отношении горизонтальной оси поперечного сечения: он
положительный, если вращает направо (по часовой
стрелке).
Непрерывная нагрузка с переменной ординатой. Если балка
имеет сплошную нагрузку q (фиг. 9) и принимаем долевую ось
балки за ось х-ов, то для произвольного
Если нанести от какой-либо горизонтальной прямой под каждым поперечным
сечением соответствующие значения Qx и Мх как ординаты, то для полученных
линий Q и М имеет место следующее соотношение
tg угла наклона линии Q при х
, ,, = ..............................(4)
tg наклона линии при х
Ъ ? = Qx..............•................(5)
ш х
Мх = J* Qx dx = [Q — площадь] & по уравнению (2) ...........(6)
О
Из (4) следует: срезывающая сила Qx имеет наибольшее значение (отно-
сительное) в том поперечном сечении, в котором q пере ^одит от -j- до —; ли-
ния Qx имеет для <7тах точку перегиба UZ на фиг. 9.
Из уравнения (6) следует: изгибающий момент будет иметь наибольшее зна-
чение (относительное) в том сечении, где поперечная сила переходит от + до —
через нуль.
1g Т. И. Отд. 1. Сопротивление материалов. П. Прямые стержня
Сосредоточенные силы. Если на балку действуют только от-
дельные силы Ръ А (фиг. 10), то между двумя соседними силами
поперечная сила не изменяется, а изгибающий момент следует
щие должны быть
закону прямой линии в зависимости от х.
Линия Qx такой балки имеет вид ступен-
чатой линии, а линия Мх будет много-
угольник.
Если внешние силы не перпенди-
кулярны к оси стержня, то они должны
быть разложены на вертикальную и гори-
зонтальную слагающие. Для каждой груп-
пы сил определяют срезывающие силы и
изгибающие моменты во всех сечениях.
Вертикальные и горизонтальные срезыва-
ющие силы каждого сечения должны быть
приведены к равнодействующей попереч-
ной силе, точно так же и моменты изгибаю-
сложены в равнодействующий изгибающий
момент.
Поперечная сила вызывает в сечении сдвигающие или
касательные напряжения т, изгибающий момент создает
нормальные напряжения от изгиба, которые перпен-
дикулярны к плоскости сечения (а).
Ь) Напряжение от изгиба
При изгибе балки долевые волокна плоского слоя (нейтраль-
ного слоя) сохраняют свою начальную длину; пересечение этого
слоя с плоскостью поперечного
сечения дает прямую линию —
нейтральную линию, или ну-
левую. Нулевая линия (фиг.
И) отделяет область растяну-
тых волокон от сжатых. Отно-
сительные удлинения и (если
принять закон Гука, как обычно
и делается в согласии с опы-
том) нормальные напряжения
Фиг. 11.
изменяются пропорционально
расстоянию от нулевой линии до данного волокна (об отступлениях
от закона Гука, см. стр. 22).
Основание для линейного закона распределения удлинений то,
что поперечные сечения балки остаются плоскими или выпу-
чиваются в равной мере. Первое имеет место в тех частях балки,
где срезывающая сила Qx равняется нулю (изгибающий момент
имеет постоянное значение); последнее — в частях балки, где срезы-
вающая сила постоянна (q = 0).
В тех областях, где внешние силы распределены по длине
балки, должны быть незначительные отступления.
Напряжение изгиба ]Q
При сосредоточенных силах имеют место так называемые мест-
ные напряжения вблизи точек приложения этих сил.
Напряжение на расстоянии у = 1 см от нулевой линии равно <тп
для произвольного расстояния у напряжение будет
° = ........................(7)
Так как никаких долевых сил нет на балке, то
I*a dF = у d F = 0:............. . (з>
F F
нулевая линия проходит через центр тяжести сечения.
Напряжения дают относительно оси z (нулевой линии) момент
Мг= J' ау dF — У2 dF = ^Jz............(9)
F F
и для оси у (перпендикулярной к нулевой линии) момент
Му = У а ?! d F = а, У« У dF=aiJ^...........(Ю)
F F
Здесь J2 и JZy момент инерции и центробежный момент для осей г и у (стр. 28
и 29). Оба интеграла распространены на всю площадь поперечного сечения.
Расчет напряжений для известного изгибающего момента
и поперечного сечения балки. Если плоскость моментов парал-
лельна главной оси сечения стержня, то нулевая линия
совпадает с другой главной осью инерции. Расчетные уравнения
будут:
а = Nl/J^y (.Л—момент инерции относительно нулевой линии). (11)
cmax — M/J е1 = M/W\ (наибольшее растягивающее напряже-
ние) ...........................(12)
omin = —е2 — — M/W2 (наибольшее сжимающее напря-
жение) ..............................................(13)
Здесь и е2 обозначают наибольшие расстояния точек попереч-
ного сечения от нейтральной линии на растянутой и сжатой стороне
сечения: = J /е19 = JJe2 будут моменты (модули) сопро-
тивления для растянутой и сжатой стороны сечений, М — изги-
бающий момент в данном сечении.
Вычисленные наибольшие растягивающие напряжения (точно
также и сжимающие) не должны превосходить допустимого напря-
жения. Если допустимые напряжения на растяжение и сжатие между
собой равны (что имеет место для железа и стали), то необходимо
20 Т. П. Отд. 1. Сопротивление материалов. II. Прямые стержни
вести расчет по наименьшему модулю сопротивления и тогда можно
принять без индекса:
°тах = М/1Г......................(13а)
Для балок с одинаковым поперечным сечением модуль со-
противления будет постоянной величиной, поэтому самым опасным
поперечным сечением окажется то, где момент М достигает своего
dM
наибольшего значения, т. е. там, где срезывающая сила Qx = х
переходит от + до — (стр. 17).
Для таких балок на двух опорах
способ определения поперечных раз-
меров следующий.
Способ расчета. 1. Опреде-
ление опорных реакций: алге-
браическая сумма произведений из
соответствующих нагрузок и рас-
стояний их точек приложения (при
непрерывной нагрузке центров тя-
жести их) от опоры В, разделенная
на длину пролета балки, дает реак-
цию опоры А. Реакция опоры В
будет найдена так же, как А или как
разность между общей нагрузкой
балки и опорной реакцией А.
2. Складываем, начиная от одного
конца балки, последовательно все на-
грузки, пока не получим соответству-
ющую реакцию или (при сосредото-
ченных силах) большую сумму, в этом
месте находится опасное попе-
Фиг.12. речное сечение. Непрерывные
нагрузки при этом рассматривают как
сумму сосредоточенных грузов на единицу длины пролета (на 1 см).
3. Умножаем реакцию А (или В) в кг на расстояние от А (со-
ответственно В) до опасного сечения (расстояние измеряется в см).
Затем вычитают сумму произведений из действующих на этой
длине сил и расстояний их точек приложения (при сплошной на-
грузке центров тяжести) от опасного сечения (фиг. 12), тогда полу-
чим наибольшее значение изгибающего момента (кгсм\.
Изгибающий момент, поделенный на допустимое напряжение при
изгибе дает необходимый модуль сопротивления (в см3).
Пример. Для балки на фиг. 12 получим: 1
1. Л = 1000 • 9,5/10 + 6000 • 4,5/10 + ЗббЬ • 7,5/10 + 2000* 6,5/10 + I
+ 1(Ю0-3,5'10 = 950 + 2700 + 27UO + 1300 + 350 = 8и00. ? — 13000
В = 50 + ЗЗиО + 900 + 700 + 650 = 5600. )
2. Так как 100и + 3600 + 2000 + 0,5/5 • 6000 = 7200 < Л, я ближайшая сосредото-
ченная сила равна 1000, то опасное сечение С находится между силами 2000 и 1000
на участке сплошной нагрузки в 6000.
Условие для А С, равного х (Qx = 0): 6000 (х — 3,5) 1/5 = 8000 — 7200 = 8Э0.
v = 4,17.
Напряжение от изгиба
21
3. ^тах “ 5600 Х б’83 — 1000 X 2,33 - 6000 X 3,83 X 1/5 X 1/2 = 21 517.
Изгибающий момент в месте приложения равен 8000 X 2.5 — 1000 X 2 =
= 18 000;
то же в Pt = 8000 X 3,5 — 1000 X 3 - 3600 X 1 — 6000 X 0,5 X 1/5 X 0,25 =
= 21 250;
то же в Р. = 5000 X 3,5 — 6000 X 0,75 X 1,5 X 1/5 » 18 250.
Эпюры изгибающих моментов и срезывающих сил (линии Qx и Мх пред-
ставлены на фиг. 12).
Таблица на стр. 38 и следующие дают изгибающие моменты
и срезывающие силы для более часто встречающихся случаев на-
грузки.
Балка равного сопротивления на
изгиб (стр. 61) имеет для каждого сече-
ния одно и то же наибольшее нормальное
напряжение; соответственно уравнению (13а)
должно быть выполнено условие
М : W = #b = const,
т. е. Л/ и W должны изменяться по
длине балки по определенному закону и
притом одному и тому же.
Влияние касательных напряжений.
Так как кроме нормальных напряжений
еще действуют касательные напряжения,
Нейтральная
Фиг. 13.
то наибольшее напряжение материала мо-
жет иметь место в какой-либо другой точке поперечного сечения
и превосходить по своему значению наибольшее нормальное на-
пряжение уравнения (13) (см. также стр. 80 и след.).
Однако влияние касательных напряжений большей частью не-
значительно.
Косой изгиб. Если моментная плоскость не параллельна
главной оси сечения, то изгибающий момент должен быть разло-
жен по направлению главных осей. Главные оси сечения соответ-
ственно будут z и у (фиг. 13).
Прямая SK, силовая линия, проходит параллельно пло-
скости моментов и образует с осью z угол а. Изгибающий момент
Мх разлагается на момент в отношении оси z\ Mz =Afsina и мо-
мент относительно оси j: Л4у = Л1 cos а. Напряжение в попереч-
ном сечении будет равно
* = Mz\Jz-y+MJJy-z.......... (14)
Нулевая линия, которая образует с отрицательною осью z
угол р, определяется условием а = 0 или условием
tgatg₽ = J,/Jy. ......• . . (15)
Наибольшее напряжение получим для тех точек поперечного
сечения, расстояние которых от нулевой линии наибольшее.
Если удлинения не пропорциональны напряжениям (за-
кон Гука для некоторых материалов не имеет места), то урав-
22 Т. И. Отд. 1. Сопротивление материалов. II. Прямые стержни
нения от (8) до (13а) будут для этого случая приближенными. Для
многих материалов напряжения возрастают гораздо медленнее, чем
удлинения (чугун, камень, бетон). Относительные удлинения для
этих материалов также пропорциональны расстоянию от нейтраль-
ной линии. Если закон напряжений и удлинений будет различным
для сжатой и растянутой стороны сечения балки, то нулевая линия
не преходит через центр тяжести.
На фиг. 14 представлено распределение напряжений в прямоугольном сечении
чугунной* балки в тот момент, когда наибольшее растягивающее
напряжение достигает временного сопроти-
вления (границы р а з р у ш е н и я). Удли-
нения пропорциональны расстояниям от ну-
левой линии; распределение напряжений а
соответствует линии удлинений и напряже-
ний. Нулевая линия расположена таким обра-
зом, чтобы не возникла долевая сила. В слу-
чае применения закона Гука была бы полу-
чена для того же самого изгибающего мо-
мента линия напряжении з'.
Кажущееся временное сопротивление на’
изгиб, вычисленное по уравнению (12), будет
(прочность при разрушении).
Для чугуна в случае прямоугольного сече-
ния з'р/з^ = 1,75. То же самое соотношение
а’— напряжение по закону Гука для дают опыты над чугунными балками.
того же значения 7И, а — действи- Если значение наибольшего растягиваю-
тельное напряжение, о — о нулевая
линия по закону Гука, п — л —дей-
ствительная нулевая линия.
щего напряжения не достигает значения ,
но будет меньше, разница между вычислен-
ным и действительным напряжением ока-
жется менее значительной. Отношение
огв1°Ь зависит от материала и поперечного сечения. В случае прямоугольного
сечения это отношение равно (по Oeusen):
для чугуна.....................1,75 для песчаника ....................3
„ гранита и известняка .... 2 „ бетона......................2,2
Для этих материалов принимают допустимое напряжение на изгиб
в растянутых волокнах выше, чем допустимое напряжение на растяжение [если
пользуются для расчета уравнением (12)] (для чугуна см. стр. 236).
с) Упругие деформации при изгибе
Изложенный ниже способ определения прогибов балки отно-
сится к тому случаю, когда плоскость моментов совпадает с долевой
осью балки и проходит через оАну из главных осей инерции сече-
ния. В общем случае будет необходимо для обеих долевых плоско-
стей балки, одновременно проходящих через главные оси инерции
поперечного сечения, изобразить изгибающие моменты и отыскать
прогиб для каждой плоскости отдельно. При переменном попереч-
ном сечении главные оси инерции сечения должны быть парал-
лельны между собой.
Ось х будет прямой осью балки в начальном состоянии, про-
гиб обозначается через у.
Взаимный наклон двух в начальном состоянии параллельных
сечений балки измеряется в дуговой мере значением изгибаю-
Упругие деформации при изгибе
23
тего момента в случае неизменного момента инерции сече-
ния Jz на длине балки между хг и x2:
(F—площадь эпюры моментов).
Значение Е см. стр. 210 и след. EJZ называется жест-
костью балки и представляет то сопротивление, которое она
оказывает изгибу. Если Jz переменная величина, то в выше-
стоящую формулу подста-
вляют произвольное, но за-
ранее выбранное значение
Jc (целесообразно взять наи-
большее значение J) и
вместо заданной моментной
площади приведенную,
ординаты которой М' =
= MJCUZ.
Упругая линия (изо-
гнутая ось, кривая АСС^В
на фиг. 15) есть изогну-
тая действующими силами
(прежде прямая) ось балки;
радиус кривизны ее опре-
деляется по уравнению
Фиг. 15.
Р = EJZ!MX......................(17)
Ось балки АВ испытывает при изгибе большею частью только
малые отклонения от начального положения так, что в общей
формуле для р (стр. 134, т. I) ds dx (или cos £ 1, sin £ р).
Тогда диференциальное уравнение упругой линии
получает вид:
Мх 1 d?y
EJZ р ~ dx2
(18)
Для положительного момента растянутая сторона находится внизу; поло-
жительные прогибы направлены в ту же сторону, т. е. книзу.
Из этого уравнения однократным интегрированием полу-
чаем dy : dx, т. е. тангенс угла наклона касательной к изогнутой
оси в точке (ху) (tgр на фиг. 15); двукратным интегрирова-
нием получим уравнение упругой линии, причем постоянные
интеграции определяются в зависимости от опорных условий балки.
Для неподвижной или горизонтально-скользящей опоры без трения
(В на фиг. 15) у = 0 и для защемленного конца балки (Я нафиг. 15)
24 Т. II. Отд. 1. Сопротивление материалов. II. Прямые стержни
crj/:flrx = tgP = O. Точки перегиба кривой (точка W со-
ответствует х0 на фиг. 15) находятся в сечениях, в которых = О
(т. е. р = со). Наибольший прогиб балки f (в С на фиг. 15)
определяется из условия у = шах или dy : rZx = 0. Следует отли-
чать сечение с наибольшим изгибающим моментом (например (\
на фиг. 15), которое определяется из другого условия, именно
ЛГда= —=шах. В случае, если = постоянны, то
упругая линия является дугой круга.
Этот способ вычисления целесообразен для простых случаев нагрузки. Ура-
внения упругих линий для определенных случаев нагрузки см. стр. 38 и сл.
Способ Мора применим для более общих случаев дей-
ствия нагрузок. 1. Графоаналитический. Прогиб у в каком-
нибудь сечении С равен увеличенному в (1 : EJ) раз моменту,
действующему в С и получаемому из площади моментов, рас-
сматривая ее в виде новой площади нагрузки балки. Тангенсы
углов наклона касательных к упругой линии у опор равны
сопротивлениям опор балки, нагруженной площадью моментов,
увеличенной в (1 : EJ) раз. 2. Графический. Если J переменно,
то аналогично тому, что мы имели выше в п. 1, J заменяется
а плошади М— искаженной площадью М'. Тогда упругая линия,
в качестве кривой моментов, может быть найдена также графиче-
ским построением в виде веревочного многоугольника
для упомянутой выше новой площади нагрузки и полюсного рас-
стояния EJ и EJC.
Примеры *). а) Балка с одинаковым по всей длине сечением.
Пусть имеем балку АВ (фиг. 16), своими концами свободно лежа-
щую на опорах А и В и нагруженную в точках С и D сосредото-
ченными силами Р± и Ра.
На фиг. 16b вычерчен силовой многоугольник, в котором ЕР=Ри
FG = Р., а полюсное расстояние (О — полюс) = Л. На фиг. 16а проведены Ас Ц ОЕ,
cd\\OF, db\]OG и замыкающая сторона АЬ веревочного многоугольника. Заштри-
хованная фигура AcdbA есть площадь моментов нагруженной балки, из которой
мы для любого сечения балки X получаем отрезок xxlt представляющий собою из-
гибающий момент для данного сечения.
Для упругой линии, как линии, ограничивающей веревочный многоугольник,
площадь моментов AcdbA служит площадью нагрузки с горизонтальным усилием
Делим (фиг. 16а) площадь AcdbA на несколько частей, например на четыре
части: /, II, III и IV. Пусть требуется для линии хху в сечении Y, разделяющем
две такие части, определить точную величину прогиба. На фиг. 16с отдельные
части площади AcibA отложены на линии HJ снизу вверх, в виде вертикальных
отрезков. Принимая за полюс такую точку Olt чтобы полюсное расстояние было
h.' = EJ, строим силовой многоугольник OdHOto а на фиг. 16а—соответствующий ве-
ревочный многоугольник А 1 23 4 Ь^ А. Отрезки сас3, х*х3, d2d3, заключенные в озна-
ченном многоугольнике, дают прогиб балки в соответствующих сечениях. Если
теперь (фиг. 16с) проведем О^|| Ablt а из точки К горизонтальную линию KOtt
затем соединим О„ с И и J прямыми О.ЛН и OJ, то углы НО3К и KOJ будут про-
порциональны углам наклона упругой линии у обеих опор А и В.
Для того чтобы построить упругую линию в надлежащем правильном положе-
нии, строим второй силовой многоугольник, на этот раз с полюсом Оа, и вычер-
0 По Баху, Die Maschinenelemente, И изд., стр. 22. — Относительно опреде-
913И№П23°ГИба балок, лежащих на двух и более опорах, — см. W i n k е 1, Dingier,
Упругие деформации при изгибе
25
чиваем соответствующий этому силовому многоугольнику веревочный многоуголь-
ник. Последний пройдет через точки А и В и будет описанным около упругой ли-
нии многоугольником. Точки касания его сторон с упругой линией суть точки
пересечения упругой линии с вертикалями, проходящими через точки С, X и D.
Для примера пусть фиг. 16а изображает балку из литой стали в масштабе
1 : т = 1:10; пусть, далее, Рг = 1500, = 10С0 «г, d =8 см (диаметр балки), откуда
7 = 201,1 см*. Масштаб силового многоугольника (фиг. 16b) 6U0 кг — 1 см; следова-
тельно, Рх = 2,5 см, Р2 = 1,7 см, h=2 см.
Для частей 1 до IV получаются по этим данным следующие площади:
1 I П
1/2-1,5.1,8 1/2-1,22 (1,8 4-1,78)
1,35 | 2,18
III
1/2-1,28 (1.78 4- 1,75)
2,26
IV
1/2.2,0.1,75
1,75 см9
При откладывании этих значений на вертикали HJ (фиг. 16с) выбираем мас-
штаб: 1 см = 2 см9. Полюсное расстояние принимаем: hx = 5 см. Коэфициент иска-
жения при определении углов наклона упругой линии равен, таким образом:
' h 5
^.2.600 = 100-2.2 .600 2 100 ^0.20171 ° °'0Э27'
а при определении прогибов:
/пэ • Л • 2 . 600 «= 0,027.
НК 1 95
По фиг. 16с получаем: tg а = -г— =
, . JK 182 .....
5?Г = 0’М;
26 Т. II. Отд. 1. Сопротивление материалов. II. Прямые стержни
из фиг. 16а получаем прогиб в X = xsx3 = 0,7 см.
Отсюда угол наклона у Л а = 0,39*0,0027 = 0,00105,
Тоже............• . . у В р = 0,364-0,0027 = 0,03098,
Прогиб..................в X / = 0,7-0,027 = 0,019 см.
Р) Балка с переменным сечением. Пусть имеем ось АВ из
литой стали, свободно лежащую на подшипниках А и В (фиг. 17а)
и нагруженную в точках Е и F двумя одинаковыми сосредоточен-
ными силами Р = 8000 кг. Требуется определить прогиб оси в М
при Е = 2 2(.'О 000 кг/см2.
Так как положение обеих действующих на ось сил симметрично относительно
опор, то опорные давления определяются сразу,—каждое равно 8000 кг, в построе-
нии силового многоугольника надобности нет. Веревочный многоугольник, опреде-
ляющий собою упругую линию, получается не с помощью площади моментов
в качестве площади нагрузок, а путем откладывания значений М/J для отдельных
частей оси (AC, CD, DG, GB). Находим M/J для тех сечений, в которых прило-
жены внешние ситы, а также и тех, в которых меняются размеры сечения; кроме
того, М/J должно быть найдено также для того сечения, для которого требуется
точно определить прогиб оси (М в нашем примере). Получаем следующую таблицу:
Данные для различных сечений балки
Сече- ние Диа- метр см J см* М кгсм M/J кг/см3 b кг\см* Часть площади
среднее основ. кг {см3 высота см пло- щадь кг/см2
А 10 491 0 0 I 61,05 7,5 457,9
С { 10 13 491 1402 } 60 000 122,1 42,8 611 II 71,4 10,0 714,0
D { 13 15 1402 2485 } 140 000 100,0 56,3 650 III 68,4 7,5 513,0
Е 15 2485 1 200 000 80,5 604 IV 80,5 15,0 1207,5
М 15 2485 200 000 80,5 604 V 80,5 15,0 1207,5
F 15 2485 200 000 80,5 604
15 10 2485 491 } 60 000 { 24,1 122,1 611 VI 52,3 17,5 915,3
в 10 491 0 0 VII 61,05 7,5 457,9
При откладывании отдельных площадок на вертикали HJ (фиг. 17b) принят
масштаб 1 слс = 1500 кг)см*; полюс Olt в соответствии с Е — 2 200 000, взят на рас-
2 200 000
стоянии ^ = -^^^- = 2,75 см.
а тангенсы углов наклона умножить
1500 - 2,75 -
Так как ось вычерчена (фиг. 17а) в масштабе 1 : т — 1 : 20, то для получения
действительных величин цифры прогибов, по фиг. 17с, необходимо умножить на
1500 - 2-75 -™ао"20 = 0-038-
на
темГ^0'0019'
По фиг. 17с для М получаем: /n2w3 = 0,7 си, следовательно, прогиб в этом
месте равен 0,0о8 • 0,7 = 0,0266 см. Углы наклона упругой линии определяются из
силового многоугольника О^КНО^.
1 85 1 75
tg а = • 0,0019 = 0,00128; tg ? = - 0,0019 = 0,00121.
А/D
Работа деформации при изгЛ5е
27
d) Работа деформации при изгибе
Для элемента dF*dx (dx — длина частицы в направлении оси
стержня, dF — элемент поперечного сечения) получим работу
деформации в следующем виде: d U = <&'2E-dFdx. Для балки дли-
ною от х = 0 до л' = I и а =
х 1
U== J f \е dpdx = 1/а’ f ~EJ?dx............
х = 0 F О
Здесь момент инерции сечения и Мх изгибающий момент
относительно нулевой линии. Если нулевая линия не совпадает ни
с одной из главных осей инерции сечения, то необходимо изги-
бающий момент разложить на два слагающих — момент относительно
нулевой линии и перпендикулярной к ней и только первый мо-
мент подставить в это уравнение (19).
е) Экваториальные моменты инерции и моменты сопротивления
наиболее употребительных сечений
(табл. 2, 3, 4 и 5)
Объяснение сущности моментов инерции и общие правила, относящиеся к ним,
см. т. I стр. 293—3 и и дальше. О графическом способе определения моментов
инерции — см. там же.
В случаях несимметричных сечений № 7 и 12 указывается только
меньший (более важный для расчета) из обоих моментов сопротивления Wi и Wt
(стр. 19).
28 г- II Отд. 1. Сопротивление материалов. II. Прямые стержни
Таблица 2. Моменты инерции и моменты сопротивления
сечений различных форм
*) Подробнее см. табл. 5, стр. 35.
2) Если срезать по горизонтали верхнюю и нижнюю вершины сечения, то W
увеличивается; сужение сечения с обеих сторон на величину, равную Ч« диагонали,
дает U7 = 0.1242 Л».
’) Здесь можно пользоваться табл. 5, приведенной на стр. 35.
Моменты инерции й сопротивления употребительных сечепиЙ 29
Таблица 2. Моменты инерции и моменты сопротивления
сечений различных форм (продолжение)
’ аГ| Форма сечения Момент инерции Момент сопротивления
8 1 ^R 16 *
9 1 = 0,5413 Я* vr= 0,5413 я»
10 = 0,6381 /?< == = 0,8758 г* W = 0,6906 /?’ = = 0,8758 г» >)
11 Правильный многоугольник F — площадь многоугольника, а — сторона его, R — радиус окружности, описанной около сечения, г—радиус вписан- ной окружности. Ось В1яга произвольно и проходит через центр тяжести (подробно—см. стр. 301, т. 1). II « ? % 1 1 &L Sf т. <г © а гг и. и
12 kJ i Э Ж * Ш&.. * L—to,L Г 36(2Ь4-^) 1 35 + 2bt 3 2Ь 4- Ьх 6^4-6^ + ^ “ 12(оЬ + 2д0 '
13
12
6Я
х) Относительно диагонали момент сопротивления W = 0,6381 ф =- 0,8087 г5.
30 Т. п. Отд. 1. Сопротивление материалов. II. Прямые стержни
Таблица 2. Моменты инерции и моменты сопротивления
сечений различных форм(продолжение)
№ |
<1орма сечения
Момеь г инерции Момент сопротивления
14
15
х) Подробнее см, табл. 4, стр. 33
J = (Bef — BJi3 -|- Ье23 — bth^)
1 аН~ + Bxd> + (2Я — <)
1 2 аН + B±d + "
e2 = H~et
= 0,0491 74 =
= 0,7854 г4 =
= 0,0^82 & =
= 0,7854 г» =
7^ 0,05 di
= Лда_и =
J й 0,05 (D4 - 74)
= 0,1098 г4
IV^O.l d3
к (D* - d>)
32 D
/?* — г4
4 /?
^^0,8^2 8, если отно-
шение b:dm оченьмало
7=0,1098 (Л*4 —г1)
0,283 R-r^ (R — г)
R + r
о
7 0,3 6 Гр если отно-
шение 8 : Г| ®чень мало
14' = 0,1908 г’
= 0,2587 г3
et = 0,4244 г
4 Я’ + Яг + гз
ei “зп 7ГР
R
Моменты инерции и сопротивления употребительных сечений 31
Таблица 2. Моменты инерции и моменты сопротивления
сечений различных форм (окончание)
Ч орма сечения
Момент инерции
Момент сопротивления
J = 1£^=о,7854 a3b = 0,7854а"о
4 4
J —(а3Ь — Hi’bi);
~ а- (а 4- 36) 6
а (а + 36)6
Значения J и V/ относите тьно оси 26,
если отношение 8 : bt мало
3 = й [тё d* + ь _ <Л ~ о]
бИлР* +6 (h3~ а’> +*’(*- о]
24
25
Г, J и V7 на 1 м ширины:
Г=100</.^к|+2^
у=25<,-'Итг+г”л+Л4^+4"’)’
... 1
Балочное волнистое железо
(волна имеет ферму дуги
___________круга)
Плоское волнистое железо (волны
составлены из параболически;; дуг)
F, J и W на 1 м ширины:
»1= -4- (Я-2,6<4)
Ь,= 4(»-2,6<0
У= 1Г ’ 4 №А’ ~ ЬМ’ где
*1= -5-(Л + <0
*»=
2J '
W= d ^Та^лицы см* отд* 5 „Материаловедение").
26. Железнодорожные рельсы с обычным отношением между отделыь ми
размерами сечения (цифры приблизительные):
J= 0,032 Л*. UZ= 0,064 h\ F = 0,238 h\ g = 0,187 h2 = 0,786 F.
27. Германские нормальные профильные балки (формулы приближенные 0<
т
h — высота профиля в см. l
l) Deutsche Bauz. 1918, Mitt. № 23, стр. 144. — См. таки-е отд. „Материаловедение*
32 Ф. II* Отд. 1. Сопротивление материалов. II. Прямые стержни
Таблица 3. Круглое сечение
7 = те d4/64 — экваториальный момент инерции,
W — те сР/32— момент сопротивления
d см J см* W см* d см J см* W см* d см J см* W см*
1 0,0491 0,0982 51 332 086 13 023 101 5 108 055 101 150
2 0,7854 0,7854 52 358 908 13 804 102 5 313 378 104 184
3 3,976 2,651 53 387 323 14 616 103 5 524 830 107 278
4 12,57 6.283 54 417 393 14 459 104 5 742 532 110 433
5 30,68 12,27 55 449 180 16 334 105 5 966 604 113 650
6 63,62 21.21 56 482 750 17 241 106 6 197 171 116 928
7 117,9 33,67 57 518 166 18 181 107 6 434 357 1°0 268
8 201,1 50,27 58 555 497 19 155 108 6 678 287 123 672
9 322,1 71,57 59 594 810 20 163 109 6 929 087 127 139
10 ч90,9 98,17 60 636 172 21 206 ПО 7 186 886 1о0 671
11 718,7 130,7 61 679 651 22 284 111 7 451 813 134 267
12 1 018 169,6 62 725 332 23 398 112 7 723 997 137 °29
13 1 402 215,7 СЗ 773 272 24 548 113 8 003 571 141 656
14 1 886 269,4 64 823 550 25 736 114 8 290 6 66 145 450
15 2 485 331,3 65 876 240 26 961 115 8585417 149 312
16 3 217 402,1 66 931 420 28 225 116 8 887 958 153 241
17 4 100 482,3 67 989 166 29 527 117 9 198 425 157 238
18 5 153 572,6 68 1049 556 30 869 118 9 516 956 161 304
19 6397 673,4 69 1 112 660 32 251 119 9 843 689 165 440
20 7 854 785,4 70 1 178 588 33 6/4 120 10 178 763 169 646
21 9 547 909,2 71 1 247 393 35 138 121 10 522 320 173 923
22 11 499 1 045 72 1 319 167 36 644 122 10 874 501 178 271
23 13 737 1 194 73 1 393 995 38 192 123 11 235 450 182 690
24 16 286 1 357 74 1 471 963 39 783’ 124 11 605 311 187 182
25 19 175 1 534 75 1 553 156 41 417 125 11 984 229 191 748
26 22 432 1 726 76 1 637 662 43 0Q6 126 12 372 350 196 387
27 26 087 1 932 77 1 725 571 44 820 127 12 769 824 201 100
28 30 172 2 155 78 1 816 972 46 589 128 13 176 799 205 887
29 34 719 2 394 79 1 911 967 48 404 129 13 593 424 210 751
30 39 761 2 651 80 2 010 619 50 265 130 14 019 852 215 690
31 45 333 2 925 81 2 113 051 52 174 131 14 456 235 220 706
32 51 472 3217 82 2 219 347 54 130 132 14 902 727 225 799
33 58 214 3 528 83 2 32^ 605 56 135 133 15 359 483 230 970
’34 65 597 3 859 84 2 443 920 58 189 134 15 826 658 236 219
35 73 662 4 209 85 2 562 392 60 292 135 16 304 411 241 547
36 82 448 4 580 86 2 685 120 62 445 136 16 792 899 246 954
37 91 998 4 973 87 2 812 205 64 648 137 17 292 282 252 442
38 102 354 5 387 88 2 943 748 66 903 138 17 802 721 258 010
39 113 561 5 824 89 3 079 853 69 210 139 18 324 378 263 660
40 125 664 6 283 90 3 220 623 71 569 140 18 857 416 269 392
41 138*709 6 766 91 3 дбб 165 7о 982 141 19 401 999 275 206
42 152 745 7 274 92 3 516 586 76 448 142 19 958 294 281 103
43 167 820 7 806 93 3 671 992 78 968 143 20 526 466 287 083
44 183 984 *8363 9. 3 832 4 92 81 542 144 21 106 684 293 148
45 201 289 8 946 95 3 998 198 84 173 145 21 699 116 299 298
46 219 787 9 556 96 4 169 220 86 859 146 22 303 933 305 533
47 _ 2з9 531 10 193 97 4 345 671 89 601 147 22 921 307 311 855
48 260 576 10 857 98 4 527 664 92 401 148 23 551 409 318 262
49 282 979 11 550 99 4 715 315 95 259 149 24 194 414 324 757
50 306 796 12272 100 4 908 738 98 175 150 | 24 850 496 331 340
Моменты инерции и сопротивления употребительных сечений 33
Таблица 4. Круглое кольцевое сечение
Л — площадь поперечного сечения, J — момент инерции, W— момент
сопротивления.
Веса q (в кг/м) относятся к гладким чугунным трубам (ко-
лоннам), 1 м3 чугуна весит 7250 кг. Для сварочного железа
значения д необходимо умножить на 1,076, для литой стал и— на 1,053.
D
мм
мм
F
см3
J
см*
W
см3
кг/м
D 8 F J
мм мм см3 см*
W
см3
Q
кг/м
80 |
90 |
100
ПО
120
130
10
12
14
10
12
14
16
10
12
14
16
18
10
12
14
16
18
10
12
14
16
18
20
10
12
14
16
18
20
140
12
14
16
18
20
12
14
150
160
16
18
20
22
24
14
16
18
22,0
25,6
29,0
25,1
29,4
33,4
37,2
28,3
33,2
37,8
42,2
46,4
31,4
36,9
42,2
47,3
52,0
34,6
40,7
46,6
52,3
57,7
62,8
37,7
41,5
51,0
57,3
62,3
69,1
48,3
55,4
62,3
68,9
75,4
52,0
59,8
67,4
74,7
81,7
88,6
95,0
64,2
72,4
80,3
137
153
165
204
229
250
267
291
327
359
385
409
397
450
497
537
572
527
601
666
724
773
817
683
782
871
949
1019
1080
997
1114
1218
1311
1395
1248
1397
1534
1656
1766
1866
1955
1727
1899
2056
34,2
38,2
41,2
45,3
50,9
55,6
59,3
58,2
65,4
71,8
77,0
81,8
72,2
81,8
90,4
97,6
104
87,8
100
111
121
129
136
105
120
134
146
157
166
142
159
174
187
199
166
186
205
221
235
249
261
216
237
257
16,0
18,6
21,0
18,2
21,3
24,2
27,0
20,5
24,1
27,4
30,6
33,6
22,8
26,8
30,6
34,2
37,7
25,1
29,5
33,8
37,9
41,8
45,5
27,3
32,3
37,0
41,5
45,9
50,1
35,0
40,2
45,2
50,0
54,7
37,7
43,4
48,9
54,1
59,2
64,2
68,9
46,5
52,5
58,2
160 |
170
180
190
200
210
220
20
22
24
14
16
18
20
22
24
14
16
18
20
22
24
14
16
18
20
22
24
16
18
20
22
24
26
28
30
16
18
20
22
24
26
28
30
16
18
20
22
24
26
28
30
88,0
95,4
103
68,6
77,4
85,9
94,3
102
110
73,0
82,4
91,6
101
109
118
77,4
87,5
97,3
107
116
125
92,5
103
113
123
133
142
151
160
97,5
109
119
130
140
150
160
170
103
114
126
137
148
158
169
179
2200
232)
2445
2104
2320
2517
2699
2863
3013
2534
2798
3042
3268
3475
3663
3017
3338
3636
3914
4168
4401
3944
4303
4638
4948
5231
5499
5743
5968
4619
5047
5443
5819
6166
6488
6786
7062
5342
5873
6346
6839
7203
7589
7949
8282
275
291
306
244
273
296
318
337
354
282
311
338
363
386
407
318
351
383
413
439
463
394
430
464
495
523
550
574
597
440
481
519
554
587
618
646
673
486
534
577
622
655
690
723
753
63,8
69,2
74,3
49,7
55,1
62,4
68,3
74,2
79,8
52,9
59,7
66,4
72,9
79,2
85,3
56,1
63,4
70,5
77,4
84,2
90,8
67,1
74,6
82,0
89,2
96,2
103,0
109,7
116,1
70,7
78,7
86,6
94,2
101,6
109,0
116,1
123,0
74,3
82,8
91,1
99,2
107,2
114,9
122,5
129,8
34 Т. И- Отд. 1. Сопротивление материалов. II. Прямые стержпя
Таблица 4. Круглое кольцевое сечение
(окончание)
D 8 F J W Q D 8 F J W Я
мм мм см9 см* см9 кг\м мм мм см9 см* см9 кг/м
16 109 6207 540 78,0 20 176 17 330 1155 127,5
18 120 6630 577 86,9 24 208 19 936 1331 150,9
20 132 7341 638 95,6 300 28 239 22 363 1491 1636 173,5
230 22 144 7862 684 104,3 32 269 24 535 195,3
24 155 8351 726 112,6 36 299 26 479 1765 216,5
26 167 8809 766 120,8 40 327 23 262 1884 236,9
28 178 9238 803 128,8
30 189 9637 838 136,7 20 188 21 302 1331 136,7
7785 649 91,0 24 223 24 558 1535 161,8 186,3 209,9
18 126 320 . 28 257 27 580 1724
20 138 8434 703 100,2 32 290 30 390 1900
240 22 151 9042 75з 109,3 36 321 32 905 2057 232,9 255,1
24 26 163 175 9546 10154 796 846 118,1 126,7 40 352 35 186 2199
28 186 10659 888 135,2
30 198 11133 928 143,5 20 201 25 838 1520 145,8
24 239 29 912 1759 172,8
18 131 8880 710 95,1 340 • 28 274 33 665 1980 198,9
| 22 158 10334 827 114,3 32 310 37 115 2183 224,5
250 { I 26 183 11633 931 132,7 • 36 344 40 277 2369 249,3
30 207 12778 1022 150,3 40 377 43 165 2539 273,3
1 34 18 231 13790 1103 167,3 20 214 30 977 1721 154,9
137 10073 775 99,2 24 253 35 935 1996 183,6
260 | 22 164 11746 904 119,3 28 292 40 526 2251 211,7
26 191 13243 1019 138,5 360 32 330 44 773 2487 239,0
I 30 217 14577 1121 157,2 36 366 48 680 2704 265,6
34 241 15691 1207 175,0 40 402 52 276 2904 291,5
44 437 55 582 3088 316,7
18 143 11369 842 103,3
270 < 22 26 30 34 171 199 226 252 13286 15000 1С539 17914 984 1111 1225 1327 124,3 144,5 164,0 182,8 380 - 20 24 28 32 226 270 308 346 36 765 42 718 48 262 53 400 1935 2248 2540 2811 164,0 194,6 224,5 253,6
36 383 58 379 3073 282,1
( 18 148 12774 912 107,4 40 418 62 593 3294 309,8
1 22 178 14947 1068 129,3 44 453 66 671 3509 336,8
280 < I 26 207 16909 1208 150,4
30 236 18674 1334 170,8
1 34 263 20257 1447 190,5 20 239 43 210 2160 173,1
24 284 50 304 2515 205,5
154 14289 28 336 56 927 2846 237,2
18 986 111,5 400 < 32 370 63 103 3156 268,3
22 185 16743 1155 134,3 36 412 68 852 3443 298,5
290 « 26 216 18970 1308 156,3 40 452 74 194 3710 327,7
30 245 20983 1447 177,6 44 492 79 154 3958 356,8
34 273 22798 1573 198,2 48 531 83 744 4187 384,8
Моменты инерции и сопротивления употребительных сечений 35
Таблица 5. Прямоугольное и квадратное сечения
. un~
&h примечание. Jmax — -jy получается
J min = "1У* путем умножения соответствующего аначедия
= bh? W'max из таблицы на А.
w max 6 I ^min = ^8Л/6 получается путем деления со-
ответствующего значения Jmjn из таблицы на Ь/2.
'min
(Jmax)- h Wmax
(Kiln)
Сечение Anin см* max см3 Сечение ^min см* «max CM3 Сечение Anin см* nr max см3
Л см Ъ см . h см 1 ь | см h см 1 b 1 см
1{ 1 0,0833 0,1667 6 162,00 81,000 9 10 1083,3 253,50 281,67 309,83 338,00 366,17
и 1 2 0,1667 1,3333 0,6667 1,3333 9 1 7 8 9 257,25 384,00 546,75 94,5'4) 108,03 121,50 13 11 12 13 1441,9 1872,0 2380,1
•( 1 2 3 1 0,2500 2,0000 6,7500 0,3333 1,5000 3,0000 4,5000 2,6667 1 2 3 i 4 0,8333 6,6667 22,500 53,333 16,667 33,333 50,000 66,667 1 2 3 4 1,1667 9,3333 31,500 74,667 32,667 65,333 98,000 130,67
2 2,6667 5,3333 10 1 к 104,17 83,333 5 145,83 163,33
4 3 9,0000 8,0000 180,00 ПОС о о 100,00 6 252,00 196,СО
4 21,333 10,667 7 , 7 8 285,83 426,67 116,67 133,33 14 7 8 400,17 597,33 850,50 1166,7 228,67 261,33 294,00 326,67
1 0,4167 4,1667 9 607,50 150,00 9
2 3,3333 8,3333 10 833,33 166,67 10
5 3 11,250 12,5(0 > 1 0,9167 20,167 40,333 60,500 11 1552,8 2016,0 2563,2 359,33
4 5 26,667 52,083 16,667 20,833 2 3 7,3333 24,750 12 13 392,00 424,67
1 0,5000 6,0000 4 58,667 80,667 14 3201,3 457,33
2 4,0000 12,00и 5 114,58 ICO,83 1 1,2500 37,500
6 3 4 5 13,500 32,000 62,500 18,000 24,О'. 0 30,000 11 ’ 6 7 8 198,00 314,42 469,33 121,00 141,17 161,33 2 3 4 16,000 33,750 80,000 75,000 112,50 150,00
6 1 2 з 108,00 0,5833 4,6667 15,750 36,000 8,1667 16,333 24,500 32,667 40,833 49,000 57,167 9 10 11 1 668,25 916,67 1220,1 1,0003 181,50 201,67 221,83 24,000 15 « 5 6 7 8 156,25 270,00 428,75 640,00 187,50 225,00 262,50 300,00
7 4 5 6 7 37,333 72,917 126,00 200,08 2 3 4 5 6 8,0000 27,000 64,000 12b,00 216,00 48,000 72,000 96,000 120,00 144,03 9 10 11 12 13 911,25 1250,0 1663,8 2160,0 2746,3 337,50 375,00 412,50 450,00 487,50
1 0,6667 10,667 12 < 7 343,00 168,00 14 3430,0 525,00
2 5,3333 21,333 8 512,00 192,00 15 4218,8 562,50
3 18,000 52,000 9 729,00 216,00 1 1,3333 10,667 36,000 85,333 166,67 288,00 42,667 85,333 128,00 170,67 21b,33 256,00
4 42,667 83,333 42,667 10 1000,0 240,00 2
d * 5 53,333 11 1331,0 264,00 3 4 5 6
6 7 8 144,00 228,67 341,33 64,000 74,667 85,333 12 1 5 1728,0 1,0833 8,6667 288,00 28,167 56,333
1 0,7500 13,500 ' 3 29,250 84,500 16 < 7 457,33 298,67
2 6,0000 27,0и0 13 < 4 69,333 112,67 8 682,67 341,33
9 3 20,250 40,500 5 135,42 140,83 9 972,00 1333,3 384,00
4 48,000 54,000 6 234,00 169,00 10 426,67
5 93,750 67,600 7 371,58 197,17 11 1774,7 469,33
8 554,67 225,33 12 2304,0 512,00
. 13 2929,3 554,67
£6 I? II. Отд. 1. Сопротивление материалов. II. Прямые стержнй
Таблица 5. Прямоугольное и квадратное сечения (продолжение)
Сечение Anin см* W max см3 Сечение Anin см* max см3 Сечение J . min см* W max см'
h 1 см 1 b см
h см ь | см см см
14 3658,7 597,33 IQ J 18 9234,0 1083,0 13 4027,8 1048,7
16 I 15 4500,0 640,00 19 1 19 10860 1143,2 14 5030,7 1129,3
16 5461,3 682,67 1 1,6667 66,667 15 16 6187,5 7509,3 1210,0 1290,7
1 1,4167 48,167 2 13,333 133,33 22 < 17 9007,2 1371,3 1452,0
2 11,333 96,333 3 45,000 200,00 18 10692
3 38,250 144,50 4 106,67 266,67 ‘ 19 12575 1532,7
4 90,667 192,67 5 208,33 333,33 20 14667 • 1613.3
5 177,08 240,83 6 360,00 <100.00 21 1G979 1694,0
6 306,00 289,00 7 571,67 466,67 22 19521 1774,7
7 485,92 337,17 8 853,33 533,33
8 725,33 385,33 9 1215,0 600,00 1 1,9167 15,333 51,750 122,67 88,167
17 9 1032,8 433,50 20 10 1666,7 666,67 2 176,33
10 1416,7 481,67 11 2218,3 733,33 з 264,50
11 1885,6 529,83 12 2880,0 800,00 4 352,67 440,83
12 2448,0 578,00 13 3661,7 866,67 5 239,58
13 3112,4 626,17 14 4573,3 933,33 б 414,00 657,42 981,33 1397,3 1916,7 2551,1 3312,0 529,00
14 3887,3 674,33 15 5625,0 1000,0 7 617,17 705,33 793,50 881,67
15 4781,3 772,50 16 6826,7 1066,7 8
16 5802,7 770,67 17 8188,3 1133,3 9
17 6960,1 818,83 18 9720,0 1200,0 10
1 2 1,5000 12,000 54,000 108,00 19 20 11432 13333 12.6,7 1333,3 23 11 12 969,83 1058,0
3 40,500 162,00 1 1,7500 73,500 13 4210,9 1145,2
4 96,000 216,00 2 14,000 147,00 14 5259,3 1234,3
5 187,50 270,00 3 47,250 220,50 15 6468,8 1322,5
6 324,00 324,00 4 112,00 294,00 16 7850,7 1410,7
7 514,50 378,00 5 218,75 367,50 17 9416,6 1498,8
8 768,00 432,00 6 378,00 441,00 18 11178 1587,0
18 < 9 1093,5 486,00 7 600,25 514,50 19 13146 1675,2
10 1500,0 540,00 8 896,00 588,00 20 15333 1763,3
11 1996,5 594,00 9 1275,8 661,50 21 17750 1851,5
12 2592,0 648,00 10 1750,0 7.5,00 22 20109 1939,7
13 3295,5 702/ 0 21 • И 2329,3 808,50 23 23320 2027,8
14 4116,0 756,00 12 3024,0 88-,00 96,000
15 5062,5 810,00 13 38.4,8 955,50 1 2,0000
16 6144,0 864,00 14 4802,0 1029,0 2 16,000 192,00
17 7369,5 918,00 15 5906,3 11( 2,5 3 54,000 288,00
18 8748,0 972,00 16 7168,0 1176,0 4 128,00 384,00
1 1,5833 60,167 17 18 8597,8 10206 1249,5 1323,0 1396,5 1470,0 5 6 250,00 432,00 480,00 576,00
2 3 12,667 42,750 120,33 180,50 19 20 12003 14000 7 8 686,00 1024,0 672,00 768,00
4 5 101,33 197,92 240,67 300,83 21 162и7 1543,5 9 10 1458,0 2000,0 864,00 960,00
6 342,00 361,00 1 1,83 >3 80,667 11 2662,0 1056,0
7 543,08 421,17 2 14,667 161,33 24 « 12 3456,0 1152,0
8 810,67 481,33 3 49,500 242,00 13 4394,0 1248,0
19 « 9 1154,3 541,50 4 117,33 322,67 14 5488,0 1344,0
10 1583,3 601,67 5 229,17 403,33 15 6750,0 1440,0
11 2107,4 661,83 22 < 6 396,00 484,00 16 8192,0 1536,0
12 2736,0 722,00 7 628,83 564,67 17 9826,0 1632,0
13 3478,6 782,17 8 9б8,67 645,33 18 11664 1728,0
14 4344,7 842,33 9 1336,5 726,00 19 13718 1824,0
15 5343,8 902,50 10 1833,3 806,67 20 16000 1920,0
16 6485,3 962,67 11 2440,2 887,33 21 18522 2016,0
17 7778,9 1022,8 12 3168,0 968,00 22 21296 2112,0
Моменты инерции и сопротивления употребительных сечений 37
Таблица 5. Прямоугольное и квадратное сечения (окончание)
Сечение д ^2 W max с и3 Сечение Anin с и4 W max см3 Сечение J . min см* W max см3
h сч ъ см h см 1 ь | см h см ъ см
23 24334 2208,0 3 60,750 364,50 4 154,67 560,67
24 | 24 27648 2304,0 4 144,00 486,00 5 302,08 700,83
5 281,25 607,50 6 522,00 841,00
1 2,0833 104,17 6 486,00 729,00 7 828,92 981,17
2 16,667 208,33 7 771,75 850,50 8 1237,3 1121,3
3 56,250 312,50 8 1152,0 972,00 9 1761,8 1261,5
4 133,33 416,67 9 1640,3 1093,5 10 2416,7 1401,7
5 260,42 520,83 10 2250,0 1215,0 И 3216,6 1541,8
6 450,60 625,00 11 2994,8 1336,5 12 4176,0 1682,0
7 714,58 729,17 12 3888,0 1458,0 13 5309,4 1822,2
8 1066,7 833,33 13 4943,3 1579,5 14 6631,3 1962,3
9 1518,8 937,50 14 6174,0 1701,0 15 8156,3 2102,5
10 2083,3 1041,7 27 15 7593,8 1822,5 16 9898,7 2242,7
11 2772,9 1145,8 16 9216,0 1944,0 29 17 11873 2382,8
12 3600,0 1250,0 17 11054 2065,5 18 14094 2523,0
25 - 13 4577,1 1354,2 18 13122 2187,0 19 16576 2663,2
14 5716,7 1458,3 19 15433 2308,5 20 19333 2803,3
15 7031,3 1562,5 20 18000 2430,0 21 22381 2943,5
16 8533,3 1666,7 21 20837 2551,5 22 25733 3083,7
17 10235 1770,8 22 23958 2673,0 23 29404 3223,8
18 12150 1875,0 23 27376 2794,5 24 33408 3364,0
19 14290 1979,2 24 31104 2916,0 25 37760 3504,2
20 16667 2083,3 25 35155 3037,5 26 42475 3644,3
21 19294 2187,5 26 39546 3159,0 27 47567 3784,5
22 22183 2291,7 27 44287 3280,5 28 53051 3924,7
23 24 25348 28800 2395,8 2500,0 1 2,3333 130,67 29 58940 4064,8
25 1 32552 2,1667 2604,2 112,67 2 3 4 18,667 63,000 149,33 261,33 392,00 522,67 1 2 з 2,5000 20,000 67,500 160,00 312,50 510,00 857,50 128J,0 1822,5 2500,0 150,00 300,00 450,00 600,00
2 17,333 225,33 5 291,67 6)3,33 4
3 58,509 Зб8,00 6 504,00 784,00 5 750,00
4 138,67 450,67 7 800,33 914,67 5 900,00
5 270,83 553,33 8 1194,7 1045,3 7 1050,0
6 468,00 676,00 9 1701,0 1176,0 8 1200,0
7 743,17 788,67 10 2333,3 1306,7 9 1350,0
8 1109,3 901,33 И 3105,7 1437,3 10 1500,0
9 1579,5 1014,0 12 4032,0 1568,0 И 3327,5 4320,0 5492,5 686J,0 1650,0
10 2166,7 1126,7 13 5126,3 1698,7 12 1800,0
11 2883,8 1239,3 28 * 14 6402,7 1829,2 13 1950,0
12 3744,0 1352,0 1464,7 15 7875,0 1960,0 14 2100,0
13 4760,2 16 9557,3 2090,7 15 8437 5 2250,0
26 14 5945,3 15/7,3 17 11464 2x21,3 30 16 10246 2400,0
15 7312,5 1690,0 18 13608 2352,0 17 12283 2550,0
16 8874,7 1802,7 19 16004 2482,7 18 14580 2700,0
17 10645 1915,3 20 18667 2613,3 19 17148 2850,0
18 12636 2028,0 21 21609 2744,0 20 20000 3000,0
19 14861 2140,7 22 24845 2874,7 21 23153 3150,0
20 17333 2253,3 23 28390 3005,3 22 26620 3300,0
‘ 21 20066 2366,0 24 32256 3136,0 23 30418 3450,0
22 23071 2478,7 25 36458 3266,7 24 34560 3600,0
23 26362 2591,3 26 41011 3397,7 25 39063 3750,0
24 29952 2704,0 27 45927 3528,0 26 43940 3900,0
25 33854 2816,7 28 51221 3658,7 27 49208 4050,0
26 38081 2929,3 1 2,4167 140,17 28 54880 4200,0
1 2,2500 121,50 29 | 2 19,333 280,33 29 60973 4350,0
27 { 2 18,000 243,00 3 65,250 420,20 . 30 67500 4500,0
Т. П. Отд. 1. Сопротивление материалов. П. Прямые стержни
* f) Балки с одинаковым
Таблица 6. Балки на различных
Свободная длина — Z, прогиб — /, высота балки — Л; координаты .г и у и прочие продоль
скаемое напряжение изгиба Rj, (стр. 14 и 235) и модуль упругости Е материала балки в
проведенной через центр тяжести, — в СЛ14, соответст
Относительно механической
Сопротивление опор Л,В Изгибающий момент М Нагрузка Р Необходимый мо- мент сопротивле- ния W
В=Р Р=^
1
* э и “ || w=-^~ ‘•ь
II Ьа Н «1ъ Р = 4^ Р1
Для АС МХ = Ц
м -pt '"шах 4"
Л = ^; В = Р' 7
P=* *b^
ГТ я х. PClX Для АС: Мх =—т- л 1
, ВС: Мх = ^± Рсс^ lRb
А = Г6Р; В = Г6Р
Для Л С: Мх = ^ Рх л 16 . С: МХ = ^Р1 п 16^^ 3 1
1 Sl^ko 1 001 “Э|8 II £ £ Е 111 II *5 • н w=— p— 16 Rb
*) Формулы для сопротивления опор и изгибающих моментов, в случае шарнирных
При расчете балок, заделываемых в стену, таковые для большей надеж
тельно, случай № 4 (стр. 38), № 5 (стр. 39) и № 10 (стр. 42) неприменимы.
*) Обозначение / относится к прогибу в точке приложения сосредоточенной силы Р\
совпадает. Значения /, выраженные через R^ , действительны только для однородных
и у), под влиянием срезывающих сил, см. стр. 69.
Балки с одинаковым по всей длине сечением
39
по всей длине сечением1)
опорах и с разными видами нагрузок
ные размеры должны быть выражены в см; внешние силы Л, В, Р, Q и пр.—в кг; допу-
кг!см\ момент инерции J поперечного сечения балки относительно горизонтальной оси,
вующий данному J момент сопротивления W — в см3.
работы при изгибе см. стр. 8, 9.
Уравнение упругой линии Прогиб /«) Примечания
— (IL — У “ 2EJ U 3 I3) , _ dy Pl*(l tg P “ dx ~ 2EJ \ / p) x о Pl* 3/ tg = 0) ~ 2EJ ~~ 21 J EJ 3 — 2. p “ 3 ' E h Балка, защемленная одним концом Опасное сечение у В
Для AC PP (x 4 хЛ У~~ 16EJ\1 3 Pj J EJ 48 2 Rb l* ~ 6 E h Балка, свободно лежа- щая на опорах Опасное сечение посре- дине
__p (2 । \ y‘ ~ EJ 61 \ ct + c 2.1 \ C1 c/ 2 P_P^ P fl ' EJ 3 P P 4ax лля 1/" 1 , 2q X=CV 3 + 37 если c > cx; l/~ 1 f 2c з’ + з?? если с < ct Балка, лежащая сво- бодно на опорах Опасное сечение у С
_P_P(x £ хЛ V~EJ22\l 3 Pj — JLP(l £4. 2 Л ~ EJ32 \4 I + 2 P 3 Р/ P 7P ' “ EJ 763 ’ для X = i Vl/S f =V4^ 'max '*48EJ Полузащемленная балка Опасное сечение у В Точка перегиба у 5 , A1“"22f
опор, применимы также к балкам с переменным сечением.
ности принимаются свободно лежащими на опорах; для таких балок, следова-
через /тах (или fm) обозначен наибольший прогиб, в то.м случае, когда / с ним не
сечений балон С горизонтальной осью симметрии. Относительно увеличения / (а также
40
Т. II. Отд. 1. Сопротивление материалов. II. Прямые стержни
Таблица 6. Балки на различных опорах и
№ Род нагрузки Сопротивление опор Л, В Изгибающий момент М Нагрузка Р Необходимый мо- мент сопротивле- ния W
5 !ь 11 to 11 RbW Р^-^- w— Pl - 8/?*
1 1 i %
Й с fa Для АС: Мх = ™(1 „ СВ:МХ^[1-^) м -Pl Mma.i — "8*
6 f-r-t- 1 yft Л'Х!* Те же формулы действительны и для тою случая, когда А и В — точки приложения нагру- зок и балка концами своими лежит на опорах. Общий про- гиб в середине равен тогда /= />+А= 2^) 13(г+2с)’-4с’] А = В = Р Для ЛВ: Л1х = Pc = const р=^£ с Рс w=~rT
6а » P(lA-c) A- z , В- t D_Rb^ С w=^— Pb
Для АС .. я Рсх Л1у = Лх== —— л 1 M.Q—PC
7 8 в j 1 1 В=Р RbW Р-2-г- Pt UZ= 2 Rb
АЛ 1 ^-2? ^так ~ ~2
m—i-c- (С ода же относится случай 18) Q, |(N II aq II PbW P = 3 — \v=-^— 8
и £ П 2 Ч? 1i 0=1 S 1
Балки с одинаковым по всей длине сечением
41
• с разными видами нагрузок (продолжение)
Уравнение упругой линии Прогиб / Примечания
_ Р £ (х* __ 4. х3 \ У ~ EJ 16 \Р 3 с3) J • EJ 192 1 #b Р ~~ 12 Е~ h Защемленная балка Опасные сечения у А. В и С Точки перегиба у 1 , 3 , X = — Z Vi X = -7 1 4 4
• Для АВ EJ где р _- —- _ const. г Рс Упругая линия между А и В имеет форму дуги круга с радиусом р fi в середине расстояния между опорами / 11S.- h EJ 8 I “ — 1 Rb !L- 19 ~ ’ 4 E h ~ 8p , P c*( t 3l\ fz~ EJ 3 V+ 2/ Балка, лежащая сво- бодно на опорах, со свисающими концами Опасное сечение в лю- бом месте между А и В
ш Р Гс (х х'\ y~EJ 6 V , — JL LSI (2Z + 3c £1 _ Х1 _ 2 У1 “ EJ 6 \ 1 с lc* 1 ) Максимальный прогиб на длине АВ в С для х = -—= 0,5771 V з Р Рс fl-EJ9Vz _ Р С + с)с3 Л ~ EJ 3 Балка, лежащая сво- бодно на опорах,с одним свисающим концом Опасное сечение в В
y = JL!.8 EJ 6 \ / 4 Pj р_ I3 — EJ 8 ~ _ 1 £ “ 2 Е h Балка, защемленная одним концом Опасное сечение у В
Р Р (х „х1 , хЛ У EJ24\T + I*) Р /2 f tg Р U = 0)= gj 24 = 3,2 Т Р 5L3 _ EJ 384“ 5 Р “24 Е h Балка, лежащая сво- бодно на опорах Опасное сечение посре- дине балки
42 Т. II. Отд. 1. Сопротивление материалов. II. Прямые стержни
Таблица 6. Балки на различных опорах и
№ Род нагрузки Сопротивление опор A, В Изгибающий момент М Нагрузка P Необходимый мо- мент сопротивле- ния W
9 Л = ’/8Р; В = ^Р PbW p==s~l— (Нагрузка не боль- ше чем в случае 8) w— pi
| 'max I Рх ( 3 X А л,=-2^“ту ^max = ~g (абсолютный максимум) о лс=й8₽' (относительный максимум) при х = 3/81
10 f/вРГ !ь 11 to II *=|Ъ р-^ — \у= —f. . 12 Rb
VisPl 1 1 / и q2U3i м Pl ( 1 х Л1 = т1б-7 + -р) ^тах “ ’/it PL (абсолютный максимум) МС = ЧиР1 (относительный максимум)
11 В = Р Pbw ₽=з4- 'F=^b— 3 pb
Г м Рх° М=ЗТ‘ м _Р1 ^max 3
12 to сч I со II to to -l« II 9V~3 #bW 2 I Rbw = 7,794 - ui VT= — 7,794 Pb
Af = —?= Pl = 0,128 Pl max 91л3
’) Имея в виду, что для случая 12 значения -Мтах и / почти точно совпадают с со
в обыкновенных случаях рассматривать такого рода нагрузки „треугольной" и
балки) формы, как равномерно распределенные» Что же касается сопротивлений
нагрузки Р*
Балки о одинаков! с разными видами нагрузок лм по всей длине сечением 43 продолжение)
Уравнение упругой линии Прогиб / Примечания
Р 1* (х о Xя , п хЛ У EJ 48 \ 1 3 /» + 2 /* / • . — р 13 Лпах tj 185 ’ где 1 78 + 110 V33 185“ 2-16* / _ 175 Р /з _ 86 EJ1 “ _Р Iя ~ EJ 187 Полузащемленная балка Опасное сечение у В Прогиб /тах при х' = 716/(1 + Гзз) = = 0,4215/ Точка перегиба при ж = »/4/ М с при х = ®/81
У EJ24\P Объяснение фиг. № 10. Парабола I: кривая моментов для балки, лежащей свободно на опорах А и В (случай 8, стр. 41). Парабола II: то же для случая жесткого защемления в А и В (слу- чай 10, стр. 42). Парабола III: то же для спо- соба защемления в А и В, соответ- ствующего наименьшему Л<тах; в этом, случае Л4д=Л4д=Л1 £=^ /==^JL = 7 EJ 384 1 Pb /« “16 E h Балка защемленная Опасное сечение у А и В Точки перегиба при Х = 4,t(l ± Vvj, т. е. = 0,78871 и х2 = 0,2113/
- Р 1’ f y“E7i2 \/ 5 i6J f=P!L = J EJ 15 2 Pb I* “ 5 E h Балка, защемленная одним концом Опасное сечение у В
Р Р X л3 , о х5\ У — EJ 180 V 1 10 /8 +3 /5/ Наибольший прогиб при x = 1= 0,5193/: _PP 2 + 5V^ J EJ 225 • V1 - v 8TT5 = pi3 = 0,01304 0 EJ Балка, лежащая сво- бодно на опорах Опасное сечение при х = -^= = 1/,/Гз' = V з - 0,5774/
ответствующими значениями для случая 8 (стр. 41), можно при определении -Мтах и f
лтрапецеобразной“ (параллельные стороны трапеции перпендикулярны к оси
опор, то они разнятся от таковых в случае 8 на величину, достигающую 7§ общей
44 Т. II. Отд. 1. Сопротислепие материалов. II. Прямые стержни
Таблица 6. Балки на различных опорах и
К» Род нагрузки Сопротивление опор А, В Изгибающий момент М Нагрузка P Необходимый мо- мент сопротивле- ния W
12а Н ff Y* !ь II сл| - ъ to II сл| ф. Ъ 1 «L i-o * 1 ar * in °* lO- 'll II e. h •
м-=рх^-хА "max = ^ = g Мс = 0,0596 Р1
12Ъ 13 14 А = Гер’ В=ЪР p = 10 —~L— PL U “ 10 Rb
1 ly—: Куч llWi '1, = Ч-Г5 + й7-4Й ^тах “ = 10 Л4 -Pl МА 15 лл & ^=237
II to II »~1ъ w= -P!- 12 7?b
Л4 -PZ max 12
IH II to II to| Ъ Rb^ P = e-J- w= ~l - GRb
«У4-1Й Pl ^ma\ ~ 6
!) Если в случае 14 очертание нагрузки, вместо треугольника, имеет вид параболы,
Валки С одинаковым по Всей длине сечением
45
|с разными видами нагрузок (продолжение)
Уравнение упругой линии Прогиб/ Примечания
_Р Р ( х л3 х5 А У~~ EJ&)\ 1 + Р Р J Наибольший прогиб в С для аг=-2==О,44>/: V5 1 РР 209,63 EJ * Полузащемленная балка Опасное сечение у В Наибольший момент Mq в С при х = -4= = 0,447/ V5 Точка перегиба при х = 1 УбЛ5 = 0,775/
4 Наибольший прогиб в С при Ч-4+КЭ'- = 0,525/: 1 РР 382 EJ Балка защемленная Опасное сечение у В Наибольший момент М[) в D при х = 1 У(М = 0,548/ Точка перегиба при x = 0,23/Z и 0,808/
2!f3 * _ -*3 д_ _ 2 У EJ 12 V 8 1 Р + В 5 Р J .Р 3? _ EJ 320 “ _ 9 £ “40 E h Балка, свободно лежа- щая на опорах Опасное сечение посредине балки
_Р Ц ( 5_ х. __ х* 2_ хЛ У ~ ЕЛ21 В + 5 Р J Р Р_ EJQ) “ — 2. Rb !L “5 Е h Балка, свободно лежа- щая на опорах Опасное сечение посредине балки
ершина которой лежит над срединой балки, то Р = 6,4 -------
5 Р1
И V 32 Rb
46
Ф. II. Отд. 1. Сопротивление материалов. П. Прямые стсржпп
Таблица 6. Балки на различных опорах и
№ Род нагрузки Сопротивление опор А и В Наибольший изгибающий момент ^max=™6
15 hgi. — Ъ шиЖ В * —й Л = В={ При b = 0 имеем случай 14 (стр. 44). 8а2 + 3fr-(4e +/>) р “ 24-(л + b)
16 Балка со свисающими концами feir- 1 ri Опасные сечения в А, В и С. Точка перегиба при х=4 ±Кт-<:г- ^А~^В со знаком, обрат- ным знаку Mq. При наличии, кроме нагрузки Р, еще неодинаковых концевых нагрузок Pt, Р2, как в случае 6, ср. „Zentralbl. Bauv.“ 1908, стр. 260. Л = В=₽ Для АВ имеем: ^-¥(-7-1)- для х с: м - Рх2
Рс2 Наибольшие величины Л1д = Mq = р /1 \ и (для середины балки) Af С~~у (*4 ~~ с)• п0 своим абсолютным значениям равны при c = (^T2-1lt) • / = 0,2071: МА = ^C=^max = °’021447 Р/ ~ У" Р1' для различных значений с это сравнительно наи- меньший Afmax. 1^меем, следовательно, Pl W = — - и Р = 47 • - . 47/?& 1 ’ т. е. в том случае, когда а = 0,586 Z, нагрузка почти в 6 раз большее, чем в случае 8 (стр. 41).
17 П Местная сплошная нагрузка с очертанием трапеции. 0’0 •— Л ™ ^тот 2 2 - <71 Местная сплошная нагрузка с очертанием прямоугольника 1 Ул-III. 5 S——S—4* А=-(с I " - ?» + 2<7|] /Г + 3 q. + qA В = Р—А при Q = 0, max г т. е. при 1/ . , 2пА х = 1/ п- А r Qi ^=^max = где X — х 4- л, £ = х — л; л = -^ <h-<h
При qx = qv имеем: А Р (2с+ b) 21 Р(2а + Ь) В= 21 ' Если, кроме того, а= с, то Л-Ч (Ср. случай 18 слева) При qx = q2 имеем WRb = А [а +^] Если, кроме того, а —с то ™Ь=2₽[Т-Т]
*) Подробные таблицы для случаев 17, 19, 20 и т. п. видов нагрузок, часто встреча
gewalzter eisemer Trager, Берлин, 1893, Б. Эрнст и сын. — Общий случай 17 олиса!
Балки с одинаковым по всей длине сечением
47
с разными видами нагрузок (окончание)
Род нагрузки
Сопротивление опор
А и В
Наибольший из1 ибающий
момент
^пах=^ДЬ
Местная сплошная нагрузка
с очертанием треугольника
При qr = 0 имеем:
Л_ Р[ 1*1
А I Iе + 3J
B = T[e + lft]
при Q = о,л
max г
т. е. при
А? — Mr " О 1г —
r V р
При ^1 = 0 имеем:
№'«Ь=^тах =
= Л а + 2Л] =
= Д [<, + !(, J/^]
18
Р
^max = 7('t + 2a)
Согласно постановлению
прусского министерства от
25 февраля 1925 г. (см. стр. 238),
у балок, укладываемых па ка-
менные стены, должна быть
принята во внимание длина
опоры п > 0,05 10. Это дает для
балок, свободно лежащих на
опорах и равномерно нагру-
женных по свободной длине /с,
нагрузки указанных здесь ви-
дов; при этом для случая, при-
веденного с правой стороны,
предполагается наличие одной
сосредоточенной опоры у В.
А Р (21-д')+ Р,ах
21
При А < Р:
WRb =
А* а
2Р
= P^l-a^ + Pa ПР” в < р1‘
21 =
Если Р = Рь а = а! и I — 2а — Ь, то
А = В = Р и WRb = ЧгРа = */4Р(/ — Ь)
Р{21-а)
21
мт ПР“
= р.Р/, где
1 а Г al’
И = 2 Z L1 2ZJ
>Лтах = 4'”
О' ’= 2/зЛ
тогда х = 4/e I
мых в надземных сооружениях, см. J. Labe s, Tafeln zur Besiimmung der Querschnitte
В ст. Г ер б с та, „Zentralbl. Bauv.“ 1909, стр. 560.
48 Т. И. Отд. 1. Сопротивление материалов, II. Прямые стержни
. Ц11Н11Ц, J
L а _ fn - ijc b -*
L----—С-----*
Фиг. 18.
21. Многократная нагрузка. Когда балка находится одновре-
менно под действием нескольких нагрузок указанных на стр. 38 и 47
видов, то изгибающие моменты, а равно и
ординаты упругих линий для отдельных
случаев складываются вместе п по полу-
ченным суммам определяется Afmax = WRb
и /тах, а также и соответствующие зна-
чения х. Для приведенных ниже № 22
и 25, представляющих наиболее часто
встречаемые на практике случаи, даны
окончательные формулы; предпочтитель-
нее, однако, определять wVfmax непосредственно, путем составления
уравнения моментов относительно опасного сечения (см. стр. 20 и
пример на стр. 20 и 21).
22. Балка, свободно лежащая на опорах, нагружена п одина-
ковыми сосредоточенными силами Р, приложенными (фиг. 18)
в п — 1 равноудаленных (расстояния равны с) точках.
л пР/, । л —1 \ п пР ( . л —1
А~ — — 4 s-~ ‘
Опасное сечение лежит в точке приложения т силы "ели
Р > тР — А >0,
так что
= WRb = Аа + (т - 1) (л - 4 юр) с.
В частном случае, когда а — Ь, получаем А = В = • пР.
Если при этом точки приложения данных и сил Р делят свободную
длину балки / нал1 = 7г-|-1 одинаковых частей, длиною каждая
(I: п1) = а = Ь, то:
если nY — четное число, то Mmax = WRb = ?±-Р1,
если лх —нечетное число, то
л 2 — 1
При zii= 3 4 5 6 7
Коэфициенты для Pt — i/3 i/2 з/Б з/4
Передвижные нагрузки
23. Балка для рельсового пути подъемного крана (фиг. 19—23)
х — расстояние одного из грузов Р от середины балки С.
Палки <* одинаковым по всей длине сечением
49
а) Случай двух одинаковых грузов Р, находящихся на по-
стоянном расстоянии а друг от друга; расстояние х переменно,
причем величина его колеблется между 0 и Z/2 (фиг. 19).
Фиг. 20.
Фиг. 19.
Следующие формулы действительны только тогда, когда оба
груза Р остаются на длине I:
Л1=«(,_«+4£А_«);
.. Pl /, а 2а2 . 2х За 4л2 \
Л1’ = тС-7“"^ + Т 1--Т)-
При х = 0 (или х = а) имеем:
(или М2) = -у (1 — у j ; А12 (или MJ = (1----j----
а _ Pl ( ч а \
При х = у имеем Мг = м2 = -у (1--------yj •
4 Зак. 254. — Hiitte, Справочник для инженеров, т. II.
50 Т. II. Отд. 1. Сопротивление материалов. II. Прямые стержни
Таблица 7. Сопротивление опор и моменты при различных расстояниях
между грузами а.
а : 1 л max ^’тах М2 для х = Чла Примечание
0 0,1 0,2 0,3 0,4 0,5 0,586 0,667 2,0 Р 1,9 „ 1,8 „ 1,7 „ 1,6 „ 1,5 „ 1,414 „ 1,333 „ 0,500 00 Р/ 0,451 25 , 0,405 00 „ 0,361 25 „ 0,320 U0 „ 0,281 25 „ 0,250 G0 „ (0,225 22 „) 0,500 00 Р1 0,446 25 „ 0,385 00 „ 0,316 25 „ 0,240 00 „ 0,156 25 „ 0,078 50 „ 0 Если а ; 1 > 2 — V 2 = 0,586, то абсолютное максималь- ное значение Alt всегда равно причем груз 1 находится по середине балки
Для приблизительного расчета максимального прогиба балки для рельсового
пути подъемного крана положение грузов принимается симметричным к середине
балки и затем применяются формулы случая 6 (стр. 40). В результате получается:
/= Л + /.=-4§^Г (' - °) I3 «И-
£) Случай двух неодинаковых грузов Рх и Р2» с постоян-
ным расстоянием а Между ними; расстояние х между грузом Р^
и серединой балки С переменно, причем оно колеблется между
0 и 1/2
При том положении грузов, которое изображено на фиг. 20,
наибольший момент получается для сечения 1 в том случае, когда
Р1>Р2 (при условии л>0). Если через R = P1-]rP2 обозначим
равнодействующую сил Рг и Р2, то п = Pza!R>
Далее имеем:
-4(4+*-4
Если, начиная с х = 0, оба груза находятся на балке, то наи-
больший из всех моментов получается из выражения:
Г W = (у — — (у + х — п} = п — 2х = 0,
откуда х = п/2.
В соответствии с этим имеем:
ал 1 i п А ( I п\ RI / п \2
Мшах- —(^2 +-2 -«) (у —2) = —(’"'у) =
=4
Балки с одинаковым по всей длине сечением
51
Если есть возможность поставить Рг по середине балки, как
сосредоточенный груз, то выражение для Л1тах надлежит сравнить
с моментом Мт = P^lft.
Обозначив отношение Мт : Afmax через qt будем иметь:
а = р± и = Р1 __________________________р±_____
4 4 R(l-n? R(\-n/ip ~ R[\-p2alRl}*'
При q = \ должно быть:
Pi _ ( Р2а у
Я V RI ) ’
откуда
— - A fi _ i/Ql'i
/ ~ Р2 \ V RJ
При данных Рг и Р2 изменение q происходит одновременно
с изменением в том же направлении отношения а//:
. 1 я
q > 1 дает -у
важное значение для расчета имеет Мт = ;
q < 1 дает в результате ~ ^1 — j/ ;
р
расчетным является 7Итах = — (/ — л)2.
7) Графический способ определения моментов
для общего случая нагрузки. Под какой-нибудь силой
IV передвижной группы грузов (фиг. 21) момент
= [(/-О-^7-я?1-
Здесь R — равнодействующая всех сил данной группы, a —
равнодействующая всех сил, действующих на балку справа от си-
лы IV.
В правой части этого уравнения первый член представляет собою параболу,
длина которой равна / — /, а высота дуги равна /?(/ — О’/4/.
Второй член представляет собою прямую, параллельную оси абсцисс.
Заштрихованная площадь на фиг. 21 изображает изменение наибольших мо-
ментов под грузом IV, входящим в состав передвижной группы; площадь эта
сохраняет свое значение до тех пор, пока группа грузов всей своей совокупностью
перемещается между обеими опорами А и В. По тому же принципу, по которому
протекает изменение моментов под грузом IV, происходит также изменение мо-
ментов под каждым из остальных грузов; отсюда можно заключить, что наибольшие
моменты всей балки в целом складываются из отдельных параболических дуг, раз-
меры коих легко определяются из общего уравнения для Мх.
52
T. IT. Отд. 1. Сопротивление материалов. И. Прямые стержни
S) Частные случаи к 7: 1. Вдоль балки перемещаются два
одинаковых груза Р, Р, расстояние между которыми равно а
(ср. а, стр. 49). Построение дает две параболы (фиг. 22), длина
Л , а Р f 1
каждой равна Z ——, а высота дуги равна ----------у I ; наиболее
низкая точка кривой лежит на расстоянии^ # от середины балки. Если а
больше 1/21, то одна сила Р дает в точке пересечения кривых еще дугу
параболы, высота коей PZ/4, а длина Z. Своего рода предельный слу-
р / а \2
чай имеет место при л, равном 0,586 Z, где ордината \1----
на расстоянии 1/4а от середины уменьшается до величины PZ/4.
2. Вдоль балки перемещаются два неодинаковых груза Рх
и Р2 (ср. р, стр. 50). Построение дает две параболы, из которых
одна, примыкающая к левой опоре (фиг. 23), имеет длину (Z — Z)
и высоту (Z — Z)2, а другая, примыкающая к правой опоре, имеет
4 Z
Р
длину (Z — ZJ и высоту (Z — Zx)2.
В этих выражениях Р = Pi + Р2» t = Р2а/Р и = P^afR.
24. Рельс подъемного крана, лежащий на сплошной опоре.
Пусть означают:
J (в см*) и W (в см3) — момент инерции и момент сопротивления поперечного се-
чения рельса, всей длиной лежащего на каменной стене, по которому пе-
ремещается сосредоточенный груз Р в кг;
b — ширину полки рельса в см;
Е и Ет — модули упругости материала рельса и, соответственно, материала камен-
ной кладки, оба в одинаковых единицах.
Тогда наибольшее напряжение изгиба рельса под действием
груза Р равно (в кг!см2)\
1/ Ръ
а' = 0,50-^_......................(1)
а наибольшее напряжение смятия массивной кладки (в кг/см2)'.
причем т] определяется из уравнения;
4Л 2 Ет
^]/ ...................................<3>
В уравнении (3) сперва принимается на основанйи опытных
данных, затем оно более точно определяется по уравнению (2),
и расчет, в случае надобности, повторяется.
Для общего случая бруса бесконечной длины, лежащего на упругой подкладке
и нагруженного посредине сосредоточенным грузом Р, если принять, как это
обычно делается, что оседание у подкладки в каждом данном месте пропорционально
Балки с одинаковым по всей длине сечением
53
действующему в этом месте давлению р (в кг/см), т. е. что р = Су, где С — неко-
торая постоянная величина, зависящая от упругих свойств подкладки (так низы,
ваемый коэфици е нт балласта), то можно применить для расчета следую,
щую формулу: ‘
CD Р
р = — - е~ ш х (cos idх + sin wх).
В этой формуле
где значения Е и J соответствуют данному брусу.
П (1) Р
При х = 0, т. е. непосредственно под грузом Р, р = —— .
При х = р = 0. При еще больших значениях х, р получается отрица-
тельным; это значит, что в таких случаях приходится заботиться о том, чтобы брус
не приподнимался вверх со своей подкладки. Если Р — передвижной груз, то это,
разумеется, относится ко всем положениям его на длине бруса.
25. Мостовые балки. Изображенный на фиг. 24 случай является
общим для непосредственно нагруженной мостовой балки, сво-
бодно лежащей на двух рас-
положенных по краям ее опо-
рах.
Пусть означают: g— на-
грузку от собственного веса
балки в кг!м', Рь Р2 • • • — со“
средоточенные грузы из числа
тек, которые перемещаются по
балке в пределах длины w =
По бокам от указан-
ной группы действуют сплошные грузы, причем р — нагрузка от
веса толпы людей в кг/м.
Наибольший момент, вообще говоря, получается под наиболь-
шим сосредоточенным грузом Рт, ближе всех расположенным
к равнодействующей R = 2 Р всех действующих на балку сосредо-
точенных грузов Р. Если обозначим расстояние этого важного для
расчета груза Рт от опоры А через xt то
a = -v- + 4(/-x-e)
Л 4
р {1-x-fY
I 2
а момент под грузом Рт*.
Мх = Ах - — s Pb — (х2 - с2).
Отсюда наибольший момент Мх получается при
I Re-42-p(f2-<?)
2 2R + gl + p(l-2w)'
54 Т. И. Отд. 1. Сопротивление материалов. II. Прямые стержни
Когда расстояние х найдено, легко определить соответствую-
щий Л4Г
*тах
При отсутствии подвижной нагрузки р на участке l — x — j
(У В) получаем:
А = -у- + -у (I-х —е) + (х-е) (l — .
а для Мх — прежнее выражение.
Тогда получается при:
X = 4? {-[2Я + gl - Р (I + 2с)] +
+ V(2R + gl) [2R + gl + p(l- 4с)] - f>Rpe +р*(1- с)3} •
Если груз Рт расположен справа от то е в выражения для х
входит с отрицательным знаком.
g) Определение поперечных сечений прокатных балок, с учетом
их прогиба
В целях максимально возможного ограничения динамических
влияний и получения достаточно надежных опор, в большинстве
случаев требуется, чтобы прогиб f и при наибольшей нагрузке
не превышал некоторой известной доли свободной длины I. При
постройке высоких сооружений берут обычно, на основании опыт-
ных данных, до в среднем Vboo^1); в мостостроении
для железных мостов берут для забетонированных про-
катных балок
При применении балок* литой стали с £ = 2100000 кг] см2
любого, но одинакового по всей длине сечения, в наиболее часто
встречаемых на практике случаях 2 (стр. 38) и 8 (стр. 40) следует
брать Vwo I или, соответственно, ^эоо это делается постольку,
поскольку у поперечного сечения, рассчитанного на допускаемое
напряжение Rb, отношение высоты h к свободной длине I больше
значения С из приведенной ниже табл, 8.
Если, по общей формуле М = WRb высота сечения балки по-
лучилась меньше, чем С/, то, учитывая прогиб /, следует подсчитать
сечение балки по формуле
J = сРР,
которая получается по табл. 6 (стр. 38 и сл.) и в которой J
означает момент инерции сечения в см\ Р—груз в т, I — свобод-
*) В постановлениях прусского министерства от 25 февраля 1925 г. макси-
мально допускаемый размер /, как правило, не указывается; в особых случаях,
однако, например при сильно нагруженных балках, на которых устанавливаются
трансмиссии, а также при балках, длина которых превышает 7 ж, и специальных
балка <, служащих для придания сооружению большей жесткости и заменяющих
обычно устраиваемые для такой же цели поперечные и продольные стены, тре-
буется, чтобы /<*/500^
Поперечные сечения прокатных балок 55
ную длину в м, а коэфициент с (соответствующий f и Rb) вста-
вляется из табл. 8.
Таблица 8. Значения коэфициента с для стальных балок
Наибольший прогиб / — llsoo t f— Чэоо^
Допускаемое напряжение Rb 750 1000 1200 750 1000 1200
^‘лучай 2 1:С=/: 33,6 25,2 21,0 18,7 14,0 11,7
(стр. 38) 1 —q с — 49,6 89,3
Случай 8 1::h= 26,9 20,2 16,8 14,9 11,2 9,3
(СТр. 40) с = 31,0 55,8
У балок, проложенных внутри массивных перекрытий, в особенности бетонных,
вследствие комбинированного характера закрепления прогиб / в действительности
оказывается значительно меньше, чем тот, который получается из расчета.
Если, например, для балки литого железа, равномерно нагруженной на свободной
длине I = 7,5 м, высота сечения, соответствующая Яь = 1200, получилась меньше
750
чем -jg-g- = 44,6 см, то лучше подсчитать сечение по формуле / = 31,0Р/а (ср. при-
веденные примеры 1 и 2).
Для иных способов нагрузки, чем случаи 2 и 8, поступают так: подсчиты-
вают J, согласно случаю 8, и полученную величину умножают на фактор р, вели-
чина которого:
для случая!, , = 128/5 I для случая 9, ,= 384/925 | для случая 7 р = 48/5.
„ Р = О/О I V р = но |
Примеры
В следующих примерах для балок приняты германские
нормальные двутавровые профили и литая сталь марки
St d7 с Рь = 1260 kzIcm'.
Пример 1. Профильные балки массивного перекрытия необыкновенно боль-
шого пролета. Свободная длина = 10,5 м, расстояние между балками = 1,Q5 м.
Собственный вес перекрытия (включая вес балки) = 400 кг}м\ полезная нагрузка
= 250 кг/м3. Длина опер с каждой стороны = 26 см. Мы имеем здесь случай 18
(стр. 47 слева), Нагрузка
Р = (10,5 • 1,95) ж» . 650 кг\м* = 13 325 кг.
Учитывая прогиб балки, найдем необходимый момент сопротивления:
1Г= 13 325(810.5012+ 2 *—— = 1531 слез.
Отсюда заключаем, что профиль | № 421/а с W — 1740 см3 был бы для данных
условий достаточен. Если же соблюсти условие, состоящее в том, что наибольший
прогиб должен быть меньше 1/300 свободной длины балки, т. е. что /< 1050: 500 -
= 2,1 см, то, согласно табл. 8 профиль | № 42‘/а слишком слаб, так как
56 Т. II. Отд. 1. Сопротивление материалов. II. Прямые стержня
высота h = 42,5 см меньше, чем U = 1050 : 16,8 = 62 см. В данном случае необхо-
дим момент инерции
7=31,0 • 13,3 - 10,5’ = 45456 см*.
Возьмем профиль Т № 45 с 7 = 45 852 см*. Согласно стр. 41, для профи-
ля Т № 45
5 13 325 » 10503
7 “ 384 2100000 - 45852 ’
причем постоянно имеющийся прогиб (под влиянием одного лишь собственного
веса) равен (400 : 650) » 2,0 =1,2 см.
Для восприятия опорного давления 13325 : 2 = 6660 кг подкладки с размерами
26 • 26 см достаточны.
Пример 2. Две балки помоста, имеющего в ширину 1 м (на сцене театра)
имеют свободный пролет в 12 м.
Наибольшая случайная нагрузка посредине помоста: устройство для осве-
щения, обслуживаемое тремя лицами, весом всего не более 450 кг. Отсюда на
каждую балку приходится */8 • 450 = 225 кг.
Собственный вес помоста на 1 м пролета:
1. Балка (по приблизительной оценке) 2 • 42= . . . . 84 кг
2. Досчатый настил, толщиной 4 см
1,0 • 1,0 • 0,04 = 0,04 м3 по 650 кг}м3 = . ... 26 „
3. Перила, связи и пр., приблизительно = . . . . 8 „
Всего ... 118 «г
Собственный вес, падающий на каждую балку: 12,0 • (118: 2) = 708 кг.
Если не принимать во внимание прогиба, потребуется
(Ч, • 708 + 225) 1200 _
И' 4 . !200 14° ’
так что профиль | № 18 с 117=161 см3 был бы достаточен. Если же поставить
условие, что наибольший прогиб должен быть меньше, чем */-00 свободной длины,
т. е. что /<2,4 см, то потребуется, согласно табл. 8:
7 = (31,0 • 0,708 + 49,6 - 0,225) . 12,0’ = 4768 см*.
Поэтому необходимо поставить профиль Т № 25 с 7 = 4966 см*.
гг Л t 1-00 4768 "° п о
Прогиб равен при этом /= - =2,3 см (приблизительно).
О им 4У00
Та часть прогиба, которая является постоянной, равна:
для профиля | № 18 наибольший прогиб был бы равен:
Простые статически неопределимые задачи
Пример 3. Пусть на балку АВ (фиг. 25), посредине ее, в С действует сосредо-
точенная нагрузка Р. Балка в С подвешена при помощи тяги CD . Как распреде-
ляется нагрузка Р на балку и на тягу?
Опускание точки С должно быть одинаково для балки и для тяги. Поэтому
определяют сперва прогиб в том предположении, что балка несет на себе всю
нагрузку Р (случай 2, стр. 38). Далее, допустив, что тяга CD несет всю нагрузку Р,
определяют ее удлинение /а (стр. 15). Если телерь отложить, как показано на фиг. 26,
OR=P, восставить в точке R перпендикуляр Ci/? = /p а в точке О перпендикуляр
Поперечные сечения прокатных балок
57
С20 — и провести РС2 и OClt то проекция точки пересечения X последних двух
линий на линии ОТ?, т. е. точка Хо» определит собою распределение нагрузки Р:
отрезок ОХ0 падает на балку, а отрезок XqR на тягу. Линия ХХ0 представляет
собою опускание точки С, которое фактически имеет место в результате одновре-
менного влияния балки и тяги.
Фиг. 25. Фиг. 26.
Пример I. При наличии некоторого промежутка а между тягой и тем местом,
где последняя соединена с балкой, так что действие тяги начинается лишь в тот
момент, когда балка прогнулась на величину а, проводят через точку С2 (фиг. 27)
C%RX параллельно LR; в этом случае распределение нагрузки определяется точкой Y
Фиг. 27.
пересечения с ОС1: на балку приходится часть нагрузки ОУ0» а «а ТЯГУ
часть YqR.
Пример 5. Пусть нагрузка Р, кроме балки АВ (фиг. 28) и тяги CD, отчасти
воспринимается также подкладкой U и пусть /3 означает прогиб этой подкладки в С
в том случае, если бы она одна несла на себе нагрузку Р.
Строим равносторонний треугольник АВС (фиг. сторона коего =Р. Сто-
рону АВ делим в отношении /2 : и полученную точку Х3 соединяем с верши-
ной С. Точно так же поступаем со стороной ВС, которую точка Х9 делит в отно-
шении Д : /3; Х2 соединяем с вершиной А. Линии СХ3 и АХ2 пересекаются в точ-
ке О, через которую должна также проходить третья линия ВХГ, получаемая, ана-
логично предыдущему, путем соединения вершины В с точкой Хц делящей сто-
рону АС в отношении /2 : /3. Далее через точку О проводим OYlt OYt и OY9
58 Т. И. Отд. 1. Сопротивление материалов. II. Прямые стержни
Таблица 9. Расчет балок равного сопротивления изгибу
Продольный разрез и поперечное сечение балки Поперечные сечения Контур продольного разреза Формулы для под- счета размеров поперечных сечений
а) Балка защемлена одним концом. Нагрузка Р приложена на свободном
конце балки
(Упругая линия имеет вид дуги
круга)
1а) Верхнее очертание: прямая; 6Р ьрь х
Прямоуголь- ники одинако- вой ширины b и переменной высоты у нижнее очертание: простая па- рабола . Г~ьрГ V ъиь
1b) Простая парабола (стр. 145, т. I) Прогиб в А: J ЬЕ \h)
6Р
Прямоуголь- 6PL
ники одинако- вой высоты h и переменной Прямая линия h*Rb
ширины у Прогиб в А:
' ЬЕ \h)
Подобные прямоуголь- ники высоты у и ширины Z. Кубическая парабола 1стр. 146, т. В , 6Р у *Rb z = ay
Отношение сторон: 3 / 6PZ h = 1/ —-— У v-Rb
z : у = а b = аЛ
Поперечные сечения прокатных балок
5$
Таблица 9. Расчет балок равного сопротивления изгибу
(Продолжение)
Продольный разрез и поперечное сечение балки Поперечные сечения Контур продольного разреза Формулы для под- счета размеров поперечных сечений
1 1 . § ~г ИР-Л7—i г*—а—н Г А-*-4 Круги диаметром у Кубическая парабола (стр. 146, т. I) о 32Р ^=^х . з / 32Р/ а = 1 / ——— \ *Rb
(Упругая линия имеет вид дуги
круга)
Нагрузка Q равномерно распределена по длине балки
Прямоуголь- ники одинако- вой ширины Ъ и переменной высоты у Прямая линия , Г 3Q У=ХУ У bRb
Прямоуголь- ники одинако- вой высоты h и переменной ширины у Простая парабола (стр. 145, т. I) 3Q ха У~ IRb 3QI Ь ~ RbH* Прогиб в А: 1 ЬЕ \hj
Подобные прямоуголь- ники высоты у и ширины Z. Отношение сторон: з : у = а
Полу- кубическая парабола (стр. 146, т. I) *Rb 1 Z=a.y . з Г 3QC ~ У a Rb b = o.h
60 Т. II. Отд. 1. Сопротивление материалов. II. Прямые стержни
Таблица 9. Расчет балок равного сопротивления изгибу
(Продолжение)
Продольный разрез и поперечное сечение балки Поперечные сечения Контур продольного разреза Формулы для под- счета размеров поперечных сечений
1 Л и 8- I»— г*— Круги диаметром у Полу- кубическая парабола (стр. 146, т. I) У *iRb з CIqqT у *Rb
Ь) Балки на двух опорах. Нагрузка Р приложена в С
Прямоуголь-
ники одинако-
вой ширины b
и переменной
высоты у
Верхнее
очертание:
две
простые
параболы
(стр. 145,
т. I)
6Р(/-р)
У blRb
y^~blRb^
Г qp^-p)p
У blRb
Нагрузка Q равномерно распределена по длине балки
_^_ + _2L_ = i
Л\8 3QZ
\2/ 4bRb
10.
Прямоуголь-
ники одинако-
вой ширины b
и переменной
высоты у
Верхнее
очертание:
эллипс
(стр. 144,
т. I)
Прогиб в О:
7 64 ЕJ ~
_ 3 Q /_/\3 *
“16 b£\h)
* Для готовых железных клепаных балок почти равного сопротивления
изгибу можно брагь, по Р. Лянду:
,___L Q!L = 6 Q
70 EJ 35 ЬЕ \h J '
Это значение / совпадает с тем, которое дано в правилах для германских же-
лезных дорог от 25 февраля 1925 г.:
_ 5,5 . Л4тах • Р
/шах — 48 Ej
Балки равного сопротивления изгибу
61
Таблица 9. Расчет балок равного сопротивления изгибу
(Продолжение)
Продольный разрез и поперечное
сечение балки
Поперечные
сечение
Контур
продольного
разреза
Формулы для под-
счета размеров
поперечных
сечений
Передвижная сосредоточенная нагрузка Р
II.
Прямоуголь-
ники одинако-
вой ширины b
и переменной
высоты у
Верхнее
очертание:
эллипс
(стр. 144,
т.1)
/ I \2 ЗР1
\ 2/ 2bRb
ЗР1
2bRb
параллельно сторонам треугольника; эти линии представляют собою части нагрузок,
падающих, соответственно, на балку, на тягу и на подкладку (ОУ1-]-ОУ9-|-ОУ'3 = Р).
Пример 6. Нагрузка Р висит на трех симметрично расположенных тягах МА,
МВ и МС (фиг. 30).
Средняя тяга С, если бы она одна только держала груз Р, подверглась бы
Ph
удлинению Д = -р—; если бы действовали только обе крайние тяги, то точка М,
под влиянием нагрузки Р, опустилась бы на
, / Р 1 \ Р!
\ 2 cos а * Eq2) C°S * 2Eq2
В этих выражениях qx и q% означают соответствующие сечения тяг.
Распределение нагрузки происходит согласно фиг. 26 и 27. В случае несим-
метричного расположения тяг простое решение задачи невозможно, так как уда-
ление одной из тяг вызывает новое направление деформации.
h) Балки равного сопротивления изгибу
Если имеем балку, у которой максимальные значения напря-
жения изгиба
°'max = M: W
для любого поперечного сечения одинаковы, то такая балка назы-
вается балкой равного сопротивления изгибу (стр. 21).
В таблице 9 (стр. 58 — 60) даны некоторые наиболее употреби-
тельные формы таких балок.
Линии, проведенные пунктиром, изображают близкую
к действительности форму этих балок, ограниченную каса-
тельными.
В случаях 5, 9, 10 и 11, аналогично случаю 1, ось х-ов можно принять также
за ось симметрии продольного разреза.
Балкаг которая находится только под действием постоянного для всей длины
ее I изгибающего момента (случай 6, стр. 40), должна, в случае равного сопроти-
вления, иметь всюду одинаковое поперечное сечение.
62 Т. П. Отд. 1. Сопротивление материалов. П. Прямые стержня
i) Многоопорные балки
1. Изгибающие моменты над точками опор
Пусть означают (фиг. 31):
Мг —1» — моменты над тремя любыми, следующими друг за другом
опорами г—1, г, r-f-l (с положительным знаком, когда момент дает прогиб
балки книзу);
уг_1, уг, — вертикальные расстояния, на которые у нагруженной балки
по какой-либо причине опускаются
вниз точки опоры г — 1, ж г 4-1,
раньше лежавшие на одной гори*
зонтали; если, следовательно, ось
балки вначале имела горизон-
тальное положение, то уг_1, уг
и будут те расстояния, на
которые нагруженные точки опоры
отстоят от горизонтальной
оси балки или от какой-нибудь иной
горизонтали х);
lr lr 4-1— расстояния между опо-
рами г и (г 4-1) пролетов;
Jr^l— моменты инерции сечений балки в тех же пролетах;
£г, — статический момент площади нагрузки г пролета для простой, свободно
лежащей своими кон хами балки относительно вертикали, проходящей через
левую или, соответственно, правую опору этого пролета.
Имеем:
(Уг-Уг-1 , л + Л + 1\
I ‘г 1г+1 /
(1)
+м,+1
_i±i+6 -+—-ffr+1
Л4-1 Wr *г + 1Л-4-1
(Уравнение трех моментов).
Пролеты могут быть при этом нагружены сплошными или со-
средоточенными нагрузками.
Если имеем балку постоянного сечения, на которую действуют
только такие нагрузки, которые по отдельным пролетам распре-
делены равномерного, обозначая через qr нагрузку, равномерно
О Различие расстояний точек опоры от первоначальной оси балки может вызы-
ваться неодинаковой податливостью грунта или какими-либо иными внешними для
данного сооружения обстоятельствами и подлежит измерению или предварительной
оценке, или же оно является следствием упругих деформаций опорных стоек
(колонн) под влиянием давящих на них нагрузок; в последнем случае оно может
быть определено из расчета.
Мл0го®п©рньт© балки
63
распределенную на единице длины пролета г, получаем уравне-
ние Клапейрона:
,(уг-Уг-1 t Л-Л + 1\_
\ ^4-1 /
= тИг_1гг + 2^г(/г + /г + 1) +
. . . . (2)
+ Mr + ! 1Г + ! + (qr I* + qr + х + х)
Если все опоры лежат на одинаковой высоте, то уравнение (2)
принимает вид:
= -1/4(?^/ + <Zr + i^+i)..................(3)
При наличии п пролетов или п + 1 опор, можно составить п — 1
уравнений, имеющих форму (1), (2) или (3); из этих уравнений,
если прибавить к ним оба уравнения, характеризующие укрепление
концов балки (иапр.: Л4о = Л4л=О и т. п.), можно вычислить эти
п -|- 1 моментов над п + 1 опорами.
2. Сопротивления опор
Обозначим через:
Дь, Д1,. . Ап _ 1 — части суммарных опорных давлений, получаемых от про-
летов 1 до п, расположенных справа;
Blt В2, . . Вп — части суммарные опорных давлений, получаемых от про-
летов 1 до л, расположенных слева;
Го, 7\, . . ., Тп — суммарные давления на опоры, так что
Te = A>, Г^А + Bi, . . Тп = Вп.
Pr, и Pr4-1 см* Фиг* 31*
Тогда имеем:
л____ _р 1 Мг ( Яг 4-1 lr + 1 j + 1 Рг +1
л--------- — 4 - । -
Ъ-4-i 1 *г + 1
_ Мт_х-М Чг1 ЪРГ\
В' =---Тг--+ — + —:
отсюда суммарные давления на опору г:
Тг
_ 7 + + 17 -J- 1 _ м / 1 . 1 \ . Мг + 1
2 r\lr + l + lr) + 7 + 1'
, — 1 , ? Pr + 1 Рг + 1 | 2 Рг \
+ 1Г + 7 + 1 ' 7
Пример. Дана балка, свободно лежащая на трех равноудаленных опорах, рас-
стояния между которыми равны /. Нагрузка одного пролета равна 0, другой пролег
нагружен равномерно силой q кг!см (фиг. 32)
Мй = Мг = 0.
64 Т. II. Отд. 1. Сопротивление материалов. И. Прямые стержни
По уравнению (3) (стр. 63) имеем
= ql*,
откуда: Л t ~ - ql2 = — 0,0625 qP.
т , Мх 1
70 = + —= __gZ
ql ql 1 5
Ti==~T----
Tz~~ 2 + I 2 16 ql 16 gl
Mx = + Ttx — qx*/2 = 7qlxj\3 — qx2[2
Mx = 0 при x = 0 и x = 7Z/8
^max ПРИ 7^Z/16 — qx = 0,
следов., x = 7Z/16
^max = y ( ye-)2 • =
49
= ТТй ^2 = 0,0957 <//».
O1Z
В соответствии с этим получаем вычерченную на фиг. 32 линию моментов 0Г2.
Так как Лтах > Mt (по абсолютной величине), то расчет поперечного сечения не-
обходимо вести по Лшах.
Если у балки длиною 2/ см, равномерно нагруженной q kzJcm,
лежащей на трех опорах (все опоры расположены на одинаковой
Фиг. 32.
высоте и удалены друг от друга
на равные расстояния I см), опу-
стить среднюю опору ниже
обеих остальных на величину
/= 0,0131-g [см],
то сопротивление балки благодаря
этому увеличится в 1,457 раза.
В этом случае сопротивление достигает своей максимальной величины, так
как момент над средней опорой равен наибольшему моменту в отдельных пролетах:
Mi = Climax = 0,0858?/», То = 0,4142?/, 7\ = 1,1713qL
В следующей таблице означают:
То, 7\. . . — давления опор,
Лг, Л2. . . — моменты (отрицательные) над опорами (опорные моменты),
Л1тах, ^2max • • • — наибольшие моменты в отдельных пролетах,
xr, ха. . . — расстояния наибольших моментов Л1тах, Латах ... от ближай-
ших опор, расположенных слева,
61, £а. . . — расстояния точек перегиба упругих линий от тех же опор,
q — нагрузку, приходящуюся на единицу длины каждого пролета.
Таблица 10. Многоопорные балки
на п опорах, расположенных на одинаковой высоте и удаленных
друг от друга на равные расстояния I см.
Ввиду того что общее расположение симметрично по отношению к середине
балки, соответствующие данные таблицы указаны лишь до середины.
Многоопорные балки. Сдвиг при изгибе
65
Значения Ч и с-л о опор п Единицы
3 4 5 6 7 8 9
То 0,3750 0,4000 0,3929 0,3947 0,3942 0,3944 0,3943 7/
7\ 1,2500 1,1000 1,1428 1,1317 1,1346 1,1337 1,1340
га — — 0,9286 0,9736 0,9616 0,9649 0,9640 я
Т3 — — — 1,0192 1,0070 1,0103
Т4 — — — — — — 0,9948 •
0,1250 0,1000 0,1071 0,1053 0,1058 0,1056 0,1057 qP
м9 — — 0,0714 0,0789 0,0769 0,0775 0,0773
м3 — — — — 0,0865 0,0845 0,0850
— — — — — — 0,0825 *
Л4цпах 0,0703 0,0800 0,0772 0,0779 0,0777 0,0778 0,0777 qP
Л42тах — 0,0250 0,0364 0,0332 0,0340 0,0338 0,0339 я
Л4зтах — — — 0,0461 0,0433 0,0440 0,0438 я
^Лтах — — — — — 0,0405 0,0412
Xi 0,375 0,4000 0,3930 0,3947 0,3942 0,3944 0,3943 1
Х2 0,5000 0,5357 0,5264 0,5327 0,5281 0,5283 а
*3 — — 0,5000 0,4904 0,4930 0,4923 м
х4 — — — — — 0,5000 0,5026
0,750 0,8000 0,7860 0,7894 0,7884 0,7887 0,7887 1
ъ { 0,2760 0,2659 0,2680 0,2675 0,2680 0,2680 я
0,7240 0,8055 0,7830 0,7899 0,7884 0,7890 я
f 1 —- — 0,1964 0,1960 0,1962 0,1960 я
5а 1 0,8036 0,7850 0,7897 0,7880 п
с 1 — — 0,2153 0,2150 W
1 — — — — — 0,7847 0,7900
По мере увеличения числа опор, значения Г, Л1, И4тах, х и £ для средних
пролетов приближаются к соответствующим значениям случая 10 (стр. 42); для
крайних пролетов эти значения, в случае трех опор, совпадают с соответствующими
значениями случая 9 (стр. 42).
Относительно'расчета многоопорных балок с переменной
нагрузкой, в частности, относительно графического спо-
соба расчета — см. Hiitte, т. Ill „Статика строительных конструкций",
1926, нем, изд.
С. Сдвиг при изгибе
При изгибе балки в каждом поперечном сечении возникает
срезывающая с и л a Qx и изгибающий момент^
(стр. 17). Срезывающая сила создает в сечении касательные
напряжения, которые одновременно также действуют в плоско-
стях, перпендикулярных к этому сечению. Направление срезы-
5 Зак. 254. — Hiitte, Справочник для инженеров, т. II.
ее т. и. Отд. 1. Сопротивление материалов. И. Прямые стержни
вающей силы необязательно совпадает с плоскостью изгибающего
момента и не всегда также параллельно последней. Нулевая линия,
которой пользуются в дальнейшем, имеет значение для плоскости
моментов, которая параллельна срезывающей силе. Это бывает только
в том случае, если все внешние силы параллельны между собой.
Темне менее распределение касательных напряже-
ний, которые мы получаем при этом условии, имеет общее
значение, так как оно зависит только от направления срезы-
вающей силы и от поперечного сечения, и совершенно не зависит
от изгибающего момента.
В поперечных сечениях в форме узких полосок
(фиг. 33) получаем почти равномерно распределенные по ширине
полоски b — касательные
напряжения, направле-
ние которых параллельна
средней линии полоски.
Для точки у отрезанная
площадь равна F'. Из
условий равновесия в
долевом направлении по
оси балки всех внутрен-
них сил элемента балки
длиною dx и площадью
F' следует:
^=QySzUzb. .(1)
Здесь
Qy = компоненту срезывающей силы, перпендикулярно к нулевой ли-
нии [кг].
Sz = статическому моменту площади Ff относительно нулевой ли-
нии |ли»].
Jz = моменту инерции площади поперечного сечения относительно
нулевой линии (см*).
Ь — ширина полоски в месте „у".
Поперечное сечение не остается плоским и перпендикулярным
к долевым волокнам. Две соседние точки линии средней полоски
на расстоянии ds испытывают взаимное перемещение на величину
d^ = xds/G...............................................* . . (2)
Отсюда можно определить выпучивание С (перемещение
в долевом направлении) поперечного сечения.
Произвольное сечение с моментом инерции Jz отно-
сительно нейтральной линии необходимо разделить на узкие полоски,
центры тяжести которых находятся на общей нулевой линии. Через
каждую полоску с моментом инерции будет передаваться часть
Qi срезывающей силы всего сечения Q. Соответствующие частич-
ные силы, перпендикулярные к нулевой линии, суть и Qy. Для
каждой полоски можно определить касательные напряжения по
уравнению (1), причем
Фиг. 33.
Сдвиг при изгибе
67
По уравнению (2) можно определить для каждой точки выпу-
чивание С (перемещение вдоль оси). При правильном разделении
на полоски все точки, долевое перемещение которых одинаково,
должны лежать на ортогональных траекториях к семейству линий,
ограничивающих полоски; эти траектории совпадают с линиями
направлений касательных напряжений (траектории
касательных напряжений).
Срезывающая сила параллельна моментной плос-
кости, для которой определяется нулевая линия. Положение
поперечной силы в сечении определяется законом распределения
касательных напряжений. В случае произвольного сечения попе-
речная сила не всегда проходит через центр тяжести сечения; иногда
она лежит даже вне сечения.
Если для двух направлений внешних сил отыскать положение
поперечных сил, то пересечение направлений последних дает точку
приложения поперечных сил сечения Т — центр срезы-
вающих сил или центр кручения. Через эту точку должна
проходить каждая срезывающая сила.
Для тех поперечных сечений, которые имеют две или более
осей симметрии или после поворота на 180° совпадают со своим
начальным положением (например Z-сечение), точка приложения
срезывающих сил совпадает с центром тяжести. Для |_- и "рсечений
он находится в точке пересечения средних линий полосок, из кото-
рых состоят поперечные сечения; в [“-сечении он лежит вне сече-
ния (фиг. 34), причем расстояние его
от средины стенки будет
Т/Г
, (htV pzs h2t pzs ,3)
2*=Ы ,()
. где F равно площади, Jz равно моменту
инерции сечения для оси z, zs равно
Фиг 34 расстоянию центра тяжести сечения от фИг.з5.
середины стенки, ht равно теоретиче-
ской высоте (фиг. 34).
При нагрузке балки на изгиб внешние силы должны
проходить через центр поперечных сил сечения (центр
кручения), так как иначе возникнут дополнительные напряжения
под действием крутящих моментов.
Для некоторых простых сечений (прямоугольник, круг, круго-
вое кольцо, эллипс) известно аналитическое решение
относительно закона распределения к а с а т е л fa-
ных напряжений.
Прямоугольник (фиг. 35), нагруженный в направлении сто-
роны Л; линии касательных напряжений параллельны направле-
нию действующей силы. Значение наибольших касательных напря-
68 Т. II. Отд. 1. Сопротивление материалов. II. Прямые стержни
жений и для точки с координатой у напряжение определяется по
формулам:
3 Q 3 Q Г. /2уу1
’max — 2/=‘И%— 2/^L1 \ * / J.........................
Для произвольного направления сил необходимо
срезывающую силу разложить по направлению сторон прямоуголь-
ника, найти касательные напряжения вследствие действия слагаю-
щих этих сил и для каждой точки по правилу параллелограма со-
ставить результирующие касательные напряжения. Наибольшее ка-
сательное напряжение в центре тяжести равно
t =А._2. (5)
umax — 2 р............................W
Особые случаи. Квадрат, поставленный на вершину. Линии касательных
напряжений—равносторонние гиперболы, которые проходят через верхний и ниж-
3 Q
ний углы. В углах т = 0, в середине сторон т = —- • , в центре тяжести
2 К 2 F
3 Q
ттах — "2" • •
Круг с радиусом г:
Q Г 3 1 / z VI
I —---— — I J на нейтральной линии,
т = ~- У] на средней линии, перпендикулярной к ней,
3 Q
тшах = Т ’ В ЦеНТр® тяжести‘
Круговое кольцо незначительной толщины:
Tmov== 2 • на нейтральной линии.
ШАЛ
I - и £_-с ечения, Q в направлении стенки: напряжение в стенке по уравнению:
где Fst — сечение стенки между полками.
Сложение касательных и нормальных напряжений см.
стр. 97 и 13.
Упругая деформация под действием поперечных сил. Вслед-
ствие касательных напряжений плоскости поперечных сечений выпу-
чиваются. Вместо выпуклых поверхностей рассматривают плоские.
Если расстояние между теми и другими будет АС, то
= /дС.г</Л=О и = O........(6)
причем эти интегралы распространены на всю площадь.
Кручение
69
Угол сдвига. Эти плоскости образуют с плоскостями, перпен-
дикулярными к долевым волокнам, малый угол у, угол сдвига
балки. Если направление силы совпадает с одной из осей сим-
метрии сечения или перпендикулярно к ней, то угол 7 находится
в плоскости сил балки и равен
7 = Q/FSG,....................(7)
причем Fy — часть поперечного сечения,
для прямоугольника: = F/1,2,
для круга Fy » F/1,2,
для I - и | -сечений Fy равно площади сечения стенки между полками, если Q
совпадает по направлению со средней линией полки.
Вообще можно принять:
.................(8)
Этот интеграл распространяется на всю площадь.
Дополнительный прогиб вследствие поперечных сил. Прямая
линия балки*принимается за ось х, прогибы обозначаются через у.
Тогда уравнение упругой линии вследствие действия срезы-
вающих сил получает вид:
_2.__.1_ (9)
dx FSG FSG dx.........................K t
Статически определимым случаям балки с постоянным попе-
речным сечением соответствует упругая линия следующего вида:
y = M!FsG.................. (10)
Этот дополнительный прогиб необходимо прибавить к основ-
ному прогибу, зависящему от изгибающих моментов.
Работа деформации от касательных напряжений для балки
длиною Z равна
Us =~^f fidFdx = ij ?;dx- • (11)
1=0 F 0
D. Кручение
а) Явление кручения
Если на прямой стержень действует пара сил в плоскости»
перпендикулярной к оси стержня, то последний под-
вергается кручению. Через каждое сечение стержня передается
крутящий момент Md , который равен сумме моментов всех пар
до рассматриваемого сечения. Дальнейшее изложение также отно-
сится к призматическому стержню, если сечение его постепенно
изменяется.
Гай лица 11. Допускаемые крутящие моменты, напряжения кручения и относительные
углы скручивания (коэфициент крутки)!)
№ Форма сечения Напряжения кручения т и Tmax Допускаемый крутящий момент Мд Крутящий момент Мд при относительном угле скручивания Относительный угол скру- чивания при наибольшем напряжении кручения ттах; т)4—коэфициент формы и=^-^&1 = т„-“ах1/ (стр. 74)
1 цц Lrf J Tmax в точках окружности сечения 2); на расстоянии р от центра _ 2 о _ т d ' max Я _п Tmax 1 L »_2 0 d ,4
2 Tmax в точках внешней окружности; на расстоянии р от центра d max .. _ * D4-^4 р ^“16 D Rs И 1,6 d* sRs т так как dm = */2 (D+d) s = i/2 (D-d) =-^-(D‘-d‘)G6 я 9 max 1 G D ---К‘+Я
3 1мй h:b=n> 1 т d крайних точках max r малой оси b; т в крайних точках большой оси — _L - т ~~ п 'max Md=~b^hRs = = ^nb>Rs Мн = — — b* G & 1 d 16 n24-l & _ п8 ! ттах _1_ п2 G b
4 t—6—< w bo^- ,i:v — h0: b0 = 1 = n > J То же 16 b _ E b‘~b0‘ -16 n b ** „ » n* Md ~ 16 Л’ + 1 • (Ь4— hg*) G & -'° • и -|« * * у
II. Отд. 1. Сопротивление материалов. II. Прямые стержни
Произвольное кольцо посто- янной ши- рины £ Fa , Fi —поверхности на- ружного и внутреннего колец, Fm — поверхность средне- го кольца, Um — периметр внутрен- него очертания кольца, — среднее напряжение в кольце Md={FaJrFi)szd MdK2(Fa + F{). Fms um Ж $ T -1* II II
г ft i Ш Tmax nocP№He сторон сечения. В углах т = 0 Md = 0,208 ft3 Rs Md = 0,1404 ft4 G 0 8= 1,481 G ft та = 0,154
1 h : , Ъ = п > 1 ттах посРеДине сторон h. Посредине сторон Ь\ т = Тп ’ тшах В углах т = 0 Md = Ъ n b Rs = = 7)2 ft2 ft Rs Md = ri3n b* G 8 = = t)3 b3 ftG a 8 = —. Tjnax _L 7)3 ’ G b 7)t — 7)4 — см. следующую таблицу Ila
Кручение
Для полного прямоугольногб се-
чения могут быть выведены формулы,
аналогичные тем, которые из формул
для эллиптического сечения (3) выве-
дены для полого эллиптического (4)
сечения.
Вместе с тем рекомендуется у та-
ких сечений основательно закруглять
внутренние углы, так как в противном
случае т в этих местах можег полу-
читься чрезвычайно высоким.
Таблица 11а. Значения коэфициентов Ti до т)4 для прямоугольных
сечений ’)
n — 1 квадр -’ г 1,5 2 3
7)i = 1,000 0,858 0,796 0,753
^8 = 0,208 0,231 0,246 0,267
7)3 - 0,140 0,196 0,229 0,263
TQ4 = 0,154 0,136 0,132 0,k>6
1 4 1 6 1 8 1 10 |oo лист
0,745 0,743 0,743 0,743 0,743
0,282 0,299 0,307 0,313 0,333
0,281 0,299 0,307 0,313 0, j33
0,141 0,149 0,154 0,lo6 0,167
J) Составлена преимущественно по книге доктора К, Вебера, Die Lehre von der Drehungsfestigkeit, Берлин 1921 г.
2) Небольшой желобок полукруглой формы или незначительный острый надрез на окружности дает лишь неболь ное
уменьшение момента зато сильно изменяется тогда местное напряжение т; в первом случае оно увеличивается вдвое,
во втором оно возрастает до т = оо.
®) Эмпирические формулы для коэфициентов т] (в несколько ином виде) можно найти в вышеуказанной книге К. В е-
6 ера, стр. 29 (см. примечание 1 к табл. 11),
Таблица 11. Допускаемые крутящие моменты, напряжения кручения и относительные углы
скручивания (продолжение)
№ Форма сечения Напряжения кручения Т И Т max Допускаемый крутящий момент Md Крутящий момент Md при относительном угле скручивания Относительный угол скру- чивания Я при наибольшем напряжении кручения ттах; — коэфициент формы U=^Md »l=Tlt^L V (стр. 74)
8 1 Tmax посРедине сторон сечения, в углах т = 0 м - ьз d 20 Т шах Ь* Md~ 46,188 П И' со So ai° °‘ -Т -1 и 1 а> * СМ О р- II * II
9 v W 1 о т в точках длинных max сторон, ближе к основанию, в углах т = 0 Md = Md = (--у Л3—0,105 Ь3) bG в .4 — 9 2_ * -2 G h
10 В отношении сопротивления кручению треугольное или трапецеобразное сечение может быть при- ведено к прямоугольному сечению одинаковой высоты. Ширину Ь, входящую в уравнение для формы сечения № 7 (стр. 71), можно получить следующим образом: из центра тяжести трапеции или треугольника опускаем перпендикуляры SE и SE на стороны и из точек Е и Е проводим ли- нии, параллельные оси сечения. Эти последние и будут сторонами прямоугольника, заменяющего первоначальную форму сечения.
II Отд. 1. Сопротивление материалов. II. Прямые стержни
w Tmax п0СРедине СТОРОН т v = 0,612 dm G» шах 111
Площадь F
i9l Tmax п0СРедине сторон Xmax = °-582 О»
Площадь F
ттах посредине прямо- угольника, толщина ко- торого = 1/тах,
Сечения про- катных балок d— меньшая сторона, Ь— большая сторона прямо- угольника,
(1Г1_И+) составлены из прямоугольни- ков db ^шах — меньшая сторона наиболее толстого пря- моугольника. В точках наружного очер- тания, за исключением самых крайних, т = dG Я.
В закруглениях т немного больше
Md =0,217 2 Md = 0,133 d FG & a m a = i,635 -^?ax —- G dm i)4 = 0,1774
=0,223 dmFrmax 2 Md = 0,130 d FG Ь u m 0= 1,716 --™ax —L G dm 7)4 =- 0,1913
^d = 3 . #d max Ма = -^цг(<РЬ)С» 6 = "max 1
^max
1 2 (4«d)
Значения 7) (по Ф e п п л ю) '1‘- 6 ” адь) <Pmax
T т) = 1,30 |_ 7) » 1,00 Г T) < 1,30 — > 1,00 -|-7] = 1,17
'Кручение
co
74 Т‘ И. Отд. 1. Сопротивление материалов. II. Прямые стержни
Ь) Передача крутящего момента посредством касательных
напряжений
Крутящий момент передается касательными напряжениями
(напряжениями от кручения), которые появляются как
в поперечном сечении, так и в долевых плоскостях, перпендику-
лярных к нему.
Если нанесем в поперечном сечении направление касательных напряжений, то
получим замкнутые линии напряжений. Наибольшее касательное напряжение ттах
должно быть меньше, чем допускаемое напряжение на кручение Rs Местные напря-
жения см. стр. 189 и след.
Наибольшее напряжение при одном и том же попе-
речном сечении пропорционально крутящему моменту
= ............О)
Момент сопротивления для кручения (мо-
дуль) Wp зависит только от поперечного сече-
ния.
Jp
Для круга и кругового кольца Wp = где Jp — по-
лярный момент инерции, е — наибольшее расстояние волокна
от центра тяжести сечения.
Угол кручения ср —это угол в дуговой
мере, на который поворачиваются взаимно два сечения, отстоящие
на расстоянии Z. Для призматических стержней
-?-=«•..................(2)
будет круткой, т. е. углом кручения двух поперечных сечений, от-
стоящих на расстоянии одного сантиметра. В случае перемен-
ного сечения
По закону Гука & и Md пропорциональны
Сопротивление скручиванию GJp (жесткость при кручении)
зависит только от поперечного сечения и материала стержня.
Работа упругих сил при кручении (от т = 0 до ттах) равна
Md G9
Р т 2
U~ 2 2
2 \ <г 2
И, . . (5)
i и / V
Кручение
75
где
= 1 MdG& = 1 / Afd s / G3 \ 1
2 ^?ттах2 2 \ ттах / \ Ттах / F
обозначает постоянную, зависящую только от формы поперечного
сечения. Соотношения между ттах, Md и $ и значениями т]4 для
различных поперечных сечений см. табл. Па, стр. 71.
Аналогия с мембраной (аналогия с мыльной пленкой). Для
того, чтобы знать распределение касательных напряжений
в сечении произвольной формы, а также составить приближен-
ное уравнение для расчета, можно воспользоваться ана-
логией с мембраной, которая была предложена Прандтлем
(ср. на стр. 198).
Если в твердом плоском диске вырезать отверстие, которое имеет поперечное
сечение скручиваемого стержня, затянуть это отверстие мембраной с одинаковым
напряжением в каждой точке (мыльной пленкой) и действовать на эту мембрану
с одной стороны каким-нибудь давлением так, чтобы она слабо выпучивалась,
то пространство между мембраной и плоскостью диска образует холмик на-
пряжений. Вследствие незначительного выпучивания возможно принять н а-
клон холмика р а в ны м tga —sin а = а. Тогда получим (фиг. 37):
1. Нанесенные в плане линии равной высоты (горизонтали) являются
линиями напряжений; отсюда становится ясным направление касательных напря-
жений.
2. Уклон tg а = а в каждой точке пропорционален значению касательного на-
пряжения в той же самой точке поперечного сечения:
т = С а................... (6)
3. Объем холмика напряжений пропорционален крутящему моменту
Md = 2cV..........................(7)
4. Если напряжение мембраны (сила на единицу длины) равно 5 кг1см и ра-
бочее давление будет р kzicm2, то между величинами, относящимися к мембране
и скручиваемому стержню, будет следующее соотношение:
-^- = 20».........................(8)
76 Т. II. Отд. 1. Сопротивление материалов. II. Прямые стержни
Приложение. Круговое сечение (фиг. 38). Сила давления на всю поверхность
мембраны тс г2р равна вертикальным слагающим краевых сил, т. е.
2 тс г5 атах» атах — 2S
и по уравнениям (6 и 8) будем иметь:
т = rG &.
max
Меридиональные сечения — параболы: высота в вершине «тах, объем V =
= 4w*,*mai-
Тогда по уравнению (7) получим:
Л</ = 4''ГЭ'Ттах=4'1Г1О!>-
Фиг. 39.
Длинный прямоугольник hb (фиг. 39). На
длине Д h сила давления р МгЬ равна верти-
кальной слагающей краевых сил, т. е. 2 Д hS ®maxi
в том случае, если влиянием короткой стороны
b пренебрегаем. Отсюда а = ; по ура-
шал
внениям (8 и 6) Tmax = ^G & ттах (наибольшее
напряжение) на длинной стороне, к краям сече-
ния напряжение падает до нуля. Сечения по на-
правлению короткой стороны через холмик на-
пряжений, проведенные не слишком близко к
концам его, будут параболы с высотою в вер-
шине
1 . b G&
— h а = ~ ----==Ь2----.
• 4 max max 4с 4с
„ G&
Поверхность сечения ь3 • ,
объем .
V = b3(h —0,63b)
be
При этом из длины h на каждом конце необходимо вычесть 0,3156 вследствие
уменьшения холмика. Из V следует:
Md = ± 6з (h - 0,63b) Gb.
Полоска с поперечным сечением переменной ширины (фиг. 40). Сечения,
параллельные ширине (как И при прямоугольнике одинаковой ширины) суть пара-
болы с высотою в вершине 6’ —~ ; поверхности сечений переменны и равны
G & С
68 ; объем будет получен интегрированием по х (л-ось — средняя линия по-
лоски). Отсюда
h — 0,3156а
Md = G & / 68 dx.
0,3156!
Кручение
77
Криволинейные полоски заменяются прямолинейными равной ширины (деле-
ние при помощи хорд вписанного круга) с равными поверхностями между двумя
соседними делениями. Острые внешние углы отрезаются помощью дуг вписанных
кругов.
Сечения, составленные из прямоугольников без пустот. Уклоном поверх-
ности напряжений на концах и сильным выпучиванием в точках разветвления пре-
небрегают. Для каждого прямоугольника имеет место соотношение: т = bG 0. Объем
всего сечения, выраженный через G равен сумме объемов отдельных частей.
Отсюда
Md=-±- G 9Е b9h.
Аналогия с мембраной объясняет также повышение напряжений вследствие
входящих углов и ребер. Эта аналогия требует дополнения в случае кольцевых
сечений или пустотелых (фиг. 41). Мембрана продолжается кверху до горизонталь-
Фиг. 41.
ной невесомой пластины, прикрывающей пустое пространство сечения (пластина
накладывается перпендикулярно к контуру сечения). Мембрана и пластина нагру-
жаются рабочим давлением р кг1см*.
Если толщина кольца 5 незначительна, хд и ад— среднее касательное напря-
жение и средний уклон для каждой линии по ширине сечения 5, то имеем
(V—объем притупленного холмика);
Td = c«d> Md = 2Vc,
отсюда
Fa — поперечное сечение без пустого пространства, — площадь пустого
пространства. Для наименьшего значения у получим
Tmax = Md * с (Fa + Fi)~'
min ' и *
7$ Т. И. Отд. 1. Сопротивление материалов. II. Прямые стержни
Делением ширины пополам получим среднюю кольцевую линию с диференциаль-
ной длиной dum, уклоном ат й и замкнутой поверхностью Условие равно-
весия для этого дает:
отсюда
/dum
—
Интегралы необходимо взять по замкнутому контуру.
Обратить внимание на различие между трубкой (пустотелое поперечное сече-
ние) и трубкой с долевыми прорезами (поперечное сечение—полоска).
с) Выпучивание поперечного сечения и изгибающие напряже-
ния в том случае, если это выпучивание затруднено1)
Вследствие касательных напряжений и кручения долевых нитей
около центральной оси плоское вначале поперечное сечение в ы-
пучивается, только круговые сечения (круг и кольцо)
Фиг. 42 (а, Ь, с).
Фиг. 43.
остаются плоскими. Фиг. 42 а, Ь, с показывает выпучивание длин-
ного прямоугольника | и । - сечений.
Если две части балки действуют друг на друга с различным
крутящим моментом, также в сечении между ними существует кру-
тящий момент внешних сил, то выпучивание обеих частей балки
неодинаково: появляются дополнительные нормальные
напряжения.
Они имеют большое значение только для сечений с сильным
выпучиванием, например при кольцевых сечениях с долевыми про-
резами и для профилей с двумя полками Т, £ и рельсов.
Для £ профиля (фиг. 43), который в поперечном сечении
х = 0 нагружен парой сил М = + М2 и на концах моментами
—Mi и —И42, на длине от х = — Zt и до*0 действующий момент ра-
вен Md = — Мь а на длине от х = 0 и до х = Z2 Md = М2*
В каждом сечении часть крутящего момента Mdr передается чи-
стыми напряжениями кручения (фиг. 44а), а часть Mdj
поперечными силами полок Q (фиг. 44b). Крутка (угол
1) Т и м о ш е н к о, Z. f. Math. u. Physik, 1910, S. 361. W е b е г. ZAMM, 1923, S. 85.
Кручение
79
кручения
няется
на длине
на единицу длины) будет
переменной величиной
и рав-
от х — — до х = 0:
.______м_
GJd + GJd
sh ш /2 ch ш (/! 4- х)
О)
sh ш I
а на длине от х = 0 до х = /2:
. М2 М
GJd QJd
. . (10)
причем со =
— для но]
У \
GJd = G’,3 4“ s (^) =
= жесткость сечения при круче-
нии (стр. 70—73).
Jy — момент инерции для оси
у (фиг. 44с);
ht—высота профиля между
серединами полок (фиг. 44b).
Для каждой части балки кру-
тящие моменты будут равны
sh ш ch ю (/2 — х)
sh со I
Фиг. 44.
Mdr = G^Jd, Mdf=M-Mdr........ (11)
n M“f
также срезывающая сила Q = .
ht
Верхняя и нижняя части балки будут деформироваться около
оси у поперечного сечения в противоположные стороны и нагру-
жены убывающим в зависимости от х изгибающим моментом, при
этом ———= Q. Для х = 0 изгибающий момент наибольший для
каждой половины сечения:
Af sh о sh оз /2 /194
^тах - ^^7 ........(^)
Наибольшее напряжение от изгиба в поперечном сечении
у концов полок (фиг. 44с) равно:
ffmax = 2 —..................(13)
80 Т. II. Отд. 1. Сопротивление материалов. II. Прямые стержни
здесь Wy — момент сопротивления сечения на изгиб относительно
оси у.
При сложной нагрузке общее решение получаем по принципу на-
ложения отдельных нагрузок. Для = /2 — -^-1 и = Ма = М
поперечное сечение остается плоским при х = 0, решение соот-
ветствует вполне защемленной балке, у которой в защемленном се-
чении полки предохранены от (бокового) изгиба.
Е. Сложное сопротивление
В последующем обозначают:
F— поперечное сечение стержня в см9,
S — статический момент в см3,
J— момент инерции в см\
М (Mz , Му ) — изгибающий момент в кг см,
Мд — крутящий момент в кг см,
Р — долевая сила в кг,
Q — поперечная сила в кг,
W — модуль сопротивления в см9.
а) Общая нагрузка
Если на прямой стержень действуют произвольные внешние
силы и пары сил, то их необходимо разложить на силы осевого
направления с точкой приложения в центре тяжести се-
чения (эти силы вызывают растяжение или сжатие стержня), на
силы, перпендикулярные к оси сечения и проходящие
через центр кручения (стр. 67), которые вызывают изгиб и
сдвиг, на пары сил, лежащие в плоскостях, параллельных
оси, которые вызывают изгиб, и на пары сил, перпендику-
лярные к оси стержня, причем последние вызывают кру-
чение.
В опорных сечениях соответственным образом необходимо вве-
сти реакции — неизвестные силы и моменты, причем силу, перпен-
дикулярную к оси, и пару, параллельную оси, необходимо разложить
на компоненты. Если условий равновесия (стр. 273, т. 1) достаточно для
определения неизвестных реакций, то случай нагрузки будет ста-
тически определимый. При статически неопреде-
лимых случаях после применения условий равновесия одна или
несколько величин остаются неизвестными.
Для каждого поперечного сечения должна быть определена до-
левая сила Р, проходящая через центр тяжести, изгибающий момент
М (М или М ), поперечная сила Q, проходящая через центр попе-
речных сил (Qe и Q ), и крутящий момент (МД При этом необхо-
димо учесть прогибы балки, если они велики (стр. 38 и след.).
Деформация отыскивается для каждой отдельной нагрузки
и составляется их общая сумма. При статически неопределимых
случаях деформация должна быть согласована с опорными условиями.
Сложное сопротивление
81
Отсюда могут быть определены неизвестные из условий статики
опорные реакции.
Точно так же напряжения в каждом поперечном сечении
необходимо определить особо для известной нагрузки. Для каждой
точки поперечного сечения все нормальные напряжения необходимо
сложить между собою, все касательные напряжения (по правилу
параллелограма) привести к результирующему касательному на-
пряжению.
Для расчета на прочность результирующее нормаль-
ное напряжение и результирующее касательное напряжение следует
заменить равнозначным одноосным нормальным напряжением а
(приведенным напряжением), соответственно указаниям на стр. 13.
В зависимости от принятой гипотезы относительно разруше-
ния материала необходимо рассматривать или ^тах» 3nija» етах ®min & или
2 tmax- При определении равнозначного напряжения следует значение т умно-
жать на величину а.„ которая должна быть так выбрана, чтобы при отсутствии
нормального напряжения расчет на касательное напряжение и на напряжение, кото-
рое служит для сравнения привел к одинаковым результатам.
11о гипотезе наибольшего удлинения
= 'max Е = 0135 ’ + 0165 + 4 а0 х2 .......0)
«с= 'mln Е = °’35 1 “ °>65=2 + 4 “О ?..(2>
ПрИ,ем о0 = ТГ/?7
в числителе для растягивающего напряжения необходимо
поставить 7?z, для сжимающего 7?^, для изгиба на растянутой стороне 7?^, на
сжатой 7?^.
По гипотезе наибольшего касательного напряжения,
для вязкие материалов наибольшее напряжение равно:
(3)
7?z для случая, по которому действует нормальное напряжение
где aQ = ? то же касаТельное напряжение
Ь) Растяжение (или сжатие) и изгиб
1. Материал обладает свойствами сопротивления
растяжению и сжатию
Изгибающий момент Мх и осевая сила Р могут быть приведены
к одной силе Р, приложенной в точке А силовой линии (на рас-
стоянии р = М : Р от центра тяжести S), так что М = Рр-
1. Определение нулевой линии для точки приложения
силы А. По способу Мора, с помощью главных радиусов
инерции а и Ь: на главных осях сечения SI с и SlI с (фиг.
45) откладываем отрезки SC = b и SB = а, соединяем точку С
с основанием V перпендикуляра, опущенного из точ1 и А на ось S11,
82 Т. П. Отд. 1 Сопротивление материалов. II. Прямые стержни
а точку В с основанием U‘перпендикуляра, опущетного из той же
тог’ки А на ось SI, затем проводим из точки В линию, перпенди-
кулярную к В(1, а из точки С линию, перпендикулярную к С/;обе
эти линии пересекают оси S / и S II в двух точках нулевой линии
и Vj.
По способу Р. Лянда—с помощью круга инерции (фиг. 46).
Нулевая линия параллельна оси SA", сопряженной с силовой ли-
нией SA прохо^я^ей через центр тяжести S и отстоящей от нее
(от оси SA") на расстоянии s = J':Fp. Положение нулевой линии
лучше всего определяется с помощью точки пересечения ее ЛГ
с одной из гла. ных осей сечения. Для этого вычерчиваем круг
инерции так, чтобы он касался одной из главных осей, проходящих
через точку S, например оси S /; при этом главная точка инерции Т
находится на другой главной оси SII. Теперь откладываем на оси S /
постоянные отрезки SE — J^'n и SD = п: F оба в том же масштабе,
в котором построено сечение, причем п выбираем соответствующим
образом, как величину третьей степени (например п = 1 иО см3).
Проводя далее АА' параллельно S/и EN перпендикулярно к DA',
получаем положение нулевой линии NNA, параллельной SA". Насто-
ящий способ имеет особенно важное ’значение при определении
напряжений (см. ниже, п. 2).
Обратно, когда дана нулевая линия, можно, пользуясь спосо-
бами Мора и Лянда, определить точку приложения силы А.
Часто бывает достаточно иметь для определения точки приложения силы А
так называемую площадь действия. Эту площадь можно получить, если
провес!и параллельно нулевой линии ряд пересекающих сечение линии, длины
отрезков этих линии, заключенных внутри сечения, уменьшить в отношении соот-
ветствующих расстояний от нулевой линии и соединить затем крайние точки; при
этом длина отрезка, наиболее удаленного от нулевой лин и, остается без изменения.
Так, например, если для сечения 01234о65' ...0, изображенного на фиг. 47,
сделать III ПУ = a3aj • (ЗУ), IV IV == а<а0 (44) и т. д., то площадь действия будет
иметь форму заштрихованной фигуры О II/ б ПГ 0.
Центр тяжести А пл щади действия (его можно определить, например,
графически) и есть точка приложения А, соответствующая нулевой линии NNk.
2. Определение напряжений. Напряжение в центре тяжести
не зависит от положения точки приложения силы Р (стало быть,
Сложное сопротивление
83
и от величины момента М = Рр)', напряжение <sa = p-.F имеет тот
же характер, что и Р (оно является напряжением сжатия, если Р—
сила сжимающая); а*. следовательно, равно среднему напряжению
сечения.
Напряжения получаются из уравнения а = у MU', где, по
фиг. 46, J' = sin а = ТА", ау— расстояние данной точки сечения
от ранее проведенной нулевой линии NNA. Поэтому графиче-
ское распределение напряжений может быть пред-
ставлено аналогично фиг. 11 (стр. 18), причем нулевая точка пло-
щади напряжений должна лежать на новой нулевой линии.
Предельное напряжение стах по-
лучается непосредственно из диаграммы
распределения напряжений, или же ве-
личина ее определяется аналитически:
cmax — е M)Jr, где е = _Утах«
Без построения нулевой ли-
нии предельные напряжения атах и amin
определяются (с помощью круга инер-
ции) следующим образом:
Строим (фиг. 46) сопряженную с си-
ловой линией 5Д ось центров тяжести
SA" или, что то же, нулевую линию
для случая действия одного только момента Рр\ обозначим расстоя-
ния наиболее удаленной точки сечения F по обе стороны от
SA": в сторону А(Р) через еь со знаком силы Р (если сила рас-
тягивающая, то 4", в противном случае —), в противоположную
сторону — через е2 с другим знаком; тогда будем иметь:
‘max = % + *1 = Р/Р + *1 MU', amin = + а2 = Р/F + е2 М/Г.
Здесь атах — большее, amin — меньшее из обоих полученных
значений.
Об определении предельных напряжений стах и <Jmin с помощью
ядра сечения — см. ниже п. 5, стр. 86.
3. Соотношения между точкой приложения силы и нулевой
линией. В том случае, когда точка приложения силы Р переме-
шается по прямой AAlt соответствующие нулевые линии вращаются
около точки N, в свою очередь представляющей собою точку при-
ложения силы для прямой АА}, рассматриваемой в этом случае, как
нулевая линия; сказанное действительно и для обратного случая.
Точка приложения силы и соответствующая нулевая линия назы-
ваются сопряженными.
4. Ядро сечения — это та площадь, внутри которой должна
находиться точка приложения силы А, если сечение претерпевает
напряжения только одинакового знака. Если точка А лежит вне
6*
84 Т. П. Отд. 1. Сопротивление материалов. ТТ. Прямые стержни
ядра, то в сечении имеют место напряжения как растяжения, так и
сжатия; если А лежит на контуре ядра сечения, то это указы-
вает на наличие таких напряжений в крайних точках, которые до-
ходят до нуля, не меняя своего знака. Очертание ядра есть, следо-
вательно, та линия, которую описывает точка приложения силы,
когда нулевая линия принимает всевозможные положения, касатель-
ные к сечению, или же, соответственно п. 3: если точка приложения
силы А описывает линию, охватывающую сечение (т. е. описанную
около сечения; не смешивать с контуром сечения), то соответству-
ющие нулевые линии охватывают ядро сечения; следовательно,
каждому углу Е фигуры, охватывающей сечение, соответствует
прямая линия е контура ядра, причем направление прямой е со-
пряжено с направлением луча, идущего от центра тяжести S к
углу Е. Обратно, каждой прямой Н, принадлежащей к фигуре, охва-
тывающей сечение, соответствует угол h ядра сечения, причем
направления линий Н и Sh являются сопряженными. Из сказанного
следует, что ядро л-угольника, не имеющего вдающегося внутрь
угла, есть также n-угольник; при наличии вдающихся внутрь углов
число сторон ядра, в сравнении с числом сторон сечения, умень-
шается на число, равное числу этих углов.
Точками ядра силовой линии называются точки пересечения
ниеЙ. Расстояние г (в см) каждой такой
точки ядра от центра тяжести S назы-
вается шириной ядра (радиусом ядра).
Вообще:
__ W _ Г
. Г - F sin о ’
значения W, IF', 5 и Е—см. стр. 28—32,
табл. 2. 1
Ядро, следовательно, полярно-подобно пло-
щади W' с точкой S, как полюсом, и подобием
в отношении 1 :
контура ядра с силовой
фиг-48. Для главной оси сечения, как си-
ловой линии, ширина ядра r=lT:F.
Построение ядра сечения производится по одному из спосо-
бов, указанных в п. 1 или с помощью „площади действия* (стр. 82).
Проще всего подсчитать г для точек ядра главной оси, построить
при помощи известных главных моментов инерции и Jn круг
инерции (стр. 298, т. ]), а вместе с тем и направления сторон ядра,
сопряженные с углами линии, охватывающей сечение. На фиг. 48
показано примерное построение ядра acbcx для трапеции
Фиг. 48: 3 ел2; Jj= 0,963 сл4; Jn =0,629 см*; 1^ = 0.963 : 0,89= 1,08 см3;
^2= 0,963:1,11 = 0,87 ел»; г1= 1,08 : 3,0 = 0,36 см; г, = 0,87 : 3.0 = 0,29 см. Направ-
ление стороны ас (параллельной 5) сопряжено с Д5, направление Ьс (парал-
лельной SBq) сопряжено с BS. Поверка: направление Sc должно быть сопряжено
с направлением АВ (SCQ параллельно АВ).
С известным приближением можно принять: Sb=-± SD, Sa-=-^ SB.
Сложное сопротивление
85
Ядро и наименьшая ширина ядра rmin для некоторых
сечений
Квадрат (фиг. 49). т . = А - -1^ - = 0,1179 Л.
шт о у 2
•Диагонали ядра = х/в h
Прямоугольник (фиг. 50) г . =-----—-------.
пип б/А2 + Л*
Диагонали ядра = h и i/g b.
Фиг. 49.
Фиг. 50.
Фиг. 51.
Треугольник равнобедренный (фиг. 51).
А = Ve Л, r2 = Via h.
Ядро имеет форму треугольника, подобного сечению; основание его =
высота = ’{« h.
Восьмиугольник (фиг. 52). rmiu = 0,2256
Круг (фиг. 53). г — = const.
Фиг. 52.
Фиг. 53.
Фиг. 54.
Полый квадрат (внешняя сторона = Я, внутренняя = А). Ядро имеет форму
квадрата, подобного фиг. 49
Полый восьмиугольник [радиусы обоих описанных кругов = Ra и 7?/, тол-
щина стенок = 0,9239 (Ra — R[)].
Ядро имеет форму восьмиугольника, как на фиг. 52.
«•mta - 0.2256Лв[1+(«,•//у’].
Круглое кольцо (фиг. 54). г = D [1 4- (d/D)*J/8 = const
86 Т. II. Отд. 1. Сопротивление материалов. II. Прямые стержни
Двутавровое сечение. Ядро имеет сид ромба (так жр; как в случае прямо-
угольною сечения). Для нормальных профильных балок ядро обычно указывается
в соответствующих справочниках.
5. Определение предельных напряжений с помощью точек
ядра. Когда известны точки ядра К', К" для данной силовой
линии Л5 (фиг. 55), предельные напряжения сечения атах и amin
(стр. 83) определяются следующим образом: ___
Если обозначим через NF = Р • AKf и М" = Р * А К" моменты
силы Р (в точке А) относительно точек ядра, через W' и W" вели-
чины модуля сопротивления для нулевой линии, сопряженной с
силовой линией, то будем иметь:
‘max = ^7 IF; amin = M"/^.
При симметричных сечениях всегда:
= M'/W' и amin = A2"/UZ".
Фиг. 56.
Согласно сказанному в п. М, можно брать, вместо W' и Fr'
и Fr"t где г'иг'' означают радиусы ядра по направлению силовой
линии, а так как АК' =р + г» АК" = р — г", то получается также:
°max = (1 + P/r') P/F, cmiti = (~ 1 + ?/''") PI?-
Знаки для а определяются с помощью нулевой линии. Напри-
мер, по фиг. 57, мы для сжимающей силы Р имеем отах (в точке A J —
сжатие, omin в точке —растяжение, так как точка At лежит с той же
стороны нулевой линии, что и А, точка же Bt лежит с противопо-
ложной стороны.
Ь. Взаимность напряжений. Если АиВ две какие-нибудь точки
сечения, то сила Р, действующая в А, вызывает в В напряжение,
равное напряжению в Л, вызываемому действием силы РьВ (отсюда
получаются соотношения, описанные в п. 3).
7. Площадь влияния напряжения. Если для какого-нибудь
определенного напряженного состояния отложить напряжения а из
точек приложения их в виде отрезков, перпендикулярных к сечению,
то крайние точки этих отрезков образуют некоторую поверхность,
называемую поверхностью напряжений, которая может
быть изображена в проекции (фиг. 56).
Если, с другой стороны, переменные величины какой-нибудь
неподвижной точки Л, при перемещающейся силе Р = 1 т, отло-
Сложное сопротивление
87
ж>ть из точек приложения этой последней, то получится по в еох-
нссть влияния аА или, короче, поверхность аА. Из сказан-
ного в п. 6 следует:
Поверхность влияния аА равна поверхности напряжений для
силы Р = 1 т, приложенной в точке А. Эту площадь напряжений
мокно построить, согласно фиг. 46 (стр. 82), причем M = 1m-SA.
Действие момента М см • tn = (М с и) • (1 т). Если от
нулевой точки О площади провести линию OR, равную и парал-
лельную М см (фиг. 56), то ордината, соответствующая точке 7?,
даст напряжение вызываемое моментом М. Таким образом,
при одном только действии моментов, площадь ал может быть
передвинута параллельно самой себе, так что
падает с 5, причем площадь напряжений
принимает положение, изображенное на
фиг. 11 (стр. 18).
8. Прямоугольник. Для прямоуголь-
ников длиною а и шириною b = 1 м пло-
щадь влияния и напряжения <?А в край-
них точках сечения может быть с успехом
использована при определении сечений ка-
менных стен и сводов (фиг. 57). За еди-
ницу силы примем 1 т. Прямая А'К'В',
ограничивающая площадь отнесенная
нулевая точка О сов-
Фиг. 57.
к А^ проходит через точку ядра К', соот-
ветствующую точке А (К'At=2/3 а) и у точки S отсекает ординату
а = 1 т-. а • 1, ау крайней точки А ординату 4 т: а • 1, эти орди-
наты откладываются з масштабе а.
Сила Р (в /?/), приложенная в какой-нибудь точке Ct вызывает
тогда у края сечения, в точке А, напряжение:
Напряжение с знаком+ мы будем иметь в точке А лишь до тех
пор, пока точка приложения силы Р остается на длине АК' = 2/з а
Аналитически напряжения в крайних точках сечения опре-
деляются из уравнений:
= 6 М'к/а* и <зв == б Мк/а\
в которых Мк и Мк означают моменты силы Р относитеаьно течек
ядра К' и К!'. Если сила Р приложена в С (на линии AS, фиг. 57),
то, обозначив эксцентриситет (т. е. отклонение от центра тяжести)
SC через с, будем иметь также:
I max Р . Т’Л 6с\
I = а —Г- = -Т (я — б с) = — 1 .
J пип а2 4 a \ a J
S8 Т. П. Отд. 1. Сопротивление материалов. II. Прямые стержни
Для того чтобы сечение испытывало лишь напряжения сжатия,
6 С
должно существовать условие: -^-<1или % а, т. е. сила Р
должна быть приложена в средней трети К’К” длины сечения.
Так как в случае прямоугольного сечения со сторонами а и Ь:
то для определения на-
пряжений в крайних точ-
ках (фиг. 58) можно при-
менить следующий про-
стой графический
способ:
Из центра тяжести S
восстановляем перпенди-
фиг-58, кулярно к среднее Фиг. 59 Фиг. 60.
напряжение ^ = Р:а =
= SSlf проводим линию до пересечения ее в точке D с направ-
лением де -ствия силы Р, далее DA' параллельно В|Д1 и, наконец, ли-
нию A SyB, тогда ординаты линии напряжений А’В' (заштрихованная
площадь будут изображать напряжения, вызываемые
в сечении силой Р; А^' и В^В' будут пред-
ставлять собою напряжения в крайних точках.
Точку В' можно найти еще при помощи линии ЕВ',
параллельной AjBp проводимой через точку пересечения
Е линии EJC' с направлением силы Р. Только что опи-
санной способ применим также в том случае, когда сила
приложена на средней линии вне расстояния К'К"
между точками ядра.
9. Для длинных брусьев, претерпеваю-
щих заметный изгиб под влиянием эксцент-
рично действующей вертикальной силы Р
(фиг. 59 и 60), соответствующие формулы
Фиг. 61. Фиг. 62.
днны в табл. 12, стр. 89.
Значение гиперболической функции ch, см. т. 1, стр. 88 и табл,
на стр. 38—42. Величина ф получается из уравнения;
ш = Vpiej •
где J (в ем*) — момент инерции сечения F относительно оси инер-
ции сечения, перпендикулярной к плоскости изгиба; Й7 — момент
сопротивления в сл&, соответствующий J.
Вместо приведенных в табл. 12 формул можно получить при-
ближенные, если употребить следующие выражения:
ch ф/ = 1 4- Р/2/2 EJ и cos ф/ = 1 — Р/2/2 EJ.
10. Вместо эксцентрично действующей силы Р (см. п. 9), пусть
имеем одну центральную осевую силу Р и одну перпендикулярную
Сложное сопротивление
89
Таблица 12. Нагрузка длинных брусьев продольной, эксцентрично
приложенной силой
Наименование Для случая эксцентричного растяжения (фиг. 59) Для случая эксцентричного сжатия (фиг. 60)
Уравнение у пр уо и линии Р у=-та-(сьшж '=cos«>Z(1 COS“X)
Наи5олыиий IT оги б chi/) /='(coL 0
Изггбающий момент __ ch фх = Рр —-—— х ch ш/ При х = Z ^max = P₽ _ COS IDX Mx = Pp - л cos uoZ при x = 0 M = - pp max cos wZ
Наибольшие напряжения max А рр\ ’ min -’Д1 ±~w) max — fi т p F a min °s \ W cos u>Z /
к ней силу Q, приложенную к краю бруса (фиг. 61 и 62). Значение
гиперболических функций sh, ch и th — см. т. 1, стр. 85 и табл, на
стр. 38—42. Величина ф такая же, как в п. 9.
Таблица 13. Действие на брус осевой (центральной) силы и поперечной силы,
приложенной к его краю
Наименование Растягивающая сила Р (фиг. 61, стр. 88) Сжимающая сила P (фиг. 62, стр. 88).
Уравнение упругой линии У = Q( 1 sh uoZ — sh ф (' — x) \ P \ * Ф ch uoZ / У “ Q ( 1 sin iof —sintn Z— r) \ P \ X U) COS a)Z /
Наибольший прогиб
Изгибающий момент Q shu>(J»-_x)_ * uj ch id/ При x = 0 M =-?- th uoZ max uj Q sin Ф (Z — x) УИ j x a) COS a)/ При x = 0 M =2- tguoz max uj
Наибольшие напряжения max p min F 1 W max __ p min W
90 Т. П. Отд. 1. Сопротивление материалов. ll. Прямые ‘ стержни
11. Брус лежит на двух шарнирных опорах, посредине
находится под действием сосредоточенной нагрузки 2 Q,
куоме того, на пего действует осевая сила ±Р (фиг. 63 и 64).
Для этого случая применимы формулы, приведенные в п. 10.
Фиг. 63.
Фиг. 64.
12. Брус лежит на двух шарнирных опорах, нагружен равно-
мерно распределенным на длине 21 грузом 2 Q и, кроме
того, осевой силой zti Р (риг. 65 и 66).
Фиг. 65.
Фиг. 66.
Таблица 14. Одновременное действие на брус осевой силы и равномерно
распределенной поперечной силы
Наименование Растягивающая сила Р (фиг. 65) Сжимающая сила Р (фиг. 66)
Уравнение упр>гоилинии _ Q С х? 1_ сЬюх —1 \ У Р \2l lu>: chwZ ) — Г , 1 1 —cos mx] У~~ Р L 2Z /о)3 cos J
Наибольший прогиб (\__JL_YI Р L 2 luP \ ch u>Z / J '-ЯЧ+riU'—01
Изгибающий момент х Z \ ch id 1 J При х = 0 ^max Zid’^ chu)Z~jt .. Q (cos wx Л л Lili2 \ CuS О)/ / При х = 0 ^тах Zw^cosjjZ 0
Наибольшие напряжения max Р Мгп а = + - гпах min Р W max Р ах min— F VZ
Примечание. У длинных брусьев значение М = (Q|Zu>3) [1—1| (ch u>9] очень
быстро приближается к предельному значению 4f0 = Q/Zu)a, сэогветсгвенао наиболь-
шему напряжению изгиба и = ~ ~ • —=q • • е, если через q обо-
ш ях у/ I р yjz р
Сложное сопротивление
91
зн «1лм нагрузку на 1 см длины бруса, а через е — рассгояние наиболее сильно рас-
тя г^аемого волокна от неигральной оси.
Предельная величина отах есть то напряжение изгиба, которое брус испыты-
ва«Ж1)ы, если бы он, не обладая никакой жесткостью, свободно провисал по парабо-
ли <ч:кой ценной линии. Это предельное напряжение не зависит от расстояния между
опоами 21.
13. Брус лежит на двух опорах, имеет вполне защемленные
коты, посредине его действует сосредоточенная на-
Фиг. 67.
Фиг. 68.
грузка 2Q и, кроме того, осевая сила±Р (фиг. 67 и 68). Фор-
мулы— см. табл. 15.
Таблица 15. Одновременное действие на брус осевой силы и сосредоточенной
посредине его поперечной силы
Наименование Растягивающая сила Р (фиг. 67) Сжимающая сила P (фиг. 68)
Уравнение упругойлинии Q у = ~Рй [(ch ох — 1) th 4^ — — sh <ах + u).rj y=_£_ r Pu> [—(cos CDX— 1) tg^4-sin IDJt—(DJtj
Наибольший прогиб 2"] /=^[2tg-r-Zu>]'
Изгибающий момент Лж = -5-Х Г I CD 1 X th — ch их — sh cdx 1 При x = 0 и x — I Q M =mQ = ± — th — max cd 2 лл рГ Zcd 1 Mx = tg — cos CD.V — Sin CDX 1 При x = 0 и x = I
Наибольшие напряжения max P . max min P 1 W max P Л1 a = ± —!.nax n.in b W
*) По Г. Кайзеру (Zentralbl. Bauv., 1910, стр. 304) можно пользоваться,
с известным приближением, также и следующим уравнением: / = _гДе -
означает изгибающий момент, образуемый силой 2Q посредине балки, Р—сжимаю-
щую силу и К=к* —критическую силу при продольном изгибе (стр. ЮЗ).
92 т. и. Отд. 1. Сопротивление материалов. II. Прямые Стержни
II. Материал обладает свойством сопротивления
одному только сжатию (но не растяжению).
Такое неблагоприятное предположение делается обычно в целях
достижения достаточной надежности в отношении обыкновенной
каменной кладки, где от раствора не требуется передачи растяги-
вающих усилий, а можно ожидать раскрытия швов, и где (вслед-
ствие давления ветра, давления земли на стены и т. п.) приходится
считаться с действием горизонтальных усилий. [При лучшей кладке
из клинкера на цементном растворе cKd до 35 KtjcM^ (см. стр. 229),
напряжение растяжения а до 2,5 кг{см^
иногда считается еще допустимым].
При этом принимают, что, посколь-
ку точка приложения сжимающей
силы Р находится вне ядра се-
чения, сжатая часть сечения (ра-
ботающая) отделена от совершенно
ненапряженной части нулевой ли-
нией AW, причем напряжения сжа-
тия возрастают пропорционально рас-
стояниям от этой линии.
Напряженная часть сечения имеет
вид клина (фиг. 69), ребро которого
Nq представляет собою нулевую ли-
нию, а высота — наибольшее напря-
жение у края стах. Величины No и
"max определяются таким образом,
чтобы площадь клина напряжений
была равна Р, а вертикальная ось
фиг 69> инерции клина совпадала с Р.
Если обозначим через стати-
ческий момент работающей части се-
чения а через — момент инерции ее относительно нулевой
линии AW, то расстояние точки приложения А силы Р от нулевой
линии NN будет равно
х — : Sp
а длина работающей части сечения, измеряемая по оси ВВЬ будет
равна где с — расстояние точки А от ближайшего края
сечения В.
Сечение любой формы. Пусть точка А приложения сжимаю-
щей силы Р лежит на главной оси сечения BSBt (фиг. 69). Поль-
зуясь способом Мора *), строим для данного сечения F (в це-
лом), как площади нагрузки, соответствующий веревочный много-
*) М о hr, Abhandl. a. d. Gebiete d. techn. Mechanik, 2 изд. 1913 г., стр. 275.
Простой способ такого же рода, предложенный П. Гроше (иллюстрируемый при-
мером) — см. Zeniralbl. Bauv., 1911 г., № 68. стр. 422. Ср., далее, М. Налогов и,
В. и. Е., 1919 г., стр. 181; способ, предложенный последним, основан на особом
свойстве центробежного момента сжимаемой части сечения.
Сложное сопротивление
93
угольник, принимая направления сил перпендикулярными к BBlt
а полюсное расстояние равным l/2 F; проводим линию АА' nej пен-
дик/лярно к ВВХ, до пересечения ее в точке А' с касательной
в К|айней точке В', затем проводим прямую A'N' так, чтобы тре-
угольник B'N'A' был равновелик площади B'N’C (заключенной
меэкду веревочным многоугольником и B'Nf), т. е. так, чтобы обе
заштрихованные площади были равновелики. Если провести теперь
чер ез перпендикулярно к ВВЬ прямую AW, то эта последняя и
будет искомой нулевой линией. Напряжение в крайней точке В
получается равным
°max = 2Pz!Fb,
а
где z — расстояние крайней точки В от нулевой линии NN,
b = N'K.
Среднее напряжение am = P:F1 работающей части сечения Ft
может быть найдено, как напряжение в центре
части. Расстояние названного центра тяжести Sm
от нулевой линии NN равно, как известно,
aj (фиг. 69) представляет собою напря-
точке приложения А силы Р. Получаем:
z — с z — с Р Р (z — с)
а. =---------а =--------- • --==---------- .
У т У ₽1 Sj
Прямоугольник (фиг. 70). Когда точка при-
ложения силы Р лежит на главной оси на рас-
стоянии о от ближайшего ребра, то давление
распределяется по длине Зс (нулевая линия = NN),
в ребре равно
тяжести Sm этой
S1
жение в
N
Фиг. 70.
а напряжение
атах — 2Р)ЗЬс.
Далее получается (на расстоянии 1,5 с от ребра): <зт = */2 «тах ; напряжение
в точке приложения силы Р: = 2/3 ’гаах .
Когда точка приложения силы Р лежит внутри заштрихован-
ного прямоугольника А123 = /, со сторонами, равными 1/4 сторон а и Ь,
занимающего угол А прямоугольного сечения ab (фиг. 71), то пло-
щадь давления имеет форму треугольника, т. е. нулевая линия AW
проходит через две точки, лежащие на сторонах АВ и AD прямо-
угольного сечения, на расстояниях 4а и 4р от точки А, причем
аир суть соответствующие расстояния точки приложения силы Р
от АВ и АВ. При этом наибольшее напряжение (в Л) равно
’шах = ЗР/8а₽.
Когда точка Р лежит на линии 3-2, то нулевая линия AW про-
ходит через вершину D; когда точка Р находится на линии 2-1, то
NN проходит через В. Если точка Р совпадает с точкой 2, то ну-
94 Т. II. Отд. 1. Сопротивление материалов. II. Прямые стержни
левая линия совпадает с диагональю DB, и наибольшее напряже-
ние (в Д) равно
°тах = GPjab.
В том случае, когда точка Р лежит в одной из заштрихованных
влево (фиг. 71) площадок //, площадь давления имеет форму четы-
рехугольника и нулевая линия NN пересекает две противолежащие
стороны прямоугольника; если Р лежит внутри площади ///, то
площадь давления имеет вид пятиугольника, — линия MV пересекает
тогда стороны DC и ВС, Когда Р лежит внутри II или III, то для
наибольшего напряжения имеем общую
формулу х):
Фиг. 71.
ЗР ₽
’max— 8ар
в которой (с известным приближением)
причем
Ф есть большая из величин —
а
Для площади П 6 ^Qn, для
<1
> 0,926
и b •
площади III £ > * дзб. Наконец, если Р
лежит внутри ядра IV, то площадью
давления служит весь прямоугольник.
Кривые, ограничивающие площадь IV от площади II,’ являются
почти кубическими параболами, к которым примыкают в виде ка-
сательных стороны ядра и стороны прямоугольника /. Кривая 4-2-5
представляет собою внешнюю линию ядра, т. е. ту линию, на
которой лежит точка приложения силы Р в тех именно случаях,
когда одна половина площади прямоугольника служит площадью
давления. Если точка Р лежит вне внешней линии ядра, то нагру-
женная часть сечения меньше половины площади прямоугольника;
если же Р лежит внутри этой линии, то в нагрузке участвует часть
сечения, большая, нежели половина площади прямоугольника. По-
луоси внешней линии ядра равны а/3 и Ь/3. Кривая 4-2-5—не
эллипс с этими полуосями, а лежит вне этого эллипса.
Для точек приложения Р, лежащих на стороне ядра 7-8, наи-
большее напряжение, как известно, равно зтах = 2Р/л6; для точек,
лежащих на внешней линии ядра, cmax = $Р[аЬ (в 4 и 5) до
ЪР!аЬ (в 2).
\) По Э н г е с с е р у, Zentralbl. Bauv., 1919 г., стр. 429. Ср. далее К. Поль,
Der Eisenbau, 1918 г., сгр. 211. Там же приведены цифровые таблицы наибольших
напряжений (в А) для большого количества положений точки Р. ср. далее о. Г е н-
к е л ь, Zeniralbl. Bauv., 1918 г., стр. 447, а также Ф. Э с л и н г, Proc, of the Insdt.
of Civ. Eng. 19u5—19G6, ч. Ш.
Сложное сопротивление
95
Полый квадрат. Preuss, Z. Arch. u. Ing. Wes. 1903, стр. 425.
Круг (фиг. 72). По П. Нейману приблизительная величина
напряжения
’max = (0,372 + 0,056 - 'j-,
\ г/ су ГС
где г —радиус круга и с = АВ — наименьшее расстояние точки А
приложения силы от окружности.
Далее, по Кеку*) расстояние z нулевой линии AW от точки В
на окружности определяется из уравнения:
у = 2,33 + 0,53
Круглое кольцо (фиг.73). Если г—наружный, ^ — внутренний
радиус кольца, а—среднее напряжение сжатия, испытываемое пло-
щадью сечения л (г2— г\) от действия сжимающей силы В, я = SA—
отклонение (эксцентриситет) на-
правления действующей силы от
центра В, z — расстояние нулевой
линии NN от наиболее удален-
ной точки сечения В, атах— на; -
пряжение в точке В, то, пользуясь
для различных отношений а : г и
: г следующими двумя табли-
цами 16а и Ifb, можно сразу опре-
делить положение нулевой линии
Фиг. 72.
Фиг. 73.
NN (значения z:r) и наибольшее напряжение у края сечения (зн.1-
чения ата1:а).
Примечание. Для значений а : г, меньших чем те, которые соответствуют вели-
чине z : г > 2, точка А лежит внутри ядра сечения.
Для следующих значений а : г получается z : г == 1; нулевая линия, стало быть,
npoxt дит через чентр 5, иначе говоря, нагруженной частью сечения является поло-
вина площади кольца.
Г1:г= 0 0,25 0,5 0,6 0,7 0,8 0,9 1,0
а: г = 0,589 0,525 0,631 0,654 0,682 0,713 0,748 0,786
Вообще а\т = 0,589 4' Г\-,
1 - (Г!: гр
или с известным приближением
а/г = 0,5 4-0,25 rjr
согласно постановлению Прусской комиссии по устройству фабрично-заводских труб.
9 Кек, 7. hann. Arch.- u. Ing.-Ver. 1882, стр. 627. Ср. также Z. d. V. d. I.
1902 г., с гр. 1321. Г. Дрейером построены новые наглядные кривые; ср. „Die
Bautechnik" 1925 г., вып. 10.
О сечениях пустотел ых брусьев др у г и х ф о р м—см. L a n ri-
ma п п, Tabellen zur BeSiimmung der Randspannungen Fabrikschornsielnen, Висба-
ден, 1904 г., Креидель.
96
Т. II. Отд. 1. Сопротивление материалов. II. Прямые стержни
Таблица 16а. Величины z : г (положение нулевой линии NN)
а/г 0,0 0.5 0,6 | Г1/Г = 0,7 1 °'8 1 0,9 1 I 1,0 air
0 25 2.00 0,25
0.30 0,35 1.82 1.66 1,89 1/8 • • 0,30 0,о5
0,0 1,51 1.75 1,84 1/3 0,40
0,45 1,з7 1,61 1,71 1,81 1,90 0,-15
0.50 1,23 1,46 1,56 1,66 1,78 1,89 2.00 0 50
0,55 1.10 1,29 1,39 1,50 1,62 1,74 1,87 0,55
0,60 0.'7 1,12 1/21 1,32 1,45 1,58 1,71 0,60
0,65 0,84 1),У4 1.02 1,13 1,25 1,49 1,54 0,65
0,70 0,72 0,75 0,82 U, 93 1.05 1 1.20 1,35 0,70
0,75 0.59 0,60 0,64 0,72 0,85 0,99 1.15 . 0,75
0,80 0.47 0,ч7 0,48 0.52 0,61 0,77 0,' 4 0,80
0/5 О.о5 0,35 0,35 0,36 0,42 0,55 0,72 0,85
0,90 0.24 0,24 0.24 0,24 0,24 0,32 0,49 0,90
0,95 0,12 0,12 0,12 0,12 0,12 0,12 0,25 0,95
Даем соответствующие цифровые данные для полого восьмиугольника и по-
дого квадрата в том случае, если нулевая линия проходит через центр:
гх: г = 0 0,25
Восьмиугольник а\г= 0,613 0,^0
Квадрат а;г= 0,7о7 и,714
0,5 0,6 0,7 0,8 0,9 1,0
0,657 0,681 0,708 0,742 0,779 0,818
0,757 0,785 0,817 0,856 0,8.8 0,944
Таблица 16b. Величины атах: о (напряжения в крайних точках)
а/г 0,0 | 0,5 | о/ I 0,7 | 0,8 | 0,9 I to а/г
0.00 1,00 1,00 1,00 1,00 1.00 1,00 1,00 0,00
0,05 1,22 1,16 1,15 1,13 1,12 1,11 1,10 0,05
0,10 1,40 1,32 1,29 1,27 1,24 1,22 1.20 0,10
0,15 1.60 1,ч8 1,44 1,40 1,37 1,33 1,30 0,15
0,20 1,80 1,64 1,59 1,54 1,49 1,44 1,40 0,20
0,25 2,00 1,80 1,73 1,67 1,61 1,55 1,50 0,25
0,30 2,23 1,96 1,88 1,81 1,73 1,66 1,60 0,30
О.з5 2,48 2,12 2,04 1,94 1,85 1,77 1,70 0,35
0,-Л) 2,76 2,2) 2,20 2,07 1/8 1,88 1,80 0,40
0,45 3,11 2,51 2,39 2,23 2,10 1,99 1,90 0,45
0.50 3,55 2,80 2,61 2,42 2/6 2,10 2,00 0,50
0,55 4,15 3,14 2,89 2,67 2,42 2/6 2,17 О.о5
0,60 4/6 3,58 3,24 2,92 2,64 2,42 2.26 0,60
0,65 6,00 4,34 3,80 3,30 2,92 2 64 2,42 0,65
0,70 7,48 5,40 4,65 3,86 3,33 2,95 2,64 0,70
0,75 9,93 7,26 5,97 4,81 3,93 3,33 2,89 0,75
0,80 13,87 10,05 8,80 6,53 4,93 3,96 3,27 0,80
0.85 21,08 15,55 13,о2 10,43 7,16 4.50 3,77 0,85
0/0 38,25 30 80 25,80 19,85 14,60 7,13 4,71 0,90
0,95 96,10 72,20 6^,20 50,20 Зч,бО 19,80 6,72 0/5
1,00 со со оо ОО оо оо оо 1,00
Сложное сопротивление
97
с) Изгиб и сдвиг
При изгибе в плоскости поперечных сечений действует нор-
мальное напряжение а вследствие изгибающего момента и каса-
тельное напряжение т вследствие поперечной силы. Их необходимо
для каждой точки заменить равнозначным сравнительным напряже-
нием. Для обоих напряжений имеет место один и тот же случай
знакопеременной нагрузки (стр. 81).
По гипотезе наибольших удлинений сравнительное напряжение
(приведенное напряжение) равно
= 0,35 а 4- 0,65 F а’ 4 (а0 т)2, а0 ~ 2 ; ]
также = 0,35 а — 0,65 V «а4“4(«о'сА «о — . Q п— I
М Kg J
для вязких материалов можно поставить в обеих формулах а0 = 1.
По гипотезе касательных напряжений для вязких материалов
сравнительное напряжение равно
^ = ^4-4 т2.....................(2)
Абсолютное значение наибольшего напряжения, которое служит для сравнения,
должно быть меньше соответствующего допустимого напряжения на растяже-
ние (/?z).
Для употребительных поперечных сечений и
способов нагрузки наибольшие нормальные на-
пряжения имеют место в той точке поперечного сечения, кото-
рая наиболее удалена от нейтральной линии; одновременно в этой
точке отсутствуют касательные напряжения или имеют незначитель-
ное влияние; с другой стороны в нейтральной плоскости касатель-
ные напряжения достигают своего наибольшего значения, а
нормальные напряжения равны нулю. Поэтому бывает
достаточно произвести расчет сечения отдельно по наибольшему
нормальному напряжению на изгиб и по наибольшему касательному
напряжению на сдвиг.
Только при сечении с двойными полками (Т> L и воз-
никает вопрос о расчете на равнозначное сравнительное напряжение.
Если одно из этих сечений подвергается изгибу около оси,
перпендикулярной к стенке сечения, то в местах соединения полки
со стенкой возникает одновременно почти наибольшее нормальное
напряжение и почти наибольшее касательное напряжение, поэтому
расчет сечения на прочность должен быть сделан при помощи срав-
нительного напряжения в этой точке, точно так же дополнен расче-
том на наибольшее нормальное напряжение крайнего волокна и
расчетом на наибольшее касательное напряжение в середине се-
чения.
98 Т. II. Отд. 1. Сопротивление материалов. II. Прямые стержни
В случае балок с постоянным поперечным сечением, в за-
висимости от длины балки и рода нагрузки, в основание расчета
можно положить или наибольшее нормальное напряжение или наи-
большее касательное напряжение.
Для балки длиною Z, нагруженной сосредоточенной силой (случай 1, сгр. 38) >
будем иметь:
При круговом сечении
диаметра d
В случае прямоугольного
сечения высотою
Наибольшее касательное на-
пряжение должно быть выбра-
но для расчета, если
Наибольшее нормальное на-
пряжение должно быть выбра-
но для расчета, если
1>
Балки равного сопротивления на изгиб (стр. 21, 58 и сл.)
в тех сечениях, где изгибающий момент равен нулю и вблизи
этих сечений, должны быть рассчитаны на
сдвиг.
Фиг. 74.
скости чертежа.
Траектории напряжений. Можно напряжения
от изгиба и от сдвига в каждой точке балки сложить
и таким образом привести к главным напряжениям
(к главным силам упругости), причем > а3 > а8
(где а2 = 0) и изобразить кривые линии, касательные
к которым совпадают с направлением главных на-
пряжений.
На фиг. 74 изображены эти линии (траектории
напряжений) для консольной балки прямоугольного
сечения, нагруженной на свободном конце силой,
распределенной по закону параболы (по Blumenthal).
Третье семейство кривых линий для аа = 0 проходит перпендикулярно к пло-
d) Изгиб и кручение
Сечение нагружено изгибающим моментом Мь и крутящим
моментом Изгибающий момент вызывает в каждой точке сече-
ния нормальное напряжение кру-
тящий момент — там же сдвигающее
напряжение, причем оба необходимо
определить согласно отделам В и D
(стр. 16 и 69). Затем для каждой
точки (см. стр. 12) необходимо найти
равнозначное сравнительное напря-
жение (приведенное напряжение по
С.-Венану или Мору).
Наибольшее сравнительное напряжение не должно превосходить
допустимого напряжения на сжатие и растяжение.
Сложное сопротивление
99
Круговое поперечное сечение и кольцевое (фиг. 75 и 76).
В каждой точке сечения существуют наибольшие касательные
и нормальные напряжения (на периферии). Если We обозначает не-
обходимый модуль сопротивления, причем
или соответственно We = ,
то он равен:
(4)
w Мпр....................
‘ Rb
По гипотезе наибольшего удлинения МПр равно
»пр = 0,35 Мь + 0.65 Md? _ J Mbt . . .
Rb
где а0= — — (£ по табл. 17, стр. 100—101).
1,<3 Rs
По гипотезе наибольшего касательного напряжения
(для вязких материалов) МПр равно
Мпр— VMb*-\-(«aMdy....................(5.
Если изгибающий и крутящий моменты действуют по одному случаю нагрузки,
то «о = 1.
Если случаи нагрузки различны (например крутящий момент изменяет напря-
жение от нуля до наибольшего значения, а изгибающий момент вызывает попере-
менно, в одном и том же волокне, сжатие и растяжение), то
Rb для случая переменной нагрузки от изгибающего момента
Дф -------- -----— - — -----------------------
2RS для случая нагрузки от крутящего момента
Эллиптическое поперечное сечение (фиг. 77). Если изгиб
происходит около большей оси — второй, то в крайних точках малой
оси появляются наибольшие нормальные напря-
жения и наибольшие касательные, а следова-
тельно, наибольшие сравнительные напряжения.
При изгибе около другой оси наибольшее сра- 'лЦЦ/
внительное напряжение будет в некоторой точке ’И
контура, положение которой трудно определить.
Обычно удовлетворяются расчетом напряжений фиг.78.
для крайних точек осей.
Прямоугольное сечение (фиг. 78). Если изгиб происходит
около оси, совпадающей с средней линией — второй, то в середине
большей стороны одновременно создаются наибольшие касательные
и нормальные напряжения, а следовательно, и наибольшие сравни-
тельные. При изгибе около другой оси (включая и среднюю ли-
нию 1) необходимо определить сравнительное напряжение для
следующих точек: для середины меньшей стороны Ь, для наиболее
удаленного от нейтральной линии угла прямоугольника, для неко-
торой точки большей стороны h на расстоянии V2 от этого угла,
причем необходимо учесть существующие там касательные и нор-
мальные напряжения (последние можно принять равными наиболь-
шему касательному напряжению).
(3)
2
Фиг. 77.
ЮО T. It. Отд. 1. Сопротивление материалов. II. Прямые стержни
Таблица 17. Значения 5 = 0,35 + 0,65 У1 + (а0М^Мь^ !)
а0 Md Му I «о Md мь е «о Md мь е ^Md Mb е
0,01 1,000 03 0,46 1,065 44 0,91 1,228 84 1,36 1,447 22
0,02 1,000 13 0,47 1,068 16 0,92 1,233 21 1,37 1,452 46
0,03 1,000 29 0,48 1,070 95 0,93 1,237 62 1,38 1,457 72
0,04 1,000 52 0,49 1,073 81 0,94 1,242 07 1,39 1,463 00
0,05 1,000 81 0,5 1,076 72 0,95 1,246 55 1,4 1,468 31
0,06 1,001 18 0,51 1,079 67 0,96 1,251 03 1,41 1,473 63
0,07 1,001 60 0,52 1,082 66 0,97 1,265 53 1,42 1,478 95
0,08 1,002 08 0,53 1,085 69 0,98 1.260 07 1,43 1,484 27
0,09 1,002 63 0,54 1,088 78 0,99 1,264 63 1,44 1,489 59
0,1 1,003 24 0,55 1,091 83 1,0 1,269 24 1,45 1,494 91
0,11 1,003 90 0,56 1,094 85 1,01 1,273 86 1,46 1,500 27
0,12 1,004 64 0,57 1,098 04 1,02 1,278 50 1,47 1,505 63
0,13 1,005 44 0,58 1,101 29 1,03 1,283 14 1,48 1,511 01
0,14 1,006 32 0,59 1,104 61 1,04 1,287 82 1,49 1,516 41
0,15 1,007 27 0,6 1,1С8 03 1,05 1,292 50 1,5 1,521 81
0,16 1,008 28 0,61 1,111 47 1,06 1,297 22 1,51 1,527 23
0,17 1,009 33 0,62 1,114 91 1,07 1,301 96 1,52 1,532 65
0,18 1,010 45 0,63 1,118 35 1,08 1,306 72 1,53 1,538 09
0,19 1,011 64 0,64 1,121 89 1,09 1,310 50 1,54 1,543 53
0,2 1,012 87 0,65 1,125 25 1,1 1,316 30 1,55 1,548 98
0,21 1,014 17 0,66 1,128 76 1,11 1,321 10 1,56 1,554 42
0,22 1,015 53 0,67 1,132 34 1,12 1,325 92 1,57 1,559 90
0,23 1,016 97 0,68 1,136 00 1,13 1,330 78 1,58 1,565 38
0,24 1,018 46 0,69 1,139,69 1,14 1,335 66 1,59 1,570 90
0,25 1,020 01 0,7 1,143 43 1,15 1,340 58 1.6 1,576 42
0,26 1,021 61 0,71 1,147 20 1,16 1,345 50 1,61 1,581 94
0,27 1,023 28 0,72 1,150 99 1,17 1,350 43 1,62 1,587 46
0,28 1,о 5 00 0,73 1,154 81 1,18 1,355 37 1,63 1,592 98
0,29 1,026 79 0,74 1,158 66 1,19 1,360 33 1,64 1,598 53
0,3 1,028 62 0,75 1,162 50 1,2 1,365 33 1,65 1,604 09
0,31 1,030 51 0,76 1,166 36 1,21 1,370 55 1,66 1,609 65
0,32 1,032 46 0,77 1,170 27 1,22 1,375 39 1,67 1,615 21
0,33 1,034 47 0,78 1,174 25 1,23 1,380 43 1,68 1,620 79
0,34 1,036 54 0,79 1,178 31 1,24 1,385 47 1,69 1,626 39
0,35 1,038 66 0,8 1,182 41 1,25 1,390 51 1,7 1,632 00
0,36 1,040 85 0,81 1,186 53 1,26 1,395 59 1,71 1,637 62
0,37 1,043 08 0,82 1,190 67 1,27 1,400 68 1,72 1,643 24
0,38 1,045 35 0,83 1,194 81 1,28 1,405 80 1,73 1,648 86
0,39 1,047 68 0,84 1,198 95 1,29 1,410 92 1,74 1,654 48
0,4 1,050 07 0,85 1,203 09 1,3 1,416 08 1,75 1,660 12
0,41 1,052 50 0,86 1,207 28 1,31 1,421 25 1,76 1,665 76
0,42 1,055 00 0,87 1,211 51 1,32 1,426 43 1,77 1,671 42
0,43 1,057 55 0,88 1,215 84 1,33 1,431 62 1,78 1,677 08
0,44 1,060 14 0,89 1,220 15 1,34 1,436 82 1,79 1,682 76
0,45 1,062 78 0,9 1,224 49 1,35 1,442,02 1,8 1,688 44
Ч Составлено инж. В. Проллиус, Дуйсбург. — Если значения а0 МДМЬ от-
кладывать как абсциссы, то значения 5 явятся ординатами гиперболы, открываю-
щейся в сторону оси е-ов и вершина которой лежит над осью абсцисс на высоте
0,об. Величины t с увеличением абсцисс все более и более возрастают по прямой
линии (соответственно асимптотам гиперболы). Ср. также—Graphische Berechnungs-
tafeln (Stugratafel 210521) по В. Фогелю изд. Stugra, Берлин.
Сложное сопротивление
101
(окончание).
Mb е «0 Md Mb * “о Md Mb 5 Mb £
1,81 1,694 12 2,21 1,926 44 2,61 2,166 76 3,05 2,436 35
1,82 1,699 82 2,22 1,932 44 2,62 2,172 84 3,1 2,467 25
1,83 1,705 52 2,23 1,938 43 2,63 2,178 91 3,15 2,498 20
1,84 1,711 23 2,24 1,944 44 2,64 2,184 99 3,2 2,529 20
1,85 1,716 93 2,25 1,950 44 2,65 2,191 06 3,25 2,560 24
1,86 1,722 65 2,26 1,956 43 2,66 2,197 14 3,3 2,591 32
1,87 1,728 37 2,27 1,962 32 2,67 2,203 23 3,35 2,622 45
1,88 1,734 09 2,28 1,968 27 2,68 2,209 33 3,4 2,653 62
1,89 1,739 85 2,29 1,974 23 2,69 2,215 42 3,45 2,684 82
1.9 1,745 61 2,3 1,980 19 2,7 2,221 51 3,5 2,716 04
1,91 1,751 37 2,31 1,986 15 2,71 2,227 61 3,55 2,747 30
1,92 1,757 13 2,32 1,992 И 2,72 2,233 71 3,6 2,778 60
1,93 1,762 89 2,33 1,998 09 2,73 2,239 82 3,65 2,809 93
1,94 1,768 67 2,34 2,004 07 2,74 2,245 92 3,7 2,841 29
1,95 1,774 45 2,35 2,010 05 2,75 2,252 02 3,75 2,872 68
1,96 1,780 25 2,36 2,016 03 2,76 2,258 13 3,8 2,904 10
1,97 1,786 02 2,37 2,022 01 2,77 2,264 25 3,85 2,935 54
1,98 1,791 82 2,38 2,028 00 2,78 2,270 36 3,9 2,967 01
1,99 1,797 63 2,39 2,034 00 2,79 2,276 48 3,95 2,998 50
2,0 1,803 45 2,4 2,040 00 2,8 2,282 59 4,0 3,030 02
2,01 1,809 27 2,41 2,046 01 2,81 2,288 72 4,05 3,061 56
2,02 1,815 09 2,42 2,052 02 2,82 2,294 85 4,1 3,093 13
2,03 l,8z0 91 2,43 2,058 02 2,83 2,3J0 97 4,15 3,124 71
2,04 1,826 75 2,44 2,064 03 2,84 2,307 10 4,2 3,156 32
2,05 1,832 59 2,45 2,070 05 2,85 2,313 53 4,25 3,187 94
2,06 1,838 45 2,46 2,076 08 2,86 2,319 37 4,3 3,219 59
2,07 1,844 28 2,47 2,082 11 2,87 2,325 51 4,35 3,251 25
2,08 1,850 14 2,48 2,083 13 2,88 2,331 64 4,4 3,282 93
2,09 1,856 00 2,49 2,094 16 2,89 2,337,78 4,45 3,314 63
2,1 1,861 86 2,5 2,100 18 2,9 2,343 92 4,5 3,346 35
2,11 1.867 74 2,51 2,106 22 2,91 2,350 07 4,55 3,378 09
2,12 1,873 62 2,52 2,112 27 2,92 2,356 22 4,6 3,409 84
2,13 1,879 50 2,53 2,118 31 2,93 2,362 38 4,65 3,441 61
2,14 1,885 38 2,54 2,124 36 2,94 2,368 53 4,7 3,473 39
2,15 1,891 27 2,55 2,130 40 2,95 2,374 68 4,75 3,505 18
2,16 1,897 09 2,56 2,136 46 2,96 2,380 84 4,8 8,536 99
2,17 1,902 92 2,57 2,142 51 2,97 2,387 00 4,85 3,568 81
2,18 1,908 76 2,58 2,148 57 2,98 2,393 17 4,9 3.60J 65
2,19 1,914 60 2,59 2,154 63 2,99 2,399 33 4,95 3,632 50
2,2 1,920 44 2,6 2,160 69 3,0 2,405 49 5,0 3,664 37
Пример. Пусть имеем: Md = 21 240 кг{см, Мь = 29 500 tajcM, = 1.
Отсюда получаем: d0 • МДМЬ = 0,72; этой величине, по табл. 17, соответ
ствует £ = 1,150 99.
Получаем следовательно: Мпр=1,15099 • 29 500 = 33 954,5 кгсм.
По гипотезе наибольших касательных напряжений (Mohr— Gnest’a) мы полу-
чили бы:
Мпр= V 21 240’+ 2950(Я = 36 350 кгсм.
102 Т. II. Отд. 1. Сопротивление материалов. II. Прямые стержни
F. Продольный изгиб
1, Явление продольного изгиба. Продольный изгиб есть одно
из явлений устойчивости сжатых стержней. Стержень
АВ (фиг. 79а), с шарнирами на концах, нагружен сжимающей
силой Р в направлении своей оси. Сила проходит через центр
тяжести поперечного сечения стержня до начала продольного из-
гиба (центральная нагрузка). Сжимающая сила считается положи-
тельной в этом исследовании.
Если сжимающая сила увеличивается, то ось стержня остается
прямолинейной только до определенного значения силы. В этих
пределах при действии боковых сил на стержень ось может быть
искривлена, но по удалении их принимает снова прямолинейную
форму. Прямолинейное состояние стержня — состояние у с то й ч и-
Фиг. 79b.
Фиг. 79а.
в о го равновесия. При определенном значении сжимающей силы
Р = Рк (фиг. 79b) возможно вызвать незначительный боковой из-
гиб стержня, после которого он не принимает прямолинейной
формы и по удалении боковых сил: состояние равновесия без-
различного. Если значение силы переходит величину то
прямолинейная форма стержня будет относиться к состоянию
неустойчивого равновесия. Каждая незначительная сила при-
водит ось стержня в криволинейный вид (фиг. 79а штрихами):
стержень до тех пор отклоняется в сторону, пока он не придет
в состояние устойчивого равновесия при продольном изгибе.
Фиг. 79b дает зависимость между наибольшим прогибом и вели-
чиной силы.
Здесь обозначают:
Р^ — критическая сила в яг,
’Л — критическое напряжение
в кг\см\
F — площадь поперечного сече-
ния в см*,
I — длина стержня в см,
J — рр— момент инерции поперечного
сечения в слс4,
i — радиус инерции в см,
Л = у степень гибкости (стройности),
р — радиус кривизны в см,
1/р — кривизна в см~1»
ш — коэфициент продольного изгиба.
Уравнение упругой линии сжатого стержня, в случае его по-
стоянного сечения и постоянного модуля упругости материала,
имеет вид:
1/Р = -Py/EJg...................•(!}
Продольный изгиб
103
Для определения
1
нять — , j -, так как
р dx*
Получаем (фиг. 80):
критической с и л ы Pk можно при-
речь идет только о малых прогибах.
d2y _ Ру
~dx* ~~~ETZ
. (2)
Решение уравнения: у =/sin (%х), причем * = ]f PfEJg.
Упругая линия — синусоида; стержень
изгибается по этой линии в том случае,
если при x = l y = Q. I
Отсюда или /=0—прямолинейное Ь_гч _.
состояние или И *
i&FJ
*1 = 4 р = рк = ^ .... (3) фиг.8О.
Для малых значенийР уравнение(2) имеет решение^ = 0; для Р = Рк получим
для у и / неопределенное значение, прогиб может принимать произвольные малые
значения. Для Р > Рк уравнение (2) не имеет значения, вследствие сделанных ранее
допущений (у и / малые величины). Для практики наибольшую важность имеет
знание критической силы а не явлений для области Р > Рк.
Кроме решения % I = тс уравнение (2) имеет решения ъ1 = т.п,
где п = 2, 3 ...; им соответствуют упругие линии с 1,2... (и—1)
узлами, в которых стержень находится на линии АВ. Для этих ре-
шений критическая сила больше, чем по уравнению (3), так что для
практики они не играют роли.
По уравнению (3) можно определить сжимающее напряжение,
при котором наступает продольный изгиб, так называемое крити-
ческое напряжение:
Рк т? EJ
°* = =
Если J = FP, где Z — радиус инерции и X = Iji (с т е п е н ь
гибкости стержня), то приходим к уравнению:
аЛ = тс2 £/Х2........................(4)
Если нанести как функцию X, то получим гиперболу Эйлера 3-й сте-
пени. Она имеет значение только для <зк < 9_р (сжимающие напряжения, как и
силы приняты положительными). Выше границы пропорциональности модуль упру-
гости Е становится переменным.
2. Явление в неупругой области (по К ar man ’у). Для >
>в основание исследования следует положить соотношение
между деформациями и напряжениями от сжатия: если сила возра-
стает от нуля до Рк, то напряжение изменяется от а = 0 и до
104 т. il Отд. 1. Сопротивление материалов. II. Прямые стержни
по закону прямой линии в зависимости от деформации (фиг. 81) и
далее до по кривой линии. До предела пропорциональности мо-
дуль Е постоянен. За пределом пропорциональности Еа = < Е,
---Деформация
сжатия £
Фиг. 81.
Если стержень при напряжении испы-
тывает продольный изгиб, то на внутренней
стороне сжимающие напряжения возрастают
соответственно Ек\ во внешних волокнах сжи-
мающие напряжения убывают вследствие
остаточных деформаций по линии, обозна-
ченной на фиг. 81 штрихами. Для этих воло-
кон модуль упругости равен Е. Изменения
напряжения В а при начале продольного из-
гиба (фиг. 82) дают наклонную линию, при-
чем нулевая линия напряженного состояния
не проходит через центр тяжести стержня.
В уравнение (3) вместо модуля упругости Е не-
обходимо подставить модуль продольного изгиба Т, зна-
чение которого находится между Ё и Ек и зависит также
Ек
от формы поперечного сечения и от отношения ——.
Е
ника по Гелеру с достаточным приближением
Для
I j j И прямоуголь-
(5)
Расчет требует знания переменного модуля упругости Ео,
3. Критическое напряжение при продольном изгибе и сте
пень гибкости. По уравнению (4) == т& . Е[№.
Если X = //i убывает, то
стержень при равном попе-
речном сечении будет короче
Пласт обл Не чисто упруг обл. Чисто упруг обл»
ФиГ, 83.
Фиг. 82.
и возрастает, пока не достигнет предела пропорциональности.
Для больших значений = л2 Г/Х2 с переменным Т<^Е.
Напряжение от продольного изгиба остается ниже тех значений,
которые соответствуют гиперболе Эйлера. Наибольшее значение,
Продольный изгиб
105
которого может достигнуть a k, будет напряжение при пределе
текучести для сжатия. Тогда наступает разрушение вследствие п о-
перечного расширения. Если нанесем ck как функцию X, то
получим три области (фиг. 83):
1. Чисто упругая область для < а_ р.
2. Не чисто упругая область для а_р < а .
3. Пластическая область для ?£ = <з_s.
Предельное значение Х_р между областью первой и второй находим из урав-
нения:
Изменение а# в области 2-й и предел Х_5 между 2-й и 3-й необходимо опреде-
лить опытами.
Опыты Тетмайера для области 2-й и 3-й, табл. 18; данные для критиче-
ского напряжения по правилам немецких железных дорог 1925 г., табл. 19.
Таблица 18. Опытные данные для критического напряжения
Материал 3-я область 2-я область
°k = г кг\см* ^ — 5 <з^ кг\см* Текучесть имеет значение для X от Х_5 и до X р
Чугун 7760 0 7760(1-0,01545 X—
0,00007 X’) 0 80
Сварочное железо . . Литое железо (литая 3030 0 3030 (1 — 0,00426 X) 0 112
сталь) 3100 0 3100 (1 —0,00368 X) 0 105
Литая сталь Никелевая сталь (5о/0 335J 0 3350 (1 — 0,00185 X) 0 90
никеля) 4700 0 4700 (1 — 0,00490 X) 0 86
Дерево 280 18 293 (1 — 0,00662 X) 18 100
Таблица 19. Опытные данные для критического напряжения
Материал 3-я область 2-я область
°k = °— S кг/см* ^—5 <3^ кг)см* Текучесть имеет значение для X o'! Х_ j и до X р
Сварочное железо . . 2200 60 2539,0—5,65 X 60 100
Литая сталь № 37 . . 2400 60 2890,5—8,175 X 60 100
Литая сталь №48 . . 3120 60 4690,5—26,175 X 60 100
106 Т. II. Отд. 1. Сопротивление материалов. П. Прямые стержни
4. Влияние поперечной вилы может быть показано для случая
постоянного поперечного сечения и постоянного модуля—Е (ср. 1).
При начале продольного изгиба по фиг. 80 появляется изгибающий мо-
dMb
мент Мь = P-у и вследствие этого срезывающая сила Q = —— =
= Р • уг. Прогиб у состоит (стр. 69) из уь вследствие действия
изгибающего момента и из у^ вследствие поперечной силы:
МЬ „ „„ Ру
”..... - ~ЁГ ’
Ру"
GF' ‘
Уь EJ
' Q
УЧ GF'
ИЛИ уь
ИЛИ yQ
Сложением у'ь и y”q (yb +Vq = У7) получим:
у^=-РУ_______________________1 — .
у ы (, р \
• . .(6)
Как для 1: y=/sinxx, причем х =
EJ '
1
Для х/ = те;
о г.
k Р
1
/2
П2 . ЕР
~GF' ).2
Первый множитель дает эйлерову критическую силу, второй мно-
житель учитывает влияние поперечной силы в сторонууменьшения эй-
леровой нагрузки. Для К ^100, F' = 2/3Р (квадрат и прямоугольник)
и F ^0,5 F(нормальное Т сечение) влияние второго множителя не
превышает 1%; поэтому действием поперечной силы можно прене-
брегать.
5. Случаи продольного изгиба по Эйлеру.
(Наибольший изгибающий момент при точке а).
Критическая сила имеет значение для указанных ниже случаев соответ-
ственно помещенной под чертежом формулы.
Pk-=
1. Один конец
защемлен,
другой
свободен
1 n’ EJ
4 Р
2. Оба конца
свободны и
остаются на оси
Фиг. 85.
Продольный изгиб
107
3. Один конец
защемлен, а
другой
удерживается
на оси АВ
4. Оба конца
защемлены и
удерживаются
на оси АВ
Фиг. 87.
Случай второй считается нормальным. Все случаи можно свести к нормаль-
ному, если положить
для первого случая =J/2 /норм для третьего случая =V2~ /норм
для второго случая 1% = /НОрм для четвертого случая /4 = 2/норм
норм
Благодаря недостаточному (упругому) защемлению случаев 3-го и 4-^0, они
приближаются ко 2-му. Если в условиях нагрузки по 2-му случаю стержень удер-
живается против смещения его в середине или в точках, которые разделяют общую
длину стержня на п равных частей, то длину между соседними частями необходимо
рассматривать как длину стержня.
6. Переменный момент инерции. В упругой области при на-
грузке по фиг. 80 (стр. 103) в случае переменного момента инерции
в уравнении (2) у" = Py/JE момент инерции J будет функцией
от х. Графическое решение при любой нагрузке см. 7. Если мо-
мент инерции изменяется по параболе, с наибольшим значением Jт
в середине стержня и Jq на концах, по закону:
Jx = \ + 4(Jm-J)x(l-x),
то критическая сила выражается следующим уравнением:
Для
J0/Jm = 0 0,2 0,4 0,6 0,8 1,0
« = 0,81 С,86 0,9 0,94 0,97 1,0.
Расчет чугунных колонок переменного сечения по правилам
железных дорог (BE) см. ниже стр. 113 и след.
По А. Н. Динни ку, в случае изменения сечения по параболи-
ческому закону, причем на длине Zt момент инерции постоянен и
равен Jm, к концам он убывает и достигает значения Jo, критиче-
ская сила равна
р _ KEJ"
108 Т. II. Отд. 1. Сопротивление материалов. II. Прямые стержни
где коэфициент /С=<рте2 и может быть взят из табл. 19а для
различных значений и -у- и стержней с опертыми концами.
J т 1
Таблица 19а Динника А. И. для стержней с опертыми концами
0,0001
0,01
0,05
0,01
0,2
0,5
0,7
0,8
0,9
6,00
6,91
8,43
9,10
9,38
9,63
2,97
4,73
5,97
6,67
7,79
8,76
9,28
9,50
9,69
7,48
8,06
9,06
9,45
9,60
9,74
4,75
6,58
7,59
8,08
8,61
9,32
9,59
9,70
9,79
8,74
9,08
9,54
9,70
9,76
9,82
7,66
8,62
9,06
9,24
9,44
9,69
9,78
9,82
9,84
9,62
9,71
9,77
9,79
9,81
9,85
9,86
9,86
9,86
9,86
9,86
9,87
9,87
9,87
9,87
Для стержней с опертыми концами, момент инерции которых
7 J \ Х-^-
изменяется по показательному закону [Jx = Jm ( j b , где b —
длина части с непрерывно изменяющимся сечением, JQ—момент
инерции в концевых сечениях, Jm — наибольший момент инерции
стержня на его длине, равной ZJ, критическая сила, по Диннику
равна:
KEJ
Pk = —-— (Z — полная длина стержня, равная Zx -|- 20-
Произведение К = фя2 можно взять из табл. 19b для различ-
ных отношений
Таблица 19b. Значения К
0 0,2 0,4 0,6 0,8
0,01 1,27 1,91 3,14 5,77 9,24
0,1 4,24 5,34 7,22 8,87 9,78
0,2 5,68 6,89 8,24 9,24 9,77
0,4 7,34 8,23 9,07 9,62 9,83
0,6 8,42 8,98 9,43 9,74 9,85
0,8 9,23 9,48 9,64 9,84 9,86
1 к1 — — — —
Продольный изгиб
109
Примечание. Ак. Д и н н и к А. Н., Прочность на продольный изгиб стерж-
ней, которые в средней части имеют призматическую форму, а к концам сужи-
ваются, 1930 (на нем. языке).
Для конических колонн по Диннику (в средней части мо-
мент инерции Jm на длине Z, на обоих концах Jo) критическая
EJm
нагрузка равна: Рк = К—, где К— коэфициент устойчивости,
I — полная длина стержня. Коэфициент К может быть взят из
табл. 19с.
Таблица 19с Динника А. Н. для расчета конических стержней
0 0,2 0,4 0,6 0,8 Вид опор стержня
0 5,78 7,04 8,35 9,36 9,80 Шарнирные концы
0 5,80 7,04 8,36 9,36 9,80 Защемленные „
0,2 7,01 7,99 8,91 9,73 9,82 Шарнирные „
0,2 20,36 22,36 23,42 25,44 29,00 Защемленные w
0,4 7,87 8,50 9,19 9,70 9,83 Шарнирные „
0,4 26,16 27,80 28,96 30,20 33,08 Защемленные
0,6 8,61 9,12 9,55 9,76 9.85 Шарнирные „
0,6 31,04 32,20 32,92 33,80 35,80 Защемленные „
0,8 9,27 9,54 9,68 9,83 9,86 Шарнирные „
0,8 35,40 36,00 36,36 36,84 37,84 Защемленные
1 n* — — — — Шарнирные „
1 4 re2 — — — Защемленные п
7. Переменный момент инерция и переменная нагрузка.
Графическое исследование по Vian ell о для упругой области:
Принимаем возможную упругую линию стержня с определенными прогибами^
и наносим заданные нагрузки в точках их приложения, уже смещенных по величине
и направлению. При прямолинейной оси стержня нагрузки действуют в направлении
оси, при наступлении продольного изгиба необходимо принять во внимание новое
направление действующих сил. Вычисляют для некоторого числа точек изгибающие
моменты, вычерчивают эпюру моментов и находят по способу Мора (стр. 24)
прогибы у2, которые будут изображены в равном масштабе с прежними.
Площадь эпюры моментов для принятых прогибов пусть будет Fj, точно так же
для найденных прогибов Fa. Если увеличить уа в отношении Fi/Fa, то высоты
у2 Fi/Fa при правильно выбранном начальном прогибе должны хорошо совпадать
по величине с у$ в противном случае ординаты уа следует рассматривать, как
новое приближение и повторить построение. Если и (уа FJF^ хорошо согла-
суются, то все нагрузки стержня должны быть увеличены в отношении v=Ft/Fa,
тогда только наступает явление продольного изгиба.
Для равномерного распределения по длине стержня осевой
силы (например собственного веса) критическая сила, в случае
призматического стержня, равна
тг2 pj.
(Случай фиг.84) Pk = 3,2 ^2mm ,....................(9)
FJ
( » .85) Рк = 1,9 ..................(10)
' ** LA
ПО Т- П. Отд. 1. Сопротивление материалов. II. Прямые стержни
или равна критической силе призматического стержня, который
нагружен только на концах и имеет длину /х = 0,56 /, соответственно
/i = 0,73 /.
В случае втором опасное сечение а находится на расстоянии
0,45 I от нижнего конца стержня.
8. Способ ш. Правила прусского министерстваот25февраля 1925г.,
а также правила германских железных дорог от 25 февраля 1925 г.,
затем указания относительно деревянных сооружений от 12 дека-
бря 1926 г. предписывают для расчета сжатых стержней способ ш.
Сталь. Свободная длина I в поясных стержнях фермы—длина
между узлами, в раскосах: при изгибе вне плоскости фермы — длина
между узлами, в плоскости фермы — расстояние центров тяжести
групп соединительных заклепок.
Центральное действие силы. Способ ш будет показан
для стали № 37 и нагрузки главными силами:
Критическое напряжение (табл. 20). Для Х<60
<3k = 2400кг!см2, для 60<X<100?ft = (2890,5 — 8,175 X) кг)см\
для Х> 100 по гиперболе Эйлера аЛ= (20 726000)кг/см2.
Запас прочности. Критическое напряжение и допусти-
мое напряжение на сжатие находятся в отношении:
Rd
где v0 — запас прочности на продольный изгиб.
Допустимое напряжение на сжатие. В упругой
области (Х> 100) предписывается \0 = 3,5, так что для этого случая
могут быть установлены значения допустимого напряжения; для
X = 100 /?^00 = 592 кг!см2, Для X = 0 = 1400/сг/сл/- ( — допусти-
мому напряжению на растяжение или изгиб главными силами).
Для 0 < X < 100 принимают параболический переход между
и /?^00 в виде:
Rd = (1400 - 0,0808 Х2) кг! см2.
Продольный изгиб
111
Коэфициент продольного изгиба. Отношение допу-
стимого напряжения на растяжение или изгиб к переменному на-
пряжению на сжатие обозначается ш
/МЯЛ
“ = —В...........................(11)
"d
На фиг. 88 изображены R^ v0 и w в зависимости от к для стали № 37 и
нагрузки главными силами.
Установленные таким образом для некоторого материала значения коэфици-
ента относятся и к другим случаям нагрузки для того же самого материала,
хотя допустимое напряжение для них (на растяжение) имеет другое значение.
Таблица 20. Значение коэфициента продольного изгиба ш для литой стали
и прокатной стали для гражданских сооружений
X —степень гибкости, — критическое напряжение продольного изгиба,
ш — коэфициент продольного изгиба.
Литая сталь № 37
<у5=2400
Е = 2100000
Высококачествен-
ная сталь № 48
0
10
20
30
40
50
60
70
80
S0
103
по
120
130
140
150
2400
2400
2400
2414)
2400
2400
2400
2318
2237
2155
2073
1713
1439
1226
1057
921
1,01
1,02
4,64
5,32
Для
X = 0 до 60
= 2400
Для
X = 60 до 100
ok = 2890,5-8,175 X
Для
X = 100 до 150
207260J0
хг-
о
10
20
30
40
50
60
70
80
90
100
но
120
130
140
150
3120
3120
3120
3120
3120
3120
3120
2858
2597
2335
2073
1713
1439
1226
1057
921
1,00
1,01
1,03
1,06
1,12
1,2
1,32
1,49
1,76
2,21
3,07
3,72
4,43
5,20
6,03
6,92
<5^ = 3120
£ = 2100000
Для
X = 0 до 60
<jk = 3120
Для
X = 60 до 100:
a k =4690,5-26,175 X
Для
X = 100 — 150
20726000
Стержни с отношением X > 150 не должны быть применяемы.
Эксцентричное приложение силы. На стержень
кроме сжимающей силы действует изгибающий момент. Сжимающая
сила умножается на коэфициент продольного изгиба ш и стержень
рассчитывается на сжатие и изгиб, причем в качестве допустимого
напряжения принимается:
а = (на растяжение или изгиб). (12)
Г W
Если в междуэтажных перекрытиях балки являются достаточно прочными по
отношению к изгибу на средних опорах (без центрирующих приспособле-
нии) и симметричны по отношению к обеим опорным осям, то от догтущения
эксцентричного приложения силы возможно отказаться; но тогда наибольшее
напряжение опорных колонн не должно превосходить для литой стали № 37
1200 кг 1см2 и для высококачественной стали № 48 1560 кг/см*. В особо тя-
жело нагруженных строениях, где возможно сильное одностороннее
действие нагрузок (например, типографии) необходимо принять во внимание экс-
центричное действие силы.
П2 т- н» Отд. 1. Сопротивление материалов. II. Прямые стержни
Употребительные формулы для центрального прило-
жения силы. Определение поперечного сечения для к > 100: расчет Jmjn из
р
уравнения Эйлера. Для к < 100 R& = — = (1400 — 0,0808 к5) кг/см2 для стали № 37.
Отсюда: ^=^5 + °’577
F2 F
Значение k j ~р изменяется незначительно для определенного профиля,
и указано в табл. 21.
Таблица 21. Приближенное значение для k
Значени я k для сжатых стержней (приближенные)
Сечение * 1 Сечение k Сечение k
| Равнобокий 6,0 L 7,0 ГЯ Прямоугольник to сг| »
I Неравно- 1 бокий с Lm отнол. 2 : 3 7,0 JL 1 см ПГ в свету 4,0 Круг 4 тс
| Ь:/1=1:2 11,0 "1Г 1 см JL в свету 6,0 Круговое кольцо Толщина 8, Средний радиус Р» [0,05 0,10 если 5 : р = > 0,15 0,20 0,63 1,25 1,87 2,50
| b=2h 7,6 Расст. "1 Г- такое, что J L Jz = jy 1,2
| Ь=й 5,0 4 квадранта V z без прокладок 1,8
X 10,0 ЕЛ Квадрат 12,0
Табл. 22. Употребительные формулы для расчета поперечных сечений
Формулы для сжатых стержней
1 2 1 3
Степень гибкости Сталь М 37 = 2400 кг/см2 Е = 2100000 кг[см2 Высококачественная сталь №48 <?_ 8 = 3120 кг)см2 Е = кг[см2
Нагрузка только главными силами Rz = 1400 кг)см2 Нагрузка только главными силами Rz = 1820 кг/см2
к>0 к> 100 4-0,577 kt2 г=1т^г + 0-675 м'
к> 100 J = 1,69 P/я J = 1,69 РР
(Z5 в I в м, Fi в см2 и J в см*).
Продольный изгиб
из
Чугун. По правилам прусского министерства от 25 фев-
раля 1925 г. чугунные колонны должны быть рассчитаны на продоль-
ный изгиб по формуле Эйлера:
J=6P/2
(J в см*, Р в т, I в м\
Для мостов по предписанию германских железных дорог от
25 февраля 1925 г. формулу Эйлера можно употреблять для расчета
чугунных колонн только при X >80; если Е= 1 000 000 кг/см? и запас
прочности принять равным 6, то допустимое напряжение
D 1645000 , 9
---кг! см2.
Для X = 80 /?8о — 257кг/см2, для X, равного нулю, = 900 кг! см2.
Между X = 0 и X = 80 принимают параболический закон изменения:
Rd = 900 - 0,1005 Х2 кг/см2.
Коэфициент продольного изгиба будет равен
со = 900 : Rd (табл. 23).
Таблица 23. Коэфициент продольного изгиба ш для чугуна
(О
Rd
0 10 20 | 30 40 50 | 60 70 80 90 , 100
1,00 1,01 1,05 1,11 1,22 1,39 1,67 2,21 3,50 4,43 5,45
900 890 860 810 7d9 649 538 408 257 203 165
Для колонн с переменным сечением = $ Jm и Fm принять тот же расчет
с 3 ») по табл. 24.
Таблица 24. Коэфициент уменьшения момента инерции 3 для колонн с
непрерывно изменяющимся поперечным сечением
Форма колонны Форма колонны
3 = 0,34 + 0,66 1/ Jт /»г—7Г—-|/> 3 = 0,61 + 0,39 l/~ r Jm
J т и для середины колонны, для конца колонны.
9 В 1 е i с h, Theorie und Berechnung der eisernen Briicken, Berlin 1924, Springer.
8 в’ак. 254. — Htitte, Справочник для инженеров, т. II
114 Т. П. Отд. 1. Сопротивление материалов. II. Прямые стержни
Дерево. Способ ш по предписанию германских железных дорог
(ВН) см. т. III, прибавление (нем. издание).
По предложению Зейтцах) коэфициент продольного изгиба w равен
для X < 100 = 151 : (151 — X)
для X > 100 ш =» X1 : 3380.
Допустимое напряжение на сжатие Rd =—-—, причем
R"d = 9U кг/см2 (табл. 25).
Таблица 25. Коэфициент продольного изгиба и> для дерева
X 0 10 20 30 40 50 60 80 100 120 140 160
UJ 1,0 1,07 1,15 1,25 1,36 1,49 1,66 1 2,13 1 2,96 4,26 5,80 7,60
Rd 90 84 78 72 66 60 54 42 30 21 15,5 12
Этот же способ применяется к расчету сжатых стержней в строительных кон-
струкциях согласно Е. Н. СССР. В табл. 25а приведены значения коэфициентов ср,
которые являются обратными по отношению к коэфициентам ш германских норм,
и определяют допустимое напряжение для продольного изгиба по известному до-
пустимому напряжению на растяжение или изгиб (для чугуна), т. е. R^ = ф. Rz
Таблица 25а. Значения коэфициента <р
Гибкость чугуна Сталь № 3 Сталь № 5 Гибкость чугуна Сталь № 3 Сталь № 5
0 1,0 1,0 1,0 110 0,511 0,430
10 0,97 0,99 0,99 120 0,453 0,358
20 0,91 0,97 0,97 130 — 0,396 0,317
30 0,81 0,935 0,935 140 — 0,353 0,285
40 0,69 0,893 0,893 150 . . 0,316 0,258
50 0,57 0,84 0,84 160 0,287 0,237
во 0,44 0,798 0,798 180 — 0,236 0,220
70 0,34 0,741 0,730 200 — 0,191 0,173
80 0,26 0,683 0,652 Основное
90 0,20 0,626 0,572 напряжение
100 0,16 0,568 0,489 900 1439 1926 кг/см3
Под робно см. Е. Н. ССС IP, IV т. X ^ютте.
Сочлененные стержни2). По предписанию германских
железных дорог и прусского министерства оба постановления от
25 февраля 1925 г. момент инерции для осей вне сечения по край-
Seitz, Grundlagen des Ingenieurholzbaues, Berlin 1925, Springer.
®) Genauere Berechnungen nach Engesser, Muller, Breslau, Krohn, zusam-
mengestellt in Mayer, Die Knickfestigkeit, S. 376 bis 381, Berlin 1921, Springer; E 1 wi t z,
Zd Vdl 1919, S. 168. V. Mises, ZAM 1925, S. 218 und 1926, S. 181.
Нормальные напряжения стержней с кривой осью
115
ней мере на 10% больше, чем для осей, проходящих внутри сечения.
Степень гибкости отдельных стержней не больше, чем степень
гибкости колонны в целом и вообще не больше 30. Если этот ко-
эфициент выбран больше, чем 30, или момент инерции для оси, вне
сечения, больше не на 10%, то необходимо дополнительно доказать
расчетом, что выбранная нагрузка допустима. Размеры и соединения
решетки или накладных листов определять из расчета на поперечную
силу, которая равна 2% наибольшей сжимающей силы. На обоих
концах предусмотреть сильные накладные листы.
П1. Стержни с кривой осью
А. Общие замечания
1. Стержни с малой кривизной. Ось стержня — кривая
линия, радиус кривизны которой велик по сравнению с размером
поперечного сечения по направлению радиуса кривизны.
Для этого стержня применимы расчетные уравнения прямых
стержней, только следует обратить внимание, чтобы ось стержня
непрерывно изменяла свое направление !).
2. Стержни большой кривизны. Радиус кривизны меньше,
равен или несколько больше, чем тот же размер сечения. Напря-
жения отступают от тех, которые получаются в прямом стержне:
на внутренней стороне (обращенной к центру кривизны) происходит
повышение напряжения. Особенный случай разобран в пункте В.
В. Нормальные напряжения
Пусть средняя линия бруса имеет форму плоской кривой и
пусть плоскость, образуемая этой последней, представляет собой
геометрическое место главных осей всех поперечных сечений бруса,
а вместе с тем и линий действия на брус внешних сил.
Эти внешние силы пусть дают для рассматриваемого сечения QQ
нормальную силу и изгибающий момент.
Обозначим (фиг. 89) через:
Р — нормальную силу в кг в центре тяжести 5 сечения; она имеет положи-
тельный или отрицательный знак в зависимости от того, действует ли она
как растягивающая или как сжимающая сила,
М — изгибающий момент в кгсм, положительный или отрицательный, смотря
по тому, стремится ли он к увеличению или к уменьшению кривизны
бруса,
F — сечение бруса в см?,
г —первоначальный радиус кривизны в см средней линии бруса в центре тя-
жести сечения QQ,
р — радиус кривизны в см в том же месте, в результате действия силы Р и
момента М,
о — нормальное напряжение в кг!см*, вызываемое силой Р и моментом М. на
расстоянии у от главной оси сечения QQ; у получается положительным
или отрицательным, смотря потому, с какой стороны измеряется это рас-
стояние от центра тяжести 5 —от центра кривизны О или в сторону центра
кривизны О,
Е — модуль упругости в кг!см*.
г) U п о 1 d, Kreistrager, Mitt. Forschungsarb. Vdl, H. 253.
8*
116 т. II. Отд. 1. Сопротивление материалов. ПТ. Стержни с кривой осью
Нормальное напряжение равно тогда:
„ _ IР , М. \ 1 I МУ
\ г ) F “ГxFr(r+yY
где
1 f ydF
F J г + у
F
Величина с зависит, стало быть, только от сечения и кри-
визны бруса *). Интеграл распространяется на все сечение.
Если применить выражение:
Фиг. 89.
/у dF 2
— =х Fr2 * = Jq,
r+y
то получим также:
\ Ф г J F + Jn г+у‘
Следовательно, напряжения не возрастают
так, как в прямом брусе, пропорционально
расстоянию волокон от оси.
Если радиус кривизны г очень велик в сравнении с у, то
Jo = т. е. Jo равно экваториальному моменту инерции сечения
(в ел/4) относительно оси центра тяжести, перпендикулярной
к оси QQ.
Напряжение а равно нулю, если
y = -(w
Рг\ X
М ) 1 х
Следовательно, у кривых брусьев нулевая линия прохо-
дит через центр тяжести S сечения лишь в том случае, когда
Р т
1-|--д^- = 0 или Л4 = — Рг, т. е. когда сечение подвержено дей-
ствию сосредоточенной силы, проходящей через центр кривизны О
и перпендикулярной к сечению.
Напряжение среза. Если, кроме Р и Л4, действует срезываю-
щая сила Q, то это вызывает напряжения среза т, определяемые
по формуле для т (стр. 66), если вместо J подставить xF (г ztу)2
1) Значение и графический способ определения х— см. Б а н т л и н, Z.d.Vdl
1901 г., стр. 164. Расчет <з с учетом нормальных напряжений, вызываемых попереч-
ными силами, и изменений формы, — см. Пф лей де pep, Z.d.Vdl, 19j7, стр. 2и9.
Нормальные напряжения стержней с кривой осью Ц7
Радиус кривизны р. Можно применить приближенную фор-
мулу: — = -у pr21 в которой xFr2 = Jty а в тех случаях,
когда радиус г очень велик в сравнении с у, JQ может быть заме-
нено J.
Следовательно, при большом г напряжение а и изменение кри-
визны рассчитываются почти так же, как для прямых брусьев.
Значения х = -^~2 для различных сечений:
Прямоугольник. Для прямоугольного сечения (высота h = *1е
в направлении у):
Круг и эллипс. Для круга (радиуса е) и эллипса (полуось
в средней плоскости бруса = е):
Круглое кольцо. Дл£ круглого кольцеобразного сечения (на-
ружный радиус elt внутренний радиус е2):
Трапеция. Для симметричной трапеции (параллельные сто-
роны Ьг и Ь2, причем b2 < Ьь высота h, расстояния центра тяжести
от Ьг и b2i соответственно, ех и е2):
*=-' + {f b‘+т + '> ] " -'* - ‘4
Треугольник. Для равнобедренного треугольника (основание bf
высота h):
t , 2г Г / 2 , г \ . г + % h ,“1
х = — Н--7- Ьг + т 1п—Нтч. —1 •
1 h |ДЗ h) r — ^h J
По Пфлейдереру, напряжения о* и в краях
сечения QQ (фиг. 89) равны приблизительно;
Р . М Р М .. . ч
аа Р + ~W 1 m<l ’ ~ F W
118 Т. П. Отд. 1. Сопротивление материалов. III. Стержни с кривой осью
— напряжение в наиболее удаленной от центра кривизны
точке,
а. — напряжение в точке, ближайшей к центру кривизны.
U7 означает момент сопротивления для соответствующей сто-
роны сечения.
та и можно определить по следующей табл. 26 (обозначе-
ния те же, что и выше).
Таблица 26. Формулы для определения та и при различных сечениях
Форма сечения та |
Круг и эллипс 0,6 г/е + 0,2 0,6 r\e — и,88
Трапеция равнобокая 0,6 е — 0,14 0,2 e + 0,3
= 1 (е — 1) (13— 4 е) 0,16 rfa _ o,9 + 0,C6 e
Прямоугольник 8=1. ех=е2 = — h 0,23 r\h 0,25 r[h - 0,45
Треугольник равнобедренный о е=2. 2^ = ^— у h 1,06 3 r'h + 0,8 0,7 Zr\h —0,78
О способе, предложенном Р. Бауманом, для определения изменения
формы изогнутых в одной плоскости брусьев — см. Z d.Vdl 1910, стр. 1675;
далее, 1911, стр. 140. Об изменении формы изогнутых труб, в частности, компен-
саторов, см. А. Б а н т л и н, Z.d.Vdl 1910, стр. 45; далее Т. Ф. Карман, Z.d.Vdl
1911, стр. 1889; также — Г. Лоренц, Dingier Pol. J. 1912, стр. 577.
С. Нормальные напряжения и напряжения среза
Пусть имеем брус, средняя линия которого представляет собою
полуокружность BABt (фиг. 90) в горизонтальной плоскости; в край-
них точках В и Bj диаметра BBt брус прочно защемлен. Верти-
кальная нагрузка лежит непосредственно на средней линии бруса
(например балка, несущая на себе балкон).
В каждом сечении бруса действуют: изгибающий момент Мь
и крутящий момент Md.
1. Два сосредоточенные, симметрично приложенные груза
Пусть означают:
Р— каждую из двух сосредоточенных нагрузок в кг,
г — радиус средней линии бруса в см,
1 — центральный угол, определяющий положение обеих нагрузок относительно
линии симметрии ОА.
Нормальные напряжения и напряжения среза
119
Сообразно с этим будем иметь в точке А:
изгибающий момент Mb^ = ~ Pr £cos а — — aj sin а
крутящий момент Md^ =0;
в точках В и Вр
изгибающий момент Mb = Pr cos а;
крутящий момент Md = — Рг у — cos а — а sin а .
Для расчета сечения оба момента Мъ и Md (в кгсм) необходимо
сложить, согласно сказанному на стр. 99 в один обший момент ;
М получается в точках В и В..
max J 1
В случае двутаврового сечения размеры
последнего могут быть установлены достаточно
точно при помощи формулы:
М = 1,12 • Рг • cos а.
Здесь сечение получается на 12<ъ'о больше,
чем в случае непринятия в расчет крутящего
момента.
Фиг. 90. 2. Равномерно-распределенная на- Фиг. 91.
грузка (фиг. 91). а) Если обозначим
через: р —-нагрузку на 1 см длины в кг, r — рымус, средней
линии бруса в см, то для любой точки С (и Q), соответственно
центральному углу ср, будем иметь:
изгибающий момент М, = pr2 (1--------cos ср ),
О \ /
крутящий момент Md = рг2 (ср — sin ср) .
Для ср = 0: Мь (Л) = рг2 (1 — -i); Md(A) = 0.
Для ср 90° Mb (В) = Мтах =рг2;
Md^ = рг2 (тс/2 — 4/л) = 0,32 рг2 (абсолютный максимум).
При ср = 38°14' получается Md min = — 0,12 рг2; при ср = 65° —
опять Md = 0.
Наибольшее напряжение имеет место у В и В}. Для расчета
сечения необходимо сложить Мъ и Md, согласно сказанному на
стр. 99 в общий момент Мпр.
Для определения размеров двутаврового сечения (ср. п. 1) расчет можно
вести, с некоторым приближением, по формуле:
М = 1,12рг’.
Если вместо г вставить —, где I—длина изогнутой балки, то получим:
М Я 0,112 рЯ
120 Т. II. Отд. 1. Сопротивление материалов. III. Стержни с кривой осью
/ sin 2 X к \
(2 к Н- sin 2 к) — pr® ( sin к--------------— I +
₽) Если средняя линия бруса не полуокружность, а дуга круга
длиною I (=2»Хг), соответствующая центральному углу 2Х (фиг. 92),
то получается:
1. Изгибающий момент
Mb = (A) cos х ~ Рг* О “ cos ХХ
2. Крутящий момент
Md (В) = Md (A) sin Х “ Рг<1 <Х ~ sin Х)’
причем для прямоугольного сечения балки b • h получается:
, МЬ(А)
3’ ~
S / Л’\ Г Мк ( sin 21 X \ 1
+ j [---^-2-(2 k — sin 2 к) — pr’^sink— X cos кН---у J j = °-
Для Л —0,71 Ь до 2Ь получается всегда < 0,1 рР и Md^ < 0,01 рР\
при полом прямоугольном сечении, для которого (yj) определяется аналогичным
способом, получается всегда < 0,1 рр и Md (ty < 0,0125 рр. В том и другом
случае Md ф) оказывает лишь незначительное влияние на имеющий важное значе-
Фиг. 92. Фиг. 92а. Фиг. 92Ь.
ние для расчета момент Мъф);
применять всегда формулу*
поэтому можно для определения размеров сечения
Л{тах = 0-1 Рр-
у) Полукруг на трех опорах В, А и Bit защемление
в В и х). Груз л гр, центр тяжести его S лежит на расстоянии
f = 0,3634 г от А (фиг. 92а).
Давление на опоры В и В{ = 0,5708 рг, А = 1,9999 ргл
Для любой точки С, соответственно центральному углу у:
изгибающий момент М* = Ar sin ср — pr2 (1 — cos ср) =--,
крутящий момент Md = Ar (1 — cos ср) — рг2 (ср — sin ср).
Мъ шах полУчается для ср = 29°43', = 0 для ср = 59°27',
Md = 0 для ср = 0.
») Вопрос этот детально разработан А. Гибсоном и Э. Ритки е.
Сопротивление рессор
121
^'Полукруг на четырех опорах В, А, Bh дуго-
кые расстояния между ними 60° х). Груз расположен так же, как by
(фиг. 92b).
Давления на опоры В и В{ = 0,4160 рг, А = = 1,1548 рг.
Для любой точки С, соответственно центральному углу имеем:
Мъ = Ar sin ср — рг2 (1 — cos ср) —
dMd
rfcp ’
Md = Ar (1 — cos ср) — рг2 (ср — sin ср),
max при ф = 22°35', Мъ = 0 при ср = 45°11'.
3. Другие роды нагрузки. Соответствующие значения Мъ и
Md легко определить, применяя сказанное в пп. 1 и 2.
IV. Сопротивление рессор
а) Общие сведения
Обозначим через:
Р—допускаемую нагрузку рессоры в кг,
f— упругий прогиб в см под действием нагрузки Р или соответственно до-
пускаемому напряжению R^ или Rs,
I — длину рессоры в см,
п— число листов,
i — чисдр витков,
V— объем рессоры в см3,
Rfy — допускаемое напряжение при изгибе в кг}см9,
Rs — допускаемое напряжение при скручивании в кг[см*.
Величины Е и G — см. стр. 7 и 8; остальные обозначения (в см) — согласно
чертежам.
Работа в кгсм, воспринимаемая рессорой при прогибе ее от
нуля до величины /, равна:
ГТ _ Pf _ _ I/_____ „ ^S~“ I/
при этом принимается, что увеличение силы Р происходит по-
степенно, пропорционально прогибу рессоры, от 0 до Р.
тц — коэфициент, зависящий только от конструкции рессоры и
характеризующий отношение занимаемых объемов (рас-
хода материала) различных рессор одного и того же материала,
испытывающих при одинаковой рабо.е одинаковое напряжение. По-
этому рессоры, в основном сходные по форме и изготовленные из
одного и того же материала, имеют при одинаковом напряжении и
одинаковой работе одинаковый вес.
*) A. Study of the Circular Arc Bow-Girder, Лондон, 1914; извлечение из этой
статьи (с наглядными кривыми)—см. Виллиям Книгт, Eng. 1918, 18 ян-
варя, стр. 55. — Ср. далее Г. Унгольд, Z. d. Vdl 1919, стр 852. Ра чет
балок, имеющих форму замкнутого кольца, —см. В. Андре, Der Eisenbau, 1918,
стр. 184.
122 Т. II. Отд. 1. Сопротивление материалов. IV. Сопротивление рессор
Продолжительность колебания Т (в сек.) рессоры (воображае-
мой невесомой) равна продолжительности колебания простого кру-
гового маятника, длина которого равна вызываемому нагрузкой Р
прогибу f (в см)
T = 2r. VfH;
здесь ^=981 см/сек? означает ускорение силы тяжести.
Ь) Прямые гибкие рессоры
(Случай 1, стр. 38. Таблица для i/e Ь№ и 1/i2*bA3, см. стр. 35 и дальше).
Следующие формулы являются общими для рессор всех форм:
6Л2 Rb bh3
Р"~&' ~Т~’
т)4 — коэфициент работы U (см. выше).
Фиг. 93.
Фиг. 94.
Фиг. 95.
Рессора прямоугольной формы (фиг. 93}:
У)4 —^18> Р /3 2/2 Rb
Ё~'
Рессора треугольной формы (фиг. 94).
_ Р Р _ Р Rb
f~Ej'~ = ~h. Ё~'
Мы имеем здесь балку равного сопротивления изгибу (стр. 22
и 55). Упругая линия — дуга круга.
Рессора прямоугольной формы, заостренная по ку-
бической параболе (фиг. 95):
1 EJ' 2 h ' Е ’
Упругая линия — дуга круга.
с) Составные гибкие рессоры
о Если положить несколько листовых рессор, подобных описан-
ной выше в (Ь), одну на другую, то получится составная ли-
стовая рессора. Главнейшие условия, которым хорошая со-
Прямые и составные гибкие рессоры
123
ставная листовая рессора должна удовлетворять, следующие: она
должна образовать, по возможности, тело равного сопротивления
изгибу и при изгибе не должна расходиться, т. е. полосы не должны
отставать друг от друга; упругая линия, таким образом, должна
заметь форму дуги круга.
Из числа приведенных ниже типов составных рессор только
первый удовлетворяет обеим названным условиям, остальные же
удовлетворяют только второму условию.
1. Составная пластинчатая рессора
треугольной формы. Если треугольную
рессору (фиг. 961) вообразить разрезан-
ной на четное число 2 п полос одинако-
вой ширины (на нашей фигуре 8 по-
лос, каждая шириною а полосы —
сложенными вместе так, как изображено
на фиг. 9611, то получится рациональ-
ный тип пластинчатой рессоры, обла-
дающей такими же свойствами сопро-
тивления, как треугольная рессора с
длиной основания nb, причем п—число
сложенных пластин. Имеем, следова-
тельно:
Фиг. 96.
bh2 Rb Pl
р = п-^ — ' 0ТКУда
Коэфициент = Vp
2. Составная пластинчатая рессора прямоугольной формы,
заостренная по кубической параболе. Вместо того чтобы прида-
вать концам отдельных пластин рессоры форму треугольника, их за-
Фиг. 98.
остряют по кубической параболе (см. стр. 145, т. I, а также и
выше, Ь)9 так что они всюду имеют одинаковую ширину (фиг. 97).
3. Трапецеобразная рессора, с заостренными концами пла-
стин. Концы отдельных пластин имеют фопму трапеций, кроме
того они заострены по некоторой кривой, форма которой опреде-
ляется из следующего уравнения (обозначения по фиг. 98):
з_________________
z = л/У 1 + (а/х - 1) bjb.
124 Т. П. Отд. 1. Сопротивление материалов. IV. Сопротивление рессор
4. Обычно две рессоры одной из описанных выше конструкций
соединяют вместе при помощи хомута; в ненагруженном состоянии
им придают некоторую закругленную по дуге круга
форму со стрелой р0 (в см). Под влиянием приложенной к хо-
муту нагрузки 2Р (в кг) стрела уменьшается до величины р (в см);
прогиб рессоры равен таким образом (в см): j = PQ — p.
Рессоры для железнодорожного подвижного состава. Сила 2Р (в кг),
приложенная к рессорному хомуту, вызывает в каждой из наклонные серег, на ко-
торых рессора подвешена, растягивающую силу P:cosa. Эта поледняя разлагается
на вертикальную слагающую Р и горизонтальную Р tg а; обе эти силы (фиг. 99,
восьмипластинчатая рессора для товарного вагона) дают вместе изгибающий мо-
мент М = P(l + р tg а). Так как приведенные в п. 1 уравнения применимы также
для изогнутых рессор, то, имея в виду ука-
занные выше (стр. 123) обозначения, будем
иметь для нагрузки:
а для прогиба:
? Ptf + ptga) __ ** Rb
F e 6 nW? * Е ~ h ‘ Е *
Вместо р можно в эти формулы вста-
вить, с известным приближением, р0 (точ-
нее p = P0 — f). За длину I лучше брать
расстояние до средней оси, имея в виду
ненадежность рессорного хомута.
Верхний лист рессоры, помимо напря-
жения изгиба, подвержен также действию
растягивающей силы Р tg а, а также и поперечной силы Р, из коих первая вызы-
вает в нем добавочное нормальное напряжение а = Р tg а : bh, а вторая — напря-
жение среза т, определяется согласно сказанному на стр. 66.
При определении числа листов п ре соры следует иметь в виду добавочную на-
грузку рессоры, вызываемую колебаниями ее во время движения. Поэтому реко-
мендует! я (особенно в тех случаях, когда влияние напряжении а и т в расчет не
принимается), при вычислении нагрузки (спокойной) 2Р по указанной формуле, выби-
рать для Рь пониженное значение.
У паровозных и тендерных рессор наверху имеются два или три листа одина-
ковой длины, благодаря чему рессора теряет свойства тела равнэго сопротивления.
По В и т ц и г у можно определить приблизительную величину прогиба такой рес-
соры, если в указанную выше формулу для f втавить вместо п значение л4-0,5 л',
где п’ означает число листов на концах рессоры. Получим:
I» Rb п
f h ’ Е ’ л + 0,5 п''
Отношение работы трения, происходящего между отдельными листами, к ра-
боте прогиба рессоры равно, по М ар и е:
_ и. (л — 1)(л 4-0,5 n')h t .
С= —i, где |х (коэфициент трения) = 0,3.
1U
Рессорная подставка (фиг. 99). Если обозначим через D давление в вертикаль-
ной стойке, а через Z — растягивающую силу в подкосе, то:
D=P(l + tg«.tg?) и Z =
Витые гибкие пружины
125
d) Витые гибкие пружины
(Таблица для Ъ№ и */1а ЬЛ1 см. стр. 35 и дальше; таблица для \'зп nd* и V nd*
см. стр. 32). '**
Нагрузка пружин такого рода является результатом действия
пары сил Рг (или i/a Р-2г), с помощью которой расположенный
в середине пружины или центре ее шпиндель вращается при за-
тяжке пружины или удерживается неподвижно после ее затяжки.
Фиг. 100.
Фиг. 101.
Отсюда вытекает условие, состоящее в том, что и внешний ко-
нец пружины должен быть жестко закреплен; с полной уверенно-
стью, однако, учитывать это обстоятельство не всегда возможно.
При вычислении принимается во внимание момент в месте закре-
пления пружины; он входит в расчет, как изгибающий момент для
всех сечений пружины, вплоть до самого крайнего в месте закре-
пления (фиг. 100 и 100а).
Если же внешний конец пружины укреплен на шарнире, так
что в этом месте может действовать лишь сила Р, дающая чистое
Фиг. 102.
растяжение, то опасное сечение находится в наружном витке про-
тив точки приложения силы Р; изгибающий момент, который дол-
жен быть положен в основание расчета, равен тогда не Рг,
a Patt Р •Qr. В этом случае (фиг. 100а) напряжения изгиба в от-
дельных сечениях витков пружины возрастают от 0 до величины,
вдвое большей, чем указанная ниже наиболее выгодная величина
этого напряжения, обусловливаемая наличием чистой пары сил Рг.
Приведенные нами значения f и U для данного случая, разумеется,
также недействительны; по сравнению с рессорами в отд. b значе-.
126 т. и. Отд. 1. Сопротивление материалов. IV. Сопротивление рессор
ние f наполовину меньше значения его по формуле, a U равно У4
величины, получаемой по соответствующей формуле х) отдела Ь.
На практике бывает желательно осуществить первый из ука-
занных случаев, что является вполне возможным.
Пусть / — длина пружины, если вообразить ее выпрямленной.
Оба конца пружины жестко закреплены. 1. Спиральная
и винтовая пружины с прямоугольным сечением
(фиг. 101 и 102):
6 г ’
Р „ П Rb
2. Винтовая пружина с круглым сечением
(фиг. 103):
R
р =------—•
32 г ’
Р П Рь
/ = „ = w^ = 2--A.
е) Прямые скручивающиеся пружины
Напряжение пружины исключительно под действием пары
сил Рг.
1. Прямая скручивающаяся пружина с круглым
сечением (фиг. 104).
t/з R
16" ~г
32г2/ Р
ти = ’Л;
rl Rs
= 9________£_
d G *
Фиг. 104. Фиг. 104а.
прямоугольным сечением
чает отношение h: b.
Rs 1
f=r„, = —
г
2. Прямая скручи-
вающаяся пружина с
(фиг. 104а). Пусть озна-
= A.ZL. А
nb* G ’
Значения т)2, т)3 и т)4—см. табл. Па, стр. 71.
f) Витые пружины
На фиг. 105 и 106 означают: г—средний радиус (т. е. рас-
стояние между осью пружины и центром сечения витка); / —число
ьитков; f—общее растяжение пружины под действием груза Р.
о A. F б р р 1, Vorles. fiber techn. Mechanik, т. Ill, Festigkeitslehre, 8 изд.,
стр. 222 и дальше.
Витые пружины 127
1. Цилиндрическая винтовая пружина с круглым сечением
(фиг. 105):
nd3 R Mir3 Р 4nir2
Р = Тб""г£: ^=_rfr-*"O=—d G~: =
Радиус кривизны средней линии пружины равен р=-—2—.
В точках сечения пружины, которые ближе всего расположены
к оси ее, наибольшие напряжения равны:
1бРг / С . l-{-sin2a\
Tmax “ \ С — C0S2а 4С J C0Sa
= 32 Рг (_____£______
max лб/З | £ — cos 2 а
sin 2
"4Т
sin а,
причем
С = 2г/d.
г
I7
среза, вызываемое попереч-
Фиг. 106.
При угле подъема а пружина подвергается действию изгибаю-
щего момента 44ft = Prsina, крутящего Md -- Рг cos а, нормальной
силы N = Psina и срезывающей силы Q = Pcosa.
По Р е в е р у 2), выражение для Р должно быть уменьшено еще
умножения на коэфициент т = 1 — dj2r = 1 — 1/С (где
С = 2r/d). Если принять во внима-
ние также и добавочное напряже-
ние
Р f
ной силой -у- (равное, примерно,
Р d~K\
’. -j- ), то для коэфициента
т получится следующее выраже-
ние:
путем
Фиг.
А
I»
4С(С-1)
т —-----1___'_..
4С2 + С-1
105.
10 12
Для С = 2r : d = 4 6 8
получается 1 : т = 1,396 1,242 1,174 1,136 1,111
Так, например, допускаемая нагрузка пружины, у
которой 2r : d = 8, равна:
_ 1 r.cP Rs
Р= М74 * "16 Г ‘
0 Таблица допускаемого груза и прогиба этой пружины, подсчитанная для
G = 750 000 и Rd = 4500 кг/см2, помещена на стр. 128. Там же даны подробные
пояснения относительно пользования этой таблицей.
») ZdVdl 1913, стр. 1906.
128 Т. П. Отд. 1. Сопротивление материалов. IV. Сопротивление рессор
Таблица 27. Цилиндрические винтовые
Допускаемая нагрузка Р (в кг) и соответствующий ей наибольший допускаемый прогиб/(в мм}
Диаметр пру- жины D=2r до Диаметр tт а л ь и о
средней линии проволок^, мм 2 мм 3 мм 4 мм 5 мм 6 MM | 7 мм | 8 мм [ 9 мм |
кг мм кг мм кг мм кг мм
f 7,1 38 24 25 57 19 110 lb
20 t 7,?7 9,5 30 73 кг мм
J 5,9 55 20 36 47 27 92 22 159 18
24 i 1,0> 5,5 17,3 42 83 кг мм
28 5,1 75 17,1 49 40 37 79 29 136 25 217 21
0,63 3,5 10,* 27 55 103 кг мм
32 ( 4,4 96 14,9 65 35 48 68 38 119 32 190 28 283 24
1 0,46 2,3 7,3 17, 9 37 6* 117 кг мм
36 13,3 82 31 61 61 48 106 41 169 35 252 31 358 27
1 1,63 5,1 12,6 26 43 82 132
11,9 100 28 76 55 60 96 50 152 43 226 38 322 34
40 1 1,1* 3,7 P,7 19 35 60 96
1 10,8 121 26 93 50 72 87 61 138 53 206 46 293 41
44 { 0,3* 2,3 6,9 14,2 26 45 72
f 10 145 24 109 46 87 80 73 125 63 189 54 268 48
48 { 0,6* 2,2 5,3 11 20 35 56
52 J I 22 129 43 102 73 85 117 73 174 64 248 56
1,71 4,2 8,6 16 27 44
56 20 146 40 121 68 99 1j8 84 162 74 230 66
1 1,37 3,3 6,9 12,8 22 35
Ал 18,9 170 37 137 64 114 lul 97 152 85 215 77
OU 1,11 2,7 5,6 10,4 17,3 23
АЛ 17,7 192 35 159 60 130 95 110 141 96 201 87
О4» 0,*2 2,2 4,6 8,6 14,7 23
Aft 33 177 56 143 89 124 133 109 190 97
DO 1,36 3,9 7,2 12,2 19,5
72 31 197 53 160 84 140 126 122 179 108
P 1 f 1,57 3,3 6 10,3 16,5
76 { 29 218 1,33 50 185 2,7 80 157 5,1 119 137 8,7 17J 121 14
80 { 14* 28 245 1,14 48 200 2,4 76 173 4,4 113 151 7,5 161 134 12
84 1 1 45 225 2 72 189 3,3 108 166 6,5 154 148 10,4
88 43 241 lt73 69 209 3,3 103 184 5,6 147 163 9
92 { 42 269 1,55 66 228 2,9 99 2J2 4,9 140 177 7,P
96 { 40 292 1,37 63 252 2,5 94 219 4,3 134 191 7
100 61 165 91 240 129 211
2,3 3,8 6,1
104 1 58 290 2 87 256 3,4 124 226 5,5
108 / 56 312 84 280 119 243
I 1,7* 3 4,9
112 J 54 337 81 300 115 662
i 1,6 2,7 4,4
Витые пружины
129
Пружины из стальной проволоки
а также и (см. проставл. под Р и/наклонные цифры) коэфициент жесткости с ( с = О)
________________________________________________________2____64 г® '
проволоки d Диаметр пру- жины /Ъ=2гдо средней линии проволоки, мм
10 мм 11 мм 12 мм 13 мм | 1 14 мм | 15 мм | 16 мм
} 20
} 24
} 28
} 32
кг мм } 36
443 30 146 кг мм } 40
402 37 ПО 535 33 161 кг мм } 44
369 43 85 492 40 124 640 36 176 кг мм } 48
340 51 67 453 46 93 590 43 133 750 39 190 кг мм } 52
316 60 53 421 54 78 550 51 ПО 690 45 152 870 42 205 кг мм } “
295 69 43 393 62 63 510 57 90 650 52 124 810 48 167 1030 45 220 кг мл } ®°
276 77 36 368 71 52 477 65 74 610 60 102 763 55 137 930 51 131 ИЗО 48 234 } 64
260 87 30 346 79 44 450 73 62 570 67 85 710 62 114 880 58 151 1070 55 195 } *
246 98 25 328 89 37 425 82 52 540 75 72 680 71 96 830 65 127 1000 60 155 } 72
233 111 21 310 100 31 402 91 44 510 84 61 640 78 82 790 73 103 950 68 140 } 76
221 121 13,3 295 109 27 382 100 33 486 93 52 610 87 70 750 81 93 910 76 120 | 80
210 131 15,8 281 122 23 364 ПО 33 462 103 45 580 95 61 710 89 80 860 83 104 } 84
201 146 13,3 268 134 20 348 124 23 442 113 39 553 104 53 680 97 70 820 91 | 88
192 159 12,1 256 145 17,7 332 133 25 423 124 34 530 115 46 653 107 61 790 1ГС 79 } 92
184 174 10,6 245 158 15,5 318 145 22 435 135 30 510 124 41 623 115 54 750 10£ 69 } 96
177 188 9,4 236 172 13,7 Зиб 158 19,4 389 144 27 486 135 36 630 128 47 720 111 61 } 100
170 205 8,3 2-6 185 12,2 294 170 7,3 374 156 24 467 146 32 570 136 42 700 127 55 } 104
164 222 7,4 218 200 10,9 283 184 15,4 360 171 21 450 155 29 550 145 33 670 137 49 } 108
158 236 6,7 210 214 9,8 273 196 13,8 347 183 19 434 167 26 530 156 34 650 141 44 } 112
130 П. Отд. 1. Сопро*и1>леййе материалов, IV. Сопротивление рессор
Таблица 27. Цилиндрические винтовые пру
Допускаемая нагрузка Р (в кг) и соответствующий ей наибольший допускаемый прогиб f
коэфициент
Диаметр пру- жины D=2r до средней Линии проволоки, мм Дйаметр стальной
2 мм 3 м м 4 мм 5 мм | 6 мм 7 мм | 8 мм | 9 мм
116 { 120 { 124 { 128 { 132 { 136 { 140 { кг мм кг мм кг мм кг мм кг мм кг мм кг мм 78 312 2,5 75 341 2,2 73 365 2 71 394 М кг мм 111 285 3,9 107 297 3,6 104 325 3,2 101 348 2,9 98 363 2,7 95 396 2,4 92 418 2,2
Наименьшая длина совер- шенно сжатой пружины 29 мм 43 мм Ы мм 72 мм 86 мм 100 мм 115 мм 129 мм
Если, наконец, принять также во внимание добавочное напря-
жение на изгиб, вызываемое подъемом винта, то, полагая С = 4, бу-
дем иметь для коэфициента т, при ц = 0,3, следующие значения:
Угол подъема винта а = 0° 10° 20° 30° 40° 60° 75° 90°
1: т = 1,396 1,507 1,584 1,632 1,647 1,650 1,640 1,639
Согласно этим данным, для С = 4, при а = 30°, уменьшение до-
пускаемой нагрузки достигает почти наибольшей величины; с даль-
нейшим возрастанием угла а это уменьшение изменяется незначи-
тельно.
Для угла а =10° (на практике лишь изредка берут его больше),
при р, = 0,3, получается для различных C = 2r:tf следующая та-
блица значений 1:т:
t = 4 5 6 8 10 12 16 20 30 40 оо
1: т = 1,507 1,408 1,346 1,274 1,235 1,191 1,178 1,162 1,139 1,126 1,093
Напряжение необходимо сложить по одной из теорий проч-
ности (табл. 10). По теории наибольшего касательного напряже-
ния сравнительное напряжение равно;
Витые пружины
131
шины из стальной проволоки (продолжение)
в мм на 10 оборотов, а также (см. проставленные под Р и / наклонные цифры)
жесткости с.
проволоки d Диаметр пру- жины D=2r до средней линии проволоки, мм
10 мм И мм 12 мм 13 мм | f 14 мм 15 мм 16 мм
кг мм 152 253 6 147 272 5,4 143 292 4,9 138 307 4,5 134 327 4,1 130 352 3,7 126 370 3,4 кг мм 203 231 3,3 196 248 7,9 190 264 7,2 184 283 6,5 178 297 6 173 314 5,5 168 336 кг мм 263 212 12,4 254 227 11,2 246 241 10,2 239 260 9,2 231 275 8,4 225 292 7,7 218 307 7,1 кг мм 335 196 17,1 324 209 15,5 313 224 14 304 239 12,7 294 253 11,6 286 270 10,6 278 286 9,7 кг мм 419 182 23 405 193 21 392 208 18,9 380 221 17,2 368 234 15,7 357 250 14,3 347 365 13,1 кг мм 510 170 30 497 184 27 481 192 25 466 202 23 452 215 21 439 232 13,9 426 246 17,3 кг мм 620 159 39 6Э0 167 36 580 181 32 560 193 29 550 2Э4 27 530 221 24 520 236 22 } 116 } 120 } 124 } 128 | 132 | 136 | 140
143 мм 158 мм 172 мм 186 мм 201 мм 215 мм 229 мм Наименьшая длина совер- шенно сжатой пружины
Если пренебречь углом подъема и величиной С, то
а, = $1Рф. cP.
Повышение напряжения вследствие подъема может быть пред-
ставлено выражением:
l/"2 । А 2 . 30 Рг
= V а 4- 4 т . —,
1 max 1 max л б/3
Для угла а в пределах 30° и С i>3 тг = С (С — 1), причем наи-
большее значение т1 для С = 3 равно ± 5°/0.
2. Цилиндрическая винтовая пружина с прямоугольным
сечением (фиг. 106): п > 1 означает отношение h : b, следовательно, b
всегда меньшая сторона прямоугольника, безразлично, расположена
ли она параллельно оси или перпендикулярно к ней
Rs
132 Т. П. Отд. 1. Сопротивление материалов. IV. Сопротивлеиие рессор
= вЗг.Д.^£. =1.21.
~ »]з п№' G к]., nbi‘ G у3 b G ’ 2 т]3 *
Значения т]2, Пз и ^4~см* табл. 11а, стр. 71.
3. Коническая пружина с круглым сечением х) (фиг. 107)*
/ — длина пружины, если вообразить ее выпрямленной, d — диаметр
пружины.
Радиус г постепенно уменьшается, доходя до нуля.
Р = -ут- •----->
16 г
, 16 Г*1 Р .а.^Р rl Ks ,Г3 Я,
/= — • -JT •7^= 16 1 -77 • 7^ — ~~Г ' — 71 = Vs-
к Q d4 G d G d G 11 8
Таблица составлена И. Дийксгорном для G — 750 030 кг!см2 и Rs =
= 4 5С0 кг(см2 (обыкновенная закаленная рессорная сталь, ср. стр. 236). Указанная
величина G несколько мала, в сравнении с данными на стр. 210, она соответствует
Е = 1 9<j0 000. При 0 = 850 000 (согласно стр. 210),
прогибы /получаются на 13,зо/о меньше, чем по р<
таблице. Для R^ = 6С00 кг1см2 (закаленная специаль- *4
п ная рессорная сталь, ср. стр. 236) допускаемые на-
СиЦ грузки Р на V» больше соответствующих данных
таблицы. ЕД--А
Для клапанных пружин с Rs =3000 допускав-
мая нагрузка равна 2/3 соответствующей величины из г~ | ♦
I г таблицы. I
If" Т Указанный в таблице (наклонные цифры)
'П7*** коэфициент жесткости с, т. е. та сила '
(в кг), которая требуется для того, чтобы у цилин- °
Фиг. 107. дрической спиральной пружины прогнуть каждый Фиг. 108.
виток на 1 мм, будет:
<?* - 937 5 d‘
8D3 93 ’5 £>а ’
причем D и d выражены в мм.
Для пружины с числом витков i, при нагрузке Р кг прогиб / в мм равен:
f=P — t причем с надо брать из таблицы [соответственно данным значениям
D (=2г) и d],
4. Коническая пружина с прямоугольным сечением (фиг. 108)
п > 1 = Л: Ь.
П 1.Л 1
Р = т)2 nb3 — , in, = —. — .
12 Г h 2 Y]3
2т]3 nb^ G 2 т]3 G 2 b G ’
Значения v]2 и v)3 — см. табл. Па, стр. 71.
следует брать наполовину меньше значения его по табл. На, стр./1.
1) Детальный расчет конических пружин см. Мейер, ZdVdl 1900 г., стр. 17.
Витые пружины
133
Таблица 28. Пружины, имеющие форму усеченного конуса
(буферные рессоры)
Акционерное общество Фридрих Крупп в Эссене.
| & Нижний наруж-1 1 ный диаметр || Верхний внут- ренний диаметр! Высота пружи- * ны без нагрузки Сечение Вес каждой штуки При нагрузке Нижний наружу ный диаметр г Верхний внут- I ренний диаметр Высота пружи-1 ны без нагрузки « Сечение Вес каждой штуки 1 При нагрузке
в кг Вы- сота мм в кг Вы- сота мм
50 15 68 30-2,5 0,31 300 33 105 54 130 40-6 1,5 1 000 43
55 20 68 20-2,5 0,25 156 25 105 50 Ь5 70-6 3 1 500 75
60 29 125 70-3 0,91 850 74 105 55 180 100-6 3,6 2 (XX) 108
60 28 85 45-2,75 0,52 300 51 105 45 125 60-7 2,5 2 250 65
65 21 60 35-4 0,50 500 38 105 36 160 80-4,4 3,75 850 86
65 25 115 70-4 1,2 1 000 86 105 40 140 75-4,7 3,25 900 79
65 31 95 70-4 1,0 750 73 105 38 160 60-5 2,75 1 000 68
65 30 95 70-3,5 1,10 475 73 ПО 30 210 89-3 5 300 95
70 32 ПО 70-3,5 1,40 650 75 ПО 48 170 100-6 4,8 2 250 108
70 21 115 38-3 0,80 350 43 по 50 180 105-5 4,85 1 250 117
75 35 100 75-5 1,73 1 500 78 ПО 48 160 100-6,5 4,83 2 750 105
80 30 180 110-3,5 2,90 1 000 118 ПО 40 190 90-6 4,25 1 750 99
80 23 151 100-4,5 2,55 1 200 ПО ПО 50 180 105-6 4,5 2 000 116
80 34 122 65-3 1,60 400 69 по 45 180 ПО-7 5 3 500 118
80 35 120 65-4 1,50 1 000 68 по 55 180 1С5-7 4,6 2 500 116
80 32 130 70-3,5 1,75 600 82 но 57 258 55-3,5 2,2 200 156
85 30 110 70-4 2.20 1 000 75 по 40 190 90-6 4,5 2 750 97
85 28 95 70.6 2,13 1 750 72 по 26 225 140-4,4 7,6 1 250 145
90 47 146 78-4 2,00 1 000 84 115 43 215 110-5,9 5 2 500 116
90 28 120 65-4,5 2,30 850 75 115 43 215 110-5,4 5,25 2 500 120
90 40 175 85-4 2,30 1 250 88 115 48 140 90-7 4,7 2 250 94
90 35 160 100-6 3,30 2500 113 115 30 230 130-5,5 7,75 3 000 135
90 34 165 85-5 2,5С 1 050 95 115 45 165 1СО-6 5,4 2 000 109
90 35 140 70-6 2,20 1 750 75 120 42 240 130-6 8 2 750 141
90 53 140 78-3 1,75 325 86 120 48 170 105-7 5,86 3 000 114
90 40 170 100-5 3,25 2 250 106 120 51 210 110-5 6 1 400 122
90 40 180 90-4,5 2.67 1 700 1G5 120 40 220 130-5 8 2 000 135
90 30 95 70-7 2,38 2 100 76 120 47 200 90-4 5,35 650 97
95 35 165 100-7 3,30 3 000 ПО 120 45 1 0 110-6 7 2 250 113
95 35 160 90-5 2,8 1 400 115 120 50 2оЗ 135-6 7,7 2 500 150
95 25 115 50-5 1,25 450 60 120 55 200 100-6 5,8 2 000 107
95 30 170 70-3,5 2,80 750 74 120 50 200 110-5,5 6,9 1 400 120
95 35 165 100-4 3,45 3 750 118 120 45 200 100-6 6 2 250 106 ол
100 40 150 68-6 2,75 1 750 74 120 52 155 80-6 4,5 1 500 оУ ПЛ
100 30 160 85-6 4,20 2 500 91 120 44 134 85*6 5,5 1 250
100 40 180 95-5 4,00 1 750 99 120 42 210 130-5,5 8 2 500 139 по
100 40 150 70-5,5 2,50 2 000 83 120 48 165 95-7 5,5 2 750 Уо 1 ЛЯ
100 44 150 77-5 3 1 250 86 120 60 220 100-5 5 1 250 1W 1 ял
100 40 160 90-5 4 1 250 99 120 45 3J0 120-4,25 7,5 1 000 ни 1 сд
100 35 115 €5-5 2,6 900 71 120 55 265 140-6 7,5 2 750 1ОО
100 34 140 60-5 2,3 1 000 65 120 39 200 130-6 8,5 2 500 137
100 37 180 100-4,5 2,5 1 280 ПО 120 44 200 130-8 8 5 500 139
105 50 121 68-7 2,7 2 350 74 125 54 170 90-6 5,j3 1 оОО 101
105 45 125 60-7 2,4 1 500 69 125 45 225 130-6 8,6 2 750 10/
105 50 135 70-5 2,8 юоо 78 125 55 210 125-6 7 2 000 131
]34 Т. II. Отд. 1. Сопротивлепие материалов. IV. Сопротивление рессор
Таблица 28. Пружины, имеющие форму усеченного конуса
(буферные рессоры)
(продолжение)
Акционерное общество Фридрих Крупп в Эссене
1 & Нижний наруж-1 1 ный диаметр 1| Верхний внут- I * ренний диаметр1| & Высота пружи-| ны без нагрузки Сечение j. Вес каждой штуки При нагрузке Нижний наруж-, ный диаметр | Верхний внут- | ренний диаметрЦ Высота пружи-1 s ны без нагрузки Сечение * Вес каждой II штуки II и При нагрузке
в кг Вы- сота мм в кг Вы- сота мм
125 52 120 70-9 4,75 4 000 80 140 50 225 130-7,2 10,6 3 250 137
125 45 200 105-5 7,3 1 250 115 140 45 230 130-9 10,9 4 750 144
125 40 225 130-5,7 9 2 U00 138 140 51 205 134-7,5 9,5 3 500 138
125 40 210 120-5,7 8,1 2 250 124 140 54 275 140-7 И 3500 145
125 42 225 130-5,7 8,9 2 250 137 140 49 180 95-6 8 1 600 98
125 45 250 200-12 12,6 10000 210 140 53 210 125-8 11,4 4 250 130
130 40 220 130-7 10 3 250 138 140 47 235 130-6,5 11 2 500 138
130 48 235 160-8,25 11,5 7 500 165 140 52 230 102-6 8,1 1 750 107
130 52 265 140-6 10 3 250 147 140 49 197 90-7,5 7,8 2 500 95
130 40 225 90-6,5 6,9 2 500 97 140 40 180 94-9,5 8,25 3 5* 0 103
130 47 200 110-5 8,2 920 115 140 45 250 135-7 11,5 3 250 143
130 48 220 130-7,5 9 4500 136 140 45 230 130-9 10,1 6 250 134
130 48 235 145-8 9,25 5 500 151 140 55 210 125-8 10,5 3 ^50 136
130 52 230 130-6,25 9,4 3 000 140 140 52 230 130-7 ПЛ 2 00J 137
130 40 187 110-7,5 8 3 506 121 140 50 250 140-6,75 10,8 4 00J 145
130 45 220’ 115-6,5 8,4 3 250 122 140 45 230 130-8 11,6 5000 139
130 55 220 140-7 9,5 3 750 152 145 48 310 150-6 14,4 2 500 160
130 52 235 160-8,5 11,6 5 000 173 145 48 255 134-7 11,83 3 500 139
130 45 200 120-7 8,5 3 000 129 145 42 170 110-10 10,25 5 000 115
130 53 220 125-6 9 2 000 133 145 52 240 145-7 13,34 4 0J0 152
130 44 200 120-6 8,8 2000 124 145 52 250 130-7 11,2 3 500 137
130 52 265 140-6 10 2 750 145 145 60 270 130-6 10,75 2 250 138
130 45 234 113-6 7,8 3 000 116 14о 55 253 140-7 12,7 3000 147
130 42 200 115-8 8,6 4 750 121 145 45 200 120-8 11 3 25J 125
130 60 200 125-7 8 3 250 132 145 46 18J 104-7 9,5 2000 108
130 30 200 120-9 10 6 500 125 145 48 310 150-6 13,4 2 250 161
130 60 210 110-6 7 2000 118 145 46 200 105-7,5 9,1 3 000 111
130 40 210 120-7 8,95 3 500 127 145 30 200 120-11 12,2 8 000 125
130 46 210 120-5,7 8,5 1 500 130 145 50 245 130-6,25 12 2 000 138
135 54 260 145-5,5 И,1 1 750 151 156 55 165 100-10 10 4000 110
135 54 210 120-9 8,83 6 000 125 150 50 200 115-7,5 11 2 500 123
135 40 198 110-7,5 8,5 2 750 116 1о0 54 240 150-8 13,8 4000 156
135 52 262 135-6 10,15 2 750 138 15и 54 241 127-8 11,6 4 000 135
135 49 167 75-7,5 5,3 2 250 79 150 53 255 130-7 12,6 3 500 135
135 53 255 132-6 10,1 2 500 140 150 64 183 120-9 10,25 3 500 125
135 55 210. 130-7,5 9,8 3 000 134 150 55 235 128-8,5 11,6 5 000 140
135 45 168 76-7 6 2000 80 150 50 180 80-7 7,75 2 000 87
135 40 188 110-8 9 3 750 119 1о0 54 250 135-6,5 12,9 2 500 142
135 46 240 140-6 12 3000 147 150 43 205 132-8 8,9 3 250 137
135 52 245 105-5,5 8 2 000 108 150 52 268 96-5 9,15 1 00J 102
135 48 205 105-5,5 8,5 1750 108 150 54 273 160-6,8 15,0> 3 500 167
135 55 360 140-4,5 12,83 1 750 142 150 Об 210 120.6 11,8> 1 500 129
135 50 230 120-5,5 9,33 2 250 125 150 55 320 170-6,4 16,5 3 500 176
140 46 230 120-7 9,8 3 500 128 150 54 243 130-8 13,75 4 500 138
140 55 260 135-7 10,6 3 500 125 150 48 245 150-7,75 13,8 5 000 160
Витые пружины
135
Таблица 28. Пружины, имеющие форму усеченного конуса
(буферные рессоры)
(продолжение)
Акционерное общество Фридрих Крупп в Эссене
I Нижний наруж-'! ный диаметр 1 Верлний внут- ренний диаметр! & Высота пружи-1 ны без нагрузки, Сечение Вес каждой штуки При нагрузке Нижний наруж-] ный диаметр | Верхний внут-| J ренний диаметр Высота пружи-1 ны без нагрузки & Сечение Вес каждой ** штуки При нагрузке
в кг Вы- сота мм в кг Вы- сота мм
150 53 255 145-7,5 13 4 OjO 155 165 54 z22 130-7,8 14,6 3 250
150 45 210 140-8 12 3 500 145 165 54 250 150-14,5 17,3 12 00О 165
150 54 250 135-6,5 13 3 250 Ь7 165 54 250 153-13 17,5 16 000 155
150 45 220 127-7 13 2 750 131 165 47 205 130-10 16,6 4000 136
150 60 250 130-6,5 12 2 500 134 165 67 235 150- 7 15,5 2 400 154
150 52 267 95-5 9 1 100 102 165 54 230 145-10 17 7 000 151
150 47 178 105-8 10 2 500 ПО 165 52 255 100-7 12,15 1 250 116
150 56 170 90-7 9 1 500 99 170 75 265 180-12 22 10 000 195
150 58 175 88-8 7,5 3 000 91 170 60 2j0 110.8 13,5 3 500 118
150 50 200 95-8 9,1 3 250 98 170 52,5 265 180-10 20 5 000 205
150 55 260 132-7 13,2 3 000 140 170 52 238 130-10 16 5 000 149
150 50 275 140-7 13,32 3 500 148 170 63 200 110-8 14 2 750 ИЗ
150 41 305 140-6,8 14,4 5 500 145 170 50 21J 130-13 18,25 9000 152
155 66 205 130-9 12,6 4 500 145 17и 45 220 130-8 16,75 3 000 139
155 48 26J 130-6,5 12,5 2 250 135 170 65 170 100-9 12,1 2 250 102
155 44 250 145-7,5 15 3 000 151 170 60 265 180-12 19,8 10 000 195
155 52 255 150-9 15,25 6 ^50 155 180 56 315 130-8 18,2 4 00J 140
155 48 240 130-7 13 3 000 134 180 54 250 140-9 19,6 4 250 150
155 50 250 130-5 12,5 1 000 134 180 74 250 145’7,5 15,3 1 250 148
155 60 260 140-6 14,28 1 500 145 18о 50 240 140-11 19,5 6 750 144
155 52 250 135-6,5 14 2 700 141 180 60 325 140-7 19,25 2500 148
155 52 260 13J-6,5 12 2500 135 180 70 275 130-7 17 1 750 136
155 52 275 130-7,5 13,2 2 500 136 180 58 250 115-9 15,9 3 50j 121
155 53 250 125-7,2 12,6 3 000 141 180 44 132 50-12 7 3 000 53
155 56 285 105 6,5 10,56 2500 115 180 54 25С 140-9 20 5 500 147
160 54 250 145-7,5 15,3 3 500 156 180 70 275 130-7 17,8 2 300 137
160 58 173 110-8 И 1500 118 180 84 250 150-14,5 17,1 10 000 165
160 58 174 110-8 11,8 2 750 116 U0 6- 250 160-10,5 21,8 6 750 168
160 47 235 110-7 14,7 2 500 116 ПО 62 250 160-11,5 22,5 8 5J0 168
160 54 185 105-8 10,9 2500 111 U0 80 290 160*10 20 8 500 170
160 82 300 170-6,8 15,7 3 000 176 200 51 335 180-11 32,2 7 500 191
160 45 220 130-8 15.2 2 500 135 2i X) 105 300 190-9 25,5 3 800 220
160 55 250 160-9 17,6 7 000 167 2>Ю 115 300 180-8,5 24 3 800 1с0
160 50 250 120-7 17,2 7 500 125 2Х) 80 400 290-11,5 48 17 OJ0 293
160 54 250 145-7 15,3 3 500 149 210 65 330 155-16 32,6 20 000 158
160 46 235 110-5 11,5 2 250 116 210 35 400 95-5 20,5 954 101
16Э 55 245 133-7,5 14,2 3 000 136 210 80 270 190-15,5 33,9 17 00? 194
160 54 250 130-7,5 13,9 3 500 1о6 210 55 340 125-9 26 3 250 133
160 43 300 130-4,4 17 500 142 2Ю 51 335 130-8 32,3 2 750 135
160 58 173 110-8 11,7 100 170 250 65 340 200-27 55 40 000 205
160 81 30J 160-6,5 15,25 3 250 167 270 90 470 190-10 51 6 250 195
165 54 222 105-8 11,9 3 750 111 270 100 470 190-13 53 10 000 200
165 54 165 90-8 10,3 1 750 95 ЗОо 120 325 220-22 75 25 COj 230
165 52 220 130-9,5 15,2 5 000 137 310 120 553 190-11 72 5000 203
Так же изготовляются пружины с неокругленным размером, кроме нижнего на-?
ружного диаметра,
136 Т. II. Отд. 1. Сопротивление материалов. V. Пластины и сосуды?
5. Пружина, имеющая форму усеченного конуса, согласно
п. 3 или 4, с радиусами / и rlt причем г>г0. Формулы для допу-
скаемой нагрузки Р, указанные в п. 3 и 4, сохраняют силу также
и для данного случая; для определения прогиба f надо (в соответ-
ствующие обоим случаям выражения для f) вместо г2 вставить
r2 + r0’ а I или заменить через ni (r-\-rQ).
Примечание. Формулы для витых гибки < (с) и витых скручивающихся (е)
пружин могут применяться с достаточным приближением лишь в тех случаях, когда
размеры сечения незначительны в сравнении с радиусом кривизны средней линии
пружины, и лишь при небольшом шаге винтовой линии.
V. Пластины и сосуды
а) Плоские пластины, работающие на изгиб г)
1. Обозначения
Пусть обозначают:
h — толщина пластины в см,
f — наибольший прогиб в см,
Е — модуль упругости в кг\см9,
Р — коэф, относительного поперечного сжатия в двух численных примерах
принято р. = 0,3,
N = ~12 (f- р.*)= £Л’ 10,92 ’ Кг,СМ’
9 — напряжение в плоскости пластин в кг/см9,
9Г — радиальное ]
а/ — тангенциальное | напряжение круговой пластины [кг/см-] по фиг. 109,
~~ напряжение в направлении х | Для эллиптических прямоугольных
9у — напряжение в направлении у j и опертых пластин [кг [см2} по фиг.
Прогибы средней поверхности
Допущение: толщина пластины h мала
в сравнении с поперечными и долевыми раз-
мерами ее. Прогиб f м а л в сравнении с тол-
щиной пластины Л.
Напряжения: под № 2 до 9 даны напря-
жения в наиболее опасных волокнах и местах
верхней плоскости пластины для различных
случаев нагрузки и различных форм пластин;
для нижней плоскости пластины необходимо
изменить знаки на обратные. Напряжения а
перпендикулярные к плоскости пластины, рав-
ны внешней действующей на соответствую-
щей стороне нагрузке, именно на нагруженной
стороне az = — р, на ненагруженной стороне
J) Beyer, Handbuch fiir Eisenbetonbau II. — A. u.
Фиг. 109. L. F б p p 1, Drang und Zwang I, 2. Aufl., S. 125 bis -32,
Munchen u. Berlin 192ч, Olde. bourg. — L e w e, Pilzdec-
ken, 2. Aufl., Berlin 1926, Ernst u. Sohn. — A. N4dal, Elastische Flatten.
Berlin 1925, Springer.
Плоские пластины, работающие па изгиб
137
Для всех указанных точек пластины необходимо отыскать
главное напряжение на верхней и нижней стороне. Наи-
большая разность главных напряжений представляет двойное наи-
большее касательное напряжение (стр. 11 — 12).
2. Круговая защемленная пластина, нагруженная гидро-
статическим давлением р (фиг. 109).
Прогиб
f—p* atfiAN = 0,171 pa*iE№\..........(1)
Напряжение в середине
= = — 3(1 -|- |1)рл2/8Л2 = — 0,488/ш2//г2, . . . . (2)
напряжение на краю
0= 0,75 .......................(3)
= р. = 0,225 ра2!№.........................(4)
3. Круговая, свободно лежащая пластина, нагруженная гид-
ростатическим давлением р (фиг. ПО).
Прогиб в центре
Прогибы среОней поверхности
(сильно увеличено)
/=(5 + р.)^/64(1+ 1
+ ц)#= 0,696 pa4Eh\ I
Фиг. ПО.
'///'\ *Л у/Л.
фиг. 111.
«к * 4 । а ж
напряжение в середине
а = а = — 3 (3 + fx) ра^М? = — 1,24 р<Р[№.(6)
Т t
4. Круговая защемленная пластина, нагруженная в своем
центре сосредоточенной силой Р, которая равномерно
распределена по площади круга яДО (фиг. 111).
Давление на единицу нагруженной площади
р = р/п Ь2................(7)
Прогиб в центре
/=Р[а2-0,7562—*21п(а/6]/л16М . • . . . . (8)
Напряжение в середине
ч =0< = —3(1 4-|х)Рр/а)2 + 41п(а/6;]л8й2 =
= -0,62 Р [In («/&) +0,25 (й/а)2]/Л3- • , , • . . (9)
138 Т. II. Отд. 1. Сопротивление материалов. V. Пластины и сосуды
Напряжение на краю
а = 0,477 Р [1 - 0,5 (6/а)2]/Л’ t
г п, 1.............(10)
а = 0,3 а . ) 4 '
t 1 г
5. Круговая t свободно лежащая пластина, нагруженная
в своей середине ’ с о с р е д о т о ч е н н о й силой Р, которая
равномерно распределена по площади круга nb2 (фиг. 112)
Давление на единицу нагруженной площади
р = Р/пЪ2......................................(11)
Прогиб в центре
/= 0,217 Р [2,54а2 — 1,5262 — 62 jn (д/6)]/£Л8.(12)
Напряжения в середине
% = ^ = - ЗР [4 - (1 - р) (b/а)2 + 4 (1 + fx) In (a/b)]/* 8h2. . (13)
6. Эллиптическая защемленная плас-
Фиг. 112. Фиг. 113. Фиг. 114.
Коэфициент, не имеющий размерности,
C = 8/[3 + 2(&/a)2 + 3(i/a)‘].....................(14)
Прогиб в центре
f = Ц pb*/64N = 0,171 С рЩЕЯ;......(15)
Напряжения в середине
% = -3Cp62[(W + ^l/8ft2,
% = - 3 С pbz [1 + (Ца)* ц]/8Л2. j ..(16)
Напряжения на конце малой оси
’max = % = 0-75 Ср62/Й2, ........(17)
Напряжения на конце большой оси
а = 0,75 С pb±[a2h2 )
1.............(18)
а = 11 а . 9
Плоские пластины, работающие на изгиб 139
7, Прямоугольная пластина, свободно поддерживаемая в углах,
нагруженная гидростатическим давлением (фиг. 114,
табл. 29).
Таблица 29
Отношение сторон afb Прогиб f
1,000 0,00406 pb4N
1,528 0,00789 а
2,037 0,01026 ,
2,547 0,01158 „
3,056 0,01229 „
3,820 0,01276 „
оо 0,01302 я
Напряжения в середине пла-
стины при у. = 0,3
°х ’max ’
— 0,29 pb*\h* — 0,29 pb'-lh*
- 0,29 „ -0,50 ,
— 0,28 , — 0,62 ,
- 0,25 „ — 0,68 „
- 0,24 „ -0,71 „
- 0,23 „ -0,74 „
-0,23 „ - 0,75 я
8. Прямоугольная защемленная пластина, нагруженная гид-
ростатическим давлением р. Наибольшее напряжение
будет в краевых волокнах и на середине длинных сторон. Табл. 30
дает различные значения для
alb = 1 и а)Ь = оо.
Таблица 30
Отношение сторон ajb Прогиб / Напряжения в середине пластины при у. = 0,3 Напряжения в середине длинных сторон 9х = Н- ’у ’max — ’У
°х | ау
1,00 оо 0,00128 pb*/N 0,00260 „ -0,133 pb*lh* — 0,075 „ — 0,133 pb2/№ -0,25 . 0,309 рЬ2/Ла 0,5
9. Пластина неограниченных размеров, нагруженная гид-
ростатическим давлением и поддерживаемая сосредо-
точенными силами, которые действуют в узловых точках
квадратной сетки; сторона квадрата равна 2а (фиг. 115).
Прогиб в середине квадрата
f=ty№2pa4N-.................(19)
прогиб в середине стороны А
Л = 0,75/;................(20)
140 Т. II. Отд. 1. Сопротивление материалов. V. Пластины и сосуды
напряжение в середине квадрата
а % = = — 0,861 pa^h?........................
(21)
Если поддерживающая сила Р=4ра2 распределена по площади
круга л Ь2, то напряжения в середине поддерживающей плоскости,
в случае, если b а,
= 0,62 Р [In (a[b) — 0,59 ................(22)
Фиг. 115.
Фиг. 117.
10. Плоские цилиндрические днища с отогнутыми бортами
(по Баху). Наибольшее нормальное напряжение в днище:
.........<2з>
где s — толщина днища, р — внутренний радиус закругленного пе-
рехода от днища к бортам и г—внутренний радиус днища или
соединенного с ним полого цилиндра — в см\ р — внутреннее из-
быточное давление в KzjcM2.
Значения и cpj для днищ из литого железа, вклепанных
в полые цилиндры: ср = 0,5 и срг = 0,33 до 0,38 (в зависимости от
сопротивления цилиндра и заклепочного соединения); для чугун-
ных прилитых днищ ср = cpj = 0,8.
11. Выпуклые днища с жаровыми трубами. В случае одной
вклепанной в днище жаровой трубы (фиг. 116 и 117) наибольшее
напряжение изгиба получается в загибе; оно равно
Г — Г. / 5 р2 \
а.=0,45/>-2-=-—( г -C-Se + rVo-) . . . .(24)
» г \ a i Л4-2е/ '
Тонкие оболочки в виде тел вращения
141
Для днищ с двумя вклепанными жаровыми трубами (фиг. 118
и 119):
г — 1,5г. / е.и<? \
= , .(25)
В этих формулах р означает внутреннее избыточное давление
в кг!см2\ остальные обозначения видны из фиг. 116—119* Для
определения h можно принять, по фиг. 116, v = 1,5 до 2s.
Фиг. 118. Фиг. 119.
Для вязкой стали марки St 37 может доходить до 1500 кг/см2.
Формулы для толщины стенок сплошных днищ, а также для сваренных цилинд-
рических сосудов, см. Д и гель, Z. d. V d I 1920, стр. 157.
Ь) Тонкие оболочки в виде тел вращения
Оболочка образована вращением меридионального сечения М
(фиг. 120) около оси z и поддерживается в краевых сечениях.
Пусть обозначают:
г — расстояние исследуемой точки от
оси вращения в см,
рг — радиус кривизны меридионального
сечения в см,
ft — радиус кривизны сечения, перпенди-
кулярного меридиональному в см,
s — толщина стенки, постоянная или пе-
ременная в зави имости от ч в см,
р — равномерное внутреннее давление
в кг{см\
аг — напряжение в направлении меридио-
нального сечения в кг/см2,
— напряжение, перпендикулярное к
нему в кг{смК
Толщина мала по сравнению с рг и р
Напряжения будут равны:
% = PPt/2s,
Фиг. 120.
°t=PP( (1 -₽,/2pr)/s.
В случае, если изменение радиуса кривизны меридионального сечения проис-
ходит с разрывами, не непрерывно (например, коробовая дуга), то напряжение а/ из-
меняется также скачками, так как оно связано с напряжениями от изгиба. Наибо-
лее целесообразным представляется постепенное изменение радиуса кривизны мери-
дионального сечения.
142Т- II. Отд, 1. Сопротивление материалов. V. Пластины и сосуды
с) Полые цилиндры круглого сечения
— внутренний радиус в cMt
га — наружный радиус в см,
s =га — ri — толщина стенки в см,
Pl — внутреннее давление в кг/см2,
оа — внешнее давление в кг]см',
<зг — напряжение радиальное в кг{см2,
— напряжение тангенциальное (по
касательной к кругу сечения)
в кг\см2,
<jz — напряжение в направлении оси
цилиндра в кг)см2,
Р — долевая сила в кг.
Имеем трехосное напряжен-
ное состояние; напряжения а
и ag суть главные напряжения (стр. И), тогда во внутреннем во-
локне:
»<=Р<«+ 'Ж - -’₽Z/ ('Z 'Э.........................m
•, = ~р<-
во* внешнем волокне:
а =— р .
г Г а
Долевая сила Р распределяется равномерно по кольцевому
поперечному сечению:
°* = лГг2 .........................
^\га — Ч)
Если долевая сила создается только давлениями на соответ-
ствующих площадях кругового сечения pi и ра, то напряжения
= ............ • ’(4)
Наибольшее растягивающее напряжение, положительное удлине-
ние и касательное напряжение имеют место во внутрен-
них волокнах цилиндра.
Если рассчитывают цилиндр из вязкого материала по гипо-
тезе наибольших касательных напряжений (стр. 11),
то будем иметь:
2*Шах = 1^-’г1вн= 2(р4-ра) (1-4) <*,• • • -<5)
I \ га /1
Полые цилййдры круглого сечеййЯ 143
Если г{ дано, то
К'-2(Р'-Ра).................(6)
При одном внутреннем давлении:
............<’>
При одном внешнем давлении:
(^ = 0) .............(8)
Если рассчитывают цилиндр из хрупкого материала по гипо-
тезе наибольшего нормального напряжения, то
°«вн =Pi(ra+rl)/('-a-'i)~2Para/('-a-'i)<^l! • • -(9)
При одном внутреннем давлении:
Если толщина стенки 5 мала по сравнению с г/, то
S (Pi — ра) r/s..................................................(11)
причем радиальное напряжение <зг оставлено вне внимания.
Если долевая сила создается давлениями только на концевых плоскостях ци-
линдра, то
az ъ (Pi -Pa>ri2s-........................(12)
Если расчет проводить по теории прочности С. Вена на, то
при одном внутреннем давлении формула полу-
причем наибольшее напряжение имеет место на внутренней поверх-
ности полого закрытого х) цилиндра в направлении, касательном к се-
чению. В направлении оси цилиндра напряжение материала (под
действием силы гораздо меньше; при незначительной толщине
стенок оно наполовину меньше давления в перпендикулярном на-
правлении.
1) Для открытого цилиндра в числителе напряжение 0,7 (вместо 0,4>,
144 T. IT. Отд. 1. Сопротивление Материалов. V. Пластины и сосуды
Таблица 31. Значения величин ё — s/Dz для вычисления тол-
щины стенок труб, испытывающих внутреннее давление
Pi KtlCM* Rz в кг/см*
100 | 140 | 180 200 300 | 400 | 500 600 ] 800 | 1000
10 0.0467 0.0324 0,0248 0,0223 0,0146 0,0109 0,0087 0,0072 0,0054 0,0039
12 0,0572 0,0394 0,0301 0,0269 0,0176 0,0131 0,0104 0,0087 0,0065 0,0052
14 0,0681 0,0467 0,0355 0,0317 0,0207 0,0154 0,0122 O.01J2 0,0076 0,u060
16 0/ 795 0,U915 0,0541 0,0410 0,0й66 0,0238 0.0176 0,0140 0,0116 0,0087 0,0069
18 0,0618 0,0467 0,0416 0,0269 0,0199 0,0158 9,C13J 0,0097 0,0077
20 0.1040 0,0697 0,0525 0,0467 0,0301 0,0223 0,0176 0,0146 0,0109 0,r087
25 0,1383 0,09( 6 0,067э 0,0599 0,0383 0,0281 0,0223 0.0184 0,0137 0,0109
30 0,1775 0,1134 0,0835 0,0738 0,0167 0,u3-t2 0,0269 0,< 223 0,ol65 0,0131
35 0,2231 0,1383 0,1(03 0,0885 0,0554 0,0403 0,0317 0,4 261 0,0193 0,0154
40 0,2773 0,1657 0,1187 0,1040 0,0644 0,0467 0,0366 0,0301 0,0223 0,0176
45 0,3431 0,1962 0,1383 0,1206 0,0738 0,0532 0,0416 0,0342 0,0252 0,0199
50 0,4158 0,2303 0,1594 0,1383 0.0835 0,и5с9 0,0467 0,0383 0,0281 0,0223
65 0,5з45 0,26-6 0,1822 0,1572 0,0936 0,0667 0,0519 0,0425 0,0oll 0,0246
60 0,6871 0,3132 0,2071 0,1775 0,1о^0 0,0738 0,0572 0,0467 0,0342 0,0269
65 0,9256 0,3647 0,2344 0,1994 0,1150 0,0810 0,0626 0,0510 0,0373 0,0293
70 1,3856 0,4258 0,2644 0,2231 0,1264 0,0885 0,0681 0,0554 0,0403 0,0317
80 0,5929 и,3351 0,2773 0,1508 0,104J 0,0795 0,1 644 0,0467 0,0366
90 0,8881 <’,4258 0,3431 0,1775 0,1206 0,(915 0,0738 0,0532 0,0-tl6
100 НО 120 130 140 150 160 180 200 220 2-»0 260 280 ЗОО 320 340 360 1,6213 0,5488 0,7303 1,0411 1,7962 0,4258 0,5345 0,6871 0,9266 1,3856 3,1056 0,2 71 0,2401 0,2773 0,3196 0,3685 0,4258 0,49ч6 0,6871 1,0411 2,1322 0,1383 0,1о72 0,1775 0,1994 0,2231 0,2490 0,2773 0,3431 0,4258 0,5345 0,6871 0,9256 1,3656 3,10э6 0,1040 0,1172 0,1311 0,1457 0,1612 0,1775 0,1949 0,2332 0.2773 0,3283 0,3903 0,4656 0,5507 0,6871 0,8672 1,1557 1,743J 0,0835 C,0936 0,1040 <',1150 0,1264 0,1383 0,1508 0,1775 0,21'71 0,2.01 0,2773 0,3196 0,3685 0,4258 0,4946 0,5792 0,6871 0,0599 0,0667 0,0738 0,0810 (',0885 0,0961 0,lu40 0,12.6 O,lo83 0,1572 0,1775 0,1994 0,2231 0,2490 0,2773 0,3^85 0,3431 0,04j7 0,0519 0,0572 0,0626 0,0681 0,u738 0,0795 0,0915 0.1040 0,1172 0,1311 0,1457 0,1612 0,1775 0,1949 1,2134 0,3322
Вообще возможны только такие соотношения, при которых
Pi< ГТ или <0,77.
1,0 ^z
Для небольшой толщины стенок можно считать, с достаточ-
ной точностью;
Pi
s~r‘7<;.............. •(“>
Полые цилиндры круглого сечейия
145
Примечание. Если цилиндр изготовлен из частей, склепанных или соеди-
ненных каким-нибудь иным образом, то следует принимать во внимание также и
сопротивление соединительных деталей.
Пример. Пусть имеем стальной цилиндр гидравлического пресса с диа-
метром поршня 36 см и внутренним диаметром D/=40 см, служащий для подъема
груза в 224 т. Как велика должна быть толщина стенок цилиндра 5 при Р- =
= 600 кг[см9. z
При диаметре 36 см площадь поршня равна около 1018 см9, так что давление
224 000 , Pi 220
воды р = -1П-=- = 220 кг\см2, следовательно, —=г— = -г-- = 0,367, т. е. < 0,77.
I 1U1O bUJ
По табл. 31, £ = 0,2401 для = 220 и /?г = 6Э0; искомая толщина стенок равна,
таким образом, 5 = 0,2401 • 4) = 9,6 см.
По формуле(14) мы получили бы несколько меньшую величину 5=20*0,367=7,3см.
О вычислении толщины стенок цилиндрических паровых котлов
с внутренним избыточным давлением — см. т. III, отдел „Паровые
котлы".
Защита полых цилиндров от действия внутреннего давления.
Полые цилиндры, подверженные действию высокого внутреннего
давления (например, дула орудий), могут быть изготовлены из
надеваемых друг на друга натяжных цилиндров (колец) так, чтобы
до наступления действия внутреннего давления наружные цилиндры
сжимали внутренние. Это осуществляется таким образом, что каждый
наружный цилиндр надевается в горячем состоянии на вну-
тренний холодный. Этим путем достигается лучшее использование
свойств сопротивления материала.
Обозначим через:
Д—площадь осевого сечения внутреннего цилиндра в см2 на 1 см его длины,
— площадь поперечного сечения натяжных колец в см2 на 1 см длины
цилиндра,
р — внутреннее избыточное давление в кг]см2,
(Ji — напряжение в полом цилиндре в кг\см2,
а2 - напряжение в натяжных кольцах в кг} см9.
Будем считать диаметр 2 г внутреннего
цилиндра (фиг. 122) настолько большим в сра-
внении с толщиной стенок s, что распределе-
ние напряжений по сечениям можно принять
равномерным. Тогда получаем:
а, • ( АА -J- а2 Фиг. 122.
\ /2 Z
При = 250 (чугун) и = 1000 (сварочное железо), если, например, = J2,
= 10J см, р = 75 ат, получим:
75
А = А = юо 25э + 1(Ю0 = 6 см2,
откуда 5t = 60 мм.
Если натяжные кольца плотно прилегают друг к другу, то и 5а=60 мм. В про-
тивном случае, 5а следует брать соответственно больше.
Для того чтобы напряжения и в действительности не превышали приня»
тых величин 250 и 1003, необходим надлежащий способ насадки натяжных колец
или натяжного цилиндра. Для этой цели применяется следующий расчет:
10 Яяк. 254. — HUtte, Справочник для инженеров, т. II.
146 ft* ^ТД- Сопротивление материалов. V. Пластины и сосуды
Пусть означают:
r _ наружный радиус внутреннего цилиндра до насадки колец,
д _ ф) — внутренний радиус натяжных колец до насадки,
а1 л д8 — коэфициенты удлинения материала внутреннего цилиндра и натяж-
ных колец,
Et и £3 — модули упругости,
ех — относительное сжатие полого цилиндра после охлаждения, но до
наступления действия внутреннего давления р,
е8— относительное удлинение натяжных колец в том же состоянии.
Тогда имеем:
Ф = е1 + Ч
и
ф = а2 о2 —
е e . * _ е,
’ 1 1 + (а2/а1) (fll/d 1 1 g2 6
«1 /2
Пример. При = 250, «i = |=10^0oo <Ч*ГУН)’ а2 = 1000’
(железо) Л =/», получаем;
10С0 250 _ 1
Ф“2 0СОООО 1000 000 “ 4000’
откуда
"4000 _ 1
11 “ 1 000 000 ~ 6000 ’
1 + 2 000 С00 *1
_ _ 1_________________1_ = 1
62 * 61 4000 бОиО 12 0J0 '
Напряжения сжатия внутри цилиндра до действия давления жидкости:
= = бббо : 1 ооо ооо = 167 кг!смК
Напряжение растяжения в натяжном кольце до действия давления жидкости:
°" = = 12 000 : 2 000 000 “ 167 кг/см**
Следовательно, давление р само по себе вызывает в полом цилиндре напря-
жение растяжения, равное -Д аг =; 250 -f- 167 = 417, а в натяжных кольцах напря-
жение, равное 1000— 167 =833 к г! см2.
Коэфициент ф получается из расчета весьма незначительным. В нашем примере
разность диаметров составляет лишь: 2*1060*= 0,53 мм.
К этой величине должна быть сделана некоторая прибавка, в зависимости от
состояния поверхностей полого цилиндра и натяжных колец. При вязком материале
колец эта прибавка может быть значительна, так как возможно остающееся вытя-
гивание материала, и внутренний цилиндр от сильного натяжения лишь больше
сжимается, так что при действии давления р его напряжение растяжения получается
меньше.
ней
Разность температур при насадке горячих колец должна составлять, по край-
Ф
мере, / = где aw — коэфициент удлинения натяжного кольца от действия
тепла
Полые цилиндры круглого сечеппл
147
так, например, при <|> =---—------
/ —_____ • — 141°
Ю60 * 80 ООО “ *
В тех случаях, когда толщина стенок полого цилиндра велика в сравнении
с его диаметром, при расчете необходимо учитывать неравномерность распреде-
ления напряжений по стенкам цилиндра г).
Наружное давление (избыточное) ра в Если смятия
стенок опасаться не приходится, то
. .(15)
По смыслу уравнения (15) возможны только такие соотношения,
Ра
при которых j?' или —<0,59.
При незначительной толщине стенок можно принять с доста-
точной точностью:
s-ra'~.....................(16)
Кг
Примечание, приведенное выше в п. 1, действительно также и здесь.
В вышеуказанных формулах нами не принято во внимание благоприятное дей-
ствие днищ, а также и могущих быть поперечных швов. Можно, приблизительно,
учесть это влияние путем выбора несколько большей величины допускаемого на-
пряжения; влияние это тем больше, чем меньше длина цилиндра в сравнении с его
диаметром.
Критическое давление смятия рк полого цилиндра круглого
сечения, сжимаемого со всех сторон и закрепленного на обоих
концах, подобно жаровой трубе, определяется, на основании теории
упругости тонких упругих сосудов по следующей формуле:
(17)
0 Eng.ig. 1909 г., кн. II, стр. 567, графическое изображение теории расчета сил
и напряжений в натяжных кольцах проф. Кайзера, предлож. А. Брембергом.—
Проф. Кайзер, Konstrukiion der gezogenen Geschiitzrohre, 2 изд. 1900 г.
Расчет стальных труб с железобетонным кожухом — см. Клейнлогель,
Bailing., 1920 г., стр. 284.
2) Р. Мизес, Z. d. Vdl. 1914 г., стр. 750. — Ср. расчет толщины стенок
таких полых цилиндров (жаровых труб) по Баху „Allgem. polizeiliche Bestimmungen
iiber die Anlegung vun Landdampfkesseln“ от 17 декабря 1УС8 г., том II.
148 Т. П. Отд. 1. Сопротивление материалов. V. Пластины и сосуды
Здесь означают:
г — внутренний радиус полого цилиндра,
$ —толщину стенки его,
I — его длину (все в слс),
Е — модуль упругости в кг/см'; по Энгессеру, точнее, модуль (Т)
продольного изгиба (стр. 1С4),
п — число волн, образующихся при смятии (фиг. 123 до 124а), доводящее
выражение для р до минимальной величины (см. ниже табл. 31b).
Фиг. 123.
< ::г. 124-
Фиг. 124а.
По Р. Майер-Мита, смятие р при бесконечно длинной трубе
составляет:
pK=EH(slrf..........................(18)
Соответственно этому, бе'конечно дли шая труба из литого железа диаметром
1 ,и, с толщиною стенки 1 см, сминается уже при наружном давлении р =4 кг.'см*.
Таблица 31а. Значения давления рк (в кг[см^
для различной толщины стенок .у и длины I при 7? = 2 ОСЮ ООО кг [см*
100sl2r=0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6
0,1
0,2
0,3
0,4
0,5
0,035 0,28 0,95 2,25 4,4 7,6 12 18
0,18 1,0 2,9 6,6 12,3 17 23 31
0,37 2,1 5,9 13 21 32 47 6G
0,56 3,2 9,3 18 32 51 76 111
0,76 4,5 11 С 25 45 70 Ы 140
i,97 5,5 15 32 55 87 132 190
В таблице вни-
зу справа отде-
лены значение р,
соответствующие
среднему напря-
жению:
р — > 1ЕО0
s
Овальный полый цилиндр
149
Ес пи труба, длила которой /, закрыта с обеих сторон жесткими
днищами, то, в случае свободно вращающихся концов продольных
волокон, будем иметь:
£ / s \3 Л . 7U1 г1 \
Рк~~4\ Г) (1+т*7г/
• -(19)
а при заделанных концах продольных волокон:
9 k1 г[
...........................
(20)
Егли труба усилена рядом насаженных наружных колец радиуса rlt
расположенных на расстоянии I см друг от друга, то хотя оба последние уравнения
для такого случая та~же применимы, надо, кроме того, иметь в виду возможность
совместного продольного и гиба трубы и колец. Если — момент инерции
сечения кольца в соответствующей части трубы, длина которой /, то, в качестве
обязательного условия, должно также существовать соотношение, выражаемое сле-
дующим уравнением:
р' .-= 3 Е .............................• . (21)
d) Овальный полый цилиндр
Если предположить, что полый цилиндр, подверженный внут-
реннему и внешнему давлению, имеет бесконечную длину и оваль-
ную форму сечения с полуосями а и b (в см), то опасное сечение
находится в крайних точках большей оси (2 я); нормальное напря-
жение в этих местах равно, по Р. Майер-Мита
а а2> — in2
’max = Р + 3 Р---------......................(22)
где 5 — толщина стенки, а I? — радиус инерции в см, соответству-
ющий полярному моменту инерции Л кольцевого квадранта
(Jp = и/).
Таблица 32. Радиус инерции ip для труб эллиптического сечения
ь а 7 11 f ? 1 II СО о а " II е = arc sin х (в градусах) ‘р b Примечания
1 0 0 1,00000 Круг
0,984 81 0,173 65 10 1,007 71
0,939 69 0,342 02 20 1,032 09
0,866 03 0,500 00 30 1,077 35
0,766 04 0,642 79 40 1,152 74
0,642 79 0,766 04 50 1,278 40
0.500 00 0,866 03 60 1,503 40
0,3:2 02 0,939 69 70 1,982 25
0,173 65 0,984 81 80 3,521 04
0 1,000 00 90 оо Прямая
150 Т- И. Отд. 1. Сопротивление материалов. V. Пластины и сосуды
Пример. Для железной трубы эллиптического сечения с полуосями а = 80 и
() = 40 см, при наличии избыточного давления р = 1,3 кг{см9, требуется установить
такую толщину стенок у, чтобы напряжение железа составляло атах= 1200 кг; см2.
Ъ : а = 0,5 х = sin е = 0,866 03; е = 6j°;
ip = 1,503 40 • 40 = 60,14 см.
Из уравнения
1,3 • 80 3 • 1,3 • (802 _ 6о,142)
1200 “ “7s Н sa
получаем:
, = 3.01^
1200 1200 *
Для а= 80, b = 78,80 см, р = 1,3 получается s = 0,6 см. При круглом сечении
(а = 80) потребовалось бы лишь з = ^оо" = см*
е) Полый шар
Пусть обозначают:
г/ — внутренний радиус в см,
га — внешний радиус в см,
S = Га — г^ — толщина стенки в см,
р[ — внутреннее давление в кг]см\
ра — внешнее давление в кг}см2,
сг— напряжение радиальное в кг/см9,
Of— напряжение, перпендикулярное к нему, в к г;см9.
Имеем трехосное напряженное состояние.
Одно главное напряжение аг, два других, перпендикулярно
направленных к нему главных напряжения, равны az.
Наибольшее растягивающее напряжение, положительное удли-
нение и касательное напряжение будут во внутренних волокнах
шара. Там они равны:
°r = ~Pi
= {Pi [1 + 2 (r,-/ro)3] - 3Pa]: 2 [1 - (r,./ra)3]...(1)
Если рассчитывают пустотелый шар из вязкого материала по
гипотезе наибольших касательных напряжений (стр. 12), то имеем:
2 W = 1.5 |(Р,- - Ра)\: [1 - (г,/га)3] < Яг;.........(2)
отсюда
о___________________________________________________
Г а = G-: ................(3)
Если рассчитывают шар из хрупкого материала по гипотезе
наибольшего нормального напряжения (стр. 12), то при действии
одного только внутреннего давления имеем:
2_______________________
ra ~ ri''V + 2 Pi) --(fit-Р{)....................(4)
Полый шар
151
При незначительной толщине стенки $ можно при-
нять rz 7^ га тъ г и
„ (Pi — pjr
R* ~ 2s ........................
В случае применения теории прочности С. Be на на расчетные
формулы получают следующий вид:
1. Внутреннее избыточное давление pi в кг!см\
‘Г
r-='‘V ..............|6>
По смыслу этого уравнения возможны лишь такие соотноше-
НИЯ, ДЛЯ которых р^-убуИЛИ 1,54.
Наибольшее напряжение растяжения имеет место на внутрен-
ней поверхности в направлении, касательном к последней.
Для небольшой толщины стенок можно с достаточной сте-
пенью точности принять:
Pi
......................(7)
Примечание. Если полый шар составлен из отдельных частей, склепан-
ных или соединенных каким нибудь иным образом, то следует принять во внимание
также и сопротивление соединительных деталей.
2. Наружное избыточное давление ра в кг/см\ Если смятия
стенки не ожидается, то
= ri Rz-1,05 ра.............................................(8)'
По смыслу этого уравнения возможны лишь такие соотноше-
^z Ра л Qc-
ния, для которых или <0,95.
Для небольшой толщины стенок можно принять с доста-
точной точностью:
.......................О)
Примечание к п. 1 (см. выше) действительно также и для данного случая.
Примечания к пп. а) - е). Плоские плиты, изготовленные из
достаточно вязкого материала, прогнувшиеся под действием нагрузки,
обладают в таком прогнутом состоянии большим сопротивлением,
чем то, которое они имели в своем первоначальном виде.
Если плита или сосуд износились, например вследствие
ржавления и т. п. явлений, то расчетная толщина стенок должна
152 T. IT. Отд. 1. Сопротивление материалов. VI. Стержни с лом. осью
быть увеличена на величину, соответствующую этому износу. В тех
случаях, когда по соображениям, связанным с условиями изгото-
вления, доставки, установки или вследствие ожидаемой разницы
температур, толщина стенок должна быть больше той, которая дается
вышеприведенными уравнениями, все эти соображения также должны
быть надлежаще отражены.
VI. Стержни с ломаной осью
1. Основания расчета. Если произведение двух (или несколь-
ких) количеств представляет механическую работу, то одно из них
или произведение нескольких с размерностью кг или смкг назы-
вают о б о б щ е н н о й с и л о й или первой координатой,
остальные сомножители с размерностью см или без размерности
называют обобщенным перемещением или второй
координатой работы.
Согласно этому определению, сила или момент силы, а также
произведение их на отвлеченное число суть обобщенные силы,—
первые координаты; стрелы прогиба, углы поворота, удлинение, угол
сдвига при кручении — обобщенные перемещения, — вторые коор-
динаты.
Теорема Кастильяно. Общая формулировка теоремы Касти-
льяно может быть следующая:
Частная производная потенциальной энергии
системы по первой координате, обобщенной силе,
дает вторую — обобщенное перемещение или
наоборот.
Доказательство теоремы Кастильяно. 1. Лемма Клапейрона. Согласно
стр. 8, 15, 27, 69, 74 потенциальная энергия внутренних сил при растяжении пря-
мого стержня имеет вид:
........................W
или по введении внешних сил
где Д I— абсолютное удлинение.
То же при сдвиге UB — —- v —---?.........................
8 2 2
или по введении внешних сил
и - p-h-
8 2 GF '.........................
где th — абсолютная деформация сдвига,
т
При кручении = —®_ v . .
“ 4G’ ......................
или по введении внешних сил
Mdl
Ud=~2~ = 2 <jJ„..........................
где — крутящий момент, а <р — угол кручения.
(3)
(4)
(5)
(6)
Теорема Кастильяпо
153
Наконец при изгибе: для случая нагрузки сосредоточенной силой (Р), на рас-
стоянии а и Ъ от опор потенциальная энергия равна;
I
/Мх dx Р Р сГ Ь’
Ч EJ ~ 6"Ё7 * “Р Г...................(7)
о
стрела прогиба равна:
РР а2 Ь-
3 EJ ' Р Р
следовательно
-4........
Если будет приложено несколько сил Ръ Р2 и Р8 и т. д. то по принципу нало-
жения потенциальная энергия принимает вид:
Z = 0, 1.2...П
и0 = 2 ..........................(9)
Сравнивая все выражения потенциальной энергии, легко усматриваем их
общие свойства:
1. Потенциальная энергия внутренних сил равна полосине произведения пер-
вой и второй координаты.
2. Потенциальная энергия внутренних сил является ф; чцией второй степени
от первой (также второй) координаты.
В этом заключается лемма Клапейрона.
Выражение потенциальной энергии не всегда имеет вил функ пи второй сте-
пени, и, сталобыть, лемму Клапейрона нельзя считать приложимой ко всем случаям
действия сил. Тем не менее случаи, к которым лемма не относится, очень редки.
2. Закон сохранения энергии для упругой системы. Закон
сохранения энергии полностью применим к упругим телам с одним,
однако, ограничением.
Всегда полагают, что работа внешних сил и кинетическая энер-
гия масс, которые вступают в те или иные взаимодействия с упру-
гими телами, преобразуются в равное количество потенциальной
энергии упругого тела или системы упругих тел.
Упругие тела и системы обладают только одним этим видом
энергии — потенциальной и не воспринимают действие внешних
сил и масс в какой-либо иной форме.
Поэтому изображение закона сохранения энергии для случая
упругих тел следующее:
Ae + Ke=U0...........................(Ю)
где Ае — работа внешних сил, Ке — кинетическая энергия взаимо-
действующих масс, a UQ — потенциальная энергия упругого тела
или системы.
Опыт не оправдывает положения, что кинетическая энергия упругих тел равна
нулю: деформированные тела нагреваются, при разрушении появляются свет и
звук — это виды кинетической энергии, но все эти явления заслуживают учета лишь
в области пластических деформаций; для упругой части деформаций они незнаг
чительны,
154 Т. II. Отд. 1. Сопротивление материалов. VI. Стержни с лом. осью
3. Теорема Кастильяно. Для случая трех обобщенных сил, вы-
зывающих деформации fb f2, выражение потенциальной энергии
внутренних сил имеет вид по лемме Клапейрона
ие =
(И)
2 '
Положим, что сила Р3 испытала бесконечно малое изменение $ Р3.
Вследствие возрастания силы Р3 точки приложения всех сил полу-
чают новое положение.
При переходе к новому положению приложенные силы произ-
ведут работу, сумма которых составится из:
1) работы силы равной Рг б Д
2) работы силы Р2, равной Р2 б Д
3) работы силы Рз, равной Р3 б Д
4) работы силы 6 Р3, равной 5
В выражение работы последней силы включен множитель так как предпо-
лагается столь медленное введение в действие этой силы, при котором в любой
момент существует пропорциональность между силой и производимой ею дефор-
мацией.
Изменение работы всех приложенных сил (вариация работы)
РаВНа /=1,2,3
6А= J] р/8Л+—2Л.......................(12>
Пренебрегая последним членом как величиной второго порядка ма-
лости по сравнению с каждым из слагаемых под знаком суммы, получим:
Z = l, 2, з
5А= V ...........................(13)
Изменение потенциальной энергии балки вследствие возраста-
ния силы оР3 может быть найдено математическим путем. Состав-
ляя частную производную от выражения потенциальной энергии
по силе Р3, имеем:
££=А , Л rm
дР3 2 дР3 2 ’ дР3 2 ’ дР3 "г 2 ’ ’ '
[Здесь последние два члена представляют производную произведения !
в этом произведении оба множителя — переменные величины, в то время как в пер-
вых членах Рг и Р2 сохраняют на пути 5 Д и б/2 постоянное значение.]
Вариация потенциальной энергии должна быть написана:
z=l, 2, з
д U Vi 1 d f i /з
но !и=т№р>- 2 Trp<?K!P-+-sp-
П0ЭТ0МУ / = 1,2,3 _
8^= У ^/-2~ + 4’оРз..................<16)
Теорема Кастильяно
155
Вспоминая, что все изменения происходят медленно со скоро-
стью, равной нулю, считаем силы инерции масс балки также равными
нулю. Тогда, по закону сохранения энергии, полагаем, что работа
внешних сил переходит в потенциальную энергию внутренних сил
полностью, т. е. 6 А = б U.
Внося сюда выражения вариаций работы внешних сил и энергии
внутренних сил, получим
т. е. или
Работа сил первого состояния системы на
перемещениях во втором состоянии ее равна
работе сил второго состояния на перемещениях
в первом состоянии (теорема взаимности Бетти-
Максвелла).
Подставляя обратно в выражение потенциальной энергии (16),
будем иметь:
1£/ = /з^з.
или по замене
окончательно
............................................................<19>
То же следует заключить и относительно всякой другой силы
этой системы. Поэтому можно написать вообще
У- = (теорема Кастильяно) . (20)
Следует заметить, что среди сил могут быть и такие, направле-
ние которых противоположно перемещению точек приложения их.
Тогда знак производной будет — (минус).
Следствия теоремы Кастильяно. 1. Если точка приложения
какой-нибудь силы не может перемещаться по условиям связей
(фиг. 125, точки В), тогда, очевидно,
ЙН..........................
В двух случаях, представленных на фиг. 125 и 126 и им подоб-
ных, обобщенная сила является величиной, внешне статически не-
определимой.
156 Т. II. Отд. 1. Сопротивление материалов. VI. Стержни с лом. осью
Поэтому 1-е следствие можно выразить следующим образом:
частная производная потенциальной энергии
системы по внешней статически неопределимой
первой координате равна нулю.
Иногда 1-е следствие, составленное в этой Форме называют
2-й теоремой Кастильяно.
2. На фиг. 127 представлен случай балки, внешне статически
неопределимой (в отношении опорных реакций А и МА). Вместе
Фиг. 125.
с тем она также внутренне статически неопределима относительно
усилия X, посредством которого происходит передача нагрузки
с 1-й балки CD на 2-ю DE.
На фиг. 128 изображена арка, которая внешне статически опре-
делима, а внутренне неопределима (статически): усилие затяжки АВ
не может быть определено статически.
Выделим 1-ю балку из системы фиг. 127.
Тогда нагрузка ее изобразится фиг. 127а.
Для 2-й балки системы нагрузка имеет вид фиг. 127b.
Обозначим потенциальную энергию первой балки через Up
Стрела прогиба в точке D будет, по теореме Кастильяно, равна:
_ dU
f-D дХ>
причем здесь поставлен знак —, так как несомненно, что переме-
щение точки D противоположно направлению силы X.
Для второй балки потенциальная энергия равна Up Стрела про-
гиба ее в точке D равна, по той же теореме,
f>
'D~ дХ '
причем направление силы X для этой балки совпадает с направле-
нием перемещения.
Теорема Кастильяно
157
Совершенно очевидно, что в системе балок точка D имеет
только одно перемещение.
Поэтому fD =
и
или
_дЦ_х dU2
дХ дХ
дХ дХ °........................
Но само собой разумеется, что потенциальная энергия системы
равна сумме потенциальных энергий входящих в нее балок, т. е.
U' + U2=U0,...................(b)
где означает потенциальную энергию системы.
Тогда диференцируя (b) по X, получим:
р
(22)
Сравнение с предыдущим уравнением (а) дает
J^-o .
дХ ‘ '
т. е. частная производная потенциальной энергии
системы по внутренне статически неопределим ой
первой координате равна нулю.
Это — второе следствие теоремы Кастильяно. Оно называется
иногда теоремой Менабреа, а чаще теоремой о наименьшей работе
деформации.
Причина последнего названия ясна из последующих соображений. Функция
энергии UQ всегда и определенно положительна, таковы же и ее производные. Со-
гласно (22), ее производная равна нулю, следовательно в этот момент UQ или макси-
мум или минимум. Но так как UQ может быть только положительная, стало быть,
величина при условии только минимум. Отсюда — и название.
Оба следствия теоремы Кас:ильяно могут быть соединены
в одно положение следующего вида:
частная производная потенциальной энергии
упругой системы по статически неопределимой
первой координате равна нулю.
[Приложения метода Кастильяно. Теоремы могут быть использованы для
определения статически неопределимых величин балок, валов, жестких рам, арок,
стержневых систем и пр., а также для определения перемещений любой точки та-
ких систем].
4. Фиктивные силы и моменты. Для определения перемещений
удобно введение понятия о фиктивной силе и фиктивном моменте
158 т- П. Отд. 1. Сопротивление материалов. VI. Стержни в лом. осью
Допустим, что необходимо определить перемещение точки А в системе фиг. 129.
Прилагаем силу PQ в точке А. Эта сила и называется фиктивной.
Выражение потенциальной энергии балки должно быть написано:
UQ =
1
2 EJ2
а I
Р0(х-а)М*
О а
Частная производная по Ро дает перемещение по направлению Ро при наличии
обеих действующих сил. Если же в выражении производной приравнять Ро = О, мы
получим стрелу прогиба только в том значении, которое соответствует одной дей-
ствующей силе Р, т. е. найдем искомое перемещение.
Именно
а
По этой формуле можно узнать стрелу прогиба в любой точке, в том числе
и на конце.
В случае надобности отыскать в той же точке А угол поворота, прилагаем
там момент Af0, который также называется фиктивным.
Действуя в полной аналогии с предыдущим, имеем
а I
U°~2kf ^+2^ f +
О а
и
I
-| дМ0 |тИа = 0“ EJZ J lPx+Q'dx- 2EJz
а
При
. , РР
Ь = 1 и а = 0: <р = срр= -щ- .
Возможное графическое решение интегралов для этой задачи и подобных
(способ Mohr’a). см. ниже пример 2 и след.
а) Влияние повышения и понижения опор
Пусть продольная балка лежит на трех поперечных, равноотстоящих друг от
друга и нагружена силой Р посредине (фиг. 130).
Требуется выяснить, какая часть нагрузки приходится на каждую балку.
Для определения реакций можно воспользоваться тем условием, что в местах
соприкасания продольная и поперечная балки имеют общий прогиб. Вследствие сим-
метричности нагрузки крайние опорные реакции будут равны между собой, и на
основании условий статики мы можем написать:
2At + А0 = Р.
Второе уравнение получаем геометрически, а именно;
Л=/.-/*•
Кроме того, известно, что стрелы прогиба балок на двух опорах будут для
средней балки
Л “ 48Д4
Влияние повышения и понижения опор
159
И крайней балки _ AJ3
71 “ 48EJ^
Далее, считая каждую половину продольной балки, как брус длиной Zo/2, за-
крепленный одним концом и нагруженный силой ДА, мы можем написать выражение
для стрелы прогиба следующего вида:
1 Л1(т) _ 1 AJJ
11 3 £// 24 ЕРг'
Таким образом мы получаем следующие два уравнения:
. £ ДЛа __ Д</3 А,Р
’ 24 EJZ“ 48EJZ 48EJg1
b) 2Ai + До = P.
Преобразуя их и решая, будем иметь:
Если крайние опоры жесткие и только расположены ниже оси долевой балки
Обозначая выражение в скобках через р, напишем для уравнения (с)
Дх = Мо.
Делая подстановку в уравнение (Ь), имеем
л Р л _ №
Л°“1 + 2рИЛ1 14-2
Соответственно для уравнения (d) получим:
Р MEJZ°
Л° = Т+
р 24EJJ
л‘ = т+-/7-/‘-
160 Т. И. Отд. 1. Сопротивление материалов. VI. Стержни с лом. осью
Оба значения оказываются всегда положительными, т. е. случай передачи
груза Р на три поперечины всегда возможен: продольная балка, передавая давление
груза Р на среднюю поперечину, одновременно своими концами производит дав-
ление на две другие поперечины.
[При большом числе поперечин это не будет правилом.]
Допустим, что все балки имеют одинаковый момент инерции, т. е.
^z . Jz . i
т-у,- = 1 и -у-г- = 1, а также — = 1.
J z Jz L
14 1
Тогда р=-—иЛ0 = —Р, ЛА = —Р,
о о о
т. е. средняя поперечина испытывает давление со стороны продольной балки втрое
больше, чем две другие.
Теперь допустим, что
т. е. поперечные балки имеют одинаковые моменты инерции, продольная же балка
ио сравнению с поперечными очень жесткая.
В этом случае 0 = 1 и Лх -- Ло = —-,
О
т. е. давление распределяется равномерно на все поперечины.
Наконец Jz/ J*z = 1, Jz/^z^ = °°»
т. е. поперечные балки имеют одинаковую жесткость, а продольная балка в срав-
нении с ними слабая. Тогда
0 = 0 и Ло = Р, Л! = О,
т. е. все давление передается лишь на среднюю поперечину.
Отсюда заключаем, что, меняя моменты инерции, можем достичь желаемого
для нас распределения давления на поперечины.
Теория балок на упругих опорах дает руководящие указания при проектиро-
вании междуэтажных покрытий, настилов под баки, опор для валов и пр.
Ь) Применение теоремы Кастильяно
1. Ступенчатый вал. При применении теоремы интегрирование
можно производить только в пределах отдельных участков, на кото-
рых не изменяется поперечное сечение и модуль упругости, также
изгибающий момент, представляется исправной линией — прямой
или кривой. На фиг. 131 изображен вал на двух опорах. Вообразим
его закрепленным в точке В и подвергающимся на свободном
конце действию реакции опоры Р. Разбивая вал на четыре части и
пренебрегая работой поперечных сил, получим:
I ч а с т ь: Afj = Рх III ч а с т ь: Afni = Рх
П часть: Мп = Рх IV ч а с т ь: Afiv = Рх.
Потенциальная энергия вала равна:
Л /з
2 /* 1 г 1 [*
= / <Px^dx+ + +
0 /1
Z4
+ 2£^ f (Px^dx‘
Применение тёоремы Кастильййо
161
Общее вертикальное перемещение точки Р будет /, т. е.
[Р Р /3 Р »3 ,3
— I 1'2 ~ 1 I 3 2 3
EJ,' EJ2 + EJ. EJ, J’
или, если наибольший момент инерции J, и общую длину I, выне-
сем за скобки:
j, ‘I л (4-Ф л
3EJ4 j4 /4 J2 J3
Так как величины, стоящие в скоб-
ках, такие числа, для определения ко-
торых достаточно счетной линейки, то
Фиг. 131. Фиг. 132.
это уравнение быстрее приведет к цели, нежели графический способ
расчета по Мору, тем более, что кубы чисел могут быть взяты из
таблицы.
2. Коленчатый вал. Дан коленчатый вал на двух опорах
(фиг. 132). Моменты инерции его сечений Jl, J2, J3. Пусть сила ша-
туна действует в плоскости колена. Так как вследствие жесткости
соединений (отмеченных на чертеже) углы сохраняют постоянную
величину, то разбивают левую часть в^ла на три части и в этом
случае общее перемещение точки D будет: /0 =Д-|~/2+/з*
1 ч а с т ь: Afj = Ах
II часть: Мп = А1, — постоянный момент
III часть: Л1П1 = A (/t х), тогда
/=1.2,3
pi\i2 pi\i3 pijI
Г°_6Е/1+2£7,+ 2EJ3 + 2£J3 +6£Ja‘
JI Зак. 254.— Hiitte, Справочник для инженеров, т. II.
162 Т. И. Отд. 1. СопрОтивЛеййе материалов. VI. Стержни t лбМ. осью
Рассматривая подинтегралъную функцию, найдем, что верти-
кальное перемещение точки D будет:
В этом уравнении сумма первого и последнего интеграла дает
прогиб прямого вала (способ Мора), а второй член выражает
влияние колена. Формулу
Afn dx
EJ?
можно рассматривать как умноженный на статический момент
^2
прямоугольника, основание которого j* dx = Z2 = щеке мотыля и
о
высота которого есть —центр тяжести прямоугольника отстоит
на расстоянии /х от точки А, и, таким образом, совпадает с осью
теки колена. При применении графического способа Мора полу-
чается, что воображаемая грузовая площадь балки увеличивается
на величину площади этого прямоугольника, которую можно рас-
сматривать как сосредоточенную, силу (фиг. 132).
Первый член уравнения выражает вертикальное перемещение
точки D под действием силы Д, если предполагается, что балка за-
креплена в середине щеки мотыля. Если поперечное сечение изме-
няется. величину этого перемещения вычисляют согласно п. 1 (стр.
160—161). В отношении жестких углов принимают, что момент инер-
ции поперечного сечения жесткой части балки бесконечно велик
и потому частное M/J2 равно нулю. Площадь М J2 при применении
графического способа уменьшается на величину, соответствующую
жестким участкам, так что для случая, предстазленлоцр на фиг. 132,
принимается во внимание только заштрихованная площадь. При чис-
ловом расчете влияние жесткости углоз учитывается следующим
образом: если мы представим себе, что цапфа коленчатого вала
(фиг. 133) укреплена в точке Р, тогда получим:
I I
2 2
М_ дМ _
EJ дА ~
1 Р я PZ3 Р(2а3)
EJ 2 48£J 48£J ’
9
Применение теоремы Кастильяно
163
Для величины а — в шейке Эясслин дает половину толщины
щеки вала, для щеки мотыля а' = з/4 радиуса вала. Е. Меуег
опытным путем определил а и а' и нашел, что при а = Ь/3 и
а' = г/4 получается достаточное согласие между данными опыта
и расчета (Ь — толщина щеки, г — радиус вала).
3. Жесткая двухшарнирная рама. Рама имеет одну статически неопредели-
мую величину, за каковую удобно принять горизонтальный распор Н. Пусть
Rq есть равнодействующая всех действующих на АВ сил, тогда получим:
b а
А = Ro В = Ro .
По теореме о наименьшей работе деформации имеем: = 0, где Uo — по-
и Л
тенциальная энергия системы. 1^
Фиг. 134.
Фиг. 133.
Пренебрегая поперечной силой и обозначая и /\ - момент
инерции и площадь поперечного сечения, получим для I части
рамы;
MY=Hy, Nt = A = R^.
Для II части рамы будем иметь:
= Мо - Hh, = Н,
где под Af0 подразумевается момент для простой балки АВ.
Полагая, что III часть рамы имеет те же размеры, что и часть I,
будем иметь:
Ё^_2/да, l‘Madx
дН~ 3 EJ, + ££а + £Ja £Ja J 0
0
Из условия = 0, находим:
i
j* MQ dx
H о.
"4 4 l F^)
164 П- ^ТД- Сопротивление материалов. VI. Стержни с лоМ. ОСЬЮ
I
В этом уравнении j* M$dx представляет значение моментной
о
площади, соответствующей простой балке CD. Если, например, на
балку CD действует только сила /?0, то в таком случае моментная
Rc\ ab
площадь Мо будет треугольником с высотою —~— и величиной
площади
1
J* Modx = — RQab.
о
Равномерно распределенная нагрузка q кг/м дает эпюру мо-
/2
ментов в виде параболы с высотою q-^t величина моментной пло-
о
щади будет:
1
У Мо dx = qPin.
О
Если имеются налицо отдельные сосредоточенные силы Р и
одновременно равномерно распределенная нагрузка q кг)м, то мо-
жем написаты.
I г = 1,2,3
/ Мй dx = 1 2 Ri “i bi + qP/U,
6
следовательно,
i = 1,2,3
H _ ;P + 6
К' + Ит + гМ
Фиг. 135. Когда статически неопределимая вели-
чина И найдена, то полную эпюру моментов
получают сложением эпюры Мо простой балки CD и эпюры мо-
мента, вызванного горизонтальным распором Н.
С помощью эпюры моментов можно легко определить появляю-
щиеся напряжения.
Если к данной вертикальной нагрузке присоединяется боковая
нагрузка вследствие ветра, то в этом случае рекомендуется про-
извести особое исследование. Из £ X* = 0 следует (фиг. 135):
Применение теоремы Кастильяно
165
где в кг)м обозначает равномерно распределенную
стержня AD-, следовательно,
= <hh — II-
I часть: изгибающий момент — ML = qrhy — Ну — у qty2
II часть: Мп = Вх— Hh
III часть: МИ1 = — Ну.
Потенциальная энергия равна
h
нагрузку
h
Г Af? dx
J + ъ
0 Q
о
Отсюда
~ дз г Л_ __
дн EJt 3 EJ2
q^l 5
4EJ2 24 EJr “
и
qxh 6 + 5*
3 + 2/г’
где
k-^JL
Jx I
Наибольший изгибающий момент равен
_^2[Hfe + 18]2
^max- 128 L 2Л+Г1 *
Моменты в точках
_ _. 3qth2 k + 2
D-Md^
C-Mc------
VII. Напряжения от центробежных сил инерции
1. Свободно вращающееся кольцо. Растягивающее напряжение,
которое испытывает поперечное сечение свободно вращающегося
со скоростью v CMjcex кольца под действием центробежных сил,
будет равно:
a = YV2/g, . .............. (1)
где y — удельный вес материала Кольца в кг!слР, g = 981 см!сек2,
g — в кг!см2.
Радиальное удлинение кольца равно
e = a/E = p2/£g;................ (2)
половина его абсолютного расширения, если радиус г выражен в см,
равна;
Дг = ег = r^v2!Eg. ,........... . . (3)
166 Т* II* Отд. 1. Сопротивление материалов. VII. Влияние сил инерции
2. Свободно вращающийся стержень. Наибольшее растяги-
вающее напряжение свободно вращающегося около своей централь-
ной оси призматического стержня длиною 2 г, крайние сечения
которого имеют скорость v см1ськ, равно в среднем сечении:
°max = Y «®/2 g,.................... (4)
т. е. вдвое меньше, чем в кольце одинаковой массы при одной и
той же скорости.
Удлинение стержня на длине от середины до концевого сечения
равно:
Дг= (f v2r)/(3Eg)................... (5)
т. е. составляет только одну треть радиального абсолютного удли-
нения кольца. Если кольцо и стержень соединены между собою, то
последний будет стремиться уменьшить деформацию первого, и
поэтому кольцо испытывает между двумя спицами (присоединен-
ными стержнями) дополнительное напряжение от изгиба; но спицы,
которые должны принимать на себя центробежные силы кольца,
будут нагружены сильнее, чем дает указанная формула,
3. Вращающийся диск постоянной толщины-
Пусть обозначает:
— внешний радиус в
Го — внутренний радиус в см,
s — толщина дчска в см,
г—произвольный радиус в см,
аа и <3i — радиальные напряжения во внешних и внутренних волокнах в кг/см*,
В и b — длина ступицы и ширина обода в см,
Н и h-— толщина ступицы и обода в см.
Во внутренних волокнах действует напряжение и (фиг. 136).
Нормальное напряжение в осевом направлении: сх = 0.
Напряжения равны:
°'=i?!(3 + (x)(/?o+ro + D2 / 2 \ + да~2 ° 2 (1 4--°-)— ° 8g г» 2 , Г° + ’<"п2 2 /?о“го § +_^ s W о I м л । : см s”< w о L, • X + «о + л 1 7 — - 1 =\° 1 Q 1 О1'Ф W о I сз ©I u X Jo + * n-° СЧ О 1
Напряжения от центробежных сил инерции 167
Первые члены этих выражений зависят от центробежных
сил, вторые и третьи от внешней или внутренней нагрузки.
Для диска без отверстия в этих уравнениях нужно поставить г0 = 0.
Под действием центробежных сил возникает наибольшее
растягивающее напряжение в тангенциальном направлении у вну-
треннего края диска:
-^[(3 + rt^ + (l-H)r02]«^(3 + p.)/?02 . .(8)
для малых отверстий и если также f0!R0 мало по сравнению с единицей.
Напряжения и равны нулю, так что здесь будет одно-
осное напряженное состояние.
Для полного диска, напротив, в центре его (г = 0) действует
в двух направлениях следующее напряжение:.
Фиг. 136.
Фиг. 137.
Таким образом оно вдвое меньше, чем соответствующее напря-
жение в диске с малым отверстием.
4. Диск с ободом и слабой ступицей. Внешний и внутренний
радиус ступицы отличаются очень незначительно (также как и
обода), так что можно принять одно и то же напряжение и удли-
нение по всему поперечному сечению. Внутренний радиус диска
равен среднему радиусу ступицы, г0 — внешний диаметр диска —
равен среднему диаметру окружности обода /?0. Размеры по фиг. 137.
Для ступицы, которая нагружена внутренним давлением pit внеш-
ним растягивающим напряжением и центробежной силой, на-
пряжение будет равно:
_ Pi'о Т“2го . ”isro
°" И + g + ВН
(Ю)
Для обода, который нагружен внешним растягивающим напря-
жением ра, внутренним растягивающим напряжением са и центро-
бежной силой, напряжение равно:
Ра Ro . Тш2/?о ^0
— Л g °а bh
168 Т. П. От, 1. Сопротивление материалов. VII. Влияние сил инерции
Для диска имеют место уравнения —
для внутреннего края.
+ °й —
II
"О
/?р + г20 .
(12)
для внешнего края:
fu>2
ata~
4j[(3+n) r20+ (1 - H)/?o
, Яо+'-о
01 *0- 'о
(13)
= °
ап* __ 2
^0 Г0
ага °а •
Так как удлинение внутренней окружности диска равно удли-
нению ступицы, а удлинение внешней окружности диска удлинению
обода, то будем иметь:
Фиг. 138.
ап = °и — Р-........................(14)
°к = ’«а — Р’а......................(15)
При заданных размерах из шести
уравнений (от 10 до 15) можно найти
шесть неизвестных напряжений: ам, аА,
°t> °И И <3ta.
Для того чтобы избежать повыше-
ния напряжений в местах соединения
диска с ободом и ступицей, необходимо
предусмотреть постепенные пере-
ходы сечений.
5. Вращающийся диск равного со-
противления. Если вращающийся диск
нагружен на своем внешнем крае радиальными растягивающими
билами (фиг. 138) так, что напряжение равномерно распределено
по толщине sa, то можно придать диску такую форму, что во всех
точках напряжения будут иметь одну и ту же величину (тело рав-
ного сопротивления). При этом принимают, что меридиональная
линия не будет иметь больших углов наклона к средней линии
Профиля, поэтому можно положить всюду = 0,
Напряжения от центробежных сил инерции
169
Толщина диска 5 на расстоянии г от оси вращения будет равна:
-................. (16)
здесь со —угловая скорость [сек-1], е = 2,71828 . . .
Зависимость между внешней нагрузкой диска по его поверх-
ности, размерами обода, нагрузкой обода и напряжением в нем
определяются точно так же, как в случае диска
постоянной толщины (сравнить уравнения 11
и 15); именно:
_ __ Ра ^0 I „ “2 р2 eSa^0 П7.
^=-й- + Т —-----------bh~- . (17)
и
сА = а(1 — р.).
Приравнивая, получим уравнение, из кото-
рого по трем величинам sa, b и h по выбору
можно определить одну из них,
6. Диск равного сопротивления с отверстием и сильной
ступицей. В диске равного сопротивления с отверстием напряжение
во внутренних волокнах почти удваивается. Диск должен полу-
чить сильную ступицу, чтобы в месте соединения ступицы и диска
возникло радиальное растягивающее напряжение а, которое было бы
равно действующему всюду в диске напряжению. Для ступицы
(фиг. 139), которая выполнена в виде диска постоянной толщины,
действительны уравнения 6 и 7.
Пусть обозначают:
rj — внутренний радиус в см,
Г[ — внешний радиус, равный радиусу в месте присоединения к диску
равного сопротивления в см,
Pl — радиальное внутреннее напряжение в л-?/слс2,
as/B — радиальное внешнее напряжение в кг{см2,
s — толщина диска в месте примыкания к ступице в см,
В — длина ступицы в см.
Напряжения во внешнем краевом сечении ступицы и cri
вызывают удлинение ati/E — ^ri/Et которое должно быть равно
удлинению внутренней окружности диска а (1 — p)/Et
Отсюда
Г- (1~Н) + ^ (1+н)
*________п)_____
2 2
2 г
+ /^-2—s—'-U-H)......... (18)
ri
170 T. II. Отд. 1. Сопротивление матер,- VIII. Колебания упругих систем
По этому уравнению можно определить величину В в зависи-
мости от и rz- или по выбору другую.
Наибольшее напряжение ступицы будет в ее внутренних во-
локнах; здесь оно равно.
ъ
=if [(3+и) <+(1 - и) г° ]+ 2 ° i- +
i i0
r2f + r'i
+ Pi-2-----z’’...........••••' <19>
Г1 ~
°ria=-Pi-
Для того чтобы избежать повышения напряжений в местах
соединения ступицы и диска, следует предусмотреть постепен-
ный переход сечений.
VIII. Напряжения вследствие колебаний упругих
систем
Колебания упругих систем при некоторых условиях могут вы-
звать значительные и потому опасные напряжения.
Различают два рода колебаний:
, а) свободные, под которыми разумеют колебания, происходящие
без участия внешних сил и зависящие от свойств самой системы, и
Ь) вынужденные, при которых непрерывно действует возбу-
ждающая сила.
Колебания различают по амплитуде и частоте.
Амплитудой называется наибольшее расстояние колеблю-
щейся точки от ее среднего положения.
Частота —это число колебаний в одну секунду. Произве-
дение числа колебаний в одну секунду на 2к называется круго-
вою частотою. Продолжительность одного полного колебания
называется периодом. Период измеряется в секундах.
а) Свободные колебания
Для всех простейших случаев деформации можно употреблять
одно выражение для периода свободных колебаний:
и для частоты ___
*0 = VgPht >
где:
для растяжения = QqI/EF,
Свободные и вынужденные колебания упругих систем 171
для кручения hst = ,
для изгиба hsf. = fst = <х Q’PjEJ^
а зависит от опорных условий (см. отдел „Изгиб", стр. 16).
Здесь Q — вес диска (другого тела), i — радиус инерции его, I — длина вала
(стержня), /-'—площадь сечения, /2 и — экватэриачьные и полярные моменты
инерции сечения стержня и вала, Г и G —модули упругости, — частота колебаний.
Ь) Вынужденные колебания
Возбуждающую силу в общей формуле можно выразить:
Ct — S (Со sin + C'o cos ikt)9
где i = 0, 1, 2 и т. д.
Величина k характеризует частоту основных вынужденных
колебаний:
2 k, 3 k, 4 k и т. д. — так называемые высшие гармоники (обер-
тоны).
В присутствии сопротивлений уравнение колебаний будет
m + 2р + а у = S (Со sin ikt + CQ cos ikt),
n dy
где m — масса тела, — сопротивление, пропорциональное ско-
рости, a — упругая сила для 1 см деформации.
Обозначим = и, — = kQ, где п — коэфициент затухания и
k0 — частота собственных колебаний (свободных).
Решение уравнения:
у = е ~~nt A sin (kQt + + S N sin (ikt -|- Z,z).
Если принять 1= 1, то
^=---------------------- с°----------- -,
|/~ (^ —#У4-4лгА!2
где —амплитуда колебаний.
При п = 0 и Со = О получим свободное гармоническое колеба-
2 ~
ние с частотой kQ и периодом Г= — .
При А = 0 имеем вынужденные колебания с частотой k.
Кривая изменений амплитуды в зависимости , от k[kQ будет ку-
бическая гипербола (фиг. 140) при л = 0 и парабола при
При k = kQ амплитуда и, следовательно, напряжения бесконечно
(или очень) велики — и система разрушается. Момент равенства
k = k0 определяет наступление упругого резонанса ма-
шины и сооружения (дымовых труб и др.)
172 Т. II. Отд. 1. Сопротивление матер. VIII. Колебания упругих систем
Если £/&0> 1 — амплитуда уменьшается.
„ k/kQ = 10, то а = 0,001 N.
, k/k0 = 1 000, то а = 10~6 N.
Определение частоты собственных колебаний системы обычно
называется в технике расчетом на критическое число обо-
ротов [(пЛ)].
Явление резонанса использовано для целей измерения: вибрационные тахо-
метры, сейсмографы, индикаторы и другие приборы. Для индикатора, например, пе-
риод собственных колебаний обычно в 20 раз меньше периода колебаний машины.
с) Расчет на критическое число оборотов при изгибе.
Гибкий вал.
Пусть на гибком валу в каком-либо месте посажено колесо,
Нозфицчеит poetna ампли/пуНи ‘
гнуть вал на 1 см)к то для прогиба
веса (70, центр тяжести ко-
торого не точно совпадает
с осью вращения вала (фиг.
141 (.Развивающаясяпри вра-
щении вала центробежная
сила колеса будет стремить-
ся увеличить тот статический
прогиб вала, который су-
ществовал, когда вся систе-
ма находилась в покое.
Центробежная сила бу-
дет:
C=^(e + g).
Если коэфициент жест-
___ кости вала обозначим через
а (т. е. а — та сила, которую
° нужно приложить к точке
посадки колеса, чтобы иро-
на у см понадобится сила а у.
Поэтому
С=-у <^е(е+у) = ау,
откуда
(30ш2 е
ag
Когда
Ш. = 1/ -- = -7^-.
k V т Ga’
отклонение из положения равновесия делается бесконечно большим.
Так как
представляет собою частоту незатухающих
Гибкий паЛ
173
Свободных колебаний вала с насаженным колесом (при изгибе), то
в данном случае мы имеем явление резонанса, т. е. совпадение
частоты собственных колебаний с частотой возмущающей центро-
бежной силы; частотой последней, очевидно, является угловая ско-
рость вала, разделенная на 2 тс.
Угловая скорость соЛ носит название критической угловой ско-
рости, а соответствующее ей число оборотов — критического числа
оборотов.
Так как прогиб вала, под нагрузкой Go, когда не имеется
„ - G
угловой скорости, будет У^ = — см. то предыдущие значения
и nk можно также написать в следующей форме:
Зависимость величины у е от угловой скорости представлена
на фиг. 142. После перехода через критическую скорость вал на-
Фиг. 141.
Фиг. 142.
чинает вращаться спокойнее, чем при скоростях ниже критической,
значение у -f- е здесь при достаточно больших скоростях становится
меньше, чем в положении покоя и при ш = со эксцентрицитет
обращается в нуль. При скоростях выше критической происходит,
следовательно, самоцентрирование вала.
Критическая угловая скорость гладкого незагруженного вала
будет:
а) когда вал обоими концами свободно покоится на опорах:
МР
причем 2/означает длину вала между подшипниками; М—масса
вала; при тех же условиях значения критических скоростей высших
порядков будут:
4 16 и т. д.;
Ь) когда вал обоими концами закреплен горизонтально:
-Л = 7,851/
174 Т. II. 01Д. 1. Сопротивление матер. VIII. Колебания упругих систем
и критические числа оборотов высших порядков при тех же
условиях:
2,8 соА, 54 и т. д;
с) когда вал закреплен одним концом-
== j/^ *
Для валов, на которых закреплено несколько дисков, расчет
критической угловой скорости ведется по формуле Дункерлея
1/°»* = V“>i + v*®! + v®! + v®* +• • • >
причем
u)x — критическая скорость ненагруженного весомого вала,
ц>2 — критическая скорость вала, загруженного только диском 7,
о)3 — критическая скорость того же вала, предполагаемого невесомым, с за-
крепленным на нем только диском 2 и т. д.
Часто при расчетах вес вала распределяют по дискам, тогда
1/Шд = 0.
31 4
Так как причем fcm представляет прогиб вала, за-
V * ст
груженного только диском /, то (считая —— = 0) имеем
—2~ =--------(А+/з + А + • • •);
<4 31,4С
поэтому
31,4
Значение прогибов /2 и /3 и т. д. можно рассчитать по данным
в табл. 6. (Формула Дункерлея дает для вала, расположенного
на двух опорах, приблизительно на 4,5% ниже значение критиче-
ской скорости, чем в действительности обнаруживается).
При расположении масс с внешней стороны подшипников ра-
счет по формуле Дункерлея делается неточным.
При расчете двигателя действительное число оборотов его
должно быть в несколько раз меньше критического или больше
(для гибких валов). Обычно -^- = -4---------? -или 3 — 10L
3 10
Пример. Требуется определить критическое число оборотов вала, изображен-
ного на фиг. 14з. Силы Go, Gx, Ga предс1авляюг веса дисков, заклиненных на валу,
включая веса соответствующих участков вала. Дано:
Go = 18,8 «е G8=195 кг
= , G4 = 641 ,
G, = 175 „ Gs = 2x6,4 , •
□. = 23,5 кг.
Графический метод
175
После подсчета прогибы
получаются следующие:
/о = 0,000 см
/; = од9 „
/, = 0.017 „
,3 = 0,018 „
/4 = 0,046 см
А = 0/08 .
/6 = 0,000 ,
Поэтому критическая скорость будет
£/z=0,G98 см
юс
/0,098
и критическое число оборотов:
Л 10С0 мин.
если учесть ошибку в 4,5%'
Более точно по данным Кюля (ZdVdl, 1918, стр. 249)
прячем
М + М + --- = SM
0,4 + 0^+... S°z/z’
где Л, /2 и т- Д* представляют статические прогибы, которые имеют место под
каждым грузом Gn Ga и т. д. при их одновременном действии.
d) Графический метод
Скорый метод (фиг. 144). По уже известному способу 1) (пло-
щадь моментов Л4, поверхность искривления yQ Е = М/J упругая ли-
ния j'o) рисуют упругую линию вала под действием собствен-
ного ьеса, принимая во внимание и вес нагрузки, которую вал
несет (колеса, шайбы и т. п.). Если обозначить через _у0 наибольший
прогиб (приближенный), то имеем
nk = ЗМ/ VУо max
как выражение для собственного числа колебаний вала в минуту.
Это приближенное значение всегда меньше истинного числа соб-
1) См. раздел „Изгиб*, стр. 16.
176 Т. И. Отд. 1. Сопротивлений матер. VI1I. Колебания упругих бистеМ
ственных колебаний. Если число оборотов оси на 5 или 10% ниже
вычисленного этим способом собственного числа колебаний, то
резонанс может быть наверно избегнут.
Более точный метод. При помощи величины nk можно получить
более точное значение числа собственных колебаний пк путем
Фиг. 144.
следующего метода. Из nk вычисляют собственную угловую ско-
71 nk
рость колебания , затем вычерчивают кривую нагрузки
2 2
и (в качестве веревочной линии) х = f^k УьР/g) площадь
моментов
М9 = “1/ [ J(УоР!ё) dxj dx.
Валы б двумя поДшйпникамя 177
После приведения согласно р0 = Mo/J, ее принимают за новую
поверхность нагрузки, для которой согласно
ЕУ1 = f [ J dx]dx
вычерчивают веревочную линию yt (с полюсным расстоянием Е).
Для ищут максимальное значение уг шах и вычисляют =
= рСУо шах/.У1 max и = 30 а^/тс.
Можно, кроме того, кривую У^= <\У\1^ц сравнить с кривой _у0.
Согласно вышесказанному, максимальные значения у^ тах =
= Уо max = У1 max <о2/ш 2 должны быть между собою равны; если тем
не менее окажутся более или менее сильные отступления, то можно
вновь применить метод, заменив у0 и ш0 величинами у± и юр
Применение этого метода показано на фиг. 144. Из поверхности нагрузки,
ординаты которой изображают вес единицы длины р (в масштабе е), с помощью
иепнсй и замыкающей линии получают площадь моментов. Деля ординаты М на
моменты инерции соответствующих поперечных сечений, определяют ординаты новой
поверхности нагрузки, служащей для построения упругой линии по методу цепной
линии. Эту операцию повторяют, причем место первоначальной поверхности на-
грузки занимает новая, ординаты которой получают умножением ординат упругой
линии на ординаты первоначальной поверхности нагрузки.
На фиг. 144 масштабы для длин, сил и площадей выбраны соответственно
указаниям при проекции силы. Для прогиба они определяются по формулам
_-г/еТзЯ3ф4Я4 ш02
= И ~ ЖГЁ
Ни Н2 ... в см.
е) Валы с двумя подшипниками и свешивающимися концами
Обозначения, как раньше; кроме того:
/и, /12» Аз — прогиб вала, отнесенный к грузу в 1 кг (см/кг); первый индекс
определяет положение груза, второй — номер поля, в котором
имеет место прогиб;
п0, nt, П\, «л — собственные числа колебаний вала (мин
ц>0, u>lt ид , <Djj — соответственные скорости колебания (круговая частота (сек““Ь«
1. Один свешивающийся конец (фиг. 145). Приближен-
ный метод. После приблизительного определения величин масс
ти т2 и моментов инерции и J2, так что угловые частоты, вычи-
сленные на основании отд. с), совпадают с полученными на осно-
вании отд. d) определяют
WiM2 = 5
f _ ₽ . f _ № Л I £У1\ f аР
fss~ 3EJi k + I Jj’ 16£7, ’
12 Зак. 254. — Hiitte, Справочник для инженеров т. II.
178 Т П. Отд. 1. Сопротивление матер.VIII. Колебания упругих систем
а также _____________________
/и + । - Г (/11 ^^22)2 । * f 2
• ?i, п =--2------± V ---------4-------1- /12 ’
обе круговые частоты тогда равны
ш1= mi г\ ’ шп = 1/]/"mi zn >
а соответственные собственные числа колебаний в минуту
ZZj == u)j ЗО/tcj
Более точный метод. Он в точности соответствует методу, указанному
в d); однако в этом случае получающееся окончательно колебание, вообще говоря,
сильнее отличается от первоначально принятого (в зависимости от собственного
веса), так что этот метод приходится обычно повторять несколько раз.
2. Два свешивающихся конца (фиг. 146). Приближенный
метод. Точно так же, как в отделе с), приблизительно рассчиты-
Фиг. 145.
Фиг. 146.
1эют три величины пг2, т3, из коих т1 опять считается распо-
ложенной посредине поля, а также моменты инерции Jlt J2t J3 и
затем вычисляют
т21т1 = 8а т3!тх = 83
/11-48£Л:/г2- 3£л(1+ I Уз);/зз-“О7г(1+4^’):
f __ аР . _ ЬР аЫ
712 16£Л ’ 7,3 ~ 16 ЕЛ ; /23~ “6ЁД *
После этого надо разрешить уравнение третьей степени:
*8 - [fn + 62 /22 + 83/з3] + * [о3 (/ц/зз - Лэ2) + *2 (/11/22 - /122) +
+ 53 S3 (/22/33 — /232)] — S2 °3 [/11 /22/33 — /122/зЗ — /132/22 — /232/11 +
+ 2/12/23/13I = 0.
Пусть его корни будут Zj, zn, zm; тогда имеем для круговых
частот:
wi= <°п = 1/Vт. ; <о1П = \/Ут1 zIn,
f) Валы с тремя и более подшипниками
Обозначения, как раньше; кроме того:
Л1&, Мь\ Мь\ Mb"\ Mb'w — моменты изгиба над опорами, отнесенные к на-
грузке (1 кг{см\
Валы с тремя и более Подптиттпкамй
179
Система вала (фиг. 147) разлагается на участки (индекс Z).
Между каждыми двумя подшипниками расположен один участок
(поле). Для каждого из них вычисляется собственное число коле-
баний в минуту согласно методам, указанным в отделах а — d.
Затем заменяют систему валов с тем же самым разделением на
участки, имеющие повсюду одинаковую толщину Для di выби-
рают значение, соответству-
ющее средней величине
диаметра валов в конце
участка.
Затем вычисляют для
каждого участка фиктивную
массу mi согласно формуле
3 Е If л ni
mi= 2 2—Ъ’ V
со. а. и. оО
——Т----Г-—1
Фиг. 147
4
где величина Ji равна di л/64, а отрезки a., Ь1 определяются цен-
тром тяжести участка.
а) Два участка. Вычисляют:
а1 = д1/4> а2 — аз — а2 U — аг)» ^4 = а1 (1 —
___ l2 Ji __ т2
Ч — 7" 7" > б2 — ——
и далее:
м _ «1 (hz?i2). м " — — g3 ~•
^“2(1 + ^)’^ 2(1+у ’
/и = Л? «412
О
= аг) »
/22 = *3 [2*3 + ВД2 + Ш
/н + ^2/22 1Л" </и ~~ W12)2 _i_ 5
^1/П =------2------ V 4 Г 2/12 ’
тогда имеем
(Oj = и <оп = l/VX^n
как выражение для круговых частот системы из двух участков,
состоящей из одного куска (жесткая связь).
12*
180 Т. II. Отд. 1. Сопротивление матер.VIII. Колебания упругих систем
р) Три участка. Вычисляют (фиг. 148):
с = Сз = 4(1 + У (1+У-У
<1 *2 73
\ = т21т^ Ъ3 = т3/т^
а1 = а2 =" a2ll2> «3 = азГ1& а4 = а2 С1 “ а2)> аБ = а3 U — аз)>
«е = ai С1 — а1)>
мь' = а. (1 - а^/У Мь = - 2 (1 + у мь';
Mb" = — at (УУ 12 (2 - а2) (1 + у - (1 + «2)1;
Mb"' = -at (1/У 2 (1 + У (1 + У - С1 (2 - а2);
Мь"" = - «5 W 2 (2 - а3) (1 + У;
/ц = (/t/3 Е Л) [ав2 + Мb at (1 - а,®) 2];
/12 = (Z2/6 £ J2) а<[Мь (2 - а2) + /И/ (1 + а2)];
/13 = (/з/6£Л)М&'М2-аз);
/22 = (/2 aJ3 Е J2) [а4 + {Мь" (2 - а2) + Mb”' (1 + а2)} 2];
/2з = (/з«5/6£Л)Л16"/(2-аз);
/зз = (4> «з/6 Е J3) [2 а5 + Мь"" (2 - а3)].
После этого надо разрешить уравнение третьей степени
Z3 — Z2 [/и + 02/22 + O3/33] +
+ z [ &3 (/и /зз /132) + ®2 (/11 /22 — /122) + ^2 ®3 (/22 Лз — Аз2) 1 —
— 02 S3 [/и /22 /зз /122 /зз /132/22 /232/11 4" 2/12/13 Аз 1 = 0.
Пусть корни будут zn, zllb откуда получаются круговые
частоты
U)1 = l//m1zi; шп = 1/УХ zn; <оц1 = lzV'"*!2™
тг>^г
Фиг. 148.
7) Более трех участков
(трансмиссии). В этом случае вычи-
сляют согласно (а) несколько участков
системы валов, обнимающих по три
участка, причем остальные части уста-
новки в расчет не принимают. Это
пренебрежение некоторыми частями
влияет на круговые частоты только не-
посредственно прилегающих участков.
g) Колебания кручения валов в случае многих масс и проме-
жуточных передач
Необходимо привести вал с переменным сечением к валу с по-
стоянным сечением. Для приведения цилиндрического вала необхо-
димо изменить длину по формуле:
............ (1)
где I и Jp — действительные длина и момент инерции (полярный), /гец и /гец — то
же, приведенные.
Колебания кручения валов 181
Для приведения конического вала следует пользоваться фор-
мулой (обозначения на фиг. 149):
где Jre(j — момент инерции приведенного цилиндрического вала J " — наибольший
полярный момент инерции сечения конуса. Р
Для приведения коленчатого вала пользуются формулой
^red = h + 4 + ^3»......................................(3)
причем /1 = длине цапф вала0,4Л; Z2 = 0,773 (r — zd)-^ иг —ра-
диус колена, d — диаметр цапфы, 2 = 0 для bld = 1,63 — 1,6 и
r/d = 1,2 — 0,92, z = 0,4 для
bjd= 1,49 и r[d = 0,84, Jp =
= (tZ4 — ^°4) (цапфа вала),
Ji — момент инерции щеки, рав- —-------л
ный 63/г/12; /3 = (длине шатун— ---------------------dz ]
ной шейки+0,4Л) • — > причем Ц
Jk _______. ' —
Jk — момент инерции шейки 4
(полярный), b — размер щеки Фиг. 149.
в направлении, JL к оси вала,
h — то же вдоль оси вала.
Массы должны быть отнесены к одному радиусу инерции по
формуле:
^red = “...........................(4)
где mrecj — приведенная масса к радиусу Z,
Jм — момент инерции вращающейся массы относительно оси вращения.
Если масса находится вне коленчатого вала и связана с ним
передачей, то
'»red=4/z‘3l3S-...............<5
причем передаточное число (₽) является отношением числа оборо-
тов ведущего вала к числу оборотов ведомого вала.
Кинетическая энергия системы получает вид:
1 M?i\a 1 /^2\а
*=-Г"‘‘>гЫ +т-'-!Ы +- =
= ММ4) -........................(6)
где — амплитуда колебаний для момента времени t„
182 Т. П. Отд. 1 Сопротивление матер. VIII. Колебания упругих систем
Потенциальная энергия скручиваемого вала равна
С С2 С.
(?1-?2)2 + Т(?2-?з)2+... = 2^-(?/--?/+1)2- • (7)
С Jred
где Cz = —---, срх- — — угол взаимного поворота соседних
^/red
масс.
По Лагранжу (см. т. I., отдел .Механика", стр. 349) диференциаль-
ные уравнения колебаний будут составлены в следующей форме:
а) + — %) = 0; |
, >.. . (8)
Ь) +^(<р2-%)-С1(<?1-ч>2)=0 и т. д. |
причем при отсутствии внешних сил в явлении колебаний системы
имеет место закон сохранения моментов сил инерции, именно
+ т^2 "• = 0....................
Принимая решение в форме
ср! = а2' cos (kt а), ср2 = a2f cos (fit 4- а), ... . (10)
получим п уравнений для определения п неизвестных а/. Опреде-
литель уравнений (8) должен быть равен 0.
: : i I | |
. k* — ах . . а.;....!............... : . . i . .
. . «2 . . . #-аа ... аБ .... |................: . . i . .
0 _ .. j ..... а4.. . а3 . . . а,....
• • :...........а6 • • • №—ах . . . . . j . • : . .
• • ;...........Н . . . а8 . . . £а—аб J П’ а2х — 1
• <.............<х10 . | . fe2 —а»
• • i............... «2х
Здесь
а =
1 4а
а =
2 т2 i22
и т. д.
а1 = а1 + ®2
а2 = а3 + а4
И т. д.
Таким образом для случая одной массы имеем уравнение:
»«H12-^L+C1<p1 = o.................................(11)
Колебания кручения валов
183
Частота колебаний равна
(12)
Для случая двух масс уравнения имеют вид:
a) ml ij2 Q (ft — ср2) — 0 |
b) 42+G (?2 - ?1) = о I
(13)
Определитель равен, если решение принять в форме
= дх sin (kt -|- а):
q I
| Ci ’
(14)
Частота колебаний равна
Г GJ^mi + m^
г I т1 т2 г,2
(15)
Для случая трех масс уравнения будут:
a) mi + ci (fi “ f«) = °
b) "Ь — fi) "b ^»(f» ~ fa) = 0
с) «3 + c2 (fa — f2> = °-
Определитель равен:
m^k2— Ci
0
G о
//z2 z’i2 Л2—сг— c2 c*2
C2 —C2
. (16)
. (17)
Частота колебаний равна (в случае Q = С2)
0 =
184 Т. II. Отд. 1. Сопротивление матер.VIII. Колебания упругих систем
или в случае (С1т5С2)
(18)
Решение уравнения (8) несколько затруднительно, но может быть
всегда выполнено по способу Хорнера, Греффе и др. (см. I т., отд.
„Математика*, стр. 67 и сл.).
Проф. Фёппль указывает простой способ определения критиче-
ского числа оборотов (или круговой частоты). После приведения
масс и сечений вала необходимо найти общий центр тяжести их
для данного вала; массы по правую или левую сторону от центра
тяжести соединить в одну и рас-
смотреть систему, как вал с одной
массой, равной f = 0,85 правых (или
левых) от центра тяжести масс, и
г------S}-----1
। । * т । Т
^Тг 4" Чг 'н "j
ь------I,---------------------1,------*
u Sc
So - общий центр, тяжести
Sj- центр тяжести Macc-fml*m2j
Фиг. 151.
Фиг. 150.
длиной, равной расстоянию между центром тяжести всех масс
вала и центром тяжести масс левее или правее его.
Круговая частота, найденная по формуле колебаний для вала
—j---=— Дает частоту основных колеба-
*red Jm
ний системы, которая на 5% меньше действительной, как показы-
вают опыты.
Второе приближение получим, рассматривая систему, как вал
с тремя дисками (массами) по следующей схеме:
1. Вал приведен к постоянному диаметру. 2. Массы приведены
к одному радиусу инерции. 3. Частота колебаний предполагается
для всех участков вала одной и той же. Поэтому (фиг. 150)
т2 =^21 + ™22»..........................................(19)
= Ан + Лг»............................................(20)
^2 = ^22 4" 4з ....................................... (21)
TTZj Zjj = /И21 ^12 = ^22 ^§2 = , (22)
Выбор материала и допустимых напряжений 185
Решая уравнения, получим два значения для /п и, следовательно,
два значения частоты — основное и второго порядка. Для фиг. 151
имеем таблицу (32 а). Центры тяжести показаны на фиг. 151 — об-
щий для всех масс $0 и для левых двух масс Здесь £
= (тх /п2) 5 = 3. Поправка взята у = 0,85.
Таблица 32а
1 2 3 4 5 6 7 8 9 10 11 12 13
£ mi Yi В hi /п2, ht ^32 1зз mJ sj 72
1,33 3,0 0,850 2,55 1,275 —9,27 0,248 3,39 -1,855 0,900 1,ЗЭ 2,90 0,880
— — 0,880 2,64 1,32 —8,25 0,2855 3,695 —1,558 1,032 — — —
J B2 = 2,55 + (2,64 — 2,55) • 1 — 0,900 1,032 — 0,900 “ 2,618.
Частота колебаний вала равна
/G Jred
---------------— , где В может быть взято с тем приближе-
нием, которое желательно, / — радиус инерции.
h) Выбор материала и допустимых напряжений в случае
колебаний
Для валов выбирают материал большой динамической прочности, который
обладает высоким пределом выносливости по отношению к кручению и изгибу.
Фёппль указывает на зависимость предела выносливости от способности материала
к так называемому затуханию колебаний. Способность материала к затуханию опре-
деляется отношением количества необратимой внутренней энергии (пропорциональ-
ной площади петли гистерезиса) ко всему количеству упругой энергии в единице
объема данного материала. Поэтому пригодным материалом для устройства валов
и вообще колеблющихся систем будет тот, который имеет большой коэфициент
затухания в известных границах изменения рабочих напряжений. Ниже в табл. 33,
на стр. 242, даны пределы выносливости некоторых материалов. Запасы прочности
для валов быстроходных двигателей и турбин выбираются по отношению к пределу
выносливости в границах от 1,35 до 2.
IX. Смятие выпуклых поверхностей под дей-
ствием сжимающих сил
1. Допущения в уравнениях Герца. Если два тела с выпук-
лыми поверхностями производят давление друг на друга, то их
взаимное соприкасание происходит по эллиптической поверх-
ности давления. Строгое решение было дано Герц ом при
следующих допущениях;
186 Т. II. Отд. 1. Сопротивление матер. IX. Смятие выпуклых поверхн.
а) Размеры поверхности давления очень малы по сравнению
с размерами обоих тел, включая сюда и радиусы кривизны поверх-
ности тела.
Ь) Предел пропорциональности при нажатии нигде не будет
превзойден.
с) В поверхности давления возникают только сжимающие на-
пояжения и отсутствуют касательные напряжения.
Е— модуль упругости. Если модуль для обоих тел различен и ЕД,
то во всех дальнейших уравнениях необходимо поставить
1|Е=Ч«
Фиг. 152.
2. Действие шара на пластину (фиг. 152).
Пусть обозначают:
г — радиус поверхности шара в см,
а — радиус круга поверхности давления в еле,
Р — сила давления (в кг), она распределена по
поверхности эллипсоида вращения.
Наибольшее удельное давление (равное сжи-
мающему напряжению в теле) равно:
Ртах = 1,5 Р/кд*;...........(1)
далее
дЗ = 1,5 (1 _ р.2) pr/Ef........(2)
Ртах3 = 1,5 РЕ^Г^-Р2)2......(3)
Если положить коэфициент поперечного сжатия равным 0,3
(стр. 7), то
Ртах3 = 0,0584 РЕ2/г2.
Отношение С радиуса поверхности давления к радиусу поверх-
ности шара равно:
С=д/г=к(1-|л2)ртах/£................(4)
Если подставить в уравнения (1) и (4) среднее давление в по«
верхности давления рт = 2ртах/3, то получим (р. = 0,3):
Р = Рт "а8
H = alr=4,<28pmIE............(4а)
ИЛИ
Оба тела сближаются, причем мера их приближения у главным
образом определяется долевыми изменениями вблизи места да-
вления:
уЗ = 9 (1 __ |х2)2 /Х?/4г £2,.................(5)
y/r = ^ = a2/r2......................... (6)
3. Две шаровых поверхности с радиусами гх и г2. Поверх-
ность давления будет круг радиуса а. Этот случай возможно свести
на предыдущий. Вычисляют радиус заменяющего шара по урав-
нению:
l/r^l/rj + 1/г,..
• • (7)
Смятие выпуклых поверхностей под действием сжимающих сил 187
Фиг. 153.
Это значение необходимо подставить в уравнения от (1) до (6).
Наибольшее сжимающее напряжение в случаях первом и вто-
ром возникает во всех трех направлениях в середине по-
верхности давления обоих г с л. Значения напряжений здесь могут
превосходить во много раз одноосное временное сопротивление
при сжатии. Также к этому случаю
не относятся допустимые напряже-
ния на сжатие
4. Выпуклая поверхность раз-
личной кривизны и пластина. Пусть
радиусы главной кривизны к точке
соприкасания равны г и г', причем
r>r't значения главной кривизны
1/г и 1/г' (фиг. 153). Поверхностью
давления будет эллипс с полуосями
а и Ь. Сила давления распределяется
по эллипсоиду. Наибольшее удельное
давление равно:
Ртах — Р/л ab..................................(8,
Радиусы а и b необходимо вычислить из уравнений:
= 3(1 - рЛ)Р/£ (l'r'4-l/r),............................................(9а)
Ь3 = 7)3 3 (1 - и2) РЩ (1/г1 + 1/г)...............(9Ь)
Вспомогательный угол & получаем из уравнения:
cos » = (1/г' - 1/г): (1/г + 1/Н....................................... (Ю)
и значения С и т| берем из табл. 33.
Вследствие изменения длины вблизи поверхности давления оба тела сближа-
ются друг с другом на величину у:
у = ф 1,5 (1 - и2) Р/Еа........................(И)
Таблица 33. Значения для С, у, ф
а 90° 80° | 70’ | । 60° 50° 40° | 30° 20° | 10’ И.
с 1 1,128 1,284 1,486 1,754 2,136 2,731 3,778 6,612 со
1 0,893 0,802 0,717 0,641 0,567 0,493 0.4J8 0,319 0
Ф 1 1,12 1,25 1,39 1,55 1,74 1,98 2,30 2,80 со
Примечание. При опытах большею частью напряжения лежат вне границ про-
порциональности. Поэтому указанные уравнения имеют только приближенное зна-
чение при опытах. Опыты Раша, Eisenbau, 1915 г., Н. 1.
5. Две произвольных выпуклых поверхности. Пусть они
имеют в точке соприкасания главные радиусы кривизны — первое
тело Г1 и г/, второе тело г2 и (Фиг- 154), причем r1>r1z и
г2^>г2,‘ Угол между плоскостями, в которых находятся главные
радиусы кривизны, пусть будет ср.
Этот случай возможно свести на четвертый:
i/r + i/r^i/rr + i/n + i/rZ + i/r..........(12)
1/г'.- 1/г = V(l/rf - 1/г4)Ж1/г/-1/^)Ч-2 (1/Г/-1/Г1) (1/V-l/r,) cos 2Т . , (13)
188 Т. II. Отд. 1. Сопротивление матер. IX. Смятие выпуклых поверхн.
Эти значения необходимо поставить в уравнения (8) до (11) и в дальнейшем
воспользоваться табл. 33.
Ось а находится между плоскостями главной кривизны и г2. Угол ч>’ между
а и плоскостью кривизны rt получим из уравнения:
(1/гг + 1/г) sin 2ф' = (1/г/— 1/п) sin 2<р.......(14)
При пустотелых профилях соответствующие радиусы кривизны имеют отрица-
тельный знак (— га на фиг. 155). Значение по уравнению (13) не должно быть
больше значения по уравнению (12). 1
Уравнения составлены в предположении, что радиусы кривизны гх, г/, га, г*
велики по сравнению с полуосями а и Ь.
6. Цилиндр и плоскость. Соприкасание для Р, равного нулю, по
прямой линии. Под действием силы давления Р образуется поверх-
ность давления в виде прямоугольника шириною 2Ь и длиною /
(равной длине валька), причем 1^>Ь (фиг. 156).
Фиг. 155.
Давление распределяется по эллипсу на ширине валька. Наи-
большее давление равно: _
Ртах = Pfa Ь1
(15)
Далее:
(16)
(17)
и также
Ь2 = 8рг (! _ р.2)^ Е1 .
>max! = P£/2nZr(l-^
Pmax2=0’17S РЕ11г’
если принять р = 0,3.
Отношение половины ширины поверхности давления b к радиусу валька г
будет равно:
С = Ь/г = 4(1-^)ртах/^..................(18)
Если в уравнения (15) и (18) подставить среднее давление в плоскости нажатия
Рт~ ?l2bl = к Ртах/4» то получим (р.=0,3):
Т5 — 2Pfn bl,......................(15а)
C=&/r=4,64pOT/£........................(18а)
Взаимное сближение обоих тел зависит не только от линейных
изменений вблизи поверхности давления, поэтому ни-
какие более общие указания здесь даны быть не могут.
Концентрация Напряжений
189
7. Два цилиндра с параллельными осями. Как и в случае 6
получим поверхность давления в виде прямоугольника шириною 2Ь
и длиною Z (равной длине валька). Радиусы вальков равны и г2.
Этот случай можно свести на 6-й, если положить 1/r = l/^-p 1/Л.
При этом значении г действительны уравнения (15)—(18). Наи-
большее напряжение в случаях 6 и 7 будет в середине поверх-
ности давления по направлению силы Р и перпендикулярно к нему
в направлении Ь, в то время как в направлении I сжимающее на-
пряжение pf равно:
= р,. 2 ртах.
X. Концентрация напряжений благодаря вы-
точкам, отверстиям и другим резким измене-
ниям сечения
1. Общее. Выточки поверхностей деталей (сюда относятся
острые углы, изменение диаметра с незначительными закруглениями
и пр.) и отверстия внутри сечения вызывают повышение на-
пряжений вблизи них.
Для важнейших случаев ниже даны аналитические ре-
шения и примеры применения этих решений. Расчет повышения
напряжений имеет полное значение только
для однородного материала; действительные
материалы состоят из отдельных кристал-
лов, поэтому говорить об их однородности
возможно только с известными приближе-
ниями. Действительное влияние выточек
и отверстий будет менее значительным,
чем дают формулы. Чем более мелкую
структуру имеет материал, тем ближе
его напряженное состояние к расчетным
данным. При переходе предела текучести
наступает течение материала в определен-
ном, наиболее напряженном месте, благо-
даря этому напряжение передается дальше от наиболее нагружен-
ного сечения, и напряжения таким образом выравниваются. При
переменной нагрузке и колебательной повышенное напряжение
вблизи отверстий и выточек может повести к разрушению.
2. Повышение напряжений благодаря нарушению равномер-
ного распределения нормальных напряжений.
I. Первый случай (фиг. 157). Напряжение в диске равно
= а1 и °у = а2-
Если в диске имеется круглое отверстие, диаметр которого
мал по сравнению с остальными размерами диска, то наступает по-
вышение напряжения, которое будет наибольшим на краю отвер-
190 Т. И. Отд. 1. Сопротийленпе матер. X. Концентрация напряжений
в точке р:
. . 9'
стия и быстро убывает с удалением от края. Если соответственно
фиг. 158 введем напряжения <st и то получим
Gr = 0, g^ = 3 Gj Gy, *Чпах = 0,6 °2^*
g^ = 0, g^ = 3 G2 — Gp ^max = 0,6 (3 al)*
Tmax будет наибольшим
касательным напряжением в
рассматриваемой точке со-
гласно стр. 13.
II. Второй случай.
Если Gt = g2, т. е. диск растя-
гивается по всем направлениям
с одинаковой силой, то во всех
точках края отверстия напря- фИг. 159.
жение будет равно
= 2 Gj и ттах = Gj .
III. Третий случай. Если g2 = 0, так что действует только
одно растягивающее напряжение, то в точке р напряжения равны
G/ = 3 Gp 'Стах = 1,5 Gj .
IV. Четвертый случай. Для а2 = — Gt будет явление чи-
стого сдвига. По фиг. 159 напряжение равно — t; = g1
Фиг. 1Б8.
Фиг. 160. Фиг. 161. Фиг. 162.
Фиг. 163 Фиг. 164
На внутреннем крае отверстия при точке р напряжение равно
= 4 а1 = 4 ''max = 21.
V. Пятый случай. Эллиптическое отверстие при действии
напряжений gx = = 0.
В точкахр будет: Gr = 0, g, = g2 (1 -}- 2a/b), ^max = 0,5g! (1 + 2a/b),
причем а будет полуось, перпендикулярная к направлению растя-
жения, а Ь — в направлении растяжения.
Концентрация напряжений от изменений сечений
191
3. Применение. Для широкого растягиваемого стержня по
фиг. 160 и 161 имеют значение случаи II—V. Если ширина В не
очень велика по сравнению с шириной отверстия 2а, то необходимо
прежде всего вычислить равномерно-растягивающее напряжение
ослабленного сечения по формуле
= а/(1 - 2а/В)
и относить к нему повышение напряжения (которое все-таки будет
не особенно значительно).
Отверстие по фиг. 165 дает повышение напряжения, которое почти так же
велико, как в случае эллиптического отверстия одинаковой ширины и одинакового
радиуса кривизны при точке р (также b — V аг)»
Для полукруглых выточек по фиг. 162 возникает трехкратное повы-
шение напряжения, как и в случае внутреннего отверстия; опыты дали повышение
напряжения в 2‘/j раза больше среднего. То же самое имеет значение для выточек
по фиг. 163. При изменении поперечного сечения по фиг. 164 повышение напряже-
ния менее значительно, чем в случае выточек.
Направле-
ние г
Фиг. 169,
Фиг. 168.
При болтах, нагруженных на растяжение или сжатие, а также на изгиб, насту-
пает повышение напряжений.
В тонкой нагруженной на кручение трубке напряженное состоя-
ние соответствует случаю четвертому, так что маленькое отверстие вызывает мест-
ное удвоение касательного напряжения. То же самое относится к другим стержням
под действием крутящих моментов с поперечными отверстиями.
4. Повышение напряжений благодаря нарушению распреде-
ления касательных напряжений. Если в упругом теле по фиг. 166
действует касательное напряжение, то обозначенная штрихами полу-
цилиндрическая выточка А и цилиндрическое отверстие В вызывают
нарушение касательных напряжений. Линии касательных напряже-
ний и эпюра напряжений изображены для этого случая на фиг. 167,
причем тшах = 2 т. В случае полуиилиндрической выточки у края
192 T. IL Отд. 1. Сопротивление матер. Пластические деформаций
повышение напряжений и краевая линия х—х будут те же. Если
сечение отверстия будет эллипсом (фиг. 168) или выточка
эллиптической также, то напряжение будет равно ттах = т (1 а^).
Глубокие выточки необходимо заменить эллиптическими с рав-
ной глубиной а и равным радиусом кривизны г у точки р (также
b = V аг).
5. Применение. Повышение напряжений может быть в стерж-
нях, работающих на кручение вследствие долевых отверстий, кана-
вок для шпонок и поперечных желобков (фиг. 169—170). В послед-
нем случае необходимо вычислить касательное напряжение цилиндра
диаметром d и к нему относить повышение касательного напряже-
ния. В случае валов с переменным сечением повышение напряже-
ния не особенно значительно.
Теория пластических деформаций
(Обработал проф. Н а д а и, Питсбург (отдел I), докт.-инж. 3 и б е л ь, Дюссельдорф
(отдел II)
I. Равновесное состояние при малых деформациях
а) Основные положения
1. Пластическое состояние упругих тел. Деформации упругих
тел в общем состоят из упругой и остающейся частей. То состояние
тела, в котором оно под действием нагрузки и без заметного ослаб-
ления связей между частицами претерпевает остаточные деформа-
ции и притом значительные, называется пластическим со-
стоянием. Пластическая деформация состоит или в изменении
формы отдельных кристаллов, из которых образованы тела
(трансляция, двойникование кристаллов, в случае металлов и сплавов)
или в перемещении зерен относительно друг друга (мягкие массы,
например влажная глина). Оба явления могут происходить одно-
временно.
При повышенной температуре наряду с перемещениями атомных рядов в зер-
нах кристаллов (трансляция) имеет место смещение отдельных атомов вследствие
влияния температуры. Последнее является причиной, вероятно, „подкрадываю-
щейся пластичности", которую металлы показывают при повышенной
температуре.
Если происходят только малые упругие изменения перед на-
ступлением разрушения или остаточная деформация не очень велика
по сравнению с упругой, то такого рода металлы и материалы
называются хрупкими.
Хрупкость и пластичность, однако, не являются такими качествами, которые при
всех обстоятельствах могут быть отнесены к известному материалу. Один и тот же ма-
териал может в случае одного напряженного состояния вести себя как хрупкий, а при
других условиях окажется способным к пластическим деформациям. Сжимаемые
в осевом направлении мраморные цилиндры разрушаются как хрупкие тела. При
Гавновёсноё состояние при малых деформациях ЮЗ
всестороннем давлении деформируются пластически. Скорость введения нагрузки и
температуры имеют влияние на величину предела текучести. Повышение темпера-
туры облегчает образование плоскостей скольжения в кристаллических зернах;
очень быстро нагружаемые тела могут быть разрушены как хрупкие.
2. Предельные состояния, а) В теории упругости обыкновенно
принимают, что существует ряд определенных предельных состоя-
ний, при которых тела изменяют в сильной мере и исключительно
в виде остаточной деформации свою форму, т. е. при этих усло-
виях они становятся „пластическими" и начинают течь или
при этих состояниях происходит внезапное разрушение. Напряжен-
ное состояние определяется в общем тремя главными силами упру-
гости о2 и а3 (растягивающее напряжение — положительное,
сжимающее отрицательное, > <т2 > <т3). Согласно предыдущему, при-
нимается, что если три главных напряжения увеличиваются в одном
и том же отношении, то в твердом теле при определенном зна-
чении а2 и а3 наступает пластическое состояние, или оно разру-
шается. Переход в пластическое состояние может происходить
очень постепенно (т. е. при возрастающем напряжении оно медленно
подготовляется, как например в случае мягкой отожженной меди),
или он может наступить внезапно при определенном значении
напряжения. В последнем случае материал имеет предел теку-
чести (например мягкое железо, твердый после холодной обра-
ботки алюминий или медь красная при соответствующей обработке).
Ь) Условие пластичности. Для металлов, которые имеют
ясно выраженный предел текучести, новейшие опыты показали 1), что
пластическое состояние наступает в том случае, если сумма квад-
ратов разностей главных напряжений равна определенному значе-
нию, а именно:
(’l-’2'2 + (-2-’3)3+('3-’l)2=2a02 = COnst. . . . (1)
Здесь постоянная а0, очевидно, обозначает предел текучести для
чистого растяжения, так как если принять а2 = о3 = 0, то
2 (Tf2 = 2 а02 и ctj = а0............ (2)
Отсюда правила: 1) Пределы текучести для простого растяже-
ния и чистого сжатия равны. 2) В случае чистого сдвига =
= — <т2 и = 0 течение начинается, если
а, = - а2 = а0/ /У = 0,577 а0.............(3)
3) Всестороннее сжатие или растяжение не имеют никакого влия-
ния на наступление пластического состояния.
с) Здесь необходимо упомянуть об явлениях разрушения, которые
наступают при медленно изменяющейся нагрузке. Плоскости разрушения распо-
ложены или перпендикулярно к наибольшему растягивающему напряжению (так
например трещины в бетоне или в стеклянных дисках — „разрушение разде-
лением") или проходят в бли<ком соседстве к той плоскости, в которой каса-
тельное напряжение наибольшее (как например в шейке разорванного стержня
или в конусах разрушения сжатого цилиндрического тела — „р а з р у ш е н и е
с д в и г о м“). Механические условия, при которых происходят эти оба вида разру-
шений, кажется, совершенно различны. Это предвидела старая теория Мора.
Lode, Der Einflufl der mittlercn Hauptspannung auf das Flieflen der Metalle, Mitt.
Forschungsarb. VDI, H. 303. — N a d a 1, Der bildsame Zusiand der Werksioffe, Berlin
1927. — Ro§ u. Eichinger, Berichte Nr. 14 u. 28 der Eidgen. Material-Priifungs-
anstalt, Zurich 1926 u. 1928.
194 Т. II. Отд. 1. Сопротивление материалов. Пластические деформации
способных к удлинению ((риг. 2 и
Фиг. 2. Фиг. 3.
d) По Отто Мору напряженные состояния, которые определяют предел;
текучести или при которых начинается разрушение от сдвига, дают предел ь-
ную кривую. Эта кривая есть обертка всех наибольших главных кругов Мора,,
которыми могут быть изображены (согласно Мору) различные напряженные состоя-
ния (фиг. I). По Мору, среднее главное напряжение не должно иметь никакого
влияния на предел текуче ти или предел разрушения. Это следствие не выпол-
няется для тех растягиваемых металлов, которые имеют кристаллическую струк-
ТУРУ- Напротив, теория Мора, кажется, хорошо опи-
сывает поведение известных хрупких материалов (как
например мрамор, песчаник, бетон). Для этил мате-
риалов в области наибольших сжимающих напряже-
ний пограничная кривая приближается к двум парал-
лельным линиям (фиг. 1). В этой области наиболь-
шее касательное напряжение ттах = t (®i—<*з)/2 не
зависит от среднего напряжения (^ + а8)/2, т. е.
наступление пластического состояния зависит здесь
только от наибольшего касательного напряжения
(„гипотеза наибольшего касатель-
ного напряжени я“). По этой теории в случае
чистого сдвига на границе текучести должно быть
=—о2 =а0|2, <у8=О, причем под следует пони-
мать предел текучести для простого растяжения.
3. Фигуры текучести. Характеристичные явления при переходе предела
текучести — это фигуры текучести (линии Людер с аК которые всегда
можно наблюдать на металлах,
дерса —это следы слоев, в ко-
торых в период течения проис-
ходит мгновенное сильное дви-
жение в виде скольжения.
Скользящие слои образуют с
направлен тем наибольшего и
наименьшего главного нор-
мального напряжения опреде-
ленный угол, свойственный
известному материалу. Для
мяглого железа и стали сколь-
зящие слои почти совпадают
с плоскостями наибольшего
касательного напряжения. „Ли-
нии скольжения" — это
следы этих скользящих слоев
на поверхности тела или в его
поперечном сечении.
4. Виды пластичес-
ких деформаций. По ве-
личине деформации целе-
сообразно различать:
а) начало теку-
чести, при котором
пластические деформа-
ции одного порядка по
величине с упругими (например частичное образование пластиче-
ской деформации в изогнутом или скручиваемом стержне);
Ь) пластическое состояние, если пластические
деформации уже велики по сравнению с упругой
частью их, но еще очень малы по отношению к поперечным
размерам тела (сильный изгиб стержня, причем на периферии
удлинения уже достигли значения нескольких процентов);
с) технологические пластические явления, при
Райнобёсйое состояние при малых деформациях 195
которых поперечные размеры тела сильно изменяются во время
деформации (пробивание, повторная вальцовка и пр, ср. отд. В);
d) в зависимости от того, при обыкновенной или при повышен-
ной температуре происходит деформация, при более значительной
деформации становится заметным более или менее упрочнение
(наклеп). Для того чтобы при обыкновенной температуре получить
сильное изменение формы металлов, необходимо считаться с после-
дующим повышением предела текучести. От учета упрочнения
случаев металлов с ясно выраженным пределом текучести можно
отказаться, если речь идет о случаях (а) и (Ь).
Если металлическая часть, после того как произошла пластическая деформа-
ция, разгружается и снова нагружается до величины прежнего напряжения,
то металл начинав; опять течь при более высокой нагрузке. Наоборот, эта нагрузка
понижается, если направление напряжений при повторной нагрузке будет противо-
положно (перегиб или перекручивание штанги). Точно так же вращение напра-
влений главных напряжений относительно тела понижает предел текучести при
повторной нагрузке.
5. Стационарное течение пластической массы. Если пласти-
ческая часть удлинений сделатась настолько большой, что по сравне-
нию с нею упругие деформации могут быть оставлены вне внима-
ния, если направления главных напряжений во время деформации
или совсем не вращаются, или вращаются очень незначительно,
то законы медленного течения пластической массы могут быть
выражены следующим образом: 1) направления главных удлинений
совпадают с направлением главных напряжений; 2) объем мате-
риала практически не изменяется
е1 + е2 + ез = 0,.................. (4)
(где еь е2 и еч— главные удлинения); 3) три круга главных удлине-
ний в плоскости еу (абсцисса: удлинение е, ордината: половина угла
сдвига у/2) образуют всегда группу кругов, подобную фигуре трех
кругов главных напряжений Мора (а — нормальное напряжение —
абсцисса, т — касательное напряжение — ордината). Последний закон
можно выразить следующим образом:
(с2 — а3): (а3 — aj : (а, — а2) = (е3 — е3) : (е3 — ej: (ех — е2); . . (5)
в этом уравнении сг2, а3 обозначают главные напряжения и е/
е2, е3 — главные удлинения.
6 Добавочные напряжения (начальные). Если в известном
напряженном состоянии тела только одна часть его или несколько
ограниченных частей испытали пластические деформации, то тело
после разгрузки не может остаться без напряжений. Например
крайние волокна в изогнутом железном стержне на некоторой части
его длины будут испытывать пластические деформации удлинения
или сжатия, если изгибающие напряжения в этих частях стержня
достигли предела текучести. Эти волокна стержня после разгрузки
будут развивать некоюрые внутренние силы, действующие на дру-
гие части стержня. Остающиеся после снятия внешней нагрузки
напряжения называются начальными напряжениями. Если обозна-
196 Т. II. Отд. 1. Сопротивление .материалов. Пластические деформации
чим сх*, напряжения, которые в пластическом состоянии дей-
ствуют в одной части тела и именно в тот момент, когда начи-
нается разгрузка, так же ах, напряжения в том идеальном
напряженном состоянии с чисто упругими деформациями,
при котором внутренние силы дают точно такие же результирую-
щие силы и моменты, как в обозначенной звездочкой силовой
системе, то получим в первом приближении систему остаточных
начальных напряжений в виде разностей:
°х* — °х> - V • •
Здесь сделано предположение, что во время разгрузки ни в одном
месте тела предел текучести не будет снова достигнут (примеры
фиг. 10 и 11 при изгибе и кручении стр. 199).
Ь) Применения
1. Начало течения в изогнутом бруске. Условия: неизмен-
ное поперечное сечение, изгиб в плоскости главных моментов
инерции, поперечные сечения остаются плоскими J), небольшие
деформации, в упруго деформированных частях действительны
основные уравнения для вполне упругих тел, в пластически дефор-
мированных частях господствует совер-
шенно пластическое состояние.
Означают:
а — нормальное напряжение в точке попе-
речного сечения,
Z — расстояние точки поперечного сече-
ния от неподвижной прямой, пер-
пендикулярной к плоскости изгиба
(фиг. 4),
гЛ, г" — значения для z на границе пластиче-
ского пояса,
ческшй
фИГ 4. <?о—предел текучести при растяжении,
F — площадь упруго деформированной
части поперечного сечения,
F', F" — площади пластично деформированных частей поперечного сечения,
S', S" — статические моменты площадей F, F', F",
J', J" — моменты инерции ех же площадей, отнесенных к прямой z = 0«
В части поперечного сечения F” имеем а — — а0,
» п п „ <j=a-^bzt
» п » » »=з0-
Величиной У задаются, zrr t а п b получаются из трех урав-
нений:
а -|- bzf = а0, а + bz" = — <т0, 1
Fa + Sb + (F'-F")<=0 = 0 . /..................
!) С. v. В ас h и R. Baumann, ElastizL2t und Festigkeit, 9. Aufl., 1924,
и EugenMeyer, Die Berechnung der Durchbiegung von Staben, deren Material
dem Hookschen Gesetz nicht folgt (Z. d. Vdl 19t>8, Bd. 52, S. 67 и Phys. Z. 1907).
испробов. и подтвержд. опытом.
Равновесное состояние при малых деформациях 197
К принятому значению z = z' относится изгибающий момент:
мь = /аг df= Sa + Jb + (S' - S")a0..............(2)
Отсюда получают Mb=ftz') и обратно z' = ?(Л1Ь), при дан-
ной площади моментов Мь = ф(х) (фиг. 5), т. е. уравнение пре-
дельных кривых обоих пластических поясов бруска. Нейтральная
ось лежит у z0 = — a/b. Если брусок имеет лишь один пояс теку-
чести; то второй член уравнения 1 и F" в третьем члене уравне-
ния (1) отпадают.
Диференциальное уравнение упругой линии в остающейся изо-
гнутой части будет
± до (3)
dx1 E(z' — z0) * ................1 '
Пример: свободно лежащий на опорах изогнутый брусок с прямоуголь-
ным поперечным сечением, нагруженный посредине сосредоточенной си-
лой Р. Ширина с, высота h, длина /, z и как принято на фиг. 5. Изгибающий
момент:
Мь = с а0(Л’/4 - 2'2/3) = Рх/2.
Фиг. 6.
Брусок получает остаточные деформации под действием силы
Ро = 2 с а0 h2/3 L
Обе границы поясов текучести имеют уравнение
г' = V3 А2/4 — 3 Рх[2 с or.
Диференциальное уравнение упругой линии в остающейся изогнутой части:
d2y _ _ 2 ог0 ____________________________1_____
dx2 ~ Eh ’ V3-4Px[PQl ’
2. Начало течения в бруске, подверженном кручениюх).
Условия: неизменное поперечное сечение, небольшие деформации,
в пластических частях господствует совершенно пластическое со-
стояние.
Пусть имеем:
тх> ху — слагающие напряжения сдвига т в месте х, у поперечного сечения,
& — угол кручения бруска, отнесенный к единице длины,
G — модуль сдвига,
т0 — предел текучести чистого сдвига. 2 т0 = »0, где
<70 — предел текучести чистого растяжения.
х) N 4 d a i, Z. f. ang. Math. u. Meeh. 1923, Bd. 3, S. 442.
198 т. п. Отд 1. Сопротивление материалов. Пластические деформации
Напряжения сдвига могут быть определены из функции
напряжения F. В пластических областях (фиг. 7, заштрихованные
площади) F удовлетворяет диференциальному уравнению в част-
ных производных
............№
в упругой части поперечного сечения уравнению
Й + Й = -2G» = consti),.....................................(5)
dx2 1 ду2
На основании этих свойств или пограничных условий, которым подчинена
функгия напряжений F для представления распределения напряжений в скручи-
ваемом стержне после перехода предела текучести приме-
няют аналогию с „песчаным холмиком" (фиг.7):
засыпают горизонтально расположенную фигуру по-
перечного сечения стержня мелким песком, до тех пор,
пока над его контуром не образуется поверхность хол-
мика с естественным откосом. Из этого холмика приго-
товляют самое близкое изображение (слепок) в виде
крыши над контуром поперечного сечения. Если на-
кроем тонкой оболочкой (мембраной) полость этой
крыши, укрепим оболочку вдоль края сечения и нагру-
зим равномерным давлением, то в случае, если давлен' е
перейдет известный предел, тонкая оболочка изнутри
Фиг. 9.
Фиг. 7.
Фиг. 8.
примыкает к поверхности крыши. Свободные части оболочки, в которых она не ка-
сается крыши, точно так же, как покрытые ею части крыши образуют вместе
поверхность напряжений (или холмик напряжений) поперечного сечения. Касатель-
ное напряжение пропорционально уклону этой поверхности. Линии слоев (горизон-
тальные сечения) суть линии напряжений поперечного сечения; они дают в каждой
точке направление результирующего касательного напряжения (фиг. 8). Касатель-
ные напряжения равны:
_ dF _ dF
Zjc ду ’ ХУ~ дх ’
Пример. Круговое сечение: пусть а — радиус круглого стержня, Ь — радиус
внутреннего круга, ограничивающего пластическую зону поперечного сечения
(фиг. 9). Крутящий момент равен
— пт0 (4 а8 — Ъ8)/6;
соответствующий угол кручения на единицу длины:
_______________ » = т0/ОЬ.
Э Р г a n d 11, Р h у a. Z. 1903, Bd. 4.
Равновесное состояние при малых деформациях 199
3. Начальное напряжение при изгибе и кручении. Опреде-
ляют в пластически изогнутом и скручиваемом стержне после его
разгрузки остаточное напряжение, именно: к определенным под
№ 2 и 3 напряжениям прибавляют систему напряжений с чисто
упругими деформациями (стр. 196), моменты сил которой в кон-
цевых сечениях стержня равны и противоположно направлены
моментам Мъ или Md.
Проведем через центр тяжести поперечного сечения изогнутого стержня
прямую ASB (фиг. 10), так что определяемые ею напряжения от изгиба дадут
тот же самый момент М[,, как напряжения ломаной линии CDEF системы з*.
Остаточные (начальные) напряжения суть з* — з обозначены штриховкой. То же
самсе будет иметь место для скрученного стержня круглого сечения по фиг. 11.
4. Плоское напряженное состояние. Напряжение зависит
только от двух координат (х, у или г, ср). Для материала, который
Пластический В F
Фиг. 10.
Фиг. И.
течет при постоянном наибольшем касательном напряжении т0,
напряжение можно вычислить из трех уравнений:
д<з* дъ д т
Г2 + т-=°. -Т^ + л- = °
дх 1 ду ду ' дх
(ух ~ %)2
------------Н т2 = т02 == const.
и
Если размеры тела в направлении оси z очень велики, то поверх-
ности скольжения совпадают с плоскостями наибольших касатель-
ных напряжений. В плоскости ху пересечение скользящих плоскостей
образует два семейства ортогональных кривых —линии скольже-
ния. Для них действительны законы Гэнки: а) если пересечь две
кривые одного семейства произвольными кривыми второго семей-
ства, то касательные в обеих точках пересечения каждой кривой
второго семейства образуют некоторый постоянный угол. Ь) Если
будем продвигаться по некоторой линии скольжения, то среднее
напряжение сжатия уменьшается на величину, равную пределу
текучести, умноженному на угол (в дуговой мере) вращения касат
тельной к этой линии скольжения (вдоль которой происходит
движение.) за время движения.
а) Прочность тупых лезвий1). Под действием напряжения сжатия as
вовнутрь режущего тела (фиг. 12) вдавливается треугольник АВС и два тре-
*) Р г a n d 11, Ober die Eindringungsfestigkeii (H3rte) plasfischer Paus toff e und
64 FesUgkeit yqn Sphneiden, Z^M, |921, 3»
2С0 Т. И- ОТД- I- Сопротивление материалов. Пластические деформации
угольника (ADE) выжимаются в
сопротивление резанию будет
стороны. Для вещества совершенно пластичного
= О + Оу,........................................ (7)
где а0 означает предел текучести для сжатия, а 0 половину угла резания. Левая
половина фиг. 12 показывает направления главных напряжений, а правая поло-
вина — линии скольжения в пластической зоне. Распределение напряжений дано
Прандтлем и для общего случая пла-
стической деформации.
Ь) Сопротивление пробиванию.
Из отношения (7) Прандтля вытекает вели-
чина напряжения сжатия с которым приз-
матическое лезвие проникает в пространство
другого тела: asc = (1 -f- п/2' --=2,57 аЛи-
Фиг. 13.
Фиг. 14.
нии главных напряжений и линии скольжения см. фиг. 13.
Как показали опыты Mesmer’a и др., в пластине под действием призматиче-
ского штампа образуется пластический клин, в котором материал будет обжат. При
низких давлениях этот клин пластического материала будет вдавлен в ту часть его,
которая еще осталась упругой.
Фиг. 15.
Фиг. 16.
с) Пластическое состояние в телесном угле (фиг. 14).
В полярных координатах напряженное состояние ст/
cr= vt~- 9 + const т=—as/2.
Линии скольжения суть круги r= const и прямые ср = const, линии напряжений
суть логарифмические спирали.
d) Толстостенная труба. Пластическое состояние в области кольце-
вого поперечного сечения определяется уравнением
= ± !п (rfa), <7= ± ajl + In (r/а)], т = 0.
Нижний знак и г > а для трубки или кольца под внешним давлением, верхний знак
и г < а для трубки под внутренним давлением. Толстостенная трубка (внешни#
Состояние равновесия при больших деформациях 201
радиус Ь и внутренний радиус а течет под давлением р во всех своих частях,
если
р = а6. In b'a ,
где os обозначает предел текучести для сжатия или растяжения. Если в основание
положить условие текучести (первое)1) вместо использованного здесь условия теку-
чести ттах = °sl2> P = (2as/^ 3) In (bja).
Линия скольжения суть логариф-
мические спирали (фиг. 15 и 16).
е) Сплющивание между трущими-
ся пластинками3). Расстояние 2 h между
пластинками мало сравнительно с х (фиг. 17).
Напряжения на некотором расстоянии от реб-
ра тела А А. _______
«г = - OS х/2 Л + с + V1 -
оу= — os xi2 hс, т=з4у.2Л. " Фиг. 17.
Среднее давление — (ах /2 увеличи-
вается внутрь на as 12/г на единицу длины. Линии скольжения суть обыкновенные
циклоиды ’).
II. Состояния равновесия при больших деформациях
а) Основные законы
1. Постоянство объема. При исследовании явлений пластиче-
ской деформации объем (V) тела может быть принят неизменным
(первый основной закон). Для
параллелепипеда в таком случае, со-
гласно фиг. 1, имеет место:
V = I. Ь • h = const . . .
Если назовем величину Zj//2 = X с т
bi/b3 = р — с т е п е н ь ю высад-
осаживания
вытяжки, .
кии hi/h-i = 7 степенью
4
и далее величины
= In (3 высадкой
. .(1)
ВЫТЯЖКОЙ 4),
“J
/7,
ь
осаживанием и если изберем для трех послед-
них величин общее обозначение — деформация = 1п<р6)с индеком h для глав-
ной оси деформации и п для второстепенной оси, то из уравнения (1) следует:
(2)
= In 7
’) См. сноску 1 на стр. 193.
») Р г a n d 11, ZAM 1923, S. 401.
s) Versuche fiber die Gleiilinienbildung: A. v. В а г a n о f f, Tonartige plastische K6r-
per, Diss., Gott. 1925. Z. f. techn. Physik 1924, S. 369. Einige weitere Spannungszu-
siSnde, в Z. f. Phys. 1924, 30, S. 106.
4) Для малых деформаций, следовательно особенно и для других упругих дефор-
маций, это значение совпадает, помимо знака, с обычным в учении об упругости
понятием об удлинении е = AZ/Z.
®) Направленную вовнутрь тела деформацию принято считать положительной,
ввиду преобладания в технике деформаций давлением,
202 Т- И- Отп I’ Сопротивление материалов. Пластические деформации
И
2 1п ср = О
I2 In <РП1 — 11п ъ! = О
(3)
In X + In Р 4- In y = О
Деформация в направлении главной оси In срЛ, при сопротивле-
нии деформации, равном 1, является одновременно и мерой работы,
потребной для деформации на каждую единицу объема, которая
характеризуется заштрихованным на фиг. 2 площадью - „вытес-
ненным объемом". Для полной работы деформации вытеснен-
ный объем (Vd) определяется л
Vd = ^1псрЛ . dV при неравномерной деформации |
Vd = при равномерной деформации j
2. Напряженное состояние. При исследовании технических
способов обработки металла гипотеза на и»б ольших каса-
тельных напряжений в качестве
условия пластичности оказалась наибо-
лее’ целесообразной, именно по этой
гипотезе пластическая деформация на-
ступает тогда, когда наибольшее каса-
тельное напряжение достигает своего
предельного значения х. Так как между
наибольшим касательным напряжением
и наибольшим и наименьшим главным
напряжениями и од1) существует со-
отношение тгаах = 1/2. (G1 — а3), то воз-
можно напряженное состояние при пла-
стической деформации описать следую-
Фиг. 2.
щим образом: пластическая деформация наступает тогда, когда раз-
ность двух главных напряжений (\ и а3) достигает предела сопро-
тивления деформации (Лу), т. е.
Gi G3 — fy — 2 %....................................(5)
Влияние среднего главного напряжения <уа и среднего давления (напряжения)
ат = i|8 аа 4- а3) при этом простейшем рассмотрении условия пластичности
остается таким образом вне внимания. В то время как среднее давление в пласти-
ческой деформации металлов не играет никакой существенной роли, среднее глав-
ное напряжение, кажется, имеет известное значение для образования пластической
деформации. Согласно экспериментальным исследованиям, отступления, которые
получаются в опытах относительно предела текучести, в самом неблагоприятном
случае достигают 12о/0 по сравнению с данными гипотезы наибольших касательных
напряжений * *).
*) 9 принимается положительным для сжатия (в противоположность теории
упругости).
*) Л о д е, Влияние среднего главного напряжения на течение металлов. Vdl?
Н. 303,
Состояние равновесия при больших деформациях
203
3. Протекание деформаций. Деформация происходит всегда
таким образом, что после достижения пластического состояния
в направлении наибольшего главного напряжения1) материал вы-
тесняется, благодаря чему соответствующее количество вещества
вынуждено оттекать в поперечном направлении (постоянство объ-
ема). Если в двух главных направлениях действует одинаковое
напряжение, то в обоих направлениях происходят и равные дефор-
мации. Если величина всех трех главных напряжений различна, то
поток материала в направлении среднего главного напряже-
ния очень мал.
Согласно гипотезе наибольшего касательного напря-
жения в цаправлении среднего главного напряжения не следует ожидать какой-
либо деформации, в том случае, е,чли все.три главных напряжения различны по
величине. По новейшим исследованиям, деформации в трех главных направлениях
напряжений (In у., In ф2 и 1п ф3) связаны с соответствующими главными напряже-
ниями следующими соотношениями:
a) In = 60 — Ч3. (в4 4- а8)]
Ь) In = 50 + ’а)] ? ,............. . (6)
j) In фз = 50 Ьэ — + За)] J
где 80 есть величина, зависящая от материала и состояния деформации.
Ь) Сопротивление-деформации
1. Холодная обработка. Если обработка металла происходит
ниже температуры рекристаллизации, то ее называют холодной
обработкой. Предел kj сопротивления деформации при холодной
обработке находится прежде всего в зависимости от деформации
9 Рож иЭйхингер, Опыты для выяснения опасности разрушения. ZQrich,
1926, Mitt- a- d. Eidgen. Mat. PriifAust.
204 T. IT. Отд. 1. Сопротивление материалов. Пластические деформация
In в то время как влияние скорости деформации -^-(Incp) отно-
Фиг. 5.
сительно незначительно. Зависимость между деформацией и сопро-
тивлением можно установить при помощи кривых текучести, как
они даны на фиг. 3 для меди и других металлов, а на фиг. 4 для
различных сортов стали. При больших деформациях увеличение
сопротивления с ростом деформации (упрочнение) происходит
большей частью пропорционально деформации. При скоростях де-
формации, которые имеют место в употребительных технических
процессах обработки, повышение
сопротивления по сравнению со
статическим значением определя-
ется равным 1,3 kf, т. е. выше
на 30%1 2).
Работа деформации на
единицу объема (удель-
ная работа деформации)
при изменении состояния от In
до In ср.2 при холодной обработке
получается по уравнению:
Шер,
А = j Ay d In ср . . . . («
Mi
На фиг. 3 нанесены кривые текучести
и удельной работы соответственно дефор-
мации для величины деформации от о до
In *).
2. Горячая обработка. Если
обработка металла происходит
выше температуры рекристалли-
зации, то сопутствующее упрочне-
ние при достаточно высокой температуре становится уже заметным
во время процесса обработки (рекристаллизация). При горя-
чей обработке металлов, поскольку вопрос касается внутреннего
трения, кажется, действуют подобные законы, как и при течении вяз-
кой жидкости3). Соответственно этому существует зависимость сопро-
тивления деформации от скорости ее, в то время как при холод-
ной обработке зависимость от степени деформации практически
ничтожна. При горячей обработке всех металлов влияние темпера-
туры обработки на сопротивление деформации становится особенно
заметным.
0 3 и 6 е л ь и Помп, Влияние скорости деформации на кривые текучести
металлов, Mitt. К. W. ш. 10, 1928, стр. 63.
2) Зибель и Помп, Определение сопротивления деформации металлов опы-
тами на осаживание, 9, 1927, стр. 157. Mitt. К. W. Inst. Eisenforsch.
•) Г е н к и, О существ? пластических деформаций, 1925, стр. 695 и 1253,
Z- d, VdJ,
Состояние равйоьесйй при больших деформациях 205
На фиг. 5 представлена зависимость между сопротивлением деформации и
температурой при статическом осаживании (малая скорость деформации—пресс) и
при динамическом осаживании (большая скорость деформации—молот) для сталей
с различным содержанием углерода. Динамические значения достигают двухкрат-
ной или трехкратной величины статического сопротивления деформации *).
Работа деформации на единицу объема при горя-
чей обработке, если сопротивление деформации рассматривать как
постоянную величину, будет равна для деформации In ср
А = Zyln ср..................... (8)
где —предел сопротивления деформации в кг[см2 (см. урав-
нение (4))<
с) Методы горячей обработки
1. Способ исследования. Количественную оценку способа об-
работки возможно провести простейшим образом, если деформи-
руемое тело разложить соответственно фиг. 6 на некоторое число
элементов вида I, которые будут переве-
дены и притом без потерь в конечную форму /
II посредством смешения в виде паралле- —га— __
лепипедов. Необходимая для деформации без И V//////A .
потерь работа может быть вычислена по ура-
внениям (4, 7, 8), если известно сопротивле- фиг 6
ние деформации или кривая текучести опре-
деленного материала.
Действительно, потребная работа для этого способа обработки
А может быть полученаъак произведение из теоретической работы
деформации и коэфициента полезного действия рассматриваемого
способа обработки ?), причем последний должен быть определен опы-
том:
A = Ath/^......................(9)
Источниками потерь при обработке, если отказаться от
учета механических потерь в приводах машин и станков для обра-
ботки металлов, являются внешнее трение (эти потери вызываются
относительным перемещением обрабатываемой части по поверх-
ности давления), внутренние явления, связанные с деформациями
поперечного сечения, и дополнительные внутренние деформации.
Потери на тренде во многих случах возможно определить с доста-
точным приближением, если выяснить величину сил трения и работу трения, которые
имеют место при смещении каждого элемента тела по поверхности давления: при-
чем силу трения на единицу поверхности можно считать равной » pi kj (р. — коэфи-
циент трения). По найденным силам трения и поперечным силам, которые дей-
ствуют, вследствие некоторого наклона поверхностей давления, возможно опреде-
1) X э н е к е, Опыты на осаживание с перлитными мартеяситовыми и аустенит-
ными сталями, Mitt. К. W. Inst. Eisenforsch.
206 Т. П. Отд 1. Сопротивление материалов. Пластические деформации
лить в нужном направления деформации поля напряжений (сопротивление
течению) путем деления сил на поперечное сечение *).
2. Обработка непосредственным давлением. При обработке
непосредственным давлением деформируемое тело уменьшается
в своей высоте посредством движущихся навстречу друг другу
плоскостей давления, причем вытесняемый материал оттекает
в направлении свободных поверхностей.
Примеры. Осаживание цилиндра* (фиг. 7).
Сопротивление течению:
х
Pfl = f 2y.kj dx-±- = 2p kj (r-x)
P
Давление осаживания:
г
P = J*2*xdx(kf+pfl) = F. kf(L+4,v-dlh).
0
Коэфициент полезного
действия:
Поток материала: вследствие
одинакового по всем направлениям со-
Фиг. 8.
Фиг. 7.
противления течению вытесняемый материал оттекает равномерно по всем сторонам
в поперечном направлении.
Холодное вальцевание (фиг. 8) ’).
Работа прокатки:
А = V-aly = V kjm In (/loy/Zi) 1/7).
*) 3 иб e л ь, Силы и течение материала при пластической деформации, 67, 1928,
„St. и. Е.“, 1925, ср. 1563.
2) 3 и б е л ь и Помп, К дальнейшему развитию опыта на сжатие, Mitt. К. W.
Jnst. Eisenforsch.*. 10, 1928, стр. 55.
Состояние равновесия при больших деформациях
207
Сопротивление течению:
Ру / = 2 kfm \jh J (tg « ± tg p) dx.
0
Давление вальцевания:
D — l(i* b • k 1/т] — 1/т] V r (h0 — • b * kj jp
Коэфициент полезного действия: т) = 40—70Чо.
kfm — среднее сопротивление деформации из значений его после прохода и
до прохода, р — угол трения, b — ширина полосы.
Поток материала. Так как полное сопротивление течению в долевом
направлении относительно мало ввиду незначительной длины щели, то по главной
оси происходит удлинение металла при незначительном расширении. Образование
ножниц происходит вблизи выхода из вальца, так называемое опережение.
Чистое вытягивание, если отказаться от учета опыта на разрыв,
не имеет применения в технике, так как в этом случае благодаря
сужению не может происходить равномерной деформации. Приме-
нение вытягивания возможно поэтому только при том способе об-
работки, в котором кроме напряжения на растяжение появляются
в поперечном направлении еще-непосредственно вызванные напря-
жения от сжатия!).
3. Второй способ обработки давлением.
Если пластическое тело вводится с помощью
растягивающей и сжимающей силы в постепенно
суживающееся в направлении движения отвер-
стие, то эта сила на стенках отверстия вызывает
реактивное давление, кото-
I . рое в‘Соединении с создап-
—I— I Fi ным первичной силой по-
f Fq ~ —- 7. лем напряжения обеспечи-
“1 вает протекание этого спо-
' • соба обработки.
Фиг. 9. Примеры. Волочение стерж-
ней и проволок (фиг. 9) ’).
Работа волочения:
А = v-a/T) = Vkjm In (F0/Fj) . 1/т] = V . kfm 2 In (dM . l/i>
Потери на трение:
A#~[Vh/mln (Fo/Fx)]p|a.
Вытягивающая сила:
Z = F\a 1/tq = (Fo — FJ kfm 1/t).
Коэфициент полезного действия: т) = 40 — 7О°/о-
*) 3 иб е л ь и Помп, Давление при вальцевании и работа при холодной
вальцовк. металлов К. W, 11, 1929, стр. 73.
2) По мп, Зибель иГудремон, О расходе силы и работы при воло-
чении проволок, там же, 11, 1929, стр. 53.
208 t. И. Отд. 1. Сопротивление материалов. Коэф, прочности металлов
Поток материала определяется однозначно видом волочильного от»
верстия (принудительная форма).
Штамповка сосудов (фиг. 10) *).
In —
г
Работа штамповки: А = —— 2 к s х dx а, где а — I kfmd In <р.
11 Ro 4
Необходимая сила: Z — —— 2 тс г skj m\n(R/r).
Коэфициент полезного действия: 7) = 50 — 65«'о-
kfm — среднее сопротивление деформации на внутреннем и наружном крае.
Поток материала. Так как в радиальном направлении действует рас-
тягивающее напряжение и в тангенциальном — сжимающее, то в направлении тол-
щины почти никакой деформации не происходит, так что толщина листа при обра-
ботке изменяется очень незначительно.
Коэфициенты прочности металлов
и допустимые напряжения
А. Коэфициенты упругости
Все числовые данные указаны в кг и см* 2 во всех случаях, где не сделано осо-
бых замечаний.
а) Железо и сталь
Значения £, G, <з& в табл. 2.
Прочность на сдвиг. Временное сопротивление на сдвиг равно
= где для чУгУна равно 1,02 — 1,17, в среднем 1,10; для
сварочного железа2) перпендикулярно прокатке = 0,78 — 0,82, в ли-
стах ^ = 0,87 по направлению прокатки, 0,84 поперек прокатки; для
стали перпендикулярно направлению прокатки ^ = 0,84— 0,»7 3).
Прочие качества специальных сортов стали см. отдел 6
„Материаловедение", III.
0 3 и б ель и Помп, О распределении силы при штамповке и испытании
на выдавливание, Mitt. К. W. Inst. Eisenforsch. 11, 1929, стр. 139.
2) Сварочное железо для кованых изделий более не применяется, только для
цепей сварных.
3) Установлено опытами завода Круппа на кручение и растяжение для сталей
в конструкциях.
Коэфициенты упругости 209
Таблица 1. Сталь для машиностроения по DIN 1611, 1613 и 1621
Марка Временное сопротив- ление кг/мм2 аЬ Удлинение при разрыве Содер- жание угле- рода С о/о Примечание
1 = \0d °!о 1 = 54 °/о
Ст. 00-11 — — — — Без указания механических качеств. Ни хладноломкий, ни красноломкий *).
„ 37-11 37 — 45 20 25 Обычный сименс - марте- новский или томасовский ма- териал. Сваривается не всегда хорошо. Качества одинако- вые с сортовым круглым и фасонным железом -)
Ст. 34-11 34-42 25 30 0,12 Хорошо сваривается, це- ментируется ’)
» 42-11 42 — 50 20 24 0,25 Трудно сваривается, при- годен для цементации при твердой сердцевине 4)
п 50-11 50-60 18 22 0,35 Едва пригоден для сварки. Для цементации не годится. Немного закаливается Б)
„ 60-11 60 — 70 14 17 0,45 Пригоден для термической обработки и закалки •)
я 70-11 70-85 10 12 0,60 Пригоден для термической обработки и закалки 7)
Предел текучести <т5 в общем равен 0,55 п . Сера и фосфор
не более чем 0,05°/о каждый, вместе не более чем 0,1°/о
Ст. 38-13 38-45 20 - 15 25 — 18 •)
„ 34-13 34-42 25 — 18 30 — 22 — •)
Ст. 37-21 37 - 45 I 20 -18 | - 1 10)
„ 42-21 ( 42-50 | 20 -16 J - 1 — и)
’) Только для кованых изделий без последующей обработки. — *) Для кованых
изделий, которые подлежат ме..аниче? кой обработке, мало пригодна; главным обра-
зом для необрабатываемых деталей, прочность которых, однако, доля на быть обес-
печена. — а) Для винтов, анкерных колец, обыкновенных рычагов и штанг. Пригодна
для цапф, болтов и букс. — 4) Для кривошипов, валов, шатунов и осей с малой
деформацией, незначительно наг ружейных зубчатых колес. — Б) Сильно нагружен-
ных валов, коленчатых валов, трансмиссионных, валов быстроходных машин, што-
ков, поршневых и золотниковых, тяжело груженных зубчатых колес. — 6) Также, как
предыдущая, для более высокой нагрузки; для клиньев, червяков, пробойников,
пуансонов. — ’) Для инструмента естественной твердости, стяжных колец, устано-
вочных винтов, штампов. — в) Болтовое железо. — 9) Заклепочное железо. Также
мягкое железо для винтов. — 10) Котельные листы I. — п) Котельные листы II.
14 Зак. 254. — Htitte Справочник для инженеров, т. II.
кэ
О
Таблица 2. Значение модулей упругости и сопротивлений для железа и стали
(£, О, Од, 3$. в кг/см* действительны для растяжения и сжатия) 9
Сорт железа Модуль упругости 1-го рода Модуль сколь- жения Предел пропор- циональности Предел текучести или смятия Временное сопротивление на: Работоспо- собность (удельная работа)
растяжение сжатие
Г=1/а G=l/₽ 9Р 'Ъ ’-В az
KZfCM2 кг]см* кг{см* кг/см* кг}см* кг\см* кгсм/см*
Сварочное железо, па- раллельно волокнам 2 000 000- 770 000 1300 и выше 4) 1800 и выше 3300 до 4000 *) согласно as 200 до 700
Литое железо (литая сталь марки St 37) 9 2 100 000 810 000 1800 и выше 4) 2000 и выше 3700 до 4500 6) согласно 600 до 800
Высокосортная сталь марки St 48 2 100 000 810 000 2800 до 3200 > 3 000 4800 до 5800 в) — —
Прокованная литая сталь . . .... 2 100 0Э0 840 000 2500 до 6000 i 3000 и выше; более 1 твердый матер., j предела текучести ( не имеет 5000 до 20 000 Г если сталь I мягкая, то со- J гласно если 1 твердая, то ( <*_£= о в для вязкой стали 800 и больше
Рессорная сталь, нека- леная 2 100 ООО3) 850 000 5000 и выше до 10 000 э —
Рессорная сталь, кале- ная . • 1 2 100 000 ’) 880 000 7500 и выше — и больше до 17 000 ’) — —
Сопротивление материалов. Коэф, прочности металлов
£
Никелевая сталь для мостов (2 до 3,5°/0 Ni) 2 090 000 — б = 20>/0 4) ф = 40 3800 5600 до 6700 — —
Стальное литье (см. стр. 216) 2 150 000 830 000 2000 и выше 2100 и выше | 3500 до 7000 как у литой для вязкого
Чугун (см. стр. 216) . 750 000 до 1 050 000 290 000 ДО 400 000 ’р для растяже1 для сжат! и os нет 4И”:'~12500003'"; ая: е=— * 1»05. 1 180 000 ( и больше 1200 до 2400 стали 6000 до 8500 литья 700 и больше 8 до 14
!) Согласно постановлению Комитета норм германской индустрии название „литое железо- на будущее время
подлежит отмене. „Литой сталью" называется сталь, получаемая в жидком состоянии.
2) Цифры действительны для сварочного железа параллельно волокнам; для сварочного железа перпендикулярно
волокнам а & = 2800 до 3500.
3) Е почти не зависит от степени закалки; позднейшие опыты над хромовой сталью обнаружили более значи-
тельное увеличение 1 : £, в связи с закалкой.
4) Если предел текучести металла резко не выражен, за предел текучести принимают напряжение, при котором
остаточная деформация равна О,2®/о.
8) Для мягкого железа Фр. Круппа (для паровозных топок и т. п.) средние величины: = 3100, == 2200,
г = 36,4, Ф = 80.
в) ф . = 18.
1 ТШ1П
*) Дальнейшие данные — см. стр. 215 и след. (Фр. Крупп).
g
Значение коэфициента полноты £ (из уравнения аг = см. стр. 8): для сварочного железа — 0,7 до
0,8; для литого железа, вязкого — 0,63; для литой стали (для машинных частей) — 0,6 до 0,75; для стального литья, ы
вязкого — 0,7. —
Коэфициенты упругости
212 T IJ. Отд. 1. Сопротивление материалов. Коэф, прочности металлов
Таблица 3. Строительные и
Составлен^
ОСТ Сталь прокатная 4
Характеристика
Наименование марок В о/о
°Ь кг\мм? образец загиб холодный на 180°
длин. коротк.
Сталь | 0 ... . 1-а 1)
Сталь 1 ( Пов. . . 1 а) < HopM.4j . 1 Пон. . . 31/40 30 28 25 35 33 33 d = 0-a вплотную
f Пов. . . — — d = 0-a вплотную
Сталь 2 j Норм. а) ( Пон. . . 33/42 25 22 30 26
Сталь 3 ( Пов. . . < Норм. ’), 1 Пон. 3) . 4) • - 37/45 22 26 d = 1-д
Сталь 4 Г Пов. . . 1 Норм.{з{ 42/50 20 24 2-а
( Пон. . . 16 20
Г Пов. 8) . 18 22
Сталь 5 7) < Норм. 8) 50/60 16 20 d = 3-a
1 Пон. •) . 12 14
< Пов. . . — —
Сталь 6 с) < Норм. а) 60/70 12 14 —
( Пон. в) . 8 9
Г Пов. . . — —
Сталь 7 8) < Норм. . 70/82 2) 10 12 —
1 Пон. . . — —
1) а — толщина испытываемой стали, d — диаметр оправки для загиба. 2) В отожже
заклепок (для последних сталь № 1 не употребляется). 6) Для рессор и инструмента п
шин и станкрв.
Коэфипиенты упругости
213
машинные стали
по ОСТ
Указания относительно применения
основные виды изготовляемого проката
Z листы
заго- ж
товки (2) 3 1 J L
до 4 мм свы пе
X X X X X X X X X
X
X X X X
X X X
X X X ><
X X X X
X X X X X X X
X X X X X X X X
X X X X X X X X
X X X X X X X X X
X
X X X X X
X X X X X
X X X X
X X X X
X X X
эм состоянии. в) Для заготовок кованых изделий. 4) Для котлоз, топок и их частей, для
гталлу. ®) Для пил, лопат и пр. *) Принимает слабую закалку, дтя разных частей ма-
214 Т. П. Отд. 1. Сопротивление материалов. Коэф, прочности металлов
Таблица За. Машиностроительные стали
особенно для больших поковок (Фридрих Крупп, Эссен)
Сорт Содер- жание °/о Предел текучести <ss I кг[мм* Временное сопротивл. при разрыве кг/мм9 Удли- нение при раз- рыве в °10 Поперечное II сжатие, »/о 1 Твердость по Бринел- лю в отожженном состоянии, кг[мм* Состояние во время испытания
о 5 Р <3=4
0,10 С 22 36- 44 24 28 60 36
0,15 „ 23 38- 46 23 27 60 38
Нелегированные 0,20 „ 0.25 . 24 25 40- 48 45- 53 22 21 26 25 60 55 40 45 - Отожженная
0,35 „ 27 50- 60 20 24 50 50
0,45 „ 30 60- 70 18 22 45 55
0,55 , 34 65- 75 16 19 40 60
Силициевые стали 1-1,5 38 45 60- 70 70- 80 18 14 22 17 50 50 55 65 ») ) Обработанная
Si 50 80— 90 12 15 45 70 1 сталь
Марганцевые 1-1,5 30 40 50- 60 65- 75 20 18 24 22 60 55 48 55 1 Отожженная
стали Мп 50 55 75- 85 85- 95 16 12 19 15 50 45 65 >) 70 > термически 1 обработанная
1 1,5-2 Сг 60 80— 90 13 16 50 70
Хромовые стали 1 1 7b 80 90-100 110-120 12 5 15 6 50 20 70 2) 70
32 50— 60 20 24 60 48
1-2 35 60— 70 18 22 55 55
Ni 38 65- 75 16 19 50 60 в)
42 70- 78 14 17 45 65
Никелевые стали < 40 60— 70 18 22 60 55
3 -5 42 65- 75 16 19 55 60 <)
Ni 45 65— 75 16 19 55 65
45 60- 70 18 22 60 60
50 70— 80 14 17 50 65
35 55- 65 19 23 55 50
1—2 35 38 42 55- 65 60— 70 65— 75 19 18 16 23 22 19' 60 45 50 55 ») 55 60 Термически обработанная
Ni 40 60— 70 18 22 60 55
45 65— 75 16 19 55 60
50 70- 80 15 18 50 65
Хромоникелевые 55 75— 85 12 15 45 70
стали 45 60— 70 18 22 60 60
45 65- 75 16 19 55 60
5^ 70— 80 15 18 50 65
2,5-5 Ni 60 80— 90 13 16 45 70
70 90-Ю0 12 15 40 •70
75 90-100 12 15 45 75
80 95 -105 10 12 40 75
90 105 115 8 10 35 75
95 110—120 8 10 40 85
105 120—130 6 7 35 85 е)
115l 133—140 5 6 30 85
Коэфициенты упругости
215
Применение стали (к табл. За).
1) Валики заодно с шестернями валов для больших зубчатых передач.
2) Относится только к поперечным сечениям толщиною до 100 мм.
3) Турбинные валы в блоке с дисками (малой мощности).
4) Тяжелые судовые валы из 3° o-ной никелевой стали.
5) Турбинные валы в блоке с дисками (тяжелые).
6) Относится только к сечению толщиною до 100 мм.
Примечание. Роторы и индукторные валы для быстроходных турбо-
генераторов в соответствии с предписаниями изготовляются из нелегиро-
ванных сталей (сименс-мартенов ки.О, никелевых сталей и хромоникелевых
сталей с пределом текучести до 50 кг/мм2.
Таблица 4. Рессорные стали Круппа
Марка Закалка Состояв, во время испытания Предел теку- чести кг\мл& Времен, сопро- тивл. кг\ мм2 Удлинение при разрыве в °'о на
1=10 d i=5 d
CF В масле { Незакал. Закален. 50— во' 120—135 I 85— 95 130—150 14-10 6- 5 16—12 7— 6
Специальные стали ВМ В воде | Незакал. Закален. 45- 55 123-135 75- 95 130-150 14-10 6- 5 16-12 7- 6
FC100 В масле { Незакал. Закален. 60— 7о' 125—135 90-100 140-160 14-10 6- 5 17—13 7— 6
Рояльные проволоки Естеств. 1 100-110 120—135 1 120—130 130-150 1 6- 5 6- 5 7— 6 7— 6
Модуль упругости на растяжение и сжатие для всех марок равен £=
=2 100 000 кг/см2. Готовые листовые рессоры подвергаются испытаниям при напря-
жении 120—130 кг!мм2\ в расчетах на изгиб необходимо выбирать напряжения ниже.
Модуль второго рода для винтовых рессор равен 822 000 кг[см2. Отношение моду-
лей равно 0,392.
Таблица 5. Немагнитные стали Круппа
Марка Состояние во время испытания Предел текучести кг 1мм2 Временное сопротивл. кг/мм2 Удлинение при разрыве в °/0 на Попер, сжатие В о/о
Z=10 d 1=5 d
BR 23 С . Терм, обработ. 25 58- 68 28 33 45
BR 2Б . . Отожженная 25 58— 68 28 33 45
ЕС 202 . . 20-40 70— 90 30-20 36-24 45
EFC 212 1 После спец, f 30 — 65 75— 95 25-18 20-15 40—30
EFCD / обраб. 1 35-75 1 75-110 I 20-12 25-15 40—30
Никелевая сталь (254 Ni), марка BR 25 является особенно стойкой против
действия кипящих щелочей: <?$ > 2о, =58—68, 8 = 28 для I = 10 dt 8=33
для I = bd.
216 Т. П. Отд. 1. Сопротивление материалов. Коэф, прочности металлов
Таблица 6. Литая сталь (в отливках)
[ DIN 1681 ]
завода Круппа, Эссен
Марка
Предел
текучести
кг1мм9
Временное
сопротивл.
кг/мм2
Удлинен,
при раз-
рыве 1=5 d
°/о
Нормальные качества
Stg 38-81
. 38-81
„ 45-81
, 50-81
„ 52-81
. 60-81
38
38
45
50
52
60
20
25
16
19
12
8
Высокие качества
Stg 38-41 S »)
„ 4э-81 S 2)
„ 52-81 S
25
22
16
Чугун (DIN 1691). Временное сопротивление на изгиб (напря-
жение при разрушении) должно быть в обыкновенных машинных
отливках по крайней мере 2800, в хороших отливках 3400,
в отливках высокого качества 3600, в деталях строительных и
трубах по крайней мере 2600 кг/см2. Временное сопротивле-
ние на разрыв (наименьшее) должно быть 1200 кг/см^.
Машинные отливки (для общего машиностроения, судострое-
ния, для металлообрабатывающих станков, цилиндров, арматуры
и частей паропроводов, для отливок, работающих при высокой
температуре, — до 420°, для поршневых колец, поршней и верхнего
строения ж. д.), подвергающиеся последующей обработке на стан-
ках, должны иметь следующие качества (в кг/см2);
*5 min ’’Brain*)/min ’Bmin ’’Brain *) /min *1
14C0 2800 7 22’0 4000 8 *) для стержней диаметром
1800 3400 7 2Ь00 4600 8 30 .чм и в пролете 600 мм.
Чугун с временным сопротивлением
высокого качества.
Кроме того, могут быть доставлены
a^>26J0 кг)см3 относится к чугунам
следующие сорта сталей и отливок:
’) Только при паровозо- и вагоностроении согласно правилам германских ж. д.
2) Наименьшее значение временного сопротивления и удлинения при разрыве
соответствует правилам Германского Ллойда.
217
Коэфициенты упругости
Таблица 6а. Стали по особому заказу (Krupp, Essen)
Обозначение Состояние Предел Времен. Удлинение при разр. в °'о на /=5 d
текуч. кг/мм1 2 сопрот. кг\мм9
Мягкая литая сталь Отожж. Стальные
для цементации 22 40 25
Закал. 30 50 18 отливки
Никелевая сталь для [ Отожж. ► для закалки
цементации 28 45 25 и цемента-
1 [ Закал. 40 60 18 ции
Специальная сталь
(нелегированна') 28 50 18
Мягкая силициевая 30 5J 18
сталь
Твердая „ 35 55 16
Мягкая марганцевая 30 52 18 Для высоко
сталь Твердая марганцевая сталь Термически обработан. 33 58 16 напряжен- • ных деталей конструк-
Сталь никеле-марганц. 33 55 18 ций
2—3°ч> никелевая сталь Мягкая хромоникеле- 35 60 18
вая сталь 40 65 15
Твердая хромоникеле-
вая сталь 45 75 12
Таблица 7. Результаты испытаний различных материалов на разрыв при
различных температурах. Непрерывное удлинение 4°'о в 1 минуту
t гра- дусы вЬ кг\см? 6т*) % t гра- дусы кг1см* sm 0 Ф °-'о ' 1 гр а- । дусы 1 'ь кг! см9 5т*) «Г.
Алюминий, Литое железо. Литая сталь
прокаленный при ; 350° прокаленное при 900° прокаленная при 700®
20 1160 19 79 20 3340 21 68 485 2780 20 62
75 10U0 24 83 225 4300 4 57 617 1500 32 80
135 7о5 32 88 275 4 50 7 51 722 700 35 63
310 260 39 97 3.15 3710 18 61
403 125 42 99 407 2700 21 68
510 600 55 35 45 42 99 100 617 807 835 760 230 220 45 39 39 95 89 88 Красная медь, прокаленнат при 600®
Сви прокаленны 20 135 нец, й при : 31 100® 100 Литая сталь, прокаленная при 700® 20 160 3(0 410 2280 1840 132J 850 32 32 30 19 67 71 50 24
82 80 24 100 20 4500 16 63 555 485 14 19
150 50 33 100 250 5720 5 43 650 330 15 20
195 40 20 100 ЗоО 5260 9 54 793 190 14 34
265 20 20 100 412 4450 19 55 970 80 6 15
1) Ът = ЮЭ г’'™')' ГДе — величина ПЛ01ЦаДи сечения для наивысшей
нагрузки; Ът называется равномерным удлинением.
218 Т. II. Отд. 1. Сопротивление материалов. Коэф, прочности металлов
Продолжение таблицы 7
гра- о
дусы кг/см2
Магний,
прокаленный при 350е
20 1700 0 2
83 1340 10 13
175 675 35 45
273 295 46 76
355 160 50 87
550 30 40 100
Желтая медь,
прокаленная при 500®
20
200
400
600
800
3240
2690
1180
280
50
70
70
27
17
9
t
гра-
дусы
кг{см2
!т')
°/о
Никель,
прокаленный при 900°
20 4930
195 4480
309 4480
455
593
800
1000
1100
3020
2060
920
400
250
26
26
31
20
16
11
И
И
72
66
67
31
25
18
15
24
гра- ”Ь
дусы । кг см2
Цинк,
прокаленный при 200®
20 ИЗО 5 7
112 725 8 15
150 500 7 10
247 225 6 И
330 125 8 15
405 3 2 2
Олово,
прокаленное при 50®
20 275 40 74
53 175 45 72
100 105 45 82
153 65 41 97
180 45 10 12
207 25 0 0
Влияние температуры. Для сравнения влияния, оказываемого
температурой металлов на их сопротивление, служит следующая
таблица, предложенная П. Людвиком (табл. 7 и нижеследующие
таблицы):
Для сварочного железа:
при температуре .... t = 100° 200° 300° 400° 500° 600° 700° 800°
временное сопротивление
растяжению.........аь = 104 112 116 96 76 42 25 15
в процентах от аь при t = +20°.
Для литого железа (литой стали) Мартенс и Раух на осно-
вании опытов составили приведенную ниже табл. 8, причем уста-
новили, что:
в незакаленном состоянии^ =4100, 6 = 26,9%, ф = 48,3%
в закаленном состоянии = 3850, 6 = 30,4%, ф = 58,6%.
Таблица 8. Влияние температуры на свойства железа
При температуре . . . t = -20® + 20" j 100° 200° | 300® 400° 500® 600®
Временное сопротивление растяжению кг/см2 . а & = 4100 3850 3950 5100 4750 3300 1900 1070
Модуль упруг. кг(см2Е\ 1000= 2070 2070 2010 1950 1880 1790 1510 1340
Удлинение °/0 б = 37 37 22 19 23 45 66 99
Поперечное сжатие °/0. . ф «= 57 58 51 41 23 56 78 90,5
J) 8/п ~ см- СТР- 217*
Коэфициенты упругости
219
Наименьшее^ = 3800 для / = 50°; наибольшее = 5150 для /=240">; наи-
меньшее 6 =19°/о для /=160°; наименьшее ф = 23°/0 для / = 300® (синеломкость
литого железа).
Для высокосортного чугуна (с аь = 2350 кг/см2), по Баху, при
/ = 300° 400° 500° 570°
Временное сопротивление растя-
жению ............................ад = 99 92 76 52°/0
от при 200°.
Для стального литья х) (с процентным содержанием 0,18 С,
0,36 Мп, 0,28 Si и всего вместе 0,29 S, Р, As, Си), при продолжи-
тельности нагрузки в 40 мин., Бахом составлена на основании опы-
тов следующая таблица:
Таблица 9. Влияние температуры на свойства стального литья
При температуре . . . . / = + 20° 100° 200® 300® 400® | 500®
Временное сопротивление растяжению кг!см1 . . . % = 4165 4567 5253 5052 4043 2365
Предел текучести кг [см*. . <\у = 2375 2156 2186 1911 1384 —
Удлинение % 5 = 28 16 18 25 36 64
Поперечное сжатие^ • • • Ф = 57 46 41 48 63 81
Таблица 10. Влияние температуры на специальную сталь для вентилей
моторов внутреннего сгорания
(Фридрих Крупп, Эссен)
Материал Марка Временное сопротивление при разрыве в кг/см* и температуре
/=20® / = 700° / = 800®
Хромовая сталь F 1548 8000 2600 1700
Хромосилициевая сталь .... Высококачественная сталь для Р 310 8оОО 2400 1500
конических вентилей . . . WF 100 7500 5000 3800
*) Для стального литья других составов полученные данные еще более резко
различаются друг от друга; это особенно заметно в отношении удлинения.
220 Т. II. Отд 1. Сопротивление материалов. Коэф, прочности металлов
Ь) Красная медь и сплавы красной меди
Таблица 11. Упругость и сопротивление красной меди и ее сплавов
Род металла Модуль упругости £= — а KZfCM3 * * Предел про- порцио- наль- ности 9Р кг/см* Временное сопротивле- ние растя- жению кг}см* Удли- нение б % Попе- речное сжатие Ф % Работоспо- собность кгсм/см3
Листы красной меди, прокатанные J). . . (1 150 000) Б) 2000 35—38 45-50 711
Желтая медь, литая . 800 000 2) 650 до 2300 б *) 1500 13 17,5 (£ = 0,65 до 0,7)
Желтая медь, прока- танная 4500 14-24 45
Красная латунь .... 900 000 ») 300 2000 6—20 10,5 230*) (£=0,8)
Пушечная бронза . . 1 100 00J 8) 300 30U0 —
Пушечная бронза плотная 1 100 000 ») 900 3200
Фосфористая бронза . (1 216 000) — 44 J0 33 76 Оу =4010
Марганцевая бронза (40'0), прокатанная . Марганцевая бронза (15°'о) литая .... 1200 000 260 2900 41 68 os =1360
940 000 770 3570 34 44 а5=1400
Бронза Эрликон № А, прокованная .... 2800 4400 15-25
Высокобортная бронза 1200 000 до 5690 до 8800 8-38 10-38
Никеле-марганцевая бронза — — 5300 29 29 —
!) Красная медь. Данные, установленные Гекманом: твердая медь для
паровозных топок (прокаленная):
9Ъ > 2300, б > 38, ф > 45;
специальная красная медь для паровозных топок и медь для распорных болтов
(прокаленная):
оь> 2700, б >35, ф > 60;
специальная красная медь, не толще 5 мм, для центрофуг и т. п. (прокаленная
после обработки):
= 2700, б > 35, ф > 60;
(твердокатанная) = 3200, б > 12, ф > 50.
8) Более точно е = $1»035.947 oqq _ для перВОй нагрузки,
е = <у : 802 000 (до <з = 650) — для повторной нагрузки.
Более точно е = 734 000 для первой нагрузки,
е = <у : 900 000 (до <j == 900) для повторной нагрузки.
<) а2 = 115 для = 1650, б = 8,4, ф = 13,5.
аг — 466 для аь = 2700, 5 = 20,5, ф = 23,2.
£ (в среднем) = 0,8.
•) Красная медь. Для прокованной меди = 2700, для тянутой меди
9^ = 3150, для электролитической меди = 3800. Продолжительной ковкой уве-
Коэфициенты упругости
221
Дальнейшие данные сопротивлений — см. отдел .Материало-
ведение".
Таблица 12. Бронзы и специальные бронзы
(Фридрих Крупп, Эссен)
Материал Марка Временное сопротивле- ние 0 кг [см* Удлинение при раз- рыве °/о Твердость по Бри- неллю 10/5Ю/30
Фосфористая бронза 2 * * *) DB 20 1500 165
» ’Л. DB1 35 2000 3 90
п » ) DB 12 2000 10 75
- п С) DB 10 2000 15 60
Машинная бронза 6) SB 2(00 10 65
Бронза для жел. дор. 7) Твердая бронза для подшинни- RG 9 2000 12 60
ков 8) АВ 1700 100
Бронза для вкладышей 9) .... LB 2000 3 80
Мягкая фосфористая бронза 10 * *) . WPB 1700 2 80
Высококачественные бронзы
Вязкая стальная бронза литая и). STS 4500 15 110
Вязкая стальная бронза кова- ная и) STS 4500 20 125
Твердая стальная бронза литая 13 *) AS 5500 12 130
Твердая стальная бронза кова- ная п) AS 5500 15 140
Экстра-твердая стальная бронза литая 15) SPA 6000 12 145
Экстра-твердая стальная бронза кованая 16) SPA 6000 15 150
Никелевая бронза кованая 17) . . NB1 52 7500 10 185
личение может быть доведено до 50° 0, причем 8 уменьшается на 8О°/о; предел
текучести приближается к временному сопротивлению растяжению на вели-
чину 500 до 600. Далее, от ковки и т. п. возрастает от 0 до 600 и выше, до 1000.
Для сильно прокаленной меди <3р равно около 600, причем f=l 150 000.
og почти = 0; при повторном сильном перенапряжении красной меди <Jg до-
ходит до 60Э и выше, до 1000.
tip почти = 0; при повторном сильном перенапряжении красной меди Ор до-
ходит до 600.
Для мягкой меди Бахом найдено:
е = а1»098 ; 2 200 000 для первой нагрузки,
е = . j 9QQ ооо для повторной нагрузки.
1) Нормальный короткий образец.
2) Литые части, которые требуют высокой твердости, но никакой вязкости,
например для золотникового зеркала, скользящих частей и пр.
8) Литые части с большой стойкостью против истирания, высоко нагружен-
ные вкладыши, быстроходные червячные колеса.
*) Сосуды для высокого гидравлического давления, быстроходные червячные
колеса, вкладыши.
е) Литые части высокой вязкости, но с незначительной стойкостью против
истирания, как DB 12.
Сноски 6—17 помещены на следующей (222) странице.
222 Т. II. Отд. 1. Сопротивление материалов. Коэф, прочности металлов
Влияние температуры
Красная медь в листах
при 50° 100е 150е 200’ 250° 285° 367° 451° 556е
= 98 95 91 85 79 75 66 51 33°/0
считая за основную величину сопротивление при температуре около 10®. Согласно
опытам Штрибека над красной медью для распорных болтов , при более дли-
тельном действии нагрузки (до 30 час.), с возрастанием температуры, падает быстрее,
чем при нагрузке, продолжительность коей не выходит за пределы обычной; между
300 и 400° составляет лишь половину той величины, которая имеет место при
обычной продолжительности нагрузки. То же относится и к 8 и ф.
Бронза (состав: 91,4 Си, 2,8 Zn, 5,5 Sn) с <Jb = 2400, 8 = 36, ф = 52 обладает
еще (по Бах у):
при 100®, 200°, 300®, 400° 500®
ад =101 94 57 26 18°/0
U 98 96 32 0 О,'о
ф = 91 93 31 0 Оо/о
от сопротивления «&, удлинения 8 и поперечного сжатия ф при 20®.
Эта бронза, в общем очень хорошего качества, неприменима, в силу указанных
свойств, для клапанных коробок, соединительных частей трубопроводов и т. п.,
т. е. во всех тех случаях, когда температура значительно выше 200® (например при
умеренно перегретом паре с температурой 26С°).
Дурана-металл (состав: 58,7 Сп, 39,6 Zn, 1,0 Sn, 0,4 Pb, 0,34 Fe)
акционерного общества Дюренских металлических заводов. При про-
должительной нагрузке получены следующие результаты:
Таблица 12а. Влияние температуры на дурана-металл
При температуре t 24® 95° 148® 170® 214® 32Э° 420® 542®
Временное сопротивле- ние растяжению кг/см* * <зд = 4080 3450 3140 2800 1800 650 2С0 50
Предел текучести кг/см* <ss = 1800 1720 1700 1640 1250 450 160 —
Удлинение ®/0 8 = 32 27 44 50 62 61 39 30
Поперечное сжатие о/о . ф = 36 33 50 51 52 53 40 42
«) Для судовых валов, машинных частей и арматуры.
*) Вкладыши для железнодорожных целей, арматура.
•) Высоко нагруженные вкладыши, например для моторных вагонов.
•) Нормально нагруженные вкладыши.
10) Толстостенные, очень высоко нагруженные вкладыши, например для валь-
цов И ПОДПЯТНИКОВ.
и) Толстостенные литые части, которые должны обладать высокой прочностью
и вязкостью, например судовые винты.
И) Кованые части, которые должны обладать высокой вязкостью, например
валы.
18) Толстостенные литые части, которые должны обладать высокой прочностью,
но умеренной стойкостью против истирания, на.1ример тихоходные червячные
колеса.
м) Кованые части.
1В) Толстостенные литые части с высокой прочностью.
1в) Кованые части.
17) Кованые части высокой прочности.
Коэфициенты упругости
223
При кратковременных опытах значения получались значительно выше.
Согласно опытам Р. Баумана, £‘=736000 — 750000 до предела пропорциональ-
ности Ор = 160 кг'см^ далее при температуре 100, 200, 300® соответственно
равно 0,75; 0,4; 0,25, от при 20®.
Таблица 12b. Влияние температуры на бронзу рюбель
(Данные согласно опытам германского морского ведомства)
При температуре t = 20° 200® 300° 500е
Временное сопротивление жению кг/см* ...... растя- • • • аЬ в 5300 4300 3190 1970
Предел текучести кг\см9 . . ... *$ = > 3000 1820 1530 890
Удлинение °(о ... 5 = 35 41 49 57
Таблица 13. Влияние температуры на новые бронзы рюбель
Сорт металла Качества 16-20° 100® 200° 300° 400° 500° 550®
Admiro 1 г) а) Временное сопротивле- ние кг/см9 . ... = Ь)Пред. текуч, кг[см*93 — с) Удлинение (для /=10д’)3= 5960 3450 23,3 5780 3540 20,6 4990 3520 12,4 3420 3090 3,1 2210 2030 4,2 1030 990 6,7 —
Admiro 5 г) То же ( 6700 4660 1 26,9 5480 4060 11,3 4610 4150 3,0 4060 2380 1470 3,0 1050 14,6
Topal * 2) То же ( 7810 , 6100 1 6,1 7470 6050 6,1 7270 5860 6,0 6210 4850 12,4 3350 2990 26,2 1070 880 15,9 —
DO 3) То же 1 2480 ; 1бзо ( 8,7 2480 1590 5,9 2750 1770 10,4 1710 1320 4,5 1230 1,7 1050 1,5 —
Никелевая медь (сплав никеля и меди; для лопаток,
паровых турбин; состав: 15 Ni, 79 Си, 4Fe, 2 Мп).
аъ = 4300 (при 18°), 4000 (при 125° до 300°), 3700 (при 400°) кг! см9.
б = 30 до 15 и Оу = 2500 до 3000 (между 18° и 400п) кг [см*.
i) Хорошо обрабатывается в горячем и холодном состоянии, имеет две степени
твердости в зависимости от напряжения, которое требуется.
2) Мягкая и твердая; не разъедается ки лотой; свободна от цинка и свинца,
в плоских стержнях; годна для приготовления типографских шрифтов.
3) Литая бронза, из меди, олова, никеля и цинка, устойчиво держится в горя-
чем паре до 500°.
224 Т. П. Отд. 1. Сопротивление материалов. Коэф, прочности металлов
Таблица 14. Влияние температуры на никелевую латунь
(Состав: 10 Ni, 50 Си, 40 Zn, < 0,5 Fe, <0,1 Pb)
При температуре t = 18° 100° 200° 1 1 ЗС0° 400°
Временное сопротивление растя- жению кг/см* ° В = 5400 5250 4800 4100 2400
Предел текучести кг/см* = 4600 4000 3400 2700 900
Удлинение °/0 о = 42 35 28 9 35
Таблица 15. Влияние температуры на никелевую бронзу
(Состав: 20 Ni, 60 Си, 9 Zn, 1 Fe)
При температуре / = 15° 200° 300° 400э 5С0°
Временное сопротивление растя- жению кг(см* = 1600 1450 1060 1020 780
Удлинение о('о 5 = 11 13 8 7 2
Поперечное сжатие ........ Ф = 20 21 11 10 3
Монель-металл (прокатанный), состоящий из 65 до 70% Ni, 29
до 31% Си, 0,5 до 1,1% Мп, 0,4 до 1,9 Fe; с добавкой сюда 1 до 1,5% Si.
Проволока диаметром 10,8 мм. Точка плавления 1360°, удель-
ный вес 8,87 кг!дм\
Влияние температуры каления на сопротивление:
После прокаливания в течение 1/2 часа
при t 20° 500° 600° 700° 750* 800° 900° 950°
оу = 4980 4960 4790 2220 2150 1990 1980 1970 кг 1с я?
°В = 6170 6160 6100 5750 5660 5570 5490 5430 кг/см*
3 = 23,8 26,4 25,9 41,0 45,6 45,6 43,0 41,6о,'0
Сопротивление при высоких при t обыкн. 320° а. = 3350 2680 температурах: 410* 500° 2460 2390 630° 1640 700° 1240 9С5° 250 кг/см'*
<з & = 6520 6060 5320 4520 2550 1620 440 о/о
Марганцевая бронза
при t обыкн. 295* 340° 410° 500°
зд =4570 2290 1500 700 0 кг/см*
с) Другие металлы
Данные, относящиеся к сопротивлению, — см. отдел „Материало-
ведение".
Цинк и его сплавы (.Материаловеде-
ние" IV, D)
Свинец („Материаловедение" IV, Е)
Олово („Материаловедение" IV, Е)
Никель и его сплавы (.Материалове-
дение IV, F)
Серебро (.Материаловедение*4 IV, О)
Золото („Материаловедение*4 IV, G)
Платина („Материаловедение" IV, G)
Алюминии („Материаловедение" IV, А)
Сплавы алюминия („Материаловедение"
IV, А)
Магний и его сплавы (Электрон) („Ма-
териаловедение" IV, А).
Коэфициенты упругости
225
d) Другие материалы
Стекло (для строительных целей): Е = 700 000 кг/см2 *, аь ='
= 250 кг! см2. Дутое стекло </в = 375, грубое стекло <з'в = 200 +
+ 160 (1,5 — $)2, где <9 —толщина стекла в см. Ср. также отдел
„Материаловедение", VIII.
Бумага: % =40 до 180 кг/см2', бумажная масса (в виде склеен-
ных слоев): = 1000 кг/см2.
Эбонит: % = 500, а_в= 870, Е = 2630 (до а = 108) кг/см2,
е) Дерево
С увеличением влажности дерева сопротивление его умень-
шается. Так, например, у сырой ели (63% влаги) сопротивление
сжатию наполовину меньше, чем у леса, высушенного на воздухе
(14% влаги); сопротивление изгибу составляет только 58%. Чем
дольше лес выдерживается на складе, тем заметнее увеличивается
его сопротивление сжатию. Е для сжатия почти постоянно. Пропи-
тывание дегтем (по способу Рюпинга, см. отдел „Материаловеде-
ние*) повышает сопротивление сжатию и изгибу высушенного на
воздухе леса, по крайней мере, на 10%; У бука повышение со-
ставляет даже 25%, так что а_в параллельно волокнам доходит
до 274 кг/см2.
Таблица 16. Сопротивление различных древесных пород1)
Порода Модуль 8) Е кг\см* Предел про- пори. кг[см* Временное сопротивл. в кг!см*
Парал- лельно волокнам Перпенд. волокнам растяжение || волокнам сжатие || волокнам сжатие 1 волокнам изгиб сдвиг Н волокнам сдвиг 1 волокнам
Дуб 100000—108000 8000—11020 150-500 1000 400 150 600 75 300
Бук Пихта .... 130000-180000 — 100—600 1340 350 — 670 85
900С0—110000 5000—80С0 150—200 800 280 85 470 45 250
Сосна 99000—1100'0 4500—7000 150-200 750 250 80 4 * * *) 75 420 400 40 —
Ель 90000—11000С 4000—6С0) 150—230 750 250 40
Твердые поро- ды 2) .... 200000—225000 — — 1000 640 — 1150 100 —
Ч Частью по Баху и Гелеру.
•) По Янка, также по Балу и Бауману.
•) В строительных расчета< следует принимать Е = 100000 кг1см*.
4) Для сосны (Д_ волокнам) # = 80, 75, 5J, 35 в зависимости от того, де -
ствует ли нагрузка по всей ширине образца или части его, также в зависимости
от передачи нагрузки на образец посредством большой или малой прокладки
(Опыты Трауэра, „Eisenbau* 1919, стр. 139).
15 Зак. 254. — Hutte, Справочник для инженеров, т. II.
226 Т. И. Отд. 1. Сопротивление материалов. Коэф, прочности металлов
Данные приведенной таблицы относятся ко всему сечению (т. е.
к сердцевине и заболони вместе г).
Предел упругости (по Мелану): для растяжения = 0,6^, для
сжатия ~ 0,4 з_в, для изгиба = 0,5ав.
Временное сопротивление срезу тв. Исходя из уравнения
р,1==тв:с7ь, можно принять, по Винклеру: для двойного дерева
= 0,064 (параллельно волокнам), = 0,32 (перпендикулярно во-
локнам); для дуба = 0,084 (параллельно волокнам), = 0,27 (пер-
пендикулярно волокнам).
Значение кг/см2 (по Мелан>)
II ±
Сосна..................61 210
Пихта..............• . 67 219
Ель................... 63 273
II ±
Дуб.................. 75 270
Лиственница......... 72 247
Бук.................. 85 290
Таблица 17. Средние значения сопротивлений для хвойного дерева и дуба
(по Мелану)
Хвойные породы Дуб
II J- 1 II ±
Растяжение кг{см- .... 730 125 920 150
Сжатие кг[см* 330 40—70 400 120—150
Изгиб <зг& кг/см* 550 620 .
Срез тв кг/см* 65 230 75 270
Бамбуковое дерево (все сечение): £= 110000 до 310 000,
в среднем — 200000; = 1500 до 2500, = 650, ав = 700 до 3000
в среднем —1500.
f) Камни и растворы
Таблица 18. Сопротивление строительных материалов
Строительные материалы Сопротивление, выраженное в долях сопротивления сжатию <з_ в
Растяжение Изгиб Срез
Камни Известковый раствор . . Цементный раствор . . . Бетон oq aq 1 1 ь ь flq CD CD J Io ° II II II II Ю 45 Л b b b b Ve в = °-в <3'B— 1,8 до 2<Jb «5 m А J J b- 3 . * II °? oq 1 II II £ ? ? L
*) Дополнительные данные см. Бах и Бауман, Festigkeitseigenschaften der
Konstruktionsmaterialien, стр. 136.
Коэфициенты упругости
227
Таблица 19. Сопротивление камней
При том громадном разнообразии естественных пород, которые встречаются
в различных месторождениях и даже в отдельных пластах одного и того же карьера,
дать средние значения чрезвычайно трудно. Приводимыми ниже данными,
проверенными проф. Бурхартцом, на основании только что высказанных соображе-
ний, следует пользоваться с известной осторожностью (см. также отдел „Мате-
риаловедение").
Строительные материалы Временное сопротивле- ние сжатию а—В кг /см2 Строительные материалы Временное сопротивле- ние сжатию *-В кг< см2
Очень твер- ) гранит, под- лый . . • > дающийся Твердый * *) . | полировке Гранит,недостаточно твер- дый, мало или вовсе не- поддаюшийся полировке Сиенит 1200-3500 800-1200 450— 800 1000—25J0 1900— 3500 250 —5000 300-1500 1000-1800 1000—1500 200— 600 600-1700 150О-2С0О 1000—1500 600—1000 400— 609 300—1500 200 - 300 150 2и0 150— 450 20- 1008) 12 Кирпич из доменного шлака Легковесный кирпич из до- менного шлака Гипс для штукатурных ра- бот Гипс для полов Доменный шлак в кусках . Кирпич, высушенный на воздухе: Клинкер Сильно обожженный кир- пич Строит, кирпич 1 сорта . и „ 2 сорта . Кирпич для облицовки по- толков • . . Сплошной кирпич, пори- стый Кровельные плиты, обож- женные (12,5X20X6 см), вес 3,5 -4 кг Пробковый кирпич 6) . . . Проборит (смола) .... 50- 200 15 50— 150 80- 250 1000—2500 350- 900 250— 350 > 150 > 100 100- 550 150 150- 300 17 560
Порфир Базальт Базальтовая лава Мрамор Плотный известняк .... Пористый „ .... Глинистый сланец (бут) . Очень твердый песчаник . Твердый песчаник .... Песчаник средней твер- дости Малотвердый песчаник . . Твердый туф Малотвердый туф .... Известковый песчаник 3) . Известково-песчаный клин- кер Искусственный песчаник8) Кирпич из шлака4) .... Кирпич из вулканических отложений
*) Например для мелкозернистого синего гранита (по Баху): а_д = 1006,
a'q = 84, = 78, <з& =45.
Бурхартц, Die Priifung und Eigenschaften der Kalksandsteine, изд.
Ю. Шпрингер, Берлин.
») ад = 47.
*) Под шлаком понимаются остаточные продукты, получаемые после сгорания
угля и кокса, например шлак из котельных топок и горнов, угольная мелочь паро-
возных топок, шлак из мусорообжигательных печей.
®) В зависимости от рода раствора (известкового или цементного).
•) Производства Грюнцвсйг и Гаргман, Людвигсгафен.
15*
228 Т. II. Отд. 1. Сопротивление материалов. Коэф, прочности металлов
Таблица 23. Сопротивление растворов
Род раствора Временное сопротивле- ние сжатию а-В кг] см? Род раствора Временное сопротивле- ние сжатию а-В кг [см~
Цементный раствор 1 : 3, медленно схватывающий после 7 дней (1 день на воздухе, 6 в воде) . . . После 28 дней (1 на воз- духе, 6 в воде, 21 на воз- духе) После 28 дней (1 на воз- духе, 27 в воде) .... Асбестовый цемент 9после 7 дней (1 на воздухе, 6 в воде) ........ После 28 дней (1 на воз- духе, 27 в воде) .... Известковый раствор, хо- роший, после 28 дней . Не менее 120 Не менее 250—500 Не менее 200 (до 350) 78 1*6 = И) . 137 .1’6= 24] 15 Трассовый раствор (1 часть трасса -f-1 часть извести + 1 часть песку), после пребывания в течение 28 дней в воде Цементный бетон: трамб. бетон (сырой) 1:3 1 после 7 дней до 1: 10 j . 28 дней Железобетон (мягкий) . . Бетон (жидк й) Не менее«70 kb = 14] 60—300 90-350 Приблизит, на 30°'о мень- ше, чем у трамбованн. бетона Приблизит, на 5Оо'о мень- ше, чем у трамбованн. бетона
Каменная кладка. По О. Графу временное сопротивление сжатию (?__в ка-
менной кладки можно определить с некоторым приближением по сопротивлению
камней (после пробного испытания) и сопротивлению раствора а2. Если обозначим
через h высоту каменной кладки и через b меньшую сторону сечения кладки, то
можно считать:
<3—В= 0,1 -j- 20 кг\смъ.
П + 5-'
Относительно каменной посуды, фарфора и стекла — см. отдел „Материало-
ведение".
Модуль упругости кирпичей и растворов (для сжатия) в значи-
тельной мере зависит от напряжения (у растворов) и от рода свя-
зывающих и добавочных материалов, а также от количества при-
бавляемой воды, продолжительности затвердевания и способа
хранения материалов на складе 2). Ниже даны некоторые значения
среднего модуля упругости Е.
Для баварского гранита, с а_в= 1006 принимают, по Баху:
для напряжения в пределах от а = 0 до 41,3 кг/см* 2 Е= 129100 кг/см*,
» . , . „ а = 0„ 137,7 , £ = 128100 „
9 Заводская марка В (Asbestzementwerke, G. m. b. Н.» Гамбург 33), удельный
вес 2,03.
2) Подробнее об этом вопросе — см. О. Г р а ф, Druck- und Zugelasticitat des
Betons, Milt. Forschungsarb., вын. 227.
Коэфициенты упругости
229
Таблица 21. Сопротивление сжатию кирпичной кладки и кладки из известково*
песчаных кирпичей по сравнению с сопротивлением кладки без раствора О
и сопротивлением материала >) кирпичей
Род кирпича Сопротивл. кладки) без раствора кг/см*\ Сопротивление ма- териала KZjCM* Сопротивление ’) кирпичной кладки в кг] см*
Известковый раствор Цементный раствор
1 28 дней '115 дней 28 дней 115 дней
| желтый.........
Клинкер < бурый..........
( биркенвердовский
Забуточный кирпич:
I сорта..........
II сорта..........
Известково-песчаный кирпич:
I
II
сорта
сорта
494
382
369
139
95
185
147
558
639
655
158
90
178
250
132 157 263 >263
— — 178 —
54 59 128 142
32 — — —
76 78 179 182
— — 148 —
Для песчаника красного, крупнозернистого, с а_в = 566, можно
принять по Баху:
для напряжения в пределах от а = 4 до 8 кг1см* 2 * Е = 230 300 кг1см2
„ „ , . „ а = 4 „ 16,1 „ £ = 246200 „
Кирпич. Следующая таблица содержит данные, найденные
О. Графом 4):
0 Под „сопротивлением кладки без раствора* надо понимать сопротивление
сжатию двух половин кирпича, сложенных вместе одна над другой. В немецком
оригинале „KorperfesJgkeit" в буквальном переводе обозначает „сопротивление тел*.
По-русски такое выражение мало отличалось бы от „сопротивления материала".
Поэтому вместо термина „сопротивление тели пришлось ввести выражение „сопро-
тивление кладки без раствора" правда более длинное, но за то более понятное,
почти не нуждающееся в пояснении. Ред.
2) Под „сопротивлением материала* понимается сопротивление сжатию образцов
в виде кубиков, вырезанных из кирпича.
8) Сопротивление каменной кладки, выведенной на известковом растворе, при-
близительно, равно 33% сопротивления кладки без раствора; то же на выдержанном
цементном растворе — 50v0, то же на цементном растворе 75—Юьо'о сопротивления
кладки без ра твора. Известково-песчаный кирпич, при прочих равных условиях,
отличается, вообще говоря, неколько большим сопротивлением материала, чем
красный кирпич, в виду большей ровности его плоской стороны.
4) В. u. Е. 1924, вып. 5 и 6. Там же даны значения Е для бетонных камней
и бетонной кладки; ср. также Bautechnik, 1924, вып. 14, стр. 151.
230 Т И- Отд. 1. Сопротивление материалов. Коэф, прочности металлов
Таблица 22. Упругость кирпича машинного производства и клинкера
’ь Пределы напряже- ний Е Пределы напряже- ний Е
1. Кирпич машинного про- изводства 322 45 6,9 до 17,3 119 600 6,9 до 48,4 111 100
2. Клинкер ... • . . . . 437 7) 6,8 до 27,3 170 800 6,9 до 88,8 143 800
Кирпичная кладка из:
1. Кирпича машинного производства указанного качества на
известковом растворе 1 : 3 (с а_в = 3, ^сжатие = 9770)- после 2 Ме"
сяцев:
= 82, для напряжений в пределах 0,8—2,4 кг!см2, £=24 200 кг)см2,
„ 0,8-14,1 „ £ = 36400 „
2. Клинкер указанного качества на цементном растворе 1 : 3
(с а__в=114, £сжатие = 105 900 до 109100), после 2 месяцев:
а_в =174, для напряжений в пределах 0,8—2,4 kz/cm2,Е= 125 900 кг!см2,
„ „ „ „ 2,4-37,9 „ £=107 500 „
Бетон. 1. При напряжении а = 1/6 сопротивления кубического
образца а__в или = 1/5 сопротивления призматического образца,
можно считать, по О. Графу, в среднем:
при а_в= 100 200 300 400 500 600 кг/см2,
£ = 205 300 360 410 440 463 X Ю00 kzJcm2.
2. В табл. 23 означают:
Лит. а) — высокосортный трамбованный бетон (1 часть цемента,
1,5 части речного песку, 2 части порфирового щебня), сырой,
после 4 недель, сопротивление кубического образца в = 480,
аь = 35,2.
Лит. Ь) — мягкий бетон (1 часть цемента, 2 части речного песку,
3 части гравия), сырой, после 45 дней, сопротивление кубического
образца а_в=233, аь = 17,9.
Лит. с) — то же, что и b) (1 часть цемента, 3 части речного песку,
4 части гравия), сопротивление кубического образца а о = 117,
= 14,2.
Коэфициенты упругости
231
Таблица 23. Упругость бетона
кг/см* Е к?/см* 9 кг/см* Е кг/см*
Бетон а) Бетон Ь) Бетон с)
25,0 273 300
Растяжение 17,5 292 700 11,2 235 600 —
10,0 307 200 6,2 257 500 203 800
2,5 337 500 1,2 279 000 239 100
12,3 353 100 12,2 285 200 240 000
24,6 340 903 24,4 279 200 232 800
Сжатие 49,2 324 400 36,7 268 700 221000
73,9 399 400 48,9 257 100 204 600
98,6 298 500
3. При статических расчетах, в большинстве случаев, предпи-
сывается заранее Е = 140 000 (для растяжения и сжатия), так что
^литое железо 2100000
= 140 000 =,5:
при расчете статически неопределимых конструкций Е = 210000,
следовательно, п = 10.
В Швейцарии предписывается х): при растяжении п = 10, при
сжатии и = 20.
Модуль скольжения для бетона по Фёпплго, при = 20 до
30 kzIcm2 (после 112, соответственно 210 дней), (7 = 113 000 до
138 000; вообще можно считать (7^0,5£.
Бетонные камни (по Графу).
а) 1 часть цемента, 5 частей речного песку, 7 частей гравия,
после 187 дней. Сечение 6,9 X 12,6 см, высота 26 см. Сопротивление
призматического бруска = 55; а'в = 22 после 3—5 месяцев или
= 26 после 5—7 месяцев.
Для пределов напряжений:
<з = 1,2 до 9,3 кг/см? I Е = 202 800 кг, см*
а=1,2 „ 18,5 „ Е = 185 100 ,,
а = 1,2 „ 27,8 „ | £= 164 300 п
b) 1 часть цемента, 2 части песку, 3 части гравия, после 224 дней.
Сечение 6,8 X 12,5 см, высота 26 см. Сопротивление призмати-
ческого бруска <з_в = 252; ав = 51.
I) Более подробно о значении ц—qm. Deutscher Ausschuss far Е. — В., вып, 25,
232 1- П. Отд. 1. Сопротивление материалов. Коэф, прочности металлов
Для пределов напряжений:
1,2 до
1,2 „
1,2 „
1,2 „
Е = 349 300 кг/см*
Е = 349 200 „
£ = 341 900 „
Е = 330 500 „
£ = 301 600 .
Искусственное дерево (тектоновая масса).
Смесь I. <з_в = 60 кг!см2
> IL о_в =34 „
Е = 16 400 кг/см2
£= 10 020 „
g) Гибкие тела
1. Проволока
Сопротивление растяжению тянутой проволоки находится в за-
висимости от ее диаметра. Временное сопротивление растяжению
в кг/см2 проволоки диаметром d мм, при постоянных значениях с
и а0, равно
с .
’ь = у + ’о-
В следующей таблице даны средние значения сопротивления
растяжению не зависящие от диаметра проволоки, а также
Е и яр.
Таблица 24. Упругость и сопротивление проволок
Материал Модуль упругости для растя- жения £ = 1 : а кг/см2 Предел пропорцио- нальности для растя- жения <3р кг}см* Временное сопротивление растяжению ’Ь кг 1см2 А. Для канатов проволочных см. данные WoernleMaschi- nenbau, 1924, стр. 763. Значения <з^ для канатов см. II отд. „Детали машин**; см. также „Вест- ник инжене- ров14, № 11 1931, А. Н. Динник
Железная 1 светлая тянутая проволока/ отожженная . Проволока из 1 светлая . бессемер. стали/ отожжен. Проволока тигельной стали Хромопикелев. проволока . 2 000 000 2 150 000 2 150 000 4200 2000 5200 2250 10 000 5600 (до 7000) 4U001) 6500 4000 до 6000 9000 до 19 0002) 9070
Цинковая проволока . . . 150 000 19С0
Проволока крас ной меди . 1 300 000 1200 । 4000 до 4500 G = 425 000 при
Бронзовая проволока . . . — — 4600 до 71С0 d = 6 м м и
Проволока кремнистой бронзы 6000 до 7000 = 41402)
Двойная бронзовая прово- лока - - 7600
Коэфипиенты упругости
233
Продолжение таблицы 24
Материал Модуль упругости для растя- жения £= 1 : а кг/см2 Предел пропорцио- нальности для растя- жения <jp кг/см2 Временное сопротивление растяжению °Ь кг/см2
Проволока фосфористой
бронзы, отожженная . — 6300 —
Латунная проволока . . . 1 000 000 13С0 5000 до 6100 G — 358 0С0 при
d = 6 мм и
Никелевая проволока (чи- =56502)
„ стая) . 4800 до 5300 8 = 50
Никелиновая проволока . — — 6250 G = 520 000 при
Алюминиевая проволока d = 6 мм2)
4 мм — — 1670 до 2040 <je= 14505)
То же, прокованная вхо-
лодную — 2300 до 2700 При 400° =
Проволока алюминиевой = 160°
бронзы (10%), литая . — — 6500 °s = °-*9 ° В
Алудуровая проволока . . 630 000 — 2800 и больше 6 = 4 до 5,5
Свинцовая проволока. . . 70000 — 1 220 твердая 1 170 мягкая { G=26 250.
Танталовая проволока, толщиною 0,035 мм . . . Вольфрамовая проволока, тянутая, толщиной 0,015 мм ............ ....... То же, толщиною 0,03 мм ............ Молибденовая проволока, тянутая, толщиной до 0,04 мм 17 000 60 000—70 000 42 0С0 22 000
х) Оцинкованная отожженная проволока литого железа для телеграфных
целей: <зЕ = 40j0 до 4300.
2) Для проволочных канатов, служащих для передачи энергии на сельскохо-
зяйственные машины, употребляется стальная проволока с = 2о ООО. Оцинкован-
ная телеграфная проволока = 13 500. — Для подъемных канатов (к подъемным
машинам для людей) берут проволоку литой стали с а^ = 11500 до 130С0, в из-
вестных случаях даже до 2J000.
Стальная проволока луженая = 17300 до 22000. А. Ридингер (Аугсбург) вы-
пускает стальной кабель из проволоки с = 22000 при толщине 0,2 до < ,37 мм.
Для стальной проволоки незакаленной, толщиною 6 мм, с 3^ = 8200, G =
= 824 000.
Значения G для стали, красной меди, латуни и никелина, даваемые Гофма-
ном, см. Dingier Pol. J. 1919, стр. 13.
•) Зав. Шниевиндт в Нейроде (Вестфалия); удельный вес—8,03; температура
застывания 1335\ тепловой коэфициент расширения а = 0,000124 (El. Kraftbetr. и.
В. 1913, стр. XII).
4) Значение для стальных канатов см. также отд. „Детали машин".
®) С. Р. В и к а р, Elektr. Freileitungen, Будапешт, 1923. Значения для про-
волоки, изготовляемой из других сплавов алюминия (по Медебеку): магналии
3300 до 3700 (8 — 6), вольфраминий ЗооО, хром-алюминий 4500, никель-алюминий
4000, виктория-алюминий (Си, Sn, Al), литой (партинин) — 1500, алюман (10 /0 Zn,
2% Си, 88% А1), прокованный вхолодную 3000. Относительно алюминиевой прово-
локи см. Eng. 1913, 11, стр. 197.
234 Т. II Отд. 1. Сопротивление материалов. Коэф, прочности металлов
Таблица 25. Проволока для телеграфных проводов
(DIN VDE 8300, лист 1 и 2)
1 Сорт Марка Диаметр MM Временное сопроти- вление кг!мм2 Предел текучести кг\мм*
Твердая медная проволока . . . Kh 0,16-1-5 47-45-43 42,5-40,5
Бронзовая проволока I Bz I 2-5 52-50 —
я » II ... . • • Bz II 0,16-1-5 85—70—57 76,5-63
„ „II мягкая . . Bz II W 0,16-1 25 5
Я „ III ‘ Bz III 0,16-1-5 100—80—66 90—72
Стальная проволока I оцинко-
ванная . St I 2-5 40 —
„ „ II оцинко-
ванная . St II 3-5 45 —•
„ „ III (твердотя- нутая оцинкованная) Sth 2-5 70-65
Алюминиевая проволока .... Al 0,25-5 27-16,5 23-14
2. Ремни
Таблица 26. Упругость и сопротивление ремней
Материал Вес единицы Предел теку- чести кг {см2 Модуль упругости Е кг/см2
в среднем г/смл Хребет Спина Бока
Сыпное дубление дубо- вой корой . § Обыкновенное сыпное ду- з бление растительными о. материалами о Дубление новейшими спо- 3 собами л | Гидродинамическое дубле- bi ние Дубление хромовыми со- лями . • 0,85 до 0,95 0,95 до 0,99 1,04 0,90 0,80 125 85 80 245 115 115 70 65 210 130 155 90 85 245 175 2500 чепрак 5000 „Прима" 3500 двойной ремень 2500 до 3000 „Прима “ 110000 до 14 000 5150 2500 до 6000 8500 9000 до 15 000 15 000 до 25000
Хлопчатобумажные, тон- о [ кие плотные Я §5 Хлопчатобумажные, тон- ” 3 < кие слабые £ о. Хлопчатобумажные, тол- стые Из верблюжьей шерсти Валяные ремни! ’ r 1 гемни балата . . Плетеные ремни (Эпата) 1,16 1,07 0,96 1,05 1,10 0,92 1,00 I 49 36 50 160 130 II 32 44 37 80 130 100 III 22 105 80
Допускаемые напряжения
235
Кожаные ремни (по Баху) аь = 250 до 450 при быстром раз-
рыве; при нагрузке, продолжающейся несколько месяцев, <зь падает
до 2/3 указанных значений, ар (для нового ремня) = 160; Е (для
нового ремня) = 1250; Е (для ремня, бывшего в работе) = 2250;
удлинение можно точно определить для напряжений в пределах
а = 3,9 и а = 27,2 из следующей формулы:
а0,7
е== 41Г'
Следовательно, ремни обладают тем меньшей упругостью, чем
сильнее они натянуты.
Временное сопротивление растяжению яд других ремней (по Томэ): ремни из
змеиной кожи (шириной 100 мм, очень тонкие)—500; из хромовой кожи (средина
живота, продольное направление)—6j0 до 900; для кожи, дубленой растительными
материалами—300 до 400; рами-ремни—82J; тканые хлопчатобумажные ремни—330;
сшитые—450 до 520; ремня балата—450; ремни из верблюжьей шерсти (основа—вер-
блюжья шерсть, уток—хлопчатая бумага)—400 кг{см2.
Бумажные ремни. Ремни (из 2 до 11 сложенных вместе слоев,
сшитых по длине) без проволоки внутри-—118, с проволокой — 163.
Тканые ремни—96 или, соответственно, 321.
Канаты пеньковые из манильской пеньки: % (для нового
каната) = 1200 до 1350, (для старого) = 500, Е = 6000 до 15 000,
в среднем, 7500. Данные эти относятся к фактическому сечению
прядей, равному 0,66 —— , где d — диаметр каната. Если отнести
к
сечению
7Г л'2
4
, то получаются цифры 2/3 вышеуказанных.
В. Допускаемые напряжения
а) Допускаемые напряжения в машиностроении (в кг]см2)
Допускаемые напряжения изменяются в зависимости от рода на-
грузки. Трем случаям нагрузки и относящимся к ним допускаемым
напряжениям соответствуют в сущности три величины прочности,
именно: временное сопротивление при постоянной нагрузке, при пе-
ременной нагрузке и то же при колебательной нагрузке (Вей-
раух). В соответствии с данными испытаний на усталость эти вели-
чины находятся в отношении 2 : (1—1,2) : 1. Предел усталости
(разрушающее напряжение при колебательной нагрузке) очень
сильно приближается к пределу упругости. Поэтому (согласно
Фёпплю) допускаемое напряжение в случае третьем должно быть
взято равным половине такового для первого случая, т. е. оно дохо-
дит до четверти предела упругости (пропорциональности). Для слу-
чая второго значение допускаемого напряжения должно быть вы-
брано равным от 1 до 1,2 такового для случая третьего. Таким об-
разом для случая постоянной нагрузки и простого металла допу-
236 Т. II. Отд. 1. Сопротивление материалов. Коэф, прочности металлов
скаемое напряжение должно быть в четыре раза меньше временного
сопротивления, для колебательной в восемь раз меньше, для перемен-
ной в 6,5-8 раз меньше. Числа 4, 6,5 и 8 будут запасами проч-
ности для этих нагрузок. Для очень хорошо закаленной
рессорной стали по Баху в случае первом можно принять Rb =
= 7500, Rg = 600, в случае втором Rb = 5000, R3 = 4000 k2[cm* *.
В случае применения закаленных специальных сталей для цилин-
дрических винтовых пружин можно принимать Rg = 10 000 и бо-
лее. Для закаленных буферных пружин и рессор железных дорог
по Баху можно выбирать Rb = 6000 — 6500 кцсм^ в случае спокой-
ной нагрузки. Витцих предлагает Rs = 4500—5000 кг/см2- при спокой-
Таблица 27. Допускаемые напряжения для стали, литой стали, чугуна
и красной меди
Род нагрузки и на- пряжение Сталь i) №37 12 кованая или прокаленная Сталь *) № 50 11 кованая или прокаленн. Литая сталь1) 45-81 Чугун 8 I Медные листы 1 вальцованные [|
от ДО от до от до
( I 900 1200 1200 1800 600 1200 300 6002)
Растяжен. R~ < II 540 700 700 1080 360 720 180 360
( III 450 600 600 900 300 600 150 —
См/ятыр D JI 900 1200 1200 1800 900 1500 900
kjAldlUC Х\ • 1 jj 540 700 700 1и80 540 900 500 —
( I 900 1200 1200 1800 750 1200
Изгиб Rh . . < П 540 700 70) 1080 450 720 —
I HI 45J 60J 600 900 375 600 —
I ( I 720 1000 1000 1440 480 960 300
Сдвиг Rs . . { П 430 560 560 860 290 580 180
I HI 360 480 480 720 240 480 180 —
I I 600 1С00 1000 1440 480 960
Кручение R* . < II 360 560 560 860 290 580 4) —
i III 300 480 48С 720 240 480 —
*) Наивысшее допустимое напряжение следует принимать только для материа-
лов, в доброкачественности которых нет никакого сомнения. Для проволок соот-
ветственно большему временному сопротивлению допустимое напряжение будет
так же выше. Наивысшее значение также допустимо в случае применения специ-
альные сталей высокой прочности и с высоким пределом пропорциональности.
*) Для воздушных колпаков пожарных насосов меньше 800, для центрофуг —
500 кг/см*.
Допускаемые напряжения
237
ной нагрузке для обыкновенной рессорной стали с временным со-
противлением = 14 500 KZfCM2 (8 = 5% для закаленной, 8 = 12%
для незакаленной). Для винтовых пружин прн сильно переменной
нагрузке (например пружины вентилей) Rb = 3000 кг!см\ Крупп
указывает для испытания готовых листовых рессор наивысшее до-
пускаемое напряжение Rb = 12900—13000 кг/см2; причем в основа-
ние расчета на изгиб следует выбирать допускаемые напряжения
меньше. Для винтовых рессор с круглым, квадратным и прямо-
угольным сечением в случае закаленной стали Rs = 6000—8000 кг/см2,
для стали естественной твердости Rs = 4500—5000, для рояльной
проволоки R8 = 7000—8000.
Таблица 28. Бронза Рюбель и металл „Admos"
Марка
На изгиб
Rjj кг {см*
На кручение
Rg кг/см*
. W2 . . .
Н2 . . .
Турбо
Топал
Admiro8
950 475
800 400
1000 500
1150 575
1050 525
8) Для обработанных чугунных деталей (стр. 22) допускаемое напряжение
на изгиб Rh= V Rz* , где V= 1,2—1,33 и для балок по стр. 19.
«о
е — расстояние наиболее напряженного волокна от нулевой линии,
z0— расстояние центра тяжести лежащей по одну сторону от нулевой линии
части поперечного сечения от этой нулевой линии.
Опыты дали для прямоугольного сечения 1,7 Rz ,
для круглого сечения Rb = 2,05 Rz ,
для | -образного сечения = 1,45 Rz.
Для чугунных отливок в формах, которые гарантируют незначительность вну*
тренних напряжений при отливке и совершенную плотность отливки, допускаемые
напряжения Rb и Rz — можно принять на половину выше, а при некоторых об-
стоятельствах еще более.
Для необработанных отливок Rb =1,4 Rz, Rb =1,7 Rz и Rb = 1,2 Rz при
обозначенных выше поперечных сечениях (в порядке их перечисления).
4) Допускаемое напряжение на кручение для обработанных чу!унпых деталей
можно принять:
для круглого сечения....................Rf—Rz самое высокое
для кольцевого и полу эллиптического . . . R у=0,8 Rz
для эллиптического сечения.............../?у = 1—1,25
для квадратного сечения..................J?j =
для прямоугольного, трехугольного и тра-
пецеидального сечения . •.............Rs = (1,4—1,6)/?ж
полого прямоугольного сечения.............Rs = (1—1,25)^
Т, Г> I -образного сечения............../?у = (1,4—1,6) Rz
Влияние корки здесь менее значительно, чем при изгибе.
238 Т. П. Отд. 1. Сопротивление материалов. Коэф, прочности металлов
Ь) Допускаемые напряжения материалов для гражданских
сооружений и мостов (в кг!см2)
Металлы
1. Допускаемые напряжения литой стали и других металлов для гражданских
сооружений, по нормам прусского министерства от 25 февраля 1925 г.
Таблица 29
Род напряже- ния {R’d — Допускаемые напря- жения в кг1см* Сварочное железо £=2 000 000
Форма изделий допускаемое смятие вну- тренней по- верхности от- верстия) Литая сталь1Соотн°сталь марка St 37|^аР-«- Е = 2 100 000
а) 1 Прокатные фасонные ( 1 балки, сочлененные 1 | части конструкций, ] b) J опорные стойки и т. п. ' с) ) Заклепки и пригнанные ( }• болты с винтовой < d) J нарезкой ( е) ) Обыкновенные болты ( 1 с нарезкой (неотделан- < f) J нцр, черные болты) ( g) Анкерные болты и якоря И Яг я, Я» Я'а я3 R'a яг 1200 1000 1000 2000 800 1600 800 1560 1300 1300 2600 1040 2080 104J на 10J/c меньше
Примечания к табл. 29.
К а) и Ь). Расчет стержней на продольный изгиб, в частности расчет подпор
стен, см. стр. 102.
К с) до f). Для заклепок и пригнанные болтов в расчет принимается диаметр
соответствующего отверстия, для черных (неотделанных) болтов—диаметр стержня
болта.
К g) Для болтов принимается в расчет диаметр стержня.
Для старого железа, вновь пущенного в дело, напряжения устанавливаются
в зависимости от состояния и ослабления материала в результате ржавления. Когда
предел текучести уже превзойден (если обнаружены, например, сильные прогибы),
то дальнейшее использование материала возможно лишь после тщательного иссле-
дования его состояния и при условии уменьшения нагрузки.
Чугун с £ = 1 ООО 000:
Rd = 600, Rb (при изгибе) = 300, Rb' (при изгибе) = 600,
и Rs = 250. Давление на поверхности подшипников = 1000.
Стальное литье с Е = 2150000:
Rd = 1500, Rb (при изгибе) = 1200.
Прокованная стальс£=2 100000:
Rt = Rd = ЮОО, Rb = 1400.
Допускаемые напряжения
239
2. Инструкции, изданные Германским железнодорожным ведомством
25 февраля 1925 г., для применения при постройке железнодорожных мостов
Таблица 30
Средний предел Допускаемые напряжения растяжения и изгиба главных балок и балок про- езжей части, подверженных действию
Сорт стали текучести <з8 кг/см2 главных сил RzK2(CMZ главных сил, давле- ния ветра и доба- вочных нагрузок Rz кг\см2
а) С троящиеся м осты
Литая сталь марки St 37 . Высокосортная сталь марки St 48 2400 3120 I 1403 । 1 1820 I 1600 1 2080
Ь) Существующие мосты
Сварочное и литое железо, время постройки до 1895 г Литое железо, время по- стройки после 1894 г. . 2203 2400 1400 1500 1600 1709
R = 0,8 R . Литая сталь марки St 37 для
S &
иод полотно для пеше .одного движения:
Rs= 1120.
соединения частей опорных стоек
Rg (растяжение и изгиб) = 14j0,
Таблица 31. Железные опорные части (с учетом коэфициента удара ф)
Материал Без учета давления ветра и добавочных нагрузок С учетом давления ветра и добавочных нагрузок
на изгиб кг/см2 на сжатие KifCM2 на изгиб кг/см2 на сжатие КгСМ'-
Чугун марки Ge 15-90 Стальное литье 1 Растяжен. 450 1 Сжатие 900 } 1000 / Растяжен. 500 ( Сжатие . 1000 } 1103
марки Stg 52-81 Прокованная сталь 1800 1800 2000 2000
марки StG 35*61 2000 2000 2200 2200
При устройстве шарнирных соединений смятие внутренних поверхностей
дыр можно принимать в 1,3 раза больше допускаемого напряжения растяжения и
изгиба соединяемых частей.
240 Т. П. Отд. 1. Сопротивление материалов. Коэф, прочности металлов
Расчет стержней на продольный изгиб см. стр. 102.
Звенья ветряных, поперечных, тормозных и боковых связей:
Литая сталь марки St 37 Rz = 1000.
w „ п St 48 Rz = 1300.
3. Допускаемые напряжения по данным испытаний на усталость
При повторно переменной нагрузке допускаемое напряжение
выбирается из соображений, которые связаны с вопросом о проч-
ности на усталость. Соответственно этому, величину допускаемого
напряжения для колебательной нагрузки необходимо поставить
в зависимость от амплитуды колебаний величины нагрузки. Для
мостов, кроме того, необходимо принять во внимание действие
ударов от временной нагрузки. В частности для стержней из
железа (для мостовых ферм) существуют следующие способы
определения сечений.
Пусть Fmin — наименьшее сечение стержня (см2),
Ре — усилие, вызываемое в стержне только собственным ве-
сом (кг),
Т\ — усилие, вызываемое самой неблагоприятной временной
нагрузкой, которая находится на той же стороне от нуля,
где и (кг),
Рг — усилие, вызываемое самой неблагоприятной временной
нагрузкой, которая находится на противоположной стороне от
нуля, по сравнению с Ре (если Ре и Рх нагружают стержень на
растяжение, то Рг — на сжатие и наоборот (кг).
% — предел упругости (кг] см2)', для литого железа № 37 ге =
= 2000 (кг]см2), для высокосортной стали № 48 ае = 3000, для сили-
циевой стали и стали № 52 ае = 3600, для мостовой никелевой
стали (от 2 до 21/2°/0 никеля) ае = 3500 кг]см2.
Rz — допускаемое напряжение при растяжении или сжатии
при спокойной временной нагрузке (кг/см2).
? — коэфициент удара временной нагрузки.
01 — число, которое принимает во внимание побочные и доба-
вочные напряжения.
^min и Лпах — наименьшее и наибольшее усилия стержня под
действием собственного веса и также временной нагрузки, умно-
женной на коэфициент удара.
При расчете клепаных балок, вместо усилий Ре, Plt Pr, Pmin и
Ртах» необходимо принять во внимание соответствующие изгибающие
моменты и вместо площадей поперечных сечений модуль сопроти-
вления.
Допускаемый напряжений
241
Формулы Мюллер-Вреслау для литого железа
Вообще имеем:
F.+ Л
* min — jr> •
Если стержень подвергается действию только растягивающей
или только сжимающей силы (причем опасность продольного изгиба
исключается), то можно считать:
а Р _1_ р
Кг < Pf+vpi
Если же стержень подвергается попеременному действию быстро
следующих друг за другом растягивающих и сжимающих усилий
(при отсутствии опасности продольного изгиба), то для расчета
рекомендуется следующая формула:
р —. / j__1 ^min \
я + 3PmJ-
Правила Германского железнодорожного ведомства от 25 февраля 1925 г. уста-
навливают следующие значения коэфициента удара ср, принимая за I расстояние
между опорами в т\
а) для мостов, у которых рельсы уложены непосредственно или при помощи
подкладок на главные балки, поперечные переводы или продольные балки:
? = 1,20 4- j +
Ъ) для мостов, у которых на главные продольные балки уложены шпалы;
равным образом для случая а), если рельсовые стыки сварены или вовсе отсутствуют:
с) для мостов со сквозным балластным слоем, а также и в случае Ь), есди рель-
совые стыки сварены или отсутствуют:
56
Ml + г + 144 i
d) для мостов со сквозным балластным слоем, если рельсовые стыки сварены
или отсутствуют:
* = 1-00 + ТП5б-
242 T. IT. Отд. 1. Сопротивление материалов. Коэф, прочности металлов
Таблица 32. Значения 0j для ферм на двух опорах
Род ферм Побочное напряжение в °/0 от нащ Добавочное напряжение эяжения, вызывг Прибавка на возможность перегрузки 1емого Pmin Отсюда 01 =
Клепаные фермы . . . 10 30 20 1,6
Решетчатые фермы: с жесткими узловы- ми соединениями . 40 30 20 1,9
с шарнирными узло- выми соедине- ниями 15 15 20 1,5
Формулы для расчета, согласно инструкциям Германского железнодорожного
ведомства от 25 февраля 1925 г., поперечных раскосов излитого железа — см. т. III,
„Мосты" (Нем. изд. HUtte)
Таблица 33. Пределы выносливости (усталости) некоторых металлов
(по Тимошенко и Лессельс)
№ Состав »/в Способ обработки Пределы выносливости кг 1см*
1 С — 0,2, Мп — 0,03 Нормализация 1830
2 С — 0,37, Мп — 0,55 Отжиг при 850° 2040
3 то же Нормализация 2060
4 то же Термообработка 3590
5 С — 0,49, Мп — 0,46 Нормализация при 910° . . . 2320
6 то же Термообработка 4500
7 С —0,93, Мп -0,38 Отжиг при 870° 2150
8 то Же Термообработка ЗЙО
9 С - 0,35, Мп - 0,45, Ni - 3,4 Прокатанная 2890
10 то же Нормализация при 840° . . . Нормализация при 840э и отпуск при 730’ 3100
11 то же 3340
12 то же Термообработка 3360
13 С —0,41, Мп-0,75, Nl-3,4 Отжиг при 780° 3800
14 то же Термообработка 4500
15 С — 0,24, Мп — 0,37, Ni — 3,2, Отжиг при 780° 3450
Си — 0,87
16 то же Термообработка в массе . . . 4780
17 Электрон Си — 0,41, Fe — 0,25,
18 Zn — 4.4, Mg — остальное Прокатанный 1210
Дуралюминий Си — 3,2, Mg — 0,7
Al — остальное Термообработка (в воде) . . . 850
19 то же Отжиг при 370° 760
В расчетах по машиностроению для случая колебательной нагрузки исходят
из пределов выносливости, причем запас прочности выбирается по стр. 235—236 или
особым указаниям.
Допускаемые напряжения
243
с) Допускаемые напряжения для металлов
по нормам НКВД 1925 г.
1. Железо
а) Приводимые ниже нормы допускаемых напряжений отно-
сятся к литому железу.
В случае применения, в виде исключения, сварочного железа,
указанные нормы надлежит уменьшить на 10%.
Ь) При применении указываемых ниже пределов допускаемых
напряжений надлежит иметь в виду достаточную защиту частей
конструкций от разрушения ржавчиной.
с) Расчетное напряжение на изгиб балок и прогонов между-
этажных перекрытий, лестничных косоуров, колонн, ферм фахвер-
ковых конструкций, подкраьовых балок и тому подобных частей
сооружений не должно превышать 1 200 кг/см2.
d) При укладке балок на кладку расчетный пролет получается
путем увеличения пролета в свету не менее чем на 5%, причем
этот расчетный пролет вводится для определения изгибающего
момента, для определения же нагрузки, приходящейся на балку,
принимается во внимание пролет в свету.
е) Высота сечения железных двутавровых балок должна быть
не менее х/з2 пролета, и в этом случае определения стрелы прогиба
балок не требуется, за исключением тех случаев, когда балки и
прогоны, длиной не менее 7 м, являются элементами сооружения,
придающими последнему необходимую жесткость и заменяющими
обычные в гражданских сооружениях поперечные капитальные стены
(например балки в междуэтажных перекрытиях промышленных зданий).
В этом последнем случае стрела прогиба не должна превы-
шать 1/500 свободного пролета балок.
f) Колонны, стойки и другие части сооружений, работающие
под центрированной осевой нагрузкой, на продольный изгиб должны
быть рассчитаны (для ст. № 3): _____
1) при отношении ///>105, где Z = K/min/F, по формуле Эй-
лера с пятикратным запасом прочности, т. е. по формуле 7min=2,4/)/2,
где Jmin — наименьший момент инерции сечения, выраженный
в см\ Р— осевая нагрузка в м, I — длина в м, У7—площадь се-
чения в см2\
2) при отношении l/i 105 по формуле Тетмайера Rk =
= 0,20/3100 — 11,4 lji9 Rk — допускаемое напряжение в кг]см2.
Вместо этих формул можно пользоваться следующей таблицей
(для ст. № 3):
//* Rk Z/Z Rk tji Rk //г Rk Rk
10 600 35 540 60 480 110 350 160 165
15 580 40 530 70 460 120 295 170 145
20 570 45 515 80 44J 130 250 180 130
25 560 50 505 90 420 140 215 190 120
30 550 55 495 100 395 150 185 200 105
Для промежуточных значений //z допускаемое напряжение опре-
деляется интерполированием.
16*
244 П. Отд. 1. Сопротивление Материалов. Коэф, прочности металлов
g) При определении длины стержней, работающих на продольный
изгиб, принимается: при решетчатых конструкциях — расстояние
между точками пересечения линий, проходящих через центры
тяжести сечений; при колоннах многоэтажных зданий — высота
каждого этажа.
h) Напряжение на срезывание заклепок не должно превышать
1000 кг[см2> соответствующее напряжение на смятие 2000 кг)см2-,
для болтов соответствующее напряжение не должно превышать
750 и 1500 кг)см2.
i) Расчетное напряжение для анкерных болтов не должно пре-
вышать 800 кг [см2.
2. Чугун
а) Напряжение на сжатие не должно превосходить в опорных
подушках 1000 кг[см2, в других частях сооружений 500 кг[см2.
Ь) То же напряжение на изгиб — 250 кг[см2, на срезывание
200 кг/см2.
с) Колонны, подверженные осевой центрированной нагрузке,
должны быть рассчитаны:
1) при отношении ///>80 по формуле Эйлера с восьмикратным
запасом прочности, т. е. по формуле Jmin = 8Р/2,
2) при отношении///<80 — по формуле Тетмайера Rk = 0,125
[(7,760 — 120 /// + 0,53 (Z/Z)2] •
Вместо этих формул можно пользоваться следующей таблицей:
l/i Rk Hi Rk Rk Hi Rk */* RIc
10 825
15 760
20 700
25 640
30 580
35 525 60 310 85 170 ПО 100
40 475 G5 275 90 150 120 85
45 225 70 250 95 135 130 75
50 380 75 220 100 125 140 65
55 345 80 195 105 110 150 55
Указанные допускаемые напряжения относятся к случаю восьми-
кратного запаса прочности.
Для промежуточных значений l/i допускаемое напряжение
определяется интерполированием.
d) Допускаемые напряжения для металлов
по нормам МГИ 1925 г.
1. Таблица допускаемых напряжений в кг}см*
Род напряжения Железо Чугун
1. Непосредственное растяжение 1200 ЗОЭ
2. Непосредственное сжатие 1200 750
3. Скалывание при изгибе 8G0 250
4. Срезывание (заклепок) 900
5. Смятие (под заклепками) 2100 1000
В случаях, когда элемент сооружения работает на сложное
сопротивление на сжатие от изгиба, то одноименные напряжения
складываются (например сжатие от изгиба плюс непосредственное
сжатие) и сравниваются с допускаемым напряжением.
Допускаемые напряжения
245
Допускаемые напряжения могут быть повышены: для временных
зданий и сооружений на 15%, а в некоторых отдельных случаях,
с разрешения, до 25%; для вспомогательных сооружений на 25%.
2. Допускаемое напряжение при продольном изгибе
а) Среднее допускаемое напряжение на сжатие при продольном
изгибе равно допускаемому напряжению на непосредственное сжатие,
умноженному па коэфициент ср уменьшения основного напряжения.
В нижеследующей таблице даны значения коэфициентов ср для
железа и чугуна, исчисленных по формуле для случая сжимаемых
стержней, с полузаделанными концами, как наиболее часто встреча-
ющихся на практике.
для железа = 1 + 0>0(^8(,//)3 > для чугуна г 0>00035 (Z//)3 ’
/// /// Ф
0 1,00 1,00 ПО 0,51
10 0,99 0,97 120 0,46 —
20 0,97 0,88 130 0,42 *—
30 0,93 0,76 140 0,39
40 0,89 0,64 150 0,36 —
50 0,83 0,53 160 0,33
60 0,78 0,44 170 0,30
70 0,72 0,37 180 0,28
80 0,66 0,31 190 0,26
90 0,61 0,26 200 0,24
100 0,56 0,22 210 0,22 —
Ь) В случаях, когда сжимаемое сечение состоит из нескольких
частей, связанных между собой планками, болтами и пр., величина
наименьшего момента инерции всего сечения при определении
отношения Hi берется не менее как на 10% меньше теоретического,
за исключением случая, когда в сечении имеется сплошной металли-
ческий лист, связывающий отдельные части сечения в том напра-
влении, для которого определяется величина J, характеризующая
жесткость сечения.
Кроме определения значения величины ср, для всего сечения
необходимо определять также и величину для отдельных частей
составного сечения, причем расчетная длина для таковых прини-
мается равной наибольшему расстоянию между центрами планок,
или болтов, скрепляющих сечение.
Из полученных двух величин ср для расчета принимается меньшее
значение.
с) В случаях, когда нагрузка приложена внецентренно, то, по-
мимо определения напряжений от продольного изгиба, необходимо
исчислить отдельно и напряжения, вызываемые от изгибающего
момента, и сумма одноименных (одного знака) напряжений не должна
превышать допускаемых норм на сжатие или растяжение.
II ОТДЕЛ
Детали машин
Составил проф. К. Кутцбах, Дрезден
Перевод и дополнения под редакцией проф. С. К. Руженце в а
Стр.
Стр.
Логарифмическая таблица для
расчета стержней и валов . . 247
Логарифмическая номограмма
для расчета поршневых ма-
I. Части для соединения деталей
машин
Призматические и ци-
линдрические элемен-
ты (поперечные клинья, уста-
новочные клинья, поперечная
чека, конические штифты, про-
дольные клинья, продольные
шпонки, конические втулки) . . 250
Винты...................260
Расчет винтов ........ 261
Системы нарезок....... 264
Заклепки............... 294
Материал и форма заклепок . . . —
Расчет заклепочных соединений . 300
II. Составные части машин
и приборов
Трубопроводы и вен-
тили .................308
Нормы трубопровода......—
Расчет трубопроводов...311
Употребительные трубопроводы . 313
Пусковые органы и сопротивле-
ния водопровода.........323
Элементы передачи энер-
гии: средства уплотне-
ния, поршни и поршне-
выемеханизмы............351
Глухие и подвижные соединения
валов........................476
Детали для включения и выклю-
чения .......................488
Управляемые муфты.............495
Муфты с автоматическим вклю-
чением валов.................500
Управляемые фрикционные оста-
новы и сопротивления ....... 503
Автоматические фрикционные
остановы.....................506
Управляемые зубчатые остановы . 507
Автоматические зубчатые оста-
новы ........................508
Автоматическое включение и вы-
ключение качающихся валов и
Уплотнение зазоров с помощью
жидкостей и газов........355
Цилиндры, поршни и поршневые
штоки....................368
Кривошипно-шатунные и
кулачные передачи; рас-
чет кривошипов...........379
Геометрические и динамические
основы....................—
Формы элементов кривошипного
механизма................402
Детали трансмиссий . . . 423
Опоры валов...............424
Трение .................... —
Размеры цапф................432
Подшипники с трением качения . 441
Устройство валов..........464
Маховые колеса............473
Передача движения ка-
чением (роликовая пе-
редача) и зубчатая пе-
редача ....................509
Перекатывающийся рычаг и фрик-
ционные колеса ........... —
Передача зубчатыми колесами . . 516
Зубчатое зацепление с косыми
зубьями......................535
Конические колеса ........ 538
Расчет и изготовление зубчатых
колес........................540
Зубчатые прередачи.........557
Винтовые передачи..........572
Ленточные, канатные и
цепные передачи. . . . 584
Общие замечания......... —
Ременная и канатная передачи - . 585
Расчет и конструирование лен-
точных и ременных передач . . 597
Натяжные ролики............604
Шкивы......................618
Цепные передачи............621
Детали маш ин для урав-
новешивания .................625
Основные положения.........—
Поперечные колебания.......632
Вращательные колебания.....641
Продольные колебания в водо-
проводах ............. . . . 648
Детали машин для регу-
лирования ...................650
Механические усилители для кос-
венного регулирования......657
Конструкция и расчет регулято-
ров числа оборотов.........661
Таблица для расчета стержней и валов
247
Таблица I. Логарифмическая таблица для расчета стержней и
Пояснение. Вертикальные линии соответствуют диаметрам стержней и валов
от 10 до 100 мм. Верхняя часть таблицы: горизонтальные линии со-
ответствуют действующим силам Р = a cP п14 от 100 до 100 000 кг\ на-
клонные линии — напряжениям на разрыв а — от 100 до 1000 кг)сл&. Внутренние
диаметры нормальной нарезки Витворта от б/й до 21/2,z нанесены в виде вертикаль-
ных стрелок. Пример: при Р = 1000 кг (= 103) и d = 18 мм а около 400 кг1см-.
Нижняя часть таблицы: крутящие моменты M = t а3 тс/16 на-
несены в виде горизонтальных линий от 10 до 100 000 кгсм, напряжения кручения
(для сплошных валов) — в виде диагональных линий — от 100 до 1000 кг{см .
В случае, если известно не Л, а мощность N в л. с. и число оборотов w, то
М = 0,716 JV/n-Ю5 кгсм находят с помощью вертикальной шкалы; если из-
вестно d, то путем выбора величины т отыскивают значение М и по нему нахо-
дят N{n.
243 Т. И. Отд. 2. Детали машин. I. Части для соединения деталей машин
Таблица II. Логарифмическая номограмма для расчета поршне-
вых машин
Пояснение. 1) Ход поршня s в см (горизонтальные линии) и число оборо-
тов п в минуту (диагональные линии) дают среднюю скооость движения поршня
ст=> S. п/3000 м1сек. Пример: при j = 54 см и п — 250, ст а 4,5 м[сек. 2) Ход порш-
ня $ и диаметр поршня d в см дают рабочий объем цилиндра =s к сР/4000 в л;
отношение ${d (от 0,5 до 2) обозначено диагональными линиями. Пример: при
5 = 54 см и d = 46 см, й 20 л и s\d 1,2. 3) По диаметру поршня d находят
площадь поршня F в ел2 на линии раздела частей 2-й и 3-й таблицы; отсюда по
давлению р от 1 до 50 ат, обозначенному диагональными линиями, — силу, дей-
ствующую на поршень Р — pF, обозначенную горизонтальными линиями. Пример:
при d = 46 см (F около 1650 см-) и р = 25 am, Р^ 42 000 кг. 3-я и 4-я части таб-
лицы вместе дают мощность Nt поршневой машины по рабочему объему (диаго-
нальные лини ), так как = (d/9,8)2-cm Рт№ для двухтактных двигателей (у пра-
вого края таблицы в скобках) и соответственно = (d/9,8)2 • ст рт14 для четырех-
тактных (дано в середине таблицы). Пример: при rf = 46 см, рте = 5 ат и ст^
= 4,5 м[сек получается Nt ж 125 л. с. для четырехтактных и 250 л. с. для двухтакт-
ных двигателей. Обратно, d вычисляется по ст и Рт*
Обозначения по DIN и ОСТ
249
Примечание г)
В DIN 1350 Комитета по нормализации германской промышленности от
ноября 1924 г. нормированы обозначения для статики, сопротивления материалов
и испытания материалов, фасонного и сортового железа.
В машиностроении эти обозначения полностью еще не введены. В таблице
ниже приведены наряду с употребительными в машиностроении обозначениями
и обозначениями по DIN также и обозначения по ОСТ * 2).
Определение понятия * Употребительные в машино- строении По DIN 1350 По ОСТ 2582 II
Определение
понятия
Rz 9В ’6 Временное сопро- тивление разры- ву
Кь 9'в »'й*) Временное сопро- тивление изгибу
’доп R, Допускаемое на- пряжение при растяжении
kd айдоп Rd Допускаемое на- пряжение при сжатии
°,доп Rb Допускаемое на- пряжение при изгибе
т ДОП Rs*) Допускаемое напря- жение при скру- чивании
ТДОП
9Р 3Р,-Р °Р
9е 9е
У 55-S
д/ Ч
Т 8 8
Допускаемое напря-
жение при срезе
(сдвиге)
Напряжение при
пределе пропор-
циональности
Напряжение при
пределе упруго-
сти
Напряжение при
пределе текуче-
сти
Абсолютное удли-
нение
Относительное
удлинение
’) Литература: Бах, Детали машин, Лейпциг, Кренер. — Р е тше р, Детали
машин, Берлин 1927 и 1929, Шпрингер. —Линднер, Детали машин, Штуттгарт,
1910. — Шолль - Грассман н, Спутник машиниста.
2) В дальнейшем везде, где только представлялась возможность, употреблялись
обозначения и нормы по ОСТ.
♦) Обозначения введены дополнительно ввиду отсутствия их в ОСТ.
250 T- II- ОТД- Детали машин. I. Части для соединения деталей машин
I. Части для соединения деталей машин
(Элементы для натяжения, направления и установки относительного
положения)
А. Призматические и цилиндрические элементы
1. Поперечные клинья. Заклинивание по большей части произ-
водится ударом. При достаточном натяжении держится самоторможе-
нием; уклон: tg а = 1: 20, 1 : 30 или 1 :40, первый из них — при частых
разборках О трении клина см. Хютте, т. I, стр. 420. При самотормо-
жении поперечная сила « Р tg а ± 2 р. Р, смотря по тому, затяги-
Фиг. 1 и 2.
«вается или выталкивается клин.
По опытам Р. Баумана1)
коэфициент трения стали по
стали при смазке салом ц =
= 0,04 до 0,07; при масляной
ванне р. = 0,15 и р. = 0,22 без
смазки.
При р. 0,15 имеет место
заедание (при чугуне этого нет).
При закреплении посредством клина возникает упругое натя-
жение в стержне (фиг. 1) или во втулке (кожухе) соединения
(фиг. 2). При определении размеров прежде всего имеет значение
ослабленное клином растягиваемое сечение в стержне или во
втулке. В зависимости от растягивающего усилия возникает внутри
скрепления ^большее или меньшее предварительное натяжение zt Р^
оно должно быть достаточным для того, чтобы была исключена
возможность ослабления скрепления во время работы.
Если в диаграмме (фиг. 3) + Р^ — Pd, обозначают
силы и деформации в растянутой и сжатой частях, го Р^ — обп .ее
Опыты по трению клиньев — „Maschbau", 1925,
Поперечные клинья
251
предварительное натяжение в обеих частях. При поперечной на-
грузке клинового соединения (например на фиг. 216) более точ-
ный расчет невозможен; при продольной нагрузке, например при
поперечном клиновом соединении (фиг. 4, 5 и 281) или при соеди-
нении поршневого штока с крейцкопфом (фиг. 192 и следующие)
прибавляется известная (переменная или постоянная) рабочая дви-
жущая сила zt Р. Если -|- Р действует в стержне на растяжение, то
в растянутой части соединения Р^ увеличивается на-f-P', а в сжа-
той части уменьшается соответственно на — Р ' (Р' никогда не
должно сделаться = 0). Если — Р действует в стержне на сжатие,
то силами, действующими внутри скрепления, будут 4- Р и п — Р ".
Под Р' и Р" подразумеваются действующие силы, возникающие под влиянием
предварительного натяжения в натяжном соединении.
Для растягиваемого сечения соединения, ослабленного попереч-
ным клином, внутри скрепления имеем F — -\-P'!Rf, а неослаб-
ленное, подверженное сжатию, сечение определяется по величине
Фиг. 4. Фиг. 5.
опорного давления. Обыкновенно величина предварительного на-
тяжения принимается такою, что Р' делается Р- Для 7? при-
меним способ нагрузки I и II (см. стр. 235 и др.), так как внутри скре-
пления направление давления не изменяется на противоположное.
Скрепление поперечными клиньями нормировано в DIN 1801/03.
Основанием для расчета клина служит наибольшая
действующая сила растяжения Р^.
Толщина клина должна быть по возможности малой,
чтобы уменьшить ослабление сечения F*, однако это уменьшение
толщины клина ограничивается величинами опорных давлений р\ и
р2, чтобы не было смятия. Для круглых стержней = D/4 до D/3;
последняя величина употребляется тогда, когда часть, на которую
нажимает клин, из чугуна или бронзы.
При частой разборке следует допускаемое опорное давление
выбирать меньшее, чем для способа нагрузки I и II, чтобы не было
сильного изнашивания поверхности.
Допускаемое давление р 1,5 R^ vj& Rz соответствует худ-
шему материалу.
Из тех же соображений клин делается по большей части из особой „клиновой
стали", которая не дает сплющивания у закругленных поверхностей В клина, по
которым ударяют для загонки и выталкивания его.
252 Т. II. Отд. 2. Детали машин. I. Части для соединения деталей машпя
Грани, производящие заклинение, также делаются с возможно
большим радиусом закругления г (фиг. 6, 7, 8) для избежания
трещин. Утолщение IF втулки увеличивает площадь, на которую
опирается клин, без излишней траты материала для остальных се-
чений, а потому часто делается в виде кольца.
Высота клина среднего сечения, работающего на изгиб,
определяется из уравнения:
(Р'/2) • (D/2 4- s/2 - D/4) = Rb sx h^t
hx обыкновенно принимается равным D до 5/4 D.
Для высоты /г? в стержне и втулке соединения достаточно при-
3 2"*
иимать от-у до при хорошем закруглении, например пофиг. 7,
и при вязком материале (литая сталь)*достаточно даже от 0,5 до 0,4
Опорное давление в заплечике р3 (фиг. 1 и 2) принимается до
способу нагрузки I и II.
Фиг. в.
Фиг. 7.
Фиг. 8.
Пригонка. Для достижения столь часто необходимого по-
перечного натяжения в клиновом соединении вполне достаточна
для соединения круглых частей скользящая или неподвижная по-
садка цилиндрического стержня во втулке. Гораздо легче, однако,
для разборки коническая заточка хвоста стержня (под углом 45°),
например по фиг. 190, или сильно удлиненный сквозной конус с на-
клоном в 1 :30 (конусность 1 :15, фиг. 187 и 192).
При ударных клиньях надо позаботиться о том, чтобы ничто
не мешало загонке или выбиванию клина ударами. При ответствен-
ных или часто разбираемых соединениях ударный клин для боль-
шей надежности укрепляется обыкновенно штифтом, шплинтом и
т. д. Поперечные сечения и надлежащие очертания вне места скреп-
ления слёдует рассчитывать по правилам в зависимости от сил,
действующих на них во время работы. Фиг. 4 показывает соедине-
ние посредством поперечных клиньев для тел произвольной формы
с растяжением в клиновом стержне; фиг. 5 для штанг (стержней)
с растяжением в штанговом замке (втулке).
Характеристика. Поперечные клинья очень просты по
форме, особенно пригодны для вязких материалов. Не всегда,
однако, можно допускать ослабления поперечного сечения в местах
соединения, в особенности в тонкостенных полых стержнях, где р
легко становится слишком высоким. Продольное перемещение в со-
становочные клинья. Поперечная чека
253
единении исключено. Скрепление достигается посредством ударов
(не везде, однако, возможных).
2. Установочные клинья. Они делаются обыкновенно с боль-
шим уклоном, например, tg а = 1:10 или 1:5, вследствие чего при
малой величине р. и при сотрясениях нет са-
моторможения.
Установка производится посредством вин-
та; закрепление положения, примерно, посред-
ством винта с противоположной стороны
(фиг. 9). Другие примеры: фиг. 144 и 205.
Фиг. 9.
Фиг. 10.
Наибольшая сила в винте tga, если tga— уклон зажатого
клина, а Р действует перпендикулярно к клину.
3. Поперечная чека. Там, где перемена давления в продольном
направлении исключается, например в тяговых механизмах, по-
средством пружин или тяжести, можно
вместо клина пользоваться чекой (фиг. 10),
расчет которой в общем такой же, как и
поперечного клина. Укрепление соедине-
ния с боков — помощью скользящей или
неподвижной посадки. От выпадения она
обеспечивается выступами, штифтами
и т. п.
Фиг. И.
Фиг. 12.
Фиг. 13. DIN 257.
4. Конические и цилиндрические штифты. Конические штифты
с конусностью в 1 :50—с хвостом с нарезкой или без нее — норми-
рованы (DIN 1, также DiN 257 и 258, ОСТ 2073 и 2074).
Конические штифты могут служить, как поперечные клинья,
например для закрепления небольшой цапфы в отверстии (фиг. 11),
или для удержания и установления относительного положения двух
соединяемых деталей: удерживающие штифты и уста-
254 Т. П. Отд. 2. Детали машин, t. Части для соединения деталей маший
новочные штифты. На фиг. 12 — соединение червяка с ва-
лом, фиг. 13 — конический штифт с винтовой нарезкой на конце.
Эти штифты нормированы, согласно следующей таблице:
Таблица 1. Конические штифты с винтовой нарезкой хвоста по системе
Витворта (DIN 257 и 258)
d = 6,5 8 10 13 16 20 25 S')
j(*//') of?') (5/ie") m w s/9" 8/z i"
a'~~ t Мб Мб M8 M10 M12 M16 M20 M27
/= 32 40 45 60 72 85 100 110
40 50 мм
I1//' I1/*"
МЗЗ M39
130 150 мм
Размеры, заключенные в скобки, должны по возможности выполняться только
в метрической нарезке (6, 8, 10 мм).
Для общей длины штифта каждого диаметра установлено от 4 до 5 нормаль-
ных размеров.
Таблица 2. Штифты конические; размеры ОСТ 2073.
П1 имер обозначения штифта конического диаметром (J) 10 мм длиной (fx)
100 мм:
d =
от .
до .
1 1,5 2 3 4 • 5 6 8 10 13 16 мм
0,2 0,3 0,4 0,5 0,7 0,8 1 1,2 1,5 1,8 2 „
10 10 10 12 13 30 35 40 40 50 60 „
15 25 35 50 60 80 100 130 160 200 250 ,
Материал — сталь.
Таблица 3. Штифты конические
разводные; размеры ОСТ 2074.
е
Обработка кпигом W
_________________
fp,
__ 1=1, +2с
С
4
d =
а =
Ь>=
от
до
5
12.
1
0,8
а0
so;
6
15
50
100
8
20
1,5
1,2
60
130
10
25
1,5
1,5
7'
160
13
30
2
1,8
80
200
16 мм
40 „
2 „
2 ж
100 „
250 п
Материал — сталь.
Продольные КЛИНЬЯ
255
В качестве удерживающих и установочных штифтов служат также цилиндри-
ческие штифты (табл. 4 и 5) и штифты с желобками.
Таблица 4. Цилиндрические штифты (фиг. 14) DIN 7
Цилиндрические штифты по DIN 7 изготовляются с ведущими желобками для
установки (пригонки) (применяются как установочные штифты) и с плоско-сточен-
ной поверхностью (применяются как соединительные или скрепляющие элементы).
Таблица 5. Штифты цилиндрические; размеры ОСТ 2072.
Обработка, кругом W
•«тр —~=|-
7^ 1-1;+2с
d =
к =
.... 1 1,5
.... 0,2 0,3
от . . 55
до . . 10 15
Материал — сталь.
2
0,4
5
20
3
0,5
6
30
4
0,7
8
40
5 6 8
0,8 1 1,2
10 15 18
50 60 80
10 13
1,5 1,8
20 25
100 140
16
2
30
180
20
2,5
40
200
25 мм
<5 „
200 п
50 .
5. Продольные клинья 1). Продольные клинья употребляются
для закрепления двух Деталей, усилия которых направлены в про-
тивоположные стороны, обладают самоторможением, уклон обыкно-
венно 1:100; материал — особая
клиновая сталь (ОСТ 300)
(с большим сопротивлением смя-
тию и изгибу), фиг. 15 и 22—эас-
менты только для натяжения, а
фиг. 16 и 18 — элемент натяжения
и замыкания формы (касательная
шпонка). Чаще всего употребляется
Фиг. 15. Фиг. 16.
для закрепления ступиц на валах,
вызывая кольцевое напряжение и нажим на противоположной сто-
роне (фиг. 17 и 18).
Натяжение в клиньях получается посредством ударов
по клину или по ступице в продольном направлении; в зависи-
!) Ср. DIN, кн. 11: Н е n t s с h е 1, К е i 1 е, Берлин, 1924 г. изд. Beuth.
256 Т. II- ОтД- 2- Детали машин. I. Части для соединения деталей машин
мости от условий места и положения для вколачивания и выкола*
чивания употребляются различные формы клиньев: загоняемый
клин (фиг. 19, ОСТ 290) и двойной клин с загонкой (фиг. 20) при
свободном доступе с обеих сторон; клин с головкой (фиг. 21
Фиг. 17.
Фиг. 18.
ОСТ 292—294) при свободном доступе с одной стороны. Закладной
клин (фиг. 22, ОСТ 291) при подвижной ступице.
Закладные клинья делаются на концах закругленными, как И
пригоночные шпонки (фиг. 27), но имеют все же натяг.
Под влиянием действия клина возникает упругая односторон-
няя деформация втулки (косая или эксцентричная посадка), которая
весьма часто, например при точных зубчатых колесах, недопустима.
Загоняемые клинья и клинья с головкой делаются в виде гнез-
довых клиньев (в канавках) (фиг. 17, ОСТ 298), в виде клина на
лыске (фиг. 24, ОСТ 293) или фрикционного клина (фиг. 23, ОСТ 293),
причем уклон 1:100 во втулке должен соответствовать уклону
клина.
Продольные пгпонки
257
Фиг. 24а дает согласно DIN ПО данные, в какой степени
фрикционные шпонки и шпонки на лыске могут быть допущены
вместо утопленных шпонок при разъемных и цельных ременных
шкивах.
Закладные клинья — только в виде гнездовых. Размеры даны в
табл. 6.
Для тонкостенных пустотелых валов вырабатываются особые
„карликовые клинья" DIN 383.
Длины клиньев различных типов установлены в ОСТ 290 по
299 и DIN 490-496.
Касательные (угловые) (фиг. 18) шпонки употребляются там,
где сильно нагруженные валы испытывают переменные крутящие
моменты (например для укрепле-
ния махового колеса) и для умень-
шения односторонней радиальной
деформации, вызываемой обыкно-
венным клином.
Тангенциальные клинья на
валу располагакмся под углом в
120° (фиг. 18, DIN 271 и 268) или
180°, последние в виде исключения
Фиг. 23. Фиг. 24. Фиг. 24а.
в зависимости от условий монтажа. Глубина гнезда t при сопро-
вождаемой ударом переменной нагрузке по DIN 263 равна D/10
для диаметров от 100 до 1000 мм, при обыкновенных напряжениях
согласно табл. 7 (DIN 271).
6. Продольные шпонки. Продольные шпонки употребляются
только как элементы направляющие или для установки положения,
не вызывая внутренних напряжений, следовательно, не для укреп-
ления и не для восприятия переменных крутящих моментов.
Продольная шпонка, как направляющий элемент: в виде шпонки,
привинченной крепко на валу, для скольжения по ней втулки
(фиг. 25) (ОСТ 297) или как шпонка в ступице для скольжения
вместе с нею (фиг. 26): как элемент установочный (замыкающий
форму).
Установочная шпонка (фиг. 27), когда нужно, крепко завинчи-
вается или укрепляется посредством круглых штифтов.
Дорожки для этих шпонок, согласно ОСТ 295, такие же, как
и для клиньев (см. табл. 6).
17 Зак. 254. — Hiitte, Справочник для инженеров, т. II.
258 т- п- ОтД- 2- Детали машин. Т. Части для соединения деталей машин
•Таблица 6. Размеры клиньев, гнездовых, закладных и на лыске
(ОСТ 295, 293) (размеры в мм)
Диаметры валов Гнездовые и заклад- ные клинья Клин на лыске
D Номиналь- ные раз- меры b X h Глубина гнезда Номиналь- ные раз- меры ь х Л Глубина гнезда
от 7 до 10 „ И я 14 „ 15 я 18 „ 19 я 24 „ 25 „ 30 я 32 w 36 я 37 „ 42 я 44 „ 48 « 50 » 55 я 58 „ 65 . 68 я 78 . 0 „ 90 . .92 . 105 я 110 „ 120 » 125 w .140 я 145 „ 170 я 175 „ 200 я 210 „ 240 я 250 „ 280 „ 290 w 330 „ 340 „ 400 я 410 „ 500 3Y 3 4Х 4 5Х 5 6Х 5 8Х 6 Ю X 7 12 X 8 14 X 9 16 х ю 18 X 11 20 X 12 24 X 14 28 X 16 32 X 18 36 X 20 40 X 22 45X24 50 X 26 60X32 70Х-36 80X40 100 X 50 2 2,5 3 3 3,5 4 4,5 5 5 5,5 6 7 8 9 10 И 12 13 16 18 20 25 8X4 10 <4,5 12X5 14X5,5 16X6,5 18X7 2JX8 24X9 28X10 32X11 1,5 1,5 1,5 1,5 1,5 1,5 2 2 2 2
Таблица 7. Глубина выемки для тангенциальных клиньев по DIN 271 в мм
60
70
8)
90
100
110
120
7
7
8
8
9
9
10
130
140
150
160
170
Ло
190
10
И
11
12
12
12
14
200
210
220
230
240
250
260
14
14
16
16
16
18
18
270
280
290
300
320
340
360
18
20
20
20
22
22
26
380
400
420
440
46J
480
500
26
26
30
30
30
34
34
520
540
560
680
600
34
38
38
38
42
D
D
Для станков, однако, установлены особые нормы с меньшими
дорожками и шпонками (D1N 144); установочные шпонки для быстро-
ходных валов DIN 270 (установочные шпонки для турбинных на-
сосов и воздуходувок).
Особый формы: полукруглые шпонки (фиг. 28) DIN 304 и 122
весьма употребительны в станках, так как они дешевле, чем уста-
новочные шпонки.
Копическйе втулки
259
Цилиндрические шпонки (фиг. 29), дорожки для которых про-
сверливаются одновременно в обеих соединенных частях; а = 0,6 У* d
до 0,7 У d в см для валов около 40 мм диаметром и выше.
Фиг. 25. ОСТ 297. Фиг. 26.
7. Конические втулки (муфты, гильзы). Конические втулки
(муфтовые клинья) весьма важны, как укрепляющие конуса для
равномерной, легко ослабляемой, затяжки ступицы на валу без
Фиг. 28. DIN 122. , Фиг. 29.
всякой односторонней деформации. По большей части с прорезами,
или состоят из нескольких частей. Примеры: закрепление колец
шариковых подшипников (фиг. 30 и 31), точных зубчатых колес
Фиг. зо.
Фиг. 32.
Фиг. 31.
(фиг. 32) сравнительно малого диаметра, или быстро вращающихся
шкивов на цилиндрических валах, для укрепления на токарном
станке. При двухсторонней конической втулке окончааельная уста-
новка должна закрепляться нажимным кольцом*
260 Т. II. Отд. fi. Детали машин. I. Дасти для соединения деталей маший
В. Винты
а) Расчет винтов
Обозначения:
р _ продольное усилие (кг)
рг— предварительная затяжка
Р^ и Ра — тангенциальное и осевое усилия (кг)
Fz — наименьшее сечение (см1)
Н — высота гайки (см)
Y — угол подъема
s — шаг
pi — коэфициент трения
1. 1рение и распределение нагрузки. При закреплении бол-
том или* гайкой болтового соединения возникает движение в на-
правлении оси („винт, передающий движение14), а после нажатия
Фиг. 33. Фиг. 34.
(прилегания) всех соприкасающихся поверхностей — растягивающее
усилие по направлению оси („скрепляющий винт").
При отсутствии трения для закрепления достаточно танген-
циальной силы Р = Р° tgY = Pfl slnd, действующей на радиусе
d 12. Вследствие трения на обеих соприкасающихся поверхностях
болта (или гайки) Pt~Pa (tg 7 zt pq zt p.2) = p причем силы
трения должны быть отнесены к тому же диаметру d, как и сила
Pt (знак минус принимается при развинчивании болтового соеди-
нения).
Для обычных скрепляющих болтов и гаек р^ = 0,17 до 0,25
в зависимости от материала и коэфициента трения.
Коэфициент полезного действия т] = tg 7 / при р.у = 0,2 и
tg у = 0,04 (однодюймовый болт с нарезкой Витворта) yj — 20%,
т. е. значительно ниже, чем при пределе самоторможения (y] = 50%).
На болт, подвергающийся действию растягивающего усилия
в направлении оси, при затяжке действует, кроме осевой ^силы
растяжения, еще тангенциальная сила = Ра (tg a zt р^) = 0,1 до
0,15 Р на радиусе tf/2.
в
Винты
261
При закреплении посредством винта возникает так же, как при
клиновом соединении, упругое растяжение в стержне А и сжатие
во втулке В, если поверхности соприкосновения лежат вне нарезки
(фиг. 33 и 34, натяжной винт в нажимной гайке), или, наоборот,
упругое растяжение во втулк? м сжатие в стержне, если соеди-
няемые поверхности лежат внутри (фиг. 35 и 36 — нажимной винт
в натяжной гайке). При устройстве по фиг. 33 и 35 соединяемые
части А и В должны навертываться вполне одна на другую, а по
фиг. 34 и 36 необходимо завернуть лишь одну третью часть С, как
винт или гайку. Во всех случаях внутри винтового соединения
одна часть удлиняется от растяжения, другая укорачивается от
сжатия, что может вызвать неравномерную нагрузку в витках
винта, особенно при большом напряжении и большом числе вит-
ков. Только при точно выдержанном шаге винта и гайки, сохра-
няющем свою равномерность и под нагрузкой, можно рассчитывать
на равномерное распределение нагрузки на отдельные витки.
Редко удается помочь делу тем, что вместо того, чтобы делать
нарезку и в стержне и во втулке, затяжку производить нарезкой
или только стержня, или только втулки, помощью промежуточной
части, как, например, по фиг. 37.
Это обстоятельство и влияние углублений в витках (в особенности при не-
брежном исполнении) являются причиной того, что винтовые соединения нельзя
рассчитывать по обычно допускаемым напряжениям без особых поправок. Необхо-
димо также по возможности учитывать влияние впадин нарезки — углублений,
ослабляюще действующих на сопротивление стержня, и выбирать материал со-
ответственной вязкости.
2. Напряжение от нагрузки и предварительного натяже-
ния между выступом стержня скрепления и нарезкой. Необхо-
димое и целесообразное предварительное натяжение находится в
зависимости от сил, возникающих во время работы и изменяю-
щихся согласно фиг. 3 (стр. 250). Если наибольшая действующая
продольная сила Р известна, или может быть определена, то Р'
может в среднем приниматься = 5/4 Ра, так что для наименьшего
сечения, для внутреннего сечения F* винта или гайки: F^ — Р' /
где — допускаемое напряжение во внутреннем сечении винта.
фиг. 37.
262 Т. И. Отд. 2. Детали машин. I. Части для соединения деталей машин
Для обыкновенных болтов это, вызываемое предварительным натя-
жением, увеличение напряжения вместе с влиянием впадин в резьбе
учитывается таким образом, что при расчете принимают во внима-
ние исключительно действующую силу Р, а для напряжения
(по Баху) принимаются, как наибольшие, следующие величины
из таблицы (см. табл. 8).
Таблица 8. Допускаемые напряжения болтов
Сталь с временным сопротивлением разрыву 34—45 хг]мм* 60—70 кг! мм*
Для черной резьбы Rz =480 кг\см- Rz — 640 kzicm*
Для тщательно нарезанных болтов или на- оезанных острыми црашками Rz =6С0 кг} см? Rz = 800 кг/см*
Для быстрого расчета поперечного сечения стержня удобно пользоваться
логарифмической табл. I (стр. 247), в которой даны поперечные сечения стерж-
ней, действующие силы и соответствующие им нагрузки. Поперечные сечения
болтов (винтов) с нарезкой системы Витворта от % до 21/а" даны особо в виде
вертикальных стрелок.
Для разных типов рыночных болтов избегают применения стали высших сор-
тов, чтобы исключить всякую возможность случайной замены их болтами из менее
прочного материала. Для малых болтов, у которых одной мускульной силой можно
вызвать чрезмерное предварительное натяжение гораздо легче, чем у больших,
надо выбирать допускаемые напряжения еще значительно меньшие; наоборот, для
больших болтов — большие напряжения.
В технических правилах по паровым котлам, устанавливаемым на суше (BLD
1928), предварительная затяжка вручную (одной мускульной силой) учитывается
таким образом, что из величины диаметра вычитается 0,5 см и получается
(dj—и,5)2 n/4~P/Rz причем для Rz в зависимости от качества материала болта
(винта), обработки и мягкости опорных поверхностей, допускается 800, 630 или
430 кг[см*.
3. Расчет выступа нарезки винта на изгиб, на срез и на дав-
ление (смятие) между соприкасающимися поверхностями нарезок при
Фиг. 38.
нормальной треугольной нарезке можно не про-
изводить, если для рабочей части нарезки — вы-
соты гайки Н (фиг. 38)—придерживаться величин,
приведенных в табл. 9.
Таблица 9. Высота и диаметр гайки
Болты из стали H\d Da - d
Гайки из стали 0,8-1 1,4-1,5
, „ бронзы 1-1,2 1 -1,6
» „ чугуна ~ 4/з 1,8
„ „ мягкого металла « 2,5 2-3
Для обычных рыночных болтов высота гайки принимается по
ОСТ 356^0.8 d.
Винты. Расчет винтов
263
В этой таблице уже принято во внимание неравномерное рас-
пределение нагрузки в отдельных витках винта. Треугольная на-
резка в чугуне допускается лишь в случаях постоянного соедине-
ния, а не в таких, которые приходится часто разбирать, так как
резьба легко портится. В последнем случае употребляю 1ся особые
муфты с газовой резьбой для чугуна (фиг. 59, стр. 287). При на-
резке в трубах можно принять His 3, где 5 — толщина стенки
трубы, получающаяся по расчету на разрыв; расчетная толщина ее
по большей части меньше, «ем придаваемая ей при выполнении.
При трапецеидальной форме нарезки Н должна быть в Р/э раза
больше.
Пример. Винтовая нарезка на валу D = 1С0 Мм подвергается осевой нагрузке
Ра = 5000 кг. .Какова минимальная высота гайки Н при треугольной нарезке?
Рд < /?2 • Р < D к s, где $ — толщина гайки, Н = 3 s = Ъ-Ра / Rz D я =
= 3 • 50С0 / (6t 0-10.л) = 0,8 см. [Допускаемое напряжение взято Rz — 600 кг[см*].
Для нарезки винта, передающего движение, допустимое сжимающее усилие р
на витки нарезки является определяющей расчетной величиной (при быстром вра-
щении винта р приблизительно равно от 1 до 2 кг\см\ при умеренном вращении
винта р < 20 кг/см-).
Если i — число витков, несущих нагрузку, то Ра = р>1 (d- — df) п / 4, где
d — наружный, a dt — внутренний диаметры нарезки.
4. Завинчивание под нагрузкой. При вращении винта с пре-
одолением груза Ра или для получения предварительного натяжения
Р^ (неизвестной величины), к напряжению растяжения или сжатия
в пределах места скрепления прибавляется еще напряжение от
скручивания. Так как это последнее увеличивается вместе с увели-
чением трения в винте, то при затяжке винты надо смазывать
(одновременно также для воспрепятствования з*аеданию). Там, где это
добавочное напряжение при завинчивании бывает редко, оно не
имеет значения в сравнении с постоянным напряжением от нагрузки.
Оно может оказать свое вредное влияние, если при вращении
слишком сильно затянуть винт. Например, при небольших болтах,
или слишком больших плечах ключа, так что в болтах появляются
трещины или срывается резьба. Вследствие этой опасности следует
в ответственных местах больших машин по возможности избегать,
ставить скрепляющие болты меньше 5/8". Винты больше 2" трудно
затянуть с помощью простого ключа, насколько это требуется. По-
этому для болтов больших диаметров предварительная затяжка про-
изводится удлиненными ключами, или помощью предварительного
нагрева растягиваемого стержня; предохранение от развинчивания
особенно важно и необходимо.
Пример. Сила Ра, действующая в направлении оси, вызывает растягивающее
напряжение &=Ра1(4£к14), где ^—внутренний диаметр резьбы. Тангенциальная сила
на радиусе d\2 будет Р^ = 0,15 Ра. (Коэфициент трения р. = 0,15.)
Отсюда напряжение от скручивания окружности стержня
0,15 Ра d/2
t — --------- и Т :а й0,3 did»
/7^/5 *
264 Т. И. Отд. 2. Детали машин. I. Части для соединения деталей машин
Отношение d/dlt например для дюймового скрепляющего болта (винта) рав»
но 1,2; т. е. т : а = 0,36. Отсюда получается, согласно изложенному выше (стр. 81),
для сложного напряжения по S.V.: <3V*= 1,15 а или согласно теории наибольших каса-
тельных напряжений, 1,23 а.
Ь) Системы нарезок
Обозначения:
t0 — высота треугольника
— глубина нарезки (резьбы) ,
s — шаг
z — зазор в вершине
dQ — наружный диаметр нарезки (номинальный диаметр)
d± — внутренний диаметр нарезки.
25,4 мм
s = ——
п
п = число ниток на 1"
nd?
г = —
t. = 0,96049s
Фиг. 39. Дюймовая резьба с углом профиля 55°.
ОСТ 1260.
*о/8
Винт
io/a
——d ----- I,»
1*—
Со
1. Профили нарезки. Наиболее употребительные профили вин-
товой резьбы нормированы. Самые распространенные: нарезка Вит-
ворта ОСТ 1260. -Сечение выступа на-
резки — равнобедренный треугольник с уг-
лом при вершине в 55°, так что tQ = 0,96 s
(фиг. 39); на расстоянии /0/6 от вершины
угла делаются срезы внутренние и наруж-
ные, вследствие чего уменьшается влияние
острых углов впадин и нарезка не так
чувствительна к неосторожному обращению.
Нарезка Витворта по всей Европе применя-
ется в среднем и крупном машиностроении.
Нарезка Селлерса (фиг. 40): сечение
выступа нарезки — равносторонний тре-
угольник (угол между сторонами 60°). Вер-
шины углов срезаны по прямой на глуби-
ну W8» первоначально она применялась без
зазора в вершине (принята в Северной
Америке).
Та же форма с зазором у основания нарезки винта и гайки
(фиг. 40) положена в основание системы нарезки SI 1898 (интерна-
циональной системы) в метрической системе (ОСТ 94, 32 и 193).
Величина зазора z равна 0,0451 вследствие чего большая длина
соприкасания поверхностей, чем в системе Витворта (^^0,65 s\
но зато большее влияние острых впадин.
2---' t^0,65s
Фиг. 40. Нарезка Селлерса.
Метрическая.
Винты. Системы нарезок
265
Трапецеидальная нарезка ОСТ 2409/10/11 (фиг. 41).
Сечение нарезки — равнобедренный треугольник с углом при
вершине 30°; высота рабочей поверхности /2 = 0,5s; глубина нарезки
в винте =0,5 где z — зазор при вершине в гайке; z = 0,25—1 мм;
в скрепляющих болтах у основания* делаются закругления радиу-
сом г = 0,25 -г- 0,5 мм. Р У
Фиг. 41. Резьба трапецеидальная для диам. от 10 до 300 мм. ОСТ 2410.
Упорная резьба для больших диаметров и для сил, дей-
ствующих в одном определенном направлении так, что радиальные
кольцевые напряжения не появляются (DIN 513—515 (фиг. 42). В СССР
упорная резьба стандартизована ОСТ 7739- 7741,
Л — 0,868s, /2—.0,75?, г=0,264$
Фиг. 42.
Фиг. 43. Круглая нарезка.
Основная форма: треугольник с углом наклона передней грани 3° и углом у
задней грани 30°; наименьшая ширина е = С,264 s, высота резьбы = 0,75 s, глу-
бина нарезки ^ = 0,868$, зазор у задней грани (основания) по меньшей мере
0,2 м.и, пригонка по внутреннему диаметру нарезки в гайке — с плоской поверх-
ностью скольжения.
Круглая форма нарезки (волнистая нарезка) (фиг. 43,
DIN 405) для грубой нарезки, где следует опасаться повреждений,
загрязнения или заржавления, например у пожарной арма1уры.
266 т- 11 • ОтД- 2- Детали машин. I. Части для соединения деталей машин
В отступление от этого, круглая нарезка применяется в стяжках
железнодорожных вагонов. Кроме того, особенно грубая круглая
нарезка употребляется в штампованных, чеканенных или литых
изделиях и в винтах для дерева (шурупах).
2. Размеры нарезки, подъем (ход) и диаметр. Скрепляющие
болты делаются всегда одноходовыми, так как такое исполнение
является наиболее дешевым и точным, причем винтовая линия, ход
которой s = dn tg у, обыкновенно идет вправо и по цилиндрической
поверхности 1).
Следует различать: 1) дюймовую нарезку и 2) метри-
ческую, смотря по тому, выражается ли ход винтовой линии в дюймах или
миллиметрах; кроме того, диаметр нарезки может быть выражен в дюймах или
в миллиметрах.
Таким образом все виды нарезки составляют следующие группу:
Таблица 10. Системы резьб
Шаг в английских дюймах мм
Диаметр в дюймах мм мм
Система Витворта Нарезка Витворта и трубная нарезка Витворта Мелкая нарезка Витворта -
Система Селлерса Нарезка Селлерса (Америка) — Метрическая нарез- ка и метрическая мелкая нарезка
Метрическая нарезка обыкновенно употребляется для небольших диаметров
(1 до 10 мм), причем форма нарезки по системе SI. Для средних диаметров, в осо-
бенности от Ча" до 2", вытеснение дюймовой нарезки идет весьма медленно, а во
многн . местах даже и не предполагается. Для диаметров выше 3" метрическая система
все более и более распространяется.
Дюймовая нарезка. По нормам Витворта задается диа-
метр нарезки гайки dQr (фиг. 39), а по нормам Селлерса — диаметр d
винта (фиг. 40) — в английских дюймах (V7 = 25,40 мм) и число
ниток п на одном дюйме длины болта, так что $ мм = 25,40/п и
tgу = 1/(/1^л), при этом tgу делается равным 1/5л при d = 1/4"
и до 1/12тс при d = 4".
У Селлерса п отличается от Витворта в пределах до 4" лишь
для нескольких диаметров.
При сохранении профиля Витворта можно в особых случаях
отступать от норм Витворта в отношении числа ниток в I", а также
и диаметра нарезки, например для нарезки труб (табл. 12) и в
мелкой резьбе, в особенности при больших диаметрах, причем
для этого существуют специальные нормы.
(Продолжение текста см. стр. 285)
J) Резьба в затворах газовых сосудов и выпускных устройствах сильно сжатых
газов делается конической. Для водорода, Blaugas, окиси углерода и хлористого
этила нарезка должна быть левой (DIN 477>
Винты. Системы нарезок
267
Таблица 11. Дюймовая резьба с углом профиля 55°,
OCT 12С0
циа- 1М.) Болт Б ( ЭЛТ и г г 1 Й К i 1 Гайка
Диаметр к X Диаметр
инальны । резьбы резьбы i £ 3 Х\О 3 3 я «J S g м 3 резьбы
£ х а, ° о. J9 Ф 3 2 4 л СП •X 4» X СХ Ж я со а> 3 я ж о . ж 43 я з aJ о. £ X
s е* О « К S нар у ный X 2 CQ ® 2 ® S " Ч а. <и ь сх. <и О 2 Шаг О м ю “ о СП я СП 5- СТ X Теор сота «J JQ X X внут] НИЙ
d F см* dcp г, п ^0 <!»' I
’/i. 4,63 3,408 0,091 4,085 1,058 0,535 0,066 0,076 24 1,017 4,762 8,56
•/4 6,20 4,724 0,175 5,537 1,270 0,645 0,076 0,093 20 1,220 6,350 4,91
’/1в 7,78 6,131 0,295 7.034 1,411 0,720 0,079 0,104 18 1,355 7,938 6,34
«/• 9,36 7,492 0,441 8,509 1,588 0,815 0,083 0,119 16 1,525 9,525 7,73
(7ie) 10,93 8,789 0,607 9,951 1,814 0,935 0,091 0,136 14 1,743 11,112 9,06
7. 12,50 9,989 0,784 11,345 2,117 1,100 0,100 0,155 12 2,033 12,700 10,30
(•Ав) 14,08 11Л77 1,052 12,932 2,117 1,095 0,104 0,156 12 2,033 14,288 11,89
'•/. 15,65 12,918 1,311 14,397 2,309 1,195 0,113 0,171 И 2,218 15,875 13,26
7. 18,81 15,798 1,960 17,424 2,540 1,320 0,120 0,186 10 2,440 19,050 16,17
7. 21,96 18,611 2,720 20,418 2,822 1,465 0,133 0,209 9 2,711 22,225 19,03
1 25,11 21,334 3,575 23,367 3,175 1,655 0,145 0,233 8 3,050 25,400 21,80
17. 28,25 23,929 4,497 26,252 3,629 1,895 0,163 0,265 7 3,485 28,575 24,46
17< 31,42 27,104 5,770 29,427 3.629 1,890 0,165 0,268 7 3,485 31,750 27,64
(18/в) 34,56 29,504 6,837 32,215 4,233 2,215 0,183 0,313 6 4,066 34,925 30,13
17. 37,73 32,679 8,388 35,390 4,233 2,210 0,185 0,316 6 4,066 38,100 33,31
(17.) 40,85 34,770 9,495 38,022 5,080 2,665 0,213 0,375 5 4,879 41,275 35,52
17< 44.02 37,945 11,308 41,198 5,080 2.66J 0,215 0,378 5 4,879 44,450 38,70
(17.) 47,15 40,397 12,817 44,011 5,644 2,960 0,238 0,416 4^2 5,421 47,625 41,28
2 50,32 43,572 14,911 47,186 5,644 2,955 0,240 0,419 5,421 50,800 44,43
27< 56,62 49,019 18,872 53,084 6,350 3,330 0,265 0,471 4 6,099 57,150 49,96
27. 62,97 55,369 24,078 59,434 6,350 3,330 0,265 0,471 4 6,099 63,500 56,31
23/4 69,26 60,557 28,802 65,20. 7,257 3,815 0,295 0,537 З1/, 6,970 69,8’0 61,63
3 75,61 66,907 35,159 71,554 7,257 3,815 0,295 0,537 зуа 6,970 76,200 67,98
37< 81,91 72,542 41,330 77,546 7,815 4,105 0,320 0,579 37< 7,507 82,550 73,70
37, 88,26 78,892 48,883 83,896 7,815 4,105 0,320 0,579 3'/4 7,507 88,900 80,05
33/4 94,55 84,409 55,959 89,629 8,467 4,445 0,350 0,626 3 8,132 95,250 85,66
4 100,9. 90,759 64,695 96,179 8,467 4,445 0,350 0,626 3 8,132 101,600 92,01
1) Дюйм принят равным 2) Диаметров резьбы, стоящих в скобках по
возможности не применять. 3) Допуски для резьбы см. ОСТ 1261 и 1262. 4) В виду
утверждения в качестве обязательного стандарта метрической резьбы: а) для диа-
метров от 1 до 5 мм (ОСТ 94) и б) для диаметров от 72 до 600 мм (ОСТ
193), диаметры 8/1в", 3", З1//', 31/2" 3’/4" и 4" не должны применяться при
стандартизации резьбовых изделий и оставлены в таблице ОСТ 1260 как справочный
материал.
268 П. Отд. 2. Детали машин. I. Части для соединения деталей машин
Таблица 12. Резьба трубная цилиндрическая, ОСТ 266
25,4 мм
--------=>
п
127 мм
~ Th
п— ЧИСЛО НИТОК
на 1"
Л! —число ни-
ток на 127 мм
мм
t0 = 0,96049 s
tv = 0,64031 5
г = 0,13733 s
Обозна- чение резьбы Диаметр резьбы Щаг резьбы Глубина резьбы Радиус Число ниток
наруж- ный внут- ренний средний на 1" «а 127 мм
п d dy dcp S г п Hi
(’|8) 9,729 8,567 9,148 0,907 0,-581 0,125 28 140
Чч 13,158 11,446 12,3j2 1,337 0,856 0,184 19 95
8/в 16,663 14,951 15,8u7 1,337 0,856 0,184 19 95
Ча 20,956 18,632 19,794 1,814 1,162 0,249 14 70
(с/8) 22,912 20,588 21,750 1,814 1,162 0,249 14 70
’Ь 26,442 24,119 25,281 1,814 1,162 0,249 14 70
(7/а) 30,202 27,878 29,040 1,814 1,162 0,249 14 70
1 33,250 30,293 31,771 2,309 1,479 0,317 И 55*
(17в) 37,898 34,941 36,420 2.309 1,479 0,317 11 55
V/ч 41,912 38,954 40,433 2,309 1,479 0,317 11 55
(13/8) 44,325 41,367 42,846 2,309 1,479 0,317 11 55
17а 47,8- 5 44,847 46,326 2,309 1,479 0,317 11 55
13/ч 53,748 50,791 52,270 2,309 1,479 0,317 11 55
2 59,616 56,659 58,137 2,309 1,479 0,317 11 55
(27ч) 65,712 62,755 64,234 2,309 1,479 0,317 11 55
(27а) 75,187 72,230 73,708 2,309 1,479 0,317 11 55
(23/ч) 81,537 78,580 80,058 2,309 1,479 0,31? 11 55
3 87,887 84,930 86,409 2,309 1,479 0,317 11 55
(37<) 93,984 91,026 92,505 2,309 1,479 0,317 11 55
37а 100,334 97,376 98,855 2.309 1,479 0,317 11 55
(о’/ч) 10о,684 103,727 105,205 2,3v9 1,479 0,317 11 55
4 113,0о4 11< ,077 111,556 2,309 1,479 0,317 11 55
125,735 122,777 124,256 2,309 1,479 0,317 11 55
5 138,435 1о5,478 136,957 2,309 1,479 0,317 11 55
57а 151,136 148,178 144,657 2,309 1,479 0,317 11 55
6 163,836 160,879 16 ,357 2,309 1,479 0,317 11 55
7 189,237 185,984 187,611 2,540 1,627 0,3 г9 10 50
8 214,638 211,385 213,012 2,540 1,627 0,349 10 50
9 240,039 236,786 238,412 2,540 1,627 0,349 10 50
10 265,440 262,187 263,813 2,540 1,627 0,349 10 50
И 29м,841 286,775 288,808 3,175 2,0зЗ 0,436 8 40
12 316,242 312,176 314,209 3,175 2,0зЗ 0,436 8 40
13 347,485 343,419 340,452 3,175 2,033 0,^36 8 40
14 372,886 368,820 370,853 3,175 2,033 0,436 8 40
15 398,287 394,221 396,254 3,175 2,0j3 0,436 8 40
16 423,688 419,622 421,655 3,175 2 0,436 8 40
17 44°,089 445/23 i 4'17,056 3,17* z,Uo3 0,4з6 8 40
18 474,490 470,424 472,457 3,175 | 2,033 0,436 8 40
1) Дюйм принят равным 25,4 мм. 2) Диаметров резьбы, обозначение которой
поставлено в скобки, по возможности не применять. 3) Пример обозначения труб-
кой цилиндрической резьбы 2i;a" : тр\>б. 4) Данная таблица трубной резьбы за-
меняет все встречающиеся в промышленности СССР варианты цилиндрической
трубной резьбы, имевшей наименование „резьба газовая*.
Винтьт. Системы нарезок
269
Таблица 13 Резьба метрическая для диам. от 1 до 5 мм,
ОСТ 94
Z = 0,0451 $
г = 0,0631
Б о л т Б < э л т и г а й и с а Г а й к а
Диаметр резьбы Сред- НИЙ диаметр резьбы Шаг резьбы Глу- бина резьбы Рабо- чая высота витка Зазор Радиус Диаметр резьбы
наруж- ный вну- трен- ний наруж- ный вну- трен- ний
^0 1 S ^2 Z г dx'
1 0,653 0,838 0,25 0,174 0,162 0,011 0,016 1,023 1 0,676
1,2 0,853 1,038 0,25 0,174 0,162 0,011 0,016 1,223 0,8 6
1,4 0,983 1,205 0,3 0,208 0,195 0,014 0,019 1,427 1,010
1,7 1,214 1,473 0,35 0,243 0,227 0,016 0,022 1,732 1,246
2 1,444 1,740 0,4 0,278 0,260 0,018 0,025 2,036 1,480
2,3 1,744 2,040 0,4 0,278 0,260 0,018 0,025 2,336 1,780
2,6 1,975 2,308 0,45 0,313 0,292 0,020 0,028 2,641 2,016
3 2,305 2,675 0,5 0,347 0,325 0,023 0,032 3,045 2,350
(3,5) 2,606 3,110 0,6 0,417 0,390 0,027 0,038 3,554 2,720
4 3,028 3,546 0,7 0,486 0,454 0,032 0,044 4,063 3,091
5 3,889 4,480 0,8 0,556 0,520 0,036 0,050 5,0/2 3,961
Для диаметров от 6 мм и больше — см.
ОСТ 32 и ОСТ 193.
Диаметр резьбы, поставленный в скобки,
по возможности не применять.
Допустим вариант профиля резьбы, в ко-
тором очертание дна впадин взамен дуги вы-
полняется прямой, касательной к дуге (см.
чертеж), при сохранении всех табличных раз-
меров для отдельных элементов .исключая г).
Пример обозначения метрической резьбы
диам. 3 мм (шаг 0,5 мм):
МЗОСТ 94 или М3 X Су5 ОСТ 94.
270 Отд. 2- Детали машип. 1. Части Для соединения деталей магпин
Таблица 14. Резьба метрическая для диам. от 6до68лглг, ОСТ 32
4 = 0,8660 s
tj = 0,6946 s
/*2 = 0,6495 s
мм
Болт Волт и гайка Гайка
Диаметр резьбы Площадь сечения 1 стержня | Средний диаметр резьбы Шаг резьбы Глубина резьбы к 2 л О О S Ю и Н « 3 S О. « « Зазор Радиус Диаметр резьбы
наруж- ный вну- трен- ний наруж- ный вну- трен- ний
dQ di F см* dcp 4 r-’Z г | а»’ d/
6 4,611 0,167 5,350 1 0,6% 0,650 0,045 0,063 6,090 4,701
(7) 5,611 0,247 6,350 1 0,695 0,650 0,045 0,053 7,090 5,701
8 6,264 0,308 7,188 1,25 0,868 0,812 0,056 0,079 8,113 6,377
(9) 7,264 0,414 8,188 1,25 0,868 0,812 0,056 0,079 9,113 7,377
10 7,916 0,492 9,026 1,5 1,042 0,974 0,068 0,095 10,135 8,051
(11) 8,916 0,624 10,026 1,5 1,042 0,974 0,068 0,095 11,135 9,051
12 9,569 0,718 10,863 1,75 1,216 1,137 0.079 0,111 12,158 9,727
14 11,222 0,989 12,701 . 2 1,389 1,299 0,090 0.126 14,180 11,402
16 13,222 1,373 14,701 2 1,389 1,299 0,0Д) 0,126 16,180 13,402
18 14,527 1,657 16,376 2,5 1,737 1,624 0,113 0,158 18,226 14,753
20 16,527 2,145 18,376 2,5 1,737 1,624 0,113 0,158 20,226 16,753
22 18,527 2,6'6 20,376 2,5 1,737 1,624 0,113 0,158 22,226 18,753
24 19,832 3,089 22,051 3 2,084 1,948 0,135 0,189 24,271 20,103
27 22,832 4,094 25,051 3 2,084 1,948 0,135 0,189 27,271 23,103
30 25,138 4,963 27,727 3,5 2,431 2,273 0,158 0,221 30,316 25,454
(33) 28,138 6,218 30,727 3,5 2,431 2,273 0,158 0,221 33,316 28,454
36 30,443 7,279 33,402 4 2,7/9 2,598 0,180 0,253 36,361 30,804
(39) 33,443 8,785 36,402 4 2,779 2,598 0,180 0,253 39,361 33,804
42 35,749 10,04 39,077 4,5 3,126 2,923 0,203 0,284 42,406 36,155
(45) 38,749 11,79 42,077 4,5 3,126 2,923 0,203 0,284 45,406 39,155
48 41,054 13,23 44,752 5 3,473 3,248 0,226 0,316 48,451 41,505
(52) 45,054 15,94 48,752 5 3,473 3,248 0,226 0,316 52,451 45,505
56 48,359 18,37 52,428 5,5 3,820 3,572 0,248 0,347 56,496 48,855
(60) 52,359 21,53 56,428 5,5 3,820 3,572 0,248 0,347 60,496 52,855
64 55,664 24,34 60,103 6 4,168 3,897 0,271 0,379 64,542 56,206
(68) 59,664 27,96 64,103 6 4,168 3,897 0,271 0,379 68,542 60,206
Для диаметров до 6 мм см. ОСТ 94; для дна
метров свыше 68 мм см. ОСТ 193.
Диаметров резьбы, поставленных в скобки, по
возможности не применять.
Допустим вариант профиля резьбы, в котором
очертание дна впадин взамен дуги выполняется по
прямой, касательной к дуге (см. чертеж), при сохра-
нении неизменными всех размеров для отдельных
элементов (исключая г). Пример обозначения метри-
ческой резьбы диам. 30 мм (шаг 3,5 мм): М 30 ОСТ 32
или М 30 X 3,5 ОСТ 32.
Винты. СнсТемЬт нарезой
271
Таблица 15.
/0 = 0,8660 5
tt = 0,6946 s
tt = 0.С495 s
Резьба метрическая для диам. от 72 до 600 мм,
ОСТ 193
мм
Глубина Рабочая
Шаг резьбы резьбы высота витка Зазор Радиус
^2 г г
• 1 4,168 j 3,897 0,271 0,379
В и н т Винт и гайка Гай к а
Диаметр резьбы Диаметр резьбы
наружный внутренний средний диаметр резьбы наружный внутренний
do I аср do' d/
72 63,664 68,103 72,542 64,206
76 67,664 ’72,103 76,542 68,206
80 71,664 76,103 80,542 72,206
85 76,664 81,103 85,542 77,206
90 81,664 86,103 90,542 82,206
95 86,664 91,103 95,542 87,206
100 91,664 96,103 100,542 92,206
105 96,664 101,103 105,542 97,206
110 101,664 106,103 110,542 102,206
115 106,664 111,103 115,542 107,206
120 111,664 116,103 120,542 112,206
125 116,664 121,103 125,542 117,206
130 121,664 126,103 130,542 122.206
135 126,664 131,103 135,542 127,206
140 131,664 136,103 140,542 132,206
145 136,664 141,103 145,542 137,206
150 141,664 146,103 150,542 142,206
155 146,664 151,103 155,542 • 147,206
160 151,664 156,103 160,542 152,206
165 156,664 161,103 165,542 157,206
170 161,664 166,103 170,542 162,206
175 166.664 171,103 175,542 167,206
180 171,664 176,103 180,542 172,206
185 176,664 181,103 185,542 177,206
190 181,664 186,103 190,542 182,206
195 186,о64 191,103 195,542 187,236
200 191,664 196,103 200,542 192,206
205 196,664 201,103 205,542 197.206
210 201,664 206,103 210,542 202,206
215 206,661 211,103 21о,542 207,206
220 211,664 216,103 220,542 212,206
272 т« Отд. 2. Детали машин. I. Части для соединения деталей машин
Таблица 15. (Продолжение)
В и Н 1 Гай к а
Диаметр резьбы Диаметр резьбы
наружный внутренний средний диаметр резьбы наружный внутренний
d0 dt . dcp dor d/
225 216,664 221,103 225,542 217,206
230 221,664 226,103 230,542 222,206
235 226,664 231,103 235,542 227,206
240 231,664 236,103 210,542 232,206
2J5 236,664 241,ГЗ 245,542 237,206
250 ’ 211.664 246,103 250,542 242,206
255 246. ’64 251,103 255,542 247,2 6
260 2и1,664 256,103 260,542 252,2'6
265 256,664 261,103 265,542 257,206
270 261,664 266,103 270,542 262.205
275 266,664 271,103 275,542 267,206
280 271,664 276,103 280,542 272,206
285 276,664 281,103 285,542 277,206
290 281,664 286,103 2°0,542 282,206
295 286,664 291,103 295,542 287,206
300 291,664 296,103 300,542 292,206
310 301,664 306,103 ЗГ',542 302,206
320 311,664 316,103 320,542 312,2)6
330 321,664 326,103 33J.542 322,206
340 331,664 336,103 34 ),542 332,206
350 341,664 346,1' 3 350,542 34?,206
360 351,664 356,103 Збо,542 352.206
370 361,664 366,103 370,542 362,206
380 371,664 376,103 380,542 372,206
390 381,664 386,103 390,542 382,206
400 391,664 $96,103 400,542 392,2Р6
410 401.664 406,103 410,542 402,206
420 411,664 416,103 * 420,542 412,206
430 421,664 426,103 430,542 422,206
440 431,664 436,103 440,542 432,206
450 441,664 446,1оЗ 450,542 442,206
46J 451,664 456,103 46J.542 452,206
470 461.664 466,103 470,542 462.2'6
480 471,664 476,103 48j,5^2 472,206
4^0 481,664 486,103 490,542 482,206
500 491,664 496,103 500,542 492,206
510 501,664 506,103 510,542 502,206
520 511,664 516,103 520.542 512,2j6
530 521,664 526,103 530,542 522,206
540 531,664 536,103 54J.542 532,206
550 541,664 546,103 550,542 542,206
560 551,664 556,1оЗ 56j,542 552,206
570 561,664 566,1оЗ 5.0,542 562,206
580 571,664 576,103 580,542 572,206
590 581,664 586,103 590,542 582,206
600 591,664 596,103 6о0,542 592,206
Для диаметров до 72 мм см. ОСТ 32 и ОСТ 94.
Допустим вариант профиля резьбы, в котором очер-
тание дна впадин взамен дуги выполняется пря-
мой, касательной к дуге (см. чертеж), при сохра-
нении неизменными всех размеров для отдельных
элементов (исключая г).
Пример обозначения метрической резьбы диам.
1С0 мм (шаг 6 мм):
М 100 ОСТ 193 ала М 100 % 6 ОСТ 193
Таблица 16. Резьба метрическая 1-я мелкая для диам. от 1 до 400 мм. ОСТ 271
= 0.3660 s
ti = 0,6946 s
Г2 = 0,6495 4
Z = 0,0451 s
г =0,0631 j
мм
Шаг резьбы * Глубина резьбы Рабочая высота витка Зазор ~ 8 Радиус г Шаг резьбы Глубина резьбы Рабочая высота витка Ч Зазор 8 Радиус г
0,2 0,139 0,130 0,009 0,013 1,25 0,868 0,812 0,056 0,079
0,25 0,174 0,162 0,011 0,016 1,5 1,042 0,974 0,068 0,095
0,35 0,243 0,227 0,016 0,022 2 1,389 1,299 0,090 0,126
0,5 0,347 0,325 0,023 0,032 3 2,084 1,948 0,135 0,189
0,75 0,521 0,487 0,034 0,047 4 2,779 2.598 0,180 0,253
1 0,695 0,650 0,045 0,063
Винты. Системы нарезок
м
Болт Болт и гайка Гайка
Диам. резьбы Средний диаметр резьбы Шаг резьбы Диаметр резьбы
наруж- ный вну- трен- ний наружный внутренний
4 dcp S 4
1 0,722 0,870 0,2 1,018 0,740
1,2 0,922 1,070 0,2 1,218 0,940
1,4 1,122 1,270 0,2 1,418 1,140
1,7 1,422 1,570 0,2 1,718 1,440
2 1,653 1,8б8 0,25 2,023 1,676
2,3 1,953 2,138 0,25 2,323 1,976
2,6 2,114 2,373 0,35 2,632 2,146
3 2,514 2,773 0,35 3,032 2,546
3,5 3,014 3,273 0,35 3,532 3,046
4 3,305 3,675 0,5 4,045 3,350
(4,5) 3,805 4,175 0,5 4,545 3,850
5 4,305 4,675 0,5 5,045 4,350
(5,5) 4,805 5,175 0,5 5,545 4,850
6 4,958 5,513 0,75 6,068 5,026
(7) 5,с58 6,513 0,75 7,068 6,026
8 6,611 7,350 1 8,090 6,701
(9) 7,611 8,350 1 9,090 7,701
10 8,611 9,350 1 10,090 8,701
(И) 9,611 10,350 1 11,090 9,701
12 10,264 11,188 1,25 12,113 10,377
14 11,916 13,026 1,5 14,135 12,051
18 13,916 15,026 1,5 16,135 14,051
18 15,916 17,026 1,5 18,135 16,051
20 17,916 19,026 1,5 20,135 18,051
Таблица 16. (Продолжение)
Болт Болт и гайка Гайка
Диам. резьбы Средний диаметр резьбы Шаг резьбы Диаметр резьбы
наруж- ный вну- трен- ний наружный внутренний
do di 5 do d[
115 109,443 112,402 4 115,361 109,804
120 114,443 117,4и2 4 120,361 114,804
125 119,443 122,402 4 125,361 IP,804
130 124,443 127,402 4 13J.361 124,804
135 129,443 132,402 4 135,361 129,804
140 134.443 137,402 4 140,361 134,804
145 139,443 142,402 4 145,361 139,8i/4
150 144,443 147,402 4 150,361 144,804
155 149,443 152,402 4 155,361 149,804
160 154,443 157,402 4 160,361 154,804
165 159,443 162,402 4 165,361 159,804
170 164,443 167,402 4 170,361 164,804
175 169,443 172,402 4 175,361 169,804
180 174,443 177,402 4 180,361 174,804
185 179,443 182,402 4 185,361 179,804
190 184,443 187,402 4 190,361 184,804
195 189,443 192,402 4 195,361 189,804
200 194,443 197,402 4 200,361 194,804
205 199,443 202,402 4 205,361 199,804
210 204,443 207,402 4 210,361 204,804
215 209,443 212,402 4 215,361 209,804
220 214,443 217,402 4 220,361 214,804
225 219,443 222,402 4 225,361 219,804
230 224,443 227,402 4 230,361 224,804
274 Т. II. Отд. 2. Детали машин, I. Части для соединения деталей машин
22 19,916 21,026 1,5 22,135 20,051 235 229,443 232,402 4 235,361 229,804
24 21,222 22,701 2 24,180 21,402 240 234,443 237,402 4 240.361 234,804
27 24,222 25,701 2 27,180 24,402 245 239,443 242.402 4 245,361 239,804
30 27,222 28,701 2 30,180 27,402 250 244,443 247,402 л 250,361 244,804
33 30,222 31,701 2 33,180 30,402 255 249,443 252,402 *t А 255,361 249,804
36 31,832 34,051 3 36,271 32,103 260 251,443 257,402 Я А 260,б61 254,804
39 34,832 37,051 3 39,271 35,103 265 259,443 262,402 4 Л 265,361 259,804
42 37,832 40,051 3 42,271 38,103 270 264,443 267,402 4 А 270,361 264,804
45 40,832 43,051 3 45,271 41,103 275 269,443 272,402 Ч- А 275.361 26^,804
48 43,832 46,051 3 48,271 44,103 280 274,443 277.402 Ч Л 280,361 274,804
52 47,832 50,051 3 52,271 48,103 285 279,443 282,402 ч А 285,361 279,804
56 50,443 53,402 4 56,361 50,804 290 284,443 287,402 Ч А 290,361 284,804
60 54,443 57,402 4 60,361 54,804 295 289,443 292,402 Ч 4 295,361 289,804
64 58,443 61,402 4 64,361 58,804 300 294,443 297,402 4 300,361 294,804
68 62,443 65,402 4 68,361 62,804 310 304,443 307,402 4 310,361 304,804
72 66,443 69,402 4 72,361 66,804 320 314,443 317,402 А 320,361 314,804
76 70,443 73,402 4 76,361 70,804 330 324,443 327,402 ч Л 330,361 324,804
80 74,443 77,402 4 80,361 74,804 340 334,443 337,402 ч 4 340,361 334,804
85 79,443 82,402 4 85,361 79,804 350 344,443 347,402 4 350,361 344,804
90 84,443 87,402 4 90,361 84,804 360 354,443 357,402 4 360,361 354,804
95 89,443 92,402 4 95,о61 89,804 370 364,443 367,402 4 370,361 364,804
100 94,443 97,402 4 100,361 94,804 380 374,443 377,402 4 380,361 374,804
105 99,443 102,402 4 105,361 99,804 390 384,443 387,402 4 390,361 384,804
10 104,443 107,402 4 110,361 104,804 400 394,443 397,402 4 400,361 394,804
Диаметров, поставленных в скобки, по возможности не применять.
В исключительных случаях, когда необходимо применить резьбу, диаметр
которой не содержится в данной таблице, следует для резьб до 100 мм включи-
тельно выбирать диаметры из ряда целых чисел, а для резьб свыше 100 мм вы-
бирать диаметры, оканчивающиеся на 2, 5 и 8.
Допустим вариант профиля резьбы, в котором очертание дна впадин взамен
дуги выполняется прямой, касательной к дуге (см. чертеж), при сохранении всех
табличных размеров для отдельных элементов (исключая г).
Пример обозначения метрической 1-й мелкой резьбы диам. 60 мм (шаг равен 4 мму.
1 М 60 X 4 ОСТ 271
Винты. Системы нарезок
Таблица 17.
СССР Совет труда и обороны ОБЩЕСОЮЗНЫЙ СТАНДАРТ or г 273
РЕЗЬБА МЕТРИЧЕСКАЯ Редакция 1931 г
Всесоюзный комитет основная крепежная и мелкие —1-я, 2-я. 3-я, 4-я. 5-я
по «.тандартизаиии Сводная таблица диаметров и шагов
Резьба метрич.
Резьба метрич.
Резьба метрич.
ОСТ 271
ОСТ 4120
Пример обознач.
р«з метрич оси.
диам. 64 м и.
М 64X6 ОСТ 32
Резьба метрич.
5-я мелкая
ОСТ 4183
шаг
Резьба метрич.
основная
ОСТ 32. ОСТ 94.
ОСТ 193
шаг—~
ОСТ 272
шаг
Резьба метрич.
4-я мелкая
, ОСТ 4121
шаг
ша
Коэф, измельч.
3 М 64X2 ОСТ 4/20
Коэф, измельч.
шаг осн рез.
276 Т» П. Отд. 2. Детали машин. I. Части для соединения деталей машин
Коэф, измельч.
_ шаг осн рез.
~ шаг 1 й мелк рез.
Пример обеЧиач.
рез. метрич. 1-й мелк.
драм. 64 нм.
/М 64 X 4 ОСТ 27/
Коэф измельч.
шаг осн рез.
uiai 2-й мелк.рез.
Пример обозиач.
рез. метрич 2-и мелк
диам. 64 мм.
2 М 64X3 °СТ 272
Коэф, измельч. =
шаг осн рез.
~ шагЗ-й мелк рез. '
Пример обознач.
рез метрич 3-й мелк
Коэф измельч =
шаг осн. рез. *
шаг 4-и мелк рез.
Пример обознач.
рез. метрич. 4-й мелк.
диам. Ь4 мм,
4 /И 64 X /.5 ОСТ 4/2/
шаг 5 мелк
Пример обознач.
рез. метрич. 6-й мелк.
диам. 64 мм;
5 М 64Х/ ОСТ 4/22
Диаметр do Шаги Диаметр do Шаги
Резьба метрическая Ре зьба метрическая
основная крепеж- ная 1-я мелкая 2-я мелкая 3-я мелкая 4-я мелкая 5-я мелкая основная крепеж- ная 1-я мелкая 2-я мелкая 3-я мелкая 4-я мелкая 5-я мелкая
1 1.2 1.4 1,7 2 0,25 0,25 0,3 0,35 0,4 0,2 0.2 0,2 0,2 0,25 165 170 г 75 180 185 6 6 6 6 6 4 4 4 4 4 3 3 3 3 3 2 2 2 2 2
2,3 2.6 3 3,5 4 0,4 0,45 0,5 0,6* 0,7 0,25 0,35 0,35 0.35 0,5 190 195 200 205 210 6 6 6 6 4 4 4 4 4 3 3 3 3 3 2 2
4,5 5 7 0,8 1 1* 0,5+ 0,5 0,5» 0,75 0,75* fe5 215 220 225 230 235 6 6 6 6 6 4 4 4 4 4 3 3 3 3 3
8 9 10 11 12 1.25 1,25* 1,5 1,5* 1,75 1 1* 1 1^5 0,75 0,75 0,75 0,75 i 0.5 0,5 0,5 0,5 0,75 п.35 0,35 0,35 0,5 240 245 250 255 260 0 6 6 6 6 4 4 4 4 4 3 3 3 3 3
14 16 18 20 22 2 2 2,5 2,5 2,5 1.5 1.5 1.5 13.' 1.5 1 1 1 1 1 0,75 0,75 0,75 0,75 0,75 0,5 0,5 0,5 0,5i 0,5 265 270 275 280 285 8 6 6 6 6 4 1 4 4 4 3 3 3 3 3
24 27 30 33 36 3 3 3,5 3,5* 4 2 2 2 2 3 1.5 1.5 1.5 1,5 2 1 1 1 1 1,5 0,75 0,75 0,75 0,75 1 290 295 300 .310 320 6 в в 6 6 4 4 4 4 4 3 3 3
39 4'2 45 48 52 4* 4.5 4,5* 5 5* 3 3 3 3 3 2 2 2 2 2 1,6 1.5 1.5 1.5 1.5 1 1 1 1 1 0,75 0,75 0,75 0,75 330 340 350 360 370 6 6 6 6 6 4 4 4 4 4
56 60 64 68 72 5,5 5,5* 6 6» 6 4 4 4 4 4 3 3 3 3 3 2 2 2 2 2 1,5 1.5 1.5 1,5 1.5 1 1 1 1 1 380 390 400 410 420 6 6 6 6 ° 4 4 4
76 80 85 90 95 6 6 6 6 6 4 4 4 4 4 3 3 3 3 2 2 2 2 2 1,5 1.5 1,5 1,5 1.5 1 1 1 i 1 1 430 440 450 460 470 6 6 6 6 6
100' 105 110 115 120 6 6 6 6 6 4 4 4 4 4 3 3 3 3 3 2 2 2 2 2 1.5 1,5 1,5 1,5 1,5 1 1 1 1 1 480 490 500 510 520 6 6 6 6 6
125 130 135 140 145 6 6 6 6 6 4 4 4 4 4 3 3 3 3 3 2 2 2 2 2 1.5 1,5 1,5 1,5 1,5 1 530 540 550 560 570 6 6 6 6 6
150 155 160 6 6 4 4 3 3 L_3 2 2 2 1.5 580 590 600 6 6 6
1. Резьб, отмеченных звездочкой, по возможности не применять. 2. Форму обозначения метрической резьбы—основной и мелких—на чер тежах при простановке размеров см. ОСТ 357. " 3. Для нужд авиационной промышленности допускается применение ни< жеследу ющих резьб:
диаметр шаг
1'2 18 20 22 1.5 2 2
Утвержден Всесоюзным комитетом по стандартизации при Совете тр»да и обороны 11 мая 1928 г.; в новой редакции утвержден 28 декабря 19Л1\г.
Винты. Системы нярезои 277
278 Т. II. Отд. 8. Детали машин. I. Части для соединения деталей машин
Таблица 18. Резьба трапецеидальная одноходовая, крупная
для диам. от 22 до 300 мм, ОСТ 2409
мм
Шаг резьбы 3* Глубина резьбы it = ti Рабочая высота витка /а Зазор 2—2* Радиус г Шаг резьбы Глубина резьбы /1 = t/ Рабочая высота витка ^2 Зазор z ~г’ Радиус г
8 4,5 4 0,5 0,25 20 И 10 1 0,5
10 5,5 5 0,5 0,25 24 13 12 1 0,5
12 6,5 6 0,5 0,25 32 17 16 1 0,5
16 9 8 1 0,5 40 21 20 1 0,5
мм
Болт Болт и гайка Гайка Б о , л т Бол г и гайка Гайка
Диам. резьбы Площ. сечения стерж- ня я . 3 £ | Шаг 1 резьбы Диам. резьбы Диам. резьбы Площ. сечения стерж- ня д . 3 W <u я аг зьбы Диам. резьбы
нар.| внутр. г , s <У нар. внутр. нар.|внутр. as пар. внутр.
j 1 F см2 dcp <У dQ’ ^0 1 <'. F см5 &ср 6- dx’
22 13 1,33 18 8 23 14 40 29 6,61 35 10 41 30
24 15 1,77 20 8 25 16 (42) 31 7,55 37 10 43 32
26 17 2,27 22 8 27 18 44 31 7,55 38 12 45 32
28 19 2,84 24 8 29 20 (46) 33 8,55 40 12 47 34
30 19 2,84 25 10 31 20 48 35 9,62 42 12 49 36
32 21 3,46 27 10 33 22 50 37 10,75 44 12 51 38
(34) 23 4,16 29 10 35 24 52 39 11,95 46 12 53 40
36 25 4,91 31 10 37 26 55 42 13,85 49 12 56 43
(38) 27 5,73 33 10 39 28 (58) 45 15,90 52 12 59 46
Винты. Системы нарезок
279
мм_____________Таблица 18. (Продолжение)
Б о л т Болт и гайка Гайка Б о л т Болт и гайка Гайка
Диам. Площ. аз . 3 Scs'o « « £ 3 ю Диам. Диам. Площ. а • 3 ® s'S «и я £ as 2 и 3 Диам.
резьбы сечения стерж- ня Л со резьбы резьбы сечения стерж- ня « п резьбы
нар. внутр. «sgg. пар. внутр. нар. вн. as. нар. внутр.
d0 dt F см9 dcp dor di' d0 di F см9 dcp 5 do' d^
60 47 17,35 54 12 61 48 140 114 102,07 128 24 142 116
(62) 44 15,21 54 16 64 46 (145) 119 111,22 133 24 147 121
65 47 17,35 57 16 67 49 150 124 120,76 138 24 152 126
(68) 50 19,64 60 16 70 52 (155) 129 130,70 143 24 157 131
70 52 21,24 62 16 72 54 160 134 141,03 148 24 162 136
(72) 54 22,90 64 16 74 56 (165) 139 151,75 153 24 167 141
75 57 25,52 67 16 77 59 170 144 162,86 158 24 172 146
(78) 60 28,27 70 16 80 62 (175) 149 174,37 163 24 177 151
80 62 30,19 72 16 82 64 180 146 167,42 164 32 182 148
(82) 64 32,17 74 16 84 66 (185) 151 179,08 169 32 187 153
85 63 31,17 75 20 87 65 190 156 191,13 174 32 192 158
(88) 66 34,21 78 20 90 68 (195) 161 203,58 179 32 197 163
90 68 36,32 80 20 92 70 200 166 216,42 184 32 202 168
(92) 70 38,48 82 20 94 72 210 176 243,29 194 32 212 178
95 73 41,85 85 20 97 75 220 186 271,72 204 . 32 222 188
(98) 76 45,37 88 20 100 78 230 196 301,72 214 32 232 198
1С0 78 47,78 90 20 102 80 240 198 307,91 220 40 242 200
(105) 83 54,11 95 20 107 85 250 208 339,80 230 40 252 210
ПО 88 60,82 100 20 112 90 260 218 373,25 240 40 262 220
(П5) 93 67,93 105 20 117 95 270 228 408,28 250 40 272 230
120 94 69,40 108 24 122 96 280 238 444,88 260 40 282 240
(125) 99 76,98 ИЗ 24 127 101 290 248 483,05 270 40 292 250
130 104 84,95 118 24 132 106 300 258 522,79 280 40 302 260
(135) 109 93,31 123 24 137 111
1. Диаметров, поставленных в скобки, по возможности не применять.
2. В случае передачи больших усилий, профиль болта у впадины закругляется
радиусом г, причем величины г являются наибольшими допустимыми.
3. Для многоходовых трапецеидальных резьб применяются те же профили,
что и для одноходовых.
4. Условные обозначения и сводную таблицу диаметров и шагов резьбы трапе-
цеидальной крупной, нормальной и мелкой см. ОСТ 2408.
280 II. Отд. 2. Детали машин. I. Части для соединения деталей машин
Таблица 19. Резьба трапецеидальная одноходовая,
для диам. от 10 до 300 мм, ОСТ 2410
f0= 1,866 s
^=//=0,5$-к»
/, = 0,5 s
г' —z
нормальная
&ср ~ — 6,5 s
d\ ~ d0 — 2 /j
dor — d0 -{* 2 z
di' = d0 — 4
Шаг резьбы s Глу- бина резьбы /х = // Рабо- чая высота витка Зазор Z = Z9 Радиус г Шаг резьбы S Глу- бина резьбы /1 = // Рабо- чая высота витка ^2 Зазор z = z’ Радиус г
3 1,75 1,5 0,25 0,25 10 5,5 5 0,5 0,25
4 2,25 2 0,25 0,25 12 6,5 6 0,5 0,25
5 3 2,5 0,5 0,25 16 9 8 1 0,5
6 3,5 3 0,5 0,25 20 И 10 1 0,5
8 4,5 4 • 0,5 0,25 24 13 12 1 0,5
MM
Б о . s т Болт и гайка Гайка Б о л I т Болт и гайка Гайка
Диам. Площ. х . 3 « 3 Й Си к 3 КО Диам. Диам. Площ. X . 3 3 Диам.
резьбы сечения стерж- ня резьбы резьбы сечения стерж- ня Сред диам резь( w m резьбы
нар. внут. п и о. d <и 3 о. нар. вн. нар. _ внут. 3 и d Си нар. | вн.
~^о~ dt F см9 ^ср S da’ df d0 d< F см9 <*ср S <'> dt'
10 6,5 0,33 8,5 3 10,5 7 30 23 4,16 27 6 31 24
12 8,5 0,57 10,5 3 12,5 9 32 25 4,91 29 6 33 26
14 10,5 0,87 12,5 3 14,5 11 (34) 27 5,73 31 6 35 28
16 11,5 1,04 14 4 16,5 12 36 29 6,61 * 33 6 37 30
18 13,5 1,43 16 4 18,5 14 (38) 31 7,55 35 6 39 32
(19) 14,5 1,65 17 4 19,5 15 40 33 8,55 37 6 41 34
20 15,5 1,89 18 4 20,5 16 (42) 35 9,62 39 6 43 36
22 16 2,01 19,5 5 23 17 44 35 9,62 40 8 45 36
24 18 2,54 21,5 5 25 19 (46) 37 10,75 42 8 47 38
26 20 3,14 23,5 5 27 21 48 39 11,95 44 8 49 40
28 22 3,80 25,5 5 29 23 50 41 13,20 46 8 51 42
Ьинты. Системы нарезом
281
Таблица 19. (Продолжение
Б ОЛТ Болт и гайка Гайка 1 5 о л т Болт и гайка Гайка
Диам. резьбы Площ. сечения стерж- ня F см9~ Ss'2 0) — X Л СП «и Шаг | резьбы Диам. резьбы Диам. резьбы Площ. сечения стерж- ня д • -в Ss'O <u <я £ Шаг резьбы| Диам. резьбы
нар. rf. вн. dl нар. вн. нар. вн. нар. вн. ~d/~
dcp <У d0’ dx' d0 I F см9 dcp do'
62 43 14,52 48 8 53 44 130 112 98,52 122 16 132 114
55 46 16,62 51 8 56 47 (135) 117 107,51 127 16 137 119
(58) 49 18,86 54 8 59 50 140 122 116,90 132 16 142 124
60 51 20,43 56 8 61 52 (145) 127 126,68 137 16 147 129
(62) 51 20,43 57 10 63 52 150 132 136,85 142 16 152 134
65 54 22,90 60 10 66 55 (155) 137 147,41 147 16 157 139
(68) 57 25,52 63 10 69 58 160 142 158,37 152 16 162 144
70 59 27,34 65 10 71 60 (165) 147 169,72 157 16 167 149
(72) 61 29,23 67 10 73 62 170 152 181,46 162 16 172 154
75 64 32,17 70 10 76 65 (175) 157 193,59 167 16 177 159
(78) 67 35,26 73 10 79 68 180 158 196,07 170 20 182 160
80 69 37,39 75 10 81 70 (185) 163 208,67 175 20 187 165
(82) 71 39,59 1 77 10 83 72 190 168 221,67 180 20 192 170
85 72 40,72 79 12 86 73 (195) 173 235,06 185 20 197 175
(88) 75 44,18 82 12 89 76 200 178 248,85 190 20 202 180
90 77 46,57 84 12 91 78 210 188 277,59 200 20 212 190
(92) 79 49,02 86 12 93 80 220 198 307,91 210 20 222 200
95 82 52,81 89 12 96 83 230 208 339,80 220 20 232 210
(98) 85 56,75 92 12 99 86 240 214 359,68 228 24 242 216
100 87 59,45 94 12 101 88 250 224 394,08 238 24 252 226
(Ю5) 92 66,48 99 12 106 93 260 234 430,05 248 24 262 236
110 97 73,90 104 12 111 98 270 244 467,60 258 24 272 246
(115) 102 81,71 109 12 116 103 280 254 506,71 268 24 282 256
120 102 81,71 112 16 122 104 290 264 547,39 278 24 292 266
(125) 107 89,92 117 16 127 109 300 274 589,65 288 24 302 276
1. Диаметров, поставленных в скобки, по возможности не применять.
2. В случае передачи больших усилий, профиль болта у впадины закругляется
радиусом г, причем величины г являются наибольшими допустимыми.
3. Для многоходовых трапецеидальных резьб применяются те же профили,
что и для одноходовых.
4. Условные обозначения и сводную таблицу диаметров и шагов резьбы тра-
пецеидальной крупной, нормальной и мелкой см. ОСТ 2403.
282 П. ОТД’ 2- Детали машин. I. Части для соединения деталей машин
Таблица 20. Резьба трапецеидальная одноходовая, мелкая
для диам. от 10 до 300 мм, ОСТ 2411
4=1,866 5
—0,5 s-±z
/. = 0,55
z' —Z
dCp — d0 0,5 J
d1==d0 —2/,
d$ 2zr
di' = dQ — s
мм
Шаг резьбы 5 Глубина резьбы 4 = 4' Рабоч. высота витка 4 Зазор z — z' Радиус г Шаг резьбы 5 Глубина резьбы 4 = ii Рабоч. высота витка 4 Зазор Z —Z' Радиус г
2 1,25 1 0,25 0,25 6 3,5 3 0,5 0,25
3 1,75 1,5 0,25 0,25 8 4,5 4 0,5 0,25
4 2,25 2 0,25 0,25 10 5,5 5 0,5 0,25
5 3 2,5 0,5 0,25 12 6,5 6 0,5 0,25
MM
Болт Болт и гайка Гайка Болт Болт и гайка Гайка
Диам. резьбы Площ. сечения стерж- ня Средн, диам. резьбы I Шаг 1 резьбы| Диам. резьбы Диам. резьбы Площ. сечения стерж- ня » ’АО ss* | Шаг резьбы Диам. резьбы
нар. вн. нар. вн. нар. вн. нар. вн.
dy F см2 dcp 5 d/ di' do dt F см2 ^ср s dfjr d/
10 7,5 0,44 9 2 10,5 8 32 28,5 6,38 30,5 3 32,5 29
12 9,5 0,71 11 2 12,5 10 (34) 30,5 7,31 32,5 3 34,5 31
14 11,5 1,04 13 2 14,5 12 36 32,5 8,30 34,5 3 36,5 33
16 13,5 1,43 15 2 16,5 14 (38) 34,5 9,35 36,5 3 38,5 35
18 15,5 1,89 17 2 18,5 16 40 36,5 10,46 38,5 3 40,5 37
20 17,5 2,41 19 2 20,5 18 (42) 38,5 11,64 40,5 3 42,5 39
22 19,5 2,99 21 2 22,5 20 44 40,5 12,88 42,5 3 44,5 41
24 21,5 3,63 23 2 24,5 22 (46) 42,5 14,19 44,5 3 46,5 43
26 23,5 4,34 25 2 26,5 24 48 44,5 15,55 46,5 3 48,5 45
28 25,5 5,11 27 2 28,5 26 50 46,5 16,98 48,5 3 50,5 47
30 26,5 5,52 28,5 3 30,5 27 52 48,5 18,47 50,5 3 52,5 49
Винты. Системы нарезок
283
мм Таблица 20. (Продолжение)
Болт Болт и гайка Гайка Болт Болт и гайка Гайка
Диам. резьбы Площ. сечения стерж- » -5 £ я т a s а» ill а г 1 резьбы Диам. резьбы Диам. резьбы Площ. сечения стерж- ня Средн, диам. резьбы Шаг резьбы| Диам. резьбы
нар. вч. нар. вн. нар. вн. нар. вн.
do dx F см9 dcp 5 do' d\r d0 di F см9- dcp $ do' ~d^
55 51,5 20,83 53,3 3 55,5 52 (135) 128 128,68 132 6 136 129
(58) 54,5 23,33 56,5 3 58,5 55 140 133 138,93 137 6 141 134
60 56,5 25,07 58,5 3 60,5 57 (145) 138 149,57 142 6 146 139
(62) 57,5 25,97 60 4 62,5 58 150 143 160,61 147 6 151 144
65 60,5 28,75 63 4 65,5 61 (155) 146 167,42 151 8 156 147
(68) 63,5 31,67 66 4 68,5 64 160 151 179,08 156 8 161 152
70 65,5 33,70 68 4 70,5 66 (165) 156 191,13 161 8 166 157
(72) 67,5 35,79 70 4 72,5 68 170 161 203,58 166 8 171 162
75 70,5 39,04 73 4 75,5 71 (175) 166 216,42 171 8 176 167
(78) 73,5 42,43 76 4 78,5 '74 180 171 229,66 176 8 181 172
80 75,5 44,77 78 4 80,5 76 (185) 176 243,29 181 8 186 177
(82) 77,5 47,17 80 4 82,5 78 190 181 257,30 186 8 191 182
85 79 49,02 82,5 5 86 80 (195) 184 265,90 190 10 196 185
(88) 82 52,81 85,5 5 89 83 200 189 280,55 195 10 201 190
90 84 55,42 87,5 5 91 85 210 199 311,03 205 10 211 200
(92) 86 58,09 89,5 5 93 87 220 209 343,07 215 10 221 210
95 89 62,21 92,5 5 96 90 230 219 376,69 225 10 231 220
(98) 92 66,48 95,5 5 99 93 240 227 404,71 234 12 241 228
100 94 69,40 97,5 5 101 95 250 237 441,15 244 12 251 238
(105) 99 76,98 102,5 5 106 100 260 247 479,16 254 12 261 248
ПО 104 84,95 107,5 5 111 105 270 257 518,75 264 12 271 258
(115) 109 93,31 112,5 5 116 ПО 280 267 559,90 274 12 281 268
120 113 100,29 117 6 121 114 290 277 602,63 284 12 291 278
(125) 1 118 109,36 122 6 126 119 300 287 646,93 294 12 301 288
130 123 118,82 127 6 131 124
1. Диаметров, поставленных в скобки, по возможности не применять.
2. В случае передачи больших усилий, профиль болта у впадины закругляется
радиусом г, причем величины г являются наибольшими допустимыми.
3. Для многоходовых трапецеидальных резьб применяются те же профили, что
и для одноходовых.
4. Условные обозначения и сводную таблицу диаметров и шагов резьбы трапе-
цеидальной крупной, нормальной и мелкой см. ОСТ 2408.
284 Т. II. Отд. Я. Детали машин. I. Части для соединения деталей маший
Таблица 21. Чистые болты с шестигранной головкой с нарезкой
Витворта
Наружный диаметр нарезки ’) d Внутр, а. диаметр нарезки а Площ. ^сечения стержня Число шагов нарезки Высота 5г гайки (округл.) Высота головки (округл.) Отверст. ю гаечного ° ключа (округл.)! P = 4tKd^R2> если в кг/см
на одном на = 480 = 600
англ, дюйм мм мм см2 англ, дюйме длине d мм мм мм кг кг
6,35 4,72 0,175 20 5 6 5 11 8S 105»)
e/ie х) 7,94 6,13 0,295 18 57s 8 6 14 140 175 «)
9,53 7,49 0,411 16 6 9 7 17 210 265»)
’/is1) 11,11 8,79 0,607 14 67e 11 8 19 290 365»)
*/. 12,70 9,99 0,784 12 6 13 9 22 375 470»)
в/8 15,88 12,92 1,311 11 67s 16 11 27 630 785»)
•/< 19,05 15,80 1,961 10 7х/а 19 13 32 940 1175
78 22,23 18,61 2,720 9 77/в 22 16 36 1305 1630
1 25,40 21,34 3,573 8 8 25 18 41 1715 2145
Р/8 28,58 23,93 4,498 7 77/в 28 20 46 2160 2700
Р* 31,75 27,10 5,768 7 83/4 ’ 32 22 50 2 770 3460
1’/в 34,93 29,51 6,835 6 8’/4 35 24 55 3280 4100
}7. 38,10 32,68 8,388 6 9 38 27 60 4030 5030
1*8 41,28 34,77 9,495 5 878 41 30 65 4560 5700
1 < 44,45 37,95 11,31 5 8»/4 45 32 70 5430 6 780
17в 47,63 40,40 12,82 41/, 8’/хв 48 34 75 6150 7690
2 50,80 43,57 14,91 4’/2 9 50 36 80 7160 8950
2’/4 57,15 49,02 18,87 4 9 55 40 85 9060 11320
63,50 55,37 24,08 4 10 60 45 95 11560 14450
?’/< 69,85 60,56 28,80 зча 9* * 6/8 65 49 105 13820 17280
3 76,20 66,91 35,15 3’/а 107а 68 53 ПО 16870 21090
3’/4 82,55 72,54 41,36 3’/4 Ю716 75 58 120 19850 24820
з1/. 88,90 78,87 48,92 зу4 П3/9 78 62 130 23480 29350
3«/4 95,25 84,41 55,95 3 1Р/4 82 67 135 26860 33570
4 101,60 90,76 64,68 3 12 85 71 145 31050 38810
41/* 107,95 96,64 73,37 27/в 127/за 92 76 155 35220 44 020
f/2 114,30 102,99 83,29 27/8 12’716 95 80 165 39980 49 970
120,66 108,83 93,04 23/4 13716 100 85 175 44660 55820
5 127,00 115,18 104,2 23/4 133/4 105 89 180 50020 62530
б*/< 133,бб 120,96 114,9 27а 13?7за Ю8 93 190 55159 68940
139,70 127,31 127,3 27в 147/16 112 98 200 61102 76378
53/4 146,06 133,04 139,0 21'? 143/в 118 102 209 66740 83420
6 152,41 139,39 152,6 27а 15 122 106 220 73250 91560
*) Данные относятся к диаметру d (см. ОСТ 1260) фиг. 39, стр. 264, а не
к диаметру болта d0, который при зазоре в вершине в действительности меньше.
2) Дюймовую нарезку 7/13", I3/8", 1б/в" и l7//7 по возможности не при-
менять.
8) Р — рассчитано только на разрыв. Если же болт подвергается крутящим уси-
лиям, например: при подтягивании под нагрузкой (стр. 262), то в некоторых случаях
значения Р должны быть уменьшены больше, чем на половину.
Особенно надо быть осторожным при небольших диаметрах до »/4".
Назначение винтов и гаек
285
Внутренний диаметр нарезки равняется d — 2/,, где 4 — глубина впадины на-
резки. Каждому числу ниток на 1 дюйме соответствует определенная величина 2/х.
Численные значения внутренних диаметров трубы, которыми обозначена нарез-
ка труб, представляют только приблизительные размеры самих труб, тогда как
наружные диаметры должны быть неизменяемы, внутренние же диаметры зависят
от толщины стенок труб, которая изменяется в зависимости от материала, способа
изготовления и давления. Нарезка труб с зазором в вершине (DIN 260) употребляется
только там, где особое уплотняющее приспособление находится вне нарезки (на-
пример, в арматурах, или же где непроницаемость вовсе не нужна).
Метрическая нарезка. В метрической системе нарезки
шаг $ в мм установлен для d = 1 до 5 мм, d = 6 до 68 мм и
rf = 72 до 600 мм согласно табл. 13, 14 и 15, ОСТ 94, 32 и 193.
Метрическая 1-я мелкая нарезка от 1 до 400 мм
___________ (табл. 16) ОСТ 271. Метрическая 2-я мелкая на-
резка от 24 до 300 мм (табл. 17) ОСТ 272. Метри-
ческая трапецеидальная нарезка см. табл. 18—20.
Z3. Назначение винтов и гаек — формы вы-
полнения. Концы винтов. На фиг. 44 изо-
g бражены концы винтов (DIN 78), которые имеют
р назначение: у натяжных винтов (Z) облегчить на-
садку и навертывание гайки и предохранить на-
резку, а у нажимных (D)—для укрепления и нажима.
Фиг. 44. Фиг. 45. Фиг. 46.
В противоположность клину — затяжка посредством удара (ударной гайки)
редко требуется.
Она достигается обыкновенно помощью того или иного приспособления, чем
обусловливаюття многочисленные типы болговых соединений.
Различают винты натяжные и винты нажимные, см. фиг. 33—36, стр. 260—261.
Простые нажимные винты служат в качестве устано-
вочных винтов (фиг. 75 и фиг. 87), отжимных винтов (фиг. 45),
предохранительных винтов (фиг. 77 и 78), винтового штифта
(в фиг. 52 и 74), запорных винтов (фиг. 46), пустотелых для закре-
пления труб (фиг. 47).
Простые натяжные винты служат для непосредствен-
ного соединения без особых гаек, например винты с головками под
отвертку, четырех- и шестигранные (фиг. 48—50; 51а, b и табл. 22),
винты замыкающие (фиг. 52, 53), винты нажимные, легко размыкаю-
щиеся (фиг. 54), барашки (фиг. 55) и гайки-барашки (фиг. 56).
Гайки, работающие на разрыв, например запорные гайки
(фиг, 57) или сгонная (фиг. 9, стр. 317 и фиг. 16 до 18, стр. 319) приме*
286 И- ОТД- 2- Детали машин. Т. Части для соединения деталей машин
няются сравнительно редко, большей частью применяются гайки
нажимные, например в штангах, в соединении с болтами, с шпиль-
ками (фиг. 62 — 71), иногда как разрезные (фиг. 76).
Фиг. 49. Фиг. 50.
DIN 67, DIN 68.
Фиг. 48. DIN 64 и 65.
Только при небольших винтах и гайках, которые должны легко и быстро вывин
чиваться, завертывание производится непосредственно пальцами или рукой: винты
с ушками, с насеченной головкой, гайки-барашки
Фиг. 52. Фиг. 53. Фиг. 54.
Фиг. 51 а и Ъ.
По большей части соединение производится или посредством отвертки (для
винтов с головками под отвертку (фиг. 48—50), или при помощи гаечного ключа.
Форма гаечных ключей для четырех- и шестигранных гаек (фиг. 66) ОС Г 95а, б. Для
Фиг. 55.
Фиг. 57.
особых случаев употребляются: разрезные гайки и гайки с отверстиями, гайки
с бороздками и многие другие виды, которые для своего обслуживания требуют
ключей различных форм. t
Назначение винтов и гаек. Размеры
287
Если винт и гайка не составляют одно целое с изделием, то требуется особого
рода соединение, например, шпилька (фиг. 58), гайка с внутренней й наружной
нарезкой (фиг. 59), или приспособления для удержания от вращения при завинчи-
вании, например, по фиг 60 справа или слева или фиг. 64. Различные, удержи-
Фиг. 58.
Фиг. 59.
Фиг. 60. фиг. 61 а — е.
вающие от вращения, формы головок необработанных штампованных винтов пои-
ведены на фиг. 61а—е. Наиболее употребительные „стягивающие формы-— винт
с шестигранной головкой (фиг. 62).
У стяжных болтов (фиг. 62 и 63) во
время их затягивания головки удержи-
ваются от вращения вторым ключом.
Размеры 1). Натяжные винты
с прорезными, четырехгранными
и шестигранными головками, см,
табл. 22.
Фиг. 62. Л = 0,7 d; Н = 0,8 d\
/? = P/9rf; D = 2d; Пш = 2,2с?;
Фиг. 63. Фиг. 64.
S' = 0,15d
Употребительные до настоящего времени величины высот гайки
и головки болтов, и отверстия ключа для нарезки Витворта при-
ведены в табл. 23.
1) Нормы для них отчасти различны, в зависимости от того, рассматриваются ли
точеные или черные болты, обработанные или черные гайки.
288 Я- П. Отд. Й. Детали машин.!. Части для соединения деталей машин
Размеры гаек для винтов от J/2 Д° 2" или от 12 до 50 мм
в диаметре можно найти в табл. 23, а для винтов от 52 до 154 мм
в табл. 24.
4. Обеспечение положения болтов и гаек. Существуют много-
численные конструкции, предохраняющие болтовые соединения от
изменения взаимного положения их под влиянием возникающих во
время работы сил, в особенности при сотрясениях. Но очень часто
б шплинтоб
Фиг. 66. Отверстие (зев) ключа
и размер впод ключ11: номи-
нальные размеры и допуски
ОСТ 95а-б.
Фир»
первое закрепляющее приспособление нуждается, в свою очередь,
в другом таком приспособлении, для которого достаточны значи-
тельно меньшие размеры, так что последнее укрепление может быть
легко достигнуто посредством самопредохраняющего закрепления
Фиг. 68. DIN 27.
(силовое замыкание кинематической пары), посредством загибания
или расклепки, или посредством запайки или сварки.
1. Закрепление в форме силового замыкания, благодаря
осевому или радиальному стягиванию (натяжению), без возможности
или с возможностью продольного перемещения для соединения,
основано на упругих свойствах материала болта или также спе-
циально вставленных пружин, вызывающих трение, необходимое
для оказания сопротивления саморазвинчиванию.
Осевое закрепление болтой
285
Осевое закрепление болтов: натяжение между винтовой нарезкой и наруж-
ным буртиком (фиг. 7'2) или внутренним заплечиком (фиг. 35, 36, 57) или между
двумя противоположными нарезками (любое осевое перемещение) употребляется
в виде гайки и контргайки (фиг. 67 и 73) или гайки с поперечным прорезом
(фиг. 74) или между нарезкой и упругими промежуточными звеньями, например
Фиг. 71.
Фиг. 72.
Фиг. 74.
упругой подкладной шайбой или пружинящим кольцом (фиг. 68, DIN 127 и 128),
которые одновременно могут быть сделаньь также в виде элементов для затвора
и установки.
Таблица 22. Натяжные винты с головками под отвертку, четырехгранными
или шестигранными
Винт Вичты с головкой под отвертку Винты с четыре ..гранной и шестигранной головками 1 к/"
наруж- ный диаметр внутренн. диаметр диаметр пригоночн. отверстия
дюйм | ММ d, ь D *11 41 *3 о, 1 *4 ь П, 1 1 * 2 rd. 5
5 3,9 5,8 15 9 3,5 4,0 4,5 10 3,1 12 9,5 7 5 10,4 3,5 9
— 6 4,6 7 18 10 4 4,5 5 12 3,7 15 10,5 8 6 12,7 5 11
8 6,3 9 22 13 5 5,8 6 16 5 18 13,5 Ю 8 16,2 6 14
— 10 7,9 И 25 16 6 7,0 7,5 20 6 22 16,5 13 10 19,6 7 17
*/2 *.2,7 10,0 14 3^ 19 8 9 9 24 6,8 25 22 18 14 25,4 9 22
6/в 15,9 12,9 18 36 24 9 11 11 30 8 30 25 20 17 31,2 11 27
3/4 19,1 15,8 21 42 30 11 13 14 36 9,5 35 28 23 19 36,9 13 32
’/8 22,2 18,6 24 48 33 12 14 — 36 13 38 33 25 22 41,6 16 36
1 25,4 21,3 28 55 38 14 16 — 42 15 42 36 28 27 47,3 18 41
Радиальное закрепление нарезки: коническая нарезка, без возможности
перемещаться, обыкновенно употребляется как уплотняющая нарезка, на тример,
в сосуда* длт сжатого газа (оез зазора в вершине), нарезка для прессовой посадки
с „тугим ходом“, с возможностью продольного перемещения, для простого закре-
пления шпильками, но для больших шпилек, подве£,гающи .ся действию значитель-
ных сил, закрепление должно быть осевое, как на фиг. 72 или 35. Нажимные болты
(фиг. 75 и 76) и винты с нажимными болтиками (фиг. 77), при которых полезно
применять медные прокладки для защиты резьбы.
Радиальное закрепление гайки или винта, например, закрепление Пения
(фиг. 78), часто встречающееся в судовых машинах.
19 Зак. 254. — Hutte. Справочник дня мпжпн«ров, т. ТТ.
Таблица 23 Соединительные болты, шпильки, гайки и приспособления против отвинчивания
(гаечные замки) при нарезке системы Витворта от 1/2 Д° 2" (фиг. 58, 62, 63, 65, 66, 68, 69, 70, 71)
S
W
X
2
X
ж
X
X
сх [ОГО II 63) 1
а> S W ь «X X»
X X X а» о сх1^ s с h
<и <и 5 -е> х
«S s-c
о o’* сх X СВ 0)
£ ® СХ £ S? X \о
<я X 5 о ф 00
Э * s'0 s £• X
= 1 СО X о сх Ч V С О «J tef s о tlx s “ *1 о X О II
Болт
•9-
X
X
Гайка
гайки j гайки Корончатая гайка 7»зfi) при h = 0,8d (фиг. 65) гие ключа 66) э описанной юсти гайки 2) Шайба (фиг. 67) Пружиня- । щая шайба (фиг. 68)
0 ос , Высота h^d Отверг 5 (фиг. Диамет! окружи (фиг. 6 Диа- | метр DJ ь о и aW 1 Диа- | I метрРа| X о S И со
Приспособления против
отвинчивания
Пластин- чатый за- мок (фиг. 69 и 70) Расстояние а от- верстия от центра (фиг. 70) Диаметр отверстия) Диаметр шпильки для точковой гай- ки (фиг. 65) и для гайки (фиг. 71)
I Диа- I | метр Ра| о о 00
X
2
ММ I ММ I мм
мм }мм] мм ]ММ1МИ
дюйм| ММ I мм | см* I ММ I мм
ММ I ММ | ММ I мм
мм I мм|мм I ММ I ММ I ММ I мм
У? | 12,7 10,0 0.78 1 15 113 25 2,3 2 2 9 11 13 16 | 22 25» 28 | 3 21,5 2,5 1 321 1 12 | 15 1 3
51в 15,9 12,9 1,31; 118 17 30 I 2,3 3 3 И 13 16 19 | 27 31 34 3 27 3,5 38| 1 15 6I 4
3/4 19,1 15,8 1,96 22 20 35 3 4 3 13 16 19 22 | 32 37 40 4 33 4 45 1,5 18 7I 4
7/я 22,2 18,6 2.721 25 23 38 1 3,4 4 3 16 18 22 26 । । 36 42 45 4 38 5 50 1,5 20 8| 5
1 25,4 21,3 3,58 | 28 26 42 I4 5 4 18 20 25 28 |41 47 i 52 5 43 6 58 1,5 23 э| 5
Н/я 28,6 23,9 4,50 32 30 48 4,5 5 4 20 22 28 31 46 53 58 5 48 6 62 1,5 25 9 6
IV4 31,8 27,1 5,77 35 33 50 5 6 4 22 25 32 34 50 58 62 5 55 6 68 1,5 28 10 6
13/я 34.9 29.5 6,84 38 36 55 5.5 6 5 24 28 35 37 55 64 68 6 58 6 1 75 1,5 31 12 6
38,1 32,71 | 8,39 42 40 62 6 7 5 27 30 38 42 60 69 75 6 62 6 82, 1,5 | 33 12 8
Р/8 41,3 дч,8 9,50 45 44 6э 6 7 5 30 J2 ч1 44 65 75 8U 7 68 8 881 1,5 j5 1 112 8
18д 44,5 37,9 11,3 48 46 70 7 8 5 32 35 45 47 70 81 85 7 72 8 95 1,5 38 8
У/я 47,7 40,4 12,8 52 50 72 7 8 5 34 38 ^8 50 75 87 92 8 74 8 1001 1,5 40 I [ 14 8
2 50,8| 43,6 14,9| 55 | 52 751 1 91 5 36 40 | 50 | 52 80 | 92 98 | 8 79 | 8 Ю5| 1,5 42 | 1 14| 1 8
Диаметр стержня болтов и наружный диаметр нарезки d приближенно равен наружному диаметру нарезки dB
(ср. табл. 21, стр. 284). — 2) Применяется в общем машиностроении. Для трубопроводов (груб.), точной механики и станков
(точн. и очень точн.), см. DIN 69. —3) Нарезанная часть bt у шпилек (фиг. 58): при стали — в стали или бронзе bx — d,
в чугуне 1,3 d, в мягком металле 2,5 d. Глубина отверстия при стали в стали или бронзе /gil,5rf, в чугуне^ 1,8 d,
в мягком металле t «3 d. Диаметр сверла под нарезку см. в DIN 336. — 4) DIN 930. — 5) D1N 78. —6) Число прорезей гайки
при высоте от */2 до ’/й" = 6, при высоте от 1 до 2" = 10.
290 т- П. Отд. 2. Детали машин. 1. Части для соединения деталей машин
Гайки для болтов
291
Таблица 24. Гайки для болтов с Диаметром свыше 50 мм
(Н £5^0,8 4) (Пригодна для нарезки Витворта и метрической, крупной и мелкой)
Диаметр болта Отвер- стие ключа мм Диаметр описанной окружности гайки мм Высота = 0,84 мм Диаметр болта
дюйм. | мм дюйм. 1 мм
Отвер-
стие
ключа
мм
Диаметр
описанной
окружности
гайки
мм
Высота
—0,84
мм
2 52 80 92
2»/4 56 85 98
60 90 104
24s 64 95 ПО
68 100 116
(23/4) 72 105 121
3 76 110 127
80 115 133
(ЗЧ4) 84 120 139
(З1/?) 89 130 150
(З’/J 94 135 156
(4) 99 145 167
40 104 153
45 (41/4) 109 155
50 (44J 114 165
(43/<) 119 175
55 (5) 124 180
129 185
60 (5г/4) 134 190
65 (57а) 139 200
(53/4) 144 210
70 149
75 (6) 154 220
80
173
171
191
.202
208
214
219
231
242
254
85
90
95
100
105
ПО
115
120
Для размеров в скобках следует принимать величины как и для мелкой
нарезки.
Фиг. 75.
Фиг. 77.
Фиг. 78.
Фиг. 76,
292 Т. ТТ. Отд. 2. Детали машин. I. Части для соединения деталей машин
Недостаток скреплений (^иловым замыканием состоит в отсут-
ствии внешних признаков, по которым можно было бы судить,
достаточно ли они натянуты (только при пружинах с большим
ходом можно снаружи установить степень натяжения).
В ответственных случаях соединения и при ненадежности обслу-
живающего приспособления часто бывает необходимость в доба-
вочном установочном (замыкающем форму) предохранителе.
2. Установочное закрепление посредством изменения
формы: пластинки, проволоки, пружины и т. п. Наиболее целесо-
образная форма сильно изменяется в зависимости от доступности
соответствующих частей и может быть осуществлена в виде обеспе-
чивающих взаимное положение:
Болта относительно гайки (или относительно изделия с гаечной
нарезкой): расклепыванием обоих или посредством особых замыкающих элементов
иамков), например, по фиг. 52 предохранительные винтики <8/8" (сами держатся
блггодаря незначительной массе и большой поверхности трения), фиг. 79 — прово-
лока, фиг. 80 — конический штифт, фиг. 65 — круглый шплинт в корончатой гайке,
фиг. 81 — клиновой шплинт (для больших болтов и сильных сотрясении, например,
у паровых молотов, прессов), фиг. 82 — скрепляющее кольцо, фиг. 83 — зажимные
пружины для гаек на буксах и трубах.
При употреблении корончатой гайки с 6 или 10 прорезями надо иметь в виду,
что, согласно вычислениям, поворот при затяжке на */в или i/ю окружности создает
очень значительное, большей частью недопустимое, увеличение напряжения, вслед-
ствие чего это приспособление против отвинчивания может беспрепятственно при-
меняться только при том условии, что скрепляемые части пружинят или при
большой длине болта.
Для крупных гаек лучше применять шпильки или замки по образцу, изобра-
женному на фиг. 88: гайка имеет здесь нечетное число прорезей. Выступ замка
повернут по отношению к радиально-расположенной части на угол р = 45°1п. 1ак
как замок можно установить в 4 различных положениях, то каждый поворот гайки
на угол 2 р, т. е. на 10° дает возможность закрепить ее в каком угодно положении.
Для обеспечения положения выгодно применение мелкой нарезки.
Гайки относительно изделия и болта (фиг. 69, 70 и 85).
Закрепление гайки относительно изделия посредством гибких или вырезанных
металлических листов, одновременно препятствующее вращению болта в изделии
Предохранительные средства
293
или способом силового замыкания, или способом замыкания формы. Фиг. 86 —
закрепление гайки помощью пружины.
Взаимное закрепление нескольких болтов или гаек посредством общей предо-
хранительной проволоки (фиг. 87) или общего предохранительного железного
листа (фиг. 84).
Размеры наиболее употребительных предохранительных пружин, железных
листов и шплинтов Для винтов от ’/а до 2" содержит табл. 23.
3. Основанное на сцеплении- закрепление посредством за-
паивания или сваривания (фиг. 89), где разборка без всяких повре-
ждений не обязательна.
Фиг. 84.
Фиг. 85.
Фиг. 86.
Предохранения по типу замыкания формы и по типу сцепления
часто не имеют никакой или имеют небольшую силу скрепления,
аак что при сильных сотрясениях возможна небольшая работа
соединения или расшатывание самого предохранения, кроме юго,
Фиг. 87.
ФИ;'. 8Э.
они неудобны при частых разборках. Лучше всего, когда закре-
пление посредством силового замыкания сопровождается закрепле-
нием по типу замыкания формы.
5. Предохранительные средства. На конструкцию болтовых
соединений имеют также влияние особые предохранительные сред-
ства и средства для обслуживания.
Винты с заостренными или скошенными концами для более надежного навин-
чивания гайки (фиг. 44а — с и табл. 23) или ввинчивания в гайку (фиг. 86) и дла
предохранения наружных оборотов нарезки от удара (DIN 78).
Заточка на конус шестигранных гаек (фиг. 62 и 63) и головок (фиг. 62
и 63 внизу), чтобы предотвратить повреждения изделий или обслуживающих (вспо-
могательных) устройств.
закрытые гайки (гайки с крышками) для плотного закрывания сос/доу.
294 Т. II. Отд. 2. Детали машин. I. Части для соединения деталей машин
Подкладные шайбы (ОСТ 148, 149 и 1756) из листового железа (реже
из листовой меди), штампованные (черные) или точеные (чистые), — фиг. 62 и 67 —
для улучшения опорной поверхности гайки (перекрытие больших отверстий, сгла-
живание неровностей и препятствие заеданию).
Для прокатного балочного железа — четырехугольные со скошенными кромками
шайбы по D1N ^34 и 435, для дерева по ОСТ 3952.
Там, где параллельность поверхностей не сохраняется, необходимо подклады-
вать под головки или гайки сферические шайбы.
С. Заклепки
а) Материал и форма заклепок
Заклепки служат для неразъемного соединения необработанных
листов или брусков. Строительные материалы и заклепки изгото-
вляются большей частью почти из одного и того же материала,
почему железные (стальные) заклепки применяются наиболее часто,
в то время как медные и алюминиевые х) употребляются сравни-
тельно мало. В качестве заклепок для горячей клепки рассматри-
ваются только стальные заклепки.
Раскаленная докрасна заклепка для отверстий, начиная от диа-
метра в 10 мм, вследствие уменьшения длины стержня при осты-
вании, действует на соединяемые части, как сжимающаяся пружина,
и при правильном изготовлении материал стержня напряжен до пре-
дела текучести. Заклепка дает, благодаря вызываемому ею сжатию,
соединение удерживающее сцеплением и одновременно болтовое
соединение по типу замыкания формы. Так как в горячем состоянии
заклепка испытывает чрезвычайно большую деформацию, то она
изготовляется * 2) только из очень ковкого материала с высоким
пределом текучести, например, из хорошего вязкого литого железа
(или также из никелевой стали), редко из сварочного железа.
1о же относится и к холодным заклепкам, которые применяются
только для диаметров ниже 10 мм.
Форма и изготовление заклепок для горячей клепки (обзор
форм заклепок ОСТ 301—305, DIN 265); полукруглые головки
заклепок разной величины в зависимости от их применения:
для прочных соединений, которые служат только для скрепления
ваклепками железных конструкций (фиг. 91);
для прочных и плотных соединений (например для паровых
котлов и для всякого рода резервуаров, подверженных давлению),
которые одновременно должны получить плотность заклепочными
головками — заклепки для паровых котлов (фиг. 90). Размеры полу-
круглых головок заклепок для железных конструкций (фиг. 91)
(DIN 124) по большей части годятся для ближайшей меньшей заклепки
’) О клепке алюминиевых листов и труб см. Р 1 е i n е s, Nietverfaliren im Metall-
flugzeugbau, Jahrb. d. DVL 19-~0.
2) Для заклепок в котлостроении применяются следующие технические условия:
сопротивление разрыву от 34 до 42 кг\мм?, удлинение > 25° о, качественное
число >62, только при листах с сопротивлением выше 41 кг1мм* могут упо-
требляться и заклепки с более высоким сопротивлением с обоснованием этих
величин свойствами материалов, примененных на их изготовление.
Заклепки. Материал и форма
995
для паровых котлов, DIN 123; заклепки с потайной головкой (фиг. 92)
ОСТ 302 и заклепки с полупотайной Головкой (фиг. 93) ОСТ 303
одинаковы для котлов и для железных конструкций. Фиг. 94а и 946-
заклепки с бочкообразной формой, ОСТ 304 и 305. Заклепки сорти-
Фиг. 90.
фиг. 91.
руются по диаметру d стержня заклепки под головкой, а для расче-
тов служит диаметр отверстия d± или диаметр готовой заклепки.
Отверстия для горячих заклепок диаметром от 10 до 43 мм всегда
на 0,5—1,0 мм больше диаметра непоставленной заклепки. Нормы
Фиг. 92.
для диаметров заклепок от 9,5 до 37 лаг имеют интервал в 2 -г 3 мм.
Нормированные размеры горячих заклепок диаметром от 9,5 до 37 мм,
а также длина I стержня заклепок для общей толщины 5 склепы-
ваемых листов указаны в табл. 25.
Фиг. 94а. Фиг. 94б.
Часто употреблявшийся прежде или предписывавшийся „малый потай“
т. е. конический пере <од от стержня к головке, заменяется теперь в железных
конструкциях простым снятием заусенцев у края отверстия, а в котельных заклеп-
ках закруглением у головки стержня радиусом г = 0,5-т- 1,5 мм (см. табл. 25), для
чего необходимо соответственно раззенковать край отверстия (на глубину а,
см. табл. 26), чем достигается хороший переход ог стержня заклепки к головке.
Следует всегда удалять заусенцы, остающиеся при сверлении заклепочных отверстий.
296т- И. Отд. 2. Детали машин. I. Части для соединения деталей машин
Таблица 25. Заклепки с полукруглой головкой, «диаметром
от 9,5 до 37 мм ОСТ 301
мм
Диаметр непоставлен-
ной заклепки d
9,5
11,5
13,5
16,5 19
22
25
28
31
34
37
Допускаемые
отклонения в
диам. заклепки
Размеры го-
ловки
d наиб.
d найм.
~D
h
R
9,6
9,3
17
6
9
0,5
11,6
Диаметр отверстия
под заклепку
Длина заклепки
10
21
8
11
0,5
12
13,6
13,3
24
9
12,5
0,5
14
16,6
16,3
29
10
15,5
19,4
18,9
34
12
18
22,4
21,9
30
14
20,5
25,4
£4^9
16
23
28,4
27,9
50
18
26
1,5
17
20
23
26 | 29
31,4
30,9
55
20
29
1,5
32
34,4
33,6
60
22
32
1,5
37,4
36,6
65
~24~
34
35 | 38
16*
18*
20
22
24
26
28
30
32
35
38
40
42
45
48
50
52
55
58
60
65
70
75
80
85
22
24
26
28
30
32
35
38
40
42
45
48
50
52
55
58
60
65
70
75
80
85
22
24
26
28
30
32
35
38
40
42
45
48
50
52
55
58
60
65
70
75
80
85
90
95
100
22
24
26
28
30
32
35
38
40
42
45
48
50
52
55
58
60
65
70
75
80
85
90
95
100
22
24
26*
28
30
32
35
38
40
42
45
48
50
52
55
58
60
65
70
75
80
85
90
95
100
110
120
130
140
150
38
40
42
•45
48
50
52
55
58
60
65
70
75
80
85
90
95
1G0
по
120
130
14J
150
160
170
180
52
55
58
60
65
70
75
80
85
90
95
1С0
НО
129
13J
140
150
160
170
180
60
65
70
75
80
85
9J
95
100
110
120
1о0
140
150
16J
180
65
70
75
80
85
90
95
ПО
НО
120
130
140
1о0
160
170
180
70
75
80
85
90
9о
100
110
12J
130
140
150
160
170
180
190
2.0
75
80
85
90-
95
100
110
120
130
140
150
160
170
180
190
2п0
1. Материал — железо (сталь).
2. В случае крайней необходимости применять заклепки, длины которых не
содержатся в данной таблице, рекомендуется для заклепок длиной до 100мм
включительно выбирать длины из ряда целых чисел с окончанием на 2, 5 и
8, а для заклепок длиной свыше ПО мм — с окончанием на 5 и 0.
3. конусность на стержне допускается на длине 50 мм, считая от конца
стержня.
Пример обозначения заклепки железно!, с элукруглой головкой, диам. 22 мм.
длиной 110 мм: Заклепка полукр. железн. 22 ^111) ОС Г 301.
применять заклепки, длины которых не
Таблица 26. Заклепки для горячей клепки по DIN 123 и 124
Дит метр стержня за- клепки d Диаметр отверстия dx . ?п мм мм см2 10 11 0,95 13 14 1,54 16 17 2,27 19 20 3,14 22 23 4,15 25 26 5,31 28 29 6,60 31 32 8,04 34 35 9,62 37 38 11,31 40 41 13,20 43 44 * 15,20
[D мм 18 23 30 35 40 45 50 55 60 67 72 77
Для котло- । h мм 7 9 12 14 16 18 20 22 24 26 28 30
и строения \ „ фиг. 90 7? ~ мм 9,5 12 15,5 18 20,5 23 25,5 28 30,5 34,5 37 40
о ь мм 1 1,5 2 2 2 2,5 3 3 3,5 4 4 4
U Длина стержня 1 (мм) 1.34 s 1,26 5 1,24 s 1.27 s 1,23 s 1,2 s 1,2 s 1,16 s 1,15 s 1,14 s 1,13 s 1,12 s
3 . + 15 + 19 + 28 + 32 + 35 + 39 + 43 + 45 + 49 + 56 + 59 + 62
е-
>> Для железной кон- 1 ( D мм 16 21 26 30 35 40 45 50 55 60 b4 69
стр\ книи фиг. 91 I । h мл. 6,5 8,5 10 12 14 16 18 20 22 24 26 28
ч R мм 8 11 13,5 15,5 18 20,5 23 . 25 28 30,5 3?,5 35,5
— 1,34 у 1,26 s 1,24 s 1,27 s 1,23 s 1,2 s 1,2 s 1,16s 1,15 s 1,14 s 1,13 s 1,12 s
длина стержни i \мм) + И j + 15 + 17 + 19 + 23 + 26 + 30 + 34 + 37 + 40 + 43 + 47
’ D мм 15,4 21 27 30 35 39,5 39,5 44 48 52,5 57 61
Заклепки с потайной головкой и полупотай- а 75° 75° 7^° 60° 60° 60° 45° 45° 45° 45° 45° 45е
нои головкой фиг. 92 и 93 h мм 3,5 4 7 9,5 11 12,5 14 15,5 17 18,5 20 21,5
, т мм 1,5 2 2,5 3 3,5 4 4 4,5 1 5 ! 5,5 6 6,5
Заклепки. Размеры
298 т» П. Отд. 2- Детали машин. I. Части для соединения деталей машин
Потайные головки (фиг. 92 и 93) получаются как выездные
(вторые) головки под ударами молотка без обжимки или пресса,
головки же по фиг. 90 и 91 — помощью обжимки, которая приме-
няется при ручном или воздушном молотке, или же в специальных
гидравлических, пневматических или работающих помощью электри-
чества прессах (машинная клепка). Заклепка, уже снабженная
закладной (первой) головкой, при ручной клепке осаживается много-
численными ударами по обжимке, пока постепенно не образуется
замыкающая (выездная) головка; при машинной же клепке оконча-
тельная форма головки получается одним непрерывающимся нажа-
тием на заклепку, находящуюся в состоянии текучести (при силь-
ном сжатии). При машинной клепке раскаленное круглое железо
можно сразу осаживать с обоих концов и получать одновременно
обе головки J).
Таблица 27. Заклепки с потайной и полупотайной головкой, диам. от 9,5
до 37 мм, ОСТ 302 и 303 (фиг. 92 и 93)
мм
Диаметр непоста- вленной заклепки d 9,5 11,5 13,5 16,5 19 22 25 28 31 34 37
Размеры го- ловки а 75° | 60° 453
D 15,2 18,5 | 22 | 25 30 35 39,5 39,5 44 48 52,5
h. 3,8 4,6 1 5,4 | 7,5 9,5 11 12,5 14 _15,5_ 5,5 17 6 18,5 6,5
т 1,7 2 2,5 । 3 3,5 4 4,5 5
R~ 18 22 25 1 28 34 40 46 42 46 50 56
Диаметр отверстия под заклепку 10 12 20 23 26 29 32 35 38
1. Материал — железо (сталь).
2. Конусность на стержне допускается на длине «50 мм, считая от конца
стержня.
3. Допускаемые отклонения в диаметре заклепки см. ОСТ 301.
Новый способ клепки заводов Шкода с применением специаль-
ного инструмента позволяет производить удаление окалины 2).
Результатом штамповки головок посредством прессов (машинная
клепка) является соответствующее напряжение отверстия заклепки
извнутри, которое вызывает остающееся увеличение отверстия
и увеличивает имеющиеся иногда тонкие рванины (если отверстия
получаются простым давлением или тупыми сверлами и развертками).
Поэтому при машинной клепке требуется, чтобы заклепки были
нагреты до надлежащей температуры, чтобы давление обжимки
соответствовало величине отверстия и чтобы стержни заклепок не
J) Р. Бауман, Опыты с одновременным осаживанием обеих головок по способу
Шуха ZdVdl 1919, стр. 555.
>) ZdVdl 1930, стр. Ц9,
Типы заклепочных соединений листов
299
были слишком длинны, дабы не вызывать ненужное чрезмерно высо-
кое давление нажатия1); наконец, требуется тщательная обработка
отверстия. Машинная клепка не допускается при хрупком мате-
риале, как например, чугуне, так как последний лопается; наоборот,
Фиг. 95.
Фиг. 96.
те листы, которые даже при 200° С до 300° С сохраняют вязкость,
вполне пригодны для склепывания.
Типы заклепочных соединений листов. Соединение бывает:
а) одностороннее (одиночное перерезывание): склепка
внахлестку, фиг. 95, 96, 100—103 с изгибающим моментом на
Фиг. 97.
С
Фиг. 98.
Фиг. 99.
з
головки заклепки. Теоретически правильную форму соединения
по фиг. 97 с оттянутыми кромками листов, без утолщений усту-
пами, вследствие ее высокой стоимости, применяют с некоторым
приближением только в узловых швах (например, по. фиг. 100) там,
где это требуется для уплотнения 2);
Наружный напусН
Фиг. 1G0.
Ь) двухстороннее соединение (двойное перерезы-
вание) фиг. 98, 104 и 105 с неодинаковыми, фиг. 99 и 106—111
с одинаковыми двумя накладками.
*) По Баху и Бауману, ZdVdl 1912, стр. 1890 при надлежащей темпера-
туре заклепки требуется нажим от 6500 до 8100 ат, в то время как при холодной
клепке требуется свыше 20 000 ат.
а) Блейх, Теория и расчет железных мостов, стр. 315, Берлин 1924. Шпрингер.
300 Т. II. Отд. 2. Детали машин. I. Части для соединения деталей машин
Получение отверстий пробиванием листов или
высверливанием. Отверстия должны быть хорошо пригнаны
друг к другу, что может быть достигнуто только путем одно-
временного просверливания или проходом развертками отверстий
в лежащих друг на друге листах. Продавливание (пробивание)
дешевле, но для этого требуется хорошее железо достаточной
• вязкости. Выдавленные отверстия получаются с коническим расши-
рением книзу и имеют кромки с рванинами. Более точную работу
дает высверливание отверстий, в особенности одновременное свер-
> ление соединяемых частей и готовых конструкций, например, по-
средством переносных сверлильных приспособлений 1).
п4 = 2 п0 — 3 па = 3
Фиг. 101. Фиг. 102. Фиг. 103. Фиг. 104.
Кроме того, прочность железа при процессе сверления не нару-
-шается. По постановлениям административной власти в наиболее
ответственных местах соединений, в особенности в котлостроении
и мостостроении, допускаются только сверленые отверстия.
Ь) Расчет заклепочных соединений
Обозначения:
Q — действующая сила, = Q/b — сила, приходящаяся на 1 см ширины (лк).
b — ширина листов (мм).
s — толщина листов (мм).
dx — диаметр отверстия для заклепки (мм).
Fn= nd^/4 — площадь среза (поперечное сечение заклепки, работающее на
с) ез) в см- (табл. 26).
п — число поперечных сечений, л0 — их число на данное заклепочное соеди-
нение.
t — шаг заклепочного соединения (мм).
ij = (t — djit— коэфициент полезного действия листа в шве.
е — расстояние между заклепками (мм).
— наименьшее расстояние между заклепками (мм).
W — сопротивление скольжению (кг1см").
Rs — допускаемое напряжение заклепок (кг/см2).
р — внутреннее давление (кг\смГ).
1. Поперечное сечение заклепки. Вследствие сокращения
заклепки при остывании, склепываемые части прижимаются друг
к другу с тем большей силой, чем больше предел текучести закле-
J) ZdVdl, 1905, стр. 696,
Расчет заклепочных соединений
501
почпого материала. По опытам Баха 1) и Баумана 2 *) среднее
сопротивление скольжению для каждой поверхности скольже-
ния, при тщательном исполнении клепки, для однорядного
шва, после его зачеканки, достигает величины U7=1000 до
ISOO*^ (кг/см2)? где Fn— поперечное сечение заклепки в см2.
Посредством двухсторонней чеканки сопротивление скольжения
повышается 3) на 30% в сравнении с нечеканенными заклепками.
Скольжение начинается при меньшем значении IT, если в обыкно-
венном соединении не оттянутых листов имеются три или более
рядов заклепок, так как только крайние ряды заклепок начинают4)
сопротивляться скольжению вследствие того, что здесь сечение
листа сразу увеличивается. Особенно плохие результаты получаются
при грубой ручной склепке, а также при склепывании плохо при-
легающих друг к другу листов, которые по окончании процесса
склепывания, когда заклепки еще не успели окончательно остыть
До = 5 nQ = 9
Фиг. 105
Фиг. 106—108.
расходятся, так что упругая деформация материала заклепки далеко
не достигает предела текучести. На этом основании имеет также
значение для расчета сопротивление заклепки срезыванию в самой
поверхности скольжения, так как стержень заклепки по преодо-
лению трения в этом месте подвергается срезывающим усилиям.
Если Q — сила, приходящаяся на произвольно избранную ши-
рину b, Fn— сечение заклепки, подвергающееся срезыванию при
перегрузке, и п — число перерезов заклепки, т. е. сечений, прихо-
дящихся на ту же ширину b (число подверженных трению поверх-
ностей скольжения такое же), то среднее напряжение срезу за-
клепки Rs рассчитывается из равенства Q = RsnFn.
Если принять, поскольку не предписаны еще меньшие вели-
чины, R8 = 700 кг[см2, то имеется достаточный запас прочности как
») ZdVdI. 1892, стр. 1142 и 1305; 1894, стр. 1231; 1895, стр. ЗЭ1, также Бах
Детали машин. *
2) ZdVdI. 1912, стр. 189Э.
8) Отчеты об опытах Ch. Fremont о сопротивлении скольжению и статья того
же автора о заклепочньк соединениях St. u. Е. 190°, стр. 128J; 1910, стр. 7У5 и 947.
4) Английское Board of Trade на основании опытов ие допускает котельных
швов с более, чем тремя рядами заклепок.
302т- И. Отд. 2. Детали машин. I. Части для соединения деталей машин
против скольжения, так и, в особенности, против срезывания. При
таком допущении учитывается также и то обстоятельство, что при
заклепках, расположенных в несколько рядов, нагрузка на них
никогда не бывает равномерно распределена. .Расчет на смятие
см. Ill, „Заклепочные соединения для железных конструкций",
стр. 307.
2. Поперечное сечение металлических листов. При недопу-
щении скольжения нагрузка распределяется внутри скрепленного
соединения на оба листа, так как одинаковой деформации соответ-
ствует одинаковое напряжение обеих частей. (Хорошо пригнанные,
расположенные правильными рядами, заклепки могли бы и без
закрепления поверхностей вызывать одинаковую деформацию обоих
листов.) Напряжение падает поэтому внутри закрепленного соеди-
нения приблизительно пропорционально общей толщине листов,
по — 4
Фиг. 109.
= п<> = 18
так что расчет отдельных листов в соединении не требовался бы.
Также задача размещения заклепок („Заклепочная схема“) заклю-
чалась бы лишь в том, чтобы требующуюся общую площадь попе-
речных сечений заклепок nFn распределить между ними так, чтобы
сэкономить на материале и распределить нагрузку в соединении,
по возможности, более или менее равномерно х).
Для большей надежности поперечное сечение листов обыкно-
венно рассчитывают как при швах внахлестку, так и с двумя
накладками и в железных конструкциях со многими накладками
так, как-будто нет никакого сцепления. Одновременно принимают,
что равномерное распределение нагрузки возможно и также в дей-
ствительности существует для всех расположенных в ряды заклепок.
Размещение заклепок, согласно этому предположению, должно быть
таково, что площадь поперечного сечения листов в каждом закле-
почном ряду достаточна для действующей на этот ряд нагрузки.
*) Сравни также опыты Руделофа, выполненные по поручению Союза мо-
стостроителей с различными схемами размещения заклепок. ZdVdl. 1912,
стр. 1104, которые, конечно, доказывают лишь то, что разрывающее усилие (но не
распределение силы, не достигшей предела текучести) от того или иного располо»
Жения заклепок не зависит.
Ваклепочньте соединения котлоэ
303
Изображенные здесь фигуры размещения заклепок для склепывания
внахлестку или с двумя накладками соответствуют этому условию,
причем наибольшее напряжение листы испытывают в первом ряду
с шагом деления t, и оно рассчитывается поэтому (принимая во
внимание, что сечение ослабл'ено отверстиями) только для этого
ряда.
Ослабление поперечного сечения отверстиями характеризуется
величиною отношения т] = (t — d^jt (где dx означает диаметр отвер-
стия заклепки), представляющего собою коэфициент прочности
соединения. Схемы размещения заклепок получаются симметрич-
ными (фиг. 102, 103, 109), когда соединяемые листы имеют всюду
одинаковую общую толщину, напротив, несимметричными, напри-
мер, при швах с накладками, когда толщина всех накладок больше
толщины листа (фиг. ПО и 111).
Напряжение материала в листах определяется по формуле
Q = rfisRz или s = QMRvi) =
I. Заклепочные соединения котлов
Заклепочные соединения в котлах должны быть плотны и прочны.
Уравнения для определения напряжений в заклепках и листах доста-
точны для подсчета напряжений в имеющихся или принятых закле-
почных соединениях, но не достаточны для проектирования наиболее
подходящих схем размещения заклепок. Наименьшее' расстояние
между заклепками emin обусловливается коэфициентом прочности
листа iq, надлежащей формой головки и (для уплотнения) доступ-
ностью головки для чеканки: до 2,2 d\ последняя величина
для больших заклепок. Наибольшее расстояние %ах между сосед-
ними заклепками обусловливается тем, что листы при сжатии не
должны давать зазоров, так как они в этих местах легко ржавеют,
или шов котла становится неплотным: ^тах 3,5 d, по крайней
мере, для того уплотняющего ряда с расположенными по прямой
или в шахматном порядке заклепками, который больше всего
подвержен давлению пара в котле.
Приняв за основу эту предельную величину, для обычных типов
котельных заклепочных соединений составили таблицу, в которой
указаны: число перерезываний п0 для данного соединения, отно-
шения обычных предельных величин шага t переднего ряда закле-
пок и отношения наименьших расстояний ах (фиг. 101) между
отдельными рядами заклепок к диаметру заклепки и, наконец,
соответствующий каждому типу заклепочного соединения (схеме
размещения заклепок) наименьший коэфициент прочности соедине-
ния т] = (t — d^/t х).
i) По нормам американского Гартфордского о-ва надзора за паровыми котлами
рекомендуется шов внахлестку лишь для s _ 6 до 14 мм, а швы с накладками
только неодинаковыми для каждой стороны с л0«=5, 9 и 19.
304 Т. II. Отд. 2. Детали машин. I. Части Для соединения деталей машиН
Таблица 28. Заклепочные соединения для паровых котлов
Шов внахлестку
Чертеж 100 101 102 103
лв 1 2 3 (4)
t: 2,6-2,2 3,6—3,0 4-3 6-5
i — dt t 0,62—0,55 0,72-0,66 0,75-0,66 0,83-0,80
at : — 1,6-1,9 1,3-1,9 1,9-2,0
djs ~ 2,4-1,8 1,8-1,5 1,5-1 1,9-1,5
Запас прочности x 4,75
Шов с двумя накладками (* неодинаковые)
Чертеж Лэ t:dt t—dr T‘= — aY: dx djs 104 3* 3 0,66 1,9 1,0 105 106 2 3,4-2,7 0,7—0,63 1,8-1,3 109 4’ 3.6-3 0,72-0,66 1,6-1,9 1,0-0,75 110 111
5* 6 0,83 1,9 1,5 9* 10 0,9 1,3 1,5 6 6-5 0,83—0,8 1,9—2 1,25-1 10 8-7 0,88-0,86 1,3-1,6 1,05-0,9 14 10-8 0,9-0,83 1,3 | 1,0-0,75 18 12—10 •0,92—0,9 1,3—1,7 0,9-0,75
Запас проч- ности x . 4,25 1 4>0 4,25 | 4,0
Приведенная таблица заклепочных соединений показывает, что
при небольшом числе п0 заклепочного шва величины т) неблаго-
приятны, листы получаются тяжелее и дороже, так как их надо
выбирать толще в 1/т) раз, чем толщина листа, какая потребова-
лась бы в неослабленном сечении, но зато с другой стороны стои-
мость сверления дыр и клепки выходи! меньше. При большом
числе п0 имеет место обратное явление. Практика выполненных
конструкций при всегдашнем стремлении добиться наибольшего
сокращения всех расходов, показала, что с увеличением толщины
лис1ов целесообразно увеличивать и число nQ.
Диаметр заклепки по отношению к толщине листа ле кит при
этом по большей части в пределах между d = s и d = У 4 s (sb cm)
(фиг. 112), которые составляют первое основание для выбора диа-
метра заклепки.
Для более быстрого проектирования новых заклепочных соеди-
нений полезно объединить обе формулы для расчета: формулу для
заклепок и формулу для листов; если nQ — число заклепочных
сечений для данного заклепочного соединения с шагом t для первого
ряда, несли нагрузка на 1 см длины: Ох = Q/b, то Q\t = Rsn^Fn
Расчет заклепочных соединений котлов
305
и Qj = QiЪ = таким образом, F /ts = r^/nQ* R /R или, так как
V) = (/ — d^/t и F* = d^iz/4, то П * *
= 1,27 /_£ _ Л Я,
« «о \ ) Ra
Для R = 0,8 до 0,85R ... 1,5^ ~ V .
1 г S п0
если Qt и R известны,
4100,
Для этого случая величины djs подсчитаны в табл. 28.
Ход расчета. Выбрав предварительно тип заклепочного шва
и величину /г0, получаем величину т] и,
находим расчетную толщину листа 5;
приняв ближайший подходящий нор-
мальный диаметр-заклепки, получаем
все данные для уравнения t =
= В8пъ?п- Допускаемые величины
для R* и соответственно R* для мно-
гих изделий установлены правитель-
ственными постановлениями: напри-
мер, для стационарных паровых котлов
и подобных им, подверженных да-
влению, резервуаров *) (см. Хютте,
т. Ill, отд. „Производство пара"), для
морских судовых котлов правилам?
германского и английского ллойда * 2).
По BLD, Rz = а /х, где — проч-
ность листа на растяжение в кг!см2
(для литой стали—4 сорта листов
с расчетной прочностью = 3600,
а х — коэфициент надежности, зависящий
х = 4,75 — при швах внахлестку или
кладкой;
х = 4,25 — при однорядных швах с двумя накладками, а также
при двухрядных, у которых одна накладка имеет один только рял;
х = 4 — при многорядных швах с двойными накладками (см.
табл. 28).
К расчетной толщине стенок 5 = 7 до 30 мм прибавляется 1 мм>
при s == 30 до 40 прибавляется 0,5 мм.
4400 и 4700 кг)см2).
от способа соединения,
с односторонней на-
0 Werkstoff und Bauvorschriften fur Landdampfkessel. Deutscher Relchsatizelgef
No 238 vom 12 Oktober 1926.
2) Вследствие предписания английского Board of Trade для морских судовых
котлов по последнему изданию 1921 г. допускается наибольшее значение л0 = 10
при заклепочных швах с двумя накладками (3-рядный), в то время как для речных
судовых котлов допускается п0 до 22 при Z 0,92.
20 Зак. 254. — Htitte, Справочник для инженеров, т. II.
306 т- И- ОтД- Детали машин. I.. Части для соединения деталей машин
Для меди берется 7? = 0,8, для литой стали 0,85 от соответ-
ствующего допускаемого напряжения на растяжение.
Пример. Материал заклепок St 36; = 0,85 • 3600/4 — 765 кг^см*.
Меры для уплотнения швов котлов. Для уплотнения
швов необработанных и негладких листов необходимы особые
уплотненные поверхности, обеспечивающие непроницаемость шва
и закрытие всех его щелей, чтобы не получить просачивания.
Поэтому следует листы и заклепки очищать от окалины и ржав-
чины, и изготовлять -их из материалов, поддающихся чеканке; при
листах из хрупкого материала, например, при приклепывании литых
фланцев, прокладываются между ними особые, годные для расче-
канки, листы. Не только все наружные кромки листов (по возмож-
ности также и внутренние) обрабатываются и подчеканиваются
(поэтому листы скашиваются у кромок на х/з)» но также внутренние
и внешние головки заклепок, если при пробном давлении обнару-
живаются неплотности.
Расстояние а (фиг. 101) от края листа до оси первого ряда
заклепок везде 1,5 до 2d, по крайней мере, у каждой подчекани-
ваемой кромки, чтобы у кромки не было зазоров и можно было
подчеканить. Это часто обусловливает волнообразное (дорогое)
очертание подлежащей уплотнению наружной накладки для шва
с двумя одинаковыми накладками ((риг. НО и 111), каковое очер-
тание является необходимым, если t>8s.
Стыки трех листов склепываются согласно фиг. 100 внахлестку,
чтобы сделать возможным уплотнение посредством чеканки. При
швах с двумя накладками либо одна накладка оттягивается и закла-
дывается между листами, с одновременной плотной подчеканкой
стыка между ними в А (фиг. 107), либо, что гораздо лучше, стык
у А замыкается на достаточную длину посредством сварки, а одна
из накладок делается соответственно короче (фиг. 108). Толщина
котельных листов не должна быть ниже 0,7 см (толщина накладок —
0,6 до 0,7 $), чтобы была возможность их подчеканивания.
II. Заклепочные соединения для резервуаров
Так как толщина листов и заклепок в резервуарах, вследствие
небольших усилий, получается малой и определяется поэтому не
столько из расчета на эти усилия, сколько конструктивными сообра-
жениями и условиями их ржавления, то чеканка по большей части
невозможна (листы тоньше 0,5 см не поддаются чеканке), Поэтому
теперь часто употребляется автогенная или электрическая сварка
швов. (При легких сосудах склепка все более и более заменяется
сваркой, ограничиваясь несколькими связывающими заклепками.)
Заклепки диаметром от 3 до 9 мм по большей части ставятся
холодными, а желательное сжатие листов для обеспечения плотности
здесь заменяется прокладками из уплотняющего материала (пропи-
танная суриком или льняным маслом полотняная или бумажная
полоса, или мягкая проволочная ткань, промазанная суриком). Рас-
Заклетточтйлв соединения для железных конструкций 307
стояние между заклепками / = 3rf-]-0,5 см, расстояние от края
а = £/2, диаметр заклепки d^rfbs— 0,4 см. Шов однорядный или
двухрядный (в шахматном порядке или цепной). Соединение листов
под углом достигается помощью углового железа (фиг. 113 л), или
выгнутыми дугою накладками (фиг. 113 Ь), или по фиг. 113 си 113 d,
где внутренний радиус кривизны по возможности >4 5.
III. Заклепочные соединения для железных кон-
струкций
Диаметр заклепок d^J^bs— 0,2 см, где принимается ближай-
ший нормальный диаметр заклепки и $ обозначает толщину отдель-
ного листа. Расстояние между заклепками е>2,5d (по БЕ*), а по
GE>3,5 d), расстояние от края а > 1,5
до 2 d.
При расчете заклепок принимают
R = 0,8 R . По BE в железных кон-
£ 0
струкциях для литой стали St 37
берут R* = 1400, а для St 48 даже
1800 кг/см2. В машиностроении бла-
годаря ударам и сотрясениям R не
свыше 750 кг/см2.
п надо считать числом всех по-
верхностей скольжения, и, соответ-
ственно, числом перерезываний (се-
чений заклепок). При чрезмерно боль-
di *
шом отношении что бывает при
заклепках с многократным перерезы-
ванием или при стягивании тонких Фиг. 113.
листов — давление р между стер-
жнем заклепки и стенкой отверстия, давление на смятие легко
становится слишком высоким; р не должно превышать вели-
чины 2 7?^ (по BE) — 2,5 R*.
Скрепляющие заклепки, только удерживающие соединяемые
части железных конструкций и не передающие никаких усилий,
ставятся для предотвращения образования щелей и ржавчины;
расстояние между заклепками, зависящее от деформации частей,
должно быть:
£ <5d при соединении углового железа с листом толщины $= 8 до 11 мм
я „ , . • « « s > 11 мм
е ^Sd „ „ „ „ „ угловым железом.
Расстояние от края а 2,5d при s = 14 мм
. н н а < 2,8d „ > 14 в
BE — обозначает правила для железоделательных заводов Германского обще-
ства государственных железных дорог, от 25 февраля 1925 г. (Берлин 1925, изд.
Эрнст и сын). GE — правила для разработки конструкций железнодорожных мостов
Германского общества государственных железных дорог от 15 декабря 1930 г.
(2 изд., Берлин 1931 г., изд. Эрнст и сын). Относительно заклепочных соединений
мостов и высокосортной стали см. Шехтерле, Bautechn. 1928, стр. 81 и сл.).
308 т- И. Отд. 2. Детали машин. П. Составные части машин и приборов
О наименьших расстояниях между заклепками при соединениях
уголков см. DIN 996 до 999 (Немецкий союз железных соору-
жений).
Части соединения, подвергающиеся растяжению, должны скре-
пляться с некоторым натяжением. Если склепываются стержни,
передающие друг другу усилия через нейтральный промежуточный
лист, то расчетное число заклепок должно увеличить.
Длина стержня заклепки. Общая толщина s всех
листов должна, по возможности, быть так как длинные
стержни трудно поддаются равномерному осаживанию; согласно
опытам при большой длине стержня часто при охлаждении отры-
ваются замыкающие головки. Длинные заклепки поэтому должны
нагреваться только у головки насколько это необходимо, а в неко-
торых случаях должны заменяться пригнанными болтами.
Нормальные технические условия для поставки железных кон-
струкций приведены в DIN 1000.
II. Составные части машин и приборов
Л. Трубопроводы и вентили (приспособления для
включения и выключения трубопроводов)1)
Трубопроводы служат для продвижения веек родов тел, не имеющих само-
стоятельной формы: пара, газа, жидкостей, пылевидных и зернистых материалов
(сыпучих тел).
Для удешевления производства и содержания складов труб были выработаны
определенные нормы как для рабочих давлений в трубах, так и их номинальных
диаметров. (Специальная комиссия по нормализации трубопроводов при DIN.)
Табл. 1 представляет перечень предложенных норм для рабочих давлений,
а табл. 2 перечень номинальных диаметров.
В нижеприведенной табл. 1 указаны давления манометрические (сверх атмос-
ферного).
а) Нормы трубопровода 2)
Для перегретого пара от 16 до 40 кг] см' номинального давления рабочие
давления для фланцев и труб различны.
Для номинальных давлений, обозначенных звездочкой *, установлены только
размеры труб, фланцы же, фасонные части и арматура берутся для них соответ-
ствующими следующему высшему номинальному давлению.
Для рабочего давления Н 13 с двумя звездочками ** формовочные изделия
и арматура не нормированы. Их рекомендуется брать такими же как и для
давления 25.
Приведенный в табл. 1 и составленный с известной закономерностью ряд
номинальных давлений служит основой для построения шкалы нормальных разме-
ров для труб и арматуры.
9 Данные об употребительных размерах труб, имеющихся в продаже см. ниже
отдел „Материаловедение" и сл. Там же и общая сводка.
г) О нормах DIN по строительству трубопроводов см. ZdVdl, 1928, стр. 1062.
Трубопроводы и вентили. Нормы
309
Таблица 1. Скала давлений: номинальные, рабочие и пробные давления
в кг [см- для трубопроводов и арматуры
Наибольшее до-
пускаемое рабо-
чее давление для
Наибольшее допу-
скаемое рабочее
давление длл
Фланцы^Трубы
Наибольшее до-
пускаемое рабо-
чее давление для
1 1 1
2,5 2,5 2
6 6 5
— 10 —
2 10 10 8
13**
20
32
40
10
13
16
20
25
32
40
5Э
16 100
— 125
25 160
70 500
80 640
100 800
1000
100
125
160
200
250
320
400
500
640
8'0
1000
80
100
125
160
200
250
320
400
500
610
800
64
80
100
125
160
200
250
125
160
200
250
320
400
500
640
800
1000
1250
Каждому номинальному давлению соответствует наибольшее допускаемое
рабочее давление для воды, газа, насыщенного и перегретого паров. При опреде-
лении величин этих рабочих давлений учитывалась опасность, заключенная в содер-
жимом трубопровода, а также температура этого содержимого, так как при более
высоких температурах понижается предел текучести материала трубопровода.
Рабочие давления по отношению к номинальным составляют в общем lOO^/o
для воды, вО^'о для газа и насыщенного пара и 64'1 '0 для перегретого пара.
Рабочие давления для воды относятся к воде при температуре ниже 10Р С,
а к другим безопасным жидкостям при температуре ниже их точки кипения при
атмосферном давлении.
Рабочие давления для „газа и насыщенного пара* относятся к газам при
температуре ниже 300’ С, как и к другим легко расширяющимся веществам,
заключенным в трубопроводе, как, например, к воздуху и пару, в особенности же
к насыщенному и умеренно перегретому водяному пару ниже этой температуры;
далее к жидко . >«м, которые благодаря своим физическим или химическим свой-
ствам или по другим каким-либо причинам требуют особых предосторожностей.
Рабочие давления для перегретого пара относятся, главным образом, к перегре-
тому водяному пару при температуре от ЗОЭ до 400° С, затем к газам и жидкостям
при тех же температурах. При температуре в пределах or 40J до 450° и от 450
до 500’ С следует выбирать номинальное давление большее на 25°/о, чем заданное,
в том предположении, что для конструкции имеется в виду не качественная (высоко-
сортная) сталь, которая при этих температурах обеспечивает такую же прочность,
какую обыкновенная сталь — при температуре до 400° С. Если рабочее давление не
достигает установленного высшего предела, то может быть допущено превышение
температурного предела в соответствующей пропорции.
Приведенные в таблице величины рабочих давлений представляют наибольшие
допускаемые давления при нормальных условиях работы. В экстраординарных слу-
чаях надо выяснить, не требуется ли некоторое понижение установленного прави-
лами рабочего давления.
Разделенные в отношении области применения на три группы рабочие давления,
как и общее им номинальное давление, сокращенно обозначаются следующим обра-
зом, например:
310 T. IT. Отд. 2. Детали машин. II. Составные части машин и приборов
Номинальное давление...............................100 (ND 100)
Рабочее давление для воды..........................100 (W 100)
„ „ „ газа и насыщенного пара .... 80 (G 80)
„ „ „ перегретого пара................64 (Н 64)
Для каждой градации давлений в таблице установлена величина пробного да*
вления, независимая от цели применения. Величина отношения пробного давления
к рабочим давлениям каждой из трех областей применения колеблется от 2 до 1,25
Пробное давление. Правила правительственных инспекций об испытании
трубопроводов и арматуры на давление и о величине пробные давлений не вполне
согласуются с нормами пробных давлений, установленными в табл. 1, однако по-
следние приближаются к величинам пробных давлений, предписываемым для устройств
однородного типа (паровых котлов, компрессоров и пр.), и, во всяком случае, не
меньше их. Для рабочих давлений, меньших 1 к;/см2, пробное давление для испы-
тания прочности больше на 1 кг/см2, чем рабочее давление, но для испытания арма-
туры на плотность (непроницаемость) величина пробного давления равна удвоенной
величине рабочего давления. Для частей провода с давлением ниже атмосферного
пробное давление составляет 1,5 кг/см2.
При испытании на плотность берется рабочее давление.
Не рекомендуется подвергать испытаниям гидравлическим давлением уже гото-
вые уложенные паро-, воздухо- и газопроводы с номинальным диаметром сечения
выше 100 мм, так как это может вызвать перегрузку трубопровода и поддерживаю-
щей его конструкции. Поэтому, в таких случаях нормированная величина пробного
давления для испытания гидравлическим путем относится только к отдельным дета-
лям трубопровода.
Установленные пробные давления не относятся к таким деталям трубопровода,
как водоотделители, воздушные колпаки и т. п., для которых применимы обычные
или установленные законом правила для паросборников, сосудов, подверженных да-
влению, и т. д.
Таблица 2. Номинальные диаметры в мм для трубопроводов
и арматур. D1N 2402
1 10 100 1000 3 300 3000
— — 110 1100 — 32 (325) 3200
1,2 — (120)* 1200 — — (3400)
— — 125 —— — — 350 360Q
— 13 (130)* — — — (375) (3800)
— — (140) 1400 4 40 400 4000
1,5 — 150 — — — 450
— 16 (160) 1600 5 50 500 —
— — 175 — — 550 —
— — — 1800 60 600 —
2 20 200 2000 — 70 700
— — 225 2200 8 80 800 —
2,5 25 250 2400 — 90 900 —
— — 275 2600 10 100 1000
— — — 2800
Сокращенное обозначение: номинальный диаметр 250 — NW 250. Размеров, за-
ключенных в скобках, следует по возможности избегать. Размеры, отмеченные звез-
дочкой *, применимы только в технике отопления и в паровозостроении.
Внутренние диаметры сечений обыкновенно совпадают с номинальными диаме-
трами, но не всегда такое совпадение возможно. Так как наружные размеры труб,
фасонных частей и арматуры зависят от способа изготовления этих частей, то вну-
тренние диаметры могут получить незначительные отклонения от номинальна, в за-
висимости от толщины стенок, получающейся при изготовлении.
Трубопроводы. Расчет
311
Таблица 3. Трубопроводы, сводка. DIN 2410
Тип трубы Материал Применяются при DIN
номи- нальном давлении кг\см* *х) номи- нальном диаметре 2) в мм
С фланцами Чугун 10 40-1200 2422
С раструбом Чугун | 10 40-1200 2432
Ребристые Чугун 6 70—100 2480
Трубы с газовой резьбой Газовые, цельнотянутые (St 34 **) 1-100 з/в"-6" 2442
Газовые (St 00**) 1-10 V-6" 2440
Гладкие трубы Цельнотянутые (|‘“*35 55 1-25 1-100 4-400 4—400 2449 2450/51, 2456
Водопроводные и газовые сварные 1-6 | 325—2000 2453
10 325—1200
16-32 325—500
40-50 325—400
Железные трубы с автогенной сваркой St 34 и выше 1-2,5 50—2000 } 2454
6 50—1200
Железные трубы, клепаные St 34 и выше 1-2,5 600-2000 | 2455
6 600-1200
Ь) Расчет трубопроводов
Диаметр D (в м) получается из формулы
D = V4V/v гс,
где V — объем протекающей жидкости (м2[сек),
a v ~ скорость потока (м\сек).
*) Величины давления согласно табл. 1.
2) Номинальные диаметры по табл. 2. Нормальная длина труб от б до 64а м.
* St 00 обозначает продажную марку (литая сталь) без поручительства.
** St 34 обозначает сталь минимальной прочности в 34 кг(мм*.
3J2 II. Отд. 2. Детали машин. II. Составные части машин и приборов
Скорость v определяется таким образом, чтобы потери напора,
а при паропроводах и трубопроводах (центрального) отопления —
тепловые потери, оставались в пределах, определяемых экономиче-
скими соображениями.1
Рабочее давление и толщина стенок. Для расчета применяется
формула s piDi!2Rz, причем через $ обозначается толщина стенок
в наиболее слабой части (иметь особо в виду в отношении труб
с нарезкой!), а через Rz— допускаемое среднее напряжение
стенки. Наивысшее напряжение с внутренней стороны стенок больше
чем Rz при = Rz/5 — примерно на 10%, а при p—RJS- на 20%.
При умеренном внутреннем давлении возможные недостатки и не-
точности в изготовлении, в ответвлениях, в укладке и ослаблении
ржавчиной, а также возможность появления добавочных напряжений
в результате действия внешних сил, например, при подземной про-
водке— вследствие неровностей ложа, смещения почвы и т. п., вы-
зывают большей частью необходимость увеличения толщины стенок
по сравнению с вычисленной.
Для трубопроводов с номинальным давлением до 10 кг!см2, при-
нимают, что для чугунных труб при Rz = 250 кг/см2, — поскольку
в передаче не возникает никаких значительных колебаний темпера-
туры, — и для стальных литых труб при Rz = 600 кг)см2^ в обоих
случаях учитывая характер литейного производства, при номиналь-
ных диаметрах /У1Г<55, необходимо прибавление к вычисленной
толщине стенок $ до 0,6 см (DIN 2411 и 2412). Чугунные паровые
трубы, как и трубопроводы, подвергающиеся ocq6o вредным влия-
ниям, например, выхлопные трубы газовых двигателей, требуют, начи-
ная с D = 10 см, по большей части дальнейшего увеличения s на
12,5 — 25%. Литые трубы для малых давлений (газо- и воздухопро-
воды) могут быть тоньше.
В отношении труб из литой стали расчет толщины стенок, исходя
из размера соответствующего номинального давления, дает величину толщины с
избытком. Для всех давлен ’и при расчетах должно приниматься во внимание наи-
более слабое место трубопровода, которое, например, при соединениях с приме-
нением винтовой нарезки находится в соединительной муфте.
Осевые слагающие давления жидкости вызывают
в гладких стенках трубы (без нарезки) напряжение вдвое меньшее,
чем радиальные слагающие, и влияние их поэтому не принимается
в расчет. Наоборот, во всех местах соединения действие их воспри-
нимают на себя болтовые соединения или зажимные (например в ру-
кавах). Если эти соединения недостаточны, например, при трубах
с раструбом для высокого давления, то каждая отдельная тр)ба
прочно соединяется с землей. При изменении направления оси трубы,
J) ср. Willner и Mehmke, ZdVdl, 18Р0, стр. 103, 150 и 1008, также
Biel, Die wirtschafdich giinsdgsten Rohrweiten, Oldenburg (Экономически целесо-
об'•азнь’е размеры труб) 1930. Относительно газопроводов см. Traenckler,
ZdVdl 1929, стр. 517. Потери напора (Stromungsverluste), Хютте, т. I, стр. 462 и сл.;
тепловые потери — Хютте, т. I, Теплопередача (Warmeiibertragung), стр. 623 и сл.
Трубопроводы. Употребительные трубопроводы 313
для противодействия усилиям, действующим по ее оси, необходимо
трубу закреплять (это очень важно при всех трубопроводах для
среднего и высокого давлений). То же самое относится и к вклю-
чаемым в трубопровод коленам, сальникам, компенсаторам!).
с) Употребительные трубопроводы
1. Чугунные трубы, а) Газ о- и водопроводные трубы
имеются в продаже с раструбами и фланцами; нормальные раз-
меры и формы труб, фланцев, раструбов
и фасонных частей см. ниже отдел „Мате- —
риаловедениея, описания и схематические
изображения фасонных частей см. DIN 2430. /«уzzzz
Ь) Чугунные сточные трубы Л | ь » и
для канализационных установок. Размеры [ 4 «’
согласно DIN 364 приведены в табл. 4 и на А
фиг. 1. фигЕ
Таблица 4. Сточные трубы (NA-Rohre). DIN 3S4
^тах 1 1 1 '» b Di 1 ^тах 1 h b
50 60 92 65 89 13 125 137 175 75 105 15
70 80 114 70 96 14 150 162 200 80 112 15
100 112 146 75 103 14 200 212 252 90 125 16
Строительная длина, не считая длины муфты /, равна 2000, 1500,
1250, 1000, 750, 500, 250 мм.
Нормали фасонных частей для этих труб: для колен, переходов,
переходных колен, отводов формы S, косых тройников и крестов
приведены в DIN 538—545. Нормы для легких нормальных сточных
труб (LNA-Rohre) DIN 1172—1178.
2. Стальные литые трубы делаются большей частью только
в виде коротких труб, колен (отводов) и фасонных частей. Нормы
для них еще не установлены- фланцы согласно DIN 2543—2547
(табл. 8).
3. Трубы из литого железа (ср. табл. 3).
а) Трубы с винтовой нарезкой на концах имеются как
цельнотянутые (без шва) газовые трубы, так и более дешевые, сва-
ренные встык, не допускающие сильного изгиба без расхождения
шва. Номинальные диаметры — от Х/Р до 4" (реже до 6"). Размеры
(номин. диам.) в английских дюймах согласно табл. 5.
9 См. Компенсационные приспособления, стр. 321. О тепловых напряжениях,
возникающих в трубопроводах с большой тепловой передачей, см. Хютте, т. Щ,
отдел „Производство пара".
314 Т-И- Отд- 2. Детали машин. II. Составные части машин и приборов
Соединения труб осуществляются помощью готовых соедини-
тельных частей из ковкого чугуна: муфт, ниппелей, соединительных
гаек, колен, отводов, угольников и тройников с трубной резьбой.
Для воды эти части оцинковываются или покрываются оловом; да-
вления до 8 кг[см'\
Таблица 5. Газовые трубы по DIN 2440
Для трубной резьбы Витворта и для соединительных муфт (фиг. 2 и 3)
Номин. диам. в дюйм. *)
di lda .... в мм
Номин. диам. по DIN
240'............
Полезная длина f
резьбы j
Наименьшая длина
муфты В ......
Приблизительная дли-
на соединения * 2) . .
Me Mi 8/s M2 (5/e)
% l’/17 1Bl2i 16/гз
6 8 10 13 16
8 9 11 14 14
10 11 13 16 16
20 25 30 35 35
40 45 45 48 —
Mi 1 1M< nJ 2’/4 2VS 3 37± 4
26/34 40M 50U 60/7o 66/76 eoi /ео 90/102 108/ш
20 25 32 40 50 60 70 80 90 100
16 19 21 21 24 27 27 30 32 36
19 22 25 25 28 32 32 35 38 41
40 45 50 55 60 65 65 70 80 85
56 62 70 70 82 1 — — — — —
Ь) Цельнотянутые трубы (без шва): холодной или горя-
чей протяжки (до диаметра в свету 25 мм), далее до 620 мм горячей
Фиг. 2 и 3.
Фиг. 4.
прокатки (по способу Манесмана), для номинальных давлений
до 25 кг/см2. По особому соглашению доставляются трубы для любых
высоких давлений и любой толщины. Наименьший радиус загиба
равен от 3 до 4 d .
Они изготовляются также ввиде труб с раструбами3) наподобие чугунных
труб с раструбами. Преимуще'тва их: большая строительная длина (до 15 лг), воз-
можность сварки на месте, сопротивляемость действию внешних сил и влиянию осе-
дания почвы, незначительный вес.
с) Сварные трубы изготовляются либо с нагревом на
водяном газе (внахлестку) с диаметром свыше 300 мм для любых
размеров и для любых давлений до 80 кг/см2, либо сваренные
автогенной сваркой (встык) с диаметром выше 50 мм, допускаемое
давление для которых зависит, однако, от качества сварки.
Ч Размеры в скобках мало употребительны.
2) Еще не нормализованы.
3) Например, изготовляемые Rohrenverband, Dusseldorf.
Трубопроводы. Употребительные трубопроводы.
315
d) Клепаные трубы делаются не меньше 600 мм диаме-
тром в свету и только для небольших давлений, как и трубы, сва-
ренные встык.
4. Трубы красной меди, бронзовые и латунные: изготовляются
спаянными на твердом припое, следовательно со швом, длиною до
4 м или же тянутыми (без шва) длиною от 3 до 7 м\ трубы красной
меди и бронзовые имеют внутренний диаметр D = 3 до 380 мм, при
толщине стенок 5 = 1 до 10 мм, согласно D1N 1754, латунные трубы
имеют наружный диаметр D' = 5 до 180 мм и стенки толщиною от
0,5 до 5 мм (таблицы см. ниже, отд. ^Материаловедение").
Цельнотянутые медные трубы изготавливаются D = от 3 до
3800 мм и s = 0,5 до 15 мм, трубы больших размеров только
паяные.
Для гнутых труб из красной меди небольшого внутреннего диа-
метра D радиус кривизны оси трубы > 2 до 3 D, для труб боль-
ших диаметров /?>4 до 5Z).
Фиг. 5.
Фиг. 6.
Правила германского флота запрещают применение паяных медных труб для
паропроводов высокого давления; следует употреблять или цельнотянутые трубы
или склепанные из листовой красной меди помощью двойных накладок по шву;
/?г<200 кг[см-. Если трубы обмотаны проволокой, то сопротивление обмотки не
принимае1ся в расчет.
Таблица 6. Плоская набивка (фиг. 4).
Канавка и бортик (фиг. 5) и округлая набивочная канавка (фиг. 6) по DIN 2512—2514
Размеры в мм
NW gi gi NW gi gt NW gi gi NW gi gi NW gx gi
*) 10 35 40 60 76 100 128 150 175 212 234 350 393 422
*) 13 — 40 50 72 88 по 138 160 200 238 260 400 446 474
*) 16 — 45 60 84 100 125 154 176 225 265 287 450 496 524
20 25 32 35 42 50 51 58 66 70 80 90 94 105 116 110 121 132 (140) 150 (160) (172) 182 (192) (194) 204 (214) 250 275 300 291 316 342 313 338 364 500 548 576
b .= 8, / = 4, d = 5 мм d — диаметр рези b=ll, /=4,5, d новой прокладки = 6 м м j П Ъ 14, /=5, = 7 мм
*) Только для плоской набивки.
Чугунные муфты и трубы с фланцами см. йиже, отд. „Материаловедение".
Таблица 7. Круглые фланцы для трубопроводов с номинальными диаметрами от 6 до 300 мм
и с номинальным давлением от 1 до 40 кг)см21)
NW Диаметр фланца D (мм) X число болтов X диаметр болтов NW Диаметр фланца D (мм) X число болтов X диаметр болтов
1—6 кг 1см* 10 кг\см* 16 KZjCM* 25 кг/см2 40 кг [см* 1—6 кг1ем*- 10 кг1см' | 16 кг 1см2 25 кг{см2 40 лгг/сж*
10 75-4.ЛИ0 90-4-1/7 100 210-4.6//' 220-8-5//' 235-8-8//'
13 80-4.ЛП0 95.4.1//' по 220-8.6//' 230-8-5//' 245-8-3//'
16 85-4.ЛГ10 100-4.1//' 125 240s)-8-5/8" 250-8-5/7 270-8-7/в"
20 90-4-ЛЛ0 105.4.1//' (140) 255.8.5//' 265-8-’//' 290.8-7/7
25 100.4»ЛП0 115-4-1//' 150 265-8-5//' 285-8-3//' 300-8.7//'
32 120-4-Ч»" 140-4-5//' (160) 275-8-5//' 295 • 8-3/4" 310-8-7//' 325-8-1"
40 130.4.1//' 150-4.6/" 175 295.8.8//' 315-8-3//' 330.12-7//' 350.12-1"
50 140-4.1//' 165-4 I-V 200 320-8-5/8" 340-12-3//' 360-12-’//' 375-12-1"
60 150-4.1//' 175-4 б/8* 175.8-V 225 345-8-6//' 370.12.3// 395-12.1" 420.12.1Ve"
70 160.4.1//' 185-4.6/я" 185-8-6//' 250 375.12.5//' 395-12-3//' 405-12-7//' 425-12.1" 450.12-11//'
80 190-4-5/7 200.4-6//' | 1 200.8.6//' 200-8-6//' 275 400-12.5//' 420-12-3//' 435-12-7//' 455-12-Г' 480-12-11//7
90 200.4-6//' 210-8.6//' | | 210.8.6//' 225-8-8//' 300 440.12.8//' 445-12-3//' 460-12-’/в" 485-16-1" sis-ie-i1//'
х) Данные для больших номинальных диаметров и номинальных давлений см. табл. 8.
8) Пригодна также для фланцев с диаметром NW (120) и (130).
Диаметр окружностей центров болтов D8 должен быть расчитан, исходя из расстояния е цент-
ров болтов до края фланца (фиг. 7) — (Dg = D — 2г), которые, как и диаметр отверстий для
болтов по DIN 2511 должны выбираться из следующей таблицы:
нарезка ............
диаметр отверстия I .
расстояние от края е .
М10 1/7 6/8"
11,5 15 18
12,5 15 20
v w и п/в"
22 25 28 32 мм
22,5 25 27,5 32,5 мм
Фиг. 7.
316 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
Трубопроводы. Предохранение труб от внешних влияний 317
Предохранение труб от внешних влияний. В зависимости от
целей применения и месторасположения трубопровода: для жид-
костей, для газа, воздуха, пара, для отопления, вентиляции или кон-
денсационных устройств, на открытом воздухе, в земле или в ма-
шинных зданиях, — трубы могут оставаться черными или асфальти-
руются, имеют джутовую обмотку с просмолкой, покрываются
суриком или масляной
краской, бывают оцинко-
ванными или лужеными.
Чугунные водопроводные
и газопроводные трубы для
предохранения от ржавчины
опускаются в горячую смолу
или асфальт, или же покры-
ваются асфальтовым лаком
(кроме внутренней поверхности
муфты и конца трубы, входя-
щей в нее).
О способах предохранения
от химических действий воды
см. ниже огд. „Материалове- Фиг. 8 а — а
дение".
Соединения. В тех слу-
чаях, когда нет необходимости во временных разборках, целесообразно трубы литой
стали — в зависимости от диаметра и давления — сваривать, склепывать и соединять
неразъемными (глухими) винтовыми соединениями или с помощью муфт (последнее —
также и при чугунных трубах непосредственно на месте). Но там, где необхо-
димо сохранить возможность быстрой разборки для введения или изъятия отдель-
ных частей, могут быть применены только фланцевые или винтовые соединения.
а) Муфтовые соединения: для чугунных газо- и водо-
проводов см. ниже отд. „Материаловедение". Трубы, сваренные
водяным газом, диаметром свыше 300 мм, например для проводки
газа на дальние расстояния, для водопроводов и для гидравлических
силовых установок, применяются с уплотняющими муфтами (фиг. 11)
или с муфтами для сварки (фиг. 12).
Ь) Фланцевые соединения: общая сводка нормирован-
ных фланцевых соединений до 40 кг)см? содержится в табл. 7 и 8
и на фиг. 8а до р.
У трубопроводов чугунных и стального литья — фланцы отли-
ваются за одно целое с трубами. Ненормальные промежуточные
части удобнее делать* из железа или из муфтовых соединений или же
в крайнем случае, при незначительных давлениях, на отрезанный
конец трубы навинчивают фланец.
Трубы номинального диаметра до 150 мм (6") и для номиналь-
ного давления до 6 кг! см2 соединяются в случае недостаточности
318 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
винтового соединения, либо посредством припаянных или приварен-
ных фланцев (фиг. 8f), либо посредством фланцев на резьбе —
(фиг. 8d и е и фиг. 10) в особенности трубы с нарезкой.
При трубах с номинальным диаметром свыше 150 мм в местах
соединения стыка применяются большею частью фланцевые соедине-
ния со свободными или неподвижными фланцами: фланец на раз-
вальцованном заплечике трубы (фиг. 8 т); для труб, сваренных авто-
генным способом, и труб медных — приваренные (или наваренные)
буртики с надевным фланцем (фиг. 8 п), или фланцы, укрепленные
развальцовкой трубы (фиг. 8 g), или наваренные (фиг. 8 с). Скреп-
ленные с трубой неподвижные фланцы вообще, вследствие необхо-
димости пригонки, менее удобны, чем свободные*с буртиком. Скреп-
ление фланцев развальцовкой г) применяется только для труб с тол-
щиной стенок не более 7,5 мм, так как для более толстых стенок
требуется только механическое развальцовывание, поэтому лучше
фланцы приклепывать или по крайней мере -укреплять помощью за-
клепок (фиг. 8i до 1).
Канавки (желобки) от 3 до б мм длины и от 1 до 1,5 мм глубины нормированы
DIN 2515. Соединения труб для перегретого пара с диаметром от 200 мм и выше
помощью фланцев, насаженных развальцовкой, необходимо, кроме того, всегда укреп-
лять заклепками а).
с) Винтовые соединения. Свинчиванием (фиг. 9) соеди-
няются трубы малых номинальных диаметров при низких и высоких
давлениях, или для специальных целей, например буровые трубы,
которые соединяются при помощи муфт или непосредственно свин-
чиванием, как показано на фиг. 13 — 15 (по Маннесману).
Для цельнотянутых железных и медных труб с номинальным
диаметром от 4 до 32 мм винтовые соединения труб нормированы
(общие данные в DIN 2360 и 2370), а именно для привинчивания
к резервуару (фиг. 16 и 17) и для соединения трубопроводов
(фиг. 18). Уплотнение достигается посредством уплотняющих колец
(фиг. 16) или металлически помощью конических поверхностей (DIN
2355 — 2379). Трубы при этом припаиваются.
Быстрые соединения для трубопроводов временного пользова-
ния осуществляются помощью клиньев, как например в трубопро-
9 Относительно прочности соединения труб диаметром от 80 до 95 мм разваль-
цовкой с загибом трубы или с желобом, либо без них см. опыты Ханомаг (ZdVdl,
1912, стр. 361) и Берндта (ZdVdl, 1924, стр. 809). Опыты Ханомаг 1911 и 1923/24 гг.
дали на 1 см окружности развальцованной трубы с наружным диаметром около
80 см, без загиба краев — силу растяжения в 274 кг1см, при толщине стенок в З1^ мм
и около 300 кг1см при Толщине стенок в 6’/2 мм и, наоборот, свыше 900 кг1см с за-
гибом. Относительно развальцовывания труб в стенках котлов см. Оппенхеймера
(ZdVdl, 1927, стр. 1088).
а) См. также Ф р й н к л, Соединение труб в „Der Betrieb* 1919, стр. 138 и за-
крепление заклепками впотай трубопроводов АО Дюссельдорф, Maschbau 1922,
стр. 688; далее — соединение развальцовкой до 60 л?/сл<2 Зейферт и К0 Берлин,
Maschbau 1923/24, стр. 742 и 747. О соединениях труб на силовой станции Клинген-
берга для давления 35 кг1см2 и температуры пара 415° см. ZuVdl, 1927, стр. 1880,
где приведены также результаты испытаний. Об одной английской конструкции со-
единения трубопровода перегретого пара Сэргола для давления 50 кг/см2 с уплотне-
нием посредством сварки краев см. Engineer 1927 г., т. II, стр. 361.
Трубопроводы. Соединения
319
воде Феникс, Берлин — Мариендорф 1) или посредством винтовой на-
резки с просветами (штыковое соединение).
Уплотнение. Уплотнение между приваренными кольцами или
фланцами проще всего делать чисто металлическим с плоскими, ша-
ровыми или коническими поверхностями, но такие уплотнения по
большей части слишком дороги и применяются лишь там, где жид-
кость действует разрушающе на уплотняющий материал (также для
бензина), или при высоких давлениях и малых диаметрах труб.
Чаще всего уплотнение производится помощью особых наби-
вочных колец, набивочных пластин для высокого давления, или
Фиг. 13. Внутрен-
няя поверхность
гладкая.
Фиг. 14. Наружная
поверхность глад-
Фиг. 15. Наружная
и внутренняя по-
верхности гладкие.
кая.
It-пластин; резины, прессованного асбеста, пропитанного картона (раз-
моченного в воде и вываренного в льняном масле, применяемого при
номинальных давлениях до 10 кг1см*), бумаги, кожи, меди, гартблея
(сплав свинца с сурьмой) и т. п., в зависимости от характера жид-
кости, давления, температуры и цены. При этом существенное зна-
чение для хорошего уплотнения имеет то, чтобы набивочный мате-
риал сохранял как во время работы, так и после многих разборок
трубопровода свою упругость, форму и строение. Против выдавли-
вания лучше всего применять прокладки достаточной прочности или
упругие материалы укреплять металлической оправой, например,
„асбест с медью". Очень надежное и вместе с тем центрирующее
уплотнение получается, если одна труба входит гребнем в паз другой
(фиг. 4), или в соединение помощью гребня и канавки (фиг. 5), но такое
соединение является более дорогим и трудным для сборки, чем
гладкие фланцы: применяется только для высоких давлений, свыше
номинального давления 10. При гидравлическом давлении до 100 кг)см*
вполне оправдало себя уплотнение посредством круглых резиновых
шнуров (фиг. 6). Главные размеры для соединений путем свинчи-
вания, помощью гребня и канавки, а также для округлой набивочной
канавки см. табл. 6.
1 ZdVdl, 1923, стр. 3'9.
Таблица 8. Нормированные соединения фланцев с трубами
из чугуна, стали и литого железа для номинальных давлений от 1 до 40 кг/см11
Величина давления 1-2,5 кг}см2 6 кг }см* 10 кг}см2 16 кг} см2 25 кг} см2 40 кг!см2 DIN
Группа Тип фланца, фиг. 8а — р Номинальные внутренние диаметры нормированные в мм
Литые трубы Чугунный а Стальной а 10/«оо 10!1100 10/воо 10/боо ,o/soo 10/боо 1 10/«о 10/400 1 2530/35 2543/47
Фланец сваренный с трубой Внакладку b Автогенно с ‘“/„ООО »/»» 1БО/1200 1б0/1200 «_/и» — — —• 2620/22 2620/32
Фланцы с винтовой резьбой Овальный без заплечика d „ с заплечиком е Круглый без заплечика d . с заплечиком е 8 8 а § о> о> а в> 8 8 8 8 fill 1 1 I;? 111 Г1 1 1 2550 2560/61 2555 2565/69
Гладкий фланец Припаянный или приваренный / 10/1БО 10/15О — — — — 2570
Фланцы с разваль- цовкой Без заплечика g С заплечиком h „ „ и приклепанный i *°/iso ‘%с« ,0/15О 1б2«о ^00 150/<оо ioLo 180/<со ioLo 10°/4ОС 1ой 100/<00 2575 2580/84 2590/95
Фланцы прикле- панные Из прокатного материала k Специального профиля 1 ^/«оо 15о/боо •”/1=00 8 S § 2 м -4 ,w/soo *Б°/б00 10“Гкс 10?4ОО 2610/13 2600/04
Свободные фланцы Для труб с отогнутыми краями . ... т „ наваренного борта или кольца . . п „ кольца, сваренного внакладку . . о „ автогенно сваренного . . . р “/«ООО 20/500 1И/2000 150/2000 %«» 4т; . 8 о S 'рт Nsoo l/y 1 8 15Ч«о 2639/42 2650/56 2660/66 2670/73
320 Т. II. Отд. 2. Детали машпп. II. Составные части машин и приборов
Уплотнений. Компенсаторь!
321
Каждый круглый фланец трубопровода должен иметь число отверстий для бол-
тов кратное четырем (табл. 7). Отверстия для болтов для соединений трубопро-
водов и арматуры должны располагаться симметрично относительно обеих глазных
осей и так, чтобы на последних не приходилось ни одного отверстия. Это действи-
тельно и для фланцев с числом отверстий больше 16 (DIN 2508).
Уплотнение газопроводных и водопроводных труб с муфтами
достигается посредством смоленого пенькового жгута и заливки свин-
цом (для заливки свинцом требуется образование глиняного кольца),
свинец и жгут затем зачеканиваются зубилом и молоткам. В некоторых
случаях для уплотнения муфт служат также резиновые кольца и
кольца, применяемые для сальников. Вместо заливки свинцом при-
меняется также зачеканивание свинцовыми валиками или рифленым
листовым свинцом (преимущества: отсутствие вредных влияний
свинца через окисление и от попадания свинца мимо места заливки,
отсутствие издержек на средства нагрева, существенная экономия
при перекладке труб). Применяются еще резиновые кольца и наби-
Фиг. 19.
Фиг. 20.
Фиг. 21.
вочные кольца сальников, в некоторых случаях при трубах малых
диаметров для уплотнения муфт служат также алюминиевые кольца.
Пример. Соединение Кобера по фиг. 19 для трубопроводов сжатого воздуха
не препятствует движению труб при изменениях температуры.
Уплотнение рукавов достигается зажатием на металлических наконечниках (шту-
церах).
Компенсационные приспособления (компенсаторы). Изменения
длины в длинных трубопроводах или в 1рубах с высокими темпера-
турами должны быть восприняты в каком-либо промежуточном
пункте между неподвижными точками трубопровода. При прямых
трубопроводах вставляются петли или специальные упругие (пружи-
нящие) трубы, волнистые трубы с одной (фиг. 20) 1) или несколькими
волнами (фиг. 21) или трубы с сальниками, а также с уплотняющими
муфтами.
Разгруженные трубы с сальниками Дене в Галле, Общество проводов высокого
давления в Берлине, система Кёнига.
Уплотнения помощью сальников со временем легко теряют
свою плотность, начинают пропускать и требуют поэтому постоян-
ного надзора. Благоприятные результаты дают несколько загибов
трубопровода под прямым углом, если это только осуществимо,
а в случае необходимости включаются еще упругие или шарнирные
фланцевые соединения или же упругие трубы (железные).
0 Фирмы Wehrle-Werk AG, Emmendingen (Baden).
3^2 I1- ОТД- Деталй машин. It. Составные пасти машин и приборов
Укрепления трубопровода. Короткие трубопроводы прикреп-
ляются к стенам или к потолку помощью хомутов; если проводка
идет по земле, то вполне достаточно собственного веса для удержа-
ния на фундаментных цоколях или в земле. При длинных трубопро-
водах с меняющимся расширением необходима подвижная укладка
труб на роликах, или же подвешивание на качающихся опорах,
вместе с жестким креплением в неподвижных пунктах. Все колена
трубопровода для высоких давлений должны иметь жесткое крепле-
ние, если только они не являются компенсаторами.
Гибкие трубы, а) Томпаковые трубы без шва (цельно-
тянутые). (Берлин — Карлсруэ Промышленное общество). На томпа-
ковых цельнотянутых трубах выдавливаются валикообразные выступы
с винтовым ходом по поверхности трубы; поперечное сечение вы-
ступов показано на фиг. 21. Трубы эти изготовляются длиною от
2,7 до 4,2 м.
Если покрыть эти трубы одинарной или двойной металлической тканью, от чего
гибкость труб мало уменьшается, то данные в табл. 9 рабочие давления можно
увеличить от 3 до 5 раз. При обмотке латунной проволокой и двойной тканью рабо-
чее давление можно увеличить от 9 до 10 раз. Упругое удлинение трубы при при-
нудительном ее направлении составляет 50 мм для труб с внутренним диаметром
15 мм и выше. Гибкие латунные трубы, кроме применения для воздуха, газа, пара
и жидкостей, еще могут быть использованы как компенсационные трубы.
Соединения этих труб — помощью муфт, которые или навинчи-
ваются на трубы, или же к ним припаиваются мягким припоем.
Таблица 9. Томпаковые волнистые трубы
Диаметры Рабочее давле- ние в кг/см* Вес пог. метра в кг/м Диаметры Рабочее давле- ние в кг/см* Вес пог. метра в кг/м
внутр, в мм наружи, в мм внутр, в мм наружи, в м м
6 10,2 50 0,11 35 58,5 1 2,00
8 13 50 0,15 40 62,6 6 2,27
10 19,5 22 0,36 45 68,5 6 2,44
12 22,5 20 0,41 50 73 6 2,70
15 28,5 18 0,54 60 86 6 3,20
20 36,5 12 0,81 70 96 5 3,70
25 42,5 9 1,10 80 107 5 4,90
30 51,5 8 1,69 90 116,5 4,5 5,10
Ь) Металлические гибкие рукава1). Металлическая
лента (из стали, красной .меди, латуни, нейзильбера) надлежащего
профиля (например j |_j ) свивается по винтовой линии так,
чтобы края последовательных витков входили друг в друга с неко-
торым зазором; образующиеся желобки заполняются уплотняющим
материалом (резиной, асбестом и т. п.). Эти рукава применяются
в подвижных проводах всякого рода, так же, как предохранительная
оболочка для электрического кабеля, далее в паропроводах, как ком-
пенсаторы при расширении от теплоты.
х) Производство спиральных металлических рукавов. ZdVdl, 1911,
Трубопроводы. Пусковые органы и сопротивлений
323
Двойные рукава, состоящие из двух вставленных друг в друга
металлических рукавов с противоположными направлениями оборо-
тов витков, остаются непроницаемыми при всяких движениях рукава.
с) Трубы с обмоткой. Свинцовую трубу обертывают слоем
асфальтированной пеньки, затем плотно обматывают фасонной про-
волокой. Для предохранения от ржавчины, эту броню покрывают
толстым слоем асфальтированной пеньки и затем обматывают желез-
ной оцинкованной проволокой. Соединение таких труб достигается
помощью муфт, которые крепко навинчены снаружи на проволочную
обмотку; набивка в муфтах кожаная, а соединяются они болтами.
Трубы эти применяются для укладки водо- и керосинопроводов по
дну рек, озер и в болотах.
Таблица 10. Трубы с обмоткой
Заводы Фельтен и Гильом в Мюльхейме па Рейне
Допускаемое рабочее давление
в 5 ат
Допускаемое рабочее давление
в 10 ат
1000
875
15
20
25
30
35
40
45
50
55
60
65
32
39
46
52
58
64
70
77
83
88
3,5
4,5
6,0
7,5
9,0
10,5
14
16
18
20
23
1000
875
750
625
525
425
350
300
250
225
200
15
2J
25
30
35
40
45
50
55
60
65
32
40
47
54
61
67
75
81
88
93
99
750
625
525
425
350
300
250
225
200
d) Пусковые органы (выключатели или включатели) и сопроти-
вления водопровода: задвижки, краны, вентили, клапаны и
дроссели
Выключатели трубопровода служат для автоматического или
управляемого включения и выключения (закрывания) и для тормо-
жения трубопроводов (как сопротивления).
Управление может осуществляться произвольно от руки или ре-
гулируется машиной (распределительным механизмом).
Составные части выключателей трубопроводов следующие; ^ко-
робка (камера) и седло, являющиеся также направляющими для:
2) затвора и тормозящего органа. К этому еще прибавляются
324 Т. II. Отд. 2. Деталй машин. И. Составные частя машин и приборов
при выключателях с внешним управлением: 3) движущее
приспособление и 4) часть для уплотнения этого
приспособления.
Их устройство зависит от давления и температуры, от размера
труб и от характера вещества, перемещаемого по данной проводке
(вода, газ, воздух, пар, нефть, бензин и т. п.).
1. Поперечные выключатели: задвижки и краны. Движение
затвора поперек седла. Главные группы: 1) плоские задвижки
с прямолинейным или круговым движением по плоскому седлу;
2) поршневые задвижки: движение осевое по цилиндри-
ческому седлу; 3) вращающиеся задвижки и краны: каса-
тельное движение по цилиндрическому или коническому седлу.
Достоинства и недостатки задвижек и кранов:
полное освобождение прохода, вследствие чего наименьшие потери
Фиг. 22. DIN 3204.
энергии при совершенно открытой задвижке; простота формы. Зато
изготовление, доступность и содержание в порядке уплотняющих
поверхностей в большинстве случаев затруднительнее, чем у подъ-
емных выключателей (вентилей). Конусообразные поверхности седла,
как у вентилей, здесь невозможны, что сильно затрудняет пришли-
фовку для более высоких давлений. Заедание седла при перемеще-
нии под давлением. На уплотняющую силу, кроме давления самой
жидкости, влияет еще перемена направления движения клином, вин-
том или рычагом. Самоторможение вследствие избыточного давле-
ния, т. е. превращение в автоматический выключатель от возврат-
ных ударов, невозможно, так как направление движения перпенди-
кулярно направлению давления. Уже при малейшем открытии за-
движки за ней образуется сильное вихревое движение, которое,
в особенности при нечистой воде, действует на стенки и вызывает
стук в задвижке.
Задвижки для трубопроводов. Задвижки для трубопроводов:
задвижки для газа, воды, сжатого воздуха и насыщенного пара нор-
мированы для номинальных давлений до 10 кг[см2 и номинальных
Трубопроводы. Пусковые органы и сопротивления
325
диаметров от 40 до 1000 (и соответственно до 2000) мм по DIN
3204—3208 в отношении их главных размеров: строительная длина,
строительная высота, размер шпинделя, диаметр ручного маховика;
см. табл. 11 и фиг. 22.
Уплотняющее давление и нажатие в седле получаются проще
всего применением двойного конусообразного седла (фиг. 22 и 23
до 28). Другие решения задачи: нажатие особыми клиновыми поверх-
ностями на затворе, поверхности же седла перпендикулярны к оси
трубы, что гораздо удобнее для обработки и дальнейших исправле-
Таблица И. Задвижки трубопроводов для воды, газа, сжатого воздуха и
насыщенного пара, при номинальных давлениях от 1—10 кг 1см* 2 3 пэ D1N
3204-32v8 (фиг. 22)
Размеры в мм
NW Плоская задвижка г) Овальная задвижка -) Круглая задвижка 4)
d L н D Lf') V) Н D L 1 Н D
40 140 220 140 240 128 240 180 240 280 180
50 150 230 140 250 135 250 180 250 290 225
(60) 160 245 140 260 142 270 180 260 300 225
70 170 285 160 270 149 310 225 270 330 280
80 180 300 160 280 156 330 225 230 350 280
(90) 185 320 180 290 163 350 225 290 380 280
100 190 340 180 300 170 380 280 330 400 280
125 200 400 180 325 188 448 280 360 460 320
150 210 430 180 350 205 480 280 390 520 320
(175) 220 480 225 375 222 540 320 430 570 320
200 230 520 225 400 240 600 320 460 630 400
(225) 240 590 280 425 258 650 320 490 680 400
250 250 625 280 450 276 710 400 530 730 400
(275) 260 675 280 475 294 750 400 560 780 400
300 270 725 280 500 310 800 400 631) 840 500
(325) 280. 805 320 525 328 840 400 660 910 500
350 290 830 320 550 345 880 400 690 940 500
(375) 300 900 320 575 363 940 500 720 1000 640
400 310 945 320 600 330 1000 500 750 1070 640
450 330 1025 400 650 415 1100 500 810 1160 640
500 350 1120 400 700 450 1200 640 880 126Э 720
’) С фланцевым соединением для номинальных давлений 1—6 (табл. 7, стр. 316),
для теплопроводов (DIN 3204); с фланцевым соединением для номинальные давлений
10 кг1см* для газопровода, трубопроводов насыщенного пара и сжатого воздуха
(DIN 3205), в обоих случаях для рабочего давления W 2,5 (воды) или G 2 (газ или
насыщенный пар).
г) С флан .евым соединением для номинального давления 10 и рабочего да-
вления до 11/ 10 и, соответственно, G 8 (DIN 3206).
3) Овальные задвижки выделываются как для фланцевых соединений (строитель-
ная длина Lf), так и для муфтовых соединений (раструбами) (строительная длина Lin
соответственно расстоянию между трубами).
4) С флан евыми соединениями для номинального давления 16 и для рабо-
чего давления W 16 и, соответственно, G 13 (DIN 3208),
326 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
ний; противодействующие поверхности в коробке или на шпинделе
задвижки (Пита—задвижки х). При трубопроводах с высоким давле-
нием приспособления для нажатия могут отпасть, если давление
в трубопроводе достаточно для уплотнения (фиг. 23). Паровые за-
движки для перегретого пара с высоким давлением2). Уплотняющие
поверхности (седла) часто делаются сменными; для воды и насыщен-
ного пара из бронзы, для перегретого пара из чугуна, стали, ни-
келя или никелевых сплавов.
Прямое непосредственное движение задвижки получается у ручных скородей-
ствующил задвижек, или у гидравлических поршневых задвижек. Большей же частью
движение передается вращением винтового шпинделя, гайка которого сидит или
Фиг. 24. Фиг. 25. Фиг. 26. Фиг. 27. Фиг. 28.
в сгмом затворе (фиг. 22 и 24) (самая укороченная и дешевая конструкция, но часто
неприемлемая вследствие загрязнения внутри лежащих винта и гайки, или хими-
ческого действия на ниф или же прилаживается к коробке с внутренней или лучше
с внешней стороны сальника (фиг. 25). В последнем случае легко производить чистку
и смазку. Также целесообразна передача движения от маховичка к перемещающейся
вдоль винта гайке (фиг. 27), в особенности, если никакое вращение внутри не жела-
тел но. Применением винтов с двойной нарезкой достигается во всех случаях более
быстрое движение затвора и вместе с тем укорачивается строительная длина, напри-
мер на фиг. 26 и 28. Гайка обыкновенно делается бронзовой, шпиндель же из бронзы
в тех случаях, когда действие ржавчины очень вредно, и притом только для неболь-
ших задвижек. Фиг. 24 до 28 показывают строительную длину и крайние положения
маховичков при одном и том же ходе. Фиг. 24 представляет тот недостаток, что
положение затвора не может быть определено непосредственно по положению махо-
вичка или шпинделя.
Уплотнение шпинделя в сальнике надо по возможности
устраивать так, чтобы при крайнем (открытом) положении затвора
уплотнение осуществлялось внутренним заплечиком, и чтобы можно
было сальник набивать во время работы.
*) Kohler, Задвижки новейшей конструкции для перегретого пара и высоких
давлений, ZdVdl, 1924, стр. 95 с 22 чертежами задвижек.
*) Конструкция „Шеффер и Будечберг", Магдебург.
Трубопроводы. Пусковые органы и сопротивления
327
ДЛЯ Продол Ж 11-
Фиг. 29. а — поверхности сколь-
жения поршня.
Поршневые затворы дают только несовершенное уплотнение
вследствие трудности достигнуть плотного нажатия, например по-
средством специальных пружинящих поршневых колец (фиг. 29) и
соответственно точной пригонки рабочей поверхности седла с наи-
меньшим зазором. Поэтому они менее применяются
тельных закрытий, но больше, как
постоянно движущийся распредели-
тельный орган, а также для регу-
лирования трубопровода сужением
сечения (ср. „Поршневые золотники
для распределения в паровых ма-
шинах и для регулирования в дви-
гателях", т. III Хютте).
Вращающиеся золотники (зат-
воры) и запорные краны. Относи-
тельно подвижных и распределитель-
ных вращающихся золотников и об
их нажатии см. т. III Хютте, отд. „Двигатели*. Запорные краны за-
крываются герметически натяжением гайки (фиг. 30 и 31), а также
давлением пружины или же давлением в трубопроводе по напра-
влению оси конуса. Пригонка производится пришлифовкой. „Нор-
мальный конус“ для кранов равен 1:6 (уклон 1:12), но в особых
случаях применяются и другие конуса. Прямоугольный проход
пробки делается большей частью с отношением сторон 1:2,5 или
1: 3 (предполагается нормировка). Нормальная строительная длина
равна строительной* длине вентиля (см. абзац „Запорные вентили").
Достоинства крана: большая простота и дешевизна, занимает
мало места, быстрая перестановка, удобное образование распреде-
лителей или выключателей с несколькими ходами?
328 Т- И. Отд. 2. Детали машин. II. Составные части машин и приборов
Недостатки: большое сопротивление движению, в особенности
при заедании уплотняющих поверхностей, их окислении, искривле-
нии или загрязнении, легкое просачивание вследствие заедания или
искривления уплотняющих поверхностей, что возможно устранить
лишь частично дорогостоящим исправлением.
Где неплотность в трубопроводе и неплотность снаружи должны
быть совершенно исключены, там конструкция должна быть более
надежной (сальники снаружи, набивка внутри). Для кислот краны
должны быть глиняные или стеклянные.
Двух- и трехходовые краны, специально для кислот и щелочей х),
машиностроительного и арматурного завода бр. Реулинг в Мангейме
(фиг. 32 и 33) строятся так: корпус и коническая пробка из спе-
циального чугуна, для специальных целей — из алюминия, фосфо-
ристой бронзы и т. п. Жидкость соприкасается только с поверх-
ностной коркой, имеющей большую способность сопротивляться,
менее-с пришлифованными поверхностями, которые как при откры-
том, так и закрытом кране прикрыты и смазаны.
Краны с упругим асбестовым вкладышем и цилиндрической
пробкой завода Дреера, Розенкранца и Дроопа в Ганновере. Пробка
касается металлических поверхностей корпуса без шлифовки; непро-
ницаемость достигается благодаря двум асбестовым кольцам над и
под отверстием крана и четырем продольным асбестовым полоскам
в канавках, имеющих форму ласточкина хвоста.
2. Подъемные выключатели: вентили и клапаны. Открытие
достигается движением затвора с седла вверх.
У вентилей: движение прямолинейное по направлению оси,
перпендикулярной к поверхности седла.
У клапанов: вращательным движением приводного механизма
для непосредственного поднятия с седла.
Вентили и клапаны изготовляются: 1) в виде подъемных выклю-
чателей, управляемых извне, от руки или машины; 2) в виде подъем-
ных выключателей, действующих изнутри от давления в трубопро-
воде или камере (автоматические подъемные выключатели).
Достоинства и недостатки подъемных выклю-
чателей. Достоинства вентилей: точное осевое направление для
’) ZdVdl, 1908, стр. 599,
Трубопроводы. Пусковые органы и сопротивления
329
затвора, благодаря чему возможен любой наклон поверхности седла,
которая, например, может быть плоской или конической с наклоном
образующей к оси в 30°, 45° и 60°; невозможность бокового сдвига
по орошению к седлу, а поэтому даже при самом сильном уплот-
няющем нажатии нет заедания; меньшая чувствительность к высо-
ким температурам и к разностям температур (к искривлению). Легкая
взаимная пришлифовка при помощи осевой направляющей, когда
вентиль может на седле вращаться; возможность самоуправления
при избыточном давлении, действующем по направлению движения:
„автоматические вентили*.
Недостатки: так как затвор расположен на пути протекания со-
держимого трубопровода также и во время открытия прохода, то
трудно избежать причиняемых этим .больших потерь в давлении.
У запорных вентилей в прямых трубопроводах привод также рас-
положен по оси вентиля так, что для удобства расположения
привода течение в вентиле должно отклониться от направления
трубопровода, что является причиной дальнейших потерь дав-
ления.
Достоинство клапанов также состоит в том, что затвор подни-
мается с седла, но так как у них нет осевых направляющих, то
коническое седло не подходит, и поэтому у них большей частью
плоские седла, которые гораздо труднее исправлять. У клапанов
затвор гораздо легче удаляется из течения или легче принимает
положение, свободное от сопротивлений (например, у дроссель-кла-
панов), чем у вентилей, но зато вследствие неодинаковости расстоя-
ния различных точек седла от оси вращения трудно достигнуть
равномерной герметичности и достаточно сильного нажатия на опор-
ную поверхность. Поэтому клапаны вообще менее употребительны
для закрывания, чем для торможения (регулирования) и распределе-
ния (возвратные заслонки).
Главные размеры. Объем материи в м*, протекающей в одну
секунду через поперечное сечение F, Q = Fct остается для всех
сечений F постоянным, причем с = рс0 = p-V 2gH = Y 2g • /7/С
есть средняя скорость, a r0 = yr2gH— соответствующая понижению
напора Н наибольшая теоретическая скорость (в м!сек) прохода
через поперечное сечение F, перпендикулярное к направлению тече-
ния. (Изменяемость величины ? принимается в расчет только при
сильном падении давления в газах и парах).
Если цель избежать понижения напора важнее, чем дешевизна
устройства, то надо стремиться к тому, ч^обы, во-первых, устранить
вихревые движения, во-вторых, чтобы cQ по возможности сохраняла
постоянную величину в общем цикле течения, а, следовательно, и
Fp.(p.= 1^1/С коэфициент истечения, см. „ Гидромеханику“ Хютте,
том 1).
У вентиля с плоским круглым седлом (фиг. 34) поперечное сече-
ние седла F равно наиболее узкому сечению щели Flt когда
ср. г/4 = d • к • Л, или h = d/4,
330 т- И• ОтД- 2- Детали машин. II. Составные части машин и приборов
У клапанного кольца (фиг. 35) получается равенство попереч-
ных сечений, когда h = {da — dj/i = b/2. У конических седел Fif
при той же величине подъема (хода), меньше, но так как коэфи-
циент истечения р. при плоских седлах особенно неблагоприятен, то,
несмотря на меньшую величину Flt количество протекающего веще-
Фиг. 34.
Фиг. 35.
ства, однако, может быть больше, чем при плоских седлах. Далее,
количество протекающего вещества еще может увеличиться, когда
F^>F или hZ>dftt так как ц от этого улучшается, как это показали
Фиг. 36.
опыты К. Баха с пропусканием воды через вентили. На фиг. 36 ре-
зультаты опытов Баха представлены в виде кривых для протека-
ющей массы Qi = Q[Fл&[м\ отнесенной к F = 1 м2 и к падению дав-
ления Н= 1 м\ кривые нанесены в зависимости от подъема (хода)
вентиля и от отношения F^F или Линия О изображает теоре-
тическое значение Qx при р== 1 и С — 1. Оно возрастает только до
Трубопроводы. Давление потока и гидравлическое давление 331
Л/(^/4) = 1. Кривая (1) показывает количества протекающей массы
измеренные для изображенного плоского клапана 7, кривая (2)
для клапана 2 с острием; кривая (3) для клапана 3 с коническим
седлом, который обладает наибольшей пропускной способностью.
Qt, увеличиваясь, повсюду далеко превышает значение h = d/4, почему
целесообразно для увеличения количества протекающего вещества
увеличить подъем (ход) вентиля до d/2. Еще действительнее меры,
устраняющие вихревые движения в потоке протекающего через
вентиль вещества. Результаты опытов Баха могут быть применены
и к газовым потокам при небольших давлениях х).
Давление потока и гидравлическое давление (напор). Отне-
сенное на 1 м2 проекции поверхности F гидравлическое давление
W (в кг) на тело, омываемое со скоростью с, составляет WjF =
= ? т/g- с2/2 = ’? • • Ъ где означает измеренную трубкой Пито
разность уровней (в м) жидкости с плотностью ? кг/м3. (Более точ-
ные данные см. Хютте, т. 1, отдел .Гидромеханика", стр. 490, где
указано, что ср = с, y/g = р и Нх • = q)\ ср для воды и воздуха
не очень сильно разнятся. Для плоской пластины в воздухе ср^ 1,2,
для двойного с углом а = 45° конуса ср 0,7; для шара 0,5 до 0,2,
при заострении сзади (как у корпуса дирижабля) 0,1 до 0,05. При
протекании через вентиль еще прибавляется сужение перед пластин-
кой вентиля, в отверстии которой существует получаемая расчетом
скорость Ср
Таким образом общая потеря напора выражается так:
„ ___,г С\ W тг г 7 С1
11 Т = 2Ч
ср и С изменяются вместе с ходом h вентиля. На фиг. 36 предста-
влены пунктирными кривыми величины ср С, отнесенные к скорости
в щели Ср согласно опытам Баха над вентилями формы 7, 2 и
3 в зависимости от отношения hl(dft). Из этого можно определить,
раз ct и h/(dl$) даны, необходимую нагрузку вентилей от собствен-
ного веса и пружины. Сверх того еще надо принимать во внимание
трение воды и сопротивление выступающих частей. Соответственно
изменению W/F меняется и значение сг 2).
I. Подъемные выключатели, приводимые в дей-
ствие извне
Запорные вентили. Большей частью односедельные и не раз-
гружены. Малые вентили почти сплошь из бронзы, большие из
чугуна или стали с латунным или бронзовым седлом (вдавливаемым
в свое гнездо на конус или раскатываемым).
*) Шренку потребовалось почти в 5 раз менылий ход клапана при выработке
его диффузорного вентиля с медленным падением скорости позади щели. Ср.
Schrenk, Versuche fiber Stromungsarten und Veniilwiderstand. Mitt. Forschungsarb.,
Heft 272, VDI. Verlag, 1925.
’) C. Bach, Versuche uber Ventilbelastung und Ventilwiderstand, Berlin 1884,
И C. Bach, ZdVdl, 1886. S. 421; 1837, S. 41.
332 т- п. Отд. 2. Детали машпп. И. Составные части машин и приборов
При перегретом паре бронза и красная медь неприменимы из-за
высоких температур, при которых они становятся ломкими (хруп-
кими) и вдобзвок еще большое значение приобретает то, что коэ-
фипиент расширения этих металлов разнится от коэфициента расши-
рения чугуна и стали. Поэтому для перегретого пара в качестве седел
применяются никелевые кольца, которые молотком загоняются
в канавки с сечением ласточкина хвоста (ширина седла Ъ/d = i до
i); кроме того, при перегретом паре надо по возможности избегать
внутренних направляющих ребер: лучше применять полые напра-
вляющие цилиндры, которые более равномерно расширяются. Плот-
ное закрывание у малых и средних вентилей получается тоже бла-
годаря специальным упругим, но тем не менее довольно прочным,
прокладкам: например, в зависимости от протека-
Фиг. 37.
ющей массы и давления — мягкая резина, твердая
резина, вулканизированная фибра, кожа, асбест,
пенька, дерево, мягкие металлические сплавы.
Приспособление для открытия, как и у за-
движки (фиг. от 24 до 28), действует от руки по-
мощью маховичка и винта, причем гайка может
сидеть на клапане, или на корпусе вентиля с внут-
ренней или наружной сторон сальника; связь между
вентилем и шпинделем винта шарнирная и позволяю-
щая ему вращаться, чтобы в седле не появилось вра-
щения (и заедания). Стержень винта рассчитывается
по величине нажатия (принимается от 50 до 80кг/см2),
передаваемого стержнем на опорную поверхность
седла, и по наивысшему давлению трубопровода
на закрытую часть поверхности F, причем эти две величины
складываются или вычитаются (фиг. 37). Давление шпинделя
P=ditf>pQ±Fp, где S — проекция ширины седла. Шпиндель и
укрепление крышки вентиля должны выдержать передаваемое им
давление между гайкой и седлом вентиля, причем шпиндель не
должен изгибаться от продольного сжатия. От гайки и маховичка
шпиндель подвергается скручиванию. Давление Р зависит от диа-
метра маховичка и силы руки РЛ, которая х) для расчета возможных
крутящих моментов —— ПРИ ^>20 см должна быть принята
Ph = 75 кг весу тела). При меньших ручных маховичках может
быть принято Р^ (кг) ^4 D (см), при звездообразных 2) и крестовид-
ных рукоятках до ^8 D (см) (отнесена к наружному диаметру D),
однако и здесь пределом является Р^ = 75 кг (при £)=10 см).
Для обычного обслуживания следует считаться с силой, равной
от половины до трети окружного усилия. Если dt — наружный диа-
’) По Шефферу и Буденбергу, Магдебург,
*) Ср. Б л у м, Werkst-T 1922, стр. 733-
Трубопроводы. Вентили
333
метр винтовой нарезки, то, пренебрегая трением сальника, можно
написать:
PhD ~ Padi <tgТ + P-i+p-2) <
где Pi и р.2, коэфициенты трения шпинделя в гайке и в заплечике,
являются отнесенными к диаметру dp
Тем или иным выбором d и Б определяется величина уплот-
няющего давления р0, которая при одинаковом В не зависит от угла
конуса. Там, где р0 должно быть очень велико, например, для надеж-
ной отсечки самых высоких давлений, ве-
личины d и Б, а также отношение dxID •_
должны быть выбраны меньше. В против-
ном случае степень плотности закрытия
Фиг. 35. Фиг. 40.
Фиг. 38.
надо усилить путем установки противоударных соединений между
маховичком и шпинделем и увеличением длины набивки, а также
выполнением опорной поверхности в виде остроугольного конуса
(60° или уклон 1:3).
Примеры. Фиг. 38: Проходной вентиль для прямого трубопровода. Гайка
расположена снаружи по DIN 3302 до 3311. Фиг. 39: угловой вентиль с гайкой,
расположенный внутри; оба вентиля с коническим седлом для пара, воздуха и воды.
Фиг. 4и: двухходовой ьентиль (сочетание проходного вентиля с угловым) с плоским
тарелочным никелевым седлом для перегретого пара (конструкция завода Бланке
в Мерзебурге).
Для труб внутреннего диаметра ниже 150 мм течение при сред-
них и высоких давлениях имеет направление против нижней поверх-
ности клапана, чтобы при закрытом клапане сальник не испытывал
давления; при диаметрах больших 150 мм течение должно быть
334 Т. II. Отд. 2. Детали машин. II. Составные Пасти йаший и приборов
направлено против верхней поверхности, чтобы разгрузить шпин-
дель во время бездействия.
При давлении на шпиндель в 4000 кг и выше употребляются
обходные (обводные) клапаны, при низких давлениях они употреб-
ляются только для диаметров не менее 300 мм. Винтовая парезка
шпинделя — как нормальный профиль предложено считать трапецеи-
дальный — не должна попадать в набивку сальника. Наружная на-
резка предохраняет от механических и химических действий жид-
кости, но зато обусловливает большую конструктивную высоту.
Гайки почти всегда расположены на корпусе, а не на вентиле.
Главные размеры проходных вентилей для давления от 6 до
40 кг) см2 нормированы D1N 3302 до 3311, главные размеры угло-
Фиг. 41.
Фиг. 42.
вых вентилей DIN 3322 до 3331.
Строительные длины La и Le при-
ведены в табл. 12. Проходные вен-
тили для водопроводов от i/4'f до 3"
установлены по D1N 3271 до 3273;
выпускные вентили для трубопрово-
дов от 1/4f до 2" по D1N 3276
до 3279.
Потери напора. Потеря напора
в нормальных вентилях и их каме-
рах довольно значительна. (Сравни
опыты Вейсбаха, К. Баха, Брабе,
Таблица 12. Строительная длина проходных (фиг. 41) и угловых (фиг. 42)
вентилей для давлений (ND) 6, 10, 25 и 40 кг,'см*
Размеры в мм
Номинальный диаметр D 101 13 16 20 1251 1321 40 50 (60) 70
Строительная длина j [ Ld 120 130 140 150 160 180 200 230 250 290
[ Le 85 90 90 95 100 105 115 125 135 145
Номинальный диаметр D | н (90) 100 (ИО) (120) 125| (130) (140)| 150 (160) (175)
_ ( Ld Строительная длина | 310 155 ЗЗС 165 350 175 370 185 400 203 450 215 480 225 500 235 550 255
Номинальный диаметр D 200 (225) 25о| (275)] 300 (325) 350| (375) | 400 450 500
I Ld 600 660 730 790 850 90J 98о1 1040 1100 1200 1350
Строительная длина | 275 300 325 350 375 400 425 450 475 525 57»
Размеры, поставленные в скобки, по возможности не применять.
Фланцы изготовляются в соответствии с размерами (нормированными) трубо-
проводов.
Трубопроводы. Вентили
335
Амброзиуса и Г. Ланга, Хютте, т. I, стр. 479 и сл.) Данные этих опытов
показывают, что потеря напора в небольшом проходном вентиле для
трубы диаметром 34 мм почти равна потере в трубопроводе длиною
от 14 до 20 м; потеря в задвижке равна потере в трубопроводе длиною
*/з м. Гораздо хуже это соотношение в трубопроводах с большим
диаметром, так как потеря в трубопроводе зависит от v2/d, потери
же в вентилях при торможении зависят от t/2, так что, увели-
чивая диаметр d и не изменяя v, уменьшаем потери в трубо-
проводе, но не в вентиле. Опыты, произведенные берлинскими эле-
ктрическими предприятиями (см. ZdVdl,
1915, стр. 344, доклад Guilleaume’a),
показали, что потеря давления в нормаль-
ном проходном вентиле паропровода
диаметром в свету 300 мм равна потере,
соответствующей длине трубопровода
около 100 м, между тем как потеря да-
вления в задвижке по фиг. 25 равна
потере в трубе длиною 2 м. При про-
должительной работе эти потери давле-
ния в вентиле могут сделать невыгод-
ным применение в широких трубопро-
водах больших скоростей пара, допусти-
мых при других условиях.
Фиг. 43.
Фиг. 44.
Корпуса нормированных вентилей (D1N 3307 до 3311) значи-
тельно улучшены в смысле уменьшения потерь напора. Проходной
вентиль Рей (фиг. 45) фирмы Шеффер и Буденберг,Магдебург-Букау *)
дает относительно небольшую потерю давления. Угловые вентили
(DIN 3322—3331), так же и проходные вентили, со шпинделем, рас-
положенным наклонно, например вентиль Косва (фиг. 46) фирмы
Шуман и К0, Лейпциг-Плагвитц по большей части удобнее, чем
Ч Maichbau 1929, стр. 143.
336 И* ОТД- 2- Детали машин. II. Составные части машин и приборов
нормальные проходные вентили *). Незначительную потерю давления
дает шарнирный вентиль завода Борзиг (фиг. 43), который вслед-
ствие боковой подвижности клапана соединяет в себе незначитель-
ную потерю напора, как у задвижки с хорошей притираемостью
и хорошим нажатием клапана. Потеря давления при 300 мм водяного
столба соответствует потере в трубопроводе длиной около 10—15 м.
* Для больших водопроводов
от 2!/2 ДО Зх/2 м в диаметре разра-
ботаны конструкции гидравлически
действующих вентилей (фиг. 44),
Фиг. 46.
Фиг. 45.
в которых получаются такие же небольшие потери давления, как
и в задвижках и клапанах, но при этом в них в момент торможе-
ния не возникают, как в задвижках и в клапанах, вихревые движе-
ния, столь разрушающе действующие на материал клапана 2).
Фиг. 47.
Фиг. 48.
Разгрузка вентиля. Чтобы приспособить давление шпинделя
Fp к силе обслуживающего рабочего, или к другой имеющейся
в распоряжении силе, существуют различные приемы для разгрузки
вентиля; в особенности употребительны двухседельные вентили, оба
седла которых имеют почти равные диаметры, в виде трубчатых
вентилей (фиг. 47) или колокольных вентилей (фиг. 48) и вентилей
*) Г астерштедт, Опыты с новыми образцами вентилей высокого давления,
Z. f. Dampfk. u. Maschbetriebe, 1921, стр. 377.
Пфлейдерер (Die W2rme 193'•), сопротивление вентилей протеканию пере-
гретого лара нашел для DIN-вентиля С = 4,1 при диаметре 10J мм, для гей-вентиля
= 3,2 и для Косва-вентиля С = 2,65, для самого трубопровода С около 0,4.
’) См. Journ. f. Gasbel, u. Wasservers., 1915, crp. 759. Ларнер-Джонсон-вентиль
изготовляется заводом Грузонверк, Магдебург.
Трубопроводы. Разгрузка клапанов
337
Фиг. 49.
(торможения) (например,
с поршневой разгрузкой. Подобные конструкции, вследствие того,
что они не дают плотного закрытия, менее применимы там, где,
требуется безусловно хорошее и длительное уплотнение; пригодны
для распределения проходящей из тру-
бопровода массы через машину, когда
желательны небольшие усилия для пуска
в ход, и как органы для понижения
давления ' } '
фиг. 80). Разгрузка больших, односе-
дельных запорных вентилей проще всего
осуществляется помощью небольших
обходных вентилей, которые могут быть
или непосредственно связаны (фиг. 49 г)
с главным вентилем, или же присоеди-
няются снаружи к корпусу главного
вентиля впереди и позади его и имеют
отдельный движущий механизм.
Разгрузка клапанов. Простейший
способ разгрузки клапанов состоит в
том, что ось вращения клапана прохо-
дит через центр седла: дроссель-кла-
паны (фиг. 50). Однако здесь действи-
тельного уплотнения получить нельзя и
разгрузка также несовершенна, так как
(по закону Аванцини) с возрастанием
разницы между углом наклона клапана
к оси трубопровода и углом 90° „точка
давления" перемещается к переднему
краю. Далее, разгрузку можно также по-
лучить комбинацией двух связанных между собою клапанов, враща-
ющихся в противоположные стороны.
Клапаны укрепля-
ются на вращающемся
шпинделе помощью
производящего натя-
жение затвора, ибо
* иначе скоро начинают
хлябать.
Управляемые вен-
тили. Односедельные
управляемые вентили
главным образом упо-
требляются в двигате-
лях внутреннего сго-
рания, где главными
условиями являются: надежное уплотнение во время процесса
сгорания, плавный переход к стенкам без всяких пустот и такая
Фиг. 50.
’) Blankc-Wcrke, Мерзебург.
22 Зак. 254. — Hiitte, Справочник для инженеров, т. II.
338 И- Отд. 2. Детали машин. II. Соетавные части машин И приборов
форма, которая не способствовала бы искривлению (см. Хютте, т. III,
отдел „Двигатели внутреннего сгорания"). Разгруженные двухсе-
дельные вентили, с двумя, реже с четырьмя, седлами, обыкновенно
применяются в паровых машинах (фиг. 47 и 48).
Для насосов, воздуходувок и компрессоров управляемые подъем-
ные выключатели, напротив, большого значения не имеют, разве
только в тех местах, где более дешевые, автоматически управляе-
мые избыточным давлением, органы не могут удовлетворять спе-
циальным требованиям.
Примеры. Канализационные насосы с клапанами высокого подъема, которые
должны пропускать также грубые нечистоты. Клапаны здесь получают (по системе
Ридлера) принужденное управляемое движение. Управляемые всасывающие клапаны
для горячей, притекающей под давлением, воды во избежание разрежения; далее,
для быстроходных компрессоров и для двигателей внутреннего сгорания.
Поршневые вентили с гидравлическим
(пневматическим) распределением. Разгру-
женные поршневые вентили приводятся
в движение благодаря тому, что рабочая
поверхность поршня попеременно подвер-
гается то давлению трубопровода или ка-
меры Р) то внешнему давлению р0, причем
Фиг. 53.
Фиг. 61. Фиг. 52.
распределительные органы получаются сравнительно небольших
размеров.
Примеры: фиг. 51: вентиль открывается тотчас же после того,
как его задняя сторона .(соединенная с р0) разгрузится; фиг. 52:
вентиль открывается, как только поверхность поршня /2 (соединен-
ная с р) получит нагрузку. В обоих случаях закрытие вентиля про-
исходит от действия пружины, а распределение — помощью неболь-
шого распределительного выключателя S (кран, вентиль, задвижка).
Фиг. 44 показывает гидравлическое распределение в большом водо-
проводном выключателе с рабочими поршневыми поверхностями Д
и /2 помощью распределительного органа $. Промежуточными поло-
жениями распределительного органа можно здесь удерживать вен-
тиль в любом положении и использовать его также для торможе-
ния. Фиг. 53 показывает принцип устройства пневматического
распределения в пневматических поршневых двигателях с распре-
делительными выпускными каналами. Пневматический клапан должен
закрываться после достижения поршнем определенного положения Е,
Трубопроводы. Самодействующие подъемные выключатели 339
а затем воздух может дальше расширяться до отверстия А выпуск-
ного канала. Клапан открывается при верхнем положении О поршня
•благодаря давлению сжатия, производимого поршнем, так как про-
тиводавление на /2 значительно меньше. В положении поршня Сда-
вление на f и /2 выравнивается и вентиль закрывается под давле-
нием р на Д. В положении поршня А давление в цилиндре падает
до р0, после чего при обратном ходе поршня происходит сжатие
воздуха.
II. Самодействующие (автоматические) подъемные
выключатели
Автоматические подъемные выключатели, действующие благодаря происходя-
щим в трубопроводе или камере изменениям давления, служат как органы для
регулирования давления или скорости: предохранительные клапаны и само-
запорные (на случай разрыва трубопровода) и как органы, преграждающие
влияющие на направление течения (возвратные клапаны), или управляющее—впуском
и выпуском в насосах.
Ширина уплотнения (поверхность соприкосновения) у автома-
тических подъемных выключателей. Чтобы плотность закрытия сде-
лать более совершенной увеличением силы нажатия р0 на поверхность
соприкосновения, надо отношение проекции о ширины седла к диа-
метру сделать малым. Обозначив через р — разность давлений, дей-
ствующую на поверхность F вентиля или клапана, и — длину сред-
него контура седла для вентиля или клапана, имеем р^и 6 = Fpt или
при односедельном круглом вентиле со средним диаметром d седла:
8/d = p/4p0.
Для автоматических вентилей с ходом, свободным от ударов,
принято:
р0 до 200 кг[см* для фосфористой бронзы I ра до 80 кг}см* для чугуна
. „ 150 и п обыкновенной бронзы | „ 30 „ „ резины и кожи >)
Для односедельных, пришлифованных насосных металлических
клапанов принято:
5 = d/20 + 2 до 3,
при чистой воде и спокойной без ударов работе вентиля еще меньше,
а для кожи наоборот:
& = d/15-f-5 до 6.
Все размеры здесь выражены в мм.
Чтобы иметь возможность применять упругие уплотняющие прокладки, необхо-
димо по системе О. Ферниса (фиг. 54) отделять уплотняющую кожаную или рези-
новую прокладку от металлического затвора, причем эта прокладка плотно прижи-
мается под влиянием давления жидкости р.
>) По Ридлеру можно допускать при надежном направлении в вентилях и
спокойной нагрузке седла до 85 кг\см' для кожи и до 2о0 кг[см* для каучука.
22*
340 Т. И. Отд. 2. Детали машин. II. Составные части машин и приборов
У предохранительных клапанов седло должно быть по возмож-
ности очень узким, чтобы получить сильное уплотняющее прижатие,
чтобы предохранить седло от за!рязнения и для точной установки*
давления для открытия. Ширина седла 1,5 до 2,5 мм.
Направляющие. Непременным условием для продолжитель-
ного, хорошего закрывания вентиля является надежное и неизме-
няемое прямолинейное его направление, точно совпадающее с осью,
которое может годиться и в случае шлифовки седла. (Шаровые
вентили со свободными направляющими и переменными седлами
применимы только для второстепенных целей, например для нечистых,
густых или грязных жидкостей, или же когда размеры должны быть
очень малы, например в насосах для подачи смазочного масла).
Поверхность скольжения прямолинейной направляющей должна быть рассчи-
тана на продолжительное сопротивление боковым давлениям течения и изнашиваю-
щему действию протекающего ве-
щества; вместе с тем необходимо
ослабить трение, избегая или по
крайней мере уменьшая боковые
давления (вследствие несимме.рич-
ного протекания или уклонения
Фиг. 55.
Фиг. 54.
течения), а также уменьшая влияние веса. Направление должно быть как можно
ближе к точке приложения действующих боковых усилий (также к центру тяжести).
Горизонтальная и наклонная оси вентиля вследствие постоянного действия силы
тяжести менее пригодны, чем вертикальная.
Направление клапанов осуществляется или снаружи расположенными рычаж-
ными меланизмами, или помощью пружин с незначительным трением. Однако же
для них требуются плоские седла, как и для вентилей, направляющие которых изна-
шиваются.
Предохранительные вентили (клапаны). Нагрузка Р, соответ-
ствующая сопротивлению вентиля, осуществляется или грузом, или
пружиной так, чтобы при давлении в резервуаре p^>P/F вентиль
начинал подниматься. Предохранительные вентили (клапаны) имеют
склонность „прыгать". Величина избыточного давления в трубопро-
воде или резервуаре, необходимая для преодоления при открытом
вентиле его ндгрузки и для увеличения хода, во многом зависит
от формы перепуска вентиля. Обыкновенно при очень малых
подъемах вентиля получается равновесие, и только значительные воз-
растания избыточного давления, или же особые средства для уве-
личения давления течения приводят к подъему вентиля до A^rf/4:
предохранительные вентили с высоким подъемом.
Трубопроводы. Вентили. Расчет
341
Эти средства следующие: установить под всей поверхностью вентиля постоян-
ное давление котла (фиг. 55, вентиль с высоким подъемом Гюбнер и Меер, Вена),
или же использовать от .одящий пар для усиления давления потока, например
помощью больших прокладок (пластинок) или же подушек, воспринимающих удары,
в суженном канале г).
О предохранительных вентилях нормальных и с высоким подъемом для паровых
котлов см. Хютте, т. III, „Производство пара*. Предохранительный вентиль для
гидравлических прессовых установок сдавлением воды до 300 кг/см2 показан на фиг. 56.
Вентиль2) имеет большое седло, но сильно суженное проточное отверстие, так что
вполне достаточно весьма незначительного подъема, причем всякое колебательное
движение (хлопание) невозможно. Пружина защищена от действия выводящей воды.
Самозапирающиеся вентили 3) служат для закрытия трубопро-
вода на случай разрыва в нем трубы. Увеличение скорости в трубо-
проводе производит автоматическое закрытие; в вентиле Дреер,
Розенкранц и Дрооп, фиг. 57, в самозапорном
клапане Франц Зейфферт и К0, Берлин SO, с само-
устанавливающейся пружиной, фиг. 58.
Фиг. 56.
Фиг. 57.
Фиг. 58.
Вентиль может также закрываться посредством тяги, подвешенной к рычагам а,
на которую действуют с некоторого расстояния (скородейсгвующие запорные вен-
тили). О самозапорных вентилях на случай разрыва труб — Гюбнер и Меер, Вена,
см. еще: Хютте, т. III, „Производство пара*.
Возвратные вентили и клапаны. Они служат как определяю-
щие направление запорные выключатели в трубопроводах всякого
рода, главным же образом для автоматического распределения
в поршневых (плунжерных) насосах для жидкостей и газов: всасы-
вающие, питательные, напорные вентили.
Расчет. Величина гидравлического давления (напора) на поверх-
ность вентиля F , а следовательно, и величина необходимой нагрузки
вентиля получаются из уравнения:
WjPa = с^/2 = <Р Не т = 10 000 <рД р (см. стр. 331).
п См. Rosenkranz, ZdVdl, 1905, стр. 359; 1910, стр. 594.
«) Консгрукчия Eduard Muller, ZdVdl, 1909, стр. 2122, „Гидравлические пре-
дохранительные вентили*.
8) См. К oilier, вып. 34, Mitt. Forschungsarb., Берлин, издат. VDI.
342 т- И. Отд. 2. Детали машин. II. Составные части машин и приборов
Допускаемую для насоса потерю давления Не (в м) • 7=10000Др
кг!см2 обыкновенно принято считать дробной частью среднего давле-
ния pmi в насосе. Если допустить во всасывающем и нагнетательном,
вентиле потерю давления, равную $ процентам, так что Д PlPmi =
= $/100, то получим:
, Л20 000$.^р . , <1 1000
^ = 1/ ЮОС-Г =1’41/
При £ = 1°/0 и С = 3 получилось бы, например для воды (? = 1000 кг1м3): .
£ = 1% | Pmi= 1 5 10 50 кг/см*
С= 3 J q=0,8 1,8 2,5 5,7 м[сек
В действительности же скорости ct для воды, в интересах
прочности седла, в особенности когда вода не совсем чистая, редко
позволяют возрасти выше 4 до 5 м1сек, а с другой стороны, при не-
большом рт1 допускают большие потери, чем 1%, с целью избе-
жать применения слишком больших вентилей, так что получается
больше.
При большей высоте всасывания в особенности необходимо
уменьшать потери во всасывающем клапане. Наиболее употреби-
тельная скорость протекания через отверстие q = 1 до 3 м)сек.
Для газов при тех же значениях $ = 1% и С = 3 получаются
следующие величины:
Таблица 13. Расчет потерь давления для газов
£ = 10/0, = з 7 кг!м* Углекислота 1,96 Воздух 1,29 Светильный газ 0,5—0,55 Пар 0,6 Водород 0,09
сх для
Pmi = 1 кг/см* • • 18 22 35 33 85 м’сек
Pmi = 4 » » 36 44 70 66 170 я „
При этом всасывающие и напорные вентили могут иметь оди-
наковые поперечные сечения, так как пропускаемый объем в та-
кой же мере уменьшается, в какой увеличивается 7, так что потеря
в целом не изменяется. Приблизительно те же скорости в вентиле
получаются также и при начальном давлении, большем 1 кг!см2п при
одинаковых потерях, если отношение давлений в начале и конце
закрытия (уплотнения) остается неизменным. Величина С играет,
однако, весьма важную роль в отношении потерь.
У тарелчатых вентилей с плоскими седлами, вследствие неблаго-
приятных условий протекания и образования противоположных
круговоротов, С часто значительно превышает 3 (доходит даже
до 20!), но, с другой стороны, при коническом седле и благоприят-
ных условиях протекания она становится < 1 (фиг. 36).
Трубопроводы. Вентили
343
Поперечное сечение щели. Если даны скорость и количество
протекающей в секунду массы, то можно определить площадь рабо-
чего сечения щели вентиля или клапана F1 = Uh cos а, где U озна-
чает величину среднего периметра, а а угол наклона седла вентиля
к шайбе, а отсюда уже определяют величину самого вентиля.
У поршневых насосов 1) с переменным направлением протекания
для каждого момента применимо общее уравнение:
Fk * vk = Л * ci = Uh * cos а * ei>
где Fk — величина вытесняющей поверхности поршня, a vk— ско-
рость его в данный момент. Так как скорость вентиля q вследствие
почти неизменяемой нагрузки Р свободно сидящего клапана и почти
постоянного коэфициента истечения точно так же почти неизме-
няема, то h изменяется пропорционально скорости поршня, а для
наивысшего подъема Лшах при площади поршня Fk (в м2) имеем:
(^л)тах = (^l)niax = Uh тах COS а • е^.
Отсюда следует, что наибольшее сечение отверстия щели(/?1)П1ах=
= ^max*cos а ПРИ Данной величине зависит только от произ-
ведения Fh (*\)max, следовательно, от количества протекающей массы,
ns
а не ст числа оборотов. Значение Fk (vA.)m4X=^ jg определяется из
величины секундной подачи насоса.
Конструкцию вентиля на основании вычисленного сечения от-
верстия щели целесообразно выполнить таким образом, чтобы сече-
ние отверстия щели приблизительно равнялось поперечному сечению
седла. Нагрузку на поверхность Fa вентиля помощью груза или
пружины выбирают таким образом, чтобы она уравновешивала
гидравлическое давление (давление напора) на вентиль непосред-
ственно перед его открытием (см. выше).
Надлежащим выбором этой нагрузки, а также ее переменой
можно всегда при свободно сидящих вентилях добиться скорости
в отверстии щели.
Удары вентиля и ширина кольца. У насосов для жидкостей
с малыми скоростями прохода через кольцевую щель и отверстие
седла весьма большое влияние на закрывание клапана и стучание
в нем2) имеет вытесняющая, движущаяся вверх и вниз, поверхность
клапана F , которая приблизительно равна Ub.
’) См. Хютте, т. III, отд. „Насосы и компрессоры*.
а) Ср. Westphal, Определение размеров клапанов для насосов, ZdVdl, 1893,
стр. 381 и Berg, Die Kolbenpumpen. Другие авторы: Lindner, Расчет кла-
панов для насосов, ZdVdl, 1908, стр. 1892. Новейшие исследования: Kraus, Испы-
тание самодейств ющих клапанов для насосов, ZdVdl, 1921, стр. 116,
344 т- П. Отд. 2# Детали машип. II. Составные части машин и приборов
Целесообразно, по крайней мере в новых конструкциях, применять пружины
с регулируемым натяжением, чтобы иметь возможность сделать подъем клапана и
соответственно скорость протекания через кольцевую щель настолько выгодными,
насколько это допускает удар клапана при наивысших числах оборотов. •
У воздуходувок и газовых компрессоров всяких типов вытес-
няющее действие поверхности клапана не играет никакой роли, так
как эта поверхность при больших скоростях значительно меньше,
но зато тем большее значение при быстрых движениях клапана
приобретает вес его G или его масса и опасность колебания клапана.
Величина выражения nP-G/U, где GjU есть вес движущегося
тела, приходящийся на 1 см длины седла, должна быть ограничена,
чтобы вентиль не пришел быстро в негодное состояние вследствие
тяжелых условий работы и закрывания с запаздыванием. (У вентиля
воздуходувки Гё[ битера ri*'GlU < 15 /<г.) Пружина должна, уравно
Фиг. 59.
Фиг. 60.
Фиг. 61.
К фиг. 60. 1— твердая резина, 2— медная пружина, 3— мягкая резина, 4— красная
латунь, гимпак.
весить половину движущейся заключенной в G массы. Поэтому
быстроходные воздуходувки и компрессоры имеют узкие пластин-
чатые вентили из лучшей листовой стали толщиной от 2 до 3 мм
с легким направлением; более тяжелые вентили с направлением
часто снабжаются специальными пружинными и воздушными буфе-
рами, чтобы воспрепятствовать неправильным движениям и жестким
ударам (хлопанию)!), когда вентиль садится.
Очень полезно для своевременного закрывания вентиля, если его направляю-
щая по возможности свободна ог трения, например состоит только из одних пру-
жин. Слишком гонкие пластинки легко искривляются при шлифовке и в работе,
поэтому толщина пластинки s должна быть О,! Ъ.
Конструкции: а) вентилей. Фиг. 59, 60 и 61 показывают
форму конструкции небольших тарелочных и кольцевых вентилей;
первые две конструкции с мягкими пластинами, а тре!ья с метал-
лической, которые бывают одинарными или групповыми (тип
А. Ьорзиг). Фиг. 6? показывает соединение в одну группу несколь-
ких малых кольцевых вентилей с нагрузкой от собственного веса,
которая, однако, достаточна лишь для малых скоростей в вентиле.
*) Ср. Т о b е 11, Вентили для насосов и воздуходувных машин, ZdVdl, 1889.
стр. 25, 1890, стр. 325.
Трубопроводы. Конструкции вептилеДц
345
Не следует здесь упускать из виду тормозящее действие больших
поверхностей трения в направляющей части при возможных боко-
вых течениях. Групповым вентилям часто отдают предпочтение
перед одинарными в интересах массового производства, в особен-
ности для быстроходных насосов, в виду их меньшей массы, но
Фиг. 62.
зато они требуют совершенно одинаковую нагрузку на каждый вен-
тиль и направление с небольшим трением для того, чтобы они за-
крывались все одновременно.
Фиг. 65.
К фиг. 65. 1—твердая резина, 2—резиновый буфер, 3—бронза, 4—стальное
литье, 5—красная латунь, томпак.
Фиг. 64.
Фиг. 63 показывает простой кольцевой вентиль с уплотнением
Ферниса (Вейзе и Монски, Галле) для высоких давлений, нащ имер
для питания котлов. На фиг. 64 и 65 показаны многоседельные
кольцевые вентили. На фиг. 64 и 65 — седло чугунное с бронзовой
накладкой. На фиг. 65 закрытие производится кольцами из твердой
346 т- И. Отд. Детали машин. II. Составные части машин и приборов
резины для умеренных давлений в насосах, накачивающих и отка-
чивающих воду (тип А Борзига).
Фиг. 66 показывает кольцевой вентиль (системы Шёне) 1) кон-
струкции Саксонского машиностроительного завода, бывший Ри-
харда Гартманна, Хемниц, масса которого весьма мала. Каждые два
соединенные между собою кольца вентиля имеют свободное от тре-
Франкенталь) для больших высот
(хромовая кожа).
ния направление посредством
венца из 6 или 12 крепко за-
жатых плоских пружин, распо-
ложенных по винтовым линиям.
Шёне недавно применил
в виде сопла для больших ско-
ростей потока воды кольцевые
вентили (фиг. 67), которые
имеют в качестве нагнетатель-
ных вентилей то преимуще-
ство, что в соплах большая
скорость потока воды преобра-
зуется в полезное давление * 2).
Меньшие диаметры, но
зато большую строительную
высоту, чем плоские вентили,
имеют конусообразные и ци-
линдрические ступенчатые вен-
тили. Фиг. 68 представляет сту-
пенчатый вентиль (Машино-
строительного Акц. Общ. Балке,
напора с уплотнением Ферниса
9 Schoen е, К динамике движения вентилей, ZdVdl, 1913, стр. 1246.
2) Шёне, Быстроходный поршневой насос для водокачек (водоснабжающих
станций), ZdVdl, 1929, стр. 1208.
Трубопроводы. Конструкции вентилей и кл^ганов 347
Нагрузка вентиля, кроме собственного веса, достигается еще
особыми пружинами; для жидкостей, от которых пружины могут
ржаветь, в особенности для воды, они делаются из твердой латуни,
бронзы, нержавеющей стали или из лучшей мягкой резины (фиг. 65),
чтобы уменьшить их изнашивание.
Примеры вентилей для воздуха и газов см.: Воздуходувки (Хютте, т. III).
Лучший материал для пружин — хромоникелевая сталь твердостью (определяемой
прибором Бринеля) от 370 до 450 и толщиной от 1,5 до 2,5 мм
Фиг. 69.
В отношении всех спиральных пружин должно обращаться внимание на сим-
метричность их формы, дабы при их применении не возникло перекоса (односто-
роннего давления); (должно быть не целое число витков, a i + 7а).
Ь) Клапанов. Движущаяся часть соединена с коробкой по-
мощью шарниров (фиг. 69), пружин (фиг. 70 и 71)1 2) или гибких тел,
например кожи (фиг. 72) или резины (фиг. 73). В последнем слу-
чае круглая резиновая пластинка сама отгибается вверх, принимая
форму блюдца, причем целесообразно устроить так, чтобы при
наивысшем подъеме образующий угол конуса = 30°. Эти клапаны—
из лучшей парагумми (сорт чистого каучука)—имеют обширное при-
мегение, в насосах для холодильников благодаря их бесшумности и
способности сохраняться в воде. Применением клапанов Гутермута
1) ZdVdl, 1Э24, стр. ПО.
*) Prof. О u t е rm u th, Конструирование»
348 т- И. Отд. ^Детали машин. II. Составные части машин и приборов
из пружинной листовой стали или бронзы для насосов, компрессо-
ров и холодильных машин получаются очень большие выгоды в кон-
структивном отношении для всего устройства и в отношении удобства
вынимания клапанов.
3. Сопротивления в трубопроводах. Органы торможения
(понижения давления). Все трубопроводные выключатели служат не
только для включения и выключения потока в трубопроводе, но
могут быть также частично или даже исключительно использованы
как регулируемые сопротивления для регулирования живого сечения,
нап »имер: в водяных и паровых турбинах, в двигателях внутреннего
сгорания и т. д. (ср. эти главы в III т. Хютте).
Примеры. Обыкновенный дроссель - клапан
Фиг. 72. Фиг. 73. Фиг. 74.
Если при этом сопротивление должно действовать так, чтобы
количество протекающей массы возрастало вместе с движением
выключателя в арифметической или геометрической прогрессии, то
поперечное сечение прохода, в особенности для газов и паров,
должно сначала весьма медленно возрастать, и только в конце быстро.
Ср. фиг. 74 х). где к закрывающему органу добавляется собственно
регулирующий или тормозящий орган.
Такие тормозящие сечения должны быть добавлены как „пусковые сопроти-
вления “ там, где внезапное открытие прохода может вызвать сильные колебания
или вредные сжатия в трубопроводе.
Дроссельные вентили, движущиеся в осевом направлении в пе-
ременном сечении /, могут также служить как водо-, паро- или газо-
измерители. в которых при изменяющемся количестве протекающей
массы Q = farf сечение f устанавливается, а зависящее от
динамическое давление остается неизменным.
9 По Вагнеру, Поперечные сечения прохода в регулируемых паровых вен-
тилях, ZdVdl, 1911, стр. 1379 (фиг. 14).
Трубопроводы. Дроссельные органы 349
• Примеры. Пароизмеритель Классена (ZdVdl, 1918), рогаметры для газов
и жидкостей и т. п.
Самодействующие (автоматические) дроссельные органы, как
регуляторы давления (понижатели давления) или регуляторы
положения. Понижатели давления служат для автоматического
регулирования давления рх (также уровня жидкости) в резервуаре
или трубопроводе, изменяя разность давлений р2 —Pi в сечении Fi
впуска по отношению к разности давления рх— р0 в сечении F2
выпуска (фиг. 75). Давление на поверхность F подвижной сгенки
камеры (или на поплавок) изменяется вместе с р{ (и уровнем жид-
кости), причем, например, согласно фиг. 75
F-(Pi-Po) = K,
где К представляет добавочную нагрузку помощью груза или пру-
жины. Малейшее изменение рх или К вызывает изменение в тормо-
Фиг. 77.
жении до тех пор, пока снова не наступит равновесие. Стенка F
может действовать непосредственно или посредством рычажной пере-
дачи на сечение впуска (фиг. 75) или же и на сечение впуска и
выпуска (фиг. 76).
Примеры. Регулировка поплавком для резервуаров с жидкостью всякого рода
(поплавок для горючего в бензиновых двигателях, поплавок для воды в конденса-
ционных горшкав напорных резервуарах). Фиг. 79 изображает разгруженный
вентиль с поплавком конструкции Дена в Галле, закрывающийся без ударов, регу-
лировка давления в паропроводах низкого давления при включении в паропровод
высокого давления показана на флг. 80. Вентиль для понижения давления завода
Бланке в Мерзебурге с разгруженным затвором. Газовый регулятор для трубопро-
водов светильного газа, понижатели давления в кислородных горелках и мн. др.
350 Т. II. Отд. 2. Детали машин. И. Составные части машин и приборов
При сильных колебаниях р2 очень полезно, а иногда необходимо
для сохранения постоянного давления рг последовательное включе-
Фиг. 79.
Фиг. 80.
ние двух регуляторов давления. При больших количествах протекаю-
щей массы необходимые в таком случае большие вставные поршни
могут получить добавочную
нагрузку помощью небольших
регуляторов давления (вместо
нагрузки увеличением веса или
пружинами), причем легко
устанавливаемое давление р/
действует на противоположную
сторону поршня (фиг. 77).
Понижатели (редукторы)
давления служат так же, как
измерительные приборы, для
измерения величины К помо-
щью манометра (управляе-
мый измерительный прибор
Бендемана наподобие фиг. 76);
далее для разгрузки и регу-
лировки положения вала у
центробежных насосов высо-
кого давления, как на фиг. 78,
где напорная вода вступает
в регулирующую камеру через
узкую щель над поверхностью F2, а вытекает через другую, про-
извольно или движением перегородки Fb устанавливающуюся ще-ть.
Элементы передачи энергий
351
Давление [FjPi + F2(р2“Pi)] уравновешивается силой К, напра-
вленной по оси, причем одновременно закрывается проход из про-
странства с давлением р2.
4. Диференциальный выключатель трубопровода приме-
няется тогда, когда несколько регулирующих или распределяющих
органов действует на один выключатель.
Примеры. Фиг. 81: кран с отдельной перестановкой для пробки и вкладыша,
фиг. 82: трехходовой кран или распределитель, фиг. 83: кран, поворот которого и
перемещение вдоль оси совершаются отдельно друг от друга.
Такое диференциальное действие, которое удобнее выполнять
в поперечных выключателях, чем в подъемных (продольных), имеют
Фиг. 81.
Фиг. 82. Фиг. 83.
многие распределительные (например двойные парораспределитель-
ные золотники паровых машин) и регулирующие механизмы. Один
из двух выключателей может быть также использован для точной
установки и регулировки от руки.
В. Элементы передачи энергии: средства уплотнения;
поршни и поршневые механизмы
а) Виды передачи
Статически действующая передача энергии от текучих тел
к твердым телам 1) нуждается в наличии подвижных и непроница-
емых перегородок, которые воспринимали бы колебательное и посту-
пательное движение жидкостей и газов (веществ, не имеющих
неизменной формы) и передавали бы его системе рычагов и валам.
Камеры, снабженные подвижной перегородкой, рассматриваются
по большей части отдельно от передач, в зависимости от их при-
менения или управления как „камеры вытеснения",
Камеры вытеснения применяются:
1. Н е у п р а в л я е м ы е : *
а) как сигнализирующие средства для проводок: показатели давления (мано-
метры, барометры, измерительные коробки, т. I), регистрирующие давление при-
х) В качестве активных и пассивных тел в машинах используются, кроме формо-
образующих (твердых) материалов, также гибкие (облегающие) материалы (ремни,
канаты, цепи, перепонки, ткани; и вещества, не имеющие неизменной формы (газо-
образные, жидкие, пластические и сыпучие).
352 Т. II. Отд. 2. Детали машип. П. Составные части машин п приборов
боры (индикаторы, манографы), аппараты, регулирующие . давление (регуляторы
всех видов). Предохранители против опасного давления, предохранительные кла-
паны (стр. 340);
Ь) как аккумуляторы, компенсаторы, глушители, модераторы, например газ-
гольд<ры, гидравлические аккумуляторы, пароаккумуляторы, воздушные колпаки,
масляные тормоза, катаракты.
2. С управляемым движением, или положением, для передачи
энергии от текучих тел на систему рычагов или валов к трансмиссии:
а) без регулировки (под напором воды, масла, сжатого воздуха и пара) — для
произвольного изменения места или формы, например в транспортирующих и подъ-
емных приспособлениях, в прессах, молотах, подающих приспособлениях фрезерных
и шлифовальных станков, как „усилители** действия регуляторов, распределительных
механизмов, рулей и как статические преобразователи давления в проводках;
Ь) с регулировкой — в поршневых двигателях, поршневых насосах, коловратных
машинах, шестеренчатых насосах и пневматических инструментах всех видов.
1. Пружинящие стенки применяются в виде волнистых дисков
и овальных изогнутых труб в манометрах всех видов, в соответству-
ющих случаях с надлежащим предохранением от ржавчины посред-
ством лужения, серебрения, золочения; большая работоспособность
и возможности использования достигаются в приме-
нении волнистых труб, в концах которых впаиваются
стенки, выполняющие роль поршня (фиг. 84). От-
сюда дальнейшее применение — в регуляторах да-
T_.L-arS:L вления, термостатах, беспоршневых насосах, гидра-
Г ~ j~ влических передачах и др. х).
^ШЛЛЛдЛшдг При движении преодолевается не трение, а
лишь сила упругости.
фиг 84 2. Стенки из гибких материалов (кожи, ре-
зины, плотных тканей и т. п.) в виде мембран, упо-
требляются главным образом в измерительных ко-
робках, в многочисленных видах регуляторов давления (например
в регуляторах паровых турбин) и механических усилителей, в тор-
мозных цилиндрах (в тормозах, действующих разрежением воздуха),
диафрагмовых насосах, наконец, в виде мехов в малых воздухо-
дувках (воздуходувный мех).
3. Жидкостные поршни применяются во многих случаях при
большом сжатии газов, так, например, в качестве замыкающей
(запирающей) жидкости и в воздушных колпаках, а также в качестве
свободных от трения замыкателей (ртуть, масло, вода), в газголь-
дерах всех видов при небольших разностях давлений, а также как
предохранители от вспышки или же как указатели давления — мано-
метры (U-образные трубки).
4 Поршневые камеры допускают произвольно широкое при-
менение, требуют, однако, непроницаемости зазора, который никогда
не свободен от трения и нуждается в уходе и смазке. Для их изго-
товления и достижения непроницаемости наиболее удобны скользя-
щие поршни с прямолинейным движением и с круглым сечением
поршня и кожуха (четырехугольное сечение встречается редко);
9 Подобные волнистые трубы изготовляются, например, Акционерной компанией
заводов Ьерлин-Карлсруэ (Industrie Werken A. G. Berhn-Karlsruhe с наружным
диаметром от 22 до Ijj мм) в зависимости от употребляемых в приборах жидкостей
и газов из томпака, бронзы, а также из стали.
Камеры с зубчатыми колесами
353
изготовляются для любой величины давления: простого действия,
схематически изображенные на фиг. 123—125/ стр. 368-369, двой-
ного действия (фиг. 85), и диференциальные (напр. фиг. 98 и 99
в отделе „Машины для обработки металла и дерева*, V. Пневмати-
ческие инструменты) Для передачи движения на вал требуется
включение промежуточной передачи для пресбразования качатель-
ного (колебательного) движения в равномерное вращательное (кри-
вошипные механизмы, эксцентриковые передачи).
Вращающийся поршень (фиг. 86) большей частью с пря-
моугольным сечением- действует непосредственно на вал, произво-
дит лишь ограниченное колебательное движение (менее чем на ЗиО°).
Пример: управление паровыми турбинами AEG (Всеобщей компании электри-
чества) и SSW (заводов Сименс-Шуккерта).
Относительно конструкции цилиндрических поршневых камер и соответству-
ющих им поршней, см. стр. Зо8.
5. Камеры с зубчатыми колесами и коловратные камеры.
Для того, чтобы из поршня, имею-
щего качательное движение, сделать
Фиг. 85.
Фиг. 86.
движением, надлежит перемещать действием распределения разде-
ляющую перегородку (фиг. 86), покоящуюся или качающуюся, в
первом случае получается камера с зубчатыми поршнями, во вто-
ром — коловратная.
Перемещение разделяющей перегородки под действием распре-
деления достигается помощью вращающегося золотника или крана,
который при продвижении подвижной перегородки плотно ее
касается. Для улучшения непроницаемости и более плавного дви-
жения устраивается несколько вращающихся перегородок; отсюда,
в качестве наиболее целесообразного устройства, развилась кон-
струкция с применением двух зубчатых колес с внешним зацеплением,
которые взаимно служат распределительными кранами.
Примеры: изображенные на фиг. 87 зубчатые колеса 2 и 3 вращаются в камере 1
для жидкостей; для газов при малом давлении примен ются по большей части
зубчатые колеса с 2, 3 или 4 зубьями. Камеры с зубчатыми поршнями употребляю-
тся также в качестве несложны,, пневматически, двигателей в горном деле. Пере-
дача с внутренним зацеплением применяется пока редко. Особый род распреде-
ления с перемещением перегородки получается путем применения вращающегося
жидкостного кольца, вместо зубчатого колеса с внутренним зацеплением, исполь-
зуемого для подачи воздуха при небольших разностях давлений.
23 Зак. 254. — Hiitte, Справочник для инженеров, т. II.
354 T. IT. Отд. 2. Детали машин. II. Составные части машин и приборов
Подвод и отвод во всех камерах с зубчатыми поршнями может
происходить как во внутрь, так и снаружи или сбоку.
В коловратных камерах перемещается при помощи распределе-
ния вращающаяся перегородка, в то время как стенка посредством
криволинейной поверхности (выступа) (фиг. 88) или круговой
поверхности задвигается или выдвигается в качестве задвижки
Фиг. 87.
Фиг. 88.
этом размера подачи,
к.
(золотника) или’клапана, для чего во многих случаях используется
внутренняя поверхность камеры (фиг. 89). Число поверхностей (гра-
ней) поршня может быть при этом увеличено с целью улучшения
уплотнения и равномерности движения потока без возрастания при
Особое преимущество распределения
посредством круговой поверхности заклю-
чается в том, что регулировка может произ-
водиться путем надлежащего изменения
эксцентрицитета. Подвод и отвод жидкости
происходят в продолжение увеличения и,
соответственно, уменьшения отдельных ка-
мер в радиальном направлении, — внутрь
или наружу, или же по направлению оси
в сторону, через особые, постоянно .откры-
тые, каналы. Следует заметить, что и при
радиальном перемещении стенок (перего-
родок) также происходит вытеснение (см.
фиг 89), так как стенки действуют в своих на-
правляющих, как четырехугольные поршни,
ином на фиг. 89, можно отказаться от использования
работы коловратных камер и использовать только качателд>ное движение поршня,
чтобы совместить простой привод на вал и удобное распределение поршневых
камер с лучшим уплотнением. При этом поршни делаются преимущественно цилин-
дрическими. Причем остается преимущество удобной регулировки распределения
посредством изменения эксцентрицитета; подобные механизмы применяются в каче-
стве двоиньк умформеров или гидравлических приводов.
Пример гидравлической передачи: привод Л а у ф-Т о м a (Lauf-Thoma) (Маг-
дебургский завод станков), фиг. 90 и 91. Приводной шкив А передает движение
посредством муфты на валу, допускающей некоторое поперечное перемещение —
звездообразному цилиндру Си поршни которого идут на роликах по круговой направ-
Фиг. 89.
При устройстве,
Уплотнение зазоров
355
ляющей поверхности Dlt которая в свою очередь может вращаться вместе с ними
на шарикоподшипниках. Ее эксцентрицитет устанавливается снаружи при помощи
нап| являющей Подвод и отвод происходят в середине через неподвижный рас-
пределительный кран, имеющий два всасывающие и два нагнетательных отверстия:
масло, являющееся жидкостью данного ме ^анизма, идет под давлением, которое
может достигать 150 кг/см-, от насоса к двигателю, устроенному точно так же, как
и насос (звездообразный цилиндр, кольцевая направляющая поверхность Da и
направляющая £2)-
Такие передачи служат в качестве плавно действующих преобразователей и
реверсивной передачи между двумя валами. Однако в тел. случаях, когда передава-
емое движение, в результате отдачи приводной энергии, может явиться перемеще-
нием (например в подающих приспособлениях станков), применение в качестве дви-
гателя обыкновенных поршневых камер всегда значительно проще, чем ротацион-
ных *).
Для всех ротационных камер вытеснения теоретический объем,
всасываемый в течение одной минуты, ЕИ=Хш(И1 — И2), где i—
Фиг. 91.
Фиг. 90.
число камер, которые в течение одного оборота изменяют свой
наибольший объем на наименьший И2 (фиг. 87—89), а X—коэ-
фициент подачи.
Ь) Уплотнение зазоров с помощью жидкостей и газов
Если 3 — кольцевой зазор в мм, djl — отношение диаметра
направляющей к ее длине, Др — уменьшение давления в атмосферах
и z—удельная вязкость (по Уббелоде) относительно воды при
температуре 0°, то выделяющийся в час через уплотнение объем И
в см2!сек
(ЮОо)З.дГ.Др
70./.^
Главную роль играют о и z, причем z = 5470/]р а ^ — техни-
ческий коэфициент вязкости в кг • сек/м2.
*) Подробные данные см.: Риттер, Основчые принципы устройства гидрав-
лических преобразователей, Maschbau 1927, стр. 1099, и Geiriebheft 1928.
23*
356 И* ОТД- Детали машин. П. Составные части машин и приборов
Уменьшение давления в жидкостях, протекающих тонкими сло-
ями, при неизменяемом 6 — прямолинейно, а в газах, при том же
условии течения параллельными слоями, — по параболе
Пример.
Если
d// = l, Др/г = 1,
то для
6= 0,10 0,05 0,01 мм
V= 14,3 1,8 0,014 см*1сек.
Величины удельной вязкости z при 20° С для некоторых тел
по отношению к вязкости воды при 0° имеют приблизительно сле-
дующие значения:
Таблица 14. Удельная вязкость z
Материал г Материал Z
Водяные пары Водород •. . . Воздух Эфир Вода (при 2ТС) ...... | ОКОЛО Чвдэ » 11100 ”0,^ Керосин Веретенное масло . . . Оливковое и ре.шое масла Минеральное масло . . . Касторовое масло .... около 1,5 от 10 до 20 , 50 . 100 „ 150 „ 390 около 550
Более точные данные относительно вязкости масел см. главу
о трении опор в подшипниках (стр. 427).
Поэтому введение вязких жидкостей, именно смазочных масел,
в зазор является выгодным, так как их вязкость по сравнению
с вязкостью воды и, особенно, газов очень велика. При газах и
парах уже является выгодным включение одной только воды или
воды в виде конденсирующейся из пара. В остальном задача каж-
дого уплотнения сохранять небольшой величину зазора 6.
Этого можно достигнуть различными способами, которые можно
также применять и в совокупности:
1. Точной пригонкой. Тесная вращательная посадка в направ-
ляющей.
*) Критическое падение давления, ниже которого возникает течение параллель-
ными слоями, получается при кольцевом уплотнении из уравнения: Др// атп\см =
= 4*4(z7y)S3, где у — вес в кг/м3. Для того чтобы удержать параллельные течения,
при Др//=1 amjcM, например для какого-либо масла с г =*5'J и у = 900 кг/м3,
о должно быть < 1,06 мм, а для воздуха с г = 100 и у = 1,25 при таком же умень-
шении давления 6 должно быть < 0,07 мм.
Для под1 обн^гэ ознакомления с кольцевым уплотнением см. (Беккер, Явле-
ния течений в кольцеобразных зазора.,), ZdVdl, 1907, стр. 1133, и Mill. Forschungs-
aib., VDI., вып. 48. При течениях параллельными слоями эксцентрическое поло-
жение в кольцевом зазоре, возникшее вследствие бокового давления или под
влиянием собственного веса, вызывает возрастание V до величины в 2,5 раза боль-
шей, тогда как при вихревом течении эксцентрическое смещение почти не оказывает
влияния.
Уплотнение зазоров
357
Преимущества: наименьшее трение независимо от обслуживания.
Недопустимое увеличение В в работе всячески следует предотвра-
щать, например выбором мало изнашивающихся или легко заменимых
материалов (закаленная сталь, чугун, фосфористая бронза, белый
металл), удалением накопившейся грязи, избегая боковых давлений
и поперечных движений и вызываемого ими изнашивания. Особенно
вредные последствия при больших диаметрах вызывают искривле-
ние, сильное натяжение и большая разница в температурах у внут-
ренней части и ее оболочки. Внутренние и наружные направляющие
по возможности надо делать сменными на случай изнашивания.
Точная пригонка, как единственный способ уплотнения, применяется
только там, где исполнимы вышеуказанные условия, или там, где
небольшая неплотность не вызывает опасений.
Примеры: воздушные насосы холодильников, насосы для чистой воды двойного
действия, примерно до 8 к^см- давления в насосе и диаметром 400 мм, насосы для
смазочного масла и горючих веществ.
Канавки и камеры:
для собирания могущих быть
механических загрязнений и
смазочного материала, особенно
в длинных направляющих, де-
лаются кольцевые канавки (на
стержне или его направляю-
щей); уплотняющей длиной I
при этом считается длина без
канавок.
Примеры: уплотнениетяги клапана
(см. Хютте, т. III, „Паровые машины").
При газах и парах с быстро меняющим-
ся давлением, значит в поршневых дви-
гателях и noi шневых (плунжерных) насосах, очень полезно для их уплотнения приме-
нение расширительной камеры, действующей, как воздушный колпак, так как газы,
вступающие в нее под давлением, прев^шаошим давление, соответствующее сред-
нему напору, наполняя ее, теряют в своем давлении, так что для величины Др наи-
большее давление (которое может легко вытеснить смазочное масло из зазора)
имеет меньшее значение, чем среднее давление полного цикла машины.
Примеры особо больших расширительных камер: 1. Металлическое
уплотнение сист. Ленца1) для пара, (фиг. 92) с тремя последовательно
включенными уплотняющими цельными чугунными кольцами а, с весьма малым
зазо(Ом, надетыми на стержень точно цилиндрической формы, и тремя перемежа-
ющимися с ними камерами d. Эти камеры друг к другу пришлифованы и нажаты
друг на друга помощью крышки с. За последней камерой следуют два самопружи-
няшие кольца b для удержания конденсационной воды, которая выпускается внизу
сальника. Смазка постоянно нагнетается и подводится к кольцам, чтобы они были
всегда смазаны.
На фиг. 94 а и b изображены уплотнения Броун-Бовери. В сальниках
высокого давления паровых турбин в одном или в несколькил местах лабиринта
должно иметь место отсасывание, которое дозгигаегся путем соединения с низким
давлением, чем и обусловливаются сильные потери. *
Подробности о разнообразных устройствах лабиринтовых сальников см.
С т о д о л а, Паровые турбины (Dampfturbinen), Берлин 1924, изд. Ю. Шпришера
(J. Springeij.
‘) Йнж. Г. Л ен ц, Берлин.'
358 т- П. Отд. 2. Детали машин. II. Составные части машин и приборов
2. Уплотнение индикаторного поршня индикатора Дрейера-
Розенкранца (фиг. 93). Индикаторный цилиндр, для равномерного нагревания, снаружи
омывается паром.
Лабиринтовое уплотнение. В то время, как при
параллельном течении
Фиг. 94.
среднее сопротивление уменьшается вслед-
ствие сокращения длины набивки проме-
жуточными незаполненными канавками и
камерами, это сопротивление значительно
увеличивается *) при тех же приспособле-
ниях, в случае вихревого течения, так что
при газах и парах вполне действительны
лабиринтовые уплотнения.
Примеры: фиг. 94: уплот-
нение вала (Всеобщей компа-
нии электричества) для сторо-
ны низкого давления паровых
турбин. Длина зазора должна
быть довольно большой, чтобы
воспринять неизбежные раз-
ницы в тепловом расширении,
а также вал должен быть хо-
рошо центрирован для того,
чтобы ширина зазора остава-
лась небольшой. Чтобы сде-
Фиг. 94 а— Ь.
лать тем не менее выступаю-
щий пар невидимым, уплотне-
ние соединяется с холодильни-
ком, так что с одной стороны
поступает пар, а с другой — немного воздуха. Особенно применимо для незначи-
тельных разниц в давлении. Подробности см. С т о д о л а, Паровые турбины.
2. Автоматическим уплотнением посредством рабочего дав-
ления : а) Манжетное уплотнение, в большинств'е случаев,
Фиг. 95. Фиг. 96. Фиг. 98. Фиг. ЭЭ,
действующее радиально, например посредством манжет из мягкой,
гибкой кожи (прессой шой в формах ровно и без складок), особенно
употребитегьно при жадностях. Фиг. 95 до 97 для вну1реннего
уплотнения или упло.нения в кожухе, фиг. 98 и 99 (затем фиг. 129
’) ZdVdl, 1923, стр. 766. Опыты Р. Винкеля.
Уплотнение зазоров
359 *
реимущес
потери от трения
Фиг. 101.
и 138) для наружного уплотнения или уплотнения у поршня.
Форма манжета по фиг. 100 уплотняет снаружи и изну1ри. Каждый
манжет действует только до тех пор, пока давление прижимает его
радиально к стенке, следовательно там, где напор меняется, как,
например, при дисковых поршнях двойного действия, следует в соот-
ветственных местах ставить два противодействующие манжета
(фиг. 99), также при уплотнении стержней (фиг. 95), если давление
падает ниже атмосферного (например при всасывании
у насосов). Где кожа неприменима, — часто применя-
ются манжеты из мягкого и упруго прилегающего ме-
талла (латуни, меди, белого металла), из резины, также
из гуттаперчи для особых целей.
Трение манжет /? = /?0 + у.Fbpm, где F —
поверхность трения манжета и — средняя разница
давлений с внутренней и наружной сторон манжета,
/?0 — трение, которое следует по возможности умень- фиг- юо.
шать и которое имеется при Д/?т = 0.
Из этого соотношения ясно, что для уменьшения трения целесо-
образно величину F, а следовательно, и длину уплотнения, не выби-
рать слишком большой; у. для мягкой кожи (смазанной) 0,03 до 0,07;
для жесткой сильно дубленой кожи 0,10 до 0,13; при необработанных
поршнях, грязной воде и т. п. до 0,20 (по Г. Ланг у).
” тво манжетного уплотнения то, что
меньшаются пропорционально уменьшению дав-
ления. Манжетное уплотнение применимо при
давлениях любой величины, особенно если при
этом включают одну за другой несколько ман-
жет, чтобы уменьшить крт и силу нажатия в
отдельных манжетах и чтобы смазка не выдав-
ливалась.
Пример. На фиг. 101 поршень пресса Г убера для
давлений до 6000 лгг/£л«а, набивка которого состоит из слоев
хорошей кожи, с заостренными краями, сменяющихся ме-
таллическими шайбами *), также с заостренными кром-
ками.
Условия для длительной прочности кожаных манжет:
чистая вода или не портящие кожи жидкости (отсутствие
ржавчины и бороздок на поверхности скольжения), скорость
движения поршня < 1 м!сек, так как в противном случае
изнашивание и трение слишком велики. Манжета должна
быть и снаружи, и внутри, в случае необходимости также помощью заполняющего
кольца, приложена таким образом, чтобы только ее цилиндрическая часть была
подвижна и чтобы она не могла перемещаться туда и назад вследствие трения.
Заполняющее кольцо при кольцевых канавках (фиг. 100) — из металла, резины или
пряжи. Для кожаных манжет Геркене рекомендует хорошо дубленую кожу, нотам,
где встречается температура выше 85°, следует предпочитать громовую кожу а).
Для манжет шляповидной п чашевидной формы (фиг. 97 и 98) наиболее упо-
требительные размеры: 2,5 до 30 см диаметром. Йз цельного куска кожи изготовля-
ются, но с большим трудом, манжеты диаметром до 1ь0 и даже 159 см, манжеты
») ZdVdl, 1901, стр. 625.
а) Доклад Геркене a, ZdVdl, 1905, стр. 1445.
350 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
формы U для кольцевик гнезд до 50 см диаметром, поставляются также диаметром
до 1СО и даже 15J см. Для более крупные размеров кожу при одится уже склеивать.
Из очень тонкой кожи, например от 1 до 1,5 мм толщины, делаются манжеты даже
для скалок диаметром 1 см.
Ь) Уплотнение щели основано на принципе автомати-
ческого торможения (фиг. 78', в особенности для уплотнения
валов с осевой нагрузкой помощью производящей работу жидкости
или специальной жидкости.
3. Упругим нажатием, а) Осевым давлением в саль-
никах1 :
а) использованием поперечного расширения весьма упругих мате-
риалов или смесей из них, например шнуров из волокнистых веществ
(пенька, хлопок, асбест), затем колец из кожи, металлизованной
бумаги и т. п., которые, будучи сжаты в осевом направлении, рас-
ширяются радиально и этим уменьшают зазор. Эго собственно
сальники. Для уменьшения трения необходимо обильно пропиты-
вать эту набивку маслом, салом, жиром, графитом, тальком и т. п.,
также полезно для отвода теплоты, уменьшения трения и для сохра-
нения набивки примешивать опилки баббита. Смазка зависит от
рода и температуры материалов, подлежащих уплотнению. Тальковые
шнуры для насыщенного пара: при более высоких температурах —
асбест, который, однако, при перегретом паре легко затвердевает
и растворяе1ся в воде.
Трение возрастает вместе с давлением, производимым на сальник
снаружи и изнутри в осевом направлении; соответственно повыша-
ется и радиальное давление. Радиальное нажатие рг составляется
при дос'аточно упругих и однородных материалах из предваритель-
ного нажатия рга, производимого внешним осевым давлением, и из
части pri, которая при достаточном внутреннем давлении превышает
предварительное нажатие, так что и здесь, как у манжеты, проис-
ходит нечто вроде самопригонки уплотнения. Таким образом, сопро-
тивление трения R = • (pra -|- pri) = Ra из которых первый
член Ra, т. е. трение при холостом ходе направляющей, и вызы-
вающее его предварительное нажатие может быть тем ниже, чем
больше упругость уплотняющего материала. Поэтому трение тем
легче держать на низком уровне, чем меньше уплотняющий мате-
риал теряет свою упругость. При неравномерной набивке, неупругом
материале и слишком сильной затяжке сальника, трение Ra может
стать чрезвычайно большим. При вращающихся сальниках, например
у центробежных насосов, уплотняющий жгут не должен быть намотан
на вал по направлению вращения, так как в этом случае он во
время работы, благодаря действию кручения, еще крепче будет
обтягивать вал. При больших относительных скоростях нагревание
сальника может стать настолько значительным, что потребуется уси-
ление смазки и охлаждение.
l) См. W. L у и е п, Сальники у паровых машин, Z. bayr. Rev. — V. 1904, стр. 35
и след, (со мног. черт.).
Уплотнение зазоров. Размеры сальников
361
Преимущества сальника с набивкой из волокнистых веществ: шнуры для
набивки могут быть намотаны, не будучи разрезаны, на скалки любого диаметра;
можно даже уплотнять не круглые, сдвинутые или износившиеся скалки, благодаря
плотному прижатию набивки. Для скалки возможны большие боковые перемещения;
дешевое устройство.
Недостатки волокнистых веществ: недолговечность службы, непригодность
в большинстве случаев после разборки; при больших значениях pv стержень сильно
изнашивается (вследствие содержания кремния в волокне); для более высоких
температур органические материалы неприменимы, например у паровых машин
с перегретым паром и у двигателей внутреннего сгорания. Часто удорожают работу.
Ввиду необходимости по временам добавлять набивку и заменять ее, эти
сальники применяются почти исключительно в ле ко доступных частях, находящихся
в покое. Применение сальников в подвижных частях (фиг. U0 слева) в данное время
встречается редко, исключение — насосы, работающие с незначительной скоростью
и непродолжительное время и с медленным изнашиванием, или же при некруглых
цилиндрах.
Новейшие виды упругих сальников: набивка М. Баха Шарлотенбург, Г. Г у н
Берлин, Гетце Буршельд, ими. др.: пустотелые или с—кольца из мягкого
металла, полости которых наполнены упругим материалом, также дают реальное
нажатие под действием осевого давления. Белый металл WM5 или 10 (D1N 1703) при-
меним до температуры 200° С при паре, газе или жидкостях, для более высоких
температур — мягкая медь; при аммиаке — мягкое железо.
Фиг. 102. Фиг. 103.
Набивочный материал лежит большею частью на особом основ-
ном кольце, тесно примыкающем к штоку с наружным зазором
(ср. на фиг. 104, а и b — нижнее кольцо), чтобы не вытеснялись
волокнистые материалы (нажатие набивки посредством скошенных
или заостренных наподобие конуса поверхностей не имеет никаких
особенных преимуществ перед плоским срезом). В тех случаях,
когда необходимо обеспечить направление штока, направляющая
втулка часто соединяется с основным кольцом, образуя грундбуксу
(фиг. 102); на фиг. 103, наоборот, направление, чтобы оно могло
самоустанавливаться, составляет отдельную деталь. В паровых маши-
нах, работающих перегретым паром, и в двигателях внутреннего
сгорания грундбуксы делаются часто очень длинными для предохра-
нения от влияния высоких температур.
Основные кольца, изготовленные из двух половинок, ввиду легкости их поста-
новки могут быть одновременно использованы в качестве опоры (до р — 3 кг1см*
при v = 2 м сек), но при 'отсутствии какого-либо поперечного перемещения и
угловых смещений, а потому при штоках, имеющих поперечное перемещение, они
не могут применяться.
Размеры сальников. Ширина колец (толщина набивки)
при набивке из волокнистого материала принимается от 2/3 У d до
У d (в см), где d — диаметр направляющей в см. Длина сальника
362 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
устанавливается соответственно наличию места, в зависимости от
разницы давления и от необходимого качества уплотнения. (При
использовании готовых набивок, расстояние колец и длину набивки
сальника следует выбирать сообразно указаниям поставляющих
фирм). При уплотнении поршня для аммиака, сернистой кислоты
и т. п. неизбежна особенно большая длина; при жидкостях длина
может быть меньше, чем при газах.
Средняя длина набивки при сальниках с волокнистыми матери-
алами не превышает от 6 до 8-кратной ее толщины. Нажатие
набивки при малых диаметрах производится посредством нарезной
втулки (фиг. 104,я) или сгонной гайки (фиг. 104,6), причем необхо-
димо промежуточное кольцо между набивкой и втулкой; при боль-
ших диаметрах — посредством стакана с фланцем системы .Брилле*
(фиг. 102 и 103). Наименьшая длина стакана .Брилле* получается
Фиг. 104. а — Ь.
Фиг. 105.
в зависимости от принятой величины сжатия материала набивки.
Стакан „Брилле* получает, во многих случаях его использования
в качестве направляющей втулки, для уменьшения трения внутрен-
нюю облицовку из бронзы или белого металла.
Смазка трущихся поверхностей набивки имеет большое значение
и для этого оставляется место для масла, но лучше к этим трущимся
поверхностям подводить масло под некоторым постоянным давлением.
Фиг. 102 показывает сальник с маслоуловителем.
Р) Превращением упругого осевого давления в радиальное
нажатие помощью кольцеобразных клиновых поверхностей.
Пример. Набивка Говальдта (фиг. 105): радиальное давление вовнутрь
и внаружу (минй\ альное поперечное движение) достигается действующими, как
клинья, коническими кольцами, состоящими из 2 и более частей; эти кольца, если не все,
то внутренние обязательно, делаются из подходящих свинцовых сплавов (например 8О°/о
свинца, 15 до 8°/0 сурьмы и от 5 до 12°/0 олова). Где необходимо поперечное или угло-
вое движение, весь сальник, в котором находится набивка, должен быть подвижным.
Упругое нажатие рга металлическими пружинами* или пружинящим жгутом
может быть незначительным, так как внутреннее давление само регулирует нажа-
тие prj’, пружина здесь коротка, так как не имеет хода, но упругость ее должна
быть достаточной, чтобы воспрепятствовать движению набивки вперед и назад,
вследствие чего пружину следует по возможности ставить со стороны давления.
Так как при прекращении смазки металл набивки плавится, при загрязнении обра-
зуются шероховатости, то целесообразно подводить смазку масляным насосом
Уплотнение зазоров 363
(И о л ер у п), а также защищать набивку от загрязнения и от высоких температур
со стороны давления.
При хорошем исполнении: весьма большая продолжительность службы, штоки
не изч-’шиваются (как при пеньковой набивке), незначительная потеря от трения.
Призер. Фиг. 106: сальник сквозного поршневого штока локомотивов с пере-
гретым паром (конструкция В Шмидта, Кассель) с внутрилежащей длинной, а потому
и легко устанавливаемой, пружиной и со втулкой, которая может иметь и попереч-
ное и угловое перемещение благодаря набивочным кольцам, ограниченным пл >скими
и шаровыми поверхностями. Направляющая сквозного штока совершенно отделена
от сальника.
Эти металлические набивки часто имеют еще снаружи особые
мягкие, плотно прилегающие тонкие кольца, препятствующие про-
никновению грязи снаружи и просачиванию масла изнутри.
Ь) Упругое нажатие благодаря радиальному
упругому давлению в пружинящих кольцах. Кольца
с прорезом из одной или нескольких частей с узким стыковым зазо-
ром давят радиально внаружу или вовнутрь помощью особых
Фиг. 106
пружин, или благодаря собственной упругости, и этим уменьшают
зазор 5, который необходимо уплотнять, чтобы не было пропуска,
Необходимое для этого условие в высшей степени точная обра-
ботка, чтобы при нажатии зазор был везде одинаково узок, и осо-
бые меры надо принимать для уплотнения стыковых зазоров.
Материал для этих колец: вязкий, не слишком мягкий, но очень
крепкий чугун, реже бронза (при опасении появления ржавчины);
заливка баббитом или обкладка углем только при малых диаметрах.
Полезно для конструкции оставить незначительный радиальный
зазор между кольцом и канавкой (так как последняя легко заби-
вается грязью или затвердевшим маслом) и весьма малый зазор
в осевом направлении, также полезно упругое нажатие колец по
направлению оси (в целях уплотнения). Быстро движущиеся кольца
должны иметь небольшую высоту, чтобы уменьшить давление
масс (при переменах направления движения) и изнашивание
канавок.
Чем короче у кольца, разделенного на несколько частей, каждая
его часть, тем лучше оно прилегает к цилиндру, но и тем больше
стыков, подлежащих уплотнению, поэтому деление кольца более чем
на 4 части допустимо только при очень больших диаметрах цилиндра.
Внаружу уплотняющие приспособления почти всегда находятся на
364 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
движущейся части (например на поршне) и должны поэтому иметь
как можно меньше подвижных деталей для уменьшения инерции масс.
Примеры уплотнения внаружу. Фиг. 107 изображает кольцо из нескольких
частей с винтовой пружиной системы Еуклея, нажимающей внаружу в осевом
и радиальном направлениях (часто применяется при поршнях цилиндров низкого
давления большил судовых двигателей); чем меньше длина уплотнения, тем слабее
могут быть пружины; в настоящее время применяются преимущественно узкие
уплотняющие кольца; фиг. 1и8 показывает поршневые кольца с кольцевыми пружи-
нами для той же цели (внутренние кольца из стали, наружные — из чугуна); фиг.
109, 110 и 111— разные пружины, упо-
Фиг. 107. Фиг. 108.
. требляемые для нажатия в радиальном
или осевом направлениях; фиг. 112— особо
узкие поршневые кольца из четырех и
более кусков с замком (конструкция бр.
Шмек в Эйзерфельде на Зиге).
Наипростейшее решение: кольцевая
пружина из одного куска с прорезом,
Фиг. 109—110.
которая одновременно сама уплотняет: поршневые кольца (введенные Рамсботомом)
по фиг. 113 (см. также о поршнях, стр. 370 и сл.) всюду применимы, благодаря их
простоте, однако для них требуется хорошо пружинящий материал, самая точная
цилиндрическая форма для кольца и направляющей и неизменяемость этой формы,
а поэтому изготовление колец и направляющих должно быть очень тщательное,
и должно строго следить, чтобы не было искривления цилинцров во время работы
(расчет см. ниже), h — высота кольца, 5 — толщина.
Примеры для внутреннего уп- *
лотнения (фиг. 114). Сальник инже- | z
нерного бюро д-ра Р. Прёлль в Дрез -г****^ I | Е2П
дене: 3 чугунные сегмента с проклад- \\_ П j
ками в стыкал обвязываются гибкой
трубкой и образуют кольцо, и каждая
Фиг. 112
Фиг. 111.
пара таких колец кладется в камеры так, чтобы стыки их чередовались. В зависи-
мости от высоты давления пара для уплотнения бывает достаточно от одной ;о четы-
рех пар таких колец. Чтобы избежать подымания самого внутреннего кольца и шема в
набивке, самое внутреннее уплотняющее кольцо снабжено разгрузочными каналами.
При применении продольно-разрезной вставной втулки, изображенной на фиг.
115 (по Г. Хуну). возможна быстрая замена, такое устройство удобно для локомотивов
и судовых машин.
Фиг. 116. Сальник для газовых двигателей большой мощности завода MAN
в Нюрнберге; имеет разрезные чугунные кольца с кольцевым нажатием посред-
ством стальных колец. Подвод масла к середине, концевая камера соединена со
всасывающим трубопроводом. Все камеры с целью облегчения сборки и разборки
соединяются вместе посредством трех сквозных болтов.
Уплотнение зазоров. Расчет пружинящих колец
365
Для паровых турбин применяются набивочные кольца из ретортного угля,
который допускает высокие температуры и высокое pv; устанавливаемые как со
сто оны высокого давления, так, за последнее время, и со стороны низкого давления
и до v = 2u м/сек (наиример в турбинах АЕО и Г. Хун, Берлин).
Расчет пружинящих колец. В зависимости от разницы в дав-
лении, скорости
Фиг. 113.
движения поршня и материала, в основу расчета
берется радиальное давление нажатия р от 0,2
до 0,4 кг/см2 (для компрессоров высокого дав-
ления 0,5 кг/см2, и бол< е). Для отдельных, рав-
номерно распределенных, радиально действую-
щих пружин (например фиг. 111) сумма радиальных упругих сил
2 (Ру) = pdxb, где dizb — соприкасающаяся поверхность кольца.
Фиг. 116.
Фиг. 115.
При равномерном натяжении от огибающих пружин гибких
трубок, согласно фиг. 114, касательное упругое натяжение Р/= pbd^
на основании этого можно определить длину ненатянутой пружины,
длина же натянутой пружины дается конструкцией (то же относится
и к пружинам, нажимающим наружной стороной, фиг. 107 до 110).
366 Т. II. Отд. 2. Детали ммпин. II. Составные части машин и приборов
фиг. 117 и 118 сечений имеем
Фиг. 117. Фиг. 118.
В кольцевой пружине с прорезом, состоящей из одной части,
фиг. 117 и 118, т. е. у нормального поршневого кольца, а также
в нажимающей внаружу или вовнутрь стальной листовой рессоре,
натяжение пружины в прорезе Pj = pbd[2 должно быть заменено
пружинящей ’силой самого кольца. Поэтому для показанных на
в точке А изгибающий момент
Мь = Ру • d «= рЬ&12, очкую
следует, что при толщине
кольца 5 в точке А и напряже-
нии от изгиба Rb = Mb/Wb.
(s/d)2 = 3p/Rb1).
Длина дуги а, на которую
концы кольца должны раздви-
нуться, или при внутреннем
уплотнении сдвинуться, чтобы
произвести напряжение Rb в
точке А и через это давление
р' на поверхность касания получается по Рейнгардту из
уравнения:
а _ 2,4 Rb
d~ Е Sjd
Эта величина Rb
всех колец, которые
действительна и достаточна для прочности
вставляются в свои гнезда без раздвигания
Фиг. 119.
Фиг. 120.
Фиг. 121.
перекрывающих друг друга концов, в особенности для колец с боль-
шим нажатием р или низким Rb, а также для колец, уплотняющих
изнутри, например по фиг. 122, которые целесообразно помещать
в особые обоймы.
Наоборот, в поршневых кольцах по фиг. 113, для посадки
которых в гнезда необходимо сильно разнять перекрывающие друг
друга концы, при некоторых условиях возникают значительно
большие, хотя и единовременные напряжения перекрытия сг&й, которые,
1) Теорию расчета поршневых колец см. Reinhardt, ZdVdl, 1901, стр. 237.
Уплотнение зазоров. Расчет пружинящих колец 367
однако, ни в коем случае не должны переходить за предел теку-
чести, так как кольцо от этого теряет свою круглую форму. Наи-
меньшее значение при тщательном раскрытии концов получается
по Рейнгардту для неизменяемой толщины кольца:
= 1.6 £(W;
принимая £=800 000 и Rb = 1000 кг/см2 для чугуна (постоянная
нагрузка, лучший материал), получим тогда для колец, уплотняющих
внаружу: ______
3°/о 3,5°/0 4% 5°/о
р=0,133 0,3 0,4 0,53 0,83 кг]см*
ю/о 8,6°/0 7,5’/о 6'70
адй=510 1150 1570 2050 3200 кг/см*
Поэтому при кольцах с разводимыми концами целесообразно
выбрать р = 0,3 кг/см2, s/d = 3% и a/d = 10%. Для р = 0,5 требуется
уже чугун наивысшего качества,
при ббльших значениях р кольца
с разводимыми концами недопу-
стимы. Сталь, ввиду опасности
заедания, как материал для порш-
невых колец нельзя рекомендовать.
Нормы для поршневых колец
даны в DIN 761.
Изготовление пружинящих
колец. Вычисленная величина рас-
хождения концов а для безопас-
ности еще должна быть увеличена
на некоторую величину е (в мм),
Фиг. 122.
которая по меньшей мере равна
е = d/ЗОО, имея в виду, что поршневые кольца во время работы
обыкновенно сильнее нагреваются, чем лучше охлаждаются цилиндры;
этот разрыв получается или разрезанием цельного кольца, или
наклепкой внутренней поверхности кольца с противоположной стороны
перекрывающих друг друга концов вальцем или молотом (при
наружном уплотнении). Сами кольца должны быть обработаны таким
образом, чтобы они в натянутОхМ состоянии были точно цилиндри-
ческими на уплотняющей стороне и таковыми оставались бы во
время работы. Поэтому целесообразно удерживать концы поршневых
колец в стыке во время обточки или шлифовки в окончательном
положении помощью свободно вставленного штифта. Форма кольца,
толщина которого по направлению к стыку постепенно уменьшается
до % или % своей величины, лучше в смысле уменьшения соб-
ственного веса и плавного перекрытия, но зато дороже, чем кольца
одинаковой по всей длине толщины.
Стыковые зазоры е при наружном уплотнении малы (фиг. 119)
и легко могут еще уменьшиться, например помощью особого замка
(фиг. 112, или согласно фиг. 120 или 121 так что сечение прохода
становится весьма малым. Кроме того, при нескольких последова-
368 И* ОТД- 2* Детали машин. II. Составные части машин и приборов
тельных кольцах стыки их располагаются вперемежку, а при нераз-
груженных от нормальных давлений поршнях (горизонтальных) они
располагаются наверху. Наоборот, при внутренних уплотнениях
стык наименьший и равный а (фиг. 117).
Способ Зондермана х): кольца с перекрывающимися внахлестку
концами, согласно фиг. 122, сначала приготовляются в виде спирали,
а затем при нажиме становятся плоскими.
с) Цилиндры, поршни и поршневые штоки
Придаваемая им форма, смотря по тому, где помещено уплотне-
ние, в выемке ли рабочей камеры (фиг. 123) или внутри в самом
теле (поршня или штока), которое почти всегда движется в направ-
ляющей цилиндрической формы (фиг. 124), будет иметь наимень-
шую длину направления £ = ходу s-j-длина уплотнения 1а. Соответ-
ственно этому получаются основные формы А и В открытых
Фиг. 123. Фиг. 124.
цилиндров одинарного действия и соответственно открытых пор-
шней. Для поглощения работы всех нормальных слагающих, вклю-
чая и вес, предусматривается особая направляющая вне цилиндра.
Если эти силы воспринимает на себя сам цилиндр, то тогда он
принимает форму Вх (фиг. 125). Наконец, смотря по надобности, даль-
нейшая передача давления Fpi может осуществляться посредством
пустотелого цилиндра (трубы) (формы А и Вх) или же посред-
ством стержня (форма В), ось которого совпадает с осью цилиндра
и площадь сечения которого должна соответствовать наивысшему
напряжению, могущему в нем возникнуть.
Формы А поршня и цилиндра главным образом применяются
для жидкостей, для которых величина вредного пространства и его
поверхность не имеют значения; формы В — для воздуха, газа
и пара, так как они могут при самом малом вредном пространстве
и незначительной поверхности оказывать сильное противодействие.
Для поршней одинарного действия при большом внутреннем дав-
лении особенно выгодна форма Вь так как уплотнение улучшается
благодаря большой длине направляющей.
Особые формы получаются различными сочетаниями основных
форм для цилиндров двойного действия или многоступенчатых
с поршнями и поршневыми штоками соответственной конструкции.
*) Зондерман, ZdVdl, 1999, стр. 1527.
Цилиндры
269
Цилиндры. Основная форма А. Минимальная толщина
стенки s рабочих камер получается, когда таковая зависит только
от внутреннего давления р-, при шаров )й форме, которая поэтому
применяется особенно для водяных насосов с высоким внутренним
давлением и коротким ходом поршня (по сравнению с цилиндри-
ческой формой).
При этом s = ptD Шаровая форма очень удобна для
сочетания и перехода к направляющим и расположения всасывающих
и нагнетательных клапанов и затворов. Более часто, однако,
употребляется цилиндрическая форма, ось которой совпадает с осью
направляющей или перпендикулярна к ней (см. Хютте, т. III, отд.
„Насосы и компрессоры44).
Расчет толщины стенок $, как и для труб (см. выше, стр. 312),
5 = piDi2Rzt где pt не должно 6ыть>/?г/5. При более высоком
внутреннем давлении наибольшее Rz превышает более чем на 10%
среднее напряжение Rz, вследствие чего необходимо примеЛть
более точный расчет.
Фиг. 125.
Фиг# 126. Фиг. 127.
Для выпуклых днищ, не имеющих ребер, наилучшей формой
является часть шаровой поверхности или поверхности тела враще-
ния— эллипса, малый радиус кривизны которого >• DJ10, а боль-
шой радиус<Там, где необходимы более плоские днища,—
их целесообразно, для придания жесткости, снабжать ребрами.
Особенно важными являются те места, где может иметь место про-
сачивание и переходы в углах (фиг. 126).
Для последних действительно Rzf = piFb указанном разрезе.
Сечение f может быть усилено утолщением или сильным закругле-
нием, в случае необходимости (при чугуне, алюминии) помощью
крепко затянутого натяжного болта (фиг. 127), который восприни-
мает растягивающие усилия.
При отливках даже с незначительным внутренним давлением
самый способ изготовления часто не позволяет удовлетворяться
толщиною стенок, которая теоретически вполне достаточна. Поэтому
у чугунных цилиндров, не подлежащих расточке, минимальная тол-
щина стенок
в см'. s = D//50-f-1,0 см, если цилиндр отлит вертикально, и
s = Di/40 1,2 см, если цилиндр отлит горизонтально.
370 11 • ОтД- Детали машин. 11. Составные части машин и приборов
Помимо этой эмпирической формулы для минимальной толщины
стенок, вообще, необходима прибавка от 0,3 до 0,6 см к полученной
вычислением величине $, имея в виду возможность смещения
шишки во время литья, не считая припуска на обработку. Обра-
ботанные стенки, которые после износа должны еще раз или два
растачиваться, получают еще для этой последней цели припуск от
0,3 до 0,5 см.
Насосные цилиндры. Вследствие пульсирующего дав-
ления (способ нагрузки II) здесь для чугуна /?г<200 кг)см\ для
стального литья 500 кг/см\ при этом $>.1,5 см, так как тонко-
стенное стальное литье бывает пористо и с трещинами.
Цилиндр гидравлического пресса1). Постоянное
давление (способ нагрузки 1). При высоком давлении для легкости
конструкции часто Rz принимается непомерно большим:
для чугуна и бронзы: Rz.......... 300 до 750 кг}сМ* *
„ фосфористой бронзы .......... 500 „ 1000 „
„ стального литья и железа „ . . ЮиО „ 2000 „
Доводить допускаемые напряжения до вышеуказанных пределов следует только
в крайних случаях; в отношении стального литья рекомендуется вопрос о пределах
допускаемого Р2 согласовать с поставщиком, и в зависимости от этого придать
конструкции ту или иную форму.
Если дана сила давления Р, передаваемая поршнем пресса,
а давление на единицу поверхности pz- может быть произвольно
выбранным, то наружный радиус га цилиндра пресса будет наи-
меньшим при pJR2 = Ofi§, а именно: ra/rz= 1,5, откуда $ = 0,5 п.
Для R2 = 1100 кг [см2 можно, следовательно, принять pi = 400 кг/см*.
Основная форма В. Формы цилиндров в виду разнообразия
связанных с ними распределительных органов бывают чрезвычайно
разнообразны и рассматриваются для каждого отдельного случая
в соответствующем отделе поршневых машин. При выборе толщины
стенок, формы и материала2) должны быть приняты в расчет не
только те напряжения и деформации, которые вызываются непо-
средственно внутренним давлением, но также весьма большое
значение имеют внутренние напряжения и деформации, происхо-
дящие от разности температур в стенках, в особенности в машинах,
работающих перегретым паром, и в двигателях внутреннего сго-
рания.
Поршни. Типы и названия: поршни с длинной направляющей
и силовой передачей (движущий механизм) в трубе как по основной
форме А, фиг. Г23, так и по форме Ву называются плунжерными
(нырялами), в противоположность коротким дисковым поршням
(форма В), которые передают давление поршня на один (редко на
О Расчет труб с надетыми в нагретом состоянии кольцами, см. том I, Гу б е р,
Цилиндры п; ессов, ZdVdl, 1901, стр. 622; Лоренц, Баллистика, ZdVdl, 1916,
стр. 689 (орудийные д>ла).
•) См. К е h f u s, Olmotor 1916/17, стр. 313.
Поршни
371
несколько) поршневых штоков. Типы плунжерных поршней одинар-
ного и двойного действия для водяных насосов см. Хюгте, т. III,
отд. „Насосы и компрессоры". Их изготовляют в виде полых тел,
чем значительно уменьшается их вес в воде.
Фиг. 128.
Плунжерные поршни одинарного действия или о т к р ы-
тые поршни для двигателей внутреннего сгорания объединяют
задачу уплотнения и восприятия боковых давлений кривошипного
механизма с задачей отвода тепла, притекающего
ко дну (лобовой поверхности) поршня.
Пример. Фиг. 128 для горизонтального четырехтакт-
ного газового двигателя.
Опорною поверхностью поршня для расчета необхо-
димо считать всю цилиндрическую часть его поверхности,
а опорное давление на единицу поверхности р целесообразно
принимать не более 1 до 1,5 кг/см2 для того, чтобы замедлить
процесс изнашивания: для авгомобитьных двигателей с не-
большим числом рабочих часов это давление может быть
значительно выше. Переход тепла от основания поршня к его
цилиндрической части совершается таким образом, что наи-
большее расширение поршня происходит у основания, а за-
тем они постепенно уменьшается в цилиндрической части.
Поэтому поршень в холодном состоянии должен быть соответ-
ственно обточен на конус. При крупных размерах поршня
основание его охлаждается водой или маслом.
Фиг. 129. Поршень для водянык, пожарных, конденса-
ционных насосов и т. п. На середине высоты цилиндрической
поверхности канавки для смазочного материала и грязи. Так-
же скосы на верхнем конце для задержки грязи. Если пор-
шень делается не плотным, то надевается кожаная манжета
(фиг. 129 вверху).
Створчатые (клапанные) поршни. У многих насосов,
в особенности у насосов старых конструкций, на поршне помещаются
клапаны для пропускания рабочей жидкости.
Примеры. Фиг. 130 — поршень с резиновым клапаном (слева с пеньковой
набивкой, справа с металлической). Затем полые поршни для воздушных насосов,
холодильников и вентильные плунжерные поршни у насосов риттингера в отделах:
372 Т. И. Отд. Й. Детали маптин. II. Составные части машин и приборов
Фиг, 130,
„Паровые машины“, „Поршневые насосы“, т. III. Главное условие для таких поршней
при воде — незначительная скорость поршня, так как иначе скорость воды в вен-
тилях становится слишком велика, и
чтобы вентили, редко подвергающиеся
осмотру, имели кожаное или резиновое
уплотнение.
Дисковые поршни или пор-
шни си штоками. Обычная конст-
рукция в машинах двойного дей-
ствия, в которых работу произво-
дит пар или газ. Для чугуна и
стали наиболее распространенная
форма (фиг. 131 и 132) — полый
поршень с наружной и внутренней
стенками с укрепляющими внут-
ренними ребрами. Фиг. 133 —пор-
шень прямоточной паровой ма-
шины фирмы Эргардт и Земер,
D = 630 мм.
В небольших поршнях ребра
не нужны, особенно если боковые
поверхности поршня могут быть
сделаны выпуклыми и если пере-
ходы и закругления в углах сде-
ланы так, что можно ожидать по-
лучения однородной, свободной
от внутренних напряжений, от-
ливки.
Фиг. 134 — поршень с водяным охлаждением большого газового
двигателя фирмы Эргардт
не следует применять ре-
бра в закрытых поршнях,
особенно такие ребра, ко-
торые своим расположе-
нием затрудняют полу-
чение литья, свободного
от внутренних напряже-
ний (в машинах, рабо-
тающих перегретым па-
ром и двигателях внут-
реннего сгорания), и не
дают наружным стенкам
свободно расширяться,
так что при нагревании
или охлаждении могут
появиться опасные внут-
ренние напряжения и даже трещины. Чтобы подпереть и иметь
возможность вынуть шишку, необходимо оставить достаточное
и с>емер многие полагают, что
Фиг. 131—132.
*) По Драве, ZdVdl, 1910, стр. 260»
Поршни. Расчет прочности поршня
373
число шишечных отверстий, усиленных изнутри стенки поршня
утолщениями (фиг. 131 и 132).
Ьолее легкую конструкцию представляют открытые поршни,
изготовляемые из чугуна, стального литья или откованные из стали;
последние главным образом для судовых машин.
Примеры. Фиг. 135—поршеньсудовой машины из стали со сменяемыми чугунными
уплотняющими и направ1яюшими кольцами; фиг. 136—поршень локомотива (Герман-
ских государственных железных дорог) из стали и со сквозным поршневым штоком
Фиг. 134.
Фиг. 135.
Фиг 136.
(Поршень надевается на шток в нагретом состоянии и закрепляется гайкой, которая
в свою очередь закрепляется расклепкой). Фиг. 137 — поршень цилиндра низкого
давления паровой машины братьев Клейн, Дальбрух, диаметром 1700 мм с опор-
ными башмаками; фиг. 1а8 — свободно висящий поршень воздуходувной машины
завода Гиссена, 29и0 мм диаметром.
Расчет прочности поршня. Тип 1. Нагрузка дна поршня по пери-
ферии распределяется на стенки: плунжер или труичатая скалка
(особенно поршни у двигателей внутреннего сгорания). Плоское
374 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
дно (основание) поршня рассчитывается, как закрепленный по краям
диск, причем радиальное напряжение = 0,—
к цилиндру по
Фиг. 137.
Посредством выгиба днища (фиг. 128) расчетная толщина стенки
может быть сделана значительно меньше, так как тогда она может
быть рассчитана как шаровой сегмент по формуле cr = 0,5 р R/s,
где R — наибольший радиус ее кривизны. У краев возникают,
если выпуклость не имеет в поперечном сечении плавного перехода
полуэллипсу, высокие добавочные напряжения на
изгиб, поэтому там стенка должна сильно
закругляться1). Этого можно также достиг-
нуть помощью ребер.
У двигателей внутреннего сго-
рания дно поршня из чугуна, реже
из стального литья или стали; у аэро-
планных и автомобильных двигате-
лей — из легких металлов для умень-
шения веса и лучшей теплопровод-
ности. Здесь дно часто делается тол-
ще, чем оно получается по расчету,
чтобы более равномерно отводить
тепло к трубчатой части поршня и
уменьшить возникающие внутренние
напряжения, чему могут способство-
вать также и ребра, если их сделать
правильными в отношении техники
отливки. Для больших поршней и вы-
соких средних температур цилиндра
самая целесообразная конструкция
поршня еще не гарантирует от тре-
щин, причиной которых является
теплота.
Тип 2. Нагрузка передается
в центре основания поршня че-
рез поршневой шток. Самый про-
стой расчет заключается в том, что
себе ряд концентрических сечений вокруг
Фиг. 138.
надо представить
ступицы поршня и всю нагрузку, расположенную вне каждого такого
сечения, игнорируя при этом касательные напряжения, рассматри-
вать как изгибающее усилие, действующее на данное сечение.
Если вычисленная таким образом (с большим излишком) толщина
стенки окажется технически целесообразной в отношении отливки,
то такой расчет достаточен. У полых поршней с ребрами следует,
кроме того, рассчитать на прочность части диска, поддерживаемые
ребрами, причем эти трапецевидные вырезки можно рассчитывать
*) Ш ю л е, Dingier 1900, стр. 661; ср. также Геккеле р, Прочность камер
с осевой симметрией, ZdVdl, 1926, стр. 163.
Расчет прочности поршня
375
как закрепленные по окружности круглые диски равновеликой
площади. Стенки с большой поверхностью при этом целесообразно
укреплять прилитыми ребрами или надежнее — распорными бол-
тами. Если необходимо сконструировать возможно легкие поршни,
то следует произвести более точный расчет, например по Рей-
ману для дисковых, воронкообразных и полых поршней1) или
точнее по Энслину-Пфлейдереру для дисковых и полых
поршней 2).
Предполагая, что ступица с наружным радиусом гп и кольцо с внутренним
радиусом укреплены таким образом (фиг. 139), что от нагрузки не теряют своей
цилиндрической формы, и если через ъгп обозначить наибольшее радиальное напря-
жение в ступице на расстоянии гп> через Р — всю нагрузку, производимую на
поршень внутренним давлением, Рг—нагрузку на закрепленное кольцо, то (по
Энслину) для дисков равномерной толщины h получается:
®гл Л» = Р + ф? РГ)
причем фх и фа следует брать из следующей таблицы 8):
Таблица 15. Величины ф, и фа
0,2 0,3 0,4 0,5
ф,=1,5 0,9 0,57 0,36 0,23
ф,=0,25 0,23 0,22 0,20 0,18
Фиг. 139.
Дальше от ступицы напряжения становятся меньше, так что
диск на периферии можно сделать тоньше, однако точный расчет
поршней с постепенно от центра к периферии утоняющейся стенкой
еще не произведен. Линднер4) предлагает делать диск у ступицы
в 1,2 до 1,3 раза толще, а у обода в 0,8—0,9 раза тоньше теоре-
тической толщины стенки //. Более точный расчет поршня с двумя
дисками (закрытого) см. Pfleiderer, ZdVdl, 1910, стр. 319.
Соединения поршня со штоком. Изготовление диско-
вого поршня и штока за одно неразрывное целое крайне редко
(у паровых молотов); почти всегда их надо изготовлять отдельно.
В настоящее время соединение между диском и штоком делается
почти без исключения посредством винтовой нарезки на штоке
и гайки с одной стороны поршня, а с другой посредством кони-
ческого буртика (фиг. 130 до 137); такое скрепление выгодно при
посадке и при разборке.
у поршней судовых машин укрепляющий конус обычно принимается 1 :3
(наклон 1 :6), если поршень при осмотре необходимо отделить от штока, и 1 : 5
‘) Ср. R е у m а п п, ZdVdl, 1896, стр. 120nSchwarz, ZdVdl, 1901, стр. 1419.
«) Е п s s 11 п, Dingier, 1904, стр. 609 и сл.; 19и7, стр. 577 и сл.; Pfleiderer,
ZdVdl, 1910, стр. 317; 1911, стр. 831.
’) По Энслину, ZdVdl, 1911, стр. 830.
<) Lindner, Maschinenelemente, 1910, стр. 276.
376 И* Отд. 2. Детали магпян. II. Составные части машин п приборов
(наклон 1 : 10). если нет необходимости в такой легкой разборке. Нарезка: треуголь-
ная, трапеиеидальная, или прямоугольная, большей частью мелкая, чтобы не слишком
ослаблять поперечное сечение штока. Гайка, которая должна быть вполне надежной,
изготовляется из сварочного железа, часто также из бронзы, чтобы легче было
отвернуть; для многие поршней, например: у больших газовых двигателей, локо-
мотивов, паровых машин прокатных станов, не считаются с необходимостью
освобождения порчтня от штока, так что в этом случае допускается укрелление
поршня на штоке натяжкой его в нагретом сосюянии. При пор.пня <, охлаждаемых
водой (фиг. 134), следует изолировать винт и гайку от воды уплотняющим кольцом.
Поршневые штоки. Материал и расчет поршневых
штоков. В большинстве случаев, по крайней мере для крупных
машин, поршневые штоки изготовляются из сименс-мартеновской
стали; только при особенно высокой нагрузке также из тигельной
или никелевой стали, для чистоты и гладкости поверхности.
Расчет на растяжение и сжатие в наиболее слабых
сечениях и на наибольшую нагрузку Ргаах обеспечивает в большин-
стве случаев достаточное сопротивление продольному изгибу.
Фиг. 140.
Критический груз Рк большей частью определяется по спо-
собу нагрузки II (см. выше „Сопротивление материалов*, стр. 106 х)
из формулы Рк = к2*EJ[l2, a P^x=Pkln\ J для сплошных стер-
жней приблизительно равен d[/20t к2 около 10 и Е около
2 200 000 кг[см2 для стали, а /—длина штока от средней плоскости
поршня до оси крейцкопфного болта. Коэфициент безопасности п
от 8 до 11 достаточен для способа нагрузки 11 (только сжатие),
15 до 22 для случая нагрузки III (растяжение и сжатие попеременно).
При ударах в движущем механизме коэфициент безопасности надо
еще увеличить.
Формы штока. Давая штоку ту или иную форму, необходимо
обращать внимание на то, чтобы поршень удобно было вынимать
из цилиндра без порчи уплотнения для штока. На фиг. 140 показан
полый поршневой шток с каналом для воды, охлаждающей оба
поршня газовой машины тандем, в исполнении зав. MAN. Охлаж-
дающая вода для соединяющей оба штока муфты проводится
сначала в передний шток, течет по трубе, сидящей в канале штока,
в которой она нагревается до конца его, после чего через поршень
течет обратно в соединительную муфту (ползун), откуда она посту-
пает в задний шток, а из последнего обратно в муфту. Впуск
и выпуск воды производятся посредством шарнирных труб.
.. . Более точные дянные о сопротивлении продольному изгибу см. статью
М 1 е з в Dingier PqI, J, W12, затем G ii m b е 1, ZdVa’I, 1915.
Поршневые штоки. Стрела прогиба штока
377
Давление массы водяного столба в мертвых точках машины
(стр. 387, давление масс в кривошипном механизме) имеет значение
для давления насоса 1)« Подводящий воду трубопровод должен бьпь
с обратным вентилем, чтобы предохранить его от противодействия
давления водяных масс, или же с соответствующими регулирую-
щими кранами в сочленениях, чтобы подводящие и отводящие воду
органы в конечных положениях (мертвых точках) передаточного
механизма не были соединены с внутренней полостью поршней.
Влияние веса горизонтальных поршнейипор-
шневых штоков. Поршень или всем своим весом (включая и часть
веса штока) опирается на поверхность цилиндра, или же с обеих
Фиг. 141.
сторон поддерживается наружными направляющими, в которых
скользит сквозной шток. При этом давление на поверхность цилиндра
может быть уменьшено до нуля поднятием обеих наружных опорй^
получается свободновисящий поршень. Преимущества: нет изнаши-
вания поршня и цилиндра, которое бы-
вает при плохо смазанных поршнях (за
исключением неизбежного изнашивания
от поршневых колец); все наружные
поверхности скольжения доступны на-
блюдению и уходу. Недостаток при
больших размерах: значительно боль-
ший прогиб поршневого штока, что
обусловливает: применение достаточно
подвижных сальников, более жестких
поршневых штоков или более легких поршней, неспокойные кача-
ния и работу поршня, худшее уплотнение.
При одинаковой конструкции и прочности прогиб под влиянием
собственного веса пропорционален квадрату абсолютной величины
(длины штока). Поэтому в больших машинах и особенно тяжелых
поршнях (например у машин с регулированием выпуска через
окно в цилиндре помощью самого поршня, прямоточные машины)
предпочтительнее сделать цилиндр — направляющим для поршня.
Стрела прогиба. Если обозначим (фиг. 141) для некоторой
конструкции штока с свободно висящим поршнем через:
L — длину штока от середины крейцкопфа до середины заднего опорного
башмака,
О*— вес поршня, приложенный к середине штока, в кг,
Qs — вес штоков в кг,
f — прогиб в середине штока в см,
J — момент инер гии поперечного сечения штока в см? (отд. .Сопротивле-
ние материалов*, стр. 32;, то имеем:
* 48 hJ
Эта стрела прогиба / при известных условиях еще более увеличивается под
влиянием силы Р, действующей на поршень; также не всегда совпадает точка при-
ложения этой силы с осью штока.
О Ср. В о n t е, ZdVdl, 1906, стр. 1250.
378 Т. И. Отд. 2. Детали машин. II. Составные части машин и приборов
Чтобы получить вполне прямой шток во время работы машины, надо по
Кольману предварительно изогнутый силой, равной весу поршня, шток укре-
пить неподвижно и обточить его в таком положении вращающимся резцом.
По способу Нюрнбергского завода MAN поршневой шток (например для охла-
ждаемого водой поршня большого газового двигателя) обрабатывается по фиг. 142.
Теорегиче кая линия прогиба заменяется с некоторым приближением двумя
прямыми по обе стороны места укрепления поршня, а поршневой шток, зажатый
между центрами в двух различных положениях, обтачивается таким образом, что
zs~
f?' ^7777///^^72^M^7T727ZZ2.
U—----—2145,5---»
fer ь
-1--------------3099,5
^Z^ZZZl^zZZ^ZZZZZZZUZZZZZZZ.
— 5245 / -
.23
Эта часть поршневого
штока при об > очке до
выточки В вращается
в центрах III и IV оси
c — d Фиг.
Эта часть поршневого
штока при обточке до
выточки В вращается
в центрах I и II оси
142. а—Ъ
Фиг. 143.
он получается изогнутым кверху и после надевания поршня вновь делается почти
прямым. (Этот прием завод MAN после соотвегс г венного усиления штока для боль-
ших газовых машин больше не применял).
Там, где вес поршня целиком или хотя бы часть его воспри-
нимается поверхностью горизонтального цилиндра, должны быть
приняты меры в отношении хорошей и достаточной смазки.
Давление на единицу поверхности р (в проекции) должно быть
не более 2 кг!см2. При этом р =-------——.
опорная поверхность поршня
Хорошие результаты получаются, если горизонтальный поршень
точно прилегает к цилиндру по дуге в 120° (фиг. 133), а в остальной
части он обточен или отфрезован
немного эксцентрично так, чтобы
он мог свободно расширяться. Для
очень больших поршней приме-
няются особые опорные башмаки
или кольца из латуни, бронзы
или белого металла (фиг. 137, пор-
шни братьев Клейн в Дальбрухе)
для уменьшения трения. Однако
проще всего, когда чугунные
поршни сами хорошо пригнаны и
смазаны. Вне цилиндра вес пор-
шня и штока, кроме крейцкопфа,
.воспринимают на себя еще осо-
бые опорные башмаки. Шток или
цилиндрической, устанавливаемой по высоте направляю-
направляющие поршневых штоков фиг. 103 и 106,
СКОЛЬЗИТ в
щей (ср.
сальник Шмидта в Касселе), или же конец штока или муфта, сое-
диняющая два штока, устанавливаются на особом ползуне, сколь-
зящем по отдельной направляющей, например у паровых машиц-
тандем и газовых двигателей.
Кривошипно-шатунные и кулачные передачи 379
Такого рода соединительная муфта с ползуном показана
на фиг. 143 (конструкция Эргардта и Земер, Шлейфмюле-Заарб юкен)Гайки д,
навернутые на концы те~но соприка'ающился поршневых штоков, соединяются
между собой помощью свертного ломута Ь, после чего одна из гаек немного отверты-
вается, пока лобовые поверхности тип штоков не прижмутся крепко одна
к другой. Фиг. 144 показывает соединение завода MAN, также для большого газо-
вого двигателя. Натяжение обоих штоков, соединенных крепкой установочной сверт-
Фиг. 144.
ной гайкой, производится помощью промежуточного клина, который для этого
затягивается. При небольших усилиях также применимо клиновое соединение
(фиг. 5, стр. 251).
С. Кривошипно-шатунные и кулачные передачи
(периодические криволинейные передачи).
Расчет кривошипов
а) Геометрические и динамические основы
1. Примечание. При соединении валов или тяг в механизмы
посредством шатунной, кулачной или шарнирной связи, передаточ-
ное число / = (или ш/v, или v}/v2) может быть либо постоян-
ным, либо периодически изменяющимся.
Передачи с периодически изменяющимся передаточным числом
могут быть с прямолинейным поступательным движением, с качатель-
ным движением, с качательно-поступательным движением и с движе-
нием включения-выключения.
Классификация. По относительному движению составных частей передачи
различают: плоские передачи (движение в параллельных плоскостях),
сферические (движение в концентрических шаровых повер ностях) и про-
странственные (движение проислодит ни в параллельных плоскостях, ни
в концентрических повер ностях). Плоские и сферические передачи требуют для
подвижного соединения валов или тяг двух степеней свободы, пространственные —
пяти, которые осуществляются: в шатунных передачах — посредством соединения
>) R. D г a w е, ZdVdl, 1910, стр. 260 и сл.
380 Т* И. ОТД- 2- Детали машин. II. Составные части машин и приборов
со скользящими звеньями, в кулачных — посредством одной или нескольких сколь-
зящих криволинейны* пар, ив шарнирные — посредством одной шарнирно-кулач-
ной пары. (См. также Хютте, т. I „Прикладная механика**, стр. 363 и сл.).
Обозначения:
а расстояние между осями,
т радиус кривошипа или коромысла I от одного центра сочле-
I длина шатуна / нения до другого (м)
rll=\ отношение радиуса кривошипа к длине шатуна,
« угол криво пи ia,
5 ход перемещения ( = ходу поршня) в м,
±х путь, т. е. расстояние в данный момент какой-либо точки касаю-
щегося звена от середины хода; знак —(минус) принимается для
внутрен. стороны (стороны шатуна) кривошипного механизма (м),
с скорость перемещения в данный момент (в м/сек),
cm=:sn/30 средняя скорость перемещения (в м,сек), отнесенная к ходу,
b ускорение (замедление) перемещения (м/сек*-)'
v — rw = sn/iy скорость пальца кривошипа (м[сек), если г выражен в м.
Таблица 16. Важнейшие плоские кривошипно-шатунные передачи
(фиг. 145 a—Z)
Передачи с вращательно- Передачи с вращательным Передачи с качательным
канательным движением движением движением
Кривошип
с кулисой,
совершаю-
щей коле-
батель ное
движение
। Вращаю-
щаяся ку-
лиса с нап-
i равляющи-
ми, распо-
ложенными
I под углом
Неподвиж-
ная кресто-
образная
кулиса
Нормаль-
ный криво-
шипно-
шатунный
механизм,
!
Кривошип-
ные меха-
низмы с
качающе. -
ся кулисой
Кривошип
с коромы-
слом
Кривошип
с вращаю-
щейся ку-
лисой,
(г> а)
lm = i
Двойной
кривошип
(один—ве-
домый).
Шатун с
коромыс-
лом,
(г>0
Двойное
коромысло
(/<«)
Кривошипно-шатунные передачи
381
2. Механизм кривошипа с кулисой. Фиг. 145а показывает
сочетание кривошипа, сидящего на валу, с качающейся тягой посред-
ством кулисы, охватывающей палец кривошипа, в качестве соедини-
тельного звена, причем теоретическая длина шатуна / = со.
При этом имеем:
X = — г • cos а,
c = v sin cx = r«(D*sin а=_усо,
b = — cos а • v2/r = — Гш2 . cos a = x<oa.
Если представить графически зависимость л, с и b от пройден-
ного пути кривошипа гя, то получим простые косинусоиды и сину-
соиды (фиг. 152 до 154).
Давление на направляющую N (фиг. 146) определяется из равен-
ства моментов Р • у = /V • а.
Отношение мгновенной потери от трения dAr к произведенной работе dA опре-
деляется, если пренебречь трением цапфы, из величины трения ползуна вследствие
Фиг. 146.
сопротивления рч Р и трения в направляющих вследствие сопротивления
(не принимая в расчет собственный вес) так, что
dAr : dA = н ctg a 4- (2y : a).
Отсюда для одного об р >та получается:
Аг : А = н + •2fl)-
К этому надо еще прибавить потерю от трения в цапфе (см. Нормальный криво-
шипный механизм, стр. «591 внизу).
Кривошип с кулисой применим лишь в тех случаях, когда в кулисном камне
возникают только небольшие усилия, потому что давление кулисной рамы на камень,
который здесь должен принять форму крейцкопфа, равно полному давлению Р цапфы,
а опорное давление на единицу поверхности, во избежание сильного изнашивания,
должно быть только небольшим. Изнашивание здесь неизбежно и притом очень
неравномерно, что сильно затрудняет последующие исправления и сборку.
Фиг. 147 изображает осуществление криволинейной передачи с замыканием
посредством круглого кулака, используется для малых сил и перемещений. При
силовом замыкании посредством веса или пружины достаточно одностороннее выпол-
нение и направление движения штока.
3. Нормальный кривошипно-шатунный механизм. Шатун I
соединяет кривошип со штангой (или с поршнем). Ось штанги
или поршня пересекается с осью вала в точке М. Выполняется в боль-
шинстве случаев при помощи тя1и, но также и при помощи шарнир-
ного камня (фиг. 150) или ролика (фиг. 151).
382 т- И. Отд. 2. Детали машин. II. Составные части машин и приборов
Путь х, проходимый поршнем. Для произвольного угла криво-
шипа а, при отношении длины кривошипа к длине шатуна r:/ = k,
если отнести движение шатуна к центру кривошипа М, принимае-
мому за начало координат (фиг. 148 и 157), теоретически будем иметь:
X = — Г COS а + / (1 — cos Р) = — Г cos a zt / [1 — Y1 — (К sin а)2].
Разложив в ряд, получаем:
х = — г cos а ± (Х/2) г sin2 а zt • • •
Пренебрегая дальнейшими членами ряда, имеем:
X = г [ — cos a zt: (Х/2) sin2 а] = г [ — cos а zt (X/4) (1 — cos 2 а)]
или
X = — г COS а zp г (Х/4) cos 2 а Г (л/4) = xt + 4" г (Х/4).
Для а = 90°, х = -j- г Х/2; для / = со = 0), х — xlt следовательно
для а = 90°, хг = 0.
Для а = 0°, х = — г, для а = 180°, х = 4~ г.
Графически путь + х определяется по фиг. 148; если Z = оо,
то, опустив перпендикуляр Ка, получим х = —Ма\ если Z<^oo, то,
проведя радиусом Z дугу Ka]t получим х = —МаР
Для большей ясности представления провидят (по Мюллеру)
через точку М или и Kq окружности радиусом Z (фиг. 149)
и определяют расстояние точки К кривошипа от этих окружностей
по горизонтали, проведенной из /С, или же применяют построение
Брикса (см. ниже).
Зависимость величины х от угла кривошипа а при К = 1:5 пред-
ставлено графически на фиг. 152 как сумма двух косинусоид.
Шток совершает вынужденные гармонические колебания 1 и 2 порядка (Хютте,
т. I, стр. 333 и 539), а при кривошипе с кулисой {I = оо) — колебания только 1 по-
рядка.
Из уравнения для х выводится следующее построение для х
и для погрешности е (фиг. 155). На прямой, представляющей ось
штока, в расстоянии 4* г У 4 от первоначального центра М отмечается
второй центр Л4', из которого описывается oi ружность радиусом г,
а из каждой точки L этой окружности — другая окружность радиу-
сом rk/4
Кривошипно-шатунные передачи
383
Если радиус (кривошип) этой второй okj ужности будет вращаться
по сравнению с главным кривошипом с удвоенной угловой скоро-
стью, так что из точки L описывается дуга 2 а, в то время как глав-
ный кривошип описывает дугу а, то проекция ау Л4 = х, а расстояние
между проекциями точек Q и N, аа1 = е представляет поправочный
член или погрешность по сравнению с величиной аМ при шатуне
бесконечной длины.
Если обозначить через + хг и + х2 абсциссы траекторий точек
LnN относительно центров их вращения М' и L, то непосредственно
получают значения
х = агМ = г Х/4 —
— *1~ х2.
Если через N
провести прямую, под
углом а к оси, т. е.
параллельную QM, то
получится второй
центр О на расстоянии
z = г Х/2 = г2/2/ от
центра М.
На этом основано
приближенное построение
Брикса (фиг. 155 и 156)
для поправочного члена *)•
Откладывают МО =
= Z — гК/2 = г*\21 от центра
М в сторону, противопо-
ложную направлению дви-
Фиг. 150. Фиг. 151.
жения штока и проводят из О прямую под углом а, которая пересечет окруж-
ность кривошипа в некоторой точке Kt почти совпадающей с точкой N, так что
проекция этой прямой а2М почти = агМ = х.
Скорость с в м/сек. Теоретически имеем:
с = v sin (а + p)/cos р = v • MD/r = v • £/г. (фиг. 157).
*) Brix, Полярная бицентрическая диаграмма эксцентрика золотника, ZdVdl,
1897, стр. 431.
384 II- Отд. 2. Детали машин. П. Составные части машин и приборов
Из построения помощью вспомогательного кривошипа радиуса
гХ/4 на фиг. 155 следует, что
с = q -j- с2 =_У1Ш + У2 (2w) = rw [sin а -|- (X/2) sin 2 а].
Фиг. 155.
Наибольшая скорость
шах с имеет место там
(фиг. 157), где соединитель-
ное звено I представляет
собой касательную к кругу
кривошипа, причем шах с =
= v/1+Х2.
При X = 1/оо 1/5 1/4,5 1/4
max c/v = 1 1,02 .1,025 1,031
Средняя скорость штока
или поршня
ст = v 2/тс = 0,637 v =
== v/1,57 = sn/3Q [м/сек].
Взаимная зависимость
значений ст, числа оборо-
тов п, и хода s = 2 г может
быть определена по таблице для расчета поршневых машин (см.
стр. 248 квадрант 1, направо внизу).
Графическое построение. 1. Если развернутые
пути га, проходимые кривошипом, или же дуги а
Фиг. 157.
Фиг. 150.
(следовательно, для постоянной величины со также и время), пред-
ставляют абсциссы, то для rw = 1, ординаты, выражающие ве-
личины скорости с, как видно из построений на фиг. 153, полу-
чаются в результате суммирования двух синусоид и соответственно
двух косинусоид.
Кривошипно-шатунные передачи
385
Длины ординат для каждого деления в 10° могут быть представ-
лены в одном масштабе. Влияние величины к (отношения длины
кривошипа к длине шатуна) легко может быть учтено.
2. Ход поршня и положение кривошипа: передача
скорости получается или из предыдущего, или из фиг. 157, так
как с — v £/г. Величины $ могут быть отложены на ординатах
соответственных точек пути поршня Во BJ (кривая /), а также
в полярных координатах в зависимости от угла поворота кривошипа
(кривая II). При / = оодля кривой / получается одна окружность,
а для кривой //—две окружности, из которых изображена только
верхняя. Влияние отношения К ясно видно из сравнения обеих
кривых.
Ускорение b (м/сек2). Теоретически
de
b = — = Xi со2 -|- х2 (2 ш)2 = г юз (cos а + К cos 2 а) ==
= (г/2/г) (cos аК cos 2 а).
Для а = 0 имеем Ьо = г со2 (1 -|- К) = (v2/r) (1 Ц
для а = 180° имеем bQf = — г ш2 (1 — К) = — (v2/r) (1 — К).
Графическое построение. 1. При гсо2 = 1 и постоянной
угловой скорости а), Ь может быть взято с чертежа, изображенного
на фиг. 154, как сумма двух
косинусоид соответственно
углам поворота кривошипа.
2. По Буру и П р о л-
лю b равно субнормали BJ
в кривой скоростей BqEBq'
(фиг. 157). (Масштаб действи-
телен для о) = 1).
3. По Мору1) (фиг. 157)
находят точку пересечения
D перпендикуляра к линии
ВМ в точке М с прямой В/(
(осью шатуна), через D про-
водят DF параллельно ВМ
до пересечения с продолжением М% в точке F, затем FG парал-
лельно DM и GH перпендикулярно к ВК до пересечения с ВМ
в точке И.
Полученный отрезок НМ = BJ = Ь. Ординаты кривой Ао Ло',
построенной на основании BQBQ', изображают величины ускорения Ь.
4. Кривая Ао Ао' может быть заменена параболой (фиг. 158),
которую проще всего построить по способу отвертывающих каса-
*) Civilingenieur, 1879, стр. 612. Построение общее для конечного шатуна. Другое
построение Rittershaus, стр. 461. Ср. ZdVdl, 1883, стр. 283; 1895, стр. 716;
1896, стр. 983.
25 Зак. 254. — Hiitte, Справочник для инженеров, т. II.
§86 Т. И. Отд. 2. Детали машин. И. Составные части машин и приборов
тельных помощью касательных AqD и Л/Z), проведенных в конеч-
ных точках Ло и Arf (Хютте, т. I, „Математика", фиг. ЗОа);
В0А0 = (1 + *) = г со2 (1 + К), и Bq'Aq' = - v2/r (1 - X) =
••=-ru>a (1 -X).
Эти величины В0Л0 и В0А0' откладываются на перепендикулярах
в точках BQ и Во', принимая <d = 1. Точка D определяется, если
BqBq' = 2 г, по абсциссе МС = rX = BqBq' -Х/2 и по ординате CD =
= г ф2 3 X = 3 X BqA, причем BqA = Bq'А' = v2/r = г ы2 ограничивают
кривую ускорений b для 1 = со1), представляющую в этом случае
прямую ААГ. Значение коэфициента X ясно показано заштрихован-
ной частью 2).
5. В полярной системе координат для углов, описываемых
кривошипом, получается соответственно с-кривой II (фиг. 157)
6-кривая при / = со — тоже в виде круга. Одна окружность повер-
нута по отношению к другой на 90° (т. е. для одного и того же
положения кривошипа вектор скорости с вектором ускорения соста-
вляют угол 90°).
Несимметричный кривошипный механизм (фиг. 159). Центр
вращения кривошипа М отстоит от оси направляющей BqBq' на
величину а. Мертвые точки Kq и Kq расположены несимметрично
по бтношению к оси направляющей; ход s^>2r получается из равен-
ства
J _ У(/ _ г)2 _ а2
Например, для а = 0,5г г и k = J/s
5 = 2,01г 2,04г.
Ускорения определяются из формулы
6 = гш2 [cos a-f-X-cos 2 а —X (a/r) sin а];
так что к ординатам на фиг. 154, представляющим величины 6, надо
еще прибавить ординаты синусоиды X (д/г) sin а, причем кривые
ускорений для переднего и заднего ходов выходят различными.
Нормальный кривошипно-шатунный механизм с серьгой
шатуна (фиг. 160). Часто употребляется в многоцилиндровых двига-
9 Обоснование: Tolle, Regelung der Kraftmaschinen, изд. Ill, стр. 35 и сл.
9 О точной форме кривой ускорений b см. ZdVdl, 1929, стр. 119.
Кривошипйо-шатуйныё передача
38?
телях, работающих с передачей одним кривошипом (V-образные
и звездообразные моторы). Уравнение движения — простое, пока
угол серьги с шатуном б равен углу между направлениями переме-
щения 7 !).
При этом могут быть применены уравнения нормального криво-
шипного механизма для с и b с подстановкой в равенство X = /•//
соответствующей длины шатуна /'.
Соотношение сил и работ в нормальном кривошипном меха-
низме. 1. Силы инерции масс (давление масс). Силы инерции
перемещающихся вперед и назад частей весом Gk (например
крейцкопф, поршневой шток, поршень) суть:
Рь = Ып = Ь • GjJg.
Если отнести силы инерции масс к определенному поперечному
сечению F (в см2), например к площади поршня или сечению штока,
то их „давление масс“ рь можно сравнивать с рабочим давлением pki
действующим на ту же площадь:
Имеем:
pb = b • т/Р и рЬтах == ± (1 ± X) • t»2/r • mjP,
причем v = 1,57 ст выражено в м/сек, г в м, g = 9,81 м/сек2 и
m = Gk/g кгсек2/м.
Если представить себе всю движущуюся массу в виде массив-
ного поршня сокращенной длины Lr с соответствующим сечением У7,
то в этом сечении будем иметь:
рЬшах « ± (1 ± X) (v/ЮРт • Lr/r = 2,5 (1 ± X) (Cm/10)*T Lrjr.
Пример. Столб охлаждающей воды в охлаждаемом водою поршневом штоке
имеет, положим, длину Lr = 10 м, далее пусть г = 0,5 м, v = 6 м/сек; 7 = 1 кг/дм*,\ =
= 1/5, тогда получим р^шах = 1,2*0,36* 1-10/0,5 = 8,6 кг!см*.
Для поршневых машин полезно отнести вес всех перемещающихся
частей к 1 л объема рабочего пространства, описываемого поршнем.
Так как вес этого литра
(Ол)0 = Gk/(PЧ S) [л] = Lr [дж] Р [^] ^г/^-][дм^,
то по отношению ко всей площади поршня
рЬтах * 2 (1 X) (v/10?. (Gk)0 ж ± 5 (1 ± X) (ст/10)2 (Ок)0.
Ч Для случая 8^7 см. Штейгенбергер, К вопросу о расчете полезного действия
авиационных двигателей, ZFM 1929, стр. 113.
25*
388 И. Отд. 2. Детали машин. II. Составные части машин и приборов
(О^)0 = 1 до 2 кг/л для поршней авиационных двигателей,
(О^)0 = 2 „ 3 „ „ автомобильных двигателе)
(Сь)0 = 4 „ 6 „ „ неподвижных двигателей
** т/п n/jTTt/Anrhn
автомобильных двигателей,
неподвижных двигателей без
крейцкопфа,
(Gft)o = 6
неподвижных двигателей внут-
реннего сгорания, двойного
действия с крейцкопфом,
3
6
(Gfc)c = 3
Далее (сш) = 15 до 20 м/сек для
неподвижных паровых машин
двойного действия.
авиационных двигателей,
автомобильных двигателей,
неподвижных паровы... машин
и двигателей внутреннего
сгорания,
поршневых насосов.
Пример: Авиомотор со скоростью = ст = 10м/сек,
(^fc)o — 2,0 кг/л; X —
Pb шах » ± 5 (1 ± 0,25)«Р.2 = + 12,5 и соответств. — 7,5 кг/см9.
Давление массы вычитается из рабочего давления в течение
периода ускорения движения и прибавляется к нему в период замед-
ления.
При определении значений Gk, к последнему надо еще отнести ту часть веса
шатуна, которая приходится при горизонтальном положении его на крейцкопф
и в общем составляет около — его веса.
Остальную часть надо причислить к эксцентрически вращающимся массам Ge *)
2. Рабочее давление. Если Р = Fpk — сила, действующая
на поршень, где F —-площадь поршня и рк— рабочее давление на
единицу площади поршня, то вертикальное усилие W на параллель
при механизме кривошипа с кулисой = Ру/а (фиг. 146), а при нор-
мальном кривошипном механизме (с шатуном)
N = Р. tg £ =± S sin р
(фиг. 161).
Для а р = 90°:
дт = Рг/1 = РХ, для а = 90° (р = pmax) при постоянном Р полу-
чается наибольшее вертикальное давление:
Mnax = Р tg ₽max = Рг)1=РХ,
Горизонтальный кривошипный механизм называется вправо вра-
щающимся, если при положении, показанном на фиг. 161 (крейцкопф
слева от наблюдателя), вращение кривошипа, рассматриваемое в верх-
ней половине, происходит вправо.
:)Более точные данные о действии массы шатуна см. Autenrieth, ZdVdl,
1885, стр. 716 и след, и 1896, стр. 904; Lorenz, ZdVdl, 1918, стр. 563. Далее
Huber, Erschiitterungen schwerer Fahrzeugmotoren, Munchen 1920.
Кривошипно-шатунные передачи 389
Если давление N на параллель должно быть направлено вниз,
то поршневой двигатель должен иметь правый ход, а поршневой
насос — левый.
Сила, действующая по направлению шатуна:
S = р / cos р и Smax = Р/ V1 + X2 при а + р = 90°; для / = оо, S = Р.
Сила давления пара Р, разлагаемая в точке В на составляющие
S и 7V, действует полностью, как давление, на подшипник вала, где
к этому давлению еще присоединяется давление веса вала и махо-
вика.
3. Касательная сила (вращающая), а) По величине
передаваемой поршнем силы Р = Fpk определяется каса-
тельная сила (вращающая) Г, действующая на палец кривошипа,
из формулы:
Т = Р sin (a P)/cos р = Р (sin а sin 2 а • Х/2).
Касательная составляющая давления поршня, действующая по
окружности, описываемой кривошипом:
рт = рк (sin а 4- sin 2 а • Х/2).
Затем, так как
Т* v = Р • г, то Т = Р c/v = Р • kjr-и pq, = рк • е/г.
Момент вращения М= Tr = Р$.
Для а — 0 и а = 180°....Т = О
„ а = 90°..............Т = Р
(« + ₽) = 90’ . . .(Г/Рт„) = (5/Ртвх)=/Г+хГ
w 1= со (X = 0).......Г = Р81д
390 П. Отд. 2. Детали машин. II. Составные части машин и приборов
Графический способ определения значений Г: он может быть применен
для Х=г// (фиг. 162) и для Х=0 (фиг. 163). (Построения для К = 0 значительно проще
и ошибки его во многих случаях допустимы). На фиг. 162 и 163 каждое значение Р
(представленное отрезком АВ) берется из верхней диаграммы для Р и переносится
в нижнюю полярную диаграмму как отрезок АЛК*.
Так как Т : Р = £ : г, то для нахождения величины MD' — Т проводят линию K'D*
параллельно KD. Отрезки MD' = Т могут быть непосредственно перенесены в диа-
грамму для Т, основанием которой служит развернутый путь цапфы кривошипа, как
ординаты А'В'. Целесообразно вносить в диаграмму силы в масштабе (1 мм = х кг)
и пути в масштабе (1 мм = у м), чтобы работа могла быть вычислена по площади
диаграммы в кгм (килограммометрах). Длину основания Г-диаграммы целе-
сообразно делать равной 18, 24 или 36 см, а окружность кривошипа делить
на 18, 24 или 36 равных частей (^ а = 20, 15 или 10°).
Поскольку сила Р постоянна, по-
стольку диаграмма для Т имеет
такой же характер, как и диа-
грамма скоростей (фиг. 153), так как
Т= Р» c/v.
Фиг. 162.
Ь) Кривая сопротивлений^, при равномерной передаче
силы в Г-диаграмме представляется в виде прямой, причем
Wi = 75 NJv = Fpwi и pwi = pmi 2/я.
Кривая сопротивлений включает сопротивление трению Wr ма-
шины и внешнее сопротивление We, соответственно внутренней
работе Ni и отданной внешней Ne.
с) Касательные давления массы Тъ = Ррът целесооб-
разно откладывать от линии сопротивлений, если она представляет
прямую. Имеем:
Рът — Рь lsin “ + (х/2) Sin 2 а] = — [sin 2а — (X/2) sin а 4-
Го
4-3(Х/2) sin За].
Кривошипно-шатунные передачи
391
Подставив вместо
m/Fs [л] = (G,c)0 [кг/л]
получим:
pbT=(Gk)0 (*>/10)2 [sin 2а —(X/2) sin а4-3 (X/2) sin За],
где v означает скорость цапфы кривошипа.
Для I = оо (X = 0) имеем:
pbT^(G^Q (*710)2-sin 2 а.
В большинстве случаев достаточно бывает исследовать вопрос
при допущении, что X = 0, в особенности когда величины, принятые
для веса поршня Gkt и предположен-
Сторона крышки Сторона криЗошип^
ныи ход изменений давления пор-
шня не вполне отвечают действи-
тельности. Площадь фигуры, осно-
ванием которой служит развернутая
окружность цапфы кривошипа, огра-
ниченная кривой Г, как и площадь
фигуры, построенной на том же осно-
вании для сопротивлений W, выра-
жают работу; различия в этих фигу-
рах: то временный избыток, то вре-
менный недостаток работы (zt 2(g) вы-
зывают колебания в течение одного
оборота.
Их расчет и способы уравнове-
шивания см. подъотдел G .Детали
машин для уравновешивания".
Соотношения работы. Работа,
произзодимая поршнем, должна тео-
ретически во всякое время рав-
няться работе цапфы (пальца) кри-
вошипа, следовательно:
Pc = Tv.
18
Фиг. 163.
Точно так же, если Рт == pmF есть среднее давление на поршень,
а Тт среднее касательное давление на кривошип, то работа
Рт'2 Г==ТПГГК- откуда
Рт = Д» я/2 > Тт = Рт ^/~ и Ртст — Tmv.
Влияние трения в цапфе. При повороте кривошипа
на угол d а работа трения dAr пальца кривошипа диаметром d и цапфы
вала диаметром D, если Р есть давление штока в данный момент,
выразится так:
а а = W + Рг/а •
392 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
полезная работа
dA = Pdx = Ру da
отсюда получаем отношение
dA = 2у
dAr PqtZ р-2^
Значения 2у = 2 г sin а и d -ф- р.2 D, откладываемые на перпен-
дикулярах к основанию 2 г, ограничены дугами окружности и пря-
мыми (фиг. 164).
Пока 2 у или 2 г sin d-\-^2D является самоторможение
в кривошипном механизме: мертвый угол кривошипа а0.
Средний или общий коэфициент полезного действия кривошипа
при передаче работы от штока к валу, не считая потерь, часто весьма
значительных в направляющих, полу-
чается из выражения для работы штока
за время одного оборота Ат = Рт • 4 г
и работы пальца кривошипа
Ar = Рт
, , (Pi d + |х2 £>)
Ч = 1 “ Д" 1 47
т
Л
Фиг. 164.
Таблица 17. Угол кривошипа и средний коэфициент полезного действия
Для длинных и коротких кривошипов и эксцентриков получаются следующие
сравнительные величины для мертвого угла кривошипа а0 и среднего коэфициента
отдачи т) при условии, что р.2 = 0,14 (без смазки), 0,05 и 0,01.
p. = 0,14 p. = 0,05 p. = 0,01
«0 •n % ”4 «0 •n
Длинные кривошипы.d — D=-^— 3°10' 0,91 Г10' 0,97 0°14' 0,994
Короткие d= D = r 8° 0,82 3° 0,92 0"34' 0,984
Эксцентриковые . . d = 2D = 4 г 34° 0,34 11° 0,77 2°20' 0,953
Потеря в направляющих составляет АГ]А ~ рЛтс и должна быть
учтена при определении общего коэфициента полезного действия,
причем обыкновенно бывает больше, чем в цапфе.
4. Кривошипный механизм с качающейся кулисой
(-£ = Х> 1 ), снабженный серьгой (фиг. 165), применяется главным
Кривошипно-шатунные передачи
393
образом для достижения медленного прямого хода и быстрого обрат-
ного хода. Для предельных скоростей имеем равенство: .
с = И = /г/9,55 • Z?/(X ± 1),
где г радиус кривошипа, a R — длина кулисы. Промежуточные зна-
чения с находят графически (путем построения) с нанесением v19 v2
и v3, как изображено на фиг. 165.
5. Кривошип с вращающейся кулисой и с крестообразной
кулисой (а/r = Х<1) (фиг. 166). Первый служит: 1) в качестве
ведомого кривошипа при параллельно перемещающихся валах,
2) в качестве вращающейся поршневой передачи в ротативных
двигателях, 3) в соединении с нормальным криво-
шипно-шатунным механизмом с серьгой шатуна
(EF, фиг. 166) или с кривошипом с качающейся
кулисой для получения сильно разнящихся прямого
и обратного ходов.
Передаточное число Z2i= <JDa/cot получается из чертежа
(фиг. 166) проведением касательных ВА и CD к двум окруж-
ностям с радиусом г. При этом i = (г ± d)jr = 1 ± X; ко-
Фиг. 165. Кривошип с ка-
чающейся кулисой.
лебания передаточного числа
(фиг. 166 вверху) могут быть по-
лучены графически для любого кри-
вошипного механизма, например
для нормального кривошипно-ша-
тунного (фиг. 166 внизу), если
даны скорости с прямого и обрат-
ного ходов.
При вращающейся кулисе
(фиг. 145 d) (табл. 16, стр. 380)
Х=0 и i = const. Поэтому она
служит для свободного от коле-
баний соединения параллельно
перемещающихся валов (фиг. 305).
Силы инерции. От-
Фиг. 166.
рости с точки В при
носительные пути х и ско-
ее движении по направлению
перемещения
те же, что и при стационарном кривошипно-шатунном механизме.
Зато к радиально действующему ускорению b прибавляется перпен-
дикулярное к пути перемещения, т. е. действующее тангенциально,
„ускорение Кориолиса" Ьсог (см. Хютте, т. I, „Механика", стр. 325),
причем bcor = zt 2с ф2.
Наибольшее значение Ьсог появляется одновременно с наибольшим значением
с примерно в средине хода точки В; действует при ходе вверх — противоположно
направлению вращения, а при обратном ходе — по его направлению. Оно от 5/3
до 2 раз больше, чем наибольшее ускорение поршня Ьо.
Если ц>2 = const (причем момент инерции J2 значительно превышает JJ, то
приХ = 0 1/5 1/4
соответственно bcorjb = 2 1,7 1,65
Значение X = 0 относится к передаче с вращающейся кулисой с расположенными под
углом направляющими,
394 Т. II. Отд. 2. Детали машии. II. Составные части маши; и приборов
Крутящие моменты при ротативном двигателе возникают
под влиянием приложенных на плече О2В = т ± х составляющих
сил по направлению перемещения от действующей силы Na и от
силы Nb, которая в свою очередь является производной силы инер-
ции Ръ, увеличенных на величину силы Кориолиса Ncor = bcorm
движущихся поступательно-переменным движением масс; таким обра-
зом, крутящий момент М = (Na zt Nb ± Ncor) (г zt л). (О величине
х, см. п. 3 „Нормальный кривошипный механизм", стр. 331).
6. Особые случаи кривошипной передачи, а) Равноплечий
кривошипный механизм с вращающейся кулисой
(фиг. 167) (a/r = X = 1). Эта передача является промежуточной между
кривошипным механизмом с качающейся кулисой при Zw = 0 и меха-
низмом с вращающейся кулисой при im = 1. Передаточное число
при ней не изменяется а именно Z =1/2> I»
Фиг. 169.
Фиг. 167.
Фиг. 168.
т. е. равно среднему между передаточными числами механизмов
с качающейся и с вращающейся кулисой. Вследствие имеющихся
неопределенных положений (мертвых точек) кулиса выполняется
двойной или многократной.
Ь) Передача с параллельными кривошипами
(фиг. 168). Кривошипы тг и г2 имеют одинаковую длину, длина ша-
туна 1= расстоянию между осями а, так что при параллельности
кривошипов передаточное число постоянно: Z = + 1 (применяется,
между прочим, в локомотивах и в распределительных механизмах).
В этой передаче имеются два неопределенных положения или две
мертвых точки, в которых передача момента не осуществима. В силу
неизменности передаточного числа на двух валах может быть уста-
новлено произвольно большое число параллельных кривошипов.
Для перевода через мертвую точку достаточно установить вспомогательную
кривошипную передачу со вторым параллельным кривошипным механизмом ОУА'В'О9,
установленным но отношению к первому под углом около 90"’ /фиг. 168). При одно-
сторонней передаче (если налицо только тяга или только давление) необходимы по
меньшей мере три пары параллельны х кривошипов под углами в 120°. В конструкции,
изображенной на фиг. 169, четыре криволаипа присоединены к одному диску (что
возможно при малом расстоянии осей е = /) и связаны исключительно посредством
скользящих кулачков, представляющих собой диски, насаженные на оси ерчленений
(на пальцы кривошипов).
Кривошипно-шатунные передачи
395
с) Антипараллельный кривошипный механизм
с вращающимися в разных направлениях кривошипами. Каждая
простая параллельная кривошипная передача может стать в мертвой
точке антипараллельной кривошипной передачей *), а именно, при
а/г^>1 —передачей с кривошипами, движущимися в противополож-
ных направлениях с = — 1 (фиг. 170 а), а при а/r < 1 — передачей
с одинаковым направлением движения кривошипов с t = -f-1
(фиг. 170 b).
Передаточное число этих передач является периодическим,
изменяясь для обоих случаев между предельными величинами max i =
U. । ^ \ // а \ 1
= (!-{—— )/(1 —— I и ——, принимая эти последние в мертвых
х / / \ / ТТ13ХI
точках. Принужденное движение в мертвых точках может однако,
быть осуществлено только при по-
мощи вспомогательной передачи, а
именно посредством применения час
тично зубчатых эллиптических колеи
(см. главу о зубчатых колесах), так как они могут обеспечить,
подобную передачу.
Кривошипная передача с вращающимися в противоположных направлениях
кривошипами может быть заменена в мертвых точках передачей' эллиптических
зубчатых колес, а кривошипный механизм с кривошипами, вращающимися в одном
направлении, — вращающейся передачей эллиптических зубчатых колес.
7. Сферические и пространственные кривэшипно-шатунные
механизмы. В таблице 18л—е приведена сводка главнейших видов
сферических передач с вращательно-качательным и с вращательным
движением, отличительный признак которых состоит в том, что оси
всех цапф пересекаются в одной точке. Качающийся кривошип (а)
и кривошипный механизм с качающейся кулисой (Ь) используются
для приведения в действие качающихся валов и качающихся кулач-
ков от одного вращающегося вала. Шатун 2 сферического качаю-
щегося кривошипа совершает колебательные движения вокруг центра
l) R eu 1 еаих, Пособие по кинематике, т. I, 1875, стр. 288.
396 т- П. Отд. 2. Детали машин. II. Составные части машин и приборов
Таблица 18. Сферические и пространственные передачи (механизмы)
(фиг. 171а—/)
Передачи (механизмы) с ка-
чагельным движением
Передали (механизмы)
с вращательным движением
а = 90’
6 < 90’
Кривошип-
ный меха-
низм с ка-
чающейся
кулисой
Простран-
ственная
передача с
качающим-
ся диском
Кривошип
с вращаю-
щейся
кулисой
Вращаю-
щаяся ку-
лиса со
скрещиваю-
щимися на-
правляю-
щими
и оси вращения. Вследствие этого такой механизм (фиг. 172) удобен
для отведения (передачи) поступательного движения с помощью
пространственной шатунной передачи и известен под названием
колебательная передача* 1).
С этой передачей имеет сходство в смысле характера действия пространственная
передача с колеблющимся диском (фиг. 171 /), которая изображена внизу — с 2
шатенами (2) и 5 точками свободных сочленений.
О применении сферических передач с поступательным движением (фиг. 171
с, d и е) в качестве универсальных шарниров (шарниры Кардана и крестовые шар-
нирные соединения) и законах их движения см. стр. 486.
8. Периодическая криволинейная (кулачковая) передача.
Применяя ролик как соединительную часть, или две связанные по-
мощью силового замыкания кривые, можно достигнуть любого пре-
образования пути (траектории).
9 Относительно уравнений движения и подробностей устройства см. F. О. М u 1-
1 е г, Соотношение ускорений в сферическом кривошипном механизме, ZdVdl, 1929,
стр. 117,
Кулачковая передача
397
Для исследования условий движения можно по Гартману *)
всякую криволинейную или кулачковую передачу привести к че-
тырехзвенной шарнирной цепи, если рассматривать центр кривизны
касающихся кривых как центры шарниров качающейся штанги (шату-
на) (фиг. 173) (см. Хютте, т. I, „Механика", стр. 367, фиг. 21). Целе-
сообразно при этом кулачковую форму вращающегося или качающе-
гося вала составить из отдель-
ных сопряженных дуг окруж-
ностей, а кулаку качающегося
Фиг. 173.
Фиг. 172.
рычага или качающегося шатуна придать форму ролика для умень-
шения износа („Качающиеся кулаки" см. Клапанное парораспреде-
ление, отд. „Паровые машины", Хютте, т. Ш).
Другой способ: строят диаграмму путей х, проходимых качаю-
щимся рычагом или качающейся штангой (в случае применения
роликов— путей, описанных
центрами роликов) в зави-
симости от времени t (фиг.
174) и определяют из нее
скорость
v = dxfdt Дх/Д£
и ускорение
b = d^xjdt2 = dvfdt
приближенно, вычислением
или графическим путем,
кладя в основу вычисления
или построения конечные
значения времени Д/. Если
при этом получатся слиш-
ком большие величины для ускорения b и, следовательно, для
давления массы mb, то это можно исправить, изменив форму ку-
лака. В тех местах, где кулак очерчен концентрическими кривыми,
скорость и тангенциальное ускорение = 0.
Если кулачковая передача осуществляется помощью силового
замыкания и без изменений давления в штангах, то сила Р, которой
») Hartmann, ZdVdl, 1905, стр. 1581, затем Polster, Kinematik (Sammlung
Goschen).
398 Т. П- ОТД- 2- Детали машин. II. Составные части машин и приборов
замыкается кулачковый привод (в большинстве случаев это упругая
сила пружины zt собственный вес, причем упругая сила увеличи-
вается или уменьшается соответственно колебательному движению),
должна быть достаточной для того, чтобы Р — mb оставалось > О,
где т означает всю массу, отнесенную к центру качаний штанг или
качающегося рычага (одноплечего коромысла) 9- Основой для рас-
чета касающихся кривых на давление должно служить наибольшее
давление
Р+тЬт&х.
Расчет роликов и кулаков на прочность (см. выше, стр. 185) про-
изводится, принимая k = max P!ldr, где k является величиной, опре-
деляемой опытным путем для различных материалов, a \/dr = l/d^ zt
zt 1/аГ2 (стр. 445). Для кулаков из закаленной стали k = 60 до ЮОлг/слс3,
для кулаков из чугуна со стальными роликами ktt 30 кг! см2.
9. Направляющие коромысла. Если отдельные точки соедини-
тельного звена описывают при движении либо дуги круга, либо
прямые или иные кривые, то это свойство
может быть использовано
К. 2? 7 для создания направляющих
коромысл, например для на-
iAi
11V mnULin, 11U lipziivik^n
и т. д. Кривошипы коро-
мысла или камни, служа-
щие для направления дви-
жения соединительного зве-
на, называются в этом слу-
чае направляющими. Если
тело должно перемещаться только при помощи
? Я
Фиг. 175.
Фиг. 176.
коромысла, то оно
должно в 2 до 4 точках, имеющих параллельное перемещение, удер-
живаться шарнирными связями (исключение на фиг. 185).
Направляющие — дуги окружностей. Простейшее применение.
Параллельный шарнирный механизм. Каждая точка (например
фиг. 175) тела, направляемого двумя или несколькими параллельными
направляющими радиуса г, расположенными в одной плоскости, опи-
сывает дугу окружности радиуса г.
Механизмы для получения прямолинейного движения 2).
а) Треугольное коромысло Роберта (фиг. 176), для
которого должны быть приняты следующие соотношения: r[h = 0,584;
blh = 0,593; cjh = 1,112.
») Относительно выполнения кула*ов см. Р й н г в а л ь д, ZdVdl, 1927, стр. 47
где приведены библиографические данные; Рикардо, Быстроходные двигатели
внутреннего сгорания, Берлин 1926; Шпрингер и Мау ль, Практика выполнения»
передач в упаковочных машинах, ZdVdl, 1929, стр. 481.
>) См. Kinematisches Skizzenbuch по лекциям Ф. Р е л о, обработ. и издан. А. V.
Hiitte, Берлин 1880/1892, Вильгельм Эрнст и сын; Риттер сгаус, Gelenkgerad-
ftihrungen, ZdVdl, 1877, стр. 217; Р. М ю л л е р, Z. f. Mathem. u. Phys., том 43,
стр. 86.
Механизмы для получения прямолинейного движения 399
Ь) Лемни скатно е коромысло (фиг. 177 и 178) (о лемнис-
кате см. Хютте, т. I, „Математика", стр. 156).
Обозначим через:
а и аг — длины коромысел М С и
d и dx — соответствующие отрезки ВС и BD соединительной тяги (шатуна),
ф и cpj — половины углов колебаний обратных коромысел,
5 — высоту подъема = 2а sin ср = 2ar sin <plt
с — проекцию линии, соединяющей неподвижные точки М и на направление
подъема ху,
е и Ci — стрелы дуг, описанных конечными точками С и D обратных коромысел
при их движении:
е = а (1 — cos <р) и (1 — cos срх).
Направление ху точки В, которой сообщается прямолинейное
движение, делит пополам стрелки дуг е и
Даны: коромысло а, его неподвижная точка М, отрезки d и d\
соединительной тяги и точка В, которая должна двигаться по пря-
мой линии; требуется найти длину обратного коромысла и его
неподвижную точку
Так как угол ср известен, то можно определить s и е.
Приближенное решение для малых величин угла ср:
для различных положений точек В и С определяют кривую, описы-
ваемую точкой соединения D\ заменив эту кривую дугой круга,
отыскивают центр окружности Это решение удовлетворяет мно-
гочисленным приложениям, например для качающихся кранов (с пе-
ремещением грузов по горизонтали), для направляющих прямоли-
нейного движения у станков.
Для больших углов <р действительно следующее решение. Начертив коромысло а
6 его крайнем положении МС и установив в этом положении соединительную тягу
таким образом, чтобы точка В лежала на линии ху, делящей пополам стрелу дуги,
400 П• ОТД- 2- Детали машин. II. Составные части машин и приборов
описанной точкой С, находим тогда положение конечной точки D. Затем находим
положение конечной точки соединительной тяги при среднем положении коро-
мысла alt описав из точки С, (среднего положения конечной точки С) радиусом
CD = dv ± d окружность, которая пересечет прямую, проведенную параллельно
МСг на расстоянии 1/2 • $ от точки D, в точке Dv Соединяем точки D и Dx прямой,
из середины DDX восставляем перпендикуляр до встречи с прямой, проведенной из
параллельно СХМ в точке Mlt которую и требовалось найти. Линия, соединяющая
D с All, определяет искомую длину аг обратного коромысла.
Даны: оба коромысла а и аь расстояние с между ними, когда
они параллельны друг другу, и высота подъема требуется найти:
положение точки В, которая должна двигаться прямолинейно, и по-
ложения неподвижных точек М и Определяем е и и,
проведя а и ах перпендикулярно к ху в расстоянии с друг от друга
так, чтобы е и ег разделились пополам, находим неподвижные точ-
ки М и Мр В крайнем своем положении СО пересекает направле-
ние ху в точке В, которая и будет двигаться прямолинейно. Хоро-
шее направление получается, если принять (фиг. 177):
3 19
л = л1>9--«; <? = ?!< 19,5°; e = s.
£ zo /
с) Э л л и п тич ески е к о р о м ы с л а. Обозначим через (фиг. 179
до 183):
АВ — главное коромысло,
а — половину угла его отклонения,
CD — обратное коромысло,
С—ведущую точку,
D — его неподвижную точку,
В — точку, которой сообщается прямолинейное движение.
Эллиптическое коромысло опирается на неподвижную кулису
со скрещивающимися направляющими (табл. 16^, стр. 380); конеч-
ные точки его сочленений А и В совершают прямолинейное дви-
жение в направлении главных осей АО и ВО (фиг. 180).
Каждая точка С главного коромысла АВ описывает дугу эллипса, центр кривиз-
ны которой D отыскивается. Если точка С расположена по середине между А и В,
то она описывает круг с центром в точке О.
Если радиусом кривизны DC явится коромысло, то точка В должна совершать
движение приближенно по прямой ВО при условии, что точка А перемещается в
направлении ОА (и обратно).
Механизмы для получения прямолинейного движения 401
1. Коромысло Эванса (фиг. 179). Угол Л£)В = 90°;
а = Ь = г. Если А имеет принужденное движение по прямой AD,
то получаем вполне точное прямолинейное направление; если же
точка А движется по дуге окружности радиуса ЕА, то получается
приближенное прямолинейное направление. Чем больше ЕА и мень-
ше угол а, тем точнее коромысло. Следует выбирать а <20° и
EA>BD.
2. Приближенное эллиптическое коромысло.
В зависимости от положения точки С различают три рода эллипти-
ческих коромысел: 1) точка С лежит между А и В (фиг. 180); 2) точ-
ка С лежит за точкой В (фиг. 181); 3) точка С лежит за точкой А
(фиг. 182). При всех этих трех коромыслах прямолинейный путь
точки А может быть заменен круговым. Коромысло третьего рода
дает наибольшее отклонение точки В от прямолинейного пути.
Фиг. 183
Определение обратного коромысла. 1) Дана точка
С, требуется найти D (фиг. 180 до 182). Начертив главное коромысло
в его крайнем положении и отложив ОС^ = ВС = b (фиг. 181), про-
водим С0С и из середины этого отрезка восставляем перпендикуляр,
который пересечет горизонтальную линию OACq в точке D. Если
выбрать а очень малым, то приближенно имеем г:а = а:Ь.
2) Дана точка D, требуется найти точку С (фиг. 183). Продол-
жив при крайнем положении главного коромысла линию АВ на дли-
ну BDt = OD и, проведя прямую DyD, восставляем в середине
ее перпендикуляр, который при пересечении с главным коромыс-
лом и определит трчку С.
26 Зак. 254. — Hiitte, Справочник для инженеров, т. II,
402 т- П. Отд. 2. Детали матип. П. Составные пасти машин и приборов.
Во втором и третьем случае (фиг. 181 и 182) отрезок BDr = OD
откладывается от точки В в сторону А.
d) Конхоидное коромысло (фиг. 184). (Конхоиду см.
Хютте, т. 1, стр. 156). Пусть АВ — главное, a CD — обратное коро-
мысло. С — его ведущая точка и D — неподвижная. Смотря по тому,
находится ли точка С между 4 и В или за В, или же за А, получаем
конхоидное коромысло первого, второго и третьего рода (подобно
эллиптическим). Обратное коромысло определяется приближенно
таким же образом, как и эллиптическое. Коромысло второго рода
при условии г = 1\ дает хотя и короткое, но
весьма хорошее прямолинейное направление.
е) Движение, прямолинейно на-
правленное посредством перекре-
щивающихся коромысел (фиг. 185). Два
коромысла расположены одно за другим: одно
из них Si помощью ползуна К\ определяет дви-
жение в горизонтальной плоскости, а другое S2
помощью соединительного звена К2 — в верти-
кальной плоскости. Это устройство обеспечи-
вает 'точное прямолинейное движение стола Т
и применяется для легкоподвижных столов изме-
рительных станков (приборов) и рабочих машин,
когда непосредственное применение призматической направляющей
или направляющей качением нецелесообразно.
Фиг. 185
Ь) Формы элементов кривошипного механизма
1. Соединение со штоком, крейцкопфы. Боковые давления,
которые при перемене направления сил, действующих на стержни,
неизбежны, воспринимаются рамой посредством подвесных сочлене-
ний, а при прямолинейном направлении — самой направляющей.
Чтобы избежать вредного влияния одностороннего действия боко-
вых давлений в направляющей, от которых увеличивается изнаши-
ваемость, следует шарнирную цапфу притянуть, по возможности,
ближе к направляющей; а где конструкция позволяет, направляю-
щую располагают так, чтобы боковое давление воспринималось или
впереди, или позади сочленения.
Примером для этого служит хомут Клейна, внутри которого расположен
коленчатый вал (фиг. 186). Поршневые штоки, соединенные помощью хомута, полу-
чают направление от своих сальников впереди и позади этого соединительного
хомута.
Проще и лучше всего воспринимается давление симметрично
по отношению к оси сочленения или же непосредственно через нее
в крейцкопфах. Одним из всегда пригодных для небольших
сил типов крейцкопфа является крейцкопф, который устанавлива-
ется внутри поршней двигателей внутреннего сгорания одинарного
действия, где трубочный поршень непосредственно соединен с на-
правляющей крейцкопфа (фиг. 128).
Крейцкопфы
’ 403
Особенные формы крейцкопф принимает лишь благодаря тому или иному
соединению со штоком и шатуном и особым условиям, могущим влиять на харак-
тер конструкции крейцкопфа в связи с остальными звеньями движущего механизма:
возможность установки и регулировки в направлении разборки соединения со
штоком, перестановки в продольном направлении соединения со штоком, пригонка
башмаков к станине и соответствующий этому характер формы и обработки послед-
ней (двухстороннее или одностороннее направление, цилиндрическое или плоское)
Фиг. 186.
Фиг. 187.
Формы выполнения: четыре основных вида: подшипник
пальца: 1) в средней части, 2) с обеих сторон средней части; укре-
пление пальца: а) в крейцкопфе, Ь) в шатуне.
Случай 1 — палец имеет разъемное соединение с вилкой, причем
длина пальца / = 1,4 до 1,7 d. Ширина опорной поверхности а = 0,45
до 0,7 d, в зависи-
мости от материала
вилки. Палец имеет
разъемное соеди-
нение с обеих сто-
рон, посредством
болтов или клинь-
ев, но только при
малых размерах;
при больших раз-
мерах — с кольце-
вым натяжением,
получающимся по-
средством конусо-
образной опорной
поверхности (фиг.
188—190) или ко-
нической втулкой
(фиг. 191), но с
принятием мер предосторожности против перекручивания. Случай
1.а) (фиг. 187—191) представляет самое дешевое выполнение: вилка
стального литья или из чугуна лежит в крейцкопфе и несет баш-
маки. Когда, по соображениям веса или надежности, все части изго-
товлены из кованой стали, то случай 1. Ь) является более дешевым
(фиг. 192—194).
Соединение по 2. а) применяется тогда, когда соединение крейцкопфа со штока
поршня необходимо расположить между цапфами (фиг. 195 и 196) и тем самым
уменьшить строительную длину машины, особенно у вертикальных машин. Соедине-
ние по 2. Ь) применяется только в особых случаях.
Фиг. 188.
404 Т. И. Отд. 2. Детали машин. И. Составные части машин и приборов
Соединение штока поршня с крейцкопфом произ-
водится посредством поперечного клина, винта или фланца. Попе-
речные клинья (фиг. 190—192) устанавливаются путем ударов без
всякой регулиров-
ки по длине, имеют
применение для
конструкций малых
и средних разме-
ров.
Соединение со
штоком посред-
ством винтовой на-
резки, допускаю-
щее продольную
перестановку, ука-
зано на фиг. 187,
188 и 196. Ослабле-
ние штока при мел-
кой винтовой резь-
бе меньше, чем
при соединении
посредством клина;
Фиг. 189.
такое соединение применяется при пустотелых высверленных што-
ках, например при охлаждении поршней двигателей внутреннего
сгорания и компрессоров, наряду с фланцем. Лучше располагать
Фиг. 190.
нарезку не в крейцкопфе (фиг. 187), а в специальных гайках
(фиг. 188, 193 и 196).
Соединение башмаков с крейцкопфом производится
по большей части посредством болтов; пригонка при помощи плос-
Крейцкопфы
405
ких (фиг. 194—196) пригоночных поверхностей или цилиндрических
(фиг. 188—190), с установочными зубьями в качестве замыкания фор-
мой, или посредством цапф (фиг. 192), или также в горизонтальных
машинах большей мощности, посредством шаровых цапф (фиг. 193,
система бр. Зуль-
цер, Людвигсга-
фен), дающих воз-
можность выправ-
ления неточностей
сборки. Для дви-
гателей меньшей
мощности и быс-
троходных, напри-
мер локомотивов,
легких судовых ма-
шин, башмаки час-
то изготовляются
за одно целое с
крейцкопфом (фиг.
187 и 191). Металл
для башмаков —
Фиг. 191
чугун или белый
металл в чугуне.
Направляющие — двухсторонние и цилиндрические, где это выпол-
нимо (фиг. 187—190), в противном случае — плоские (фиг. 195) и
часто односторонние, когда это обусловливается устройством рамы
и соображениями доступности, например фиг. 191, 194 и 196.
Фиг. 192.
У локомотивов вилкообразный крейц-
копф стальной или из стального литья;
так как направление состоит из одной или
двух призматических балок, то получа-
ется необычная и дорогая, но легкая кон-
струкция крейцкопфа.
На фиг. 191 — крейцко'.!’ для новей-
ших паровозов скорых поездов с одной
направляющей балкой. Паровозные парал-
лели работают с большим давлением для
того, чтобы достичь более легкой кон-
струкции. Регулировка — новой заливкой
башмаков белым металлом.
Фиг. 192 — крейцкопф из ста-
ли с регулированием вкладышей
посредством винта и , с двухсто-
ронней направляющей (для го-
ризонтальных паровых машин).
Фиг. 193 — крейцкопф из стального
литья с регулированием вкладышей помощью натяжного клина,
башмаки с заливкой белым металлом (Бр. Зульцер, Людвигсгафен,
для паровых машин). В обеих конструкциях, чтобы освободить
шатун, необходимо вытягивать крейцкопфный болт из вилки в бо-
ковом направлении.
406 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
Фиг. 193.
На фиг. 194 подшипник разъемный, так что крейцкопфный болт для освобож-
дения шатуна вынимать не надо.
Крейцкопф для быстроходных судовых паровых машин с поршневым штоком из
одного куска (незначительная масса крейцкопфа), плоская односторонняя направляю-
щая, вполне достаточная для переднего и заднего хода. Положение плоскости раз-
дела подшипника обуслов-
ливается формой соедине-
ния подшипника с направ-
ляющей. Прогиб крышки
должен быть, по возмож-
ности, очень мал, чтобы
гайки не были односторонне
нагружены. Для таких
болтов очень важно при-
менение вязкого болтового
железа и допускаемое на-
пряжение материала дол-
жно быть незначительным
(Rz < 600 кг1см'-).
Фиг. 195 — крейцкопф для судовых машин торгового флота (с относящимся
к нему вилкообразным шатуном, фиг. 210). Фиг. 196 — крейцкопф большого газо-
вого двигателя.
Ход расчета. Палец крейцкопфа должен быть рассчитан на шахр
стр. 410) и , причем целесообразно брать -у = 1,4 (стр. 410). Ис-
Фиг. 194.
холя из размеров пальца
крейцкопфа проектиру-
ется вилка (например, как изображенная на фиг. 188 или 190), рас-
считываемая на изгиб. В действительности вилка получает значи-
тельно большую жесткость вследствие гнезд для пальца и ее соеди-
нения с башмаками и со штоком поршня.
Крейцкопфы
407
Толщина стенок вне вилки зависит от условий выполнения, со-
единение крейцкопфа со штоком должно рассчитываться на шах Р.
Для уменьшения износа в направляющих наибольшее допускаемое
в них давление при чугуне по чугуну (ввиду невозможности обес-
печить чисто жидкостное трение и большой величины v) не должно
превышать 1—2 кг!см\ при заливке белым металлом до 3—4 KzjcM2,
Фиг. 196.
у локомотивов — до 6 кг/см2 и больше. Заливка белым металлом до-
рога, но очень облегчает пригонку и притирку направляющей и пре-
пятствует заеданию ее, поэтому наиболее употребительна. Нафиг. 190
показаны спереди и позади отверстий для смазки (в сильно увели-
Фиг. 197. Фиг. 198. Фиг. 199.
ценном масштабе) канавки, имеющие назначением достигнуть ча-
стичного жидкостного трения.
2. Соединительные звенья, шатуны тяги служат, главным
образом, для преобразования направления и формы движения между
качающимися (связанными посредством шарниров) и вращающимися
(соединенными помощью подшипников) проводниками (см. .Общие
положения", в табл. 16, стр. 380).
Длина соединительных тяг (коромысел). Соединитель-
ные тяги могут быть тем короче, чем меньше амплитуды их качаний и,
408 т- И- °ТД- 2- Детали машин. II. Составные части машин и приборов
соответственно, чем меньше вызываемые боковыми давлениями
вредно влияющие потери от трения и изнашиваемость в направляю-
щих. (Направляющие, см. „Крейцкопф*).
Поэтому качающиеся шарнирные, как и кривошипные, механизмы
устраивают так, чюбы их качания были симметричны в обе стороны
от оси стержня. Если же, однако, сама сила, передаваемая стержнем,
изменяется во время его движения, то отступления от симметрии
могут оказаться более выгодными, если этим достигаются меньшие
Фиг. 203.
Фиг. 202а.
Фиг. 204.
боковые давления: несимметричный качающийся механизм и несим-
метричный кривошипный механизм (фиг. 159).
Короткие соединительные звенья для качающихся шарнирных
механизмов (табл. 16/г): двухшарнирные соединительные звенья могут
быть выполнены в виде шарнирных тяг с силовым замыканием или
с замыканием формы (фиг. 197 до 199), или в виде кулисных камней
(фиг. 200 до 202).
Шатуны, эксцентриковые тяги, дышла
409
На- фиг. 199 и 202 изображены пространственные шарниры, которые легче допу-
скают возможность неточности в сборке и деформацию при работе, чем плоские шар-
ниры. Па фиг. 202а *)» изображено соединительное звено ДВ, которое при помощи
направляющей цапфы А обусловливает прямолинейное направление движения цап-
фы В (ф1т. 183).
На фиг. 197—2 2 качающееся звено показано в среднем положении в середине
хода, а не в состоянии покоя, на фиг. 202а—в конечном положении.
Место механизма с соединительным звеном может занять кулачковый переда-
точный механизм с криволинеин . м скольжением, который, как изображено на фиг. 203
может работать при помощи подвижного ролика; или передача с гибкой связью, ко.
торая работает посредством стальной ленты; или пер> дача пружиной, при которой
пружинящее звено допускает лишь ограниченную подвижность.
Там, где соединяемые части могут быть расположены симметрич-
но по отношению к одной общей средней плоскости, целесообразно
придать соединению фор-
му симметрично наде-
тых на одну общую цап-
фу вилки и головки. На
фиг. 197 вилка может
быть или у”соединитель-
ного звена (шатуна), или
у качающегося коро
мысла (кривошипа), или
у тяги.
Если одна часть литая
(из чугуна или стали), го обык-
новенно эта часть делается с
вилками, потому что выработка
вилки из цельного куска до-
роже, чем выработка головки.
Шарнирная цапфа
может вращаться в обоих
концах вилки или в го-
ловке. Второе устройство
дешевле, потому что го-
ловка получается цель-
Фиг. 205,
ная, но лучшее направле-
ние друг относительно
друга соединяемые части
получают посредством двух лежащих в вилке шарниров (см. также
„Крейцкопфы**, стр. 402 и след.). Одностороннее соединение посред-
ством концевых цапф вызывается или условиями работы, или спо-
собом изготовления, в особенности для качающихся рычагов (ко-
ромысел).
Длинные соединительные звенья: шатуны, эксцентриковые
тяги, сцепные дышла. Там, где соединительное звено связано с под-
шипником цапфы (пальца) кривошипа для дальнейшей передачи
к валу, кривошип принимает следующие формы: симметрич-
ную, в виде колена вала или эксцентрика, или односторон-
нюю^ виде концевого кривошипа.
*) В соответствии с в дполнением SSW для включателя сильных токов.
410 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
Фиг. 206.
общая работа трения и износ
Конструкция больших и сильно нагруженных шарнирныь штанг
(шатунов), которые, например в нормальном кривошипном механизме,
соединяются с качающимся стержнем (штоком) посредством головки
с шарниром, а с кривошипом — посредством головки с подшипни-
ком, может еще зависеть от других специальных условий, напри-
мер: разделение головки на две части для сборки без удаления
цапфы, изменяемость расстояния между осями цапф, возможность
установки и регулирования ь. здышей для шарнира или кривошипа,
специальные формы цапфы, щ зимер эксцентриковые.
а) Головки, обхва-
тывающие качаю-
щиеся цапфы: головка
шатуна, соединенная с крейц-
коп Jiom, небольшие головки
эксцентриковых тяг, головки
тяг. Соединение со стерж-'
нем, имеющим прямую на-
правляющую, например с
поршневым штоком, лучше
всего посредством сим-
метричного крейцкопфного
ш’рнира (см. .Крейцкопф",
стр. 402 и след.). Так как в со-
членении движение является
колебательным, то чистого
(почти без изнашивания)
трения смазанных тел воз-
можно достигнуть только
приблизительно, вследствие
уменьшения давления на
крейцкопфный болт при пе-
ременах давления в сочле-
нении и при обильной
смазке. Но при преоблада-
нии смешанного трения с
увеличением трения насухо,
ельно увеличиваются и до-
пускаемое давление на единицу поверхности, должно быть
уменьшено.
Размеры шарнира (крейцкопфного болта): Id < Praax/pmax» ПРИ'
чем ртах = 80 до 100 кг!см2 у паровых машин, для четырехтактного
двигателя внутреннего сгорания рП1ах, не принимая во внимание
давления масс, значительно выше (до 150 кг/см2 и более); для
малых шарниров ртах = 20 до 50 кг[см2, в зависимости от допу-
скаемого износа, рода смазки и надзора. Отношение длины цапфы
к ее диаметру IjcL целесообразнее всего сделать = 1,4 до 1,5. Раз-
меры цапфы с большим запасом и обильная смазка дают мягкий
ход, поэтому то и другое выгодно для работы.
Шатуны, эксцентриковые тяги, дышла
411
Примеры: Фиг. 204. Регулирование и закрепление посредством нажимного
болта (вкладыши литые из стали с заливкой белым металлом). Фиг. 205— регулиро-
вание и закрепление бронзовых вкладышей (при ударах и высоких давлениях) по-
средством сбоку расположенного натяжного клина. Фиг. 206 —вкладыши без регули-
ровки держатся на месте упругостью головки; вкладыши чугунные — залиты баб-
Фиг. 207.
битом. При небольших размерах наивыгоднейшая конструкция с цельной втулкой
из бронзы, чугуна или закаленной и шлифованной стали, так как последняя не лег-
ко искривляется при износе и легко может быть вся целиком заменена (фиг. 207,
правая головка). У новейших авиомоторов свободно движущаяся в проушине шату-
на чугунная втулка (Даймлер), так что и внутри и снаружи возможно скольжение.
Фиг. 208.
Фиг. 209.
Разъемных головок следует по возможности избегать по причине их дорого-
визны и бесполезности. Если головка шатуна вилкообразная, то цапфа или укре-
пляется в вилке с обеих сторон (фиг. 208), или же вилка снабжена подшипниками
(фиг. 210, вверху, вилкообразная головка судовых машин), что значительно удоро-
жает изготовление шатуна, но зато уменьшает строительную длину машины (см.
„Крейцкопфы**, фиг. 195)
412 Т. И- Отд. 2- Детали машин. II. Составные части машин п приборов
Ь) Головки с подшипниками у пальца кривошипа:
большая головка шатуна, головка эксцентрика и головка соединитель-
ной тяги (звена) в параллельных кривошипных механизмах. Для кри-
вошипов, образуемых коленами вала, или срединных кривошипов,
головки шатуна для возможности сборки делаются всегда разъемными
(фиг. 207, 210 и 212у; у концевых
кривошипов головки шатунов и
соединительных тяг (сцеп-
ных дышл), например у па-
ровозов, могут быть неразъ-
емными, если шатун может
быть передвинут в напра-
влении оси цапф (например
фиг. 209, 211 и 214). Если
Фиг. 212.
Фиг. 211.
Фиг. 210.
головка разъемна, то соединяющие обе части головки два или
четыре болта обеспечивают так же, как установочные болты, взаим-
ное положение вкладышей; регулирование же производится по-
мощью прокладок (фиг. 210 и 212).
У эксцентриков получаются большие и узкие головки (фиг. 213),
которые делаются из чугуна или стального литья с заливкой белым
металлом или без нее, из бронзы или стали.
Шатуны, эксцентриковые тяги, Дышла
413
Cw6a всякой головки шатуна, как разъемной (фиг. 207, 210,
212 и 213), так и цельной или сомкнутой (фиг. 209, 211 и 214)
должна быть рассчитана на изгиб для способа нагрузки И (см. выше,
стр. 236) и притом с очень невысокими допускаемыми напряже-
ниями, чтобы, в особенности при больших головках, достигнуть
весьма небольших деформаций.
Разъемные вкладыши делаются так, что соприкасаются с цапфой в нагружен-
ных поверхностях; в стыках их следует подшабривать, чтобы не было тут нажатия.
Размеры подшипника: И < Pmax//>max, где предел р1пах
определяется ударами, которые получаются при переменах направле-
ния давления или при внезапном повышении давления. Например
для паровых машин ртах < 60 до 70,
иногда выше, до 100 кг/см2, для дви-
гателей внутреннего сгорания — от 70
до 80 кг!см2\ у четырехтактных почти до
120 кг)см\ для паровозов переходят за
эти пределы на 50%; для судовых ма-
шин коммерческого флота, где требу-
ются: наибольшая надежность во время
работы и притом — продолжительной ра-
боты, мягкий ход и незначительная из-
нашиваемость, уменьшают этот предел до
половины. Кроме того, диаметр цапфы d
для концевого кривошипа, коленчатого
вала и эксцентрика обусловливается
только допускаемыми напряжениями на
изгиб или способом изготовления (см.
„Коленчатые валы“, стр. 419 и след);
наименьшая длина цапфы / зависит,
как и у всех подшипников, от теплоты,
развиваемой трением. Расчет и металл
для заливки подшипников: см. „Подшипники
и след.
Фиг. 213.
для валов", стр. 434
Металл для подшипников пальцев кривошипов указан в правилах WM. 8)
(см. ниже, отд. „Материаловедение"), или (для судовых машин) белый металл сле-
дующего состава: 78»/0 цинка, Зо;о свинца, 13о/о сурьмы и 6°'о меди.
с) Тело шатуна. Тело шатуна подвергается попеременно
растяжению и сжатию, на что и следует рассчитывать диаметр его
стержня %. Одновременно нужно форму поперечного сечения выби-
рать таким образом, чтобы при изгибе напряжения от изгиба оста-
вались незначительными. Для шатунов это наибольшее допускаемое
усилие Р (добытое опытом) принимается, как определенная доля
временного сопротивления продольному изгибу
Р = pk/nt где п — коэфициент безопасности (запас прочности)
против излома при продольном изгибе (ср. с расчетом поршневого
штока, стр. 376). Это разрушающее усилие при шаровых и кресто-
образных сочленениях невелико и одинаково во всех направлениях
414 Т. П. Отд. 2. Деталй машин. II. Составные части машин й приборов
и столь же невелико для цилиндрических цапф в плоскост» кача-
ния шарнирного механизма (способ нагрузки, 2-й случай, см. выше,
„Сопротивление материалов", стр. 106), наоборот, в 4 раза больше
в перпендикулярной к ней плоскости (случай нагрузки 4),
Для нагрузки по случаю 2 имеем Рк = к2 EJ[l2, где
f—модуль упругости материала в кг(см^ (для стали около 2 200 С00 кг]см-),
J в см* — соответствующий направлению изгиба экваториальный момент инерции
поперечного сечения стержня в его середине (см. выше „Сопротивление
материалов", стр. 28),
/ — длина стержня между осями цапф (крейцкопфного болта и пальца криво-
шипа в см).
п принимается по отношению к плоскости качания для медленно
движущихся шатунов и особенно, если это движение сопровожда-
ется ударами, равным от 20 до 40; для больших диаметров пальцев
кривошипа (например для эксцентриков) и для насосов даже боль-
ше; для очень большого числа перемен направления давления,
например в паровозах и моторах легких машин, употребительный
запас прочности — от 10 до 20. (Для быстроходных дизелей, пуска-
емых в ход помощью сжатого воздуха, опыт показал, что вслед-
ствие особенно высоких давлений, которым может при начале пуска
подвергаться поршень, п должно быть от 30 до 40.) Перпендику-
лярно к плоскости качания допускается уменьшение до п/3.
Для сплошных шатунов круглого сечения диа-
метр d в середине шатуна определяется из формулы:
d/l = у/ 2п1Е-Р1Р,
так что отношение Р/l2 является основанием для утолщения в сере-
дине шатуна диаметра dOt рассчитанного только на одно сжатие.
Усйление средней части шатуна и расчет на продольный изгиб
не обязательны, когда величина Р//2 > ф RdnIE> где Ф = Р2/^2^)
(F — площадь сечения шатуна). Для круглых шатунов значение
ф = 1,27, для полых высверленных, при dl-d=a,
ф = 1 27 ~ д2Х
и ф = 1,2 • b/h для шатунов с прямоугольным сечением.
Пример: круглый шатун R& = 400 кг1см2, л = 20, Е = 2 200 000 кг]см*.
Предел применения формулы Эйлера будет при Р/Р^> 1,9 или, если подста-
вить г//— 1/5,— при Р}г- = 46 (относительно Р/Z2 см. ,,Кривошипы“).
Для легких моторов с полыми шатунами d//d=3/4, /?^ = 800 кг/см? и п =
= 10, г/1 = 1/4 предел был бы при Р/Р или Р/г2 = 16.
Диаметр d, рассчитанный для среднего сечения шатуна, может
в обе стороны уменьшаться до размера dOf необходимого для сопро-
тивления одному только сжатию, но нужно при этом сообразоваться
с величиной головки на том и другом концах, чтобы не было слиш-
ком резких переходов и чтобы обработка не оказалась слишком
дорогой (фиг. 214, круглый шатун для паровой машины).
Расчет шатуна
415
Сплошной шатун круглого сечения (фиг. 209 и 210) самый
дешевый для обработки и потому охотно применяется в машинах,
выпускаемых на рынок для продажи. Применением полых шатунов
можно значительно уменьшить их вес. Поэтому полые шатуны упо-
требляются в легких двигателях для судов и аэропланов, где доро-
говизна устройства не г грает значительной роли.
Экономия в весе может быть также достигнута спрямлением боков круглого
шатуна или применением прямоугольного или двутаврового профиля, так как момент
инерции относительно оси, перпендикулярной к плоскости качания, может состав-
лять около 1/3 момента инерции относительно оси, лежащей в плоскости качания.
Фиг. 207 представляет шатун аэропланного двигателя, прессованный и затем
обработанный на станке. Материал для шатунов, подверженных большим усилиям,
большей частью сталь с сопротивлением на разрыв от 6000 до 7000 кг\см* при
удлинении 20—18о'о; для легких двигателей хромоникелевая сталь.
Для паровозных сцепных шатунов (спарников) принимают большие величины
п = 20 (соответственно 20/3) вследствие того, что здесь возможно неодинаковое рас-
пределение давления между отдельными шатунами (спарниками). При расчете паро-
возных шатунов целесообразно исходить из того предположения, что усилие, которое
вообще может быть передаваемо шатуном, определяется действующей по окруж-
ности колеса силой сцепления от сцепного веса Q при очень высоком коэфициенге
сцепления р. (например р. = 0,33)1)«
Фиг. 214.
Влияние масс в шатунах и сцепных дышлах.
Силы инерции вследствие поперечного движения действуют при
положениях поворота точно так же, как и продольный изгиб, в пло-
скости качаний (движения), но имеют некоторое значение только
при очень больших скоростях поршня, или же при несоразмерно
большом отношении длины шатуна к радиусу кривошипа (напри-
мер в лесопильных рамах).
Для расчета всю длину разбивают на равные отрезки массою т
и с вылетом а, из которых каждый при обратном движении нагру-
жает шатун давлением массы таи2. При постоянном поперечном
сечении шатуна д, так как у крейцкопфа а = 0 и у кривошипа
а = г, вся изгибающая нагрузка = 0,5 qL^lg* гш2, причем графически
представленная нагрузка распределяется по шатуну в виде тре-
угольника (случай 12, см. „Сопротивл. материалов", стр. 42 2), так что
Afmax = 0,128- Ръ1. При длинных и тяжелых стержнях, например
J) О шатунах в электровозах: ZdVdl, 1909, стр. 993 (сводка), 1084, 1163, и
2116; там же, 1910, стр. 558 и 650; там же, 1920, стр. 765; Dinglers Pol. J., 15 июня
1912 г.
>) Ср. Autenrieth, ZdVdl, 1895, стр. 716; Land, ZdVdl, 1896, стр. 904»
416 Т. И- Отд- 2- Детали машин. II Составные части машин и приборов
сцепных дышлах паровозов, надо следить за тем, чтобы число соб-
ственных колебаний прогиба было значительно больше, чем наи-
большее число ходов, дабы не было резонанса. Число собственных
колебаний ___
пе (1000/3)/1/4
где fg в см — стрела прогиба в середине шатуна от собственного
веса.
3. Кривошипы. Кривошипы исполняются или в виде концевых
кривошипов на конце вала, или в виде колена, а также эксцентрика
в любом месте вала. Кривошипы, приводи-
мые в движение от руки, ручные криво-
шипы (рукоятки), изготовляются в виде
концевых кривошипов, или коленчатых
валов (реже).
Концевые кривошипы. Концевые
цапфы редко делаются из одного куска
с кривошипом (фиг. 221), так как для них
большей частью требуется другой мате-
риал, или возможность замены изношен-
ных новыми. Цапфы, подверженные боль-
Фиг. 215.
шим усилиям, делаются из стали лучшего качества; рабочая поверх-
ность их закаливается и шлифуется. Небольшие концевые криво-
Р/г’ й 5/4
Фиг. 216.
Р/z* X 3 Р/г2 ~ Ю
Фиг. 217 Фиг. 218.
шипы имеют цапфы, укрепленные в них прессовой посадкой иля
винтовой нарезкой, а затем еще закрепляются посредством штиф-
тов, винтов или расклепки. Надежное и вместе с тем разборное
соединение получается при конической форме хвоста цапфы, кото-
рая утоняется кнаружи (фиг. 215 и 216) или же вовнутрь (фиг. 218).
При большом наклоне конуса (1 : 15) цапфа скрепляется гайкой,
фланцем или клином, при больших цапфах (фиг. 218) со слабым
конусом (наклон 1:30) помощью прессовой посадки или посадки
с натягом при нагреве; специальные закрепления иногда, в особен-
Кривошипы
417
ности при не очень малом наклоне, помощью поперечного штифта
или крайнего винта. Цапфы, которые не вынимаются, делаются
цилиндрическими и вставляются в отверстие с прессовой посадкой
или под нагревом (фиг. 217).
Размеры (фиг. 219 и 220). Цапфы: l/d большей частью 1 до 1,2.
dild = <2 до 2,2; lxld=\ до 1,2 для надетых в нагретом, состоянии’
и l<Jd = 1,5 для цапф, которые легко демонтируются.
Ступицы: /2//)2 = до 1 при посадке в нагретом состоянии,
Z2/£>2 = 1,25 при неподвижной (жесткой) посадке с помощью натяж-
ного клина. Do/£>2=1,8 до 2. Величина натяга 1/1000 до 1/600 А
в зависимости от предела текучести (растяжения) и коэфициента
удлинения материала (только для ковких материалов по фиг. 220,
и для стальных отливок по фиг.
219). Смотри также жесткие соеди-
нения валов.
Силы: При расчете криво-
шипов целесообразно разложить
Фиг. 219.
Фиг. 220.
силы, действующие на пальцы, на радиальные силы R и танген-
циальные Т (фиг. 219), построить кривые их изменений в зависи-
мости от хода (или угла поворота кривошипа) и по ним определить
положения наибольших нагружений.
На плечо концевого кривошипа на расстоянии z от цапфы
(фиг. 219) действуют:
1. Нормальная (радиальная) сила R и изгибающий момент
Mb = R’V, являющийся следствием радиальной силы R, достигаю-
щей своей наибольшей величины в мертвых положениях кривошипа.
2. Срезывающая сила Т, изгибающий момент Мъ = Tz и кру-
тящий момент Md = Tv, как результат действия касательной силы Т,
достигающей наибольшей величины в средних положениях криво-
шипа (в паровых машинах при углах от 40 до 60°, в зависимости
от степени расширения пара в цилиндре).
Радиальной силой R и срезывающей Т целесообразно пре-
небречь, а рассчитать кривошип в мертвом положении на изгиб
силою R = Ртах (без вычета давления масс), так что Rb.
418 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
Для машин с большим наполнением надо еще установить наиболь-
шее напряжение от скручивания из соотношения Md = Ттлх • v.
Шейка (цапфа) вала диаметром D1 рассчитывается согласно
стр. 98, по теоретическому моменту, как результирующему из
изгибающего, вызванного давлением поршня, момента Мь = Р-а
и одновременно возникающего с ним наибольшего крутящего мо-
мента Md = Тг. Величина а может быть предварительно определена
из уравнения а/г ^0,4 У Р/г2.
Для предварительного расчета можно крутящим моментом Md
пренебречь, если в выражении для изгибающего момента заменить плечо ры-
чага а величиной расстояния с от середины цапфы кривошипа до середины шейки
вала (в подшипнике).
Форма концевого кривошипа зависит, главным
образом, от материала, из которого изготовляется кривошип требу-
Фиг. 221.
емых размеров (литой или не литой), а затем уже в зависимости
от величины отношения Р/r2, где Р есть наибольшее давление,
а г—радиус кривошипа. Если в поршневых машинах отношение
диаметра поршня к ходу: d/s = то Р/г2 = кф2. ртах • (ртах =
наибольшему давлению, действующему на поршень.) Фиг. 216
до 218 показывают различные формы кривошипов в зависимости
от величины отношения Р/r2, причем поверхность цапфы рассчи-
тана с наибольшим допускаемым ратах = 50 до 60 кг/см2. Каждый
отдельный кривошип рассчитан на один и тот же крутящий момент,
так что толщина вала, если принять во внимание только одно кру-
чение, была бы для всех сечений одинакова.
Для одного и того же крутящего момента, при возрастании
радиуса г кривошипа, должна уменьшаться сила Р, а вместе с тем
уменьшаются величина цапфы и размеры поперечных сечений.
На фиг. 216 Р'/г2 = 5/на фиг. 217 — около 3 и на фиг. 218—
около 10. При увеличении значений Р/r2 толщина вала и размеры
плеча кривошипа, вследствие добавочного изгиба и кручения воз-
растают и значительно превышают обозначенные на фиг. 217 и 218
пунктиром размеры, которые необходимы были бы только для пере^
Ручные кривошипы. Коленчатые валы
419
дачи силы. Во всяком случае необходимо делать плечи рычагов v
и а сколь возможно малыми.
Фиг. 221 представляет комлевой кривошип электровозного мотора перемен-
ного тока, мощностью в 3000 л. с., электрического завода Бергмана. Цапфы срав-
нительно малы, так как для pz принято около 100 кг[см\ Р\г2 — около 14, так
что изготовить цапфу отдельно от кривошипа оказалось невозможным * *). Фиг. 222 —
дисковый литой кривошип с прилитым противовесом.
Ручные кривошипы (рукоятки) главным образом применяются
в грузоподъемных машинах и орудиях всякого рода. Радиус г =20
до 40 см, давление на рукоятку 2) от одного рабочего Р в среднем
от 8 до 15 кг— иногда; только на короткое время 20 кг и более,
так что Р1г2^х1^. Скорость на окружности — от 0,5 до, 1 м!сек.
Ось вала рукоятки помещается на высоте от 0,80 до 1,20, лучше
всего от 1—1,15 м от пола,
где расположены ступни ног
рабочего. На фиг. 223 большие
размеры относятся к рукоятке,
предназначенной для двух ра-
бочих, а меньшие (в скобках)
для рукоятки, обслуживаемой
одним рабочим. Диаметр вра-
щающейся деревянной ручки
или газовой трубы от 40 до
50 мм, диаметр штифта для
ручки 26 (\7)мм, диаметр вала
рукоятки 40 (30) мм, длина
втулки 60 (45) мм.
Другие элементы обслуживания:
ручки для небольших кривошипов,
маховички и т. п. см. DIN.
Коленчатые валы. Недо- Фиг-
статок коленчатых валов за-
ключается в том, что с обеих сторон колена требуется по подшип-
нику, так что кривошипный механизм от этого становится значительно
дороже, но компенсируется при возрастании величины Р/г2 тем, что
изгибающие силы в колене уменьшаются. Поэтому уже при Р/г2
10 кг/см'1 коленчатые валы предпочтительнее, а при больших
величинах Р/г2 едва ли можно их избежать. Фиг. 224 показывает
коленчатый вал при Р/г2^10, фиг. 225 при Р/г2 24 — составной
вал, а фиг. 226 — вал из цельного куска, фиг. 227 при Р/г2д^80
коленчатый вал для тихоходной, а фиг. 228—для быстроходной
машины. Во всех случаях расстояние между серединами подшип-
ников делается как можно меньше, чтобы уменьшить изгибаю-
щий момент для цапфы колена (по середине между обоими
подшипниками). Легко видеть, что при одном и том же усилии Р,
9 ZdVdl, 1920, стр. 1105; R е i с h е 1, Vorlaufige Grenzen Im Elektromaschi-
nenbau.
*) См. также „Двигатели": 1. Живая рабочая сила. (Хюттэ, т. III).
27*
420 П. Отд. 2. Летали машин. II. Составные части машин и приборов
например при том же диаметре поршня, если ход 2г машины
уменьшается, то переход от концевого кривошипа к коленчатому
валу сам собою напрашивается.
Составные коленчатые валы: фиг. 225 и 229 изобра-
жают коленчатые валы, которые главным образом употребляются
для судовых машин, для паровозов и больших локомобилей, но не
выше, чем для Р/г2 = 50, ибо в противном случае для укрепления
р/r* и ю
Фиг. 224.
Р/r* И 24
Фиг. 225.
обеих цапф в щеке колена остается мало места. Достоинства их
состоят в том, что изготовление их более быстрое, затем в большем
сопротивлении излому (потому что можно лучше выбрать материал:
Р/r* 24 Р/т* « 80
Фиг. 226. Фиг. 227.
для плеча более вязкий, а для цапфы более плотный и твердый) и
в случае надобности легче исправить, чем в коленчатых валах
из одного куска. При больших значениях Р/л2 можно также сде-
лать из одного куска плечи колена аа (фиг. 229) и шейку Ь и
надеть их в нагретом состоянии с обеих сторон на вал.
Многоколенчатые, большей частью цельные, валы автомобиль-
ных и авиационных двигателей выделываются из цельной болванки
различными способами, которые имеют влияние на строение мате-
риала (положение нейтрального слоя) и его прочность; небольшие
валы при массовом производстве штампуются.
Коленчатые валы
421
Материал: мартеновская сталь с сопротивлением разрыву 6000 до
70Э0 кг/см9 при 18°,'о удлинения, или хромоникелевая сталь с сопротивлением раз-
рыву от 7500 до 9500 кг]см2 при 15% до 10% удлинения, а в особых случаях из
еще более прочного материала специальной обработки. В некоторых случаях боль-
шая вязкость материала важнее большой
крепости: у краев отверстий и в острых
углах колен.
Для смазки цапф в последнее время
все более и более стараются использовать
вал и самый шатун в качестве трубопро-
вода для масла. Например: фиг. 230— ко-
ленчатый вал Нюрнбергского газового
двигателя. Смазочное масло из коренных
подшипников поступает через вал в под-
шипник головки шатуна, а через послед-
ний — к крейцкопфу.
Р//-2 й 80
Фиг. 228.
Расчет коленчатых ва-
лов. Верный (статически опреде-
лимый) расчет прочности возмо-
жен только при двух опорах. Если число опор больше двух, то
силы, действующие на опоры, неопределенны, так как они зависят
от положения осей под-
Фиг. 229.
шипников, которое в
свою очередь зависит от
установки подшипников,
зазора в них, износа и
деформаций во время
работы 1). Поэтому для
получения более надеж-
ных результатов посту-
пают правильно, если при
числе опор, большем двгух, допускают самый неблагоприятный слу-
чай, что влиянию действующей силы подвергаются только подшип-
ники, находящиеся по обеим сто-
ронам точки приложения этой
силы. Очень важна также обиль-
ная, омывающая смазка во время
работы так, чтобы однажды пра-
вильно установленный подшип-
ник не изнашивался. Безусловно
также должен ’ быть принят во
внимание при тяжелых нагрузках
вала, например маховиком, есте-
ственный (свободный) прогиб вала
РазпезЛ-В
возле опоры, и подшипники по-
этому должны быть самоустана- фиг* 230,
вливающимися, чтобы согнутый
вал мог лежать свободно в ближайших подшипниках, без нажатия
у краев.
9 Е n s s И п, Mehrmals gelagerte Kurbelwelle, Stuttgart 1902. Для более точных
расчетов.
422 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
Пример расчета коленчатого вала с двумя подшипниками. На вал (фиг. 231)
поршневой машины (в данном случае вертикальной) действуют сила шатуна Р
и вес махового колеса G (на маховом колесе надет ремень).
Силы, действующие на подшипники, разлагают на составляющие по направле-
нию осей х и у; достаточно рассмотреть их действие для нескольких положений
в районе наибольших усилий. На фиг. 231 показана сила Р и ее составляющие Рх
и Ру', последняя слагается с силой G, действующей только в направлении оси у.
Тогда составляющие сил, действующих на подшипники, получаются из уравнений
моментов относительно подшипников 1 и 2, как нулевых точек.
Р2x(ai + = рх' • 1 и соотв- = руаУ - Gb
р 1Ж(«1 + Да) = Рха9 и СООТВ. Р2у + at) = Pyat+G(b + al -f-aj.
Фиг. 231.
Составляющие Р\х и Р\у
относятся к Рх, составляю-
щие Р2х и Р2у к Р2.
Изгибающие мо-
менты, обозначенные че-
рез Мух и Муу, в местах,
подлежащих исследованию,
слагаются, создавая мо-
мент по которому
определяют ау Крутя-
щие моменты вычи-
сляются, умножением вели-
чины сил Р и Р2 на нор-
мали р и р2. Для участка
между коленом и махови-
ком М j = Рр, для цапфы
Мд = Р2р2. Положение ко-
лена, соответствующее наи-
большему крутящему мо-
менту, почти никогда не
совпадает с его положе-
нием, соответствующим
наибольшему изгибающе-
му моменту, так как в
мертвой точке р = 0. При
р тах = г, положение наи-
большего крутящего момента находится перед серединой хода, если только
величина сил Р не слишком там уменьшилась. Для начального и конечного поло-
жений, соответствующих наибольшим значениям Р, должны быть определены Му
и Мд и соответственно сложный момент М$ (см. .лаву „Изгиб и кручение", стр. 98),
а по нему и величина av.
Плечи коленчатого вала должны быть рассчитаны на изгиб только
для наибольших значений Му
При многоколенчатых валах почти всегда бывает
достаточным рассчитать вал на кручение в главных коренных под-
шипниках, и на изгиб и кручение одновременно в цапфе криво-
шипа. Самые опасные места — это переходы от цилиндрических частей
к щекам кривошипа, потому что большей частью именно в этих
местах, благодаря одновременному действию крутящего и изгиба-
ющего моментов, появляются трещины.
Для устранения этого делают большие закругления при переходе, чтобы не
было острых углов; для сильно нагруженных валов очень хорошее, но дорогое ре-
Эксцентрики
423
шеиие этой задачи дали Клозе, (фиг. 232) '), и Фремон, (фиг. 233) 8). Точно так же
и при явлениях резонанса в коленчатых валах получаются изломы большей частью
в местах выточек (или просверленных отверстий, а также от пороков материала
пальцев). Но и при больших плавных переходах возникают напряжения, которые до
50% больше, чем таковые у гладких валов.
О размерах в соединениях составных коленчатых валов см. „Глухие и подвижные
соединения валов*4, стр. 476 и след. („Соединения стержней*4). О минимальной длине
цапфы, определяемой по величине теплоты от трения, см.: „Подшипники*4, стр. 432.
Эксцентрики. Диаметр цапфы (диска) больше диаметра вала,
так что последний насквозь проходит через цапфу. Эксцентрики
главным образом употребляются там, где требуется лишь неболь-
шое ответвление энергии рала для получения колебательного дви-
жения и где радиус кривошипа (эксцентрицитет) р меньше, или
немногим больше, чем радиус вала D/2, в особенности там, где
образование колена для вала без всякой пользы удорожило бы и
ослабило его. Преимущество: очень незначительный размер ширины.
Фиг. 234.
Фиг. 232.
Фиг. 233.
Эксцентрики большей частью надеваются навал цельными или разъ-
емными из 2 частей, чтобы не нарушать гладкую форму вала. На-
пример фиг. 213 и 234. Толщина стенки втулки 5 должна быть
достаточной, чтобы выдержать заклинение на валу шпонкой для
передачи силы. Если d диаметр вала (в см), соответствующий
наибольшему, необходимому для колебательного движения, крутя-
щему моменту Md = Р» r = Rd-d3/5, то, например для чугунного
эксцентрика, можно выбирать:
s = a (d -|- D/2) 0,5 см,
где а = 0,2 до 0,25. Для эксцентриков из железа или стали доста-
точна толщина 5 втулки, меньшая на 20—30%.
Для устранения бокового сдвига делается заплечик шириной
х = 0.5 до 1 см.
D. Детали трансмиссии
Тогда как основной привод устанавливается самостоятельно,
го для контр-привода, реже работающего, могут быть часто
использованы имеющиеся уже станина, фундамент или стена, при
1) ZdVdl, 1903, стр. 1616.
«) ZdVdl, 1909, стр. 557.
424 т- П. Отд. 2. Детали машин. II. Составные части машин и приборов
достаточной их жесткости, причем необходимо только тщательно
обеспечить взаимную передачу движения и укрепление на опорах.
Подшипники, контрприводы в большинстве случаев лежат вне основ-
ного привода и только при коротких полых валах внутри привода.
I. Опоры валов
Обозначения. Подшипники воспринимают радиальные силы, подпят-
ники — осевые.
Подшипники со скользящим трением работают со смазкой между скользя-
щими поверхностями, шариковые и роликовые подшипники работают с катящи-
мися телами между поверхностями качения.
1. Подшипник со скользящим трением. Коэфициент трения рД).
Во всех подшипниках со скользящим трением необходимо отличать
трение насухо между цапфой и вкладышем от трения
смазанных тел; оба эти вида трения могут встречаться отдельно
или в смешанном виде (смешанное трение); см. т. I, „Механика".
Только при трении насухо или смешанном трении имеет место
существенное изнашивание вкладыша или цапфы.
р. является коэфициентом трения, определяемым опытным путем из уравнений
сопротивления трения Wr=p.P и, соответственно, затрате мощности на трение
Nr= Мгп\72 ООО = \s-Pvj75 (в л. с.}\ у подшипников с поперечной нагрузкой Р явля-
ется средней величиной для всех составляющих, перпендикулярных к трущейся
поверхности, р. и v относятся к одному И тому же диаметру: в подшипниках (также
в подшипниках с трением качения) — к диаметру вала, в подпятниках— к среднему
диаметру трущейся поверхности или тоже к диаметру вала.
Трение насухо наступает при полном бездействии или отсут-
ствии смазки. При этом = 0,14 до 0,25 в зависимости от мате-
риала подшипника. Затем этот вид трения представляет предельный
случай работы подшипников со смазкой при и^О, т. е. при пуске
и перед остановом.
Смешанное трение имеет место при движении смазанных поверх-
ностей, пока слой смазки недостаточен для их разделения между
собой, следовательно, при слабой смазке (фитильная или густая
смазка), при высоком р, малом или меняющем свое направление v
(шарнирные цапфы, салазки и т. п.), затем при подпятниках с пло-
ской поверхностью трения, а также и у подшипников, хотя и рабо-
тающих со смазкой, но имеющих давления у краев при неточной
пригонке вкладышей или вследствие пересечения поверхности сколь-
жения канавками. В этом случае рд = 0,02 до 0,1 и выше в зави-
симости от степени величины трения смазанных тел, а при неко-
торых обстоятельствах и ниже. Сравни идущие вниз ветви кри-
вых на фиг. 238 согласно опытам Стрибека над обыкновенными
подшипниками * 2). По данным Г ю м б е л я (Gumbel) для подшипников
*) Ср. G ii m b е 1-Е v е г 1 i n g, Reibung und Schmierung, Berlin 1925, Krayn
u. F a 1 z, Grundzuge der Schmiertechnik, Berlin 1926, Springer.
2) S tribeck, Eigenschaften der Gleit- nnd Rollenlager, ZdVdl, 1902.
Опоры валов. Подшипники. Жидкостное трение. 495
следует принимать р. ptr — ст] п/р, где с — постоянная величина,
a Y) — удельная вязкость масла.
Опыты над подпятниками со смешанным видом трения производились Вуд*
б ёр и *), Л а ш ег) и Нейманом’). Опыты В у д б ё р и над небольшим подпят-
ником при р=0,07 до 2,8 кг '1см* дали наименьшее значение для р.^(при 2,8 кг/см2 3) в 0,02,
а опыты Неймана дали при р=от1до 15 кг1см2 значение^ = 0,005 и выше. Опыты
Лаше и Неймана были проведены до pvm 450 (со значительным охлаждением
масла), а опыты Вудбёри были доведены только до pv 2. При опытах Лаше
большое значение pv было возможно благодаря наличию соответствующих канавок
для смазки в стальной поверхности (скользящей по поверхности из белого сплава
без канавок).
Во всех случаях нельзя было избежать некоторого изнашивания вследствие
смешанного трения. Чем меньше участие трения насухо, тем ближе значения
коэфициентов смешанного трения к коэфициентам трения смазанных тел.
Для смешанного трения смазывающая способность (способность
обеспечивать скольжение) масла важнее, чем вязкость. Благопри-
ятно действует прибавление растительного масла (сурепного или
касторового масла) к минеральному. Сталь по бронзе выгоднее
вследствие быстрого прирабатывания, чем чугун по чугуну, коэфи-
циент трения которого при р>20 кг/см2 снова возрастает.
Жидкостное трение. Наименьшие величины коэфициента тре-
ния и отсутствие изнашивания имеют место только при чистом
жидкостном трении. Средством для осуществления этого является
подача под давлением достаточного количества масла, чтобы цапфа
была окружена маслом:
1) посредством нагнетательного насоса, подающего масло под
давлением в зазоры подшипника, применяется при дисковых под-
пятниках, например при вертикальных валах турбин, в гребенчатых
подпятниках;
2) посредством постоянной смены давления соответственно пе-
риодическому изменению нагрузки во вкладышах подшипников, при-
чем зазор под действием работы насоса всегда поддерживается
наполненным маслом; преимущественно в шарнирах и в подшип-
никах крейцкопфа, но не у валов;
3) посредством выполнения верхних поверхностей
цапф в виде „насосов, использующих вязкость смазки", действие
которых основано на искусственном сужении зазоров4):
а) В опорах, воспринимающих осевые давления (в подпятни-
ках), по М и т ч е л л ю — помощью клиновидных наклонных скользя-
щих поверхностей, которые устраиваются либо в кольцеобразных
шайбах в виде равномерно распределенных по их поверхности
радиальных канавок для масла (изображены на фиг. 235 в развер-
нутом виде): носят название „однодисковый подшипник Митчелля*
(Эшер-Висс, Дженераль Электрик), либо разделенные на отдельные
>) ZdVdl, 1885, стр. 450.
3) ZdVdl, 1906, стр. 1355.
’) ZdVdl, 1918, стр. 571.
4) Kutzbach (Кутцба;), ZdVdl, 1915, стр. 849, О dmb е 1 (Гюмбель) а. а. О.
u. F а 1 z (Фальц).
426 И- ОТД- 2- Детали машин. II. Составные части машин и приборов
вкладыши, устанавливаются каждый по отдельности: носят назва-
ние „подшипник Митчелля со вкладышами* х).
На фиг. 236 изображена опора Митчелля с вкладышами (Всеобщей компании
электричества). Кольцо Ь, установленное на валу а, передает нагрузку на 16 вклады-
шей Митчелля су которые
укреплены в несущей на-
грузку части опоры при
помощи винга d. Вклады-
ши имеют выточку е для
поступления масла и рас-
положенную почти против
центра давления закраи-
ну /. Нагрузка передается
от кольца b через вклады-
ши с на кольцо g (состоя-
щее из двух свинченных
Фиг. 236.
Уклон 1:200 до500'.
Фиг. 235.
частей), которое помощью прокладки h укреплено и устанавливается в обойме k
сферической опирающейся поверхностью.
Направление вращения указано стрелкой /, ход поступления масла — стрел-
ками т и п.
На фиг. 237 изображен подшипник Броун-Бовери со вкладышами Митчелля на
обоих концах: 12 вкладышей b лежат для полного выравнивания давления (распре-
деления давления) на стал,,-
ны< шарика.^ с и передают
нагрузку с шайбы на валу
а через стальные шарики
на тело опоры е. Регули-
ровка вкладышей произво-
дится каждого в отдель-
ности автоматически.
Ь) В подшип-
никах — с автомати-
ческой эксцентрико-
вой установкой цилин-
дрического (или так-
же конического) шипа
в значи1ельно расто-
ченном подшипнике,
причем, при достаточ-
ном притоке масла (с
Фиг. 237.
определенным значе-
нием r\vlp) к соприкасающимся поверхностям, — соприкосновение
прекращается и шип как бы „всплывает*. (В закрытых вкладышах
иногда имеет место всестороннее давление, так что приходится
*) ZdVdl, 1920, стр. 914 — К г a f t, Neuere Spurlager (Крафт, Новейшие
подпятники), Maschbau, 1928, стр. 357. Stehende Wasserturbinenlager, ZdVdl, 1928,
стр. 1907 (Voith u. Escher-Wyss).
Опоры валов. .Подпгипники. Трение
427
принимать меры против поднятия самих вкладышей по направле-
нию, обратному нагрузке.)
При трении смазанных тел рд = / (w>/p) 1). При данном
p — P:ld и v значение зависит от вязкости жидкости т), кото-
рая уменьшается с повышением температуры подшипника и значи-
тельно разнится для различных смазочных материалов (см. выше.
„Уплотнение направляющих тел", стр. 355). Вязкость смазочных мате-
риалов определяется в градусах по Энглеру (°Е) (измеряемых
при помощи аппарата Энглера) или выражается по техническому
коэфициенту вязкости т] в кг сек/м2 (1000 = 0,74 ? °Е — 0,64 f/°E)
или, как удельная вязкость z по отношению к вязкости воды при 0°
[z = 54/0 v) = (4°E—3,5/°Е)Т].
Отдельные значения вяз-
кости приведены в табл. 19.
В отдельных случаях данные
относительно вязкости приводятся
также в единицах системы CGS.
Исчерпывающее изложение во-
проса см. т. I, „Механика", стр. 444.
Примеры. Табл 19 и 20 а
на стр. 433; растительные масла
(сурепное, оливковое, касторовое
масла) имеют значительно более
медленное падение вязкости при
повышении температуры, чем ми-
неральные масла.
Таблица 19. Вязкость в градусах Энглера
Температуры
Оливковое масло . . .
Минеральное масло I
„ „ II
Веретенное масло . .
Вода................
20е 30" 40° 50е
39 34 29 26
57 25 14 9
23 12 7 5
5 3,8 2,8 2,0
1 — — —
80°
С
12
4,5
2,5
1,2
На фиг. 238 изображены кривые Стрибека для ц = /(v), где
поднимающиеся кверху кривые жидкостного трения начинаются при
тем меньших vt чем
ниже р; наобо'рот, по-
нижающиеся кривые
смешанного трения,
начинающиеся при-
близительно при p.Z/.,
при повышении v пе-
реходят в поднимаю-
щиеся кривые жид-
костного трения при
постоянном значении
минимума коэфици-
ента трения, колеблю-
Фиг. 238. Трение в подшипнике Селлерса с кольце-
вой смазкой диаметром 70 мм, по Стрибеку.
щегося между |imin =
= 0,01.5 до 0,006 в за-
висимости ОТ Продол-
жительности прира-
ботки и от величины подшипника. Подбором т), т. е. выбором соответ-
ствующего масла, можно соответственно повлиять на начало
явления трения смазанных тел и легко достичь того, чтобы под-
шипник начал работать с трением смазанных тел. Чем выше р
9 Подробнее см. G ii m b е 1, Der heutige Stand der Smierungsfrage, Mitt. For-
chungsarbeit, 1920, Heft 224 u. Giimbel-Everling (см. выше).
428 т- П. Отд. 2. Детали машин. II. Составные части машин и приборов
и чем меньше v и соответственно nt тем вязче должно быть при
этом масло !)• Вязкость iq, а с ней и pyZ, зависящее от т), падает
с повышением температуры подшипника, но до определенного
значения при котором наступает „соприкосновение
в ыступов", или смешанное трение после чего снова возра-
стает р. На фиг. 239 изображено влияние температуры подшип-
ника по Стрибеку при v = 4 м[сек и различном р, причем
однако, опыты были прекращены до достижения
Pmin тем более приближается к теоретическому наимень-
шему значению, чем лучше пригнаны или приработались поверх-
ности подшипника друг к другу, и лежит при тем высшей темпе^
ратуре, чем больше значение v/p и чем более вязко масло. Необ-
ходимым условием для того, чтобы части
Температура подиш-пчика.
подшипника могли быть разделенными
друг от друга маслом, является доста-
точно большое значение v, поэтому при
переменном направлении движения пред-
ставляется затруднительным достичь тре-
ния смазанных тел.
Температурное равновесие. Фиг.
239 показывает, как при и = 4 м/сек
и различных значениях р коэфициент
трения уменьшается по мере нагре-
вания опоры, пока не наступит темпера-
турное равнов*есие; устанавливающаяся
при равновесии температура опоры, как
видно, тем выше, чем выше было р.
Температура в подшипниках со скользя-
щим трением определяется условием
равновесия между количе-
ством тепла, развиваемого тре-
нием в секунду, и количеством
Фиг. 239. тепла, отдаваемого подшип-
никам за то же время: рРиА =
= Qw, где Р обозначает опорное давление, v—скорость скольже-
ния, А = a Qw выражено в кг кал!сек. Так как количество
отдаваемого подшипником тепла возрастает с увеличением разности
между температурой в зазоре подшипника и температурой наруж-
*) G iim b е 1 (см. выше) находит для нормальных подшипников (l\d Л 1,6)
|AyZ W 0,01 • у/^п/р, где т] дано в кгсек/м*, п = числу оборотов в мин., р дано в кг\см*.
Таким образом pyZ растет по мере увеличения п и падает с уменьшением
"У \/р. В качестве первого приближения для определения вязкости смазочного
масла может служить то соображение, что при ожидаемой температуре опоры
(подшипника) °Е должно быть > 150 р/п. При р = 7 Л лгг/си2 и п = 150, °Е должно
было бы быть > 7,5 при t3 = 40 и до 50°, т. е. в данном случае удовлетворит надоб-
ности тяжелое минеральное масло, тогда как для п = 400 — легкое минеральное
масло (масло для динамомашин).
Опоры валов. Подшипники
429
кого воздуха, то с увеличением количества развиваемого при
трении тепла происходит возрастание температуры до тех пор,
пока снова не установится равновесие. Предел допускаемого по-
вышения температуры, главным образом, зависит от свойства
масла и материала подшипника. Количество отдаваемого подшип-
ником тепла Qw по мере повышения температуры (в зазоре)
для каждого данного подшипника определенной формы и конструк-
ции определяется разностью температуры по отношению к тем-
пературе наружного воздуха и различными условиями работы
вала1 2).
Оно зависит от величины внешней поверхности Fk, которая
отдает теплоту путем теплопроводности и излучения — в большей
или меньшей степени подвижному воздуху, а при искусственном
охлаждении — охлаждающей воде или маслу.
Qw имеет наименьшее значение при естественной отда-
че тепла от металлической поверхности непосредственно наруж-
ному воздуху в спокойном состоянии. При сильном движении воз-
духа (подшипники у шатуна, подшипники паровозов и авиацион-
ных моторов) Qw значительно возрастает и может быть также повы-
шено путем водяного охлаждения вкладышей, а более всего путем
пропускания значительного количества масла, которое одновременно
смазывает и понижает трение в подшипнике: искусственное
отведение тепла. Взяв отношениеР = pF к проекции поверх-
ности скольжения на направление силы Р, определим „удельное
охлаждение" Lk подшипника Lk = ppmv = QJAF [кг м/сек см^
или |л = Lk/pmv в момент состояния подшипника в температурном
равновесии.
На фиг. 240а указана по опытам Лаше8) зависимость между средними значе-
ниями для нормальных подшипников со скользящим трением при естественном
отводе тепла и Д/° разностью между температурой в зазоре и температурой
наружного воздуха.
Путем искусственного охлаждения и пропускания масла можно повысить Lk
в несколько раз.
Если нанести для определенного подшипника кривую зависимости коэфици-
ента р. от температуры t° (по фиг. 239) и кривую зависимости значения L^pv от
/°, то точка пересечения обеих кривых определит состояние теплового равновесия
подшипника, т. е. когда Lklpv = р. или pv = L^. (Это уравнение применимо для
всех видов опор.)
На фиг. 240b изображены кривые зависимости коэфициента р. от средней тем-
пературы подшипника для различных значений т) и различной степени приработки
подшипников; кривая 1 дана для жидкого масла и еще неприработавшегося под-
шипника (рун/п Й 0.U06), кривые 2 и 3 — для масел средней гусгогы и для плотного
масла и хорошо приработавшегося подшипника ~ 0,002). Для данных значе-
ний pv определяется кривая L^fpv. Точки пересечения обеих систем кривых аъ а2,
а3 определяют температуры и значения р., при которых наступает состояние темпе-
1) L a s с h е, Die Reibungsverhaltnisse von Lagern mit hoher Umfangsgeschwin-
digkeit, ZdVdl, 1902.
2) lo же.
430 т- И- ОтД- Детали машин. II. Составные части машин и приборов
ратурного равновесия подшипников. В точке at наступает уже смешанное трение и
связанное с ним изнашивание подшипника, а в точках а2 и а3 имеет место трение
смазанных тел без изнашивания. Для подшипника наиболее подходит то масло,
которое при наивысших значениях pv, возможных по условиям работы подшипника,
вызывает наименьшее нагревание подшипника.
Допускаемое значение pv. Наименьшие величины повышения
температуры подшипника имеют место, когда Lkjpv = pmin или
pv = £fc/p-min- Для (соответствующего Д/°^30° со1ласно
фиг. 240а) и p.min = 0,006 до 0,002 получается до 20 для
нормальных подшипников с трением смазанных тел.
Меньшие значения pv повышают надежность работы. Для закры-
тых машин, для подшипников, расположенных вблизи от обогрева-
емых паром стен или в пароходных помещениях, в рудниках и т. п.,
необходимо брать более низкие значения для pv. При слабой капель-
Фиг. 240а.
Фиг. 240b,
ной или фитилыюй смазке, или смазке салом, которая может при-
меняться при смешанном трении, следует применять р. = у40 pv < 2,
чтобы получить ровную температуру.
Воздушное охлаждение. 1. Железнодорожные
подшипники: pv = 35—50 в буксах железнодорожных вагонов,
в паровозных буксах еще выше. Количество отводимой теплоты
измеряется Fk.
2. Цапфы кривошипа. Расчет ведется по pm*vt так как
давление цапфы сильно колеблется. рт = Pmlld обозначает среднее
давление цапфы за время одного оборота, которое определяется из
диаграммы зависимости от времени значений давлений шатуна
(с учетом инерции движущихся масс, но безотносительно к напра-
влению движения). Если известно только наибольшее давление
цапфы ршах, то расчет производится по Рт = 7 Ртах или соответ-
ственно по рт = ?ршах (табл. 20).
Опоры валов. Подшипники
Таблица 20. Значения ср
431
Для насосов двойного действия с полным
наполнением .............................
Для насосов одинарного действия с полным
наполнением .............................
Для двухтактных машин двойного действия
(паровых и двигателей внутреннего сго-
р'ания), четырехактных тандем-машин
двойного действия . ..................
Для двухтактных машин одинарного действия
Для
жидкостей
<р около 1
„ „ 0,5
Для пара
и газа
<Р
0,3 до 0,7 в зависи-
мости от наполнения
0,2 до 0,35 в зависи-
мости от наполнения
Для четырехтактных машин одинарного действия, в зависимости от «р
влияния инерции масс и колебаний давления................... 0,15 до 0,2
В сомнительных случаях для данного подшипника требуется
специальная проверка колебаний давления цапфы в течение одного
оборота или такта.
рт v = 1,24 (ртах ст d^S'd^l, где: max — наибольшее давление
в поршне, ст — средняя скорость поршня, d^ — диаметр поршня, ход поршня,
Z — длина пальца (диаметр пальца в формулу .не входит). Так как величины
max рfa ст и dfcls во многих случаях принимаются с самого начала, то при
этом d^\l является величиной, определяющей значение Pmv и вместе с тем для
необходимого естественного и искусственного отвода тепла, который в данное время
при высоком ст совершается с помощью усиленно циркулирующего масла. Упо-
требительные значения pmvt — которые, однако, значительно превышаются при ис.
кусственном охлаждении, — следующие:
pmv = 20 до 60 для пальцев кривошипов стационарных поршневых машин,
= 50 до 70 для пальцев кривошипов судовых поршневых машин,
= 70 до 100 и более для пальцев кривошипов с воздушным охлаждением
на локомотивах,
= 5 для цапф эксцентриков
= 10 для цапф эксцентриков
литого железа или (
стали по чугуну
белого металла по
чугуну; У
смешанное
трение
для паровозов выше
Искусственное охлаждение. При pv = 120, например
в подшипниках паровых турбин с р = 6 и г/= 20 л/, требуется
искусственное отведение главного количества тепла. Для р = 0,01
(вследствие весьма высоких скоростей цапф) имеем Lk = 0,01 • 120 =
= 1,2 = QWIAF или Qw = 1,2 AF кг кал/сек. Отсюда можно подсчи-
тать потребное охлаждение, количество подаваемого масла, падение
его температуры и самое оборудование для охлаждения масла. Чем
выше температура подшипника, тем легче и дешевле устроить
масляное охлаждение, поэтому для паровых турбин принимают
Г = 70 до 80° !).
J) При опытах L a s ch е, 1£02, 1906 и 1918 гг. достигались значения pv = 300,
400, 600 и выше, см. Lasch е, Konstruklion und Material im Bau von Dampftur-
binen, стр. 143, Berlin 1920, Julius Springer.
432 I- и. Отд. 2. Детали машин. II. Составные части машин и приборов
В небольших подпятниках (дисковых), хотя ц вследствие
смешанного трения большей частью выше, чем в подшипниках,
допускается pv до 20, так как отвод тепла из стоящих в масле
подпятников весьма удобен.
В простых кольцевых цапфах, например в водяных турбинах,
которые обильно смазйваются нагнетаемым маслом или другим
способом, pv = 40 до 80, а в подшипнике Митчелля (стр. 426); pv = 100
до 200, р до 20 кг!см2 (вследствие искусственного охлаждения и хо-
рошей смазки); гребенчатые подшипники в судовых двигателях (менее
удовлетворительная смазка): pv = около 5 при неподвижных вкла-
дышах и около 10 при перестанавливаемых вкладышах.
Размеры цапф. Так как рт = Pm/ld в цилиндрических цапфах,
а в кольцевых цапфах рт = Plibdmit, где Z обозначает число, а р
ширину кольца со средним диаметром dm и v = дГл/1900 м!сек при
d в см, то наименьшие размеры I и b цапф определяются из I или
соответственно
/6л>Ртл/1900 (pv)m.
Лля. пальцев кривошипов поршневых машин
//<ZA >(1,24 dk/s) • (<Р max pcjpmv).
Диаметр пальца d обусловливается только прочностью, наиболь-
шим давлением или конструктивными соображениями. (ри)т является
допустимой величиной для данного подшипника.
Канавки для смазывания *)* Только в подшипниках, работающих продолжи-
тельное время или непрерывно со смешанным трением, устраиваются канавки для
смазывания, которые достаточно обеспечивают смазывание всех поверхностей под-
шипника вследствие капиллярности и вязкости смазочного материала. При чистом
трении смазанных тел, например в подшипниках валов и кривощипов, эти канавки
неблагоприятно влияют на несущие поверхности подшипника, так как они преры-
вают несущий слой масла и, таким образом, благоприятствуют непосредственному
соприкосновению металла с металлом. Канавки в не несущих поверхностях (например
под £0 или 180° к направлению давления) целесообразны для скопления масла и
для непосредственного масляного охлаждения при помощи нагнетаемого масла.
Канавки в белом металле должно как следует округлять по краям во избежание
прилипания масла.
Смазочные материалы. Для смазки применяются (см. табл. 19 и 14):
а) животные и растительные масла (дороги), главным образом, как примесь
при смешанном трении, далее в приборах точной механики;
Ь) минеральные масла различной вазкости. Табл. 20а дает обзор главных
групп, расположенных по их вязкости (градусы Энглера и специальная вязкость г
по сравнению с водой при 0°) при 50’. Кроме того, применяются минеральные жи-
ры. Характерные свойства смазочных масел см. ниже, отд. „Материаловедение".
Виды смазки. 1. Густая смазка. Преимущества этой смазки в том,
что она держится в зазорах подшипника; меньшие потери материала, но большие
Tj и |л; поэтому эта смазка подходит для второстепенных подшипников и шарнир-
ных соединений, для низкого или переменного г/, или при работе в пыли, когда
масло портится.
Смазка вдавливается от руки (штауфферювские масленки), пружиной или сма-
зочным прессом. Принята при подшипниках трения качения (стр. 463), когда v не
слишком велико.
*) Ср. Wagner, Schmierung der Heissdampflokomotive, ZdVdl, J925, стр. 1589,
черт. 5 и 16.
Подшипники. Смазка.
433
2. Жидкая смазка. Смазка каплями. Масло подводится только в ко-
личествах наименьшей потребности в соответствии со смешанным грением: действует
во вреня работы подшипника, прекращает действие при остановке; своевременное
наполнение. Целесообразно устройство видимого падения капель и применение
стеклянных резервуаров. Фитильные и игольчатые масленки вытесня-
ются вентильными с точной регулировкой (ф’*г. 241). При значитель-
ном числе мест смазки применяется „центральная капельная смазка".
Циркуляционная смазка. Обильная смазка, в зависимости
от надобности с большим или меньшим падением давления, особенно
для подшипников с чистым трением смазанных тел, циркуляция всего
масла «или в самом подшипнике, или общая
Фиг. 241.
Таблица 20а. Минеральные масла
Масла °Е при 50° Z при 50’
Веретенное масло .... Легкие машинные масла . Средние „ „ . Тяжелые „ „ Цилиндровые „ „ 1,2-2,0 2,0-3,5 3,5-5,5 5,5—20 20-60 2,0-5,5 5,5-12 12—z0 20-75 75-200
промежутки. Стремление
к наивозможному
[ для в~ей машинной
установки, пуск и
остановка отпа-
дают. Широко рас-
пространены: коль-
цевая смазка (фиг.
257 — 259), цепоч-
ная смазка (фиг.
242) и смазка за-
крепленным на ва-
лу кольцом (фиг.
256) с резервуаром
для ма<'ла под
вкладышем, попол-
нение резервуара
по мере потери
(устранимой!) мас-
ла через большие
устранению веек потерь масла при
циркуля’ционной"смазке имеет существенное влияние на в~е конструкции подшип-
ников. При больших машинах подача масла общими насосами ко в:ем подшипни-
кам (например в паровых турбинах, в больших поршневых машинах) с охлажде-
Фиг. 242.
нием отходящего масла и очисткой нагретого масла. Смазка под давле-
нием, например в цилиндрах паровых и газовых двигателей с сальниками с не-
устранимой потерей марла из-за испарения, распыления в подаваемых в цилиндр
жидкостях, газах или паре. Целесообразно устройство отдельных поршней для по-
дачи масла в каждый пункт смазки. Пример: аппарат Мол еру па, масленка Боша *).
9 Ср. Wagner, Schmierung der Heissdampflokomotive, ZdVdl, 1925, стр. 1589,
фиг. 5 u. 16.
434 Т. И Отд. 2. Деталй машин. И. Составные части машин и прибороб
Металл подшипников и вкладышей. Хороший для подшипни-
ков металл1) должен иметь следующие свойства: незначительное
трение насухо, незначительную изнашиваемость, хорошую прира-
ботку и достаточную теплоотдачу.
Эти свойства тем важнее, чем чаще можно ожидать смешан-
ного или даже трения насухо, между тем как при трении смазанных
тел и отдаче тепла при посредстве смазочного материала металл,
из которого изготовлен подшипник,-не имеет значения.
Наивысшие значения опорного давления ртах при смешанном
трении, допускаемые обычно при смазке через смазочные канавки,
указаны в табл. 21.
Таблица 21. Наибольшие опорные давления в подшипниках
Pmax Ц закаленной и шлифованной стали а п ф ы из: чугуна литого железа
Втулки или co- ) закаленная и ответственно > шлифованная вкладыши ) сталь .... Чугун Бронза и пластичные сплавы . . . Твердое дерево до 150 кг/см* » 40 „ п 90 „ г я до 80 | 5 до 20
При нагреве цапфы бронза задирает; она предпочтительна в тех
случаях, когда желательно сильным ударам противопоставить высо-
кую прочность на сжатие и твердость, пластичные же материалы:
нормальный белый металл с приблизительно 80% олова (а также и
новые сплавы свинца, твердые благодаря добавлению бария, натрия
или кальция) прирабатываются скорее и лучше плавятся при нагреве,
без задирания вала, например в кривошипных передачах, где воз-
можны толчки. Для передач с равномерным ходом и свободных от
толчков достаточны также белый металл 20 и белый металл 10,
которые обладают большей упругостью. Пластические сплавы для
заливки подшипников ввиду недостаточной твердости и большой
стоимости заливаются во вкладыши — чугунные, литой стали или
бронзовые (фиг. 256, 258 стр. 441). При кратковременных повыше-
ниях нагрузки до максимальной допустимы большие величины,
например у прессов с передачей коленчатыми рычагами для стали
по лучшему сорту бронзы ртах допускается до 1000 кг 1см2, так как
смазка сразу не расходится.
Вкладыши и корпуса подшипников. Требования: 1. Лег-
кая сменяемость вкладышей в случае надобности замены:
цельные вкладыши применимы только при возможности осе-
вой разборки цапф и подшипников. Вкладыши большей частью из
*) ZdVdl, 1898, стр. 1300, работа С h а г р у, а равно Czochralski и.
Welter, Lagermetalle und Ihre technologische Bewertung, Berlin 1920, Julius Springer’
Подшипники. Установка
435
чугуна, бронзы или закаленной и шлифованной стали (DIN 146 и
147). Преимущества — дешевизна и длительное сохранение цилин-
дрической формы, но их нельзя переставлять или разбирать в ради-
альном направлении. Разъемные на несколько частей
(2 или 4) вкладыши допускают разборку в радиальном направ-
лении без удаления соседних частей, изготовляются большей частью
из бронзы или чугуна с заливкой сплавом, а при незначительном
опорном давлении из чугуна. Разъемные вкладыши допускают
регулировку в случае изнашивания и расточку, но, с дру-
гой стороны, разъемные вкладыши легко утрачивают правильную
круговую форму при обработке или во время работы благодаря
нагреву, поэтому не надо их делать слишком тонкостенными. По-
верхности раздела между отдельными частями вкладыша должны
б%1ть расположены так, чтобы давление не приходилось на них.
Ср. фиг. 242, подшипник локомобиля Ланца, Маннгейм, с гори-
зонтальными цилиндрами. Конструкция нижнего вкладыша горизон-
тального подшипника должна быть такова, чтсбы уже при незна-
чительном подъеме вала его легко можно было вынуть, поворачи-
вая вокруг вала.
2. Установка оси подшипника по оси вала, а) Угловая
подвижность вкладышей внутри подшипника, при l/d^S
необходима, а при Z/d^> 1,5 желательна, особенно при всех сильно
прогибающихся валах для устранения давления у краев; по-
движность вкладыша достигается шаровыми опорами вкладышей
(например в подшипниках Селлерса). Ср. фиг. 255, 257 и 258
и вкладыши с угловой подвижностью в подшипниках паровых
турбин (Хютте, т. Ш, отд. „Паровые турбины"). При отсутствии
такой автоматической установки необходимо тщательно пришабрить
вкладыши по валу для устранения односторонней нагрузки.
Ь) Перестановка вкладышей в подшипниках, в коренных
подшипниках поршневых двигателей и в станинах машин — при
помощи установочных клиньев или прокладок из листового железа
(также и в подшипниках шатуна); в стенных и потолочных подшип-
никах в зданиях — укреплением вкладышей между двумя устано-
вочными стержнями с нарезкой на подвеске или кронштейне, кото-
рые имеют различную конструкцию в зависимости от места их при-
крепления (потолочные подшипники на подвесках, фиг. 254, стенные,
наколонные, на балках или на полу); в прейскурантах различных
трансмиссионных фирм 1) приведены многочисленные примеры та-
ких конструкций, допускающих боковое закладывание вала при
сборке (в Америке вал по большей части закладывается снизу).
с) Установка корпус а подшипника на особых пли-
тах (фиг. 246), козлах (фиг. 248), подвесках (фиг. 250), на стенных
угольниках (фиг. 251), в стенных коробках (фиг. 247), консолях
стенных (фиг. 252) и наколонных (фиг. 253).
*) Например Вата g, Dessau; завод Wiilfel, Hannover; Flender & Co., Diissel-
dorf; Peniger; Polysius, Dessau; Tacke & Co., Rheine; Vogel & Schlegel, Dresden.
Gebr. Wetzel, Leipzig и пр.
436 Т. П. Отд. 2 Детали машин. II. Составные части машин и приборов
Конструкция закрепления вкладышей в корпусе подшипников обу-
словливается формой и условиями удобного доступа к ним в зависимости от кон-
струкции станины или рамы. Пример: конструкция подшипников поршневых машин
и турбинных см. Хюгге, т. III, отдел „Машины-двигатели“.
Зазоры в опорах. Между цапфой и вкладышем оставляют
при жидкостном трении масляный зазор около tZ/1000 или от 5 до
8 немецких единиц допуска (широко ходовая посадка), где 1 РЕ =
/ 200 (d в мм); при высоких окружных скоростях — больше
(до 15 РЕ), для станков с большей точностью установки шпинделя —
значительно меньше.
Канавки для смазки ]). Только в опорах, работающих в тече-
ние длительного времени с продолжительным смешанным трением,
необходимо делать канавки для
смазки, которые обеспечивали оы
достаточное смачивание всех сопри-
касающихся поверхностей вслед-
ствие капиллярности и вязкости
масла. При чистом жидкостном тре-
нии, например во всех опорах ва-
лов и подшипниках пальцев кри-
вошипов, — они оказывают небла-
гоприятное влияние на работу
опорных поверхностей, нарушая
целость поддерживающего слоя
масла и способствуя, таким обра-
зом, металлическому соприкосно-
вению. Канавки для смазки на
поверхностях, не несущих прямой
нагрузки (например расположен-
ных под углом в 90 или 180°
к направлению давления), — целе-
сообразны в качестве собирателей
охлаждения протекающим маслом.
Канавки для смазки в белом металле должны быть хорошо закру-
глены по краям, чтобы не затирались.
Уплотнение опор. Уплотнение зазоров опор важно для
устранения утечки масла наружу и попадания посторонних веществ
(пыли, брызговой воды, кислотных паров) (фиг. 243,а—/).
Фиг. 243 а—/.
масла и для непосредственного
Для устранения утечки масла целесообразно устраивать: отвод масла с вала
через собирательные канавки у краев корпуса (фиг. 243,а) и смазочные кольца на
валу (фиг. 243,Ь), уплотнение посредством внешних вкладышей с одной или двумя
собирательными канавками (фиг. 243,с) или задерживающими масло кольцами из ла-
туни (фиг. 243,d). Меры против попадания посторонних веществ:
набивочное кольцо из войлока (также из пробки или кожи) (фиг. 243,е), пропитан-
ное горячим маслом, предохранительное от пыли кольцо с глубокими лабиринт-
ными канавками, которые в данном случае наполняются салом (фиг. 243,/).
Нормы для подшипников приводных фабричных валов. Кроме
диаметров валов D, вормирована в D1N 118 и длина подшипника
*) См. F а 1 z, а. а. О., стр. 13 и 266.
Подшипники. Нормы для подшипников
437
установлением предельных наибольших размеров А, причем под-
шипники разделяются на три группы: формы А и В — подшипники
со скользящим трением, форма С для подшипников с трением ка-
чения. Нормирование проведено до диаметров вала D = 500 мм.
Примеры подшипников фабричных приводных валов: на фиг. 255 (стр. 441) изо-
бражен подшипник с шаровыми вкладышами, модель Л—железоделательного завода
Вюльфеля (Wiilfel) в Ганновере, с кольцевой смазкой; на фиг. 256 (стр. 441)—ста-
ционарный подшипник той же фирмы, модель В, с заливкой белым металлом. Для
закрепления положения вала укрепленное на нем кольцо для смазки заменяется
обварком вала.
Фиг. 257 (стр. 441) изображает подшипник с шаровыми вкладышами фирмы
BAMAG в Дессау (старая модель);
фиг. 258 (стр. 441)—новую модель В с внутрилежащими шаровыми вкладышами,
с заливкой белым металлом (WM) и с выемкой для обварка вала, имеющего назна-
чением закрепление положения вала;
фиг. 259 (стр. 442)—подшипник для валов больших диаметров,—до 50 см, при-
способленный для водяного охлаждения с кольцевой смазкой.
Подшипники с неподвижными цапфами и вра-
щающимися вкладышами. Эти подшипники применяются
при натяжных роликах, промежуточных колесах зубчатой передачи,
холостых ременных шкивах и муфтах и требуют специальной кон-
струкции смазки во избежание вытекания масла.
Пример. Фиг. 260 — букса Легус завода Вюльфеля: поверхность скольжения
имеет достаточно большой диаметр, чтобы смазка не выжималась и легко держа-
лась на ней; при более высоких удельных давлениях применяется смазка зачерпы-
ванием, например по фиг. 261 — букса Гиля, работающая и при вращающемся
вале.
Таблица 22. Подшипники по DIN 118
Размеры в мм. Фиг 244. А—длинный подшипник со скользящим трением, В—такой же
короткий подшипник, С—подшипник с трением качения.
D Наибольшее значение L подшипников h а b т
со скользящим трением с трением качения
Форма А длинные Форма В короткие Форма С
25 и 30 140 120 100 65 203 55 150
35 „ 40 180 150 ПО 75 220 65 170
45 „ 50 220 180 120 93 263 75 200
55 „ 60 260 210 130 100 293 85 233
70 300 240 140 ПО 330 95 260
80 340 270 150 125 370 110 290
90 380 300 170 140 410 12) 323
100 и 110 460 360 190 165 470 153 370
125 „ 140 550 450 — 200 560 195 453
d
Б/8"
б/8"
V
к:
438 Т. II. Отд. 2. Детали машин. II. Составные части машин и прибороЗ
Фиг. 24о Фиг. 246. Фиг. 247.
Таблица 23. Плиты для подшипников и стен-
ные коробки
Размеры в мм. Фиг. 245 и 246 по DIN 189,
фиг. 247 по DIN 193
D
d а* Ъ* г
25 и 30
35 „ 40
45 „ 50
55 „ 60
70
80
90
100 и 110
125 „ 140
65
75
90
100
ПО
125
140
165
200
100
115
135
150
165
185
205
240
290
260
290
330
360
410
460
520
650
7о0
330
360
410
450
510
570
6,0
790
910
65
75
85
9э
110
125
141
18J
230
300
350
4и0
450
500
550
600
700
800
Таблица 24. Опоры
Размеры в мм. Фиг. 248 и 249 по DIN 195
45 и 50 90 300 400 500 375 400 425 3/4" 40 45 45 150 180 180
55 и 60 100 400 500 600 450 475 500 7/8" 1" 1" 45 50 50 180 210 210
70 ПО 4j0 500 600 800 500 525 550 6'0 1" 1" l1/," 5J 50 55 55 210 210 240 240
80 125 400 50J 6j0 800 550 575 6(0 650 J? 240 240 270 270
90 140 500 600 800 625 6э0 700 174' l3/8" l3/8" 60 65 65 1 270 300 1 300
100и110 165 6j0 800 1000 800 850 90j 17e" 17a" JV 65 70 70 300 330 330
125и140 200 6 JO 8eo 1000 900 9o0 1000 17a’z IV I3// 70 80 80 330 360 360
Фиг. 249.
Подшипники. Нормы для подшипников
439
Таблица 25. Потолочные подвески двух-
плечие. Фиг. 250 по DIN 194
D Л i k d p 1»
55 и 60 70 100 500 6Э0 700 900 1J00 1100 140 3/<" 60 6J 60 230 260 300
110 50J 60J 700 9jj 1000 UjO 160 7e" 65 65 65
80 125 500 600 700 800 900 10 JO 1100 12J0 180 1* 75 75 75 75
90 140 500 60J 700 800 9 JU 1000 1100 1200 200 i’/в" 80 80 80 8J 330
100И110 165 630 70J 800 1000 1000 1100 1200 14j0 220 1V < 85 85 85 85 360
Таблица 26. Настенные угольники
фиг. 251 по DIN 187
25 и 30 65 150
35 „ 40 75 170
45 „ 5j 90 2 JO
55 „ 60 10O 230
70 110 26J
80 125 290
90 140 320
100И110 165 370
125 „ 140 200 450
110 45 110 7b"
130 45 130 Б/в"
1э0 50 150 9li
170 50 17J tin
190 55 190 ’/8"
210 60 210 1"
240 70 24 J P/s"
280 80 28J I1//'
350 90 350 17b"
Таблица 27. Стенные кронштейаы
Фиг. 2э2 по DIN 117
d
35
40
65 310
75 33j
95
195
85
185
285
385
200-300
30J—400
200—300
3j0—400
400—500
5 JO—6JO
300
400
300
45
50
90 370
6э
16э
265
365
465
200—500
30J—400
400—50J
500-600
600—700
55
60
100 400
150
250
350
450
550
30J—400
400—500
5j0—600
600—700
700—800
30j
4 JO
500 14C
6JJ
700
400
500
600 140
700
800
120
Фиг. 252
440 Т. П. Отд. 2. Детали машин. II. Составные чаети машин и приборов
Продолжение таблицы 27
D h а е А i к 1 d
70 110 440 130 230 ЗоО 43и 53j 300—400 400—500 530—600 600—700 700—800 400 500 600 700 800 160 7/s"
80 125 480 110 210 310 410 510 ЗиО—4и0 400—500 500—600 6J0—700 700—800 400 500 600 7и0 800 180 Г'
90 140 520 "190 290 о 90 490 4о0—5о0 500—600 600—700 7и0—800 500 60. 700 800 200 V/e"
100 ПО 165 590 155 255 355 455 400—ЬОл 5j0—6°0 6оО—700 700—800 500 600 700 800 220 !/.“
125 140 200 680 "210 310 410 500—600 600—70) 700—800 60J 700 800 240 13/з"
Таблица 28. Подшипники
на подвесках. Фиг. 254 по DIN 119
D
25 и 30
НО
35 „ 40
120
45 „ 50
130
55 „ 60
140
70
160
80
180
90
200
100и110
240
200
300
400
300
400
500
300
400
500
600
зОО
400
500
600
400
500
600
700
400
500
600
700
400
500
600
700
500
600
700
240 50
320 50
4001 50
320. 50
4001 50
4801 50
320 : 55
400 ! 55
4801 55
560 55
320. 55
4001 55
480 55
560 55
“400,‘60’
480. 60
560 60-
640 60
400 70
480' 70
560 70
6-4)' 70
400 75
480' 75
560 75
640' 75
48о' 80
560 80
640* 80
3/<
Фиг. 254.
17*'
Шариковые и роликовые подшипники
441
2. Подшипники с трением качения (шариковые и роликовые
подшипники) 1 , Кинематические основы. Для получения
движения чистого качения требуется ввести равные катящиеся тела
между концентричными поверхностями качения. Если при этом тре-
буется наличие нескольких степе-
ней свободы движения, то необхо-
димо применение в качестве ка-
тящихся тел—шаров, движущихся
Фиг. 255. Фиг. 256.
между плоскими, шаровыми или цилиндрическими поверхностями.
Если же предусмотрено только одно движение вращения, то
в качестве катящихся тел пригодны любые тела вращения, при которых
Фиг. 257. Фиг. 258.
выполнимо условие качения, по которому все соответствующие оси ка-
чения иоси вращения проходят через одну общую точку (на главной
оси вращения, ср. Хютте, т.1,отд. „Механика*, стр. 322, фиг. 82). В таком
случае применимы шары в желобках треугольного сечения или из со-
ображений прочности и дешевизны, лучше в круговых желобках (для
х) Ahrens, Das Kugellager, 2 Aufl., Berlin, 1925, Julius Springer.
442 т- П. 0?Д- 2- Детали машин. II. Составные части машин и приборов
направления движения достаточно одного желобка в наружном или
внутреннем кольце) или конусные ролики между конусными поверх-
ностями качения. Чаще всего имеет место предельный случай: об-
щая точка пересечения оо далеко, все оси качения и вращения парал-
лельны, катящиеся тела имеют форму шаров или бочкообразных, или
цилиндрических роликов, каковая форма лучше всего пригодна для
восприятия чистых
Фиг. 259.
поперечных сил,
между тем как для
восприятия чистых
продольных сил
лучше всего под-
ходят такие под-
шипники, в кото-
рых общая верши-
на качения лежит
внутри подшипни-
ка.
Чтобы различ-
но нагруженные ка-
тящиеся тела не меняли своего расстояния, целесообразно заклю-
чить их в направляющую их движение общую „клетку“ (обойму).
Сопротивление трения. О сопротивлении качения шаров и кат-
ков см. Хютте, т. I, отд. „Механика". Составляющие сопротивления тре-
ния в опоре с трением качения: чистое сопротивление качения, сколь-
зящее сопротивление обоймы и уплотнения (например войлочной на-
бивки). Кроме того,
при цилиндриче-
ских и конических
роликах в резуль-
тате осевого давле-
ния присоединяет-
ся сопротивление
качения и скольже-
ния. Сопротивле-
ние качения воз-
растает пропорцио-
нально нагрузке;
Фиг. 260.
сопрот и в л е н и е
скольжения „клетки" (обоймы) (в зависимости от средней вязкости
смазочного материала) и сопротивления уплотнения при Р = 0 имеют
определенные величины, так что изменение Wr при Р = 0 начи-
нается с конечной величины, а р = Wr/P — coo (фиг. 262).
Идеальный коэфициент трения т. е. коэфициент трения, отне-
сенный к диаметру вала, при опытах Стр и бека *) (фиг. 262) по-
нижался до 0,0013 при 65—780 оборотах и при наибольшей на-
0 ZdVdl. 1931, стр. 121; 1932, стр. 1463.
Шариковые и роликовые подшипники. Смазка
443
грузке, между тем как сопротивление Wr подшипника возрастает
с увеличением нагрузки. Отсюда вытекает главное преиму-
щ е ств о подшипников с трением качения: почти постоянное
наименьшее сопротивление трения при всех ско-
р о с т я х, стало быть, и при начале движения.
Величину y.Pv при хорошей конструкции и выполнении можно
легко довести до таких низких значений, какие в подшипниках со
скользящим трением достижимы только при определенном наимень-
шем значении r\v/p и при чистом трении смазанных тел; поэтому
в подшипниках с трением качения и при естественном наружном
охлаждении все же получается менее значительный расход смазоч-
ных материалов.
Смазка. Лучшим смазочным материалом является сало, так
как одновременно со смазкой требуется предохранение от ржав-
Фиг. 261,
Фиг. 262.
чины и уплотнение в качестве меры против засорения и проникно-
вения влажности. Смазка маслом применима при очень большом
числе оборотов; для вертикальных валов — также при малом числе
оборотов, если возможно надежное уплотнение. Если опоры под-
вергаются действию очень высокой температуры (например в же-
лезнодорожных или трамвайных двигателях, вентиляторах дымовых
газов), то должно употребляться теплостойкое сало. Добавочная
смазка при хорошем уплотнении опоры (подшипника) требуется
лишь через большие промежутки времени. Смазки (мази) под-
шипников трения качения: с кальциевыми мылами, темпе-
ратура капли падения около 70°, для рабочей температуры подшип-
ника до 50°; и с натронными мылами, температура капли падения
100°, для рабочих температур свыше 100°. Масла: веретенное
масло — для опор быстро вращающихся валов; тяжелые масла — для
опор больших размеров. Предъявляемые требования: от-
сутствие смолистости и кислотности во избежание ржавления.
Отличительные признаки. Отпадание (отставание) масляного слоя, выпол-
няющего назначение глушителя колебаний и толчков при быстро вращающихся ва-
лах:, трудно уравновешиваемых в полной мере, является вредным явлением: ход при
этом не такой мягкий и бесшумный, как при опоре с трением скольжения. Не»
444 Т. П. Отд. 2. Детали машин. II. Составные части машин и приборов
обходимо очень точное изготовление опоры и ее корпуса и предотвращение ка-
кого бы то ни было засорения и ржавления. Шариковые опоры чувствительнее
к толчкам, чем роликовые и бочкообразные.
Примечание. Опоры с трением качения употребляются в ма-
шинах и приборах всех видов в качестве замены опор с трением
скольжения в таких случаях, когда трудно достижимо жидкостное
трение (подпятники, опоры с незначительным или сильно меняю-
щимся v или частыми остановками, опоры с большим Р), а также
там, где равномерная смазка недопустима или ненадежна и где
изнашивание или смещение вала должно быть безусловно устра-
нено: например в приводах, станках, электродвигателях.
Нагрузка
Обозначения.
К п. а)
d — диаметр кривизны поверхности качения (см),
dr — приведенный диаметр кривизны поверхности качения (см) (фиг. 262а),
I — длина цилиндрической или конической поверхности качения (см),
drl при роликах (см?),
dr* при шариках (см?),
Ро — одиночная нагрузка поверхности каче-
ния (кг),
k = P0!f— характеристика нагрузки поверх-
ности качения (кг [см"),
С dr -— диаметр касания,
рт — средняя нагрузка давления соприкасаю-
щейся поверхности (кг[см?),
К п. Ь)
Ра — нагрузка на плоскую опору с трением
качения (кг),
F — проектная поверхность опоры
(подшипника) (см?), ведущая
поверхность F=ab (фиг. 263а),
для осевой опоры (подпят-
ника) F= (nJ2 — D2} тс/4
(фиг. 263b),
2 — число роликов,
х . ф — коэфициент использования по-
верхности опоры, причем zf —
Фиг. 262а. = Pa[F— осыгя нагрузка опоры
с трением качения (кг, см?),
К п. с)
Рг — радиальная нагрузка поперечной опоры (подшипника) (кг),
F = Dil (фиг. 263, d) и соответственно/)^^ при ряде шариков (сл2),
Pwr =pr)F~ радиальная нагрузка опоры с трением качения (кг\см~),
(^г)о~ нагрузка при небольшом числе оборотов,
-- коэфицденг числа оборотов, — коэфициент продолжительности
службы,
Шариковые и роликовые подшипники. Нагрузка 445
а) Нагрузка 1). От изменения формы и напряжения зависит и от-
носительная кривизна соприкасающихся поверхностей, которая сво-
дится к соприкосновению выпуклой поверхности диаметром dr
с плоскостью (яГ = оо), согласно уравнению 1 /dr = 1 + 1 /d2 2).
Пример. = 1, d2=l или оо, или — 2 (знак ( — ] относится к полой выпук-
лой поверхности), в таком случае dr = 0,5 или 1, или 2. Для увеличения dr в слу-
чае шариков желательно наибольшее прилегание к направляющей путем при-
дачи желобам круговой формы. Поверхность сплющивания в случае соприкоснове-
ния шариков = С (<7г)2гс/4, а при соприкосновении роликов (длиной l) = tdrl, так
что среднее давление по повер юности соприкосновения (фиг. 262а) для шариков
Pm = po/[(^r)a^/4], для роликовpm=Pol&drl).
По Г е р т ц у С 4,5 p^JE (точнее 4,3 для шариков, 4,64 для роликов) при
одинаковом модуле упругости Е обоих соприкасающихся тел. Приняв значение ха-
рактеризующего соприкосновение коэфициента k = Рп1/, имеем следующие зна-
чения: kx = Р01 dr* = 14,Зрт%/Е2 для шариков, Ла = P0/dr I = 4,64 рт 2/Е для роликов.
Для шариков при спокойной нагрузке допускаемые для рт зна-
чения равны % от твердости Н по Бринелю, пересчитанной на кг!см2>
для роликов (Z/Jr<2) только 1/4 от Бринеля, для опорных призм
.(-^—>10^ до %. (О коэфициенте нагрузки Ся при движущемся
теле качения см. ниже b и с).
Пример. Закаленная хромоникелевая сталь: Н — 600 кг\мм* или 60 000 кг1см~]
£=2,15«106 * кг!см2. Получается для шариков kt = 200 кг)см\ для роликов k» = 490
и для опорной призмы около 20СО кг}см2, отнесенные к значению dr кривизны опор-
ной призмы. При Н = 480 кг/мм2 для kx и k2 применяются те же значения, что и для
шариковых и роликовых подшипников.
Так как kx возрастает в третьей (для роликов соответственно
#2—во второй) степени допускаемой нагрузки, то для шариков кро-
ликов) и их направляющих предпочтительно применяются наилуч-
шие материалы, например лучшая хромовая сталь (1% хрома, 0,8 до
0,9% С), закаленная и точно и равномерно отшлифо-
ванная.
ДлЪ таких шариков „растрескивающая нагрузка" (при которой при разгрузке
обнаруживаются тонкие трещины) составляет k = P/d2 Ш 500 для давления шарика
на шарик (соответствует Pjd^ ^2000).
Деформация. Согласно уравнению (6)(см. отд. .Сопротивле-
ние материалов-, стр. 186) общее понижение поверхностей под дей-
ствием нагрузки при шариках будет у = £2 d^ = ck*/* dr = cxp^dr.
Напряжение рт, таким образом, возрастает с корнем квадратным
из величины деформации у3 * *).
>) Расчет всех поверхностей касания с линейным или точечным соприкоснове-
нием, например боковых поверлностей зубьев, поверхностей кулачков, фрикцион-
ных колес, на прочность качения производится на основании одних и тех же за-
конов.
2) О значениях dr при поверхностях различной кривизны см. отд. .Сопротивле-
ние материалов", стр. 186.
8) По измерениям Б о х м а н a (Z. f. Feinmechanik und PrSzision, 1927) у ^Ч^8 dT
как для шариков, так и для роликов с диаметром Jr, перекрещивающимися под
углом в 90°, тогда как для одного ролика, расположенного между двумя плоско-
стями у = 20^td^3, где у в микронах (у. = 0,001 мм\ a dr в см»
446 Т. П. Отд. 2. Детали машин. II. Составные части машин и приборов
Ь) Упорные подшипники (подпятники, осевые опоры) (фнг.
263, а, Ь). Обозначения на стр. 444.
При одновременной и одинаково сильной нагрузке на z тел
качения (шарики, ролики, иглы игольчатого подшипника, бочко-
образные ролики) Pa-=fkz. Далее, если сумма прямоугольных по-
верхностей, окружающих шарики или соответственно ролики,
zf=yF, где — коэфициент использования поверхности опоры
(большей частью между 0,6 и 1,0; <р = 1,0 при соприкасающихся
шариках или роликах, ср <1,0, когда тела качения помещаются по
отдельности в „клетке" (обойме), то суммарная (общая) нагрузка
Pa = ^Fkt или при равномерном распределении нагрузки средняя
нагрузка опоры трения качения pwa = pJF =
pwa и F не зависят от величины dr.
Фиг. 263 а—Ь.
Фиг. 263 c—d.
Равномерное распределение нагрузки достигается при следую-
щих условиях: 1) выбор тел качения одинаковой величины; 2) вы-
полнение нижней подушки опоры —со сферической опорной поверх-
ностью (например фиг. 262Д где изображены: внизу—осевой,
а вверху—поперечный шарикоподшипники центрофуги — подшип-
ники SKF).
Пример. При шариках с ^=100 и ср = 0,8 (вследствие наличия „клетки")
Pwa~^ кг[см*, т. е. проектная кольцевая поверхность шариковой продольной
опоры (263,Ь) имеет такой же размер, как поверхность опоры скользящего трения
с Рт = кг\см*. При конических роликах с k2 = 250 и ср = 0,8 pwa было бы =
= 200 кг\см2.
Влияние числа обороте в. Для большого числа оборотов pwa = ^\nk,
причем определяется из опыта. Если v — средняя скорость хода в 'м[сек, то для
шариков принимается = !/(•? + 1), так что при v = 4 л^сек, \ = 0,2. Таким
образом нагрузка быстро падает по мере увеличения скорости, ибо при большем
числе оборотов вследствие действия центробежной силы возникает сильное сверле-
ние и неспокойная работа шариков, что имеет место в особенно вредной степени
Шариковые и роликовые подшипники. Радиальные подшипники. 447
при временных освобождениях шариков от нагрузки, когда шарики в результате
отсутствия нажима не работают. Поэтому для восприятия сил Ра, действующих по
направлению оси, часто используются поперечные опоры (подшипники).
с) Радиальные подшипники (подшипники; опоры, восприни-
мающие радиал ное давление) Если бы при радиально действующей
нагрузке (фиг. 263,с) наружное кольцо было упругим, как стяж-
ная лента, ю одиночная нагрузка для всех несущих нагрузку
тел качения была бы одинакова, так что было бы верно равенство:
= РЮ. 1=ч k. Вследствие жесткости наружного кольца и на-
личия необходимого зазора, боковые тела качения (фиг. 263,с) вполне
свободны от нагрузки, а верхние имеют нагрузку большую, при-
ближенно на 50%, чем средние. Поэтому для поперечных опор до-
пустимое значение pwr составляет около 2/3 от тако-
вого для продольных опор, или pwr = P/Di I« 0,65 ? k
Dil при однорядных шариковых опорах = Di dr,
= z dj-ID-x, так что pwr = Pr/Dtl - - 0,656? dr/Dt к
или, так как drl = f, Pr = fkz[5t в то время как для про- -
дольных опор Ра = fkz.
Таким образом одинаковое число шариков дает для
поперечных опор только % возможной нагрузки про-
дольных опор.
Влияние числа оборотов. При большом
числе оборотов следует приниматьpwr = 0,65 ср при- фиг* * 264*
чем величина зависит от числа оборотов п (ср*
табл. 29а, стр. 449). Однако при качательном движении, например
в сочленениях крейцкопфа, определяющей величиной является
только действительная скорость сочленения.
Пример. Ролики между закаленными поверхностями, когда D} /d велико, то
d й dr»kt при больших роликах около 250 кг!см2 (для игл игольчатых подшипников-
до 500). При<р = 0,8, pwr = 0,65*0,8*250 = 130 кг\см*. Для п = 200 по табл. 29а
(стр. 449) = 0,6, т. е. pwr » 80 кг[см*. При игольчатых опорах допустимые вели-
чины pwr следующие Ч:
для 0 200
= 300 250
1000 2000
200 150
5000 об/мин
100 кг] см9
Эти данные больше всего подходят для шарниров (фиг. 264) и для малых диа-
метров валов.
Продолжительность службы. Продолжительность работы Z опор с трением
качения до начала их разрушения падает значительнее при более длительной на-
грузке. Поэтому на основе опытов 2) целесообразно для опор с продолжительной
работой уменьшать допустимую нагрузку введением коэфициента продолжитель-
ности работы t,z так, например, для поперечных опор (подшипников) принимать
pwr=0,65 «р k‘ Значения см. табл. 29b, стр. 449.
9 По данным Лейпцигского завода шариковых подшипников.
*) Р а 1 т g г е и, Продолжительность службы и шариковые подшипники,
ZdVdl, 1924, стр. 339. — О. F б р р 1, Сравнительные опыты по определению
выносливости различных конструкций шариковых подшипников, Maschbau, 1929;
Stellrecht, Работоспособность опор с трением качения, изд. VDI, 1929.
448 T. IT. Отд. 2. Детали юпппт. II. Составные части машин и приборов
d) Радиальнно упорные подшипники для осевой нагрузки.
Если радиальный подшипник применяется одновременно и для во-
спринятая осевых усилий, то в основу расчета надлежит положить урав-
(Рг+уРа)
нение pwr = ----=г—----, в котором у в зависимости от конструк-
иi I ~
ции радиального подшипника берется:
Шариковый и роликовый
подшипник...........
Радиальный шарикопод-
шипник ..............
Шарикоподшипники с за-
плечиками ...........
Однорядный шариковый
подшипник............
Самоустанавливзю-
у = 1,2 щийся шарико-
вый подшипник .у= 1,5—4,5, смотря
у = 1,5 по кон-
у = 3,0 Самоустанавливаю-
щиися ролико-
вый подшипник . у = 2—3,
Нормированные подшипники с трением качения. Комитетом по стандар-
тизации были установлены формы, размеры и допуски для наиболее употребитель-
ны < подшипников и подпятни-
Фиг. 265.
ков с трением качения или же
в некоторые случаях предпо-
ложены к нормированию ’)•
В табл. 29 приведены главные
типы, в табл. 30 и 31 —соответ-
ственно важнейшие размеры
шарико- и роликоподшипников.
Маятниковые подшипники
и подшипники с заплечиками
только по размерам и допус-
кам соответствуют нормам дру-
гих подшипников, но не по
нагрузкам.
Размеры прочих подшип-
ников имеются в прейскуран-
тах фирм по шариковым под-
шипникам.
Нагрузка Рг для
нормированных подшип-
ников (по DIN) дана для
случая покоящейся на-
грузки Р (и^О) и для
Нагрузка для подшипников
этого случая представ-
лена на фиг. 265.
в движении
(^г)о
Значения и приведены в табл. 29а и 29b.
й) См. ОСТ 2201—2260, Шарико- и роликоподшипники (типы, допуски, основные
размеры).
449
Шарико- и ролиюооодшигтники. ОСТ 6799
Таблицы 29а и 29b и для радиальных подшипников
' ( п = 10 50 100 20Э 500 1030 1500 2300 3303 5033 об/мин.
\:w = 0,9 0,85 0,75 0,60 0,55 0,45 0,40 0,35 0,25 0,15
( Z = 590 1800 5000 10000 18С00 50000 рабочих часов
D> I Ся = 1 0,66 0,5 0,4 0,33 0,25
Данные нагрузки представляются только как средние значения
для нормальных случаев и для шариковых подшипников.
При неспокойной нагрузке с толчками, особенно для шариковых
подшипников, нагрузка должна быть значительно уменьшена.
Размеры роликовых подшипников те же, как и
шариковых, а нагрузки в среднем двойные.
Таблица 30—32. Шарико- и роликоподшипники. Классификация.
ОСТ 6799
у с то на
вливаю
щиеся
Радиальные |
| Подшипники качения |
р/УЯ'Д’ЛЬл о упорны^ Упорные* J
ролика-
вые
Несамоустанавливающиеся
рОЛико-
’'вливаю-
щиеся
П)дно-
рядные
без on/вер
стий для
вставле
Раков
Сфера •
чей кие
двухряд-
ные
Сфери-
ческие
ивухряд-
закрепи
втулках
С короткими
цилиндрическ
ми роликами
без бортов
нанаруокн
кольце
том на наруж-
ном кольце
и упорной
шайбой
без бортов
на внутрен
нем кольце
С-длиг /ы виты
ми цилинд 1ми роли
роликами | ками
комплектные
Комплектные с раз
резным нарузкным
кольцом
С одним нарузк
ным кольцом
С одним наруж
ным разрезным
кольцом
Игольча
тыв
комплект.
С Од хим бор-
кольце
без бортов на
кольце С ynot.
ной фасон
ной шайбой
С одним sop-
том на внутр
колаце и
упорной
фасонной
шайбой
Без бортов
на нарузк
ном кбльце
С одним бор-
JmOM на на-
рузкном
кольце и
упорной
нин кольцом
без колец
Несамо-
пав Лива
Вл ива
Магне гнь/е
ными коль
С одним
наоузкным
кольцом
Сфериче -
ские двух
кониче-
ские одно
Одноряд-
ные нераз-
борные
Магнетные
со съеннын
нарузкным
кольцом
Сферические
одинарные
с подкладны ми
кольцами
Сферические
одинарные
без подкладных
колеи
Сферические
двойные
С подкладными
кольцами
Сферические
двойные
(без подкладных
колец
Сфериче
ские dfyt
рядные
на за кре’
пителъъ
втулка!
Сфероччс
двухрядн
на ЬукСО
выа втуп
СамоустанаВли-
вающиеся
29 Зак. 254. — Hiitte, Справочник для инженеров, г. II.
450 Т. П. Отд. 2. Детали машин. II. Составные части машин и приборов
Продолжение табл. 30—32
Шарико- и роликоподшипники разделяются на следующие группы в зависи-
мости от их приспособленности к восприятию нагрузок разного направления отно-
сительно оси вала:
I Радиальные А. Шариковые Б. Роликовые Приспособлены к восприятию направлен- ных нормально к оси нагрузок. Отдельные кон- струкции радиальных подшипников могут вос- принимать и небольшие нагрузки вдоль оси вала
II Радиальн о-у п о р н ы е А. Шариковые Б. Роликовые Приспособлены к восприятию комбиниро- ванных по направлению нагрузок (нормальных к оси и вдоль оси)
III Упорные Шариковые Приспособлены к восприятию нагрузок вдоль оси вала
Каждая из этих групп разделяется на указанные ниже конструктивные разно-
видности. Подшипники определенных конструкций делятся на серии, разнящиеся
по габаритным размерам ч зависящим от них величинам воспринимаемых нагрузок.
I-А. Радиальные шарикоподшипники
Наименование Эскиз Серии Условные обозначе- ния Характеристика конструк- тивных и эксплоатацион- ных особенностей
1 Шарикопод- шипники ради- альныеодноряд- ные Легкая 200 Без отверстия для встав- ления шариков. Могут вос- принимать кроме радиаль- ных нагрузок также и не- большие осевые нагрузки
Средняя 300
I 1—»-
шЙ6121 | Тяжелая 400
2 Шарикопод- шипники ради- альные сфери- ческие вкс. Легкая 1200 Самоустанавливающиеся; допускают перекосы вала; воспринимают небольшие осевые нагрузки
$ в
Средняя 1300
I.
Средняя широкая 1 600 11200
3 Шарикопод- шипники ради- альные сфери- ческие на закре- пительных втулках Легкая Устанавливаются на глад- ких валах без заплечиков
1
ч Средняя 11300
Шарико- и роликоподшипники. ОСТ 6799 451
Продолжение табл. 30—32
1-Б. Радиальные роликоподшипники
Подшипники этой группы разделяются на следующие подгруппы:
1 Подшипники с короткими цилиндрическими роликами
Допускают монтаж внутреннего или наружного кольца отдельно or остальной
части подшипника
Без бор-
тов на
наруж-
ном
кольце
С одним
бортом на
наружном
кольце и
упорной
шайбой
Без бор-
тов на
внутрен-
нем
кольце
С одним
бортом на
внутреннем
кольце
Без бортов С одним
на внутрен- бортом на
нем кольце внутреннем
кольце
С упорной фасонной
шайбой
Конструктив-
ные разновид-
ности
ОСТ НАЛЛ
вкс6446
Серии Условные обозначения серий
Легкая 2 200 | 1
Средняя 2 300 22 300 | 32 300 | 52 ЗОЭ
Тяжелая 2 400 22 400 | 32 400 | 52 400
Средняя ши- рокая 2 600 22 600 32 600 42 600 | 52 600 62 600
Характеристи- ка конструктив- ных и экспло- атационных особенностей Комплект роликов с сепаратором напра- вляется бортами вну- треннего кольца; на- ружное кольцо мо- жет монтироваться отдельно Комплект роликов с сепаратором напра- вляется бортами наружного кольца; внутрен- нее кольцо может монтироваться отдельно
Свобод- ный под- шипник; допу- скает осе- вое сме- щение вала отно- сительно корпуса Допускает небольшую осевую на- грузку пе- ременного направле- ния Свобод- ный под- шипник; допу- скает осе- вое сме- щение валаотно- сительно корпуса Допускают неболь-| шую осевую нагрузку в одном направлении Допускает небольшую осевую на- грузку пе- ременного направле- ния
452 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
Продолжение табл. 30—32
2. Подшипники с короткими цилиндрическими роликами
на буксовых втулках
Без бортов на С одним бортом
наружном на наружном
кольце кольце и упор-
ной шайбой
Характеристика конструктивных и
эксплоатационных особенностей
Конструктив-
ные разновид-
ности
Приспособлены к установке на цап-
фах осей
Серии
Условные обозначения серий
Средняя широ-1 72 600 I 82 600
кая I |
3. Роликоподшипники с длинными роликами
Конструктив-
ные разновид-
ности
Комп- лектные Комплект- ные с раз- резным на- ружным кольцом С одним наруж- ным кольцом С одним на- ружным разрезным кольцом С одним внутренним кольцом Без колец
Условн. обозн. 4 000 24 000 34 000 44 000 54 000 64 000
Характеристи- ка конструктив ных и экспдо- атационных особенностей Имеют небольшие габариты по диаметру; воспринимают нагруз- ки только радиального направления. Каждое из колец, а также комплект роликов с сепаратором могут монтироваться отдельно
Не требует точной обработки корпуса Вал дол- жен быть закален Не требует точной обработки корпуса; вал должен быть зака- лен Поверх- ность каче- ния у кор- пуса долж- на быть закалена Поверхно- сти качения вала и кор пуса долж ны быть закалены
Шарико- и рюлмкю-подшигпиики. ОСТ 6799
453
Продолжение табл. 30—32
4. Роликоподшипники с витыми роликами
Конструктив-
ные разновид-
ности
Комп- лектные Комплект- ные с раз- резным на- ружным КОЛЬЦОМ 1 1 С ОДНИМ | С одним наруж- наружным ным разрезным кольцом кольцом С одним внутренним кольцом Без колец
Условн. обозн. 5000 25 000 35 000 | 45 000 55 000 65 000
Характеристика конструктив- ных и экспло- атационных особенностей Хорошо воспринимают ударные нагрузки радиального направле- ния. Допускаемые нагрузки ниже, чем у подшипников с длинными сплошными роликами
Не требует точной обработки корпуса Вал дол- жен быть закален Не требует точной обработки корпуса; вал должен быть зака- лен Поверх- ность каче- ния у кор- пуса долж- на быть закалена Поверхно- сти качения вала и кор- пуса долж- ны быть закалены
5. Роликоподшипники игольчатые (с тонкими цилиндри-
ческими роликами)
Конструктивные разновидности Комплектные С одним наружным кольцом
....
Условные обозначения 74 000 84 000
Характеристика кон- структивных и экспло- атационных особенно- стей Обладают значительной грузоподъемностью при малых габаритах; не имеют сепараторов; воспринимают только ради- альные нагрузки. Вместо подшипников могут применяться одни иглы без колец
6. Роликоподшипники сферические двухрядные
Серии 1 Условные 1 обозначения Характеристика конструктивных и эксплоатационных особенностей
Легкая широкая 3 500 Ролики могут быть симметричными и несимметричными; самоустанавли- вающиеся—допускают перекосы вала; воспринимают небольшие осевые на- грузки
Средняя широкая 3 600
454 Т. П. Отд. 2. Детали машин. II. Составные части машин п приборов
Продолжение табл. 30—32
7. Роликоподшипники сферические двухрядные на закре-
пительных втулках
Легкая широкая 13 500
Средняя
широкая | 13 600
8. Роликоподшипники
Могут устанавливаться на гладких ва-
лах без заплечиков
сферические двухрядные
на буксовых втулках
Легкая широкая 73 500
Средняя широкая 73 600
Приспособлены к установке на цапфах
осей
II-А. Шарикоподшипники радиально-упорные
Наименование Эскиз Серии Условн. обозн. Характеристика конструктивн. и эксплоатационных особенн.
Шарикопод- шипники ради- ально-упорные Легкая 26 200 Неразборные (монтируются в собранном виде). Воспринимают радиальные и односторонние осевые на- грузки. Допускают большие числа оборотов
Средняя 26 300
-.1
Шари-
копод-
шични-
ки маг-
иетные
Со
съем-
ным
наруж-
ным
коль-
цом
Со
съем-
ными
коль-
цами
6 000
16 000
Разборные; допускают боль-
шие числа оборотов
П-Б. Роликоподшипники радиально-упорные
Наименование Эскиз Серии Условн. обозн. Характеристика конструктивн. и эксплоатационных особенн.
Роликоподшип- ники кониче- ские Воспринимают радиальные и односторонние осевые нагрузки Устанавливаются в случае нагрузки переменного направ- ления попарно или в сочетании с другими подшипниками, вос- принимающими осевую нагруз- ку обратного направления
Легкая широкая 7 500
Средняя 7 300
Средняя широкая 7 600
Шарикоподшипники упорные
________Двойные
____Сферические____
Без подкладных С подкладными
колец кольцами
С плоскими
кольцами
____Одинарные______
Сферические
С плоскими
Без подкладных С подкладными кольцами
колец кольцами
I
I
о
Воспринимают осевые нагрузки переменного направ-
ления
Воспринимают осевые нагрузки в одном
направлении
Самоустанавливаются (допускают
перекос вала в корпусе)
Самоустанавливаются (допу-
скают перекос вала в корпусе)
а
456 Т. П. Отд. 2. Детали машин. II. Составные части машин и приборов
Руководящие указания по выбору шарико- и роликопод-
шипников (подшипников качения) — приложение к ОСТ 6799 —
по техническим причинам помещены на стр. 1402.
Таблица 33—34. Шарико- и роликоподшипники. Система услов-
ных обозначений. ОСТ 6434
Условные обозначения шарико- и роликоподшипников предназначаются для
маркировки подшипников при их изготовлении, для сокращенного обозначения на
чертежах, в спецификациях, при заказах и поставках, в документах учета и отчет-
ности и в технической литературе.
Условные обозначения для отдельных разновидностей и размеров подшипни-
ков устанавливаются в стандартах на эти подшипники по нижеизложенной системе.
1. Все признаки подшипника, которые определяются условным обозначением,
делятся на четыре группы:
а) диаметр вала в месте посадки подшипника (внутренний диаметр подшипника,
а для подшипников на втулках—диаметр втулки);
б) серия, т. е. один из нескольких установленных стандартами рядов подшип-
ников, разнящихся по габаритным размерам (наружному диаметру и ширине) при
одинаковых конструкция* и одинаковых внутренних диаметрах;
в) тип подшипника, т. е. совокупность признаков, определяющих основные его
свойства, как направление воспринимаемой нагрузки и формы поверхностей катания;
г) конструктивные особенности подшипника.
2. Подшипники условно обозначаются числами, причем каждой из указанных
выше групп признаков отводится определенное место в цифровом обозначении
по следующей схеме:
5-я цифра справа 4-я цифра справа 1 3-я цифра справа Последние две цифры
Конструктив- ные особенно- сти Тип Серия Диаметр вала подшипника
3. Частные признаки отдельных подшипников по группам „б“, „в“ и „г“ обо-
значаются цифрами от 0 до 9. Нули, стоящие левее первой значной цифры, опу-
скаются. Благодаря этому обозначения, представляющие в общем случае пятизнач-
ные числа, для отдельных подшипников получаются с меньшим числом знаков.
4. Последние две цифры обозначения указывают размер диаметра вала в месте
осадки подшипника со следующими условностями:
а) для всех подшипников, за исключением магнетных, с внутренним диамет-
ром подшипника или втулки 20 мм и выше, размер диаметра вала, который всегда
по> стандартам кратен пяти, обозначается частным отделения размера на 5.
Шарико- и роликоподшипники. ОСТ 6434
457
Примеры:
Последние две цифры 04 обозначают подшипник на вал диам. 20 мм
" и • 43 „ „ „ „ „ 200 •
б) для всех подшипников, за исключением магнетных, с внутренним диамет
ром подшипника или втулки от 10 до 20 мм устанавливаются следующие обо-
значения:
Диаметр вала мм 10 12 15 17
Обозначение 00 01 • 02 03
в) для всех подшипников с внутренним диаметром до 10 мм и для магнет-
ных подшипников всех размеров последние две цифры условного обозначения
дают действительный размер диаметра вата в мм\ эти подшипники изготовляются
только по одной серии определенных типов и конструкций; признаком того, что по-
следние две цифры обозначают действительный диаметр вала подшипника, а не
условное его обозначение, служит цифра 0 на третьем справа месте, которое отве-
дено для обозначения серии.
Примеры:
1005—шарикоподшипник радиальный сферический внутр, диам. 5 мм\
6320—шарикоподшипник магнетный внутр, диам. 20 мм\
7—шарикоподшипник радиальный внутр, диам. 7 мм\ все характеризующие
этот подшипник признаки обозначаются нулями, которые опускаются, в том числе
и третья с конца цифра 0, указывающая, что последняя цифра дает действительную
величину внутр, диаметра в мм,
5. 3-я справа цифра условно обозначает серию подшипника. Наименования
серий и их обозначения приняты в стандартах следующие:
8-я справа цифра условн.обозяач. 1 2 3 4 5 6 7 8 9 0
Наименование серий Особо легкая Легкая Сред- няя Тяже- лая Широ- кая легкая Широ- кая средняя Резерв См. выше п. 4
Примечание. В таблицах габаритных размеров подшипники с внутрен-
ним диаметром до 10 мм отнесены к легкой или особо легкой сериям по при-
знаку соотношения между наружным и внутренним диаметрами.
458 Т. И. Отд. 2. Детали .машин. II. Составные части машин и приборов
6. Конструктивные признаки подшипника обозначаются 4-й (типовые признаки) и 5-й (особенности, конструкции) цифрами справа согласно следующей таблице:
4-я цифра справа 0 1 2 3 4 5 6 7 8 9
Типо- вые при- знаки Радиальные Радиально-упорн. Упорн. 1 Резерв 1
Шариковые Роликовые Шари- ковые Ролико- вые Шари- ковые
С жоло- бами катания шари- ков Сфери- ческие С короткими роликами Сфери- ческие С длин- ными роли- ками С виты- ми ро- ликами
" 5-яцифрасправа | 0 Одно- рядные без канавки Двух- рядные Без бортов на наружном кольце Двух- рядны^ Комплектные Магнет- ные Кониче- ские одно- рядные Оди- нарные
1 То же на за- крепи- тельной втулке То же на за- крепи- тельной втулке Оди- нарные сфери- ческие
2 С одним бор- том на наруж- ном кольце и упорной шай- бой Комплектные с разрезным наружным кольцом Одно- рядные нераз- борные То же без под- клад- ных колец
3 Без бортов на внутреннем кольце С одним наруж- ным цельным кольцом Двой- ные
4 С одним бортом на внутреннем кольце С одним на- ружным разрез- ным кольцом Двой- ные сфери- i ческие
5 С фасон, упорн. шайбой Без бортов на внутр, кольце С одним внут- ренним коль- цом 1 То же без под- кладн. колец
6 Однор. с масло- уловит. шайбой С одним бортом на внутренн. кольце Без колец ! 1
7 Без бортов на наружи, коль- це на буксовой втулке Двух- рядн.на буксо- вой втулке Иголь- чатые ком- плект- ные 1 1
8 Содним бортом на наружном кольце и упор, шайбой на бук- совой втулке Иголь- чатые с одним наруж- ным коль- цом
9 | 1 1 1 7. В записях на чертежах и документах п 1вать номер общесоюзного стандарта. Пример: Подии 1111 о заказам и поставкам [ ОСТ тник 1211 6266. Л л G 1 1 1 )екомендуется ук< 1-
Роликоподшипники радиальные. ОСТ 6771
459
Таблица 35. Роликоподшипники радиальные сферические
двухрядные. ОСТ 6771
U-6 —
Допуски — см. ОСТ 2202
Посадки — см. ОСТ 6120
Условное обозначе- ние под- шипника Размеры, мм Коэфиц. работоспо- собности С Предельное число оборотов в минуту Вес при- близитель- ный кг
d D Ъ г
Л е г к а я серия
3516 80 140 33 3 120000 2500 2,3
3517 85 150 36 3 140000 2500 2,8
3518 90 160 40 3 170000 2500 3,6
3519 95 170 43 3,5 200000 2500 4,2
3520 100 180 46 3,5 230000 2500 5,2
3522 110 200 53 3,5 290000 1000 7,4
3524 120 215 58 3,5 350000 1000 9.4
3526 130 230 64 4 430000 1000 11,1
Средь I я я се р и я
3610 50 110 40 3 120000 2500 2,0
3611 55 120 43 3 140000 2500 2,4
3612 60 130 46 3,5 170000 2500 3,0
3613 65 140 48 3,5 180000 2500 3,6
3614 70 150 51 3,5 2300G0 2500 4,4
3615 75 160 55 3,5 240000 1000 5,4
3616 80 170 58 3,5 250000 1000 6,4
3617 85 180 60 4 300000 1000 7,4
3618 90 190 64 4 350000 1000 8,8
3619 95 200 67 4 390000 1000 10,3
3620 160 215 73 4 460000 1000 13,0
3622 ПО 240 • 80 4 570000 500 13,2
3624 120 260 86 4 65'000 500 23
3626 130 280 93 5 730000 500 29
1 Коэфициент работоспособности (С) является характеристикой качества под-
шипника. Для каждого подшипника нагрузка (Q кг), число оборотов в минуту (п)
и наименьшее число часов (h), которое подшипник при заданных Q и п должен
проработать без появления признаков усталости, — связаны зависимостью:
С = Q (п • /О0,3'
2 ) Руководящие указания по выбору подшипников и по определению допусти-
ост
мой нагрузки в разных условиях работы см. в приложении к - 6799.
15KG
460 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
Таблица 36. Роликоподшипники радиальные с короткими
цилиндрическими роликами. ОСТ 6446
ie разно- 1 юподшип- ных с ко- дрически- ами Без бор- тов на наруж- ном кольце С одним бортом на наружном кольце и упорной шайбой Без бор- тов на внутрен- нем кольце С одним бортом на внутрен- нем кольце Без бортов на внутреннем кольце С одним бортом на внутреннем кольце
С упорной фасонной шайбой
—1 *1
М J кА-1 кА-] кА-J кА Д - U- h -
Серии • Условные обозначения серий
Легкая 22ОЭ — — — — —
Средняя 2300 22 30J 32 300 — 52 300 —
Тяжелая 2400 22 400 32 400 — 52 400 —
Средняя широкая 2600 22 600 32 600 42 600 52 600 —
Стандартными являются только серии, для которых в таблице указаны услов-
ные обозначения.
Для обозначения размеров подшипников надо в обозначениях серии заменить
стоящие справа нули условным обозначением внутреннего диаметра из нижеприве-
денных таблиц.
Пример условного обозначения роликоподшипника радиального с короткими
цилиндрическими роликами без бортов на внутреннем кольце с упорной фасонной
шайбой средней широкой серии внутренним диаметром 100 мм: Подшипник 52620
О X Размеры мм X к со о S Размеры мм X к со
Условн. об' значение внутр. диа1 d D b г Предельное число об/м Вес прибли тельный кг Условн. об значение внутр. диа1 d D b г и Г2 Предельное число об/м Вес приблк 1 тельный кг
Легкая с е р и я Средняя сер и я
06 30 62 16 1,5 1 10000 0,26
07 35 72 17 2 1 10000 0,36
08 40 80 18 2 2 5000 0,44 08 40 90 23 7 2,5 5000 0,75
09 45 85 19 2 2 5000 0,51 09 45 100 25 7 2,5 5000 0,95
10 50 90 20 2 2 5000 0,58 10 50 110 27 8 3 5000 1,3
11 55 100 21 2,5 2 5000 0,72 11 55 120 29 9 3 5000 1,7
12 60 ПО 22 2,5 2,5 5000 0,97 12 60 13) 31 9 3,5 3500 2,1
13 65 120 23 2,5 2,5 5000 1,2 13 65 140 33 10 3,5 3500 2,5
14 70 125 24 2,5 2,5 3500 1,3 14 70 150 35 10 3,5 2500 3,1
15 75 130 25 2,5 2,5 3500 1,4 15 75 160 37 11 3,5 2500 3,7
16 80 14j 26 3 3 2500 1,7 16 80 170 39 11 3,5 2500 4,4
17 85 150 28 3 3 2500 2,2 17 85 180 41 12 4 2500 5,2
18 90 160 30 3 3 1500 2,7 18 90 190 43 12 4 1500 6,1
19 95 170 32 3,5 3,5 1500 3,2 19 95 200 45 13 4 1800 7,1
20 100 180 34 3,5 3,5 1500 3,8 20 100 215 47 13 4 1500 8,8
Роликоподшипники конические. 00Т 6451
461
Продолжение табл. 36
s
S
сз
Тяжелая < серия
08 40 110 27 8 3 5000
09 45 120 29 8 3 5000
10 50 130 31 9 3,5 3500
11 55 140 33 10 3,5 3500
12 60 159 35 10 3,5 2500
13 65 163 37 11 3,5 2500
14 70 18о 42 12 4 1500
15 75 190 45 13 4 1500
16 80 200 48 13 4 1500
17 85 210 52 14 5 1500
18 90 225 54 14 5 1000
19 95 240 55 15 5 1000
1,3
1,8
2,3
2,8
3,4
4,0
5,9
7,0
8,4
10
11,5
14
с
14
15
16
17
18
19
20
22
24
26
Размеры мм
d D b bi г и
единя Ш И р О кая
70 150 51 10 3,5
75 160 55 11 3,5
80 170 58 11 3,5
85 180 60 12 4
90 190 64 12 4
95 20и 67 13 4
100 2Ь 73 13 4
110 240 80 14 4
120 260 86 14 4
130 280 93 14 5
s
со
S м
сери
1500
1500
1500
1500
1000
1000
1000
1000
1000
1000
4,5
5,5
6,5
7,5
9,5
10,5
14
19
24
30
Таблица 37. Роликоподшипники конические. ОСТ 6451,
6
О S
и
>—г— ъ
Условное обозначе- ние под- шипника Размеры мм Предельное число об/мин. Вес 1 приблизит. кг
d D Ъ с t г ''а
наиб. | найм.
7506 30 62 Л е г 1 20 к а я, 17 ш и р < 21,5 экая 21 сер 1,5 и я 0,5 2500 0,28
7597 35 72 23 19 24,5 24 2 0,8 2590 0,45
75j8 40 80 23 19 25 24,5 2 0,8 2500 0,54
7509 45 85 23 19 25 24,5 2 0,8 25J0 0,59
7510 50 90 23 19 25 24,5 2 0,8 1500 0,65
7511 55 100 25 21 27 26,5 2,5 0,8 15J0 0,88
7512 60 по 28 24 30 29,5 2,5 0,8 1500 1,2
7513 65 120 31 27 33 32,5 2,5 0,8 - 1500 1,6
7514 70 125 31 27 33,5 33 2,5 0,8 1590 1,7
7515 75 130 31 27 33,5 33 2,5 0,8 1500 1,8
7516 80 140 33 28 35,5 35 3 1 1000 2,2
7517 85 150 36 30 39 38 3 1 1000 2,8
7518 90 160 40 34 43 42 3 1 1000 3,4
7519 95 170 43 37 46 45 3,5 1,2 1000 4,2
7620 100 180 46 39 49,5 48,5 3,5 1,2 500 5,1
7521 105 190 50 43 53,5 52,5 3,5 1,2 500 6,1
7522 110 200 53 46 56,5 55,5 3,5 1,2 500 7,3
7524 120 215 58 50 62 j 61 3,5 1,2 500 9,1
462 Т. П. Отд. 2. Детали машин. II. Составные части машин и -приборов
Продолжение табл. 37
Условное обозначе- ние под- шипника Размеры мм Предельное число об/мин. Вес приблизит.' /сг ;
d D | b с t г гя
напб.| найм.
Средняя серия
7304 20 52 15 13 16,5 16 2 0,8 5000 0,17
7305 25 62 17 15 18,5 18 2 0,8 5000 0,25
7306 30 72 19 16 21 20,5 2 0,8 3500 0,39
7307 35 80 21 18 23 22,5 2,5 0,8 3500 0,52
7308 40 90 23 20 25,5 25 2,5 0,8 3500 0,73
7309 45 100 25 22 27,5 27 2,5 0,8 2500 0,95
7310 50 ПО 27 23 29,5 29 3 1 2500 1,2
7311 55 ► 120 29 25 32 31 3 1 2500 1,6
7312 60 130 31 26 34 33 3,5 1,2 2500 2
7313 65 140 33 28 36,5 35,5 3,5 1,2 1500 2,5
7314 70 150 35 30 38,5 37,5 3,5 1,2 1500 3
7315 75 160 37 31 40,5 39,5 3,5 1,2 1500 3,7
7316 80 170 39 33 43 42 3,5 1,2 1500 4,3
7317 85 180 41 34 45 44 4 1,5 1500 5,2
7318 90 190 43 36 47 46 4 1,5 1500 5,9
7319 95 200 45 38 50 49 4 1,5 1000 7,1
7320 100 215 47 39 52 51 4 1,5 1009 8,8
7321 105 225 49 41 54 53 4 1,5 500 10
7322 ПО 240 50 42 55 54 4 1,5 500 12
7324 120 260 55 46 60 59 4 1,5 500 15
С : р е д и я я, III и р окая сер 1 и я
7604 20 52 21 18 22,5 22 2 0,8 2500 0,23
7605 25 62 24 20 25,5 25 2 0,8 2509 0,37
7606 30 72 27 23 29 28,5 2 08 2500 0,55
7607 35 80 31 25 33 32,5 2,5 0,8 2500 0,77
7608 40 99 33 27 35,5 35 2,5 0,8 2500 1
7609 45 100 36 30 38,5 38 2,5 0,8 1500 1,4
7610 50 ПО 40 33 42,5 42 3 1 1500 1,8
7611 55 120 43 35 46 45 3 1 1500 2,4
7612 60 130 46 37 49 48 3,5 1,2 1500 3
7613 65 140 48 39 51,5 50,5 3,5 1,2 1500 3,6
7614 70 150 51 42 54,5 53,5 3,5 1,2 1000 4,3
7615 75 160 55 45 58,5 57,5 3,5 1,2 1000 5,3
7616 80 170 58 48 62 61 3,5 1,2 1000 6,2
7617 85 180 60 49 64 63 4 1,5 1000 7,5
7618 90 190 64 53 68 67 4 1,5 500 9,5
7619 95 200 67 55 72 71 4 1,5 500 11
7620 100 215 73 60 78 77 4 1,5 500 13
7621 105 225 77 63 82 81 4 1,5 500 15
7622 110 240 80 65 85 84 4 1,5 500 18
7624 120 260 86 69 91 90 4 1,5 590 23
Прим, редакции. ОСТ 6120, 6121, 6266, 6772, 7028, 7219 — 7222 и 7634 по
техническим соображениям не могли быть помещены в настоящем справочнике.
Означенные ОСТ см. в т. IV Хютте.
Шарико- и роликоподшипники. Конструкция и установка 463
Конструкция и установка подшипников качения. Прилагае-
мые к подшипникам качения требования и их конструкция те же,
как и в подшипниках с трением скольжения: угловая подвиж!
Фиг. 269 Ь.
Фиг. 269 а.
Фиг. 269 с. Фиг. 269 d.
ность, где она требуется, достигается благодаря самим шарикам или
роликам (фиг. 274, 262b, 271), или подвижности в установочных
кольцах (фиг. 269а, Ь).
Установка затруднена
тем, что все кольца
должны быть цельны-
ми, при разъемных
кольцах неизбежны
толчки и поломка.
Внутреннее кольцо
должно неподвиж-
н о сидеть на своей
оси или валу; наруж-
ное кольцо держится
в корпусе так, что оно
может немного пере-
мещаться относитель- Фиг- 27°-
но вала. При этом
должны быть приняты во внимание возможные удлинения вала
и неточности в расстояниях между центрами подшипников. При уста-
Фиг. 271.
Фиг. 272.
новке валов только один подшипник должен быть установлен не-
подвижно без боковых смещений. На гладких валах кольца под-
шипников закрепляются при помощи затяжных втулок (фиг. 30 и 31,
стр. 259).
Корпус подшипников делается или разъемным (как в раздельных подшипниках
с трением скольжения) (фиг. 274), или же делается цельным; в последнем случае
он замыкается центрирующей крышкой (фиг. 2626, 270 до 273). В обоих случаях
464 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
место соединения частей должно быть плотным и не пропускать масла; равным
образом должно быть исключено проникание пыли (например при помощи войлоч-
ного кольца) (фиг. 243г). Затем должны быть предусмотрены отверстия для наполнения
и для выпуска смазочного материала. На фиг. 270 изображена конструкция для
смазки в подшипнике для вертикальных валов. Шариковые и роликовые подшип-
ники наиболее ходких размеров выполняются специальными фирмами *), которыми
поставляются комплекты шариковых или роликовых элементов или целые подшип-
<Смазочная
Фиг. 273. Фиг. 274
ники, равным образом эти фирмы дают указания по установке или в сложных
случаях принимают на себя таковую. Готовые шариковые подшипники для трансмис-
сий поставляются также специальными трансмиссионными заводами.
II, Устройство валов
Валы служат для передачи энергии в виде крутящих момен-
тов Md, причем вращательное движение может быть равномерным,
периодически изменяющимся или изменяющимся произвольно.
Кроме крутящих моментов Md, во многих случаях они несут также
нагрузку от изгибающих моментов Мъ или центробежных сил.
Оси: применяются как вращающиеся, так и неподвижные, несут
нагрузку только на изгиб, например оси колес средств передви-
жения. Оси, ввиду простоты их расчета, особому рассмотрению
здесь не подвергаются (см. выше, стр. 16).
Расчет. 1. Md. Ко ротк и е валы должны рассчитываться только
на их нагрузку, более длинные — на скручивание максимальным Mdt
быстро вращающиеся или обладающие большой упругостью — также
на скручивающие колебания.
2. Изгибающий момент Мъ возникает под влиянием веса
(собственного веса при большом расстоянии между опорами, веса
маховых колес, турбин, роторов и т. д.) или окружного усилия
привода (натяжения ремня или каната, силы фрикционных или
Ч Например Berlin-Karlsruher-Industriewerke А. О. Fichtel & Sachs, Schwein-
furt; Kugelfabrik Fischer, там же; SKF—Norma, Berlin W8; Riebewerke, Berlin—Weis-
sensee; Hollmann, Wetzlar и т. п. В СССР — государственными шарикоподшипни-
ковыми заводами в Москве.
Расчет валов
465
зубчатых колес) и вызывает появление изгибающего напряжения
прогиба (по типу III, см. выше, стр. 236) и в некоторых случаях —
колебаний изгиба (боковых).
3. Центробежная сила должна учитываться только при
больших окружных скоростях, например дисков, барабанов и колес.
1. Напряжение. При напряжении исключительно на скручива-
ние (см. выше, стр. 69)
г = Md/ Wd С Ps (кг/см2),
где для сплошных цилиндрических валов момент сопротивления
Wd = (Pn/}6^ d*/5 (см*),
для цилиндрических полых валов с коэфициентом ослабления ср =
Wd = (d* - d±) I 5 d = (1 - cp4) ^3/5 (^),
для тонкостенных полых валов (труб) с толщиной стенок s и средним
диаметром dm
№d^l,6 d2ms (см*).
Полые валы с коэфициентом ослабления ср при одинаковом
з _________________________________________
должны быть толще в отношении d'jd= У1/(1 — ср1), но при этом
они легче в отношении @'/@, причем для
ф=0,4
d'/d=l,009
@'/®=0,85
0,5 0,6
1,022 1,047
0,78 0,70
0,7 0,8 0,9
1,096 1,192 1,472
0,61 0,51 0,59
Сплошной вал диаметром 100 мм мог бы быть заменен при одинаковом Rs
полым валом с внутренним диаметром 100 мм (и соответственно 200 мм) и с тол-
щиной стенок 11 мм (и соответственно 3 мм). При больших диаметра трубчатых
валов (барабаны турбин и т. п.) или шкивов расчет на Rs дал бы стенки неосу-
ществимо тонкие или образующие складки.
Крутящий момент получается из уравнения
Md = 71 620 (N/n) [кгсм] 1),
так что для сплошных валов
d /ЗбОООО/^Л/п.
з_____ [ Т?5= 100 200 400 800 кг\см*
Приняв d = c VN\nt имеем для | с _ 15,3 12|2 9,65 7,7.
») Для валов, которым работа передается по середине, за N принимается
только наибольшая работа, передаваемая на одном из двух участков вала.
30 Зак. 254. — Hiltte, Справочник для инженеров, т. П.
466 т- И. Отд. 2. Детали машин. И. Составные части машин и приборов
Приблизительный расчет валов производится с помощью логарифмической
расчетной табл. I на стр. 247, где логарифмически нанесены; d — в мм, напряжение
т, соответственно, R8 в кг/см9 и крутящий момент Md в кгсм. Расчет Md, исходя
из N и п, может быть произведен посредством вертикальной шкалы. Пример:
N/n = 210/1000 = 0,21.
Величина Njn = 2,1 дает по шкале Md Й 1,5«10е, поэтому для JV/л = 0,21,
=1,5«104. Эта величина дает для d=60мм срезывающее напряжение 350 кг1см».
При выборе допускаемых напряжений при скручивании
см. выше, стр. 70, 236.
Случай нагрузки I сравнительно редок; очень часто встречаются
случаи II и III. Особенно надо обращать внимание на влияние
толчков, главным образом, при наличии мест с изменением сечения:
резкие переходы от одного сечения к другому, ослабление вала
шпонками или отверстиями.
Для дубовых валов водяных колес Rs = 50 до 60 кг) см2.
Чтобы принять во внимание влияние изменения сечения от
шпонок и влияние одновременно действующего изгиба от веса
шкивов, натяжения ремней и т. п. для приводных валов, диаметр
которых нормирован по D1N 114, выбирают весьма малое Rs. Для
валов из обыкновенного прокатного железа обычно R8 = 120 Kz)cM2t
з_____________________
так что d = 14,4 VN/n, или, соответственно, М = 24d3 (см. ниже-
следующую табл. 38). Диаметры валов нормализованы ОСТ 1654,
табл. 39.
Таблица 33. Передаваемый крутящий момент нормализованных приводных
валов при Rs = 120 кг [см*
d см Md кгсм TV п d см кгсм ту п d см Md кгсм ту п
2,5 376 0,0052 5,5 3 990 0,055 11,0 31 900 0,444
3,0 648 0,0094 6,0 5 180 0,072 12,5 47 000 0.655
3,5 1030 0,014 7,0 8 230 0,114 14,0 65 860 0,915
4,0 1540 0,021 8,0 12 290 0,151 16,0 98 300 1,36
4,5 2190 0,030 9,0 17 500 0,243 18,0 140 000 1,94
5,0 3000 0,042 10,0 24 000 0,333 20,0 192 000 2,67
Валы машин, не имеющие заточек и изгибов, целесообразно
з_________________________________________
рассчитывать с = 360 кгДш2 или = IO^TV/tz в наиболее сла-
бом поперечном сечении.
• Тяжелые валы, к которым приложены значительные радиальные
силы, как то: коленчатые валы и валы с насаженными на них большими
канатными и ременными шкивами, рассчитываются всегда на скручи-
вание и изгиб, т. е. на сложное сопротивление (см, стр. 98).
Валы трансмиссионные 467
Таблица 39. Валы трансмиссионные. Диаметры и длины. ОСТ 1654
Диаметры трансмиссионных валов
Диаметры мм Теоретический вес пог. метра (уд. в. 7,85) кг Модуль сопро- тивления см3 Предельные отклонения В3 по ОСТ 1023
верхнее | нижнее
30 5,55 2,65 0 -0,045
35 7,55 4,21
40 9,86 6,28
45 12,48 8,95 0 —0,050
50 15,41 12,27
60 22,20 21,20
70 30,21 33,67 0 -0,060
80 39,46 50,27
90 49,94 71,57
100 61,65 98,17 0 -0,070
110 74,60 130,7
125 96,33 191,7
140 120,8 269,4
160 157,8 402,1 0 —0,080
180 199,8 572,6
200 246,6 785,4
220 298,4 1045
240 355,1 1357 0 —0,090
260 416,8 1726
280 483,4 2155
300 554,9 2651
320 631,3 3217 0 —0,106
340 712,7 3859
360 799,0 4580
380 890,3 5387
400 986,4 6283
420 1088 7274
440 1194 8363 9 —0,120
460 1305 9556
480 1421 10857
50С 1541 12272
Примечания. 1. Указанные в таблице диаметры распространяются на
все виды трансмиссионных валов в части опорных шеек и мест посадки шкивов,
муфт, зубчаток, маховиков и т. п.
2. Для гладких трансмиссионных валов без обварков и шеек устанавливается
указанный в таблице ряд диаметров в пределах от 30 до НО мм.
3. Обработка отдельных мест валов с большей, чем указано в таблице, точ-
ностью выполняется по соглашению.
Длины валов.
Для гладких трансмиссионных валов без обварков и шеек рекомендуются
следующие длины:
при диаметре 30 и 35 мм..............4 м
„ „ 40 и 45 мм.................5 м
„ „ 50— 90 мм..................7 м
„ . 100 и 110 мм ............... 6 м
468 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
изображенной на
Переходные части валов. В переходных частях валов,
изображенных на фиг. 275 а и Ь, появляется повышение напря-
жения над величиной т0 до шах т, которое в расчете должно соот-
ветствовать наименьшему радиусу г0. По 3 о н т а г у х) для случая,
когда г—г0 = р, переходу, изображенному на фиг. 275 я, соответ-
ствует шах т/т0 = 1,5 + у)/(1 "Ь "у-) и в заточке, подобно
фиг. 2756, max т/т0 = 2 /^1 + -0 . Поэтому
для трещины, при которой р/r^O, было бы
max т/т0 2.
Число оборотов вала. Целесообразное и обычное
число оборотов вала п обусловливается применяемыми дви-
гателями или генераторами, или числом оборотов рабочих
машин, или промежуточных преобразователей движения.
В этом отношении различные системы двигателей и генера-
торов характеризуются „удельным числом оборо-
тов" т. е. числом оборотов, которым бы обладал дан-
ный тип машины при соответствующем его уменьшении и
при сохранении всех скоростей в приводах и ведущих частях
машины в 1 л. с. По К у ц б а х у 2) nm—nVrJ и действи-
тельно число оборотов вала п = так что число оборотов для 100 л. с. в 10 раз,
а для 10 000 л. с. в 100 раз меньше пт.
а b
Фиг. 275 а—Ь.
при мощности этой
Таблица 40. Обычные удельные числа оборотов nm=nVN
Паровые турбины.........................• . . •
Турбокомпрессоры до 6 ат......................
Водяные турбины (77 — напор в м)..............
Пропеллеры.........................•..........
Судовые винты ................................
Аэропланные и автомобильные двигатели (Z — число
цилиндров)....................................
Дизельмогоры одиночного действия и газовые дви-
гатели двойного действия .... •...............
Паровые машины двойного действия..........• . .
Машины постоянного тока (электрические).......
Приводные валы ...............................
200 000 до 400 000
150 000 „ 200 000
ns = 50 „ 1000 77б/<
10 000 „ 20 000
5 000 „ 30 000
6 000 , 9 000-Vz
3 000 „ 4 000-Kz
2 000 „ 3 000-/Z
нормальные „ 25 000
быстроходные „ 100 000
500 . 1 000
и „ 2000
В данное время для фабричных приводных валов наиболее употребительное
число оборотов п:
главные валы и приводные валы тяжелых металлообрабатываю-
щих станков......................................... 100 — 300
валы легких металлообрабатывающих станков................ 150 — 500
промежуточные передаточные валы.......................... 200 — 600
приводные валы деревообделочных станков.................. 250 — 600
до 1000
приводные валы текстильных машин..........- . . • • . . . . 300 — 800
ZAM 29, стр. 1, S о п п t a g, К вопросу о скручивании круглых валов.
8) Kutzbach, Fortschrhle und Probleme der mechanischen Energieumformcr
ZdVdl, 1921, S. 1302.
Окручивание валов
469
Нормированное число оборотов. В табл. 41 содержатся нор-
мированные по ОСТ 1656 числа оборотов, которыми необходимо
пользоваться в пределах возможности, а также выраженные в кгсм
значения = Md!N, т. е. значения крутящего момента, отнесен-
ные к 1 л. с., по которым без труда можно определить действи-
тельный крутящий момент Md = MrN в кгсм.
Таблица 41. Нормированное число оборотов (ОСТ 1656) и крутящий момент
на 1 л. с. (Afj = MdjN) в кгсм
М
25
28
32
36
40
45
2865
256J
2240
1990
1790
1590
50
56
63
71
80
90
1430
1280
1140
1010
895
796
100
112
125
140
160
180
716
573
511
447
358
200
225
250
280
320
360
358
318
287
256
224
199
490
450
500
560
630
710
179
159
143
128
114
101
800
900
1000
1120
1250
1490
90
80
72
64
57
51
М}
п
Скручивание валов
Обозначения:
8 — угол кручения на единицу длины при наибольшем напряжении скручи-
вания,
Г — радиус вала (см),
I — длина вала (см),
<р — угол кручения в дуговой мере,
G — модуль сдвига (кг{см-).
Угол $ вала по окружности получается из уравнения (см. выше,
стр. 74), & = г ty/l = t/G = Mdl WdG. Если Wd для разных частей
вала I различно, то
r4- = S(//IFd).Md/G = /rVG.
lr и являются при этом расчетными длинами и срезывающими
напряжениями для одного и того же определенного значения
Пример. При т = 400 кг(см2 и длине вала 50 м дуга кручения на окружности
вала при G = 800 000 кг)см* была бы = 2,5 см или на ременном шкиве с 10-кратным
диаметром — 25 см. В тех случаях, когда имеют место колебания силы привода, это
было бы совершенно недопустимо (для т должна быть принята значительно меньшая
величина).
Если принять в соответствии с опытными данными для длинных валов
ф°/1 = 1°/400 сл/, то при G = 800 000 кг(см2 было бы т = 17,4 d,
или ___
для d = 3 5 7 10 15 см
т = 52 87 120 174 260 кг}см9.
Отсюда формула для длинных приводных валов:
4 ____ 4
d = 12 =0,734 или = 3,454 d*
И табл. 42,
470 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
Таблица 42. Производительность длинных приводных валов
d CM кгсм ТУ п d CM Md кгсм TV n d CM кгсм TV n d CM Md кгсм TV n
2,5 136 0,0019 5,0 2160 0,030 9,0 22 660 0,316 16,0 226 400 3,16
3,0 279 0,0039 5,5 3 160 0,044 10,0 34 530 0,482 18,0 362 600 5,06
3,5 516 0,0072 6,0 4 480 0,063 11,0 50 570 0,705 20,0 552 600 7,72
4,0 881 0,0123 7,0 8 290 0,116 12,5 84 400 1,085
4,5 1420 0,0198 8,0 14140 0,198 14Д) 132 7l)0 1,85
Пользоваться вышеприведенной формулой представляется целе-
сообразным при малых диаметрах валов только в тех случаях, когда
приходится фактически опасаться колебательных движений вала.
Те же валы, которые благодаря весьма упругим соединениям, как то:
упругим ремням или эластичным муфтам, изолированы от источни-
ков вибраций, короткие приводные валы и валы с легкими шкивами
могут подвергаться и более высоким напряжениям. В серьезных
случаях целесообразно подвергнуть их точному расчету.
Колебания при скручивании. Закрепленные на валах вращаю-
щиеся массы, в особенности маховые колеса, ременные и канатные
шкивы, могут создавать прямо противоположные друг другу и при-
том колеблющиеся скручивающие моменты; при i отдельных вра-
щающихся массах, разделенных отдельными пружинящими участками
вала, периодически колеблющаяся система имеет Z — 1 различных
периодов собственных колебаний. Поэтому необходимо принять
меры к тому, чтобы число возможных периодических колебаний
в размере приложенных к валу сил (возникающих, например,
при кривошипном механизме в поршневой машине или в какой-
либо ударной машине) было бы значительно ниже наименьшего
числа собственных колебаний периодически колеблющейся системы
так, чтобы была исключена возможность возникновения явления
„резонанса" с числом оборотов между состоянием покоя и полным
числом оборотов вала. О расчете и способах уничтожения резо-
нанса в валах смотри также раздел G „Детали машин для уравно-
вешивания*.
Подсчет числа собственных колебаний при нескольких отдельных массах
в большинстве случаев может быть упрощен, так как наименьшее число импульсов
определяется только наибольшими моментами инерции *).
Наинизшее число собственных колебаний пе также определяется очень часто
по двум совокупным массам. (В двигателях часто массы всех подвижных частей
противоставятся как одно целое массе махового колеса.)
*) Подробный расчет см. О fi m b е 1, ZdVdl, 1912, стр. 1025; 1922, стр. 252 и 797»
Kutzbach, ZdVdl, 1917, стр. 917; 1918, стр. 100; D г е v е s, ZdVdl, 1918, стр. 588;
W у d 1 е г, Drehschwingungen in Kolbenmaschinen und das Gesetz ihres Ausgleiches,
Berlin 1922, Springer; Holzer, Berechnung der Drehschwingungen, Springer 1921»
Tolle, Regelung der Kraftmaschinen, 3. Aufl., 1921; Geiger, ZdVdl, 1921, стр. 1241;
F 6 p p 1, Techn. Schwingungen, Springer 1930; Lehr, Swingungstechnik, Springer 1930»
Прогиб валов и расстояние между подшипниками 471
2. Прогиб и расстояние между подшипниками. Прогиб валов
можно определить подсчетом только при постоянном сечении и
при простых случаях нагрузки, в прочих же случаях прогиб опре-
деляется графически по способу Мора (см. выше, стр. 24 и 38).
Для уменьшения прогиба распределяют соединения, шкивы,
колеса и т. п. по возможности ближе к опорам.
Расстояние между подшипниками приводных
валов из соображений меньшего прогиба определяют в / < 100 У~d
(в см), причем предполагается свободная опора концов вала.
Считаясь с тем, что в дальнейшем нагрузка вала может быть
увеличена ременными шкивами и т. п., рекомендуется для умень-
шения заметного прогиба применять следующую эмпирическую
3 ____________________
формулу /'С110У</; таким образом для:
d = 3 4 5 6 7 8 9 10 11 12,5 14 16 см,
I = 170 200 220 240 260 280 300 320 330 350 370 400 см,
Г= 160 175 190 200 210 220 230 240 245 250 270 280 см.
При большем числе оборотов из-за колебаний вала при изгибе
целесообразно уменьшать расстояния между подшипниками, при
п = 500 примерно до 3/4, а при п = 1000 до 2/3 от выше приведенных
значений или же располагать шкивы вблизи от подшипников.
Указанные формулы дают только примерные указания. Решающее значение
имеют местные условия (как то: расположение рабочих машин, размер частей зда-
ния, расстояния между колоннами, прогонами т. д.).
Колебания при изгибе. Число собственных колебаний вала
при изгибе (обычно именуемое „критическим* числом оборотов)
не должно быть близко к числу его оборотов, что особенно важно
для быстроходных валов. О подсчете критического числа оборотов
см. Хютте, т. I, отд. .Техническая физика", стр. 552, затем Сто-
д о л а, Паровые турбины, где приведена и дальнейшая литература
по вопросу х).
Число оборотов вала или должно лежать значительно выше
критического числа оборотов (составляющего для вала паровой
турбины де Лаваля 10000 — 40000) или, что в большинстве
случаев надежнее и для больших валов даже лучше, — ниже крити-
ческого числа оборотов. Критическое число оборотов возрастает
пропорционально УI//, где f— абсолютный прогиб горизонталь-
ного вала от собственного его веса.
Если вес колеса или барабана на валу велик по сравнению с собственным весом
вала, то пе = 300 У^/дь где fg (в см) — н а и б о л ь ш и й прогиб под грузом
J) Гуммель (Hummel), Критические числа оборотов как следствие упругости
смазочной среды в подшипниках, Mitt. Forschungsarb. VDI, 1926, вып. 287. Куммер,
Schweiz. Bauztg., 1927,стр.55. .Гидродинамический коэфициент41 поперечных колебаний
равен 300 Vllf, где f— радиальный зазор в подшипнике в см. При / = 0,001, 0,005
И 0,01 см.-., пв =9500, 4200, 30*00 об/миц.
472 Т. II. Отд. 2. Детали машип. II. Составные части машин и приборов
от его веса при горизонтальном положении вала. Если груз в виде
барабана, ряда шкивов и самого вала распределен равномерно, та
Пе = зоо ф ,
где
ф = 1,13 при вале, свободно лежащем с обеих или одной стороны,
ф — 1,30 при вале, закрепленном с обеих сторон,
ф = 0,90 при вале, закрепленном с одной стороны (другой конец свободно
колеблется).
Так как в вала\ на нескольких опорах состояние вала и его прогиб колеблются
между случаем, когда вал является свободно лежащим и закрепленным, то число
собственны.; колебаний такого вала (например в паровых турбинах) часто является
неточным.
Для приводных валов, согласно данным опыта, допускают
прогиб f <;1/3 мм на 1 м длины вала.
Конструкция приводных валов. Каждый отдельный вал необходимо предохра-
нить от осевого перемещения, причем должно учесть температурное его удлине-
ние. Во избежание закручивания вала закрепление его в большинстве случаев
производится при помощи установочных колец (разъемных) (фиг. 277)
или (цельных) (фиг. 276) ио обе стороны подшипника, а в подшипниках с закреп-
ленными на валу кольцами — посредине подшипника или же между двумя сосед-
Фиг. 276.
Фиг. 277.
ними подшипниками (DIN 704 — 707). На главном валу кольца устанавливаются
по возможности у переднего подшипника. Кольца устанавливаются при помощи
одного или двух закаленных стальных винтов с потайными головками. В подшип-
никах с кольцами для смазки, неподвижно насаженными на валу, эти кольца
могут быть использованы и для установки вала (фиг. 256).
Наиболее подходящий материал для приводных
валов — вязкая сталь с незначительным временным сопротивле-
нием, так как напряжения в них незначительны, а цена имеет
решающее значение; резкие изменения формы и размеров сечения
недопустимы. Кованые и прокатные валы изготовляются обычно
со сплошным сечением, при точных размерах они шлифуются. Так
называемые холодно-прокатные валы (блестящие валы)
из очень мягкой мартеновской стали делаются, во избежание искри-
влений, без канавок и применяются с фрикционными шпонками,
натяжными вкладышами и разрезными зажимающимися втулками.
Заводом братьев Реймбольд в Кальке у Кельна изготовляются холодно-про-
катные валы [из мягкой сваривающейся (мартеновской) стали с прочностью <j& =
5500 кг/см'], диаметром от 1,0 до 10,0 см (с промежутком в 1 мм до d = 5,2 см,
3—5 мм до d — 10,0 см), длиной до 6—6,5 м.
Для сильно нагруженных валов двигателей St 50, в соответ-
ствующих случаях (при легких двигателях), — закаленная сталь
Валы. Шкивы и маховики
473
(см. выше — „Коленчатые валы®, стр. 421). Для уменьшения веса, для
пробы материала, для смазки или для охлаждения изготавливаются
пустотелые валы или валы из труб, — сваренных или вальцованных
без шва, или из склепанных пустотелых цилиндров, последнее
в виде исключения. Чугун для пустотелых валов употребляется
при кольцевом сечении валов, фиг. 336, стр. 502.
Длина валов. При = 3 до 5 длину L отдельных частей
вала принимают между 4 и 6 м, при большем диаметре из сообра-
жений удобного железнодорожного транспорта и более легкой
установки Z 7 м. При L>1 м и L<J1m цены валов повышаются,
а для длинных валов увеличивается и стоимость фрахта. Представ-
ляется целесообразным устраивать приводные валы на фабриках
длиною не свыше 20 м и приводить их в движение отдельными
электромоторами примерно у середины вала. При таком располо-
жении отдельные валы получают, меньший диаметр, одинаковый
для всей фабрики (для возможности перестановки шкивов).
3. Шкивы и маховики. При наличии на валу шкивов и бара-
банов и при большом числе оборотов к рабочим усилиям вала
присоединяются еще усилия от центробежной силы.
В цельных шкивах срезывающие усилия в большинстве случаев
весьма малы, так что разделение тела шкива на отдельные спицы,
работающие на изгиб, вполне целесообразно во всех случаях, когда
не приходится исходить из специальных соображений при изгото-
влении шкивов или считаться со значительной центробежной силой.
О шкивах со спицами см. ниже „Зубчатые колеса", стр. 554
и „Ременные шкивы®, стр. 606. Диаметры ременных шкивов, благо-
даря их широкому распространению, нормированы (ОСТ 1655). Расчет
на центробежную силу см. выше „Сопротивление материалов®,
стр. 165. О конструкции быстроходных шкивов см. т. III, отд. „Па-
ровые турбины".
Маховые колеса. Шкивы и барабаны, имеющие главной
целью уменьшать своей массой колебания в период оборота, изго-
товляются как маховые колеса; конструкция их зависит, главным
образом, от числа оборотов; при малом числе оборотов делают обод
большого диаметра и отдельные спицы, при большом числе оборо-
тов делают сплошной диск малого диаметра.
Точное определение напряжений в ободе маховых колес пред-
ставляется затруднительным и ненадежным г), так как помимо уси-
лий, возникающих от центробежной силы и стремящихся расширить
кольцо обода, в последнем возникают изгибающие усилия вследствие
незначительной упругости спиц и неравномерного распределения
масс в ободе. Чем меньше в колесе спиц, тем значительнее изги-
бающие усилия в месте их примыкания к ободу. Обод подвергается
действию одной только центробежной силы лишь при упругих
спицах или упругих соединениях их с ободом. Кроме того, благо-
*) J. Goebel, Schwungradexplosionen, ZdVdl, 1898, стр. 353; Tolle,
Regelung der Krafimaschinen, 3 Aufl., стр. 283 и сл.; Lindner, Maschinenele-
mente, стр. 116; О. Foppl, Schwungradberechnung, Maschinenbau/Gestltg., 1922-^
474 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
даря спицам возникают сильные напряжения при отливке; эти
напряжения устраняются целесообразной конструкцией мест пере-
хода спиц в обод, тщательным охлаждением во время отливки,
а в случае надобности и разделением ступицы в промежутках
между спицами (фиг. 278) (промежутки между разделенными частями
ступицы заполняются после отливки сплавами цинка, а отдельные
части ступицы скрепляются стяжными кольцами). Для устранения
напряжений при отливке в месте перехода спиц в обод рекомен-
дуется придавать последнему | , | и 11 - образные сечения; такие
сечения удобны и для соединения частей составного обода. Напря-
жение от центробежной силы составляет:
(t//10)2 • у, так что при у = 7,25 г/см3 для чугуна
при V = 10 20 30 40 50 м/сек,
7,25 29 65 116 180 кг/см*.
Для v берется наибольшее возмож-
ное значение, возникающее, например,
при внезапной разгрузке или большем
числе оборотов колеса. Учитывая не-
устранимые полностью напряжения из-
гиба, принимают для чугунных колес
(фиг. 278 и 279) v = 25 — 35 м/сек-, для ко-
лес с более свободным ободом по фиг.
280 и т. п. принимают v = 40 — 45 м/сек.
Весьма важно также избегать какого
то ни было скопления масс между спи-
цами, например в местах соединения
частей обода; совершенно избежать при-
менения составного обода невозможно,
ввиду необходимости считаться с усло-
виями удобного транспорта и монтажа.
Особенно целесообразна конструкция
места стыка обода по фиг. 281, так как
она не связана со скоплением массы в центре тяжести сечения
обода, почему эта конструкция пригодна и для большего v; со-
единения по фиг. 282 и 283 более подходят к незначительным v
и Точно так же и соединение по фиг. 279 неблагоприятно
влияет на распределение напряжений и было бы целесообраз-
нее перенести его ближе к спицам. На фиг. 280 место стыка
частей обода для устранения изгибающего момента связывается
непосредственно со ступицей. Наиболее надежным является соеди-
нение через самые спицы по фиг. 284, так как оно совершенно
не вызывает изгиба в спицах.
При расчете стыка обода исходят из усилия P^-J-G/4, где
Pf — F(tf/10)2x, а G есть вес обода (F —площадь нормального сече-
ния обода). Соединение ступицы производится только для возмож-
ности закрепления ее на валу путем затяжки.
Шкивы и маховики
475
В колесах больших диаметров предпочтительно применяются
железные спицы, особенно в маховиках для прокатных станов г).
На фиг. 280 изображена конструкция, допускающая некоторую
подвижность как у обода в месте присоединения наклонных спиц,
Фиг. 279. Фиг. 280.
так и у соединительных болтов. Для равномерного укрепления
обода с успехом применяются полосы из листового железа, при
которых совершенно отпадают изгибающие напряжения в ободе.
Фиг. 281.
Фиг. 282.
Во избежание вихревых движений воздуха при большом v
необходимо спицы маховика закрывать кожухом или, по крайней
мере, придать им овальное сечение.
*) Маховики прокатных станов см. Maschinenbau/Oestltg., 1924, стр. 525, 52$,
476 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
Для стали или стальных отливок с у = 7,85 г/см3 получается:
для v = 50 75 100 125 150 м/сек,
190 440 785 1230 1770 лгг/сж2
Эти напряжения могут быть значительно понижены применением
сплошных дисков (см. выше, стр. 165), так что для маховых колес из
Фиг. 283.
Фиг. 284.
стальной отливки,* например, в колесах системы Ильгнера,
скорость доводится до 150 MjceK.
Расчет масс маховых колес см. раздел G, .Детали машин для
уравновешивания".
III. Глухие и подвижные соединения валов
1. Соединение втулками, а) Передача силы трением
между валом и втулкой. При опорном давлении р у поверхности
трения, крутящий момент Md =
= р. р bdn d/2 = т d3/5. Отсюда сле-
Фиг. 285 а — Ъ.
дует, что отношение между опор-
ным давлением и напряжением кру-
чения р/т > 0,13/(|л b/d).
Опорное давление р произво-
дится при помощи:
а) цельных втулок (фиг. 285),
сечение которых претерпевает рас-
тягивающие напряжения (касатель-
ные напряжения), убывающие к на-
ружной поверхности. Закрепление
втулки на валу производится при
соответствующей разнице в расточке
втулки и диаметра вала путем на-
садки втулки давлением (гидравли-
ческим прессом) или нагревом (со-
единение путем последующего сжа-
тия), или же при отсутствии этой раз-
ницы в случае конусной насадки на-
тяжением, резьбой (фланцем или
шпонкой) или же в случае неподвижной, вызывающей сцепле-
ние или допускающей передвижение при посредстве шпонки г).
х) Об обозначении и размерах разных „пригонок" при „точной, тонкой, гладкой
р грубой пригонках" см. DIN 772—778.
Соединение втулками
477
Обозначения (фиг. 285 а и Ь):
dw — диаметр вала,
dn — диаметр втулки,
dna— наружный диаметр втулки,
^пъ ~~ внутренний диаметр втулки,
е = (dw — dnj)/dw — относительный натяг,
п = dnaldni — отношение диаметров втулки,
п’= dwaldwf „ „ пустотелого вала,
щ — тангенциальное напряжение втулки после посадки,
— тангенциальное напряжение пустотелого вала после посадки,
р — опорное давление после посадки,
= (Jf-lp — для втулки,
<,'= <з’^ 1р — для пустотелого вала,
f— модуль упругости для вала (Ew) и втулки (Еп).
При сплошных валах (фиг. 285а) необходимый для прочного соединения
натяг
е = <з p)Ew = PlEn+
при пустотелых валах (фиг. 285b)
* = ^PlEn + V p!Ew
Если En — Ew, то для сплошных валов е = (С + 1) р/Е, а для пустотелых
в = (С + С)р/£*
Далее для С = (п21)/(л2 — 1) при отношении диаметров
п = dnaldni (соответ, п’) = 1,1 1,2 1,4 1,6 I 1,8 I 2 2,5 3
С = (п* + 1)/(л» — 1) (соответ. С) = 10,6 5,5 3,1 2,4 1,67 1,38 1,25
Примеры. 1. Пустотелый вал и втулка — из
стали (Е = 2 200 000 кг см?), п = 1,8, п1 = 2,5; р должно
быть = 750 кг^см?. Тогда е = (1,9 -j- 1,38)*750 : 2 200 000
1/1300; Qf =1,9*750 = 1420 кг1см?.
2. Втулка запрессовывается на коническом валу
(фиг. 286) (конус 1 :50, dw = 100 мм) с затягом в 5 мм.
Какова величина max и р при втулке из чугуна?
е = (5/50): 100 = 1/1000 = Сp\En + p!Ew',
кг\см* для чугуна, Ew« 2200000 кг!см? фиг* 286*
для стали; при п = 1,8 получаем С = 1,9.
Отсюда 1/1000 = 1,9-/7/1000 000 + Р/2 200 000 или р = 425 кг\см\ <st = 1,9*425 =
= 800 кг{см* (допустимо только при наилучшем чугуне без неровностей в канавке).
При втулке из стали или стального литья было бы р = 750 и = 1430 кг^см2. Левая
гайка может быть использована как для ограничения насадки, так и для распрессовки
втулки.
При выборе более значительной разницы в размерах вала и
втулки (насадка путем последующего сжатия) напряжение превы-
сит предел текучести, что не имеет вредных последствий при без-
упречном материале. Все же значение р = шахатД ограничивается
пределом текучести. Если, например, dn(Jd = 1,1 и предел текучести
ce max = 2200, то надо принять р <2200/10,6^200 kzJcm2 и в соот-
ветствии с этим b[d берется большим.
4?8 Т. tl. Отд. 2. Детали машин. II. Составные части машин и приборов
Остальные размеры втулки зависят от ее материала:
Втулка из стали, стального литья и железа на таком
же валу:
При насадке путем нагрева: относительное сжатие е = У цы — 1/всю» dnald ~ 1»8.
Длина втулки: b/d = 0,6 до 0,8 при отсутствии изгиба (узкие шкивы, коленча-
тые валы, дисковые муфты), b/d =0,8 до 1,0 при наличии изгиба (шкивы с широким
ободом, кривошипные валы), b/d = 1,0 до 1,25 при последующем изгибе при наса-
живании прессом, заклинивании, затягивании.
Втулка из чугуна на валу из стали или железа:
При насадке путем нагрева: е окр. 1/2000 до 1/1300; b/d =1,2 при отсутствии
изгиба; b/d = 1,5 при наличии изгиба; b/d = 1,5 до 2 при насаживании прессом,
заклинивании и затягивании болтами. При натяжении клином dald^ > 2, учитывая
влияние дорожек для клиньев.
Р) При помощи разъемных втулок или имеющих
прорезы, затягиваемых стяжными болтами (фиг. 287)
или соединяемых натяжными кольцами, с общим сечением 2/.
Фиг., 287.
Фиг- 288. Фиг. 289.
При величине проекции поверхности трения на плоскость гори-
зонтального сечения вала = F имеем:
2/_ Р _ 0,13 /ЯД
F ~ ^b-.d \rJ‘
Коэфициент трения р. принимается 0,2. Болты или кольца
затягиваются клиньями, нарезкой (фиг. 287) или сжатием после
нагрева.
Клеммовые соединения целесообразно применять для соединения
валов малых размеров друг с другом, со шкивами (фиг. 288) и
с рычагами (фиг. 289).
Ь) Шлицевые соединения (при посредстве гребня
и канавки, пальцев или болтов). В легком машиностроении при
высоком напряжении и при тонкостенных пустотелых валах пере-
дача осуществляется посредством зубцов треугольного (фиг. 290)
или прямоугольного сечения (фиг. 291), последними чаще при
соединениях, допускающих продольное перемещение.
Недостатки: при цилиндрической посадке втулки и вала
передача статически определима только при одной выступающей
поверхности для каждого направления вращения; при многих по-
Передача силы выступамй. Дисковое соединение
479
верхностях для получения равномерного распределения нагрузки и
расчета необходима точная пригонка или достаточная упругость
материалов или прокладок.
Вывод: при одной пригоночной поверхности имеет место
высокое опорное давление на выступ, односторонняя передача силы
на вал или от вала. Поэтому передачу одной поверхностью выступа
при больших мощностях лучше применять только в качестве
предохранительной, а основную передачу выполнять в виде фрик-
ционного соединения. При малых напряжениях целесообразно
применять шпонки (см. выше), при ударном характере нагрузки —
тангенциальные шпонки, при высоком напряжении (необходимости
разборки) следует применять в качестве обеспечения коническую
посадку и зубцы с треугольным сечением (фиг. 292), или зубцы
с треугольным сечением и с зажимом втулкой (фиг. 293).
Пример. Сравнение возможных сил (Pfc), действующих на окружности втулки
при соединении посредством остроугольных или прямоугольных зубьев в соответ-
ствии с п. Ь) и при стяжном соединении (Ps) в соответствии с п. а). При остро-
DIN Кг G 520. DIN 2223—2225.
Фиг. 290. Фиг. 291.
Фиг. 292.
Фиг. 293.
угольных зубьях, подвергающихся нагрузке на срез, Р^ = RSFS. Если — предел
текучести материала, то можно принять max Rs = as/2; поверхность срезывания
Fs = <р Fu, где Fu = Idn является общей поверхностью втулки.
При остроугольных зубьях <р может быть принято около 0,8, при прямоуголь-
ных зубьях — около 0.4, так что max P^ = (ag/2) ? Fu. При стяжном соединении
max Ps= p.«max р Fu, где max р = [см. выше п. а)].
С при сплошных валах — около 2, при пустотелых (полых) — значительно больше
(при п =1,2, С = 5,5). Поэтому при одинаковой длине втулки max P^/max Ps =
= С <р/2 pi. При <р = 0,8 и |х = 0,4 прочность втулок пустотелых валов одинаковой
длины с плотно сидящими остроугольными (треугольными) зубьями в С раз больше,
чем со стяжной посадкой. Наиболее надежны соединения с силовым замыканием
и замыканием формой.
Дисковое соединение. Передача трением (фиг. 294).
Если D обозначает средний диаметр поверхности трения, которую
необходимо отнести по возможности дальше от центра, то потреб-
ное отношение площади стяжных болтов 2 / к площади сплошного
вала диаметром d
Где расположить болты, зависит только от местных условий,
они могут лежать как вне, так и внутри D.
480 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
Соединение частями, работающими на проч-
ность: а) среза (фиг. 295). Площадь срезываемых сечений 2/
точно пригнанных болтов или колец определяется из уравнения
^JFw^5RJRt.dlD,
где D обозначает диаметр центров срезываемых болтов;
р) изгиба (фиг. 296), при нагрузке, распределенной между
несколькими болтами диаметром о и сечением / причем нагрузка
приложена на расстоянии а, имеем
где D обозначает диаметр окружности, на которой расположены
болты.
При упругих прокладках, фиг. 296 (как-то: пружины, кожа,
дерево, войлок и т. п.) или при упругих болтах равномерное рас-
пределение нагрузки достижимо и при менее точной пригонке.
Фиг. 296.
Вместо болтов применяются прилитые зубья, кулаки и прочие вы-
ступы, работающие на изгиб и срез.
2. Жесткое соединение валов муфтами. Фиг. 287. Сверт-
ные муфты (D1N 115). Очень удобны, болты делаются утоплен-
ными или закрываются кожухом из листового железа (для предо-
хранения от несчастных случаев).
На каждой стороне по 2 до 5 болтов. ^fiF = 1 до ~ доста-
точно при нормальных условиях, так как R в приводных валах
очень низко; при высоком R*, наоборот, 2 f!Fw соответственно выше.
Нормированные наибольшие размеры в мм приведены в табл. 43.
Таблица 43. Свертные муфты (в мм) по DIN 115
Диаметр валов 25 и 30 35 и 40 45 и 50 55 и 60 70 80 90 100 ПО 125 140 160 180 200
Общая наибольшая длина муфты 130 160 1С0 220 250 280 310 350 390 430 490 560 630 700
Жестков соединение валов муфтами
481
Муфта Селлерса. Две прорезанные конусные втулки за-
тягиваются тремя болтами внутри охватывающей их цилиндриче-
ской втулки. Получается сильное зажатие благодаря заклиниваю-
щему действию зажатых болтами втулок. Такое соединение валов
весьма удобно даже при валах разного или не вполне одинакового
диаметра. Внешняя втулка иногда служит одновременно и ремен-
ным шкивом. Наклон конуса 1/8 до Vio- Так как в настоящее время
валы изготовляются по точным предельным калибрам, то дорогие
муфты Селлерса применяются редко.
Во избежание заедания при недостаточном натяжении во всех
муфтах желательно, а при больших диаметрах даже необходимо,
устройство сквозной шпонки.
Дисковые муфты. Легко разнимающееся дисковое соеди-
нение при неразъемном соединении самих дисков с валом. На
фиг. 297 и 298 изображены дисковые муфты для приводных валов
по принципу конструкции фиг. 294. Диски насаживаются на концы
валов прессом или предваритель-
ным подогревом и поэтому в даль-
нейшем не снимаются с послед-
них. Для установки на валу все
помещаемые на нем подшипники,
шкивы, колеса и т. п. делаются
разъемными. Где это невозможно,
например при наличии колец ша-
риковых подшипников, там целе-
сообразно, но обходится значи-
тельно дороже, применение ко-
нусных соединений валов (или же
свертных муфт). Для достижения
служит центрирующий бортик на
точного взаимного соединения
одной из половинок муфты, но
вследствие этого при монтаже требуется некоторое осевое переме-
щение валов. В тех случаях, когда такое перемещение недопустимо,
необходимо закладывать между обеими половинами специальное
раздельное промежуточное центрирующее кольцо. Установка по-
следнего требуется и в том случае, когда одна часть вала выклю-
чается на продолжительное время.
Таблица 44. Размеры чугунных дисковых муфт (в мм) по DIN 116
Диаметр вала 25 и 30 35 и 40 45 и 50 55 и 6Э | 70 80 90 100 110 125 140 160 180 200
Длина • / '* 59 69 79 89 99 10^ 124 139 154 164 184 204, , 224 244
втулок 1 1 70 80 90 100 110 120 135 150 165 186 ’05 22 >| 245 265
Общая f L 130 150 17о| 190 210 230 260 2'0 320 35oj 390 430 470 510
длина 1 Ц £ + 20 £+30
482 Т. II. Отд. 2. Детали машин. П. Составные части машин и приборов
Расстояние между концами валов в муфтах без промежуточного кольца соста-
вляет 1 мм, а при наличии кольна равно 10 мм. При валах разных диаметров
модель муфты выбирается по валу большего диаметра.
3. Подвижные муфты: продольно-подвижные муфты. При
осевом направлении захватывающих поверхностей в муфтах, обра-
зованных, например, по принципу фиг. 296 и *при всевозможных
зубчатых сцеплениях, возможно продольное перемещение вала по
Фиг. 299.
отношению к его опорам,
поэтому такие муфты
применяются как рас-
ширительные в тех
случаях, когда недопус-
тимо различие в удлине-
ниях вала и рамы. Недо-
статок неупругих муфт:
необходимость в точной
пригонке и разметке,
быстрая изнашиваемость
и игра при изменениях
давления (в быстроход-
ных валах с переменным
давлением захватывающие поверхности заключаются в кожух и ра-
ботают в масле для смазки и смягчения ударов). Фиг. 299. Зубча-
тая или кулачная муфта. Предпочтительно с 3, 5, 7 кула-
ками с радиальными пригнанными поверхностями, так как такое
расположение кулаков более удобно при изготовлении (пригоня-
емые поверхности пристрагиваются через середину); для цен-
трирования лучше всего при-
менять общее центрирующее
кольцо между валами или по-
ловинками муфты.
При применении кожаной
прокладки, вроде изображен-
ной на фиг. 296, или пружин,
или упругих соединительных
болтов (ЬАМАГ), или соедине-
ния накладками каждой пары
смежных болтов, кроме про-
дольной подвижности, возможн
Фиг. 300.
и некоторая поперечная и угло-
вая подвижность и, сверх того, изоляция от электрического тока.
Поэтому такие муфты повсеместно распространены в приводах от
электромоторов. С той же целью применяют включение натянутых
кожаных лент, например в старой модели муфты Цодель-Фойта и
в муфте Кахина (завод Вюльфеля).
Муфты № 0,8 до 3,5 выполняются каждая для трех разных
диаметров валов (модели I—Ш).
Если в целях предохранения муфты от передачи колебаний
вала или колебаний числа оборотов желательно иметь большую
упругость при скручивании половинок муфты, то прокладки, вроде
Пружинные муфты. Гибкие валы 483
Таблица 45. Упругие (эластичные) муфты Фойта (фиг. ЗОЭ и 301) с кожаными
эластичными частями
Номер муфты N/n до 0,8 0,0035 1,1 0,014 1.3 0,028 1,5 0,04 2 0,08 2,5 0,17
Наибольшая длина в мм . Наибольший диам. в мм . Вес в кг 85 80 2,0-2,5 115 105 4,0-5,0 145 130 7,5-10 170-200 150 10,5-16 200-230 200 20-25 240- 280 250 40-50
Номер муфты N/n до 3 0,38 3,5 0,50 4 0,88 5 1,75 6 3,2 7 5,2 8 8 9 12 10 17
Наибольшая длина в мм . 290-340 340-380 400 480 570 680 770 8°5 1015
Наибольший диам. в мм . 300 350 400 500 600 700 800 Р00 1000
Вес в кг 65-80 100—120 155 2/5 440 730 1060 1620 2350
изображенных на фиг. 301, делаются более упругими, в виде резины
или спиральных пружин.
Пружинные муфты. Соединение валов может быть выпол-
нено в виде не нуждающихся в смазке и не срабатывающихся пру-
77/гер cur/m н. и7п.
Фиг. 301.
жинных сочленений, если они допускают одинаковое вращательное
относительное движение обоих валов. Пример: пружинная муфта
(фиг. 302), состоящая из тонких колец из листовой стали с про-
кладками из резины или кожи (муфта Гарди).
Гибкие валы t) из стальных винтообразно свитых проволок,
как и шарнирные цепи, служат для привода меняющих место ин-
струментов, приборов, тахометров и т. п., в общем только при не-
*) Изготовляются: Felteun Guillaume, Carlswerk, Miilheim-Rhein; A. Otto & Co.,
Berlin N, Schmid & Wezel, Stuttgart; C. L. Becker, Hamburg, и пр.
31*
484 И* ОТД- %- Детали машин. II. Составные части машин и приборов
значительных моментах вращения, но при числе оборотов до п =
= 2000 и выше. Скручивающий момент, передаваемый каждой от-
дельной витой проволокой, приблизительно
соответствует тому моменту, который эта
проволока могла бы передавать в вытяну-
том виде в качестве вала. Диаметр гиб-
ких валов d = 5 до 100 мм. Наимень-
ший допускаемый диаметр закругления
вала в зависимости от числа проволок и
диаметра самого вала составляет от 7 до
15 d. Для предохранения вала и для удоб-
ного обращения с металлическим приво-
дом в сырых помещениях вал покрывают
кожаной оболочкой. При заказах необхо-
димо указывать направление вращения.
Размеры указаны в нижеследующей таб-
Фиг. 302. лице.
Таблица 46. Диаметры гибких валов *)
ЧпЛ.с.
14 я
V» Я
9 мм
15 „
25 „
30 „
8 мм
12,5 „
25 „
30 „
6 мм
Ю „
15 „
20 я
6 мм 5 мм
10 , 8 ,
15 , 10 „
20 я 12,5 „
1 л. с.
40 мм
50 „
60 „
35 мм
5 „
55 „
60 „
30 мм
35 „
45 „
45 „
25 мм
оО „
35 п
-Ю я
15 мм
20 „
30 .
35 „
2
3
4
Подвижные приводные муфты действуют посредством сколь-
зящего движения или движения качения криволинейных передач
или передач с соединительным звеном, а именно: как соединения
подвижные в поперечном направлении по отношению к валам —
посредством плоского криволинейного или шатунного механизма;
как подвижные с угловым перемещением в отношении валов — по-
средством сферического, и как подвижные во всех направлениях
по отношению к валам — посредством пространст енного криволи-
нейного или шатунного механизма (см. выше стр. 380, табл. 16,
и стр. 396, табл. 18).
1) Поперечная подвижность: ср. плоские шатунные механизмы,
стр. 380, табл. 16, d—f. Двойной кривошип (один — ведо-
мый) (табл. 16, /): шатун в качестве шарнирной тяги, соедини-
тельная тяга длиной />3е (фиг. 303) с цапфами, параллельными
осям валов. Кривошип с вращающейся кулисой
(табл. 16, е) с шарнирным камнем, который может быть заменен
При большей мощности более выгодны валы с крестовыми шарнирами, так
как они легче и дешевле.
Подвижные приводные муфты
485
также роликом или, что еще проще, — штырем с линейным сопри-
косновением (фиг. 304). Передаточное число этих механизмов —
неравномерно изменяющееся в пределах между 1 zt е/r (см. выше,
стр. 393, кривошип с вращающейся кулисой, фиг. 166).
Вращающаяся кулиса со скрещивающимися
направлениями перемещений (табл. 16, d стр. 380 и
Фиг. зоз.
Фиг. 3'05.
фиг. 305). Соединительное звено/С с двумя пересекающимися (лучше
всего под углом 90°) прямолинейными направляющими. В качестве
такого соединения может быть применен каждый универсальный
шарнир в виде изображенного на фиг. 307, однако без промежу-
точной связи (соединения). Наиболее старая форма — муфта Ольд-
хами. Передача равномерна.
Центр крестовины С (фиг.
305) вращается по окруж-
ности центра D и диаметра
АВ = е, оборачиваясь дваж-
ды за время одного пово-
рота вала. Каждая точка пря-
мой АВ, лежащая на соеди-
нительном звене К, описы-
вает эллипс. (Это устройство
применяется в эллипсогра-
фах и в обточных приспо-
соблениях по овалу.)
2) Передача движения
Фиг. 306.
по кривой. Передача дви-
жения суставной муфтой (фиг. 306), в которой простран-
ственный профиль зубца, образованный по любой основной форме
(путем взаимного сцепления при относительном движении катания),
может точно соответствовать наибольшему углу отклонения валов.
При, по большей части необработанных, зубьях с очертаниями, не
дающими зазора, происходит быстрое изнашивание, особенно при
перемене давления в передаче, которое может быть значительно
понижено точной обработкой, смазкой, выбором малого угла от-
клонения а, большого диаметра обода, большого числа зубьев и
486 Т. II. Отд. 2. Детали машип. II. Составные ча&ти машин и приборов
Фиг. 307
ЯЙВ1
достаточно твердого материала. Указанная конструкция, благодаря
малому диаметру и допускаемому продольному перемещению точки
пересечения осей, находит применение в прокатных валах (сцеп-
ление с формой трилистника) и в грузовых автомобилях.
Соединение серьгой. Кривошипное соедине-
ние. Кривошипы у конца валов насажены под определенным
углом и связаны серьгой, соединенной с ними шаровыми шарни-
рами. Передача неравномерная, так как угол между кривошипами
и серьгой меняется.
крестовое шарнирное соединение. Универсальный шарнир.
а) Сочленение состоит из двух цапф и опор, пересекающихся
под 90° перпендикулярно к оси вала, причем для устранения боковых
усилий цапфы образованы сим-
метрично к точке пересечения О.
Имеются разнообразные формы
этой конструкции, для больших
. усилий чаще всего применя-
ется следующая: сочленение
в виде симметричного креста:
„крестовое соединение** или в
виде кольца — .шарнир Кар-
дана** (фиг. 307).
Место пересечения осей
должно быть предохранено от
поперечных перемещений при
соединенных валах, или же
посредстве подшипников в обоих
взаимным расположением обоих концов валов в шаровых вклады-
шах, или же, наконец, направлением движения концов валов в
одном общем сочленении (при помощи соединительных колец).
Таблица 47. Шарнир Кардана фирмы БАМАГ, Дессау (фиг. 307)
Диаметр вала d в мм .... 40 60 60 70 80 90 100 110 120 135 155 175
Диаметр D ....... в мм 180 210 240 280 315 350 390 430 4е0 580 6°0 810
Длина L в мм . конца вала для втулки а 166 201 240 280 330 370 402 440 490 580 640 730
в мм 60 75 90 105 120 135 150 165 190 210 255 300
Вес в кг 10 16 25 40 58 86 120 165 225 330 520 780
Диаметр вала d можег быть до 5 мм больше, чем^дано в таблице, а для 5 по-
следних размеров и до 15 мм больше.
Ь) Соединительная часть в виде шарнирного камня. На фиг. 308
представлено шарнирное соединение для автомобилей.
При значительны; силах возможно применить четыре шарнирных камня, рас-
положенных под 90е; вместо камней можно также применить ролики.
Сочленение по фиг. 308 обладает одновременно и осевой, или
продольной, подвижностью точки пересечения осей, наличие кото-
Крестовое шарнирное соединение
487
рой может быть важно, например для валов с независимым дви-
жением, соединенных так называемыми „шарнирными ва-
лами*.
На фиг. 309 представлена муфта Моргана для прокатных
валов: для уменьшения опорного давления к паре камней, образо-
ванных в виде полуцилиндрических цапф, добавлена вторая пара
камней под углом 90° к
первымг).
Пои передаче при посред-
стве крестового сочле-
нения получаются перемен-
ные угловые скорости (изме-
няющиеся по синусоиде в за-
висимости от угла отклонения а
осей обоих валов), причем
и “•max/'*’- = 1/cos «
= cos °
(см. фиг. ЗЮ), где и и>2 от-
ложены от центра цапфы кри- Фиг. 308.
вошипа полярно к обшей плос-
кости расположения валов ЕЕ.
Величины ш2шах и шят|п получаются, если под углом отклонения а провести
луч OS, который отрежет величину <*>«тах на касательной Т и на окруж-
ности К. Если неравномерное движение должно иметь обратный ход или же соот-
ветственно ограничиться промежуточным валом, то надо применить два крестовых
сочленения с одинаковым углом отклонения а, причем в обоих
сочленениях кривошипы промежуточного вала 2 (фиг. 311) одновременно лежат
в общих плоскостях валов ЕХЕХ или Е^ЕЪ безразлично, совпадают ли обе эти
плоскости в одну плоскость или же пересекаются по оси вала 2. Более частый
случай общей плоскости дает решения передачи движения 3 и 3'. (При этом оба
шарнира могут быть сведены к одному двойному шарниру Кардана, направляе-
мому извне.) Влияние массы неравномерно движущегося промежуточного вала 2
на весь привод может быть ограничено только уменьшением его размеров.
Так как векторы 'Ш, и 'Die момента ведущего и момента сопротивления не оди-
наково направлены (фиг. 312), причем 'DI ш, = 'ГЛш-, то получается равнодейству-
ющий вектор момента Ф1Г, величина которого" при вращении колеблется между
3)lr«= Tit sin а = Tl2 tg а и 2)?г = Ф12 sin а = Ф1, tg а, вызывающий в опорах реакции,
равные по величине 3)lr= = Р2/8 и стремящиеся вывести опоры из общей плос-
кости валов.
l) Р е t е г, Walzwerkkupplungen, Halle 1914, Wilhelm Knapp.
488 т. п. Отд. 2. Детали машин. II. Составные части машин и приборов
3) Пространственная подвижность. Если оси ни пересека-
ются в какой-либо явно неподвижной точке, ни перемещаются
параллельно, то в качестве муфты служат: а) двойной кривошип
(один — ведомый), соединительный элемент (шатун) которого имеет
по меньшей мере пять свободных сочленений. Соединительный
передаточный элемент с шарнирными сочленениями (фиг. 303)также
должен иметь два шаровых сочленения (или одно крестовидное и
одно шаровое сочленения);
ГГГ— ----------- двойной кривошип (один —
Фиг. 311,
ведомый) (фиг. 304) должен
иметь в качестве соеди-
нительного (передаточного)
Фиг. 312.
Фиг. 313.
кду включаемым
элемента —• камень, который вращается вокруг шаровидной цапфы,
или в качестве криволинейной передачи — шаровидную цапфу
с точечным соприкосновением; Ь) передаточный приводный вал
с универсальными шарнирами, как изображено на фиг. 311, если,
кроме того, для пятого свободного сочленения используется про-
дольно перемещающееся соединение, или крестовидное сочленение
(шарнир) (фиг. 308 и 309), имеющее три
свободных сочленения.
IV. Детали для включения,
выключения
Обзор и общие основы. Выклю-
чающие механизмы служат для
включения и выключения соединений
валов и помещаются (фиг. 313):
приводом 2 и постоянно движущимся
главным приводом 7, для включения и выключения привода 2;
сцепляющие и расцепляющие муфты, или
2) между включаемым приводом 2 и неподвижным приводом 4
(станиной, рамой): храповики и тормоза. Последние служат
также для длительного поглощения энергии и заглушения колеба-
ний. Выключающие механизмы действуют или по желанию, или
приводятся в действие от машины, или же автоматически при
изменении направления вращения, при определенном числе оборО’
job или при определенном крутящем моменте.
Зубчатые муфты. Фрикционные муфты 489
Все выключающие механизмы содержат подвижные элементы 3
для соединения включаемого привода 2 с главным приводом 1
(а при тормозах—с неподвижным приводом 4). Эти части посред-
ством зубчатых или стержневых сопряжений соединены с одной
частью привода, а с другой они соединены: а) выступами или
зубьями, исключающими возможность скольжения, Ь) путем трения,
допускающего скольжение (проскальзывание).
а) В зубчатых муфтах, напр., фиг. 326 до 332, при отсутствии
возможности скольжения относительная скорость vomH между вклю-
чаемыми частями при включении падает мгновенно до 0. Давление
масс = m^dvldt. где Р^ и т? действуют на тот же радиус г, дости-
гает поэтому мгновенным толчком весьма большого значе-
ния, которое не должно вызывать в соединении и проводе напря-
жений, превышающих допускаемые; поэтому целесообразно при
включении иметь vomH весьма низким, лучше 0 (синхронное вклю-
чение); там же, где последнее невозможно или не надежно, необхо-
димо иметь т? по возможности меньше. Для ограничения т? включают
пружинящие части и при помощи смазочных веществ смягчают
влияние толчков.
Ь) Фрикционные муфты. Для надежной передачи наибольшего
кутящего момента сила нажатия K = pF (F—поверхность трения
в см2) должна быть достаточно велика, т. е. должно быть Кг >
max М, или, так как M^72 000N//z, ^ = р/\>72 000Л7л Отно-
сительно величин р. и р см. ниже, стр. 491 и 494. т
При неравномерном крутящем моменте (поршневые насосы,
компрессоры, двигатели внутреннего сгорания) безусловно необхо-
димо считаться с наибольшим, но не с средним крутящим моментом.
Конструкции: в качестве поверхности трения использу-
ются дискообразные, цилиндрические или конические вращающиеся
поверхности, которые должны быть точно пригнаны. Сила нажатия
К = pF должна передаваться от какого-либо источника энергии или
аккумулятора энергии, причем существуют три главные группы
фрикционных муфт и тормозов.
1. Сила, как-то: мускульная (фиг. 313), сила машины, гидра-
влическая, пневматическая или электромагнитная (фиг. 319), дей-
ствует непосредственно на элемент сопряжения и возбуждается или
освобождается для его включения.
2. Накопленная сила: сила пружины, сила тяжести или центро-
бежная сила, действует непосредственно на элемент сопряжения и
только для выключения преодозевается какой-либо большей
силой, причем пружина подвергается большему напряжению
(фиг. 314—316).
3. Накопленная сила, по большей части пружина или части,
напряженные под действием упругости, действуют на элемент со-
пряжения не непосредственно, а в виде какого-либо задержива-
ющего натяжного механизма непосредственно после неустойчивого
мертвого положения какого-либо преобразователя энергии, так что
для выключения по переходе мертвого положения задерживающий
490 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
механизм освобождается, и сопряжение легко раздвигается (фиг. 320
до 323).
Механизмы группы 1 наиболее простые и дешевые, а механизмы группы 2 и 3
наиболее сложные и дорогие. К группе 1 относится большинство тормозов и часто
выключаемые фрик тонные муфты, к группе 2 — автомобильные. муфгы и много-
численные предохранительные тормоза, к группе 3 — нормальные муфты фабричных
приводных валов, приводимые в движение от руки.
Где имеющаяся в распоряжении сила нажатия К, например
мускульная сила, оказывается недостаточной, там или требуется
применение передачи (преобразование) от этой силы до потреб-
ного нормального давления, для чего можно использовать разно-
образные конструкции, или же параллельно включаются несколько
поверхностей трения (до 20 и более), прижимаемых одной общей
силой нажатия: пластинчатые муфты (фиг. 316). Передача, которую
наиболее удобно вклю-
чить в самую муфту и
которая заключается в
единичном или комбини-
рованном применении:
а) коническойпо-
верхности (фиг. 320)
клина, кулаков (криволи-
нейных) винта,
Ь) рычага и шар-
нира (фиг. 321 и 323),
с) охватывающей
ленты или развер-
тывающейся ленты,
часто бывает ограничена
соответственным коэфи-
циентом полезного дей-
ствия, особенно в случае
конической поверхности и клина. Коэфициент полезного действия
передачи—кроме крайних положений механизма — должен быть
по возможности выше, для сохранения чувствительности включаю-
щего механизма. О передаче охватывающей лентой или разверты-
вающейся лентой см. „Тормоза*, стр. 504 и след., где они чаще всего
применяются.
Применяя механизмы групп 2 и 3 (фиг. 314 — 316, 320 и 323),
возможно получить нормальное давление W под действием пружины
определенной силы, и таким образом ограничить N .определенными
пределами, причем внешние силы используются только для вклю-
чения этой пружины, а не для непосредственного получения тре-
буемого нажима.
Если при нажиме пружиной выключенное положение сопряжения является
только кратковременным, как это имеет ме то в автомобильных муфтах и в о^та-
новочны и задерживающих тормозах, то в этот короткий промежуток времени
внутренняя пружина, вызывающая включение силы, должна действовать на вклю-
чающее или вспомогательное приспо обление, поэтому в этом случае предпочти-
тельно пользуются механизмами группы 2.
Автомобильные муфты. Трущиеся материалы
491
фш. 316
Таблица 48. Коэфициент трения р различных
материалов муфты
В сухом состоянии С густой смазкой Со смаз- кой маслом
Чугун ио чугуну . . . 0,2 —0,15 0,1—0,05 0,1—0,02
Дерево w в ... 0,25-0,2 ^0,1 —
Пробка по металлу . . 0,35 0,б2 —
Кожа . » 0,3—0,6 (в зависи- мости ОТ V) 0,25 0,15
Волокна асбеста . . 0,3-0,5 0,30 0,25-0,2
На фиг. 314 до 316 даны примеры таких автомобильных муфте раз-
личными способами приложения силы, накопленной пружиной. Обычно, центрально
ра положенная сжатая пружина вызывает нормальное давление в поверхностях
скольжения между главным
приводом 1 и подвижной ча-
стью сопряжения 3, которая
соединена с 2 и при этом сво-
бодно передвигается по нему
в продольном направлении.
Me анизм, изображенный на
фиг. 314, работает без пере-
дачи между пружиной и по-
вер .но тью трения. На фиг.
815 изображен ме анизм с ко-
нической передачей, а на фиг.
316 без передачи, но с парал-
лельно включенными поверх-
ностями трения. В ме анизме
на фиг. 314 ме анизм, вклю-
чающий (о' вобождающий) сжа-
тую пружину, на одится вне
муфты в отдельном кожухе,
по фиг. 31Б он заключен в са-
мой муфге, по фиг. 316 он
соединен с приводом вала. Для
выключения муфты или тор-
моза требуется приложить
внешнюю силу К, которая пре-
одолевает сопротивление пру-
жины и также может служить
и для уменьшения нажима пру-
жины при регулировании вклю-
чения.
Трущиеся материа-
лы. Выбор материа-
лов, производящих
трение, зависит от сте-
пени изнашивания, стои-
мости их замены, величины коэфициента
относительных скоростях, от давления р и температуры /°, тепло-
проводности и большей или меньшей неизменяемости при нагревании.
В сухом виде или
слегка смазанные жи-
ром применяются: тка-
ни асбестовые или
п р о в о л о чно-асбесто-
вые (Феродо и т. п.),
дерево, кожа, бумага
и т. п. по железу.
Со смазкой (где
она возможна): чугун,
железо или бронза по
чугуну, сталь по брон-
зе, листовая сталь по
ней же.
В фрикционных
муфтах для большей
трения р. при различных
492 Т- И. Отд. 2. Детали машин. II. Составные части машин и приборов
надежности ведется расчет с наименьшим возможным значением р.
(в результате смазки), между тем как в тормозах в этом нет не-
обходимости. Для чугунных колодок по стальному ободу Гальтон
определил следующие значения р-:
V в м\сек 0 2,25 4,5 11 20 27
И = 0,33 0,273 0,242 0,166 0,127 0,074
Процесс включения и выключения. Если, как изображено на
фиг. 313 (стр. 488). подвижно установленный на валу 2 включающий
элемент 3 имеет фрикционное соединение с валом 1, то сцепление
с валом 2 начинается только тогда, когда N = pF
является силой нажима, а Ри* — действующей на среднем радиусе
фрикционного зацепления окружной силой рабочего сопротивления.
Только избыток p.W — Ри^ = Рт вызывает появление ускорения
вала 2, выражающееся в приращении его скорости ^2Д° скорости vL
вала /. Передаваемая валу 2 сила Ри -|- Рт^ заимствуется у при-
водного вала /, так что в промежуток времени включения Z
?и2 4" Ртъ = PN = PUi + Pmi>
Рт% вызывает ускорение отнесенной к радиусу г массы тг
включаемого вала (и всех связанных с ним частей), Р — замед-
ляет движение таким же образом отнесенной массы привод-
ного вала, при этом 1)
mr = S J/r3 = GD^gr2.
У средств передвижения (экипажей), масса которых Af дви-
жется со скоростью v м/сек, в то время как т перемещается со
скоростью v, тг = 2 J/r2 + Mv2/v2, в том случае, если средству пере-
движения сообщается ускорение или замедление. Изменение ско-
рости получается из формулы Рт = т? tg е и tg е = (р- N — ?,)1тг >
где е — угол кривой скорости (фиг. 317). При внезапном измене-
нии |i в случае заедания внешних поверхностей или выдавливания
слоя масла tge так же внезапно увеличивается.
На фиг. 317 по ординатам нанесены: наверху—окружная скорость
(при радиусе трения г) v]t v2 и vomH = vr — v2, а также внизу
даны Pu* -f- Pm* = p, TV (за время включения Z), равное P + Pmi* При
этом /иГ1 принято настолько большим, что за время включения не
уменьшается. Для этого простейшего случая Z=vlmr/(^N—Ри^.
Вообще же следует принимать, что время включения тем короче,
чем меньше vlf тг и Ри* и чем больше р. и N (фиг. 317). Во мно-
гих случаях, в особенности у средств передвижения, предпочита-
ется медленное включение (с точно регулируемой силой N).
1) Хютте, т. I, стр. 294.
Процесс включения и выключения. Теплота трения 493
Фиг. 318 показывает имеющие место на практике отклонения АГ от
упрощенного случая фиг. 317, так как: 1) ц, а также и р. N при умень-
шающемся vomfi — изменяются (весьма различно, в зависимости от тру-
щихся материалов и смазки — жировой или масляной); 2) Р^ большей
частью при увеличивающемся v2 возрастает; 3) также и величина Ри^
приводного вала во многих случаях регулируется вручную или
автоматически; 4) тг^ по сравнению с тг^ большей частью не настолько
велико, чтобы не наступило падение также и Уменьшающаяся
величина Рт== р-М— PUz замедляет возрастание v2 (т. е. tge умень-
шается), а величина Рт = р. N — Ри вызывает уменьшение
Для тормозов действительны те же законы, как и для муфт,
с той, однако, разницей, что в них происходит торможение и2 до
нуля и величина т?— рамы в случае ее заземления = оо. Также
и при оттормажива-
нии подвод какой-
либо энергии на вал
прекращают (Ри* = 0)
или делают возможно
меньшей.
В силовых тормо-
зах (для измерения
мощности) vomH дол-
жно оставаться неиз-
менным и, таким об-
разом, N должно под-
держиваться постоян-
но = Р„, в соответ-
«2
ствующих случаях —
посредством автома-
тических приспособ-
лений.
Теплота трения и поверхности трения. (PU2 + Pm) vomH есть
мгновенная работа кгм/сек (см. фиг. 317 и 318). Полная работа тре-
ния состоит из работы, приложенной для получения давления
масс — U' = / Рт vnmudt = т, vl/2, независимой от времени вклю-
чения и падающей с тг* и v , и для получения окружной силы
Ри* приложенной работы Urr = JРи?отн возрастающей с уве-
личением времени включения. Поэтому в период включения необ-
ходимо стремиться к возможной разгрузке от Ри* и там, где это
неосуществимо, к сокращению периода включения путем повыше-
ния р.ДГ, уменьшения тг* и возможного уменьшения vomH (по воз-
можности синхронное включение).
494 Отд. 2. Детали машин. II. Составные ^асти кашли и ггриборой
Работа трения и средняя мощность трения определяют на-
грев и изнашивание поверхностей трения. Температура поверхно-
стей трения или всей муфты возрастает до тех пор, пока тепло-
отдача через поглощение тепла металлом, теплопроводностью и
теплоизлучением не станет равна производимому количеству тепла.
Вследствие некоторых побочных неблагоприятных обстоятельств
(заедание, испарение и затвердение смазочного масла, обугливание
дерева, искривление металла) ограничивают в определенных пре-
делах удельную мощность трения на единицу поверхности Lrm =
= в кг* м/сек • см1, где p = N/F в кг/см2, a vm обозначает
среднюю относит, скорость во время скольжения (W — есть нормаль-
ное давление на поверхности трения). В автомобильных тормозах
с асбестовыми прокладками допускают температуру до 200 и 300°.
Для чувствительности механизма регулирования при
соединении и торможении поверхности торможения должны быть
отшлифованы, трущиеся поверхности должны быть смазаны и не
должны заедать, а опорное давление р должно быть незначительно.
Желательно также, чтобы v было > 1 м/сек. Величина о зависит
от размера допускаемого изнашивания. Для кожи, прооки и тон-
кого листового металла р = 0,5 до 1 кг/см2, для толстостенного
металла и дерева для р допускается от 3 до б, а для волокнистого
асбеста в тормозах при малой продолжительности до 20 кг/см1. Но
при значительном v для понижения удельной работы трения и умень-
шения изнашивания останавливаются на меньших значениях р.
Средством для уменьшения р являются:
1. Уменьшение нормального давления W путем увеличения р., г и п.
2. Увеличение поверхности трения F путем увеличения радиуса
поверхности трения г и ее ширины Ь (фиг. 314), а где это неосуще-
ствимо,- -параллельным включением I поверхностей трения (на фиг. 316
/ = 3), так что F = ibrn (пластинчатый тормоз, пластинчатая муфта).
Средство для повышения удельной работы трения за-
ключается в повышении удельного охлаждения напри-
мер путем устройства ребер, отводящих и излучающих тепло, бла-
годаря которым охлаждающая поверхность F в 5—15 раз пре-
вышает нагревающуюся от трения поверхность F. Удельная работа
трения в тормозах может быть также существенно повышена устрой-
ством водяного охлаждения.
Средняя удельная работа трения Lfm определяется вполне спо-
собом и размерами теплоотдачи и допускаемой температурой. Сред-
ние значения:
1 для чувствительных тормозов с продол-
Lrm в V-Pvfn < F^IFr V жительным торможением (дерево по чу-
) Гуну),
0 8 F IF 1 для МУФТ включения и остановочных
» kl г J тормозов (дерево по чугуну),
1 для тормозов с наилучшей отдачей теп»
<1.2ЛА/Гг } ла, например для случая работы ме-
J талла в масляной ванне.
Ср. стр. 430.
Фрикционные муфгЫ
495
Пример расчета: Фрикционная муфта, подобная изображенной на фиг. 820,
должна при п = 200 оборотов в минуту передавать до 100 л. с. Как велики должны
быть поверхности трения и силы нажима и включения? Мд = 72 000 N/n = р, р Frrm ,
где Рг — величина соприкасающихся поверхностей трения, а тт — предположен-
ный средний радиус этих поверхностей. Для rm=50 см, р-3 кг/см9 (чугун по
чугуну со смазкой) и р. = 0,1 получается размер соприкасающейся поверхности
Fr = 2400 см9. Если ср— отношение поверхности соприкосновения Fr к общей
суммарной поверхности трения F, то F = 2 rm п b = Frly.
V. Управляемые муфты
Фрикционные муфты 1). Преимущества: включение возможно
при любой относительной скорости главного и включаемого валов.
Применяются для приводных валов, автомобилей, включения и вы-
ключения двигателей, насосов, рабочих машин и преобразователей
движения. Недостатки: возмож-
ность скольжения и высокая цена.
В дальнейшем приведены приме-
ры, чаще всего встречающихся
в продаже муфт.
На фиг. 319 изображена муф-
та группы 1, в которой включение
силы (осевое) производится эле-
ктромагнитом без какой-либо
передачи: муфта Вулкан (Акц.
о-во машиностроительный завод
Вулкан, Берлин)2).
Фиг. 819. / — тело магнита, 2—маг-
нитная катушка, 3 — контактные коль-
ца, 4—якорное кольцо, 5—фрикцион-
ные кольца, 6— пружина, 7—устано-
вочное кольцо.
Зубчатое сцепление передвижного
легкого якорного кольца состоит из на-
правляющих в виде паза и гребня, фрик-
ционные кольца делаются из ненамагничи-
вающего материала во избежание прилипа-
ния. При выключении тока под действием
пружин муфта немедленно расцепляется.
В больших муфтах для получения меньшей
силы нажима V большие фрикционные кольца (с большим г) располагаются снаружи.
Преимущества муфты: короткий путь сцепления, быстрое включение и выключение
на любом расстоянии. Недостатки: во время включения длительное прохождение
(незначи 1ельного) тока, высокая цена. Главным образом применяется в качес(ве
муфты, меняющей направление, например в строгальных станках, причем главное
преимущество заключается в том, что меняощая на11равление часть вала несет на
себе только легкое якорное кольцо, между гем как тяжелые магнитные тела имеют
длительное равномерное вращательное движение, так что при перемене направле-
ния вращения потери скольжения весьма малы.
На фиг. 320 изображена фрикционная муфта группы 3: муфта
системы Доме н-Л е б м а н а (ьАМАГ, Дессау). Нажимные колодки
для увеличения поверхности и соответственного уменьшения силы
нажима имеют конусообразные желобки. Обратное давление пру-
жины устраняется тем, что в положении включения пружина обра-
х) Ad. Ernst, Ausriickbare Kupplungen, Berlin 1890, Julius Springer; ZdVdl
1889, стр. 481; 1907, crp. 1768. ’
*) новейшие мидели см. Elekcro-magnetische Reibungs Kupplungen, Maschinenbau.
1923, стр. 344. *
496 T. II. Отд. 2. Детали машин. II. Составные части машин и приборов
зует коленчатый рычаг (вытянутое положение). В качестве пружин
служат стержни, загнутые с обеих сторон в виде крючьев. Муфта
может быть включена совершенно плавно. Для быстроходных валов
колодки муфты уравновешиваются противовесами (фиг. 320), так
что облегчается размыкание муфты, ибо противовесы действуют
в направлении, обратном направлению центробежной силы.
Таблица 49. Муфта Домен-Леблана фирмы БАМАГ (фиг. 320)
Диаметр вала d мм Диаметр D мм Длина L мм Длина конца вала для Ход с мм Вес кг
кожуха а мм муфты и кресто- вины Ь мм
40 350 229 80 147 30 48
45 400 229 80 147 30 60
50 450 271 85 184 40 85
65-60 600 314 100 211 50 120
65 660 358 125 230 60 175
70 860 388 135 250 65 240
75-80 740 413 150 260 55 275
85-Р0 880 451 160 2£8 75 380
95—105 1040 525 180 340 95 560
110—115 Г. 90 575 200 370 ПО 820
120—130 1490 646 230 411 125 1150
140-150 1720 780 300 475 140 1800
160—170 18о0 856 330 520 160 2о00
180-190 1850 856 330 520 160 2500
Фиг. 322.
Фиг. 320
Фиг. 321.
На фиг. 321 и 322 изображена муфта Гилля завода Вюльфель
(Вюльфель у Ганновера). Тормозные колодки со сменной деревянной
обкладкой. На звезде А из нескольких спиц сидят тормозные ко-
лодки С\ колодки имеют осевое перемещение и при посредстве
рычага h радиально прижимаются с обеих сторон к фрикционному
Фрикционные муфты
497
кольцу В; при этом регулируемое пружинящее давление произ-
водится при посредстве цапф и деревянных колодок.
Обе тормозные колодки, соединенные шарниром i, радлально разводятся друг
от друга и с одинаковым давлением прижимаются к фрикционному кольцу при
помощи рычага h, который цапфой а лежит в наружной колодке, а роликом е
нажимает на перестанавливаемый болт / внутренней колодки. Муй ты изготовля-
ются также с мгновенным выключателем на расстоянии для случая, когда требуется
немедленный останов вала (для очень пыльных помещений особая модель: муфта X).
Таблица 50. Муфта Гилля завода Вюльфель (фиг. 321 и 322)
5
6
7
8
9
10
12
13
14
15
16
17
18
19
20
21
Наибольшая
мощность
наибольшее N
(Л. с.)
при п =
50
2
3
5
8
15
23
33
50
300
400
580
880
1250
Крестовина А
Кольцо Гилля В
Вес (фиг. 321)
100 | 200
4
6
10
17
31
45
65
100
158
240
325
450
590
800
1150
1750
2500
8
12
20
32
60
87
122
190
300
450
•600
760
1000
1375
2
2
3
3
4
4
4
4
4
6
6
6
6
6
6
6
6
D
мм
500
610
610
725
865
980
1090
1255
1420
1420
1620
1810
2020
2190
2610
2920
3400
155
170
170
200
245
265
310
345
380
435
480
265
295
345
385
425
450
500
525
560
600
730
760
880
399
490
490
599
713
800
902
1036
1168
1168
1344
1510
1682
1824
2176
2476
2905
415
510
510
625
745
835
940
1080
1220
1220
1400
1570
1750
1900
2260
2560
3000
120
140
140
165
180
200
2з5
280
310
310
350
180
180
185
205
225
245
280
310
310
375
400
450
50©
550
600
650
116
367
521
750
1030
1285
310
423
595
855
1180
1390
2085
2770
3955
4940
7900
10900
14800
№
U
Помимо этого имеются многочисленные промежуточные номера.
На фиг. 323 изображена муфта Бенна (в Германии в исполне-
нии завода Фогель и Шлегель, Дрезден).
Пружина при посредстве двойного рычага Н действует на тормозные кольца ВВ,
отжимаемые друг от друга коленчатым рычагом. Эти кольца передвигаются на двух
цапфах или при помощи выступов от втулки на валу. Пружина натягивается при
включении муфты, пока рычаг т не займет приблизительно вертикального поло-
жения. Диск D точно устанавливается при помощи крупной винтовой нарезки по
всей его окружности. Постоянная смазка всех внутренних частей обеспечена \).
На фиг. 324 изображена центробежная муфта (муфта Фуга завода Вюльфеля,
Вюльфель близ Ганновера). Внутри холостого ременного шкива расположено фрик-
ционное кольцо, к которому под влиянием центробежной силы плотно прилегают
вращающиеся колодки о со сменными деревянными обшитыми кожей обкладками,
если этому не препятствуют рычаги, приводимые в действие при включении муфты.
Таким образом нет необходимости в каких-либо пружинах. Эта муфта особенно
применима при центробежных барабанах на сахарных заводах и на молочных заво-
дах или для пуска моторов переменного тока, включаемых без нагрузки.
’) Далее заслуживают внимания муфты: муфта с витой пружиной (nTriumph-K“)
завода Wulkan, Dortmund; муфта Flender’a (Maschinenbau, 1923, стр. 346); муфта
Polysius, Dessau; Loh ma nn & Stolterfoht, Wilten (Ruhr) и пр.
32 Зак. 254. — Hiitte, Справочник для инженеров, т. II.
498 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
Зубчатые и стержневые муфты1). Соединение производится
при посредстве зуба или обода с зубьями 3, который хорошо свя-
зан с валом 1, имея вдоль
Фиг. 323.
него продольное перемещение
в хороших направляющих, и
служит для соединения его со
вторым валом 2 (фиг. 325—326).
Из-за неизбежного удара при
включении оно производится
только при незначительных
относительных скоростях меж-
ду обоими валами (синхрон-
ное включение) или при не-
значительной массе включае-
мого вала. Выключение воз-
можно в любой момент.
Пример. Зубчатая муфта
Гильдебрандта (фиг. 327) (из-
готовляется фирмой БАМАГ и многими
другими трансмиссионными заводами.
Передвигаемый обод В имеет три зуба с радиальными повер гостями; эти зубья,
входя во впадины диска С, попадают в соответствующие три отверстия А.
Фиг. 324. 1 — крестовина, 2— ход для
выключения, 3 — кольцо, 4—втулка
Фуга для холостого хода со смазкой
жиром, 5 — ременный шкив, 6—муф-
та d.
При незначительных крутящих моментах для непрерывного за-
хватывания передвигающегося зубчатого обода может служить одна
или несколько скользящих шпонок на валу (фиг. 331).
О Heller, Motorwagenbau, I том, Берлин 1925, Julius Springer, и Winkler
Motorwagen, 1977, стр. 9U3 и след.
Зубчатые и стержневые муфты
499
Таблица 51. Муфта Гильдебрандта фирмы БАМАГ, Дессау (фиг. 327)
Диаметр вала..........мм
Диаметр D.............мм
Длина L................мм
Длина конца вала для непо-
движного диска а . . . мм
Длина конца вала для кресто-
вины и муфты Ъ . • . . мм
Ход с.................мм
Вес...................кг
30 40 50 60 70 80
250 275 300 330 365 425
240 260 280 300 330 380
90 97 105 110 125 142
145 158 170 185 200 230
23 24 27 31 35 42
42 47 54 68 91 136
95 110 125 140 160 180
500 575 659 750 920 1080
450 515 590 670 820 960
167 193 220 250 300 350
275 314 360 410 505 596
51 60 70 80 100 112
220 325 460 675 1030 1620
Диаметр вала может быть на 5—20 мм выше указанного в таблице.
Радиальные зубья имеют форму прямоугольника по фиг. 328
или равносторонней трапеции при вращении по обоим направле-
ниям, или прямоугольного притупленного треугольника по фиг. 329
Фиг. 327.
Фиг. 328. Фиг. 329.
при вращении только в одном направлении. Для более легкого
выключения целесообразно дать захватывающим поверхностям уклон
около 3°. При необходимости включения в любом положении зубья
должны быть заострены (во избежание
отламывания — прочный материал) и не
подвергаться большому напряжению. Но
и в муфтах, включаемых во время хода,
Фиг. 332.
Фиг. 330.
Фиг. 331.
32*
500 Т. И. Отд. 2. Детали машин. It. Составные части машин и гтрибороэ
можно в обоих включаемых элементах иметь только несколько в ы-
ступающих зубьев с заостренными концами, если между
обоими конечными положениями включающей муфты допускается
промежуточное положение вплоть до момента зацепления высту-
пающими зубьями.
* В штамповальных и эксцентриковых прессах часто применяется
зубчатое соединение между вращающимся диском сцепления 1
с внутренним зубом (фиг. 330) и ведомым валом 2 при посредстве
стержня 3, закрепленного по окружности вала, свободно вращаю-
щегося и управляемого снаружи; на ширину внутреннего зуба стер-
жень состроган таким образом, что он в зави-
симости от своего положения или захваты-
вается или по нем зуб проскальзывает. И в
данном случае толчок при включении смягча-
ется малыми включаемыми массами.
Применение управляемых зубчатых муфт:
фиг. 331, муфта А для включения вала с
установкой его неподвижно при помощи выключаю-
щей втулки В. Включающий элемент муфты управляется
снаружи; фиг. 332 — муфта для двойного включения с
Фиг 333 осевым включением и выключением; включающий эле-
мент передвигается при посредстве полого вала с захва-
*• тывающим болтом; фиг. 333 — муфта для многократного
включения с радиальным включением и выключением путем защелкивания при
помощи „выскакивающей шпонки" С. Для перестановки зубчатое колесо А сце-
пляется с зубчатой подвижной рейкой В. Применяется для перемены скоростей,
причем все колеса одновременно принимают участие в движении.
VI. Муф^ы с автоматическим включением валов
К автоматическим выключателям валов или муфтам относятся:
1) муфты скольжения, действующие в обоих направле-
ниях вращения при превышении передаваемого момента кручения,
выдерживаемого трением pN или давлением пружины; центро-
бежные муфты, включающие или выключающие при превыше-
нии или, наоборот, при понижении числа оборотов выше или ниже
определенного предела, и 2) действующие в одном направлении
муфты свободного хода; последние действуют при помощи
соответственно устроенных захватывающих приспособлений, кото-
рые при одном направлении относительного движения включаются,
а при противоположном направлении относительного движения вы-
ключаются при посредстве автоматически действующих или упра-
вляемых фрикционного или зубчатого остановов: собачки.
О механизме этой муфты см. также автоматические фрикционные
и зубчатые остановы, стр. 506 и след. Применение: для изменения
скорости пофиг. 447, „свободная втулка" применяется в велосипедах,
„трещетка-—во вращающихся инструментах. Затем во всех тех слу-
чаях, когда несколько двигателей должны приводить в движение
рабочий привод так, что только после полного использования всей
мощности главного двигателя, например гидросиловой установки,
автоматически включается второй вспомогательный двигатель (эле-
Муфты с автоматическим включением валов
501
ктромотор или двигатель внутреннего сгорания). Первый двигатель
имеет несколько большее нормальное число оборотов, чем второй,
оно падает и делается меньше числа оборотов второго двигателя
только при перегрузке первого двигателя, и тогда при посредстве
муфты свободного хода приключается к приводу и второй двигатель.
Равным образом, муфта ав-
томатически включается и
при выключении первого
двигателя. Так как началь-
ное значение скорости отно-
сительного движения в дан-
ном случае равно нулю, то
без особых затруднений
можно применить зубчатые
остановы, при которых,
впрочем, часто нельзя до-
биться бесшумной работы.
Примеры: (фиг. 334). X р а- Фиг. 334.
повая муфта Ульгорна с
зубчатым остановом: внут-
ренняя часть сидит на валу вспомогательного двигателя. Если внутренняя часть
движется с опережением, то собачки отодвигаются наружу под несколько пру-
жинящим действием двойного рычага, если же наружная часть опережает внутрен-
нюю, то собачки защелкиваются внутрь. Для надежного устранения хлопания сво-
бодных собачек необходима их выбалансировка.
Фиг. 335.
Фиг. 335. Муфта Онезорге с автоматическим действием развертываю-
щейся тормозной ленты (изделие фирмы БАМАГ 9 по принципу фрикционных лен-
точных остановов (см. ниже, стр. 5и7). Как только коробка муфты, соединенная
с главным двигателем, отстает в своем относительном движении от действующей
изнутри развертывающейся тормозной ленты, связанной с вспомогательным двига-
9 ZdVdl, 1913, стр. 1023; Springer, Bandkupplung, ZdVdl, 1912, стр. 2067.
502 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
телем, лента прижимается к коробке и увлекает с собой вал главного двигателя;
если же главный двигатель снова начинает вращаться быстрее вспомогательного,
то лента освобождается 2).
Расположение муфт для сцепления валов. Всевозможные
управляемые или автоматические муфты для сцепления валов рас-
полагаются или непосредственно между концами обоих валов (все
чертежи муфт, кроме фиг. 322 и 324), причем необходимо обращать
bawflr—nfra
Фиг. 337.
внимание на надежную опору валов, принятие осевых сил и в случае
надобности на взаимное центрирование, или же муфта располагается
между проходящими через нее валом и приводом, геометрическая
ось которого совпадает с
движение передается при
осью первого вала, причем на этот привод
посредстве преобразующего диска, напри-
мер зубчатого колеса или ременного
шкива. Этот диск для преобразования
должен иметь опоры отдельно от опор
главного вала. При значительных боко-
вых усилиях, особенно при ременной и
канатной передачах, муфта располага-
ется по фиг. 336 на отдельном полом
валу или по фиг. 337 только на более
короткой полой цапфе, причем безраз-
лично, включается ли муфтой вал или
преобразующий движение диск. При
малых боковых усилиях и незначитель-
ном изнашивании опор преобразую-
щий движение диск может лежать непо-
средственно на главном валу при по-
мощи „свободной втулки" (фиг. 338). Последнее расположение осо-
бенно часто применяется для соединения вала с несколькими зуб-
чатыми колесами с различным движением (передача с переменными
скоростями или для изменения направления движения), фиг. 333.
’) Rutschkupplungen filr Webstuhlantrieb, SSW und AEG.
Управляемые Фрикционные остановы
503
VII. Управляемые фрикционные остановы и сопро-
тивления
Тормоза. Область применения: закрепление у станины
только временно движущихся валов с колебательным или враща-
тельным движением („фрикционные остановы*), причем включение и
выключение может иметь место во время
хода, торможение опускаемого груза
(„опускные тормоза" с превращением
потенциальной энергии в теплоту) и тор-
можение движущихся масс („останавли-
вающие тормоза" с превращением в те-
плоту кинетической энергии), например
во всевозможных экипажах и подъем-
никах.
Между тем как фрикционные муф-
ты (для сцепления валов) по большей
части действуют при помощи произво-
дящих нажатие пружин, в тормозах,
если вызывающая трение деталь поме-
щается на неподвижной станине, в виду
ь------------
Фиг. 339.
отсутствия вращения
нажим и при помощи
можно для получения давления производить
груза, действующего непосредственно или при посредстве меха-
низма, причем передача действия груза произ-
водится рычагом, клином или охватывающей лен-
той.
1. Рычажная передача (фиг. 339). Как
общее правило, если G — есть вес груза, упру-
гость пружины или какая-либо другая сила, то
Qb — Na zt (х Nc. Только в том случае, если
с = 0 (точка вращения Е тормозного рычага ле-
жит на касательной тормозной шайбе) действие
тормоза не зависит от направления вращения.
Если же точка вращения Е лежит с наружной
или внутренней стороны касательной, то при
изображенном на чертеже направлении вращения
силу G должно взять соответственно больше или
меньше, чем для случая, когда с = 0. Наиболее
удобна конструкция с расположением точки вра-
щения снаружи касательной. Пользуясь обозна-
Фиг. 340. чениями, приведенными на чертеже, имеем, от-
нося груз L и движущуюся массу М к радиусу
барабана г, а сопротивление трения р. N к радиусу трения 7?»
pNR = (Z, А4tgе) • г, причем tge=l до 1,5 м)сек2 (фиг. 317).
2. Клиновая передача (фиг. 340). Если 2а есть угол клина,
то = Mq/sin а, причем для движения при включении и выключе-
нии т] = tg а/tg (azt |л), а во время самого торможения т) = 1. Если
a <20°, то при значительном р. надо опасаться заклинивания (само
торможение при ^<0,5).
504 Т. П. Отд. 2. Детали машин. II. Составные части- машин и приборов
3. Передача при помощи ленты (фиг. 341). При при-
легании тормозной ленты (каната, цепи и т. п.) снаружи (защемляю-
щая лента) или изнутри (развертывающаяся лента) в состоянии
покоя натяжение ленты Тт = N/ы, следовательно, не зависит от у.,
причем W есть полное нормальное давление, а ю — угол обхвата
(в дуговых единицах). Для <о/2те = 3/4 имеем, например, Tm/N = 0,21.
При нескольких оборотах ленты Tm!N делается все меньше. При насту-
пающем скольжении натяжение ленты, в зависимости от величины у.,
изменяется более или менее, так что оно падает от Т до t по напра-
влению (а для растягивающихся лент против направления) относитель-
ного движения тормозной шайбы, причем 7/?=^ (см. т.1, „Механика**,
Фиг. 342.
стр. 422). Таким образом окружное сопротивление равно Pw = Т — t =
= t • (еии> — l)=y./V и t— —— и, стало быть, Т = —-------.
(^—1) (е'ЛШ—1)
На фиг. 341 нанесены натяжения в покое Тт в виде дуг, а
натяжения при скольжении Т и /—в виде логарифмических спиралей
от центра (для у. = 0,3). Значения см. т. I, стр. 423 и фиг. 342.
Для обитой деревом, слегка смазанной маслом тормозной ленты
у. = 0,3, для голой тормозной ленты и проволочного каната у, = 0,15.
Для первого случая при о>/2л = 3/4 имеем 4, для последнего
» 2; отсюда получаем следующее отношение передач к №
0,3 т 0,21 AT 0,42V
И I 0,15 | 0,15 N — \ 0>21 N 1 — I о,3 N
При данном направлении торможения целесообразно приложение
силы только со стороны t (фиг. 343), так что
о=/4 = —
ь (е^—1) ь
Тормоза. Поверхности трения
505
При переменном направлении торможения и равном сопроти-
влении торможения в обоих направлениях сила прилагается с оди-
наковыми плечами рычага и к Т, и к t (фиг. 344), так что
’ G = — (Г-l-Z) = — —р
b k Г ' b —1 w‘
Фиг. 343.
Согласно вышеприведенному примеру
имеем при данном направлении торможения
Q = ajb • ?w> а ПРИ переменном направлении
торможения = а(Ь • bl$Pw> т. е. в 5 раз больше.
Сравнение трех способов передачи. Приняв ход
тормозящей части нормально к поверхности торможения
в 1 мм (по крайней мере!), получаем, так как отноше-
ние плеч рычага b/а при колодочных тормозах при удо-
влетворительной конструкции не должно превосходить
в/j» а при ленточной, наоборот, легко может быть дове-
дено до 10/1, ход h груза тормоза
йг=1 мм»Ь/а (рычажная передача),
Л2= 1 мм • Ь\а • 1/sina (клиновая передача),
й3 = 1 где (ш в дуговых единицах) (лен-
точная передача).
При 2а—45° и Ьа = Ь для 1) и 2), = 10 для 3) и ш/2п—-3('4 получаем:
Й! = 5 мм, Л2 = 13 мм и Л3 = 47 мм.
При одинаковом Pw погребные силы О находятся в отношении:
„ „ а . ^wsina а . pw а
Gi'.G :U3 =---- — ------• —- . ----- . — .
р. b р. b ерш>_1й
Для р. — 0,3 (дерево) получается для указанных условий передачи соответственно:
6 */< ДО Vso-
Г"
В ленточных тормозах с вращением в обе стороны
<5/Pw = V30.
—ft- Поверхности трения. О величине р и ppvnl
см- СТР- 4^3 и 494. Если от тормозов требуется чув-
ствительность, как, например, от опускных тормо-
* зов’ Т0РМ030В У барабанов, подъемников, то р и на-
* * гревание от ц pv не должны быть велики. За-
Фиг. 344. едание металла и обугливание дерева устраня-
ются смазкой г).
Специальные средства для увеличения F и для уменьшения р
те же, как и в фрикционных муфтах: конусные тормоза, пла-
стинчатые тормоза. Конструкция и применение: см. ниже,
3 отдел „Грузоподъемные и транспортные машины", „Тормоза".
Область применения. Если тормоз, в котором нажим производится грузом
или пружиной, должен работать только в одном направлении, то наиболее целе-
сообразной является ленточная конструкция, благодаря большой поверхности тре-
i) Ср. Stahl u. Eisen, 1920, статью Geitmann’a о тормозе lordan’a и печатный
материал О-ва lordanbremsen Ges. Berlin, Neukolln.
506 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
ния и значительной передаче, если же тормоз должен работать в обоих направлениях
вращения (подъемные машины, экипажи), то по большей части предпочитается уравно-
вешенный тормоз с двумя колодками (см. ниже, 3 отдел, „Грузоподъемные
машины"), так как в этом тормозе (в противоположность ленточному) отвод коло-
док протекает принудительно и точно. Цилиндрические тормоза применяются при
больших усилиях (подъемные машины) и затем с наружным и внутренним прижимом
в автомобилях; клиновые тормоза, наоборот, применимы при малых усилиях
(в передвижных и поворотных меАанйзмах). На фиг. 345 представлена распростра-
ненная форма экипажного тормоза с обкладкой из асбес-
товых волокон. Для устранения самоторможения наи-
меньший угол ЕАО между шарниром и центром шайбы
не должен быть меньше угла трения р. Отсюда следует,
что Z 8 должен быть около 9(Г при р. <0,4 и около 120®
для р. < 0,2. Неуравновешенные простые тормоза с ко-
лодками (фиг. 339) применяются только при весьма ма-
лых моментах вращения (например для валов с диамет-
ром ниже 40 мм), так как они односторонне нагружают
вал и опору. При работе с точным остановом (опускные
тормоза) и осевом давлении (тормоза с нажатием под
действием груза) предпочитаются пластинчатые
тормоза в масляной ванне, так как они имеют мало
изменяющуюся и точно регулируемую величину трения;
в данном случае трудно достичь полного разъединения
Фиг. 345. пластин, напрцмер при помощи пружин, но оно и не
требуется. Конусные тормоза применяются только
при ручных блоках.
Тормоза для измерения мощности по большей части выпол-
няются в виде тормозов с двумя колодками (нажим Прони) или лен-
точных тормозов, а при большом числе оборотов и в виде жид-
костных и воздушных крыльчатых тормозов. Подробнее см. Хютте,
т. I, отд. „Техника измерения “, стр. 856.
VIII. Автоматические фрикционные остановы
Они действуют или как муфты скольжения, или как предохра-
нительные тормоза, в оба направления вращения (тормоз устанавли-
вается пружиной или грузом), или как тормоза
свободного хода по одному направлению. При рас-
положении по фиг. 339 можно так расположить точку
вращения Е тормозного рычага, что Na =\><Nc
(фиг. 346), при этом условии тормозящий груз G = 0,
т. е. тормоз при опускании груза по одному напра-
влению является самотормозящим. Таким образом
должно быть tgp = ^i/c<;|x. Любая точка на прямой
через точку Е может служить точкой вращения, но
необходимо всегда иметь tg р меньше |л. Так как
радиальное давление весьма значительно, то для раз-
грузки вала надо колодки располагать одну против
другой.
Так как угол трения весьма мал — при р, = 0,15
угол р = 8°, то поверхность трения должна быть
только очень небольшой. При применении клино-
вого тормоза можно вместо р. иметь р/ = jx/sin а и
будет больше. Поэтому клиновую канавку всегда предпочитают
колодкам. Если производящая трение деталь расположена внутри,
Фиг. 346.
поэтому tg р
Осевые и ленточные фрикционные остановы 507
а не снаружи тормоза, то получается особенно компактная конструк-
ция. При всех случаях тормозная шайба не должна пружинить и
должна быть достаточной для восприятия значительных радиаль-
ных давлений. При значительных скоростях колодки должны быть
выбалансированы. Вместо скользящих шарни-
ров в Е и W применяются и катящиеся.
При небольших усилиях применяются р о-
л и новые и шариковые остановы, причем всегда
должно быть tgp < (х. Очень часто задерживающие эле-
менты состоят из роликовых частей, которые пружинами
зажимаются между особыми тормозящими элементами,
чтобы неустранимое изнашивание при скольжении не
действовало непосредственно на ролики. Одновременного
и равномерного введения в действие не.кольких тормо-
зящих тел трудно добиться, к тому же катки легко вызы-
вают остающиеся впадины.
Кожа
Фиг. "47.
Осевые остановы. К этой категории
принадлежат многочисленные конструкции, в
которых тормоза нагружаются или разгружа-
ются в зависимости от направления вращения
вой составляющей давления. Особенно часто они применяются
в качестве грузовых тормозов в подъемниках и при предохрани-
тельных рукоятках.
Ленточные фрикционные остановы. Если в фиг. 344
или 347 плечи
под
действием осе-
Фиг. 348.
рычага, к которым присоединена лента, выбраны так,
что Та -|- td = 0, то G = 0, и тормоз для изо-
браженного на чертеже случая приложения
груза является самотормозящим. Следователь-
но, должно быть d/а = T/t = или для на-
дежности несколько больше. Для
трения ленту обкладывают кожей.
IX. Управляемые зубчатые
Затворы с щеколдой. Они
увеличения
остановы
служат для
жесткого закрепления относительно станины
при помощи собачек, щеколд, зубьев и т. п.
вращающихся или качающихся валов и вклю-
чаются только в спокойном состоянии или
при малой vomH вала. Сравни фиг. 331. Со-
хранение в определенном положении произво-
дится благодаря определенной форме остано-
вов или определенному приложенному усилию
(под действием груза, пружины или трения).
Пример: закрепление управляющих рычагов (фиг. 348) в выключаемых зубча-
тых переборах; этот механизм удобен также при необходимости во взаимном за-
креплении нескольких валов с целью допустить вращение одного только при опре-
деленном положении других. На фиг. 349 и 350 закреплены валы В, между тем как
А может вращаться.
508 Т. Н- Отд. 2. Детали машин. II. Составные части машин и приборов
X.Автоматические зубчатые остановы
Гребенчатые и храповые колеса. Гребенчатые колеса
(фиг. 351 и 352) представляют собой зубчатые остановы, работаю-
щие в оба направления вращения и действующие путем защелки-
вания. Останавливающий элемент 3 между неподвижной частью 1 и
подвижной 2 с одной стороны закреплен шарнирно, с другой —
заканчивается частью, имею-
щей Ф°РМУ затвора, зубца, или
/I \ i \ -J । же образует силовой затвор.
—r'w—Г / Зубец или имеет соответствую-
V j * J HI щую форму и перемещается в
дТ j} осевом или радиальном напра-
влениях, или же для уменьше-
Фиг. 349. Фиг. 359. ния трения принимает форму
ролика.
Храповые колеса работают с защелкивающимися или
выключающимися собачками, включение которых при нежелательном
направлении вращения вала вызывается грузом или пружиной (но
не связано с формой зубца) или производится специальным упра-
влением. Наиболее соответствующая форма собачки: дуга круга
с центром в точке вращения собачки или соответствующая каса-
тельная. Зубья подвергаются напряжению на изгиб и смятие поверх-
ности; для уменьшения времени, потребного для защелкивания,
собачке надо придать незначительную высоту (от 10 до 15 мм) и
Фиг. 351.
Фиг. 353.
Фиг. 354.
соответственно увеличить ширину. На фиг. 353 изображено храпо-
вое колесо с наружной собачкой, а нафиг. 354 с внутренней; послед-
няя целесообразна для сбережения места в тормозах, расположенных
в наружной части какого-либо механизма.
О соединении автоматических храповых или фрикционных остановов с тормо-
зящими сопротивлениями см. ниже огд. „Грузоподъемные машины".
XI. Автоматическое включение и выключение ка-
чающихся валов и рычагов
Чтобы превратить колебательное движение вала или рычага а
(фиг. 355 и 356) во вращательное движение вала или диска bt необ-
ходимо применить автоматически сменяющиеся воздействия „муфты
свободного хода" с, для включения вала при движении его вперед,
и останова d для выключения вала при его обратном движении.
Выключение в данном случае производится или храповым механиз-
Передача движений качением
509
мом (собачкой) (фиг. 355) или бесшумным фрикционным остановом
(фиг. 356), причем для качающегося вала, если приходится иметь
дело с незначительными усилиями, достаточно одного рычага
с одним включающим и задерживающим механизмом. При значи-
тельных скоростях инерция масс воспринимается пружинами, при-
чем остановы автоматически выключаются уже не под действием
собственного веса, а под влиянием пружин /.
Е. Передача движения качением (роликовая передача)
и зубчатая передача
а) Перекатывающийся рычаг и фрикционные колеса
Передаточное число или отношение со]/аэ2 угловых ско-
ростей двух катков с параллельными (или пересекающимися) осями
вращения и О2 дано
кривыми качения
9^ и в плоскостях
(шаровых сегментах), пер-
пендикулярных к осям
вращения; точка каче-
ния С—точка соприко-
сновения обеих кривых
качения, лежит постоянно
на — или на продолжении
прямой OiOg, линии цен-
тров, и делит ее в отно-
шении, равном передаточ-
ному числу O2C/OiC =
= coj/cog- При постоян-
Фиг. 357. Фиг. 358.
ном передаточном числе
кривые качения представляют собой круги качения (начальные
окружности) (фиг. 357 и 358). При пространственных представле-
ниях получаются оси качения С (или мгновенные оси, ср. Хютте,
т. I, отд. „Механика", стр. 316), поверхности качения, ци-
510 Т. П. Отд. 2. Детали машин. II. Составные части машин и приборов
линдры и конусы качения. В точке С окружные скорости
и v2 по величине и направлению равны vi=r1(n1 = = г2ш2.
Длины скатывания между соответствующими пунктами кривых
качения остаются постоянно равны. По положению меньшего колеса
различают внешнее (фиг. 357) и внутреннее (фиг. 358) сцепления.
Относительная угловая скорость между обеими кривыми каче-
ния <в12 = (<^i + о)2) имеет своим центром точку качения С. Знак
минус относится к случаю внутреннего сцепления.
1. Перекатывающийся рычаг1). Пока в точке С (фиг. 359) угол
между нормалью в точке соприкосновения и направлением давления
К и линией центров АГА2 не слишком острый, представляется
возможной передача силы без
ванием. Угол колебания все же
скольжения с наименьшим изнаши-
ограничен, в большинстве случаев
он значительно меньше 45°, поэто-
му передача приспособлена только
для колебательного движения. „Пе-
рекатывающиеся рычаги" приме-
няются между качающимися ва-
лами, и, являясь колеблющимися
рычагами, имеют переменное пе-
редаточное число, так как точка
качения С перемещается туда и
обратно по прямой центров ЛХЛ2.
Главная область применения в
распределительных механизмах,
ср. Хютте, т. 111, отд. „Паровые ма-
шины". Кривые качения пред-
ставляют собой кривые одина-
ковой формы и являются или
двумя подобными логарифмиче-
скими спиралями, или двумя подоб-
ными эллипсами. На фиг. 359 представлены перекатывающиеся ры-
чаги с подобными эллиптическими кривыми качения.
Их преимущество в том, что после закалки обе поверхности можно
легко точно и притом одновременно пришлифовать.
Эллипсы выбираются так, чтобы большая их ось 2а была равна расстоянию
между осями вращения перекат ывающился рычагов; малая ось 2Ь выбирается по
усмотрению и определяет расстояние фокусов эллипсов 2г, так как г2 = а2 — Ь2.
Фокусы At и Д2 лежат на осях вращения перекатывающихся рычагов; соединитель-
ная линия ВхВ2 между двумя другими фокусами при качении проходит постоянно
через точку качения С и = С определяет возможную передачу, которая
никогда не может упасть до нуля. Эллиптические кривые качения могут быть меха-
нически образованы на перекатывающихся рычагах сложением двух синусоидальных
движений (катящиеся друг по другу рычаги).
При весьма низких первоначальных передаточных числах целе-
сообразно применение прямой и кривой качения (фиг. 360)2) (кри-
9 Ср. также Holzer, Walzhebel, ZdVdl, 1908, стр. 2043; М a g g, Die Steue-
rungen der Verbrennungs-Kraftmaschinen, Springer, 1914, стр. 115—133; Alt, Wiilzhe-
belmechanismen, Z. f. ang. Match., u. Meeh., 19z2, стр. 187.
a) H о e c k e n, Maschinenbau, 1923/24, стр. 206.
Фрикционные колеса
511
вая качения строится по точкам по одинаковым длинам скатывания),
или же в качестве начальной кривой выбирается не кривая качения,
а кривая скольжения.
При одной специальной форме применения перекатывающихся
рычагов, при рычаге „с подушкой качения",
ния $Я2 закреплена неподвижно, меж-
ду тем'как точка описываете боль-
шинстве случаев заданную кривую,
например дугу круга пли прямую.
В последнем случае (сравни также
Хютте, т. 1ГГ, отд. „Паровые машины*)
в качестве кривой качения приме-
няется дуга круга на подушке каче-
ния с двойным радиусом (фиг. 361)
или логарифмическая спираль с на-
чальной точкой в At на прямой по-
душке качения, соприкасающейся с
ней в точке С, если начальная точка
должна непосредственно быть
с движением стержня по
направляющей. При этом
А1С передвигается парал-
одна из кривых каче-
Лх
связана
прямой
линия
лельно.
2. Фрикционные колеса. Если нормаль в точке соприкоснове-
ния совпадает вполне, или приблизительно, с линией центров OiO2,
то окружная сила для передачи энергии возникает только
при наличии производящей трение нормальной силы (осевого давле-
ния) К в направлении (фиг. 362). Имеют место
большие потери на трение под-
шипников, поскольку они не раз-
гружены особым образом. В ре-
зультате упругого силового замы-
кания возникает возможность уп-
ругого скольжения и проскальзы-
вания.
При <0^0)2 = const траекто-
рии качения представляют собой
круги, а материальные фрикцион-
ные колеса — цилиндриче-
Фиг. 361. ские колеса с параллельными
осями или конические к о-
Фиг. 362.
леса с вершиной обоих конусов в точке пересечения пересе-
кающихся осей.
Размеры. При одинаковой ширине колес Ъ и диаметрах колес dr и da допу-
скаемая удельная нагрузка k = K\bdr, тле. приведенный диаметр dr определяется
из уравнения 1/^=1/^ 4-l/d2» затем Pw> рХ Если > р-К, то имеет место
скольжение, которое часто длительно продолжается, если р. возрастает с увеличе-
нием скорости скольжения vomH (см. также „Ленточную передачу", „Сопроти-
вление трения", с гр. 586).
512 Т. II. Отд. 2. Детали машип. II. Составные части машин и приборов
Таблица 92. Средние значения k и р.
k = от 3 до 5 кг\см* р. = от ОДО до 0,15 при чугуне по чугуну
А — от 1 до 2
р- = „ 0,15 „ 0,20 „ бумаге „
р.= „ 0,20 „ 0,30 „ коже
р. = „ 0,20 „ 0,50 „ дереве „
Меньшие значения относятся к случаю, когда трущиеся поверх-
ности гладки и прочны и оживлены сравнительно большими
скоростями.
При применении закаленной и шлифованной стали (в передаче
Гаррарда фирмы Фр. Крупп) допускается при малом числе оборо-
тов k = 40 до 80 кг [см2, при увеличении же числа оборотов для k
применяется меньшая величина, ц = кругло 0,1 при
✓Чх. смазанной наружной поверхности.
/ р \ Пример. Требуется определить окружную силу на 1 см
[ Jb \ ширины двух фрикционных колес с диаметрами = 33 см
Г у и da = 50 см. PW=^K = y.kbdr или Pwfb=^dr. Для чугуна
к /по чугуну принято рЛ = 0,125-4, затем l/dr = 1|33 + 1/80 = Ч10-
Отсюда Pw: 6<10 (подобно тому, как в ременной передаче).
С увеличением диаметра допускаемая окружная сила возрастает,
//( f р w
—/U а с уменьшением - падает. Сила нажатия: Д';>----- , откуда
II II >К\Ь > 8 Pw/b > 80 кг на 1 см ширины. Мощность на 1 см
I // ширины:
\ N[b=Pw ]b'V]15 или для v = 10 20 30 м}сек
N/b = 1,33 2,66 4 л. с.1см
Фиг. 363.
при стали по стали от 10- до 5-кратной.
Фрикционные колеса весьма часто применяются в качестве
приводных колес в паровозах, грузовых и легковых авто-
мобилях между двигателем и дорогой. К в данном случае произ-
водится только весом паровоза или автомобиля (притом без пере-
дачи).
Между двумя приводными валами для повышения К может быть включена
передача или любая сила — пружины, или прочие источники энергии, причем
самые валы могут лежать неподвижно на опорах или быть подвижными один отно-
сительно другого (натяжные валы).
Оба вала лежат в неподвижных опорах. Передача непосред-
ственная или при помощи пружинящего или сильно зажатого и по-
этому пружинящего материала (как-то: резины, кожи), который
зажат между колесами (фиг. 362 и 363). Если этот материал не при-
креплен к колесу и может передвигаться по нему, то тем самым
можно получить переменное передаточное число между неподвиж-
ными осями вращения (фиг. 364). Переменная передача завода Вюль-
феля, Вюльфель-Ганновер, с бесконечным кожаным ремнем между
двумя конусными барабанами,
Фрикционная передала
513
Фиг. 365. Планетарная фрикционная передача фирмы В. Г. Гильгера и Ка,
Бонн, для передач от Г. 12 до 1:7, лучше всего 1:9 и малых крутящих моментов
N/n < 0,02 на быстроходном валу. От малого колеса а сила передается на диск h
через пос, едство трех или четырех упруго прилегающих к колесам стальных колец Ъ,
движущихся в косо продороженном кольце с, которое перестанавливается при по-
мощи нажимных колец h.
Фиг. 366. Передача системы Гаррарда, фирмы Ф. Крупп в Эссене. Автомати-
ческое натяжение посредством пружинящего внешнего кольца.
Фиг. 364.
Фиг. 365.
Свободно подвешенное и слабо затянутое кольцо d, при вращении ведущих
валов с или а, сдвигается в точке Е книзу, в то время как в то чке F оно припод-
нимается кверху. Если при нагрузке происходит проскальзывание с по отношению
к Ь, то перемещение в Е становится больше, чем в Л коль ю перемещается эксцен-
трически и вследствие этого прижимает с плотнее к Ь. Этим автоматически дости-
гается соответствие прижимающего усилия моменту вращения.
Изготавливаются для передаточных чисел: от 2 : 1 до 15:1. 2: 1 — для
N/n = 0,02—0,56; 15 :1 — для TV/л = 0,001—0,08. N[n уменьшается при возрастании
числа оборотов; коэфициент полезного действия, вследствие разгрузки подшипни-
ков — до т) = 0,98 (найден для передачи в 25 л. с. при / = 5: 1) (фиг. 367, фрикци-
онная передача Ц. Гоппе с двумя натяжными роликами).
Валы передвигаются один относительно другого. Грузы,
пружины, либо какие-нибудь другие источники накопления энергии,
например гидравлической или электромагнитной, воздействуют на
фрикционные колеса непосредственно или путем передачи.
Фрикционная клиновая передача (фиг. 368). Сравни
также: „Тормоза, клиновая передача" и фиг. 340 и т. I, стр. 418.
33 Зак. 254. — Hiitte, Справочник для инженеров, т. IL
514 т. ii. Отд. 2. Детали машин. II. Составные части машин и приборов
Окружная сила получается равной Pw == tj Q p./sin а, где т) =
= tg а/tg (а -|- р) для движения включения; во время работы т) при-
ближается к 1, так что при мало упругих материалах Pw^ Q p-/sin а;
2 а = 30°—45° в клиновых колесах по фиг. 368 и 369. Недостатком
данной передачи является лишь то обстоятельство, что чистое каче-
ние может иметь место только по кривым качения (начальным окруж-
ностям), прочие же точки скользят (потери на скольжение!), благо-
даря чему получается быстрое
изнашивание; поэтому необходима
смазка маслом и глубина желоб-
ков е делается относительно не- /
Фиг. 369. Фиг. 370.
значительной. Преимущество клиновых колес: незначительное да-
вление в опорах, общий коэфициент полезного действия (по Ernst,
Hebezeuge) = 0,88 до 0,90 при нормальных подшипниках.
Фиг. 372.
Конические фрикционные колеса (фиг. 370) имеют
то преимущество, что нормальная сила К, перпендикулярная к по-
верхности трения, = V] Q/sln а, так что сила нажатия Q может быть
относительно незначительна. Но полная реакция в подшипниках
приводов = /С, так что потери в опорах не уменьшаются. По
Эрнсту V] = 0,85 до 0,92.
Малое коническое колесо целесообразно устраивать передвиж-
ным вдоль оси приводного вала, с осевым нажатием либо при по-
мощи пружины, либо при помощи передвижной гайки (т>45°),
Фрикционные колеса для включения валов 515
так чтобы прижимающее усилие увеличивалось с возрастанием вра-
щающего момента.
Дерево (фиг. 371) редко применяется для конусных колес; большей частью —
сыромятная кожа или бумага (фиг. 372) катятся по чугуну. Дерево, кожа и бумага
закладываются в обод колеса и соответствующим образом в нем зажимаются.
Фрикционные колеса для включения валов. Возможность
изменять величину нормальной силы K = Pw/p позволяет исполь-
зовать фрикционные колеса для включения двух разделенных валов
на тех же основаниях, как фрикционные муфты, стр. 495. Для умень-
шения сильного изнашивания от продолжительного скольжения
необходимо, по возможности, понизить живую силу включаемого
элемента /nv2/2. Фиг. 373 — включение с переменой направления и
передаточного числа; фиг. 374 — включение вала с остановом при
помощи тормоза В на валу.
Фиг. 375 — фрикционные колеса с постепенным переходом от
одной величины передачи к другой и переменой направления враще-
Фиг. 374.
Фиг. 375.
ния. К торцу диска b прижат каток а, передвигаемый параллельно Ь,
благодаря чему возможно изменение передаточного числа от
-|- п . . . О ... — п. Эта передача применяется только для незна-
чительных крутящих моментов, так как чистое качение имеет место
только в одной точке, а в остальных происходят потери от сколь-
жения. Применяется в многочисленных машинах, орудиях, также
в легких автомобилях и для измерительных приборов; передвигае-
мый каток а обкладывается кожей, деревом или бумагой. Расчет по
табл. 52.
Недостатки фрикционных передач:
1. Сила нажатия Д’> Pw/p. обычно от пяти до десяти раз больше, чем
Pw, между тем как в ременной передаче это отношение приблизительно равно
трем, благодаря чему потери в опорах фрикционной передачи могут быть весьма
значительны.
2. Получить потребную силу нажатия и использовать часто затруднительно
в конструктивном отношении; только при подвижных валах выполнима удобная
конструкция и для значительных мощностей.
3. Мощность, передаваемая с вала на вал, при данной ширине колеса падает
с уменьшением (Р; поэтому мощность на 1 см ширины весьма ограничена, если
только нельзя допустить больших диаметров колес или сильного изнашивания.
Поэтому, кроме больших колес для передвижения по рельсам или дорогам в паро-
возах и автомобилях, применение фрикционной передачи ограничено малыми мощ-
ностями и передачами для перемены направления и скоростей.
516 T. II. Отд. 2. Детали машин. II. Составные пасти машин и приборов
Ь) Передача зубчатыми колесами
(Зубчатая передача качения и винтовая)
Передача зубчатыми колесами заключается в передаче по
кривой несколькими зубчатыми профилями, последовательно всту-
пающими в зацепление, и служит главным образом для принудитель-
ного преобразования движения или энергии между двумя вращаю-
щимися валами, или между валом и рейкой.
Мгновенное значение передаточного числа
I = среднее значение передаточного числа Zw= Л1//г2 = z2/z£,
где zt и z2 — числа зубьев зубчатых колес. В передачах, работающих
с зубчатыми телами вращения, Z и im постоянно совпадают,
между тем как в некруглых зубчатых колесах, эллиптических, кулач-
ковых и т. п. Z закономерно изменяется.
По взаимному расположению осей вращения различаются две основные группы:
I. Оси параллельны или пересекаются, передача происходит
при посредстве зубчаты: тел качения или зубчатых колес, цилиндрических или
конических. Зубчатые колеса образуют зубчатую передачу качения.
II. Оси скрещиваются в определенном расстоянии: криволинейная
передача производится:
1) винтовыми телами: винтовое колесо + червячное — чистая вин-
товая передача (например червячная, глобоидная);
2) зубчатыми колесами качения — винтовая передача качения.
I. Зубчатая передача
1. Определение профиля зубьев. О телах качения, кривых и
окружностях качения, точке качения, линии центров, внешнем и
внутреннем зацеплении см.: „Преобразование движения при передаче
качением" стр. 5092).
Образование сцепления между телами качения. Любой про-
филь какого-либо тела качения может быть применен в качестве
основного профиля, по которому путем катания его по исходным
поверхностям других тел качения (или путем вычерчивания ряда
последующих их относительных положений на плоскости чертежа)
получаются соответствующие профили сцепления Blt В2, . . Вп
как обертывающие формы. Если с другой стороны по
профилям В образовать любые профили Д2,..., Ап на соответству-
ющих телах качения, то все профили А подойдут ко всем про-
филям В.
Практически определение профилей производится: а) косвен-
ным путем на основании чертежа профиля, который сперва
наносится на модель (для литых колес), шаблон или и н-
струмент определенных очертаний: способ вычерчивания
(называемый также делительным способом, так как помимо вычерчи-
*) Источники: S с h i е b е 1, Zahnrader, I. Teil, 3. Aufl., Berlin 1930, Julius Springer,
где приведена дальнейшая библиография по данному вопросу.
’) Обозначения ср. также К u t z b а с h, Bezeichnungen und Vorschriften fur
die Stirnraderverzahnung, Maschinenbau, 1922, стр. 144
Образование сцепления между телами качения 517
4 з
вания профилей при нем требуется деление окружности колеса).
Этот способ не точен, благодаря искажению при вычерчивании и
перенесении чертежа. Ь) Непосредственно при помощи ин-
струмента, образованного в виде профиля зуба (инструмент по
форме боковой поверхности зуба) или в виде зубчатой рейки,
зубчатого колеса, или зубчатого винта (профильный инструмент)
строгальный резец, фреза, шлифовапьный инструмент, который
образует передачу качения или винтовую с обрабатываемым для
образования зубьев предметом: способ качения, а именно, глав-
ным образом, способ шабрения (выработки при каче-
нии и способ винтового качения1).
Вычерчивание точного профиля зуба необходимо только при
первом способе образования зубьев и при точном исследовании
свойств профиля. Рабочие инструменты для
образования поверхности качения соответ-
ственно подразделяются на реечные инстру-
менты, например зубчатый гребень (Рейнеке
и Мааг), зубчатые винты (Пфаутер), шлифо-
вальные диски (Рейнеке и Мааг) и колесные
инструменты (долбежное колесо Феллоу).
Боковые поверхности инструментов, при простей-
шем профиле поверхностей (прямая, круг, эвольвента),
могут быть точно обработаны чисто механически (меха-
ническое производство боковых поверхностей рабочих
инструментов).
В других случаях они вычерчиваются и с чертежа
переносятся на обрабатывающий инструмент или шаб-
лон, что включает неточности вычерчивания и переноса
(выполнение боковых поверхностей рабочих инструментов
по чертежу). Этот прием также обычно применяется,
когда при способе шабрения, при качении или способе
винтового качения, желательно снабдить любые тела вра-
щения заданными зубьями, пазами, зарубками, высту-
пами и т. д.
Форма зацепления. Каждый зуб ограничен линией головки и линией ножки
(окружность головки и окружность ножки), имеет две боковые поверхности—п р а-
вую боковую поверхность и левую; правую или левую сторону
определяют, смотря от оси на верхние зубья (фиг. 376 и 377)2). Во всякой пе-
редаче качением правые поверхности работают исключительно с правыми, причем
одну из них называют „ведущей11 а другую „ведомой".
Форма зацепления передачи качением определяется:
Линиями боковой поверхности, т. е. линиями пе-
ресечения боковых поверхностей зуба с теоретическими поверх-
ностями качения.
Делением, т. е. расстоянием по касательной или нормали
между правыми или левыми боковыми поверхностями. В конических
колесах деление дается также в градусах или дуговых мерах
(делительный угол).
s
Фиг. 376. 1 — окруж-
ность головок, 2 — ок-
ружность ножек, 3 —
правая боковая поверх-
ность, 4—левая боко-
вая поверхность, 5—
теоретическая поверх-
ность качения.
*) Kutzbach, Grundlagen und neuere Fortscbritte der Zahnradererzeugung,
ZdVdl, 1924, стр. 913, ders. Zahnradererzeugung, Berlin 1925, VDI-Verlag.
2) Окончательно не установлено, надо ли в конических колесах смотреть на бо-
ковые поверхности зубьев от вершины или наоборот.
518 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
Высотой зуба (глубиной впадин), т. е. радиальным расстоя-
нием окружности головки от окружности ножки (впадины), другими
словами суммой „высоты головки" k и „высоты ножки" /, которые
разделены начальной окружностью. В передаче под „полной
высотой зуба" понимают сумму высот противолежащих зубьев
(h = kA + kB), или расстояние между обеих окружностей головок
по осевой линии, так что высота зуба = полной высоте-|-„зазор
у головки".
Боковым профилем в поверхностях сечения, перпенди-
кулярных к образующим тел качения (лобовой профиль, касатель-
ный профиль), или перпендикулярных к ребрам боковой поверхности
(нормальный профиль).
Шаг (деление), начальная (делительная) о к р у ж н о с т ь,
окружность головок. Начальной (делительной) окружностью
(в общем случае делительной кривой) называется окружность качения
(траектория качения), на которую при образовании зубьев
определенное (по возможности нормированное) деление наносится
непосредственно или же переносится скатыванием с делительного
инструмента. Таким образом делительная окружность = окружности
нормального деления = „окружности качения для образования
зубьев" х), между тем как в производстве фактически окружности
качения могут быть несколько больше, например из-за раздвижения
делительных кругов.
Замкнутые делительные кривые могут иметь только такую дли-
ну U, которая при постоянном шаге t является кратным t: U = zt.
При делительной окружности поэтому её диаметр
d0 = zt^ = mz,
где z — число зубьев, t— „деление (шаг) по окруж-
ности", m = t/n— „деление по диаметру" или „мо-
дуль".
Для передач при взаимно прикасающихся делительных кругах
с диаметрами rf01 и d^ расстояние между осями
«о = ^oi/2±rfoa/2 = т • («i±22)/2 = mz^l±Z)/2.
При взаимно раздвинутых делительных кругах (см. ниже) рас-
стояние осей av>a0.
Чтобы иметь значения диаметров делительных кругов и рас-
стояний между осями у цилиндрических колес с прямыми зубьями
в целых числах, обычно выбирают для значения модуля т целое
число. Нормированное значение т, определенное по ОСТ 1597,
см. табл. 53. При пользовании профильными инструментами надо
устранять какие-либо другие значения модулей („дикие"). После
выбора нормированных модулей т значения d и а0 не являются
более произвольными, так как 2а^т = zt it z2 должно быть целым
числом.
*) Исключение могут представлять только делительные окружности, получаемые
в зубчатых колесах, изготовляемых на долбежных станках.
Нормы модулей. Плоское зацепление
519
Таблица 53. Нормированные значения модулей
т в мм (ОСТ 1597)
10
11
12
0,3
3
(3,25)
30
1. Данный ряд модулей
распространяется на все виды
зубчатых колес: цилиндриче-
ские, конические, червячные и
косозубчатые (для последних
берется нормальный шаг).
33
1,25
3,5
1,5
1,75
2,25
2,5
(2,75)
13
14
15
16
18
20
22
24
26
28
36
0,4
0,5
0,6
0,7
0,8
(3,75)
4
(4,25)
4,5
5
5,5
6
6,5
7
8
9
39
42
45
50
2. Модулей, поставленных
в скобки, по возможности не
применять.
3. В случаях, когда не-
обходимо применять модули,
превышающие 50 мм, следует
брать числа кратные пяти.
4. Для конических зубча-
тых колес модуль определяется
по большему диаметру.
Высота голов-
ки^ также выбирается
в зависимости от т, так
обычный внешний диаметр
что k=ym.
колеса или диаметр" окружности головок dk = т • (z ±2).
Обычно
так
что
1
2
Пример. Для зубчатых колес с 20 и 80 зубьями выбран т = 8 мм; в таком
случае d01 = = 8*20 = 160 мм; = mz2= 8«80 =640 мм, следовательно,
а0 = 80 + 320 = 400 мм, dki = 8-22 = 176 мм,
dfg9 = 8 «82 = 656 мм.
Фиг. 377.
Плоское зацепление
и исходный профиль.
Зацепления зубчатых ко-
лес любой кривизны Ап
и Вп могут быть сведены
и отнесены к „плоско-
му" их зацеплению
и Вт (фиг. 377), т. е.
к сцеплению плоской зуб-
чатой рейки, а у кони-
ческих колес зубчатого диска (плоского конуса), которые могли бил
быть получены при том же инструменте качения, том же процессе
качения и той же точке качения. Плоские зацепления и
колеса Ап и сцепленного с ним колеса Вп должны взаимно подхо-
520 т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
Фиг. 378.
дить друг к другу, как фор-
ма и отливка (если не счи-
тать зазоров у головки и
боковых поверхностей).
Если подходят
плоские зацепления,
то подходят и самые
колеса. Линии боко-
вых поверхностей в
большинстве колес качения
идут в плоском зацеплении
по направлению образую-
щих прямых: колеса
с прямыми зубьями
и остаются прямыми при
любом искривлении цилин-
дрических и конических ко-
лес (фиг. 378, а и А при-
чем линии левых поверх-
ностей отличаются пункти-
ром от линий правых по-
верхностей).
Из соображений работы
колес и их изготовления
иногда образовывают линии
^боковых поверхностей и на-
клонно к образующим тел
качения, а именно в виде
прямых, круговых дуг, спи-
ралей или соединенных пря-
мых, или прямых, смещен-
ных одна относительно дру-
гой. В таком случае (фиг.
378, с, h, и /) надо отличать
торцевое деление (шаг
по касательной) перпен-
дикулярно к образующей,
от нормального деле-
ния tn по нормалям к ли-
нии боковых поверхностей
и от меридианного
деления te в направле-
нии образующих. Фиг. 378
изображает плоские заце-
пления: b — для ступенчатых
зубьев, с — для косых или
винтовых, d — для елчатых или гребенчатых, е — для зубьев по
дуге круга, g —по касательной, h — по архимедовой спирали
Боковые профили. Игра зубьев
521
(te = const), Z — для спиральных зубьев по эвольвенте (tn = const),
k — для зубьев по дуге круга, где дуга круга заменяет эвольвенту,
которую трудно воспроизвести. В плоском коническом зацеплении
деления обозначаются или в градусах (Z°) или в отношении к опре-
деленному радиусу, например р = 1 т, а в случаях, изображенных
под буквами g, i и k, деление выражается в его отношении к ра-
диусу р основного круга.
Во всех случаях косых зубьев дается угол между линиями бо-
ковой поверхности и образующей тела качения или в виде угла
наклона 0 или в виде угла подъема у, причем <£ 0 -|- Т = 90°
(фиг. 378, с).
Боковые профили плоского зацепления являются
исходными профилями данного зацепления, причем в случае
надобности, например в колесах с косыми зубьями, отличают каса-
тельный и нормальный и с-
ходный профили.
Исходные профиля и Вт
какого-либо колеса, сопряженного
с ним (фиг. 377 и 379) или, сокра-
щенно, .профиль" и „сопряженный
профиль" образуют совместно „про-
фильное изображение" за-
цепления.
Условия тождественности
инструментов для изготовле-
ния колес и возможно'ст и взаи-
мозаменяемости колес. При сим-
метрии в общей части (рабочем профиле)
профильного изображения Аш и Вт отно-
сительно осевсй линии профилей ММ (фиг. 379) как профиль, так и „сопряженный
профиль" или колесо и сопряженное с ним колесо при изготовлении колес по
способу качения возможно выполнить одними и теми же инструментами левых и
правых поверхностей. Если, кроме того, нормальное деление tn вдоль всего ребра
поверхности одинаково, что имеет место только в цилиндрических колесах
с прямыми и косыми зубьями (фиг. 378,а до d) и в конических колесах со
спиральными зубьями по эвольвенте (фиг. 378,»), то инструмент для правой и левой
поверхности может быть соединен в один общий профильный инстру-
мент для всех колес с одинаковым делением. Но в этом случае и толщина
зуба по осевой линии профилей =s^j, так что и впадина колеса Ат ста-
новится равной впадине Lp колеса В qq.
Если нужно, чтобы любые цилиндрические колеса с одинаковым делением
подходили друг к другу, что требуется длч набора сменных колес, например
для сменных колес приводов и для целей массового производства, то необходимо со-
блюдение следующих условийдля сменных зацеплений или для
зацеплении наборных колес:
1) угол наклона р — 0: зубчатые колеса с прямыми зубьями (фиг. 378,а);
2) одинаковый профильный инструмент, стало быть, Ьд =Lg (фиг. 379);
3) симметричные впадины, т. е. правый профиль и левый профиль симметричны
(фиг. 377, но не 379);
4) осевая линия профилей ММ должна проходить через точку качения С,
т. е. Л1С=0, „нулевые колеса" (фиг. 384, стр. 526).
Игра зубьев, а) Игра у головок. Для возможности
перестановки сработавшихся зубьев предусматривается радиальная
522 Т. П. Отд. 2. Детали машин. II. Составные части машин и приборов
игра в головке Sk = 0,1 до 0,3 т (фиг. 386, стр. 528). В резуль-
тате этой игры, которая предохраняет закругление впадины от
срабатывания, высота ножки нормального зуба больше высоты го-
ловки. Чем меньше неточность зубьев и их изнашивание, тем
меньше можно выбрать Sk.
Ь) И г р а в ребре. (Игра при вступлении в зацепление.)
Для облегчения вступления ребер зубьев в зацепление при часто неустранимой
неточности при установке, формовке и разметке и при изменении формы зацепления
часто ребро головки (как на фиг. 379) или головки и ножки закругляется в пре-
делах неустранимой неточности, благодаря чему возникает игра в ребре, доходящая
наиболее до круга качения.
с) Игра в боковых поверхностях. По существу нежелательная
касательная игра в боковых поверхностях Sf при неизменном расстоянии между
осями более или менее необходима, в зависимости от неточностей при изго-
товлении, при сборке и при нагреве во время работы, причем на линии ММ
толщина зуба определяется = 0,5 (t — Sf), а ширина впадины = 0,5 (t + 5 f).
Для необработанных, но хорошо отлитых колес Sf£21/20, для хорошо обработанных
SfZlfl43; даже для точно пришлифованных или приработавшихся колес при наруж-
ной передаче необходимо иметь в виду нагрев, так как игра при нагреве умень-
шается; наоборот, во внутренней передаче она должна быть устроена совер-
шенно без опасения защемления.
d) Зазор по образующей профиля зубьев. В тех случаях,
когда при работе передачи или при сборке (колеса с большей нагрузкой в дефор-
мирующихся коробках) неизбежны деформации, боковые поверхности зубьев за-
ставляют прирабатываться в возможных положениях (с отклонением от нормального),
придавая им преднамеренные неправильности, так чтобы образующие линии боко-
вых поверхностей зубьев работали только по середине.
Законы зацепления. Точкой соприкасания (фиг. 380)
может быть только та точка поверхности Е, для которой нормаль
к поверхности проходит через точку качения С. В пространстве, все
возможные точки соприкосновения любого косого сцепления обра-
зуют линию соприкасания, нормали которой проходят
через ось качения.
Линия зацепления (в пространстве поверхность зацепле-
ния) (5 есть геометрическое место всех возможных точек со-
прикасания боковых поверхностей при неподвижных траектории
качения и линии центров. Для правой и левой боковых поверх-
ностей имеются отдельные линии зацепления, но они проходят
между одинаковыми точками Eq' и Eq" линии центров ОХО2 и, кроме
того, они постоянно проходят через точку качения С, если только
боковая поверхность пересекает траекторию качения (начальную
кривую) J).
Угол зацепления а это угол между нормалью ЕС в точке
касания и касательной в точке С (на чертеже не изображенной).
Линии, соединяющие точку С с отдельными точками линии за-
цепления, образуют одну из сторон углов зацепления. Большие углы
зацепления (например а >20°) создают неблагоприятные давления
на ось.
х) На фиг. 380 указаны только левые боковые поверхности и соответствующая
левая линия зацепления (£„ для которой правая линия зацепления (£s при симме-
тричном профиле является зеркальным изображением.
Законы зацепления
523
Отличают „рабочую линию зацепления" (5, = E^q от ограничи-
вающей линии зацепления @3, которая соответствует только ребрам
головок зубьев. Линии зацепления колеса и образующего колесо
инструмента качения совершенно совпадают, между тем как линии
зацепления для совместно работающих колес совпадают только
в рабочей части из-за игры головки и ребра.
Построение линии зацепления. На кривой качения откладывают на рав-
ных расстояниях точки деления alf ~ '------ --------------
моментам времени) и
(которые одновременно соответствуют
аа.. .ап
ь
Фиг. 38).
Играв
головне
Игра
6 головке
моментам времени) и проводят
в этих точках нормали к боко-
вым профилям Ахах до Апап. Нор-
маль Ахах вращается около центра
О, и при посредстве пере-
носится в положение, при котором
точка деления ох совпадет с С и
точка Д] с Ех. Таким же образом
производится перенесение и про-
чих нормалей Аааа.. .А10а10. Точки
Ех."Еп образуют одновременно
и точки линии зацепления Qq
и соответствуют определенным
аг...ап моментам времени. Ребру
головки Ах профиля соответствует
окружность линии зацепления
£^"=630 центром в Ор
Построение по данному
профилю соответствующего ему
профиля при помощи линии
зацепления (по Рело). Строют
сперва линию зацепления соответ- •
ствующего плоского профиля .<
(фиг. 380), переносят соответству-
ющие точки деления с начальной
кривой 9ti на начальную кривую
91а, отметив их bx...bn и при
посредстве Д ЕХСО^ вращают отно-
сительно Оа нормаль СЕХ в обрат-
ном направлении до совпадения
сточками ЬХВХ. Полученные таким
образом последовательно точки 1
Вй...Вп представляют одновре-
менно как точки соответству-
ющего профиля, так и соответ-
ствующие моменты времени и да-
дут возможность определить скольжение одного профиля относительно другого.
Указанными точками определится и часть профиля, соответствующая „рабочей
линии зацепления” Ребрам головки Ах и соответственно Вп профиля соответ-
ствуют ограничивающие линии зацепления @3 и и части профиля ВХВО и AnAOt
которые имеют значение при образовании профиля и при определении изнаши-
вания профиля.
Потребная игра головки достигается тем, что круги головок при конструи-
ровании и изготовлении инструмента делаются больше на величину игры головки,
чем надо по чертежу зубьев.
Длина дуги зацепления е есть та величина кривой
качения, по которой передвигаются катящиеся основные кривые,
пока профили зубьев сцепляются от начала до конца зацепления. Эту
длину можно отсчитывать по действительной кривой качения, а еще
лучше в соответствующем построении исходного профиля (фиг. 385у
524 т« ОтД* 2. Детали машин. II. Составные части машин и приборов
te есть расстояние между точками касания двух рабочих профи-
лей зубьев по линии зацепления.
Продолжительность зацепления пары совместно работающих
зубьев определяется величиной ер = e/ts и может служить мерой
возможного распределения окружного усилия между несколькими
зубьями при начале и конце зацепления, когда скольжение
или момент изгиба наиболее велики. Так как увеличение продол-
жительности зацепления влечет за собой разгрузку и большую
сохранность профиля, то при колесах с прямыми зубьями стре-
мятся довести ее по крайней мере до а еще лучше до
>1,5 до 2.
При точном шаге в момент начала и конца зацепления нагрузка на длине
(е—1) te распределяется на боковые поверхности двух зубьев (при е > 2 даже на
длине (е—2)«Ze — на боковые поверхности трех зубьев).
Возможно большее значение е имеет место при наружном и плоском зацепле-
нии и вследствие кривизны круга головок уменьшается с уменьшением произведе-
ния но для данного значения zxz2 приблизительно постоянно. Поэтому
при данном наименьшем числе зубьев zv значение е является наименьшим при
Zi=za; наоборот, если дано z} + z2 в виде суммы числа зубьев или заданным рас-
стоянием между осями и величиной шага, то наибольшее значение е получается
при zt = z2. С другой стороны, значение е совершенно не зависитот
величины шага.
Разделением обода зубчатого колеса на два или три .обода,
равномерно смещенные один относительно другого — ступенчатые
колеса или колеса со сдвоенными зубьями (фиг. 378, Ь\ — или при-
менением косых или изогнутых боковых поверхностей (фиг. 378,с,
d, е, g, Л, Z, k) начало и конец зацепления в различных профилях
передвигаются на величину „сдвига" зубьев s, и таким образом
напряжение зубьев равномернее распределяется как по месту, так
и по времени; в результате получаются более спокойный ход и более
благоприятные условия напряжения зубьев, почему в данном слу-
чае применимы профили и сер<;1. Продолжительность
зацепления по линии боковой поверхности es = s/t8.
Циклоидальное зацепление. Если часть рабочей или огра-
ничивающей линии зацепления представляет собой дугу
круга с центром на линии центров OLO2, то соответствующие части
профиля являются циклоидальными кривыми (Хютте, т. I, стр. 148),
а именно: эпициклоидами или гипоциклоидами, если дуги круга про-
ходят через точку качения С; удлиненными (или укороченными) эпи-
или гипоциклоидами, если они не проходят через С. На фиг. 380 огра-
ничивающие линии зацепления (£3 и ($4. Работающие профили по
циклоиде применяются в циклоидальных зацеплениях:
а) Двустороннее циклоидальное зацепление. На
фиг. 381 изображено соответствующее плоское зацепление с кри-
вой качения D^qq. Заштрихованные части „кругов качения"
с радиусами р2 и р2 описывают при качении от точки С по обе
стороны SRqq циклоиды, образующие исходные профили; их линия
Циклоидальное зацепление
525
зацепления есть зеркальное изображение кругов качения. Угол
зацепления а меняется и имеет в точке касания значение а = О,
а в начале и конце линии зацепления свое максимальное значение
«max* Круги качения SR2 колес, работающих в плоском зацеплении,
могут иметь при данном р2 любой радиус от rmin = р2 до г = оо.
Для набора колес с наименьшим радиусом делительного
круга = rmin целесообразно иметь рх = р2 = 0,5 rmin (Виллис, 1838);
наоборот, для отдельных парных колес наилучшее зацепление
при р1да0,4г1, р2 да 0,4 л2. При р1 = 0,5г1 и р2 = 0,5 г2, применяемых
постоянно в зубчатых колесах часовых механизмов из-за
простоты изготовления, профили но-
жек совпадают с радиальными
прямыми.
При сменных колесах можно задаться вели-
чинами max а, т и у = (обычно у = 1), тог-
да р — sin2 max а. Если в качестве предель-
ного числа зубьев Zg задаются числом зубьев,
при котором р=0,5 г (по Виллису, 1838), то при
применении зуборезных инструментов в виде
2 У
зубчатой рейки zg= max * , т. е. предель-
ное число зубьев такое же, как и при эволь-
вентном зацеплении (см. ниже), при котором
тал а и у берутся такой же величины. Если
делать е>0,5 г или niax а больше, чем при
эвольвентном зацеплении, то двустороннее ци-
клоидальное зацепление допускает чрезвычайно
малые числа зубцов (г, = 4 до 10), например для
передач в точной механике, для подъемных механизмов или коловратных насосов,
но за счет продолжительности зацепления и длительности службы.
Это зацепление в силу своей двоякой кривизны затрудняет
точное изготовление инструментов и колес по способу обкатыва-
ния, так что оно для механической обработки колес в данное время
употребляется только в особых случаях.
Ь) Одностороннее циклоидальное зацепление.
Зубья находятся по одну сторону кривой качения приблизительно
с Pi = 0,4 Недостаток: незначительная продолжительность заце-
пления и несимметричность профилей, поэтому зацепление пригодно
только для парных колес, а не для набора; с другой стороны, это
зацепление допускает точное изготовление и в последнее время
принято для ступенчатых колес и колес с косыми зубьями из-за
хорошего прилегания зубьев и незначительного изнаши-
вания *).
с) Колеса с цилиндрическими зубьями с равноудален-
ным точечным зацеплением (цевочное зацепление). Если
при одностороннем циклоидальном зацеплении принять pj = rlt то
’) ZdVdl, 1924, стр, 788. Hiillverzahnung von Vickers,
526 Т. П. Отд. 2. Детали машин. II. Составные части машин и приборов
профиль зуба колеса А сливается в одну точку С (фиг. 382), а про-
филь колеса В образуется по линии CD (рабочая линия зацепле-
ния (& = CG). Точка С может бчть преобразована в палец или
(5^ = CG). Точка С может бчть преобразована в палец или
цилиндрический каток, причем вместо
профиля CD получается
равноудаленный про-
филь EF.
Так как равноотстоящая
(EF) возможна лишь, пока ра-
диус кривизны циклоиды боль-
ше радиуса цевки, то для про-
должительности зацепления
ер, из модульной линии заце-
пления (которая может быть
принята в качестве заменяю-
щей действительной линии за-
цепления) выпадает участок
внутри контура цевки, очисан-
вокруг С. Цевки в зацеплении с удлиненными эпициклоидами
Фиг. 382.
Фиг. 383.
(зубчатые колеса
колес или при применении цилиндрических
ного ж __________________ _ .. х J ___
с торцевыми певками) или с укороченными эпициклоидами (колеса Гриссона) не
получили до сих пор практического значения. Передачи с внутренним зацеплением
с колесами с цевочными зубьями и передаточным числом, близким к 1, приме-
няются в планетарных передачах SSW О*
Недостаток всех цевочных колес. Точное разделение, изготовление труднее,
а изнашивание больше (кроме случая цилиндрических катков), чем в случае колес
с зубьями. Поэтому, в общем эти зацепления применяются для тихоходных
- - - - - катков, свободно сидящих на цапфах.
Преимущество:
существенно более
удобное изготовление
колеса 2 по способу
качения, когда катки
заменяются вращаю-
щимся инструментом.
Поэтому цевочные ко-
леса целесообразны
для всех спе-
циальных зуб-
чатых колес с
периодически
меняющимся пе-
редаточным чи-
слом.
Пример. Переда-
ча с временными ос-
тановами ведомого ва-
ла * 2). При zx :z.t =1:4
.Мальтийский
кр е с т“ (фиг. 383).
Недостаток всех
циклоидальных заце-
плений: работающие
круги качения должны
быть точно равны кругам качения при изготовлении, иначе в передаче возни-
кают перйодические неточности в работе каждого зуба. Поэтому для точной
работы недопустимо удаление осей друг от друга. '
х) Altmann, Maschinenbau,1929, стр. 721.
2) А 11, Malteserkreuzgetriebe, Werksi.-T., 1916, стр. 229. — В о с k, ZdVdl, 1929,
стр. 397.—А 11, Maschinenbau, 1929, стр. 716 и 1930, стр. 202.—Н о ес к ей, Sternradge-
triebe, ZdVdl, 1930, стр. 265.—G г о dz i n s к i, Vergleich von Schaligetrieben in „Ma-
schinengetriebe“, VDI-Verlag, 1931.
Эвольвентное зацепление
52?
Эвольвентное зацепление. Если рабочие части линии заце-
пления и @2 (фиг. 384 и 385) представляют собой прямые, про-
ходящие через точку качения С, то при круговой траектории каче-
ния и соответствующие профили зубьев образуются по раз-
верткам круга (I том), основные круги которых и @2 (с центрами
в Ох и О2) соприкасаются с линиями зацепления в G/, G/', G2'
и G2, Угол зацепления а остается постоянным для всех точек
линии зацепления. Для плоского зацепления и Bqq (фиг. 384
и 385) все эвольвентные профили преобразуются в прямые, пер-
пендикулярные к линии зацепления и образующие с линией цен-
тров OiO2 углы ocj и а2, равные углам зацепления. Угол (ai + a2)
называется углом про-
филя.
Для вычерчивания про-
филя зубьев целесообразно,
согласно фиг. 384, вычертить
для каждого колеса исходный
профиль сопряженного с ним
колеса, точки пересечения ис-
ходных профилей с линиями
зацепления являются в то же
время точками касания эволь-
вент. Gi и G3 являются цент-
рами кругов кривизны эволь-
вент в этих точках пересече-
ния, поэтому эвольвенты могут
проходить только вне основных
кругов и ®а. Части про-
филя внутри основных кругов,
подобно тому как и В(ВХ на
фиг. 380, образуются исходя из
линий зацепления и рабочего
инструмента, в виде удлинен-
ных эвольвент или удлиненных
Фиг. 385.
эпициклоид в зависимости от
того, представляют ли собой @а
и прямые или дуги окружностей. В большинстве случаев для выполнения
зацепления достаточно вычертить один исходный профиль или задаться величи-
нами a, h и т. Если же имеется в виду изготовление нормированного эвольвент-
ного зацепления (см. ниже), то достаточно указать только величину т.
См. также DIN 869, указания по заказам цилиндрических зубчатых колес
(лист 1) и конических зубчатых колес (лист 2).
Благодаря простому исходному профилю, при эвольвент-
ном зацеплении возможны простейшие рабочие инструменты
для их изготовления. Изменение расстояния между осями работаю-
щих колес (без периодически повторяющихся неточностей в работе
передачи) возможно исключительно при этом зацеплении, и поэтому
почти исключительно одно только эвольвентное зацепление прини-
мается в основу инструментов для изготовления зубчатых зацепле-
ний. При этом суммарная высока зацепления в изображении про-
филя доходит до обеих линий головок (h на фиг. 385) или из-за
игры в ребрах (закругления головок) делается короче (he на фиг. 379).
Нормирование эвольвентного плоского зацепле-
ния заключается в установлении равной ширины впадин sA =sB по
528 I1- Отд* 2- Детали машин, it. Составные части машин и приборов
модульной линии профиля ММ, углов зацепления ах = а2 и общей
высоты зубьев h = 2ут.
В настоящее время в Германии применяется а = 15°, а в Англии
и Америке а = 14,5° (Виллис, 1838) и у = 1, так что h = 2 т. В Гер-
мании с 1927 г. нормировано а = 20°, h = 2m. sA=sB=~nt
кроме того, зазор у головки Sk = 0,1 до 0,3/и; закругление в зазоре
у головки начинается там, где оканчивается сопряженный профиль
(фиг. 386).
Наибольшая величина продолжительности зацепления для плоского эвольвент*
ного зацепления.
_ е _ • 2h_______4у
шахе — sin 2а ~~ п sin 2а’
1 и а= 10°
max е = 3,72
Угол"-** Фотшязубй
между боковими по DIN867
поверхностями 2ос
Фиг. 383.
2,55 1,98 1,66 1,47
При числе зубьев меньшем 50 и / = 1:1, см.
величины е на фиг. 3°1, кривые at- и даэ.
Недостаток эвольвентного зацепле-
ния: при малом числе зубьев требуются осо-
бые меры (сдвиг профиля, отступающие от
нормальных угол зацепления или высота
зубьев, косое зацепление).
Выполнение эвольвентного за-
цепления для малого числа зубьев.
1. Н у л е в ы е к о ле с а (не кор-
ригированные колеса) такие колеса,
у которых профильная линия ММ
(фиг. 385 и 386) касается делительной
окружности в точке качения С или
совпадает с 7?со (фиг. 384). В этих колесах при высоте головки k =ут
диаметр окружности выступов da = т (z 4- 2_у).
У нулевых цилиндрических зубчатых колес с прямобочными
зубьями подрезание боковой поверхности зуба 1) зуборезным инстру-
ментом, работающим при изготовлении по методу обкатывания
(зубчатой рейкой, червячной фрезой) начинается при предель-
ном числе зубьев
zg = 2 /sin2 а,
или при зацеплении, соответствующем нормам, при
_____________Zg.= 2/sin2a.
9 Рабочие линии зацепления инструмента должны иметь такое направление,
чтобы непрерывно удаляться от центра колеса О. Если они в некоторых частях
проходят концентрически, то в этом месте профиль имеет соответствующее ребро;
если они имеют точки перегиба, то профиль приобретает заточку, которой соответ-
ствует ослабляющее зуб подрезание рабочего профиля и укорочение зацепления.
Так как точка касания основного круга О, (фиг. 384 и 387) была бы точкой пере-
гиба линии зацепления, то при продолжении последней она не должна лежать
внутри фактического зацепления, а должна находиться только у его границы:
отсюда — „предельные колеса".
йулевыё колеса. Колёса Фау
529
• Применимое на практике предельное число зубьев zg
составляет около б/б zg. При меньшем числе зубьев подрезание ока-
жется наносящим вред и, следовательно, недопустимо (см. фиг. 391),
Фиг. 387. Фиг. 388.
но оно однако может быть ослаблено посредством смещения про-
филя г) или других мер.
При а= 10°
^=67
Zg’— 55
15°
30
25
Таким образом нулевые коле-
са при нормированном зацеплении
должны иметь по меньшей мере 14
зубьев.
2. Колеса Фау (колеса
с „исправленным профилем",
„коррегированные колеса")
представляют собой такие ко-
леса, у которых модульная
окружность или соответствую-
щий инструмент при их изгото-
влении смещены относительно
точки качения С на величину
20°
17
14
25°
11
9
30’
8
7
ztx/w в направлении наружу Фиг. 389.
(Крколесо) или внутрь (И—-КО-
лесо) (фиг. 385, 387 и 389). Вследствие такого сдвига профиля ко-
9 Подробности этого см. DIN 870: расчет смещения профиля при эвольвент-
ном зацеплении.
530 Т. 11. Отд 2. Детали машин. II. Составные части машин и приборе д
леса с малым числом зубьев z могут быть сделаны свободными
от подрезания, если величина смещения профиля принимается
* = “ z^izg~
Но так как незначительное подрезание не наносит ущерба продол-
жительности зацепления, то практический коэфициент смещения
профиля
X = (Zg' - Z)lZg
или при а = 20° = (14 — z)/17
и при а = 15° х15 = (25 — z)/30.
Кроме подрезания, на работу зубьев влияет их заострение, ко-
торое при смещении профиля начинается раньше, чем без него.
Число зубьев по окружности выступов составляет z* = 7 при а =
= 20° и соответственно 8 при а = 15°.
У_-колеса (с отрицательным смещением профиля) *) применяются с целью
получения наилучшей продолжительности зацепления в тех передачах, где меньшее
колесо должно быть колесом У_|_, в то время как большее может быть нулевым
колесом (см. ниже Фау*нулевые передачи и Фау-передачи).
Отрицательное (допустимое) смещение профиля получается из
тех же уравнений, как и положительное. При смещении профиля
одновременно изменяется и толщина зубьев по делительной окруж-
ности (при а = 15° или а = 20° изменение происходит приближенно
в отношении 1: лг/3 и соответственно х/2), так что ножки зубьев
оказываются у -колес толще, а у V_-колес тоньше, чему ну-
левых колес (фиг. 387, где при а = 15° колесо Л12 является
-колесом, а сопряженное колесо В50 У_ -колесом). Диаметр окруж-
ности выступов будет:
dkv = m(z + 2y±<2,x).
Для нормального зубчатого зацепления с у = 1
= т (z -|- 2) и dk^= m(z 2 zt 2х).
Пример: г =* 20, /п = 4 мм; как велико х и dk при а = 15° и 20°?
а= 15л: (25— 20)/30 = !/б, так что dk = 4(20 + 2 + 0,33) = 89,33 мм.
« = 20°: колесо должно быть выполнено в виде нулевого Ld/c0= 4(20 -f- 2) = 88 мм\.
В случае выполнения колеса в виде У_-колеса допустимое смещение про-
филя было бы х = (14 — 20)/17=—в/17, поэтому = (20 + 2 — 12/„) = 85,2 мм.
3. Нулевые передачи являются передачами, в которых
исходные профили совпадают, а делительные окружности касаются;
в этих передачах расстояние осей
»o = («i + z2) т/2.
*) Введены в употребление AEG, ZdVdl, 1899, стр. 1417, и Фёльмером,
Betrieb, 1919, стр. 107 и 265.
Фау-передачй
531
Различают: а) чистые нулевые передачи, в которых
оба колеса могут быть нулевыми колесами, причем М = С (фиг. 384);
их следует, — поскольку они принимаются в соображение исключи-
тельно как сменные колеса, — применять по возможности всюду,
когда принимается а = 20° и z;>14; b) ф а у - н у л е в ы е пере-
дачи, когда меньшее колесо должно быть колесом с z<^zgf.
Касание делительных окружностей в точке С достигается тем, что
большему колесу придают как V_ -колесу одинаковое по величине
отрицательное смещение профиля, так что x1-J-x2 = 0 (фиг. 387).
Фау-нулевые передачи применяются: а) в пере-
дачах с внешним зацеплением, когда -ф- z2 >• 2 zgi т. е. когда
при а = 20° (и соответственно 15°) 28 (и соответственно
—50), причем большое колесо выполняют в виде V_ -колеса при
одинаковом с меньшим колесом, но противоположным смещением
профиля. На фиг. 388 изображена эта часть фау-нулевой пере-
дачи — вправо от линии BD.
Пример. zx = 15, г2 = 45, т — 10 мм при а = 20°. В этом случае возможна
чистая нулевая передача, так как > zg, в то время как при а =15° возможна
фау-нулевая передача, ибо z1 + 2’2=60n, таким образом, zL-±- z2 > 2 zg' I
= (25 —15): 30 = 0,33. Диаметр окружности выступов (головок) d^ = 10(15 + 2 +
+ 2 • 0,33) = 176,67 мм (вместо 170 при нулевом колесе), d^2 = 10 (45 + 2 —2*0,33) =
= 463,33 мм (вместо 470 при нулевом колесе).
Ь)В передачах с внутренним зацеплением,
причем колесу с внутренними зубьями придают одинаковое по вели-
чине положительное смещение профиля, как и меньшему колесу.
Пример: 2i = 15, г2 = 45, т = 10 мм, а = 15°. В этом случае d^ =176,67 мм
(какие передаче с внешним зацеплением), д?^ = 10(45 — 2 + 2*0,33) = 437,67 мм
(вместо 430 мм при нулевом колесе).
4. Фау-передачи пригодны для применения в тех случаях,
когда окружности качения (делительные окружности), служившие
основой выполнения передачи, имеют расхождение на величину
СгС2 одна от другой, так что фактическое расстояние осей
av = ао Н" ^1^2 > ао-
Такой случай может иметь место: а) когда оба колеса являются
колесами (на фиг. 388 им соответствует часть диаграммы внутри
квадрата АСВС'); Ь) когда только одно колесо другое же нуле-
вое колесо (z2> zg') (на фиг. 388 их данным соответствует часть
диаграммы внутри прямоугольника BCEF)\ при этом большая про-
должительность зацепления получается, если колесо z2 выполнено
не как нулевое колесо, а как колесо V__; в случаях, которым соот-
ветствует на диаграмме треугольник BCD, должны применяться
V_ -колеса с расчетным отрицательным смещением профиля
х = (z ' — z)lzg (метод Фёльмера), тогда как для случаев, которым
соответствуют данные с внешней стороны линии BD возможны
532 Т. И- Отд. 2. Детали машин. II. Составные части машин и приборов
фау-нулевые передачи; с) в тех случаях, когда заданное расстояние
осей неосуществимо с модулем зацепления т по соответствующим
нормам, и с нулевыми колесами—без зазора (так как
должно было бы быть целым числом), так что потребовалось бы
раздвижение или сближение точек качения Q и Са.
Зазор в головке и боковой поверхности зубьев в ф а у-
передачах. Если зацепления обоих колес приведены к совпадению с их исход-
ным профилем (фиг. 389), то зазор в головке 3% является нормальным, но зазор
у боковой поверхности зубьев велик и во многих случаях недопустим; если же
оба колеса сдвинуты до касания с устранением зазора у боковой поверхности,
то зазор в головке будет соответственно меньше.
Для сближения имеем равенство (фиг. 389 и 390—левая часть):
СГС2 = (-4 ± х2) т — Вао> гДе В — „фактор сдвига осей“. После
сдвигания (фиг. 390 — правая часть) С^'С^ = Bv а , причем
av = aQ-l
Х1 + Х2
B/Bv
т.
Отношение B/Bv получается из следующих приближенных урав-
нений.
а = 20° 15°
£-4 а
B/BVK 1 +13 В j/ 14- 26 в
ФИ1 C--L г. 390. B/Bv VWB,
Зазор в головке при сближении осей будет меньше на вели-
чину (В — Bv) aQ, так что при а = 15° и z1-|-2:2<26 (при а = 20°
достаточно Sk = 0,2 т) необходимый зазор получается путем допол-
нительной обточки головок зубьев 1).
Примеры: 1. г, = 9, г2 — 12, т = 10 мм, а = 20°.
В этом случае а0 = 105 мм, хг = (14 — 9) /17 = 5/17, *,= 2/17, поэтому Ва0 =
4 /
= 7/17.т = 4,12жз<НВ = Ь|;-^= ]/ 1 + 13 = 1,11 или =3,73
и av = 105 4- 3,73 = 108,73 мм. Зазор в головке уменьшается с 0,2 т или 2 мм до
(4,12—3,73) = 0,39 мм и является еше достаточно великим.
2. 21 = 8, z2 = 16, /и=10 мм, а = 20°. Колесо гх должно быть выполнено в виде
колеса с х = 6/17; колесо г2 может быть выполнено в виде нулевого колеса,
но лучше, если оно будет колесом К_, причем х — —2/17 = — 0,118, так что BaQ =
= 4/17 «т = 2,35 мм. Дальнейшее вычисление, как в примере!.
Преимущества смещения профиля. Лучшая форма зубьев и большая про-
должительность зацепления при малых числах зубьев осуществимы при выполнении
помощью нормальных режущих инструментов (метод обкатывания). На фиг. 391
*) Более точный расчет см. DIN 870, „Расчет смещения профиля при эволь-
рентном зацеплении".
Нулевые колеса
533
даны величины продолжительности зацепления • для < = 1:1 в зависимости от
числа зубьев. (Значения в для равных произведений га приблизительно равны).
Кривые, обозначенные д15 и ааэ, представляют собою кривые величин а для у = 1
и а = 15° (и соответственно 20°) в чисто нулевых передачах. Они достигают при
г — оо (зубчатая рейка) максимальных значений • = 2,55 и соответственно 1,98
(стр. 528). Кривые д15и b2Q дают результаты подрезания при нулевых колесах. Кривая
с показывает пределы возможных вообще величин е, которые приблизительно до-
стигаются путем применения смещения профиля х).
5. Нулевые колеса для малого числа зубьев с уг-
ловым смещением нормального профиля. Так как
всякий сдвиг профиля делает невозможным изготовление сменных
более целесообразным угловое смещение нормального профиля
(а = 20° соответственно 15°, h = 2 т).
Применяются следующие меры х):
а) Увеличение угла зацепления, в соответствующем случае,
с одновременным уменьшением общей суммарной высоты зубьев h = 2 ут („тупые
зубья*). Если при расчете предельным числом зубьев принимается Zg — 14 или 12
(на практике оно может быть превышено на 2 зуба), то надлежащая величина у
получается из табл. 54. Тупые зубья с а = 20° и у = 0,8 или Л = 1,6 т (фиг. 393)
применяются в передачах у авто-
мобилей, подъемных механизмов
и в наборах фасонных фрез.
Преимущества: мень-
шая обработка, ббльшая прочность
зубьев.
Недостатки: менее бла-
гоприятное зацепление, поэтому
больший износ и шум при работе.
На фиг. 392 d^ — кривая е для
а = 20° и у = 0,8 при i = 1 : 1.
b) Закругление голо-
вок и ножек с одновре-
менным зазорому боко-
вой поверхности зубьев,
Таблица 54. Значение коэфициентов для
тупых зубьев
а = 20’ 22° 24°
Z0= 17 14 12
J'u = 0,82 1,0 —
Ун = 0,7 0,84 1,0
*) К у т ц б а х, Существующие взгляды цо поводу нормирования сменных колес
Maschinenbau, 1922/23, стр. 626.
534 т. п. Отд. 2. Детали машин. П. Составные части машин и приборов
так что общая высота зацепления he < h (фиг. 379). При этом оба профиля должны
быть закруглены в пределах зазора таким образом, чтобы линии зацепления были
прямыми только в пределах общей высоты зацепления he 2 ^т. Затем целесо-
образно величины fp при а = 15° довести до 0,5, при 20° — до 0,7.
На фиг. 392 е15 является кри-
вой величин е при а = 15° и
9 = 0,6 с зазором у боковой по-
верхности, eai при а = 20° и ф =
= 0,72.
с) Закругление головок и но-
жек без зазора у боковой поверх-
ности зубьев, приближенно по
дугам круга, у окончаний общей
линии зацепления (фиг. 394) 1).
Это означает переход к циклои-
дальному зацеплению по другую
сторону точек перегиба Gr и д2
меньшего колеса. Если, например,
взять дуги окружностей закругле-
ния равными дугам основного круга
колеса с 15 зубьями, то для слу-
чаев большего числа зубьев исклю-
чается возможность подрезания.
Для фасонных фрез с успехом
применяется такое закругление
(норм не имеется, однако во мно-
гих случаях применяется закруг-
ление, начиная от с = 0,5, фиг. 394).
Сюда относится также „Озоидальное зацепление" Фридриха Штольценберга, Берлин —
Рейникендорф.
Недостатки: для выполнения требуются более сложные инструменты,
кроме того, зацепление при смещении центров становится неточно, вследствие ци-
клических кривых профилей.
Фиг. 395.
Фиг. 394.
Преимущества: благоприятная продолжительность зацепления. На
фиг. 392 /15—кривая е для а=15° и 9=0,6 без зазора у боковых поверхностей зубьев,
/2о= для а=20° и 9=0,72.
Колеса с внутренними зубьями и передачи с внутренним
зацеплением. У колес с внутренним зацеплением (фиг. 395) центры
*) Эти дуги окружностей могут быть дугами основных кругов, как на фиг. 394,
или дугами окружностей качения, как показано на фиг. 381 (американские предло-
жения по нормированию фасонных фрез за 1925 г.).
Колеса с внутренним зацеплением. Колеса с косыми зубьями 535
кривизны обоих зубчатых профилей находятся на одной стороне, благо-
даря чему достигается лучшее прилегание обоих профилей друг к дру-
гу, чем при внешнем зацеплении. Если при эвольвентном зацеплении
число зубьев малого колеса zr<Zzgt то здесь должен быть применен
сдвиг профиля; это здесь тем бо^тее уместно, что при передачах
с внутренним зацеплением всегда приходится иметь дело с парными
колесами, а не с набором колес.
Почти всегда возможно осуществление фау-нулевой передачи,
у которой 4-X]. = + х2, так как сдвиг обоих профилей может быть
произведен по направлению наружу. Но для уменьшения zg может
быть также применено увеличение угла зацепления, укорочение
головки или закругление головки и ножки.
Изготовлять колеса с внутренними зубьями наиболее целесообразно при помощи
долбежных резцов (резцов Феллоу), имеющих вид колес с прямыми или косыми
зубьями. Так как при изготовлении колес резцами Феллоу автоматически получается
ср < у (ср. стр. 533 п. 5Ь), то целесообразно все передачи с внутренним зацеплением
выполнять с закруглением головок и ножек с vm <iym, вследствие чего число
зубьев внутреннего колеса соответственно уменьшается.
Парное зацепление Вильямса1). Для определенной пары колес
с внутренним зацеплением для наружного колеса выбирается профиль с прямыми
боковыми поверхностями, допускающий точное и дешевое выполнение и соответ-
ственно ему изготовляют профиль сопряженного колеса по методу обкатывания.
Колеса внутреннего зацепления с незначительно меньшим внутренним колесом
могут изготовляться, благодаря легко осуществимой удовлетворительной продолжи-
тельности зацепления, с а > 20°, а также и с циклоидальным или цевочным зацепле-
нием (см. выше).
Преимущества колес с внутренним зацеплением: благоприятные
условия прилегания профилей (также и при эвольвентном зацеплении), меньший
износ, экономия места, бесшумный ход. Но внутреннее колесо (за исключением
планетарных передач) должно находиться только на конце вала, чем сильно ограни-
чивается область применения.
Зубчатое зацепление с косыми зубьями. При косых зубьях
с очертаниями боковых поверхностей по фиг. 378, с, целесообразно
исходить из нормального шага tn и соответствующего „нормального
исходного профиля*, чтобы выполнение зубьев по методу обкатыва-
ния было возможно при помощи употребительных инструментов,
в то время как окружный шаг t* является величиной, определяющей
продолжительность зацепления. В таком случае имеем (фиг. 396—399)
t It = tn /tn =y /у = ejle' = cos 9 = sin y,
W 8 П З Sin r l>
где e'— проекция линии зацепления в плоском зацеплении, ₽ —
угол наклона и т— угол подъема.
При вычерчивании нормального профиля с модулем зацепления mn = (dQ cos Р)/гг
установление предельного числа зубьев и, в случае надобности, сдвига профиля
является определяющим кривизну зуба в нормальном сечении, перпендикулярно
к линии его боковой поверхности, в котором радиус кривизны rn = r0/cosa а соот-
ветствующее расчетное число зубьев zn=z/cos9 (3. В таком случае наименьшее число
зубьев, возможное без подрезания, min 2~zg cos2 р а).
*) Amer. Machinist, 1919, стр. 255.
а) Более точно min z = zg cos3 0ф, где ф =»= cos2 а 4- sin2 а/cos2 р.
Величиной ф можнЪ до р=3(Г пренебречь. Для а = 20° при р = 45°, ф = 1,12.
536 т- п- ОтД- Детали машин. II. Составные части машин и приборов
Для а = 20° и h = 2 т практические значения min z' следующие:
min г' = 14 13 12 И 10 9 8 7 6 5
рЛ 0 13 19 23 28 32 35 39 43 47°
Смещение профиля хтп, в случае надобности в нем, получает для а = 20° значение
х = (14 — z/cos3P)/17.
Наименьшее допускаемое при этом число зубьев г*, ограниченное выполняе-
мой формой зубьев, получается при а = 20°
2* = 7 6 5 4 3 2
18 27 35 42 50°
Однако путем применения косых зубьев может быть осуществлено любое
предельное число зубьев без сдвига профиля. Для изготовления зацепления с пятью
Фиг. 396—399.
зубьями без подрезания нормальным инструментом следует при а = 15® принять
Р = 50 до 60°, а для а = 2(У\ 0 = 45 до бО’ (фиг. 410, стр. 550).
На фиг. 396 для а = 20° показаны наименьшие допустимые
числа зубьев 14,10 иЗдляр = 0°, 30 и 60°. Колеса изображены с их
касательными профилями и с движением образующих (ребер боко-
вых поверхностей) по телу качения. Все они имеют одинаковое
плоское зацепление, между тем как угол зацепления а в касательном
исходном профиле увеличивается одновременно с £
tg“„/tga,= cos ₽.
Наибольшая возможная продолжительность зацепления тангенциаль-
ного исходного профиля шах = 4 cos р/л sin 2 а*, соответственно
этому также и фактическая продолжительность зацепления с увели.’
чением наклона зубьев уменьшается (см. табл. 55).
Эллиптические колеса
537
Таблица 55. Величины as и шах при нормальном зацеплении с косыми
зубьями
₽ = о° 30" 45е 6Э° 75°
«.= 1 15’ * | (20’) Округ. 17° ( . 23") •Округ. 21° ( - 27°) Округ. 28° ( „ 36°) 46° (54,5°)
maxep= ((i;®) 1,94 (1,54) 1,27 (1,1) 0,77 (0,67) 0,33 при а=15° (0,35 , а=20°)
Колеса с косыми зубьями при эвольвентном зацеплении соприкасаются по пря-
мым линиям соприкосновения, осевая проекция которых является линией заце-
пления.
Линия соприкосновения ECDH (фиг. 400) является одновременно касательной
к основному цилиндру радиуса г0, которая развертывается с основного цилиндра
из точки HQ под углом наклона р0, причем
r0/r = tg po/tg р = cosa5. Осевое сечение
GFMK, проведенное через зацепление, дает
кривую, которая тем больше приближается
к прямой, чем далее она удалена от основ-
ного цилиндра.
При дробном значении модуля ms в
колесах с косыми зубьями расстояние центров
легко может быть также дробным числом,
однако при надлежащем выборе отношения
z : cos р можно получить и целые значения
диаметра делительной окружности, так как
гтп
d = z т с = --5 . Далее, колеса с левым на-
5 cos р
клоном должны всегда работать с колесами
правого наклона при одинаковых углах р,
а колеса с угловыми зубьями, обращенными
вправо (фиг. 378, d) с колесами, ’угловые
зубья которых обращены влево, и т. д.
Некруглые колеса. Имеющие
любую кривизну пары поверхностей
качения могут быть сделаны с зуб-
чатым зацеплением для передачи пе-
Разрвзпоми
Фиг. 400.
риодического движения, а именно в виде цевочного зацепления
или гребенчатого зацепления. Механическое зацепление получается
при соединении поверхностей качения из дуг круга, которые по
отдельности снабжаются зубьями, выполняемыми методом обкатыва-
ния, или посредством фасонных фрез, которые пригоняются к данной
кривизне (деление производится по окружности качения). Подобие
колес может иметь место только при эллиптических колесах с нечет-
ным числом зубьев.
Эллиптические колеса. Эллиптические колеса (как при-
мер некруглых колес) служат для передачи с периодически меняю-
щейся угловой скоростью при i = 1. Как и в эллиптическом
перекатывающемся рычаге (стр. 510), зацепление осуществляется
при посредстве двух равных эллипсов с зубьями, к ящихся один по
538 Т. II- Отд- 2- Детали машин. II. Составные части машин и приборов
другому и вращающихся вокруг своих фокусов, которые отстоят на
расстоянии, равном большей оси 2 а. Деление наносится по окруж-
ности эллипса, но все зубья каждого квадранта различны из-за пере-
менной кривизны кривой качения. Эта передача редко применяется
из-за неточного и дорогого способа изготовления (по способу вычер-
чивания).
Передача- Если на фиг. 401 обозначает постоянную угловую скорость
оси Д, maxu^ и min wj—соответствующие предельные значения угловой скорости для
оси Дъ то при соприкосновении в точке D передача iL= = to/max и, при
соприкосновении в точке С, z2 = rjrL = w/min откуда xmax = max tojmin <о1 = г2/г12.
Фиг. 402.
Фиг. 401.
Конические колеса. Передача: I = =пх/п2 = ^2/^i = r2/ri =
== sin 62/sin oj согласно обозначениям по фиг. 402.
Если оси конических колес пересекаются в точке 2И, то их конуса
качения соприкасаются по МС, ребра боковых поверхно-
стей зубьев лежат в конусах качения, а касательные боковые
профили—в перпендикулярных к ним дополнительных
конусах, вершины которых лежат на осях конусов качения.
Для исследования или точного определения зацепления в боль-
шинстве случаев достаточно иметь заданными:
1. Углы конусов 6t и В2, откуда угол между осями
конусов 6 = 4- &2 и число зубьез z,
2. Плоское зацепление с расстоянием его вер-
шин R. и Ra (фиг. 378, f до k), форму ребер (образующих)
боковых поверхностей зубьев, шаг или угол шага и
величину сужения высоты зубьев при наличии такового. Отно-
шение ср = (Ra — R^Ra = b/Ra определяет степень полноты
конического зацепления.
Конические колеса
539
Шаг при определенном расстоянии вершин MC=R, например
R = 1 т (фиг. 402), или при ребрах боковых поверхностей по фиг. 378
g, i и k, при определенном радиусе основного круга р, выражается
в мм или в виде угла шага tP. Величины т, tP или а* не норми-
рованы по DIN, по ОСТ нормированы т, однако в виду наличия
в производстве определенных инструментов, употребительны а = 15
и 20° и h = 2 т. Всякий шаг определяется „числом зубьев соответ-
ствующего плоского зацепления" z^ причем z? = ^/sin = z2/sinВ2
не должно быть обязательно целым числом. Тогда в плоском заце-
плении tR = mRTz = 2TzRlzp или /° = 360°/^р.
Более точное исследование и изображение профилей требует сверх того раз-
вертки дополнительных конусов в любой точке С на их общую касательную пло-
скость, перпендикулярную в С к МС. Развернутые (в плоскость чертежа
повернутые) дополнительные конуса с кривыми качения 3t16 и на фиг. 402 и
числом зубьев zr = 16, za = 24 имеют радиусы р = r/cos 6 и „полное число
зубьев дополнительных конусов" Zx = zj/cos и Z., — z2/cos 82. Для формы и
пределов эвольвентного зацепления и для продолжительности зацепления имеет
значение только это полное число зубьев ZY и Z2, например на фиг. 402 Z± — 17,1
и Za = 28,4 вместо 16 и 24. („Дополнительными конусами" для плоского конического
колеса служат цилиндры с 8 = 90° и полным числом 3y6beBtZ = оо).
При прямых зубьях и зубьях по архимедовой спирали (фиг. 378,/
и h) высота зубьев в большинстве случаев (но не всегда) равномер-
но суживается к вершине конуса. Углы наружных конусов необрабо-
танного колеса определяются для нормально суживающихся прямых
зубьев (Zt^>25 при а = 15°, Zj^l4 при а = 20°) из профильного
изображения или кругов головок (фиг. 402), поскольку шаг уже
установлен. Можно выполнить колеса и без сужения, особенно
колеса с эвольвентными спиральными зубьями и
зубьями по дуге круга (фиг. 378, i и k и фиг. 4031), а также
и колеса с прямыми зубьями при небольшой степени полноты 2).
Для малых чисел зубьев z^ меньшего колеса могут быть легко
осуществлены указания на стр. 531 и 533, фау-нулевые передачи,
укорочение головок и увеличение угла между боковыми поверх-
ностями. Фиг. 404 дает (по DIN 870) для случая пересечения осей
конусов под прямым углом область A'B'C'D' фау-нулевых передач
при о = 15° и ABCD при а = 20° и h = 2 т в зависимости от оР
При этом сдвиг профиля х = (14 — z/cos 8)/17 для а = 20° и х =
= (25 — z/cos о)/30 для а = 10°. Фау-передач следует избегать, так
как они вызывают усложнение в расчете.
Пример. Передача 8 = 90°, i = 1 : 5 = tg 6lt 6i = ll°20', 62 = 90° — 8t = 79',40f.
Для Zi = 10, Zz — 50 получается Zr = 10/cos 8!=10,2, Z, =251, откуда Zi+Z2 = 264,2,
так что фау-нулевая передача возможна (при а = 15°) с хг = (25 — 10,2): 30 » 0,5,
х2 = — 0,5; Zp = Zi/sin 6Х = 51, так что mR = 2 RfZp можно определить из указанных
величин. При сужении зубьев можно исходить из R = 1 м, так что на этом рас-
стоянии сдвиг профиля около вершины М, xmR = 0,5 • 2000/51 = 19,65 мм. При
*) Конические колеса фирмы Ббтхер и Геснер, Алыона-Баренфельд.
2) Ср. также Kutzbach, Grundlagen und Fortschritte der Zahnraderzeugung,
ZdVdl, 1924, стр. 913 и след, и Zahnraderzeugung, Berlin 1925, VDI-Verlag, где
приведена дальнейшая литература по этому вопросу.
540 Т. П. Отд. 2. Детали машин. II. Составные части машин и приборов
сдвиге профиля параллельно к МС без сужения зубьев надо исходить из среднего
расстояния вершин прямых зубьев или радиуса основного круга р эвольвентных
спиральных зубьев (или зубьев по дуге круга, фиг. 403).
2. Расчет и изготовление зубчатых колес
Размеры зубчатых колес зависят от величины окружного усилия Р, от напря-
жения на изгиб, от изнашивания, потерь на трение, от плавности хода и производ-
ственных расходов на изготовление зацепления и самого колеса.
Величина окружного усилия. Среднее значение окружной
силы Р в кг определяется крутящим моментом Md = Р*г в кгсм.
Если даны мощность и число оборотов или окружная скорость, то
Р определяется из уравнений Р„т = 71 620• N/n или N = P^v/lb.
При пульсирующем или меняющем направление приводе, имею-
щем место в рабочих и подъемных машинах, помимо среднего зна-
Фиг. 403.
чения полезного усилия Р , надо иметь в виду и действие сил
инерции. т
В быстро вращающихся колесах к полезной нагрузке прибавляются
еще: сила инерции, возникающая вследствие неточности очертания
зубьев и растущая пропорционально V2, и сила удара, появляющаяся
из неточности шага зацепления и увеличивающаяся с V, так что полное
окружное усилие = полезной нагрузке-)- сила инерции -|- сила удара
шах Р = СР , где С>1.
и т
Но передаточное число i — Wi/uj2 длительно меняется в течение одного оборота
и при неточном укреплении в опорах или на валу (например при эксцентричном
закреплении или закреплении небольших колес на шпонке), неправильном делении,
изменении формы во время работы, а главным образом, при неправильной форме
зубьев; таким образом получаются принудительные колебательные движения обеих
окружностей колес в виде относительного движения по отношению
к равномерному ходу. В результате возникают силы ускорения или замедления
в виде сил инерции ±Р^, возрастающие с квадратом окружной скорости и зна-
Расчет зубчатых колёс
541
чительно повышающие давление на зубья или же, наоборот, уменьшающие его или
меняющие его направление. При соответственно значительных силах замедления
наступает перемена давления и щелканье зубьев в их боковых поверхностях —
главная причина шума при работе зубчатых колес. В сильно нагруженных быстро-
ходных колесах трудно избежать определенного шума в результате трения зубьев.
Если уклонения при работе зубчатой передачи носят периодический характер
(изменяясь по синусоиде) с амплитудой колебаний (наибольшие ошибки — укло-
нения) аг в мм и длиной периода колебания (шаг ошибки) — по окружности ко-
леса tft то сила инерции
Рь = ± 80 »v*/2,
где тГ1 обозначает массу, отнесенную к радиусу колеса и связанную с ним
неподвижно, mri *v~l2 = ф^/2 — ее живую силу. [Суммарная ошибка, уклонение
между обоими колесами, а = ах + которая может быть определена контрольным
прибором для проверки зубчатых колес *) распределяется на оба радиуса Rr и
в обратном отношении к вращающимся массам тГ1 и тг^ так что ajaa = mrJmr^
Периодическая ошибка в форме зубьев в большинстве случаев имеет шаг ошибки
fy, равный половине или всему шагу зубьев t.
Пример. В судовой зубчатой передаче aL = 0,01 mm, tj = t = 7 к мм,
mr = ЗОО/g- (кг сек*}м) и v = 20 м!сек.
В таком случае
Рь = ± 80 (10/72 я’).3 O/g-2O’/2 = ± 10 000 'кг
(при соответствующей периодической мощности в ± 2700 л. с.).
Принимая во внимание неустранимую ошибку зубьев и возни-
кающий при перемене давления (если Pu = Р — Ръ отрицательно)
шум в передаче, величина v ограничена, а именно при нормальном
хорошем выполнении для:
необработанного стального литья v не свыше.............2 м\сек^
и чугуна v не свыше .... .....................3 мсек,
для чугуна с нормальной обработкой v не свыше.........6 м\сек.
При более высоких значениях окружной скорости (встречаются
скорости свыше 50 м/сек) необходимы специальные меры для устра-
нения шума путем уменьшения zt Р для заглушения шума масля-
ными подушками и применением незвучащих материалов, для изо-
ляции звука в воздухе и телах (см. ниже .Быстроходные зубчатые
колеса*, стр. 551).
Фактическое наибольшее значение Р или СР можно только
wmax т
примерно оценить. Так как при одинаковых ошибках в обработке
зубьев С должно возрастать одновременно с V2, ас другой стороны,
с увеличением я, ошибки уже во избежание шума должны быть
меньше, то для нормальных „рабочих колес" (v = 1 до 10 м/сек)
принимают 1 +г//10. Чем спокойнее ход колес, тем ниже можно
принять С.
Напряжение на изгиб. В цилиндрических колесах
с прямыми зубьями в ведущем колесе зацепление пе-
реходит постепенно от ножки к головке, а в ведомом колесе, наоборот,
*) ZdVdl, 1920, стр. 382 и 447. — Maschbau 1931, стр. 174.
542 т. п. Отд. 2. Детали машин. II. Составные части машин и приборов
от головки к ножке, так что максимальная нагрузка зуба, которую
для надежности надо положить в основание расчета, имеет место
тогда, когда вся сила вследствие неправильной продолжительности
зацепления или неточного деления колеса приложена к ребру го-
ловки (фиг. 405).
Обозначив через b длину зуба, h — его высоту,’ — его толщину
у основания, получаем для расчета прямого зуба на изгиб уравне-
ние Р- h= Wb•Ry где Wb = fo^/6, a P соответствует наибольшему
значению Pwmax = Значение берется из чертежа; оно растет
с увеличением угла боковой поверхности а и с числом зубьев. Для h
целесообразно принимать „полную высоту зуба" h = c2ym или при
нормированных зубьях Л = 2/и, так как закругление у этих зубьев
начинается у ножки их.
Для расчета с обычно достаточным приближением можно при-
нять ^^0,8h и тогда „среднее давление на зуб" ръ,
распределенное на всю поверхность зуба:
Рг = P/bh /?5/ю, или fs = bh = ю р/рь,
I % или же принимают h = 0,64 t и 0,521
----и тогда получается часто применяемое выра-
1 жение для коэфициента с*
Фиг. 405.
с = Plbt^RbIW).
При расчете предполагается, что закругление у ножки доста-
точно велико, чтобы повышение напряжения от изгиба вследствие
срабатывания во впадине не достигало больших значений.
Для значения Rb при медленном движении („с иловые ко-
леса") пригоден случай нагрузки II (см. выше, стр. 236), но, при-
нимая во внимание соприкасание в хорошо обработанных колесах
и особо хороший их материал, можно остановиться и на высших
значениях (см. табл. 56).
Считаясь с износом зубьев или с переменой давления в изно-
шенных и неточных зубьях, можно Rb брать соответственно ниже;
с другой стороны, для стальных колес, только временами работаю-
щих с наибольшей нагрузкой (например для обратного хода в авто-
мобильных приводах) можно допустить и высшую нагрузку.
Если мощность N и соответствующая окружная скорость на
начальной окружности известны, то общая площадь зуба получается
из уравнения:
fe = b^h = 750^NlvRb,
1) По распространенному в Америке более точному расчету по формуле с =
s= P[bt = Rbly получается (по подсчету (Lewi s’a):
у = 14 13 12 И 10 9 8
для а = 15° при 2=14 16 18 21 30 50 оо
п а = 20° „ £= — 12 13 15 19 26 42
Расчет зубчатых колес
543
Таблица 56. Допускаемые напряжения на изгиб зубьев
Чугун (высшего качества) *) . . . 350 ДО 450 чему соответствует С =s 25 до 32
Стальное литье 500 960 „ С = 35 „ 65
Сталь • . 800 - 1400 . „ . С = 55 . 100
Никелевая и инструм. сталь 2)
без закалки 1000 я 1400 „ С = 70 я 100
закаленная и шлифованная . . 1400 2800 „ я с юо „ 230
более высокие значения—особенно для цементированной хромоникелевой стали
Литье из красной бронзы 500 п 600 чему соответствует с — 35 „ 43
Фосфористая бронза 7С0 я 800 „ с = 50 „ 55
Дельта-металл 1000 с = 70
„ „ прокованный .... 1100 „ с = 80
Дерево 80 230 „ с = 5,5 w 16
высшее значение для сухого белого бука
Сыромятная кожа 200 я 300 „ с = 14 « 21
Давление в ребрах головки и толщина зуба.
Напряжение изгиба значительно повышается при неравномерном
распределении нагрузки на ребро головки зуба, которое возникает
по следующим причинам:
а) Непараллельное положение колес или изменение во
время работы формы вала, подшипников или рамы;
в конических колесах: несовпадение вершин конусов с точкой
пересечения осей валов. Последствия: односторонний износ зубьев,
напряжение в углах и ребрах. Чем больше отношение b/t или Ь/т,
тем неблагоприятнее послеАствие неточной установки и тем важнее
тщательная и надежная установка колес. С другой стороны, боль-
шая величина Ь/т влияет благоприятно на бесшумность хода.
В обычных тихоходных механизмах, особенно в подъемных,
транспортных, в станках и т. п., общепринято:
b 2 t 3 h 6 m.
Для быстроходных колес ф = blm=^ 10 до 15, при хорошей уста-
новке в конусах ф = до 25—30.
*) По Б аху для чугуна (см. выше, стр. 236) = 1,7
8) Сплавы стали применяются для колес с очень высокими нагрузками, напри-
мер для зубчатых колес в автомобилях в трех различных видах:
а) сталь масляной закалки (хромовая сталь) с 1700 до 2030 кг/глс* 8 или
с— 120 до 140, например для приводов распределительных валов автомобильных
двигателей;
Ь) сталь воздушной закалки (хромоникелевая сталь) с 20С0 до 2450 или
с= 140 до 175, например для больших колес приводов на задние колеса и пере-
дач 3-й и 4-й скорости;
с) цементированная сталь (хромоникелевая сталь) с 7?^=2450 до 2800 или
с = 175 до 230, например для передач 1-й и 2-й скоростей и для меньшего кониче-
ского колеса.
По Геренсу (ZdVdl, 1927, стр. 63) применение стали масляной и воз-
душной закалки получает большее распространение, так как цементирование
сложнее и дороже. Во многих случаях для малых колес применяется в качестве
замены цементации — нитрация (см. ниже, стр. 1038, ZdVdl, 1926, стр. 612), которая
вызывает лишь незначительное коробление.
544 A* il* Отд. 2. Детали машин. II. Составные части машин и приборов
Для чугунного колеса с напряжением зубьев = 350 кг/см2
получаются при b = 3h указанные на фиг. 406 размеры зубьез, при-
чем для вала принимается /?s = /?6/3 и (7?s = 7?b).
В колесах малых диаметров и соответственно при высоких значениях Р/r2 при
этом получается слишком малое число зубьев, почему значение Ь/Д надо увеличить.
В данном случае из-за повышенной опасности односторонней нагрузки и износа
требуется особо тщательная сборка колес, скашивание зубьев и сточка боковых
поверхностей зубьев у ребер. Фиг. 406 пригодна при любом масштабе и дает воз-
можность судить о соотношении важнейших размеров, поскольку известно значе-
ние Р/г2 для определенного или вообще значение 100Э Р/г2/^, где г обозна-
чает радиус делительного круга в см.
Ь) Изменение формы
лесах с особо большим Р/r2, в
Фиг. 406.
колеса вследствие нагрузки. В не-
которых, следовательно, диаметр
вала и обода колеса близки по
размерам, например в шестернях
судовых приводов и в прокатных
приводах, легко наступает изме-
нение формы в опорах вала, и
особенно самого зубчатого ко-
леса, как от изгиба оси вала, так
и, особенно, от неодинакового
скручивания последнего, так как
угол закручивания вследствие
отдачи силы постепенно падает
до нуля.
Мерами против этого служат
жесткие опоры, елчатые зубчатые
колеса и устранение слишком
больших значений Р/r3 и соответ-
ственно больших длин.
Пример расчета на изгиб: 1. Колесо подъемного механизма:
V очень мало, так что £ « 1, d = 800 мм. Вращающий момент от груза Л4^ =
• 20 000
= 20 000 кгсм. Как велики т, b и г? Р — —= 500 кг. Поверхность зуба
10*500
/ = b*h = -——. Для стального литья при R^ = 500 кг/см2, fz = 10 см2. Беря
ф = bjm = 6, так что 12 т2 = 10, т = 0,9 см, или 9 мм-, г = 800/9 й 89.
2. Приводное колесо. 7V = 10 л. с., п — 1000 об/мин. d 100 мм, пред-
полагая v=0,1* 1000/19 = 5,26 м[сек, имеем С 1,5. При b/m = 10 и R^ =800 кг!см2
получается 20 /и2 = 759*1,5*10/5,26*800 или т = 4,5 мм и z = 22.
Прочность на сжатие при качении. Напряжение на выпуклых
боковых поверхностях зубьев зависит от их средней кривизны
1/р = 1/рх zt 1/р2, причем-в данном случае применяется тот же эмпи-
рический коэфициент Л = Р/#2р, как и при определении давления
в катках (ср. подшипники с трением качения, стр. 444 и след.). Р есть
наибольшее давление на боковых поверхностях зуба (см. выше
стр. 540 и след.).
Скорость скольжения и износ 545
При эвольвентных зубьях в точке качения
Р Z1 Р 1 "
2 b sin а у/*! г2) 2 b sin а г/
или
Plbrr = k • 2 sin а,
где 1/гг есть „средняя кривизна" передачи (фиг. 407). Если
принять для нормального зацепления P/bh = 7?Ь/Ю, h = 2 т, а = 20°
и 2rr = mzri где 1/гг = 1/^ zt 1/г2, то должно быть Ръ < % kzri где
k — опытный коэфициент, который получается сравнением раз-
личных передач и для зубчатых колес еще окончательно не устано-
влен. Для роликовых подшипников с медленным движением допус-
кается k = 2и0 кг/см* при роликах из закаленной хромоникелевой
стали в таких же кольцах и всего лишь k = 20 до 30 в незакален-
ных стальных кольцах. С прочностью роликов, во избежание поверх-
ностного разрушения, приходится считаться только при незначи-
тельных величинах^1).
До установления более точной величины k для зубчатых ко-
лес, целесообразно определить значение Pibrr для быстроходных
зубчатых колес в качестве величины для сравнения, так как при
а = 20° Р1Ьгг<21ъ k. Рассматривать напряжение качения как при-
чину нарушения целости поверхности при твердом материале прихо-
дится главным образом при малых значениях zr.
С увеличением угла профиля а при внутреннем и циклоидальном
зацеплениях кривизна боковых поверхностей, а с нею и напряжение
получают более благоприятные значения. Для зубчатых колес из
особо хорошего материала наибольшее значение имеет прочность
при качении, которая может оказаться недостаточной, особенно
вследствие значительных сил инерции; при этом, несмотря на наилуч-
шую смазку, может произойти разрушение поверхности зуба, которое
начинается с образования небольших впадин по кругу качения, где
отсутствует скольжение и опасность разрушения наибольшая, так
как здесь не имеет места одновременная работа нескольких зубьев
и действие смазки наихудшее.
Скорость скольжения и износ. Постепенный износ зубьев
происходит вследствие трения насухо или смешанного трения зубьев.
Так как относительная угловая скорость вращения относительно
точки качения С (фиг. 357) ш12 = zt ш2, то относительная скорость
скольжения в какой-либо точке £ линии зацепления vg = ±f
zt ш2) и Vgjv = zt flr^ где f—длина нормали EC от каждой точки
*) Для закаленных зубчатых колес трамвая, Ф. Круян, Клейн дает (VDI, 1928,
стр. 21) & = о5 во время хода и А = 112 кг[см- при трогании с ме:та, для быстро
вращающихся турбинных приводов из незакаленной легированной стали Brown
и Boveri принимают k = 10 до 25 кг1см*, причем меньшие величины соответствуют
ббльшим колесам.
35 Зак. 254. — Hutte, Справочник для иыяссноров, т. II.
Фиг. 407.
546 *Г- И- ^ТД 2- Детали мйшип. И. Составные части машин и приборов
зацепления Е до точки качения С, v — окружная скорость в С, а 1/гг =
z= \[t\±\lr2—средняя кривизна профилей передачи.
Если провести на фиг. 407 параболу через центры колес и
О2 с вершиной в точке М на расстоянии О1О2/4 от О^О2, то рас-
стояние CG = гг (для внутреннего зацепления C'G' = г/). Если Е
или Е' есть какая-либо из точек линии зацепления, то vg/v =
= rt fjrr — CEjCG-, vg уменьшается от начала зацепления, где f имеет
наибольшее значение, до значения нуль в точке качения, в которой
f меняет знак, а затем снова возрастает до наибольшего значения
в точке выхода из зацепления. Во внутреннем зацеплении vg: v зна-
чительно меньше, чем во внешнем зацепле-
нии.
Назовем боковые поверхности зуба внутри дели-
тельного круга боками ножки, а вне делительного кру-
га — боками головки; в таком случае всегда бок головки
является более быстро движущейся частью зацепления.
До точки качения бок головки ведомого колеса „подпи-
рает" бок ножки ведущего колеса, а за точкой каче-
ния бок головки ведущего колеса „гладит" бок ножки
ведомого колеса.
Скорости и v2 боков зубьев в точке
зацепления Е и относительная скорость сколь-
жения vg = v1 — v2 определяются по отмет-
кам времени, введенным Лаше х), см. фиг.
380. Графическое изображение дает также
фиг. 407. Здесь CD || О2Е и DFJ_CE.
Таким образом v1: v2: vg = FE: FC: CE.
Износ боковых поверхностей возра-
стает при трении насухо и непостоянной
смазке одновременно с „удельным скольжением" vg-V\ или vg: v2
в отдельных точках боковых поверхностей зубьев.
Устраняя сцепление по основной окружности или приближая профиль к циклои-
дальному, можно уменьшить „удельное скольжение- или исправить „характеристику
износа"* 2 *). Так как при наличии одновременного зацепления не кольких зубьев, осо-
бенно в колесах с косыми зубьями, всякий износ влечет за собой разгрузку и, кроме
того, с увеличением относительной скорости возрастает влияние смазки на величину
трения8), то характеристика износа имеет значение только для колес с прямыми
зубьями при незначительной продолжительности зацепления, малой окружной ско-
рости и незначительной смазке.
Опыт в отношении быстро вращающихся и хорошо смазанных зубчатых колес
указывает на сильнейший износ вблизи поверхности качения, где вследствие недо-
статочной продолжительности зацепления Р имеет наибольшую величину. 4 *)
Потери в зубчатой передаче и коэфициент полезного дей-
ствия. Если является полной величиной усилия, проходящего
*) Lasch е, ZdVdl, 1899, стр. 1417 и след.
2) Buchner, Abnuizungs- und Reibungsverhaltnlsse fur Stirnzahnrader, ZdVdl.
1902, стр. 156 и 278.
8) G fl m b e 1, Ober geschmicrle Arbeitsrader, Z. f. Turbinenw., 1916.
4) Vgl. Werkst-T 1927, s. 237. Bcricht fiber ^mtricanische Versuche von Ham und
Huckert.
Потери в зубчатой передаче
547
через точку качения зуба (полное усилие + сила инерции + тол-
кающие усилия), vgni (<*>! zt (о2) — средней скоростью скольжения
и vn — скоростью по нормали в точке качения, то средняя величина
работы трения зуба будет Nr = l^^Pnvgmt а средняя полезная ра-
бота N == Pnvn (кгм!сек). Теоретические потери в зубчатой пере-
даче от трения зубьев ^д получаются из отношения средней
работы трения Nr = t>ZPnvgm [где vgm = есть средняя
скорость скольжения зубьев] к полезной работе N = Рп» vn.
= Nr/N = vgmJvn = fmlrr 7^ рД «е/2 Zr, где 1/гг = 1/^ ± l/z3.
Наиболее благоприятно на уменьшение потерь влияет улучше-
ние коэфициента смазкой зубьев для уменьшения влияния трения
насухо по сравнению с трением смазанных тел, достигаемого созда-
нием достаточно устойчивых слоев масла, затем выбор большого
числа зубьев и применение внутреннего зацепления. При соответ-
ствующей смазке (например касторовым маслом в соединении
с хлопьевидным графитом, несколько хуже — минеральными маслами),
правильной форме зубьев и нагрузке, без труда возможно довести
<$д до значений меньших 1%.
Потеря в зубчатой передаче от трения в опорах равна:
да _ г (faPl^l + Р-2р2м2)
' vn
или при эвольвентном зацеплении
^^p.C(Pi/rffi + p2/rSa),
где р1 и р2 обозначают радиусы цапф, а гд — радиус основной
окружности.
И в этом случае наибольшее влияние на величину потерь имеет
значение коэфициента |л, а затем уже отношение диаметра цапф
к диаметру колеса.
При больших значениях р/r потери от трения в цапфах по
большей части выше, чем потери от трения в зубьях.
Пример. Для р. = 0,05, = p2/r2 = 0,8, значение Qfy = 8°/0; для р. = 0,01,
уже равна 1,6%. При = р2/га = и Рч = И-а =0,05, — 1”/0.
В быстроходных и неточных колесах возникают и
другие потери трения, например от влияния масс, являющихся
главной причиной шума при работе колес, от сотрясений и коле-
баний, которые без соответствующей полезной работы вызывают
трение на задней стороне зубьев; затем имеют место потери от
работы стирания кромок головок при сильном износе, потери при
толчках и потери от затухания колебанийх).
’) Rikli, Ober Messung von Zahnradverlusien, ZdVdl, 1911, стр. 1435 и
Kutzbach, Reibung und Abnutzuug von Zahnradcrn, ZdVdl, 1926, стр. 999
548 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
В сильно изношенных зубчатых передачах коэфициент полезного
действия значительно хуже (на 5 —15%)х), чем в точных передачах,
в которых можно достичь т] = 98 — 99% при наилучшем вы-
полнении и обильной смазке.
Нагревание и изнашивание. Возникающее тепло, как и изна-
шивание, определяется величиной pPvgm, причем vgm зависит от
длины линии зацепления = е t cos а, а также от е, т и а, от zt а>2
или /liZtHo. Количество отводимого тепла зависит от наружной
поверхности малого колеса. Отсюда при прочих равных условиях
(а, е и |а) сравнительными величинами для нагревания и изнаши-
вания являются значения Р, т, \/г и 1/&, а также
w = P/brr * т [см] п± 1000 v m/b • Р/гр кг/см сек.
Для больших пароходных передач и передач в паровых тур-
бинах (при обильной смазке и охлаждении маслом) w <; 30 000, для
передачи авиационных моторов (хорошо смазываемых и хорошо
охлаждаемых током наружного воздуха) допускается даже удвоен-
ное значение.
Так как величина P/brr ограничивается выбранным материалом (см. выше), то
при больших числах оборотов модуль т малого ведущего колеса должен выби-
раться по возможности меньше или материал должен быть взят лучшего качества.
Пример, k = 21 лгг/елг2 (незакаленные зубья), Р/Ьгг=210 k =14, w=20030 кг}см сек
Тогда /72/2!= 1500 или при т = 0,5 см, nt 3000 об/мин.
Нагревание масла и потребное охлаждение его определяется из
величины потери на трение Nr. Если, например, принимается Nr =
= 0,02 N, то так как 1 л. с./ч = 632 ЕТ, то требуется отвести воз-
душным, масляным или водяным охлаждением до 0,02 • 632?/ ЕТв час.
Смазка. При v = 0 до 4 м/сек наиболее целесообразная смазка
жиром. В закрытых передачах при v = 1 до 10 м/сек смазка путем
погружения (минеральные масла с небольшой примесью сурепного
или касторового масла). При ^>10 м/сек лучше применять смазку
под давлением или путем вспрыскивания, ввиду того что при
ином способе масло пенится (при прямых зубьях масло подводится
позади зацепления).
Колеса с косыми зубьями (см. Зацепление на стр. 535 и след.).
У нормально сцепленных колес с косыми зубьями линия зацепления
перемещается в проекции, как касательная к начальной окружности
зацепления от одного края рабочей поверхности до противоположного;
поэтому среднее плечо давления на зуб достигает максимум % того*
которое получается при прямых зубьях, и в основание расчета можно*
положить уравнение P/btn^ 1,5 с (стр. 542). При этом за t и, соот-
ветственно, за модуль т принимают постоянно шаг зацепления t}l
и соответственно тп в направлении, перпендикулярном к направле-
OCranzu. Kammerer, Versuche mit Zahnradern von Strassenbahnwagen
Munchen, 1923. Oldenbourg. * ’
Колеса с косыми зубьями 549
нию зубьев, в то время как при определении числа зубьев показа-
тельно значение ms = d/z.
При одинаковых значениях С, Ь/тп и Rb величина модуля для
колес с косыми зубьями будет тп^0,8 т колес с прямыми зубьями,
а число зубьев zs = (xrnp cos р): 0,8. Так как зацепление происходит
только для части каждого косого зуба, то не участвующая в заце-
плении часть зуба усиливает нагруженную. Колеса с косыми зубьями
при одинаковом шаге tn в смысле прочности на изгиб находятся
в значительно лучших условиях, чем нормальные колеса с прямыми
зубьями. Также и прочность качения возрастает в результате увели-
чения ав с возрастанием наклона, но зато сильно уменьшается
продолжительность зацепления, поэтому целесообразно сохранять
небольшие значения углов наклона р. В данное время обычно при-
меняются величины р, округленно: 10, 20 и 30э, реже 45° и больше
(фиг. 410).
Края зубьев, которые при входе и выходе из зацепления могут
быть перегружены (особенно угрожаемы места ведущего колеса,
которые первые включаются в зацепление), должны быть целесо-
образно закруглены или срезаны, или усилены боковыми шайбами
(фиг. 419).
Колеса с угловыми или елчаты ми зубьями имеют
то преимущество, что давления от обоих осевых составляющих
уравновешиваются и, если существует возможность осевого сдвига,
окружное убилие Р делится поровну на обе половины.
Литые колеса с угловыми зубьями (фиг. 419), чугунные или
стальные, могут иметь любую форму угла. Наиболее употребительные резмеры:
угол наклона 3 ~ 203, длина зуба д=4 до 5 t8 и сдвиг зубьев, т. е. часть делительной
окружности, на которую сдвинуты наружные концы зуба, =1,4 до 1,75 t8. И здесь
большей, частью шаг tn выбирается как нормальный шаг. Форма зубьев литых
колес выбирается такая, чтобы при формовке возможно было извлечь модели впадин
по радиальному направлению, что особенно важно при малом числе зубьев (сдви-
нутый нормальный профиль).
Обработанные колеса с угловыми зубьями, если они цель-
ные, могут быть получены с помощью фасонной в виде пальца фрезы (фиг. 408) Ц или
фрезы, работающей по способу скатывания — Вюста (фиг. 409) * 2), причем зубья сме-
щаются на половину шага, чтобы облегчить фрезеровку середины. В последнее
время колеса изготовляются при посредстве долбежных зубчатых колес (система
Сайкес-Лоренца)3), которые выдалбливают зубья с обеих сторон до середины. Воз-
можно также соединение двух симметрично образованных колес, например по
фиг. 410 4).
Конструкция по фиг. 410 обращает внимание малым числом зубьев ^ = 5 в
шестерне, почему она приспособлена для больших передач. Продолжительность
зацепления, несмотря на значительный угол профиля ав, длительная вследствие
особенно большого наклона зубьев. Испытания, произведенные Бахом над двумя
такими колесами с передачей у10 6) при zt = 5 и 3, показали сравнительно неблаго-
*) Выполняются заводом Berg. Siahlindustrie по системе Citroen, Париж;
применимы и для конических колес.
2) Выполняются Аугсбургским заводохМ зубчатых колес, быв. Joh. Renk.
«) ZdVdl, 1925, стр. 482.
*) Исполнение Аугсбургского завода зубчатых колес, быв. Joh. Renk.
R) ZdVdl, 1908, стр. 661.
550 Т. II. Отд. 2. Детали машин. П. Составные части машин и приборов
приятный коэфициент полезного действия (т) < 0,94), возможно, вследствие заклини-
вающего действия елчатых зубьев, так как угол наклона £ = 69 и 71°. Малое
колесо из стали, большое из чугуна.
При больших окружных скоростях и малом диаметре шестерни,
в большинстве случаев принято в одной шестерне соединять два
отдельные зацепления с левым и правым подъемом, отделенные друг
от друга достаточно большой впадиной (которая может быть исполь-
зована и для опоры: колеса в прокатных и турбинных передачах).
Испытания подобных передач с обиль-
ной смазкой, применяемых в передачах па-
ровых турбин Лаваля, Вестингауза, Пар-
сонса, Всеоб. компании электричества,
Круппа и др., с передаточным числом до
1:20 и с коэфициентом полезного действия
зубчатой передачи до 98 и 99% х) при 0 = 20
до 45° показали очень благоприятные ре-
зультаты. Закалка и шлифовка косых зубьев
в большинстве случаев слишком дорога,
так что лучше выбирать
Фиг. 410.
Фиг. 408. Фиг. 409.
Фиг. 411—412 — колесный привод для 1480/5600 об/мин и 1000 л. с., выполнен-
ный В. К. Э., с упругим промежуточным валом и с продольно перемещающейся
муфтой * 2).
При цельных угловых зубьях целесообразно направить вершину угла зубьев
в ведущем колесе против хода колеса, так как при этом лучше сохраняется место
вступления ведомого колеса в зацепление. Особо широкие колеса имеют зубья
с двойным углом или двойной елкой. На фиг. 408 представлена передача с переме-
ной направления движения.
Конические колеса. При расчете в основу кладется средняя
высота зуба, если желательно иметь надежную, с равномерной
х) Z. f. Turbinenw., 1909, стр. 496; 1910, стр. 75, общий обзор ZdVdl, 1916,
стр. 990.
2) Kutzbach, Fortschriite und Probleme mechanischer Energieumformung,
ZdVdl, 19 1, crp. 673 и др.
Конические колеса. Быстроходные зубчатые колеса
551
нагрузкой передачу. Конические колеса с косыми или спиральными
зубьями, изготовленные по способу скатывания или фасонными
фрезами (фиг. 378, g до h) отличаются бесшумным ходом и потому
применяются в механизмах управления, легковых автомобилях и
в водяных турбинах1). Давление зуба Р при конических колесах
должно восприниматься не только подшипниками для восприятия
усилий, поперечных коси, но и подшипниками для восприятия про-
дольных усилий, так как осевые составляющие давления зуба не
могут быть оставлены без внимания. При конических шестернях
Фиг. 412.
с косыми или спиральными зубьями (как и у цилиндрических колес
с косыми зубьями) подшипникам передаются весьма значительные
осевые усилия.
Быстроходные зубчатые колеса. Для возможности достижения
высоких окружных скоростей, свыше 6 до 60 м^сек, требуется
уменьшение влияния масс (см. стр. 540) применением особых мер
для уменьшения неточностей в зубьях, уменьшения относительных
движущихся масс, для заглушения шума и ослабления звукопро-
водности.
’ Таким образом, применяются следующие меры:
1. Уменьшение неточностей при закреплении
колес: точная параллельность и правильное расстояние осей, жест-
’) О спиральных конических колесах см. Z. f. Werkzeugmaschinen u. Werkzeuge,
1910, стр. 34 г; S с b i е b е 1, Zahnrader, Bd. II, стр. 17 и след., Berlin, 1923, Spring er;
Kutzbach, Grundlagen und neuere Fortschritte der Zahnradererzeagung, ZdVdl,
1924.
552 т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
кость осей во избежание пружинения и т. д, неточностей в шаге:
точнейшее изготовление, применение колес с косыми зубьями и
пр., неточностей в форме зубьев, путем тщательного изготов-
ления х) (средства: шлифовка, сглаживание и смазка поверхностей).
2. Уменьшение инерции достигается применением
материалов с незначител! пым удельным весом, например сплавов
алюминия, каучука, прессованных материалов (из пропитанных тка-
ней) для всей движущейся массы; подбором одного колеса с упруго
поддающимся телом колеса, зубчатым ободом или зубьями. Пример:
колесо с косыми зубьями (пластинчатое колесо фирмы Алквиста из
стальных дисков, которые каждый в отдельности могут более или
менее поддаваться в осевом направлении); затем колеса с косыми
Фиг. 413. Фиг. 414.
зубьями, которые сидят между действующими по оси мягкими
пружинами. К этому типу относятся и колеса из сыромятной кожи
(фиг. 413 и 414) и деревянные зубья* 2), вообще включение пружи-
нящих элементов, как-то: кожи, резины, стали, по возможности
ближе к ободу. При некоторых обстоятельствах для уменьшения
масс с относительным движением, а особенно для защиты от си-
ловых колебаний и от ударов в подводящих и промежуточных
приводах оказывается полезным включение достаточной длины
промежуточных валов (фиг. 411), ремней или сильно пружинящих
Hofmann, Schlifen, Lappen oder Einlaufen von Zahnradern, Maschbau,
1931, стр. 174.
2) Зацепление деревянными зубьями, применявшееся по большей части в кони-
чески > колесгх гидросиловых установок (до А//л=28 и Z>1:5), в настоящее время
вытесняется хорошо нарезанными стальными колесами с косыми зубьями как кони-
ческими, так и цилиндрическими, в которых размеры N[n, v и i менее ограничены
(Schmitthenner, Fonschriite im Turbinenbau, ZdVdl, 1924, стр. 350).
Быстроходные зубчатые колеса
553
муфт (особенно таких, которые являются упругими при малых
колебаниях и жесткими при больших1).
Изоляция приводной шестерни посредством пружин часто тре-
бует дополнительного заглушающего приспособления, чтобы избе-
жать области резонанса, например в двигателях локомотивов и
моторных вагонов2).
Почти полное изолирование зубчатой передачи от поршневых
двигателей обеспечивает гидравлическая муфта Феттингера3).
3. Ослабление шума, но только до известного предела,
достигается применением слабо звучащих материалов [(прессован-
ная бумага, прессованный хлопок, бакелитовая ткань, например
новотекст, сыромятная
кожа (фиг. 413—414)4),
дерево (фиг. 415 и 416)]5);
при значительном v это-
го уже недостаточно; при-
менением вязкого сма-
зочного масла, например
густого цилиндрового
масла и касторового
масла при незначитель-
ной нагрузке зубьев;
обильной смазки колес
с помощью циркуляцион-
ной или кольцевой смаз-
ки, по возможности не-
посредственно перед за-
цеплением (за исключе-
нием прямых зубьев),
при весьма высоком v
масло служит одновре-
менно и для охлаждения,
но должно циркулиро-
вать в большом количе-
ТО Свецтг.ное Цельное
Фиг. 415, Фиг. 416.
стве; установкой колес с возможно меньшим зазором и специаль-
ными мерами для уменьшения зазора в цилиндрических и кони-
ческих колесах.
г) О поглощении ударов перед зубчатым зацеплением см. также проекты
W е i t z е г’а с использованием сжимаемых пружин или гидравлических поршней,
ZdVdl, 1903, стр. 1355; затем о влиянии резонанса: Kutzbach, Probleme der
mechanischen Energieumformung, ZdVdl, 1921; Cfitn bel, Verdrehungsschwingungen
von Radergetrieben, ZdVdl, 1922, стр. 797; Nagel, ZdVdl, 1925, стр. 1087 (муфта
Bibby).
2) О приводных шестернях с пружинным или пластинчатым заглушением для
электрических локомотивов см. ZdVdl, 1929, стр. 688 и 689.
8) Изготовляется заводом фирмы Дешимаг в Бремене.
4) Завод зубчатых колес в Аугсбурге, б. Joh. Renk.
5) Зацепление с деревянными зубьями, применявшееся большею частью в коле-
сах Гидросиловых установок (до Ы\п — 28 и i > 1 : 5) в настоящее время вытесняется
хорошо нарезанными сгалшыми колеами с косыми зубьями как коническими, так
и цилиндрическими, в которых размеры /V/п, v и i менее ограничены (Schmitt-
h е п п er, Fortschritte im Turbienenbau, ZdVdl, 1924, стр. 350).
554 Т. II. Отд. 2. Детали машин. II Составные части машин и приборов
4. Уменьшение передачи звука наружу путем:
устранения звучащих зубчатых колес и опорных рам, применения
толстых зубчатых венцов и стенок, усиленное снабжение ребрами,
а также закреплением и заполнением стенок полого зубчатого ко-
леса заливкой гипсом, цементом или свинцом, заполнением проме-
жутков деревом (стенки рам также могут быть подвергнуты связы-
ванию): устранением звука через воздух посредством установки
воздухонепроницаемых кожухов вокруг быстроходных колес; предот-
вращением звучания корпуса при помощи войлока, пробки, свинца
и т. п.
Конструкция колес. Толщина обода при достаточно боль-
шом шаге может быть не больше t/2, обод имеет незначительный
(1 :40 до 1 :60) уклон наружу для облегчения вынимания модели
из формы (фиг. 417),
при незначительном числе
спиц или большом диа-
метре колеса рекомен-
дуется устройство посре-
дине обода укрепляю-
щего ребра. Для умень-
шения звучания рекомен-
дуется в быстро вращаю-
щихся колесах применять
толстые ободы.
Толщина сте-
нок чугунной втул-
ки в неослабленном
мест? (фиг. 417 и 418)
B = V5 до 1/4 • № + 1/2^) + 1 см,
где d — отверстие втулки в см,
d0 — диаметр вала в см, который соответствует передаваемому
крутящему моменту Md = Rs (F/5 (стр. 465) и определяется по по-
следнему.
Длина втулки: £=1,2 до 1,5 и более, или £;>£-[ 0,05 г,
где г—радиус делительной окружности.
В длинных втулках имеется уширение внутреннего отверстия
(фиг. 418) и в них
Zj = 0,4 до 0,5 d.
Число спиц колеса приблизительно i — 'fayD до 7eV °
(D — диаметр делительного круга в мм).
Сечение работающих на изгиб спиц (фиг. 417) определяется из
уравнения Ру = Rb где W — момент сопротивления попе-
речного сечения спиц, соответствующий моменту изгибj Ру. Для
обыкновенных рабочих и передаточных колес при назначении Rb
исходят из II случая нагрузки (см. выше, стр. 236).
Конструкция колес
555
Для спиц с крестообразным сечением с (фиг. 417)
при /?£^300 кг/см2
h =
По направлению к ободу h суживается до 0,8 h.
Колеса больших размеров 1) свертываются из нескбльких час-
тей (фиг. 416 и 419).
Колесо по фиг. 419 имеет елчатые зубья под указанным ввер <у чертежа углу.
Фиг. 420, 421 и 422 дают размеры нормальных цилиндрических
колес фирмы Отто Грузов и К0, Магдебург—Букау. Колена бывают без или с бо-
Фиг. 419.
ковыми дисками, цельными или сверт-
ными (на фиг. 421 наверху изобра-
жено цельное, внизу — свертное ко-
лесо). Для определения размеров в мм
требуется помножить указанные на
чертежах числа на соответствующий
модуль = Длина зубьев b
берется от 2,5 до 5 t с промежутками
в 0,5 t. Диаметр втулки Nfl = l,7B0 +
+ 20 мм.
Для устранения шума у
больших колес можно придать ободу
форму ящика и заполнить его цемент-
ным раствором или же стенки и спи-
цы колеса обертываются войлоком.
Фиг. 42J.
О размерах деревянныхзубьев см. фиг. 415 и 416, стр. 553. Об откло-
нении от одинаковой толщины при зубьях из материалов неодинаковой прочности-
сравни статью Kreil в Zeiischrift „Die Fordertechnik" 1913, стр. 164. Вследствие силь-
ного изнашивания деревянных зубьев из соображений более удобного изготовления
целесообразно делать деревянные зубья на большом колесе. При b > 18 см дере-
вянный зуб делится на 2 части (фиг. 416, стр. 553), в зависимости от размеров имею-
щихся в распоряжении зубьев. Зубья закрепляются при помощи или штифтов или
деревянных клиньев (фиг. 415 и 416).
Для надежной работы необходимы тщательная пригонка, достаточная толщина
обода и совершенно сулие зубья (белый бук). В колесах с деревянными зубьями
число зубьев есть кратное числа спиц.
») В а с h, II Aufl. 1913, стр. 376 и след.
556 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
Вес зубчатых колес. В табл. 57 даны приближенные зна-
чения веса чугунных цилиндрических колес обыкновенного типа
с прямыми зубьями.
Фиг. 421.
Колеса сдеревянными зубьями, винтовые колеса
и ц и л и н д р и ч е с к и е сугловыми и елчатыми зубьями
Фиг. 422.
весят приблизительно столько же, сколько цилиндрические колеса
с чугунными зубьями с таким же шагом, числом зубьев и толщиной.
Вес конических колес составляет 0,9 веса цилиндри-
ческих колес.
Зубчатые передачи. Передаточное число
557
Таблица 57. Веса зубчатых колес
(По Отто Грузон и К0, Магдебург — Букау)
Вес G « z (п + &3) — у [кг], z — число зубьев, b — длина зуба в мм
t мм 1 4 спицы 6 спиц 8 спид 10 спиц
шаг а • ₽ т а Р т а Р а Р
15 0,03 0,3 0,04 0,5 0.05 1,1 0,07 1,3
20 0,08 — 0,8 0,10 — 1,3 0,13 — 2,3 0,15 — 3,4
25 0,15 0,01 1,5 0,20 0,01 3,2 0,25 0,01 4,9 0,30 0,01 6,5
30 0,25 0,01 2,7 0,34 0,01 5,2 0,43 0,01 8,5 0,51 0,01 П,1
35 0,40 0,01 4,3 0,54 0,01 8,0 0,68 0,01 12,6 0,81 0,01 17,2
40 0,60 0,01 5,5 0,81 0,01 12,7 1,01 0.02 19,9 1,21 0,02 26,2
45 0,86 0,02 8,1 1,15 0,02 17,5 1,44 0,02 28,0 1,73 0,02 37,3
50 1,18 0,02 11,5 1,58 0,02 24,7 1,98 0,03 38.0 2,38 0,03 51,2
55 1,56 0,02 15,6 2,10 0,03 33,3 2,63 0.03 51.0 3,16 0,03 67,4
60 2,03 0,03 20,5 2,72 0,03 42,0 3,41 0,04 65,5 4,10 0,04 88,8
65 2,58 0,03 24,8 3,46 0,04 54,1 4,34 0,04 83,4 5,22 0,05 112,7
70 3,22 0,04 31,4 4,32 0,05 68,1 5,42 0,05 104,1 6,52 0,05 141,4
75 3,97 0,05 39,3 5,32 0,05 83,7 6,67 0,06 128,3 8,02 0,06 172,7
80 4,81 0,05 46,2 6,42 0,06 102,0 8,09 0,07 155,8 9,73 0.07 209,6
85 5,77 0,06 56,2 7,74 0,07 122,2 9,70 0,07 186,1 11,67 0,08 252,0
90 6,85 0,07 67,6 9,19 0,07 144,9 11.52 0,08 222,3 13,85 0,09 299,7
95 8,06 0,07 7.7,8 10,80 0,08 170,4 13,55 0,09 260,6 16,29 0,10 353,2
100 9,40 0,08 92,0 12,60 0,09 128,0 15,80 0,10 304,0 19,00 0,11 410,0
Пример. Коническое колесо стального литья со средним диаметром в 1,53 м
а с 96 зубьями, длиною 150 мм имеет шаг 765 : 15,279= около 50 мм и (стр. 554)
1 ______ •
1530 = около 6 спиц, откуда
G = [96 • (1,58 + 0,02 • 150) — 24,7] . 0,9 . 1,09 = 415 • 0,9 • 1,09 = 407 кг.
Вес колес стального литья приблизительно на 8,5%
больше, чем вес чугунных колес тех же размеров.
3. Зубчатые передачи. Передаточное число. Для определения
передаточного числа системы зубчатых колес часто является целе-
сообразно вычертить схе-
му передачи, на которой
все оси /, //... перене-
сены в плоскость черте-
жа. а колеса заменены
их цилиндрами качения
(для конических колес —
конусами качения) (фиг.
423, а и 424, а).
Эту схему целесо-
Фиг. 423.
образно бывает затем дополнить планом скоростей Ь, содержащим
изображение осей вращения Оь О2, Ой... и осей качения С12,
С«23... (причем оси передачи с коническими колесами должны
быть расположены в плоскости чертежа, а оси передачи с цилин-
558 ft- Отд. 2. Детали машин. II. Составные части машин и приборов
дрическими колесами перпендикулярно к ней), а также планом
чисел оборотов с, показывающим направление вращения и число
оборотов. Указание направления и скорости вращения произво-
дится, как изложено в т. I, отд. „Механика", стр. 315, посредством
векторов вращения или „стрелок числа оборотов", причем стрелка
обозначает вращение вала вправо, если смотреть по направлению
обозначенного ею движения.
План чисел оборотов может быть получен путем вычисления
или графически. Графическое выполнение проще всего для пере-
дач с коническими колесами — по Бейеру (Веуег)г), несколько
сложнее для передач с цилиндрическими колесами — по Кутцбаху
(Kutzbach)2).
МетодБейера. На фиг. 423 показаны: а — схема передачи, Ъ — упрощенная
схема осей и с — план числа оборотов, который получается следующим образом.
Фиг. 424. Фиг. 425.
Если звено S предполагается находящимся в покое, то все стрелки должны исхо-
дить из S или сходиться в 5, Если ось 7, наблюдаемая из вершины конуса, вра-
щается вправо, то вектор числа оборотов должен быть направлен от 5 к 7. Парал-
лельно оси вращения 77 наносится вектор числа оборотов S2, размер которого
находят путем проведения прямой линии, параллельной оси качения CJ2; таким же
образом определяют размер вектора S3, проведением прямой, параллельной оси
качения См. Передаточное число z18 = — S//S2 отрицательно, т. е. имеет обратное
направление. Если вал 7 закрепить, то звено 6’ будет вращаться и передаточное
число iss = + 15/13 явится в этом случае положительным, т. е. передача будет
иметь прямое направление.
Метод Кутцбаха. Из схемы передачи а (фиг. 424) на плане скоростей b
получается линия центра Ot О2 и полюс передачи С12.
Задаются произвольным отрезком, характеризующим скорость vu в точке С12
и проводят прямые 7, 2. .., характеризующие скорости колес 1, 2; на плане же
чисел оборотов с из произвольно взятого полюса Р проводят прямые, параллельные
лучам 1, 2 и звену 5.
Тогда прямая, параллельная va, пересечет линии, параллельные 1, 2, s, в точ-
ках 7, 77, s. . ., эти линии представят собой в некотором масштабе план чисел
оборотов. Из этого же плана чисел оборотов могут быть получены передаточные
Ч Maschbau, 1929, стр. 718.
*) Maschbau, 1927, стр. 1080.
Плен чисел оборотов
559
числа и направления вращения, как для случая, когда звено S закреплено (фиг. 424, с),
так и для случая, когда закреплен вал I или // (фиг. 424, d).
Фиг. 425 показывает применение того же метода для передачи с внутренним
закреплением. Если несколько передач присоединены одна к другой в ряд
(фиг. 426), 1 о на плане скоростей все линии центров можно нанести в одном направлении,
исходя, например, из скорости v ' в С12, и затем нанести остальные скорости v "
и и
' в виде лучей 7, 2, 3, 4.. . Линии, проведенные через Р, и параллельные к этим
лучам, дадут план чисел оборотов. Точка пересечения конечных лучей 1 и 4 даст
передаточное число всей системы передач.
План чисел оборотов дает направления вращения от-
дельных осей осносительно закрепленного звена S, а также отно-
Фиг. 427.
сительные величины их чисел оборотов и соответственные переда-
точные числа.
Если обозначить числа оборотов через пь п2. . . пп, а радиусы
колес, имеющие общие оси, через г' и г", то передаточное число
hn = = 4а • ' 'и • • • = г2'11\ г3'/г2". г^/г3" ....=
= ± ГП/ГХ (Га'/Г3" Гз'/Гз" ...).
Если передачу составить так, чтобы все колеса расположились
в одной плоскости (фиг. 427) и г' = то промежуточные колеса
оказывают влияние не на величину, а, самое большое, на направ-
ление общего передаточного числа, = zt = zt znlzb причем
vu для всех колес одинаково.
Фиг. 428.
560 Т. П. Отд. 2. Детали машин. II. Составные части машин и (ггриборОй
Метод Бурместера1) дает возможность графического определения дан-
ных составной передачи, когда проекции осей не лежат в одном направлении
(фиг. 428).
Если полюсы передачи С1а и С23даны между О15 О2 и О3, то полюс передачи С)3
лежит между и О3 в точке пересечения прямых О,О3 и CViCn.
Исходя из полюса передачи С13, находят между осями и О4 полюс пере-
дачи См и т. д. Обратно, таким же путем можно передаточное число двухосной
передачи бысгро заменить передаточным числом многоосной передачи.
Планетарные передачи. Если план чисел оборотов
(фиг. 429) дает числа оборотов nr = si и nw = sw при неподвиж-
но закрепленном звене $ и, получающееся
отсюда, передаточное число ilw = — sl/sw,
то, при неподвижно закрепленном вале w и
подвижном звене $, передаточное число будет
ils = wljws = (ws + sl)/w, или
^1$ = 1 hw‘
Отсюда вытекает правило для планетар-
ных передач с параллельными или совмещен-
ными конечными валами 1 и w и осью звена $,
состоящее в том, что задаются при неподвижно закрепленном звене s,
значением Zlw, тогда при неподвижно закрепленном вале iis = 1—ilw
Если сделать вал колеса w и ось звена s подвижными, то по-
ложение точки закрепления т получается из отношения zt mwims,
и этим определяется величина пг = ml 2).
Так как, в одной и той же передаче величина Р. v и, соответственно, Мп оста-
ются неизменными, без уче1а потерь на трение, то значение va на плане скоростей
и значение п на плане числа оборотов одновременно определяют собой в соответ-
ствующем масштабе обратные значения нагрузки на зубья Р и крутящего момента Л1.
Фиг. 429.
Фиг. 432.
Передачи с косыми зубьями. При соединении не-
скольких зубчатых передач с косыми зубьями продольные давления
на осях с двумя колесами могут быть устранены, если выбирать
tg ₽'/tg = г'!г" и на одну ось насаживать либо колеса только
с правым уклоном зубьев, либо только с левым (фиг. 430).
Передача с зубчатой рейкой (фиг. 431). При зубчатых
передачах с рейкой наряду с планом скоростей получается план не
чисел оборотов, а перемещений.
*) Артур Феликс, Учебник кинематики, стр. 478. Leipzig, 1888.
8) Кутцбах, Mechanische Leitungsverzweigung, Maschbau, 1929, стр. 715.
Изменение передаточного числа И коробках Скоростей 561
Если звено 5, в котором рас юложена ось вращения Ot, неподвижно закреп-
лено, то S2 и 53 будут одно ’.ременно являться перемещениями или скоростями,
если же неподвижно закреплена рейка 2, то 25 и 23 являются перемещениями
звена 5 или реики.
Спаренные зубчатые колеса с круговым пере-
мещением (фиг. 432). Если соединительное звено k, кривошипы
которого п и г/ равны между собой и параллельны, должно иметь
непрерывное соприкосновение с зубчатым колесом 2 радиуса то
оно должно иметь зубчатое колесо радиуса rk = zt rx — г2. Если
r2— внешнее колесо и r2>rb то решение возможно только ири
помощи колеса с внутренними зубьями (rk = — i\ — г2). При этом
передаточное число Z12 = — r2/t\ таково, как если бы внешнее ко-
лесо, радиуса, равного радиусу кривошипа /-^работало непосред-
ственно на колесо 21).
Преимущества: при большом передаточном числе большое число
зубьев на малом колесе. Недостатки: необходимость двух приводных валов.
Ступенчатое изменение передаточного числа
в коробках скоростей.
а)Ступенчатый перебор по геометрическому
ряду. Для взаимной ступенчатой передачи между двумя валами,
например в токарных и фрезерных станках, применяют геометри-
ческий ряд, при котором каждое передаточное число превышает
предыдущее в одной и той же пропорции. Желаемые передаточ-
ные числа могут быть получены путем параллельного или последо-
вательного включения различных передаточных групп с х, у и z от-
дельными включающими передачами без нарушения характера гео-
метрического ряда.
Пример. Двенадцатичленный геометрический ряд может быть разложен по
схеме ду = 12*1, или 6*2, или 4«3 или xyz = 2«3«2, или 3-2-2 с различными смен-
ными переборами.
Ири последовательном включении число возможных передач при
данном числе включаемых передач больше, чем при параллельном включении. Так,
нап, имер, если х+ y-f-z= 2-j-3-p4 = 9, то х>уч = 24. Но параллельное включе-
ние имеет преимущества в большей простоте и экономии места и лучшем к. п. д.
Если требуется осуществить в геометрической прогрессии раз-
личные передаточные числа в одной передаче при х параллельно
расположенных включаемых передач, причем пх — наименьшее,
а пх— наибольшее из потребных чисел оборота, а ср— увеличение на
каждую ступень (чаще всего применяется ср = 1,25 до 2), то числа обо-
ротов будут пь п2 = ср пь п3 = ср2пь ..пх = а коэфициенты
увеличения передаточных чисел относительно будут 1, ср, ср2,.., ср*"-1.
Таким образом
<Р = X~\/nxlnl И Х = 1 -4-[1g «л '«p]/lg ?•
*) О передачах с круговым перемещением см. статью Кутцбаха, в Maschinen
getriebe, Берлин 19о1, Изд. VDI, стр. 6.
35 Зак, 251. — Hvtte, Справочник для инженеров, т. II.
562 Т. II. Отд. 2. Детали машин. It. Составные масти машин я приборов
Если требуется выполнить передачу с переменными скоростями
путем последовательного включения нескольких промежуточных
передач со сменными шестернями .. Un (фиг. 433) каждая с х
ступенями включений, то число предельно возможных передаточных
I
чисел S = хп. При трех переборах с двумя ступенями каждый
S == 23 = 8, при двух переборах с тремя ступенями каждый S =
ж= З2 = 9. Передаточное число первой ступени может быть для
каждого перебора выбрано произвольно. Если же
необходимо осуществить смену ступеней всех ко-
нечных передаточных чисел в геометрической про-
rjeccHH, то увеличение второй ступени в первом
переборе равно во втором переборе — >
в третьем — и т. д., увеличение третьей ступени
должно быть опять-таки квадратом увеличения вто-
рой ступени. Табл. 68 дает размеры увеличения
при х = 2 и х = 3 для п = 1 до 4.
Последовательность включения в соответствии
с рядом практически не имеет значения, так же
как если бы отдельные передачи работали с зубча-
Фиг. 433. тыми колесами или с гибкими передачами (зубча-
тые цепи, ленточные передачи).
Таблица 58. Число 5 возможных передаточных чисел (фиг. 433)
Переборы и9 4/, | 1
Увеличение в геометрической I 1 1 \ 1 А
прогрессии при х = 2 / <Р Ф1 <F4 1 Ф8
5 2 . 4 1 1 8 1 16
Увеличение в геометрической 1 tp 1 1 <р9 1 «27 *
прогрессии при х=3 Ф8 (С6 «18 «м
S 3 9 27 81
Графический метод. Планы скоростей и чисел оборотов
(фиг. 434) облегчают проектирование передач с расположенными
по геометрическому ряду ступенями переборов.
Закрепленное начальное колесо /, которому соответствует луч 1,
работает с различными сопряженными с ним свободно сидящими
колесами 2, 4, 5, имеющими общую ось вращения О2 (фиг. 332).
Если на плане чисел оборотов провести две прямые, аа и bb,
параллельные звену $, в рассюянии 1 и <р, то при расположении
ступеней передаточных чисел в геометрической прогрессии, точки
пересечения лучей 2t 5, 4... с прямыми аа и bb должны лежать
на прямых, параллельных лучам чисел оборотов, и таким образом,
представлять собой вершины углов „пилообразной* ломаной линии
с постепенно суживающимися зубьями.
Йвмвнеяие передалочacre «иола й коробках овереетей
Числа оборотов п2, п-л, пА... могут быть взяты в масштабе
плана чисел оборотов, а точки качения С]2, С^... с плана скоро-
стей по точкам пересечения лучей 2, 5, 4. Г. с лучом 7.
Ь) Ступенчатый перебор по арифметическому
ряду. В этом случае получаются следующие числа оборотов: пъ
п2 = ni + а, п3 = «1 + 2а,..., пх = пх + (х — 1) а, так что разности
чисел оборотов остаются постоянными.
Применение. В измерительных приборах делительных ма-
шин для деления винтов (продольное деление;, для деления зуб-
чатых колес (деление по кругу), для счетных машин и т. д.
Соответствующие включающие-выключающие преобразователи
движения могут быть установлены параллельно и включаться каж-
дый в отдельности; при этом число ступеней может быть значи-
Фиг. 434.
Фиг. 435.
тельно увеличено путем сложения нескольких ступеней при помощи
диференциала (см. ниже, стр. 571).
Если, например, согласно фиг. 435, имеется п равных сменных
переборов Ub с передаточным числом /0, Zb Z2,
расположенными по арифметической прогрессии (z0 соответствует
состоянию покоя\ причем переборы так принудительно соединены
один с другим, что перебор U2 примыкает к Ц, перебор U3 к U2
и т. д. каждый раз с передачей то число S возможных передач
S_|_ = (х-|-1)п — 1 в том случае, если передача переборов Ub U2,
U&... при помощи диференциалов Dlt D2i... могут быть сложены и
1
S± =— [(2х-|-1) — если они могут быть как сложены, так и
вычтены (при помощи передач переменного направления).
Таким образом для х = 1 до 4 и л = 2 до 4 получается
табл. 59, которая для обоих случаев дает значение чисел и S±
возможных передач.
ал*
564 T. it. Отд. 2. Детали машин. II. Составные пасти машин и стрибороэ
Таблица 59
Число S возможных передач
п — 21 1 3 I п = 2 1 3 I
X = 1 3 7 15 1 X = 1 4 13 40 )
х = 2 8 26 80 1 е х = 2 12 62 312 1
х = 3 15 63 255 + х = 3 24 171 1200 7 д±
х = 4 24 124 624 1 х = 4 40 364 3200 J
Фиг. 436.
Графический способ. На фиг. 436 изображен план чисел
оборотов при переборах по арифметическому ряду, на котором
числа оборотов п2, п3... отличаются одно
от другого на одинаковую величину а.
Отсюда, если задано пь определяются
лучи 2, 3, 4,... на плане скоростей и точки
качения С]2, С13.
Передачи с переменными скоростями
и реверсивные передачи. Изменение од-
ного передаточного числа на другое про-
изводится во многих случаях во время
перерывов в работе передачи путем со-
ответствующей замены колес (сменные ко-
леса), например в простейших станках при
помощи гитары, в которой укреплены оси
промежуточных колес г).
Но более удобным является принуди-
тельное переключение посредством вклю-
чающего механизма. При этом могут быть
применены или (концентрические) вклю-
чающие механизмы в виде зубчатых или
ф] икционных механизмов для включения-
330 и фиг. 337), если же самые передачи
могут быть выполнены как передаточные включающие механизмы
(эксцентрические включающие механизмы).
Если самые зубчатые колеса используются для включения и
выключения, то перемещение зубчатых ободов может быть осевое,
радиальное или тангенциальное.
Во всех этих случаях между обоими положениями сцепления
должно быть одно промежуточное нейтральное положение (особый
случай на фиг. 447).
а) Включение с осевым передвижением зубча-
того обода. На фиг. 437 представлено применение передвижного
колеса В, которое в качестве эксцентрического включающего звена
создает зацепление с А. На валу // для передвижения включающего
механизма имеется концентрическая продольно передвигаемая муфта,
скользящая по шпонке. Управление механизмом производится извне.
валов
*) Нормирование размеров сменных колес для станков см. DIN 783.
Передачи о переменными скоростями
565
Для закрепления вала II в выключенном положении, может быть
применена концентрическая зубчатая муфта CD, сцепляющаяся с ра-
мой. Для этой цели можно было бы использовать и колесо В,
вдвигая его для закрепления в концентричное колесо с внутренним
зацеплением с тем же числом зубьев как у В или в сегмент такого
колеса.
На следующих чертежах схематически изображены различные
способы применения включающих механизмов с осевым передви-
Фиг. 437.
Фиг. 438.
жением. Нейтральное положение включающего механизма обозначено
кружком, сцепленное — прямоугольником, промежуточное мгновенное
положение включения или выключения — заштрихованным кружком
и соответственно — прямо угольником.
Фиг. 440. Фиг. 441.
Передаточное устройство между двумя валами. На фиг. 438 изображено
такое у тройство с приведением в действие колес Bt, В2,.... на валу II, каждого
в отдельности.
Передача является компактной, но дорогой конструкцией. Управление отдель-
ными передвижными колесами может быть в случае надобности взаимно связано
с задерживающими приспособлениями, так чтобы в этом случае можно было при-
вести в действие только одну передачу. На фиг. 439 пред тавлено одно общее
управление для дву< передач, делающее излишним особо стопорное приспособление.
Для передвижения могут быть использованы как внутренняя, так и наружная
пара колес. Наибольшая суммарная ширина колес равняется 4Ь, где b — ширина
отдельного колеса. На фиг. 440 показано одно управление для трех (и соответственно
четыре.) передач. Эта конструкция имеет большую ширину (суммарная ширина
колес равна 9Ь и соответственно 16b), но про тое надежное управление без каких-
либо замков. Фиг. 441 изображает одно управление для трех передач. Эта конструк-
ция более узкая, но имеет неблагоприятную последовательность передаточных чисел.
Передаточное приспособление между тремя валами. Способ передачи, изо-
браженный на фиг. 439, имеет большое применение в реверсивных передачах для
566 Т. II. Фтд. 1 Детали машин. II. Составные части машин и ягриборой
получения обратного направления движения посредством промежуточного включения
колеса С на вспомогательном валу III (фиг. 442). При одновременном изменении
передаточного числа /Д, < можно использовать одно и то же колесо В для
получения зацепления как с колесом Д , так и с колесом С.
Другое передаточное приспособление с тремя валами показано на фиг. 443,
где колесо В может иметь зацепление и с колесом Д! с внешними зубьями и с коле-
сом С, как с колесом с внутренними зубьями, благодаря чему могут быть достиг-
нуты следующие преимущества: меньшая ширина конструкции (общая ширина
колес > 3d) и совпадение осей вадов Ц II; но это достигается ценой более сложной
конструкции подшипников.
Фиг. 444.
Фиг. 442.
Фиг. 443.
Такое устройство используется, ввиду малого для него места и бесшумности
хода, в автомобилях и в передачах с внутренним зацеплением (фиг. 444), причем
вал///, как полый вал, вращается, на роликовых опорах.
Конструкции, изображенные на фиг. 439—444, могут быть соединены в любой
комбинации. Так, например, на фиг. 445 показана конструкция передач в автомо-
билях, соединяющая устройства, показанные на фиг. 442 и 443 для трех прямых
скоростей и одной обратной, с одним управлением, но имеет слишком большую
длину. На фиг. 446 соединены включающие механизмы, показанные на фиг. 440, 442
и 443 для четырех прямых скоростей и одной обратной, причем оси валов /, // сов-
л t-o-Q-o-fo-0
Фиг. 445
я (н-о
Фиг. 446.
падают, необходимы два органа управления. В настоящее время наиболее часто
применяются передаточные устройства с тремя управляющими механизмами.
У всех включающих механизмов, представленных на фиг. 4о8—446, между поло-
жениями зацепления имеют место нейтральные промежуточные положения. На
фиг. 447 изображен включающий механизм для двух валов без таких промежуточных
положений.
Включающий механизм S, имеющий свободный ход, включает вал // при
посредстве передачи но автоматически выключается как только вал II при
помощи второй передачи переводится на большее число оборотов; это при-
способление имеет большое значение, например для станков, так как оно исключает
необходимость перерыва в работе для включения, но оно применимо только тогда,
когда не требуется изменения направления движения,
Передачи с переменными скоростями
667
Если два или три передаточных механизма с х,у (или, соответственно, г) ходами
включены последовательно, то при этом оказывается возможным ху (или соответ-
ственно хуг) различных передач. На фиг. 448 и 449 показаны наиболее ча -то в-гре-
чающиеся устройства, в которых при х — 2 и у = 2 применяется только один общий
промежуточный вал III. Осуществление ху передач может быть облегчено посред-
ством общего распределительного барабана, применяемого вте< случая., когда при
включении сохраняется одинаковая последовательности смены передаточных чисел.
Фиг. 447.
Фиг. 448.
Ь) Включение с радиальным передвижением
зубчатого обода. На фиг. 450 изображена схема радиального
перемещения зубчатого обода, при котором всегда требуется про-
межуточный вал ИЦ с колесом С, для передачи силы на колесо В
Фиг. 450.
Фиг. 449.
Фиг. 451.
на валу //. Вал // может быть также закреплен при помощи того же
самого колеса С, путем его вдвигания в зубчатый сегмент D. На
фиг. 451 изображен включающий механизм для двух скоростей
с двумя промежуточными валами ///t и ///2. На фиг. 452 изображено
наиболее часто встречающееся применение реверсивного включаю-
щего механизма без изменения передаточного числа.
На фиг. 453 показано передаточное устройство с тремя валами,
с радиальным и осевым перемещением зубчатого обода и с приме-
568 'Г* Отд. 2. Детали машпп. II. Составные части машин и приборов
пением одного обп.его качающегося вала///для произвольного числа
передач. Это устройство часто применяется для небольших мощно-
стей, в особенности для приводов ходовых винтов токарных станков
под названием «передача Нортона".
Фиг. 453.
Фиг. 452.
Из чертежа (фиг. 453) видно положение рычага, управляющего
переменой передачи. •
с) Включение с касательным передвижением
зубчатого обода. Включающие механизмы с касательным пе-
редвижением зубчаюго обода в настоящее время употребляются
Фиг. 454.
Фиг. 456
редко. Конструкция, показанная на фиг. 454, имеет, как и изобра-
женная на фиг. 451, в качестве включающего механизма с пере-
менными скоростями два промежуточных вала Шх и ///2. При исполь-
зовании этой конструкции в качестве реверсивного, включающего
механизма получается более простое решение (фиг. 455), в котором
достаточно еще одно промежуточное колесо D. Для многократного
изменения передачи применяется конструкция по фиг. 456,
Передачи совпадающими осями
569
масс важно дооиться незначитель-
при включении, т. е. возможного
Фиг. чЪ7,
Для касательных включающих механизмов требуются малые
зубья, если только величины перемещения зубчатых ободов для
включения не слишком велики.
Для продуктивного использования всех зубчатых вклю-
чающих механизмов необходимо соблюдение следующих условий:
1) устранение влияния толчков при включении, путем умень-
шения всеми мерами ускорения масс и 2) надеж-
ное включение зубьев одного колеса во впадины другого.
Для уменьшения ускорения
ной разности скоростей — v2
приближения работы зубчатых
оболов к синхронной работе и
возможного уменьшения по
крайней мере одной из вклю-
чаемых масс.
Это может быть достигнуто
путем расцепления, как, напри-
мер, в передачах у автомоби-
лей, где коробка скоростей во
время передвижения зубчатого
обода разъединяется от мотора,
или путем механического изо-
лирования, т. е. путем проме-
жуточного включения упругих
пружинных или скользящих
соединительных муфт, по воз-
можности с приспособлениями
для заглушения колебания, в
качестве препятствия для пере-
грузки зубчатых ободов.
Надежное включение зубьев во впадины облегчается примене-
нием отдельных выступающих кулаков, которые при незначи1ель-
ном отклонении работы зубчатых колес от синхронности приводятся
в промежуточном положении в состояние соприкосновения и вклю-
чения, после чего при наступлении полной синхронности могут
быть включены и самые зубчатые колеса (см. также включение кон-
центрических зубчатых муфт)!). В тех случаях, когда недопустим
перерыв подачи энергии во время включения, например во многих
станках или в железнодорожных средствах передвижения, должны
применяться либо муфты свободного хода (фиг. 447), либо вклю-
чение с помощью фрикционных муфт.
Передачи с совпадающими осями в качестве преобразова-
телей движения. Распределительные передачи с разветвлением
движения, включающие механизмы. В случае, если последняя
ось трех- или многоосной группы передач совпадет с первой, то
*) Другой метод включения передач с переменными скоростями в состоянии
покоя описан в ZdVdl, 1924, стр. 1247: „Подъемные механизмы с передачами пере-
менными скоростями в кранах AQQU.
570 Т. П. Отд. 2. Детали машин. II. Составные части машин и приборов
такое передаточное устройство получает благодаря этому, особые
преимущества J). Наиболее частый случай представляет собой трех-
осная планетарная передача, в которой оси / и III совпадают, так
что звено 5 является общим, и передаточное число Z13 = и
соответственно Zb=l—Аз» в зависимости от того, что неподвижно
связано с рамой, звено S или вал III. Могут быть соединены или
две передачи с внешним зацеплением, или две передачи с внутрен-
ним зацеплением (фиг. 457), или одна передача с внутренним за-
цеплением и одна с внешним.
В последнем случае дальнейшее упрощение достигается приме-
нением общего промежуточного колеса 2 для обоих составляющих
преобразователей (фиг. 458).
Фиг. 458.
Фиг. 459.
Главное преимущество передаточных механизмов с совпадающими осями состоит
в особо удобном использовании их, как „вращающихся" или „планетарнык передач*4,
в которых звено 5 и соответственно вал звена s вращаются вмесю вала колеса ///,
когда колесо 3 (например посредством муфты К2) соединено неподвижно с рамой
Если Z13 близко к 1, что возможно только при двух передачах
с внешним зацеплением или при двух передачах с внутренним
зацеплением, то Zu = 1 — Z13« 0.
Таким образом могут быть достигнуты исключительно малые
значения Z15, например iis = ± 1/10(Ь если сделать Z13 = "/100 или
101/1С0- ,
Для больших передаточных чисел включаются также последо-
вательно два или более преобразователей с совпадающими осями а).
J) О передачах с совпадающими осями см. статью Альтмана в Maschbau,
1927, стр. 1083 и Брандербергерав Maschbau, 1929, стр. 249, „Коэфициент
полезного действия и конструкции элементарных и сложных передач с планетарными
колесами".
’) О передачах с большими передаточными числами см. Альтман (Altmann),
Maschbau, 1927, стр. 1091 и 1929, стр. 721, Диаграммы чисел оборотов п дают в силу
того, что Мп = 72 00(W, диаграмму значений 1 : 7И, так что расчет на прочность
становится возможным, коль скоро известно одно максимальное значение Nln.
Диференциалы. Планетарный включающий механизм 571
Передаточные механизмы с совпадающими осями употребляются
также с коническими колесами (фиг. 423). Наиболее простой и часто
применяемой является передача, изображенная на фиг. 459, имеющая
только по одному колесу на одной или нескольких промежуточных
осях //, расположенных перпендикулярно к осям I и ///. План
чисел оборотов вычерчивается при этом непосредственно на схеме
осей, а именно для случая, когда звено S неподвижно закреплено.
В этом случае ведомый вал вращается с тем же числом оборотов,
что и ведущий, но в противоположном направлении: реверсивная
передача.
Если один вал, например //7, закреплен неподвижно, то вал звена j вра-
щается с числом оборотов вдвое меньшим, чем вал 7, но в том же направлении:
передача, уменьшающая обороты вдвое.
Диференциалы. Особым преимуществом преобразователей дви-
жения с совпадающими осями является то, что три вала /, III и s
могут быть установлены в подшипниках рамы свободно вращаю-
щимися, так что вращение двух из этих валов может происходить
вполне произвольно и независимо, тогда как вращение третьего
вала определяется вращением обоих первых валов. В силу этого
вращение одного вала может быть по желанию или вследствие
необходимости разложено на оба другие вала; или же вращательное
движение двух валов может быть наложено одно на другое на
третьем валу (суммирующие или диференциальные передачи).
Для наглядного представления действия диференциальной пере-
дачи целесообразно также и в этом случае применить план чисел
оборотов (фиг. 429), так как одновременное вращение всех трех
валов может быть просто определено путем отыскания точки
закрепления т.
Диференциалы находят себе применение в автостроении, в зуборезных станках
(наложение движения от независимых приводов для движения инструмента), в транс-
портирующих механизмах (например для канатной тяги), в делительнык. и счетных
машинах (образование арифметических рядов, см. выше фиг. 435) и во многих
других случаях J).
При включении диференциала, изображенного на фиг. 459, можно с удобством
во время хода производить перестановку управления, поворот кулачков, изменение
зажигания и т. п. посредством поворота снаружи вала s. Диференциал действует
в данном случае, как поворотная муфта.
Планетарный включающий механизм. Если в одной из пере-
дач с совпадающими осями, изображенных на фиг. 457 и 458, два
из валов с совпадающими осями /, III и 5 соединены между собой
концентрическим фрикционным или зубчатым включающим меха-
низмом /Ср то вся планетарная передача оказывается замкнутой в одно
целое, и все три вала с совпадающими осями получают одинаковое
число оборотов и одинаковое направление вращения. Если же,
наоборот, вал $ неподвижно соединен с рамой /?, например с по-
мощью тормоза или замка /С2, то вал через посредство передачи
вращается либо в одном направлении с валом I (фиг. 457), либо
*) О дальнейшем применении см. статью Кутцбаха, Maschbau, 1929,
стр. 710, „Разветвление механических приводов" (Mechanische Leitungsverzweigung).
Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
в противоположном (фиг. 458). Таким образом вращательную пере-
дачу можно сделать или передачей с переменными скоростями или
реверсивной передачей. (В изображенных на чертежах случаях пере-
менная установка обоих включений производится nyieM сдвига
вала ///, однако возможен и всякий другой способ включения.)
Если к валу // вместо одного
вала III присоединены по од-
ной и той же оси несколько
валов 1Па, 1ПЬ (фиг. 460), из
которых каждый может быть
соединен с рамой посредством
зубчатого или фрикционного
включающего механизма, то
число оборотов вала $ (как и
всех остальных валов) удобно
изменить в соответствии с
планом числа оборотов, кото-
рый в этом случае составляет
одно целое с планом скоро-
стей 1).
Если в передачах, подоб-
ных изображенным на фиг. 4э7,
458 и 46'Э, включающие меха-
низмы выполнены в виде автоматических включателей (муфты со
свободным ходом вроде показанной на фиг. 447), то при изменении
направления движения приводного вала / или направления про-
хождения энергии изменение передачи происходит автоматически.
II. Винтовые передачи
Фиг. 461.
В винтовых передачах (фиг. 461) „линия скрещивания" ОХО2
является линией кратчайшего расстояния между осями колес. О\
и О2 — точки скрещивания, они удалены одна от другой на рас-
стоянии осей а = (\О2 „Плоскости скре-
щивания*, в которых расположены по од-
ной из осей колес и точка скрещивания
сопряженной оси, образуют между собой
угол б. В зависимости от того, имеет ли
место зацепление вблизи линии скрещива-
ния (левая часть чертежа) или в отдалении
от нее (правая часть чертежа), передачу
называют скрещенной винтовой передачей
или пересекающейся винтовой передачей.
а) Передаточное число, скорости, силы. Если через имею-
щиеся в какой-либо точке соприкосновения двух боковых поверх-
ностей 1 и 2 векторы скоростей vY и v2 (фиг. 426) и относительной
!) См. о передаче автомобиля Майбах (ZdVdl, 1924, стр. 845) с одним обратным
и двумя прямыми ходами
Винтовые передачи
573
скорости скольжения vg провести общую для них плоскость сечения,
то нормаль к касательной к боковым поверхностям зубьев в точке
их соприкосновения в плоскости векторов содержит общую ско-
рость по нормали vn и силу по нормали Рп (ко-
торые не идентичны нормальной скорости и нор-
мальной силе в пространстве).
Тогда согласно фиг. 462,а имеем:
vn = I»! COS ₽j = v2 COS P2
И
vn = vgi ctg ₽1 = vgi Ctg ₽2.
Если обозначенная точка касания является
одновременно проекцией пересечения осей двух
валов, или же плоскость векторов перпендику-
лярна к линии кратчайшего расстояния между
ними, то
^ = ^0)1 И V2 = r2uy2'i
Фиг. 462 а и Ь.
отсюда передаточное число
i = (Oj/фз = (r2/rx) (cos ₽2/cos Pj).
1. В винтовых передачах (фиг. 461 — левая часть, 463 и
464) передаточное число зависит не только от отношения rjrb но
также и от углов наклона и
Р2, что для конструкции часто
является весьма удобным.
Фиг. 464
Фиг. 463.
Если = r2, TO I = = cos |32/cos Рх.
Если же Pj = р2> то i = ^1/ш2 = riri> как и ПРИ цилиндрических
зубчатых колесах.
Наиболее частый, особый, случай: угол между осями 6 = 90е
(фиг. 463); оси скрещиваются под прямым углом, тогда
i = «ц/ф, = Га/Г1 • tg ₽! = Ti/T! • ctg
574 Т. Й- Отд. t. Детали машйв. II. Составные части мат ин и приборов
pt и р2 представляют собой одновременно углы наклона колес
с делительными окружностями радиусов и г2, в то время как
7, = 90° — ₽! и i2 = 90° — ₽2 — углы подъема косых или вин-
товых зубьев (фиг. 463), так что при перекрещивании осей валов
под прямым углом
i = coj/oj, = • ctg Yj = • tg
2. Для винтовых передач по фиг. 461 правая часть,
если и о2 являются углами конусов касания, действительно общее
уравнение:
i = (0^0)2 = (r2/rj) (cos Рз/cos Pi) (sin S2/sin &i).
Число зубьев. Если число зубьев z (равно числу ниток) или
соответственно впадин считать в плоскости сечения, перпендикуляр-
ной к оси, то
Z = (0^(02 = П^П2 = Z^Zt.
При этом всегда следует считать число возможных зубьев или
впадин, так как при весьма большой продолжительности зацепления
отдельные зубья могут быть выпущены.
Силы. Распределение усилий в передаче без трения показано
на фиг. 462,6. При этом PJcos = Рп = P2/cos ₽2- Осевые усилия
Р = Pr tg pt и Ра* = Р2 tg р2 действуют на подшипники, воспри-
нимающие продольные усилия, а составляющие Рг и Р2 — на под-
шипники, воспринимающие поперечные усилия, параллельно плос-
кости векторов. При б = 90°, Рг = Ра> и Р2 = Ра^ (фиг. 463).
Направление вращения. Различают, как и в винтах,
винтовые или червячные колеса с правым или с левым ходом; на-
правления вращения указаны на фиг. 464.
При колесах, скрещивающихся под прямым углом, оба колеса (при внешнем
зацеплении) в егда имеют одинаковое направление хода, в передачах с косыми
зубьями колесо с левой резьбой работает с колесом с правой резьбой. При заказе
колес это всегда надлежит иметь в виду.
Ь) Образование формы зубьев. Форма зацепления опреде-
ляется основным телом и сопряженным с ним телом, например ци-
линдр, гиперболоид, глобоид, конус, при качении которых образу-
ются винтовые линии, являющиеся образующими линиями боковой
поверхности зуба и профиля зубьев. В зависимости от того, сопри-
касаются ли основные тела по двум линиям, по одной линии или
только в точке, получается 1) „винтовая передача в чистом виде*
(например глобоидальный винт с колесом), или 2) „одинарная вин-
товая передача качения* (например цилиндрический винт с колесом),
или 3) „двойная винтовая передача качения* (например цилиндри-
ческие и конические винтовые колеса).
Глобоидальный винт с колесим. Теоретическими основными
телами в этой передаче являются два глобоида, т. е. тела вращения
с дугами круга в качестве образующих, причем при наружном
зацеплении (расстояние осей д = га-|->'1) касание происходило бы
Глобоидальный вин*
575
по трем дугам АСА', В АВ и В'А'В' (фиг. 465\ из которых АСА'—
образующая винта, ВАВ и В'А'В' — образующие колеса. (При
внутреннем зацеплении, или при a = r2 — rt, две дуги круга явля-
ются общими, скрещивающимися в центре передачи С.) Произвольно
задаваясь зацеплением одного основного тела, определяют зацепле-
ние сопряженного с ним другого колеса. Осевой профиль зуба
винта целесообразно делать с прямыми боками и с углом между
боковыми поверхностями 2а = от 30 до 6и°; длина червяка должна
быть ограничена так, чтобы ^ZA'O/J был самое большее равен а,
лучше, однако, сделать его значительно меньше. Зацепление должно
ограничиваться средней плоскостью, так как зацепление в конечных
поверхностях может происходить только задевающим краем червяка.
Фиг. 465.
Производство глобоидальных червяков и глобоидальных зубчатых колес, как
и червячных колес, в Англии выполняется Хиндлеем (Hindley). Изготовление
глобоидальных колес по Лоренцу (Lorenz) производится вместо червячной фрезы
долбежным зуборезным ин-
струментом * *).
Недостатки гло-
боидальных колес.
Вочмож. ость смещения осей,
которые вследствие этого дол-
жны вполне точно взаимно
устанавливаться при сборке и
оставать я в дальнейшем в
этом положении. Передача не-
удовлетворительно работает
при изно е подшипников или
зубьев; поэтому целесообразно
применение шариковых под-
шипников, твердого материала
и точнейшей установки. В Гер-
мании колеса эти применяются
мало.
Преимущества. При надлежащем выполнении специальными фирмами
в Германии Лоренц «) и Пекрун 8) получается хорошее прилегание зубьев на сред-
нем сечении колена и в результате этого распределение нагрузки на несколько
з>бьев; передаточное число большею частью 1 : 3 до 1 : 20. Глобоидальное зацепле-
ние выполнимо и применяется как вообще пространственное зацепление, а не юлько
для случая скрещивания под прямым углом.
Глобоидальный винт с цевочной шестерней.
Колесо имеет равномерно распределенные по его окружности тела
вращения любого профиля (цапфы, ролики, цевки).
Для изготовления винта может быть использовано такое же
колесо, которое вместо цевок имеет кольцевые фрезы, вытачиваю-
щие впадины в теле сопряженного колеса.
Пример. Роликовое зацепление Пекруна 4).
Преимущества. Возможность применения при любом скрещивании осей
и при любом положении сцепления как при наружном, так и при внутреннем от-
носительно скрещивающихся осей. Имеет большую ценность для применения в пе-
редачах с переменным передаточным числом ввиду удобства изготовления.
0 ШибелЬ) Зубчатые колеса II, стр. 101, где приведены исчерпывающие
данные о глобоидальных колесах, и Л ин дне р (Lindner), ZdVdl, 1S02, етр. 644.
2) Машино трои1ельная фабрика Лоренца, Эттлинген, Баден.
•) Машиностроительная фабрика Пекрун, Косвиг, Саксония.
Zd 7dl, 1912, стр. 442.
576 Й. Отд. 2. Детали машин. П. Составные части маптив и приборов
Фиг. 466.
Недостатки. Незначительная прочность цевок по сравнению с зубьями
(например при ударах); сильная изнашиваемость (за И'ключением роликов), так как
зацепление на цевках имеет лишь малую продолжительность, то применяется
по большей части при весьма малых мощностях.
Цилиндрический винт (червяк) и винтовое колесо (червячное
колесо). Винт, в даннсе время употребляется преимущественно с
zx = o'i 1 до 4, самое большее 6, для больших nej едач и при скре-
щивании осей под прямым углом. Основными телами являются
цилиндр и соприкасающийся с ним по окружности впадины в точке
скрещивания (по дуге круга) глобоид. Образующие боковой поверх-
ности зубьев переходят на цилиндр в виде винтовых линий, тогда
как на глобоиде они выявляются как части винто-
вой линии, идущей вокруг „цилиндрического
кольца".
Выполнение. Цилиндр обтачивается или фрезе-
руется. как винт (червяк) (фиг. 4С6) (в случае надобности
»акалгется и шлифуется); точно такой же винт применяется
н качестве фрезы; для изготовления колеса винтовой пе-
редачи при помощи имеющей место в передаче скорости
скольжения Vg, причем колесу на делительной окружности
(равной производящей окружности качения) придается овевая
скорость червяка. Выбор радиуса цилиндра г, подъема обра-
зующей боковой поверхности нарезки (= zxt колеса винтовой
передачи) и осевого исходного профиля винта зависит от
имеющихся в производстве (в данное время еще не нор-
мированных) чернячньк фрез, которые по причине их
высокой стоимости изготовления должны быть полностью
использованы. Менее скорый способ изготовления колеса
винтовой передачи посредством более дешевого „долбежного
зуборезною инструмента4*, вращающегося вокруг оси винта
и передвигаемого в осевом направлении. Зацепление передачи
могло получиться в виде элементарной винтовой пезедачи
качения, егЛИ бы винт (при до таточной длине) мог без вра-
щения в качестве зубчатой рейки пере*мещаться, перекаты-
ваясь по делительной окружности подвергающегося обра-
ботке упругого сопряженного тела и вырезая в нем надле-
жащие впадины (зубья).
Зацепление может быть поэтому рассматриваемо, как зацепление качения,
лежащее между винтообразной зубчатой рейкой с траекторией качения и сопря-
женным с ним цилиндрическим колесом с траекторией качения причем обра-
зуется смещенное подковообразное поле зацепления J).
Винт, преимущественно „архимедов винт*, дает в сечении по
оси (меридианальное сечение), как и болт с винтовой нарезкой, пря-
мсбочный профиль, а в поперечном сечении — архимедову спираль,
тогда как при „эвольвентном винте" или при цилиндрическом колесе
с косыми зубьями (фиг. 400) линия касания с поверхностью зуба,
т. е. (фиг. 400) линия DE или D^Eq, должна работать как прямое
ребро инструмента. В поперечном сечении получаются эвольвенты 2).
*) III три бек, ZdVdl, 1887, стр. 936, 18°8, стр. 1156; Эрнст, ZdVdl,
1900, стр. 122е»; Ш и б е л ь (Zahmader), т. II, стр. 61 и след.
г) Подробнее см. К утцбах, Изготовление зубч(тых колес изд. VDI, стр. 36
и Альтман, Диссертация, читанная в Дрездене в которой рассматриваются поля
зацепления обоих винтов. Сильно распространенные в Англии червячные передачи,
изготовленные заводом фирмы Давид Броун с с-ями, имеют в качестве червяков
эвольвеигные винты.
Цилиндрический вив!
577
Так как при h = 2т и величине угла между боковыми поверхностями 2 а = 30"
И ?2 < ЗСГ, а также при 2а = 4Г и г2 < 17 начинается подрезание зубьев колеса
(как и при зубчатых колесах качения, стр. 528), то при меньшие числах зубьев дол-
жно быть произведено смещение профиля (см. выше) или увеличение угла 2а
между боковыми поверхностями, или уменьшение высоты зубьев Л. При смещении
профиля на + х/п величина наружного диаметра колеса при ji = 2m получается
в среднем сечении Dma— (+2хт), где при а = 15’ может быть принято
X = (25 — z)/30, а при л = 20° х — (14—г)/17; расстояние между осями av = (£>m -f-
+ ^s)l2 “b xm'
Длина зуба обусловлена границами поля зацепления. При
червячных колесах следует избегать цилиндрического зубчатого
обода (фиг. 467 вверху и очертание HJ на фиг.
466), если только решающее значение имеет наи-
меньший износ, так как поле зацепления при
таком ободе используется слишком мало.
Лучше применять зубья вогнуто-обточенные
и обхватывающие червяк настолько, насколько
позволяет необходимость избегать слишком ост-
рых головок зубьев, что определяется посред-
ством параллельных сечений по Штрибеку *),
или приближенно при помощи конических сече-
ний СЕАГ и GAlt как показано на фиг. 467.
Вследствие этого применяется очертание зубьев
FDEG (фиг. 466) с центральным углом DCE = 2?.
Последняя форма, ввиду меньшей стоимости из-
готовления, наиболее распространена.
По Штрибеку наиболее целесообразная вели-
чина центрального угла определяется уравнением:
tg ₽ = a!{r[t + 0,6);
Фиг. 467.
где г (или AtD на фиг. 467) — радиус делитель-
ной окружности червяка в см, t — шаг в см, а —
коэфициент, зависящий от числа зубьев.
Z. = 28 36 45 56 62 68 76 84
а = 1,9 2,1 2,3 2,5 2,6 2,7 2,8 2,9
Длина червяка при точном изготовлении передачи должна
быть так подобрана к полю зацепления, чтобы последнее было ис-
пользовано в возможно большей степени. Определяющей величиной
является подковообразное поле зацепления и, в соответствующих
случаях, зацепление в крайних сечениях колеса, в которых угол
зацепления уменьшается с увеличением угла подъема. Для малого
числа зубьев (подрезания необходимо избегать), и при угле подъема
7 >20° целесообразно вычертить поле зацепления, если требуется
достигнуть получения возможно большей его величины и тем самым
наименьшего изнашивания 2). При р < 20е достаточно, если общая
длина червяка L не более 2,5 т Уz2-
х) ZdVdl, 1897, стр. 935.
Шибел ь, Зубча(ые колеса, т. И, см. сноску на стр. 516.
87 Зяк. 254. — Htitte, Справочник для ипжэнеров, т. II,
578 Отд. 2. Детали машин. П. Составные части машин и ориборой
Червячные передачи, в которых можно опасаться перекашивания вследствие
завалки или неточного Изготовления зубьев колеса, должны иметь более короткие
червяки, чтобы ребра зубьев колес не были больше нагружены, чем полис днные
средние части.
Преимущества цилиндрических червячных колес: простота изготовления,
скорое прирабатывание, возможность осевого сдвига винта (не колеса), хорошее
соприкосновение зубьев по всей их длине, бесшумный ход. Имеют большое приме-
нение для передаточных чисел от 5: 1 до оо : 1 и при больших мощностях.
Колеса с косыми зубьями. Любые тела вращения, которые
соприкасаются в одной точке и в которых образующие боковой
гюьерхнос1и зуба (винтовые линии) имеют одинаковое направление
в точке касания, могут об-
разовать винтовую пере-
дачу качения. Предпосыл-
кой для их применения
является их дешевое и до-
статочно точное изготовле-
ние. Поэтому в настоящее
время применяются цилин-
дрические колеса с
косыми зубьями, а в
последнее время и кони-
ческие колеса с ко-
сыми зубьями.
Цилиндрические
колеса с косыми зубьями
изготовляются как и цилин-
дрические колеса с норми-
рованным модулем зацепле-
ния тп и в работе устана-
вливаются своими углами
наклона 0Х и так, как-
будто бы они работают по
обеим сторонам одного об-
щего (бесконечно тонкого)
плоского зацепления, так что
их образующие линии боковых поверхностей зубьев совпадают (фиг.
468). Если винтовые цилиндры соприкасаются в точке С, то нормаль-
ная линия зацепления, проходящая через С в направлении А-А и,
следовательно, перпендикулярная к принятым боковым поверхностям
зубьев, является в то же время общей линией зацепления обоих
винтовых колес, соприкасающихся между собою только в точках
этой линии зацепления. Длиной об цей линии зацепления (которая
укорачивается окружностями головок косых сечений цилиндра
в различной степени в зависимости от числа зубьев) определяется
граница рабочей длины Ьх и, соответственно, Ь2 колес: проекция
линии зацепления плоской боковой поверхности зуба еп' = 2 t/(ntga)
или для Ло = 2тп, а = 15°... еп' = 2,38tn и еп' = 1,74/п при а = 20°;
рабочая длина зубьев колеса при большом числе зубьев b — еп' - sin
Колеса с косыми зубьями
579
Действительная длина зуба в целях увеличения прочности обычно
несколько увеличивается. Уменьшение угла а между боковыми
поверхностями увеличивает ел' и тем самым 6, так что а<15° часто
целесообразнее, чем а ±= 20°.
Примеры. Скрещивание под прямым углом.
Дано i = 1 : 2, так что : z2 = 2 : 1; tn =5 к и min z — 20.
Угол наклона (3 может быть выбран произвольно.
1. Принято: ^ = 02 = 45°, тогда ts== /n/cos р2 = 5 я/0,707 и da = 20*5/0,707 =
= 141,4; d. = 282,8.
Расстояние между осями равно 70,7 4- 141,4 = 212,1 мм. Длина Ьх = Ьа>
>2,38 sin 45'*5 тс > 26 мм. Окончательно принято <30 мм.
2. Принято: л = г2» так чт0 — Ш1 ш2 = 0,5;
^ = 26^4', р2 = 63°26', tSQ = tnlcos 63°26' = 2,236*tn и da = 20*5*2,236 = 223,6 = d,;
расстояние между осями = 223,6 мм. Длина Ь. >2,38 sin 26''34'*5тс >17 мм, Ьа>34з«л<
3. Если расстояние между осями а дано, то должно
быть:
(20*5)/cos 4- (40*5)/cos = 2а, откуда определяется р2,
так как 4~ р2 = 90’.
Общее графическое решение (фиг. 46^). Даны: угол
между скрещивающимися осями 6, передаточное число i,
расстояние между осями а и инструмент для нарезания
зубьев по способу обкатывания (или соответственно /ия).
Требуется определить rlt r2, и рг. Вычерчиваются обе
оси в направлении скрещивания С и отыскивается точка
А, расстояние которой до оси 1 AE=Z\inn, а до оси 2
AF = z2mn причем для zx и z2, отношение которых
i = z^z-i известно, принимают условные значения (в виде
опыта). Через точку А проводят прямую BD, так чтобы
длина ее между осями 1 и 2 была бы а = 4- г*
этого достигают подгонкой. Величины rP ra, Pj и р2 могут
быть взяты из чертежа; точные величины получаются
путем расчета, исходя из того, что должно иметь место
равенство: 4- = z1mn/cos pt 4“ z2mn[cos р2 = а. Пер-
пендикуляр CG, опущенный из С на BD, дает напра-
вление образующих линий боковых поверхностей. Поль-
зуясь этим Meiодом, можно также определить наименьшее возможное расстояние
осей (а перпендикулярно к биссектрисе угла 6).
Преимущества цилиндрических винтовых колес: такое же дешевое
изготовление как и цилиндрических зубчатых колес с косыми зубьями; при эволь-
вентном зацеплении оси Moiyr быть сближены без погрешности в передаче настолько,
насколько позволяет величина зазора между зубьями; кроме того, возможно о евое
смещение обоих колес (используется во многих случаях для поворота работающих
валов).
Недостатки. Соприкосновение вначале имеет место только в точках, пе-
ремещающихся по прямой касания. Во время работы прямая касания разрабаты-
вается в поверхности касания, так что после того как колеса еще больше прирабо-
таются, сдвиг не может уже быть более безошибочным.
Конические колеса с косыми зубьями: устанавли-
ваются (фиг. 461, правая часть) в пересекающихся винтовых передачах
так, что их конусы качения имеют одну общую плоскость касания,
в которой лежат в разных точках вершины конусов. Чтобы образую-
щие поверхности зубьев обоих конусов касались, не пересекаясь,
'их развертки на общую плоскость касания должны одновременно
представлять собой развертки конусов, соприкасающихся по
одной линии зацепления, т. е. развертки образующих поверх-
ностей зубьев должны при прямой линии зацепления быть эволь-
580 Т- П. Отд. 2. Детали машин. И. Составные части машин и приборов
вентами, а при линии зацепления по дуге круга — циклоидальными
кривыми х).
Особенно просто можно сделать соединение одного цилиндрического и одного
плоскоконусного косозубчатого колеса в пересекающую винтовую передачу, так как
изготовленное вначале цилиндрическое колесо может быть также использовано
в качестве резца Феллоу (зуборезного инструмента Феллоу) для изготовления кони-
ческого колеса (фиг. 470) 2).
с) Условия работы. Размер зубьев. Расчет зубьев только на
изгиб при незначительной скорости скольжения, как, например, в вин-
товых блоках, такой же, как и
при цилиндрических колесах и при
колесах с косыми зубьями; в чер-
вячных колесах кривизна ножки
еще более увеличивает прочность.
'Вследствие скольжения легко по-
является при большем vg чрезмер-
ное изнашивание, которое вызы-
вает износ поверхности зубьев,
особенно у колеса из менее твер-
дого материала, а также сильное
теплообразование, ставящее пре-
дел возможной нагрузке.
Допустимые нагрузки
при различных материалах опре-
Фиг. 470.
деляются опытными величинами, зависящими от смазки, охлаждения
и продолжительности работы. Для приблизительных расчетов опыт-
ные величины с согласно формуле Pnjbt = с берутся по табл. 60.
Таблица 60. Коэфициент с
с —
Винтовые колеса Червячные колеса
Чугун по чугуну 30 40
1 + ^/2 1 + ^/2
Сталь по бронзе 40 60
1+^/2 1 + ^/2
Введением величины скорости скольжения vg (фиг. 462) учитывается
влияние скольжения зубьев на их нагревание. Для осей, перекре-
щивающихся под прямым углом (фиг. 463), Vg = Vi/cos?!, причем
х) К у т ц б а х, ZdVdl, 1924, стр. 1080. Станки для изготовления винтовых
передач с коническими колесами производятся в Германии фирмой Клингельнберг
а Ремшсйде, в Америке — фирмой Глиссон „Гипоидные передачи",
Werkst-T., 1924, стр. к9.
Потеря на скольжение
581
щ = dxn/19 — окружная скорость червяка или винтового колеса по
делительной окружности диаметра db при угле подъема ft = (90°— fy).
При работе чугуна по чугуну следует брать vg по возможности
менее 5 м!сек, для бронзы по стали — менее 10 м/сек. Эти значе-
ния vg пригодны только для хорошо приработавшихся колес и мо-
гут быть превышены в случае исключительно хорошего отвода
тепла (масляного охлаждения) и высокого к. п. д. Для первоначаль-
ного расчета зубьев на прочность можно приблизительно брать
b/ttt2,5, так как b/t колеблется между 2 и 3.
Недостатки всех винтовых передач в том, что поле зацепления
не может быть произвольно увеличено, как в передаче качения, так что мощность,
могущая быть переданной при данном расстоянии осей, является ограниченной.
Потеря на скольжение и коэфициент полезного действия.
Для винтовых передач с любым углом направления осей и любым
положением скрещивания, коэфициент полезного действия у] = 1—
обусловлен относительной потерей на скольжение в точке касания.
= Nr/N = р- • Р^ • VglPnvn>
где Рп — нормальная сила без учета трения, а Рп'—та же сила с уче-
том потерь на трение в точке касания плоскости векторов (фиг. 462).
при этом Рп' = = (1 — Р tg ₽i) Рп> так что = p.’l' • vglvn =
— P'vg/vn> vg и vn берутся по чертежу (фиг. 462, b), отношение vg/vn
имеет минимальное значение, когда = р2.
Чем меньше о, тем меньше vg/vn (в передачах качения угол
направления о = 0); в конических винтовых передачах с незначи-
тельным расстоянием скрещивания, угол о близок к 0 (фиг. 461,
правая часть).
Если 71 и у2 — углы подъема (у = 90° — (3), то для любого угла
м sin 7i sin (7., — р)
направления осей = —— . . - , .
sin Tf2 sin (ft 4- p)
Для 6 = Ь0° или Y! + Тг = 90° (фиг. 463) будет
„ = = 1 ~ MgTi
tg(Yi + ₽) 1+H/tgTi ’
Та или другая формула применяется при расчете в зависимости
от того, дан ли угол трения р или же коэфициент трения р.
При изменении направления движения ?]2 получается подста-
новкой в уравнение величины 72 = 90° — 7t. Фиг. 471 показывает
изменение v) для р = 0,1 и при 71 = 0 до 90°.
При 7t = (90° — р)/2, т. е. при почти половинном угле скре-
щивания, т) имеет максимальное значение, однако и при 7Г = 30°
получается почти такое же высокое tq. При скрещивании осей
под прямым углом для получения передачи с наилучшим к. п. д.
целесообразно принимать величины 7t = 20 до 45°. На фиг. 472
даны значения для различных величин р, т. е. для различного
рода смазки.
582 т- И- Отд. 2. Детали машин. II. Составные части машин и приборов
С увеличением vg при благоприятном прилегании зубьев и не
слишком малом числе зубьев увеличивается влияние жидкостного
трения, так что р. может достигнуть значения 0,02.
При сухом трении и плохой смазке, а также в состоянии покоя
р. доходит до 0,2.
Стрибек1) нашел для приработавшегося одноходового червяка при работе
чугуна по чугуну (наружный диаметр 95 мм, внутренний диаметр 60 мм, г = 30,
высота хода t = 8 тс, средний подъем 1 :10, длина зуба 77 мм, Р — давление на зуб,
Vg — скорость скольжения по делительному кругу) такие значения:
va м\сек 0,5 1 1,5 2 3 4
P кг 500 5 0 500 400 250 160
p. при 60° 0,060 0,051 0,C47 0,b40 0,030 0,025
К потерям трения на
зубьях присоединяются еще
вызванные осевыми и ради-
альными давлениями потери
в подшипниках, понижаю-
щие еще более общий к. п. д.
Фиг. 472.
Общий коэфициент полезного действия для червячных
передач в среднем поГрузону8) при
г, = 1 2 3 4 5
т]«0,70 0,80 0,85 0,90 0,95.
При этом для восприятия осевого давления червяка обычно применяются ша-
риковые упорные подшипники, а в остальных случаях обыкновенные подшипники.
Для передачи на задние колеса в автомобилях английская фирма Даймлер и К°
применяла глобоидные червяки Ланчестера с передаточным числом г, : = 6 : 36
до 10 : 31 с наибольшими углами подъема от 35 до 45л, причем получалось т) = 0,96.
При передаче на задние колеса 5:21 фирмы Д. Броун и сыновья, Гуддерсфильд,
было достигнуто 7) = 0,97.
») Zd\7dl, 1898, стр. 1162.
печатные материалы завода Otto Gruson, Magdeburg-Buckau, Zahnr3derfabrik,
Самоторможение. Проектирование колоса
583
Самоторможение в случае движения в обратном направлении
имеет место при < р или tg 7^ < р., тогда ^<0,50 или, соответ-
ственно, Если происходят сотрясения, например в подъем-
ных машинах, то для самоторможения tg должен быть уменьшен
до 1 :12, так что тц понижается до 0,4. Если передача должна быть
самотормозящей только в состоянии
покоя, то во время работы может
быть 0,70.
Применение винтовой
передачи ограничено длиною зуб-
ца, которая в противоположность пе-
редачам зубчатыми колесами не мо-
жет быть увеличена произвольно.
Передача выгоднее при отношении Фиг. 473.
1:8 до 1:20; при меньших отноше-
ниях более целесообразны цилиндрические колеса, при больших —
к. п. д. становится неблагоприятным. При употреблении правохо-
дового и левохсдового червяков на одном и том же валу и соеди-
нении валов червячных колес с приводным валом цилиндрическими
Фиг. 473а.
колесами последнему сообщается полная мощность (удвоенная по
сравнению с одинарной червячной передачей) и, кроме того, устра-
няется осевое давление на валу червяков.
В противоположность зубчатым колесам, точно нарезанная и хорошо прира-
ботавшая я винтовая или червячная передача имеет, главным образом, преимуще-
ство более спокойного хода, так как зацепление весьма постепенно и влияние смазоч-
ного масла очень значительно.
Проектирование колеса. Обусловленное при изготовлении
червячных и глобоидных колес точное расположение осевых линий
валов и колес в связи с необходимостью наилучшей смазки при
584 Т. П. Отд. 2. Детали машин. II. Составные части машин и приборов
большом числе оборотов влечет за собой соответствующую кон-
струкцию подшипников и рамы передачи.
Пример (фиг. 473). Расположение червяка над червячным колесом, подшипники
с раздельной кольцевой смазкой жидким маслом, продольное давление восприни-
мается шариковыми подшипниками, смазка червяка белее густым маслом. Фиг. 47da
выполнение общества завода Берлин-Карлсруэ с шариковыми подшипниками во веек
местах, где происходит скольжение, что при частык остановках или обратном дви-
жении и при незначительных скоростях в цапфах является для червяка особенно
благоприятным. Червяк расположен внизу в маслянсй ванне. Вся конструкция
закрыта, во избежание проникновения пыли и потери масла. Червячное колесо
обычно лежит в обыкновенных подшипниках.
Обод колеса в целях возможности применения лучшего материала (главным
образом фосфористой бронзы) изготовляется отдельно от тела колеса. Соединение
при помощи заливки (с выемками) или насадки в горячем виде или закрепления
винтами.
Червяк вообще следует брать возможно меньшего диаметра,
чтобы ограничить размеры всей передачи. Поэтому винтовая на-
резка червяка и вал изготовляются за одно целое, причем для умень-
шения прогиба вал в месте нарезки червяка делается большего диа-
метра, или же рассчитывается на незначительное напряжение скру-
чивания. Коэфициент полезного действия возрастает с увеличением
числа зубьев zu с другой стороны, увеличивается, однако, диаметр
червячного колеса Ь2 при одинаковой прочности приблизительно
пропорционально |/z£ , так что для
«4=1234 5 6
D./z^ 1 1,6 2 2,5 2,9 3,3
Где имеет решающее значение высокий к. п. д., следует пред-
почесть многоходовые червяки с большим углом подъема у, где,
однако, перевес берет стоимость изготовления и при большом пере-
даточном числе — устраиваются одноходовые червяки.
F. Ленточные, канатные и цепные передачи (гибкие
передачи) J)
а) Общие замечания
В гибких передачах для передачи мощности с ведущего вала на один
или несколько приводных валов служат гибкие материалы.
Обзор. Ленточные иканатные передачи работают посредством
силового замыкания помощью трения (с потерей мощности на скольжение).
I. Основы их работы, см. стр. 585.
II. Расчет и выполнение ленточных и ременных передач, см. стр. 597. Расчет
и выполнение передач канатных, шнуровых и клиновыми ремнями см. стр. 613.
Цепные передачи работают при помощи зубчатого зацепления (сво-
бодны от скольжения), см. стр. 621.
’) Употребляемые в подъемно-транспортной технике в качестве чисто тяговых
элементов цени, проволочные канаты (стальные тросы) и т, п. рассматриваются
Ниже в отделе „Грузоподъемные машины*4.
Ременная и канатная передачи
585
Обозначения (ср. фиг. 476 — 479):
г — радиус шкива (сж),
D—диаметр шкива (см),
ш — угловая скорость (сек—1),
v — скорость (м[сек),
i — передаточное число,
8 — толщина (ел),
/— поперечное сечение (сла),
{5 — усилие на конце связи (кг),
j — напряжение (кг^м?),
За— усилие, действующее на ось
(кг),
Sj = ар/ — усилие ведущего конца связи
(кг),
Зъ — усилие ведомого конца (кг),
Зп — — S2 — полезное усилие (кг),
полезное напряжение
(кг/см2),
= (Ji “И аа)/2 ~ среднее напряже-
ние (кг^см"),
— напряжение центробежной си-
лы (кг) см2),
°v ~ предварительное (начальное)
напряжение в состоянии без-
действия (кг 1см2),
е = = SJS-j — отношение на-
пряжения,
ср = — коэфициент передачи,
р — давление на поверхность
(лгг/сл’),
а — угол обхвата.
Передаточное число t = = r2/rb причем в качестве бе-
рется радиус шкива, скорость которого vr равна скорости набегаю-
щей ленты („нейтрального слоя*). При лентах или канатах с толщи-
ной о нейтральный слой находится приближенно в середине гибкой
связи, так что i = (D2 + &)/(£>i + &)• При зубчатом зацеплении i =
Крутящий момент приводного шкива — S2)rb
Мощность N = y) Snvllb, где Sn = Sr — S2 — полезное усилие, а
— наибольшее возникающее усилие, к которому вследствие дей-
ствия центробежной силы и изгиба присоединяются еще внутренние
силы, является величиной, определяющей прочность.
Коэфициент полезного действия т) = является произве-
дением к. п. д. усилия и к. п. д. скольжения. Коэфициент полезного
действия усилия vjp менее 100% вследствие:
а) внутреннего трения работающей гибкой ленты, Ь) трения на
поверхности прилегания (защемление, прилипание, боковое трение),
с) трения воздуха и d) трения опор. Коэфициент полезного действия
скольжения (только при ленточных и канатных передачах) мень-
ше 1ОО°/о вследствие: а) упругого изменения длины ленгы на шкиве,
Ь) скольжения от удлинения, с) скольжения гибкой ленты по шкиву
(проскальзывание) (стр. 5ь0).
Ь) Ременная и канатная передачи
I. Основы1)
Ход расчета. При определении поперечного сечения ленты или
каната в формулу N = vjSnv/75 вместо Sn можно подставить
где зависит от материала (например стальная лента, кожа, пряжа,
проволочный канат, пеньковый или хлопчатобумажный канат), от
характера трения внешних поверхностей, от скорости ленты и выпу-
клости обода шкива. Для более точного суждения об устройстве и
*) См. S t i е 1, Iheorie des Riementriebes, Berlin 1915, Jul. Springer, где разрабо-
тка вся литература по этому вопросу.
586 т- И- Отд. 2- Детали машин. II. Составные части машин и приборов
его выборе, кроме того, надо обращать внимание на сопротивление
трения, силу нажатия, соотношение натяжений, толщину ленты или
шнура и допустимую нагрузку.
Сопротивление от трения. Назовем: S — усилие, передаваемое
сцеплением ленты; /—площадь сечения ленты; г—радиус веду-
щего шкива; а—напряжение ленты, равное S:f\pm— среднее
давление на единице поверхности шкива от ленты, тогда % = pmF—
полное прижимающее усилие, т. е. давление на поверхность
шкива, где У7—поверхность соприкасания. Передаваемое усилие S =
= о/ = р, /( = \xpmF. Для плоской ленты сечения ЬЪ давление на
единицу поверхности в каждом месте
р = S: rb = а 3: г.
Средства для увеличения сцепления и уменьшения давления ленты:
1) Употребление материалов с большим коэфициентом сцепления: кожа, хлоп-
чатая бумага, пенька, бумага по железу или дереву, стальная лента по пробке, об-
клейка шкива бумагой, проволочный канат но кожаным
или деревянным обкладкам в канавках шкивов.
2) Пропитывание органических материалов жирами
или специальными препаратами, увеличивающими сце-
пление при движении. При этом обыкновенно р. возра-
стает с увеличением скорости скольжения и уменьше-
нием давления ленты, пока не вытечет жир 1 2).
3) Применение клинообразных, канавок для канатов,
шнуров и клинообразных ремней (трапецевидного сече-
ния). Сюда относится также использование натяжения
каната для регулирования силы зажима, например при
зажимных щеках на шкиве для канатов и цепей по кон-
струкции Фоулера или Грюнига (фиг. 474). В последнем
устройстве действие защемления зажимом между щеками
повышается с увеличением натяжения ленты от действия
пружины а).
4) Применение возможно бояьшего угла обхвата а ленты, так как при этом
натяжение каната 5, необходимое нажатие К или соотве)ствующее давление нажа-
тия р могут быть уменьшены без опасности скольжения.-
При коэфициенте трения р. (Хютте, т. I, отд. „Механика стр. 422):
Sj/Sj = ах/б2 = р} 1р2 е иа или > In (S1/S2)-
При нанесении этих величин, зависящих от угла а, в дуговых мерах, полу-
чается логарифмическая кривая (= геометрический ряд) (фиг. 342), уклон которой
зависит от величины ц, при полярном нанесении из центра шкива получается лога-
рифм^ческая спираль (фиг. 341). Таблицы для вычисления см. Хютте, т. I,
стр. 423 и т. II, фиг. 342.
Угол обхвата а и угол провисаният (фиг. 476—479).
Если — угол, отсчитанный от точки набегания А, а ± у — изме-
нение угла провисания ведомого конца (угол провеса) от точки
сбега В (фиг. 478), то 2 (а -|- у) = ± 360° при открытых передачах
и 0° — при перекрестных передачах.
i) S k u t s с h, Dingier Pol. J. 1P14, стр. 273; Friedrich, Reibung z wisehen Riemen
und Scheibe, Mitt. Forschungsarbeiten VDI 1915; Rudeloff, Mitt. Materialpr.-Anst,
Berlin 1921; Kutzbach, Probleme der mech. Energieumformung, ZdVdl, 1922,
стр. 154.
2) ZdVdl, 1921, стр. 169,
Ременная передача
587
На фиг. 478: + <4 — То + «2 + Ти = + 360°. На фиг. 479: + аг — аг + ая=360в,
на фиг. 504, стр. 613 4-04 — а, = 0°. Поэтому можно увеличить угол обхвата рабо-
чего шкива посредством введения промежуточного шкива с обратным вращением
(— аг) или посредством большего угла провеса в верЛней части ленты (— у0).
Коэфициент передачи натяжения ремня. Полу-
чаемое в работе передачи полезное усилие Sn = — S2 и, соот-
ветственно, полезное напряжение ап зависит от среднего напря-
жения и от трения между гибкой связью (лентой) и шкивом.
В качестве меры для сравнения служит коэфициент передачи на-
тяжении ремня ср. Имеем равенства:
<? = ($1 — ^2)/(^1 + $2) = (а1 а2^/(а1 + °2) = ап/2°ш =
= (S - l)/(s + 1) = (^а - 1)/(^Я + 1).
Таким образом ср, е и р.
являются взаимозависимыми
величинами (фиг. 475).
Фиг. 476.
Величина ® может быть легко измерена во время бездействия передачи и во
время ее работы; отсюда получается е = (1 -J- <р)/(1 — <с) и среднее значение р. (при-
нимая, что трение повсюду одинаково) либо расчетным путем из равенства £ =
либо из фиг. 475, применимой при а = 180е. При <р = 0,5 получается е = aja2 = 3
и р. = 0,35; при ср = % или 0,67 получается е = 5 и р. 0,53. На фиг. 475 нанесена,
кроме того, кривая an/jlt т. е. отношение полезного напряжения к наибольшему
напряжению вя в зависимости от ср, причем ап = 2 <р/(ср -|- l)*^. Поэтому при ? = 0,5
°п = 2/з 01-
ИСТОЧНИКИ силы, прижимающей ленту. Источником возникно-
вения и постоянного действия прижимающей силы К является вес
или упругость, реже действие сил: электромагнитных, давления
воздуха и центробежных. Первые вызывают нажатие путем предва-
рительного натяжения ленты, посредством продольных сил (собствен-
ная упругость или натяжной вал) или поперечных сил (собственный
вес или натяжной ролик): способы 1—4.
1. Предварительное натяжение ленты вследствие ее упругости (фиг. 476).
Длина ненатянутой ленгы меньше (при натяжении от собственного веса больше)
геометрически вычислен юй длины. Натяжение ленты удобно производить при по-
мощи натяжного приспособления (лучше всего с нанесенными делениями для отсчи-
тывания натяжений), или при помощи неподвижных натяжных роликов или салазок-
588 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
Необходимое удлинение к ленты получается из общей длины ленты 7 по урав-
нению : к = где — предварительное натяжение в кг1см*. Е различно для
разных органических материалов в зависимости от их происхождения, предвари-
тельной обработки, возраста и натяжения—для кожи в среднем 1000—2000; для
пеньковых канатов, смотря по способу плетения, от 6000 до 15ь00; для проволоч-
ных канатов в среднем 750 000 и для стальных лент 2 100 0,0 кг!см\ Для тканых и
вязаных материалов Е особенно сильно зависит от способа изготовления и натяже-
ния.
Кожаный ремень общей длиною в 15 м при Е = 1500 для достижения предвари-
тельного натяжения = 20 кг)см* должен быть вытянут на 15 м«20'1500 = 0,2 л*,
Фиг. 477
Фиг. 478.
или 1,3о'о. Такой же длины стальная лента для достижения <jv =700 кг1см9 должна
быть вытянута на 15*700/2100 000 = 0,005 м, или
Необходимое условие для предварительного натяжения упругостью — это, что-
бы лента не удлинялась: от температуры, изменения состояния влажности, упругого
последействия или внутреннего износа; иначе пришлось бы впоследствии слишком
часто укорачивать и натягивать ленту. Полезно соединить способ 1 со способами 2,
3 или 4.
Для приводов вертикальных и приводов с коротким расстоянием между валами
можно применять для материалов мало упругих и вытягивающихся во время ра-
боты только лишь способы 2 или 4.
Фиг. 479.
2. Предварительное натяжение ленты посредством натяжного вала
(фиг. 477). причем расстояние между центрами валов меняется благодаря осевому
натяжению Sa.
Опоры натяжного вала покоятся на рычаге, салазках или натяжной тележке;
в остальном, как натяжней ролик, либо неподвижный, либо как подвижный само-
устанавливиющийся.
3. При горизонтальном или наклонном положении ленты предваритель-
ное натяжение получается благодаря собственному весу (фиг. 478 и 480). Лента,
свободно висящая на двух шкивах (фиг. 480), образует между точками опоры А
и В цепную линию; натяжение на различных уровнях высоты отличается на
где Н— разница уровня в м и — вес 1 м длины ленты (в большинстве случаев на-
тяжение в разны к точках очень мало отличается от среднего натяжения).
Ременная передача
589
Форму ленты можно определить графически, как веревочный многоугольник,
с любой точностью, исходя из заданного натяжения !).
При замене цепной линии параболой можно вычислить натяжение довольно
точно аналитически по стреле прогиба h в середине хорды АВ —а. Обозначая
/ — длину ленты между А и В, 5 — натяжение в точке С (слагающая натяжения
в хорде АВ), тогда для малого провеса
с _ I [лт] Gy а [м] G]
- с h ~ а Л
о — о —
а а
S а [лт] у
ИЛИ 9 =— ------!—
f 80 —
а
При одинаковом отношении Л : а натяжение ленты а увеличивается с рас-
стоянием а и удельным весом у кг'дм3 ленты. В плетеных и цепных лентах это
натяжение надо отнести к единице площади описанного сечения ленты.
Пример. Для А:а=2°'с, а=16 м и 7=1,0 кг/дм3
для пеньки (считая описанное сечение / пенько-
_ 16-1,0 „
вого каната) получается а « - « 10 кг\см1.
При 4°/0 провесе а=1С0 м и 7=7,8 кг/дм3 для прово-
_ 1С0-7.8 _СЛ , ,
лочного каната получается ^250кг/слг.
oU • VjU*
По провесу можно вычислить предваритель-
ное натяжение и натяжение при работе привода
для каждой ленты и каната. В горизонтальных и
наклонных приводах натяжение никогда не падает
до нуля. Наиболее выгодное горизонтальное рас-
стояние между валами: для кожаных ремней
5—10 м, для пеньковых канатов 1J—20 м, для
проволочных 50—100 м, причем достаточно соб-
ственного веса для передачи энергии.
4. Предварительное натяжение посред-
ством автоматического натяжного ролика,
который, в противоположность собственному весу
ленты, действует только на ведомом конце, т. е. в
какой-либо точке обратного лода для увеличе-
ния угла обхвата на обоих шкивах, имеет обрат-
ное направление вращения и, таким образом, дей-
ствует снаружи тяги (фиг. 479). При неодинако-
вых диаметрах шкивов натяжной ролик целесо-
образно устанавливать вблизи меньшего шкива
для увеличения угла об .вата последнего. Необхо-
димая для нажатия поперечная сила Sr получа-
ется из многоугольника сил графически — из 52,
как и величина и направление осевой силы Sa
Фиг. 481а.
Фиг. 482.
Фиг. 481b.
Фиг. 481с.
Натяжной ролик следует устанавливать в виде автоматического натяжного ролика,
действующего помощью груза или пружины.
Изменение напряжения при увеличении мощности (фиг.
481 а—с). При наличии собственной упругости и натяжного вала сред-
нее напряжение = СЕ, передаваемое от точки А19 остается при
увеличении мощности постоянным, так что а2 уменьшается на
столько же, насколько увеличивается (фиг. 481 а). Соответ-
ствующие величины (фиг. 482) изменяются по прямой. Если
передача с 0,5 рассчитывается на нормальную нагрузку, то при
max = 0,67 возможна перегрузка около 32%. Теоретический пре-
дел достигается при 100% перегрузки (а2 = 0).
*) Аналитическое вычисление см. Duffing, Zur Geometrie der Riementriebe
ZdVdl, 1919, стр. 951; подробное изложение см. Schulze-pillot, Neue
Riementheorie, Berlin 1926, Jul. Springer.
590 I- II. Отд. 2. Детали машин. tt. Составные части машив й приборов
При передаче с натяжным роликом (фиг. 481 с) напротив, напря-
жение аа, передающееся от Д4, остается почти постоянным, <JW = СЕ непрерывно
возрастает с увеличением мощности, а <р4 растет асимптотически. Таким образом
если величины <зп = BD и а т = СЕ тожде твенны при нормальной нагрузке вели-
чинам <зп и вт передачи с натяжным валом, то передача может быть перегружена
на Юэо'о, прежде чем <р достигнет величины 0,67. При холостом ходе (точка 4J
предварительное натяжение ат может быть вдвое меньше, чем у передачи с на-
тяжным валом и наличием собственной упругости, так что гибкая связь (лента)
будет в одинаковой мере хорошо сОАранена и при бездействии.
Передача с использованием собственноговеса (фиг. 481b)
сходна с передачей с натяжным роликом, так как при ней j2 тоже никогда не может
стать равным 0, и <р3 приближается к 1 только асимптотически. По своим свойствам
она тем ближе к передаче с натяжным роликом, чем больше ее горизонтальное
расстояние между осями и величина у/а.
Передачи с использованием собственной упругости и натяжным валом при-
меняются для предохранения против перегрузки, передачи же с натяжными роликами
и большим собственным
весом — при большой пе-
регружаемое™.
Действие центро-
бежной силы. При
получении предвари-
тельного (начального)
натяжения помощью
собственной упру-
гости или собствен-
ного веса предвари-
тельное (начальное)
натяжение, установ-
ленное при без-
действии передачи,
Ось иксов
Фиг. 483. уменьшается в ре-
зультате удлинения
ленты, вызываемого центробежной силой (фиг. 481 а и Ь), тогда
как сно при автоматически устанавливающихся натяжных ва-
лах, а практически также и при натяжных роликах (фиг. 481 с) —
остается одинаковым. Если среднее натяжение при бездействии
передачи есть (точка Л^, то при числе оборотов п в результате
действия центробежной силы оно'имеет величину (точки Alt А3
и Л4). Действие центробежной силы вызывает во всей ленте напря-
жение у, которое выражается: су(v/10)27 кг)см^ и соответствен-
ное ему удлинение Х^=/.<у/£'г вследствие чего уменьшается пред-
варительное натяжение от веса и от упругости ленты.
Пример. V = 10 20 30 40 50 м1сек
Кожа (у ~ 1 кг'дм3) .... 7= 1 4 9 16 25 кг]см*
Сталь (т = 7,8 кг1дм3) .... 7 = 7,8 31 70 125 196 к</вм*
Скольжение. 1. Скольжение от удлинения aeZ. Если
нанести теоретическое натяжение (при р = const) ленты в зависимости
от угла обхвата а (в дуговых единицах), то логарифмическая кривая
Ременная передача. Скольжение
591
проходит через точки сбегания В} и В2 (фиг. 483). Набегающий ремень
в точках Аг и А2 сохраняет свое натяжение набегания до тех пор
(угол покоя), пока не начнется изменение натяжения, обусловлен-
ное ап. Угол, остающийся для удлинения или сокращения, в боль-
шинстве случаев меньше угла обхвата. Так как К: / = а: Е, то ве-
личина о дает масштаб удлинения ленты X в отношении первона-
чальной длины ленты /, считая / и Е от одной и той же оси х
(фиг. 483) 1). (Упругая лента вытягивается на ведомом и сокращается
на ведущем шкиве.) Вследствие удлинения ленты изменяется и ее
скорость v, так что : v2 = (Z + Х3): (/ + Х2). Таким образом рас-
стояние от оси х дает масштаб и для vr и v2. Так как окружная
скорость ведущего шкива "^Vj, а ведомого < v2, то отсюда возни-
кает скольжение от удлинения аег, причем
°ег = — vt>fvi = д vlvi = <а1 — ’г)/£ = вп1Е = 2 <Р % /Е.
Скольжение от удлинения возрастает с
увеличением среднего напряжения aw , стало-
быть, и с коэфициентом перенатяжения ср
(фиг. 484).
Пример. Для кожи при £=1000 <р—0,5 и аш=20 кг\см* 2,
ве^=2°'о; при Е = 20J0 и ат= 3J, 1,5го-
Для пеньки и особенно для проволочных канатов
и стальной лепты получается чрезвыч йно мало. Наи-
большая скорость скольжения между шкивом и лентой
Дг/ получается для Е = 1^00 и — 20.
Фиг. 484.
При v = 10 . . I 20 I 30 I 40 150 м^сек
bv = 0,2 . j 0,4 | 0,6 | 0,8 | 1,0 „
Так как по новейшим опытам 2) для всех материалов, пропи-
танных или смазанных жиром, р. возрастает со скоростью скольже-
ния и даже частично в несколько раз, то и е = а1: ст2, а также и ср
растет вместе с v[E и при больших окружных скоростях е может
стать значительно больше 3, а ср >0.5. При нормальной работе без
перегрузки является лишь скольжение от удлинения, переходящее
при перегрузке в обыкновенное скольжение.
2. Скольжение ад. Скорость скольжения Av между лентой
и шкивом распространяется на весь угол обхвата, как только стано-
вится . С этого предела начинается (раньше на шкиве
с меньшим углом обхвата) собственно скольжение vg (фиг. 484). Оно
по большей части возрастает медленно, так как с возрастанием Av
Ч Опыты F i е Ъ е г, ZdVdl, 1909, стр. 1641.
2) S k u t s с h, Dingier. Pol. J., 1914, стр. 273; Фридрих, Трение между рем-
нем и шкивом, Min. Foisch., 1915; R u d е 1 о f f, Milt. Materialpr.-Anst, Berlin 1921;
К у т ц 6 a x, Проблемы меланического преобразования энергии, ZdVdl, 1922,
стр. 154.
592 T. II. Отд. 1 Детали машин. II. Составные части машин и приборов
увеличивается р. и сперва наступает устойчивое состояние. Ко-
эфициент полезного действия скольжения = 1 — и соответ-
ственно равен 1 — ад.
Когда же, вследствие увеличивающейся нагрузки и теплоты трения, темпера-
тура ленты повышается настолько, что pi вследствие расплавления жира опять по-
нижается, то вд внезапно увеличивается. Смазочный материал для ремней имеет
назначение увеличивать р. при возрастании скорости скольжения. Это влияние, по
мнению Руделова, сказывается только на быстро движущихся ремнях; у медленно
движущихся ремней р. уменьшается. Быстро движущиеся ремни способны перено-
сить значительно большую временную перегрузку, чем медленно движущиеся.
Небольшое давление нажатия (шкивы большого диаметра и тонкие ремни; ибо
р = 2а8:О) и большие окружные скорости уменьшают повышение температуры
и способствуют увеличению передаваемой мощности. Характерные для годности
ленты кривые скольжения (фиг. 484) различны’для разных: диаметров шкивов, пред-
варительных натяжений, скоростей, материала лепты и средств, увеличивающих
сцепление. Целесообразно наносить эти кривые в зависимости от коэфициента пе-
ренатяжения ср = 0,5 an : <jw, для сравнения а при различных предварительных на-
тяжениях и передаваемых мощностях *).
Влияние толщины ленты или шнура. Следствия конечной тол-
щины о суть:
1. Упругое напряжение изгиба причем для случаев приме-
нимости закона Гука (например стальные ленты и проволочные ка-
наты) : Е = zt 6: D.
Для случаев неприменимости закона Гука (органические мате-
риалы) можно вводить в расчет идеальный коэфициент упругости
для фактического напряжения изгиба. При этом о увеличивается
в наружном волокне на -f- Rb и уменьшается во внутреннем волокне
на—/?ь, но без потери в работе.
Пример. Для кожи и 8/О = ’/330 получилось бы при Е^ Е = 1300 кг/см1
напряжение от изгиба Rb = 2С кг[см*.
Для небольших шкивов надо принимать возможно малые значения для 8 и Е\
это особенно важно соблюдать для кожи. Небольшие натяжные ролики действуют
особенно неблагоприятно, выгибая ленту в обратную сторону по отношению к шки-
вам. В проволочных канатах 7?^ зависит от 60 толщины отдельных проволок, £тоже,
’ то для неплетеной приволоки, т. е. Е = 2 103 СОЗ кг\см\ Если при этом 8С|D = от
до 1/зсоо> т0 Rb получается от ± 1400 до ± 7С0 кг}см* и получает, таким образом, уже
значительную величину. Для стальных лент допустимо 6 : D = Vtoo*
2. Потеря работы при ремнях кожаных, плетеных, тканых, шну-
рах, цепных лентах и органических материалах для преодолевания
внутреннего трения, возрастающего с увеличением предваритель-
ного натяжения и о:£) и появляющегося при набегании и сбегании
ленты. Внутренний износ зависит при плетеных лентах и шнурах,
главным образом, от степени скружки. И для них влияние неболь-
ших натяжных роликов неблагоприятно, благодаря перегибу ленты
то в одну, то в другую сторону.
1) Сравнить результаты французских опытов с ремнями, ZdVdl, 1923 стр. 242
и американские опыты, ZdVdl, 1924, стр. 787.
Ременная передача. Мощность. Давление па осп 593
Дт
В качестве относительной потери от изгиба -плоских ремней из кожи
ат
или ткани по опытам А. Мюллера *) получалась величина Д e/aw =
= Л(В/О)П= У причем В в среднем может быть принято равным 1,3, а п »/2< Для
8/D = 1/so и <JW= 16 кг1см* получается около 1°/0 потери от изгиба, которая для
случая <р = 0,5 или ап — з)п означала бы также 1°/0 потери нормальной мощности^
Всякое увеличение 5/D и всякое уменьшение среднего напряжения ат повышают
процентную потерю нормальной мощности.
3. Уменьшение угла обхвата а, вследствие жесткости ленты, ко-
торое особенно неблагоприятно дает себя чувствовать при больших
значениях Е и o/Z) (малые шкивы, толстые ремни).
Полезная мощность. Давление на оси. Передаваемая мощ-
ность зависит от допускаемого полезного напряжения оп = 2<р <зт
кг/см2. При этом коэфициент ср обусловливается условиями трения
(см. выше), а наибольшее значение — допускаемым напряжением
соответствующего материала.
Влияние угла обхвата а на величину коэфи-
циента ср. Если известно ср для а = 180° и определенных материа-
лов и скоростей, то, при изменении угла обхвата а на ± Да,
величины ср и изменяются соответственно на Tt Дер и Да/
причем Дер: ср (и соответственно Дап : оп) z Да°: 180°. При этом
всегда меньший угол обхвата важен для определения ср и соответ-
ственно оп.
Для е = 2 3 4 5
или ср = 0,33 0,5 0,6 0,66
е И1 0,5 0,33 0,25.
При больших значениях е или ср влияние + Да значительно умень-
шается.
При неравных радиусах шкивов и г2 и без применения на-
тяжных роликов (фиг. 476) Да = 2 р, причем sin р = (rt zt г2)/е или
р° 60 (rj zp r2)/e, где знак — для открытого ремня, знак Для пере-
крестного, а е — расстояние между осями. Применением натяжного
ролика можно всегда сделать а > 180°. И при Z = 1:1 бывает а ^180°,
смотря по тому, расположен ли сбегающий конец внизу или на-
верху. Где возможно, следует располагать сбегающий конец (слабее
натянутый) сверху (фиг. 4б0).
Пример. : гя = 5 : 1; е = 1:3; отсюда 0 И 16°. При <р = 0,5 получается
2.16°
Дер: Ф-0,5.^ =0,89,
т. е. на 11°/0 мощность меньше, чем при одинаковых шкивах.
Если бы угол обхвата увеличить при помощи роликов одинаково на Да = 32°,
то при одинаковом среднем натяжении полезная мощность увеличится на 11°/©.
*) A. Muller, Потери в ременных приводах (передачах) при применении ма-
лых шкивов, Mitt. Forschungsarb. VDI, 1929, вып. 318, стр. 10.
38 Зав. 254. — Htitte, Справочник для инженеров, т. II*
§9 I Т. И. Отд. 2. Детали машин. It. Составные части машин й приборов
Во время работы а бывает меньше, чем при покое, благодаря
неспокойному или неравномерному ходу, некруглым шкивам, не-
плоским лентам, нехорошему соединению ремней, большой жест-
кости ремней или канатов, что легко может быть установлено на-
блюдением.
Формулы передаваемой мощности, давление на ось.
N=Sn v/75 = 'пМ1Ъ = оп/Ол/1432
или
Dcm = 14322V/(on/n) (пр и т]« 1,0).
Если принимать для лент вместо величину = апЪ или ли-
нейное полезное напряжение (на 1 см ширины), то получается
]432
/о
или
bD = 1432Л7(а'пп).
Давление на оси или давление на подшипники ^пере-
дачи лентой для состояния покоя равно 2 cos ₽, где ₽ — угол на-
клона ремня к линии центров (см. выше). Во время работы Sa =
= 2/om cos 0,
Если принимать е = 1,6 до 3, то для 0 = 0 давление на оси
Sa = 4,3S„ до 2Sn, в среднем Sa^3Sn.
Новые упругие ремни часто надевают с увеличенным предварительным натяже-
нием ввиду ожидаемого неизбежного их. вытягивания. В этих случаях, при расчете
подшипника (например шарикового подшипника) и потерь в не*м принимают Sa =
= 5 Sn. Для канатных передач во избежание необходимости скорого дальнейшего
сращивания это предварительное на1яжение делают еще большим.
Допускаемые напряжения. В то время как из двух множите-
лей ? и (или ах) допускаемого полезного натяжения = 2сра^ =
= 2ср/(? -{-1) • ах, коэфициент ср выбирается в соответствии с опыт-
ными данными, другой же сгт или принимается, исходя из
статической и динамической прочности материала гибкой связи и
обязательно в обратном отношении к продолжительности его
службы. Достаточного количества опытов по определению предела
выносливости на продолжительные растяжения и изгиб еще не
имеется. Существует 2 метода расчета: а) по наибольшему напря-
жению сгтах, Ь) по среднему временному напряжению.
По а): наибольшее напряжение имеет решающее значение при
неорганических материалах (стальная лента, стальная проволока, про-
волочный канат), а также очень важно и при однородных органи-
Ременная передача. Допускаемые напряжений
595
ческих материалах (кожа, резина). amax = q -f- <у( + R^ можно
точно определить только для стальной ленты, для кожаного и ткан-
ного ремня — приближенно. Значение су может быть определено,
а сгтах принято на основе опыта.
Напряжение от изгиба zt Rb влияет только в наружных волок-
нах и на короткое время. На фиг. 485 даны значения: ах, ег2>
Rb и их сумма стах в зависимости от скорости v ленты. Если при
этом принимать е, соответственно, у неизменными, например е = 2,
ср = 0,33, то сгп (как показывает пунктирная кривая) будет умень-
шаться с возрастанием скорости, так как вследствие центробеж-
ной силы су уменьшается по закону параболы.
Для смазанных жиром лент и шнуров, особенно для кожаных
ремней, с увеличением v увеличиваются и ц, е и ср, а также
сгп/с1 = 2 ср: (ср 1), как показывает
сплошная линия для стп, которая
вначале подымается и после лишь
опускается. У кожи можно, наконец,
еще с увеличением скорости по-
высить качества отбором шкуры.
Фиг. 485.
от изгиба,
По Ь): для всех волокнистых материа-
лов среднее временное напряжение ajy (ввиду
временности всякой деформации и упругого
последействия) обусловливает прочность ма-
териала и допускаемую нагрузку. В какой
мере это действительно и для кожи, еще не
выяснено окончательно. Поэтому для кожи
применимы оба метода расчета. В Германии
применяется первый, а в Америке второй.
Вследствие кратковременности напряжения наружного волокна
среднее временное напряжение
Отсюда ап= 2 <р Можно ajf определить только на основании опыта.
Надо учитывать уменьшение при большой кривизне или большом 5 : D.
Кривая ап при увеличении скорости ремня уменьшается по отношению к по
закону параболы (в зависимости от а (фиг. 485).
Движущаяся лента. Набегание и боковое перемеще-
ние по шкиву. Набегая на конус, лента перемещается по направле-
нию к большему диаметру, чтобы центр сопротивления от трения
совпадал с направлением силы в набегающем конце. Неравномерно
прилегающие и неравномерно вытягивающиеся ленты работают не-
спокойно, так как центр сопротивления меняется. Целесообразно
поэтому устройство заграждений против бокового перемещения:
шкивы с бортами, в особенности для всяких канатов и шнуров,
реже для узких лент и ремней.
Выпуклый обод в середине для упругой ленты, особенно для
кожаных ремней. Большей частью достаточно иметь выпуклым лишь
ведомый шкив, на котором набегание ремня происходит с меньшим
натяжением и прилегание легче. При скорости>30 м)сек целесо-
образно иметь оба шкива выпуклыми»
38*
596 Т. П. Отд. 2. Детали машин. ТТ. Соетайнъте Части машин и приборов
лельные
Фиг. 486.
Сбегание. Сбегание ленты происходит до известной степени
без обратного влияния на ее движение по шкивам. Возможно по-
этому заставлять сбегать шнуры и ленты в бок под острым углом
(15—20°) к средней плоскости шкива. Поэтому возможны не парал-
двухшкивные приводы (полуперекрестные), произвольно
повернутые около оси АА, касающейся шкивов в точках
сбегания ленты (фиг. 486). Но в таком случае движение
ленты возможно только в одном направлении (фиг. 491).
Закручивание. Если повернуть нижний шкив
(фиг. 486) около оси АА на 180° против верхнего шкива,
получится перекрестный привод (фиг. 504). Вследствие
поворота ленты на 180° сбегающей и набегающий концы
трутся в месте перекрещивания друг о друга по внутрен-
ним поверхностям. Наружное утолщение ленты наклад-
ками и т. п. возможно.
Направляющие и поддерживающие ро-
лики. Где простые приводы невыполнимы, например при
очень близко расположенных осях, при приводе из мно-
гих параллельных валов, особенно также при передачах
помощью произвольно пересекающихся или скрещиваю-
щихся в пространстве валов, например (фиг. 493), там применение
направляющих роликов, большею частью в соединении с непо-
движно укрепленным или самодействующим натяжным роликом для
обратного хода, делает возможным всякий род приводов при вся-
ких расстояниях. Они могут служить для увеличения угла обхвата
или одновременно также для изменения направления ленты и для
восприятия веса ленты при большом расстоянии
между валами (поддерживающие ролики). Обра-
тимость направления движения возможна в том
случае, когда плоскость каждого шкива и на-
правляющего ролика содержит оба конца — сбе-
гающий и набегающий (для постоянного движе-
ния в одном направлении достаточно, чтобы плос-
кость каждого шкива содержала набегающий
конец, а сбегающий может быть отклонен на
15—25°).
Фиг. 487 показывает, как плоскости шкивов могут
включать любой угол а, когда сбегающий и набегающий
концы направляются роликом, касающимся плоскостей обоих
шкивов, и когда плоскость этого ролика совпадает с плос-
костью ленты. Предполагается при этом, что расстояние
между валами в месте скрещивания ./< их направлений
невелико.
Сдвиг ленты. Направляющий ролик, поставленный впереди
набегания ленты, может произвести любой боковой сдвиг послед-
ней. Это находит часто применение для направления ремней, осо-
бенно для включения, благодаря сдвигу, рабочего, холостого и обрат-
ного шкивов, также и в конических барабанах.
Коэфициент полезного действия (ср. стр. 585). Потерями в пе-
редаче с гибкой связью являются потери силы и потери скольже-
Ременная передача. Материал. Передача стальными лентами 597
ния х). Потери силы в ленточных передачах появляются от изгиба при
малых значениях В/D (стр. 592), которые при Ъ/D ]/100 составляют
меньше 1/8%.
Потери на шкивах вследствие прилипания появляются только
при применении сильных средств против скольжения, или клейких,
которые поэтому должны употребляться только в случае нужды
и в небольших количествах.
Потери на трение ремня о воздух ’) становятся заметными только при v > 30 м[сек
и большой длине ремня, так как потеря в % выражается величиной
« Z И W10)2: 16 8 М-
При v = 40 м/сек, 1= 15 м, 8 = 1 см и зп=15 кг!см2 -8 1%» Напротив, потеря
на воздушное трение вследствие неудачной формы спиц шкива в некоторых усло-
виях больше, чем от воздушного трения ремня.
Потери на трение в опорах имеют величину °/0 = 200 p-j Sa[Sn«d|D, где ад —
коэфициент трения, a d/D — отношение диаметра вала к диаметру шкива.
При щ = 0,01, 5a|Sn = 3, dlD = 1/а0, было бы °/0 = 0,3 */□.
Потери скольжения (см. выше стр. 591) при хороших ремнях
легко могут быть удерживаемы между 1 и 2%. Общий к. п. д.
ременных передач в зависимости от конструкции составляет от 96
до 98%.
II. Расчет и конструирование ленточных и ремен-
ных передач
1. Материал и допускаемые в нем напряжения. Для ленточ-
ной передачи пригодны все не слишком дорогие гибкие материалы
достаточно прочные, особенно стальные ленты, кожа, ткани, плете-
ные из волокнистых веществ (хлопок, пенька, верблюжья шерсть)
и цепные ленты 3).
Передача стальными лентами 4). В передачах стальными лен-
тами, изготовляемых Обществом Сандвикена транспортных лент,
отд. стальных лент, Шарлоттенбург (главным образом для мощно-
стей больше 50 л. с.) употреблены тонкие ленты из холодно прока-
танной стали, выплавленной на древесном угле, прочностью 130 —
150 кг/мм2, толщиною 0,3—1,1 мм, шириною 80—250 мм. Соеди-
нение концов достигается замком особой конструкции, скольжение
0,1 - 0,5%; к. п. д. передачи 99%. Давление на оси Sa = 3 до 4 Sn.
Очень незначительное провисание, никакого удлинения ленты в ра-
боте, большая долговечность. Для больших мощностей две и больше
параллельные ленты. Небольшая ширина по сравнению с простыми
кожаными ремнями.
Неприменимы для шкивов диаметром меньше 500 мм, для сту-
пенчатых шкивов, разобщительных приспособлений или полупере-
крестного привода (для перекрестного привода годятся лишь в том
!) Ср. A. Miiller, Verluste der Rlementriebe bei Verwendung kleiner Scheiben,
Mitt. Forschungsarb., VDI вып. 318.
2) Karman (Карман), ZAM 1924, стр. 243—244.
•) См. ниже отд. .Материаловедение", стр. 1348, табл. 2.
*) ZdVdI? 1911, стр. 1768; Praktischer Maschinenkonstrukteur, 1913, стр. 241,
598 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
случае, если расстояние места скрещения от меньшего шкива >• 4 D),
Дальнейшие условия: точно параллельное расположение валов, креп-
кие, выверенные круглые шкивы, устойчивость в подшипниках,
дабы расстояние между осями не изменялось. Расстояние между
осями должно быть настолько велико, чтобы общая длина ленты
(м!сек), например при v = 32 м/сек, Л>24 м.
Ленты движутся по обкладке на шкивах (на цилиндрических невыпуклых шки-
вах) из бумаги, поверх которой пробковые листочки, которые надо содержать чисто
При обнаружении скольжения (нагрев ленты) надо увеличить сцепление обкладки,
в крайнем случае вновь натянуть ленту.
Кожаные ремни (из шкуры) изготовляются большей частью из
хребтовой части здоровых воловьих шкур. Шкура имеет около
1,3 м шириной, 1,50 м длины. Соединение отдельных кусков в один
ремень достигается склеиванием [клей из сухожилья с прибавкой
рыбьего клея 1)]. Скашивание концов на 0,2—0,4 м (смотря по струк-
туре) стругом, так что используемая длина шкуры от 1,1 до 1,3 м.
Для сырых помещений кожа должна быть склеена особым клеем.
Толщина, упругость и прочность в отдельных полосах из одной
и той же шкуры весьма различны, чему способствует и приправка
шкуры в одну плоскость. Изготовление прямых ремней обусловлено
точным знанием свойств шкуры. Ремни из части около позвоноч-
ника обладают одинаковыми величинами удлинения и упругости,
движутся прямо, и лучше других пригодны для больших скоростей.
Во всяком случае, целесообразно применять для ремня полосы из
одинаково расположенных относительно хребта частей шкур, так
что для ремня в 50 м длины надо нарезать 40 шкур.
Толщина кожи составляет от 3 до 7 мм, в среднем 4—6 мм\
толщина двойных ремней 6 мм (легкие), 7 мм (средние) и от 8 до 10 мм
(нормальные); тройных ремней—12 мм и более. Одинарные ремни
имеют часто большие колебания в толщине. При двойных и трой-
ных ремнях колебания эти легче выравниваются (важно для приво-
дов с натяжными роликами).
По ОСТ 232 толщины кожаных ремней имеют следующие значения:
По ОСТ 232 кожаные ремни
изготовляются по ширине следую-
щих размеров в мм\
20, 25, 30, 35, 40, 45, 50, 60,
75, (80), 85, 90, (95), 100, 115, 125,
150, 175, 200, 225, 250, 275, 300,
350, 400, 450, 500 и т. д. Размеров,
поставленных в скобки, по воз-
можности не применять. Допускае-
мые отклонения: для ширин до
100 мм zt 1 мм\ свыше 100 мм zt
zt 2 мм.
ремней см. ОСТ 233.
Ширина ремня в мм Толщина ремня Д в мм
Одинарные | Двойные
От до Не менее Не менее
45 3,5 —
45— 80 4,0 7
80-115 4,5 8
115—150 5,0 9
свыше 150 5,5 9,5
Правила
приемки
кожаных
1) См. ниже, отд. „Материаловедение" (клей), стр. 1331
Расчет кожаных ремней
599
Удельный вес в среднем уА^1 кг!дм%. Толщину и вес можно
увеличить искусственно, без увеличения прочности. Сопротивление
на разрыв одинарного ремня составляет 130—200 кг на 1 см ши-
рины или 200—350 кг/см2. Коэфициент упругости Е ремня колеблется
от 500 и 3000, в среднем 1000—2000 кг!см2 и возрастает (отклоняясь
от закона Гука) с натяжением, так что менее натянутый ремень
сильнее пружинит, чем очень натянутый.
Наиболее подходящей вообще считается дубленая кожа.
Хромовая кожа более гибка (меньшее Е) и менее чувстви-
тельна к теплоте, чем дубленая, и поэтому предпочтительна для
небольших шкивов и жарких помещений, зато обладает большим
упругим последействием (вытягивается в работе). [Для малых шки-
вов употребляют ремни и из свиной кожи, а для совсем малых—
ремни из кишек. Особый сорт представляют ремни на ребро (фа-
брика приводных ремней Штигельмайер в Ганновере — Вюльфель)
толщиною в 12—20 мм из длинных узких полос. Полоски ставятся
на ребро, ширина ремня по желанию (исполнены ремни до 3 м ши-
рины). Для малых шкивов идут ремни из хромовой кожи, для боль-
ших— из дубленой].
Так как надрезы, рванины или отверстия для сшивки, или со-
единения ремней вредны, ввиду получающегося влияния уменьше-
ния сечения, то лучше всего соединять концы ремней склеиванием.
Только медленно движущиеся ремни и ремни в мастерских, кото-
рые часто приходится ослаблять или вновь натягивать, соединяются
замками, сшивками или дратвой. Долговечность ремней зависит
в значительной степени от обращения с ними.
Надо чистить ремни по возможности ежемесячно, основательно ежегодно щет-
кой и промыванием тепловатой водой (не задевая мест склейки) с последующей
смазкой слегка салом. Впитавшееся минеральное масло удалять бензином или бен-
золом, строго оберегать от смолы. Наилучший смазочный материал — ворвань с до-
бавлением воловьего сала. Новые ремни надо смазать жиром и сохранять в холод-
ном месте.
Расчет кожаных ремней (см. „Основы, полезная мощность идо-
пускаемые напряжения", стр. 585, 593 и 594). Еще не выяснено, на-
сколько решающим для продолжительности службы ремня являются:
наибольшее (гтах = ах -|- R^) или среднее напряжение (а^ су+
-|- aw), также и то, насколько мощность ремня зависит не только
от его прочности, но также и от условий сцепления и нагрева»
особенно при небольших быстро вращающихся шкивах. Отсюда боль-
шая несогласованность в данных для допускаемых значений
Если руководствоваться пределом <ттах г), то получится из до-
пускаемых напряжений = 2ср/(ср + 1) - (отах — о/) — 2ср/(ср + 1) • Rb
в кг]см2.
Для расчета надо задаваться ср и отах. Коэфициент ср у бывших
в употреблении ремней при их работе лицевой стороной больше,
1) S t i е 1 (Theorie des Riementriebs, стр. 171) считает для органических материа-
лов среднее напряжение решающим. Этому взгляду соответствуют все формулы,
р которых не учитывается напряжение от изгибу,
600 Т. И. Отд. 2. Детали машин. II. Составные части машин и приборов
чем при работе бахтармой. Коэфициент ср растет с увеличением
диаметра шкивов и окружной скорости, а также при употреблении
чистых и хорошо пропитанных жиром ремней при их работе по
гладким обходам шкивов, и, наоборот, падает при загрязненных
ремнях и при работе по шероховатым шкивам.
При составлении табл. 61 взято ср = 0,4 (при v = 3 м/сек} до 0,8
(при v = 45 м/сек}.
Допускаемое высшее напряжение атах зависит от намечен-
ного срока службы ремня, от его (не вполне известного) предела
утомления и текучести и характера
изменяемости нагрузки, особенно же
от качества самой кожи, ее дубле-
ния, обработки, смазки и ухода во
время работы. В зависимости от всех
этих условий атах составляет от 10
до 20% прочности кожи на разрыв.
Союз германских фабрикантов
вырабатывает ремни трех сортов.
Лучшие при продолжительной ра-
боте могут быть нагружены до 33
кг[см2. Скутчем составлена таблица
для расчета кожаных ремней, при-
чем влияние изгиба учитывалось
весьма незначительно. (Среднее по-
ложение среди двух приемов рас-
чета.) Табл. 61 содержит значения
для ап кг/см2 и TVj л.с./см2 (фиг. 488).
При употреблении средних сортов кожи ширину ремня надлежит
увеличивать на 14%, а при низших сортах на 32%.
Таблица 61. (кг/см1) и (л. с./см*)
(По Скутчу для а = 18Э° и лучшей кожи) (фиг. 488)
V в м1сек 3 5 10 15 20 25 30 35 40 45
г/D 1/400 (М) 19,5/(0,8) 20,5 22 23 23 23 21 19 16 13
1/2С0 19/(0,76) (1.4) 20 (1.3) (3) 21,5 (2,9) (4,8) 22,5 (4,5) (6,3) 22,5 (6,0) (7,6) 22 (7,3) (8,6) 20 (8.0) (8,9) 18 (8.4) (8,6) 15 (8,0) (7,7) 12 (7,2)
1/100 17/(0,68) 18 20 21 21 20,5 19 17 14 10,5
1/70 1/50 16/(0,64) 14/(0,56) (1,2) 17 (1,1) 15,2 (2,5) 17 (4,2) 20 (0,6) 20 (5,4) 18 (6,8) 19 (6.5) 17 (7,2) 16 (7.9) 15.5 (7,3) 14 (7,5) 12,5 (6,4) 9 (Ь,7) 7,5
61,0) (2,3) (3,7) (4,8) (5,8) (6,4) (6,4) (5.8) (4,6)
Расчет кожаных ремней
601
Примеры. 1. N = 100 л. с., диаметр большего шкива Лх =1,9 м, п = 250 об/мин.
Скорость v = 25 м\сек.
По Скутчу для лучшей кожи и для 6/D = Vioo» °п ~ кг! см2, так что
/= 100«75|20,5*25 = 14,7 см2. При 6 = 0,6 см, b К 25 см.
Малый шкив (при i 1 : 3) Da = 630 мм, тогда 6/D = Л У100.
При v = 25 м1сек и б/D = 7 оо, Nt « 6,8 л. с. и f= 100/6,8 = 14,7 см2.
Для двойных р.мней при 5 = 10 мм, Ъ/D = 1/63 и 18 кг]см2 (табл. 61).
/= 16,7 см2 и b ж 17 см.
2. N = 600 л. с. Передаточное число nt: пл = 800 : 200; скорость ремня при чу-
гунных шкивах до v = 35 м/сек, так что: N — Snv/75 =°nf 35/75 = 600 л. с., или
апЬ8 = 13^0 кг. Из DinJ19 = 35 м/сек следует, что = 83см. Для одинарного ремня
при 6=0,5 см (случай 1) 6/D ~ Vlfi6. Для двойного ремня с 6 = 0,8 см (случай 2)
1/100. Из таблицы можно принять для v = 35 м/сек при 8/D = 1/i6sl °п =
— 17,5 кг/см2; при 6/D = i/m, = 17 кг/см2, так что bt = 1300/(17,5 • 0,5) = 148 'см
и Ьа = 1300/(17-0,8) = 96 см при а = 180\
Если вследствие большого передаточного числа и малого расстояния между
осями а = 140° или Да = 2р = 40°, то (согласно стр. 59о) Дап/ап = ^Да/180° =
= 0,33 • 4О''/18О° = 0,074, т. е. ап станет меньше на 7°/0 и ремень соответственно
на 7°/0 шире. Наоборот, при применении натяжного ролика и а = 220° и Да = 4-40*
ремень может быть взят уже на 7°/0-
В целях продолжительности срока службы ремня надо следить за допускае-
мой полезной нагрузкой, чтобы ”тах была установлена только при натяжных роли-
ках или натяжных валах и при большом расстоянии между осями (натяжение от
собственного веса); при нерегулируемом йростом приводе вначале часто сознательно
переходят предел сттах, чтобы отдалить срок дополнительного натяжения вытянув-
шегося ремня. Большие ремни должны быть надеты только с предварительно рас-
считанным натяжением av. Для вертикального или наклонного расположения ремня
без натяжных роликов с небольшим горизонтальным расстоянием между осями,
ввиду неизбежного удлинения ремня в работе и связанной с этим необходимости
большего предварительного натяжения (в начале работы), надо уменьшить значе-
ния чп на 10—2О°/0.
Для средних заводских условий для одинарных ремней получа-
ется легко запоминаемая формула
W = ЬЯп,
где b и Я выражены в метрах, соответственно сп = 14 кг!см*.
Возможность временной перегрузки и фактический предел скольжения кожа-
ного ремня зависят, главным образом, от величины нажатия ремня р = рт/ф и со-
ответственно от нагревания кожи, причем pm = 2at>/D, а ф есть коэфициент при-
легания поверхностей ремня. Неровная, изобилующая швами, поверхность ремня,
неверно обточенные шкивы, слишком большая выпуклость обода, влияют неблаго-
приятно на ф. Лицевая сторона кожаного ремня работает лучше (ф 1), чем мя-
систая *). Высокое значение ф, как и хорошее прилегание поверхности ремня, тем
значительнее, чем больше отношение 6: D и соответственно рт. От величины да-
вления нажатия р зависит и нагревание, ввиду работы трения р-рДр или y.apv, вы-
зывающей проскальзывание смазанного ремня. Чем меньше р (при данном v), тем
больше могут быть: скольжение а, р. и перегрузка ремня без опасности чрезмер-
ного нагревания.
При очень неравномерной работе (падающие молоты, прокатные станы, насосы,
компрессоры при недостаточных маховиках) надо всегда считаться с наибольшей
нагрузкой и уменьшать ап наполовину, а порой и более. Часто оказывается целе-
0 ZdVdl, 1924, стр. 787. Какое должно быть прилегание ремня: лицевой или
мясистой стороной? На небольших шкивах и при сильной выпуклости обода мяси-
стая сторона прилегает лучше,
502 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
сообразным ставить многослойный и узкий ремень (таким образом большое р) для
облегчения скольжения при толчках.
Если же от ремня требуется, чтобы он работал как предохранительная сколь-
зящая муфта, чтобы он при перегрузке или толчках сильно скользил, то величина
нажатия р должна быть достаточно большой (узкий многослойный ремень или ма-
лый шкив), и при этом следует избегать натяжных роликов.
Ремни, употребляемые одновременно вместо фрикционных муфт и для пере-
мены направления вращения, переводимые для этой цели вилками, оказываются
весьма недолговечными, если не будут очень слабо нагружены. Также и перекрест-
ные ремни, трущиеся взаимно в месте скрещения, должны быть слабее натянуты.
При больших скоростях и большой ширине лучше избегать их вовсе.
Главные преимущества кожаных ремней, помимо их долго-
вечности — удобное соединение склеиванием (исключая жаркие и сырые помещения)
отдельных кож последовательно (изготовляются до 60 м длины), параллельно (до
2 м ширины и более) и слоями один на другом (до 4 слоев), благодаря чему воз-
можна передача больших мощностей на большие расстояния при всесторонне глад-
кой и плотной поверхности. Можно и просто накладывать несколько ремней друг
на друга. Недостаток кожаных ремней — их дороговизна и опасность быть объектом
частых краж.
Ремни из волокнистых материалов (тканные) * 2). Употреби-
тельны чисто тканные ремни: тканные, волосяные и хлопчато-
бумажные; менее употребительны пеньковые ремни и пасы, и пле-
теные бумажные ленты, например Эната—ремни Акционерного
общества канатной промышленности в Мангейме. Для очень ма-
леньких шкивов применяются тонкие тканные ремни или пасы, на-
пример для привода шлифовальных кругов. Тканные ремни, боль-
шей частью, дешевле кожаных, но менее долговечны.
Волосяные ремни (сг^ в среднем 400 кг) см2) ткутся из жи-
вотной волосяной пряжи, причем основа изготовляется либо из
чистой верблюжьей шерсти, либо из смеси (иногда и совсем без
верблюжьего волоса). Хорошие волосяные ремни полезны, благо-
даря их большой упругости (не менее кожи), например для работы
с толчками. Хлопчатобумажные ремни (од = 360 до 520 кг! см2)так же
крепки, но менее упруги, чем волосяные. Е для волосяных ремней =
= 2500—6000, для хлопчатобумажных—5000—14 000 кг'[СМ?, смотря по
роду ткани 2).
Пропитанные тканные ремни: балата и резиновые при-
водные ремни, большей частью из сложенных вместе кусков лучшей
хлопчатобумажной ткани, пропитанных массой балата или резино-
вым раствором. Резиновые ремни бывают с односторонней и дву-
сторонней резиновой накладкой. Для ремней балата сь в среднем
равно 450, £ = 9000—15 000 кг)см2.
Пропитанные ремни не должны быть жестки и ломки — иначе
они совсем непригодны. При температуре выше 30 или 40э—балата
ремень легче разлагается на свои составные части, чем резиновый
ремень, выносящий температуру до 70°, например в жарких поме-
щениях.
Расчет тканных ремней3) из среднего временного напряжения
Одо (см. стр. 594) для надежности принимают коэфициент ср = 0,33,
*) См. ниже, отд. „Материаловедение", стр. 1348,
2) S t е р h а п, Dingl. Pol. J., 1916, № 2/3.
•) ZdVdl, 1901, стр. 353, no Thomae.
Расчет тканных ремней
603
Тогда оп = % (ал — 4f) или при кг/дм*, <гпяаг/3 <>м—
- (»/12)а. аде по роду ткани и добротности:
для хлопчатобумажных ремней =15 до 30 кг1см*
. волосяных я = 10 до 30 „
Обычная толщина 1—1,4 см; однако изготовляют любой толщины.
Размер толщины тканных ремней выбирается так, чтобы они
могли заменять кожаные ремни такой же ширины. В большинстве
случаев достаточно рассчитать шкивы для кожаных ремней и зака-
зать тканные ремни на данную мощность. Для небольших шкивов
надо рассчитывать или выбирать ремни по особым указаниям фирм.
Преимущества тканных ремней. Большая равномерность ткани, размеров
и упругости. Волосяные ремни менее кожаных чувствительны к пыли, влияниям по-
годы и жара, а ремни особого изготовления из чистой верблюжьей шерсти также
и к щелочам, кислотам, бензиновым парам и пр.
Чистые хлопчатобумажные ремни мало чувствительны к теплоте и щелочам, но
быстрее изнашиваются, чем волосяные и служат больше для второстепенных при-
водов. Балата ремни — для работы в пыли и сырости в умеренно-теплых помещениях.
Резиновые ремни без покрышек для сухих, пыльных и жарких помещений, с дву-
сторонними покрышками лля помещений сырых, насыщенных парами и кислотами.
Для приводов с нажимными роликами требуются также покрышки. Резина разъедается
жирами и маслами. •
Недостатки тканных ремней. Хлопчатобумажные ремни чистые и пропитанные
обладают малой упругостью, так что при небольшом растяжении в работе само-
пружинение быстро пропадает, и требуется автоматическое натяжение (от собствен-
ного ли веса, натяжных валов или натяжных роликов), а также и предварительное
натяжение. Тканные ремни менее кожаных допускают перегрузку, так как при
перегрузке большей частью внезапно появляется скольжение. Соединение тканных
ремней склеиванием в большинстве случаев возможно, но часто неудобно вследствие
необходимости последующи к перешивок. С другой стороны, часто образование
непрерывного кольца из ткани или сращивания концов оказываются невозможными,
хотя это было бы лучшим решением вопроса. Поэтому приходится прибегать
к соединениям замком, что ослабляет ремень, не допускает применения натяжных
роликов, а при больших скоростях ремень бьет.
Боковое движение тканных ремней возможно лишь при
специальном укреплении кромок и применении роликов на перевод-
ных вилках, и все же при частом передвижении взад и вперед ремень
быстро разрушается.
Цепные ленты обладают следующими преимуществами: боль-
шой гибкостью, удобством соединения и последующего натяжения
каждого звена, достаточностью предварительного натяжения от боль-
шого собственного веса при горизонтальном и наклонном располо-
жениях. Недостаток — большое изнашивание отдельных звеньев,
особенно при больших окружных скоростях и натяжных роликах,
поэтому v < 20 м/сек.
Чаще всего они изготовляются из коротких кожаных пластинок
со стальными шарнирными штифтами.
2. Установка. Простые приводы. Чем меньше угол обхвата,
тем сильнее должно быть предварительное натяжение за счет по-
лезного натяжения, для передачи последнего без скольжения. По-
этому выгодно, особенно при больших расстояниях между валами,
иметь ведущий конец внизу, а сбегающий наверху (фиг. 478), распо-
604 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
лагать привод по возможности горизонтально и не допускать
большого передаточного числа без натяжных роликов или валов.
При неравномерной. передаче энергии, особенно в соединении
с кривошипными механизмами, при неравномерной толщине и не-
точной поверхности шкивов ремень бьет и образует волнь}, могущие
периодически уменьшать угол обхвата: поэтому предварительное
натяжение в таких случаях должно быть увеличено. Большие рас-
стояния между осями, например £>20 м. большей частью требуют
применения натяжных роликов для уменьшения провисания ремня,
увеличивающегося вследствие растяжения. Обычное расстояние
для простых приводов £>20 Ь, чтобы лучше воспринимать вибра-
цию быстро вращающихся шкивов; для стальных лент целесообразно
расстояние, равное половине окружной скорости.
Если поработавший ремень сверх нормы вытянулся, то не рекомендуется уко-
рачивать его немедленно: лучше смазать говяжьим салом сторону, прилегающую
к шкиву. Ремень начинает вначале скользить. Сало от нагревания становится жид-
Фиг. 489.
ким, всасывается ремнем, укорачивает последний, благодаря набуханию, процента
на 2 и делает ремень опять способным тянуть привод. Смолу, канифоль и т. п.
следует безусловно избегать, так как они закупоривают поры.
Натяжные ролики. По опытам Камерера натяжной ролик пра-
вильных размеров и установки — на обратном ходу, возможно близко
к меньшему шкиву, диаметром, равным по крайней мере стократной
толщине ремня, а для тканных ремней равным меньшему шкиву —
очень мало уменьшает к. п. д. привода, зато при одинаковом наиболь-
шем натяжении уменьшает, благодаря увеличению угла обхвата, на-
пряжение а2 в пользу передаваемой полезной нагрузки ап, автомати-
чески регулирует натяжение ремня и делает возможным необычные
установки: очень короткие и очень длинные расстояния между
осями, вертикальные приводы, большие передаточные числа, более
узкие шкивы, сильную перегрузку. Ремень лучше сохраняется, если
постоянно подвергается только безусловно необходимому наимень-
шему напряжению а2 и совершенно разгружен при выключении
натяжного ролика во время остановки. С другой стороны, ремень
должен быть приспособлен для двойного изгиба в обе стороны,
В ролик, при работе привода толчками, должен быть снабжен глу-
Ременная передача. Натяжные роликЯ
605
Таблица 62. Основные размеры в мм натяжных роликов завода Вюльфель
(фиг. 490)
в = 50 70 100 140 200 260 300 350 400 450
D = 80 112 160 200 280 360 450 500
С = 100—200 150—300 200-400 300—500
Я = 1С0 150 125 175 150—30j 200—400 250—450 300-500 400—60С 500—700
F — 105 140 175 220 280 340 430 530
шителем. Приводы с натяжными роликами не допускают обратимости
направления вращения передачи.
Пример. Привод с натяжным роликом Бамаг (фиг. 489) мощностью до
2400 л. с. При переменной нагрузке необходим глушитель у натяжного ролика или
неподвижное укрепление последнего. Сравни ро-
лик фирмы Вюльфель фиг. 490. Смотря но ус-
тройству, натяжение сбегающего конца достига-
ется либо собственным весом ролика (фиг. 489),
либо противовесом (фиг. 49о). Ролик на фиг. 490
расположен в подшипниках с вылетом до 300 мм
для удобства отведения ремня. Подшипники с
автоматической смазкой, или на шариках.
Полуперекрестный привод. На
фиг. 491 изображен полуперекрестный
Фиг. 491.
Фиг. 400.
привод. Шкивы особенно широки . и обточены правильно по
цилиндру для лучшего направления сбегания ремня. При
этом оба шкива сдвинуты по Баху относительно линии пере-
сечения средних плоскостей: ведущий шкив на ^ = 0,1 до 0,2 Ь,
а ведомый на е2 = 0,5 до 0,6 Ь. Точная и наилучшая установка
шкивов может быть произведена лишь на месте работы, по факти-
606 Т. II- О*Д- - Детали машин. II. Составные части машин и приборов
ческому движению ремня. Ведомый шкив должен быть особенно
широким, так как сбегающий конец ремня движется по нему взад
и вперед. Мощность такого привода на 25% меньше, чем при
открытом или перекрестном ремне. Расстояние между осями должно
равняться наименее — двойному, лучше — четверному диаметру
большего шкива. Если от полуперекрестного привода требуется,
чтобы он мог работать в обоих направлениях, то шкивы должны
быть особенно широкие, расположенные симметрично к месту
скрещения обеих осей > D3 + Ъ\ В2 > + bt где В и D отно-
сятся к шкивам, а b равно ширине ремня).
Ремни, которые должны легко скручиваться, не должны быть слитком широки
и слишком жестки у кромок. Поэтому Геркене применяет для полуперекрестных
приводов на большие мощности два или три ремня неодинаковой ширины, наклеен-
ных друг на друга в виде ступенек (фиг. 492); крайняя часть а этих ремней, как
одинарный ремень, легче вытягивается и делается выпуклой.
Угловые приводы с направляющими роликами (фиг. 487).
В таких приводах ремень также закручивается, почему Геркене
и рекомендует для боль-
ших мощностей усилен-
ный в средней своей
части ремень, а именно
Фиг. 492.
а
на него наклеиваются в виде ступенек два или три более узкие
ремня, края же его остаются свободными и более упругими.
Соединять ремни лучше всего только склеиванием, так как все
другие соединения сильно страдают при скручивании (рвутся).
Пример простого углового привода с направляющим роликом (фиг. 493).
Здесь ролик ведущего конца должен иметь по крайней мере полуторную ширину
(а ведомого конца двойную, даже г^-ную ширину), и диаметр его должен быть не
слишком мал.
Изгибающие усилия требуют соответственно большого диаметра
направляющего ролика, особенно в ведомой части. Так как обе
плоскости шкивов, в которых ремень движется, а также и плоскости
направляющих роликов должны заключать этот ремень, то должна
быть обеспечена возможность перестановки направляющих роликов
во все стороны посредством шаровых или крестовых сочленений.
3. Ременные шкивы. Чаще всего из чугуна, небольшие также
из дерева. Железные шкивы (втулки чугунные, спицы из круглого
железа, обод из листового материала или прессованные железные)
менее распространены. Следующие данные относятся к чугуну.
Толщина края обода: = 0,01 R + 0,3 см.
Стрела выпуклости обода нормирована ОСТ 1655.
Семенные шкивы
607
Выпуклость полезна тем, что выравнивает неизбежные
недостатки установки трансмиссионных частей и неровности ленты1).
При открытых и перекрестных ремнях только ведомый шкив должен
быть выпуклым.
Не выпуклыми, а обточенными по цилиндру должны быть вообще ведущие
шкивы, далее оба шкива при стальных и цепных лентах, при перекрестных и угло-
вых передачах (в последнем случае и направляющие ролики), также и шкивы, на
которых ремень должен передвигаться, или по которым ходит несколько ремней.
Геркене рекомендует, однако, при больших скоростях (г/>30 м/сек) делать и ведущий
шкив выпуклым. Горизонтально расположенные шкивы получают по необходимости
нижний борт. Вообще же бортов следует избегать, так как они только портят ремень,
если он их касается.
Шкивы должны быть хорошо пыбалансированы и гладки, потому
что ремень по ним скользит, т. е.
когда переходит от ведомой части
к ведомой. Гладкие шкивы
дают меньший износ и лучшее
прилегание ремня, чем шеро-
ховатые.
Число спиц: Z = x/7]/B>,
где D — диаметр шкива в мм.
Спицы (при достаточно слабом
ободе) делаются только прямыми
(фиг. 494). Применявшаяся прежде
форма кривых спиц только увеличи-
вает вес шкива.
вытягивается или укорачивается,
ремня к ведущей или от ведущей
Фиг. 494.
Уменьшающееся от вала к
ободу в отношении 5:4 сече-
ние спиц большей частью эл-
липтическое (отношение осей
от 1 :2 до 1:2,5). Если h раз-
мер большей оси эллипса — сечения спицы (продолженной до вала),
если примем, что в передаче усилия участ-
и что b 6 (сечение ремня), то при Rb =
ОДЛ—меньшей оси, и
вует только х/3 • I спиц,
= 300 кг!см2, получим
3
h = Vb 5 R • 2,5: I.
Размеры b, о и R в см.
Втулки могут быть несколько слабее, чем указано для зубчатых
колес.
Длина втулки равна ширине обода В, если В = 1,2 до 1,5 d
(d— диаметр вала). Широкие шкивы получают длину втулки < В.
Для двойных шкивов достаточна длина втулки — Х/2В, если х/2 В =
= ь14 ДО 7/^d, для В >30 см шкиву дают два ряда'спиц.
1) Г е р к е н с, ZdVdl, 1899, стр. 133.
508 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
Таблица 63. Диаметр шкивов ОСТ 1655
в мм
Диаметр D Допуск, откло- нение Диаметр D Допуск, откло- нение
50 63 80 ±1 560 630 710 ± 4
90 100 112 125 140 160 180 200 800 900
±2 1000 1120 1250 1400 1600 1800 2000 2250 ±8
225 250 280 320 360 400 450 500
±3 2500 2800 3200 3600 4000 ±8
Таблица 64. Ширина шкивов ОСТ 1655
в мм
Ши- Допуск. Стрела вы- Применять
рина откло- пуклости обода при ширине
В нение h ремня
40 30
50 1 40
60 — 2 50
70 85 60
1,5 (70) и 75
100 80, 85 и 90
125 — 4 2 100
150 125
175 150
200 — 6 2,5 175
225 200
225
250
300 - 8 250-и 275
350 3 300
350
400
450 -10 л 400
500 4 450
600 500 и 550
Таблица 65. Нормальный способ закрепления шкивов (DIN 110)
D < | 500 | 630 | 800 1000 | 1250 | 1600 | 2000
Свертные ременные шкивы (стянутые)
Без шпонки для В < 1 400 I 300 I 200 I 100 I - I - I -
Клин на лыске „ „ | 5j0 | 400 | 400 | 300 | 300 | 200 | 100
Цельные шкивы
Фрикцион, клин для В<| 200 I 200 1 101 I — I —
Клин на лыске , „ | 300 | 300 | 300 | 200 | 100
для больших размеров надо применять гнездовые клинья. Данные относятся
к шкивам, могущим передать одинарным ремнем по крайней мере 1 :3 мощности
вала (для трансмиссионных валов). В — ширина шкива.
Переводы для ремней. Рабочие и холостые Шкивы 6Q9
Таблица 66. Веса окончательно обработанных и расточенных чугунных
шкивов в кг
(Данные Б а м а г, Дессау)
Верхние числа относятся к цельным шкивам, нижние к свергным. Шкивы вполЯё
готовые
00 1 Ширина В шкива в мм
70 109 140 200 260 350 | 450 600
200 6 6,8 7,8 9,7 11,4 25
6,3 7,0 8,0 10 12 28
2Б0 7,2 8,2 9,5 12 14.2 30
7,5 8,5 10 12,4 14,5 36
320 9,3 И 12,7 21,4 25 40 53
10 12 14 22 25,5 46 63
400 11,2 13,2 15,5 26 29 52 67
11,5 13,8 17 26,5 30 61 75
500 13,6 16,4 19 34 ‘ 40 67 86
13,8 16,5 20 36 42 81 96
630 23 27 32 47 58 88 113
26 29 ' 38 50 61 107 128
800 30,5 35 42 58 72 120 154
31 36 46 60 74 145 178
1000 43 50 75 93 165 212
48 69 83 95 199 244
1250 65 80 116 144 231 298
70 89 122 148 278 338
1600 175 210 247 346 438
188 223 260 409 490
2000 ж 270 340 506 642
303 374 589 714
2590 I 416 509 776 968 1254
473 572 889 1078 1370
3200 696 821 1268 1552 1968
795 923 1421 1710 2134
4000 1096 1256 1932 2334 2938
1260 1415 2169 2590 3160
4. Переводы для ремня. То обстоятельство, что огибающие
ленты могут быть на ходу передвигаемы по своим шкивам нажатием
сбоку на набегающий конец помощью переводной вилки (для чего
требуется определенная толщина ленты, например кожи, или же
утолщение краев у тканных лент), используется для включения и
выключения различных валов, преобразователей и передач.
Рабочие и холостые шкивы (закрепленные на валу и свободно
сидящие): а) включение и выключение ведомого вала при продол-
жающейся работе ремня и ведущего вала (простейшее устройство).
Рядом с рабочим шкивом на валу, накрепко связанной с ним втул-
ке (фиг. 495 и 496) или на отдельной опоре насаживается холостой
шкив такого же размера (случай подшипника, вращающегося кру-
гом вала, в противоположность неподвижному). При длинном приводе
и длительном холостом вращении необходимо надежное смазочное
устройство втулок.
39 Зак. 254. — Hiitte, Справочник для инженеров, т. II.
610 Т. П. Отд. 2. Детали машин. II. Составные Насти машин и приборон
Простая форма: фиг. 495—холостая втулка со смазкой салом изнутри. Дру-
гие формы (фиг. 260 и 261). Для длительной работы хороши, хотя и дороги, шари-
ковые подшипники со смазкой салом или маслом. Фиг. 496 — шариковая букса
Г. Полизиуса в Дессау. Крылья, насаженные между шариковыми рядами,
улучшают циркуляцию масла1). Часто применяется для контрприводов машин-орудий
Фиг. 497.
(отсюда нормированный контрпривод DIN 751—757) и для приводов с переменным
направлением вращения и перенесением ремня со шкива вправо вращающегося на
холостой и влево вращающийся (открытый и перекрестный ремни).
Ь) Включение и выключение всей ременной передачи; целесооб-
разно при долго продолжающемся холостом ходе и резервных ма-
шинах. Рабочий и холостой шкивы на ведущем валу (лучше, если
также и на ведомом). Осо-
бая опора (втулка) для хо-
лостого шкива, по крайней
мере на ведущем валу.
Фиг. 497 изображает опору
для холостого шкива фир-
мы Фогель и Шлегель,
Дрезден. Для включения
находящегося в покое ре-
менного привода необхо-
димо привести в движение
холостой шкив от веду-
щего помощью простого
фрикционного включателя
5 (трущиеся, поверхности
кромок обоих шкивов, см.
фиг. 497) и нажимного при-
способления А и довести
до полного числа оборотов,
затем уже перевести ремень
вилкой. Сравни фиг. 337 и
338, стр. 502. Включение ремней помощью переводов * должно про-
изводить по возможности при наименьшем окружном усилии Р и
наименьшем давлении масс Рт, чтобы сократить время скольжения
ремня и сберечь его. При большом давлении масс и ничтожном
усилии нажима y.N ремень быстро срабатывается.
Фольк, Детали машин, ZdVdl, 1907, стр. 1767.
Переменные йреобрайовйтелй
611
Переменные преобразователи могут работать при ременной
передаче: а) с непрерывным включением помощью конических ба-
рабанов, по которым ремень может передвигаться (фиг. 498 и 499),
Ь) с прерывистым переключением ремня с одной пары шкивов на
другую помощью ступенчатых шкивов (фиг. 501 и 502).
Условия работы. 1. При автоматическом регулировании натяжения
натяжными роликами или натяжными валами, одий шкив может оставаться цилинд-
рическим, а другой делается коническим или ступенчатым, особенно, когда изме-
нение передаточного числа небольшое. Большей же частью ставится условие,
чтобы общая длина ремня для всех передаточных чисел оставалась постоянной
(L = const), дабы предварительное натяжение при включениях оставалось одно
и то же.
2. Выбором открытого или перекрестного ремня можно сохранить
или изменить направление вращения трансмиссионных валов (фиг. 498 и 499).
Фиг. 500.
Фиг. 501. Фиг. 502.
3. При ступенчатых шкивах во многих случаях является целесообраз-
ным или даже необходимым условием, чтобы отдельные передаточные числа соста-
вляли геометрическую прогрессию, т. е. чтобы const = ср (Ср. стр. 562
и след.)
Также и при непрерывном включении (коническими барабанами) иногда ста-
вится условие, чтобы передвижениям ремня на одинаковое расстояние соответствовало
одинаковое увеличение передаточного числа.
4. Иногда ставят условием равенство шкивов для обоих валов, чтобы пользо-
ваться одной моделью.
39*
612 *Т. И. Отд. 2. Детали машин. II. Составные части Машин и приборов
Расчет шкивов. Целесообразно исходить из передаточного
числа Z = 1:1, для которого выбирают радиус шкивов г0. Если рас-
положить, как на фиг. 500, радиусы парных шкивов рядом и принять
гг г2 = 2г0, то для радиусов получается, в случае геометрической
прогрессии, кривая 3 между осями 7 и 2, удовлетворяющая условию
(r2/ro)n = 2/(?w + 1), — знаменатель прогрессии, а п — число
членов.
Такая кривая дает всегда геометрическую прогрессию для пе-
редаточных чисел, если ее разделить линиями, параллельными осям,
отстоящими на произвольно равных расстояниях друг от друга.
(На чертеже такое построение дает ? = 1,28.)
При одинаковых шкивах (условие 4) и нечетном числе
ступеней (п = 3, 5, 7..., фиг. 501) средние шкивы должны удовле-
творять условию Z=1 : 1. При четном числе ступеней (п = 2, 4. 6,
фиг. 502) ступени с обеих сторон от середины
имеют передаточные числа ? и соответственно 1/?,
причем знаменатель прогрессии ф = ?2.
I/ VAx I Пример. Пусть го = ЗОЭ мм\ imax '• *min = ПРИ пяти СТУ"
/ Йг \ пенях знаменатель
г /***^^а \ ~ П = 4 ~ 1’
L л Ййг. V Таким образом (г2 : л0)х = 2/(1,41 + 1) = 0,83; (г2 : г0)? =
— 2/(1,412-|-1) = 0,67, так что (гД = 250 мм и (га)? = 200 мм.
* Точно так же гг убывает в направлении другой стороны. При
четырех ступенях знаменатель прогрессии *
4__1 __
ф = I / 4 = 2 или ф = 1,26;
Фиг. 503.
таким образом
(г2: r0)i = 2/(1,26 + 1); (г2: г0)8 = 2/(1,26’ + I)
(г2)г = 265 мм и (г2)2 = 200 мм.
Более точный подсчет для небольших расстояний между осями при помощи
вспомогательной величины £ см. ниже.
Уравнение г1-|~г2 = 2го вполне правильно для всех перекрест-
ных приводов (как и для зубчатых и фрикционных колес) и практи-
чески правильно также для открытых приводов с большим расстоя-
нием между осями, пока <£₽ (фиг. 503) очень мал, т. е. когда sinp =
= (rt — r2)/e < х/20. Далее уравнение довольно точно и для открытых
приводов (непрерывных и прерывистых) с небольшим расстоянием
между осями, раз только натяжные ролики или валы выравнивают
отклонения (что всегда целесообразно).
Точнее rt + г2 = 2 r0 £ для открытых ременных приводов, также и
2 £ 1
х) Lindner, Maschineneleinente, стр. 177,
Общая длина ремня. Конические шкивы 613
Это означает, что Л + г2 в обе стороны от i = 1: 1 немного уменьшается н
2/*
тем более, чем больше и передаточное число i или 1/Z (табл. 67).
Таблица 67. Значения £
i = 1 2 . 3 4 5 6
2го 1/ — - /10 1,0 0,9965 0,992 0,989 0,986 0,984
1,0 0,995 0,989 0,984 0,980 0,977
^5 1,0 0,9°3 0,984 0,978 0,973 0,969
1/з 1,0 0,988 0,974 0,963 0,955 0,949
10/15 1,0 0,977 0,950 0,929 0,914 0,903
Фиг. 504.
Общая длина ремня. £, = 2г0тс-|-2^ для открытых приводов
(фиг. 503) и Л = 2г01Х + 2г cos ₽ + 4г0р для перекрестных приво-
дов (фиг. 504), где sin₽ = -p. Если известны т\ и
~ к (Г1 + гг) + 2 е + (Г1 гг)2М гДе знак — для от-
крытых ремней, а -|- для перекрестных.
Конические шкивы (фиг. 498 и 499) могут
иметь только небольшой уклон образующих, изо-
бражаемых в проекции параллельно
(tg Qi = tgo2<0,l),
и набегающий ремень должен задерживаться роли-
ковыми вилками или натяжными роликами с широ- /
кими бортами от передвижения вдоль шкива. Натя- |
жные ролики всегда следует ставить при малых \
расстояниях между осями. В то время как кониче-
ские барабаны для перекрестных ремней всегда мо-
гут быть ограничены прямолинейными образую-
щими, барабаны для открытых приводов при малых
расстояниях между осями тогда лишь делаются несколько выпук-
лыми, когда необходимо учесть влияние £.
Применение ремней любой ширины при конических барабанах
непринято, а посему и мощность ограничена. По Геркенсу мож-
но несколько увеличить мощность расположением ремней по фиг. 498
и 499.
III. Расчет и конструкция канатных, шнуровых
и клинообразных ременных передач
1. Материал и напряжения в нем. Для шнурового привода
пригоден всякий не слишком дорогой, крученый шнур достаточной
прочности, особенно канаты из металлической проволоки, пеньки,
хлопка, далее кожаные шнуры, струны из кишек и, как среднее
между ленточными и шнуровыми приводами, клинообразные ремни
ИЗ кожи, резины, ремни плетеные, шарнирные цепи и т. п,
614 Т. II. Отд. 2. Детали машин. II. Составные части маптин и ттриборон
Проволочные канаты для приводов свивают из стальных
проволок ф$ = 1,0 до 1,8 мм с пеньковой сердцевиной (для уве-
личения гибкости), а для больших шкивов также и с сердцевиной
из мягкой железной проволоки. Требования на изгиб такие же, как
и для стальных лент. Поэтому должно быть по возможности
6/Л)<;1/1700 для всех шкивов, направляющих и поддерживающих
роликов, соответственно D « 150 до 200 d, смот.ря по количеству
проволок в канате. При o/Z) = Vinoo получается Rb = 2100 кг I см' и
следствием этого недолговечность. каната. Размеры нормальных
канатов смотри в помещенной ниже табл. 68.
Натяжение стальных канатов должно происходить только от их
собственного веса; поэтому целесообразны большие расстояния между
валами (наименьший — 25, лучше 50 до 125 м). Изгибания то
в одном, то в другом направлении натяжными или направляющими
роликами надо безусловно избегать. Допустима полезная нагрузка,
принимая во внимание и некоторую неравномерность распределе-
ния нагрузки в различных точках ее приложения, а не более
180 кг!см2, соответственно напряжению ап , отнесенному к описан-
ному сечению, от 50 до 80 кг!см2, так что для каната, толщиною
в d мм, получается передаваемое окружное усилие в кг для
d= 9 10 11 12 13 14 15 16 18 20 22 24 26 28 30 32 34 37 мм
Р « 50 60 70 85 1С0 120 140 160 180 210 240 270 300 330 365 400 445 500 кг
При работе под открытым небом ввиду опасности ржавления
надо применять канаты из оцинкованной проволоки. v = 6 до
10 м!сек для малых усилий и до 25 м1сек для больших усилий.
Соединение концов каната сращиванием или замком. Надо регуляр-
но смазывать канат для предохранения от ржавчины. Применение
проволочных канатов исключительно для передачи энергии становится
все реже, так как они требуют шкивов больших диаметров, а по-
этому применяются лишь при небольшом числ§ оборотов и при
большом расстоянии между валами.
Пеньковые и хлопчатобумажные канаты. Для расчета при-
нимается не фактическое, а описанное сечение, например круг,
квадрат и др., к которому уже относятся , Е и у'.
Пример. Для фактического сечения <т& = 1200—1350кг!см? для новых, 500 кг\см*
для старых хлопчатобумажных канатов; £’=6000—15 000 лгг|си2, ? = 1,5 кг)дм*. Для
описанного сечения получается около 2/а указанных величин.
Витые круглые канаты состоят большей частью из трех
стренг (прядей) толщиною В, из которых каждая свивается из боль-
шого числа нитей. Диаметр каната ^2,2 В. При этом фактическое
сечение стренги равно приблизительно 0,62 площади л^/4. Ход
НИНровой линии стренги приблизительно 5
Приводные проволочные канаты
615
Таблица 68. Приводные проволочные канаты
Фельтен и Гюильом. Карловский завод в Мюльгейме (на Рейпе), Вене и Будапеште
I. Для канатных шкивов
нормальных диаметров
D > 175 d
II. Для канатных шкивов
малых диаметр о в:
D> 150 d
Диа- метр каната в мм Число 1 Диаметр проволок Вес 1 м в кг
каната в мм
9 36 1.0 0,26
10 42 1,0 0,31
И 36 1,2 0,38
12 42 1,2 0,45
13 36 1,4 0,51
14 42 1,4 0,61
15 48 1,4 0,70
16 42 1,6 0,79
18 48 1,6 0,91
20 48 1,8 1,15
22 54 1,8 1,30
24 60 1,8 1,46
26 60 2,0 1,80
Диа- метр каната в мм Число | Диаметр проволок Вес 1 м в кг
каната в м м
И 48 1,0 0,36
12 54 1,0 0,40
13 60 1,0 0,45
14 64 1,0 0,48
15 72 1,0 0,55
16 64 1,2 0,69
18 72 1,2 0,79
20 80 1,2 0,88
22 80 1,4 1,20
24 88 1,4 1,33
26 80 1,6 1,56
28 88 1,6 1,73
30 80 1,8 1,98
32 88 1,8 2,19
34 96 1,8 2,41
III. Железная проволока (вместо пеньки) в стренгах
(Только для больших шкивов и больших расстояний между осями)
Наименьший до- пускаемый диа- метр канатного шкива в мм Толщина прово- локи в мм 1 Диаметр каната В Мм Число проволок в канате Вес 1 пог, м каната в кг Наименьший до- пускаемый диа- метр канатного шкива в мм Толщина прово- локи в мм Диаметр каната в мм Число проволок в канате Вес 1 пог, м каната в кг
7 24 0,18 10,5 24 0,41
1000 1,0 | 9 42 0,32 1500 1,5 { 14 42 0,71
12 56 0,42 18 56 0,95
I 7,5 24 0,22 И 24 0,46
1100 1,1 < 10 42 0,38 1600 1,6 | 15 42 0,81
1 13 56 0,51 19 56 1,08
8,5 24 0,26 12 24 0,52
12С0 1,2 { 11 42 0,46 1700 1,7 { 16 42 0,92
14 56 0,60 20 56 1,21
9 24 0,30 13 24 0,58
1300 1,3 ' 12 42 0,54 1800 1,8 | 17 42 1,03
( 15 56 0,71 21 56 1,36
10 24 0,35 14 24 0,72
1400 1,4 ' 13 42 0,62 2000 2,0 < 19 42 1,27
1 17 56 0,82 1 23 56 1,68
616 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
Таблица 69. Круглые приводные канаты из пеньки или хлопчатой бумаги
Завод Фельтен и Гюильом в Кельне
Вес каната Cq в кг\м
Диаметр каната d в мм
25 30 35 40
45
50
55
Чесаная пенька • .... 0,52 0,46 0,73 1,05
Светлая манильская пенька . . . 0,65 0,85
Американская хлопчатая бумага . 0,47 0,67 0,93
1,40
1,25
1,25
2,00
1,90
1,90
2,40
2,25
2,25
Канаты из манильской пеньки менее гибки, требуют больших
шкивов.
На сращивание концов каната надо иметь добавочной длины
3—4 м. Канатные замки себя не оправдали. Дополнительное сращи-
вание вытягивающихся в работе канатов стоит много денег и вре-
мени. Лучше поэтому канаты вначале хорошенько высушить и вы-
тянуть до употребления. При надлежащем уходе и смазке канатов
через каждые 2—3 месяца, а вначале и чаще, канаты могут про-
служить шесть лет и больше.
Треугольные и восьмиугольные плетеные ка-
на большой поверхности к обеим
хороший к. п. д., не подвергаясь
наты того же завода прилегают
сторонам желобков шкива и дают
значительным деформациям.
Треугольные канаты:
Диаметр каната d . . . . • .
Расчетное сечение ..
Вес Gi..............
Восьмиугольные канат
Диаметр каната d ... 25 30
Расчетное сечение ... — 6,3
Вес Gi........... 0,45 0,50
35 40 45 50 мм
9 12 15 19,5 см*
1,0 1,25 1,50 1,75 кг[м
ы:
35 40 45 50 55 мм
9,1 12,3 16,1 20,3 25,1 см*
0,80 1,05 1,30 1,60 1,95 кг\м
Квадратные канаты (фиг. 513) Акционерного общества
канатной промышленности б. Фердинанд Вольф завод квадратных
канатов — Мангейм-Некарау. (Квадратные канаты завода Фельтен и
Гюильом обладают приблизительно таким же весом.)
Толщина каната d . . . .
Расчетное сечение d* . .
Вес Gi............. .
Диаметр шкива D > . . .
25 30 35 40 45 50 55 мм
6,25 9,0 12,25 16,0 20,25 25,0 30,25 см*
0,55 0,90 1,10 1,45 1,75 2,15 2,70 кг[м
0,375 0,45 0,7 0,8 0,9 1,1 1,4 м
Плетеные квадратные канаты обладают большой гибкостью, не
перекручиваются и весьма мало удлиняются.
Расчет. Прочность пенькового каната очень велика (а^ = 800
до 900 kzIcm2}, но долговечность канатов не велика, вследствие внут-
реннего трения волокон при навивании и свивании со шкивов, Это
Расчет пеньковых канатов. Хлопчатобумажные канаты 617
трение уменьшается с увеличением D/d. Поэтому для круглых сви-
тых пеньковых канатов £);>ЗОдо 50 d, для плетеных допустимы
меньшие диаметры шкивов.
Расчет производят, исходя из средней временной нагрузки <зм
(см. выше, стр. 594), причем, ввиду угла зажима канатов (см. ниже),
приходится считатькоэфициентср = 0,5. Поэтому а'п = 2 • 0,5 (ст^ — оу)
или, так как*/ может быть принято равным 1,2, лгг/^л<3, а'п = — (v/14)2.
В зависимости от качества пеньковых канатов = 5 —- 8 кг!см2
и доходит для высшего сорта и при больших диаметрах шкивов
до 10—15 и более кг!см2. Обычно при Z)>30 d и угле обхвата
а > 140°, = 5 KijcM2', при D > 50 d и а 180°, = 7 —10 кг)см^,
С увеличением нагрузки возрастает заметно и к. п. д.1). По сравне-
нию с проволочными канатами требуется приблизительно десяти-
кратное сечение. Для канатных приводов с натяжными роликами
дорустима нагрузка на 25% выше, так как не требуется особенно
большого предварительного натяжения.
Предварительное натяжение пеньковых канатов достигается
реже при помощи натяжных роликов, чаще от собственного веса
каната и его упругости. Хорошо высушенные канаты при сращи-
вании должны иметь длину на 0,3 — 0,5% короче теоретической
длины, соответствующей данному расстоянию между осями валов и
диаметром шкивов, а при больших горизонтальных расстояниях
между осями валов еще меньше. Давление на ось Sa для нового
каната до 5Sn и более, имея в виду неизбежное удлинение каната
впоследствии в работе. Отсюда легко случается при новоналожен-
ных канатах перегрузка шкивов, валов и подшипников. Против
укорочения каната при большой влажности хорошо действует сма-
зывание каната жиром и достаточное его провисание.
Хлопчатобумажные канаты более упруги и более гибки, чем
пеньковые, а потому часто применяются для крутых приводов и
при неравномерной нагрузке (например в прокатных цехах). С дру-
гой стороны, они дороже, менее долговечны, труднее поддаются
сращиванию и чувствительнее к погоде. 7)^20 до 30 d — по-
этому они применимы для меньших шкивов и более коротких рас-
стояний между валами. Допускаемая нагрузка такая же, как и для
пеньковых.
Гибкие шнуры из хлопчатой бумаги или сплетенных пенько-
вых шнуров, диаметром 3—20 мм, крученой кожи (5—25 мм) или
строганной кожи, диаметром 2—8 мм, кишечных струн или сталь-
ных спиралей имеют значение лишь для очень малых мощностей.
При очень коротких расстояниях и небольших диаметрах шкивов,
например для мотоциклеток, применяются клинообразные ремешки
из кожи или резины в соответствующих дорожках. Угол наклона
*) Ср. опыты Б о н т е, ZdVdl, 1913, стр. 1711, где были допущены боле?
высокие значения ; затем К у ц б а х, ZdVdl, 1914, стр. 10Q6,
618 т. it Отд. 2. Детали машин. II. Составные части машин и приборов
боковых поверхностей канавок от 28 до 30°. Размеры согласно прейс-
курантам.
2. Установка и конструкция шкивов. Проволочно-канатный
привод должен быть по возможности горизонтальным. Оба шкива —
возможно одинакового диаметра. Большие передаточные числа для
проволочных канатов не применимы. Диаметр шкивов соответствен-
но толщине проволоки 1 м, лучше 2 м. Желобки в канатном шкиве
имеют ширину вдвое больше глубины, так что канат помощью
Фиг. 505. Фиг. 506.
Фиг. 507.
прибора легко наложить
и снять (фиг. 505 и 506).
Часто делают желобки
(фиг. 507) значительно
глубже (конструкция Г.
Полизиуса, Дессау). Для
увеличения сцепления
жолоба шкивов (кроме
направляющих роликов)
выкладываются деревом
или кожей. Куски кожи
вставляются сбоку через
отверстие (фиг. 505) или скошенными сверху (фиг. 506 и 507),
плотно придвигаются друг к другу и обтачиваются так, чтобы канат
хорошо прилегал к поверхности выточки. Кожаная прокладка может
служить три года и даже дольше. В конструкции (фиг. 508 и 509)
Г. Гекеля, Саарбрюкей, кожаные пластин-
ки Р нанизаны на проволочные стренги
L, укрепленные к спицам шкива.
Фиг. 508.
Фиг. 509.
Шкивы для пеньковых канатов. Клинообразными желобками
достигается большее сцепление (р. особенно возрастает при регу-
лярном, приблизительно каждый месяц, пропитывании волокон
жиром, благодаря чему при большом v возможны большие значе-
ния Cj: с2). Желобки должны быть возможно гладкие, так как из-
вестное скольжение неизбежно, и при нескольких желобках точно
одинаковое исполнение. При этом, конечно, предполагаются точно
одинаковые: форма, предварительное натяжение и удлинение кана-
тов во всех желобках, дабы не было различного скольжения отдель-
ных канатов. При замене износившихся канатов выгоднее сменить
одновременно все канаты. Нормальная форма желобков (D1N 121,
фиг. 510 и табл. 70).
Канатные шкивы
619
Таблица 70. Желобки передаточных пень-
ковоканатных шкивов DIN 121 (фиг. 510)
1 о. • * Ж < ;лоб к и 3
а си з 3 = 5 —
со а с е со
5*4 сх н со Ч са _ о о.
Й я 2 СЧ \о
S’ и 3 в мм CU
25 23 36 28 12,5 21 8
30 27 41 33 15 25 8
35 32 47 39 17,5 30 8
40 36 54 44 20 34 10
45 40 60 50 22,5 38 10
50 45 65 55 25 42 10
55 50 73 61 27,5 46 12
как и
для
Опорные, направляю-
щие и натяжные ролики,
получают желобки формы
дуги круга, плотно приле-
гающие к канатам (фиг. 511
и 512). Для треугольных и
квадратных канатов такие
Фиг. 511. Фиг. 512.
круглых, или лучше (особенно для приводов
же жолоба,
с натяжными роликами, где натяжение легко регулируется) по
фиг. 513 с более легким клиновым зажимом.
Канатные шкивы большей частью чугунные, цельные или
свертные, как ременные шкивы с 6 до 10 прямыми спицами (см.
выше); при ширине шкива больше 300 мм двойной ряд спиц. Су-
ществуют шкивы с 30 желоб-
ками и более. Фиг. 514 изо-
бражает канатный шкив завода
Бамаг. D = 1,1 м.
Фиг. 514.
При большой скорости v, ввиду большой центробежной силы,
лучше исполнять соединение половин шкива по спицам.
Пеньковоканатные приводы дешевы и удобны для распределе-
ния энергии на разные валы от одного шкива со многими желоб-
ками. Известная гарантия от остановки производства, так как ни-
когда не бывает разрыва всех канатов разом. Пеньковые канаты
дешевле кожаных и стальных лент, — зато шкивы дороже и замена
канатов чаще. Потери при больших шкивах правильной конструк-
ции при надлежащем уходе и при достаточном натяжении немногим
620 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
больше, чем для кожи; зато при малых шкивах, небольшой нагрузке
и неравномерном натяжении канатов потери порой очень велики х).
Расчет провисания канатов см. стр. 586.
При больших горизонтальных расстояниях между осями про-
висание равно 7—8% в ведомой части, при пуске машины часто
больше. Необходимо оставить для этого свободное место.
Натяжные ролики. Для вертикальных приводов и приводов
с крутым подъемом, с большим передаточным числом и приводов
с коротким расстоянием между валами необходимо применять натяж-
ные ролики, ввиду незначительности собственного веса и упругости
канатов.
Существуют две формы их применения:
а) Бесконечный канат (один или несколько) огибает несколько
раз ведущие шкивы (два или больше) и в одном месте огибает на-
Фиг. 515.
тяжной автоматический блок, получается круговая передача
(фиг. 515), в которой, таким образом, уравниваются изменения длины
каната, происходящие от продолжительной работы, изменения со-
держания влаги в воздухе и температуры (например на открытом
воздухе), а также создается достаточное предварительное натяже-
ние (av = а2). Предполагаются всюду одинаковые размеры каната и
желобков: иначе может легко получиться дергание, неравномерное
натяжение, которое не поддается выравниванию провисанием каната.
Никаких заклинивающих желобков на оттяжном блоке. Длина воз-
можного перемещения натяжной тележки равна половине расчетного
удлинения каната, при приводах в зданиях приблизительно 2,5%;
под открытым небом — 3—3,5% общей длины каната. Где невозмож-
но регулировать натяжным приспособлением, приходится позже
укорачивать канат.
!) Опыты Камерера с пеньковыми канатами, ZdVdl, 1907, стр. 1085: Mitt,
porscbungsarbepen VDI, Н. 56, 57, прим, стр. 314,
Привод с натяжными роликами. Цепные передачи 621
Американские опыты Агара *) показывают, что при v = 25 м]сек, восьми же-
лобках в круговом канатной передаче и при угле желобков в 60°, к. п. д. передачи
равен 94°/с-
ЬУ Нормальный привод с натяжными роликами.
Несколько параллельных канатов точно одинаковой длины и натя-
жения натягиваются в ведомой части общим многожелобчатым на-
тяжным роликом. Необходимое условие: должны быть очень гибкие
канаты, особенно квадратные и хлопчатобумажные, чтобы не насту-
пило быстрое внутреннее разрушение, так как при этом канат вы-
гибается в обратную сторону. Преимущества применения натяжных
роликов для ременных передач действительны и для канатных.
Фиг. 516 изображает канатный
привод с натяжными роликами
фирмы Вюльфель.
Сравнение различных
приводов помощью гибких ма-
териалов. Решающим моментом
для нового оборудования явля-
ются местные условия, произ-
водительность, сумма первона-
чальных затрат, потери при
передаче энергии. Для очень
больших расстояний применя-
ются канаты, но во многих слу-
чаях также и кожаные ремни,
хлопчатобумажные и стальные
ленты. Стальная лента дает
соединение наиболее жесткое,
а кожаный ремень наиболее
упругое. Канат занимает сред-
нее место. Расходы на покуп-
ку, установку и обновление
часто (учитывая необходимые 1
так как потери в передаче
Фиг. 516.
пкивы) имеют решающее значение,
для больших приводов в настоящее
время могут быть снижены до 2—3°/0 полной нагрузки. Кожаные
ремни при правильном уходе обладают большей долговечностью,
чем канаты и тканные или плетеные ленты.
с) Цепные передачи
Цепные передачи являются посредствующими без скольжения
огибающими преобразователями энергии между несколькими, боль-
шей частью, параллельными валами. Существуют 2 главные формы
приводных цепей: штифтовые или роликовые цепи и зубчатые
цепи (обе формы в основе развиты Галле, Париж, 1832 г.). Пере-
даточное число i = z1:z2, где Zj и z2 обозначают количество зубьев
на колесах.
Transact. Amer. Soc. of Meehan. Eng. 1913.
622 Т. II. Отд. 2. Детали машин. II. Составные пасти машин и приборов
1. Штифтовые и роликовые цепи. Внутренняя цапфа покоится
в буксе по всей ширине цепи. Боковые накладки заклепаны на
цапфе или зашплинтованы в местах соединения. В стальных буксах
имеются маленькие отверстия для смазки. Фиг. 517 и 518 и табл. 71
изображают цепи Цобель-Нейберт и К0 в Шмалькальдене г).
Эти цепи еще не нормированы. В малых цепях (до размера шага I = 55 мм)
цапфы заклепаны; в ббльших цепях цапфы трубчатые. Применяются также привод-
ные цепи со стальными роликами и без отверстий в буксах для смазки, особенно
для работы под открытым небом (велосипеды, грузовики).
Цепные колеса с числом впадин >7 и <70, обыкновенно от
10 до 30, представляют собою многоугольник шага I. Кривая
Фиг. 518.
Фиг. 519
зуба — дуга окружности, описанная из центра ближайшей цапфы
(фиг. 519), так что для данного шага все зубья, но не впадины,
независимо от числа их, получаются совершенно одинаковые. Зубья
Таблица 71. Приводные шарнирные цепи Цобеля
Р обозначает силу, передаваемую цепью, в кг\ / —количество пластинок; fl-
вес 1 пог. м цепи в кг-, все остальные обозначения согласно фиг. 517
Р I
кг мм
h
мм
d
мм
d.
мм
Ъ
мм
В
мм
Q
кг\м
Примечание
100
150
200
300
400
20
20
25
30
35
1000
1500
2и00
2500
3000
4оо0
5000
40
45
50
55
60
65
70
80
90
2
2
2
2
2
2
2
2
4
4
4
4
6
6
2
3
3
3,5
4
4
5
6
4
5
5
5
4,5
4,5
14
16
21
25
27
30
35
38
40
46
53
60
65
75
6
7,5
9
11
12
14
16
18
20
24
28
32
34
36
10
12
14
17
18
20
22
26
28
32
36
40
44
48
14
16
18
20
22
25
30
35
45
50
55
60
7J
80
30
38
40
46
50
54
64
72
97
113
120
125
146
156
1,6
2,2
2,5
3,9
4,1
4,6
6,7
9,0
13,0
14,0
18,0
19,5
27,2
33,0
1
I
I Расклепанные
I цапфы
)
Зашплинтован-
ные цапфы
с шайбами
мм '
0 Подобные конструкции: Коттер в Бармене, Випперман в Гагене, Штольцен-
берг в Берлине-r ейникендорф и т. п.
Цепиые Колеса. Зубчатые цепи
623
нарезаются либо фасонной шарошкой, либо червячной фрезой.
Передаточное число не более 1 :5. Смазка (чаще всего жиром, салом,
густым маслом с графитом) получается несовершенной при откры-
той цзди.
Неизбежный износ в сочленениях и неточности в делениях при
самом производстве вызывают увеличение расстояния между цен-
трами цапф звеньев, вследствие чего огибание происходит не по
внутренней окружности впадин зубьев, а по какой-нибудь точке про-
филя зубьев, последствием чего бывает быстрый износ зубьев и цапф.
Поэтому такие цепи употребляются большей частью для скоростей
меньших 3 м. Для больших скоростей требуется более тщательное
изготовление, лучшая смазка и заключение цепи в закрытую ко-
робку х).
Все силы инерции от неравномерности хода или сцепления
зубьев, или вследствие изменения нагрузки воспринимаются легко
подвижной неэластичной цепью, что является удобством для равно-
мерности привода, но с другой стороны вызывает рас-
тяжения в сочленениях и колебания в сбегающем конце п д\
цепи. Натяжное приспособление (вал или ролик, как в ре-
менной передаче, стр. 588) необходимо для уменьшения не- /1 Л
спокойного хода и толчков в сбегающем конце. Употребля- \ftzzfy
ется часто взамен шарнирных валов, например в экипа- Ни
жах, особенно в грузовиках и велосипедах, (fi—fp
Для малой производительности и при небольших скоростях при- У .
меняются и крюкообразные цепи (Вокансона), гнутые из проволоки
(фиг. 520) или по Штоцу, Штуттгарт (каталог фирмы) из мягкого ковкого фИГа 520.
чугуна. Последние цепи легко разбирать и сменять * 2). Скорости для
легких цепей до 3,5' м[сек, для тяжелых — до 2,5 м}сек. Эти цели
иногда оцинковывают или делают их из бронзы, чтобы они могли противостоять
разъедающему действию кислот.
2. Зубчатые цепи. Сцепляются профилем своих пластинок с
зубьями шестерни. Широко распространены бесшумные цепи Ре-
нольда (Манчестер) с 1880 г. и Морзе 3). Надетые попеременно на
цапфы цепные звенья имеют снаружи 2 плоскости, наклоненные под
углом 50—60° и укладывающиеся точно цо наружным профилям
двух соседних впадин, чем обусловливается и форма последних.
Соединительные цапфы звеньев, а стало быть, и начальная окружность
звеньев лежит вне впадин шестерни (фиг. 521). •
Для уменьшения износа цепи, цапфы и буксы, вставленные
в звенья, закаливаются (в новой цепи Ренольда только 2 вкладыша
по всей длине каждой цапфы, а в цепи Морзе каленые ролики
вместо скользящих сочленений).
2zi
допустимо v < -ттг , где — количество
в мм.
О Согласно американской формуле
зубьев малой шестерни, а I — шаг цепи
2) Производятся также фирмой Вильгельм Штёр, Оффенбах н/М. (каталог
фирмы).
’) В Германии цепи Штольценберг и К0, Берлин-Рейникендорф, В. Винлермаа
в Taiene и до.'
624 И- Отд. 2. Детали машин. II. Составные части машин и ирпборой
Несмотря на то, что звенья, вследствие неизбежного удлинения
и износа, все же раздвигаются наружу, поверхности звеньев тем
не менее соприкасаются. Поэтому изнашивание зубьев происходит
медленнее: спокойный ход и большая скорость, нежели в роликовых
цепях; v = 5 до 7 м/сек допустимо и экономично. Число зубьев между
15 и 90. Наибольшее передаточное число равно 1:6. Ив данном слу-
чае возможно производство всех зубчатых колес одного шага одной и
той же фасонной фрезой. Направление цепи, во избежание бокового
сдвижения, достигается посредством боковых шайб или проточенной
дорожки посреди колеса, по которой движутся особые направляю-
щие звенья.
Размеры цепей определяются шириной b (не считая ширины
боковых или средней направляющих) и шагом t центров цапф, и
выражаются и поныне в дюймах.
Величина c = P\bt может быть взята для
'=7Я и 7/3 з/4 и 1";
Фиг. 521,
с = Р}Ы = 4,5 до 6,5 6,5 до 8,5
17/'; 17/'; 1’//'
9 10 II
При этом напряжение равно
только Vico до 1/30 сопротивле-
ния разрыву, дабы изнашива-
ние и удлинение были воз-
можно малы. При v = 3 м/сек
может быть допущена нагрузка
до 50% больше, чем при v = 7
м/сек. В остальном надо руко-
водствоваться каталогами фирм.
Для плавного, спокойного движения зубчатая цепь должна
иметь достаточное предварительное натяжение. Целесообразным
является возможно горизонтальная цепь с натяжением от собствен-
ного веса (расстояние между центрами колес не менее 1,5 D и не
более 3—3,5 л/, иначе предварительное натяжение слишком велико),
применение передвижного натяжного ролика с натяжением на-'
ружу или удобное регулирование расстояния между центрами осей
колес.
Коэфициент полезного действия при полной нагрузке составляет
98% и более, так как потери в смазываемых сочленениях и подшип-
никах ничтожны. Зубчатые цепи часто применяются для передач
без скольжения от электромоторов и вообще там, где ременная
передача, благодаря малому расстоянию между осями или возмож-
ности скольжения ремня, является нецелесообразной 1).
1) О передаче 3600 kW посредством 8 цепей Морзе, каждая в 535 мм ширины,
см. заметку в журнале ZdVdl, 1914, стр. 1699. Теория цепей Ренольда и опыты
с ними изложены в журнале Engng., Juli 192и, стр. 1—4.
Детали машин для уравновешивания
625
G. Детали машин для уравновешивания
* а) Основные положения
Явления колебаний в машинах. Если в подвижных частях
машин (установках, аккумуляторах или преобразователях всех видов)
имеет место смещение центра тяжести, неравномерность импульсов
или сопротивлений, или колебания передаточного числа, то эти
явления действуют как возбудители колебаний в отношении всех
принимающих участие частей. Так как эти возбуждение и передача
колебаний во многих случаях не желательны, а для работы машин
даже опасны, если они могут вызвать собственные колебания
в какой-либо части неподвижной установки или рамы (ибо части,
имеющие собственные колебания, действуют как аккумуляторы
импульсов и при отсутствии заглушения могут разрушиться),
то часто необходимо заглушение возникновения колебаний или
по меньшей мере передачи колебаний от данной части машины
наружу.
Важнейшие виды колебаний машин следующие:
а) поперечные колебания вследствие перемещения центра тяжести,
например у вращающихся валов со смещенным центром тяжести, или у поеобра-
зователей с кривошипным или криволинейным приводами;
Ь) вращательные колебания валов;
с) продольные колебания у текучих рабочих тел (вследствие коле-
баний в приложенном к телу давлении или в давлении, отдаваемом телом).
Вращательные колебания и продольные колебания по большей
части вызываются вследствие ± A v равномерного вращательного
или продольного движения й вызывают неравномерность движения,
причем степень неравномерности о = 2 Д v : и.
Средства уравновешивания г) любых колебаний следующие:
массы, которые должны быть приложены к регулируемым
частям;
выравнивание при помощи приложения противоположных
импульсов движения;
изолирование при помощи упругих промежуточных эле-
ментов;
заглушение при помощи внутренних или внешних сопро-
тивлений.
Обозначения.
п — число оборотов или колебаний в минуту,
пе —число собственных колебаний,
со = угловая скорость круговых колебаний (круговая чаете га),
tue — собственная круговая частота,
G — вес (кг),
Gr — приведенный вес (кг), е
2) Средства уравновешивания определяются законами колебания двух или мно-
гих колеблющихся относительно друг друга тел, см. Хюгт^, т. 1, огд. „Техническая
физика", стр. 539.
40 Зак. 254. — Hiitte, Справочник для инженеров, т, II.
Т. II. Отд. 2. Детали машин. II. Составные частя машин и приборов
g — 981 (см/сек2),
а — амплитуда (слс),
ср — угловая' амплитуда,
/—упругое смещение из состояния покоя {см\ (пружинение),
у _ пружинение под влиянием собственного веса (см),
С — упругость (эластичность) (см/кг) (ср. .Хютте, т. I, стр. 541),
Е — модуль упругости {кг)см2),
Gs — модуль сдвига (кг/см2),
J,. — момент инерции {м кг сек*),
GD2 — маховой момент (кг м2),
J — момент инерции поверхности {см*).
1. Возбудитель колебаний. Если в каком-либо могущем свобод-
но перемещаться теле 1 веса G\, второе, ведомое тело 2 веса G2,
совершает движение управляемых импульсов, вследствие передачи
движения; кривошипным механизмом (поршневые машины), или
вращается- вокруг оси, не совпадающей с осью, проходящей через
его центр тяжести (фиг. 523), то оба
тела движутся вокруг оси, проходя-
щей через их общий центр тяжести
S с амплитудами и а2, причем
Gy = G2 .............(О
Фиг. 522.
Если центр тяжести группы тел G2 (фиг. 522) совершает только
продольные перемещения, то и тело (X совершает только продоль-
ные перемещения. Если подвижность тела G} частично ограничена,
например посредством направляющих или коромысла, то возникают
только свободные составляющие противодвижения.
Если тело 1 обладает свободой вращения и вызывает в ведомом
им теле 2 вращательные колебания; например вследствие перемен-
ной передачи или сообщения импульсов (соответствующим образом
налагаемых на равномерное вращение, например при коленчатых
валах), то
Grar = Gra2,.....................(2)
где Gr — веса, отнесенные к одному и тому же радиусу 7?, определен-
ному либо из моментов инерции масс J, либо из маховых моментов
масс GD2 (Хютте, т. I, отд. „Механика“ стр. 294). При 7? = 1 м,
Gr = GD2/4.
Собственные колебания
627
Из уравнений (1) и (2) выводятся два средства регулирования. Если должно
быть урегулировано (уравновешено) относительно G* например рама относительно
колеблющегося элемента, то это может быть осущетвлено путем связи Gi
с большими массами (устрой тво фундамента, соединение с грунтом), так как
тем самьм уменьшается отношение а^а^. Если, кроме того, и Gt должно быть по
возможности урегулировано (уравновешено), то аа должно получить выравни-
вание при помощи каких-либо противовесов или встречных движений, чтобы
приблизить величину а2 к нулю.
Если колебания следуют круговому или синусоидальному закону,
то давление масс в конечных положениях будет равно в кг:
Рь = Gi а1 ш2/& Сиотв. ръ = аг «fi/g = а2 ofijg, . . . (2а)
где а выражено в м, Ръ и Gr в кг, а угловая скорость <о = п: 9,5.
2. Собственные колебания. Если две массы весом и G2
(фиг. 524), соответственно Gr^ и Gr* (фиг. 525) упруго (или в не-
котором как бы упругом поле) связаны между собой так, что уве-
личению осевого или касательного перемещения на Д/от положения
равновесия соответствует увеличение силы на Д Р, то обе массы обра-
Фиг. 524.
Фиг. 525.
Фиг. 526.
Фиг. 527.
зуют колебательную систему — свободный маятник с „упругостью"
C=kf: ЬР и некоторым сопротивлением колебаниям w. которая
для рассматриваемой связанной формы имеет число собственных
колебаний пе. И в данном случае пригодно уравнение (2), только
вместо (статического) центра тяжести будет (динамический) узел
колебаний. Если С2 по сравнению с G\ бесконечно велико, например
вследствие соединения с землей, то маятник является „заземленным
маятником" (фиг. 526 и 527).
Упругость C=bf:bP в см/кг, определяемая расчетом или
опытом, представляет собой для поперечных и продольных колеба-
ний перемещение (в см) по общей оси центров тяжести при уве-
личении силы на ДР=1 кг.
При вращательном маятнике С (фиг. 525) есть касательное
перемещение на соответствующем радиусе Р от увеличения дей-
ствующей на этом радиусе касательной силы на ДР=1 кг.
Пример. При чисто растягивающем напряжении С = 1/Е- Е ('/Т7), rue F —
поперечное сечение в см2. При скручивающем напряжении (с модулем среза
С = R2IGS «Е (Z/J) есть равенство, применимое как для витых пружин, где R (в см) —
40*
628 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
радиус витка, так и для деформаций валов. Для деформаций изгиба С определяется
по отд. „Сопротивление материалов*4, стр. 38, и при переменном сечении бруса
см. там же, поскольку вес пружины незначителен по отношению к нагрузкам *).
Когда упругость С и сопротивление W не зависят от величины
размаха а, то колебания маятника будут синусоидальными колеба-
ниями. Подобные синусоидальные маятники дают все увеличиваю-
щиеся размахи, если толчки следуют в такт с числом собственных
колебаний п& и вместе с тем дают большее или меньшее накопле-
ние энергии (по уравнению 2), которое ограничивается только
областью постоянства упругости С и сопротивлениями W, когда
их величина будет равна силе толчков.
Подобные сопротивления суть:
1) внутреннее трение, например на границе текучести упругих (твердых) мате-
риалов, которые при большей продолжительности действия такого сопротивления
ломаются,
2) внешнее трение, которое может быть сделано какой-угодно величины,
3) полезные сопротивления, например при качательной передаче,
4) искусственно присоединенные остановы.
Собственные колебания возникают или в самом возбудителе
колебаний при „критическом числе колебаний* действующих
импульсов, или при соединении возбудителя колебаний с упругими
системами.
Они почти всегда нежелательны в машиностроении вследствие величины разма-
хов и опасности поломки при достижении предела текучести и должны быть сде-
ланы неопасными на основании предварительного подсчета или оценки числа
собственных колебаний по отношению к рабочему числу оборотов, остано-
вами, затушением, употреблением упругих материалов с непостоянной
упругостью С (например резина) или быстрым переходом „критического
числа колебаний44.
Определение собственного числа колебаний любых маятни-
ков. Собственное число колебаний простого пружинного маятника,
веса (фиг. 526) или Gre который упруго связан с значительно
большим весом Goo (например с землей), определяется из деформа-
ции под влиянием собственного веса, где j\ = CGt (в см) упру-
гое перемещение тяжести в точке подвеса (соответственно в точке,
к которой отнесен вес) под влиянием силы, равной Gt (соответствен-
но Gry Тогда при свободных синусоидальных колебаниях для
амплитуды a = j\ (уравнение 2):
G1 = Gift “е2: или <0е2 = g:fi (3) и яв1 = 300V1 :/) (в мин.). (За)
При заземленных тяжелых маятниках с параллельными подвес-
ками (фиг. 527) применимо уравнение (3) и (За), если — длина под-
вески в см, для малых амплитуд; при электромагнитных полях в урав-
нение (3) вместо ускорения силы тяжести должно быть подставлено
соответствующее ускорение поля g 2). Число собственных колебаний
для физических маятников и весов см. отд. „Механика", т. I.
!) При пользовании величиной С (Хютте, т. I, „Механика", стр. 555) С = 7?2/с.
’) Для шеек валов в подшипниках с жидкостным трением Стодола (см. сноску
на стр. 471) нашел собственное колебание, причем приблизительно равно средней
толщине масляного слоя б.
Определение собственного числа колебаний любых маятников 629
Если упругий маятник состоит из двух свободно подвижных
тяжестей Gx и G2 (фиг. 524) или двух колеблющихся масс с отнесен-
ными весами Gr и Gr (фиг. 525), то нужно определить особо Д =
= CG1 и /2 == CG2- Тогда имеем:
ие = ЗС0 Vl/fg, где 1//^ = 1/Л + V/з «ли пеi) 2 = пе2 + л^2 . . (ЗЬ)
Узел колебаний К можно найти из fg = CiKGi = C2KG2t где f
Git G2 и сумма CiK 4- C2K = Cl2 известны и С1К есть упругое дей-
ствие между С?! и узловой точкой К- (Ср. графическое решение фиг. 528.)
Фиг. 528.
Фиг. 529.
Графическое решение (по К у ц б а х у) х). Веса Gt и G2 нано-
сятся друг за другом в силовом многоугольнике а) (фиг. 52<5)
с полюсом на расстоянии 1, а в веревочном многоугольнике Ь)
наносятся, как параллели на расстоянии, равном упругости С12 {см)кг}.
Линии, параллельные полюсным лучам /, 2 и 3, дают в веревочном
многоугольнике значения Д, f2 и fg и узловую точку К над f
которая в свою очередь дает возможность нанесения линии ампли-
туд с).
Так как /: С = то масштаб G по отношению к полюсному расстоянию 1 со-
впадает с масштабом / по отношению к масштабу упругости С.
При цепи колебаний, т. е. при связанных друг с другом
упругих маятниках, графическое решение столь же просто в том
случае, когда между каждыми двумя весами имеется узел.
Пример. Для трех весов с двумя пружинами упругостью С]? и Сю (фиг. 529):
Gb G2 и О3 наносятся на веревочный многоугольник о) на расстояниях Си и Сп и
i) Pendel und Pendelketten im Maschinenbau, ZdVdl, 1917, стр. 917. Графический
метод Г ю м б e л я см. ZdVdl, 1912, стр. 1025.
630 Т. П. Отд. 2. Детали машин. П. Составные части машин и приборов
на силовой многоугольник а) в ряд друг за другом. Между сторонами веревочного
многоугольника 1 до 4 проводится замыкающая 5 так, что значения (fg\2 для обеих
упругостей в точности равны между собою. Отсюда становятся известными (f^)2,
(пе), (согласно уравнению 3), положение узловых точек К/ и над (fg)t иве)
соотношение амплитуд alt о2ио3в ме тах пучностей В/, B2/z, В/".
При вращательных колебаниях берутся Gri, Gr* и (7Гв
(стр. 627), причем все значения Gr должны быть отнесены к одному
радиусу, например, R = 1 м = 100 см (фиг. 525) х). Если GD2
раскачивающий момент в кгм2, то для R = 1 м, Gr (кг) = GD2/4 и
для R = 100 см упру-
гость С (см/кг) =
= (10000/Ge) • 2 (1/1).
Если цепь коле-
баний имеет Z упру-
гостей, разделенных
отдельными массами,
то в колебательной
цепи могут образо-
ваться и меньше, чем
I узлов, и сообразно
этому получаем числа
собственных колеба-
ний
(”е)1>(яе)2- • -(яе)р
т. е. есл и и меются
Z упругостей ме-
жду Z + 1 отдель-
ными массами,
то возможны Z
р а з л ич ных чисел
собственных ко-
лебаний пе.
Приближенное графическое решение при менее,
чем Z узлах 2): все массы, которые лежат м е жду узлом колебаний К
п пучностью В. должны быть вставлены свесами G' = Ga/aB, кото-
рые уменьшены в отношении их амплитуды а к амплитуде ав
прилежащей им пучности. Но так как это уменьшение
амплитуд еще неизвестно, то оно должно быть оценено сперва
приближенно, чтобы потом, при повторении, в случае надобности
построения быть вставленными точнее.
Чисто аналит. исслед. вращат. колебаний см. Хютте, т. I, отд. „Технич.
физика-, стр. 555, далее Holzer, Berechnung der Drehschwingungen, Berlin 1921;
bpringer и Tolle, Regelung der KraLmaschinen, Berlin 1926. Springer. Графическое
и расчетное решение про тых случаев см. W у d 1 е г, Drehschwingungen in Kolben-
maschinenanlagen, Berlin 1922, Springer.
s) К u 12 b a c h, ZdVdl, 1918, стр. 100.
Правило подобия. Принужденные колебания
631
Пример (фиг. 530). Даны четыре массы весом Glt G3, G3 и Gt и три упругости
CJ2, С23 и С34, ищется (ne)t. Линия амплитуд с) с iepaa берется приблизительно,
чтобы определить отношения o2/at и a3/at. Вставляем в силовой многоугольник а)
G2'= G2 a2lat и G3'=G3 03/at на основании приблизительной линчи ам митуд,
так как они не лежат на пучности. Отсюда определяет я в веревочном многоуголь-
нике Ь) величина Силовой многоугольник а) используется также для более
точного нанесения амплитуд на с).
Проводим луч 4' в любом наклонении между G3r и О4, так как узел К лежит
между ними; он пересечет крайние горизонтальные лучи Г и 5' в полюсах и
$а". Из и a3/at можно определить точнее G/ и G3', а также и fg.
Правило подобия. Если массы или веса будут изменены в от-
ношении imt а упругости С в отношении /с, то новое число соб-
ственных колебаний = nJVimic* При увеличении по правилу
подобия (при одинаковых строительных материалах) изменения т
в отношении z3 и С в отноше-
нии 1/Z, имеем, что ni = ne!i.
Пригодно для опытного опреде-
ления собственных колебаний.
При увеличении (или уменьше-
нии) по правилу подобия „обеспечен-
ных от резонанса машин-, их обеспе-
ченность от резонанса со .раняет~я,
когда их чи~ло оборотов будет в отно-
шении i уменьшено (или соответ-
ственно— увеличено), т. е. когда все
окружные скорости или скорости порш-
ней остаются неизменными.
3. Принужденные коле-
бания (ср. Хютте, т. I, отд.
„Технич. физика", стр. 544). Если
в каком-либо возбудителе колебаний
возникают принужденные колебания, вызванные периодическими
импульсами или перемещениями центра тяжести, то амплитуды этих
колебаний, при наличии известной упругости, будут увеличиваться
или уменьшаться в зависимости от отношения числа импульсов п
к числу собственных колебаний яе. Пусть а0 представляет собой
амплитуду при медленном движении (л/ие^0) на —амплитуду
в работе, тогда (при затухании = 0) имеем:
а/а0 = 1Д1 — (n//ie)2j.................................... (4)
при nlne~(j 0J 1 V2 2 3 10
будет а/а0=4-1 +2 ±оо —1 —1/з —‘/в ~’/ээ
Фиг. 531 показывает величины амплитуд а при определенном а, и зависиме^ти
от нанесенных значений для (п/пе)2, причем кривая зависимости представляет собой
гиперболу. При п!пе = V2 амплитуда а начинает становиться меньше а0 и
постепенно приближается к нулю. Начиная с этого места, упругость успокаивает
колебания и действует, как изолирование.
При п = пе наступает резонанс в колеблющейся системе и
при длительном существовании настоящего равенства появляется
опасность разрушения системы.
632 Т. П. Отд. 2. Детали машин. II. Составные части машин и приборов
Если импульсы, регулярно возникающие в возбудителе коле-
баний, при па рабочих тактов в минуту не имеют синусоидального
характера, то все же они могут быть с помощью рядоз Фурье
(Хютте, т. I, стр. 228 и след., ср. фиг. 543а, стр. 648) расчетным
или графическим способом разложены на синусоидальные коле-
бания с числом колебаний па, 2па, Зпа... тпа и соответствующей
амплитудой.
В соответствии с этим возможны резонансы первого, вто-
рого, ... /и-го порядка и именно тогда, когда па = пе, пе/2, пе/3 ...
njtn. Совершенно свободными от резонанса являются только
участки ниже пе)т и выше пе.
4. Заглушенные колебания (Хютте, т. I, стр. 544 и след.), Всякое
сопротивление трения уменьшает энергию, а также и размах коле-
баний, при этом тем значительнее, чем больше размах а. Трение
насухо, а особенно сопротивление воздуха и жидкости (которое
растет с v2 = Л2) способствуют механическому заглушению
колебаний в области резонанса.
Примеры. 1) Заглушающие скользящие массы, например тормозные кольца в
центрофугах, глушители колебаний на валах двигателей с несколькими кривошипами,
судовые цистерны Фрама против бортовой качки.
2) Заглушенные пружинные муфгы, например для зубчатых передач у локо-
мотивов или распределительных валов.
3) Заглушенные фрикционные муфты, например системы Занднера для электро-
моторов подводных лодок, затем ременные передачи, которые могут действовать как
заглушенные фрикционные приспособления.
Из четырех средств регулирования: присоединение масс, урав-
новешивание, изолирование и заглушение — оба первые более действительны при
л/ле = и до 2/г, изолирование при п\п е > 2 и заглушение при п(пе^ 1.
Ь) Поперечные колебания
1. Вращающиеся валы в рамах. Здесь различают два главных
случая:
а) Ось центра тяжести смещена параллельно
оси вращения: в этом случае неравномерное распределение
веса производит усилие под прямым углом к оси вращения. Эго
возможно во всех дискообразных телах вращения, например ремен-
ные шкивы, маховые колеса, точильные круги, ротативные моторы,
рабочие колеса одноступенчатых насосов, воздуходувок, паровых
и водяных турбин.
Ь)Ось центра тяжести пересекает ось враще-
ния или скрещивается с ней. В этом случае неравномер-
ное распределение веса действует как изгибающий момент или как
момент 4- сила, приложенная к оси вращения. Это возможно при
наличии нескольких шкивов или кривошипов на одном валу, при
всякого рода барабанах, например электромоторах или динамома-
шинах и многоступенчатых лопаточных машинах всякого рода.
1. Урегулирование посредством увеличения мас-
сы рамы, например сделав ее более солидной, заполнив ее
Статическое и динамическое уравновешивание
633
кладкой и связав с достаточно тяжелым фундаментом, во всех слу-
чаях возмои но и рационально.
2. Регулировка посредством уравновешива-
ния эксцентрически действующих масс помощью употребления
соответствующего противовеса в большинстве случаев осу-
ществимо, по крайней мере тогда, когда не ожидается более
перемещения центра тяжести во время работы (как, например,
в центрофуге).
При кривошипах или прочих сильно эксцентрических массах величина проти-
вовесов должна быть точно определена аналитически и графически (ср. противовесы
кривошипов, фиг. 121, 224 и 225) Кроме того, при конструировании следует озабо-
титься о возможно более равномерном распределении масс около оси вращения.
Последующая проверка произведенного уравновеши-
вания тем важнее, чем больше рабочее число оборотов вала при-
ближается к числу его свободных изгибающих колебаний (т. е.
к числу его собственных колебаний — крити-
ческое число оборотов, Хютте, т. I, стр. 552).
Статическое уравновешивание. Для уравновеши-
вания какой-либо силы предоставляют валу со шкивом
возможность колебаться около горизонтальной оси вала
и заставляя, например, вал или катиться, по возможности
без трения, по строго горизонтальным рельсам или за-
ставляя его качаться (фиг. 532). При этом, чем меньше
число колебаний, тем меньше величина перемещения
оси центра тяжести. Направление перемещения центра
тяжести определяется положением центра колебаний.
Для определения положения центра тяжести в настоящее
время часто применяются 2 ввинчивающиеся и вывинчи- фиг. 532.
вающиеся противовеса, посаженные радиально под углом
9(Г друг к другу. При необходимости уравновешивать
большое число одинаковых деталей целесообразнее и точнее вести его на спе-
циальных машинах, работающих на призмах *)•
Статическое уравновешивание способствует лишь уменьшению до нуля расстоя-
ния между осью центра тяжести и осью вращения, но оно не может уничтожить
косины между осью центра тяжести и осью вращения (случай Ь).
Динамическое уравновешивание. При динамическом уравновешивании явля-
ется возможным уравновесить момент и силу, т. е. любое смещение оси центра тя-
жести: 1) уравновешивание производится относительно двух определенных точек оси
вращения, 2) амплитуды колебания центра тяжести увеличиваются до видимости;
достигается это тем, что вал помещается на пружинящей опоре, чем и осуществля-
ется собственное колебание всей системы около данных определенных точек (способ
Лавачека * 2), уравновешивающие машины машиностроительного завода Карла Шенк,
Дармштадт, а в последнее время также у Круппа, Эссен). Вращающийся вал поме-
щается сначала кондом А в подшипник с шаровым вращением, а концом В между
пружинами F (фиг. 533). Легкие вспомогательные диски St и S.f, уравновешенные
небольшими противовесами, помещены целесообразно, непосредственно у подшип-
ников. Валу сообщают вращение с некоторым числом оборотов. Его конец В начи-
нает совершать сильные размахи. Отмечают направление и величину амплитуд при
помощи упоров или чертящего острия. Затем передвигают противовес на вспомога-
тельном диске S2 до тех пор, пока размани достаточно уменьшатся. Потом вал
перевертывается так, чтобы конец А колебался свободно, а В был закреплен, и
уравновешивание совершается помощью противовеса диска Найденные величины
уравновешивающих грузов могут быть легко пересчитаны для любого места вала,
где их всего удобнее поместить.
’) Например системы Фридриха Круппа, Эссен.
2) Lawaczek. Das Auswuchien rasch umlaufender Massen, Z.f.Turblnenw. 1911;
Heidebroek, ZdVdl, 1916, стр. 11.
634 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
При большой потребности таких испытаний, как, например, для испытания це-
лых моторов, — таковые укрепляются в особой раме, лежащей на пружинящем осно-
вании, уравновешивание же ведется по второму валу, имеющему одинаковое с мо-
тором чи'-ло оборотов и помещенному в той же раме. Моменты на этом втором
валу могут быть смещаемы вплоть до прекращения колебания рамы (метод Аки-
мова, употребительный в Америке).
Фиг. 533.
3. Регулировка при помощи изолирования при-
меняется там, где уравновешивание недостаточно или не выполнимо,
особенно в машинах с возможным перемещением оси центра тяжести,
например быстроходные мельницы, центрофуги, шлифовальные круги.
Изолирование внутри машины. Вал устанавливается
в висячем, качающемся или стоячем, пружинящем
положении, — он может иметь свободные поперечные колебания и
таким образом изолирован от рамы. Висячие центрофуги и гори-
зонтальные грохоты имеют лишь один верхний подпятник со сво-
бодным угловым движением
(универсальный шарнир) вала.
Стоячие центрофуги, кроме не-
подвижного подпятника с шар-
ниром Гука А внизу, имеют
еще вверху подшипник В, по-
мещенный между слабыми пру-
жинами (фиг. 534). Сила пру-
жин должна быть такова, чтобы
при любом наполнении центро-
фуги число собственных коле-
баний пе было значительно
ниже наименьшего числа обо-
ротов вала п, чтобы ось центра
тяжести центрофуги 5 могла
примерно совпасть с осью вра-
щения. Например при п =
= 1000, целесообразное число собственных колебаний пе = 100. При
достижении и переходе через „критическое число оборотов" пе, чрез-
мерному раскачиванию вала препятствуют пружинящие упоры С.
Где изолирование помощью пружинящих подшипников нецеле-
сообразно (например фиг. 521, из-за примыкающих других машин-
ных деталей), там оно .достигается достаточным поперечным
Фиг. 534.
пружинением самого вала: как, например, в однодисковых
паровых турбинах (впервые применил Лаваль), воздуходувках, шли-
фовальных кругах с очень большим числом оборотов. Здесь также
число свободных изгибающих колебаний вала, так сказать, его „кри-
тическое число оборотов", лежит значительно ниже рабочего
числа оборотов. Расчет см. Хютте, т. 1, стр. 552.
Изолирование снаружи. Где изолирование внутри
рамы недопустимо, там сама рама с собственным весом может
быть изолирована помощью пружин от значительно более тяжелого
фундамента, весом Gs — так чтобы свободно колебалось, причем
надо иметь ввиду, что число собственных колебаний системы ОгО3
Кривошипная и криволинейная передача на раме 635
должно быть много меньше рабочего числа оборотов. Пример:
изолирование мотора помощью пружин, резины или воздушных
подушек.
4. Регулировка посредством заглушения. Осо-
бенно действительно при вале с длинными, хорошо пришабренными
подшипниками (масляное заглушение), затем заглушение рамы по-
средством постановки ее на войлоке, пробке, резине, свинце, сухом
песке или золе1). При почвенных водах или плывуне пригодны в
данном случае соединения с прочным грунтом помощью свай, ко-
торые также действуют заглушающе.
2. Кривошипная и криволинейная передача на раме. Пер*е-
дачи кривошипом и криволинейная состоят из движущихся взад
и вперед частей весом Gk, как-то: поршней, штоков, ползунов и
т. п., и частей, эксцентрически вращающихся, весом (7е, центр тя-
жести которых перемещается по окружности с радиусом ге. В кри-
вошипных механизмах в дальнейшем все эксцентрически вращаю-
щиеся веса отнесены к радиусу кривошипа (ге = г). Вес промежу-
точной связи (при кривошипе с кулиссой — кулиссный камень, при
нормальном кривошипном механизме—шатун) делится между Gk
и Gе. При этом вес кулиссного камня может быть целиком отнесен
к Gе, а вес шатуна без большой погрешности может быть разде-
лен на части Gk и Ge, нагружающие при горизонтальном положе-
нии шатуна соответствующие цапфы, например 2/3 до 3/4 к Ge
И 3/з ДО ^4 к Oft2)-
Колебания кривошипа с кулиссой (см. также стр. 381) являются
чистыми синусоидальными колебаниями с амплитудой г, а колеба-
ния нормального кривошипного механизма (см. также фиг. 152 и 155)
могут быть с достаточной точностью приняты как наложенные друг
на друга два синусоидальные колебания: одно — первого порядка
(с п периодов/мин) с амплитудой г и другое — второго порядка
(с 2п периодов/мин) с амплитудой гХ/4, где К = г/l есть отношение
радиуса кривошипа к длине шатуна. При колебаниях неболь-
ших кривошипных механизмов с конечной длиной шатуна появля-
ется еще одно дополнительное слагаемое первого порядка. Наиболь-
шими силами Рь при синусоидальных и круговых колебаниях
являются Pb = G/g. г[м\ о2, следовательно, для нормального криво-
шипного механизма Рът -\-РЪТ1 = G k)g.r^2(\ Jtk). Эти силы произво-
дят колебания рамы весом Gm с амплитудой р относительно об-
щего центра тяжести Gk, Оеи Gm — SQ.
Разлагая колебания по оси Х-ов (ось поршня) и оси У-ов, и
принимая Gmx и Gmy за массы рамы, приведенные к осям Х-ов и
*) Ср. также Хютте, т. I, отд. .Техническая физика", стр. 579.
’J Более точно см. Tolle, Regelung der KraLmaschinen, Berlin 1921, стр. 109
или Lorenz, Massenwirkungen, ZdVdl, 1918, стр. 5b3.
636 т- П. Отд. 2. Детали машип. II. Составные части машин и приборов
У-о в (это разложение требуется лишь при вращениях, а не при
поступательных перемещениях рамы, рх и ру за полуамплитуды,
получаем:
@тх
Рх = Gkr ± Gere = Gxr и Gmypy = Gere = Gyr.
а,
V7
Фиг. 636 a—d.
Пример. Одноцилиндровый двигатель с ходом поршня в 300 мм (г=0,15 м);
принимая О/па?=Ю0 Gk и Ge = 0, имеем: рх = (Gk IGmx) • 0,15 м = 1,5мм, в то
время как р^ = 0.
1. Регулирование помощью м а с с. Желательно отно-
шение GvnjGk иметь возможно большим, чтобы величину рх иметь
малой; а потому при больших криво-
шипных передачах желательно делать:
рамы возможно более солидными (с за-
полнением камнем), фундаменты — тя-
желыми, особенно у неуравновешенных
(одноцилиндровых) машин, Gm по воз-
. можности равным от 100 до 200 Gk и бо-
лее, — путем хорошей связи с грунтом
(заземление).
2. Регулирование помощью
уравновешивания. Общее ура-
вновешивание.
а) Полное уравновешивание экс-
центрически вращающихся масс веса
Ge (отнесенных к радиусу кривошипа)
возможно: посредством вращающихся
на кривошипах или на двух симметрично
‘ расположенных маховиках противовесов,
далее в многоцилиндровых двигателях
посредством смещения в порядке зер-
кального отражения 2X2, 2 >< 3... кри-
вошипов (фиг. 536, а и Ь), при соответ-
ствующей нагрузке подшипников и
рамы, но без противовесов.
Ь) Полное уравновешивание коле-
баний Gk первого порядка воз-
можно: при симметричном расположе-
поршней, причем Gkx = Gky = 2 Gk!2, так
нии 2, 3 и более осей
как тогда поршни, шатуны и кривошипы могут быть уравновешены
вращающимися противовесами ( = 2 G^/2 -f- 2 Ge).
Примеры: 2 оси под 90° с 2 цилиндрами в форме V (фиг. 535, d} или 4 ци-
линдра в форме звезды; 3 оси под 60'’ с 8 цилиндрами в форме W (веерообразная
форма) или 6 цилиндров в форме звезды; 3 оси под 12J° (фиг. о35, с) или вообще i
осей под углом 360°// в форме звезды при i > 21); затем уравновешивание дости-
гается движущимися в противоположном направлении про-
*) Ср. S с h г б п, Massenausgleich von Mehrzylindermotoren, Motorwagen, 1925 г.
Полное уравновешивание второго порядка
63?
тивовесами, например противолежащими поршнями по фиг. 537, или син-
хронным встречным холом поршней по фиг. 536, с и d (встречное или обратное вра-
щение), далее в рядовом соединении цилиндров путем зеркального распо-
ложения (симметричного расположения) 2X2 (фиг. 536, а), 2Х 3 (фиг. 536, Ь),
Фиг. 536 а—е.
поршневых осей, причем выравнивание сил происходит через посредство рамы.
При этом три или более кривошипа второй симметричной половины мотора могут
быть расположены между кривошипами первой половины. Устройство, изобр?-
женное на фиг. 523 (стр. 626), может быть также использовано для
полного уравновешивания колебаний первого порядка.
с) Полное уравновешивание колебаний Gk второго
порядка возможно устройством противоположно
направленных шатунов по фиг. 535, Ь, причем
влияния обоих шатунов взаимно погашаются, что будет
также при всех устройствах с повторением такого рас-
положения в форме звезды (4, 6... цилиндров) на одном
кривошипе; далее, вообще сочетанием 5 или более
симметрично расположенных поршневых осей
(или звездных моторов) с / >5, зеркальным рас-
положением по фиг. 536, с и d, когда поршни и
валы синхронно движутся в противопо-
ложных направлениях; в многоцилиндровых мо- фиг. 537
торах с зеркальным расположением при 2Z кривошипах,
когда Z;>3 (фиг. 536, Ь), наконец, противовесами, которые вращаются
с двойным ч ислом оборотов (по фиг. 523). Если устрой-
ства, изображенные на фиг. 536, с или d, будут присоединены одно
к другому своими продольными сторонами как зеркальные изо-
бражения (с четырьмя валами), то при синхронном обратном ходе
получается полное уравновешивание всех действий масс, без про-
тивовесов.
628 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
Таблица 72. Уравновешивание нормальных кривошипных
механизмов
№ Расположение Фигуры Ось X Уравновешивание 1-го порядка Неуравновешен© Уравновешива- ние 2-го порядка Неу^авнове- шено
°х! °vi °хП вул
Несколько кривошипов 1 кривошип 1 1 1 ось, поршень с одной стороны 535, а Ось порш ней Gk + (Ge) (Ge) У°* —
2 1 ось, поршень с обеих ст рон 535, b — —
3 2 оси (90"), 2 пор- шня с одной сто- роны V Ab'd Ось сим- метрии (вееро- образные- моторы) ’ R+».] RM — X °к 4 *lz2
4 3 оси (6Э"), 3 пор- шня с одн' й сто- роны W — в°> — ак 6 *
5 3 поршня в звезду <12Э-) 535, с Произволь- ная (Звездооб- разные мо- торы) К Gk 4 * 2 К Gk 4 * 2
6 4, 6, 8 поршней в звезду — - -
7 5, 7, 9 поршней в звезду — — —
8 9 2 X 2 оси в ряд 536, а Ось порш- ней (много- цилиндро- вые двига- тели) Уравновешивается через посредство рамы при полной симметрии 1 г Т°» —
2X3 оси в ряд 536, b — —
10 2X4 оси в ряд — — —
11 1 ось, противопо- ложный поршень с одной стороны 537 Ось порш- ней (мото- ры с про- тивополож- ными поршнями) — —• —
Под Gk надо понимать общий вес поступательно движущихся частей. Все
значения G, заключенные в скобки, должны быть уравновешены вращающимися на
кривоши .ах противовесами, так как они равны в налравлении х и у. Не заклю-
ченные в скобки значения не могут быть уравновешены противовесами на коленча-
том валу.
Особые случай уравновешивания
639
Табл. 72 дает обзор возможных способов уравновешивания в важнейших
расположениях кривошипных ме анизмов. Величины, которые моут быть уравно*
вешены, заключены в скобки. Нет никаких простых расположений, при которых
возможно полное’уравновешивание в~ех неуравновешенны< весов. Ли нь при при-
менении. по крайней мере, 4 поршней в звездном расположении или 6 поршней
в одном ряду, возможно полное уравновешивание, и к тому же при звездном рас-
положении всегда только с противовесами, при расположении же в одном ряду —
также и без противовесов. В авиационных моторах встречаются дальнейшие комби-
нации из указанных в табл. 72, уравновешивание которых можно свести к урав-
новешиванию по таблице.
Особые случаи уравновешивания, а) Простой кри-
вошипный механизм. Если в простом кривошипном меха-
низме Ge не только обращается при помощи противовесов в 0, но ста-
новится вследствие влияния других противовесов даже отрицатель-
ным, так что действует обратно Gk, то таким путем Gx может сыть
уменьшено за счет Gy. Если, например, G е = — Gk/2 (фиг. 538), то
Gx = — Ge = G1J2 и Gy = ~ Gkl'2’ так что ?a>Gmx = r ' Gk/2 и
также Ру Оту = — гб4/2. Если Gmx =
то это расположение — уравновеши-
вание вращающихся-|-половины
качающихся весов — дает наимень-
шую1) амплитуду а. Если, напротив, Gmy
значительно больше (или меньше), чем Omr,
что обусловлено расположением мотора
на фундаменте (когда фундамент имеет
вращательные колебания около своего
центра тяжести), то уравновешивание ка-
чающихся масс поршня противовесом может быть так приспосо-
блено к этому обстоятельству, чтобы получить рж= ру. Однако
большей частью очень трудно погасить в противовесе больше
половины Gk.
b) Несимметричный механизм с многими криво-
шипами. К уравновешиванию можно приблизиться по расчету или
графически по принципу динамического уравновешивания (стр. 633),
но лишь редко удается добиться полного уравновешивания. Пусть
на валу (фиг. 539) a, b. с, d, ... будут центры кривошипов, к ко-
торым приложены, как силы, значения Од. отдельных кривошипов
^Х’ * • •
и соответствующие значения Gy:
Byt Су . . .,
независимо оттого, составляются ли эти значения из ОА + Ов или
только равны Ое. Если нанести значения Gx по направлениям их
х) (или наибольшую).
640 Т. II. Отд. 2. Детали машин. П. Составные части машин и приборов
кривошипов, как силы Ах, Вх, Сх, . . то равновесие должно
существовать, закрепим ли мы вал в точке d или в точке а. Если
вал закреплен в я, то пробуют уравновесить его в кривошипной
плоскости d; если он будет закреплен в d, то пробуют уравновесить
его в плоскости а. Силы Сх и Вх, приведенные к Cad = Сх- ac/ad
и Bxd = Вх • ab/ad, переносятся на плоскость d, складываются с Dx и
дают результирующую Gxd. Она может быть погашена по величине
и направлению противовесом — Gd. Точно так же получается в плос-
кости а сложением Аха> Вха и Сха результирующая Gxa, которая
может быть погашена противовесом — Ga. Но с прибавлением про-
тивовеса появляется одновременно столь же большая сила Gya, со-
ответственно Gyd, которая должна
быть соединена с остальными вели-
чинами Ау, Ву ... на втором сило-
вом многоуго гьпике. При этом боль-
шей частью обнаруживается невоз-
можность уравновешивания пол-
ностью противовесами Ga и Gd. Пол-
ное уравновешивание первого по-
рядка возможно лишь, если уравно-
вешивание Gx достигается без про-
тивовесов, т. е. только одним изме-
нением углов кривошипов,
весов поршней и расстоя-
ний между кривошипами.
Если при этом AxjAy = BjBy =
Сх/Су . .., то тем самым и дости-
гается полное уравновешивание.
Уравновешивание второго по-
рядка может быть исследовано по-
добным же образом, только все углы
кривошипов (относительно кривошипа а) должны быть при этом
удвоены.
3. Регулирование при помощи изолирования
и заглушения. Недостающее уравновешивание машин в осо-
бенности тогда вредно, когда рама и фундамент связаны непосред-
ственно с большими телами, способными колебаться, например
с плывучим или содержащим грунтовую воду грунтом, с большим
зданием, с кораблем или другим каким-либо механизмом передвиже-
ния, потому что тогда в этих способных колебаться телах тем легче
получается резонанс, чем выше число колебаний машины. При не-
достаючном заглушении эти колебания могут быть очень неприят-
ными и вредными и распространяться далеко.
В данном случае осуществимо лишь изолирование от
внешней среды, причем изолирование от больших масс или твер-
дой земли можно осуществить с помощью пружин, резины или
браща^ельные колебаний
641
воздушных подушек, как при чистом вращении (стр. 634), в том
случае, если число собственных колебаний образующейся при этом
колебательной системы много ниже рабочего числа оборотов.
Заглушение также подобно заглушению при чистом вра-
щении,
с) Вращательные колебания
Меняющийся вращающий момент (или момент сопротивления)
двигателя действует, как периодический движущий импульс, как на
раму двигателя с (полярным) моментом инерции так и на вал
с моментом инерции J2, причем срх = J2 ср2 или [СЮ2]! = [СЮ2]3ср2
или Gri = ОГ2 а2. Если машинная рама имеет, благодаря жесткой
связи с неподвижными массами, в особенности через „заземление*,
значительно больший момент инерции, чем вал, то приходится счи-
таться только с вращательными колебаниями вала. В дальнейшем
принята масса рамы, равная оо.
Ход расчета. При исследовании вращательных колебаний вал вместе с вра-
щающимися массами может вначале рассматриваться как неупругое тело. В этом
случае расчет амплитуд колебаний производится, исходя из избытка или недостатка
работы на кривой крутящего момента, и регулирование состоит: 1) в соединении
вала с большими массами в форме маховых колес, 2) в уравно-
вешивании различных действующих на вал импульсов.
При длинных валах с большими напряжениями и большими движущимися
массами передача валами является упругой системой, почему при совладении такта
импульсов с числом ее собственных колебаний в ней может возникнуть явление
резонанса. Поэтому здесь возникает задача: 3) определить критическое число обо-
ротов с целью его избежания, и, соответственно, его устранения из пределов нор-
мального числа оборотов путем изменения масс или упругостей, или 4) избежать
критического числа оборотов посредством подходящих средств заглушения.
1. Маховые колеса как массовые аккумуляторы энергии.
Определение массы. Если обозначает аккумулируемую
работу, т. е. избыток или недостаток работы, которая обусловливает
ускорение или замедление вращающихся масс, v dz bv — окружную
скорость весов G (кг) или масс Л4, отнесенных к определенному диа-
метру D (D большей частью равно среднему диаметру обода махо-
вика), Mv2!2— накопленную энергию масс маховика, GD2— враща-
ющий момент в кгм2 вращающихся масс, то вообще имеем
$18 ± (^2 - v22) • Д4/2 = (П!2 — п22) • СЮ2/7160.(1)
Это уравнение дает также основание для подсчета более про-
должительных, непериодических накоплений работы, например
в прокатных станах, транспортирующих машинах и транспортных
дорогах и т. д.
Для подсчета периодических колебаний в течение одного
оборота целесообразны некоторые изменения. Если обозна-
чает среднюю работу в течение одного оборота, так что ф = 918/9Гм
дает коэфициент избытка работы и о = (vx — v2) vm =
= 2 • Д vjv — степень неравномерности вращения, то
41 Зак. 251. — Iltitte, Справочник дня инженеров, т. II.
642 T. IL ОтД- 2- Детали машин. П. Составные пасти машин и приборов
имеем для обычного случая незначительной неравномерности *) во
время движения (не при пуске в ход)
81в = ф81и = 8Л4»а,
или 16 Ф Ne CNe 8 (юо) 8 Goo)
где С = 16 ф, или 45 000 ФУ. cN,
где с = 45 000 ф.
Для двигателей внутреннего сгорания с удоб-
ством можно обозначить через (G)Q=G/Vh вес маховика, отнесен-
ный к объему, приходящемуся на единицу хода поршня (Vh =
па
= fjdj/2] <9 [eLn], и через-отношение чисел рабочих оборотов
ко всему числу оборотов (равно 1/а для четырехтактных,
равно 1 для двухтактных).
Тогда имеем
__ па ф Рте ___ Р™е
(^)° - — • 45 6 V2 — bv2
(4)
Таблица 73. Допускаемые значения степени неравномерности 8
Насосы и разные установки для распиловки . . .8 = 1: 20 до 1 : 30
Передаточные механизмы мастерских...........8 = 1 : 35 „ 1 : 40
Ткацкие станки и бумагоделательные машины . .8 = 1: 40
Мельницы....................................8 = 1 : 50
Прядильные станки для низких номеров пряжи .8 = 1: 60
То же для высоких номеров пряжи.............8 = 1:100
Динамомашины для осветительной установки
(без аккумуляторов)..........................8 = 1: 70 „1:150
Машины трехфазного тока.....................8 = 1: 300
Конструкции маховиков по найденным значениям
G = A4g, см. стр. 473. Вследствие влияния спиц берут по большей
части только 0,95 расчетного веса маховика, при весьма компактных
маховиках до 0,90 и меньше, так что общий вес маховика в зависи-
мости от конструкции спиц составляет от 5/< до 5/3 веса обода.
*) Точные изменения движения, в особенности при большой неравномерности и
в начале и конце хода машины можно получить по методу Wittenbauer,
ZdVdl, 1905, стр. 471. Die graphische Ermittlung des Schwungrades и его же,
Graphische Dynamik, 1923, Jul. Springer, Berlin. Также Tolle, Regelung der Kraft-
maschinen, 3 изд., cip. 97 и след.
Конструкция маховиков
643
При определении размеров маховика приходится также счи-
таться: 1) с чувствительностью регулировки скоростными регуля-
торами, которая облегчается с увеличением аккумулирующей массы
(см. также стр. 666).
2) Влиянием сети трехфазного тока при параллельной работе
машин, так как маховики при этом электромагнитно связаны между
собой действием якорной обмотки и имеют собственные колебания,
которые не должны резонировать с числами импульсов переменных
вращающих сил (л, 2 л, 3 п....) (Хютте, т. III, отд. „Электротехника").
Графическое определение 21я и ф. Избыток работы может быть
определен как из индикаторной диаграммы (Р-диа граммы), так и
из диаграммы касательных усилий (Г-диаграммы), нанося на них
все усилия и сопротивления в зависимости от пути.
Однако Р-д иаграмма удобна только тогда, когда все усилия
и сопротивления выравниваются д о передачи на кривошипный ме-
Диаграмма
Фиг. 540.
ханизм, как например для паровой
поршневой воздуходувки двойного
действия (фиг. 540). При этом целе-
сообразно назначать масштаб Р в кг,
масштаб хода в м, и подсчетом
площади 21g непосредственно опре-
делять работу маховика в кгм,
кроме того, при этом диаграммы
сопротивлений, прибавлением ра-
боты трения (или увеличением
усилий в отношении NJN^, дол-
жны быть приведены к площади,
равновеликой площади рабочей
диаграммы. Для парового насоса
при этом получилась бы линия,
показанная пунктиром. (Давления масс могут быть опущены, если
неравномерность определяется при небольшом числе оборотов.)
Диаграмма касательных усилий (Г-диаграмма).
Диаграмма строится согласно фиг. 162 и 163 и способу, указанному
на стр. 390 по P-диаграмме. При этом необходимо сначала вычислить
все усилия на поршень в кг и при двух действующих или несколь-
ких цилиндрах разного диаметра сложить их действие алгебраически.
Значения ?IS и получаются простейшим путем из избыточных или недоста-
точных площадей, расположенных вне кривой сопротивления и давления масс, ука-
зав на диаграмме масштаб усилий (1 мм = х кг) и путей (1 мм=у м). Из различ-
ных площадей 2IS для определения берется наибольшая; если же на один обо-
рот приходится более 4 9Ig площадей, то берется алгебраическая сумма следую-
щих одна за другой избыточных и недостающих площадей.
Влияние давления масс на Г-диаграмму. Так как
с увеличением числа оборотов давления масс растут, то вместе
с тем изменяется и площадь ?IS. Если кривая давления
масс вычерчена для числа оборотов (см. стр. 390, 391), то
для числа оборотов п2 значения должны быть увеличены в отно-
644 T. tl- ОТД- 2- Деталй машин. II. Сост&ййЫе Части машин и приборов
шении « —•) . На фиг. 541 нанесены по Толле1) над прямой
\ ni /
сопротивления кривые давления масс для паровой машины для
п = 80, 120, 160 и 200, причем величины и формы площадей 2te
значительно меняются. Табл. 74 показывает влияние давления
масс в паровой машине.
2. Уравновешивание смещением кривошипов. Графиче-
ский способ. При наличии нескольких кривошипов значения
Фиг. 541.
и ф могут быть значительно уменьшены смещением кривошипов.
Сложение кривых касательных усилий возможно, когда они отне-
сены к одинаковым радиусам г и положениям кривошипов (а также
Фиг. 542.
возможно сложение вращающих моментов вместо вели-
чин Г,».
Фиг. 542 представляет Г-диаграмму сдвоенной паровой машины со смещенными
под углом 90° кривошипами (принято X = 0), пунктирные кривые относятся к от-
’) Regelung der Kraftmaschlnen, 8 изд., стр. 63 и сл. На фигуре, чтобы показать
влияние компрессии, приведены два различные случая: жирные линии относятся
к диаграмме машины с компрессией, пунктирные—без компрессии. Разница в мощ-
ности дается двумя различными основными линиями.
Величины значений ф для паровых машин 645
дельным цилиндрам, сплошная — к суммарному вращающему моменту (для сохра-
нения общей в обоих случаях оси W при сложении выбран половинный масштаб).
Фиг. 543 относится к компаунд-машине с кривошипами, смещенными под углом 93°
(здесь также суммарная кривая вращающих моментов нанесена в половинном
масштабе).
Таблица 74. Величины значений ф для паровых машин
1) Одноцилиндровая паровая машина без холодильника: р& равно наибольшему дав-
лению масс#(при Х=0); ра равно начальному давлению
Сжатие до 0,7 ра.
Наполнение PblPa = °i°5 0,1 0,2 0,3 0,4 0,5 0,6
1:6 0,214 0,193 0,16 0,135 0,122 0,117
1 :4 0,2 0,185 0,16 0,14 0,133 0,133 0,157
1 :3 0,19 0,18 0,158 0,144 0,14 0,14
1:2 0,17 0,166 0,155 0,153 — — —
2) Одноцилиндровая паровая машина с холодильником
1 :10 0,22 0,202 0,166 0,142 0,126 0,118 0,115
1 : 8 0,215 0,195 0,164 0,142 0,133 0,126 0,106
1 : 6 0,198 0,184 0,157 0,142 0,135 — ——
1 :5 0,187 0,18 0,16 0,142 0,135 — —
1:4 0,177 0,173 0,164 0,154 0,146 0,137 —
1 : 3 0,166 0,164 0,155 0,154 0,153 0,15 0,15
1 : 2 — — 0,15 — — — —
3) Сдвоенная машина: наполнение ф. . . । 4) Трехцилиндровая машина 1: 6, 0,06 1 : 4, 0,05 Ф~ 1:3, 0,04 । 0,03. 1: 2 0,03
Фиг. 543.
Таблица 75: средние значения ф для двигателей внутреннего сго-
рания с числом рабочих камер от 1 до 8. Если рабочий процесс во
всех рабочих камерах одинаков (что является правилом для многоци-
линдровых двигателей внутреннего сгорания), а рабочие такты рав-
номерно смещены, то исследование вращательных колебаний облег-
чается, так как диаграмму значений Т единичного рабочего хода раз-
лагают на синусоидальные колебания (Хютте, т. I, „Гармонический
646 Т. П. Отд. 2. Детали машип. II. Составные части машин и приборов
анализ*, стр. 228), порядковое число которых т относится к основ-
ному периоду, равному 1. (У четырехтактных двигателей таким обра-
зом—к двум оборотам, у двухтактных—к одному.) При равномерном
преобразовании z равных рабочих периодов уничтожаются при жест-
ком вале все синусоидальные колебания вплоть до колебаний по-
рядка т = zi, где i = 1, 2, 3 ... (табл. 75).
Если обозначить амплитуды синусоидальных колебаний отно-
сительно среднего усилия крутящего момента через ат1рТт, то для
четырехтактного двигателя с запальным шаром получается диаграмма
в виде изображенной на фиг. 543,а: при т = 4 величина aJpTm
уже очень мала. Так как далее = 2lg/2Iw = 0,32/m • ат1 рТт, то
влияния высших колебаний уменьшаются очень быстро.
В равной степени могут уравновеситься представленные на
фиг. 541 и 162 Г-усилия колеблющихся масс, синусоидаль-
ные колебания которых (см. также стр. 391) определяются по урав-
нению:
Рьт = • (v/10)2 • [sin 2 а — (X/2) sin а -|- 3 • (X/2) • sin 3 а].
Основное воздействие усилий прекращается при смещении на
90° (2 а = 180°), так что при смещении двух кривошипов или двух
осей поршней на одном кривошипе на 90° остается воздействие
только второго и третьего членов скобки, при смещении на 180°
только первого, при смещении на 120 или 240° только третьего и
при четырех или более равномерно смещенных кривошипах или
осях поршней вообще прекращается воздействие масс 3(g.
Пример. В 4-цилиндровом—4-тактном моторе или тандеме двойного действия-
4-тактном моторе при холостом ходе вследствие наличия исключительно дав-
лений масс степень неравномерности 6 получается иногда значительно хуже, чем
при работе под нагрузкой. В 6-цилиндровом 4-тактном моторе (при 2X3 кривоши-
пах под углом 120°) воздействие масс составляет только г/8 часть, так как при этом
остается только член, содержащий sin 3 «.
Таблица 75. Значения ф для двигателей внутреннего сгорания
(при полной нагрузке)
Число рабочих объе- мов Z Смещение объемов во времени Число неуравнове- шенных колебаний ф для двигателей с зажи- ганием
4-тактн. 2-тактн. для 4-тактн. для 2-тактн.
1 720” 360° 1,1 0,9
2 360° 180° 2 ina 0,45 0,13-0,25
(2) (540 или 180°) — (1, 3, 5, 7. . . ) па (0,65) —
3 240е 120° 3 ina 0,22-0,28 0,09
4 180° 90е 4 ina 0,07-0,11 0,045
6 120е — 6 ina 0,045 —
8 90е — 8 ina 0,022 —
па — число рабочие об/мин, i = 1, 2, 3, . . .
Действие упругости. Заглушение 647
Для хода двигателей с калильной головкой значение ф в зависимости от сго-
рания больше на 10 —30°'о.
Следует иметь в виду, что уравновешение машины с несколькими кривошипами
выполнимо в полной мере только тогда, ко^да рабочие зазоры и массы одинаковы
для всех цилиндров, а также когда валы относительно жестки, и соответственно
число собственных колебаний много выше, чем число импульсов.
3. Действие упругости. Более длинные валы вместе со своими
массами (маховое колесо, динамомашина, противовесы, поршни,
в соответствующих случаях — зубчатые передачи, воздушные или
водяные гребные винты) обладают одним основным колебанием и
высшими колебаниями первого, второго . . . порядков, которые,
однако, по большей части лежат настолько высоко, что опасными
являются только основные колебания (их исследование см. на стр. 630).
Импульсы гармонических колебаний возникают в таком случае
в двигателях с цилиндрами, расположенными в ряд, не с такой
степенью безусловности, так как действие скручивания вблизи
узла колебаний меньше, чем на большом расстоянии. Вследствие
этого, кроме критического порядкового числа m = zit возникают еще
другие числа в качестве критических порядковых чисел, хотя и
оказывающие меньшие влияния.
У двигателя с 6 цилиндрами, расположенными в ряд (четырелтактного) „опас-
ными" („критическими") являются не только значения т = 6, 12 и 18, но также и
от=9, 11 и 13. Если, например, основное колебание вала nej = 54g0, то па = 5400 : 6 =
= 900 или п = 1800 в минуту является критическим числом оборотов, уже вблизи
которого (фиг. 531 па стр. 631) возникает сильное повышение всех амплитуд и
вместе с ним — неравномерности и напряжений вала. Кроме того, критическими
являются числа оборотов п = 90J и 600 в минуту, а затем ^в меньшей степени)
п = 12и0, £80 и 860.
Желательно сделать число основных колебаний двигателей
с несколькими кривошипами настолько высоким, чтобы область ра-
боты двигателя находилась вне пределов критических чисел коле-
баний. Когда основные колебания и гармонические колебания высших
порядков вследствие большей длины валов или больших масс по
необходимости лежат очень низко, область допустимых чисел оборо-
тов должна быть точно исследована и проверена во врема хода.
Большей частью при этом неизбежно применение глушителей.
4. Заглушение. Амплитуды колебания вала могут быть умень-
шены особыми способами заглушения, например, трением насухо
или гидравлическим сопротивлением, а также способом электри-
ческого заглушения (в машинах переменного тока). Это уменьшение
амплитуд особенно необходимо и возможно, когда наступают соб-
ственные колебания вала (колебания скручивания вследствие упру-
гого соединения валом нескольких масс) и когда становится неиз-
бежным временное попадание вала в область резонанса.
Этот способ применяется в быстроходных двигателях внутрен-
него сгорания для судов и автомобилей х). Гюмбель рекомендует
^Подробнее Qflmbel, Verdrehungssch wingungen und ihre Dampfung. Zd
Vdl, 1922, стр. 252 и 281 с большим количеством примеров для моторов под*
водных лодок. Далее ZdVdl, 1916, стр. 7J3 Zuschrift Kutzbach.
648 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
для заглушения упругие пластинчатые муфты большой массы,
работающие в масле, во избежание быстрого износа трущихся
поверхностей. Тормозное кольцо для шестицилиндрового автомо-
бильного двигателя конструкции австрийского завода Даймлера при-
ведено на фиг. 544 *). Наступающее при колебаниях, вследствие
резонанса, относительное смещение тяжелого кольца А вызывает
трение насухо и ограничивает энер-
гию колебания, в то время как вне д
области резонанса оно работает, как
маховик.
Фиг. 543а.
Фиг. 544.
Особенно благоприятно действуют гидравлически заглушенные фрикционные
муфты между валом двигателя внутреннего сгорания и гребным валом или при-
водным валом, например муфты фирмы Фёттингер (Fottinger), изготовления за-
вода „Вулкан" в Гамбурге, или муфта Занднера.
d) Продольные колебания в водопроводах
Степень неравномерности движимых или теку-
щих масс, o = 2Av:v, главным образом происходит вследствие
периодических импульсов, как, например, у поршневых насосов
вследствие неравномерного засасывания или выталкивания пода-
ваемого материала (жидкостей, газов, воздуха).
Уменьшение 6 происходит путем выравнивания при помощи сдвига
импульсов, путем включения упругих аккумуляторов с целью изолирования
колебаний и путем заглушения.
1. Выравнивание подачи жидкости или газа в насосах.
Если Vm представляет среднюю подачу на один оборот и из-
быток (или недостаток) объема вследствие неравномерности подачи,
то при двухтактной подаче поршня (подача за один оборот
равна 2 тактам) коэфициент избытка Ф значительно благоприятнее,
чем при четырехтактной подаче (при четырехтактных двигателях
внутреннего сгорания), где подача за 2 оборота равна 4 тактам.
I) ZdVdl, 1925, стр. 401-40?.
Включение упругих аккумуляторов
649
2. Включение упругих аккумуляторов с целью изоляции
колебаний. Если между неравномерно подаваемой массой жидкости
из насоса и поступающей из провода, например водохранилища
или водопровода, представляющих жесткую систему, будет включен
буферный воздушный колпак (или поршневый уравнитель),
то амплитуда колебаний а водяного столба относительно ампли-
туды а0 движений поршня будет значительно меньше, согласно
уравнению 4 и фиг. 531, если число собственных колебаний пе всей
системы будет значительно меньше числа ходов насоса п. Если на-
сос работает в такт с собственным колебанием всей буферной
системы, то колебания будут до тех пор усиливаться, пока собствен-
ное торможение жидкости не положит этому предел.
Число собственных колебаний получается из уравнения 3, стр. 628. Их точ-
ное определение трудно, потому что вес воды производит колебания отно-
сительно поршня насоса, который со своей стороны принудительно получает дви-
жение через кривошип от вращающихся масс. Обычно достаточно, если поршень
принимают неподвижным (так что он образует узловую точку системы, остающую-
ся неподвижной во все время колебания) и за Д принимают передвижение верхнего
слоя жидкости в воздушном колпаке (или пружинном буфере), вызываемое общим
весом подлежащего ускорению столба жидкости.
Если известны-давления и объем воздуха воздушного колпака (в его крайних
положениях), то тем самым определяется Д (для обоих крайних положений), откуда
получается опасная область (область резонансов) числа оборотов насоса. Чем больше
объем воздушного колпака и вес жидкости за колпаком, тем ниже пе и тем легче
значительно превысить область резонансов и тем самым сделать успокоение более
действительным. Поэтому резонансов нужно в общем бояться только в насосах
с коротким нагнетательным трубопроводом, как, например, для питания котлов или
в гидравлических установках, где поэтому чаще всего применяются тройные насосы
без воздушного колпака.
При гидравлических поршневых насосах с очень большими
давлениями используется объемная упругость самой воды в толсто-
стенном аккумуляторе, причем считаются с а = l/£v = 1/23000.
Пример, р == 200 кг]см\ V — 1000/,
тогда
^VjV=plEv или Д v = 1000.200/23000 = 8/.
3. Заглушение. У газов, при которых не имеется жестких масс
за воздушным колпаком, необходимо неимеющиеся массы заменять
торможением или заглушением (за счет энергии). Воздушный кол-
пак при неравномерной подаче газа имеет смысл только при одно-
временном сильном торможении и, именно, перед воздушным кол-
паком при засасывании, и за воздушным колпаком при нагнетании.
Преимущество имеет установка нескольких воздушных колпаков
друг за другом с соответствующим промежуточным торможением,
так как при этом общий объем воздушных колпаков может быть
меньше. Применяется одновременно и для смягчения всасывающего
и выхлопного шума у воздушных насосов всех типов и двигателей
внутреннего сгорания. (В тех случаях, где заглушение вследствие
потерь допустимо в небольших только пределах, предпочитают
выравнивание путем смещения.)
При подаче газа воздушному колпаку дают объем от 10 до
20-кратного избыточного объема за один период, который опре-
деляется из табл. 76.
650 Т. II. Отд. 2. Детали машин. II Составные части машин и приборов
Таблица 76. Выравнивание подачи жидкости или газа
Род насоса Объемы насосоз Ф Улучшение бла- годаря вырав- ниванию
Двухтактная подача
Однодействующий насос 1 0,55 1
Сдвоенный насос двойного действия . . . 2 0,21 2,6
Трехцилиндровый насос Четырехцилиндровый или двойного дей- 3 0,С09 0,042 60
ствия, со смещением на 90° 4 13
Четырехтактная подача
Одноцилиндровый, простого действия . . Двухцилиндровый, простого действия, со 1 0,77 0,55 1,4
смещением на 369° 2
Трехцилиндровый, простого действия, со 2Д
смещением на 240° 3 0,37
Четырехцилиндровый про- 1
стого действия 1 тандем со
Четырехцилиндровый [ сме^“ием двойного действия J на 360 . . 4 0,21 3,6
Шестицилиндровый, со смещением на 120° 6 0,009 86
Восьмицилиндровый, со смещением на 90° 8 0,042 18
Таблица значений ф, в предпололсепии полного наполнения и бесконечной длины
шатунов, показывает, что ф получает наинизшее значение при трехцилиндрово.м
двухтактном насосе или шестицилиндровом четырехтактном.
Колебания с нагнетательной стороны поршневых воздуходувок или компрес-
соров, у которых подача происходит только за часть хода, будут еще значительнее,
чем при полном наполнении.
Н. Детали машин для регулирования ')
а) Работа регулирования
Непериодические или бессистемные колеба-
ния в работе или состоянии машины, или установки не могут
быть устранены при помощи указанных в главе G успокаивающих
средств, а только путем обслуживания или при помощи автома-
тических регуляторов при проявлении изменения состояния.
Автоматическая регулировка требует сигнализирующего органа,
именуемого по большей части регулятором, который не только
извещает об изменении состояния или о его последствиях, напри-
мер об изменении числа оборотов, скорости, давления, удельного
веса, температуры, влажности, размеров, положения и т. д., но также
воздействует на орган управления, противодействующий
изменению состояния. Сигнализирующий орган должен, следова-
*) Ср. Tolle, Regelung der Kraftmaschinen, 3 изд., Berlin 1921, Jul. Springer.
Работа регулирования
651
тельно, за счет своей энергии проявить регулирующее дей-
ствие, которое затем непосредственно или при помощи
усилителя прилагается к управлению.
Примеры автоматической регулировки. Сохранение постоянного числа
оборотов мотора (при изменении расхода энергии или изменения подачи энер-
гии) путем влияния на подачу энергии; сохранение постоянного давления
в насосной установке для воды, воздуха, газа и т. д. (при меняющейся подаче),
путем изменения числа оборотов аггрегата или изменения сопротивления в трубо-
проводе перед или за насосом; сохранение постоянной скорости в трубопро-
водах на принципе падения давления между двумя определенными пунктами путем
воздействия на дроссельный орган; сохранение постоянной температуры
(например при пылевидных (уголь), нефтяных и газовых топках) путем воздействия
на подачу горючего, регулировка уровня воды в открытых сосудах или паро-
вых котлах путем воздействия на питающие насосы; регулировка тяги в топках
путем переключения задвижек в борове, регулировка влажности в заводских
помещениях путем изменения подачи свежего воздуха или пара; регулировка хода
кораблей от компаса на руль; регулировка напряжений электрических установок
и т. д.
Органы регулировки
При непосредственной
регулировке
Сигнализирующий орган (регу-
лятор)— первичный двигатель
Ф
Передача и преобразование дви-
жения как перестановочный
механизм
При косвенной регулировке
Сигнализирующий орган (регу-
лятор)— первичный двигатель
ф
Перестановочный механизм
4
Орган управления вспомогатель- ) Односту-
ным двигателем I пенчатый
ф I у с и л и-
Вспомогательный двигатель ' т е л ь
V
Перестановочный механизм
4
Орган управления регули-
руемым объектом
обозначения:
4
Переключение или сопротивление
как орган управления регули-
руемым объектом
В дальнейшем приняты следующие
S — сила регулятора (энергия) (кг),
Д S — перестановочная сила (кг),
s — ход регулятора (м),
$1 — работоспособность (кгм),
г/ — состояние (число оборотов, давление и т. д.),
Ь.2 — изменение состояния,
о =------степень неравномерности,
z
е — степень нечувствительности.
Действие регулятора изображено на фиг. 545 в виде кривой а)
состояния самой машины или установки, кривой Ь) давле-
ния регулятора, причем это давление регулятора есть давление,
передаваемое через перестановочный механизм, а не есть следствие
изменения состояния (т. е. при тахометре давление муфты при не-
подвижном вале, при манометре давление пружины при открытом
манометре; и кривой управления с), которая указывает для
каждого положения хода регулятора 5 соответствующее количество
проходящей энергии Е, сопротивление, прохождение вещества или
652 Т. II. Огд. 2. Детали машин. II. Составные части машин и приборов
тока. Все три кривые отнесены к одному и тому же ходу, например
ходу регулятора $, хотя ход управления вследствие преобра-
зования движения в перестановочном механизме отличается от
хода регулятора.
Определенному изменению состояния машины Д z на кривой а) соответствует
на кривой Ь) изменение AS давления S в регуляторе. Изменение А Е на кривой
управления должно так протекать, чтобы оно могло противодействовать измене-
нию состояния. Только в этом случае регулировка является статической
(устойчивой). Если кривая состояния будет в одной точке (астатической)
или на одном участке горизонтальной (Az = 0), то тогда регулировка будет аста-
тической и практически неприменимой, равно так же, как если изменение ДЕ
не вызывает изменения состояния
и регулировка делается неустой-
чивой.
Нигде также кривая управ-
ления не должна быть горизон-
тальной, так как тогда регули-
ровка состояния будет неопреде-
ленной. При тщательном подсчете
регулировки поэтому надо сначала
определить все три кривые и убе-
диться в их правильности.
Теоретическая сте-
пень неравномерности
регулятора oz получается по
кривой а) между крайними
точками хода за период и
равна \ = (z2 — zt)lzm, где
zm является средним зна-
чением состояния и может
быть уменьшено путем
уменьшения потребного для
регулировки хода s. При
астатической кривой
или при s^O получается
8^0.
Общая затрата
работы регулятора
(кривая Ь) выражается через = j S • ds = Sms, где 8^ является
средним давлением в регуляторе.
Сила AS, потребная для перестановки регулятора,
обычно относится к предварительно принимаемому изменению со-
стояния bzjz = л %, и вполне целесообразно ее относить на 1%
изменения состояния (раньше часто на 2% или на ± 2°/0 = 4%).
Но так как AS: Az не везде равно, то можно задаться средней
силой ASW, потребной для перестановки.
Затрата работы на х°/0 изменения состояния
равна тогда = ^Sms и является только частью общей затраты
работы (фиг. 545 левая).
Служащие в качестве регуляторов сигнализирующие органы отличаются от
Контрольных органов, предназначенных только для указания состояния (как, напри-
Влияние трения. Величина степени Неравномерности
653
мер, термометры, манометры, тахометры и т. п.), по большей части только значи-
тельно большей затратой работы и меньшей областью отмечаемых колебаний со-
стояния.
Влияние трения. При работе регулятор должен преодолеть
собственное трение R, трение W перестановочного механизма и
органа управления, силы инерции Рь всех движущихся частей регу-
лятора и управления, возрастающие при ускорении регулятора,
и часто искусственное, возрастающее со скоростью, тормозящее
сопротивление D, так что AS = (7?-|-IT)-f-(£& + £>). Если на
фиг. 545 (правая) отнести к ходу регулятора сопротивления (/?+ W),
то получается на кривой состояния а) величина изменения состоя-
ния 4- AzR _|_ w, в пределах коей регулятор не чувствителен. При
разгрузке от точки 1 к точке 2 на — АЕ (кривая с) получается,
если (Ръ -|- Z)) О, изменение состояния (кривая а) по
кривой /, 1", 2", причем работа трения определяется
по кривой давления регулятора (кривая Ь). При нагрузке с 2 до 1
происходит изменение состояния по кривой 2, 2', 1'.
Степень нечувствительности е каждого регулятора
может быть отнесена к собственному трению R, к трению переста-
новочного механизма W, или же к R 1Г. Таким образом
= R/S = ew = W/S = и е = e* +
Степень нечувствительности регулятора может быть измерена и гаранти-
рована поставщиком, в то время как е^у существенно зависит от конструкции пере-
становочного механизма и работы управляющего органа. Только после того как
будет перейдена область нечувствительности для (R -j- W), остается для (Р& + -^) До-
статочно силы, чтобы сделать возможной регулировку.
Благодаря трению действительная степень неравно-
мерности 6е регулировки является часто значительно менее благо-
приятной*
8е = (*2" - ~
Величина степени неравномерности ое обусловливается:
1. Величиной 6i и е. Если кривая состояния в пределах ре-
гулировки приближается к горизонтали или располагается а с т а-
т и ч е с к и и е 0, то при этом ое = е 0, т. е. малейшее
изменение z повлечет регулировку. Чем меньше е, благодаря вклю-
чению соответствующего усилителя (стр. 657), тем ближе регули-
ровка подходит к астатической, что достигается изменением кривой
состояния и уменьшением хода регулятора.
С другой стороны, наименьшее значение е в свою очередь обу-
словливается: а) возможными периодическими колебаниями
состояния, как, например, колебанием числа оборотов, колебанием
давления за время одного оборота или периода перед регулятором.
Если степень нечувствительности s должна быть сохранена меньшей,
чем степень неравномерности бв за время периода, то это
654 т. И. Отд. 2. Детали машин. II. Составные части мапгин и приборов
возможно только тогда, когда регулятор предохраняется от перио-
дических импульсов путем пружинения или заглушения.
При регуляторах числа оборотов это может производиться при по-
мощи упругих муфт, при регуляторах давления — при помощи воз-
душных колпаков. Там, где это нежелательно, надо сохранять
е^>о5, в случае необходимости включая масляный тормоз,
чтобы регулятор не начинал „танцовать" в такт периода и постепенно
расхлябываться Ь) благодаря некоторым периодическим обратным
толчкам + Ргсо стороны управления. По величине возникаю-
щих обратных толчков, возможно подсчитать отклонение + а0 =
= zt СРГ в состоянии покоя регулятора или определить путем
опытов, причем С есть путь в см для Pr = 1 кг. В работе отклоне-
ния а будут другими, так как регулятор имеет свое число соб-
ственных колебаний пе, а периоды обратных толчков происходят
с числом гармонических колебаний п. Тогда согласно стр. Ь31
а/а0 = 1/[1 — (л/ле)2]. Отклонения а будут больше, чем а0, если п<^пе,
и, наоборот,—тем меньше, чем больше п/пе. Трение в шарнирах и
масляных тормозах (глушителях) действует тормозяще, так что
меньшее значение е часто будет целесообразным.
2. Массой регулятора и перестановочного механизма и
давлением их масс Ръ, которое опять-таки зависит от скорости из-
менения состояния. Как следствие незатухающего движения масс
регулятора может случиться нежелательная перерегулировка
или колебание регулировки относительно данного ре-
жима работы, так как при внезапных изменениях равновесия,
находящиеся в движении массы регулятора могут быть успокоены
только путем торможения (путем Р, W и сопротивлением
трения D специального тормозящего механизма) 1).
Средства против перерегулировки и колебания следующие: небольшие
движущиеся массы регулятора и перестановочного механизма (при косвенном регу-
лировании надо также принять в расчет массы усилителя и второго перестановоч-
ного механизма), большие аккумуляторы у регулируемых деталей, чтобы не
слишком резко само по себе происходило изменение состояния (например маховики,
или массовые аккумуляторы), переставное торможение регулировки (путем масля-
ных тормозов) и достаточно большая степень неравномерности,
Смотря по соотношению инерции регулятора к инерции всей
установки — устанавливается наиболее благоприятная сте-
пень неравномерности 6^, при которой происходит регу-
лировка без колебаний. При новых регуляторах целесообразно
всегда снабжать регулятор приспособлением для перестановки о,
чтобы можно было определить на опыте. О наиболее благоприят-
ных значениях Ъд при регуляторах числа оборотов см. стр. 665.
Перестановочный механизм и управляющий орган. Регуля-
тор соединен с управляющим органом при помощи перестановоч-
*) О динамике заглушаемых и незаглушаемых колебаний регулятора см. Т о 1-
1 е (выше).
Перестановочный механизм
655
ного механизма, так что благодаря этому область регулировки и
управления и соответственно кривая состояния и кривая управле-
ния принудительно связаны между собой.
Наиболее простой пример соединения сигнального и управляющего органов
представляют регуляторы давления по фиг. 75 и 76 (см. стр. 349). Нагруженный
поршень является сигнальным органом, впускной вентиль (фиг. 75) или соответ-
ственно двойной вентиль (фиг. 76) является управляющим органом. Каждому положе-
нию поршня соответствует определенное давление plt однако легко степень неравно-
мерности 5 = Др/р получить как'угодно малой путем уменьшения ед (большой диа-
метр поршня) и меньшего хода регулятора.
Перемещение области регулирования относительно области
распределения возможно путем изменения расстояний в переста-
новочном механизме (фиг. 546) или путем изменения длины в ры-
Фиг. 546
Фиг. 547.
чажной передаче D (фиг. 547). Подобным же образом, благодаря
применению рычажных передач, работающих как диференциал,
является возможным заставить работать несколько регуляторов на
один распределительный орган.
Примеры.
1. Изменение числа оборотов (фиг.546). Штанга переста-
новочного механизма А снабжена правой и левой резьбой и соеди-
нительной муфтой с маховичком. Управляющий орган имеет упоры,
в то время как ход регулятора должен быть ограничен только по
концам всего предела перестановки. Кривая управления Е, соответ-
ствующая каждому положению цапфы, и кривая состояния z (соответ-
ственно п) приведены к ходу регулятора. Смотря по степени не-
равномерности кривой состояния в пределах регулировки, число
оборотов может быть изменяемо как в восьма узких пределах,
например для параллельного включения машин переменного тока,
так и в очень широких пределах — для привода водяных насосов,
компрессоров, вакуум-насосов, машин для бумажного производства
656 T. It. Отд. 2. Детали машин. II. Составные части машин и приборов
и т. д. Последнего рода чисто статические регуляторы, кото-
рые не должны держать числа оборотов на постоянном уровне, а
должны регулировать мощность машины соответственно потребно-
сти, называются регуляторами мощности.
Если регулировка от электромотора должна происходить с распределительной
доски, то предпочтительнее будет применение рп1чажного устройства по фиг. 547,
причем, однако, вместо маховичка Н должно быть поставлено червячное колесо,
которое приводится во вращение от малого электромотора. (Фиг. 547 представляет
регулировку числа оборотов в широких пределах.)
Регулировка числа оборотов может быть использована также
для остановки машины, причем наименьшее количество энер-
гии по кривой управления соответствует наименьшему числу
оборотов.
2. Регулировка давления с одновременной регулиров-
кой числа оборотов для насосных установок всякого вида.
На фиг. 548 показан та-
хометр (с кривой п) и
манометр (с кривой р),
которые действуют на
управляющий орган (с
кривой Е) при помощи
диференциального пере-
становочного механизма,
который, кроме того, еще
можно регулировать от
руки (И). Таким образом
можно добиться регули-
ровки давления и числа
оборотов, которые сохра-
Фиг. 548.
тов соответствует количеству подачи
няются в определенных
пределах хода регулято-
ра, причем число оборо-
и регулятор числа обороюв
служит только в качестве предохранения от чрезмер-
ного разгона машины.
Регуляторы могут также независимо действовать на отдельные
управляющие органы, например регулятор числа оборотов на напол-
нение движущей паровой машины, регулятор давления на напол-
нение ведомого компрессора, подобным же образом регуляторы
могут действовать раздельно на обе части диференциального выклю-
чателя (стр. 350). Примеры одновременной регулировки давления
и числа оборотов см. Хютте, т. III, отдел „Паровые турбины-.
3. Изостатическая регулировка (изодромная регулировка).
Путем перестановки точки вращения В в перестановочном меха-
низме (фиг. 549) в точку BQ, кривая распределения Е может соот-
ветствовать другой кривой состояния и тем самым возможно умень-
шить степень неравномерности регулировки в значительной степени.
Но чтобы иметь возможность получить для действия регулятора,
как мотора, большую силу для перестановки, можно сначала для
Механические усилители
657
этого использовать точку вращения В, а затем для твердого уста-
новления предела регулировки при длительной работе точку Во,
но, однако, одну за другой.
Перевод точки вращения из В в точку Во может производиться
после каждой регулировки вручную, при конструкции же по
фиг. 549 он происходит при помощи натягиваемой при переста-
новке пружины, благодаря которой система тяг перестановочного
механизма образовала бы параллелограм, если бы передвижение
точки вращения В, удерживаемой масляным буфером D, в В^' проис-
ходило без сопротивления. Благодаря масляному буферу происходит
некоторый временный сдзиг этого движения по паллелограму, и
точка вращения рычага АВС переходит под действием пружины
из В в Во с некоторым (регулируемым) опозданием, причем точка
Во лежит точно над точкой G. Так
как точку G можно расположить
на любом расстоянии под Л, то
благодаря этому возможна рёгули-
ровка с & = 0 (и даже обратное
расположение кривой устойчивого
состояния и кривой управления!,
предполагая правильный сдвиг во
времени обоих процессов регули-
ровки, т. е. управления и оконча-
тельного перемещения передаточ-
ного механизма.
Регулировка должна остаться
статической только для процесса
управления, но не для последу-
ющего изменения расположения
между кривой состояния и управления *), которое может быть произ-
ведено любым способом.
Ь) Механические усилители для косвенного регулирования..
В механических усилителях в качестве вспомогательного дви-
гателя („Сервомотор") используют, главным образом, управляемые
камеры вытеснения (в электромеханических усилителях — электро-
магнитные поля или электродвигатели). Делается это затем, чтобы
от регулировочного органа с небольшой силой для перестановки
при небольшой нечувствительности получить большие перестано-
вочные силы в конечном перестановочном приспоссблении, причем
перемещения регулировочного органа и перестановочного приспо-
собления являются взаимно зависящими друг от друга (сопряжен-
ными). Механические (гидравлические) усилители, которые по
большей части имеют как преимущество сильно тормозящее движе-
ние масс, получают при этом свою энергию или непосредственно
от имеющейся проводки (пара, сжатого воздуха, воды) или исполь-
зуют проводку или самую машину для получения специально
. п и[ссану । упгтолениЯ
Фиг. 549.
*) Подробнее см. Kroner, Ober Isodromregler, ZdVdl, 1920, стр. 529.
ДО Зак. 254. — Hiitte, Справочник для инженеров, т. II.
658 Т. II. Отд. 2. Детали матппп. II. Составные части машин и приборов
необходимого вида энергии, например масла под давлением. В на-
стоящее время имеются в продаже готовые к употреблению усили-
тели как простые, так и последовательно включенные, с регулиро-
вочным органом или без него. Они могут быть разделены на
усилители постоянного действия с дроссельным регулированием и
на усилители прерывистого действия со смешанной регулировкой.
Усилители постоянного действия почти свободны от трения, а потому очень
чувствительны, но требуют больших количеств рабочего^ вещества (воды, масла,
воздуха, пара), которое постоянно протекает через дроссельный клапан. При уси-
лителе прерывистого действия протекающее вещество требуется только при каждой
перестановке, почему потребление протекающего вещества незначительно, но зато
трение в распределительных приборах по большей части значительно сильнее.
а) Усилители простого действия с возвратной уста-
новкой посредством дроссельного сопротивления и противодей-
ствующей силы, рабо-
тают только при непре-
рывном токе.
Фиг. 550.
Примеры. Регулятор числа оборотов сусилителем (Броун и
Бовери) для регулировки числа оборотов паровой турбины. Конструкция в общих
чертах изображена на фиг. 550 с подачей масла через дисковый насос Р, регули-
ровка давления происходит дроссельным клапаном D, управление посредством на-
груженного пружиной поршня К.
Каждому положению регулятора R соответствует определенное давление жид-
кости р и поэтому определенное положение управления Е, Удобное воздействие на
управление путем передвижения дроссельного клапана (сравни главу о паровых
турбинах Броун и Бовери в отделе о паровык турбинах, том 111) х).
Подобная установка действует в качестве первичного усилителя в регуляторе
Арка2) (фиг 551). Напорная вода под давлением р2 поступает слева вверху из трубо-
провода, течет сквозь сито и цен1ральное дроссельное кольцевое отверстие вниз,
после чего, будучи задержана на днище, действует в нижней камере вытеснения
на мембрану противодействуя силе упругости последней. Регулирование проис-
ходит помощью отводного дросселя D, управляемого регулятором. Точно так же
действует и вторичный усилитель регулятора Арка: через разгруженный двухседель-
ный вентиль St (фиг. 551) напорная вода под давлением р поступает в камеру вытесне-
ния ТИ2, поршень которой К% совершает работу против противодавления. (Например
крутящего момента дроссельного клапана, пружины и т. п.). Давление зависит от
положения первичного усилителя.
К этой же группе усилителей принадлежат также и регуляторы давления (фиг. 75
и 76, стр. 349), в которых противодействующая поршню К сила и тем самым давле-
*) Усилители подобной конструкции доставляются технической конторой
Dr. Rudolf Proell, Dresden.
*) Регулятор Арка (Arca-Regler) AG, Берлин, SW 68. (Вновь упрощен.)
Усилители двойного действия
659
ние pi в камере вытеснения может быть изменена или соответственно установлена
определенной величины — посредством груза или пружины, между тем как дроссель-
ный орган соединен с самим поршнем в качестве регулирующего органа.
Первичный и вторичный усилители, включенные последовательно, применя-
ются для обеспечения надежного действия (фиг. 77, стр. 349) в многочисленных
видах регуляторов давления пара.
Ь) Усилители двойного действияс непосредственной
возвратной установкой (фиг. 552). Эти усилители работают по боль-
шей части при помощи прерывистого тока, реже — при помощи не-
прерывного тока. Распределительный орган St (двойной кран, двой-
ной поршневой золотник, двойной клапан) действует на поршень
двойного действия К с возвратным или вращательным движением, слу-
жащий вспомогательным двигателем, который посредством возвратно
действующего устройства ZYS соединен в точке Ус регулятором/?^,
а в точке S — с распределительным органом St. Когда распределитель-
ный орган St, следовательно, и точка S находится в состоянии равнове-
сия или в положении по-
коя, каждому положению
регулятора У соответ- * “"ТЙ/
ствует определенное рас-
пределительное положе-
ние Z, так как если бы
точка S была неподвиж-
ной и усилителя не было
бы вовсе, соотношение
перемещений (передаточ-
ное число) I = YS : ZS
остается постоянным для
Фиг. 552.
любого положения (в про-
тивоположность усилите-
лям простого действия,
работающим помощью противодействующей силы, у которых i изме-
няется вместе с изменением поперечного сечения дроссельного ор-
гана или закона изменения противодействующей силы). Положение
регулирующей рукоятки У и распределительного органа St должны
быть согласованы, чтобы за каждой перестановкой регулятора, при
находящейся еще в состоянии покоя точке Z перестановочного
приспособления, следовало передвижение поршня, соответствующее
желаемому распределительному процессу, пока распределительный
орган в результате этого передвижения поршня не возвратится
при помощи ZS снова в положение покоя (отсюда название ,С воз-
вратной установкой").
Примеры. 1. Усилитель для регулятора водяной турбины (фиг. 553). Rg —центро-
бежный регулятор (тахометр), который является сигнализирующим органом, НМ —
вспомогательный двигатель, который действует на подвод воды, St — управление
вспомогательного двигателя (при помощи воды под давлением из трубопровода).
При помощи маховичка Н можно передвинуть кривую числа оборотов и кривую
управления по надобности. Эта рукоятка служит также для остановки машины.
2. Усилитель при изостатической или изодромической ре-
гулировке. Соединение изостатического регулятора с усилителем по фиг. 554
требует несколько другого устройства переменного переставляющего механизма,
660 т. II. Отд. 2. Детали машин. II. Составные пасти машин и приборов
чем на фиг. 549, стр. 657; но хотя пружина прикреплена к неподвижной точке и
масляный буфер К находится между штангой М вспомогательного двигателя и
рычагом Z, действие остается таким, как на фиг. 549.
3. Если сделать /==4-1, то распределительный
орган может быть помещен непосредственно в пор-
шень, совершающий поступательное или вращатель-
ное движения, чем достигается устранение надобности
в специальном обратном направлении. Фиг. 552а изо-
бражает поворачивающийся поршень, являющийся
последовательным поршнем; к действующему как
распределительный орган St двойному крану имеется
приток напорного мас-
ла в £ и отвод в А; он
поворачивается регуля-
тором или непосред-
ственно рукой, благо-
даря чему поршень
подвергается односто-
роннему давлению на-
столько долго, пока он
не повернется на тот
же угол, как и кран.
(Применение в прибо-
рах управления тур-
бин).
с) У с и л итель
прерывистого
действия с ре-
гулировкой по-
средством об-
Фиг. 554.
ратной установки. Если малейшая перестановка сигнализи«
рующего аппарата, действующего непосредственно на распредели-
Фиг. 555.
тельный орган, не обладающий массой и сво-
бодный от трения, вызывает соответственное
движение поршня, которое оказывает на про-
цесс распределения такое влияние, что си-
гнальный орган без перерегулирования г)
снова приводится в нулевое положение, то
при этой косвенной обратной перестановке
принужденная обратная перестановка (по Ь)
не нужна.
Пример. Струйный .регулятор Аскания2) (фиг. 555).
Практически не обладающим массой и свободным
от трения распределительным органом является впры-
скивающая труба £, через которою подводится под да-
влением в несколько кг см2 напорное масло, выходящее
в виде свободной струи и поступающее в два узких,
расположенных рядом отверстия, соединенные со своей
стороны с обеими сторонами распределительного поршня
N сервомотора. Энергия постоянного потока переходит
здесь при Влоде снова в статическое давление, которое
действует на обе стороны поршня и при его малейшем
h Там, где соблюдено условие относительно свободного от трения и инерции
действия всех сигнальных и распределительных органов, — и изменения состояния,
и где движение вспомогательного двигателя происходят сравнительно медленно —
возможно регулирование без перерегулирования.
Завод Аскания AG, Берлин-Фриденау.
Конструкция и расчет регуляторов числа оборотов
661
перемещении вызывает соответственно увеличивающуюся разность давлений, ко-
торая соразмерно отклонению от среднего положения заставляет действовать глав-
ный регулятор или распределительный орган, или даже вспомогательный мотор
с еще большей энергией.
с) Конструкция и расчет регуляторов числа оборотов
1. Классификация регуляторов числа оборотов. Конструкция
большинства регуляторов числа оборотов основана на принципе
устанавливающегося равновесия между изменяющимся с числом
оборотов давлением масс (центробежная сила) двух качающихся
маятников и соответствующим действием контргруза или пружины
(центробежный регулятор).
Другого рода регуляторы числа оборотов:
1. Регулировка, производимая силою инерции, вызываемой изменением числа
оборотов в совместно движущейся инерционной массе (инерционный регу-
лятор). Этого рода регулятор служит только дополнением к другого типа регу-
ляторам числа оборотов, так как при медленном изменении числа оборотов он не
действует.
2. Регулирование посредством изменяемого вместе с числом оборотов напор-
ного давления; вследствие своей дешевизны и удобного изменения области числа
оборотов — применяется для грубой регулировки с устройством, изображенным на
фиг. 550 (стр. 658), причем однако дроссельный орган D используется только для
установки области числа оборотов.
3. Регулировка при помощи электродвижущей силы, изменяющейся
с числом оборотов; применяется только с усилителем.
Во многих случаях для регулирования хода достаточно простого предохрани-
тельного регулятора (Sicherheiisregler) в качестве меры против разноса, когда, при
числе оборотов меньшем, чем наивысшее, изменение наполнения производится
вручную (станции трехфазного тока, двигатели для средств передвижения).
Однако там, где число оборотов двигателя должно также и при холостом ходе
поддерживаться одинаково большим, неизбежно применение регулятора числа
оборотов и одновременно предохранительного регулятора. В паровые установках
с промежуточным отбором пара и т. п. употребительно смешанное регулирование,
при котором регулятор числа оборотов и регулятор давления вместе, посредством
системы рычагов, действуют на распределительные органы высокого и низкого да-
вления, (см. Хютте, т. III, отд. „Паровые турбины-).
Регулятор с муфтой и осевой регулятор. Центробежный
маятник в регуляторе числа оборотов производит:
а) при отклонении относительно оси, перпендикулярной к оси
вращения,—осевое перемещение муфты или продольного подшип-
ника, от которых возможна удобная передача далее; такой регу-
лятор с муфтой удобно конструировать с вертикальной осью
(фиг. 561—563);
Ь) при отклонении относительно оси, параллельной оси враще-
ния, — непосредственный поворот или передвижение приводящих
в действие органы управления кулачков, эксцентриков или криво-
шипов, действующих в плоскости, перпендикулярной к оси враще-
ния, — осевой регулятор; строится с горизонтальной (реже
вертикальной) осью (фиг. 564 и 56о).
Во всех случаях маятники должны быть так размещены, чтобы
ось центра тяжести совладала постоянно с осью вращения.
Далее различают: конусные регуляторы, у которых
колеблющиеся тела колеблются относительно цапф, перпендикуляр-
ных к шпинделю регулятора (фиг. 557 и 558), и плоские per у-
662 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
ляторы; у которых колеблющиеся массы движутся в плоскости,
перпендикулярной к оси регулятора (фиг. 561—565). Регуляторы
с муфтой бывают конусными или плоскими, осевые регуляторы
большей частью бывают плоскими.
В качестве средства для передачи движения от вращающихся масс на муфту
наиболее простыми являются шатунная передача или ползунный механизм на шату-
не или кривошипе. При этом центробежные массы могут вращаться или вокруг
(всеми точками по окружностям) неподвижной точки на шпинделе (непосредственная
подвеска) (фиг. 557), или могут быть связаны со звеном привода (например штан-
гой кривошипного механизма'), причем отдельные точки описывают различные пути
1,4 братная подвеска) (фиг. 55F).
Центробежная сила вращающихся центробежных масс сохраняется в равнове-
сии: а) при помощи действия веса самих центробежных масс или в сое-
динении с нагрузкой от веса муфты (грузовой регулятор) (фиг. 557 и 558);
Ь) при помощи нагрузки пружиной (пружинный регулятор)
(фиг. 561—565). В пружинных регуляторах, вследствие малых масс с ускорением,
приведенный ход муфты незначителен (стр. 665)
и поэтому они дают при равной регулирую-
щей способности меньшую степень неравно-
мерности.
2. С-кривые; степень неравно-
мерности. Характеристика или кри-
вая С регулятора получается следую-
щим образом. Для конусного или
плоского регулятора определяют гра-
фически или аналитически радиаль-
ные силы С, приложенные в центре
тяжести вращающихся маятников, ко-
торые уравновешивают нагрузку (да-
вление пружины F, весовую нагрузку
G и вес муфты Q). Отложив эти силы,
как ординаты, на ось Х-ов ON (фиг.
556), над точками центров тяжести
получаем характеристику или кри-
вую С регулятора. Рекомендуется отдельные слагаемые С, Сд и Cq
наносить раздельно (фиг. 557 и 558), чтобы легче было учесть
влияние различных изменений.
Эта С-кривая независима от положения шпинделя.
Если же ось шпйнделя провести через О и расстояния центра
тяжести х откладывать (в м) по оси Х-ов, то таким образом можно
определять соответствующие угловые скорости ф (соответственно
п = ф/9,55), так как С получается от центробежной силы согласно
уравнению С = Мхш2, где М = G : 9,81.
Работоспособность — регулятора числа. оборотов —
равна площади, заключенной между кривой С, осью ON и координа-
тами, соответствующими крайним значениям кривой (2IZ равно
площади АРиР0В по фиг. 556). S-кривая (фиг. 545, стр. 652) соответ-
ствует С-кривой, но отнесенной к ходу регулятора $, так что
Cma=Sms = ^t.
Если регулятор астатический, то С-кривая является прямой,
проходящей через О. Если увеличивается угол ф, который образует
С-кривые. Степень неравномерности
663
луч ОР на фиг. 559 с осью ON, при увеличении отклонения маят-
ника, то регулятор устойчивый, если угол ср уменьшается с уве-
личением х, то регулятор неустойчивый. Точка касания с прямой,
проведенной из О к кривой С, представляет астатическую точку
Фиг. 557.
(Ра на фиг. 559 и 560) на данных кривых. Точка Ра является точ-
кой поворота С-кривой, она отделяет часть кривой, могущую быть
примененной — регулятор устойчивый — от неприменимой — регу-
лятор неустойчивый.
Если ОРа не является случайно точкой перегиба кривой С, то
Ра разделяет пригодную часть кривой (регулятор устойчивый) от
непригодной (регулятор неустойчивый). Если же ОРа является каса-
тельной в точке перегиба, то регулятор совершенно устойчив или
совершенно неустойчив (фиг. 560).
Если на фиг. 556 через конечные точки Р* и Р° использован-,
ной части кривой С провести лучи из точки О, то они соответст-
Т. П. Отд. 2. Детали машин. II. Составные части машин и приборов
вуют скоростям п 2 и пК Если эти лучи пересечь любой верти-
калью в точках о и и и измерить отрезок ст от ON до середины
т между о и и, то получается степень неравномерности & = с: ст.
Если, наоборот, по данному наинизшему, положению муфты,
соответствующему предписанной степени неравномерности 6 (см.
стр. 652 и 653), надо определить наивысшее положение, то про-
водят Ои через Р, откладывают ио = 2с = 26с^ вверх и пересекают
прямой Оо кривую С в искомой наивысшей точке Р .
Так как кривые С получаются независимо от положе-
ния шпинделя, то при проектировании регулятора степень
неравномерное^ 5 может быть изменена на любую величину путем
перенесения шпинделя: если шпиндель придвигают к центробеж-
ным массам, то о уменьшается, если же шпиндель отодвигают от
центробежных масс, то & растет.
Вблизи астатической точки Рп легче всего получить В наимень-
шей; поэтому применяют чаще всего такие отрезки кривой С, кото-
рые приблизительно начинаются от Ра и соответствуют устойчивому
положению. Если кривая С, как в большинстве регуляторов, сверху
вогнутая, то примет емая область лежит выше астатической точки,
если она выпуклая, то эта область лежит ниже этой точки.
Указанные соотношения имеют значение тогда, когда центробежные тела так
сконструированы, что их моменты ине щии, отнесенные к осям, проходящим через
гентр тяжести, пересекающим шпиндель, равны по величине, что, например, имеет
место для тел вращения, ось вращения коих перпендикулярна к плоскости маят-
ника. Если главная ось инер ии центробежных тел пересекает середину их цапф,
то кривая С для постоянной угловой скори.сти является прямой, которая однако
не проводит через О; в остальных случаях астатическая кривая С является кривой *)•
Кривые С, соответствующие отдельным нагрузкам (вес G цент-
робежных тел, нагрузка муфты Q, натяжение пружины F), дают
указания, допустимы ли изменения этих величин и в каких преде-
лах. Если, например, С -кривая имеет такой же характер, как общая
кривая С (если она приблизительно астатическая), то G может быть
изменено без влияния на 6. Если кривая С точно или почпГ асга-
тична, то можно нагрузку муфты Q (например, для повышения
числа оборотов) увеличить, не изменив при этом 6.
Регуляторы с астатической С?-к р и в о й не испы-
тывают даже при больших силах передвижения никаких изменений
степени неравномерности; неустойчивые конструкции из-за устано-
вочного механизма поэтому исключаются.
Натяжение пружины обозначает постоянною нагрузку; если от заменяющей
пружину постоянной фиктивной силы получается астатическая С-кривая, то напря-
жение пружины допустимо. Пружинные регуляторы с пружинной нагрузка. неао-
средс1венно на муфту только тогда допускают изменение числа оборотов от изме-
нения нагрузки пружины, когда кривая Cq асгатична; в другом случае, если, на .ри-
мер, -кривая сильно неустойчива, то благодаря натяжению пружин получается
неустойчивость.
*) Т о 1 i е, Rebelling der Kraftmaschinen, 3 изд., стр. 576,
Изменение числа оборотов
665
Изменение числа оборотов в работе возможно: а) путем изме-
нения передаточного числа от вала машины на вал регулятора
(сменная передача); Ь) путем передвижки перестановочного устрой-
ства в пределах ходй регулятора (фиг. 546 и 547), с) путем измене-
ния нагрузки муфгм, что возможно благодаря пружинным ве-
са м на перестановочном устройстве в пределах st 5%; d) путем
изменения натяжения пружины или точки приложения
пружины в регуляторе.
Степень неравномерности В у рыночных регуляторов
может быть установлена В = 4, 6 или 8%. Если В должно быть
особенно малым, то наиболее целесообразно применять усилители
(стр. 657) или изостатическую подрегулировку (стр. 656).
Наиболее благоприятная степень неравномер-
ности В^ при регуляторах числа оборотов, которая для работы
без колебаний не должна быть превзойдена, зависит от инерции
регулятора и инерции вала двигателя (стр. 654).
Инерция вала двигателя определяется при помощи времени
разбега Та при полном крутящем моменте, которое определяется
из формулы Mv2:2 = (А: 2) • Т , где L — полная мощность в кгч1сек
равна 75 и М — масса маховика, вращающегося со скоростью г.
Инерция регулятора определяется по приведенному ходу
муфты sr, получаемому из С-диаграммы, если отнесенный
к центру тяжести вес регулятора Gr нанести в равном масштабе
на С-диаграмму (фиг. 556), причем т =-Gr:Cm.
По Толле г) наиболее подходящая степень неравномерности
для быстрой и без колебаний регулировки Т2 и
н а и м е н ь ш а я, вообще допустимая степень неравно-
мерности (без применения масляного тормоза или особого тор-
можения) Bmin^ В : 2.
Приведенный ход муфты при чисто грузовых регуляторах
равен приблизительно действительному ходу, при пружинных регу-
ляторах наоборот только от х/б Д° V20 действительного хода. Быстро-
движущиеся пружинные регуляторы и тяжелые маховики наиболее
подходят для малого В. Большая степень неравномерности, чем
не вредна и только уменьшает быстроту регулировки.
Пример расчета регулятора. 1. По величине сопротивления регулировки.
Т7=2кг (но измерению или подсчету). Пусть допускаемая нечувствительность
е = е # 4* •Wr= 1и1о±О’5°;°» пРичем е^, поданным поставщика, равна 0,3% (±0,15%),
откуда е^л= 0,7% или W: 5т~0,G07; Sm Л 300 кг. Выбираем регулятор со средним
давлением муфты (называемым также „энергией") S т> ЗОЭ кг. Если регулятор слиш-
ком велик, надо включить умеренный усилитель, так что W становится значительно
меньше.
2. Проверка 6, которое было взято равным 4%. Для дизеля при = 300 л. с.
и п = 215 пусть GD* = 40 000 кгл? или D = 3,6 м, вес обода = 3080 кг; при
*) rRegelung der Kraftmaschinen**, 3 изд., стр. 478.
666 Т. II. Отд. 2. Детали машин. II. Составные части машин и приборов
п = 215, v = 40,5 м!сек; Та=^ Mv*\L= Gj-v^ldgNе ^23 сек.; поданным поставщика
sr = 1 см, так что 8^.= 0,21/ 1/23а Л 2,5®/0. При 8 = 4®/0 не возникает никакой опас-
ности колебаний. ,
3. Регуляторы с муфтой с чисто весовой нагрузкой. Для
общего случая по фиг. 557 все требуемые величины, согласно
Толле, определяются следующим образом.
С ’ откладываем величину G вниз от неподвижной точки враще-
ния маятника /, проводим горизонталь gg\ на последней лучи IM
отсекают значения С .
Сц. откладываем от точки I вверх величину Q, проводим гори-
зонталь qqy проводим горизонталь через М до пересечения с коле-
Фиг. 562.
Фиг. 561.
ном II— III в точке В, проводим BID, затем IA паралелльно III— II
и получаем DA по qq равное С , С = С + С .
Давление регулятора или муфты S: постоянно S/C= Q/Cqt по-
тому S получается как высота из подобного тр-ка DAI с основа-
нием С. Направление и величины давления в цапфах Zt, Z2 и Z3
получаются непосредственно из чертежа.
Для ромбоидальной подвески (7 и III имеют одинаковое расстоя-
ние от шпинделя, I — II = II — III; 7, II, М лежат на одной прямой), т. е. у регуля-
торов Уатта, Портера и Клея кривые Сд, Cq и С имеюг одинаковый вид,
Q и G могут без влияния на 8 быть изменены по желанию; давление регулятора 5
постоянно; собственное трение 7? и вместе с ним ег наименьшее для угла отклоне-
ния равного 45°; с целью получения достаточно малого 8 необходимо скрещивание
штанг. Чем больше G относительно Q, чем ниже принято число оборотов и чем
больше и h9 по фиг. 557, т. е. чем больше имеется места при равном давлении
муфты, тем меньше «г.
Регуляторы с муфтой с пружинной нагрузкой
667
ПоБартлю1)» если на чертеже отложить IK=Q!G>IH, провести прямые
КМ и FM, то отрезок JF даст д/и>9, где д = 9,81 м}сек* и ш представляет угловую
скорость регулятора. Для обратной подвески шара (фиг. 658) равновесие сил полу-
чается при помощи мгновенного полюса gJ, откуда определяются Сд и . Таким
же образом, как на фиг. 557, определяется давление регулятора S и давление
цапф Z.
Дальнейшие примеры весовых регуляторов, не имеющих в настоящее время
практического значения, см. Толле, Регулирование двигателей.
4. Регуляторы с муфтой с пружинной нагрузкой. Здесь кри-
вая Cq может быть сделана произвольной, однако рекомендуется
передаточный механизм выбрать так, чтобы кривая Cq была астатич-
Фиг. 563.
Фиг. 564.
Примеры. 1. Пружинный регулятор Гартунга, К у н а и К°
(машиностроительный завод, Дюсельдорф) (фиг. 561). Две поперечные пружины поме-
щены в выемке вращающегося тела и действуют в направлении, противоположном
центробежной силе, так что рычажное сочленение совершенно разгружается. (Перво-
начальная конструкция по прежнему D. R. Р. 75790, Гартунга, Куна и К0.) Собствен-
ное трение ег = 0,2—0,3% в зависимости от скорости. sr = %$ для тихоходных
регуляторов с небольшим подъемом; sr — '!&•$ для быстроходных регуляторов
с большим подъемом. Регуляторы имеют прямоугольные рычаги во избежание
защемления: Cq постоянно (очень неустойчиво), поэтому давление 5 муфты вверх
увеличивается соответственно центробежной силе. Сд уменьшается пропорционально
отклонению шара от плюса через нуль к минусу, так что она очень неустойчива;
пружины получаются соответственно жестче. Изменение числа оборотов от — 5 до
-|-10% возможно с тремя добавочными пружинами.
При больших колебаниях числа оборотов во время хода (до %) изготовляют
регуляторы числа оборотов, у которых главные пружины напрягаются во время
работы сами по себе.
2. Пружинные регуляторы Штейнле и Гартунг, Кведлинбург
(фиг. 562). Направление центробежных масс, благодаря коленчатым рычагам, почти
точно перпендикулярно к шпинделю. Кривая Cq астатическая, собственное трение
Сравни „Civilingenieur", 1893, 1896; так же Bart!, Die Berechnung der Zentrl-
fugalregulatoren (Leipzig, 19Ф), там же даются простейшие способы определения
S, собственного трения и влияния масс штанг.
668 т- П. Отд. 2. Детали машин. II. Составные части машин и приборов
особенно мало, ег =0,20 до 0,14%; даже с пружинными весами для повышения
числа оборотов еще на 10% ег = 0,37 до 0,4о%.
3. Пружинный регулятор Общества Янс — регуляторов
в Оффенбахе обладает, благодаря специальным приспособлениям для смазки, малым
собственным трением.
4. Пружинный регулятор Р. Прёлля1) (фиг. 563). Прёлль упо-
требляет общую натяжную пружину, которая делает возможным удобную переста-
новку и заключена в закрытую коробку. Массы имеют направления подвескою
в трех точках.
Фиг. 565.
5. Осевой регулятор (плоский регулятор). В плоских регуля-
торах также следует, соответственным присоединением качающихся
масс, заботиться о том, чтобы центр
тяжести постоянно оставался на оси
вращения. Для установления кривой
С (см. выше, стр. 662) принимается
в соображение только пружин-
ная нагрузка, причем силы пру-
жин пересчитываются для точки при-
ложения в центре тяжести маятника;
для определения величины регуля-
тора целесообразно введение пред-
ставления о „силе сопротивле-
ния* у концевой цапфы или у
муфты по П р ё л л ю 2), которая воз-
растает с произведением G п , где
G — приведенный вес качающегося
маятника в точке приложения пру-
жины ил — собственное число ка-
е
чаний маятника регулятора.
/
Примеры. 1. Осевойрегулятор Ланца для локомобилей (фиг. 564).
Оба качающиеся маятника ах и а8 вращаются вокруг цапф А и связаны стержнем д;
давящие пружины Д и /2 действуют на коротким плече рычага на маятники. Стерж-
нем С, действующим на цапфы Е и D, управляющий эксцентрик е так поворачи-
вается на цапфе В, что радиус эксцентрика движется между положениями г0 и г,.
Защитная коробка закрывает несложный регулятор.
2. Осевой регулятор Прёлля (фиг. 565). Качающийся маятник р вращается
на шарнире Ь; снабженная роликом г точка приложения о подвешенной в точке g
пружины / перемещается посредством тяги I и малого, вращающегося у точки d
рычага а, как в состоянии покоя, так и в состоянии движения посредством особых
рыча<ов, проходящих через полую ось. Качающиеся массы переставляют среднюю
точку управляющего эксцентрика (или также посредством кулачковой передачи
двигающуюся по оси муфту). Число оборотов может снаружи быть изменено на
± 10%, причем изменение может быть сделано и большим посредством укороче-
ния тяги / (для насосных установок и бумажных фабрик), например в отношении
1 :3 до 1 : 10.
*) Инженерное бюро др. Р. Прёлля, Дрезден.
’) ZdVdl, 1913, стр. 1287 и след.
1П ОТДЕЛ
Грузоподъемные машины и транс-
портирующие устройства
Составил д-р-инж. Вернле, Штуттгарт
Перевод под редакцией проф. С. Г. Кочергина
Стр.
I. Общий обзор
Передача к подъемно-транспорт-
ным устройствам...........670
II. Детали грузоподъемных
.машин
Пеньковые канаты (таблица разру-
шающих нагрузок)..........673
Проволочные канаты (таблицы). 676
Расчет проволочных канатов (ка-
наты для подъемников, кранов,
транспортеров)............680
Расчет несущих канатов (подвес-
ных дорог)................683
Закрепления и соединения канатов 684
Сварные цепи (некалиброванные и
калиброванные) (таблицы) . . 686
Цепи Галля (таблица)..........690
Канатные и цепные блоки .... 694
Шарнирные цепи (таблица) . . . 695
Подвески для крюков и обоймиц . 698
Простые крюки (таблица) .... 701
Двурогие крюки (таблица) .... 7и2
Расчет грузовых крюков........702
Барабаны-для канатов и цепей . . 705
ведущие шкивы.................706
Тормоза и остановы............711
Безопасные рукоятки...........714
Магнитные тормоза и двигатели
(таблицы) ..................716
Ленточные тормоза.............718
Электрическое торможение . . . 720
Нормированные детали подъем- •
ных и транспортирующих
устройств.................724
Лебедки (таблица коэфициентов
полезного действия) ..... 725
Ручные кабельные лебедки .... 727
Тали с цилиндрической зубчатой
передачей (таблица).......728
Электролебедки................730
Приспособления для захватывания
грузов....................737
Грейферы (таблица)............740
III. Грузоподъемные и транспор-
тирующие установки
Остов крана и расчет его (метал-
лические конструкции) .... 741
Нагрузка.......................747
Стр.
Крановые рельсы (таблицы) . . . 748
Предохранительные приспособле-
ния .......................752
Поворотные краны..............752
Мостовые краны...............761
Электрические мостовые краны
(данные в таблицах)........762
Перегрузочные мосты...........766
Кабельные краны .......... 769
Подъемники...................771
Шахтные подъемные машины . . 780
Электрические шахтные подъем-
ники ......................786
Схема Леонарда................788
Подвесные рельсовые дороги . . 792
Электрические подвесные дороги 794
Канатные подвесные дороги . . . 795
Безрельсовые транспортеры . • . 798
Мотокары......................798
Рельсовые транспортеры.......800
Электровозы..................801
Пневматические локомотивы (таб-
лица) .....................803
Локомотивы с двигателями внут-
реннего сгсрания (таблица) . . 804
Откатка руд по штрекам .... 8j5
Быстро разгружающиеся и авто-
матически разгружающиеся
вагонетки.....................807
Опрокидыватели вагонов.......8j7
Непрерывные транспортеры. . . 810
Шнеки.........................810
Ленточные транспортеры.......811
Роликовые транспор!еры.......814
Транспортные желоба ......... 8»4
Скребки и волочилки ......... 815
Элеваторы и ковши.............816
Ссыпные трубы.................818
Пневмагиче кие транспортеры . . 818
Гидравлические транспортеры . . 821
Небольшие транспортеры .... 822
Пневматическая и канатная почта 822
IV. Склады
Незащищенные склады.........825
Защищенные склады (здания) . . . 826
Амбары, силосы..............827
Затворы, приспособления для
транспортирования и взвеши-
вания ...................831
670 И. Отд. 3. Грузоподъемные и склад, машины. I. Общий обзор
I. Общий обзор ’)
а) Подразделение
Механические подъемно-транспортные средства или устройства
можно до некоторой степени подразделить по роду их работы на
непостоянно (прерывно) работающие (краны, подъемники
и др.) и на постоянно (непрерывно) работающие (напри-
мер ленточные транспортеры, ковшевые конвейеры и т. д.). В целях
наиболее рационального использования подъемно-транспортные
устройства должны быть приспособлены к свойствам перемещаемых
грузов. Отсюда большое разнообразие конструкций. Наряду со сво-
бодными сыпучими телами с различными химическими и физиче-
скими свойствами (соль, уголь, кокс, клинкер, бетон, хлеб, мука
и т. д.) имеются такие материалы, которые состоят из однородных
перемещаемых в большом количестве тел (штучные грузы). Сюда
относятся: мешки, ящики, бочки, кипы, багаж и т. д. Сам человек
представляет собой массовый груз при перемещении в небоскре-
бах, новейших вокзалах и т. д. при помощи быстроходных лифтов
(в США скорость до 6 м1сек), подвижных лестниц или пластин-
чатых транспортеров.
Времена года, конъюнктура, время жатвы и условия производ-
ства связаны с хранением товаров в складах. Пользуются складами,
силосными ямами, водонапорными резервуарами, ларями для засыпки
зерна, бункерами, хранилищами, защищенными и незащищенными
складами в земле. Тип склада и его транспортное устройство
находятся в тесной зависимости. При проектировании склада и
транспортного устройства следует учитывать целый ряд общих
условий, прежде всего свойства транспортируемых грузов, влияние
погоды и климата.
Ь) Передача к подъемно-транспортным устройствам
1. Ручной привод вытесняется в настоящее время машинным;
он оправдывает себя лишь в переносных грузоподъемных маши-
нах с малой высотой подъема (например реечные домкраты, цепные
полиспасты).
9 Литература. Эрнст, Грузоподъемные машины (Е г n s t, Hebezeuge),
4 изд., Берлин 1903, Шпрингер. — А у м у н д, Грузоподъемные и транспортные
установки (A u m и п d, Hebe- und Forderanlagen), 2 изд., Берлин 1926, Шприн-
гер. — К р е л л ь, Проектирование в краностроении (Kreil, Eniwerfen un Kran-
bau), Мюнхен и Берлин 1925, Ольденбург. — Б е т м а н, Грузоподъемные машины
(Beihmann, Die Hebezeuge), 8 изд., Брауншвейг, 1930, Фивег. — Б ю л ь ц, Грузоподъ-
емные машины (В ii lz, Hebezeuge), 2 изд., Лейпциг 1929, Гирцель. — Ганфштен-
г е л ь, Транспортные установки для массовых грузов (Hanffstengel, Die Forde-
rung von Massengiiiein), 3 изд., Берлин 1921, 1926, 1929, Шпрингер. — Д у б, Крано-
строение (D u b, Der Kranbau), 2 изд., Витенберг, 1922, Цимзен. — Т а ф е л ь,
Грузоподъемные машины (Т a f е 1, Hebezeuge), 1 и II т., Берлин-Лейпциг 1928,
де-Грюйтер (собрание Гешен). — X е н х е н, Остановы и тормоза (Hanchen,
Sperrwerke und Bremsen), Берлин 1930, Шпрингер. — Андре, Статика краностроения
(Andree, Siadk des Kranbaues), Мюн >ен и Берлин 1922, Ольденбург. —Г р е г о р,
Металлические конструкции (Gregor, Eisenhochbau), Берлин 1924, Мейссер.
На грузоподъемные машины см. ОСТ ВКС ; 6441, 6645, 6720, 6721, 6769, 6787 и
7189—7193 (т. IV. Hiitte).
Передача к подъем но-траясятортнътм устройствам 671
2. Трансмиссионная передача целесообразна лишь при нали-
чии трансмиссии; применяется поэтому в цехах для лебедок и подъ-
емников. .
Недостатком является затруднительная передача движения при помощи
холостого и коренного шкивов, открытых перекрестных ремней или передача с пе-
ременой направления вращения и м>фт, а также связанное с известными неудоб-
ствами регулирование скорости (ср. отдел „Детали машин").
3. Гидравлический привод. Передача движения к грузоподъем-
ным машинам при помощи поршня 9 потеряла свое значение с рас-
пространением электрического привода из-за неудобств, вызываемых
трубопроводами. Электро-гидравлический привод имеет
чрезвычайно большое значение для механизмов, требующих край-
ней точности в передаче движения, например подъемников для
тяжелой артиллерии, операционных столов для лошадей и т. д.
Преимуществом гидравлических домкратов, приводимых в действие
от руки (стр. 726), является то, что при небольших размерах и весе
они могут обладать грузоподъемностью в несколько сот тонн. Не-
прерывно работающие гидравлические транспортеры имеют большое
значение как всасывающие и промывные механизмы (черпаки, про-
мывные аппараты для сахарной свеклы, для удаления золы и т. д.).
4. Пневматический привод применяется благодаря большим
потерям энергии при производстве самой энергии и при передаче
только в особых установках, которые имеют уже сжатый воздух,
для специальных целей (горное дело, постройка туннелей и штолен).
Пневматические ’) рудничные лебедки вытеснены теперь поэтому электриче-
скими, которые более экономичны и в последнее время делаются защищенными
от рудничных гремучих газов.
В цехах грузоподъемные машины с непосредственно действующими подъем-
ными цилиндрами 3) встречаются теперь весьма редко. Грузоподъемные механизмы
с пневматическим приводом применяются также в помещениях, опасных в отноше-
нии взрывов. Они могут перемещаться лишь на очень небольшие расстояния, так
как подвод воздуха зависит от трубопроводов.
Очень распространено перемещение сыпучих тел (хлеба, угля,
и т. д.) и стружек при помощи потока воздуха (см. пневматические
транспортеры, стр. 818 4), пневматические транспортеры, стр. 818).
5. Паровой привод применяется обычно в установках, в которых
пар необходим и для других целей (судовые лебедки, экскаваторы).
Приимущества: большой начальный момент и способность работать
с перегрузкой. Применение парового привода в независимых грузо-
подъемных механизмах, ’как, например, в подвижных поворотных
кранах, землечерпалках и т. п., неэкономично вследствие непосто-
янной готовности к работе при отдельном котле.
Паровой привод связан с расходами по отоплению и вызывает потери энергии
при простоях. В отношении безопасности также лучше электрический привод.
9 Эрнст, Грузоподъемные машины (Ernst, Hebezeuge), II т., 4 изд., стр. 448,
Берлин 1903, Шпрингер.
8) Журнал „Fordenechnik" 1930, стр. 370 и 405.
•) Эрнст, Грузоподъемные машины (Ernst, Hebezeuge), II т., 4 изд., Берлин
1903, стр. 752.
4) Журнал „Fordertechnik" 1930, стр. 293.
672 т- И- ОтД- 8- Грузоподъемные машины. II. Детали грузопод. ’ машин
6. Передача от двигателей внутреннего сгорания приобре-
тает все большее значение для подъемных и транспортирующих
установок. Этот способ передачи абсолютно независим и в этом
отношении удобнее электрического привода, требующего проводки.
Преимущества по сравнению с паровым приводом: немедленная
готовность к работе, отсутствие потерь энергии при перерывах,
чистота, независимость от водяного резервуара, отсутствие кочегара.
Недостатки: двигатели внутреннего сгорания нельзя пускать в ход
в нагруженном состоянии и нельзя переключать при наличии обык-
новенного оборудования подъемных механизмов, вследствие чего
необходимо применение холостого и коренного шкива с открытыми
и перекрестными ремнями или же фрикционных муфт и передач с
переменой направления вращения.
Чтобы соединить главное преимущество двигателя внутреннего сгорания — его
независимость — с преимуществами электрического или же парового привода,
в пловучих кранах с землечерпалками применяют иногда дизель-электриче-
ский или же дизель-пневматический привод. Так как двигатели
Дизеля почти не могут перегружаться, то их мощность следует определять очень
точно, учитывая все силы инерции.
7. Электрический привод. Большая экономичность, незначи-
тельный уход, постоянная готовность к работе, безопасность, спо-
собность работать с перегрузкой, чистота, удобное обслуживание
распределительных аппаратов, плавный ход, сравнительно неболь-
шой вес моторов, индивидуальный привод, возможность легко пере-
мещать, отсутствие потерь энергии при перерывах работы, отсутствие
отработанных газов, соединение света и энергии — являются пре-
имуществами электрического привода, выдвинувшими его на пер-
вое место. Свобода перемещения электрических транспортных
устройств до известной степени ограничена проводкой тока.
Применение электрического привода в помещениях, опасных в отношении
взрывов, требует некоторых мер против образования искр (прокладка контактных
проводов и расположение аппаратов управления в масле или применение проводов
в резиновых трубках, идущих вдоль всего пути на особых тележках также про-
кладка контактных проводов вне опасного в отношении взрыва помещения г),
II. Детали грузоподъемных машин
Канаты и цепи
Пределы применения проволочных канатов и цепей как тяговых
органов в отношении нагрузки и скорости изображено на фиг. I (по
Каммереру). Следует обратить внимание, что нагрузка проволочных
канатов может быть значительно увеличена при применении блоков
и полиспастов (до 4t)0 /л).
М Изв. DEMAO 1929, тетр. 3, стр. 71; журнал „Fordertechnik" 1929, стр. 390.
«) Герм. пат. 497265.
Канаты
67:
а) Канаты
I. Канаты из растительных волокон
Канаты из растительных волокон (пенька, алоэ, см. отдел
„Материаловедение", стр. 1335) редко применяются в настоящее время
из-за своей сравнительно незна-
чительной прочности. Они встре-
чаются в подъемных механизмах
небольшой грузоподъемности, по-
лиспастах, легких строительных
лебедках, подъемниках столовых и
т. п., чаще для привязывания гру-
зов к крюкам (закрепление каната
для перемещения груза AWF 23
и отдел „Материаловедение", стр.
1399). Диаметр блока должен ми-
нимум в десять раз превышать
диаметр каната. Разрывающая на-
грузка пеньковых канатов дана в
табл. 1.
Таблица 1. Разрывающие нагрузки
несмоленых пеньковых канатов
Калиброванная Некалиброванная
Сварная иепь
(Фельтен и Гильом, Кельн-на-Рейне)
Фиг. 1.
Диаметр каната в мм Чистая манильская пенька в кгприбл. Баденская чесаная пенька прима в кг прибл. Диаметр каната в мм Чистая манильская пенька в кг прибл. Баденская чесаная пенька прима в кг прибл. Диаметр каната в мм Чистая j манильская пенька I в кг прибл. Баденская чесаная пенька прима в кг прибл.
12 13 16 18 20 23 25 730 860 1260 1590 1950 2500 3100 970 1150 1800 2300 2750 3720 4400 30 33 35 40 45 50 4100 4850 5500 6900 8450 10800 6170 7580 8410 11150 12800 16300 55 60 70 80 90 100 12000 13900 18100 2270J 28000 35300 19300 22000 25600 31000 3/500 44200
Временное сопротивление на разрыв 500 — 900 кг!см2. Коэфи-
циент безопасности 8—10.
Для предохранения от перепревания канаты из растительных волокон пропи-
тываются карболинеумом, не содержащим кислот дегтем или подобными веще-
ствами, что влечет за собой понижение грузоподъемности (около 1о°'о) и вредно
отражается на гибкости. Канаты из растительных волокон в виде плоских канатов
(см. также подобные проволочные канаты, стр. 679) в соединении с бобинами
(стр- 782) применяются иногда в шахтах (французская и бельгийская горная про-
мышленность !).
ОГейзе-Гербст, Горное, дело (Heise-Herbst, Bergbaakunde), II т.,
8 и 4 изд., стр. 464, 467 и 520, Берлин 1923, Шпрингер. -Шмид т-Ф е р с т е р,
Шахтные транспортные машины (Schmidt-Forster, Die SchachtfordermaschineiiX
I ч., 2 изд., стр. 123, Берлин 1923, Шпрингер.
43 Зак. 254. — ШШе, Справочник для инженеров, т. II»
674 Т. И. Отд. 8. Грузоподъемные машины. II. Детали грузопод. маший
II. Проволочные канаты
Подвижные канаты (канаты кранов и подъемников, ка-
наты в шахтах, тяговые канаты пс^двесных дорог и т. п.), затем
неподвижные канаты (несущие канаты кабельных кранов и
канатных дорог, натягивающие и направляющие канаты). Проволоч-
ные канаты упруги, очень надежны, так как отдельные проволоки
каната подвергаются основательному испытанию. Наступающее
изнашивание можно всегда заметить по сломанным проволокам.
После продолжительной работы канат внезапно вытяги-
взется, чго также служит признаком изношенности. Ра>-
ед* рывающая нагрузка, вызывающая разрыв всего каната,
на 10 — 15% ниже разрывающей нагрузки, вызывающей
обрыв отдельных проволок.
□ 1. Рабочие и движущиеся канаты. Круглые канаты
обычно изб прядей с пеньковой сердцевиной. Крутка накрест
(фиг. 5 и б) или в одну сторону (крутка Альберта, фиг. 7 и
Фиг. 2. 8), табл. 2. Проволочные канаты для кранов, подъемников,
полиспастов и подобных механизмов D1N 655 (фиг. 9, 10 и
11), проволочные канаты для горной промышленности, канаты D1N
Berg 1251, листы 1 и 2. Проволочные канаты кабельной крутки
(трехкратная перевивка) менее пригодны для шкивов, барабанов
и т. п. вследствие своей незначительной долговечности1), зато хоро-
шо применяются для привязывай я грузов.
Выбор и размеры проволочных канатов. На долговечности
проволочных канатов сильно отражается число перемен изгибов,
которые канат испытывает при прохождении че-
рез блоки и барабаны 2). Поэтому канат следует
направлять возможно проще. При прохождении
через барабан с (фиг. 2) канат во время одной
рабочей операции (подъем — спуск) испытывает
полное изменение изгиба а (кривая—прямая—кри-
вая \Г )• Если определенный отрезок каната про-
ходит через блок, то число изменений изгибов,
испытываемых этой частью каната, вдвое превы-
шает число изменений изгибов при прохождении
через барабан. Следовательно, если канат идет
по фиг. б (барабан с, блоки d и е), то при одной рабочей опера-
ции (спуск - подъем) он испытывает 5 изменений изгибов, причем еще
следует отметить, что между барабаном с и блоком d он подвер-
гается изгибу в противоположном направлении b ( g-изгиб, кри-
вая— прямая — кривая в противоположном направлении £), кото-
рый весьма вредно отражается на долговечности каната, именно
*) Журнал „Maschbau11 1924, стр. 763.
•) Б е н у а, Проволочные канаты (Benoit, Die Drahtseilfrage), стр, 141, Карлс-
руэ, I т., 1915, Гуч. — Вернле, К вопросу о современном способе расчета про-
волочных канатов (W о е г n I е, Ein Beiirag zur Beurteilung der heutigen Berechnungs-
weise der Drahtseile), стр. 52. Карлсруэ 1914, Гуч. — ZdVdl, 1929, стр. 417.
Фиг. 3.
Диаметр блока
' Фиг. 4'.
н Ками» -1 : , ) п - 675<
в 1,5 — 2 раза хуже, чем одно, изменение изгиба в одном на-
правлении г), т. е. 1 ~ 1,5 до 2Л/* * ). Если канат идет по фи-
гуре 3, то два изгиба в противоположном направлении b при
одной» рабочей операции оказывают влияние, ^аналогичное 6--7
изгибам в одном направлении а. При одинаковых остальных усло-
виях работы (одинаковом диаметре барабана и блоков^ одинаковых
профилях и материале ручьев, одинаковом расчетном напряжении
и. т. д.) долговечность каната по фиг. 3 составляет лишь одну
шестую—одну седьмую долговечности каната, идущего по фиг. 2.
В механизмах с неопределенной высотой подъема следует применять особое
регистрирующее приспособление (гер. пат. 501028, счетчик
изменений изгибов для подъемников и кранов)
и подвергнуть испытанию ту ча<иь каната,
которая больше всего изгибается.
Счетчики подъемов и указатели длины
пути недостаточны без механизмов с неопре-
деленной высотой подъема, так как они не
могут определить части каната, наиболее под-
верженной изменениям изгибов.
Тщательно исполненные2) канаты^
сплетенные в одном Направлении, пол-
говечнее канатов, -кр!ученых накрест.
Благодаря сильному стремлению .рас-
кручиваться (при нагрузке) они при-
меняются только для * направдяерл^х
грузов (напр. в подъемниках), тогд^ как
для ненаправляемых грузов (нарримёр
в кранах) лучше применять крученые
накрест канаты, которые меньше рас-
кручиваются. Канаты из фасонной про-
волоки (гр у яей-ка на ты) наряду
с известном повышением долговечно-
сти мало скручиваются и поэтому удоб-
нее в работе чем обыкновенные канаты.
Конструкция , трулей имеет особенное
значение для канатов, сплетенных в одном направлении, которые сами по себе очень
долговечны, но сильно ряскэучиваюгся я поэтому меньше применяется.
Долговечность проволочных канатов сильно возрастает с уве-
личение!^ диаметра блока и уменьшением нагрузки. J
На фиг. 4 (по Вернле) 8) дана диаграмма влияния удельной растягивающей
нагрузки на долговечность крученого накрест каната 16 А 130 D1N 655 при разных
диаметрах блока.
Хорошее плотное прилегание канатов в ручье барабана или
блока имеет большое значение для его долговечности, поэтому об-
работанные точные ручьи лучше сырых необработанных 4).
1) В 1 g g а г t. Minutes of Proceedings of the Institution of Civil Engineers»
t. 101, стр. 231, Лондон 1890. — Б e н у а, Проволочные канаты (Benoit, Die Drahiseil*
frage) Карлсруэ, i т., 1915, Гуч, стр. 124 и 142. — ZdVdl 1929, стр. 425.
•) Журнал .Maschbau44 1924, стр. 770.
•) ZdVdl, 1929, стр. 417; 1930, стр. 185.
*) Журнал nGldckauf“ 1913, стр. 13^8.
43*
676 Т. И. Отд. 8. Грузоподъемные машины. It. Детали грувситод. маший
Таблица 2. Проволочные канаты для кранов, подъемников, по-
лиспастов и т. д. (DIN 655)
Крутка накрест. Фиг. 5 и 6.
Правая крутка (г). Левая крутка (1).
Проволока в прядях и пряди в
канате идут в противоположном
направлении.
Крутка накрест. Фиг. 7 и 8.
Правя я крутка (г). Левая крутка (1).
Проволока в прядях и пряди в
канате идут в одном направлении.
Проволочные канаты номинального диаметра 20 мм из 6 прядей, каждая из 37 про-
волок диаметром 0,9 мм с сопротивлением 160 кг! мм* обозначаются: проволочный
канат 20 В 16J, DIN 655 *)•
Конструкция
Временное сопротивле-
ние на разрыв прово-
локи в ке^мм**)
130 | 160 ] 180
Расчетная разрываю-
щая нагрузка каната
в кг 6)
А.
Фиг. 9
6X19= 114
проволок и одна
пеньковая
сердцевина
14,3 0,135 I860
22,4 0,21 2910
32,2 0,30 4190
43,9 0,41 5700
57,3 0,54 7450
72,5 0.68 9430
89,5 0,85 11635
108,3 1,02 14080
128,9 1,22 16760
151,3 1.43 19670
175,5 1,66 22820
2290
3580
5150
7O2J
9170
11600
14320
17330
20620
24190
28J60
2570
4030
5800
7900
10310
13050
16110
19490
23300
27230
31590
1) Крученые накрест канаты с прядями, идущими в правую сторону, поста-
вляются, когда нет указаний, что желают получить канат круглой крутки с прядями,
идущими в левую сторону. В последнем случае эти заказы следует обозначать:
проволочный канат 20 ВЫ, оцинкованный 160, DIN 655.
2) Допускаемые отклонения диаметра каната составляют ± 5°/о от номинальной
величины.
’) Допускаемые отклонения диаметра неоцинкованного каната берутся из
DIN 177.
*) Допускаемые отклонения веса 1 пог. м составляют ± 5”'о от номинальной вели-
чины. Удельный вес взят 7,85 кг\дм3.
6) Допускаемые отклонения разрывающей нагрузки отдельных проволок соста-
вляют при проволоках диаметром и,7 мм ± 15<>'о, при более толстых проволоках
± 10®'о от средней разрывающей нагрузки всех проволок каната, определяемой
путем разрыва отдельны ч проволок.
6) i-асчетная разрывающая нагрузка каната представляет собою произведение
временного сопротивления на разрыв проволок, умноженного на суммарную пло-
щадь поперечного сечения всех проволок. Расчетная разрывающая нагрузка каната,
полученная путем разрыва отдельных проволок, не должна быть меньше расчетной
разрывающей нагрузки, данной в таблице, но в канатах из проволок до 0,7 мм в
днал^iре может превышать ее на 15°'<>, а в канатах из более толстых проволокна
101 с. Допускаемые отклонения действительной разрывающей нагрузки каната соста-
вляют в общем при разрыве всего каната 15°/о от расчетной разрывающей нагрузки.
Конструкция: канаты из проволок с временным сопротивлением на разрыв
130 — 169 кг 1мм2 * * * 6 * * * 10 начисто отделаны или оцинкованы, канаты из проволок с вре-
менным сопротивлением на разрыв 180 кг [мм2 выпускаются только неоцинко-
ванные.
Материал: стальная проволока с временным сопротивлением на разрыв
130 — 180 кг [мм2.
Канаты
677
Таблица 2. Проволочные канаты для кранов, подъемников,
полиспастов и т. д. (DIN 655) (продолжение)
Конструкция | Пряди || Проволоки для I 1 пряди I Общее число проволок Номинальный диаметр каната *) в мм Диаметр прово- локи *) в мм Поперечное сече- ние всех проволок каната в мм2 Расчетный вес 1 пог. л*4) в кг Временное сопротивле- ние на разрыв прово- локи в кг/мм2 5)
130 | 160 | 180
Расчеч щая н гная раз; агрузка каната )ываю- в кг 6)
9 0,4 27,9 0,26 3630 4460 5020
11 0,5 43,6 0,41 5670 6980 7850
13 0,6 62,8 0,59 8160 10050 11300
15 0,7 85,4 0,81 >11100 13660 15370
18 0,8 111,6 1,06 14510 17860 20090
20 0,9 141,2 1,34 18360 22590 25420
22 1,0 174,4 1,65 22670 27900 31390
24 »,1 211,0 2,00 27430 33750 37980
в 6 37 222 26 1,2 251,1 2,38 32640 40180 45200
Фиг. 10 28 1,3 294,7 2,80 38310 47150 53050
6 X 37 = 222 31 1,4 341,7 3,24 44420 54670 61510
проволоки 33 1,5 392,3 3,72 51000 62770 70610
и одна пень- ковая сердце- 35 1,6 446,4 4,24 58030 71420 80350
вина 37 1,7 503,9 4,78 65510 80620 90700
39 1,8 564,9 5,36 73440 90380 101680
42 1,9 629,4 5,97 81820 100700 113290
44 2,0 697,4 6,62 90660 111600 125530
20 0,7 140,9 1,33 18320 22540 25360
22 0,8 183,9 1,74 23900 29420 33100
25 0,9 232,8 2,21 30260 37250 419С0
28 1,0 287,5 2,73 37380 46000 51750
31 1,1 347,8 3,30 45210 55650 62600
34 1,2 413,9 3,93 53800 66200 74500
6 61 366 36 1,3 485,8 4,61 63150 77730 87440
С 39 1,4 563,4 5,35 73240 90140 101410
Фиг. И 42 1,5 646,8 6,14 84080 103490 116420
6 X 61 = 366 45 1,6 735,9 6,99 95670 117740 132460
проволок и одна 48 1,7 830,7 7,89 107990 132910 149530
пеньковая сердцевина 51 1,8 931,4 8,84 121080 149020 167650
53 1,9 1037,7 9,85 134900 166030 186790
56 2,0 1149,8 10,92 149470 183970 2С6960
Рыноски *), 8), 4), Б), 6) см. стр. 676.
*678 Т. II. Отд. S. Грузоподъемные машины. П. Детали грузопод.
На фиг. 12 .(по Вернее),1) локазано влияние Р®ДИУС® обработанного чугун-
ного ручья на долговечность каната с круткой накрест 16 А 13и D1N 655 при диа-
метре блока 400 мм*. Л н *
По фиг. 12 видно, что применение ручьев по D1N 690 (фиг. 13
и табл. 3), где канат сравнительно мало прилегает к стенкам, влечет
за собой понижение долговечности.. Рекомендуется радиус ручья
не больше’ г =* 0,53 d. ж
Наклон стенок ручья зависит от отклонения каната. Отклонение
кайата из‘среднего положения в крановых и подъемных установках
Таблица 3. Профили ручьев для канатных
блоков по D1N 680 (фиг. 13)
Размеры в мм
Тысяча
щ—
I
Радиус осмода^ия jiy чья
'г^ШИбЗОдяя маната ф!5мм
| 62*30KZ/MJt*
Диаметр^
каната
. 30
’ 40
56
72
80
95
115
1#
b
с
20
30
40
50
60
72
85
100
18
35
32
40
48
56
64
75
5
8
12
15
18
22
25
30
9,5—14 1
15-20 ‘ I
22—26 •
28-31
33-39
42-48
51-56
•) Размеры для «_
Проволочные канаты по_________
должно быть по возможности меньше
-4—59 (1:14 до 1: 11), в шахтных
Обшивка блоков (фиг. 14) кожей,-дере-
чугунных конструкций,
по DIN 655.: . • л
Фиг. 12.
подъемниках см. стр. 782.
вом (а), ноВотексТом, резитёкстом, горексом й подобными материа-
лами (искусственные смолы с волокнистой прокладкой а) или ре-
зиной значительно повышает долговечность каната. Канаты из
проволок, вследствие
виной значительно
небольшого количества довольно толстых
малого механического изнашивания и ржа-
вления, обладают известными преимуще-
ствами по сравнению с канатами с большим
числом тонких проволок в).
Обычное"временное сопротивление на
разрыв проволокут составляет от 130 до
180 кг\мм*. Канатная проволбка с временным сопроти-
влением! на разрыв выше 18Q кг)мм* требует тщатель-
ного выбора .материала. Для предохранения от ржа-
влейи’я канат^ смазываются, а проволоки оцинковыва-
ются. Юцинковка не отражается на долговечности *).
Жесткость п pJo в о л^о ч н ы х канатов б). Потери на
вредные сопротивление в проволочных каратах весьма незначительны*
7 ZdVdl 1930, стр. 185. < ' , ’
5 ZdVdl, 193), стр. 186 и 1418.—Журнал JLuftfahrtforschung", 1930, тетр. 2, стр. 126.
•) ZdVdl, 1928, стр. 345: 1929, стр; 421 и 422.
<) ZdVdl, 1930, стр. 185.
Еиршланд, Диссертация на степень д-р-инженера,1 Ганновер 1906. —
Р^б и н. Диссертация на степень д-р-инженера, Карлсруэ, 1920.—^Куриал wMaschbau%
Фиг. 13.
Фиг. 14.
Канаты
679
По Бенуа и Рубину жесткость проволочных канатов (разница
между усилием в набегающем и сбегающем конце) при блоках диа-
метром от 500 до 900 мм составляет: при крученых накрест кана-
тах диаметром от 13 до 21 мм\ s = 0,09 d*iD-(S 4-500), при кана-
тах крутки в одном направлении диаметром от 13 до IV1/. мм\ $ =
= 0,063-d2/D X (S + 300Л
Обозначения:
j —жесткость каната [кг],
D — диаметр блока [слс],
d — диаметр каната [сл],
S — сила натяжения в канате [ягг].
Канаты кабельной крутки более жестки, канаты крутки в одном
направлении менее жестки, чем канаты, крученые накрест.
Модуль упругости. Даже для определенного каната не-
возможно дать определенную величину, так как модуль упругости
значительно изменяется с числом нагрузок и пределами напряже-
ния х). йля сп 1етенных из прядей канатов круглого сечения модуль
упругости можно принять от 1,4-10® до 1,6* 10® кг1см\ для прядей
(и несущих канатов) от 1,6-10® до 1,8-10* кг 1см'2}. Модуль упру-
гости материа ia для провозок (стальная проволока) составляет
2-10® KijcM2 (см. отдел „Сопротивление материалов44, стр. 232).
Канаты специальной конструкции. Канаты из проволок неоди-
накового диаметра (фиг. 15, конструкция С иль, и фиг. 16, конструк-
ция Баррингтон) хороши, благодаря равному расположению
слоев проволоки и уменьшению
врезания проволок друг в друга3);
конструкция Силь с прочными
толстыми проволоками в верхних
слоях прядей весьма прочна. Ка-
наты из двойных плоских
прядей (фиг. 17) обладают . _
гладкой наружной поверхностью. фиг* 15, фиг‘ 16, фиг* 17,
Если внутренние пряди перевиты
в направлении, противоположном наружным, то канат под нагрузкой
не раскручивается.
Канаты из плоских прядей (плоские канаты) из
стальной проволоки4), DIN, Berg, 1252, листы 1 и 2 (см.
также канаты из растительных волокон, стр. 673), также под нагрузкой
не раскручиваются. Они состоят из нескольких рядом расположенных ка-
J ZdVdl, 1929, стр. 1624.
> ) Журнал „Luftfahrtforschung", 7 т., 1930, тетр. 2, стр. 104. — Журнал „Die Was-
serwlrtschan“, 1930, стр. 549.
> ) ZdVdl. 1930, стр. 1419.
< ) Ш м и т-Ф е р с т е р, Шахтные подъемные машины (Schmidt-FOrster,
Die SchachtfOrdermaschinen), 1 ч., 2 изд., стр. 123, Берлин 1923, Шпрингер.— Гейзе-
Г е р б с т, Горное дело (Н е i s е-Н е г b в t, Bergbaukimde), II т., 3 и 4 изд., Берлин
1923, стр, 466, Шпрингер.
680 Т. И. Отд. 3. Грузоподъемные машины. II. Детали грузопод. машпгГ
натовкруглого сечения в большинстве случаев из 4 прядей), соеди-
ненных проволоками или прядями. Недостаток канатов из плоских
прядей заключается в том, что при неравномерном распределении
нагрузки между их отдельными составными частями иногда возникают
перенапряжения, которые вместе с сильным изнашиванием подоб-
ных канатов при навивании на бобины (стр. 781) очень значительно
отражаются на их долговечности и даже вызывают иногда внезап-
ные обрывы. Поэтому в шахтных подъемниках им предпочитают
теперь канаты круглого сечения.
Расчет проволочных канатов. При определении х)
напряжения проволочных канатов можно пользоваться уравнением
Р е л о:
» = *, +cb = SixK (i2) + 5£/O.
Обозначения:
S — сила натяжения в канате [/гг],
В — толщина проволоки [лиг],
D — диаметр блока или барабана до середины каната
i — число проволок,
Я —модуль упругости для стальной проволоки, равный 2,0-106 [кг/см*].
Проволочные канаты для подъемников. Прово-
лочные канаты для подъемников 2) рассчитываются только на растя-
жение. Временное сопротивление примененного материала не долж-
но быть меньше 120 кг!мм2 и не больше 180 кг!мм2. При расчете
этих канатов следует брать коэфициент безопасности в зависимости
от скорости подъема (табл. 4).
Наименьший диаметр изгиба каната в приводных, несущих и
направляющих блоках должен быть минимум в 40 раз, а в приводных
барабанах в 35 раз больше диаметра каната и быть по меньшей
мере в 500 раз. больше наибольшего диаметра проволоки в канате.
Внутренние проволоки прядей при этом не принимаются во внима-
ние, поскольку их диаметр превосходит не больше, чем на одну
треть диаметр остальных толстых проволок. Диаметр канатов для
лифтов по меныпей мере 10 мм.
В подъемниках с ручным приводом и строи-
тельных лебедках при направляющих, несущих и приводных
блоках диаметр изгиба каната не должен быть меньше 25-кратного,
а при барабанах 22-кратного диаметра каната. Зависимость его
от толщины проволок в канате здесь ничем не ограничена. Коэфи-
циент безопасности каната в подобных подъемниках обычно 10.
’) ZdVdl, 1907, стр. 662. — Вернле, К вопросу о пассажирских канатных до-
рогах (W о е г n 1 е, Zur Beurteilung der Drahtseilschwebebahnen fur Personenbefor-
dernng), Карслруэ 1913, стр. 33.—E гоже, К вопросу о современном способе расчета
проволочных канатов (Ein Beitrag zur Beurteilung der heutigen Berechnungbweise
der Drahtselle), Карслруэ 1914, Гуч.— Er о же, журнал „Maschbau", 1924,
стр. 763. — Бенуа, Проволочные канаты (Benoit, Die Drahtseilfrage), Карслруэ,
I т., 1915, Гуч.
JErep, Вольтер, Рюль, Об оборудовании и эксплоатации подъемни-
ков (Bestlmmungen fiber Einrichtung und Betrieb der Aufziige), 4 изд., Берлин 1930,
Геймац.
Канаты
681
Таблица 4. Коэфициент безопасности для подъемных канатов
При скорости работы в м/сек до .............. 0,3 0,5 0,85 1,2 1,5
т [ Для подъема пасса-
। 1 Для подъемников с ба- 1 жиров 12 13 14 15 16
1 1 рабанами 1 Для подъема това-
1 ( ров**) 8 9 10 11 12
, Д (ч пот ьемчи :о« с капа- п
I товед>щими шкивами с ка- Для подъема пасса-
II < биной и противовесо.м по жиров 1 ст. 27 и 33 техническ их подъема това- 16 17 18 19 20
1 норм*) (ров**) 11 12 13 14 15
( Для подъемников с кя- ( ^ля подъема пасса-
III < натоведущими шкивами и J жиров 16 18 20 22 24
с буферным устройством | Для подъема това- 14 15 16 17 18
*) См. выноску 2 на стр. 630. Сравни стр. 771.
♦*) Без проводника.
Крановые канаты. Расчет проволочных канатов для кранов
производится по данным для расчета и выполнения металлических
конструкций кранов DIN 2Е 120, стр. 22, приложение.
Поскольку применены проеоло кь»е канлы DIN 655, расчет следует произво-
дить следующим образом: проволочные канаты рассчитываются только на растяже-
ние с учетом расчетного сопротивления на разрыв и 6—9-кратным запасом безопас-
ности. Для капаюв, подвергаю цихся действию высоких температур, следует брать
8—11-кратный запас безопасности.
Отношение D/д (диаметр барабана или блока: диаметр проволоки) должно со-
ставлять от 5оО до 600 при наматывающих барабанах, от 550 до 700 при направляю-
щих блоках и шкивах, от 300 до 400 при выравнивающих блоках Меньшие значения
относятся к руч о.м кранам, а также к мало нагруженным кранам с машинным при-
водом, а бо-льшие—к тяжелым мощным конструкциям. Отношение D/d (диаметр
изгиба: диаметр каната) должно быть при наматывающих барабанах больше 20,
а при нап’>;1рзяю-них блока? больше 22.
Проволочные канаты для шахтных подъемни-
ке в±) (ср. DIN Berg, 1521, листы 1 и 2). Шахтные канаты, так же,
как канаты лифтов и кранов, рассчитываются только на растяжение.
При навивании на барабан принимают 6-кратный статический коэфи-
циент безопасности для подъема товаров и 8-кратный для подъема
пассажиров.
При наличии канатоведущих шкивов принимается 7-кратный сати-
ческий запас прочности для подъема товаров и 9,5-крагный для
подъема пассажиров. Временное сопротивление на разрыв материала
проволочных неоцинкованных канатов обычно от 140 до 180 кг)мм*\
1) Правила горной полиции относительно движения по канатным дорога^,
3 изд., от 14 июля 1927 Берлин, Бернард и Грефе-
682 т. II. Отд. 3. Грузоподъемпые машины. II. Детали грузопод. машин
Таблица 5. Канаты спиральной конструкции, 37 проволок ’)
(фиг. 18, Фельтен и Гильом, Карлсверк)
Диаметр каната мм Толщина про- волоки мм Вес 1 пог. м кг Расчетная разрываю- щая нагрузка каната из патентованной ли- той проволоки врем, сопр. на р'азрыв 145 кг) мм* * Нормальные канаты без мест спайки м
27 8,85 3,65 62 350 490
28 4,00 3,90 67 400 430
29 4.14 4,20 72 100 420
30 4,28 4,50 77 150 390
31 4,42 4,80 82 200 370
32 4,37 5,20 88 000 350
33 4,71 5,45 93 4 J0 320
34 4,85 5,75 99 000 310
35 Б,U0 6,10 105 270 280
36 5,14 6,45 111 200 270
37 5,28 6,85 117 400 260
38 5,42 7,20 123 780 250
39 5,57 7,60 130 730 230
40 5.71 8,00 137 380 220
41 5.85 8,40 144 200 210
42 6,00 8,80 151 690 200
в оцинкованных канатах оно не должно превышать 170 кг!мм*, а в
неоцинкованных канатах 190 кг}мм*.
ПоГербсту2) в главных шахтных установках обычно Dld^W
(при шкивах Коере D/d = 100 до 125) и D/1 1500 ; в закрытых
шахтных установках и £>/6 >600. Толщина проволоки В
обычно от 2 до 3 мм, а иногда до 3,5 мм.
®•2. Неподвижные канаты. Несущие
канаты подвесных дорог, кабельных
кранов, мостовых кабельных кранов и т. п.
Конструкция: 1) из одной пряди (модуль упру-
гости, стр. 679), 2) из круглых проволок (так наз.
спиральные канаты, фиг. 8, табл. 5), толщина
Фиг. 18. Фиг. 19. проволоки ^3 до 6 мм, временное сопротивле-
ние на разрыв обычно от 120 до 145 кг/мм2,
или 3) из фасонной проволоки (замкнутые канаты, фиг. 19, табл. 6).
Замкнутые канаты обладают гладкой наружной поверхностью, при
разорвавшихся верхних проволоках канат не разлохмачивается, тогда
как спиральные канаты из круглой проволоки требуют при обрыве
проволок особых обойм (фиг. 20, Блейхерт). Временное сопротив-
ление на разрыв фасонной проволоки замкнутых канатов, вследствие
*) Эти канаты поставляются также состоящими иа 61 проволоки.
•) ZdVdl, 1928, стр. 347.—Ш м и д т-Ф е р с т ер, Шахтные транспортные машины
(S с h m i d t-F б г a t е г, Die Schachtfordermaschioen), 1 ч., 2 изд., Берлин 1923,
стр. 44, Шпрингер.
Каиаты
683
известно! трудности * их
выработки, несколько
ниже (обычно от 90 до
130 кг1мм*), чем у круг*
лой проволоки.
Временное сопроти-
вление на разрыв 1
сонной проволоки кана-
тов подвесных дорог *)
140 кг/мм2, а круглой
проволоки 195 кг/мм*.
Для пассажирских канат-
ных подвесных дорог '
предпочитают (особенно
в Австрии 2) канаты из
спиральных прядей .Гер-
кулес" (фиг. 21), которые
(благодаря двойной крут-
ке позволяют применять :
соответственно тонкие
(около 3 мм в .диаметре.)
крайне прочные круглые
проволоки. Временное
сопротивление на раз-
рыв проволоки от 165 до
180 кг)мм2. Благодаря
обычной для этих кана-
тов крутке накрест они
меньше разлохмачива-
ются. Недостатком крут-
ки накрест является не
особенно хорошее приле-
гание каната к ходовым*
колесами г ; < .
Таблица 6. Замкнутые канаты из клинчатых
проволок (фиг. 19)
< * (Фельтен и Гильом, Карлсверк)
Диаметр каната 1 мМ . .Вес 1 пог, м кг Расчетная разрываю- щая нагрузка каната иэ патентованной сталь- ной проволоки с вре- менным сопротивле- нием на разрыв 120 кг/мм*
' 20 2,23 31 000
21 2,50 34 000
22 2,65 37 400
23 2,95 41 000
24 3,30 42 900
25 3,55 46 900
26’ - 3,90 51 200
27. 4.25 55 600
28 4.40 60 100
29 ’ 4,80 62 600
30 5,20 68 400
31 5,56 73 6J0
32 5,70 8о иОО
33 - 6,15 83 000
34 6,50 89 100
35 7.00 95 200
36 7,30 100 600
- 37 7.80 104 200
38 8.00 111 200
39 8,60 115 000
40 8,95 122 4j0
41 9,45 126 100
42 10,00 1о8 800
43 10,30 142 500
44 10,80 150 000
45 11,30 154 200
Расчет несущегЬКайата з). Запас прочности канатов грузо-
вых подвесных дорог от 3,5 До 4,5; пассажирских подвесных дорог
•в Австрии и Италии 4, в Баварии 3,5;, кабельных кранов прибли-
зительно 4—5. Высокое ЬаЬряэкение на растяжение незначительно
отраж^тся на долговечности, несущих канатов (в противополож-
ность канатам, проходящем через блоки, стр. 674), ибо с увеличе-
нием натяжения каната понижается напряжение на изгиб ад.
1) ZdVdl, 1926, стр. 1771.
«) ZdVdl, 1926, стр. 1764.
•) И з । а к с е н, ZdVdl, 1907, стр. 655; 1913, стр. 1848. — Вернле, К вопросу
о пассажирских канатных’ дорогах с учетом надежности проволочных канатов,
в особенности несущих (W о е г п 1 е. Zur Beurteilung der Drahtaellscbwebebahnen ffir
PerSontrtbefdrdertmjf mit 'BCftdbtung ddr 5>lcHcrheh der Drahtseile, insbesocdere der
Tragseile), Карлсруэ, I t., 1913. стр. 46j ZdVdl, 1916, стр. 553; 1926, стр. 1755 Я 1756.
584 Т. И. Отд. 3. Грузоподъемные машины. П. Детали грузопод. машин
Результирующее напряжение несущего каната из проволок круглого
сечения с одинаковым диаметром (фиг. 22)
а = а2 4- = S/F V УE/S F [кг/мм* 2].
Обозначения:
V — поперечная сила (нагрузка на колесо) [кг],
р — поперечное сечение каната [мма],
S — сила натяжения каната [я?],
Е — модуль упругости для стальной
проволоки, равный 20С00 [кг/ям9].
Фиг 20. Зажим.
Фиг. 21.
Полученный при помощи этого уравнения общий запас проч-
ности (растяжение и изгиб) достигает, например для канатных дорог
(при материале проволоки 165 кг[мм?) значения 3,1 по сравнению
Фиг. 22.
с запасом прочности только на растяжение, который равен 41).
Закрепления и соединения канатов. Канатный коуш (фиг. 23)
требует большого опыта для хорошего образования петли, поэтому
чаще применяют канатные коу-
1______________д______Д ши с клеммами (фиг. 24). На
Фиг« 25 изображена канатная
~ ’ двойная клемма. Легко разни-
v v маемое закрепление каната со-
фит. 24. стоит из клина и втулки (на-
клон клика см. стр. 706). При
подобном закреплении по фиг. 26 (ковкий чугун) усилия при-
ложены в центре, а при закреплении по фиг. 27 (сварка из сталь-
ных листов (герм. пат. 1061358) имеется известный эксцентриси-
тет. Для соединения каната с кабиной в шахтных подъемниках2)
применяются конструкции по фиг. 28 и 29 (ДЕМАО); за последнее
время для предохранения каната начали применять амортизаторы 3).
1) ZdVdl, 1926, стр. 1764.
2) Журнал „Maschbau" 1922, стр. 347; Журнал „Cldckauf* 1928, стр. 1205;
журнал „Fordertechnik" 1930, с-п). 180.
•) Журнал ,Z. f. techn. Physik", 1929, стр. 38?; журнал .Olflckauf", 1928.
СТр. 365,
Канаты
685
Насаживая стальную втулку на конец каната (фиг. 30) по способу
American Cable Company или фирмы Heddernheimer Kupferwerk
Фиг. 25.
Фиг. 26.
и Южногерманских кабельных заводов 1) во Франкфурте-на-Майне
получают вполне надежное (100 процентное) закрепление каната.
Фиг. 27. Фиг. 28. Закрепление Фиг. 29. Фиг. 30 и 31.
канатов транспортеров.
На фиг. 31 показано закрепление (100 процентов надежности) каната
путем заливки его в конической втулке (рекомендуется />5 d)
О Герм. пат. 388871 и 435274.
686 II. Отд. 3. Грузоводъемнйф маЭшкы. П. Детали грузопод. Маший
белым металлом (см» отд..„Материаловедение* *, стр, 1160» табл. 5,
WM 80). Тщательное закругление Bi точке г совершенно необходимо.
В США вместо белого металла применяют обычно цинк (опасность
отжига концов проволоки). Свинец не пригоден для заливши, вслед-
ствие своей мягкости. Перед тем как обрезать канат, его обматывают
мягкой железной проволокой. После удаления пеньковой сердцевины
отдельные проволоки прядей растрепываются и подвергаются тща-
Фиг. 32.
тельной чистке бензином или, солярой кислотой х); во-избежа-
ние ржавления, остаток соляной кислоты нейтрализуется содовым
раствором. Несущие канаты из толстых проволок в подвесных
дорогах и кабельных кранах могут не заливаться, а заклиниваться
в цепных втулках. На фиг. 32 изображена втулка Блейхерт (а — коль-
цевые клинья, Ъ — клинья прямоугольного сечения)/
Для разгрузки концевого закрепления несущих канатов пассажирских подвес-
ных дорог2) конец каната несколько раз (2 — 3 раза) обвивается вокруг обшитого
деревом бетонного выступа строения (фиг. 33), что
соответствует способу разгрузки места закрепления
каната на барабанах.
4
Бесконечные канаты приводных шкивов
и блоков (тяговые канаты в подвесных дорогах и
т. д.) сращиваются. Сращиврние требует весьма тща-
тельной работы. Понижение грузоподъемности в еро-
шенных местах от 5 до 1О°/о. При сращивании необ-
ходимо обращать большое внимание, на предельную
длину места срощения, изменяющуюся в зависимости
от диаметра и конструкции канатй. Общая длина сро-
щения > 1-лК) d при «кругке в одном направлении и
> 1300 d при крутке накрест 4). .Канаты лифтов и
шахтных подъемников не должны сращиваться, так
же как и несущие|кайаты. 7 ' »
Фиг. 33.
’ ЬЩепи4)
Преимущества и недостатки цепей.
Преимущёств* а Г- малый диаметр на-
мотки (малое плечо, на которое действует груз), и малый диаметр
направляющего блока. Меньше ржавеют, чем проволочные канаты,
но с изнашиванием звеньев при работе с зубчатыми блоками, звез-
дочками и т. д. шаг зацепления меняется и нарушает-.точность за-
цепления, благодаря чему могут произойти несчастные случаи.
*) Лучшие, не содержащие кислот вещества.
») ZdVdl, 1926, стр. 1760; 1931, стр. 923.
•) ZdVdl, 1931, стр. 207 и 923.
Журнал .FOrdertechnik*, 1929, стр. 398.
Цепй
687
Недостатки: менее спокойный ход, чем у канатов, и опас-
ность внезапного обрыва. Цепи очень чувствительны в отношении
толчков, обладают незначительной эластичностью и пригодны
лишь для малых скоростей (фиг. 1, стр. 673). Собственный вес
цепей довольно велик.
Таблица 7. Некалиброванные цепи для грузоподъемных
машин (фиг. 34)
DIN 672 Фиг. 34.
Диаметр
d
мм
Внутренняя
ширина
b
мм
Внутренняя
длина
I
мм
Допускаемая
нагрузка О
кг
Вес 1 пог. м ’)
кг
7
8
9,6
11
13
16
19
22
24
27
30
33
36
40
44
10
12
14
17
20
24
29
34
36
40
45
49
54
69
66
22
24
27
31
36
45
53
62
67
75
84
92
100
ПО
129
350
590
750
1 000
1 500
2 500
3 5и0
4 500
5 500
6 750
8590
10 500
12 250
15 100
18 500
1,1
1,35
2
2,7
3,8
6
8,1
11
13
17
21
25
30
36
45
Сварные цепи. Материал: мягкая литая сталь (временное со-
противление на разрыв от 3700 до 43ь0 кг)см2} и пуддлинговая
сталь (временное сопротивление на разрыв от 3500 до 4200 кг!см2)\
свариваются обычно сбоку, реже в головке. Понижение времен-
ного сопротивления на разрыв в месте сварки от 25 до ЗО°/о.
Для увеличения надежности в месте сварки Объединение сталелитейных заво-
дов производит цепи, свариваемые концы которых зазубриваются; завод Борзиг
в Верхней Силезии делает цепи „без шва“, без поперечной сварки.
Звенья цепи рассчитываются только на растяжение. Чтобы
учесть ослабление в местах сварки и добавочные напряжения на
изгиб из-за овальной формы звеньев и при прохождении через
*) Цепь необходимо испытать по всей длине на удвоенную допускаемую на-
грузку. При приемке следует испытать на разрыв кусок из каждых 50 м цепи:
разрывающая нагрузка > 4 X допускаемую нагрузку. При тяжелых условиях работы,
толчка<. например, приведенные значения для допускаемой нагрузки должны быть
понижены вдвое.
При заказе цепей следует указывать длину в ж, например 50 м цепи 24 DIN 672.
Материал — литая сталь. Пудлинговая сталь (только по особому заказу).
•) Данные веса приведены здесь ориентировочно.
688 T- ОТД- 3- Грузоподъемные машины. II. Детали грузопод. машин
Таблица 8. Калиброванные цепи для грузоподъ-
емных машин D1N 671
блоки и барабаны,
подставляют меньшее
(фиг. 34)
5
6 ,
7
8
9,5
11
13
16
19
23
8
8
9,5
И
13
16
19
23
28
18,5
18,5
22
24
27
31
36
45
53
64
175
250
1000
1500
2500
3500
5000
0.)
0,72
1
1,3
1,9
2,7
3,75
5,8
8
12
Ручные
цепи
Грузов,
цепи
*) В цепях с электрической сваркой допускается
отклонение на ± 0,25'J/0*) от внутренней длины каж-
дого отдельного звена. Относительно допускаемых
отклонений внутренней длины цепей, сваренных вруч-
ную, следует договариваться с поставщиками.
2) Веса приведены ориентировочно.
Цепь необходимо испытать по всей длине на удво-
енную допускаемую нагрузку. При приемке следует
проверить на разрыв кусок из каждых 5G м цепи.
Разрывающая нагрузка > 4 х допускаемую нагрузку.
Возникающие от торможения при спуске силы инер-
ции (включая силу натяжения от веса спокойной
нагрузки) не должны превышать приведенной в таб-
лице допускаемой нагрузки. При заказе следует ука-
зывать длину в ж, например 50 м цепи 16 DIN 671.
Материал — литая сталь.
*) На практике установлено, что отклонения
могут быть допустимы только для 10 звеньев (сравн.
якоря и цепи, Объед. сталелит. заводов, 1929, стр. 155).
значение напряжения
на растяжение. Полез-
ная нагрузка цепи
S = 2-^р • Rt (кг).
Допускаемые напря-
жения в некалиброван-
ных цепях без распор-
ки Rz < 600 кг)см2,
в калиброванных (лег-
ко нагружаемых) це-
пях по возможности
не больше 500 KijcM2.
При сильном изнаши-
вании и толчках Rz
до 300 кг1см2.
Некалиброванные
цепи (D1N 672) при-
меняются для блоков
без зубцов, бараба-
нов, а также для
привязывания грузов
табл. 7 (закрепление
цепей для подвязыва-
ния грузов AWF 24).
Калиброванные
цепи (грузовые и руч-
ные цепи DIN 671)
применяются при зуб-
чатых блоках, звездоч-
ках и т. д. (табл. 8).
Цепи транспортеров, DIN 670, табл. 9, калиброванные и нека-
либрованные без захватов (фиг. 35, верхняя
цепь), с захватами или же закрепляющими
Фиг. 35.
Фиг. зе.
Фиг. 37 а и Ь.
Цепи
689
звеньями для элевато-
ров (фиг. 36, Штотц),
транспортеров, под-
весных и капиталь-
ных дорог, при от-
катке руд по штре-
кам и т. п. (на фиг.
37а показан непо-
движно укрепленный,
а на фиг. 37b опуска-
ющийся в направле-
нии движения захват
нижней цепи) (сравни
также стр. 806).
Судовые цепи *)
(фиг. 38) с распорка-
ми для тяжелых усло-
вий работы для якорей,
землечерпалок и т. д.
Грузоподъемность на
12—20% больше, чем
у цепей без распорок.
Для вспомогательного
соединения цепей применя-
ются цепные замки 2) (фиг.
39а). '1ак называемые со-
единительные звенья 8)
(фиг. 39b) являются сла-
бым местом цепи, осо-
бенно если они сделаны
16
18
20
22
24
26
28
30
Таблица 9. Цепи транспортеров DIN 670
(фиг. 34)
Некалибр. Калибр.
кг кг
Допускаемая
нагрузка
56
63
70
77
84
91
98
105
2500
3000
3750
4500
5500
6250
7250
8500
2000
2500
3100
3800
4500
5300
6100
7000
*) Веса даны ориентировочно.
При заказе следует указывать длину и обозна-
чать калиброванную или некалиброванную цепь, на-
пример 8С0 м цепи транспортеров 20 DIN 670 калиб-
рованная или 800 м цепи 20 DIN 670 некалиброванная.
Все цепи необходимо испытать на удвоенную допу-
скаемую нагрузку.
Приведенные значения допускаемой нагрузки
относятся лишь к цепям транспортеров с данными
в таблице размерами звеньев, при этом только к
цепям с большими размерами b и I, но не к цепям
с одинаковым диаметром d.
Материал — литая сталь. Пудлинговая сталь
(только по особому заказу).
не из высокосортного материала (литой стали, рессорной стали), а, как это часто
встречается на рынке, из ковкого чугуна 4).
Шарнирные цепи5). Пластинчатые цепи (цепи Галля, табл. 10,
фиг. 40) применяются преимущественно в механизмах большой гру-
Фиг. 39а. Ушко.
Фиг. 38.
Фиг. 39b. Соединитель-
ное звено.
0 „Якоря и цепи“, Акц. общ. объединенных сталелитейных заводов. 1929,
стр. 91.
2) Журнал „Werft, Reederei, Hafcn“ 1929, стр. 397.
8) „Якоря и цепи“, Акц. общ. объединенных сталелитейных заводов, 1929,
стр. 177 и 178.
4) Журнал „Maschbau" 1923/24, стр. 1040.
Журнал .Fordertechnik" 1929, стр. 494.
44 Зак. 254. — Htltte, Справочник для инженеров, т. II,
690 т. II. Отд. 8. Грузоподъемные машины. II. Детали грунонод. маппш
зоподъемности гфи малой высоте подъема и компактной конструк-
ции (малое плечо, на которое действует груз).
Недостатки: обладают подвижностью только в одной плоскости и сильно
изнашиваются, благодаря высокому удельному давлению между пластинками и ва-
ликами, особенно при попадании пыли и песка.
Фиг. 40.
Удельное давление между пластин-
ками и валиками из литой стали до
1200 кг/см2. Напряжение на растяжение
в пластинках до 900 кг/слА Запас проч-
ности от 5 до 6. Пластинчатые цепи при-
годны лишь для малых скоростей до
0,5 м]сек. При тяжелых условиях ра-
боты рекомендуется принимать значе-
ние допускаемой нагрузки вдвое мень-
ше, чем в табл. 10. По сравнению со
сварными цепями шарнирные цепи до-
роже и тяжелее, но зато они не имеют
мест сварки и обладают большей точ-
ностью в работе.
Таблица 10. Цепи Галля1) (фиг. 40). Цобель и Нейберт в Шмалькальдене
Допускаемая нагрузка в кг Шаг или дли-1 на звена t в мм Число пласти-. нок i 1 Толщина пла- стинки 5 в мм Ширина пла- | стинки h в мм Средний валик Наибольшая ширина цепи 1 В в мм 1 Диаметр ва- J лика концево- го звена d2 в м ч 1 1 Вес 1 пог. м в кг[м Примечания
d мм мм b мм
100 15 2 2 12 4 5 12 23 6 0,7 Клапаны
2о0 20 2 2 15 6 8 15 28 9 1,0
500 25 2 3 18 8 10 18 38 12 2,0 без под-
7о0 30 4 2 20 9 11 20 45 13 2,7 кладных
1 000 35 4 2.5 27 10 12 22 50 15 3,8 шайб
1 500 40 4 2,5 30 12 14 25 60 18 5,0
2 000 . 45 4 3 35 14 17 30 67 21 7,1
3 000 т 50 6 3 38 17,5 22 35 90 26 11,1
4 0U0 55 6 4 40 21 24 40 ПО 32 16,5 Клапаны
5 0J0 60 6 4 46 23 26 45 118 34 19,0 с подклад-
6 000 65 6 4 53 24 28 45 125 36 24,0 ными шай-
7 500 70 8 4,5 53 28 32 50 150 40 31,5 бами
10000' 80 8 4,5 65 30 34 60 165 45 34,0
12 500 85 8 5 70 31 35 65 180 47 44,8
15 000 90 8 5,5 75 34 38 70 195 50 51,1
17 500 100 8 6 80 36 10 75 2о8 54 58,1
20 000 ПО 8 6 85 38 43 80 215 56 74,4 • Протплин-
25 000 120 8 6,5 100 40 45 ?0 235 60 83,3 । тованные
30 000 130 8 7 106 45 50 100 255 65 100,0 J
Пластинчатые цепи применяются в непрерывно работающих и
сильно нагруженных транспортирующих устройствах всевозможных
конструкций (ковшевых конвейерах, звеньевых транспортерах). На
Сравнить стр. 622.
Ценя
691
фиг. 41 изображен пластинчатый транспортер с шарнирной цепью
для больших нагрузок, конструкция Ренольд. В целях уменьшения
удельного давления и, следовательно, изнашивания, эта цепь имеет
подвижность лишь между втулкой и валиком.
Фиг. 41. Пластинчатый транспортер с шарнирной
цепью.
Фиг. 42. Цепь со сталь-
ными валиками (D1N
654).
валиками (валики из
Цепи из ковкого чугуна со стальными
литой стали) по DIN 654 (фиг. 42, табл. 11), разборные шарнирные
цепи из ковкого чугуна по DIN 636
(фиг. 43 и 44, табл. 12, взято из
DIN 686) применяются для транспор-
тирующих устройств всевозможных
конструкций (DIN 4901, цепи для
транспортеров при поточной системе
Фиг. 45. Транспортер
Фиг. 43 и 44.
Разборные шарнирные цени
(DIN 686).
работы) в соединении со специальными закрепляющими звеньями,
например для транспортеров (фиг. 45) х), скребковых транспорте-
ров (фиг. 46), звеньевых транспортеров (фиг. 47), лотковых транс-
1) Нитгаммер, Механизация дровяного транспорта (Niethammer,
MechanisieruDg der Holzforderung), стр. 12, Виттенберг 1930, Цимзен.
692 т- И. Отд. 8. Грузоподъемные машины. И. Детали груеопод. машин
Фиг. 46. Скребок.
Фиг. 47. Пластинчатая лента с целью со стальными валиками.
Фиг. 48. Лотковый транспортер
Цепи
693
портеров (фиг. 48), ковшевых конвейеров (фиг. 49), транспортеров
с подвижными ковшами (фиг. 50)1) и Тв д>
Фиг. 50. Люлечный транспортер.
Фиг. 52. Гусеничные
цепи.
Гусеничные цепи для передвижения экскавато-
ров, кранов и т. п. (фиг. 51 и 52)2) обладают большим сходством
с шарнирными цепями (см. стр. 757 и 799).
*) Фиг. 46—50 по конструкциям Штотц, Штуттгарт.
?) Мейер и Вейхальт, Лейпциг.
694 Т’ И• ОТД- 3- Грузоподъемные машины. II. Детали грузопод. машин
Таблица 11. Цепи со стальными валиками DIN 654 (фиг. 42).
Обозначение подобной цепи номер 100 А. Цепь со стальными валиками 100 A DIN 654 *)
Размеры в мм
Наиболь-
шие раз-
меры
d3) /
32
40
41
42
59
63
65
85
87
100
100А
100 В
135
135 А
136
150
32
38,7
41,5
42
59,5
63
65,5
85
87
100
100
10.)
131,5
135
136,5
150
23
24
28
зз
38
38,5
44
45
60
42
41
54
43
47
47
68
14
14
17
19
21
21
25
27
35
23
27
30
23
27
43
32
18
24,7
24,5
23
38,5
42
40,5
58
52
77
73
70
111,5
108
93,5
118
7
7
8
9
9
10
12
14
17
12
13
15
12
15
17
17
20,5
21
25
30
34,5
34
40
43
54
37,5
39,5
51
40
44
50
61,5
27,5
27
33
37
43,5
41
50
52
66
47,5
49,5
59
50
54
62
73,5
18
18
20
24,5
29
29
33
33
45,5
32
28
40
33,5
33
30,5
45
12
13
14
16
20
20
24
24
32
23
23
32
24
24
27
35
150
180
300
360
460
480
760
800
1000
600
640
900
640
700
1200
1200
750
900
1500
1800
2300
2400
3800
4000
5000
3000
3200
4500
3200
3500
6000
6000
2,0
2,1
3,6
4,5
4,2
4,2
6,8
7,7
12,0
4,4
5,5
9,0
4,1
5,0
9,5
10,5
5?
м
о S»
*
М и
При заказе следует укааывать длину цепи в м, например 50 м цепи со сталь-
ными валиками 100 A DIN 654.
*1 Допускаемые отклонения шага t ±1%.
•) Пригонка gW (грубая пригонка, „нормальный вали).
4) Допускаемая рабочая нагрузка не должна превышать x/s пробной нагрузки.
Цепи поставляются уже испытанными на пробную нагрузку. Недостающие размеры
назначаются по конструктивным соображениям.
Материал — ковкий чугун. Для валиков — литая сталь.
Шплинты по DIN 94.
с) Канатные и цепные блоки, полиспасты
Канатные блоки (фиг. 53). Определение диаметра блока (стр. 679)
и профиля ручья (фиг. 13, стр. 678). Обшитый ручей по фиг. 14.
Удельное давление между валиком и блоком до 80, а в исключи-
тельных случаях до 120 кг] см? при бронзовой втулке и стальной
оси (стр. 434, табл. 21). Для канатных блоков применяются ролико-
подшипники (по фиг. 54), сравни также стр. 441 и сл.
Цепные блоки. Материал — в большинстве случаев чугун. Про-
фили ручьев для сварных цепей в зубчатых и гладких блоках даны
на фиг. 55—58. Диаметр гладких цепных блоков £>:>20 d.
Звездочки по фиг. 59; материал — серый чугун, твердая отливка
из чугуна, стальное литье. Для надежного захватывания цепи звез-
дочкой необходим угол обхвата минимум 180°.
Канатные и цепные блоки. ИГолпснаоты
696
Таблица 12. Разборные шарнирные цепи DIN 68S (фиг. 43 и 44)
Обозначение разборной шарнирной цепи 39/43 х):
разборная шарнирная цепь 39/43 DIN 686 О*
Размеры в мм
22/18
29/29
36/36
39 43 2)
72V,
59/64 ?)
60 ЬО
88 А’)
100/70 ’)
136/80 2)
22
29,3
36
39,5
42
59
60,5
67
100
136
20
23
28
30
29
30
8
12
15
17
20,5
25
28
24
24
27
30
70
100
140
200
260
320
320
400
580
150
350
500
700
1000
1300
1600
16и0
2000
2900
0,47
1,20
1,30
2,30
3,00
3,50
4,70
4,50
4,70
6,30
*) При заказе следует указывать длину цепи в м, например 50 м разборной
шарнирной цени 39/43 DIN 686.
2) Эти цени поставляются с бортами в головке.
•) Допускаемые отклонения шага t ±1%.
4) Допускаемая нагрузка не должна превышать */б пробной нагрузки.
Недостающие размеры назначаются по конструктивным соображениям. Цепи
поставляются испытанными на пробную нагрузку.
Материал — ковкий чугун.
Фиг. 57.
Фиг. 53.
Фиг. 55.
Фиг. 56.
696 Т. И. Отд. 3. Грузоподъемные машины. II. Детали грузопод. матпий
Для предохранения цепи от выскакивания из звездочки служат направляющие
блоки, скобы или покрышки (фиг. 60). Во избежание заедания цепи делается нож.
Наименьшее число зубцов z = 4, обычно z = 5.
Диаметр начальной окружности
D = У [//sin (90°/z)J2 + [d/cos(90°/z)]2.
При z>6 и диаметре цепного железа с/<1,6сл«
вторым членом уравнения можно пренебречь; тогда
D = Z/sin (90°/z).
Фиг. 58. Фиг. 59. Звездочка.
Этим уравнением можно пользоваться также и при расчете тяговых колес.
Предохранительные скобы для цепей тяговых колес представлены на фиг. 140
(стр. 728). Тяговые колеса для цепей при ручном приводе в табл. 13.
Таблица 13 (фиг. 58)
Тяговые колеса ’) из серого чугуна и стального литья для ручных цепей
Диаметр цепного железа 5 и 6 мм, внутренняя длина t — 18,5 мм
DIN 671
Число зубцов z............... 15 18 21 24 29 34 38 45 55 64 73 82
Диаметр начальн. окружи. D мм 178 212 248 283 341 402 450 530 654 756 860 966
Наибольший диаметр Di . . мм 203 240 277 305 366 425 477 560 678 770 900 1000
Ширина обода b.............мм 34 34 34 34 38 38 40 40 40 40 40 40
Фиг. 60.
В цепных блоках механизмов для откатгч руд по штрекам и т. п. захватываю-
щие кулаки делаются подвижными (фиг. 61, конструкция Геккель) в целях вырав-
нивания шага зацепления цепи при изнашивании.
*) Взято из „Якоря и цепи", Акц. общ. объединенных сталелитейных заводов.
1929, стр. 165.
Канатные и цепные блоки. Полиспасты
697
Звездочки (стр. 622) для пластинчатых цепей (цепей Галля).
Материал — сталь, стальное литье, чугун; наименьшее число зубцов
z обычно равно от 7 до 8. Вал звездочки—фиг. 62. Колесо и вал отко-
вываются из одного куска материала; диаметр начальной окружности
D = //sin (180°/z).
Головки зубцов слегка закругляются по r = t— dj2. Чтобы цепь не выскаки-
вала из звездочки, применяют направляющие устройства или покрышку а (фиг. 63).
Фиг. 61. Цепное колесо.
Фиг. 62. Звездочка.
Во избежание заедания цепи необходим нож Ь. Пластинчатые цепи складываются
по фиг. 63 и 64. Направляющие блоки делаются обычно без зубцов в виде гладких
цилиндрических ободов, к которым прилегают валики.
Приводные шкивы для шарнирных цепей (фиг. 48 и 52). В це-
лях возможно более равномерного движения цепей с длинными
Фиг. 63.
звеньями (которые встреча-
ются в ковшевых конвейе-
рах, лотковых транспорте-
рах и т. д.) при малом числе
Фиг. 64.
зубцов приводного шкива рекомендуется передача с регулирова-
нием скорости !)•
*) Герм. пат. 141448. Ганфштенгель, Транспортные устройства
для массовых грузов (Н а и f s t е n g e 1, Die Forderung von Massengiitern), I t.,
3 изд. Берлин, 1921, Шпрингер, стр. 37. —А у м у н д. Подъемные и транспортные
установки (A u m и n d, Hebe- und F6rderanlagen), 1 т., 2 изд. Берлин, 1926, Шпрингер,
стр. 195 и 212. — Журнал BF6rdertechn. Rundschau" 1927, стр. 132.
698 Т. И, Отд. 3. Грузоподъемные машины. II. Детали грузопод. маптив
Сдвоенные полиспасты. Применяются преимущественно в
подъемных механизмах крановых тележек. Преимущество: груз не
перемещается вдоль барабана
и при вертикальном подъеме
распределяется на несколько
стренг каната. На фиг. 65
изображен сдвоенный полис-
паст с четырьмя стренгами
каната, передаточное число
1 : 2, к. п. д. Y) 0,95; приме-
няется для грузов до 40 т. На
фиг. 66 представлен сдвоенный
полиспаст с восемью стренгами
каната, к. п. д. vj ^0,84; приме-
няется для грузов от 40 до
Фиг. 65. Сдвоенный полиспаст, 4 стренги. 80 Ш. Сдвоенные полиспасты
с шестью стренгами, переда-
точное число 1 : 3, обладают тем недостатком, что одна стренга
должна быть короче других, поэтому обоймица висит косо.
Барабаны (стр. 705), канатные блоки
(стр. 6ь4), выравнивающие блоки (стр. 681).
Выравнивающий блок а не должен обладать размерами
канатного блока Ь, так как небольшие колебания, кото-
рым подвергается свободно висящий канат, менее вредны
для его долговечности, чем трение при прохождении
через блоки (фиг. 65 и 66).
Фиг. 67.
Фиг 66. Сдвоенный полиспаст, 8 стренг.
d) Подвески для крюков и обоймиц
Подвеска для крюка крана, поднимающего штучные товары,
грузоподъемность 2,5 т (фиг. 67) (МАИ) с дополнительным грузом
(стальное литье) для спуска порожнего крю! а. Чтобы обоймица не
задевала за выступы люков, грузу придается яйцевидная форма,
Подвески для крюков и обоймиц
699
а на крюке делается выступ а, который также предохраняет от вы-
скакивания канат, привязывающий груз. Крюк лучше подвешивать
не непосредственно под дополнительным грузом, а на цепи длиной
Фиг. 68.
0,5—1 м. При применении цепей в качестве подъемного органа
рекомендуются пружинящие подвески для устранения толчков.
О б о й м и ц ы для кранов в цехах и т. п. (фиг 68) !) на 2^ т, узкая конструк-
ция; траверса — на фиг. 70. На фиг. 69 показана обоймица небольшой высоты на
Фиг. 70. Фиг. 71.
Фиг. 72.
30 т; траверса— фиг. 71. Для предохранения от излучаемого тепла (краны в литей-
ных) и для защиты каната необходимы железные листы.
’) X а у с х а н, Штуттгарт — Фейербах.
700 Т. II. Отд. 3. Грузоподъемные машины. II. Детали грузопод. машин
Напряжение на изгиб в оси и траверсе (фиг. 68 до 71) 7?^, = 600 до 900 кг(см-,
удельное давление между шипом и боковыми щитами
Rd = 600 до 1000 кг;см2.
Опорная часть крюка на траверсе (фиг. 72 и 73). По фиг. 73
на шариковых подшипниках желоб для шариков выточен в гайке
и траверсе. Радиус профиля желоба r = 2/3rf; желоб
закаляется. Нагрузка на шарикоподшипник Р = cid\
Обозначения:
Р—груз на крюке [кг],
i — число шариков,
d — диаметр шарика [см],
с—150 до 250 кг[см2, в исключительных случая^ до
300 кг] см9.
Фиг. 73. Конструкция по фиг. 72 с нормальными шари-
коподшипниками (табл. 14) без установительного
кольца. Гайка закрепляется пластинкой (фиг. 73) или двумя шуру-
пами (фиг. 72).
Таблица 14. Упорные подшипники для крюков
грузоподъемностью от 1 до 80 т (фиг. 72)
Завод Фишер в Швейнфурте на Майне
Фиг. 74.
Грузовые крюки и скобы. Безопасные крюки (фиг. 67). Простые
крюки [фиг. 74, табл. 15 (DIN, 687)], обычно до 50 пг. Двурогие
крюки (фиг. 75а, Ь) от 50 до 100 т. Для грузов свыше 100 т применя-
ются скобы 1), недостатком которых является некоторая трудность
подвешивания груза. Для нагрузок до 125 т применяют целые скобы
(фиг. 74а). Для тяжелых грузов (250 m) применяют статически опре-
‘) Журнал „Der praktischc Maschinenkonstrukteur" 1926, стр. 317; ZdVdl 1901,
стр. 203; 1903, стр. 888. г
' Грузовые крюки и скобы
701
делимые и состоящие из двух тяг и поперечины скобыг) (фиг. 74b),
поперечина которых принимается при расчете как балка, свободно
лежащая на двух опорах. В крюках небольшой грузоподъемности
делается нарезка Витворта, а в крюках для тяжелых грузов игло-
видная нарезка или Kordelgewinde.
Для уменьшения опасности поломки2) скоб литейных ковшей
в сталелитейных заводах, в последнее время применяются крюки,
состоящие из пластин (DEMAG)3}.
Фиг. 74а. Фиг. 74b. Фиг. 75а.
Таблица 15 4). Простые крюки °) DIN 687 (фиг. 74)
Размеры в мм
1 Грузо- ] ! подъемн. || | Диаметр 1 1 зева | Стержень 1 Размеры длины Сечение А - В Сечение С — D Радиус
т6) а d е ’) h В b ht Iй- 1 т п о Р Q 1 *
1 50 32 120 215 320 50 35 15 45 32 23 5 12 50 70 60 40 130
2,5 70 45 150 265 390 70 55 20 60 48 30 10 19 60 95 85 60 150
5 90 60 190 320 460 100 80 30 85 65 40 10 23 75 130 110 75 180
7,5 104 70 220 375 535 115 95 35 103 75 45 10 37 85 135 125 85 210
10 120 80 250 430 600 130 110 40 115 85 50 10 29 95 175 140 90 230
15 110 95 300 510 690 150 130 50 130 100 60 10 52 105 200 165 130 290
20 160 ПО 345 585 800 170 145 60 150 115 70 10 61 120 23J 185 160 330
25 180 120 375 650 895 190 160 65 165 125 80 15 54 135 255 210 150 340
30 200 125 400 700 1000 205 175 70 180 140 85 20 48 150 280 230 140 350
40 220 135 450 780 1050 230 200 80 2 J0 155 951 20 68 165 310 255 160 420
50 240 150 490 840 1100 255 220 90 220 170 105 20 68 180 340 280 160 450
60 260 160 530 930 1190 280 240 95 240 185 115 20 70 195 370 310 150 480
80 280 185 580 1030 1300 320 270 105 275 2С5 125 20 72 210 415 335 140 520
100 300 205 бзо| ИЗО 1480 350 290 110 300 225 135 30 76 225 450 370 180 560
>) ZdVdl 1908, стр. 283; 1911, стр. 752.
8) Журнал „Stahl u. Eisen" 1912, стр. 611.
8) Герм. гос. пат. 356312 и 379976; „Известия DEMAG44—1927, тетр. 2, стр. 48; Жур-
нал „Fordertechnik" 1926, стр. 281; „Stahl u. Eisen44 1926, стр. 262.
4) Данные на фиг. 74 размеры М, г, rlt i, k,t в табл. 15 не приведены, сравни DIN 687.
б) Необработан©. Материал — сталь St С 25*61. Крюки поставляются после тща-
тельного отжига по DIN 1606.
в) Наибольшая нагрузка; при испытании допускается 50% перегрузки.
7) Короткие крюки для обоймиц по фиг. 68.
•) Длинные крюки для обоймиц по фиг. 69.
702 T. П, Отд. 8, Грувоподъемные мимны. П. Детали грузопод. мыпия
Таб
Двурогие крюки 9
(Фиг. 75b).
Поперечные сечения
5
7,5
10
12,5
15
20
25
30
40
50
60
80
100
80
95
ПО
129
130
150
160
180
200
220
240
270
300
25
30
35
40
40
45
50
55
55
65
75
85
100
60
70
90
99
100
110
130
140
159
170
185
215
240
89
103
116
131
143
158
180
194
218
244
268
306
345
25
30
35
40
40
45
50
55
55
65
75
85
100
55
65
80
90
95
105
115
125
135
150
165
185
210
70
♦ 80
90
105
115
120
140
150
170
190
210
240
270
55
65
80
90
100
110
120
139
145
160
170
209
210
Расчет крюков. Материал: мягкая литая сталь, напряжение на
растяжение в нарезке Rz = 500 до 600 кг[см?. При приближен-
ном расчете крюк принимается, как эксцентрично нагруженный
стержень с прямолинейной осью, причем следует весьма тщательно
назначать допускаемое напряжение Rz = 700 до 800 кг1см?. При
расчете двурогих крюков (фиг. 75а) нагрузку принимают распреде-
ленной на две половины крюка, а направление усилия отклоненным
по вертикали на угол а = 45°. Точный расчет крюка производится
по теории кривого бруска4), стр. 115, с допускаемым напряжением
на растяжение Rz = 900 до 1400 kzJcm2. На фиг. 76 даны наи-
большие значения напряжения атах2, которые были получены при
расчете крюков DEMAG (табл. 15, D1N 687) по способу Толле5)
(фиг. 77) по теории кривого бруса.
х) Все крюки имеют Kordel нарезки. К остальному относятся сноски табл. 15,
стр. 7о1.
2) Грузоподъемность.
3) Радиус зева.
4) Р е з"а л ь, Анналы копей, 1862, стр. 617. Г р а с г о ф, Теория упругости
(О г a s h о f, Theorie der Elastizuat und Fesdgkeit). Берлин, 1876, Гертнер, стр. 251.—
Бах, Упругость и крепость (Bach, Elastizicat und FesJgkeit), 9 изд., Берлин 1924,
LLInpHHiep, стр. 592.—VDI 1901, стр. 164; 1903; стр. 884; 1911, стр. 2173.—Веттер,
К вопросу о развитии измерения незначительных удлинений (В б 11 с 11 е г, Beiirag zur
Entwicklung von Dehnungsmessern kleinster Messlange), Диссертация, Данциг, 1927,
Шпрингер. —„Mitt. Forschungsarbeiten" VDI, тетр. 126, стр. 25 и тетр. 337.
ZdVdl 1903, стр. 8bG.
Расчет крюков
703
лица 15a
(DEMAG)
Размеры в мм
Стержень
de
4.
72
109
159
125
180
180
185
210
225
245
255
310
315
110
130’
150
160
190
210
220
240
260
280
310
350
400
80
90
110
120
135
159
165
185
200
220
235
265
300
110
127
145
165
180
195
220
24°
270
39(
330
375
420
81
105
115
115
127
148
155
2 7
217
231
260
290
2n0
246
261
29)
315
370
410
427
500
525
590
6-H)
700
332
421
451
480
522
613
675
713
837
887
981
И 90
1200
340
406
411
470
495
585
635
702
710
725
800
890
975
472
5<°1
601
660
702
828
900
988
10 J
1087
1191
1340
1475
51
70
75
75
80
95
119
115
130
145
160
le0
210
45
58
64
64
70
83
96
103
118
128
143
166
192
38
48
54
54
60
68
81
88
103
Ш8
123
140
160
48
60
67
67
73
86
98
105
120
130
145
170
195
53
65
72
72
78
95
105
115
130
140
155
180
205
53
65
72
72
78
105
115
125
149
155
170
195
225
Фиг. 76.
Фиг. 77.
g
k
/
W
L 1
d
^2
I
3
Предположив, что нагрузка Р проходит через центр кривизны
М оси центра тяжести кранового крюка и что она стремится уве-
личить радиус кривизны, имеем
С = - Р/% F • 7| /(Г + 7]).
•) Короткие крюки для обогмиля по фиг. 68, стр. 699.
’) Длинные крюки для обоймигл по фиг. 69, стр. 699.
704 Т. II. Отд. S. Грузоподъемные машины. II. Детали грузопод. мапгиА
При
. * -ур. /ч/(г + ч) • dF = (/" - f)l(Fl2)
п
т) = -7)1; r-Tji^a/2; 2(7"-/')=/
напряжение на растяжение в наиболее нагруженных внутренних
волокнах зева крюка
’max, = PW«/2) [KljCAF].
Обозначения:
Р — нагрузка [кг],
г — радиус кривизны оси центра тяжести [см],
7), — расстояние оси центра тяжести поперечного сечения крюка ог внутрен-
них волокон [см],
г — 7)j —al'l — радиус зева крюка [см],
F—площадь поперечного сечения крюка [см2],
j = 2 (J” — /О — расчетная площадка диаграмм по фиг. 47 [см2].
Точки кривой, ограничивающей площади /' или же получаются путем
проведения параллельной к МА через центр тяжести S до пересечения с перпенди-
куляром АВ. Напряжение в поперечном сечении крюка идет по равносторонней
гиперболе, одна асимптота которой проходит через ось кривизны, тогда как дру-
гая находится на расстоянии — P/(xF)2). Гипербола напряжения стро-
ится по Толле2) (фиг. 77).
Пример. Для крюка на 30 т (DEMAG) по табл. 15, D1N 687,
получаем при
Р = 30 000 кг, тц = 9,05 см, г — = а/2 = 10 см,
f= W'—f) = 2 • 11,6 см* = 23,2
атаха = 30000/23,2 • 9,05/10 = 1170 кг!см*.
е) Смазка
Обычно смазка салом через отверстие в неподвижной оси. Ма-
сленки Штауфера (фиг. 53 и 59), смазка по трубопроводам. При
771 п многих смазываемых ме-
стах лучше смазка из
одного центрального ме-
ста с помощью насоса,
например Боша3). Если
можно опасаться повре-
ждений масленок, как
например в обоймицах,
катках ковшевых кон-
вейеров и т. д., то при-
меняются смазочные ка-
Фиг. 78 Фиг. 79. меры с нарезкой (фиг.
78 или 79). Масло следует
подводить по возможности отдельно к каждому смазываемому месту.
1) ZdVdl 1901, стр. 167.
>) ZdVdl 1903, стр. 885.
8) Роберт Б о in, Акц. общ. Штугтгарт.
Смазка. Барабаны й приводные шкивь!
705
Масло должно подводиться по ненагруженной стороне оси. Чтобы оно не
просачивалось сквозь канавки, их делают на расстоянии 5 — 10 мм от конца
втулки. Края канавок тщательно закругляются1).
f) Барабаны и приводные шкивы
Закрепление осей барабанов, канатных блоков, ходовых колес и т. п. про*
изводится особыми деталями (фиг. 80 — 82). При конструкции по фиг. 82 ось удобно
вынимать и снова вкладывать).
Фиг. 81.
Фиг. 82.
Фиг. 80
Барабаны. Материал — чугун, стальное литье; барабаны для про*
водочных канатов делаются также из стальных труб или свари-
ваются из стальных листов.
Барабаны для цепей (DIN 672) вместе с закреплением цепи
показаны на фиг. 83 и 84. Диаметр барабана Z)>20d. Для раз-
грузки закрепления цепи не-
обходимо минимум 1х/2 запас-
ных витка. Витки цепи не сле-
дует накладывать друг на
друга. Стенки барабана рас-
считываются на сжатие (сравни
фиг. 86), обычно /?^^200 до
300 кг!см2.
Барабаны для про-
волочных канатов (фиг.
85). Расчет диаметра барабана
D по стр. 680. Без ущерба для
долговечности каната диаметр Фиг. 83. Фиг. 84.
барабана может быть меньше
диаметра канатного блока (фиг. 2 и 3, стр. 674). Для предохранения
каната необходимы выточенные желобки; профиль желобков на фиг.
86 и стр. 674. Применение барабанов без желобков и навивание кана-
тов один на другой допускаются только в простых механизмах (строи-
тельные лебедки, фиг. 141, стр. 729 и сл.) и в навивающих бара-
банах (е) лебедок кранов большой грузоподъемности (фиг. 87 и 88,
сравни стр. 709). Ход винтовой линии желобков s = d-|-l до 3 мм
(в зависимости от диаметра каната). Высота борта 2,5 d (фиг. 86)
по предписаниям техники безопасности 2). Закрепление между
J) Радиональная конструкция канавок для смазки. „Известия RKW“ № 13, 2 изд.,
Берлин, Беут.
а) Правила техники безопасности, „Грузоподъемные машины", №Z 637, Бер-
лин 1931, Гейман.
45 Зав. 254. — Htitte, Справочник для инженеров, т. II.
706 Т- 1Т- Отд. 8. Грузоподъемные машппы. II. Детали грузопод. машин
колесом и барабаном по фиг. 85. Расчет закрепляющих болтов, как
в дисковых муфтах, стр. 479. Толщина стенок барабана определяется
на изгиб и на кручение, но, главным образом, на сжатие от дейст-
вия каната = S/f (S — натяжение каната в кг, f в см2, см.
фиг. 86). Rd для чугуна
около 400 — 500 кг!см2,
для стального литья око-
ло 600 — 900 кг)см2. На-
пряжение на сжатие тре-
бует особенного внима-
Фиг. 85. Фиг. 86.
ния при многократном навивании каната (витки в несколько ря-
дов). В литых барабанах толщина стенки барабана диаметру
проволочного каната. Для быстрой замены и установки длины
каната применяются кли-
новые закрепления по
фиг. 89. Наклон клина
1: 4 до 1 :6. На фиг. 90
изображено двойное за-
крепление каната с клем-
мой. Длина барабана
определяется так, чтобы
при наинизшем положе-
нии крюка на барабане
оставалось минимум 1х/а
запасных витка каната.
Ведущие шкивы.
Применяются при непре-
рывно работающих пере-
дачах (откатка руд по
штрекам, стр. 805, под-
0
Фиг. 87 и 88- весные дороги стр. 792
и сл.). Более пригодны,
чем барабаны, при больших путях перемещения груза (шахтный
транспорт, стр. 780), лифты для подъема на большую высоту
(стр. 736) и большой длине каната (лебедки мощных кранов,
фиг. 87, 88,' сравни стр. 710). Канат приводится в движение трением.
По Эйлеру
T=te*\
Варабаны и приводные шкивы
707
Обозначения к фиг. 91:
Т — сила натяжения в набегающем конце каната [кг],
t — сила натяжения в сбегающем конце (предварительное натяжение)
[кг],
е — основание натуральных логарифмов,
pt — коэфициент трения между канатом и шкивом,
а — угол обхвата,
Tlt=e^a — отношение натяжений. Значения для e№ (фиг. 342, стр. 504 и табл 8
I т. стр. 423).
Фиг. 89.
Таблица 16. Коэфициент трения р. между проволочным
канатом и шкивом1)
Чугун.........0,128 *)
Дуб.............. 0,158 2 *)
Кожа......... 0,163 2)
Колодки из вяза попе*
ременно с кожаными
шайбами . . . . 0,2 ’)
Тополевое дерево
Чугун со сталью4 *)
Железо *) ....
.0,18 •)
. 0,064 »)
. 0,090 в)
Устройство обшивки шкивов по фиг. 14, 96 и 96а. Шкив
волокон
давление
системы Кеппе, деревянная обшивка с размещением
вдоль и поперек (фиг. 96) (DEMAG).
Pm = (Г-f- t)IDd[KzlcM2] между кана-
том и деревянной обшивкой макси-
мум от 8 до 10 kz/cm2. В последнее
время для увеличения коэфициента
трения применяют обшивки из феродо,
резины 1) и подобных материалов 7).
Повышение сцепления путем
заклинивания. Для клинчатого ручья
(фиг. 92) идеальный коэфициент тре-
ния р/ = p/sin (т/2); р. — табл. 16,
обычно между 25 и 45° 6).
Среднее удельное
Фиг. 92—94.
Ручьи приводных шкивов.
*) Сравни также Г е р б с т, Коэфициенты трения ведущих шкивов системы
Кеппе (Herbst, Reibungszahlen fiir Koepescheiben), Гейзенкирхен 1931, Бертенбург.
2) Бауман, Berg-Hiitten-Sal.-Wes. 1883, стр. 173.
з) Филипп и,.Электрические транспортные машины (Philippi, Elektrische
Fordermaschinen), 2 изд., Лейпциг 1927, Гирцель, стр. 126.
4) В подъемниках с ведущими шкивами.
») Ги м а н с - Г ел ь б ор н, Новейшие подъемники с ведущими шкивами
(Hyman s-H е 11 b о г n, Der neuzeltliche Aufzug mit Treibscheibenantrieb) Бер-
лин 1927, Шпрингер.
e) Конструкция и расчет ведущих шкивов, Берлин 1926, А. V., л. 18, Союз
фабрикантов подъемников, Берлин.
7) ZdVdl 1930, стр. 1108. — Прессованные хлопчатобумажные ткани; гав ирит,
юрит и т. п.
45*
7Q8 Т. 11. Отд. 3. Грузоподъемные машины. II. Детали грузопод. машин
СКопостъ Кандта В м/сек
Удельное давление между канатом и ручьем в ведущих шки-
вах для подъемников приближенно г)
Ртах = D sin (v/2) < 19 кг/см?.
d — диаметр каната [сл<],
D — диаметр шкива [с,и].
Недостаток клинчатых ручьев при тяжелых условиях работы:
сцепление понижается вследствие изнашивания и срабатывания
желоба каната. Применяют также ручьи с нижней проточкой
(фиг. 93), обладающие постоянным сцеплением. При приработав-
шемся подобном ручье идеальный коэфициент
трения по Гимансу * 2)
р/ = 4[ 1 — sin (Р/2)] / р. (л — 0 — sin 0),
где р. = 0,084 (табл. 16) и 0 между 70 и ПО01).
Удельное давление в подобном ручье по
фиг. 93:
Ршах = T/dD • 8 cos (₽/2) (я — р—Sin ₽).
Допускаемое удельное давле-
ние между канатом и ручьем (канаты из
круглых прядей, крутка накрест) (ручей из
серого чугуна с добавлением 30 — 50% стали)
зависит от скорости каната, см. фиг. 95 (пред-
полагая, что Dld'^AS). Для канатов круглой
крутки, поверхность соприкосновения кото-
рых больше, чем у канатов с круткой накрест,
можно по Гимансу повысить значения для
Ртах на 25°/о. Наибольшие значения для ртах
(100 кг!см2 для пассажирских, ПОя-г/сл/2 для
грузовых подъемников) все же не могут быть
превышены даже и при канатах круглой
крутки.
При полукруглых ручьях (фиг. 94), при-
меняемых в американских лебедках с веду-
щими шкивами и с контршкивами (фиг. 97),
идеальный коэфициент трения в изношенном
ручье р/=4 fi/к (по Гимансу); при р. = 0,084
(табл. 16) имеем р/= 0,107. Удельное давление p.nax = T/dD • 8 л.
В шкивах с заклиниванием (конструкция Фоу-
лер 3) (сильное изнашивание каната), Г р ю н и г 4) (фиг. 474,
стр. 586) и Карлик 5) (фиг. 98) зажимное усилие канатных стя-
жек, размещенных по окружности шкива, повышается с увеличе-
Фиг. 95. / — для сильно
нагруженных пассажир-
ских подъемников (от
8 до 10 часов ежеднев-
ной работы); 2 — для
пассажирских подъем-
ников, работающих с
перерывами; 3 — для
грузовых подъемников,
работающих с переры-
вами; 4 — для редко
используемых грузо-
вых подъемников.
Допускаемое удельное
давление между кана-
том и ручьем (фиг. 93)
по Гимансу.
ОСм. сноску 6 на стр. 707.
8)См. сноску 5 на стр. 707.
®) Б а н з е н, Откатка руд по штрекам (В an sen, Die Streckenforderung), 2 изд.,
Берлин 1921, Шпрингер, стр. 136.
4) ZdVdl 1921, стр. 169; технические листки, еженедельные известия горной
промышленности, 1929, стр. 182.
Б) Журнал „Fordertechnik" 1926, стр. 256.
Барабаны и приводные шкивы
709
нием натяжения каната. Преимущество; при применении одного
только шкива получают хорошее сцепление и очень компактную
конструкцию лебедки (подвесные дороги и откатка руд по штрекам).
На фиг. 98 показаны действу-
ющие силы зажима конструкции
Карлик. При р. = 0,09 до 0,12 и
угле обхвата а = тс отношение
натяжения Tit приблизительно
6 — 8, в исключительных слу-
чаях 15 1).
Фиг. 97.
Фиг. 96. Шкив системы Кеппе. Фиг. 96а.
Повышение сцепления путем увеличения угла обхвата.
Гладкие или со спирально выточенными ручьями барабаны (фиг. 99)
с многократно навитым канатом. Недостаток: боковое перемеще-
ние каната, что требует длинных барабанов (при больших путях
перемещения груза) и направляющих для канатов. Во избежание
Фиг. 98. Шкив системы Карлик.
боковых перемещений
каната применяют шпи-
ли (фиг. 100 и 145,
Фиг. 99.
стр. 732) или ведущие шкивы (фиг. 101, 102, 103). Преимущества:
большое отношение натяжений, простота конструкции. При соот-
ветствующем выполнении корпуса шпиля канат с превышением
угла трения р сползает в среднее положение. Во избежание боко-
вого сползания каната применяются башмаки 2).
1) Журнал „Fordertechnik** 1929, стр. 445.
а) Журнал „Fordertechnik" 1930, стр. 274.
710 Т. II. Отд. 3. Грузоподъемные машины. II. Детали грузогтод. машин
Боковое перемещение и сползание каната совершенно исклю-
чено в конструкции по фиг. 97: перед ведущим шкивом имеется
направляющий шкив (американские лифты в небоскребах !)• Веду-
щий шкив с двумя ручьями a£^7t-|-7z. На фиг. 104 и 105 пока-
заны конструкции с передачей к двум ведущим шкивам с одним
ручьем.
Угол обхвата распределен между обоими шкивами. По фиг. 104
общий угол обхвата а' = 2а = я + к При передаче с двумя шки-
вами по фиг. 105 канат для повышения сцепле-
; ния огибает шкивы в виде буквы 5 (недостаток:
J изгибание каната в противоположном направлении,
f стр. 674). Передача с двумя шкивами с несколькими
Фиг. 100. Фиг. 101. Фиг. 1G2. Фиг. 103.
ручьями в электрических двойных лебедках DEMAG l 2) (фиг. 146,
стр. 733). В мощных кранах, где на полиспастах с большим числом
блоков навиваются очень длинные канаты (8 до 12 стренг) с боль-
шим натяжением Т применяются расположенные один перед дру-
гим барабаны 3) с неспиральными ручьями (фиг. 87 и 88, стр. 706).
Фиг. 104.
Низкий к. п. д. и сильное изнашивание каната в этих фрикционных
лебедках делают редкими их применение в кранах большой грузо-
подъемности, работающих с перерывами.
В целях получения натяжения t в сбегающем конце каната при подъеме груза
барабан е приводится в движение с некоторым забеганием при помощи свободно
сидящего на валу цепного колеса Ь и муфт с и d. При спуске груза натяжение t
вызывается торможением барабана е при помощи муфты d\ тормозной клин удер-
живается остановом /. Большие осевые давления барабанов (следствие многократ-
ной навивки каната) иногда воспринимаются разгружающими роликами а. Предва-
l) ZdVdl 1914, стр. 253; Гиманс-Гельборн, Новейшие подъемники с ве-
дущими шкивами (Hyman s-H е 11 b о г n, Der neuzeltliche Aufzug mit Treibschei-
benantrieb, Берлин 1927, Шпрингер, стр. 5.
a) „Известия DEMAG“ 1929, № 3, стр. 73.
«) ZdVdl 1911, стр. 757; 1927, стр. 1616.
Тормоза и остановы
711
рительное натяжение t может быть вызвано также при помощи натяжного ролика
с грузом, помещенного между фрикционной лебедкой и барабаном Разница
в угловой скорости фрикционной лебедки и барабана, возникающая вследствие на-
вивания на барабане е одних витков каната на другие выравнивается в глухом при-
воде подниманием или опусканием натяжного ролика. Натяжение t может также
вызваться полиспастом 8).
Недостатком конструкции лебедок по фиг. 87, 88, 97,104, 105 является большое
число перегибов (стр. 674), тогда как при применении барабанов (фиг. 99) и шпилей
(фиг. 100, 101, 102, 103) число перегибов за одну рабочую операцию даже и при
многократно навитом канате йе больше, чем при ведущем шкиве одним ручьем.
Глухой привод ведущих шкивов (канатная передача с несколькими шкивами без
выравнивающей передачи) может вызывать различные натяжения каната, толчки и
повышенное изнашивание, вследствие разницы в диаметре ведущих шкивов, про-
исходящей от неточного изготовления или неодинакового изнашивания * 3 4). Вырав-
нивающие передачи *) по патентам S и Н 5J, Онезорге 6) Гекель 7 8) и Баум 6).
При выравнивающей передаче Гекель (несимметричная диференциальная передача)
можно вызывать не только выравнивающее действие, но и приспособливать
вращающие моменты приводных шкивов к различным окружным усилиям канатных
шкивов. Одновременно достигается также медленное (компактная конструкция
передачи) и обратное движение приводных шкивов, необходимое по фиг. 105.
g) Тормоза и остановы
Остановы применяются для непосредственного удерживания
груза в лебедках простых конструкций (ручные лебедки) или как
орган сцепления в тормозных механизмах. Храповик-и (стр. 508,
фиг. 353 и 354). Собачка управляется фрикционным механизмом 9)
в целях автоматического выключения при подъеме груза для умень-
шения шума, особенно в лебедках с машинным приводом. Фрик-
ционные бесшумные остановы с зажимами (стр. 506, фиг. 346),
с лентой (стр. 507, фиг. 347).
Тормоза для удерживания груза (удерживающие тор-
моза), для регулирования пути остановки (стопорные тор-
моза) и для регулирования скорости, особенно при спусках груза
(скоростные, маневровые, спускные тормоза ит. д.).
Один и тот же тормоз может быть использован для нескольких це-
лей. Удерживающие и стопорные тормоза обычно механические.
Для регулирования скорости может служить электромотор с соот-
ветствующим включением (включение на торможение, стр. 721).
9 ZdVdl 1911, стр. 757.
г) ZdVdl 1919, стр. 352.
3) Бенуа, К вопросу о приводах с ведущими шкивами, соединенных на-
глухо или посредством выравнивающих шкивов (Benoit, Zur Beurteilung von For-
derantrieben mit starr oder durch Ausgleichgetriebe gekuppelten Treibscheiben) Карлс-
руэ 1920, Гуч. — Г e й м а н, Канатные приводные механизмы с несколькими шки-
вами (Н е u m a n n, Mehrscheibenseilgetriebe), Виттенберг 1930, Цимзен.
4) Ганфштенгель, Транспортные устройства для массовых грузов
(Hanfstengel, Die Forderung von Massengutern), II, 1 ч., стр. 133 и 235, Берлин
1926, Шпрингер.
Б) Герм. гос. пат. 137157.
6) Герм. гос. пат. 263931; Герм. гос. пат. 292500; VDI 1925, стр. 1631; 1926,
стр. 1765; Журнал „Der Bergbau1' 1930, № 31.
’) Герм. гос. пат. 28и597; Герм. гос. пат. 377293; Герм. гос. пат. 354157; Жур-
нал „Forbertechnik" 1929, стр. 383.
8) Герм. гос. пат. 382956.
’) ZdVdl 1901, стр. 1032 и 1125.
712 Т. II. Отд. 8. Грузоподъемные машины. II. Детали грузопод. машин
Процесс торможения при спуске изображен на фиг. 106. Перед началом спуска
тормозной момент Вд должен быть больше грузового момента N минус момент
трения в передаче /?, т. е. быть больше N — R, чтобы достаточно надежно удержи-
вать груз (удерживающий тормоз). Во время разбега ta тормозной момент должен
быть уменьшен или же совсем уничтожен, чтобы масса спускающегося груза и де-
тали приводного механизма могли достичь скорости спуска v. После достижения
наибольшей допускаемой скорости тормозной момент должен опять составлять /?
(регулировочные или спускные тормоза). Дальнейшее увеличение тормозного мо-
мента до Ве должно происходить во время остановки te, чтобы замедлить движу-
щиеся массы груза и приводного Механизма до и = 0 (стопорные тормоза). Нако-
нец груз удерживается первоначальным тормозным моментом В^ >N — R (оста-
новочные тормоза).
Тормозные шкивы для подъемных машин DIN 4003.
Колодочные тормоза стр. *503 и 506 фиг. 339,340 и 345 и стр. 718.
Ленточные тормоза стр. 504 и 505
фиг. 341, 343 и 344 и стр. 718.
Фрикционные материалы и коэфициен-
ты трения стр. 503 и след.
Удельное давление р, тепло,
вызываемое трением и работа трения L
стр. 474 и след, (р при обшивке из феродо и
феродоасбеста от 0,4 до 5 кг/см* 2). Нагре-
вание при обшивке из феродо до^ 150°,
при феродоасбесте до % 250°) 2). Допу-
скаемая работа трения, отнесенная на 1 см2
трущейся поверхности, L=pvp кгм!сек • см2,
где v—окружная скорость тормозного
Фиг. Юб. шкива в м!сек. По Креллю, при естествен-
ном охлаждении воздуха и тяжелых усло-
виях работы L — 6 {кгм!сек • см2], при легких условиях работы
L == 10 [кгм!сек • см2].
Грузовые тормоза применяются в ручных грузоподъемных
механизмах (небольшая скорость спуска). Тормозное усилие возра-
стает прямо пропорционально величине груза.
При подъеме тормоз выключается; при спуске передача необ-
ходима, ибо при подобных тормозах без зазора приходится во
время спуска преодолевать момент, равный тормозному моменту
за вычетом момента от груза. Для безопасности тормозной момент
должен быть в 1,2 до 1,3 раза больше грузового момента. В подоб-
ных тормозах с люфтом передача служит во время спуска для раз-
мыкания тормоза. Червячные грузовые тормоза без
люфта: в червячных полиспастах применяются червячные грузо-
вые тормоза; одна из опор червяка имеет поверхности трения (кони-
ческие поверхности трения в конструкции Бекера, плоские поверх-
ности в тормозе Людерса, плоские и цилиндрические поверхности
у Больцани (Максим). На фиг. 107 изображен червячный тор-
моз Бекера. Возникающее в результате действия груза осевое уси-
лие Р червяка передается на конический тормоз.
*) Ш в е т ь е, К вопросу о трении между деревом и железом в тормозных
приспособлениях. Докторская диссертация, Берлин 1912.
2) Эти значения относятся также и к гавириту.
Тормоза и остайовы
713
При подъеме полый конус а захватывается трением и вращается в опоре Ъ.
Для получения тормозного усилия при спуске полый конус задерживается остано-
вом с.
Условие х) для удержания груза при конической поверхности
торможения •
Р |Л fi/sin (т/2) > Р tg (а — р) г.
Обозначения:
а — средний угол подъема нарезки
(около 20° при двухходовом
червяке),
Г—радиус начального цилиндра
червяка,
р — угол трения червячной пере-
дачи ( б до 7°),
т/2 — половинный угол конуса (^ 20
до 22°),
t\ — средний радиус трущейся ко-
нической поверхности,
I*.— коэфициент трения тормозной
поверхности ( «0,08, отшли-
фованные поверхности).
Косозубчатый тормоз фиг- 107-
Виндгоф (фиг. 108). Осевое
усилие Р = Ztg (а—р), являющееся компонентой усилия на зубец Z,
вследствие наклона зубца под углом а, действует на пластинчатый
тормоз Ъ, с (число тормозных поверхностей Z, средний радиус гД
Вращение кожуха d пластинчатого тормоза предотвращается (в целях получе-
ния тормозного усилия при спуске груза) остановом е.
Условие х) для торможения
груза
Ztg (а — р) Р- t\i>Zr.
Фиг. 109,
Фиг. 108
Червячные тормоза с люфтом* 2), например тормоз
с нарезкой Вестона (фиг. 109), тормоз цилиндрического полиспаста
Дефрис на 2000 кг.
При подъеме груза тяговое колесо а прижимается натяжением цепи к фрик-
ционному шкиву с, благодаря нарезке b (средний угол подъема а); при этом тяго-
вое колесо а сцепляется с валом шестерни е. При остановке грузовой момент Zr
прижимает тяговое колесо а к фрикционному шкиву с, обратное вращение которого
задерживается храповиком. При спуске тяговое колесо вращается в направлении
2) Пренебрегая трением в подшипниках,
2) ZdVdl 1S01, стр. 1081.
714 Т. И. Отд. 3. Грузоподъемные машины. II. Детали грузопод. машин
спуска, отходит от фрикционного шкива г, оставшегося неподвижным, благодаря
храповику dt и освобождает вал шестерни е для спуска груза. Благодаря забеганию
шестерни е относительно тягового колеса, это последнее опять сцепляется с фрик-
ционным шкивом с (число поверхностей трения А средний радиус га, коэфициент
трения р), затягивает тормоз и замедляет движение груза.
Условие х) для удержания груза
Z(r/r1)pr2Z/tg(a + p)>Zr.
Для увеличения тормозного усилия можно применять поверх-
ности трения с большим (например феродо) (асбестовая ткань), кони-
ческие и пластинчатые тормоза. Трение в нарезке (угол трения р)
должно быть по возможности меньше. При загрязнении или ржавле-
нии нарезки тормоз перестает действовать.
Безопасные рукоятки. Рукоятки несамотормозящихся, ручных
лебедок, быстро вращающиеся при спуске груза, опасны для обслу-
Моментп отгпуза
Фиг. 110. Фиг. 111.
живающего персонала. Имеющимся же механизмом для выключе-
ния рукоятки очень часто не пользуются, поэтому рекомендуются
безопасные рукоятки. Они могут применяться только при вращении
в одном направлении, ибо не допускают обратного вращения. Без-
опасные рукоятки по принципу червячного тормоза с люфтом
(фиг. 109) (Дефрис, Пихачек, Дикертман и др.) требуют продол-
жительного вращения рукоятки в направлении спуска для получе-
ния люфта. При больших путях спуска в целях экономии времени
применяются безопасные рукоятки, которые при повороте в напра-
влении спуска размыкают тормоз и позволяют регулировать ско-
рость груза (конструкция Бейтмана с коническим тормозом* 2),
Вейсмюллера и Бекера с распорной лентой). Принцип
устройства очень отчетливо выражен в конструкции Бехем и Кот-
ман3) (фиг. ПО).
При подъеме груза тормозная лента b заставляет рукоятку а сцепляться с тор-
мозным шкивом с, заклиненным на валу. При освобождении рукоятки а пружина
натягивает тормозную ленту b и передает грузовой момент к храповику е, обрат-
*) Пренебрегая трением в подшипниках»
2) Герм. гос. пат. 31966.
’) Герм. гоо. пат. 14430.
Тормоза и остановы
715
ное вращение которого задерживается собачкой /. При спуске груза тормозная
лента с b отжимается посредством рукоятки а и освобождает тормозной шкив
от храповика е. Во избежание падения груза при неосторожном обращении приме-
няются безопасные рукоятки с центробежными тормозами (Дефрис, Бекер, Пиха-
чек и др.).
Центробежные тормоза (скоростные тормоза)1) обладают тем
недостатком, что скорость зависит от величины опускаемого груза.
При больших грузах, которые необходимо опускать как можно ме-
дленнее, они достигают наибольшей скорости. Большей надежностью
в отношении управления скоростью груза ручных лебедок при непо-
движных рукоятках обладает безопасная рукоятка (по принципу
фиг. ПО) в соединении с тормозом и храповиком.
Тормоза с храповиком применяются преимущественно в руч-
ных лебедках в качестве остановочных и спускных тормозов
(фиг. 111).
Храповик а при помощи собачки
b (расположены попарно, смещены
на расстоянии половины шага храпо-
вика) соединяет вал с свободно сидя-
щим тормозным шкивом с. Грузовой момент воспринимается тормозной лентой d.
При подъеме груза храповик а свободно вращается. Скорость спуска регулируется
отпусканием тормозной ленты.
Тормоза с храповиком применяются также в подъемных меха-
низмах паровых и электрических береговых кранов для штучных
грузов (грузоподъемность до 3 т). В электрических кранах пуско-
вой реостат конструируется .таким образом, что при вращении рас-
пределительного рычага в направлении спуска ток сначала не за-
мыкается, а происходит только механическое размыкание тормоза
(фиг. 112). В лебедках с машинным приводом храповик имеет упра-
вляемые собачки или фрикционные остановы (стр. 506). При тяже-
лых условиях работы допускаемая нагрузка поверхности трения
должна, вследствие большой работы трения (нагревание от трения,
*) Эрнст, Грузоподъемные машины (Ernst, Die Hebezeuge), 4 нзд. Берлин
1903, Шпрингер, стр. 263.
м
СП
Таблица 16а. Шунтовой магнитный тормоз (SSW тип К 2830) с плавным действием для постоянного
тока 220, 440, 500 V
(фиг. 113)
I Размер II Подъем h в мм Подъемная сила в кг Вес якоря [кг] Р а з м [ е Р ы в мм
15^о ED легкие условия работы 25° о ED нормальн. работа 4Оо/о ED тяжелые условия работы а b с d е / g i k 1 т п о Р Q
0 40 18,75 10 8,75 1,6 300 116 135 116 160 60 10,5 190 90 18 40 20 8 14 30
I 50 20 15 9 2,7 340 128 145 128 160 60 10,5 190 90 18 30 20 8 14 40
II 50 46 30 23 5.4 385 167 160 130 230 80 14 270 120 28 34 30 13 20 40
III 50 80 60 44 8,9 425 202 180 130 230 80 14 270 120 28 34 30 13 20 40
IV 50 165 120 96 17,5 470 230 200 130 310 ПО 17 370 170 40 50 45 20 30 50
V 50 334 240 170 32,5 500 290 235 130 310 110 17 370 170 40 50 45 20 30 50
Таблица 17. Магнитные тормоза трехфазного тока (AEG тип BD) с плавным действием
50 периодов в секунду. Напряжение до 500 V
Размер Нормальная работа до 25°|О ED Тяжелая работа до 4О°/о ED Для 100°,о ED (продолж. включ.) 10 включ. в час Вес якоря [кг]
150 включ. в час 300 включ. в час 120 включ. в час 300 включ. в час 600 включ. в час
подъем- ная сила1) кг подъем мм подъем- ная сила1) кг подъем мм подъем- ная сила1) кг подъем мм подъем- ная сила1) кг п одъем' мм подъем- ная сила1) кг подъем ММ | подъем- ная сила1) кг подъем ММ
0 8 20 9 15 8 20 9 15 6 20 1,6
I 12 40 12 30 12 40 12 25 12 20 7,5 40 3,5
II 20 50 20 35 20 50 20 35 20 25 15 50 5,4
III 44 50 44 35 44 50 44 35 44 25 26 50 11,2
IV 83 50 83 35 83 50 83 35 83 25 52 50 24,5
VI 127 60 127 45 127 60 127 40 132 30 86 60 33
VII 154 80 154 55 154 80 154 50 165 35 105 80 42
*) Подъемная сила, включая вес якоря.
II. Отд. 3. Грузоподъемные машины. П. Детали грузопод. машин
Тормоза и остановы
717
Я-мертдьйхоЗ
Фиг. 114.
стр. 505 и 712), быть возможно меньше, если не имеется охла-
ждающих ребер.
Электрическое торможение. Механический тормоз с наглухо
заклиненным на приводном валу шкивом размыкается электромаг-
нитом (тормозной магнит постоянного тока фиг. 113, табл. 16а, тор-
мозной магнит трехфазного тока, табл. 17), электродвигателем (тор-
мозной двигатель, фиг. 114, табл. 18) или осевым перемещением
якоря двигателя (передвижной якорь1),
фиг. 146 и 147, стр. 733). Тормоза эле-
ктрических лебедок управляются иногда
сжатым воздухом (тормоз Жордана2).
При отсутствии тока в двигателе или
магните тормоз замыкается от действия
тормозного груза или пружины. Эле-
ктрическое торможение особенно удоб-
ным является при управлении на
расстоянии, благодаря отсутствию
тяг.
При постоянном токе применяются почти всегда тормозные магниты,
а при трехфазном, особенно при больших усилиях, размыкающих тормоз, — тор-
мозные двигатели, ибо магниты трехфазного тока требуют большой начальной силы
тока (в 10—30 раз больше нормальной силы тока, удерживающей груз, откуда силь-
ный толчок тока и значи-
Таблица 18. Тормозной двигатель трехфазного тока (AEG-тип NBD) для нормальной и тяжелой работы (до 40°/0 ED). 50 периодов в сек., напряжение до 500 V (фиг. 114). тельное падение напряже- ния). Размеры тормозных магнитов трехфазного тока (табл. 17) определяются по частоте включении (стр. 731). При продолжительном
а действии усилий, размы-
сч S Ж 2 05 ’ кающих тормоз, магнит
Размер м Л ГН 5 Л М S л м 3 s « л трехфазного тока выгоднее
X X * тормозного двигателя, бла-
тип NBD сх S ф Q S 0Q ф со годаря небольшой силе то-
и X о [ОДЪ [аиб< 0ДЪ( ила [аим опус одъс дла ка, необходимой для удер- живания груза. Если кроме
с I с О К Ч С и трехфазного тока имеется и постоянный, то в уста- новках, работающих на
X— 490 100
Открытый 45 35 25 трехфазном токе, приме- няют тормозные магниты
XI- 250 )
( 30 постоянного тока, благо-
XI- 350 1 Закрытый 100 < 40 35 даря их малой начальной
XI— 450 J XII— 650 I XII- 800 J 1 50 45 силе тока. Продолжитель- ность включения ED ср.
Закрытый Закрытый 100 / 65 1 90 120 55 80 стр. 730. При стопорных торгиозах механизмов для поворота и передвижения
XIII—1200
100 100 тормозной магнит постоян- ного тока может вклю- чаться последовательно с
двигателем (магниты последовательного возбуждения). В тормозах подъемных
механизмов применяются преимущео1венно шунтовые магниты (вследствие необхо-
димости и возможности торможения при спуске). Тормозные магниты и двигатели
Ч ZdVdl 1929, стр. 947; 1930, стр. 1421; журнал „Fordertechnik* 1927, стр. 391.
Журнал „St. и. Е.“ 1920, стр. 461.
718 T. IL Отд. 3. Грузоподъемные машины. It. Детали грузопод. машин
трехфазного тока включаются обычно параллельно обмотке статора. Нагрузка тор-
мозных магнитов (для надежного действия) должна составлять минимум я]а, а дви-
гателей минимум 3/4 подъемной силы.
Для механического торможения опускающегося груза
применяются магнитные тормоза (фиг. 115 и 116), управляемые
тягами (как на фиг. 112) в целях регулирования скорости спуска
(тормоза кранов в гаванях).
Фиг. 115.
Фиг. 116.
При электрическом управлении применяются преимущественно
ленточные (фиг. 115) или колодочные тормоза (фиг. 116), реже кони-
ческие (фиг. 146 и 147, стр. 733) и пластинчатые.
Ленточные тормоза (фиг. 313, стр. 505 и фиг. 117). Вследствие
того, что эти тормоза действуют только при одном направлении
вращения, они не применяются для торможения моментов (Л4т)
с переменным вращением, т. е. в механизмах для поворота и пере-
Фиг. 117.
Фиг. 118.
движения. Диференциальный ленточный тормоз несколько лучше, но
действует толчками и обладает свойством самоторможения (фиг. 347,
стр. 507). Ленточные тормоза для обоих направлений вращения не
дают большого эффекта (фиг. 344, стр. 505). Недостаток ленточных
тормозов: результирующая сила R от усилий ленты Т и t заставляет
тормозной вал работать на изгиб. ~
Силовой многоугольник для ленточного тормоза (фиг. 117); масштаб
сил определяется из И = Л1т1а. Для получения равномерного отхода ленты (фиг. 115)
служат болты Ь, а во избежание бокового сдвига ее с тормозного шкива имеются
упоры с. Вследствие возможных неточностей монтажа и изнашивания поверхностей
трения устраивается натяжное приспособление d. Радиальный отход ленты от тор-
мозного шкива >1 мм.
Тормоза Й ОСТАНОВЕ!
710
Двойные колодочные тормоза (фиг. 116, 118, 119, 120, 121)
применяются в электрических механизмах для подъема, поворота и
передвижения. При вышеописанном устройстве они действуют оди-
наково при обоих направлениях вращения. Распространенная кон-
струкция по фиг. 118 обладает тем недостатком, что вследствие
эксцентриситета е тормозной вал работает на изгиб из-за разницы
между N' и 7VZZ, а при отсутствии эксцентриситета (фиг. 116, 119,
120, 121) тормозной вал полностью разгружен (Nz = 7VZZ).
Фиг. 1)9. Фиг. 120.
Силовые многоугольники для двойных колодочных тормозов
(фиг. 118, 119); масштаб усилий определяется по N'-\-N" = Мт1(а/Ч). Коэфициент
трения между тормозным шкивом и колодками р. = tg р. На фиг. 120 изображена
компактная конструкция с магнитом; на фиг. 121 дана обычная конструкция тормо-
зов в лебедках.
Для надежного действия тормоза тяги должны работать воз-
можно свободнее. Длина колодки l^R, т. е. 0 = 60° (фиг. 120).
Отход колодок от тормозного шкива, завися- _ф_
щий от диаметра тормозного шкива, составляет от |t|
1,5 до 2,5жл/. Для большей чувствительности тор-
моза вместо тормозного груза применяется пружина
(фиг. 121). Коэфициент трения р., удельное давление
р между тормозными колодками и шкивами, нагре- г__ ! д
вание см. стр. 505 и 712. I I л
Работа подъема тормозного магнита
При Мт = 71 620 L iq2 <5/л [кгсм]
Фиг. 121.
и W=Af,„/2/?p.
сила нажима одной колодки (кг) (фиг. 119), дает работу подъема
тормозного магнита
А = 2№/г}т = 71 620 L rf&s/R р п [кгсм].
Обозначения:
М.т—тормозной момент [кгсм] с приблизительным учетом трения в при-
водном механизме при обратном движении,
L— мощность мотора при действительно используемом моменте мотора
или передачи в [л. г.],
©—коэфициент безопасности тормоза (по данным DEMAG) для механиз-
мов поворота и передвижения 1,5, для обычных подъемных механиз-
мов с большой мертвой нагрузкой (тяжелые подвески, грейфер
и т. д.) от 3 до 4,
720 т- И- ОТД- 3- Грузоподъемные машины. It. Детали грузопод. Агашин
^—коэфициент полезного действия передачи при прямом направлении
вращения = коэфициенгу полезного действия передачи при обратном
направлении вращения 0,7 до 0,78; т,2 0,5 до 0,6.
1)^—5^0,8 с учетом трения в тягах тормоза (включая 10°,'о потерь при
подъеме благодаря мертвому ходу тяг и неполному использованию
подъема магнита),
п—число оборотов тормозного шкива в минуту,
р. = tg о—коэфициент трения (по данным DEMAG), для деревянных колодок
0,24, для феродо 0,35,
А?—радиус тормозного шкива [см],
S—ход колодки (по данным DEMAG) [см],
0,15 см при 250 мм )
0,20 см при 500 мм У диаметра тормозного шкива.
0,25 см при 700 мм j
Электрическое торможениех). В электролебедках (особенно
с большой грузоподъемностью) для увеличения безопасности ра-
боты и точности регулирования движения спуска груза механиче-
ские тормоза уже почти не применяются. Механический тормоз слу-
жит в таких случаях лишь для удержания груза и торможения
при перебеге (задерживающие и стопорные тормоза),
а скорость спуска регулируется соответствующим включением дви-
гателя (включение на торможение при спуске). Также и при пово-
роте и передвижении живые силы движущихся масс могут погло-
щаться тормозным включением электродвигателя (электриче-
ское торможение).
Включение на торможение при постоянном токе. Двигатель
последовательного возбуждения (сериесный двигатель) (III т. отд.
„Электротехника*4) выключается из сети во время спуска груза и рабо-
тает как генератор на пусковое сопротивление (торможение корот-
ким замыканием). Тормозная энергия превращается в двигателе и
в сопротивлениях в тепло. Изменяя величину сопротивления, можно
регулировать число оборотов при спуске. При увеличении сопроти-
вления скорость спуска возрастает, а при уменьшении понижается.
Во избежание превышения числа оборотов при тяжелых грузах на пер-
вом положении на спуск обмотку последовательного возбуждения (для
более сильного возбуждения поля) через пусковой реостат питают
током из* сети. Спуск легких грузов (порожнего крюка, например)
требует кроме схемы включения „спуск-торможение** еще положе-
ния „спуск-сила**. Так как при переходе от последней установки
на торможение к первому положению на силу и обратно должны
сначала отключаться соединения двигателя, то получается установка
на свободное падение и при невнимательном отношении вожатого
груз остается предоставленным самому себе.
Безопасное включение на торможение SSW (герм. гос. пат.
253448/307292) 2) устраняет этот недостаток. Обмотка поля двигателя присоединена
через регулирующее сопротивление к сети, тогда как якорь включается последова-
J) SSW, Включения механизмов для подъема и для передвижения в грузо-
подъемных машинах, 1929. — Ритц, Электриче кое оборудование кранов (дополне-
ние к книге Крелль, Проектирование кранов (Ritz, Elekcrische Kranausriistungen),
Мюнхен и Берлин, 1925; Ольденбург.
>) Герм. гос. пат. 304722, Безопасное включение на торможение при спуске
Тормоза й oCtaMOBbt
721
Тельно с добавочным сопротивлением параллельно к обмотке поля и части регули-
рующего сопротивления. Двигатель работает, следовательно, как шунтовой, причем
при одном и том же включении он действует при легких грузах, как двигатель,
а при тяжелых, как генератор, приводимый в движение грузом. Регулирование
числа оборотов производится путем увеличения напряжения, подводимого к якорю,
т. е. уменьшением сопротивления перед якорем. Фиг. 122 (кривые регулирования
при безопасном включении на торможение при спуске) показывает возможность ре-
гулирования двигателя последовательного возбуждения при сильно изменяющихся
положительных и отрицательных вращающих моментах, а также непрерывный пе-
реход от „спуск-торможение" на „спуск-сила". Применяется в подъемных
механизмах кранов.
Шунтовые двигатели постоянного тока (см. III т.
отдел „Электротехника") работают, как генераторы при спуске и при
возврате тока в сеть от лебедочного механизма, приводимого в действие
опускающимся грузом. Повы-
шение числа оборотов сверх-
нормального при холостом ходе
до 10%. Применяются преиму-
щественно в подъемниках.
В последнее время в кранах вер-
фей и гаваней применяются также
шунтовые двигатели саморегулирую-
щими агрегатами (включение на быст-
рый подъем AEG) Ц.
Включение по схеме
Леонарда позволяет весьма
точно регулировать скорость
спуска (стр. 737).
Включение на торможе-
ние при трехфазном токе.
Асинхронный двигатель трех-
фазного тока (см. Ill т. отдел
„Электротехника*) с якорем
с контактными кольцами ра-
ботает при тяжелых грузах
(так же как шунтовый двигатель постоянного тока) в качестве
генератора при превышении синхронного числа оборотов с возвра-
том тока в сеть. Применяется преимущественно в подъемниках.
Крутящий момент в % на валу матотга
Фиг. 122.
В подъемных механизмах кранов, работающих на трехфазном
токе, для точного регулирования скорости применяется включение на торможение
при спуске с торможением противотоком.
Кривые регулирования даны на фиг. 123. Двигатель включается для спуска
в направлении подъема. Включая сопротивления в цепь ротора, можно так умень-
шить момент двигателя, что грузовой момент, необлодимый для приведения в дей-
ствие лебедки, будет больше электрического вращающего момента двигателя,
включенного для подъема. Чтобы при спуске легких грузов не могло произойти
случайного подъема и.ъ благодаря торможению противотоком, вращающий момент
двигателя должен уменьшаться путем увеличения сопротивления ротора до тех пор,
пока движение подъема не превратится в требуемое движение спуска. Для спуска
порожнего крюка за положением ручки контроллера на торможение противотоком
помещаются положения на силу, при которых двигатель включается на спуск. При
переключении поля статора получается установка на свободное падение, и груз при
*) Журнал „Werft, Reederei, Hafen" 1931, стр. 24Э. Журнал „Fordertechnik*
1931, стр. 2о6.
46 Зак. 254. — Htitte, Справочник для инженеров, т. П«
722 It. Отд. d. Грузоподъёмный машины, it. Детали грузопод. йаший
невнимательности вожатого остается предоставленным самому себе. Случайное об-
ратное движение груза при спуске, сильное изменение числа оборотов при спуске
различных грузов и установка на свободное падение являются недостатками подоб-
ного включения, для устранения которых необходимы многочисленные добавочные
приспособления, все же не могущие исправить неблагоприятную характеристику
числа оборотов двигателя (фиг. 123).
Для привода подъемных механизмов кранов, где необходима
большая точность управления,.при трехфазном токе следует пред-
почесть схему включения на спуск с двумя двига-
телями (SSW, герм. гос. пат. 308092)х), которая устраняет выше-
упомянутые недостатки.
Оба жестко соединенные двигателя при подъеме включаются в одном напра-
влении, так что каждый из них должен давать 50<>'0 вращающего момента по отно-
шению к результирующему вращаю-
щему моменту (оба двигателя рабо-
тают на общем валу). При спуске
двигатели включаются в противопо-
ложных направлениях, пока вращаю-
щий момент двигателя, включенного
на подъем, не будет равен грузовому
моменту плюс момент двигателя,
включенного на спуск. При дости-
жении равенства вращающих момен-
тов наступает состояние установив-
шегося числа оборотов, т. е. скорость
спуска становится постоянной.
При включении на тор-
можение при спуске (трех-
фазный ток) Саксонские электрома-
шиностроительные заводы в целях бо-
лее точного регулирования скорости
применяют асинхронный двигатель
трехфазного тока с тормозным гене-
ратором постоянного тока * 2).
Сериесные (коллек-
торные) двигатели трех-
фазного тока (т. Ill, отд.
.Электротехника"), применяе-
мые в кранах гаваней, имеют
при подъеме изменение числа оборотов, аналогичное двигателям
последовательного возбуждения постоянного тока (фиг. 122).
Действие безопасного включения на торможение при спуске (SSW) для подоб-
ных двигателей основано главным .образом на том, что двигателю передается одно-
временно один вращающий момент в направлении подъема, а другой в направлении
спуска, благодаря чему достигается характеристика числа оборотов, свойственная
двухмоторной схеме асинхронных двигателей трехфазного тока с ротором с кон-
тактными кольцами (см. выше) при включении на спуск д<умя двигателями. Уста-
новки на свободное падение нет, обратное движение груза, например при спуске по-
рожнего крюка, невозможно. Регулирование числа оборотов и переключение дви-
1) В последнее время SSW применяет безопасное включение на торможение
при спуске для нижесинхронного торможения (Герм. гос. пат. 431273). Журнал
.Fordertechnik" 1931, стр. 274.
2) Sachsenwerk — Mitt. 1928, № 1, стр. 10. Герм. гос. пат. 464027, DKGM 1040619
и 1080353.
Тормоза й остановы
723
гателй производится перемещением щеток (как в однофазных репульсионных дви-
гателях, Дери-двигателях * *).
Из-за необходимых для управления тяг эти двигатели пригодны только для
таких кранов, где двигатель и кабина вожатого наглухо соединены друг с другом.
Двигатели с короткозамкнутым якорем (недоста-
ток: в 7,5 раз больший начальный ток) применяются вместо асин-
хронных двигателей с ротором с контактными кольцами в кранах
и подъемниках, благодаря отсутствию пускового реостата.
В кранах и подъемниках со скоростью подъема до 0,75 м1сек и без замедле-
ния движения (стр. 776) применяются двигатели с короткозамкнутым якорем и
двойной роторной обмоткой, которые требуют меньшего начального тока (прибли-
зительно трехкратный по сравнению с нормальным).
Регулирование на два основных числа оборотов без примене-
ния переключаемой передачи (стр. 736) достигается при трех-
фазном токе применением двигателей с переключением
числа полюсов.
Двойной крановый двигатель AEG обладает одинаковой мощ-
ностью при двух основных числах оборотов (синхронное число оборотов 750 и
1500 в минуту для двигателей небольшой мощности, 600 и 1000 для двигателей боль-
шей мощности; при низком числе оборотов ротор с контактными кольцами, при
высоком числе оборотов ротор с короткозамкнутой обмоткой; малые грузы подни-
маются быстро, большие медленно. Отсюда повышение производительности, Дви-
гатели с двойной роторной обмоткой и переключением
полюсов 8) для передаточного числа до 1:4 плавно пускаются в ход и быстро
работают в кранах; в подъемниках они быстро достигают высокого числа оборотов
(стр. 776) и при переключении полюсов (замедление движения) мягко и точно
доводят подъемник до нужных этажей (иногда применяется точное регулирование
скорости).
Для точного регулирования скорости электрическим
путем (стр. 737) в монтажных и литейных кранах, кранах для
клепки и в подъемниках применяется специальное включение AEG
(Tipp-Schaltung). При помощи небольших добавочных включателей
двигателю передаются через контактор легкие толчки тока, так что
он делает меньше одного оборота.
1) ETZ 1924, стр. 353. Журнал „Fordertechnik" 1923, cip. 103; 1924, стр. 59.
*) Известия AEG 1930, № 2. Журнал „ForderLechnik Rundschau* апрель 1930»
стр. 1.
46*
724 Т. II. Отд. 3. Грузоподъемные машины. И. Детали грузопоД. машйй
h) Нормированные детали
устройств
подъемных и транспортирующих
Проволочные канаты
для кранов, подъем-
ников, полиспастов _
и подобных целей . . DIN 655 (стр*
807)
Проволочные канаты
• для горной промыш-
ленности, для тор-
мозов, тяговых ко-
{ лес и подобных це-
лей ................DIN Berg 1250
Канаты для транспор-
теров DIN Berg 1251
листы 1 и 2
Плоские канаты .... DIN Berg 1252,
листы 1 и 2
(стр. 811)
Профили ручьев канат-
ных блоков.........DIN 690 (стр.
810).
Грузовые цепи .... DIN 670 (стр.
818)
Калиброванные цепи
для грузоподъемных
машин.................DIN 671 (стр.
817)
Некалиброванные цепи
для грузоподъемных
машин.................DIN 672 (стр.
816)
Цепи со стальными ва-
ликами ...............DIN 654 (стр.
821)
Разборные шарнирные
цепи..................DIN 686, листы
1 и 2 (стр. 822)
Тормозные шкивы для
грузоподъемных ма-
шин...........•. . . .DIN 4003 (стр.
835)
Диаметры валов для грузоподъемных машин DIN 537 [лглг]:
25 35 45 55 70 90 ПО 140 180
60 40 50 60 80 100 125 160 200
Флянцевые подшипники с
отверстием от 25 до
75 мм закрепляются
двумя болтами (фиг. 124
и 125)..................D1N 502
Флянцевые подшипники с
отверстием от 35 до
180 мм закрепляются
четырьмя болтами (фиг.
126 и 127)..............DIN 503
Глу.ие подшипники с от-
верстием от 25 до 140
мм (фиг. 128 и 129) . . . DIN 504
Подшипники с крышкой
с отверстием от 25 до
140 мм, основание под-
шипника закрепляется
двумя болтами (фиг. 130
и 131)..................DIN 505
Подшипники с крышкой
с отверстием от 80 до
260 мм, основание зак-
репляется четырьмя бол-
тами (фиг. 132 и 133) . . DIN 506
Ходовые колеса от 2J0 до
300 мм в диаметре с од-
носторонней ребордой
и неравнобокой ступи-
цей (фиг. Id4).......DIN 4004
Ходовые колеса от 200 до
ЗсЮ мм в диаметре с
двусторонней ребордой
и неравнобокой ступи-
цей ...................DIN 4006
Ходовые колеса от 400 до
120J мм в диаметре с
односторонней ребор-
дой и равнобокой сту-
пицей .................DIN 4006
Ходовые колеса от 400
до 1200 мм в диаметре
с двусторонней ребор-
дой и равнобокой сту-
пи ’ей ..................DIN 40С7
Ходовые колеса от 400 до
12JJ мм в диаметре с
односторонней ребордой
и неравнобокой сту-
пицей .................DIN 4008
Ходовые колеса от 40f> дэ
120и мм в диаметре с
двусторонней ребсрдой
и неравнобокой ступ.т-
цей (фиг. 1j5).........DIN 4009
Ходовые колеса без ре-
борды .................D1N 697
Лебедки
725
i) Лебедки
Таблица 19. Значения коэфициентов полезного действия1)
Детали лебедок и лебедки V) Детали лебедок и лебедки
Канатный блок, цепной блок . Я 0,95 Барабанные лебедки с простой
Звездочка, тяговое колесо . . «0,94 цилиндр, зубч. передачей «0,88
Барабан для проволочного ка- ната, барабан для цепи . . «0,95 С двойной цилиндрической зубчатой передачей . . . «0,82
Цилиндрическая зубчатая пе- редача (стр. 542) Червячная передача, однохо- СО ю LO о о и и С тройной цилиндрической зубчатой передачей .... С одноходовым червяком . . . Е 5 о о" И п
довый червяк (стр. 5/4) . . С двухходовым червяком . . . «0,70
Червячная передача, двуххо- «0,75 С двухходовым червяком и
довый червяк (стр. 574) . простой цилиндрической зубчатой передачей .... «0,65
Фиг. 130 и 131.
Фиг. 132 и 133.
1. Грузоподъемные механизмы и лебедки с ручным приво-
дом (стр. 670). Переносные реечные домкраты для монтажа
(фиг. 136) с цилиндрической или червячной передачей.
Фиг. 134.
Гр узоподъемность
обычно от 1,5 до 20 т. Подъем от
300 до 400 мм, радиус рукоятки
250—300 мм, усилие на рукоятку
до 35 кг. Наименьшее число зуб-
цов шестерни г = 4; отдельные
передаточные числа 1:4 до 1: б,
коэфициент полезного действия
0,84 (одной цилиндрической зуб-
чатой передачи); результирую-
щий коэфициент полезного действия от 0.4 до 0,7. Малый вес, компактная кон-
струкция и редкое использование допускают высокие напряжения при хорошем
материале. Напряжение зубцов шестерни на изгиб до 35 кг\мм~. Для равномерного
движения и уменьшения усилия на зубец применяется двойная передача.
0 При подшипниках скользящего трения. При подшипниках с трением качения
к. п. д. значительно повышаются.
г) Сравни также журнал „Fordertechnik" 1929, стр. 222,
726 Т. II. Отд. 3. Грузоподъемные машины. II. Детали грузопод. машин
Винтовые домкраты для монтажа и построек; большая грузо-
подъемность, обычно до да 35 т; высота подъема от да 100 до 300 мм.
При горизонтальных перемещениях груза на небольшое расстояние
применяются винтовые домкраты на салазках (фиг. 137, Дефрис);
преимущество винтовых домкратов самозаюрмаживание; не-
Фиг. 135.
достаток — низкий
коэфициент полезного
действия (от 0,25 до 0,4).
Подъемный винт с пря-
моугольной, трапецевидной
(DIN 103 и 379. стр. 18) или
пилообразной (DIN 513 и 515,
стр. 18) нарезкой, средний угол
подъема нарезкй а 4 -ь 5°;
угол трения р 6 7°. Да-
вление в нарезке (сталь по фосфористой бронзе) до к = 100 яг/сл<2. Винт рас-
считывается на сжатие, продольный изгиб и кручение.
Условия подъема:
P.fl > Q [tg (а + р) г + р-г,],
Q — осевое усилие винта рсг],
г—средний радиус нарезки [см],
rt — средний радиус опорного кольца [см],
р.а — вращающий момент винта [см кг].
Винтовые паровозные и вагонные домкраты1) вытесняются мосто-
выми кранами 2).
Гидравлические домкраты для перемещения очень тяжелых гру-
зов на небольшую высоту. Преимущества — сравнительно ма-
лые размеры и незначительный вес
при хорошем коэфициенте полез-
ного действия (0,7). Возможно од-
новременное управление на рас-
стоянии нескольких гидравличе-
ских домкратов при помощи на-
соса.
На фиг. 138 изображен гидравличе-
ский судовой домкрат (Дефрис) на 300 т,
с подъемом х; 160 мм, водяным резервуа-
ром и ручным насосом с. Во избежание
замерзания в воду добавляют глицерин
или масло. Поршень уплотняется кожаным
воротником а. Для спуска открывают
вентиль Ь.
Усилие на рычаг обычно от 20 до
30 кг, максимум 70 кг\ длина рычага
800 мм. Для удерживания груза удли-
ненный грузонаправляющий стержень сна-
бжается нарезкой и предохранительной
гайкой. Для постепенного подъема тяже-
Фиг. 136.
лых грузов на большую высоту применяется домкрат „Перпетуум" конструкции
Дефрис (патент Зоммерштадта) 3).
*) ZdVdl 1900, стр. 230; 1914, стр. 87.
*) ZdVdl 1914, стр. 81; 1930, стр. 611.
3 £dVdI 1923, стр. 7|8.
Г Цепные тали. Кабельные лебедки 727
Цепные тали г), грузоподъемность от 0,5 до 20 т. Подъем
около 3 — 6 м.
Диференциальный блок Вестона вызывает при низком коэфици-
енте полезного действия (0,3) сильное изнашивание цепей и цепных колес. Вытесня-
ется талем с червячной передачей и грузовыми тормозами — коэфициент полезного
действия 0,6 (конструкции Бекер, Пихачек, Дефрис, Больцани и др.) и талями
с цилиндрической передачей с червячным тормозом, коэ-
фициент полезного действия « 0,70 до 0,80 (конструкции Пихачек, Дефрис, Боль-
цани и др.).
Таль с червячной передачей Бекера (фиг. 139). Двухходовой червяк фрезеру-
ется из одного куска с червячным колесом (звездочка фрезеруется из одного куска
твердой отливки), кожух из ковкого чугуна или стального литья. Червячный тор-
моз с конической поверхностью (фиг. 107, стр. 7)3); в последнее время применяется
тормоз с коническим шкивом, автоматической смазкой и одной конической, а
другой плоской поверхностью трения (фиг. 1<з9). Таль с цилиндрической зубчатой
передачей Пихачека (фиг. 140) с косозубчатым тормозом (пластинчатый тормоз, число
пластинок а 19, b « 20) конструкции Виндгоф (фиг. 108, стр. 713).
Ручные кабельные лебедки, так наз. строительные лебедки,
фиг. 1412). Тяговое усилие каната при простой цилиндрической
зубчатой передаче от 500 до 1000 кг\ при двойной цилиндрической
зубчатой передаче от 1000 до 4000 кг. Кривошипный вал Ь с двумя
рукоятками, переставляемыми для работы одной или двумя переда-
’) Журнал „Fordertechnik" 1911, стр. 92.
*) Вольф, Гейльбронн, Лебедка на 1000
728 Т. И. Отд. 3. Грузоподъемные машины. II. Детали грузог
Таблица 20. Тали с цилиндрической зубчатой передачей,
Пилач^к в Берлине
Грузоподъемность . . Вес кг кг 250 19 500 25 750 34 1000 45 1500 65 2000^2500 1000 35 1500 43 2000^3003 4300 112 5000 140
85 106 60 85
Дополнит, вес на 1 м подъема кг 2,5 2,5 3 3,5 4,5 6 7 4 5 6 8,5 10,5 12,5
Строительная высота от внутренней кром- ки крюка до внутрен- ней кромки крюка . мм 280 350 360 390 450 470 530 550 600 690 780 830 920
Наружный размер тя- гового колеса . . . мм 160 210 250 304 378 378 450 210 250 304 । 378 378 450
Необходимое тяговое усилие на цепь . . . кг 25 30 33 35 46 62 62 30 33 1 35 1 46 62 62
Грузовая цепь . . . . мм 8 8 9,5 11 12,5 14 14,5 1 8 9,5 11 1 12,5 14 14,5
Без холостого блока
С холостым блоком
чами и для выключения вала при спуске груза. Для фиксирования
вала в требуемом положении имеется собачка с. Гладкие барабаны
(стр. 705) с высокими бортами для навивания проволочного
Фиг. 139,
Фиг. 140,
каната в несколько слоев.
Для торможения имеется
обычно тормоз с храпо-
виком а (фиг. 111, стр.
714). Иногда применя-
ются также безопасные
рукоятки (стр. 714). Ста-
нины лебедки сделаны из
стальных листов, в кото-
рых закреплены флянце-
вые подшипники (фиг.
124 и 126, стр. 723) и
оси (фиг. 80, 81 и 82,
стр. 705). По фиг. 142
передаточное число лебе-
док с ручной передачей
i = момент силы ^/мо-
мент от груза = Р a ^/Sr.
Обозначения:
5 — тяговое усилие в ка-
нате или цепи [кг],
Р — суммарное усилие на
рукоятку или цепь на
тяговом колесе [кг],
т) — результирующий ко-
эфициент полезного
действия лебедки,
Vi — окружная скорость
руки на рукоятке
[м/сек], стр. 41°, см.
также III т., отдел
рКивой двигатель",
Лебедки с машинным приводом
729
Р • мощность одного человека, зависящая от продолжительности работы
в кгм\сек (см. III т., отдел „Живой двигатель").
Скорость груза в ручных лебедках:
v = Pvt tjlS [м/сек].
Фиг. 141.
Конструкция рукоятки (стр. 419), усилия
Конструкция рукоятки (стр. 419), усилия на рукоятку и положение середины
рукоятки над полом (стр. 419), безопасные рукоятки (стр. 714), тяговые колеса.
Усилие одного человека на тяговую цепь С 15 кг, при подъеме на небольшую вы-
соту временно от 30 до 40 кг. Передача, стр. 513; отдельные передаточные числа
при цилиндрических зубчатых колесах обычно 1 : 4 до 1 :6; в исключительных
' случаях 1:8; наименьшее число зубцов з^Ю,
чаще 12.
Фиг. 142.
2. Лебедки с машинным приводом.
Выбор типа привода стр. 670. Мощность
мотора в период установившегося дви-
жения
N = Sv/75 т] (л. с.) = Sv/102 у) (kW).
Обозначения:
S - окружное усилие [жг], ) барабана
v - окружная скорость [м1сеК], I (прирводного
(ск0рк°7СчТЬжТЯГпЫХ °Рганов- шкива),
стр. 673, фиг. 1) I '*
т) — результирующий коэфициент полезного дей-
ствия лебедки.
Общее передаточное число
пбао
i = п~ , где пбар = 60 v\k D,
пбар
D
п
— число оборотов
— диаметр [м],
— число оборотов двигателя в минуту.
минуту j барабана (приводного шкива)
Барабаны, стр. 705; приводные шкивы, стр. 706; цепи, стр. 686, табл.
7,8 и 9; проволочные канаты, стр. 674 и сл., табл. 2; тормоза, стр. 7Ц
в
730 Т. II. Отд. 3. Грузоподъемные машины. II. Детали грузопод. машин
передача, стр. 513. Отдельные передаточные числа при цилиндриче-
ской зубчатой передаче обычно от 1:4 до 1:7 (в исключительных
случаях до 1:20 в лебедках кранов для переноски штучных грузов,
стр. 735, с одной передачей). Коробки зубчатых передач мотора,
работающих в масляной ванне, фиг. 143 (DEMAG, прилив а для
двойного колодочною тормоза). В настоящее время применяются
также сварные коробки х). Наименьшее число зубцов шестерни
z = 15 до 20, в исключительных случаяхгт]п = 12. При больших пере-
даточных числах в целях компактности лебедки применяют червячную
передачу фиг. 144 (Хаусхан) и фиг. 154, стр. 736 (расчет, стр. 572).
Электролебедки. Выбор рода тока, III том, отдел „Электротех-
ника“. Электрическое торможение, стр. 720. В двигателях кранов и
подъемников начальный мо-
мент обычно достаточен для
ускорения масс и преодоления
трения покоя. Необходимо со-
ответствующее поверочное ис-
пытание.
Фиг. 143.
Фиг. 144.
Отношение начального момента к нормальному у двигателей после-
довательного возбуждения постоянного тока (сериесные двигатели) «3, у шунтовых
двигателей 1,8 до 2,5, у асинхронных двигателей трехфазного тока 2 до 2,8.
Падение напряжения не отражается на начальном моменте сериесных двигателей.
У шунтовых двигателей начальный момент понижается пропорционально напряже-
нию. Двигатели трехфазного тока сильно реагируют на падение напряжения, началь-
ный момент понижается пропорционально квадрату напряжения.
В транспортирующих устройствах с ускорением больших масс
(напр. в шахтных подъемниках, лифтах небоскребов, быстроходных
тележках и т. д.) необходт мо учитывать силы инерции. Для опре-
деления мощности электродвигателя прерывистоработающей транс-
портирующей установки 2) следует руководствоваться относитель-
ной продолжительностью включения, отражающейся на нагревании
„ п 2 времен включения п
2 времен включения -|- 2 перерывов без тока
1) ZdVdl, 1930, стр. 1590.
Швайгер, Электрические транспортные установки (Schwaiger, Ele-
ktrische Forderanlagen), Берлин и Лейпциг 1921; Вальтер де Грюйтер (собрание
Гешен).—Ш в а й г е р, Установки с э 1ектродвигателями (S с h w a i g е г, Elekiromoto-
ri$che Betriebe). (Основы расчета), Берлин и Лейпциг 1922, Вальтер де Грюйтер
Электролебедки
731
и средней квадратичной мощностью („эффективной мощностью
двигателя* Le, стр. 791), определяемой на основании диаграммы
мощности двигателя. Обычные значения относительной продолжи-
тельности включения:
до 15°'о при легких условиях работы,
от 15 до 25°'о при нормальной работе,
от 25 до 401 'о при тяжечых условиях работы.
В отношении нагрузки аппаратов для управления, сопротивле-
ний и тормозных устройств при прерывистой работе следует руко-
водствоваться частотой включений (число включений в час аппара-
тов для управления при интенсивной работе) 3).
Таблица 21. Частота включений
Режим работы Частота включе- ний в час Транспортирующая установка
Нормальная работа { 30 120 Небольшие грузоподъемные меха- низмы, краны на электростанциях, по- воротные круги, передвижные плат- формы
Работа с регулирова- | нием при спуске 1 120’ 240 Литейные, монтажные краны и краны для клепки
Работа с ускорением J больших масс | 240 300 600 1000 Краны в металлургической промы- шленности. Сильно нагруженные кра- ны с грейфером, вспомогательные приводы в прокатных цехах.
Данные о нормальных крановых двигателях (германские стандарты)
можнонайтив:
DIN VDE 2010. Крановые двигатели постоянного тока с обмоткой последова-
тельного возбуждения, закрытая конструкция, нормальные
мощности и числа оборотов.
DIN VDE 2105. Крановые двигатели постоянного тока, концы валов в зависи-
мости от мощности.
DIN VDE 2660. Крановые двигатели трехфазного тока с ротором с контакт-
ными кольцами, закрытая конструкция, нормальные мощности.
DIN VDE 2701. Крановые двигатели тре фазного тока, цилиндрические концы
валов, концы валов в зависимости от мощности и размеров.
DIN VDE 2702. Крановые двигатели тре афазного тока, конические концы валов
в зависимости от мощности и размеров.
собрание Гешен). — Ритц, Электрическое оборудование кранов (Ritz, Elektrische
Kranausriis.ungen), Мюнхен и Берлин 1925, Ольденбург. — Шибелер, Электродви-
гатели для прерывной эксплоатации и планирования передач грузоподъемных машин
(Schiebeler, Elektromotoren fiir aussetzenden Betrieb und Planting von Hebe-
zeugantrieben), Лейпциг 1926, Гирцель. — Филиппи, Электрические транспортные
машины (Philippi, Elektrische Fordermaschinen, Лейпциг 1927, Гирцель. — Пра-
вила испытания электрических машин, VDE, 452 (REM 1930) — Р ц и а и Зейде-
н е р, Техника сильных токов (Rziha u. Seidener, Starkstromtechnik), 2 т.,
6 отдел, Берлин 1930, Эрнст. — Журнал Fordertechnik 1925, стр. 375. Известия AEG,
1930, № 2.
*) Правила для испытания аппаратов для управления, сопротивлений и тор*
мозов при прерывной эксплоатации. VDE 369, RAB 1927.
732 Т. II. Отд. 3. Грузоподъемные машины. ТТ. Детали грузопод. машпп
Конструкция лебедок с машинным приводом. Конструкция
лебедки определяется ее применением. Шпили г) (стр. 711) для
установки железнодорожных вагонов и буксирования пароходов.
Тяговое усилие от 250 до 3000 о; скорость каната от 0,2 до 0,5 м]сек.
Двойные шпили для двух скоростей каната и двух тяговых усилий.
В конструкции Гекель 9), фиг. 145 и табл. 22,
для компактности и уменьшения веса передача поме-
щена в верхней части шпиля. Часто вместо ключа
применяется педаль, чтобы немедленно выключать
мотор при повреждениях.
Таблица 22. Нормальные шпили (Гекель)
(фиг. 145)
Грузо- подъемность кг Скорость подъема м[сек Мощ- ность дви- гателя л. с. Вес, включая электр. обору- дование кг
250 и 125 0,2 и 0,4 1,0 300
750 и 310 0,18 и 0,43 2,5 800
1500 и 550 0,17 и 0,5 4,5 1500
Двойная электролебедка3) (фиг. 146
DEMAG), грузоподъемность 125 кг, скорость
подъема 22 м/мин, для повышения произ-
водительности оба конца каната поочередно
опускаются и поднимаются.
Фиг. 145. Передача движения канату производится при
помощи двух приводных шкивов g (стр. 710) с не-
сколькими ручьями (клиновидные ручьи, стр. 708) с обхватом в общем 5 к. Для на-
тяжения на концах канатов имеются добавочные грузы е. При включении двигателя
с коническим якорем а (передвижной якорь) наряду с вращающим моментом вызы-
вается еще осевое усилие, размыкающее конический тормоз Ь, зажимаемый
пружиной с. Концевой выключатель d, ручной выключатель /.
Таблица 23. Электрополиспасты (DEMAO, модель К)
(фиг. 147).
Грузоподъемность при двух стренгах каната кг Высота подъ- ема 4) м Скорость подъема mImuh Подъемный двигатель ^kW Вес кг
750 9,5 9,5 1,6 140
750 20 26,5 4,4 370
1500 9 8 2,6 200
1500 13,5 13,5 4,4 370
1500 21 19,5 6,2 570
2500 16,5 11,5 6,2 570
3000 8,5 7 4,4 370
5000 И 6 6,2 570
*) Сименс-Z. 1921, стр. 87.
9) ZdVdl 1931, стр. 512.
’) Известия DEMAG 1929, № 3.
♦) С натяжным приспособлением для канату»
ЭлектропоЛиспасТ
733
Электрополиспаст J),
компактности конструкции
фиг. 147, табл. 23 (DEMAG). В целях
мотор помещается внутри барабана для
Фиг. 146.
каната и барабан устанавливается на роликах в кожухе. Передача
находится в чугунной коробке, которая прифлянцовывается к кожуху.
Фиг. 147,
Конический тормоз Ь размыкается передвижным якорем а (см. выше). Благо-
даря косым зубцам передачи с, тормоз b при выключении двигателя ‘замыкается
от действия груза (см. косозубчатыи действующий от груза тормоз Виндгоф, стр. 713,
фиг. 108). Действие пружины d замыкает тормоз.
* ) Известия DEMAG 1930, № 1.
734 И* Отд. 3. Грузоподъемные Машины. It. Детали ГруЗойоД. машйт?
Фрикционная лебедка (фиг. 148а, Ь) приводится только про-
должительно работающими двигателями, напр. двигателями внутрен-
него сгорания; применяется в строительных подъемниках. Конструк-
ция с несколькими барабанами применяется в скребковых транспор-
терах 1), совках (стр. 739), грейферах (стр. 739), деррик-кранах и
экскаваторах (стр. 753).
Коническая муфта включается (стр. 490) ручным рычагом, винтом / (фиг. 148b),
нажимным штифтом g и деталями е, находящимися в кожухе d (фиг. 148а). Муфта
выключается пружиной с. Для регулирования скорости спуска при выключенной
муфте служит тормозной шкив Ь, а для удерживания барабана в неподвижном
состоянии — храповик а. Замыкание и размыкание тормоза производится рычагом.
Коническая муфта может быть заме-
нена муфтой с тормозной лентой
(фиг. 152).
Лебедки для двухканат-
ных грейферов 2) (стр. 739),
экскаваторов (стр. 738) имеют
два барабана (закрывающий и
подъемный барабан а, удержи-
вающий барабан b для опораж-
нивающего каната, фиг. 149,
150, 151) для равномерного
относительного движения за-
мыкающего и удерживающего
k канатов.
В лебедке грейфера с
одним двигателем (фиг. 149)
оба барабана- приводятся в движение
муфтой е, муфтой с тормозной лен-
той с и тормозом d, что при машин-
ном приводе требует очень опытного
вожатого. Для больших грейферов и
интенсивной работы применяются эле-
ктрические двухмоторные лебедки,
благодаря большой точности управле-
ния. Е ли в соответствии с мощностью
лебедки с одним двигателем (фиг. 149)
обозначить ее подъемную мощность
Фиг. 148 а и Ь. как 10сИго, то мощность двухмо-
торной лебедки выразится в
50о/о+ГОэ!о (фиг. 150) или SO^o-f-SO0/©
(фиг. 151). Учитывая продолжительность включения (с-р. 73и) двигателей в конструк-
циях фиг. 150 и 151, практически получаем почти одинаковую мощность. В конструк-
циях (фиг. 150) (DEMAG 3), MAN) каждое движение грейфера (подъем—спуск и за-
крытие-открытие) передается от отдельного двигателя. При выключении двигателя
для закрытия грейфера / оба барабана приводятся во вращение с одинаковой окруж-
ной скоростью от подъемного двигателя g. Двигатель для закрытия грейфера / может
через передачу с переменой направления вращения I передавать к замыкающему
канату а движение для открытия и закрытия, которое сильнее движения подъема и
* ) ZdVdl, 1926, стр. 1331; 1929, стр. 1789; 1930, стр. 1176. — Журнал „Fordertech-
nik“ I960, стр. 151.
* ) Сименс 1'24, № 9, Управление, — Известия DEMAG 1928, № 4, Подъемные
механизмы грейферов. Известия AEG 1928, № 8, Аппараты для управления в подъ-
емных механизмах грейферов. Известия Бергман, 1925, № 5, Автоматические грей-
феры с двумя моторами.
’J ZdVdl 1929, стр. 234. — Журнал „Maschbau" 1923/24, стр. 574.
Лебедки дйй йгтучнЫх грузов
735
Спуска. Конструкция (фиг. 150) применяется также в опрокидывающихся литейных
ковшах. Лебедка с двумя двигателями (фиг. 151) состоит из двух одинаковых лебе-
док с одним двигателем, одной для замыкающего каната а, другой для подъемного
каната Ь. Одинаковое вращение обоих барабанов достигается электрическим путем.
Механическое сцепление k отсутствует а).
Фиг. 149.
Фиг. 151.
01 О
штучных грузов * 2 3 4) (фиг.
50 м/мин, применяется в
двигателе
152) (MAN) на 3 т,
кранах гаваней. Для
на приводном валу
Фиг. 152.
Лебедка для
скорость подъема
быстрого спуска при выключенном ,
помещается работающий вхолостую
барабан, который отделяется от при-
водного механизма (цилиндрическая
зубчатая передача 1 :20) при размы-
кании муфты с тормозной лентой а.
При замкнутом тормозе двигателя b
муфта а представляет собой манев-
ровый тормоз, поэтому должна рас-
считываться на нагревание (стр. 505
и 712). Для ограничения подъема
служит шпиндельный выключатель с.
Тележки кранов, станины лебе-
док склепываются обычно из про-
катного профильного железа или
свариваются (стр. 742) 3), в амери-
канских конструкциях встречаются
отлитые части станин 4). При при-
менении червячной передачи (фиг.
144, стр. 730) достигается компактная
конструкция, при цилиндрической
зубчатой передаче (коробки пере-
дачи, фиг. 143, стр. 730) — высокий
стви-я. Для торможения служат обычно колодочные тормоза (фиг. 116
коэфициент полезного дей-
1) ZdVdl 1914, стр. 327 и 328; 1929, стр. 1561, Журнал „Der Bergbau“ 1930, № 20,
стр. 261.
2) Журнал „Fordertechnik" 1931, стр. 54.
3) ZdVdl 1929, стр. 1755, 1930, стр. 1590. — Журнал „Fordertechnik* 1930, стр. 283.
4) ZdVdl 1927, стр. 11й9.
736 Т. И- ОТД- 3. Грузоподъемные машины. It. Детали грузопод. машин
и 118 до 121, стр. 718 и сл.). Движение подъема ограничивается шпин-
дельными или рычажными выключателями. На фиг. 153 показана
нормальная тележка MAN с цилиндрической зубчатой передачей,
выполняется на 5, 7,5, 10 и 15 т, скорость передвижения 20 и
30 м[мин, скорость подъема ^3 до 9 м/мин.
Для быстрого подъема, малых грузов в сильно нагруженных тележках на 10 —
15 т наряду с главным подъемным механизмом суще твуег еще вгпомогатгльный;
в мало работающих тележках — переключаемая передача. Для подъема половинной
нагрузки с удвоенной скоростью можно при трехфазном токе применять двойные
крановые двигатели (стр. 723). Изменение рабочих скоростей производится двойной
передачей *) с планетарной передачей
(фиг. 150), причем оба двигателя g и / пе-
редают движение к подъемному барабану
а через планетарную передачу Z; отсюда
точное регулирование скорости подъема,
получаемое благодаря превышению скоро-
стей отдельных приводных механизмов.
Лебедки для подъемников
(стр.772).Скорость кабины,стр. 773.
Фиг. 153.
Фиг. 154.
Станины лебедки из прокатного профильного железа, в последнее
время нормированные чугунные станины (фиг. 154). Плавность
хода достигается червячной передачей (стр. 730). Вместо барабана при-
меняется теперь часто ведущий шкив с (стр. 706 и 773) (подъемники
в небоскребах). Преимущества лебедки с ведущим шкивом: неогра-
ниченный подъем (очень важно при нормировании), повышение
безопасности, благодаря нескольким концам каната (обычно от 3
до 6, в исключительных случаях 8), что позволяет брать более тон-
кие канаты и уменьшать диаметр направляющего и ведущего шкива,
не понижая грузоподъемности, малая строительная ширина лебедки,
отсутствие бокового перемещения каната и направляющих роли-
MAN-Drucks. D 071140. — Известия DEMAG, 1929, № 2, стр. 38.
Приспособления для захватывания грузов
131
ков х). Чтобы подъемник точно останавливался у нужного этажа,
к главной передаче а присоединена вспомогательная передача b (точ-
ное регулирование).
Точное регулирование лебедок, тележек, кранов для клепки,
литейных и монтажных кранов и подъемников. Обыкновенное регули-
рование при помощи различных электрических распределительных ап-
паратов (в зависимости от рода тока и типа двигателя (стр. 720 и сл.);
при трехфазном токе посредством двигателей
с переключением полюсов (стр. 723). Прибли- Ц
зительное регулирование дополняется точным
регулированием механическим или электриче-
ским путем (сокращенная скорость прибл.
10 — 1Ьмм!сек). Для точного регулирования* 2 3 4)
механическим путем к главному мотору
а присоединяют вспомогательный мотор b
(фиг. 154 и 155) (муфта d и тормоз е пред-
ставляют собою одну деталь, что требует для
вспомогательной передачи b особого тормоза/)
или планетарную передачу 8) (напр. фиг. 150).
Точное электрическое регулирование
чением Леонарда, стр. 721, или включением AEG, стр. 723.
Фиг. 155.
производится вклю-
к) Приспособления для захватывания грузов 4)
Приспособления для захватывания штучных грузов:
Грузовые крюки и скобы стр. 703; обоймицы и крановые подвески, стр. 698
цепи, стр. 686, пеньковые канаты, стр. 673 проволочные канаты, стр. 674. Закрепление
канатов и целей для перемещения грузов стр. 1399, затем AWF 23 и 24, инструк-
ция для прицепщиков, вожатых и служащих.
Громоздкие грузы нельзя прикреплять непосредственно к крюкам.
В кранах для переноски проката применяются подвески с захватами
(клещами)5), в литейных и монтажных кранах — траверсы. Траверсы
совершенно необходимы для совместной работы нескольких кранов
или тележек при подъеме тяжелых грузов, напр. локомотивов и
вагонов 6;. Для ускорения процесса перемещения однородных
штучных грузов (ящиков, бочек, мешков, кип, болванок, тесаного
камня и т. д.) применяются захваты и клещи 7). Клещи на 6 т,
закрепленные на направляемом, вращающемся на оси стержне 8),
применяются для кранов колодцев и калильных печей (фиг. 156)
DEMAG. Клещи управляются канатом а.
1) ZdVdl 1915, стр. 607.
2) Журнал BF6rdertechnik“ 1928, стр. 75 и 192; 1929, стр. 397.—ZdVdl 1925, стр. 1115;
1929, стр. 947. — Журнал „Fordertechn. Rundschau" 1927, стр. 272.
3) Сименс-Шуккерт, Герм. гос. пат. 294845.
4) AWF, Приспособления для захватывания грузов в кранах и подвесных до-
рогах, Берлин 1926, издание Беут.
б) Werkst. Т. 1921, стр. 508.—ZdVdl 1916, стр. 731, 752.
6) ZdVdl 1914, стр. 81; 1926, стр. 302; 1930, стр. 611.
’) ZdVdl 1913, стр. 337, Журнал „Maschbau" 1922-23, стр. 198.—DEMAO, Гавань,
стр. 363, Дуйсбург.
е) ZdVdl 1917, стр. 671.
47 Зак. 254. — Htltte, Справочник для инженеров, т. II.
738 Т. II. Отд. 3. Грузоподъемные машины. II. Детали грузопод. машин
Грузовые магниты * *) (постоянный ток) для переноски желез-
ных и стальных изделий с температурой до 600° 2). Грузоподъ-
емность зависит от вида поднимаемых предметов (болванки, скрап).
Тела, содержащие свыше 7% марганца, не подни-
маются. Круглые магниты (фиг. 157) DEMAG применяются пре-
имущественно для перегрузки беспорядочно лежащего материала,
как руда, болванки и т. д.
•Круглые магниты с шипами, так называемые магнитные грейферы,
применяются для перегрузки скрапа, а прямоугольные магниты с подвижными полю-
сами—для равномерно сложенного материала, как то: балок, рельс и др. Подводящий
ток кабель направляется полиспастом или барабаном. Недостаток: при перерыве
тока груз падает.
Пневматические приспособления 3) для захвашвания стек-
лянных листов, каменных плит, медных листов и т. д. состоят из
некоторого числа всасывающих отверстий,
Фиг. 156.
находящихся на раме под давлением
(0,1 ата).
Приспособления для захватывания
сыпучих тел. Опрокидывающийся
ковш4) и приводимый от руки раз-
движной ковш4) с боковыми или
нижними раздвижными стенками приме-
няются в редко используемых кранах не-
большой грузоподъемности.
Фиг. 157.
Раздвижной ковш5) (фиг. 158) для перегрузки легко по-
вреждаемых сыпучих тел б), как уголь, кокс, брикеты. Емкость
до 12 л/3, в исключительных случаях до 16 л/3. Наполняется из пе-
регрузочных ящиков. Железнодорожный транспорт на платформах
(фиг. 255, стр. 806). Раздвижные ковши могут при помощи кранов
и тележек с двухмоторными лебедками (фиг. 150 и 151, стр. 735)
*) Журнал „Fordertechnik" 1922, стр. 81.—ETZ 1917, стр. 190.—Журнал „Masch-
bau“ 1923/24, стр. 1. Известия DEMAG, 1928, № 2, стр. 42.—ZdVdl 1910 стр. 2042; 1911,
стр. 800.
8) Известия DEMAG, март 1931, стр. С 16.
•) Журнал »F6rdertechnik“ 1928, стр. 142.
*) Журнал „Maschbau" 1923/24, стр. 567.
) ZdVdl 1906, стр. 1803; 1913, стр. 569; 1914, стр. 1635; 1916, стр. 758; 1925,
стр. 1305.
6) ZdVdl 1928, стр. 1051 и 1223; 1930, стр. 1702.—Журнал „Fordertechnik" 1929,
стр. 201.—Известия DEMAG, 1929, № 4, стр. 86.
Грузовые магниты, ковши, совки, грейферы
739
опоражниваться на любой высоте при удерживании подъемного ка-
ната а и натягивании опоражнивающего каната Ь, так что возмож-
ность свободного падения груза сводится до минимума. Опроки-
Фиг. 158.
дывающиеся ковши для переноски калия применяются обычно в
кабельных кранах.
Совки *) (фиг. 159) протаскиваются по материалу и напол-
няются.
Для опоражнивания следует отпустить канат а и натянуть канат Ь. Оба
каната управляются двухмоторной лебедкой * 2) (фиг. 148а, стр. 734). Подобные
совки применяются в
кабельных (стр. 771)
и канатных экскавато-
рах для удаления земли
и щебня, добывания
бурого щебня и руды.
Конструкция совков
сходна с конструкцией
скребковых ковшей3 *).
Автоматиче-
ский грейфер ем-
костью до 23 ж34).
Д в у х к а н а тн ый
грейфер 5) (фиг.
160, табл. 24). За-
мыкающий подъем-
ный канат удержи-
вающий и опора-
жнивающий распо-
Фиг. 160.
ложены попарно.
При помощи обоймицы, находящейся в верхней части грейфера,
к замыкающему канату передается усилие, необходимое для пре-
одоления сопротивления при врезании в массу материала6).
1) ZdVdl 1925, стр. 70; 1927, стр. 1727; 1928, стр. 737. Журнал „Fordertehnik* 1929,
стр. 107.
2) ZdVdl 1930, стр.1176.—Журнал „Fordertechnik" 1930, стр. 151.
3) ZdVdl 1926, стр. 1331; 1929, стр. 1789; 1930, стр. 1176.—Известия DEMAG, июль
1930, стр. 14; август 1930, стр. 18.— Журнал „Fordertechnik" 1930, стр. 152 и 174.
<) ZdVdl 1919, стр. £67.
Б) ZdVdl 1912, стр. 617, 1140 и 2005; 1915, стр. 976; 1910, стр. 581. — Журнал
„Maschbau" 1923/24, стр. 569.
6) ZdVdl 1886, стр. 995.—Журнал „Fordertechnik" 1927, стр. 174; 1929, стр. 19.
47*
740 Т. II. Отд. 3. Грузоподъемные машины. П. Детали грузопод. машин
Таблица 24. Угольный грейфер (DEMAO)
(Фиг. 160) 1)
Емкость грей- фера м3 Вес грейфера кг Требуемая грузоподъем- ность «) кг Главные размеры в мм
А В С D Е
0,5 1000 1500 1530 940 1585 1805 1995
0,7 1100 1750 1640 1040 1680 1900 2120
1,0 1200 2000 1860 1040 2035 2370 2475
1,25 1500 2500 1860 1050 2055 2250 2500
1,5 1750 3000 2070 1200 2180 2600 2680
2—2,25 2250 4000 2370 1400 2650 2850 3000
2,5-2,75 2650 5000 2500 1600 2480 3000 3110
3-3,5 3200 6000 2700 1600 3000 3300 3700
4—4,5 3650 7500 3000 1800 3000 3400 3840
5-5,5 4100 8500 2980 2000 3400 4000 4000
Передаточное число обоймицы грейфера для перегрузки зерна
1 : 2 до 1:3; угольного грейфера 1 : 4 до 1:6; грейфера для руды 1 :8 до 1:9. Вместо
обоймицы можно применять также цилиндрическую зубчатую передачу или пере-
дачу с барабаном. Грейфер Л а у д и 8) с коленчатыми рычагами обладает большей
силой закрытия.
Двуканатные ковши управляются лебедкой с двумя барабанами
(фиг. 148а, 149, 150 и 151). Застопоривая удерживающий канат и
отпуская замыкающий, можно опоражнивать грейфер на любой вы-
соте. При конструкции лебедки по фиг. 148а, 150 и 151 избегается
защемление на шпангоутах пароходов, ибо удерживающий канат
может поднимать грейфер, действуя независимо от замыкающего
каната.
Особые конструкции грейферов: грейфер для бревен4 *), четырехстворчатый
грейфер „Полип" Б) для скрапа, кусков руды и камня 6), грейфер „Вулкан" для
сгребания материала на кораблях или складах.
Грейфер с одним канатом (или цепью) 7). Применяется в
лебедках с одним барабаном (мостовые краны, краны для штучных
грузов). Закрывается подобно двухканатному грейферу; опоражнива-
ние (грейфер Гоне 8), напр.) производится путем расцепления
полиспаста от траверсы и невозможно на любой высоте. Кроме
*) Плоскость канатов грейфера смещается иногда на 90°.
’) Крана или же тележки.
•) ZdVdl 1918, стр. 165.—Журнал „Maschbau" 1923/24, стр. 571.—Журнал „Prakt.
Masch.-Konstr." 1924, стр. 429.
4) ZdVdl 1909, стр. 786; DEMAG, Гавань, стр. 371, Дуйсбург; Журнал „Maschbau",
1923/24, стр. 571.
6) Журнал „Fordertechnik" 1929, стр. 71.
в) Журнал „Fordertechnik" 1929, стр. 274; ZdVdl 1931, стр. 269; Известия DEMAG,
июль 1930, стр. 16.
7) ZdVdl 1908, стр. 1757; 1917, стр. 505; 1923, стр. 1071; журнал „F6rdertechnik“
1915, стр. 185; 1930, стр. 416.
•) ZdVdl 1911, стр. 1975; 1912, стр. 2009.
Краны 741
подъемного каната соответствующей длины на подъемный барабан
должен еще навиваться канат обоймицы.
Моторный грейфер х) может подвешиваться непосредственно
к крановому крюку лебедок с одним барабаном (мостовые краны,
краны для штучных грузов). Закрывается и открывается лебедкой, пре-
дохраненной от перегрузки муфтой. Ток подводится по подвесному
кабелю, как в грузовых магнитах (стр. 738).
Недостатки: большая мертвая нагрузка, медленное закрытие и открытие. В мо-
торном грейфере Унру и Либих этих недостатков нет.
Грейфер с тягами (конструкция Гуллет, вместимость до 17 m* 2).
Мертвый груз грейфера выравнивается тягами. Применяется в транс-
портирующих устройствах для руды в Северной Америке при боль-
ших нагрузках (от 500 до 1000 m/час на грейфер).
Взвешивающие механизмы для кранов 3). Весы с подвиж-
ной гирей 4) (т. 1, стр. 840) с способностью взвешивания 200 т и
грузоподъемностью 300 т, гидростатические весы 5), точность
zt 1°/0 наибольшей нагрузки (Лозенгаузен, Шеффер и Буденберг) или
градуированные пружинные весы (динамометры), включаемые между
грузом и крюком. Весы с отклонением каната 6) и весы, опреде-
ляющие вес по натяжению каната, могут помещаться в поворотных
кранах или тележках. Градуированные (автоматически учитывающие
вес каната) весы Эсман 7) взвешивают грузы на любой высоте и во
время рабочих операций крана с точностью zt 1%, Результаты не-
прерывно регистрируются (ср. также стр. 831).
III. Грузоподъемные и транспортирующие
установки 8)
А. Краны
а) Остов крана
Металлические конструкции9). Крановые фермы (конструкции)
предпочитают делать статически определимыми, однако .в подкрано-
вых путях с солидными опорами целесообразными являются стати-
чески неопределимые конструкции с неразрезными балками.
>) ZdVdl 1913, стр. 1182; Журнал „Maschbau" 1923/24, стр. 574 и 575.
») ZdVdl 1912, стр. 1602; 1913, стр. 1477; 1914, стр. 322 и 1588.
3) Журнал „Fordertechnik" 1927, стр. 22.
<) ZdVdl 1912, стр. 1956.
®) ZdVdl 1922, стр. 1048.—Журнал „F6rdertechnik“ 1931, стр. 48.
6) Журнал „Fordertechnik" 1928, стр. 40.
’) Г о т ш а л к, Транспортные механизмы для погрузки угля в локомотивы
(Fordermittel zum Bekohlen u. Besanden von Lokomotiven), стр. 78, Берлин 1928, Журнал
„Werft, Reederei,Hafen“ 1924, стр. 229.—ZdVdl 1926, стр. 1365.—Журнал „Fordertechnik"
1926, стр. 58.
8) Правила техники безопасности. Грузоподъемные машины № 637, Берлин
1931, Гейман.—Техника безопасности в гаванях и шлюзах (Не у m a n n, Unfallschutz
in Hafen und Schleusen), 2 изд., Дуйсбург 1927.
8) Андрэ, Статика краностроения (An d г ё е, Die Statik des Kranbaues), 3 изд.,
1922; его же, Статика тяжелых кранов (Die Statik der Schwerlastkrane) 1919; его же,
742 т. II. Отд. 3. Трансп. устройства. III. Груз, и трансп. установки
Основные положения для расчета и выполнения металлических конструкций
кранов находятся в стадии разработки для нормирования *)•
Строительные материалы и детали конструкций III т. нем. изд, 1931 г., отдел
.Мостостроение". Статика и определение напряжений в решетчатых фермах, I т.,
стр. 276. „Статика строительных конструкций", III т. нем. изд. 1931 г., 1 отдел". „Под-
крановые балки Пт., стр. 48 „Крановые балки- * 2 3), Шт. отдел „Статика строительных
конструкций". Германские нормальные профили проката, II т., стр. 1051, DIN 996 и 997.
Расстояние заклепок от кромок и полок для полосового и профильного железа, III т.
нем. изд. 1931 г., отдел „Мостостроение", DIN 998, листы 1, 2 и 3, расстояние между
заклепками в неравнобоком угловом железе, DIN 999, ллсты 1 и 2, расстояние между
заклепками в равнобоком угловом железе, III т., нем. изд. 1931 г., отдел, „Мосто-
строение", DIN 1034, листы 1 и 2, отдельные детали металлических конструкций.
DIN 407, условные обозначения заклепок и болтов в металлических конструк-
циях, III т. нем. изд. 1931 г., отдел „Мостостроение". DIN 406, лист 2, фиг. 11, раз-
меры узловых соединений.
Сварка (стр. 946) остова крана 3) и рамы тележки 4) (также
коробки с передачей) 5) применяется теперь чаще, чем клепка,
благодаря экономии времени и выигрышу в весе.
Следует обратить внимание на тип сварных конструкций 6) DIN 1910, сварка,
понятие о сварке, способы сварки; DIN 1911, прессовая сварка, электросварка; DIN
1912, листы 1, 2 и 3, автогенная сварка, сварка плавлением, дуговая сварка.
Основные положения для расчета и выполнения металлических
конструкций кранов предусматривают краны четырех групп, раз-
личающихся в зависимости от условий работы и производства
(табл. 25а). Мерой вида и режима работы служит относитель-
ная продолжительность работы крана, относительная
величина нагрузки и сила толчков.
Относительная продолжительность работы крана представляет собою отно-
шение суммы всего рабочего времени крана,—что не зависит от числа моторов, рабо-
тающих одновременно,—к сумме всех периодов работы и перерывов в течение одного
дня для значительной нагрузки. При расчете металлических конструкций учитывают
нормальную и большую относительную продолжительность включения.
Статика металлических конструкций (Die Statik des Eisenbaues), 2 изд., 1922; его же,
Способ В—И, Мюнхен и Берлин 1919, Ольденбург.—Б е р н г а р т, Статика мостовых
кранов (Bernhard, Die Statik der Bruckenkrane), Мюнхен и Берлин 1925, Ольден-
бург.— Грегор, „Металлические конструкции (Gregor, Eisenhochbau), 4 изд.,
1924; его же, Мостовые краны (Kranlaufbahnen) II т., 2 изд., Берлин 1924, Мойсер.—
Сталь в строительстве (Stahl im Hochbau), 8 изд., Берлин 1930, Шпрингер.—Общество
Германских государственных железных дорог, Правила для металлических конструк-
ции Берлин 1926, Эрнст (выдержка в III т.) Журнал „Fordertechnik" 1911, стр. 81.—
Min’. Bl. d. Handels u. Cerwerbe-Verw;, Берлин 28.10.30 IG 2u35 Bg.
’ i) Германский союз крановой промышленности, Берлин.
2) ZdVdl 1919, стр. 1094.—Журнал „Dingier" 1914, стр. 433.—Журнал „Prakt. Ма-
schinenkonstrukteur" 1924, стр. 213. — В о р х, Расчет решетчатых ферм с прочным
на изгиб верхним поясом (W о г с h, Die Berechnung von Fachwerktragern mit biegungs-
festem Obergurt), Мюнхен и Берлин 1928, Ольденбург.
3) Бонди, Избранные сварные конструкции (Ausgewahlte Schweisskonstruk-
tionen) I т., Стальное дело 1930 издание VDI.—VDI 1930, стр. 1345, 1568 и 1755.—
Журнал „Fordertechnik" 1930, стр. 283.
<) ZdVdl 1929, стр. 1755.—Журнал „F6rdertechnik“ 1930, стр. 283.
*) ZdVdl 1930, стр. 1590.
®) Сталь в строительстве, 8 изд., стр. 122 и 761, Берлин 1930, Шпрингер.—Жур-
нал „Elektroschweissung“,TeTp. 1, 1930, стр. 9.—VDI 1929, стр. 1725 и 1733; 1930, стр. 218,
1573 и 1755.—Bailing. 1930, стр. 687; Bautechn. 1930, стр. 235.—Правила для сварных
стальных конструкций, издание 1931, Берлин 1931, Эрнст и сын. — Коммерель,
Пояснения к правилам для сварных стальных конструкций с примерами для расчета
и строительных конструкций (Kommerell, Erlauterungen zu den VorschriLen
ffir geschweisste Stahlbauten mit Beispielen fiir die Berechnung und bauliche
Durchbildung), 3 изд., Берлин 1931, Эрнст и сын,—Ср. также D1N 4100.
Остов крана: металлические конструкции
743
Таблица 25а, Подразделение кранов
(Герм, объед. краностроения; проект)
Группа Относительная продолжитель- ность нагрузки Относительная величина на- грузки Толчки Переводный множитель Ф
I нормальная переменная нормальные 1,2
II большая нормальная нормальная переменная полная переменная нормальные нормальные сильные 1,4
III большая большая нормальная полная переменная полная нормальные сильные сильные 1,6
IV большая полная сильные 1,9
Относительная величина нагрузки. Различают: краны, работающие преи-
мущественно с полной и краны с переменной нагрузкой. Под кранами с переменной
нагрузкой понимаются краны, половина нагрузки которых составляет лишь две трети
полной нагрузки.
Толчки. Сила толчков зависит от характера работы, выполняемой краном,
и величины рабочих скоростей крана: напр. кран может работать с грузовым крю-
ком (переноска штучных грузов и т. д.) при нормальной скорости или с грейфером
и т. д. с большой скоростью. Сверх того, металлическая конструкция крана нагру-
жается толчками от передвижения тележки и самого крана (90 м^мин нормальная,
свыше 90 м)мин большая). При отсутствии стыков на рельсах или сварных стыках
предельная скорость может быть повышена на 50°/о. Следовательно, нужно разли-
чать краны с нормальными и краны с сильными толчками.
В табл. 25b показано разделение главнейших типов кранов на группы от I
до IV (табл. 25а).
При определении нагрузок различают главные
(собственный вес, груз, колебания температуры) и дополни-
тельные нагрузки (давление ветра, силы торможения, нагрузка
балконов и лестниц).
Собственный вес — все внешние силы, которые одинаково и в одном и том
же месте нагружают определяемую конструкцию и не могут быть сняты, т. е.
все те усилия, которые длительно вызывают постоянные напряжения в стержнях.
Нагрузка — в:е внешние силы, изменяющие свею величину и положение
(подвижные нагрузки). К нагрузкам относятся также силы инерции (силы
ускорения и замедления).
Напряжения вследствие температурных колебаний учитываются только
в особых случаях. Предельной температурой на открытом воздухе принимается
—25° и +45°; при средней температуре -{-10° в расчет подставляется колебание ± 35°.
При неравномерном нагревании отдельных деталей принимается обычно раз-
ница 15°.
Давление ветра принимается действующим по горизонтали. Для расчета
конструкции в рабочем положении с подвешенным грузом давление ветра прини-
мается 50 кг[м2. При такой величине давления работа крана невозможна; этим значе-
нием нельзя пользоваться при расчете моторов для передвижения.
Работа крана уже невозможна при давлении свыше 12—15 кг\м2. Для ненагру-
женных, неработающих кранов на морском берегу принимается давление ветра
250 кг[м2 (для конструкций ниже 25 м); если высота крана больше 25 м, то для
744 Т. II. Отд. 3.. Трансп. устройства. III. Груз, и трансп. установки
Таблица 25b
(Взято из Герм, объед. краностроения; проект)
Тип крана Группа Тип крана Группа
Небольшие грузоподъемные ме- ханизмы и ручные краны . . . Краны неб. грузоподъемности *) в цехах и складах Краны большой грузоподъем- ности цехов и складов .... Поворотные краны, портальные краны, пловучие краны: а) для штучных грузов . . . Ь) с грейфером и магни- том I П-П1 II II III-IV2) Фермы перегрузочных мостовых, подвесных дорог и т. д. а) для штучных грузов . . Ь) с грейфером Балки мостовых кранов * 3 4 *) Краны металлург, про- мышленности Шаржирные машины .... Краны для болванок и изложниц II II—III3) III-IV Ш
части, выступающей над 25 лс, принимается на открытой местности 250 кг!м*. (При
расчете кранов в закрытых помещениях давление ветра не учитывается.) Подвер-
гающаяся давлению ветра повер.ность подвешенного груза определяется в за-
висимости от назначения крана, а поверхности крана 6) приближенно опреде-
ляются на основании действительных размеров деталей. При этом позади
расположенные детали рассчитываются полностью только в тех случаях, когда
можно допустить, что потоки воздуха, вызываемые впереди лежащими частями,
до них не достигают. В общем достаточно подвергающуюся давлению ветра по-
верхность каждой позади расположенной балки принимать равной 5G% ее действи-
тельной поверхности.
Силы торможения. Наибольшая сила торможения в), действующая в на-
правлении движения на уровне верхней кромки рельса, принимается равной V? на-
грузки на все тормозимые колеса. Подкрановые пути мостовых кранов могут вос-
принимать в направлении, перпендикулярном движению крана, горизонтальные
силы, составляющие от всех нагрузок на тормозимые колеса тележки. Эта
сила распределяется поровну на оба пути крана, ибо она передается посредством
трения.
Балконы и лестницы рассчитывают на подвижную нагрузку до 300 кг.
Эта нагрузка учитывается только при расчете балок, платформ и соединений балко-
нов и лестниц, при расчете же ©стальных деталей, испытывающих напряжения от
груза (главные балки), ею пренебрегают. Перила рассчитываются на подвижную—
горизонтальную нагрузку 30 кг. Для балконов и лестниц, по которым ходят редко
и без грузов (доступ к местам смазки на укосине поворотных кранов и т. д.), выше-
упомянутые значения могут быть понижены на 5О°/о. Нагрузки от снега не учитыва-
ются.
Допускаемые напряжения /?2 для литой стали St 37 и
высокосортной строительной стали St 48, стр. 239, табл. 30.
Пределами напряжения на растяжение и на изгиб при спокойной
J) Краны небольшой грузоподъемности чаще перегружаются и нагружаются
толчками.
*) IV при тяжелой работе с грейфером, короткой укосине и концевых блоках
без буферного устройства.
3) III при тяжелой работе с грейфером, короткой укосине и концевых блоках
тележки без буферного устройства.
4) В тех случаях, когда тележка не работает продолжительно на одной стороне,
кран относится к несколько меньшей группе.
6) Ср. BE стр. 33 и VD 1931, стр. 1079.
’) Журнал ,r6rdertechnik“ 1911, стр. 61.
Остов крана: металлические конструкции
745
нагрузке принимаются для стали St 37 (DIN 1612) Rz = 1400 кг{см2
только для главных усилий и Rz = 1600 лг/^2 для главных и до-
полнительных усилий вместе *). Строительные детали, которые
определяются с учетом как главных, так и дополнительных усилий,
должны испытывать от главных усилий только такое напряжение,
которое допускается для главных усилий без учета дополнительных.
Допускаемое напряжение на срез R8 составляет 0,8 от допуска-
емого напряжения на растяжение и на изгиб Rz, Пределом на-
пряжения на сжатие от спокойной нагрузки принимается для St 37
(сталь 37) Rz = 1400 кг/см? (см. расчет на продольный изгиб).
Заклепочные и болтовые соединения, стр. 238, 294 (DIN 265, листы 1 и 2,
заклепки и заклепочные соединения). Пределом напряжения на срез при спокойной
нагрузке для заклепочной стали st 34 (DIN 1613, стр. 1050 табл. 12) принимается
/?в=0,8«1400= 1120 xz'tCM- только для главных усилий и =0,8* 1600= 1280 кг[см9
для главных и дополнительных усилий вместе. Эти значения относятся к обра-
ботанным болтам. Для черных болтов допускается только 3/4 от этих значений. За-
клепки и болты, которые рассчитываются с учетом главных и дополнительных уси-
лий, должны испытывать от главных усилий такое напряжение, которое допустимо
для главных усилий без учета дополнительных. Допускаемое напряжение на смятие
в отверстиях вдвое больше допускаемого напряжения на срез /?8.
Усилия по стержням. Допускаемые напряжения и /?в являются пре-
дельными значениями, поэтому не могут быть превышены даже при переменной на-
грузке, т. е. при увеличении напряжения частей конструкции и при толчках от
передвижения. Переменная нагрузка и ее частота учитывается при определении
напряжения в различных типах кранов посредством переводного множи-
те л я ф (табл. 25а), значение которого берется в зависимости от группы I—IV крана
(табл. 25b). На переводный множитель ф умножают усилия по стержням, попереч-
ные усилия и моменты, возникающие от нагрузки.
Чтобы учесть толчки от собственного передвижения рассчитываемой конструк-
ции и их влияние на напряжения, помножают усилия по стержням, поперечные
усилия и моменты на коэфициент ф, учитывающий действие нагрузки, зависящее
от скорости передвижения. Для неподвижной конструкции ср = 1; для конструкции
со скоростью передвижения до 60 м!мин <р = 1,1, а сверх 60 м\мин ср = 1,2. При
отсутствии стыков на рельсах или сварных стыках скорость, допускаемая для дан-
ного коэфициента <р, повышается на 50%.
Растянутые стержни. Наибольшее возникающее напря-
жение а растянутого стержня составляет:
® = (^^ + ’pSp/Fn</?3 (для главных усилий),
f3 = {^Sg + ^Sp + Sw-\-Sb)IFn^sRz (для главных и дополни-
тельных усилий).
Для изгибаемого стержня имеем:
а = (фЛ^ + фЛ4р)/1Гп</?2 (для главных усилий),
= + Мр + Mw + Мъ) IWn^Rz (для главных и до-
полнительных усилий).
9 Государственные железные дороги предписывают: „Допускаемое напряже-
ние на растяжение и на изгиб в поперечных креплениях и креплениях против ветра
не должно превышать 1200 кг/см9 для стали St 37“.
746 Т. П. Отд. 3. Трансп. устройства. III. Груз, и трансп. установки
Обозначения:
ср — коэфициент удара,
ф — переводный множитель (табл. 25а),
— усилие по стержню [к?], )
Шд — изгибающий момент [кг см], J от собственного веса,
8р — усилие по стержню [кг], I
Мр — изгибающий момент [кг см], J от на1'РУзки»
Sw — усилие по стержню [кг], |
Mw — изгибающий момент [кг см], J от Дасления ветра,
Sjy — усилие по стержню [лгг], )
М& — изгибающий момент [кг см], J от сил торможения,
Fn— поперечное сечение за вычетом заклепочных, отверстий (полезное по-
перечное сечение) [см2],
Wn — момент сопротивления за вычетом заклепочных отверстий [сл<3].
Стержни рассчитывают на растяжение и изгиб, а заклепки
и болты на срез и смятие.
Сжатые стержни1) (сопротивление на продольный изгиб
стр. 102).
При расчете на продольный изгиб сжатые стержни принимаются, как имеющие
на концах шарнирные соединения. За свободную длину sg принимают обычно
длину осевых линий стержней фермы. В промежуточных стержнях (распорки, уко-
сины) длина, принимаемая при продольном изгибе в плоскости балки, равна рас-
стоянию между определяемыми по чертежу центрами тяжести узловых соединений
стержня. При расчете стоек, которые вместе с поперечными балками и ригелями
образуют рамы, продольный изгиб принимается действующим по вертикали отно-
сительно плоскости балки, а за свободную длину sr принимается расстояние между
центрами тяжести узловых соединений. При подпоре промежуточных точек поясных
стержней и дополнительных креплений свободная длина берется соответственно
меньшей. При пересекающихся стержнях точка пересечения, лежащая в плоскости
балки и имеющая минимум 2 заклепки, принимается за неподвижную точку в случае
присоединения к ней другой точки, лежащей в плоскости, перпендикулярной главным
балкам (в составных стержнях в каждой отдельной части).
Центральное приложение усилия (см. стр. 102).
Отношение длины стержня к радиусу инерции его сечения: К = в кранах
не должно превышать 250.
свободная длина в см.
i= РаДиУс инерции в см.
Затем =
где S = ср + ф Sp + • • • суммарная сила сжатия от главных или же главных и
дополнительных усилий, приходящаяся на стержень. При полном использовании
материала имеем для каждого сжатого стержня
u) S]F = R^ = Rz (для St 37 Rz = 1400 кг/см2).
Коэфициент продольного изгиба
со = Rz/Ra (стр. 110 фиг. 88).
Эксцентричное приложение усилия (сжатие и изгиб) стр. 111.
Составные сжатые стержни стр. 114. Стержни и балки с пере-
менной нагрузкой представляют собою детали, которые попеременно подвергаются
изгибу и сжатию. Расчет подобных стержней и их заклепочных и болтовых соеди-
нений III т., нем. изд., отд. „Мостостроение® (нем. изд.).
1) BE, стр. 36.
Остов крана: крановые рельсы
747
Прогиб крановых балок. Наибольший прогиб балок электри-
ческих мостовых кранов обычно i/iooo (в особых случаях V^oo)*
а ручных кранов Vsoo пролета, в консольных фермах 1/500 С/йоо) или же
1Доо вылета.
Рационально выполнять балки с некоторой выпуклостью (упругая деформация
прямых балок, стр. 22, 38, 54 и 69).
Пробная нагрузка х) и устойчивость 2). Новые краны
(также и краны с неизменяемым вылетом) должны перед пуском
в эксплоатацию испытываться как в неподвижном, так и в подвиж-
ном состоянии на пробную нагрузку, составляющую 1,25 наи-
большей нагрузки.
Новые краны с изменяемым вылетом испытываются на проб-
ную нагрузку (при различном вылете), составляющую 1,25 до-
пускаемой нагрузки укосины при каждом ее положении. Вместе
с пробной нагрузкой испытываются все движения крана с соблю-
дением необходимых для нормальной работы предосторожностей.
Все детали крана тщательно осматриваются.
Испытание устойчивости (во избежание опрокидывания
крана от перегрузки или урагана) производится, — если это допу-
скает прочность деталей — путем подвешивания неподвижной проб-
ной нагрузки, равной 1,5 допускаемой. Устойчивость кранов, рабо-
тающих на нормальной или узкой колее, и башенных поворотных
кранов для строительных работ испытывается только при спокой-
ной пробной нагрузке в размере 1,33 допускаемой при горизон-
тальном положении рельс. Расчет устойчивости ср. DIN 2Е 120,
стр. 15/16 3).
В пловучих кранах центр тяжести определяется посредством
крена.
Основание 4). Численное определение давления на кромки 5 б)
(напряжения в кромках) фундаментных плит стр. 88. При опре-
делении напряжений в кромках учитывается наиболее неблагопри-
ятное положение груза или же укосины. Основание и каменная
кладка должны рассчитываться только на сжатие, а не на растяжение,
стр. 92. Допускаемые напряжения на сжатие в каменной кладке,
бетоне и также в основании см. журнал „Bautechnik" 1929, стр. 268.
Крановые рельсы. Рельсы из полосового железа и специаль-
ные рельсы. Рельсы из полосового железа (фиг. 161, табл. 27), прямо-
угольные, со срезанными краями, закругленные и выпуклые. Спе-
циальные крановые рельсы (фиг. 162, табл. 26).
*) Подробнее см. Правила техники безопасности, „Грузоподъемные машины"
№ Z 637, Берлин 1931, Гейман.
2) Основные положения для расчета и постройки металлических конструкций
кранов (ВЕК) подготовляются для нормирования.
3) Основные положения для расчета и постройки металлических конструкций
кранов (ВЕК) подготовляются для нормирования.
4) Сталь в строительстве, 8 изд., стр. 669, Берлин 1930, Шпрингер. — Журнал
„Fordertechnik" 1930, стр. 320 и 1923, стр. 61. —VDI 1923, стр. 376. — Журнал „Ргак-
tischer Maschinenkonstrukteur" 1926, стр. 243. — Журнал „Eisenbau" 1920, стр. 210.
б) Сталь в строительстве, 8 изд., стр. 169, Берлин I960, Шпрингер.
748 Т; II. Отд. 3. Трансп. устройства. 1П. Груз, и трансгг. установки
Таблица 26. Крановые рельсы
(Фиг. 162)
| Профиль № J Попе- речное сечение F сма Расст. центр. тяжести ех см Для оси изгиба Наибольшая нагрузка на колесо в кг P = kbD При допуск, давлении к Диаметр колеса D мм
Х-Х Y—Y
Jx см4 Jy см4 см3 40 кг] см? 50 кг]см2 60 кг\см2
1 28,7 2,25 94,1 29,1 182 29,2 6240 7800 9360 400
2 41,1 2,65 185 48,0 329 43,8 11280 141С0 16920 600
3 55,8 3,06 329 74,0 646 73,8 17600 22000 26400 800
4 72,6 3,52 523 105 989 98,9 25200 31500 37800 1000
Таблица 27. Рельсы из полосового
железа
(Фиг. 161)
Ширина а мм Высота h мм Вес кг ]м
60 25 9,81
50 30 11,8
50 40 15,7
60 30 14,1
60 40 18,8
Закрепление рельс из поло-
сового железа фиг. 163, а специаль-
ных рельс фиг. 164.
Допускаемая нагрузка на ко-
лесо
P=kbD [кг}.
Обозначения:
Р — наибольшая нагрузка на колесо
при неблагоприятном положении
груза [кг],
D — диаметр колеса [см],
b — рабочая ширина рельса [см],
k — допускаемое давление между ко-
< 30 кг}см* при сером чугуне
< 60 кг]см* при стальном литье
лесом и рельсом и
по литой стали.
Рельсы, приклепываемые к верхнему поясу балки, образуют
вместе с балкой (верхним поясом 1), составное поперечное сечение
и должны быть учтены при определении поперечных усилий.
Если рельсы прикрепляются клеммами (могут сменяться), то следует устранить
возможность продольных смещений рельса. В верхних поясах с двойными стенками,
где расстояние в свету между обеими стенками балки больше ширины подошвы
рельса, концевые листы должны иметь опоры в соответствующих точках и разгру-
жаться (фиг. 164). Закрепление крановых рельс на бетонном фундаменте, каменных
стенах или железобетонных колоннах (стр. 52) производится на бетонированных
подставках 2).
») ZdVdl 1919, стр. 1094.
Журнал ,F6rdertechnik“ 1929, стр. 52.
Остов крана: сопротивление при передвижении 749
Посадка ходовых колес (стр. 725 и 726, фиг. 134 и 135) на
оси в целях быстрой разборки (фиг. 165).
Удельное давление между стальной осью и бронзовой втулкой в сильно нагру-
женных кранах составляет до £=6J кг]см2, при редко поднимаемой полной нагрузке
Фиг. 162. Фиг. 163.
Фиг. 161.
до k = 120 кг\см2, напряжение оси на изгиб R^ = 600 до 1000 кг]см2. Удельное да-
вление между стальной осью и стенками балок k = 800 до 1200 кг}см2, в исключи-
тельных случаях до 1500 кг[см2. Закрепляющие пластинки помещаются по обеим
сторонам колес.
Сопротивление при передвижении 1)- Момент сопротивления
при передвижении составляется из моментов трения в шипах (I т.,
стр. 421), сопротивления качения (I т., стр. 423), трения на ребордах
и торцевых частях ступиц, а также из моментов
от сил инерции при разбеге, преодоления подъе-
мов и сопротивления воздуха (да-
вление ветра стр. 743).
Момент сопротивления при
передвижении М? из трения в
шипах и трения качения (фиг. 166):
Mf = WfR = 2 Р (р. г+/) [кгсм].
Обозначения:
ЕР — сумма нагрузок на колесо [кг], фиг jgg
R — радиус колеса [см],
/^0,05 см — плечо качения,
р 0,01 — коэфициент трения в подшипниках скользящего трения,
стр. 426 (при применении шарикоподшипников, стр. 441, сопротивле-
ние при передвижении понижается).
х) Штокман, Исследования мостовых кранов (Stockmann, Untersuchun-
gen am Laufkran), Виттенберг, Цимзен. — Журнал „Fordertechnik* 1929, стр. 1.
Фиг. 165.
750 Т. II. Отд. 3. Трансп. устройства. 1П. Груз, и трансп. установки
Добавление на трение на ребордах и торцевых частях ступиц вследствие пере-
коса от 10 до гО^'о в тележках, от 20 до 40°/о в мостовых кранах. При приближенном
расчете можно принять сопротивление при передвижении прибл. от 20 до 30 кг на
каждую тонну перемещаемого груза. Во избежание скольжения ведущих ходовых
колес
Е [кг].
Обозначения:
I W — сумма всех сопротивлений при передвижении [кг],
EPt — сумма нагрузок на все ведущие ходовые колеса [кг],
^0,15 до 0,20 — коэфициент трения *) между ходовым колесом и
рельсом (I т., стр. 412).
Если в период состояния установившегося движения сопроти-
вление при передвижении равно Wf [кг], скорость конструкции v
[м/с-ек}, результирующий коэфициент полезного действия пере-
Фиг. 167.
д;чи т), то мощность мотора для передвижения N = W^vjlS v] [л. с.],
а передаточное число i = пходовое колеСо1пдвигателъ- ПРИ ручном при-
воде передаточное число (М кгсм — приводной момент на рукоятке
или тяговом колесе) i = Мr^W^R.
Приводной механизм для передвижения. В мостовых кранах
приводной механизм помещается в середине крана, чтобы угол за-
кручивания приводного вала был приблизительно одинаков по обеим
сторонам.
Приводной механизм для передвижения крана на козлах (Полиг) фиг. 167.
Жесткая передача возможна даже в наиболее тяжелых конструкциях 1 2) перегрузоч-
ных мостов. В мостах с различным вылетом приводной механизм более нагруженной
части располагается так, чтобы получить возможно меньший угол закручивания
концов вала от неравномерного сопротивления при передвижении обеих опор.
1) ZdVdl 1918, стр. 121.
Известия DEMAG, 1929, тетр. 3, стр. 51.
Остов крана: сопротивление при повороте
751
Иногда для восприятия деформаций, температурных удлинений и движений неопер-
той чапти на валах применяются шарнирные и расширительные муфты. Приводной
вал рассчитывается на кручение; допускаемый угол закручивания < 1/ir4M. Модуль
сдвига 800 000 кг/см2 (стр. 469).
Отдельная передача к механизмам для передвижения опор пе-
регрузочных мостов требует одинаковой работы обоих моторов,
чего можно достичь соответствующими включениями х). Разница
в сопротивлении при передвижении обеих сторон выравнивается
фермами, что требует больших затрат на материал 2). Перегрузоч-
ные мосты, где обе стороны передвигаются отдельно в целях пере-
коса моста, имеют отдельные приводные механизмы с концевыми
выключателями, препятствующими превышению допускаемого пере-
коса (стр. 766). Для одинакового передвижения обеих сторон при-
меняются также соединения отдельных при-
водных механизмов с выравнивающим ва-
лом 3) (стр. 767, фиг. 198), причем вал 4
воспринимает лишь разницу в сопроти- *1
влении при передвижении сторон моста.
При остановке одного мотора необходимо п &
немедленное автоматическое выключение
другого.
Сопротивление при повороте при
подшипниках скользящего трения (подшип-
ники и подпятники) I т., стр. 421. Момент
поворота 4) при роликовых опорах соста- "
вляет по фиг. 168: ФИГ. 168.
М8 = 2 N (|л г3 + /). (гх + г2) /г2 [кгсм],
N = /У/2 cos а [кг],
где
/£5 0,05 см — плечо качения,
р. £2 0,1 — коэфициент трения в подшипнике скользящего трения.
Поворотный момент кранов с поворотным кругом составляет
по фиг. 181 (стр. 757):
ма = 2 Р(р. г3 + /) • Г!/г2 [кгсм],
где
2 Р = сумме всех нагрузок на колеса [кг].
Добавление на трение на торцах ступиц прибл. от 10 до 20%.
Вместо ранее применяемых конических роликов теперь делаются
цилиндрические (DIN 697) или слегка выпуклые ролики. Устройство
поворотного механизма фиг. 171, стр. 753 и фиг. 182, стр. 757.
9 Журнал „Fordertechnik" 1929, стр. 127 и 503. — Журнал „Werft, Reederei,
Hafen“ 1929, стр. 100.
9 Давид, Об экономических расчетах некоторы. приводных механизмов
мостовых кранов, Диссертация, Берлин 1913.
8) Журнал „Fordertechnik" 1929, стр. 127.
4) VDI 1914, стр. 39 и 358.
T. II. Отд. 3. Трансп. устройства. Ш. Груз, и трансп. установке
Предохранительные приспособления *). В подвижных кранах
делаются опоры на случай поломки ходового колеса и надрельсовые
щиты; для ограничения рабочих движений (подъем, передвижение
и т. д.) имеются концевые выключатели (шпиндельные или рычаж-
ные). Для ограничения пути ставятся прочные упоры на высоте
радиуса ходового колеса, упоры с досками (конструкция Шредер,
фиг. 169), пружинные или масляные буфера. Механизмы для пере-
движения со скоростью свыше 40 м/мин и подъемные механизмы
должны иметь тормоза. Все тормоза должны управляться с плошадки
машиниста. В подъемных механизмах кранов для раскаленных масс
делаются два тормоза, каждый из которых может удерживать пол-
ную нагрузку.
Контактные провода *) прокладываются так, чтобы к ним нельзя было слу-
чайно прикоснуться при прохождении по балкам или крану. При прокладке кон-
тактных проводов в каналах следует устранять всякую возможность непосредствен-
ного соприкосновения с ними снаружи и попадания посторонних предметов. В пе-
редвижных перегрузочных установках целесообразно применять автоматически
закрывающийся канал для контактных прово-
дов 2). Подводка тока к кранам, работающим
в помещениях опасных в отношении взрыва,
стр. 672.
Ь) Типы кранов
Основные типы кранов
Фиг. 169. (неподвижно стоящие, целиком или
частично поворотные, с втягиваемой
укосиной, связанные с рельсовым путем или свободно движущиеся
на гусеничных цепях) изображены на фиг. 170,172, 175,176, 150, 181,
184, 188, 191, 197/198 и 201. Соединение отдельных движений, как то:
поворота, изменения вылета и передвижения, увеличивает обслу-
живаемую площадь и повышает производительность.
Металлические конструкции остова крана, стр. 741; устойчивость, стр. 747; фун-
дамент, стр. 747; крановые рельсы, стр. 747; ходовые колеса, стр. 724 и 749; сопро-
тивление при передвижении, стр. 749; сопротивление при повороте, стр. 751; привод-
ной механизм для передвижения, стр. 750; приводной ме ^анизм для поворота, стр. 751
и 756; нормированные детали кранов, стр. 724; лебедки с ручным приводом, стр. 727;
лебедки с машинным приводом, стр. 729; лебедки грейферов, стр. 724; приспособления
для захватывания грузов, стр. 737; предохранительные приспособления, стр. 752.
1. Поворотные краны. Стенной поворотный кран (фиг. 170).
Угол поворота ограничен стеной, в большинстве случаев 180°.
Если, как это редко встречается, верхний подшипник расположен
на покрытии, то имеется возможность полного поворота крана.
Поворот производится обычно от руки, либо особым механизмом
(фиг. 171), либо усилием, приложенным к грузу.
*) Подробнее см. „Правила техники безопасности", „Грузоподъемные машйны",
№ Z 637, Берлин 1931. — Г е й м а н, Техника безопасности в гаванях и шлюзах
(Н еу m а n п, Unfallschutz in Hafen und Schleusen), 2 изд , Дуйсбург 1927. — VDE
332 и 332a, Правила для прокладки контактных проводов грузоподъемных машин
и транспортеров.
’) Известия DEMAG, 1929, тетр. 1, стр. 28.
Типы кранов
753
Деррик-краны, благодаря простоте конструкции и величине
обслуживаемой площади, очень распространены на постройках
в США. Выполняются из дерева х), грузоподъемность до 40 т,
длина укосины до 17м, или из решетчатых конструкций* 2) (фиг. 172)
грузоподъемность до 50 т, длина укосины до 30 м, в исключитель-
ных случаях до 50 м (расчет мачт и укосины производится так же,
как расчет мачт для проводов 3)). Мачта насаживается на осно-
вание или растягивается канатами, что увеличивает обслуживаемую
площадь (возможность полного поворота).
Для передачи движения служит лебедка с несколькими барабанами Ь типа
фиг. 148а (стр. 734) Скорость каната обычно до 1 м]сек. Передаточное число полис-
паста при тяжелых грузах до 1:8. На фиг. 173 показано устройство пяты, поме-
щаемой в шаровой опоре в це-
лях предохранения мачгы от,
защемления. На фиг. 174 изо-
бражен верхний подшипник со
звездой с. Поворот произво-
дится обычно канатным шки-
вом а, фиг. 172.
*
777777777777777*.
Фиг. 172.
ФИГ. 171.
Фиг. 170.
Поворотные краны на колонне (шахтные поворотные краны).
Укосина поворачивается полностью. Распространенная ранее кон-
струкция (фиг. 175) требовала весьма дорогого фундамента, кроме
того, можно было опасаться подземных вод и доступ к пяте
был очень затруднителен. В кранах для построек, очень мощных
кранах 4), фиг. 175а (DEMAG, 150 т, верфь, Германия, Киль) и
пловучих кранах (фиг. 190, стр. 760) поворотная колонна помещена
в опорном строении. Висячие шахтные поворотные краны приме-
1) ZdVdl 1923, стр. 888.
«) ZdVdl 1906, стр. 1462.
3) Штурценегер, Стальные мачты и башни (Sturzenegger^ Maste
u. Tiirme in Stahl), Берлин 1929, Эрнст и сын. — Тендер, Железные решетчатые
мачты для проводов высокого напряжения (Т а е п z е г, Eiserne Gittermasten fur
Starkstromleitungen), Берлин 1930, Шпрингер.
4) Журнал „Prakt. Masch.-Konst." 1926, стр. 238 и 262. —Андре, Статика тя-
желых кранов (А п d г ё е, Statik der Schwerlastkrane), стр. 44, Мюнхен и Берлин
1919, Ольденбург.
48 Зак. 254. — Hiitte, Справочник для инженеров, т. II.
754 Т. II. Отд. 3. Трансп. устройства. III. Груз и трансп. установки
няются для ловоротных тележек мостовых кранов и перегрузочных
мостов и для стенных мостовых кранов (фиг. 196, стр. 766).
Поворотный кран на неподвижной
колонне, фиг. 176. Остов крана мо-
жет поворачиваться целиком, насажива-
ется на неподвижный центральный шип
и опирается при помощи траверсы (ко-
ваная или литая сталь), фиг. 177 с верх-
Фиг. 174.
ним ПОДШИПНИКОМ, пятой и кольцом или роликовой опорой,
фиг. 168, стр. 751 и фиг. 179.
Напряжение на изгиб стальной колонны = 800 до 1000 кг/см*, в кранах
с ручным приводом 1200 кг1см*.
Напряжение на изгиб траверсы от несимметричной нагрузки
см. Ztrbl. Bauv. 1893, стр. 465. Опора представляет собой подшип-
Типы кранов
755
ник скользящего трения (стр. 433) или шарикоподшипник (стр. 441),
в наиболее тяжелых конструкциях подшипник с коническими роликами.
Фиг. 176.
Фиг. 177.
I
Фиг. 178.
0Т %тах
Атах
Фундаментная звезда выполняется из прокатного железа или
отливается, фиг. 178. Наибольшая реакция п по Эрнсту г) при
четном числе ручек для п ручек
A^=V(2l/rn + Hn)f
а наибольшая сила по болту
Zm&x=V(2l/rn-lln),
где V (кг) — результирующая г
груза и собственного веса крана,
включая фундаментную звезду.
Фундамент, стр. 748.
Поворотные краны на неподвижной
колонне применяются как наиболее мощ-
ные, в верфях и на понтонах (пловучие
краны) *) (DEMAG). Кран для больших
нагрузок до 250 т фиг. 179 * 3) (т.^кже с
поднимаемой укосиной 4). Конструкция
лебедок для мощных кранов фиг. 87/88,
стр. 706 и 710.
Велосипедный кран, фиг. 180.
Для переноски грузов в узких про-
!) Э р и с т, Грузоподъемные машины (Ernst, Die Hebezeuge), 4 изд.,
стр. 524 и 568, Берлин 1903, Шпрингер.
2) Андре, Статика тяжелых кранов (Statik der Schwerlastkrane), стр. 86 и
НО, Мюнхен и Берлин 1919, Ольденбург.—М а т г о с, Столетие германского машино-
строения, стр. 177 и 199, Берлин 1919, Шпрингер.
з) ZdVdl 1913, стр. 830.
ZdVdl 1919, стр. 349.
48*
756 Т. И. Отд. 8. Трансп. устройства. III. Груз, и транстт. устаттовтсй
ходах между станками и в невысоких помещениях, когда невоз-
можно применение мостовых кранов. Грузы, в зависимости от рас-
положения путей, могут подаваться со всех сторон главного поме-
щения, вывозиться через
ворота наружу, или на-
оборот. Если рельсы рас-
положены по середине
помещения, то—как при
Постовом кране — можно
обслуживать все помеще-
ние полностью. Действие
усилий (I т., стр. 276) прй
положении укосины по
направлению пути и по
вертикали относительно
него, фиг. 180.
Кран с поворот-
ным кругом, фиг. 181
(см. также стр. 751). На
поворотном круге име-
ется место, достаточное
для устройства привод-
ного механизма (лебедка
и поворотный механизм).
Лебедки грейферов, фиг. 149, 150 и 151, стр. 735; лебедки для штучных грузов
фиг. 152, стр. 735; маневровые тормоза лебедок для штучных грузов фиг. 112, стр. 715.
Поворотный круг опирается на четыре катка или, при больших грузах, на восемь
Фиг. 180.
катков, расположенных попарно. (Сопротивление при передвижении, стр 749). Тяже-
лые краны с поворотным кругом и поворотные круги экскаваторов *) опираются
на катки, расположенные группами. Недостаток: статически неопределимое рас-
пределение давления на катки.
1) ZdVdl 1927, стр. 1138; 1929, tip. 678.
Типы кранов
757
В быстро поворачивающихся и мощных кранах следует учитывать сопротивле-
ние от сил инерции при повороте, включая груз *). Поворотный механизм (фиг. 182)
(DEMAG). В кране имеется червячная передача и коническая фрикционная муфта,
замыкаемая пружиной а, сидящая на валу червячного колеса Ь, шестерня которого
Фиг. 181.
Поворотная часть центрируется
сцепляется с ободом цевочного зацепления с. _ _ ...
главным шипом, фиг. 183 (DEMAG), который предохраняет кран от опрокидывания
при перегрузке, передавая усилие натяжения в фундамент
ное строение (платформа, портал, полупортал). Устойчи-
вость (стр. 747) и наибольшая нагрузка на колесо испы-
тываются в зависимости от а) положения укосины (угол
поворота), вылета, наибольшей нагрузки, собственного
веса и давления ветра (стр. 743).
Краны с поворотным кругом,
передвигающиеся по рельсам (па-
ровой привод, стр. 671, передача от двига-
телей внутреннего сгорания, стр. 672, эле-
ктрический привод, стр. 672), применяются на
складах и набережных (ширина колеи: нор-
мально 1,524 м, у береговых кранов и кранов
в складах обычно от 2,5 до 3 м). Краны с по-
воротным кругом, движущиеся на гусеничных
а) Журнал .Fordertechnik" 1926, стр. 320.
2) Андре, Статика тяжелых кранов (Andree,
Statik der Schwerlastkrane), стр. 26, Мюнхен и Берлин
1919, Ольденбург. — Б ю л ь ц, Грузоподъемные машины
(В u 1 z, Hebezeuge), 2 изд., стр. 156, Лейпциг 1929, Гир-
цель. — ZdVdl 1909, стр. 1031. — Журнал „Fordertechnik“
1926, стр. 337,
или же подвижное опор-
фиг, 133.
758 Т. II. Отд. 3. Транш. устройства. III. Груз, и трансп. установки
цепях х), фиг. 184, применяются, вследствие независимости
передвижения, на постройках и складах. Удельное -давление между
гусеничной лентой (фиг. 51 и 52, стр. 693) и землей при передвиже-
нии 0,6 до 0,8 кг/см1 2, при работе с неблагоприятным положением
укосины 1,6 до 8 кг/см2 с одной стороны.
Передвижные краны с поворотным кругом в соединении с пере-
грузочными мостами фиг. 198, стр. 767, висячие конструкции для
мостовых кранов фиг. 194, стр. 765, и пе-
регрузочных мостов фиг. 198а, стр. 767.
Портальные, фиг. 185 и 188, полу-
портальные, фиг. 186 и 187, и передвиж-
ные опорные строения кранов с пово-
ротным кругом обслуживают в гаванях
пути, идущие вдоль набережной. Вылет
кранов в гаванях 2)
обычно от 15 до
Фиг. 184.
Фиг. 186.
20 м, в исключительных случаях та 28 м, скорость поворота на
крюке от 1,2 до 3 м/сек. Грузоподъемность при штучных грузах от
1,5 до 5/и, скорость подъема от 0,5 до 1,2 м/сек, грузоподъемность
береговых кранов для сыпучих грузов от 1,5 до 15 т\ скорость
подъема от 0,75 до 1,5 м/сек.
Двойные краны 3). Для повышения производительности
на портале кроме поворотного крана прокладываются один или
1) ZdVdl 1926, стр. 476; 1930, стр. 1243.—Журнал „Fordertechnik" 1930, стр. 114.—
Известия DEMAG 1930, тетр. 1, стр. 12; июнь 1931, стр. В 21.
2) Техника безопасности в гаванях и шлюзах, 2 изд.. Дуйсбург 1927.
8) Известия DEMAG 1929, тетр. 1, стр. 19.—Журнал „Fordertechnik" 1931, стр. 12,—
Журнал ,,Bauingenieur“ 1929, стр. 78J.
Типы кранов
759
два пути для тележек. Пути тележки делаются передвижными,
чтобы давать проходить пароходам с высокими мачтами (фиг. 187
тройной кран DEMAG).
Для изменения вылета укосины при установке в рабочее поло-
жение (над люками пароходов и т. д.) служат винты (фиг. 181,
стр. 757) или полиспасты. В отношении увеличения поля работы
очень выгодны береговые краны с втягиваемой укосиной и гори-
зонтальным движением груза :). Средняя скорость движения груза
по горизонтали 0,5 до 1 м!сек. Передача движения к укосине
при помощи зубчатого сектора, зубчатой рейки (фиг. 187 и 188)
или шатунного механизма. В конструкции по фиг. 188 горизонталь-
Фиг. 187.
ное движение груза при втягивании укосины производится удлине-
нием или же укорачиванием каната посредством коромысла. В кон-
струкции по фиг. 187, 189 и 190 концевой блок укосины 2) дви-
гается вместе с грузом по горизонтали. Подобные краны можно
устанавливать по нескольку штук для одновременной работы над
люками пароходов.
2. Пловучие краны * 3). Для гаваней и верфей. Для перегрузки
массовых и тяжелых грузов с одних пароходов на другие и для
*) Журнал „Werft, Reederei, Hafen" 1929, стр. 179 и 189; 1930, стр. 318.—Журнал
„Fordertechnik" 1928, стр. 246; 1929, стр. 220; 1930, стр. 6. — VDI 1926, стр. 73.—
Рюдигер, Экономичность кранов с втягиваемой укосиной и горизонтальным
движением груза, Диссертация, Берлин 1928. — Ниман, О кранах с втягиваемой
укосиной и горизонтальным движением груза, Диссертация, Берлин 1927.
2) ZdVdl 1925, стр. 67.
3) Андре, Статики тяжелых кранов (А и d г ё е, Statik der Schwerlastkrane),
стр. 98, Мюнхен 1919, Ольденбург. — М а т ч о с, Столетие германского машино-
строения, Берлин 1919, Шпрингер.—1911, стр. 750.—Журнал „F6rdertechniku 1913,
стр. 108.
760 Т. II. Отд. 8. Трансп. устройства. III. Груз, и трансл. установки
загрузки угля в пароходы служат подвижные или неподвижные
стоящие на понтоне краны с поворотным кругом на катках и втя-
гиваемой укосиной i). Мощные пловучие краны применяются
также при оборудовании
Фиг. 188.
пароходов и гаваней и
при авариях 2). В це-
лях повышения произво-
дительности мощные пло-
вучие краны (имеющие
раньше только подни-
маемую укосину) выпол-
няются теперь, как шахт-
ные поворотные краны,
Фиг. 189.
по фиг. 190 MAN, поворотные краны на колонне 3), с втягиваемой
укосиной (грузоподъемность до 250 т, DEMAG). На постройках
молов 4) и гаваней при-
меняются пловучие кра*
ны с фермой в виде ко-
зел и тележкой (грузо-
подъемность до 400 т,
DEMAG). Паро-электри-
ческий или дизель-эле-
ктрический привод 5).
Для перевозки грузов на
понтоне оставляется сво-
фиг. 19р
’) Известия DEMAO, 1928,
тетр. 3, стр. 61.
8) Известия DEMAG 1928,
тетр. 3, стр. 69.
3) VDI 1913, стр. 1602;
1920, стр. «31.
4) VDI 1927, стр. 1613.
®) Известия DEMAG 1928,
тетр. 3, стр. 67. — VDI 1929,
стр. 1547 и 1668. —Журнал „For-
derteclinik“ 1929, стр.451.—Жур-
нал .Werft, Reederei, Hafen“
1930, стр. 174, 1931, стр. 241.
Типы кранов
761
бодное пространство. Расчет понтона J) IV т. (нем. изд.) „Судострое-
ние", „Устойчивость", стр. 747.
3. Мостовые краны и перегрузочные мосты. Для обслужива-
ния прямоугольных площадей мастерских, монтажных цехов, литей-
ных, складов и т. д.
Металлические конструкции, стр. 741; сварные конструкции, стр. 742; балки
рельсовых путей ?), стр. 48; крановые балки 8) III т. (нем. изд.), I отдел; крановые
рельсы и закрепленные
рельсы, стр.747 и 748; пе-
редвижение платформы
крана, стр. 749; сопро-
тивление при передви-
жении, стр. 749; кра-
новые тележки, стр. 735;
фиг. 153, стр. 765, фиг.
194, устройство поли-
спастов крановых теле-
жек фиг.65 и 66, стр. 698.
Ручные мос-
товые краны. Те-
лежка и кран при-
водятся в движе-
ние цепью на тяго-
вом колесе. Руч-
ной привод при-
меняется в редко
Фиг. 191.
используемых мос-
товых кранах гру-
зоподъемностью ~
3 т. Для полезной
нагрузки
до^З т применяются висячие
установки (DEMAG) 4) с электрополиспастом (стр. 733, фиг. 147)
Электрические мостовые краны, грузоподъемностью от 5 до
100 т с пролетом от 10 до 30 м, устанавливаются в помещениях
с балконами DIN 698, листы 1 и 2, фиг. 191,
табл. 28, или без балконов. Скорость подъ-
ема от 3 до 9 м!мин понижается с увели-
чением грузоподъемности; скорость пере-
движения тележки от 20 до 30 м1мин, крана
Фиг 193 от 60 до 180 м!мин-
Фиг. 192.
Рельсы для передвижения тележки помещаются
в большинстве случаев на верхнем поясе главной
балки, фиг. 192, реже на нижнем поясе (фиг. 193) в целях увеличения профиля
в свету и высоте подъема при одинаковой высоте положения путей крана; в по-
следнем случае кран обходится значительно дороже. (Формы поперечного сечения
перегрузочных мостов, стр. 768). Высота балок */п до 713 пролета.
1) Андре, Статика тяжелых кранов, стр. 128, Мюнхен и Берлин 1919,
Ольденбург.
2) Грегор, Металлические конструкции (Gregor, Eisenhochbau), II т.,
2 изд., Крановые пути, Берлин 1924, Мейсер. — А н д р е, Статика краностроения
(Andree, Statik des Kranbaues), Мюнхен и Берлин 1922, Ольденбург.
») Как сноска 2. — В о р х, Расчет решетчатых ферм с прочным на изгиб
верхним поясом, Мюнхен и Берлин 1928, Ольденбург.
*) ZdVdl 1931, стр. 329.—Известия DEMAG, июнь 1931, стр. В 27.
762 И- ОтД- 3- Трансп. устройства. TTI. Груз, и трансп. установки
Таблица 28. Электрические мостовые краны
(по DIN 698 1) (фиг. 191)
Грузоподъемность от 5 до 100 т. Профиль и крайнее положение кранового крюка.
А. Для зданий без балкона В. Для зданий с балконом
_____мм_________
Грузоподъемн. Про- лет м Размеры На- Ши- Вес крана
глав- ный крюк т вспо- могаг. крюк т расст. между коле- сами2) h Z к грузка на колесо2) т рина рель- са2) без подъ- емного мелан. т с подъ- емным ме чан. тп
5 10 12 14 16 18 20 2400 2500 2600 27о0 2800 3J00 3200 3400 3600 3800 4000 250 400 550 700 900 1000 1100 1400 1500 1600 1800 500 6,0 6,3 6,5 6,8 7,1 7,5 7,8 8,2 8,5 8,8 9,0 45 10,0 11,0 12,0 13,0 14,1 15,5 17,0 18,5 20,2 21,9 23,7
22 24 26 28 30 55
7,5 — 10 12 14 16 18 2J 22 24 26 28 30 2600 2600 2600 2700 2800 3000 3200 3400 3600 3800 4000 250 400 550 600 800 1000 1100 1300 1400 1500 1700 550 7,5 7,8 8,1 8,5 8,8 9,2 9,5 9,9 10,3 10,8 11,3 45 45 55 55 55 55 55 55 55 55 55 11,2 12,2 13,4 14,4 15,8 17,2 19,1 20,9 22,5 24,5 26,6
10 3 10 12 14 16 18 20 22 24 26 28 30 2800 2800 2800 2800 2800 3000 3200 3400 36'Х) 3800 4000 150 300 500 600 700 850 1000 1200 1300 1500 1600 600 9,0 9,4 9,7 10,1 10,4 10,9 11,3 11,8 12,2 12,8 13,4 55 55 55 55 55 55 65 65 65 65 65 13,0 14,0 15,1 16,5 18,0 19,6 21,6 23,6 25,6 27,5 30,0 15,0 16,1 17,3 18,7 20,2 21,8 23,9 25,8 27,7 30,0 32,2
*) Дополнено данными DEMAG.
’) Для мостовых кранов на четырех колесах. Наименьшее расстояние между по-
движными деталями крана и стропилами здания, столбами и т. д. должно составлять
минимум 400 мм, чтобы избежать защемлений персонала при осмотре крана. Необ-
ходимо руководствоваться правилами техники безопасности германской железодела-
тельной и сталелитейной промышленности. Если на тележку надевают кожух для
работы на открытом воздухе, то размер а увеличивается приблизительно на 100мм.
Для рельс применяют полосовое железо или делают специальные рельсы. Железно-
дорожных рельс сдедуег по возможности избегать,
Типы кранов
763
(продолжение)
Таблица 281)
мм
Грузоподъемн. Про- лет 5 м Размеры На- грузка на колесо2) т Ши- рина рель- са 2) Вес крана
глав- ный крюк т вспо- могат. крюк т расст. между коле- сами2) h / k без подъ- емного механ. т с подъ- емным механ. т
10 3200 250 600 12,2 55 16,2 18,3
12 3200 400 600 12,7 55 17,6 19,7
14 3200 550 600 13,1 55 19,1 21,2 22,9
16 3200 700 600 13,6 55 20,7
18 3200 900 600 14,0 55 22,4 24,6
15 3 20 3200 1000 600 14,6 55 24,5 26,6
22 3200 1100 650 15,2 65 26,5 28,7
24 3400 1400 650 15,7 65 28,5 30,8
26 3600 1500 650 16,2 65 30,8 33,0
28 3800 1600 650 16,8 65 33,2 35,4
30 4000 1800 650 17,4 65 36,0 38,0
10 3400 250 650 15,3 65 18,5 21,0
12 3400 400 65J 15,7 65 20,0 22,5
14 3400 550 650 16,0 65 21,5 24,1
16 3400 600 65) 16,6 65 23,5 26,0
18 3400 800 650 17,2 65 25,5 28,0
20 5 20 3400 1000 650 17,9 65 27,5 30,0
22 3400 1100 659 18,5 65 30,2 32,8
24 3500 1400 650 19,1 65 32,5 35,0
26 3600 1400 650 19,7 65 35,0 37,5
28 3800 1500 650 20,3 65 37,5 40,0
30 4000 1700 650 20,9 75 40,0 42,8
10 4000 150 600 20,6 75 22,9 26,0
12 4000 ЗОЭ 600 21,3 75 24,5 27,8
14 4000 500 600 22,0 75 26,5 29,6
16 4000 600 650 22,7 75 28,5 31,6
18 4000 700 650 23,4 75 30,7 34,0
30 7,5 20 4000 850 650 24,1 75 33,0 36,2
22 4000 1000 650 24,8 75 35,3 38,6
24 4000 1200 650 25,5 75 38,0 41,0
26 4000 1400 650 26,1 75 40,7 44,0
28 4000 1500 700 26,9 75 43,5 47,0
30 4000 1600 750 27,6 75 46,7 50,0
10 4000 100 650 26,4 75 27,4 30,8
12 4000 150 650 27,2 75 29,4 32,8
14 4000 300 650 28,0 75 31,6 35,1
16 4000 450 650 28,8 75 33,9 37,4
18 4000 600 650 29,6 75 36,3 39,7
40 7,5 20 4000 800 650 30,4 75 38,6 42,0
22 4000 950 700 31,2 75 41,5 45,0
24 4000 1100 700 32,0 75 44,3 47,9
26 4000 1300 700 32,7 90 47,1 50,7
28 4000 1500 750 33,5 90 50,2 53,8
30 4000 1600 800 34,3 90 53,5 57,0
10 4200 100 650 31,8 90 32,0 36,9
50 10 12 4200 200 650 32,8 90 33,8 38,9
14 4200 300 650 33,7 90 36,1 41,1
16 4200 450 650 34,7 90 38,6 43,7
Сноски и 2) на стр. 762
764 т- П. Отд. 3. Трансп. устройства. III. Груз, и трансл. установки
Таблица 28 О (продолжение) мм
Грузоподъемн. Про- лет м Размеры На- грузка на колесо2) т Ши- рина рель- са2) Вес крана
глав- ный крюк т вспо- могат. крюк т расст. между коле- сами2) h 1 k без подъ- емного механ. т с подъ- емным механ. т
50 10 18 20 22 24 26 28 30 4200 4200 4200 420J 4200 4200 4200 600 800 950 1100 1300 1400 1500 650 650 700 7С0 700 750 800 35,7 36,6 37,5 38,5 39,4 40,4 41,3 90 90 100 100 100 160 100 41,4- 44,2 47,8 51,0 54,8 58,8 62,8 46,5 49,3 53,0 56,0 60,0 64,0 68,0
60 10 10 12 14 16 18 20 22 24 26 28 30 4400 4400 4400 4400 4400 440J 4400 4400 4400 4400 4400 103 150 300 450 600 800 950 1100 1200 1400 1500 650 650 650 650 650 650 700 750 750 750 800 37,3 38,4 39,5 41,2 42,9 43,6 44,3 45,4 46,5 47,7 48,8 100 100 100 100 100 100 120 120 120 120 120 36,8 39,2 42,0 44,8 48,0 51,5 55,4 59,4 64,0 68,8 73,5 42,3 44,6 47,3 50,3 53,3 57,0 61,0 65,0 69,5 74,2 79,0
75 15 10 12 14 16 18 20 22 24 26 28 30 4600 4600 4600 4600 46 0 4600 4600 4600 4600 4600 4600 50 100 200 400 500 700 700 800 1000 1200 1300 750 750 750 750 750 750 850 850 850 850 850 45,0 46,7 48,4 49,9 51,3 52,7 54,0 55,4 56,7 58,2 59,7 100 100 120 120 120 120 120 120 120 120 120 42,3 45,2 48,2 52,2 56,2 60,3 65,3 70,3 75,5 81,2 86,8 48,3 51,2 54,4 58,2 62,3 66,4 71,6 76,6 81,6 87,3 93,0
Грузоподъемн. Наименьш. размер а b Размеры S
глав- ный крюк т вспо- могат. крюк т до 5 = 20 ДО 5 = 30 до 5 = 20 ДО 5 = 30 без вспомог, подъемн.механ. с вспомогат. подъемн.механ.
d е d е
5 7,5 10 15 20 30 40 50 60 75 100 3 3 5 7,5 7,5 10 10 15 1600 1700 1800 2100 2150 2300 2500 2600 2800 3000 3200 1700 18С0 1900 2200 2250 2400 2600 2700 2900 3100 3400 230 220 230 250 275 300 325 350 375 400 450 400 400 400 400 500 700 750 800 900 1000 1500 300 300 300 300 400 600 650 700 800 900 1400 850 900 950 1000 1050 1200 1300 1400 1450 1500 1600 750 800 1000 1100 1100 1150 1400 1500 1550 1600 1800 950 1000 1050 1200 1300 1400 1450 1500 1500 1600 1950 2150 2150 2250 2450 2550 400 400 400 500 600 600 600 600 600 600 600
Сноски ») и 2) см. стр. 762. Сравнить также фиг. 191, стр. 761.
Типы кранов
765
При пролетах до Й 15 м, выгоднее сплошные, а не решетчатые балки; недостаток:
затемнение цехов. В США, несмотря на большой расход материала, применяются
почти исключительно клепаные балки коробчатого сечения *), благодаря простоте
расчета. Кабина машиниста помещается либо сбоку, фиг. 191, либо в середине
крана для удобства наблюдения при больших пролетах.
Нормальные мостовые краны, благодаря мертвой части пролета
крана и тележки, не могут полностью обслужить нужной площади.
Фиг. 195.
Поэтому для увеличения обслуживаемой
площади применяются мостовые краны
с поворотными тележками (фиг. 194J, по-
воротная тележка на
5тя,вылет4./И,ПЕМАО,
поворотная часть вы-
полняется иногда по
фиг. 196), которые мо-
гут также перевозить
грузы по диагонали
из соседних помеще-
ний и наружу. При
перемещении грузов
по диагонали на боль-
шие расстояния слу-
жат мостовые краны с укосиной, перемещаемой в одну или в обе
стороны (мостовые краны с укосиной). Для обслуживания распо-
ложенных вдоль стен станков применяются стенные мостовые краны
с неподвижной (фиг. 195) или с подвижной укосиной (фиг. 196,
грузоподъемность 10 т, вылет 11 м, DEMAG). Возможность полного
поворота укосины позволяет переносить грузы по диагонали из
одних цехов в другие.
Портальные краны (неподвижно стоящие или передвижные)
применяются для перегрузки грузов, например на железных дорогах.
ZdVdl 1927, стр. 1139. — Журнал „Fordertechnik" 1930, стр. 283.
?66 Т. II. Отд. 3. Трансп. устройства. III. Груз, и транеп. установки
Грузоподъемность обычно 5, 10, 15 и 20 т. При редкой нагрузке
ручной привод. На фиг. 197 изображен электрический портальный
кран на 20 т с пролетом 17 м DEMAG.
Перегрузочные мосты ]) фиг. 198 и 198а (пролеты прибл.
до 120 м, длина до 200 лЛ. применяются на складах угля, руды,
Фиг. 196.
проката, дров и т. д. для перегрузки с пароходов на склады и
железнодорожные вагоны или обратно. Строительные размеры
мостов зависят от местных условий.
Обращенная к воде сторона делается откидной (фиг. 198а), чтобы дать проход
судам с высокими мачтами. Учишвая расширения от те шературы в мостовых фермах
и возможные неточности в
расстоянии путей рельс,
применяется подвижная
опора. Усилия, возникаю-
щие в направлении оси
моста (давление ветра,
стр. 743, толчки, силы при
разбеге и торможении,
стр. 744), воспринимаются
неподвижной опорой.
Мосты, допускающие
перекос до «10° относи-
тельно среднего положе-
ния, помещаются на устой-
чивой опоре с поворотным
кругом и подвижной опоре
с шарнирным сочленением.
При перекосах 30° в
каждую сторону обе устой-
1) А н д р е, Статика краностроения (A n d г ё е, Statik des Kranbaues), 3 отдел,
стр. 117; то же, Перегрузочные м'осты и краны с укосиной (Verladebriicken u. Ausle-
gerkrane), Мюнхен и Берлин 1922, Ольденбург. — Давид, Об экономических расче-
тах некоторых приводных механизмов мостовых кранов, Диссертация, Берлин 1913.—
Журнал „Fordertechnik" 1911, стр. 81. — Журнал „Eisenbau" 1912, стр. 397; 1920,
стр. 413.— ZdVdl 1910, стр. 797 и 1659; 1911, стр. 1118 и 1545; 1912, стр. 116 и 618;
1913, стр. 646; 1914, стр. 322; 1915, стр. 149 и 199.
Типы краной
767
чивые опоры снабжаются сверху поворотными кругами, один из которых допу-
скает еще продольное перемещение моста относительно опорного строения J).
Механизмы для передвижения перегрузочных мостов, стр. 750. Ходовые колеса
располагаются попарно в траверсах’, шарнирно соединенных с нижними частями
опор. Ведущие колеса приводятся в действие либо от зубчатой передачи, либо (при
передаче к большому числу колес) соединяются шатунами 2).
Крепления против ветра3) для перегрузочных мостов.
Механизмы для передвижения опор обладают мощными магнитными
Фиг. 198.
стопорными тормозами во избежание движения моста от силы ветра.
Кроме того, на случай шторма, имеются приводимые от руки
захваты для рельс. При прекращении работы мосты отводятся на
Фиг. 198а.
предназначенное для них место на пути и притягиваются болтами
к рельсам или крюками к фундаменту. * 2
1) ZdVdl 1915, стр. 150.
2) Известия DEMAG 1929, тетр.З, стр. 51.—Д а в и д, Об экономических расчетах
некоторых приводных механизмов мостовых кранов, стр. 19 и 27, Диссертация, Бер-
лин 1913.
8) Журнал .Ford. Rundschau1* 1927, стр. 5 и 82. — Журнал „Bauingenieur14 1925,
стр. 373.
768 Т. П. Отд. 3. Трапсп. устройства. III. Груз, и трансп. установки
Применяются также автоматические тормоза на случай ветра *), устроенные
в опорах колес, которые при случайном передвижении моста захватывают рельсы
клещами. Встречаются еще электрические тормоза или остановы, приводимые
в действие с площадки машиниста или прибором для измерения силы ветра 2).
Мостовые поворотные краны (стр. 756) и поворотные
тележки (стр. 765) увеличивают обслуживаемую площадь (по сравнению
с нормальными тележками) без необходимости передвижения моста.
Опрокидывающий момент, вызываемый в балках поворотным краном
и тележкой, требует больших затрат на материал.
Подразделение пояса, работающего на изгиб от нагрузки колес, по фиг. 199.
При поперечных сечениях фиг. 200а, 200b, 200с мосты обладают большей боковой
устойчивостью, чем при полеречном сечении фиг. 200d с проложенными внутри
путями. Если пути расположены сверху (фиг. 200а), то общая высота моста сокра-
щается, по сравнению с конструкциями фиг. 200b, с, d, при прочих равных условиях.
Тележки с канатной передачей 1 2 3) (типа тележек, применяемых
в кабельных кранах, стр. 769) менее распространены в перегрузочных
мостах, несмотря на меньшую мертвую нагрузку и большую ско-
Фиг. 199.
Фиг. 200 а — d.
рость передвижения по сравнению с тележками с индивидуальным
приводом.
Недостатки: затруднительное ведение каната, особенно при больших
путях тележки, сильное изнашивание каната и отсутствие наблюдения за грузом,
так как кабина машиниста неподвижна. Тележки с канатной передачей применяются
в перегрузочных установках, передвигающихся на небольшие расстояния и постоянно
работающих.
Производительность перегрузочных мостов
зависит от длины пути груза, самого груза и т. д. и определяется
по продолжительности рабочей операции с учетом перерывов.
Грузоподъемность перегрузочных мостов от 3 до 30 т
Скорость подъема........................от 0,6 до 1,5 м/сек
Скорость передвижения тележки или поворотного
крана...............................от 1,5 до 3 м/сек
в исключительных случаях у тележек .... до 6 м/сек
Скорость передвижения моста............от 0,3 до 1,0 м/сек
Фиг. 198а, перегрузочный мост Штетин <) (DEMAG) с пролетом 45 м, укосина,
обращенная к воде, 36,4 м, общая длина моста 108,6 м, грузоподъемность 15 т,
полезная нагрузка грейфера для руды 7,5 т, емкость 3 м3 (угольный грейфер 8 м3),
скорость подъема 0,93 м/сек, скорость тележки 2,4 м)сек, моста 0,3 м/сек, средняя
1) ZdVdl 1925, стр. 1224; 1926, стр. 103, Герм. гос. пат. 411658.
2) ZdVdl 1931, стр. 1081.
з) Эрнст, Грузоподъемные машины (Ernst, Die Hebezeuge), I т., 4 изд.,
стр. 882, Берлин 19ОЗ; Шпрингер. — VDI 1910, стр. 799. — Известия DEMAG, апрель
1930, стр. 1.
<) Известия DEMAG 1928, тетр. 3, стр. 54.
Типы краноО
769
производительность за несколько часов при перегрузке из полного морского паро-
хода в железнодорожное вагоны от 200 до 250 т!час, при перегрузке из морского
парохода в грузовой 350 т)час.
Перегрузочный мост Рогтердам-Влаардинген i) (DEMAG), пролет 118 м, уко-
сина, обращенная в сторону воды, 58 м, общая длина моста 193 м, грузоподъемность
30 т, полезная нагрузка грейфера для руды 16 т, емкость 6,5 л/* 2 3 (угольный грей-
фер 12 .и3), скорость подъема 1,0 м\сек. Средняя производительность за несколько
часов перегрузки из морского парохода на склады 600 т]час, из морского парохода
в баржи 800 т)час (максимальная производительность 950 т/час).
4. Специальные краны приспособлены для всевозможнейших
производственных процессов и назначений. В металлургической
промышленности 2) применяются: литейные краны, загрузочные
приспособления для мартеновских печей, колодцев (клещи для кра-
нов колодцев фиг. 156, стр. 738) и калильных печей, краны для вы-
нимания болванок из изложниц и т. д. Для уборки обломков после
железнодорожных крушений и смены частей мостов служат тяжелые
паровозные поворотные краны 3). Для складывания материалов при-
Фиг. 201 и 201а. Канатный рейтер.
меняются электрокары 4), для всевозможных вспомогательных работ
автомобильные краны 5).
5. Кабельные краны 6) (фиг. 201) заменяют перегрузочные
мосты (стр. 766), при больших пролетах (от 10Э до 900 м> обычно
от 150 до 300 м). Они более выгодны при больших пролетах вслед-
ствие тяжелых поддерживающих башен.
Преимущество: быстрая установка. Обслуживают широкие складочные
помещения элингов, построек 7) (мосты, шлюзы, плотины с бетонными устрой-
ствами и т. д.), применяются на разработках руды и бурого угля, каменоломнях
1) Известия DEMAG 1929, тетр. 3, стр. 49. — Журнал „Werft, Reederei, Hafen"
1927; стр. 2U8. — Jahrb. d. Hafenbauiech. Gesellsch., X t., 1927, cyp. 156.
2) А у м у н д, Грузоподъемные и транс.юртные установки (A u m и n d, Hebe-
undForderanlagen), Пт., 2 изд. стр. ЗЗЭ, Берлин 1926, Шпрингер. —М и х е н ф е л ь-
д е р, Крановые и транспортные установки (Michenfelder, Кгап- und Transport-
anlagen), Берлин 1926, Шпрингер. — Известия DEMAG 1928, тетр. 1, стр. 8 —VDI 1906,
стр. 17^9; 1916, стр. 685; 1917, стр. 655 и 670; 1925, стр. 1185; 1928, стр. 382.—Сименс
1928, тетр. 1.
3) ZdVdl 1928, стр. 320.— Журнал „F6rdertechnik“ 1931, стр. 11.
<) ZdVdl 1925, стр. 65; 1929, стр. 171. — Журнал .Fordertechnik" 1926, стр. 134
и 291; 1929, стр. 199. — Журнал „Went, Reederei, Hafen“ 19Л, стр. 38.
6) Журчал „Fordertechnik" 1927, стр 117.— Журнал „Bailing." 1931, тетр. 1.
*) С те ф а н, Канатные дороги (Stephan, Die Drah.seilbahnen), 4 изд., Берлин
1926, Шпрингер, стр. 440. — Г анфштенгель, Транспортные установки для
массовых грузов (Hanfstengel, Die Forderung von Massengiitern), Пт., 2ч.,
3 изд., стр. 225, Берлин 1929, Шпрингер. — VDI 1916, стр. 501; 1927, стр. 667; 1928,
стр. 581; 1С29, стр. 427. — Журнал „Fordertechnik" 1927, стр. 343 и 361; 1928, стр. 321.
’) VDI 1929, стр. 427.
49 Зак. 254. — Htitte, Справочник для инженеров, т. II.
*[70 T. II; Отд. 3. Трансп. устройства. III. Груз, и трансп. установка
и т. д. Кабельные краны конструируются неподвижно стоящими, поворотными (для
обслуживания сектора 1) или передвижными; пути тележки иногда придается
сильный наклон для работы на неровной местности.
Башни обычно металлические, во второстепенных установках
деревянные. Для больших грузов применяются два рядом располо-
женных каната 2); грузоподъемность каждого прибл. до 10 т
(в исключительных слу”аях 16 т), обычно от 3 до 5 т. Скорость
тележки » 2,5 до 5 м]сек (в исключительных случаях 8 м!сек),
скорость подъема прибл. от 0,6 до 1,5 MjceK, скорость движения
башен ^0,1 до 0,7 м)сек. Несущие канаты представляют собой зам-
кнутые канаты (фиг. 19, табл. 6, стр. 682 и 683). Подъемные канаты и
канаты для передвижения — проволочные канаты из прядей (стр. 674).
Расчет несущего каната3), стр. 683. При натяжении
каната подвижной башней (фиг. 201) или, как в подвесных дорогах
с проволочными канатами (стр. 795), натяжным грузом, расчет про-
изводится с учетом веса несущего каната q (кг/м) (в данном случае
включая вес q' (кг/м) подъемного каната
или каната для передвижения и т. д.) и
я'С а _ЖГ подвижной нагрузки V кг (тележка
+ полезная нагрузка). Провисание ка-
Л ната f (фиг. 202) в м приближенно:
’ f=ab(lql2+ V)/IH;
Фиг, 202.
здесь Н—горизонтальная сила натяже-
ния г кг. Путь груза представляет при-
ближенно параболу, Z//max> обычно прибл. от 20 до 30. Колеса опи-
раются попарно в траверсы для равномерного распределения на-
грузки на колеса и прилегания движущегося механизма к кана-
там. Нагрузка на колесо 1250 кг (диаметр колеса 450 мм),
до 1600 кг (диаметр колеса 550 мм), в исключительных случаях
до 2000 кг.
Направление подъемного каната по фиг. 201 позволяет одновременно выпол-
нять подъем и передвижение. Для подъема и передвижения имеются отдельные
лебедки. Недостаток: при передвижении подъемный канат протягивается через
направляющие блоки тележки и обоймицы; отсюда большее изнашивание каната
и повышенное сопротивление при передвижении.
Направление подъемного каната по фиг. 201а требует для передачи к канагам
для подъема и передвижения лебедку с двумя барабанами, типа лебедок грейферов
(фиг. 149 до 151, стр. 735), которая цает одинаковое относительное движение обоих
канатов при передвижении или подъеме. В кабельных кранах с грейферами, закры-
вающимися или опрокидывающимися ковшами (сгр. 739) необходим еще третий
барабан для удерживающего каната. При больших путях перемещения груза вместо
барабана применяют ведущий шкив (фиг. 101 — 103, стр. 71J). Во избежание силь-
ного провисания канатов для подъема и передвижения при больших пролетах при-
меняются канатные решеры4 *) (опрокидывающийся рейтер Блейхерт, гер. гос. пат.
4246J7 °)), помещенные на расстоянии приблизительно 50 м. В кабельном кране
Полиг подобные рейтеры отсутствуют 6)«
1) ZdVdl 1910, стр. 763; 1916, стр. 504 и 556.
s) ZdVdl 1928, стр. 581.
>) Ж.* риал .Fordertechnik* 1927, стр. 361.
4) Жу нал ,F6rdertechnik“ 1927, стр. 363. — VDI 1916, стр. 501.
Л ZdVdl 1928, стр. 585.
в) ZdVdl 193J, стр. 1212.
Подъемники
771
При больших путях передвижения и подъема устанавливаются
механизмы, указывающие машинисту положение груза. Для лучшего
наблюдения за перемещением труза, особенно при работе с грейфе-
ром, применяются тележки с кабиной машиниста г)> причем электри-
ческие механизмы для подъема и передвижения помещаются в самой
тележке, а передвижение происходит при помощи неподвижного
каната, перекинутого через ведущий шкив, или силой подтягивания
каната от управляемой на расстоянии и находящейся в башне
лебедки. Недостатки: подводка тока или управление на расстоянии
и большой мертвый груз тележки. Для разгрузки тележки от мотора
и деталей приводного механизма, находящаяся на тележке подъем-
ная лебедка управляется иногда из машинного помещения башни
при помощи канатной передачи.
Мостовые кабельные краны * *) (Блейхерт) представляют собою соединение
кабельного крана с перегрузочным мостом. Рельсы тележки перегрузочного моста
земенены здесь несущим канатом, наглухо закрепленным на концах ферм моста.
Провисание несущего каната 3) (линия пути груза} значительно больше вблизи
мест закрепления, чем в кабельных кранах с подвижной башней. Преимущества
мостовых кабельных кранов: небольшой собственный вес по сравнению с перегру-
зочными мостами; отсутствие тяжелых натяжных башен кабельных кранов, ибо
натяжение несущего каната воспринимается прочными фермами моста.
Разновидностью кабельного крана является кабельный экскаватор4)
(Блейхерт), применяемый преимущественно на разработках бурого угля. Он пред-
ставляет собою обыкновенный ковш (фиг. 150, стр. 739) канатного экскаватора
с жесткой укосиной в соединении с кабельным краном, несущие канаты которого
опускаются и поднимаются для подъема ковша.
В. Подъемники и транспортеры
а) Подъемники
При установке и эксплоатации подъемников следует руковод-
ствоваться ведомственными техническими предписаниями 5).
Правила относительно обо-
рудования и эксплоатации
подъемников . . . • . . DIN 1359
Телнические условия для
постройки подъемников,
апрель 19^7, приложение
май 1930 ................DIN 1360
Грузовые подъемники с про-
водником или без провод-
ника, размеры кабины . . DIN 1361
Величины грузов и завися-
щие от них размеры ка-
бин ......................DIN 1362
Размеры шахты, оборудование машин-
ного помещения и противовеса при
грузоподъемности
свыше 100 до 50J кг . . . D1N 1363,
листы 1—5
. 500 , 1090 „ ... DIN 1364,
листы 1—5
, 1000 , 2000 „ . . . D1N 1365
листы 1—51
1) ZdVdl 1916, стр. 502.
’) ZdVdl 1927, стр. 667; 1928, стр. 738. — Журнал .Fordertechnik" 1927, стр. 8.
s) ZdVdl 1923, стр. 583, фиг. 6. — Ганфштенгель, Транспортные устрой-
ства для массовых грузов, II т., 2 ч., 3 изд., стр. 228, Берлин 1929, Шпришер. —
Журнал .Die Wasserwirtschaft" 1930, стр. 547. — .Журнал „Fordertechnik" 1927, стр. <$61.
*) ZdVdl 1925, стр. 1938; 1927, стр. 727; 192ь, стр. 737. — Журнал „Fordertechnik"
1928, стр. 431. — Журнал „Braunkohle" 1928, стр. 473.
8) Яр. , Полицейские предписания относительно установки и эксплоатации
подъемников, Гаген, 1920, Гаммершмит, I часть, 1927, II часть 19э0.—Егер-Воль-
т е р-2 юль, Правила установки и эксплоатации подъемников, 4 изд., Берлин 1930,
Гейман.
49*
Т]*} Т. II. Отд. 3. Трапсп. устройства. III. Груз, й трансп. установки
Подъемники для небольших
грузов, 50 или 1и0 кг с
противовесом с правой
или с левой стороны, ма-
шинное отделение на-
верху над п’я.л’ой . . . DIN 1366,
листы 1 — 2
Пассажирские подъемники,
лифты для больных, раз-
меры кабины.............DIN 1369
Пассажирские подъемники, размеры
шахты, устройство машинного поме-
щения и противовеса для
4 человек, грузоподъем-
ность 300 кг..........DIN 1370,
листы 1—5
6 человек, грузоподъем-
ность 450 кг............DIN 1371,
листы 1—5
10 человек, грузоподъем-
ность 750 кг............DIN 1372,
листы 1—5
Подъемники для больных
с одной койкой и тремя
сопровождающими, гру-
зоподъемность 35) кг,
размеры шахты, устрой-
ство машинного отделе-
ния и противовеса. . . . DIN 1373,
листы 1—5
Лебедки лучше помещать сверху над шахтой х) (фиг. 203), чем
возле шахты 2) (сравнить фиг. 211), благодаря меньшему числу
изменений изгибов каната при рабочей операции (фиг. 2
и 3, стр. 674).
В подъемниках применяются преимущественно
проволочные канаты, стр. 674.
Данные для предварительного расчета канатов подъемников3)
стр. 681. табл. 4. В пассажирских и товарные подъемниках с проводни-
ком кабина и противовес должны подвешиваться на совершенно от-
дельных канатах так, чтобы при обрыве одних они продолжали на-
дежно удерживаться другими. При помощи коромысел Ъ (фиг. 208)
нагрузка должна равномерно распределяться, между всеми канатами.
Исключение составляют подъемники с ведущими шкивами. Здесь
противовес подвешивается на пружинах (ср. фиг. 204, Отис), а
только кабина на коромыслах или наоборот, чтобы уравновесить
нагрузку 4) и избежать скольжения каната на шкиве.
Особые ведомственные постановления допускают в тщательно
исполненных подъемниках с ведущими шкивами буферное прикре-
пление к кабине (фиг. 204) и противовесу, не принимая во вни-
мание действие ловителей при растяжении или обрыве одного из
канатов, но соблюдая следующие условия: необходимы минимум
четыре каната, которые рассчитываются с большим запасом (стр.
681, табл. 4, III). Кроме того подъемник должен иметь приспосо-
бление (например канат а, идущий от ловителя к противовесу
(фиг. 211), которое приводит в действие ловитель независимо от
ограничителя скорости с (фиг. 208).
В местах соединения с конструкцией концы канатов
заливаются (фиг. 31, стр. 685 и фиг. 204 и 205) или
Фиг. 203. прикрепляются особыми замками (фиг. 27, стр. 685,
угол наклона гильзы и вложенного клина <1 15°).
Б а р.а б а н ы имеют винтовую нарезку для навивания канатов
(фиг. 85 и 86, стр. 706). При конечных положениях кабины и про-
тивовеса на барабане должны оставаться минимум 1,5 запасных
*) Ср. также DIN 1363, 1364, 1365, 1370, 1371, 1372, 1373, листы 4 и 5.
*) Ср. также DIN 1363, 1з64, 13бэ, 137j, 1371, 1372, 1о7з, листы 2 и 3.
8) см. сноску 5 на стр. 771.
*) Г и м а н с-Г е л ь б о р н, Новейшие подъемники с ведущими шкивами,
стр. 21 и 38, Берлин 1927, Шпрингер.
Подъемники
773
витка. Концы канатов продеваются через кожух барабана и соот-
ветственно закрепляются.
Ведущие шкивы1 2) (фиг. 92, 93, 94, стр. 707; фиг. 97,
стр. 709; фиг. 154, стр. 736). Преимущества лебедок с ведущим
шкивом по сравнению с лебедками с барабаном на стр. 736. По-
садка кабины или противовеса на опору устраняет возможность
перехода за конечное положение (буфер, стр. 779). С этого момента
шкив начинает скользить под канатом. Шкивы допускаются лишь
в подъемниках с непосредственным электрическим приводом.
Испытание скольжения каната: при вдвое увеличенной допускаемой нагрузке
(полезной нагрузке) кабина не должна скользить (более подробно DIN 1360, допол-
нение). Наибольшее значение замедляющего усилия по A«V лист 181): pv = 0,2 g Рй
^2 м/сек*. На фиг. 206 приведены данные относительно замедляющего усилия pv
зависящего от скорости подъемника v (Г и м а н с я). (Ср. также стр. 784.)
Фиг. 2J4.
Vм/сек
Фиг. 206.
Рабочая скорость, как правило (за исключением подъем-
ников для загрузки печей), не больше 1,5 м)сек. Большая рабочая
скорость допускается только с особого разрешения. Скорость подъ-
емников в небоскребах США от 4 до 6 м!сек.
Передача от шунтовых двигателей. При трехфазном токе
лучше двигатели с двойной роторной обмоткой и переключением
полюсов (стр. 723). Определение мощности3) приводного двигателя
стр. 729 и 730.
Для установки на уровне пола нужного этажа существует включение на т о ч-
ное регулирование (фиг. 154 и 155, стр. 736 и 737). Между двигателем и бара-
баном или шкивом устанавливается обычно червячная передача4) (фиг. 144,
стр. 730 и фиг. 154, стр. 736), а в медленно работающих товарных подъемниках—
цилиндрическая зубчатая передача. В подъемниках со скоростью больше, чем
2,5 м/сек необходимо непосредственное соединение приводного шкива с медленно
работающим двигателем (без промежуточных передач5 б) (число оборотов двига-
!) Конструкция и расчет ведущих шкивов, Берлин 1926, Союз фабрикантов
подъемников, A*V, лист 18.
2) Гиманс-Гельборн, Новейшие подъемники с ведущими шкивами,
стр. 53, Берлин 1927, Шпрингер.
Ш и бел ер, Изв. АЕи 1930, тетр. 2.
<) ZdVdl 1925, стр. 1307; 1929, стр. 945.
б) ZdVdl 1914, стр. 253 и 1255; 1929, стр. 946; 1925, стр. 69.—Г иманс-Гель-
б о р н, Новейшие подъемники с ведущими шкивами, Берлин 1927, Шпрингер,
стр. 5. •
774 Т. II. Отд. Я. Трансп. устройства. III. Груз, и трансп. установки
теля от 60 до 120 в мин.). При очень большой высоте подъема применяются лебедки
с ведущим шкивом и с контршкивом (фиг. 97, стр. 709); ручьи полукруглой формы
(фиг. 94, стр. 707).
В лебедках подъемников должны иметься механизмы, дающие возможность
в случае нужды приводить кабину от руки (ручное колесо (но не рукоятка)—на
конце червячного вала или свободного конца вала двигателя, либо прилив на тор-
мозном шкиве].
Кабина. Высота в свету кабин пассажирских и товарных
подъемников с проводником минимум 1,8 м. Железный каркас
с крышей и стенками (облицовывается перфорированными желез-
ными листами, деревом или оплетается прочной проволокой). Пол-
зуны кабины движутся по направляющим. Дверцы не должны вы-
ступать; целесообразны задвижные дверцы или складные решетки,
приводимые иногда электрически или пневматически, и соединяе-
мые в последнее время с дверью шахты.
Противовес уравновешивает кабину и 40—5О°/о полезной
нагрузки. Он скользит ползунами (аналогично кабине) в направ-
ляющих и представляет раму из прокатного железа
с наложенными друг на друга чугунными плитами.
Уравновешивание каната (фиг. 58,
стр. 696). При большой высоте подъема >30 м (осо-
бенно в подъемниках с ведущими шкивами) несущие
органы уравновешиваются либо нижним канатом
(круглой крутки или плоским), либо цепью, соеди-
няющими кабину с противовесом. Для смягчения
шума через звенья цепи продевают пеньковый
г
Фиг. 207. KaHaL-
Направляющие из прокатного железа в то-
варных подъемниках, с прокладкой из твердого
дерева в пассажирских. В последних должны применяться фрезе-
рованные, оструганные или тянутые профили, обычно железо
с утолщенной обработанной стенкой (фиг. 207, табл. 29).
Таблица 29 (фиг. 207). Направляющие
(Клекнер)
Размеры
а 1 h ММ мм мм\мм с s / F Mm'mM'MMI СМ2
8 10 14,88 11,70
8 10 16,98 13 35
9 12 22,77 17,90
Вес
кг\м
Расстояние между цент- рами тяжести Дл [Я оси и Х-Х з г и б а Y —Y
% ext Jx Vx, Jy
мм мм см* см3 * см3 см* слс8
20,5 26,7 24,3 44,5 48,3 57,7 62,68 1(2,50 152,55 30,57 38,40 62,77 14,08 21,20 26,43 55,54 57,80 172,э0 12,34 12,85 27,60
Во избежание смещения направляющие на их концах делаются контрольные
шпильки и соответствующие гнезда к ним. Направляющие рассчитываются на про-
дольный изгиб по Эйлер/ (коэфициент безопасности минимум 5)х), причем для
*) Предписания минлстерства торговли и ремесл и общественных работ от
3 сентября 1929. Сталь в строительстве, 8 изд., стр. 689, Дюссельдорф, Берлин 1930.
Шпрингер.
Подъемники
775
стопорных ловителей принимается нагрузка 5Qlz, в зажимных ловителях 2Qfzt где
Q—вес нагруженной кабины или противовеса, a z — число натравляющие дейст-
вующих при улавливании (нагрузка предполагается равномерной). Направляющие
смазываются автоматически из смазочных
отверстий в кабине и противовесе.
Ловители (фиг. 208). Ловители
должны немедленно действовать при
опасном растяжении одного из
канатов, поломке или выскакивании
одного или всех канатов (также
при поломке детали машины, вли-
яющей на • движение). (Исключение:
подъемники с ведущими шки-
вами, стр. 772.) В пассажирских и
товарных подъемниках с проводником
необходим сверх того механизм, дей-
ствующий на лозитель самое позднее
в момент достижения допускаемой
скорости при повреждении (равной
1,4 рабочей скорости). Ограничители
скорости (регуляторы) должны в це-
лях быстроты работы обладать мини-
мальной инерцией ]).
Схема ловителя на фиг. 208. При опас-
ном растяжении, обрыве или освобождении
одного из канатов а коромысло Ъ, а вмете
с ним скоба i поворачиваются и освобождают
рычаг fc, который посредством пружины I и
вала е вкиочает ловители /. При обрыве
Фиг. 238.
всех канатов а, коромысло b падает в прорези т, чем опять приводит в действие
ловители / с помощью пружины Z. При достижении допускаемой скорости при по-
вреждении (а также при обрыве всех канатов
а) регулятор скорости с с помощью останова
удерживает регулирующий канат d и включает
ловители /. Когда ловитель начинает дей:твовать,
лебедка выключается прерыванием цели тока по-
средством контакта g на ловителе; при превыше-
нии допускаемой скорости при повреждении цепь
прерывается контактом h на регуляторе скорости
Фиг. 210.
Фиг. 209.
Если подъемник работает со скоростью выше 0,85 м!сек> то
вместо стопорных применяются зажимные ловители, которые оста-
*) Журнал „Fordertechnik* 1929, стр. 276. — Вебер, Опыты с ловителями
в подъемниках, Мюнхен и Берлин 1923, стр. 26. — ZdVDl 1914, стр. 833.
П6 Т. II. Отд. 3. трансп. устройства. III. Груз, и трансп. установки
навливают кабину не сразу толчком (путь остановки, как правило,
приблизительно до 6 см), а постепенно в зависимости от скорости
передвижения. В качестве стопорных ловителей применяются оста-
новы (зубчатые клинья или эксцентрики), а в качестве зажимных
или остановы с пружиной для ограничения силы на-
0--------жатия (фиг. 209; поверхность а кулака без зубцов;
I0Q Ш пружины лучше дисковые, герм. гос. пат. 486449),
II I Н или несамотормозящиеся тормозные устройства,
В Г1 ! как например пневматические тормоза или клещевид-
I | j ные остановы 1). Ловители с клещами (фиг. 210,
I J j Отис* 2) приводятся в действие канатом-а, идущим
!от ловителя к противовесу или регулирующим ка-
натом (иногда обоими).
Управление. Механическое управление при по-
мощи вала или маховичка с канатом в настоящее
время теряет свое значение. Движение, вызываемое
ЧУ в кабине рычагом или кнопкой, передается вспо-
ф 211 могательными токами. Вспомогательные токи упра-
иг‘ * вления через посредство контакторов (Schiitzen)
производят включение рабочего тока из сети в цепь
двигателя в направлении, соответствующем желаемому направле-
нию вращения двигателя при одновременном включении пуско-
вого реостата и размыкании тормоза.
При трехфазном токе можно обойтись без пусковых реостатов при примене-
нии двигателей с двойной роторной короткозамкнутой обмоткой (регулирование
скорости пуска путем дополнительных маховых масс
или включением сопротивления в цепь статора).
При достижении нужного этажа цепь тока пре-
рывается выключателем, а в момент опасности—пре-
дохранительными приспособлениями (стр. 775). При-
водной двигатель и размыкающее устройство тор-
моза выключаются из сети и кабина останавливается.
При превышении конечного положения лебедка так-
же останавливается путем непосредственного выклю-
чения тока. В подъемниках со скоростью больше
0,75 м!сек необ юдим механизм (включение на тормо-
жение) для замедления движения и точной плавной
остановки у нужного этажа. При постоянном токе —
электрическое торможение путем усиления шунто-
вого поля, при тре. фазном токе — электрическое
торможение путем переключения полюсов асинхрон-
ного двигателя, иногда с применением маховых масс
для ослабления толчков в момент уменьшения ско-
рости.
При применении двигателей с двойной ротор- фиг 212
ной обмоткой и переключением полюсов (стр. 723)
целесообразно в целях сокращения времени пускать
подъемник в ход при наибольшем числе оборотов двигателя и только при оста-
новке переключать его на меньшую скорость для замедления.
Рычажное управление для подъемников с проводником
в товарных складах и конторских помещениях. Недостаток рычаж-
ного управления без автоматического выключения: точность оста-
х) Общество тормозов Жордана, Берлин — Нейкельн, VDI 1920, стр. 663.
2) ZdVdl 1914, стр. 1256.—Журнал BFordertechnik“ 1929, стр. 508.
Подъемники
777
новей зависит от ловкости проводника. Поэтому лучше рычажное
управление с автоматическим выключением (фиг. 212).
Когда рычаг а приводит в положение Ъ или Ь’, то переключатель е начинает
действовать и вызывает соответствующее движение (ввер < или вниз). Проехав пред-
последний этаж, рычаг а приходит в положение с или с', причем ток проходи?
через автомагичеркпй выключатель d; последний приводится в действие распреде-
лительной кривой f соответствующего этажа и автоматически останавливает
кабину.
Управление нажимным контактом для подъемников без
проводника (максимум 6 человек) в домах. Пассажир нажимает
кнопку нужного этажа. Выключение производится автоматически
при малой скорости прибл. до 0,3 м!сек
при помощи выключателей (фиг. 213),
находящихся в каждом этаже, или (при
больших скоростях) особым механизмом
в машинном" отделении, регистрирую-
щем все движения кабины; отдельные
детали отличаются большим разнообра-
зием.
Управление нажимными контактами показано
на фиг. 213. Под полом кабины имеется контакт
д, который, когда на него наступают, переклю-
чает управление с положения „снаружи" на по-
ложение „внутри". Нажатие на кнопку b дает
толчок тока, заставляющий действовать этажное
реле с. Последнее самовозбуждаегся и проводит
ток через этажный выключатель d к переключа-
телю двигателя е, включающему двигатель в же-
лаемом направлении вращения. Одновременно
контакт i прерывает ток к кнопкам, чтобы сле-
дующее движение могло начаться только после
прекращения предыдущего. Когда пассажир вы-
ходит из кабины, кон 1 акт а под полом переклю-
чает управление с положения „внутри" на поло-
жение „снаружи", т. е. на кнолку / для возвра-
щения подъемника.
Управление нажимными
контактами. Переключение с поло-
Фиг. 213.
жения „внутри" на положение „снаружи"
или обратно производится от руки. Подобные лифты работают в
складах, фабричных производствах, больницах и т. д. для переме-
щения пассажиров и грузов с проводником или грузов без провод-
ника. Управление аналогично фиг. 213, только контакт под полом
а заменен ручным переключателем.
В редких случае для удобства в кабина; с проводником применяется внутрен-
нее управление нажимными контактами, а не рычажное управление.
В подъемниках исключительно для грузов (без проводника) применяется на-
ружное управление нажимными контактами, чтобы возвращать или пускать кабину
по желанию.
Предохранительные приспособления. Выключающие меха-
низмы. Во избежание переезда за оба конечных положения в шахте
подъемник должен иметь два независимых механизма, автомати-
чески останавливающие его (механизм для автоматического выклю-
778 Т. II. Отд. 3. Трапсп. устройства. III. Груз, и трансп. установки
чения при конечном положении и резервный концевой выключа-
тель g (фиг. 212 и 213).
При рычажном управлении без автоматического вы-
ключателя остановка в конечном положении производится либо концевым вы-
ключателем вспомогательного тока управления, либо распределительной кривой
управления, которая принудительно возвращает рычаг в положение остановки.
В подъемниках с барабанами канаты не должны ослабевать. Остановка ка-
бины должна немедленно вызывать выключение приводного двигателя. Выключа-
тель с ненатянутым канатом для прерывания цепи двигателя или вспомогательного
тока управления дей твует при помощи подвижного ролика, помещенного на коро-
мысле и соприкасающегося с несущим канатом; иногда в целях предохранения ка-
ната *) применяется конструкция по фиг. 2о8, стр. 775
+ - (опускание траверсы b при ослаблении каната, преры-
вает предохранительный контакт g). В лебедках
Магнит I I с ведущими шкивами (в противоположность
L-J лебедкам с барабанами) канаты не ослабляются, благо-
Y даря отсутствию же ткого соединения между канатом и
_____________ шкивом. — Пля того чтобы при опа ном растяжении или
обрыве одного или всех не'ущих канатов и в случае
поэчи ловителей все же прервать цепь распредели-
тельного тока и остановить лебедку, на ловителе дела-
ется предо ранительный контакт g (фиг. 208, стр. 775).
Для прерывания це 1и вспомогательного тока управле-
ния при превышении допускаемой скорости при повре-
жден ти (стр. 774), во время движения как вверх, так
расппеделение тока
и вниз служит предохрани-
тельный контакт h на ограни-
чителе скорости с (фиг. 2Э8,
стр. 775). В подъемниках
с нажимными контак-
тами имеется на случай
опасности или неправильного
движения кнопка k (фиг. 213),
прерывающая цепь тока упра-
вления. В подъемниках с ры-
чажным управлением рычаг
автоматически возвращается
пружиной на положение оста-
новки.
Дверные запо-
ры2). Приводной меха-
низм не должен начи-
нать действовать до за-
Распределение тока?
крытия дверей шахты. . О1_
Фиг. 214. Все двери шахты дол- фиг* 215,
жны быть закрыты, пока
пол кабины находится на расстоянии 16 сч выше или ниже уровня
пола этажа и пока действует приводной механизм 3). Двери
шахты закрываются задвижками (фиг. 214), которые в случае пе-
реезда за нужный этаж не позволяют открыть двери даже при
временном выключении задвижек (фиг. 215). К механическим предо-
хранительным дверным запорам относится дверной контакт h (фиг.
212, 213 и 215), прерывающий цепь тока управления при открытой
двери и останавливающий подъемник, а также запорный контакт а
») ZdVdl 1915, стр. 6А7.
’) Журнал .Die Uarme“ 1930, стр. 361.
См. сноску 5 на стр. 771.
Подъемники
779
фиг. 214, который только тогда включает цепь тока управления,
когда предохранительное устройство против переезда остановки
стало действовать.
Буфера. Применяются для плавной остановки кабины или про-
тивовеса в случае порчи концевого выключателя. В США делаются
обычно пружинные буфера (при скоростях
до 1,75 м!сек), а при больших скоростях —
масляные. Замедление свыше 3 g = 30 м/сек^
уже опасно. (Наибольшее значение для пас-
сажирских подъемников 2,5 g, для больнич-
ных подъемников 1,6 g j); где g — уско-
рение силы тяжести.)
Нории2) (п а терностеры) для пас-
сажиров (фиг. 21b). При установке и экс-
плоатации необходимо руководствоваться
ведомственными предписаниями 3) (D1N
1359 и 1360).
Пассажирские нории, размеры кабины, шахты и
оборудование машинного помещения
для одного человека в
кабине..................DIN 1374, листы 1—3
для двух человек в ка-
бине .................. DIN 1375, листы 1—3
Применяются в учреждениях, банках и торговых
предприятиях. Для других помещении не годятся из-
за малой скорости (0,3 м}сек, обычно 0,25 м[сек).
Две бесконечные шарнирные стальные цепилежат по
диагонали по отношению к кабине. Цепи движутся
в направляющих, предохраняющих падение их на ка-
бину при поломке.
Кабины спереди открыты. Во избежание неосто-
рожного попадания на потолок кабины последний
или вырезается или имеет предохранительные стенки
(фиг. 216), которые скрывают внутренность шахты.
У в<ода в кабину делаются откидные дверцы для
предохранения слишком выдвинутых ног. На каждом
этаже необходимо выключающее устройство (напри-
мер нажимной контакт) с сигнализатором. Пускаются
в ход только проводником.
Электрический привод (без ременной или канат-
ной передачи) с шунтовым двигателем. Мощность
Фиг. 216.
двигателя определяется для продолжительного включения. Обратное движение
нории не допускается.
Подъемники специального назначения — также подъемники
по наклонной плоскости 4) для перемещения массовых грузов
с автоматической погрузкой и разгрузкой (опрокидывающиеся
ковши, ковши с откидным дном, воронки и т. д.). Применяются
*) Гиманс-Гельборн, Новейшие подъемники _с ведущими шкивами
(Hymans u. Hellborn, Der neuzeltliche Aufzug mit Treibscheibenantrieb), Бер-
лин 1927, Шпрингер, стр. 22 и 81.
*) ZdVdl 1907, стр. 41с, 624 и 1487.—Журнал „Fordertechnik" 1926, стр. 255 и 3)3.
8) См. сноску 5 на стр. 771.
4) Журнал „F5rderiechnik" 1930, стр. 341.
780 Т. II. Отд. 3. Трансп. устройства. III. Груз, и трапстт. установки
для загрузки домен ]), засыпки угля в котельные помещения
(вместо ковшевых механизмов * 2), для подъема кокса в газовых
производствах, в горном деле 3) и для транспортирования бетона.
Ь) Шахтные подъемные машины4)
Установка подъемной машины до сих пор производится обычно
вблизи шахты фиг. 217 (ср. cip. 784 и фиг. 219—222;. Новейшие шахт-
ные подъемники с ведущими шкивами (шкивы Кеппе) и электрическим
Фиг. 217.
ствия шахты = 0,85
приводом помещаются на т. н. копре непо-
средственно над шахтой 5) (подъемники с
башней) (башня Кеппе, фиг. 218). Преиму-
щества: компактная конструкция всей уста-
новки, благопрпя.ное направление каната,
устранение действия атмосферных влияний
на канат. На случай переезда за устье
шахты в сооружении имеется свободное
пространство минимум в 10 м. Во избежа-
ние переезда направляющие брусья имеют
уюлщения с боков или при наличии упо-
ров и ловителей стягиваются (что нерацио-
нально).
Сопротивления. Вращающий мо-
мент па приводном валу во время рабочей
операции при подъемнике с двумя клетями
определяется в зависимости ст величины
полезной нагрузки (вес клети + вес ваго-
нетки уравновешиваются), сопротивления
от трения (сопротивление шахты 6) = тре-
нию в направляющих -f- сопротивление
воздуха + трение в опорах -|- жесткость
каната; в общем коэфициент полезного дей-
до 0,9), сил инерции при замедлении и
ускорении (сопротивление от сил инерции поступательно движу-
щихся и вращающихся масс) и иногда, при отсутствии уравно-
вешивания каната, разницы в весе обеих стренг.
й) А у мунд, Грузоподъемные и транспортные установки (A u m и n d, Hebe-
und Forderanlagen), II т., 2 изд., Берлин 1926, Шпрингер, стр. 293. — Л и л ь г е, Уста-
новки для загрузки домен (L i I g е, Hochofenbegichiungsanlagen), Берлин 1913,
Шпрингер.—ZdVdl 1925, стр. 1913; 19д0, стр. 1691.—Журнал „St. и Е.“ 1929, стр. 613.—
Хютте, Справочник металлургов, 4 изд., 1930, стр. 4ч2.
2) Журнал ,Maschbau“ 1922/23, стр. 265.
3) Изв. DEMAG, июль 1929, тетр. 3, стр. 63.
4) Правила горной полиции относительно движения по канатным дорогам,
2 изд. от 14 июля 1927, Берлин, Бернард и Грефе. -Ба нзен, Машины в горном
деле (В a n s е и, Die Bergwerkmaschinen) Шт., 2 изд.; Ш м и т и Ферстер,
Шалтные подъемники (Schmidt und Forster, Die Schachtfordermaschinen), Бер-
лин 1923, Шпрингер.—Б а н з е н, Машины в горном деле (В a n s е n, Die Bergwerk-
maschinen), IV т. — Банзен и Тейвес, Шахтные подъемники (Die Schachtforde-
rung), Берлин 1913, Шпрингер. — Фирлинг, К вопросу об определении механи-
ческих потерь в шахтных транспортных установках (V i е г I i n g, Beitrag zur Frage
der Ermittlung der mechanischen Verluste bei Schachtforderanlagen), Берлин 1930, изд.
Шахтные подъемные машины
781
Уравновешивание каната. В рудодоставочных приборах с ведущими шки-
вами, фиг. 218 и 219 (•? —ведущий шкив) или с’цилиндрическими барабанами (фиг. 220)
канат полностью уравновешивается нижним канатом а (часто пеньковый канат, бла-
годаря отсутствию скручивания). Более или менее совершенное уравновешивание
каната достигается при конических (фиг. 221), коническо-цилиндрических барабанах
и бобина^ (фиг. 222) путем изменения диаметра намотки. Основные недостатки ко-
нических барабанов и бобин: сильно изменяющаяся скорость каната при транспор-
тировании, относительно небольшая средняя скорость, ибо допускаемая наибольшая
скорость зависит от наибольшего диаметра намотки. Одновременная работа не-
скольких клетей невозможна, вследствие различны: диаметров намотки вверху и
внизу шахты, откуда увели :ение перерывов и понижение производительности.
Ведущие шкивы (стр. 709, фиг. 96) Для обеспечения зацепле-
ния при работе обычно необходим нижний канат. Преимущества
ведущих шкивов: незначи 1ельные вес и силы инерции. При пере-
грузке шкив скользит под канатом. При сп)ске на башне Кеппе
Плат,-
напол-
нения
о"
Место.
Фиг. 221.
Фиг. 222.
Фиг. 218. Фиг. 219. Фиг. 220.
(фиг. 218) и направляющих шкивах (фиг. 219) боковое отклонение
каната устраняется.
Применение башни Кеппе повышает отношение натяжений (угол
обхвата а, стр. 707, при установке на полу машины я, при башне Кеппе 1,25 гс) и
устраняет скольжение каната во время пуска в лод и остановки.
Недостатки меланизмов Кеппе: механизмы с двумя канатами не
могут применяться для доставки руды из средних забоев. При обрыве каната обе
клети падают. Указатель глубины неточно работает в~лед'твие скольжения каната
(вспомогательные механизм^: герм. гос. пат. 2920п ). Невозможно также брать концы
каната для испытания. Число изменений изгибов за одну рабочую операцию
(стр. 674) вдвое больше при ведущих шкивах, чем при барабанах. Долговечность
каната в механизмах по системе Кеппе обычно два года (ограничено предписа-
VDI.—В ейгаузени Метгенберг, Расчет электрических транспортных уста-
новок (W е i h a u s е п und Mettgenberg, Berechnung Ekkirischer Fdrderanlagen),
Берлин 1920, Шдрингер. — Швайгер, ЭлекГрические транспортные установки
(Schwaiger, Elektrische F6rderanlagen), Берлин и Лейпциг 1921 (собрание Гешен),
Вальтер де Грюйтер. — Филиппи, Электричежие транспортные машины (н h 1-
1 i р р i, Elektrische Fordermaschinen), Лейпциг 1927, Гирцель. — А н д р е, Статика
краностроения (Andree, Staiik des Kranbaus), 3 изд. Остовы транспортеров,
Мюнхен 1922, Ольденбург, cip. 316.
б) ZdVdl 193J. стр. 11j5. — Изв. ВВС июль — авг. 1930, стр. 193.— Журнал
,Е1. in Bergbau" 1926, стр. 122 и 146. — ETZ 193Э, стр. 1293.
6) Журнал „Dingier* 1918, стр. 213 и 221.
782 Т. II. Отд. 3. Трансп. устройства. III. Груз, и трансп. установки
ниями * *), в механизмах с барабанами прибл. 4 года. При конструкциях ®)
с двумя ведущими шкивами возможен двухклетьевой подъем с различных уровней,
причем при обрыве каната падает только одна клеть.
Барабаны (фиг. 220 и 221). Цилиндрические, конические и
коническо-цилиндрические. Преимущества: работа с двумя клетями,
доставка с промежуточных уровней путем смещения3) половинок
барабана. Благодаря запасным виткам, можно отрезать концы каната
для испытания.
Недостатки; большие вес, ширина и сила инерции. Значительное боко-
вое отклонение каната между барабаном и направляющим шкивом на обшивке
шахты допускается до l°30z (^ 1 : 40) от среднего положения.
Бобины (фиг. 222) представляют собой шкивы, на которые спи-
рально навиваются плоские канаты из волокнистых материалов
(стр. 673) или проволоки (стр. 674). Во Франции и Бельгии приме-
няются для шахтного подъема, в Германии только для работ по
углублению шахт.
Пре имущества: вес и силы инерции меньше, чем у бара-
банов. Боковое отклонение каната отсутствует. Возможен двухкле-
тьевой подъем с различных уровней, как при барабанах, путем сме-
щения бобин. Плоские канаты не перекручиваются и поэтому при
углублении шахты могут работать без направляющих. Недо-
статки: канаты из растительных волокон дороже и обладают мень-
шей грузоподъемностью (глубина ограничена). Канаты из стальной
проволоки могут внезапно обрываться. (Продолжительность работы
канатов ограничена предписаниями и составляет, как правило, один
год.)
Направляющие шкивы (канатные шкивы) из прокатного же-
леза, втулка из стального литья.
Канаты. Канаты круглой крутки, стр. 675, DIN Berg 1251, листы 1 и 2. Плос-
кие (ленточные) канаты из стальной проволоки, стр. 679, DIN Berg 1252, листы
1 и 2, из растительные волокон, стр. 673. Коэфициент безопасности и расчет 4)
проволочных канатов для шахтных подъемников, стр. 681.
Клеть6). Клеть (фиг. 223) для вагонеток (обычно числом до 8,
реже 12, в исключительных случаях 16). Железный каркас высотой
в несколько этажей (число этажей обычно до 4, реже 6, в исклю-
чительных случаях от 8 до 12) с прочным покрытием и стенками
1) Правила горной полиции относительно движения по канатным дорогам,
2 изд. от 14 июля 1927, Берлин, Бернард и Грефе.
•) Филиппи, Электрические транспортные установки (Philippi, Elek-
trische FSrdermaschinen), Лейпциг 1927, Гирцель, стр. 49.
3) Журнал „Gliickauf" 1917, стр. 839.
4) Правила горной полиции относительно движения по канатным дорогам,
2 изд. от 14 июля 1927 г., Берлин, Бернард и Грефе.
®) Изв. DEMAO, январь 1928, стр. 1.—ZdVdl 1927, стр. 696; 1930, стр. 929.—Жур-
нал .Fordertechnik" 1926, с гр. 17 и 189; 1927, стр. о27.—Р е р е н, О постройке, рас-
чете и размера^ ковшевыл транспор чых установок (Roeren, Oeber den Aufbau,
die Berechnung und die Bemessung von Gefiissldrderanlagen). Диссертация, Берлин
1923, Выдержка в Сименс-Z., 192ч, стр. 222. — Г а н з е н, О ковшевы. тран портерах
с особым учетом емкоти ковшей (Hansen, Ober Gefiissforderung umer besonderer
Berflcksichtigung der Fordergefasse), Виттенберг 1928, Цимзен. —Журнал „Gliickauf"
1930, стр. 1225.
Шахтные подъемные машины
783
из перфорированных стальных листов. Канат и кабина соединяются
клеммой или коушем, стр. 684, и промежуточной подвеской.
Вагонетки: ширина колеи 500 и 600 мм, вместимость от 600 до 1100 л, DIN
Berg 531 ,до 538 и 550 до 562. Вес от 3J0 до 55j кг, полезная нагрузка 500 до
1000 кг. Полезная нагрузка клеги ~ 44сЮ кг (четыре этажа, восемь вагонеток на
gs 550 кг полезной нагрузки каждая при 300 кг собственного веса), вес клеги, вклю-
чая ловигели и промежуточные подвески^-6000 кг. Наибольшая полезная нагрузка
при 12 вагонетках и четырех этажах 12 000 ~кг *).
Преимущества клетей: отсутствие повреждения материала, что
очень важно при таких материалах, как уголь; ежедневная проверка емкости ваго-
неток; возможность использовать их для перемещения пассажиров. Недостатки:
Фиг. 223.
Фиг. 225.
большой мертвый груз (отношение между полезной и мертвой нагрузкой прибли-
зительно 1 : 1,8 до 1 : 2,5); громоздкая конструкция; большие перерывы при вдви-
гании и выдвигании вагонеток, поэтому невысокая производительность. Для умень-
шения мертвой нагрузки клеги делаются в последнее время из легкого металла * 2).
В США и Южной Африке применяются при аналогичных условиях (сече-
ние ша^ты, надежность каната, скорость, глубина и т. д.) ковши (фиг. 217),
производительность 3) которые значительно больше, чем у клетей.
Ковш представляет собой, направляемую подмость; выгрузка производится
или опрокидыванием (фиг. 224 *)) или открыванием задвижек в дне (фиг. 225 4))
(дно задвигается рукояткой а, конструкция. Ререн). Опрокидывающиеся ковши легче
ковшей с опоражниванием через дно (10 до 15° <,). Они подвижно подвешиваются в
раме (фиг. 224) и приводятся в положение разгрузки путем перемещения ролика а
по направляющей кривой b и роликом с. При опрокидывании ковша тяговый канат
1) ZdVdl 1930, стр. 1105 и 1108.
») Известия DEMAG, февраль 1930, стр. 20. — Журнал „Fordertechnik" 1930,
стр. 275. — Журнал „Gliickauf“ 193'\ стр. 1197.
3) Журнал„О1йскаи1“ 1927, стр. 678.—Известия DEMAG, январь 1928, стр. 1.
4) Журнал „Skip Compagnie", Эссен. Журнал „Gliickauf" 1929, стр. 629; 1930,
стр. 1446. — ZdVdl 1930, стр. 9<Ю.
784 Т. II. Отд. 3. Трансп. устройства. III. Груз, й трансп. установка
сильно разгружается, благодаря тому что ковш опирается на направляющую Ь:
это обстоятельство отражается на отношении натяжения ’)» вследствие чего при
опрокидывающихся ковшах лучше применять лебедки с барабанами, а не с веду-
щими шкив-ши.
Преимущества ковшей: могут приспосабливаться к поперечному
сечению ша ^т и требуют места лишь для заполнения полешой нагрузкой, отсюда
небольшой диаметр шасты и малый мертвый груз (отно пение между полезной и
мертвой нагрузкой приблизительно 1 : и,7 до 1 : 1,2). Применяются в наклонных
ша .тах * *) (в США с лебедками с коническими барабанами, из-за невозможности
применять нижний канат). Большая производительность (даже при малой скорости,
обычно от 3 до 10 м1сек), благодаря большой полезной нагрузке (обычно до 16 т,
в исключительных случаях 25 т) и ме анизации погрузки и разгрузки (фиг. 217,
бункер а, открытие и закрытие крышки измерительного бункера b и установление
направляющей с происходят автоматически); обладая одинаковой производитель-
ностью с клетями. они требуют меньшей приводной мощночти. Сокращение об лу-
живающего персонала. Большая независимость между подвозом и доставкой из
шалы, вследствие буферного устройства бункера. Размеры
вагонетки не определяются транспортированием в ша зге.
Число вагонеток ограничено, ибо движение возможно только
между ме том нагрузки и разгрузки. Подобный способ осо-
бенно выгоден для перегрузки нечувствительных материалов
(руда, соль и т. д.).
Недостатки: дробят уголь больше, чем вагонетки
Успе .и переработки и облагораживания угля (коксование и
т. д.) повы или требование на угольную пыль и этот недо-
статок неколько сгладил я. Для перемещения персонала и
строи .явных материалов необ одимо или особое подъемное
устрой гво или дополнительные приспособления, соединяе-
мые с ковшом.
Ловители 4). Каждый подъемный механизм,
предназначенный для пассажиров, должен иметь
Фиг. 226. ловители. При обрыве несущего каната пружина
b и вал с включают ловители а (фиг. 223).
При действии ловителей замедление не должно превышать 30 м\сек2, поэтому
вместо стопорных ме аничмов (Клины, эксцентрики) лучше применять тормозные
(стр. 775). Направляющие брусья, большей частью деревянные, весьма непрочны.
Поэтому целесообразны предохранительные устройства, вклинивающие я в дере-
вянные брусья. Ножи системы У н д е й ч a *') работают надежно, но становятся
ненадежными при изнашивании деревянных брусьев. Диск круговы; ножниц захва-
тывает равномерно, но не выбра ывает щенок. Рубанок Шенфельда режет
и тормозит равномерно и дает стружкам свободный вы..од (фиг. 226).
Общие данные. Скорость перемещения грузов обычно до
20 м/сек, в исключительных случаях до 30 м/сек (при больших глу-
бинах). Скорость перемещения пассажиров 6) от 4 до 6 м/сек, на-
ибольшая скорость 12 м/сек при электрическом и 10 м/сек при
паровом приводе. Ускорение (стр. 790) в механизмах с ведущими
шкивами рд^0,8до 1,2 м/сек2, в машинах с барабанами ра 1,2
до 1,5 м/сек2, замедление (стр. 790) pv as 1 до 1,4 м/сек2.
1) Известия DEMAG, январь 1928, стр. 3.
») ZdVdl 1924, стр. 667.
8) Журнал „GliickauP 1927, стр. 679.
*) Уголь и р>да 1928, стр. 439.
‘)Банзен, Манины в горном деле (В а n s е и, Die Bergwerkmaschinen),
IV т. — Банзен и Теиве *, Ша.хтнып транспорт (Die Schachtforderung), стр. 127, Бер-
лин 1913, Шпрингер.
6) Правила горной полиции относительно движения по канатным дорогам,
2 изд. от I t июля 1927, Берлин, Бернард и Грефе.
Шахтные подъемные машины
785
Коэфициент безопасности во избежание скольжения *) каната в подъемниках
с ведущими шкивами при пуске в ход
®= Рао! Ра,
где ра — допускаемое рабочее ускорение, а ра0 — предельное значение ускорения,
при котрром начинается скольжение каната. Пренебрегая силами инерции напра-
вляющих шкивов и отрезков каната между направляющими и ведущими шкивами
(фиг. 219), получаем приближенно:
Рао~
е^(Р 7?) — (Q 4- 7^)
e^P-YQ
g [м/сек* 2].
Р—вес кабины, включая пустую вагонетку + вес каната [кг] (от направляющего
шкива, фиг. 219, или ведущего шкива, фиг. 218, до наинизшей точки поло-
жения каната в ша^те),
Q =.Р + полезная нагрузка [кг],
R—сопротивление в шахте, присодящееся на каждый конец каната [кг], прибл. 6°/0
полезной нагрузки клети (стр. 780),
р. = 0,2 (стр. 707).
По Филиппи2) можно в общем принять ра ж 0,7 до 0,8 рао, так что
коэфициент безопасности во избежание скольжения каната при начальном ускоре-
нии должен быть равен прибл. от 1,4 до 1,25. Предельное значение замедления, при
котором начинается скольжение каната: '
Pvo —
e^(Q + R)-(P-R)
e^Q-\-P
•g [м/сек2].
При остановке (стр. 789) возможность скольжения каната обычно меньше, чем
при пуске. В соответствии с этим следует проверить предельные значения ускоре-
ния и замедления при подвешенном грузе.
Перерывы в работе четырехэтажной клети составляют приблизительно:
45 сек. при 1 вагонетке на каждом этаже;
55 сек. при 2 вагонеткам рядом на каждом этаже;
6J сек. при 2 вагонетках одна позади другой на каждом этаже.
При одновременной работе двух клетей перерывы можно принять 30, 40 и
45 сек. При механической смене вагонеток перерывы сокращаются.
Перерывы в работе с ковшами около 5 до 15 сек.
Привод. Преимущества электрического привода по сравне-
нию с паровым 3): меньшие размеры установки (башня Кеппе),
плавный ход, большая надежность работы, невозможность переезда
за конечное положение 4), что одно уже говорит в пользу элек-
трического привода. Последний допускает также большую скорость
при тяге канатом, чем паровой привод (сгр. 764).
Для уменьшения расходов по оборудованию и эксплоатации,
сокращения размеров без ущерба для надежности и повышения
коэфициента полезного действия в последнее время начали вместо
непосредственной передачи от медленно работающего двигателя
J) Журнал „Dingier* 1918, стр. 211 и 221. — „Gliickauf" 1925, стр. 853 и 1115,
1929, стр. 6' 2. — С и м е н с - Z., 1921, стр. 269. — Рциа и Зейденер, 2 т., 7 изд.,
стр. 714, Берлин 1931, Эрнст и сын.
2) Филиппи, Электрические транспортные машины (Philippi, Elektrische
Fordermaschinen), стр. 128, Лейпциг 1927, Гирцель.
3) Б а н з е н, Машины в горном деле (В а n s е n, Die Bergwerkmaschinen),
III т., 2 изд. 2 часть. — Шмидт, Паровые подъемные машины (Schmidt. Die
Dampffordermaschinen), Берлин 1923, Шпрингер.—„Glucka~f‘‘ 1926, стр. 395 и 1U01.
*) „Gliickauf" 1926, стр. 301 и 1358.—Журнал „Kohle u. Erz“ 1928, стр. 435.
50 Зак. 254. — Htitte . Справочник для инженеров, т. II*
786 Т. II. Отд. 3. Трансп. устройства. III. Груз, и трансп. установки
(п да 20 до 65 об/мин, коэфициент полезного действия двигателя
прибл. 88%) применять редукторы. Число оборотов двигателя 1)
при применении редуктора от 300 до 350 об/мин, коэфициент по-
лезного действия двигателя да 92 до 93%; коэфициент полезного
действия передачи от 98 до 99% (передача с угловыми зубьями),
результирующий коэфициент полезного действия двигателя/ вклю-
чая передачу, 90 до 92%.
Электрические шахтные подъемники * 2). Удельный расход
энергии да 1,5 до 2,0 kW на шахтную лошадиную силу в час. При
выборе системы электрического привода следует руководствоваться:
безопасностью эксплоатации, стоимостью оборудования, родом
электрического тока, рас-
стоянием до силовой стан-
ции и мощностью ее. Мощ-
ность силовой станции имеет
значение при решении во-
проса о необходимости при-
менения для выравнивания
нагрузки маховика или ба-
тареи; от расстояния между
силовой станцией и подъ-
емником зависит выгодность
присоединения подъемника
к общей сети электриче-
ского тока или установки
самостоятельного двигателя
с генератором для выработ-
ки электрической энергии.
I. Привод от двига-
теля постоянного
тока
Сопротивление
пусковое и
скольжения
Аппарат управления
с переключателем
____ <7
Выключаемая
, муфта
Реле тока
Подъемный
двигатель
Фиг- 227, Шунтовой двига-
тель с регулирова-
нием при помощи пускового реостата в якорной цепи
обладает известными недостатками (большие потери в сопротивле-
ниях при пуске и торможении, недостаточная регулировка) и поэтому
редко применяется. Наиболее распространен шунтовой дви-
гатель с динамо для управления (схема Леонарда, фиг. 227),
причем оба с независимым возбуждением. Так как число оборотов
двигателя, работающего с постоянной силой магнитного поля, соот-
ветствует напряжению якоря, а напряжение динамо, питающей
двигатель подъемника (динамо для управления), регули-
руется изменением силы магнитного поля, то количество оборотов
») Известия DEMAG, май 1930, стр. 10. — ETZ 193Э, стр. 1298.
2) Филиппи, Электрические транспортные машины (е h i 1 i р р i, Elektri-
sche Fordermaschinen), 2 изд., стр. 84, Леипциг 1927, Гирцель. — ETZ 19о0, стр. 1253
и 1293.—Журнал „Е1. j. Bergbau" 1928, стр. 225; 1929, стр. 29; 1930, стр. 165.
Шахтные подъемные машины 787
подъемного двигателя почти не зависит от величины нагрузки, и
потерь в сопротивлениях почти нет. На точность регулирования
оказывает влияние остаточный магнетизм регулирующей динамо и
потеря напряжения в цепи якоря. Эти нежелательные влияния
устраняются при помощи специальных с»х е м точного регу-
лирования!).
Непосредственный привод динамо управления от паровой ма-
шины или турбины может иметь место только при незначительном
расстоянии между силовой станцией и подъемником. В случае
привода динамо от турбины можно, благодаря точному регулиро-
ванию турбины и при наличии второго, достаточно нагруженного
генератора, пренебречь другими средствами для выравнивания коле-
баний нагрузки. При больших расстояниях, а также для обеспече-
ния возможности присоединения подъемника ко всем генераторам
силовой станции динамо управления следует приводить в движе-
ние особым электродвигателем (большей частью трехфазногЪ тока).
Для выравнивания нагрузки служит маховик * 2) (система И л ь г-
н е р а, ср. стр. 473, или аккумуляторная батарея.
На фиг. 227 показана схема включения подъемника по системе И ль г-
и ер а (предохранительные приспособления на схеме не показаны). Выравнивающее
действие маховика производится с помощью расположенного перед двигателем
умформера реле и регулирующего сопротивления в цепи ротора. Уменьшение
числа оборотов достигает 10—12°/0 (считая как добавочное скольжение). Реле соеди-
няется с сопротивлением для увеличения скольжения ротора таким образом, что
с превышением или уменьшением потребления двигателем умформера силы тока
на 5— 10о/о против среднего число оборотов умформера уменьшается или увеличи-
вается.
При аккумуляторной батарее вместо маховика применяется бу-
ферная динамо (ср. отдел „Электротехника* т. III). Расход энергии приблизительно
тот же, что и в установках системы Ильгнера. Стоимость установки и раслоды по
эксплоатации выше вследствие расходов по амортизации батареи и эксплоатацион-
ных расходов.
Умформер без маховика (без выравнивания нагрузки) применяется
в тех случаях, когда общая мощность всех работающих генераторов силовой стан-
ции весьма велика по сравнению с мощностью подъемной установки.
В последнее время для уменьшения потерь при холостом ходе Применяются
умформеры, выключаемые с площадки машиниста.
II. Привод от асинхронных двигателей трехфаз-
ного тока
Стоимость установки при непосредственном приводе от обыч-
ного асинхронного двигателя трехфазного тока меньше, чем при
установках с умформером (схема Леонарда). Из-за соображений
экономичности (строительные расходы, коэфициент мощности) при-
меняют зубчатую передачу. Недостатки: сильный толчок на
электростанции в момент пуска и обратного хода кабины. Большие
потери в пусковых сопротивлениях, откуда низкий коэфициент по-
лезного действия установки при незначительной глубине шахты,
!) Филиппи, Электрические транспортные машины (Philippi, Elektrische
Ffirdermaschinen), 2 изд., стр. 166, Лей щиг 1927, Гирцель.
2) С т о д о л а, Паровые турбины (S t о d о 1 a, Dampfturbinen), 6 изд., Берлин
1924, Шпрингер.—Журнал „Prakt. Masch.-Konstr.* 1925, стр. 594.
50*
788 Т. II. Отд. 3. Трансп. устройства. III. Груз, и трансп. установки
Тесная зависимость скорости от нагрузки, что затрудняет выбор
надежного предохранительного приспособления. Поэтому обычные
асинхронные двигатели трехфазного тока применялись до сих пор
только при небольших и средних нагрузках. Новые схемы включе-
ния и хорошие предохранительные тормоза, соединяющие точное
регулирование тормозной силы с быстрым плавным действием при
повреждениях, а также надежные, независимые от персонала вспо-
могательные приспособления для своевременной остановки машины
сделали за последнее время привод от асинхронных двигателей
трехфазного тока настолько надежным, что он не уступает приводу
по схеме Леонарда х). Но вследствие воспринимаемых толчков
при пуске, мощность электростанций все же ограничивает их при-
менение.
Привод от репульсионных двигателей (двойной коллекторный
двигатель Дери) или трехфазных двигателей последовательного
возбужд’ения вытесняется в настоящее время в подъемниках приводом от
асинхронных двигателей трехфазного тока или приводом по схеме Леонарда с умфор-
мером без маховика.
III. Предохранительные приборы 2)
Регуляторы движения з). Цель: действуя независимо
от нагрузки, вызывать автоматическое сокращение скорости при
приближении кабины к устью шахты, быстро останавливать кабину
предохранительным тормозом в случае переезда за конечное поло-
жение, не давая ей наехать на направляющие канатные шкивы.
В приводе по схеме Леонарда для этой цели существует указатель глубины,
рычаг которого, соответственно диаграмме движения, приводится при окончании
подъема в нулевое положение. Соблюдение определенного наибольшего ускорения
при пуске обеспечивается медленным освобождением (или автоматическим движе-
нием 4)) распределительного рычага. В шахтных подъемниках с асинлронными
двигателями трехфазного тока не имеется определенной зависимости числа оборо-
тов от положения рычага, управляющего регулирующими сопротивлениями или
распределительным аппаратом. Поэтому конструкция регулятора движения не так
проста, как при схеме Леонарда; необходимы дополнительные приспособления,
препятствующие превышению допускаемой скорости при каждой нагрузке, особенно
также во время замедления (например регулятор скорости с гидравлическим вспо-
могательным приспособлением6), Иверсен, SSW). Чтобы при неправильной установке
регулятора скорости,—например вследствие скольжения каната на ведущем шкиве,—
не позволить кабине наехать на направляющий канатный шкив—в шахте на расстоянии
около 0,5 м над точкой остановки кабины, делается концевой выключа-
тель, вызывающий действие предохранительного тормоза.
Тормоза6). Необходимы маневровый и предохранительный
тормоза. Каждый из них должен быть в состоянии удержать подъ-
емник (при наибольшей перегрузке одной его стороны по сравнению
i) ETZ 1930, стр. 1253 и 1293. — Журнал „Elektrizitat im Bergbau* * 1926, стр. 71;
1928, стр. 225; 1930, стр. 165.
8) Правила горной полиции относительно движения по канатным дорогам
от 14 июля 1927, Берлин, Бернард и Грефе.
*) Журнал BZ. f. Bergwes." 1927, стр. В 111.
<) ETZ 1930, стр. 1294.
*) Журнал „Elektrizhat im Bergbau" 1928, стр. 227. — ETZ 1930, стр. 1255.
в) Журнал „Z. f. Bergwes.* 1928 (т. 76), № 4, стр. В 289.
Шахтные подъемные машины
789
с другой) с трехкратной статической надежностью по меньшей мере;
кроме того, маневровый тормоз должен в таких случаях вызывать
замедление до 2 м/сек? минимум.
При скорости свыше 4 м/сек маневровый тормоз выполняется как регулируе-
мый тормоз (с постоянно и пропорционально изменяющимся отходом тормозного
рычага й)). В Германии применяются обычно пневматические маневровые тормоза.
В приводе по схеме Леонарда маневровый тормоз служит лишь для остановки почти
совершенно замедленных масс, так как уменьшение скорости при любой нагрузке
производится чисто электрически —путем отхода рычага, управляющего сопротивле-
ниями поля регулирующей динамо. В шахтных подъемниках с двигателями трех-
фазного тока маневровые тормоза должны при подвешенном грузе и при небольших
нагрузках работать на торможение движущихся масс.
Предохранительный тормоз выполняется как тормоз, замыкае-
мый свободным падением груза, и должен обладать возможно меньшей инерцией
тормозного груза (AEG, ВВС * 2 3), SSW). Он служит для остановки подъемника в
случае опасности и должен начинать действовать при переходе подъемной клети за
платформу (размыкается указателем глубины или концевым выключателем), при
перерыве тока, при перегрузке или повреждениях в электрической части, при пре-
вышении предельной скорости, а также в тех случаях, когда машинист при опас-
ности включает тормоз нужным рычагом. Предохранительные тормоза могут при-
меняться в соединении с маневровыми, напр. быстро замыкаемые пневматические
маневровые и предохранительные тормоза SSW 8). При замыкании предохрани-
тельного тормоза подъемный двигатель должен немедленно останавливаться особым
выключателем на случай опасности.
IV. Расчет электрической шахтной подъемной
машины 4 * *)
Для расчета необходимы следующие данные:
Н—глубина шахты [л<],
L—количество транспортируемого груза [т/ч],
N—количество груза на один подъем [л^] (см. ниже),
G—собственный вес подъемной клети [кг],
IV—вес вагонетки [кг],
число вагонеток на один подъем,
число этажей клети,
число разгрузочных уровней,
Vq—наибольшая допускаемая скорость подъема [м/сек],
tt —продолжительность паузы [сек],
также желательная конструкция машины (с ведущим шкивом, бараба-
ном и т. д.).
На фиг. 228 и 231 показаны шахтные подъемные машины с пол-
ным уравновешиванием каната (машины с ведущими шкивами,
фиг. 218 и 219, стр. 781, цилиндрические барабаны с нижним кана-
том, фиг. 220, стр. 781).
Нижеприведенными формулами нельзя пользоваться при расчете кониче-
ских барабанов и бобин. Массы и моменты целесообразно относить к
среднему радиусу и при расчете пользоваться угловыми скоростями и ускорениями.
J) Журнал „Elektrizitat Im Bergbau" 1926, стр. 107.
2) Журнал „Fordertechnik- 1926, стр. 194.
3) Журнал „Elektrizitat im Bergbau" 1926, стр. 74; 1928, стр. 233. — ETZ 1930,
стр. 1254.
4) Ф и л и п п и, Электрические транспортные машины (Philippi, Elektrische
Fordermaschinen), 2 изд., Лейпциг 192/, Гирцель. — Журнал „Prakt. Masch.-Konstr,"
1925, стр. 564.
790 Т. II. Отд. 3. Трансп. устройства. III. Груз, и трансп. установки
Диаграмма скоростей (фиг. 228). Необходимое число
подъемов в 1 час z = 1000 L:N, а общее время в секундах для
одного подъема
Г=3600:г = 3,6 N:L.
Опредилив ра (ускорение) и pv (замедление), глубину Н и время
подъема t = Т (пауза между двумя подъемами), получаем ско-
рость т/0 равной
VO = tk — у , где k = paPvl(pa + р„).
Соответствующий выбор значений для N, v0, /4, ра, pv оказы-
вает большое влияние на расходы по оборудованию и эксплоатации
подъемника.
Допускаемое ускорение ра зависит от конструкции механической части. В ма-
шинах с барабанами оно принимается 1,2—1,5 м\сек2 и выше (тем меньше, чем
Фиг. 229.
больше движущиеся массы, чтобы начальный вращающий момент двигателя не выз-
вал повышения его размеров). В машинах со шкивами Кеппе ра составляет от 0,7
до 0,8 от этого значения. Установки с умформером без маховика, в целях умень-
шения расхода энергии, пускаются в ход при равномерно понижающемся ускорении.
Замедление pv следует по возможности определять с таким расчетом, чтобы массы
продолжали свободно двигаться по инерции после остановки двигателя. Для этого
необлодимо условие:
Pv =ё1съ
где с — отношение между суммарным весом движущихся масс (отнесенных к подъем-
ному канату) и весом полезной нагрузки, а ц — результирующий механический ко-
эфициент полезного действия установки; в подъемниках с ведущими шкивами, с наи-
большей скоростью до 15 м/сек, и непосредственным сцеплением подъемного вала
и двигателя т) может доходить до 0,85—0,9, при больших скоростях 7) несколько ниже,
в машинах с барабанами т) принимается (в зависимости от веса барабанов) на не-
сколько сотых меньше. При больших массах и незначительном времени для pv сле-
дует подставлять большее значение, чтобы при этом тормозилась часть энергии
действия, что возможно без особых потерь в установках с регулирующей динамо
путем возврата тока в сеть.
Коэфициент полезного действия шахты и механической части определяется
из т] = (7^ +/в)/2 7д, где /д —ток, потребляемый двигателем при подъеме, а 18 —
ток, возвращаемый при спуске нагруженной клети каждый раз с одной и той же
скоростью.
Диаграмма мощности подъемного двигателя
(фиг. 228). £2 = NvQ:15fi при полном уравновешивании каната.
Р противном случае L^L^, и к N необходимо прибавлять излишек
Шахтлыв подъемные машины
791
веса каната; для т) принимается в расчет увеличение полезной на-
грузки, т. е. N' = N/f}, ибо результирующее сопротивление в меха-
нической части принимается для простоты постоянным в течение
всего процесса подъема, несмотря на то что оно в действительности
зависит от скорости данного момента и в моменты ускорения и за-
медления меньше, чем при полной скорости.
Л = Ц + Мра Vq : 75, = L3 — М pv v0:75,
где M — массы, отнесенные к подъемному канату.
Определение нагревания двигателя, соответствующего квадрату
силы тока в каждый данный момент, производится по „эффективной
мощности" двигателя, которая для £2= L3 (аналогично для L2^Lb)
определяется по формуле:
Фиг. 230. Фиг. 231.
Кроме того, определяющей мощность двигателя величиной является
наибольший, обычно начальный, вращающий момент.
Диаграмма вращающих моментов подъемного
двигателя (фиг. 229). В машинах без уразновешивания каната
M0^>A4t. Вращающий момент нужен в то время, когда в конце
подъема нижняя клеть становится на поддерживающие кулаки,
а верхняя должна быть поднята выше поддерживающих кулаков
для того, чтобы эти последние были подведены под клеть.
Мощность двигателя по отношению к наибольшему вращающему моменту
должна быть проверена, особенно в машинах с барабанами и бобинами.
Диаграмма расхода энергии (фиг. 230 и 231). На
фиг. 230 показан расход энергии регулировочной динамомашины
без расхода энергии на возбуждение и на вспомогательные аппа-
раты (в установке по схеме Леонарда).
Имеем
= L11 (’ll ’ll)’ Л2 = Лг/(’12’12)’ ’13’13'
где ть и Z — коэфициенты полезного действия якоря подъемного
х , н_____
двигателя и распределительной динамо в момент пуска, *)2 и т)2
то же при достижении двигателем полного числа оборотов, а и
792 Т. И- ОтД- 3- Трансп. устройства. III. Груз, и трансп. установки
Y]" — то же во время замедления. Величину LQ можно принимать
приблизительно равной 0,9 (Лх — ZLj).
Прямая L^Lq приблизительно параллельна LQLX и Лб = Lq и
рассматривается, когда в конце подъема требуется еще установка
клети на кулаки.
Диаграмма расхода энергии при двойном коллекторном двига-
теле и двигателе трехфазного тока последовательного возбуждения
получается более благоприятной в том отношении, что ускорение
при этих двигателях вследствие их последовательной характеристики
получается в начале пуска несколько больше, чем в конце. То же
самое имеет место при схемах с регулирующей динамо, если пуск
происходит с понижающимся ускорением.
На фиг. 231 показан расход энергии асинхронного подъемного
двигателя трехфазного тока. L2 и L3 определяются из Lit L2 и
с учетом коэфициента полезного действия двигателя при такой
нагрузке. £б учитывается, когда необходимо приподнять клеть и под-
вести под нее поддерживающие кулаки. =
у_ / г = Ь'л при постоянном начальном вращающем
- -j---моменте.
Для определения общего расхода энергии следует в
зависимости от конструкции машины, учитывать: рас-
ход на возбуждение (см. ниже), на воздушный компрес-
Фиг. 232. сор для тормоза, вспомогательные аппараты (тормозные
магниты), потери на трение в маховике и умформере,
коэфициент полезного действия приводного двигателя
регулирующей цинамомашины, дополнительные потери от сопротивления при
скольжении (в среднем = i/2 а °/п, если <т — дополнительное скольжение в °/0) или
потери в буферной динамомашине, потери в проводах. На фиг. 228 — 232 опро-
кидывание в расчет не принято, поэтому расход энергии такой же, как при подъеме.
Диаграмма расхода энергии для возбудитель-
ной машины в установке по схеме Леонарда (фиг.
232). Изменение расхода энергии для возбуждения подъемного дви-
гателя происходит по ломаной линии 0—1—2—3—0, а регулирую-
щей динамомашины 1—4—5—2. При перерывах возбуждение подъем-
ного двигателя наполовину ослабляется путем включения сопротив-
ления (следует учитывать время достижения полного возбуждения,
необходимого для пуска).
С. Подвесные дороги
а) Подвесные рельсовые дороги х)
Вагонетки с ручным (цепь или канат) или электрическим приво-
дом применяются для обслуживания складов неправильной формы,
1) Ганфштенгель, Транспортные установки для массовых грузов
(Hanfstengel, Die Forderung von Massengutern), 3 изд., т. II, I часть, стр. 195
и 3 изд., т. II, 2 ч., стр. 92, Берлин 1926 и 1929, Шпрингер.
Подвесные дороги
793
складочных помещений, фабрик, цехов, газовых заводов, боен *)
и т. д. Преимущества: безопасны для находящихся внизу людей
и предметов. Вагонетки с малым расстоянием между колесами или же
с поворотными осями могут двигаться по кривым малого радиуса
(в подвесных дорогах г >1,5 м, в исключительных случаях г =
= 0,8 м 2), при вагонетках с
канатной или электрической
без вожатого г 2,0
вожатым г >3,0 м, в
симости от скорости).
тягой
М, с
зави-
Рельсы. Для вагонеток верх-
него пояса обычно применяются
рельсы по фиг. 233а до d (в зави-
симости от грузоподъемности или
пролета), а для вагонеток ниж-
него пояса либо нормальные J_-npo-
Фиг. 233 а — d< Фиг. 234 а — Ь. фили (стр. 1057) с наварными
рельсами, фиг. 234 Ь, либо спе-
циальные профили по фиг. 234 а.
Стрелки 3). В путях нижнего пояса делаются поворо1ные стрелки или так наз.
неподвижные язычковые стрелки (ATG), в путях верхнего пояса обычно соединение
в виде язычковых поворотных стрелок или язычковых скользящих стрелок •). Послед-
ние допускают переезд с неподвижно укрепленного пути на рельсы, находящиеся
на подвижном мосту а, фиг. 237 и 238, что увеличивает обслуживаемую площадь.
В тесных помещениях, где невозможно устанавливать стрелки для вспомогательных
путей и в узловых местах подвесных дорог с ручным приводом, применяются по-
воротные круги.
Устройство. Рельсы с ездой по нижнему поясу прикрепляются непосредственно
к опорной конструкции (фиг. 235), благодаря чему получается небольшая строитель-
Фиг. 235, Фиг. 236.
Фиг. 237.
ная высота, особенно выгодная для закрытых помещений, как цеха и т. д. Колеба-
ния вагонеток незначительны, поэтому удобное снимание тока. Рельсы с ездой по
верхнему поясу прикрепляются к опорной конструкции особыми подвесками, жест-
кими в отношении изгиба (фиг. 236). Подвешивание рельс дорого и требует боль-
шей строительной высоты, чем при рельсах с ездой по нижнему поясу. В зависи-
мости от расположения подвесной скобы относительно вагонетки, различают кон-
струкции правой и левой руки. Снимание тока затруднительно, вследствие колебаний
вагонетки. Преиму щества вагонеток верхнего пояса: переезд с неподвижного
пути на подвижной мост по стрелкам (фиг. 237 и 238) и незначительное сопротив-
ление при передвижении.
1) ZdVdl 1912, стр. 345.
2) ZdVdl 1930, стр. 957.
») Изв. DEMAG 1928, тетр. I, стр. 21.
«) Журнал „Prakt. Masch.-Konstr." 1925, стр. 613.
794 Т. II. Отд. 3. Трансп. устройства. III. Груз, и трансп. установки
Привод вагонеток. При небольших путях перемещения и малых нагрузках —
ручной привод (полезная нагрузка от 2 О до 700 кг), в дорогах с окружным движением
при помощи бесконечной цепи (стр. 688) или бесконечного тягового каната х) (сое-
динение каната с вагонеткой, как в канатных подвесных дорогах; форма соединения
должна допускать движение по кривым в правую и левую стороны, фиг. 243, стр. 797).
Канатная передача, благодаря направляющим шкивам в местах движения по кривым
(обычный диаметр шкива от 4 до 6 м) или группам катков, выгодна лишь в ров-
Фиг. 238. Фиг. 239.
ной местности (мало поворотов). Скорость передвижения обычно от 0,75 до 1,5 м]сек
(стр. 797). Подвесные дороги с канатной передачей применяются при постоянных
путях перемещения груза на складах в соединении с подвижными мостами (фиг. 237)
и для загрузки домен, ибо они могут двигаться по крутым подъемам. Для перемеще-
ния груза служат опрокидывающиеся или разгружающиеся через дно ковши. Опо-
ражнивание автоматически происходит во время передвижения при помощи кулаков.
Электрические
подвесные дороги2).
Вагонетки с индиви-
дуальным приводом
обслуживают гори-
зонтальные с боль-
шими ответвлениями
и по желанию присо-
единяемые участки 3)
(фиг. 238) (замкнутые
пути и подвижные
участки). Не могут
преодолевать подъе-
мов круче 5%. При
крутых подъемах ва-
гонетки тянутся кана-
том или цепью (электрическая канатная дорога, Блейхерт), как в ка-
1) ZdVdl 1908, стр. 726 и 1802.
*) Стефан, Канатные дороги (Stephan, Die Drahtseilbahnen), 4 изд.,
стр. 539, Берлин 1с26, Шпрингер,—Г анфштенгель, Транспортные установки
для массовых грузов (Н а п f s t е n g e I, Die Forderung von Massengiitern), 3 изд.,
Т.П, 1ч., стр. 288, Берлин 1926, Шпрингер.—Журнал -Fordertechnik" 1927, стр. 379,
®) ZdVdl 1925, стр. 1562, '
Подвесные дороги 795
натных подвесных дорогах, или поднимаются по спирали *) (Блей-
херт). Вагонетки бывают с лебедками или без них.
Управляемые на расстоянии * 2 *) вагойетки без вожатого, фиг. 239
(скорость езды от 1 до 1,5 м/сек, скорость подъема 0,2—0,35 м/сек),
или с вожатым 8) для повышения производительности (вагонетка
с вожатым, фиг. 240, скорость езды 2—3 м/сек, в исключительных
случаях до 4 м/сек, скорость подъема 0,5—1 м/сек). При передви-
жении по кривым скорость значительно уменьшается. При приме-
нении нескольких вагонеток на замкнутом пути, путь разделяется
на несколько участков во избежание столкновений вагонеток и пере-
грузки ферм 4).
На фиг. 239 изображена вагонетка подвесной дороги (без вожатого) с лебедкой
(Полиг, грузоподъемность канатов 1250 кг). Вагонетки, движущиеся по одной балке,
с кабиной для вожатого или без кабины оборудуются иногда с электрополиспастами
(фиг. 147, стр. 733).
Ь) Канатные подвесные дороги 5)
Преимущества по сравнению с капитальными дорогами: не-
зависимость от условий местности, небольшие необходимые земель-
ные участки, сравнительно небольшая стоимость постройки и эксплоа-
тации, преодоление больших подъемов (до 1:1). Недостаток:
ограниченная единичная нагрузка (стр. 797). В дорогах для переме-
щения грузов обычно применяют бесконечный канат (в пассажирских
подвесных дорогах обычно подвижная передача с возратным дви-
жением; в последнее время также движение по замкнутому пути,
Шауинсланд-дорога Фрейбург, конструкция Бенуа-Гекель 6 *). В местах
изменения направления дороги вагонетки переводятся с несущего
каната на рельсы (стр. 793). Для тягового каната на кривых устраи-
ваются направляющие шкивы (диаметр обычно от 4 до 6 м), при
больших радиусах кривой — группы катков. Длинные дороги (до
^40 км) состоят из отдельных участков от ^4 до 5 км длины
(длина отдельных участков до 17 км).
Двухканатные дороги (так наз. германская конструкция). Ка-
нат натягивается добавочными грузами (стр. 770, фиг. 202). Для дви-
жения вагонетки служит тяговый канат, к которому они присоеди-
няются на станциях от руки или автоматическими приборами (фиг. 243).
1) Журнал .Prakt. Masch.-Konstrukteur" 1925, стр. 615.
2) ZdVdl 1916, стр. 127, 164 и 217. — Стефан, Канатные дороги (Stephan,
Die Drahtseilbahnen), 4 изд. Берлин 1926, Шпрингер, стр. 544.—Г анфщтенгель,
Транспортные установки для массовых грузов (Hanfstengel, Die Forderung von
Massengutern), 3 изд., т. II, I ч., Берлин 1926, Шпрингер, стр. 303
8) Журнал „Fordertechnik" 1915, стр. 81; 1927, стр. d79; 1929, стр. 456. —ZdVdl 1913,
стр. 410; 1924, стр. 1194; 1925, стр. 1232. — „Журнал „Prakt. Masch.-Konstr. 1925,
стр. 614.
4) См. сноску 2.
®) Стефан, Канатные дороги (Stephan, Die Drahtseilbahnen), 4 изд., Бер-
лин 1926, Шпрингер. — Ганфштенгель, Транспортные установки для массовых
грузов (Hanfstengel, Die Forderung von Massengutern), 3 изд., т. II, I ч., Берлин
1926, Шпрингер, стр. 210 и 282,
•) ZdVdl 1931, стр. 921.
796 т- п- ОтД- 3- Трансп. устройства. III. Груз, и трансп. установки
Несущие канаты, стр. 682 и 683, табл. 5 и 6. Для несущего конца предпо-
читают замкнутые канаты, а для нерабочей части — спиральные канаты неболь-
шого поперечного сечения. Провес несущего каната1) между двумя опорами при
вагонетке весом V кг приближенно на стр. 770, фиг. 202; при z вагонетках (между
двумя опорами), принимая равномерным распределение их суммарного веса и
веса тягового каната (q1 кг/м) приближенно:
/ = ab (<? + <?' + z V/l)j2H [ж] .
Соединительные муфты для несущих канатов, стр. 686, фиг. 32; закрепление несущих
канатов стр. 686, фиг. 33. Для тяговых канатов применяют канаты из толстых про-
волок 2) (обычно 42 проволоки) (стр. 674). Сращение тяговых канатов стр. 686.
Опоры 3) деревянные, железные (фиг. 241) или железобетон-
ные. Расстояние между опорами зависит от местности, на равнине
обычно от 80 до 120 м, при прокладке в гористой местности сво-
бодные пролеты в свету до 1700 м. Наименьшая высота опор
Фиг. 241.
пролетов над проезжими дорогами и полями (возы с сеном)
определяется провисанием нагруженного несущего каната и профи-
лем в свету, предписанным для данного вида движения (железные
дороги, улицы, водные пути и т. д.). Строения, улицы, скрещения
путей и т. д. должны предохраняться решетками 4), покрытиями
или мостками 5) от падающих предметов.
Канат помещается на опоре на шарнирно соединенных башмаках с, фиг. 241
и 242 (длина 500 до 1500 мм, в исключительных случаях 3000 мм и более), спо-
собствующих плавности переезда вагонеток через опоры и препятствующих излому
каната. Для предохранения каната колеса вагонетки идут по бортам башмаков. Для
восприятия провисающего каната служат легкие канатные блоки а, фиг. 241 (обычно
прессованные из железных листов шкивы со сменяемой обшивкой ручьев), находя-
щиеся на опорах, в которые канат отводится скобой Ь. Расстояние между обоими
несущими канатами на опорах, как правило, 2—3 м.
i) Ф и н д е й с, Основы расчета канатных дорог (F i n d е i s, Rechnerische
Grundlagen des Baues von Drahtseilbahnen), Лейпциг 1923, изд. Дейтике. Zd OIAV
193j, стр. 141. — Журнал „Fordertechnik" 1930, стр. 43. — Журнал „Die Wasserwirt-
schaft" 1930, стр. 541.
2) ZdVdl 1929, стр. 421.
3) Журнал „Die Wasserwirtschaft" 1930, стр. 131.
4) Журнал „Fordertechnik" 1912, стр. 1.
6) Журнал „Fordertechnik" 1927, стр. 309; 1928, стр. 25§.
Подвесные дороги
797
Вагонетки. Для полезных нагрузок до 1000 кг применяют двух-
колесные (фиг. 243), до 2000 кг — четырехколесные вагонетки. Ко-
леса расположены попарно в подвижных траверсах, которые
поворачиваются для
переезда по горизон-
тальным кривым. Наи-
большая нагрузка че-
тырехколесной ваго-
нетки 4 т. Сопро-
тивление при пере-
движении при под-
шипниках скользяще-
го трения 1/1оо.
при подшипниках с
трением качениям
^7150 подвижной на-
грузки. Ходовые ко-
леса из стального
литья, диаметр у ос-
нования желоба 200 —
250 мм, профиль же-
лоба обычно зависит
от башмаков (фиг. 242)
или соединительных
муфт каната (стр. 686, фиг- 243-
фиг. 32).
Рабочий процесс вагонетки, с учетом интервала между соседними вагонет-
ками, 35—25 сек., в исключительных случаях до 15 сек. Скорость передвижения при
автоматических сцепляющих
аппаратах и в дорогах без ав-
томатического движения по
кривым v равняется 2,25 —
3 м/сек, при автоматических
станциях с большим радиусом
кривой (группы катков) -и <
< 2,25 м/сек, с направляющи-
ми канатными шкивами, стр.
794. Наименьшее расстояние
между вагонетками^40 до 100 м.
Присоединение тя-
гового каната обычно ав-
томатическое при помо-
щи так называемого сце-
пления с собственным ве-
сом (пример: фиг. 243,
Бенуа-Гекель) или винто-
вого сцепления (Полиг).
Фиг. 244. Сцепление с собственным
весом служит для прикрепле-
ния тяговых канатов различно-
го диаметра, сила зажима зависит от наклона несущего каната; при конструкции
фиг. 243 направляющие канатные шкивы а могут двигаться по кривым вправо и влево»
798 Т. II. Отд. 3. Трансп. устройства. III. Груз, и трансп. установки
Механизмы винтового сцепления устанавливаются по толщине каната: сила зажима не
зависит от наклона несущего каната. На конечных станциях происходит автоматическое
сцепление и расцепление вагонеток: при механизмах сцепления с собственным весом
посредством направляющих Ь, с и d (фиг. 243), которые опускают вагонетку е ниже
подвески / или наоборот, причем канатная клемма размыкается или замыкается;
при механизмах винтового сцепления это производит я кулаками, которые, пере-
мещая рычаг, вызывают вращение винта и захватывание или отпускание каната
клещами, расположение каната сверху * *) (тяговый канат прикреплен к вагонетке
выше несущего каната) обладает по сравнению с расположением внизу по фиг. 243
следующими недо татками: на участках с крутым уклоном получается очень нерав-
номерная нагрузка на ходовые колеса и вагонетка может сойти с рельс.
Передача движения к тяговому канату производится или лебедкой с веду-
щим шкивом или шкивами системы Карлик (стр. 708).
Одноканатные дороги (так наз. английская конструкция). Не-
сущий канат служит одновременно тяговым. Применяются в легких
конструкциях колониальных дорог и для военных целей 2), вследствие
быстроты и дешевизны установки. Пригодны только для малых по-
лезных нагрузок до ^0,4 т.
Скорость передвижения 1,2 до 2,5 м1сек. Подвески соединяются с канатом
путем сцепления (пример фиг. 244, Блейхерт); наибольший подъем при этом«1: 1,33.
Переезд с каната на рельсы подвесной дороги производится на станциях при по-
мощи роликов.
D. Неподвесной транспорт
а) Безрельсовые транспортеры 3)
Перемещают грузы по хорошо проложенным путям.
Ручные тачки, тележки, вагонетки различнейших конструкций
для коротких прямых путей внутри фабричных помещений.
Таблица 30. Сила тяги и давления одного
человека на безрельсовых транспортерах
Подошвы ( обуви | Плете- Кожа- ные 1 ные сила тяги в кг Плете- ные сила давя Кожа- ные гения в кг
Гладкий бетон. Деревянная брусчатка . Булыжная мо- стовая . . . 32-42 до 50 свыше 50 30-40 35-45 свыше 50 30-40 40-50 свыше 50 22 — 32 32 — 42 свыше 50
Один рабочий (по К р у п-
п у) может за 1 час (включая
возвращение) перевезти на
расстояние 1 км 150 кг на од-
ноколесной и 40J—500 кг на
опрокидывающейся тележке.
По исследованиям Брандта4)
один рабочий, обслуживающий
безрельсовый транспортер, при-
кладывает усилия, приведен-
ные табл. 30.
В целях экономии вре-
мени тележка делается с под-
нимающейся и опускающейся
платформой, на которую ста-
вятся грузы (фиг. 245).
Мотокары, обычно
электрокары 5), на 750—
Ч Журнал „Fordertechnik" 1920, стр. ПО и 118.
*) Glaser Annalen 1922, стр. 21.
•) Безрельсовый транспорт, ч. I, Основы экономичности безрельсового транс-
порта; часть II, Ручные транспортные средства; часть III, Механические транспорт-
ные средства. Комиссия по экономичности изготовления при RKW Берлин, изд. Беут.—
Beiriebshiiite, 3 изд., стр. 269, Берлин 1929, Эрнст и сын. — Журнал „Fordertechnik"
1925, сгр. 33, Нормированные обозначения для транспортеров; 1930, стр. 423.
4) Журнал „Bautechnik" 1924, стр. 626.
*) Журнал „Fordertechnik" 1926, стр. 288 и 309.
Пеподвесной транспорт
799
2000 кг полезной нагрузки. На фиг. 246 изображены четырехколес-
ные электрокары AEG. Выполняются также в виде подъемных, кра-
новых х) тележек и стапелькаров 1 2). Особой конструкцией обла«
Фиг. 245.
дают одноосные тележки, фиг. 247 (MIAG); это двухколесные
тележки с дышлом (нормальная конструкция: вес 1850 кг, общая
длина с дышлом 3550 мм, мощность двигателя 3—7 л. с.,
Фиг. 246.
Фиг. 247 и 248.
скорость 1,7 м]сек, продолжительное тяговое усилие 250 кг, началь-
ное усилие 1750 кг).
Гусеничные или цепные тракторы 3) могут работать
по рыхлому грунту и траве. На фиг. 248 изображен гусеничный
1) Ср. сноску 4 к стр. 769.
«) Журнал „Fordertechnik" 1931, стр. 233.
в) Журнал „Bautechnik" 1924, стр. 637. — ZdVdl 1920, стр. 297; 1926, стр. 1209:
1928, стр. 1376.
800 т- п- Отд- тРапсп« устройства. III. Груз, и трансп. установка
транспортер с 40-сильным дизелем (длина 3020 мм, высота 1765 мм,
ширина 1520 мм, ширина колеи между серединами звеньев гусениц
1160 мм, вес 3100 кг, расход горючего 200 г (л. с-час) (HANOMAG).
Грузовые автомобили. Данные о главнейших размерах
в табл. 31.
Таблица 31. Грузовые автомобили
(Даймлер-Бенц)
Полез- ная на- грузка т Вес т Мощ- ность л. с. Ско- рость км\ч 1) Расход горю- чего кг/10Э км
2 2,5 55 55 17
3 3,3 70 55 20 —
4 4,4 100 50 30 22 2)
5 5,2 110 40(60) 35 24 2)
8,5 7,1 110 85(40) 37 28 2)
Ь) Рельсовые транспортеры
Дороги с нормальной или узкой колеей (полевые дороги,
шахтные дороги и т. д.). Недостатки по сравнению с безрельсовыми
транспортерами: зависимость от путей и большие ра ходы по уста-
новке, но зато незначительное сопротивление при передвижении.
Перевозят тяжелые отдельные и массовые грузы при помощи под-
вижного состава. Саморазгружающиеся вагоны (стр. 807) на эста-
кадах обладают высокой производительностью 3).
Расход энергии составляется из работы трения подвижного состава
и локомотива и работы при преодолении подъемов. Суммарное трение весьма раз-
лично и зависит от конструкции и состояния путей и подвижного состава. По
данным SSW сопротивление при передвижении по горизонтальному пути составляет
в среднем на т перемещаемого груза при колее
от 1435 мм до 700 мм
ниже 700 мм до 600 мм
ниже 600 мм
от 5 до 8 кг^т,
от 6 до 8 кг/т,
от 8 до 15 кг\т.
Добавление на кривые 20—30%.
1) Числа в скобках относятся к омнибусам или автомобилям без прицепов.
2) С 85-сильным дизелем.
8) Михенфельдер, Крановые и транспортные установки (Michen-
f elder, Кгап- und 1 ransportanlagen) 2 изд., стр. 606, Берлин 1926, Шпрингер.—
Л и л ь г е, Установки для загрузки домен (L i 1 g е, Hochofenbegichtungsanlagen),
Берлин 1913, Шпрингер, стр. 40. — Ш у л ь ц е, Постройка морские гаваней
(Schulze, Seehafenbau), т. II, Берлин 1913, Эрнст и сын, стр. 457. — Ферстер,
Техника североамериканских морских гаваней (Forster, Nordamerikanische Seeha-
fentechnik), Берлин 1926, Шпрингер, стр. 49.—К оппенберг, Впечатления о же-
лезоделательной промышленности США (Koppenberg, Eindriicke aus der
Eisenindusirie der USA), Берлин 1926, Шпрингер. — ZdVdl 1914, стр. 197.
НеподвесноА транспорт
801
Перемещение людьми: По Круппу один рабочий
может за один час (включая возвращение) переместить по хорошо
проложенному пути 1800—2000 кг на расстояние 1 км (III т., отд. „Жи-
вой двигатель* *). Перемещение животными Ш т.» отд. „Живой дви-
гатель".
Тяга локомотивами 9 (пар, электричество, сжатый
воздух, двигатели внутреннего сгорания).
Общие данные: паровозы (с перегревателем) расходуют от 0,15 до 0,185 кг
малые конструкции ~ 0,28 кг пара на ткм\ паровозы без толки 0,37 кг на ткм.
Табл. 32, тендерные паровозы для строительных и земляных работ.
Таблица 32. Узкоколейные локомотивы с тендерами 2)
(Геншель и сын)
Тип № 200 201 202 203 204 205 206 207 208 209 210 211 212
Мощность . . . . л. с. 10 20 30 40 50 60 80 100 125 160 20j 210 230
Тяговое усилие . . кг 460 820 1060 1310 16b0 1890 2420 2820 3260 3720 446o 485. 5130
1 норм. KMj4 7 7 8 9 9 10 10 10 1j 10 Ij b 10
Скорость | макс> км}ч 12 12 15 15 20 2o 25 25 30 30 3u 30
Служебный вес . . т 4,7 5,8 7,0 7,5 9,u 10,1 13,8 15,0 18.2 19,0 22,4 23,7 26,0
Ширина колей *) . мм 6jj 600 600 60U 600 75j 9 oO 9 JO 90j 900 9 jo 900 9j0
Наим, радиус кривойлт 10 10 10 12 14 18 22 22 26 26 26 26 26
Длина, вкл. буфера мм ЗоОО 4200 4400 47o0 52 oo 5400 57.0 61CO 64Л 67jj 688u 700j 7000
Ширина . . . . . мм 155 J 155 J 170 J 1750 1800 I8oO 2100 2100 2200 2200 24ju 24 и 2400
Высота . . . . . . мм 2500 250J 2600 2800 280u 280u oOoo 3o00 330u 3300 35l C o5 JO 3500
1 : оо 87 158 205 254 323 368 451 523 635 725 869 945 998
1 : 530 60 Ill 144 17Q 228 26j 318 37j 448 512 614 667 7(5
Прицепляе- 1 : 200 41 76 99 123 157 170 219 255 30.; 353 423 46j 486
мая нагруз- 11 : 100 25 48 63 73 1j1 116 141 165 200 229 274 298 315
ка в т при 4 | 1 : 5J 13 26 35 44 57 65 80 93 111 129 15a 169 178
подъеме по I 1 : 331/э 8 17 23 29 38 44 5o 63 76 87 104 113 119
прямой 1 : 25 5 12 17 21 28 32 38 45 55 63 76 82 87
О : 20 3 9 12 15 21 24 29 35 42 48 58 63 66
Электровозы. Сопротивление от трения в электровозах от 0,25
до 0,2, т. е. на 100 кг тягового усилия необходимо от 400 до 500 кг
сцепного веса локомотива.
По данным SSW
при колее............................ 450 500 550 600 700 900 1435 мм
мощность, передаваемая на ось .... 13 18 29 25 85 158 25J kW
Цифры относятся к двигателям с непосредственным действием на ось. В случае
применения двигателей, коюрые не нужно помещать внутри колесных скатов, т. е.
двигателей с червячной или двойной передачей, можно при тех же колеях получить
большие мощности (при ширине колеи 600 мм приводная мощность на ось 135 kW).
Все приведенные здесь значения мощности являются часовыми значениями.
х) Журнал Gluckauf 1920, стр. 551.—Журнал „Bautechnik", 1926, стр. 18.
*) Данные относятся к продолжительной мощности и определены с учетом
сопротивления движению 5 кг\т тягового веса. При более коротких подъемах локо-
мотивы могут тянуть соответственно большую нагрузку.
3) Локомотивы поставляются и для колей другой ширины.
51 Зак. 254. — Ilutte, Справочник для инженеров, т. II.
802 Т. II. Отд. 3. Трапсп. устройства. III. Груз, и трансй. установки
По тем же источникам расход энергии (приближенные значения на
горизонтальном пути):
1. Электровозы с подводкой тока от 0,04 до 0,06 kWh/m/си при сопроти-
влении от 10 до 15 кг\т (измерено на токоснимателе, без учета потерь
в умформере и в воде).
2. Электровозы с аккумуляторами, как выше, без потерь в батарее,
коэфициент полезного дсй твия батареи в kW h приблизительно 75°/о; необхо-
димая энергия для зарядки около 0,055 — 0,08 kWh (брутто)/<ик.и.
Маневровые электровозы для колеи любой ширины;
обычно колея 785 мм (Верхняя Силезия) и 1435 мм. Выполняются
с двумя и четырьмя осями, каждая ось имеет привод для полного
использования сцепного веса локомотива. Мощность — как выше.
Скорость передвижения 10-30 км)ч. Служебный вес от 7000
до 80 000 кг.
Шахтные электровозы!). Ширина колеи 425—700 мм.
Обычно два двигателя вышеуказанной мощности, работающие каж-
дый на одну ось.
В шахтах без грему-
чих газов с вентиляцией
применяются электровозы
с контактными проводами;
в шалтах с гремучим га-
зом и в вытяжном потоке
вентиляции— обычно за-
щищенные акку муляторные
локомотивы. Скорость пе-
редвижения 10—12 км/ч.
Наименьшая строительная
высота 160J мм, выше поч-
вы при наименьшей допу-
скаемой высоте расположения контактного провода 18(0 мм. Служебный вес
6000 кг и более, в зависимости от требуемой мощности. Ширина локомотива 9о0 мм
при колее до 6и0 мм и до 1500 мм при большей колее и мощности.
В качестве вспомогательных применяются небольшие защищенные от гремучих
газов аккумуляторные локомотивы мощностью от 4 до 10 kW. Служебный вес
25U0 кг, строительная высота L50 мм, ширина 775 мм, длина 1750 мм, скорость пе-
редвижения 7—8 км1ч.
Пневматические локомотивы 2) для горного дела и постройки
туннелей. Преимущества: отсутствие отработанных газов и опас-
ности пожара. В табл. 33 приведены цифровые данные для пневма-
тических шахтных локомотивов 3) (DEMAG). На фиг. 249 изо-
бражен 18-сильный пневматический шахтный локомотив (DEMAG,
ср. табл. 33) с четырьмя резервуарами для сжатого воздуха, двумя
цилиндрами с последовательным соединением, предварительным
и промежуточным подогреванием рабочего воздуха.
Локомотивы с двигателями внутреннего сгорания (горючее:
нефть, бензин, бензол, спирт, керосин) для шахтного транспорта 4),
полевых дорог и маневров. Табл. 34 содержит данные об узко-
колейных локомотивах с дизелями (моторы Гумбольт-Дейтц AG).
1) Ср. DIN Berg (601 до 608 и 631). — Журнал „Elektrizitat im Bcrgbau" 1926,
стр. 103 —ZdVdl 19-9, стр. 133у. — Журнал „Fordertechnik" 1930, стр. 4Г9.
2) Ср. DIN Berg 7м1 до 710.—ZdVdl 1912, стр. 357; 1929, стр. 1343.—Журнал
.FOrdercechnik- 1926, сто. 287; 1.-31, стр. 111.
з) Известия DEMAG, май 19о1, стр. А 25.
О ZdVdl 1929, стр. 13-10.
Таблица 33. Пневматические шахтные локомотивы (DEMAG)
Применение
На мегте раз-
работки
На вспомогательных
путях
На главных путях
Мощность л. с. 8 10 18 24
Тяговое ( норм. . . . кг 200- -225 220—250 450- -500 675
усилие 1 ПрИ ПуСке е кг 4 ЮО 500 1000 1100
_ Г норм. . . . Скорость { ( макс. . . . м]сек м)сек 2- 3- -2,5 -4 3 5 3 5 3 5
Служебный вес .... т 3 3,2 4,45 4,55 5,0 7,6 8,0 8,0 8,1 8,2 8,7
ПуТЬ ВЛ, Давление ((150) 1 проид' за о "L™ е J /17ЕЧ 1 °ДН0 На’ в ат < (175) > пол некие изб. давл. ) J взад и впе. ред 1900 2200 2200 2600 3000 3500 3400 4000 4000 4700 4500 5100 5000 5800 5500 6400 6000 7000 4230 5000 4400 5250
2500 3000 4000 4600 5400 5800 6500 7200 8000 5750 6000
Размер бака л 385 445 650 750 875 1000 1300 1300 1400 1480 1550
Общая длина мм 2615 2825 3500 4200 4400
Наибольшая ширина 2) мм 5 + 190 5 + 350 S + 400 5 + 400
Высота над рельсом . мм 1360 1250 | | 1400 | 1500 1550 | | 1620 1670 [ 1600 1580 | 1600
Расст. между колесами мм С >50 8С0 950 9 50
Наименьший радиус . . м 4- -5 7-8 8- -10 8- 10
Йеподвесной транспорт
а) Давление от 14 до 16 ат изб. давления.
*) Зависит от ширины колеи 5.
804 Т. II. Отд. 3. Транса, устройства. III. Груз, и трансп. установка
Таблица 34. Узкоколейные локомотивы с дизелями
(Г умбольт-Дейтц)
> Мощность мотора Служебный 3 вес Число и распо- ложение цилин- дров CJ ш 5* 2 г/л. с. ч. Смазочное масло * 1 jk Скорость езды «е I Прицепной груз в т при пря- мом подъеме
1: оо 1 : 100 1:50 1 : 20 1 : 15
9 2,2 1 стояч. 250 100 3,7 40 21 13,6 6 4,2
8,1 16,6 8 4,8 1,4 0,6
14/15,5 4,5 1 леж. 225 120 3,5 73 38 24,5 10,5 7,3
8,5 25 11,5 6,5 1,2
24/26 7 1 леж. 205 210 3,5 125 64 42. 18 13
8,5 45 21 12,5 3 1
30/33 7 2 стояч. 200 350 5 110 57 37 16 11
7,5 65 32 20 7 4
14 31 14 7,3 0,4 —
40/44 8 4 стояч. 190 230 3,6 слу» кит то. лько д. ля пус ка
5,5 120 62 41 17 12
9 75 37 23 8 5
14,5 42 19 10 2 —
50/55 15 2 стояч. 190 450 3,7 238 123 80 34 24
5,5 144 72 45 16 9
9 80 37 21 3,5
15 42 16 6 — —
70/77 18 2 стояч. 200 500 4 300 155 101 43 30,5
6,5 182 91 57 20,5 12,5
10,5 100 47 26 5
17 52 20 8 — —
110/120 23 3 стояч. 200 800 5,2 450 213 135 56 39
8,5 267 122 74 25 15
14 144 60 33 5 —
22 77 27 10 — —
1о<> 28 4 стояч. 200 1000 5,5 540 260 160 67 46
8,5 330 150 90 31 18
13,5 190 80 45 8 —
21 100 36 15 — —
2^о 40 6 стояч. 185 1200 5,5 800 380 240 100 70
9 555 260 158 59 38
15 307 134 75 18 5
25 156 58 25 — —
Неподвесной транспорт
805
Тяга цепью или канатом на двухрельсовом пути !).
Транспортирование открытым канатом по наклонному штреку
с движением в обе стороны. Применгюгся либо два каната на двух рядом распо-
ложенных путях или на одном пути со стрелкой в середине по фиг. Г50 а, на двух
путях с тремя рельсами и стрелкой в середине по фиг. 25J е, с одним канатом и
тележкой с противовесом по фиг. 25J f (два пути прологены один внутри другого
и противовес Ж проходит под тележкой К). Передача движения чс барабану либо
барабаном N, либо ведущими шкивами D (стр. 706). При подъемах выше 20 — 25®
применяются вагонетки, как по фиг. 250 с и d. Вагонетки могут быть оборудованы
для водяного балласта. Груз перемещается как по гористой, так и по ровной мест-
ности. Передача или от мотора или от балласта. При тран портировании по ровной
местности (1 рем берг * 2 3) и п и вагонетка* с балластом, вместо приводной машины
необходим тормозной механизм для уничтожения избыточной работы.
Нагруженные
Порожние
Фиг. 251.
Транспортирование бесконечным канатом (откатка руд по штре-
кам), фиг. 251 (В — приводной шкив, А — натяжной шкив).
’) Б а н з е н, Шахтные транспортеры (В a n s е n, Die StreckenfSrderung),
2 изд.. Берлин 1929, Шпрингер.—Г анфштенгел ь. Транспортные установки для
массовых грузов (Hanfsiengel, Die FSrderung von MassengiLern), т. II, I ч.,
3 изд., Берлин 1926, Шпрингер, стр. 1<53.
2) Гейзе-Гербст, Г орное строительство (Heise-Herbst, Bergbaukunde),
т.. II, 3 и 4 изд., Берлин 1923, Шпрингер, стр. 416. — Журнал „Fordertechnik* 192S
стр. 289.
806 Т. П- ОтД- 3- Трансп. устройства. III. Груз, и трансп. установки
Канат (или цепь) ходит всегда в одном направлении. Путь может
иметь подъемы и спуски. Обходы по кривым производятся автома-
тически при помощи направляющих шкивов или группы катков.
Сопрс тивление движению шахтных, корытообразных самоопрокидывающихся
вагонеток и др. (при горизонтальном пути от 5 до 20 кг на т перемещаемого груза)
в зависимости от состояния путей, опор колесных скатов и смазки. Добавление на
трение в направляющих шкивах и несущих канатных блоках и на жесткость каната
или же трение цепи зависит от конструкции пути *). Тяговый орган помещается
выше или ниже вагонеток. При расположении каната вверху вагонетка захваты-
вается канатом, имеющим на определенном расстоянии узлы (недостаток: повре-
ждение каната и неизменяемое расстояние между вагонетками), коленчатыми вил-
ками (фиг. 2о2), а на подъемах до 1О'0 и выше замками по фиг. 253. Скорость
каната при расположении сверху ^0,5 до 1,0лг/селг, при расположении снизу ~ 0,25
до и,5 м/сек. Цепная тяга целесообразна при малом количестве кривых и при крутых
подъемах и спусках. При расположении цепи сверху вагонетка двигается обычно
Фиг. 252.
захватами (стр. 688, фиг. 35), в которые ложится цепь. Расположение цепи снизу
позволяет автоматическое, обратное движение вагонеток в ша .тпых установках
и т. п. Захваты (жесткие или откидные в направлении движения) могут сцепляться
с осями или другими выступающими деталями вагонетки (стр. 688, фиг. 37а и Ь).
Скорость цепи при расположении снизу ~ 0,2 до 0,5 м/сек, при расположении
сверху от^! 0,75 до 1,5 м/сек. Для задержки вагонетки, отходящей от каната на подъ-
емах, между рельсами устраиваются ловители.
При канате или некалиброванной цепи передача производится от лебедки
с ведущими шкивами (стр. 7С9), конструкция ведущих и натяжных шкивов, при ка-
либрованной цепи шкивом с захватами (стр. 697, фиг. 61). Канаты, стр. 673; цепи
транспортеров, стр. 686.
Вагонетки * 2). Наряду с открытыми узкоколейными или
нормальными вагонетками (разгружаются от руки при помощи
’) Glaser Annalen 1925, т. II, стр. 2С9.
2) Ср. также DIN Berg 531 до 538 и 550 до 562. — ZdVdl 1909, стр. 217;
1924, стр. 698; 1925, стр. 1301.— Журнал .Fordertechnik" 1926, стр. 123; 1927, стр. 124;
1930, стр. 412 и стр. 477.
Опрокидыватели вагонов 807
опрокидывателя, стр. 807 и 809). Для транспортирования массовых
грузов применяются еще:
Быстро разгружающиеся вагонетки. Опрокидываются на-бок (корыто-
образные до ~ 7 м* 2 3 или ящиком1), фиг. 251; до 16 .и3, в США до « 30 лс3, иногда
могут опрокидываться на обе стороны), вперед (ось опрокидывания и ось вагонетки
расположены перпендикулярно друг к другу) и во все стороны (круговое движение).
На фиг. 255 показана вагонетка с платформой для раздвижных ков пей (стр. 739,
фиг. 158), транспортирующих легко повреждаемые материалы, как-то: уголь, кокс
и брикеты.
Автоматически разгружающиеся вагонетки *) для массовых грузов, как
уголь, кокс, руда, щебень, сахарная свекла и т. д., вместимость до 90 м3 и вес
полезной нагрузки » 60 т (в исключительных случаях 100 — 120 т). Применяются
для загрузки бункеров и хранилищ; на эстакадах 3) служат для загрузки складов,
пароходов3) и т. д. Фиг. 256 а — вагонетка с односторонней разгрузкой; фиг. 256b—
вагонетка с двухсторонней разгрузкой; 256 с —вагонетка с разгрузкой на любую
сторону по выбору; фиг. 256 d—вагонетка с разгрузкой на одну сторону по выбору
Фиг. 256а—I.
или одновременно на обе; фиг. 256 е — вагонетка с разгрузкой в сторону и через
дно; фиг. 256f— вагонетка с разгрузкой через дно с прод >льными дверцами;
фиг. 256 g —вагонетка с поперечными дверцами в дне; фиг. 256h —вагонетка с одно-
сторонней разгрузкой, фиг. 256 i — вагонетка с двухсторонней автоматической раз-
грузкой с плоским дном.
Е. Опрокидыватели вагонов
Опрокидыватели 4) для открытых или шахтных вагонеток
применяются в целях быстрой выгрузки сыпучих тел, удешевления
транспортирования и ускорения оборота вагонеток. Неподвижные
опрокидыватели экономичны уже при ежедневной выгрузке около
3—4 вагонеток с нагрузкой 20 т 5 6).
Опрокидыватели наперед (фиг. 257, DEMAG) обычно для вагонеток на 2J т,
при 12 — 25 опрокидываниях в час (рычажный опрокидыватель с поворотным кругом
1) Журнал „Fordertechnik" 1931, стр. 215.
2) Фиг. 256 h, конструкция Крупп; остальные фигуры по данным Оренштейн
и Коппель.
3) Ср. сноску 3 к стр. 800. — А у м у н д, Подъемные и транспортные установки
(Aumund, Hebe- und Forderanlagen), т. II, 2 изд., Еерлин 1926, Шпрингер, сгр. 164.—
Шульце, Постройка морских гаваней (S с h u I z е, Seehafenbau), т. II, Берлин
1913, Эрнст и Сын, стр. 454.— ZdVdl 1920, стр. 738.
<) ZdVdl 1920, сгр. 738.
6) Журнал „Fordertechnik" 1929, стр. 481
808 Т. П. Отд. 3. Трансп. устройства. III. Груз, и трансп. установки
разгружает до 40 вагонеток в час 1). Груз высыпается через откинутую переднюю
стенку; угол опрокидывания 45 — 60°. Вагон удерживается от скатывания либо
крюком 1) на передней оси (фиг. 259), либо упором, как в опрокидывателях
с платформой (во избежание перенапряжения в нижней раме вагонетки * 3)). Приве-
дение платформы вагона в наклонное положение производится либо силой тя-
Фиг. 257.
Фиг. 258.
жести 4), либо передачей от зубчатой рейки (фиг. 257), винта, гидравлического
прессового поршня и т. п., или (в целях уменьшения строительной глубины) колен-
чатыми рычагами или нажимным роликом 5 6) (фиг. 258, MAN). Для поворота ваго-
нетки по фиг. 258 перед опрокидывателем или на
нем помещается поворотный круг; если поворот
не нужен, то делают опрокидыватели на
обе стороны, которые разгружают ваго-
нетку через переднюю и заднюю стенки (напр.
опрокидыватель на обе стороны, фиг.
259). При разгрузке рядов бункеров или скла-
дов с эстакад применяются подвижные опроки-
дыватели (например передвижной опрокидыватель
с поворотной верхней частью, конструкция Ау-
мундили легкие подвижные двойные опроки-
дыватели Аумунд, фиг. 259). В опрокиды-
вателе с направляющей вагонетка
втаскивается наверх по криволинейному наклон-
ному рельсу при помощи особо’» тележки, сце-
пляемой с задней осью вагонетки; в опроки-
дывателях7) с ножницами вагонетка
удерживается на горизонтальной платформе
крюками, зацепляющими за переднюю ось, и
переворачивается; благодаря этому нижняя рама
ее не подвергается перенапряжениям 8). В пере-
Фиг 260. грузочных мостах применяют'я опрокиды-
вающиеся тележки. Производительность
1) ZdVdl 1925, стр. 1205.
2) ZdVdl 1925, стр. 1217.
8) ZdVdl Н 24, стр. 394.
♦) ZdVdl 1Г25, с гр. 215.
6) Журнал .Fordertechnik" 1929, стр. 481.
e) ZdVdl 1П19, стр. 322.
’) ZdVdl 1925, стр. 1204. — Журнал wF6rdertechnik“ 1925. стр. 302.
•) ZdVdl Uzb, стр. 1751.
Опрокидыватели вагонов
809
от 12 до 20 вагонов в час в зависимости от пути тележки. Опрокидывающиеся
тележки !) опорожняют вагонетку в любом месте корабля или склада.
Опрокидыватели с подъемкой платформой 2) нагрузки в морские паро-
ходы (фиг. 260, DEMAG), складочные помещения или саморззгружающиеся ва-
гоны 3). Платформа подтягивается кверху подъемником и затем опрокидывается.
Фиг. 261.
Боковые опрокидыватели 4 *) особенно распространены в США (выполняются
также в виде опрокидывателей с подъемной платформой).
Они применяются лишь для вагонов с подшипниками осей без смазки, ибо эти
последние весьма быстро изнашиваются при постоянном опрокидывании на-бок. Бо-
ковые опрокидыватели обладают очень высокой производительностью: до 40 опро-
кидываний в час (вагоны по 120 т)Б).
Круговые опрокидыватели
для шахтных вагонеток конструи-
руются в зависимости от тре-
буемой производительности про-
стыми 6), двойными7) (стр. 780,
фиг. 217) или многократными 8)
(фиг. 261), неподвижно стоящими
или подвижными для загрузки
бункеров. Производительность ав-
томатических двойных круговых
опрокидывателей до 360 вагонов
в час.
Цепной опрокидыватель 9) (непре- Фиг‘ 262’
рывно работающий сбрасыватель) состоит
из петлеобразного пути, по которому направляются вагонетки, поворачивающиеся
вокруг своей оси и таким образом разгружающиеся. На пели имеются кулачковые
захваты (система Газенклевер) или же вагонетки движутся силон тяжести 10; без
машинного привода, фиг. 262 (система Гаубнер). Производительность: до 1200 шахтных
вагонеток в час.
1) ZdVdl 1923, стр. 219; 1<=»25, стр. 1565. Изв. DEMAG 1929, тетр. 4.
•) ZdVdl 1912, стр. 429; 1909, стр. 1255. - Gluckauf, 1911, сгр. 618.—Изв. DEMAG
1928, тетр. 3, стр. 50.
3) Журнал „Fordertechnik44 1927, стр. 345. *
4) Журнал BZ. f. Bauwes." 1910, стр. 479.—Журнал „Bautechnik" 1925, стр. 469.—
ZdVdl 1925, стр. 68.—Glaser Annalen 1925. II, стр. 145.—Изв. DEMAG 1927, тетр. 1, стр. 18.
Б) ZdVdl 1926, стр. 1593.
8) ZdVdl 1921, стр На.
7) Журнал Gluckauf 1913, стр. 1390; 1914, стр. 959. — Журнал „Fordertechnik"
1922, стр. 85.
8) Г л и н ц, Механическое транспортирование и складывание ископаемых мас-
совых материалов (G 1 i n z. Aufgaben und Losungen auf dem Gebieie der maschinellen
Fonbewegung und Lagerung im Grubenbecrieb gewonnener Massenginer), Диссертация,
Аахен 19o9.-ZdVdl 1909, <тр. 841.
0) ZdVdl 1921, стр. 941. —Журнал „Fordertechnik** 1927, стр. 29.
10) Журнал .Fordertechnik** 1927, стр. 378. — Z. Berg-, Hiitten-, Sal.-Wes. 1927,
стр. В 25.
810 Т. II. Отд. 3. Трансп. устройства. III. Груз, и трансп. установки
F. Непрерывные транспортеры1)
Для горизонтального перемещения груза служат: шнеки
и т. п., ленточные, роликовые, скребковые транспортеры и желоба;
для вертикального перемещения — элеваторы; для произволь-
ного перемещения груза в любом направлении—конвейеры (цепи
или канаты с ковшами), пневматические и гидравлические транс-
портеры.
а) Шнеки, спирали и транспортные трубы
Шнеки2) (фиг. 263 и табл. 35). Груз перемещается в непо-
движном желобе при помощи вращающегося шнека (50—120 об/мин).
Шнеки бывают правого или левого направления в зависимости от
перемещения груза и вращения передачи. Лопасти делаются из
Фиг. 263.
стальных листов (3—8 мм) и насаживаются на стальную трубу.
Иногда применяются литые шнеки. При длине больше 3 м необхо
димы еще средние опоры. Осевое усилие воспринимается упорным
или гребенчатым подшипником.
Таблица 35. Производительность горизонтальных шнеков
(Крупп-Г ру зонверк)
Диаметр шнека в мм . 150
Число оборотов в мин. 120
Приводная мощность
в л. с. при длине
10 м................ 0,5
Производительность
(прибл.) в м3/ч ... 2,4
200 ПО 250 100 300 80 350 70 400 60 500 50
0,8 1,0 1,5 2,2 3,0 5,0
6 10,5 16,5 25 37 60
Так на?, спирали (фиг. 264) с лопастями из полосового железа с располо-
жением под углом от 50 до 120°) меньше засоряются, чем шнеки, при перемещении
крупных тел. Производительность на 2Оэ'о меньше, чем у шнеков.
Шнеки и спирали рекомендуются только для коротких путей перемещения и
наклонов до ^30°. Труба имеет задвижки по всей длине, поэтому впуск и выпуск
материала могут происходить в любом месте. Желоба делаются из листов толщи-
Ч Га н фштенгель, Транспортные установки для массовых грузов (Hanf-
stengel, Die Forderung von Massengihern), т. I, 3 изд., Берлин 1921, Шпрингер. —
А у м у н д, Подъемные и транспортные установки (A u m и n d, Hebe- und Forder-
anlagen), т. I, 2 изд., Берлин 1926, Шпрингер. — Правила техники безопасности
„Nahfdrdermiltel", № Z 630. Берлин 1931, Гейман.
8) Журнал „Fordertechnik" 1930, стр. 428.
Непрерывные транспортеры
811
ной от 2 до 6 мм, из дерева или чугуна. Зазор между винтом и стенками ^°т 3
до 6 мм. Крышка делается съемной во избежание засорений.
Шнеки обладают весьма компактной конструкцией и применяются для пере-
грузки зерна, измолотых материалов, соли, мелкого угля и т. д. Для тел с острыми
краями, как шлак, кокс и т. п., не рекомендуются. Благодаря трению между мате-
риалом и винтом необходима довольно большая приводная мощность. Материалы
раздробляются и несколько теряют в качестве.
Фиг. 264.
Фиг. 265.
Транспортные трубы (фиг. 266) представляют собой вращаю-
щиеся трубы, на внутренней поверхности которых прикреплены вин-
товые ребра. Преимущества: меньшая приводная мощность, чем
[Пцпи rfb-ПТТШ
Фиг. 266.
в шнеках, не засариваются, не забиваются, хорошо перемешивают
материал. Впуск и выпуск материала возможны лишь на концах.
Ь) Ленточные транспортеры г)
Применяются для всевозможных массовых грузов (сыпучих и
штучных) и для работы по поточной системе. Груз помещается на
Фиг. 267.
Фиг. 268.
бесконечной ленте. Большая производительность 1 2), отсутствие по-
вреждения материала, спокойный ход, незначительные расходы по
обслуживанию и содержанию, малая приводная мощность.
1. Ленточные транспортеры3) (фиг. 267) для наклонов до 20°;
длина до 300 м\ выполняются или плоскими или (для повышения
производительности) вогнутыми (фиг. 268). Ленты из волокнистых
1) Журнал Gliickauf 1930, стр. 81. — Журнал „Fordertechnik" 1930, стр. 434.
2) ZdVdl 1927, стр. 341; 1929, стр. 251; 19о0, сгр. 177 и 331.
3) Журнал „Fordertechnik1* 1931, стр. 83; 1927, стр. 311. — Braunkohle 1930,
стр. 640.
812 Т. П. Отд. 3. Трансп. устройства. III. Груз, и трансп. установки
материи . 'в, балата или, в большинстве случаев, резиновые с матер-
чатой прокладкой, иногда с утолщенным слоем резины на рабочей
стороне (толщина слоя резины на рабочей стороне при транспорти-
ровании легких материалов, например зерна, 1 мму при крупных
материалах с острыми краями, например руда и т. п., 5 мм).
Ширина ленты от 400 до 2г00 мм * *). Ленты соединяются или вулканизированием
или особыми ременными скрепами. Поддерживаются роликами1) от ~9 ) до Si 270 мм
в диаметре; расстояние между роликами под рабочей частью при плоски; лентах
2—3 м, при вогнутых 0,°—1,6 м, под нерабочей частью 2,5—5 м. Приводной ме ма-
низм а) следует так располагать, чтобы движение передавалось к оабочей части
(трение, стр. 7и7; р при работе с влажными предметами 0,2, при работе с сухими
предметами 0,3 для н-обшитых, 0,35 для обшитых приводных шкивов). Приводной и
натяжной шкивы делаются выпуклыми для лучшего направления ленты. Ленты натя-
гиваются винтами, для длинных лент применяются натяжные грузы (фиг. 267). На-
грузка и выгрузка транспортируемого материала могут производиться в любом
месте ленты. Материал следует погружать по возможности в направлении движения
со скоростью, соответствующей скорости ленты. Материал снимается или на конце-
вом шкиве или особыми неподвижными или подвижными съемными приспособле-
ниями; иногда, в целях уменьшения изнашивания ленты, она направляется по роли-
кам в виде буквы S по типу фиг. 267. Для очистки ленты, особенно при работе
с клейкими веществами, служит подвижная щетка.
Скорость ленточных транспортеров:
Для зерна, отрубей, муки...............от 2,0 до 3,0 м/сек
Для тяжелого зерна....................„ 2,5 „ 3,5 » „
Для отлодов (транспортеры AEG) .... „ — 3,0 „ „ 3)
Для углй................................ 1,5 „ 2,5 „ „
Сортировочные ленты...................0,1 „ 0,3 » „
Для штучных грузов....................0,8 , 1,5 , ,
Для земляных работ на постройках применяются наклонные ленты на подвиж-
ном остове, длина от 6 до 20 м.
Данные для расчета резиновых ленточных транспортеров4).
Производительность М[м3/ч], Qtпри плоских лентах:
[м3/ч]
Qt = М4 [m/ч].
Вогнутые ленты обладают приблизительно вдвое большей про-
изводительностью.
В — ширина ленты [л<],
v — скорость ленты [м/сек],
X — удельный вес [т/м*] ( si 0,6 для легкого зерна, SJ 0,75 для тяжелого зерна,
Si 0,8 для угля, si 0,36 до 0,53 для кокса, Si 1.6 для пустых пород, Si 0,65 до
0,78 для сухого бурого угля, Si 1,4 до 1,8 для отходов).
Мощность привода в состоянии установившегося движения:
Na = (/L2Gmv/75 + /W270 + <?tw/27°)c И с ]
1) Известия FABERG 1930, № 4, стр. 44; 1931, № 1, стр. 6.
•) ZdVdl 1931, сгр. 178.
’) Журнал nZ. f. Internal. Bergwirtschaft u. Bergtechnik" 1930, тето. 4.
<) Известия FABERG 1930, стр. 41; 1931, стр. 6. — Журнал „Fordertechnik" 1931,
стр. 137 и 221.
Ленточные транспортеры
813
/—коэфициент трения в несущих роликах (0,03 при шарикоподшипниках, от
0,046 до 0,052 при подшипниках с кольцевой смазкой, от 0,048 до U,06 при
подшипниках скользящего трения со смазкой салом),
L — рабочая длина ленты [и],
Gnl — вес ленты + вес роликов [кг/м],
И — высота подъема [и],
С — от 1,1 до 1.3 для длинных, от 1,2 до 1,5 для коротких лент без сбрасывающей
тележки или щита.
Число прокладок ленты:
_ 75^(0+ 1/(еИ«-1))
Z 100 v ВКг 5‘
Коэфициент безопасности 5 при числе прокладок z
z I 3 — 5 I 6 — 9 I 10—14
S I 12 I 13 | 14
а — угол обхвата на приводном шкиве (стр. 707), р. см. выше.
Кг — разрывающее усилие = 45 до 100 кг/IQ мм ширины на одну прокладку.
Диаметр приводного шкива:
D = 75NA/(5va Вр) мм, но Z?min> 125z мм.
р — удельное давление между лентой и приводным шкивом = 0,15 кг\см*.
Диаметр направляющего шкива > 100-г мм.
Ременный транспортер Сандвик 1). Стальная лента (холодная прокатка)
толщиной 0,8—1,2 лги, шириной 30j—800 мм и длиной 100 м применяется
для влажного, клейкого, твердого материала с острыми краями. Выполняется
исключительно плоской. Подобными транспортерами нельзя заменять резиновые
ленты, ибо они требуют особой конструкции приводного механизма и поддержива-
ющих роликов.
Проволочные ленты, составленные из плоских проволочных спиралей, приме-
няются для транспортирования мокрых материалов, например при промывке угля.
Недостаток: высыпание мелких материалов.
2 Шарнирные ленты2). Бесконечная цепь с пластинками
(фиг. 41, стр. 691 и фиг. 47, стр. 692) и т. п. для тяжелых, крупных,
твердых с острыми краями, а также раскаленных и разъедающих
массовых грузов.
Вследствие очень значительных расходов по установке выгодны только при
большие нагрузках и высокой производительности. Скорость от 0,2 до 0,5 м/сек.
Для перемещения штучных грузов (подвижные столы) применяются пластинчатые
ленты с деревянной об нивкой (фиг. 41 и 47, стр. 6°1 и 692). Транспортеры со сталь-
ными желобами применяются для угля и кок'а любой величины. Материал сбрасы-
вается топько на кон хе, если нет приспо облений для опрокидывания отдельных
ковшей в любом ме*те. Наклон пластинчатых транспортеров до й5 2О°, волочилок
с поперечинами до 50°.
Некоторым сходством с пластинчатыми транспортерами обладают
подвижные лестницы3) (эскалаторы) для перемещения людей в вок-
залах, метрополитене, складах и т. п. * 8
ZdVdl 1919, стр. 1266.
«) Ср. также DIN Berg 2204, 2205 и 2207.
8) ZdVdl 1901, стр. 1о50; Ы4, стр. 1274. — Журнал „F6rdertechnik‘ 1925, стр. 331;
1926, стр. 356; 192-?, стр. 395. — Журнал „Forderiechn. Rundschau* 1927, стр. 21.
814 т. IL Отд. 3. Трансп. устройства. III. Груз, и трансп. установке
с) Роликовые транспортеры
Роликовые транспортеры 1)5 общая передача к роликам при
помощи вала и кинических шестерен или бесконечной цепи; в по-
следнее время встречается также индивидуальная передача к роли-
кам. Применяются для транспортирования длинных предметов, осо-
бенно проката (также раскаленного), досок и т. п.
Роликовые дороги * 2) без привода, например для поточной
работы. На фиг. 269 показана роликовая дорога (приводимая от
силы тяжести) для штучных грузов,
lt например ящиков от бутылок, багажа,
плит, кирпича и т. д. Требуемый на-
клон около 3—4%.
I d) Транспортные желоба3)
I ДЛЯ пеРемец1ения по горизонтали
I II___II или с легким наклоном (незначитель-
ный подъем сильно понижает произ-
Г I водительность). Встречаются желоба
|| I трясущиеся, качающиеся и т. д.4).
Чтобы колебания и встряхивания не
отражались на здании, необходимо
фиг- 269 тщательное уравновешивание масс.
Желоба длиной до 100 л/ применяются
для материалов с острыми краями (сменные прокладки из стальных
листов), штучных (также горячих) материалов, как клинкер, шлак,
руда, уголь и т. п. •
Так называемые центробежные транспортеры (см. ниже) приме-
няются также для материалов в порошке.
Балансирные желоба5) Крейса. Желоб подвижно подвешивается
или же укрепляется на пластинчатых деревянных или стальных пружинах, наклон
которых обусловливает направление движения груза. Колебательное движение пере-
дается от кривошипного ме.анизма (подъем от 25 до 30 л/л/, число оборотов в минуту
от 300 до о50) и груз толчками продвигается по желобу.
Желоба с пропеллером6) завода Маркус (табл. 36) расположены на
роликах. Желоб медленно подается вперед, затем резко отодвигается назад и вы-
сыпает груз. Число оборотов от 55 до 90 в мин., в зависимости от длины.
Другие конструкции: желоба Торпедо7) (MIAG), Полизиус8), Штёра, Бю-
лера 9).
1) Журнал „St. и. ЕЛ 1910, стр. 313, 710 и 1021; 1911, стр. 1534. — ZdVdl 1900,
стр. 198 и 798. —Изв. DEMAG 1929, тетр. 2, стр. 44. —Журнал „Fordertechn. Rundschau*1
I960, тетр. 10/11, стр. 9. — Eisenhiitte, 4 изд., 1930, стр. 652.
2) ZdVdl 1918, стр. 541. —Журнал „Fordertechnik" 1925, стр. 314.
’) Журнал „Fordertechnik" 1912, стр. 31. — Журнал „Gliickauf", 1913, стр. 1717;
1916, стр. 47з; 1919, стр. 63ц.
4) Журнал „Fordertechnik" 1931, стр. 78. Ср. также DIN Berg 9С0 до 907.
Б) Журнал „Fordertechnik" 1912, стр. 31.
в) ZdVdl 1902, стр. 1808. — Журнал „Fordertechnik" 1912, стр. 74.
7) ZdVdl 1911, стр. 340 и 721.
•) ZdVdl 1920, стр. 619.
•) ZdVdl 1930, стр. 1713.
Транспортные желоба. Окребки и волочилен
815
Таблица 36. Желоба с пропеллерами Маркус
Ширина желоба внизу
в мм............... 250
Ширина желоба вверху
в мм............... 400
Глубина желоба в мм 150
350
500
150
Производительн. в т\ч т/ч — т\ч —
Приводная мощность
на каждые 10 м
длины..................— л. с. — л. с.
450
603
150
550
720
170
650
830
180
800
1000
200
Кокс...........
Бурый уголь . .
Каменный уголь
Зерно .........
Зола, шлак . . .
Камни .........
Руда...........
7
11
14
15
18
25
32
0,4 10
0,5 16
0,6 20
0,6
0,7
0,8
0,85
0,9
1,0
1,1
4
20
28
30
32
45
58
0,75
0,85
0,9
1,0
1,05
1,1
1,2
23 0,9
32 1,0
40 1,1
45 1,2
50 1,3
70 1,4
90 1,5
26 1,0
40 1,2
52 1,3
58 1,4
64 1,5
93 1,6
115 1,7
34
55
68
76
85
12J
160
Центробежный транспортер1) Шенк-Геймана делает
большое число колебаний в минуту при небольшой амплитуде коле-
бания. Груз перемещается без повреждений.
е) Скребки и волочилки
Фиг. 270.
Волочилки применяются для крупных штучных грузов, как бревна
(фиг. 45, стр. 691), скребки — для-сыпучих тел (фиг. 46, стр. 692
и фиг. 270). На бесконечном тяговом органе (цепь или канат) при-
креплены захваты (пальцы, тарелки, гре-
бенки и т. д ), толкающие находящийся
в желобе груз. Захваты скользят в же-
лобе по рельсам (фиг. 46) или в напра-
вляющих роликах (фиг. 270). Погрузка
и выгрузка (через дверцы или задвиж-
ки) в любом месте.
Эксплоатации проста, дешева, надежна, но
оЗто большие приводная мощность, изнашивание,
шум и повреждаемость материала (перетирание,
дробление). Скорость от 0,2 до 1 м\сек\ длина
обычно не более 53 м. Скребки применяются для
транспортирования угля * 2), обрезков саларной
свеклы, соли 3), древесных отбросов, мусора и т. д. Для транспортирования от-
ходов 4 *) применяются волочилки с поперечными цепями6) (Газенклевер). Так на-
зываемые транспортеры „Гедлер“ (Бюлер) применяются для перемещения мелких
сыпучих тел.
1) ZdVdl 1926, стр. 309.
2) ZdVdl 19(8, стр. 942. Ср. также DIN Berg 2206.
8) ZdVdl 1918, стр. 637; 1928, стр. 1286 и 1536.
♦) Журнал „Fordertechnik" 1930, стр. 385.
8) Журнал „Fordertechn. Rundschau“ 1930, тетр. 10/11, стр. 13.
816 Т. И. Отд. 3. Трансп. устройства. Ш. Груз, и трансп. установки
f) Элеваторы и ковши
1. Элеваторы (фиг. 271) служат для перемещения материалов
по вертикальной или наклонной линии, наклон обычно 60—70°.
Тяговый орган: ремень или цепь. Приводной механизм вверху,
натяжное приспособление внизу. Транспортируемый груз должен
подаваться в
направлении движения ленты для уменьшения сопро-
тивления при наполнении. Разгрузка зависит от фор-
мы и скорости ковшей.
Фиг. 271.
При скорости меньше ^=0,8 до 1 м\сек влияние центробеж-
ной силы на процесс опоражнивания незначительно (при обыч-
ном диаметре верхнего шкива), поэтому опускающийся конец
необходимо либо отвести (фиг. 272) либо привести в наклонное
положение, чтобы опоражнивание могло произойти от силы тя-
жести. Форма и размеры ковшей 2) зависят от свойств переме-
щаемого материала. Ширина до 1и00лгк, емкость
15J л, изготовляются обычно из листовой стали
(фиг. 36, стр. 688 и фиг. 49, стр. 693); во влажных
производствах (промывка угля) применяются про-
дырявленные ковши. При транспортировании
угля v=l,2 до 0.3 м!сек. При мелких сыпучих те-
лах или материалах в порошке до 3 м\сек. Эле-
ваторы делаются стационарными, подвижными3),
на гусеничных цепях, на понтонах (зерновые4)
и угольные5) элеваторы). При соответствующей
конструкции элеваторы могут транспортировать
штучные грузы, как ящики, мешки, бочки, кипы
и т. д. Производительность элеваторов в табл. 37. фИг. 272.
Таблица 37. Элеваторы (М. и а г)
Часовая производительность Наибольшая высота м Расход энер- гии 6 *) в л. с. на каждые 10 м
ЛС8 пшеница т ячмень т овес т
13,5 10 7,5 5 30 0,6
27 20 . 15 10 30 1,1
40,5 30 22,5 15 30 1,6
54 40 39 20 30 2,1
67,5 50 37,5 25 2)(40) 2,6
81 60 45 3J 2j(4J) 3,1
94,5 70 4 52,5 35 2u(4j) 3,6
115 85 64 43 20(40) 4,3
135 100 75 50 20(ч0) 5,1
^Мюллер, К вопросу о процессе разгрузки быстроходных ковшевых транс-
портеров (Beif'ag zur Klarung des En.leerungsvorganges bei schnellaufenden Becher-
werken), Диссертация, Брауншвейг 1917. — Журнал „Miihlen und Speicherbau“ 1918,
тетр. 12 до 14.
2) Ср. также DIN Berg 22J1. 2202, 22 '3 и 2220, листы 1 и 4.
8) ZdVdl 1913, стр. Г 46; 1915, стр. 420
<) ZdVdl Ы19, стр. 1864; РП, стр. 10Ю и 1548.
в) Журнал BMaschbau“ 192J/24, стр. 558. - ZdVdl 1913, стр. 207.
в) Теоретическая приводная мощность, измеренная на главном валу, повы-
шается при подаче груза толчками.
Элеваторы и койшй
$1?
Производительн ость:
Af = 360Э zJyv [л3/ч],
Qt — Мх [«/<<]
Z — число ковшей на 1 лт,
J — емкость ковша [и3],
ср — коэфициент наполнения от 0,5 до 0,8 (зависит от скорости и величины
зерна),
V — скорость [м/сек] (для зерновые элеваторов с большой производитель-
ностью целесообразно v = 2VD [м/сек], причем D — диаметр верхнего
шкива в м),
Y — удельный вес транспортируемого материала [т/м3] (стр. 812).
Приводная мощность в период установившегося движения:
Na = 1000 Qt Н (3600 - 75 -rj) [л. с.].
Н— высота подъема [,и],
Т| — механический коэфициент полезного действия 0,4 до 0,8, зависящий
от сопротивления при наполнении, сопротивления воздуха, жесткости тягового
органа.
2. Ковшавые цепи служат для перемещения в плоскости или
в просгранс1ве в любом направлении 2), например для загрузки угля
в котельных и т. п. Привод и регулирова-
ние скорости ковшевых цепей (стр. 696).
Скорость 0,3—0,5 Mlceic, емкость ковшей
65—400 л. При соответствующей конструк-
ции могут применяться также для транс-
портирования однородных штучных гру-
зов (люлечные транспортеры 3), фиг. 50,
стр. 693).
Ковшевые ленты (недостаток: большое число
сочленений) начинают вытеснять сложные транспор-
тирующие установки (элеваторы или подъемники
в соединении с ленточными транспортерами, элек-
трические и канатное подвесные дороги и т. д.). Ков-
шевая лента Полиг4) (фиг. 273, табл. 38) предста-
вляет собой шарнирную цепь с роликами из твер-
дого чугуна (непрерывная смазка), на которой укреплены свободно качающиеся
ковши.
Таблица 38. Ковшевая цепь (Полиг) (фиг. 273)
Скорость передвижения . . м/сек
Вместимость.................л
Производительность........т/ч
Вес ковшевой цепи........кг/м
0,3—0,5
65
20—70
50
0,3-0,5
115
70-140
110
0,3-0,5
200
140-250
150
0,3—0,5
280
259-350
180
0,3-0,5
4'0
35J-500
220
*) Петер, О расчете и конструкции люлечных транспортеров (Peter, Ober
die Berechnung und Bauart der Schaukelbecherwerke), Диссертация, Ганновер 1916. —
Журнал „Prakt. Masch.-Konsir.’, 1920, стр. 145.
’) ZdVdl 1908, стр. 121; 19b9, стр. 417; 1911, стр. 338.
8) ZdVdl 19< 8, стр. 126.
4) ZdVdl 1928, стр. 676.
52 Зак. 254. — Htitte, Справочник для инженеров, т. II.
818 Й. Отд. 8. Трансп. устройства. III. Груз, и трансп. установка
Загрузочное приспособление *) (наполняющий барабан, фиг.
273) автоматически наполняет ковши. Опоражнивание происходит
в любом месте при помощи неподвижных или перемещающихся
опрокидывателей (фиг. 273). Цепь натягивается буферным устрой-
ством.
g) Ссыпные трубы, корыта, желоба, спуски
Транспортирование при помощи силы тяжести (ср. также роли-
ковые дороги, стр. 814). Наименьший наклон желобов, труб и т. п.
определяется в зависимости от угла трения между транспортируе-
мым материалом и дном.
При транспортировании зерна угол наклона обычно ~ 30 до 35°, мешков
~ 25 до 30", угля (в зависимости от величины), руды и гравия 45°; соли 50°,
молотых материалов 60 до 80\ При большой длине спуска применяются тормоза;
для перегрузки мешков, ящиков и т. п. и нечувствительных материалов, как уголь,
служат винтовые спуски (одно-, двух- или трехходовые *). Нескочько винтовых
спусков образуют так называемые силосы для мешков * 3) 4). Ссыпные трубы уста-
навливаются в почти вертикальном и горизонтальном положении и применяются
в соляных и зерновых амбарах и т. д.
h) Гидравлические и пневматические транспортные установки
1. Пневматические транспортеры5) (пневматическая почта
стр. 822) для грузов в кусках или в порошке (также и в раскален-
ном состоянии), как цемент, угольная пыль, соль, зерно, зола, уголь
меньше 50 мм и других материалов, если только они не клейки
и содержат не больше 20% влаги. Всасывающие установки (фиг.
274) применяются для транспортирования грузов в одно место из
разных пунктов; нагнетательные установки (фиг. 277) служат для
транспортирования грузов из одного места в несколько пунктов.
Иногда всасывающие и нагнетательные установки соединяются.
Скорость воздушного потока больше скорости колебания 6) транс-
портируемого материала да 15 до 50 м/сек. Воздух7) нагнетается
поршнями, вентиляторами, насосами или воздуходувками.
Преимущества пневматических транспортеров: легкая приспособляемость
к существующим установкам, удобная прокладка и незначительное занимаемое
место (диаметр трубопровода от /0 до 200 мм), спокойная работа, полное опоражни-
вание трубопроводов, вентилирование и охлаждение транспортируемых материалов
(важно для зерна и раскаленных материалов). Преимущества всасывающих устано-
1) ZdVdl 1928, стр. 677.
«) ZdVdl 1928, стр. 1289 и 1635. —Журнал „Bautechnik* 1925, стр. 470.
3) ZdVdl 1928, стр. 1635.
4) Журнал „Miihlen und Speicherbau" 1924, стр. 59 и 74.
Б) ZdVDI 1913, стр. 474; 1918, стр. 301; 1919, стр. 159, и сл. 1923, стр. 873
и 954; 19'26, стр. 12J3. — Гастерштет, Экспериментальное исследование пнев-
матического транспортирования (Gasterstadi, Die experimentelle Uniersuchung
des pneamadschen Fordervorganges), Диссертация, Дрезден 1922. — Вагнер, Теоре-
тическое исследование пневматического транспортирования (Wagner, leoreiische
Uniersuchung des pneumanschen Fordervorganges), Руководство по механике, I t.,
Лейпциг 1926, Барт. — Журнал „Fordertechnik" 1927, стр. 404; 1928, стр. 264; 1931,
стр. 71.
6) Журнал „Fordertechnik" 1930, стр. 191.
*) Журнал „Fordertechnik" 1930, стр. 487; 1931, стр. 217.
Ссыпные трубы. Пневматические транспортеры
819
вок: отсутствие пыли, удобное обслуживание, возможность выгружать остатки
товаров из трудно доступных трюмов пароходов или материалы, разложенные в трюме
слоями и переложенные циновками, парусами и т. д. Поэтому всасывающие
Фиг. 274.
установки выгоднее для разгрузки пароходов, чем элеваторы. Недостатки: большая
потреоная мощность Ч (в 4—14 раз больше по сравнению с механическими подъем»
Фиг. 275.
Фиг. 276.
’) ZdVdl '918, стр. 301; 1919, стр. 163; 1929, стр. 1278. —Журнал „Fordertechnik*
1928, сгр. 273.— Шредер, Разгрузка зерна из речных судов при помощи
элеваторов и всасывающих установок с технико-экономической точки зрения
(Schroder, Die Endadung von Ge<.reideflusschiffen durch Becherwerke u. Sauganla-
gen in technischer und wirtschaftlicher Beziehung, Виттенберг 1928, Цимзен.
52*
820 Т. II. Отд. 3. Трансп. устройства. III. Груз, н трансп. установки
никами с такой же производительностью и высотой подъема) и значительное изна-
шивание. особенно в трубопроводах, коленчатых трубах и рукавах (бронированные
рукава) *).
При всасывающих установках (фиг. 274) насос Р вызывает вакуум
(от 20 до 4о см рт. ст.); материал всасывается через сопло 2) Р (фиг. 275) и по тру-
бам или рукавам G подводится к резервуару А, где скорость воздушной струи
уменьшав гея и материал высыпается при помощи барабанного колеса (фиг. 276);
фильтр Р (циклон, водяной фильтр3) и т.п.) задерживает пыль, уносимую воз-
душной струей. В табл. 39 дано количество материала в кг/ч на л. с. во всасы-
Фиг. 277.
вающих установках. Всасывающие установки бывают стационарными, передвиж-
ными 4) или пловучими 5). Длина перемещения до 350 м при разнице высот от 45 м.
Зерновые всасывающие установки, пооизводительностью до 500/n/ч, делаются стаци-
онарными 6), до 350 т[ч — пловучими.
Таблица 39. Производительность в кг/ч на л. с.
(Данные Акц. Об. Машиностроительных заводов, быв. Гартман,’
Оффенбах)
При расстояния в м
При зерне ..............
„ орешковом угле . . .
„ горячей золе ........
, буром угле ..........
„ веществах в виде пыли
20—10( 1С0—200 200—300 300-350
600 500 350 270
480 400 280 220
240 2U0 140 110
360 300 210 160
180 150 100 80
В нагнетательных установках (фиг. 277) воздушная струя, иду-
щая от насоса Р, захватывает материал, поступающий при помощи барабанного
колеса Z и направляемый к отделителям А (циклоны). Материал может перемещаться
на расстояние свыше 350 м. Рабочее давление обычно от 0,3 до 0,4 ат избыточ-
ного давления.
*) ZdVdl 1909, стр. 1086; 1914, стр. 154; 1918, стр. 329. — Glaser Annalen 1917,
II т., сто. 70.
*) ZdVdl 1918, стр. 329.
3) ZdVdl 1918, стр. 330.
4) ZdVdl 1913, стр. 411.
®) Журнал „Dingier" 1914, стр. 161. — Werft, Reederei, Hafen 1927, стр. 354.
•) Журнал „Forderlechnik“ 1929, стр. 242.
Гидравлические транспортеры
821
Для транспортирования угольной пыли, цемента, извести и гипса применяются
насосы Фуллер Киниои <). При воздуходукка. 2) в гор юй промышленности (ср
также промывку) материал транспортируете в резервуары воздушной струей.
Пневматические установки 3) для транспортирования легких
предметов, как стружки 4), сено 5), пыль, волокнистые материалы
и т. п. Воздушная струя вызывается центробежным вентилятором
(центробежные воздуходувки 6), эксгаусторы, вентиляторы). Венти-
ляторные транспортеры объединяют в себе всасывающие и нагне-
тательные установки, где материал проходит непосредственно через
вентиляторы.
Груз одновременно или поочередно всасывается из нескольких пунктов. Отводы
присоединяются к главному трубопроводу под острым углом (от 3 до 5®). Во всасы-
вающих установках материал
подается через насыпные во-
ронки (фиг. 278) или нагнета-
тельные трубы, а в нагнета-
тельных установках — через
шлюзы или сопла (фиг. 279).
Чисто нагнетательные уста-
новки применяются для легко
повреждаемых материалов. От
деление материала от струи
воздуха производится центро-
бежным отделением (циклон),
либо выдуванием наружу в
амбар. Вследствие незначи-
тельной удельной нагрузки
струи воздуха, необходим
большой диаметр трубопро-
вода — до 800 мм. Производи-
тельность до 12 m/ч, путь пе-
ремещения груза до 300 м и
выше, падение давления от 200
до 300 мм вод. ст., в установ-
ках с повышенным давлением —
500 мм вод. ст.
Тр.анспор.т.ипуемъ1й. груз
Фиг. 278 и 279.
Трубо-
провод
2. Гидравлические
транспортеры. Всасывающие землечерпалки (насосные землечер-
палки) III т., нем. изд. 1931 г. „Строительные машины"; насосы и баг-
геры Маммут (Монтеюс) Ill т. нем. изд. 1931 г., отдел „Строитель-
ные машины".
Эжекторы для золы7) для выкидывания золы из судовых котлов.
Давление воды от 5 до 15 от изб. давления. Удаление золы из котельных8)
>) Журнал „D. Bauwesen" 1929, стр. 34. — Журнал „Fordertechnik" 1931,
стр. 143.
2) Изв. DEMAG 1929, тетр. 3, стр. 68. — Журнал „Fordertechnik" 1929, стр. 421. —
Журнал „GIiickauf“ 1928, стр. 429; 1930, стр. 75 и 221.
8) ZdVdl 1913, стр. 875. — Журнал „Fordertechnik" 1930, стр. 293, стр. 383.
4) ZdVdl 1913, стр. 1763. — Журнал „Fordertechnik44 1927, стр. 383. — Карг, Пнев-
матические транспортеры с приспособлениями для вытягивания стружек (Karg, Pneu-
maiische Materialtransporte unter besonderer Beriicksichtigung der SpSneabsange-
anlagen), Мюнхен и Берлин 1927, Ольденбург.
») Журнал „Fordertechnik", журнал.Ш^всЬаи" июнь 1929, стр. 2.
8) Карг, Центробежные воздуходувки (Karg, SchleudergeblSse, Berechnung und
Konstruktion), Расчет и конструкция, Мюнхен и Берлин 1926, Ольденбург.
’) Журнал „Fordertechnik" 1911, стр. 67.
8) Журнал „Archiv f. Warmewirtschaft" 1927, стр. 145. —Журнал „Fordertechnik-
1Р28, гтр. 244. — Betriebshiitte, 3 изд., стр. 257, Берлин 1929, Эрнст и сын.
822 Т. II. Отд. 3. Трансп. устройства. III. Груз, и трансп. установки
силовых станций гидравлическим путем: трубопровод с давлением воды 15 до 35
ат изб. давл. (в зависимости от высоты подъема) выкидывает золу в далеко лежащие
отвалы (~ 2 500 м}. Эжектор Марико1) работает с давлением воды 0,5 ат изб.
давл. при замкнутом трубопроводе. Гидравлический эжектор Ротштейн* 2 *) (дав-
ление воды 1 ат изб. давл.) переносит золу по открытым трубопроводам и выкиды-
вает в резервуары. После осаждения золы вода опять становится годной к упо-
треблению. Удаление золы гидравлическим путем весьма гигиенично.
Подобные транспортеры применяются также для выгрузки сахарной свеклы из
железнодорожных вагонов (система Ф е л ь ш е 8) и перемещения ее по сплавным
желобам и в горной промышленности 4 *) для заполнения пустот землей, гравием и т. д.
О. Небольшие транспортеры6 *)
Небольшие установки для транспортирования записок, теле-
грамм, писем, денег, деловых бумаг, актов, книг и т. п. в почтах,
торговых домах, банках, фабрик, библиотеках и т. д. Вес отдель-
ных посылок до »1000 г, в электрической почте до 50 кг. Пере-
сылка быстрее, надежнее и
экономичнее, чем при посред-
стве людей.
Л Пневматическая почта 6).
Движущая энергия: сжатый
или разреженный воздух, по-
лучаемый посредством порш-
невых насосов и воздуходувок.
Машины работают непрерывно
или же автоматически или же
полуавтоматически регулиру-
ются посылаемыми патронами.
Фиг. 280 и 281.
Расположение установки. Существуют два способа
распланировки пневматических установок: радиальный (фиг. 280)
и полигональный (фиг. 281). По системам различают: централизо-
ванные и стрелочные установки и системы с прерывающимся или
непрерывным потоком воздуха.
*) Клингенберг, Постройка больших электростанций (Klingenberg,
Bau grosser ElektrlzitStswerke), 2 изд., стр. 301, Берлин 1924, Шпрингер. — Журнал
„Die WSrme" 1924, стр. 624.
2) Журнал „Die Warme“ 1926, стр. 458. — Журнал „Fordertechnik" 1928,
стр. 245.
«)Жугнал „Fordertechnik" 1912, стр. 121; 1922, стр. 67. — ZdVdl 1921, стр. 545.
4’ П ю ц, Промывка (Р u t z, Das Spiilversatzverfahren), 2 изд., Берлин 1915.
е) Фирмы почтовые установок с трубопроводами и канатами: Акц. Об. Герман-
ской телефонной и кабельной промышленности, Берлин; Микс и Генест, отделение
почтовых и транспортных установок, Берлин; Шмит и с-я, Гамбург; Цветуш,
Берлин. - ZdVdl 1930, стр. 1533.
й) Ш в а йго ф ер, Пневматическая почта (Schwaighofer, Rohrpost - Fenr-
anlagen), Мюнлен 1916, Пилоти и Леле. — Описание состояния пневматических почто-
выл установок Берлина по-ле 1 апреля 19и8, издано государственньш министерством
почт. Журнал „РпеиП atic Tube History from Report of the Postmaster General", от 1898
до 1910.—Журналы: „Fordertechnik" 1925, стр. 138.—ZdVdl, 1917, < тр. 704; РЗо.стр. 1739;
1931, стр. 1 ’,39; ETZ 1925, стр. 1540. — „Z. f. kompr. u. fliissige Gase“ 19l6“, стр. 17;
1917/18, стр. 25. — „Verkehrsiechn. Woche" 1925, стр. 721 . — .Fordertechnik" 1928,
стр. Зч8; 1930, стр. 471; 1931, стр. 29 и 33.
Небольшие транспортеры
823
Централизованная установка. Патрон идет от пере-
датчика к центральной станции, откуда посылается к месту назна-
чения. Место назначения обозначается на патроне числом или
буквой.
Стрелочная установка. Отправляемый патрон может
непосредственно попасть на желаемую станцию путем перевода
стрелки со станции отправления.
Внутренняя пневматическая почта1). Переносные уста-
новки пневматической почты. Наибольшее расстояние
между Станциями 30—60 м. Привод ножной или механический;
емкость патронов от 0,5 до 1,5 л; скорость от 3 до 6 м!сек\ обыч-
ный диаметр трубы в свету 50 мм; материал: тянутая латунная труба.
Стационарные установки* 2 3 * * *). Машинный привод.
Обычный диаметр трубы в свету 50, 55 и 75 мм; материал:
цельнотянутая латунная труба, толщина стенки 1 мм; емкость па-
тронов от 0,5 до 1,5 л; скорость от 8 до 10 м/сек\ рабочее давление
в зависимости от длины пути; максимум 1,5 до 2 м вод. ст.
Экономия до 60°/'о расходуемой энергии достигается особыми регулирующими
аппаратами. Наблюдение за установкой и регулирование ее работы производятся
при помощи световых сигналов или электромагнитных и пневматиче~ких тормозных
органов. Стрелки, автоматически выбрасывающие патроны, приводятся в действие
электромагнитом или электромотором и управляются на расстоянии звонковым
контактом или же установительным кольцом на Патроне. Отправители и приемники
приспосабливаются по возможности для непосредственной отправки патронов и
приема их снизу, во избежание устройства высоких дуг.
Городские пневматические установки8). Машинный привод;
дцаметр трубы в свету 65 мм; материал: цельнотянутая стальная
труба, толщина стенки 3 мм; быстрое сношение с расположенными
в разных районах города зданиями (например почтовыми отделениями
в городе), а также между отдельными городами. Длина пути от 1000
до 3000 м, Преодоление больших расстояний достигается соеди-
нением большого количества отдельных дистанций, которые имеют
отдельные воздуходувки, приводимые от электромоторов.
Рабочее давление до 2 ата. Скорость движения от 10 до
20 м)сек.
Отправители и приемники (фиг. 282). Пневматические отправные
и приемные аппараты с автоматическим выбрасыванием патронов и переводом стрелок
(конструкция Германской телефонной и кабельной промышленности). Из трубопро-
вода и приемника патрон автоматически попадает к контроллеру через клапан, кото-
рый препятствует изменению давления в трубе, не закрывая в то же время выхода
для патронов. При отсылке на патроне соответственно устанавливается кольцо,
которое автоматически управляет стрелками промежуточных станций (электрическое
управление). Патроны поэтому можно отсылать каждые 10 сек. Установки с каме-
рами начинают применяться все реже и реже, вследствие неавтоматической работы.
1) ZdVDI 1924, стр. 681.
2) Ненормальные внутренние почтовые установки до 150 мм в свету, например
в страховом обществе Нордштерн, Берлин — Шенеберг. — Журнал „Dingier* 1916,
тетр. 7.
3) Дальняя пневматическая почта с трубопроводами до 500 мм в свету весьма
распространена в США, ZdVdT 1927, стр. 13о7. — развитие и современное состоя-
ние городской пневматической почтовой техники, Берлин 1929, Акц. Об. Германской
телефонной и кабельной промышленности.
824 т- И- Отд- Трансп. устройства. III. Груз, и трансп. установки
Пневматическая почта для пересылки карточек. Служит для
быстрого транспортирования и распределения карточек определен-
ных размеров
(карточки в библиотеках, квитанции в телефонных
станциях и т. д.). Карточки вкладываются без патрона
в трубы прямоугольного сечения 72X12 мм. Уста-
новка работает сжатым или разреженным воздухом.
Преимущество по сравнению с патронами пневмати-
ческой почты: экономия во времени, так как не
требуется вкладывать карточки в патрон. Максималь-
ная длина трубы 100 м. Скорость передачи* * от 8 до
10 м/сек. Привод и рабочее давление, как в не-
больших внутренних пневматических установках.
Ленточные транспортеры х) для сборки и рас-
пределения книг, пакетов и т. п. представляют собой
плоские ленты; для транспортирования бумаг, чеков,
записок и т. п. применяются вогнутые ленты2)
(узкий желоб, дном которого является движущийся
ремень или балата). Подобные транспортеры уста-
навливаются по нескольку штук один возле другого.
При большой разнице в высоте применяются подъемники,
где бумаги защемляются между двух движущихся вертикальных
транспортных лент. Скорость от 0,5 до 1,5 м\сек.
Канатная почта3). Служит для быстрой сборки
деловых бумаг и телеграфных бланков в больших
учреждениях. Небольшая вагонетка тянется мотором
на канате или стальном тросе. Приспособления для
захватывания (грейферы) при нагрузке и разгрузке
регулируются направляющими.
Рассылка вагонеток производится с одной центральной
Фиг. 282. р --- ____________________________________
а — трубопровод, станции (при количестве станций не больше 24) или по выбору
b—дуга,с—воздуш- с одной из промежуточных. Если вместо грейферов установлены
ная труба, d —при-ящики, то можно транспортировать также пакеты и предметы
емная труба,г-рас- весом до 1J кг. Нагрузка и разгрузка производятся при по-
пределительнаяка-мощи особых электрических подъемников. Скорость от 0,5 до
мера, f— отправ-1.0 м1сек.
ляющий и прием-
правляющаятруба”. Электрическая почта 9. Особенно пригодна
для массового автоматического транспортирования
грузов на фабриках. Часто связывается с электрическим подъем-
ником.
*) Журнал „Fordertechnik" 1931, стр. 37. — ZdVdl 1917, стр. 786.
*) Журнал „Fordertechnik" 1928, стр. 343. — ZdVdl 1930, стр. 1215.
з) ZdVdl 1917, стр. 709 и 782. — Журнал „Fordertechnik" 1925, стр. 333; 1928,
стр. 345. — Шмельцер, Канатная почтовая установка для пересылки актов в цен-
тральном железнодорожном ведомстве (Schmelzer, Die Seilpostanlage fiir den
Aktenverkehr im Reichsbahnzenrralamt), Берлин 19dO, издание Акц. об. Германской
телефонной и кабельной промышленности.
4) Конструкция Хес (Акл. Об. Германской телефонной и кабельной промышлен-
ности); конструкция Галлер (Микс и Генест). — Журнал BF6rdertechnik“ 1928, стр. 346,
Склады и амбары
825
Автоматическое управление вагонеток подвесных электрических дорог и зави-
симое! и от размеров помещения. Скорость вагонеток от 0,3 до 1 м\:ек. Нагрузка
до 50 кг.
Небольшие электрические подъемники с контактами для
управления. Транспортируют бумаги и небольшие грузы весом
до 25 кг. Автоматическая сигнализация движения кабины и закры-
вание дверцы шахты. Небольшие подъемники делаются также по
типу норий (патерностер, стр. 779).
IV. Склады х)
Общие данные см. стр. 670
В соответствии с родом, свойствами и ценностью грузов (сы-
пучие или штучные товары, подверженность атмосферным влияниям,
отходы и т. д.), количеством и скоростью оборота, механизацией
данной установки (от ручного привода до автоматической работы),
условиями нагрузки (на железных дорогах, гаванях, в горной или
металлургической промышленности, в химической промышленности,
строительном деле и т. п.), с местными условиями (набережная или
ровная местность и т. д.) и экономическими соображениями 2) для
хранения грузов применяются склады на земле (незащищенные
склады, складочные места, отвалы), защищенные склады (амбары),
бункеры (для загрузки котельных), силосы, ямы и т. д.
Вес высыпаемых материалов, угол откоса, объем, перегрузка товаров в железно-
дорожные вагоны, стр. 985, 986, величина и вес каменного угля IV т. нем. изд. 1931 г.
Отд. „Хранение угля". Высота3) засыпки каменного угля (вследствие опасности само-
возгорания) <), зависящая от сорта и величины (ср. стр. 1271): в незащищенных скла-
дах « 5 м» в сараях до 4 м.
а) Незащищенные склады
Для угля, кокса, руды, дерева, проката и т. п. При современных
транспортных средствах складам можно придавать любую форму
(прямоугольные, многоугольные, круглые или в форме секторов)
и обслуживать их всевозможными способами.
Транспортные приспособления для складов:
1. Установки для погрузки и разгрузки штучных и сыпучих грузов:
поворотные краны на рельсах или гусеничных цепях (стр. 757), мостовые краны
(стр. 761), краны на опорах (стр. 766), перегрузочные мосты (стр. 766), кабельные
краны (стр. 769), электрические подвесные дороги (стр. 794) и др. Для сыпучих тел
*) Ферстер, Техника североамериканских морских гаваней (Foerster,
Nordamerikanische Seehafentechnik), Берлин 1926, Шпрингер. — ZdVdl 1930, стр. 1437.
2) Остофф-Шек, Определение стоимости инженерных сооружений
(Osthoff-Scheck, Kostenberechnungen fur Ingenieurbauten), 8 изд., Лейпциг,
1922, Шпамер. — А у м у н д, Подъемные и транспортные установки (A u m и п d,
Hebe- und Forderanlagen), 2 изд., I т., Берлин 19_6, Шпрингер.— ZdVdl 1925, стр. 1209,
1212, 1213 и 1225.
3) Шефер, Оборудованпе и эксплоатация газового завода (Schafer,
Einrichtung und Betrieb eines Gaswerks), 4 изд., стр. 117, Мюнхен и Берлин 1929,
Ольденбург.
4) Журнал „Gasbel. u. Wasservers.", 1912, стр. 1195.
g26 Т. п- ОтД- 8- Грузоподьемн. и трансп.-устройства. IV. Склады
применяются еще ленточные транспортеры (стр. 811), скребки (стр. 815), шнеки
(стр. 810) в соединении с элеваторами (стр. 816). ковшевыми цепями (стр. 817) и т. д.
2. Транспортирующие установки для погрузки сыпучих тел: эстакады
с подвижными опрокидывателями вагонов (стр. 8 7) или автоматически разгружаю-
щимися вагонами (стр. 807), подвижные многократные опрокидыватели (cip. 808),
транспортеры с открытым (стр. 805) или бесконечным тягозым органом (откатка
руд по штрекам, стр. 8j5), подвесные дороги с канатной тягой (стр. 795), канатные
подвесные дороги (стр. 795) (например для загрузки в отвалы О, фиг. 283 и 284, Блей-
херт; фиг. 285, башенная канатная дорога, I екель).
3. Для приемки с ы п у чих гр узов из складов служат все приспособле-
ния под рубрикой 1, затем черпаки, передвижные элеваторы с подводящими шнеками
(конструкция Гейнцельман, фиг.
291). Туннели *) для погрузки в
ковшевые цепи, ленточные транс-
портеры, канатные дороги, ваго-
нетки и, наконец, поезда.
Ь) Защищенные склады
Сараи и склады для
сыпучих 3) (уголь, брике-
ты бурого угля, соль и т. д.)
и штучных грузов (сараи
для пароходных 4) и желез-
нодорожных грузов). Скла-
ды строятся из дерева, ста-
ли или железобетона.
Фиг. 284
Погрузка и выгрузка с ы-
пучих тел производятся шне-
ками (стр. 810), скребками (стр.
815), ковшевыми цепями (стр. 817)
и т. п. Для штучных грузов эти
транспортеры устанавливаются в
каналах или туннелях под скла-
дочным помещением. Соль заби-
рается подвижными скребками или
черпаками, для угля применяются
также мостовые краны или под-
весные электрические дороги с
грейферами.
Склады штучных гру-
зов обслуживаются всевозмож-
ными кранами (стенные поворот-
ные краны, стр. 752, поворотные
краны на колонне, стр. 753, пор-
тальные краны, стр. 758, мостовые краны, стр. 761 и др.), электрическими подвес-
ными дорогами, стр. 794, ленточными Б) транспортерами, стр. 811, роликовыми
транспортерами, стр. 814, и безрельсовыми транспортерами, стр. 798, в соединении
с электрокарами и элеваторами.
с) Здания
(Склады, амбары) служат для длительного хранения грузов.
Амбары для смешанных грузов (штучных и сыпучих), ячейковые
амбары (силосы, шахтные амбары) для сыпучих тел.
!) ZdVdl 1924, стр. 668.
*) Журнал „F6rdertechnik“ 1929, стр. 159.
ZdVdl 1930, стр. 3.7.
4) Журнал „Werfi, Reederei, Hafen“ 1930, стр. 291,
«) ZdVdl 19о0, cip. 27.
Склады и амбары
827
Перемещение штучных грузов в амбарах производится при помощи лебедок
(раньше гидравлических, ныне электрических лебедок DEMAQ *) и подъемников,
стр. 772. В зерновых амбарах и силосах груз перемещается пневматическими
Фиг. 286.
транспортерами (стр. 8x8) или элевато-
рами (фиг. 288 и стр. 816). Распределе-
ние грузов производится шнеками
(стр. 810), ленточными транспортерами
(стр. 811) и ссыпными трубами (фиг.
286 и стр. 818).
♦
Фиг. 287.
1. Многоэтажные амбары* 2) обычно от 5 до 6 (10) этажей для
хранения штучных грузов (бочек, кип, ящиков), зерновых про-
дуктов в свобод-
ном состоянии или
в мешках (хлеб,
рис), кожи и т. д.
Амбар разделен
промежуточными сте-
нами (толщина мини-
мум 35 см), которые
выступают на 1—1,5 м
над перекрытием. Глу-
бина от 12 до 32 м.
Предельные значения
высоты в свету: для ам-
бара подвального эта-
жа от 2,3 до 3,5 м,
первого этажа (партер)
от 3 до 4,8 м, вышеле-
жащих этажей от 2,7
до 4 м, чердака от 2,5
до 5,5 м. Полезная на-
грузка в легких амба- фиг. 288.
ра . 1 т!м-, в тяжелых
амбарах для первого этажа от 1,8 до 2,25 т1м2, в промежуточных этажах от
1,2э до 1,8 т1м2, на чердаке от 0,5 до 1 т!м*. Конструкция обычно железобетонная.
Необ .одим прочный фундамент 3 4).
1) ZdVdl 1930, стр. 1420.
2) Отто Шульце, Постройка морских гаваней (Otto Schulze, Seeha-
fenbau), II т., стр. 360, Берлин 1913, Эрнст и сын. — ZdVdl 1912, стр. 1061 и 1940;
1913, стр. 44; 1914, стр. 1084; 1929, стр. 1453.—Журнал „Fdrdertechnik“ Pl), rTp. 230;
1929, стр. 257.—Журнал „Zirbl. Bauv.“ 1923, стр. 409.—Журнал „Bautechnik" 1Э25,
стр. 1.—Журнал „Bauingenieur" 1926, стр. 321.
8) Строительное искусство (Bau^unde d. ArchLekten), Берлин 1897, II г», I ч.,
4 отдел, стр. 427.—Журнал WD. Bauzig“. 19j9, стр. 146; 1914, стр. 142.
828 Т. 1Г- ®ТД- 3- Грузоподъемн. и трансп. устройства. IV. Склады
Амбары для ссыпки зерна!). Незначительная вы-
сота насыпчого слоя позволяет хранить сырое зерно (чем больше
сырость зерна, тем меньше высота насыпного слоя) (для зерна
нового урожая 0,5 м). Недостатки по сравнению с ячейковыми
амбарами: потребность в рабочей силе для обслуживания хранимого
зерна и непродуктивное использование помещения. Полезная на-
грузка на единицу площади в амбарах от 500 до 2000 кг/м'^ при
высоте насыпного слоя от 0,6 до 2,5 м по сравнению с 10 000
до 20 000 кг!м* 2 в ячейковых амбарах.
Амберы с воронками для рассыпки зерна 2). Зерно направляется по ссып-
ным трубам черв! соответ твующие пункты вниз в любой этаж, фиг. 286. В кон-
струкции DEMAG, фиг. 287, по направлению оси ссыпной трубы устанавливается
поворачивающийся конус (когда следует нагрузить промежуточные этажи), тогда
как ссыпная труба замыкается цилиндрической муфтой и прекращает пропуск зерна.
Для сокращения ручного груда (подкидывание зерна лопатами к ссыпным трубам)
строятся амбары, у которых пол на рас-
стоянии 0,5 — 0,6 м имеет отверстия диамет-
ром ^50 мм. Через поочередно открываемые
заслонки зерно сыплется для распределения и
вентилирования. Оставшаяся масса, ~ 1110
общей массы, подводится вручную. Пере-
сыпка слоя высотой 1,2 м требует ~ 10 мин.
(при ручном труде пересыпаются от 2,5 до
5 /n/ч). В амбарах с воронками (не подходя-
щил для хранения штучных грузов) разгрузка
происходит автоматически.
2. Ячейковые амбары, или си-
лосы (шахтные амбары), фиг. 288,
дают возможность при минимальных
затратах человеческого труда погру-
жать, смешивать, очищать и перегру-
жать сухие сыпучие тела, как хлеб,
солод, уголь, кокс, руда, щебень,
цемент, мука и т. п., разделять их по
сортам, качеству и т. д. В последнее время начали строить силосы
для хранения товаров в мешках 3) (стр. 818).
Зерновые ячейковые амбары4) приспособлены только
для хранения сухого зерна. В Европе (из-за сырости зерна) такие
амбары строятся часто в соединении с воронками5).
Высота ячеек от 10 до 35 лг, сечение прямоугольное, квадратное, шестиугольное
или круглое (диаметр до 12 л). Материалы: дерево (только для силосов с ячейками
прямоугольного сечения), кирпич с железным каркасом, железобетон и железо.
В помещениях для приемки и взвешивания устанавливаются элеваторы (иногда
в отдельной пристройке, фиг. 288). Регулирование работы производится от одного
центрального места при помощи световых сигналов. Разновидностью ячейковых зер-
новых амбаров являются амбары, где стенки ячеек выполнены, как жалюзи«),
1) ZdVdl 1916, стр. 141.—Журнал „Fordertechnik" 1927, стр. 41.
2) Журнал „Fordertechnik" 1926, стр. 363. ‘
3) ZdVdl 1928, стр. 1635.
4) ZdVdl 1924, стр. 1261. — Журнал „Fordertechnik" 1927, стр. 376. — Шульце,
Постройка морских гаваней (Schulze, Seehafenbau), II т., Берлин 1913, Эрнст
и сын, стр. 370.
Б) Журнал „В. u. Е.“ 1925, стр. 197.
е) ZdVdl 1931, стр. 391.
Склады и амбары £29
через которые п роходит наружный воздух. Недостаток: зерно впитывает в себя
влажность возду а.
Давление зерна в ячейке1). По опытам Янсена (ZdVdl 1895,
стр. 1045) давление от зерна (пшеницы) вычисляется по уравнению
р =s (1 — е~ ,
где р — давление на 1 лс2 дна ячейки [т],
j — длина квадратной стороны ячейки [м],
е — 2,71828, х — высота насыпки зерна [ и].
Баумгартнер дает на этом основании следующую таблицу (табл. 40).
Таблица 40. Давление на площадь в т/.и* для пшеницы
Фиг. 290.
Фиг. 291.
Луфт, Давление в ячейках силосов (Luft, Druckverlialtnisse in Silozellen),
II изд., Берлин 192J, Эрнст и сын. —Е мпергер, Справочник по железобетонному
строительству (Emperger, Handb. fur Eisenbetonbau) (Отдел „Силосы11). —
Линднер, Давление на стенки силосов и шахтах амбаров (Lindner, Wand-
druck in Silos und Schachiofen), Исследовательская работа* ZdVdl тетр. 124 (ZdVdl 1912,
стр. 2109). — Журнал „Fordenechnik- 1919, стр. 78,— ZdVdl 1910, стр. 1409; 1916,
стр. 260.—Журнал „В. и. Е“, 1910, стр. 76.
830 Т. Я- ОтД- 8. Грузоподъеми. а трайсй. устройства. IV. Склады
Давление ржи в-0,9 раз боль'ие, ибо здесь трение несколько больше, а вес
единицы объема несколько меньше. Для маиса (очень гладкий) давление в 1,2 раза
больше. Боковое давление злаков составляет £3 0,75 данного давления.
Большие силосы1) для хранения крупных сыпучих тел,
как руда, уголь и т. п., либо не имеют отделений, либо обладают
такими, которые имеют большую площадь основания по сравнению
с высотой.
Силосы для угля (фиг. 289) конструкции Ранк 2 3); высота насыпки от 7,5 до
10 м, вместимость отделения от 550 до 1000 т. Отлогие стены для того, чтобы можно
Фиг. 293 а — g.
было при небольшом слое (из-за самовозгорания угля ’) ) достичь большей вмести-
мости ячеек (стр. 825). Для сравнительно быстрой засыпки большего или меньшего
количества сыпучих тел, как например при загрузке угля в локомотивы и котель-
ные 4), для выравнивания подвоза и выгрузки при процессах производства, служат
J) Справочник по железобетонному строительству (Handb. fur Elsenbetonbau),
3 изд. т. 14, Берлин 1924, Эрнст и сын.—Журнал ,D. Bauztg“ 1918, Бетон, стр. 76.—
Журнал .Bautechnik" 1929, стр. 153.
2) Герм. гос. пат. 305211.
8) Журнал „Journ. fur Gasbel. u. Wasservers." 1917, стр. 433; 1919, стр. 41.—
Журнал „Gliickauf" 1915, стр. 869.
4) ZdVdl 1921, стр. 1132; 1925, стр. 1436. Клингенберг, Постройка больших
электростанций (Klinkenberg, Bau grosser Elektrizitatswerke), Берлин 1924,
Шпрингер.
Склады и амбары
S31
бункеры, карманные силосы, склады ниже уровня земли и т. п. На фиг. 290 изоб-
ражен подвесной бункер *) для перегрузки сыпучих тел из вагона в вагон. На
фиг. 291 показан карманный силос для перегруятги из железнодорожных вагонов
в вагонетки подвесной дороги. Опрокидыватели, стр. 808, фиг. 257 и 258.
d) Затворы, приспособления для транспортирования и для
взвешивания
В качестве затворов *) для силосов, резервуаров, бункеров, хранилищ, ссыпных
труб и т. п. служат (в зависимости от свойств материалов) дроссельные клапаны,
конуса (фиг. 292а), плоские задвижки (фиг. 292b), повторные задвижки (фиг. 292с)
и задвижки по фиг. 292d до h 3). Мука, мелкие и мягкие материалы прорезаются
задвижкой. При крупнозернистых и твердых материалах лучше применять затворы.
Подающие приспособления 4). Для автоматической равномерной загрузки
транспортеров перерабатывающих машин и аппаратов (дробильные машины и т. п.)
служат особые приспособления, как трясуны (фиг. 293а), поршни (фиг. 29<зЬ), ленты
(фиг. 293с), скребки (стр. 815), шнеки (стр. 8x0), цилиндры (гладкие и рифленые)
(фиг. 293d), барабаны (фиг. 293е), поворотные кру.ги со съемными приспособле-
ниями (фиг. 293f), колеса с лопатками Б) (фиг. 293g), мерительные бараианы в),
наполняющие барабаны (стр. 817, фиг. 273) и т. п.
Взвешивающие механизмы обычно автоматические, соединенные с транс-
портерами. Для сыпучих тел, перемещаемых кранами в грейферах, ковшах и т. п.,
применяются градуированные канатные весы (стр. 741). Для взвешивания
на рельсах (капитальные и подвесные дороги) применяются градуированные рель-
совые весы 7). На взвешивание уходит от 8 до 15 сек. Градуированные
весы я) для злаков, угля, репы, тел в порошках и т. п. Не годятся для сырых клей-
ки < материалов и дают неточные результаты. Эта система весов (полуавтоматиче-
ские, разделение процесса взвешивания от руки или вполне автоматическое) целе-
сообразно применять там, где транспортирование происходит с перерывами (напри-
мер из одного транспортера в другой). Резервуары весов делаются опрокидываю-
щимися или с откидным дном. Продолжительность взвешивания зависит от веса
и материала (обычно от 20 до 30 сек.). Неградуированные автоматические
весы 9) для взвешивания в процессе производства устанавливаются в ленточных
транспортерах, а при соответствующей конструкции —в ковшевых цепях. Они взве-
шивают уголь, руду, соль, грузы в мешках, мелкие древесные материалы и т. п.,
а также клейкие сырые массовые грузы (при устройстве двойного коромысла).
Точность от ± 11: до 2%. Результаты взвешивания вполне достаточны для внутрен-
него учета производства (установки для загрузки котельные). Результаты все время
складываются счетчиком. Особый указатель непрерывно отмечает часовую про-
изводительность в известный промежуток времени. Установка весов по возмож-
ности на горизонтальной плоскости, в ленточных транспортерах также с уклоном
до 20°, что не оказывает значшельного влияния на результаты взвешивания.
i) ZdVdl 1916, стр. 184. 2) Журнал „St. и. Е.“ 1915, стр. 521. — „Gluckauf", 1915,
стр. 629. ZdVdl 1916, стр. 141.—Л и л ь г е, Установки для загрузки домен (L 11 ge,
Hochofenbegichtungsanlagen), стр. 18, Берлин 1913, Шпрингер. 8) Фиг. Io h,
Герм. гос. пат. 157971, Блейхерт. 4) ZdVdl 1925, стр. 1021; 1928, стр. 677. б) Журнал
„Fordertechnik" 1929, стр. 213. — Герм. пат. 388360, Акц. Об. Букау. 6) ZdVdl, 1927,
стр. 7и2. 7) Журнал „Fordertechnik" 1926, стр. 58; 1929, стр. 180 и 288. ®) „Der
Werksleiter" 1929, стр. 203.— Журнал „Fordertechnik" 1931, стр. 5. •) ZdVdl 1909,
стр. 412; 1928, стр. 1132.
IV. ОТДЕЛ
Машины для обработки металла
и дерева
Фамилии составителей указаны в соответствующих отделах
Перевод под редакцией проф. А. В. Панкина
Стр.
I. Формовочные машины
Стр.
Способы формовки............. 834
Формовочные ма инны для изго-
товления внешних ферм ... . 838
Машины для формовки сердеч-
ников (шишек).............. 842
II. Молоты и прессы
Рычажные (хвостовые) молоты . . 844
Пружинные л. оты............. 844
Способы об. аботки в горячем
состоянии i таблица)....... 845
Способы об,аботки в холодном
состоянии (таблица)........ 846
Молот с падающей бабой .... 847
Парово « молот .............. 849
Пневматические молоты........ 8о2
Гидравлические прессы........ 8оЗ
Винтовые прессы.............. 856
Эксцентриковые прессы........ 8о7
Вытяжные прессы.............. 859
Ковочные машины.............. 86J
Ковочные вальцы ............. 861
Ножницы ..................... 861
III. Металлорежущие станки
Обозначения и понятия’....... 862
Потребление мощности.......... 864
Вычисления.................... 864
Материалы для изготовления ре-
жущих инструментов.......... 865
Углеродистая и быстрорежущая
сталь....................... 865
Формы режущих инструментов . . 869
Токарные и строгальные резцы . . 870
Углы резцов (таблица)........ 870
Сверла, раззенковки, развертки . 872
Фрезы и Фрезерные головки .... 874
Классификация комбинаций из
фрез (таблица)...............876
Шлифовальные круги и диски . . 877
Пилы......................... 877
Дротяжьи...................... 878
Прошивочные резцы (таблица). . 88J
Производительность режущих ин-
струментов ................... 881
Давление i езания, скорость реза-
ния и мощность токарных рез-
цов (диаграмма)............... 884
Скорость резания и подачи для
сверл (таблица)............... 887
Скорость резания и подачи для
фнез (таблицы)................ 889
Шлифовальное круги и шлифо-
вальные диски................. 891
Передача и привод рабочих стан-
ков .......................... 891
Ступени чи*ел оборотов ........ 894
Передаточные числа шестерен
(таблица)..................... 896
Способ работы: токарных, свер-
лильных, строгальных, долбеж-
ных, фрезерных и шлифоваль-
ных станков и лил...............898
Потребление энергии, коэфициент
полезного действия и использо-
вание рабочих машин............ 906
Типы: рам, шестерен, валов, под-
шипников, зажимных приспо-
соблений ...................... 909
Типы: токарно-фрезерных, рас-
точно-фрезерных, сверлильных,
шлифовальных, строгальных,
долбежных станков и станков
для производства зубчаток . . . 912
IV. Деревообделочные станки
Лесопильные рамы.............. 922
Коэфициент прочности важней-
шие пород дерева (таблица) . . 926
Лесопильная рама с высоким подъ-
емом (таблица)................. 927
Ленточные пилы.............. 929
Круглые пилы................... 932
Строгальные деревообделочные
станки......................... 934
Фанерно-строгальные станки . . . 937
Станки для древе ной шерсти,
стружкоделательные станки . . 938
Стр.
Фрезерные деревообделочные
станки........................ 938
Шипорезные, цепнофрезерные,
сверлильные, токарные, шипо-
резные фрезерные, шлифоваль-
ные со шкуркой станки и аппа-
раты и машины для обработки
инструментов................. 939
V. Пневматические инстру-
менты 942
VI. Сварочные машины
Способы сварки................ 946
С вариваемость металлов (таб-
лица) ...................... 947
Стр.
Электрические сварочные машины 949
Электроды..................... 949
Электрическая сварка.......... 951
Газосварочные машины.......... 954
Резка газом................... 956
Сварка водяным газом.......... 957
Термитная сварка.............. 958
Расчет сваренных конструкций . 959
Напряжения сварных щвов .... 969
VII. Электрический привод
станков
Групповой привод ............ 963
Одиночный привод............. 963
53 <’ак. ‘251. — Hutto, Справочник для Ииженоров, т. П<
834 Т. II. Отд. 4. Машины для обработки. I. Формовочные машины
I. Формовочные машины *)
Составил проф. дипл.-инж. У. Л о з е, Гамбург
а) Способы формовки
Формовочные машины представляют устройства, у ко-
торых модельные доски с приспособлениями для механиче-
ского отделения модели от формы, равно как и для механического
уплотнения земли в опоке над модельной доской, соединены
в общий механизм.
Так как снимание формы и уплотнение земли, требующие больших усилий и
опыта, механизированы, то изготовление формы может производиться малообучен-
ными рабочими. Работа машины по точности и равномерности далеко превосходит
ручной труд даже высококвалифицированного формовщика. Формовочные машины
применяются преимущественно при массовом производстве. При боль-
ших моделях применение формовочной машины экономично также для немногих
отливок, если части модели могут быть укреплены непосредственно на машинном
столе. ,
Модельные доски изготовляются из дерева, гипса, искусствен-
ного камня, металла и чугуна в зависимости от запроектирован-
ного количества отливок. При небольшом количестве отливок до-
статочна укладка деревянных моделей в гипс или в искусственный
камень.
Односторонние модельные доски. Они имеют модель с одной
стороны. Для верхней и для нижней опоки необходима тогда одна доска для каждой.
Реверсивные модельные доски. Модели для верхних и нижних
опок укладываются на одной стороне. Изготовляются особыми инструментами. Для
одной формы требуется только одна реверсивная доска.
Двойные модельные доски. По принципу реверсивных досок изго-
товляются односторонние модельные доски, которые можно себе представить в виде
реверсивных досок, разрезанных по линии симметрии.
Вытяжные модельные плиты для выбирания высоких моделей.
При неподвижной вытяжной плите модели, насаженные на собственно модельной
доске, вытягиваются вниз через отверстие, обдватывающее плоскость разъема мо-
дели, причем земля опирается на вытяжную плиту. При свободной вытяжной плите
форма снимается с него кверху, в то время как собственно модельная доска с мо-
делями остается неподвижной.
Поворотные модельные доски вращаются на двух цапфах, при-
деланных к узким сторонам досок. Они заменяют две односторонние модельные
доски, если на обеих сторонах их прикреплены верхняя и нижняя опоки. Они при-
меняются также и в качестве односторонних модельных досок для формовки чугун-
ных отливок с большим количеством песка, формовка которых происходит в вися-
чем положении, отливка же — в стоячем.
*) Литература. Lischka, Was mufi der Maschineningenieur von der Eisengiefierel
wissen, Berlin, 1929, Springer, S. 205 ff. — Schiiz-Stotz, Der Tempergufl, Berlin 1930,
Springer, S. 206 ff.
Ober Formstoffe, Formen- und Kerntrocknen und Gufiputzen, s. „Hfltte", Ta-
schenbuch fiir Eisenhiittenleute, 4 Aufl., S. 583 ff.
Geiger, Handbuch der Eisen- und Siahlgiefierei, Bd. II, Berlin 1927, Springer.
Способы формовки
835
Опрокидывающиеся доски схожи с поворотными модельными досками,
ио движутся вокруг оси вала, лежащего параллельно узкой стороне доски, с одно-
сторонним вкладыванием модели для высоких моделей.
Большие модельные плиты до 2X2 м* изготовляются из
досок до 50 мм толщины, склеенных (шпунт и паз) и охваченных
деревянной рамой. Для предотвращения плиты от износа привин-
чивается полосовое железо.
Такие плиты закрепляются на формовочном столе и снабжаются большим
количеством отверстий в определенных местах. Посредством шипов с нарезкой на
I. Способ съемки: мо-
дельная доска остается
на своем месте, опока
снимается. 1 — опока,
2 — центрирующий
штифт, 3 — знак для
шишки, 4 — земля, 5—
модельная доска.
II. Поворотная доска.
Модельная доска с опо-
кой поворачивается.
Опока опускаекя.
III. Способ вытяжки.
Опока о тается на вы-
тяжной доске. Модель
вытягивается вниз.
Г. Способ опускания.
Опока остается на
своем месте. Модель-
ная доска опускается.
II'. Способ опрокиды-
вания.Модельная доска
и опока поворачива-
ются. Модельная доска
вытягивается вверх.
III'. Способ вытяжки.
Модельная доска оста*
ется на своем месте,
опока с вытяжной пли-
той и моделью подни-
маются кверху.
Фиг. 1. Выемка модели из формы.
концах, проходящих через отверстия, и гаек половинки модели прикрепляются
к плите. Правильное распределение отверстий для шипов обеспечивает нужное
расположение половинок модели для верхней и нижней опок.
Приспособление для снимания опоки. Снимание при неболь-
ших размерах отливок производится при помощи ручных домкратов
с рейкой и зубчаткой, подъемных кулачков, рычажных систем
с зубчатыми передачами, причем вес формовочной плиты и опоки
уравновешивается противовесом или пружиной. Для крупных отли-
вок применяются гидравлические или пневматические подъемники
или винтовые подъемники с электрическим приводом.
53*
$36 Я* И* ОТД- 4. Машины для обработки. I. Формовочные машины
Уплотнение земли производится при помощи ручных трам-
бовок весом 5 кг\ лучше пневматическими трамбовками от 3 до
15 кг\ давление воздуха от 5 до 7 ат\ расход воздуха от 0,25 до
0,6 м3)мин.
На фиг. 2 изображена схема различных методов уплотнения земли.
Для больших опок применяются особые приспособления для засыпки и быстрой
утрамбовки земли (несколько сек.), чем достигается экономически выгодное соотно-
шение между временем засыпки и утрамбовки.
Прессование сверху дает наибольшую плотность песка
у верхней части модели, поэтому годно только для низких моделей.
При высоких моделях получается плохая газопроницаемость и не-
Фиг. 2. Засыпка формы и утрамбовка земли.
zji Сжаты.1
PjfltaB j Воздух и песо*
К Сопло ъ
Воздух Воздух
д —ручная засыпка, Ъ — засыпка при помощи воронки, с — утрамбовка ручной
трамбовкой, d — утрамбовка пневматической трамбовкой, е — утрамбовка ручным
или механическим прессом, /—утрамбовка встряхиванием, g — засыпка и утрам-
бовка при помощи центробежной силы, h — засыпка и утрамбовка с помощью
пневматического пескомета.
однородная плотность песка, которую можно улучшить только кро-
потливой предварительной прессовкой. Лучше произвести вдавлива-
ние модели снизу, но этот способ для высоких моделей не подходит.
Ручная прессовка производится та-кже при помощи ко-
ленчатого, кривошипного и тому подобных прессов — для сравни-
тельно невысоких опок с поверхностью до 500 см2. Механи-
ческая прессовка при помощи пневматических поршней
с давлением в 7 ат встречается реже. В настоящее время приме-
няются гидравлические поршни с давлением в 50 ат для
чугуна и 100 для стального литья. Опоки — не выше 300 мм.
Применяется также прессование посредством винтовых и криво-
шипных прессов с электрическим приводом, но вследствие
пыли в литейной и меняющейся температуры последние прессы не
рекомендуются.
Способы формовки
837
Встряхивание применяется особенно при формах высо-
той в 300 мм и выше. На поршне укреплен стол с модельной
доской, который приподнимается при помощи сжатого воздуха от 4 до
7 ат. Реже применяется электромотор с передачей на кулачный вал.
Максимальный ход поршня 100 мм. При свободном падении полу-
чается удар об опорную поверхность, вызывающий сотрясение.
Число ходов 120 в мин. Для
встряхивания формы требуется
в зависимости от высоты опо-
ки от 15 до 50 ходов, из кото-
рых первый наиболее действи-
телен, так как он уплотняет
песок слоем от 10 до 20 мм.
Постепенное уменьшение тол-
щины слоев песка по направле-
нию к спинке опоки является
выгодным для пропускания га-
зов, но требует дополнительного
утрамбовывания. Для того чтобы
избежать дополнительной утрам-
бовки, в настоящее время для
опоки средних размеров приме-
няются соединенные в один при-
бор встряхиватели с прес-
сами. Сначала встряхивают,
а затем дополнительно прес-
суют. При больших встряхива-
телях применяются приспосо-
бления для смягчения толчков,
так что удары поглощаются са-
мой машиной и не оказывают
вредного влияния на окружаю-
щие предметы.
Наполнение с по-
мощью пескометов. Пе-
сок механическим и пневмати-
ческим путем бросается в опоку, где он ложится в уплотненном состоя-
нии. Этот способ применяется, главным образом, при больших количе-
ствах песка (от 15 мг1час и больше). Формовщик водит прикрепленную
к поворотному рычагу центробежную головку или сопло по поверх-
ности опоки, причем скорость, с которой это происходит, имеет влия-
ние на плотность земли. Независимо от величины опоки, этот метод
даже для больших опок не требует дополнительной трамбовки.
Трамбование ведется посредством трамбовок с механи-
ческим приводом, которые в количестве от 4 до 6 укреплены на
пружинах в движущемся вверх и вниз кольце. Оно применяется
исключительно при изготовлении форм для труб *)•
Фиг. 3. Ручная формовочная машина со
съемной опокой. (Баденский машинострои-
тельный завод Дюрлях.)
а—станина, Ь—формовочный стол, с-мо-
дельная плита, d — опока, е — рама
для наполнения песком, /—вибратор,
g — рукоятка для снимания, h — штифты,
i — кулиссы (устанавливаемые), k — криво-
шип, I — рейки.
^Geiger, Handbuch, П, 343t
838 т- И. Отд. 4. Машины для обработки. I. Формовочные машины
Ь) Формовочные машины для изготовления внешних форм
1. Машины для ручной трамбовки: а) Формовочные ма-
шины со съемной опокой (фиг. 3). Модельная доска при-
креплена к формовочному столу. После трамбовки и выравнивания
опока, стоящая на модельной доске, поднимается вертикально по-
ворачиванием рукоятки, причем 4 установочных штифта захваты-
вает форму снизу. При высоких моделях с вертикальными стен-
ками можно пользоваться вытяжной плитой. Ь) Формовочная ма-
шина со съемной опокой с приспособлением для боковой выемки
(горшкообразные машины) изготовляет стержни и обо-
Фиг. 4. Формовочные машины с поворотной доской. (Баденский маши-
ностроительный завод Дюрлях.)
а — фундаментная плита, b — направляющие стойки, с — опора для по-
воротной доски, d — подшипник поворотной доски, е — защитная гиль-
за, / — поворотная доска, g — опоки, А — тележка, i — кронштейны те-
лежки, k — рычаг для снимания, Z — ось к рычагу, /и — кожух шесте-
рен, п — стойка для контргруза, о — шайба для прикрепления каната,
р — направляющий ролик, г— проволочный канат, j — контргруз.
лочки как одновременно, так и порознь, с) Формовочные ма-
шины с поворотной доской (фиг. 4). На одной стороне
поворотной доски укреплена модельная доска для верхней опоки,
а на другой — для нижней. Опока также прикрепляется к по-
воротной доске. После трамбовки и выравнивания поворотная
доска поворачивается на 180°, опускается на тележку, опока от-
крепляется, доска поднимается посредством рычага, причем модель
вытягивается из песка. При изготовлении другой половинки про-
цесс повторяется. При больших размерах модели прикрепляются
только с одной стороны поворотной плиты, и снимание произво-
дится механическим путем, d) Формовочные машины
с опрокидывающейся доской. Вместо поворотной доски
Формовочные машины для изготовления внешних форм
839
рычажный пресс.
Фиг. 5. Ручной рычажный пресс.
(Кюнкель, Вагнер и К0, Альфельд.)
а — пресс, b — рычаг, с — поворотная
поперечина, d — прессовочная плита,
е — стол, / — рычаг для снимания,
g — вибратор, h — штифты.
имеется односторонняя опрокидывающаяся, доска. При с) и d) трам-
бовка производится при лежащей доске, а при вынимании модели
доска находится в подвешенном состоянии.
2. Формовочные машины с ручным прессом (фиг. 5). Пово-
ротная поперечина несет ручной рычажный пресс. В нижней части
машины имеется приспособление для снимания формы вручную.
Выше находится формовочный стол с модельной доской.
Опока наполняется при отведенной поперечине. Над опокой ставится рМИа
для лучшего наполнения опоки. Поперечина ставится над опокой, рычаг повора-
чивается, вследствие чего песок уплот-
няется. Поперечина отводится, и форма
снимается с помощью штифтов.
При ручном прессе возможны
и другие приспособления для от-
деления модели от формы.
3. Механические формовоч-
ные машины (фиг. 6) пневматиче-
ские. Прессовочный цилиндр и
устройство для снимания обычно
находятся в нижней части стани-
ны. Нажимная плита — на поворот-
ной поперечине. Иногда нажимная
плита — откидная в целях эконо-
мии места. Употребляются также
прессы в соединении с поворотной
и вытяжной плитами. Соедине-
нием двух устройств для снимания
с одним прессом между ними де-
лают возможным прессование верх-
ней и нижней опок одной маши-
ной. В машинах с поворотным
столом модельные плиты нахо-
дятся на столе, поворачивающемся
около вертикальной оси, и после-
довательно подводятся под пресс.
При формовочных прессах с валками модельная плита вместе с на-
полненной песком опокой протягивается под горизонтальными прес-
совальными валками. Такие устройства годны лишь при очень
плоских моделях. При поворотных формовочных машинах пресс и
снимающее приспособление укреплены друг над другом к верти-
кальной стойке. Горизонтальный вал поворачивают на 180°. После
прессовки производится новый поворот, после чего пресс оказывается
внизу. При опускании прессовочного поршня опускается и опока,
а модель остается неподвижной, вследствие чего происходит извле-
чение модели из земли. Такие машины годятся для высоких моде-
лей с большими шишками.
4. Формовочные машины со встряхиванием (фиг. 7, стр. 841).
Приспособления как для встряхивания, так и для восприятия ударов
840 Т. II. Отд. 4. Машины для обработки. I. Формовочные машины
приводятся в действие пневматическим путем. Буфер, принимающий
удар встряхивания, поддерживается пружинами. При впуске сжа-
того воздуха поршень двигается вверх, и одновременно сжимаются
пружины буфера. При выпуске воздуха поршень и буфер дви-
гаются друг к другу, так как освобожденные пружины буфера
расправляются.
Удар на двигающемся буфере очень сильный.
^Встряхиватель строится с подъемной силой до 42 000 кг. Он может конструи-
роваться в соединении с любым видом снимающего --------
а — пресс, b — приспосооле-
ние для снимания, с —фор-
мовочный стол, d — попере-
чина, е — прессовочная плита,
/—распределительная руко-
ятка.
6. Пневматическая формовочная машина
(Циммерман-Рат).
Фиг.
устройства. Большей частью он
соединен с односторонней по-
воротной плитой. Электриче-
ство или трансмиссия приме-
няются редко. При встряхи-
вателях до 500 кг приспосо-
бление для восприятия удара
не требуется.
5. Встряхиватель с
прессом (фиг. 8, стр. 841).
Встряхиватель и пресс
сидят на одной оси вни-
зу станины. Ручное сни-
мание. Откидная нажим-
ная плита.
Иногда встряхиватель и
пресс устраиваются в раме
стола. В последнем случае
поршень для встряхивания
служит также для прессовки.
Сперва производится встряхи-
вание, потом прессовка. Спо-
соб выгоден при высоких мо-
делях.
6. Пескомет (фиг. 9,
стр. 842). С помощью ков-
шевого элеватора песок
бросается в вибрационное
сито, откуда он попадает
в ящик, а дальше по транс-
портной ленте — в цен-
тробежную головку. На
центробежном диске (1200
об/мин) находится смен-
стакан, который отделяет части песочной струи и уплотняет
комки величиной с кулак, которые он с силой бросает в опоку
НЫЙ
ИХ В
на съемном приспособлении. Машина двигается по рельсам и может
тянуть снимающее приспособление за собой.
Эти машины встречаются также в стационарном виде без ков-
шевого элеватора, но с особым устройством для подачи песка.
Имеются и другие конструкции, схожие с фиг. 9, но без ходового
механизма, или с устройством для подготовки песка или с бун-
кером,
Формовочные машины для изготовления внешних форм ' 841
Фиг. 7. Встряхиватель с поворотной плигой (Металлургический завод
в Вассеральфингене).
7. Пневматический пескомет (фиг. 10). Воздушная камера
имеет внутренний объем в 1,5 л/3, над ней находится ящик для
песка, запираемый клапаном. Подающий .
диск вращается медленно, и скребок лЖ
вводит нужное количество песка в воз- • \
душную струю, несущую его через гиб- I \
кий рукав, подвешенный к поворот- j \
ному кронштейну, в сопло, откуда пе-
сок выбрасывается в опоку. В среднем
давление 2 ат.
8. Машины для утрамбовки форм
для труб (стр. 837).
9. Специальные конструкции,
а) Формовочные машины для
зубчатых колес. Модель зубьев с
междузубьями с помощью делитель-
ного приспособления отформовывается
последовательно по всему ободу, сфор-
мованному по шаблону. При больших
зубчатых колесах применяется поч-
венная формовка, при меньших ра-
ботают на формовочном столе.
Ь) Формовочные машины для
горшков. После сдвигания к центру
отдельных частей модели, снабженных
ручками, опока с внешней формой, также
разделенной по вертикали, раздвигается
на стороны. Шишка изготовляется на
формовочной машине с поворотной до-
ской. с) Формовочные машины
для утюгов. Шишка формуется в раз-
борной модели и одновременно с наруж-
ной стороны получается внешняя форма.
Фиг. 8. Встряхиватель с прес-
сом (Наждачный завод Хайн-
годьц).
842 т. и. Отд. 4. Машины для обработки.
Формовочные машины
Фиг. 9 Формовочная машина с центробежной головкой
(Грауз, Ганновер-Вюльфель).
а — вибрационное сито, b — ящик для песка, с —центробежная
головка, d — ящик для отходов, £ —ходовой механизм, /— при-
способление для снимания.
Разделенная пополам опока раздвигается, разборная модель опу-
скается, и опока опять закрывается вокруг шишки, d) Формо-
Фиг. 10. Пневматический пе-
скомет. (Баденский машино-
строительный завод Дюрлях.)
а—клапан, Ь — воздушная ка-
мера, с — подающий диск, d —
мотор, е—скребок, /—выпуск
воздуха.
вочная машина для шкивов.
На столе 10 моделей для ободьев
разного диаметра вставлены телеско-
пически одна в другую. Каждая мо-
дель может отдельно перестанавливаться
по высоте. Половинки модели спиц вкла-
дываются отдельно. Вследствие такого
устройства возможна формовка на од-
ной машине шкивов разных диаметров
и разной ширины.
с) Машины для формовки сердечни-
ков (шишек)
Призматические или цилиндриче-
ские сердечники трамбуются ручным
способом в вертикальных сменных втул-
ках и выталкиваются оттуда механически
при помощи поршней.
Станки для сердечников с
ручными приводами снабжены металли-
ческими разборными формами, поло-
вины которых снимаются с утрамбован-
ных сердечников сбоку. Набивочные
Машины для формовки сердечников (шишек). Молоты 843
машины служат для изготовления призматических и цилиндрических
сердечников посредством выдавливания материала при помощи
вращающегося червяка (шнеки) через мундштук, причем все это
червячное устройство работает, как колбасная набивная машина.
Система Кнюттеля делает возможным применение модельных
досок на машинах для прессования сердечников, рабо-
тающих ручным или гидравлическим способом. Кроме того, для
производства шишек в шишельных ящиках применяются встряхи-
ватели, а также пескодувные машины.
Вспомогательные приспособления. Для быстрой очистки мб-
дельных плит после изготовления форм служат продувательные
краны, снабженные рукавами, присоединенными к воздухопроводу.
Вибраторы, работающие сжатым воздухом или электрические, укреп-
ляются на модельных плитах и служат для освобождения модели
от земли при вынимании ее. При этом часто устраивается автомати-
ческое выключение и включение.
Автоматическая подача земли для больших формо-
вочных машин является необходимым условием экономной работы,
так как наполнение от руки огромных опок очень утомительно,
требует значительного количества людей и очень длительно.
II. Молоты и прессы 9
Составил проф. д-р-инж. Е. 3 и б е л ь, Штутгарт
Молоты и прессы служат для придания определенной
формы металлам, пользуясь их свойствами пластичности, причем
прессующие инструменты двигаются прямолинейно. В табл. 1 и 22)
перечислены главные способы обработки в горячем и холодном
состояниях, область их применения и приведены машины. О теоре-
тических обоснованиях этих способов см. стр. 201, главу .Состоя-
ние равновесия при больших деформациях".
А. Молоты 8)
Кинетическая энергия молота превращается здесь в работу
деформации (давление X величину деформации).
Обозначим:
А — кинетическая энергия удара [кгм],
Af— переданная работа изменения формы [кгм],
As — потери, вызванные действием удара [кгм],
Аг— потери от трения [кгм],
G — вес бабы [кг],
т = G : g — масса бабы [кг секРм—*],
v — скорость падения бабы [м/сек],
Л—ход свободно падающего молота (лг),
Gs — вес наковальни [кг],
ms — масса наковальни = Gs : g [кг сек^м—1].
i) См. Hiitte fiir Betriebsingenieure, изд. 3; Hiitte fiir Eisenhiittenleute, изд. 4.
>) См. Werkstoffhandbuch, „Stahl u. Eisen", Warmformgebung.
») F uc h s, SchmiedenhSnimer, Berlin 1922, Springer.
844 Т. II. Отд. 4. Машины для обработки. II. Молоты и прессы
Имеем следующее взаимоотношение:
A = mv^:2 = Gh — Art............. (1)*
и, предполагая совершенно неэластичный удар, получаем:
Af= A-[ms-.(m + ms)] и As = А • [т : (т + ^)] . . . (2) и (3)
Для того чтобы потери от удара не были велики и во избе
жание обратного удара при легких наковальнях, вес наковальни
б!рут от 12- до 20-кратного веса бабы, что соответствует потере
8—5%. Уничтожение потерь от удара при работе двух ударяющихся
друг о друга баб одинакового веса предусмотрено только в неко-
торых конструкциях (например, четырехударные молоты). Умень-
шение потерь от удара достигается путем применения больших
фундаментов и при шаботах, состоящих из нескольких частей, пу-
тем хорошего соединения их между собой. Последние обыкновенно
делаются с ласточкиным хвостом и клином. Эластические подкладки
между шаботом и фундаментом применяются для уничтожения пере-
дачи слишком сильных ударов на почву 1).
В качестве инструментов для изменения формы приме-
няются либо плоские бойки, либо штампы. Укрепление их в бабе
или в наковальне производится посредством отростка в виде лас-
точкина гнезда и клина.
1. Рычажный (хвостовой) молот. Область применения: хвосто-
вые молоты с гидравлическим двигателем применяются для вытяж-
ных и точных отделочных работ, машинные молоты — для легких
вытяжных работ.
Баба большей частью закрепляется на деревянном брусе, качаю-
щемся на цапфе. Привод — посредством захватывающего кулачного
вала, действующего на головку молота (лобовой молот), или на ру-
коятку между цапфой и головкой (молот с прямым ударом), или на
продолжение рукоятки сзади цапфы (хвостовой молот). Молоты с гид-
равлическим двигателем бывают всех трех вышеописанных типов.
Машинные молоты бывают только с приводом последнего типа.
Для того чтобы вызвать отбой, применяют деревянные или
железные отбойные пружины и резиновые буфера (молот Брад-
лея). У хвостовых молотов рукоятка служит пружинным приспо-
соблением. Поэтому нельзя провести строгую границу между рычаж-
ным и пружинным молотом.
Вес бабы молота с гидравлическим двигателем 200—750 кг при 100—50 ходах
в мин. и высота подъема от 30 до 100 см. Для машинных молотов число ударов
достигает 200—400 в мин. при максимальном весе бабы в 100 кг и подъеме 30—50 см.
2. Пружинный молот 2). Область применения: легкие вытяжные
работы. Привод — кривошипом. Баба движется в параллельных на-
правляющих, реже направление производится рукояткой или цапфой.
Между кривошипом и бабой включена пружина. Продуктивная ра-
1) Ф. А. Шн ейдер, О фундаментах, „Maschbau*4, т. V (1926), стр. 116 и сл.
8) Korzinsky, Новейшие плоскорессорные молоты, WT, 1927, стр. 527.
Способы обработки ft горячем состоянии
845
Таблица 1. Способы обработки в горячем состоянии
Способ Применение Машины
Осаживание Расковка Расплющивание (разгонка) Колесные диски и бандажи, высадка фланцев и заплечиков, внутренняя и внешняя обжимка колец, высадка го- ловок винтов, болтов, заклепок и ко- нусов клапанов; болты, гайки, фланцы и раструбы труб Проковка четырегранных, круглых или профильных стержней Проковка топоров, лопат, заступов, кос и ножей Паровой молот, гид- равлический пресс, го- ризонтальные ковочные машины, пресс Вен- сана, ковочная машина для болтов, горячий пресс для гаек, пресс для осаживания труб Паровой молот, пнев- матический молот, ме- ханический молот, гид- равлические ковочные прессы Пневматический мо- лот, механический мо- лот
Ковка и прессов- ка в штампах Фасонная ковка Вагонная арматура, зубчатки, шкивы, ступицы, осевые шейки, шатуны, ры- чаги; передние оси, коленчатые валы, металлические штампованные части Валы, оси, штанги, рычаги, диски, валики и другие легкие и средние по- ковки 1 яжелые поковки, как, например, корабельные валы, коленчатые валы, роторы, барабаны, кольца, бандажи Проковка колец и бандажей, пред- варительная ковка деталей перед штам- повкой Паровой молот, паро- вой штамповочный мо- лот, фрикционный мо- лот, гидравлический пресс, винтовой пресс Паровой молот, пнев- матический молот Гидравлический пресс Паровой молот, пнев- матический молот
Прокатка Выдавка (Способ Дика) Прошивка дыр Блюмсы, квадратная заготовка и сляби (полуфабрикаты), брусковое же- лезо, полосовое железо, шинное же- лезо и проволока, броневые плиты, котельное и кровельное железо, балки, рельсы, швеллеры, угловое железо, фасонное железо Сваренные внахлестку и бесшовные трубы, бандажи и котельные звенья Работы по созданию уступов, про- катка ножевых полотен, кронштейны для изоляторов и др., накатка резьбы на рельсовых шурупах Стержни, профили, трубы из меди, латуни, алюминия и свинца Производство труб по Манесману, производство труб по Эргардту, ва- гонные буфера, гранаты. Прокатный стая Трубопрокатный стан, специальный прокат- ный стан Ковочный прокатный стан. Станы для горя- чей накатки резьбы Гидравлический пресс для стержней Стан с косо поста- вленными валками, гид- равлический пресс
§46 Т. П. Отд. 4. Машины для обработки. И. Молоты и прессы
Продолжение таблицы 1
Способ Применение Машины
Протяжка труб Трубы, вагонные буфера, гранаты, сварка труб встык Гидравлические про- тяжные прессы, цепной протяжный станок
Штамповка свода Загибание кро- мок Гибка Придание формы броневым пли- там, штамповка днищ для котлов и цистерн и облицовочных листов Днище котлов, цистерн и баков Предварительная загибка кол нча- тых валов для моторов; придавание формы секциям котла, коленчатые валы и другие части для с.-х. машин, загибание листов Гидравлический пресс для днищ Г идравлический пресс для загибания кромок Гидравлический пресс, кривошипный пресс, вальцовый сгибающий стан
Резка Распиловка Обрезка заусен- цев Продольная резка заготовки болва- нок для прокатки листового железа, плоских болванок, швеллеров, стерж- ней. Распиловка стержней, рельс и т. д. Обрезка заусенцев на деталях кова- ных в штампах 1 г Гидравлические нож- ницы для резки болва- нок, кривошипные нож- ницы, дисковые нож- ницы Пилы для горячей распиловки Гидравлический пресс для обрезки заусенцев, кривошипнные прессы
Таблица 2. Способы обработки в холодном состоянии
Способ Применение Машины
Осаживание Чеканка Легкие болты, заклепки, гвозди Калибровка изделий кованых в штам- пах, монеты, модели, шрифт, ложки и вилки Холодный заклепоч- ный пресс, гвоздильная машина Коленчатый рычажный пресс, винтовой пресс, фрикционный пресс
Прокатка Холодная прокатка полос и прово- локи; ложки и вилки,заострение про- волоки; накатка резьб на винтах и болтах Холодный прокатный стан, сегментная валь- цовка, станок для за- острения проволоки, с ганок для накатки резьб
Волочение про- волоки и стержней Волочение труб Волочение проволоки, волочение осей, стержней и профилей Производство труб Волочильный станок Волочильный стан
Способы обработки в холодном состоянии
847
Продолжение таблицы 2
Способ Применение Машины
а) Вытяжка пер- вого колпачка Ь) Дальнейшая вытяжка с) Редуцирование Вытяжка с чекан- кой Изготовление пустотелых изделий То же Патроны и гильзы Крышки для часов, пуговиц и т. п. Шестеренный вытяж- ной пресс, эксцентри- ковый вытяжной пресс, штамповальный пресс, многократный пресс Винтовой пресс
Давильный спо- соб, выравнивание Круглые полые тела, выглаживание протянутых полых тел, накатка резьб на полых телах Правильный станок
Загибание Затибание кромок Фальцевание Игрушки, части пишущих машин, части конторских машин, замки, скобы и т. д. Автомобильные рамы и другие тя- желые части, обработка жести Обработка жести Обработка жести Эксцентриковый пресс винтовой пресс Г идравлический пресс Эксцентриковый или кривошипный пресс Эксцентриковый или кривошицный пресс, фальцовальный станок
Правка Правка Правка стержней, профилей, балок, рельсов Правка и кругление валов, труб Правильный пресс. Правильный станок с валками, правильный станок для пруткового материала Прокатный став для правки и придания пра- вильной круглой формы
Резка Штамповка - вы- резка, пробивка дыр Резка пруткового железа, плоского железа, жести — разрезка полос Раскраивание при обработке жести, пробивка дыр в жести и в конструк- тивных деталях Эксцентриковые нож- ницы, круглые нож- ницы, ротационные ножницы Эксцентриковый пресс, дыропробивной пресс
бота возможна, если число свободных колебаний пружинистой систе-
мы равно количеству оборотов кривошипного привода. Пружина
рассчитывается согласно с этими данными. Регулирование числа
и силы ударов производится изменением числа оборотов привода.
Для регулирования силы ударов эксцентрицитет кривошипного вала
делается иногда переменным.
Вес бабы G от 30 до 200 кг. Число ударов п = 300 — 200 в мин. Потребная
мощность N = 0,05 — 0,1 Q л. с.
3. Молот с падающей бабой. Область применения: поковка
в штампах. При движении бабы на обрабатываемый предмет дей-
ствует только ускорение силы тяжести, в то время как приподни-
848 Т. И. Отд. 4. Машины Для обработки. И. Молоты й прессы
мание производится или вследствие захвата поднимающего приспо-
собления посредством непрерывно вращающегося шкива при по-
мощи трения (фрикционный молот), или посредством поршня,
перемещаемого паром или давлением воздуха; или, наконец, баба
подбрасывается помощью поршня (молот с подбрасываемой бабой).
При всех конструкциях баба движется по легко переставляемым, располо-
женным на самой наковальне направляющим квадратного сечения, что делает не-
возможным смещение верхнего и нижнего штампов. Это обстоятельство и то пре-
имущество, что при штамповочной работе здесь может быть избегнута опасность
внезапных торможений массы передаточного механизма при ударе (так как подъем-
ный механизм при падении не испытывает никаких напряжений), делает эту кон-
струкцию молота для поковки в штампах наиболее удобной. Нижний штамп
укрепляется часто регулирующими винтами. Вес наковальни почти равен 20-крат-
ному весу бабы. Область кузнечных работ и производительность молота с падаю-
щей бабой графически изображены на фиг. 11 и 12.
Фрикционный молот. Подъемный механизм представляет
собой деревянную доску или ремень. Молоты с доской имеют вес
Фиг. 12.
бабы до 500 кг и высоту подъема, не превосходящую 2,5 м, так
как в ином случае давление фрикционного шкива будет очень ве-
лико и от удара место соединения доски с бабой испытывает слиш-
ком большое напряжение. Приподнимание производится двумя ро-
ликами, нажимающими с силой Р на доску или ремень, причем
один шкив или оба имеют свой привод.
Обозначим:
Р — силу нажима [кг\,
G — вес бабы [кг],
К — силу подъема [кг] или G,
р. — коэфициент трения.
Тогда
К — Р' Р (один ролик во вращении)..............(4)
или
Дг = 2р.Р (два ролика вращаются)..............(5)
Значения коэфициента трения р. между деревом и железом, см. т. I, отд.
„Механика", табл. 1, стр. 411. Согласно этому р. может быть взято от 0,3 до и,4.
Ременной фрикционный молот изготовляется для
бабы весом до 2000 кг.
Молоть! 349
Подъем ремня при помощи шкива возможен только у легких
молотов.
У тяжелых молотов сила натяжения каната Р при подъеме
возбуждается не ручным способом, а при помощи укрепленного на
рычаге шкива, прижимающего подъемный механизм к диску.
Пример. Сила натяжения ремня (каната) равна Р и угол охвата — а. Тогда
(согласно данным т. I, стр. 422) для силы подъема К получим:
К = Ре№ или /С > G .................. (6)
При соответственно обработанном ремне
(д. = 0,5 до 0,8.
Если а = тс, то
К = 5 до 12 Р..................... (7)
Привод должен иметь мощность 2V=cGz/:75 л. с., при условии развитии
ускорения за счет энергии вращающихся масс.
Окружная скорость диска v — 1,5 до 2,5 м1сек
Высота подъема h = 2 до 4 я
Подъемник для молота с падающей бабой. Для
приподнимания бабы весом более 1500 кг употребляют большей
частью подъемник с паровым или пневматическим приводом. В ка-
честве подъемного механизма служит поршень, соединенный с бабой
или канатом (Беше и Грос) или тонким штоком (Э у м у к о).
В некоторых случаях при поднимании бабы канат наматывается
на барабан, вращаемый механически или посредством фланцевого
мотора (Массей).
В первой конструкции подъемный канат прикреплен к штоку поршня через
блок; при таком устройстве ход поршня составляет только */а подъема бабы молота.
Цилиндр — короткий и вся конструкция — низкая. Имеется
приспособление для предотвращения ослабления каната при ударе.
Вторая конструкция высока и не применяет противодавления
и, таким образом, уменьшает износ каната. Молот имеет эластичный
стык между штоком и бабой во избежание вредного воздействия
удара на шток. Важно присутствие широкой выхлопной трубы.
Вес бабы до 15 000 кг. Высота подъема от 2 до 3 м.
Молоты с подбрасываемой бабой 1). Баба подбрасы-
вается вверх помощью двух паровых или пневматических порш-
ней, устроенных в наковальне. Верхний буфер — для ускорения
падения (Беше и Грос).
Вес бабы до 15 00Э кг. Высота подъема от 0,8 до 1,2 м.
4. Паровой молот. Область применения: кузнечные фасонные
работы (конструкция а), работа по вытяжке (конструкция а, b и
с — быстроходный молот), ковка в штампах (конструкция а и с).
1) См. ZdVdl, Nachr., 1927, № 50, стр. 5.
54 Зак. 254. — Hiitte, Справочник для инженеров, т. II.
850 Т. II. Отд. 4. Машины для обработки. II. Молоты и прессы
Привод при помощи поршня со штоком, соединенным наглухо
с бабой. Поршень движется сжатым воздухом или паром вверх
и вниз. Цилиндр покоится на двух станинах, где укреплены и на-
правляющие для бабы. Станины за исключением особых конструк-
ций установлены на фундаменте, отдельном от фундамента нако-
вальни. В последнее время предлагается упругое укрепление фун-
дамента станины на выложенном в виде уступов фундаменте нако-
вальни. Распространение звука уменьшается посредством сделанного
вокруг фундамента воздушного зазора. Части станин соединены
между собой стяжными анкерными кольцами или пружинящими бол-
товыми скреплениями, причем смещение невозможно благодаря вло-
женным клиньям. Поршень, шток и баба у малых молотов сделаны
часто из одного куска, у больших же молотов изготовляются из
отдельных частей. Поршень насаживается на шток или укрепляется
при помощи конуса и гайки с предохранителем. Баба насаживается
при помощи конуса (Массей) или укрепляется муфтой. Шток
подвергается напряжению на растягивание и сжатие, в момент же
удара — на продольный изгиб действием силы инерции массы
поршня; поэтому он изготовляется из высококачественного материала,
как например, хромоникелевая сталь с содержанием 0,2—0,3% С,
2—3% Ni, 0,6—0,8% Сг, или из марганцевой стали с содержа-
нием 0,4—0,5% С и 0,8—1,2% Мп. Распределительным устройством
служат вентили и золотники. При паровой установке очень важно
устройство водоспускных приспособлений на подводящих пар тру-
бах и в цилиндре.
В пневматических установках в большинстве случаев имеет место
предварительный подогрев воздуха теплом отходящих газов до 200°.
Давление пара свыше 12 ат применяется редко, так как сальник подвергается
ударам. Использование отработанного пара весьма важно. Вес наковальни равен
15-кратному весу бабы.
Паровой молот с ручным управлением (а). Вес бабы в боль-
шинстве случаев —1000 кг и выше. Наибольшая из построенных
конструкций с бабой — весом 125 т. Область ковки — согласно
фиг. 13. Станины большей частью сделаны из листового металла,
установлены на плитах; сверху они связаны мостом, сделанным из
коробчатых балок, на которых установлены поперечина и цилиндр.
Конструкция с косоустановленными стойками, связанными на попере-
чине и снизу якорями, обладает преимуществом статически определи-
мого сооружения и устраняет разрыв системы и разрушение фунда-
мента. Для достижения равномерного расширения и во избежание
потерь на конденсацию поперечина нагревается отработанным паром.
Все молоты кроме больших работают с верхним паром (над поршнем).
Распределение пара — посредством приводимых в движение от ку-
лачкового вала впускного и выпускного клапанов и установленного
перед ними парозапорного клапана.
Подъем: 1—2,5 м. Наибольшее количество ударов: 40—60 в мин.
Молоты
851
Паровые молоты с автоматическим распределением
пара (Ь). Вес бабы —- до 1000 кг\ редко больше. Область применения
указана на фиг. 14. Станины делаются ребристыми или полыми
(коробчатой формы) из чугуна. Для небольших молотов применя-
ется одностоечный молот, станина которого охватывает внизу шабот
(легкая доступность); для более тяжелых молотов—уравновешенный
тип с двумя станинами. Распределительный механизм, получающий
движение от бабы молота через шты-рь бабы, рычаг, рычажную
муфту, клин, кулак и систему рычагов, производит перемещение
цилиндрического золотника, причем перестановка посредством
эксцентрика центра вращения рычажной муфты (Баннинг) или
рычага (Бринкман) изменяет высоту подъема. Диаграмма ра-
лид*' лм Область Ko9ftu
П1ШШ) для лит стали, (поБаннингу}
для. икстр стали
Фиг. 13.
MJX
Фиг. 14.
боты золотника — согласно фиг. 15; распределение пара улучшается
игрой в системе рычагов; распределение золотниками (Баннинг).
Дальнейшее усовершенствование достигнуто применением отдель-
ной подводящей пар трубы для нижнего пара, понижением давле-
ния свежего пара перед впуском в золотник до давления, доста-
точного для подъема бабы (экономическое распределение).
Подъем Н.............................
Диаметр поршневого штока.............
Скорость при ударе ..................
Наибольшая мощность при холостом ходе
Количество ударов п в мин............
Расход пара *) ......................
= 200 до 600 мм
ps !/2 диаметра цилиндра
= 4 до 8 Micev
к= 0,04 до 0,05 G л. с.
х= (3 до 4 G мкг/сек)
= 120 до 6J в мин,
= 20 до 30 кг/л. с. ч.).
Особые конструкции парэвых молотов (с), Подъемники
паровых молотов см. стр. 847 — „Молот с падающей бабой".
См. Ro ss е k, WT., 1916, стр. 369; Б е л е к е, Паровые или пневматиче-
ские молоты. „Maschbau", 1923/24, стр. 389; Брунс, Расход энергии при ковочных
молотах, „Maschbau", 1926, 737; он же, Энергетическое хозяйство в кузнечном
цехе, „Stahl u. Eisen", 1926, стр. 1087.
54*
§52 Т. II. Отд. 4. Машины для обработки. II. Молоты и прессы
Штамповочные паровые молоты во избежание смеще-
ния между верхним и нижним штампом имеют станину, помещенную
на шабот. Соединение шабота со стойками посредством стяжного
кольца горячей посадки делать нецелесообразно; надлежит употре-
блять во избежание ударов пружинящие винты. Станины поставлены
узко и снабжены для достижения точной работы по возможности низко-
опускающейся прочной направляющей. Станины делаются чугун-
ными ребристыми или коробчатой формы. Конструкция с одной стой-
кой получает особенно невыгодные напряжения и не рекомендуется.
Целесообразный вес нако-
вальни равен от 20 до 25 X вес
бабы.
При весе бабы до 1500 кг
ручное распределение с зо-
лотниками или клапанами.
Б ы строходный
молот—это молот с ав-
томатическим регулиро-
ванием и чрезвычайно
большим количеством
ударов при небольшом
подъеме и весе бабы.
Распределение происхо-
дит большей частью при
помощи поршня, кото-
рый служит золотником.
Высота подъема поэтому
не поддается регулиро-
ванию, так что такой мо-
лот выгоден лишь для
мелких поковок (меньше
50 мм).
Вес бабы 100—200 кг; вы-
сота подъема 150—250 мм.
Число ударов в мин. 250
и больше.
фиг‘ & 5. Пневматические
молоты х). Область при-
менения: вытяжка, предварительная ковка. Воздух подается от ком-
прессора, составляющего часть самого молота. Особых регулирую-
щих приспособлений не требуется. Регулирование силы удара про-
исходит включением дроссельных приспособлений между компрес-
сорным поршнем и поршнем бабы. Для регулирования один или
два вращающихся золотника соединяются с одним или двумя обрат-
ными клапанами. Таким образом возникают следующие возможности
распределения:
холостой ход (компрессор включен),
поднятие бабы (компрессор производит избыточное давление при помощи
Га льве, Пневматические молоты, WT, 1924, стр. 251.
Молоты. Прессы
853
обратного клапана на нижней части поршня),
падение бабы (компрессор производит избыточное давление при помощи
обратного клапана на верхней части поршня),
рабочий ход (компрессор работает на поршень бабы).
Поршень компрессора приводится в движение от кривошипа
и либо работает в том же цилиндре с поршнем бабы, либо баба присо-
единена к качающемуся цилиндру, в котором движется поршень ком-
прессора, или, наконец, цилиндр компрессора и бабы отделены друг от
друга. Последнее устройство применяется чаще всего. Верхняя и
нижняя части компрессора соединены с бабой при помощи канала,
в котором помещается распределительное устройство. Поршень
компрессора — большею частью диференциальный, с длинной на-
правляющей и непосредственно захватывающим коленчатым валом.
Поршень бабы или нормального типа, причем баба имеет особые
направляющие (Баннинг, Э у м у к о), или в виде ныряла, причем
сальник служит в качестве направляющей (Беше, Саксонский меха-
нический завод, Эумуко). При последней конструкции размеры
молота очень ограничены и применение его возможно только при
малых и средних размерах установки (вес бабы до 500 кг).
Приспособление для холостого хода, связывающее верх и низ
компрессора и облегчающее включение при. частых перерывах
в ковке. Молот обычно снабжен приспособлением для единичного
и штамповочного удара.
Вес бабы G = 30 до 1000 кг.
Количество ударов п = 15J до 200 в мин. при легком, 100 до 150 при тяжелом
молоте.
Потребная мощность 1 G л. с.
Область применения, как и у автоматически регулируемых паровых молотов
(фиг. 14).
Особые конструкции, которые в основании имеют то же
устройство, как и указанные выше, применяются для обработки
листового железа и ковки колес. Для вытяжки особых сортов стали
применяются молоты с большим количеством ударов, у них потери
на лучеиспускание при наличии охлаждающей рубашки значительно
уменьшаются.
В. Прессы
У прессов в противоположность молотам сила давления воз-
никает не от кинетической энергии, а путем механической пере-
дачи или гидравлической. Внутри системы происходит уравновеши-
вание сил, так что силы, возникающие между обрабатываемым
предметом и прессующими плоскостями, вызывают равные силы
реакции в соответствующих частях привода и станины.
а) Гидравлические прессы
Область применения парогидравлических прессов в первую
очередь для ковочных работ. В виде чисто гидравлического пресса—
для поковочных работ, пробивки дыр, протяжки труб, гибки и т. д,
(фиг. 16).
854
Т. П. Отд. 4. Машины для
обработки. II. Молоты и прессы
У гидравлических прессов давление производится действием
воды на поверхность плунжера. Только небольшие прессы, до 500 т,
изготовляются в виде пресса с одной станиной, со станиной в фор-
ме С !). Более тяжелые конструкции прессов имеют нижнюю плиту
и верхнюю — архитрав, соединенные колоннами, причем колонны
служат в качестве направляющих. В архитраве укреплены цилиндры
давления и обратного хода. В небольших установках они образуют
вместе с насадкой один общий чугунный корпус. У кузнечных
прессов нижний стул выдвигается гидравлическим способом. Дыро-
пробивные прессы и прессы для штамповки листов для котлов и т. п.
имеют особую конструкцию.
Для обратного хода всегда и для холостой подачи в горизонтальных
прессах служат особые цилиндры. Изменение величины давления достигается при-
менением большого чи ла цилиндров, могущих быть соединенными поодиночке и
попарно. Вторым средством для этого является изменение гидравличе кого давления.
Цилиндры обратного хода укрепляются попарно
cat* cjc$
Дабле кие в Л1
Фиг. 1G.
и симметрично вокруг главного цилиндра, укреп-
ленного по средней оси пресса. Часто цилиндр
для обратного хода располагают на главной оси,
над и позади главного цилиндра, откуда он при
помощи траверсы и двух стержней действует на
главную скалку.
Для получения давления
служит вода, подаваемая под давлением
от 150 до 250 кг)см2, которая служит
также и для обратного хода. В тяжелых
конструкциях (выше 1000 т), во избежа-
ние больших размеров поршня при-
меняют более высокое давление (до
500 кг/см2). Цилиндры обратного хода пи-
таются водой под давлением до 50 кг/см2.
Работа цилиндров обратного хода помощью пара встречается очень
редко. Поршень главного цилиндра, а по возможности и цилиндра
обратного хода делаются в виде пырял плунжера, так как лишь
при такой форме возможно достижение достаточной плотности на
скользящих плоскостях. (Об уплотнениях и сальниках см. отд.
.Детали машин", Сальники, стр. 355 и сл.).
Обыкновенно подвижная поперечина пресса (при холостом ходе)
опускается благодаря собственному весу и вследствие давления воды
из высоко расположенного резервуара или воздушного колохола.
При развитии давления вода спускается на поршень. При обоих
этих движениях вода устремляется из цилиндра обратного хода
в трубы, наполняющие резервуар. При обратном ходе цилиндры
находятся под давлением воды и при поднимании поршня вода, на-
ходящаяся над ними, устремляется в трубы.
Часто применяется такая конструкция, у которой цилиндры обратного хода
остаются под давлением. Холостое опускание подвижной поперечины производится
помощью цилиндра предварительного давления, работающего с полным давлением.
Регулирование в большинстве случаев происходит при
посредстве разгруженных клапанов, так как при заслонках вслед-
*) Теперь делают даже до 2000 т.
Гидравлические прессы
855
ствие ржавления уменьшается плотность. Тарелки клапана при-
давливаются при этом к седлу давлением пружины или давлением
воды, и приподнимание происходит посредством соответствую-
щих рычагов или кулачков. Клапан, включающий трубопровод глав-
ного цилиндра для наполнения водой, регулируется гидравлически
небольшим аппаратом, действующим посредством воды или масла.
Давление воды равно 1,5—2кг/см? и достигается посред-
ством высоко расположенного бака или соответствующих размеров
воздушного колокола. Скорость воды в трубопроводах, находя-
щихся под давлением, равна 15—25 м/сек, в обратных трубах—
15 м/сек. Превышение этого предела ведет наряду с большими
потерями давления к неравномерной работе пресса вследствие
ударов воды.
Во избежание вызванные силами масс повышений давления
(см. „Детали машин", стр. з39) обратные трубопроводы следует особенно вы-
бирать короткими и большого диаметра и включением воздушного колокола умень-
шать ускорение; то же достигается применением нагнетательного поршня, принуди-
тельно работающего с главным поршнем.
Различают гидравлическое и парогидравлическое давления.
В первом случае вода подается кривошипным насосом, причем для
достижения наилучшего к. п. д. между насосом и прессом включают
аккумулятор. Во втором случае давление получается при
помощи мультипликатора, работающего давлением пара или сжа-
того воздуха. Первое устройство очень дорого из-за аккумулятор-
ной установки, но допускает большой ход пресса, и поэтому всегда
применяется для дыропробивных и волочильных прессов, а также
для штамповочных работ (например изготовление шкивов). От при-
водов мультипликатора достигается только небольшой ход пресса
(от 20 до 25 см), что требуется для формовочных, кузнечных и вы-
тяжных работ, в то время как большие ходы поршня должны про-
исходить с перерывами. Для кузнечных прессов часто применяют
комбинированное устройство, в котором вода для рабочего цилиндра
подается при помощи привода, вода же для цилиндров обратного
хода и для распределения—при посредстве насосов и аккумуляторов.
Парогидравлические прессы работают с 100% наполне-
нием. Можно считать, что для 1000 мкг, затраченной на поковку ра-
боты для изменения формы без затрачиваемой для обратных ходов
энергии при 10 «т рабочего давления, расход пара от 0,07 до 0,1 кг.
Коэфициент полезного действия установки в переводе на теплосо-
держание пара от 2 до 3% х).
Паровой привод состоит из парового и гидравлического цилиндров, или ле-
жащих один над другим или большей частью для более легкого надзора за саль-
никами, соединенных между собой посредством фонаря. Паровой поршень регули-
руется поршневым золотником, действующим нело редственно или через вспомо-
гательный аппарат. Поршневой шток или продолжение его образуют гидравличе-
ские поршень. Паровые приводы строятся стоячими с расположенными вверху и
внизу гидравлическими цилиндрами и устанавливаются вблизи пресса с целью из-
бегнуть необходимости устройства длинных трубопроводов. Некоторые фирмы до-
*) Швейсгут, Энергическое и тепловое хозяйство кузницы, „Betrieb"]
1921/22, стр. 57 и 189.
856 0?Д- 4. Машины для обработки. II. Молоты и прессы
стигают этой цели тем, что устанавливают привод над гидравлическим цилиндром,
что, однако, затрудняет доступ к сальникам.
Предлагают еще электрические мультипликаторы, при которых гидравличе-
ский поршень приводится в движение посредством зубчатой рейки от электро-
мотора.
В чисто гидравлических прессовых установках потери имеются в насосах
и сравнительно небольшие потери от трения при течении и торможении воды
в трубопроводах вследствие неплотностей, потери от трения в манжетах, сальни-
ках и направляющих, потери в аккумуляторах. Сюда следует еще отнести потери
в умформерах для преобразования тока, необходимого для работы, так что общий
к. п. д. в переводе на теплосодержание пара незначительно превышает к. п. д.
парогидравлических прессов.
Насосы делаются горизонтальные и вертикальные с целью
равномерной подачи воды, в большинстве случаев с тремя работающими от кри-
вошипов размещенными относительно друг друга на 120° качающимися поршнями.
После наполнения аккумулятора они выключаются или автоматически (и работают
до опорожнения аккумулятора до определенного предела) или снабжаются цирку-
ляционным приспособлением, действующим при достижении наивысшего уровня
воды; это приспособление собирает подаваемую воду обратно во всасывающую
камеру. В качестве предохранителя на случай порчи этих приспособлений в поршне
аккумулятора имеется отверстие, через которое при переходе воды за пределы
высшего уровня вода выпускается.
Аккумулятор состоит из цилиндра с высоким давлением в нем воды, при-
чем плунжер его находится под давлением груза или сжатого воздуха. У аккуму-
лятора имеется один сальник, что дает ему преимущество по сравнению с воз-
душным аккумулятором. У такого аккумулятора при внезапном переключении
могут под действием масс происходить значительные повышения давления. Обе эти
системы аккумуляторов очень легко могут быть приспособлены к различному
гидравлическому давлению путем включения или выключения груза или изменения
давления во*духа.
Определение целесообразной емкости аккумулятора производится так, чтобы
она была достаточна для полного рабочего хода. Насосы рассчитываются для ма-
ксимального постоянного потребления пресса плюс потери в трубопроводах, и
только в этом случае он будет полностью нагружен. Для того чтобы обеспечить
бесперебойную работу насоса в случае небольших неплотностей в трубах и обрат-
ных клапанах, мо цность насосов целесообразно выбирать с запасом от 10 до 25%.
При наличии большого количе тва прессов насосы могут быть присоединены к од-
ному аккумулятору. При достаточной величине аккумулятора удары при нагрузке
отдельных агрегатов выравниваются, чем достигается выгодная нагрузка насосов.
Ь) Винтовые прессы
Применение. Ручные винтовые прессы для легких работ
по штамповке и • вытяжке. Нормальные фрикционные прессы для
штамповочных, вытяжных, загибочных и чеканных работ, а также
для изготовления металлических прессованных частей. Прессы Вен-
сана для работ по высадке (изготовлению болтов, винтов и заклепок).
Конструкция. Большей частью вертикальной портальной формы
рамой из чугуна или стального литья. Рама С-образной формы
только при ручных прессах или в специальных конструкциях.
У небольших установок-ручной привод при помощи руко-
ятки, загнутой вниз и сидящей на винте; у больших — при помощи
насаженного на шпиндель обшитого кожей маховика и могущих
соприкасаться с ним двух насаженных на один горизонтальный вал
и могущих передвигаться вместе с ним фрикционных дисков. В то
время когда вал вращается от шкива, приподнимание и опускание
бабы производится переменным нажимом дисков на обод махового
колеса. Винт или весь принимает участие в движении бабы и ввин-
чивается в г Лку, находящуюся в верхней поперечине пресса
Винтовые и эксцентриковые (кривошипные) прессы 357
(обыкновенный фрикционный пресс), или врашающийся шпин-
дель не имеет вертикального перемещения и штамп прикрепляется
к перемещающейся вниз и вверх в направляющих станины рамы,
причем через укрепленную в ней гайку проходит шпиндель, опи-
рающийся нижним концом в неподвижную поперечину станины
(прессы Венсана).
В прессах нормального устройства усилия передаются станине
пресса, усиление которой иногда производят посредством пропу-
скаемых через нее болтов.
Баба у пресса Венсана (нижняя часть подвижной рамы) имеет
рабочий ход снизу вверх и при ударе производит давление на
верхний штамп, прикрепленный к неподвижной поперечине, на ко-
торой сверху прикреплен подпятник шпинделя. У этих прессов
станина не нагружена.
Стальной винт снабжен квадратной нарезкой (двухходовой
или трехходовой) и скользит в гайке из фосфористой бронзы. За-
меняемость этих частей, а также хорошая конструкция подпятника
очень важны для долговечности работы пресса.
Действие винтовых прессов вследствие внезапного тормо-
жения вращающихся масс имеет ударный характер.
Обозначим:
J — момент инерции вращающихся масс [кг мсек2},
ц)=2гсд:60 — угловая скорость вращающихся масс в начале давления
[сек — 1].
А—энергия при ударе кгм равна:
Д = ; 2.
Эта энергия превращается в работу, идущую на изменение
формы. Энергией ударяющих масс по отношению к энергии масс
вращающихся можно пренебречь.
Винтовые протяжные прессы работают большей ча-
стью без действия масс с приводом винта от конической передачи.
( диаметр винта................. 50—400 мм
I путь ударника.................120—600 „
Фрикционные прессы { наивысшее давление............. 15—753 т
| ударов.......................45—4 в мин.
I потребная энергия...........0,5—20 л. с.
{диаметр винта................. 80—150 м ч
ход салазок................. 250—550 „
для болтов диаметром............16—60 „
потребная энергия........... 2—10 л. с.
с) Эксцентриковый (кривошипный) пресс
Область применения: работы по высечке, выколке,
штамповке, снятию заусенцев, вытяжке и чеканке; специальные
конструкции (ковочные, правильные и загибочные прессы).
Прессы нормального выполнения со станиной С-образной
формы с односторонним расположением подшипника. Двустоечная
конструкция — с валом на двух подшипниках, предназначенная для
мелких вытяжных работ. Станина для большего удобства подачи
заготовки и удаления изделия имеет в большинстве случаев наклон
858 Т. П. Отд. 4. Машины для обработки. II. Молоты и прессы
назад. Конструкция с двойной станиной при тяжелых ковочных,
плющильных и ступенчатых прессах и других специальных кон-
струкциях. Рама — обычно из чугуна, иногда из клепаных или сва-
ренных стальных плит (Пель с). Для загибочных работ — гори-
зонтальная конструкция.
В новых конструкциях ползун приводится от кривошип-
ного вала посредством короткого шатуна. Регулируемая напра-
вляющая ползуна — на раме. У особенно широких ударников
в плющильных и загибочных прессах и т. п. привод — от двух оди-
наково вращающихся эксцентриков или кривошипов, причем ось
подперта во многих местах. Расположение многих ударников рядом
при многократных прессах (производство пружин).
Привод эксцентрикового или коленчатого вала
у прессов небольших размеров работает от шкива, действующего
как маховое колесо. При высоких давлениях и у тихоходных кон-
струкций применяется зубчатая передача. Рабочие ходы пресса
следуют непрерывно один за другим, например у правильных
машин, или же вся работа производится за один ход (у штам-
пов, ножниц и машин для снимания заусенцев и т. п.). В последнем
случае привод работает со шпоночной муфтой, болтовой муфтой,
кулачной муфтой, освобождающими автоматически коленчатый вал
после одного поворота от махового колеса или передачи. У криво-
шипных прессов между шатуном и ударником помещаются различ-
ные типы выключающих муфт.
Рабочая высота подъема ползуна часто регули-
руется винтовым соединением на шатуне. Иногда эксцентрицитет
может быть перемещен. У тяжелых прессов, работающих с неболь-
шим количеством оборотов, ползун уравновешивается противо-
весом и рычагом.
Действие рабочего удара на передачу устраняется применением
махового колеса. При тяжелых конструкциях ставится предохрани-
тель на случай перегрузки в виде срезной шпильки и т. п.
Автоматическая подача — посредством валиков, клещей
или тележек на штамповочных прессах при обработке полос и листов.
Прессы с коленчатым рычагом употребляются для чеканных
работ и для калибровки деталей, кованых в штампах. Кривошип-
ный вал с зубчатым перебором здесь находится позади рамообраз-
ной станины, усиленной тягами. Движение ударника —• от коленча-
того рычага, к среднему шарниру которого присоединен кривошип.
Возможно получение длительного и высокого конечного давления
(до 2000 т).
Одностоечные эксцентриковые прессы
без зубчатого перебора (штампы)
Одностоечные эксцентриковые прессы
с зубчатым перебором
Вылет.............. 60—350 мм
Наибольший ход пол-
37 на ............. 40—70 „
Наибольшее давление . 4009—89 000 кг
Число оборотов .... 100—169 в мин.
Потребная энергия . . 0,2—2 л. с.
Вылет............... 200—490 мм
Наибольший ход удар-
ника .............. 60—170 „
Наибольшее давле-
ние ............... 50 090—500 000 кь
Число оборотов . . . 59—15 в мин.
Потребная энергия . 1—15 л. с.
Вытяжные прессы
859
d) Вытяжные прессы (вытяжка в штампах 9
Область применения: вытяжные работы всякого рода. При
легких вытяжных работах часто применяются эксцентриковые прессы
простого действия с соответствующими инструментами. При боль-
шой глубине вытяжки увеличивают ход пресса (кривошип) и снаб-
жают последний пружинным или пневматическим приспособлением
для приведения в дей-
ствие кромкодержателя.
Автоматическая подача
материала и продвиже-
ние изделия иногда со-
вершаются посредством
вращающихся револьвер-
ных столов или клеще-
вого аппарата (револь-
верные и для по-
следовательной вырезки
пресс ы). Горизонталь-
ные эксцентриковые
прессы — с пружинным
аппаратом.
При глубоких вы-
тяжных работах приме-
няются вытяжные
прессы двойного
действия с раздельно
приведенными в дей-
ствие пуансоном и кром-
кодержателем. При про-
стой конструкции пуан-
сон получает свое дви-
жение от находящегося
над ним эксцентрикового
или кривошипного вала,
а кромкодержатель — от
эксцентрикового диска,
сидящего на том же валу.
Устройство подобной конструкции простых эксцентриковых прес-
сов — с неподвижным или перестанавливающимся столом. Кромко-
держатель двигается в раме, а штемпель скользит в кромкодержа-
теле (фиг. 17а) 2)- Этот пресс применяется при глубоких вытяжных
работах менее сложных. Для средних и больших частей применя-
ются прессы с коленчатыми рычагами. Привод пуан-
сона— от вышележащего кривошипного вала, привод прижимного
кольца — от кривошипного вала через систему коленчатых рычагов.
J) Витлингер, Современная техника вытяжки полых сосудов, .Maschbau”,
1927, стр. 265.
>) Но Фишеру, Вытяжные работы, Диссертация, Штутгарт 1927.
860 Т. П. Отд. 4. Машины для обработки. II. Молоты и прессы
Стол с матрицей неподвижны (фиг. 176). При самой большой глу-
бине вытяжки применяют шестеренные вытяжные прессы
(посудные прессы) с низколежащим приводным валом, от которого
через эксцентриковые диски стол с вытяжной матрицей получает
движение вверх в направлении неподвижного кромкодержателя,
а салазки вытяжного штемпеля с помощью кривошипного механизма
продвигаются вниз (фиг. 17с).
Вытяжные прессы с коленчатыми
рычагами (Шулер)
Шестеренные вытяжные прессы
(Шулер)
Максимальный диаметр
вытяжного штемпеля . 303—650 мм
Максимальная глубина
вытяжки.............. 150—270 „
Максимальное давление . 30—90 т
Ход кромкодержателя . . 260—403 мм
Ход вытяжного штемпеля. 340—600 „
Число ходов ........ 13—8 в мин.
Потребная энергия . . . 4—10 л. с.
Максимальный диаметр
вытяжного штеМ11еля . 260—1000.им
Максимальная глубина
вытяжки............ 153—550 „
Максимальное давление . 24—200 т
Число ходов............15—4 в мин.
Потребная энергия . . . 2—30 л. с.
е) Ковочные машины!)
Применение2). Работы по высадке и прошивке дыр, вы-
садке фланцев, поясков, вилок; высадка и прошивка колец (кольца
для шарикоподшипников).
Материал, в виде штанги квадратного или круглого сечения,
нагретой до ковочной температуры на одном конце, предназначен-
ном для обработки, зажимается в штампах-матрицах, после чего
происходит осаживание выступающего конца штанги надвигаю-
щимся штемпелем. В матрицах делается до 4 ручьев, а соответ-
ственно этому ползун имеет такое же количество штемпелей, что
дает возможность с одного нагрева произвести несколько последо-
вательных операций. Ползун, на котором закрепляются штемпеля,
приводится в движение от коленчатого вала через шатун. Правая
матрица в большинстве случаев неподвижная, подвижные же имеют
ручной или пневматический привод. Левая матрица приводится
в движение от ползуна штемпеля через систему коленчатых рычагов
таким образом, что зажимающие штампы матрицы закрываются во
время первой половины хода штемпеля. Вращение коленчатого
вала — через контрпривод или непосредственно через редуктор от
электромотора. Возникающие от нагрузки удары воспринимаются
маховиком, включение ползуна происходит посредством пусковой
муфты. Предохранение от перегрузки достигается путем примене-
ния срезывающихся при этом болтов и выключающихся рычагов.
Необходима тяжелая конструкция станины.
Давление высадки................... 50—1200 т
Ход штемпеля после закрытия зажим-
ных штампов........................ 60—180 мм
Ход подвижной матрицы.............. 45—145 „
Число ударов....................... 80—35 в мин. * *)
П Г еорг, Новейшие ковочные машины, „Maschbau", 1926, стр. 114.
*) Покрандт, Хозяйственное значение обработки осаживанием на горизон-
тальных ковочных машинах, .Maschbau**, 1921/22, стр. 459.
Ковочный прокатный стан. Ножницы 861
Ковочные машины для болтов имеют два зажимных штампа, могущих пере*
мещаться посредством двух эксцентриков и связанный с коленчатым валом ползун
для осадки, перпендикулярно к которому расположены получающие от него дви-
жение соответствующей формы штемпеля. В гаечных прессах для го-
рячей обработки ползуны с прикрепленными к ним штампами для офор-
мления, для высадки и для прошивки дыры получают движение от главного вала
пресса и действуют последовательно.
f) Ковочные вальцы
Применение. Протяжка и придание формы, проковка и изго-
товление вил сельскохозяйственного и промышленного назначения,
изоляторных крюков; прокатка тесаков и ружейных стволов; заостре-
ние стержней, проволоки и костылей.
Стан-дуо состоит из двух станин и двух валков. Тяжелые
шестерни, насаженные на хвосты валков, обеспечивают согласован-
ный ход обоих валков; последние вращаются в одном направлении
(без реверса), имеется контрпривод и муфта. Штампы — в виде сег-
ментов валков. Изделие вводится спереди при открывании штампов.
При гладких валках изделие вводится сбоку.
Диаметр валков 200—500 мм. Оборотов валков 40—20 в мин.
Прокатный стан с сегментными валками, вращающимися то в одном,
то в обратном направлении, служит для прокатки ложек и т. п.
Изделие вводится сбоку. Качающееся движение приводится от кривошипного меха-
низма. Резьбопрокатный стан для горячей обработки служит
для производства резьбы у шурупов для дерева, на рельсовых шурупах, изолятор-
ных крюках ит. п. Резьбой акаточная машина — для производства трех-
гранных резьб на винтах и болтах до 19 мм в диаметре.
g) Ножницы
Обозначения:
Р — срезывающее усилие [кг],
F — поверхность среза [ нм2],
5 — толщина среза [мм],
Ks — сопротивление срезыванию [к г/мм2],
К — сопротивление на сжатие [кг/мм9].
При одновременном срезывании всего сечения:
Р = РКа.........................(1)
Для параллельно идущих лезвий сила Р, необходимая для сре-
зывания, при длине / и толщине среза s определяется уравнением:
P=lsKs..........................(2)
Для вырезки круглых дыр диаметром d эта формула принимает
следующий вид:
Р = п dsK8......................(3)
При разрезании листов верхним ножом, установленным под
уклоном, получаем давление ножа на поверхность листа и силы
в сечении среза (применяя обозначения согласно фиг. 18):
Р = 0,5- b8 sK8 = 0,5 • b8 rK=s2Ks - (К8 : К) • ctg ₽ • ctg ч . (4)
Во избежание потерь на трение срезающая поверхность при
вырезке и колке имеет уклон а от 5 до 10°, у ножей — 2° к на-
862 Т. И- Отд. 4. Машины для обработки. III. Металлореж. стаятся
правлению резания. Угол резания р ножа равен 75°, и уклон tj
верхнего ножа при резании листов —от 8 до 12°.
1. Ножницы для профильного железа, дыропробивные
прессы, прессы для отрезки заусенцев. Одновременное срезы-
вание всего сечения. Конструкция небольших размеров с ручным ры-
чагом. Конструкции и привод у более тяжелых машин, как у эксцен-
тровых прессов. При самых тяжелых конструкциях станина — большей
частью из стального литья или стальных плит (Пельс). Часто машина
представляет собой комбинацию из ножниц и штамповального nptcca
с общими станиной и приводом. У дыропробивных и вы-
резных прессов рабочие салазки иногда приводятся в дви-
жение с помощью кривошипа и рычага.
Ножницы для резки болванок
с подвижными верхними и нижними
лезвиями х). Но нормально у таких нож-
ниц нижнее лезвие (режущее) непо-
движное, а верхнее лезвие (штемпель) —
подвижное.
2. Ножницы для жести и листов.
Постепенное срезывание с помощью
верхнего лезвия, находящегося в на-
клонном положении. При тонкой жести
срезывание производится от руки. Механические ножницы при не-
большой длине резания (до 2 м) действуют, как обыкновенный
эксцентриковый пресс. При длинных разрезах обычно применяется
двойной кривошипный механизм. Верхнее лезвие или неподвижно
в салазках или с устанавливаемым наклоном для резания тяжелой
жести. Зажим — или регулируемый или приводимый в действие от
кривошипного вала. Поперечный нож служит для снятия кромки.
Вылет — до 600 мм. Максимальная толщина листового железа —
50 мм.
3. Круглые ножницы. Срезывание или разрезывание жести
или полосового материала — с помощью вращающихся круглых
лезвий.
Фиг. 18.
III. Металлорежущие станки* 2)
Составил д-р-инж. Г. Г а а к е, Гамбург
А. Введение
а) Обозначения и понятия
а — глубина резания [лгж].
aw,i — средняя мгновенная глубина резания при фрезеровке [.ил*] (стр. 889).
В — ширина [мм] обработанной поверхности в направлении подачи, при
строгальных и долбежных работах; принимается во внимание при опре-
делении времени обработки.
1) См. „Eisenhfltte-, изд. 4, 193°, стр. 673.
2) Литература. Фишер, Рабочие станки, Берлин 190Э, Шпрингер--------------Hiitte
для производственных инженеров (3 изд.), Берлин 1928, Эрнст и сын. — R е f а, Учеб-
ные пособия, Берлин, изд. Бойт.
Металлорежущие станки: обозначения и понятия £63
t>R — ширина ремня [мм], важна при расчете мощности
D — диаметр [мм] вращающегося при обработке изде-
лия; при наружной обработке это есть днамегр необработанной
поверхности, при внутренней обработке —- диаметр рабочей поверхно-
сти, таким образом D является всегда диаметром наибольшего
круга, которого касается резец; D — также диаметр [мм] вращающе-
гося инструмента при н е вращающемся изделии, например сверл,
фрез и шлифовальных кругов при плоской обработке.
Dp, Ds — диаметр фрезы или шлифовального круга [лмг] при вращающемся
изделии (круглая фрезеровка, круглая шлифовка).
t/д — диаметр ременного шкива в мм.
Р8 — сечение стружки в мм9.
Ew — наивыгодней шее сечение стружки при токарных работах при полном
использовании как инструмента, так и станка.
k8 — PgjFg — удельное давление резания в кг\мм9.
L — длина хода у строгальных, долбежных и шлифовальных станков [мм],
а у токарных, сверлильных и шлифовальных станков длина рабочего
пути в направлении подачи [мм].
N — мощность привода [л. с.] (ременной шкив или непосредственно
присоединенный мотор),
Ne t= т) N — действительная мощность резания у изделия [л. с.] после вычитания
всех потерь, возникающих в станке,
— эксплоагацнонная мощность инструмента при определенной стой-
кости его (время между двумя переточками).
л—число оборотов при вращающемся изделии и при вращающемся
резце (об/мин].
число оборотов инструмента при н е вращающемся изделии.
лд п8 — число оборотов фрезы и шлифовального круга при вращающемс(
изделии.
—число двойных ходов в минуту, дв. ход/мин.
яд — число об/мин ременного шкива.
— давление подачи (сопротивление подачи) [кг] при продольной об-
точке — в направлении, перпендикулярном к оси изделия.
Р9 — радиальное давление [кг]: при продольной обточке в направлении
радиуса, а при лобовой обточке — в осевом направлении.
= Р8 k8-~ общее давление резания (главное давление, вертикальное давление,
давление стружки) [кг] при обточке измеряется в вертикальном на-
правлении, коротко называется „давлением резания".
Pft — bRPR—сила, передаваемая ремнем по окружности шкива [кг].
Pr — напряжение на 1 см ширины ремня [кг'см].
q8 — р8 v[Ne или EsvwjNw — удельная производительность стружки [см*[л. с.
мин.]
s — подача [мм/об], а при прямолинейном движении в мм/дв. ход.
s’ — скорость подачи в мм[мин.
Т — стойкость [мин.], т. е. продолжительность резания до затупления
резца при определенном сечении стружки и определенней ’ скорости
резания (см. ниже vw).
t^ — продолжительность одного двойного хода при строгании [мин}дв. ход].
— главное время, машинное время, т. е. продолжительность рабочего
процесса [мин.].
v = D л л/ЮОО — скорость резания [м/мин], как окружная скорость изделия или
инструмента (см. D, п) при шлифовальных кругах £>пл,6(ЮСЮ
[м/сен].
vr — скорость ремня [м/сек].
va — рабочая скорость при строгальных и долбежных станках [м/мин],
Vj — идеальная, т. е. средняя рабочая скорость при продольно строгаль-
ных станках, без ускорения и замедления в концах хода [м/мак].
864 Т. И. Отд. 4. Машины для обработки. III. Металлореж. станки
vr — скорость обратного хода при строгальных и долбежных станках
[ и/мин].
^„-средняя скорость при строгальных и долбежных станках [.м/мяя].
vu — окружная скорость вращающихся изделий [w/мин], обрабатывающихся
вращающимися инструментами (круглая фрезеровка, круглое шлифо-
вание) (см. Z), л, v).
vw — экономическая скорость инструмента [и/мин], при определенной
стойкости его и при определенном сечении стружки; вместо индекса w
пишут также стойкость в мин., например: т/45 и т. д.
т4 _ NefN — к. п. д. станка при учете всех потерь от трения также и в механизме
подачи.
Обозначения углов и плоскостей у лезвия инструмента даются ниже.
Ь) Потребление мощности (потребная энергия)
Верхняя граница потребления мощности зависит от работаю-
щего инструмента, величины н конструкции станка и от формы
и прочности обрабатываемого изделия.
Часто припуск на изделии недостаточен для поглощения всей имеющейся мощ-
ности. Повышение поглощенной мощности можно достигнуть при употреблении
высококачественных резцов из твердых сплавов путем увеличения скорости реза-
ния, поскольку это допустимо при данном станке. При серийной обработке увели-
чение производительности достигается путем одновременного употребления не-
скольких инструментов (многорезцовые станки).
Данные о размерах станков приведены ниже (стр. 913 и 914).
По сечению стружки и давлению резания можно вычислить по-
требную энергию. Давление резания применяют в 3—5 раз боль-
шим, чем прочность обрабатываемого материала. Сила X скорость
дает мощность.
Пример. Изделие из стали прочностью в 50 кг1млР, глубина резания — 5 леи,
подача — 1 мм, обточка при скорости резания — 20 м!мин. Потребная мощность-—
20*5*1*50 (от 3 до 5)/6и*75 = от 3,3 до 5,5 л, с. При к. п. д. токарного станка в 7и°/0
общая потребная мощность лежит между 5 и 8 л. г.
Точный расчет мощности см. стр. 907.
с) Вычисления
1. Расчет чисел оборотов и соотношения скоростей. Опре-
деление максимального и минимального числа
оборотов. Для этого должны быть известны наибольшие и наи-
меньшие диаметры и скорости.
Пример токарного станка:
Макс. D = 6J0 мм. Мин. v = 14 mImuh дают мин. п = 7,5 об/мин.
Мин. D=i 40 мм. Макс, т = 35 .й/лшн дают макс, л = 280 об/мин.
Установление ряда чисел оборотов. В большинстве
случаев применяют геометрический ряд. Число ступеней и соотно-
шение двух последовательно расположенных чисел оборотов должно
быть дано.
Материалы для изготовления режущих инструментов g65
Расчет ременных, шестеренных или фрикционных и так далее
передач на стр. 895 и 896, также в отд. „Детали машин" стр. 557 и сл.
Силы. Основанием при расчетах прочности служат исследова-
ния давления резания (стр. 882); статический расчет станкоз не-
достаточен, так как для точности работы жесткость станка имеет
первостепенное значение. Поэтому станок конструируется с точки
зрения его жесткости, и статические расчеты прочности прове-
ряются на опытных устройствах. Для отдельных станков опублико-
ваны подробные расчеты прочности 1).
2. Производственные расчеты — это расчеты, обусловленные
формой и размерами обрабатываемых изделий, например, определе-
ние сменных шестерен при нарезке резьб (стр. 898) или угла уста-
новки оси фрезы при фрезеровке зубчаток с косыми зубьями
(стр. 903).
В целях облегчения расчетов станкостроительные заводы дают к станкам
готовые расчетные таблицы, которые часто содержат данные переключения и при-
креплены к станкам.
Расчет времени. Расчет времени обработки важен также для
конструктора станка. Время обработки при данной скорости реза-
ния определяется, например, в токарных работах в зависимости
от длины изделия и величины подачи (стр. 899), при строгальных
работах — в зависимости от ширины изделия, так как здесь подача
перпендикулярна к направлению строгания.
Необходимо определить расчетно время для отрегулировки и переключения
станка для закрепления изделий, для измерений и т. п.; для этого хронометрируют
с помощью секундомера или самозаписывающих приборов. При конструкции надо
особенно иметь в виду сокращение этих времен.
В. Режущие инструменты
а) Материалы для изготовления режущих инструментов
Определение качества стали для изготовления режущих инстру-
ментов — по их способности резания, стойкости закалки и сопро-
тивляемости износу. Способность резания зависит от отношения
режущей твердости инструмента к твердости обрабатываемого
материала, стойкость закалки зависит от температуры, которую
может выносить режущая кромка без размягчения. Критерием для
качества закалки и сопротивляемости износу является стойкость
инструмента, т. е. время работы до затупления; затупление про-
исходит вследствие износа, а также вследствие размягчения от
нагрева.
1. Углеродистая сталь2). Температура закалки лежит на 50—80°
i) Шлезингер, Сверлильный станок, его конструкция и применение,
Берлин 1925, Шпрингер. К л о п шт ок, Исследование токарной работы, Берлин 1926,
Шпрингер.
«) О составных частях, см. стр. 1030; Гофман, Материал и его закалка при
производстве инструментов, ,Werkzeugm.“, 1928, стр. 137.
„Hiiite" для металлургов, 4 изд. Берлин, Эрнст и сын, стр. 61, „Термическая
обработка стали*.
55 Зак. 254. — Hiitte, Справочник дня инженеров, т. II.
§06 Т. II. Отд. 4. Машины для обработки. III. Металлореж. станки
выше, чем критическая температура изменения структуры (см. диа-
грамму углеродистой сталиг) стр. 1026). Способность резания
исчезает, когда кромка нагревается до 250—300° („Температура от-
пуска", стр. 1035), годна только для работ при невысокой темпера-
туре (низкая производительность снимания стружки).
Различают:
а) Стали, закаливающиеся в воде: а) Нелегированные углеро-
дистые стали с 0,66 до С при закалке в воде получают твердость
стекла; чем больше С, тем больше способность резания, но тем больше и хруп-
кость и чувствительность к толчкам и ударам.
Р) Вольфрамовые углеродистые стали, закаливающиеся в воде
при содержании 1—1,2о/о С, 1,2—1,5°'о W, отчасти с несколькими десятыми ванадия.
Наибольшая вязкость и стойкость резания (спиральные сверла, метчики, фрезы).
Кроме того, резцы — с большой сопротивляемостью износу с прибавлением 5—1О°/о W
для чистовых и фасонных работ (присутствие вольфрама заметно по искре * 2).
Y) Хромистые стали обладают большей твердостью, но зато и большей
хрупкостью, чем чисто углеродистые стали, поэтому менее подходят для закалки
в воде, чем вольфрамовые стали.
Ь) Стали, закаливающиеся в масле: 1,3—1,5°|0 С с 1—2% Сг или Мп. Короб-
ление при закалке незначительно (измерительные приборы, инструменты для на-
резки резьб). Хромистая сталь закаливается равномерно по всему сечению, поэтому
подходит для метчиков, шлифуемых из необработанной заготовки.
с) Стали, закаливающиеся на воздухе: около 1,5°;0 С с 12—14о/о Ct, для особо
сложных закаливаемых частей, которые не должны иметь твердости стекла, например
разнообразные пошивочные резцы. Малоуглеродистые стали с содержанием хрома
выше 12«/о не ржавеют.
2. Быстрорежущие стали3). Действенными составными частями
являются вольфрамо-двукарбиды, которые растворяются при темпе-
ратуре закалки. При более высокой температуре закалки большая
стойкость закалки. Важно для обдирочных резцов: режущая кромка
может нагреваться на 500—600°, т. е. до красного каления, не теряя
способности резания. Хорошая сопротивляемость износу.
Инструменты определенной формы (спиральные сверла, фрезы), при закалке не
должны быть доведены до наивысшей температуры, так как при этом пострадали
быстрорежущие кромки. Защита с помощью соляных ванн (т. I, стр. 611) 4). Способ
производста стали имеет решающее значение для качества быстрорежущего инстру-
мента; поэтому для высокоценных инструментов с диаметром более 160 м.и следует
заказывать на сталеделательном заводе отдельно кованые заготовки, а не резать
от стержня.
Быстрорежущая сталь наваривается также и в форме пластинок:
выгодно при сечении стержня в 12 X 12 мм и выше 5).
Различают:
Вольфрамовая сталь обыкновенная: О,65- О,8’/о С, 16—18о/о W, около S'VoCr,
0,3—О^/о V и Мо. Темпер, закалки 1250°, воздушное охлаждение, отпуск 275—300°.
1) „Hiitte" для металлургов, 4 изд. стр. 61. Краузе, Диаграмма углеродистой
стали в качестве путеводителя при выборе технически ценной стали, Берлин 1928,
изд. Бойт.
2) Берман, Определение сорта стали по искре, VDI, 1909, стр. 171.
3) Стр. 1030, — Симон, Закалка и отпуск, 3 изд., Берлин 1930, Шпрингер.
Б р е р л и-Ш е ф е р, Термическая обработка инструментальной стали, немецкий
перевод книги „The heat treatment of tool steel", 3 изд., Берлин 1932 г., Шпрингер. —
Р а п а ц, Благородные стали, Берлин 1925, Шпрингер. — Крекелер, Успехи
в области инструментальной стали после 1927 г. „Maschbau", 1929, стр. 443.
4) Рапац, Термическая обработка и испытание быстрорежущей стали. .Stahl
u. Eisen", 1929, стр. 250.
Б) Шлезингер, Исследование выгодности токарных резцов сплошных или
с наваренными пластинками (патент Людвига, истек в 1929 г.) WT, 1927, стр. 214.
Материалы для изготовления режущих инструментов 867
Вольфрамовая сталь, особая: 0,65—0,8% С, 18—24% W, 1—2% V, 0,5—2% Мо,
около 5% Сг. Температура закалки 1275—1350°, воздушное охлаждение, отпуск
575-600°.
Вольфрам-кобальтовая сталь, так называемая высокопроизводительная сталь:
0,65—О,75°/о С, около 20^1'0 W, 1,5—2f>'0V, 2,5—10 70 Со, около 5% Сг. Температура закалки
1275—1325°, воздушное охлаждение, отпуск, 575—600°. Кобальт значительно удоро-
жает эту сталь. Высокая стойкость закалки, преимущественно для обдирочных
резцов. Вместо кобальта можно взять тантал.
3. Твердые сплавы х). Быстрорежущие сплавы (стеллит) и воль-
фрамо-карбидные быстрорежущие сплавы, см. стр. 1168. Припаи-
ваются в виде пластинок или привариваются на головки токарных
резцов, на спиральные сверла и фрезы. Нужная форма придается
только с помощью точильного станка, а не ковкой или прессовкой.
Стержни из вязкой сименс-мартеновской стали. Заточка должна произ-
водиться с большой тщательностью, так как только чистые, гладкие
и проверенные с помощью микроскопа режущие кромки обеспечи-
вают хорошую работу.
Все твердые сплавы вследствие своей большой твердости
чувствительны к вибрации при резании и реактивному давлению
при остановке: изделие и инструменты должны быть возможно
лучше закреплены, режущая кромка не должна быть выше линии
центров при внутренней обточке; при остановке станка следует пред-
варительно отвести инструмент от изделия. Местные углубления на
изделии н е влияют плохо на инструмент.
Литые твердые сплавы. Все составные части сплавлены и отлиты в форме.
При неправильной отливке режущая грань нестойкая вследствие пористости. Аме-
риканские стеллиты: 1,5—5% С, 10—25% W, 40—55% Со, 15—35% Сг и следы
железа. Больше чем 5 /0 Fe уменьшает сопротивляемость износу. Немецкие литые
твердые сплавы: акрит, цельзит, ломанит, тицит, мирамант (стр. 1171). Последний
имеет точку плавления у 2200° и точку размягчения у 2000°, при температурах
ниже 1500° его внутренняя структура и физические свойства неизменны.
Спекаемые твердые сплавы. Составные части в виде тонких порошков пере-
мешиваются, путем прессования им придается нужная форма, нагреваются в герме-
тически закрытой электрической печи до 1500—1600’ в атмосфере водорода.
Примеры: воломит и видиа (стр. 1171). Эти сплавы обладают большими плотностью
и вязкостью, чем литые сплавы, но они в три раза дороже последних.
4. Шлифовальные и точильные круги* 2). Классификация — по
сорту абразивного материала и величине его зерен и по
сорту и твердости связывающего вещества.
’) Гоф м ан, Немецкий режущий металл,, видиа" и американский „карболой",
1929, стр. 177.—Ш лезингер, Применение твердых сплавов в Германии, WT, 1929,
стр. 381.—К рейде, Экономическое изготовление и сохранение инструментов с на-
варенными режущими пластинками, „Maschbau", 1928, стр. 55.—Д р е ш е р, Резцы
с наваренными пластинками, „Maschbau", 1928, стр. 49; Вольфрамо-карбидная сталь.
WT, 1930, стр. 222.
2)Рейндль, Стружкоснимающие инструменты для обработки металлов
и вспомогательные приспособления, Берлин 1925, Шпрингер.—Б у к с б а у м, Шли-
фовка металлов, Берлин 1927, Шпрингер.—Б у к с б а у м, Шлифовальный круг
и его потребитель, Werkzeugmasch.»1928, стр. 337, — AWF 201: Шлифовальный круг,
Берлин 1929, изд. Бойт—R е f а, Учебные пособия, гр. XI, л. 1—5, Берлин 1926, изд.
Ьойт,—К р у г, Основы шлифования, VDI, 1927, стр. 1111,—У л иг, Шлифовальный
круг от сырого материала до его применения на станке, UT, 1929, стр. 173.
55*
868 т. п. Отд. 4. Машины для обработки. III. Мегаллореж. станки
а) Сорт абразивного материала. Естественные абразивные материалы:
кварц SiO8 для пескоструйных аппаратов, песчаной бумаги, оселков для точки
водой или маслом, наждак, окись алюминия, засоренная на 357о окисью железа
и другими веществами, корунд, чистая А1аО3, обладает большей твердостью,
чем наждак.
Таблицы для действительного соотношения твердости абразивных материалов
еще не имеется. В шкале твердости Моз (стр. 119и) наждак с острова Наксос имеет
показатель 8.9, а малоазиатский наждак—7,5. В действительности твердости наж-
дака и корунда относятся друг к другу, как 1:5, и согласно Розивалу алмаз тверже,
чем корунд, в 140 раз.
.Искусственные" абразивные материалы: окись алюминия А12О8, по-
лученная из боксита А12О8-+-2Н2О путем плавления в электрической дуге. У
окиси алюминия однородность больше, чем у естественного корунда; применяется
для обработки вязких материалов, как например сталь любого сорта. Рыночные
сорта: алундум, электрорубин, корундум и т. д. Карборунд — углеродистый крем-
ний SiC получается путем спл:зления нефтяного кокса, песка, опилок и незна-
чительного количества поваренной соли в электрической печи сопротивления; тверже,
чем корунд, но менее вязкий, и поэтому подходит для хрупких материалов, вроде
чугуна, камней, фарфора, эбонита, вулканизированной фибры и т. д. Рыночные
сорта: карборундум, карбодиамантин и т. д.
Ь) Величина зерен абразивного материала. Величины зерен между 10—20
ячеек на 1". Очень мелкие зерна классифицируются по количеству минут, нужных
для осаживания при отмучивании в воде. Бывают смешанные сыпи, с зернами раз-
ной величины.
Распределение номеров:
очень крупное зерно: 10, 12, 14, ячеек на I'7
крупное „ 16, 20, 24, „ 1"
среднее „ 30, 36, 46, 64 - „ 1"
мелкое „ 60, 70, 80, 90, 100 м „ 1"
очень мелкое „ 120 и больше я . 1"
В СССР зернистость абразивных материалов стандартизирована (см. ОСТ 2619).
Твердость шлифовальных кругов. Под твердостью круга понимают кре-
пость связующего вещества. Мягкие круги подходят для обработки твердых мате-
риалов, так как отдельные зерна быстро изнашиваются и легко выламываются,
вследствие чего круг остается острым; твердые круги в этом случае засаливаются
и не снимают стружки. Наоборот, для мягких материалов подходят твердые круги.
а)Магнезитовоесвязующеевещество — для сухой шлифовки, смесь
MgO с концентрированным раствором MgCl8 (Sorelzement).
р) Растительное связующее вещество (органическое, эластичное)
в которое входят смола, резина, шеллак, бакелит и т. д. — для тонких фасонных
кругов; менее чувствительны к ударам и толчкам.
у) Кремнистое связущее вещество, в которое входит жидкое стекло
с добавлением цинковых белил; масса прессуется в формах и сушится при Зоо®.
Более надежны, чем магнезитовые,, хорошая сопротивляемость действию воды*
высокая производительность шлифования, подходят для плоской шлифовки. 1
6) Керамическое связующее вещество, состоящее из глинистых
растворов; прессуется в формах или отливается; обжигается при 1430° наподобие
фарфора. Обжиг и медленное охлаждение продолжаются 3—60 дней в зависимости
от величины кругов. Нечувствительны к сырости и к температурным изменениям.
Вследствие усадки глины образуются поры, присутствие которых благоприятно
действует при мокрой шлифовке. Испытание твердости кругов производите я, на-
пример, с помощью пескоструйного аппарата Цейсса (Иена); песочная струя сжатым
воздухом направляется на одну точку круга; образующееся углубление, измеренное
особым приспособлением, является мерой для твердости. Нортон классифицирует
твердость буквами от Ё (очень мягко) до Z (очень твердо). Круг предлагает
цифровой ряд от 1 до 24. В СССР обозначение твердости стандартизировано
Круги для обдирочной шлифовки правятся вращающимися
стальными дисками. Круги для тонкой шлифовки — алмазом.
Формы режущих инструментов
869
5. Режущие алмазы1). В особых случаях они применяются в ка-
честве режущих инструментов благодаря их большой твердости
и плотности. Необработанные алмазы шлифуются при помощи чугун-
ных плит и алмазной пыли и вставляются в особые держатели. Алмаз-
ный резец по твердости и плотности превосходит резцы из твердых
сплавов. Последние обрабатываются алмазным резцом. Помимо
очень твердых материалов алмазом обрабатывают также и мате-
риалы большой вязкости, как бумагу, вулканизированную фибру
и т. д.; мягкие материалы вроде баббитовых подшипников в шату-
нах автомобильных моторов, обрабатываются также алмазом. Обра-
ботанная поверхность при этом получается тонко шлифованной
и очень точной, так как резец изнашивается только после длитель-
ной работы. Также можно обрабатывать алмазами закаленную сталь,
твердую отливку, латунь, бронзу и медь. Подобно резцам из
твердого сплава, алмазные резцы чувствительны к ударам и толч-
кам. Сверлильные и фрезерные инструменты с алмазными резцами
с выгодой применяются также для разделки кругов, бывших
в употреблении, и для производства маленьких кругов для внутрен-
ней шлифовки и т. п.
Ь) Формы режущих инструментов
Необходимо различать
новленную в соответствии
форму режущих кромок, уста-
с результатами научных исследований
Фиг. 20.
Фиг. 19.
производительности, и форму инструмента, установленную по прак-
тическим соображениям: способ закрепления или цель применения.
Большая часть форм инструментов уже нормализована.
1)Даннмейери Гартлеб, Режущий алмаз, 4 изд., Гамбург 1928, изд.
Эрнст, Винтер и Сын. — Гродзинский, Токарные и сверлильные работы с по-
мощью алмазных инструментов, „Werksleiier", 1929, стр. 235. — Расточка шатунов
с помощью алмазов, WT, 1929, стр. 514. — Алмазы в качестве токарных и сверлиль-
ных инструментов, WT, 1927, стр. 687.
370 Т. II. Отд. 4. Машины для обработки. III. Металлореж. станки
1. Резцы токарные и строгальные *). Форма лезвия: по нормам
DIN, лист 768. Углы и плоскости определяются по отношению
к трем главным плоскостям 7, 2 и 3 (фиг. 19). Все углы даются
также относительно обрабатываемого изделия. Фиг. 20 показывает
проекции главных плоскостей 1 и 2 в виде прямых 1—1 и 2—2.
Непосредственно под резцом на обрабатываемом изделии обра-
зуется поверхность резания, а рабочая поверхность
наводится на резце.
1. Главная режущая кромка обращена в сторону подачи (фиг. 21).
2. Побочная режущая кромка примыкает к главной кромке; фа-
сонные и чистовые резцы обыкновенно не имеют побочной кромки.
3. Передняя (рабочая) грань, по которой стекает стружка.
4. Затылочная грань обращена в сторону поверхности резания.
" 'г ------ а между поверхностью резания и затылочной грани,
лежащий в плоскости N—N (фиг. 20).
6. Угол резца р между передней и затылоч-
ной гранями.
7. Угол отвода стружек f между перпен-
дикулярной на поверхности резания и передней
гранью а + р + у = 90°.
8. Угол резания 5 — между поверхностью
резания и передней гранью 5 = а + р.
9. Угол вершины е — между главной и по-
бочной режущими кромками в проекции на
плоскость 3.
10. Угол установки х — между проекцией режущей кромки в плоскости
3 и плоскостью 1.
11. Угол наклона X — между режущей гранью и плоскостью 3. При
кромке, опускающейся к острию, угол считается положительным.
12. Высота резца h — расстояние между нижней опорной плоскостью
инструмента и лезвием; при резцах, изогнутых коленом, h может стать
отрицательным.
Углы а и y в токарных работах зависят от установки инстру-
мента выше или ниже линии центров обрабатываемого изделия.
Рекомендуется установка резца на 0,025 D выше линии центров; резцы
с алмазом или из твердого сплава устанавливаются точно по линии
центров. Угол х может быть увеличен или уменьшен путем косой уста-
новки резца. Табл. 1 содержит средние величины углов при резцах.
| Стержень
мЛимДГГ- Рабочая головка
жущая/г^ Побочная
Кромка нежащая кромка
Фиг. 21
Таблица 1. Углы резцов
а) Резцы из быстрорежущей стали2)
Обраб. матер. Вулканизи- рованная" фибра Мягкие ма- териалы, легкие металлы, медь, свинец Мягкая сталь Средне- мягкая сталь, мягкое сталь- ное литье Твердая сталь, се- рый чугун, обыкновен- ное сталь- ное литье Очень твер- дая сталь, чугун хруп- кий, ла- тунь
Угол затылка а . около 30° 9° 8° 7° 6° 5°
Угол резца р. . . „ 55° 50° 60е 70° 75е 80°
i) Резцы см. ОСТ 6879 и 6898, т. IV.
2) DIN 801 и 8Э2; AWF 100—111, Ориентировочные данные для металлообра-
ботки. Пособия Refa группа XI, № 13—15; Фогельзанг, Инструменты и устрой-
ства для обработки легких металлов путем снимания стружек, WT 1927, стр. 621.
Формы режущих инструментов 871
Ь) Резцы из твердых сплавов1)
Обраб. матер. Сталь 45-65 кг/мм* 2 Сталь 65-140 кг/мм? Кремн. чугун до 15 о/о Si мм Твер- дая сталь 12 о/о Мп Закал, чугун Сталь- ное литье 50—100 кг/мм? Серый чугун Бронза, латунь, и т. п. Легкие метал- лы
Угол за- тылка а 4° 4® 4® 4® 3® 4® 4® 6® 8®
Угол рез- ца 0 . . 60—65® 65-74® 80-85® 80-84® 82—86® 68—78® 74-80® 65—75® 50—55®
с) Алмазные резцы2)
Угол затылка (а)............=10° Угол вершины е.......................== 133°
„ „ для боковых рез- следовательно, 180° — (х е) . . . . =2°
цов (а)...................=3—4° то же для очень твердых металлов . =5°
Угол резца (0)..............=80° то же для расточных инструментов . = 5—8®
Угол отвода стружки (7) . . . =0°
Угол установки (х)..........= 45°
Форма тела резца: основные формы по D1N, лист 768,
приведены в фиг. 22, Принято следующее правило: левым резцом
называется резец, главная режущая кромка которого обращена
влево, если держать ре-
С обеих cmorwtt',Ujia8biiL ЛебыА
зец горизонтально, с го-
ловкой, обращенной к
себе и режущими кром-
ками кверху.
Фиг. 22. Резцы.
Фиг. 23. Резец
Клопштока.
Специальная форма; резец Клопштока (фиг. 23) (патент). Уменьшает
употребление энергии 3).
i) Стр. 1168—Фезе, Производительность инструментов из видиа „Masch-
bau“, 1931, стр. 161.
2) Новые алмазные инструменты, .Der Werkleiter*, 1929, стр. 559, ZdVdl, 1930,
стр. 1932.
8) Л и х, Токарные и строгальные резцы, WT. 1928, стр. 683.
872 Т. II Отд. 4. Машппы для обработки. III. Металлореж. станки
Для обработки легких металлов рекомендуются резцедержатели особой формы 1).
Форма обдирочных, чистовых, расточных, фасонных, резьбонарезных резцов с раз-
бором преимуществ и недостатков, см. eBeiriebshiiiie“.
Фиг. 24. Обозначения у спи-
рального сверла.
2. Сверла, зенковки, развертки 2).
В сверле различают главные режущие
кромки, перемычку и режущую кромку
фаски (фиг. 24). Обозначения —
угол затылка, затылочная грань,
или граньзадней заточки, и угол
отвода стружки — здесь так же
применимы, как у токарных рез-
цов. У перовых сверл задний
угол по всей длине регулирую-
щей кромки, от окружности до
середины, 5—6°, угол отвода
стружки 0° или при особой за-
точке8—10°(фиг.25). У спираль-
ных сверл затылочную грань не
делают плоской, а конусновин-
товой. Точные винтовые плоско-
Фиг. 25. Пе-
ровое сверло.
сти не подходят, так как при та-
ковых подъем в середине был бы очень большим. Практически пра-
вильная затылочная грань имеет у окружности по возможности равно-
мерный подъем в 6°, ко-
торый к середине увели-
чивается до 30—24° 3).
Производится с помощью
станков для заточки спи-
ральных сверл. При этом
затылочная грань являет-
ся частью поверхности
конуса, ось которого на а
отдалена от оси сверла
(фиг. 26 и 27). Вершина
конуса лежит или на той
же стороне сверла, где на-
ходится затылочная грань
или на противоположной
стороне в зависимости от
конструкции точильного
станка. Перемычка дол-
жна образовать с обеи-
Фиг. 26—27. Затылочная грань спирального свер-
ла в качестве поверхности конуса.
ми главными режущими
кромками угол в 55°. Для обработки разных материалов реко-
мендуются разные углы сверла, т. е. углы между главными ре-
i) Инструменты и способы для обработки алюминия, WT, 1929, стр. 441.
8) Р е й н д л ь, Резцы для металла, Берлин 1925, Шпрингер.
8) Зоммерфельд, Задняя заточка спиральных сверл, Mitt. Forschungs-
arbeit, VDI, № 161, Берлин 1914.
Формы режущих инструментов
873
жущими кромками. Для алюминия и силумина — 140°, для вулка-
низированной фибры — 135°, для стали, чугуна, латуни — 116—118°,
для электрона и склерона — 100°, для эбонита — 50°. Угол подъема
спирали: для алюминия — 40°, для силумина — 35°, а для железа —
минимально 26° *). Путем расточки сверла от руки можно укоро-
тить перемычку и, таким образом, уменьшить давление подачи на
20- 30%-); на величину момента вращения это, однако, не влияет.
В последнее время возможна
также заточка определен-
ного угла отвода стружки.
Пушечные сверла,
а также сверла для шпин-
делей и для ружейных ство-
лов являются сверлами с
ОДНИМ резцом ДЛЯ глубоких фиг- 28. Развертка,
отверстий. Зенкера служат
для раззенковки уже высверленных отверстий и поэтому не имеют
перемычки. В интересах точной работы делают большей частью
три зенковки. Угол затылка целесообразен от 5 до 6°.
Развертки (фиг. 28) в интересах чистоты и точности работы
должны снять слой материала толщиной максимально в 5 = 0,005Z> +
+ 0,1 мм. Материал пружинит под давлением сверла; поэтому
диаметр развертки делается, например при обработке стали, на
0,01—0,02 мм больше, чем нужный диаметр отверстия. У ручных
Фиг. 29 а—Ь. Фрезы без задней
заточки.
разверток кониче-
ская часть 1а =
= 1/4, у машинных
разверток при об-
работке чугуна и
бронзы угол а при-
близительно равен
30°, для стали —
около -45°. Стык
между конусной и
цилиндрической
частями закругля-
ется или скашивается. Цилиндрическая часть утоньшается к хвосту
на 0,001—0,ОиЗ мм.
Форма инструментов. Различные формы сверл, зенко-
вок и разверток уже широко нормализованы.
Специальными формами являются центровочная и заостренная зенковка, зен-
ковка для головок, шеек и цапф, спиральные и наставные зенковки, левые и пра-
вые развертки, развертки для тонкой обработки, наставные, с вставленными и на-
винченными резцами, для отверстий для штифтов и заклепок и конические.
х) Шлезингер, Взаимодействие между обрабатыв емым материалом и
инструментом, WT, 1927, стр. 639. П а т к а й, Обрабатываемость, сверлильная работа
и спиральное сверло, WT, 1928, стр. 679 и 1У29, стр. 3 и 33.
’) Г ратволь, Новые методы и станки для задней заточки спиральных сверл,
1929, стр. 113.
874 т. п. Отд. 4. Машины для обработки. III. Металлореж. станки
3. Фрезы и фрезерные головки. Форма лезвия: лезвие
фрезы зависит от формы зубца. Фрезы или с зубьями с задней за-
точкой (фиг. 30) или без таковой (фиг. 29а, 29b). Фрезерные головки со
вставленными лез-
виями (например,
фиг. 31а и 31b).
Для последних со-
ответственно при-
менимо все сказан-
ное относительно
резцов. Фрезы с
задней заточкой
необходимы в ка-
честве фасонных
фрез для нарезки
шестерен, спираль-
ных сверл, метчиков и т.д., так как у них переточка совершается на
передней грани А, причем профиль зуба не меняется. Фрезы без задней
Фиг. 32. Цилиндрические фрезы со спи- Фиг. 33. Составная
ральными зубьями. фреза с канавками для
разделения стружек.
заточки перетачиваются на затылочной грани, вследствие чего
уменьшается диаметр фрезы, а также и место для стружки. Фрезы
с задней заточкой изготовля-
ются полностью на специаль-
ных затылочных станках, за
исключением канавки для стру-
жек, которая фрезеруется от-
дельно. Зубья без задней за-
точки фрезеруются полностью.
К углам прилезвии
фрезы, измеряемым перпенди-
кулярно к режущей кромке, при-
менимо все сказанное относи-
Левая спипаль
Фиг. 34. Хвостовая фреза.
тельно токарных резцов 1). У фрез без задней заточки угол от-
вода стружки обычно равен 0°, у фрез высокой производительности
8—10° (фиг. 32), угол затылка для обработки латуни и бронзы — 5°, для
х) К у р р е й н, Фрезы и фрезеровочные станки, WT, 1929, стр. 253.
Формы режущих инструментов
875
чугуна—максимум 5°, для алюминия 8—15°, для обдирки стали—7°, для
чистовой обработки стали — 5°1). Затылочную, фаску следует делать
по возможности узкую, при маленьких фрезах — только 1 мм, так
как при повторной заточке расширяется. У фрез с задней за-
точкой угол стружки —0°, т. е. передняя грань точно радиальна.
При переточках радиальное направление должно точно сохра-
няться, иначе инструмент и
изделие становятся неточ-
ными. Задняя заточка по
логарифмической спирали
обеспечивает сохранение
угла затылка (фиг. 30); на
практике только прибли-
женно, например, дуга кру-
га вместо спирали 2). При
ширине больше чем 15 мм
зубья фрезы делают обычно
спиральными. Этим дости-
гается более выгодное рас-
положение зубьев и спокой-
ный ход (фиг. 32 — 34).
Подъем спирали обычно 15°.
У фрез, которые режут так-
же на торцах, — 10— 12°.
У высокопроизводительных
фрез — до 30°, а у составных
фрез с левой и правой спи-
ралями — до 45°. Канавки
для разделения стружек об-
легчают работу режущих
кромок (фиг. 33).
Форма фрез. Шаг
зубьев не особенно круп-
ный в целях получения глад-
ких плоскостей. Малый шаг
уменьшает место для струж-
ки, а незначительная высота
зуба сокращает продолжи-
тельность службы. Высо-
Фиг.35а. Модульная
фреза для нарезки
зубчаток по спосо-
бу деления.
Фиг. 35b. Червячная
фреза для нарезки
зубчаток по способу
катания*
Фиг. 35d. Сегментный
шлифовальный круг.
Фиг. 35с. Фреза для нарезки червячных
шестерен.
Фиг. 35е. Закрепле-
ние шлифовальных
кругов.
непроизводительные фрезы
для снимания большого количества стружек делают с крупным
шагом. Обдирочные и чистовые фрезы для разных материалов
имеют средний шаг. Диаметр фрезы D. Предпочтительно четное
число зубьев, так как диаметр фрезы тогда легко измерять, осо-
бенно при переточке. Ориентировочные данные для числа зубьев
в нормалях DIN группа W3—3, для прорезных фрез — DIN 135,
i) Фрезы и ножевые головки AWF5, „Betriebsblatt", Берлин, изд. Бойт.
' а) Дитрих, Определение кривой задней заточки у фрез, WT, 1927, стр. 355»
876 Т. II. Отд. 4. Машины для обработки. III. Металлореж. станки
а для пил для резки металлов — DIN 136. Хвостовая фреза со
спиралью имеет осевое давление, как составное из направления
подъема спирали и направления вращения (Фиг. 34). Фасонную
фрезу для нарезки зубчаток по способу деления на фиг. 35а.
Таблица 2. Классификация комбинаций из 15 или 8 фрез для любого
количества зубьев обрабатываемых шестеренок
Фреза № Комбинация из 15 фрез . Комбинация из 8 фрез . . 1 12 12-30 1 2 14 14-16 2V1 15-16 3 17-18 17—20 3*/9 19—20
Фреза № Комбинация из 15 фрез . Комбинация из 8 фрез . . 4 21-22 21-25 41/, 23-25 5 26-29 26-34 54, 30—34 6 35-42 35-54 6'/» 43—54
Фреза № Комбинация из 15 фрез . Комбинация из 8 фрез . . 7 55-80 55—134 71/, 81-134 8 135 до зубч. рейки 135 »
Фрезы для нарезки зубчаток по способу обкат-
ки (DIN 858) — часто со шлифованными боковыми поверхностями.
Для расчета подъема спирали (фиг. 35Ь) служит следующее:
t— шаг зуба фрезерованной зубчатки,
5— подъем фрезы,
а— угол подъема фрезы при диаметре Df, т. е. при диаметре фрезы,
уменьшенном против D на двойную высоту зубца фрезы, =
= £> —2*1,16 модуль,
sin а » tKDf тс), J = //cos а.
Фрезы для нарезки червячных колес имеют размеры червяков,
которые ими будут нарезаться; только внешний диаметр делается
больше на 2*0,16 модуль в целях обработки основания зуба.
Фрезы имеют цилиндрическую форму (подача радиальна) или суживаются
к концу (фиг. 35с), тогда они вникают в тело червячной шестерни тангенциально
и в направлении своей оси.
В комбинациях из отдельных фрез для обработки изделий слож-
ной формы изменения размеров вследствие износа и переточки
должны компенсироваться.
Для специальных случаев при производстве инструментов, приспособлений.
и при опытах применяются также фрезы с одним зубом1); тело фрезы цилиндри-
ческое; на окружности фрезы прикреплен резец любого профиля.
х) Кеслер, Фрезеровка профилей с помощью однозубых фрез, WT, 1927,
стр. 256.
Формы режущих инструментов 877
4. Шлифовальные круги и шлифовальные диски. Форма
режущих кромок: кромки кристаллов совершенно не пра-
вильны;- они тупятся, после чего выламываются.
Форма шлифовальных кругов и шлифоваль-
ных дисков. Большое разнообразие форм, легко получаемое при
изготовлении путем формовки и .прессовки с последующей суш-
кой или отжигом и при правке алмазом. Трудность изготовле-
ния кругов с диаметром, большим 750 мм, привела к созданию шли-
фовальных дисков. Основной, диск из чугуна, ковкого чугуна или
железа, неподвижно сидящий на оси, несет кольцеобразное тело
(кольцевой, шлифовальный диск). При сегментном шлифовальном
диске (фиг. 35d) кольцо разделено на несколько частей, каждая из
которых укреплена отдельно. При шлифовальном диске „Дискус"
отдельные части снабжены железной арматурой, прикрепленной
к опорному диску 1). Шлифовальные круги DIN 181—185.
Закрепление шлифовальных кругов. Диаметр при-
жимного фланца обычно х/з—Va диаметра круга (фиг. 35е). Отверстие
круга делается по возможности большим 2).
5. Пилы3). а) Продольные пилы (ножовки). Ь) Круг-
лые пилы для холодной распиловки. В целях легкого
отхода стружки кривизна, с радиусом /?, междузубья должны
начинаться непосредственно у вершины зуба. Глубина междузубья
приблизительно % шага зуба.
Таблица 3
Деление зубьев зубья/дюйм. Разводка зубьев Применение
8-16 Разведенные Сплошные сечения стали и чугуна
18-22 > Толстостенные трубы из литой стали и из стали
18-22 Волнистые Медь и латунь
28-32 9 Тонкостенные трубки, проволока, кабель
Преимуще ство: незначительная толщина полотенца, поэтому незначи-
тельная потеря материала.
Недостаток: большая потеря времени, поэтому применяются только при
единичных работах.
Пилы с расширенными зубьями (фиг. 37) устарели. Зубья раз-
водятся (фиг. 38) или пила обтачивается с утоньшением (фиг. 39).
Круглые пилы до 300 мм в диаметре, которые могут применяться
в качестве фрез, нормированы (D1N 35).
1) К р/ г, Шлифовальные диски, .Maschbau" 1927, стр. 696. Круг, Износ шли-
фовального круга, WT, 1926, стр. 310.
в) AWh 201, Шлифовальный круг, выбор и уход, Берлин, изд. Бойт.
8 Г оллендер, Распиловка металлов, Werkstalbiicher, Simon, № 40, Берлин,
1930, Шпрингер.
878 T- IL ОтД- 4- Машины для обработки. Ш. Металлореж. станки
Таблица 4. Углы зуба пилы
Обрабатываемый материал Угол затылка Угол отвода стружки
Медь, очень мягкая сталь ’. . 7—10° 25-28°
Сталь до 50 кг/мм2 прочц^сти 6-8° 18—22°
„ 75 я 5—7° 15-20°
„ выше 75 „ и легированная сталь 5—6° 10—15®
Латунь 5-6° 0—8°
Таблица 5. Размеры круглых пил для холодной распиловки
Пила Диаметр мм Шаг зубьев мм Толщина пилы мм Ширина разреза мм
С разведенными зубьями .... С утоньшением основания зубьев . 300—1400 300-1400 7-24 7—24 3-10 3-10 4,5-15 3—10
с) Круглые пилы для холодной распиловки
со вставленными зубьями из быстрорежущей стали. Пилы
до 300 мм в диаметре, иногда изготовляются целиком из быстро-
режущей стали, большие размеры слишком дороги.
[И
Фиг. 36. Зуб пилы Фиг. 37. Расширен- Фиг. 38. Разведен- Фиг. 39. Зубья с
для холодной обра- ный зуб. ные зубья. утоньшением осно-
ботки. вания.
Одинарные вставные зубья (фиг. 40). Преимущества: дешевое
изготовление, вставка совершается просто, небольшой расход быстрорежущей стали.
Недостатки: затруднительное изготовление пил с мелким шагом зубьев, так как
языки пильного листа испытывают сильную нагрузку; при переточке лист также
стачивается, вследствие чего необходима новая фрезеровка при вставлении новых
зубьев.
Таблица 6. Пильные диски со вставленными зубьями
Диаметр мм Толщина пильного листа мм Ширина разреза мм Шаг зуба при
сплошном сечении мм профилях мм тонких сечений мм
300-1500 3,5-9 5-12 15-40 7,5-17,5 лишь до диа- метра в 1200 6—9,3 лишь до диаметра в 800 .
Формы режущих инструментов
879
Крючковатые зубья (фиг. 41). Преимущества: лучшее подпирание
зубьев, меньшая нагрузка языков пильного листа, возможность создания мелкого
шага путем подразделения крючковатых зубьев, пильный лист не обтачивается при
переточках. Недостаток: большой расход быстрорежущей стали.
Зубчатые сегменты, прикрепляемые к пильному листу. Преимуще-
ства: лучшее закрепление, возможен любой шаг зуба.
d) Круглые пилы для горячей обработки. Изго-
товлены из инструментальной стали с содержанием 0,8—1% Мп, при
прочности в 80—90 кг/мм2 и удлинении в 12*-14%. Форма зуба —
распиловки.
так называемый волчий зуб, угол отвода стружки — 10°, угол затылка
10—15°, толщина листа равна (0,18—0,2) VD. Шаг возможно боль-
шой для того, чтобы в интересах уменьшения расхода энергии
одновременно в разрезе на-
ходилось мало зубьев, но не
меньше двух. Вследствие
большой окружной скорости
(100 м/сек) необходимо тща-
тельно следить за проме-
жутками между зубьев, где
возможно образование тре-
щин.
е) Отрезные дис-
ки. При окружной скорости
в 120 м/сек вследствие трения
Таблица 7. Круглые пилы для горячей
обработки, для распиловки сплошных
сечений
Диаметр мм Толщина диска мм Шаг зуба мм
400-1800 3-8 0-24
об обрабатываемый материал возни-
кает значительное количество теплоты, которая производит местное
расплавление материала, в то время как пила охлаждается при про-
ходе по воздуху и с помощью водяной струи. Для повышения
трения на окружности диска делают нечто вроде накатки, посред-
ством которой окружность расклепывается и утолщается, так что
при резании диск не трется с боков. Для обработки чугуна помимо
накатки выфрезовываются еще неглубокие прорезы. Главное пре-
имущество отрезных дисков — это их нечувствительность к пороч-
ным местам обрабатываемого материала.
Таблица 8. Отрезные диски
Диаметр м м Толщина диска мм Ширина раз- реза мм Шаг накатки мм
300-1300 | 1,5-8 3,5-10 1-2
880 т. п. Отд. 4. Машины для обработки. III. Металлореж. станки
f) Электрические отрезные диски. Диск — зубчатый,
как пила для холодной обработки. Электрическая дуга переходит
с вершины зуба на обрабатываемый материал. Происходит местное
расплавление, и расплавленный материал выбрасывается с помощью
зубьев. В интересах боковой свободы диска зубья или разводят, или
расклепывают, или делают утоньшение диска у основания зубьев.
Опыты еще не закончены.
§)Ленточны# пилы для обработки металлов.
Толщина полотна — 0,9 мм\ таким образом потери на распиловку
очень незначительны. Продолжительность распиловки значительно
Фиг. 43. Протяжка. Фиг. 44. Зубья про-
тяжки.
меньше, чем у ножовок, но в 3—4 раза больше, чем у круглых пил
для холодной распиловки.
h) Отрезные шлифовальные круги. Круги со свя-
зующим веществом из резины, диаметром 300—500 мм и толщиной
только в 2,3—4,1 мм, с окружной скоростью 80 м!сек употребляются
для разпезки стержней и труб из стали, латуни и бронзы. Износ при-
Таблица 9. Протяжки *)2)
е^=^==Д. . ш - Обрабатываемый материал Угол схода стружки 1° Ширина фаски мм
Чугун 6-10 0,7
Мягкое железо ... 1 Твердое „ . . . J 10-18* { 1,2 до 2,5
Ломкая латунь.... 2 1 0,7 1
Мягкая латунь .... 6 { 1 до 1,5
*1 = 10° — толщина стружки и давление фаски
незначительны,сечение резца очень
нагружено. Сила резания равно-
мерна.
Y = 18° — толщина стружки и трение фарки
большие, сечение резца незначи-
тельно нагружено.
мерно 1,0 мм диаметра
после 50 разрезов.
6. Протяжки. Табл. 9 со-
держит данные о прошивоч-
ных резцах и о смазке для них
по исследованиям Саксен-
берга.
7. Алмазные инстру-
менты. Алмаз, отшлифован-
ный в форме пластинки, или
вдавливается в конец ин-
струмента, или впаивается
туда, или вкладывается в
точно подходящее отвер-
стие промежуточной плас-
тинки и закрепляется с по-
мощью верхней пластинки
и винта (см. выше „Режущие
алмазы* стр. 869, а также
стр. 871, табл. 1с)с
2)Форверк и Шааф, Расчет пошивочных резцов, „Weakzeugmasch.",
1928, стр. 453.
2) Саксенберг, Исследование прошивочных резцов (там же библиогра-
фии), „Werkzcugmasch.", 1929, стр. 61. Ман н, Прошивочные резцы с разными
фаоками и углами, „Maschbau", 1929, стр. 8и6.
Производительность режущих инструментов 881
Различные формы режущей кромки: круглая, с острым углом,
с тупым углом, односторонняя и т. д.
с) Производительность режущих инструментов
1. Измерение производительности режущих инструментов.
Производительность измеряется разными способами. Поглощаемую
мощность регистрируют самопишущими динамометрами или изме-
рением мощности электропривода 9- Коэфициент полезного действия
определяют торможением диска, поставленного на место изделия.
Усилия, возникающие при токарной работе у режущей кромки,
регистрируются непрерывно посредством измерительного супорта,
а при сверлильной работе — с помощью измерительного сверлиль-
ного стола. На других станках — соответствующие испытательные
приспособления. Вспомогательные средства для измерения процессов:
а) Скручиваемые или сжимаемые стержни, упругие изме-
нения формы которых с помощью рычага передаются на записывающий прибор * 2 3 4 * * *).
Ь) Цилиндры с пришлифованными поршнями, связанные
с манометром или с индикатором; в качестве жидкости берут касторовое масло.
Пригодны в местах, допускающих некоторую податливость в направлении силы,
как, например, при сверлении для осевого давления и момента вращения или при
фрезеровке для давления стола в продольном направлении 8 * * * * *).
с) Измерительная месдоза с резиновой мембраной, связанной по-
средством маслопровода с манометром, в местах, которые не допускают (практически)
никакой упругости, как, например, в ме тах закрепления токарного резца *).
d) Электрические конденсаторы с цепью колебаний высокой
частоты. Конденсатор состоит из двух изолированных металлических пластин,
между которыми имеется воздушное пространство. Связь с инструментом исполнена
таким образом, что возникающие силы производят незначительные изменения рас-
стояния между пластинами, вследствие чего изменяется емкость конденсатора,
включенного в цепь колебаний. Запись измерений с помощью светового луча, т. е.
безинерционная fi).
е) Термоэлектричество, возникающее вследствие нагрева места
соприкосновения между резцом и изделием, наподобие места спайки термоэлемента.
Таким путем определяют температуру режущей кромки: инструмент закреплен
*) Клопшток, Исследование токарной работы, № 8 „Известий опытной
станции для станков при берлинском ВТУ“, изд. Шлезингером у Шпрингера,
Берлин 1926.
2) П р е гер, Простые приспособления для измерения давления подачи и кру-
тящего момента вращающихся инструментов, „Maschbau14, 1928, стр. 384.
Гертрих и Краббе, Опыты с крутильными динамометрами по Фивегу,
„Maschbau44, 1923/24, стр. 1028. — Клейн, Крутильный динамометр, VDI, 1924,
стр. 830. — Также извлечение из ZdVdl, 1925, стр. 353.—Г е рт ри л, Опытные уста-
новки для станков и элементов машин, „Maschbau", 1929, стр. 48. Регистрирующий
крутильный динамометр, „Stock-Z", 1929, № 2. Измерительный стол для сверления.
Р. Вебер и Ко, Берлин 1928.
3) Гидравлический измерительный стол для сверления „Мор и Федергаф“, Ман-
гейм, WT, 1928. Трехосный измерительный фрезеровочный стол. Конструкция Шле-
зингер-Куррейн, VT, 1929, стр. 257.
4) И р и о н, Современные способы испытания материалов, „Maschbau“, 1925,
стр. 176; Мор, Измер. коробка и пружинный манометр в испытательных установках,
ZdVdl, 1926, стр. 317.
Б) Саксенберг, Безинерционное измерение технических процессов, ZdVDl,
1927, стр. 1609 и 1928, стр. 469. Выписка отсюда в „Maschbau“ 1928, стр. 643. Тот же,
Нагрузка центра задней бабки в токарном станке, „Werkzeugmasch.", 1929, стр. 217,
Тома, Регистрация быстрых колебаний, ZdVdl, 1929, стр. 639, М а у к ш, Электри-
ческая измерительная коробка по принципу конденсаторного микрометра, ZdVdl, 1930,
стр. 243.
56 Зак. 254. — Htitte, Справочник для инженеров, т. II.
§82 Т. П. Отд. 4. Машины для обработки. Ш. Металлореж. станки
изолированно, термоэлектрический ток измеряется с помошью милливольтметра или
безинерционным способом х). Пиэзоэлектричество с применением кристаллов кварца * 2).
Контрольные измерения, например, для установления баланса мощности парал-
лельно с измерениями давления и скорости 3). Изображение баланса в диаграммах
Санкей 4).
2. Резцы (токарные и строгальные) 5). а) Обозначения
и понятия (см. фиг. 19, стр. 869). Данные выше обозначения и
понятия (стр. 862, 863 и 864) соответствуют D1N 768 и пособиям Refa.
При научных’исследованиях необходимо иметь в виду, что
выражение сечения стружки F8 = as неточно, так как при несколько округленной
режущей кромке не весь материал снимается инструментом до глубины а 6),
остается резьбообразная часть, достигающая 0,01—0,1 сечения стружки.
Ь) Главное давление резания Рд. Соотношение сил
приблизительно соответствует табл. 10 для стали 45 кг/см2* 7)
Pff:Pi:P2 = 5:l:2...................(1)
Таблица 10
а в мм................
s » »................
F8 в мм2..............
рд я кг...............
Pi....................
Pi *..................
4 1 3 2 4 2 5 2 6 2 7,5 2 10 2
4 6 8 10 12 15 20
780 1140 1450 1700 2000 24оО 3000
120 180 240 330 375 470 630
240’ 360 450 570 660 810 1070
При затуплении режущей кромки происходит внезапное увели-
чение Р± и Р2* изменение же Рд не сразу заметно. Это явление
(критерий Шлезингера) имеет решающее значение для определения
стойкости Т, Рд практически независимо от v, лишь незначительное
увеличение при одинаковом F8 и увеличивающемся v х); Рд также
независимо от материала резца и охлаждения кромки, но зависит от:
1) вида и прочности обрабатываемого материала,
2) величины сечения стружки F8,
3) формы режущей кромки,
4) формы сечения стружки (от формы запятой при криволинейной кромке,
от отношения а: 8, от влияния побочной кромки).
>) Готвейн, Измерение температуры режущей кромки при обработке
чугуна на токарном станке, „Maschbau", 1925, стр. 1129. — То же, Действие смазочных
и охладительных средств при токарной обработке стали, „Berichte iiber betriebswiss.
Arbeiten", т. 3, 1930, изд. ZdVDI. — С а л о м о н, Безинерционное измерение при реза-
нии, там же, т. 4.
2) Клуге и Линк, Пиэзоэлектрические измерения сил давления и уско-
рения, „Известия Гос. физ.-тех. института", ZdVdl, 1929, стр. 1311; Кроненберг,
Опыты резания в Японии, „Maschbau", 1929, стр. 318 и 434.
8) К л о пш то к, см. выше.
*) Шлезингер, Усилия в рабочем станке, ZdVdl, 1929, стр. 1565.
Б) Более точные исследования о применении резцов в строгальных и долбежных
станках до сих пор неопубликованы, поэтому ниже под (е) приведены лишь оди-
ночные ориентировочные данные о скорости резания и о подаче, взятые из разных
источников.
в) К л о п ш т о к, см. выше.
^Клопшток, см. выше.
Производит, инструментов: резцы (токарные и строгальные) 833
Предполагая подобные между собой формы режущих кромок,
необходимо принимать опытные значения для Ср, х± и х2:
Рд=Ср-а^.........................(2)
Хх и х2 по Тейлору различныг). Стараются получить для Рд практи-
чески применимые числа 2). Самыми полными являются до сих пор
данные, опубликованные AWF и Refa 3); они лежат в основе диаграмм
45 и 46 (двойные логарифмические). В них соотношение а: s не при-
нято во внимание, но они приблизительно соответствуют обычной
форме стружки (а:$ = 4—8).
Клопшток пытался найти связь между Рд и твердостью по Бринеллю Н 4 *).
Куррейн нашел закономерность для сверления и шлифования ®). Но связь можно
показать только графическим изображением в двойной логарифмической диаграмме.
Демер показал дальше, что при определении обрабатываемости материала необхо-
димо иметь в виду не только твердость, но и структуру 6). Фридрих установил
следующую теорию резания: давление резания необходимо разделить на две со-
ставные части, зависящие от осаживания стружки и от трения режущей кромки 7).
Симон разделяет Рд по главной и побочной режущими кромками и устанавливает
определенное соотношение для а: $ для каждой формы резца, причем у него
k8 обозначает минимальное значение 8).
с) Рабочая скорость зависит от рода обрабатываемого
материала, от вида режущей кромки и от стойкости инструмента
в связи с возникающей при работе теплотой 9). Так как Рд неза-
висимо от v> то при неизменном F8 образование теплоты прямо
пропорционально v. Новейшие исследования скорости резания
имеют своей целью определение стойкости, потому что эта послед-
няя характеризует производительность инструмента и обрабатывае-
мость материала 10). а и $ имеют разное влияние на vw или Г, точно
’) Тейлор-Валике, Токарная работа и резцы, Берлин 1920, Шпрингер.
*) Ги п п л е р, Токарная мастерская и ее резцы, Берлин 1923, Шпрингео.
8) AWF 100—110 и пособия Refa, Берлин изд. Бойт. — К р о н е н о е р г,
Основы учения о резании, Берлин 1927, Шпрингер. Эта книга представляет сооою
критическое сопоставление трудов, появившихся до 1927 г.
4) Клопшток, как выше, стр. 43.
®) Куррейн, Обрабатываемость металлов в связи с прочностью, WT, 1927,
стр. 612. — Герберт и Кроненберг. Изменение твердости материалов при
обработке их путем снимания стружки, „Maschbau", 1927, № 20/21.
6) Демер, Зависимость обрабатываемости от структуры и твердости, „Werk-
zeugmasch.", 1928, стр. 157.
7) Фридрих, Теория резания, „Maschbau**, 1930, стр. 47. — Теория резания,
ZdVdl, 1910, стр. 379.
8) Симон, Геометрия резца, WT, 1929, стр. 357.
9) Фридрих, Термические процессы при резании и выгодная скорость реза-
ния, ZdVdl, 1910, стр. 379.
10) Валике, Закон скорости резания на токарном станке, „Maschbau", 1927,
стр. 997. — Шлезингер. Обрабатываемость сортов стали, применяемых в авто-
строении, „St. и. Е.“. 1928, стр. 307 и 338. — Кроненберг, О новейших исследова-
ниях резания, „Maschbau", 1928, стр. 318 и 434. — Рапац и Креклер. Испытание
обрабатываемости, „St. и. Е.“, 1928, стр. 257. — Мейерсберг, Обрабатываемость
высоколегированной стали, „Werkzeugmasch.**, 1928, стр. 297 и 317.—Л ейензетер,
Испытание обрабатываемости, „St. и. Е.“, 1928, стр. 975. — В а л и к с и О п и ц,
Испытание обрабатываемости автомобильной стали, „Archiv ffir Eisenhiittenwesen",
1930/31, стр. 251.
56*
884 Т. II. Отд. 4. Машины для обработки. III. Металлореж. станки
так же, как на Рд, а именно vw от увеличения подачи в более зна-
чительной мере уменьшается, чем от увеличения глубины резания х).
Опытные данные для vw и Т применимы поэтому только при по-
добных сечениях стружек. При неизменном сечении функция (Г, v)
Фиг. 45. Давление резания (Pg) и мощность инстру-
ментов (Nw)t а также эксплоатационная скорость
(vw) токарных резцов из быстрорежущей стали.
выражается примерно
следующей формулой:
Т = const/v6 . . (3)
Эта зависимость дей-
ствительна при обра-
ботке сименс-марте-
новской стали и хро-
моникелевой стали ин-
струментами из быс-
трорежущей стали, а
также при обработке
сименс - мартеновской
стали инструментами
из твердых сплавов, в
области стойкости по-
следних ниже 90 мин.
Для большей стойкости
нет еще печатных тру-
дов. Затупление режу-
щей кромки происхо-
дит от оплавления и
износа кромки. Опла-
вление — при тяжелых
обдирочных работах,
а износ — при легких
работах на револьвер-
ных станках и автома-
тах. У быстрорежущей
стали vw увеличива-
ется примерно на 40%
от достаточного охла-
ждения (10—20 л/мин),
а при неизмененной
скоростирезания стой-
кость Т увеличивается
в 5 — 10 раз.
В двойных логарифмических диаграммах (фиг. 45 и 46) для vw и для Рд полу-
чаются прямые линии в зависимости от Ра. Вычерченные линии соответствуют
i) В а л и х с и Дабрингхаус, Резание стали и стального литья. Много-
численные опыты, „Maschbau", 1930, стр. 257. — Ш а л л б р о х, Сообщение:
Демпстер Смит, Стойкость токарных резцов. Совпадение английских дан-
ных с данными, полученными в Аахене, „Maschbau", 1930, стр. 271.
Производит, инструментов: резцы (токарные и строгальные) 885
ориентировочным данным AWF *) и действительны для быстрорежущей стали с содер-
жанием от 16— 18 W°/o; Т — 6Э мин. без охлаждения. В продаже имеются высоко-
производительные резцы с большим vw. Стойкость в 60 мин. хорошо удовлетво-
ряет практическую потребность. Перерасчет стойкости, например, для фасонных
резцов на автоматах на 8 час. легко совершается с помощью уравнения:
Г1/Г2 = (^1)’.
л.с. М/мин, KS
Фиг. 46. Давление резания и мощность токарных
инструментов.
У инструментальной стали vw в 2 раза меньше чем у быстро-
режущей стали, а охлаждение менее действительно вследствие более
низкой рабочей темпера-
туры. Твердые сплавы
имеют тройную скорость
резания по сравнению с
быстрорежущей сталью
при сечениях стружки в
1 мм* 2 и меньше. При
больших сечениях пере-
вес над быстрорежущей
сталью меньше 2).
Данные диаграмм (фиг. 45
и 46) действительны для обди-
рочных работ на устойчивых
изделиях. При чистовой обра-
ботке, нарезке резьбы и при
мало устойчивых изделиях
приходится иметь в виду ка-
чество рабочей поверхности,
прочность изделия,причем пол-
ное использование возможной
производительности инстру-
мента и станка невозможно.
Алмазы для внешней
и внутренней обработки
металлов имеют подачу
от 0,02 — 0,1 мм!об и
глубину резания от 0,02
до 0,6 мм. Применяются
для чистовых работ, стой-
кость от 200 — 300 час. при скорости резания в 150 — 250 м1мин,
заменяют шлифовку, большая точность изделия, высокая полировка.
Обработка поверхностей со скоростью в 200 м/мин 3).
d) Мощность на инструменте Nw. При резании с глав-
ным давлением Рд и скоростью v работа резания равна Рд v кгм/мин.
В направлении осевого давления Р2 нет движения и, следовательно,
нет работы. Произведение подачи Рг и скорости подачи s' дает работу
х) Ориентировочные значения скорости резания и сечения стружки, AWF, 100,
Берлин, изд. Бойт.
2) Шлезингер, Применение твердых сплавов в Германии, WT, 1929,
стр. 381; Фезе, Результаты работы со сплавом видиа, .Maschbau", 1931, стр. 161.
») ZdVdl, 1930, стр. 1532.
886 И* Отд. 4. Машины для обработки. III. Металлореж. станки
подачи PjS' кгмм1мин\ Pxs' с учетом потерь от трения в шестерен-
ной передаче составляет максимум 5% мощности привода станка,
поэтому может быть причислен к потерям и найти свое выраже-
ние в к. п. д. станка. Действительная мощность у режущей кромки
в общем:
Ne = Pg .0/(60.75) [л. с.].............(4)
При экономической скорости vw мощность:
=^^w/(60*75) М.......................(5)
При растущем сечении стружки увеличиваются абсолютная
мощность, несмотря на уменьшающуюся скорость резания, и коли-
чество стружек в мин. Удельная производительность стружки на
одну л. с. в мин.:
4a = Fs‘vwINw [емул. с. мин}..............(6)
Примеры. Для стали 50 — 60 действительна фиг. 45.
Fg = 1 3 10 мм9
Pg = 26Q 630 1700 кг
vw = 35 22 13,3 м/мин
Nw= 2 3,1 4,9 л. с.
q8 = 17,5 21,2 27,3 см3/л. с. мин
Из факта увеличения q8 при растущем сечении стружки можно
сделать вывод, что необходимо стремиться к снятию толстых стружек
при низкой скорости; но на практике это не всегда делается по
экономическим соображениям. На быстроходных станках с быстро-
режущей сталью и твердыми сплавами большая производительность
и короткое время обработки достижимы уже при маленьких сече-
ниях стружки. При больших сечениях получаются большие давления
резания и большая механическая нагрузка инструмента и станка.
Быстроходные высокопроизводительные станки и легче и дешевле,
чем тяжелые станки с медленным ходом при одинаковой мощности
в л. с.
е) Скорость резания и подачи при строгании
и долбежке. В строгальных станках в соответствии с конструк-
цией данного станка часто только две скорости примерно в 8 и
14 м!мин. Сечение стружки ограничивается устойчивостью станка
и изделия и тяговой силой станка -и достигает 100 мм2 и выше
на тяжелых продольнострогальных станках. При продольном строга-
нии чугунных отливок применяется чистовая обработка с подачей
до 100 мм, Орентировочные данные см. в табл. 11.
3. Сверла, зенковки, развертки, а) Скорость резания
и подача. Большая производительность с помощью больших ско-
ростей или больших подач. Последние угрожают стойкости сверл,
поэтому фабрикайты инструментов стремятся к достижению большой
Произвол, инструментов: сверла, зенковки, развертки 887
Таблица 11
Ориентировочные значения скорости резания на шепингах (быстрорежущая
сталь)
Обрабатываемый
материал
mJmuh
Обрабатываемый
материал
м1мин
Быстрорежущая стг.ль . . . .
Бронза ..................
Чугун ...................
Стальное литье ..........
8
12
14
16
Литая сталь . ... ,
Латунь, медное литье
Легкие металлы . . «
20
30
40
стойкости, не доходя с подачей до предела прочности. При мягких
металлах — ручная подача до диаметра в 20 мм; при чугуне и стали
механическая подача — уже до диаметра в 10 мм, а иногда — уже
при диаметре в 4—5 мм. Ручная подача для диаметров сверл выше
11^-14 мм не выгодна (утомление рабочего). Опытная формула
при сверлах из быстрорежущей стали для стали средней прочности:
s = Z)/100 [мм!об], для среднего чугуна: s = 3Z2/100 \мм!об\.
Табл. 12 и 13 составлены по данным больших инструментальных
фирм и содержат ориентировочные данные, которые могут еще быть
превзойдены при хорошем уходе за инструментами. Скорости реза-
ния в таблицах соответствуют примерно стойкости в 20—30 мин.
Исследования стойкости произведены Паткайем J). Отношение между
v и Т приблизительно такое же, как при токарной работе:
T=const/t/6 мин. . . •............(1)
Притупление заметно по внезапному повышению давления подачи
(ср. „Критерий Шлезингера* при токарной работе). Притупление
начинается у перемычки (при мягкой сердцевине сверла) или у край-
него конца режущей кромки (на углу), вследствие большей скоро-
сти и работы кромки фаски.
Таблица 12. Средние скорости резания для спиральных сверл в м/мин
Сталь Сталь- ное литье Чугун Крас- ное литье Алю- миний
мягкая средняя твердая
Инструментальная сталь . 10-14 8-10 6—8 6-12 6-14 см. ниже 40-80
Быстрорежущая „ Высокопроизводительная 25-30 20—25 12—20 15-30 20-30 30-45 100-200
сталь 30-40 25-35 15-25 20-35 25-40 40-60 200-400
П а т к а й, Обрабатываемость, сверлильная работа и спиральное сверло,
WT, 1929, стр. 3, — Шлезингер, Силы в рабочем станке, ZdVDI, 1929, стр. 1565.
888 т- П- Отд- 4- Машины для обработки. III. Металлореж. станки
Латунь и бронза мягкие с инструментальной сталью.
v — 30—60 м[мин.
Латунь хрупкая со спец, сверлами из инструментальной стали:
v == 50—200 м\мин.
Развертка и нарезка резьбы:
•и = 6—8 м!мин.
Таблица 13. Подача для спиральных сверл в мм/об.
а) из инструментальной стали, Ъ) из быстрорежущей стали
Диаметр сверла в мм 2 5 10 15 20 30 50
а b а b а b а b а Ъ а Ь а b
Сталь 30—70 кг!мм* 0,03 0,05 0,07 0,1 0,12 0,18 0,16 0.25 0,2 0,3 0,25 0,35 0,3 0,45
Сталь 100 „ 0,01 0,03 0,03 0,06 0.05 0,1 0,08 0,15 0,1 0,18 0,15 0,25 0,2 0,3
4yi ун до 16 „ 0,07 0,07 0,12 0,12 0.16 0,22 0,2 0,3 U,25 0,4 0,3 0,6 0,4 0,7
„ » 25 „ Латунь, красное литье, легкие ме- 0,05 0,05 0,1 0,1 0,13 0,15 0,16 0,2 0,18 0,25 0,2 0,35 0,25 0,4
таллы 0,06 0,1 0,1 0,15 0,15 0,2 0,18 0,25 0,2 0,3 0,25 0,35 0,35 0,45
b) С и л ы у режущей кромки сверла. Для спираль-
ного сьерла определенного диаметра сечение стружки, давление ре-
Фиг. 47. Фреза при
резании.
Давление подачи V, осевое
давление А, перпендикулярное
давление 5.
Фиг. 48. Цилиндрическая фреза
со спиральными зубьями.
зания и крутящий момент определяются подачей. С учетом также
и скорости резания определяется производительность.
4. Фрезы и фрезерные головки. Скорость резания и
подачи.
Подачи для фрез даются в мм/мин, но при фрезеровании по способу
обкатки целесообразнее давать подачу в мм[об.> так как при этом подача произ-
водится после каждого оборота изделия.
Производительность инструментов: фрезы и фрезерные головки 889
Охлаждение при обработке стали, меди и легких металлов.
Табл. 14 и 15 содержат ориентировочные значения по данным фирм.
Глубина резания а (фиг. 47) при фасонных фрезах с задней заточ-
кой в зависимости от изделия, при цилиндрических, лобовых и
хвостовых фрезах от 3—5 мм.
Данные табл. 15 относятся к фрезам из высокопроизводительной стали, имею-
щим подрезанные у основания зубья и предназначенным для особо тяжелых работ.
Большое количество стружки достигается при больших подачах и умеренных ско-
ростях резания.
Давление резания и крутящий момент у фрез,
температура режущей кромки. Сечение стружки за время
подачи на один зуб возрастает от нуля до максимума. Удельное
же давление резания обратно пропорционально величине сечения
стружки. Вследствие такой двойной изменяемости затрудняется
теоретическое исследование процесса фрезерования.
9
Вычисления — в связи с опытами СаломонаЦ и Куррейна *)• При цилин-
дрической фрезе (фиг. 48) ширина фрезерованной поверхности неизменяема, сечение
стружки зависит только от глубины резания. Шлезингер 8) относит силы, опреде-
ленные в трех обоюдно перпендикулярных плоскостях с помощью гидравлических
измерительных коробок, к средней мгновенной глубине резания (фиг. 49).
Изображенные здесь данные получены при фрезеровании сименс-мартеновской
стали прочности 36 кг/лхл*i) 2, со скоростью резания v = 12,65 м]мин и при ширине
фрезы в 92,5 мм. Средняя мгновенная глубина вычисляется так:
= У*а/1000 v [мм]............... (1)
Таблица 14.
Скорость резания « в mJmuh и подачи sf в мм]об для
фасонных фрез с задней заточкой из инструментальной ц
стали (WS) и быстрорежущей стали (SS) |
Обрабатываемый материал Сталь Чугун
до 70 кг1мм* до 100 кг]мм2
S 0,5 0,5 0,75
WS/v 16 8 14
SS/v 24 12 20
i
Сд^дцее мгновенное сечение спциркки
Фиг. 49. Давление резания
при фрезеровании цилин-
дрической фрезой.
i) Саломон, Фрезеровка (выписка из диссертации), WT, 1926, стр. 469, ZdVdl,
1928, стр. 1619. — Измерения при опытном фрезеровании, WT, 1930, стр. 99.
2) WT, 1929, стр. 253.
’) ZdVdl, 1929, стр. 1565. -
890 T- ОТД- 4- Машины для обработки. III. Металлореж. станки
Таблица 15.
Скорость резания v в MfMUH и скорость подачи s' в мм)мин для разных фрез
из инструментальной стали (WS), быстрорежущей стали (SS) и высокопроизводи-
тельной быстрорежущей стали (HSS)
Обрабатываемый материал Сталь Чугун Латунь Бронза Медь Алюми- ний
до 70 кг) мм2 до 100 кг\мм2
WS V 16 8 14 50 40 30 180
Цилиндриче- s' 60 20 80 100 100 80 100
SS V 25 14 20 80 60 50 300
ские лобовые s' 90 30 120 150 120 120 180
фрезы HSS V 30 16 22 80 60 50 300
s' 300 60 350 400 400 253 303
Хвостовая и WS
угловая фрезы 'v 15 7 12 40 30 30 150
s' 20 10 30 50 50 40 63
Фрезы для V 20 12 18 60 40 60 250
канавок и SS s' 30 15 60 80 80 80 120
пазов
Прорезные WS -y 40 25 30 60 50 50 100
фрезы (круг- s' 35 20 45 50 50 40 120
лые пилы),
вогнуто зато- ченные с боков, 100 мм в диаме- тре, толщиной SS V 60 35 40 100 80 80 150
в 2 мм, глуби- s' 60 30 60 80 80 80 120
на резания 20 мм
Таблица 16
Скорости резания для червячных фрез, работающих по спо-
собу обкатывания 1)
Обрабатываемый
материал
Скорость
MjMUH
Серый чугун.........................
Стальное литье .....................
Сталь 30 — 40 .... •................
» 50 - 70 .......................
, 80-90..........................
Бронза . . . *......................
10 - 15
10 — 12
15 - 23
10— 15
6 — 10
25 - 30
9 Л и хт е н г е л ь дт, Продолжительность фрезеровки червяков по способу
обкатывания, WT, 1930, стр. 68.
Производительность инструментов: шлифовальные круги 891
5. Шлифовальные круги и шлифовальные диски. Окружная
скорость определяется в соответствии с правилами охраны труда1).
Таблица 17а
Круги с магнезитовым связующим веществом
(подача изделия от руки)........................ 16 л^сек
Круги с магнезитовым связующим веществом
(подача механическая)........................... 25 „
Круги с магнезитовым связующим веществом
с органической связью (подача изделия от
руки)........................................... 25 „
Круги с магнезитовым связующим веществом
(подача механическая)........................... 35 „
Такие же, если специально испытаны или если
имеются особенно надежные предохрани-
тельные колпаки................................. 50 „
Устойчивость опоры изделия или надежность его закрепления
является предпосылкой для хорошей шлифовки.
Окружная скорость кругов варьируется по цели при-
менения. Круги с медленным движением действуют мягче, чем
быстроходные.
При наружной шлифовке — только узкая поверхность касания,
при внутренней шлифовке изделие охватывает круг и поверхность
касания, камня больше. При большей поверхности касания выгод-
нее применять мягкие круги. Карборундовые круги должны вра-
щаться несколько медленнее, чем корундовые.
Таблица 17b
Заточка инструментов (из быстрорежущей стали
производится с меньшей скоростью, чем из
инструментальной; причина этого еще не вы-
яснена) . •.........................18—25 м}сек
Круглая шлифовка чугуна................ 25 „
„ „ стали (выгодна высокая ско-
рость) •............................. 35 „
Шлифовальные круги при обработке чугуна,
камня и т. д...........................18—25 „
Шлифовальные круги при обработке стали,
красного литья, алюминия и т. д....35—40
(-45) „
Окружная скорость изделия* 2) при круглой
шлифовке стали:
Диаметр изделия в мм 10 — 20 20 — 30 30 — 50 5й — 100 100 — 300
Окружная скорость в м]мин 8 10 12 14 16
Тонкая шлифовка в м]мин 6 — 10
Очень тонкая шлифовка в м/мин 3—6
Окружная скорость изделия при круглой шли-
фовке чугуна:
обдирка — 12 — 15 м/мин; тонкая шлифовка — 6 — 10 mimuh; очень тонкая шли-
фовка 3 — 6 м[мин.
х) Правила охраны труда, AWF 201, Берлин 1929, изд. Бойт.
2) Вальтер, Определение поштучного времени при единичном производ-
стве, VT, 1928, стр. 319, фиг. 9.
892 т- И. Отд. 4. Машины для обработки. III, Металлореж. станки
Продольные подачи на оборот изделия для ма-
леньких цапф 10—15 мм, для больших цап'Ъ и валов до 30 мм/об.
При обдирочной шлифовке стали — до 3/4 ширины шлифовального
круга, чугуна — до 4/5, а при очень тонкой шлифовке — только
до % или Чз этой ширины. Припуск на шлифовку в зависимости
от диаметра изделия: 80% для обдирки, а 20% для чистовой шли-
фовки.
Диаметр изделия в мм 10 — 20 20 — 70 70 — 200 200 — 300
Припуск „ 0,3 0,4 0,5 0,6
Радиальная подача круга при
обдирке
з/'о
равна у 200
мм, при
чистовой шлифовке — р/ мм (D —
диаметр изделия в мм).
На станках для плоской шлифовки шлифоваль-
ными дисками снимается слой материала толщиной
до 3 мм за один проход.
Круг х) исследовал износ шлифоваль-
ных кругов, но необходимы еще дальней-
шие исследования.
Испытательным отделением для рабочих стан-
ков при ВТУ в Шарлотенбурге произведены изме-
рения мощности на станке для круглой шлифовки 2).
Тангенциальное давление шлифования
зависит от продольной подачи и от ра-
диальной подачи. Радиальное давление
больше в 1,5—2 раза, чем тангенциальное
Фиг. 50. Удельная сила давление. Небольшие станки для плоского
при прошивании. шлифования употребляют до 20 л. с.*,
максимальной считается мощность в 75 л. с.
Для хорошо режущего шлифовального круга сопротивление реза-
нию можно рассматривать, как коэфициент трения порядка 0,6,
но при засаленном круге это число только порядка 0,25 3).
6. Протяжки. По Саксенбергу 4) и * *Манну 5) потребная энергия
зависит от величины угла стружки (переднего угла), ширины
ЧКруг исследовал также теоретически процесс шлифования и установил
формулу для толщины стружки в зависимости от диаметра и скорости изделия и
шлифовального круга, подачи и глубины шлифования (WT, 1926ч стр. 310 и ZdVdl,
1297, стр. 1107): Куррейн доказал зависимость между процессом шлифования и
твердостью по Бринеллю и показал, что шлифование можно рассматривать, как
специальный случай фрезерования, WT, 1927, стр. 620.
8) Куррейн, Измерение силы шлифования, WT, 1927, стр. 585.
8) К р у г, Шлифовальные круги, „Maschbau", 1927, стр. 697.
*) Отчеты о производственно-научных работах, том 2, Берлин 1929, изд. VDI—
WT, 1929, стр. 62.
Б) „Maschbau**, 1929, стр. 806.
Производительность пил
893
7. Пилы, пилы трения, электрические отрезные пилы, отрезные
шлифовальные круги г)
Инструмент Скорость ре- зания Обрабатываемый материал Подача
Пилы для холодной обработки с раскле- панными зубьями . . < 8 м/мин Сталь 2—3 мм]об пилы
Те же, но с разведен- ными и утоньшенны- ми у основания зубь- ями <12 mImuh Сталь 2—3 мм!об пилы
Вставленные зубья из быстрорежущей стали < 25 mImuh 28—26 м/мин 26-22 22-18 „ 18-16 я 16-14 „ и меньше Сталь 60 кг/мм'- 100 мм в диаметре Сталь 40—50 „ 50-60 „ 60—70 я 70—80 Сталь более высо- кой твердости и ле- гированная сталь При продолжительной работе 6 мм[об Максимум 10 мм/об (как пример)
Пилы для горячей об- работки 100 м[сек Сталь при 850 — 1050° Маленькие пилы (для сплошных сечений) 50—100 мм}сек Средние пилы 100—150 мм1сек Большие пилы (для профилей) 150—200 лгм'сек
Отрезные пилы (пилы трения) Электрические отрез- ные пилы 120 м[сек 120 м/сек Профили,приливы, закаленные места То же 200—500 мм}сек То же
Ленточные пилы для металла См. пилы для холодной об- работки с раз- водкой
Отрезные шлифоваль- ные круги 80 м/сек Массивный матери- ал до 30 мм в диа- метре Трубы и профили до 50 мм в диаметре Около 5 мм1сек То же
Ножовки 2) 20—30 mImuh Разные Зависит от величины изделия и давления ножовки
*) Го л л ен дер, Пилы для металла, Берлин 1930, Шпрингер. Скорости реза-
ния металлообрабатывающих пил, AWF-Milt. 1929, стр. 59.
• ) Г е л л и х, Испытание производительности ножовки, отчет о производ-
ственно-научных работах, т. 2, Берлин 1923 изд. 1927.
894 Т. П. Отд. 4. Машины для обработки. III. Металлореж. станки
ширины фаски, прочности обрабатываемого материала, прошивочной
длины, смазывающего вещества и от скорости протяжки. Фиг. 50
дает удельное давление резания ks при разных ширинах фаски f и
разных углах стружки 7.
Диаграммные данные относятся к
длине рабочей части 42 мм, сталь прочностью 58,85 кг) мм*
n ,, п 28 „ „ „ 58,85 „
л n и 42 „ „ п 46,05 и
и » и 28 „ „ „ 46,05 „
С. Скорости и мощности рабочих станков
а) Передачи и приводы
1.,Ступени чисел оборотов обычно строятся по геометриче-
скому ряду, так как при этом условии отношение последовательных
чисел оборотов не меняется, и возможна выгодная разбивка уста-
новленных для данного станка чисел оборотов.
Арифметический ряд со ступенью, скажем, 10, при переходе с п = 10 на п = 20
дал бы удвоение, а при переходе от Ю0 на ПО — повышение лишь на 10 %.
Расчет геометрического ряда производится следующим образом:
знаменатель 9 = п1/п2 = = •••= nz—Jnz * • • • U)
Z— 1
?= V n,lnz..........................(2)
5____
Пример. nt = 300, лв = 15 об/мин, z = 6; <р = У300/15 = 1,815.
Результат: п = 300, 165, 90, 49, 27, 15 об/мин.
Нормированы следующие знаменатели и ряды чисел оборотов1):
40 __
<р =/10= 1,06 ряд 1,06 ? =/2,0 = 1,41 ряд 1,41
2° • 5 _
¥ = /10=1,12 „ 1,12 ф = /10=1,58 „ 1,58
10 _
¥ = /10 = 1,26 „ 1,26 <р = 2,0 „ 2,0
Числовые значения наиболее важных рядов для станков:
Ряд 1,26: 0,19 0,235 0,3 1 3,375 0,475 0,6 0,75 0,95 1,18 1,5
1,9 2,35 3 3,75 4,75 6 7,5 9,5 11,8 15
19 23,5 30 37,5 47,5 60 75 95 118 150
190 235 300 375 475 600 700 950 1 180 1500
1900 2350 3000 3750 4750 6000 7500 9500 11 800 и т. д.
(Числа 1, 3, 5. > 7 и 9-го столбцов образуют ряд 1,58).
Ряд 1,41: 0,19 0,265 0,375 0,53 0,75 1,05 1,5 2,1 3,0 4,2
6,0 8,5 11,8 17 23,5 33,5 47,5 67 95 132
190 265 375 530 750 1050 1500 2100 3000 4200
6000 8500 и т. д
(Числа 1, 3, 5, 7 и 9-го столбцов образуют ряд 2,0).
’) „Maschbau", DIN Mitt., 1933, стр. 664. — Merkheft AWF, 239. Шлезингер,
Суть нормирования чисел оборотов.
Передачи и приводы
895
Приведенные числа оборотов установлены для холостого хода.
Они являются выборными рядами из нормированных чисел DIN 323.
Более важные синхронные числа оборотов моторов переменного тока
приведены в рядах чисел оборотов (ср. DIN VDE 2000 и 2650/51).
Приведенные в DIN 112 числа оборотов под нагрузкой для транс-
миссионных валов примерно на 6 % ниже ряда 1,12.
Фиг. 51 показывает возможность получения с достаточной точ-
ностью любой области регулировки при обычных числах ступеней
с помощью нормированных знаменателей. Область регулировки есть
отношение наибольшего числа оборотов к наименьшему 3).
Практическое применение нормированных интервалов возможно
при всех обычных видах привода: ступенчатом шкиве, одинарном
шкиве с коробкой скоростей или
с фланцевым мотором постоянной
скорости вместо одинарного шки-
ва, регулируемом моторе посто-
янного тока, моторе переменного
тока с переключением полюсов
Фиг. 51. Зависимость между областью
регулировки и числом ступеней при
нормированных интервалах.
Фиг. 52. Схема перебора шпин-
дельной бабки токарного станка.
с соотношением чисел оборотов 1:2. Область регулировки ограни-
чивается практически в зависимости от возможного наибольшего
и наименьшего обрабатываемых диаметров и необходимых для них
окружных скоростей 1 2).
Пример для привода через ступенчатый шкив: 4-ступенча-
тый шкив и простая выключаемая зубчатая передача, т. е. 8 ступеней. Наименьшее
число об/мин — 23,5; интервалы по ряду 1,41, т. е. число оборотов:
П1 = 23,5, л2= 33,5, л3 = 47,5, л4 = 67, лБ = 95, л6 = 132, л7 = 190 и пя = 265;
пг до — с включенной зубчатой передачей, лБ до л8 — без зубчатой передачи,
таким образом передаточное число зубчаток равно пх : лБ=1 : 4. Если, как обычно,
ступенчатый шкив потолочного контрпривода имеет в обратном порядке те же диа-
метры, как шкив станка, то число оборотов первого равно ><яБ«л8 = 160. Наимень-
ший диаметр конструктивно определен главным шпинделем, то же самое относится
и к шестерням на шпинделе.
1) „Maschbau-, DIN Mitt., 1930, стр. 664.
8) Шлезингер, Ориентировочные данные для интервалов передач станков
и для чисел оборотов инструмента и изделия, WT, 1929, стр. 47.
896 Т. И. Отд. 4. Машины для обработки. III. Металлореж. станки
Пример привода от фланцевого мотора или через од и.
парный шкив см. фиг. 52.
Примечание. 2 и 13 а фиг. 52 обозначают пластинчатые муфты для правого
и левого ходов.
При приводе от фланцевого мотора с числом оборотов пМ0т0р = 1500 в мин.,
для фиг. 52 действительны данные табл. 18 и 19.
Таблица 18. Передаточные числа шестерен
Пара шестерен Число зубьев Передаточ- ное число Пара шестерен Число зубьев Передаточ- ное кисло
3/< 1 : 1,58 14/15/12 Обратный ход, любой
5/в 4О/бо 1 : 1,25 “/17 24/96 1 : 4
7/8 w/ae 1 : 1 60/б0 1 : 1
9/ю 21/5о 1 : 2,5 а°/а1 24/96 1 :4
“/12 27/43 1 : 1,58 "/«З М/48 1:2
Таблица 19. Число оборотов шпинделя
№ ступени С ц е п л е н и е Передаточное число Число оборо- тов п
1 8/в ’/8 "/аз 1 :2,5 600
2 »/< 7/з "/аз 1 :3,16 475
3 5/в ”/12 "Аз 1 : 4 375
4 8/< u/ia "Аз 1 : 5,08 300
5 5/6 9/ю "Ав 1 : 6,25 235
6 ”/4 9/ю "Аз 1 :7,9 190
7 ’/б 7/а “/7 “/19 "Аз 1 : 10 150
8 ’/< 7/8 “117 “/19 "/23 1 : 12,64 118
9 6/в u/ia “/17 “/19 "/23 1 : 16 95
10 ’/« u/ia “/17 %9 "Ав 1 :20,32 75
11 6/в 8 /10 “/17 1 /19 "/аз 1 : 25 60
12 ’/< 9/ю “/17 “/19 "/23 1 : 31,6 47,5
13 5/б 7/з “/17 ' "Ai "Аз 1 :40 37,5
14 7/з “/17 23/ai "/23 1 :50,8 30
15 % п/1а “/17 20А1 22/аз 1 : 64 23,5
16 ’/< п/1. “/17 2Э/а1 "Аз 1 : 81,28 19
17 Ч' 9/ю “/17 "Al "/23 1 : 100 15
18 У* 9/ю “/17 «°/21 "/аз 1 : 126,4 11,8
Если вместо фланцевого мотора применяется привод через одино чный шкив
с п = 750, то необходимо только взять пары шестерен 3/4 и Б/6 в обратном порядке,
чтобы получилась ускорительная передача 1,58: 1 и 1,25: 1. При применении нор-
мального мотора переменного тока с переключением полюсов можно или сохранить
ряд 1,26 путем устранения пары 3/4 и iq лдания парам 9/10 и n/i2 количества зубьев
в "Аз и 81/«9» или осуществлять ряд 1,12 путем снабжения в добавление к последнему
изменению пар 8/< и ®/в количеством зубьев в 4%0 и »’/-8. Наконец, можно при-
менять регулируемый мотор постоянного тока 1 : 2, тогда вал // опускается, а вал I
сцепляется с валом III через двухзубчатый блок при передаточных числах 1 : 1,26
и 1 :2,5.
Дальнейшие данные о зубчатых передачах см. на стр. 557.
Передачи и приводи
897
2. Механический, электрический и гидравлический при-
воды станков (ср. главу „Электрический привод* стр 963).
Привод через ступенчатый шкив прост и дешев, но на разных
ступенях скорости неодинаковы, поэтому и мощности привода
различны.
При приводе через одиночный jn к и в скорость
ремня составляет 10—15 м/сек, привод непосредственно от главной
трансмиссии или от индивидуального мотора, который устраи-
вается в станине станка с применением натяжного ролика. Такая
установка является независимой от трансмиссии. Недостаток: боль-
шое количество зубчаток в коробке скоростей, поэтому очень до-
рога; эта дороговизна отчасти компенсируется большим количеством
возможных передач и дешевизной моторов.
Моторы постоянного тока с областью регулировки
от 1 : 2 до 1 : 3. Тут отпадает только часть перебора, так как тре-
буется регулировка чисел оборотов до 1 : 30 и больше. В последнее
время появились сверлильные станки без зубчаток с двухколлектор-
ными моторами постоянного тока, область регулировки 1:10. Число
ступеней при моторах постоянного тока любое, но обычно 10—30.
Моторы трехфазного тока обычной конструкции эко-
номически выгодны. Выполняются или с ременной передачей или
как фланцевые моторы. В то время как при постоянном токе можно
располагать большими числами оборотов, доходящими до 6000,
при трехфазном токе число оборотов ограничено количеством
периодов и полюсов на 3000, 1500, 1000, 750 и т. д. Выше
3000 можно подняться только при специальной конструкции или
при промежуточном включении преобразователя частоты. Особенно
выгодно применение мотора с коротко замкнутым якорем; вслед-
ствие отсутствия коллектора и контактного кольца они дешевы и не
требуют почти никакого ухода. Уменьшение пускового тока — с по-
мощью переключателя со звезды на треугольник, но до сих пор
электрические станции допускают только небольшие мощности.
Моторы трехфазного тока с переменой по-
люсов с 2, 3 или 4 скоростями, получающимися уменьшением
главного числа оборотов на Уз или У* более дороги, чем
обыкновенные.
Гидравлическая передача (стр. 355) регулирует
число оборотов непрерывно от нуля до максимума в обоих напра-
влениях вращения. Перемена направления совершается просто
путем переключения рычага. Для машин-орудий помимо управляе-
мости она выгодна еще тем, что инструмент лучше сохраняется
вследствие отсутствия колебаний. Ее применяют для подачи в шли-
фовальных станках; она имеет общее распространение, а также для
сверлильных и токарных станков. В качестве главного привода она
служит в токарных, фрезерных, продольно-сгрогальных и прошивоч-
ных станках, а также в шепингах. Но несмотря на совершенную
управляемость гидравлической передачи, нельзя отказаться совер-
шенно от зубчаток, так как при низких числах оборотов у гидра-
влической передачи слишком мал момент вращения.
57 Зак. 254. — Hutte., Справочник для инженеров, т. II,
898 It. Отд. 4. Машины для обработки. П1. Металлореж. станки
Ь) Способ работы машин-орудий
1. Общее. Машины-орудия имеют главное движение и подачу.
Главным движением является при токарных и продольно-стро-
гальных работах движение изделия, а при сверлении, фрезеро-
вании, шлифовании, долблении, распиловке и прошивании —
движение инструмента. Движение-, подачи совершается: при про-
дольной обточке — в направлении оси, при лобовой обточке —
в радиальном направлении, при строгании и долблении — в на-
правлении, перпендикулярном к главному движению, при сверле-
нии—в направлении оси сверла, при фрезеровании и шлифовании
движение подачи производит изделие, а при распиловке круглой
пилой или механической ножовкой инструмент подается в сторону
изделия. Главное движение, скорость которого совпадает со скоро-
стью резания, является решающим для поглощения энергии станком.
Опытные значения для скорости резания и подачи (стр. 881) служат
основанием при конструкции станков и при расчете поштучного
времени. Для обычных работ, как, например, для обдирочной и
чистовой обработки плоскости или отверстий, нет необходимости
в определенном соотношении между главным движением и подачей,
и оба движения могут быть осуществлены независимо друг от
друга. Наоборот, при определенных фасонных работах, как-то:
нарезка резьб, фрезеровка зубчаток, задняя заточка инструментов
и т. д., отношение подачи к главному движению имеет определен-
ное значение.
2. Токарные станки. Определение продолжитель-
ности резания.
Обозначения по Refa:
D — диаметр обточки [мм], т. е. наибольший диаметр, к которому касается
инструме it,
L — длина обточки [мм], при торцовой обточке измеряется радиально4
v — ск рость резания [и/mlh], окружная скорость для диаметра D,
п—обороты изделия мм)об в мин.,
J — подача в лги/об при торцовой обточке, измеряется по радиусу,
th — главное время, равное продолжительности резания для длины’! в мин.,
th = Lins [МИН.]............................(1)
v = D л л/1000 [м/мин]......................(2)
п= lOQOv/Dn [об/мин].......................(2а)
th = Z?7tA/1000 vs [мин.]...................(3)
Нарезание резьб:
метрические — шаг ходового винта [мм],
sw — шаг нарезываемой резьбы [мм],
дюймовые if — шаг ходового винта в нит. 1" англ.,
iw — шаг нарезываемой резьбы в нит. 1" англ.,
z3 — количество зубьев ведомых шестерен.
Основное уравнение: zx z31 z2 z± = sw / или it / iw . . (4)
Способ работы стайкой: Токарй., сверл., строгальй. стайкй ggg
Если принять =25,4 мм (точно 25,39954, ошибка (0,018%), то
st =25,4 /zz, sw=25,4//w.................................(ь)
Основное уравнение (4) действительно при однородных резьбах
как ходового винта, так и изделия.
Дальше имеются следующие возможности:
Резьба ходового винта английская, изделия — метрическая:
zx z3\z3 zk — sw it j 25,4 ....................(G)
На ходовом винте английская резьба, на изделии — метрическая:
Zx z3!z3 Zb = 25,4/5Z i .......................(7)
В обоих случаях уравнений (6) и (7) (две пары колес) наилучшим является приме-
нение колеса с 127 зубьями *).
При модульном шаге (только изделия), т. е. при sw — тк, получают при хо-
овом винте с метрической резьбой:
Zx • z3\z3 • Zb ==mn/slt................(8)
а при ходовом винте — с английской резьбой:
Zi • z3'iz2 • Zb — т к i[ /25,4...........(gj
те можно принять = 3,14 (вместо 3,14159; ошибка 0,05 °/0) и тогда требуется
сменное колесо с 157 зубьями; или можно взять те = 22/7 (ошибка — 0,04 °|0), и тогда
могут быть применимы колеса с количеством зубьев в 55, Пи и 70.
Обточка с применением упоров. Супорт двигается
к точно установленному упору, достигнув которого он останавли-
вается. Перед конечным упором можно поместить промежуточные
меры с целью последовательной обработки уступов. Выключение по-
дачи — с помощью пружины, действующей после остановки супорта.
Задняя заточка фрез. Добавочное возвратно-поступатель-
ное движение верхних салазок радиально к изделию достигается
применением привода, работающего от главного привода с помощью
сменных шестерен. Количество ходов салазок равняется количеству
зубьев обрабатываемой фрезы. При изготовлении фрез со спираль-
ными зубьями автоматически посредством применения копира произ-
водится еще ускорение или отставание в движении верхних салазок.
3. Сверлильные станки. Определение продолжительности реза-
ния, так же как в токарном станке, только D—диаметр сверла, $ —
подача на/об., т. е. для обеих режущих кромок сверла. Следует
учесть заборную часть сверла, т. е. высоту конической заточки,
равную около Z2/3.
Нарезание резьб с помощью метчиков: главный привод с ревер-
сивной муфтой.
4. Продольно-строгальные станки
Обозначения:
L —длина хода, начало и конец хода включительно [л/лс],
/j —время двойного хода в мин. (дв. ход),
1) Hiitte, Вспомогательные таблицы, 3 изд., Берлин, Эрнст и сын; Нормы разме-
ров сменных колес в станках, см. D1N 782.
57*
990 Т. II. Отд. 4. Машины для обработки, ill. Металлореж. станка
— количество двойных ходов в мчи [<3л. ход/нпн],
&т — средняя скорость стола для резания [к/ман](
В — ширина обрабатываемого изделия [км],
s — подача («и] (дв. ход),
th — машинное время в мин., т. е. продолжительность строгания плос-
кости LB.
tt= l/nL [мин.] .....................(1)
Zjl = 2 Л/1000 V/n [мин.]..................(2)
th= trB/s [мин.]...........................(3)
th = B’s nL [мин.]........................(За)
Обратный xoff
Фиг. 53. Течение ско-
рости в продольно-
строгальном станке.
Фиг. 54. Диаграмма впе-
мени хода продольно-
строгального станка»
Величину t± или nL можпд определить точно только опытным
путем. Рассчетно можно оперировать конструктивными данными
аанка следующим образом (фиг. 53, 54).
Vj, — скорость резания [м1ман] при рабочем ходе^
vr — скорость стола [w/лгдя] при обратном ходе,
— идеальная средняя скорость стола [м[мил] в предположении, что 0
концах хода не происходит изменения скорости (ускорения или замед-
ления),
ф — идеальное время [мин/дв. ход] соответственно v
= 2 Z/1 ООО Vi = Z/1 ООО va + Z/1000 v,; . ... ; (4)'
отсюда.
Так как при определенных значениях va и vr величина не
изменяется и не зависит отА, то Zz- уравнения (4) изображается пря-
мой линией, проходящей через начало координат в диаграмме с коор-
динатами tt yl L,
Если обозначать через t0 [иин/дв. ход] добавочное время для
ускорения и замедления на концах хода для одного двойного хода
тогда ’
6 = ^1- ti.....................(С)
есть постоянная величина^ причем пе принимаются во внимание
те малые доли от L, когда va и vr уменьшаются до нуля (точки
Способ паботы станков: шепинги и долбежные станки 901
перемены хода). Итак, можно принять для каждого строгального
станка, вернее, для каждой его скорости, некую добавочную длину
хода Lq, для которой применимо отношение:
= 2 Zq/ЮЭО .....................« • (7)
Lo лежит между 200 и 500 мм и может быть определена пример-
ной оценкой, так что и без опытов, лишь на основании конструк-
тивных данных, можно найги
2 £/1000 vm = 2 (L + Д))/10Э0 v.............'(3)
= + ...................(9)
Величина £0 характеризует достоинство конструкции перемены
направления.
5. Шепинги и долбежные станки. Шепинги имеют горизонталь-
ные, а долбежные станки — вертикальные резцовые салазки.
Для станков с приводом
Фиг. 55. Схема качающейся
• кулиссы.
резцовых салазок посредством
зубчатой рейки применимо все
сказанное о продольно-строгаль-
ных станках1).
Станки с качающейся ку-
лиссой (фиг. 55).
Фиг. 56. Диаграмма ско-
рости качающейся или
вращающейся кулиссы.
Обозначения, как в предыдущем разделе. См. фиг. 56.
vamax “ максимальная скорость при рабочем ходе в м]мин,
«7 шах ’ максимальная скорость при обратном ходе в м!мин.
При этих станках nL определено приводом станка, а скорость ра-
бочего и обратного ходов зависит от длины хода.
= 2 Ln J1000 [м/мин] ...............(1)
гл = В/л£$[мин.]....................(2)
th = 2L В/1000 vm s [мин.]............(2а)
Шлезингер и Куррейн, Исследование горизонта льно-до чбежного
станка с электрическим индивидуальным приводом, Берлин 1921, Шпрингер.
902 т- И- ОТД- 4- Машины для обработки. III. Металлореж. станки
На основании подобия треугольников АВЕ и ACD на фиг. 55
можно установить следующие соотношения:
^таХ = 2^«£/1000^/(Л + Г)..............С3)
АВ: ЕЕ = AC: CD...................(4)
отсюда h = 2Rr!L........................(5)
поэтому vflmax = LKnz/1000.2/?/(2/?4-L) ...........(6)
и соответственно t>rmax = Lk nJlQOQ-2 R / (2 R — L)...(6a)
Итак, высота точки С не имеет влияния на скорость. Сред-
няя скорость ит, которую на практике можно принимать за ско-
рость резания, при всех практических случаях меньше, чем vamax. Так
как при малом значении 2 R/(2R + L) 1, в то время как величи-
на А, которую можно высчитать, принимая vm равной t>amax , всегда
является большим, чем практические значе-
ния L, а именно равняется R (к — 2).
Фиг. 57. Схема вращающей- Фиг. 58. Продольное фре- Фиг. 59. Фрезерование по
ся кулиссы. зерование. способу деления на универ-
сальном фрезерном станке.
Станки с вращающейся к у л и с с о й (применяются в
долбежных станках). Соотношения скорости примерно такие же, как
у качающейся кулиссы, только отношение vm к vemax нуждается в
новом исследовании. По фиг. 57
^max = (2^тс ^i/1000)«0,5Z/(r±а) = (Lk nJlM)Q)-r/(r±a). . (7)
Принимая vm = vamav получают г =1,75 а, т. е. при долбеж-
ных станках, в которых я <г/1,75, также vm < vamax, так что и здесь
мы вправе считать ит скоростью резания.
При долбежных станках с круглым столом рекомендуется отно-
сить подачу на двойной ход к радиусу стола или к другому опре-
деленному радиусу, например 100 мм. Перерасчет относительно ра-
диуса обрабатываемого изделия после этого совершается легко.
Способ работы станков: фрезерные станки 903
6. Фрезерные станки. Продольное фрезерование и фрезерование
по способу деления (фиг. 58 и 59).
Обозначения:
D — диаметр фрезы [мм],
v — скорость резания равна окружной скорости фрезы [лг/лги«],
s' — скорость подачи [ш/мин],
L — длина фрезерования [мм].
Аз треугольника АВС по Пифагору получаем для расстояния,
нужного до достижения полного реза:
х = Vа (О — а). . (1)
Продолжительность
резания при фрезерова-
нии плоскостей или от-
дельных канавок:
th = Ljs', . . (2)
Фиг. 60а. Способ обкатыва- Фиг. 60b. Схема фрезерного станка, работающего
ния. по способу обкатывания (Шухард и Шютге).
— сменные шестерни, d — маховик для достижения
чистых поверхностей.
а при фрезеровании по способу деления при количестве зубьев z
th = z Ь/s'....................(2а)
При цилиндрических зубчатках с косыми зубьями угол откло-
нения зубьев влияет на величину подачи:
s" = s' /cos р [мм/мин]...............(3)
Но s" имеет значение только для суждения о процессе фрезеро-
вания, как таковом. Если же при определении длины фрезерования
берут ширину шестерни, измеренную в направлении оси, то урав-
нение (2а) остается без изменений.
Фрезерование по способу обкатывания (фиг. 60а).
Обозначения:
а — угол подъема фрезы,
0 — угол наклона зубьев обрабатываемой шестерни,
7 — угол установки оси фрезы
7 = ₽-«........................(4)
904 т- 11 • ОтД- 4- Машины для обработки. III. Металлореж. станки
Подача $ в мм)об обрабатываемой шестерни. При п об/мин
обрабатываемой шестерни и об/мин фрезы
п — n1fi/z...............................(5)
th = Ltns................................(б)
При этом направление L совпадает с направлением оси изделия.
При фрезеровании червячных колес можно поступать двояко:
или фреза подается радиально к изделию Примерно на 0,2 мм на оборот изделия1),
или при применении утоняющейся фрезы (стр. 875), подача совершается танген-
циально к изделию приблизительно на 2 мм наоборот изделия. В обоих случаях
фреза, при готовом червячном колесе имеет то же положение в последнем, как
впоследствии червяк.
Круглая фрезеровка. При фрезеровании резьб окруж-
ную скорость изделия можно рассматривать как подачу, только при
более крутой резьбе винтовая линия заметно длиннее, чем окруж-
ность, итак,
sf = D л л/cos ₽ [мм/мин]......... (7)
У фрезерных станков с круглым столом определение подач
и времен резания совершается примерно так же, как у долбежных
станков с круглым столом. •
7. Шлифовальные станки. Круглая шлифовка. Изделия
и инструмент вращаются при наружной шлифовке в одном напра-
влении, а при внутренней — в противоположных направлениях. Дви-
жение изделия медленное, круга — быстрое (скорости резания, про-
дольная и радиальная подачи на стр. 891 и 892). Изделие закреплено
между центрами, а при внутренней шлифовке — в патроне, на салаз-
ках, двигающихся перед шлифовальным кругом туда и обратно. Свое
вращательное движение изделие получает от шпиндельной бабки,
сходной со шпиндельной бабкой токарного станка. Определение
продолжительности шлифования, как у токарных работ с тою раз-
ницей, что вместо резца берут шлифовальный круг. Число проходов
получают разделением припуска (оставленный на изделии слой мате-
риала) на радиальную подачу на один приход.
Плоская шлифовка. Плоская шлифовка сравнима со стро-
ганием или фрезерованием. Вместо строгального резца или фрезы
здесь имеется шлифовальный круг или диск. Изделие закреплено
на столе, двигающемся туда и обратно; мелкие массовые изде-
лия закрепляются также на круглом столе. Столы, продольный
и круглый, часто устроены магнитными. Определение продол-
жительности шлифования соответственно, как при строгании или
фрезеровании.
Шлифование с радиальной подачей. При круглой
шлифовке коротких массовых изделий, при длине шлифования около
300 мм, применяют широкие шлифовальные круги, которые сразу
обрабатывают всю поверхность цапфы или т. п. с радиальной подачей
*) Лихтенхельдт, Продолжительность фрезерования червячных колес спо-
собом обкатывания. UT, 1930, стр. 67
Способ работы станков: шлифовальные станки 905
до упора, который устанавливается по индикатору или миниметру.
При этом шлифовальный круг производит незначительное аксиаль-
ное возвратно-поступательное, движение, для того чтобы одно зерно
не касалось постоянно одного и того же места.
П р и т и р к а н а р у ж на я. Притирка наружная — особый спо-
соб точной шлифовки, которая производится между торцевыми
поверхностями двух кругов с вертикальными осями. Нижний круг
приводится во вращательное движение с обычной для шлифоваль-
ных кругов скоростью. На этом круге помещают изделия, напри-
мер поршневые пальцы, на которые кладут верхний круг, приходя-
щий также во вращательное движение, но более медленное, чем
у нижнего круга. Для того чтобы изделия не выбрасывались, они
помещаются в раме, которая также может вращаться.
Поршневые пальцы, например, должны также сами вращаться при шлифовке,
поэтому при полых пальцах рама представляет собой ступицу с 12—15 радиально
прикрепленными болтами. Все три оси обоих кругов и рамы смещены немного
друг относительно друга, и таким образом вращательное и радиальное движения
совместно создают шлифовальные движения во всех направлениях, и элементы
поверхности изделия постоянно приходят в соприкосновение с новыми шлифоваль-
ными зернами.
В результате: большая чистота, точность и совпадение размеров всех изделий.
Притирка внутренняя (процесс Хонинг) Инструментом
при внутренней притирке служит шлифовальная головка, в принципе
представляющая собой стальной цилиндр с 6—8 продольными па-
зами, в которые вставлены призматические шлифовальные тела.
Целесообразно сделать камни регулируемыми. Во время шлифовки
шлифовальная головка двигается в шлифуемом отверстии туда
и обратно в направлении оси. Припуск в отверстии 0,05—0,06 мм
на диаметр. Применяется при обработке цилиндров мотора,
рабочая поверхность которых получается очень чистой, точной
и в таком состоянии, которое иначе получилось бы только после
длительной приработки. Время обработки одного отверстия
4—5 мин.
Бесцентровое шлифование2). Шлифование произво-
дится цилиндрической поверхностью шлифовального круга с гори-
зонтальной осью. Изделия лежат на узкой опоре и прижимаются
к шлифовальному кругу с помощью другого шлифовального круга,
так называемого круга подачи, который имеет медленное вра-
щательное движение. Ось последнего круга несколько накло-
нена, и поэтому медленно вращающееся изделие продвигается
вдоль опоры мимо первого, главного шлифовального круга. Этот
способ применим к трубам и мелким цилиндрическим массовым
деталям, но также к цапфам с головкой или обваркой. При послед-
них требуется специальное обслуживание станка, в то время как
при первых станок работает автоматически. При обработке длин-
ных стержней или труб можно установить несколько станков
») WT, 1927, стр. 305.
«) WF, 1926, стр. 327.
906 Т. II. Отд. 4. Машины для обработки. III. Металлореж. станки
аксиально друг за другом с целью одновременного производства
грубой шлифовки и полировки.
8. Пилы. Ножовки. Работа производится путем скользящего
движения рамы с натянутым полотном — с помощью эксцентрика
и шатуна. Для обратного хода пила приподнимается, вследствие
чего лучше сохраняется. Пила прижимается с помощью передвиж-
ного груза !).
Ленточные пилы. Конструкция примерно такая же, как
у деревообделочных станков (стр. 920), только стол здесь имеет
механическую подачу через особую коробку подач от главного
привода. Диаметр направляющих роликов—до 1500 мм.
Круглые пилы для холодной распиловки. Изделие
обычно закреплено неподвижно, а пила к нему прижимается.
Последнюю можно устанавливать под любым углом.
Много специальных конструкций, например: расположение пилы под полом,
далее двойная пила для одновременного разрезания обоих бандажей железнодорож-
ного коленною ската или маленькая круглая пила для верстака и т. д. Пилы для
холодной обработки тяжелых балок конструируют с вращающейся рамой, так что
изделие не меняет своего направления также при косых срезах. При круглых
пилах „Хиглей" пильной диск приводится не.юсредственно, и вал пилы не испы-
тывает напряжения на кручение. Для этого пильный диск имеет много отверстий,
расположенных по кругу с диаметром и примерно * 2/э D, в которые входят зубья
особой формы конусной шестерни.
Круглые пилы для горячей распиловки. Салазко-
вая пила, при которой весь пильный станок передвигается к изделию
(балки, рельсы и т. д.). проводимому в жолобе (рольганге). Кон-
струируется так же, как маятниковая пила. Важно частое обследо-
вание пильных дисков на трещины в междозубьях.
9. Протяжки 2). Деталь, например шестерня, отверстие кото-
рой собираются прошивать, закрепляется на станке, прошивочный
резец пропускается и закрепляется, и. станок отрегулировывается
для прошивки. Привод прошивочного приспособления—через винт
или гидравлический. Возможно производство не круглых, любых,
даже винтообразных отверстий (авио- и станкостроение).
с) Расчет производительности
Под производительностью станка понимают количество сни-
маемой стружки. Определяющими являются скорость резания, глу-
бина резания, подача или вместо последних сечение стружки; при
шлифовальных станках — радиальная подача (стр. 892), при фрезе-
ровке— мгновенная глубина резания (стр. 889), при прошивном
станке — подъем конуса протяжки. При этом необходимо привести
все эти величины в соответствие с мощностью станка, чтобы послед-
ний по возможности полностью загружался
1) Гелл их, Опыты с ножовкой. Отчеты о производственно-научной работе,
т. 2, Берлин, 1929, изд. VDI.
2) Г е л б и г, Развитие, конструкция и производительность современного
прошивочного станка, „Maschbau", 19д0, стр. 41.
Расчет производительности
907
Для токарных станков можно при учете сделанных выше (стр. 886) оговорок
высчитать заранее скорость резания и сечение стружки, необходимые для полной
загрузки станка данной мощно ти, но только при обдирке устойчивого изделия.
При чистовой обработке при неустойчивых изделиях или малых допусках большей
частью невозможна полная нагрузка станка. Если сверлильные станки достаточно
крепки, чтобы нагружать полностью наибольшее подходящее к ним спиральное
сверло, то такие станки невозможно использовать полностью при малых диаметрах
сверл. Для станков других родов еще не имеется в печати достаточного материала,
чтобы произвести такой предварительный расчет.
1. Определение мощности привода. При непосред-
ственно посаженном электромоторе мощность при-
вода равняется мощности мотора.
При быстроходных ремнях на одинарном шкиве требуется
другой расчет, чем при тихоходных ремнях на ступенчатых шки-
вах. Для определения мощности служат те же опытные данные,
как вообще при ременных передачах.
Весьма подходящим является, например, передача окружного усилия в 0,15кг/мм2
сечения ремня.
При ступенчатых шкивах необходимо принять повышенную
нагрузку ремня. По печатным материалам, исходящими из ADB
и AWF, применимы следующие цифры 1).
ширина ремня — 50 60 70 85 100 120 150 мм
передаваемое окруж-
ное усилие Рд —60 72 84 110 150 180 225 кг.
При удачном расположении и хорошей натяжке ремня переда-
ваемые усилия увеличиваются на 25%.
При специальных передачах, как, например, клино-
вых ремнях, цепях и т. д., необходимо руководствоваться данными
поставляющей фирмы или производить собственные опыты.
2. Определение к. п. д. Исследование этого возможно лишь
тогда, когда мощность привода известна. Если станок затормажи-
вается, например при ременном приводе, до скольжения ремня,
то определяется непосредственно мощность у главного шпинделя,
т. е. у инструмента или изделия, на которую можно рассчитывать
при разных скоростях: Ne = N в л. с.
Точное определение к. п. д. возможно только опытным путем. При-
ближенно для практики: из мощности привода вычитываются потери на трение
в главном шпинделе 5%, в механизме подачи при токарных, фрезерных и сверлиль-
ных станках — 5°/0, в каждом выключаемом зубчатом переборе, не работающем
в масле, —10%, в зубчатом переборе, работающем в масле с неизменным расстоя-
нием между осями, — 3%, После вычета всего этого получают Ne .
3. Использование мощности станка. Фиг. 45 и 46 (стр. 884 и 885)
показывают, что каждой Nw инструмента при полном использова-
нии последнего соответствует определенное сечение стружки. Если
для токарного станка, напрьмер, берут такие сечения стружки
и скорость резания, что Nw = Ne, то одновременно полностью
используются станок и инструмент. Найденное при этом сечение
стружки обозначим через Fw .
*) AWF 100—110, и Учебные пособия Refa, Берлин, изд. Бойт«
908 Т. 11 Отд. 4. Машины для обработки. ПТ. Мегаллореж. станки
Пример. Если принять возможную мощность станка Ne = 4 л. с., тогда при
обработке стали 50 — 60 (фиг. 45) этому соответствует сечение стружки Fs =6 зги’,
в данном случае равное Fw. Если же берут сечение стружки поменьше, например Fs =
= 3 мм\ то согласно линии инструмент используется только 3,1 л. и мощ-
ность станка в 4 л. с. не используется полностью Иначе обстоит дело, если берут
сечение стружки побольше, например = 10 мм*. При таком сечении инструмент
может употреблять 5 л. с., но при данной мощности станка в 4 л. с. необ<одимо
скорость резания, допустимую для инструмента при таком сечении стружки,
т. е. vw = 13,5 м!мин, уменьшить в отношении /Vе jNw=- */Б.
Результат: при сечении стружки меньшем, чем Fw, станок не используется
полностью из-за инструмента; при сечениях больших, чем Fw, мощность инстру-
мента больше мощности станка; поэтому необходимо соответственно уменьшить
скорость резания, допустимую для инструмента; в таком случае при полном
использовании станка инструмент лучше сохраняется и его стойкость повышается.
Предполагая, что инструментальная сталь допускает половинную, а твердый
сплав—двойную скорость резания в сравнении с быстрорежущей сталью, можно
диаграммы (фиг. 45 и 46) использовать и для этих первых. Если, например, для
обработки стали 50 — 60 дана мощность станка в 3 л. с., то на .одят Fw для
инструментальной стали у Nw~ 6 л. г., но надо разделить пополам соответствую-
щую этому скорость резания, после чего для инструментальной стали полу-
чают Fw= 17 мм* и vw = 11/2 =5,5 м\ман. При твердом сплаве как-раз обратное.
Тут берегся сечение стружки при половинной мощности: для Ne =3 л. с. берется
сечение Fw=0$ мм* и = 2«47 = 94 м/ман. При этих перерасчетах автомати-
чески учитывается изменение удельного давления.
Сечение стружки Fw, при котором полностью используются
инструмент и станок, является наименьшим сечением, при котором
мощность данного станка может еще полностью использоваться
этим инструментом.
Это сечение является,
Таблица 20 таким образом, пре-
и дельной и Гипплер х)
I ввел для него обозна-
чение .характерное
— сечение стружки".
_ В качестве при-
мера для иллюстрации
7 предыдущих рассуж-
___ дений служит табл. 20,
в которую внесены
’7_сечения стружки, со-
ответствующие на оп-
ределенной ступени
__ скорости станка раз-
ным диаметрам обточ-
23 ки (сталь 5U—60). Ис-
ходят из /г, Ne и
Ne = 2;5 л. с.
п = 40 об/мин
V
50
55
63
6,9
1790
1630
11,0
9,9
Предельные значения
применении резцов
инструментальной
стали
W
10
60
120
180
210
220
250
7,5
15
22.5
26,5
27,7
31,5
1500
75J
500
425
405
358
8,8
2,3
1,8
1,4
быстрорежущей
стали
твердого сплава
1,8
0,3
*) Гипплер, Токарная работа и инструменты,
Берлин 1923, Шпрингер.
Типы металлорежущих стайкой
909
Сперва высчитывают скорость резания v = Drcn/1000 м/мин
для данных Dt а давление резания получают с помощью уравнения
Рд = 60 • 75 • Ne /а
Давлению резания соответствуют внесенные в таблицу сечения
стружки, которые найдены по диаграмме фиг. 45 (стр. 864) так же,
как и Fw и vw.
D. Типы металлорежущих станков
а) Общие соображения о конструкции
1. Станины, рамы, стойки, салазки. Изготовляются преиму-
щественно из высококачественного серого чугуна. Места, служащие
в качестве плоскости скольжения и в качестве направляющих,
отливаются с целью уменьшения износа в изложницах. Пред-
почитают полую отливку. Наружные поверхности делают по воз-
Фиг. 61. Фиг. 62. Фиг. 63.
мощности гладкими. Избегают углов, в которые могут набраться
масло и грязь. Необходима возможно большая жесткость; для
примера схематически даны в фиг. 61—63 последовательно кон-
струкции для токарного станка неудачная, улучшенная и наилуч-
шая (коробчатая, форма). Выполнение станины из сваренных листов
еще находится в начальной стадии опытов1).
2. Шестерни и валы. Опыт автостроения и здесь привел к
применению зубчаток из хромоникелевой стали, закаленных и со
шлифованными поверхностями зубьев. Нагрузка колес при исполь-
зовании полной мощности станка и при медленном ходе, т. е. при
наибольшем моменте вращения, выше, чем это обычно практикуется
в машиностроении (стр. 540); допускается ввиду редкости такого
случая.
Зубчатая передача (стр 564).
а) Сменные зубчатки с применением парных колес как для главного
привода, так и для механизма подачи. Этот способ удобен при станках для серийной
ооработки, где отрегулировка станка не меняется в течение долгого времени. При
нарезке резьбы и приведении в действие делительных аппаратов применяются смен-
ные шестерни, которые устанавливаются на гитаре.
Ь) Передвижные зубчатки на шлицевых валах (фиг. 64). Пере-
мена скоростей возможна только при остановленном станке. Фрикционные муфты
применяются в форме фрикционных конусов и пластинчатых муфт (фиг. 65> лля
включения и выключения и в качестве реверсивных муфт.
Bet icbshiiUe, изд. 3, стр. 957—1142, также „Maschbau-, WT, wWerkzeugm“,
910 Отд. 4. Машины для обработки, lit. Металлореж. станкй
с) Накидные зубчатки применяются для 1лавного привода только в легких стан-
ках со ступенчатым шкивом. Наоборот, в механизме подачи они имеют широкое
распространение, особенно в специальном устройстве „коробки Нортона".
d) Передвижная шпонка применяется обычно в механизме для подачи.
3. Гидравлическая передача (стр. 354) делает возможной бес-
ступенчатую перемену скоростей. Применяется обычно в механизмах
Фиг. 64. Коробка скорости стандарт- Фиг. 65. Пластинчатая муфта к жест-
кого токарного станка (Гейдбнрейх и кому фрезерному станку (Левг-Гез-
Гарбек). фюрель).
Фиг. 67.
подачи на шлифовальных станках, также у сверлильных и прошивоч-
ных станков и для передвигания стола в продольнострогальных станках.
4. Подшипники. Раз-
витие машин-орудий
привело к все большим
скоростям; поэтому про-
межуточные валы часто
снабжаются шариковыми
и роликовыми подшипни-
ками (стр. 441). На глав-
ном шпинделе, где тре-
буется высокая точность
вращения, применяются:
а) Конические шейки. Они применялись обычно в то время, когда
шейки шпинделей еще не обрабатывались на круглошлифовальиых ствнках.
Втулка подшипника цельпая, регулировка путем осевого передвижения шпинделя
с помощью нажимного винта, который также предназначен для принятия осевого
давления или путем передвижения упорного подшипника. Фиг. 66 показывает улуч-
шенную конструкцию такого подшипника по сравнению с шариковым упорным
подшипником. Фиг. 67 дает современную конструкцию для чисел оборотов до 2000
в мин. (Гильдмейстер, патент). В последнем случае шейка состоит из внешнеконус-
ной бронзовой втулки, вращающейся р стальной втглке. Износ на шпиндельной
втулке, а не во втулке подшипника.
Типы металлорежущих станков
ОН
Ь) Цилиндрические шейки во втулке подшипника, конусной сна-
ружи, разрезанной в одном месте и надрезанной многократно. Такая втулка пру-
жинит и сжимается, когда ее втягивают в корпус подшипника (фиг. 68). Эта кон-
струкция менее цетесообразна, чем конструкция по фиг. 67, потому что сжимание
получается неравномерное (фиг. 69).
с) Цилиндрическая шейка в подшипнике, состоящем из двух
частей, особенно тщательно пригнанных. В случае износа, они пригоняются повторно.
Обычча кольцевая смазка.
d) Шариковые подшипники. Применяются лищь при небольших
усилиях, при простых шарикоподшипниках вращение без игры трудно достижимо.
Поэтому шарикоподшипники шлифовального шпинделя делают с косой поверхностью
катания, пружины постоянно надавливают на подшипник в осевом направлении,
так что уничтожается радиальная игра.
е) Конусные роликовые подш ипники устанавливаются попарно,
причем возможна регулировка на вращение без игры. Недостатки; высокая стои-
мость и сравнительно большой диаметр подшипника (фиг. 64 и 65).
Подшипниковые металлы. Обычно бронза или медное литье, баб-
бит допускается на быстроходных токарных станках при обработке легких металлов.
5 Направляющие обычно призматические, лучше чем плоские,
тщательно шаброванные; в последнее время шлифуются на специаль-
ных шлифовальных стан-
ках.
6. Рукоятки и ма-
ховички. Целесообраз-
но выполнить конструк-
цию так, чтобы все дви-
жения рук были в соот-
ветствии с передвиже-
нием частей станка. Вра-
Фиг. 68.
Фиг. 69.
щение вправо вызывает
включение, закрепление или движение вправо, вверх или от рабо-
чего. Вращение влево имеет обратное действие. Органы управле-
ния, которые могут мешать друг другу, необходимо согласовать
так, чтобы ошибочные передвижения стали невозможными.
7. Зажимные приспособления должны зажимать надежно и
давать экономию во времени при обслуживании станка.
Механические зажимные приспособления. Например,
самоцентрующий зажимной патрон на токарных, шлифовальных и универсально-
фрезерных станках, быстро сменяемый сверлильный патрон, зажимные патроны
на револьверных станках и автоматах.
Электромагнитные зажимные приспособления выпол-
няются, главным образом, как плиты и рабочие столы у шлифовальных станков.
Пневматические зажимные приспособления являются
важным средством для повышения производительности путем экономии времени,
а именно в форме пневматических патронов на револьверных станках и автоматах.
8. Измерительные приспособления включаются органически
в конструкцию высокоценных станков, предназначенных для серий-
ной обработки. Вследствие этого становится излишним ручное из-
мерение с остановкой станка. Получается экономия во времени
и увеличенная точность, столь важная для взаимозаменяемости
деталей.
Примеры. Индикаторы и чувствительные рычаги на шлифовальных станках,
неизменные измерительные стержни и индикаторы на карусел: ных станках, непо-
движные упоры с применением иромежу) очн^х калибров на токарных станках, авто-
ма1ическое выключение подачи на сверлильных станках при достижении определен-
ной глубины отверстия.
912 I- И- Отд. 4. Машины для обработки. П1. Мет ал лор еж. станка
9. Упоры для автоматического выключения облегчают обслужи-
вание, способствуют точности работы и производительности станка
и предохраняют станок и инструмент от повреждений; применяются
почти у всех станков-орудий.
10. Приспособления для смазки и охлаждения. Электриче-
ские насосы или насосы, приводимые в движение самим станком
через ремень или цепь Галля. В станиьа станка — бак для охлажда-
ющего средства. У фрезерных станков насос часто включается
и выключается одновременно с фрезой.
Ь) Отдельные виды станков
Токарные станки. Результаты исследования процесса резания
стали решающими при конструировании большинства станков.
Фиг. 70. Супорт стандартного токарного станка (Гейдснрейх и Гарбек).
Типы: для общего применения „токарные станки с ходовым
винтом и ходовым валиком* (фиг. 70). Ходовой винт включается
с помощью разъемной гайки (маточный замок) в супортной доске
только для нарезки резьб. Ходовой валик служит для продольной
и поперечной токарной обработки, передачи через зубчатки, вклю-
чение с помощью замков для продольного и поперечного самохода.
Все три замка согласованы между собой в супортной доске.
Часто имеется еще третий валик, с помощью которого ходовые
винт и валик могут включаться у места рабочего. При индивидуаль-
ном моторе приводится в действие пусковое приспособление,
в таких случаях имеется еще 4-я ось. Ходовой винт монтируется по
возможности близко к направляющей, ниже — ходовой валик. Спе-
циальные конструкции следующие.
Многорезцовые станки1): резцовые салазки — с особым резце-
держателем, в котором можно установить несколько резцов. Часто
имеются передний и задний супорты, каждый с группой резцов.
9 Куррейн, Многорезцовые Станки, конструкция и работа, Берлин 1929,
Гакебейл,
Типы металлорежущих стайкой
$13
Лобовые токарные станки: с особенно большой высотой центра
и с соответствующей планшайбой; зубчатая передача через зубчатый
обод на самой планшайбе (избегается колебание шпинделя, при
вращении), для изделий с большим диаметром, как например для
обработки ременных и канатных шкивов и т. п.
Карусельные токарные станки: для тяжелых изделий они
лучше, чем лобовые станки (удобство закрепления изделия, доступ-
ность и более выгодное положение планшайбы). Конструкция с оди-
нарной или двойной стойкой. На поперечине один или два супорта,
из которых один часто с револьверной головкой.
Токарные станки для валов: большая длина станины, несколько
супортов. Токарные станки для кривошипных валов, для оси и
колес вагонных скатов являются специальными ко|Втрукциями,
имеющими одно только применение.
Револьверные токарные станки. Резцедержатель представляет
головку, в которой могут закрепляться до 10 резцов или комби-
наций из резцов, работающих последовательно один за другим.
Резцовые салазки снабжены автоматическим выключением с по-
мощью упоров, а при обратном ходе головка автоматически пере-
ставляется на 1-е положение. Обслуживание подученными рабо-
чими возможно лишь после того, как станок отрегулирован, резцы
и упоры установлены. Револьверная головка бывает с вертикаль-
ной, наклонной и горизонтальной осями. В последнем случае —
ось головки параллельна оси станка или перпендикулярна к ней.
Полуавтоматы. Все движения автоматизированы за исключе-
нием закрепления и снятия изделия.
Автоматы1). Автоматы для пруткового материала с подачей
прутка через полый шпиндель. Одношпиндельные и многошпин-
дельные автоматы (до 6 шпинделей). Для изделий, вырабатываю-
щихся не из прутка, например отливки вроде поршней моторов и
т. п., имеются специальные приспособления для подачи изделия и
его закрепления. Экономическая выгодность автоматов начинается
приблизительно при 300 шт. в партии.
Таблица 21. Размеры центровых токарных станков
Высота центров................... 40—3000 мм
Число об/мин шпинделя мин........ 150—0,2
„ „ » макс.......... 3000— 40
Потребляемая мощность.............0,5—120 л. с.
Давление резания при v=20 м}мин . 60— 20 000 кг
Токарные станки с резцами из видиа имеют особенно боль-
шие скорости при большой мощности привода. Токарные станки
с алмазными резцами имеют высокие скорости, очень маленькие
подачи и малые глубины резания.
2. Фрезерные станки. Имеются две тенденции развития: во-
первых, универсальный станок и, во-вторых, по возможности упро-
щенный станок, предназначенный для одного изделия. Второй ста-
i) Келле, Автоматы, Берлин 192:7, Шпрингер.
58 Зак. 254. — Hiitte, Справочник для инженеров, т. II.
914
Т. П. Отд. 4. Машийы для обработки. III. Металлореж. ставки
Таблица 22. Размеры карусельных станков
С одинарной стойкой С двойной стойкой
Диаметр планшайбы в мм 500—1250 1000—12 500
Максимальный диаметр обточки в мм Максимальная высота обточки над 600—14G0 1000—22 500
планшайбой в мм ........ 450—1000 750—4000
Максимальный момент вращения кг 1м 20J—4OJ0 10 J»—30000
Мощность привода в л. с 3,5-18 12-250
нок имеет одну скорость и одну подачу, и только после смены
разных колес он может быть приспособлен для новой работы. Он,
таким образом, служит для массовых изделий, например для норма-
лизованных частей.
Универсально-фрезерный станок отличается от простого
продольно-фрезерного только тем, что стол может быть установленным
наклонно и что на последнем имеется делительный аппарат. Вследствие
Фиг. 71. Жесткий фрезерный станок (Леве-Гезфюлер).
©того тут имеется возможность фрезерования спиралей, изготовления зубчаток
и т. п. Во фрезерных станках для нарезки зубчаток и резьб установочное, зажим-
ное и делительное устройство конструктивно включены в строение станка.
Станки, предназначенные для разнообразного применения,
строятся с двумя группами скоростей, имея в виду и легкие ме-
таллы. К современным станкам требуются сильный привод на каж-
дый шпиндель, до 20 л. с. и больше. Специальные многошпиндельные
станки снабжаются несколькими моторами. У жестких фре-
зерных станков (системы „Старр" или „Стабиль") (фиг. 71),
с одной стороны, опора шпинделя очень устойчива, т. е. широкая ста-
нина широкий держатель свободного конца оси, твердо связанный,
со станиной или с фундаментом; с другой стороны, опора и направле-
ние стола особенно надежные. Фрезерные станки снабжаются часто
прерывистой подачей стола, так что последний автоматически одну
Типы металлорежущих станков
915
часть своего хода выполняет с меньшей скоростью, а другую —
с большей. Обратный ход стола автоматический и ускоренный при
неподвижной фрезе. Размеры стола в специальных и универсальных
станках доходят до 1600/400 мм, а подача до 700 мм.
3. Горизонтальные расточные и фрезерные станки. Строятся
со шпинделями диаметром от 50 до 350 мм. При конструкции
имеются следующие возможности:
шпиндель смонтирован в салазках горизонтально; в особых
случаях конструкция допускает установку под углом;
подача происходит путем осевого перемещения шпинделя;
расточные салазки устанавливаются в вертикальном
направлении вдоль стойки;
станков перестанавливаем
в других станках он или непо-
передвигается в поперечном к
оси направлении.
стойка или неподвижная или передви-
гается на особой станине в поперечном к шпин-
дельной оси направлении.
Стол у малых
вертикально,
движен или
шпиндельной
4. Сверлильные станки, широко приспосо^
бляются к инструменту. При высоких скоростях
обработки легких металлов требуются большие
числа оборотов, до 10 000 об/мин. Тут шестерни
неприменимы, и поэтому употребляются быстро-
ходные электромоторы с ременной передачей.
При сверлении малых отверстий подача автомати-
ческая, при достижении нужной глубины автома-
тический обратный ход. Часто несколько таких
малых сверлильных головок находятся на одной
станине, так что при серийной работе на одном
Фиг. 72. Схема жест-
кого сверлильного
станка с круглым сто-
лом.
изделии одновременно высверливается несколько
отверстий разного диаметра без перезакрепле-
ния изделия или инструментов.
Жесткие сверлильные станки (фиг. 72) имеют
сверлильные салазки, которые могут перестана-
вливаться вертикально вдоль стойки. Привод — от вертикального
электромотора. (Специальной конструкцией является „сверлильный
пресс" Вессельмана с двумя стойками, подверженными только рас-
тяжению, в то время как у одностоечных станков стойка всегда
подвергается также изгибу; с другой стороны, при двойной стойке
станок делается менее доступным). Подача — механическая или
гидравлическая и достигает 4 мм!об.
Радиально сверлильные станки имеют плечо, поворачиваемое
на 360°, иногда также переставляемое вертикально, и стол, пере-
двигаемый радиально. Эти станки имеют особенно большие диапа-
зоны чисел оборотов и подач. Закрепительные приспособления для
движения салазок и поворачивания плеча электрически сцеплены
И приводятся в действие одним приемом.
Для серийной работы пригодны: многошпиндельные сверлильные
916 т. tt. Отд. 4. Машины для обработки. Ш. Металлореж. станкй
станки, с 4—30 шпинделями, число которых в специальных станках
(при автостроении) доходит до 120. В соответствии с изделием
шпинделя — вертикальные, горизонтальные, или комбинированные.
Сверлильные станки для изготовления калибров и лекал отличаются
особенно точными движениями и регулируемостью стола в двух
горизонтальных направлениях по индикаторам или другим измери-
тельным приспособлениям.
5. Шлифовальные станки1). Современное развитие характерно
следующим: применение особых электрических или гидравлических
моторов для каждого движения, применение гидравлических пере-
дач для движения стола, а при круглой шлифовке для шпинделя и
для подач. Для управления употребляют также сжатый воздух.
Применяете^ способ радиальной подачи с целью автоматизации
процесса обработки при большой производительности. Автоматиче-
ские измерительные приспособления упрощают обслуживание и
обеспечивают высокое качество работы.
Типы:
П л о с к о ш л и ф о в а л ь н ы е станки с вертикальным
шпинделем. Привод от 3 до 16 л. с. с продольным или круглым
столом; последние для массовых деталей. Наибольшие станки
имеют сегментный шлифовальный круг диаметром до 1400 мм,
привод — от электромотора в 70 л. с. с вертикальной осью.
Плоско шлифовальные станки с горизонталь-
ным шпинделем обычно с продольным столом для горизон-
тальных и вертикальных поверхностей; для горизонтальных плоско-
стей на маленьких станках применяется также круглый стол.
Круглошлифовальные станки для наружной
шлифовки по обычному способу или с торцевой подачей; мощ-
ность привода до 30 л. с., круги до 900 мм в диаметре и при
вводной подаче до 225 мм в ширину. Круглошлифовальные станки
строят так же, как универсальные станки, на которых возможна и
внутренняя шлифовка и шлифовка конусов и т. д. Здесь широко
распространены автоматические измерительные приборы.
Круглошлифовальные станки для внутренней
обработки. Наиважнейшей частью является шлифовальный
шпиндель, закрепленный особенно тщательно (например, на станках
,Фортуна-Верке“), так как число оборотов доходит до 80 000 в мин.
При обработке полых цилиндров, не имеющих вращательного дви-
жения, применяется планетарный шлифовальный шпиндель.
Точильные станки — для заточки токарных и строгальных
резцов, сверл, всякого рода фрез, фрезерных головок и т. д.
Специальные шлифовальные станки, сконструиро-
ванные для обработки определенного изделия. Для шлифовки колен-
чатых и фасонных валов, конусов клапана, резьб и т. д. В других
станках конструкция определяется способом работы: бесцентровые и
притирочно-доводочные шлифовальные станки.
П П р е г е р, Немецкие шлифовальные станки в 1929 г. „Werkzeugmasch.", 1930,
стр. 61. Шлезингер, Лейпцигская выставка станков-орудий 1930 г., W1'.
1930, стр. 125. -
Типы металлорежущих станков
917
6. Строгальные и долбежные станки. Продольностро-
гальные. Одностоечная и двустоечная конструкция. Важно
надежное движение стола; поэтому длина станины равна двойной
длине стола. Стол приводится в движение зубчатой рейкой или
гидравлическим путем *). Последняя передача выгодна тем, что
при ней облегчается перемена направления, так как в других пере-
дачах вращающиеся массы вследствие большей скорости требуют
больше энергии. Ход—-до 10 м и больше.
Фиг. 73. Продольный строгальный станок.
Специальные конструкции: станки для строгания кромок и
ямные строгальные станки; у них изделие не двигается, а инстру-
мент установлен на равномерно двигающихся салазках.
Шепинги приводятся в движение или посредством зубчатой
рейки с реверсивной передачей, как продольнострогальные
станки, или с качающейся кулиссой. Специальные конструкции —
с гидравлической передачей. Размер — до 800 мм хода. Мощность
привода — до 8 л. с.
0 К е с н ер, Строгальные станки с гидравлическим приводом, ZdVdl, 1930,
GTp. W.
918 т. II. Отд. 4. Машины для обработки. III. Металлореж. станки
Долбежные станки приводятся в движение посредством вра-
щающейся кулиссы, зубчатой рейки или винта. Ход — до 800 мм,
мощность привода — до 20 л. с. Стол — крестовый, круглый или то
и другое вместе.
7. Станки для производства зубчаток. Фрезерные
станки, работающие по способу деления, для шестерен и зуб-
чатых реек.
Способ обкатывания: шпиндель для изделия обычно
вертикальный (фиг. 60 Ь, стр. 903). Фреза на салазках, ведомых по
стойке. Специальная конструкция для нарезки конических колес
с винтовыми зубьями. Строгальные станки для обработки
конических колес с прямыми и косыми зубьями работают по спо-
собу обкатывания.
Долбе*жные станки.' Наиболее распространены способы
Мааг и Фелоу. При первом способе инструмент имеет несколько
зубьев зубчатой рейки, т. е. при эвольвентном зацеплении с пря-
мыми боками, и соприкасается с изделием по способу обкатывания.
При втором способе инструментом служит шестерня-долбяк и воз-
можна также обработка внутреннего зацепления.
У зубчаток автомобилей и станков-орудий зака-
ляют и шлифуют образующие поверхности зубьев. В станках для
шлифовки зубчаток шлифующая поверхность круга представляет
собой прямую, образующую зубца рейки и касается обрабатываемой
боковой поверхности зубца по способу обкатывания (см. „Зубчатые
передачи", стр. 516).
Е. Точность изготовления и работы. Допуски
и посадки г)
Точность изготовления. Из экономических соображений уста-
новили следующий принцип. Для станка можно требовать только
точность, лежащую на границе конструктивной необходимости. Для
приемки высококачественных станков создана „Книга норм точ-
ности для станков-орудий"* 2).
Каждый качественный станок при приемке необходимо подвергнуть провероч-
ному измерению, касающемуся параллельности направляющих между собой или
правильности угла между ними, точности механизмов подачи и деления, точности
вращения шпинделей и распределения их по прямой. При проверке изготовляется
проверочный лист с допустимыми и найденными неточностями.
Точность работы станков аависит еще от других факторов, например от
устойчивости станка против возникающих при работе усилий и от колебаний дви-
гающихся частей. Точность работы станков не выражают в определенных числах.
Величина точности работы лучших токарных и шлифовальных станков лежит при-
мерно у 0,005 мм для частей диаметром в 50 мм.
i) По допускам и посадкам Ост № 1001, 1002, 1003, 1011, 1012, 1013, 1014, 1015,
1020, 1021, 1022, 1023, 1024, 1025, 1030,1042, 1043, 1069, 1079, 1142, 1143 и 2650 (см. IV т.).
2) Шлезингер, 2 изд., Берлин 1930, Шпрингер — Шлезингер, Будущее
германского станкостроения, ZdVdl, 1930, стр. 1637,
Деревообделочные станки
919
Допуски и посадки х) Германские нормы допусков разли-
чают систему вала 1Г (допуски переносятся на отверстия) и
систему отверстия В (допуски переносятся на вал) 2). В
обеих системах допуск считается от нулевой линии, т. е. от номи-
нального размера. Нулевая линия, таким образом, является грани-
цей допусков. В обеих системах установлены 4 кл асса допусков:
1-й класс е, 2-й класс /, 3-й класс s и 4-й класс g. Числовые данные
для всех отклонений от номинального размера. в единицах
допуска РЕ:
з __
1 единица допуска равна 0,005^ D (D в мм).
Такие данные без дальнейших перерасчетов годны для валов
любого диаметра.
Примеры. 2-й класс, „система вала", ходовая посадка.
Вал равен номинальному размеру до минус 1 РЕ.
Отверстие равно номинальному размеру до плюс 1,5—3,5 РЕ.
2-й класс, „система отверстия44, ходовая посадка.
Отверстие равно номинальному размеру до плюс 1,5 РЕ.
Вал равен номинальному размеру до минус 1,5—3,5 РЕ.
В качестве исходной температуры, при которой измерительные инструменты
и изделия должны иметь нужный размер, установлена 20° 3).
Можно считать, что в недалеком будущем нормы допусков получат между-
народное признание 4 *).
IV. Деревообделочные станки6 * * * 10)
Состав, инж. Ф. Ф о й г т, Берлин
а) Общие данные
Дерево является органическим, неравномерно растущим, часто
усаженным твердыми сучьями, гигроскопическим материалом волок-
нистого строения, прочность которого зависит от рода дерева и
содержания влаги; кроме того, прочность определяется направлением
действия силы (стр. 928, 1237). К свойствам дерева прино-
равливается тот или иной станок, служащий для обработки его.
Вследствие незначительной прочности дерева conf отивление реза-
нию значительно меньше, нежели при обработке металла; по-
этому, например, относительное движение между резцом станка
и деревом может быть у правильно сконструированного станка
весьма быстрым, пока не наступит вредное нагревание инструментов.
Вращающиеся тела следует статически и динамически тщательно
J) Подробно, см. „Betriebshiitte4*, 3 изд., стр. 75^
а) Normblatter, DIN 774-778 и 784—790.
®j DIN 102.
4) К и н ц л ь, Развитие международного нормирования допувков, 1931, стр. 16.
®) Литература: Век, Расчет штучного времени для работ на деревообделоч-
ных станках, Берлин 1926, изд. VDI. — Бюз, Опыты с лесопильной рамой, Биле-
фельд, 1929, изд. Гундлах. — Якобсон, Связь между подачей и качеством работы
при обработке дерева, .Maschbau44, 1929, стр. 657. — Паузе, Тонкое строгание дере-
вянных поверхностей, „Maschbau", 1929, стр. 656. — Заксенберг, Новейшие ис-
следования в области обработки дерева, „Maschbau", 1928, стр. 1094; Известия AWF,
10 изд. тетр. 10.
920 т. II. Отд. 4. Машины для обработки. IV. Деревообделочные станки
уравновесить; особенно следует избегать критического числа оборо-
тов при длинных державках инструмента (валах строгальных ножей).
Если инструменты и инструментодержатели получают быстрое
возвратно-поступательное движение от кривошипной передачи, как,
например, лесопильные рамы или поперечные пилы, то возникают
силы инерции вследствие ускорения, которые часто возбуждают
усилия во много раз больше, чем сопротивление резанию, и поэтому
эти силы необходимо принимать во внимание при расчете криво-
шипной передачи.
Подшипники всех быстровращающихся валов и кривошипов
деревообделочных станков должны быть тщательно выполнены
и предохранены от проникания пылй; применяются подшипники ка-
тания, как-то: шариковые, роликовые и бочкообразные, последние —
предпочтительно тогда, когда вследствие больших напряжений заме-
чаются прогибы цапфы. Машины с шариковыми подшипниками
требуют незначительного количества энергии на холостой ход. Иногда
применяются подшипники с кольцевой смазкой и другие сколь-
зящие подшипники; это необходимо тогда, когда нагрузка цапф
велика и применение подшипников катания представляет значитель-
ные затруднения. Надежную по возможности автоматическую смазку
следует применять при всех прочих подшипниках или поверхностях
скольжения быстро вращающихся (кривошипный привод) и сколь-
зящих частей деревообделочных станков.
Инструменты. Форма инструментов зависит от структуры
и свойств дерева. Заточка лучше всего достигается при помощи
специальных вспомогательных станков.
Привод. Индивидуальный электрический привод является
наилучшим для деревообделочных станков. Часто применяется непо-
средственный электрический привод на рабочем валу, причем якорь
укрепляется на последнем. При трехфазном токе трудно получить
подходящее количество оборотов без значительных затрат на умфор-
мер (см. отд. „Электрическая передача", стр. 963). Лесопильным за-
водам выгодно иметь собственную силовую станцию, так как отбро-
сов от резки дерева и опилок хватает на топливо, поскольку эти
обрезки дерева не могут быть употреблены для других целей более
выгодным образом.
Трансмиссионные валы в лесопильных заводах должны делать
250 — 300 об/мин; на некоторых деревообделочных заводах — около
300 — 400 об/мин.
Механическое устройство для транспортирования опилок
должно быть везде, где ежедневно получается большое количество
опилок.
Установки для искусственной сушки дерева следует преду-
сматривать для деревообделочных фабрик, которые потребляют
большое количество сухого дерева, так как такое устройство дает
возможность избегнуть дорогостоящего хранения дерева на складах.
Для фанерных заводов и фабрик для изделий из гнутого дерева
кроме сушилок следует устраивать еще установки для запари-
вания и размягчения дерева, как-то: камеры, ямы или котлы.
Распиловочные станки
921
При проектировании деревообделочных установок
следует учитывать не только установку потребных в каждом отдельном случае
машин и устройств, но также и наивыгоднейший транспорт на склады в самом
предприятии, а также предусмотреть достаточную площадь около станков для
складывания дерева. Где только возможно, следует предусмотреть механические
транспортные приспособления, особые краны, подъемники и т. п. для тяжелых
бревен. Для вытягивания бревен из воды применяются подъемные блоки.
Ь) Распиловочные станки
В зависимости от формы пилы различают: продольные пилы,
круглые пилы, барабанные пилы.
I. Продольные пилы
К ним относятся лесопильные рамы, ленточные,
поперечные и прорезные п и л ы. Наибольшая производи-
тельность всех распиловочных станков при наличии привода доста-
точной мощности зависит от: 1) скорости резания, 2) толщины
полотнища пилы, ширины промежутка между зубьями, формы зуба
и разводки или расширения ?,убьев, 3) от рода дерева и содержания
в нем влаги, 4) способа подачи дерева, 5) хода пилы (у лесопильных
рам), толщины дерева’ или высоты пропила; лесопильные станки
следует рассчитывать для наибольшей подачи дерева на наибольшую
глубину врезания, 6) от желаемой чистоты среза и от квалификации
персонала.
Обозначения:
Н — ход пилы [мм],
п — число оборотов кривошипа или ходов полотнища пилы в мин.,
с - средняя скорость пилы с возвратным движением [м/сек],
с: 2 — средняя скорость резания лесопильных станков и т. п. [м/сек],
и — подача дерева [м/сек],
U = 60 и — подача дерева [м/мин],
h — высота пропила [мм],
s — толщина полотнища пилы [мм],
b — ширина пропила [мм],
t — шаг зубьев пилы [мм],
I — длина зубьев пилы [мм],
g — длина основания треугольных зубьев [мм],
е — промежуток между зубьями [мм],
а — угол резания зуба,
6 — толщина слоя, отделенного от дерева зубом или другим резцом, изме-
ренная в направлении подачи [мм],
F — сечение этой стружки [им2],
V — объем этой стружки [ им3],
Vo — объем этой стружки в виде опилок [км3],
Ц и V/ — объем промежутков между зубьями (нужен для снимаемой струж-
ки) [ илг3],
2 — количество стружек высоты Л, отделенных при одном ходе пилы,
• — коэфициент разрыхления, равный Ио: V,
2V0 — энергия, затраченная на холостой ход станка [л. с.],
Nt — полезная работа станка [л. с.],
N2 — мощность, потребная для подачи материала [л. с.],
N = No -}- М -j- Na — суммарная потребная энергия для одного станка [л. с.],
И — свободная длина натянутой ленточной пилы (между местами зажи-
ма) [л. r.j,
@ — натяжные силы [кг],
D' — диаметр бревна, подлежащего раепилозке [мм],
922 Т. II. Отд. 4. Машины для обработки. IV. Деревообделочные станки
D — диаметр круглой и барабанной пилы и шкива ленточной пилы [мм],
v — скорость резания круглой, барабанной и ленточной пилы, а также
инструментов с равномерным движением [м^сек],
В — ширина продольной пилы [мм],
w — ширина рамы многопильного станка [мм],
Z — наибольшее количество полотен, для которого рассчитан нормально
пильный станок,
г — радиус кривошипа пильного станка [.«],
L — длина шатуна [-и],
X = г : L — соотношение длин,
х — расстояние центра тяжести шатуна от цапфы кривошипа [м],
Рд — давление ускорения на цапфу пильного станка [кг],
Р^ _ давление ускорения на цапфу кривошипа [кг].
1. Лесопильная рама. Наиболее важными станками являются
вертикальные рамы с приспособлением для подачи бревна и гори-
зонтальный пильный станок.
Вертикальная рама, как правило, строится с коленчатым
валом, расположенным внизу (нижний привод).- При высоком уровне
подпочвенной воды, удорожающей устройство ямы, выбирают пиль-
ные станки с верхним приводом.
Разновидностями пильных станков являются подвижные станки,
затем станки с боковым приводом, легко переносимые, пильные
станки для распиловки круглых бревен, вертикальный разрезной
пильный станок с вальцевой подачей и т. п.
У всех современных станков с большим ходом лесопильные рамы
движутся при помощи шатунной передачи в вертикальном на-
правлении вверх и вниз. Пилы режут по преимуществу при
опускании лесопильной рамы, причем подача дерева пропорциональна
скорости резания, так что толщина стружки остается одинаковой.
Она будет неравномерной, когда подача дерева непрерывна. В этом
случае уклон пилы должен быть приноровлен к подаче дерева, чего
в первом случае не нужно. При прерывной подаче уклон пилы де-
лается от 3 до 5 мм на 1000 мм длины полотна пилы, чтобы
концы зубьев при начале движения рамы вверх свободно подни-
мались из реза.
Расстояние закрепленных пил друг от друга определяется точно наверху и внизу
при помощи деревянных иди металлических пластинок, зажатых между пилами.
Поверхности полотен должны точно совпадать с направлением резания и направ-
ляющей рамой. В наивысшем положении рамы от верхней части подающего валка
до нижних пластинок пил должно быть расстояние or 60 до 100 мм, чтобы между
пилами не накапливались опилки.
Лесопильная рама при наименьшем ее весе должна быть
построена возможно прочно. Верхние и нижние поперечины изгото-
вляются в большинстве из двух стальных пластин с сопротивлением
60 кг1см2, так как стальное литье недостаточно надежно. Расстояние
между пластинами около 40—45 мм. Колонны рамы состоят или из
стальных труб, массивных стержней, или из склепанных пустотелых
четырехгранного сечения колонн, которые склепаны с плоскими
цапфами между пластинами рамы. Таким же образом цапфы соеди-
няются с пластинами. Лесопильная рама направляется четырьмя
передними и четырьмя задними колодками из чугуна или бакаутового
Распиловочные станки 923
дерева, укрепленными на поперечных балках, в раздвижных призма-
тических направляющих, укрепленных на стойках.
Лесопильные рамы с нижним приводом снабжены основ-
ными плитами для укрепления кривошипного вала и стоек пиль-
ного станка.
Цапфы кривошипа должны быть расположены парал-
лельно оси кривошипного вала. Для кривошипного вала предпочи-
тают бочкообразные вкладыши. Шатуны изготовляются из сименс-
мартеновской стали, стержни—обыкновенно прямоугольного сечения.
Они подвергаются попеременно не только напряжению на растя-
жение, сжатие и продольный изгиб, но и напряжению на изгиб
при боковых движениях. Для получения стержня более легкой кон-
струкции, коэфициент безопасности излома снижают до 2. Стойки
лесопильных станков должны быть настолько высоки, чтобы между
разделенными холостым и рабочим шкивом на кривошипном валу
и нижней части рамы при низком положении последней осталось
достаточно места для желоба, отводящего стружки с уклоном в 45°.
Эксцентриковые диски служат одновременно махо-
выми колесами, и их поэтому следует делать возможно боль-
шими. Почти половина веса рамы с пилами и зажимами, а также
вес шатунов следует уравновешивать противовесами в эксцентри-
ковых дисках. Для лесопильных станков степень неравномер-
ности 1: 10.
Подающие вальцы должны быть расположены по возможности
близко к пилам; верхний валик (нажимной валик) над нижним
(ведущим) валиком. Привод обоих валиков происходит при помощи
цепей Галля.
Подача происходит посредством зажимов и контркривошипов.
Для выравнивания возможных запозданий такта работы подающему
кривошипу придают опережение приблизительно на 238° по отно-
шению к подъемным кривошипам пилы. В случае непрерывной подачи
дерева следует пиле давать по отношению к длине хода перевес,
несколько больший половины приходящейся на ход пилы подачи.
Подача должна быстро переставляться, включаться ручным способом
или другими приспособлениями.
Необходимые нажимные приспособления для нажимных валиков
должны действовать по возможности автоматически и быть приспо-
собленными после прекращения действия давления быстро поднимать
соответствующий валик и удерживать его неподвижно на любой
высоте. Рельсы для тележек позади и спереди лесопильного станка
должны лежать точно в направлении распиловки и горизонтальной
плоскости. Подъемная тележка для поднимания переднего конца
распиливаемого материала на передний валик целесообразна.
Подвал лесопильного завода для пильных станков с нижним приводом должен
быть не менее 2 м глубины.
Фундамент пильного станка должен быть достаточно тяжелым. Его следует
опускать до прочного грунта. Основу фундамента вследствие колебания нагрузок,
вызываемых при работе станка возникающими ускорениями, при хорошем грунте
следует рассчитывать так, чтобы наибольшее давление на грунт составляло 0,5 кг]см*.
При плохом грунте фундамент пильного станка следует устанавливать на сваях или
делать подобного рода приспособления.
924 т- ОтД- 4- Машины для обработки. IV. Деревообделочные станки
Выбирают; с = 3,5 — 3,9 м[сек для нормальных быстроходных пиленых
станков при w = 350 — 1200 мм, с = 4,1 — 5,5 м/сек для особенно быстроходных
пильных станков при w = 350 — 1200 мм, причем меньшие значения служат для боль-
ших станков, w = ^тах + 50.
Таблица 1. Ход пилы Н
H = 0,6 —0,65 0,65 — 0,75 0,7 — 0,79 0,75 — 0,83 0,84 — 0,9 0,925 1 w
при w = 900 — 1200 800 700 600 500 400 350 мм 1
Далее Z = 0,03 w, L « Лтах + Н + 100, В = к 0,12 Z, причем ^тах ~ 200 мм,
«0,0012 £4-0,6 мм, 6 = 1,3 — 1,8 s (для разведенных пил), I = 10 s, g = 10 J
(для пил S’ = 1,7 мм и толще), g = 17 мм (для пил S’ = 1,7 мм), е = 5 — 8 мм,
t = g ~1~ е, а = 80 — 85° (для хвойного дерева а = 82°).
Во избежение потерь на пропил часто берут более тонкие пилы,
чем это вычисляется по формуле для 5. Но тогда наибольшая про-
изводительность пильного станка уменьшается. Применяемые рас-
положения для пильных станков указаны в табл. 2; ср. фиг. 74.
Фиг. 74.
Таблица 2. Размеры зубьев пилы пиль-
ного станка (разведенные зубья)
g
мм
е
мм
t
мм
1 10
1,2 12
1,4 14
1,6 16
1,8 18
2 20
2,2 22
2,4 24
2,6 26
2,8 28
3 30
17
17
17
17
18
20
22
24
26
28
30
5
5
5
5
6
6
6
7
7
8
8
22
22
22
22
24
26
28
31
33
36
38
Для пильного станка с разведенными зубьями:
В= £7:15 с, F = (6:2) 6, V = Fh, Vo = е Fht z = Н :t.
Для определения ^max имеем:
для
'=^ЧУ
для Н < hi
t гы If (h r\ • Ji ft, n\, r r 0,001 It! . .
Vi b = --^(b — s); U = —— -(b-s).
Распиловочные станка
925
Для вставных зубьев пильных станков:
для ^тах и 77 > Л:
Б =67 :30 с; F=68;
Я<Л:
8 = 77н<*-^
Выбирают для наибольшей подачи:
огчг, wx ь /е = 3,6 для сырого хвойного дерэва.
если/1>/г |е = 4>5 я п листвен.
и h /® = 4»^ " • хвойного я
еслиН<й (е = 5>5 п , листвен. ",
-ля н — h Iе = 5 » СУХ0Г0 ХВОЙНОГО
Для Л-Л {е = 5,5 „ в листвен.
Для натягивания полотна пильных станков и ленточных пил
следует выбирать:
G = 2g:s.
Обозначая:
Gt — полный вес рамы пилы с Z пилами и приспособлениями для закре-
пления пил [кг],
G» — вес обоих шатунов [аг?],
и = Gt + G2 — общий вес [кг].
Наибольшее давление проявляется при нахождении кривошипа
вмертвом положении:
для пильных станков с нижним приводом:
Р = 0,0011179 nVGj (1 zt X) qz Glt
Pk = 0,0011179пЧ [(a (1 zt X) + G2 (1 zt Xx: A)] qz G;
для пильных станков с верхним приводом:
Рд = 0,0011179 п2гО± (1 qz X) qz Gp
Pk = 0,0011179 n2r [Gi (1 qz X) + G2 (I qz X x: £)] qz G.
В предыдущих формулах Pg — для верхнего мертвого поло-
жения кривошипа и Рк — для нижнего мертвого положения его.
На каждой цапфе лесопильной рамы действует Р^/2, на каждой
цапфе кривошипа — Рл/2.
Для получения наибольшего напряжения на сжатие поперечных
балок лесопильной рамы, распределяют Z пил вправо и влево от
середины рамы на расстоянии 20 мм друг от друга.
Для холостого хода пильного станка считают:
если цапфы кривошипа и кривошипный вал
вращаются в скользящих подшипниках,
если цапфы кривошипа вращаются в шари-
ковых, кривошипный же вал в подшипниках
с кольцевой смазкой,
если цапфы кривошипа и кривошипный вал
вращаются в шариковых подшипниках.
Nq = 0,000 001 06 nW |
No = 0,000 000 732 nW {
Nq = 0,000 000 45 nW I
926 А. И. Отд. 4. Машины для обработки. IV. Деревообделочные станкй
Сопротивление резанию разведенных продольных пиль-
ных полотен:
р = ту [(14-0,55sina-cosa)8|/<4|- + ^-|.6K8-H-4-s^e ±)/sJ,
продольных пильных полотенец с расклепанными зубьями:
Р = ту [(1 + 0,55 sin а - cos а) 5 6К-Ц- + (25 Ks + + bKs 1) УТ].
Если несколько тел работают одновременно, то для h следует
поставить в формулу сумму всех высот среза, обозначенных h'.
При Zj пил, расположенных по сечению круглого дерева, прибли-
женно Л' = 0,75/У Z±. Тогда полезная работа и потребная для ре-
зания пильного станка мощность в л. с. при резке с разведенными
пилами:
rhr i h / Ч
М = « J5O7 [ (1 + °-55 sin “ - cos a) 8 У + (у 5 *з+ +
+ ^8±)Гб],
с расклепанными зубьями:
М = «ТЙТ7 Г(1 + 0,55 sin а — cos а) 3 ЬК -И- + (28 к -Ц- + ЬК 1) / 81.
lour l s s j
Коэфициент прочности К некоторых пород дерева может быть
взят из табл. 3, где приняты следующие обозначения:
К -{{- — сопротивление дерева при сжатии в кг!мм\ параллельное коси, прохо-
дящей через ось болванки и под прямым углом к волокну,
А^-Н-—сопротивление сдвигу в том же направлении,
Ks I — сопротивление сдвигу дерева в кг) мм2 под прямым углом к волокну,
Ks || — сопротивление сдвигу, параллельно волокну,
К || — сопротивление сжатию параллельно волокну,
К2 II — сопротивление растяжению параллельно волокну.
Таблица 3. Коэфициент прочности важнейших пород дерева в кг/мм2
Порода дерева к* АГ II
Ель 0,36 0,63 2,73 0,49 3,9 10,3
Сосна 0,55 0,67 2,19 0,36 2;5 7,5
Белая американскяя сосна .... (',5 0,61 2,1 0,37 2,8 7,9
Европейская лиственница .... 0,5 0,72 2,47 0,43 3 9
Красный б) к 1,32 0,85 2,9 0,84 4,25 13,45
Дуб 1,65 0,75 2,7 0,59 4,09 9,45
Ясень 1,24 1,23 3,45 0,8 4,76 12,59
1,86 1,08 3 0,7 7,7 11,1
2,1 1,98 5,46 1,27 6,38 20,2
Распиловочные станки
927
Коэфициенты т выбирают в зависимости от состояния дерева:
т = 0,48 до 0,6 для мокрого
m = 0,6 „ 0,75 „ свежего лесного дерева
т = 0,72 » 0,95 „ полусухого
т =0,85 „1,05 „ высушенного на воздухе
т = 0,95 „ 1,15 „ совершенно сухого дерева.
Для подачи дерева в зависимости от размеров пильных
станков, веса дерева и подачи
считать: N2 = 0,3 — 0,7 л. с.,
в среднем около 0,5 л. с.
Общая мощность пильного
в каждохм отдельном случае можно
Таблица 4. Увеличение потребной
мощности
станка N = Wo + М + W2 •
При нормальной резке?4
увеличивается вследствие
притупления пил после 1, 2 и
3 час. работы и приобретает
т-кратное значение, согласно
помещенной рядом табл. 4.
Отсюда следует, что пи-
лы после работы в течение
Длительность эксплоатации
распиловочного станка 1 2
в А = 0
Для мягкого дерева т = 1
Для твердого дерева т = 1
2—3 час. во избежание слишком большого расхода энергии должны
сменяться.
Таблица 5. Лесопильная рама с высоким подъемом
Скорость резания
м]сек
Пильный станок
При наибольшем количестве
пил л. с.
Пильный станок
35
3
ч
S
400
500
6(0
700
800
900
1000
1100
1200
350— 400
450- 500
55J— 600
650- 700
750- 800
850— 900
950—ЮиО
1050-110J
1150—1200
370-430
420—470
450—500
50J—550
520—570
550—6( 0
60J—650
650—750
700—750
3,7
3,8-3,9
3,8—3,°
3,8—3,9
3,7-3,8
3,6—3.7
3,6-3,7
3,6—3,7
3,5
4,3
4,5—5
4,5-5
4,6-5,5
4,35
4,2
4,2
4,2—4,4
4,1
15
21
25
28
34
38
42
49
52
22
30
36
40
48
55
60
70
75
18
25
28
32
40
44
48
58
61
26
36
41
46
56
63
68
83
88
Горизонтальный пильный станок работает только
одной пилой, режущей при движении вперед и назад. При укре-
плении нескольких пил назначение такого рода пильных станков —
проверка после каждого вреза и распиловка его после этого на надле-
жащий ассортимент товара — теряется. Лесопильные рамы большей
928 Т. П. Отд. 4. Машины для обработки. IV. Деревообделочные станки
частью деревянные для уменьшения их веса. На лесопильной раме
укрепляются деревянные, или металлические ползуны, скользящие
в горизонтальных направляющих, наклоненных в направлении
распиловки и снабженных автоматическими смазочными приспосо-
блениями. Полотно пилы натянуто большей частью посредством
винтовых закрепов. Движение лесопильного станка производится
кривошипным приводом, части которого, главным образом, подвер-
жены напряжению вследствие действия сил инерции. Следует учи-
тывать при определении напряжений кривошипного привода высоту
4NXT
Фиг. 75.
Фиг. 76.
установки рамы. Для возможно малого напряжения пилы следует
ее укреплять влево и вправо от материала стальными направляю-
щими.
Если направляющие рамы наклонены согласно фиг. 75, то при
нормальном сцеплении зубья должны быть расположены согласно
нижней части этой фигуры; у направляющих согласно фиг. 76, на-
против, как показывает соответственная часть фигуры.
Фиг. 79.
Другие формы зубьев для горизонтальных пильных станков
показаны на фиг. 77—79.
Подача перемещающейся на рельсах тележки для бревен
происходит от зубчатой рейки и привода. Она обычно непрерывна
и изменяется в пределах от 0,1 до 2,5 м/мин. Скорость обратного
хода тележки от 0,4 до 0,5 м/сек.
Кривошипный вал и цапфа кривошипа обычно
снабжены бочковидными подшипниками. Если D' обозначает наи-
больший диаметр бруса, то выбирают Н = от 0,8 до \D't с = 6 м/сек
для малых и до 7 м/сек для больших пильных станков, L =(3,5 —
3,75)77.
Хотя и: с во время реза неравномерно, можно все же, не делая
большой ошибки, формулу потребной мощности применять и для
Распиловочные СТайкй
S29
горизонтальных стан- Таблица 6. Горизонтальные пильные станки
ков, так как только
половина режущих Диаметр Число п об/мин кривошип- Потребная энер-
зубьев работает при ходе взад и вперед. ГИЯ [ для
бревна Ход Н группо- индиви-
Разновидностями го- D' ного вала вого привода дуального привода
ризонтальных пильных станков являются гори- мм мм п/мин л. с. л. с.
зонтальные лесо- пильные рамы с по- -
дачей для подвода досок 630 520 340 6 9
и брусьев; Н, п, U и N, 800 630 300 7 10
как у горизонтальных пиль- 1000 800 260 8 12
ных станков. 110Э 800 260 9 13
Фанерные пилы. 1100 940 2D 10 15
Подача тележки снизу 1250 940 210 12 18
вверх в вертикальном на- 1500 1200 165 14 20
правлении, обратный ход ускоренный. Н = А, с = = 6 до 7,5 м/сек, U до 1,5 mImuh, — 8 л. с. 1500 1500 135 16 23
2. Поперечная пила для бревен. Этот станок строится для бревен
до Df = 1800 мм, Различают, главным образом, стационарные
Фиг. 81.
Фиг. 80.
Фиг. 82.
поперечные пилы с ременным или непосредственным электрическим
приводом, затем поворотные, либо качающиеся с непосредственным
электрическим приводом. Редко
изготовляются с непосредственным
паровым приводом. Полотно пи-
лы обыкновенно укреплено непо-
средственно в ползуне кривошип-
ного привода, реже на конце
стержня, вращающегося на ползуне
и вверх перемещаемых противо-
весом направляющих салазках. Так
как волокна должны быть про-
резаны поперек, то пилы снабжа-
ются косо заточенными зубцами
попеременно влево и вправо. Дви-
жение вверх полотна пилы в
Таблица 7. Поперечные пилы
мм Н мм п мин. Потребная энергия для индивидуаль- ного привода
830 450 20) 7
1000 500 200 8
1200 700 180 10
1500 900 150 12
1800 1000 120 14
плоскости разреза происходит от руки при помощи червячной пе-
редачи. Наиболее ходкие формы зубьев показаны на фиг. 80, 81, 82.
3. Ленточные пилы. Ленточные пилы для бревен. В зависи-
мости от направления движения полотна различают вертикальные
и горизонтальные ленточные пилы для бревен.
Общие данные. Сечение шкива D = 1000 — 2500 мм, ши-
рина полотна В = 100 — 250 мм, скорость резания v = 30 — 45 м/сек,
& Зак. 254. — Hiitte, Справочник для инженеров, т. П,
§30 П. Отд. 4. Машины для обработки. IV. Деревообделочные станка
глубина вреза h = 600 — 1800 мм, непрерывная подача U = 0,1 — 30
и 40 м/мин, обратный ход тележки — 50 — 67 м/мин, толщина поло-
тенца s^D: 1000; применяется:
Таблица 8. Значения толщины полотна
Для D = | 1000 | 1200 | 1500 | 1800 | 2000 | 2500 мм
, s = | 1 | 1,2 | 1,4 | 1,6 | 1,8 | 2 .
Выбирают В = D : 10, Ь — (1,4—1,5) 5 для расплющенных зубьев, 6=(1,5—1,8) 5
для разведенных зубьев, I 10 <у, g 17 мм, = 2 S : j.
Вследствие оги5ания шкива ленточной пилы полотно подвер-
жено напряжению изгиба kb =sE: (D + s'), где E обозначает модуль
упругости в кг!мм2.
Наиболее употребляемые формы зубьев (фиг. 83 — 86)\
Если Vt объем впадины зубца в мм3, то:
Smax = 2V'1 : Для разведенных зубьев,
8max = '• Для клепаных зубьев,
L : т — 60 : е bht (наибольшая подача в мм для всех полотен ленточ-
ной пилы).
Фиг. 8с.
Фиг. 85.
Фиг. 84.
Полезная работа для полотен с разведенными зубьями:
М = т [(1 + о,55 sin а - cos а) К ф + 8/С,4= + sKs ± j /Т
Полезная работа для расплющенных полотен:
2V,= m^^(l+0,SSsina—+(25ЛГ,ф + ,х;1) УТ].
"•=0'M6sSra»+0A
Распиловочные станки
931
при вращении валов в катящихся опорах,
No = 0,033
_ ® । о 5
5 370 000 ’
при вращении валов в обыкновенных подшипниках,
у2 == 1,5 — 5 л. с.
Общая мощность W = 2V0 + М + N2 в зависимости от ве-
личины агрегата 25 — 100 л. с.
Шкивы ленточной пилы вследствие большой скорости ленгы
следует изготовлять из наилучшего материала. Они часто укре-
пляются стальными бандажами. Верхняя поверхность шкивов должна
быть отшлифована выпукло до 0,1 мм, так как достижение большей
точности только путем обточки невозможно. Шкивы и валы должны
быть тщательно уравновешены. Для цапф валов хорошо оправдали
себя опоры на цилиндрических катках. Для регулирования хода
пилы перемещаемый натяжной ролик должен легко поддаваться уста-
новке в направлении его движения. Для лучшего сохранения по-
лотна пилы натягивание полотна при помощи рычага с противове-
сом должно происходить по возможности осторожно. Полотна должны
изготовляться из наиболее подходящего материала, быть тщательно
натянуты, и для каждого рода дерева должны быть снабжены соот-
ветствующими зубьями. Полотно пилы подвержено сильным напря-
жениям, поэтому промежутки между зубьями следует хорошо окру-
глять. Задняя стенка полотна пилы должна быть закруглена. Как пра-
вило, применяются полотна пилы с расплющенными зубьями, реже —
с разведенными зубьями. Правка полотен пил, как-то: заточка, склепы-
вание, натягивание, запаивание и т. д., происходит при помощи
вспомогательных машин и аппаратов.
Тележки для подъема брусьев вертикальных ленточных пил
должны снабжаться аппаратами, переставляемыми вместе или пооди-
ночке, а также автоматическим отодвигателем от полотна для обрат-
ного хода.
Долевые ленточные пилы с приспособлением
для подачи бревен делаются вертикальными и горизонтальными.
Они служат для распиловки обрезных брусков, пластин и досок. Диа-
метр катка D = 10о0 — 1800 мм, v = 30 — 40 м/сек, U — до 35 м/мин,
расход силы N= 15 — 45 л. с. Расчет наибольшей подачи и расход
силы производится по вышеуказанным формулам.
Столярные ленточные пилы употребляются для про-
дольной и поперечной распиловки, а также для работ по шаблону.
Диаметр катка D = 600 —1200 мм, s = 0,6 — 1 мм, В = 3 — 60 мм,
v = 20—25 м/сек, ширина катка 30—60 мм, высота среза 300—800 мм,
расход силы N=2—10 л. с.
Так как узкие пилы бегут по роликам, то последние необхо-
димо покрывать резиновой или кожаной оболочкой, лучше всего
из вулканизированной резины. Хорошие направляющие ролики
для ленты должны быть расположены над и под столом, при-
чем верхний должен переставляться по высоте. Стол может обычно
932 Т. II. Отд. 4. Машины для обработки. IV. Деревообделочные станки
устанавливаться и в наклонном положении. Упругое натяжение
ленты с регулировкой при помощи пружины или рычага с противо-
весом у этих пил делается меньше, чем у пил с автоматической
подачей. Если F — наименьший поперечник ленты в мм2, то для
каждой части ленты [кг\« 1F. У специальных ленточных лил
для выпиливания по кривым линиям на судовых досках и тому подоб-
ных предметах стол делается неподвижным, а станина может устана-
вливаться наклонно. Обрезные ленточные пилы и т. п. снабжаются
соответствующими салазками и роликами.
4. Станки с прорезными пилами (для ажурных работ). Эти
машины служат для выпиливания открытых или замкнутых фигур.
Ход пилы Н = 40 — 100 мм, обычно
может изменяться для //=100, п =
= 450, для /У = 40, п = 1000/мин.
Расход силы от ДО % л. с.
II. Круглые пилы
Многочисленные формы зубьев
круглых пил соответствуют разно-
образному применению их для про-
дольных и поперечных распиловок.
Необходимо всегда иметь в виду,
чтобы- тело зуба могло достаточно
сопротивляться боко-
вому изгибу и чтобы
при боковом давле-
нии на острие в 2 кг
он не отгибался боль-
85*
Ъ- /-1,5 ЛМ
ше, чем на 0,03 мм.
Промежуток между
зубьями должен быть
всегда хорошо закру-
глен. Острой засечки,
которая влечет за со-
бой разрыв ленты,
также следует избе-
гать. Употребляются
I
круглые пилы диа-
Фиг. 90-92. метром D = 100 —
1500 мм, редко боль-
ших размеров. Выбирать следует 5=0,075 "\[D — 0,142
•и = 50 — 70 м]сек для продольных распиловок и v = 45 —
50 м)сек для поперечных. Для параллельных круглых пил
с автоматической подачей s делается на 1,1 мм толще по сравнению
с нормальным. Фиг. 87 до 92 изображают некоторые формы зубьев.
Треугольные зубья на фиг. 87 употребляются для продоль-
ной и поперечной распиловки, крючкообразные и волчьи зубья
(фиг. 88 и 89) для продольной распиловки, шлифованные круг-
Распиловочные станки
933
лые пилы (фиг. 90 и 91) для продольной и поперечной распиловки,
нормальные пилы с разведенными зубьями только для поперечной
распиловки, чечевицеобразно заостренные тонкие круглые пилы
(фиг. 92) для изготовления тонких досок.
Для определения минимальной подачи и расхода силы под-
ходят формулы, указанные для ленточных пил, с тою разницей,
что высоту среза необходимо брать под прямым углом к направле-
нию подачи.
Для ленточных и круглых пил при данных и и v мы
имеем о = (и: v) • для разведенных зубьев и о = (и : v) • t для рас-
плющенных зубьев; V = Fh для зубьев обоих видов.
Поперечные круглые пилы должны затачиваться, как
поперечные пилы для бревен. Круглые пилы больших размеров
должны со стороны зубьев быть снабжены направляющими, столы же
слабых продольных или долевых пил от фланца до основания зуба
снабжаются набивками из пеньки или войлока. Благодаря этим
набивкам пила несколько нагревается и натягивается. Данные, каса-
ющиеся D, s, п и для нормальных круглых пил имеются в табл. 9.
Таблица 9. Данные о нормальных круглых пилах
D мм <У мм п мин. Расход силы при элек- трическом приводе л. с. D мм <У мм п мин. Расход силы при элек- трическом приводе л. с.
1С0 0,7 7000 1 800 3,25 1400 13 1
150 0,9 6300 1,5 Для группо- 900 3,5 1180 15 Для группо-
200 1,05 4800 2 1000 3,8 1000 17
250 1,25 3800 2,5 вого привода 1100 4,2 9.0 20 вого привода
зео 1,45 3360 3 1200 4,6 850 23
400 1,85 2800 5 1 j считать при- 1300 4,8 780 26 считать при-
500 2,25 2300 7 I 1400 5 730 30
600 2,6 1900 9 1 1 близительно 0,6 1500 5,5 680 35 близительно 0,6
700 2,9 1600 И J
Каждая из круглых пил должна быть снабжена заградительными
приспособлениями, клином позади пильного полотна. Наиболее
важными станками с круглыми п и л а м и являются:
1. Круглые пилы со столом различной конструкции; нередко
бывают соединены с фрезерными и долбежными станками, у которых
подача дерева производится вручную.
2. Обрезные круглые пилы с салазками на роликах; подача
дерева вручную при помощи рукоятки или автоматическая.
3. Круглые пилы для обрезки и большие круглые пилы
целенек ой с автоматической подачей.
4Гпарал7/®льные круглые пилы с двумя переставляемыми
по отношению друГ4 Чругу пилами, с автоматической подачей при
помощи роликов или цепь U ,п3 ° 9 £) = 500 мм,
N = 16 др 25 л, с. и 5 = 4 мм для D = 700 мм, N = 20 ди ^б А
934 Т. II. Отд. 4. Машины для обработки. IV. Деревообделочные станки
5. Планочные круглые пилы с шестью и большим числом
круглых пил на одной оси с автоматической подачей дерева при
помощи валиков.
6. Продольные и долевые круглые пилы для разрезывания
досок и брусьев; автоматическая переставляемая подача дерева при
помощи валиков.
7. Круглые пилы для фанеры с диаметром пил в 800 — 1200 мм,
заостренные с одной стороны чечевицеобразно, служат для изго-
товления тонких досок. Подача дерева производится вручную, реже
автоматическая при помощи тележек и салазок.
8. Круглые пилы для укорачивания с одним или несколькими
дисками; подача вручную или автоматическая.
9. Форматные круглые пилы с мелкими зубьями и полотном
толщиной 4—10 мм, у которых наклонно заостренные зубья всегда
обращены к дереву.
III. Барабанные пилы
Барабанные или цилиндрические пилы служат
обычно для вырезывания клепки и снабжены приспособлением,
автоматически выбрасывающим распиленную клепку, диаметр бара-
бана £> = 800 мм, длина разреза до 1150 мм, скорость резания
v до 30 м!сек. Расчет U и N тот же, что и для круглых пил.
с) Строгальные деревообделочные станки
Эти станки служат для зачистки, профилирования плоско-
стей посредством фасонных ножей (калевки) и стругов, укреплен-
Фиг. 94.
ных во вращающихся зажимах, а равно неподвижных отделочных
ножей.
Фиг. 93 и 94 показывают разрезы обычных ножевых 5азт^5.Тсли
последние приводятся в движение непосредственна 0? электромотора
трехфазного тока с числом об/мин *х«ЗО09г1и ддЯ достижения доста-
точной пролаВоДительносгй; валы снабжаются четырьмя ножами, боль-
шим количеством редко, так как установка большого числа ножей
Строгальные деревообделочные станки 935
затруднительна и расход энергии на см3 снятого материала воз-
растает. Важно надежное закрепление ножей.
По фиг. 93 буквы обозначают:
Cj— центробежную силу в кг, приложенную к центру тяжести S ножа и при-
нимаемую во внимание при расчете запретительного винта,
С2 — центробежную силу гайки и стержня винта [кг],
К — тангенциальное сопротивление резанию, дейст 1ую цее на о трие ножа
и принимаемое приблизительно в Ь кг на 1си даты о'трия,
а, р — углы между С и К, с одной стороны, и нормалей к плоскости прикре-
пления для ножей, с другой,
Pt, Р2, Р3 — давления на опорные поверхности ножа [кг],
7\, Т2, Т3 — трения [кг],
у, = 0,1 — козфициент трения,
Р — общая нагрузка на закрепительный винт [кг],
I — ширина ножа [ т и],
Zt — расстояние между центром тяжести S и задней поверкнортыо ножа [ и и],
12 — расстояние между серединой винта и задней поверхностью ножа [жлх].
Pl = CIJI2 • COS а 4" Л7//2 • COS р,
Р2 = Pi — С • cos а — к • cos р.
Скольжение ножа на закрепительной поверхности предотвра-
щается тем, что
Iх (^1 Р2 + = 714" ^2 “Ь 2Г3 С • cos а
или
С /sinа \ । К q I
р>тД—+ cos“) + '2' cos Р + С2-
Фактор /С • sin р, при каждом резе противодействует силе С • sin а; если он
меньше, чем 2С sin а, то он не принимается во внимание при расчете закрепитель-
ных винтов.
При круглом вале (фиг. 94)
p>-^[c1/3cos7 + C-cosa4-^ + C^r2 + /</-cos ₽] + сг>
где Ci обозначает центробежную силу накладки.
Процесс строгания и фрезерования при равно-
мерной подаче дерева (фиг. 95). Круг резания Ks катится
своим концентричным кругом катания Kw по плоскости, параллельной
направлению резания; $£ — полюс мгновенного вращения. В точке С,
совпадающей с мгновенным положением острия ножа /, имеется отно-
сительная скорость резания vщ и равно скорости полюса. Каждая
кривая резания является удлиненной циклоидой (орилоциклоидой)
с радиусом кривизны рс = МС в точке С. Если R и г являются
радиусами кругов Ks и Kw, то по фиг. 95
и: г = v: и = rvjR.
Если, как обычно, vjR= 1, то также и = г.
936 T- ОтД- 4- Машины для обработки. IV. Деревообделочные станки
а толщина стружки параллельно подаче дерева 5 = 1000 п, при-
чем з равно числу ножей ножевого вала или фрезы. На фиг. 93 на-
мечено, как клинообразные стружки свертываются в витки по скосу
ножевой головки.
£>£ — диаметр круга, описываемого ребрами ножевой головки,
Ds — диаметр круга резания; Ds Л + 2 мм.
Фиг. 95.
Таблица 10. Толщина стружки или расстояние
между гребнями волн строгания 5
6 < при
чистовом
строганкл
в мм
100 0,85
120 1
140 1,2
160 1,35
180 1,5
5 при обдирочном строгании
в мм
Четырехсторонние
строгальные станки,
снабженные чистиль-
ными ножами
Наиболее важными строгальными станками являются:
1. Фуговальный станок с круглым предохранительным ноже-
вым валом и перемещающимся кверху длинным столом, который
в стороне, обращенной к ножу, снабжен стальными губами. Ско-
рость резания v = 25 м/сек, ширина резания 200—1000 мм, по-
требная мощность 7V = 2 — 6 л. с., подача от руки.
2. Вальцевой станок или станок для строгания досок. Ско-
рость резания ^ = 25 —30 м/сек, ширина резания 300 —1600 мм,
потребная мощность 77=3—16 л. с. Подача £7 = 3 — 9 м/мин.
Эти станки имеют также от 2 до 4 ножевых валов для многосторонней обра-
ботки досок и балок. Потребная мощность повышается в соответствии с уменьше-
нием сечения дерева.
3. Четырехсторонние станки для строгания и для профили-
рования делаются для ширины строгания от 80 до 300 мм и для вы-
соты — от 50 до 100 мм, и = 25— 30 м/сек, подача U = 3,2 — 12 м/мин,
мощность N = 10 — 20 л. с. Станки для профилирования, равно как
и станки для изготовления паркета, являются разновидностью этих
станков.
4. Большие четырехсторонние строгальные станки с пода-
вателями и чистовыми ножами производятся различных
размеров. Скорость резания v = 30 — 40 м/сек, подача U = 30 м/мин,
иногда доходит до 60 м/мин, рабочая ширина 150 — 400 мм, мощ-
ность W = 20 — 60 л. с.
5. Станки для шпунтования и фальцевания служат для изго-
товления шпунтов и фальцев на досках, брусках и балках, N=6—
20 л. с., v = 25 м/сек.
6. Дисковые станки делаются для особых назначений,
Различные деревообделочные станки
937
7. Станки для круглых брусков диаметром от 6 до 80 мм. По-
дача дерева от руки или автоматическая. Подача U = 2,6—6,5 mImuh,
ДГ = 0,5—3 л. с.
8. Строгальные станки для досочек работают с неподвижными
строгальными или чистовыми ножами, сидящими в сменяющихся
коробках. Подача досочек происходит при помощи большого валка
с толстым слоем резины. Рабочая ширина от 150 до 300 мм, по-
дача U = 275 м]мин, мощность N =2—5 л. с,
9. Строгальные станки для чистой отделки с неподвижным
кулачком и вальцевой подачей строятся для рабочей ширины
от 600 до 1800 мм, подача U = 20 — 25 mImuh, N= 8 — 18 л. с.
Мощность для всех строгальных и фрезерных станков с роли-
ковыми подшипниками
mKs\\
jV=_90y±W+0’25AC”
где F— сечение дерева, подлежащего превращению в стружку,
в мм2, U—подача дерева в м и Ks—сопротивление срезу парал-
лельно к волокну в кг/мм2 (табл. 3, стр. 926). Постоянная величина
0,25 подлежит умножению на количество рабочих валов.
d) Фанерно-строгальные станки
В зависимости от способа работы станка различают фанерные
круглолущильные станки и фанерные строгальные станки.
1. Круглолущильные станки:
бревно, зажатое между захват-
ными лапами, вращается вокруг
своей оси. Нож, установленный
Фиг. 96.
Фиг. 97.
параллельно, движется равномерно по направлению к центру и при
каждом обороте дерева вокруг своей оси снимает с него спиральную
длинную, одинаковой толщины фанерную ленту. Для того чтобы фанера
была одинаковой толщины с обеих сторон и без изломов, дерево пе-
ред ножами следует сдавить при помощи бруска. Положение ножа
и давящего бруска видно на фиг. 96. Круглолущильные станки
изготовляются для бревен длиной от 400 до 4500 мм и диамет-
938 т- И- ОТД- 4- Машины для обработки. IV. Деревообделочные станки
ром от 500 до 1500 мм, в большинстве случаев с приспособленной для
быстрого установления толщины фанер о = 0,1—10 мм и больше.
Скорость резания в среднем равна от 0,6 до 0,8 м/сек. Мощность W
зависит от толщины фанеры п рода дерева. Значение Afmax можно
взять из табл. 11.
Таблица 11. Мощность для круглолущильных станков
Наибопьший диаметр де- рева D' в мм Наибольшая толщина фанеры 0 в мм Наибольшая мощность N для 1 м ширины сече- ния в л. с. Наибольший диаметр де- рева D' в мм Наибольшая толщина фанеры 6 в мм Наибольшая мощность N для 1 м ширины сече- ния в л. с.
500 4 10 1200 1Э 25
750 4 15 1500 10 30
10J0 8 20
2. Фанерэрежущие станки. Работа их происходит таким обра-
зом, что нож укрепляется на столе и после каждого обратного
хода он передвигается на толщину фанеры перпендикулярно к на-
правлению резания. Перемена движения салазок происходит авто-
матически. При пододвигании салазок к ножу, каждый раз с дерева
срезается фанера. Скорость резания с = 0,46 — 0,53 м/сек. Фиг. 97
показывает положение ножа и придавливающего бруска. Фанеро-
режущие станки строятся для дерева длиной 600—5100 мм, 450--
1500 мм ширины и 350 — 1200 мм толщины. Толщина фанеры о = 0,05—
10 мм, мощность W для 1 м ширины строгания — около 10 л. с.
е) Станки для древесной шерсти, стружкоделательные станки
1. Станки для получения древесной шерсти. Для получения
древесной шерсти употребляется высушенная на воздухе ель, осина,
сосна европейская и горная, последняя только в случае отсутствия
сильного запаха смолы этого дерева. Твердое дерево непригодно.
Дерево подводится к ножу валиками или, лучше, направляющей
линейкой с автоматической подачей. Ширина ниток шерсти от 1
до 4 мм, толщина от 0,05 до 0,5 мм, длина 500 мм, скорость реза-
ния ножей от 4 до 5 м/сек. Производительность станка 30 кг/час
наиболее тонкой и 210 кг/час более грубой шерсти. Мощность при
групповом приводе в среднем М=12 л. с.
2. Стружкоделательные станки служат для изготовления стру-
жек для выделки коробок, корзинок и т. п. из колод шириной 500 мм
и длиной 1600 мм\ скорость резания 0,12 м/сек, обратный ход сала-
зок ускоренный, /7=2—4 л. с.
f) Фрезерные деревообделочные станки
Фрезерные станки служат для изготовления профилированных
или профильных поверхностей на прямых или изогнутых брусках,
а также для фальцовки, вырезки пазов, щелей и т. п. при помощи
Различные деревообделочные станки
939
соответствующих пазорезных дисковых фрез, фрезерных головок
и других инструментов. Скорость резания v = 30—45 м/сек.
Главными фрезерными станками являются:
1. Фрезерные станки со столом простого или двойного дей-
ствия с горизонтальными, переставляемыми по высоте шпинделями,
у которых оправка для закрепления инструментов выступает над
рабочим столом. Нормально они делают от 4000 до 7000 об/мин.
При употреблении больших инструментов п соответственно умень-
шается. Расход энергии N = 3—6 л. с.
2. Верхний фрезерный станок: п и N, как и у фрезерных
станков со столом.
3. Фрезерный станок с горизонтальным шпинделем: N = 3 л.с.
4. Копировальный фрезерный станок для изготовления не-
симметричных предметов, N=2,5 с. л.
5. Фасоннофрезерные станки для массового изготовления
точеных предметов, ручек для инструментов и т. п. с круглым,
овальным и многогранной сечением; расход силы в зависимости от
рабочей ширины, N=3—6 л. с.
6. Фрезерный станок для круглых брусков от 6 до 40 мм
в диаметре; N = 4 л. с.
g) Шипорезные и шпунтовальные станки
Эти машины работают двумя или несколькими шпинделями
и выполняют работу станка простого или двойного действия с руч-
ной или автоматической подачей. В качестве инструментов служат
фрезы со вставными ножами, пазорезные диски, фрезы, круглые
пилы и др. Скорость резания, v = 30—50 м/сек. Расход энергии
для каждого рабочего шпинделя 1,5—2 л, с.
h) Цепнофрезерные и долбежные станки
1. Цепнофрезерные станки работают с бесконечной фрезер-
ной цепью, быстро движущейся в горизонтальном направлении,
причем зубья могут оттачиваться. Толщина цепи от 6 до 25 мм.
Глубина прорезки до 175 мм, скорость резания v = 4—8 м/сек,
наименьшее гнездо 6 X 23 мм. Движения горизонтального супорта
производятся или вручную или автоматически. Расход энергии W =
2—5 л. е.
2. Дыродолбежные станки имеются двух видов: с вертикаль-
ным и горизонтальным движением супорта. Подача обычно автоматиче-
ская, обратный ход ускоренный. Пустотелое долото от 12X60 мм2,
глубина гнезда в зависимости ог величины инструмента от 80 до
260 мм, расход энергии jV — 0,8—4 л. с. Сменяемые пустотелые долота
для цепных фрезерных долбежных станков изготовляются до 20 мм1.
i) Сверлильные станки '
Эти станки с одним или с несколькими шпинделями работают
в горизонтальном или в вертикальном направлении. Сверла делают
в зависимости от их диаметра от 1000 до 4000 об/мин. Расход энергии
N = 0,5 — 4 л. с.
940 Т. II. Отд. 4. Машины для обработки. IV. Деревообделочные станки
У станков для сверления глубоких отверстий сверлильные шпин-
дели передвигаются, причем стол с обрабатываемым предметом
имеет боковые поступательные движения, или сверлильный шпиндель
остается на месте, а боковое и поступательное движение салазок
с обрабатываемым предметом осуществляется вручную или авюма-
тически. Станки для сверления глубоких отверстий строятся также
с приспособлениями для долбления.
к) Токарные станки для дерева
Токарные станки для продольной, лобовой и профильной обточки
строятся более облегченного типа по сравнению с токарными стан-
ками для металла. Небольшие предметы обрабатываются обычно
вручную при помощи полукруглых долот или каких-либо других
подходящих резцов; для больших предметов употребляются супорты
с рукоятками или же с ходовым винтом. Скорость резания v =
= 10—13 м!сек для мягкого дерева, v = 5—7 MjceK для твердого;
расход энергии 7V = 3— 6 л. с.
Разновидностью токарных станков является копировальный то-
карный станок и т. п.
1) Шипорезный фрезерный станок
В зависимости от формы шипа различают:
шипорезные станки для прямых шипов, которые делают
шипы до 30 мм длины для досок шириной до 550 мм, расход энер-
гии N = до 4 л. с.\
шипорезные станки для наклонных шипов различных
видов;
шипорезные станки для открытых и потайных ши-
пов формы ласточкина хвоста, эти станки работают це-
лым рядом горизонтальных фрез, которые приводятся в движение
отдельными группами. Расстояние между шпинделями фрез 25,4 мм,
п = 5200 об/мин, полная рабочая ширина от 225 до 600 мм, расход
энергии 7V=2,5—4 л. с,
ш) Шлифовальные станки, работающие со шкуркой
Различают:
1. Цилиндрические шлифовальные станки с барабаном,
с одним до трех шлифовальных барабанов для ширины от 500
до 1600 мм. Автоматическая подача обрабатываемого предмета со
скоростью 1,5 до 10 м!мин, окружная скорость барабана v = 9—
17 м/сек^ расход энергии для каждого барабана в зависимости от ра-
бочей ширины /V—4—15 л. с. Шлифовальные барабаны должны
иметь боковое движение.
2. Ленточные шлифовальные машины со столом или без него;
для рабочей ширины до 1600 мм, со шлифовальными лентами до
350 мм ширины. У машин для шлифования больших поверхностей
цижняя часть шлифовальной ленты помещается над подвижным сто-
Аппараты й машины для обработки инстр5’ментов 941
лом с находящимся на нем обрабатываемым предметом и прижи-
мается при помощи особого приспособления к шлифуемой поверх-
ности вручную. Скорость ленты от 10 до 15 м/сек, расход энергии
W = 1—4 л. с.
3. Дисковые шлифовальные станки делаются с вертикально
или горизонтально расположенными дисками в 300—1000 мм в диа-
метре, причем последние бывают двойного действия. Обычно у этих
машин применяется ручная подача. Расход энергии N = 2—6 л. с.
п) Аппараты и машины для обработки инструментов
1. Машины для точки ножей с точильными и шлифовальными
цилиндрами до 300 мм в диаметре, с мокрой или сухой шлифов-
кой, с автоматической подачей и непосредственным электрическим
приводом делаются для ножей до 5300 мм длиной. Расход энергии
ТУ = 4— 5 л. с. Шлифовальные станки меньших размеров для
строгальных ножей до 1000 мм длиной делаются с автоматической
или ручной подачей. Диаметр шлифовального диска от 350 до
600 мм, расход энергии N равен около 2 л. с. Окружная скорость
дисков до 15 м/сек, шлифовальных дисков — до 10 м/сек.
Из других шлифовальных машин необходимо отметить шлифовальные станки
для фасонных ножей и шарошек.
2. Автоматические шлифовальные станки для рамных, лен-
точных и круглых пил с прямой и наклонной шлифовкой, шлифо-
вальными кругами 200—300 мм в диаметре и толщиной от 3 до
8 мм. Окружная скорость шлифовальных дисков до 34 м/сек, рас-
ход силы ТУ =0,5—2 л. с.
У машин для заточки ленточных пил употребляются трехгран-
ные напильники с закругленными краями; скорость напильника от
0,2 до 0,3 м/сек, расход энергии ТУ =0,5—1 л. с.
3. Аппараты и вспомогательные станки. Главными из них
являются: станок для штампования (насечки) зубьев пилы, паяль-
ный аппарат для ленточных пил, зажимные тиски для рамных, лен-
точных и круглых пил, наковальня с молотками и выверочными
линейками для выправления пил, машины для разводки широких
рамных пил, шлифовальные и фрезерные станки для зичистки спаян-
ных мест ленточных пил, аппарат для регулировки ленточных пил,
станки для разглаживания и осаживания зубьев у ленточных пил для
бревен и долевых ленточных пил, машины для развода зубьев, самые
разводки и разводные щипцы, приспособления для уравновешивания
ножей или ножевые весы для строгальных и профильных ножей, шли-
фовальные станки для фрезерных цепей, шипорезные станки и т. п.
о) Специальные машины и аппараты
Таких станков и машин имеется очень большое количество, и они приспосо*
блены для всевозможных отраслей деревообрабатывающей промышленности. Сюда,
например, относятся устройства для подъема бревен, дроворезные машины, ма-
шины для размельчения стружек, приспособления для транспортирования опилок,
сушильные установки и т. д., а также машины и аппараты для изготовления клепки
и бочек, спичек, деревянной обуви и колодок, деревянных ручек для щеток, колес
и венской мебели.
942 Т.П. Отд. 4. Машины для обработки. V. Пневматические инструментал
V. Пневматические инструменты
Составил д-р-инж. П. С. В. К ю н, Франкфурт/М
Подразделение. Пневматические инструменты работают сжа-
тым воздухом до 6 ат давления; в зависимости от рода выполня-
емой работы инструменты эти разделаются на производящие удары
или толчки и дающие вращающее движение, и на производящие
давление. Первые следует считать наиболее важными, так как для
производства движения удара или толчка ни одно из известных нам
средств не применяется с таким успехом, как сжатый воздух.
Образ действия. Ударные и производящие толчки инстру-
менты состоят, главным образом, из цилиндра и свободно переме-
щающегося в нем поршня, отбрасываемого туда и обратно действием
сжатого воздуха, У этих инструментов поршень снабжен поршневым
штоком, на котором укреплен инструмент, который, таким образом,
принимает участие в движении поршня; при этом энергия и пра
Фиг. 98.
Фиг. 99.
изводимый толчок переносятся на предмет; у ударных инструмен-
тов удар в большинстве случаев происходит на промежуточный
элемент „собственно инструмент" (стамеска, подвижная обжимка
штампа клепального станка). Движения взад и вперед у свободно
перемещающегося поршня производятся с помощью особого ре-
гулирующего приспособления или при автоматическом регулиро-
вании поршня; последнее только для сравнительно небольшого хода
поршня.
Саморегулирующийся цилиндрический поршень (фиг. 98).
Сжатый воздух подводится к кольцевому желобку; регулирование
впуска через оба конца желобка, выпуска — через оба конца поршня.
Увеличение хода поршня достигается небольшими добавочными
i) Литература. Н u 11 е, Taschenbuch fur Betriebsingenieure, 2 AnfL, Берлин 1924,
Ernst und Sohn. — И л ь т и с, Пневматические инструменты, Лейпциг 1921, Би-
блиотека Гешен, т. 493. — Справочник по пневматическим установкам Frank-
furter Maschinenbau А. С.^изд. 5. Франкфурт 1924. - Меллер, Испытание пневма-
тическил молотсв, журн. „Mitt. Forschungsarb.'1, т. 37, Берлин 1907. — Г р е д е л ь,
Экспер тментальные и теоретические исследовавания над пневматическими молотами,
журн „Miit. Forschungsarbeiten", т. 156 и 157, Берлин 1914.— Шлезингер, Испы-
тания пневматическил молотов, „Известия исследовательской лаборатории в Бер-
лине". — Г ар м, Испытания над пневматическими молотами, журн. ZdVdl, 1913,
т. 5. — К ю н, Сжатый воздух и применение его, журн. „Betrieb *, 1921, (3), т. 19; —
Гетце, Пневматические сверлильные станки и молоты в горном деле и родственных
предприятиях, журн. ZdVdl. |922, т. 11.
Пневматические инструменты: регулирование §43
каналами и увеличением камеры цилиндра. Этот способ регулиро-
вания применяется успешно только для небольших мощностей-
(вибраторы и легчайшие молотки).
Саморегулирующийся ступенчатый поршень (фиг. 99). Подво-
дится воздух в кольцевое пространство, так что поверхность пор-
шневого кольца находится под постоянным давлением, благодаря
чему требуется регулирование только большей стороны поршня.
Впуск, как видно на фигуре, через поршень или через каналы
в цилиндре, открывание и закрывание которых происходит краем
поршневого кольца большого диаметра.
Добавочные каналы и искусственное расширение камеры цилиндра требуются
для достижения пониженного давления и благодаря этому увеличения хода. Этот
способ регулирования для вибраторов применяется только для более легких и сред-
них работ.
Регулирование впуска распределительным механизмом;
пульсирующий распределитель (фиг. 100). Открывание
выпускных отверстий выполняется боковыми гранями поршня;
Фиг. 100.
вследствие возникающего падения давления в цилиндре регулиру-
ющий орган увлекается вслед за ним и закрывает доступ с про-
тивоположной стороны.
В качестве распределительных механизмов, кроме шариков, слу-
жат двойные конусы, задвижки и т. п.
Распределительный механизм для впуска и выпуска требу-
ется, когда необходимы более сильные удары, причем ход поршня
должен быть увеличен. Распределительный орган в виАе трубча-
того золотника имеет самые разнообразные формы. Распределение
производится разными способами нагрузки в зависимости от поло-
жения ударного поршня; длительная или временная нагрузка одной
лобовой поверхности сжатым воздухом из трубопровода (свежим
сжатым воздухом) или сжатым в конце цилиндра ударным поршнем
воздухом, который действует на распределительный орган в одном
направлении. В другом направлении временно нагружается обычно
большая лобовая поверхность сжатым воздухом из цилиндра; при
следующем движении поршня эта поверхность разгружается путем
соединения давящего на нее воздуха с атмосферой или с баком
обратного хода, наполненным слабо сжатым воздухом.
Не все способы распределения годны для всех ходов, поэтому
для молотков разной длины применяются разные способы распреде-
ления; иногда даже одновременно комбинации разных способов на-
§44 fl- И. Отд. 4. Машины для обработки. V. Пневматические инструменты
t I
Фиг. 102.
грузки, действующих на распределительный оргал в одном и том
же направлении. Возможности столь многочисленны, что мы огра-
ничимся лишь несколькими примерами.
Фиг. 101 показывает распределение, при котором меньщая лобовая поверх-
ность постоянно находится под давлением сжатого воздуха, в то время как боль-
шая лобовая поверхность через кольцевую канавку в ударном поршне попере-
менно разгружается, причем поршень бывает длиннее, чем ход.
Фиг. 102 и 103 показывают механизмы, у которых поршень кончается около
выпуска, находящегося в середине; таким образом ход больше, чем длина поршня.
Под влиянием давления воздуха из рабочего цилиндра на большую поверхность
(фиг. 102) происходит перемена направления движения до конца рабочего хода; при
Фиг. 103.
коротких молотах, в которых этот распределительный канал лежит так низко, что он
при обратном ходе не освобождается передней гранью поршня, упомянутый выпуск
в середине может отсутствовать. На фиг. 103 для перемены направления в конце рабо-
чего хода освобождаются выпускные каналы в цилиндре, чем достигается уменьшение
давления; раньше еще совершается уравнение давления на поверхностях золотника.
Фиг. 104 и 105 показывают распределительные механизмы, пригодные для
любых ходов поршня. На фиг. 1С4 показано, что перемена направления в конце
рабочего хода совершается с помощью свежего сжатого воздуха, обратного хода
Фиг, 104.
Фиг. 105.
с помощью уплотнения воздуха, а также свежего сжатого воздуха, протекающего
через маленькое отверстие.
Из фиг. 105 видно, что перемена хода в конце рабочего хода производится
путем сжатия свежего воздуха в канале, закрываемом поршнем. Перемена напра-
вления в конце обратного хода совершается аналогично, как в фиг. 104.
Область применения. Пневматические молотки изготовляются
как для самых легких скульптурных и чеканных работ, так и для
самых тяжелых работ по клепке, разбивке камня и т. п. В первом
случае применяются инструменты по фиг. 98, 99 и 100.
Молотки по фиг. 100 мало чувствительны к загрязнению, и потому
их широко применяют при сверлении каменных пород. Поршни таких
молотков снабжаются крутящим приспособлением, вследствие чего
инструмент имеет и вращательное движение. Фиг. 101 применяется
для нормальных молотков для обрубки и чеканки; фиг. 102 и 103
применяются для более тяжелых клепальных, разбивочных и трам-
бовочных молотков, в последнем случае передний конец поршня
Пневматические инструменты: область Применении
945
имеет шток, к которому прикрепляется трамбовка. Распределения
но фиг. 104 и 105 могут применяться для молотков, предназначен^
ных для самых тяжелых работ, так как вследствие больших ходов
конечная скорость поршня может быть доведена до 15 м/сек. и
больше. При этом затраченная энергия возрастает соответственно v2
и выважается величиной mv2/2.
Расход воздуха при давлении в 6 ат сверх атмосферного ко-
леблется между 0,1 и 0,5 м3!мин. Диаметры главных впускных
отверстий для ударного хода делаются в молотке в наиболее узких
местах для пропуска 60—100 MM2tM3 воздуха в мин. Диаметр вы-
пускных отверстий от 2- до 3-кратного
размера. Ж
Распределительные органы не должны быть
слишком тяжелыми, иначе потребовались бы боль-
шие плоскости, для того чтобы сменить налравле- аТь
ние золотника во-время; также следует избегать Ц,
чрезмерно длинных ходов, могущих угрожать ,
прочности. ПЙгД
Предельными границами слу- ч83| Я
жит следующее: ' Ц и
двойных ходов в мин. до 700 1000 1500 2500 4000 и uafl
наибольшая допустимая
длина хода в мм ... 7 6 5 4 3 rSLkJ&i
Вращательное движение для МсдЯ
пневматических инструментов прежде В*
всего необходимо для сверлильных IL Л
и шлифовальных станков; пер-
вые кроме сверления применяются в ши-
рокой мере и для развертки и нарезки
резьбы. После целого ряда конструк-
тивных изменений в настоящее времг Й-—
применяются только 4-цилиндровые ма-
шины, подобные изображенным на
фиг. 106.
У маленьких молотков, когда жела-
тельна свободная от сотрясения работа,
часто применяются ротационные поршни, фиг. Юб.
а также шестеренные моторы; особенно
при шлифовальных машинах предпочитают такие ротационные дви-
гатели.
Сверлильные станки изготовляютсТ в настоящее время для
отверстий следующих диаметров: от 5 до 75 мм, от*/4 до Зл.с., от
3 до 35 кг веса; расход воздуха на 1 л. с. от 0,7 до 1,2 м3 сжатого
до 6 ат сверх атмосферного.
Преимущества сверлильных пневматических станков по сравнению с элек-
трическими заключается в меньшем весе, небольшом размере, а также незначитель-
ной чувствительности к сырости и перегрузке; при порчах — возможности быстрой
замены новых частей; благодаря всем этим преимуществам пневматические свер-
лильные станки применяются на постройках чаще, чем электрические, несмотря
даже на то, что они требуют большего сравнительно расхода энергии.
60 Зак. 254. — Hiitte, Справочник для инженеров т. II.
946 T. II. Отд. 4. Машины Для обработки. VI. Сварочные машины
Клепальные машины с коленчатыми рычагами»
работающие давлением, обладают, подобно гидравлическим и элек-
трическим машинам, тяжелыми стальными станинами. Сжатый воздух
действует на поршень соответствующего диаметра, от которого
давление передается при помощи коленчатого рычага и ударника на
заклепку. Возможная при коленчатом рычаге кривая давления
пересекает, однако, кривую противодавления, соответствующего
пружинности станины, так что практически давлению ставятся
границы пружинностью станины. Клепальные машины с коленчатыми
рычагами имеют перед гидравлическими то преимущество, что у них
менее сложная подача и отвод воздуха, а также и то, что зимою
они не замерзают. Гидропневматические инструменты наполняются
маслом или глицерином.
Коэфициент полезного действия хорошего пневматического
молотка равен 30—40%, сверлильного инструмента — 40—50%, однако
сжатый воздух сам по себе имеет вследствие отвода компрессионной
теплоты и потерь энергии в компрессоре не более 50% затрачен-
ной энергии, к чему следует еще добавить потери на неплотности
в сети, так что общий к. п. д. можно считать лишь от Г2 до 20%;
но все же превалируют преимущества, вытекающие из увеличенной
производительности инструментов, удобства обращения с ними и из
их многосторонней применяемости.
VI. Сварочные машины *)
Составил др.-инж. К. Г а а з, Берлин-Сименсштадт
а) Способы сварки
Понятия. Первоначально под „сваркой* понимали соединение
двух однородных, находящихся в тестообразном состоянии металлов
с применением внешнего давления. Теперь это понятие расширено
по двум направлениям: во-первых, под сваркой понимают соедине-
ние двух металлов путем местного обжимания с прибавкой жидкого
добавочного металла или без него, во-вторых, — соединение неодно-
родных металлов, находящихся в тестообразном или жидком состоя-
нии. Но границы этого понятия нельзя считать остро очерченными.
Переход от сварки ктвердой пайке не разграничен. Правило, чтобы
при сварке прибавочный металл имел ту же самую точку плавления, как сваривае-
мый металл, не соблюдают. о
*) Литература. Б а р д к е, Популярное изложение сварочной техники, 2 изд.
Берлин, изд. VD1, 19<Я. — Г о р н, Сварка чугуна, Гамбург 1927, Hanseatische
Verlagsansjak. — Горн, Сварка жести, 1926, там же. — Меллер, Сварка электриче-
ской дугой, Лейпциг 1925, Гирцель. — Гаазе, Научное исследование дуговой сварки.
3 а у е р, Сварка и резка угольной дугой. — Шимпке-Горн, 1 фактический спра-
вочник о сварочной те нике, т. I, Берлин 1918, т. II, Берлин 1926, Шпрингер.
Журналы: „Die Elekiroschweifiung1*, „Die Schmelzschweifiung", „Die autogene
Metallbearbei.ung**, „Technisches Zentralblatt", „The Welding Engineer", „Journal of the
American Welding Society".
Способы сйаркп
947
Пример. При сварке меди с применением проволоки из легированной
меди точка плавлешя этой добавочной проволоки лежит ниже точки плавления
свариваемой мэли; при так называемой холодной сварке чугуна точка плавления
чобавочной проволоки лежит выше, чем у свариваемого чугуна.
Способы сварки. Разные способы сварки составлены в следующей
схеме. В основном сварка распадается на сварку прессовкой
и на сварку плавлением. При первом способе свариваемые
части сдвигаются под давлением после перехода в тестообразное
состояние. При сварке плавлением они сплавляются в жидком
состоянии с добавочным материалом.
| Сварка |
| Ct арка сплавлением
———
1 ыитная сварка сплавлением
| Сварка давлением}
- -ф -х
| | Термитная сварка давлением | |
\ргневая сварка | \Сварка методом злектрич сопротивления} ]Дбтоеенпоя сварка"] j Дуговая, сварка |
| Кузнечная сварка | I
\Сдарка Цодяным газом ]
] Сварка встык о г
\Электрическая точечная сварка |
\3лентричесная сванка со швом |
| Сварка атомным водородом
| Постоя* ил» перемен /пои |
изгибанием] [ЭяектрическаясдаркавЗ или стенаем} ^^^ектроЗ
| в атмоссуро Ja« итною газа |
| Голым ц,‘9&мозв иным и электродами-]
Таблица 1. Свариваемость металлов
М — сварка металлическими электродами, К — сварка угольными электродами,
Gs — автогеннная сварка, El. St. u. Abb. — электрическая сварка встык, El. Р.—элек-
троточечная сварка, El. N. — электрическая сварка со швом, Hg — кузнечная сварка,
Wg — сварка водяным газом.
Металл
El. St.
u. Abb.
El. Р. IE1.N.
Wg
Сталь С < еда/.. . .
„ С = U,25-0,6’/,
„ С>о,б»/„ . . .
Чугун холодный . . .
„ горячий . . . .
Стальное лигье С<
•< 0,6о/о..................
1
2-3
3-4
2—3
1
1-2
1
2-3
3-4
1
1-2
1 1
2-3 2
3-4 2
- 4
1 -
1-2 2-3
1
2-3
4
4
1 1
3 3
4 4
4 4
1
3
4
4
Легированная сталь требует
исследования в каждом случае
Алюминий..........
Медь..............
Цинк..............
Никель............
Монель............
Свинец ...........
Латунь ...........
4
4
4
3
2
3-4
2
2—3
4
3
2
2
2
2
3
2
2—3
2
4 2
3 2—3
4 4
60»
948 Т, И. Отд. 4. Машины для обработки. VI. Сварочные машины
Фиг. 107. Область применения различных
Объяснение чисел: 1 —
хорошо сваривается, 2 — сваривается,
3—плохо сваривается, 4— не подда-
ется сварке.
Все металлы, прочность которых
повышена вследствие термической об-
работки (закалка) или меланической
обработки, хуже свариваются, чем в
отожженном виде. Влияние предыду-
щей обработки устраняется сваркой,
хотя бы местно.
. Фиг. 107 показывает приблизи-
тельно тот способ сварки, при кото-
ром различные сечения хорошо свари-
ваются встык. Вычерченные границы
сильно колеблются в отдельных пред-
приятиях в зависимости от наличного
сварочного оборудования и расходов,
определяемых местными условиями.
ШЛ Автогенная
дуговая
ооооо • Электр.встык
ВоОяным газом
« ж«к * Термитная
Сварка
способов сварки для различных сечений.
Таблица 2. Области применения различных способов сварки
Кузнечная сварка Квадратные, круглые и прямоугольные сечения
Сварка встык с протягива- нием Тонкостенные трубы небольшого диаметра
Сварка водяным газом Трубы и баки со средней толщиной стенки
Электрическая сварка встык Квадратные, круглые и прямоугольные сечения до 2U0J0 л«лг2, фасонное железо, трубы, наварка режущи < пластинок, сварка цепей
Электрическая точечная сварка Швы внахлестку до приблизительно 25 мм об- щей толщины при железе; небольшие железные изделия
Электрическая сварка со швом Швы внахлестку до приблизительно 5 мм об- щей толщины при железе; посуда и изделия из листового железа
Термитная сварка под давле- нием и комбинированная сварка Рельсы и трубы, когда электрический аппарат для сварки встык неприменим
Автогенная сварка Тонкие и средние листы, баки, трубы и трубо- проводы, небольшие железные изделия, сварка при ремонте, сварка взамен склепки
Сварка металлическими эле- ктродами Шов внахлестку, встык, валиком; балки, кораб- лестроение, машиностроение; замена клепки
Сварка угольными электродами Бензиновые бочки, тонкостенные баки, трубы
Термитная сварка плавлением Наибольшие круглые и прямоугольные сечения
Электрические сварочные машины
949
Ь) Сварочные машины, аппараты и материалы
I. Электрические сварочные машины
1. Дуговая сварка, а) Дуговая сварка с угольными
электродами. Свариваемое изделие присоединяется к положи-
тельному полюсу источника сварочного тока, а другой полюс соеди-
нен с угольным стержнем. Возникающая дуга плавит изделие и, если
надо, добавочную проволоку. „
Ь) Дуговая сварка с двойными электродам и. Дуге
между двумя угольными электродами магнитным способом придают
острую форму и употребляют ее для наплавления и для сварки.
По Лангмюиру дуга между двумя вольфрамовыми электродами
разлагает струю водорода в атомный водород. Последний соеди-
няется обратно в молекулярный водород и отдает при этом зна-
чительные количества тепла, применяемого для сварки.
с) Дуговая сварка с металлическим электро-
дом. Дуга, образованная между металлической проволокой и изде-
лием, плавит последнее на определенную глубину и направляет
в углубление на изделии капли с металлического электрода. Темпе-
ратура дуги выше 3500°.
Источники тока для дуги. Применяются почти исклю-
чительно специальные сварочные динамо г). Сварочные генераторы 2)
часто конструктивно соединены с электромоторами и образуют
сварочные умформеры. Коэфициент полезного действия — около 50%.
Возможна сварка от мощной сети через включенное добавочное сопротивление;
недостаток: иногда опасно высокое напряжение при холостом ходе и низкий
к. п. д., упомянутое напряжение считается как сварочное напряжение сети. Для при-
соединения к сети переменного тока служат сварочные умформеры с мотором пере-
менного тока или сварочные трансформаторы. Падение напряжения достигается у по-
следних с помощью добавочной дроссельной катушки, или, проще, через сильное
рассеяние. По сравнению со сварочными машинами постоянного тока сварочные
трансформаторы имеют следующие преимущества: низкая стоимость, простое обслу-
живание, отсутствие каких-либо вращающихся частей и простой уход.
Недостатки: применение покрытых, дорогих электродов. Но и в послед-
нем случае (см. ниже) получаются не такие хорошие результаты, как при сварке
постоянным током. Так как возникающая у положительного полюса температура тут
совсем не поддается или трудно поддается измерению из-за постоянно меняюще-
гося направления тока. Вследствие этого наварка основного металла ненадежна, и
возможность вертикальной и потолочной сварки ограничена. При сварке толстых
листов этот недостаток выявляется больше, чем у тонких.
Электроды. При сварке „металлической" дугой большею
частью применяют электроды из сименс-мартеновской стальной про-
волоки с содержанием углерода ниже 0,10%. Применяются при
сварке листов, профильного железа, а также стального литья. Про-
волока с содержанием более, чем от 0,10 — 0,20% С для названных
целей применяется реже. Очень редко применяется проволока
с 0,20 —0,60% С. Проволока с 0,60 до примерно 1,0% С не упо-
!) Описание этого способа: Германский комитет для технического обучения
(Datsch), электрическая сварка Efi5 и учебные листы для дуговой сварки.
*) К илл, Сварочные осциллограммы, ETL, 1931, № 28, стр. 903—907.
950 Т. Отд. 4- Машины для обработки. VI. Сварочные машины
требляется для сварки на прочность, но применяется для наварки
металла, стойкого против износа (рельсы, ходовые колеса). При
холодной сварке чугуна применяются стальные электроды с малым
содержанием углерода, а также электроды из сплавов никеля, осо-
бенно монеля (стр. 224) в целях получения швов, поддающихся
обработке.
Чугунные электроды с высоким содержанием кремния приме-
няются при горячей сварке чугуна, при которой изделие до сварки
доводится до красного каления.
Наплавленный при металлических электродах металл содержит
сравнительно много азота и кислорода, а также включения окислов
и газовые пузыри. Вследствие таких примесей, особенно азота, на-
плавленный металл имеет большую сопротивляемость на разрыв, но
незначительное удлинение.
Для некоторых целей такие свойства добавочного металла
не удовлетворительны, и его улучшают путем покрывания электро-
дов не проводящими или малопроводящими электричество веще-
ствами, которые плавятся одновременно с металлом, уменьшают
сопротивление дуги в атмосфере и, главным образом, должны пре-
дотвратить влияние кислорода и азота. Хорошо выбранные покрытия
сильно влияют на качество добавочного металла, но одновременно
возрастает влияние шлаков, так что при толстых швах никакого
выигрыша не получается.
Для сварки металлическими электродами пригодны плохие про-
водники тепла. Медь только при малых размерах, алюминий, никель,
сплав монель и бронза только в ограниченной мере. Главную об-
ласть применения образуют незакаливающиеся или плохо закалива-
ющиеся сорта стали, т. е. сталь с содержанием не свыше 0,25% С,
легированные стали, а также стали с содержанием больше 0,25% С
свариваются хуже. Но и при сталях с малым содержанием угле-
рода всякие примеси за исключением марганца и меди вредят
свариваемости. Содержание кремния, алюминия и фосфора не должно
превышать 0,08%, а содержание серы — 0,04%.
Сказаное о составе свариваемых материалов относится также
к сварке с помощью угольной или двойной угольной дуги. Но по отно-
шению к теплопроводности последние способы менее чувствительны,
так как у них добавочный металл поддается сварке независимо от
теплообразования дуги. Возможна также сварка толстых сечений
алюминия и меди, причем образованию окислов можно противодей-
ствовать путем применения сварочных порошков.
Время сварки зависит от толщины листа (фиг. 108 и 109 пока-
зывают зависимость между силой тока и толщиной листов).
Сварка по способу Лангмюира дает те же возможности, что и описан-
ные способы, но помимо этого можно сваривать с хорошим результатом легиро-
ванные стали самого различного состава.
Сварку угольной или металлической дугой можно производить
с помощью автоматических сварочных головок (фиг. ПО). Послед-
ние дают следующие преимущества: влияние рабочего значительно
уменьшается; вследствие малого расстояния между дугой и источ-
Электрические сварочные машины
951
ником тока повышается удельная нагрузка проволоки током, бла-
годаря чему увеличивается экономичность процесса.
Прочность. Прочность наплавленного дугой материала зависит от искусства
сварщика, от качества электродов и в меньшей мере от состава основного мате-
Фиг. 108. Дуговая сварка;
зависимость времени свар-
ки от толщины листов.
Фиг. 109. Дуговая сварка: сила
тока и диаметр электрода в за-
висимости от толщины листов.
риала. При применении голых электродов (С < 0,15°/6) сопротивление на разрыв
примерно 33—40 кг/мм\ Растяжение незначительное (1—6°/0). Правка швов в холод-
ном состоянии молотками не рекомендуется.
2. Электрическая
сварка встык и сварка
оплавлением х). При
электрической сварке
встык пользуются тепло-
той, образующейся вслед- g .
ствие электрического со-
противления в стыке и в
соседних к нему частях
изделия, для доведения
до температуры сварива-
ния и потом производят
сварку путем сильного
давления. При сварке
оплавлением сварочная
температура получается
не только вследствие со-
противления, но и вслед-
ствие наличия электриче-
ской дуги в месте стыка.
Фиг. ПО. Автоматическая сварочная машина для
сварки металлическим электродом.
G — передача, М — мотор, S —электрод, F— пру-
жина, Sp — катушка, R и V — реле для подачи
и оттягивания проволоки, W — сопротивление,
Z — реле, i и I — контакт.
Сварка оплавлением продолжается меньше, чем сварка просто вртык, и явля-
ется, таким образом, более выгодной. Неровно срезанные кромки выравниваются
i) Нейманн, Электрическая сварка методом сопротивления и согревания; см,
журна 1ы, перечисленные в подстрочном примечании на стр. 946.
952 Т. II. Отд. 4. Машины для обработки. VI. Сварочные машины
оплавлением, так что при подготовке мест стыка допустима меньшая точность.
Шлаки и другие загрязняющие вещества легко выжимаются вследствие частичного
поверхностного ожижения. Поэтому тут прочность шва выше, чем при простой
сварке встык. При последней образовывается значительное утолщение, но при
сварке оплавлением — незначительное образование зернообразных наплывов.
Процесс электросварки встык следующий: соединяемые части
кладутся в сварочной машине рядом, закрепляются и прижимаются
слабо друг к другу при включенном токе. Когда в месте стыка
достигнута сварочная температура, сварка производится путем силь-
ного сдавливания.
Процесс электрической сварки оплавлением: части закреп-
ляются рядом, сдвигаются слабо при включенном токе, раздвигаются
Фиг. 111. Элзктричсская сварка с опла-
влением; вр^мя сварки в зависимости
от поглощенной мощности.
с образованием вольтовой
дуги, сдвигаются и т. д.
до тех пор, пока дуга не
распределится равномерно
по всему сечению. Когда
достигается нужная свароч-
Фиг. 112. Электрическая
сварка с оплавлением;зави-
симость поглощения числа
kWh от сечения места
сварки.
ная температура, ток выключается и одновременно производится
сварка путем быстрого сильного сдвигания.
Сварочные машины для сварки встык и оплавлением оди-
наковы. При первом способе достаточны меньшие напряжения, чем
при втором. Фиг. 111 показывает время сварки в зависимости
от поглощенной мощности; фиг. 112 дает зависимость мощности от
сечения места сварки.
В зависимости от сечения и от скорости сварки напряжение составляет для
сварки в:тык 4—10 V, а при сварке оплавлением — 4—15 V. Большую силу тока
для обоих способов выгодно получить от переменного тока. Употребляются одно-
фазные трансформаторы переменного тока. Эти трансформаторы образуют вместе
с зажимными кулаками и с приспособлениями для получения сварочного давления
одну машину-орудие, Вторичная обмотка трансформатора в большинстве случаев
состоит из одного витка. В целях уменьшения потерь, особенно индуктивных,
следует сделать короткими провода между вторичной обмоткой и зажимными
кулаками. Первичная обмотка трансформатора снабжена ответвлениями; таким
образом имеется возможность регулировки напряжения. Включение и выключение
сварочного тока производится только на первичной стороне из-за большой силы
тока во вторичной цепи Воздушное или водяное охлаждение — в зависимости от
размеров машины.
Электрические сварочные машины 953
Зажимные кулаки обычно из меди и охлаждаются водой. За-
крепление изделия в зажимных кулаках производится с помощью
коленчатых рычагов, эксцентрика или винта. Сдвигание зажимных
кулаков с целью достижения сварочного давления происходит
обычно с помощью винта. При очень больших машинах оба рода
движения могут производиться гидравлическим или пневматическим
путем или мотором.
Применение. Электрическая сварка встык в первую очередь подходит для
стали с низким содержанием углерода, потом для протянутой или прокатанной
меди, латуни и алюминия. При сварке оплавлением можно сваривать легирован-
ные стали, а также сталь с высоким содержанием углерода, но главным образом
сложные профили: двухтавровые, тавровые, желобчатые и кольцеобразные.
Достигнутая прочность мало отличается от прочности основ-
ного материала, особенно при последующем отжиге. Это относится
не только к сопротивлению на разрыв, но и к удлинению.
Фиг. 113. Электрическая то-
чечная сварка; киловатт-часы
на 100 точек в зависимости от
общей толщины листов.
Фиг. 114. Электрич.ская то-
чечная сварка; зависимость вре-
мени сварки и количества по-
требной энергии от общей
толщины листов.
Машины для сварки встык применяются также в целях разо-
гревания. Специальным видом такой машины является „электриче
ский нагреватель заклепок". Зажимное приспособление обычно с нож-
ным приводом зажимает заклепку с помощью пружины или груза
в продольном направлении между двумя кулаками, соединенными
с обоими концами вторичной обмотки.
Машины снабжаются 1—3 зажимными приспособлениями. Охлаждение — воз-
духом, водой или испарением. Трансформаторы — с воздушным или водяным охла-
ждением. Размеры зг^хлепконагревателей порядка 5—20 kWA на заклепку с диа-
метром стержня в 8—35 мм. Потребление энергии для нагрева 100 кг заклепок
колеблется от 25 до 45 kWh, в зависимости от температуры нагрева.
3. Электрическая точечная сварка и сварка швом образуют
разновидность сварки встык. Две или больше железных части
складываются внахлестку и свариваются точками или швом при
прессовке с одновременным нагревом с помощью тока очень
большой силы. И тут употребляются однофазные трансфор-
маторы (с воздушным или водяным охлаждением), вторичная
обмотка которых (обычно из одного витка) соединена с точечными
или роликовыми электродами.
954 т. п. Отд. 4. Машины для обработки. VI. Сварочные машины
Сварочный трансформатор образует вместе с электродамии с приспособлением
для прессовка одну машину. Электроды машин для точечной сварки (конические
медные болванки) и роликовые электроды машин для сварки швом охлаждаются
циркуляцией воды.
Применение. Мягкая медь электродов ограничивает область применения этих
способов Но способу точечной сварки можно сваривать листы до общей толщины
в 25 мм, причем число и толщина отдельны, листов совершенно безразличны.
Очень ограничивается область применения формой свариваемых изделий. Громозд-
кие изделия требуют большого вылета рукавов. Не говоря уже о тяжести конструк-
ции такил рукавов при необходимой жесткости, электрическая мощность машины
очень пострадала бы, так как большие железные массы между зажимами имеют
сильное дросселирующее действие. У»ловием при точечной сварке является чи тая
поверхность свариваемых мест. В еще большей мере это относится к сварке швом
(двойная декатировка листов, травление, употребление пескоструйного аппарата),
так как медные ролики легко загрязняются, вследствие чего начинается искрообра-
зование, вызывающее прогорание жести. Стараются избавиться от этого недостатка
путем выключения тока на время продвижения роликов (шаговая сварка, обратно
ступенчатая сварка и т. п.).
При обоих способах прочность полученного соединения очень высокая.
Потребную мощность и время сварки показывают фиг. 113 и 114.
II. Газосварочные машины
1. Автогенная сварка г). При автогенной сварке пользуются
высокой температурой острого пламени, полученного при сжигании
горючего газа совместно с кислородом, для местного расплавления
изделия и для добавочного вплавления сварочной проволоки
с целью получения сварочного соединения. Горючие газы: водород,
бензол, блаугаз, метан, этилен и ацетилен. Последний имеет наи-
большее значение.
В горелке смешивается 1 объемная часть кислорода с 0,9 — 1
объемной частью ацетилена. Регулировка смеси — по пламени 2).
Наивысшая температура пламени около 3200°.
Кислород добывается из воздуха или из воды, сгущается в стальных цилиндрах
до 150 кг\сч* и рассылается в жидком виде.
Ацетилен (т. I, стр 144) добывается в стационарных или передвижных генера-
торах из карбида и воды.
Ацетиленовые генераторы разделяются на генераторы низкого
давления (приблизительно до 300 мм вод. ст.), среднего давления
(приблизительно 300—2000 мм вод. ст.) и высокого давления (при-
близительно 2и00—15 000 мм вод. ст.). В зависимости от их вели-
чины в генераторах вода течет в регулируемом количестве
к карбиду, или карбид в регулируемом количестве падает в воду,
или же вода и карбид проникают взаимо регулируемым образом.
*) Б а р д к е, см. выше. Горн, Сварка меди, Берлин 1928, Шпрингер. - Кате-
ре р, Автогенная сварка и резка кислородом, Лейпциг 1919, Клемм. — Римар-
с к и й, — Ацетилен и техническая безопасность, Галле 1925, Маргольд. — Ш и м п к е,
Новейшие спо обы сварки, Берлин 1922, Шпрингер. — Ш и м п к е-Г о р н, см.
выше — Фогель, Ацетилен, Лейпциг 19И, Шпамер —Фогел ь-Р ю л ь, Поста-
новление об ацителене, Галле 1928, Маргольд. — Журн., „Автогенная обработка
металлов', см. также подстрочное примечание на стр. 946.
г) Германский комитет для профтехнического образования (Datsch), „Авто-
генная сварка* 1 до 16.
1 азосварочные машины
955
Дпссусгаз под давлением до 15 кг/см* транспортируется в баллонах, наполненных
пористой массой, насыщенной ацетоном. Ацетилен разбавляется в ацетоне, и таким
образом взрыв исключается.
Горелки. В горелке низкого давления (фиг. 115) сопла так
устроены, что кислород увлекает за собой аце.илен по принципу
инжектора. При горелках среднего и высокого давления газы
Фиг. 115.
вступают в горелку под приблизительно одинаковым давлением.
Это облегчает регулировку пламени и дает возможность работать
с меньшим давлением кислорода. Скорость истечения должна быть
больше, чем скорость воспламенения* для того чтобы пламя не било
обратно.
При сварке ацетиленом низкого давления прослойки воды препятствуют
переходу кислорода из горелки в ацетиленовые трубки и предохраняют от взрывов.
Фиг. 116. Автогенная свар-
ка; расход ацетилена на
1 м шва в зависимости от
толщины листов (расход
кислорода на 0—15°/о).
Фиг. 117. Автогенная свар-
ка; время сварки 1 м шва
в зависимости от толщины
листов.
При работе с ацетиленом высокого давления такие простые меры неприменимы,
и следует прибегать к клапанам под водой с предохранителем из оловянной
фольги.
Расход ацетилена и время сварки для разных листов даны
на фиг. 116 и 117. То и другое находится в зависимости от угла
скоса заполняемой канавки, от величины изделия, от теплопровод-
ности свариваемого металла и от тщательности работы и умения
сварщика.
956 Т. II. Отд. 4. Машины для обработки. VI. Сварочные машины
При так называемом газоэлектрическом способе (аркогенная сварка) быстрота
сварки повышается тем, что добавочная проволока в качестве обмазанного электрода
соединена с источником сварочного тока. Быстрое образование теплоты дугой,
защищенной газовым пламенем от влияния атмосферы.
Применение. Автогенная сварка особенно подходит для сварки стали с содер-
жанием углерода ниже 0,15 %, причем содержание кремния, фосфора или-серы
должно быть по возможности малым х). Невредны незначительные примеси хрома,
никеля, меди и молибдена. Помимо стали и ее сплавов свариваются также алюми-
ний, медь, цинк, никель, металл монель, свинец и латунь.
При сварке чугуна возникают затруднения вследствие всегда имею-
щихся внутренних напряжений в отливках. Поэтому производят пред-
варительное прогревание, которое при простых сечениях местно ограничено и
может совершаться силой сварочной горелки. В качестве добавочного металла
служит чугунный стержень с высоким содержанием кремния. Кроме того приме-
няют сварочный порошох.
При сварке меди получаются затруднения из-за высокой тепло-
проводности. Поэтому применяют и сильные горелки по возможности с двух
сторон свариваемого сечения. В качестве добавочного металла служат стержни из
сплавов меди, примеси которых— в основном серебро и фосфор — в качестве рас-
кислителей предотвращают соединения кислорода воздуха с жидкой медью; приме-
няют сварочный порошок.
Опасность окисления еще выше при сварке алюминия. Она устраняется приме-
нением соответствующих флюсов.
При сварке литого железа добавочная проволока берется по возможности из
чистой стали с содержанием углерода менее 0,10 °/0; желательно не больше 0,06%.
Содержание фосфора, серы и кремния должен быть ниже 0,03 °/0.
Прочность. Прочность на разрыв наплавленного металла соста-
вляет для стали в зависимости от качества основного материала и
добавочной проволоки от 30 до 40 кг/м и2. Удлинение трудно под-
дается измерению и принимается приблизительно в 10 %. Удлине-
ние достаточно, чтобы допускать правку немного покоробленных
изделий. Обработка сварочного шва молотками улучшает структуру.
2. Резка газом. При резке газом сталь или ее сплавы разре-
заются вследствие того, что струя кислорода высокой скорости
(от 2 до 10 ат давлении) сжигает материал шириною в 3—8 мм
в зависимости от его толщины.
В начале резки часть изделия сильно нагревается с помощью так называемого
пламени подогревания. При дальнейшей резке это пл 1мя совместно с теплотой
сгорания стали достаточно для поддерживания равномерного и быстрого продви-
жения сгорания.
Горелка для резки сконструирована так же, как и горелка для
сварки, только в ней имеется добавочный канал для проводки режу-
щего кислорода.
Применение: при изделиях толщиной от 3 до 400 мм. Другие материалы
(кроме стали), особенно чугун, нельзя резать по этому способу, так как у них
температура плавления ниже температуры сгорания.
Сталь с низким содержанием углерода от резки меняется в своей структуре
на очень незначительную глубину (приблизительно 0,1 мм). Поверхность среза
сохраняет свою вязкость и свободна от трещин. Стали с высоким содержанием
углерода и легированные стали легко трескаются, так что перед дальнейшим упо-
треблением необходимо снять поверхностный слой путем обработки со снятием
стружки.
Разрезы, произведенные от руки, негладки, неровны и могут
служить только или как предварительные или для второстепенных
*) Дигель, Свойства литого железа для хорошей автогенной сварки, Известия
об исследовательской работе, VDI, 1922, № 246.
Газосварочные машины
957
целей, при которых не требуется дальнейшей обработки. Гладкие
разрезы можно получить только, если горелка ведется машинным
способом. Соответствующая машина должна, во-первых, резать по
шаблонам, а во-вторых, производить прямые разрезы во всех напра-
влениях или круговые разрезы (фиг. 120).
Фиг. 119. Резка газом: рас-
ход кислорода и ацетилена
в зависимости от толщины
листа.
Фиг. 118. Резка газом; вре-
мя резки на 1 м длины в
зависимости от толщины
листа.
Время резки и расход газа в зависимости от толщины листа
показывают фиг. 118 и 119.
3. Сварка водяным газом. При сварке водяным газом уме-
ренно высокая температура пламени смеси водяного газа с возду-
хом употребляется для подогре-
вания изделия до сварочной тем-
пературы. Сама сварка есть вид
сварки под давлением и произ-
водится под гидравлическим да-
влением или с помощью быстро
бьющих молотков.
Состав водяного газа: при-
близительно 44% СО, 50% Н,
3% СО2 и 3% N; теплотворность
от 2500 до 2600 б. кал. на 1 л/3.
Смесь водяного газа с воздухом
состоит из 40% водяного газа и
60% воздуха. Газ и воздух под-
Фиг. 120.
водятся к горелке под давлением
1000—1500 мм вод. ст. Хорошее смешивание способствует получе-
нию наивысших температур горения, т. е. рациональному использо-
ванию горючего.
Метод. Свариваемые листы кладутся внахлестку. С помощью
молотков место шва сплющивается до сравнительно слабого утолще-
ния. Вместо нахлестки можно между концами листа поместить по-
лоску, которая сваривается с основным материалом как бы двумя
швами.
§58 И- ОрД- Машины для обработки. VT. Сварочные машитг
В зависимости от величины и толщины листов свариваемых предметов свароч-
ный процесс требует для обслуживания 2—4 человек при машинной и от 4 до 7 чело-
век при ручной сварке.
Расход газа и производительность при машинной
сварке по данным Юлиуса Пипч A-G.
Толщина листов мм 6 8 10 15 20 25
Расход газа на 1 м шва 70-75 73-78 75-80 90-100 110-120 130—145
Сварено шва в час: в 1 час нормально м . . . 2,6 2,2 1,8 1,3
„ „ „ максимально м. . — — 5,0 4,2 3,4 2,5
Флюсов не требуется. У горелки образуется из шамота и частиц оки^и железа
легкоплавкий состав, который стекает под давлением струи газа между накладкой
и там зашлаковывает окалину соединяющихся плоскостей. Жидкий шлак при сое-
динении шва вытесняется ударами молотка или под вальцами таким образом, чтобы
произошло металлическое соприкосновение свариваемых плоскостей *).
Прочность. Шов, сваренный внакладку при помощи водяного
газа, по своим свойствам подходит ближе к основному металлу,
чем при каком-либо другом способе сварки. Достигаемое сопро-
тивление излому — 95%, удлинение—70% .по отношению к несва-
ренному листу, но эти цифры находятся в полной зависимости от
применяемых аппаратов, обученности рабочего персонала и тща-
тельности присмотра.
Применение. Кроме железа можно сваривать в тестообразном состоянии также
медь и алюминий, но сварка этих металлов требует большого умения.
III. Термитная сварка!)
По Гольдшмидту термитная сварка состоит в следующем: жид-
кое, сильно перегретое железо, полученное в тигле вследствие реак-
ции между алюминиевым порошком и железом, вводится в зафор-
мованное место сварки, где оно способствует образованию свароч-
ного соединения.
Различают: термитную сварку давлением, отлив-
кой и комбинированным способом. При первом спо-
собе те; митное железо не соединяется с основным материалом,
а только нагревает последний до сварочной температуры. Собственно
сварка производится механическим давлением обычно с помощью
сильных винтов. При втором способе свариваемые сечения имеют
между собой промежуток, в который проникает жидкое термитное
железо, расплавляющее стыковые поверхности и соединяющееся
впоследствии с основным металлом. При комбинированном способе
одна часть сечения сваривается по первому способу, другая часть —
Д и г е л ь, Сварочная способность литого железа при сварке водяным газом,
Берлин 1918, Леонард Зимон н-ки.
Г ольдшмидт, Термитная сварка, Лейпциг 1925, Гирцель.
Термитная сварка. Сваренные конструкции
059
по второму. Формы для принятия жидкого термитного железа делают
часто из двух частей и помещают вокруг свариваемое сечение.
Применение. Для сварки термитным способом пригодны все сорта стали
с содержанием углерода ниже 1°/0, а также малолегированные стали. Состав тер-
митного железа легко привести в соответствие с основным металлом, но не с соста-
вом сильно легированной стали. Добавочный материал имеет свойства неотожжен-
ной литой стали, т. е. высокое сопротивление на разрыв и небольшое удлинение.
В сбшем полученный по термитному способу материал в месте соединения по
своим свойствам очень подходит к основному материалу, по сопротивлению на
разрыв приблизительно до 95J/O, а по удлинению — на 7и°/0.
с) Конструкция
Для изготовления сложных сваренных конструкций почти всегда
применяется дуговая сварка. Автогенной сваркой пользуются реже.
Следующие данные относятся как к одному, так и к другому способу.
Графическое изображение сварочных швов — по D1N
1911 и 1912, лист 1 —3.
Прочность сварочного шва зависит от его
размеров и от качества наплавленного металла.
Последнее может при соответствующем наблю-
дении быть постоянным в пределах 1Ои/о-
Сечение шва, являющееся решающим для
расчета прочности, есть произведение длины на
толщину. При определении первой не считают
кратер. Толщина есть наименьшее расстояние
между основанием шва и его поверхностью.
Прямые скосы кромок (фиг. 121а) свариваемых листов
предпочтительнее вогнутых или выпуклых, ири вогнутых
кромка, поверхности соприкосновения с добавочном ме<ал-
лом излишне велики, а время сварки слишком прод олжи-
тельное. При выпуклых нельзя принимать в расчет проч-
ности все поперечное сечение шва, так как в нижней части
шва получается слишком узкая щель и добавочный материал
туда плоло проникает.
Толщину шва можно определить только
приблизительно даже с помощью специальных
инструментов из-за шероховатой и неравномер-
ной поверхности.
Согласно постановлениям относительно сварных конструкций DIN 4100 при
расчетах прочности в качестве толщины шва принимают высоту прямоугольного
треугольника, вписанного в поперечное сечение шва (фиг. 121). Как исключение
из этого общего правила берегся при сварке встык листов неодинаковой толщины
не высота вписанного треугольника по фиг. 121 Ь, а толщина тонкого листа. По по-
становлению Германского Ллойда следует скосить толстый лист до толщины тонкого,
как это делается при заклепочном соединении.
Еще не разработаны общепринятые формулы для расчета проч-
ности. .Постановления относительно сварных швов“ устанавливают
следующую общую формулу:
P=ValRz.
В этой формуле а — толщина шва в слс, I — длина шва в см.
!) Комменц, Стальное кораблестроение, отд. „Сварка", Берлин 1931, Шприн-
гер. — Г а а з, Способ расчета прочности дуговой сварки, Берлин 193J, — Ком-
мерель, Расчет, конструктивная проработка и выполнение сваренных ж.-д. мостов,
,Bautechn.“ 1930, стр. 454.
фиг. 121. а — Ъ тол-
щина треугольного
шва, с — е толщина
шва валиком.
960 т- п. Отд. 4. Машины для обработки. VI. Сварочные машины
В соответствии с различными напряжениями в швах различной
формы установлены разные значения для Rz при каждой форме шва.
Гааз дает для Rz следующие формулы:
1. Растяжение
P — alRz,
где а — толщина шва С 1,2 5, так как более толстые швы уже
не повышают прочности шва. Предполагается очень тщательное
проваривание, / — длина шва. Опа на 1,6 см короче ширины
листа, так как вследствие сильного магнетического отклонения
дуги нельзя считать полноценными концы шва, приблизительно
по 0,8 см на каждом конце. Rz — см. ниже табл. 3, стр. 961.
2. Растяжение
P = V2 (a-Qt\s)lRz.
Хя Фактор V~2 учитывает распределение силы Р на два шва по параллело-
Ч/тд граму сил.
Толщина шва а уменьшается на величину 0,1 s*, чем учитывается
не совсем надежное сваривание на вершине шва. Последняя величина
~FTe слишком велика при толстых листах, но на всякий случай она способ-
I/ ствует избежанию слишком тонких швов, прочность которых, именно
Т» при толстых листах, уменьшена из-за малой теплопроизводительности
♦ таких швов.
I = ъ — 1,6 [см]
Rz — см. ниже табл. 3, стр. 961.
Растяжение
2l(a - 0,1j) Rz
Р = 1 + М(Д + За)Р •
Эмпирическая величина: + За)]2 учитывает напряжение на
Р* I изгиб вследствие сдвинутого по отношению друг друга положения
’ листов.
ЦХ Практическая формула при fl = 4j:
Р«1,8аН?,.
м____(6-1,6) a2 Rz
4. Изгибание
5. Изгибание
Очень важно точное определение силы Р, так как
предел удлинения близко подходит к пределу сопроти-
вления разрыву.
М = Р1 = 2 (а - 0,1 j) (Ь -1,6) (j/a + 0,35 a) Rz.
Сдвиг
Р = 2 (а - 0,1 «у) (Ь - 1,6) Rs.
Составные напряжений см. стр. 9.
Сваренные конструкций
961
б. Изгибание
Сдвиг
Р = (а - 0,1 J) (2 5. + 4 Ь9 + 4 b3) /?s.
Кратер заполнен, поэтому отсутствует: — 1,6 Сост. напряж.
см. стр. 9.
7. С д в и г.
Практическая формула:
Р = 3(а — 0,1
Так как вследствие удлинения накладок нагрузка
фланговых швов неравномерна, то в расчет прини-
мается лишь 0,75°,'о длины швов.
В мастерских, где
нением сварки и где
достигаются в среднем сле-
дующие значения:
растяжение......... 3500 кг}см* *
сжатие............. 3500 „
изгиб............... 3500 кг! см*
сдвиг.............. 2800 >
ведется тщательное наблюдение за выпол-
употребляются отборные голые электроды,
Таблица 3. Значение факторов Rz Rs
Вид нагрузки
Случай
нагрузки !)
Значения для Rz (растя-
жение, давление, изгибание)
даны по Гаазу в табл. 3.
Согласно германским
постановлениям относи-
тельно сварных швов 2) до-
пускаются следующие на-
пряжения сварных швов:
Растяжение . .
Сжатие . . . .
Изгиб . . . .
Сдвиг .......
900
600
250
94) ,
б;о
900
60J
250
750 |
500 }
24) J
х) См. стр. 235.
*) Изд. 1931, Берлин 1931, Эрнст и сын.
61 Зак. 254. — Iliitte, Справочник для инженеров, т. II.
962 Т. И* Отд- 4. Машины для обработки. VI. Сварочные машины
Таблица 4
Вид шва Вид нагрузки Допустимое напряжение Примечание
Соединение | впритык | Шов валиком (ло- бовой или флан- говый) Растяжение Сжатие Изгиб Сдвиг Любой вид нагрузки 0,6 Rz 0,75 0,6 Rz 0,5 Rx 0,5 Rz В этой таблице Рг обозна- чает допустимое согласно су- ществующим предписаниям на- пряжение для свариваемого материала
Точность размеров сваренных конструкций. Имеют влияние
следующие факторы:
1) точность размеров прокатанного материала, 2) точность выполнения подго-
товительных работ (горячей и холодной гибки, газовой резки), 3) точность составле-
ния отдельных частей, 4) перекашивание вследствие сварки.
Всякая сварка, при которой не все сечение согревается одно-
временно/ как это бывает только при электрической сварке встык
или оплавлением, а также при термитной сварке, а наоборот, сва-
рочная теплота каждый раз захватывает узко ограниченное место,
имеет своим последствием перекашивание и коробление. Причины
этого явления следующие:
1) в свариваемом материале, прокатанном или тянутом, имеются внут-
ренние напряжения, которые, при сварке уничтожаются односторонне;
2) металл кромки, доведенный до красного каления, не может расши-
ряться из-за соседних холодных частей. Получается осаживание, и после
сокращения при охлаждении металл не принимает точной формы, которую
он имел до нагревания;
3) добавочный металл и расплавленные части основного материала со-
кращаются при переходе от жидкого состояния к твердому, а также при
дальнейшем остывании, и производят деформацию основного материала.
Выгодность сварки машинных частей. Прежде всего при ма-
лых количествах и не слишком малом весе, при незначительных и
средних толщинах стенок. При больших количествах изготовление
сваренных частей почти всегда выгодно соединить со штамповкой
или прессовкой,
Преимущества сваренных конструкций (по сравнению с чугун-
ными): 1) меньшая стоимость, 2) меныпий вес (экономия на тарифах и пошлине),
3) экономия на модели, включая стоимость хранения и ухода, 4) увеличенное опро-
тивление излому, б) экономия на конструктивных расходах, 6) вообще большие кон-
структивные возможности, так как отпадают особенности процесса отливки, 7) не-
большие припуски на обработку, а часто отсутствие всякой обработки, 8) более
короткие сроки поставку, 9) возможность дополнительного изменения, 10) меньшая
стоимость организации предприятия.
Меньшая стоимость сваренной машинной части по сравнению с отлитой
видна, из следующих рассуждений: показатели употребляемой для сварных кон-
струкций литой стали более высокие по сравнению с чугуном. Поэтому оконча-
Электрический привод станков
963
тельный вес’сваренной части составляет только 40—70% веса такой же отлитой части.
Цены на литую сталь и на чугун при среднем весе относятся, как 1: 2 до 1,5:2, и
таким образом стоимость материала для сваренной конструкции составляет только
от 2J до 5Э°/0 стоимости отлитой конструкции с равными показателями. Расходы по
подготовке частей к сварке, как и по самой сварке, меньше чем экономия на мате-
риале, так что в конечном итоге получается экономия от 10 до 40%.
VII. Электрический привод станков1)
Составил д-р-инж. О. Ф о р к е л ь, Берлин-Ли <терфельде.
Так как в настоящее время рабочие станки, в большинстве
случаев, приводятся в движение моторами, то в новых установках
возникает вопрос о групповом или одиночном приводе.
Групповой привод. Отдельные станки работают от потолочных
контрприводов. Последние работают от одного и того же трансмис-
сионного вала, приводимого в движение одним электромотором.
Одиночный привод. Каждый станок имеет собственный электро-
мотор; у сложных станков особые моторы для отдельных движений.
Сравнение
Групповой привод
1 а) Неизменное количество
оборотов трансмиссий требует
для перемены скорости работы
ступенчатых шкивов, переборов,
коробок скоростей на станках.-
2 а) Количество оборотов
трансмиссии в зависимости от
среднего количества оборотов
приводимых в движение станков
150-500, количество обо-
ротов мотора, который вращает
трансмиссию ремнем при натяж-
ном ролике, в зависимости от ро-
да и силы тока иш^750—1500,
большее количество оборотов
только для моторов при kW,
nm:ntr < 10> ₽едко <5-
Одиночный привод
1 Ь) Ступенчатый шкив и ко-
робка скоростей могут быть час-
то заменены применением регу-
лируемых моторов, которые мож-
но в настоящее время получить
только для постоянного тока (сте-
пень регулирования почти по-
стоянная ^1:3).
2 Ь) Количество оборотов у
одиночных моторов больше, чем
у групповых, так как моторы
меньшей мощности. Передача на
медленный ход посредством рем-
ней или посредством непосред-
ственно закрепленной на станке
зубчатой передачи.
^Литература. Карл Меллер, Электромоторы, изд. 2, Берлин 1923 г.,
Юл. Шпрингер; журн. „Werkzeimngen der Firmen AEG, III и с с, Сименс и Шу-
кер т“ для одиночного привода. Для привода трансмиссий (группа) Bam ag, W fit f е I
(скользящие подшипники), SKF — Norma (шариковые подшипники) с каталогами.
9G4 Т. И. Отд. 4. Машины для обработки. VII Электрич. привод станков
3 а) Групповой привод не
зависит от рода тока, так как
применяются моторы с постоян-
ным количеством оборотов. Осо-
бое преимущество имеют трех-
фазные моторы при высоком
напряжении, так как возможно
трансформирование; кроме того
моторы трехфазного тока дешевы
и просты по конструкции.
4 а) Мощность мотора груп-
пы не должна соответст: озать
сумме максимальных мощностей
приводимых станков, так как
одновременная работа всех стан-
ков с максимальной нагрузкой
маловероятна; мотор же выдер-
живает пе> егрузку короткое вре-
мя. Мощности 0,5 • ЕМ всех мо-
торов вполне достаточно; каждый
отдельный случай требует изуче-
ния (ср. 5Ь).
5 а) Перегрузка и недогруз
отдельных станков уравнивается
таким образом, что в зависимости
от мощности мотора остается ре-
зерв для перестановок и новых
установок; в то же время мотор
нагружается почти полностью и
имеет выгодный к. п. д.
6 а) Приводной мотор дол-
жен еще покрывать потери на
холостой ход трансмиссионного
вала и передачу, почему важно
хорошее устройство трансмиссии
и передачи. (Самосмазывающиеся
кольцевые подшипники или ша-
риковые подшипники.)
3 Ь) Одиночный привод с ре-
гулирующим мотором возможен
только для постоянного тока, в
другом случае необходимы все
приспособления для измерения
скорости, как и у группового
привода.
4 Ь) Одиночный мотор дол-
жен выдерживать длительную ра-
боту; перегрузка предусматри-
вается на случай чрезмерной
перегрузки станка. Мотор срав-
нительно большой мощности.
5 Ь) Мотор должен прини-
мать на себя перегрузку; при не-
полной нагрузке к. п. д. понижает-
ся, поэтому при большом количе-
стве моторов большой перерасход
тока по отношению к использо-
ванной мощности. Выяснение дей-
ствительно потребной мощности
очень важно, так как каталоги и
предложения фирм зачастую ука-
зывают слишком большие мощ-
ности.
6 Ь) Во избежание потерь в
передаче важно регулирующие
приспособления мотора монтиро-
вать по возможности вместе со
станком. Якорь мотора на общем
валу возможно посадить только
для быстроходных машин; с наи-
большим успехом применяют
ОДИНОЧНЫЙ ПрИВОД Д1Я шлифог
вальных и полировочных станков,
для малых сверлильных станков.
В текстильном машиностроении:
одиночный привод шпинделей
ткацких станков; в этом случае
часто страдают все приспособле-
Электрический привод станков
965
7 а) Целесообразно делать
выключатели в । азличных местах,
чтобы иметь i озможность с целью
предотвращения несчастных слу-
чаев быстро останавливать мо-
тор.
8 а) Вид мастерской: давно
известное обилие трансмиссий,
потолочных приводов, подсоб-
ных конструкций и множество
ремней; при диференциации ва-
лов можно избегнуть многократ-
ных ременных передач с одной
трансмиссии на другую, но все же
остается старое механическое рас-
пределение силы, и вследствие
этого необходима конструкция
станка с коробкой скоростей для
всевозможных чисел оборотов.
Возможность перестановки стан-
ка, особенно при тесной их уста-
новке, ограничивается потолоч-
ной передачей; трансмиссионные
ремни должны быть надлежащей
длины, рабочий ремень должен
иметь достаточный угол по отно-
шению к вертикали, так как в про-
тивном случае необходимо силь-
ное натяжение.
ния для передачи, зачастую даю-
щие перебои.
7 Ь) Не только выключатель,
но у больших станков и регули-
рующее приспособление и пере-
ключатель приводятся в движе-
ние при помощи нажимных кнопок.
Все кнопки можно поместить
в одном месте, удобном для об-
служивающего персонала, а ьсе
моторы в таком месте, которое
было бы наиболее удобно для са-
мого короткого пути механиче-
ской передачи.
8 Ь) Каждый из станков име-
ет один или несколько ме горов.
Свободный доступ для кранов,
отсутствие ремней и потолочных
приводов, что дает возможность
лучше осветить помещение. Луч-
шее использование площади ма-
стерской. Легкая перестановка
станка, для которого нужна толь-
ко определенная площадь. С дру-
гой стороны, для большого коли-
чества электромоторов требуются
резервные моторные якори, что
при большом количестве моторов
различных типов требует значи-
тельных расходов.
Дополнение и сравнение. Сам по себе индивидуальный при-
вод стоит выше группового привода. Его преимущества и удобства
так велики, что на новых заводах в большинстве случаев предпочи-
тают индивидуальный привод, несмотря на большую установочную
стоимость. Но так как не каждый новый завод оборудуется новыми
станками, то бывает немало случаев, когда оставляют старые
станки при ременном приводе, особенно там, где нет постоянного
тока. При станках, долженствующих работать с неизменной скоро-
стью, применим и мотор переменного тока, но в этом случае и ре-
менный привод не вызывает никаких неудобств, так как речь тут
966 т- И. Отд. 4. Машины для обработки. VII. Элоктрич. привод ©танков
идет о текущем производстве массовых изделий, и всякие пере-
мены очень редки.
Всеобщее распространение индивидуальный привод получил при мелких рабо-
чих станках (сверлильных станках и т. д.), а также при тяжелых станках, величина
которых потребовала бы больших расстояний и таким образом длинных трансмиссий.
У последних практикуется применение отдельных моторов для разных движений;
управление кнопочное (большие сверлильные, фрезерные, токарные — центровые и
карусельные—и строгальные станки, а также станки для обработки листового мате-
риала при кораблестроении и др.).
Но применение индивидуального привода также для средних станков быстро
распространяется вследствие совместных усилий электротехников и производителей
станков. Сокращают путь энергии от мотора к рабочему шпинделю и этим умень-
шают потери и улучшают к. п. д., путем создания компактных кснструкций, в ко-
торых мотор и станок органически связаны между собой. Фланцевые и вмонтиро-
ванные моторы для разных специальных целей, например тихоходные шпиндельные
моторы для токарных станков, моторы с особенно малым диаметром для деревооб-
делочных станков (моторы для круглых пил), особенно узкие моторы для шлифо-
вальных кругов, реверсивные моторы для строгальных станков, рольгангов и т. д.
на новых предприятиях, а также при реконструкции старых для каждого отдельного
случая следует рассчитать, является ли индивидуальный привод при наличном обо-
рудовании более выгодным, чем групповой привод. На новых предприятиях это по-
чти всегда так будет, но при реконструкции не всегда.
V ОТДЕЛ
Материаловедение
Перевод и добавления под редакцией инж. Н. Л. М а н у й л о в 4
Стр.
I. Общие данвые
Строение материи ............. 969
Химические элементы (табл.) ... 971
Важнейшие химические соедине*
ния (табл.) ... .......... 974
Объемные и удельные веса твер-
дых, жидких и газообразных
тел....................... 979
Объемы материалов на единицу
веса (табл.)............... 987
Нормализация.................. 990
И. Обзор металлов
Свойства металлов (табл.) .... 992
Веса металлов (табл.)......... 994
Калибры проволоки и тонких
листов (табл.)............ 996
Протравочные средства.........1001
Испытание прочности ......... 1003
Предохранение металлов........1009
Литье под давлением.............1015
Отливка в кокиль................1019
III. Железо и сталь
Классификация...................1026
Сорта гередельного чугуна. . . . 1027
Сорта инструментальной стали
(табл.)...................1030
Машиностроительная сталь (табл.) 1033
Производство железа разных сор-
тов ..........................1038
Таблицы нормальных профилей . 1051
Волнистое железо..............1119
IV. Нежелезные металлы
Алюминий и его сплавы ..... 1122
Магний, электрон..............1129
Медь..........................1131
Сплавы меди...................1135
Цинк и сплавы цинка...........1148
Свинец, олово и их сплавы ... ЦЬЗ
Никель, кобальт и их сплавы . . 1161
Благородные металлы........... 1171
Прочие металлы и сплавы .... 1176
Стр.
V. Естественные камни и земли
Подразделение .............. 1182
Свойства важнейших каменных
пород (табл.)..............1189
VI. Искусственные камни и гон-
чарные изделия
Материалы для кладки стен . . . 119Э
Свойства кирпича (табл.).....1197
Огнеупорный кирпич...........12j0
Гончарные изделия, фарфор, сте-
атит (табл.)...........• . . . 1203
VII. Растворы, штукатурка,
глина
Связующие средства...........1203
Нормы для цемента, извести,
трасса (табл.).............1207
Выход различных сортов раствора
(табл.)....................1216
Соотношения составных частей
бетона (табл.).............1221
VIII. Стекло.................1224
IX. Дерево
Древесина, качество, обработка и
сушка дерева...............1237
Свойства различных пород де-
рева (табл.)...............1249
X. Вода
Градусы жесткости............1255
Требования к питьевой воде и
к воде, идущей на разное
потребление................1259
XI. Топливо...............1262
XII. Материалы для тепловой
изоляции . . . ..........1301
Стр,
XIII. Смазочные материалы
Обзор смазочных материалов . . 1309
Применение смазочных материа-
лов (табл.)...................1313
XIV. Краски, лаки, прочие
средства для защиты поверх-
ностей, клей, замазка и пр.
Краски и лаки.................1320
Клей, замазка, асфальт, толь. . . 1331
XV. Текстильное производство
Свойства волокон..............1335
Пряжа, строение текстильных по-
верхностей ........... • .... 1339
XVI. Кожа, резина, асбест
Верхние покровы животных и
кожа.......................1341
Сж/>.
Выбор ремней (табл.)...........1348
Резина........................ 1349
XVII. Технически важные хи-
мические вещества
Кислоты: серная, соляная, азот-
ная, уксусная и пр. (табл.). . 1355
Щелочи.........................1357
Соли......................... 1361
Растворители................. 1364
Взрывчатые вещества............1368
XVIII. Нормированные предме-
ты торговли и разное
Общая часть....................1374
Сталь (перечень)...............1376
Металлическая фольга...........1378
Трубы..........................1380
Клинья, заклепки, болты.......1397
Цепи, ремни, тросы.............1398
Разное . ......................1399
I. Общие данные
Обработал д-р инж. Г. Зиннер, Берлин
Строение материи 1). Вещества, из которых составляется ма-
терия, бывают в химически однородной и химически неоднородной
форме. Первые представляют собой элементы, или основные
вещества, которые не могут быть разложены химическим процессом
на более простые вещества, вторые являются химическими соеди-
нениями элементов.
Долгое время рассматривали атомы как неделимые частицы
вещества и наиболее мелкие составные части махерии, а атомные
веса как единственные признаки элемента, но новейшие исследо-
вания атомов доказали, что атомы не неделимы. Они состоят из слож-
ных образований с ядром атома, заряженным положительным элек-
тричеством („протон4), и одного или многих (отрицательных)
электронов (см. атомная система Бора).
Электроны 2) (часто называемые отрицательными электри-
ческими атомами) двигаются по круговому, эллиптическому или
более сложному пути вокруг ядра. Полагают, что электроны внеш-
них путей определяют химические свойства. Первоначальным ато-
мом является предположительно атом водорода, который имеет
одно ядро с положительным зарядом и в венце содержит один
отрицательный электрон. Следующий атом — гелия имеет два поло-
жительных заряда и два отрицательных электрона. Количество
положительных ядер определяет массу атома; масса одного элек-
трона составляет только Visas часть массы атома водорода.
Превращение элементов наблюдается при распаде атомных ядер у радио-
активных элементов (теория распада Рутерфорда и Содди) и при раз-
рушении атомов под действием обстрела их лучами а, представляющими собой
ядра гелия, причем получаются ядра с меньшим числом зарядов.
*) Литература. Здесь приводится только краткий перечень важнейших новых
сообщений: Ergebnisse der exakten Naturwissenschafien, т. 1 по 9, Берлин, 1922.93J,
Шпрингер. — Бор, О строении атома (Нобелевский реферат), помещен в Die Na.ur-
wissenschaften, 1923, стр. 606. — Морис и Людвиг де Брогли, Введение
в физику лучей Рентгена и гамма, Лейпциг 193<\ Йог. Амбр. Барт. — Еф р а и м,
Неорганическая химия, 4 изд., Дрезден и Лейпциг 1929, Штейнкопф. — Грец,
Теория атомов в ее новейшем развитии, 5 изд., Штуттгарт 19x5, Энгельгорн. —
К. А. Гофман, Учебник неорганической химии, 6 изд., Брауншвейг 1928,
Фивег и Сын. — А. Зоммерфельд, Строение атома и линии спектра, 4 изд.
Брауншвейг 1924, Фивег и сын. Дополнительный том по механике волн, 1929. —
Справочник по радиологии, Лейпциг 1920/25, Акад. изд. о-во. — Проф. А. Ф. И о ф ф е,
Физика кристаллов. — Проф. fl. И. Френкель, Электрическая теория твердых
тел, 1924. — В. Г. Брэгг и В. Л. Брэгг, Х-лучи и структура кристаллов
(русский перевод) 1929. — О. Д. X в о л ь с о н, Физика наших дней. — Его же,
Курс физики. — А. Гааз, Волны материи и квантовая механика.
’) В Германии обычно электроном называют только отрицательные электриче-
ские атомы, в других странах, например в Северной Америке, это выражение при-
меняют для положительны < и отрицательных электрических частиц.
970
Т. II. Отд. 5. Материаловедение. I. Общие данные
' Существуют элементы с одинаковыми химическими свойствами
при различном атомном весе (незначительные отклонения). Такие
химически идентичные элементы называются изотопами. Устано-
влено, что изотопы встречаются часто. Элементы с атомным весом,
представляющим не целые числа, рассматриваются как смеси изо-
топов; атомные веса элементов, входящих в эти смеси, частью ле-
жат ниже, частью выше соединенного атомного веса. Такие эле-
менты называются смешанными элементами в отличие от
чистых элементов с атомными весами, выражающимися целы-
ми числами.
Периодическая система. Менделеев и Лотар Мейер
расположили элементы по порядку возрастания их атомных весов
и нашли, что химически сходные элементы появлялись на равно-
мерных расстояниях. Прерывая ряды на соответствующих местах,
они поместили (см. табл. 3, стр. 973) отдельные колонны одну под
другой и получили таким образом химически подобные элементы
в вертикальных рядах. Благодаря этому была получена „периоди-
ческая система“ с 9 вертикальными рядами и 5 горизонтальными
(2 коротких и 3 длинных), из них у четырех известны только на-
чальные члены 1).
Из табл. 3 видно, что если система замыкается ураном (число зарядов
ядер 92), а начинается водородом (число зарядов ядер 1), то возможно существо-
вание 92 элементов, из ни. в настоящее время неизвестны: элементы 61, 85, 87.
Однако же периодическая система обнаруживает некоторую неравномерность.
Вместо расположения элементов по и< атомным весам теперь, большею частью,
они располагаются по их порядковым числам (= числу зарядов ядра — числу элек-
тронов) помощью рентгенспектроскоиии по закону М о з л е й (Mosley) * 2). Руко-
водящим здесь является ряд К спектральных линии; линии элементов переводят по
ступеням в порядке возрастания порядковых чисел налево.
!) Расположение элементов у Антропова (Атлас физической и неоргани-
ческой химии, изданный совместно с Штакельбергом, Берлин 1929, Изо-
химия) несколько отличается от расположения у Менделеева и Лотар Мейера.
2) А. Г а а з, Волны материи и квантовая меланика, 1931, стр. 142 и след., —
О. Д. X в о л ь с о н, Физика наших дней, 1930, стр. 16. 126 и след, и v. Laue,
ZdVdl 1924, стр. 769.
Химические элементы
971
Таблица 1. Химические элементы 1)
Символ Элемент Порядко- вый но- мер О II Атомный, 11. вес 2) I Символ Элемент Порядко- вый но- мер О | 1 и Атомный! 1 вес а) 1 1
N Азот . . . 7 14,008 Мп Марганец. . . 25 54,93
Ас Актиний . 89 (227/) Си Медь 29 63,57*
А1 Алюминий 13 26,97 Мо Молибден . . . 42 96,0
Аг Аргон . . 18 39,94* As Мышьяк . . . 33 74,96*
Ва Барий . . 56 137,37* Na Натрий .... 11 23,997
Be Бериллий . 4 9,(»2 Nd Неодим .... 60 144,3*
В Бор . . . 5 10,82* Ne Неон 10 2j,2*
Вг Бром . . . 35 79,92* Ni Никель .... 28 58,69*
Nb Ниобий .... 41 93,5
V Ванадий. . 23 51,0
Bi Висмут . . 83 209,0 Sn Олово 50 118,7*
Н Водород . 1 1,008 Os Осмий .... 76 190,9
W Вольфрам 74 184,0
Pd Палладий . . . 46 106,7
Gd Гадолиний 64 157,3 Pt Платина . . • 78 195,2
Ga Галлий . . 31 69,72* Po Полоний . . . 84 210
Hf Гафний . . 72 178,6 Pr Празеодим . . 59 140,9
Не Гелий . . . 2 4,00 Pa Протактиний . 91 230
Ge Германий . 32 72,6
Но Гольмий . 67 163,5 Ra Радий 88 226,0
Re Рений 75 188,7
Dy Диспрозий 66 162,5 Rh Родий 45 102,9
Hg Ртуть 80 200,6*
Eu Европий . 63 152,0 Rb Рубидий . . . 37 85,5*
Ru Рутений. . . . 44 101,7
Fe Железо . . 26 55,84*
Au Золото . . 79 197,2 Sm Pb Самарий . . . Свинец обыкн. 62 82 150,4 207,2*
In Индий. . . 49 114,8 ThD Свинец торие- вый 208,0
J Иод .... 53 126,93 RaG Свинец урано-
lr Иридий . . 77 193,1 вый 206,0
Yb Иттербий . 70 173,5 Se Селен 34 79,2*
Y Иттрий . . 39 88,93 S Сера 16 32,06
Cd Кадмий . . 48 112,4 Ag Sc Серебро. . . . Скандий . . . 47 21 1и7,88* 45,10
К Калий . . 19 39,10* Sr Стронций . . . 38 87,6
Ca Кальций . 20 40,07» Sb Сурьма .... 51 121,8»
Cp Кассиопеий 71 175,0
О Co Кислород . Кобальт. . 8 27 16,030 58,94 T1 Таллий .... 81 204,4
Si Kr Xe Кремний . Криптон . Ксенон . . 14 36 54 28,06» 82,9* 13о,2* Ta Te Tb Тантал .... Теллур .... Тербии .... 73 62 . 65 181,5 127,5 159,2
Ti Титан 22 47,9»
La Лантан . . 57 138,9 Th Торий, .... 90 232,1
Li Литий . . 3 6,94* Tu Тулий 69 169,4
Mg Магний . . 12 24,32» C Углерод. . . . 6 12,00
Ma Мазурий . 43 — u Уран 92 238,2»
J) Составлено на основании германской таблицы атомных весов на 1930 г,
“j Ранее атомный вес О = 15,96 при весе водорода Н = 1.
Звездочка * означает вес соединения элементов, принятых за изотопы.
972 Т. II. Отд. 5. Материаловедение. I. Общие данные
Таблица 1. Химические элементы *) (продолжение)
Символ । Элемент Порядко- вый но- мер О и Атомный вес ’) о Символ Элемент Лорядко- I r !й но- мер Ю | и Атомный вес ’)
р F Фосфор. . . . Фтор 15 9 31,02 19,00 Zr Em Цирконий. . . Эманация. . . 40 86 91,2 222,0
С1 Сг’ Хлор Хром 17 24 35,46* 52,01 Er Эрбий Еще / 68 61 167,7
Cs Цезий. .... 55 132,8* — неизвестные < 85
Се Zn Церий . . . Цинк 58 30 140,2* 65,38* — элементы 1 87 —
*) Составлено на основании германской таблицы атомных весов на 193Э г.
Ранее атомный вес О = 15.Р6 при весе водорода Н = 1.
Звездочка * означает вес соединения элементов, принятых за изотопы.
Таблица 2. Химические элементы, расположенные по их сим-
волам
Ас Актиний Ей Европий N Азот 8) Se Селен
Ag Серебро F Фтор Na Натрий Si Кремний
АГ Алюминий Fe Железо Nb Ниобий •) Sm Самарий
Аг Аргон 1) Nd Неодим Sn Олово
As Мышьяк Ga Галлий Ne Неон Sr Стронций
Au Золото Gd Гадоли- Ni Никель
ний Ta Тантал
В Бор Ge Германий О Кислород Tb Тербий
Ва Барий Os Осмий Те Теллур
Be Бериллий 2) H Водород Th Торий
Bi Висмут He Гелий P Фосфор Ti Титан
Br Бром Hf Гафний Pa Протактиний T1 Таллий
Hg Ртуть Pb Свинец Tu Тулий
С Углерод Ho Гольмий Pd Палладий
Са Кальций Po Полоний U Уран
Cd Кадмий In Индий Pr Празеодим
Се Церий Jr Иридий Pt Платина V Ванадий
Cl Хлор J Иод
Со Кобальт Ra Радий W Вольфрам
Ср Кассио- К Калий Rb Рубидий
пеий8) Kr Криптон Re Рений Xe Ксенон
Сг XpONf Rh Родий
Cs Цезий La Лантан Ru Рутений Y Иттрий
Си Медь Li Литий g Yb Итгербий
Dy Диспрозий Ma Мазурий Sb Сурьма Zn Цинк
Mg Магний Sc Скандий Zr Цирконий
Em Эманация 4) Mn Марганец
Er Эрбий Mo Молибден
1) Аг = А (Америка, Англия). *) Be = О! = глициний (Англия). •) Ср = Lu (лю-
теций). ♦) Еш = Ni i= нитон (Америка, Англия). 5) N = Az = азот (Франция). •) Nb =
= СЬ = колумбий (Америка, Англия).
Периодическая система элементов
973
Таблица 3. Периодическая система элементов О
Жирные цифры обозначают число зарядов ядер (равное порядковому числу, рав-
ное числу электронов) элемента
По- ряд. № Группа 0 Группа I Группа II Группа 111 Группа IV Группа Группа VI Группа VII Группа VIII
1 1 Н
II 2 Не 3 Li 4 Be 5B 6 C 7N 80 9F 1-й мал. период
III 10 Ne И Na 12 Mg 13 Al 14 Si 15 P 16 S 17 Cl 2-й мал. период
IV 18 Аг 19 К 20 Ca 21 Sc 22 Ti 23 V 24 Cr 25 Mn 26Fe 27Со 28Ni
29 Си 30 Zn 31 Ga 32 Ge 33 As 34 Se 35 Br 1-?бол. период
V 36 Кг 37 Rb 38 Sr 39 Y 40 Zr 41 Nb 42Mo 43 Ma 4tRu 45Rh 46Pd
47 Ag 48 Cd 42 In । 50 Sn 51 Sb 52 Те 53 J 2-й бол. период
VI 54 Хе 55 Cs 56 Ba 57 La *) .72 Hf 73 Ta 74 W 75 Re 760s 77Ir 78Р1
79 Au 80 Hg 81 T1 ; 82 Pb 83 Bi 84 Po 85- 3-й бол. период
VII 86 Em 87 — 88 Ra 89 Ac । [90 Th 91 Pa 92 U
*) Редкие земли от 58 до 71:
58 Се, 59 Рг, 60 Nd, 61 — 62 Sm, 63 Eu, 64 Gd, 65 Tb, 66 Dy, 67 Ho, 68 Er,
69 Tu, 70 Yb, 71 Cp.
Химические элементы соединяются в молекулы в постоянно одинаковых ве-
совых соотношениях (по закону постоянства состава и кратных отношений): так,
например, соединяются 12 частей углерода (С) с 16 частями кислорода (О) в окись
углерода (СО), но также 12 частей С с 32 частями О в угольную кислоту (СО,).
Наименьшие части химических соединений суть молекулы, например молекула соды
(NajCO3) состоит из атомов Na, С и О.
Каждый элемент по отношению к водороду (единство валентности) обладает
известной способностью соединяться, относительный размер которой представляет
собой его химическую валентность или,атомность; под валентностью одного атома
по отношению к водороду понимается, так^м образом, число атомов водорода,
с которыми атом каждого элемента может соединяться. Равновалентны, например,
Na, К, Li и т. д., что означает, что один атом этих элементов может заместить
только один атом водорода, например в какой-либо кислоте. Абсолютные веса атомов
имеют только теоретический интерес, поэтому определяют только „атомные веса-
по отношению к кислороду (О = 16). Молекулярные веса вычисляются на основании
химических формул соединений по атомным весам составных элементов.
По особым химическим и физическим свойствам элементы разделяются на
металлы и металлоиды. Наибольшее отличие между ними заключается
в том, что ни один металл за исключением незначительных отклонений не раство-
ряется в нейтральных растворителях, кроме того, металлы являются проводни-
ками первого рода, т. е. они проводят электрическую энергию, не разлагаясь сами.
Их электропроводность увеличивается с понижением температуры. Кроме того,
металлы имеют одноатомную структуру. Отличительным признаком является также
их „металлический блеск*. Удельная теплоемкость, помноженная на атомный вес,
дает у большинства металлов постоянную, равную 6,4 (правило Д ю л о н г а-
П т и).
1) По К. А. Г о ф м а н у, Химический календарь.
<0
Таблица 4. Важнейшие химические соединения
(Элементы см. табл. 2)
Промышленное название Химическое название Формула ♦ Молекул. вес В 100 вес. частях заключается
Азотная кислота Азотная кислота HNO3 63,02 25,40 N
Аммиак Аммиак NH3 17.оЗ 82,30 N
Аммиачнохлорное олово Аммиачнохлорное олово 2NH4CI-SnCl4 367,52 32,3 Sn
Ангидрит Сернокиглый кальций C..SO, 136,13 41,2 СаО
Анилин Анилин (амидобензол) C6H5NHa 93,06 —
Аурипигмент Чрелсернистый мышьяк As»S3 246,10 60,9 As
Ацетилен Ацетилен C2Ha 26,U2 92,3 С
Барит Окись бария BaO 153,36 89,6 Ва
Бензин Бензин Различные углеводороды, главным образом состава 2п 4- 2
Бензол Бензол сбнв 78,об
Берлинская лазурь (2 сорта: раствор, и нераствор. в воде) Двойная железистосинероди- стая соль Fe4(FeCy6)3 0 859,02 45,5 Fe
Бихромат калия (хромпик) Двухромовокислый калий К.Сг,О7 294,23 32,0 К2О
Боксит Гидрат окиси алюминия А12О3 2 ЩО —
Борная кислота Орюборная кислота Н3ВО3 61,84 17,5 В
Брауншвейгская зелень Основной хлорид меди (атака- мит) CuCl2«3CuO*3 Н2О 427,24 59,5 Си
Бромистое серебро Бромистое серебро AgBr 187,80 42,6 Вг
Бура Тетраборнокислый натрий Na2B4O7 4- 10Н2О 381,43 16,3 Na,O
Висмутовая охра Окись висмута Bi«Oji 466.0 89.7 Bi
II. Отд. 5. Материаловедение. I. Общие данные
Глицерин Горная лазурь Горькая соль Графит Глицерин Водная окись медч Сернокислый магний Графит (углерод) С3НвО8 Си (ОН), MgSO4-7H2O С 92,06 97,59 246,0 39,10 C 65,1 Cu 9,9 Mg
Доломит Углекислая соль кальция и CaMg (СОз)2 — —
магния
Древесный спирт Метиловый алкоголь СН3ОН 32,03 —
Древесный уксус Метиловый алкоголь (нечи- (СН3ОН) — —
стый)
Едкий калий Гидрат окиси калия КОН 56,11 69,7 К
Едкий натр Гидрат окиси на грин КаОН 40,00 57,5 Na
Железный блеск Окись железа Fe2O3 159,68 69,9 Fe
Железный купорос Сернокислое железо FeSO4 4- 7 Н,О 278,01 25,8 FeO
Золотая обманка Двусернистое олово SnS2 182,8 64,9 Sn
Известковое молоко Гидрат окиси кальция Са (ОН)2 — —
водный раствор
Известь обожженная Окись кальция СаО 56,07
Известковый шпат Углекислый кальций СаСОэ 100,07 56,0 CaO
Калиевая селитра Азотнокислый калий KN'O3 101,11 46,6 K2O
Каломель Хлористая ртуть HgCl 2< 6, 2 85,0 Hg
Карбид Карбид кальция СаС, 6s ,07 62,5 Ca
Карборунд Карбид кремния S’C* 40,6 70,0 Si
Кварц Кремневая кислота Si О, 60,06 46,7 bi
Квасцы Сульфат калия и алюминия K2so< +
+ Al2(SO4),-|-24H,0 9Z8,76 5,7 Al
Киноварь Сернистая ртуть HgS 2o7,7 —
Кислый щавелевокислый ка- Кислая щавелевокислая соль KH8C4O84-2H2O 254,16 15,4 К
лий калия
Коллодий Коллодий (раствор динитроцел-
люлозы в эфире и алко-
голе) — —
Котельная накипь Углекислый кальций серно-
кислой кальции (железо и
марганец) —
Креозол Креозол C6H4.OH.CH3 108,06 —
Кровяная соль желтая- Железистосинеродистый ка- лий K^Fe (CN)e 422,35 13,2 Fe
х) Для CN в химической литературе часто принимается обозначение Су.
Химические соединения
сл
Кровяная соль красная Купоросное масло Железосинеродистый калий Концентрированная серная ки- слота
Лизоль Раствор сырого креозола в ма- сляном мыле
Магнезия Медная зелень Окись магния Основной медный ацетат
Медная лазурь Медный купорос Мел Мрамор Муравьиная кислота Мышьяк белый Основная углекислая соль меди Сернокислая медь Углекислый кальций Углекислый кальций Муравьиная кислота Трехокись мышьяка
Наждак Натриевая селитра Нафталин Нашатырный спирт Нашатырь Корунд (окись алюминия) Азотнокислый натрий Нафталин Аммиак (водный раствор) Хлористый аммоний
Окись хрома Окись углерода Оловянный камень Окись хрома Окись углерода Окись олова, ангидрид оловян- ной кислоты
Паяльная жидкость Хлористый цинк, подкисленный
Перекись бария Перекись водорода (Пергидроль) раствор Перекись бария Перекись водорода 30%
K,Fe (CN)e H2SO4 329,2 17,0 Fe
— — —
MgO Cu (W-VCutOHM 40,32 60,4 Mg
+ 5H2O 369,28 34,4 Cu
2CuCO.vCu (OH)2 344,73 55,3 Cu
CuSOr5H20 249,71 3i,9 CuO
CaCO8 1(0,07 56,0 CaO
CaCO3 100,07 56,0 CaO
H-COOH 46,02
As2O3 197,92 75,9 As
Al,O8 101,94 52,9 Al
NaNO8 85,01 72,8 ЫагО
скн8 128,06
NH3 17,03 82,3 N
NH4C1 53,50 31,8 NH8
Cr,O8 152,02 68.4 Cr
CO 28,00 42,9 C
SnO8 150,70 78,8 Su
см. хлористый цинк — —
BaO, 169,36 90,6 BaO
30%H2O8 34,016 при разложении выделяет 100 объ- емных частей ак-
Отд. 5. Материаловедение. I. Общие данные
62 Зак. 254. — Hiitte, Справочник для инженеров,
Пиролюзит
Плавиковый шпат
Поваренная соль
Поташ
Пятисернистая сурьма
Растворимое стекло
Ржавчина
Рудничный газ
Свинцовый блеск
Свинцовые белила
Свинцовый глет
Свинцовый салар
Селитра
Серная кислота
Сернистый газ
Сероводород
Слюда
Сода двууглекислая
Сода кальцинированная (без-
водная)
Сода кристаллическая
Соляная кислота
Суперфосфат
Сурик свинцовый
Сурьмяный блеск
Сусальное золою
Томасшлак
Тяжелый шпат
Углекислота
Уксус
Фиксаж
Фосфорнокислая известь
Формалин
Перекись марганца
Фтористый кальций
Хлористый натрий
Углекислый калий
Пятисернистая сурьма
Кремнекислый натрий или ка-
лий
Гидрат окиси железа
Метан
Сернистый свинец
Основная углекислая соль
свинца
Окись свинца
Уксуснокислый свинец
См. натриевая селитра
Серная кислота
Сернистая кислота (ангидрид)
Сернистый водород
Слюда
Двууглекислый натрий
Углекислый натрий
Углекислый натрий
Хлористоводородная кислота
Смесь первичного и вторич-
ного фосфатов кальция
Закись-окись свинца
1релссрнистая сурьма
См. золотая обманка
Фосфат кальция
Сернокислый барий
Двуокись углерода
Уксусная кислота
Гипосульфит натрия
Фосфат кальция
Формальдегид
MnO. CaFs NaCl K2CO8 Sb2S5 86,93 78,07 58,45 138,21 403,82 63,2 Mn 48,7 F 39,4 Na 68,2 K,O 60,3 Sb
Na4SiO4 или Na^SiO3 или K4SiO4 или K2Si63 — —
Fe (OH)8 106,86 16,03 52,3 Fe 74,9 C
CH4
PbS 239,27 86,6 Pb
Pb3(CO3)2 (OH), 775,65 Около 80 Pb
PbO 223,21 92,8 Pb
Pb(C2H8O2)2 + 3H2O 379,30 Около 55 Pb
H?SO4 •98,08 32,7 S
so2 64,06 50,05 S
H2S 34,07 94,10 S
различна, чаще всего (SiO4)8 Al3 (К, Na) H2 — —
NaHCO8 84,01 —
Na2CO8 107,99 58,5 Na2O
Na2CO3 + 10H2O 286,15 21,7 Na2O
HC1 36,47 97,2 Cl
Са(Н2РО4)2 + CaHPO4 — —
рь3о4 685,63 90,7 Pb
Sb,S8 339,70 71,7 Sb
Ca4P,O9 366,32 17,0 P
BaSO4 233,42 65,7 BaO
co2 44,00 27,3 C
CH3COOH 60,03 —
Na2S2O3 + 5 H2O 248,19 18,5 Na
Ca3 (PO J2 H-COH 31u,25 30,2 45,8 Р2ОБ
Химические соединения
I
Таблица 4. Важнейшие химические соединения S
00
(Элементы см. табл. 2)
(Продолжение)
Промышленное название Химическое название Формула Молекул. вес В 100 вес. частях заключается
Хлористое железо Хлористое железо FeC12 + 4H2O 198,82 28,1 Fe
Хлористый кальций Хлористый кальций СаС12 110,98 36,1 Са 52,6 Sn
Хлористое олово Хлористое олово SnCl? + 2H2O 225,65
Хлористый свинец Хлористый свинец РЬС12 278,12 74,5 РЬ
Хлористое серебро Хлористое серебро AgCl 143,34 24,7 С1
Хлористый цинк Хлористый цинк ZnClg 136,29 48,0 Zn
Хлорное железо Хлорное железо FeCl3 162,21 34,4 Fe
Хлорная иззесть Хлорная известь CaCI, (OC1) 126,98 55.8 Cl
Хлорное олово Хлорное олово SnCl4 260,53 45,6 Sn
Хромовая кислота Хромовый ангидрид CrO3 100,0) 52,0 Сг
Хромат Хромат калия K2CrO4 194,22 40,36 К
Чилийская селитра Азотнокислый натрий NaNO3 85,01 72,9 NasO
Целлюлоза Целлюлоза (CeHio06)rt —
Цианистый калий Цианистый калий KCN 65,11 60,1 к
Цинковые белила Окись цинка ZnO 81,38 80,4 Zn
Цинковый купорос Сернокислый цинк ZnSO<-f-7H2O 287,55 28,30 ZnO
Цинковая обманка Сернистый цинк ZnS 97,44 67,10 Zn
Цинковый шпат Углекислый цинк ZnCO8 125,38 64,9 ZnO
Шведская зелень Мышьяковистокислая медь CuHAsO3 Состав бывает разный (187,54) (33,9 Cu)
Швейнфуртская зелень Мышьяковомедный ацетат Cu(C2H3O2)2-3Cu(AsO2), 586,25 43,4 Cu
Эфир Этиловый эфир (C,H5),0 74,08 —
it. Отд. 5. Материаловедение. I. Общие Данные
Удельный нес, удельные массы. Объемные неса твердых тел 979
Удельные веса и удельные массы
Удельная масса (плотность р) есть масса единицы объема какого-либо
тела, выраженная а виде частного от деления массы тела на его объем.
Удельная масса = ~о6ъе~? размерность: КТ*/И или M/L3.
Удельный в ес (у) есть вес единицы объема какого-либо тела, выраженный
в ьиде частного от деления веса на объем.
Удельный вес = ~3бъем~ ’ РазмеРность: К/L3 или M/DT2.
Относительный вес ($) (относительная масса) есть частное от деления
веса (Массы) какого-либо тела на вес (массу) условного (принятого для сравнения)
тела равного с ним объема. Если не дано никаких указаний, с каким телом ведется
сравнение, то для твердых и жидких тел в качестве условного тела берется вода
при температуре 4° и 760 мм давления ртутного столба. Для газов же телом, отно-
сительно которого берутся веса, является чаще всего воздух при 0° и 769 мм давле-
ния ртутного столба.
Объемный вес есть удельный вес неоднородного тела в заданном каждый
раз состоянии.
Степень плотности тела есть частное от деления объемного веса
какого-либо тела на его удельный вес.
„ „ объемный вес
Таким образом, степень плотности =--------------отвлеченное число:
удельный вес ’
при этом должно быть указано состояние тела, к которому относится удельный вес.
Если V(или V)—объем какого-либо тела (или газа) в дм3 (литрах),
G (или G') — вес тела (или газа) в кг, то имеем:
G=Vy и G'=l/'T'i),
т. е. 1 дм3 тела весит ? кг; 1 см^ тела весит ? г.
Слой тела площадью в 1 л/2 и высотой в 1 мм весит у кг.
1 м* тела весит 1000 у кг = у т.
1 л газа весит 0,001293 1) 5 кг = 1,293 х) s г.
1 м3 газа весит 1,293 s кг.
Средний удельный вес земли (определенный Кенигом, Кригар-Мен-
целем и Рихарцом по способу Ж о л л и) равен 5,505, и отсюда общий вес
земного шара приблизительно 59604018 т = 5960 триллионов тонн.
Таблица 5. Объемные веса твердых тел в г!см3
^Средние величины или крайние значения)
Наименование Вес • Наименование Вес Наименование Вес
Асбест .... Асбестовый 2,1-2,8 Алюминий про- кованный . . 2,75 Алмаз .... Антимоний 3,5-3,6
картон . . . 1,2 Алюминий ли- (сурьма) . . 6,67
Алебастр . . . Алюминийхим. 2,3-2,8 той Алюминиевая 2,56 Амальгама на- туральная . 13,7-14,1
чистый . . . 2,70 бронза . . . 7,7 Антрацит . . . 1,4-1,7
*) у = ^в03д • s; чв03э = 0,001293 кг/л ири 0°. При очень точных расчетах
необходимо обращать внимание на изменение тб03д при изменении температуры
в соответствии с объемом (см. таблицу в приложениях, i. I, стр. 960 и след.).
980
Т. П. Отд. 5. Материаловедение. I. Общие данные
Таблица 5. Объемные веса твердых тел в г!см3
(Средние величины или крайние значения) (Продолжение)
Наименование Вес Наименование Вес Наименование Вес
Апатит .... Аспидный ела- нец Асфальт • . . Баббит (белый металл) . . . Базальт .... Барий хлори- стый кристал- лический . . Бериллий . . . Бетон Болюс (песча- ная земля) . Борная кислота Бор Брикеты уголь- ные Бром Бронза при со- держании олова от 6 до 2О°/о . . . Бронза фос- фористая . . Бумага писчая Бумага хлопча- тая воздушно сухая .... Бура Бурый уголь . Ванадий . . • Висмут само- родный . . . Висмут литой Висмут жидкий Вольфрам . . Воск Габбро .... Галмей .... Гипс обожжен- ный Гипс сухой . . Гипс просеян- ный .... Глауберова соль .... Глина свеже- вырытая . . Глина сухая . Глина чистая . 3,16-3,22 2,65-2,70 1,1—1,5 7,5-10,1 2,60-3,06 3,7 1,85 1,80-2,80 2,2-2,5 2,9-3,0 2,53 1,25 3,14 8,7-8,9 8,8 0,70-1,15 1,47—1,50 1,7-1,8 1,2-1,5 5,6 9,80 9,82 10,и55 19,1 0,95-0,98 2,55-2,95 4,1-4,5 1,81 0,97 1,25 1,4-1,5 1,67-1,85 1,5-1,6 1,8-2,6 Глинистый ела- нец Гнейс Горная смола . Горный хру- сталь чистый Горькая соль кристаллич. . Горькая соль безводная . . Грачат .... Гравий сухой . Гранит .... Графит .... Гуммиарабик'. Гуммигут . . . Гуттаперча . . Двухромово- кислый калий Дельта-металл Дерево различ- ные сорта см. отдельную таблицу . . Древесн. уголь с учетом воз- душного за- полнения . . Древесн. уголь без учета воздушного пространства Доломит . . . Дуралюминий Железо хими- чески чистое Железо свароч- ное Железо в про- волоке . . . Железо литое . Желез, купорос Желез, шпат . Железняк крас- ный Железн. бурый Железняк маг- нитный . . . Земля свежая глинистая плотно сле- жавшаяся . . 2,70—2,76 2,6-2,7 1,07 2,6 1,7-1,8 2,6 3,4 —4,о 1,8-2,0 2,26-2,67 1,9-2,3 1,31—1,45 1,20 0,96-0,99 2,7 8,6 0,4 1,4-1,5 2,10—2,95 2,6-2,8 7,86 7,80 7,60—7,75 7,85 1,80-1,98 3,7—3,9 4,5-4,9 3,4-3,95 4,9-5,2 2,0 Земля сухая . „ тощая . Золото само- родное . . . Золото литое . „ прокованн. Известь обож- женная на- сыпная . . Известь гаше- ная Известковый цемент сухой Известк. цемент свежий . . . Известковый песчаник . . Известковое тесто .... Известковый шпаг .... Известняк . . Иод (кристал- лический) . . Кадмий .... Калий едкий сухой .... Калий метал- лический . . Калиевая се- литра .... Калиевые квасцы . . . Кальций . . . Карбид каль- ция Каменная соль. Каменный уголь .в кусках . • Канифоль. . . Каолин .... Картофель • . Каучук сырой. Кварц .... Кизельгур . . Киноварь чи- стая , . . . Кирпич обык- новенный . . Кирпич клинкер Кирпичи, клад- ка сплошная свежая . . . 1,6—1,9 1,34 19,33 19,25 19,30 -19,35 0,9—1,3 1,15-1,25 1,60—1,65 1,75-1,80 1,89—1,92 1,20—1,40 2,6-2,8 1,87-2,82 4,95 8,64 2,1 0,865 1,95-2,11 1,71 1,55 2,22 2,28—2,41 1,2-1,5 1,07 2,2 1,06-1,13 0,92—0,90 2,5-2,8 2,66 8,12 1,4—1,6 1,7—2,0 1,57-1,63
Объемные веса твердых тел
981
Таблица 5. Объемные веса твердых тел в г] см2
(Средние величины или крайние значения) (Продолжение)
Наименование Вес Наименование Вес Наименование Вес
Кирпичи, клад- Медь красная Оловянный ка-
ка сплошная литая .... 8,30-8,92 мень .... 6,4—7,0
сухая .... 1,42-1,46 Медь прокован- Охра 3,5
Клей 1,27 ная 8,9-9,0
Кобальт . . . 8,8 Медь прокат- Парафин . . . 0,87—0,91
Кобальт, блеск 6,0-6,1 ная 8,9—9,0 Пенька сухая . 1,5
Кожа прожи- Медь в прово- Пемза изоли-
ренная . . . 1,02 локе .... 8,93—8,95 ровочная . . 0,38
Кожа сухая . . 0,86 Медь распла- Пемза нату-
Кокс в кусках до 1,4 вленная жид- ральная . . . 0,37—0,9
Корунд .... 3,9—4,0 кая 8,22 Пемза венская 2,2-2,5
Кость 1,7—2,0 Медь электро- 8,9-8,95 1,8—2,6 Песок мелкозер-
„ слоновая. 1,83-1,92 литическая . нистый сухой 1,20-1,65
Крахмал в ку- Мел То же сырой . 1,90—2,05
сках . . 1,53 Мельничный Песок крупно-
Кремень . . . 2,6-2,8 камень . • • 1,25—1,6 зернистый су-
Кремневая кис- Мелафир . . . 2,6 хой 1,2—1,5
лота кристал- Мергель . . . 2,3-2,5 Песчаник . . . 1,9—2,65
лическая . . 2,6 Молибден . . 10,2 Песчаник ис-
То же аморф- Морская пена . 0,99-1,28 кусственный 2,0-2,1
ная . ... 2,2 Мостоваядере- Пиролюзит . . 3,7—4,6
Кровяная соль вянная . . . 0,69-0,72 Платина кова-
желтая . . . 1,83 Мрамор обыкн. 1,95—2,82 ная 21,3-21,5
Лава базальто- Мрамор кар- Платина литая 21,15
рарский . . . 2,72 Плавиковый
вая 2,8-3,0 Мука насыпная 0,4—0,5 шпат .... 3,1-3,2
Лава трахито- Мука прессо- Поваренная 2,15—2,17
вая 2,0-2,7 ванная . . . 0,7—0,8 соль ....
Латунь прокат- Мышьяк (ме- Порфир . . . 2,19—2,62
ная 8,53—8,60 таллический) 5,7-5,8 Поташ (угле-
Латунь литая . 8,4-8,7 Мышьяк бе- кислый калий) 2,29
Латунь тянутая 8,43—8,73 лый 3,69-3,72 Полевой шпат 2,53-2,58
Лед 0,88-0,92 (ортоклаз). .
Лен воздушной сушки . . . 1,5 Натрий метал- лический . . 0,978 2,0 2,15-2,17 4,0 2,26 1,15 1,5-1,6 8,4-8,7 8,6—8,9 8,35 Порох огнестр. сыпучий . . 0,9
Лен в волокне. Линолеум в ру- лонах .... Магнезия . . . 1,15 1,15-1,30 3,2 Натрий едкий с 22,2°/0 воды Натрий хло- ристый . . . Наждак .... Натриевая се- Порох огнестр. прессованный Пробка .... Пробковый ка- мень белый . 1,75 0,2—0,35 0,25
Магнезит . . . Магний . . . 3,0 1,74 Пробковый ка- мень черный 0,56
Малахит . . . Марганец . . . Марганцовая руда красная Марганцовая 3,7-4,1 7,3 3,46 литра .... Нафталин . . . Нашатырь . . Нейзильбер . . Никель прокат- Пушечный ме- талл .... Пшеница на- сыпная . . . 8,44 0,7—0,8
руда черная . Масло коровье 3,9—4,1 0,94—0,95 Никель литой . Резина (каучук) сырая .... 0,92 -0,96
Медный блеск. 5,5—5,8 Резиновые из-
Медный колче- Овес насыпной 0,43 делия .... 1,0-2,0
дан 4,1—4,3 Олово катаное 7,3-7,5 Роговая об-
Медный купо- Олово литое . 7,2 манка .... 3,0
рос кристал- Олово распла- Рожь насыпная 0,68-0,79
лический . . 2,2-2,3 вленное . . . 7,025 Ртуть 13,59
982
Т. П. Отд. 5. Материаловедение. I. Общие данные
Таблица 5. Объемные веса твердых тел в г! см3
(Средние величины или крайние значения)
(Продолжение)
Наименование Вес Наименование Вес Наименование Вес
Сало 0,92-0,94 Сталь марган- Фосфор белый 1,82
Сахар белый . 1,61 цовоникеле- Фосфор крас-
Свинец .... 11,25-11,37 вая 15°|0 Ni, ный 2,20
Свинец распл а- 5°|0 Мп . . . 18,03 Фосфор кри-
вленный . . 10,64 Сталь литая 7,85-7,86 сталлический 2,34
Свинцовый глет 9,3-9,4 Сталь свароч- Фосфорная кис-
Свинцовый глет ная . . . . • 7,86 лота .... 1,88
натуральный 7,83-7,98 Стекло буты-
Свинцов. блеск 7,3- 7,6 лочное . . . 2,6 Хром 6,7
Свинцовые бе- Стекло зеркаль- Хромовая
лила .... 6,7 ное (кронглас) 2,45-2,72 желчь .... 6,0
Свинцов. сахар 2,4 Стекло оконное 2,4—2,7
Селен 4,26-4,8 Стекло флин- Цемент порт-
Селитра чилий- гляс .... 3,15-3,90 ландский . . 1,25-1,95
ская .... 2,26 Стекло хру- Цемент повы-
Сера самород- стальное . . 2,9-3,0 шенн. тверд. 2,3
ная 2,07 Стекло зеленое 2,64 Цинк литой . 6,86
Сера аморфная 1,93 Стронций . . . 2,54 Цинк прокат-
Сера кристал- Стронцианит . 3,7 ный 7,13-7,20
лическая . . 1,96-2,07 Сурик свинцо- Цинк распла-
Серебро литое 10,42-10,53 вый 8,6-9,1 вленный . . 6,48
Серебро проко- Сурьма .... 6,67 Цинковая об-
ванное . . . 10,5—10,6 Сурьмяной манка .... 3,9-4,2
Серебро рас- блеск .... 4,6-4,7 Цинковый ку-
плавленное . 9,51 порос кри-
Серный колче- Тальк 2,7 сталлический 2,04
дан (пирит) . 4,9-5,2 Тантал .... 16,6 Цинковый шпат
Серпентин . . 2,4-2,7 Титан 4,87 (галмей) . . 4,1-4,5
Сиенит .... 2,46-2,79 Томасшлак . . 3,3—3,5 Цинковый хло-
Сланец черный 4.6-4,7 Топаз 3,51—3,57 рид 2,75
Слоновая кость 1,83-1,92 Торф моховой 0,64 Циркон .... 6,4
Слюда .... 2,65—3,20 Торф смолист.
Смола . . . 1,07-1,10 (сфагновый). 0,84 Чугун белый . 7,0-7,8
Снег рыхлый . 0,06—0,2 Торфяной му- „ серый . 6,7-7,6
Сода кристал- сор прессо- Чугун литей-
лическая . . 1,45 ванный . . . 0,21-0,23 ный 7,25
Сода кальцини- Точильный ка- Чугун распла-
рованная . . 2,5 мень .... 2,1 вленный . . 6,9-7,0
Сталь 7,85-7,87 Трасс молотый 0,95
Трахит .... 2,6-2,8 Шамотные кам-
Сталь быстро- Туф в кусках . 1,3 ни 1,85—2,2
режущая: Туф в кирпи- Шерсть овечья
металл цедит • 8,30 чах 0,8-0,9 воздушной
я акрит . 9,00 Тяжёлый шпат 4,5 сушки . . . 1,32
„ видиа . 14,40 Шлаки домен-
Сталь нержа- Уголь прессо- ные 2,5-3,0
веющая (V2A) 7,85 ванный (бри-
Сталь хроми- кеты) .... 1,25 Янтарь .... 1,0-1,1
стая .... 7,74 Уголь крупный 1,2-1,5 Элекгрон-ме-
талл .... 1,8-1,83
Сталь никеле- Фарфор .... 2,25-2,5 Ячмень насып-
вая: Фенол при 0° . 1,(8—1,09 ной .... 0,69
Збо/О Ni . . 8,13 Фосфористая
5О°|о Ni . . 8,19 бронза . . . 8,8
Объемный вес. Удельный вес
983
Дерево — раз- с Свежей
личные сорта рубки
Дерево — раз- г Свежей
личные сорта у рубки
Акация.............. 0,58—0,86 0,75—1,00
Бакаут ........
Береза ........
Буксус (самшит)
Бук белый . . .
Бук красный . .
Вишневое дерево
Вяз............
Грушевое дерево
Гикори америк. .
Дуб............
Ель (бел. ель) . .
Ива............
Каменный дуб .
Кедр...........
Клен...........
1,17-1,39 —
0,51-0,77 0,80—1,09
0,91-1,16 1,20-1,26
0,62-0,82 0,92-1,25
0,68-0,97 0,85-1,12
0,76-0,84 1,05-1,18
0,63 -
0,61—0,73 0,96-1,07
0,60-0,90 —
0,69-1,03 0,93-1,28
0,37—0,75 0,77—1,23
0,49 - 0,59 0,79
0,71—1,07 —
0,57 -
0,53- 0,80 0,83-1,05
Конский каштан .
Красное дерево
(Mohagoni) . . .
Липа.............
Лиственница . . .
Ольха ...........
Ореховое дерево .
Пихта (красная ель)
Питчпайн.........
Слива (дерево) . .
Сосна . .........
Тополь ..........
0,58 —
0,56—1,06 —
0,32-0,59 0,58-0,87
0,44-0,80 0,81
0,42-0,68 0,63-1,01
0,44-0,68 0,91—0,92
0,35-0,74 0,40—1,07
0,75 -0,85 —
0,68—0,90 0,87—1,17
0,32-0,76 0,38-1,08
0,40—0,49 0,61—1,07
Черное дерево . . 1,26
Ясень............. 0,57 -0,94 0,70-1,14
Яблоня............ 0,66—0,84 0,95-1,26
Таблица 6. Удельные веса жидкостей в г/см3
Название жидкостей Удельный вес при °C Название жидкостей Удельный вес при °C
Азотная кислота: Деревянное масло . . 0,92
с 25% HNO3 . . . 1,15 15 Древесный спирт . . . 0,80 15
„ 40% HNO3 . . . „ 91% HNO3 . . . Альдегид Амиловый спирт . . . Анилин 1,25 1,50 0,80 0,81 1,04 15 15 0 20 0 Едкий калий с 12% КОН .... „ 31% кон .... „ 63% кон .... 1,10 1,30 1,70 15 15 15
Анисовое масло . . . 1,00 16 Камфарное масло . . 0,91 —
Ацетон 0,79 20 Касторовое масло . . Карболовая кислота 0,97 0,95-0,97 15 15
Белок яичный .... 1,04 15 неочищенная . . •
Бензин . 0,68-0,74 15 Керосин 0,79—0,82 15
Бензол 0,90 0 Копытный жир .... 0,92 15
Бром 3,19 0 Кокосовое масло . . . 0,93 15
Валериановое масло . 0,97 16 Креозотовое масло . . 1,04-1,10 15
Вино (рейнское) . . . 0,99—1,0 — Лавендовое масло . . 0,88 16
Вода (дестиллирован- Лимонное масло . . . 0,84 16
ная) (см.т.1, стр. 606) 1,00 4 Льняное масло (вар.) . 0,94 15
Вода морская ... Ворвань 1,02-1,03 0,92 15 15 Маковое масло . . . Масляная кислота . . 0,92 0,96 15 15
Газы ожиженные (см. Медный купорос 1,10
т. I, стр. 607) с 15% CuSO4+5H2O „ 28о'о CuS044-5H2O 15
Глицерин (безводный) 1,27 0 1,15 15
Глицерин с 50% воды . 1,13 0 Метиловый спирт . . . Минер-'льн. смазочные 0,81 4
Деготь каменноуголь- масла 0,89-0,96 20
ный 1,20 — Молоко 1,03 15
984
Т. II. Отд. б. Материаловедение. I. Общие данные
Таблица 6. Удельные веса жидкостей в г)см?> (продолжение)
Название жидкостей Удельный вег при °C Название жидкостей Удельный вес при °C
Натр, едкий Соляная кислота
с NaOH . . . 1,15 15 с 10% НС1 .... 1,05 15
„ 2'% NaOH . . . 1,25 15 с 40% НС1 .... 1,20 15
„ 66°/„ NaOH . . . 1,70 15 Сосновое масло .... 0,85-0,86 15
Нефть натуральная . . 0,76 19 Спирт винный безводн. 0,79 15
Нефтяной эфир . . . 0,67 15 Сурепное масло сырое Сурепное масло очи- 0,92 15 15
Оливковое масло (про- щенное . . • • . . 0,91
ванское масло) . . 0,92 15
Олеиновая кислота. . 0,90 15 Терпентинное масло . 0,87 16
0,91 Тресковый жир .... 0,94 15
Пальмовое масло . . . 15
Пиво 1,02-1,04 — Углекислота ожижен-
ная 1,87 15
Рапсовое масло сырое . Рапсовое масло очи- 0,92 15 Фотоген 0,78—0,85 15
щенное 0,91 15
Ртуть 13,5956 0 Хлопковое масло . . . Хлористый натрий 0,93 15
Сероуглерод 1,29 15 с 14% NaCl . . . 1,10 15
Серная кислота в 26% NaCl .... 1,20 15
с 7,5°,nH2SO4 . . . 1,05 15 Хлороформ 1,48 18
„ 27 /0 H2SO4 . . . 1,20 15
„ 50% H,SO4 . . . 1,40 15 Цинковый купорос
„ 87%H2SO4 . . . 1,80 15 с 17° 0ZnSO4+7H4O 1,10 15
Серная дымящаяся 1,89 „ 55% ZnSO4+7H2O 1,40 15
кислота 15
Сернистая кислота сгу- Эфир этиловый .... 0,74 0
щенная 1,49 20
Смоляное масло . . . 0,96 15 Янтарное масло . • • 0,80 15
Ареометр. Если л —градусы ареометра, а у/ и удельные веса жидкостей,
которые легче или тяжелее воды, то по ареометру:
Боме (при 15°)................ у/= 144,3/(144,3 + л] и = 144,3/(144,3 - л]
Брикса (при 15°,63 = 12°,5R) . у/= 400/(400 + л] и -fc = 400 [4С0 — л]
Таблицы пересчета для ареометров Боме, Баллинга, Бека, Брикса (Фишера)
и Стоппани находятся в Приложении, т. 1, см. стр. 950.
Таблица 7. Удельные веса газов и паров при 0° и 760 ммЛ}
Название Формула Вес литра в г, дм3 Относительный вес воздуха = 1
Азот Na 1,2505 0,9674
Аммиак (см. т. I, стр. 696) NH3 0,7714 0,596
Ацетилен СаНа 1,17и9 0,9(20
Бензол 3,48 2,69
По Ландольт-Бернштейн.
Удельный вес. Объемный вес
985
Таблица 7. Удельные веса газов и паров при 0° и 7С0 мм 1)
(Продолжение)
Название Формула Вес литра в г)дм3 Относительный вес воздуха = 1
Болотный газ (метан) СН4 0,7168 0,554
Водород н? 0,08987 0,06951
Воздух * 2) 1,2928 —
Гелий Не 0,1784 0,138
Кислород о2 1,42892 1,106
Окись углерода СО 1,2502 0.967
Пары воды (см. т. I, стр. 668) .... Н2О 0,80 0,6233
„ ртути Hg 9,02 6,98
„ спирта санво 2,05 1,601
Светильный газ «... 0,56 0,43
Сероводород H,S 1,5392 1,190
Сероуглерод cs. 3,42 2,644
Толуол C7He 4,10 3.18
Углекислота (см. т. I, стр. 697) .... со2 1,9768 1,529
Фтористый водород HF — 0,713
Хлор С1а 3,220 2,486
Хлористый водород НС1 1,6391 1,268
Этан с2нв 1,35645 1,049
С2Н4 1,2604 0,9751
Эфир с4н10о 3,30 2,586 %
Таблица 8. Вес тел насыпных и в укладке в кг>м3
Базальт................• . 3200
Бетон с кирпичным ломом . . 1800
„ „ известковым ломом . 20U0
„ „ гранитным „ . 2200
Брикеты бурого угля насыпью
(формат салон, полукамень) 720
Брикет круглый (форма сайки) 820
Брикет круглый, салон, форма 1030
Бурый уголь воздушно-сухой
в кусках................ 650—780
Глина, гравий сухие ......... 1800
„ „ . влажные .... 2г00
Гранит....................... 2700
Груши и сливы................. 350
Дерево в штабелях буковое , 400
„ „ „ дубовое . 420
„ „ „ еловое . . 320
„ „ „ сосновое . • 340
„ „ „ хвойное . 330
Древесный уголь тверд, пород 220
_ я мягких пород 150
Зола........................... 900
Известковый камень и песча-
ник ........................ 2000
Известка (известь с песком) . 1700—1800
Известь жженая в порошке . 500
„ гашеная.................... 550
Картофель................ 650—750
*) По Ландольт-Бернштейн.
2) Относительный вес сухого воздуха по Ренье при 0° и давлении 760 мм ртут-
ного столба относительно дестиллированной воды при 4’ равен 0,001293187^1 : 773.
Вес 1 м* продуктов горения (дымовых газов) среднего состава равен около
1,25—0,0027 t в /<г, если / — температура в градусах Цельсия. Ввиду того, что
состав продуктов горения является сильно переменным в зависимости от топлива
и большего или меньшего избытка воздуха, рекомендуется вес их определять на
основании анализа газов (см. т. I, стр. 726 и след.).
Вес 1 м* пара в кг — см. т. I, стр. 668.
Удельные веса холодных паров при различных температурам и давлениях
см. т. I, стр. 694 и след.
986
Т. II. Отд. 5. Материаловедение. I. Общие данные
Таблица 8. Вес тел насыпных и в укладке в кг/м3
(Продолжение)
Кирпич обыкновенный .... 1800
„ клинкер................. 1900
Кокс газовый ............. 360—470
„ рудничный............... 380—530
Навоз и гуано............. 750—950
Пемзовый кирпич рейнский . 850
Песок, глина, земля (сухие) . 1600
Свекла..................; . 570—650
Селитра чилийская насыпная . 1000
Снег свежий, выпавший . • . . 80—190
„ сырой и тающий .... 200—800
Соль поваренная (NaCl) . . .
крупнозернистая .... 745
мелкозернистая .......... 785
каменная молотая .... 1015
Торф воздушной сушки . . . 325—410
Торф сырой................ 550—650
Трава и клевер............ 350
Трасс молотый............. 950
Уголь каменный из Цвикау . 770—800
Уголь каменный из Верхней
Силезии................... 760—800
Уголь каменный из Нижней
Силезии . ;............ 820—870
Уголь каменный Саарский . . 720—800
„ и Рурский . . . 800—860
Формовочный песок насыпной 1200
Формовочный песок трамбо-
ванный в формы.......... 1650
Яблоки............... 300
Цемент рыхлый насыпью . . . 1400
Таблица 9. Естественные углы откосов насыпных тел
в градусах
а) Рыхлая насыпка
Глина сухая.............. 40
Гравий мелкий и крупный . . 36
Зерно, злаки............ 30
Известь в порошке, сухая . . 50
Овес, ячмень........... 40—45
Песок речной сухой........ 32
п • „ сырой........... 27
Просо.................. 23
Пшеница, горох, кукуруза . . 35
Рожь.........•.............. 37
Садовая земля сухая ..... 37
„ „ сырая.......... 27
Уголь и руда •......... 45
Ь) Трамбованная насыпка
Бурый железняк................ 45
Бурый уголь.................. 35—50
Булыжник...................... 38
Глина сухая................. 40—50
„ сырая.................... 20—25
Глинистая земля сухая .... 40—46
„ „ сырая .... 20—25
Гравий мокрый................. 25
Доменный шлак................ 35—50
Земля плотинная, мокрая . . . 27—40
Земля, песок, гравий....... 30—45
Известняк................... 30—45
Известь в порошке, сухая . . 50
Каменная соль................ 35—50
Кокс.................... 35—50
Мергель и глина . .......... 30—45
Овес, ячмень............ 25—35
Пшеница, рожь, кукуруза . . 25—35
Руда.................... 30—50
Сахарная свекла........ 30—45
Солод................... 22
Уголь газовый............ 45
„ мелкий и орешек . . . 30—45
„ рудничный..........30—45
Цемент.................. 40
Щебень мокрый.......... 35—40
Щебень мелкий (сухой) ... 45
Объем материала при погрузке
987
Таблица 10. Объем материала на единицу веса для погрузки
(приблизительные данные) *) 1)
(1 куб. ф\т =0,028 м*\т в 1000 кг) (см. т. I, стр. 948 и след.)
Наименование материалов Способ погрузки м91т
Аммоний сернокислый • в мешки 2) 1,9
плитами 3) 1,0
Балки4) —. •
Балласт (песок) насыпью 0,67
Бананы • • . связками5) 3,7—4,0
Бензин в железные бочки 9) 1,6
в ящики 1,7
Бензол в железные бидоны1’) 2
П в барабаны 1,6
в ящики 1,5
Бобы насыпью 1,4
в мешки 12) 1,6-1,7
Боксит насыпью 1,25
Брикеты (прессов, уголь) 1,2-1,4
Бурый уголь 1,25
Елно в бочки 1,5-3,0
Грунт из землечерпалки —
„ тяжелый насыпью 0,5
Горох в мешки 17) 1,2
Гравий (крупный сухой) насыпью 0,6
Дерево (сосна, ель, пихта, белый бук, лист- венница) ’ стандартами 23) 29)
Дерево питчпайн доски стандартами 80)
То же балки и • 81)
Дерево — кряжи навалкой 1,0—2,3
Джут кипами з2) 3,1
,, 1,8
Доски4) — —
Жир (топленое сало) и смальц различно 50) 1,5-2,5
Земля сухая — 0,6.
„ влажная — 0,5
Калий насыпью 0,8-1,0
Калиевая селитра в бочки ») 1,16—1,4
Какао в мешки 2,3
Керосин в цистерны большие **) —
сырой при 0° и " 1
, .30° 1,024
. .40° 1,033
Керосин в бочки 47) 1,3—1,4
в ящики 47) 1,55 .
Кирпич обыкновенный 1000 шт. 59) 0,8
„ шамотный 1000 шт.60) 0,7
Кожа24) —
Кофе в мешки 34) 1,7-2,5
*) Обработал д-р инж. С. Зейберлих, Берлин.
**) Относительно баррилов для керосина см. т. I, стр. 892 и 893 (подстрочные при-
мечания к сто. 903 и 935).
988 Т. П. Отд. б. Материаловедение. I. Общие данные
Таблица 10. Объем материала на единицу веса для погрузки
(приблизительные данные)
(1 куб. ф[т = 0,028 м?[т в 1000 кг) (см. т. I, стр. 948 и след.) (Продолжение)
Наименование материалов Способ погрузки м3/т
Кокс насыпью 2,4
Лед естественный 1,5
в мешки40) 1,5
Масло коровье ., в бочки, ящики 1,5
Масло 44) в бочки 45) 1,5-1,7
Масло 44) кругляками46) 1,4—1,5
Маис в мешки 4I) 1,4
Мочевина (амид углекислоты) в джутовые мешки27) 1,3—1,6
Мука , в баррилы 42) 1,8
в мешки 43) 1,4
Мясо соленое в баррилы 21) 1,5
„ замороженное и упакованное в навалку 2,8
,, четвертованное и подвяленное п Я 3,5
Овес22) насыпью 2,0
Пенька новозеландская кипами 25) 2,4
„ манильская я 26) 2,0
Песок сухой насыпью 0,66
„ влажный . 0,5
Пиво в бочки п) 1,60
Пшеница °4) насыпью 1,3
Пробка кипами 39) 6,9
Рельсы железнодорожные 7—9 м ...... штуками 15) 0,22
„ ,, W-12 м я 16) 0,22
Резина в мешки 23) 1,3
Рис в мешки 1,4
Рожь64) насыпью 1,4
Ром в бочки 1,8
Руда бурый железняк „ Бильбао насыпью 0,48
„ Лан » 0,54
„ верхнесилезская Я 0,74
„ магнитный железняк шведский л 0,29-0,33
„ красный железняк бедный 0,55
„ „ „ богатый я 0,40
Железный шпат Бильбао чистый я 0,48
„ „ зигерландский . . 0,53
Серный колчедан 0,53-0,71
Рыба сухая в ящики 19) 1,5
„ вяленая я 20) 1,3
различно б6) 2,0
„ засоленное в баррилы 65) 1,5
Сахар песок в мешки sl) 1,3-1,5
„ рафинад в ящики 1,7
Селитра в мешки48) 0,9
Сизаль-пенька кипами Б3) 2,6
Смазочное масло в бочки 61) 1,5
Смола различно 57) 1,5
Соль в мешки 4Э) 1,1
Соя-бобы . я и) 1,65
Суперфосфат насыпью 1,0
Томасовская мука в мешки58) 0,88
Угользя) 1 —
Объем материала при погрузке
989
Таблица 10. Объем материала на единицу веса для погрузки
(приблизительные данные)
(1 куб. ф[т^0,Q28 м3)т в 1000 кг) (см. т. I, стр. 948 и след.) (Продолжение)
Наименование материалов Способ погрузки м3(т
Уголь каменный насыпью 1,3
Хлопок американский непрессованный .... тюками 6) 3,1
'1 о же прессованный тюками 2,4
Хлопок египетский непрессованный тюками 4.8
То же прессованный тюками7) 2,63
Хлопок ост-индский прессованный . . • . . . ! тюками й) 1,8
Целлюлоза кипами 13) 1,3-1,5
Цемент в бочки 62) 1,1
м в мешки ы) 1—1,2
Цианамид, кальция в железные бочки 1,3-1,5
,, w ’ в мешки 37) 0,9—1,1
Чугун чушки 14) 0,27
Шелк кипами Б2) 2,8
Шелковые изделия в ящики 3,3
Шерсть непрессованная тюками 7,0
„ прессованная тюками 2,1—3,6
Шкуры и кожи сухие кипами 18) 2,j—5,7
„ „ „ соленые В 6Г'ЧКИ 1,42
Ячмень82) насыпью 1,6
Примечания к таблице 10.
*) Подробные данные содержит Судовой ежегодник 1°29 г., издание морского
ведомства, Гамбург, стр. 322 и следующие. 2) 1 мешок: 100 кг, 0,19 м'. 3) 1 плита:
28 кг, 0,и16 м3, а также в мешках по 100 кг, 0,1 м3. 4) См. дерево. Б) Связка:
18,5—19 кг. 8) Тюки в среднем 225 кг, 0,45—0,75 м3. 7) 1 тюк: ЗиО кг, 0,61 м3. 8) Тюк:
180 кг, 0,33 м3. ®) Бочки весом 200, ЗСО, 400 кг. 10) Круглый бидон почти 360 кг (для
заокеанских стран). “) 1 бочка: 80 кг, 0,13 м3. 1?) 1 мешок: 60 кг, 6,10 м3 или 100 кг,
0,17 м3. 13) Кипа: 55 кг, 0,43 м3. 14) Хорошо уложенными. 15) 1 шт.: 225 кг, 0,05 м3.
16) Штука: 250 кг, 0,055 м3. 17) 1 мешок: 60 до 100 кг. 1р) Кипа: 2 >0 до 40) кг.
19) Ящик: от 30 до 70 кг. 20) Ящик: в 18,5 кг. 21) Баррил: 155 кг, 0,23 м3. 22) Теряется
приблизительно 10% содержания объема вследствие слеживания; а также бушель
в 21,8 кг, 0,03 м3. ») 1 мешок: 100 кг, 0,13 м3. 24) См. шкуры. 25) 1 кипа: 1000 кг, 2.4 м3.
!6) 1 кипа: 127 кг, 0,28 м3. 27) Мешок: 100 кг. 28) Стандарт дерева равен 165 англий-
ским куб. фут. с потерей объема приблизительно 192 англ. куб. фут. 2Э) 1 стандарт
весит около 2,5 т. ®°) 1 стандарт весит около 3,6 т. 81) 1 стандарт весит около 4,1 т.
82) 1 кипа: 130 кг, 0,4 лА «) I кипа: 181 кг, 0,33 м3-, а также пучки по 25,4 кг, 0,3 м3.
м) 1 мешок: 60 до 80 кг. м) 1 мешок: 60 кг, 0,14 лА Бобы какао — мешок: 80 кг,
0,17 м3. 86) 1 бочка: ICO кг. 87) Мешок: 1С0 кг. 88) См. брикеты, бурый уголь, кокс,
каменный уголь. 8в) Кипа: 60 до 75 кг. 40) 1 мешок: 65 кг, 0,09 м3. 41) 1 мешок:
65 кг, 0,08 м3. 43) 1 баррил 100 кг, 0,18 м3. 43) 1 мешок: 50, 70 или 100 кг, 0,07, 0,10
или 0,14 лА 44) См. керосин, смазочные масла. 4Б) 1 бочка (баррил) в 215 кг.
46) 1 кругляк в 180 до 228 кг. 47) 1 бочка в 200 кг, 0,36 м3, 1 ящик в 36 кг, 0,06 м3.
48) 1 мешок: 90 до 100 кг, 0,09 м3. *8) 1 мешок: 100 кг, 0,11 м3. Би) Способы погрузки
для топленого сала—1 тирсе: 200 кг, 0,305 м3, 1 баррил: 120 кг, 0,212 м3, 1 фиркин:
55,4 кг, 0,104 м3, 1 туба: 27,7 кг, 0,С61 м3, 1 ведро: 14 кг, 0,035 м3. Б1) 1 бочка: 210 кг,
0,28 лА Б2) 1 кипа: 60 кг, 0,14 лА Б3) 1 кипа в 125 кг. Б4) 1 мешок в 86 кг.ББ) 1 баррил:
155 кг, 0,23 м3. Б6) 1 бочка: 500 кг, 1 м3 или 1 бидон: 400 кг, 0,85 м3. б7) 1 бочка: 125 кг.
0,2 м3. Б3) 1 мешок: 100 кг. Б9) 1000 шт.: 2500 кг, 2,2 м3. б0) ЮЛ) шт.: 3000 кг, 2,4 л А
61) 1 ящик: 25 кг, 0,04 м3. 62) 1 бочка: 180 кг, 0,2 м3. F?) 1 мешок: 50 кг, около 0,035 л*3.
64) Теряет благодаря мешкам 10%, также в бушелях 27,2 кг, 0,03 м3.
990 Я* ОТД- б. Материаловедение. I. Общие данные
Погрузка товаров в железнодорожные вагоны. Для отправки
товаров в железнодорожных вагонах имеются вагоны различных
типов, грузоподъемность которых рассчитана таким образом, чтобы
при отправке соответственных грузов грузоподъемность вагонов
была наилучшим образом использована. Предназначенные для раз-
ных грузов типы вагонов указаны в тарифных постановлениях 1).
Нормализация
Германская работа по нормализации в областях деталей машин
и готовых изделий, так же как материалов и полуфабрикатов,
которая началась уже много лет назад, получила прочное основание
только после организации нормализационной комиссии германской
промышленности (DNA) (Deutscher Normenausschuss), в которой
принимают участие фабриканты; потребители и представители науки.
Техническая нормализационная работа охватывает установление
общих норм, так же как и норм специальных. Первые вырабаты-
ваются непосредственно нормализационной комиссией германской
промышленности и ее подкомиссиями, последние — специальными
комиссиями в тесном контакте с нормализационной комиссией гер-
манской промышленности.
Цель нормализации — экономия в материале, уменьшение складских помеще-
ний, а благодаря этому сокращение размера оборотного капитала и ускорение его
оборачиваемости. Проекты стандартов до их утверждения опубликовываются для
критики в „сообщениях4* DIN (в журнале „Maschinenbau" и в других специальных
органах) и после окончательного одобрения их президиумом DNA издаются для
общего пользования.
Специальные нормы прорабатываются особыми нормировочными комиссиями
при самой широкой критике специалистов, почему в границах, касающихся каждой
данной специальности, они имеют общее значение.
По существу следует различать основные нормы, приме-
нение которых встречается во всех областях техники и промышлен-
ности, как например, винтовые нарезки и предельные калибры,
нормы размеров (например для деталей машин: заклепок,
штифтов, шпонок, подшипников, зубчаток и т. д.) и нормы
материалов, причем последние подразделены на Испытание ма-
териалов, железо, сталь, нежелезных металлов и пр.
Интернациональная нормализация. С 1926 г. существует международное
соглашение нормализационных комиссий различных стран. В интернацио-
нальный союз по стандартизации CIS А) входят: Бельгия, Дания,
Германия, Финляндия, Франция, Италия, Япония, Нидерланды, Норвегия, Австрия,
Польша, Румыния, СССР, Швеция, Швейцария, Чехо-Словакия, Венгрия, США.
х) См. Товарные вагоны германских железных дорог, их типы, поставка и
использование. Издаются Управлением железных дорог Германии.
Нормализация
991
Интернациональным союзом утверждены следующие стандарты: метрические резьбы,
винты, допуски, шариковые подшипники, трубопроводы, фитинги, клинья, концы
валов, высоты осей машин, сталь и железо, воздухоплавание, части автомобилей,
земледельческие орудия и форматы бумаги.
Нормализационная комиссия издала к лету 1930 г. свыше 3000 стандар-
тов, по следующим разделам и областям:
Автогенная сварка............. 14
Арматура ..................... 34
Библиотечное дело.............. 4
Больничное дело............... 24
Весы и машины для испытания
материалов................... 1
Водяные турбины................ 5
Воздухоплавание .............. 38
Горное строительство......... 160
Деревообделочные машины ... 10
Железнодорожное дело.......... ЗЭ
Изготовление велосипедов ... 43
Изготовление роялей ........... 2
Инструмент................... 209
Испытание материалов.......... 12
Кинотехника.................... 7
Литейное дело.................. 2
Мебель......................... 3
Мостовое дело.................. 1
Мясные машины................. 10
Общее машиностроение......... 331
Опыты по определению мощ-
ности ......................• 1
Основные нормы............... 320
Паровые котлы.................. 3
Печатное дело ...............
Пишущие машины...............
Подъемные машины.............
Пожарное дело................
Постройка вагонов жел. дор. . .
Постройка паровозов .........
Правила поставки ............
Рентгенотехника .............
Сапожное дело................
Сварочная техника ...........
Силовые средства передвижения .
Станки ......................
Строительное дело ...........
Сундуки .....................
Текстильная промышленность . .
Ткани .......................
Трансмиссии .................
Транспортные средства........
Трубопроводы.................
Фототехника..................
Химическая аппаратура........
Хозяйство домашнее...........
п сельское ..............
Швейные машины...............
Электротехника ..............
6
26
16
19
67
387
3
2
8
5
224
36
337
1
41
78
24
1
12Т
4
69
65
27
6
334
992
Т. П. Отд. 6. Материаловедение. И Обзор металлов
II. Обзор
А. Свойства глав
От пункта А до D обработал
Некоторые данные
Таблица 1. Обзор свойств
Наименование Удельный вес кг/дм3 Точка плав- ления в гра- дусах Точка кипения в градусах при 760 мм ртут- ного столба
Алюминий 2,70 658 1800
Бериллий 1,85 1279 —
Ванадий 5,6 1715 —
Висмут 9,80 271 1420
Вольфрам 19,1 3500 —
Железо чистое 7,86 1530 2450
Золото 19,3 1064 2610
Кадмий 8,64 321 778
Кобальт 8,8 1490 —
Кремний 2,34 1414 2)
Медь 8,9 1С83 2310
Магний 1,74 650 1120
Марганец 7,3 1260 19J0
Молибден 10,2 более 2500 —
Никель 8,8 1450 —
Олово 7,28 232 2200
Платина 21,4 1764 —
Ртуть 13,595 — 38,9 357,25
Свинец 11,34 327 1525
Серебро мягкое ' 10,50 960,5 2000
Серебро твердое 10,50 960,5 2000
Сурьма 6,67 630 1440
Тангал 16,6 2800 —
Тиган 4,87е) 18j0<1850 —
Хром 6,7 1765 2200
Цинк 7,1 419 918
Циркон 6,4’) 1530 —
х) 0,041954 обозначает 0,00001954. 2) Легко испаряется в вольтовой дуге. ’) При 0*
*) По Ландольт-Берпштейн, Физико-химические таблицы, Берлин 1923.
Свойства металлов
993
металлов
нейших металлов
д-р инженер Е. Г у д р е м о н, Эссен
см. предыдущую главу
технически важнейших металлов *)
Электропро- водность в м 2“1 мм~2 Удельная теплоемкость при температурах, приведенных в скобках Теплопровод- ность см~{ СК—1 град.-1 Коэфициент линейного расширения х) Прочность на разрыв (отожжен.) в кг/мм*
34,3») 0,2096 (0) 0,504 0,0,238 8
5,41 0,2442 (0/100) — — —
— 0,1153 (0/100) — — —
0,85») 0,0292 (18) 0,0244 0,0,1345 —
20,0») 0,0338 (20/100) 0,283 0,0545 110
10,0») 0,1045 (0) — 0,0б930 25
41,3 <) 0,0316 (0/100) 0,7464 0,0,1431 10
13,2 4) 0,0553 (0) 0,233 0,0,2970 6
10,3») 0,1041 (0/100) — 0,0,181 —
— 0,171 (0/99) — 0,0Б763 70
57,2 <) 0,0939 (0) 0,938 0,0,1698 22
23,2») 0,2475 (17/100) 0,3760 0,04260 12
— 0,1072 (0) — 0,0,228 —
22,8 ») 0,0647 (20/100) — 0,0б52 —
8,5 4) 0,1034 (0/20) 0,140 0,0,130 40
8,82 4) 0,0536 (0) 0,1528 0,0,2703 2
9,1») .0,0320 (18) 0,167 0,0Б975 15
1,063») 0,03325 (0/20) 0,0248 0,03182 —
4,83 4) 0,0319 (16/256) 0,0836 0,0,293 9
— —• — — 18
61,4 0 0,0556 (0) 1,0960 0,0,1968 18
2,56 ») 0,0503 (17/100) 0,0538 0,0,1088 10
6,8 0,033 (14/100) — 0,0б655 90
— 0,1125 (0/100) — — —
38,5») 0,1039 (0) — 0,Эб84 —
16,5 4) 0,0939 (0/100) 0,2653 0,0,2970 15
— 0,0660 (0/100) Г-
‘) При 18°. ») При 20°. ») Расплавленный, при 2°/0 С. ’) Расплавленный чистый.
994
Т. II. Отд. 5. Материаловедение. II. Обзор металлов
В. Размеры и веса
Таблица 2. Вес 1000 м проволоки в кг по D1N 177, 1757, 1766
Удельный вес: проволока из литой стали 7,85, медная 8,9 *), латунная 8,5 кг/дм3 * 2)
Диам. Сталь литая Медь Латунь Диам. Сталь литая Медь Латунь
0,1 0,070 1,7 17,82 20,201 19,293
0,12 0,101 — 1,8 19,98 22,650 21,630
0,15 — 0,157 — 1,9 22,3 25,231 24,100
0,18 0,226 — 2,0 24,7 27,963 26,704
0,2 0,247 0,280 0,267 2,1 — 30,830 29,441
0,22 0,298 0,338 0,323 2,2 29,8 33,828 32,311
0,23 0,326 — — 2,3 — 36,979 35,315
0,24 0,355 — 2,4 35,5 40,264 38,453
0,25 0,385 0,437 0,417 2,5 38,5 43,690 41,724
0,26 0,417 — — 2,6 41,7 47,250 45,129
0,27 0,449 — — 2,7 — 50,961 48,667
0,28 0,483 0,548 0,523 2,8 48,3 54,806 52,339
0,3 0,629 0,601 2,9 — 58,784 56,144
0,31 0,592 «— — 3,0 55,5 62,914 60,083
0,32 — 0,716 0,684 3,1 59,2 — —
0,34 0,713 — 3,2 — 71,574 68,361
0,35 0,856 0,818 3,4 71,3 — —
0,37 0,844 — — 3,5 — 85,626 81,780
0,38 — 1,009 0,964 3,8 89,0 100,926 96,399
0,4 0,986 1,118 1,068 4,0 98,6 111,837 106,814
0,45 1,248 1,415 1,352 4,2 108,8 123,301 117,762
0,5 1,541 1,747 1,669 4,5 — 141,546 135,187
0,55 1,865 2,114 2,019 4,6 130,5 — —
0,6 2,22 2,516 2,403 4,8 — 161,054 153,813
0,65 2,60 2,953 2,821 5,0 154,1 174,751 166,897
0,7 3,02 3,425 3,271 5,5 186,5 211,446 201,946
0,75 3,47 3,932 3,755 6,0 222 251,638 240,332
0,8 3,95 4,474 4,273 6,5 260 295,329 282,056
0,85 4,45 5,051 4,823 7,0 302 342,508 327,118
0,9 4,99 5,662 5,407 7,5 — 393,184 375,518
0,95 5,56 6,308 6,024 7,6 356 —
1,0 6,17 6,990 6,676 8,0 395 447,358 427,257
1,1 7,46 8,458 8,078 8,2 415
1,2 8,88 10,066 9,613 8,8 477
1,3 10,42 11,810 11,282 9,0 499
1,4 12,08 13,697 13,085 9,4 545 —
1,5 13,87 15,727 15,020 10,0 617
1,6 15,78 17,898 17,090 — — —
0 Удельные веса твердотянутой и отожженной проволоки мало отличаются
между собой. Для технических расчетов можно принимать среднее значение
в 9,0 К2!дм3.
2) Удельный вес латуни увеличивается с увеличением содержания Си. При
58°/0 Си он приблизительно равен 8,5, при 72% Си—8,6 кг/дм* (стр. 1141).
Размеры и веса
995
В СССР для размеров проволоки установлены нормали в следующих ОСТ:
ОСТ 2577—проволока железная катаная с диаметрами от 5 до 9 мм (взамен
ОСТ 10); ОСТ 529—проволока железная (стальная) обыкновенная с диаметрами от
0,16 до 10 мм, см. стр. 1083 и 1084.
Проволока из цветных металлов круглая обыкновенная тянутая (сортамент)
ОСТ 2974. В этот сортамент входят нормы для проволоки из красной меди и бронзы,
латуни и томпака. Сортамент охватывает проволоку с диаметрами от 0,1 до 10 мм.
Алюминиевая проволока нормирована в ОСТ 4282 и 4280. Первые нормы
охватывают алюминиевую проволоку обычного назначения размерами от 1 до 10мм,
вторые—алюминиевую проволоку для заклепок. Диаметр проволоки от 1,42 до 9,92 мм
для заклепок диаметром от 1,5 до 10 мм. ОСТ 4881 охватывает проволоку из
медноникелевых и медно-никелево-цинковых сплавов (константан, никелин, мель-
хиор, нейзильбер) диаметром от 0,1 до 5 мм (мельхиор от 5 до 10 мм).
Для электрических целей установлены нормы: ОСТ 3289—проволока для воз-
душных линий связи: медная твердотянутая и бронзовая диаметром от 1 до 4 мм;
ОСТ 4123—медь обмоточная; ОСТ 2426—проволока стальная для воздушных линий
связи диаметром 5, 4 и 3 мм\ ОСТ*2407—проволока стальная электродная с диа-
метрами в 2, 3, 4, 5, 6 и 7 мм.
Технические условия для изготовления (для приемки) проволоки изложены
в ОСТ 420, 421, 4274, 41-81, 5152, 5804, 5805, 5845, 6086, 6102, 6103, 6336, 6337 и др.
Таблица 3. Вес металлических листов в кг\м2
Толщи- на в мм Чугун Сталь литая Медь Латунь Бронза Цинк Свинец Дур- алю- миний
1 7,25 7,85 8,90 8,50 8,6 7,2 11,37 2,8 ‘)
2 14,50 15,70 17,80 17,00 17,2 14,4 21,6 22,74 5,6
3 21,75 23,55 26,70 25,50 25,8 34,11 8,4
4 29,00 31,40 35,60 34,00 34,4 28,8 45,48 11,2
5 36,25 39,25 44,50 42,50 43,0 36,0 56,85 14,0
6 43,50 47,10 53,40 51,00 51,6 43,2 68,22 16,8
7 50,75 54,95 62,30 59,50 60,2 68,8 50,4 79,59 19,6
8 58,00 62,80 71,20 68,00 57,6 90,96 22,4
9 65,25 70,65 80,10 76,50 77,4 64,8 102,33 25,2
10 72,50 78,50 89,00 85,00 86,0 72,0 113,70 28,0
И 79,75 86,35 97,90 93,50 94,6 79,2 125,07 30,8
12 87,00 94,20 106,80 102,00 103,2 86,4 136,44 33,6
13 94,25 102,05 115,70 110,50 111,8 93,6 147,81 36,4
14 101,50 109,90 124,60 119,00 120,4 100,8 159,18 39,2
15 108,75 117,75 133,50 127,50 129,0 108,0 170,55 42,0
16 116,00 125,60 142,40 136,00 137,6 115,2 181,92 44,8
17 123,25 133,45 151,30 144,50 146,2 122,4 193,29 47,6
18 130,50 141,30 160,20 153,00 154,8 129,6 2 04,66 50,4
19 137,75 149,15 169,10 161,50 163,4 136,8 216,03 53,2
20 145,00 157,60 178,00 170,00 172,0 144,0 227,40 56,0
21 152,25 164,85 186,90 178,50 180,6 151,2 238,77 58,8
22 159,50 172,70 195,80 187,00 189,2 158,4 250,14 61,6
23 166,75 180,55 204,70 195,50 197,8 165,6 261,51 64,4
24 174,00 188,40 213,60 204,00 206,4 172,8 272,88 67,2
25 181,25 196,25 222,50 212,50 215,0 180,0 284,25 70,0
26 188,50 204,10 231,40 221,00 223,6 187,2 295,62 72,8
27 195,75 211,95 240,30 229,50 232,2 194,4 306,99 75,6
28 203,00 219,80 249,20 238,00 240,8 201,6 318,36 78,4
29 210,25 227,65 258,10 240,50 249,4 2< 8,8 329,73 81,2
30 217,50 235,50 267,00 255,00 258,0 216,0 341,10 84,0
9 Удельный вес дуралюминия колеблется в зависимости от сплава от 2,75
до 2,87 кг!дм3.
8
Таблица 4. Проволочные и листовые калибры
Миллимет- ровые ка- либры Вестфальские калибры ‘) Номер калибра Калибры тонких листов Толщина проволоки в мм
Толщина в мм № миллиметрового) калибра | Толщина в мм Наименование Немецкие мм Диллинген- ские а) мм Английские мм Парижские JdP 8) Американские ка- либры BrSG4) АнГЛИ! BWG 5) йские ка. HWG®) либры SWG7) Вестфальские ка- либры тянутой проволоки
10,00 9,40 8,80 8,20 7,60 7,00 6,50 6,00 5,50 5,00 4,60 4,20 3,80 3,40 3,10 2,80 100 94 88 82 76 70 65 60 55 50 46 42 38 34 31 28 7,80 6,83 6,00 5,55 4,70 4,12 3,82 3,40 2,96 2,60 2,36 2,15 1,96 1,74 1,55 1,40 Ketten Schleppen Grobrinken Feinrinken Malgen Grobmemel Mittelmemel Feinmemel Klinkmemel Natel Mittel Dunnmittel 3 Schillings 4 2 Band 1 „ P4 P8 7/0 6/0 5/0 4/0 3/0 2/0 0 1 2 3 4 5 6 7 8 9 — — 11,531 10,795 9,652 8,636 7,620 7,213 6,579 6,045 5,588 . 5,154 4,572 4,191 3,759 0,34 0,38 0,42 0,50 0,60 0,70 0,80 0,90 1,00 1,10 1,20 1,30 1,40 14,72 13,10 11,68 10,40 9,27 8,25 7,35 6,54 5,83 5,19 4,62 4,12 3,66 3,25 2,91 11,53 10,79 9,65 8,63 7,62 7,21 6,57 6,04 5,58 5,15 4,57 4,19 3,75 3,40 3,04 2,76 2,41 10,70 9,65 8,63 7,62 7,21 6,57 6,04 5,58 5,15 4,57 4,19 3,75 12,700 11,785 10,973 10,160 9,449 8,839 8,229 7,620 7,010 6,401 5,893 5,385 4,877 4,470 4,064 3,658 0,60 0,68 0,76 0,80 0,88 1,00 1,12 1,20 1,30
1 1 2 1 № Париж
Рю Р9 Р 8 Рт Рв Рб 5,50 >,00 1,50 1,25 1,00 3,75 3,50 3,25 3,00 0,22 0,23 0,25 0.27 0,28 0,31 5,50 5,00 4,50 4,25 4,00 3,50 3,25 3,00 2,75
Материаловедение. П. Обзор металлов
1,80 18 0,88 6 Band
1,60 16 0,83 7 „
1,40 14 0,71 ord.MOnsterod.l Blei
1,30 13 0,65 fein Miinster
1,20 12 0,60 Gattung oder 3 Blei
1,10 11 0,55 feine Gattung
1,00 10 0,50 1 Holl, oder 4 Blei
0,90 9 0,46 2 „ „ 5 „
0,80 8 0,42 3 » „ 6 .
—
0,70 7 0,39 4 Holl, oder 7 Blei
— — — —
0,60 6 0,36 5 Holl, oder 8 Blei
0,55 5,5 0,31 6 „ > 10 я
0,50 5 0,28 7 > „ 12 „
0,45 4,5 0,26 8 „ „ 14 „
0,40 4 0,24 9 . „ 16 „
0,37 3,7 0,22 10 „ „ 18 ,
0,34 3,4 0,20 11 . „ 20 .
0,31 3,1 —
0,28 2,8 —
0,27 2,7 — —
0,26 2,6
0,25 2,5 —
0,24 2,4
0,23 2,3
.0,22 2,2 — —
0,20 2,0 — —
— —
— —
13 14 2,00 1,75 1,85 1,70 ^,413 2,1C8 “2,00 ‘ 2,20
15 1,50 1,55 1,829 2,40
16 1,375 1,40 1,651 2,70
17 1,250 1,25 1,473 3,00
18 1,125 1,10 1,245 3,40
19 1,000 1,00 1,067 3,90
20 0,875 0,90 0,889 4,40
21 0,75'1 0,80 0,813 4,90
21*/a 0,688 0,70 —
22 0,625 0,60 0,711 5,40
22>/a — 0,50 — —
23 0,562 0,40 0,635 5,90
24 0,5i)0 0,30 0,558 6,40
25 0,438 — 0,508 7,00
26 0,375 0,457 7,60
27 0,300 — 0,406 8,20
28 0,356 8,80
29 № SWG 0,330 9,40
30 0,305 10,00
31 0,254
32 41 0,1118 0,229 —
42 0,1016
33 43 0,0914 0,203
34 44 0,0813 0,178 —
35 45 0,0711 0,127
36 46 0,0610 0,102 —
37 47 0,0508 —
48 0,0406
38 49 0,0305
39 50 0,0254
40 — —
1,83 1,63 1,47 1,24 2,41 2,04 2,3 V 2,032 1,84 2,04
1,45 1,06 1,82 1,829 2.20
1,29 0,88 1,65 1,626 2,40
1,14 0,81 1,47 1,422 2,60
1,02 0,71 1,24 1,219 2,92
0,91 0,63 1,12 1,U16 3,40
0,81 0,55 1,06 0,914 3,84
0,72 0,50 0,88 0,813 4,20
— 0,45 ——
0,64 0,40 0,81 0,711 4,65
— 0,35 — — —
0,574 0,33 0,71 0,610 5,45
0,510 0,30 0,68 0,559 5,96
0,454 0,60 0,5j8 7,00
0,403 0,25 0,50 0,457 7,60
0,360 — 0,45 0,4166 8,80
0,320 0,22 0,40 0,3754 9,40
0,287 0,20 0,35 0,3454 10,00
0,254 0,18 0,33 0,3150 —
0,226 — 0,30 0,2946
0,203 — 0,28 0,2743 —
0,180 — 0,25 0,2546
0,160 — 0,24 0,2337 —
0,142 — 0,22 0,2134
0,127 — 0,20 0,1930 —
0,113 — — 0,1727 —
0,100 0,1524
0,089 — — 0,1321
0,079 ! — — 0,1219 —
Проволочные и листовые калибры
) Вестфальские калибры (наиболее старые калибры) сохранились еще в Альтоне и в Изерлоне.
а) Диллингенские калибры для тонких листов применяются заводами Диллинген и Гайнген.
•) Jauge de Baris; французские калибры тонкого листового железа соответствуют номерам от 1 до 30.
«) Американские калибры заводов Браун и Шарп (Brown and Sharp).
6) Бирмингамские калибры (Birmingham wire gauge).
•) (HalifaA wire gauge).
7) Государственный стандарт (Imperial Standart wire gauge).
998
Т. II. Отд. 5. Материаловедение. П. Обзор металлов
С. Свойства
Внутреннее строение. В жидком состоянии большинство метал-
лов равномерно растворены один в другом. Только немногие ме-
ребро) не образуют раствора, а разделяются на отдельные слои
с незначительным лишь взаимным'растворением.
После застывания металлы состоят из смеси мелких, связанных
силою сцепления, кристаллов, которые могут быть химически одно-
родными или неоднородными.
Фиг. 3. Цинк - - свинец.
Фиг. 4. Олово — свинец.
Составными частями сплава при этом являются: 1) химические со-
единения (см. на фиг. 1 место, относящееся к содержанию 60% Zn
и 40% Си), 2) частицы, растворенные друг в друге, как в жид-
ком состоянии („твердый раствор", „смешанные кристаллы",
см. фиг. 2), 3) кристаллы, расположенные рядом друг с другом, без
взаимного растворения (см. фиг. 3).
Свойства металлов
999
1. Химические соединения металлов или металлов с металлоидами
по большей части тверды и хрупки. Сплавы, имеющие в большом
количестве в своем составе такие соединения, по этой причине не-
пригодны для машиностроения.
2. В твердых растворах непосредственно п еле застывания смесь
бывает неравномерная.
а) Кристаллы, застывшие первыми (наружные части болванки),
богаче содержанием более тугоплавкого металла; позднее застывшие
кристаллы (середина болванки) богаче содержанием менее туго-
плавкого металла. При застывании, протекающем очень быстро,
может, однако, оказаться, что в наружных частях болванки содер-
жится больше легкоплавких металлов (например Sn в бронзах),
а в средних—больше тугоплавких (обратная ликвация).
Ь) В каждом отдельном кристалле ранее застывшая часть (сере-
дина кристалла) насыщается более тугоплавкой составной частью
(неравномерность в кристаллах).
Неравномерность, указанная в пункте Ь), может быть в большинстве случаев
устранена отжигом; неравномерность, указанная в пункте а), не может быть устра-
нена.
3. Некоторые сплавы имеют при определенной пропорции смеси
при так называемой „эвтектической смеси" (см. фиг. 4—35,97% РЬ)
наиболее низкую температуру плавления. Прочие пропорции смеси
имеют более высокую температуру плавления, лежащую обычно
между температурой эвтектики и температурами плавления от-
дельных металлов, входящих в смесь (фиг. 4). Наиболее легко-
плавкая смесь (эвтектика) имеет стремление при медленном засты-
вании или плавлении отделяться из сплава, имеющего другой основ-
ной состав (возможность разделения смеси благодаря свойствам
эвтектики).
Изменение состояния. У некоторых металлов и сплавов при
нагревании и охлаждении проявляется непостоянство, состоящее
в изменении их свойств при переходе определенных температурных
точек (критические точки или точки остановки), что вызывается
изменением внутреннего строения в твердом состоянии. Такие кри-
тические пункты наступают при переходе через линии диаграмм
состояния металлов или сплавов, в особенности через горизонталь-
ные линии. Быстрым охлаждением можно частично или же совер-
шенно задержать материал в измененном состоянии (закалка стали).
Обработанные таким образом металлы имеют тогда особые свойства:
при небольшом последующем нагреве изменять постепенно вну-
треннее строение, переходя через ряд градаций (отпуск стали при
небольшом нагреве или созревание дуралюминия при длительном
нахождении последнего в температуре помещения).
Диаграммы состояния показывают температуры плавления и
температуры изменения состояния для сплавов различных химиче-
ских составов (фиг. от 1 до 4). Выше заштрихованных площадей
сплавы находятся в жидком состоянии, ниже—в твердом. В пре-
делах заштрихованных площадей они состоят из смеси расплавлен-
ного металла с твердыми кристаллами (полутвердое состояние).
1000 Т. П. Отд. б. Материаловедение. II. Обзор металлов
В полутвердом состоянии сплавы склонны разделяться на состав-
ные части и тем сильнее, чем более разница между температурой
жидкого и твердого состояния, а также чем дольше сплав удержи-
вается в полужидком состоянии.
Придание формы. При жидком состоянии придание формы мо-
жет быть осуществлено только помощью отливки. В горячем (полу-
жидком) состоянии форма придается помощью прокатки, ковки,
штамповки или прессования. В холодном состоянии форма при-
дается протяжкой или прокаткой. При остающейся деформации
в холодном состоянии (холодная прокатка) повышается твердость
и прочность металла, при уменьшающейся вязкости. Нагревом до
определенных температур достигается изменение структуры, при
котором указанные последствия холодной прокатки устраняются
(рекристаллизация). Высота температуры рекристаллизации зависит
от величины деформации.
Таблица 5. Приблизительные наинизшие температуры рекристаллизации
1. Алюминий, магний....... 150°
2. Вольфрам............... 1200°
3. Железо, платина........ 45 >®
4. Золото, серебро, медь . . . 200®
5. Кадмий—при комнатной тем-
пературе
6. Молибден................ 900®
7. Никель................. 660®
8. Олово — ниже комнатной
температуры
9. Свинец „ „
10. Тантал................. 1000®
И. Цинк—при комнатной тем-
пературе
D. Способ испытания
а) Исследование структуры (металлографические испытания) х)
1. Приспособления, а) Для исследования шлифован-
ных п о в е р х н о с т е й. Машины для распила образцов и для
подготовки шлифованных поверхностей: рамочно-пильный станок,
верстак, наждачный круг. Для шлифовки: станок со сменными шли-
фовальными дисками, имеющими вращение от 300 до 1000 оборотов
в минуту и для окончательной полировки до 1500 оборотов в минуту.
Шаровой микроскоп: микроскоп для металла с оптическими при-
способлениями для наблюдения и фотографирования, при увели-
чении до 3000 раз (т. I, стр. 593 и след.). Установка микроскопа
по возможности в помещении, не подверженном сотрясениям
(в последнее время применяется также приспособление для подве-
шивания микроскопа; это приспособление служит для поглощения
сотрясений). Желательна возможность затемнения комнаты, где по-
мещается микроскоп.
Ь)Для опытов тепловой обработки: электрические
трубчатые печи, термоэлементы, милливольтметры. Для точного
установления изменения структуры (определения критических точек):
дилатометр и Саладин-аппарат.
*) См. Hutte металлургический, 4 отд., стр. 15 и след. Berlin. 1930.
Способы испытаний. Протравочные средства 1001
•
с) Для более широких исследований: бинокулярный
микроскоп, двойной зеркальный гальванометр, насос для вакуума,
физические измерительные приборы различного рода.
2. Изготовление шлифованной поверхности, а) Грубая
шлифовка для исследования больших поверхностей на неравно-
мерность производится при помощи тонкого наждака, после чего
поверхность протравливается.
Ь) Тонкая шлифовка для наблюдения при большом уве-
личении производится самым мелким наждаком до высокого блеска,
после чего поверхность протравливается.
с) Протравочные средств а, употребляемые при исследо-
вании строения металлов.
Таблица 6. Протравочные средства
Железо и сплавы железа
а) Для микроскопических исследований
Протрава
1. Соляная кислота .... • . . . .
2. Азотная кислота .............
3. Пикриновая кислота............
4. Иод.........................
5. Персульфат аммония..........
6. Пикрат натрия...............
7. Нагрев до появления побежалых
цветов ..........................
8. Совместно 2 и 6...............
9. Совместно 2 и 7...............
1 см3 соляной кислоты уд. веса 1,19 в
100 см3 алкоголя.
1 см3 азотной кислоты 1,40 в 100 см3
алкоголя.
а) 1 г пикриновой кислоты в 25 гл/3 алко-
голя—особенно пригодна для стали спе-
циальных составов,
Ь) то же с двумя каплями соляной кис-
лоты 1,12.
1 г иода на 20 см3 алкоголь
1 г персульфата аммония (NH4)2S2O8 в
10 см3 воды.
25 г едкого натра на 75 см3 воды; на
100 см3 этого раствора 2 г пикриновой
кислоты.
Полированная поверхность нагревается
на воздухе до температуры цветов побе-
жалости от желто-коричневого 255° до
фиолетового 285°.
При цвете побежалости желто-корич-
невом 255°.
Ъ) Для макроскопических исследований
10. Глубокое травление пикриновой
кислотой.........................
11. Травление на фосфор хлорно-
аммониевой медью.................
12. Травление на фосфор хлорным
железом..........................
1 г пикриновой кислоты в 25 см3 алко-
голя с 1 каплей концентрированной соляной
кислоты, травление в горячем растворе.
1 г хлорнсаммониевой меди в 12 см3
воды, налет меди должен быть стерт.
500 см3 дест. воды, 500 см3 этилового
спирта, 0,5 г хлористого олова, 1 г хлор-
ной меди, 30 г хлорного железа, 50 г кон-
центрированной соляной кислоты.
1002
Т. II. Отд. б. Материаловедение. II. Обзор металлов
13. Травление на фосфор хлорной
ртутью ..........................
14. Сильно действующая фигурная
протрава .......................
16. Баумановское травление на серу.
10 г хлорной ртути, 20 см3 соляной кис-
лоты, 1,12, 100 см3 дест. воды; шелкозая
тряпочка, намоченна,! в этом растворе,
кладется на испытуемую поверхность и
оставляется на несколько минут для дей-
ствия.
а) Мелкое строение: 40 см3 конц. соля-
ной кислоты, 30 см3 воды, 25 см3 алкоголя,
5 г хлорной меди.
Ъ) Крупное строение: 10 см3 конц. соля-
ной кислоты, 100 см3 алкоголя, 6 г хлор-
ного железа, 6 г хлорной меди.
с) Электролитическое травление.
Бромосеребряную бумагу смочить рас-
твором серной кислоты в воде 1 : 100 и
наложить на шлиф на время, соответ-
ствующее количеству находящейся в ме-
талле серы. По снятии закрепить гипо-
сульфитом.
Медь и сплавы меди (с большим содержанием меди)
16. Аммиачный раствор хлорноаммо-
ниевой меди......................
17. Персульфат аммония..........
18. Аммиачный раствор перекиси во-
дорода .........................
19. Полировка с разбавленным аммиа-
ком ............................
20. Хлорное железо..............
1 г хлорноаммониевой меди в 12 см3
воды, добавить аммиаку в таком коли-
честве, при котором полученный вначале
осадок вновь растворится.
1 г персульфата аммония в 10 см3 воды.
4 г хлорного железа, 30 см3 соляной
кислоты, 1,12, 1250 см3 воды.
Алюминий и алюминиевые сплавы
21. Едкий натр...................
22. Фтористоводородная кислота . . .
23. Фтористоводородная кислота . . .
24. Фтористоводородная кислота . . .
25. Серная кислота...............
Холодный, насыщенный.
1 см3 фтористоводородной кислоты в
10 см3 воды.
1 см3 фтористоводородной кислоты,
1 см3 уксусной кислоты (ЭО^/о) в 80 см3
воды.
5 см3 фтористоводородной кислоты,
5 см3 азотной кислоты 1,4.
1 см* серной кислоты в 10 см3 воды.
Цинк и цинковые сплавы
26. Азотная кислота..............
27. Хромовая кислота -- азотная кис-
лота ............................
а) 0,5 см3 азотной кислоты в ЮОслг3 воды,
Ь) 1,0 „ п „ в 100 „ „
с) 10 „ „ „ в 100 „
0,206 г хромовой кислоты в 1 см3 воды,
к этому раствору 3,2 см3 азотной кислоты
1,4. Разбавить 1000 см3 воды (для изме-
рения величины зерна).
Испытания прочности
1003
Свинец, олово и белые металлы
28. Азотная кислота............... 1 см3 азотной кислоты в 100 см3 алко-
голя.
29. Соляная кислота............... 1 см3 соляной кислоты в 100 см3 алко-
голя.
30. Персульфат аммония—винная кис-
лота ............................. а) 10 г персульфат аммония в 109 см3
воды;
Ь) 41,4 г винной кислоты в 159 см3 воды.
Раствора а) 5 частей, раствора Ъ) 2 части.
Никель
31. Царская водка................. 3 части 2°/о соляной кислоты в алкоголе,
2 части 2^!0 азотной кислоты в алкоголе.
32. Пикриновая кислота............ 1г пикриновой кислоты в 25 см3 алко-
голя и 2 капли соляной кислоты 1,12.
33. Персульфат аммония............ 1г персульфат аммония в 19 см3 воды
(для выявления шлаковых включений).
Вольфрам
34. Фтористоводородная кислота —
азотная кислота................... 33 см3 фтористоводородной кислоты,
33 см3 азотной кислоты в 34 см3 воды. При
травлении пробу держать железными
щипцами.
Ь) Испытание прочности
1. Испытание на растяжение. Испытанием на растяжение воз-
можно установить у металла предел упругости, предел текучести,
прочность, удлинение и сжатие (пережим шейки в месте разрыва).
При испытании на разрыв устанавливаются следующие харак-
терные числа:
Сопротивление на разрыва^ [кг/мм?] выясняется из показания на-
грузки на испытательной машине (максимальная нагрузка).
0 ___ наивысшая нагрузка
Я первоначальное сечение пробного образца
Предел текучести as [кг/мм-! получается из показания нагрузки на
испытательной машине в момент начала текучести (при коэфициенте удлинения
[0,2о/о].
нагрузка на пределе текучести
первоначальное сечение пробного образца *
Удлинение при разрыве 6 [°/0J промеряется по делениям на образце
после разрыва.
Д/ длина растянутого образца (измер. после разрыва,)
6= — . юо= ————— .
/о первоначальная длина образца
Сужение образ ц а ф [%] промеряется в сечении разрыва.
_ДР 100 _ уменьшенное сечение
ро первоначальное сечение *
1004 Т. П. Отд. 5. Материаловедение. II. Обзор металлов
Коэфициент удлинения а определяется измерением упругого удлинения.
Е _ упругое удлинение
а~ <т£— напряжение
В ниже помещенных нормах 'DIN 1605 указаны необходимые
пробные оруски. Примеры зажимов для натяжения разрываемых
образцов показаны на фиг. 5а—5е. На фиг. 6 указаны „примерные
размеры круглых и плоских пробных брусков (см. отдел „Сопротивле-
ние материалов").
Фиг. 5 а — е. Зажимные устройства для разрыва образцов.
Таблица 7. Размеры пробных брусков
По правилам DIN 1605
Сечение пробных брусков может быть круглым, квадратным и прямоугольным
(обычно с соотношением сторон не больше чем 4:1), а также в исключительных
случаях и какой-либо иной формы; мелкие профильные бруски, трубы малого диа-
метра и т. д. могут подвергаться разрыву целиком.
Следует различать сле- дующие формы пробных брусков Размеры в мм <и CR К X ,
Пробная длина lv (не менее) Измеряемая длина 1 Диа- метр d1) S X <и и Kt ф « х а X S <U 2 ч s ®
1 длинный нормаль- ный обра- 10d = 200 20 314 810
2 короткий зец 5d= 100
3 длинный пропор- циональный образец Z-f-d 10d = 11,3 • любой любое ^10
4 короткий 5d = 5,65.TFo 85
5 длинный образец 200 любой любое 8/
6 короткий образец 100 ч
й) При сечениях не круглой, а другой формы за диаметр принимается диаметр
круга с той же площадью сечения.
Испытание ПО Брингл тг>
1005
Переход головки бруска, форма которой в общем должна быть согласована
с конструкцией машины, не должен быть произведен под прямым углом
Определение удлинения при разрыве. Удлинение при разрыве может быть
определено двумя способами.
1. Удлинение при разрыве измеряется между конечными метками, ограничи-
веющими измеряемую длину бруска. Если разрыв произошел в пределах одной
из крайних третей измеряемой длины, то если удлинение оказалось недостаточным
испытание должно быть повторено. Это новое испытание не должно, однако рас-
сматриваться как повторное, вызванное неудовлетворительной пробой. *
2. Перед опытом измеряемая длина делится посредством промежуточных кер-
нов для трех длинных брусков на 20 или для трех коротких брусков по меньшей
мере на 10 частей; если удлинение, измеренное между конечными кернами, не удо-
влетворительно, то оно должно быть определено тремя измерениями на одинаковой
длине по обе стороны от разрыва.
Методы испытания на-разрыв, размеры брусков и способы обмера образцов
после разрыва приняты и в СССР. См. ОСТ 4125.
2. Проба давлением шарика по Бр и н е л ю (по DIN 1605). Если
D — диаметр шарика в миллиметрах, Р — давление шарика в кило-
граммах, d— диаметр вдавленной
площади в миллиметрах, то твер-
дость по Бринелю, или твердость,
определенная давлением шарика,
вычисляется в кг/мм2 по формуле
Опыт должен производиться
на гладкой блестящей поверх-
ности. Расстояние середины вда-
вленного места от края испытуе-
мого куска или от другого уже вдавленного места должно быть
выбрано так, чтобы не встречалось каких-либо побочных явлений
(утолщение около края, сдвиг металла), которые могли бы повлиять
на результат опыта. Нагрузка должна увеличиваться равномерно,
без толчков, в течение 15 сек. и обычно в продолжение 30 сек.
быть удерживаема на ее конечном значении. Для стали с
140 кг/мм2 достаточно 10 сек. Для сильно текучего материала
(свинец, олово, антифрикционные сплавы и пр.) достаточна про-
должительность в 3 сек. Диаметр вдавленного места d должен
быть измерен с точностью до ^юо мм; при не вполне круглом вдавлен-
ном месте, в том случае, если производился только один опыт —
определяется средний диаметр, но лучше брать среднее значение
по меньшей мере из двух испытаний.
В зависимости от толщины а пробного куска следует брать
следующие шарики и нагрузки (табл. 8 на стр. 1006).
Для обозначения примененных опытных условий служит следующий способ:
например, при D=5 мм, Р = 250 кг и 30 сек. продолжительности давления
Я 5/250/30.
Для Н10/3000/30 применяют сокращенное обозначение Нп (нормальный опыт).
1006
Т. И. Отд. 5. Материаловедение. II. Обзор металлов
Таблица 8. Диаметры шариков и нагрузки для пробы твердости
шариком
Толщина
исп. об-
разца а мм
Диаметр Нагрузка Р кг
шарика ------------j-----------------j--------
D мм 30-D2 j 10-D2 { 5 | 2'/.,.ZT
более 6
от 6 до 3
менее 3
3000 1000 500 250
750 250 125 62,5
187,5 62,5 31,2 15,6
Материал для шариков: закаленная сталь.
Между твердостью по Бринелю и сопротивлением разрыву
существует следующее приблизительное соотношение:
для углеродистой стали (сопротивление разрыву от 30 до 100 кг/мм2)
= 0,36 Я,
для хромоникелевой стали (сопротивление разрыву от 65 до 100 кг!мм2)
ав = 0,34 Я.
Для того чтобы определить методом Бринеля твердость мате-
риала с высокой закалкой, употребляют шарики еще более высокой
твердости, например шарики холодного наклепа или, еще лучше,
из особо твердого металла (видиа) (стр. 1169).
Испытание Роквелла. Метод испытания Роквелла на твер-
дость подобен испытанию материалов по способу Бринеля. Про-
цесс испытания: острие, которым испытывается материал, для твер-
дых сортов — алмаз, для более мягких — стальной шарик, ставится
на испытываемый брусок и нагружается тяжестью определенной
величины от противовеса. Глубина вдавливания острия, которую
можно прочитать на циферблате прибора, служит мерилом для
определения твердости испытываемого материала. Вес противовеса
в обоих случаях равен 10 кг. При стальном шарике определяется
так называемая твердость В, при алмазном острии твердость С.
Этот способ испытания применяется главным образом для закален-
ных материалов. Приближенное отношение результатов испытаний
по Роквеллу и по Бринелю представлено на фиг. 7.
Твердость по Шору. Твердость измеряется отскакиваю-
щим телом посредством склероскопа системы Шора. На испытуемую
поверхность падает точно вертикально с определенной высоты
небольшое тело (стальной шарик или стальной молоточек с алмаз-
ной головкой). Тело заключено в стеклянный цилиндр, высота обрат-
ного отскакивания дает меру для суждения о твердости. Между
показателями твердости по Шору и по Бринелю определенной зави-
симости не установлено (фиг. 8). Необходимо отметить, что удары
должны наноситься каждый раз в новом месте испытуемого пред-
мета, так как иначе происходит холодный наклеп предмета и твер-
дость в данном месте возрастает.
Испытание на сжатие, на изгиб и др.
1007
3. Испытание на сжатие. Наиболее употребительная форма
испытываемых образцов — это куб или цилиндр. При кубе длина
его сторон не оказывает никакого влияния, у цилиндра высота
делается почти равной диаметру, во всяком случае не более 2,5 d.
4. Проба на изгиб (бруски). Пробы на изгиб являются чисто
технологическими испытаниями и потому входят в обязательные
5Q £ Г-У I /1 ill III
<§ <§• о гоо чоо 600кг/мл* оо гоо чоо еоокг/мм^
Ц Твердость поБринелю Твердость поБринелю
Фиг. 7. Сопоставление между твер- Фиг. 8. Сопоставление между со*
достыо по Роквеллу и по Бринелю. противлением на разрыв и твердостью
по Шору и по Бринелю.
технические условия для многих материалов. Особенно часто проба
на изгиб применяется при испытаниях чугуна. В этом случае,
согласно предписаниям Германского союза для испытания материалов
и по нормам ОСТ 970 диаметр пробы берется равным 30 льн, длина
600 мм. Пробы отливаются вертикально в просушенные формы
снизу.
Испытания на изгиб см. DIN 1605.
Испытания на красноломкость см. DIN 1605.
Испытания па сварку см. DIN 1605.
Испытания на загиб (косынки). Проба на
загиб служит для определения вязкости мате- O'YXz/.z
риала при комнатной температуре в состоянии -_±_
поставки или же после отжига. рд
Отжиг производится перед испытанием
только тогда, когда материал и перед употре- фиг. 9.
блением будет отожжен.
1. Для пробы* на загиб применяются плоские бруски в 30
до 50 мм шириной или же круглые бруски (D1N 1603, пункты
5 и 6), если для пробы не берутся профили целиком. Кромки пло-
ских брусков должны быть закруглены.
2. Загибание (изгиб) должно производиться под прессом ме-
дленно и постепенно, причем пробный брусок или
а) изгибается вокруг стержня определенного диаметра до на-
значенного угла а (фиг. 9) или
Ь) предварительно изгибается вокруг стержня любого диаметра
и потом посредством давления на концы сторон сдавливается сво-
1008 Т. П. Отд. 5. Материаловедение. II. Обзор металлов
бодно или вплотную или же настолько, пока на внешней стороне
изгибаемого места не получится надлом.
Длина стержней при плоских образцах должна быть больше
ширины, внешняя сторона изгибаемого места должна быть доступна
для осмотра во время производства опыта.
3. При производстве испытания согласно а) (изгибание вокруг
стержня) проба считается удовлетворительной, если при назначен-
ном угле изгиба а на стороне, подверженной растяжению, не полу-
чается надлома (трещин при растяжении металла).
При производстве испытания согласно Ь) (свободный изгиб)
определением служит получаемая вычислением так называемая
тетмайеровская величина изгиба Bg = 50 а/г, для чего при появле-
нии трещин на стороне, подверженной растяжению, производится
измерение наименьшего диаметра изгиба внутри посредством круг-
лого стержня или снаружи посредством шаблона так же, как и изме-
рение толщины образца а. При этом г обозначает радиус в середине
первоначальной толщины образца а.
При изгибе вокруг стержня с назначенным диаметром D полу-
чаются приблизительно следующие величины:
D I О 0,5 а 1,0 а 1,5 а | 2,0 а | 2,5 а | 3,0 а
Bg | 100 67 50 40 | 33 | 28 | 25
Проба на красноломкость. Проба на красноломкость служит для определе-
ния способности материала к тепловой обработке. Для проверки красноломкости
служит испытание на изгиб (проба на изгиб), производимая с нагретым докрасна
пробным бруском.
Проба на свариваемость. DTN 1605. Испытание на свариваемость служит для
определения достаточной пригодности материала к сварке. Пробные бруски должны
быть свариваемы обычно применяемыми способами — несколько внахлестку. Шов
не должен разрываться в месте сварки или давать трещин при изгибе бруска
в холодном или горячем состоянии.
Испытание на разрыв в горячем состоянии. Во многих случаях бывает
необходимо произвес1и испытание материала при высокой температуре; образцы,
подобные образцам на разрыв, нагреваются в электрической печи, которая при-
страивается к машине для испытания на разрыв, и по достижении необходимой для
испытания температуры рвутся на-этой машине. Качество материала считается тем
выше, чем до более высокой температуры он может быть нагрет до потери проч-
ности. При испытании наблюдают ту максимальную нагрузку, при которой материал
определенной температуры сохраняет продолжительное время свою форму.
Испытание на продолжительное качание. Определенные образцы подвер-
гаются нагрузке, постоянно изменяющей свое направление. Для этого пользуются
особыми качательными машинами *). Если под влиянием определенной нагрузки
образец выдерживает без разрушения достаточное число качаний (около 5 0С0 ОиО),
то возможность последующего разрушения материала, от которого была взята
проба, становится мало вероятной. Наибольшая нагрузка, дающая такой результат,
рассматривается как прочность при продолжительном качании (Dauerschwingungs-
festigkeit). Прочность при продолжительном качании у стали равна приблизительно
половине сопротивления на изгиб или около 0,28 от предела упругости плюс сопро-
тивление на разрыв.
Испытание на удар проб с пропилом. Испытываемый образец, имеющий
определенные размеры, установленные Немецким союзом для испытания материалов
*) Машины для испытания: на растяжение, сжатие, изгиб, скручивание и дру-
гие приобретаются у Шенка, Лозенгаузена, Мора Федергафа и др.
Ржавление и предохранение металлов
1009
С пропилом в середине бруска, разламывается на станке, работающем ударом груза
определенного веса, прикрепленного к маятнику (маятниковые машины типа Шарли)
Груз падает с определенной высоты. Энергия, затраченная для разбивания бруска,
отнесенная к 1 см* сечения бруска в месте излома, является мерилом вязкости дан-
ного образца. Вязкость определяется в кгм.
Испытание на вдавливание. Очень простой прибор служит для определения
способности выдерживать вдавливающие усилия у листов толщиною до 2 мм. В этом
приборе испытываемый лист вдавливается штемпелем в
матрицу, при этим определяется глубина вдавливания
до разрыва листа.
Для различных частей машин применяются еще
следующие технические испытания: изгибание в разных
направлениях, испытания на скручивание.
Испытание упругих свойств пружин, испытание на
загиб кромок, испытание на раздачу, испытание на сплю-
щивание (у труб и угольников), испытание на продавли-
вание.
Принятые в СССР нормы для технологических испы-
таний указаны в следующих стандартах:
ОСТ 1682—пробы технологические, обзор, ОСТ
1683—проба на загиб в холодном и нагретом состоянии,
ОСТ 1684—проба на закаливаемость загибом, ОСТ
1685—проба на свариваемость загибом, ОСТ 1686—проба
на осадку в холодном состоянии, ОСТ 1687—проба на
загиб трубы в горячем и холодном состоянии, ОСТ 1688-
проба на перегиб, ОСТ 1689—проба на раздачу труб,
ОСТ 1690—проба на обжатие труб, ОСТ 1691—проба на
бортование труб, ОСТ 1692—проба на сплющивание труб,
ОСТ 1693—проба на расплющивание, ОСТ 1694—проба на
развертывание фасонного материала, ОСТ 1695—проба
на навивание проволоки, ОСТ 1696—проба на скручива-
ние проволоки, ОСТ 1697—проба на двойной кровельный
замок, OCT 24С6—проба на разрыв сварных швов—взятие
образца. (Подробно о принятых нормах см. том нормалей
ОСТ).
Фиг. 10. Прибор для
испытания листов на
глубокое вдавливание.
а — зеркало, b — про-
ба, с — шкала для из-
мерения величины вда-
вливания, d — штопор-
ный штифт.
Е. Ржавление (окисление) и предохранение
металловт)
Обработал проф. д-р Е. Маас, Берлин
Определение ржавления. Для того чтобы иметь ясное пред-
ставление о вопросе ржавления, необходимо иметь в виду, что
металлы в рудах (кроме благородных) являются химическими со-
единениями. Если при плавке руд путем восстановительных про-
цессов удаляется кислород и выделяется чистый металл, то этим
самыхМ нарушается равновесие между металлом и кислородом.
Поэтому металлы имеют в большей или меньшей степени стремле-
ние, под действием атмосферных влияний, а в особенности под
влиянием кислорода воздуха, переходить снова в устойчивую форму
соединений металла с кислородом. Этот процесс происходит под
влиянием химических и электрохимических воздействий в присут-
ствии влажности и сопровождается постоянно потерей металличе-
ской материи. Понятие о ржавлении прочно установлено Государ-
ственной комиссией для защиты металла.
!) Литература: Кренке, Маас, Бек, Коррозия, Лейпциг, 1929, Хирцель,—
Журнал „Korrosion und Metallschulz" Берлин, Хилинс.
64 Зак. 254. — Hiitte, Справочник для инженеров, т. II.
1010 Т. П. Отд. 5. Материаловедение. II. Обзор металлов
„Ржавление есть разрушение твердого тела, начинающееся
с наружной поверхности под влиянием неумышленных химических
или электролитических воздействий".
По своему действию ржавление выявляется различ-
ными способами, а именно: 1) в виде равномерного расходования
и ослабления металла, 2) в виде местных разъеданий многих отдель-
ных пунктов, 3) в виде графитирования. Последнее случается глав-
ным образом с чугуном. Материал как-будто остается еще в цело-
сти, но, однако, он теряет свой металлический характер и вместе
с тем свои механические свойства.
Выборочное ржавление, разрушение местного харак-
тера, может иметь место в сплавах металла в том случае, когда
электрохимический процесс получается в одном определенном
металле сплава.
Теория ржавления. Ржавление в металлах, в том случае, если дело не идет
об окислении при высоких температурах, является постоянно следствием электро-
химических процессов.
Теории ржавления, существующие до сих пор (азотно-аммониевая теория Фау-
беля, теория воздействия угольной кислоты Моди, теория действия перекиси водо-
рода Траубе, биологическая теория Раулера, Ворлера, Адлера и Бетьена) в связи
с этим ныне оставлены. •
Какие продукты ржавления выделяются при электрохимиче-
ских процессах, есть вопрос чисто химического свойства. Дальней-
ший ход процесса ржавления обусловливается почти исключительно
растворимостью продукта реакции. У трудно или почти нераство-
римых металлов быстрота развития процесса ржавления зависит
от физических свойств образующегося поверхностного слоя (про-
ницаемость, присутствие коллоидов и т. д.). Так как в первом
периоде образуется поверхностный слой ржавчины, то его раство-
римость и физические свойства определяют общую скорость про-
текания процесса ржавления. Таким образом, видно, что для раз-
вития процесса ржавления металла большое значение имеет не
только его растворимость или положение в ряду напряжений, но
и химическо-физические свойства различных продуктов реакции.
При процессе ржавления играет известную роль явление пассивности
металла. Например, металл считают „пассивным", когда он под воздействием
каких-либо реактивов или в качестве анода электрического тока мало или совсем
не подвержен их влиянию. Но если оно под влиянием электрического тока будет
растворяться, то его состояние считается „активным"-
Предохранение металлов от ржавления х)
Средства для предохранения металлов могут быть разделены
на следующие группы:
а) Предохранение посредством обработки поверхности металла:
1) способ металлических Покрытий; 2) способ оксидировки, протравливания и др.
(химические изменения поверхности металла); 3) способ неметаллических покрытий:
окраска, смазочные средства, глазурь, эмаль и т. п.
’) Германские государственные железные дороги выпустили „Временные правила
для предохранения металлов от ржавчины и для окраски железных конструкций".
Предохранений металлов от ржавления
1011
Ь) Предохранение посредством химического или электрохими-
ческого действия на растворяющие вещества при помощи: 1) добавки
химических реактивов, 2) гальванических влияний.
с) Предохранение посредством добавок к самому металлу (пре-
дохранение посредством сплава).
а) Предохранение поверхности металла
1. Покрытие металлом. Для покрова находят применение сле-
дующие металлы: цинк, олово, кадмий, медь, алюминий, никель,
свинец, кобальт, хром. Если покров состоит из более благородного
металла, то должно обращать внимание на безусловную плотность
покрова. На незащищенных местах основной металл, благодаря обра-
зованию гальванического элемента, переходит в раствор значительно
скорее, чем без покрова. При предохранительном покрове из менее
благородного металла, чем основной металл, около неплотностей
в покрове образуются также местные элементы. В этом случае
скорее разрушается покров. Благодаря этому как предохранение
от ржавчины следует предпочитать металлический покров из менее
благородного металла.
Подготовительная обработка. Покрываемая поверх-
ность должна быть вполне чистой, т. е. свободной от ржавчины,
жира и масла. Для этого очистка поверхности производится посред-
ством: 1) протравливания в определенных растворах, 2) обработки
наждачной бумагой, проволочными щетками и т. д., 3) обработки
посредством пескодувки.
Нанесение предохранительного покрова. Раз-
личные способы: электролитическое нанесение металла, погружение
в расплавленный металл, шерардизация, способ нанесения разбрыз-
гиванием.
Электролитическое нанесение применяется главным
образом при тугоплавких металлах, как, например, при меди, никеле
и хроме. При гальваническом покрытии затруднения состоят в полу-
чении вполне плотного слоя, прочно пристающего к основному
металлу. Для гальванизации пригодны все предметы, которые не
слишком велики и не чересчур сложно построены, так как иначе
действие электролита в глубину, в особенности у предметов с поло-
стями и выемками, оказывается недостаточным. Применение элек-
тролиза особенно распространено для поделок, изготовляемых в виде
шаблонов (калибры, лекала и пр.), которые должны сохранять
свои размеры и не допускают тепловой обработки. Для достижения
плотного покрытия часто применяются два металла, наносимые
на основной металл один на другой или же одновременно, напри-
мер на железо — медь и никель или на железо — хром и кадмий.
При погружении в расплавленный металл хорошо очищенные
предметы опускаются в жидкий металл, в особенности при изго-
товлении покрова из цинка, олова и свинца. Применяется для жести,
труб, посуды, предметов с фальцами и заклепочными швами, пред-
метов со сложным профилем и тому подобных тел, которые могут
быть подвергнуты и дальнейшей обработке, так как перекрываю-
64*
1012 Я- Отд’ Материаловедение. И. Обзор металлов
щий слой сравнительно толст и крепко пристает. Поделки, которым
может вредить тепловая обработка, влияя на их механические
свойства, например на упругость, прочность и т. п., не могут быть
обрабатываемы погружением в расплавленный металл.
Пои наплавлении, например при покрытии слоем свинца, предмет, подлежа-
щий покрытию, предварительно очищается и пролуживается, после чего предмету
лают местные нагревы паяльными лампами. На нагретые места по тонкому слою
олова постепенно небольшими количествами наносится расплавленный свинец. Таким
обоаэом весь предмет постепенно покрывается слоем свинца. Такое покрытие дает
полную гарантию в плотности. Им пользуются для приготовления химической аппа-
ратуры (для производства серной кислоты). Способ этот применим и для предметов
большого размера.
Шерардизация. Очищенные предметы помещаются во вра-
щающийся барабан, заполненный металлом в порошкообразном виде,
служащим для покрытия. Барабан с содержимым нагревается немного
ниже температуры плавления металла, служащего для покрытия.
При вращении барабана металлическая пыль проникает повсюду
и связывается с основным металлом. Этот способ применяется
главным образом для покрытия цинком и алюминием. Вследствие
небольшой толщины покрывающего слоя и особых условий сцепле-
ния размельченных металлических частиц, способ шерардизации
не пригоден для предметов, не допускающих нагрева выше 300° С,
например для пружин, твердотянутой проволоки и т. д.
При способе разбрызгивания (способ Ш о о п а)
к пневматическому пульверизирующему пистолету подводится
в виде проволоки металл, служащий для покрытия поверхности;
этот металл расплавляется пламенем вольтовой дуги или кислородно-
газовой горелки и разбрызгивается сжатым воздухом по поверх-
ности покрываемого металла, причем отдельные капельки засты-
вают в виде целого равномерного слоя. Покрытие возможно цин-
ком, алюминием, медью, свинцом и т. д. (возможно предохранение
готовых железных конструкций, например мостов, ферм, кранов
и т. д.). Не следует применять способ Шоопа в том случае, когда
имеются полые места, глубокие узкие щели и другие недоступные
места.
Калоризация применяется для предохранения металлов
от окисления при высоких температурах. Предметы помещаются
в ретортах, заполненных смесью из алюминия и окиси алюминия
(около 1:1), через них пропускается поток водорода. В ретортах
предметы нагреваются в течение многих часов до температуры
около 900°. При этом они покрываются слоем окиси алюминия,
ниже его идет слой чистого алюминия, а затем более толстый слой,
состоящий из сплава алюминия и железа. Железо, лежащее под
этими тремя слоями, остается при этом без изменения.
При алитировании (Friedr. Krupp) достигается образова-
ние предохраняющего покрова, богатого содержанием алюминия без
применения водорода. Этот способ применяется для реторт, для
сосудов, подвергающихся накаливанию, и для трубок пирометров.
2. Способы защиты оксидировкой, протравой и т. д. осно-
ваны на химическом изменении поверхности металла. Применяется
Предохранение металлов от ржавления
1013
только для готовых изделий, не подверженных большим химическим
напряжениям. Если нагреть железо в атмосфере аммиака до 600° С,
то образуется тонкий поверхностный слой нитрата, предохраняющий
железо, однако этот слой очень хрупок и склонен к образованию
трещин. Кроме того, в качестве предохраняющих от ржавчины
перекрытий используются хромовые соединения марганца, никеля
или свинца, так же как и гидрата хрома, причем они наносятся при
помощи соответственных растворителей.
При способе воронения помощью нагрева железо
получает тонкий слой ржавчины, в который втираются масла. Дру-
гие способы основаны на нагреве предметов до высоких температур
при одновременном воздействии на них паров воды, генераторного
газа, углеводородов (парафин). Предметы получают синюю окраску
или же покров из закиси-окиси железа (Fe3O4).
При способе Бове р-Б арфа металлические предметы нагре-
ваются в закрытых ретортах в течение 20 мин. под влиянием
перегретого пара с температурою около 900° при одновременном
воздействии генераторного газа. При взаимном действии пара и
газа образующаяся окись переходит в закись-окись.
При способе Руффинга металлы помещаются на короткое
время в смесь азотнокалиевой соли и перекиси марганца. Темпе-
ратура ведения процесса всего 350°.
Из неметаллических соединений применяется фосфорная
кислота и ее соли; так, например, можно предохранить железо,
если на его поверхности расплавить фосфаты (образования железно-
фосфорного защитного покрытия). Во многих случаях достаточна
обработка посредством нейтральных неорганических или органиче-
ских солей фосфорной кислоты в виде растворов.
При предохранении железа погружением предметов
в ванну, наполненную кипящим раствором ортофосфорной кислоты,
насыщенной фосфорнокислым железом, достигается покрытие
поверхности слоем фосфорнокислой соли железа. На этОаМ же
принципе основано предохранение железа и стали способом
паркеризирования.
Испытание покрова. Протравленное серной кислотой изделие помещается
в нейтральный агар-студень и заливается раствором из 1 г железосинеродистого
калия, 2,5 г глицерина, 7,5 г желатина в 100 см3 воды или же на изделие наклады-
вается пропускная бумага, пропитанная этим раствором. По прошествии 24 час.
на неплотно прилегающих местах защитного слоя образуются синие пятна (турнбу-
лиева синь).
3. Неметаллические покрытия распространены главным обра-
зом в виде окраски. Это покрытие действительно только тогда,
когда окрашивается поверхность металла, совершенно свободная
от ржавчины и окалины. Необходима очистка металлической
поверхности посредством проволочных щеток или пескодувки.
Нанесение краски производится посредством кистей, погружением
в краску или разбрызгиванием пневматическими пистолетами.
Окраска масляной краской1) см. стр. 1323), покры-
*) См. XIV главу .Краски, лаки а т. д.*
1014
Т. П. Отд. 5. Материаловедение. II. Обзор металлов
тие лаком см. стр. 1324. Битуминозная окраска материалами,
извлекаемыми из естественного асфальта, смолой и дегтем. Покры-
ваемые предметы хорошо нагреваются, и на них наносится тонкий
слой смолы или других материалов. Это особенно применимо
для укладываемых в землю чугунных труб, задвижек и других
частей газо- и водопроводов, ящиков для электрических кабелей
и т. д.
Покрытие жирами, салом и т. д., наносимыми в твер-
дом или жидком виде, или покрытие смоляным маслом (германский
флот), пригодно для предохранения железных предметов на корот-
кое время от ржавчины. Покрытые салом предметы не должны
быть складываемы под открытым небом, в виду атмосферных вли-
яний. При хранении на складах обработанных металлических частей,
например оружия и амуниции, с наибольшим успехом применяют
минеральные жиры (вазелин) или же густые мази (штауферное
сало).
Покрытие эмалью. На предмет наносится порошкообраз-
ная основная масса (полевой шпат, кварц, бура, глина) в виде
теста и предмет обжигается в специальной печи до спекания нане-
сенной массы. После охлаждения вторично наносят массу, служа-
щую для предохранения первой (силикаты и окись олова), и нагре-
вают опять до полного плавления. При хорошем выполнении полу-
чается вполне надежное предохранение; применяется главным обра-
зом для чугунных изделий, предметов хозяйственного обихода
и для аппаратов химической промышленности.
Покрытие цементом. Нанесенный в виде краски цемент,
разведенный в воде, образует не только хорошую защиту, но так-
же вбирает в себя тонкий слой ржавчины. Цементный слой, однако,
не должен подвергаться действию жиров и масел. Для большей
прочности металлические поверхности должны окрашиваться от
4 до 5 раз, причем нельзя наносить новый слой до тех пор, пока
предыдущий не затвердеет.
Ь) Предохранение посредством химического или электроли-
тического влияния
1. Добавки химических реагентов. Для предохранения железа
от ржавления в стоячей воде (например газометры) пытались умень-
шить содержание кислорода в воде посредством угольного порошка,
плавающего на поверхности ее. Добавка масла в воду непригодна,
так как оно растворяет кислород и отдает его воде. См. часть X
„Вода*, стр. 1257 и т. Ill „Производство пара*.
2. Гальванические влияния. Для предохранения паровых
котлов, конденсаторных труб и т. д. (см. отдел „Производство пара®,
т. III) часто прибегают к гальваническим влияниям. Для этого на-
званные аппараты делают катодами замкнутой цепи тока, причем на
них выделяется водород. Одновременно этим нарушается влияние
местных гальванических элементов, которые образуются на предо-
Литье под давлением
1015
храняемом металле вследствие различной обработки или теплоты.
В большинстве случаев достаточно, чтобы металл, подверженный
ржавлению, был приведен в контакт с таким металлом, который
имеет лучшее электрохимическое сродство с кислородом. Послед-
ний, как электроположительно более сильный, становится анодом,
предохраняемый металл конструкции становится катодом. Наилуч-
шим предохранительным металлом в таком случае является чистый
цинк. Такой способ обеспечивает только временное предохранение,
так как поверхность предохраняющего металла скоро покрывается
налетом окиси, который должен быть через определенные проме-
жутки времени удаляем.
При способе Кумберланд сквозь предохраняемые части про-
пускается непрерывный электрический ток (от 6 до 8 V); Поло-
жительный полюс соединяется с особым анодом, предназначенным
для постоянного растворения, так как отрицательный полюс соеди-
няется с металлом конструкции, который должен быть предохранен
от действия ржавчины, и потому служит катодом. Сила тока зави-
сит в каждом отдельном случае от имеющегося электролита.
с) Предохранение основного металла приплавкой к нему дру-
гих металлов (предохранение сплавлением)
По исследованиям Тамманна более благородная составная часть
смешанных кристаллов предохраняет до определенной степени
менее благородную от действия каких-либо реактивов. На практике
это было применено к железу и привело к изготовлению нержа-
веющей стали. Более благородными металлами, служащими для
сплава с железом, являются главным образом хром, кобальт, никель
и кремний.
F. Способ литья1)
Обработал д-р-инж. Леопольд Ф р о м м е р, Берлин
а) Литье под давлением* 2)
Способы. Сплавы, температура плавления которых не превы-
шает 1000°, могут быть залиты на специальных машинах литьем
под давлением. Это выполняется следующим способом: расплавлен-
ный металл вливается в приемник литейной машины, при помощи
которой впрессовывается в жидком виде в точно и чисто обрабо-
танную стальную постоянную форму. Этим достигается вполне точ-
ное заполнение формы даже у отливок сложных профилей. Тол-
щина тела отливок может быть сделана значительно меньше, чем
0 См. также „Чугунолитейное производство1*, стр. 1042. Относительно отливок
в песке см. также „Справоч зик для металлургов**, 4-е немецкое издание, стр. 560.
2) Литература. Литье под давлением и его применение, Изд. AWF, Берлин, 1928,
2 изд., Ьеут. — Литье под давлением, тетради I и II. Техника мастерских, 1926,
вып. 4 и 6. — Фромме р, Литье под давлением, Берлин 1930, Шпрингер.
1016
Г. И. Отд. 5. Материаловедение. II. Обзор металлов
при всяких других способах литья. При этом способе легко можно
отлить всякого рода отверстия, винтовые нарезки резьбы (без даль-
нейшей обработки). Плохо выходит только внутренняя резьба у
сплавов алюминия.
Ькладные куски из инородного металла (сталь, бронза, изоля-
ционный материал) могут быть влиты в изделие при способе литья
под давлением путем закладки их в форму (например полюсы у
магнитов, буксы для подшипников, изолированные провода и пр.).
Литье под давлением (Spritzguss) не должно смешиваться со способом пуль-
веризации металла, стр. 1012 (способ Шоопа), при котором наружные поверхности
предметов покрываются слоем жидкого металла для предохранения от ржавления
при помощи пульвериз: ции.
1. Оборудование для литья под давлением состоит из
машины специальной конструкции, литейной формы и опоры для
форм, на которой они закрепляются и помощью которой ведется
их использование для работы.
Важнейшей частью литейной машины является камера
давления, из которой жидкий металл запрессовывается в формы
подобно „выстрелу". Давление передается при помощи поршня
(у поршневого насоса) или сжатым воздухом (у литейных машин,
работающих пневматически). У преобладающего большинства кон-
струкций камера давления во время работы сохраняет температуру
плавления металла; расплавленный металл в литейной машине дол-
жен быть вполне жидким, давление на металл по большей части
равно от 15 до 70 кг/см2. Для впрыскивания латуни в настоящее
время применяются необогреваемые („холодные") поршневые насосы;
при каждом рабочем цикле расплавленный металл непосредственно
перед подачею в форму (перед „выстрелом") заполняет цилиндр
насоса в кашеобразном состоянии. При этом способе, называемом
также „литьем горячего давления", применяются очень
высокие давления на металл — больше 100 кг/см2.
Формы для литья под давлением изготовляются для сплавов,
имеющих низкую температуру плавления, из хорошей углероди-
стой стали, а для тугоплавких металлов — из специальной, высоко-
качественной стали (хромовой или хромоваяадиевой). Как правило,
формы конструируются с разъемом на две части; в каждой части
формы все ее приливы, которые могли бы задерживать извлечение
готового литья, располагаются подвижно. Это дает возможность
беспрепятственно вести процесс отливки, не задерживая его осво-
бождением залитых форм. Все стержни, поставленные в формы для
образования пустот, требуют некоторой клинообразности, дабы их
можно было без затруднений отделить от охватывающего их
в горячем состоянии литья. Наименьший размер углов клиньев
зависит от состава отливаемых сплавов. Отливка со сложными
перерезанными пустотами производится помощью разборных машин,
составленных из многих отдельных частей таким образом, что осво-
бождение одной из частей дает свободу для извлечения всех про-
чих. Однако же этот способ дорог и требует много времени.
Литье под давлением
1017
Ферма для отливки под давлением обрабатывается с большой точностью и
чистотой и при том так, что все ее размеры соответствуют степени усадки гото-
вого изделия без припусков на обработку (однако с учетом необходимости иметь
клинообразную форму шишек дла отверстий). Изготовление хорошо работающей
формы для литья под давлением требует большого опыта (в особенности для пра-
вильного выбора всех допусков и для правильного расположения литников и выпа-
ров). От механических мастерских требуется самая тщательная работа.
2. Свойства изделий, отлитых способом литья под давле-
нием. По внешнему виду отливки характеризуются чистотой
и правильностью всех контуров, также минимальной толщиной
стенок. Наружная поверхность отливок покрывается узором, сход-
ным с узорами мороза (заметны пути протекания металла в форму).
У тугоплавких металлов наблюдаются тонкие, выпуклые жилки,
являющиеся следствием образования на поверхности металла
небольших волосяных трещин.
Точность и взаимозаменяемость гарантируются
в полной мере уже самим^методом работы, в особенности у спла-
вов с низкой температурой плавления (наименьшие допуски откло-
нений см. табл. 1). Практика показала, что наибольшие откло-
нения от размеров получаются в направлении, перпендикулярном
к стыку формы, в других направлениях отступления незначительны.
Структура металла, вследствие быстрого охлаждения, мелкозерни-
ста, Что благоприятствует свойствам прочности.
Во внутренних стенках наблюдается небольшая пористость,
однако эта пористость при хорошо поставленном производстве не
оказывает значительного влияния на сопротивление разрыву х),
влияние это уравновешивается повышением прочности вследствие
мелкозернистости металла. Данные о сопротивлениях помещены
в числовой табл. 1, стр. 1020, и отнесены к сечению brutto без
учета ослабления сечения вследствие пористости. Свойства прочно-
сти в общем зависят от толщины стенок и от условий литья.
Числовая таблица, относящаяся к литью под давлением, помещена
на стр. 1020—1021; она дает только ориентировочные данные.
3. Сплавы для литья под давлением:
Легкоплавкие тяжелые сплавы (температура плавления С 460°)
Свинцовые сплавы для неответственных дета ей без значительных механи-
ческих показателей напряжений.
Оловянные сплавы: незначительная усадка, высшая степень точности разме-
ров, достаточная прочность, хорошо противостоит атмосферным влияниям. При-
годны для высокоценных, но мало напряженных деталей, например для измери-
тельного инструмента, частей счетчиков и т. д. Зубчатые колеса, отлитые под
давлением, дают точные сцепления без какой-либо обработки зубцов.
Цинковые сплавы без защитного покрова подвержены влиянию атмосферы.
У многих цинковых сплавов с течением времени обнаруживается явление старости
(см. стр. 1148 и след.), постепенное уменьшение сопротивляемости на растяжение
и изгиб (при ударах), очень часто наблюдается изменение в размерах.
Цинковые сплавы, содержащие олово. При низком содер-
жании олова показывают незначительные изменения в размерах, вызываемые ста-
ростью, при более высоком содержании олова — практически полная устойчивость
в сохранении размеров. Вследствие низкой точки распада необходимо внимание
при покрытии лаком в печах или при других случаях повышения температуры.
Приблизительно около 200° выпадает оловянно-цинковая эвтектика („п о тен и е“)-
’) См. Фромме р, Кунце и Зак, Влияние пористости на прочность при
литье под давлением. ZdVdl 1929, стр. 1609.
1018 Т. п- ОтД- 5- Материаловедение. II. Обзор металлов
Цинковые сплавы, содержащие алюминий, дешевы, имеют
высокое сопротивление и высокую точку распада. У некоторых сплавов этого рода
замечаются с возрастом весьма заметные изменения в размерах. Применение очень
чистых исходных материалов и известная прибавка (именно прибавка марганца)
благоариятно влияют на устойчивость этих сплавов. Сплавы цинка применяются
для всевозможных частей аппаратуры, не подверженной высоким напряжениям
и ударам.
Тугоплавкие легкие сплавы (температура плавления < 700°)
Сплавы алюминия — вполне стойкая структура, хорошая сопротивляемость
атмосферным влияниям, имеют значительную твердость и сопротивление разрыву
(отчасти высокое сопротивление на изгиб, сопровождаемый ударами). Применяются
для всевозможных частей апп>ратов и арматуры, для деталей конструкций легкого
машиностроения и аэропланов, даже при высоких механических напряжениях.
Сплавы магния (элекгрон-металл): стойкая структура, однако в незащищенном
состоянии менее сопротивляются атмосферным влияниям, чем сплавы алюминия,
почему вполне целесообразно предусматривать для них защищенный покров
(предпочтительнее всего хромовая протрава). Удельный вес меньший, чем у сплавов
алюминия. Применяются в основном для тех же целей.
Тугоплавкие тяжелые сплавы (температура плавления до 1000°)
Сплавы меди (латунь, алюминиевая бронза) заливаются как при помощи
литейных машин, действующих сжатым воздухом (с использованием камеры давле-
ния, нагретой до 10JCT), так последнее время и помощью необогреваемых поршне-
вых насосов (стр. 1016) (последний способ, имеющий название „литья иод горячим
давлением", необходимо отличать от различных других принципиально отличаю-
щихся от него способов горячего прессования). Латунные отливки, изготовленные
способом литья под давлением, применяются для арматуры и других частей
аппаратов, а также для легкого машиностроения и для самолетостроения, при
высоких механических напряжениях.
4. Руководящие указания для ведения процесса отливки
под давлением. Производство литья под давлением (в особенности
приготовление форм) может быть с с ответственными мерами значи-
тельно упр щено и удешевлено, сообразно с особенностями рабо-
чего процесса. Прежде всего необходимо, насколько возможно, из-
бегать стержней, прорезающих форму в разных направлениях, что
вызывает установку разборных стержней. Далее необходимо избе-
гать резких переходов в толщине стенок и скопления материала
в отдельных местах, вызывающих образование усадочных раковин.
Для достижения большей прочности в наиболее напряженных ме-
стах не следует пользоваться методом увеличения толщины тела,
следует предпочитать установку ребер или заливку вставок из ино-
родных материалов (сталь или латунь). Все полые места отливок
должны иметь небольшую конусность для установки конусообраз-
ных стержней (для легкоплавких сплавов конусность может быть
от 0,1 до 0,4%, для тугоплавких — от 0,5 до 1% свободной длины
стержня). Это относится и к цилиндрическим отверстиям. Следует
избегать в отливках острых углов. Где возможно, следует делать
небольшие закругления (галтели) с радиусом в несколько десятых
миллиметра. Для удешевления литья под давлением необходимо, по
возможности, избегать изменения конструкций приборов в части,
касающейся установленного производства литья под давлением до
полного износа форм. Равным образом следует избегать небольших
Отливка в кокиль
1019
конструктивных отличий в отливках, служащих для одинаковых
целей, дабы избежать изготовления отдельных форм или частей
форм.
Так как большинство рассмотренных пунктов не указывает на какие-либо
твердые правила, то рекомендуется при конструировании деталей, отливаемых
способом литья под давлением, привлекать для совета специалистов по этому виду
литья.
5. Область применения и производительность при литье
под давлением. Способ литья под давлением требует массового
производства вследствие высокой цены литейных форм (для отли-
вок средней величины от 500 до 2000 германских марок); для уста-
новок с выпуском меньше 3000 штук только в редких случаях
будет экономично его применение. Продолжительность службы
формы для литья под давлением для сплавов олова практически
почти беспредельна, для сплавов цинка — много сотен тысяч отливок,
для тугоплавких легких сплавов — от 20 до 80 тысяч для латуни —
от 10 до 30 тысяч.
Главное преимущество способа литья под давлением
заключается в экономии расходов по обработке и очень часто
в экономии и по сборке, вследствие возможности заливать многие
различные детали в металл, вкладывая их в форму до ее заливки.
Эти детали при других способах отливки приходится вделывать
отдельно при сборке изделия в механических цехах.
Производительность, в зависимости от конструкции и способа
действия установки литья под давлением, а также от величины
и вида отливок, лежит в пределах от 30 до 1000 отливок в час.
Главные размеры отливок, осуществляемых в настоя-
щее время, находятся в пределах от 5X6 до 500 X 400 мм (при
измерении по наибольшему сечению).
Веса отливок при легкоплавких тяжелых сплавах лежат
между 0,5 а до 8 кг, у алюминиевых сплавов — между 5 г и 3 кг,
у латуни — между 10 а и 3 кг.
Ь) Отливка в кокиль
1. Общее. Отливка в кокиль состоит в том, что жидкий
расплавленный металл отливается помощью ковша или тигля в по-
стоянные металлические формы (кокили), причем одновременно
могут быть отлиты отверстия, пазы и грубая внешняя резьба, рав-
ным образом в отливку могут быть залиты вкладные детали из
инородного металла. Металлические формы (кокили) состоят из не-
скольких (большею частью из двух) главных частей, представляющих
собой выемку, соответствующую форме изделия. В ней распола-
гаются стержни для отверстий и пустот.
Кокили укрепляются на приспособлении, дающем возможность быстрого
и верного открытия и закрытия их. Верное положение частей формы для заливки
гарантируется пригоночными штифтами. Движение стержней осуществляется при
помощи рычагов или других ручных приспособлений. Стержни должны иметь неко-
торую конусность, В самой верхней точке пустотелой формы должны быть сделаны
выпары для выхода воздуха; во избежание образования усадочных раковин должны
1020
Т. И. Отд. 5. Материаловедение. II. Обзор металлов
Таблица 1. Для сплавов, отливаемых
Род сплава Требуемый сплав Свой
Температ. заливки Температ. распада Удельный вес
Градус Градус кг !дм3 *
Легко- плавкие сплавы Сплавы свинца Sn ГЬ Sb Си 270-330 ок. 240 ок. 10
0-10 остаток 18 —
Сплавы олова остаток 0—56 13-15 3-5 ок. 16С 7,3-9,2
Сплавы цинка Sn-содержа- щий цинко- вый сплав Zn Sn Al Си Nl 390-460 ок. 200 7,1-7,2
остаток 8-25 0,5 3-4 0-0,5
Al-содержащий цинков, сплав остаток — 2,5-5 2,5-4 0-0,4 ок. 365 6,7-7,0
Туго- плавкие легкие сплавы Сплавы алю- миния 5 6) сплав Си-А1 А1 Си Si Ni Мп 670-700 ок. 540 2,9—3,0
остаток 6-8 0—2 0—1,6
Сплав S1-A1 (силумин) остаток — 11-13 - 0-2 570 2,65
Электрон- металл Mg А1 Мп 440 1,83
89,7 10 0,3
Туго- плавкие тяже- лые сплавы Сплавы меди7) Латунь Си Zn Al ок. 800 900 8,5
61 39 —
Алюминиевая бронза 90 — 10 950 1040 7,4
J) Не заключенные в скобки цифровые данные сопротивлений представляют собой
дарственном бюро по испытанию материалов Берлин-Далем.
s) Перпендикулярно к размеру формы отклонения от размеров несколько больше.
в) Эти величины в особых случаях могут быть превзойдены.
4) Сопротивление у цинковых сплавов со временем несколько уменьшается; при
а для удара, сопровождаемого изгибом, до 1/3; далее сопротивление остается неизменным.
Б) Кроме указанных составных частей, алюминиевые сплавы содержат от 1 до 2,5°/0
6) Удлинение и сопротивление удару у силумина, при возрастании содержания Fe,
’) Данные в таблице относятся к горячему прессованию, осуществляемому необо
Оплав для отливки иод давлением
1021
способом литья под давлением
ства х) Предельные величины (р 1змеры)
Сопротив- ление раз- рыву Удлинение Твердость по Бри- нелю Сопротив- ление изгибу ударом £ ч S 2 s s S к к а <я S е а з Допуски 3) Наименьший диаметр я)
°/о от за- данного размера наи- мень- шие отвер- стие внут- рен. резьба на- ружи, резьба
кг^мм2 °/о кг/мм2 см kzIcm? мм i % мм мм мм мм
(ок. 5.G) 39-79 0,75 ± 0,1 ± 0,02 0,75 5 5
7,5—9,3 1,4-2,4 21,9—28,5 0,5 ± 0,05 ± 0,01 0,5 5 5
9,1—17,34) 0,4-3,8 36,6—66,5 37-146 4) смотря по раз- меру отливки 1,2—3 ± 0,1Б) ± 0,03 i,o 10 8
18,9 до 26,2 4) 0-0,4 85,8 до 107,3 109-1774)
21,5 до 23,5 1-2 66—72,5 264—292 смотря по раз- меру отливки 1,5—3 смотря по раз- меру вещи и форме ее ± 0,15 до 0,25 ± 0,05 1,5 не за- лива- ется 12
22—24 1,4 6) 75,3 177 в)
(13-18) (2-4) (70)
(35) (Ю) (.90) смотря по раз- меру отливки 1,5-3 ± 0,35 ± 0,03 3 12
(50-60) (Ю) (170)
данные испытаний над плоскими образцами литья под давлением, произведенные в госу-
этом первоначальные данные таблицы могут упасть для сопротивления на разрыв до в/31
Fe. Fe попадает из формы и из литейной машины.
сильно уменьшается, данные в таблице соответствуют содержанию Fe =1°Ь.
греваемым поршневым насосом.
1022
Т. II. Отд. 5. Материаловедение. II. Обзор металлов
Таблица 2. Сплавы
Род сплава Требуемый состав
Легко- плавкие; тяже- лые сплавы Сплавы свинца Sn РЬ 90 0—23 Sb 10 Си
Сплавы олова остаток 13-15 4
Сплавы цинка Sn-содер- жаший цинко- вый сплав Zn остаток Sn 8-18 Al до 1 3 Си 3-4
Al-содержащий цинковый сплав 92 - 5-6
Туго- плавкие легкие сплавы Сплавы алю- миния 9 Германский став А1 87,5 Си 2,5 Si Zn 10 Mg Ni Mn Sb
Американский сплав 92 8 — - — — — —
Y-сплав 92,5 4 — — 1,5 2 — —
Силумин остаток — 11-13 — - — — —
KS-сплавы для морской воды 95,05 — — — 2,25 — 2,5 0,2
Электрон- металл Mg остаток А1 4 Мп 0,2-0,5 Zn 3 - — — —
Т уго- плавкие тяже- лые сплавы Сплавы меди Алюминиевая бронза Си остаток А1 10,5 Zn Fe 0—2,5 — - - —
Алюминиевая латунь 60 3,5 36,5
’) Данные о сопротивлении относятся к алюминиевым сплавам, не облагораженным
Сплавы для отливки в кокиль
ДЛЯ отливки в кокиль
Свойства
X 1 а • о rv Л D п к ч е й « S Л» и S Н Р ч и Темпера- тура теку- чести в градусах Темпера- тура рас- пада в градусах Удельный вес кг!дм9 Сопротив- ление на разрыв кг 1мм2 Удлинение °/о Твердость по Бри- нелю кг! мм2
около 300 265 246 около 10,5
ОКОЮ 160 7,3-8,2
45О-5С0 ОКОЛО 410 -450 ОКОЛО 200 7,1-7,2 63—65
ОКОЛО 460 ОКОЛО 365 6,7-7 ОКОЛО 14—18 100
ОКОЛО 650-770 620 490 2,9 12—20 2-5 60
632 542 2,85—2,9 12—18 1-2 65
ОКОЛО 640 2,8 22 1,5-2 76
570 570 2,6 18-22 5-10 60
640 620 2,8 19 3,8 70
720-770 ОКОЛО 625 1,8—1,83 20-23 6—10 50-55
1150-1250 1045 ОКОЛО 1035 7,4 45-60 5-14 173—180
1050-1100 ОКОЛО 900 ОКОЛО 880 7,9 47-60 3—8 154
соответственной термической обработкой.
1024
Т. II. Отд. Б. Материаловедение. lit. Железо и сталь
быть предусмотрены в соответственных местах добавочные выпары или прибыли.
Литники, место оасположения которых является весьма важным, в разных случаях
должны быть расположены весьма различно. Место расположения литников уста-
навливается опытом, что особенно важно при конструировании хорошо рабо-
тающих кокилей.
Материал кокилей: чугун (с малым содержанием фосфора
и серы); стержни, как правило, делаются из стали (углеродистая
сталь, для литья тугоплавких металлов большею частью хромовая
или хромованадиевая сталь). В особых случаях, как, например, при
пустотелых отливках с пересекающимися отверстиями, стержни
делаются из песка.
Изложницы и стержни в большинстве случаев покрываются краской (например,
графитовыми чернилами или отмученным мелом с жидким стеклом). Цель краски—
уменьшение вредного влияния быстрого охлаждения и устранение возможности
прилипания отливки к стенкам кокиля. Кокили в общем имеют большое сход-
ство с формами для литья под давлением, однако же они обрабатываются с мень-
шей тщательностью и должны быть проще сконструированы в смысле управления
рабочими движениями. Расходы на изготовление кокилей для однородных изделий
относятся к расходам по изготовлению форм для литья под давлением, как 1: 2
или 1 : 3.
Свойства отливок, изготовляемых в кокилях. Внешняя по-
верхность чистая и гладкая, обработка требуется только на плос-
костях пригонки. Точность больше, чем при литье в песчаные
формы, но значительно меньше, чем при литье под давлением.
Припуски на обработку по большей части от 0,5 до 1,0 мм, Струк-
тура, благодаря быстрому охлаждению, мелкозернистая, что в свою
очередь обусловливает большую сопротивляемость металла механи-
ческим усилиям, чем у отливок, залитых в песчаную форму.
2. Сплавы, отливаемые в кокили
Легкоплавкие тяжелые сплавы
Сплавы свинца для деталей второстепенного значения и для изделий
специального назначения.
Сплавы олова (свойства, стр. 1017): очень дороги, идут только для слабо
нагруженных деталей, требующих особой точности изготовления или большой
стойкости по отношению к ржавлению.
Сплавы цинка (свойства, см. стр. 1017). Идут для различных частей аппа-
ратов и арматуры, не подверженных большим напряжениям и ударам.
, Тугоплавкие легкие сплавы
Сплавы алюминия идут для частей аппаратов и арматуры, деталей
конструкций машин и аэропланов, и при более высоких напряжениях.
В частности о некоторых группах сплавов алюминия:
Сплав алюминия, содержащий цинк (Zn 8—12%, Си 2—5%,
прочее — алюминий) известен под названием „Германского сплава". Сведения о нем
указаны в табл. 2. Прочность и твердость рассматриваются при комнатной тем-
пературе. Замечено сильное уменьшение этих свойств при повышении температуры
(при 253° до 40%), в виду чего этот сплав неприменим для де1алей, работающих при
высокой температуре (например для головок поршней1 моторов).
Сплавы алюминия, содержащие медь. Содержание меди от 4 до
12% (для специальных целей, например для поршней моторов, содержание меди по-
вышается до 20%). Этот сплав часто содержит одну или несколько добавочных лига-
тур, так, например, Si до 3°/ч» или Ni до 3,75%. Чаще других применяется „Амери-
канский сплав" (табл. 2, стр. 1022), прочность коего при повышенной температуре
выше, чем у „Германского сплава". Сплавы с медью, при добавке последней более
2°/0, являются сплавами улучшенного качества. Отлитые в изложнице изделия из
Отливка в кокиль
1025
этого сплава, будучи подвергнуты закалке при <509—520°, при быстром охлаж-
дении и отпуске приобретают повышенную жесткость по Бринелю (до 50-80®/э).
Y - с п л а в (см. табл. 2) имеет высокую прочность и жесткость, умень-
шающиеся при нагреве лишь незначительно (при нагреве до 250° потеря прочности
от 20 до 25°/о). Y-сплав, как все сплавы алюминия, содержащие магний, способен
облагораживаться; закалкою при температуре 53Э°, быстрым охлаждением и отпу-
ском при комнатной температуре (лежание в течение нескольких недель) прочность
предметов может быть повышена в среднем на 50°/0 (до 32 кг 1мм2).
Кремнесодержащие сплавы имеют до 13°/0 Si. Наряду с этим
в сплав часто добавляется медь или марганец (до 1%). Силумин (табл. 2) (алюмино-
кремниевый сплав, содержащий И—13’/0 Si) имеет повышенную прочность и удли-
нение и очень высокую прочность в горячем состоянии. Этот сплав весьма
устойчив против ржавления; при расплавлении он жидок, хорошо заполняет формы,
почему пригоден для самых тонких отливок большого размера.
Сплав KS для морской воды, имеет хорошую устойчивость против ржавле-
ния в морской воде.
Альнеон и Неоналиум: Альнеон есть сплав алюминия, цинка и меди
(Zn от 7 до 22е/0 и Си or 2 до 3е/о).
Неоналиум есть сплав алюминия с медью (от 6 до 14% Си). Оба сплава содер-
жат по небольшому количеству облагораживающих прибавок, благодаря которым
они сами улучшаются. Для повышения их качества требуется от 2 до 4 недель ле-
жания; при этом Альнеон достигает 20—34 кг\мм* прочности и 1С0—150 твер-
дости по Бринелю, Неоналиум—16—24 кг\мм? прочности и 80—123 твердости
по Бринелю.
Сплавы магния. (Электрон-металл). Для использования этого металла
часто решающим фактором является его малый удельный вес.
Тугоплавкие тяжелые сплавы
Медные сплавы. Из них для отливки в кокиль чаще других используются
алюминиевые бронзы (сложные специальные бронзы с добавлением Мп, Fe и Ni).
Сплав эют идет, например, для отливки червячных колес. Сопротивление на разрыв
и структура алюминиевой бронзы при этом бывают лучше, чем при отливке в пе-
сок, однако эти свойства еще выше при центробежной отливке.
Содержащая алюминий латунь может быть залита в кокиль, чего нельзя ска-
зать об оловянных бронзах, каковые для заливки в кокиль не годятся.
Чугун может быть отливаем в постоянные формы, влияние которых на бы-
строе охлаждение влитого в них чугуна уменьшено защитительным покровом на-
столько, что в отливках не образуется твердой корки. Отлитые в кокиль изделия
из чугуна все же часто нуждаются в отжиге, почему этот способ мало применим.
Образование отливок. Все руководящие указания, сделанные
для литья под давлением, остаются в силе и для литья в кокили
(стр. 1018 и след.). Стержни, образующие пустые пространства,
должны получить несколько большую конусность.
3. Область применения литья в кокиль. Вследствие значи-
тельных затрат на литейное оборудование, литье в кокиль приме-
няется только при массовом произвэдстве; для установок с выпус-
ком менее чем 1000 штук редко бывает целесообразно применение
этого способа.
Преимущества. Значительное улучшение свойств мате-
риала отливки по сравнению с литьем в песчаные формы, чистота
и точность отлитых изделий, экономия в затратах на обработку
и в весе отливок. Большой выход годного готового изделия.
Возможно уменьшение толщины стенок по причине повышен-
ного сопротивления по сравнению с отливками, залитыми в песча-
ную форму.
В отношении величины отливок границы изделий довольно широки, так, на-
пример, из алюминиевых сплавов в настоящее время в кокиль отливают изделия
весом до 2J кг.
65 Зак. 254. — Htitte, Справочник для инженеров, т. II.
1026 Т. II. Отд 5. Материаловедение. III. Железо и сталь
Последнее время в СССР ведутся удачные опыты по применению центро-
бежной силы для фасонных отливок. Машины для центробежного литья в кокиль
конструируются т. Захариным в Центральном исследовательском институте машино-
строения (Москва).
III. Железо и сталь1)
Обработал д-р-инж. Е. Гудремон, Эссен
а) Классификация
Железо. Удельный вес 7,85 до 7,83 кг!дм3 в зависимости от
содержания углерода. Удельная теплоемкость см. т. I стр. 610. Тепло-
проводность 11,0 (серебро 100). Коэфициент теплового расширения
см. т. I стр. 605, коэфициент лучеиспускания т. I, стр. 637 и след., темпе-
ратура плавления т. I, стр. 611, скрытая теплота плав гения т. I, стр. 613,
механические свойства, стр. 209 и
след, и стр. 236, электропроводность
10,06 m/Qmm2. Единица измерения —
проволока в 1000 м длиной и 1 мм
диаметром имеет округленно 111 Q со-
противления при 0°. Железо имеет
свойство намагничиваться; при нагре-
вании выше 770° магнитные свойства
исчезают. Форма кристаллов правиль-
ная. Расположение атомов: ниже 900°
и выше 1400° кубически центрируются
в пространстве, между 900° и 1400э ку-
бически центрируются по плоскостям.
При нагревании и охлаждении сплавы
железа и углерода выше 720° изменяют свое
внутреннее строение в зависимости от состоя-
ния углерода при различных температурах.
Наглядную картину состояний дает диаграмма
углеродистого железа, см. фиг. 1. Особо
важное значение имеет линия GSE, ограни-
чивающая область устойчивых соединений,
раствора графита и углерода отжига в твер-
Фиг. 1. Диаграмма железо—углерод.
Линия ESS’ ограничивает зону
дом железе при продолжительном накаливании.
Образование графита имеет место при температуре линии D’C’. Выделение
графита наступает при указанных температурах в свободном от кремния или в бед-
ном кремнием железе лишь при сильно замедленном охлаждении. Более высокое со-
держание кремния способствует образованию графита и ускоряет этот процесс,так
что выделение графита получается при обычной скорости охлаждения (чугун).
Образованию графита противодействует марганец, а также сера.
Чугун. Не ковок, хрупок, при нагревании расплавляется сразу.
Содержит углерода более 2,6% (теоретическая граница между чу-
гуном и сталью на фиг. 1 обозначена точкой Е').
J) Литература: „Hiitte", Справочная книга для металлургов, 4 изд., Берлин 1930,
Эрнст и сын. — Общее понятие о металлургии, 13 изд., Дюссельдорф, Stahleisen.—
Матезиус, Физические и химические основы металлургии железа, 2 издание,
Лейпциг 1924, Шпамер. —Обергоффер, Техническое железо, 2 изд., Берлин 1925,
Шпрингер. См. русский перевод 1933 г. изд. Гос. Научн. Техн. Изд. по черн. и цветн.
металл. —Осанн, Учебник металлургического производства, Лейпциг 1923/26, Эн-
гельман. — Н. А. Минкевич, Свойства, тепловая обработка и назначение стали
и чугуна, в трех томах, изд. 1932 г.
Классификация железа и стали
1027
Серый чугун. Большая часть углерода, содержащегося
в сером чугуне, вследствие влияния кремния выделяется в виде
графита. На выделение графита можно влиять изменением темпе-
ратуры плавки. В изломе имеет серый цвет.
Белый чугун. Почти весь углерод находится в связанном
состоянии вследствие большого содержания марганца —в виде
Fe3C. В изломе имеет белый цвет. Тверже и хрупче, чем серый
чугун.
Легированный чугун. В последнее время для различных
целей употребляется чугун, выплавленный с присадкою специаль-
ных добавок.
Сталь. 1. Нелегированные, так называемые углеродистые,
сорта стали представляют собой железо, в которое для придания
особых свойств вводится углерод от 0 до 2,2%. Кремний и мар-
ганец прибавляются в требуемых границах для правильного веде-
ния металлургического процесса. Вредные примеси должны содер-
жаться в минимальном количестве.
2. Легированная сталь. К легированной стали добавляют
элементы, которые изменяют свойства и состав стали.
Ь) Составные части
Свойства железа, применяемого в технике, определяются тем,
какие добавочные составные вещества и в каких количествах к нему
присажены.
Железо (чистое). На практике самый чистый вид есть железо,
полученное электролитическим не велика. Анализ: путем. Степень загрязнения весьма
с Si Мп Р S
О'о °/о о'о °/о «/о
0,03 0,010 0,02 0,020 0,010
0,03 0,( 14 0,01 0,012 0,011
Некоторая обработка электролитного железа возможна холод-
ным и горячим способом.
Передельный чугун. Составные части, характеризующие каче-
ство передельного чугуна: углерод в связанном и несвязанном со-
стоянии, кремний, марганец, фосфор. Анализы различных железных
руд и сортов передельного чугуна даны в табл. 1 и 2.
При производстве томасовского передельного чугуна, выплав-
ленный в нескольких доменных печах передельный чугун соби-
рается в жидком виде в особых приборах-смесителях (миксерах,
с объемом около 150 ж3, т. е. на 750 до 1000 tn жидкого чугуна).
В этих приборах разница химических составов в отдельных количе-
ствах расплавленного металла выравнивается. Одновременно идет
и удаление серы.
65*
1028 Т. П. Отд. 5. Материаловедение. ПТ. Железо и сталь
Таблица 1. Железные руды
Наименова- ние Соединение железа Формула Содержа- ние Fe по формуле Содержа- ние Fe в просушен- ной руде Примечания
Шпатовый же- лезняк Углекислая соль железа РеСО. 48,27 33 до 40 Большею частью бе- ден фосфо- ром
Бурый желез- няк Гидрат окиси железа в сме- си с окисью железа xH6Pe,OG + + У^еаО3 — 25 до 62
Красный же- лезняк Окись железа Fe2O8 69,94 48 до 63 Сырой содер- жит Fe от 28 до 39°/0
Магнитный же- лезняк Закись окиси железа FeaO4 72,4 60 до 70 Наиболее мощные ме- сторожде- ния в СССР и в Швеции
Для СССР установлены следующие нормы для чугуна:
1) Чугуны южные коксовые — ОСТ 6386; этот стандарт охватывает следующие
сорта чугуна: 1 — чугун литейный, 2 — чугун гематитовый, 3 —чугун передельный
и 4 - чугун специальный.
В последнюю группу входят: ферросилиций, зеркал( ный чугун низкопроцент-
ный, зеркальней высокопроцентный, ферромарганец и силикошпигель.
2) Чугун уральский, выплавляемый на минеральном топливе -OCT 4С8 —охваты-
вает собой: А— чугун литейный, Б — чугун гематитовый и В—-чугун передель-
ный.
3) Чугуны уральские древесноугольные — ОСТ 499 —охватывают собой: А — чу-
гун литеиный, Б — чугун гематитовой марганцевистый, В — чуаун гематитовый из
Надеждинского комбината (из руд местной, гороблагодатскои и Высокогорской),
Г — чугун передельный и Д — чугун специальныи2.
В последнюю группу входят: чугун для ковких отливок, ковкий серый и чугун
для прокатных валков.
4) Чугун литейный Центрального района — ОСТ 6316 — охватывает собой чугун,
изготовленный в Центральном районе из местных руд на коксе.
Чугун этот выплавляется из бурых железняков, богатых фосфором, почему
в большинстве случаев — фосфористый.
Все указанные ОСТ будут помещены в томе, специально отведенном для ОСТ.
Сталь У нелегированной стали наиболее важной
примесью является углерод. Сопротивление на разрыв у стали
1) .Minette" — богатые фосфором Лотарингские бурые железняки.
2) С 1/VII 1935 г. вошел в силу OCT 8J88 взамен ОСТ 498 — 49J (см. т. IV Хютте).
Сорта чугуна
1029
Таблица 2. Сорта чугуна
С Si Мп Р Внешний вид Количество примесей Содер- жание Fe Потреб- ность кокса на выплав-
0/ /0 °/о °/о °/о излома °/о °/о ку 100 кг чугуна кг
1) Пудлинговый чугун лотарингско-люксембургский
3,3-3,6 0,2-0,8 0,3-0,6 1,50-2,0 белый поло- винча- тый 5,30—7,0 94,7—93,0 90-100
2) Для качественного пудлингового железа
3,5-3,8 0,3-1,0 3,0-5,0 0,10-0,3 белый поло- винча- 6,90—10,1 93,10—89,9 90-100
тый
3) Для отливок сталистого чугуна
3,5—4,0 | 0,3—1,0 | 3,0—6,0 । 0,08—0,3 | белый ] 6,88-11,3 | 93,12—88,7 |
95-110
4) Для томасирования
3,5 0,15-0,6 1,0-1,5
1,7-2,0
белый | 6,50—8,0
полов.
до по-
лусер. |
93,50—92,0
90-110
из Miiiett
до 125
3,5 5) Бессемеровский чугун ПО
I 1,5—2,0 | 1,0 ] 0,1 | серый | 6,10-6,6 | 93,90 -93,41
4,0 1 2,0—3,0 | 6) Литейный чугун: а) бедный фосфором 1,0 ) 0,1 | серый ] 7,10-8,1 | 92,90-91,91 110—130
4,0 [ 2,0-3,0 | Ъ) со средним 0,6 | 0,6 содержанием фосфора | серый | 7,20-8,2 [ 92,80—91,81 110-130
4,0 | 2,0-3,0 | с) с большим 0,5 | 1,7 содержанием фосфора ] серый | 8,20-9,2 I 91,80-90,8 | 110-130
4,0—5,0 I 1,3—0,2 110,0—30,01
7) Зеркальный чугун
0,1 I белый 114,60—36,4 I 85,40 - 63,61 110-130
| ] | I и более
8) Ферромарганец
5,0—7,0 | 1,3—0,2 | 20,0-80,0| 0,2 | белый | 26,50—87,9 | 73,50—12,1 | 140—275
1,6-3,8 | 12,0-16,0| 1,0
9) Ферросилиций
0,1 | смешан. | 14,70-17,9 | 85,30-82,1 | 250-300
10) Силикошпигель
1,4 | 12,0 | 19,0 I 0,2 | белый | 32,5 | 67,4 | 250—300
Таблица 3. Примерные составы некоторых сортов инструментальной стали
и их применение
Род стали С «/о Si °/о Мп о/о Сг % W «/о V о/о Мо о/о Со о/о Особые свойства Род закалки
Углеродистая сталь 0,6-1,5 0,15 0,2 — — — - — При закалке образуется в более тонких местах твердый, как стекло, край при вязкой сере- дине, различный при разном содержании углерода *) Вода
Марганцови- стая сталь 1,0 0,3 1-1,5 — — — — — При термической обработке только небольшое коробление2) Вода
Сталь Гат- фильда 1,20 0,5 12,0 — — — — — Большая стойкость против изна- шивания, большая вязкость 8) Вода
Кремнистая сталь 0,8—1,0 1,0-1,5 0,50 — — — — — Очень твердый инструмент, при закалке коробится 4) Масло
Хромокремни- стая сталь 1,0 1,5 0,5 1,0 — — — — При закалке наивысшая твер- дость, стойкость режущих свойств, никакого коробления Б) Масло
Хромистая сталь 0,9-1,2 0,30 0,30 0,5-3,0 — — — — Хорошо калится, хорошая вяз- кость s) Масло или вода
То же 1,5-2,2 0,30 0,50 12,0 Большая твердость, большая стойкость против износа, ни- какого коробления при воз- душной закалке 7) Воздух или масло
То же 0,3-0,5 0,30 0,50 1 14—18 1 — — Не ржавеет, после закалки имеет твердость стекла, хорошая стойкость режущих кромок 8) Воздух или масло
II. Отд. 5. Материаловедение. III. Железо
Хромоволь- 1,0 0,30 0,30 0,6-1,3 1—2 . Большая твердость и вязкость, Масло
фрамовая сталь никакого коробления *2)
То же 0,3 0,30 0,5-0,6 1,0 2-3 — — Большая вязкость, хорошая твер- Вода нли
дость * 8 9 * * 12 13) масло
То же 0,3 0,25 0,30 3,0 8-10 — — — Большая прочность при высокой Масло или
температуре 14) вода
То же 1,5 0,25 0,30 10-12 1—2 — — — Высокая стойкость в смысле изна- Масло или
шивания, никакого коробле- ния 15 * * * 19) воздух
Быстрорежу- 0,65 0,3 0,3 3-4 16 0,2 — i6) Масло или
щая сталь воздух
То же 0,70 0,3 0,3 4-4,5 18 1,0 — — 17) Масло или
То же 0,75 0,3 0,3 4-5 22-24 1,5 -1 воздух
То же 0,75 0,3 0,3 4-5 22-24 1,0 1,0 У 1в) Масло или
То же 0,75 0,3 0,3 4 5 13 2,5 -1 воздух
То же 0,75 0,3 0,3 4—5 18-20 1,0 — 10 • 1в) Масло или
• воздух
i) Для различного инструмента. Инструмент для обработки матриц, резцы, пуансоны, зубила и ножи для ножниц'.
«) Шпиндели.
8) Работающие на истирание части: болты, рельсы, ножи грейферов и пр.
*) Фрезы и развертки.
Б) Фрезы, сталь для сверл и для строжки, режущий инструмент, кольца калибров и резьбовые калибры.
6) Вальцы, ролйки, шарики, инструмент для прессов, кузнечные обжимки, инструменты для отбивания кромок, резцы,
магниты.
7) Волочильные доски, волочильные кольца, ножи, матрицы, резцы, конуса для вентилей.
в) Ножи, шпиндели, ролики и т. д.
9) Развертки, токарные резцы, сверла, режущий инструмент, волочильные доски.
1°) Магниты, матрицы.
i1) Сталь для напильников, инструмент для гравирования, матрицы, пуансоны.
12) Сверла для распорных болтов, гребенки для нарезки винтов на токарном станке, опорные призмы, клупы: винто-
резные, резьбовые калибры и кольцевые калибры.
1*) Инструмент для холодных ударов, зубила для пневматических инструментов, обжимки, пуансоны для пробивки дыр
в холодном состоянии.
14) Инструменты для горячей штамповки, пробойники, матрицы, щеки, пуансоны и т. д. ‘
Прошивочный инструмент: резаки и пуансоны.
,в) Главным образом для сверл и резцов небольшой производительности.
1») Наиболее употребительная сталь для токарных и строгальных инструментов, фрез и сверл.
,8) Сталь для центров и для инструмента наивысшей производительности: экономично использовалась только при
станках высшей мощности и производительности.
19) Сталь для наивысшей производительности, только при наличии самых мощных станков.
Инструментальная сталь
1032 Т. п- Отд. 5- Материаловедение. III. Железо и сталь
растет с возрастанием содержания углерода примерно с 30 до
100 кг/мм2 при содержании углерода от 0 до 1%. При возра-
стании сопротивления падает удлинение. Температура плавления
с увеличением содержания углерода понижается. Это падение тем-
ператур на графике 1 выражается линией АВС'. В стали углерод
содержится в виде карбида железа (Fe3C). С увеличением содержа-
ния углерода повышается до известной ’степени также и твердость
материала. При производстве нелегированных сортов стали при-
месь кремния является во многих случаях необходимой. Кремний
уменьшает выделение газа при плавке, чем достигается получение
более плотного материала. Размер содержания кремния ограничен,
так как при высоком его содержании уменьшается ковкость и сва-
риваемость.
Очень широкое применение для динамомашин имеет сталь с повышенным со-
держанием кремния (от I1/., до 4с/0). Кремний уменьшает электропроводность без
уменьшения магнитной возбудимости (наименьшие потери ваттов).
•
Некоторое содержание марганца в стали необходимо для
получения здорового материала. Марганец способствует раскислению
стали и удалению из нее серы.
Вредные примеси: сера, фосфор и кислород. При извест-
ном содержании серы сталь плохо куется и плохо сваривается,
обнаруживая все признаки красноломкости. Фосфор, при повы-
шенном содержании, делает железо хрупким в холодном состоя-
нии.
В сталь, предназначенную для обработки на станках-автоматах,
серу и фосфор вводят нарочно (до 0,2%). Сталь при этом лучше
обрабатывается. Кислород вызывает красноломкость, почему очень
важно хорошее раскисление стали.
Легированная сталь. В рассмотрение входят следующие
присадочные металлы: марганец, никель, хром, вольфрам, молибден,
ванадий и кобальт. Из них марганец и никель оказывают действие
на увеличение области — гамма (аустенит). Применение: конструк-
ционная сталь. Хром, вольфрам, молибден и ванадий должны быть
отмечены как возбудители образования карбида. Применение: инстру-
ментальная сталь.
Таблица 3 дает сопоставление наиболее важных групп
инструментальной стали, рассортированных по составу, по методам
термической обработки и по свойствам закаленной стали, а также
по назначению в промышленности.
Таблица 4 показывает принятые в Германии сорта нике-
левой и хромоникелевой стали для сильно нагруженных деталей
машин (сталь для цементации и сталь для термического улучше-
ния).
Важнейшие непринятые официально нормировочными комис-
сиями Германии сорта стали для конструкций для цементации и для
улучшения термической обработкой дают таблицы 5 и 6, стр. 1034
и 1036, см. табл. 1, стр. 209 и след, и табл. 27, стр. 236,
Таблица 4. Никелевая и хромоникелевая сталь для сильно нагруженных машинных частей
(DIN 1662)
w—мягкий, h—твердый. Содержание Р и S не более как по 0,035, вместе Р + S не более 0,06°/о х)
Марки стали Отожжена Закалена или улучшена Химический состав в
Тверд, по Бринелю KZjMM2 Сопротив. на разрыв кг/мм2 Сопротив. на разрыв кг[мм2 Предел те- кучести •) кг [мм2 Удлинение при раз- рыве о/о ®) С N1 Сг Мп max Si
«5 ^10
Ст аль для цементаци и
EN 15 162 55 60—80Б) 65 20-10 15-8 0,10-0,17 1,5 ±0,25 0,2 ®) 0,5 8) 0,35
ECN 25 206 70 80—100®) 90—1108) 70®) 75®) 20 —14®) 16-Ю5) 14 — 106) 12-7 6) 0,10—0,17 2,5 ±0,25 0,75 ±0,2 0,5®) 0,35
ECN 35 220 75 90-120®) 75 16-9 12-6 0,10—0,17 3,5 ±0,25 0,75±0,2 0,5 в) 0,35
ECN 45 240 83 120-140®) 75 14-7 10-5 0,10—0,17 4,5 ±0,25 1,1 ±0,2 0,5 ®) 0,35
Сталь для терми ческого улучшения
VCN 15 w 206 70 65— 75 65 24-18 16-13 0,25-0,32 1,5 ±0,25 0,5 ±0,2 0,4-0,8 0,35
VCN 15 h 206 70 75- 85 70 22—16 15-12 свыше 0,32-0,40 1,5 ±0,25 0,5 ±0,2 0,4-0,8 0,35
VCN 25 w 220 75 70— 85 70 20-14 14-10 0,25-0,32 2,5 ±0,25 0,75 ±0,2 0,4-0,8 0,35
VCN 25 h 220 75 80— 95 70 16-10 12- 8 свыше 0,32-0,40 2,5 ±0,25 0,75 ±0,2 0,4—0,8 0,35
VCN 35 w 235 80 75- 90 75 20—14 14-10 0,20-0,27 3,5±0,25 0,75 ±0,2 0,4-0,8 0,35
VCN 35 h 235 80 90—105 75 16-10 12- 8 свыше 0,27—0,35 3,5 ±0,25 0,75 ±0,2 0,4—0,8 0,35
VCN 45 265 90 100-115’) 80 15—19 10— 6 0,30—0,40 4,5 ±0,25 1,3 ±0,2 0,4-0,8 0,35
Ч Для стали, приготовленной на кислых печах, по соглашению, может быть допущено повышенное содержание фосфора
и серы. *) Вычислено на основании показаний Бринеля по формуле //*0,34; целесообразно сделать испытание на разрыв.
®) Минимально в °/0 от сопротивления „на разрыв. *) Приведенные данные на растяжение представляют собой наименьшие
значения, причем наинизшее показание удлинений соответствует наивысшим показаниям сопротивления на разрыв. Б) За-
калка в воде. в) Закалка в масле. ’) Сталь марки VCN 45 может быть применяема только для закалки на воздухе с достиже-
нием сопротивления на разрыв около 160 кг/мм2. ®) Максимально достигнутое количество.
Конструкционная сталь 1033
1034
Т. II. Отд. 5. Материаловедение. III. Железо и сталь
Таблица 5. Свойства сортов поделочной стали
Точка перед цифрами в графе „Состав стал и “ обозначает О
Род стали Состав стали Термин, обра- ботка*) Сопротивл. на разрыв хг/.ил<2 Особые свойства
Углеродистая и углеродисто- марганцевист. сталь см. DIN 1611. 1613, 1621 и 1661 цемен- те.jarb улуч- шать Е или V х)
Хромоникеле- вая сталь см. DIN 1662 то же Е или V ')
Maj ганцево- кремнистая сталь С Si Мп ,4/.5 1/1,5 1/1,5 >sE 80-90 Высокая степень тек.*)
130-150 Высокая степень вязк.4)
Никелевая сталь С Мп Ni .1/.2 .5/.6 1/,3/.5 Е __у — Б) 6)
.2/.35 .5/.6 1/.3/.5 V 65-85 7)
Хромистая сталь С Мп Сг .15/.2 .5/.6 1 Е Сердцевина 70—80, на- ружи. no- fl ерхн. по Шорок.100 Больш. твердость повер- хности. слоев при вяз- кости сердцевины 8)
•3/.5 „ 1/2,0 .1/.2 15 V V 80—95 Высокая степень вязк.8) Не ржавеет 10)
Хромо- молибденовая сталь С Мп Сг Мо .31.5 .5 1/1,5 .2/.5 .15 2. 3/.5 .31.5 .5 1/1,5 ,2(.5 V отжиг. 80—10J 50 159—170 Хорошо поддается скво- зному термин, улучше- нию, большая проч- ность при отпуске п) Длительное сохранение прочности 1г) Больш. сопр. износу 1Я)
Хромо- ванадие вая сталь С Мп Сг V .31.5 .6 1 .2 V и Н 80—КО 130—150 Ч Для твердых пружин 15)
Сталь для нитри- рования А1 .31.4 .5 1-1,5 1,0 или никель или молибд. N 60—130 Наивыс пая твердость наружи, поверхн. даже при /=500'’, очень вяз- кая сердцевина 1к)
Нержавеющая сталь группа V2A Ni .1/.2 18-20 7/9 70-80 Большая сопротивляем. ржавлению и действию кислот17)
Стойкая при высок, темпер, группа NCT .Ц.5 10-20 20-80 Устойчива до темпера- тур около 1200° 18)
Кроме того, есть целый ряд сортов поделочной стали, которые представляют
собой комбинации приведенных в таблице групп. Сорта эти идут для специального
применения.
*) Е—для цементации, V—для улучшения, Н—для закалки, О—для закалки
в масле, N—для нитрирования.
*) DiN 1606. f) Для деталей автомобилей и аэропланов. ’) Для дета юй со средней
нагрузкой. 4) Для пружин. 5) Для цепных колес, для червяков шнеков, для переда-
точных болтов. ®) Лопасти турбин, шейки осей. ’) Передние оси моторного транспорта,
валы эксцентриков, части шарниров. ”) Для валов, болтов, калибров.9) Для цилиндров,
осей, тяг управления.10) Для турбинных лопаток. п) Для карданных валов, для колен-
чатых вал оф и других подобных частей. Для деталей, работающих при повышенных
Термическая обработка стали
1035
с) Термическая обработка
Нормализация. Нормализацией называется равномерный нагрев
по температуры несколько выше верхней критической точки (выше
температур кривой GS, см. фиг. 1, стр. 1026) с последующим осты-
ванием в неподвижном воздухе.
Такой отжиг устраняет все вредные влияния от ранее произведенной горячей
обработки и переводит кованую или катаную сталь в такое соетояние, в котором
она имеет совершенно определенные равномерные свойства.
Высококачественные кованые изделия, не подвергающиеся „улучшению",
обычно отжигаются после ковки для устранения наклепа и вредных натяжений.
Охлаждение в печах производится для получения более полного отжига и для
большего освобождения от вредных натяжений, чем при охлаждении на воздухе.
Стальные отливки или поковки высоких сортов металла сложной формы с раз-
нообразной толщиной стенок подвергаются после нормального отжига быстрому
охлаждению на 100 — 150° ниже нижней критической точки, вторичному нагреву
до нижней критической точки и окончательному охлаждению, возможно замедлен-
ному, до нормальной температуры воздуха.
Отжиг на зернистый перлит с. целью получения легко обраба-
тываемых деталей ведется нагревом до температуры немного выше
или немного ниже точек перлита х).
Отжиг после придания формы в холодном состоянии необходим для уничто-
жения наклепа и соответствующего изменения структуры, при температуре ниже
точки ACi (рекристаллизация).
Закалка. Сталь, как углеродистая, так и специальная, закали-
вается при нагреве до температуры области твердого раствора
с последующим быстрым охлаждением в воде, в масле или в струе
холодного воздуха. Выбор охладительной смеси зависит от состава
стали. Углеродистые и вольфрамовые сорта стали закаливаются
в воде, сталь с хромом, марганцем и кремнием — предпочтительно
в масле. Высокосортные, так называемые „ледебуритные" стали
(с двойными карбидами), калятся при высокой температуре на воз-
духе или в масле (быстрорежущие стали). Температура закалки
чистой углеродистой стали на диаграмме состояния (диаграмма —
железо — углерод, фиг. 1, стр. 1026) показана штриховкой. Струк-
тура закалки — мартенсит.
Отпуск. Закаленная сталь после закалки подвергается отпуску
для выравнивания натяжений, причем для сортов нелегированной
стали температура отпуска от 100 до 350°, а для сильно легирован-
ных сортов — до 600° (например быстрорежущая сталь).
„Улучшение" есть комбинация закалки и отпуска, поичем отпуск
ведется при температурах от 450 до 650°. Такая обработка дает
возможность получить различные свойства стали как в отношении
прочности, так и в отношении вязкости.
В табл. 5 и 6 видны показатели механических качеств инстру-
ментальной стали, подвергнутой .улучшению".
до 500° температурах. 13) Для зубчатых колес, цапф. м) Для валов, пружин и других
подобных частей. ,Б) Для пружин. 1в) Для деталей, подверженных сильному износу,
но работающих без ударов. 17) Для деталей, требующих устойчивости против ржав-
ления и действия кислот. 18) Для труб, решеток, ящиков для цементации, муфелей
и проч.
1) См. Обергоффер, стр. 48 и далее. Гос. Научи. Техн. Изд. Москва 1933.
Химический состав X
о
§ :ь ynpyi кг 1мм9
OU «V С Si Мп Ni Сг W о
1 2 3 4 5 6 7 8 9 10 11 0,05 0,10 0,20 0,30 ,40 0,50 0,60 0,70 0,80 0,40 0,50 1,5 1,5 1 20 7С0 20 300
12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 0.70 0,20 0,30 0,408) 0,40*) 0.50 1,20 0,40 0,40 0,20 0,30 0,40 0,50 0,60 0,10 0,20 1,5 0,5 1,5 1,0 1,0 1,5 1,0 1,0 12,0 1,5 1,5 1,п 1,0 1,о 1,0 1,0 3,0 3,0 20 300 20 800 1 } 20 400 J } 20 400
Таблица 6. Состав и свойства машиностроительной стали !)
Отожженная сталь Улучшенная (обла- гороженнная) сталь Закаленная сталь
Л) ’’t О) X X О) •с «о <У при !) CU <3J X X о» «о4 0) X X еку- /мм9 а> X X «о а> X > при
предел т чести кг/ сопротив разрыву KZjMM2 X X X X вязкость пропиле KZMjCM9 ’ предел т чести кг[ сопротив разрыву кг 1мм2 X X X 5 вязкость пропиле кгм!см* предел т чести кг СОПрОТИ! разрыву кг\ммг X <и X X §11 Л О я Лм м с ье
20 31 42 30
26 39 34 20 35 55 24 20
28 <5 30 16 40 60 20 16
30 50 26 И 32 56 26 14
32 56 23 8 36 63 23 11
34 63 2J 6 40 70 20 8
37 70 17 4 43 78 17 6
40 78 14 3 46 85 15 4
42 85 12 2 48 92 13 3
50 78 20 7
f 55 85 16 5
1 125 140 7 2
125 140 7 2
33 50 27 12 35 56 26 16
40 63 23 13
52 78 19 10
85 115 7 3
85 115 7 3
35 100 50 30
55 80 20 9
60 85 18 8
32 50 27 18 35 56 26 20
35 56 25 12 38 63 24 15
37 63 22 9 42 70 22 11
39 70 19 5 45 78 20 8
48 85 17 5
30 50 28 20 35 56 28 25 50 70 18 18
40 63 24 22 1
Т. II. Отд. 5. Материаловедение. III. Железо и сталь
28 0,10
29 0.2J
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
0,25
0,20
0,30
0,30
0,35
0,40
0,13
0,40
0,20
0,50
0,15
0,20
0,30
0,35
0,10
0,10
0,15
0,60
0,50
4,5 4,5 20 400 Зо 50 28 25 40 48 56 65 28 22 30 25
4,5 51 70 20 20
25,0 18 2С0 30 63 38 30
ЗС.О 34 65 36 30
36,0 15 600 38 65 34 30
0,75 30 50 26 15
1,25 | 20 700 40 63 20 15
1,5 72 92 15 10
1,5 f 85 115 8 4
1 95 125 6 3
2,0 1,0 45 65 22 17
1,0 1,5 50 65 22 19
2,0 1/' 50 70 21 16
1,0 1,5 55 75 20 16
2,0 1,0 20 400 55 75 20 15
1,0 1,5 72 92 17 12
2,75 0,7 35 55 24 20 48 63 24 22
2,0 0,8 65 80 18 14
3,0 0,6 50 65 22 21
3,0 1,5 ( 55 75 20 20
1 75 95 16 15
1 95 115 U 8
1 115 140 8 5
3,5 0,8 40 65 22 18 60 75 22 22
4,0 1,2 | 20 400 45 70 20 16 ( 70 85 18 20
1 90 105 12 14
4,5 1,5 50 75 18 14 85 100 14 16
4,0 1,5 1,0 f 11J 125 12 10
1 130 140 10 6
1,5 15,0 65 80 18 20
0,) 15,0 21 700 52 70 22 22
7,0 20,0 19 000 | 30 65 50 зс 45 80 40 30
5,0 15,0 1 55 80 30 20
Ч 19 600 1 35 70 45 30
5,0 12,0 3,0 J 65 85 25 15
55 80 15 18
50 75 16 8
75 100 13 10
100 120 12 10
140 160 8 5
150 175 6 4
100 135 10 6
Свойства конструкционной стали 1037
i) По Gcrerens, St. u. E., 1924, стр. 1650.
8) „Вязкость при пропиле" надо понимать как результат испытания вязкости ударной пробой пропиленного образца
на копре (типа Шарли).
а) Мягкое улучшение (осевая сталь).
*) Твердое улучшение (пружинная сталь).
1038 т- 11 • ОтД- 5- Материаловедение. III. Железо и сталь
Способы получения поверхностной твердости. 1. Цемента-
ция. Многие детали требуют особой твердости наружной поверх-
ности* при мягкой и вязкой сердцевине. Для этой цели берется сталь
с малым содержанием углерода, легированная или нелегированная
(табл. 5 и 6).
Детали из этой стали помещаются в ящики, наполненные материалами, отдаю-
щими углерод (стр. 1362), и нагреваются до темперагуры, близкой к верхней крити-
ческой точке. При этом происходит насыщение верхних слоев стали углеродом
(диффузия), причем глубина насыщения зависит от температуры и от времени.
После разгрузки предметов их подвергают закалке. Поверхностные слои, богатые
углеродом, принимают закалку, внутренние же, с малым содержанием углерода,
остаются незакаленными и сохраняют все свойства, присущие мягким металлам
(вязкость, тягучесть).
2. Нитрирование. Особо приготовленная легированная
сталь (табл. 5) образует при продолжительном нагревании в среде
аммиака, при температуре около 550° и при последующем охлажде-
нии в печи, твердый наружный
Глубина слоя
Фиг. 2. Сравнение твердости нитри-
рованного и цементированного железа.
тролизом солей закиси железа,
раскислением окислов железа в
сплавлением в вакууме порошка
таком раскислении.
слои нитрогруппы, толщиною в
несколько десятых миллиметра.
Слой этот обладает необычайной
твердостью (см. фиг. 2). Нитриро-
вание дает возможность получить
детали, практически совершенно
свободные от коробления и вред-
ных натяжений.
d) Производство различных
сортов железа
I. Чистое железо, элек-
тролитическое желе з*о
Производство электролитиче-
ского железа осуществляется элек-
Чистое железо также получается
струе водорода с последующим
чистого железа, полученного при
II. Чугун
Для производства чугуна идут железные руды, см. стр. 1028.
Руды (иногда агломерированные, брикетированные, обож-
женные или обогащенные магнитным способом) беспрерывно про-
плавляются в доменных печах. Плавка идет на коксе (в лесистых
странах — на древесном угле), при расходе кокса от 90 до 130 кг
на 100 кг чугуна (в зависимости от содержания железа в руде,
качества руды и кокса, размера доменной печи, сорта выплавляе-
мого чугуна). В печь вдувается воздух при температуре от 600
Производство стали
1039
до 900°. Суточная производительность больших домен—до 1000 тонн.
Для выпуска чугуна и шлака в нижней части доменной печи
имеются два самостоятельных отверстия (летки).
Шлак г) при процессе в доменных печах выплавляется
в большом количестве — достигает 70—100% от количества выпла-
вленного чугуна.
Шлак имеет различное применение, между прочим а) в гранулированном со-
стоянии употребляется для каменных работ и для изго.'овления шлакового камня
(см. стр. 1191) или для закладки в рудниках пустот после извлечения руды; Ь) отли-
тый в болванках по охлаждении разбивается на постельные камни, употребляемые
в дорожном деле, или на щебенку для балластировки рельсовых путей; с) перера-
батывается на железо-портландский цемент (стр. 1204); В) отлитый в кубики, применим
в качестве камней для мостовых; е) также применяется как шлаковая шерсть (стр. 13о6).
Колошниковые газы. Возникшие от дутья и из шихты
колошниковые газы, покидающие доменную печь, способны гореть,
почему применяются после тщательной очистки (в настоящее время
частично помощью электрического тока) для отопления подогрева-
телей воздуха и для силовых установок2). Использование колошни-
ковых газов в силовых установках в некоторых случаях дает для
металлургических заводов большие экономические выгоды, чем по-
лучение самого чугуна. Подогрев воздуха для воздуходувных машин
производится в больших кирпичных подогревательных печах системы
Каупера.
В прежнее время для каждой доменной печи ставилось от 3 до 5 подогрева-
телей ; теперь же работы ведутся при двух больших печах Каупера. Необходимое
для работы доменных печей количество кокса иногда заготовляется на самом ме-
таллургическом заводе с использованием всех побочных продуктов (использование
отходящих газов для осветительных, отопительных или силовых установок, даль-
нейшая их переработка в продуктах дестилляции, см. Производство газа)®).
В северных странах и в Америке на некоторых заводах имеются
иоменные печи, обогреваемые электрическим током.
III. Сталь
1. Томасовское железо. Жидкий чугун из миксеров или же
чугун, расплавленный в больших вагранках, вливается в грушевид-
ные сосуды (реторты), футерованные основной доломитной массой,
после чего через дно сосуда, снабженное соплами, продувается через
жидкий металл воздух под давлением от 2 до 3 атмосфер. Вес рас-
плавленного металла в грушах — от 15 до 35 тонн. Для образования
шлака добавляется жженая известь (около 15% от веса чугуна).
Продувкой воздуха сжигаются примеси чугуна, кремний, марганец
9 См. также Hiitte, Справочник для металлургов, 4 издание, 1930 г.
®) Архив Металлургического ведомства 1927. Отчеты 83 и 86. — Б а и з е н, Цен-
ность тепла, тепло и газовый поток и т. п., Дюссельдорф 1930, Stahleisen. — St. u. Е.
19з0, стр. 857 и след.
®) См. т. IV нем. изд. Hiitte, 1931, Берлин.
1040 Т. И. Отд. б. Материаловедение, III. Железо и сталь
углерод и фосфор переводятся в газообразное состояние или погло-
щаются шлаками, в особенности фосфор (ценность томасовского
шлака как удобрения). Выплавленное готовое железо соответствен-
ными присадками доводится до содержания углерода, требуемого
для заданного сорта стали (обуглероживается), после чего сталь
разливается по чугунным изложницам для получе; ля болванок. Тем-
пература чугуна, идущего в конвертер, не должна быть ниже 1300°
(крайний предел 1200е). Продолжительность продувки от 10 до 16
минут, в течение которых температура с 1200° повышается почти
до 1^00°. Расход воздуха от 280 до 330 м3/т завалки (принято при б°
и 760 мм ат рт. ст.).
Способ приготовления стали из чугуна в грушевидных ретортах, футерован-
ных молотым песчаником или кварцем (кислая масса), называется бессемеровским.
Способ этот требует чугуна с малым содержанием фосфора. За недостатком подоб-
ного чугуна в Германии и СССн этот способ применяется только на немногих
заводах (для получения стали для фасонного литья).
2. Сименс-мартецовская литая сталь. Доменный чугун рас-
плавляется в отражательных печах, работающих на газе!) и воз-
духе, подогретых в регенераторах. К чугуну добавляется железный
и стальной лом (старое железо). После расплавления шихты начи-
нается процесс выгорания примесей чугуна. Выгорание идет в при-
сутствии извести, которую время от времени добавляют в печь.
После выгорания примесей чугун постепенно переходит в сталь.
Сименс-мартеновский способ применяется для приготовления стали на твердой
завалке с использованием большого количества железного лома и скрапа (скрап-
процесс) или па жидком чугуне (чугунно-рудный процесс). В последнем случае жид-
кий доменный чугун перерабатывается в шаль при присадке в печь чистых от вред-
ных примесей железных руд. При изготовлении специальных сортов стали к жид-
кому металлу добавляют желаемые количества Мп. Ni, Сг и т. д. Футеровка печей
бывает кислая или основная в зависимости от состава набойки печи.
3. Тигельная сталь. Отвешенное количество чистой углеро-
дистой стали переплавляется в тиглях вместе с соответственными
примесями (Ni, Сг, W, Mo, V и т. д.). После расплавления сталь
разливается по формам. Получаемый продукт чист от шлаков и почти
свободен от окислов железа. Вледствие высокой производственной
стоимости процесс этот в настоящее время применяется крайне
редко.
4. Электросталь. При способе производства стали нагреванием
завалки электрическим током в ьаче^гве исходного материала берут
как твердую завалку, так и жидким ‘металл. При загрузке жидким
металлом последний берется из мартеновских печей, в которых за-
валка предварительно расплавляется и обрабатывается. При холод-
ной загрузке идет железный лом с добавкою передельного чугуна.
Футеровка печей по большей части основная, иногда кислая. Нагре-
вание материала происходит путем теплового воздействия на за-
*) Вместо газа часто берется нефть.
Придание формы стала 1041
валенный металл электрического тока, через индукцию или воль-
товой дугой. Добавки в плавку подаются в твердом виде.
Система печей. 1) Нагревание вольтовой дугой: печи Геру,
Жиро, Стассано, Натузиуса и др. 2) Нагревание индуктивным током:
печи низкой частоты — Кьеллина, Рехлинг-Роденхаузера, Фрика и др.; высокой ча-
стоты— Лоренца, Гирша-Купфера и др. В последнее время печи высокой частоты
строятся малых мощностей.
5. Сварочная или пудлинговая сталь. Доменный чугун рас-
плавляется в соприкосновении с отдающим кислород шлаком
(окись железа) в пламенной печи, имеющей такую же шлаковую фу-
теровку,— пудлинговая печь делается с одной или двумя топками,
емкостью от 300 до 500 кг. Расплавленный чугун перемешивается от
руки железными штангами (пудлингуется) до тех пор, пока под дей-
ствием воздуха и шлака посторонние примеси не окислятся. При этом
металл становится тестообразным. Он собирается в отдельные куски
весом приблизительно в 60 кг (крицы) и прокатывается (после про-
ковки под молотом) в полосу (мильбарс). Заготовка сортируется по
излому и пакетируется, иногда вместе с железным ломом того же
качества. Пакеты свариваются и подвергаются дальнейшей прокагке.
В Америке изготовляют сварочную сталь в больших масштабах
вливанием расплавленной стали в жидкий шлак (способ Астона).
Цементная сталь (морянка, томлянка). Мягкое железо (обыкновенно
сварочное) нагревается в ящиках в течение окою 8 дней вместе с порошком дре-
весного угля. Железо насыщается углеродом и превращается в сталь с содержанием
углерода от 0,9 до 1,5°/0. Полученная сгаль обычно применяется как материал для
тигельного процесса.
е) Придание формы
Подробные данные относительно оборудования и эксплоатации прокатных
станов, волочильных машин, вспомогательных машин, правильных машин, печей,
молотов и прессов, а также о чугунолитейном производстве, см. Hflite, Справоч-
ник для металлургов, 4 изд., 1930.
1. Пластичное придание формы, а) Горячее: Прокатка
Большая часть полученной стали идет в прокатку, в особенности
для стали, полученной томасированием и сименс-мартеновским спо-
собом, как рельсы, балки, сортовое железо, прокатная проволока,
листы.
Ковка под молотом. Главное применение для высокосорт-
ной стали для инструментов, для изготовления деталей конструкций,
для разных фасонных изделий, которые не представляется возмож-
ным прокатать или отлить.
К подобным операциям следует отнести штамповку под моло-
тами, имеющую очень большое распространение, особенно в судо-
строител!ной промышленности.
Прессы. Применение для больших поковок, размеры которых
не позволяют изготовлять их ковкой под молотами.
Волочение (протяжка). Главная область применения—про-
изводство труб и цилиндров с толстыми стенками.
Зак. 254. — Hutte, Справочник для инженеров, т. II.
1042 Т. И- ОТД- 5- Материаловедение. ТП. Железо и сталь
Ь) Холодное: Прокатка. Для того чтобы получить более
тонкие листы и полосы точных размеров, заготовки для них под-
вергают холодной прокатке. Лезвия для бритв, планки цепей, поло-
совая сталь и т. д.
Протяжка. Холодная протяжка находит применение для про-
изводства проволоки, профильного железа и труб. Применяется для
изготовления труб, служащих пиллерсами на судах и др., для про-
волоки, идущей в стальные тросы, или всякой другой тонкой
проволоки и т. д.
Штамповочные машины и прессы употребляются
для изготовления тонкостенных изделий, изогнутых внутрь, требу-
ющих вязкого материала, не сильно нагруженных.
Придание формы холодным способом имеет против горячего то преимуще-
ство, что при нем выдерживаются точные размеры и получается чистая наружная
поверхность. Недостаток заключается в необходимости вводить частые добавочные
горячие операции в промежутке между отдельными холодными. При холодной про-
катке, протяжке и пиамловке материал получает повышенную твердость (наклеп),
почему без отжига перед последующей холодной обработкой можно получить во
время работы рванины на обрабатываемом изделии. Это вызывает необходимость
применять, при достижении значительного наклепа, отжиг для рекристаллизации
структуры металла.
Для изделий, полученных горячим способом, рекомендуется вводить операцию
нормализации для выравнивания структуры металла.
2. Придание формы отливкой1). Чугунолитейное про-
изводство. Чугун различного состава и стальные обрезки пере-
плавляются в вагранках (реже в пламенных печах) и заливаются
чаще всего в земляные формы. Качество отливок проверяется всего
лучше пробами на изгиб. Получаемый продукт (серый чугун) дол-
жен иметь графит в мелко раздробленном состоянии, распределе-
ние графита должно быть равномерное. В литье не должно быть
пор, усадочных раковин, шлаковых включений и других пороков,
оно должно легко поддаваться обработке.
В СССР для определения качества чугуна установлены нормы: ОСТ
265—чугун обыкновенный серый из вагранки для сельскохозяйственного машино-
строения с разделением чугуна на два сорта: первый—с минимальным коэфициен-
том крепости на изгиб в 30 кг!мм* при минимальном прогибе 3,5 мм и при твер-
дости по Бринелю 170—210 кг 1мм*, второй—с минимальным коэфициемтом кре-
пости на изгиб 22 кг!мм* при минимальном прогибе 3,0 мм и при твердости по Бри-
нелю 130—210 кг{мм*.
ОСТ 970—литье чугунное с разделением на четыре сорта:
Временное со
Марка прот. изгибу
кг[мм2
Стрела прогиба
мм
чл 1 32
чл 2 28
чл 3 24
чл 4 не испытывается
8
6
4
’) С. Гейгер, Справочник по чугуио- и сталелитейному делу, Берлин 1925/28,
Шпрингер.
Литейное нроизйодетво 1045
Временное сопротивление на изгиб определяется по формуле R = 0,0567 Р, где
Р — нагрузка при разрушении образца.
Образцы: длина (550, диаметр 30 мм. Расстояние между опорами 6Э0 мм.
Отливки с закаленной поверхностью. Чугун осо-
бого состава отливается в чугунные формы; благодаря быстрому
охлаждению чугуна через металлическую форму (хорошая теплопро-
водность) чугун с поверхности застывает быстрее, чем в середине,
и образует корку отбеленного чугуна большой твердости.
Перлитовый или звездчатый чугун есть чугун, из-
готовленный особым способом; он обладает хорошими свойствами
и большой прочностью (особое образование перлитовой структуры
и чрезвычайно раздробленное и равномерное распределение графита).
Чугун повышенного качества получается также благодаря присадки к нему
никеля, хрома и молибдена.
Ковкий чугун: белый чугун заливается в формы, после чего обезугле-
роживается отжигом в окислительной атмосфере.
Линейная усадка для чугуна 0,9 до 1,35 °/0, для ковкого чугуна 1,6%.
Нормы для ковкого чугуна см. ОСТ 580.
Чугун1). С о ст а в и данные о сопротивлениях. Литейный чугун
торгового качества: С—от 3,3 до 3,6 %, Si—от 2 до 2%%, Мп—от 0,4 до 0,8%, Р—от
0,6 до 1,2 о|г, S—ниже 0,12%. Обычное машиностроительное литье: С—от 3,4 до 3,6%,
Si—от 2 до 2,5%, Мп—0,6%, Р—0,8%, S—0,12%, ар = 12 кг!мм', а'р=24 кг\мм\
77=140 до 160 кг!мм*. Качественное машинное литье: С—от 3,1 до 3,3%, Si—от 1,6 до
1,8%, Мп—выше 0,8%, Р—ниже 0,4%, S —0,12%, ар = 22 кг'мм', а'р = 40 кг/мм*,
Н—от 180 до 200 кг) мм"1. Высококачественное литье: С—от 2,8 до 3,2%, Si—от 1,2 до 1,8%,
Мп—от 0,8 до 1,2%, Р—ниже 0,3%, S—ниже 0,12%, ар = 26 кг\мм\ а’д =46 кг]мм*,
/7=200 до 220 кг\мм*. Кислотоупорный чугун: Si—от 12 до 14%; жароупорное
литье: С—от 3,1 до 3,3%, Si—1,4 до 1,6%, Мп—ниже U,5%, Р—ниже 0,5’/0, S-ниже
0,12%; возможна присадка хрома до 3J%. Более подробно об условиях приемки и
о свойствах чугуна и т. д. см. D1N 1691.
Стальное фасонное литье. Железный лом и передельный
чугун расплавляются и перерабатываются в сталь в кислой или
основной мартеновской печи, в тигельном горне или электрической
печи, или же чистый расплавленный в вагранке штыковой чугун
обезуглероживается в малой бессемеровской реторте. Готовая
сталь разливается в песчаные огнеупорные формы. Усадка стали
при заливке в формы в среднем равна 2%.
В нормах DIN 1681 свойства, подразделение и испытание стального литья твердо
установлены. См. таблицы 7 и 8.
Кроме нормированных сортов стального литья, изготовляются стальные отливки
с особыми свойствами для специального применения. Данный на стр. 1044 и след,
перечень охватывает большую часть этих сортов стального литья.
Стальные отливки. Применяемая для фасонных отливок сталь обладает свой-
ствами ковкости без какой-либо дополнительной обработки. Отливки из чугуна,
которым дается свойство ковкости в порядке последующей обработки в отжигатель-
ных печах, в которых они становятся подобными стали (ковкий чугун), не могут
быть рассматриваемы как стальное литье (D1N 1681).
Приведенные свойства прочности представляют собой минимальные значения,
полученные при разрыве образцов, примененных к изделиям для испытания.
х) Ю н г б л у т, Высокосортный чугун.—Die Giesserei, 1928, стр. 456/66 и 486/93;
см. также Справочник Hutte Для металлургов, 4 изд,, стр. 561.
1044 Т. П. Отд. в. Материаловедение. III. Железо и сталь
Таблица 7. Классификация стального фасонного литья по качеству
(DIN 1681). Минимальные значения
а) Нор.мальная сталь Ь) Специальная сталь
Обозначение марок Сопроти- вление на ра-рыв кг\ммг Удлинен, при раз- рыве о/о Обозначение марок Сопроти- вление на разрыв кг\мм* Предел текучести KZjMM2 Удлинен, при раз- рыве в °/0
Stg 38.81 Stg 38.81 R S g 45.81 Sig 50.Ы R Sig 52.81 Sig 60.81 Stg 38.81 R и для паровозо- предлисанию ге 38 • 38 <5 50 52 60 1 Stg 50.81 ] И вагоност ;рм. гос. ж 20 25 16 19 12 8 R— только роения по . д. Stg 38.81 S Stg 45.81 S Stg 52.81 S Stg 38.81 S и ческим услов! ношении мин) тивлению на рыве. 38 45 52 Stg 45.81 4ям Герма! ималчных *] разрыв и к 18 22 25 S отвечай некого ЛЛО1 'ребований удлинении 25 22 16 >т техни- йда в от- к сопро- ) при раз-
Стальное литье с особыми магнитными свойствами
Обозначе- ние марок Сопроти- вление на разрыв кг[мм2 Удлинение при разрыве °/0 Магнитная индукция
ва8 #50 Bioo
AW/CM 25 50 100
Sig 38.81D Stg 45.81D 38 45 20 16 CGS еди- ницы (гаусс) 14 500 14500 16 000 16000 17 500 17 500
Таблица 8а. Стальное литье для цементации
Обозначения Состояние Предел текучести кг\мм* Сопроти- вление на разрыв кг! мм* Удлинение L = 5d °/0
Мягкое стальное литье для 1 Отожженное 22 40 25
цементации J Закаленное 30 50 18
Никелевое стальное литье для цементации | Отожженное / Закаленное 28 40 45 60 25 18
Сорта стали для фасонного литья
1045
Таблица 8Ь. Для сильно нагруженных деталей конструкций
Обозначение Состояние Предел текучести кг\мм* Сопроти- вление на разрыв кг}мм2 Удлинение £ = 5rf %
Специальное стальное . литье
нелегированное „Улучшенное" 28 • 50 18
Мягкое кремнистое литье . • 30 50 18
Твердое кремнистое литье . . Мягкое марганцевистое сталь- 35 55 16
ное литье Твердое марганцевистое сталь- 30 52 18
ное литье 33 58 16
Никелевомарганц. ст. литье Стальное литье, содерж. от » 33 55 18
2 до 3% никеля Мягкое хромоникел. стальное 35 60 18
литье Твердое хромоникел. стальное 40 65 15
литье г 45 75 12
Если бы в особых случаях потребовалось стальное литье с еще более высокими
показателями прочности, то для этого можно подобрать соответствующий состав из
числа легированных сталей специального назначения.
Стальное лптье со специальными свойствами
Мягкая сталь для динамомашин с высокой магнитной индукцией.
Стальное литье для постоянных магнитов, имеющих задерживающую силу от
150 до 170 гауссов. Немагнитное стальное литье (аустенитовая сталь) с высоким пре-
делом текучести для кожухов, для защиты обмоток.
Сталь с 11 до 14°/о марганца (твердая крупповская сталь) с повышенной вяз-
костью и большой прочностью против износа. Этот материал немагнитен.
Хромовая сталь с высоким сопротивлением износу для мельничных плит (для
шаровых и других мельниц), для роликов и т. д.
Хромовольфрамовое стальное литье марки V2A, не намагничивается, имеет
свойство сопротивляться влиянию влажного воздуха, морской воды, серной кислоты
и многих органических и неорганических кислот.
Стальное литье с содержанием 25e/0 Ni, не намагничивается, хорошо противо-
стоит влиянию морской воды и кипящим щелочам.
Стальное литье с содержанием никеля 5J/0 способно Противостоять влиянию
щелочей.
Стальное литье с повышенной стойкостью при нагревании (молибденовое
стальное литье) для деталей трубопроводов пара и газа с высоким давлением и
перегревом.
Жароупорное литье.
Стальное литье для изготовления сейфов, денежных ящиков и шкафов, без-
опасных от взлома. Хорошо сопротивляется сверлению и горячей резке.
В СССе для фасонного стального литья установлены следую-
щие стандарты: ОСТ 792 — для неотв»тс венных частей, без указаний о нор-
мах сопротивления на разрыв, но с нормал и твердости по Бринелю и нормами
проб на загиб, и ОСТ 791 — для ответственных частей. Нормы предусматривают
1046 Т. П. Отд. 5. Материаловедение. III. Железо и сталь
производство паровозов, вагонов и годны для таких отливок, как паровозные ци-
линдры, кулаки, поршни, рамы тележек и паровозов и т. д. В этот стандарт вводят
две марки стали Ст. 1 с сопротивлением на разрыв 36 кг}мм* при удлинении 24°/0
и Ст. 2 с сопротивлением на разрыв 50 кг [мм* при удлинении 15 % (образец d =
~ 20 мм и I = 50 мм).
На литье стальное фтсоннпе см. ОСТ 7^04 в 7505 (вместо ОСТ 791 и 792), во-
шедших в силу с J/1V 1935 г. (см. т. IV Hiitte).
Литая сталь. Качество материала — DIN 1612 —см. табл. 9— 11
(см. также стр. 209).
Таблица 9. Качество материала
По DIN 1612 литая сталь для прокатки: сортовое железо, прутковое железо,
широкополосное железо (универсальное)
Вес единицы объема для исчисления веса принят 7,85 кг/дм*
Обозна- чение марок Качество Испытание на разрыв по DIN 1605 Испытание на загиб D1N 1605
Сопротивление на разрыв кг}мм* Минимальное удлинение при разрыве в °/0
при коротком образце при длинном образце Ширина загну- той петли в свету при за- гибе на 180°, отнесенная к толщине о испы- туемого образца
Толщина образца мм
30 до 8 ’) Ниже 8 до 7 Ниже 7 до 5 30 до8* 2 *) Ниже 8 до 7 Ниже 7 до 5
St 37.12
St 34.12
St 42.12
St 44.12
St 00.12
Норм. кач. ®)
Спец. Б)
Специальн.
Специальн.
Торговое
качество
37-45 25 22 18 20 18 15 0,5а
34-42 30 26 22 25 22 18 6)
42-50 24 22 18 20 18 15 2а
44—524 * 6) 24 22 18 20 18 15 За
Сталь не должна быть: ни хладноломкой, ни красноломкой,
что значит, что образцы в холодном и горячем состоянии
сгибаются без надлома на прямой угол при радиусе, равном
двойной толщине образца
Для СССР назначение сортов стали указаны в табл. 9а—ОСТ 4125. Указания
о взятии проб, о методах измерения их и пр. см. Хютте, т. IV. Там же даются
технические условия на все виды стали, а именно: ОСТ 4126 — сталь прокатная
углеродистая, обжатая болванка; ОСТ 4127 — сталь круглая, квадратная, полосовая,
*) Приведенные в этой графе значения в общем годятся также для 6К, для
короткого образца по DIN 1605. Для образцов еще меньшей длины, применяемой
в некоторых странах, значение на растяжение будет соответственно выше.
2) Приведенные в этой графе значения в общем годятся также для 610 — для
длинного образца по DIN 1605.
8) На складах обычно хранятся изделия нормального и торгового качества.
4) Сопротивление на разрыв для частей железнодорожного подвижного со-
става — 45 до 52 кг1мм*. Назначение указывается в заказе.
6) Хорош для горячей сварки.
•) Образцы должны при загибе сложиться вплотную в холодном состоянии
без нризнаков надрцва с натянутой внешней стороны загиба,
Сорта прокатного металла
1047
По ОСТ 4125 сталь прокатная углеродистая имеет следующие марки:
Таблица 9а
Условное обо- значение (марки) стали Временное со- противление скг}мма Относительное удлинение о/о не менее Загиб в холод- ном состоянии на 180°
для длинного нормального или нропорц. образца 81э для короткого нормального или пропорц. образца 8В Толщина оправки dпри толщине образца а
Ст. 0 — — — d = 2a
Ст. 1 норм. 32 до 40 28 33 d = 0
Ст. 2 JWPM^ пониж. 34 до 42 26 31 d = Q
23 27
повыш. Ст. 3 норм. 38 до 45 24 28 d = 0
22 26 d = 0,5a
пониж. 19 23 d = a
Ст. 4 _норм. пониж. 42 до 50 20 24 d = 2a
16 20
повыш. Ст. 5 норм. 50 до 60 18 22 d = 2a
16 20 d ----- 3a
пониж. 14 17 —
Ст. 6 ПОНИЖ. 60 до 70 12 14 —
10 12 —
шинная и заготовка; ОСТ 4128 —сталь фасонная ; ОСТ 4129 —сталь для заклепок;
ОСТ 4130 — сталь для котельных анкерных связей ; ОСТ 4131 — сталь широкополос-
ная и листовая толщиной свыше 4 млг, ОСТ 4132 — сталь тонколистовая толщиной
4 мм и ниже; ОСТ 4133 — сталь котельная; OCf 4134 — сталь топочная; ОСТ 4135 —
правила поставки стали прокатной по сертификатам; ОСТ 4136 — сталь прокатная
для судостроения.
Все указанные технические условия составлены в развитие
общих указаний, данных в ОСТ 4125.
Испытание и приемка. DIN 16ЭЗ. Испытание может быть произведено либо по
плавкам, либо по партиям, либо без особых условий. При пробе, производимой по
плавкам или по партиям, для испытания могут быть взяты из каждой плавки или
партии по три полосы прокатной длины, однако не более одной полосы из каждой
партии в 2д штук или из каждой неполной партии в 20 штук. При испытании без
особых условий могут быть взяты по пять полос из каждых 100 штук, однако не
более одной пробы на каждые две тонны для сортов до 20 кг\м и не более одной
пробы на каждые 5 т для сортов, превышающих 20 кг/м. От каждой взятой по-
лосы может быть отрезано по одному пробному бруску для испытания на разрыв
и по одному — на загиб. Для полос толщиною менее 5 мм пробы на разрыв не
производятся.
Обработка в состоянии синего нагрева не допускается. Прочие указания
см. DIN 1603, „Испытание материалов", общий отдел.
Нормы допусков на неточность в размерах и весе. Допустимые отклоне-
ния указаны в стандартах, утвержденных нормировочными комиссиями. Отклонения
от размеров, не указанные комиссиями, вызванные износом валков, допускаются
в щ еде л ах допусков, данных для веса. Если желательно иметь предел погрешности
в размерах или в весе только в сторону увеличения или в сторону уменьшения,
то принимают суммарную величину погрешности с плюсом и с минусом и относят
ее к одной стороне; ток, например, вместо ± 2 принимается -ф- 4 или — 4t
1048 Т. 1Г- ОТД- 5- Материаловедение. III. Железо и сталь
Таблица 10. Грубые границы неточностей размеров
Грубые границы неточностей размеров приняты для обычных торговых поставок.
Длины в мм
Форма сечения Длина Высота Ширина Толщина
при обыч- ном заказе при особых усло- виях
г1 L-I ± 100 при тор- говом каче- стве иначе ± 50 твердо ± 5 (fix gefrSst) 9 нетвердо ± 10 (fix) 1) до 200 более 20- до 400 более 400 ± 2 ± 3 ± 4 Без особых предписаний. Пре- дел веса у каждой полосы не должен разниться больше, чем на + 6%
L 1 ± 250 более 15 до 50 более 50 до 100 более 1U0 до 150 более 150 ± 1 ± 1,5 ± 2 ± 4 более 15 до 50 более 50 до 100 более 100 до 150 более 150 ± 1 ± 1,5 ± 2 ± 4 длина полок более 15 до 50 более 50 до 100 более 100 до 150 более 150 ± 0,5 ± 0,75 ± 1 ± 1,25
© О 0 И т. д. 5 до 25 более 25 до 50 более 50 до 80 более 80 до 100 более 100 до 120 более 120 до 160 более 160 до 200 ± 0,5 ± 0,75 ± 1 ± 1,25 ± 1,5 ± 2 ± 2,5
*) Помещенные в скобках обозначения соответствуют прежде употребляв-
шимся выражениям. г
Границы отклонений от размеров 1049
Таблица 10. Грубые Границы неточностей размеров (Продолжение)
Форма сечения Длина Высота । Ширина Толщина»)
при обыч- ном заказе при особых усло- виях ।
менее 50 при 50 и более ± 1 ±2°/о менее 12,5 при 12,5 и более ± 0,5 ±4%
± 2"/о менее 10 при 10 и более ± 0,5 ± 5°/о
плоское железо’5 мм и толще
х) Толщина должна измеряться у полосового железа на расстоянии 40 мм
от края. Наибольшая разница в толщине по направлению длины у одного и того же
куска не должна быть более 3°/0.
Разница в весе для всей поставки может быть не более ± 6°/о.
Таблица И. Точные границы отклонений размеров
Фасонного и полосового железа с точными границами размеров обычно на скла-
дах не имеется. Оно поставляется в отдельных случаях по заказу. Длины в мм
Форма сечения Длина Высота Ширина Толщина
при обыч- ном заказе при особых усло- виях
I С Ъ -П. ± 100 при торго- вом ка- честве, иначе ± 50 твердо ± 5 до 300 более 300 ± 2 ± 3 Без особых предписаний. Пре- дел веса у каждой полосы не должен разниться больше, чем на ± 3°Го.
L 1 ± 250 не твердо ± 10 более 15 до 50 более 50 до ICO более 100 до 150 более 1£01 ± 1 ± 1,5 ± 2 ± 4 более 15 до 50 более 50 до 1и0 более 100 до 150 более 150 ± 1 ± 1,5 ± 2 ± 4 длина полок более 15 до 100 более 100 ± 0,5 ± 1
Разница в весе для всей поставки может быть не более $ 3°/0,
1050 Т. II. Отд. 5. Материаловедение. III. Железо п сталь
Таблица 12. Свойства материала для болтов и заклепок
(прокатанная литая сталь)
По DIN 1613
Удельный вес (для вычисления веса) принят за 7,85 кг{дм9
Испытание на разрыв по DIN 1605
Испытание на
складывание
(изгиб) по DIN
1605
Удлинение при разрыве
минимум °/0
Сопро-
Обозна- чение сорта Сорт тивле- ние раз- рыву кг/мм* для короткого бруска для длинного бруска Внутренний диаметр при 180° угла изгиба, отнесенный к толщине пробы а
Толщина образца
8 и бо- лее *) в)Ь- £ о S Kf S оо менее 7 до 5 8 и бо- лее ’) <У Soo менее 7 до 5
St 38-13 железо для болтов 38 до 45 25 22 18 20 18 15 0,5 а
St 34-13 железо для за- клепок, также специ- альный сорт мягкого железа для болтов 34 до 42 30 26 22 25 22 18 Образецдолжен складываться в холодном со- стоянии, до пло- ского приле- гания обоих складываемых половин, не давая трещин в растянутых волокнах
:) Данные этого столбца применимы также для 6б при коротком пропорцио-
нальном бруске по DIN. 1605. Для часто принятых за границей более коротких
измеряемых длинах данные для удлинения соответственно больше.
3) Данные этого столбца применимы также для 610 при длинных пропорцио-
нальных брусках по DLN 1605.
Если отклонения в размерах или в весе желательны по сравнению с нормаль-
ными размерами или весами только в одну сторону, то общее отклонение между
границами в сторону плюса и минуса будет действительным только в одну сторону,
например, вместо ± 2 будет считаться 4- 4 или — 4.
Примечание. Проба на осаживание. Кусок заклепочного железа, длина
которого равна двойному диаметру, должен в нагретом состоянии, соответственно
его применению, обживаться под молотом нд одну треть сроей длины, ид давая
При этом трещин.
f) Немецкие нормальные профили прокатной стали
Примечание. Указанный в таблицах для германских профилей вес g в кг/м относится к литой
(уд. вес = 7,85).
Таблица 13. Равнобокое угловое железо (по DIN 1028)
J — момент инерции ч
VT— момент сопротивления I отнесенные к соответственной
г | оси изгиба
i — радиус инерции J
k — F-\J^ — коэфициент продольного изгиба
т\ = г/2 (округлено до мм)
Ось £ — £ делит угол пополам.
Расстояние оси заклепок от внешней кромки угольника см. DIN 997.
Расстояние между заклепками DIN 999, листы от 1 до 3.
Обозна- чение 1_ Размеры в мм Попе- речное сечение F см9 Вес G кг 1м Размеры рас- стояний осей По отношению к осям изгиба k
X —Х =У— Y TQ - TQ
b d г е см W см V см Jx см4 см3 1х см * см4 % см см4 СЛ£3 *4 см
15.15.3 1 £ 3 3,5 0,82 0,64 0,48 1,06 0,67 0,15 0,15 0,43 0,24 0,54 0,06 0,09 0,27 11,2
15.15.4 ю 4 1,05 0,82 0,51 0,73 0,19 0,19 0,42 0,29 0,53 0,08 0,11 0,28 13,8
23.20.3 ОЛ 3 3,5 1,12 0,88 0,60 1,41 0,85 0,39 0,28 0,59 0,62 0,74 0,15 0,18 0,37 8,36
20.20.4 4 1,45 1,14 0,64 0,90 0,48 0,35 0,58 0,77 - 0,73 0,19 0,21 0,36 11,1
25.25.3 3 1,42 Ы2 0,73 1,03 0,79 0,45 0,75 1,27 0,95 0,31 0,30 0.47 6,50
25.25.4 25 4 3,5 1,85 1,45 0,76 1,77 1,и8 1,01 0,58 0,74 1,61 0,93 0,40 0,37 0,47 8,56
25.25.5 5 2,26 1,77 0,80 1,13 1,18 0,69 0,72 1,87 0,91 0,50 0,44 0,47 10.3
30.30.3 3 1,74 1,36 0,84 1,18 1,41 0,65 0,90 2,24 1,14 0,57 0,48 0,57 5,33
<30.30.4 30 4 5 2,27 1,78 0,89 2,12 1,24 1,81 0,86 0,89 2,85 1,12 0,76 0,61 0,58 6,78
0.30.5 5 2,78 2,18 0,92 1,30 2,16 1,04 0,88 3,41 1,11 0,91 0,70 0,57 8,50
Угловое железо, сортамент 1051
Таблица 13. Равнобокое угловое железо (по DIN 1028)
(Продолжение.)
Обозна- чение U Размеры в мм Попе- речное сечение F см3 Вес “ G кг\м Размеры рас- стояний осей По отношению к осям изгиба k
Х-Х= Y —Y Е-Е
Ъ d г е см W см V см Jx см* см3 ix см Л СМ* ” ZE см см* см3 см
35. 35. 4 4 2,67 2,10 1,00 1,41 2,96 1,18 1,05 4,68 1,33 1,24 0,88 0,68 5,75
35. 35. 6 35 6 5 3,87 3,04 1,08 1,33 4,14 1,71 1,04 6,50 1,30 1,77 1,16 0,68 8,46
40. 40. 4 4 3,08 2,42 1,12 1,58 4,48 1,56 1,21 7,09 1,52 1,86 1,18 0,78 5,10
40. 40. 5 40 5 6 3,79 2,97 1,16 2,83 1,64 5,43 1,91 1,2Э 8,64 1,51 2,22 1,35 0,77 6,47
40. 40. 6 6 4,48 3,52 1,20 1,70 6,33 2,26 1,19 9,98 1,49 2,67 1,57 0,77 7,52
45. 45. 5 5 4,30 3,38 1,28 1,81 7,83 2,43 1,35 12,4 1,70 3,25 1,80 0,87 5,69
45. 45. 7 45 7 7 5,86 4,60 1,36 1,92 10,4 3,31 1,33 16,4 1,67 4,39 2,29 0,87 7,82
50. 50. 5 5 4,80 3,77 1,40 1,98 11,0 3,05 1,51 17,4 1,90 4,59 2,32 0,98 5,02
50- 50. 6 6 5,69 4,47 1,45 2,04 12,8 3,61 1,50 20,4 1,89 5,24 2,57 0,96 6,19
50. 50. 7 50 7 7 6,56 5,15 1,49 3,54 2,11 14,6 4,15 1,49 23,1 1,88 6,02 2,85 0,96 7,15
50. 50. 9 9 8,24 6,47 1,56 2,21 17,9 5,20 1,47 28,1 1,85 7,67 3,47 0,97 8,85
55. 55. 6 6 6,31 4,95 1,56 2,21 17,3 4,40 1,66 27,4 2,08 7,24 3,28 1,07 5,50
55. 55. 8 55 8 8 8,23 6,46 1,64 3,89 2,32 22,1 5,/2 1,64 34,8 2,06 9,35 4,03 1,07 7,24
55. 55.10 10 10,1 7,90 1,72 2,43 26,3 6,97 1,62 41,4 2,и2 11,3 4,65 1,06 9,03
60. 60. 6 6 6,91 5,42 1,69 2,39 22,8 5,29 1,82 36,1 2,29 9,43 3,95 1,17 5,06
60. 60. 8 60 8 8 9,03 7,09 1,77 4,24 2.50 29,1 6,88 1,80 46,1 2,26 12,1 4,84 1,16 6,74
60. 60.10 10 11,1 8,69 1,85 2,62 34,9 8,41 1,78 55,1 2,23 14,6 5,57 1,15 8,44
65. 65. 7 7 8,70 6,83 1,85 2,62 33,4 7,18 1,96 53,0 2,47 13,8 5,27 1,26 5,48
65. 65. 9 65 9 9 11,0 8,62 1,93 4,60 2,73 41,3 9,04 1,94 65,4 2,44 17,2 6,30 1,25 7,03
65. 65.11 И 13,2 10,3 2,00 2,83 48,8 10,8 1,91 76,8 2,42 20,7 7,31 1,25 8,42
70. 70. 7 7 9,40 7,38 1,97 2,79 42,4 8,43 2,12 67,1 2,67 17,6 6,31 1,37 5,02
70. 70. 9 70 9 9 11,9 9,34 2,и5 4,95 2,90 52,6 10,6 2,10 83,1 2,64 22,0 7,59 1,36 6,44
70. 70.11 11 14,3 11,2 2,13 3.U1 61,8 12,7 2,08 97,6 2,61 26,0 8,64 1,35 7,87
75. 75. 7 7 10,1 7,94 2,09 2,95 52,4 9,67 2,28 83,6 2,88 21,1 7,15 : 1,45 4,85
75. 75. 8 8 11,5 9,03 2,13 3,01 58,9 11,0 2,26 93,3 2,85 24,4 8,11 1 1,46 5,42
75. 75.1G 75 10 10 14,1 11,1 2,21 5,30 3,12 71,4 13,5 2,25 113 2,83 29,8 9,55 1 1,45 6,67
75. 75.12 12 16,7 13,1 2,29 3,24 82,4 15,8 2,22 130 2,79 34,7 1и,7 1 1,44 8,04
1052 Т. II. Отд. 5. Материаловедение. III. Железо и сталь
Углоно© ясвлезо, сортамент
1053
5,11 6,35 7,45 8,68 5,03 6,12 7,21 8,79 5,03 5,98 6,98 9,72 4,56 5,43 6,32 4,61 5,45 6,18 8,26 91‘9 0fr49 4,68 5,37 6,06 с8о55>. ЧГЮЮ чЯЯ м^юю 4,52 5,07 5,63 383 ч* м«”ю*
1,76 1,75 1 1,74 1,73 2,16 2,15 2,14 2,35 2,34 2,34 2,31 CM CM CM 2,74 2,73 2,72 см см см •’Г О СМ СО (О со со” со со 3,91 3,90 3,89
9,25 10,9 12,6 13,9 13,3 15,4 17,3 19,9 18,4 21,0 23,4 29,5 22,7 26,1 29,3 29,5 33,3 37,5 45,0 37,7 42,4 46,7 47,3 52,7 57,9 58,3 6!,4 71,0 (О СО 00 eW $82
<000(0 ОО — СГ — со см со со
Зи5с28 S3 S3 98, 116 133 140 162 186 236 194 223 251 262 298 334 ass мг юю 679 757 8з0 943 1050 1160
З.С6 3,03 3,00 2,96 со cocoео NCNtM ООООЬ^СС^ СО СОСО со 4,23 4,21 4,18 4,62 4,59 4,56 4,48 5,00 4,97 4,94 оо со со со со со ююю” 5,77 5,74 5,70 6,15 6,13 6,10 6,96 6,93 6,90 7,78 7,75 7,72
115 139 161 181 184 218 250 294 О 00 СМ 00 379 444 { 505 541 625 7С5 887 750 857 959 1010 1150 1280 I 1340 1510 1670 1750 1950 2140 $83 SoSS
3388 833 >-тГ CM ОТ ОТ ОТ >-ЮСО C'J.cm.cm QOCD^ ЮЮЮ — ОТ г. Ю мг м* Ю со —
С мСМ См“сМ см см CM см со со со см” of со со со СО СО СО CO CO co М" м- М- м* м* ЮЮЮ сассТю
со ю см 00 Ь- смю 00 ЮСЮ> ’’ГСМ00 СО со СМ *4^*4 <0
оо — ю о — см см со 8 8^» оГсо смьТ со^юсо sW со см — СО 0-00 оо”оо от 95, 1С8 118 130 145 160 162 181 199
гою
см”г~Гсм ю t^OO О — СО 00 00 со -гагах 177 207 235 311 239 280 319 341 394 446 562 S3S °° см 2340 26и0 2850
8га Т Ю ОТО — >. ю>»оо от ото — -* от — см ю ^83 ЮСО О 'Г °J.CM ЮКОЬ. — cm co с? о. 33S ччя О см ОО^ОТ _3
coco (Осо СО СО СО со СО-^Гтг М* М^п”^ю Ю ЮЮ ююю ЮСО со CD CD to >. г^>- >-”>Гоо*
со со Ю я со S. ь- СО от оо от от о от со о — см
ЯЯЧЧ тг см ю cd >.оо^ CM О 00 Q сх^от отем >. Ю — сг.— см 83юХ см^со — ОТ со см см^.о^ ЯЯ с2 о — — см С 00 ЮСОсЗ
смсмсмсм” СМ^оТоГсТ оГсм см”со СО со со СО со"со со rococo” co”mjV‘ ’Г'* М* М”* ююю ююю
ю.от — — см >• — г» — оосотг СО >-00 отс^со г* сосмо^ юмг со со от — см>.— юсоь. ЮСО от
от—”м^со гЧгчгН 22 8 £ьа'8 со'от'см cfcocS сос8^ £ СО М* м» $ю ю
со —отс© Ю.М.Х'Г СМ Ьм см см ч-ч О К; CO 00.0 соь-о -•оою 'ФОТ'ЧГ оо — mj.
смюь^сГ — —• —1 см Юоо"—<о“ — — см см ОТ СМ со to — СМ СМ со — LOOT СМ СМ СМ юотсомГ см см со м» Яо5 ю юо”ю СО Ч’ мг 335 CD — >Г Ч*ЮЮ в'зз — от со" CDCD Ь>
Таблица 14. Неравнобокое угловое железо |_ (по DIN 1029)
J — момент инерции \
VP — момент сопротивления I отнесенные к соответственной
г г оси изгиба
i — радиус инерции J
k = — коэфициент продольного изгиба
rt = г/2 (округлено до Щ мм)
Расстояние оси заклепок от внешней кромки угольника си. DIN 997
Расстояние между заклепками DIN 998 — 1 до 3 стр.
Обозна- чение Размеры в мм Пло- щадь попе- речного сечения F см3 Вес G кг 1м । азмеры расстоя- ний осей Поло- жение оси Т)-!) tg а По отношению к осям изгиба k
Х — Х Y— У
а ь d г ех см еУ см JX см* см3 см Jy см* см3 !У см л см* * см см* см
L *
20. 30. 3 3 1,42 1,11 0,99 0,50 0,431 1,25 0,62 0,94 0,44 0,29 0,56 . 1,43 1,00 0,25 0,42 7,99
20. 30. 4 20 30 4 3,5 1,85 1,45 1/3 0,54 0,423 1,59 0,81 0,03 0,55 U,38 0,55 1,81 0,99 0,33 0,42 10,4
Ю. 30. 5 5 2,26 1,77 1,07 0,58 0,412 1,9j 0,99 0,92 0,66 0,46 0,44 2,15 0,98 О0О 0,42 12,7
20. 40- 3 3 3,5 1,72 1.35 1,43 0,44 0,259 2,79 1,08 1,27 0,47 0,30 0,52 2,96 1,31 0,30 '‘.42 9,76
20. 40. 4 20 40 4 2,25 1,77 1,47 0,48 0,х52 3,59 1,42 1,25 0,60 0,39 0,52 3,79 1,30 0,39 0,4- 12,9
30. 45. 3 3 2,19 1,72 1,43 0,7Г 0,441 4,48 1,46 1,43 1,60 0,7и 0,86 5,17 1,54 0,91 0,64 5,27
30. 45. 4 30 45 4 4,5 2,87 2,25 1,48 0,74 0,436 5,78 1,91 1,42 2,05 0,91 0,85 6,65 1,52 1,18 0,64 6,97
30. 45. 5 5 3,53 2,77 1,52 0,78 0,430 6,99 2,35 1,41 2,47 1,11 0,84 8,02 1,51 1,44 0,64 8,65
30. 60. 5 5 С 4,29 3,37 2,15 0,68 0,256 15,6 4,04 1,90 2,60 1,12 0,78 16,5 1,96 1,69 0,63 10,9
30. 60. 7 30 60 7 О 5,85 4,59 2,24 0,76 0,248 20,7 5,50 1,88 3,41 1,52 0,76 21,8 1,93 2,28 0,62 15,0
40. 50. 3 3 2,63 2,06 1,48 0,99 0,632 6,58 1,87 1,58 3,76 1,25 1,20 8,46 1,79 1,89 0,85 3,66
40. 50. 4 40 50 4 4 3,46 2,71 1,52 1,03 0,629 8,54 2,47 1,57 4,86 1,64 1,19 10,9 1,78 2,46 0,84 4,85
40. 50. 5 5 4,27 3,35 1,56 1,07 0,625 10,4 3,02 1,56 5,89 2,01 1,18 13,3 1,76 3,02 0,84 6,04
1054 ^тд. 5. Материаловедение, tit. Железо и сталь
55. 75. 5 55. 75. 7 55 76 5 7 7 6,30 8,66 4,95 6,80 2,31 2,40 1,33 1,41 0,530 0,525 35,5 47,9 6,84 9,39 2,37 2,35 16,2 21,8 3,89 5,32 1,60 1,59 43,1 57,9 2,61 2,59 8,68 11,8 1,17 1,17 4,58 6,40
55. 75. 9 9 10,9 8,59 2,47 1,48 0,518 59,4 11,8 2,33 26,8 6,66 1,57 71,3 2,55 14,8 1,16 8,09
60. 90. 6 6 8,69 6,82 2,89 1,41 0,442 71,7 Н,7 2,87 25,8 5,61 1,72 82,8 3,09 14,6 1,30 5,18
60. 90. 8 60 90 8 7 11,4 8,96 2,97 1,49 0,4о7 92,5 15,4 2,85 33,0 7,31 1,70 107 3,06 19,0 1,29 6,87
60. 90.10 10 14,1 11,0 3,05 1,56 0,431 112 18,8 2,82 39,6 8,92 1,68 129 3,02 23,1 1,28 8,56
65. 75. 6 6 8,11 6,37 2,19 1,70 0,740 44,0 8,30 2,33 30,7 6,39 1,94 60,2 2,73 14,4 1,34 4,55
65. 75. 8 65 75 8 8 10,6 8,34 2,28 1,78 0,736 56,7 10,9 2,31 39,4 8,34 1,92 77,3 2,70 18,8 1,33 6,01
65. 75.10 10 13,1 10,3 2,35 1,86 0,732 68,4 13,3 2,29 47,3 10,2 1,90 92,7 2,66 23,0 1,33 7,42
65. 80. 6 6 8,41 6,60 2,39 1,65 0,649 52,8 9.41 2,51 31,2 6,44 1,93 68.5 2,85 15,6 1,36 4,55
65. 80. 8 8 11,0 8,66 2,47 1,73 0,645 68,1 12,3 2.49 40,1 8,41 1,91 88,0 2,82 20,3 1,36 6,01
65. 80.10 65 80 10 8 13,6 10,7 2,55 1,81 0,640 82,2 15,1 2,46 48,3 10,3 1,89 106 2,79 24,8 1,35 7,44
65. 80.12 12 16,0 12,6 2,63 1,88 0,634 95,4 17,8 2,44 55.8 12,1 1,87 122 2,76 29,2 1,35 8,81
65.100. 7 7 11,2 8,77 3,23 1,51 0,419 ‘ ИЗ 16,6 3,17 37,6 7,54 1,84 128 3,39 21,6 1,39 5,76
65.1U0. 9 65 100 9 10 14,2 11,1 3,32 1,59 0,415 141 21,0 3,15 46,7 9,52 1.82 160 3,36 27,2 1,39 7,36
65.100.11 11 17,1 13,4 3,40 1,67 0,410 167 25,3 3,13 55,1 11,4 1,84 190 3,34 32,6 1,38 8,92
65.115. 6 6 10,5 8,25 3,85 1,38 (4327 145 18,9 3,71 34,4 6,71 1,81 158 3,88 21,1 1,42 5,22
65.115. 8 65 115 8 8 13,8 10,9 3,94 1,46 0,324 188 24,8 3,69 44,2 8,78 1,79 205 3.85 27,4 1,41 6,99
65.115.10 10 17,1 13,4 4,02 1,54 0,321 229 30,6 3,66 53,3 10,8 1,77 249 3,82 33,2 1,40 8,77
65.130. 8 8 15,1 11,9 4,56 1,37 0,263 263 31,1 4,17 44,8 8,72 1,72 280 4,31 28,6 1,38 7,95
65.130.10 65 130 10 11 18,6 14,6 4,65 1,45 0,259 321 38,4 4,15 54,2 10,7 1,71 340 4,27 35,0 1,37 9,93
65.130.12 12 22,1 17,3 4,74 1,53 0,255 376 45,5 4,12 63,0 12,7 1,69 397 4,21 41,2 1,37 11,8
75. 90. 7 7 11,1 8,74 2,67 1,93 0,683 88,1 13,9 2,81 55,5 9,98 2,23 117 3.24 27,1 1,56 4,57
75. 90. 9 75 90 9 8,5 14,1 11,1 2,76 2,01 0,679 110 17,6 2,79 69,1 12,6 2,21 145 3,21 34,1 1,56 5,83
75. 90.11 11 17,0 13,4 2,83 2,09 0,675 130 21,1 2,77 81,7 18,5 2,19 171 3,17 40,9 1,55 7,07
75.100. 7 7 11,9 9,32 3,06 1,83 0,553 118 17,0 3.15 56,9 10,0 2,19 145 3,49 30,1 1,59 4,69
75.100. 9 75 100 9 10 15,1 11,8 3,15 1,91 0,5ч9 148 21,5 3,13 71,0 12,7 2,17 181 3,47 37,8 1,59 5,99
75.100.11 11 18,2 14,3 3,2й 1,99 0,545 176 25,9 3,11 84,0 15,3 2,15 , 214 3,44 45,4 1,58 7,26
75.130. 8 8 15,9 12,5 4,36 1,65 0,339 276 31,9 4,17 68,3 11,7 2,08 303 4,37 41,3 1,61 6,10
75.130.10 75 130 10 10,5 19,6 15,4 4,45 1,73 0,Зй6 337 39,4 4,14 82,9 14,4 2,06 369 4,34 50,6 1,61 7,60
75.130.12 12 23,3 18,3 4,53 1,81 0,3о2 395 46,6 4,12 96,5 17,0 2,04 432 4,31 59,6 1,60 9,09
75.150. 9 9 19,5 15,3 5,28 1,57 0,265 455 46,8 4,83 78,3 13,2 2,00 -84 4,98 50,0 1,60 7,65
75.150.11 75 150 11 10,5 23,6 18,6 5,37 1,65 0,2ь1 545 56,6 4,80 93,0 15,9 1,98 578 4,95 59,8 1,59 9,35
75.150.13 13 27,7 21,7 5,45 1,73 0,258 631 66,1 4,78 107 18,5 1,96 668 4,91 69,4 1,58 11,0
Угловое железо, сортамент 1055
Таблица 14. Неравнобокое угловое железо |_ (п0 DIN 1029) (Продолже ние)
Обозна- чение L Размеры в Пло- Размеры Поло- По отношению к осям изгиба
щадь попе- Вес расстоя- ний осей жение оси Х-Х Р- У е- е •п- J0
а b d т речного сечения F см3 G кг /м ех см еУ см 7) —7] tga >х см* ™х см3 см Jy см* Wy см3 'у см л см* см Jri см* см к
75.170.10 10 23,7 18,6 6,21 1,52 0,214 709
75.170.12 12 28,1 22,1 6,30 1,60 0,И0 834
75.170.14 75 170 14 11,5 32,5 25,5 6,39 1,€8 0,207 955
75.170.16 16 36,8 28,9 6,47 1,76 0,204 1070
80.120. 8 8 15,5 12,2 3,83 1,87 0,441 226
80.120.10 10 19,1 15,0 3,92 1,95 0,4,8 276
80.120.12 80 120 12 11 22,7 17.8 4,00 2,03 0,433 323
80.120.14 14 26,2 20,5 4,08 2,10 0,429 368
90.110. 9 9 17,3 13,6 3,30 2,3'2 0,652 204
90.110.11 90 110 И 12 2Q.9 16,4 3,38 2,40 0,650 243
90.110.13 13 24,5 19,2 3,46 2,48 0,648 281
90.130.10 10 21,2 16,6 4,15 2,18 0,472 358
90.130.12 90 130 12 12 25,1 19,7 4,24 2,26 0,468 420
90.130.14 14 29,0 22,8 4,32 2,34 0,465 480
90.150.10 10 23,2 18,2 4,99 2,03 0,363 532
90.150.12 90 150 12 12,5 27,5 21,6 5.08 2,11 0,360 626
90.150.14 14 31,8 25,0 5,16 2,19 .0,357 716
90.250.10 10 33,2 26,0 9,49 1,57 0,156 2170
90.2о0.12 12 39,5 31,0 9,59 1,65 0,154 2570
90.25J.14 90 250 14 12,5 45,8 36,0 9,68 1,74 0,152 2960
90.250.16 16 52,0 40,8 9,77 1,82 0,150 ЗЗЗЭ
100.150.10 10 24,2 19,0 4,80 2,34 0,442 . 552
100.150.12 100 150 12 13 28,7 22,6 2,42 0,439 650,
100.15). 14 14 33,2 26,1 4,97 2,50 ‘0,435 744'
10).20^. 10 •ю 29,2 23,0 6,93 2,и1 0,266 1220
100.200.12 12 34,8 27,3 7,03 2,10 0,264 1440
100.20J.14 100 200 14 15 49,3 31,6 7,12 2,18 0,262 1650
1 0.2Э0.16 16 45,7 . 35,9 7,20 2,z6 0,259 1860
1С0.200.18 18 51,0 40,0 7,29 2,34 0,256 2060
65,7 5,47 88,2 14,8 1,93 739 5,59 58,5 1,57 9,56
78,0 5,45 103 17,4 1,91 868 5,56 68,9 1,57 11,5
90,0 5,42 117 20,0 1,89 992 5,53 79,0 l,5d 13,4
102 5,j9 130 22,6 1,88 1110 5,50 88,8 1,55 15,3
27,6 3.82 80,8 13,2 2,29 261 4,10 45,8 1,72 5,24
34,1 3,80 < 98,1 16,2 2,27 318 4,07 56,1 1,71 6,52
40,4 3,77 114 19,1 2,25 371 4,04 66,1 1,71 7,79
46,4 3,75 130 22,0 2,23 421 4,01 75.8 1,70 9,03
26,5 3,43 122 18,3 2,66 264 3,90 62,2 1,89 4,83
31,9 3,41 146 22,1 2,64 315 3,88 74,3 1,88 5,90
37,2 3,39 168 25,7 2,62 362 3,85 86,0 1,88 6,96
40,5 4,11 141 20,6 2,58 420 4,46 78,5 1,93 5,70
48,0 4,09 165 24,4 2,56 492 4,43 92,6 1,92 6,81
55,3 4,07 187 28,1 2,54 560 4,40 106 1,91 7,91
53,1 4,79 146 21,0 2,51 591 5,05 87,3 1,94 6,14
63,1 4,77 170 24,7 2,49 694 5,02 102 1,93 7,39
72,8 4,75 194 28,4 2,47 792 4,99 118 1,92 8,60
140 8,09 163 22,0 2,22 2220 8,18 113 1,84 9,75
167 8,06 191 26,0 2,20 2630 8,15 133 1,83 11,8
193 8,)3 218 30,0 2,18 3020 8,12 152 1,82 13,8
219 8,01 243 33,8 2,16 3400 8,09 172 1,82 15,7
54,1 4,78 198 25,8 2,86 637 5,13 112 2,15 5,22
64,2 4,76 232 30,6 2,84 749 5,10 132 2,15 6,24
74,1 4,73 264 35,2 2,82 856 '5,07 152 2,14 ’ТХ
93,2 6,46 210 26,3 2,68 1300 6,66 133 2,14 6,41
111 6,43 247 31,3 2,67 1530 6,63 158 2,13 7,68
128 6,41 282 36,1 2,65 1760 6,60 181 2,12 8,95
145 6,38 316 40,8 2,63 1970 6,57 204 2,11 10,2
162 6,36 347 45,3 2,61 2180 6,54 227 2,Н 11,5
1056 И» Отд. 5. Материаловедение, tn. Железо и еталь
О>
Таблица 15. Двутавровое железо I (по DIN 1025)
Зак. 254. — Hiltte, Справочник для инженеров,
J — момент инерции А
r I отнесенные к со-
Iv — момент сопротивления \ ответственной оси
i = V JIF — радиус инерции J изгиба
Sx— статический момент половины сечения
sx= JX]SX — расстояние между центрами
приложения растягивающих и
сжимающих сил
k — f*lJy _ коэфициентпродольного изгиба
fi« 0,6 d
Обозна- чение I P а з м еры в мм Площадь попереч- ного сече- ния F см- Вес G кг 1м По отношении X — X э к осям изгиба Y-Y $х см3 SX см k
h d t r Jx см* см3 bf см }У см* wy см3 см
8 80 42 3,Q 5,9 3,9 7,58 5,95 77,8 19,5 3,20 6,29 3,00 0,91 11,4 6,84 9,13
Ю 100 50 4,5 6 8 4,5 10,6 8,32 171 34,2 4,01 12,2 4,88 1,07 19,9 8,57 9,21
12 120 58 5,1 7,7 5,1 14,2 П,2 328 54,7 4,81 21,5 7,41 1,23 31.8 10,3 9,38
14 140 66 5,7 8,6 5,7 18,3 14,4 573 81,9 5,61 35,2 10,7 1,40 47,7 12,0 9,51
16 160 74 6,3 9,5 6,3 22,8 17,9 935 117 6,40 54,7 14,8 1,55 68,0 13,7 9,50
18 180 82 6,9 10,4 6,9 27,9 21,9 1 450 161 7,20 81,3 19,8 1,71 93,4 15,5 9,57
20 200 90 7,5 11,3 7,5 33,5 26,3 2 140 214 8,00 117 26,0 1,87 125 17,2 9,59
22 . 220 98 8,1 12,2 8,1 39,6 31,1 3 060 278 8,80 162 33,1 2,02 162 18,9 9,68
26 28 240 106 8,7 13,1 8,7 46,1 36,2 4 250 354 9,59 221 41,7 2,20 206 20,6 9,62
260 113 9,4 14,1 9,4 53,4 41,9 5 740 442 10,4 288 51,0 2.32 257 22,3 9,90
280 119 10,1 15,2 10,1 61,1 48,0 7 590 542 11,1 364 61,2 2,45 316 24,0 10,3
30 WT 330 125 10,8 ItU 10,8 69,1 54,2 9 800 653 11,9 451 72,2 2,56 381 25,7 10,6
&Z 320 131 11,5 17,3 11,5 77^8 61,1 12 510 782 12,7 555 84,7 2,67 457 2?,4 10,9
34 340 137 12,2 18,3 12,2 86,8 £8,1 15 700 923 13,5 674 98,4 2,80 5.0 29,1 11,2
36 38 360 143 13,0 19,5 13,0 97,1 76,2 19 610 1090 14,2 818 114 2,90 638 30,7 11,5
380 149 13.7 20,5 13,7 107 84,0 24 010 1260 15,0 975 131 3,02 741 32,4 11,7
40 42‘Ь 400 155 14,4 21,6 14,4 118 92,6 29 210 1460 15,7 1160 149 3,13 857 34,1 12,0
425 163 15,3 23,0 15,3 132 104 36 970 1740 16,7 1440 176 3,30 1020 36,2 12,1
45 450 170 16.2 24,3 16,2 147 115 45 850 2040 17,7 1730 293 3,43 1200 38,3 12,5
S1'’ 475 178 17,1 25,6 17,1 163 128 56 480 2380 18,6 2020 235 3,60 1400 40,4 12,7
DU KU 5<4) 185 18,0 27,0 18,0 180 141 68 740 2750 19,6 2480 268 3,72 1620 42,4 13,1
00 КП 550 2(0 19,0 30,0 19,0 213 167 99 180 3610 21,6 3490 349 4,02 2120 46,8 13,0
DU 6G0 215 21,6 32,4 21,6 254 199 139 0j0 4630 23,4 4С70 434 4,30 2730 50,9 13,8
I F 14 140 1 60! 1 4 1 5.5 1 4 1 П,7 | < 1 9,16 | Фахверковое I железо f 365 | 52,2 | 5,59 | 15,6 | 5,21 | 1,15 | — 1 - 1 8,73
Двутавровое железо, сортамент 1057
Таблица 15.1-железо (продолжение)
Двутавровое железо с широкими полками, имеющими параллельные стороны (фиг.
а)
Фиг. а.
J момент инерции А отнесенные к со-
W—момент сопротивления \ ответственной оси
i = VJ/F — радиус инерции J изгиба
Sx— статический момент половины поперечного сечения
sx— Jx JSX— расстояние между центрами приложения
растягивающих и сжимающих сил
k = FslJy— коэфициент продольного изгиба
г «1,5 d
9
Фиг. Ь
УКЛОН 14%
Фиг. с.
Обозна- чение IP Размеры в мм Площадь по- перечного се- чения F см2 Вес G кг/м По отношению к осям изгиба: sx см» Sx см k
X — X У — Y
h Ь d '1 г Jx см* Wx см» Ьс см }У см* 1 'У см
20 200 200 10 16 15 82,7 64,9 5 950 595 8,48 2 140 214 5,08 337 17,7 3,20
22 220 220 .10 16 15 91,1 71,5 8 050 732 9,37 2 840 258 5,59 412 19,5 2,92
24 240 240 11 18 17 111 87,4 11 690 974 10.5 4 150 346 6,11 549 21,3 2,98
26 260 260 и 18 17 121 94,8 15 050 1160 11,2 5 280 406 6,61 649 23,2 2,76
28 280 280 12 20 18 144 113 20 720 1480 12,0 7 320 523 7,14 831 24,9 2,81
30 300 300 12 20 18 154 121 25 760 1720 12,9 9 010 600 7,65 959 26,8 2,63
32 320 300 13 22 20 171 135 32 250 2020 13,7 9 910 661 7,60 ИЗО 28,5 2,96
34 340 300 13 22 20 174 137 36 940 2170 14,5 9 910 661 7,55 1220 30,3 3,05
36 360 <500 14 24 21 192 150 45 120 2510 15,3 10 810 721 7,51 1410 32,0 3,39
38 380 300 14 24 21 194 153 50 95J 2680 16,2 10 810 721 7,46 1510 33,8 3,49
40 4С0 300 14 26 21 209 164 60 640 3030 17,0 11 710 781 7,49 1700 35,6 3,71
42i/я 425 300 14 26 21 212 166 69 480 3270 18,1 11710 781 7,43 1830 37,8 3,83
45 450 300 15 28 23 232 182 84 220 3740 19,0 12 620 841 7,38 2110 40,0 4,25
471/а 475 300 15 28 23 235 185 95 120 4010 20,1 12 620 841 7,32 2250 42,2 4,39
50 500 300 16 30 24 255 200 113 200 4530 21,0 13 530 902 7,28 2560 44,3 4,82
55 550 300 16 30 24 263 207 140 300 5100 23,1 13 530 902 7,17 2880 .48,7 5,12
60 6и0 300 17 32 26 289 227 180 800 6030 25,0 14 440 962 7,07 3500 51,6 5,78
65 650 300 17 32 26 297 234 216 800 6670 27,0 14 440 962 6,97 3780 57,4 6,13
II. Отд. 5. Материаловедение. III Железо и сталь
Обозна- чение IW Л Размеры в мм Площадь по- ; перечного се- 1 чения F см2 Вес О кг\м По отношению Х-Х к осям изгиба У —У л k
Ъ d t г '1
JX см* «'х см9 ?х см Jy см* wy CM9 1У см
В а г о ностроительное- I-железо (фиг. b и с)
76 81 76 81 10 8,4 10 5 19,5 15,3 171 45,0 2,95 60,2 14,9 1,76 6,31
8 818 80 50 g 8 8 3,35 15,5 12,2 147 32,3 3,07 34,2 8,5 1,48 7,10
80 8 8 4
100 85 100 £5 7 9 7 4,5 20,8 16,4 343 68,7 4,01 75,1 17,7 1,90 5,78
I-п р о ф И J I ь для желе !ЗНЫХ конструкций (по DIN 1031)
100 85 100 85 7 9 7 4,5 20,8 16,4 343 68,7 4,01 75,1 17,7 1,90 5,78
100 100 100 100 7,5 10,25 10 3 26,8 21,0 447 89,4 1 4,09 1 151 30,1 2,37 4,75
120 120 120 120 8 И 11 3 34,6 27,2 852 142 4,96 276 46,0 2,82 4,34
’) Расстояние оси центра тяжести ха « 35 мм.
Двутавровое железо, сортамент 1059
Таблица 16. Корытное железо (коробчатое железо) (швеллеры)
С—железо до 30 см высо-
ты, уклон 8°/о, выше 30 см,
кроме С 38 х), уклон 5°/о
J — момент инерции
VF— момент сопротивления I отнесенное к соответственной оси изгиба
i = Vj\f — радиус инерции J а
k в F*IJy — коэфициент продольного изгиба
Расстояние оси заклепок от внешней
кромки швеллера см. DIN 997
Обозна- чение □ Размеры в мм Попереч- ное сече- ние F см2 Вес G кг/м ‘ По отношению к осям изгиба: 1 . ' е см k
Х-Х У — У
Л Ъ d t
Jx см* wx см3 см Jy см* Vy см3 см
3 30 33 5 7 7 35 о,44 4,27 6,<59 ^,26 1,08 5,<53 2,68 (\У9 1,31 5,55
4 40 35 5 7 7 3,5 6,21 4,87 14,1 7,05 1,50 6,68 3,<8 1,04 1,33 5,77
5 50 38 5 7 7 3,5 7,12 5,59 26,4 10,6 1,92 9,12 3,75 1,13 1,37 5,56
6’/а 65 42 5,5 7,5 7,5 4 9,03 7,09 57,5 17,7 2,52 14,1 5,07 1,25 1,42 5,78
8 80 45 6 8 8 4 11,0 8,64 106 26,5 3,10 19,4 6,36 1,33 1,45 6,24
10 100 50 6 8,5 8,5 4,5 13,5 10,6 206 41,2 3,91 29,3 8,49 1,47 1,55 6,22
12 120 55 7 9 9 4,5 17,0 13,4 364 60,7 4,62 43,2 11,1 1,59 1,60 6,69
14 140 60 7 10 10 5 20,4 16,0 605 86,4 5,45 62,7 14,8 1,75 1,75 6,С4
16 КО 65 7,5 10,5 10,5 5,5 24,0 18,8 925 116 6,21 85,3 18,3 1,89 1,84 6,75
18 180 70 8 И 11 5,5 28.0 22,0 1 350 150 6,95 114 22,4 2,02 1,92 6,88
20 200 75 8,5 11,5 11,5 6 82,2 25,3 1 910 191 7,70 148 27,0 2,14 2,01 2,14 7,01
22 220 80 9 12,5 12,5 6,5 37,4 29,4 2 690 245 8,48 197 33,6 2,30 7,10
24 240 85 9,5 13 13 6,5 42,3 33,2 3 6'0 300 9,22 248 39,6 2,42 2,23 7,21
26 260 90 10 14 14 7 48,3 37,9 4 820 371 9,99 317 47,7 2,56 2,36 7,36
28 280 95 10 15 15 7,5 53,3 41,8 6 280 448 10,9 399 57,2 2,74 2.53 7,12
30 3L0 КУ) 10 16 16 8 58,8 46,2 8 030 535 И,7 495 67,8 2,90 2,70 6,98
32 T2'J 100 14 17,5 17,5 8,75 75,8 59,5 10 870 679 12,1 597 80,6 2,81 2.60 9,71
35 3.50 100 14 16 16 8 । 1 77,3 6П,6 12 840 734 12,9 570 75,3 2,72 2,40 10,5
38’) 40 CF 14 381 102 13,34 16 16 11,2 1 79,7 62.6 15 730 826 14,1 613 78,4 2,78 2,35 10,3
400 110 14 18 18 9 ; 1 91,5 Ф а 71,8 х в е р 20 350 К 0 В О 1020 е Г-з 14,9 к е л е 2 846 1 о 102 3,04 2,65 9,90
140 | 1 40 | 1 4 | 1 6 1 6 1 з Д л s | 9,90 | 7,78 i каркасов | 285 з д а н и | 40,6 | 5,36 й Г-железс 1 12,5 1 ) (DkN 1 I 4,21 .031) 1 1,12 1 1,02 1 7,85
105/65 105 | 65 1 8 1 8 I 8 1 4 1 17,3 1 13,6 | 287 [ 54,7 1 4,07 | 61,2 1 13,2 1 1,88 | 1 1,88 | 1 4,88
j) £ 38—соответствующее старому английскому нормальному профилю BSC 27 (15*4") имеет уклон полки от2°;r=t\rx=Qt7t.
Т. II. Отд. 5. Материаловедение. III Железо и сталь
Таблица 16. Корытное железо, употребляемое в судостроении (по DIN 1026)
Обозна- чение Es Размеры в мм Площадь поперечно-j го сечения: F см? Вес G кг/м По отношению к осям изгиба: е см k
х — х Y — Y
Л Ъ
d t г Г1 Jx см? см? 1х СМ CMk см? 1У см
20 8‘/> 200 85 86 87 88 11 12 13 14 14 14 7 43,3 45,3 47,3 49,3 34,0 35,6 37,1 38,7 2560 2630 2700 2760 256 263 270 276 7,70 7,62 7,55 7,49 269 281 293 306 44,9 46,0 47,1 48,3 2,50 2,49 2,49 2,49 2,50 6,96 7,30 7,64 7,95
22 9 220 90 91 92 93 94 11 12 13 14 15 15 15 7,5 48,6 50,8 53,0 55,2 57,4 38,1 39,8 41,6 43,3 45,0 3520 3610 37и0 3780 3870 320 328 336 344 352 8,51 8,чЗ 8,35 8,28 8,22 342 358 373 388 4оЗ 53,8 55,2 56,6 57,9 59,3 2,65 2,65 2.65 2,65 2,65 2,60 6,91 7,21 7,53 7,85 8,15
24 91/* 240 95 96 97 98 99 12 13 14 15 16 15,5 15,5 7,75 55,2 57,6 60,0 62,4 64,8 43,4 45,2 47,1 49,0 50,9 469) 4810 4920 5040 5150 391 400 410 420 429 9,2 > 9,13 9,06 8,98 8,91 425 442 460 477 494 62,4 64,0 65,5 67,0 68,4 2,77 2,77 2,77 2,77 2,77 2,70 7,17 7,51 7,83 8,16 8,50
26 9^2 260 95 96 97 98 99 12 13 14 15 16 16 16 8 58,5 61,1 63,7 66,3 68,9 45,9 48,и 50,0 52,0 54,1 5800 5940 6090 6240 6380 446 457 468 480 491 Г,95 9,86 9,77 9,70 9,62 446 464 482 500 518 65,1 66,6 68,2 69,7 71,2 2,76 2,76 2,75 2,75 2,74 2,65 7,67 8,05 8,42 8,79 9,16
28 10 280 100 101 102 103 104 13 14 15 16 17 16,5 16,5 8,25 65,9 t8, 71,. 74,3 77, 51,7 53,9 56,1 58,3 60,5 7470 7650 7830 8и20 8200 533 546 559 572 586 10,7 10,6 10,5 10,4 10.3 545 565 584 606 626 74,9 76,5 78,0 79,8 81,4 2,88 2,87 2,86 2,85 2,84 2,70 7,97 8,35 8,76 9,11 9,50
30 10
30, 100 101 14 15 17 17 8,5 72,1 75,1 56,6 58,9 9140 9dl0 609 624 11,5 11,4 573 594 77,9 79.5 2,82 2,81 2,65 9,07 9,50
Швеллеры, сортамент 1061
Таблица 16. Корытное железо, употребляемое в судостроении (по D1N 1026) (Продолжение)
Обозна- чение L У Размеры в мм Площадь поперечно- го сечения F см* Вес Q кг]м По отношению к осям изгиба: е см k
X-X Г- Y
h Ь d t г И JX см* wx см* 1* см 4 СМ* ^У см* 'у см
30 300 102 16 17 17 8,5 78,1 61,2 9 590 639 11,2 615 81,2 2,80 2,65 9,92
10 1иЗ 17 81,1 63,6 9 810 654 11,0 635 82,2 2,80 10,4
100 14 75 8 59,5 10 870 679 12,1 507 80,6 2,81 9,62
32 101 15 17,5 79.0 62,0 И 140 696 11,9 618 82.3 2,80 10,1
“кГ 320 102 16 17,5 8,75 82,2 64,5 11 420 714 11,8 640 84,0 2,79 2,60 Ю.б
1(‘3 17 85,4 67,0 11 690 731 11,7 661 85,7 2,78 11,0
104 18 88,6 69,5 11 960 748 11,6 683 87,4 2,78 11,5
100 14 77,3 60,6 12810 734 12,9 570 75,0 2,72 10,5
35 101 15 80,8 63,4 13 190 754 12,8 589 76,5 2.70 11,1
"кГ 350 1( 2 16 16 16 8 84,3 66,1 13 550 774 12,7 610 78,2 2,69 2,40 11,6
103 17 87,8 68,9 13 910 795 12,6 630 79,7 2,68 12,3
104 18 91,3 71,6 14 270 815 12,5 650 81,3 2,67 12,8
102 13,34 79,7 62,6 15 730 826 14,1 613 78,4 2,78 10,3
38 *) 103 14 82,1 64,5 16 02') 842 14,0 626 79,0 2,76 10,7
381 1J4 15 11,2 86,0 67,5 16 480 865 13,9 647 80,6 2,74 2,35 Н,4
10 105 16 16 16 89,8 70,5 16 940 890 13,8 669 82,2 2.73 12,1
106 17 93,6 73,5 17 410 914 13,7’ 690 80,8 2,72 12,7
107 18 97,4 76,4 17 870 938 13,6 712 85,5 2,71 13,3
ЦП 14 91,5 71,8 20 350 1020 14,9 846 102 3,04 9,90
40 111 15 95,5 75,0 20 890 1040 14,8 877 104 3,03 10,4
4С0 112 16 18 18 9 99,5 78,1 21 420 1070 14,7 906 106 3,02 2,65 10,9
11 113 17 103,5 81,2 21 950 1100 14,6 935 108 3,00 11,4
114 18 Ю7,5 84,4 22 490 1120 14,5 962 110 2,99 12,0
1062 T. ОТД- 5- Материаловедение. III Железо и сталь
9 С s — — соответствующее старому английскому нормальному профилю BSC 27 (15-4") имеет уклон полки от 2°;
г = t; r\ = 0,7 t.
Таблица 16. Корытное железо для вагоностроения и для
стрелочного производства (по DIN 1026)
Обозна- чение С W 76 55 Размеры в мм Нлощад-, I поперечно- го сечения F см3 | Вес G кг\м По отношению к осям изгиба: е см Л
X — X У —У
h b d t г Jx см* wx см3 *х см Jy см* см3 1У см
Для вагоностооения Г--железо
76 55 ю П.15 11,15 5,6 17,6 13,8 142 37,3 2,84 45,1 12,7 1,60 1,95 6,86
3° S ЯП _30_ 8 8 8 4 11,5 9,02 97 21,2 2,91 18,2 | 4,90 1,26 1,25 7,26
_j[r_ 80 1 50 8 8 4
91,5 26,5 91,5 26,5 8,5 10,7 10,7 5,35 11,8 9,27 119 26,0 3,18 5,40 3,00 0,68 0,85 25,8
105 65 105 65 8 ' 8 8 4 17,3 13,6 287 54,7 4,07 61,2 13,2 1,88 | 1,88 4,88
145 60 145 60 8 1 181 18 4 19,8 15,6 | 585 80,7 5,43 I 53,6 11,9 1,65 1,50 7,32
235 90 235 90 10 112 12 6 42,4 33,3 3430 292 9,00 272 40,5 2,53 2,28 6,61
Зои 75 300 75 10 10 10 5 42,8 33,6 4930 328 10,7 145 24,2 1,84 1,50 12,6
300 78 С St 121,5 35 300 121,5 78 | 35 10 15 13 6 1 13 16 6,5 13 47,6 Для 9,65 37,4 [ железн 7,58 5860 ЫХ KOHC1 193 393 'рукций 31,7 | 11,1 □ -желе; 4,47 2'9 30 *8,50 | 34,7 3,20 2,10 0,94 1,80 0,86 1 10,8 1 и,о
196 78 196 78 I13 18 I*8 19 49,1 38,6 2670 273 7,38 244 | 45,0 2,23 2,40 1 9,88
’) Расстояние оси центра тяжести хи ££ 34,5 мм.
Швеллеры, сортамент
Таблица 17. Тавровое железо (по DIN 1024)
Железо с отношением h : b = 1 : 1
кг 1
J — момент инерции
W — момент сопротивления
отнесенные к соответственной оси изгиба
i — радиус инерции
» = F*ljy
— коэфициент продольного изгиба
Обозна- чение ± Размеры в мм Площадь попереч- ного сече- ния F см' Вес G кг\м е см По отношению к осям изгиба: k
Х — Х Г— Г
b-h d=t г г2 Jx I СМ* 1 wx см3 1х см Jy см* СМ3 1У см
Р/« 15 3 3 1,5 1 0,82 0,65 0,46 0,15 0,14 0,43 0,08 0,11 0,32 8,31
2 20 3 3 1,5 1 1,12 0,88 0,58 0.38 0,27 0,58 0,20 0,20 0,42 6,27
2l/i 25 3,5 3,5 2 1 1,64 1,29 0,73 0,87 0,49 0,73 0,43 0,34 0,51 6,25
3 30 4 4 2 1 2,26 1,77 0,85 1,72 0,80 0,87 0,87 0,58 0,62 5,87
з1/» 35 4,5 4,5 2,5 1 2,97 2,33 0.Р9 з,ь 1,23 1,04 1,57 0,90 0,73 5,62
4 40 5 5 2,5 1 3,77 2,96 1,12 5,28 1,84 1.18 2,58 1,29 0,83 5,51
4l/i 45 5,5 5,5 3 1,5 4,67 3,67 1,26 8,13 2,51 .1,32 4,и! 1,78 0,93 5,44
Б 50 6 6 3 1,5 5,66 4,44 1,39 12,1 3,36 1,46 6,06 2.42 1,03 5,29
6 60 7 7 3,5 2 7,94 6,23 1,66 23,8 5,48 1,73 12,2 4,07 1,24 5,17
7 70 8 8 4 2 10,6 8,32 1,94 44,5 8,79 2,('5 22,1 6,32 1,44 5,08
8 80 9 9 4,5 2 13,6 10,7 2,22 73,7 12,8 2,33 37,0 9,25 1,65 5,00
9 90 10 10 5 2,5 17,1 13,4 2,48 119 18,2 2,64 58,5 13,0 1,85 5,00
10 1С0 11 11 5,5 3 20,9 16,4 2,74 179 24,6 2,92 88,3 17,7 2,05 4,95
12 120 13 13 6,5 3 29,6 23,2 3,28 366 42,0 3,51 178 29,7 2,45 4,92
14 140 15 15 7,5 4 39,9 31,3 3,80 660 64,7 4,07 330 47,2 2,88 4,82
16 160 15 15 7,5 4 45,8 35,9 4,2j Ы0 85,5 4,68 490 61,3 3,27 4,28
18 180 18 18 9 4,5 61,7 48,5 4,80 1720 130 5,27 857 95,2 3,73 4,43
1064 Т. II. Отд. 5. Материаловедение. III. Железо и сталь
Таблица 17 bis. Тавровое железо (по DIN 1024)
Широкое основание b : h = 2 : 1
J— момент инерции \
W момент сопротивления I отнесенные к соответственной оси изгиба
i— радиус инерции I
k = F-\Jy — коэфициент продольного изгиба
Обозна- чение д_ Размеры в мм Площадь попереч- ного сече- ния F см2 Вес G кг\м е см По отношению к осям изгиба: k
Х-Х Y—Y
Ь h d=t г гт. r-i Jx СМ* CM3 lx CM Jy CM* CM3 lv CM
6. 3 7. 3‘/г 8. 4 9. 41/2 60 70 80 90 30 35 40 45 5,5 6 7 8 Ь,Ь 6 7 8 3 3 3,5 4 1,5 1,5 2 2 4,64 5,94 7,91 10,2 3,64 4,66 6,21 8,01 0,67 0,77 0,88 1,00 2,58 4,49 7,81 12,7 1,11 1,65 2,50 3,63 0,75 0.87 0,99 1,11 8,62 15,1 28,5 46,1 2,87 4,31 7,13 10,2 1,36 1,59 1,90 2,12 8,35 7,86 8,01 8,19
10. 5 12. 6 14. 7 16. 8 18. 9 20 . 10 100 120 140 160 180 200 50 60 70 80 90 100 8,5 10 11,5 13 14,5 16 8,5 10 11,5 13 14,5 16 4,5 5 6 6,5 7,5 8 2 2,5 3 3,5 3,5 4 12,0 17,0 22,8 29,5 37,0 45,4 9,42 13,4 17,9 23,2 29,1 35,6 1,09 1,30 1,51 1,72 1,93 2,14 18,7 38,0 68,9 117 185 277 ' 4,78 8,09 12,6 18,6 26,2 35,2 1,25 1,49 1,74 1,99 2,24 2,47 67,7 137 258 422 670 1000 13,5 22,8 36,9 52,8 74,4 100 2,38 2,84 3,36 3,78 4,25 4,69 7,70 7,61 7,55 7,44 7,40 7,44
1 W Тавровое железо с широким основанием для вагоностроения; h и d уклоняются от нормальных размеров
К О . 90 10 100 90 10 10 5 1 2,5 17,9 | I 14,0 2,25 111 16,4 | 2,49 79,7 15,9 2,11 4,04
120.80 10 120 80 10 10 5 1 2,5 18,9 14,8 1,80 84,4 13,6 2,11 138 1 I 23,0 2,70 4,23
-L. S Тавровое железо с широким основанием для судостроения; Л и d уклоняются от нормальных размеров
200 . 150 200 м 191 I19 | 9,5 151 162’5 I 49,1 1 3,60 I 1020 1 I 88,7
19 I 4,05 I 1 1190 1 1 *19 I I 4,36 I 3,83
Тавровое железо, сортамент 1065
Таблица 18. Зетообразное железо (по DIN 1027)
J — момент инерции \
W — момент сопротивления I отнесенные к соответственным осям
i » VjlF— радиус инерции /
k = — коэфициент продольного изгиба
Размеры, поперечное сечение F и вес погонного метра О
Обозна- чения Размеры в мм Площадь по- перечного се- чения F см2 Вес О кг\м Поло. жение оси tga Расстояние в см от осей £ — £ И 7) — 7)
h b d t г “е
3 30 38 4 4,5 4,5 2,5 4,32 3,39 1,655 3,86 0,58 0,61 1,39 3,54 0,87
4 40 40 4,5 5 5 2,5 5,43 4,26 1,181 4,17 0,91 1,12 1,67 3,82 1,19
5 50 43 5 5,5 5,5 3 6,77 5,31 0,939 4.60 1,29 1,65 1,89 4,21 1,49
6 60 45 5 6 6 3 7,91 6,21 0,779 4,98 1,51 2,21 2,04 4,56 1,76
8 80 50 6 7 7 3,5 11,1 8,71 0.588 5,83 2,02 3,30 2,29 5,35 2,25
10 100 55 6,5 8 8 4 14,5 11,4 0,492 6,77 2,43 4,34 2,50 6,24 2,65
12 120 60 7 9 9 4,5 18,2 14,3 0,433 7,75 2,80 5,37 2,70 7,16 3,02
14 140 65 8 10 10 5 22,9 18,0 0,385 8,72 3,18 6,39 2,89 8,08 3,39
16 160 70 8,5 11 11 5,5 27,5 21,6 0,357 9,74 3,51 7,39 3,09 9,04 3,72
18 180 75 9,5 12 12 6 33.3 26,1 0,329 10,7 3,86 8,40 3,27 9,99 4,08
20 200 80 10 13 13 6,5 38,7 30,4 0,313 11,8 4,17 9,39 3,47 11,0 4,39
T.W В а г о иное 1. - ж ( ! л е з о ।
65 | 10 1 10 5 18,8 14,8 1,292 7,54 1,11 1 2,4# 2.84 6,84 I 1 1,70
7 70 80 । 8 10 1 I10 5 7,58 1,74 1,25 3,15 6,87 2,32
1066 Т. Отд- Материаловедение. III. Железо
Таблица 18. Зетообразное железо (Продолжение)
Статические показатели
Юбозна- чения X По отношению к осям изгиба: k 3 ху см* см3 И . —=‘8V W см3
Х-Х Г— Y 7) - Т)
Jx см* U-д. см3 1х см }У см* Wy см3 1У см Л см* см3 см см* см3 см
3 5,96 3,97 1,17 13,7 3,80 1,78 18,1 4,69 2,04 1,54 1,11 0,60 12,1 7,35 3,97 1,227 1,26
4 13,5 6,75 1,58 17,6 4,66 1,80 28,0 6,72 2,27 3,05 1,83 0,75 9,67 12,2 6,75 0,913 2,26
5 26,3 10,5 1,97 23,8 5,88 1,88 44,9 9,76 2,57 5,23 2,76 0,88 8,76 19,6 10,5 0,752 3,64
'6 44,7 14,9 2,38 30,1 7,09 1,95 67,2 13,5 2,81 7,60 3,73 0,98 8,23 28,8 14,9 0,647 5,24
8 109 27,3 3,13 47,4 10,1 2,07 142 24,4 3,58 14,7 6,44 1,15 8,38 55,6 27,3 0,509 10,1
10 222 44,4 3,91 72,5 14,0 2,24 270 3,98 4,31 24,6 9,26 1,30 8,55 97,2 44,4 0,438 16,8
12 402 67,0 4,70 106 18,8 2,42 470 60,6 5,08 37,7 12,5 1,44 8,79 158 67,0 0,392 25,6
14 676 96,6 5,43 148 24,3 2,54 768 88,0 5,79 56,4 16,6 1,57 9,30 239 96,6 0,353 38,0
16 1050 132 6,20 211 32,1 2,77 1180 121 6,57 79,5 21,4 1,70 9,51 358 132 0,330 52,9
18 1600 178 6,92 270 38,4 2,84 1760 164 7,26 110 27,0 1,82 10,1 490 178 0,307 72,4
’ро 2300 230 7,71 357 47,6 3,04 2510 213 8,06 147 33,4 1,95 10,2 674 230 0,293 94,1
х w 1 В а г о н н о е X - ж е л е 3 О
7 141 37,6 2,73 212 30,0 3,36 319 42,1 4,12 33,5 10,6 1,33 10,6 ’ 138 37,6 0,984 13,0
Зетообразное железо, сортамент
Таблица 19. Настильное железо (по DIN 1023)
rt = d
Ъ = d — СЦ5 мм
rs = t
i\ = 0,6 d-f-1.3 мм за исключением 43*110
J момент инерции | отнесенные к соответственным
W — момент сопротивления j осям изгиба
Обозна- чение Размеры в мм Плошадъ по- перечного се- чения F см3 Вес G кг\м Расположение оси центра тяжести Х-Х По отношению к осям изгиба:
Х-Х Y— Y
h Ъ а с d Cl R еи см еО см Jx см4 СМ3 Jy см4 см3
43 . НО 43 НО 30 15 3 3,5 3 43 5,01 3,93 2,32 1,98 12,1 5,21 55,6 10,1
60 . 140 60 140 38 24 3,5 6 24 70 9,33 7,32 2,96 3,04 47,3 15,6 164 23,4
75 . 170 75 170 45,4 28,5 4 7 28,5 85 13,2 10,4 3,69 3,81 107 28,1 347 40,8
90.2»0 90 200 53 33 4,5 8 33 100 17,9 14,1 4,50 4,50 207 46,1 651 65,1
110.240 ПО 240 63 39 5 9 39 120 24,2 19,0 5,47 5,53 420 75,9 1270 106
Обозна- чение Размеры в мм Площадь по- 1 перечного се- | чения F см3 ' Вес G кг\м Расположение от центра тяжести По отношению к осям изгиба:
Х-Х X —X Y—Y
h b а с d t еи см ео см Зх см4 см3 ]У см4 см3
130.26 1 130 150.3(Х I 150 260 300 95 105 50 60 6 7 10 11 34,1 44,5 26,7 34,9 6,45 7,29 6,55 7,71 866 1490 132 194 1780 | 137 3040 | 203
1068 Т. II. Отд. 5. Материаловедение. III. Железо и сталь
Фасонное железо, сортамент
1069
5
5
70а
7i/2
10
10
121/2
121/2
15
15
Таблица 20. Колонное железо (квадрантное железо)
Размеры в мм
R
b
d
Сечение
полной
трубы
50
75
75
100
100
125
125
150
150
35
35
40
40
45
45
50
50
55
55
4
8
6
10
8
12
10
14
12
18
6
8
8
10
10
12
12
14
14
17
2d
Про-
филь
№
4
6
8
10
12
Нормальная длина = 1 до 10 м
Продажные длины = 5 до 14 м
с* изменением длины через
500 мм
Закругление г = 0,12 /?
Закругление rt = 0,06 R
Полупрокатанные про-
фили изготовляются также
на 1 мм толще
см-
29,8
48,0
54,8
80,0
88,0
120,0
128,8
168.8
178,4
250,4
Вес
полной
трубы
G
кг/м
23,39
37,68
43,10
62,96
69,16
94,20
101,27
132,67
140,52
195,47
Таблица
Моменты сопротнвле-
___ния полной трубы
Wg = max
смв
89,6
135
237
331
497
664
917
1165
1522
2029
Wx = min
см3
66,2
102
175
248
367
495
675
867
1120
1510
21
В | // I b \ h
40 18 20 10 40
60 27 30 15 60
80 36 40 20 80
100 45 50 25 100
120 54 60 30 120
Момент инер-
ции полной
трубы
= const.
СМ*
576
908
2 068
2 980
5 464
7 480
12 156
15 780
23 636
21 316
Поручневое железо
Нормальная длина = 4 до 8 м
Наибольшие длины = 12 до 16 м
Верхнее закругление радиусом R = В
Размер
~R
в мм
d
8
12
16
20
24
6
9
12
15
18
4
6
8
10
12
2
3
4
5
6
bx
18
27
36
<5
54
Сечеине
F см3
30
45
60
75
90
Таблица 22. Плоское бимсовое
J —момент инерции
W — момент сопротивления
d = 2d
4,17
9,43
16,7
26,0
37,7
G
кг /м
3,27
7,40
13,11
20,41
29,59
железо (по DIN 1019)
отнесенные к соответственной
оси изгиба
Обозна- чение 1 Размеры в мм Площадь попереч- ного сече- ния F см3 Вес G кг]м Положение центра тя- жести ех см По отношению к осям изгиба:
Х-Х Y — Y
h Ъ г см* ™х см3 }У см* Г» « 1
130. 7 13) 14 10,5 11,5 9/5 7,7 191 24,8 1,95 1,39
180. 9 180 18 13,5 20,2 15,9 10,6 642 6J,7 5,41 3,00
240 . 12 240 24 18,0 35,9 28,2 14,1 2030 144 17,1 7,12
300- 15 □00 30 22,5 56,2 44,1 17,6 4960 281 41,7 13ш9
1070
T. IT. Отд. 5. Материаловедение. III. Железо и сталь
Г
Таблица 23. Углобимсы (по DIN 1020)
J — момент инерции | отнесенные к соответ-
W t='J\a -г- момент сопротивления ) ственным осям
Профиль имеет хорошее заполнение металлом при размерах,
напечатанных жирным шрифтом. При большей толщине полки
будут неравномерной толщины и к концам их заполнение
профиля получается неполное
Обозначе- ние Г Размеры в мм п Площадь *Х) поперечн. * сечения Вес О кг]м Положение оси центра тяжести По отношению к осям изгиба:
Х-Х У — У
h Ъ d t »х см еУ см Jx см* см9 JV см* см*
115-65. 7 115 65 7 7 13,9 10,9 4,72 1,40 239 35,2 38,9 7,62
115-65. 7 5 7,5 14,6 11,5 4,73 1,41 249 36,7 40,9 7,96
115-65. 8 8 15,3 12,0 4,75 1,42 259 38,1 43,0 8,31
115-65. 8 5 8,5 16,0 12,6 4,77 1,44 269 39,6 45,1 8,66
115.65. 9 9 16,7 13,1 4,79 1,45 279 41,0 47,3 9,01
115-65. 9,5 9,5 17,4 13,7 4,81 1,47 288 42,5 49,5 9,37
130 65- 7,5 130 65 7,5 7,5 16,2 12,7 5,52 1,36 356 47,6 42,7 8,30
130-65- 8 8 17,0 13,3 5,54 1,37 369 49,4 44,8 8,65
130-65. 8,5 8,5 17,8 14,0 5,55 1,38 383 51,2 47,0 9,01
130.65- 9 9 18,6 14,6 5,57 1,40 397 53,0 49,2 9,37
130-65. 9,5 9,5 19,3 15,2 5,58 1,41 411 54,8 51,5 9,74
130-65.10 10 20,1 15,8 5,60 1,43 425 56,6 53,8 10,1
140-65. 7,5 140 65 7,5 7,5 17,4 13,7 6,13 1,32 448 56,9 43,3 8,37
140-65. 8 8 18,2 14,3 6,14 1,34 455 59,0 45,5 8,72
140-65- 8,5 8,5 19,1 15,0 6,15 1,35 482 61,1 47,7 9,09
140-65. 9 9 19,9 15,6 6,16 1,36 499 63,1 50,0 9,46
140-65- 9,5 9,5 20,7 16,3 6,17 1,з8 516 65,2 52,3 9,83
140.65-10 10 21,6 16,9 6,18 1,40 533 67,3 54,7 10,2
150-75. 7,5 150 75 7,5 7,5 19,4 15,3 6,56 1,52 589 69,8 67,0 И,2
150-75- 8 8 20,3 16,0 6,57 1,53 610 72,2 70,2 11,7
150-75- 8,5 8,5 21,2 16.7. 6,57 1,54 632 74,6 73,5 12,1
150-75- 9 9 22,1 17,4 6,58 1,55 653 77,0 76,8 12,6
150-75- 9,5 9,5 23,0 18,1 6,59 1,57 674 79,4 80,2 13,1
150-75.10 10 23,9 18,8 6,60 1,58 696 81,8 83,6 13,6
150.75-10,5 10,5 24,8 19,5 6,61 1,60 717 84,2 87,1 14,0
165-75- 8 165 75 8 8 22,2 17,4 7,36 1,49 809 88,6 72,5 12,1
165-75. 8,5 8,5 23,2 18,2 7,37 1,50 837 91,4 75,9 12,5
165-75. 9 9 24,1 18,9 7,37 1,52 864 94,3 79,3 13,0
165-75- 9,5 9,5 25,1 19,7 7,38 1,53 892 97,1 82,7 13,5
165-75.10 10 26,1 20,5 7,39 1,54 919 100 86,2 14,0
165-75.10,5 10,5 27,1 21,2 7,39 1,56 947 103 89,8 14,5
165-75-11 11 28,0 22,0 7,40 1,57 975 106 93,4 15,0
180-75- 8 180 75 8 8 24,2 19,0 8,36 1,46 1050 109 74,8 12,4
180-75- 8,5 8,5 25,2 19,8 8,35 1,47 1080 112 78,2 12,9
180-75- 9 9 26,3 20,6 8,34 1,48 1120 115 81,7 13,4
180-75- 9,5 9,5 27,3 21,4 8,34 1,50 1150 119 85,3 13,9
180.75-10 10 28,4 22,3 8,34 1,51 1190 122 88,9 14,4
180-75-10,5 10,5 29,4 23,1 8,34 1,53 1220 125 92,6 14,9
180-75.11 11 30,5 23,9 8,34 1,54 1260 129 96,3 15*4
Углобимсы, сортамент
1071
Таблица 23. Углобимсы (по D1N 1020) (продолжение)
Обозначе- ние L Размеры в мм п Площадь । поперечн. сечения 1 В ес О кг]м Положение оси центра тяжести По отношению к осям изгиба:
Х — Х Y — Y
h b d / ех см еУ см JX см4 *х см9 Jy см* см9
200*75. 9 200 75 9 1 8 29,3 23,0 9,52 1,48 1560 149 86,6 14,4
200.75. 9,5 9,5 30,5 23,9 9,51 1,49 161<» 153 90,3 14,9
200-75.10 10 31,6 24,8 9,50 1,50 1660 157 94,1 15,4
200-75.10,5 10,5 .32,8 25,7 9,49 1,52 1700 161 97,9 16,0
200.75-11 11 33,9 26,6 9,49 1,53 1750 165 102 16,5
200.76.11,5 11,5 35,1 27,5 9,48 1,55 18J0 169 106 17,0
200-75.12 12 36,2 28,4 9,48 1,56 184о 173 110 17,6
180-90,- 8,5 180 90 8,5 8,5 26,6 20,9 7,92 1.80 1170 116 133 18,5
180-90. 9 9 27,7 21,8 7,92 1,81 1210 120 138 19,1
180-90- 9,5 9,5 28,8 22,6 7,93 1,82 1250 123 144 19,8
180-90-10 10 29,9 23,4 7,93 1,83 1280 127 150 20,5
180.90.10,5 10,5 31,0 24,3 7,94 1,84 1320 130 155 21,1
180-90*11 И 32,0 25,1 7,95 1,86 1360 134 161 21,8
180-90-11,5 11,5 33,1 26,0 7,95 1,87 1390 137 167 22,5
200-90-10 200 90 10 10 33,4 26,2 9,00 1,82 1780 162 158 22,1
200-90.10,5 10,5 34,6 27,1 9,00 1,83 1830 166 164 22,8
200*90-11 11 35,8 28,1 9,01 1,84 1880 170 170 23,5
200.90-11,5 11,5 36,9 29,0 9,01 1,85 1930 175 176 24,2
200-90-12 12 38,1 29,9 9,02 1,87 1980 179 182 24,9
200-90-12,5 12,5 39,3 30,8 9,02 1,88 2030 183 189 25,6
200-90.13 13 40,4 31,8 9,03 1,90 2080 187 195 26,3
230.90.11 230 90 11 11 40,8 32,0 10,7 1,79 2850 232 181 25,1
230-9 '.11,5 11,5 42,1 33,1 10,7 1,81 2920 238 187 25,8
230-90-12 12 43,5 34,1 10,7 1,82 2990 243 193 26,5
230-90-12,5 12,5 44,8 35,2 10,7 1,83 3070 248 200 27,3
230.901-13 13 46,1 36,2 10,7 1,85 3140 254 206 28,1
250-90.11 250 90 И И 44,6 35,0 12,1 1,78 3710 287 189 26,1
250-90-11,5 11,5 46,0 36,1 12,1 1,79 3800 294 195 26,9
250*90-12 12 47,4 37,2 12,1 1,81 3890 300 202 27,7
250-90-12,5 12,5 48,9 38,4 12,1 1,82 3980 ЗС6 209 28,5
250-90-13 13 50,3 39,5 12,1 1,83 4070 313 215 29,3
250-90-13,5 13,5 51,7 40,6 12,0 1,85 4160 319 222 30,1-
250*90-14 14 53,2 41,7 12,0 1,87 4260 325 229 30,9
280*90-12 280 90 12 12 53,1 41,7 13,9 1,80 5460 386 216 33,0
280*90-12,5 12,5 54,7 42,9 13,9 1,81 5580 394 223 30,8
280-90-13 13 56,3 44,2 13,8 1,82 5710 402 230 31,6
28 *90-13,5 13,5 57,9 45,4 13,8 1,84 58<10 410 238 32,5
280-90*14 14 59,4 46,7 13,8 1,85 5960 418 245 33,3
280-90.14,5 14,5 61,0 47,9 13,8 1,87 609J 425 252 34,2
300-90*13 300 90 13 13 60,9 47,8 15,1 1,84 710 > 4771) 244 34,0
300-9j.l3,5 13,5 62,6 49,1 15,1 1,85 7260 466 >) 251 34,9
300-90*14 14 64,2 50,4 15,1 1,87 7410 4951) 259 35,8
300*90-14,5 14,5 65,9* 51,7 15,0 1,88 7560 5031) 267 36,7
300-90-15 15 67,6 53,1 15,0 1,89 7720 512 275 37,6
300-90-15,5 15,5 69,3 54,4 15,0 1,91 7870 521 283 38,6
300*90-16 16 71,0 55,7 15,0 1,93 8020 5з0 291 39,5
i) Эти значения не вполне соответствуют наименьшему моменту
сопротивле-
. Jx
ния которое в данном случае должно быть вычислено по формуле .
1072 Т. П. Отд. 5. Материаловедение. ITT. Железо » сталь
Таблица 23. Углобимсы (по DIN 1020) (Продолжение)
Обозначе- ние t Размеры в мм г, Площадь fe поиеречн. сечения 1 Вес а кг/м Положение оси центра тяжести По отношению к осям изгиба:
Х-Х У — У
h b d t ех см еУ см Jx см* см3 Jy см* СМ9
320.100*13 320 100 13 13 64,8 50,9 15,8 1,94 8670 535 320 39,7
320-100*13^ 13.5 66,6 52,3 15.8 1,95 886J 545 330 4'»,7
320*100*14 14 68,4 53,7 15.8 1,06 9о4о 555 340 41,8
320*100*14,5 14,5 70,2 55,1 15.7 1,98 9230 565 350 42,8
£6*100-15 15 72,0 56,6 15,7 1,99 941о 575 360 43,8
320* V 0-15,5 15,5 73.8 58,0 15,7 2,01 96OJ 586 370 44,9
320*1' 0*16 16 75,6 59,4 15,7 2,02 9790 596 380 45,9
320*103*16,5 16,5 77,4 60,8 15,7 2,04 9970 боб 390 47,0
320*100*17 17 79,2 62,2 15,7 2,06 10160 616 4J1 48,0
340*100*13 340 100 13 13 70,5 55,4 17,4 1,99 10710 647*) 344 42,9
340*100*13,5 13,5 72,4 56,8 17,4 2,00 1094J 6581) 354 43,9
340*100*14 14 74,3 58,3 17,4 2,01 11160 669*) 364 45,0
340*100*14,5 14,5 76,2 59,8 17,3 2,02 1139U 680‘) 375 46,1
340*100*15 340 100 15 13 78,1 61.3 17,3 2,03 11610 692’) 385 47,2
340*LX).15,5 15,5 8э,0 62,8 17,3 2,05 11830 703’) 396 48,3
340*100*16 16 81,9 64,3 17,2 2,06 12060 715*) 4о7 49,4
340*100*16.5 16,5 83,8 65,8 17,2 2,08 1228о 726*) 418 5J,6
340*100*17 17 85,7 67,3 17,2 2,и9 12500 7з7*; 429 51,7
380*100*14,5 380 100 14,5 14,5 86,0 67,5 19,9 2,05 16030 884*) 416 52,3
380*1(0*15 15 88,1 69,2 19,8 2,об )634о 897*) 428 53,5
38j*1u0*15,5 15,5 90,2 70,8 19,8 2,08 16640 ЭИ*) 439 54,7
380*100*16 16 92,3 72.5 19,7 2,09 16950 9к5) 451 55,9
380*100*16,5 16,5 94,4 74,1 19,7 2,10 17260 939 ) 463 57,2
380-103*17 17 96,5 75,8 19,7 2,12 17570 9531) 475 58,4
380*100*17,5 17,5 98,6 77,4 19,6 2,13 17870 967’) 487 59,6
380*100*18 18 101 79,1 19,6 2,15 18180 981*) 499 60,9
Фасонное железо
для судостроения
Таблица 24.
1. Д в у та в р о в о е железо с широкими полями
(фиг. стр. 1058)
Профиль h b d F G Jy Jx
№ чм см? кг]м см* см*
18 180 180 8.5 59,9 47,0 1073 3512
20 200 2j0 8,5 70,4 55,3 1568 5171
22 220 220 9 82,6 64,8 2216 7379
24 240 240 10 96,8 76,0 3043 10260
25 250. 2о0 10,5 105,1 82,5. 3575 12066
26 260 260 11 115,6 90,7 4261 14352
Люковое :
Г 65 х 35 X 25 х 25 мм I 145 ________ ..
82 X 45 X 32 X 30 „ 149,2 X 85,7 X 63,5 X 66,7 w
НО X 55 X 45 X 45 „ |
i) Эти значения не вполне соответствуют наименьшему моменту
вия Wjft которое в данном случае должно быть вычислено по формуле
2.
ясе л е з о
> х 68 X 60
X 40 мм
сопротивле-
е
Фасонное железо, сортамент
1073
3. Полукруглые профили
ЗОХ 8
35 X Ю
40 X Ю
45 X 12
мм
а) с острыми краями
50 X 15 мм 75 X 18 мм
55 X 15 . 80 X 20 и
60 X 15 „ 90 X 22 .
65X16 „
с закругленными краями
50 X 9 до 12
65X11 „ 14
75X13 „ 16
90 X 15 „ 18
мм
4. Профили плоские с утолщениями
20 X 7 X 3 до 5 мм
7
8
9
Е
45 X 12 X 5 до 7 мм
50 X 13 X 5 “
6J X 15 X 6
70 X 17X7
5. Поручневые профили
а) Круглая спинка
75 X ЗОХ 5,5мм
100 X 40 X 7 „
100 X 45 X И
125 X 50 X И
б) Плоская спинка
80 X 40 X Т мм | 120 X 8 X 11 мм
100 X 40 X 7 „ 165 X 63 X 13 .
100 X 50 X Ю » I 180 X 63 X 13 »
6. Шланговый профиль
100 х 50 X 45 X 13 мм
Таблица 25. Специальные профили Клбкнера-Маннштеда*)
для железных фахверковых зданий (фиг. 3—5).
Фиг. 3
I № 6515, 5516, 5527
Фиг. 4
с № 5428
фиг. 5
с № 5097
Профили h мм Ь мм d мм F см9 О кг/м Jx см* ]У см* *х см> см9
I № 5515 Фиг. 3 120 60 4 9,30 7,33 205 13,1 34,2 4,3
I № 5427 „ 3 140 60 4 10,1 7,95 303 14,2 43,3 4,7
1 № 5516 „ 3 160 60 4 10,9 8,59 415 15,3 51,9 5,1
с № 5428 Фиг. 4 140 50 5 9,28 7,28 261 18,6 37,3 4,77
□ № 5097 Фиг. 5 — - 1 6 12,7 | ю,о 273 | 28,6 38,4 7,28
9 Подобные профили будут катать также другие фирмы.
68 Зак. 254. — Htitte, Справочник для инженеров, т. II.
b
ь Таблица 26. Легкие профили из полосового железа 1)
X*- ' Профили из листовой стали получаются холодным способом, из прокатных в горячем
; состоянии полос и приданием им □ формы. Помощью сварки двух простых профилей
j точечной электросваркой получается двойной профиль I формы. Для^ предохранения от
j ржавления готовые профили погружаются в ванну, наполненную массой, предохраняющей
от ржавления. Длина балок до 15 м.
J—момент инерции 'J
i W — момент сопротивления у отнесенные к соответствующим осям изгиба,
“i"*4 i — радиус инерции f
е — расстояние центра тяжести от оси X.
Простой профиль Двойной профиль
ше гр а е По отношению к осям J3 0J По отношению к осям
Ч & W . г I« ° Q X — X Y—Y л . 21 Ч-Х Y—Y
о h b d о 3 е С О о л. о Я S | ч. *х *х Jy си ту Jx ^х 3У wy 'у
с С CU. CQ £ с о н СМ* см3 см см* см* см С ек. см* см8 см см* см3 см
80 80 40 15 2,00 3,64 2,86 1,48 36,89 9,22 3,18 8,52 3,88 1,53 7,28 5,72 73,78 18,45 3,18 32,93 8,24 2,13
2,25 4,07 3,20 1,48 41,01 10,25 3,17 9,38 3,72 1,52 8,15 6,37 82,01 20,50 3,17 36,57 9,14 2,12
2,50 4,50 3,53 1,48 45,0г1 11,25 3,16 10,22 4,06 1,51 9,00 7,07 90,03 22,51 3,16 40.14 10,03 2,11
3,00 5,34 4,19 1,48 52,73 13,18 3,14 11,80 4,68 1,49 10,68 8,38 105,46 26,36 3,14 47,00 11,75 2,10
100 100 40 15 2,00 4,04 3,17 1,34 62,20 12,44 3,92 9,20 3,46 1,51 8,08 6,34 124,39 24,88 3,92 32,94 8,24 2,02
2,25 4,52 3,55 1,34 69,24 13,85 3,91 10,14 3,81 1,50 9,06 7,10 138,47 27,69 3,91 36,58 9,15 2,01
2,50 5,00 3,92 1,34 76,12 15,22 3,90 11.05 4,16 1,49 10,00 7,85 152,24 30,45 3,90 40,16 10,04 2,00
3,00 5,94 4,66 1,34 89,43 17,89 3,88 12,76 4,81 1,47 11,88 9,33 178,85 35,77 3,88 47,04 11,76 1,99
120 120 40 15 2,00 4,44 3,49 1,23 95,58 15,93 4,64 9,76 3,52 1,48 8,88 6,971 191,16 31,86 4,64 32,95 8,24 1,93
2,25 4,97 3,90 1,23 106,51 17,75 4,63 10,76 3,89 1,47 9,97 7,81 213,02 35,50 4,63 36,60 9,15 1,92
2,50 5,50 4,32 1,23 117,22 19,54 4,62 11,76 4,25 1,46 11,00 8,64| 234,45 39,07 4,62 40.18 10,04 1,91
3,00 6,54 5,13 1,24 138,00 23,00 4,59 13,54 4,90 1,44 13,08 10,271 276,01 46,00 4,59 47,07 11,77 1,90
140 140 40 15 2,00 4,84 3,80 1,14 137,85 19,69 5,34 10,23 3,57 1,45 9,68 7,60 275,69 39,38 5,34 32,96 8.24 1,84
2,25 5,42 4,26 1Д4 153,73 21,96 5,32 11,08 3,94 1,44 10,88 8,511 307,46 43,92 5,32 36,61 9,15 1,83
2,50 6,00 4,71 1,14 169,33 24,19 5,31 12,29 4,30 1,43 12,00 9,42 338,66 48,38 5,31 40,20 10,05 1,83
3,00 7,14 5,60 1,14 199,66 28,52 5,29 14,19 4,97 1,41 14,28 11,211 399,32 57,05 5,29 47,11 11,78 1,82
160 160 40 15 2,00 5,24 4,11 1,06 189,79 23,72 6,02 10,63 3,61 1,42 10,48 8,23' 379,58 47,45 6,02 32,97 8.25 1,77
2,25 5,87 4,61 1,06 211,80 26,47 6,00 11,72 3,98 1,41 11,79 9,22 423.60 52,95 6,00 36,63 9,16 1,76
2,50 6,50 5,10 1,06 233,43 29,18 5,99 12.77 4,35 1,40 13,00 10,211 466,86 58,36 5,99 40,22 10,05 1,76
3,00 7,74 6,08 1,07 275,60 34,45 5,97 14,75 5,03 1,38 15,48 12,15 551,20 68,90 5,97 47,15 11,79 1,75
180 180 40 15 2,25 6,32 4,96 0,99 281.61 31,29 6,67 12,09 4,02 1,38 12,70 9,93 563,22 62,58 6,67 36,64 9,16 1,70
2,50 7,00 5,50 0,99 310,54 34,50 6,66 13,18 4,39 1,37 14,00 10,99 621,07 69,01 6,66 40,24 10,06 1,70
3,00 8,34 6,55 1,00 367,02 40,78 6,63 15,22 5,08 1,35 16,68 13,09 734,04 81,56 6,63 47,18 11,80 1,68
1) По данным консультационного совета по применению стали Дюссельдорф.
1074 'Г- П. Отд. 5. Материаловедение. III. Железо<и сталь
Круглое, квадратное и шестигранное железо Ю75
Таблица 27. Веса квадратного, шестигранного и круглого железа
1 м3 стержневого железа (литая сталь) весит 7850 кг
Л х 3 Вег в кг 1м Л X X Вес в кг/м СО X X 3 Вес в кг/м
ч с> d мм й б б ч о d мм Й О б ч Q Н d мм 0 б б
5 0,196 0,170 0,154 50 19,625 16,995 15,413 18о| 254,340 220,265 199,758
6 0,283 0,245 0,222 52 21,226 18,383 16,671 185 268,666 232,638 211,010
7 0,385 0,333 0,302 54 22,891 19,824 17,978 19ц 283,385 245,419 222,570
8 0,502 0,435 0,Зс5 56, 24,618 21,320 19,335 195 298,496 258,506 234,438
9 0,636 0,551 0,499 58 26,407 22,870 20,740 200. 314,000 271,932 246,615
10 0,785 0,680 0,617 60 28,260 24,474 22,195 205 329,896 288,927 259,100
11 0,95'' О,82о 0,746 621 30,175 26,133 23,700 210 346,185 299,805 271,893
12 1,130 0,979 0,888 64 32,154 27,846 25,253 215 362,866 314,251 284,994
13 1,327 1,119 1,042 66, 34,195 29,614 26,856 220 379,940 329.037 298,404
14 1,539 1,332 1,208 68, 36*298 31,436 28,509 225 397,406 344,164 312,122
15 1,766 1,530 1,387 70| 38,465 33,312 ао-,210 230 415,265 359,631 326,148
16 2,010 1,740 1,578 72: 40,694 35,243 31,961 235 433,516 375,437 340,483
17 2,269 1,965 1,782 74: 42,987 37,228 33,762 240' 452,16.) 391,583 355,126
18 2,543 2,2'3 1,998 7б; 45,312 39,267 35,611 245 471,196 4^,068 370,077
19 2,834 2,45 i 2,226 78 47,759 41,361 37,510 250 490,625 424,894 385,336
20 3,140 2,719 2,466 80 50,240 43,509 39,458 255 510,446 442,060 400,904
21 3,462 2,998 2,719 85* 56,716 49,118 44,545 260 530,660 459,565 416,779
22 3,799 3,290 2,984 90 63,585 55/67 49,940 265 551,256 477,411 432,963
23 4,153 3,596 3,261 95 70,846 61,355 55,643 270, 572,265 495,597 449,456
24 4,522 3,916 3,551 100 78,500 67,983 61,654 275 593,656 514,022 466,257
25 4,906 4,249 3,853 105 86,546 74,951 67,973 280 615,410 532,988 483,365
26 5,307 4,596 4,168 ПО 94,985 82,260 74,601 285 637,616 552,193 500,783
27 5,723 4,956 4,495 115 103,816 89,908 81,537 290 660,185 571,738 518,508
28 6,154 5,330 4,834 120 113,040 97,896 88,781 295* 683,146 591,623 536,542
29 6,602 5,717 5,185 125 122,656 106,224 96,334 300 706,500 611,848 554,884
30 7,065 6,118 5,549 130 132,665 114,891 104,195 305 730,246 632,413 573,534
32 8,038 6,961 6,313 135 143,С66 123,899 112,364 31(И 754,385 653,318 592,493
34 9,075 7,859 7,127 140 153,860 133,247 120,841 315. 778,916 674,563 611,759
36 10,174 8,811 7,990 145 165,046 142,934 129,627 320: 803,840 696,148 631,334
38 11,335 9,817 8,903 150, 176,625 152,962 138,721 325 829,156 718,071 651,218
40 12,560 10,877 9,865 155 188,596 163,329 148,123 330 854,865 740,336 671,409
42 13,847 11,992 10,876 160 200,960 174,036 157,834 335 880,966 762,940 691,909
44 15,198 13,162 11,936 165' 213,716 185,084 167,852 3401 907,460 785,885 712,717
46 16,611 14,385 13,046 по: 226,865 196,471 178,179 345' 934,346 809,169 733,834
48 18,086 15,663 14,205 175' 240,406 208,198 188,815 350| 961,625 832,793 755,258
Толщина квадратного и шестигранного железа соответствует диаметру впи-
санного круга.
Вес шестигранного железа составляет 2,5981:^=0,827 (т. е. приблизительно б/в)
веса круглого железа, имеющего диаметр, равный диаметру описанного около
шестигранника круга.
Для сварочной стали (удельный вес = 7,8) приведенные данные для веса
необходимо еще помножить на 7,8:7,85 = 0,99363 = (1—1/157)« Допускаемое отклоне-
ние от размеров н веса см. стр. 1048 и DIN 1612.
1076 Й- Отд. Материаловедение. ПТ. Железо и сталь
Таблица 28. Веса 1 пог, м
(1 лт3 прокатного железа (литая сталь) весит 7850 кг\
Толщина II в мм I Ширина в мм
10 12 14 15 16 18 20 22 24 25 26
I 0,179 0,094 0,110 0,118 0,126 0,141 0,157 0,173 0,188 0,196 0,204
2 0,157 0,188 0,220 0,236 0,251 0,283 0,314 0,345 0,377 0,393 0,408
3 0,236 0,283 0,330 0,353 0,377 0,424 0,471 0,518 0,565 0,589 0,612
4 0,314 0,377 0,440 0,471 0,502 0,о65 0,628 0,691 0,754 0,785 0,816
5 0,393 0,471 0,550 0,589 0,628 0,707 0,785 0,864 0,942 0,981 1,020
6 0,471 0,565 0,659 0,707 0,754 0,848 0,942 1,036 1,130 1,178 1,225
7 0,550 0,659 0,769 0,824 0,879 0,989 1,099 1,209 1,319 •1,374 1,429
8 0,628 0,754 0,879 0,942 1,005 1,130 1,256 1,382 1,507 1,570 1,633
9 0,707 0,848 0,989 1,060 1,130 1,272 1,413 1,554 1,696 1,766 1,837
10 0,785 0,942 1,099 1,178 1,256 1,413 1,570 1,727 1,884 1,963 2,041
11 0,864 1,036 1,209 1,2^5 1,382 1,554 1,727 1,900 2,072 2,159 2 245
12 0,942 1,130 1,319 1,413 1,507 1,696 1,884 2,072 2,261 2,355 2,449
13 1,021 1,225 1,429 1,531 1,633 1,837 2,041 2,245 2,449 2,551 2,653
14 1,099 1,319 1,539 1,649 1,758 1,978 2,198 2,418 2,638 2,748 2,857
15 1,178 1,413 1,649 1,766 1,884 2,120 2,355 2,591 2,826 2,944 3,061
16 1,256* 1,507 1,758 1,884 2,010 2,261 2,512 2,763 3,014 3,140 3,266
17 1,335 1,601 1,868 2,002 2,135 2,402 2.669 2,936 3,203 3,336 3,470
18 1,413 1,696 1,978 2,120 2,261 2,543 2,826 3,109 3,391 3,533 3,674
19 1,492 1,790 2,088 2,257 2,386 2,685 2,983 3,281 3,580 3,729 3,878
20 1,о70 1,884 2,198 2,355, 2,512 2,826 3,140 3,454 3,768 3,925 4,082
21 1,649 1,978 2,308 2,473 2,638 2,967 3,297 3,627 3,956 4,121 4,286
22 1,727 2,072 2,418 2,591 2,763 3,109 3,454 3,799 4,145 4,318 4,490 4,694
23 1,806 2,167 2,528 2,708 2,889 3,250 3,611 3,972 4,333 4,514
24 1,884 2,261 2,638 2,826 3,014 3,391 3,768 4,145 4,522 4,710 4,898
25 1,963 2,355 2,748 2,944 3,140 3,533 3,925 4,318 4,710 4,905 5,103
26 2,041 2,449 2,857 3,062 3,266 3,674 4,082 4,490 4,898 5,103 5,307
27 2,120 2,543 2,967 3,179 3,391 3,815 4,239 4,663 5,087 5,299 5,511
28 2,198 2,638 3,077 3,297 3,517 3,956 4,396 4,836 5,275 5,495 5,715
29 2,277 2,732 3,187 3,415 3,642 4,098 4,553 5,008 5,464 5,691 5,919
30 2,355 2,826 3,297 3,533 3,768 4,239 4,710 5,181 5,652 5,888 6,123
31 2,434 2,920 3,407 3,650 3,894 4,380 4,867 5,354 5,840 6,084 6,327
32 2,512 3,014 3,517 3,768 4,019 4,522 5,024 5,526 6,029 6.28J 6,531
33 2,591 3,109 3,617 3,886 4,145 4,663 5,181 5,699 6,217 6,476 6,735
34 2,669 3,203 3,737 4,004 4,270 4,804 5,338 5,872 6,406 6,673 6,939
35 2,748 3,297 3,847 4,121 4,396 4,946 5,495 6,045 6,594 6,869 7,144
36 2,826 3,391 3,966 4,239 4,522 5,087 5,652 6,217 6,782 7,065 7,348
37 2,905 3,485 4,066 4,357 4,647 5,228 5,809 6,390 6,971 7,261 7,552
38 2,983 3,580 4,176 4,475 4,773 5,369 5,966 6,563 7,159 7,458 7,75С
39 3,062 3,674 4,286 4,592 4,898 5,511 6,123 6,735 7,348 7.654 7,96С 8,164
40 3,140 3,768 4,396 4,710 6,024 5,652 6,280 6,908 7,536 7,850
41 3,219 3,862 4,506 4,828 5,150 5,793 6,437 7,081 7,724 8,046 8,368
42 3,297 3,9о6 4,616 4,946 5,275 5,935 6,594 7,253 7,913 8,243 8,572
43 3,376 4,051 4,726 5,063 5,401 6,076 6,751 7,426 8,101 8,439 8,778
44 3,454 4,145 4,836 5,181 5,526 6,217 6,908 7,599 8,290 8,635 8,98(
45 3,533 4,239 4,946 5,299 5,652 6.359 7,065 7,772 8,478 8,831 9.185
Полосовое железо
1077
полосового железа в кг
см. также третий абзац примечания к стр. 1075)
Ширина в мм « Толщина й в мм Ц
28 30 32 34 35 36 38 40 42 44 45
0,220 0,235 0,251 0,267 0,275 0,283 0,298 0,314 0,330 0,345 0,353 1
0,440 0,471 0,502 0,534 0,550 0,565 0,597 0,628 0,659 0,691 0,707 2
0,659 0,705 0,754 0,801 0,82* 0,848 0,8(,5 0,942 0,989 1,036 1,060 3
0,879 0,942 1,0(5 1,068 1,099 1,130 1,193 1,256 1,319 1,382 1,413 4
1,099 1,177 1,256 1,334 1,374 1,413 1,492 1,570 1,649 1,727 1,766 5
1,319 1,413 1,507 1,601 1,649 1,696 1,790 1,884 1,978 2,072 2,120 6
1,539 1,648 1,758 1,868 1,923 1,978 2,088 2,198 2,308 2,418 2,473 7
1,758 1,884 2,('1О 2,135 2,198 2,261 2,386 2,512 2,638 2,763 2,826 8
1,978 2,119 2,261 2,402 2,473 2,543 2,685 2,826 2,967 3,109 3,179 9
2,198 2,355 2,512 2,669 2,748 2,826 2,983 3,140 3,297 3,454 3,533 10
2,418 2,590 2,763 2,936 3,022 3,109 3,281 3,454 3,627 3,799 3,886 И
2,638 2,826 3,014 3,203 3,297 3,391 3,580 3,768 3,956 4,145 4,239 12
2,857 3,061 3,266 3,470 3,572 3,674 3,878 4,082 4,<86 4,490 4Л92 13
3,077 3,297 3,517 3,737 3,847 3,9,6 4,176 4,396 4,616 4,836 4,946 14
3,297 3,532 3,768 4,003 4,121 4,239 4,474 4,710 4,945 5,181 5,299 15
3,517 3,768 4,019 4,270 4,396 4,522 4,773 5,024 5,275 5,526g . 5,652 16
3,737 4,003 4,270 4,537 4,671 4,804 5,071 5,338 5,605 5,87* 6,005 17
3,956 4,239 4,522 4,804 4,946 5,087 5,369 5,652 5,935 6,217 6,359 18
4,176 4,474 4,773 5,071 5,220 5,369 5,668 5,966 6,264 6,563 6,712 19
4,396 4,710 5,024 5,338 5,495 5,652 5,966 6,280 6,594 6,908 7,065 20
4,616 4,946 5,275 5,605 5,770 5,935 6,264 6,594 6,924 7,253 7,418 21
4,836 5,181 5,5Л5 5,872 6,045 6,217 6,563 6,908 7,253 7,599 7,772 22
5,055 5,417 5,778 6,139 6,319 6,500 6,861 7,222 7,583 7,944 8,125 23
5,275 5,652 6,029 6,406 6,594 6,782 7,159 7,536 7,913 8,290 8,478 24
5,495 5,888 6,280 6,673 6,869 7,065 7,458 7,850 8,243 8,635 8,831 25
5,715 6,123 6,531 6,939 7,144 7,348 7,756 8,164 8,572 8,980 9,185 26
5,936 6,359 6,782 7,206 7,418 7,630 8,054 8,478 8,902 9,326 9,538 27
6,154 6,594 7,034 7,473 7,693 7,913 8,352 8,792 9,232 9,671 9,891 28
6,374 6,830 7,285 7,740 7,968 8,195 8,651 9,106 9,561 10,02 10,24 29
6,594 7,065 7,536 8,007 8,243 8,478 9,949 9,420 9,891 10,36 10,60 30
6,814 7,301 7,787 8,274 8,517 8,761 9,247 9,734 10,22 10,71 10,95 31
7,034 7,536 8,038 8,541 8,792 9,043 9,546 10,05 10,55 11,05 11,30 32
7,253 7,772 8,290 8,808 9,067 9,326 9,844 10,36 10,88 11,40 11,66 33
7,473 8,007 8,541 9,075 9,342 ’ 9,608 10,14 10,68 11,21 11,74 12,01 34
7,693 8,213 8,792 9,342 9,616 9,891 10,44 10,99 11,54 12,09 12,36 35
7,913 8,478 9,043 9,608 9,891 10,17 10,74 11,30 11,87 12,43 12,72 36
8,133 8,714 9,294 9,875 10,17 10,46 11,04 11,62 12,20 12,78 13,07 37
8,352 8,949 9,546 10,14 10,44 10,74 11,34 11,93 12,53 13,13 13,42 38
8,Ь72 9,185 9,797 10,41 10,72 11,02 11,63 12,25 12,86 13,47 13,78 39
8,792 9,420 10,05 10,68 10,99 11,30 11,93 . 12,56 13,19 13,82 14,13 40
9,012 9,656 10,30 10,94 11,26 11,59 12,23 12,87 13,52 14,16 14,48 41
9,232 9,891 10,55 11,21 11,54 11,87 12,53 13,19 13,85 14,51 14,84 42
9,451 10,13 10,80 11,48 11,81 12,15 12,83 13,50 14,18 14,85 15,19 43
9,671 10,36 11,05 11,74 12,09 12,43 13,13 13,82 14,51 15,20 15,54 44
9,891 10,60 11,30 12,01 12,36 12,72 13,42 14,13 14.84 15,54 15,90 45
1078 Т. И. Отд. 5. Материаловедение. III. Железо и стал!»
Таблица 28. Веса 1 /гэг. м
(1 м прокатного железа, (л и т а я сталь) весит 7850 кг\
Толщина Н в мм I « Ширинав мм
46 48 50 52 54 55 J 1 56 58 1 60 62 64
1 0,361 0,377 0,392 0,408 0,424 0,432 0,440 0,455 0,471 0,487 0,502
2 0,722 0,754 0,785 0,816 0,848 0,864 0,879 0,911 0,942 0,973 1,005
3 1,083 1,130 1,177 1,225 1,272 1,295 1,319 1,366 1,413 1,460 1,507
4 1,444 1,507 1,570 1,633 1,696 1,727 1,758 1,821 1,884 1,947 2,010
5 1,805 1,884 1,962 2,041 2,119 2,159 2,198 2,276 2,355 2,433 2,512
6 2,167 2,261 2,355 2,449 2,543 2,591 2,638 2,732 2,826 2,920 3,014
7 2,528 2,638 2,747 2,857 2,967 3,022 3,077 3,187 3,297 3,407 3,517
8 2,889 3,014 3,140 3,266 3,391 3,454 3,517 3,642 3,768 3,894 4,019
9 3,250 3,391 3,532 3,674 3,815 3,886 3,956 4,098 4,239 4,380 4,522
10 3,610 3,768 3,925 4,082 4,239 4,318 4,396 4,553 4,710 4,867 5,024
И 3,972 4,145 4,317 4,490 4,463 4,749 4,836 5,008 5,181 5,354 5,526
12 4,333 4,522 4,710 4,898 5,087 5,181 5,275 5,464 5,652 5,840 6,029
13 4,694 4,898 5,102 5,307 5,511 5,613 5,715 5,919 6,123 6,327 6,531
14 5,055 5,275 5,495 5,715 5,935 6,045 6,154 6,374 6,594 6,814 7,034
15 5,416 5,652 5,887 6,123 6,358 6,476 6,594 6,829 7,065 7,300 7,536
16 5,778 6,029 6,280 6,531 6,782 6,908 7,034 7,285 7,536 7,787 8,038
17 6,139 *,406 6,672 6,939 7,206 7,340 7,473 7,740 8,007 8,274 8,541
18 6,500 6,782 7,065 7,348 7,630 7,772 7.913 8,195 8,478 8,761 9,043
19 6,861 7,159 7,457 7,850 7,756 8,054 8,203 8^352 8,651 8,949 9,247 9,546
20 7,222 7,536 8,164 8,478 8,635 8,792 9,106 9,420 9,734 10,05
21 7,583 7,913 8,243 8,572 8,902 9,067 9,232 9,.561 9,891 10,221 10,55
22 7,944 8,290 8,635 8,980 9,326 9,499 9,671 10,017 10,36 10,707 11,053
23 8,305 8,666 9,028 9,389 9,750 9,930 10,111 10,472 10,83 11,194 11,56
24 8,666 9,043 9,420 9,797 10,174 10,36 10,55 10,927 11,30 11,681 12,058
25 9,028 9,^20 9,813 10,21 10,598 10,79 10,99 11,383 11,78 12,168 12,56
26 9,389 9,797 10,21 10,613 11,021 11,23 11,43 11,838 12,25 12,654 13,062
27 9,750 10,17 10,60 11,021 11,445 11,66 11,87 12,293 12,72 13,141 13,565
28 10,11 10,55 10,99 11,43 11,869 12,09 12,31 12,748 13,19 13,628 14,067
29 10,47 10,93 11,38 11,84 12,293 12,52 12,75 13,204 13,66 14,114 14,57
ЗЭ 10,83 11,30 11,78 12,25 12,717 12,95 13,188 13,659 14,13 14,601 15,072
31 11,19 11,68 12,17 12,654 13,141 13,38 13,63 14,114 14,60 15,088 15,574
32 11,56 . 12,06 12,56 13,062 13,565 13,82 14, 67 14,570 15,07 15,574 16,077
33 11,92 12,43 12,95 13,471 13,989 14,25 14,507 15,025 15,54 16,061 16,579
34 12,28 12,81 13,35 13,88 14,413 14,68 14,95 15,48 16,01 16,548 17,082
35 12,64 13,19 13,74 14,287 14,84 15,11 15,386 15,936 16,49 17,035 17,584
36 13,00 13,56 14,13 14,695 15,26 15,54 15,826 16,391 16,96 17,521 18,086
37 13,36 13,94 14,52 15,103 15,684 15,97 16,265 16,846 17,43 18,008 18,589
38 13,72 14,32 14,92 15,512 16,11 16,41 16,7J5 17,301 17,90 18,495 19,091
39 14,08 14,70 15,31 15,92 16,532 16,81 17,144 17,757 18,37 18,981 19,594
40 14,44 15,07 15,70 16,33 , 16,956 17,27 17,584 18,212 18,84 19,468 20,096
41 14,81 15,45 16,09 16,74 17,38 17,70 18,024 18,667 19,31 19,955 20,598
42 15,17 15,83 16,49 17,144 17,804 18,13 18,463 19,123 19,78 20,441 21,101
43 15,53 16,20 16,88 17,553 18,23 18,57 18,90и 19,578 20,25 20,9^8 22,603
44 15,89 16,58 17,27 17,931 18,652 19,00 19,312 20,033 20,72 21,415 22,106
45 16,25 16,96 17,66 18,369 19,076 19,43 19,782 20,489 21,20 21,902 22,608
Полосовое железо
1079
ПОЛОСОВОГО железа В кг (Продолжение)
см. также третий абзац примечания к стр. 1075)
Ширина в мм g
65 70 75 •60 85 90 j 95 100 ПО । 120 130 Толщ] в мм
0,510 0,549 0,589 0,628 0,667 0,707 0,746 0,785 0,864 0,942 1,021 1
1,021 1,099 1,177 1,256 1,335 1,413 1,492 1,570 1,727 1,884 2,041 2
1,531 1,648 1,766 1,884 2,002 2,120 2,237 2,355 2,591 2,826 3,С6> 3
2,041 2,198 2,355 2,512 2,669 2,826 2,983 3,140 3,454 3,768 4,082 4
2,551 2,747 2,944 3,140 3,336 3,532 3,729 3,925 4,317 4,710 5,103 5
3,062 3,297 3,632 3,768 4,003 4,239 4,474 4,710 5,181 5,652 6,123 6
3,572 3,846 4,121 4,396 4,671 4,946 5,220 5,495 6,044 6,594 7,144 7
4,С8£ 4,396 4,7И 5,024 5,338 5,652 5,966 6,280 6,908 7,536 8,164 8
4,592 4,945 5,299 5,652 6,005 6,358 6,712 7,065 7,771 8,478 9,185 9
5,103 5,495 5,887 6,280 6,672 7,065 7,457 7,850 8,635 9,420 10,21 10
5,613 6,044 6,476 6,908 7,340 7,771 8,203 8,635 9,498 10,36 11,23 11
6,123 6,594 7,065 7,536 8,007 8,478 8,949 9,420 10,36 11,30 12,25 12
6,633 7,143 7,654 8,164 8,674 9,184 9,695 10,20 11,23 12,25 13,27 13
7,144 7,693 8,242 8,792 9,341 9,891 10,44 10,99 12,09 13,19 14,2Э 14
7,654 8,242 8,831 9,420 10,01 10,60 11,19 11,77 12,95 14,13 15,31 15
8,164 8,792 9,420 10,05 10,68 11,30 11,93 12,56 13,82 15,07* 16,33 16
8,674 9,341 10,01 10,68 11,34 12,01 12,68 13,35 14,68 16,01 17,35 17
9,185 9,891 10,60 11,30 12,01 12,72 13,42 14,13 15,54 16,96 18,37 18
9,695 10,44 11,19 11,93 12,68 13,42 14,17 14,92 16,41 17,90 19,39 19
10,21 10,99 11,78 12,56 13,35 14,13 14,92 15,70 17,27 18,84 20,41 20
10,72 11,54 12,35 13,19 14,01 14,84 15,66 16,49 18,13 19,78 21,43 21
11,23 12,09 12,95 13,82 14,68 15,54 16,41 17,27 19,00 20,72 22,45 22
11,74 12,64 13,54 14,44 15,35 16,25 17,15 18,06 19,86 21,67 23,47 23
12,25 13,19 14,13 15,07 16,01 16,96 17,90 18,84 20,72 22,61 24,49 24
12,76 13,74 14,72 15,70 16,68 17,66 18,64 19,63 21,59 23,55 25,51 25
1 13,27 14,29 15,31 16,33 17,35 18,37 19,39 20,41 22,45 24,49 26,53 26
13,78 14,84 15,90 16,96 18,02 19,08 20,14 21,20 23,31 25,43 27,55 27
14,29 15,39 16,49 17,58 18,68 19,78 20,88 21,98 24,18 26,38 28,57 28
14,80 15,94 17,07 18,21 19,35 20,49 21,63 22,77 25,04 27,32 29,59 29
15,31 16,49 17,66 18,84 20,02 21,20 22,37 23,55 25,91 28,26 30,62 30
15,82 17,04 18,25 19,47 20,68 21,90 23,12 24,34 26,77 29,20 31,64 31
16,33 17,58 18,84 20,10 21,35 22,61 23,86 25,12 27,63 30,14 32,66 32
16,84 18,13 19,43 20,72 22,02 23,31 24,61 25,91 28,50 31,09 33,68 33
17,35 18,68 20,02 21,35 22,69 24,02 25,36 26,69 29,36 32,03 34,70 34
17,86 19,23 20,61 21,98 23,35 24,73 26,10 27,48 30,22 32,97 35,72 35
18,37 19,78 21,20 22,61 24,02 25,43 26,85 28,26 31,09 33,91 36,74 36
18,88 20,33 21,78 23,24 24,69 26,14 27,59 29,05 31,95 34,85 37,76 37
19,39 20,88 22,37 23,86 25,36 26,85 28,34 29,83 32,81 35,80 38,78 38
19,90 21,43 22,96 24,49 26,02 27,55 29,08 30,62 33,68 36,74 39,80 39
20,41 21,98 23,55 25,12 26,69 28,26 29,83 ' 31,40 34,54 37,68 40,82 40
20,92 22,53 24,14 25,75 27,36 28,97 30,58 32,19 35,40 38,62 41,84 41
21,43 23,08 24,73 26,38 28,02 29,67 31,32 32,97 36,27 39,56 42,86 42
21,94 23,63 25,32 27,00 28,69 30,38 32,07 33,76 37,13 40,51 43,88 43
22,45 24,18 25,91 27,63 29,36 31,09 32,81 34,51 37,99 41,45 44,90 44
22,96 24,73 26,49 28,26 30,03 31,79 33,56 35,33 38,86 42,39 45,92 45
1080 Т. п* ОтД- Материаловедение. III. Железо и сталь
Таблица 28. Веса 1 пог. м полосового железа в кг
(Продолжение)
(1 Л£3 прокатного .железа (литая сталь) весит 7800 кг\
см. также третий абзац примечания к стр. 1075)
св X X Ш и Р и н а в мм св X X
-
140 150 160 170 180 190 200 210 220 230
1 1,099 1,178 1,256 1,335 1,413 1,492 1,570 1,649 1,727 1,806 1
2 2,1Q8 2,355 2,512 2,669 2,826 2,983 3,140 3,297 3,454 3,611 2
3 3,297 3,533 3,768 4,004 4,239 4,475 4,710 4,946 5,181 5,417 3
4 4,396 4,710 5,024 5,338 5,652 5,966 6,280 6,594 6,980 7,222 4
5 5,495 5,887 6,280 6,673 7,065 7,458 7,850 8,243 8,635 9,028 5
6 6,594 7,065 7,536 8,007 8,478 8,949 9,4.0 9,891 10,362 10,83 6
7 7,693 8,242 8,792 9,342 9,891 10,44 10,99 11,54 12,v89 12,64 7
8 8,792 9,420 10,05 10,68 11,30 11,93 12,56 13,19 13,816 14,44 8
9 9,891 10,60 11,30 12,01 12,72 13,42 14,13 14,84 15,543 16,25 9
10 10,99 11,77 12,56 13,35 14,13 14,92 15,70 16,49 17,270 18,06 10
11 12,09 12,95 13,82 14,68 15,54 16,41 17,27 18,13 18,997 19,86 И
12 13,19 14,13 15,07 16,01 16,96 17,90 18,84 19,78 20,724 21,67 12
13 14,29 15,31 16,33 17,35 18,37 19,39 20,41 21,43 22,451 23,47 13
14 15,39 16,48 17,58 18,68 19,78 20,88 21,98 23,55 23,08 24,178 25,28 14
15 16,49 17,66 18,84 20,02 21,20 22,37 24,73 25,905 27,08 15
16 17,58 «8,84 20,10 21,35 22,61 23,86 25,12 26,38 27,632 28,89 16
17 18,68 20,02 21,35 22,69 24,02 25,36 26,69 28,02 29,359 30,69 17
18 19,78 21,20 22,61 24,02 25,43 26,85 28,26 29,67 31,' <86 32,50 18
19 20,88 22,37 23,86 25,36 26,85 28,34 29,83 31,32 32,813 34,30 19
20 21,98 23,55 25,12 26,69 28,26 29,83 31,40 32,97 34,54 36,11 20
21 23,08 24,73 26,38 28,02 29,67 31,32 32,97 34,62 36,27 37,92 21
22 24,18 25,91 27,63 29,36 31,09 32,81 34,54 36,27 37,994 39,72 22
23 2э,28 27,08 28,89 30,69 32,50 34,31 36,11 37,92 39,721 41,53 23
24 26,38 28,26 30,14 32,03 33,91 35,80 37,68 39,56 41, -5 43,33 24
25 27,48 29,44 31,40 33,36 35,33 37,29 39,25 41,21 43,18 45,14 25
26 28,57 30,61 32,66 34,70 36,74 38,78 40,28 42,86 44,902 46,94 26
27 29,67 31,79 33,91 36,03 38,15 40,27 42,39 44,51 46,63 48,75 27
28 39,77 32,97 35,17 37,37 39,56 41,76 43,96 46,16 48,36 50,55 28
29 31,87 34,15 36,42 38,70 40,98 43,25 45,53 47,81 50,083 52,36 29
30 32,97 35,33 37,68 40,04 42,39 44,75 47,10 49,46 51,81 54,17 30
31 34,07 36,50 38,94 41,37 43,80 46,24 48,67 51,10 53,54 55,97 31
32 35,17 37,68 40,19 42,70 45,22 47,73 50,24 52,75 55,264 57,78 32
33 36,27 38,86 41,45 44,04 46,63 49,22 51,81 54,40 56,991 59,58 33
34 37,37 40,04 42,70 45,37 48,04 59,71 53,48 56,05 58,72 61,39 34
35 38,47 41,21 43,96 46,71 49,46 52,20 54,95 57,70 60,45 63,19 35
36 39,56 42,39 45,22 48,04 50,87 53,69 56,52 59,35 62,172 64,99 36
37 40,66 43,57 46,47 49,38 52,28 55,19 58,09 60,99 63,899 66,80 37
38 41,76 44,75 47,73 50,71 53,69 56,68 59,66 62,64 65,63 68,61 38
39 42,86 45,92 48,98 52,05 55,11 58,17 61,23 64,29 67,353 70,41 39
40 43,96 47,10 50,24 53,38 56,52 59,66 62,80 65,94 69,08 72,22 40
41 45,06 48,28 61,50 54,72 57,93 61,15 64,37 67,59 70,81 74,03 41
42 46,16 49,46 52,75 56,05 59,35 62,64 65,94 69,24 72,534 75,83 42
43 47,26 50,63 54,01 57,38 60,76 64,14 67,51 70,89 74,261 77,64 43
44 48,36 51,81 55,26 58,72 62,17 65,63 69,08 72,БЗ 75,99 79,44 44
45 49,46 52,99 56,52 60,05 63,59 67,12 70,65 74,18 77,72 81,25 45
Обжатая болванка и заготовка
1081
В СССР имеются следующие нормы для черных прокатных
металлов разных профилей.
Болванка обжатая со стороной от 140 до 350 мм ОСТ 1642
1. Радиус закругления г = 0,12 а.
2. Допускаемые отклонения: по сто-
роне ± 3°/0; по длине 4- 100 мм.
3. Минимальная длина болванки 1 л.
4. Величина вогнутости сторон бол-
ванки не нормируется.
5. Допускаются следы насечек от
валков глубиной не более 3 мм.
6. Болванки со стороной 250 мм
включительно изготовляются с обрез-
кой концов.
7. Пример обозначения обжатой бол-
ванки при а -- 200 мм'.
Болванка обжатая 200 ОСТ 1612
а мм Г мм Площадь по- перечного се- чения (прибли- зительно) мм'1 Вес (теорети- ческий) 1 пог. м в кг
140 15 19300 151,5
150 18 22100 173,4
160 18 25200 197,8
170 20 285Q0 223,7
180 20 31600 248,0
190 24 35300 277,0
200 24 39200 307,7
225 30 49200 386,0
250 30 61100 479,6
275 30 74000 581,0
300 40 88000 69j,8
350 • 40 120С00 942,0
Заготовка ОСТ 1643
1. Радиус закругления г = 0,15 а.
2. Допускаемые отклонения по сто-
роне:
при а от 50 до 65 мм . ± 2 мм
„ „ » 70 мм и выше . . ± 3°/0
по длине................+ 100 мм
3. Длина в м:
Для заготовок Нормаль- Минималь-
со стороной ная ная
от 50 до 95 мм 4-6 4
я 100 , 130 я 3-5 1
4. Пример обозначения заготовки
при а = 90 мм'.
Заготовка 90 ОСТ 1643
а мм Г мм Площадь по- перечного се- чения мм* Вес 1 пог. м (теоретиче- ский) в кг
50 8 2452 19,2
55 8 2967 23,3
60 10 3530 27,7
65 10 41-13 32,5
70 10 4805 37,7
75 12 5516 43,3
80 12 6276 49,3
85 12 7085 55,6
90 12 7944 62,4
95 15 8851 69,5
100 15 9807 77,0
105 15 10812 84,9
ПО 15 11866 93,2
115 18 12970 101,8
120 18 14122 110,9
125 18 15323 120,3
130 18 16598 130,3
1082
Т. II. Отд. 5. Материаловедение. III. Железо и сталь
Сталь круглая ОСТ 8
.(Редакция 1933 г.) Сортамент
Пример обозначения стали круглой при d = 25 мм:
Сгг.алз круглая 25 ОСТ 8
Диаметр в мм Площадь по- перечного се- чения в мм3 Теоретический вес 1 пог. м в кг
9,5 71 0,56
10 79 0,62
11 95 0,75
12 ИЗ 0,89
13 133 1,04
14 154 1,21
15 177 1,39
16 201 1,58
17 227 1,78
18 254 2,00
19 284 2,23
20 314 2,47
21 346 2,72
22 380 2,98
23 415 3,26
24 452 3,55
:5 491 3,85
26 531 4,17
27 573 4,49
28 616 4,83
30 707 5,55
32 804 6,31
33 855 6,71
34 908 7,13
Диаметр в мм Площадь по- перечного се- чения в мм3 Теоретический вес 1 пог. м в кг
36 1018 7,99
38 1134 8,90
39 1195 9,38
40 1257 9,87
42 1385 10,88
45 1590 12,49
48 1810 14,21
50 1964 15,41
52 2124 16,67
55 2376 18,65
58 2642 20,74
60 2827 22,20
65 3318 26,05
70 3848 30,21
75 4418 34,68
80 5027 39,46
85 5675 44,55
90 6362 49,94
95 7088 55,64
100 7854 61,65
110 9503 74,60
120 11310 88,78
130 13273 104,20
140 15394 120,84
150 17672 138,72
При исчислении теоретического веса 1 пог. м. принят уд. в. 7,85 кг)дм3.
Нормальная длина прутков круглой стали — от 4 до 6 м. При заказах
могут оговариваться строго определенные длины, но не более следующих:
При диам. от 9,5 мм до 32 мм...........12 м
. » „ 33 „ . 50 „............. 9 я
в 52 „ „ 75 ............ 8 .
.........80 в в ПО в...............7 „
* п «120 „ „ 150 ............5,5 в
Примечание. По соглашению сторон наибольшие длины могут
быть увеличены:
для стали диам. от 9.5 до 40 мм................до 18 м
. » - » 80 в 100 в ...................7,5 .
Допускаются следующие отклонения по диаметру:
Круглое железо и проволока
1083
Диаметры мм Обычная точность Повышенная точность
Допускаемые отклонения мм Овальность не более мм Допускаемые отклонения Овальность не более
до 25 св. 25 „ 40 я 40 „ 60 „ 6J „ so „ 80 „ 100 „ 100 „ 123 „ 120 „ 150 ±0,5 ± 0,75 * ± 1 4-1 —1,25 4-1,25- 1,5 4-1,5 —2,0 4- 1,75 — 2,25 0,5 0,75 1 1,25 1,5 2,0 2,25 ± 0,3 мм ±0,4 мм ± 1°/о 0,3 мм 0,4 мм Wo
Примечание. 1. Под величиной овальности подразумевается раз-
ность между наибольшим и наименьшим диаметрами в одном сечении.
2. При сговоренности в заказе допускаемые отклонения, могут быть для
следующих диаметров изменены для возможности нанесения дюймо-
вой резьбы:
для диам. 25 мм
,» » 28 ,,
я » 5э „
4-0,4 мм — 0,2 мм
4-0,5 я -0,1 „
4-0,8 „ -0,2 „
Допускаемые отклонения для оговоренной в заказе
дли н ы:
при длине до 4 м включит...............4-50 мм
„ „ свыше 4 м.....................4-100 „
Проволока железная круглая катаная ОСТ 2577
Сортамент
Настоящий стандарт распространяется на горячекатаное
круглое железо (проволоку) диам. 5—9 мм, поставляемую в кругах.
Пример обозначения проволоки железной круглой катаной диам. 7,5 мм:
Катанка 7.5 ОСТ 2577
1. Вес одного круга должен быть не ме-
нее 40 кг.
2. Допускаемые отклонения для диаметра
проволоки:
для проволоки обычной точности
прокатки.......................±0,5 мм
для проводрки повышенной точ-
ности прокатки................ ±0,3 мм
3. Разность наибольшего и наименьшего
диаметров в одном сечении не должна быть
больше:
для проволоки обычной точности
прокатки...................... 0,5 мм
для проволоки повышенной точ-
ности прокатки................ 0,3 мм
Диаметр d в мм Площадь попереч- ного сече- ния в мм9 Теоретиче- ский вес 1 пог. м в кг
5,0 19,63 0,1541
5,5 23,76 0,1865
6,0 28,27 0,222
6,5 33,18 0,260
7,0 38,48 0,302
7,5 44,18 0,347
8,0 50,27 0,395
9,0 63,62 0,499
1084 т. п. Отд. 5. Материаловедение. III. Железо и сталь
Проволока (стальная) обыкновенная ОСТ 529
Сортамент
d в мм Допускаемые отклонения в мм Теоретический вес 1000 пог. м, в кг d в мм Допускаемые отклонения в м м Теоретический вес 1000 пог.м в кг
0,16 ± 0,01 . 0,16 1,2 ± 0,06 8,88
0,18 ± 0,01 0,20 1,4 ± 0,06 12,10
0,20 ± 0,01 0,25 1,6 ± 0,06 15,80
0,22 ± 0,01 0,30 1,8 ± 0,06 20,00
0,24 ± 0,01 0,36 2,0 т 0,08 24,70
0,26 ± 0,01 0,42 2,3 ± 0,08 32,60
0,28 ± 0,01 0,48 2,6 ± 0,08 41,70
0,31 ± 0,015 0,59 3,0 ± 0,08 55,50
0,34 ± 0,015 0,71 3,5 ± 0,10 75,50
0,37 ± 0,015 0,84 4,0 ± 0,10 98,60
0,40 ± 0,025 . 0,99 4,5 Т 0,10 125,00
0,45 ± 0,025 1,25 5,0 ± 0,12 154,00
0,50 ± 0,025 1,54 5,5 ± 0,12 186,00
0,55 ± 0,025 1,86 6,0 ± 0,12 222,00
0,60 ± 0,025 2,22 6,5 ± 0,12 260,00
0,65 ± 0,025 2,60 7,0 ± 0,12 302,00
0,70 ± 0,04 3,02 7,5 ± 0,12 347,00
0,80 ± 0,04 3,95 8,0 ± 0,15 395,00
0,90 ± 0,04 4,99 9,0 ± 0,15 499,00
1,00 ± 0,06 6,17 10,0 ± 0,15 617,00
1. Настоящий стандарт распространяется на торговую стальную проволоку^
изгсиовляемую заводами без определенного целевого назначения и обращающуюся
на рынке под названием „железная проволока".
2. На проволоку стальную определенного назначения, как-то: проволока
канатная, пружинная и др., стандарты последуют.
3. Сортамент относится как к светлотянутой проволоке, так и к проволоке
отожженной, оцинкованной, луженой или с иным покровным слоем. Указанные
в таблице допуски по диаметрам относятся к проволоке без покровного поверх-
ностного слоя.
4. Пример обозначения проволоки стальной обыкновенной диам. 1,2 мм\
Проволока 1,2 мм ОСТ 529
Сталь квадратная ОСТ 9 (Редакция 1933 г.)
Сортамент
Пример обозначения стали квадратной при размере стороны квадрата 25 мм*.
Сталь квадратная 25 ОСТ 9
Размеры сто-
рон квадрата
а
в м м
Площадь
поперечного
сечения
в мм
Теоретический
вес 1 пог. м
в кг
1. Нормальная длина поставляемого материала от 4 до 6 м,
2. При заказах могут оговариваться строго определенные длины, но
не более следующих:
при размере стороны квадрата от 10 до 30 мм . . . 9 м
я я п п' » 32 „ 60 , . . .7 п
я я я я „ 65 „ 100 „ . . .6 .
3. Допускаемые отклонения:
а) для размера стороны квадрата
обычная повышенная
точность точность
прокатки ! прокатки
до 25 мм ± 0,5 мм W ± 0,3 мм
св. 25 „ 40 ± 0,75 „ ±04 п
. 40 , 60 . ± 1,0 и
w 60 я 80 п ....... • -4-1,0 — 1,25 мм У ± 1%
> 80 „ 100 я -(- 1,25- 1,50 „
б) для оговоренной в заказе длины:
при длине до 4 ...............+ 50 мм
„ „ свыше 4 .............4-100 „
&4. При исчислении теоретического веса 1 пог. м принят удельный вес
10 100 0,79
11 121 0,95
12 144 1,13
14 196 1,54
15 225 1,77
16 256 2,01
18 324 2,54
20 400 3,14
22 484 3,80
25 625 4,91
28 784 6,15
30 900 7,07
32 1024 8,04
35 1225 9,62
38 1444 11,34
40 1600 12,56
45 2025 15,90
50 2500 19,63
55 3025 23,75
60 3600 28,26
65 4225 33,17
70 4900 38,47
75 5625 44,16
80 6400 50,24
90 8100 63,58
100 10000 78,50
Сталь квадратная 1085
1036
Т. II. Отд. 5. Материаловедение. III. Железо и сталь
Сталь поло
Сорта
Определение. Полосовой сталью называется сталь прямоугольного сечения
не более 1 : 2 J)
Т о л щ и
Шири-
4 5 6 7 8 10 12 14
на в мм
Теоретический вес
12 0,377 0,471 0,565
14 0,440 0,550 0,659 0,769
16 0,502 0.628 0,754 0,879 1,005
18 0,565 0,707 0,848 0,989 1,Ь0
20 0,628 0,785 0,942 1,099 1,256 1,570
22 0,691 0,864 1,036 1,209 1,382 1,727 2,072
25 0,785 0,981 1,178 1,374 1,570 1,963 2,355 2,748
30 0,942 1,177 1,413 1,648 1,884 2,355 2,826 3,297
35 1,099 1,374 1,649 1,923 2,198 2,748 3,297 3,847
40 1,255 1,570 1,884 2,198 2,512 3,140 3,768 4,396
45 1,413 1,766 • 2,120 2,473 2,826 3,533 4,239 4,946
50 1,570 1,962 2,355 2,748 3,140 3,925 4,710 5,495
55 1,727 2,159 2,591 3,022 3,454 4,318 5,181 6,045
60 1,884 2,355 2.826 3,297 3,768 4,710 5,652 6,594
65 2,041 2,551 2ТГ47 3,062 3,572 4,082 5,103 6,123 7,144
70 2,198 3,297 3,847 4,396 5,495 6,594 7,693
75 2,355 2,944 3,532 4,121 4,710 5,887 7,065 8,242
80 2,512 3,140 3,768 4,396 5,024 6,280 7,536 8,792
90 2,826 3,532 4,239 4,946 5,652 7,065 8,478 9.891
100 3,140 3,925 4,710 5,495 6,280 7,850 9,420 10,990
ПО 3,454 4,317 5,181 6,045 6,908 8,635 10,362 12,089
120 3,768 4,710 5,652 6,594 7,536 9,420 11,304 13,188
130 4,082 5,103 6,123 7,144 8,164 10,205 12,246 14,287
140 4.396 5,495 6,594 7,693 8,792 10,990 13,188 15,386
150 4,710 5,887 7,065 8,243 9,420 11,775 14,130 16,485
160 5,024 6,280 7,536 8,792 10,048 12,560 15,072 17,584
180 5,652 7,С65 8,478 9,891 11,304 14,130 16,956 19,781
200 6,280 7,850 9,420 10,990 12,560 15,700 18,840 21,980
В стандартный сортамент входят лишь те размеры, вес коюрых указан в таблице.
Д О
а) В ширине полос: 1) для ширины до 50 мм включит. ± 1 мм\ 2) для ширины свы
б) В толщине полос: 1) для толщины до 16 мм включит. ± 0,5 мм\ 2) для толщины свы
в) В длине полос: 1) с нефрезерованными концами при длине до 4 м включ. + 50 мм\
концами 4- Ю
1) В виде исключения к полосовой стали причисляется сталь шириной в 100 и ПОлслг
Сталь полосовая
1087
совая ОСТ 13 (Редакция 1933 г.)
мент
с острыми краями, шириной от 12 до 2С0 мм и с отношением толщины к ширине
на в мм
16 18 20 22 25 30 35 40 50 60
1 пог. м в кг
3,140
3,768
4,396
5,024
5,652
6,280
6,908
7,536
8,164
8,792
9,420
10,048
11,304
12,560
13,816
15,072
16,328
17,584
18,840
20,096
22,608
25,120
4,946
5,652
6,359
7,065
7,772
8,478
9,185
9,891
10,598
11,304
12,717
14,130
15,543
16,956
18,369
19,782
21,195
22,608
25,434
28,260
6,280
7,065
7,850
8,635
9,420
10,205
10,990
11,775
12,560
14,130
15,700
17,270
18,840
20,410
21,980
23,550
25,120
28,260
31,4С0
6,908
7,772
8,635
9,499
10,362
11,226
12,089
12,953
13,816
15,543
17,270
18,997
20,724
22,451
24,178
25,905
27,632
31,086
34,540
7,850
8,830
9,813
10,794
11.775
12,756
13,738
14,719
15,700
17,662
19,625
21,588
23,550
25,583
27,475
29,438
31,400
35,325
39,250
11,775
12,953
14,130
15,308
16,485
17,663
18,840
21,195
23,550
25,905
28,260
30,615
32,970
35,325
37,680
42,390
47,100
13,738
15,111
16,485
17,859
19,233
20,606
21,980
24,728
27,475
30,223
32,970
35,718
38,465
41,213
43,960
49,455
54,950
21,980
23,550
25,120
28,260
31,400
34,540
37,680
40,820
43,960
47,100
50,240
56,520
62,800
31,400
35,325
39,250
43,175
47,100
51,025
54,950
58,875
47,100
51,810
пуски
ше 50 мм ± 2<Н0.
ше 16 мм + — 4°'о.
2) с нефрезерованными концами при длине свыше 4 м 100 мм‘, 3) с фрезерованными
и толщиной в 60 мм.
1088 T. TI. Отд. 5. Материаловедение. HI. Железо и сталь
Железо обручное ОСТ 12
Сортамент
Определение. Обручным железом называется железо прямоугольного
сечения с острыми краями, толщиной не выше 3,5 мм, сматывамое в мотки.
№ метр, калибра 35 30 25 22 19 17 15 13 11 9
Ширина в мм Толщина в мм
3,5 6,0 2,5 2,2 1,9 1,7 1,5 1,3 1.1 0,9
Теоретический вес 1 пог, м
в кг
12 0,330 0,283 0,236 0,207 0,179 0,160 0,141 0,123 0,104 0,085
16 0,440 0,377 0,314 0,276 0,239 0,214 0,188 0,163 0,138 0,113
20 0,550 0,471 0,393 0,315 0,298 0,267 0,236 0,204 0,173 0,141
22 0,604 0,518 0,432 0,380 0,328 0,294 0,259 0,225 0,190 0,155
25 0,687 0,589 0,491* 0,432 0,373 0,о34 0,294 0,255 0,216 0,177
30 0,824 0,707 0,589 0,518 0,447 0,400 0,353 0,306 0,259 0,212
35 0,962 0,824 0,687 0,604 0,522 0,467 0,412 0,357 0,302 0,247
40 1,099 0,942 0,785 0,691 0,597 0,534 0,471 0,408 0,345 —-
45 1,236 1,060 0,883 0,777 0,671 0,601 0,530 0,459 0,389 —
50 1,374 1,178 0,981 0,864 0,746 0,667 0,589 0,510 0,432 —-
55 1,511 1,235 1,080 0,950 0,820 0,731 0,648 0,561 0,475
60 1,649 . 1,413 1,178 1,036 0,895 0,801 0,707 0,612 0,518
65 1,786 1,531 1,276 1,123 0,970 0,867 0,766 0,663 0,561 —
70 1,923 1,649 1,374 1,209 1,044 0,934 0,824 0,714 0,604 —
75 2,061 1,766 1,472 1,295 1,119 1,001 0,883 —
80 ’ 2,198 1,884 1,570 1,382 1,193 1,068 0,942 —• —. —
90 2,473 2,120 1,766 1,554 1,342 1,201 1,060 —
100 2,748 2,355 1,963 1,727 1,492 1,335 1,178 — — —
В стандартный сортамент входят лишь те размеры, вес которых указан
в таблице.
Допуски
а) В ширине:
1) для ширины до 30 мм включительно ± 1 мм
2) „ , свыше 30 мм ± 3%
б) В толщине менее разницы между данным и ближайшим большим или
меньшим размерами.
Шинное и широкополосное железо
1089
Железо шинное. ОСТ 11 (Редакция 1931 г.)
Допуски: по ширине ±3
по толщине ± 0,5
*) Железо шинное шириной 45 и толщиной 12 мм по возможности не применять.
Обозначение шинного железа при а = 50, b = 5:
Шинное железо 50 X 5 ОСТ 11.
Сталь широкополосная (универсальная), ОСТ 18
Сортамент
Определение. Широкополосной (универсальной) сталью называется
сталь прямоугольного сечения, шириной не ниже 2и0 мм, прокатываемая на
универсальном стане.
мм мм
Толщина
Ширина через
каждые 10 мм
Толщина
Ширина через
каждые 10 мм
4
5
6
7
8
10
12
14
200—380
2(0-380
203-400
200—6 0
200—780
2 л —780
SCO 780
200—780
16
18
20
22
25
28
30
32
36
200—78Э
200 - 780
200-780
2U0—780
2ио—780
200-780
20?—780
20Э-780
200—450
Допуски
а) В ширине:
1) для полос шириной до 400 мм включит.
2) „ „ „ ог 410 до 78J мм
С) В толщине:
1 2,5 мм
± 3,0 „
1) для полос толщиной до 25 мм включит. —0,5 мм и + 1,0 мм
2) „ w о свыше 25 мм — 0,75 „ и +1,5 п
ь) В длине:
1) для полос толщиной до 12 мм включит. ± 10 мм
2) я я „ от 13 до 25 мм включит. ± 15 „
3) „ „ свыше 25 мм ± 20 „
69 Зак. 254. — Htltte, Справочник для инженеров, т. II.
1090
Т. II. Отд. 5. Материаловедение. III. Железо и сталь
Сталь прокатная. Угольники равнобокие. ОСТ 14
(Редакция 1932 г.)
Угловая равнобокая сталь
I № профилей Вес 1 пог. м в кг Размеры в мм Площадь про- филя F в см2 Ось Х-Х Ось Хо—Xq Ось Го-Уо Ось А,—X,
b d г Jx см4 3 хо макс, см4 wo •ояви g с Я S тУо мин. см 1 °g.s и н g « Я & S <я S СЦ Я ж »
2 0,89 1,15 20 3 4 3,5 1,2 1,13 1,46 0,40 0,49 0,60 0,58 0,63 0,78 0,75 0,73 | 0,17 1 0,21 0,39 0,38 0,81 1,09 0,60 0,64
2,5 1,12 1,46 25 3 4 3,5 1,2 1,43 1,86 0,80 1,02 0,75 0,74 | 1 1,28 1 1,63 0,95 0,94 0,32 0,41 0,47 0,47 1,56 2,12 0,73 0,77 .
3 1,78 2,18 30 4 5 4,5 1,5 2,27 2,78 1,82 | 2,20 0,90 0,89 2,90 3,47 1,13 1,12 0,75 0,93 0,58 0,58 3,62 4,58 0,89 0,93
3,5 2,10 2,57 35 4 5 4,5 *’5 2,67 3,28 3,02 3,6f , 1.06 1,05 4,77 5,71 1,34 1,32 1,27 1,51 0,69 0,68 5,74 7,23 1,01 1,05
4 2,42 2,97 3,52 40 4 5 6 5,0 1,7 3,08 3,79 4,48 < 4,60 5,54 6,41 1,22 1,21 1,20 7,26 8,75 10,1 1,53 1,52 1,50 1,93 2,34 2,7и 0,79 0,78 0,78 8,53 10,7 13,0 1,13 1,17 1,21
4,5 2,73 3,37 3,99 45 4 5 6 5,0 1,7 3,48 4,29 5,08 6,60 8,0и 9,29 1,38 1,37 1,35 10,5 12,7 14,8 1,74 1,72 1,71 2,68 3,26 3,78 0,88 0,87 0,86 12,1 15,3 18,4 1,26 1,30 1,34
5 3,77 4,47 50 5 6 5,5 1,8 4,80 5,69 11,2 13,1 1,53 1,52 17,8 20,7 1,92 1,91 4,61 5,39 0,98 0,97 20,9 25,2 1,42 1,46
6 4,57 5,42 7,09 60 5 6 8 6,5 2,2 5,82 6,91 9,03 19,9 23,3 29,6 1,85 1,84 1,81 31,4 36,8 46,8 2,32 2,31 2,28 8,29 9,76 12,4 1,19 1,19 1.17 35,9 43,3 58,2 1,66 1,70 1,78
6,5 5,93 7,75 9,51 65 6 8 10 8,0 2,7 7,55 9,87 12,1 29,8 38,1 45,4 1,98 1,96 1,94 47,2 60,3 72 2,50 2,48 2,44 12,3 15,8 18,8 1,28 1,27 1,25 54,8 73,7 92,9 1,82 1,90 1,98
7,5 6,89 9,03 11,1 13,1 75 6 8 10 12 9,0 3,0 8,78 11,5 14,1 16,7 46,7 60,1 72,2 83,3 2,31 2,28 2,26 2,24 73,3 94,9 114 132 2,89 2,87 2,84 2,81 20,1 25,3 30,3 34,9 1,51 1,48 1,47 1,45 83,9 ИЗ 142 172 2,06 2,14 2,22 2,34
8 9,66 11,9 80 8 10 9,0 3,0 12,3 15,1 73,3 88,4 2,44 2,42 116 140 3,07 3,05 30,3 36.5 1,57 1,56 137 172 2,27 2,35
9 11,0 13,5 16,0 18,4 90 8 10 12 14 И 3,7 14,0 17,2 20,4 23,4 106 128 149 169 2,76 2,74 2,71 2,69 । 168 204 237 267 3,46 3,44 3,41 3,38 43,6 53,1 61,7 71,9 1.77 1,76 1,75 1,75 194 244 294 345 2,51 2,59 2,67 2,74
Угольники равнобокие
1091
Сталь прокатная. Угольники равнобокие. ОСТ 14
• (Редакция 1932 Г.) (Продолжение)
I № профилей h Вес 1 пог. м 1 з кг и Размеры в мм Площадь про- филя F в см? Ось Х-Х Ось Xq—Хо Ось Уо-У, Ось Xl-Xl
Ь d R г 3 5 к4 JXq макс, см* Г*о макс, см S гУо мин. см Расстояние центра тя- жести Zq в см
12,3 8 15,6 147 3,07 233 3,87 61,0 1,98 265 2,75
15,1 10 19,2 179 3,05 284 3,85 74,9 1,97 333 2,83
10 17,9 100 12 12 4,0 22,8 209 3,03 331 3,81 87,6 1,96 402 2,91
20,6 14 26,3 237 3,' 1 375 3,78 99,1 1,95 472 2,99
23,3 16 29,7 266 2,99 416 3,75 113 1,95 542 3,06
18,3 10 23,3 316 3,68 503 4,64 130 2,36 575 3,33
21,7 12 27,6 371 3,66 590 4,62 153 2,35 693 3,41
12 25,1 120 М 13 4,3 31,9 423 3,64 671 4,59 174 2,34 811 3,49
28,4 Нэ 36,1 474 3,62 749 4,56 199 . 2,34 931 3,56
19,8 10 25,3 406 4,01 646 5,05 166 2,56 730 3,58
23,6 12 30,0 477 3,99 759 5,03 196 2,55 880 3,66
13 27,3 130 14 13 4,3 34,7 545 3,96 866 5,00 223 2,54 1030 3,74
30,9 16 39,3 608 3,93 967 4,96 249 2,52 1182 3,82
27,4 12 Ж 745 -5.8Х -4,1^,
31,7 । 150 IT 40,4 ““«ЗГ 4^60 1558” "”5ф0 356 2^97 1577 4,22
15 36,0 16 15 5,0 45,8 961 4,58 1522 5,77 399 2,95 1808 4,30
40,1 1 18 51,1 1060 4,56 1679 5,73 440 2,94 2J41 4,38
44,3 1 20 56,4 1154 4,52 1830 5,70 478 2,91 2275 4,46
38,3 14 48,8 1515 5.57 2405 7,03 625 3,58 2721 4,97
18 43,5 180 16 15 5,0 55,4 1704 5,55 2705 7,00 703 3,56 3117 5,05
48,7 16 62,0 2355 6,17 3755 7,79 954 3,93 4264 5,55
54,4 18 69,3 2619 6,15 4165 7,77 1074 3,93 4808 5,62
20 60,1 200 20 18 6,0 76,5 2868 6,13 4560 7,74 1175 3,92 5355 5,70
71,3 24 90,8 3349 6,07 5313 7,66 1384 3,90 6456 5,85
Допускаемые отклонения
1. По ширине полок: при ширине до 50 мм ± 1 мм
„ „ св. 50 „ ± 20/0
2. По толщине полок:
при
5)
ширине полок до 50 мм включит. ± 0,5 мм
п я от 60 до 75 мм ± 0,75 мм
п „ „ 80 . 100 „ 4- 0,75 я — 1 мм
,, „ w 120 . 150 w +1 » —1,25 мм
» „св. 150 „ -|-1,25 „ —1,5 а
3. По длине углового железа:
с нефрезерованными концами длиною до 4 мм ф- 50 мм
„ „ „ свыше 4 w 4- Ю0 „
с фрезерованными концами 4-10,
По спецзаказам для судостроения может оговариваться допуск по весу—5°/0.
Примечание. Измерение толщины и ширины полок должно
производиться на расстоянии 700 мм от конца угольника.
69*
Сталь прокатная. Угольники неравнобокие. ОСТ 15
(Редакция 1932 г.)
Л? профилей I Вес 1 пог, м вкг Размеры в см[м Площадь F II профиля в Ось Х-Х Ось Y-Y Ось Xi-Xi Ось Ki-У, Ось U— U
В Ъ d R г Jx см* гх см Jy см* Гу см Л»/** Рас- стояние центра тяж. Уо 6'1 мин. см* Рас- стояние центра тяж. Хо Ju мин. см* г мин. см Угол наклона оси tg а
1,12 3 1,43 1,27 1 0,94 0,45 0,56 2,69 1,00 0,82 0,51 0,26 0,43 0,43J
3/2 1,46 30 20 4 3,5 1,2 1,86 1,61 0,93 0,56 0,55 3,61 1,04 1,12 0,55 0,34 0,43 0,422
2,26 4 2,88 5,81 1,42 I 2,р6 0,84 12,1 1,48 3,65 0.74 1,21 0,65 0,432
4,5/3 3,28; 45 30 6 5,0 1,7 4,18 8,15 1,40 | 2,85 0,83 18,3 1,56 5,65 0,82 1,69 0,64 0.423
3,79 5 4,83 17,4 1,90 6,19 1,13 35,8 1,95 10,8 0,97 3,62 0,87 0,432
6/4 4,49 60 40 6 7,0 2,3 5,72 2J,3 1,88 7,2) 1,12 43,1 2,0 13,1 1,01 4,20 0,86 0,430
5,84 8 7,44 25,8 1,86 9,(4 1,10 57,9 2,08 17,9 1,09 5,39 0,85 0,420
4,8J 5 6,11 34,9 2,39 12,5 1,43 69,9 2,39 20,9 1,17 7,24 1,09 0*435
5,69 6 7,25 41,0 2.37 14.6 1,42 84,0 2,44 25,3 1,21 8,48 1,08 0,434
7,5/5 7,43 75 50 8 8,0 2,7 9,47 52,4 2,б5 18,6 1,40 113 2,52 34,3 1,29 10,9 1,07 0,428
9.11 10 11,6 63,0 2,33 22,1 1,38 141 2,60 43,7 1,36 13,2 1,07 0,423
6,16 1 6 7,85 50,6 2,53 I 19,6 1,58 102 2,56 33,4 1,33 11,1 1,19 0,462
8/5,5 8,и6 80 8 8,0 2,7 10,3 64,9 2,51 1 24,9 1,56 136 2,64 45,3 1,41 14,3 1,19 0,458
9,90 | 55 10 12,6 78,2 2,49 29,8 1,54 171 2,72 57,5 1,48 17,4 1,18 0,452
Т. П. Отд. 5. Материаловедение. III. Железо и сталь
15/10 19,1 22,6 26.2 29,6 150 100 10 12 14 16 13 4,3 24,3 28,8 33,3 37,7 557 655 749 839 4,78 4,76 4,73 4,71 201 235 267 297 2,87 2,85 2,83 2,81 1120 1347 1575 1804 4,81 4Д) 4,98 5,06 335 405 476 549 2,35 2,43 2,51 2,58 115 137 156 175 2,18 2,18 2,16 2,15 0,439 0.437 0,434 0,430
27,4 12 34,9 use 5,75 417 3,46 2325 5,79 695 2,82 240 2,62 0,440
18/12 о1.7 35,9 180 12 14 16 14 4,7 40.4 45,8 U26 1490 5,73 5,71 476 532 3,44 3,41 2717 3111 5,87 5,95 816 939 2.90 2,98 279 309 2 62 2,60 0,438 0,436
20/12 29,2 оЗ,9 38.4 200 120 12 14 16 14 4,7 37,3 43,2 49,0 1546 1776 1997 6,45 6,42 6.38 428 489 547 3,39 3,36 3,34 3188 3725 4264 6,64 6,72 6,80 696 818 941 2,68 2,76 2,84 259 295 331 2,64 2,61 2,60 0,364 0,362 0,360
Допускаемые отклонения
1. По ширине полок при ширине до 50 мм ± 1 мм
„ „ , св. 50 ± 2®/0
2. По толщине полок:
при ширине больших полок до 50 мм включит. ± 5 мм
и „ „ и от 55 до 75 мм ± 0,75 мм
. , „ п • 80 , 100 „ 4- 0,75 — 1 мм
„ , „ „ „ 120 „ 150 , +1 мм —1,25 мм
w „ „ н св. 150 + 1,25 мм —1,5 мм
3. По длине угольников:
с нефрезерованными концами длиною до 4 м + 5° мм
„ „ „ • св. 4 „ 4-100 „
с фрезерованными концами + Ю »
По спецзаказам для судостроения может оговариваться допуск по весу — 5°/0.
Примечание. Измерение толщины и ширины полок должно произво диться на расстоянии 700 мм от конца
угольника.
Угольники неравнобокие 1093
Сталь прокатная. Двутавровые балки. ОСТ 16 (Редакция 1932 г.) *)
Сортамент
J— момент инерции
W — момент сопротивления
i — радиус инерции
s — статический момент полусечения
№ профилей Вес 1 пог. м g в кг Размеры в мм Площадь сечения F см2 Для осей № профилей
h Ъ d t г rt Х-Х Y — Y
JXCM^ см9 ix см Jx'Sx Jy CM> Wy cm9 CM
I I I 1 I I I I I I I I I I II
1094 Т. И. Отд. 5. Материаловедение. III. Железо и сталь
24
27
30
33
36
40
45
50
55
60
a
b
37,4 240 116 8,0 13,0
41,2 240 118 10,0 13,0
42,8 270 122 8,5 13,7
47,1 270 124 10,5 13,7
48,0 300 126 9,0 14,4
52,7 300 128 11,0 14,4
57,4 300 130 13,0 14,4
53,4 330 130 9,5 15,0
58,6 330 132 11,5 15,0
63,8 330 134 13,5 15,0
59,9 360 136 10,0 15,8
65,6 360 138 12,0 15,8
71,2 360 140 14,0 15,8
67,6 400 142 10,5 16,5
73,8 400 144 12,5 16,5
80,1 400 146 14,5 16,5
80,4 450 150 11,5 18
87,4 450 152 13,5 18
94,5 450 154 15,5 18
93,6 500 158 12 20
101 500 160 14 20
109 500 162 16 20
105 550 166 12,5 21
114 550 168 14,5 21
123 550 170 16,5 21
118 600 176 13 22
128 600 178 15 22
137 600 180 17 22
10,0
10,0
10,5
10,5
11,0
11,0
11,0
11,5
11,5
11,5
12,0
12,0
12,0
12,5
12,5
12,5
13,5
13,5
13,5
14
14
14
14,5
14,5
14,5
15
15
15
5,0
5,0
5,3
5,3
5,5
5,5
5,5
5,8
5,8
5,8
6,0
6,0
6,0
6,3
6,3
6,3
6,8
6,8
6,8
7,0
7,0
7,0
7,3
7,3
7,3
7,5
7,5
7,5
47,7
52,5
54,6
60,0
61,2
67,2
73,2
68,1
74,7
81,3
76,3
83,5
90,7
86,1
94,1
102
102
111
120
119
129
139
134
145
156
151
163
175
4570 381 9,77 20,7 280
4800 400 9,57 20,4 297
6550 485 10,9 23,3 345
6870 509 10,7 22,9 366
8950 597 12,1 25,7 400
9400 627 11,8 25,4 422
9850 657 11,6 25,0 445
11900 721 13,2 28,3 460
12500 757 12,9 27,9 484
13100 794 12,7 27,5 510
15760 875 14,4 30,7 552
16530 919 14,1 30,3 582
17310 962 13,8 29,9 612
21720 1090 15,9 34,1 660
22780 1140 15,6 33,6 692
23850 1190 15,2 33,2 727
32240 1430 17,7 38,6 855
33760 1500 17,4 38 894
35280 1570 17,1 37,6 938
46470 1860 19,7 42,8 1120
48560 1940 19,4 42,4 1170
50640 2030 19,0 41,8 1220
62870 2290 21,6 46,9 1370
65640 2390 21,2 46,4 1420
68410 2490 20,9 45,8 1480
83860 2800 28,5 51,8 1700
87460 2920 23,2 50,7 1770
91060 3040 22,8 50,2 1840
118
122
142
146
151
164
170
175
193
199
205
2,42
2,38
2,51
2,47
2,55
2,50
2,46
2,60
2,55
2,51
2,69
2,64
2,60
2,77
2,71
2,65
2,89
2,84
2,79
3,07
3,01
2,96
3,19
3,14
3,08
3,36
3,30
3,24
Допускаемые отклонения
по высоте (размер h) измеряемой по средней линии стенки:
для балок до № 20..................................................± 2 мм
„ „ свыше № 20 до № 40 . . . ±3 „
» „ . № 40.............± 4 „
по весу.........................“Ь 3°/о
— О° о
Чо специальным заказам для судостроения могут оговариваться допускаемые отклонения по весу 0—5о'о:
Для оговоренной в заказе длины:
при нефрезерованных концах и длине до 6,5 м.............................Ц- 50 мм
и свыше 6,5 м.......4-100 „
при фрезерованных концах............................._l_ Ю „
допускается уклон наружных граней полок до........ . 1,25о/о
24
27
30
33
36
40
45
50
55
60
1) На стр. 1098 помещен для всяких справок ОСТ 16 в редакции 1926 г., вышедший из употребления 1 октября 1934 г-
Двутавровое железо 1095
Сталь прокатная. Швеллера. ОСТ 6159 (взамен ОСТ 17) х)
J—момент инерции
W— момент сопротивления
i — радиус инерции
Номера профилей Вес пог. м g в кг Размеры в мм Пло- щадь сечения I F см3 Для осей г, см
। h Ъ d t г Л X — X у-у У1-У1
к см3 J X см* i X см W У см9 J У см* {у см Jyi см*
5 5,44 50 37 4,5 7,0 7,0 3,5 6,93 10,4 26,0 1,94 3,55 8,3 1,10 20,9 1,35
6,5 6,70 65 40 4,8 7,5 7,5 3,75 8,54 17,0 55,2 2,-54 4,59 12,0 1,19 28,3 1.38
8 8,04 80 43 5,0 8,0 8,0 4,0 10,24 25,3 101,3 3,15 5,79 16,6 1,27 37,4 1,43
10 10,00 100 48 5,3 8,5 8,5 4,25 12,74 39,7 198,3 3,95 7,80 25,6 1,41 54,9 1,52
12 12,06 120 53 5,5 9,0 9,0 4,50 15,36 57,7 346,3 4,75 10,17 37,4 1,56 77,7 1,62
14,53 140 58 6,0 9,5 9.5 4,75 18,51 80,5 563,7 5,52 13,01 53,2 1,70 107,1 1,71
14 1 b 16,73 140 60 8,0 9,5 9,5 4,75 21,31 87,1 6j9,4 5,35 14,12 61,1 1,69 120,6 1,67
17,23 160 63 6,5 10,0 10,0 5,0 21,95 108,3 866,2 6,28 16,30 73,3 1,83 144,1 1,80
16 ( ь 19,74 160 65 8,5 10,0 10,0 5,0 25,15 116,8 934,5 6,10 17,55 83,4 1,82 160,8 1,75
те J а. 20,17 180 68 7,0 10,5 10,5 5,25 25,69 141,4 1272,7 7,04 20,03 98,6 1,96 189,7 1,88
18 1 ь 22,99 18J 70 9,0 10,5 10,5 5,25 29,29 152.2 1369,9 6,84 21,52 111,0 1,95 210,1 1,84
on 1 а 23.33 200 73 7,5 11,0 11,0 5,5 29,72 180,4 1804,0 7,79 24,31 129,6 2,09 245,2 1.97
20 1 b 26,47 2и0 75 9,5 11,0 11,0 5,5 33,72 193,7 1937,3 7,58 25,99 144,8 2,07 269,8 1,93
1096 Т. II. Отд. 5. Материаловедение. III. Железо и сталь
22 {! 26,54 29,99 220 220 77 79 8,0 10,0 11,5 11,5 11,5 11,5 5,75 5,75 33,81 38,21 223,4 239,6 2457,9 2635,4 8,53 8,31 28,49 30,32 161,5 179,2 2,19 2,17 300,9 329,7 2,03 1,99
( а 26,85 240 78 7,0 8,5 12,0 12,0 3.0 34,21 254,3 3352,2 9,45 30,46 173.6 2.25 324,6 2,10
24 { ь 29,78 24J 80 12,0 12,0 6,0 37,93 27о.о 3240,4 9,24 32,38 192,3 2,25 353,1 2,06
1 с 33,54 24J 82 10,5 12,0 12,0 6,0 42,73 289,2 347j,8 9,01 34,35 212,3 2,23 385,9 2,02
( а 30.83 270 82 7,5 12,5 12,5 6,25 39,27 323,1 4362.1 10,54 35,52 215,6 2.34 393,1 2,13
27 5 ь 34,11 273 84 9,0 12,5 12,5 6,25 43,45 342,9 4628,6 10,32 37,60 237,2 2,34 426,1 2,09
1 с 38,35 270 86 1,0 12,5 12,5 6,25 48,85 367,2 4956,7 10,07 39,65 26о,1 2,31 464,2 2,04
( а 35,52 300 85 8,0 13,5 13,5 6,75 45,25 43Й,9 6.32,9 11,64 41,73 264,2 2,42 476,5 2,17
30 < b 39,16 3J0 87 9,5 13,5 13,5 6,75 49,89 433,2 6497,9 11,41 44.03 289,2 2,41 515,2 2,13
( с 43,87 330 89 11,5' 13,5 13,5 6,75 . 55,89 463,2 6947,9 11,15 46,38 315,8 2,38 559,7 2,09
( а 38,70 330 88 8,0 14,0 14,0 7,0 49,33 489,5 8j76,8 12,80 46,65 307,5 2.53 547,6 2,21
33 > ь 43 88 330 90 10,0 14,0 14,0 7,0 55,93 52о,8 8675,7 12,46 49,32 338,4 2,46 593,2 2,14
( с 49,06 330 92 12,0 14,0 14,0 7,0 62,50 562,1 9274,7 12,18 5i,81 367,9 2,43 643,2 2,10
( а 47,83 363 96 9,0 16.0 16,0 8,0 63,89 659,7 11874,2 13.97 63,54 455,0 2,73 818,4 2,44
36 < ь 53,45 360 98 11,0 16,0 16,0 8,0 68, и9 7о2,9 х 2651,8 13,63 66,85 496,7 2,70 88о,4 2,37
1 С 59,10 360 100 13,0 16,0 16,0 8,0 75,29 746,1 13429,4 13,36 70,02 536,4 2,67 947,9 2,34
( а 58,91 430 100 10,5 18,0 18,0 9,0 75,05 878,9 17577,9 15,3J 78,83 592,0 2,81 1057,7 2,49
40 1 ь 65,19 4оО 102 12,5 18,0 18,0 9,0 83,05 932,2 18644,5 14,98 82,52 640,3 2,78 1135,6 2,41
( с 71,47 403 104 14,5 18,0 18,0 9,0 91,05 985,6 19711,2 14,71 86,19 687,8 2,75 1220,7 242 g 0 CD
Допускаемые отклонения
По высоте (размер h)
Для швеллеров до № 20.....................±2 мм
« . св. № 20.........................± 3 мм
По весу...................................± 5о/0
Для оговоренной в заказе длины
При нефрезерованных концах и длине до 6,5 ж.............................4-50 мм
- п . » св. 6,5 м..........................4-100 мм
* фрезерованных „ ............................................4- 10 мм
’) На стр. 1099 помещен для всяких справок ОСТ 17, выходящий из употребления с 1/1 1936 г.
8
Сталь двутавровая. ОСТ 16 (Редакция 1926 г.)
Действие этого сортамента прекратилось с 1 октября 1933 г. в отношенйи балок до № 24 вкл.
и с 1 октября 1934 г. в отношении остальных балок
Сортамент
№ профилей * Размеры в мм Площадь сече- ния ш в см* Теоретический вес 1 пог. м в кг Моменты инерции Моменты сопротивления
h b d t R 4 СМ* 4 см* см9 ”4 см9
10 100 57,0 4,5 6,3 4,5 2,7 11,03 8,659 180,4 16,1 36,1 5,65
12 120 63,4 5,1 7,1 5,1 3,1 14,34 11,257 334,4 25,2 55,7 7,95
14 140 69,8 5,7 7,9 5,7 3,4 18.08 14,193 569,0 37,7 81,3 10,80
16 160 76,2 6,3 8,8 6,3 3,8 22,26 17,474 909,0 54,3 113,6 14,26
18 • 180 82,6 6,9 9,6 6,9 4,1 26,87 21.093 1381,0 75,9 153,4 18,40
20 200 89,0 7,5 10,4 7,5 4,5 31,91 25,049 2014,0 103,4 201,4 23,24
22 220 95,4 8,1 11,3 8,1 4,9 37,38 29,343 2843,0 137,5 258,5 28,83
24 240 101,8 8,7 12,1 8,7 5,2 43,29 33,983 3903,0 180,0 325,0 35,36
26 260 108,2 9,3 13,0 9,3 5,6 49,63 38,960 5234,0 231,0 403,0 42,75
28 280 114,6 9,9 13,9 9,9 5,9 56,40 44,274 6878,0 293,0 491,0 51,10
30 300 121,0 10,5 14,7 10,5 6,3 63,61 49,934 8881,0 366,0 592,0 60,50
32 320 127,4 ПЛ 15,5 И,1 6,7 71,25 55,931 11292,0 452,0 706,0 70,90
36 360 140,2 12,3 17,2 12,3 7,4 87,82 68,939 17544,0 668,0 975,0 95,30
40 400 153,0 13.5 18,9 13,5 8,1 106,13 83,312 26087,0 954,0 1304,0 124,70
45 450 170,0 16,2 24,3 16,2 9,7 147,00 115,000 45888,0 1722,0 2040,0 203,00
Примечание. Уклон внутренних граней полок 14%.
II. Отд. б. Материаловедение. III. Железо и сталь
Сталь корытная (швеллерная). ОСТ 17 (Редакция 1926 г.)
Сортамент
ОСТ 17 заменен ОСТ 6159, срок введения ко-
торого установлен: для вновь изготовляе-
мых валков с 1/1 1934 г., для всех прочих
швеллеров, кроме швеллеров вагоностроения и
судостроения, с 1/1 1936 г.
Действие ОСТ 17 прекращается
с 1/1 1936 г.
№ профилей Размеры в мм Площапь се- чения U) в см* Теоретич. вес 1 пог. м gB кг Расстояние центра тяже- сти zQ в см Моменты инерции Моменты сопротивления
h b d i R г \см' 4 4CJ1‘ W см3 X см3
5 50 38 5 7,5 7,5 3,75 7,47 5,86 1,41 24,2 27,57 9,44 11,03 3,942
6,5 65 42 5,5 8 8 4 9,62 7,55 1,43 34,8 59,9 14,98 18,43 5,42
8 80 45 6 9 9 4,5 11,85 9,30 1,53 48,4 113,9 20,9 28,5 7,02
10 100 50 6 9 9 4,5 13,92 10,93 1,60 66,6 213,2 30,16 42,65 8,86
12 120 55 6,5 9,5 9,5 4,75 17,26 13,55 1,65 92,0 371,6 44,9 61,9 11,67
14 140 60 7 10,5 10,5 5,25 20,92 16,42 1,80 132,2 624,0 64,5 89,2 15,35
16 160 65 7,5 11 И 5,5 24,92 19,56 1,86 175,6 954,0 89,0 119,2 19,20
18 180 70 8 12 12 6 29,26 22,97 2,01 239,6 1433,0 121,0 159,2 24,26
20 200 75 8,5 12,5 12,5 6,25 33,93 26,64 2,08 ЗС6,0 2018,0 159,2 202,0 29,40
22 220 80 9 13,5 13,5 6,75 38,94 30,57 2,23 402,0 2831,0 207,8 257,3 36,00
24 240 85 9,5 14 14 7 44,28 34,76 2,30 499,0 3773,0 264,0 314,4 42,60
26 260 90 10 15 15 7,5 49,95 39,21 2,45 635,0 5045,0 334,0 388,0 51,00
30 300 100 И 1 16,5 16,5 8,25 62,30 48,91 2,68 957,0 8361,0 510,0 557,0 69,70
Сталь корытная 1099
1100
Т. II. Отд. 5. Материаловедение. III. Железо и сталь
Металлы черные прокатные
Сталь толстая листовая. ОСТ 19 (Редакция 1932 г.)
Сортамент
Измерение толщины
Измерение толщины листов должно производиться
не менее как в 100 мм от углов и в 40 мм от краев, как
это указано на эскизе.
Подсчет веса
При подсчете теоретического веса удельный вес
стали принимается равным 7,85.
Примечание. Технические условия и
правила приемки — по ОСТ 4131 и 4133.
По толщине листы, начиная с 5 мм, прокаты-
ваются через 1 мм.
Листы толщиной до 20 мм, предназначенные
для спецсудостроення, прокатываются с града-
цией толщин через 0,5 мм.
Толщины и отклонения в толщине
Толщина мм Допускаемая разница между наименьшей и наибольшей толщиной одного и того же листа независимо от длины и площади листа при ширине листа в мм Допустимое откло- нение в толщине листов а)
До 1500 От 1500 до 1700 От 1700 до 2000 От 20ч.0 до 2300 От 2300 до 2600 От 260С до 30JU ит 300j до ЗЗОи От 3300 до 365и в тол- щине мм ДЛЯ длины до м для площа- ди до м*
От 4,5 до 6 1,1 I,4 1,8 Листы должны прини- маться такими, как они по- -0,3 6 9
Св. 6 до 7 1,1 1,3 1,7 2,1 лучаются из прокат- ки, если не имеется -0,3 7 10
От 8 до 10 1,0 1,2 1,6 2,0 2,4 шений — 0,3 8 12
От 11 до 15 0,9 1,1 1,5 1,8 2,2 2,7 — 0,5 9 14
От 16 до 20 0,8 1,0 1,4 1,7 2,1 2,6 3,1 — 0,5 10 16
От 21 до 25 0,8 0,9 1,3 1,6 2,0 2,5 2,8 3,1 -0,5 10 18
От 26 до 30 0,8 0,9 1,3 1,6 2,0 2,5 2,8 3,1 — 0,5 10 18
От 31 до 35 1,0 1,2 1,6 1,8 2,2 2,6 2,9 3,2 — 0,6 10 20
От 36 до 40 1,3 1,5 1,9 2,1 2,4 2,8 3,0 3,3 -0,7 10 20
От 41 до 42 1,6 1,8 2,2 2,4 2,6 3,0 3,1 3,3 — 0,8 10 20
х) Для листов, имеющих длину или площадь большую, чем указано в послед-
них двух столбцах таблицы, дспустимы полуторные отклонения со знаком —;
отклонения со знаком — , приведенные в таблице, распространяются на л”сты ши-
риной до 36J0 мм. Для спецсудостроения эти отрицательные отклонения в полу-
торном размере распространяются на листы всех размеров независимо от их длины
площади.
Сталь толстая листовая 1Ю1
Металлы черные прокатные (Продолжение)
Сталь толстая листовая. ОСТ 19 (Редакция 1932 г.)
Сортамент
Отклонения в весе
Толщина мм Допустимое превышение теоретического веса в процентах при ширине (в мм)
До 1500 От 150э[ От 1700 до 1700 до 2000 От 2000 до 23и0 От 2300 до 260J От 2600 до ЗОиО От 3000 ДО ЗЗсЮ От 3300 до 3600
От 4,5 до 6 7 11 14 Листы должны приниматься такими, как они получаются из прокатки, если не имеется особых соглашений
Св. 6 до 7 6 9 12 14
От 8 до 10 5 7 9 11 14
От И до 15 4,5 6 7 9 И 13
От 16 до 20 4 5 6 8 10 13 14
От 21 до 25 3 4 5 6 8 11 13 14
От 26 до 30 3 4* 5 6 8 10 9 12 13
От 31 до 35 4 4 5 6 7 10 12
От 36 до 40 4 4 5 6 7 8 9* 11
От 41 до 42 4 5 б 6 7 7 9 11
Примечание. Для судов специального назначения при заказе на партии
одинаковых по размеру листов допуски против теорети-
ческого веса не должны превышать:
при толщине стали менее 7 мм . . . . ± О,5°/о
„ „ „ свыше 7 „ . от 0 до — 5°/о
для судов легкой конструкции для всех
толщин от 4,5 мм и выше . . • от 0 до — 5°/0
Допуски в длине и ширине
а) Для листов толщиной до 20 мм допуск + 0,5°/© при минимуме в 10 мм для
размеров меньше 2О')О мм и максимуме 35 мм для размеров свыше 70JJ мм.
б) Для листов толщиной более 20 мм допуск -f-0,5°'o при минимуме 15 мм для
размеров менее ЗоОО мм и максимуме 4J мм для размеров свыше 8000 мм»
1102
T. TI. Отд. 5. Материаловедение. III. Железо и сталь
Металлы черные прокатные
Сталь тонкая листовая. ОСТ 20 (Редакция 1932 г.)
Сортамент
Измерение толщины
Измерение толщины листов должно производиться
не менее как в 100 мм от углов и в 40 мм от краев, как
это указано на эскизе.
Подсчет веса
При подсчете теоретического веса удельный вес
стали принимается равным 7,85.
Примечание. Технические условия и
правила приемки — по ОСТ 4132.
Толщина, размеры и отклонения в весе и толщине
Номер калибра Тол- щина листа (номи- наль- ная) мм Для размеров до сверхнормаль- ных Номер калибра Сверхнормальные размеры
Размеры превыш. “ 3 * н X X ® « ° х х § | х о X н s § Допуск в весе
Отклоне- ния в тол- щине мм Допуск в весе °/о по ширине мм по длине мм
5 4 ±0,25 ±7 5 1400 4090 ± 0,5 Листы должны приниматься такими, как они получаются из прокатки, за исключением листов, принимаемых по нор- мам Морведа.
6 3,75 6
7 3,50 7
8 3,25 8
9 3 9
10 2,75 ±8 10 1400 3000
11 2,5 И
12 2,25 12
13 2 13
14 1,75 ±0,15 14 1300 2800 ± 0,3
15 1,5 15
16 1,38 ± 9 16 1200 2500
17 1,25 17
18 1,13 18
19 1,0 19
1
Сталь тонкая листовая
1103
Металлы черные прокатные (Продолжение)
Сталь тонкая листовая ОСТ 20 (Редакция 1932 г.)
Сортамент
Толщина, размеры и отклонения в весе и толщине
Номер калибра Тол- щина листа (номи- наль- ная) мм Для размеров до сверхнормаль- ных Номер калибра । Сверхнормальные размеры
Размеры превыш. ® 3 И • w Е а» ° 5 « в s . Допуск в весе
Отклоне- ние в тол- щине мм Допуск в весе °/о по ширине мм по длине мм
20 0,88 ±0,12 ± ю 20 1000 2000 ± 0,24 Листы должны приниматься та- кими, как они получаются из прокатки, за исключением листов, принимаемых по нормам Морведа.
21 0,75 21
22 0,63 ±0,08 22 710 1420 ± 0,16
23 0,56 23
24 0,5 24
25 0,44 ±0,05 ± И 25 510 710 ± 0,12
26 0,38 26
27 0,32 27
Примечания. 1. Установленные допуски в весе гарантируются для партии
в количестве не менее 10 листов одинаковых размеров.
2. Для судов морского ведомства при заказе не менее
10 листов одинаковых размеров допуски против теоре-
тического веса не должны превышать:
а) для судов обычной конструкции ± 5°/0»
б) для судов легкой конструкции при толщине листов
от 3 до 4 мм от 0 до — 5°/0.
3. Для спецсудостроения для листов толщиной 3—4 мм при
длине от 4000 до 5000 мм вкл. и ширине вкл. до 1400 мм
отклонения в толщине устанавливаются ± 0,3 мм.
Отклонения в длине и ширине
При заказе твердых размеров При заказе нетвердых размеров
по длине по ширине по длине | по ширине
4~ 0,5°'о, но не менее 10 мм 4- О,5о/0, но не менее 6 мм 4- 150 мм 4- 50 мм
1104
Т. II. Отд 5. Материаловедение. III. Железо и сталь
Железо черное кровельное. ОСТ 22
Сортамент
Размеры листа мм Вес листа кг Количество листов в пачке Вес пачки (нетто) кг Размеры листа мм Вес листа кг Количество листов в пачке Вес пачки (нетто) кг
1420 X 710 6,00 13-14 80 1420 X 710 4,00 20-21 80
1420 X 710 5,50 14—15 80 1420 X 710 3,о0 22-23 80
1420 X 710 5,(»0 16—17 80 1420 X 710 3,25 24-25 80
1420 X 710 4,50 18-19 89
Допуски
В весе одного листа ± 0,25 кг
В весе одной пачки ± 0,5 ,
Примечания. 1. При 17 и 19 листах в пачке разрешается увеличить допуск
в весе одной пачки до ± 0,75 кг.
2. Железо кровельное оцинкованное имеет тот же сорта*
мент (ОСТ 23)
Железо белое глянцевое. ОСТ 25
Сортамент
Определение. Белым глянцевым железом называется луженое кровельное
железо.
Размеры Вес Количество Вес Размеры Вес Количество Вес
листа листа листов пачки листа листа листов пачки
мм кг в пачке кг мм кг в пачке кг
1420 X 710 5,50 14-15 80 710 X 710 2 75 14-15 40
1420 X 710 5,0) 16-17 80 710 х 710 2,50 16—17 40
1420 X 710 4,50 18-19 80 710 X 710 2,25 18—19 40
1420 X 710 4,и') 20-21 80 710 X 710 2,СО 20—21 40
1420 х 710 3,50 22-23 80 710 х 710 1,75 22-23 40
В20 X 710 3,25 24-25 80 710 X 710 1,62 24-25 40
Допуски
В весе одного листа размерами: 1423 X 710 ... . ± 0,25 кг
„ „ „ „ „ 710 X 710.... ± 0,15 „
и „ одной пачки листов 1420 х 710... . ±0,5 „
„ „ „ „ . 710 х 710.... ± 0,25 ,
Примечание. При 17 и 19 листах в пачке разрешается увеличить допуск
в весе одной пачки до ± 0,75 кг.
Белая жесть
1105
Жесть белая. ОСТ 24
Сортамент
Опр еделеиие. Белой жестью называется тонкое листовое железо, покры-
тое оловом.
Название жести № Толщина мм Ширина мм Длина мм Вес листа кг Число листов в ящике Вес ящика жести (нетто) кг •
Палочная % 0,23 508 356 0,327
% 0,24 508 356 0,341
% 0,25 508 356 0,355 112 39,75
% 0,26 508 356 0,369
Ъ 0,27 508 356 0,383
Палочная % 0,23 508 711 0,653 |
% 0,24 508 711 0,681 56 39,75
% 0,25 508 711 0,710 > и и
% 0,26 508 711 0,738 1 П2‘) 79,5 1)
% 0,27 508 711 0,767 )
Крестовая ’/2 0,32 538 356 0,454
•/а 0,33 508 356 0,469
% 0,34 508 356 0,483 112 54,06
3ls 0,35 5J8 356 0,497
% 0,36 508 356 0,511
Крестовая 8/а 0,32 508 711 0,909
% 0,33 508 711 0,937
% 0,34 538 711 0,965 56 54,06
% 0,35 508 711 0,994
% 0,36 508 711 1,022
Допуски
а) В весе листа ± 10%
б) В весе ящика (нетто) ± 2%
>) Утвержден Комитетом по стандартизации при СТО 10 февраля 1928 г.,
как обязательный с 1 марта 1928 г.
70 Зак. 254. — Htitte* Справочник для инженеров, т. II,
1106 T- It. Отд. S. Материаловедение, lit. Железо и сталь
Черные прокатные металлы
Железо листовое декапированное. ОСТ 2492
Сортамент
Определение. Декапированным железом называется листовое железо,
отожженное и протравленное для удаления окалины.
А. Размеры и вес листа
Толщина Ширина
мм мм
Длина
мм
Теоретический
вес
кг
0,30
0,35
0,40
0,45
0,50
0,55
0,69
0,65
0,70
0,75
0,80
0,90
1,00
1,15
1,25
1,50
1,75
2,00
710
710
710
710
710
710
710
710
710
710
710
710
710
710
710
710
710
710
1420
1420
1420
1420
1420
1420
1420
1420
1420
1420
1420
1420
1420
1420
1420
1420
1420
1420
2,37
2,77
3,17
3,56
3,96
4,35
4,75
5,14
5,54
5,94
6,33
7,12
7,91
9,10
9,89
11,87
13,85
15,82
Б. Допускаемые отступления в размерах листа
а) по толщине:
для размеров от 0,3 до 0,5 мм ± 0,05 мм
„ „ от 0,55 мм и выше ± 10% от толщины листа
б) по ширине и длине — не свыше ± 0,5% от измеряемого размера.
Примечания. 1. Технические условия на декапированное железо
см. ОСТ 2493.
2. Во всех тех случаях, когда по условиям использования
материала требуются листы других размеров по ши-
рине и длине, чем предусмотрено стандартом, допу-
скается изготовление таких листов по ^оглашению
сторон без специального на то разрешения ВКС при
СТО, но с обязательным доведением до его сведения.
Специальные профили
110?
Сталь листовая специальная. ОСГ 26
Сортамент
А. Сталь листовая шахматная
(рифленая)
мм
Высота рифа Толщина с рифами Максимальная длина Максимальная ширина
1,0 4 4200 1060
1,0 5 6000 1060
1,5 6 6^00 1220
1,5 8 ) 6000 1420
2,0 6000 1420
2,0 12 f 6000 1420
Сталь специальных профилей для судостроения. ОСТ 30
Сортамент
Наименование
1. Железо углобульбовое
№ Размеры поперечного сечения мм
а b с d
14 140 75 8 8
16 160 75 9 9
18 180 75 9 9
20 200 75 10 10
22 220 90 И И
24 240 90 И 11
26 260 90 12 12
28 280 90 12 12
28 280 90 11 15
32 320 100 12 16
34 340 100 13 16
Примечание. Помимо швеллеров указанных размеров, для судостроения про-
катываются швеллеры о г № 28 до 34 с более толстыми про-
тив нормального сортамента сгенками, с градациями в 1—2 мм
до двойной нормальной толщины.
1108
Т. II. Отд. 5. Материаловедение. III. ЭКелезо й стаЛЬ
Сталь специальных профилей для паровозе- и вагоно-
строения. ОСТ 28. (Редакция 1932 г.)
Сортамент
1. Сталь для колец, скреп-
ляющих бандаж с ободом
колеса
2. Дверной вагонный рельс
Г------,8=г
<—9- Ф
3. Стальдля верхнего двер-
ного угольника
4. Сталь рессорная желоб-
чатая для паровозов и
вагонов (Я > 20 мм)
мм
5. Сталь рессорная глад-
кая для паровозов и
вагонов (/? > 20 мм)
мм
найм.
Л г,
наиб.
63
63
76
76
76
76
89
89
100
ПО
10
13
7
10
11
13
10
13
13
13
4,5 4,5 3,75
4,5 4,5 3,75
3,5 3,5 3,75
4,5 4,5 3,75
4,5 4,5 3,75
4,5 4,5 3,75
4,5 4,5 3,75
4,5 4,5 3,75
4,5 4,5 3,75
4,5 4,5 3,75
Допускаемые отклонения:
для размера а . . ± 1,5°/о
„ и b . . . — 0,75 мм
. „ k . . . — 0,6 „
Для оговоренной в заказе длины:
при длине до 3 м . . -f- 60 мм
„ „ св. 3 п • • -j-100 й
Допускается смещение центров дуги
впадины и дуги выступа от линии сим-
метрии профиля на 1 мм.
76
76
76
76
89
89
102
102
114
114
7
8
10
13
10
13
10
13
7
10
Допускаемые отклонения:
для размера а ... ± 1,5°/о
„ » b . . . — 0,75 мм
Для оговоренной в заказе длины:
при длине до 3 м • . 60 мм
. . св. 3 . . . +100 „
Специальные профили
1109
6. Сталь для пружин тележек пульмановских вагонов
мм
a b R
Допускаемые отклонения:
для размера а.............................± 2°/о
. „ Ь............................± 4°/о
20
28
36
40
10
14
18
20
7. Зетовое железо для вагонов системы Д о п п е р'
Допускаемые отклонения:
для размера h и b...............± 3°/о
„ я d и t............... • . ± 1 мм
для размера h и b ± 3%
„ я d и t............... • . ± 1 мм
Для оговоренной в заказе длины:
при длине до 4 м................+ 50 мм
я „ св. 4......................+ 100 *
8. Швеллерное железо для вагонов
для размера h.....................±2 мм
9 „ b......................±1,5 я
„ . с......................±1 >
по весу............................± 6°/о
Для оговоренной в заказе длины:
при длине до 6,5 м...............+ 50 мм
, , св. 6,5 „............, ♦ +100 •
Сталь плоская рессорная для подвижного состава железных дорог. ОСТ 971
А. Технические условия
а) Рессорная сталь для транспорта должна соответствовать одной из следующих четырех марок:
Марка Расчетное напряже- ние k при изгибе стали после закалки и отпуска в кг{мм* Примерное назначение
А 9g Рессоры товарных вагонов
Б 100 Рессоры паровозов и тендеров
В ПО Рессоры пассажирских вагонов
Г 125 Рессоры высокого качества
Примечание. Заказ на сталь марок В и Г может быть вы-
дан только при наличии особого согласия по-
ставщика.
б) Рессорная сталь должна иметь чистую, ровную поверхность, без раковин, плен, заусенцев, трещин и других
эдаружных недостатков и должна в изломе давать однородное и мелкозернистое строение. Мелкие поверхностные недо-
статки на ребрах полосы допускаются.
в) Полосы рессорной стали должны быть хорошо выправлены во всех направлениях. В плоскости полосы изгиб допу-
скается в 3 мм на 1 м.
г) Размеры и профиль полос должны соответствовать ОСТ 28. Длина полос указывается в заказе.
д) Временное сопротивление стали на разрыв после нормального отжига образца должно быть не менее
70 кг\мм\
е) После закалки и отпуска рессорная сталь должна обладать при изгибе упругостью, допускающей напряжение,
согласно марке стали и должна не даьать остающегося прогиба и не иметь трещин, надрывов и изгибов. Груз при испы-
тании на изгиб определяется по формуле:
2 ЬаЬ*
1110 Т. И* Отд 5. Материаловедение. 1П. Железо и сталь
где Р — вес груза в кг, а — ширина полосы в мм, Ь — толщина полосы в мм, k — расчетное напряжение, соответственно
марке стали в кг]мм*, / — расстояние между опорами (не менее 600 мм).
Б. Маркировка
На каждой полосе должны быть выбиты после прокатки в горячем состоянии клеймо завода и марка стали.
После резки на мелкие полосы, указанное клеймение переносится на таковые в холодном состоянии.
В. Правила приемки
а) Для приемки рессорную сталь разбивают на партии, содержащие каждая полосы одной плавки и одного
профиля.
Бес партии не ограничивается.
б) При приемке рессорную сталь подвергают наружному осмотру и обмеру в количестве до 10°/о от числа полос
в партии, отбираемых по указанию приемщика.
в) От партии, давшей удовлетворительные результаты наружного осмотра и обмера, отбирают по указанию прием-
щика 2°|0 от числа всех полос, но не менее 3 штук на партию, для испытания растяжением.
В случае неудовлетворительных результатов испытания для числа образцов меньшего половины всех образцов
партия принимается.
В случае неудовлетворительности результатов испытания для половины и более образцов испытание повторяют над
двойным числом образцов, взятых от тех же полис.
При неудовлетворительности результатов повторного испытания, хотя бы одного из образцов, партия бракуется.
г) От партии, давшей удовлетворительные результаты испытания на растяжение, отбирают по указанию прием-
щика 1°'о от числа всех полос партии, но не мннее трех, для испытания на изгиб.
В случае неудовлетворительности результатов испытания меньше, чем для половины всех образцов, партия при-
нимается.
В случае неудовлетворительности результатов для половины или большего числа образцов испытание на изгиб
повторяют над двойным числом образцов, взятых от тех же полос.
В случае неудовлетворительности результатов повторного испытания, хотя бы одного из образцов, партия
бракуется.
Примечание. В случае согласия поставщика испытания на растяжение и изгиб могут производиться одно-
временно.
Равным образом отбор образцов может производиться во время прокатки.
Рессорная сталь цц
1112 т. IL Отд. 5. Материаловедение. III. Железо и сталй
Сталь для резцов. ОСТ 2682
Сортамент
6
8
10
12
16
20
25
30
40
50
ьхл
мм
Вес (теорет.)
1 пог. м кг
Вес (теорет.)
1 пог. м
кг
36
64
10j
144
256
400
625
900
160'
2500
0,283
0,502
0.785
0,310
0,55"
0,860
1,24
2,20
3,44
5,37
7,74
6X10
8x12
10X16
12x2"
16x25
20x30
25x40
30X^5
40x60
60
96
160
240
400
600
К00
1350
240U
0,516
0,826
1,38
2,06
3,44
5,16
8,60
11,6
(20,6)
6 28 0,222
8 50 0,3‘5
10 79 0,617
12 113 0,89
16 201 1,58
20 314 2,47
25 491 3.85
30 707 5.55
40 1257 9,86
50 1964 15,4
0,243
0.432
0,675
0,973
1,73
2,70
4,22
6,08
(10,8)
(16,9)
b : h 1 : 1,5
1. Быстрорежущую сталь для резцов квадратную разм. b = 40 мм и b =»
= 50 мм, прямоугольную i азм. 40 x 60 мм и круглую диам. 40 и §0 мм — по воз-
можности не применять.
2. Допускаемые отклонения для Ь и h:
при b и h от 6 до 12 мм включительно...-f- 0,5 мм
• ЬяЛа16„25„ п ..........................+ 1,0 „
„ b „ h „ 30 и выше.....................+ 1,5 „
Овальность круглой стали в пределах допуска.
3. При исчислении веса удельный вес принят равным 7,85 кг/дм3 для стали
углеродистой и 8,60 кг. дм3 для стали быстрорежущей.
4, Примеры обозначения стали для резцов:
Сталь резц. квадратная 12 ОСТ 2682 углеродистая
• „ прямоугольная 12 X 20 ОСТ 2682 углеродистая
• г круглая 12 ОСТ 2682 бщстрарежущая
Сталь для напильников
1113
Сталь для напильников. Номинальные размеры сечений и
допуски. ОСТ 319 О
мм
Длина напильников (условная)
Сечение стали
100 125 150 200 250 300 350 400 450
1. Допускаемые отклонения от номинальных размеров Ь и Л:
для размера b от 4 до 12 мм включит. 4- 0,6 мм
. , „ 13 . 24 w „ + 1,0 .
„ „ „ , 26 мм и выше + 1,5 „
для размера h до 3,5 мм включит.4* °,4 мм
. „ . от 4 „6 „ . 4-0,5 .
, „ „ п 7 мм и выше 4" О»6 »
Овальность круглой стали — в пределах допуска.
2. Примеры обозначений стали для напильников (в зависимости от сечения):
Сталь напилочн. прямоуг. 30 X У ОСТ 319
„ > кругл. 16 ОСТ 319
С 1 апреля 1935 г. входит в силу взамен этого номера ОСТ — ОСТ 7430/563
(НКТП). В указанном стандарте размеры и назначение стали не меняются, но до-
бавляется назначение стали для напильников классов 3, 4, 5 и 6 — бархатных.
Назначение стали, указанное в ОС £*319 по OCT 743J/563, сохраняется для напиль-
ников драчевых — кдас? 1 ц личных — класс 2. Допуски н$ изменяется,
1114
Т. II. Отд. 5. Материаловедение. III. Железо и сталь
Сталь для специальных напильников. Номинальные размеры
сечений и допуски. ОСТ 2001
мм
Длина напильников (условная^
Сечение стали
500
300 350
400 450
150 200 250
1С0
30
26
18
22
12
5
3,5
12
мсчевые
3,5
Напиль-
ники
ножевоч-
ные
овальные
=
18
12
брусовки
26
8
6
45
8
8
рашпили
сапожные
рашпили
конные
плоские с
овальными
ребрами
1. Допускаемые отклонения от номинальных размеров b, h и h£
для размера b 12 мм ............... 4-0,6 мм
„ я Ь 18 и 22 мм..................4- 1,0 „
„ „ b 26 мм и выше................4- 1,5 „
для размеров Л и ht до 3,5 мм включит. ...... 4-' ,4 ,
„ „ h „ hi от 4 до 6 мм включит...4- 0,5 я
„ „ h п „ 7 мм и выше.............4-0,6 „
2. Примеры обозначения стали для специальных напильников (в зависимости
О г сечения):
Сталь для ножевочных напильников 22X6 ОСТ 2001
Сталь для рашпилец сапожных 22 X 6 X 4 Q СТ 200}
Сталь для шпонок
1115
Сталь чистотянутая для шпонок. ОСТ 300. Сортамент
мм
Номинальные размеры Допускаемые отклонения Вес 1 пог. м прутка кг
b h в ширине b в высоте h
ь наиб. найм. наиб. h найм.
3 3 3,04 3 3,15 3 0,07
4 4 4,05 4 4,15 4 0,13
5 5 5,05 5 5,15 5 <-,20
6 5 6,и5 6 5,15 5 0,24
8 6 8,05 8 6,15 6 0,38
10 7 10,06 10 7,20 7 > 0,56
12 8 12/6 12 8,20 8 0,77
14 9 14,06 14 9,20 9 1,00
16 10 16,06 16 10,20 10 1,27
18 И 18,07 18 11,25 11 1,58
20 12 20,07 20 12,25 12 1,91
24 14 24,и7 24 14,25 14 2,66
28 16 28,07 28 16,25 16 3,55
32 18 32,09 32 18,30 18 4,57
36 20 36,09 36 20,30 20 5,70
При исчислении веса 1 пог. м прутка удельный вес принят равным 7,85 кг,'дм9.
Пример обозначения стали чистотянутой для шлонок, сечением 18x11 мм :
Сталь шпоночн. 18XJ1 ОСТ 300
Сталь инструментальная в СССР нормализована в следующих ОСТ: сталь
углеродистая ОСТ 4956, сталь быстрорежущая ОСТ 4957 и сталь легированная
ОСТ 4958. Сталь качественная конструкционная углеродистая ОСТ 7123, то же
легированная ОСТ 7124.
d) Данные о различных изделиях 9
Трубы из чугуна или стали стр. 1380 и след.
Прокатное железо.
Профили. Фасонное — в форме стержней и в форме полос,
например круглое, квадратное, прямоугольное железо, угловое
равнобокое и неравнобокое .келезо с острыми или закругленными
краями, "J”, Т, □ железо, квадратное и настильное железо,
железо для поручней, бимсовое железо, крестообразное, шести-
гранное, полукруглое, овальное, оконное, планочное, колосниковое,
костыльное, обручное железо и т. д.
Для железных конструкций и изделий следует в пределах СССР
выбирать нормальные профили, приведенные в таблицах, утвер-
См. „Нормированные предметы торговли и разное*, стр. 1374 и след,
1116 Т. Отд. б- Материаловедение. III. Железо и сталь
жденных Комитетом по стандартизации при СТО (см. стр. 1081—1115).
В таблицах помещены только готовые профили; полу прокатные
профили (промежуточные профили) могут быть при надобности
получаемы изменением установки прокатных валков. Это относится
только к угловому железу.
Предписание относительно прочности, испытания и приемки
в Германии DN 1612, стр. 1046 и след., а для заклепочного и
бокового железа DIN 1613, стр. 1050. Для СССР см. ОСТ 4125 — 4136
(стр. 1047).
Широкополочные двутавровые балки пригодны для колонн зда-
ний при ограниченной строительной высоте, а также для перекрытий.
Обручное железо. Тонкое полосовое железо горяче- и хо-
лодно-прокатное точных размеров, толщиною не более 5 и до
500 мм шириной продается в moikbx (а не в полосах).
Проволока из литой стали круглого сечения (диаметр по
проволочному калибру, см. стр. 996) изгоховляется горячей прокат-
кой до диаметра 4,9мм, более тонкие сорта изготовляются холодным
волочением. Веса проволоки см. стр. 994, 1083 и 1084. Если сечение про-
волоки не круглое, а полукруглое, овальное, квадратное, мно-
гогранно^ звездообразное и т. д., то проволока называется про-
фильной. Сопротивление проволоки на разрыв см. стр. 232 и след.
1000 м телеграфной проволоки (по Фельтен и Гильом, в Мюльгейме Рейн) ве-
сят: оцинкованная толщиною 6 мм — 215 кг, толщиной 5 мм — 150 кг^ толщиной
4 мм — 1С0 кг, 3 мм — 55 кг, 2 мм (вязальная) — 24 кг, 1,7 мм (обмоточная) — 18 кг.
Гладкие листы (черная жесть) изготовляются из плоской
заготовки. Ниже 5 мм называется железом средней толщины, ниже
3 мм — тонким, выше 5 мм — толстым железом (D1N 1620).
В СССР — 4,5 мм и толще — толстое (ОСТ 19), 4 мм и тоньше —
тонкое (ОСТ 20). Толстое листовое железо различают в зависимости
от его применения, как: котельное листовое железо, судовое, паро-
возное, резервуарное, строительное и специальное. Толщина, размеры,
вес и допускаемые отклонения см. вышеприведенные сортаменты
ОСТ, утвержденные СТО (по Германским нормам см. DIN 1542 и
1543). Условия приема см. D1N 1621.
Таблица 29. Веса тонного листового железа
По германскому и диллингеровскому калибру стр. 996. Вес в кг]м9
Толщина мм Литая сталь холщина мм Литая сталь Толщина мм Литая сталь Толщина мм Литая сталь
0,30 2,36 0,70 5,50 1,375 10,8 2,50 19,6
0,375 2,94 0,75 5,89 1,40 11,0 2,75 21,6
0,40 3,14 0,80 6,28 1,50 11,8 3,00 23,6
0,438 3,44 0,875 6,87 1,55 12,2 3,25 25,5
0,50 3,93 0,90 7,07 1,70 13,3 3,50 27,5
0,562 4,41 1,00 7,85 1,75 13,7 3,75 29,4
0,60 4,71 1,10 8,64 1,85 14,5 4,00 31,4
0,625 4,91 1,125 8,83 2,00 15,7 4,25 33,4
0,688 5,34 1,25 9,81 2,25 17,7 4,50 35,3
Торговые. oopta железа
Ш?
Таблица 30. Толщина листового железа (по DIN 1542) ’)
Листовое железо толщиной менее 5 мм
Листовой калибр № 3 4 5 6 7 8 9 10 > 11 12 1 13 14 15
Толщина листа мм 4,5 4,25 4 3,75 3,5 3,25 3 2,75 2,5 2,25 2 1,75 1,5
Листовой I R калибр № ' 10 17 18 19 20 21 22 23 24 25 26 27
L°cTZ 11,375 I 1,125 | 1 С,875 0,75 | 0,625 0,562 0,5 0,438 | 0,375 I0-3
Продырявленное листовое железо представляет
собою тонкое железо с круглыми, квадратными, прямоугольными,
шестиугольными, трехугольными и продолговатыми отверстиями;
они изготовляются в Германии из железа всех калибров для тонких
листов размерами в ширину до 2,5 м и в длину до 6 м. Из них
изготовляются листы разного назначения. Круглые отверстия дела-
ются от U,5 до 100 мм диаметром. *
Листы для украшений имеют толщину от 0,75 до 2 мм. они
снабжены разными узорными отверстиями и применяются для ко-
жухов нагревательных приборов, для закрывания отверстий в сте-
нах и т. д.
Продырявленные листы изготовляются также оцинкованными
или покрытыми свинцом.
Сводчатые листы (корытообразные) из литой стали употре-
бляются для мостового настила и для других целей, имеют форму
пологих монастырских сводов с подъемом в 1/10 до х/15- Кромки
с 4 сторон плоские для возможности приклепывать своды к бал-
кам, ширина их 40—80 мм. Изготовляются разных размеров с дли-
ною стороны квадрата от 500 до 1800 мм\ изготовляются также
своды прямоугольной и трапецеидальной формы. Толщина железа
от 5 до 10 мм. Вес, которым можно нагружать такой настил, опре-
деляется опытным путем непосредственной нагрузкой. При вычи-
слении допустимой нагрузки стрела прогиба обычно не прини-
мается в расчет.
Бочкообразные листы (провесные) употребляются для мосто-
вых настилов, имеют форму пологих сводов со стрелою от 1/8
до 1/12. Кромки с двух сторон плоские для приклепывания к балкам,
ширина их от 60 до 80 мм; эти сводчатые листы изготовляются
разных размеров — длиною от 500 до 3000 мм. шириною — от 500 до
2000 мм. В плане они имеют прямоугольную форму, толщина их
от 5 до 10 мм. Вес определяется по сечению и длине.
Рифленое железо. Листы, снабженные с одной стороны пря-
молинейными, перекрещивающимися возвышениями (рифами) вы-
сотою от 1х/2 Д° 3 мм и шириною от 4 до 5 мм. Рифы при пере-
’) Пределы допусков размеров и весов тонкого и среднего листового железа
содержат DIN 1542, а для толстого листового железа DIN 1543.
1118 ». П. Отд. 5. Материйловедепие. III. Железо if Сталь
сечении образуют ромбы, диагонали которых относятся между
собою как 20:30. Рифленое железо прокатывается весом до450/сг,
ширина доходит до 1350им при толщине от 4 до 25 мм (кроме рифов).
Имеют применение для настилов, перекрытий разного рода, напри-
мер для обшивки полов (в особенности в судостроении и машино-
строении), лестничных ступенек, перекрытия каналов, тротуарного
настила на мостах и т. д. Вафельное железо, толщиной от 1,5 до
5 мм применяется наравне с рифленым.
Во многих случаях листовое железо применяется покрытым
трудно окисляющимся слоем олова, цинка, свинца, меди, кобальта
и никеля. Покрытие должно примыкать к железу плотно и по всей
поверхности должно крепко на нем держаться.
Белая жесть представляет собою хорошо протравленную
и после этого равномерно покрытую оловом (луженую) жесть (тон-
кие листы лучшего сорта). В СССР жесть поступает в продажу
согласно указаниям сортамента ОСТ 24.
Оцинкованное и освинцованное листовое железо изгото-
вляется всех толщин и размеров тонкого листового железа; на
1 м2 листа на обе его стороны требуется около 0,5 кг свинца или
от 0,4 д(^0,6 кг цинка.
Железо, покрытое красной медью с одной или с двух сто-
рон (гальваническим способом). Вес покрытия составляет от 5 до
10% веса железа. Размеры листов до 1,0 м длиной и до 0,6 м
шириной.
Никелированное листовое железо. С одной или с двух сто-
рон железного листа накладываются тонкие листы никеля и все
вместе прокатывается. Вес никеля составляет от 5 до 10% веса
железа.
Волнистое железо. Форма сечения, момент инерции и моменты
сопротивления для определенной ширины волны см. табл. 31
и след. Русские заводы изготовляют волнистое железо только
с размерами по сортаменту ОСТ 5237. Волнистое железо идет в дело
черным, оцинкованным (чаще всего), крашеным или освинцован-
ным. Покрытие цинком с обеих сторон вызывает увеличение веса
до 1 кг/м2, принимая за площадь железо выпрямленное, не волнистое.
Железнодорожные строительные материалы. Подробно см.
Hiitte, касающееся „Железнодорожного дела“ (т. III немецкого
издания).
Рельсы железнодорожные в СССР нормированы стандартами ОСТ от 118 до 127
Заклепки и болты. Размеры и расчеты см. выше отд. „Детали
машин*. Для приблизительного определения веса болтов с гайками
без шайб и с квадратными головками поступают следующим обра-
зом: к полной длине болта с головкой прибавляют длину, равную
четырем диаметрам его стержня, и по полученной длине в метрах
определяют соответствующий вес круглого железа в кг/м (стр. 1075).
Пример. Фундаментный болт д*ам. 30 мм, длиной 1,5 м [вес круглого железа
(см. таблицу на стр. 1j75) равен 5,549 кг/м] весит вместе с гайкой и квадратной
головкой (1,5 4-4-0,03)«5,5-19 = 8,99 кг.
Волнистое железо
1119
Таблица 31. Плоское волнистое железо
Волны по дуге параболы.
— Поперечное сечение на 1 м ширины;
Вес 1 м ширины: G = 0,8 F кг
Полная ширина—*1 Момент инерции 1 м ширины:
7 = ~2ГТ(Ь1Л1’ “ bih^ см*'
U. Стлашп. ширина В**
Момент сопротивления 1 м ширины: W = -———тем3, причем
Л + а
*.=4-<A+d>> 1>1=4-(*+2>б<9 •
ла=4‘(А-<,)’ 2,б<о
Профиль b мм Л мм d мм В мм F см9 G кг/*Р см9
60-20.0,625 0,625 7,78 6,23 3,57
60.20-0,75 0,75 10,2 8,12 4,27
60.20-0,875 60 20 0,875 720 11,8 9,47 4,95
60-20.1 1 13,5 10,8 5,63
60-20.1,25 1,25 16.9 13,5 6,96
76-20.0,625 0,625 7,20 5,76 3,41
76-20.0,75 0,75 8,72 6,98 4,06
76-20.0,875 76 20 0,875 760 10,2 8,13 4,71
76-20.1 1 11,6 9,30 5,36
76-20.1,25 1,25 14,5 11,6 6,63
76-20.1,5 1.5 17,4 14,0 7,87
100-30.0,75 0,75 9,02 7.22 6,33
100-30-0,875 0,875 10,5 8,42 7,35
100-30.1 100 30 1 800 12,0 9,62 8,37
10< -30-1,25 1,25 15,0 12,0 10,4
100-30.1,5 1,5 18,1 14,4 12,4
100-40-0,75 0,75 10,0 8,00 9,07
100-40-0,875 0,875 11.7 9,35 10,5
100-40-1 100 40 1 700 13,3 10,7 12,0
100-40.1,25 1,25 16,7 13,3 14,9
100-40-1,5 1,5 20,0 16,0 17,8
135-30-0,75 0,75 8,62 6,89 5,99
135-36-0,875 0,875 10,1 8,04 6,96
135.о0-1 135 30 1 810 11,5 9,19 7,92
135-00-1,25 1,25 14 4 11,5 9,83
136-30-1,5 1,5 17,2 13,8 11,7
150.40-0,75 0,75 8,72 6,88 8,29
150-40-0,875 0,875 10,2 8,17 9,64
150-40.1 153 40 1 750 11,6 9,30 11,0
150-40-1,25 1,25 14,6 11,6 13,7
150-40.1,5 1,5 17,5 14,0 16.3
150-60.1 1 13,3 10,7 18,2
15и.Ь0-1,25 1,25 16,7 13,3 22.6
150-60-.,5 150 60 1,5 600 20,0 16, J 27,0
150-60.2 2 26,7 21,3 35.8
1120 ф* П. Отд. б. МатёриалОйеДейие. Ш. Желёзо и сталь
Таблица 32. Фермы волнистого железа
троит. ширинаВ**
Волны по круговому очертанию.
Площадь поперечного сечения на 1 м ширины:
F= 100J-£-^ 4- 277^ он2. причемН =fr-i- • b.
Вес 1 м ширины:
G=0,8 F кг
Момент инерции для 1 м ширины:
J = 25d -V ттг'’’ + ЬгН + -^-ЬНг+ -|-яЛ см*
О \ 10 2 о у
Момент сопротивления для 1 м ширины:
W=2J\{h+d) см*
Профиль b . мм h мм d мм В мм слс2 Q кг/м* W см9
90.70-1 1 21,3 17,0 34,8
90-70-1,25 90 70 1,25 450 26.6 21,3 43,3
90-70-1,5 1,э0 31.9 25,5 51,8
90.70-2 2 42,5 34,0 68.6
100-50-1 ’ 1 15,7 12,6 19,3
100-50-1,25 100-50-1,5 100 50 1,25 1,50 600 19,6 2d,в 15,7 18,8 24,0 28,6
100-50-2 2 31,4 25,1 37,8
100-60-1 1 17,7 14,2 25,6
1OO-6J-1.25 1,25 22,1 17,7 31,9
100-60-1,5 100 60 1,50 500 26,6 21,2 38,1
ЮО-бо-2 2 35,4 28,3 50,4
100-80.1,25 1,25 27,1 21,7 50,4
100-80-1,5 100 80 1,50 400 32,5 26,1 60,3
100-80-2 2 43,4 34,7 80,0
100-100-1,25 1,25 32,1 25,7 72,4
100-100.1,5 100 100 1,50 400 38,6 30,8 86,6
100-100-2 2 51,4 41,1 115
Таблица 33. Волнистое железо для штор (оконных)
Размеры и данные для расчетов те же, что и для плоского волнистого железа
Профиль b мм Л мм d мм В мм F см- а кг1м* W см*
3 -15-0,5 30-15-0,75 30 15 0,50 0,75 600 7,42 11,1 5,93 8,91 2,38 3,52
40-20-0,5 40-20-0,75 40 20 0,50 0,75 600 7,42 П,1 5.93 8,90 3,20 4,74
40-20-1 1 14,8 11,9 6,26
Проволочные канаты и цепи. Подробно см. стр. 1398 и след,
отделы: „Детали машин" и „Грузоподъемные машины".
Гвозди изготовляются из проволоки или из листов при по-
мощи машины или куются вручную в горячем состоянии из квад-
ратного железа.
Проволочные гвозди (штифты) ог 5 до 250 мм длиной
и от 0,5 до 10 мм толщиной изготовляются машинами из твердо-
тянутой неотожженной проволоки. Проволока берется в больший-
Легкие металлы и еплавы 1121
стве случаев круглого сечения, но иногда и квадратного. Размер
гвоздей в СССР см. ОСТ 530, 531, 532, 533, 534 и 535.
Резаные гвозди изготовляются машинами в холодном
состоянии из специально прокатанных полос клинообразного попе-
речного сечения. Гвозди изготовляются отрезкою перпендикулярно
к длине полосы. Из толстого конца клина делают головку гвзздя.
Сечение гвоздя получается прямоугольное, острие несколько при-
тупленное в форме клина. Для досок, реек и брусков толщиной от
3 до 8 см применяют гвозди длиной от 70 до 130 мм.
Судостроительные, обшивочные и мельничные гвозди изгото-
вляются длиной до 500 мм.
В СССР конноподкозные гвозди см. ОСТ 328.
h) Условия поставки для железа и стали
(См. нормирование материала для стали и железа) *)
Особые условия договоров на железные конструкции, состав-
ленные прусским министерством общественных работ * 2).
Нормальные технические условия на поставку железных кон-
струкций для мостов и гражданских сооружений, составленные
Союзом германских архитекторов и союзом инженеров 3).
Нормальные сортаменты и технические условия утверждены
для СССР Комитетом по стандартизации при Совете труда и обо-
роны. Сортаменты на все виды сортового и листового железа по-
мещены на стр. от 1081 до 1115. Помещенные на стр. от 1051 до
1080 и на стр. 1119 и 1120 сортаменты являются сортаментами,
выработанными для Германии. Сортаменты эти помещены в рус-
ском издании Hiitte полностью, ввиду ценности и для русских
инженеров помещенных в них цифровых данных.
IV. Нежелезные металлы 4)
А. Легкие металлы и сплавы
Обработано проф.-докт. В. Френкелем, Франкфурт-на-Майне
Предварительные замечания. Из легких металлов в техни-
чески чистом состоянии применяются алюминий и, в ограниченном
количестве, магний. Эти два металла могут быть рассматриваемы
как главные составные части всех легких сплавов. Прочие ме-
таллы с удельным весом ниже 3 кг!дм\ щелочные и щелочно-
земельные металлы, употребляются только как добавки к сплавам
и притом в небольших количествах. Бериллий, имеющий высокую
J) См. издательство Beuth-Verlag GmbH, Берлин, Sw, 19.
2) Издательство Эрнст и сын, Берлин № 8, Wilhelmstr., 90.
•> У. О. Мейснер, Гамбург, Hermannstr., 44.
4) Литература. Справочник по нежелезным металлам 1927, изд. Немецкого о-ва
металлографов. Мельхиор, алюминий, легкие металлы и салавы, Берлин 1929.
71 Зак. 254. — Hiitte, Справочник для инженеров, т. II.
1122 Т. II. Отд. б. Материаловедение. IV. Нежелезные металлЬ1
температуру плавления (1280°), употребляется в виде примеси
к сплавам тяжелых металлов (стр. 1179).
а) Алюминий А1
Общее. По DIN 1712 различают три группы чистого алюминия
Таблица 1. Чистый алюминий
Обозначение Со- кращенное обо- значение Допускаемые примеси
1. Чистый алюминий 99,5 А1 99,5 Fe + Si + Си + Zn < 0.5%, из них Си 4- + Zn < 0,05%, остальные примеси только в границах, обычно допускаемых в тор- говле.
2. Чистый алюминий 99 А1 99 Общее количество примесей < 1%, в том числе Си + Zn<^0,l%, остальные примеси, кроме Fe и Si, только в обычно принятых в торговле границах.
3. Чистый алюминий 98/99 А1 98/99 Общее количество примесей < 2%, из них Fe < 1°/0 и Си 4- Zn <0,1%, остальные примеси, кроме Si, только в обычно при- нятых в торговле границах.
В СССР установлены нормы для алюминия в чушках и болванках — ОСТ 2Э28.
Этот стандарт предусматривает алюминий для авто- и авиопромышленности и разде-
ляется на: а) алюминий в чушках первичного получения, употребляемый в даль-
нейшем для получения сплавов, и б) алюминий в бо танках, идущий на изгото-
вление полуфабрикатов, как-то: проволоки, листов, труб и т. д.
Алюминий в чушках и болванках по химическому свойству делится на три
марки.
AI АП AIII Количе- ство алю- миния В0/»1 Содержание примесей в °/0
Fe | 1 Si 1 Fe + Si | Си + Zn | Fe + Zn 4- Си 4- Si
не более
99,5 99,0 98,0 1,0 1,0 0,50 1,00 1,75 0,05 0,10 0,25 0,50 1,00 2,00
Примечание 1. Марка алюминия определяется по совместному содер-
жанию железа и кремния (Fe 4- Si).
Примечание 2. Количество железа (Fe) и кремния (Si) в марках AI и
АП в отдельности не устанавливается.
Форма и размеры алюминия в чушках и болванках установлены стандартом
ОСТ 3588. Технические условия для приемки алюминия, см. ОСТ 3587. Методы
анализа — ОСТ 3956. Алюминий прямоугольного сечения голый для электрических
целей “нктп-jap Алюминиевые вейербарсы (для прокатки в проволоку, шины и
ч ОСТ 5844
П0Л0СЫ) НКТП J83 •
Алюминий и его свойства
1123
Из Америки выпускается на рынок алюминий со степенью чистоты 99 85
и 99,97; он содержит, кроме следов меди, приблизительно в равных количества.:
железо и кремний. Этот материал особенно хорошо сопротивляется коррозии.
Свойства (физические свойства см. табл. 2). Механические
свойства находятся в зависимости от степени чистоты. Чем чище
металл, тем меньше его прочность и твердость и тем больше его
удлинение. Табл. 3 дает приблизительные показатели.
Таблица 2. Физические свойства алюминия
Данные в °/0 в скобках указывают на степень чистоты металла
Удельный вес (99,4) [кг/дм3] . 2,7 Теплопроводность [к 1л1см1сек°]
Теплоемкость при 18' [кал/кг"] 0,218 658 при 0° 0,502
Температура плавления ° . . . . 100’ 0,490
„ кипения ° . . . . ок. 180Э „ 300° 0,450
Коэфициент линейного тепло- Электропроводность (99,6Э/О)
вого расширения между 15 [лт/2 мм5] при 0° 37,5
и 5OJ° 0,000027 „ 20’ 34,6
Модуль упругости кг1мм3 . . 72и0 „ 1С0’ 26,6
Степень усадки 1.7—1,8 Температурный коэфициент
Увеличение сбъема при пере- расширения
ходе с твердого состояния в жидкое в о/о • 6,5 1Г0 (14-а 0 Между 20 и 50° 109 а = 0,41
Таблица 3. Механические свойства чистого алюминия
Степень чи- стоты Состояние ао,а . кг}мм3 ’В кг/мм3 S°/o (/ = и,з Vrj =-1- ' _!_J Твердость по Бринелю кг/мм3
99 Отлит в изложницу . «5 8-12 «20 « 30 (5/62.5/39)
99 Прокатан и отожжен ДО 8 7-11 40 « 24 (10/500/30)
99 Прокатан в холодном состоянии с боль- шим наклепом «22 «25 « 3 « 60 (10/500/30) « 15 (10/500/30)
99,97 Прокатан и отожжен — 6 до 50
Сопротивление разрыву алюминия при высокой температуре
незначительно. При 300° у мягкого отожженного материала около
3 кг!мм2, при 500°—около 1 кг/мм2.
Мягкий отжиг твердотянутого алюминия дает лучшие резуль-
таты в пределах между 300 и 400°. При этой температуре переход
из твердого в мягкое состояние происходит в течение времени
от V2 Д° 1 часа.
При этой температуре твердый раствор алюминия и кремния распадается*
При более высоких температурах отжига в большей степе .и растворяется кремний.
Для того чтобы у особо мягкого листового алюминия достигнуть возможно мелко-
зернистой структуры (от 200 до 1000 кристаллов на 1 мм-), лучше всего вести бы-
строе нагревание в соляных ваннах.
71
1124 Т. И. Отд. 5. Материаловедение. IV. Нежелезные металлы
Наиболее благоприятной температурой для прокатки в горячем
состоянии является 400°; наилучшая температура при расплавлении
700—720°: при более высокой температуре в металле растворяются
газы, поэтому следует избегать перегрева при расплавлении.
Работы по соединению отдельных частей. Сварка. Алюминий
сваривается помощью газовой сварки и электросварки (электриче-
ск е сопротивление и вольтова дуга). Следует избегать образования
окислов алюминия на поверхности расплавленного во время сварки
металла. Это достигается применением предохраняющих газов или
флюсов.
Пайка. Для пайки имеются некоторые затруднения. Есть два
способа пайки:
а) Использование припоя, плавящегося при высокой
температуре, содержащего алюминий с примесями: Си, Ni, Ag, Мп,
Sn, Zn, Cd, Sb, Се и т. д. — пайка между температурами 540—630°.
Для удаления слоя окиси применяются флюсы из галоидных солей,
щелочей, щелочно-земельных и щелочных металлов, при этом магний
играет особую роль. Флюсы тяжелее металла припоя. Место спайки
продолжительное время и достаточно стойко сопротивляется кор-
розии. Пайка требует большого навыка.
Ь) Использование припоя, плавящегося при низкой
температуре (без алюминия и с малым содержанием алюминия)
Таблица 4. Полосовой алюминий (А1 98/99), протянутый с острыми
кромками по DIN 1769 .
Напечатанное жирным шрифтом относится также к штампованным изделиям, доста-
вляемым с закругленными углами; напечатанное курсивом относится только к штам-
пованным изделиям — с закругленными углами.
Ширина и Вес Ширина и Вес Ширина и Вес Ширина и Вес
толщина толщина в кг(м толщина толщина
в мм в кг/м в мм в мм. в кг/м в мм в кг[м
5X2 0,027 12X3 0,098 20X15 0,82 50 X 15 2,05
3 0,041 4 0,13 25Х 3 5 20 2,73
4 0,055 5 8 0,16 0,26 0,20 0,34 60Х 5 0,82
6X2 0,033 8 0,э5 8 1,31
3 0,049 15X2 0,082 10 0,68 10 1,64
4 0,и66 3 0,12 15 1,02 7<5 2,46
8X2 3 5 0,20 20 3,28
0,044 0,М6 8 10 0,33 0,41 зох з 5 0,25 0,41 80Х 8 10 1,75 2 18
4 5 ЮХ2 0,087 0,11 0,055 18X2 5 8 0,098 0,25 0,39 8 10 15 0,66 0,82 1.23 15 20 100 х 10 3,28 4,37 2,73
3 0.U82 10 0,49 40X15 1,64 15 4,09
4 0,11 20X2 20 2,18 20 5,46
5 0,14 0,11 50Х 5
8 0,22 5 0,27 0,68 120 ХЮ 3,28
12X2 8 0,44 8 1,09 15 4,91
0,066 10 0,о5 10 1,36 20 6,55
х) Сорт поставки: полосы длиной от 2 до 4 м.
Алюминий, сортамент
1125
Припой состоит из сплавов, в основе которых лежат цинк или
олово с присадками к ним Cd, Pb и Bi. Температура плавления
между 150 и 450°. Слой окиси снимается механически с текущего
припоя. Спайка производится без особых затруднений, но место
спайки не очень стойко в отношении коррозии.
Пленумом Комиссии по стандартизации при СТО дается в качестве рекомен-
дуемой Инструкция по приготовлению лигатур для алюминиевых отливок (авто-
авио 113); в ней даются мноючисленные указания о применяемых лигатурах и
вместе с тем даются указания и правила относительно панки алюминия и сплавов.
Таблица 5. Алюминий углового профиля (А1 98/99) прессуется с закруглен-
ными кромками по D1N 1771
Обозначения: а и Ъ— размеры полок угольника, * — толщина полок
Вес в кг/м аХ»Х« Вес в кг/м аХЬХ* Вес в кг/м а X b X s Вес кг/м
10 х 10 X 2 0,098 30 X 30 X2 0,32 50X50X4 1,05 20 X 30 X2 0,26
3 3 0,47 5 1,29 3 0,38
4 0,61 6 1,54 4 0,50
12X12X2 3 0,12 0,17 5 0,75 S0X60X4 1,27 5 0,61
5 1,57 20 X 40 X 2 0,32
15 X 15 X 2 3 4 0,15 0,22 0,28 35X35X2 3 4 0,37 6 1,87 3 0,47 0,61 0,75
0,55 0,72 Ю X 20 X 2 3 0,15 0,22 4 5
5 0,89 4 0,28 25X50X2 0,40
20 X 20 х 2 0,21 • 6 1,05 15 X 30 X 2 3 0,59
3 0,30 0,26 4 0,77
4 0,39 3 л 0,38 0,50 0,61 5 0,95
25 X 25 X 2 0,26 40 X 40 X 2 3 0,43 '0,63 5 30 X 45 X2 0,40
3 0,38 4 0,83 15X30X2 0,23 3 0,59
4 0,50 5 1,02 3 0,34 4 0,77
5 0,61 6 1,21 4 0,45 5 0,95
Таблица 6. Вес 1000 м алюминиевой проволоки *)
Дьам. в мм 1 Вес кг 1000 м Диам. в мм Вес кг 1100 м Диам. в мм 1 Вес кг 1и00 м Диам. в мм dec кг 11-00 м Диам. в мм Вес кг 1000 ж Диам. в мм 1 Вес кг 1000 м
1 2,10 7 102,9 13 354 19 758 30 1890 42 3704
1,5 4,72 7,5 118,0 13,5 382 19,5 798 31 2018 43 3882
2 8,4 8 134 14 411 20 840 32 2150 44 4065
2,5 13,12 8,5 151 14,5 441 21 926 33 2286 45 4252
3 18,9 9 170 15 472 22 КТ6 34 2427 46 4443
3,5 25,72 9,5 189 15,5 504 23 1110 35 2572 47 4638
4 33,6 10 210 16 537 24 1209 36 2721 48 4838
4,5 42,5 10,5 231 16,5 571 25 1312 37 2874 49 5040
5 52,5 И 254 17 606 26 1419 38 3032 50 5250
5,5 63,5 11,5 277 17,5 643 27 1530 39 3194
6 75,6 12 302 18 680 28 1646 40 3360
6,5 88,7 12,5 328 18,5 718 29 1766 41 3530
*) Хеддернгеймерский медеплавильный завод и южно-германское кабельное акци-
жерное о-во.
1126 т- п- Отд. 5. Материаловедение. IV. Нежелезные металлы
Соединение заклепочным швом. Заклепки из чи-
стого алюминия. Клепка в холодном состоянии.
Торговые изделия—табл, от 4 до 7.
Таблица 7. Вес (кг/м*) листов алюминия (А! 98/99) по DIN 1753
Толщ.1 в мм 1 О о 5 ф^Г И * Толщ. I в мм | Л ф 77 03 * Толщ. 1 в мм I о! ф77 CQ Толщ, в мм о ф 77 CQ к Толщ, в мм •2. ф77 оэ ь» Толщ. | в ММ 1 1 1 м £
0,2 0,55 0,5 1,37 1,1 3,00 (1,7) 4,64 (2,3) 6,28 3,5 9,55
0,25 0,68 0,6 1,64 1,2 3,28 1,8 4,91 2,5 6,83 4,0 10,92
0,3 0.82 0,7 1,91 1,3 3.55 (ГО) 5,19 (2,6) 7,10 4,5 12,28
0,35 0,96 0,8 2.18 1,4 3,82 2,0 5,46 2,8 7,64 5,0 13,65
0,4 1,09 0.9 2,46 1,5 4,09 (2,1) 5,73 3,0 8,19
0,45 1,23 1,0 2,73 1,6 4,37 2,2 6,01 3,2 8,47
Ь) Важнейшие алюминиевые сплавы
Различают по способу использования сплавы литейные и сплавы пластичные.
В то время как все пластичные сплавы могут быть использованы как литейные
сплавы, предназначенные для литья, не все могут служить материалом для обра-
зования из них изделий путем давления. Многие, и притом важнейшие, сплазы
выявляют свои высокие качества при термической обработке. Путем закалки при
температуре, бл*'“кой к температуре размягчения и следующего за ней длитель-
ного отпуска при обычной или при повышенной температуре (естественное или
искусственное созревание) можно значительно повысить механические свойства
сплава. Такая термическая обработка называется „улучшением" или „облагоражи-
ванием" металла. Совсем на других основаниях базируется способ уменьшения раз-
меров кристаллов, применяемый у сплавов алюминия и кремния. Способ этот
также оказывает действие на улучшение механических качеств, почему и носит то
же название „улучшения" или „облагораживания". В характеристике процессов
путем определенных наименований еще не достигнуто надлежащего соглашения.
Сплавы для литья 1)* 1. Американский сплав: от 8 до
12% Си (при обычном содержании железа и кремния около 1%).
Механические свойства а0,2 = 8 до 9, ав=12 до 16 кг! мм2, 5 = 1
до 2%, твердость (10/500/30)» 60 кг!мм2, хорошо отливается, го-
ден для литья в песчаные формы, в кокили и для литья под да-
влением. Облагораживается термической обработкой.
2. Немецкий сплав: от 2 до 3% Си, от 10 до 14% Zn
(Si и Fe в обычных содержаниях). Механические свойства: ст0,2 = 8
до 10, ав = 12 до 20 кг!мм2, 5 = 1 до 5%, твердость (10/500/30) от 50
до 60 кг!мм2. Применение одинаково с первым, несколько меньшая
прочность в горячем состоянии, несколько худшие литейные свой-
ства.
3. Сплав Ремельтеда: от 7 до 10% Zn, около 4% Си. Со-
держание Si и Fe не выше 1,5% каждого, малое содержание при-
месей других металлов. А1 85%. Годен для отливки в песок,
О Механические свойства определяются путем испытания на разрыв специально
отливных образцов, диаметром от 10 до 15 мм. Способ литья и согтав сплава ока-
зывают очень значительное влияние на данные испытаний на разрыв. Этим объя-
сняется расхождение этих данных у различных наблюдателей (см. также стр. 1020
Алюминиевые сплавы
1127
а при несколько измененных количествах Zn и Си —для литья
в кокиль. Свойства: ав=14 до 17 кг/мм2, б = от 1 до 1%%; твер-
дость (10/500/30) ад от 80 до 86 кг/мм2.
4. Силумин, альпаке^ 13% Si. Перед заливкой необхо-
димо достигнуть уменьшения размера кристаллов помощью щелочно-
фтористой соли или свободного щелочного металла, вводимого
в количестве ад 0,1%; механические свойства облагороженного
литья, полученного в песчаных формах: сг0,2ад 8,5 кг/мм2, ав = 17
до 20 кг/мм2, 6 = от 4 до 8%; твердость (10/500/30) ад 55 кг!мм2.
Литье, изготовленное в кокилях: а0,2 ад 10,5 кг/мм2, <sB = 18
до 22 кг/мм2, б = от 2 до 6%, твердость (10/500/30) ад 60 кг)мм2.
Сплав этот легкоплавок, особенно хорош при изготовлении тонко-
стенных отливок сложной формы. Стойкость против коррозии зна-
чительно выше, чему сплавов со значительным содержанием Си и Zn.
Силумин пластичен. После прокатки имеет следующие механи-
ческие свойства:
мягкий <зв = 15 кг/мм2 при б = 25%
твердый ав = 25 кг)мм2 при б = 5%
Иногда к силумину прибавляют меди (менее 1%) или марганца
для придания металлу твердости.
5. Сплав KS для морской в о д ы адЗ% Мп, 2,5% Mg,
0,5% Sb; sB = 15 до 20 лгг/лмг2, б = 3 до 8%. Твердость (10/500/30) ад
ад 60 кг/мм2, стоек в морской воде, пластичен в том случае,
когда в cociae входит пониженное содержание примесей (Мп—
меньше 1,5%, Mg — 2%, Sb’— 0,2%). При таком составе показывает:
мягкий ав = 18 кг/мм2 при б = 20%
твердый = 32 кг)мм2 при б = 5%
6. Сплавы для поршней: а) на основе А! — Си, обычные
для изготовления поршней и сплав KS с 12 до 20% Си; Ь) на основе
Al — Si сплав KS № 245 ад 4,5% Си и 12% Si. Сплав с еще большим
содержанием кремния: алюзил и KS 28 с 18 и 22% Si с присад-
ками, повышающими твердость, в горячем состоянии.
Теплопроводность поршневых сплавов—от 0,35 до 0,36 кал/см сек?,
коэфициент теплового расширения 17 до 34-10'6.
7. Алнеон инеоналиум представляют собою самооблаго-
раживающиеся литейные сплавы с одной составной частью, не
открытой изобретателем, действующей облагораживающим образом.
Пластичные сплавы. Кроме упомянутых силумина и KS для
морской воды, в эту группу входят: сплавы, имеющие способность
облагораживаться термической обработкой, сплавы, идущие глав-
ным образом для машиностроения. Самооблагораживающимися на-
зываются те сплавы, которые после закалки повышают свои каче-
ства при долгом лежании в комнатной температуре. К таким спла-
вам относятся:
1128 т- п- Отд. 5. Материаловедение. IV. Нежелезньте металлы
1. Дуралюминий, первый сплав, ставший известным как
самооблагораживающийся (с 1909 г.). Характеризуется содержа-
нием Mg.
Под этим наименованием выпущены на рынок различные сплавы. Наиболее
важные из них с достигнутыми после термической обработки (облагораживания)
механическими свойствами помещены в табл. 8.
Таблица 8. Дуралюминий
Обозначение
сплава
Состав сплава
€81 b
681 Ъ закал у
Z
Z закал-i-
ZB
ZB закал ~~
К
Си от 3,5 до 5,5 (среднее 4 до 4,5)°/о,МпО,25-до1 /0, Mg-O,5r/o Si и Fc по « 0,4' |0 26-28 38-42 18—20 15—30
тот же 32—34 43-45 12-15 11-27
тот же 27-29 41—44 17-19 14-18
тот же 33-35 44—47 10-14 10—26
вполне подобен, но не обнаро- дован 30-33 44-47 15-18 —
тот же 38-40 48-50 12-14 —
Mg от 0,25 до 2 °|о — «22 « 20 —
118
125
120
128
129
131
Модуль упругости: 681 b и 681 b закал 1/г ~ 7100 до 7400 kz/mm\
Сплавы 6э1 Ь и ZB при 500° быстро охлаждаются в воде
и оставляются лежать около 4 дней при комнатной температуре,
при этом их твердость и прочность значительно повышаются, удли-
нение же не претерпевает заметных изменений. Хороший пластич-
ный материал должен обязательно подвергаться облагораживанию;
холодная протяжка может начаться после полного срока вылежи-
вания материала. Облагороженный металл не следует нагревать до
температуры выше 150°. Сплавы, составленные подобным же обра-
зом, известные вне Германии, носят название: алдал, алкоа 17 S,
алфериум, к о л ь ч у г а л ю м и н и й (СССР) и а в и о н а л (со-
держит повышенное количество Si).
Кроме этих сплавов, самооблагораживающимися являются:
2. Склерон: 12% 7п, 3% Си, 0,5% Мп, 0,1% Li. Пластичный
сплав. Для термической обработки нагревается до 480° и быстро
охлаждается, после чего вылеживается по меньшей мере
4 дня. а0,2 = 30 до 40 кг)мм2, ав = 40 до 50 kz/mm^, 6 = 10 до 15%,
твердость (10/500/30) ПО до 130 kzImm2. Модуль упру-
гости 7200 KzjMM2 (высокий предел текучести). После термиче-
ской обработки не должен также нагреваться продолжительное
время выше 150°. Хорошо обрабатывается режущими инструментами.
Магний и его сплавы
1129
К созревающим при высоких температурах сплавам относятся:
3. Ла у та л-аэрон: от 4 до 5% Си, от 1 до 2% Si,
£^0,7% Мп. После быстрого охлаждения от температуры 500—520е
до нормальной, облагораживание (отпус<) ведется при температуре
от 100 до 150°. сг0,2 = 20 до 25, сгв = 38 до 42 кг/мм*, 6 = 18 до 25%,
твердость (10/500/30)^110 до 120 кг\мм2. Модуль упругости =
±= 7500 кг/мм2.
4. Конструкта л. Содержит Mg2Si или MgZn2.
Сплав 2—Си и Mg2Si, сг0,2=28, = 88 до 41 л:г/>ил«2/о = 20—23%.
Сплав 8—MgZn2, с0,2 = 37 до 39, = 47 до 52 кг) мм2, & = 10
до 20%.
5. Гиблюм, сплав, идущий из Америки, имеет некоторое со-
держание Ni и металлов из группы хрома и должен быть очень
стойким против коррозии.
6. Для электрической проводки идут, кроме уже
упомянутых сплавов, сплавы: дуралюминий К, алудур 533,
алдрей, монтегаль и альмелек, в которых содержатся Si и Mg,
и телектал, содержащий Li и Si. Эти сплавы имеют электро-
проводность в 30 м/9. мм2. Термическая их обработка сводится
к закалке при температуре свыше 500° и к отпуску при темпера-
туре 100°. В твердотянутом состоянии они имеют следующие ме-
ханические свойства: = 30 до 40 кг/мм2 и 6 = 5 до 10%, модуль
упругости 6500 до 6800 кг/мм2.
Термически облагороженные сплавы при температурах в пре-
делах между 200—250° теряют свои улучшенные качества, но при
быстром охлаждении и выдерживании в комнатной температуре
свойства эти вновь возвращаются.
Сплавы с повышенным содержанием присадочных металлов
(выше грани образования смешанных кристаллов) по большей
части менее благоприятны в смысле стойкости против коррозии,
чем чистый алюминий или чем сплавы, указанные как особо стой-
кие в этом отношении. К таким сплавам следует отнести: ал клад,
аллаутал и дуралплат.
с) Магний (Mg) и сплавы магния
Чистый магний (у = 1,81 кг!дмР) находит применение
в пиротехнике, а также изпользуется в химии. Для сплавов при-
меняемся мало. Когда речь идет о необходимости получить особо
легкий металл, применяется магний в повышенном количестве
(электрон-металл). Сплавы магния довольно стойки против действия
щелочей, но не против кислот и воды. Химическая обработка на-
ружной поверхности (солями хрома) улучшает сплав в смысле со-
противляемости против коррозии. Хорошо обрабатываются режу-
щими инструментами.
Из электрона изготовляются: *•'
1. Прутки: штампованные диаметром от 1,5 до 150 мм,
тянутые „ „ 1,5 до 45 мм,
твердо или мягко отожженные,
ИЗО т- И. Отд. 5. Материаловедение. IV. Нежелезные металлы
2. Листы — см. табл. 10. (Свойства прочности табл. 11.)
3. Трубы прессованные, наибольший наружный диа-
метр 140 лг.и, внутренний диаметр 92 мм. Толщина стенок
не ниже 2 мм, в свету не меньше 10 мм.
Таблица 9. Состав электрона
Марки Состав °|0 li ||Марки Состав o’o
А1 Zn Мп Al | Zn | Mn
AZG AZF 6 4 3 3 0,2-0.5 0,2-0,5 | Осталь- AZM Z 1b 6—6,5 1 i0,2—0,5|n„. 4,5 I - 1°
Vi 10 —— 0,2—(',5 > ное 1 1\Л гг Z 3 — q I ? ное
AZ 31 3 1 0,2-0,5 1 mg AM 503 0,2-0,5 1 0,1-0,3'0,5-0 J
Таблица 10. Листы из электрон-металла
Толщина лис- I TOB MM Ширина мм I Длина мм I Размер листа м2 1 Вес одного листа округ, в кг Вес 1м- округ, в кг 1 Толщина лис- | тов мм 1 Ширина мм Длина мм Размер листа м- Вес одного | листа округ. 1 в кг 1 1 Вес 1 м- округ. I в кг I
10 650 650 0,423 7,70 18,20 5 650 1300 0,845 7,69 9,10
9 650 750 0,^88 7,99 16,38 4 650 17и0 1 ,Ь5 8,04 7,28
8 650 850 0,553 8,05 14,56 3 650 2(дЮ 1,3' Ч) 7,10 5.46
7 650 P50 0,618 7,87 12,74 2 650 3000 1,950 7,10 3’64
6 650 11C0 0,715 7,81 10,92 1 650 зссо 1,950 3,55 1,82
Таблица И. Показатели прочности
Обозначения Состояние материала Предел упру- гости 0,( 2°/0 кг!мм2 Предел текуче- сти а0’2 кг}мм2 Сопро- тивле- ние на раз- рыв кг}мм2 Растя- жение при раз- рыве °/о Пере- жим °/о
AZG Залит в песок «4,5 10-11 15—18 2-5 «7
AZF Залит в песок «3,8 «9 17-20 4-6 «9
AZF Залит в кокиль «4,3 « 13 20-23 6—10 10-14
V 1 Лит под давлен. . «5 « 12 10—18 2-4 «5
AZ 31 Залит в песок «2,8 «6,5 17—20 6-8 «9
V 1 Прессован 19-21 25-28 34-37 7-9 9-12
V 1 w Улучшен 19-21 24—26 34-37 10-12 13-18
V 1 h Закален 22-24 26—30 38—42 2-5 3-6
AZM Прессован 17- 19 20-22 28-32 11-16 25-30
AZ 31 Прессован 14—16 18—20 25-28 14-17 30-35
Z lb Прессован Мягкий Твердый 9—13 16—18 25-27 15-18 25-30
Z 3 | 7—9 13-15 20-24 28-32 10-12 2-3
AM 503 | Мягкий Твердый 10-12 14-17 19-23 28—32 7—10 2-3 «20
AZM | Мягкий 1вердый 16-18 20-22 • 28-32 34-40 12-14 1-3 « 20
Медь, ее свойства 1131
Кроме того, электрон выпускается на рынок в чушках и в бол-
ванках.
♦
Наименование и составы сплавов электрона см. табл. 9, механические данные,
состояние материала и применение его — табл. 11. Таблицы составлены по
Г. Шрейберу, Экономика металлов, 1929, стр. 948. Размеры листов и вес см.
табл 10
В. Медь Си
Обработано д-ром П. 3 и б э, Оснабрюк
Места нахождения и добыча меди. Медь сильно распро-
странена в природе. В виде самородного металла у Верхнего озера
в Северной Америке; обычно, однако, в соединении с другими
элементами, в особенности с серой. Главнейшими минералами, со-
держащими медь, являются:
Медный блеск (Cu2S с содержанием около 80% Си) —
Северная Америка, Германия (Зиген, Фрейберг), Испания (Рио-
Тинто).
Медный колчедан (CuFeS2 с содержанием около 34% Си) —
Северная Америка, Южная Америка, Германия (Мансфельдский
медный шифер), Зальцбург.
• Бурнонит, серно-антимониевое соединение с РЬ и Си
(CuPbSbS3 с содержанием около 13% Си) — Южная Америка, Гер-
мания (Гарц).
электрон-металла
Сопро- тивле- ние на сжатие к г/мм- Модуль упругости кг}мм* Твердость по Брине- лю кг [мм2 Вязкость при испы- тании на удар см кг\см* Сопроти- вление на срез кг) мм* Применение
«33 4300 53-57 «35 « 14 Отливки
«32 4200 43-47 «50 « 13 Огливки
35-38 4200 50-55 «75 « 13 Детали массового произвол.
до 39 4300 « 70 50 « 13 То же
« 29 4000 «40 «1С0 «11 Тормозные колодки
37—40 4550 70 40 16 ] Для частей, подвергающих-
35-38 1400 60 75-100 16 1 ся высоким напряжениям,
40-45 4600 85-90 30 18 J требующим большой тверд.
35-38 4500 55 120—140 14-16 | Нормальный конструктив-
34-36 4300 48-50 120-140 13-15 J ный материал
34-36 33—35 4300 4250 45 42 60 130 130 13-15 13 V Принимает окраску после J протравы
34-36 4200 40 « 100 12-14 1 Хорошо сваривается и лег-
55 J ко форм, в горяч, виде
35-37 4530 55 « 120 14-16 1 Материал для конструк
65 ♦ J ций
1132 т- Отд. 5. Материаловедение. IV. Нежелезные металлы
Малахит (основное углекислое соединение с содержанием
около 57% Си), окислый минерал, являющийся продуктом перехода
сернистых руд, — Германия (Зиген, Фрейберг), Бельгийское Конго
(Катанга), Урал.
Медные руды содержат в зависимости от места нахождения
еще большие или меньшие количества минеральных примесей, так
что содержание меди в рудах значительно меньшее, напр., мансфельд-
ский медный шифер имеет от 2 до 3% Си, гарцская руда (Гослар,
Клаусталь) —от 3 до 5°/0 Си, Катанга — от 8 до 10% Си, Рио-Тин-
то —от 1,5 до 2% Си. Содержание меди в 12 до 15% считается
богатым.
Добыча меди из руд происходит, обычно, в трех ступенях:
1) Добыча меАного камня „купферштейна" посредством обжига
обогащенной руды с последующей раскисляющей плавкой; куп-
ферштейн содержит от 20 до 40%. Си, остаток S и Ее. 2) Продувка
купферштейна в конвертерах и получение конвертерной черной
меди с содержанием около 9о% Си, или металлургический процесс
в шахтных печах или плавка в пламенных печах с предыдущей
концентрационной плавкой штейна (около 75% Си), продукт — черная
медь (с содержанием в 90 до 95% Си). 3) Рафинирование черной или
конвертерной меди в пламенных печах с получением рафиниро-
ванной меди с содержанием более 99% Си или же переработка
предварительно рафинированного материала в форме анодов па-
средством электролиза (напр., раствор 15 ) г CuSO4*5H20,100 г H2SO4
в одном литре, 30 АДи2, 0,25 V при 40—45°) в электролитическую
медь с содержанием 99,9% Си и более. Посредством рафиниро-
вания достигается удаление примесей. Все примеси понижают
в большей или меньшей степени электропроводность. Никель,
мышьяк, олово и фосфор являются полезными примесями или
добавками, тогда как свинец, кислород (>0,15%), сера, селен,
теллур и, в особенности, висмут (>0,03%) являются вредными
примесями, влияние которых может, однако, отчасти взаимно уни-
чтожаться. Сурьма < 0,05% безвредна; медь становится тверже от
прибавки 0,1% сурьмы. В особых случаях при бедных рудах (Рио-
Тинто) добыча меди может производиться выщелачиванием; полу-
чаемая цементная медь с содержанием в 50 до 90% Си перераба-
тывается дальше по способам, указанным под рубрикой 3.
Технические и физические свойства. Медь в холодном и го-
рячем состоянии ковка и поддается прокатке, нагретая может быть
прессована и холодная обрабатывается различными способами.
Особые преимущества: в высшей степени пластична, устойчива
относительно атмосферных влияний и большинства встречающихся
в промышленности растворов (промышленность пищевых продуктов).
Дальнейшие важные свойства: после серебра наиболее высокая
электро- и теплопроводность.
Поперечное сжатие и удлинение меди сильно колеблются даже при одинако-
вых анализах, но при 300—6J01 эти величины ооычно достигают минимума; в общем
свойства меди при ее нагревании сильно зависят от быстроты производства пробы
на разрыв.
Свойства меди
1133
Таблица 1. Физические свойства меди
.. w. —
Атомный вес 63,57 Скрытая теплота плавления
Температура плавления (в без- 1083 в кал1кг 43
воздушном пространстве) в ° Удельное сопротивление в 2
Температура плавления (на мм~)м при 15’ 0,0166
воздухе; эвтектика Си — 1064 Электропроводность в m/Q
Си2О) в ° мм2 при 15’ 60
Температура кипения в °. . . 2310 Температурный коэфиииент
Удельный вес кг/дм3 8,9 сопротивления от 0 до 100° 0,0043
Линейный коэфициент тепло- Магнитные свойства: диамаг-
вого расширения между 16 0,000018 нитна —
и 50J° Теплопроводн. в калсм^ек* Модуль упругости в кг 1мм1 | 10 000 до 13 С00
(между 18—20°) . .' Удельная теплоемкость (меж- 0,92 Литейная усадка в о/0 .... 1,42
ду 0 и 22°) в кал^г* .... 0,092
Таблица 2. Технические свойства меди 9
Свойства Состояние
твердое | мягкое
' Сопротивление разрыву кг1мм* 35 до 45 21 до 24
Удлинение в °/0 (измеряемая длина 11,31^ F) 2 до 5 > 38
Поперечное сжатие в °|0 — > 50
Твердость по Брин^лю Н кг!мм* около 90 около 50
Ударная проба вязкости с пропилом образца м кг/см2 . . — 6 до 8
Таблица 3. Сопротивление разрыву при различных температурах
Температура: 100 200 300 400 500 600 800
кг [мм2 21 18 16 13 7,3 5 2
Дальнейшая обработка и области применения. Медь, отлитая
в формы блоков, свинок для прокатки и болванок для проволоки,
перерабатывается в холодном или горячем состоянии в пластины,
листы, штанги, трубы и проволоку различных форм и толщины.
Наиболее выгодной температурой отжига при нормальных условиях
является 6509. Следует избегать у не очень бедной кислородом
меди раскисляющей атмосферы. Медь может быть спаиваема и, при
особых условиях (увеличенный подвод тепла вследствие высокой
теплопроводности), свариваема.
Чистая медь является самым употребительным материалом
для электрических проводов, также для паровозостроения (огневые
коробки и связи паровых котлов).
Технические условия для топочной красной меди см. ОСТ
Далее для листовой тонкой меди (покрытие крыш), для труб,
для профильной меди и для сильно утонченных поделок из
’) См. также стр. 217, 220 и след.
1134 Т. II. Отд. 5. Материаловедение. IV. Нежелезные металлы
меди. Как металл для сплавов медь является главной составной
частью латуни, нейшд^ера и бронзы (см. ниже).
Торговые сорта. Как сырой металл с содержанием от 70 до
99,9°/0 Си под названиями медный лом, электролитный лом, черная
медь, цементная медь, конвертерная медь, анодная и катодная медь
(степень чистоты см. также в листе норм 1708, табл. 4); кроме того,
медь, непосредственно пригодная к переработке и улучшению в виде
прокатных пластин (cakes), круглых блоков (billets) и главным обра-
зом в виде болванок для проволоки (wirebars).
Таблица 4. Нормы для меди DIN 1708
(сырой материал, как-то: блоки, болванки и кат.оды)
Название Сокра- щенное обозна- чение Содержа- ние чи- стой меди В о/о Примеры применения
Металлургическая медь А (с содержанием мышьяка и никеля) А-Си 99,0 Огневые коробки и связи
Металлургическая медь В (бед- ная мышьяком) В-Си 99,0 Сплавы для отливок, также как сплавы с содержанием меньше 60% меди для про- катанных, прессованных и ко- ваных изделий
Металлургическая медь С . . С-Си 99,4 Медные трубы и листы
Металлургическая медь D . . D-Cu 99,6 Сплавы с содержанием меди более 6О'/О для прокатанных, прессованных и кованых из- делий
Электролитическая медь Е . . Е-Си -*) Электрические провода, вы- сококачественные сплавы
*) Для оценки электролитической меди, служащей для электрических проводов,
принимается во внимание только электропроводность. Правильно взятая проба
медной проволоки, отожженной при температуре около 60Э°, должна иметь на
1 км длины и на 1 мм* сечения при 20° сопротивление, не превышающее 17,84 2.
Для общего руководства служат нормы для меди в книге предписаний союза гер-
манских электротехников, 12 изд., 1925, отдел 12.
Данные относительно медных труб стр. 1388, относительно веса
проволоки и листов стр. 994 и сл.
В СССР нормы для меди установлены Комитетом по стандартизации при СТО
также в зависимости от химического состава. См. ОСТ 398.
Сплавы меди. "Бронза
1135
Таблица 4а. ОСТ 308
Обозначение марок Химический (ф став %
Медь (Си) не менее Примеси
В том числе Всего не более
Висмута (Bi) не более Сурьмы (Sb) не более
Ml М2 М3 М4 М5 99,9 99,8 99,7 99,5 99,0 Следы Следы Следы 0,003 0.0U5 Следы Следы Следы 0,0j5 0,010 0,1 0,2 0,3 0,5 1,0
Примечание 1. Серебро считается за медь.
Примечание 2. Под следами понимают содержание соответствующего
элемента не более O,jj2°/o.
Настоящий стандарт распространяется как на медь в виде сырого материала
(вайрбарсы—ОСТ 5890, болванки —ОСТ 5801, слитки—ОСТ 5799 и катоды—ОСТ оЮ),
так и на медь в деле в виде тех или иных полуфабрикатов и изделий (листы —
ОСТ 347, 7576, 7577, ленты—ОС Г 7589, 7588, прутки—ОСТ 7569, 7570, 7571, 7573-7575,
4272 и 4273, проволока — ОСТ 420, 421, части паровозных топок—ОСТ 684, 683,
трубы—ОС 1' 6439 и др.).
С. Сплавы меди
Обработано дицл.-инж. Г. Обермюллером, Альтена (Вестф.)
а) Бронза
Бронзой называются (см. DIN 1705) все сплавы, в которых
медь является главной составной частью (т. е. в количестве не
меньше 75%), кроме латуни и томпака. Значение бронзы вызвано
главным образом ее устойчивостью относительно влияния атмо-
сферы, так же как и воды, с содержанием кислот и щелочей,
кроме того, хорошими механическими свойствами, большим сопро-
тивлением износу, а также красотой цвета и звоном. Различают
следующие разновидности бронзы.
1 . Прокатная бронза.
Оловянистая бронза, с содержанием олова до 1О°/о, называемая также
фосфористой, так как она чаще всего раскисляется фосфором.
Специальная бронза, т. е. сплавы меди с алюминием (алюминиевая
бронза), с кремнием (кремнистая бронза), с магнием, кадмием, марганцем, никелем,
свинцом и др.; содержание меди не менее 78°/0- Одновременно в сплаве находится
до 3 видов присадочных металлов из числа указанных.
2 Литейная бронза.
Фосфористая бронза, т. е. сплавы олово—медь, раскисленные фосфо-
ром с содержанием олова до 3OJ/o.
Специальная бронза, представляющая собой алюминиевую, марганце-
вую бронзу и др., как было выше указано.
9 Литература: Led ebur-B аи е г, Die Legirungen fur gewerbliche Zwecke,
Берлин 1924.- Schott, Die Metallgiefierei, Лейпциг.—A. Krupp, Die Legierungen,
4 изд., Гартлебен.—W. Muller, Kupfer und Bronze, Mitt. Forschungsarb. VDI,
тетр. 24—C z о c lira Iski, Moderne Metallkunde, Берлин 19z4.—Справочник no
нежелезным металлам, Берлин 1927.
1136 т- И* Отд- Материаловедение. IV. Нежелезные металлы
Цинковая бронза, т. е. сплавы меди с цинком и оловом или с цинком
и свинаом; при этом количество добавок не превосходит 10 —15,J/0.
ЛитеЛная бронда для особых назначении и художественных изделий,
например: колокольная бронза, пушечная бронза, художественная бронза, медаль-
ная бронза и др.
1. Прокатная бронза. Из сортов чистой олозянистой бронзы
(фосфористой бронзы) 1) наиболее важны следующие: WBzb^):
94% Си; b% Sn3). Удельный вес [кг/дл/3] = 8,73. Свойства:
годна для твердого припоя и хорошо обрабатывается в холодном
состоянии.
Таблица 1. Прочность полос и проволоки из прокатной бронзы WBz 6
Состояние Сопро- тивление разрыву Удли- нение 0/ /о 1 азмеры в мм Примечания
толщина полосы диаметр про- волоки
Отожженные или го- 0,1-2 0,5-5 Значения для проч-
ряче-прокатанные . 40 50 ности и удлинения
Полутвердые .... 50 15 0,1-2 • 0,5-3 являются мини-
Твердые Пружинной твер- 60 10 0,1—2 0,5-2 мальными значе- ниями и взягы из
дости Двойной пружинной 80 5 0,1—2 0,5-2 табл. 110 для не- железных метал-
твердости 90 2 — 0,5-1 лов Всеобщ, комп, электричества
Листы и полосы для пружин из WBz б см. D1N 1779. Протянутые полосы
(бандажи) DIN—предварит, нормы VDE 6405.
Из специальных бронз, допускающих обработку про-
каткой, прессовкой и волочением, приводятся следующие:
Таблица 2. Состав и свойства алюминиевой бронзы
Сокращ. обознач. Состав в °/0 Удельн. вес около кг, дм3 Особые свойства Применение
Си Fe Al
Al-Bz 90-95 — 10-5 8,35 Устойчива в мор- ской воде, под- дается твердой пайке, большая вязкость Прутья, листы, про- волоки, листовые пружины
86-90 1-2 осталь- ное Поддается обра- 6oiKe прессов- кой в горячем состоянии, боль- шая прочность и твердость Прутья, прессован- ное и кованые предметы
>) Химический состав и свойства оловянистой бронзы DIN 1705, лист 1.
*) Употребление: штанги, пружины, проволока, листы, полосы.
») В этом сорте бронзы обнаруживается влияние фосфора, который при
небольшом содержании увеличивает твердость и оказывает вредное влияние только
при наиболее значительном содержании (свыше 1°ЛХ
Свойства бронзь!
113?
Таблица 3. Прочность алюминиевой бронзы A1-Bz 5
(95% Си, 5°/0 А1)
Состояние Сопро- тивл. раз- рыву кг[мм* Удли- нение о/ /0 У ио гребительные размеры:
пругья диаметром мм проволока диаметром мм
Отожженная или горяче-прокатанная . . . 35 40 1—ГО 0,8-5
Полутвердая 45 15 1—100 0,8-5
Твердая 60 10 1-20 0,8-5
Пружинной твердости 80 5 — 0,8-4
Двойной пружинной твердости 90 2 — 0,8—3
Таблица 4. Состав и свойства магниевой бронзы
Обозна- чение Состав °/о Удель- ный вес Электро- провод- ность (при 20° С) м 2 мм* Особые свойства Применение
Си Mg
I 99,9 о,1 8,9 48 Р;лагоприягное со- вмещение хорош. механических и электрических свойств Наружные эле- ктрические провода
II 99,6 0,4 8,8 36 То же
Показатели прочности бронзы I и II. Бронза I: твер-
дость пружинная =50 до 52 кг/лги2, проба на изгиб (г = 2,5 d)
8 до 9, употребительные диаметры—3 до 5 мм. Бронза II: твердость
пружинная =66 до 70 кг/мм?, проба на изгиб 7 до 8, употреби-
тельные диаметры—1,5 до 2 мм.
Подобными же свойствами обладает и кремнистая бронза, при-
чем вместо магния раскисляющей и придающей твердос1ь состав-
ной частью является кремний; сплавы олова, кадмия и меди при-
меняются также часто для наружных электрических проводов.
Таблица 5. Состав и свойства марганцевой бронзы
Обозначение Состав °/0 Си | Мп Особые свойства Применение
Мп-Вг 94-95 | 5-6 1 Устойчива против дей- ствия морской воды Прутки, распорные болты и др.
Прочность прутков марганцевой бронзы: про-
тянутых, мягких ад = 35,9 кг!мм\ б = 40%> сжатие образца
72 Зак. 254. — Hiitte, Справочник для инженеров, т. II.
1138 Т. ОтД- б- Материаловедение. IV. Нежелезные металлы
2. Литейная бронза
Таблица в. Состав и свойства оловянистой (фосфористой) бронзы
по DIN 1705, лист 1 и 2
Сокращен- ное обо- значение Состав °/0 Удель- ный вес Особые свойства Применение
Си Sn
OBz 20 80 20 8,86 Очень твердый хруп- кий металл для ча- стей с большой на- грузкой при трении Упорные подшипники, .полозья, золотни- ковые пластины и колокола
OBz 14 86 14 8,83 Твердый сплав для частей с большим износом Вкладыши подшип- ников с большой нагрузкой, колеса, гидравлические аппараты для боль- шого давления
OBz 10 90 10 8,80 Большая вязкость и твердость Вкладыши подшип- ников с большой нагрузкой,зубчатки, черьяки, крыльча- тые колеса, арма- тура для жидкого толлива
Для составов бронзы, указанных в табл. 6, могут быть сделаны
следующие допуски (D1N 1705, лист 2):
Сокращенное обозначение Состав «'о Наименьшее содержание °/0 Наивысшее содержа- ние °/0
Си Sn Cu4-Sn РЬ Sb Fe
OBz 20 .... -2,0 +2,0 99,0 1,0 0,2 0,3
OBz 14 . . . . ±1,0 ±1,0 99,0 1,0 0,2 0,2
GBzlO .... ±1,0 ±1,0 99,0 1,0 0,1 0,2
Кроме приведенных инородных составных частей (Pb, Sb, Fe), в соединения
входит в самых небольших количествах цинк, висмут, мышьяк, алюминий, магний
и сера. Все они могут находиться самое большее в виде следов. При анализе об-
наруживается также фосфор, который добавляется в расплавленный металл в виде
фосфорисюй меди или фосфористого олова с целью раскисления, количество и про-
центное содержание инородных составных частей с применением новых металлов
для сплавов значительно понизилось.
Таблица 7. Температура литья и литейные усадки некоторых сортов
фосфористой бронзы
(По сообщениям лаборатории для испытания материалов в Далеме 1923)
Химический состав % Температура отливки в °C Общая литейная усадка %
Си Sn Р литье в песке литье в кокиль
92,0 7,75 0,25 1150 1,392 1,445
90,0 9,75 | 0,25 1150 1,350 | 1,442
Свойства бронзы
1139
Таблица 8. Состав и свойства некоторых сортов специальной бронзы
Сокра-
щенное
обозна-
чение
Al-Bz 10
Bl-Bz 10
Bl-Bz 8
Химический состав о/о Удель- ной вес Особые свойства Применение
Си А1 Sn Pb
90 10 — — 7,75 Устойчива отно- сительно мор- ской воды Для частей с большой проч- ностью и твер- достью
86 — 10 4 8,85 Хороший металл для подшипни- ков Подшипники для динамо, мото- ров. шатунов, станов для го- рячей прокатки
80 8 12 9,10 Подшипники с большой на- грузкой на поверхность (станы для холодной про- катки)
Допустимые отклонения для содержания Си и Sn: ± 1%.
Таблица 9. Состав и свойства машинной бронзы по DIN 1705
Сокра- щенное обозна- чение Химический состав Удель- ный вес Особые свойства Применение
Си I Sn | Zn | Pb
Rg Ю 86 10 4 — 8,80 Вязкий и твер- дый сплав для общего приме- нения к по- стройке машин и аппаратов Части трубопро- водов, винты и гайки
Rg 9 85 9 6 — 8,78 Более мягкий сплав Для паровозных частей и арматур
Rg 8 82 8 7 3 8,90 Вязкий и твердый Схьлав \ Для машинных 1 иарма(урных у частей, под- । вергающихся
Rg 5 85 5 7 3 8,82 Мягкий сплав J обработке
Rg 4 бронза для фланцев 93 4 2 1 8,56 Поддается пайке твердым при- поем Для фланцев тру- бопроводов
1140 Т. II. Отд. 5. Материаловедение. IV. Нежелезные металлы
Для состава сплавов при этих сортах бронзы допустимы следую-
щие отклонения (D1N 1705, лист 2):
Марки Состав o/o Наимень- шее содержание °o Наивысшее содержание °/0
Cu Sn Cu+Sn Pb Sb 1 Fe | Zn
Rg 10 ±1,0 ±1,0 95,0 1,5 0,3 0,3 Остальное
Rg 9 ±0,5 ±0,5 93,0 2,0 0,3 0,2 -
Rg 8 ±1,0 ±1,0 88,0 4,0 0,5 0,5
Rg 5 ±1,0 +1,5 90,0 5,0 0,3 0,2
Rg 4 ±1,0 ±1,0 97,0 2,0 0,1 0.2
Висмут, мышьяк, алюминий, магний и сера допустимы в ничтож-
ном количестве (следы).
Определение точных данных прочности у литейных сплавоз
бронзы, а в особенности у отлитых в формы, очень затруднительно,
так как, кроме химического состава, значительное влияние на проч-
ность в охлажденном состоянии оказывают род отливки (в песок,
в кокиль, стр. 1019), температура заливки, кристаллизация, размеры
сечения, скорость охлаждения отливки. Наиболее вернь е данные
можно получить, испытывая на разрыв бруски, взятые из разных
мест отливки. Поэтому здесь приходится отказаться от приведе-
ния данных прочности, каковые могли бы иметь общее значение
(см. также стр. 220 и след.).
Таблица 10. Температура отливки и мера усадки некоторых сортов машин-
ной бронзы и алюминиевой бронзы Al-Bz 10 1)
(По сообщениям лаборатории для испытания материалов в Далеме 1923)
Химический состав o/o Температу- ра отливки в °C Общая литейная усад- ка О/о
Си Sn Zn РЬ Литье в песок Литье в кокиль
87,0 80,25 75,0 >)90,0 Лит 8,6 14,0 11,0 е й н а я б 4,3 4,5 13,0 9,9с р о н з а д Следы 1,25 1,0 (°/о А1 ,ля спет 1120 1120 1120 1070 (иальнь 1,400 1,425 1,375 1,4Л) IX пром 1,530 1,541 1,416 2,208 ы ш л е н-
ных или художественных целей: монетная, медальная
бронза—наиболее часто применимые сплавы 95% Си, 4% Sn, 1% Zn;
пушечная бронза чате всего от 88 до 92% Си, от 8 до 12% Sn;
колокольная бронза—сплав меди и олова при 20—23% Sn, часто с
добавками свинца и цинка; например, литейная бронза ^(колоколь-
ный металл) с 77% Си, 18% Sn, 3% Zn Pb и 2% Sb; художе-
ственная бронза для статуй и т. д. бывает разных составов. Состав
варьируется в целях достижения лучшего заполнения формы, кра-
сивой окраски патины и т. д.
В СССР сорта оловянистой бронзы указаны в ОСТ 6240 (литейные бронзы,
бронзы для литья и прокатки и бронзы для подшипников).
Томпак и латунь
1141
Ь) Томпак и латунь
Сплавы меди и цинка. Их можно разделить по химическому
составу и обработке на следующие группы:
1. Прокатная латунь.
Томпаковые сплавы, т. е. сплавы Zn—Си с содержанием Си от 68 до
9С’/0, отчасти с небольшими добавками Sn.
Чистая латунь, т. е. сплавы Zn—Си с содержанием Си от 55 до бУ^'о.
Специальная латунь, т. е. сплавы Zn—Си с добавками свинца, железа,
марганца, алюминия, олова и никеля.
2. Литейная латунь.
Чистая латунь с содержанием меди от 60 до 68^0.
Специальная латунь с добавкой свинца, олова и марганца.
3. Латунные припои.
Латунный припой (называемый твердым или крепким припоем) с со-
держанием меди приблизительно от 40 до 6О°'о.
Серебряный припой (серебряный твердый припой, с содержанием
меди от 53 до 38°'О, цинка от 43 до 50»0 и серебра от 4 до 12о'о).
Примечание. Сплавы Zn—Си с содержанием меди в 6J°/o и более могут
быть подвергаемы холодной прокатке и волочению.
1. Прокатная латунь
Томпаковые сплавы по DIN 1709 разделяются на следующее:
Таблица 11. Состав и свойства томпаковых сплавов по DIN 1709, лист 1
Краткое обозна- чение и название Химический состав о'р Удель- ный Особые свойства Применение
Си | Zn вес
Ms 67 (полутом- пак, латунный припой) 67 33 8,6 Обрабатывается холодным, хо- рошо тянется Полосы,трубы, листы, проволока, шуру- пы, пружины, па- тронные гильзы
Ms 72 (желтый томпак, латунь для туГбинных лопаток) 72 28 8,6 Тянется, прессу- ется и чекани 1ся. Удовлетворяет высшим требо- ваниям пластич- ности и проч- ности Проволока, листы, профили для лопа- ток паровых тур- бин
Ms 80 (светлокрас- ный томпак) 80 20 8,6 Золотистый цвет, обрабатывается в холодном со- стоянии Художественные из- делия, листы, ме- таллические ткани
Ms 85 (полукрас- ный золотой том- пак) Ms 90 (красный томпак) 85 90 15 10 8,7 8,8 Красноватый цвет Полосы, прутки, про- волока, листы для художественных из- делий
1142 Т. И* Отд. 5. Материаловедение. IV. Нежелезные металлы
Таблица 12. Данные о прочности некоторых томпаковых сплавов т)
Химический состав о'о Форма Состояние Сопротивл разрыву кг] мм- Удлинение »/о Электропро- водность при 20"С м/2 мм2
Си Zn
68 32 прутки отожженные. . . полутвердые . . . твердые 30 40 45 30 25 10 —
72 28 листы и полосы отожженные . . . четверть твердо- сти полутвердые . . . твердые пружинной твер- дости 25 30 35 40 50 35 30 25 15 10 14,3
85 15 полосы отожженные . . . четверть твердо- сти полутвердые . . . твердые пружинной твер- дости 25 30 35 40 50 35 30 25 15 10 18,2
Чистая латунь. Распространена главным образом так называемая
„листовая латунь**, сплав с 63 до 65% Си и 37 до 35*6 Zn, закле-
почная латунь имеет по большей части немного меньше меди: от
62 до 6о%.
Таблица 13. Данные о прочности листовой латуни
Состояние Сопроти- вление разрыву кг/мм9 Удлинен. 1 % 1 Удельный ; вес Особые свойства Применение
Отожженная мягкая . 30 35 8,5 Очень пластичная и Листы, полосы
Четверть твердости . 3.5 30 легко принимает фор- и проволока
Полутвердая 40 25 му
Твердая 45 10
Пружинной твердости Двойной пружинной 60 5
твердости 70 2 (только для проволоки)
Латунные листы см. DIN 1774.
Листовая и заклепочная латунь особенно пригодны для обра-
ботки при обыкновенной температуре. „Ковкая латунь** или мюнц-
металл с 66% Си, 40% Zn, и с содержанием свинца <1% хорошо
проковывался и прессуется в горячем состоянии; однако и для
холодной обработки она вполне пригодна, вследствие своей высокой
пластичности.
’) Данные взяты из табл. 110 о нежелезных металлах Всеобщей компании
электричества. Значения для сопротивления разрыву и для удлинения являются
наименьшими допускаемыми.
Для GCCP установлены следующие медно-цинковые сплавы (по ОСТ 312):
Сплавы, сост. вными частями которых являются медь и цинк, томлак и латунь. В качестве специальных примесей они
содержат иногда свинец —мунцевая латунь или олово —морская латунь. Сплавы эти идут в обработку прокаткой, прессовкой,
волочением и штамповкой.
По О ,Т 312 установлены, в зависимости от химического состава, следующие марки:
Наименование Марка Состав о/о Примерное назначение
Медь Снец. примеси Случайные примеси не более
Норма 1 1 Допуски| Свинец 1 Олово | я а> X X X Железо 1 Фосфор Мышьяк Сурьма Висмут Олово Всего Цинк |
Томпак ЛТ90 90 ± 1 — — 0,1'3 0,1 следы следы следы следы следы 0,20 Для плакировки и пр.
Полутомпак. . . . Л 80 "ъо" ±1 — — (\0о 6,1 О’,01 0,01 0,0j5 следы 0,05 0,25 X Лист л, ленгы, про- волока
Латунь Л Ь8 4-2 — 1 — — ( ,0о 0,1 0,01 (,01 0,005 следы 0,10 0,25 о Трубы конденсатор- ные, ленты
Латунь Л 62 “бГ 11,5 — — оТ Jj5 0,01 0,01 0,005 0,00о 0J5 о,4 н Листы, ленты, грубы, пругки тонкие и про- волока
Латунь Л 69 59 + 1 — 2 — — ',5 1 ,3 0,01 ( ,01 и,01 одГз 0,2о 0,9 а Листы, трубы и прутки т< лстые
Мунц ЛС"5<- 59" ±1 0,8 —1,9 — — и,3 0,02 0,02 о,л 0,003 0,25 “Ци Ь Прутки, листы толстые
Мунц автоматн. . 1U59A 59" 4-1 — 2 2—3 — — oj 0,02 • ,02 0,01 О,оЛ’3 0,25 1,о о Прутки для автоматов
Латунь морская . ЛМ /0 То" "±Г — 1,0 - - 1,5 0,07 <\05 следы .ледох следи. следы — о,2 О Трубы, соприкасаю- щиеся с морской водой
Латунь морская. . ЛМ62 ~Ь2~ ±1 — Т7—- — 1,5 0,2 0,1 следы следы следы следы — 0,4 Листы и прутки
Примечания. 1) Под следами подразумевается содержание соответствующего элемента не выше О,СО2<>/о.
2) В латунных прутках марки Л62 для специальных целей допускается специальная примесь
свинца в пределах 0,4—i,6»/. В этом случае количество примесей специальных и случайных
должно быть не более 0,9<\0.
Томпак и латунь 1143
1144 т. и. Отд. 5. Материаловедение. IV. Нежелезные металлы
Таблица 14. Данные о прочности ковк гой латуни ♦)
Состояние Сопротивление разрыву кг/мм3 На» удли- нение 7о (меньшее поперечное сжатие 7о I Удельный | 1 вес 1 Твердость по Бринелю /7 (5 Ю/5) **; кг 1мм2 Проба вяз- кости на удар с про- пилом (Шарци) кгсм! нм2
Прессована горячей или отожжена , Слегка тянута . . *) Данные яв. лическом заводе Аг **) Данные о : 38-48 42-52 (предел теку- чести ок. 35) ляются средним! щионерного о-в; гвердости и о mi ?4 22 1 данныв 1 Роберт втоде ее 32 30 ли для сплав Бош. определение 8,5 8,5 ОВ, 1 I см. 95-115 115-134 1зготовленнь стр. 1005 и 4 3,5 lx на метал- след.
Таблица 15. Температуры отливки и литейные усадки некоторых латунных
и томпаковых сплавов
Химический состав ,J/0 Температура отливки в °C Общая литейная усадка °/0
Cu 1 Zn | р литье в песке | литье в кокиль
90 9,93 0,01 1060 2,016 2,075
72 27,84 0,01 1050 1,763 1,866
62 37,84 0,( 1 1050 1,466 1,776
58 41,84 0,01 1010 1,408 1,938
Со гениальная латунь. Специальные сс )рта латуни по большей
части ; вырабатываются в виде прутков: последние, в зависимости от
состава, подвергаются дальнейшей обработке посредством горячей
прессовки или же посредством холодного волочения.
Таблица 16. Состав и свойства специальной латуни
Сокращенное обозначение и название Химический состав % Удельный I вес Особые свойства Применение
Си РЬ Ni Fe Мп Zn
Ms 58 (латунь для винтов) твердая ла- тунь 58 2 — —, — 40 8,5 Хорошо обра- батывается режущими инструмен- тами Предметы, из- готовляемые на автоматах и горячей прессовкой
Специальная латунь Боша 58 — 1 1 2 38 8,5 Устойчива от- носительно морской воды Прутки и прес- сованные части
Улучшаемая специальная латунь 57 2 2,5 1 37,5 8,5 Химически } стойчива, большая про- чность итвер- ДОсТЬ То же
Арматурная латунь 57,5 1,5 (П Sn) — — 38 8,5 Мало изнаши- вается Краны, ролики (гролевые)
Никелевая латунь 50 10 40 8,5 Устойчива от- носительно перегретого пара Лопатки паро- вых турбин
Латунь и ее свойства
1145
Данные прочности полученных по способу прессования прутков сильно отли-
чаются друг от друга в зависимости от того, взяты ли пробные бруски от перед-
него или заднего конца. При повторном отжиге эта разница исчезает.
Для конденсаторных труб применяют чаще всего сплав с 70% Си,
29% Zn, 1% Sn (так называемая морская латунь).
Таблица 17. Данные о прочности некоторых специальных сортов латуни
Сокращен- ное обоз- начение и название Состояние Сопротивление разрыву К 2 [ММ* Наимень'пее Твердость по Бри- нел ю Н (5-0/5) кг[мм* Проба вяз- кости на удар с про- пилом (Шарли) кгсм1мм3
удлинение и/о по., .реч- ное сжа- тие в ('/f)
Ms 58 Отожженная 38-48 22 28 95—115 3,5
или прессован- ная горячей Слегка тянутая 42-52 20 25 115-135 2,5
Специаль- Отожженная (предел текучести около 42) 45-55 28 34 115-135 4,5
ная латх нь Боша или прессован- ная горячей Слегка тянутая 48-58 26 32 125-145 3,5
Улучша- Отожженная (предел текучести около 42) 50-60 23 29 130—150 3
емая спеии альная ла- тунь или прессован- ная горячей Слегка тянутая 53—63 18 28 150-170 2,5
Арматурная Прессованная около 40 3 — — —
латунь Никелевая горячей Прессованная около 40 30 —
латунь горячей Тянутая около 50 15 — — —
Крохе вышеприведенных епшвов, имеется еще целый ряд спе-
циальных сортов латуни, сходных с указанными в большей ил:
пехьшей степени, которые, благодаря особым добавкам, обладают
специальными свойствами. Названия их совершенно различны и
зависят чаще всего от изготовляющей их фирмы (Дюран-металл—
Дюренский завод, Сельва-металл — о-во Сельва, Шпрее-металлл —
заводы Сбер Шпрее и т. д.).
2. Литейная латунь
Чистая латунь (желтая медь). Под названием желтой меди
цаходят применение сплавы Zn — Си, с содержанием последнее
в 62—68%. Для повышения способности к обработке режущими
инструментами к этим сплавам добавляется по большей части
несколько процентов свинца или олова (см. GMs 63, стр. 1146).
При более высокохм содержании цинка (более 5С%) получается
так называемая .белая латунь14, отличающаяся большой твер-
1146 т- Отд. х5- Материаловедение. IV. Нежелезные металлы
достью и хрупкостью и находящая в некоторых случаях приме-
нение для изготовления литых частей.
Специальная латунь
Таблица 13. Состав н свойства специальной латуни
Сокращенное обозначение и название Удель- ный ве? Химический состав % Особые свойства Применение
Дюран-металл 8,3 59 Си, 0.4 Fe, 0,01 Р, Устойчива относи- Поковки
Марг?нцевая латунь ок. 4d Zn или также 65 Си, 2 Fe. 2 Sn.2 Al, ост. Zn 56 Си, 1,4 Fe, 0,7 Sn, 0,5 Al, 0,1 Мп, ок. 41 Zn тельно морской воды Большая прочность и хими <еская ус- Гребные винты и судовые
GMs 63 — 63 Си, 3 Pb, 34 Zn тойчивость Легко обрабатыва- приборы Кожухи, арма-
GMs 67 — 67 Си, 3 Pb, 30 Zn ется режущими инструментами То же тура То же
DIN 1709, лист 2 различает еще два специатьных сорта латуни
A (So-G As A) и В (So-G>ls В) с содержанием 57,5% Си, Мп
+ А1 4~ Fe + Sn до 7,. % по выбору, остальное Zn. У сорта А до-
пустимо бо ее высокое содержание свинца (до 1%), чем у В (до
0,2ь/с); этот же лист норм дает следующие данные для свойств проч-
ности:
Сокращенное обо- значение и назва- ние ,о.противление разрыву наи- меньшее кг: мм- Удлинение наи- 1В£?РДОСТЬ ПО Бринелю 10/5' 0/30 наименьшее Нагрузка при изгибе наи- меньшая
| меньшее °/о
GMs 63 15 7 45
G s 67 18 20 40 33
So-GMs А 30 10 —- —4
So-GMs В 35-60 45-15 90-150 50-20
Приведенные данные о прочности годны для отливок с толщиной стенок до
25 мм, а равным о5,>азом и для прилиты.^ пробных брусков, толщина которых под-
ходит к толщине С1енок отливок.
3. Припои
Желтый припой или твердый припой. Для спайки меди,
бронзы, латуни служит „твердый" или „крепкий" припой (мягкий
припой см. стр. 1158). Эти сплавы составлены таким образом, что
их темпера1ура плавления немного ниже температуры плавления
спаиваемого металла, что может быть достигнуто соответственно
большей добавкой в сплав цинка. Желтый припой содержит обычно
469% меди. Для лучшего расплавления припоя добавляют иногда
олово и часто серебро, что повышает также и ковкость припоя.
Для СССР установлены нормы химического состава медно-цинковых припоев
ОСТ 2984 с содержанием меди в 36, 42, 51 и 65%, остальное — Zn, см. Хютте, т. IV.
Припои
1147
Таблица 19. Твердые припои DIN 1711
Сокра- щенное обозна- чение Состав % Температура плавления в ° С Применение
Си Zn
MsL 42 42 остальное 820 Пайка латуни с содержанием более 60% Си
MsL 45 45 остальное 835 Вторая и трет» я пайка лагуни с содержанием более 67% Си
MsL 51 51 остальное 850 Пайка сплавов меди с содержанием более 68% Си
MsL 54 54 остальное 875 Как MsL 51 и для меди, бронзы, железа, лен- точных пил
В содержании меди и цинка допускаются отклонения ± 1<VO.
Серебряный припой. Для латунных листов и проволоки: 42% Си,
52% Zn, 6% Ag. Для томпака и других тугоплавких сплавов: 53% Си,
43% Zn, 4% Ag.
Таблица 20. Серебряные припои DIN 1710
Форма Сокращен- ное обозна- чение Состав % Темпера- тура плав- ления в ^C Примеры применения
Cu 1 Zn 1 | Ag
Зерна AgL 4 AgL 9 AgL12 50 43 36 46 48 52 4 9 12 855 820 785 Пайка латуни с содер- жанием меди в 53% и более; для тонких ра- бот и получения акку- ратного места спай и без большой дальней- шей обработки, так же как и для пайки мед- ник и С нзовых пред- метов
Полоски AgL 8 AgL25 AgL45 50 43 30 42 35 5 8 25 45 830 765 720
В содержании меди и цинка допускаются отклонения в ± 1°/0. При заказах
следует всегда указывать, требуется ли припой в зернах или же в прутках.
Для СССР нормы химич. составов серебряных припоев установлены с содер-
жанием Ag 10, 12, 25, 45, 65, и 70%, остальное медь и цинк. Подробно ОСТ 2982
Хютте, т. IV.
Таблица 21. Веса круглой, шестигранной и квадратной латуни
(удельный вес: 8,5)
Толщи- на мм кг\м кг 1м б кг1м Толщи- на мм кг}м К2]М О кг}м 1 олщи- на мм к}гм б кг1м О кг/м
4,0 0.11 0,12 0,14 9,0 0,54 0,60 0,69 14,0 1.31 1,44 1,67
4.5 0. ’ 4 0,15 U,17 9,5 0,60 0,66 U,77 14,5 1,40 1.55 1,79
5.0 0.17 0.18 0,21 10.0 0,67 0,74 0,85 15 L5J 1.66 1,01
5.5 0.20 0.22 0,26 10.5 0,74 0.81 0,94 16 1.71 1.88 2,18
6,0 0,24 0,26 0,31 11,0 0,81 0,89 1,03 17 1,93 2,13 2,46
6,5 0,28 0,31 0,36 11.5 0,88 0.97 1,12 18 2,16 2.34 2.75
7,0 0.33 О.об 0,42 12.0 0,96 1/6 1,-2 19 2.41 2.66 3,и7
7,5 0,38 0,41 0,48 12,5 1,04 1,15 1,33 20 2.67 2,94 340
8,0 0,43 0,47 0,54 13 0 1,13 1,24 1,44 21 2,°4 3,25 3,75
8,5 0,48 0,53 0,61 13,5 1,22 1,34 1,55 22 3,23 3,56 4,11
Ц4Я Т. II. Отд. 5. Материаловедение. IV. Нежелезные металлы
Таблица 21 (Продолжгниэ)
Толщи- на мм кг/м кг'м О кг'м 0 Толщи- на мм г\м кг/м о , кг]м 0 Толщи- на мм кг/м б кг[м О кг/м
23 3,53 3,89 4.50 46 14.13 15,58 17,99 76 38.56 42,52 4°, 10
24 3,8) 4.24 4,90 48 15.^8 16,99 19,58 78 40,62 <4,78 51,71
25 4,17 4,60 5,31 50 16.69 18,40 21,z5 80 42,73 47,11 54,40
26 4. .1 4,93 5,75 52 18,и5 19.9» 22,98 82 44,89 49,50 57,15
27 4,87 5,37 6,20 54 19,47 21,46 24,79 84 47,10 51,94 59,98
28 5,23 5,77 6,66 56 20.94 23Л8 26,66 86 49,38 54,44 62,87
29 5,61 6,19 7,15 58 22,46 24,76 28,Д) 83 51.70 57,OJ 65,82
30 5,' 1 6,62 7,65 60 24,иЗ Ж,0 30, но 90 ’ 54.08 5°,62 68,85
32 6.84 7,54 8,;о 62 2э,66 28,з0 Зх,67 92 56,51 62,30 71,94
34 7,72 8,51 9,83 64 27,3+ 30,15 34,82 94 58,99 65,04 75,11
36 8,65 9,54 11,02 66 29.08 32.06 37,03 96 61.53 67,84 78,34
38 9,64 10,63 12,27 68 3J.87 34.04 39,39 98 64,12 7 ;,70 81,63
40 10,68 11,78 13.60 70 32,71 36,07 41,65 100 6э,76 73,61 85,00
42 11,78 12,98 14.^9 72 34, 1 38,16 44,06
44 12,92 14,25 16,46 74 36,56 40,31 46,5э 1
Таблица 22. Вес 100 м латунной проволоки
(удельный вес: 8,5) ’)
'1 • >л- щина мм 0 кг в 100 м Тол- щина мм 0 кг в 100 м Тол- щина мм 0 кг в 100 м Тол- щина ММ 0 кг в 100 м Тол- щина мм 0 г 100
1,0 0,668 2,4 3,845 3,7 9,139 5,0 16,690 7,8 40,617
1,1 0,808 3,8 9,6 0 5,2 18,и52
1,2 0,961 2,5 4,173 3,9 10,154 5,4 19,467 8,0 42,726
1,3 1,128 2,6 4,513 5,6 20.936 8,2 44,889
1,4 1,308 2,7 2,8 4Д67 5,2. / 4,0 4,1 4,2 4,3 4,4 10,682 11,222 11,776 12,344 12,924 5,8 22,458 8,4 8,6 47,106 49,376
1,5 1,502 2,9 5,615 6,0 24,034 8,8 51,699
1,6 1,7 1,709 1.929 3,0 6,008 6,2 6,4 25.663 27,345 9,0 54,076
1,8 2,163 3,1 6,416 6,6 29,(81 9,2 56,5' ч6
1,9 2,410 3,2 6,836 6,8 30,870 9,4 5^,989
3,3 7,270 4.5 13,519 9,6 61,526
2,0 2,670 3,4 7,717 4,6 14,126 7,0 32,712 9,8 64,116
2,1 2.94 + 4,7 14,747 7,2 34,608
2.2 3,231 3,5 8,178 4,8 15,3^2 7,4 36.558 10,0 66,760
2,3 3,532 3,6 8,6о2 4,9 16,029 7,6 38,561
D. Цинк (Zn) и его сплавы
Обработал докт.-инж. Шульц, Дортмунд
Руды. Цинковая сбманка (сернистый цинк, ZnS, для металлур-
гического процесса переводится обжигом в ZnO, выделяющаяся
при этом SO2 применяется для получения серной кислоты) и гал-
мей благородный галмей или цинковый шпат, ZnCO3, и кремни-
евый галмей или кремне-цинковая руда Zn2SiO4 + Н2О).
*) См. также табл. 2 и 3, стр. 994 и 995 и сноску в конце стр. 994.
Цинк и его сплавы
1149
Сырой цинк или металлургический цинк полу-
чается восстановлением руды с углем в глиняных муфелях, он дес-
тиллирует из муфелей в приемники; как примеси вместе с ним
переходят свинец, железо и кадмий, если последний содержится
в руде. Дальнейшая переработка заключается в многодневном под-
держании в расплавленном состоянии при температурах, немного
больших температуры плавления, при этом главное количество
свинца и железа выделяется в виде осадка на дне (железо выде-
ляется как сплав железо-цинк с содержанием до 6% железа, так
называемого твердого цинка). Полученный таким образом чистый
металл называется рафинированным цинком; он служит для
изготовления сплавов и для дальнейшей переработки прокаткой и
прессовкой, поскольку для этих целей не представляется необхо-
димым применять чистый цинк. Последний получается из рати-
нированного цинка или сырого цинка повторной дестилляцией или
электролитическим путем. Состав получаемого цинка колеблется в
зависимости от качеств руды для металлургического процесса и от
способов добывания.
Стандартизация цинка в Германии до сих пор не могла быть произве-
дена и в настоящее время едва ли может быть проведена, так как заводчики опре-
деленно желают продавать по сортам, а не в зависимости от свойств. Степень чи-
стоты, так же как и химический состав различных сортов литейного цинка, приве-
денные в нижепомещенной таблице, являются поэтому только приблизительными.
Таблица 1. Состав цинка
Название Содержание Zn в о/о Примеси о'о —
РЬ 1 Fe | Cd
Сырой цинк Рафинированный цинк .... 96 до 99 около 98 до 4 до 1,5 и более до 0,2 до 0,3
Гарантированный цинк .... не менее 98 наряду со । 0,25 Ге и г свинцом ДОП1 ю 0,10 Sn, Ci устимы до и, Ni и А1
Чистый цинк 99,7 до 99,9 1 - 1 -
Переплавленный цинк ’)» очень колеблющийся состав, часто содержит также
олово из припоев.
Для руководства ниже в табл. 2 приведены американские нормы (по данным
Американского о-ва по испытанию материалов).
Таблица 2. Американские нормы для цинка (Spelter)
Название Наибольший о'0 примесей Pb + Fe 4- Cd не более о/о
РЬ Cd | Fe
1. Хай Гред .... 0,07 0,07 0,03 0,10
2. Инт'рмедиет . . 0,20 0,50 0,03 0,50
3. Брасс Спесиель . 0,60 0,50 0,03 1,10
4. Сечектед .... 0,80 0,75 0,' 4 1.25
5. Прим Уэстерн . . 1,60 не огранич. 0,08 не огранич.
№ of 1 до 4 должны быть свободными от примеси алюминия*
*) Приготовляется переплавкой цинкового лома.
1150 т- Отд. 5. Материаловедение. IV. Нежелезные металлы
В СССР нормами ОСТ 7031 установлены следующие сорта цинка чушкового:
Классификация
Марка цинка |1 Содержание 1 цинка неменее1 Всего приме- сей не более Примеси в % не более Рекомендуемое назначение цинка
йэнияэ Железо (Ге) Кадмий (Cd) Медь (Си) । Олово (Sn) Сурьма (Sb) Висмут (Bi) Мышьяк (As) |
Ш 99,94 0,06 0,02 0,02 0,01 Следы Отсут- ствует 0,005 Отсут- ствует 0,005 Отливки под да- влением; прово- лока ДЛЯ Ш00.1И- рования; сплавы с медью и алю- минием; гальва- нические эле- менты и батареи
Ц2 99,75 0,25 0,10 0,07 0,02 Следы Следы 0,005 Отсут- ствует 0,005 Качественныела- туни; цинковые белила; гальва- нические эле- менты и батареи
цз 98,50 1,50 1,00 0,07 0,20 0,005 Следы 0,020 Следы 0,010 Для надобностей полиграфической промышленности
Ц4 97,20 2,80 2,20 0,10 0,20 0,050 0,05 0,020 Следы 0,010 Латунные сплавы обычного каче- ства; оцинкова- ние
Ц5 96,80 3,20 2,50 0,13 0,20 0,100 0,10 0,05 Следы 0,010 Сплавы для литья; припои; анти- фрикционные сплавы; оцинко- вание
Примечание. Под следами примесей подразумевается содержа-
ние примесей не свыше 0,002°/о- F
Свойства
Таблица 3. Физические свойства цинка
Удельный вес (отлитого) . .
Температура плавления в гра-
дусах ....................
Температура кипения . . . .
Скрытая тепло!а плавления в
кал)кг................ .
Температура испарения (при
760 леи давл.) в кал\кг . . .
Усадка при остывании в 0,0 . .
Линейный коэфицис it тепло-
вого расшир. при 10° ...
7,1
419
9.7
26 до 28
436
1,4
0,0000297
Удельная теплоемкость в
кал1кг ° при температуре ог
О до 100°..............
Удельная теплоемкость в
кал^сг^ при температуре ог
Пи до 3001.................
Удельная теплоемкость в
кал'кг ° расплавленн. цинка
Теплопроводное!ь акал^мсек^
при О'.....................
Электропроводность в л</2 мм2
при 20°....................
0,0945
0,1015
0,121
0,270
16,5—16,9
Цинк и его свойства
1151
Литой цинк при обыкновенной температуре имеет более или
менее грубое кристаллическое строение и хрупок в зависимости
от способов литья и охлаждения. При температуре выше 100° ме-
талл становится пластичным и поэтому может быть обрабатываем
прокаткой и прессовкой. При температуре выше 250° он опять ста-
новится хрупким и легко распадается в порошок. В сухом воздухе
цинк не подвергается изменениям, а в сыром покрывается тонким,
плотно прилегающим слоем основной углекислой соли цинка, со-
держащего воду, предохраняющим цинк от дальнейшего разруше-
ния. Нагретый на воздухе до 500° цинк воспламеняется и горит
светлым, голубовато-зеленым пламенем в окись цинка. Чистая вода
не разрушает цинка, но вода с содержанием аммиака, углекислоты
или солей разрушает его сильно. Щелочи растворяют цинк мед-
леннее, чем кислоты (в азотной кислоте цинк растворяется легко,
в соляной и серной — немного труднее); чем чище цинк, тем
он растворяется труднее. Гипс, раствор гипса с песком и цемент
без песка сильно разрушают цинк. Рафинированный цинк и чи-
стый цинк могут быть прокатаны в листы и полосы и обрабо-
таны под прессом при температурах между 100 и 150°. Обработан-
ный таким образом цинк может быть легко тянут в проволоку.
Прокатанный, пресованный и тянутый цинк мелкозернист и волок-
нист, свойства прочности совершенно отличны от литого
металла; см. таблицу 4. При нагревании выше 100°, а при особенно
больших размерах предмета выше 150° наступает с повышением
температуры быстро ускоряющаяся рекристаллизация, понижающая
хорошие свойства механической прочности и уменьшающая их
в конце концов до той же степени, как у литого цинка, сопроти-
вление которого в лучшем случае 2 кг/мм2\ также при длительном
пребывании катанного или прессованного цинка в температуре воз-
духа он становится крупнозернистым.
Таблица 4. Механическая прочность цинка
Обработка Сопротивление разрыву ’в кг^мм9 Удлинение 8 % Проба вязкости на удар с про- пилом °л кгм'см9
Полосовой прессованный цинк, рафинированный около 17 18 до 25 0,55 до 0,85
Полосовий прессованный цинк чи- стый 13 до 16 до 40
Полосовой прокатанный цинк . . . 19 до 25 15 до 18
Цинковые листы вдоль волокон . . 19 18
Цинковые листы поперек волокон . 25 15
Пределом текучести прокатанный и прессованный цинк не об-
ладает; уже при самой незпачи1ельной нагрузке при достаточной
продолжительности таковой он начинает течь. Результаты испыта-
ния на разрыв поэтому в большой степени зависят от скорости
разрыва.
1152 П. Огд. 5. Материаловедение. IV. Нежёлёзныё металлы
Применение: цинк идет для изготовления сплавов (см. латунь
и бронза с содержанием цинка). Он также образует хорошую за-
щиту для железа и стали от ржавления (см. главу „Ржавление"
стр. 1009 и след.). Для этой цели он наносится горячим путем (по-
гружение в расплавленный цинк), гальваническим путем, разбрыз-
гиванием по способу Шоопа или шерардизацией (нагреванием
оцинковываемого предмета в смеси цинковой пыли и песка). Кроме
этого, цинк применяется как основной металл для сплавов с неболь-
шими примесями для фасонных отливок, не подвергающихся боль-
шим напряжениям (см. сплавы цинка). Цинковые листы (гладкие
и волнистые) применяются для покрытия крыш, для дождевых же-
лобов, водосточных труб, облицовки подоконников, для строитель-
ных орнаментов, ванн, жестяных предметов и т. д. Прессованный
цинк профильной формы и в виде труб находит подобное же при-
менение, цинковая проволока применяется иногда как дешевая за-
мена медной.
Нормальные размеры листов цинковой жести: 0,65 X 2 м,
1 X 2 л/, I X 2,5 м. Наибольшая длина 6,0 л/, наибольшая ширина
1,6 м, толщина от 0,1 до 30 мм.
Таблица 5. Германский калибр для цинковых листов
№ калибра . . 1 1 1 2 3|4|5|б|7|8|э|и|11 1 >2 13
Толщина в мм | 0,10^0,143 0,18б|о,228 0,251 О,3о| 0,35 ( О,4о| О,4о| О,>о| 0,58 0,66 0,74
1 ж’ весит кг . j О,7о| 1,0о| 1,30| 1,бо| 1,75| 2,ю| 2,4б| 2,8о| 3,15| 3,5о| 4,06 4,62 5,18
№ калибра . . 14 | 15 | 16 | 17 | 18 | 19 | 23 | 21 | 22 | 23 | 24 | 25 | 26
Толщина в мм 0,82| 0,9б| 1,ьв| 1,21| 1,34| 1,47| 1,6о| 1,781 1,9э| 2,14| 2,32 2,5о| 2,68
1 м* весит кг . 5,74| 6,6о| 7,5б| 8,4?| 9,3s|10,2jll,20|12,46|13,72|14,98jl6,24 17,50^18,76
Бельгийский калибр вполне сходится с германским.
Кроме обыкновенных цинковых листов, доставляются сатинированные листы, шли-
фованные и полированные цинковые пластины, листы для обшивки судоьых бортов.
Таблица 6. Цинковая волнистая жесть германских заводов
Про- филь № Вол на Наиболь- шая ширина м Наиболь- шая длина л< Сечение на 1 м ширины листа см* Вес для 1 лг’ ВОЛНИСТОЙ жести кг Момент со- противлен. для 1 м ширины листа см3
ширина В мм высота Н мм
и на 1 ММ ТОЛЩИН!; >i листа
А 117 55 около 1,69 ОКОЛО 3,90 14,50 10,33 20,9
В 110 32 „ 1,60 „ 3,00 12,з5 8,79 10,0
С 100 32 „ 1,3') „ 3,00 12,50 8,90 10,4
Grillo Ю0 26 „ 1<О0 . 2.80 11,ч0 8,13 7,3
D 60 14 и 1,50 . 2,61 11,э0 8,20 4,2
Е 20 6 „ 1,Оо „ 2,58 11,65 8,30 1.9
F 14 6 . 0,35
Свинец
1153
Цинковая волнистая жесть для перекрытия крыш
доставляется Союзом германских цинкопрокатных заводов, Берлин.
Сплавы цинка. (См. также главу „Сплавы медим). Чистый цинк
не применяется для литья вследствие своей малой прочности и
очень большой усадки. Он получает добавки, в особенности ’меди,
алюминия и олова. Для плавки в этих случаях применяется обычно
рафинированный цинк. Добавка меди дается приблизительно до 16%.
Прочность благодаря этому значительно повышается, при 6,6% меди
сопротивление разрыву достигает приблизительно 19 кг/мм*. Алю-
миний повышает прочность в меньшей степени, при добавке в 6%
сопротивление разрыву равно приблизительно 10 кг/мм2. Часто до-
бавляют одновременно медь и алюминий. Сплав, получивший осо-
бенно большое применение во время войны, имел от 4 до 7% меди
и от 2 до 3,5% алюминия, его прочность доходит до 18 кг) мм*. По-
добные сплавы применяются для арматуры, не подвергающейся силь-
ному действию паров, так же как действию кислот и щелочей.
Сплавы с дооавкой олова — по большей части содержащие
медь (как например, состав, имеющий от 8 до 15% олова или солее
и от 4 до 7% меди, с добавкою свинца) — находят применение для
подшипников, но только в тех случаях, когда давления сл-бы и
равномерны и количество оборотов мало. Особенно хорошо заре-
комендовал себя в этом отношении сплав, состав которого нахо-
дится в следующих пределах:
Sn Cu Pb Zn
19 до 22 3 до 3,5 12 до 22 остальное
Е. Свинец, олово и их сплавы
Обработано проф. Ф. Брентель, Фрейберг
а) Свинец РЬ
1. Происхождение и добывание. Свинец добывается главным
образом из свинцового блеска (PbS), причем почти исключительно
способом комбинированного окислительного и восстановительного
процесса. Он выплавляется по большей части из содержащего се-
ребро серебристого свинца, который рафинируется в пламенных
печах или при помощи щелочей и освобождается от серебра цин-
ком (способ Паркеса), или помощью повторной кристаллизации
(способ Паттинсона), или же электролизом, при этом получается
мягкий свинец. Свинцовая ломь и свинцовые сгарки рафинируются,
причем получается „рафинированный свинец".
2. Технические и физические свойства свинца. Удельный
вес в твердом состоянии 11,34, в жидком — при температуре пла-
вления —10,68. Точка плавления 327,4°, усадка от % до 1%,
линейное расширение, отнесенное к 1000 мм при 0°, при нагреве
от 0 до 100° 2,92 мм, сопротивление разрыву 1,8 кг!мм2. Свинец
мягче, чем все остальные тяжелые металлы, легко режется, пилится
73 Зак. 254. — Htitte, Справочник для инженеров, т. II.
1154 Т. П. Отд. 5. Материаловедение. IV. Нежелезные металлы
и хорошо обрабатывается режущими (дающими стружку) инстру-
ментами. Способность свариваться и паяться благодаря низкой
температуре плавления очень хороша. Мягкий свинец вязок и
легко, гнется. Свойства его тягучести не находятся в соответ-
ствии с ковкостью. Электрохимически свинец нейтрален. Прибавка
сурьмы (и мышьяка) делают мягкий свинец твердым — „Hartblei".
У твердого свинца способность изгибаться более или менее пони-
жается, твердость и сопротивление сжатию возрастают; свинец
устойчив против атмосферных влияний и в высшей степени хорошо
сопротивляется действию серной кислоты и сернокислых солей,
а также действию аммиака, аммиачных солей, щелочей, щелочнозе-
мельных гидратов окисей, фтористоводородной кислоты и целого
ряда органических кислот, масел, соды, поташа, цианистого калия,
фосфорных кислот, буры, хлора и белильных щелочей, равным об-
разом и разбавленной соляной кислоты до температуры около 60°.
Горячая и концентрированная соляная кислота и азотная кислота
растворяют свинец. Стойкость свинца основана на том, что на его
поверхности образуется слой труднорастворимых свинцовых солей.
3. Применение свинца. Свинец применяют в виде листов из
мягкого свинца или же легированный с 10% сурьмы (твердый свинец),
в виде листов, труб, проволоки, металлических покрытий и литья.
а) Свинцовые листы изготовляются шириной до 3,5 м,
с весом в одном листе, доходящем до нескольких тонн. Веса квадр.
метра листов см. табл. 1.
Таблица 1. Свинцовые листы
Тол- Вес Тол- Вес Тол- Вес Тол- Вес Тол- Вес
щина мм кг{м2 щина мм кг{м* щина мм кг1м? щина мм кг(м9 щина мм кг/м2
0,3 3,40 1,0 11,30 2,75 31,20 6,0 68,2 9,5 107,9
0,4 4,52 1,25 14,20 3,0 34,10 6,5 73,9 10,0 113,6
0,5 5,70 1,5 17,00 3,5 39,8 7,0 79,5 11,0 125,0
0,6 6,80 1,75 19,9Э 4,0 45,5 7,5 85,2 12,0 136,4
0,7 7,90 2,0 22,70 4,5 51,1 8,0 90,9
0,8 9,10 2,25 25,60 5,0 56.8 8,5 96,6
0,9 10,20 2,5 1 28,40 1 5,5 1 62,5 1 9,0 102,3 1 1
Сортамент свинцовых листов для СССР ОС Г 7587, ОСТ 5768 и ОСТ 5776.
Листы соединяются по шву пайкой. Металл для пайки: свинец
того же состава, что и спаиваемые им листы. Пламя для плавки : водород—кислород
или водород—воздух. Виды соединения пайкой: два листа, горизонтально располо-
женные, свыше 3 мм толщиной стыкаются на ус и место стыка заполняется свин-
цовым припоем. Горизонтально расположенные листы толщиною менее 3 мм спа-
иваются в накладку один на другой, причем перекрывающая часть верхнего листа
спаивае1ся с нижней. Два вертикально расположенные листа: толстые соединяются
встык путем расплавления припоя снизу вверх, или применением вспомогательной
свинцовой накладки. Тонкие листы соединяются внахлестку и спаиваются без при-
менения припоя. Вертикальные листы спаиваются с горизонтальными стыками ; на-
хлестывается нижний лист на верхний и заполняется образующийся промежуток
припоем.
Применение свинцовых листов: как одежда поме-
щений и строительных конструкций для защиты их от разъедаю-
Свинец
1155
щих жидкостей и газов, для изготовления всевозможных сосудов
для химических реакций и для изготовления химической аппаратуры,
в особенности, когда процессы протекают при невысоких темпера-
турах и при небольшой разнице в давлениях.
Ь) Свинцовые трубы: размеры см. стр. 1391.
В СССР нормированы свинцовые трубы до диаметра 150 мм—
ОСТ 3590. Длины труб:
при внутреннем диаметре от 5 до 19 мм — от 35 м и выше
п я 22 п 35 п „ 15 „ ,, и
я я я » 38 „ 65 „ „ 10 „ „ „
„я як 70 ,, и выше — ,, 2,5 ,, ,, п
Технические условия свинцовых труб ответственного назначения ОСТ 4632»
Трубы диаметром свыше 300 мм изготовляются свертыванием
в форму трубы и спайкой свинцовых листов, диаметром меньше
300 мм — прессованием только что застывших болванок через мунд-
штуки (наружный диаметр). Выбором соответственных мундштуков
и оправок достигается получение труб различной толщины стенок
и требуемого отверстия в свету.
Для водопроводов вместо обыкновенных труб из мягкого свинца
употребляют луженые или вулканизированные трубы. Наиболее
подходящими являются трубы с оловянной рубашкой (внутренней)
при толщине слоя олова в х/2 мм- Для того чт бы трубы выдержи-
вали давление, толщина стенок их должна быть проверена расчетом.
Трубы из твердого свинца значительно прочнее труб из мягкого
свинца. С возрастанием температуры сопротивление давлению па-
дает сперва медленно, а затем при температуре 150 до 200° очень
быстро.
Соединение свинцовых труб осуществляется пайкой или фланцами.
Соединение двух вертикальных труб из мягкого свинца: нижняя труба развал цо-
вывается, верхняя вводится в раструб, а промежуток заполняется припоем. Тол-
стостенные трубы свариваются встык на ус в тех случаях, когда есть возможность
поворачивать трубы для пропаивания и когда трубы не подвергаются высокому
давлению. При высоких напряжениях на сжатие или на изгиб ставятся муфты, ко-
торые и припаиваются с обеих сторон. Для ремонта постоянно лежащих трубопро-
водов, напр. при перемене какой-либо сменной части, вырезывают из верлней по-
ловины трубопровода по обе стороны стыка по нескольку сантиметров, затем кла-
дут под нижнюю половину стыка хомут из свинцового листа и запаивают нижнюю
полуокружность стыка с внутренней стороны, вводя пламя паяльной лампы через
вышеописанный вырез; затем накрывают верхнюю часть полуокружностью из ли-
стового свинца и запаивают сверху снаружи. Для соединения свинцовых труб с хи-
мическими аппаратами, насосами, вентиляторами, арматурой и пр. предпочитают
пользоваться фланцами. У тонких труб из мягкого свинца отгибают кромку и ста-
вят сзади нее железный фланец. У особо твердых и толстостенных труб кромку
отогнуть нельзя. В этом случае с конца трубы надвигают к месту соединения же-
лезный фланец, а перед ним припаивают кольцо из свинца, иля же, проще, при-
паивают в требуемом месте трубы литой обработанный свинцовый же фланец (из
твердого свинца).
Свинцовые трубы в виде шлангов применяются при подводе
жидкостей и газов для целей охлаждения или отопления. Коэфи-
циенты теплопроводности свинца:
30,6 ± 5% кал!м2час° при 0е
28,8 ± 5°/0 кал\м*час° при 100 до 200°
1156 11* Отд- 6. Материаловедение. IV. Нежелезные металлы
незначительно отличаются от железа и стали1). Для паропроводов
применяются трубы из твердого свинца для избыточных давлений,
до 5 атмосфер, однако уже с осторожностью, так как гидравличе-
ские удары приносят с собой неприятные выпучивания. Спокойнее
работать при высоких давлениях или разрежениях с трубами желез-
ными или медными, освинцованными внутри. Наряду со свинцовыми
трубами путем гидравлического прессования изготовляются всевоз-
можный профильный материал, проволока и полосы.
Таблица 2. Свинцовая проволока2)
Толщи- на мм Вес 100 м Толщи- на мм Вес кг\ 100 м Толщи- на мм Вес кг! 100 м Толщи- на мм Вес кг/ 100 м Толщи- на мм Вес 100 м
0,5 0,2 1,0 0,9 3,5 10,9 6,0 32,2 11,0 107,5
0,6 0,3 1,5 2,0 4,0 14,2 7,0 43,5 12,0 128,0
0,7 0,4 2,0 3,6 4,5 18,0 8,0 57,0 13,0 150,0
0,8 0,6 2,5 5.6 5,0 22,2 9,0 72,5 14,0 174,0
0,9 0,7 3,0 8,0 5,5 26,8 10,0 89,0 15,0 200,0
с) Освинцование применяется в тех случаях, когда изго-
товление из свинцовых листов аппаратуры не дает необходимой
механической прочности и требует для этого чрезмерно толстых сте-
нок. Защитный свинцовый покров в сосудах и аппаратах делается
из прокатного материала, который скрепляется с лежащим под ним
металлом помощью винтов с освинцованными головками или непо-
средственной местной припайкой; кромки листов соответственно
отгибаются.
При всех работах с повышенным давлением или с сильным
разрежением, с резко меняющимися температурами и с особыми
механическими напряжениями покрытие однородным свинцом слу-
жит защитой от разъедания. Однородные (сплошные) освинцования
характеризуются тем, что свинец в каждом отдельном месте крепко
связывается с другими частицами свинца и имеет внутреннюю связь
с лежащим под ним металлом; такое освинцование осуществляется
сплошной наплавкой свинца на поверхность, предварительно тща-
тельно очищенную и в большинстве случаев покрытую тонкой по-
лудой, или обработанную паяльными жидкостями, содержащими
олово. Особенно хорошо принимают однородное (сплошное) освин-
цование сталь, стальное литье и медь. Однородное освинцование
дает возможность соединять конструктивные преимущества основ-
ных металлов со стойкостью против разъедания, свойственной свинцу.
Освинцование огнем, пульверизацией и эле-
ктролизом. Огневое освинцование или освинцование погруже- * 2
*) См. S с h п а с к, Проводники тепла в промышленности, 1929.
2) По проспектам фабрики свинцовых изделий Гальсбрюкке государственных
саксонских плавильных заводов, Фрейберг.
Оловб
1157
иием дает очень тонкую и неравномерную свинцовую одежду;
такая одежда для длительных и сильных напряжений неприменима^
Освинцование пульверизационным способом без особых предохра-
нительных мер может оказаться неудовлетворительным вследствие
окисляемости выбрасываемых из пульверизационного аппарата ча-
стиц свинца и связанной с этим возможности вростков в слой
свинца частиц окиси и получения неплотных, легко разъедаемых
мест. Кроме того, покрытие это отличается хрупкостью. Освинцова-
ние электролизом находится еще в стадии развития и при нем
представляется опасность получения непрочной связи свинца с ниже-
лежащим металлом и несвободной от пор структуры.
Отливки из свинца, главным образом из твердого свинца
в необработанном виде, идут для деталей задвижек, клинкетов,
вентилей и кранов, имеющих непосредственное соприкосновение
с разъедающими жидкостями и газами; для сосудов в тех случаях,
когда толщина стенок отливки не окажется настолько большой,
что выгоднее будет применить освинцование; для изготовления
насосов, вентиляторов, массового литья некоторых деталей машин,
защитных колпаков и т. д.
Уплотняющий свинцовый материал: идет для уплот-
нения фланцевых и муфтовых соединений, как свинцовая шерсть,
рифленый свинец, уплотняющие кольца и уплотняющие прокладки.
4. Торговые изделия. Свинец выпускается в продажу в бол-
ванках весом около 50 кг: оригинальный заводский мягкий свинец
с маркой фабриканта без сертификата об анализе и рафинирован-
ный мягкий свинец с маркой фабриканта и с удостоверением отно-
сительно чистоты и качества.
Марки свинца, нормированные в СССР, см. ОСТ 2985.
Ь) Олово Sn
Добывается почти исключительно из оловянного камня (SnO2)
через раскисление, с последующим рафинированием, значительные
количества также — переработкой сгарков, золы и заводской пыли,
содержащих олово, а также из лома белой жести. Удельный вес
7,3, точка плавления 232°, сопротивление разрыву ^3 кг/мм2.
Чистое олово имеет белую, сильно блестящую окраску, мягко и
ковко, тягуче, тверже свинца, при 200° ломко и хрупко, при 18°
вследствие преобразований может произойти распадение (оловянная
чума). Примеси Sb, As, Fe и Bi нарушают блеск, уменьшают тягу-
честь и делают олово хрупким. Свинец и медь повышают прочность.
Олово применяется: в виде листов, особенно часто незначительной
толщины: станиоль, оловянная фольга толщиной до 0,01 мм, в виде
труб, чаще всего для трубопроводов промышленности пищевых
веществ, а также в виде оловянных покрытий свинцовых труб (для
питьевой воды); как металлическое покрытие олово употребляется
чаще всего на железных листах — белая жесть — нанесением олова
электролизом или погружением в ванну. Олово также применяется
для покрытия готовых аппаратов, подобно „однородному® покры.
1158 т- п- ОгД’ 5- Материаловедение. IV. Нежелезные металлы
тию свинцом, теми же, что и при свинце, способами (см. „Свинец").
В качестве литья олово применяется для аппаратуры и для худо-
жественных изделий; в последнем случае оно отчасти легируется.
Торговые сорта оловянных труб см. стр. 13^4. Наиболее известные марки олова:
Banka, S.raiis, Billiton, Penang, Mt Bischoff, Cornish, Union, Minifcre du Haut Ka-
tanga и др. Немецкие марки; Th. Goldschmidt, Berzelius Rose и др.
Таблица 3. Олово по DIN 1704
Обозначение олова при 99°/0 чистоты: Sn 99
Обозначение должно быть выбито или отлито на металле
Название Сокращ. обознач. Sn% Допустимые примеси в °(0*)
Содер- жание Допустимое отклонение
Ре । | Zn Al
Олово 99,75 Sn 99,75 99,75 - 0,05 0,015 0 0
Олово 99,50 Sn 99,50 99,50 - 0,1 0,015 0 0
Олово 99 Sn 99 99,00 — 0,1 0,025 0 0
Олово 98 Sn 98 98,00 - 0,2 0,025 0 0
*) Для других примесей, как свинец, медь, сурьма и т. д., не
принято определенных норм.
В СССР нормы химического состава олова для марок ОА, Оа, О3 и О4, см.
ОСТ 663.
с) Сплавы олова и свинца1)
мягкие припои: в виде оловянных прутков (паяльное
олово), в виде брусков или в виде трубок, наполненных паяльными
порошками или мазью, представляющей собою смесь оловянного
паяльного порошка и паяльной жидкости. Обозначения сортов при-
поя—в зависимости от содержания олова. Точка плавления зависит
от состава. Эвтектика типа сплавов Sn — Pb соответствует 64,1 %
содержания олова; этот состав определяет и наинизшую точку пла-
вления: температура плавления эвтектики равна 181° (сочится по
каплям, текучий припой). Нормированы в Германии только припои
Sn — Pb. Припои из других элементов, как, например Pb — Bi, Sb,
Hg и др., не нормированы.
Допустимое отклонение в содержании олова по DIN zt0,5%,
по ОСТ ± 1 %.
Вредные примеси: паяльное олово должно быть техни-
чески свободно от инородных вредных составных частей, а в особен-
ности от цинка, железа и мышьяка.
Легкоплавкие сплавы. Для достижения более низкой
температуры плавления свинец, кроме олова, соединяется еще
’) См. также стр. 1017 и след, и 1024.
Оловянный припой
1159
Таблица 4. Оловянные припои по DIN 1707
Обозначение припоя с 5,% олова: SnL50. Обозначение должно быть выбито или
отлито на припое
Название Краткое обознач. Состав в o/q Применение
Sn Pb*)
Припой 25 SnL 25 25 75 Для пайки пламенем (для пайки паяльником не пригоден)
Припой 30 SnL 30 39 70 Строительные и кровельные работы
Припой 33 SnL 33 33 67 Цинковые листы и оцинкованная жесть
Припой 40 SnL 40 40 60 Пайка латуни и белой жести
Припой 50 SnL 50 50 50 Пайка латуни и белой жести для эле- ктрические счетчиков, газометров и консервной промышленности**)
Припой 63 SnL 60 60 40 Припой для легкоплавких металличе- ских предметов; мелкие пайки, на- пример в электротехнике
Припой 90 SnL 90 90 10 Особое применение, например соглас- но санитарным требованиям
♦) С содержанием сурьмы. Как предварительный сплав для изготовления при-
поя применяют обычно „смешанное олово", состоящее из 54,5»!0 олова, 3,6’/0 сурьмы
и 41,9®/0 свинца. Благодаря этому в припое сурьма может содержаться не более,
чем 3,6:54,5 в отношении к олову. Меньшее содержание сурьмы или отсутствие
сурьмы должны особо указываться, если это желательно.
**) Изготовление консервных жестянок в настоящее время производится обычно
таким образом, что спайка производится снаружи с применением фальца. Состав
припоя для наружной пайки не ограничен какими-либо санитарными правилами.
В СССР оловянисто-свинцовые припои с содержанием олова от 25 до 9О»/о
установлены нормами ОСТ 2983.
с висмутом, кадмием и отчасти с ртутью. Эти сплавы находят себе
применение в приборах, служащих для предохранения от пожаров
(спринклеры) и отчасти как припои.
РЬ | Sn | Bi | Cd | [ Hg Температура
Название в процентах плавления в градусах
Металл Вуда 25,0 12,5 50,0 12,5 60
Металл Липовитца . . 26,7 13,3 53,0 10,0 — 70
Металл Розё 25,0 25,0 50,0 — — 94
Металл Ньютон . . . — 26,0 53,0 21,0 — 103
- » • • • 32,0 50,0 — 18,0 — 145
Белый металл представляет собой сплав из олова с сурьмой
и медью и часто также со свинцом.
Применяется как металл для подшипников.
В последнее время стали применять сплавы свинца со щелоч-
ными и щелочноземельными металлами, например, с Na, Li, Са, Ва.
Они используются также для заливки подшипников. Так называемый
„дорожный металл", для трамвайных и железнодорожных подшип-
ников имеет состав РЬ около 98,5%, Li около 0,04%, прочие Ca-|-Na.
1160 П. Отд. 5. Материаловедение. IV. Нежелезные металлы
Таблица 5. Белый металл по DIN 1703
Обозначение—белый металл с 70©/0 олова: V’М 70. Обозначение должно быть отлито
или выбито на металле
Название Сокращенное обозначение Состав °,'о Допустимые от- клонения °/о Удель- ные веса
Sn I Sb Cu| Pb Sn Sb Си | Pb
Белый металл 80 F1) WM 80 F 80 10 10 ±1 ±1 ±1 ±1 7,5
и - 80 WM 80 80 12 6 2 ±1 ±1 ±1 ±1 7,5
„ . 70 „ „ 70 70 13 5 12 ±1 ±1 ±1 ±1 7,7
я 50*) 50 50 14 3 33 ±1 ±1 ±0,5 ±1 8,2
„ „ 42 „ „ 42 42 14 3 41 ±1 ±1 ±0,5 ±1 8,5
„ „ 20 и . 20 20 14 2 64 ±1 ±1 ±0,5 ±1 9,4
. „ ю „ » Ю 10 15 1,5 73,5 ±0,5 ±1 ±0.5 ±1 9,7
н и 5 . . 5 5 15 1,5 78,5 ±0,5 ±1 ±0,3 ±1 10,1
Допустимые постоянные примеси: железо—О,О5°/о, цинк—0,05°/о и алюминий—0,05°,'о.
Таблица 6. Точки остановок при нагреве белого металла для подшипников
(Справочник по материаловедению нежелезных металлов, стр. 3/4)
Белый металл ’ Какие кристаллы образуются
Cu3Sb Cu3Sn Sb—Sn смешанные кристаллы Sb—Sn смешанные кристаллы Эвтектика I Эвтектика II
WM 80 F 540е * 2 3) 400* 260° 230е <)
WM 80 500 е 400° 270° 230е — 180е 4)
WM 70 490° 410° 260е 200° — 180’ 4)
WM 50 490° 380° 260е — 230е 180е 4)
WM 42 5С0° 35U® 275° 240е 180е *)
WM 20 480° 370* 270° — 240’ 4)
WM 10 470е 370° 280’ — 240’ 4) —
WM 5 445° 360е 260° — 240° 4) —
Способ поставки — в болванках, чушках или в плитах по
весу.
Вместо прежнего установленного белого металла для железных
дорог (83,3% Sn, 5,6% Си и 11,1% Sb) употребляется WM 80, DIN
1703 5) для подшипников, локомотивов и подвижного состава ско-
рых и пассажирских поездов.
Для подшипников товарных вагонов принят металл WM5,
DIN 1703 %
*) WM 80 F следует применять лишь тогда, когда необходимо иметь металл,
свободный от свинца, в других случаях он может быть заменен WM80.
2) WM 50 следует по возможности заменять UM42.
8) При этих температурах наступает полное расплавление металла. Плавка
должна вестись выше указанной температуры.
4) При этих температурах сплав начинает плавиться.
’) В настоящее время отчасти вытесняется „дорожным металлом", стр. 1159.
Никель
1161
Металл дли типографского шрифта состоит из свинца с сурь-
мой и оловом, иногда также с медью. Металл для дроби—из свинца
с небольшой прибавкой мышьяка, металл для клише — из свинца,
олова и кадмия.
В СССР для белых антифрикционных металлов установлены следующие стан-
дарты: ОСТ 88. Нормировано 5 сортов баббита, содержащих олово, медь, сурьму
и свинец (олова от 0 до 8<3°/0). ОСТ 6781—Баббиты кальциевые для подшипников
пассажирских и товарных ж.-д. вагонов и для агрегатов промышленного назна-
чения. Содержат главным образом свинец и в незначительных количествах натрий
(0,75—1%) и кальций (0,80—1,Р/с)*
F. Никель, кобальт и их сплавы *)
а) Никель Ni
Обработал докт.-инж. М. В-елерт, Франкфурт-на-Майне
Торговые сорта никеля. На мирэвом рынке выпускаются
в продажу (разница в форме и в чистоте металла зависят от спо-
собов и производства) 2);
1. Катодный или электролитический никель; добывается элек-
тролитической очисткой сырого никеля, очень чист, содержит не-
большое количество Со и Си (химический состав см. DIN 1701).
2. Никель Монда (шарообразный никель), изготовляется по спо-
собу Лангер-Монда, большой чистоты, без Со и Си, с содержанием
до 99,8 -99,9% Ni.
3. Никель в кубиках и ронделях получается при раскислении
NIO. Содержит по меньшей мере 98,5% Ni (химический состав см.
DIN 1701).
4. Никель в болванках и гранулированный получается, как и 3,
раскислением NiO ниже или выше точки плавления.
Таблица 1. Химический состав
1 Краткое обо- П 1 значение ’) || Чистое содер- жа ние мини- мально Наибольшее допустимое количество примесей %
Ni 9 °/о Си Fe Si As S С Р Мп + Sn f Sb
1 98,5 0,15 0,50 0,20 0,03 0,03 0,30 следы следы
2 99,5 0,10 0,30 следы следы следы следы
3 96,75 0,20 1,00 0,50 0,иЗ 0,10 1,00 • Мп—0,20
9 Обзор области применения с приведением данных из литературы до 1924 г.
см. Circular Bureau of Standards № 10), Вашингтон. — Сообщения Информ, бюро по
никелю GmbH —Справочник по никелю, изд. Информ, бюро по никелю, Франк-
фурт на Майне.
2) Происхождение и добыча см. V таблицу учебника по металлургии, том II,
Лейпциг 19^9, Гирчель.
э) Краткие обозначения: 1) V uni, Roni, Plan!, Grani, 2) Kani, 3) Uni.
Включая кобальт.
1162 т. и. Отд. 5. Материаловедение. IV. Нежелезные металлы
Расплавленный никель отливается или в болванки (блокникель)
или в виде дроби — в воду (гранулированный никель). Типичный
состав (по данным Международной никелевой компании в Нью-
Йорке): 99,2% Ni 4- Со, остальное Си, Fe и следы С, Si и S.
Сортаменты для сырого никеля: 1) заводской никель
в кубиках (Wiini), в виде ронделей (Roni), в пластинах (Plani), гра-
нулированный (Grani) (DIN 1701); 2) катодный никель (Kani) и
3) переплавленный никель (Uni) в гранулированном виде.
Применение для Wiini, Roni, Grani и Kani: поковки, листы,
проволока, прутки, трубы, кольца для вентилей; литые и прокат-
ные аноды и в качестве составной части сплавов; для Plan!—тоже,
что для предыдущих, кроме расплавления в тиглях и применения
в качестве лигатуры; для Uni — в качестве лигатуры для сплавов,
когда не требуется особой чистоты.
Чистый никель
Таблица 2. Физические свойства никеля >)
[Чист, выше обыкновенного— обозначение (а), продажный никель с содерж. около
99,2°/0 обозначение (Ь)]
Атомный вес (а) Атомный порядковый но- мер Постоянная решетка крист, шнтрируется по плоско- стям Удельный вес (Ь) в кг/дмз . Температура плавления в ° (а) Температура плавления .в ° (Ь) Точка перемены магнит- ных свойств (Ь) ° • . . . Скрытая теплота плавле- ния в кал{г Скрытая теплота переме- ни магнитных свойств кал/г Таблица 3. 58,£9 28 3.51А 8,85 ±0,03 1452 1440±5 340 ±10 73 2 Механичесн Средняя удельная тепло- емкость при i = 20 до 300’ кал/г t = 20 до 420° кал/г . . Средний коэфициент ли- нейного расшир. . . . . (Ь) от 25 до 100’ Теплопроводность (а) ° кал, см сек ° от 0 до 100 . Электропроводность при 18’ лг/9 мм2 Температурный коэфи- циент электрического сопротивления ° • :ие свойства никеля *) 112 118 0,0009132 ± 2-Ю”7 0,14 8,5 0,0063
Состояние (при О,5°/о) кг [мм2 °В кг]мм2 8 при 50 мм °/о Ф °/о "в к г/мм?
Прокатанный и отож- женный Твердый, холодной прокатки Литой 17,5±3,5 около 70 17,5 ±3,5 49 ±3,5 около 100 45±3,5 48± 5 25 ±10 70± 5 40 ±10 85 ±10 до 150 90±10
J) Р. D. Merica, Transaction of the ASST (American Society for Steel Treating),
1929, стр. 1054 и след.
2) Относительно разрывного усилия при нагреве см. Зауервдльд, Z. f
Metallik, 1928, стр. 408 и след.
В СССР нормированы следующие сорта никеля:
Таблица 3-а. ОСТ 567
Обозначения марок Химический состав о;о
Ni-f-Co Со не более Прочие примеси
Fe Si С S Си Всего не более
и. 99,7 0,1 0,2 0,01 0,05 следы 0,03 0,3
Н3 99,5 0,8 0,3 следы следы следы следы 0,5
н3 99,0 1,0 0,5 0,15 0,2 0,03 0,15 1,0
н4 97,5 1,5 1,2 0,35 0,8 0,06 0,15 2,5
Примечание 1. Под следами подразумевается содержание соответ-
ствующего элемента не более 0,002%.
Примечание 2. Торговые фонды шихтового никеля, в зависимости
от способов его применения, могут быть разбиты на 2 категории: 1) крупно-
кусковой никель, применяемый для переплавки в крупных металлургиче-
ских печах, и 2) мелкий никель, приспособленный по своей форме к пере-
плавке в тиглях. К первой категории надо отнести никель в чушках и ка-
тодах, а ко второй—никель в виде кубиков, шашек, зерен и плиток разных
величин.
Сортамент и технические условия анодного никеля для СССР см.
ОСТ 4271.
Таблица 4. Магнитные свойства г)
Проницаемость Н = 400. Остаточный магнетизм (В=10 С00 гаус-
Задерживающая сила (В=10 000 гаус- сов)—2450 гаус.
сов) = 5,2 жильберт/слг Гистерезис (шах В = 10 000 гаус-
сов) — 5600 эрг
Технические свойства: ковок как в холодном, так и в горя-
чем состоянии, хорошо тянется, сваривается (автогенной и электри-
ческой сваркой), может паяться как твердый, так и мягкий.
Применение * 2). Чистый никель перерабатывается в полуфабри-
каты: прутки, проволоку, листы, полосы, фольгу.
Применяется: для кухонной посуды, изготовления аппаратов
для пищевой промышленности, для красочной, изготовления отли-
той арматуры; стойкий против разъедания. Никелирование осущест-
вляется гальваническим способом 3).
Ь) Сплавы никеля 4)
1. Нежелезные металлы5), а) Сплавы из меди и ни-
келя—переход окраски с красной на белую при 15% Ni. Никель
*) См. сноску на стр. 1162.
*) F. В. Н. White, Никель, Лондон, 1923, изд. Питман и сын.
8) Langbein-Pfanhauser-Werke А. О., Лейпциг, Сообщение Информационного
бюро по никелю, Франкфурт-на-М., Рейхе Е., А» 1.
4) М. фон-Швар ц, Учение о металле и сплавах,- Штуттгарт, 1929, Ф. Энке.
Б) См. справочную книгу по нежелезным металлам, 1927, М. 9.
1164 Т. И. Отд. 5. Материаловедение. IV. Нежелезные металлы
повышает у меди твердость, сопротивление на разрыв, электриче-
ское сопротивтение (максимум при 50% Ni), термические свой-
ства и устойчивость против влияния коррозии.
Потребительные сплавы:
2,5% Ni
15% - для снарядных гильз
20% „ „ конденсаторных труб
25% „ „ монет
30% „ . конденсаторных труб
30—45% „ „ электрических сопротивлений, термоэлементов (константан
43,57п Ni), для архитектурные украшений
67% и Монель-металл (натуральный сплав), особенно стоек против кор-
розии, для изготовления аппаратов, конденсаторных труб, посуды,
архитектурных украшений
Ь) Сплавы: медь — никел ь—ц инк (нейзильбер, аргентан,
альпака, художественное серебро, константан и никелин).
Никель служит для получения сплавов красивой белой окраски
(при 10% Ni чисто белый цвет); отличается стойкостью против кор-
розии, достаточной твердостью. В торговле приняты сплавы с со-
держанием никеля в пределах для меди—50 до 65%, никеля—от 7 до
32% и цинка—от 10 до 35%.
Типичные сплавы:
Си NI Zn
71 7 22 1 Сплавы нейзильбера. Применение:
68 10 22 1 обеденные приборы, украшения, точная меха-
65 13 22 I ника, музыкальные инструменты, часовая про-
62 18 20 ) мышленность, арлитектура
68-55 18-32 0-22 Никел ь как материал для сопротивлений
В СССР установлены нормы для медно-никелевых-цинковых сплавов —
ОСТ 3582. Стандарт этот распространяется на технические сплавы (нейзильбер),
основу которых составляют Си, Ni и Zn.
В зависимости от химического состава установлены следующие марки этих
сплавов:
Таблица 5. ОСТ 3582
Наименование группы Обозначение (марка) Химический состав % Примерное назначение
Никель Цинк Медь Случайные примеси не более
Норма 1 1 Допуск | Норма I Допуск
Нейзильбер А Н3 65-15-20 15 +2 -3 I» +6 —5 осталь- ное 1,0 Листы, ленты для мелкой штампов- ки, пружина, про- волока
Нейзильбер Б Н3 52-32-16 32 ±1 16 ±1 осталь- ное 0,5 Полосы, ленты для электротехниче- ских целей
Сплавы никеля
1165
Примечания. 1). В число допустимых примесей входят, главным
образом, железо и марганец.
2. Для материалов, предназначенных на прокатку и болочение, не до-
пускаются в случайных примесях: Bi, Sb и Pb выше следов, As—выше О,Ы L.
Si-выше 0,1%.
3. Для фасонных лигых изделий, не подвергаемых обработке прокат-
кой и волочением, допускается присутствие i b, Sn, Al, Cd и Р в общей
сумме не более 3% за счет цинка.
4. Под „следами* подразумевается содержание соответствующего эле-
мента не свыше 0,002%.
Из сплавов никеля, не содержащих в качестве основной примеси цинк,
в СССР установлен ОСТ 3581 для медно-никсл вых сплавов.
Этот стандарт распространяется на технические сплавы — мельхиор, никелин,
константан, основу которых составляют медь и никель. ’
В зависимости от химического состава установлены следующие марки этих
сплавов:
Таблица 6. ОСТ 3581
Наименование группы Обозначение (марка) Химический состав % Примерное назначение
Никель Марганец Медь Случайные примес не более
Норма 1 Допуск Норма Допуск |
Мельхиор . . Мх 80 — 20 20 4-0,5 -1,5 См. прим. 1 остальное 0,2 (см. прим. 1) Ленты для глубо- кой иламповки, полосы, пру ки, толстая прово- лока
Никелин . . . Нн 66 — 34 34 ±1 0,5 ±0,1 * остальное 0,5 Полосы, ленты, проволока, прут- ки для электриче- ских целей
Константан . . К 60 — 40 43 ±1 0,5 ±0,1 остальное 0,5 Полосы, ленты, проволока, прут- ки для электриче- ских целей
Примечания: 1. Для марки Мх 80 — 20 как специальная примесь
вводится железо не свыше 1% (можно вводить за счет никеля); в случайных
примесях допускаются: Мп — не свыше 0,1%, S — не свыше 0,01%, As — не
свыше 0,01%, Р—не свыше 0,005'/о, РЬ, Sb и Bi—только следы.
2. Для марок Нн 66—34 и К 60— 40 в случайных примесях допускаются:
As—не свыше 0,01%, РЬ—только следы, Si—не свыше 0,1%, Bi и Sb—только
следы.
3. Под „следами* подразумевается содержание соответственного эле-
мента не свыше 0,С02°'0.
1166 Т. II. Отд. 5. Материаловедение. IV. Нежелезньте металлы
с) Хромоникелевые сплавы — преимущества: огне-
стойкость, устойчивость против коррозии.
1. Сплавы для сопротивлений х): Ni—50 до 90%, Сг—И до 33%,
часто Fe—от 10 до 22%.
Удельное электрическое сопротивление 0,85 до 1,10 Q млё/м.
2. Огнестойкие и нержавеющие сплавы—80 до 50% Ni, 10 до
35% Сг, часто до 20% Ее; для повышенных требований 80% Ni,
20% Сг, для средних требований 60 до 67% Ni, 20 до 16°/о Сг, 12
до 15% Fe.
Применение: для отопительных целей, для электрических печей,
для защитных трубок, пирометров, для частей печей, подверженных
высокой температуре, для тиглей и как материал, стойкий против
коррозии.
d) Разные сплавы: в торговле, кроме вышеупомянутых
сплавов, существует еще целый ряд с пониженным содержанием
никеля, как например, специальная латунь, специальная бронза, сплавы
алюминия, подшипниковый металл и многие другие. Во всех них
никель применяется для повышения твердости, устойчивости про-
тив коррозии или для лучшей огнестойкости. В сплавах с благород-
ными металлами никель заменяет платину (белое золото: 80% Au,
15% Ni и 5% Zn).
2. Основной металл железо 2). а) Сплавы никеля и же-
леза. 1. 30% Ni: сильная зависимость намагничивания от темпера-
туры, применяется в качестве магнитных шунтов для постоянных
магнитов (электрические счетчики, тормозные магниты, измеритель-
ные приборы с вращающимися катушками).
2. 35 до 37% Ni. Сталь с наименьшим коэфициентом теплового
расширения. Коэфициент расширения равен 1,0 ХЮ-6.
Наименование: инвар, индилатанс. Употребляется для изготовле-
ния хронометрических, геодезических и других точных измеритель-
ных приборов. Вместе с никелевой сталью, содержащей 25% Ni,
служит как биметалл для автоматического регулирования темпера-
туры.
3. 42 до 45% Ni. Коэфициент теплового расширения равен коэ-
фициенту расширения стекла и платины; платинит. Употребляется
как оплавленная проволока у лампочек накаливания и для обоймы
линз.
4. 75 до 82% Ni. Сплавы с высокой начальной магнитной про-
ницаемостью; пермаллой, муметалл. Применяется .как обмотка у так
называемого крарупкабеля, причем скорость телеграфирования по-
вышается в 16 раз. Кроме того, употребляется для изготовления
измерительных приборов.
!) R о h п, Справочник по материаловедению, Нежелезные еилавы, 1927,
М. 7, Р. 1/я.
«) О б ер г оф ф ер, Техническое железо, 1925, Шпрингер.—Р а патц, Благо-
родная сталь, 1925.—М онипенни—Шефер, Нержавеющая сталь, 1928, — Спра-
вочник по металлам,—St. u Е., 1927. — П и в о в а р с к и й, Высокоценное чугун-
ное литье, 1929, Известия, Никель - информационное бюро. GmbH» Франк-
фурт-на-М.
Кобальт
1167
b) Никелевая и хромоникелевая сталь (см. стр. 1033
и след.). 1. Машиностроительная сталь 1 до 5% Ni, состав, терми-
ческая обработка, свойства прочности и применение см. DIN 1662
и приложения.
2. Инструментальная сталь, отчасти рассмотренная в п. 1, при-
меняется для инструментов, работающих при высоких температурах,
например, пуансоны, части горячих прессов для металла.
3. Нержавеющая сталь, стойкая против действия кислот (аусте-
нитовая сталь), с содержанием Ni от 7 до 10%.
4. Огнестойкая и прочная в горячем состоянии сталь с 20% Ni.
Окалина не появляется до t = 13с0°.
5. 25 до 28% Ni. Немагнитная сталь, а потому применяется для
корпусов компасов, роторов, для электрических сопротивлений,
большой коэфициент теплового расширения между 20 и 40° (18,5 X
X10-”).
6. Стальное литье с содержанием Ni до 5% для достижения
повышенной прочности и одновременно большей вязкости. Кроме
того, специальное стальное литье, кислотоупорное и жароупорное.
с) Никелевый чугун. 1. Перлито-сорбитовый чугун с со-
держанием Ni от 0,5 до 5%. Повышение прочности, плотности, со-
противления износу, ржавлению и действию огня.
2. Аустенитовый никелевый чугун с 5 до 15% Ni, немагнитен.
3. Никелевомеднохромовый чугун с 5 до 30% Ni, немагнитен,
очень стоек против ржавления. Заменяет бронзу.
с) Кобальт Со
Обработал проф. докт.-инж. Е. Г. Ш у л ь ц, Дортмунд
Происхождение: кобальт является составной частью почти всех
никелевых руд. Это—металл, сходный с железом, стального серого
цвета.
Физические свойства. Удельный вес 8,8 кг!дм\ температура
плавления 1490°, точка изменения магнитных свойств 1150°.
Кобальт, подобно никелю, очень устойчив на воздухе, а потому,
как и последний, наносится гальваническим путем на различные
металлы для получения покрова, защищающего металл от ржавле-
ния. Его особенно рекомендуется использовать при изготовлении
медицинских инструментов.
Быстрорежущая сталь высокой производительности часто
содержит несколько процентов кобальта. Сплавы с повышенным
содержанием кобальта: быстрорежущий сплав и кобальтомагнитная
сталь (первоначальный состав: 30 до 40% кобальта, 5 до 9% воль-
фрама, 1,5 до 3% хрома, остальное — железо). С этим сплавом, при
соответственной термической обработке, можно достигнуть задержи-
вающей силы в 225 до 255 гауссов при остаточном магнетизме от
7800 до 11 500 гауссов. Исходя из этих основных положений,
в последнее время найдено еще несколько сплавов, в которых
содержание кобальта сильно понижено (приблизительно до 6%),
1168 Т. п* Отд. Материаловедение. IV. Нежелезные металлы
взамен чего повышено содержание хрома. Задерживающая сила
и в этом случае доходит до 200 гауссов при остаточном магнетизме
около 8500 гауссов.
d) Быстрорежущий металл (стеллит и подобные стеллиту
сплавы и сплавы с вольфрамокарСидным основанием)
Обработал докт.-инж. Е. Г. Шульц, Дортмунд
1. Стеллит1). По сравнению с изобретенной Тейлором быстро-
режущей сталью металл стеллит, введенный в употребление
в 1907 году, показал гораздо более высокую производительность.
Состав стеллита подобран на основании практических данных.
Он состоит из свободного от железа сплава из хрома, кобальта
и вольфрама с некоторым содержанием углерода. Эти сплавы, твер-
дые в естественном состоянии (назвать которые сталью нельзя),
не нуждаются в какой бы то ни было термической обработке или
закалке. Режущая способность стеллита сохраняется при темпера-
туре до 800°, несмотря на дефекты изменения структуры при такой
высокой температуре (красное каление). Быстрорежущая сталь,
существовавшая до стеллита, сохраняет свои режущие свойства
только до 200°. Недостатки стеллита составляют: ограничение
в придании формы отливкой или шлифовкой, хрупкость и рако-
вины, появляющиеся при литье.
Германские сталелитейные заводы на основании собственных опытов начали
изготовлять после войны сплавы, подобные стеллиту, но менее хрупкие. Сплавы
эти отличаются повышенной производительностью резания и отчасти отклоняются
по составу от американского стеллита. Актит, каедит (Дортмундское общество
колокольно-стальных заводов, ныне эксплоатируемых Германским о-вом заводов
благородных стилей), цельзит (Акц. о-во Белер), персит (Акц. о-во Крупп), стеллит
или твердый металл Вальтера (Монтанский завод Вальтера).
Свойства. Структура стеллитоподобных быстрорежущих сплавов
устойчива. В них отсутствует присущее стали известное влияние
отпуска. Структура показывает вкрапленные в основной массе
эвтектики более или менее мелкие иглы карбида. Образование тон-
чайших игл карбида усиливается при быстром охлаждении; это
объясняет уменьшение хрупкости металла при отливке в виде
тонких профилей (небольших сечений). Удельный вес около 9 KzfdM* 2 3.
Сплавы стеллита хорошо противостоят разъедающему действию
кислот и других реактивов.
2. Вольфрамокарбидные быстрорежущие сплавы 2).
Развитие производства вольфрамокарбидных сплавов есть результат главным
образом немецких исследовательских работ. Начатые до войны опыты с заменой
») Журнал ы. Z. f. Metallik, 1924, стр. 337 и 383; 1926, стр. 156;-St. u. Е., 1924,
стр. 1717. — Maschbau 1923/24, стр. 2j5, 1076, 1078, 1079 и 1 87; 1925, стр. 156;
1926, стр. 648, 744, 1093. — Werkst - Т., 1924, стр. 62 и 263; 1925, стр. 73; — Mitt,
a. d. Forschungsinst. d. Vereinigt. Stahlwerke, 19^9. изд. 3.
2) Литература: Gluckauf, 1926, стр. 1684.—ZdVdl, 1927, стр. 136.— Z. f. Metal-
lik, 1928, стр. 4o7 до 441. — Сталь и железо как материал. Собрание докладов
группы сталь и железо на заседаниях, посвященных материалам, 19/7, том IV,
1928, стр. 81 до 9J, изд. Siahleisen, Дюссельдорф. — Maschbau, 1928, стр. 49 до 55,
1929, стр. 443. — Werkzeugmaschine, 1929, стр. 148 до 152 и стр. 177 до 190. —
Werkst-Te^bD., 1929, стр. 381 до 337. — St. и. Ем 1929, стр. 674.
Стеллит и вольфрамокарбидйыс сплавы
1169
алмазов, требующихся для бурения в каменных породах, более дешевыми матери-
алами приве1и, после долгих усилий, к открытию сплавов, составную часть кото-
рых составляет карбид вольфрама (чистый) или он же в сплаве с другими карби-
дами (воломит, ломанит, триамант, торан).
Свойства. Большая хрупкость и трудность массовой обработки
мешали примененью вольфрамокарбидных сплавов, имеющих твер-
дость, близкую к твердости алмаза, до тех пор, пока не нашли
способа избежать и этого недостатка. Вольфрамокарбидный быстро-
режущий сплав „видна" Круппа обладает громадной производи-
тельностью резания. Для изготовления этого сплава вольфрамо-
карбид смешивается приблизительно с 8% кобальта в распыленном
состоянии, запрессовывается в формы и спекается при температуре
от 1500 до 1600° в электрических печах в атмосфере водород?,
причем расплавленный кобальт обволакивает частицы карбида
вольфрама. При этом хрупкость снижается настолько, что инстру-
ментами, изготовленными из „видна", возможна обдирка с толчками
(например обработка валов с прорезанными шпоночными канавками
и т. п.).
„Видиа“ и выпущенный позднее на рынок компанией Дженераль-Электрик
„карболой" изготовляются на основании патента Осрама.
Твердость по Бринелю для стеллитов доходит до
600 кг!мм2. Твердость „видна" и „карболоя" доходит до 1600 кг]мм\
Удельный вес —14,5 кг!дм\ Цена около трех раз выше, чем сплавы
стеллита.
Из быстрорежущих сплавов вольфрамокарбидной группы,
полученных отливкою, заслуживает упоминания еще „мирамант*
(стеллит завода Рёхлинг — Будерус); сплав этот содержит только
5О°/о вольфрама, но зато имеет повышенное содержание молибдена
или тантала в виде карбидов. Для „мираманта" температура плав-
ления определена в 2100°, температура размягчения 1900°, ниже
1500° не обнаруживается никакого изменения. Далее должны быть
упомянуты сплавы „динит-вальтер", крафтметалл, „арбога", тицит.
Как на быстрорежущие сплавы стеллитового типа, так и на воль-
фрамокарбидные, оказывает наиболее благоприятное влияние
в смысле улучшения режущих свойств мелкозернистость их струк-
туры. Вольфрамокарбид в ряду сплавов числится как монокарбид
WC. Вольфрамокарбидные быстрорежущие сплавы подобно стел-
литовым не поддаются обработке ковкой и не закаливаются. При-
дание им формы после отливки или после сваривания запрес-
сованной в Формы массы может быть произведено только шли-
фовкой.
Преимущество всех быстрорежущих сплавов заключается в том,
что они могут применяться для резания в виде пластинок, которые
у стеллитовых сплавов навариваются на державки, а у вольфра-
мокарбидных припаиваются медью. При пайке необходимо избе-
гать доступа кислорода воздуха к вольфрамокарбидной пла-
стинке, так как вольфрамокарбид при высоких температурах
имеет склонность к окислению. Из тех же соображений рекомен-
74 Зак. 254. — Hiitte, Справочник для инженеров, т. II.
1170 T- Отд- 5. Материаловедение. IV. Нежелезные металлы
дуется скорость резания выбирать так, чтобы резец не нагревался
выше темнокрасного калильного жара.
Резцы из вольфрамокарбидных сплавов подвергаются предвари-
тельной шлифовке мягкими наждачными камнями с крупным зерном
и окончательной отделке наждачными камнями с мелкими зернами.
Для самой последней отделки, в целях получения чистой режущей
кромки, рекомендуется применять шлифовку алмазной пылью.
Применение и производительность. Быстрорежущие сплавы
могут быть использованы только на мощных быстроходных станках
с сильным приводом. Стеллитоподобные сплавы, помимо применения
в качестве режущего инструмента для обработки металлов, нашли
себе применение вследствие необычайно высокой сопротивляемости
износу, для изготовления буро-
вого инструмента для прохожде-
ния каменных пород, для инстру-
мента врубовых машин, для плос-
костей сопротивления у калибров,
для направляющих шлифовальных
машин без центров, для конусов
у вентилей, для мундштуков у
прессов, пропускающих металл
прутками, для облицовок у тран-
спортных шнеков-смесителей и
для волочильных колец при из-
готовлении тянутых труб в горя-
чем состоянии.
Данныегойны для устойчиво закрепленной
За го mod* и при прав углах дезам и ад и
прав <р орле зато чкидезца
Матед Семене /Тал тек сталь МамвР- чу?!/*
Фиг. 1.
Фиг. 1 дает (по Дрешеру) сравни-
тельные данные при указанных попе-
речных сечениях съема металла и ско-
ростях резания для производитель-
ности в течение одного часа реза-
ния: инструментальной углеродистой
сталью, быстрорежущей сталью стел-
литовьми сортами (А) и вольфрамо-
карбидными быстрорежущими спла-
вами (В) сим^нс-мартеновской стали
с сопротивлением на разрыв 65—70
кг/мм2 и чугуна.
Вольфрамокарбидные быстро-
режущие сплавы имеют свою
особую область применения, яв-
ляясь заместителями алмазов: для
бурения каменных пород, для изго-
товления проволочных волочиль-
ных калибров (для замены алмазов
при волочении тонких номеров),
для обработки металлов большой
твердости и вязкости, как напри-
мер марганцевистой твердой стали,
чугуна с вкрапленным в нем шла-
ком и со включениями песка, твердой стали, отливок с твердой
коркой и пр. Применение вольфрамокарбидных сплавов для обра-
ботки изолирующих средств и для разработки каменных пород
вызвало целый переворот в промышленности. Вольфрамокарбидные
быстрорежущие сплавы сделали возможным сверление и обработку
на токарных станках эбонита, фарфора, стекла и шведского гранита,
а также сверление бетона и каменной кладки спиральными свер-
лами.
При использовании сплава „видиа" у Круппа в качестве резцов
токарного станка были достигнуты следующие производительности
резания:
Серебро
1171
Таблица 7.
Чугун с сопро- тивлением на раз- рыв 30 кг\млг с двумя пазами, пересекающими сечение Отбеленный в ко- киле чугун, тверд, по Шору 90 кг [мм" Хр омоникелевая сталь улучшен- ная, сопротивле- ние 150 кг [мм* Литая латунь Литой алюминий
Поперечное сечение съема металла .... Скорость ре- зания 10 X 1 мм 150 до 180 м в минуту 3X2 до 6 мм 5 до 6 м в минуту 10X0,5 мм 26 м в минуту 10X1 м. и 400 м в минуту 10X1 до 4 мм 1000 м в минуту
Таблица 7а. Примерные составы некоторых быстрорежущих сплавов
Наименование Со Сг W Мо V Та С Ni Fe
Стеллит (1924)
Цельзит . .
Каедит . . .
Акрит . . .
Воломит (сплав-
ленный) ....
Мирамант (отли- J
той)...........I
Видна (сплавлен-
ный) ...........
а) Стеллит и ему подобные
30-55 20-35 9—15 0,5-2 4—13
41 26 25 — 0,6 — 2,8 4,6
45 33 15 —- — 3,0 — 2,0
38 30 16 до 4 — — 2—3 до 10 —
в) Вольф] рамокар бидные сплав! >1
94 . 4 2
— —. 50—60 20 —. 15 2-3 — —
3 2 52 37 — — 2,6 — 3
6,1 — 87,4 — — 5,7 — —
6. Благородные металлы
Обработал докт.-инж. О. П р о с к е, Берлин
а) Серебро Ag
Нахождение. В чистых серебряных рудах металл является
главною составною частью, свинцовые и медные руды (в Германии
Мансфельд, в СССР Кавказ) содержат серебро в небольших коли-
1172 Т- Й- Отд. 5- Материаловедение. IV. ЙежелезнЫё мегаллы
чествах, оно получается во время металлургических процессов на-
ряду с получением неблагородных металлов.
Сплавлением серебра с медью в различном процентном отно-
шении получаются обычные торговые сплавы. Получаются они
в графитовых тиглях под слоем угольной мелочи.
Кроме меди, могут быть применены в сплавах серебра также
и другие неблагородные металлы, а именно Cd, Zn, Ni; серебряные
сплавы с этими составными частями несколько легче обрабатыва-
ются и менее тускнеют на воздухе, чем чистые сплавы серебра
и меди.
Содержание серебра в сплавах в каждом отдельном государстве
различно, например имеются сплавы с содержанием серебра 80%,
83,5%, 87,5%г) (СССР), 90%, 92,570, остальное медь и пр.
Немецкие довоенные монеты имели серебра 90%, прочее—Си;
после войны количество Ag сбавлено до 50% (50% Си) так назы-
ваемое стандартное или стерлинговое серебро имеет 92,5% Ag.
Для пайки серебряных сплавов употребляют серебряные припои,
содержащие около 60% серебра с добавками к нему Си, Zn
и в некоторых случаях и Sn. Содержание серебра, а также золота
и платины на практике устанавливается огневой пробой.
Свойства. Чистое серебро обладает полным металлическим
блеском, чисто белого цвета, весьма тягуче и может быть пере-
работано в тончайшую проволоку и фольгу.
Таблица 1. Свойства серебра
по Ландольт-Бернштейну, 1923
( Электролити- Удельный 1 ческое серебро . 10,50 Сопротивление разрыву отпу- щенного серебра в кг1мм2 16
вес (Литое серебро . ( 10,42 до ( 10,51 Предел текучести тянутого
Теплопроводность в кал(см. серебра в кг}мм2 И
сек.° 1,096 Предел текучести отпущен-
Температура плавления без 960,5 ного серебра в кг{мм2 . . 3
доступа воздуха в °C . . .
Температура кипения при Электропроводность при 0° 66,4
760 мм рт. ст. в °C . . . . 1955 в Л1|2 мм2 ........
Сопротивление разрыву тяну- того серебра в кг{мм2 . . 29 Электропроводность при 18° в м/Q мм- 61А
Как при обычной температуре, так и в нагретом состоянии,
серебро очень стойко сопротивляется действию кислот и едких
щелочей, напротив сернистые соединения быстро чернят серебро.
Приведя серебро в контакт с сернистыми соединениями (реакция Гепара),
получают так называемое оксидированное серебро (или Tulasilber).
Важное значение имеют след, соли серебра: азотнокислое серебро (ляпис),
галлоиднше соединения и соединения серебра с цианом. При изготовлении всех
серебряных солей исходят от азотнокислого серебра с 63,53% Ag. Азотнокислое
х) 84-й пробы, что обозначает, что в 1 фунте сплава заключается 84 золотника
серебра, что составляет для серебра 87,5%.
Золото
1173
серебро поступает в продажу в форме кристаллов, сплавленных плиток, брусков
диаметром от 2 до 8 мм и в виде порошка. Азотнокислое серебро получ ется рас-
творением серебра в азотной кислоте и испарением жидкости до кристаллизации.
Это азотнокислое серебро находит применение главным образом в фотогра-
фической и кинематографической промышленности, и именно оно переводится
в пленочной эмульсии в светочувствительные галюидные соединения. Посредством
раскисления аммиачного раствора азотнокислого серебра тонкая пленка металличе-
ского серебра осаждается на стекло; это находит применение при изготовлении
зеркал и бутылок термос.
Чистое серебро, благодаря своей устойчивости в воздухе и при
нагревании, применяется в электротехнике в форме проволоки
и фольги и именно в размерах диаметром или толщиной от 0,03
до 1 мм.
При большой силе тока применяют сплав: 5O7o Ag и 50% Си.
Из проволоки чистого серебра диаметром около 1 мм изготовля-
ются в технике слабых токов контакты. Чистое серебро в форме
листов, толщиной в несколько миллиметров, служит анодом в галь-
ванических ваннах, совместно с цианистыми серебряными соедине-
ниями, служащими электролитами при серебрении почти всех
предметов из нейзильбера, меди, латуни, железа для предохранения
их от окисления.
При серебрении различают: 1) совсем легкое серебрение посредством погру-
жения, так называемый Зудовский способ; 2) лучшее, более долговечное серебре-
ние посредством осаждения гальваническим способом; 3) очень долговечное
покрытие серебром, когда медные или другие листы покрываются серебром
и прокатываются вместе (серебряное дубле). Листы, обработанные по последнему
способу, применяются в оптической промышленности. Покрытие серебром прово-
локи находит применение в золототкацкой промышленности.
Торговые сорта. Обычно серебро в слитках, так называемое
биржевое серебро, содержит в среднем 90% серебра, менее 8/%
не допускается, тогда как высший предел не ограничен. Каждый
слиток снабжается печатью пробирной палаты и номером, которые
должны соответствовать анализному свидетельству (пробирному сви-
детельству); для расчетов основанием служит содержание серебра
на пробирном свидетельстве. В самом чистом виде в торговлю посту-
пает серебро в виде электролитического, и именно в слитках, зернах,
листах и проволоке с содержанием чистого металла в 99,90
и 99,99% Ag. Незначительными примесями является обычно медь
и свинец. Данные пробирных свидетельств выражены обычно
в тысячах, 100% соответствуют таким образом 1000 частям (про-
милли).
При установлении норм принимается, что электролитическое
серебро должно иметь 99,90% Ag (А-серебро), второй сорт (В-се-
ребро) содержит минимум 99,6 Ag.
b) Золото Ап
Происхождение. Наибольшее количество самородного золота,
находимого в природе в коренных месторождениях или в виде рос-
гыпей, извлекается выщелачиванием цианистым натрием. В послед-
ние годы значительное количество золота добывается в виде побоч-
1174 т- П- Отд. 5. Материаловедение. IV. Нежелезные металлы
ного продукта при электролизе меди. Золото при этом осаждается в
виде наносов на ано да после чего перерабатывается в металлическое
золото.
Свойства, Червонное золото имеет характерную желтую окраску,
очень мягко и может быть прокатываемо до толщины 0,0001 л/л/.
Гальваническим путем удалось получить прозрачную фольгу, тол-
щиною в одну миллионную часть сантиметра. Золото в распла-
вленном виде светится зеленым цветом, при белом калении сильно
улетучивается. На прозрачность золотая тонкая фольга имеет бледно-
зеленоватую окраску, или (в самых тонких слоях) голубую. Золото
сваривается в холодном состоянии. К кислороду золото имеет очень
слабое сродство и очень устойчиво, по отношению к действию
кислот мало активно, оно может быть растворено только в царской
водке. Золото не окисляется также и при нагревании. Оно мало
тускнеет в присутствии газов, содержащих сероводород.
Таблица 2. Свойства золота
Ч1О Ландольт-Бернштейну, 1923
Удельный вес................. 19,3
Температура плавления °C . . . 1С64
Температура кипения °C (760 мм
рт. ст.).................. . 2610
Сопротивление разрыву у тяну-
того золота кг[мм*........... 27
Сопротивление разрыву у отож-
женного золота кг/мм2 . . .
Предел текучести у тянутого зо-
лота в кг 1мм9...............
Электропроводность при 18° в
м/Q мм9......................
10
14
41,3
Применение. Червонное золото очень мягко, почему для боль-
шинства целей оно сплавляется с другими металлами. Золото ста-
новится прочнее от разных прибавок, причем оно не теряет свой-
ства вязкости при присадке к нему Ag, Cu, Ni, Pt и Pd. Сплавы, со-
держащие Au 90% и Си 10%, применяются для изготовления монет.
Для ювелирной промышленности установлены нормы с тремя сту-
пенями содержания золота, а именно: 75, 58,5 и 33,3%. Измери-
телем содержания золота считается „карат", причем 24 карата =»
= 1000 частям = 100%.
Количество примесей соразмеряется с желательной окраской
сплава или с целью его применения.
Белое золото ювелирами применяется вместо платины, оно со-
стоит из золота с прибавкою металлов палладия и никеля, сильно
окрашивающих сплав в белый цвет. Золотые сплавы с содержанием
золота до 20 — 22 карат в виде листов употребляются в большом
количестве зубными врачами, причем используются свойства пас-
сивности золота к кислороду и другим реагентам. Малейшее содер-
жание в сплавах золота примеси свинца, например 0,06%, делает
золото хрупким и непригодным к применению.
Золотой припой представляет собой сплав, количество золота
в котором зависит от назначения. Требуется для пайки изготовлять
такие сплавы, температура плавления которых несколько ниже тем-
Платина
1175
пературы плавления подлежащего пайке сплава. Этому условию от-
вечает сплав, у которого количество золота меньше, чем у подле-
жащего пайке. При составлении припоя необходимо обращать вни-
мание на цвет его, чтобы он не отличался от изделия. Цвет регу-
лируется присадками Ag, Си, Zn и Cd (эти металлы понижают темпе-
ратуру плавления).
Торговые сорта. Золото поступает в продажу в виде слитков,
зерен, полос, листов и проволоки. Свидетельство об анализе дает
возможность судить о пробе золота. Наряду с червонным золотом в
продажу поступают и его сплавы. Употребительным является сплав,
в состав которого входит золота 90%; он продается в слитках не-
сколько большего веса.
При нормализации установлены следующие разновидности
золота: А-золото с содержанием Au не ниже 99,95%, В-золото с
минимальным содержанием в 99,90% Au. Золото марки А имеет
обыкновенно штехмпель с пробой в 1000 — это электролитическое
золото.
Соли — хлористое золото с 49,5 до 51,5°/0 Au применяется в фотографиче-
ской промышленности для приготовления виражей; цианистое золото употребляется
для золочения гальваническим способом. Более прочное золочение производится на
огне. В оптической и ювелирной промышленности под названием „золото дубле”
применяются неблагородные металлы, главным образом медь и сплавы меди, покры-
тые золотыми сплавами.
с) Платина Pt
Происхождение. Платина добывается главным образом на
Урале, в больших количествах в Америке, а в последнее время и в
Южной Африке.
Таблица 3. Свойства платины
по Ландольт-Бернштейну, 1923
Удельный вес в кг/дм3 . ... . 21.4
Температура плавления в °C . . 1764
Сопро1ивление разрыву, тянутая платина, в кг\мм2 34
Сопротивление разрыву, отпущен- ная платина, в кг\мм2 .... 24
Предел текучести, тянутая пла- тина, в кг 1мм2 26
Предел текучести, отпущенная
платина, в кг]мм2......
Электропроводность в м/Q мм2
Теплопроводность кал/смсек0
(между 10 и 97’)..........
14
9,1
0,167
Платина имеет темную беловатую окраску и хорошо обрабаты-
вается механически. Сродство к кислороду весьма незначительное.
Благодаря своей устойчивости при действии кислот и химических ре-
активов применяется в химической промышленности и в лаборато-
риях в форме тиглей, чашек и проволоки. В промышленности при
добывании серной кислоты служит в виде губчатой платины ката-
лизатором и передатчиком кислорода.
При изготовлении губчатой массы исходят от хлористой платины; асбест или
другие ткани пропитывают раствором хлористой платины и разрушают потом пла-
тиновую соль прокаливанием, так что метатлическая платина распределяется в тон-
чайшем виде большой поверхности.
1176 Т. II. Отд. 5. Материаловедение. IV. Нежелезные металлы
Наиболее известные соли платины: хлорная платина с содержанием около
40о/о Pt. Хлорная платина непостоянна в своем составе, почему при приобретении ее
большими количествами ее подвергают предварительному анализу; хлороплатинат
калия с содержанием около 47,5°/0 Pt применяется в фотографии.
Термоэлементы ле-Шателье для измерения температур до 1600° из-
готовляются издзух сплавленных концами проволок: одна из них из чи-
стой платины, другая—из сплава 90% Pt и 10% родия. Тонкотянутая
платиновая проволока служит для изготовления тончайших сеток,
применяемых для изготовления азотной кислоты. Платиновая фольга
применяется для изготовления платиновых печей сопротивления.
Торговые сорта: А-платина, физически чистая Pt (степень
чистоты — 4, самое высшее 0,01% загрязнений).
В-платина, химически чистая Pt (степень чистоты — 3, макси-
мально 0,1% загрязнений).
С-платина для приборов (степень чистоты —2, Pt минимум 99,7%,
1г — максимум 0,3%, прочих примесей — максимум 0,1%).
D-платина, технически чистая Pt (степень чистоты—2, металла
платины минимально 99,5%, элемента платины — самое меньшее
99%).
Е-платина: ювелирная Pt (степень чистоты — 1, минимально
95°/0 Pt, обычно в торговле до 96%).
Вышеуказанные степени приняты по данным Милиуса, указан-
ным в его неорганической химии. Нормы для платиновых сплавов еще
не установлены.
d) Палладий Pd, родий Rh, иридий 1г
Эти металлы почти все содержатся в платиновых минералах.
Цвет Pd сходен с серебром, несколько белее, чем Pt. В технике его
встречают сплавленным с Au, Ag, Си и Pt. Его способность окраши-
вать сплавы в белый цвет характерно сказывается в „белом золоте".
Rh находит применение в золочении. Он оказывает влияние на
прочность слоя золога на керамической массе.
1г придает сплавам Pt большую прочность и кислотоупорность.
Н. Прочие металлы и сплавы
Обработал докт.-инж. О. П р о с к е, Берлин
а) Хром Сг
Происхождение. В природе встречается в виде хромистого же-
лезняка (окись хрома Сг2О3 и окись железа Ге2О3); цвет белый с
стальносерым отливом.
Удельный вес 6,7 К21дм\ физические свойства см. стр. 992. Дан-
ные о температуре плавления колеблются в очень широких пределах.
Наиболее известны соединения: двухромовокислый калий, слу-
жащий для окрашивания металлических предметов, и окись хрома,
служащая для шлифовки и полировки металлов. Феррохром приме-
няется для изгоювления стали.
Хром. Молибден
1177
Таблица 1. Состав феррохрома
Феррохром Сг Fe ° | Мп S1 S-f-P
1) изготовлен в тиглях 19,8 76,1 3,8 0,3
2) изготовлен в доменных печах . 45,4 44,9 8,6 0,4 0.6 0,1
3) из.отовлен в электропечах . . 65,9 28,25 5,6 — 0,2 0,05
4) рафинированный 68,1 29,9 1,9 — 0,1 0,02
•В последнее время покрытие поверхностей хромом (хромиро-
вание) нашло себе широкое применение на практике электро-
техническим способом. Можно достигнуть благоприятнэго прочного
покрытия хромом после предварительного никелирования предметов.
Вследствие хорошей сопротивляемости хрома химическим воз-
действиям им покрывают металлы для предохранения от коррозии в
тех случаях, когда изделие находится под постоянным действием
сырости, например кузова автомобилей, части судов и пр.
Наиболее распространенные сплавы хрома, не содержащие же-
леза, следующие:
Таблица 2. Сплавы хрома 2)
Название Ni Сг Au Ag Cu Zn Свойства
Сплав хрома и никеля .... 65—67,5 30 0,5-5,0 0,24-2 Обладает боль- шой лимической
Сплав хрома и никеля-нихром 80—95 5-20 и механич. со- противляемостью. В форме провол. и полог для печей
Хром-ник. цинк по Паркеру . 10 10 — — 60 20 накаливания и для плавильных печей. Для машинных частей
Ь) Молибден МО
Происхождение. В природе встречается в соединении с серой
в виде молибденового блеска (MoS2) и молибдено-свинцового шпата
(РЬМоОД
Удельный ьес 10,2 кг(дм3. Температура плавления 2550’.
Молибден немагнитен, в виде порошка имеет серый цвет,
сплавленный — почти бело-серебряный. На воздухе молибден посте-
пенно окисляется. Окисление идет особенно энергично начиная с тем-
пературы 60U°, причем металл переходит в трехокись (Мо О3); в ки-
пящей серной и азотной кислотах Мо растворяется.
9 См. Шварц, Сплавы, Штуттгарт, 1920, Энке.
2) Там же.
1178 Т. 1Т- Отд. 5- Материаловедение. IV. Нежелезные металла
Применение. Наибольшее количество молибдена идет в виде
ферро-молибдена в металлической промышленности. Кроме того,
он находит себе применение в электротехнической промышленности
для изготовления лампочек: для устройстза державок, служащих
для укрепления вольфрамовой нити. Он идет также взамен пла-
тины: в электрических печах сопротивления с помощью молиб-
деновой проволоки можно достигнуть более высоких темпера-
тур, чем при платиновой. Далее, он является одной из состав-
ных частей при изготовлении быстрорежущих сплавов (стр. 1168
и след.).
с) Вольфрам W
Происхождение. В природе встречается в виде шеелита (Са WO4)
и вольфрамита (т FeWO4 п MnWO4).
Удельный вес 19,1 кг/дм3. Температура плавления 3500е.
Металл получается восстановлением трехокиси вольфрама (WO3).
Он обладает стально-серым блестящим цветом и не подвержен из-
менениям при обычной температуре. При нагревании порошка
вольфрама снова образуется трехокись вольфрама.
Из всех металлов он обладает наивысшей точкой плавления.
Он немагнитен, о исляется азотной кислотой в вольфрамовую кислоту.
Карбиды вольфрама очень тверды и почти достигают твердости ал-
маза. Их применяют в настоящее время для матриц волочильных
досок при протяжке тонкой проволоки. В форме тонкой прово-
локи вольфрам применяется для лампочек накаливания. Наиболее
известны сплавы вольфрама с железом и вольфрамовая быстро-
режущая сталь.
Особыми сплавами являются:
Вольфрамовая бронза с 9Г% Cu-f-10% W,
Вольфрамовая латунь с 60% Си, 22э/0 Zn, 14% N1 и 4% W.
Применение. Легко растворимая соль (Na2WO4) применяется
для пропитывания тканей с целью сделать их несгораемыми.
Кроме того, вольфрам применяется для электрических контактов
там, где вследствие сильного искрообразования может развиться вы-
сокая температура. Так как вольфрам может быть вытянут в прово-
локу толщиной до 0,005 мм, он применяется для подвешивания
иголок у гальванометров, для крестов из нитей в измерительных
оптических приборах и т. п.
d) Сурьма Sb
Происхождение. Сурьмяный блеск (Sb2S3). Обогащенная до со-
держания в 90% Sb в виде тройной сернистой соли носит название
сурьмы-сыоца.
Сурьма. Бериллий. Ртуть
1179
Удельный вес 6,67 кг]дм3. Температура плавления 630°.
Сурьма обладает серебряно-белым цветом и блеском, она очень
хрупка и легко дробится в порошок. При высоких температурах
окисляется и легко переходит в окись сурьмы. Растворима в цар-
ской водке.
Применение. В качестве составной части сплавов сурьма по-
вышает твердость металла РЬ, с примесью около 10% сурьмы об-
разует так называемый твердый свинец. Сурьма идет как добавоч-
ная составная часть в сплавы, идущие для изготовления типограф-
ского шрифта; название металла „Британия" присвоено сплавам
Sn — Sb во всевозможных пропорциях. И, наконец, Sb является со-
ставной частью для большинства металлов для подшипников.
В СССР для сурьмы имеется стандарт ОСТ 662.
е) Бериллий Be х)
Происхождение. В минерале берилл, т. е. в силикате берилла
и глинозема заключается около 3,6% Be.
Таблица 3. Физические свойства Be
Удельный вес в кг/дм3.................... 1,85
Температура плавления °C................. 1279
Удельная теплоемкость между 0 и 99,7 в кал[кг° . . 0,2442
Скрытая теплота плавления в кал j кг'3.... 341
Электропроводность в л«/2—1 мм~*......... 5,41
Бериллий имеет стально-серый цвет, он не прокатывается и не
куется; имеет большое сродство к кислороду, почему служит рас-
кислителем для Си и для других металлов. Бериллий легко сплав-
ляется с большинством тяжелых металлов. Добавок бериллия по
большей части влияет благоприятно на качество металлов: прочность
и твердость их увеличивается.
Азотная кислота в холодном состоянии .на бериллий не дей-
ствует, в горячем же состоянии растворяет; бериллий растворим
также в серной и соляной кислотах.
f) Ртуть Hg
Происхождение. Ртуть приготовляется нагреванием киновари,
сернистой ртути, содержащей около 86% Hg. Обычная очистка Hg
производится прожиманием металла через кожу или через сукно.
Удельный вес Hg 13,5 кг!дм3. Температура плавления—38,9°.
Hg имеет серебряно-белый цвет, при обыкновенной темпера-
туре жидкая, испаряется уже при комнатной температуре. Так как
J) Работы по изучению бериллия „Научные труды концерна Сименса", VIII том,
Берлин, 1929, Шпрингер.
1180 Т. И. Отд. 5. Материаловедение. IV. Пежелеэные металлы
пары ртути очень ядовиты, то при работе с нею предписываются
особые меры предосторожности. Ртуть растворяется в разбавленной
азотной кислоте и в царской водке. При температуре, близкой к
температуре кипения, Hg окисляется в красную окись ртути HgO,
между тем как обычная корочка серого цвета, образующаяся в сы-
ром воздухе на внешней поверхности металла, представляет собой
Hg20-
Ртуть сплавляется легко с большинством металлов, образуя
амальгамы. В зубоврачебной технике серебряная амальгама находит
себе применение в качестве ма1ериала для пломб.
В последнее время применение амальгамы меди во рту человека запрещено
вследствие ее ядовитости.
При золочении металлов огнем пользуются золотой амальгамой.
Для изготовления зеркал применяют амальгаму олова.
Применение. Кроме указанного, ртуть употребляется в термо-
метрах и в барометрах, для работы вакуумных насосов и в науч-
ных лабораториях для разных целей, в лампах, покрытых парами
ртути (ртуть испаряют электрическим путем, причем ультрафиоле-
товые лучи светят очень сильно). Металлическая ртуть применяется
в медицине наряду с коллоидальной ртутью. Равным образом в
медицине используются обе известные соли ртути: 1) HgCl (кало-
мель) и 2) HgCl2 (сулема). Гремучая ртуть имеет большое приме-
нение в технике взрывчатых веществ. В последнее время идут мно-
гообещающие опыты с парами ртути для работы паровых турбин х).
g) Висмут Bi
Происхождение. В природе встречается отчасти в виде метал-
лического висмута, отчасти в виде руды, кроме того, добывается
из отходов, из той мути, которая появляется при рафинировании
меди электролизом.
Удельный вес 9,8, в Жидком виде 10,04 кг/дм9. Температура плавления 271°,
Висмут имеет белый цвет с красноватым блеском, хрупок и из
всех металлов обладает наименьшей теплопроводностью. В кислотах,
разбавленных водой, Bi не растворяется, в горячей, концентриро-
ванной H2SO4 переводится в сернокислую соль, в азотной кислоте—•
в нитрат.
На воздухе сильно нагревается и сгорает при бледно-голубом
пламени в двуокись.
Висмут применяется преимущественно для изготовления легко-
плавких сплавов, расплавляющихся при температуре ниже темпера-
туры кипения воды, например металл Вуда, 15 Bi, 8 Pb, 4 Sn,
*) Техника отопления, 1925, стр. 25, ZdVdl, 1924, стр. 834.
Висмут. Тантал. Церий
1181
4 Cd, который плавится уже при 60° (см. стр. 1159). Кроме того,
висмут идет для изготовления оптических стекол, в краски для
фарфора и в качестве катализаторов. Соли Bi находят себе ши-
рокое применение в медицине.
h) Тантал Та
Происхождение. Встречается почти всегда вместе с ниобием,
как танталовая кислота Та2О5.
Удельный вес 16,6 кг{дм3. Температура плавления 2800е.
Тантал — блестящий платиново-серый металл, окисляется легко
при температуре немного выше 100° и сгорает в танталовую кис-
лоту Та2О5, развивая очень высокую температуру.
Он сплавляется со многими металлами, однако сплавы на прак-
тике имеют мало значения. В последнее время стали употреблять
тантал вместо платины. Только фтористоводородная кислота ока-
зывает на тантал действие, кроме нее, никакая кислота и даже
царская водка его не растворяет. По отношению к углероду и
к расплавленному металлу тантал так же восприимчив, как и пла-
тина.
Та может быть развальцован в тонкие листы и вытянут в тон-
кую проволоку, поэтому раньше тантал применялся для изготовле-
ния электрических ламп, однако позднее тантал был заменен воль-
фрамом.
Тантал служит для изготовления хирургических и зубоврачеб-
ных инструментов, так как он стоек против химических воздействий.
Из тантала изготовляются трубки передатчиков и выпрямители тока.
Равным образом он может быть использован при электролизе
взамен платиновых электродов.
i) Церий Се
Происхождение. В природе встречается в виде минерала церида
с содержанием около 6О°/о церия.
Удельный вес 6,77 кг/дмя.
Церий имеет железно-серый цвет, очень тягуч. Двуокись церия
употребляется при изготовлении лампочек накаливания; в метал-
лическом состоянии он употребляется преимущественно для изгото-
вления церитового железа. Последнее используется как зажигатель-
ный металл для всевозможных целей, причем используются его
зажигательные свойства. Церитовое железо окисляется в сыром воз-
духе, почему при пересылке должно быть хорошо предохранено пере-
сыпкою защитным слоем, погружением в лак или в керосин или же
покрыт слоем неокисляющегося • металла при помощи гальвано-
пластики.
1182 Т. II. Отд. 5. Материаловедение. V. Естественные камни и земли
V. Естественные камни и земли
Составил проф. Г. Бу рха р ц, Берлин !)
Перевод и дополнения под редакцией проф. Н. М. Федоровского и
проф. С. Ф. Глинка
Как строительные материалы естественные камни отличаются
дешевизной, прочностью и долговечностью. При выборе камня для
строительных целей следует обращать внимание на их устойчивость
по отношению к атмосферным влияниям (вода, мороз, жар), на меха-
ническую прочность (на сжатие, растяжение, изгиб и износ) и устой-
оивость по отношению к химическим влияниям. Устойчивость по
чтношению к атмосферным влияниям в большей степени зависит от
химического состава, строения, способности поглощать воду (пори-
стости) и прочности камней.
Исследование состояния каменных породе каменоломне уже
дает возможность судить о качестве и долговечности камня. Дальнейшие данные
получаются при исследовании лабороторным путем, исследовании петрографических
свойств, степени плотности, строения, поглощаемости воды, устойчивости относи-
тельно мороза, прочноо и, износа, вязкости, а равным образом и устойчивости
относительно химических влияний.
Подразделение
А. Камни, происшедшие вследствие затвердевания (застывания)
а) Породы, образовавшиеся в глубине (породы плутонического
происхождения): гранит, сиенит, диорит, габбро, перидотит. Структура: зернистая,
никаких направлений слоистости или спай юсти не обнаруживается. В гранитах
нередко образуются направления отдельностей, по которым они легче раскалы-
ваются для обработки.
Ь) Породы, залегающие в виде жил: лавы, затвердевшие при
излияниях в трещинах, расселинах и жилах. Структура: без направления слоистости
или спайности, зернистая до порфировидной.
Массивные кристаллические породы: гранит-порфир, сиенит-порфир, диорит-
порфир, габбро-порфир, пикрит-порфир. Слоистые камни: светлые кислые аплитовые
залегания (аплит, пегматит); темные основные лампрофировые залегания (керсантит,
минетта, спессартит и вогезит).
с) Породы, происшедшие вследствие излияниялав на
поверхность. Структура порфировая до стекловидной. Эти породы разделяются на:
древние (дотретичные) породы: кварц-порфир, порфир, не содержащий кварца,
порфирит, диабаз, мелафир, пикрит. Более молодые породы (послетретичного
периода): липарит, трахит, фонолит, андезит и базальт.
9 Литература. О. Герман, Техника каменного дела и геология. 2 изд., Бер-
лин, 1916, Борнтрегер. — Нандельштедт, Тесаные камни для мощения Запад-
ной Германии, Ганновер, 191и, Макс Иенеке. — Глинцер, Учебник по строитель-
ным материалам, 6 изд., Лейпциг. 1920, Л. Дегенер. — Р о б е р т Идлер, Не-
мецкая справочная книга о камнях, Берлин, Гернберг. — Бурхартц, Испытание
камней для мощения, для полового настила и материала для покрытия крыш,
Известия общества по испытанию материалов, 1901.— Г иршвальдт, Испытание
натурального строительного материала по отношению его устойчивости к действию
погоды, Берлин, 1915, И. Борнтрегер.— Клокманн, Учебник минералогии,
Щтутггарт, 1923, Энке. — Р и н и е, Сведения о камнях, 11 изд., Лейпциг 1928,
Иенеке. — Г р у б е н м а н-Н и г г л и, Видоизменения камней, 1 часть, Берлин,
1924, Борнтрегер. — Г а н и ш, Результаты испытания естественных камней, Вена,
1912. — К е й л г а к, Практическая геология, 2 тома, Берлин, 1916 и 1918. — Геберт,
Штеер и Вейс, Полезные месторождения камней в Германии, Берлин, 1915. —
Ш т и н и, Технические сведения о камнях, Вена, 1929. — Розенбуш, Элементы
учения о камнях, Штуттгарт, 1923, Швейцербарт.
Естественные камни и земли
1183
В. Осадочные каменные породы
а) Обломочные горные породы (механически): песок, гравий, ще-
бень, россыпи, песчаник, кварцит, аркозовые песчаники, конгломераты, брекчии,
туфы, каолин, глина (чистая), сланцевая глина, глинистый сланец, лесс, мергель.
Ь) Химические осадки: каменная соль, калийная соль, гипс, ашидрит,
известковая накипь (известковый туф).
с) Осадочные породы органического происхождения: чисто орга-
нические: торф, бурый уголь, каменный уголь; смешанные (органические, хими-
ческие, обломочные): известняк, доломит, кизельгур, кремнистый сланец, кремень.
С. Кристаллические сланцы
Породы, могущие образоваться из пород А и пород В: гнейс, слюдяный
сланец, филлит, кварциты, мрамор и др.
А. Кристаллические породы
первичного происхождения (застывание на месте)
а) Глубоко залегающие породы
1. Гранит. Структура равномерно зернистая без спайности; зернистость—
от мелкой до крупной. В природе имеются следующие разновидности гранита:
биотитовый (гранигит), мусковитовый, двуслюдяной, амфибол и пироксенграНит.
Цвет: светлосерый, темносерый, желтоватый до красноватого.
Месторождение. Очень распространен на севере СССР, в Шварцвальде,
в Вогезах, в Оденвальде, в Баварском, Богемском лесах, в Рудных горах, в Альпах,
Пиренеях, Карпатах, Шлезвиге, иаксонии, Гарце, Тюрингии, Борнхольме, Швеции,
Шотландии, Северной Италии, Богемии, Финляндии, на Волыни, в Подолии, Киев-
щине, Полтавщине, близ Воронежа, на Урале, на Кавказе, в хребтах Яблоновом
и Становом.
Минералогический состав: полевой шпат (ортоклаз), кварц и
слюда (биотит и мусковит) ± амфибол, ± пироксен.
У п о т р е б лен и е: мостовые, строительные и архитектурные работы, же-
лезнодорожный балласт и изделия из камня.
2. Сиенит, элеолит и лейцит-сиенит. Структура: равномернозернистая,
отчасти порфировидная, без ориентации на определенное направление. Зерно от
мелкого до крупного. В природе встречаются как: биотитовый, щелочной, ще-
лочно-известковый, роговообманковый, авгитовый, гиперстеновый, лейцит-сиениты
монцонит и элеолит.
Цвет темнокрасный, темнокоричневый, серый, темнозеленый.
Минералогический состав: ортоклаз (нефелин-лейцит) без кварца,
биотит, амфибол, пироксен.
Употребление — как гранит, преимущественно для памятников, фасадов,
и для украшений.
Разновидность: монцонит. В СССР сиениты должны быть отмечены
на Волыни (в Житомирском районе), на Урале, на Сахалине (монцонит), в окрестно-
стях Мариуполя.
3. Диорит и кварцевый диорит. Структура: зернистая, без направле-
ний. В природе встречается в виде: кварцеслюдяного амфибола, кварцамфибола,
кварцеслюдяного гиперстена, кварпеавгитового, слюдяного гиперстена, амфибола,
гиперстена и авгитодиорита или диорита.
Цвет: зеленый до темнозеленого с белыми крапинками.
Месторождение: Обервальд, Гарц, Говальд (Эльзас), Шварцвальд, Киф-
гейзер, Тюрингия, Клаузен в Тироле, Корсика, Швеция. В СССР диабазы встре-
чаются на Кавказе, Урале, Алтае, в Крыму, ок. Мариуполя и в разных место-
рождениях Сибири и Карелии. Диориты: в Карелии, на Урале, в Азербайджане, на
Кавказе, в Крыму, на Алтае, в Средней Азии и др.
Минералогический состав: кислый до среднекислого известково-
натриевый полевой шпат, биотит, амфибол, пироксен ± кварц.
Применение такое же, как у гранита.
4. Габбро. Структура зернистая; встречается в виде габбро, норита,
роговообманкового габбро, оливин-i аббро (форелевый камень), оливинорита и
биотит-габбро.
1184 т« Я- Отд< 5- Материаловедение. V. Естественные камни и земли
Цвет: темнозеленый, часто с синим блестящим отливом.
Месторождение: Карелия, Урал, Волынь, Шварцвальд, Вогезы, Сак-
сония, Гарц и др.
Минералогический состав: очень меняющийся. Основной известково-
натриевый полевой шпат (лабрадор), пироксен (диаллаг), роговая обманка ± оливин.
Применение такое же, как у гранита.
5. Перидотит, оливин, пироксенит, роговая обманка. Структура:
зернистая, в-тречается как слюдяной перидотит, амфиболперидотит, гарцбургит,
дунит и пироксенит.
Окраска: темнозеленая до чернозеленой.
Месторождение: Обенвальд, Г арцбург, Шварцвальд, Пиренеи, Испания,
Северный и Средний Урал, ок. Мариуполя.
Минералогический состав: свободный от пол-вого шпата до бед-
ного полевым шпатом, свободная от кварца каменная порода с оливином (пери-
дотит), роговая обманка или ав!ит (диаллаг), пироксенит.
Применение: как технический строительный материал второстепенного
значения.
Серпентин (маг"иево-силикатная кам<н!ая порода, возникшая из метаморфи-
зованных основные изверженных пород). Цвет по большей части зеленый. Только
некоторые плотные сорта хорошо держатся на воздухе в полированном виде.
Родственные ему: долговечный северный сапонит, иначе мыльный камень, а также
жирный камень (тал’.к) и асбест (хризотил) стр. 1352); важное применение послед-
него дано на стр. 13и6. Все перечисленные породы огнеупорны.
Ь) Породы, залегающие в виде жил
1. Массивные залежи с составом массы соответствующих пород, обра-
зовавшихся на глубине. Гранит-порфир, сиенит-порфир, элеолит-порфир, лейцит-
порфир, кварцдиорит-порфир, диорит-порфир, габбро-порфир (пикрит-порфир);
встречаются как в комплексе с соответствующими породами, возникшими на глу-
бине, так и в виде мощных заполнении расселин, и совпадают с первыми как по
цвету, так и по ми ерало! ическому составу.
2. Слоистые залежи: продукты извержений глубокозалегающих пород,
заставшие в расселина , аплит, пегматит, керзангиг, минетте, спессартит, вогезит;
связаны с глубокозалегающими породами; как камни для телнического использова-
ния имеют мало значения.
с) Изверженные породы
1. Кварцевый порфир и липарит (риолит). Структура: порфировая, в основ-
ной массе крупно- или мелкозернистая с вкрапленным полевым шпатом и кварцем.
Окраска: красноватая, серая, также зеленоватая.
Месторождение кварцевых порфиров: Восточная Сибирь, Сахалин,
Камчатка, окрестности Пятигорска, Лейпциг, Шлезвиг, Шварцвальд, Вогезы, Тю-
рингия, Гарц, Эрцгебирге, Боден, Южный Тироль; липаритов: Лиларские острова,
Босния, Сербия, Хемниц, Венгрия, Восточная Сибирь, Сахалин, Камчатка, окрест-
ности Пятигорска.
Минералогический состав: вкрапления ортокласа (санидина), кварца,
биотита; основная масса: ортоклас, кварц ± стекловидная масса.
Применение: как балласт для железнодорожного и дорожного строитель-
ства, как тесаный (штучный) камень.
Разновидности: кварцевый (фельзитовый1)) порфир, туфы, вулкани-
ческий пепел, смолистый камень, обсидиан и пемза.
2. Бескварцевый порфир и трахит. Структура порфировая
Окраска: светло- и темносерая, желтоватая, краснова(ая.
Месторождение бесквардевьк порфиров: Саарская область, Тюрингия,
Вогезы, Урал; трахитов: Зибенгебирге, Армения, окр. Пятигорска.
Минералогический состав: вкрапления ортокласа (санидина),
плагиокласа, биотита, роговой обманки, ав1ита; основная масса: ортоклас (санидин)
± стекловидная масса.
Применение: ступени, лестницы, угловые камни и т. д. Трахит не очень
стоек относительно атмосферных влияний. Санидин ле! ко выветривается.
*) Фельзитовая основная масса под микроскопом по своему строению напо-
минает смесь мельчайших зерен кварца и полевого шпата. В этой основной массе
порфироике выделения образованы кристаллами полевого шпата, кварца или др»
минералов. Иногда фельзит имеет стекловидное сложение.
Изверженные породы
1185
3. Фонолит и лейцитофир. Структура: порфировая, плотная.
О кр а с к а: светлосерая до серозеленой.
Месторождение: Хибинские горы, Каменная Тунгузка в Сибири, Север-
ная Богемия, Лаузитц, Гегау, Гогентвиль, ген, Эйфель и др.
Минералогический состав: основная масса — санидин, анортоклас,
нефелин, авгит. Вкрапления: санидин, анортоклас, нефелин.
Применение: строительный камень, щебень, приготовление стекла, полР-
вые плиты, кровельный материал.
4. Порфирит, андезит, дацит и кварцевый порфирит, слюдяной порфирит,
слюдяной андезит, роговая обманка, авгит. Структура порфировая.
Окрас к а: светлосерая, красноватая, темносерая, зеленоватая, коричневая.
Месторождение порфиритов: Саарская область, Саксония, Тюрингия,
Гарц, Тироль, Швейцария, Кордильеры; андезитов: Зибенгебирге, Венгрия, Зибен-
бюрген, Япония, Анды, Зондские, Канарские и Азорские острова, Восточная Сибирь,
Ю. Урал, Украина.
Минералогический состав: в основной массе состоит из плагио-
класа, пироксена, + стекловидная масса, встречаются вкрапления н атриев о извест-
кового полевого шпата (плагиокласа, биотита, роговой обманки, пироксена).
Применение: постройка мостовых, штучный камень.
Ра зновидности: неизельбергит + авгитпорфирит, кузелит, пропилит;
содержащие кварц разновидности называются: дацит, кварцевый порфирит, туфы,
брекчии, лавы, стекла, перлит, смоляной камень, пемза.
5. Диабаз. Диабаз палеозойский. Диабаз: гиперстен-диабаз, оливин-диабаз,
спилит, миндальный камень.
Структура: порфировая до зернистой, большей частью равномерная,
слившаяся; отличный, очень вязкий камень.
Окраска: зеленоватосерая, поэтому называется также зеленым камнем.
Месторождение: Фихтельгебирге, Франкенвальд, Саксония, Тюрингия,
Рейн, Шифергебирге, области Саар-Наге-Мозель, область Лан-Дилл, Келлервальд,
Гарц, Богемия, Полтавщина, Кавказ, В. Сибирь, С. Урал, Крым.
Минералогический состав: вкрапления плагиокласа, авгит, ±оливин;
основная масса: плагиоклас, авгит, магнетит.
Применение: мостовые и штучные камни.
в. Мелафир (мелафир — дотретичного периода).
Структура: порфировая до зернистой.
Окраска: черная, зеленозатая, коричневая.
Месторождение: Саксония, Гарц, Тюрингенский лес, область Саар-
Наге, Шлезвиг, Крым (р. Алма), Сибирь.
Минералогический состав: вкрапления: плагиоклас, авгит, ± оливин;
основная масса: плагиоклас, авгит, магнетит.
Применение: постройка мостовых.
Разновидность: толеит.
7. Базальт (базальт — третичного периода и позднейшего).
Структура: порфировая до зернистой; плотная, в случае порфировой
считается базальтом, в случае зернистой—долеритом.
Окраска: темносерая и черная.
Месторождение: Очень распространен: Сибирь, Камчатка, Сахалин,
Алтай, Армения, Украина, Зибенгебирге, Тюрингия, Саксония, Богемия, Швабские
Альпы, Эйфель, Гегау, Оденвальд, Шлезвиг и др.
Минералогический состав: очень меняющийся. Известковонатриевый
полевой шпат (пла!иоклас) и заместители полевого шпага, авгит, ± оливин, магне-
тит, ± стекловидная масса.
П рименение: постройка мостовьи, железнодорожный балласт, гидротехни-
ческие сооружения, постройка гаваней. Плавленный базальт кислотоупорен.
Базальтовые каменные породы: трахит-базальт, нефелин-базанит,
нефелин-тефрит, лейцит-баззнит, лейцит-тефрит, нефелин-базальт, нефелинит,
лейцит-базальт, леицитит, мелинит-базальт, лимбургит, авгитит.
8. Пикрит, пикрит-порфирит. С т р у к т у р а порфировая.
Окраска: темнозеленая до черной.
Месторождение: Рейн, Шифергебирге, Фохтланд, Фихтельгебирге, Эрц-
гебирге, Гарц, Англия, Урал.
Минералогический состав: оливин, авгит, серпентин, биотит, ро-
говая обманка, магнетит (без полевого шпата).
Применение: как строительный материал имеет второстепенное зна-
чение.
75 Зак. 254. — Htitte, Справочник для инженеров, т. II.
1186 т- п- ОтД- 5- Материаловедение. V. Естественные камни и земли
В. Осадочные каменные породы
а) Обломочные осадочные породы
Песок. Скопление несвязных минеральных и каменных тел, например квар-
цевый песок, песок полевого шпата, песок стекловидный, слюдяной, извес1ковыи,
вулканический и т. л., часто засоренный известью, мергелем и глиной. Песок бывает
морской, из дюн, речной и горный, последний обычно более острый, но чаще более
загрязненный, чем речной песок; формовочный песок.
Необ;одимые свойства формовочного песка: пластич-
ность, проницаемость, огнестойкость. Применяется в зависимости от степени
загрязненности окисью железа, известью, магнезией и щелочами. Пластичность
на одится в зависимости от величины зерен, способности принимать воду и от
содержания глины (жирный и тощий песок). Проницаемость зависит от величины
зерен. Относительно приготовления формовочной земли см. „Справочник для
металлургов".
Таблица 1. Состав главнейших сортов формовочного песка 9
Название Кремневая кислота SiO, Глинозем AI2O3 Известь СаО Окись железа FeaO3
Ашерслебенский песок, серый . . 84.35 5,96 0,44 6,45
„ „ желтый . . 78.45 7.22 1.84 4.22
Гальберштадтский „ зеленый . . 86.70 4,20 0,60 3.95
Офлебенский „ желтый . . 83,07 3,11 0,50 6,25
Эльстервердский „ зеленый . . 82,99 10,28 0,01 2,/6
Гарбургский „ жирный. . 89,84 7,02 — 3,14
„ „ тощий . . 96.16 1,48 • _ 2.36
Рендсбургский „ .... 93.18 4,23 — 2,59
Ботгролский „ жирный . . 87,5Э 8,30 — 2,30
„ „ ТОЩИЙ . . 89.70 5,20 — 1,10
Альт Ранфтский „ жирный . . 75.18 3,80 5.35 2,40
„ „ ТОЩИ 1 . . 8М0 2,96 9,84 2,00
Эльрихский песок, красный . Гарцский кристаллический квар- цевый песок (песок для сер- 85,76 6,00 2,6J 3,39
98,58 0,76 0,123 0,27
Гравий и крупный песок. Скопление мелких и крупных зерен, дилювиаль-
ный гравиевый пе.ок для бетона.
Естественный щебень. Собрание более крупных обломков и осколков
пород, отделенных морозом и взнесенных из гир сильным потоком воды. Валуны
известковые—для обжига на известку, валуны гравийные — для верхнего строения
железнодорожных путей и шоссе.
Эрратические или ледниковые валуны, — более или менее
крупные камни, занесенные на несвойственное им место глетчерами, горными
льдами и водой.
Россыпи. Залежи песка, гравия и щебня с полезными ископаемыми в виде
зерен металла, руды и благородных камней.
Песчаник представляет собою песок, скрепленный связующим веществом;
различают песчаники кремнистые, известковые, глинистые, железистые и др.
Обломки кварца (зерна песка) соединяются в более или менее крепкую камен-
ную породу вяжущими веществами кремнистого, известкового или чаще всего
глинистого происхождения. Окраска песчаников бывает: белая, серая, зелено-
ватая, коричневатая, желтая и красная. Песчаники заключают в себе известковый
шпат, листочки слюды, руду бурого железняка, вкрапления красной и зелен.<й глины.
Разрушающим об >азом действует на песчаник серный колчедан, неблагоприятно
влияет также обилие слюды.
3) См. немецкий справочник по литейному делу, Берлин — Мюнхен, 1923,
Ольденбург.
Осадочные породы
1187
Наиболее известны: грауваковый песчаник, обычно темносерый, особо
твердый, а потому употребляется для мостовых. Угольный песчаник, серый до красно-
ватого, связующее вещество глинистое, содержащее слюду (рурский песчаник).
Пестрый (цветной) песчаник, преимущественно красный (как например майнский),
со связующим веществом глинистым, кремнистым, с вкраплениями железа; содержит
часто пустоты, заполненные глиной, т. е. замкнутые со всех сторон куски глины;
очень распространен. Кеуперский песчаник, чаще всего жептый с глинистыми и
мергелевыми связующими веществами. Тесовые песчаники, среди них особенно це-
нится в Германии везерский песчаник, к которому принадлежит также и кремнистый
оберкирхский; серый и серовато-желтый, мелкозернистый. Тесовые (лещадные) песча-
ники, более или менее глинистые (саксонский), но вместе с тем и кремнистые,
например превосходные фридерсдорфские, вюншельбургские и др. (Силезия), мелко-
и крупнозернистые, чаще всего белые и желтоватые. Гильский песчаник, белова-
тый . или желтоватый. Нумулитовый и мелассовый песчаник; последний цементован
глинистыми связующими веществами, содержащими в большом количестве известь.
Цвет серый, зеленоватый или желтоватой. Качество его как строительного мате-
риала сомнительно (швейцарские песчаники). В ССО: Амвросиевский песчаник,
Шошин -кий песчаник и др., аркозовый песчаник на Лону.
Кварцит (чистый или почти чистый кварц). Кристаллический до стекловидного.
В случае пористости употребляется для изготовления жерновов. Служит в качестве
материала для изготовления стекла. 1 азбитый в щебень или гравий употребляется
для дорожного строительства (для приготовления бетона и т. д.). Аркозовый
п е с ч a j и к: состоит из кварца, полевого шпата и слюды, является сцементиро-
ванным гранитным материалом.
Конгломераты: скрепленные различными вяжущими веществами: гравий,
гальки и щебень; форма зерен круглая.
А г г л о м е р а т ы: несвязанное накопление угловатых кусков и обломков
Брекчии: скрепленные различными вяжущими веществами угловатые
обломки.
Вулканические туфы: вулканический скрепленный пепел, порфировый туф,
красный (например из гохлица в Саксонии) кварцевый порфировый туф, трахитовый,
фонолитовый, диабазовый туфы, раковистые туфы. Мелкозернистые и свежие мягкие
(Брольский, Бттрин!ерский и другие туфовые камни). К ним относятся: пуццо-
лановая земля и санторинская земля, трасс, базальтовый туф из связанных баз» ь-
товых или долеритовых обломков (гора Карадаг в Крыму Артик-туф и Анийская
пемза в Армении). Грязносерые до черноватых. Содержит: авгит, оливин, роговую
обманку, слюду и т. д. Лей ,итовый туф, желтовато-сеэый. Содержит в изобилии
по большей части выветрелые лейцитовые зерна, авгит, слюду, санидин.
Пемзовый песок, в Германии только из Неи виверов .кого бассейна (Рейн),
очень легок ($ = 0,375 кг1дм3). Из него приготовляются „изолировочная пемза" и
рейнские пемзовые кирпичи. Пемзовые пески известны в Армении, Грузии и на
С. Кавказе.
Глина: загрязненный, содержащий воду силикат глинозема, обычно, однако,
смесь его с песком (крупным или мелким', известковым камнем и окисью железа,
происходит от выветривания каменных пород, содержащих полевой шпат и осаж-
денных в воде. Окраска серая, зеленая, синяя, красная, коричневая или желтая.
Каолин: чистый, содержащий воду силикат глинозема применяется для изго-
товления фарфора (см. т. IV нем. изд. Hiitte, Отдел керамики и стекла); к нему
принадлежат другие пластичные глины, трубочная глина, огнеупорная и гончарная.
Глина уменьшается в объеме при высыхании, при последующем обжиге не теряет
в целом своей формы и становится при этом очень твердой. Применяется для изго-
товления фарфора, для всех горшечных тов ров, а также для огнеупорных изделий.
Сланцевая глина: отвердевшая глина с наслоениями и отслаиваниями (как
у сланца), сильно развита способность делиться на слои (в виде листов).
Глинистый сланец: сланцевая, крепкая, сод ржашая глину каменная порода,
с наслоениями, отслаиваниями. Состоит из глины и кварца, часто с листочками
слюды. Цв_т светло- или синевато-серый до черноватого, а также* красный;
раскалывается по спайности чисто, а потому используется для покрытий кровли.
Вредные примеси: серный колчедан, уголь, углекислая известь.
Граувакк: крепкий, содержащий полевой шпат кварцевой песчаник, с ясно
распознаваемыми обломками сланца и кварцитов. Очень часто легко добывается
благодаря откалыванию в форме параллелепипедов.
Глина: содержащий кварц глинистый песок.
Лёсс: глинистая известково-песчаная пыль, отчасти отвердевшая.
Мергель: известково-доломитовая глина с прибавлением кварцевого песка,
1188 Т. II. Отд. 5. Материаловедёйиб. V. Естественные камни и зёмЛй
иногда и слюды. Различно окрашенная, плотная, землистая или сланцевая каменная
порода. Судя по преобладанию различаются: известковый или глинистый мергель;
с кремнекислотой — кремнекислый мергель; с углекислой магнезией — доломитовый
мергель и т. д. Некоторые сорта мергеля годны для изготовления цемента.
Растительная земля (пахотная и садовая) возникла от выветривания камен-
ных пород с примесью продуктов разложения растительного и животного характера
(гумус).
Ь) Химические осадки
Гипс. Сернокислая известь с содержанием воды. Обыкновенно белый, желто-
ватый до розоватого, серый до черноватого, часто пятнистый с жилами, тенями
и т. д. К нему относятся: с л о и с т ы й гипс или мариенглас, прозрач-
ный, кристаллически-крупнослоистый; весьма легко расслаивается. Мелкозернистый
гипс (а л е б а ст р), желтовато-белый или зеленоватый, также и серый, с жилами,
разводами и т. д., часто довольно прозрачный, полируется только при помощи спе-
циальных средств. Волокнистый гипс, строение с параллельными волокнами,
белый, желтый, серый, красный. Плотный гипс, белоснежный до серого, при-
меняется для обжига. Гипс сопровождается обычно глиной, каменной солью и т. д.
Сернокислая известь, свободная от воды, образует значительно более твердый,
часто как мрамор, минерал ангидрит, могущий применяться только для вну-
тренних работ, так как он постепенно и постоянно поглощает воду, гидратизи-
руется, увеличиваясь в объеме.
Известковая накипь (травертин) часто ошибочно называется известковым
туфом. Образовалась в виде осадка вследствие испарения воды, насыщенной
известью. Часто пористая, пузырчатая, трубчатая. Применяется как украшение
для фасадов.
с) Осадочные породы органического происхождения
(смешанное органическое происхождение, т. е. органическое, химическое
и механическое)
Известняк (углекислая известь). Цвет весьма различен в зависимости от
Чистоты и случайных примесей окиси железа и др.: белый, серый до черного,
желтый, красный, коричневый, иногда одноцветный, иногда пятнистый, с жилками,
отливами и т. д.
Углекислая известь, обычно от белой и темносерой до черной; к ней принад-
лежит „бельгийский камень", прекрасный строительный материал. Цехштейн, биту-
минозный известняк с содержанием глины, темносерый. Ракушечный известняк,
желтоватый и синеватосерый до черного, а также красноватый. Оолитовый известняк,
состоит из круглых зерен, порода серая до красно-коричневого, часто очень
крепкая и твердая. Юрская известь, серая, желтоватая или красновато-белая. Зольн-
гоферский плиточный известняк, известен как литографский камень. Альпийский
известняк, желтоватый, красноватый, коричневый и т. д.; наиболее известен унтер-
сбергерский мрамор. Мел, пишущий мел, землистая известь, состоящая из микро-
скопических раковин. К нему принадлежит часто очень крепкая чертежная известь.
Грубый известняк представляет собою известковый камень, заполненный много-
численными панцырями вымерших организмов: беловатый до желтоватого (париж-
ский известняк). Кремнистый известняк, светлосерый’и коричневатый с большой
примесью кремневой кислоты; среди известняков этой породы выделяется велико-
лепный „баварский гранитный мрамор". К известковым брекчиям принадлежит
брокателль-мрамор с мелкими обломками; лумахельский мрамор, в особенности
с вкраплениями раковин.
Доломит (углекислая известь и углекислая магнезия). Цвет беловатый, желтый,
серый до коричневого. Кристаллический, плотный, оолитовый. Из хороших камено-
ломен получается твердый, в высшей степени долговечный строительный камень;
великолепен для кладки цоколей.
Мрамор (настоящий) представляет собою кристаллическую известь (см. отдел
„Метаморфические каменные породы*4 стр. 1189 и след.). „Мрамором" называются
также плотные, принимающие полировку каменные породы. В Германии, Тегернзее,
Маркегрюн в Фихтельгебирге, Рюбеланд в Гарце и Корнелимюнстер в Эйфеле.
В СССР имеются богатейшие месторождения разнообразных мраморов в Карелии
на Урале, на Кавказе и в Сибири.
Кристаллические сланцы
1189
Кизельгур (инфузорная земля) состоит из ископаемых панцырей микроскопи-
чески малых организмов. Цвет белый и серый. Употребляется как изоляционный
материал, как связывающее вещество, в качестве полировочного средства, для изго-
товления динамита, жидкого стекла и т. д. Между прочими месторождениями:
Люнсдургская степь и подпочва Берлина. В СССР — близ Инзы и Ульяновска,
в Закавказьи, за Уралом.
Кремнистый сланец (лидит) — очень твердая каменная порода, состоит прей
имущественно из кварца, халцедона и опала, окрашена углеродом.
Кремень, ружейный камень, роговой камень, состоит из многочисленных
видоизменений кремневой кислоты и остатков губок и радиолярий; встречается
в виде сплошных скоплений и в виде слоистой массы.
С. Кристаллические сланцы
метаморфические каменные породы
1. Гнейс (состав, как у гранита). Более, чем гранит, подвержен выветриванию,
в особенности, если он богат содержанием полевого шпата и слюды. Из него изго-
товляются плиты и лестничные ступени.
2. Слюдяной сланец. Между сильно блестящими слоями слюды содержится
серый кварц. Применяется для кровельных плит и для тротуаров.
Таблица 2. Свойства технически важных камней
Объемный 1 Удельный Гигро- Сопроти- Потери от Прочность
Каменная вес в су- скопич- вление изнашивания кромок * 8)
порода хом виде кг1дм3 вес кг}дм3 ность ОТ о'о веса сжатию кг1см* а') см3 1 Ь«) см3 с | d потеря матер, в ’/о
Гранит . . 2,26—2,67 2,60—2,69 0,1-0,7 800—2700 2-5 4-7 3—5 5-8
Сиенит . . 2,46-2,75 2,70—2,78 0,1—0,7 1500—2000 2—5 4-7 3—5 5-8
Диорит . . 2,52—2,96 2,70-2,98 0,1-0,5 1800—2400 2-5 4-7 3—5 5-8
Габбро . . Кварцевый 2,55—2,95 2,75-2,96 0,1—U,4 1000-2800 3-4 4-7 2-6 3-7
порфир . 2,19-2,62 2,59-2,67 0,1—0,5 1900-3500 2-6 4-7 2—3 3-5
Диабаз . . 2,53—2,89 2,78-2,95 0,1-1.0 1300-3000 3-4 4-7 2-3 3-5
Базальт . . 2,60-3,06 2,93—3,15 0,1-0,7 1000—5800 1,5-4 5-10 1,5-3 3-7
Мелафир . 2,51—2,68 2,66-2,80 0,1-0,7 1200—38J0 2—4 4-7 3 -5 3-7
Порфирит 2,40-2,66 2,62-2,70 0,1—0,5 1200—2400 2-6 4-7 3-6 5-8
Гнейс . . . 2.6J—2,70 2,66—2,72 0,2-0,8 1500-2300 3-4 6-10 5-7 6-9
Песчаник . Глинистый 1,90—2,65 2,59-2,71 0,5-10,0 150—3200 20-80 30-100 — —
сланец . . 2,70—2,76 2,77-2,84 0,2-0,8 250—3004) — — — —
Граувакк . Граувакко- 2,58-2,71 2,67—2,74 0,3-1,0 1800—3600 4-6 7-12 3-5 5-9
вая рого- вая порода 2,72—2,74 2,73-2,77 0,2-0,5 1800-4000 4-6 7-12 3-5 5-9
Известняк 1,87-2,82 2,62—2,84 2,0-8,0 250-1900 7-Ю 30-40 — —
Мрамор . 1,95—2,82 2,62—2,84 0,1—С,5 400—2800 5-10 ' 20—40 — —
Доломит . 2,10—2,95 2,85-2,95 0,3—0,8 500-1600 7-10 |30-40 — —
*) Определено по способу обдувки песком под давлением.
«) Определено по способу Беме (при шлифовании).
8) Определено на кубиках (с) и на щебне (d) согласно указаниям кондиций по
доставке и поставке шлаков с доменных печей для дорожных работ и для устрой-
ства железнодорожного полотна.
*) Сопротивление нд изги0,
1190Т. II. Отд. 5. Материаловедение. VI. Искусств, камни и гончары, изд.
3. Филлит (уртоновский сланец). Темный или зеленоватый, мелкозернистый
с поверхностью, обладающей шелковым блеском. Употребляется большей частью
как кровельной шифер
4. Роговиковая порода: плотная, твердая, имеющая роговые свойства каменная
порода. Применяется в виде щебня. В СССР встречает я в Тарбагатае, близ Алтая.
5. Настоящей мрамор: в зник из известняка в результате перекристаллиза-
ции. Месторождения: Греция, Каррара, Тироль, Шлезвиг, Фихтельгебирге, Нор-
вегия, Южная Африка и другие места. В СССР: Урал, Карелия, Кавказ, Сибирь.
6. Чистый кварцит, неизменяемый, плотный, часто жирноблестящий кремни-
стый песчаник (до 99°/n SiO,). Применяется для изготовления огнеупорного кир-
пича „динас* и силикатного.
Минералогическая скала твердости по Моосу: 1—тальк,
2—гипс (или каменная соль), 3—известковый шпат, 4—плавико-
вый шпат, 5—апашт, 6—полевой шпат, 7- кварц, 8—топаз, У—ко-
рунд (наждак), 10—алмаз; по Брейтгаупту: 1—тальк, 2—гипс,
3—слюда, 4—известковый шпат, 5—плавиковый шпат, 6—апатит,
7—роговая обманка, 8—полевой шпат, 9—кварц, 10—топаз, 11—ко-
рунд, 12—алмаз. О физических и механических свойствах техни-
чески важных каменных пород см. вышепомещенную таблицу, так
же как и отд.„ Сопротивление материалов", стр. 227 и сл.
VI. Искусственные камни и гончарные
изделия
А. Необожженные камни и другие строительные
материалы
Обработал проф. Г. Бу рх арц, Берлин-Лихтерфельде
1. Для кладки стен. Воздушный кирпич (лемпачь, колыб),
формуется из сырой глины и просушивается на воздухе; для связи
служит глиняный раствор (глина с водой). Формат различный;
прочность незначительная. Применяется для заполнения фахверко-
вых стен и для внутренних стен сельскохозяйственных построек;
стены дешевые, сухие и теплые.
Глина, смешанная с рубленой соломой (или отбросами льна, пеньки), при-
меняется для заполнения промежутка между двумя деревянными щитами, причем
получаются глинобитные стены. Значительно прочнее и долговечнее стены
из глины с проволокой допущены как наружные, несущие балки стены.
Внешние стены из глины или глиняных кирпичей должны защищаться от сырости
хорошей изоляцией, выступающими крышами или хорошей штукатуркой. Глиня-
ный накат применяется для заполнения промежуточных перекрытий; если
остается сырым — представляет опасность для дерева.
Силикатный кирпич !) представляет собою смесь из кварцевого
песка и извести, запрессованную в форму и затвердевшую в кир-
’) Б у р х ар ц, Испытание и свойства известковопесчаных камней. Берлин,
1908.—С оюз фабрикантов известковопесчаных камней, Извест-
коволесчаный кирпич, его производство и свойства, 2 изд.. Берлин, 19^-9. — Кри-
гер, Известковолесчаный кирпич — производственные опыты, Берлин, 1919, изд.
Газеты „Керамиковая промышленность",
Искусственные камни
1191
пичи для каменной кладки в котлах под влиянием пара, находящегося
под давлением в 72 ат/час1) (DIN 106). Размеры 25X25X6,5 см.
Отклонения в длине, ширине и высоте допустимы до 2 мм; сопро-
тивление на сжатие 150 кг!см* 2. Способность впитывать воду мини-
мально 12°/0.
Устойчив против мороза, благоприятная способность схваты*
ваться2). По зерну и твердости он подобен известняку, белый, но
может быть легко окрашен, правильной формы, дает минималь-
ный расход раствора. В СССР для силикатного кирпича имеется
ОСТ 5419
-----------45”’ В К0Т0Р0М даны как размеры и допуски, так и все
правила испытаний при приемке.
По весу и допускаемым напряжениям на сжатие кладка из обоих видов кир-
пича (обыкновенно строительного и силикатного) признана строительными поста-
новлениями равноценной. Применяется он также как орнаментный кирпич для
облицовки стен и подземных сооружений и для изготовления установок отопления
(постройка каминов и пр.). Цена различна, но почти повсюду ниже, чем равнока-
чественного красного кирпича.
Известковые шлаковые камни. Раздробленный до степени
крупного песка доменный шлак смешивается с гашеной известью
и масса прессуется в кирпичи. Кирпичи постепенно затвердевают
на воздухе и дают, возможность изготовлять долговечные и хорошо
вентилирующиеся стены, часто допускаются как равноценная замена
обыкновенного кирпича. Эти кирпичи, затвердевшие в котлах под
давлением пара (см. „Силикатный кирпич"), получают большую проч-
ность, чем затвердевшие на воздухе; некоторые доменные шлаки
пригодны для изготовления кирпичей в котлах без добавки извести.
Шлаковые камни из остатков от сгорания угля, кокса, антра-
цита (сгарки)3 * * * *) и связующего вещества (обычно цемент), прес-
сованные в форме кирпича или иной форме. Камни затвердевают
на воздухе, имеют сравнительно малую прочность, однако хорошо
держат тепло. Наружные стены из таких камней должны быть
оштукатурены, так как очень хорошо поглощают воду.
Рейнский пемзовый камень. Легкий пористый камень для ка-
менных работ, изготовляется из рейнского, вулканического пемзо-
вого гравия (пемзовый песок) и гидравлических вяжущих веществ.
Они не должны содержать примесей кварцевого
песка, шлака, разновидностей туфа и т. п. (DIN 1059).
Имеется три вида пемзовых камней:
1. Известковые пемзовые камни, содержащие в качестве связующего веще-
ства гидравлическую или доломитную известь.
1) Указания в такой форме (ат} час) в производстве силикатного кирпича
обычны, они показывают продолжительность пребывания кирпича в котле в зави-
симости от имеющегося давления пара. Так, например 9 часов при 8 атмо-ферах.
2) БурхарЦ; Затвердевание раствора при производстве известковолесчаного
кирпича. Ztrbl. Bauv., 19G9, стр. 214.
3) Остатки от сгорания угля перед употреблением должны быть подвергнуты
испытанию. Они не должны содержать совершенно или могут содержать линь
в минимальном количестве сернистые соединения металлов и соли, подверженные
выщелачиванию или выветриванию. Не должны в них также заключаться частицы
несгоревшего угля и обожженная известь, Весьма целесообразно перед ушнребл^-
цием хорошо промыты
1192Т. и. Отд. 5. Материаловедение. VI. Искусств, камни и гончарн. изд.
2. Цементные пемзовые камни, которые содержат цемент и другие гид-
равлические связующие вещества.
3. Специальные и цементные пемзовые камни (для повышенного напряже-
ния); они в качестве связующего вещества содержат только цемент или преимуще-
ственно цемент наряду с другими гидравлическими связующими веществами.
Вид камня — параллелепипед. Обычный нормальный размер
камня 25X12X9,5 см (так называемый 4-дюймовый камень).
Другие употребительные размеры:
2ч2"—' 25 см длина, 12 см ширина, 6,5 см высота
3" =25 „ „ , 12 , „ , 7,5 „
б77 = 25 „ „ , 14 „ „ , 12 .
7" =25 „ „ , 16 „ „ , 14 „
Допускаемые отклонения: 2%—в длину и ширину, 5°|0— в высоту.
Сопротивление на сжатие (среднее из 10 испытаний):
Сопротивление Объемный вес
на сжатие 4" формы камней
Известковый пемзовый камень минимум 12 кг/см* 0,85 кг/дм3
Цементный пемзовый камень минимум . 20 „ 0,85 „
Специальный цементный пемзовый камень
минимум.............................. 30 „ 0,85 *) „
Пемзовые камни должны быть устойчивы против мороза. Коэфи-
циент теплопроводности высушенного на воздухе пемзового камня
должен достигать 0,13 до 0,16 кал[час мР при средней температуре
в 20°.
В СССР изготовляются камни теплобетонные сплошные, представляющие
собой искусственные строительные камни, сделанные из различных вяжущих
веществ и различных заполнителей, различными технологическими процессами
(отливка, набивка, штамповка, прессование) с последующими приемами: 1) медлен-
ным твердением камней при обычной температуре, 2) обработкой в парильных
камерах без давления и 3) запаркой под давлением в автоклавах. См. ОСТ 3163.
Кирпич строительный, из доменных гранулированных шлаков, изготовляется
путем смешения и прессования с добавками извести или цемента или без такового
с последующим отвердеванием на воздухе или в пропарочном котле или в камерах
с углекислыми газами. См. ОСТ 3536.
Камни из естественного материала нормализованы ОСТ 3529, причем уста-
новлены 4 сорта брусчатки: низкая узкая, низкая широкая, средняя и высокая.
Размеры, технические условия и методы испытания см. ОСТ 3529.
Доменные пемзовые кирпичи, замена рейнских пемзовых кир-
пичей. Они прессуются из особо гранулированных доменных шла-
ков (пенистых шлаков) и извести с добавкой воды до земляной
сырости, обычно в формат 25Х 12X9,5 см. Затвердевают на воздухе.
Должны иметь прочность на сжатие по крайней мере 15 кг!см2.
Пробковые камни изготовляются из пробкового лома прес-
совкой с добавлением связующих веществ. Хорошее предохрани-
тельное средство от тепла, холода и звука (см. стр. 1304). Удельный
вес от 0,2 до 0,35. Коэфициент теплопроводности от 0,04 до 0,05.
Нормальная величина пластин 0,33 \ \ м и 0,50 X 1 м, в толщинах
от 1 до 16 см для покрытия плоскостей или сегменты и полу-
1) После установления наивысшего объемного веса 477 камня в 0,85 кг] дм3
веса всех камней вычисляются по их объему. Наивысшие веса отдельных камней
равны:
1>66 кг, З77—1,91 кг, 4"-2,42 кг, б77—3,57 кг, 777—4,76 кг,
Пробковые камни
1193
цилиндры для облицовки трубопроводов, ДЛИНОЙ В 1/з (Прочность
от 8 до 10 кг!см\ т. е. при этой нагрузке отрываются только край-
ние частицы пробных кубиков при заметном сжимании прибли-
зительно на 25%, не вызывая, однако, действительного полного
разрушения, так как при увеличении нагрузки в середине материала
образуется постоянно уплотняющаяся сердцевина.) Пробковые камни
можно пилить, резать, забивать в них гвозди и их можно непосред-
ственно штукатурить. Связующим веществом при кладке служит
гипс или клей для пробковых камней. Для штукатурки рекоменду-
ется известковый раствор и гипс в равных частях.
Кроме тепловой изоляции, пробковый камень применяется также
для изоляции звука.
Непропитанный пробковый камень. Цвет серый, связую-
щие вещества—глина, клей и другие растворяемые в воде материалы; служит те.ь
ловой изолировкой в откосах крыш, хлебных печах, при паровом отоплении низкого
давления и т. д. Сырость и температура выше 100° должны быть избегаемы; при-
годен как нетлеющая облицовка железных столбов и балок.
Пропитанные пробковые камни. Цвет черный, каменноугольный
деготь как связующее вещество, водоупорны, для защиты холодильников, холо-
дильных трубопроводов, сырых стен, вагонов-ледников и т. д. Наивысшая допу-
стимая температура 25’.
Экспанзит, особо улучшенные пробковые пластины, особенно легкие и
обладающие еще более выгодным коэфициентом теплопроводности (вес сл«3=0,18 г,
К = 0,038 кал 1мчас °).
Прессованные пробковые пластины из пробкового
лома (корзиль) могут быть изготовлены различной твердости. Связующие ве-
щества—кровяной альбумин и собственные пробковые смолы. Изготовляется пла-
стинами в 50 X ЮО см и толщиной от 3 до 100 мм. Доставляется различной твер-
дости (прочность от 5 до 20 кг\см?). Применяется для одежды стен против передачи
звука, для изоляции сушильных камер, как уничтожающие шум подкладки под ли-
нолеум, маты в бани и в особенно тонкой прессовке, как пробковый паркет.
Пробковые фундаментные подкладки „Корфунд“, (герм, па-
тент фирмы Эмиль Цорн, Берлин) из неразмсльченной естественной пробки, пла-
стины, скрепленные железными рамами, толщинки от 3 до 8 см, водоунорны, эла-
стичны служат для изоляции машинных фундаментов (моторы, газовые двигатели)
от шума и сотрясений.
Торфяные пластины (торфолеум, торфит, волокнистые торфяные
пластины) служат для тех же целей, что и пробковый камень; нормальный формат
50 X 100 см, толщина от 1 до 5 см. Торф весьма гигроскопичен, но в последнее время
фабрикаты из торфа значительно улучшены главным образом пропитыванием; для
изоляции от тепла и холода вполне пригодны.
Доски из обожженного кизельгураи фасонные части чрезвы-
чайно пористы и легки, так же как и кизельгуровая изолировочная
масса для паропроводов, служат для изоляции против высоких и наивысших
температур до 1000°.
Дюбельные камни допускают забивку гвоздей, хорошо дер-
жат известковый раствор и обладают достаточной прочностью.
2. Для полов. Под названием древесного камня известны мно-
гие сорта настилов для полов. Материал — древесная мука (также
и пробковая мука) к которой примешивается инфузорная земля,
тальковый порошок, волокна асбеста и магнезиевая замазка, все
промешивается и прессуется под большим давлением в формы.
Пластины должны настилаться на вполне сухом основании и
укрепляться замазкой из растворимого стекла или винтами. Кси-
лолит— плохой проводник тепла, легче обрабатывается, чем камень,
Притом очень мало изнашивается, не коробится, безопасен в по-
1194т- и- Отд. 5- Материаловедение. VI. Искусств, камни и гончарн. изд.
жарном отношении, не боится гриба, но только в том случае сопро-
тивляется сырости, если от времени до времени промасливается.
Все остальные древесно-каменные полы, изготовленные из мо-
лотой обожженной магнезии и хлоро-магниевого раствора (зорель-
ского цемента) как связующих веществ и древесной муки, как за-
полнения, наносятся и сглаживаются обычно непосредственно на
месте, подобно цементу. Они образуют половой настил без швов,
теплый, безопасный в пожарном отношении и не пылящий, на поверх-
ности сравнительно водоупорный, немного гигроскопичный.
Особое значение должно придавать применению хороших исходных материалов,
именно хорошему магнезиту, правильной смеси магнезита с раствором хлористой
магнезии, хорошей переработке материалов массы для полов, так как иначе под
действием тепла происходит растрескивание полов — усадка. Долговечность и хо-
роший вид полов из древесного камня зависят от хорошего ухода: мойка только
чистой теплой водой, после высыхания натирание маслом, сперва чаще, потом каж-
дые четверть года.
Понятие, свойства, требуемые качества, а также спо-
собы испытания древесного камня, идущего для полового нас1ила, см.
DIN 272.
Линолеум состоит из пробковой муки и затвердевшего льняного масла, укре-
пляется с одной стороны пеньковой тканью и покрывается лаком, служит для вы-
стилки полов и лестниц. Торговые сорта: одноцветный линолеум в 15
различных окрасках. Гранитный линолеум в различнейших цветах. Линолеум-ин-
лайд со сквозным узором. Торговые размеры: длина около от 25 до 30 м,
ширина 2 м. толщина 1,7, 1.8, 2.0, 2,2, 2,4, 3, 3,3 3,6, 4, 4,6, 5,0, 6,0 7 и 10 мм, у
сорта инлай . толщина только 2,2 и 3,3 мм. Вес: в среднем 1,1 кг!.м* (на 1 мм
толщины). Главные свойства: водонепроницаемость, теплота, долговечность,
непроводимость для звука, последнее тем более, чем крупней примененная про-
бковая мука, однако тем менее плотна и гладка поверхность. Линолеум хорошо
зарекомендовал себя на деревянных полах и массивных перекрытиях; весьма
важно, чтобы перед настилкой линолеума пол был хорошо сглажен и вполне
сухой, также вполне свободен от гигроскопических и подверженных влиянию ма-
сляной кислоты веществ. Прикрепление на деревянном полу иногда посредством
безголовых гвоздей, лучше наклеивание на смоляной замазке. 1 кг замазки на
3 м* линолеума (клейстера ни в коем случае не употреблять). Му рал и н—стен-
ная облицовка, подобная линолеуму, весьма долювечная, немного шероховатая,
з красивых цветных узорах. В СССР см. линолеум ОСТ 4878.
Шлаковые камни для мостовых из медистых шлаков
(Эйслебен) или из железистых, изготовляются с плоской, немного
шероховатой поверхностью.
3. Для облицовки стен. Как „благородную “ облицовку можно
назвать: терранова, терразит и др. декоративные штукатурные
массы, которые связываются с водой, подобно медленно схваты-
вающему цементу, и дают шероховатую, устойчивую относительно
непогоды, твердую штукатурку и при этом пропускают воздух и
весьма долговечны. Доставляются в различных невыцветающих
красках и допускают выполнение всевозможных штукатурных работ.
4. Для крыш. Асбест о-ц ементный шифер (этернит).
Водонепроницаемые плитки твердости некоторых естественных
камней, но легче и прочнее их (вес см? = 2,1 г\ =689 кг!см?),
огнеупорны, пригодны, кроме кровель, и для фахверковых построек.
Цвет светлосерый, темносерый и красный. Кровельный ши-
фер, 3,5 мм толщиной, нарезан плитками в 30 X 30 и 40 X 40 сму
для разного рода кровли, допускает легкую конструкцию. Доски
Асбофанера и кровельные плитки
1195
для потолков и стен, для изготовления бараков, размером
122 X 122, 244 X 122 и 250 X 125 см и от 4 до 20 мм толщины.
Гипсовые доски, простеночные доски, мрамор-
ный цемент, штукатурный мрамор и г. п. см. гипс.
Искусственный камень, терраццо, см. цемент.
Вулканоль, см. клинкер; стеклянные строительные камни, стек-
лянные кирпичи, стеклянные стенные плиты, см. стекло, стр. 1231
и сл. Пропитанные асфальтом кровельные материалы и т. п. см.
стр. 1333 и сл.
В СССР введены в употребление следующие материалы для покрытия крыш,
для полов и стен:
Асбофанера плоская (O'LT3720). Материал, выработанный на папма-
шине из асбестоцементной массы, в виде плоских листов размерами по длине 160
или 120 см, по ширине 12?, 80 или 60 ищи гол.цине 0,45 (прессованная), 0,55 (не-
прессованная). Временное сопротивление на изгиб для прессованной—150 кг(см2^
для непрессованной—ПО кг\см2.
Асбофанера волнистая (ОСТ 372!)—такая же фанера для кровли ичи
для облицовки наружных стен, но выработанная в виде волнистых листов.
Плиты г и п с о л и т о в ы е для переборок (ОСТ 3620) представ тяют собой
плиты, вырабатываемые из формовочного гипса (алебастра ОСТ 26а5) путем от-
ливки в формы.
По своему составу гипсолитовые плиты подразделяются на плиты из гипсовой
массы и плиты из гипсовой массы с заполните 1ями.
Стандартные размеры плит: по длине 150 см, по ширине 22,5 и 44,5 см и
по толщине 5, 7 и 9 см. Для удобства установки на место плиты снабжены по сто-
ронам пазами установленной формы. Временное сопротивление на изгиб не менее
15 кг\см\ на сжатие — не менее 30 кг[см2. Объемный вес 650 кг[м8. См. также
ОС Г 4963.
Плиты фибролитовые на хлористом магнии (ОСТ 2571) представляют
собой строительный материал, получающийся путем прессования костры кенафа
или древесных стружек, связанных магнезиальным цементом на хлористом магнии
и подвергнутых просушке.
Стандартный размер плит в мм: 12)0 X 6С0 X 70 или 1500 X 500 X 70 или же
1500 X 600 X 70. Временное сопротивление на изгиб не менее 4 кг [см-. Объемный
вес не более 450 кг^м8.
Коэфициент теплопроводности:
при объемном весе 300 кг/м3.............0,085
„ „ „ 350 „ ...............0,11
„ ,, » 450 „ ...............0,13
Фибролитовые плиты гигроскопичны, почему при хранении должны быть огра-
ждены от действия влаги.
Плиты фибролитовые на извести и трепеле—ОСТ 3619. Этот строительный
материал получается путем прессования древесных стружек (древесной шерсти),
костры кенафа или соломы, связанных известково-трепельным раствором при за-
паривании плит под повышенным давлением. Стандартные размеры в мм: 15 )0х50х70.
Объемный вес не более 5')0 кг{м8. Временное сопротивление на изгиб не менее
5 кг!см2.
Коэфициент теплопроводности:
при объемном весе 300 кг[м8 ......... • 0,085
„ „ „ 350 „ ............• . С,110
„ „ „ 450 „ ...............0,130
„ 500 „ ...............0,140
Плитки сланцевые кровельные (ОСТ 292Д являются естествен-
ным кровельным шифером, подвергнутым соответственной механической обра-
ботке. В дело идет осадочная глинистая горная порола, отличающаяся совершен-
ной и ровной сланцеватостью. Размеры плиток весьма различны. Стандартом пре-
дусматривается до dO равных размеров прямоугольных плигок от 25? X 15') мм до
6' 0 х о50 мм, толщиною от 5 до 8 мм. Имеются стандартные размеры и косых
плиток. Стандартами (ОСТ 2929, 29о0 и 2Р31) предусматривается 5 сортов шифер-
ных плиток и даются указания о разделении на сорта и на методы испытаний,
1196 Т. II. Отд. 5. Материаловедение. VI. Искусств, камни и гончарн. изд.
В. Предметы керамического производства
Общее. Предметы керамического производства можно по
Гехту1) разделить на три группы, в зависимости от их гончар-
ной массы и характера излома: слабо обожженные предметы (пори-
стые глиняные изделия), спекшиеся предметы (гончарные,
плотные глиняные изделия) и стеатит. Слабо обожженные пред-
меты пористы, гигроскопичны, но не пропускают света; спекшиеся—
плотны и не гигроскопичны; стеатит по своим свойствам прибли-
жается к спекшимся камням. Обе первые группы могут быть раз-
делены на строительные материалы и гончарные изделия (посуда),
причем первые представляют собою грубые изделия с толстыми
стенками, последние имеют тонкие стенки.
Важнейшими продуктами первой группы являются обыкновен-
ный кирпич, пористый и пустотелый кирпич, облицовочный кир-
пич, черепица, дренажные трубы и огнеупорные материалы (шамо-
товые кирпичи, кварцитовые и силикатные кирпичи, динасовый
кирпич, магнезитовый кирпич, карборунд\ Гончарными изделиями
являются глиняные горшки и глиняная посуда. Из спекшихся пред-
метов главнейшими являются строительные материалы: клинкер,
глазированные плитки, канализационные трубы и кислотоупорные
камни. Гончарными изделиями являются посуда для химической
промышленности и фарфор. Стеатит, основой которого служит си-
ликат магния, находит широкое применение в электротехнике как
изоляционный материал, а в последнее время также для штампов
в картонажной промышленности. •
а) Керамика слабого обжига
Обыкновенный кирпич разделяется, согласно правилам для
поставки и испытания кирпичей, на следующие классы: клинкер,
твердообожженный кирпич, строительный кирпич 1-го класса и
строительный кирпич 2-го класса. О механических свойствах строи-
тельных кирпичей и предъявляемых к ним, согласно вышеуказан-
ным правилам, требованиях, дает представление табл. 1.
Американские нормальные размеры строительных кирпичей
SVd X 4 X 2 дюйма =- около 21 X Ю X 5 см.
Пористые массивные кирпичи (туфовые кирпичи) для
легких стен, балконов и т. п. изготовляются из глинозема, смешан-
ного на V3 до 1/2 со сгорающими веществами (древесными опил-
ками, бурым углем, коксовой пылью); они обладают половинной
прочностью по сравнению с обыкновенными кирпичами, особенно
хорошо держат тепло и легки (кирпич нормального формата весит
2,25 до 2,75 кг\ 1 м* весит ИЗО до 1380 кг). Остающиеся в камне
частицы золы являются причиной быстрого выветривания.
*) Феликс Зингер, Керамика на службе у промышленности и народного
хозяйства, Брауншвейг, 1923, Фцвег и сын.
таблица 1. Механические свойства строительного кирпича
Сорт Вес штуки сухого кг Объемн. вес одного кирпича г! см3 Удельный вес ?1см3 Свойства по правилам для поставки и испытания строительного кирпича *) Примечание
Размеры Впитыва- ние воды в весовых о/о максим. Сопротивление раздавливанию кг]см2 миним. 2) Устойчивость относительно мороза
Клинкер 3,1—4,1 среднее 3,67 1,8-2,1 среднее 2,00 2,6-2,7 среднее 2,65 Нор- мальный формат •) 25 X 12 X X 6,5 см 5 350 Строительные кирпичи дол- жны быть устойчивыми относительно мороза (при испы- тании согл. предписаниям не должны давать трещин и осколков) Обожженный кир- пич, не удовлетво- ряющий прочности для 2-го сорта, не должен называть- ся строительным кирпичом; он на- зывается полу- обожженным
Твердо обожженн. кирпич 2,8-3,8 среднее 3,42 1,6-1,9 среднее 1,88 2,6-2,7 среднее 2,66 8 250
Кирпич 1-го сорта 2,6-3,8 среднее 3,37 1,6—1,9 среднее 1,84 2,6-2,7 среднее 2,63 Для жилых построек не менее 8 150
Кирпич 2-го сорта 2,4-3,7 среднее 3,10 1 1 - — 100
*) Под строительным кирпичом подразумеваются все предназначенные для каменных стен кирпичи, формованные из
глины, глинозема или глинистых масс, также с добавкой песка, кварцевых обломков, высушенной глиняной муки или
обожженной глины, которые в обожженном состоянии удовлетворяют требованиям правил приемки. На необожженные кир-
пичи эти правила не распространяются.
’) Строительные кирпичи должны иметь форму прямоугольно ограниченного тела и должны по правилам иметь при-
нятые в 1872 г. нормальные размеры: длина 25 см, ширина 12 см и высота 6,5 см. В тех местностях, где эти размеры
не могут быть соблюдены вследствие местных привычек или особых свойств глины, длина, ширина и высота должны при-
близительно сохранять отношение 4:2:1.
3) В каждой партии ни один кирпич не должен иметь прочности на сжатие меньшей следующей: клинкер 300 кг/см2',
твердо обожженный кирпич—200 кг[см\ строительный кирпич 1-го класса—120 кг[см2и строит, кирпич 2-го класса—90 кг[см2.
Механические свойства строительного кирпича 1197
1198Т. ТТ. Отд. 5. Материаловедение. Vt. Искусств, камни и гончарн. из+
Кирпич пустотелый, с внутренними сквозными кана-
лами, цилиндрическими или призматическими, идущими вдоль или
поперек. Преимущества и употребление, как и кирпича пористого,
прочность больше. Толщину стенок следует делать везде одинако-
вой — 1,5 до 2,5 см. Тонкостенные пустотелые кирпичи имеют вес
1000, толстостенные — 1200 кг/м3.
Кирпич для захвата одной рукой, двойного формата с разме-
рами 12x25X14 см, изготовляется закрытым с пяти сторон и со
всех сторон (Balgziegel— кирпичный кожух). Для больших выно-
сов применяются пустотелые глиняные камни до 1 м длиной.
Еще легче и для некоторых целей достаточно прочные (для балко-
нов, массивных поголков и т. д.) пористые пустотелые
кирпичи.
В СССР кирпич глиняный обыкновенный стандартизован, см. ОСТ 5998. По
качеству кир 1ич разделен на две группы: на рядовой и облицовочный. Каждая из
этих ipynn в свою очередь делится на сорта: рядовой на 3, а облицовочный на 2
сорта. Размеры кирпичей 2о0 X 12х 67 мм. Подробно о качестве кирпича и о
правилах приемки см. том ОСТ. Кирпич дорожный — клинкер — нормализован
ОСТ л2 5. Клинкером называется искусственный камень установленной формы, вы-
работанный из глины путем обжига до полного спекания массы без остеклования
повер ности. По качеству клинкер рёзд^ляится также на 3 сорта. Размеры:
220 x 110 X 65 и 220 х 110 X 75 мм. Объемный вес ~ 1,9 г1см3.
Кирпич лргковесный, пористый (ОСТ 4729) представляет собой искусственный
пористый камень, изготовленный путем формовки и обжига из глины, диатомов,
трепелов или их смесей с органическими лобавками. Размер кирпича 2э0х 120x65мм.
Кирпич легковесный сплошной см. ОСТ 4728.
Облицовочный кирпич изготовляется из жирной глины, раз-
личной окраски, часто пустотелый. Ширина швов 8 мм. Площади
прилегания делаются часто шероховатыми при помощи канавок,
при помощи шероховатой поверхности, нанесения песка и т. д.
Наружная поверхность оживляется нанесением красок (перед обжи-
гом наносится взмученная глина с краской) или глазури (повтор-
ный обжиг) и получает блеск и окраску. Следует требовать без-
условно равномерного тона окраски и вполне точной формы, с откло-
нениями в размерах не более+ 0,5 мм. Большие кирпичи в так
называемом монастырском формате: 28,5X13,5X8,5 см
изготовляются в Пруссии для монументальных построек. Посред-
ством спекания поверхности получают весьма твердый, в послед-
нее время очень излюбленный „железный клинкер".
Сюда следует еще причислить профильный кирпич (для кар-
низов, дверных и оконных просветов и т. д.), скошенные и
имеющие специальную форму кирпичи для с в о д о в; далее,
применяемые для облицовки фасадов глазированные С1енные плитки,
поставляются часто в виде четвертин и половин. Для монументаль-
ных построек применяются облицовочные лещадки с зацеплением
и без него.
Терракота представляет художественные глиняные изделия из
весьма жирной глины, дающие при обжиге вполне равномерный
цвет; формуются в гипсовых формах. Сюда относятся различные
плитки, применяемые для настилки полов и облицсвки стен; одно-
цветные глиняные плитки и многоцветные узорчатые.
Изразец, черепица
1190
Печной изразец состоит из плоских фасонных камней, подвер-
гающихся последующей глазировке с прямоугольной лицевой по-
верхности и внутренних боковых сторон, представляющих как бы
четырехугольную обойму (остов). Они изготовляются из глины руч-
ной или машинной формовкой. Лучшие сорта обжигаются два
раза. После первого обжига лицевая сторона шлифуется и покры-
вается глазируюшей массой. Вид и размеры печных изразцов (ка-
фель) см. DIN 409 и 599.
Черепица изготовляется или плоская в виде языков, или изо-
гнутая (S-образная черепица), коньковая, ребровая, пустотелая или
фальцованая (с зафальцованными краями) черепица, изготовляе-
мая по специальному профилю и др. По большей части черепица
укладывается по обрешетке стропил на известковом растворе. На-
клон крыши для плоской черепицы, изогнутой и широкой, не дол-
жен быть ниже 40°, для фальцованой и шифера — не ниже 35°.
Таблица 2. Механические свойства черепицы
Род») Размеры * 2) в см Вес штуки кг Объем- ный вес г[см9 Удельный вес* г/см3 1 Поглощение воды в веко- вых. о/« Сопротивление изгибу4 *). Ло- | мающий груз в кг, сухая 1 Сопроти- вление удару кгм
1 1 ь 1 d
Плос- кая чере- пица 36—38 15-16,5 1,0—1,5 1,30-1,80 1,80-2,15 среднее 2,00 2,6 1,6-12 среднее 5 80—150 среднее 100 0,15—0,50
Фаль- цован- ная чере- пица 39-41 23-24 1,0—1,5 2,50-2,85 1,60—1,90 среднее 1,75 2,6 10-25 среднее 17») 110-210 среднее 160 0,25—1,50
В СССР установлены стандарты для черепиц: глиняной (гон-
чарной) ОСТ 449 и для цементно-песчаной ОСТ 450.
*) Черепица должна быть мало покоробленной, с ровными прямыми краями,
хорошим звоном, чистой окраской и свободной от налетов.
Структура материалов. Материал должен иметь в изломе равно-
мерное строение без образования слоев. Не должно встречаться отложений извести
и серного колчедана, также как и вкраплении неп, смешанной глины.
2) Форма и размеры различных сортов черепицы усыновлены нормами
DIN 453.
3) Проницание воды: кровельная черепица должна быть водонепрони*
цаемой.
*) При 30 см расстояния между точками опор.
1200 т- 11- ^ТД- 5. Материаловедение. VI. Искусств, камни и гончаря. изД.
Огнеупорный кирпич отличается особой устойчивостью к дей-
ствию огня. Оно измеряется по температуре плавления или размяг-
чения. Кирпичи формуются из огнеупорной глины, смешанной с уже
обожженной и измельченной глиной (например черепки от тиглей
для обжига фарфоровых изделий), медленно сушатся и подвергаются
обжигу до белого каления. Огнеупорными считаются кирпичи, ко-
торые плавятся при зегеровском конусе 26 (см. т. I, отд. .Техника
измерений*, стр. 865), или еще выше. Различают основные и кислые
кирпичи. Основными считаются такие огнеупорные материалы,
трудноплавкость которых основана на содержании окисей металлов
или щелочей (А12О3, MgO, СаО и э. д.); первоначально это на-
звание было дано для боксита, магнезита, доломита, а теперь иногда
дается в более пространном смысле и для кирпичей из глины
и глины ошамотом с 37°/0 А12О3 и выше.
Кислыми кирпичами считаются те, трудноплавкость кото-
рых возрастает пропорционально содержанию SiO2 и которые с уве-
личением количества Р2СН) и А12О3 становятся более легкоплав-
кими (динасовые и кварцитовые кирпичи). Между обоими сор-
тами кирпича находятся полукислые кирпичи (из глины, кварца
и шамота). Основные кирпичи применяются главным образом там,
где требуется высокая огнеупорность и плавка ведется без избытка
кремния (кислоты), главным образом в стальной, железной промыш-
ленности. Полукислые кирпичи применяются для рекуператоров, для
облицовки котлов, для сводов в печах со средней температурой и
для сводов с большой нагрузкой; динасовый кислый кирпич, наи-
более огнеупорный, идет для сводов и головок сименс-мартенов-
ских печей и сводов в стекольных печах.
Таблица 3. Химические составы огнеупорных камней в о/о 2).
Сорта камней SiOa А12О8 Fe2O3 СаО MgO Сг20з
I а динас 94—97 1— 2 0,5-1,5 1 2-3,5
II а „ 92-94 1- 5 0,5-1,5 2-4 —
Глинистый динас 90-92 4-12 0,5-3 0—0,5 0,2-0,5
Шамотный основной 50-65 32-45 0,8-3 0—0,5 0,2—0,5 —
» полукислый .... 65-85 12-32 0,8-3 0—0,5 0,2-0,5 —
Магнезит Хромистый кирпич 2-66 Переме! 4-8 !ное кол 1-2 ичество — 40-60
Нормализация. 1. Размер и форма. D1N 1081—полные кирпичи, трехчет-
шертовые кирпичи, лещадки для выравнивания; DiN 1082-кирпичи для сводов
(клиновые кирпичи); DiN 1083—кирпичи для вагранок.
2. Способы испытания: DIN 1061 общая часть, установление понятий,
взятие пробы; DIN 1062—химический анализ; DIN 1063—определение огнеупорности
*) Под RaO подразумеваются щелочи.
2) Требования, предъявляемые к огнеупорным материалам для печей Сименс-
Мартена и доменных см. DIN Е 1087 и И 88. В СССР см. ОСТ 5665/52, 5688/51,
5849/134, 6850/135, 5851/139, 6189/227, 6190/228, 6191/229 и др. (Цифры в знаменателе
'Относя! са к нумерациям стандартов НКТ11).
Свойства огнеупорных изделий
1201
Таблица 4. Физические свойства огнеупорных камней
(средние значения) *)
Род кирпича
Шамотный
Динас . . .
Магнезит
Хромистый
Точка плавле-1 ния конусов j Зегера ' Общая пори- стость о/о объема Удельный вес г/сма Размягчается в горячем состоянии Сопротивле- ние на раз- давливание кг 1см*
начало | конец
градусы
28-35 15-35 2.5-2,7 1200—130"! 1300—1600 200-1000
з2-с4 18-27 2,32-2,43 1500—1650,1500-1650 100-100
> 42 24—30 3,4-3,6 1400—1500 500-1500
> 42 10-25 около 4 ок. 14J0
конусам Зегера; DIN 1064 — размягчение при высоких температурахАвд нагрузкой
(стойкость на сжатие при высоких температура г. обозначение DFff,J; DIN .965—
удельный вес, объемный вес, пористость; DIN 1066 — сопротивление на сжатие при
комнатной температуре; DIN 1068 (проект) — определение сопротивления при
разном изменении температуры (стойкость на изменение температуры, обозначе-
ние TWB3); DIN 1069 (проект) — стойкость против воздействий твердых и жидких
веществ при высокой температуре (устойчивость при занесении шлаком, обозна-
чение VB *).
3. Нормы для качества: DIN 1Г86 — общая часть и пределы откло-
нений. Нормализация качеств огнестойких материалов для нежелезной промышлен-
ности, для доменных и сименс-мартеновских печей находится в стадии подготовки.
В СССР существуют следующие стандарты для огнеупорного кирпича:
1. Кирпич тугоплавкий (типа гжельского) ОСТ 2355. Этот кирпич
обладает небольшой огнеупорностью: он должен выдерживать температуру не ниже
13 0°. Размеры кирпича: 230 х 112 X 65, 2о0 X 112 X 50, 230 X П2 х 38, 200x100X 50,
155 X 75 х 55, 230 X 230 X 5') и 250 х 250 X 60. Сопротивление сжатию не менее
80 kzIcm2. Кирпич типа гжельского употребляется при постройке паровых котлов,
печей в тех случаях, когда не требуется особо высокая огнеупорность.
При высшей огнеупорности употребляется шамотный кир.шч, изготовленный
из огнеупорного шамота и огнеупорной глины, при содержании А1еО3 не менее
3(У>'о (см. ОСТ 3688). В зависимости от степени огнеупорности шамотный кирпич
бывает 4 классов: А, Б, В и Г и но размерам 10 видов.
Размер прямого кирпича: z50 X 123 X 65 и 230 х 112 X 65. Сводового долевого
одно- и двустороннего: 2о0 X 1^3 X 65 и 55 и 230 X 112 X 65 и 55.
Сводового ребрового одно- и двустороннего: 250x123 X 65 и 55 и 230 X 112x65
и 55. Форма и внешний вид, строение, обжиг, механическая прочность, огнеупор-
ность, пористость и другие сведения см. ОСТ 3689.
2. Кирпич динасовый стандартизован ОСТ 4268 и 4267. Динасовый
кирпич изготовляется из измельченных кварцевых или кварцитовых пород и дол-
жен содержать SiO2 не менее 9С° 0- Связью кварцевых зерен служат силикаты, об-
разующиеся при обжиге из извести, вводимой в состав кирпича, кремнекислоты и
отчасти глины и железа. Обжиг ведется в печах при температуре около 15и0—16з0°,
причем необходимо имеющийся в составе кварц перевести в другую разновид-
ность кварца—в тридимит с пониженным удельным весом. Переход кварца в три-
димит сопровождается увеличением объема кирпича, что следует учитывать при
кладке печей в том случае, когда в дело берется кирпич не полностью тридимито-
вый. При переходе кварка в тридимит повышается огнестойкость кирпича. Это
видно в стандарте ОСТ 4267. Кирпич с наибольшей огнеупорностью имеет наимень-
ший удельный вес, а именно:
Сорт А огнеупорность
- Б
„ В
1730°
1710’
1670°
1670°
УД
. вес 2,37—2,38
„ 2,39
2,40
2,43
0 См. примечание к табл. 3.
*) Druck-Feuerb.s andigkeit D^B.
3j 1 emperaiurwechsel-Bes.Sndigkeit TWB.
*) Verschlackungs-bestandigkeit VB.
76 Зак. 254. — Htitte, Справочник для инженеров, т. П,
1202 Т. II. Отд. 5. Материаловедение. VI. Ис#уёстй. камеи й гончарй. йзД.
Правила приемки и все прочие указания по этому сорту кирпича см. ОСТ
4267 и 42t8 (см. добавочный том ОСТ). Кирпич динас употребляется в печах в ме-
стах, требующих наивысшей огнеупорности. Кирпич этот кислый, почему нельзя
Ставить его в прямой контакт с основными материалами (известковые и доломито-
вые присадки и пр.).
Весьма лршоден для кладки сводов и головок мартеновских печей и печей
в стекольном производстве. Кроме указанных стандартов для огнеупорных мате-
риалов установлены: ОСТ 4614 — 5039 — испытание огнеупорности, ОСТ 5849 —
5851, ОСТ 6189, 6i9j, 6191 для доменного и мартеновского производства, ОСТ 6639—
6642 для нагревательных печей и др.
Ь) Керамика температуры спекания
Клинкер1)- Поскольку клинкер применяется как строительный
кирпич, он рассматривается в числе камней слабого спекания; кроме
того, клинкер применяется как огнеупорный материал и для по-
стройки дфог. В первом случае он должен быть кислотоупорным,
во втором обладать большой сопротивляемостью ударам и исти-
ранию. Он изготовляется частью в нормальном формате, частью
в форме плиток. Верхняя сторона клинкера для мостовых рифленая
или шероховатая, редко гладкая. Износ при пробе шлифовкой
6 до 10 см3.
Плитки1) применяются для тротуаров и облицовки стен, глад-
кие или рифленые, одноцветные или узорчатые, форма квадратная
или восьмиугольная. Размеры по D1N 1399 и 1400. Вследствие силь-
ного спекания мало изнашиваемы (износ при пробе 4 см3).
Гончарные или глиняные трубы 2) для жидкостей, трубы
с муфтами круглого (также и эллиптического и яйцевидного) сечения
(см. стр. 1395> с принадлежащими к ним фасонными частями (ответвле-
ниями, переходами) и для отопления горячим воздухом. Кроме того,
желоба, насадки для дымовых труб, клозетные раковины и т. д.
Сопротивление глиняных труб внешнему давлению (в замке)
около 3500 кг и внутреннему (гидравлическому) около 60 кг) см3
(тангенциальное напряжение). Впитывание воды массою от 2 до 5%.
Из обожженной глины изготовляются также кислотоупорные
камни и изоляторы, как-то: посуда ванны, горшки и т. д.
Фарфор. Под фарфором подразумевают глиняные изделия, полу-
чаемые обжигом естественных двойных силикатов алюминия и
обладающих в изломе вполне спекшейся массой, белым цветом,
просвечиванием, большой хрупкостью и механической и химической
сопротивляемостью. Сырыми материалами являются каолин, полевой
шпат и кварц. В технике фарфор применяется для выделки изолято-
ров, вводов для токов высокого напряжения и различных элект-
рических изоляционных предметов, Свойства фарфора см. табл. 5,
стр. 1203.
с) Стеатит
Стеатит получается обжигом жировиков (состава H2Mg3Si4O12)
до спекания. Предметы из стеатита изготовляются или выточкой
’) Б у р х а р ц, Испытание материалов для мостовых, настила полов и кровель,
Mitt. Materialpr.-Amt, 1923, стр. 216.
8) Б у р х а р ц, Глиняные и цементные трубы. Сообщ. Materialpr.-Amt, 1921
Стр. 15 и сл. См. также DIN 1203 до 1206 (Форма и размеры труб).
Растворы, штукатурка
1203
из естественного жировика, или прессовкой, или формовкой из
лома. Применение главным образом в электротехнике для изоля-
торов.
Таблица 5. Свойства гончарных изделий, фарфора и стеатита.
2,0 до
2,2
2,5 до
2,6
0,0—5 3000
до
5000
4000
до
6000
80 до
120
4-10
17 до
28
27
Гончарные
изделия
Тонко-
керами-
ческие
изделия
Силима-
нит
Фарфор
Стеатит
2,23
до
2,30
2,30
2,35 до
2,68
2,45
до
2,50
2,45
2,80
0,0 до 5000
1,8 до
6000
160 до
180
5000
До
6000
1,7 до
1,8
4-5
0 7000
0 бОСОдо
7500
200 до
300
7000 до
8000
0,9 до
2,0
2,2
2-3
2
VII. Растворы, штукатурка, глина и пр.
Составил проф. Г. Б у р х а р ц, Берлин-Лихтерфельде
А. Основные материалы 2)
а) Связующие средства
1. Портландский цемент 3). Изготовляется обжигом до спека-
ния в современных вращающихся печах из хорошо размешанных
известняка и глины и представляет собой в большинстве случаев
серо-зеленый, весьма мелкий и тяжелый порошок. Уд. вес свежего
цемента от 3,1 до 3,2, вес единицы объема в порошке, при сво-
бодном наполнении 1,25, уплотненного 1,95, затвердевшего 2,3. Про-
цессы, происходящие при твердении портландского цемента и дру-
гих гидравлических связующих средств, в настоящее время почти
совершенно разъяснены. Химический состав: 60—65% извести, от 18
До 24% кремневой кислоты, 5—10% глинозема, 1—-4% окиси же-
Конус Зегера.
8) Ill о х, Связующее вещество растворов: цемент, известь, гипс, Берлин, 1928,
Tonindustrie-Zeitung. — Кюль и Кноте, Химия гидравлических вяжущих веществ,
Лейпциг, 1915.
8) Бюзинг-Шуман, Портландский цемент и его применение в строитель-
стве. Берлин, 1912, D. Bauztg. — Справочник по железобетону, Берлин. Эрнст и сын.
76*
1204 Т. П. Отд. 5. Материаловедение. VII. Растворы, штукат., глина и пр.
леза, следы магнезии и пр. Кремневая кислота, глинозем и окись
железа являются гидравлическими факторами. Частное
CaO/(SiO2 + А12О3 + Ре2О3) есть гидравлический модуль. Он должен
быть не менее 1,7, но по большей части равняемся примерно 2.
Нормы для обычных поставок и испытаний портландского цемента
см. табл. 1, стр. 1207.
2. Железный портландцемент х) производится из портланд-
цеменгного клинкера и основного шлака доменной печи путем ста-
рательного перемешивания обоих материалов в состоянии, размо-
лотом до состояния муки. Он должен содержать не менее 70и/о пер-
вого и 30% второго вещества. Его химический состав весьма схо-
ден с таковым портландского цемента, и он применим для всех
государственных сооружений, так же как и первый. Германские
нормы для железных портландцементов (декабрь 1909)
совершенно сходны с таковыми для портландцементов и приняты
распоряжением от 16 марта 1910 г.
3. Доменный цемент2) изготовляется из клинкеров портланд-
ского цемента и раздробленных доменных шлаков. Содержание (ми-
нимально) 31% первого вещества и 69% второго. Циркуляром
прусского министерства общественных работ допущен как равно-
ценный портландскому цементу для всех государственных сооруже-
ний, включая и железобетонные постройки.
Высокосортные портландский, железный и до-
менный цементы по своему химическому составу вполне по-
добны обыкновенным портландскому, железному и доменному це-
ментам, отличаются же от них высокой начальной прочностью. Допу-
скают более раннюю распалубку, более быстрое возведение строений,
а также более высокие напряжения в частях зданий. Их высокая
ценность достигается более тщательным выбором и подготовкой
сырых материалов, особо сильным обжигом и очень тонким помо-
лом клинкера или также добавлением некоторых материалов (хло-
ристого кальция и т. д.). Нормальные требования — табл. 1, стр. 1207.
К высокосортным цементам принадлежит также глиноземный
цемент, изготовленный обжигом смеси из боксита и известняка
до расплавления, почему он называется также плавленым
цементом. Он отличается большой сопротивляемостью против
действия воды. Он не должен быть приготовлен на воде, содержа-
щей соли. Сильное выделение тепла при приготовлении.
Естественный цемент получается обжигом известкового
мергеля до спекания без предварительного приготовления и после-
дующего раздробления обожженной массы до тонкости муки. Этот
цемент по причине высокого содержания богатых известью кусков
должен быть загашен. По большей части к нему добавляются до-
1) г у т т м а н, Железный портландский цемент, Дюссельдорф, 1929, Stahleisen.
’) Пассов, Шлаки доменных печей в цементной промышленности, Вюрцбург,
1908. — Он ж е, Доменный цемент, краткое руководство, 3 изд., Берлин, 1913. —
Он же, Доменный и портландский цемент в морской воде, вып 2, 1915 и 1916,
Берлин. — Г р ю н, Доменный цемент и его применение, Берлин, 1929, изд. „Цемент
И бетон".— Hiitte Справочная книга для металлургов, 4 изд., Берлин, 1930, Эрнст
и сын.
Цемент, известь 1205
менные шлаки или кремнекислые вещества для достижения большего
постоянства объема.
4. Шлаковый цемент (пуццолановый цемент) производится
путем тончайшего помола и перемешивания гидравлически грану-
лированных доменных шлаков и гашеной извести. При службе под
водой приближается к портландцементу, но особенно по прочности
на раздавливание и при твердении на воздухе отстает от портланд-
цемента. Производство его в Германии незначительно.
5. Смешанные цементы получаются из размолотого цементного
клинкера или готовых цементов с соответственными примесями
ради достижения определенных свойств, например цвета и пр.
Рудным цементом (по д-ру Михаэлису) называется темный, медленно схва-
тывающий портландский цемент, приготовленный из мела, окиси железа и порошка
кремния, почти совершенно свободен от глинозема и потому в совершенстве со-
противляется действию морской воды, а в остальном хорошо удовлетворяет всем
поставленным нормами требованиям.
6. Гидравлическая известь, а) Серая известь есть про-
дукт, полученный при обжиге ниже температуры спекания. По
сравнению с белой известью она гасится более вяло и после га-
шения имеет бело-серую или более темную окраску. Серая известь
состоит главным образом из известняка (окиси кальция) и окиси
магнезии. Она может содержать до 10% силикатов, считая от жжен-
ного материала.
Ь) Водная известь есть продукт, полученный при обжиге
ниже температуры спекания, который гасится вяло и, при соот-
ветственном обращении, водоупорен. Она состоит главным образом
из извести и магнезии и содержит не менее 10% силикатов, считая
от жженного продукта. Известь, богатая магнезией, тоже относится
к этому сорту извести.
с) Цементная известь есть продукт, полученный при
обжиге ниже температуры спекания, который распадается под
действием воды лишь в некоторой его части и твердеет под водой
так же хорошг, как и на воздухе. Этот сорт извести состоит глав-
ным образом из одной извести и содержит не менее 10% силикатов,
считая по жженному продукту.
d) Романский цемент есть продукт, полученный обжигом
магнезиальных мергелей, богатых глиной, при температуре ниже
точки спекания; он не распадается под действием воды и по-
тому поставляется в молотом виде. Романский цемент содержит не
менее 45% и не более 50% извести и не менее 20% силикатов1).
Она отличается высоким содержанием кремневой кислоты. Содер-
жание в ней магнезии обыкновенно незначительно и не превос-
ходит 5%.
7. Белая известь есть продукт, полученный обжигом извест-
няков при температуре ниже точки спекания, который энергично
гасится и после гашения (в тесте) по большей части обладает
белым цветом. Белая известь состоит главным образом из едкой
извести (гидрат окиси кальция) и может содержать до 10% по-
х) Под силикатами подразумевается кремнекислота, глина и окислы железа.
1206 Т. П. Отд. 5. Материаловедение. VII. Растворы, штукат., глина и пр.
сторонних примесей (магнезии и силикатов), считая от жженного
продукта.
8. Гидравлические добавки (пуццоланы). Естественные или
искусственные получаются путем прокалки силикатов глинозема. Бу-
дучи смешаны с гашеной известью, дают гидравлические связующие
растворы, т. е. растворы, твердеющие под водой, а) Естествен-
ный пуццолан: пуццолановая земля (Италия, Франция), санто-
ринская земля (Греция). Трасс 1) (вулканический туф из Эйфеля),
старый отличный строительный материал, встречается в продаже
по большей части в виде муки2). Нормы для трасса см. стр. 1211.
Ь) Искусственный пуццолан: жженная глина всех
сортов тонкого помола, а следовательно, и молотый кирпич. Гра-
нулированные водой шлаки доменных печей—соответственного со-
става. Кремнистый материал, названный так вследствие большого
содержания кремнекислоты.
Ь) Добавочные материалы
Добавочными называются такие материалы, которые добавляются
к связующим средствам и, в зависимости от размера их зерна, дают
растворы или бетон.
а) Песок: естественный (готовый в природном виде или искус-
ственно размолотый) и искусственный (шлаковый песок);
Ь) гравий;
с) щебень из естественных каменных пород (гранит, базальт
и пр.) или из искусственных камней (кирпичи, доменные
шлаки и пр.);
d) остатки горения кокса, угля (зола, шлаки и пр.) или остатки
мусоросожигания.
Вес единицы объема естественного песка карьерной сырости
колеблется между 1200 и 1500 кг/м\ гравия—между 1400 и 1600 кг/лА,
щебня из естественных камней и доменных шлаков — от 1300 до
1500 кг!м\ Пемзовый песок или гравий весит от 700 до 800 кг/м3,
шлаки — от 600 до 700 кг[л&.
Более подробно распределены по ступеням крупности зерна материалов, иду-
щих в качестве добавки для изготовления бетона—см. „Министерские правила для
возведения строений из бетона из железобетона".
Для приготовления растворов применяется только песок, а для приготовления
бетона — все остальные добавочные материалы. Крупность зерен добавочных мате-
риалов должна быть такова, чтобы объем пустот был возможно меньшим. Чем
меньше пустот (коэфициент неплотности), тем меньше требуется связующих веществ.
Дббайочные материалы неподходящей крупности зерна должны быть испра-
влены путем отсеивания или смешивания с подходящими. Эти материалы не должны
содержать отмучивающихся примесей (земли, глины, суглинков). Эти последние
вредны, если они сильно прикреплены к зернам добавочного материала.
*) А. Н a m Ы о с h, Trass und seine Verwendung im Baugewerbe, Andernach, 1908.
’) Uber Trassprfifung, Zentralbl. Bauv., 1897, стр. 179 и сл.; M. Gary, Mitt.
Dtsch. Verb. f. d. Material r. d. Techn., 1909 und Burchartz, Mitt. Materialprij-
fungsamt, 1913, Heft J, стр. 827.
Нормы для испытания цемента, извести и трасса 1207
Таблица 1. Нормы для единообразных поставок и испытания
цемента 1), извести и трасса
Род материала Цемент
Объяснение понятия 1 Портландский цемент Портландский цемент — гидравлическое вяжу- щее вещество, которое, в полученном при обжиге составе минералов, должно содержать не менее 1,7 весовых частей извести (СаО) на 1 весовую часть растворимой кремневой кислоты (SiOa) + глинозем (А12О3) -f- окись железа (FeaO3). Он должен быть приготовлен путем тонкого помола, тесного смешения сырых материалов, обжига по меньшей мере до спекания и тонкого размалывания продукта обжига (клин- кера). Потери при обжиге во время перемещения по заво- ду не должны превышать 5%. Содержание магнезии (MgO) должно быть не выше 5°/0, а ангидрида серной кислоты (SO3) — 21/в%, все эго по отношению к прокаленному порт- лендскому цементу. К портландскому цементу не следует допускать ввода посторонних примесей более 3%.
Железный портландский цемент Железный портландский цемен т—гидравли- ческое вяжущее вещество, состоит по меньшей мере из 70о/0 порт тндского цемента и самое высшее из 30% мелкораз- дробленных основных доменных шлаков. Портландский це- мент должен быть изгЬговлен по установленным нормам. Примеси: шлаки доменных печей, представляющие собою известково-глиноземные силикаты, полученные при доменном процессе ’). К железному портландскому цементу не должно быть примешано более 3% посторонних примесей.
Доменный цемент Доменный цемент — гидравлическое вяжущее ве- щество, состоящее из основных доменных шлаков с до- бавкою портландского цемента ог 15 до 69«/0- Доменные шлаки и портландский цемент тесно перемешиваются. При изготовлении доменного цемента должны применяться шлаки доменных печей только следующего состава: СаО + MgO + Чз А1аО3 SiOa + % А12Оз Доменный шлак не должен содержать более 5»/0 MgO 3).
*) Нормы для цемента предусматривают, кроме „окончательного испытания",
еще „предварительное испытание". Последнее охватывает определение времени
схватывания помощью пробы ногтем и ускоренное испытание на нормальную проч-
ность (проба на кипячение по Михаэлису).
*) Шлаки должны содержать на весовую часть суммы растворимой кремне-
кислоты (SiO2) -j- /3 глинозема (А1яОа) по меньшей мере 1 весовую часть суммы из-
вести (СаО) + магнезии (MgOJ-H/e глинозема (А12О3). Портландский цемент и до-
менные шлаки при изготовлении железного портландского цемеша фабричным
способом должны быть тонко смолоты и смешаны в пропорции согласно предпи-
санию.
3) Прибавляемый портландский цемент должен быть изготовлен сообразно
с нормами для портландского цемента. Примеси для специальных целей, а именно
^|я регулирования времени схватывания, ограничены 3% общего вес§,
1208 Т. II. Отд. 5. Материаловедение. VII. Растворы, штукат., глина и пр.
Продолжение табл. 1
Род материала | Цемент
Схватывание Начало затвердевания нормально схватывающего цемента должно наступать не ранее 1 часа после затворения. Для специальных целей можно применять быстро схватывающийся цемент, который и должен быть обозначен, как таковой.
Постоянство объема Цемент должен обладать свойством сохранения постоян- ного объема. Считается, что он обладает этим свойством в том случае, если изготовленная из него лепешка, поме- щенная после схватывания в воду, по прошествии 28 дней остается с острыми кромками, плоской и без трещин.
Тонкость помо- ла портл а ад- ского, желез- ного и домен- ного цементов Цемент должен быть размолот настолько тонко, что на сите № 30 (DIN 1171) в 900 отверстий на 1 см- должен по- лучиться остаток самое большее а на сите № 70 в 4Г00 отверстий на 1 см* 2 — самое бзльшее 25°/0» Ширина отвер- стия сига должна быть равна 0,222 мм.
Сила схваты- вания (прочность) Смесь 1 весовой частицы цемента с 3 част. норм, песка должна давать: Нормальный Высокосортный портландцёмент портландцемент растяж. сжатие растяж. сжатие кг 1см2 кг 1см2 Спустя 3 дня по- сле зал вер д. 1) — _ 25 250 Спустя 7 дн. по- сле затверд. 18 180 — — Спустя 28 дн. по- сле затверд. — 275 — — Спустя 28 дн. ком- бин. выдержки2) ЗЭ 350 40 5С0
Известь
Общее понятие Известь есть вяжущая составная часть растворов, ко- торая получается обжигом углекислой извести и всех ее разно- видностей при температуре, меньшей точки спекания. зави- симости от степени разложения при орошении водой, сорта извести разделяют, принимая во внимание их состав и спо- собность твердеть под водой, на 1. Белую известь, 2. Серую известь, 3. Водную известь, 4. Цементную, Б. Романскую известь (романский цемент).
1) Один день на воздухе, остальное время в воде.
2) Один день на воздухе, 6 дней под водой, остальное время опять на
воздухе.
Нормы для испытания извести
1209
Продолжение табл. 1.
О б
Род материала Известь
Белая известь Белая известь есть продукт, полученный обжигом при температуре ниже точки спекания, который энергично га- сится и после гашения имеет белый цвет. Белая известь состоит главным образом из едкой извести (окись кальция) и может содержать около 1G’/O окиси магне- зии и силикатов1), считая от количества обожженного про- дукта 1 2).
Серая известь Серая известь получается обжигом при температуре ни- же точки спекания и, по сравнению с белой известью, га- сится несколько слабее и п^сле гашения обладает беловато- серым или более темным цветом. Она состоит главным обра- зом из окиси кальция и окиси магнезии и может содержать до 1о°'о силикатов по отношению к количеству (весу) обож- женного продукта.
Водная известь Еодная известь (включая слабо обожженную магнезиаль- ную известь) есть продукт обжига при температуре ниже точки спекания; он гасится слабо и при умелом обращении обладает постоянством относительно воды. Водная известь состоит преимущественно из извести и магнезии и содержит не менее КР'о растворимых силика- тов, считая от количества обожженного материала.
i Цементная известь Цементная известь есть продукт обжига при температуре ниже точки спекания, который при орошении водой распа- дается лишь частично. Он поставляется в размолотом виде (обожженным и необожженным), должен твердеть под водой и обладать большей прочностью, чем водная известь. Под этим именем могут встречаться и другие продукты, посколь- ку они отвечают тем же самым условиям прочности.
Романская известь Романская известь (романский цемент) есть продукт обжига при температуре ниже точки спекания; он не распа- дается при орошении водой и потому поступает в про- дажу в размолотом виде.
1) Под силикатами понимаются: кремневая кислота, глинозем и окись же-
леза.
2) Для белой извести, идущей для особых (не техническо-строительных) целей,
Может быть потребовано меньшее содержание силикатов,
1210 Т. П. Отд. 5. Материаловедение. VII. Растворы, пттукат., глина и пр.
Продолжение табл. 1
Род материала Известь
Поставка 1 Негашеная известь * *) Белая и серая известь, будучи загашенной в сухом виде после предварительного отсева на нормальном испытатель- ном сите № 4 (16 отверстий на 1 см9), должна иметь при просеве через сито № 10 (100 отверстий на 1 см9) ие более 2°/0 остатка.
Гашеная известь Гашеная и молотая известь не должна оставлять на сите № 30 (в 900 отверстий на 1 см9) больше 10°/0.
Молотая известь . Если молотая известь еще способна к гашению, то это должно быть ясно подчеркнуто при поставке.
! Выход8) | Белая известь 5 кг кусковой извести, гашеной в тесто, должны давать в среднем не меньше 12 л теста.
Серая известь 5 кг кусковой извести, гашеной в порошок, должны давать в среднем не меньше 12 л пушонки 3).
Водная известь 1 5 кг кусковой водной извести, загашенной в порошок, долж- ны давать в среднем не меньше 10 л пушонки «).
Тонкость помола Материалы, поставляемые в порошке, должны оставлять на сите № 30 (в 900 отверстий на 1 см9) не более 10>/о (ши- рина отверстий сита 0,222 мм). Этот остаток должен быть настолько мелок, чтобы проходить без остатка через сито в 120 отверстий на 1 см9 (сито № 10).
Постоянство
объема
Всякая правильно и совершенно Загашенная белая известь
обладает постоянным объемом. При негашеной извести ее
приходится сперва загасить. Лепешки из чистой извести,
выдержанные сперва достаточное время на воздухе, а затем
погруженные в воду, по прошествии 10 дней не должны об-
наруживать ни трещин, ни коробления.
х) Негашеная известь должна быть в достаточной степени предохраняема от
действия сырости. Серая известь состоит главным образом из окисей кальция и ма-
гнезии, но может содержать до 10% силикатов.
*) Определяется ли.иь при материалах, которые поставляются в негашеном
виде (в кусках или в порошке).
’) Рассчитано, исходя из веса 1 д-
Нормы для испытания трасса 1211
_____________ Продолжение табл. 1
Род материала Известь
Вяжущая сила *) (прочность раствора) Прочность должна соответствовать нижеследующим ми- нимальным значениям: растяжение сжатие 28 дней 56 дней 28 дней 56 дней Бел(воздух)™ ) 2 кг1смг 3 к^см' 6 K2iCM* 8 кг1см* Серая ( воздух 2 „ 3 „ 6 „ 8 „ известь 1 вода2) 2 „ 3 „ 6 ,. 8 „ Водная f воздух 5 „ 8 , 15 „ 25 , известь 1 вода8) 5 „ 8 „ 15 , 25 „ ИЗевёс?ТБНаЯ } В0Да’> 8 ’ 10 • “ • alODvL, ID J Романская 1 влпв известь / вода *) 12 • ~ • 60 " -
Трасс
Объяснение понятия Трасс—материал строительной техники, представляет со- бою тонко размолотый туфовый камень, возникший вслед- ствие вулканического извержения, каковой после смешения с загашенной известью дает вяжущее вещество, затвердеваю- щее как на воздухе, так и в воде. Удельный вес трасса лежит между 2,3 и 2,5 г 1см3.
Предварительная обработка Для всяких последующих назначений, кроме назначения содержать гигроскопическую воду, трасс должен быть высу- шен при температуре 98°.
Содержание воды, добавленной меха- нически и прочно удерживаемой, а также водного гидрата Как правило, трасс не должен содержать менее вод- ного гидрата (химически связанной воды). Меньшее содер- жание не должно оспариваться, если он обладает предписан- ными нормами прочности.
Тонкость помола Остаток на сите № 30 (в 900 отверстий в 1 см2) не должен составлять более 20°/о.
Вяжущая сила (прочность рас- твора) Смесь 1 весовой части трасса 4- 0,8 весовой части нор- мального известкового порошка 4-1 весовой части песка (по нормам) должна обладать по прошествии 28 дней (3 дня на воздуле, остальное время в воде) следующими минималь- ными показателями прочности: после 7 дней { сопротивление на разрыв после 28 дней ( кг'сл*’ сопротивление на разрыв
’) Определено по раствору: 1 вес. ч. безводной извести 4- 3 вес. ч. песку по
нормам.
2) Погружение в воду через 21 день,
а) Погружение в воду через 7 дней.
*) Погружение в воду через 1 день.
1212 Т. II. Отд. 5. Материаловедение. VII. Растворы, штукат., глина и пр.
В СССР вяжущие (цементирующие) вещества, применяемые для изготовления
строительных растворов, разделяются на следующие стандартизованные группы:
1. Вяжущие вещества, получаемые путем обжига из естественного сырья.
II. Вяжущие вещества, получаемые смешением группы I со специальными
порошкообразными добавками без обжига.
I группа разделяется на две подгруппы: А — воздушные цементы и Б — ги-
дравлические цементы.
II группа 1 азделяется та^же на две подгруппы: А — с известково-гидравли-
ческими добавками и Б — портландцемент + гидравлические добавки.
k I группе А относятся:
1) воздушная известь (жирная и тошая, ОСТ 2643), 2) гипсовые вяжущие ве-
щества (штукатурный гипс, ОСТ 2645 и 2832, ангидритовый цемент, гидравлический
гипс и гипс вый цемент) и 3) каустический магнезит —ОС Г 3035.
К I группе Б относятся:
1) гидравлическая известь (слабая и сильная — ОСТ 2644), 2) романцеменг —
ОСТ 5901/195 (НКТП) 3) портландцемент — ОСТ 5036, 5157, 4) глиноземистый
(бокситовый) цемент — OCT 37U9.
К II группе А относятся:
1) известково-шлаковый цемент (извести от 10 до ЗО°/о), 2) известково-пуццола-
новый цемент (извести от 10 до 30f/o).
Ко II группе Б относятся:
1) шлаковый портландцемент (шлака от 30 до 70°/о) — ОСТ 2641, 2) пуццолано-
вый портландцемент — ОСТ 5607.
В качестве гидравлических добавок идут:
А. Естественные: пуццоланы, трасс и кремнеземистые осадочные породы.
Б. Искусственные: гранулированные доменные шлаки, глтнистые материалы и
гезы (или иные аналогичные гезам природные, богатые кремнеземом обожженные
и измельченные материалы).
В. Растворы
Определение: согласно классификации, установленной в декабре 1909 г.
Торговой палатой Берлина и Потсдама и президиума Союза купечества гор. Бер-
лина, известковый раствор есть смесь гашеной извести и песка; и р о-
долженный (дополненный) известковый раствор — то же, но с не-
которой добавкой цемента; гипсовый раствор — то же, но с добавкой
гипса; известковошерстяной раствор —то нее, но с добавлением
шерсти животных; чистый цементный раствор — смесь цемента с пес-
ком; гидравлический раствор — всякий раствор, твердеющий под во-
дой; шамотный р а с т в о р — смесь шамотной муки с огнеупорной глиной;
глиняный раствор — смесь глины с водой.
а) Воздушные растворы
1. Глиняный раствор из тощей размоченной глины, смешан-
ной с сечкой и пр., твердеет на воздухе вследствие простого высы-
хания и потому мало прочен и легко размывается водой. Применим
лишь для внутренних или хорошо защищенных внешних стен, а
также печей (хлебных печей). Это самый дешевый, быстро высы-
хающий раствор, весьма мало теплопроводный и годный для по-
крытия дерева из противопожарных соображений.
К сравнительно твердой и одновременно несколько эластичной набивке теннис-
ных и кегельных площадок примешивается битая молотком тощая глина, пропи-
танная кровью, и сильно трамбуется.
2. Известковый раствор 1). Обожженная известь, поскольку речь
идет о белой или серой извести, гасится в известковое тесто на
месте постройки.
*) Б у р х а р ц, Воздушная известь и воздушно-известковый раствор, Бер-
лин, 1908, Шпрингер.
1 Приготовление растворов 1213
Для этого заставляют известь распадаться, лучше всего сначала с небольшим
количеством воды, при этом она свой объем значительно увеличивает, а затем тот-
час же прибавляют двойное и большее количество воды, все время ее перемешивая.
При недостатке воды известь „сгорает", при избытке „пересыщается". Пережженные
куски остаются в виде камней. Получающееся известковое молоко стекае. в тво-
рильную яму и превращается в ней, после отделения всех загрязнений и полного
1ашепия всех частиц, в известковое тесто, которое пускается в дело только после
того, как его поверхность покроется трещинами. Загашенное таким образом тесго
можно долгое время сохранять годным для употреб ения, посыпав п< верхность пес-
ком и тщательно прикрыв ее. Приготовление известкового раствора из свежего
известкового молока в каменщичьих ящиках должно быть отброшено.
Другие виды извести (гидравлическая известь) должны быть загашены в по-
рошок на самих заводах, а продукты гашения в размолотом виде поступать в про-
дажу.
Для приготовления известкового раствора берут
кварцевый песок средней крупности, содержащий по возможности
около 1/3 мелкого песку, но свободный от глины и органических
примесей. К песку добавляют столько известкового теста, чтобы
оно могло хорошо заполнить все пустоты между песчинками, при-
чем объем песку должен лишь мало увеличиваться. Воды доба-
вляется столько, чтобы после хорошего перемешивания раствора
он хорошо стекал с лопатки. При жирной извести для возведе-
ния стен над землей берут 1 об. ед. извести и 3 об. ед. песку!), для
штукатурных работ примерно 1 к 2, для слабо гидравлической
извести 1 к 3 или к 2, при сильно гидравлической извести раствор
может быть выбран более тощим. В больших городах обыкновен-
ный раствор для каменных и штукатурных работ доставляется
на постройку готовым. Заменяя воду в растворе снятым молоком,
получают молочноизвестковый раствор чрезвычайной плотности и
твердости.
Твердение известкового раствора начинается немедленно
вследствие частичного испарения воды, а затем начинается собственно
схватывание вследствие поглощения углекислоты из воздуха. Если
раствор еще не схватился, то он разрушается морозом. Наинизшая
допускаемая в Германии строительно-полицейскими нормами тем-
пература воздуха при кладке на известковом растворе есть — 3°.
При большем морозе с успехом применяют нагретые воду и камни
или же добавляют в воду соду (1 кг на 10 л воды).
Прочность известкового раствора и сложенной на нем
кладки значительно меньше, чем при цементном растворе. Проч-
ность хорошего известково-песчаного раствора на растяжение,
спустя 25 дней, составляет 5,0, а на сжатие 15 кг! см2. Примесью
к раствору цемента значительно повышается прочность и сокра-
щается время схватывания. Такой известковый раствор с добавкой
цемента немцы называют verlangerter Zementmortel, т. е. продолжен-
ный цементный раствор (см. стр. 1212).
Раствором для камней и пр. служит смесь пушонки и
кирпичной муки или же трассо-известковый раствор. Внутренняя
отделка стен производится гашеной известью, гипсом и небольшим
0 При этом отношении смеси раствор заключает в себе 1О°/о технически обож*
женной извести.
1214 Т. И. Отд. 5. Материаловедение. УП. Растворы, штукат., глина и пр.
количеством тгеску. Ускоренная сушка штукатурки путем нагрева-
ния дает менее прочную и часто покрытую трещинами штукатурку.
Кроме того, выделяющиеся газы вредны для здоровья, почему ра-
ботать в таких помещениях воспрещено.
3. Гипсовый раствор г) производится путем затворения окон-
чательно или отчасти обезвоженного гипса с песком или без него.
Естественный, умеренно нагретый гипс легко отдает большую
часть воды своих кристаллов и тогда снова становится спо-
собным, будучи затворенным водой, с нею соединяться и затверде-
вать в мало прочную, не способную сопротивляться воде массу.
Дальнейшее нагревание его сверх 200°, вследствие отдачи всей
кристаллической воды, делает его мертвообожженным, так что он
совсем не схватывается с водой. Но если его нагреть еще дальше,
до красного каления, то он, хотя и медленно, но схватывается
с водой в очень твердую, водоупорную массу. Из этих двух, согласное
сказанному весьма различных, материалов первый в порошкообраз-
ном состоянии представляет собою быстро схватывающий
скульп торный гипс, который изготовляется обжигом до 15(1°
и содержит еще около 6% воды. После затворения водой он весьма
быстро затвердевает без значительного нагревания (самое позднее
через V2 часа). Так как масса при этом несколько расширяется,
то она быстро и совершенно заполняет заливаемые формы (про-
изводство орнаментов в формах из столярного клея). Масса делается
значительно более твердой и несколько медленнее схватывается,
если в воду добавить клею, декстрину, квасцов, буры и пр. Гарт-
штук— второй сорт гипса для каменных работ. Этот сорт, будучи
во всей массе нагрет до красного каления и в виде порошка затво-
ренным водой, обладает примерно такими же свойствами, как
медленно схватывающий*цемент. Крутое тесто из этого гипса твер-
деет полностью лишь много дней спустя и при правильном обраще-
нии делается очень твердым, необычайно прочным, плотным, не
поддается действию непогоды и не пучится.
Гипс применяется еще для отделки потолков и стен смесью его
с известью и песком (1:3: 1). Гипсовые полы, между прочим
плиты Макша с деревянными рейками, которые можно прикреплять
гвоздями, плиты Зитигша с прокладкой кокосовых волокон осо-
бенно прочны и огнеупорны; толщина их различна—до 9 см. Плиты
из гипса для быстро возводимых легких внутренних стен, потолков
и пр. Стены системы Рабица: порошок гипса затворяется жидким
клеем и смешивается с известковым раствором и коровьей шерстью
и наносится или на сетку, или на металлический остов. «Scagliola»
производится из порошка гипса и размолотого гипсового шпата
и все это затворяется жидким клеем. Искусственный мрамор произ-
водится из гипса, жидкого клея и красок на грубом основании.
Применение строительного гипса: гипсовый раствор при-
меняется между прочим в Париже для каменных стен выше первого
*) Хеузингер фон Вальде г, Гипс, 2 изд., Лейпциг. — Герм. Союз
Ао гипсу, Предписание для однообразного испытания гипса от 15/11 1911.
Гидравлические растворы
1215
ётажа, й также для наружной отделки и наносится в виде густого
теста без всяких примесей. Для более быстрой сушки и в целях
экономии зачастую добавляют от */з Д° V2 песку или кирпичной муки.
Он отлично держится на камнях и тверже этих последних (пира-
миды; развалины у Остерроде, Южный Гарц; городская стена Люне-
бурга). Гипсовый покров: тесто, изготовленное с небольшим
количеством воды, наносится на массивное основание и по проше-
ствии 24 час. утрамбовывается и сглаживается; через 1—2 недели
по полу можно ходить. Таким образом получается дешевый, проч*
ный, недоступный грызунам огнеупорный и водонепроницаемый пол
для кладовых, передних, чердаков и пр. Если после совершенного
высыхания его покрыть линолеумом, то получается отличный пол.
Гипсовый бетон применяется для искусственных камней и литых
стен и приготовляется как бетон из цемента. Дает очень прочные
нлиты и отличные стены, при условии предохранения от грун-
товой сырости.
Жженный гипс никогда не должен быть применяем в смеси с цементом, так
как при этом получается выпучивание.
Ь) Гидравлические растворы
1. Раствор водной извести состоит из гашеной водной извести
и песку. Пропорция различна, в зависимости от назначения (1 : 2
до 1 : 5). Одинаково хорошо твердеет на воздухе и под водой.
Раствор, прежде чем его подвергнуть действию воды, должен про-
быть некоторое время на воздухе, в зависимости от сорта извести.
Применяется там, где прочность цементного раствора не может быть
вполне использована.
2. Цементный раствор. Цемент без примеси песку применяется
лишь для особых целей: заделки ключей, впрыскивания в пустоты
для предохранения железа от ржавчины и заливки железа и камней.
Обыкновенно, уже ради избежания трещин при усадке, всегда до-
бавляется песок. Кварцевый песок средней крупности и мяг-
кая вода заслуживают предпочтения. Как вода, так и песок должны
быть свободны от глины, органических примесей и пр. В случае на-
добности песок отмывается в особых машинах. Сперва смеши-
вают сухой песок с цементом, а затем добавляют воду при непре-
рывном перемешивании. При мокром песке рекомендуется сначала
затворить цемент водой, а затем смешать его с песком. Воды сле-
дует брать лишь столько, чтобы тесто стало пластичным лишь после
продолжительного сильного перемешивания. Заготовлять больше
раствора, чем может быть израсходовано до начала схватывания,
не следует, так как схватившийся цемент приходится выбрасывать
как негодный. Перед укладкой камни должны быть насыщены водой,
оштукатуриваемые стены после очистки должны основательно сма-
чиваться, а штукатурка по окончании работ должна находиться еще
продолжительное время (2 недели) во влажном состоянии, чтобы
избежать трещин и отставания. Цементный раствор обладает боль-
шей прочностью и дает усадку меньше известкового раствора,
1216 т- 1Г- ОтД- 5- Материаловедение. VII. Растворы, штукат., глина и пр.
Чистый цемент трескается легче, чем в смеси с песком, и потому из сообра-
жений плотности и непроницаемости менее пригоден, чем цементный раствор, кото-
рый при составе 1 ч. цемента с 1 до Р/а ч. мелкого чистого песка, или 1 ч. це-
мента с 2 ч. песка и 21/а ч. известкового теста или 1 ч. цемента с 3 ч. песка и
1 ч. известкового теста, является сравнительно водонепроницаемым. Толщина слоя
от 1,5 до 2,5 см. Большой плотности достигает поверхность раствора или бетона
при покрытии цементфлюатом Кесслера (стр. 133J» или материалами, содержа-
щими битум или асфальт. Имеются специальные добавки к раствору, уплотняющие
слой, однако сведения о действии этих средств в течение длительного периода
противоречивы.
Прочность цементов и растворов см. стр. 226 и сл.
Состав цементных растворов (в ед. об.): 1 ч. цемента,
1 ч. песка (весьма жирный состав дает большую прочность, твер-
дость и водонепроницаемость,; 1 ч. цемента с 2—3 ч. песка (для
сооружений в сырых местах); 1 ч. цемента с 3—4 ч. песка (обыкно-
венный раствор); 1 ч. цемента с 5 ч. и более песка лучше заменять
известковыми растворами с добавлением цемента.
Таблица 2. Выход и потребность материалов при различных
составах растворов
Вес единицы объема цемента 1,059 кг[л, песка карьерной влажности 1,200 кг<
сухого 1,594 кг!л
Выход 11отр еон. матер.
Е «в с. g Состав по Добавка воды для Вес заготовленного Вес 1 л рас- Объем полу- ченно- На 1 м3 раствора требуется
о ® X- Е “ весовым частям цем. (песок раствора требуемой кон- систенции раствора '•2+'-s+w„=g твора гтп го рас- твора а (емент Песок ода
rz г8 | °/о ) гт CQ
ед. об. кг j кг кг кг л кг кг | л кг
Влажный песок
1 : 1
1 : 2
1 : 3
1 ; 4
1,059
1,059
1,(59
1,059
1,200
2,400
3,600
4,800
0,457
0,575
0,650
0,800
20,2
16,6
14,0
13,7
2,091 1,299 815 924 770 352
2,073 1,946 514 1212 1027 296
2,(66 2,570 413 1400 1167 253
2,032 3,277 824 В67 1223 244
Сухой песок
1 : 1 1,059 1,594 0,532 20,1 3,185 2,172 1,466 723 1088 683 363
1 : : 2 1.С59 3,188 0,764 18,0 5,СП 2/ 62 2,430 436 1312 823 314
1 : 3 1,(59 4,782 0,964 16,5 6,805 2,023 3,364 31э 1422 892 86
1 : : 4 1,059 6,376 1,189 16,0 8,624 1,977 4,362 243 1461 917 273
1) Вода, заключенная в песке, в расчет не принимается.
Цемент весьма чувствителен к: а) жидкостям, содержащим суль-
фаты, магнезию и углекислоту, и грунтам (болотная вода, морская
и грунтовая вода, содержащая гипс, вода из копей и пр.); Ь) мине-
ральным кислотам, дубильной, молочной и т. п. кислотам; с) серной
кислоте и солям магнезии; d) сероводороду; е) жирам как расти-
тельным, так и животным.
Дать общие указания для предохранения от влияния этих ве-
ществ невозможно. Какие меры следует принимать в каждом отдель-
Приготовление растворов
пом случае зависит от рода и назначения сооружений и местных
условий. Для предохранения рекомендуется: 1) старательное и пра-
вильное возведение сооружения; 2) применение жирных или таких
составов, которые дают по возможности непроницаемый бетон;
3) применение рудного, портландского или железного цемента с доба-
влением трасса, или соответственного доменного цемента или пла-
вленого цемента; 4) покрытие или изоляция из асфальта или мате-
риалов, его содержащих; 5) при сооружении каналов — применение
кислотоупорного клинкера или укладка подошвы из глиняных
фасонных частей в случае применения бетонных труб; 6) при спай-
ных основаниях применение свай с железной оболочкой, покрытой
изнутри асфальтовой смазкой. (Оболочка эта сперва загоняется
в землю, а затем заполняется бетоном.) г)
Теплота действует ускоряюще на процесс схватывания цемента,
а холод — замедляюще.
Как только цементный раствор схватится, он делается нечувстви-
тельным к морозу, почему в холодное время года для работ пред-
почтителен быстро схватывающий цемент. Схватывание ускоряется
применением теплой воды и гретого песку, а также благодаря при-
менению возможно малого количества воды и добавлению в нее
некоторого количества соды.
Хорошо применим на де те известковый раствор с добавлением
в него цемента. Он применим везде, где не требуется полной проч-
ности жирного цементного раствора. Он лучше чем известковый
раствор удовлетворяет всем требованиям, предъявтяемым к хорошему
воздушному раствору, в отношении сцепления с камнями, быстрого
твердения и прочности и может служить как гидравлический раствор.
Состав известково-цементного раствора 'вед.
об.): 1 ч. цемента, от 6 до 7 ч. песка, 1 ч известкового теста (выход
от 6 до 6,8); или 1 ч. цемента, 8 ч. песка, Р/2 ч- известкового теста
(выход 7,8); или 1 ч. цемента, 10 ч. песка, 2 ч. известкового теста
(выход 9,45); для кладки фабричных труб: 1 ч. цемента, 2 об. ч.
гидравлической извести (пушонки), от 6 до 7 ч. песка.
Известково-трассовый раствор состоит из гашеной извести,
трасса и песка.
Для водонепроницаемых сооружений под водой оправдали себя
растворы: 1 об. ч. трасса, от 2/3 до 1 об. ч. известкового теста
(или от 1 до 11/2 ч. пушонки), от 1 до 1г/4 об. ч. песка.
Для сухой кладки, которая должна быстро твердеть: от U/4 Д°
I1/2 об. ч. трасса, 1 об. ч. известкового теста (или 11/2 об. ч. пу-
шонки), от 11/2 до 272 об. ч. песка.
Для сухой кладки, которая может твердеть медленно: 1 об. ч.
трасса, 2 об. ч. известкового теста (или 3 об. ч. пушонки), от 4 до
5 об. ч. песка.
») См. DAE — Выбор рода работ (болотные работы): „Предписания для возве-
дения сооружений из бетона в болотной воде и в воде с подобным болотному
составом*4 и „Предварительные директивы для возведения бетонных сооружений
в морской воде**, Берлин, 1927, Эрнст и сын.
77 Зак. 254. — Hiitte, Справочник для инженеров, т. II.
1218 t. « Отд. 5. Материаловедение. VII. Растворы, штукат., глина и пр.
Для штукатурных работ на воздухе: П/4 об. ед. трасса, 1 об. ед.
известкового теста (или Н/2 об. ед. пушонки), от 2у3 до 3V2 об. ч.
песка; для внутренних работ лишь от В/г Д° 2х/г об. ед. песка.
Известково-трассовый раствор при сооружениях на воздухе
должно продолжительное время держать во влажном состоянии.
Цементно-трассовый раствор. Добавка трасса в цементный
раствор или в бетон до известного предела (от 0,3 до 0,5 ч.
трасса на 1 ч. цемента) повышает прочность и плотность 1). Трасс
следует добавлять в большей степени к богатому содержанием
извести цементу, к бедному — в меньшей степени.
с) Бетон и железобетон * 2)
Бетон представляет собою массу, остов которой состоит из
более или менее крупных кусочков камня, промежутки между кото-
рыми заполняют мягким, впоследствии отвердевающим и делаю-
щимся прочным, связующим средством, в противоположность рас-
твору, образующему остов из более или менее крупных зерен
песка, перемешанного с цементом. Бетон представляет строитель-
ный материал, который лучше всех других приспособляется к раз-
нообразным условиям и безусловно огнестоек3), потому-то область
его применения столь обширна.
Часто способ изготовления бетона не отвечает вышеприведенным указаниям,
требующим переработки сначала связующих веществ с песком в раствор и затем
прибавки к нему крупного материала, а находимую в природе смесь песка и гравия
просто смешивают с цементом. Щебень может состоять из естественных камней
(гранит, порфир, сиенит, базальт, известковый камень) или искусственных (например
доменные шлаки 4), кирпича и остатков от сжигания угля и кокса, золы и т. д.).
В зависимости от изготовления различают бетон трамбований,
железобетон, наливной бетон, насыпной и шприцбетон. Под железо-
бетоном разумеют бетон с железной арматурой, принимающей на
себя сопротивление растяжению и изгибу.
Трамбованый бетон отличается от других сортов бетона тем,
что его приготовляют с возможно меньшим количеством воды, так
что он имеет характер влажндй земли. Железобетон изготовляется
с несколько большим количеством воды (мягкий), а наливной бетон —
с очень большим количеством воды (жидкий). Насыпной бетон
при укладке его в сухих местах и при механических трамбовках
*) Б у р х а р ц, Трасс как замена цемента и как добавка к цементному рас-
твору, Zement, 1923, вып. 38—45, Берлин, Ze m entverlag.
2) Постановления о возведении сооружений из бетона и железобетона вместе
с дополнением: „Правило испытания кубиков из бетона и железобетона на раз-
давливание", составленное Немецким обществом испытания бетона, 1925 (DIN 1047
и 1048).
8) Германский бетонный союз, Огнестойкость бе гона, железобетона, железа
и дерева, Берлин, 1912. - П е»тр и, Шульцеи Крюгер, Работы по слому
и опыты пожарной команды Газолея, 1926, вып. 59 известий DAE, Берлин,
Эрнст и сын.
4)Бурхарц и Бауер, Опыты с доменным шлаком, Mitt. a. d. Kgl. Mate-
rial.-Amt. 1916, тетр. 4/5, Берлин, Шпрингер.
Приготовление бетона
1219
(сжатый воздух) затворяется в жидком виде, а при укладке в воду
или под водой — только в слегка влажном.
За последние годы сильно расширилась область применения бетона, пригото-
вленною с большим количеством воды (мягкого или жидкого), так как он ускоряет
темп работ и более водонепроницаем, чем трамбованы"! бетон, который к тому же
имеет вредные стыки, получающиеся от самого способа работ, способствующие
проникновению и пропуску воды.
Для приготовления бетона предварительно перемешивается
насухо цемент с песком и затворяется таким количеством воды,
чтобы при дальнейшем правильном перелопачивании получилась
равномерная сырая масса. После этого прибавляется предварительно
смоченный щебень, который в случае нужды просеивается, и вся
масса снова перемешивается.
Равномерность смеси достигается всего лучше путем машинного
перемешивания, которое также дешевле ручного1). Для серьезных
и ответственных сооружений следует всегда применять механиче-
ские бетономешалки (бетоньерки).
Употребление массы в работу должно быть произведено до
начала процесса схватывания. Доставленный на постройку бетон
должен долго сохраняться во влажном состоянии, чтобы воспре-
пятствовать слишком быстрому высыханию* 2). Свежий, а особенно
мокрый бетон следует тщательно предохранять от влияния морозов.
Согласно правилам, в морозное время можно бетонировать только
тогда, когда приняты все меры против вредных влияний мороза.
Мороз обычно действует на тощие смеси сильнее, чем на жирные.
Повреждения от мороза можно заметить только у очень свежего
бетона, моложе х/4 дня. После этого мороз влияет только на удли-
нение срока затвердевания, но не на окончательную прочность
его 3). Относительно химических влияний было сказано выше
(стр. 1216) 4).
Прочность бетона зависит от следующих обстоятельств:
1) свойств отдельных составных частей (цемента, щебня, воды);
2) условий перемешивания; 3) количества добавочной воды; 4) спо-
соба перемешивания сырых материалов (вручную, механически, про-
должительность перемешивания) и их предварительной подго-
товки5); 5) свежести бетонной массы при ее употреблении в дело;
6) рода опалубки; 7) рода трамбования (высоты трамбуемого слоя,.
В См. „Строительные машины", т. III полного немецкого изд. Hutte 1913 Берлин.
2) Р у д е л о в, Влияние поддержания влаги на последующую усадку бетона
при твердении на воздухе, Mitt. Materialpr.-Arrt, 1916, тетр. 1, стр. 2 и сл.
8) Г а р и, Опыты влияния мороза и тепла на способность бетона к твердению.
Герм, комиссия по железобетону, выл. 13, Берлин, Эрнст и сын. — Граф,
Опыты над влиянием низких температур на прочность цементных растворов и
бетона. Сообщения DAE, выл. 57, Берлин, Эрнст и сын.
4) Более подробно см. Бюзинг и Шуман, Портландский цемент и его
применение в строительстве, Берлин, 1912, D Bauztg. — фон Емпергер, Спра-
вочник по железобетонным работам, изд. II, том II, гл. 1, „Строительные мате-
риалы*. — Клейнлогель, Вредные влияния на б*гон, 3 изд., Берлин, 19j0. —
Г р ю н, Бетон, его изготовление, структура и свойства сопротивляемости против
физических и химических воздействий, Берлин, 1928, Шпрингер.
Б) Б у р х а р ц, Влияние способа приготовления бетона на его прочность,
Zement, 1918, № 40, Берлин, Zementverlag.
1220 Я* Отд. 5. Материаловедение. VII. Растворы, штукат., глина и пр.
веса трамбовки, продолжительности трамбования); 8) размеров по-
стройки; 9) способа отвердевания и обработки бетона (хранение под
водой, на воздухе, в сухом или влажном грунте, состояние погоды);
10) температурных условий; 11) продолжительности затвердевания.
Наибольшее влияние на прочность оказывает, — независимо
от качеств сырых материалов и условий перемешивания их, —
количество добавленной воды*). Насколько отдельные
условия влияют на отвердевание и прочность бетона, могут указать
только практические опыты. Данные о прочности см. стр. 231.
Состав бетона определяется назначением сооружения и требованиями в отно-
шении допускаемых нагрузок, водонепроницаемости и пр. Для различных частей
здания, как, например, небольшие своды и переходы, применяются тощие смеси от 1:8
до 1 : 12, соответствующие расходу цемента в 250 или 200 кг на 1 м3 добавочных
материалов; для ответственных частей из железобетона, как-то: опоры (колонны),
балки, нижние связи, применяются жирные смеси, гарантирующие как грузо-
подъемность, так и предохраняющие арматуру от ржавления. Эти смеси делаются
с составом 1:4 до 1:6 и соответствуют расходу цемента в 330 до 280 кг на 1 м3
заполнений.
Составы, богатые цементом, употребляются в тех случаях, когда нужно изго-
товить непроницаемый для воды материал, как, напр., для шлюзов, для шлюзовых
затворов и прочих гидротехнических сооружении; в этом случае берется отношение
1 : 3 до 1:5с соответственными расходами цемента 380 и 300 кг на 1 м3 заполнений * 2).
Расход материала какой-либо смеси находится в зависимости от соотношения
составных частей, от рода материалов, входящих в бетон, от количества добавляе-
мой воды и потери материала (коэфициент усадки есть отношение рыхлых непере-
работанных материалов, составляющих бетон, к утрамбованному или литому бетону).
Так как есть много факторов, влияющих на расход материала, то в данном случае
нет указаний, годных для всякого случая.
Данные о потребности материала для бетонных смесей, именно цемента, гра-
вия и песка, дает табл. 3.
Для цементно-трассового бетона оказались пригодными сле-
дующие смеси в объемных единицах: 2 цемента, 2 трасса, 1 известкового раствора,
6 песка, 114s гравия (для бетона под водой); 1 цемента, 1ч2 трасса, 8/4 известкового
раствора, 4 песка, Ш 2 гравия (для бетона над водой); 1 цемента, ч2 трасса, 24* песка,
6 гравия (для железобетона); 1 цемента, li2 трасса, 3 песка, 4 гравия (для железобе-
тонных столбов).
Шлаковый бетон, тощий бетон из угольных шлаков и цемента, приме-
няется только для заполнения волн у потолков из волнистого железа на высоту по
крайней мере 5 см над высшей точкой волны, а также для забутовки бетонных сво-
дов в углах выше уровня балок. Вес750 кг>м3. Для железобетона вообще не следует
употреблять угольных шлаков; они допускаются для трамбовочного бетона лишь
в тех случаях, когда не приходят в соприкосновение с железными частями 3). Бетон
из шлаков доменных нечей может быть употребляем везде 4),
1) Б а х, О сопротивлении на сжатие тел из бетона с различными добавками
воды, Штуттгарт, 1909, а также ZdVdl, 1909, стр. 828.
2) В строительной практике принято обозначать состав бетона отношением
цемента к заполнителям в единицах объема, приче,м участие цемента принимается
за единицу, а заполнители представляют собою кратные этой единицы. Эти числа
взаимных отношений не дают никакого представления о действительном содержании
в бетоне основных материалов, так как различные вяжущие вещества и добавки
мало разнятся друг от друга по своему объемному весу, и потому взаимоотно-
шения эти ведут к ошибочным выводам. В технике бетона есть стремление заме-
нить эти соотношения более надежными данными, а именно или весовыми количе-
ствами цемента на 1 м3 рыхлых заполнителей или же содержанием цемента в 1 м3
готового бетона. 41
») Min.-Erl. от 25/Ш 1908, Ztrbl. Bauv., 1908, стр. 193.
*) Предписания на приготовление и поставку доменных шлаков, применяемых
как добавки к бетону и железобетону, установленные Комитетом по исследованию
доменных шлаков, изданные министерством путей сообщения, Берлин, Эрнст и сын.
Приготовление бетона. Железобетон
1221
Таблица 3. Соотношения смеси в бетоне
Соотношение смеси в об. ед. Цемент на рыхлый гравий, песок кг[м3 Потребность в материале
1 м9 готового бетона содержит в кг
Цемент Гравий, песок
Цемент Гравий, песок
1 2 600 520 1700 1,10 л<з1)
1 2,5 500 450 1800 » 1,13 „
1 3 400 380 1850» 1,15 „
1 4 350 330 1900 » 1,19 „
1 5 300 300 1950» 1,22 „
1. 6 280 280 1980» 1,24 „
1 8 250 250 . 2000 » 1,25 „
1 10 220 220 2050» 1,30 „
Объемный вес бетона. Вес единицы объема бетона весьма различен; он зави-
сит главным образом от доброкачественности произведенной трамбовки, количества
прибавляемой воды и выбора материалов, тогда как выбор процентного отношения
смеси значения не имеет* 2). Вес единицк объема тем больше, чем плотнее трам-
бовка, чем меньше прибавлено воды и чем жирнее смесь. Пробные кубики обыкно-
венно дают больший вес единицы объема, чем бетон, взятый непосредственно из
сооружения, так как при изготовлении кубиков трамбовка более интенсивна. Сопро-
тивление бетона тем меньше, чем меньше его объемный вес.
Таблица 4. Средний объемный вес различных сортов бетона
Состав бетона Вес единицы Среднее значе-
объема в кг!м9 ние в кг(м9 1
Цемент и гравий (гравистый песок) 1800—2400 2200
„ „ гранитный щебень 200С—2500 2300
„ „ базальтовый „ „ ,. известняковый и песчаниковый 2200—2800 2400
щебень 2000—2200 2100
Цемент и кирпичный щебень 1500 - 2000 1800
„ „ щебень из пемзы 900—1400 1100
„ „ угольные шлаки 800—1500 1200
Объемный вес железобетона обычно принимается равным 2430 кг^м9; это
значение принимается для потолков, для высоких опор, для сводов и т. п. Для осно-
ваний, стенок, опор с небольшой арматурой достаточно принимать вес единицы
объема около 2300 кг[м9.
*) При вычислении положено в основу, что вес 1 л гравия, песка равен 1,6 кг.
2) Для нормально приготовленного бетона с гравием могут быть даны следую-
щие цифры: ч
Состав...............
Объемный вес в кг}.ч3 .
Vs
2300
2250
V?
22С0
2170
Vis
2150
Vw
2140
1222 Т. II. Отд. 5. Материаловедение. VII. Растворы, штукат., глина и пр.
Трамбований бетон находит большое применение в промыш-
ленности при изготовлении искусственных камней. Изготовляются
бетонитовые камни всякого рода, например, пустотелые камни, камни
для покрытий, цементный половой настил с арматурой и без нее.,
боковые и окаймляющие камни, лестницы, тротуарные плиты и пр.
Мозаика или так называемое тараццо, применяемая для по-
лов, представляет смесь кусков разноцветного мрамора с жирным
цементнььм раствором, который также может быть окрашиваем. Тща-
тельно перемешанная масса наносится на надлежащим образом при-
готовленный фундамент, трамбуется и после затвердевания подвер-
гается полировке.
Искусственные камни из раздробленных естественных камней
(гранит и др.) изготовляются смешением их с высокосортным порт-
ландским цементом. Камни эти могут быть обрабатываемы камнете-
сами и, не отличаясь пб цвету и зерну от естественных камней, пред-
ставляют собою дешевую их замену. Они доставляются в виде го-
товых камней или наносятся в виде штукатурки. Таким образом
изготовляются огнестойкие ступени с железной арматурой или без нее.
Цементные или бетонные трубы!) для канализации, водосто-
ков, открытых акведуков, круглого или яйцевидного сечения (острие
книзу, отношение осей 2:3», пропитываются изнутри слоем (толщи-
ною 8 мм), непроницаемым для воды и сопротивляющимся действию
кислот и масел (например, фтористый цемент Кесслера, см. стр. 1330).
Они укладываются на место не ранее трех месяцев после изготовле-
ния. Трубы по укладке на место плотно трамбуются снаружи чистым
песком с примесью глины, а при значительной нагрузке — песком
с прибавкою 1/15 до цемента.
Размер бетонных труб круглого и яйцевидного сечения см. стр.
1395 и след. Условия на поставку цементных труб — канализацион-
ных— см. D1N 1201 и доб. листы и — колодезных колец — см.
DIN 1202.
Табл. 5 содержит в себе требования, предъявляемые к цемент-
ным трубам в отношении допускаемой нагрузки.
Железобетон * 2) состоит из жирного цементного раствора
(1 цем., 3 песка и до 1:1) с железной арматурой из прутков, по:
лос, проволочной сетки или цельного решетчатого металла; он со-
единяет в себе крепость цементного раствора на сжатие с кре-
постью железа на растяжение, что основано на следующем: 1) сце-
пление железа с цементом весьма значительно, сопротивление ска-
лыванию самого бетона достаточно удовлетворяет требованиям;
2) расширение от теплоты железа и бетона приблизительно одина-
ково; 3) железо, тщательно покрытое бетоном (смесь должна быть
достаточно жирная и достаточно влажная), самым покрытием
*) Б у рхар ц и Шток, Испытание гончарных и бетонных труб, Mitt. Mate-
rialpr.-Amt, 1905, сгр. 209, и Б у р х а р ц, Гончарные и бетонные трубы, Mitt. Ма-
terialpr.-Amt, 1921, стр. 15.
2) См. главу „Железобетонные сооружения", т. Ill, Допускаемые напряжения,
стр. 697, — Эмпергер. Справочная книга по постройкам из бетона, изд. 3, том I
до XIV, Берлин, 1921. — 1931 В. u. Е., Эрнст и сын.
таблица 5. Условия, поставленные цементным трубам в отношении допускаемой нагрузки
Круглые трубы Трубы яйцевидной формы
Вну- трен- ний 5 Разру- шают. на- Примечание Внутренние $ Разру- шают. на-
диа- метр d фиг. 16 стр. 1396 грузка х) кг/м размеры d\h фиг. 17 стр. 1396 грузка х) кг/м Примечание
100 *80 2000 Толщина подошвы и и толщина шелыги о, начиная 200 X 300 150 3000 Толщина подошвы и и тол- щина шелыги о делаются Л
125 100 2000 с внутреннего диаметра в 600 мм, делаются больше, 300 х 450 210 3000 больше, чем толщина стенок. а* Последняя зависит от рода ®
150 120 2000 чем толщина стенок w. Эта последняя зависит от рода 400 X 600 265 3400 применяемого материала. £ При величине 800 х 1200 мм а внутр, размеров допускается § меньшая строительная длина.
200 160 2000 применяемого материала. У труб с внутренним диа- 500 X 750 320 3400
300 240 2500 метром до 5и0 мм фалец делается длиннее паза, у 600 X 900 375 3800 У труб 400 X 600 мм внутр. «3 размеров фальцы длиннее
400 500 600 700 800 900 1000 820 400 450 500 550 600 650 2800 3000 3000 3000 3000 3000 3000 труб свыше 5U0 мм — ко- роче. 700 X 1050 800 X 1200 900 X 1350 1000 х 1500 430 490 545 600 3800 4200 4400 4400 паза, у труб сверх 400 х в X 600 мм — короче. * «
Э Разрушающая нагрузка считается достигнутой, когда указатель нагрузки более не поднимается при продолжаю- ю
щемся сжимании трубы.
]224 • Т. II. Отд. 5. Материаловедение. VIII. Стекло
предохраняется от ржавчения; оно, однако, не должно лежать слиш-
ком близко к наружной поверхности бетона.
Влияние электрического тока на железобетон см. Ге л ер (В и Е
1910, вып. XI и XII).
Железобетон применяется для сводчатых покрытий, для стен,
лестниц, сосудов, мостов, кораблей и пр. Железобетон по сравнению
с просто Сетоном дает большую экономию в размерах и допускает
большие нагрузки. Строения из него огнестойки (том III немецкого
издания Hiitte, Берлин 1931 „Железо-бетонные постройки") (Для гаран-
тии качества выполнения построек введен строительный консоль, 1).
Железобетонные сваи, применяемые взамен деревянных, имеют
перед ними много преимуществ. Изготовленные помощью центро-
бежной силы пустотелые изделия из железобетона находят себе при-
менение в виде мачт для электрической проводки, как колонны и
как трубопроводы для высоких давлений воды и земли.
Стальной бетон по проф. Клейнлогелю состоит из цемента
й металлического добавочного материала, придающего бетону значи-
тельную прочность и сопротивляемость против изнашивания; при-
годен для полов.
VIII. Стекло2)
Составил проф. докт.-инж. К. Квазебарт, Берлин
а) Общая часть
Понятие. Под названием „стекло" понимается в химическо-тех-
ническом смысле простой или сложный сплав силикатов, отчасти
также борнокислых солей, каковые находятся в аморфном переохла-
жденном состоянии. Стекло не имеет определенной точки плавления,
при белом калении очень жидко и с понижением температуры пе-
реходит через густотекучее и вязкое состояние в твердое при-
мерно при 430°. В вязкотекучем состоянии стеклу могут быть при-
даны самые разнообразные формы (см. том IV немецк. изд. Hiitte,
Берлин 1931, отдел „Керамика и стекло").
Сырые материалы3). Наиболее важные материалы: кварц
(песок), щелочи (сода или поташ) и известь; далее бура, глино-
зем, фосфорная кислота, селитра и соединения свинца (свинцовый
сурик); мышьяк как средство для осветления; перекись марганца,
*) „Предварительные положения о строительном контроле в железобетонном
строительстве* Германского союза в Обер-Кассель-Зигкрейсе и „Инструкция для рас-
творов и бетона", изданные Германским государственным железнодорожным о-вом.
а) Литература: Д р а л л е (Кеппелер), Фабрикация стекла, 2 изд., Мюнхен и
Берлин, 19^6, Ольденбург. — Эккерт, О физических свойствах стекла, Ежегод-
ник радиоактивности и электрохимии, 1923, стр. 93 до 275. — Стеклянная техника,
доклады, т. I до 6. — Г. Шульц, Стекло, Мюнхен, 1924, Иосиф Кёзель и Ф4 идрих
Пустел ь. — Гельгоф и Квазебарт, Стекло в отдельном производстве, Лейп-
циг, 1928 и 1929, Академии, издат. о-во.
•) Д р а л л е, а также и другие авторы.
Химический состав стекла
1225
мышьяковистый ангидрид, селен, окись кобальта, редкие земли как
средства для обесцвечивания. Для окраски стекла служат окиси
металлов и коллоиды, например, соединения марганца (фиолетовый
цвет), кобальта (синий), меди (синий и зеленый), железа (зе-
леный), селена (красный), золота и меди (красный), серебра и серы
(желтый) и др. Помощью окиси олова, криолита и полевого шпата
получается помутнение эмали (молочное или опаловое стекло). Цвет-
ные сигнальные стекла (красные и зеленые) должны быть нормали-
зованы, а для матовых и мутных стекол установлена классифи-
кация J).
Состав. Формулы строения для стекла не могут быть устано-
влены, однако же эмпирические формулы облегчают суждение о со-
ставе, например, для белой дутой посуды * 2) формула будет следующая:
/К2о \ /СаО \
(0,8 - 1,5) ( ) +1 ( А1 Оз )+ (4,05 до 9,7) SiOa.
\Na,O/ \Fe2O3 J
Для массового изготовления предметов (бутылок, дутой посуды,
оконного стекла) применяется щелочноизвестковое стекло.
Таблица I. Химический состав технического стекла (в о'о)
Состав- ные части Свин- цовый хру- сталь Буты- лочное стекло Хоро- шее дутое стекл о Оконное стекло *) Зер- кальное стекло Стекло для прибо- ров Стекло для химической посуды
Фур- кол ь Либ- бей
I II
SiO , . . 56,1 65,1. 76,9 72,3 72,8 71,50 70,2 75,9 64,7
в2о“3 . . — — — 0,9 1,0 — — 6,5 10,9
А12О, . . — 5,8 0,4 0,48 3,15 4,2 4,3
Na,О . . 3,5 6,1 12,8 14,3 13,4 12,7 14,4 6,4 7,6
К;О . . . 9,2 2,8 1,2 — — 5,0 1,3 0,4
СаО . . — 16,3 8,7 10,2 10,8 14,50 7,25 1,1 0,7
ВаО . . — — — — — — 3,6 —
ZnO . . — — — — — — 10,9
РЬО . . 31,1 — — — — — —
Fe2O3 . . — 3,7 — — — 0,15 — — —
MgO . . — — — 2,3 2,0 следы — — —
SO3 . . . — — — — 0,85 1 1
*) П. Артур, Химический состав оконного стекла, Journ. Amer. Cer. Soc.,
1926, стр. 203, реф. 91, вып. IV, 1926, стр. 71.
Свойства3). Качество технического стекла определяют: аморф-
ное состояние; для большинства сортов стекла прозрачность относи-
9 Лакеи Пиран и, Нормализация красного и зеленого стекла, доклад 8d
комитета по специальности германского общества стекольной техники. — II ир а н и
и Ш ё н б о р н, Классификация рассеивающих свет стекол, доклад 5d комитета по
специальности германского общества стекольной техники.
) Кернер, Sprechsaal, 19J5, № 38 до 42.
3) Гельгофф, Учебник по технической физике, том III, 7, „Стекло", Лейп-
циг, 1929, Йог. Амбр. Барт.
1226'
Т. II. Отд. 8. Материаловедение. VIII. Отекло
тельно видимого спектра; слабая электро- и теплопроводность; вы-
сокая сопротивляемость влиянию воздуха, воды и т. д.; большая
твердость и прозрачность. Большим недостатком стекла является
его хрупкость.
Тягучесть (вязкость г) есть одно из самых важных свойств
стекла; способность стекла к переработке определяется той темпе-
ратурой, при которой происходит изменение формы, и вызванной
этой температурой степенью вязкости. Изменением состава стекла
можно влиять на его тягучесть, а тем самым и на его свойство
изменять форму.
Тягучесть (yj* *), выраженная в единицах CGS (г*/гл/ сек) при
черпании и литье около 102, в момент захвата стеклодувной труб-
кой 102’5 до 103, при дутье 107, перед лампой 105 до 1О10, рафи-
нирование при 102, Температурой обработки называют ту темпера-
туру стекла, при которой тягучесть составляет 103 г* 1см сек.
Расстеклование. Для того чтобы расплавленную массу
при застывании перевести в стекловидную структуру, необходима
определенная температура остывания, чтобы избежать образования
кристаллов (расстеклование) (в зависимости от состава стекла).
Охлаждение, вредные натяжения. Чтобы выравнять
напряжения, возникшие вследствие быстрого охлаждения (наружная
корка стынет скорее, чем внутренность стекла), необходимо
медленное охлаждение заготовленных предметов. Температурой,
достаточной для уничтожения вредных напряжений, считают такую,
ниже которой даже при большом промежутке времени невозможно
дальнейшее снижение напряжения. Нижний предел лежит при вяз-
кости около 1013.
Принимая во внимание критическую температуру, можно сократить процесс
остывания (быстрое охлаждение). Измерение напряжений производится поляриза-
ционным аппаратом (см. т. I, стр. 599). Стекло с вредными напряжениями светится
в поляризованном свете, в перекрещивающемся поле Никольса как анизотропное
тело или получает окрашенные тона.
Удельный вес. Кроме свинцово-хрустального стекла с удель-
ным весом от 3 до 6, у большинства сортов технического стекла
удельный вес лежит около 2,5 кг/дм3 (кремнекислое стекло 2,21).
Твердость стекла (поМоосу) от 4до 8, техническое стекло
около 6. Абсолютная твердость 2) (Ауэрбах): предел допустимого
давления между 130 и 300 (250) кг!мм?.
Границы ‘измерений упругости от 4500 до 10 000
кг)мм2\ модуль упругости йенского стекла см. Ландольт-Берн-
штейн, 1923, стр. 27. Свойства прочности см. стр. 1232 и след.
Удельная теплоемкость в зависимости от температуры:
при / = от 10 до 50°—0,8 до 0,15. Кремнекислое стекло при t = от
17 до 100°—0,18, при t = от 0 до 600°—0,2420 кал)кг°.
Коэфициент расширения: 35 до 105• 10~~7зеркального
стекла, 80 • 10”7 кремнекислого стекла, 5,5-10”7 йенского стекла
0 Г ельгофф, Учебник технической физики, том Ш, стр. 348, Лейпциг,
1929, Йог. Амбр. Барт.
•) Л а нд о л ьт-Б е р н ш т е й н, 1923, стр. 91.
Техническое стекло
1227
(см. Ландольт-Бернштейн, 1923, стр. 1220). Коэфициент расши-
рения имеет громадное значение для обработки стекла. Стекла
с сильно разнящимися коэфициентами расширения не могут быть
соединены; стекла возможно соединять с металлом (лампочки нака-
ливания) только в том случае, когда их коэфициент расширения при
критической температуре почти совпадает. Наименьший коэфициент
расширения является необходимым признаком для стекла приборов
и аппаратов, подверженных сильным температурным колебаниям.
Коэфициент теплопроводности для технического
стекла 0,62 до 0,73 кал/мчас0 *) (для кирпичной стены около 0,7
кал1мчас°).
Коэфициент теплопередачи находится в зависимости от конструкции стен или
окон. Простые (одинарные) окна с деревянными рамами имеют потерю тепла в че-
тыре раза большую, чем кирпичная стена толщиной Зб см\ при двойном застек-
лении (расстояние между стеклами 10 см) потеря уменьшается в 1,5 раза.
Диэлектрические постоянные. Кремнекислое стекло
от 3,5 до 3,6. Стекло для лампочек накаливания 5,2, мягкое стекло,
имеющее в составе окись натрия и известь, 8,4, флинтгляс 7,41,
в среднем 7.
Электропроводно сть * 2 *) сильно увеличивается с повы-
шением температуры. Изолирующая способность тем больше, чем
устойчивее стекло против химического влияния воды, т. е. чем оно
беднее щелочами. Удельное сопротивление обыкновенного стекла
при 20°: 8 • 10й до 3.1(Н4 [Q см^см].
Коэфициент преломления чистой SiO2 1,46 повы-
шается остальными составляющими стекла. Силикатный кронгляс
(оптическое стекло) 1,5175, среднее для флинтгляса 1,613.
Прозрачность для видимых лучей от 85 до 90%.
Ь) Употребительное техническое стекло
I. Стекло для строительных целей
1. Оконное стекло. Стеклодувная трубка (выдувается полый
цилиндр, по охлаждении разрезается вдоль и после нового нагре-
вания разгибается в оконное стекло) совершенно вытеснена спо-
собом машинного вытягивания, при котором из тестообразного
стекла вытягиваются оконные стекла в окончательном виде. Полу-
ченные листы не нуждаются ни в какой дальнейшей обработке,
(см. том IV немецкого изд. Hiitte, Берлин 1931.)
Рыночные сорта. Оконное стекло продается в ящиках, причем в них укла-
дываются: стекла, имеющие твердые размеры, стекла в виде полос и стекла со
Свободными размерами.
Твердые размеры. Стекла этой категории делятся на секции для уста-
новления цен по величине листов. Первая секция: стекла до 60 „сложенных или
соединенных сантиметров** (сумма высоты и ширины листа), следующие секции
х) См. Сообщения по испытанию домов на предмет сохранения тепла, 1924,
вып. 5, стр. 71.
2) С м е к а л ь. Электропроводность стекла. Доклады о стекольной технике,
1929, стр. 265 до 277.
1228 Т. II. Отд. 5. Материаловедение. VIII. Стекло
до 90, до 120 и т. д, до 400 сложенных сантиметров. Твердые размеры непосред-
ственно предназначены для целей остекления, так что ни торговцу, ни стекольщику
не приходится вносить в них какие-либо изменения.
Ящики сполосовым стеклом делятся на три секции: первая до 34,
вторая до 50, третья до 70 см шириной, все длиной до 160 см. Полосы прини-
маются торговцами на склад и разрезаются в соответствии с потребностью.
. Одинаковую цель преследуют и „свободные размеры" (длина до
163 см). Первая секция 72 до 80 см, вторая до 90 см (и т. д. через 10 см), две-
надцатая до 190 см шириной. Цена повышается при увеличении длины до 300 см.
Разница в качестве: первый сорт — лучший и почти без пороков; второй
сорт не имеет никаких грубых пороков; третий сорт имеет в небольшом коли-
честве грубые пороки. Оконное стекло третьего сорта применяется для невзыска-
телььых жилых домов (DIN 1249); четвертый сорт обыкновенного качества допу-
скается для остекления самых простых строений. Кроме того, поставляется еще
брак стекла, применяемый для вставки в холодные и теплые окна (например, окна
оранжерей).
Таблица 2. Толщина оконного стекла по DIN 1249
Обозначение Толщина мм Допускаемые отклонения
В (бельгийская тол- щина) */4 (рейнская) . . . ®/4 % около 1,8 2,3 3,0 3,8 - 0,1 + 0,2 — 0,2 4- 0,3 - 0,2 -р 0,4
Стекло, изготовляемое вальцеванием тестообразной массы, указано в пунктах
от 2 до 5.
2. Тонкое необработанное стекло, гладкое, рифленое или
граненое вальцуется из тестообразной массы в тонкие четырех-
угольные оконные стекла. Они не нуждаются после охлаждения
и разрезания в дальнейшей обработке.
Тонкое необработанное стекло служит для бокового застекления фабрик, для
слуховых окон, поскольку не требуется стекло с проволокой, для остекления контор
и жилых домов в тех случаях, когда не требуется прозрачности, например, для окон
погребов, кухни, клозетов и для остекления оранжерей и парников.
Тонкое необработанное стекло поставляется толщиной от 3
до 4 мм, 4 до 6 мм, 7 до 9 мм и 9 до 10 мм. Длина до 4 м (наи-
большая 4,32 м) и ширина до 1,2 м.
3. Орнаментное стекло, кафедральное и прозрачно-антич-
ное и опаловое стекло с выработанными, по бопьшей части ге -
метрическими, рисунками разного рода или наковкой, или же на-
подобие остекления старых церквей. Толщина от 3 до 4 мм. Ри-
сунки выдавливаются на горячем стекле вальцами с врезанными на
них рисунками. Стекло, по: рытое узорами, подобными узорам мо-
роза, изготовляется нанесением на лист стекла слоя клея с предва-
ригельным наведением мата. По высыхании надрубают слой клея
на мелкие участки и срывают его вместе с наружной поверхностью
сгекла, отчего получаются шероховатые, сильно преломляющие
свет, плос ости. Размеры плоскостей до 3,6 X 1,02 м (при толщине
2^2 До 3 мм или 5 до 6 мм). Орнаментное стекло может поста-
Необработанное зеркальное стекло 1229
влиться также с заложенной в него проволокой (см. проволочное
стекло).
Античное стекю изготовляется выдуванием, но по своему при-
менению относится к данной группе. Толщина стекла несколько
меньше (от 1,8 до Змм).
Применяется для внутреннего остекления, как например, стен, отделяющих до-
мовые прихожие, дверей в передних, остекление окон, где не должно быть про-
зрачности, но должен быть пропущен свет, стекла, вставленные в мебель, и т. д.
4. Проволочное стекло изготовляется прокаткой. Проволочная
ткань, заключаемая в лист стекла, имеет четырехугольные или
шестиугольные отверстия; изготовляется из проволоки толщиною
от 0,5 до 0,6 мм.
Преимущества проволочного стекла. При застеклении верхнего света сырым
(необработанным) стеклом без проволоки требуется под стеклом натягивать защит-
ную проволочную сетку, чтобы воспрепятствовать падению разбитых стекол.* Про-
волочное стекло и разбитое сохраняет целость листа и продолжает лежать в фаль-
цах. Проволочное стекло хорошо предохраняет от огня. В огне и при тушении
пожара, несмотря на бесчисленное количество трещин, отдельные куски стекла,
благодаря наличию проволочной ткани, держатся вместе. Его способность изги-
баться больше, чем у необработанного стекла без проволоки. Возможно изгото-
вление больших стекол, благодаря чему получается экономия в железных конструк-
циях верхнего света или освещенного пола.
Употребительные размеры: обычный размер—ширина
до 103 см и длина до 360 см. В исключительных случаях длина
до 420 см при ширине до 120 см. Обычные размеры для конструк-
ций крыши: ширина от 72 до 84 см и длина от 200 до 2Ю см.
Толщина стекла: для застекления кровли от 6 до 8 мм, при
большом давлении ветра или снега от 8 до 10 мм, для вертикаль-
ных окон от 4 до 5 мм, для тяжелых конструкций от 6 до 8 мм,
для легких от 3 до 4 мм.
Проволочное стекло обычно поставляется гладким, в отдельных
случаях может быть доставлено и рифленым. Сорт только один,
так как пузыри, оптическая неравномерность среды и трещины от
жара и т. п. не имеют никакого влияния на стойкость и на требования
прозрачности. 6-8-л/л/ проволочное стекло только на 36% дороже,
чем необработанное стекло без сетки той же толщины. Полирован-
ное проволочное стекло (зеркальное проволочное стекло) изгото-
вляется из зеркального стекла с проволочной шестиугольной сет-
кой, прозрачно и значительно дороже.
5. Необработанное зеркальное с/екло литое и прокатное
при толщине от 9 до 13 мм является полуфабрикатом для изгото-
вления зеркального стекла, применяется также, в особенности при
более значительной толщине, для выстилки полов, закрытий све-
товых колодцев, аквариумов и пр., т. е. там, где помимо прозрач-
ности требуется еще большая механическая прочность. Грузоподъ-
емность необработанного стекла весьма значительна: лист толщиною
в 20-лш, свободно лежащий на опорах по периферии в 1 м, может
быть пройден мелкими шагами. Для большей безопасности пере-
кладины кладутся в расстоянии в 40—55 см. Обыкновенное необ-
1230
Т. П. Отд. 5. Материаловедение. VIII. Стекло
работанное стекло имеет толщину 10—15 мм, гладкие половые
плиты около 20, 25, 30 и 35 мм толщины.
Дутое зеркальное необработанное стекло, так называемое 3/4,
применяется для целей дальнейшей обработки для шлифованого
белого зеркального 3/4 стекла.
Качество согласовано с Союзом германских зеркальных фабрикантов GmbH,
Кельн.
6. Зеркальное стекло, а) Литое, так называемое хру-
стальное зеркальное стекло, представляет собою толстое
листовое стекло, полученное из литья с последующей шлифовкой
и полировкой. Преимущества перед оконными стеклами: парал-
лельные плоскости, большие размеры, большая толщина, практиче-
ское отсутствие пороков: пузырей, оптической неправильности
среды и т. д., нет искажения изображения отраженных предметов.
Применяется зеркальное стекло для остекления окон в обще-
ственных зданиях и лучших частных домах, во всевозможных мага-
зинах, витринах, подставках, для остекления железнодорожных и
трамвайных вагонов, как смотровые стекла в химической промыш-
ленности и для всяких других промышленных целей. Наилучший
отбор применяется для изготовления зеркал всех размеров (сереб-
рение).
Продажные сорта. Различают четыре градации качества:
Сортдля остекления (V). Несортированный товар, обычный при нор-
мальном фабричном производстве.
Отборное качество для остекления (к. V). Несколько луч-
шего качества, чем V, в особенности в отношении требований, предъявляемых
к чистоте стекла и к полировке. Для чистого остекления и для декоративных целей.
Перерабатывается также на зеркала, однако же гарантия за качество покрытия не
дается.
Сортдля покрытия (В). Превосходно по чистоте и с полировкой, по
возможности свободной от пороков. Великолепно покрывается и приспособлено
для лучших декоративных целей.
Отсортированное стекло для покрытия (А. В.). Лучшее каче-
ство в отношении чистоты стекла и красоты полировки. Удовлетворяет самым вы-
соким требованиям.
Как правило, толщина стекла от 6 до 8 мм, но поставляется
также толщиной от 3 до 32 мм. Наибольшая ширина Ьм при длине
в 6 м и более. Размер в одном направлении устанавливается в связи
с железнодорожным габаритом. Наибольшая поверхность достигает
40 м\ нормальная до 24 м2 1).
Ь) Дутое зеркальное стекло, так называемое трехчет-
вертовое зеркальное стекло, изготовляется главным образом в Ню-
ренбергской и Фюртерской областях. Толщина готового отполиро-
ванного стекла от 2 до 4 мм.
Употребительные в торговле сорта: а) сорт для остекления, Ь) отборный
сорт для чистого остекления и декоративных целей, также для зеркал, с) сорт для
*) Место продажи стекла девяти германских фабрик хрустального стекла есть
Союз германских фабрикантов зеркального стекла, Кельн-на-Рейне. Литое стекло
баварского производства продается непосредственно на заводах.
Стекло как часть строительных конструкций 1231
покрытия и для графических целей. Великолепен по чистоте стекла и по возмож-
ности получения свободной от пороков полировки, d) отборный сорт для покрытия.
7. Изогнутое стекло. Вследствие дороговизны изготовления
большей частью делается из зеркального стекла, но может быть
приготовлено также из оконного и толстого стекла. Применяется
для окон, витрин, автомобилей. В простейшем выполнении имеет
изгиб от х/з Д° V4 окружности с прямолинейными продолжениями
в обе стороны; наиболее трудны в изготовлении фермы: г/4 окруж-
ности с прямолинейными продолжениями на обе стороны и изгибы
на V2 окружности. Большие затруднения представляют также двух-
сторонний изгиб и половина цилиндра с прямолинейными про-
должениями, S-форма, а также стекла больших размеров, лишь
слегка изогнутые, потому что последние при остывании теряют
свою легкую изогнутость, становясь снова прямыми. Цены устано-
влены в зависимости от трудности изготовления, от ширины общей
поверхности и от радиуса кривизны.
8. Прессованое стекло. В прессах для стекла изготовляются
предметы домашнего обихода, например чернильницы, банки для кон-
сервов, стаканы для питья. При тщательной гравировке, при заботе
о форме (при покрытии хромом, повышающим прочность и ров-
ность) может быть достигнута хорошая подготовка к последующей
шлифовке.
9. Стекло как часть строительных конструкций. Плиты для
полов служат для покрытий погребов и сводчатых помещений.
Желобки, орнаменты, борозды или призмы для рассеяния света
находятся на внутренней стороне, а борозды для предохранения
от скольжения — на наружной стороне. Плиты толщиной 20 мм
поставляются размерами 1X1 м> такие же, но толщиной в 40 мм,
имеют площадь в 0,5 м1.
Прессован ые кирпичи и камни для крыш. Спо-
собность пропускать свет позволяет принять их вместо остекления
и ставить вместо обыкновенного кирпича; таким образом амбар-
ные помещения освещаются самым простым образом. Размеры
36,5X25 см и 36X21 см. Черепицы из проволочного стекла,
7 см толщиной, с носиком из оцинкованного листового железа.
Пустотелые стеклянные строительные камни
„Фальконье", „Фауст" и других систем, самых разнообразных форм
и размеров применяются там, где требуется много света и ссхра-
нение равномерной температуры, например в фабричных помещениях,
на электрических станциях для разделения и изоляции помещений
и пр.; для брандмауерных стен (в этом случае предусматривается
необходимость в проволочной сетке, залитой в стене). „Люксфер-
призмы“ из непрозрачного, но хорошо пропускающего свет, стекла
с особыми призматическими рисунками. Они проводят лучи света
во внутренность помещений под разными углами. Употребляются
для вертикального остекления, а в особенности для освещения по-
гребов, также для рассеянного верхнего освещения. Плитки раз-
мерами 15X15, 25X15 и 30X30 см. Стекла для верхнего света
до 2,5 X 1,1 м.
1232 Т. II. Отд. 5. Материаловедение. VIII. Стекло
Стекло как строительный материал1) начинает приобретать
большое значение. Конструкции с застекленными переплетами заменяются стро-
ительными стеклянными камням!, введенными в пазы железобетона — стекло
железобетон. Употребляя так называемые бетонные стекла (Зольфак, Роталит,
Кепплер, Люксф^р), могут быть созданы пропускающие свет своды и проезжие
покрытия с бол ,шой грузоподъемностью.
Для разделяющих стен, выстилки полов и верхних крышек столов и т. п.
применяются непрозрачные стеклянные камни, опаковое стекло, т. е. потерявшее
прозрачность (расстекленное) плоское стекло, большей частью зеркальное, каковое
доставляется различных цветов, от белого до черного, в обычных для зеркального
стекла размерах. Преимущество перед керамическими изделиями состоит в том
что плиты совершенно не имеют пор (операционные столы, санитарное оборудо-
вание) и легко выдерживают изгибающие усилия.
„Электрическим остеклением" называется соедине-
ние небольших стекол тонкими медными обоймами (осуществляемое
электролитическим путем). Применяется как предохраняющее от
огня закрытие для проходных дверей в торговых помещениях.
Эластичность и прочность технического стекла * 2). Коэффи-
циентом растяжения а называется изменение длины (см), получаю-
щееся стержнем из стекла длиною в 1 см при 1 сл<2 площади сече-
ния от нагрузки в 1 кг.
Как правило, значение коэфициента растяжения для оконного, необработан-
ного и зеркального стекол лежиг между 1/800(00 и 1/700 000, в среднем 1/750000;
при вычислениях для упрощения вводятся 1/700 ОСО 3).
Сопротивление изгибу а'в зависит от толщины и других
размеров стекла, от свойства наружной поверхн ети и кромок, от
условий охлаждения при изготовлении, от скорости и продолжи-
тельности нагрузки.
По данным О. Графа установлено для образцов стекла шириной в 20 слг.
дутое оконное стекло а'^=^79—5)1 kzicm* |
тянуюе . . =409-520 , J в среднем 447 кг/сл’
необработанное (ката-
ное) ст<кю...........= 266—493 я „ п 384 „
зеркальное сгекло . . . = 213—476 „ „ 355 w
необработанное с прово-
локой ...............= 266—4°3 „ „ „ 313 „
зеркальное с проволокой = 356—588 „ „ „ 483 я
Образцы шириной в 40 см дают результаты, разные 0,6 от указанных цифр.
Образцы шириной в 10 см дают результаты, разные 1,3 ог указанных цифр.
У лежащего по всем сторонам листа необработанного стекла (проводящего
верхний свег) с сечением в свету 47 х 47 см сопротивление на изгиб а'д 4) равно:
при толщине в 24 37 40 мм
в среднем 244 206 152 кг\см\
что равно половине значений, полученных при испытании образца шириной в 20 см.
Для необработанных и проволочных кровельны., стекол О. Граф определил
сопротивление на изгиб в 100 до 260 кг!см2', но он рекомендует не допускам на-
пряжения выше 70 кг1см2.
*)Лизе, Стекло как строительный материал. Брауншвейгский G. N. С., еже-
месячник, март, 1923, стр. 162. — К. В. Шульце, Стекло в архитектуре буду-
щего, Штутгтарт, 1929.
2) По данным лаборатории для испытания материалов при высшем техническом
училище в Штуттгартс.
3) О. Граф, Техника стекла, Доклады за 1925/26 г., том III, стр. 153 и сл.
4) См. Г р а ф В и. Е, 1927, стр. 77 и сл.
®) ZdVdl, 192.8, стр. 566 и сл.
Свойства отекла. Оптическое стекло
1233
При спокойной нагрузке грузоподъемность падает на 20 до 50% * *)•
^В^нутри одного и того же листа стекла напряжения на изгиб разнятся
Сопротивление раздавливанию у стекла очень высоко. По
Графу 2) у призмы с сечешем 5X5 см, высотой в 10 см оно
в среднем равно 5000 кг/см2-, по Фёплю 3) у маленьких образцов
оно равно ог 4090 до 11550 кг/см2.
В соединенных конструкциях из стекла и железобетона стекло
располагается всегда в зоне давления. Возникающие напряжения
могут быть определены расчетом 4). При передаче сжимающих сил
следует избегать местных перенапряжений.
Сопротивление удару, как и у всех крупных стекол, весьма
незначительно. Способность к сопротивлению возрастает вместе
с сопротивлением изгибу. Внутренние напряжения при этом явля-
ются остающимися.
Сопротивление износу (например, у верхнего света при хож-
дении) находится близко к значениям для базальта и высокосорт-
ного цемента б).
В СССР изготовляется следующее стандартизованное стекло: оконное про-
стое—ОСТ 7282/626, оконное машинной выработки —ОСТ 2992 и 2993, стекло литое без
сетки—ОСТ 2925, то же с сеткой Монье—ОСТ 2926 и зеркальное стекло —ОСТ 2907.
Наибольшее значение в условиях СССР имеет машинное стекло по ОСТ 2992
и 2993. Оно изготовляется производственной длиною от 110J до 170 > мм, шириною
от Ю50 до 1600 при толщине от 1,9 до 2,5 мм и длиною до 2000, шириною до 169J
при толщине от 3 до 4,5 мм.
Выход годного стекла по ширине получается: 105) лги—70'/0; 1200 мм—8°/0;
1400 мм— 12%; 1600 мм—10%.
Основные размеры потребительского стекла получаются путем раскроя произ-
водственного листа на соответственные части.
При раскрое наблюдается кратность 25 мм при наименьших линейных раз-
мерах 250 мм.
Подробно о размерах, о разделении на сорта и пр. см. вышеупомянутые ОСТ
(в IV т. Хютте).
II. Оптическое стекло
Под названием „оптическое стекло" в широком смысле этого
слова подразумевают всякое стекло, применяемое для оптических
инструментов, а также переработанное белое листовое и зеркальное,
идущее на изготовление стекол для очков, собирательных линз,
зеркал, отбрасывающих свет, и т. д. Однако для оптических точных
инструментов, например, для подзорных труб, микроскопов, объек-
тивов фотографических аппаратов, военно-оптических инструментов
обычное листовое и зеркальное стекло абсолютно неприменимо.
Во-первых, оно недостаточно лишено окраски, а главное оно недостаточно
однородно: оно содержит места с несколько различающимся составом, которые не-
равномерно влияют на проходящий световой луч и не в состоянии дать резкое
изображение предмета; далее из-за короткою времени охлаждения они имеют
внутренние натяжения, которые служат причиной двойного преломления луча и, как
следствие этого, неправильного прохождения световых лучей.
1) См. Г р а ф, Техника стекла, 1929, вып. 4, стр. 143 и сл.
*) См.. Граф, 1е <ника стекла, сообщение 19-5/J5 г., стр. 171 и сл.
8) Извест. Академии наук, Мюнхен, 1911, стр. о16.
*) См. Граф, Те шика стекла, доклады, том IV*, стр. 336 и сл.
в) См. Граф, Хрустальное и зеркальное стекло, 1927, стр. 178 и сл.
7g Зэк, 254. — Hiitte, Справочник дня инженеров, т, II.
1234
Т. II. Отд. 5. Материаловедение. VllT. Стекло
Главное отличие настоящего оптического стекла от обыкновен-
ного заключается в его составе; для достижения чистого по окраске
и дающего возможность получения резкого изображения требуется
комбинация стекол с различными оптическими свойствами. Подоб-
ное разнообразие не может быть достигнуто применением одних
только обычных составляющих стекла: кремневой кислоты, извести,
глинозема, свинца, калия и натрия; для достижения этой цели в со-
став современных оптических стекол вводятся также борная кислота,
барит, окись цинка, окись сурьмы, а некоторые специальные стекла
содержат также фосфорную кислоту и фтор. Для определенных целей,
например, для поглощения ультрафиолетовых лучей, применяется
добавка окиси церия, для поглощения ультракрасных—закись же-
леза, для фотографического желтого фильтра—сульфит кадмия
и т. д.
Шотт в Иене в систематической работе над влиянием химического состава на
физические и химические свойства стекла сделал химическим составляющим надле-
жащую опенку. Варьируя химические составы и количественное содержание обра-
зующих стекло материалов, можно иметь стекла с определенными показателями
преломления и рассеивания светового спектра.
В соответствии с этим имеются главные группы оптического
стекла: старый тип к р о н г л я с 4—известково-силикатное стекло,
подобное зеркальному листовому стеклу и стеклу, идущему на из-
готовление посуды. Это стекло обладает небольшой способностью
преломления и рассеивания цвета; флинтгляс — свинцово-сили-
катное стекло, подобное свинцовому хрусталю, но с еще большим
содержанием свинца, с сильным преломлением, но со слабым цвето-
вым рассеиванием; благодаря ему было облегчено выполнение пер-
вых конструкций анастигматов, выправляющих недостатки фото-
объективов; боросиликатный кронгляс (с кремневой
и борной кислотой) отличается высокой прозрачностью и прочно-
стью, а поэтому находит себе применение в отражательных призмах
оптических инструментов (например, в призматических биноклях);
барит-флинтгляс (со свинцовой бариевой солью, часто также
с борной кислотой); это стекло занимает среднее место между
баритовым кронглясом и флинтглясом; фтор-крон (с содержа-
нием фтора) — обладает особо низкими показателями преломления и
рассеивания света.
При изготовлении оптических стекол, для достижения наибольшей свето-
проницаемости и равномерности, должны применяться только химически чистые
сырые материалы. Шихта, точно подсчитанная с требуемым соотношением коли-
честв, плавится в шамотных тиглях вместимостью ог 1000 до 1500 кг жидкой массы
при температуре в 140Э до 1500°. После образования стекла и рафинирования
жидкая масса медленно перемешивается в продолжение нескольких часов шамот-
ными стержнями для избежания неоднородности состава и для получения стекла
без дефектов. Готовое стекло оставляют в течение 8 дней в тиглях для медленного
остывания, причем оно дает трещины. Куски' хорошего качества отбираются, за-
ключаются в шамотные фо' мы для размягчения и охлаждаются в специальных печах
в течение от 4 до 6 недель, чтобы получить стекло, полностью лишенное напря-
жении; большие астрономические стекла для телескопов требуют для своего охла-
ждения до 3 месяцев. Полученные четырехугольные куски шлифуются и полиру-
ются по обеим противолежащим сторонам, чтобы избежать малейших пороков
(шлир и напряжений). Выход стекла, не имеющего порогов, равен примерно 20°/$
расплавленной массы.
Стекло для химических приборов. Специальные сорта стекол 1235
III. Стекло для химических приборов и специаль-
ное стекло для технических целей
В то время как у оптических стекол имеют громадное значение
физические свойства, эксплоатируемые сорта стекла (иутыли, окон-
ное стекло) должны оказывать сопротивление значительным хими-
ческим влияниям. Вода имеет тенденцию растворять содержащиеся
в стекле щелочи. Сырость воздуха есть основная причина разруше-
ния старых дорогих изделий из хрустального стекла. Применяемое
в лабораториях стекло должно быть стойким при высоких темпера-
турах, сопротивляться разъедающему действию кислот и щелочей.
Йенское стекло для посуды соответствует в самом широком смысле
этим требованиям, равно как и оказывает сопротивление термиче-
ским влияниям. Мерою для установления способности сопроти-
вляться влиянию воды служит показание щелочности раствора
(табл. 3, стр. 1237).
Стекла, способные противостоять термическим влияниям г)
с низким коэфициентом расширения, нечувствительные к резким
изменениям температуры; в прежнее время этим отличалось только
йенское стекло (дураке и др.), в настоящее время—разного изгото-
вления: пирекс (Америка , силекс и резиста (Богемия/, вулканит
(Германия). Все они отличаются высоким содержанием борной
кислоты (от 11 до 15,8%). Линейный коэфициент расширения от 31
до 43 • 10“7. Недостаток: большая толщина стенок вследствие туго-
плавкости, а отсюда плохая теплопроводность. Плохая сопротивляе-
мость действию щелочей вследствие большого содержания борной
кислоты.
Для водомерных стекол, которые должны держаться при внезапных
переменах давления и температуры, товарищество Шотт поставляет стекло дубо-
ракс. Отражательные водомерные стекла с имеющимися на внутренней стороне
канавками изготовляются из стекла максос. Закалкой наружной поверхности стекло
можно изменить и сделать пригодным для определи иных целей (см. выше), например,
оно становится невосприимчивым к действию морской воды, непогоды, толчкам
и т. п. (твердое или двухслойное стекло).
Специальные стекла для ультрафиолетовых лучей * 2): а) не
пропускающие для защиты глаз при просвечивании видимого
спектра; получаются прибавлением хрома, свинца и редких земель
(церий, неодим), титана—стекло умбраль; б) проницаемое3/ для
оконных стекол клиник, больших рабочих помещений, оранжерей,
чтобы использовать лечебные свойства лучей; получается при от-
сутствии железа, при повышенном содержании борной кислоты
9 Тине, 'Z. ang. Chem, 1°26, стр. 193/94, Der Sprechsaal, 1924, стр. 627.—Реф.
в „Известиях техники стекла", 1925/26, III, стр. 63.
2) Sprechsaal, 1925, стр. 93 до 96—Реф. в „Известиях техники стекла", Доклады
1925/26, III, стр. 268.
8) И е к е л ь, Плоское стекло, пропускающее ультрафиолетовые лучи, „Изве-
стия те .ники стекла", Доклады 1928/29, VI, стр. 281. — Revised circular on ultraviolet
glass Leiter, circular 235. — Рефегат в „Известиях техники стекла", 1928/29, VI,
стр. 320.—W. Е. S. Турнер и его сотрудники, Journ. Su<;. Glass. Techn., том XII,
стр. 27, 306, 324.—Р ют г t н а у ер, Физические исследования стекла с повышенной
ультрафиолетовой проницаемостью, Sprechsaal, 61, стр. 453.
1236 T* IIe Отд* 5* Материаловедение. VIII. Стекло
и при прибавке окиси никеля. В продаже называется Vita—(Англия),
биос,— UV,— увиоль,—брефос—(Германия), стекло корекс (Америка).
Жидкое стекло х). Под жидким стеклом подразумевают рас-
творимые в воде стекловидные массы, полученные сплавлением
щелочей с кремневой кислотой (без добавки извести).
Продажные сорта. В продаже можно иметь или в виде твердых кусков, по-
добных стеклу, или в жидком растворе (ог 37 до 40° Вё примерно с 70°|0 SiO?).
Растворы должны храниться в темноте. Жидкое стекло применяется как вяжущее
вещество (малярные краски, стереохимия), как огнестойкое покрытие театрального
оборудования, для пропитки дерева, для и<готовления искусственных камней, при
набивке тканей, как глазурь и для консервирования яин.
Кремнекислое стекло — витреозиль. Расставленная при 1725° кремне-
кислота—кварцевое стекло—горный хрусталь—прозрачно; кварцевое плавленое не
прозрачное—просвечивает. Высокая сопротивляемость действию кислот (за исклю-
чением фосфорной кислоты выше 4001 и плавиковой кислоты), вследствие этого при-
меняется'взамен платины в установках для концентрации и денитрирования серной
и соляной кислот и в селитровой промышленности, для хлорирующего оборудования
и при аммиачноокислительных процессах. Основные соединения разрушают кремне-
кислое стекло. Необычайно низкий коэфициент удлинения (J/W обыкновенного
стекла) обусловливает г.рименение при процессах мгновенного охлаждения, для
трубок пирометров и т. п.
Вследствие высокого электрического сопротивления применяется как строи-
тельный материал для электрических печей. По причине негигроскопичности и от-
сутствия конденсата имеет с наружной поверхности незначи!ельные электрические
потери. Большая проницаемость ультрафиолетовых лучей делает это стекло хорошим
материалом для изготовления ртутно-ларовых ламп (кварцевая лампа). Вследствие
оптического постоянства применяется для линз и призм.
с) Химические испытания стекла * 2)
1. Проба на выветривание по М и л и у с у при 20°: воздействие воздухом,
насыщенным влагой, в продолжение 7 дней. Onj еделение щелочности иодэозином.
2. Проба на экстракцию по М ил и у су при 1ЛГ, действие воды в течение
3 час. Определение отмытой щелочи титрованием i/too нормальной соляной кислоты.
3. Стандартная проба стекла в форме крупы. Испытание настоящего, све-
жего стекольного вещества в форме крупы. Кипячение 4 см3 стеклянной крупы
(размерами зерен между 0,3 и 0,49 мм) в течение 5 час. в 10J см3 воды при 109°.
Определение выщелоченных весовых количеств.
4. Метод испытания для плоского стекла по Кеппе л ер у, Стеклянный
лист подвешивается в баке, наполненном водой. Выщелачивание щелочей водой
устанавливаемся титрованием.
5. Способ испытания на измельчение рассматривается как факультатив-
ная проба.
6. Проба стекла паром в автоклавах при температуре свыше 100°.
7. Пробы кислотой и щелочью. Определение потери в весе испытуемого
стекла нагреванием с соляной кислотой или с едт им натром.
8. Чувствительность стекла к пятнам по Ц ш им м ер у — для оптиче-
ского стекла обмакивание образна в уксусную кислоту и глицерин.
Для характеристики стекла необходимо проводить по крайней
мере два способа испытания, а именно: стандартную пробу стекла
в форме крупы для исследования вещества стекла и пробу на
экстракцию по Милиусу при 100° для оценки состояния внешней
поверхности стекла.
’) Ульман, Энциклопедия технической химии, 1922, том X, стр. 524, Урбан
и Шварценберг.
2) Заметки относительно метода испытания стекла на химическое сопротивление
(Fachausschufi, 1 der DGG, F. Space), „Известия техники стекла", Доклады 1929,
вып. 11.
Дерево. Общая часть
1237
Таблица 3
Классификация Проба на вы- ветривание. Щелочнэстьвы- ветривания, мг иодэозина на 1 л2 Проба на экс- тракцию. От- дача щелочи (напр., Na3O) в л/г/100и на 1 дм* Стандартная проба стекла в форме крупы. Подразделение для стекол при- боров мг остатка
Класс I Стекло, стойкое относительно влия- ния воды 0- 5 0- 50 0-10
Класс 11 Сопротивляющееся стекло . • • . . 5-10 50- 153 10-15
К л а с с III Твердое стекло для аппаратов . . . 10—20 150- 400 15—25
Класс IV Мягкое стекло для аппаратов . . . 20-40 400-1600 25-50
Класс V Аппаратное стекло с недостатками . выше 40 более 1600 более 50
IX. Дерево9
Составил проф. И. Шта м ер, Берлин
а) Общая часть
Древесина хвойных и лиственных Ттород де-
рева состоит из бесчисленного количества малых клеточек, длина
которых (не считая радиальных сердцевинных лучей) расположена
в направлении ствола, сучьев и ветвей. Эти клеточки разделяются
на проводящие клеточки для пропуска воды и растворенных солей,
на опорные клеточки для придания жесткости стволу и питающих
клеточек, для хранения питающих веществ. В хвойных породах
опорные клеточки отсутствуют и их роль исполняется проводящими
клеточками (Tracheiden). Прочность дерева обусловливается в общем
ростом влияния толстостенных осенних проводящих клеточек
в еловых породах или опорных клеточек в лиственных породах и
2) Литература: Монрой, Дерево. Общепонятное изложение его происхо-
ждения, разработки и применения, Берлин, 1929, (VDI). — М а л к е - Т р о ш е л ь,
Справочник по сохранению дерева, Берлин, 1928. — Бауман - Лан г, Дерево как
строительный материал, Мюнхен, U27. — Гесте ши, Строительство из дерева,
Берлин, 1926. — Броннек, Дерево в архитектуре, Вена, 1927. — Буб-Бодмар
и Тилгер, Сохранение дерева в теории и на практике, Берлин, 1922. — Гай е р,
Сорта дерева, Лейпциг, 1921. — К р а и с, Ремесленное учение о материалах, I, Де-
рево, Штуттгарт, 1910. - Варлимонт, Искусственная сушка дерева, Берлин,
1929, издание VDI, — Вислиценус, О проблеме исследования дерева, Z. ang,
Ghem., 1928, стр. 1312 и 134$.
1238 Т. и. Отд. 5. Материаловедение. IX. Дерево
увеличивается вместе с возрастом; вследствие анизотропного строе-
ния дерева прочность весьма различна в различных направлениях.
Рост толщины дерева происходит от образования годичных колец (в наших
широтах), отлагаемых камбиальным слоем, залегающим между заболонью и лубом.
В более старой части ствола от высыхания и засмолки клеточек образуется
ядро, которое перестает принимать участие в передаче соков и те .нически является
самой ценной частью дерева, которая часто отличается от заболони более темным
цветом (ядровая древесина в отличие от более молодой древе-
сины). При образовании ядра внутри и в стенках клеточек выделяются резино-
подобные вещества, содержащие смолы и дубильную кислоту, что по большей
части сопровождается отложением красящих веществ. И в заболони появляется
иногда окраска, напоминающая ядро с неравномерным очертанием (красное ядро
в буковом дереве).
Строение дерева видно на трех разрезах, произведенных
друг к другу под прямым углом:
1. Поперечное с е ч е н и е, перпендикулярно к продольной
оси. На нем более или менее видны концентричные годичные кольца
и сердцевинные лучи.
2. Радиальный разрез по продольной оси показывает го-
дичные кольца в виде параллельных слоев, а сердцевинные лучи
в виде лент.
3. Сечение по хорде, параллельно продольной оси.
В зависимости от этих трех разрезов различают дерево, полу-
чаемое от разреза поперек оси ствола, от разреза по оси и от раз-
реза параллельно оси по хорде.
Химически дерево состоит из целлюлозы С6Н10О5, лигнина
CigH^O^ и воды; у хвойного дерева прибавляются еще смолы и
терпентин. Дубильные вещества находятся главным образом в дубе
и в благородном каштане. В среднем состав древесной массы: 50% С,
6% Н и 44%О. Остов материи клеточек имеет волокнистую струк-
туру, тогда как связующее вещество—лигнин—аморфно.
Ь) Внешние признаки качества дерева
На корню можно судить о здоровом состоянии дерева по внеш-
нему виду поверхности коры и цвету. Лишаи, наросты и мох дают
возможность предполагать нездоровое состояние дерева; точно так же
нормальная окраска листвы и густота вершины являются призна-
ками здорового дерева. О дереве после валки можно судить по за-
паху, по слуху и по пробе ногтем: свойственный свежему дереву
своеобразный специфический запах уничтожается разрушающей де-
ятельностью древесного грибка; при выстукивании бревна можно по
слуху установить поврежденные места по притупленности в них звука;
пятна и отступления от равномерной окраски разреза дерева тоже
указывают на начавшийся процесс разложения. Прочность хвойных
мелкослойных пород в общем выше крупнослойных; при большой
ширине годичных колец весенняя древесина по большей части губ-
чата. В лиственных породах, в которых разграничение годичных
колец менее бросается в глаза, древесина с широкими кольцами
по большей части говорит за лучшее качество, поскольку осенние
клеточки принимают более длительное участие в образовании гр-*
Валка и сушка дерева
1239
дичных колец. В стволе, растущем в глуши леса, по большей части
образуются концентрические годичные кольца, точно так же и в сво-
бодностоящих деревьях. Растущие на самой опушке леса деревья,
а часто также деревья, обращенные одной стороной к югу, имеют
более широкие концентричные годичные слои. Дерево с равно-
мерными годичными слоями более ценно, чем дерево с эксцентри-
ческими слоями.
Косослойность по большей части вызывает коробление и рас-
щепление пиленого леса и потому такой лес следует применять
только для балок и толстых пластин.
с) Валка дерева и его дальнейшая обработка
Взгляды на наивыгоднейшее время валки спорны; но, принимая
во внимание продолжительность службы, самым выгодным кажется
тот момент, когда содержащийся в сосудах дерева крахмал, дающий
почву для произрастания и питания вредителей, превращается в жи-
ровые вещества, т. е. зимой для наших хвойных пород, а для
дуба, клена и ясеня определенное время лета, которое не всегда
с уверенностью может быть определено. Своевременность валки
может быть легко определена посредством иода (окраска крахмаль-
ных телец в синий цвет) на свежерубленных деревьях, а при про-
лежавших более продолжительный срок зачастую лишь после вы-
тяжки при помощи раствора едкого кали и последующей нейтра-
лизации уксусной кислотой белкового слоя, покрывающего иногда
крахмал. Согласно взглядам американских исследователей Келера
и Телена время валки не имеет значения.
Бревна не следует долго оставлять в лесу, чтобы предохранить их от разру-
шающего действия древесного гриба. Для более быстрой сушки лучше на неко-
торое время оставлять бревна с вершинами. Рекомендуется для осторожной сушки
и избежания трещин удалять частично кору цилиндрическими кольцами на одина-
ковых расстояниях по всей поверхности бревна. Сплав по реке может быть реко-
мендован для не во-время срубленного хвойного и букового дерева, для удаления
из него крахмала; при многих же других породах, принимая во внимание выщелачи-
вание дубильных веществ, важных для продолжительной службы дерева, речной сплав
не может быть рекомендован.
d) Сушка дерева
При лежании на воздухе дерево постепенно теряет свою воду
до 10 — 2О°/о- Сушка же в помещениях продолжается — смотря по
плотности и форме кусков — месяцы, а то и многие годы. При
складывании в штабели под открытым небом нужно брать пропи-
танные нижние прокладки.
Сушка дерева помощью нагретого воздуха, которому часто
предшествует пропаривание, проводится по системе сушки в каме-
рах, реже применяется канальная, трубная сушилка; при последней
высушиваемый материал движется по каналу (можно рекомендо-
вать только для равномерного высушивания материала); при пер-
вом же способе высушиваемый материал стоит в камере на месте,
причем температура медленно поднимается и содержание влаги
1240 Т. П. Отд. 5. Материаловедение. IX. Дерево
постепенно уменьшается. Как средние предельные температуры,
которые нужно выбирать, сообразуясь с толщиной дерева, можно
указать для сосны 75°, для дуба 50°, для красного бука 60°.
е) Физические и технические свойства дерева
. Свойства дерева зависят от роста, качества почвы, возраста,
содержания влаги; они различны не только у разных сортов дерева,
но и в разных местах одного и того же бревна. Поэтому числовые
данные, характеризующие эти свойства, особенно данные о проч-
ности, нужно рассматривать с этой точки зрения.
Объемный вес, т. е. отношение веса и объема (включая и межкле-
точные пустоты), одной и той же породы различен в зависимости
от степени сухости дерева и для сердцевины с заполненными пу-
стотами больше, чем для заболони. Зеленое дерево содержит от
30 до 60% влаги. Данные об объемных весах относятся большей
частью к зеленому или воздушно-сухому дереву, так как оба эти
состояния имеют большое техническое значение (стр. 983 и табл. 4,
стр. 1248).
Твердость зависит от направления силы для разъединения во-
локон и от рода применяемого инструмента. Старый лес тверже
молодого, сердцевина тверже заболони, тяжелое и плотное тверже
легкого и рыхлого, медленно растущее тверже быстро растущего
дерева.
Способность раскалываться. Дерево раскалывается по плоско-
стям, параллельным оси бревна, легче всего в радиальном разрезе.
Способность раскалываться обусловливается прямым направлением
волокон и прочным строением сердцевинных лучей.
Вязкость дерева уменьшается с его возрастом и просыханием.
Испытание вязкости производится в настоящее времяг) ударным
изгибом, причем вязкое дерево дает продольный разрыв растяги-
ваемых волокон.
Свойства прочности (стр. 225 и сл.). Прочность уменьшается
с увеличением содержания воды. По заключениям Брюссельского
конгресса* 2) по испытанию технических материалов 1906 г., данные
о прочности должны быть отнесены к нормальному содержанию
в 15% воды в дереве; общих формул для пересчета еще нет.
Расширение от теплоты чрезвычайно мало и по большей части
им можно пренебречь; оно составляет для ели 0,0000035 длины
на 1J (вдоль), почти двойное для сосны и лиственных пород.
Разбухание и усадка дерева происходят от впитывания воды
стенками клеточек и от испарения ее; вполне высушенное дерево,
после впитывания воды, сейчас же начинает разбухать, усадка, на-
против, наступает после испарения воды из клеточных пустот. „Ра-
бота" дерева от этих изменений содержания влаги меньше всего
в направлении волокон (максимум 0,4%), значительно больше в ра-
Ч См. Ma schbau, 1929, стр. 641.
2) См. доклад Rudeloff № 23d, Берлин,
Свойства дерева. Разрушители дерева 1241
диальном направлении (3—5%) и больше всего в тангенциальном
направлении к годовым слоям (кольцам) от 6 до 10%. Наибольшие
усадки не играют роли, потому что дерево редко применяется в
более сухом состоянии, чем высушенное на воздухе.
Большинство древесных пород очень чувствительно к переменной влажности,
и уравнивание влажности по отношению к воздуху происходит прежде Вх.его через
торцовые поверхности дерева, а затем уже в разрезах, параллельных оси бревна.
Различная способность впитывания воды заболонью и ядром Во1ражается коробле-
нием и искривлением изготовленных досок. , олстые доски, балки и бревна треска-
ются, так как наружная поверхность быстрее сохнет и дает усадку, чем средние
части, поскольку этому не препятствуют особо принятые меры. Смотря по роду де-
рева и скорости удаления влаги, усадка по величине своей весьма различна: молодое
дерево дает большую усадку, чем старое.
Способность дерева к обработке. Дерево легко обрабатывается
пилами, стругами, сверлами, фрезами и на токарных станках. Изме-
нение формы гнутьем и прессованием возможно только после раз-
мягчения волокон паром (0,5 до 2 кг/см2 избыт, давления) и на-
гревания, благодаря которым возможно сплющивание без появления
разрушений. Остающееся удлинение волокон дерева невозможно,
поэтому нейтральный слой при изгибе должен лежать на крайних
волокнах вогнутой стороны (предохранительные стальные листы с
приклепанными угольниками). После изгиба для удержания формы
применяется высушивание горячим воздухом (80°) или последующее
пропаривание с предохранительным листовым железом, например
в случае изготовления моделей. Применение — в мебельном, вагон-
ном, экипажном производстве, в постройке аппаратов, аэропланов
и при судостроении, для сельскохозяйственных машин и приборов,
для изготовления тростей и зонтов.
Наиболее приспособлены для этого красный бук (среднего воз-
раста), ясень, вяз, груша, черешня, белый бук, акация и красное
дерево.
Гнутое дерево в линейках (вследствие механической обработки предшествующего
пропаривания не нужно) доставляет фирма, занятая облагораживанием дерева
(GmbH, Эссен).
Не особенно толстые листы дерева, предназначенные для огра-
ждений, могут быть изогнуты после увлажнения по форме поверх-
ности цилиндра или конуса (постройка автомобилей).
Продолжительность службы дерева. При постоянно сухом со-
стоянии или при долгом лежании в воде дерево вообще довольно
долго сохраняется. Вредно влияет влажный воздух (например при под-
земных работах) или переход от влажности к мокроте, как это имеет
место при переходе от земли или от воды к воздуху. Среди грунтов
лучше всего глина и мокрый песчаный грунт для продолжительней
службы вкопанного дерева, менее хорош — песчаный грунт и хуже
всего известковая почва.
f) Разрушители дерева
Разрушение дерева может происходить от старости (окисление),
от растительных вредителей (грибков) и от животных (жуки, насе-
комые и их личинки). Главные разрушения следует приписать
грибкам,
1242
Т. II. Отд. 5. Материаловедение. IX. Дерево
Синева особенно часто у сосны и вообще у хвойных пород
появляется при валке их в мокрую и жаркую погоду. Характерно
появление грязно-синих пятен на сердцевине. Гниение начинается
прежде всего на поверхностях разреза, в трещинах и в просвер-
ленных отверстиях. Прочность дерева от синевы не особенно за-
метно уменьшается, но появляется чувствительность к другим за-
ражениям.
Красное загнивание сердцевины (грибное загнивание) появ-
ляется тоже у хвойных пород, характерным является красно-корич-
невая до черно-коричневой окраска пораженного этим дерева, кото-
рое в конце концов превращается в торфообразную массу; места
заболевания — на ранах, у сучков и непосредственно под корою.
Серое ядро красного бука есть явление загнивания, появляю-
щегося от наружного повреждения бревна и дающего возможность
проникновения грибков. Красную сердцевину, напротив, не сле-
дует считать заболеванием, так как при ней замечается отложение
резиноподобных веществ и закупорка сосудов, что препятствует
дальнейшему проникновению серой сердцевины.
Белое гниение происходит от застоя сока в срубленном лесе,
хранящемся долго в лесу. Характерны белые полосы, появляющиеся
при строгании, со своеобразным грибным запахом. Подобное же
явление наблюдается при слишком быстром нагревании и перегреве
зеленого дерева, причем оно делается мягким и дряблым.
Кольцевое гниение встречается часто у дуба. Характерны
более светлые или более темные кольца, в которых скопляются
бродильные грибки.
Древесный грибок преимущественно встречается у хвойных
пород, у бука и в заболони дуба; жизнеспособен только на мертвом
дереве, весьма чувствителен к продолжительному действию воздуш-
ной струи, сильного холода и жара.
Явления разрушения выражаются в продольных и поперечных трещинах в де-
реве, которое в конце концов разваливается на отдельные куски. Виды этого
грибка весьма разнообразны, так что не специалисту трудно отличить его от дру-
гих, менее разрушительных древесных грибков. Его способность к распростране-
нию чрезвычайно велика и происходит через стены и негодные для питания пути
при помощи ниточек, тянущихся на расстояние до 3 м от места его зарождения.
Характерны для него мясистые, часто друг над другом лежащие образования с бе-
лым краем и коричнево окрашенной сморщенной поверхностью, или же плот-
ная, похожая иа пропускную бумагу, серая кожица, образующаяся на поверх-
ности дерева и легко отделяющаяся.
. Согласно решению Верховного государственного суда Германии, здания, пора-
женные грибком, не должны быть продаваемы *).
Кроме древесного грибка, известны еще около 40 видов грибков
на строевом лесе, однако не столь вредных.
Сухое гниение, обусловливаемое различными грибками, наблю-
дается главным образом в новых постройках, а также на сваях,
шпалах, столбах под открытым небом, а в живом дереве — внутри.
Удаление сухой гнили в постройках легче, чем древесного грибка,
так как не требуется продолжительной циркуляции воздуха.
J) М е z u. R u m m 1 е г, HaftpfHcht bei Hausschwamm und Trockenfdule,
Berlin, 1910,
Средства для предохранения дерева 1243
Разрушающее действие насекомых, жуков и
их личинок замечается в образовании трубообразных, сильно
разветвленных ходов.
Растущее дерево подвергается их действию только, если оно уже повреждено.
Живущие в уже срубленном дереве вредители часто заносятся со строительным
материалом в постройку и могут в самое короткое время произвести большие раз-
рушения. Число дерево-разрушающих жуков очень велико. Древоточец, Bohrassel
и Flohkrebs являются наиболее серьезными вредителями дерева в воде.
Дичь часто обдирает кору на высоте около 1 м\ если понижения
технических свойств до сих пор и не наблюдалось, то влияние на
оголенное место воздуха и солнца вызывает трещины, через которые
проникают вредные бактерии.
g) Средства для предохранения дерева1)
Слабое действие оказывает и иногда в несерьезных случаях
применяется обугливание находящихся в земле частей свай,
столбов и т. п. Грибки этим путем уничтожаются только в наруж-
ных частях, а опасность проникновения вредителей в образовав-
шиеся трещины все же остается. Рекомендуется покрытие несма-
чиваемым водой веществом (каменноугольная смола, каменноуголь-
ное масло\
Окраска веществами, не пропускающими воздуха и влаги, как
олифа, масляные краски, воск, не влияет на уничтожение грибка.
Дерево предварительно следует хорошо высушить во избежание
закупоривания влаги изнутри.
Химически действующие средства. К ним предъявляются сле-
дующие требования: а) они должны обл. дать большой антисептической
силой против вредителей и разрушителей дерева; Ь) они не должны
в самом дереве подвергаться каким бы то ни было превращениям,
чтобы не потерять своего антисептического действия, не должны
содержать вредных составных частей, могущих удалить лигнин из
дерева, например, серная, соляная кислота, или едкий натр; с) они не
должны уменьшать прочности дерева, d) — не должны испаряться
или выщелачиваться водой; е) должны быть экономичны в употре-
блении; f) при осторожном применении они не должны вызывать
вредных для здоровья явлений; g) средства для пропитывания не
должны содержать нерастворимых составных частей, так как эти
последние закупоривают клетки для дальнейшего притока жидкости.
Слабую защиту дает окраска, так как защитный слой легко
может быть поврежден водой или механически. Наиболее известны
отгоны каменноугольной смолы (карболинеум) и соединения фтора,
или динитрофенолы, или препараты, содержащие их соли.
В настоящее время с большим успехом применяют в качестве
предохранительного средства от воды для сохранения находящихся
в земле частей мачт, столбов и т. п. обмазку смолой, к которой во
!) По Bub-Bodmar и Tilger, Консервирование дерева в теории ц
на практике, Берлин, 1922,
1244
Т. II. Отд. 5. Материаловедение. IX. Дерево
избежание быстрого стекания прибавляют растворимые в смоле ве-
щества (асфальт, смолки) или землистые вещества (например, известь,
глинистый сланец'; вместо прибавки к смоле этих веществ приме-
няют также обмотку упаковочным холстом или масляной бумагой.
Несколько большее значение, чем окрашивание, но только в ни-
жеописанной „улучшенной кианизации", имеет пропитывание
с использованием капиллярности (способ погружения), например,
при так называемой кианизации водный раствор сулемы), или при вы-
теснении сока под небольшим давлением (например, буферизация
раствором медного купороса); последний способ только для свеже-
сваленного леса, находящегося еще в коре. Если заболонь не очень
плотная, то сквозь нее происходит совершенное проникание, в про-
тивном случае следует признать неэкономичным слишком продолжи-
тельное протекание процесса по этому способу, а также заполнение
пропиточным средством не только клеточных стенок, но и пустот.
Полную гарантию пропитывания всех подлежащих пропитке
частей дают только способы пропитывания под вакуумом и давлением,
которые разделяются на полное пропитывание и на так наз. эконом-
ное пропитывание, при котором пропитываются только клеточные
стенки. Из многочисленных способов пропитывания приведем три
метода, наиболее оправдавшихся на практике, а именно пропитыва-
ние смоляным маслом по Рюпингу, улучшенная кианизация фтори-
стым натрием и сулемовой смесью F. Bub-Bodmar’a и пропитывание
фтористым натрием-динитрофенолом.
1. Пропитывание смоляным маслом по Рюпингу. Высушенное на воздухе
дерево погружается в пропиточный котел и подвергается в течение 5 мин. да-
влению в 1*/»—4 ат, при этсм сжатый воздух проникает в поры. Под тем же давле-
нием накачивают в котел подогретое до 70—1(,О° смоляное масло, вступающее на
место сжатого воздуха, окружающего дерево. Затем накачивают в котел еще масла
под давлением в 5ц2—7 ат, чем достигается проникание масла во все части забо-
лони. Продолжительность этого периода работы равна не менее 30 мин., во
впемя которых температуру поддерживают по возможности на одной высоте. Спу-
стивши затем давление и установивши в котле вакуум от 60 до 65 см рт. ст., до-
стигают того, что избыток смоляного масла изгоняется из клеточных пространств,
вследствие заключенного в дереве сжатого воздуха.-Способ Рюпинга применяется
в особенности при сосновом, буковом и дубовом дереве; при пропитывании дубо-
вых материалов продолжительность отдельных периодов работы увеличивается и
смоляное масло подогревается до 95°; при буковом дереве необходима двойная
пропитка.
2. Улучшенная кианизация по F Bub-Bodmar’y. Обычно применяют 1—11 2 3/3°!о
смесь растворов из 0,2 — 0,4°7 сулемы и 0,8—1,26°'О фтористого натрия. Совер-
шенно окоренное дерево остается от 8 (для сосны) до 10 (для ели) дней в рас-
творе, стоящем на 5 см выше дерева в открытых резервуарах (не железных). Жид-
кость от времени до времени размешивают мешалкой. Способ применяется при
пропитывании телеграфных столбов германского ведомства почт и телеграфов.
3. Пропитывание „базилитом", т. е. смесью фтористого натрия и динитро-
феноланилина, влияние которого на умерщвление грибков больше, чем чистого
фтористого натрия. Германское почтово-телеграфное ведомство предписывает при-
менение l'/j-ного раствора базилита (80 ч. фтористого натрия и 20 ч. динитрофе-
ноланилина). Достаточно высушенные на воздухе столбы помещают в пропиточный
котел на 30 мин. под разрежением не менее 60 см рт. ст. Затем впускают в котел
нагретый до 65—80'’ водный раствор пропиточной жидкости и в течение 2 час.
поддерживают давление в 6- 8кг/слГ. При недостаточном поглощении жидкости про-
питывание повторяют. Распространенное применение базилита и ему подобных
составов встречается при пропитывании рудничных материалов, для которых про-
питывание смоляным маслом, ввиду присущего ему запаха и загрязнения платья
Средства для предохранений дерева
1245
при неизбежном прикосновении, неудобоприменимо (Gluckauf-Basilit, Malenit) Осо-
бенно при рудничном лесном материале применимо также пропитывание триолитом,
состоящим из фтористого натрия, свободного динитрофенола и двухромовокислого
натрия. Последний так же, как и анилиновое масло, содержащееся в динитрофенол-
анилине базилита, должен воспрепятствовать порче железа. Состав смеси, например:
72.6 ч. фтористого натрии, 18,2 ч. свободного динитрофенола и 9,2 ч. двухромово-
кислого натрия. Процесс пропитывания подобен процессу при базилите.
Противопожарные средства. Средств сделать дерево несгорае-
мым нет. В отличие от железных строительных материалов дерево
дольше сопротивляется высоким температурам, так как образующийся
на поверхности уголь защищает внутренние части. Новейшие защит-
ные средства имеют целью замедлить обугливание и затруднить
образование пламени, что достигается образованием при повышении
температуры окутывающих газов и налета солей, препятствующих
доступу кислорода воздуха.
Применяют покрытие 10—15°'0-ным раствором жидкого стекла с прибавлением
тяжелого шпата, извести или асбеста и раствора квасцов. Известковая и цементная
штукатурка является хорошим противопожарным средством, поскольку отслаивание
ее и образование трещин предупреждается, например, при помощи проволочных сеток.
Более действительно пропитывание соляными растворами, лучше всего двумя раз-
личными растворами солей, которые в результате обменного разложения дают не-
растворимый осадок, или растворами нескольких солей, которые только после испа-
рения растворителя превращаются в нерастворимые тела. В патентах все время воз-
вращаются к сернокислому аммонию, борной кислоте, сернокислому магнию как к
составным частям этих противопожарных средств.
Удаление грибка в постройках очень трудно, лучше предупре-
дить, избегая употреблять подозрительный строительн яй материал
(бывший в употреблении лесной материал и строительный мусор).
Следует также предупреждать предварительной обработкой дерева
умерщвляющими и защищающими средствами, удалением сырости
и питательной для грибков среды, а также продолжительной цирку-
ляцией воздуха вдоль лесных материалов (не укладывать концов
балок в сырую кладку без предохранительных средств). При зараже-
нии рекомендуется удалить все зараженные части и покрыть анти-
септическим средством; покрытие должно делать по крайней мере
два раза.
В настоящее время часто применяют динитрофенолы или их соли, содержащие
антинонины.
От червоточения тоже лучшим средством является предупре-
ждение пропитыванием. Сваи (под водой) необходимо хорошо про-
питать смоляным маслом. Небольшие куски можно освободить от
вредителей обработкой газами, не влияющими на политуру и краску,
например четыреххлористым углеродом, имеющим преимущество
перед употребляемым бензином в том, что первый не огнеопасен. На
судах употребляют, впрочем редко, пропитывание соответственных
лесных материалов смоляными маслами или соляными растворами,
в зависимости от характера груза или от того, пассажирские ли
это помещения.
h) Дерево в торговле
Для оценки качества решающее значение имеет прямой, равно-
мерный рост, небольшое количество сучьев и отсутствие болезнен-
ных явлений, Поделочный лес встречается в торговле как: а) лесной
1246 Т. п- Отд- 5. Материаловедение. IX. Дерево
материал без обработки и Ь) как строительный материал, уже под-
вергшийся обработке, сообразно цели его предназначения. Измере-
ние производят в м3 массы древесины или в объемных метрах
сложенной массы со включением промежутков. При пиленом де-
реве одинаковой толщины — в л/2; при одинаковой ширине и тол-
щине — в пог. метрах, при столбах и т. п. — по количеству.
Лесной строительный материал разделяется по диаметру на:
а) Длинный лес (не резаный).
1. Бревна свыше 14 см диаметром в вершине сортируются по
толщине и по назначению — распиловочный лес (кряжи, кругляки,
блоки для лесопильни).
2. Вершняк от 7 до 14 см в вершине и жерди для специальных
целей (по числу штук).
3. Жерди ниже 7 см в вершине (по числу штук).
Ь) Пиленый лес (нарезанный), особенно рудничный мате-
риал в кусках от 6 до 12 см диам. и длиной 1—2т/2 м.
Торговые сорта строительного д рева встречаются в виде:
а) бревен-кругляков. Ь) Кантованого леса по роду
кантовки: острокантованный, полуобрезной, только на 2/3 длины
острокантованный и менее чем на г/3 острокантованный. с) Пиле-
ного леса: пластины-четвертины; кокоры 10—15 см толщины;
ларевые доски 5—10 см толщины; доски половые, 1,5 —4,5 см
толщины (и2), d) Те с (л/): 1. Кровельный тес 1,3 Х5 см до 4X6 см
толщ.; 2. Двойной тес 5X8 см толщ.; 3. Заборные доски 1,3 X 2,5
до 2X4 см толщ, е) Дрова для отопления: 1. Пиленые,
колотые свыше 14 см в диам.; 2. Кругляк, 7— 14 см диам.; 3. Жерди
ниже 7 см диам. (по числу штук).
Таблица 1. Строевой лес подразделяется по длине и диаметру
Сорт Диаметр в вершине в см Длина в м
Особенно толстое дерево свыше 35 свыше 14
Толстое дерево 25-35 12 — 14
Среднего размера строев, лес .... 20—25 9 — 12
Мелкий строев, лес • . 15 - 20 7-9
Бревна для досок 13 — 15 7-9
Бревна для реек • . . 8—13 7—9
Бревна (к ругляки\ разрезанные один раз пилой вдоль длины
пополам, получают название пластин; два перекрестных разреза
дают четвертины. Колотый лес получается от раскалывания кругло-
нарезанных чурок для получения материала для рукояток, бочечной
клепки. Строительный кантованый лес имеется всех размеров от
7X7 до 28 X 30 см и больше.
Нормы des Innugsverban des deutscher Baugewerksmeister (1898)x):
*) Постановл. прусск. мин. общ. работ от 5 июля 1898 г., Zentralbl. Bauv., 1898,
стр. 373.
Торговые сорта дерева
1247
Таблица 2. Нормальные профили строительного леса в см
8
86
1 10 12 1 14 | 1 16 1 18 1 20 1 22 1 24 1 26 1 28 30
8/10 1712 10/14 12/16 14/18 14/20 16/22 18/24 20/26 22/28 24/30
10/10 12/12 12/14 14/14 14/16 16/16 16/18 18/18 16/20 18/20 20/20 18/22 20/22 20/24 22/24 24/26 26/26 26/28 28/28 1 28/30
Таблица 3. Нормы для резаного леса
(доски, пластины, стойки, рейки)
Длиной в ... 3,5 4 4,5 5 5,5 6 7 и 8 м
Толщиной в . . 1,2 2 2,5 3 3,5 4 4,5 5 6 7 8 9 10 12 и 15 см
Обрезные доски с шириной, возрастающей через 1 см.
Железнодорожные шпалы. Подробности-т. III немецк. изд. Hiitte 1931 „Же-
лезнодорожное дело". Для пропитывания в Германии применяют способ ьюпинга
(смоляное масло), также хлористый цинк и базилит. Условия приемки (герм, ми-
нистерства пут. сообщ.): Шпалы должны быть изготовлены из здорового леса, не
имеющего и следов червоточин, морозобоин, ни гнилы” отверстий от сучков, ни
избытка сучков, ни косослойности, ни трещин, ни сквозных сучков, ни следов гние-
ния и грибковых образований. Буковые шпалы—должны иметь малую кра-новатую
сердцевину (до ’/в поперечного сечения). Не должно быть больших трещин (не глуэже
30 см глубиной). Дерево должно быть свалено до начала циркуляции соков. Дерево
для сосновик и дубовых шпал не должно валить раньше 18 месяцев, а для буко-
вых — 9 месяцев до срока поставки. Шпалы должны быть так обработаны, чтобы
верхние и нижние поверхности были по возможности параллельны древесным во-
локнам.
Размеры:
I. Жел.-дор. шпалы первого сорта III. Шпалы для стрелок
I = 2,70 м. Ь = 0,26 м, h = 0,16 м; 7=3 до 7,2 м, &=0,26 м, Л=0,16 м
II. Жел.-дор. шпалы второго сорта IV. Жел.-дор. шпалы третьего сорта
7 = 2,50 м, b = 0,24 ж, h = 0,14 м 1=2,5') м, Ь = 0,20 до 0,22 лг, h =0,14
до 0,15 м.
Шпалы должны иметь вверху по высоте и ширине в среднем не больше
2 см обзолов.
В СССР—шпалы деревянные для железных дорог широкой колеи см. ОСТ 4715.
Телеграфные столбы. Сосновые и еловые. Длина столбов 7,872»
10, 15 м (германское телеграфное управление) и 772» 9, 10, 11, 12,
13, 14, 15, 16 и 17 м (почтовое ведомство). Диаметр у вершины
освобожденных от коры столбов 15, 17 или 14 до 22 см.
Важнейшие условия приемки: прямой рост, удаленный лубок и кора. Столбы
с трещинами и отверстиями от сучков, гнилые и кривые не принимаются.
В СССР столбы для воздушных линий связи см ОСТ 5241, инструкцию для
применения и расчетные данные см. ОСТ 4927.
Мачты для электрических проводов. Сосновые и еловые.
Наиболее ходкие размеры 8—15 м длиной, 14—17 см диам. у вер-
шины.
Те же условия приемки, что у телеграфных столбов.
В настоящее время применяют только пропитанные телеграфные столбы в
мачты (смоляное масло, улучшенная кианизация, базилит, триолит (стр. 1244).
Дерево для постройки аэропланов!). Применяется исключи-
тельно отборное дерево лучшего качества. Все болезненные явле-
ния, а также трещины и смоляные пути служат причиной браковки
См. предписания для аэропланостроения DVL 1928, Берлин, Адлерхоф.
1248
Т. II. Отд. 5. Материаловедение. IX. Дерево
Таблица 4. Свойства наиболее
Род дерева Цвет Объемный вес (воз- душносу- хое) /гг/дл<3 Степень твердости Способ- ность раскалы- ваться Эластич- ность
а) Хвойное
Обыкновенная сосна Збл.: жел- 0,32 до мягкое до хороша очень
(Pinus Silvestris) товатая до 0,76 очень эласт.
бело-краснов. Сердц.: красно- мягкого
коричн.
Разновидности:
Черная сосна Срдц.; желт.- 0,38 до мягкое до хороша очень
(Р. nigra ausiriaca) красн. 0,74 очень мягкого эласт.
Сосна веймутская Збл.: белая до 0,34 до очень хороша умерен-
(Р. strobus) желто-бел. Срдц.: крас- 0,40 мягкое на
новат., желт.
• или коричн. средней твердости
Pitchpine (Р. australis) (Пичпейн) Срдц.: красно- коричн. 0,75 дост. хороша очень эласт.
Желтая сосна
Yellowpine (Р. ponderosa) Срдц.: св.- желт. 0,80 средней твердости дост. хороша хороша
Пихта или красная Белов, или 0,36 до очень хороша
ель (Picea excelsa) слегка крас- ное. 0,74 мягкое очень эласт.
Разновидности: Белая пихта (Picea светлый 0,34 до мягкое хороша очень
alba или ^Engel- 0,60 эласт.
mann!)
Красная пихта слегка 0,32 до мягкое хороша очень
(Picea rubra) Краснов. 0,62 эласт.
Белая или благород- белый 0,44 мягкое хороша очень
ная ель эласт.
(Abies pectinata)
Лиственница Збл.: бел. до 0,44 до довольно хороша очень
(Larix decidua) желт.-бел. Срдц.; красн. 0,80 мягкое эласт,
до кр.-коричн. Ь) Листвен
Дуб, летний Збл.: св.-желт. 0,76 твердое хороша очень
(Quercus pedunculata) до коричнев. Срдц.: Краснов. эласт.
и зимний дуб (Quercus sessiliflora) серо-коричнев.
Ясень Збл.: желтов.- 0,73 твердое Трудно очень
. (Fraxinus excelsior) белая эласт.
Срдц.; св,- коричнев.
Ольха красновато- 0,42 до мягкое хороша слаба
(Alnus glutinosa) серый 0,68
Свойства наиболее важных пород дерева
1249
важных пород дерева
Долговечность Величина усадки (по Laves) в °'о в направлении Важнейшие области применения
оси радиуса хорды
дерево
очень долгов., даже при перем.сухости и влажности 0,120 3,04 5,72 строительный материал, мо- стовые, мебель, мачты, дере- вянные суда
долговечно — — — строительный материал длй заводских надобностей
недолговечно — — — строительный материал
очень долговечно — — — строительный материал, поли, вагоны
дост. долговечно - — — полы, двери, шпалы
долговечно 0,076 2,41 6,18 мачты, строительный мате- риал, стойки для шахт, для изготовления бумаги, древес- ной шерсти
1 долговечно 1 — — — как пихта или красная ель, также и для аэропланов •
в сух. виде очень долговечно; мало при переменной сух. и влаги 0,122 2,91 6,72 строительный материал, ме- бель, мачты, стойки для шахт
очень долговечно (без червоточины) 0,075 2,17 6,32 мебель, телеграфные столбы, сваи
н ы й лес
чрезвычайно 0,133 3,13 7,78- судостроение, гидротехнич. сооружения, шпалы
не очень 0,187 3,84 7,02 столярные, каретные рабо- ты, для заводских надобностей сельско-лоз. орудия, про- пеллеры аэропланов
в воде очень долго- вечна 0,369 2,91 5,07 грунтов.-гидроте .нич. раб., мельницы
Зак. 254. — Htltte, Справочник для инженеров, т. II,
1250
Т. И. Отд. 5. Материаловедение. IX. Дерево
Таблица 4. Свойства наиболее
Род дерева Цвет Объемный вес (воз- душно- су.кое) кг^м* Степень твердости Способ- ность раскалы- ваться Эластич- ность
Красный бук (Fagus silvatica) красновато- белый <',68 до 0,97 твердое хороша достат. эласт.
Вяз (Ulmus campestris) Збл.: желто- ватая Срдц.: коричн. до красн.- коричн. 0,74 средней твердости трудно хороша
Граб желтов.-белый 0,82 твердое трудно хороша
(Carpinus betulus)
Клен (Acer pseudoplatanus) белый до жел- товато-белого Э,53 до 0,80 твердое трудно хороша
Разновидности:
Американский клен белый 0,70 твердое трудно хороша
(A. saccharum) 0,65
Береза (Beiula) белый до крас- новато-белого средней твердости очень трудно хороша
Ореховое дерево (luglans regia или circerea) Збл.: серо- белая. Срдц.: коричнев. 0,44 до 0,68 твердое легко хороша
Тополь (Populus tremula) белый дс жел- товат. 0,40 до 0,49 мягкое легко слаба
Акация (Robinia pseudacacia) Збл,: св.-желт, Срдц.: светло- коричн.до темн.-коричн. 0,58 до 0,86 твердое трудно очень эласт.
Американское opexo- • вое дерево белый 0,90 твердое трудно очень эласт.
(Carya alba)
Тиковое дерево (Tectona grandis) св.-коричн. 0,63 довольно твердое хороша хороша
Эвкалиптовое дерево Tallowwood (Euca- темножелт, до серо-желт. 1,12 до 1,23 твердое трудно хороша
lyptus microcoris)
Эвкалиптовое дерево Jarrah (Eucalyptus mar- красноватый до теми.-краем. ),90 до 1,16 твердое легко очень эласт.
ginala)
Эвкалиптовое дерево Karri (Eucalyptus diver- светлее предыдущего 1,01 твердое легко хороша
sicolor)
Бакаут (Guajacum officinale) Збл.: св.-жел- тая. Срдц.: оливков. цвет, до коричн. и черно-зеленого 1,10 до 1,40 очень твердое очень трудно очень эласт.
!) См. стр. 983 и 1240.
Свойства наиболее важных пород дерева
1251
важных пород дерева (продолжение)
Долговечность Величина усадки (по Laves) в °/0 в направлении Важнейшие области применения
ОСИ 1 радиуса| хорды
только под водой очень долговечно 0,2и0 5,03 8,06 шпалы, столярно-каретн. раб. торцы для мостовых, шпунюв. работы
очень долговечно (без червоточины) 0,124 2,94 6,22 столярные, токарные работы, мельницы и гидротехн. соору- жения
только сухое долговечно 0,400 6,66 10,30 поделки (топорища, зубья)
мало 0,072 3,55 6,59 столярные, токарные работы, фанерное дерево, паркеты, ва- гоносгр. (облицовка)
мало — — . — вагоностроение
мало долгов. 0,222 3,86 9,30 столярное дерево, фанера
очень долгов. — — — столярное дерево, фанера, пропеллеры, ружейное ложе
мало 0,125 2,59 6,40 спички, изготовление бумаги
очень долгов, и в сыром воздухе — — - токари, раб., рудничн. работы, шпалы, рукоятки для инстр., дерев, гвозди
достат. долгов. — — — поделочное дерево, обшивоч- ные колоды для обрамления бетонных свай
долгов, в воде (без червоточин) — — — судостроение, портов, сооруж.
долгов. — — — полы, вагоностроение
очень долгов. — — — телеграфные столбы, подземн. раб., судостроение, полы
очень долгов. - — — судостроение, мостовые
очень долгов. i — — — вальцы, подшипники, шайбы
1152
Т. 11. Отд. 5. Материаловедение. IX. Дерево
данного леса. Сучковатое и неровное дерево, как и дерево с непрямым
расположением волокон непригодно к употреблению. При выборе де-
рева важна его устойчивость по отношению к объемному весу; де-
рево должно при незначительной колкости быть достаточно упругим,
затем не слишком мягким, чтобы в местах соединения противостоять
влиянию металлических частей, не обнаруживая местных повре-
ждений. Для окраски, предохраняющей от атмосферных влияний,
употребляют судовой лак, либо олифу и смоляное масло (для гидро-
аэропланов).
Фанера и склейная многослойная фанера1). Фанера по способу
изготовления разделяется на пиленую, резаную и лущеную. Первый
способ применяется очень редко, только при благородных породах
дерева, цвет которых может от пропаривания пострадать. Оба
последние способа являются для изготовления фанеры обычными
(предварительное пропаривание для размягчения дерева необхо-
димо). Фанера употребляется для изготовления мебели и инстру-
ментов, для внутренней архитектуры, для изготовления ящиков,
в спичечной промышленности (только лущеная фанера). Под мно-
гослойной фанерой понимается фанера, склеенная холодным клеем
из нечетного числа слоев. Направление волокон каждого слоя на-
правлено одно относительно другого под углом 90°.
Различают фанерые плиты с склеенными тремя, пятью, семью и более слоями,
а столярные плиты имеют в середине слой не из фанеры, а из склеенных планок
большей или меньшей толщины.
Наиболее употребительные для изготовления фанеры сорта де-
рева: береза, ольха, габоон, сосна, ясень, ель, орех и красный бук.
Против действия влаги плиты защищаются покрытием их маслом,
лаком илл парафином (парафин в бензин-бензоле). Преимущества
перед досками из цельного дерева: выравнивание свойств прочно-
сти во всех направлениях, поделки из таких склеенных фанер не
изменяют формы от разбухания и сушки.
В СССР стандарты для фанеры: ОСТ 4420 —фанера клееная березовая и
ОСТ 4421—фанера клееная ольховая.
Применение необычайно разнообразно: филенки дверей, филен-
чатая обшивка, постройка кузовов автомобилей, облицовка стен,
постройка аэропланов и аппаратов.
Дерево в судостроении. При выборе необходимо сообразо-
ваться с долговечностью и прочностью. При постройке больших
судов применяются: тиковое дерево, пичпейн, Орегон, красный
бук (наружные борта над водой) наряду с туземным хвойным
деревом ореховое дерево и клен, в малом судостроении приме-
няется очень часто благородное дерево (красное дерево).
Дерево для модельных мастерских: большей частью сосна,
ольха, клен, грушевое и ореховое дерево; относительно строения
и изготовления моделей см. DIN 1511, лист 2.
1) Специальный выпуск „Maschbau": Дерево для ограждений, 19?9, изд. VDI.—
Данные о машинах для изготовления фанеры, см. отд. станков, глава .Машины
для обработки дерева".
Механическая и химическая переработка дерева
1253
В СССР для внутреннего рынка установлены стандарты лесных материалов:
для хвойных пород—круглый лес ОСТ 92; для хвойных пород—пиленый лес ОСТ 7099.
Технические условия для круглого пиловочного леса ОСТ 608. То же—для строитель-
ного ОСТ 609. Для тонкого леса установлен ОСТ 610.
Для исчисления объема лесных материалов имеются утвержденные таблицы
ОСТ 4552, составленные взамен ранее существовавших таблиц ОСТ 379. Пороки
древесины указаны в технических условиях всех перечисленных стандартов,
а также и отдельно; ОСТ 6719.
Для промыслового деревянного судостроения имеются стандарты: ОСТ 3559-
лес круглый сосновый и еловый для шпангоутов, флор, бимсов, килей, штевней
и др. ОСТ 3560—доски обшивочные сосновые, еловые и лиственичные и ОСТ 3561—
бруски и доски палубные сосновые и лиственичные. ОСТ 3562 для кокор и книц
сосновых, еловых и лиственичных.
i) Механическая и химическая переработка
1. Переработка в древесную массу (см. том IV немецк. изд.
Hiitte 1931. Берлин, отдел „Волокнистые вещества и техника бу-
маги “). При дефибрировании кусков дерева (без коры и без луба)
на вращающемся камне, на который течет вода (от 50 до 60°), по-
лучается древесная масса, состоящая из волокон и частей волокон
как полуфабрикат для изготовления бумаги. Если дерево предва-
рительно пропарить при давлении в 4 кг/см2 (^10 час.), то полу-
чается древесная масса, которая' отличается длинными волокнами и
тягучестью. Наиболее приспособлены для этого сосна, пихта и осина.
2. Добывание материи древесной клетчатких). В рассекающей
машине дерево разделяется на куски толщиной около 3 см> а затем
еще более размельчается в центробежных мельницах (сосна, осина,
а в последнее время также красный бук), после чего кипятится под
давлением в щелочной смеси из едкого натра и сернистого натрия
(способ с применением натра) или в растворах сернистокислых со-
ней (сульфитный способ). При этом составные части лигнина рас-
творяются. Материя древесных клеток содержит, при пересчете
на сухую субстанцию, около 88 до 94% целлюлозы. Главное при-
менение: бумага, бумажная пряжа, искусственный шелк, нитроцел-
люлоза, взрывчатые вещества, целлулоид, фильмы, лаки, искус-
ственная кожа.
3. Обугливание дерева. При сухой перегонке дерева полу-
чается: 1) древесный газ (генераторный газ), 2) древесный уксус,
3) древесная смола, 4) древесный уголь и у хвойных пород 5) тер-
пентин (из пер егонки смолы и дегтя).
Древесный уксус получается в виде серой уксуснокислой из-
вести (из нее готовится столовый уксус, ацетон). Из древесного
уксуса помощью дестилляции добывается древесный спирт (метило-
вый). Важный побочный продукт древесной смолы—креозот (сред-
ство для пропитки). Смола хвойных пород служит для осмоления
судов, для проконопачивания пазов у судов, древесный уголь для
металлургических целей, для кузниц, для пайки (некоптящее, чис-
тое пламя), для сгущения газа, как материал для фильтров, для
0 См. том IV немецк. иэд. Hiitte 1931 ° древесном волокне и о производстве
бумаги,
1254 Т. п« Отд. В. Материаловедение. X. Вода
посыпания литейных форм, для фабрикации стекла. Добывание дре-
весного спирта и уксусной кислоты из дерева в последнее время
вступило в бурный спор с их синтетическим изготовлением.
4. Оценка отбросов. Искусственная масса из опилок со свя-
зующими веществами (например, древесный камень = опилки + хло-
ристый магний) применяется для полов. Стружка с цементным тестом
прессуется в плиты для переборок и потолков. Древесная мука
применяется как заполнитель для прессованых масс (например,
бакелит из опилок),
X. Вода1)
Составил проф.-докт. Г. Клут, Берлин
А. Химические и физические свойства2)
Температура п л а в л ен ия ±0° при давлении 760 мм рт.
ст., _|_ 0,008° в вакууме, — 20° при 2000 кг) см2. Температура
к и п е н и я-|~ 100° при давлении в 760 мм рт. ст. Удельный
вес льда при 0° = 0,9167, воды при 0° = 0,99987, при 4°=1, при
14° = 0,99927, при 22° = 0,9978 кг/дм*. Таблица удельного веса и
удельного объема воды см. т. 1 стр. 606. 1 л водяного пара весит при
100° и 760 мм рт. ст. 0,597 г. Состав воды в весовых процентах 88,81
кислорода и 11,19 водорода. Критическая температура
воды 4- 370° (по К. А. Г о ф м а н у). Таблица удельной теплоемкости
воды см. т. I стр. 607 и след.
0 Литература: Очистка сточных вод, Мюнхен и Берлин, 1927, Ольденбург. —
Б е г е р Г. и Е., Биология установок воды питьевой и идущей на другие по-
требности, Иена, 1928, Фишер. — Биеке, Трубные колодцы, Мюнхен и Берлин,
1929, Ольденбург. — Б л а х е р, Вода в паровой и тепловой технике, Лейпциг,
1925, Шпамер.— Б ё м, Промышленное сточные воды, Берлин, 1928, Эйснер.—
Бунте, Вола, Брауншвейг, 1918, Фивег и сын.—Ф. Фишер, Вода, Лейпциг, 1914,
Шпамер.—Г росс, Справочник по водоснабжению, 2 изд., Мюнхен и Берлин, 1930,
Ольденбург.—Основы гигиены питьевой воды, изданные прусским государственным
учреждением по гигиене воды, земли и воздуха в Берлипе-Далем, 1926. Лаубш и
Эверт,—Г е е п к е, Установки для приготовления и снабжения теплой водой, 3 изд.,
Мюнхен и Берлин, 1929, Ольденбург.—А. Г е и л ь м а н, Водоснабжение, Лейпциг,
1927, Цимзен.—И м го ф, Справочник по канализации для инженеров, Справочник
по городским водостокам. 5 изд., Мюнхен и Берлин, 1929, Ольденбург, и Успехи
очистки сточных вод, Берлин, 1925, Карл Геиман.—К л у т, Изыскание воды на месте,
6 изд., Берлин, 1930, Шпрингер. — Он же. Питьевая и расходная для других целей
вода, Берлин, 1924, Урбан и Шварценберг,—О л ь ш е в с к и й, Химическая техноло-
гия воды, Лейпциг, 1925, Гёшен.—Е. Прин ц, Справочник по гидрологии, 2 изд., Бер-
лин, 1923, Шпрингер.—П р и т ц к о в, Загрязнение и самоочистка вод (в химическом
отношении) в „Справочнике Уэльса по гигиене44, 2 изд. том II, Лейпциг, 1914, Йог.
Амбр. Барт.—О н ж е, Промышленные сточные воды и их очистка с отводом их
в воды общего пользования.—Ц а н, Местная гигиена, 9 том справочников по меди-
цине городов, Берлин, 1928, Карл Геиман. — Шпит’та и Рейхле, Водоснаб-
жение, 2 изд., Лейпциг, 1924, Гирцель.—Ш т о о ф, Вода в химической технологии
нашего времени, 2 изд., том 1, Штуттгарт, 1921, Енке.—1 у м м, Установки по очистке
сточных вод, их производительность и контроль над ними, Берлин, 1914, Гирш-
вальд.—Т илльманс, Химические исследования воды и сточных вод, Галле 1915,
Кнапп.—В е й р а у , Водоснабжение городов, 2 изд., Лейпциг. 1914 по 1916, Кре-
кер,—В ильгельми. Биологическая самоочистка рек в «Справочнике Уэльса по
гигиене*4, ± изд., том II, Лейпциг, 1914, Йог. Амбр. Барт.
2) См. отдел «Водоснабжение*4 в томе III нвчецк. изд. Hiitte 1931, Берлин, Эрнст
и сын.
Вода. Свойства воды
1255
Сжимаемость воды чрезвычайно незначительна, с повышением
температуры она еще уменьшается. При давлении в 1 ат объём воды
уменьшается приблизительно на 1/о0*миллионнУю часть первоначаль-
ного объема. Поверхностное натяжение, которое у воды значительно
больше, чем у многих других жидкостей, и внутреннее трение (вязкость)
воды проявляются при движении воды в почве, в естественных
жолобах, в трубопроводах, в резервуарах для осаждения и т. д.
Вода является прекрасным растворителем для газообразных, жид-
ких и твердых тел. Растворяемые тела значительно влияют на мно-
гие физические свойства химически чистой воды, как напр., на ее
плотность, температуру замерзания, температуру кипения, упругость
насыщенного пара.
1 л воды растворяет при 760 мм рт. ст.: при 0° 10,19 сл3 кислорода и 18,99 см3
азота, при 20° 6,36 см3 кислорода и 12,32 см3 азота.
Структура воды = (Н2О)2.
• Жесткость воды. Жесткость естественной воды обусловли-
вается содержащимися в ней известковыми и магнезиальными со-
единениями. Двууглекислые кальций и магнезия обусловливают
устранимую или углекислую жесткость; хлориды, ни-
траты, сульфаты, фосфаты и силикаты кальция и магнезии — посто-
янную (перманентную) или минерально кислую же с т%
кость, не исчезающую при кипячении.
Жесткость воды выражают в следующих градусах, причем магнезия пересчитана
на известь умножением на коэфициент 1,4.
• 1 немецк, град.: 10 мг СаО в 1 л воды,
1 франц, град.: 10 „ СаСО3 в 1 л воды,
1 англ, град.: 10 „ СаСО3 в 0,7 л воды.
Таблица для перевода различных коэфициентов жесткости
Немецк. град. Англ. град. Франц, град.
1 1,25 1,79
0,8 1 1,43
0,56 0,7 1
Приблизительное подразделение воды по степеням жесткости дает нижесле-
дующая таблица (в немецк. град.):
Степень полной жесткости Название Степень полной жесткости Название
0-4 очень мягкая 12-18 довольно жесткая
4-8 мягкая 18-30 жесткая
8-12 средней жесткости свыше 30 очень жесткая
Лед. При 0° вода обращается в лед; при условии особых мер
предосторожности удается, однако, чистую воду охладить до темпе-
ратуры —12° без образования льда. Действием высокого давления
лед при —18° можно перевести в воду. При давлении в п кг/см2
точка замерзания воды понижается на величину п • 0,0075°. Скрытая
теплота замерзания воды составляет при 0° 79,\5кал/кг°. Плотность
1256
Т. II. Отд. 5. Материаловедение. X. Вода
льда см; выше; объем его при 0° 1,09083 против 1,00013 дм3/кг воды.
Твердость льда (по Моосу; 1,5. Лед не проводит электричества,
очень плохо пропускает тепло и тепловые лучи. Удельная теплота
его 0,474 кал/кг* между—78 и 0°. Прочность льда: сопротивление
излому параллельно естественной поверхности льда при —11° около
75 кг!см* перпендикулярно к естественной поверхности—ок. 130 кг/с лА
Сопротивление разрыву при —7° от 70 до 175 кг!см2. (Опыты при
университете в Иллинойсе, в 1895 г.)
Преломление света: 1,306 для- обыкновенного луча,
„ , 1,307 для необыкновенного луча.
См. Оптика, поляризация, т. I, стр. 598.
Снег. Свежий, однокристаллический и сухой, выпадающий в без-
ветренную погоду, настолько легок, что 1 л его нередко весит
только 60—70 г, при более крупных хлопьях 80—100 г. \ л снега,
выпадающего при ветренной погоде, может весить до 200 г, Сц£г,
долго лежащий на вершинах высоких гор, уплотняется до 0,5 кг[л
и называется фирном (вершина горы, покрытая вечным снегом).
Морская вода. Содержание соли в морской воде весьма раз-
лично, как это видно из нижеприведенной таблицы:
, Общее количество солей в 1 л Средний состав морской воды,
воды 1 л содержит:
В Тихом океане около.........35 г Хлористого натрия........... 25—31
В Атлантическом океане около . 34 „ Хлористого магния...........0,6—2,6 „
В Черном море около..........17,7 . Сернокислого магния .... 1,2—7
В Каспийском море около . . . 6,3 „ Хлористого калия*. .... 0,01—0,7 „
Сернокислого кальция . . • .0,6—1,5 „
Удельный вес морской воды в среднем около........................... 1,02 ’) „
В. Добывание воды
Общие данные. Атмосферные осадки и испарение
воды Высота слоя атмосферных осадков за год составляет:
В средней части СССР .... 650 мм
В северо-германской низмен-
ности .........................613 „
В средне-германской возвышен-
ности ........................ 690 ,
В южно-германской низмен-
ности ...................... 825 мм
Там же в горах до........... 2000 „
Просачивание воды. В лиственном лесу всасывается
65%, в хвойном 32% атмосферных осадков; трава всасывает от
% до % количества, всасываемого голой песчанистой почвой.
По Ш ю б л е ру почва до насыщения водой всасывает в объ-
емных процентах: кварцевый песок 50, чистая глина 87, глина
с примесью 10% песка 82, садовая земля 82, вспаханная 74.
Виды источников воды для водоснабдительных
установок. Пользуются: при недостатке пригодной грунтовой
’) Дальнейшие данные см. у Крюммеля, Справочник по океанографии,
изд. 2, Штуттгарт, 19. 7.—Янсон „Море", изд. 3, Лейп^иг-Берлин, 1914.—П аде,
.Учение о море", изд. 2, Лейпциг, 1919.
8) См, т. 1Ц немецк. изд. hiitte, 1931 Берлин,
Добывание и заготовка воды
1257
воды, прежде всего искусственной грунтовой водой, если же
не имеется соответствующего песчаного грунта или хрящеватой почвы,
то прибегают к использованию поверхностной воды из за-
пруд, рек, озер, а также к использованию дождевой воды (цистерны).
Ключевые и грунтовые воды. Обычно предпочитают
пользоваться грунтовыми водами, добываемыми с достаточной глу-
бины, так как эти воды весьма гигиеничны, благодаря своей сте-
рильности и постоянству температуры. Для изыскания источников
пригодных грунтовых вод рекомендуется приглашать специалистов-
геологов. Состав и жесткость ключевых и грунтовых вод весьма
различны и зависят от геологического происхождения воды.
Речные воды также содержат различные минеральные при-
меси, количество которых больше при низком уровне воды при
медленном течении, и наоборот. Так, например, поданным Tjaden
степень жесткости воды Везера у Бремена при скорости течения
105 м31сек 11,5, содержание хлора 65 мг!л против 7,5 град, жест-
кости и 25 мг/л содержания хлора при скорости 450 м^сек воды х).
С. Вода, идущая на различные потребности, кроме
питья
а) Заготовка воды
Удаление из воды газов. Кислород воздуха, особенно
вредный в питательной воде паровых котлов и конденсационных
водах: а) нагреванием воды, при этом одновременно удаляются и
все прочие газы, как свободная углекислота, сероводород, метан
(рудничный или болотный газ); Ь) выделением газа (вакуум-установки);
с) фильтрованием через железные стружки, при этом вода обычно
становится немного железистой; d) посредством сернистокислого
натрия, причем эта соль кислородом воды переводится в сернокис-
лый натрий,
Сероводород легко удаляется при освежении воды воздухом
(аэрирование).
Свободная угольная кислота (разъедающая металлы
и цементные растворы) см. выше (а) и (Ь); затем ее можно удалить
известковой водой, натриевой щелочью, содой или фильтрацией
через мраморный гравий.
Удаление органических веществ и солей. Перегнойные
вещества (гумус), окрашивающие белье в прачешных и красильных
заведениях в желтый до желто-коричневого цвета. Их удаляю'г
сернокислым глиноземом. К воде, бедной содержанием карбонатов,
необходимо одновременно еще прибавить извести или соды. В не-
которых случаях для выделения перегнойных веществ можно исполь-
зовать марганцевокислый калий и различные железистые соединения.
i) Дальнейшие данные см. К. Thu m m, Zur Frage der Beseitigung der Kaliab-
w^sser in Min, a. d. Preufl. Landesansialt fiir Wasserhygiene, Berlin, 1917, стр. 239, и
Уле, Физиогеография пресной воды, Лейпциг, 1925.
1258 Т. 11 • ОгД* 5- Материаловедение. X. Вода
Выделение железистых соединений. Железистая
вода непригодна для большинства промышленных целей. Она окра-
шивает, например, белье в желтый цвет и вызывает ржавые пятна.
Обычно железо содержится в виде карбоната; в этих случаях оно
легко удаляется при освежении воды воздухом и фильтрацией.
Если же железо содержится в воде в виде сульфата или хлорида,
то необходима примесь химических реактивов, как сернокислого
глинозе^ а, известковой воды или раствора соды.
Выделение марганца. Марганец обычно является вреднее
железа. Для его удаления пользуются теми же методами, что и для
железа. Для фильтрации воды, содержащей марганец, пользуются
марганцевой измельченной рудой, пиролюзитом, пермутитом; серно-
кислый марганец выделяется при обработке известковой водой.
Углекислые соли (карбонаты^ вредные, например, для
пцвозаренных заводов, выделяются известковой водой.
Смягчение (питательной воды для паровых котлов)1). При
водах со значительной углекислой жесткостью предварительное по-
догревание воды нередко бывает достаточным для осаждения угле-
кислых солей. Для безостановочного удаления носителей жесткости
применяют пермутитовые фильтры. На практике часто для смягчения
воды пользуются известковосодовым методом. В некоторых случаях
для смягчения воды можно вместо извести использовать соответ-
ствующее количество едкого натра. Этот способ особенно рекомен-
дуется при воде с большим содержанием гипса.
Посредством соды (метод регенерации) можно выделить
минеральнокислые носители жесткости. Воды, богатые содержанием
сернокислых солей, хорошо очищаются по способу Рейзера (из-
вестково-баритовый метод), причем здесь необходима известная осто-
рожность, так как баритовые соединения ядовиты.
Удаление солей: без остатка только посредством пере-
гонки. На практике иногда прибегают к разбавлению водой, бедной
содержанием солей.
Удаление масел и жиров (особенно вредных в питатель-
ной и конденсационной воде)1). Для их удаления воду фильтруют
через древесную шерсть или гравий, в некоторых случаях прибав-
ляют к ней сернокислый глинозем и соду, а также применяют эле-
ктролитические методы очистки.
Удаление кислот (например, свободной серной или крем-
невой кислоты, разъедающих металлы и цементные растворы). Уда-
ление кислот производят химическим путем, связывая их извест-
ковой водой, едким натром или содой.
Нерастворимые вещества, например, глина и
песок, удаляются в отстойниках или на специальных фильтрах.
Стерилизация воды. Для удаления болезненных начал из воды,
идущей на потребности небольших домашних установок, наиболее
надежным средством является кипячение воды или при известных
обстоятельствах использование специальных небольших фильтров,
См. Hiitte, т. Ill, отд. „Производство пара*.
Химический состав воды
1259
например, Berkefeld- или Seitzfilter. На больших водоснабдительных
установках применяют тщательно обслуживаемые песочные фильтры,
прибавляя иногда сернокислый глинозем (коагулянт).
Наиболее употребительным и верным способам стерилизации
воды для большого и малого расхода является, наряду с озониро-
ванием, хлорирование. Применение большей частью в виде хлорного
газа (хлор в баллонах). Кроме того, употребляют хлорную известь,
гипохлорит натрия и перхлорон-гипохлорит кальция и т. д. Необ-
ходимо вводить, судя по способности данной воды соединяться
с хлором, для ее стерилизации в среднем от 0,1 до 1 л/мг действую•
щего хлора.
Требования к питьевой воде. От питьевой воды необходимо
требовать, чтобы она была 1) свободна от болезненных начал и
вредных для здоровья веществ, например, свинца из трубопроводов;
по числу зародышей, как таковому, нельзя еще судить о безвредности
воды; 2) возможно прозрачной, бесцветной, без запаха и привкуса,
летом не слишком теплой, а зимой не слишком холодной; 3) при-
годной для кухни и стирки, не разъедая водопровода. Количество
воды, потребной в день на человека, составляет от 50 до 250 л.
Меньший предел относится к малым, и большой — к большим уста-
новкам (ср. „Водоснабжение", т. III немецк. изд. Hiitte, 1931 Берлин).
При стирке на каждый немецкий градус жесткости воды расхо-
дуется 120 до 160 мг мыла на литр.
При содержании в литре воды более 0,2 мг железа или 0,1 мг
марганца белье получается окрашенным и покрывается ржавыми
пятнами.
Болотные воды окрашивают белье в желтый цвет и придают
ему неприятный запах.
Таблица 1. Нормальный химический состав питьевой воды *)
В хорошей (незагрязненной) воде обычно содержится (мг в л):
Сухой остаток выпаривания...............
Нитратов (N?O5)..................... .
Нитритов (N2O3).........................
Аммиака (NH3)...........................
Хлоридов (С1).............•.............
Сульфатов (SO3) ........................
Органических веществ (выраженных расхо-
дом марганцевокислого калия)............
Полная жесткость (немецк. град.)........
Реакция на лакмус и розоловую кислоту . .
Фосфатов (Р2Об).........................
Калиевых солей (КаО) ...................
менее 500
п зэ
не имеется (максимум следы)
следы до 0,5
менее 30
„ 60
. 12
, 18
слаба до ясно щелочной
максимум следы
менее 10
Воды, разъедающие металлы и цементные растворы (бетон).
Все воды, не дающие щелочной реакции при индикаторах (как лак-
мус, конго-красный, розоловая кислота) мягкие воды, бедные содер-
жанием карбонатов, а также все, содержащие в растворе двуугле-
кислую известь (т. е. избыток свободной углекислоты), затем воды.
’) См. Химическую статистику воды германского общества Тума. Можно полу*
чить через прусское области, учрежд. по гигиене воды, земли и воздуха,
1260 Т. П. Отд. 5. Материаловедение. X. Вода
содержащие сульфиды или сероводород в растворенном виде, далее
маслянистые и жирные воды (особенно вредные для трубопроводов
горячей воды, конденсационных труб и т. д.) и, наконец, все воды,
с богатым содержанием солей, — разъедают металлы. При бетон-
ных постройках вредны еще воды с высоким содержанием
магнезиальных соединений, главным образом сульфатов (образова-
ние .цементной бациллы").
Для трубопроводов наиболее пригодны те воды, которые, за-
ключая в себе большое количество двууглекислого кальция, обра-
зуют на внутренней стенке трубы плотный, мелкий и прочно приста-
ющий слой из углекислой извести, так что протекающая вода не
соприкасается больше с металлической стенкой трубы. Вообще,
вода с углекислой жесткостью в 5,5 немецк. град, и выше обладает
свойством образовывать предохранительную корку на стенках. Для
установок, снабжающих горячей водой, вода с углекислой жестко-
стью в 10 немецк. град, и выше нехороша вследствие осаждения
у!лекислой извести1).
Ь) Требования к воде для промышленных целей
По возможности они должны быть такими же, как и требования
к хорошей питьевой воде; промышленные вопы должны возможно
меньше содержать нерастворимых и органических веществ (табл. 1),
быть мягкими и содержать мало углекислых солей.
Таблица 2. Максимально допустимые примеси в воде для промышленных
целей
Вид предприятия Железо (Fe) мг в л Марганец(Мп) мг в л Хлориды
Ситценабивные, красильни . . . 0,1 0,05 —
Пивоваренн. и винокуренн, зав. . 0,2 0,5 | никакого MgC1a J или СаС12
Кожевенные и клеевые заводы . 0,2 или более 0,1 I не свыше J нормального
Писчебумажные заводы 0,05 —
Крахмальн. и сахарные заводы . | ниже 0,1 0,05 —
Прачешные заведения 0,05 —
Примечание. Е'исла означают максимальные пределы. Черта означает,
что практического значения не имеет.
Питательная вода для паровых котлов должна на лакмусо-
вую бумажку давать щелочную реакцию, содержать мало твердых и
газообразных веществ. Она должна давать лишь незначительные
отложения па сменках котла и практически не содержать масла и
жиров. Вода должна мало содержать нитратов, кремневой кислоты,
хлористой магнезии и гипса. Особенно вреден гипс. При 15° в 1 л
’) См. Гаазе, GWF, 1928? вып. 42.
Сточные воды. Исследование воды
1261
растворяются ок. 2000 мг/л, при 100е— 1700 мг/л и при 150°—еще
ок. 500 мг!л CaSO4. В воде должно быть также мало органических
веществ.. В ней не должны содержаться сульфиды и свободная
угольная кислота, растворяющие известь. Содержание угольной
кислоты в паре не должно превышать 0,002%. Вообще для легко
поддзющИаСя чистке котлов (как котлы с жаровыми трубами) надо
применять питательную воду, жесткость которой не превышает
2 немецких градусов.
Для водотрубных котлов предпочтительнее пользоваться дестил-
лированной водой и освобожденным от масла конденсатом. Для
стационарных котлов по Шплитгерберу пригодны следующие руко-
водящие данные: для защиты железа от разъедания содержание ще-
лочей внутри котла не должно быть ниже 0,4 г/л NaOH или 1,85 г/л
Na2CO3. Для целей практической эксплоатации наивысший предел
соды установлен в 3 г/л, а для едкого натра в 2 г/л.
О1носигельно очистки пимтельной воды для паровых котлов
см. т. 111: гл. „Теплосиловое хозяйство" и „Производство пара".
с) Сточные (отработанные) воды
Исходя из гигиенических и технических соображений, надо
требовать, чтобы сточные воды, спускаемые из жилых помещений
и промышленных предприятий, не распространяли дурного запаха
и были обезврежены при вступлении в речные воды (не загряз-
няли бы, например, рек, отчего вымирает рыба и т. д.). Отвод сточных
год из жилых помещений должен происходить самым скорейшим
путем. Надо избегать какого бы то ни было (даже косвенного) соеди-
нения трубопровода для питьевой воды с трубами для сточных вод,
чтобы исключить возможность загрязнения чистой воды путем всасы-
вания грязной воды или воздуха из них. Воды, спускаемые промыш-
ленными предприятиями, не должны быть слишком теплыми (свыше
35°), не должны содержать никаких свободных кислот и не должны
вызывать загрязнения и закупоривания труб. Выбор того или дру-
гого способа для удаления с i очных вод зависит исключительно от
местных условий.
D. Исследование воды
Для быстрого исследования воды (ее пригодности для питья и
промышленных целей) существует целый ряц простых физических
и химических методов1). Для обычного исследования воды в боль-
шинстве случаев достаточно определить: внешние свойства (про-
зрачность, цвет, запах, вкус), температуру, присутствие сероводо-
рода и сульфидов, угольную кислоту, азотнокислые соединения,
жесткость, железо и марганец.
J) Описано у К 1 u t, Die Untersuchung des Wassers an Ort tind Stelle, 4, Aufl.f
Berlin, 1922, Julius Springer.
1262
Т. II. Отд. 5. Материаловедение. XI. Топливо
XI. Топливо г)
В обработке инж. С. Т. Карякина, Москва
А. Общие определения
Общее понятие. Топливом называют вообще всякие горючие
материалы, имеющиеся в большом количестве или в естественном
виде в природе или получающиеся как отброс того или иного
производства. Хозяйственное значение каждого вида топлива опре-
деляется стоимостью его добычи и его теплотворной способностью.
Преимущественно в качестве топлива употребляются вещества
растительного и животного так называемого органического
происхождения, состоящие из разнообразных соединений углерода,
водорода и кислорода. К этой органической массе примешано обычно
большее или меньшее количество негорючих веществ, так назы-
ваемого балласта (вода, зола). Топливо бывает твердое, жидкое
и газообразное. Все виДы твердого топлива обладают свойством
разлагаться при нагревании, с выделением летучей, газообраз-
ной части и твердого остатка в виде кокса, состоящего, главным
образом, из углерода.
В зависимости от того, имеем ли мы дело с топливным мате-
риалом в его естественном виде или последний получайся в резуль-
тате каких-либо операций по переработке природного сырья, топ-
ливо делят на натуральное и искусственное. Первое
i) Литература. Вариант перспективного плана топливоснабжения СССР на вто-
рое пятилетие. „Предварительные данные о качествах русских топлив", „Изв. Тепло-
тех. ин-та"; № 2 (4). — р. Вильямс, проф., Основные свойства топлива, Гос-
изд., 1924 г. — Б. М е ф ф е р т и, В. Крым, Ископаемые угли Донбасса.
Изд. Геологии, к-та 1926 г. — В. Яворский, Материалы по геологии Кузнецкого
бассейна, 1923 г. — Л. Л и б р о в и ч, Челябинские буроугольные месторождения.
Материалы по обшей геологии, вып. 60, 1923 г. — Д. Соколов, Минусинский
угленосный бассейн. Материалы по общ. геологии, вып. 18, 1923 г. — М. П р и-
горовский и Л. Рабинович., Ископаемые горючие на Дальнем Востоке.
Журн. „Топливное Дело", 1923 г., № 2 (11). — В. Клопов, Прикубанские камен-
ноугольные копи, „Горн. Журн.“ 1923 г., № 12. — А. Романов, Кюкерглийский
каменный уголь, „Горн. Журн." 1924 г, № 1. Э.—П е ш к е в и ч и Долгов,
Тквибульские каменноугольные месторождения, „Горн. Журн." 1924 г., № 1. —
А. Ставровский, проф., Общая характеристика углей Подмосковного бассейна
и их современное качество. Журн. „Тепло и Сила" 1923 г., № 1. — П. Бу шо в.,
О Мензелинском ископаемом угле. „Изв. Сапропел. ком. 1923 г., вып. 1. —
В. Лихарев, проф., Новоземельские угли. „Тэпл. Дело", 1923 г., № 5 (15). —
К. Богданович, проф., Очерк месторождения нефти и др. битумов. Изд.
1921 г. — С. Вышетравский, Нефти Кубано - Черноморского района. „Журн.
Грози. Нефг. Хоз.“, 1924 г. № 1- 3. — II. Полевой, Нефть Русского Дальнего
Востока. „Журн. Нефт. и Сланц. Хоз.", 1924 г., № 3. — Ф. А р н о л ь д, Русский
лес. Изд. 1899 г. — Труды Комиссии по изучению торфяного дела. Изд. 1916 г. —
В. Вихляев. Торф, его разработка. — Изд. Н. К. 3. 1922 г. Торфяные болота
СССн. Изд. Инсторфа и Пост. Бюро Энерг Конф. Текст, пром. 1928 г. — А. Ми-
тинский., О торфяном коксе. Изд. 1912 г.--А. Архангельский, проф.,
Очерк месторождений горючих сланцев в Евр. России. „Нефт. и Сланц. Хоз."
1920 г. № 9—12. — Б. Цванцигер., Топливная конъюнктур для сланцев. „Нефт.
и Слани. Хоз". 1923 г. № 11—12.— М. В е й с б е й н., Производство брикетов^
Изд. 1907 г.
Топливо. Теплотворная способность
1263
добывается обычно в более или менее готовом виде (дрова, торф,
солома, каменный уголь), второе готовится искусственно путем:
а) облагораживания натурального топлива дроблением, уплотне-
нием формовкой (порошок, брикеты);
Ь) процесса коксования, имеющего целью получение, с одной
стороны, топлива, состоящего преимущественно из чистого угле-
рода, с другой, газа, смолы и других побочных продуктов;
с) газификации или генераторного процесса, имеющего целью
полное превращение твердого топлива в газообразное состояние;
d) фракционной разгонки жидкого топлива.
Считаясь с требованиями техники построения двигателя вну-
треннего сгорания, следует различать топливо „теплостойкое"
и „нетеплостойкое" (см. ниже о действии тепла на топливо). В прак-
тике употребительно также деление топлива на „растительное"
(дрова, торф) и „минеральное” (каменный уголь, нефть). По струк-
туре своей органической части группа топливных материалов чисто
растительного происхождения (дрова, торф, бурый уголь, каменный
уголь, антрацит) имеет определенное отличие от другой группы
материалов по всей вероятности смешанного растительно-живот-
ного происхождения (нефть, натуральный газ, богхед, некоторые
виды горючих сланцев).
Таблица 1. Классификация топлива по происхождению и физическому
состоянию
Происхождение Физическое состояние Наименование топлива
Натуральное Твердое Дрона, торф, бурый и каменный уголь, антрацит, горючие сланцы
Жидкое Нефть
Газообразное Натуральный горючий газ
Искусственное 1 Твердое Древесный уголь, каменноугольный и торфяной кокс, брикеты, порошок
Жидкое Каменноугольная и сланцевая смола, дестиллаты нефти, мазут, спирт древесный и винный
Газообразное Газ коксовых печей, светильный, гене- раторный, доменный, ацетилен
Главные свойства. Главными свойствами топлива являются:
а) теплотворная способность, Ь) превращения при сгорании, с) со-
держание балласта—воды, золы, серы х).
Теплотворная способность, т. е. способность при сгорании
выделять тепло, всецело зависит от химического состава топлива
и является прямой количественной (но не качественной) характери-
х) Сера к балласту относится условно, так как, представляя собой крайне
вредную примесь, в то же время в теплопроизводительности топлива играет очень
небольшую роль.
1264 Т. п- °ТД- б- Материаловедение. XI. Топливо
стикой топлива как источника тепловой энергии. Теплотворная
способность измеряется количеством единиц тепла или калорий,
выделяющихся при сгорании 1 кг топлива.
В Англии и Америке принята другая единица, а именно BTU (British Thermal
Unity). Различие между метрической и английской системами мер веса в данном
случае не играет роли, ибо тепловыделение относится и в том и другом случае
к единице веса. Таким образом вся разница между метрический и английской еди-
ницами теплотворной способности относится всецело к рачнице температурных шкал
Цельсия и Фаренгейта. 1 BTU = 5,9 кал}кг или 1 кал[кг = 1,8 BTU.
Теплотворную способность относят или к органической массе
топлива, т. е. к массе безводной и беззольной —Q0, или к абсолютно
сухому топливу—Qc, или, наконец, к рабочему топливу—
Связь между различными выражениями теплотворной способ-
ности можно изобразить следующими формулами:
QP=J^T^,Q° + 26SC“6 Wt
0е = 1O\oo~S° • Q° -1- 26 S',
где At W и S — содержание в рабочем топливе золы, воды и серы
в весовых процентах, а В = Д W-|-5.
Пример.
Торф Q0 = 5200 кал1кг; АР = 6о/о; W = 25°/0; S = 0
Л‘= 10^25 •6 = *,'«= «С=-Т-5200 « 4800
QP = 4800 — (48 4- 6) .25 = 3450 кал\кг.
Различают, кроме того, теплотворную способность высшую и
низшую. Первая относится к тому случаю, когда все пары воды,
получившиеся при сгорании топлива, сконденсированы, и, таким
образом, скрытая теплота парообразования этих паров оказалась
свободной. Вторая же относится к обычным условиям использова-
ния тепла топлива в практике, а именно ко всем тем случаям,
когда продукты горения топлива не охлаждаются ниже точки
росы.
Высший предел рабочей теплотворной способности опреде-
ляется при сжигании пробы топлива в калориметрической бомбе Q6*
Для пересчета этой высшей теплотворной способности на низшую
служит формула:
QP = Q6-6(9//+ W),
где И и W—процентное содержание водорода и влаги в топливе
по весу.
Теплотворная способность топлива
1265
Относительно величины теплотворной способности следует за-
метить: органическая масса наилучших сортов твердого топлива
(тощие угли и антрацит) обладает теплотворной способностью до
8500-8600 кал/кг максимально; в рабочем же топливе, содержащем
воду и золу, она не может таким образом быть больше 8000-^-
8100 кал/кг. Для жидких сортов топлива теплотворная способ-^
ность благодаря более высокому содержанию водорода, соответ-
ственно больше и равна (с округлением):
9000 — 9300 кал[кг для продуктов перегонки каменных углей
9400— 98 '0 „ „ „ и бурых углей
10 сОО — 10 900 „ „ „ разгонки натуральной нефти.
Наибольшей теплотворной способностью, достигающей
10 700 кал!кг (а не 11 000 кал/кг, как это часто дается в справоч
никах) обладают легкие бензины.
Теплопроизводительность газообразных сортов топлива
очень разнообразна в зависимости от того, содержит ли газ метан
и „тяжелые" углеводороды (продукт сухойвперегонки) или только
окись углерода и водород (продукты газификации).
Теплотворная способность есть прямая функция химического
состава топлива. Однако химический состав топлива нам обычно
неизвестен, известен бывает лишь элементарный его состав. В за-
висимости от последнего теплотворную способность топлива выразить
формулой можно лишь приблизительно. Формула Менделеева х):
QPH = 81 С + 246 Н - 26 (О — S) — 6 W кал/кг.
Элементарный состав. Элементами, составляющими органиче-
скую часть всякого топлива, являются: углерод С, водород Н и
кислород О. Побочной примесью часто бывает сера S и (в углях
и торфе) еще азот N. По содержанию трех основных элементов
различают:
а) топливо, состоящее преимущественно из углерода: сюда от-
носятся все виды искусственного топлива, получаемого путем
коксования (кокс буроугольный, каменноугольный, торфяной, дре-
весный уголь и т. п.);
Ь) топливо, состоящее из углерода и водорода, вернее, из разно-
образных химических соединений этих элементов, т. е. углеводо-
родов, различных по структуре их молекул; такой смесью углево-
дородов являются все виды жидкого топлива и все „жирные" газы;
с) топливо, состоящее из углерода, водорода и кислорода; сюда
относятся все виды топлива растительного происхождения, исходным
веществом которых является клехчатка, или целлюлоза С6Н10Об;
таковы: дрова, торф и все каменные угли, образовавшиеся из дре-
весины путем химического разложения последней.
Индивидуальные химические соединения имеются в качестве
основных составных частей и аналитически могут быть обнаружены
1) Д. Менделеев, Основы фабрично-заводской промышленности. Изд. 1897 г.
80 Зак. 254. — Htitte, Справочник дня инженеров, т. II.
1266 Т. И- ^тд* Материаловедение. XI. Топливо
Таблица 2. Элементарный состав органической массы ходовых видов топлива
Виды топлива С °/0 Но/о Оо/0 Мо Выход летучих ^о/о Спека- емость
[ лиственные 49,85 6,2 42,9 1,05 86,5 0
Дрова { хвойные 50,9 6,2 41,95 0,95 83,5 0
1 средние 50,2 6,2 42,6 1,0 86,0 0
58,9 6,0 33,1 2,0 70,0 0
Богословский бурый уголь .... 65,0 4,6 29,0 1,5 47,0 0
Подмосковный курной уголь . . . 71,7 5,4 21,6 1,3 46,7 0
Челябинский уголь 73,4 5,0 20,1 1,5 45,0 0
д 81,1 5,7 1,4 1,8 45,5 1
Г • 84,1 5,6 8,6 1,7 40,0 2
ПЖ 88,2 5,3 4,8 1,7 30,5 3
Донецкий уголь К 90,0 5,0 3,3 1,7 22,5 4
ПС 91,2 4,6 2,5 1,7 16,5 4 -С
Т ...*.. 91,6 4,4 2,4 1,6 14,0 5
А • 95,3 2,1 2 6 3,7 0
Анжеро-Судженский уголь .... 90,2 4,0 4,8 1,0 15,7 5-4
Кольчугинский уголь 83.0 5,6 8,9 2,5 41,0 3-2
Кемеровский уголь 87,1 5,1 6,0 1,8 26,5 4
Прокоп.-Кизел. уголь 87,7 4,0 6,2 2,1 18,5 5 (4)
Осиновский уголь 87,0 5,3 4,8 2,9 30,3 4
Черемховский уголь 76,9 5,05 16,55 1,5 47,5 1-2
Кизеловский уголь 82,05 5,55 11,8 0,6 40,5 1-3
Подмосковный богхед 76,0 8,45 15,55 77,0 1
Нефть 86,8 12,8 0,4 1 — —
в газообразных топливах, а также в бензине и спирте. В жидких
видах топлива устанавливаются лишь типы соединений (ряды дери-
ватов). Химический состав каменных углей мало исследован, хотя
угли и дают определенные химические реакции и содержат опре-
деленно отделимые составные части. Во всяком случае каменные
угли не являются однородными соединениями, причем даже древ-
нейшие формации их не содержат „свободного" углерода.
Значение каждого из трех основных элементов в топливе раз-
лично. На первом месте всегда стоит углерод (от 50 до 96%),
при том, как с точки зрения химического состава, так и с точки
зрения тепловыделения при сгорании. Таким образом, углерод
является как бы „ядром" всякого топлива. Нагревание твердых
топлив приводит к характерному распадению углерода на „твердый",
„связанный" или „коксовый" углерод и на „летучий". Теплотвор-
ная способность чистого (аморфного) углерода при полном сгорании
в углекислоту СО2 равна 8100 кал/кг. Чистый углерод никогда
почти не окисляется непосредственно в углекислоту, а образует
в накаленном состоянии с кислородом сперва окись углерода СО.
Кислород является элементом негорючим и постоянно находится
Элементарный состав топлива
1267
в связанном состоянии, преимущественно с водородом, в соедине-
ниях, подобных воде Н2О. Поэтому и водород в топливе сле-
дует разделять на „общий" и на „свободный" или .располагаемый";
последний вычисляется по уравнению:
НСво&. = Но&щ. (О • 8)*
Общего водорода в топливе обычно от 5 до 6% и лишь
в антрацитах 2% и меньше. С точки зрения тепловыделения ценен
только свободный водород, который и обусловливает диференци-
ацию между отдельными видами топлива (табл. 2). В жидких видах
топлива - водорода в 1,5—2 раза больше, чем в твердых, а именно:
от 8 до 12%, причем большая часть его свободна, и следовательно,
активна. Сланцы лежат между жидким и твердым топливом и имеют
водорода от 8 до 10%. Водород является газообразующим
элементом в топливе, и от его содержания зависит степень устой-
чивости структуры топлива при нагревании, а также „горючесть"
топлива и образование пламени.
Такое влияние водорода проявляется во всех без исключения
случаях и характеризуется обычно величиной отношения химиче-
ских эквивалентов (атомных чисел) водорода (свободного) и угле-
рода в топливе, котор эе получается из уравнения:
Теплотворная способность водорода (низшая):
для 1 кг = 28 700 кал, для 1 м3 (0°, 760 мм рт. ст.) = 2560 кал.
Азот встречается в углях в количестве от 0,7 до 1,3% и в про-
цессе сгорания является элементом нейтральным. При коксовании
одна седьмая часть этого азота добывается в виде аммиака (и циана).
Максимальное использование азота вообще является одной из задач,
которые ставит перед собой современное правильно организован-
ное топливное хозяйство.
Превращения при сгорании. Сгорание начинается с нагрева-
ния топлива, и представление о процессе сгорания, как о чисто
газовой реакции, делает это нагревание существенно важным мо-
ментом процесса сгорания. Характер изменений, происходящих при
нагревании топлива, ярче всего проявляется на углях и определяется
понятием „коксования". Свойство коксования углей является, однако,
моментом лишь второстепенного порядка в общей сумме признаков,
лежащих в основе разделения топлива на „теплостойкое" и „не-
теплостойкое" (коксующиеся).
К теплостойким относятся топлива, состоящие из углеводородов.
Химические соединения этого рода могут быть твердыми (парафин,
нафталин), жидкими или газообразными, важно лишь то, чтобы при
нагревании они переходили из одного аггрегатного состояния в кру-
тое без распада (расплавление и испарение без распада).
1268
Т. П. Отд. 5. Материаловедение. XI. Топливо
Таблица 3. Подразделение топлива по их применению
Скорость при постоянном давлении | Сгорание при постоянном । объеме
Открытая камера Закрытая камера (повышенное давление)
Топки Двигатели постоянного давления или с горел- ками Двигатели со взрывом рабочей смеси или с запальником
Оба рода топлив: 1. Для нетеплостойких единственно возможная форма сжигания. 2. Для теплостойких из экономических соображе- нии ограничиваются: а) мазутом, предста- вляющим собой остатки при переп-нке нефти; Ь) промышленными га- зами, являющимися по большей части газами бедными Только теплостойкие: жидкие топлива, не- полно переходящие в га- зообразное состояние при температуре между 250 и 350° С: продукты перегонки нефти. Ка- менноугольная и буро- угольная смола Только теплостойкие: а) двигатели без карбюра- тора (стационарный газовый двигатель) только совершен- ные газы; Ь) двигатели с карбюрато- ром (подвижные двигатели) несовершенные газы, обра- зующиеся в газообразова- теле из жидких топлив, с температурами кипения в пределах от 70 до 150° С
К нетеплостойким относятся топлива, содержащие кислород
в качестве существенной составной своей части (древесина и угли).
Они не могут быть расплавлены или испарены без одновременного
распада и потому при нагревании разлагаются на богатую водоро-
дом и теплостойкую часть (летучие части) и на углеродный оста-
ток (см. коксование).
Это различие топлив определяет пригодность их для того или
иного рода технического их использования. Таким образом, для дви-
гателей внутреннего сгорания, как правило, применимы лишь тепло-
стойкие топлива.
Балласт. Балластом в топливе является влага и минеральные
негорючие примеси. К балласту принято относить также и серу,
встречающуюся часто в минеральных топливах, несмотря на то, что
сера сама по себе горюча. Допустимо это потому, что сера входит
в топливо обычно в значительной части в виде негорючих соеди-
нений с минералами (сульфаты кальция и магния). Горючая (лету-
чая) часть серы присутствует обычно в виде железного колчедана,
придающего топливу золотистый огблеск.
Сера, содержание которой очень незначительное в торфе и
нефти, доходит в каменных углях и антрацитах иногда до 5—6%,
сгорает в сернистый ангидрид SO? с выделением тепла в количе-
стве 2500 кал!кг. Последний, образуя с водой сернистую и серную
кислоты, действует разрушающим образом на кирпичную кладку.
Разъеданию могут подвергаться и металлические части котлов,
экономайзеров, дымососов и т. д., если соприкасающиеся с ними
дымовые газы будут охлаждены ниже точки росы для находящегося
в них водяного пара. Ввиду этого сера считается вредной примесью
к топливу.
Элементарный состав топлива
1269
Вода своим присутствием в топливе уменьшает относительное
содержание горючих веществ в единице веса последнего и тем
самым приносит с собой прямой ущерб, понижает качество
топлива с точки зрения тепловыделения. Косвенно присутствие
воды вредно еще и потому, что на бесполезное ее испарение при-
ходится затрачивать значительное количество тепла, около 600 кал/кг.
Затрата эта является безвозвратной потерей, потому что в котель-
ной установке не может быть допущена конденсация паров воды,
и, следовательно, все эти пары уходят в трубу, унося с собой
большое количество тепла, тем более, что уходят они обычно
с температурой, значительно превышающей температуру насыщения,
т. е. в состоянии сильного перегрева.
Общую влагу топлива можно, разделить: на влагу внешнюю,
которую можно удалить сушкой на воздухе, и на влагу гигро-
скопическую, или внутреннюю, которую сушкой на
воздухе при обыкновенной температуре удалить из топлива нельзя.
Каждому роду и виду топлива присуща характерная для него
внутренняя влажность. Так, для дров — от 15 до 20% в зависимости
от породы; для торфа — от 18 до 30% в зависимости от способа
добычи; для бурых углей — от 10 до 15%; для каменных углей — от
1 до 7%; для антрацита — около 4%.
Зола появляется в виде негорючего остатка после сжигания
топлива. Состав золы бывает крайне разнообразен. В состав золы
могут входить, таким образ эм, все те горные породы, которые со-
ставляют земную кору. Кислоты: кремневая, серная, уголь-
ная, фосфорная, хлор. Основания: окислы железа, глинозем,
известь, магнезия, щелочи. Химические соединения этого рода,
в особенности силикаты, так же разнообразны, как и в природном
минеральном царстве. При сгорании топлива эти соединения в зна-
чительной мере разрушаются и видоизменяются. Эти изменения
идут по преимуществу в направлении „кальцинирования*, вслед-
ствие чего золы дают в большинстве щелочную реакцию восстано-
вления (образование сернистокислых солей из сульфатов) и образо-
вания таких силикатов, окислов железа и пр., которые являются
стойкими при высоких температурах. От этих химических преобра-
зований зависит плавкость золы или, иными слогами, шлакообразо-
вание в топке. При грубом приближении можно полагать золу пла-
вящейся тем труднее, чем больше значение следующей величины;
(SiO2 + А12О3) • (Fe2O3 + CaO + MgO).
Эта формула выражает лишь то, что зола является тем более
легкоплавкой, чем она дальше по свсему химическому составу от
чистых глиноземных силикатов. Впрочем, очень сильным и притом
не поддающимся подсчету влиянием обладает даже малое количе-
ство щелочей.
По степени плавкости различаются золы: легкоплавкая —
точка плавления ниже 1200° г), плавкая — точка плавления от
*) Donath, Die Verfeuerung der Mineralkolilen, изд. Th. Steinkopf, Лейпциг
1270
Т. II. Отд. 5. Материаловедение. XI. Топливо
1200 до 1350°, тугоплавкая — точка плавления от 1350 до
1500°, неплавкая — точка плавления свыше 1500°.
О г состава золы и формы тех химических соединений, в кото-
рых выражается этот состав, зависит то, получится ли зола в сы-
пучем виде или в виде сплавленных шлаков. Зольность топлива
может быть обусловлена или случайными примесями или примесями
1 нутреннего хараюера. Последние характеризуют качество залежи,
а первые — качество разработки залежи.
Примесь золы прежде всего понижает относительное содержа-
ние горючего в топливе, т. е. понижает его тепловую ценность.
Кроме того, зола засоряет топку и затрудняет полное выжигание
горючего, в особенности если она легкоплавка (при большом со-
держании окислов железа и кальция). В общем балласт, помимо
неблагоприятного влияния на тепловую ценность топлива, удооожает
транспорт топлива и уход за топками.
В. Твердое топливо
Твердое топливо получается или в виде свежей древесины
(дрова, солома) или в виде ископаемых горючих веществ. Послед-
ние являются продуктами весьма медленного процесса обугливания
древесины или растительной клетчатки в природных условиях.
Последовательными стадиями в ряду этих геологических обра-
зований являются: торф, бурый уголь, молодой каменный уголь,
жирный каменный уголь, тощий каменный уголь, антрацит, графит.
С геологическим возрастом увеличиваются плотность и твердость
ископаемого топлива, цветом оно становится темнее, вплоть до со-
вершенно черного, приобретая в то же время минеральный блеск;
увеличивается также при этом содержание углерода, выход кокса
и теплотворная способность, содержание же водорода и кислорода,
наоборот, убывает.
Полезной составной частью твердого топлива, от которой за-
висят все химические и технические свойства, является горючая
масса. Пересчет состава различных углей на горючую массу
обнаруживает характерную для всех ископаемых твердых топлив
закономерность, именно: „угли одинакового происхождения, а в более
широком смысле, угли одинаковой давности формации дают при
пересчете на безводную и беззольную горючую массу приблизи-
тельно равные числовые значения для химического состава, тепло-
производительности и выхода кокса" х).
Состав рабочего топлива зависит от содержания в нем бал-
ласта, размером которого определяется содержание „горючей
массы* в единице веса топлива. Содержание воды уменьшается,
как правило, с геологическим возрастом ископаемого, содержание
же золы, наоборот, возрастает; однако последняя закономерность
часто нарушается под влиянием привходящих факторов, сопровож-
дающих углеобразование.
х) A ufh aus er, Vorlesungen uber Brennstoffkunde, изд. Bogsen u. Maasch,
Гамбург 1910 r<
Твердое топливо. Уголь, дрова
1271
Выветривание и самовозгорание углей. Всем каменным углям
свойственно стремление к известному химическому равновесию
с атмосферным воздухом в отношении кислорода. Это окисление
топлива не являегся „горением’ в узком смысле этого слова, а
есть лишь обогащение топлива кислородом, связанное между прочим
с приращением веса. Процесс всего интенсивнее протекает непо-
средственно после выдачи угля из шахты на поверхность земли и
ослабевает с течением времени. Далее он тем сильнее, чем богаче
уголь кислородом (моложе в геологическом отношении), чем больше
общая поверхность соприкосновения его с воздухом (чем мельче
топливо), чем топливо мягче и менее ровна (т. е. более шероховата)
поверхность его кусков. Процесс сопровождается всегда выделе-
нием тепла, создавая, таким образом, условия для самовозго-
рания. Последнее возникает, однако, лишь в случае концентра-
ции выделяющегося тепла. Поэтому самовозгорание территориально
всегда ограничено (так называемые гнезда).
Окисление серного колчедана, встречающегося почти во всех углях, способ-
ствует самовозгоранию, но не является единственной причиной такового. Для пре-
дотвращения самовозгорания, равно как и вредного для качества угля нагревания,
необходимо обращать внимание на нижеследующее: высота угольных куч мелко-
сортных бурых и молодых каменных углей не должна превышать 3 м. Только
крупнокусковые и более старые угли допускают большую высоту кучи. Угли не
должны лежать вперемежку, не должны соприкасаться с деревянными или нагреты-
ми кирпичными стенками, равно как и с горючими отбросами. Попадание на уголь
дождевой воды следует по возможности предупреждать или быстро ее отводить.
Вентиляционные каналы достигают цели только при достаточном их количестве и
равномерном распределении. Неравномерное распределение вентиляционных каналов
или недостаточное число их может вызвать явление совершенно противоположное.
Необходимо следить за температурой угольных куч.
Дрова поступают в употребление в виде поленьев большей или
меньшей длины (от 0,5 м — так называемый швырок, употреби-
телен в домашнем быту, и до 0,7—1,0 м редко более — в промы-
шленности). Балластом в дровах, главным образом, является вода.
Свежесрубленное дерево содержит до 50—60% влаги (меньше
осенью, больше летом). Годовалые дрова обычно имеют влажность
не более 25%, но лишь при условии лежхи в расколотом виде.
Некототые дрова практически почти не сохнут, а лишь преют.
При более длинных поленьях вес 1 м3 будет больше.
Таблица 5. Вас в т 1 м3 дров различных пород
дерева в зависимости от влажности (швырок
при хорошей кладке)
Порода дерева Влажность в °'о
0 1 1 201 25 | I 30 1 35 | 40
Дуб .... 0,41 0,51 0.55 0,59 0,63 0,68
Береза . . 0,36 0,45 0,48 0,51 0,55 0,60
Сосна . . . 0,29 0,36 0,39 0,41 0,45 0,48
Осина. . . 0,27 0,34 0,36 0,38 0,42 0,45
Ель .... 0/5 U,dl 0,33 0,й6 0,38 0,42
*) По данным проф. К. Кирша, Дрова как топливо, изд. 1919 г.
1272
Т. II. Отд. J. Материаловедение. XI. Топливо
Таблица 4. Характеристика топлив СССР по
(Всесоюзный тепло
1 № по порядку II Район месторождения Наименование место- рождения, пласт, марка, сорт и усл. обозн. марки Элементы
°'о средн, от—до WP °'о средн, от—до Ас °'о средн, от—до So6 о/о средн, от—до
А Б В 1 2 3 Г 1 Л 3 4 5 6 7 Ленинградская область Средняя I Волга j Ленинградская область Карелия Печорский край / хвойн. . Дрова { I листе. . . Торф Сланцы (II и III пласты) Веймарнское .... Кашпирское .... Уг юрско-Захарьев- ское * Ископаемые угли Подмосковный бас- сейн Боровичское .... Шунгит Неча * Тальбей * Заостренный * . . . Баркутское 7,0 5,6-9,0 7,0 5,0-10,0 10.5 7,3-14,6 2,3 0,9-4,0 4,3 3,2-6,5 6,3 8,0 5,6-12,3 6,5 2,0 9,9 9,0 9,7 1,3 1,0-1,6 30,0 30,0 40,0 24,3-59,4 15,0 7,0—30,0 13,0 5,8—25,0 13,0 32,0 20,4—42,0 30,0 21,5-34,0 6,5 2,0—10,0 20,8 24,2 21,0 6,0 4,0-12,0 1,0 0,4-2,0 1,0 0,3-1,6 8,5 1,4-44,4 46,2+12,3') от 39,8+9,4 1) до 49,3+16,2 1) 57,3+9,2 ’) от 5 J,94-7,0 Ъ до 61,7+12,7 1) 63,2+7,3 ‘) 26,8 22,5-38,3 28,0 19,5-33,4 4Э,Э 35,6- 46,8 33,9 40,1 31,3 11,9 6,6-24,3 0,4 0,1-2,0 0,9 0,5-1,5 5,1 4,2-7,2 3,5 3,7 2,0-5,9 7,7 3,7-13,0 3,1 0,3-6,5 0,4 0,9 0,8 0,7 0,6-1,1
Примечание. Звездочкой отмечены данные, приведенные на основании
’) Первое слагаемое — содержание золы без углекислоты карбонатов; второе — со»
Топливо СССР. Характеристика
1273
данным А. И. Корелина и А В. Коллегаева
технический институт)
характеристики
sf а Сг нг S2 к Ог по разности
° о ’ «'о % °'о °'о °'о °;о кал
средн. средн. средн. средн. средн. средн. средн. средн.
от—до от—до or—до от—до от—до от—до от—до
51.0 6,15 0,6 42,2 4900
— 49,7-52,1 6,0-6,3 4700-5050
— 50,5 6,1 — - 0,6 42,8 4800
— 49,7-51,1 6,0-6,2 4700—4970
0,1 58,3 5,8 0,d 2,6 33,0 5650
53,4-61,5 5,2—6,2 2,3—3,3 5050-5990
ОД 75,2 9,1 1.9 0.3* 13,5 810и
70,8—79,0 8,5-9,6 7430-8800
0,4 71,1 8,5 14,0 1,6* 4,8 7860
0,2-1,0 68,7—73,7 8,1-9,4 7460—8230
0,4 68,2 8,7 10,5 1,5 11,1 7200
0,2 69,7 4,9 5,1 1,4 18,9 6750
0,1-1,3 64,8 -71,3 4,4-5,4 1,8- -з, 0,9-1,7 5980-7100
0,3 * 68,5 5,7 10,3 1,0 * 14,5 7230
65,5-73,с 5,2-6,3 6900-7400
0,2 * 89,5 1,1 5,0 1,4* 3,0 7600
85,7-93,1 0,7-1,6 7450-7760
— 72,0 5,0 0,6 1,6 20,8 6670
0,03 71,5 5,0 1,5 2,2 19,8 6670
0,03 74,1 5,4 1,1 19,4 7600
0,05 85,6 5,3 0.7 2,4 6,0 8440
0-0,2 84,5-86,6 5,1-5,5 2,2- 2,7 8270—8600
ограниченного количества анализов.
держание углекислоты карбонатов (СОг).
1274
Т. II. Отд. 5. Материаловедение. XI. Топливо
№ по порядку
Таблица 4. Характеристика топлив СССР по
(Всесоюзный тепло
Район месторождения Наименование место- рождения, пласт, марка, сорт и усл. обозн. марки Элементы характеристики
1 Q2 1 V2 Характеристика кокса Сухая масса _2L
кал °>о кал
средн. средн, от—до средн.
f хвойн. . 4890 85,0* * слипшийся, 4850
Д о о в а < “ F j лисгв. . . 4790 85,0* рыхлый то же 4750
Торф 5630 70,0 порошкообразный 5170
67,5-75,0 или слабо слипш.
Сланцы (II и III
пласты)
Ленинградская область Веймарнское .... 8040 83,0 порошкообразный 3360
Кашпирское 7620 79,0 2640
Средняя 73,0-84,0
Волга Ундорско-Захарьев-
ское * 7000 — 2120
Ископаемые
угли
Подмосковный бас-
сейн 6630 45,0 40,0-51,0 п 4940
Ленинградская Боровичское .... 6990 49,0 5200
область 44,0-54.0
Карелия Шунгит 7480 5,0* । 4560
Печорский край Неча * 6650 42,0 4410
Тальбей * 66J0 41,0 3990
я Заостренный * . . . 6Р60 41,0 4810
Баркутское 8410 29,0 спекш., спл., 7440
28,0-31,0 плотн. или вспуч.
данные, приведенные на основании
Примечание. Звездочкой отмечены
*) Первое слагаемое — содержание золы без углекислоты карОонатов; второе —
*) Встречающаяся низкая температура плавления золы нехарактерна для подмосков
Топливо СССР. Характеристика
1275
данным А. И. Корелина и А. В. Коллегаева
'ехнический институт) Продолжение
Рабочая масса Температура плавления золы в полувосста- новительной среде
ДР Qp начало дефор- мации температура размягчения температура жидко- плавк. состоян.
°'о °'о кал °C °C °C
средн. средн. средн, от—до средн, ог—до средн. от—до средн, от-до
0,7 2980 .
0,7 — 2910 — — —
5,1 0,2 2680 800-1410 990- > 1450 1060
39,3 + 10,5 0,8 2560 1110 1060-1150 1170 1130-1200 1190 1140-1230
49,9 + 8,0 4,4 2010 1050 1000—1090 1090 1020—1120 1120 1040—1170
55,0 + 6,4 3,0 1590 990 1090 1140
18,2 2,5 2980 1010— > 1450«) 1160 1240
19,6 5,4 3190 — — —
37,4 2,9 4120 1080* 1160 * 1300*
26,9 0,3 3220 1170 1350 1400
30,3 0.7 2770 1100 1270 1330
24,7 0,6 0,7 3490 1100 1260 1300
11,2 6680 ИЗО 1100-1170 1260 1240-1300 1320 1260-1350
)граниченного количества анализов.
удержание углекислоты карбонатов (СО,).
юго угля. Обычно температура плавления > 1450®.
1276 Т. II. Отд. 5. Материаловедение. XI. Топливо
Таблица 4. Характеристика топлив СССР по
(Всесоюзный тепло
по порядку I] Район месторождения Наименование место- рождения, пласт, марка, сорт и усл. обозн. марки W* WP Э л е j Ас ленты So6
°'о °/о о'о о'о
средн, от—до средн. от—до средн, от—до. средн, от—до
8 Донецкий бассейн И длиннопламен. Д • . 5,2 13,0 11,2 3,6
е 10 газовый Г парович. жирный ПЖ 3,1-7,2 2,8 1,0-4,8 1,1 7,4—21,0 5,9 2,4-18,6 3,2 8,0-26,3 Н,1 7,0-24,2 Н,4 1,5-6,0 2,9 1,1-6,0 2,5
и 12 в* 9) коксовый К парович. спекш. ПС 0,4-2,1 1,0 0,8 1,3-15,3 3.5 2,0-8,0 3.5 4,0—32,0 10,7 6,0—25,0 9,7 0,9—5,9 2,0 0,8—5,5 2,1
13 тощий Т 0,6-1,4 1,0 1,3-9,9 3,4 7,9—22,0 8,5 1,0-5,0 1,5
14 антрацит ’) 0,4-1,8 2,0 1,4-12,1 5,5 2,0—13,7 9,7 1,0-2,5 1,9
15 антрацит, щтыб А Ш . 0,9-4,6 2,0 2,3-17,0 7,4 1,3—23,6 17,3 0,8-5,5 1,8
16 Крым Бешуйское ♦ . . . . .0,8-3,5 2,2 2,0—15,4 2,5 11,5-24,6 41,0 0,8—5,5 2,6
17 Украина Александрийское * 2). 10,0 55,0 29,0 4,4
18 Кировское - . . . . 6,8-13,0 10,0 5J,u—60,0 45,0 15,0—50,0 46,0 2,5-5,6 3,1
19 Криворожское * . . 7,5-14,0 9,0 40, и-50,0 55,0 36,5-50,0 23,0 2,5-4,4 5,5
2С- ( Тквибульское .... 4,0 50,и—60,0 11,0 18,5 1,4
21 Закавказье { Ткварчельское * . . 2,4-6,6 1,0 6,5-18,0 2,0 12,0—28,0 18,0 0,8-1,7 1,0
22 Урал Кизеловское .... 1,2 5,5 22,7 6,3
23 Челябинское .... 0,5 -3,0 9,0 1,5-12,0 19,0 16,5-28,0 19,2 3,6—8,3 1,2
24 п Богословское .... 4,0-14,5 15,0 14,0-23,6 30,0 15,0—39,0 17,5 0,6-2,4 0,5
25 п Егоршинское .... 13,5-18,0 1,2 25,0-36,0 5,9 14,1—21,0 19,0 0,4—0,7 0,5
26 я Полтаво-Брединское * 0,9-1,4 3,0 2,6-10,3 4,0 13,0—27,0 23,0, 0,3-0,6 0,9.
Примечание. Звездочкой отмечены данные, приведенные на основании
1) В среднем для всех марок без штыба.
2) Семенрзское и Пантаевское,
Топливо СССР. Характеристика
1277
данным А. И. Корелина и А. В. Коллегаева
технический институт)
характеристики
Продолжение
Sa сг Нг S2 к N2 по разности
0'0 °'о °1о % °'о °1о кал
средн. средн. средн. средн. средн. средн. средн. средн.
от—до от—до от*-до от—до от—до от-до от-до
0,2 77,3 5,4 3,8 1,6 11,9 7800
0,1-0,3 74,8-78,8 5,1-5,6 1,2—2,0 7500—8050
0,1 81,0 5,4 3,2 1,6 8,8 8100
0,1—0,3 78,5-82,7 5,0-5,6 0,9—1,8 7860—8400
0.2 84,6 5,2 2,6 1,6 6,0 8470
0,1-0,5 82,4—87,0 4,8-5,5 1,4—1,8 8220—8700
0,1 87,0 4,9 2,1 1,6 4,4 8590
8459—8700
| 0,1 88,5 4,6 2,2 1,5 3,2 F59)
1 9 87,1-91,2 4,1-5,1 1,3—1,6 8410—8720
0,1 90,6 4,3 1,6 1,6 1,9 8620
0,03-0,1 89.4-92,4 4,0—4,6 1,3-1,9 8500-8730
0,1 93,8 1,95 1,3 0,7 1,2 1,05 82(0
91,3-93,1 1,4—-,8 0,1-6,0 0,5—1,0 7970—8430
0,15 93,2 1,85 1,3 0,7 1,2 1,75 8100
0,04-0,6 91,1-95,4 1,5-2,9 0,2—6,0 0,5-1,9 7720-8310
0,3 76,4 5,9 2,4 1,6 1,3 12,4 7760
0,4 66,4 5,9 2,0 3,6 0,7 21,4 6500
0,2—0,6 64,5—68,0 5,0-6,2 0,0-6,0 3,2-4,0 0,6-0,8 5410-7170
0,6 *) 62,5 5,3 1,1 * 3,5* 0,9 26,7 5730
61,6—64,0 5,1-5,7 5470—6140
f 0,4 69,8 6,2 6,6 0,9 16,5 7300
0,15 78,5 5,7 1,5 1,5 * 12,8 7780
0,1—0,2 77,1-80,4 5,3-6,0 7500—7900
77,5 5,8 1,1 1,7 13,9 7750
0,2 w 80,3 5,6 5,1 2,8 1,3 4,9 8370
0,1-0,Т 78,0—82,3 5,2—5,8 1,3—8,2 2,1-3,1 1,0-1,5 7920-8500
0,05 73,6 5,2 0,8 0,7 1,8 17,9 7150
>,01-0,07 70,9-75,6 4,9-5,4 0,1—3,0 0,5—0,8 1,7-2,3 6680—7240
0,1 69,5 4,4 0,5 1,5 24,1 6250
0,05—0,1 68,6—70,4 4,2—4,9 6100—6500
0,1 91,3 3,5 0,5 0,6* 4,1 8200
90,9—92,1 3,3-3,6 8000—8390
0,02 93,4 1,7 0,3 | | 0,8 0,8 3,0 7900
граниченного количества анализов.
1278
Т. II. Отд. 5. Материаловедение. XI. Топливо
Таблица 4. Характеристика топлив СССР по да
(Всесоюзный тепл
№ по порядку П Район месторождения Наименование место- рождения, пласт, марка, сорт и усл. обозн. марки Элементы характеристики
Характеристика. кокса Суха масс. кал сред!
кал °/о
средн. средн, от—до
8 Донецкий бассейн длиннопламен. Д . . 7700 44,0 42,0—48,0 порошкообразный или слипш. 6930
9 • газовый Г 8020 39,0 35,0-44,0 спекш., сплав, иногда вспуч. 7200
10 9 парович. жирный ПЖ 8390 30,5 26,0—35,0 спекш.,сплав.плотн. или умер, плотн. 7500
И V коксовый К 8530 22,0 18,0—26,0 то же 7680
12 0 парович. спекш. ПС 8530 17,0 12,0—18,0 то же 7760
13 тощий Т 8570 13,0 17 порошкообразный или слипшийся 7890
14 • антрацит ’) 8140 3,5 1,2-6,0 порошкообразный 7400
15 антрацит, штыб АШ . 8040 4,0 2,9-7,3 6700
16 Крым Бешуйское * . . . . 7660 44,0 спекш. плотн. 4580
17 Украина Александрийское 2). 6390 56,5 52,0-59,0 порошкообразный 4620
18 » Кировское » . . . . 5600 55,5 3090
19 * Криворожское * . . 7120 60,5 » 5620
20 Закавказье { Тквибульское .... 7730 41,0 36,0-47,0 сл. спекш. или спекш. плотн. 6340
21 Ткварчельское * . . 7720 37,0 спекш. сплав. 6360
22 Урал Кизеловское .... 8180 41,0 34,5-43,0 спекш. плотн. < иногда сплав. 6470
23 • Челябинское .... 7100 41,0 37,5-44,0 порошкообразный 5780
24 0 Богословское .... 6230 43,0 40,0—44,5 я 5160
25 0 Егоршинское .... 8180 8,0 6,8-9,0 г» 6640
26 0 Полтаво-Брединское * 7870 3,0 и 6081
Примечание. Звездочкой отмечены данные, приведенные на основан!
2) В среднем длг всех марок без штыба.
£) Семеновское и Пантаевское.
Топливо СССР. Характеристика
1279
ным А. И. Корелина и А. В. Коллегаева
технический институт) Продолжение
Рабочая масса Температура плавления золы в полувосста- новительной среде
АР SPk об с? начало дефор- мации температура размягчения температура жидко- плавл. состоян.
°'о °.'о кал °C °C °C
средн. средн. средн, от—до средн, от—до средн, от-до средн, от—до
9,7 3,1 5640 1050 950—1260 1150 1040-1400 1230 1080—>1400
10,4 2,7 6430 1030 940-1090 ИЗО 1080-1170 1230 1160-1270
11,0 2,4 6940 1090 970—> 1400 1170 1080 1250 1170
10,3 1,9 7120 1030* 1200 * 1300 *
9,4 2,0 7190 1100 1080—1130 ИЗО 1100—1180 1180 1150-1240
8,2 1,4 7350 1070 1020—1150 1160 1060-1220 1210 1130-1280
9,2 1,8 6820 1040 900-1100 1120 1000—120Э 1210 1070—1320
16,0 1,7 6040 1120 1020—1230 1250 1150-1370 1360 1230-1440
40,0 2.5 4210 1110 > 1450 —
13,1 2,0 1590 1170 1160-1180 1210 1190-1230 1240 1210—1290
25,3 1,7 1310 1280 ♦ 1383* > 1450*
10,4 2,5 2030 — — —
16,5 1,2 5310 > 1450 — —
17,7 0,9 5930 — — —
21,5 6,0 5720 1150 990—> 1400 1320 , 1130—1450 1390 1220
15,6 1,0 4350 1030 1003—1070 ИЗО 1083—>1170 1210 1150 -1260
12,3 0,3 3280 990 980—1100 1100 1090-1120 1150 1130—1200
17,9 0,5 6050 > 1400 — —
22,1 0,9 5730 1390 > 1450 —
ограниченного количества анализов.
1280
Т. II. Отд. 5. Материйловедейиб. XI. Топливо
Таблица 4. Характеристика топлив СССР по. дан
(Всесоюзный тепло
ж* к о. о Район месторождения Наименование место- рождения, пласт, марка, сорт и усл. Элем е и т ы
V7P Д' So6
в обозн. марки °'о °_!о °1о «I.
с средн. средн. средн. средн.
2 от—до от—до от—до - от—до
27 Казахстан Карагандинское (пла- сты, Нов. Верх. Мариана, Нижн. Мариана) 2,1 7,0 17,5 0,8
1,0-2,5 3,1—12,0 6,0—30,5 0,4-1,3
28 в Берчогурское "... 1,5 1,7 33,0 4,4
29 Ленгеровское .... 11,0 22,5 16,5 3,3
7,5—12,3 13,5-28,7 11,4—20,7 1,5-4,1
30 Кузнецкий бассейн Анжеро-Судженские 9,0
копи 0,6 4,0 0,5
0,4-0,7 2,0-6,4 7,0-14,6 0,4-1,0
31 Прокопьевские копи 1,0 6,0 7,0 0,5
0,5-1,2 2,0-9,0 2,5-12,0 0,3-0,7
32 Кемеровские копи . 1,0 8,1 13,7 0,5
0,7-1,4 4,0-11,3 3,0—19,0 0,3-1,0
33 Ленинские копи (кок- совый) 1,8 1,5-2,5 6,0 3,0-8,0 9,0 3,0-13,0 0,5 0,4—0,9
34 п Ленинские копи
(энергет.) 3,5 9,0 9,0 0,3
3,2-4,0 8,0-14,0 6,0-14,0 0,2-0,6
35 п Араличевские копи . 2,4 9,0 16,0 0,8
1,3-3,0 3,5—12,0 13,1- 26,4 0,3-1,4
36 Осиновские копи . . — 8,0 7,0-12,0 8,0 6,5-12,1 0,5 0,4-0,7
37 Западная Сибирь Хакасское >) (Чер- 1,0
ногорские копи) . 3,5 11,0 14,0
2,8-4,7 10,4-13,5 3,5-27,8 0,5—4,2
38 Кане, ое * 10,0 10,0—28,2 3,7-7,7 0,5-1,6
39 Восточная Сибирь Черемховское .... 3,7 10,0 16,0 1,3
2,4-8,0 5,0-17,0 4,8-33,0 0,5-3,1
40 » Черновское 11,3 32,0 8,5 0,7
8,5—14,6 25,8-37,0 5,0—13,4 0,5—0,9
41 Дальневосточный Букачачинское . . . 3,8 11,1 П,1 0,9
* край 1,1-9,4 3,4-24,9 1,6-66,0 0,4-5,2
42 Кивдинское 10,6 24,0 13,1 0,2
7,7-21,7 17,2-40,0 7,0—21,0 0,1—0,4
43 Артемовское .... 11,3 25,6 11,1 0,5
5,9-18,4 18,9-32,3 6,2-34,7 0,3—0,9
Примечание. Звездочкой отмечены данные, приведенные иа основании
1) Оно же Минусинское.
Топливо СССР. Характеристика
1281
ным А. И. Корелина и А. В. Коллегаева
технический институт)
характеристики
Продолжение
сс с* Нг ^ор N1 Ог по разности
"/о ,°'о °'о О'о р/о °,'о °/о К1.Л
средн. средн. средн. средн. средн. средн. средн. средн.
от—до от—до от—до от—до от—до от—до от—до
85,3 5,2 0,8 1,4 7,3 8350
80,6 -87,8 4,4-5,8 1,0-1,7 8230-8680
0,2 78,5 6,4 6,3 8,8 8240
0,5 73,6 4,2 2,0 1,4 1,0* 17,8 6970
0,1—0,7 72,9-75,0 3,8-5,9 0,3-2,9 1,3-1,5 6680—7200
91,2 4,3 0,5 1,8 1,6-2,1 2,2 8600
89,6-92,4 4,1-4,6 8510—8720
89,1 4,5 0,5 2,1 3,8 8400
86,8—91,0 4,1-4,9 1,6-2,5 8200—8640
86,4 4,8 0,6 2,0 6,2 8200
85,0—88,0 4,2-5,5 1,7-2,4 7950—8600
*83,5 5,8 0,5 2,7 7,5 8250
82,5-84,4 5,7-6,0 2,4-2,9 8100-8430
. 79,1 5,6 0,3 2,1 12,9 7650
78,9-79,4 5,4-5,8 1,9-2,2 7450—7840
0,05 88,1 4,0 0,9 1,7 5,3 8300
0,03—0,1 86,3-89,8 3,7-4,1 1,4-2,0 8170-8480
86,3 5,5 0.5 2,4 5,3 8250
8000—8450
0,1 78,9 5,5 1,0 2,3 12,3 7800
0,05-0,5 76,4-51,5 5,0-6,0 1,8-2,5 7610-8100
68,3-70,5 4,3-4,7 0,5- -1,8 — — 6180—6620
0,1 77,9 5,8 1.4 1.6 13,3 7750
0,05-0,3 73,7-81,5 5,1-6,5 1,0-2,3 7200—7980
0,1 75,8 73,7-77,6 5,0 4,6-5,4 0,7 18 ,5 7200 6800—7320
— 79,1 70,8-84,5 5,0 3,7-5,6 0,8 0,3-4,7 1,0 0,6-2,2 14,1 7760 6980- 8370
71,5 4,2 0,1 1,2 23,0 6610
68,8-75,7 3,8-4,6 0,01 -0,2 6500—6800
71,9 5,5 0,4 1,5 20,7 7050
68,6—74,9 4,9-6,0 0,1- -0,7 1,1-2,7 6510-7390
граниченного количества анализов.
1282
Т. 11. Отд. 5. Материаловедение. XI. Топливо
Таблица 4. Характеристика топлив СССР по дан
(Всесоюзный тепло
Элементы характеристики
£ Рабон Наименование место- рождения, пласт, V* Сухая масса
S. 8 месторождения марка, сорт и усл. Характеристика
обозн. марки кал °/о кокса кал
1 средн. средн, от—до средн.
27 Казакстан Карагандинское
(пласты Нов. Верх. Мариана, Нижн.
Мариана) 8320 29,0 от порошк. до 6890
25,0-35,0 спекш. сплав, плот.
28 и Берчогурское *). . . 8080 46,0 спекшийся 5520
29 Ленгеровское .... 6880 40,0 36,0—52,0 порошкообразный 5820
30 Кузнецкий бассейн Анжеро-Судженские 8580 7820
копи 15,5 от сл. спекш. до
14,0-17,0 спекш. плотн.
31 99 Прокопьевские копи 8380 18,0 от перошкообр. до 7810
15,0—24,0 спекш. сплавл. плот.
32 9) Кемеровские копи . 8180 29,0 от слипш. до спекш. 7080
21,0—34,0 сплавл. плотн.
33 9 Ленинские копи (кок-
совый,) 8220 41,0 37,0—44,0 спекш. сплавл. умер, плотн. 7510
34 Я Ленинские копи
7630 $3,0 от слипш. до спек- 6960
40,0-45,0 шегося плотн.
35 и Араличевские копи . 8260 12,0 9,0—24,0 порошкообразный 6980
36 91 Осиновские копи . . 8230 29,0 23,0-33,0 спекшийся 7590
37 Западная Сибирь Хакасское *) (Чер-
ногорские копи) . 7760 43,0 от сл. слипш. до 6700
38,0—46.5 спекш.
38 я Канское*! — 40,0-48,0 порошкообразный —•
39 Восточная Сибирь Черемховское .... 7700 45,0 от слипш. до 6510
41,5—52,0 спекш. плотн.
40 и Черновское 7170 41,5 39,0-43,3 порошкообразный 6580
41 Дальневосточный Букачачинское • . . 7730 37,0 от порошкообр. до 6900
край 30,0-45,3 спекш.
42 Киждннское . . 4 . . 66С0 41.0 34,0—45,0 порошкообразный 5740
43 Артемовское .... 7030 48,0 44,5-50,0 я 6270
Примечание . Звездочкой отмечет □i данн ые, npHBej ценные на основанж! a огра*
!) Оно же Минусинское.
Топливо СССР. Характеристика
1283
ным А. И. Корелина и А. В. Коллегаева
технический институт) Продолжение
Рабочая масса Температура плавления золы в полувосстано- вигельной среде
АР qP начала дефор- мации температура размш чения температура жидко- плавк. состоян.
°/о °1о кал °C °C °C
средн. средн. средн. средн. средн. средн.
от—до от—до от—до от—до
16,3 0,7 6120 >1450
32,4 4,3 5090 — —
12,8 2,6 4170 1020 1050 1110
1000—1040 1040—1060 1060-1250
8,6 0,5 7280 1170 1370 >1450
1150-1200 1250—>1450 1390
6,6 0,5 7090 1120-1450 1240->1450 1320
12,6 0,5 6240 1060—1300 1130—1430 1240—1540
8,5 0,5 6720 1 1100 1170 1250
। 1040—1140 1160-1210 1200-1260
8,2 0,3 6010
14,6 0,7 6090 1000-1370 1270-1470 1300-1530
7,4 0,5 6670 — — —
12,5 0,9 5640 — — —
14,4 1,2 5520 1010->1500 ИЗО 1170
8,8 0,5 4100 — — —
10,0 0,8 5810 — — —
10,0 0,2 4060 _ • — —
М 0,4 4300 ИЗО 1200 1290
1120-1150 1180—1220 1230—1330
генного количества анализов.
1284
Т. II. Отд. 5. Материаловедение. XI. Топливо
Таблица 4. Характеристика топлив СССР по дан
(Всесоюзный тепло
X к о с о с г Район месторождения Наименование место- рождения, пласт, марка, сорт и усл. обозн. марки Элем е н т ы
WP Ас ^об
°/о °!о °'о »/о
средн, от—до средн, от—до средн, от—до средн, от—до
44 Дальневосточный край Сучанское 1,2 0,3—2,0 3,5 1,1-5,5 18,5 12,3—27,0 0,4 0,3-0,5
45 95 Тавричанское .... 8,5 4,0-12,8 12,0 8,4-17,7 10,7 5,3—32,2 0,5 0,1-1,1
46 Сахалин Октябрьское .... 1,7 0,4-5,4 5,3 0,9—15,4 13,3 2,6-51,2 0,4 0,3-0,8
47 Камчатка Корфовское 12,7 6,7—17,8 23,2 17,1-25,5 17,2 2,8—59,2 0,5 0,2—1,0
48 Средняя Азия Сулюкта 11,2 9,2-13,9 20,3 15,4-25,5 11,8 7,0-17,1 1,1 0,5-1,9
49 95 Кизил-Ки 11,2 8,3-16,0 23,8 14,4-32,8 13,5 8,9-20,1 1,7 1,3-2,5
50 99 Кок-Янгак 5,5 4,2-8,8 13,9 8,3-15,7 20,4 15,2-25,6 2,0 1,6-2,6
51 19 Шураб 11,5 9,1—13,8 24,3 13,0-30,0 13,8 7,3-18,5 2,0 1,0—2,8
52 19 Нарым 5,5 4,5—6,1 10,6 6,7—15,1 8,7 2,4-17,0 0,5 0,3—0,6
53 п Ханака* 1,5 10,1 46,5 1,6
54 95 Кштут-Зауранское . 5,6 4,3-8,0 9 9 7,0—20,2 15,3 4,7-41,7 2,8 0,8-7,3
Д. Жидкое топливо1)
1 Моторное топливо (тяжелое) — 1,3 0,0—7,3 — —
2 Мазут — 3,0 0,0-9,8 — —
Е. Суррогаты топ- лива.
1 2 Отдубина 9,0 5,8-13,4 65,8 47,7-76,2 7,1 2,8-11,9 0,2 0,03—0,7
3 Лузга подсолнуха . 6,0 4,4-8,2 13,8 9,2—17,4 2,2 1,9—2,8 0,1 0,1—0,2
4 Костра льняная . . 7,5 6,8—8,6 И,1 7,5-13,4 3,2 1,4-5,3 0,1 0,04-0,15
5 Рисовая шелуха . . 7,2 6,5-8,1 9,8 7,7-11,1 20,5 20,3-20,8 0,1
Солома * — 10,5 4,7 0,1
Примечание. Звездочкой отмечены данные, приведенные на основании ограни
г) Бакинское, Грозненское и Эмбенское.
Топливо СССР. Характеристика
1285
ным А. И. Корелина и А. В. Коллегаева
технический институт) Продолжение
характеристики
со сг нг Ьор N* Ог по разности Qg
°/о О/о °|’о °!о °'о °,’о кал
средн, от—до средн.'1 от—до средн, от—до средн. от—до средн, от—до средн, от—до средн. средн, от—до
86,7 4,9 0,3 ’ 1,4 6,7 8400
85,6-88,6 75,2 4,4-5,6 5,6 0,1-0,5 0,4 1,0-1,7 1,6 9 17,2 8260-8770 7300
73,1-77,7 85,8 5,0-5,9 4,4 0,2—0,7 0,4 ,4 7100-7400 8250
76,1-90,7 72,0 • 3,2-5,3 4,7 0,3-0,5 0,2 1,4 21,7 6700
0,4 69,0—73,8 78,5 4,2—5,0 3,8 0,1- 0,6 -0,7 0,2 0,8-1,8 0,8 16,1 7070
0,2-0,7 0,3 77,2-79,8 76,9 3,4—4,2 4,0 0,2-1,3 1,1 0,1—0,4 0,5 0,7-1,0 0,9 16,6 6950 -7170 7010
0,1—0,7 0,1 73,7—79,6 77,3 3,4-4,2 5,2 0,6-1,9 1,7 0,4-0,7 0,7 0,7-1,1 1,0 14,1 6540-7200 7550
0,05-0,1 0,2 75,9—78,1 78,8 4,9-5,3 3,5 0,1-2,5 1,6 0,4—1,0 0,6 0,8 14,7 7490-7640 6950
0,1—0,3 0,05 78,1-79,3 79,8 3,2-3,7 4,9 0,5—2,4 С 0,5-0,7 1,5 0,7—0,8 1,2 13,6 6900-7000 7650
0,02-0,1 0,1 79,0-81,1 79,4 4,6—5,4 5,0 0,3-0,7 2,9 1,0-1,3 0,9 11,8 7560-7750 7550
0,25 76,6 4,8 3,0 1 5.6 7416
0,05-0,7 72,8—80,0 86,6 4,0-5,5 13,0 0,1 0,3 6700-7660 10 830
86,4—86,8 86,8 12,7-13,3 12,6 0,05-0,2 0,15 0,45 10730-10920 10 760
86,3-87,1 51,7 50,0-53,5 51,0 50,7-51,1 51,0 50,3—51,8 50,3 49,8—50,6 50,5 12,3-13,1 5,9 5,6-6,3 5,9 5,8-5,9 6,1 6,0-6,3 6,1 6,0-6,2 6,2 0,0-0,35 0,2 0,03-0,8 0,1 0,1-0,2 0,1 0,04-0,15 0,1 0,1 0,9 I 41,3 0,6—1,0 | 43,0 42,8 0,7 | 42,8 43,2 10660-10860 4850 4630-5070 4860 4850-4890 4890 4820-4980 4790 4720-4830 4750
ценного количества анализов.
1286
Т. П. Отд. В. Материаловедение. XI. Топливо
Таблица 4. Характеристика топлив СССР по дан
(Всесоюзный тепло
I № но порядку 1 Район месторождения Наименование место- рождения, пласт, марка, сорт и усл. обозн. марки Элементы характеристики
V* Характеристика кокса Сухая масса
кал •’о кал
средн. Средн, от—до средн.
44 Дальневосточный Сучанское 8380 25.5 спекшийся, сплавл., 6840
край 20,8—30,0 вспучен.
45 и Тавричанское .... 7280 44,5 37.4—50,3 порошкообразный 6520
46 Сахалин Октябрьское .... 8230 19,0 спекш., сплавл. 7160
14.7-27,1 вспуч., 5540
47 Камчатка Корфовское 6680 47,5 43.2—53,4 порошкообразный
48 Средняя Азия Сулюкта 7040 28,5 24.0—32,6 я 6240
49 и Кизил-Кн 6960 33.5 29,5—38,0 6060
50 Кок-Янгак 7490 Зб.о порошкообр. или 6010
34.0—38,0 слабо слипш.
51 Шураб 6900 29,5 26,0—33,0 порошка образный 5990
52 я Нарым 7620 35.0 32.0—35,5 я 6980
53 W Ханака * 7480 30.0 и 4040
54 Я Кштут-Зауранское . 7330 35.5 порошкообр. или 6280
30,0—41,0 слабо слипш.
д. Жидкое топливо ’)
1 Моторное топливо
(тяжелое) 10 810 — — —
2 Мазут 10 740 — — —
Е. Суррогаты топ-
1 лива.
2 Отдубина ...... 4830 76,0* порошкообразный 4510
3 Лузга подсолнуха. . 4850 80,0* слипшийся 4750
4 Костра льняная. *. . 488'1 83,0 слипшийся 4730
5 Рисовая шелуха . . 4780 80,0 порошкообразный 3810
Солома * 4740 — — 4530
Примечание. Звездочкой отмечены данные, приведенные на основании
*) Бакинское, Грозненское и Эмбенсжог
Топливо СССР. Характеристика
1287
ным А. И. Корелина и А. В. Коллегаева
технический институт) -- продолжение
Рабочая масса Температура плавления золы в полувосстано- вительной среде
АР So6 с а О' начало дефор- мации температура размягчения температура жидко- плавк. состоян.
°'о кал °C °C °C
средн. средн. средн, от - ДО средн, от—до средн, от—до средн, от—до
17,9 0,4 6360 — — —
9,4 0,4 5410 — — —
12,6 0,4 6530 — — —
13,2 0,4 3950 — — —
9,4 0,9 4680 изо 1240 1270
1040-1290 1120—1360 1180-1370
10,3 1,3 4300 1050 ИЗО 1170
980—1220 1030—1260 1040-1290
17,6 1,7 4850 1000—>1450 1140 1310
10,4 1,5 4240 1120 1320 1350
1030-1270 1290-1390 1300-1420
7,8 0,4 5940 1110 1180 1260
1010-1310 1040—1430 1110—>1450
41,8 1,4 3410 1260 >1450 —
13,8 2,5 5340 1120 1160 1270
960—>1450 1030 1050
— — 9970 — — —
— — 9740 — — —
2,4 0,1 1040 780* 1370* 1400*
1.9 0,1 3740 — — —
2,8 0,1 3850 1120* 1170* 1200*
18,5 0,1 313J — — —
4,2 0,1 3690 820 860 950
ограниченного количества анализов.
1288
Т. II. Отд. б. Материаловедение. XI. Топливо
Значительно ухудшает качество дров сплав. Вследствие вы-
щелачивания лигнина древесины теплотворная способность может
понизиться на 10—15%, зольность же может возрасти вследствие
загрязнения илом до 4—6%.
Учитываются и расцениваются дрова обычно не по весу, а по
объему, так как единица объема является мерой более надежной
для оценки рабочей теплотворной способности дров, чем вес, кото-
рый цод влиянием влажности, трудно определимой на-глаз, может
сильно изменяться.
Таблица 6
Род топлива'
а* £*♦ Qp°
Co4QMa ржаная (из омета) . .
Мякина ржаная..............
Лузга подсолнечная.........
Костра льняная.............
до 40 3-7 4420
до 15 4500
И-17 2 4800
15-25 3—4 4800
а* — влажность в о/о; Ъ** — зольность на сухое веще-
ство в о/о.
Суррогатами дров являются: сучья, корни, а также отбросы со-
ответствующих производств в виде опилок, срезок, стружек, отду-
бины и т. п.
Топливными материалами, очень близкими к дровам по составу
горючей массы, являются: солома, костра, лузга и т. п. Для харак-
теристики этих видов топлива могут служить цифры табл. 6.
Древесный уголь. Выход: 23—26% по весу и 63% по объему
от сырья. Вес 1 м3 от 120 до 250 кг в зависимости от породы
сырья. Золы от 1 до 3%. Влаги от 10%. Рабочая теплотворная спо-
собность QPH — 6850 кал/кг. Является технически наиболее чистым
видом кокса (мало золы, почти полное отсутствие S). Содержит,
однако, значительные остатки Н.
Торф — продукт постепенного отложения под водой, в болотах
различных растительных остатков. Различают торф луговой (ни-
зинный) и моховой (верховой). Кроме того, по степени разложе-
ния торф может быть молодой или хорошо разложив-
шийся, что имеет большое влияние на его качество как топлива.
Добывается торф после осушки болота или путем нарезки „торфя-
ных кирпичей" вручную (резкой торфа) или путем формовки выну-
той вручную из карьера массы на особых прессах (машинный торф).
В СССР широко применяется также гидравлический способ, при
котором торфяник размывается струей воды до кашеобразного
состояния, после чего эта кашеобразная, полужидкая масса выса-
сывается из карьера при помощи торфососов и направляется по
трубопроводам для разлива на поля сушки. Таким образом меха-
низируется наиболее тяжелая операция — выемка массы из карьера.
После разлива массы, вода из нее быстро уходит через почву, и
масса густеет. Из сгустевшей массы формуют вручную или каким-
Торф. Бурый уголь 1289
либо механическим способом кирпичи, которые подвергаются затем
сушке тем же порядком, как и при других способах добычи.
В самое последнее время, начиная с 1927 г., торф начали добы-
вать в виде торфяной крошки посредством фрезерования, так назы-
ваемый .фрезерный торф*. Добыча торфа послойно поверхностным
фрезерованием очень проста и состоит из следующих операций:
а) разрыхление торфяных масс на 15—30 мм (способ Инстор-
фа) фрезой, приводимой в действие трактором; вместо фрез
могут применяться (что теперь часто делается) металлические бо-
роны,
Ь) сушка полученной крошки путем ворошения на поверхности
болота и, наконец,
с) уборка ее в штабеля.
Метод добычи фрезерованием по сравнению с другими суще-
ствующими обладает рядом преимуществ:
1) уменьшение стоимости капиталовложений на тонну фрезер-
ного торфа по сравнению с кусковым;
2) относительное уменьшение рабочей силы, облегчение труда
и возможность замены мужского труда женским;
3) все процессы легко могут быть механизированы полностью;
4) увеличение сезоно-добычи и количества получаемого торфа
с единицы площади.
В итоге стоимость фрезторфа оказывается значительно (при-
мерно в 2 раза) дешебле стоимости кускового. При том гигантском
росте добычи торфа, который мы имеем у нас в Союзе (в 1937 г.
должно быть добыто 65 млн. /и), справиться с этой программой
можно только тогда, когда все процессы будут механизированы.
Этому условию удовлетворяет фрезерный способ добычи.
Благодаря сезонности добычи (с мая по август) торф обходится
дорого. Торф на сегодняшний день является, по крайней мере при
существующих способах добычи, обычно наиболее дорогим топли-
вом, и развитие его добычи диктуется скорее соображениями общей
экономики народного хозяйства, чем соображениями выгодности
в каждом частном случае. Влажность воздушного сухого торфа
редко бывает ниже 30%, чаще 35—37%, а фрезерного 40—50%.
Зольность торфов в Центрально-промышленном районе обычно не
превышает 5—6%, на Украине же она редко бывает ниже 10 —
15%. Теплотворная способность горючей массы зависит от геоло-
гического возраста торфа и достигает в хорошо разложившихся
торфах 5600—5700 кал!кг.
Бурый уголь. Молодой бурый уголь имеет лигнитную или земли-
стую структуру; старый бурый уголь по своей плотности, твердости
и внешнему виду приближается к молодому каменному углю. Бурый
уголь дает черту коричневого цвета. Более явно отличие бурого
угля от каменного выступает при сравнении химических характе-
ристик. Так, бурый уголь в значительной доле растворим в натрон-
ной щелочи, а также в бензоле (битумы). Бурые угли с большим
содержанием битумов (курные угли) с успехом перерабатывается
в горный воск (озокерит) и парафин (побочный продукт — буро-
1290 Т. II. Отд. 5. Материаловедение. XI. Топливо
угольный кокс). Молодой лигнитный бурый уголь обладает большой
влажностью, облагораживается путем брикетирования, т. е. путем
подсушки, помола и формовки под большим давлением, в связи
с каким-либо связующим веществом. Для энергетических углей
часто применяется подсушка в сушилках, размол в мельнице, и уголь
в виде порошка подается в топку.
Классической страной бурых углей является Германия. У нас
в Союзе залежи бурых углей разведаны пока слабо; типичным
представителем лигнитных бурых углей является украинский бу-
рый уголь (Александрийское и Кировское месторождения). Наи-
большее практическое значение имеет близкий к бурым углям
подмосковный, челябинский, дальневосточный и другие угли.
Подмосковный уголь залегает гнездообразно в Московской об-
ласти (в районах б. Тульской, Рязанской и Калужской губ.). Имеет
горючую массу Qg большой калорийности = 6700 кал[кг, но силь-
но засорен минеральными примесями и серой. Обладает большой
влажностью, в среднем 32%. Общий балласт редко бывает ниже
50%. Уголь имеет чисто местное значение—радиус распростране-
ния 200—250 км от места добычи. Стоимость мега-кдл подмос-
ковного угля равна приблизительно стоимости мега-дгал дальне-
привозного топлива. К потребителям поступает в виде тех марок,
которые существуют. Существуют марки: крупный — К, орех — О,
семечко — С, мелкое семечко — МС и рядовой мелкий — РМ.
Есть попытки облагораживать уголь путем сушки на месте
добычи и путем газификации (дальнее газоснабжение). До сих
пор эти попытки не осуществлены и серьезно технико-экономически
не проверены. Особо остро этот вопрос стоит теперь в связи
с постройкой московских теплоэлектроцентралей.
Каменный уголь и антрацит. Наиболее мощными каменноуголь-
ными бассейнами СССР являются: Кузнецкий бассейн (Сибирь),
Донбасс (Украина) и Караганда (Казанская ССР). Во второй пяти-
летке (1933—U37 гг.) вышеупомянутые бассейны явятся основ-
ными топливными базами. Кроме 3 вышеупомянутых бассейнов,
имеется и эксплоагируется целый ряд других, однако, более мел-
ких бассейнов, но имеющих в топливном балансе довольно зна-
чительный удельный вес, как-то: на Урале Кизеловский, Егоршин-
ский и др. На ближайшее время ведущим районом добычи камен-
ных углей и антрацитов у нас будет Донецкий бассейн, что видно
из следующей таблицы:
Таблица 7. Добыча в млн. т
(по плановым наметкам)
1932 г. 1937 г.
Донбасс..............................56 118
Кузбассе..............................И 50
Урал ...............................2,5 15
Казанская ССР..................... 2,5 15
Ископаемые угли Донбасса классифицируются по технологиче-
ским признакам (выход летучих, свойства кокса) следующим обра-
зом:
Каменный уголь. Антрацит
Таблица 8
1291
Сорт Марка Выход летучих в массу Спекаемость Характеристика кокса
от — до среднее
Длиннопламенный ка-
менный уголь . . Газовый каменный Д 44 45 Не спекается Порошкообраз- ный или слегка сплавленный
уголь Паровичный жирный Г 36—47 40 Слабо спекается Сплавленный, вспученный рых- лый
каменный уголь . . Паровичный спекаю- пж 20—36 30 Спекается Сплавленный, умеренно плотный
щийся каменный
уголь ПС 13,5—20 16,5 То же Сплавленный плотный
Коксовый к 18—26 22 — Плотный или умеренно плотный
Тощий каменный уголь т 10-18 14 Не спекается Слегка сплавлен- ный или порошко- образный
Антрацит А 2,7-9,7 3,7 — Порошкообраз- ный
Антрацит поступает потребителям рассортированным по круп-
ности кусков на следующие марки:
Таблица 9
Марка АП АК . AM 1 АС-1 | АС-2 | 1 АШ | АРШ
Сорт Плита и кусок Крупный орех Мелкий орех Семечко Зубок Штыб Рядовой
в мм
Размер кус- ков . . . >125 125-25 25-12,5 12-6 6-3 5-0 125-0
Содержание балласта в разных марках топлива нормируется осо-
быми утвержденными правительством техническими условиями на
поставку твердого минерального топлива, которыми установлены
браковочные пределы для содержания золы, серы и теплотворной
способности. В случае если топливо не удовлетворяет хотя бы
одному из поставленных браковочных пределов, потребитель вправе
отказаться от приемки топлива (особо это важно для нужд метал-
лургии). За последние годы резко повышается процент балласта
в топливе; причины, послужившие этому, являются: а) введение ме-
ханизации и трудность ее освоения в первые годы, что, несомненно,
1292 Т. И. Отд. 5. Материаловедение. XI. Топливо
резко повысило балластирование топлива, б) огромное количество
вновь разрабатываемых шахт и др.
Поэтому в ближайшие годы входят в эксплоатацию обогатитель-
ные фабрики на Урале, в Сибири и в Донбассе.
Каменноугольный кокс специально изготовляется из отборного
короткопламенного жирного (коксового) каменного угля — литей-
ный кокс или получается как побочный продукт на газовых заво-
дах при производстве светильного газа — газовый кокс. Первый
отличается от второго меньшим содержанием водорода и кислорода.
Помимо чистоты химического состава в коксе ценится большая плот-
ность, большая прочность, большая твердость и малая пористость.
Техническими условиями 1925 г. установлены следующие требова-
ния к коксу:
Таблица 10
Марка Сорта Размеры кусков мм Абсолютно сухое вещество Влага пред. °'о
Сера брак, прод. °/о Зола Ас в %
Бесск. |Браков.
КЛ-1 Кокс литейный 1 сорт . . . более 50 2,0 10-13 13 8
КЛ-2 п » 2 „ . . . то же 3,0 13—16 16 8
КМ „ металлургический . . » » 3,5 12-15 17 8
„Полукокс*, получаемый при низких температурах во вращаю-
щихся коксовальных печах, по своему составу занимает промежуточ-
ное место между газовым коксом и тощим углем. Отличается он
значительным объемом и малым сопротивлением сжатию; сжигается
легче, чем кокс.
Брикеты. Цель брикетирования заключается не только в том,
чтобы утилизировать мелочь того или иного вида горючего, неудоб-
ную для непосредственного сжигания в топках или изменяющую
свои качества при хранении^ но и в улучшении качества некоторых
видов топлива; так, например, многозольный уголь путем измельче-
ния его и последующей промывки водой дает мелочь уже значи-
тельно более высокого качества, которая может быть сформована
в удобный для сжигания прочный брикет. Точно так же, соединяя
смесь различных сортов угля, можно получить кусковое топливо,
отвечающее определенным требованиям. Брикетирование может про-
исходить или только одним смывным прессованием, или же прессо-
ванием при одновременном применении какого-либо связующего ве-
щества; в качестве последнего наиболее часто употребляют так на-
зываемый пек — продукт, получающийся после отгонки из каменно-
угольной смолы различных легких и тяжелых масел.
Пылевидное топливо. За последнее десятилетие бурно разви-
лось применение способа сжигания некоторых сортов топлива в виде
Горючие сланцы. Жидкое топливо
1293
тонко размолотого порошка. Способ этот, особенно в крупных уста-
новках, имеет большое преимущество перед сжиганием углей в ку-
сковом виде: позволяет более удобно регулировать топки, получается
экономия рабочей силы при лучшем коэфициенте полезного дей-
ствия и др. В условиях СССР, где идет применение энергооборудо-
вания высокой и сверхвысокой мощности, при наличии громадных
запасов низкосортных топлив, пылевидное топливо будет играть до-
минирующую роль.
Горючие сланцы. Горючие сланцы представляют собой гли-
нистую породу, более или менее пропитанную органической субстан-
цией. При достаточном количестве органических веществ сланцы
могут служить в качестве топлива, конечно, местного, так как раз-
мер балласта в них резко понижается ниже 60%. В СССР большие
залежи таких горючих сланцев имеются: в Ленинградской области,
Горьковском крае, на Средней и Нижней Волге, в Башкирской
AQCP, частично Татарской АССР и др. Низкая теплотворная способ-
ность сланцев 1000—3500 кал!кг, да и к тому еще сравнительно
низкий к. п. д. их сжигания ставит большие препятствия, если их
рассматривать и использовать исключительно только как топливо.
Поэтому для сланцев правильное решение вопроса их энергетического
использования возможно будет только при одном условии, если
сланцы не будут односторонне рассматриваться исключительно как
топливо, а нужно ставить вопрос о комплексном использовании слан-
цев. Сланцы являются хорошим химическим сырьем. В результате
их сжигания получается не только известный тепловой эффект, но
и огромное количество золы, которая обладает хорошими вяжущими
свойствами, значительно превосходящими вяжущие свойства извести.
Золы веймарнских сланцев обладают более высокими вяжущими
•свойствами и по своему качеству почти приближаются к портланд-
цементу.
Рассматривая сланцы в разрезе комплексного их использования,
мы найдем, что роль их в топливном балансе страны резко возрастает:
с 593 тыс. nt натурального топлива в 1932 г. до 21 млн. т натураль-
ного топлива в 1937 г.
С. Жидкое топливо
Жидкое топливо получается, главным образом, путем фракцион-
ной перегонки нефти, меньше путем перегонки каменноугольной
смолы; особое место занимает спирт (алкоголь), получаемый бро-
дильным процессом. Попутно с получением жидкого топлива, фрак-
ционной перегонкой получаются также различные исходные про-
дукты для химической промышленности, смазочные масла и т. д.
Жидкое топливо, таким образом, простейшим путем характери-
зуется сортом исходного продукта и температурным интервалом
фракции. Фракции с низкой температурой кипения обычно назы-
ваются „легкими", с высокой — „тяжелыми". Техника перегонки не
допускает резкого разделения между отдельными фракциями; сорт
перерабатываемого сырья и экономические соображения требуют
1294
Т. II. Отд. 5. Материаловедение. XI. Топливо
производства самых разнообразных промежуточных и переходных
продуктов.
Химические свойства. Нефть и ее дестиллаты состоят преиму-
щественно из углеводородов алифатической конституции; общая
формула СпН2п_|_а. Спирт (С2Н6О) также принадлежит к этому виду
соединений.
Таблица И. Перегонка нефти в каменноугольной смолы
Основное вещество Дестиллаты Остаток
Легкие для взрывных двигателей Сре, дние | Тяжелые ДЛЯ ДЗ двигателя масл! Дизеля TOi 1Я иных ЮК
Нефть Бензин до 150е; уд. вес 0,7-0,75 Керосин 150—250° уд. вес 0,80—0,83 Газовое масло 250—350е уд. вес 0,85—U,88 Отопитель- ное масло уд. вес 0,90—0,98
Камен- ноуголь- ная смола Легкое масло (сырой бензол) до 170° уд. вес 0,90—0,96 Среднее масло 170—230° УД. вес 1,02 • Тяжелое масло 230—270° уд. вес 1,05 Антрацено- вое масло 270—350° УД. вес 1,10 Пек
Примечания. 1. При каменноугольной смоле в качестве „отопительного
масла** применяют самое тяжелое антраценовое масло и попутно жидкую сырую
смолу, но не пек. Каменноугольные масла представляют собою обычно смеси тя-
желого масла с антраценовым или со средними маслами. 2. Продукты фракционной
перегонки в пределах от 150 до 230° (как нефти, так и каменноугольной смолы)
имеют для топочной техники второстепенное значение.
Каменноугольная смола (за исключением смолы, полу-
чаемой при низких температурах или первичной) достоит из кольце-
образных углеводородов вида бензола С0Нв. Различные производ-
ные бензола образуются либо соединением бензольных колец с али-
фатическими атомными группами (толуол, ксилол), либо же соеди-
нением с многократными бензольными кольцами, как, например, на-
фталин С]0Н8 и антрацен C]4HW.
Сера, как побочная составная часть, имеется во всех дестилла-
тах; количество ее обычно увеличивается со степенью дестилляции.
В сырой нефти в противоположность каменноугольной смоле содер-
жание серы неравномерно и иногда очень значительно (например,
в мексиканской нефти содержится от 3 до 5°/0 се) ы). Негорючие
составные части: легкие дестиллаты содержат лишь следы воды,
средние приблизительно 1%, при тяжелых дестиллатах и остатках
от перегонки количество воды может достигнуть 2—3% в зависи-
мости от механических примесей. Во всех дестиллатах содержатся
только следы золы; большее количество золы возможно л ишь в остат-
ках от перегонки, где содержание золы доходит до 1—2,5%.
Каменноугольная смола. Отопительные масла 1295
Физические свойства. Удельный вес нефти и всех ее де-
стиллатов<1, каменноугольной и ее дестиллатов, исключая легкое
масло (бензол), >1. Вязкость измеряется в градусах Энглера
(°Е) по вискозиметру того же имени и относится ко времени исте-
чения воды при 20° =1. Вязкость легких фракций <1°Е, средние
фракции (масла для двигателей Дизеля) имеют от 1,5 до 2,5е Е при
20J, горючие масла при 20° слишком густы и подогреванием до
80—100? приводятся к 6°Е или еще меньше. Точкой затвер-
девания называется температура, при которой жидкое топливо
перестает быть текучим. Нефтяные дестиллаты затвердевают обычно
при более низких температурах (керосиновое газовое масло —
ниже — 20°), нежели дестиллаты каменноугольной смолы. Каменно-
угольные масла выделяют иногда при охлаждении антрацен и нафта-
лин. Температура воспламенения определяется либо
в открытом тигле, либо в закрытом аппарате Пенского и Мар-
тенса; температурой воспламенения называют температуру, при
которой приближаемое пламя впервые вызывает короткое воспла-
менение. Температурой горения называют температуру, при
которой образуется постоянное пламя, если нагревать до темпера-
туры выше точки воспламенения. Температурный интервал между
температурой воспламенения и температурой горения тем больше,
чем выше степень дестилляции (при бензине и т. ш равен 0°).
Температуры воспламенения и горения имеют значение только для хранения и
транспорта жидкого топлива, но не для горения, как такового. Это относится, глав-
ным образом, к двигателям Дизеля, в цилиндрах которого происходит самовоспламе-
нение. Температура самовоспламенения лежит минимум на Зии* выше температуры
воспламенения в открытом тигле и в значительной степени зависит от химической
конституции. Каменноугольные масла (бензольные углеводороды) воспламеняются
труднее, Чем алифатические углеводороды, т. е. керосиновые газовые масла и масла
буроугольной смолы, почему последние и примешиваются в качестве .воспламеняю-
щихся масел* к рабочим каменноугольным маслам.
Техническое применение и подразделение топлива на-
ходятся в тесной зависимости от фракционной перегонки; различают
и применяют: легкие дестиллаты (первые погоны) для взрывных дви-
гателей, средние дестиллаты для двигателей постоянного давления,
тяжелые дестиллаты или остатки от перегонки для масляных топок
(отопительные масла).
По соображениям топочной техники средние фракции не при-
мыкают непосредственно к легким, т. е. фракционный интервал от
170 до 230° (например осветительное масло) имеет второстепенное
или во всяком случае несамостоятельное значение.
Отопительные масла. В качестве нефтяных отопительных ма-
сел употребляют остатки от перегонки с точкою кипения выше 350*
(называемые у нас „мазутом*, в Румынии „пакурой*, в Америке
совершенно неправильно „сырой нефтью-). В качестве каменно-
гггольных применяют самый тяжелый дестиллат — антраценовое масло
300—350°), в отдельных случаях также жидкую сырую смолу.
Испарение отопительного масла, имеющее место в топках для
жидкого топлива, происходит несовершенно, почему и образуются
небольшие количества кокса. Подобному коксообразованию благо-
1296 И- ОТД- 5. Материаловедение. XI. Топливо
Таблица 12. Химические и физические числовые значения для отопительных
масел
Порт масла Уд. вес при 15° Вязкость в ° Е Теплоте, способн. кг-хал^кг Вода •/о Химический состав в о'о
С Н О S
Смола (жидкая смола). 1,12 7,0 при 20е 8850 1,5 89,0 5,9 3,2 0,4
Смоляное масло . . . 1,08 2,8 „ 20е 8960 0,5 89,5 6,5 3,0 0,5
Мазут 0,91 5 „ 80е 9850 1,0 85,7 12,1 0,9 0,3
Мексиканское масло . 0,96 11 » 80° 9600 0,7 82,7 10,8 2,2 3,6
Фиг. 1. Кривая перегонки жидкого топлива.
приятствуют отопительные масла из каменноугольной смолы благо-
даря содержанию в них свободного углерода и нефтяные масла бла-
годаря содержанию
асфальта. Отопитель-
ные масла могут быть
любой густоты, коль
скоро при нагревании
до 80—100° они ста-
новятся достаточно
жидкими.
Жидкое топливо
(горючее) для двига-
телей, работающих
при постоянном да-
влении. Эти масла
должны испарят ь-
ся при высокой ., тем-
пературе в цилиндре
машины; это условие выполнимо тогда, когда отопительное масло
кипит, главным образом, в промежутке от 230 до 300° (по равно-
Таблица 13. Числовые значения для жидкого топлива (см. фиг. 1)
Сорт жидкого топлива Уд. вес при 15° Теплоте, способн. кг-кал1кг Химический состав в °/0 Атомное соотно- шение э
С Н О S
Петролин, газовое масло . 0,88 10250 85,0 13,0 1,7 0,3 1,81 :1
Масло буроугольн. смолы 0,92 9600 84,0 11,0 4,3 0,7 1,49: 1
Масло каменноуг. смолы. 1,04 9100 89,0 7,0 3,5 0,5 0,88: 1
Ч При подсчете атомного соотношения Н : С = х ; I надо принимать во внима-
ние атомные веса Н =1, С = 12 и содержание свободного водорода Н = 0/8. Фор-
мула для подсчета, следовательно, будет: (Н — О/8); C/12 = х : 1.
Смеси для йзрыйных двигателей
1297
мерной кривой) и при температуре выше 350° не содержит больше
никаких кипящих примесей. При 300° должны дестиллирэваться по
меньшей мере 80% петролинового газового масла и 60% каменно-
угольного масла. Составные части, кипящие ниже 230°, слишком
легки и вызывают в машине толчки.
Доброкачественность жидкого горючего зависит от процесса пе-
регонки; все другие свойства, также и теплотворная способность,
имеют второстепенное значение, но зависят от степени дестилляции.
Это означает, что при отопительных маслах одинакового рода тот
продукт будет обладать высшей теплотворной способностью, пере-
гонка которого произведена более тщательно, обнаружит большее
отношение водорода к углероду, лучшую воспламеняемость и т. д.
В качестве жидкого топлива, наряду с петролиновым газовым маслом
и маслом каменноугольной смолы, применяют также (главным обра-
зом в Германии) и масло буроугольной смолы. Последнее назы-
вается также „парафиновым газовым маслом*, „Германским газовым
маслом*, „красным* или „желтым* маслом. Масло буроугольной смолы
состоит из парафиноподобных углеводородов и содержит парафин
в растворенном состоянии; оно несколько уступает петролиновому
газовому маслу, но в качестве воспламеняющего масла даже прево-
сходит последнее.
Рабочие смеси для взрывных дгигателей. Эти двигатели,
конструируемыес карбюраторами (автомобильные двигатели), должны
питаться жидким топливом, развивающим достаточно большое да-
вление пара, чтобы даже при обыкновенной температуре воздуха
проявлялись значительные частичные давления топлива в смеси газа
и воздуха. Топливом такого рода являются легкие фракции (первые
погоны) при дестилляции нефти и каменноугольной смолы, главные
количества которых кипят до 100 или 120° и должны содержать не-
значительное количество перегонов при 150°; сюда принадлежит
и спирт (этиловый). Давление пара и его возрастание с темпера-
турой весьма различ-
но— зависит от хи-
мической конституции
продукта — и наибо-
лее благоприятно при
бензиновых углеводо-
родах Газообразова-
ние в двигателе пред-
ставляет собою далеко
не чистый процесс, а
занимает среднее ме-
сто между таковым и
образованием тума-
Таблица 14. Давление паров бензина, бензола
и спирта
Давление паров1)
в мм рт. ст.
При 0’...........
, 20°...........
„ 50°...........
Средний
бензин
уд. вес —0,72
Бензол
(чистый)
Спирт
(чистый)
50
120
300
26 12
75 44
269 135
НОВ.
При одинаковом происхождении горючего материала по уд. весу
можно приблизительно судить о его доброкачественности; более лег-
l) Landolt-B6rnstein, Physikalisch-Chemlsche Tabellea.
g2 Важ. iM. — Htltt&i Справочник для инженеров. т. ГЦ
1298 !*. 1Т- ОтД- 5- Материаловедение. XI. Топливо
Таблица 15. Топливо для автомобильных двигателей
Теплоте. Количество перегонов
Топливо Уд. вес | способн. кг-кал!кг до 100е 1 от 100 до 125° свыше 125°
1. Из нефти _ ( гексан СеН)4. Основн. 1 гептан с7Н16 вещества ( октан С8Н18. । легкий .... Бензин { средний . . . 1 тяжелый . . . 0,658 0,683 0,700 0.65 до 0,70 >0.70 „ 0,73 >0,73 „ 0,75 10 610 10 590 10 576 10 600 до 10 500 10 450 , 10 300 10 300 , 10 200 Точка кипе- ния 65° 98° 125е > 99о/о > 70э/0 > 25°/о • < 10о Остато о - - - - к до 150° . 160е
2. Из каменноуг. смолы Л ( бензол С8Н6. Осн0®”’а 1 толуол С7Н8. вещества| ксИ'0Л Свн10 ( бензол I Про- _ 90о/0. . дажные | бен30л II сорта ( =500/0. • 0,885 0,870 0,860 0,88 до 0,885 0,875 „ 0,877 9604 9692 9776 | 9580 до 9660 Точка кипе- ния 80,5° 110е 140е > 9Оо/о > 5Оо'о < 1ОО/о < 40о/о < 10о,'о
3. Спирт Точка кипе-
Основн. вещ. алкоголь с.н.о Техническ. г 95<*/0. . • (денатурир.) < 9О°'о. . . спирт 1 85°'о . . . 0,7936 около 0,81 „ 0,825 „ 0,835 6380 около 6040 „ 5700 „ 5340 ния 78е ок. 95о/о „ 90о/о „ 85о/о 1 Оста } и де J ср ток вода натурир. едства
кое топливо легче обращается в газ. Выбор того или другого рода
топлива зависит также от величины двигателя и времени года.
В простейших случаях топливо испытывают на испаряемость. Опреде-
ляют, в течение какого времени испаряются 10 см3 на часовом стеклышке при ком-
натной температуре (без тяги воздуха), а также количество и род остатков, т. е. при-
месей с более высокой температурой кипения.
Химически чистый бензол затвердевает уже при + 5°, но доста-
точно незначительного количества примеси толуола и ксилола, како-
вые обычно и содержатся в техническом продукте, чтобы понизить
точку затвердевания ниже 0°. Моторный спирт денатурируется спе-
циальным способом путем придачи к нему весьма небольших коли-
честв красящих веществ и летучих денатурирующих средств.
D. Газообразное топливо
Натуральный газ имеет лишь ограниченное местное зна-
чение. Он состоит преимущественно из метана и других углеводо-
родов и поэтому всегда является жирным, высококачественным газом.
Применяемые обычно в технике искусственные газы под-
разделяются, смотря по способу получения, на продукты г а зо вы*
Газообразное Топливо 1299
деления (коксования) и на продукты газования (генератор-
ного процесса).
Продуктами газовыделения являются светильный и коксоваль-
ный газы, а также газы, получаемые при курном процессе и при
коксовании с низкими температурами. Смотря по химическому со-
ставу, различают „богатые газы“, называемые также „жирными" га-
зами, так как они содержат метан и другие углеводороды (также и
тяжелые) в качестве специфических или главных составных частей.
Благодаря содержанию углерода и водорода в одной молекуле
(ср. законы газов) эти жирные газы имеют наивысшую теплотворную
способность и горят длинным, светящимся пламенем. Как топливо
имеет значение, главным образом, коксовальный газ. Он менее
жирен, чем светильный газ. Наиболее ценным жирным газом является
ацетилен С2Н2 (теплотворная способность 13 500 кг-кал/м3), полу-
чаемый действием воды на кальций-карбид Са2С2 и служащий для
достижения высоких температур (для сварки), а также для освети-
тельных целей.
Продукты газования получаются при генераторных процессах,
имеющих целью перевод в газообразное топливо не только коксовых
остатков твердого топлива, но и всего содержимого последнего.
Химический процесс при этом состоит в превращении углерода
в окись углерода и может происходить:
а) посредством воздуха (процесс получения воздушного газа)
по уравнению: Сх О2х/2 = хСО;
Ь) посредством водяного пара (процесс получения водяного
газа) по уравнению: Сх -j- х Н2О = х СО -j- х Н2;
с) комбинированным способом с подводом воздуха и водяного
пара (получение генераторного газа).
(Сд. означает молекулу углерода, атомное число которого х
весьма велико, но неизвестно).
Впрочем, на практике вряд ли можно найти генератор, работаю-
щий абсолютно без подвода водяного пара; иначе говоря, воздуш-
ный газ также является в большей или меньшей степени смешан-
ным (генераторным) газом. Главными составными частями генера-
торного газа являются окись углерода и во вторую очередь
водород, тогда как метан и другие углеводороды содержатся в мень-
ших количествах в зависимости от большего или меньшего содер-
жания в газуемом угле летучих составных частей. Обе главные со-
ставные части имеют значительно меньшую объемную теплотвор-
ность, нежели углеводороды, и сгорают синеватым, несветящимся
пламенем. Генераторный газ называется поэтому также „слабым"
или „тощим" газом. Техническое значение слабых газов все же
гораздо больше значения богатых газов, ибо для получения первых
можно использовать любое твердое топливо, включая кокс и даже
низкопробные сорта горючего. Благодаря равномерности кусков,
особенно пригодны для работы генераторов буроугольные брикеты
(кубики).
К генераторному газу можно причислить в известном смысле
1300
Т. И. Отд. 5. Материаловедение. XI. Топливо
(по роду получения) и колошниковый газ доменных печей.
Газовсэсывающими генераторами называются генераторы, непосред-
ственно соединенные с газовыми двигателями; при этом процесс
газования регулируется самим двигателем (разрежение при засасы-
вании двигателем).
Таблица 16. Состав и теплотворная способность некоторых
газообразных горючих (сухих)
Род газа
1. Продукты газо-
в ыде ления:
Светильный газ . . .
Коксовальный газ . .
2. Продукты газо-
вания:
Воздушный газ из ка-
менного угля . . .
Генераторный газ из
буроугольных бри
кетов ............
Всасывающий газ из
антрацита . . .
Водяной газ из кокса .
Главные составные части в объемных
процентах
Горючие
со | н, I си. |cmHw')
34 4
29 следы
Негорючие
СО2 N,
Подсчит.
теплотворн.
способность
кг-кал/м'
О°/76О мм')
25
28
28
4Э
5
0,5
0,5
следы
0,2
2
3
6
7
5
5
2
10
57
46,8
54,5
9,5
5010
4007
ИЗО
1644
1209
2420
Состав всех искусственно добываемых газов сильно колеблется.
Главные составные части определяются анализом газа, теплотвор-
ную же способность его можно с достаточным приближением под-
считать из данных состава.
*) CwHn означает „ненасыщенные" жирные углеводороды типа этилена С5Н4.
’) Формула, служащая для определения теплотворной способности:
30,5СО-Ь25,6 Н2+85,8 CH4+141CwHn
Тепловая изоляция. Материалы
1301
XII. Материалы для тепловой изоляции *)
Проработал проф. докт.-инж. Эрнст Шмидт, Данциг-Лангфур
а) Общие данные
Действие всех изолирующих средств основано на малой тепло-
проводности воздуха, заключенного в порах изолирующего веще-
ства или же замкнутого между двумя твердыми стенками, и в соз-
дании условий, препятствующих обмену теплом через лучеиспуска-
ние и мешающих движению воздуха.
При проходе тепла через изоляцию действуют совместно тепло-
проводность твердых составных частей и воздуха, заполняющего
полые пространства, передача тепла лучеиспусканием между стен-
ками полых пространств, а у больших или незамкнутых полых
пространств также и передача тепла вследствие движения воздуха.
Коэфициент теплопроводности находящегося в покое воздуха может
быть понижен путем сильного разрежения в полых пространствах
с отражающими стенками (бутыль Девара, сосуды для перевозки
жидкого воздуха).
У пористых изолирующих материалов способность к изоляции зависит от
коэфициента теплопроводности твердых составных частей и весьма значительно от
количества пор в общем объеме изоляции. При материалах одинакового свойства
коэфициент теплопроводности в общем тем меньше, чем меньше их объемный вес.
У изолирующих веществ, имеющих волокнистое или слоистое строение, имеется
определенный объемный вес, при котором коэфициент теплопроводности наимень-
ший; ниже его коэфициент снова поднимается. Воздушные поры не должны быть
очень велики, так как в последнем случае начинается передача тепла всле ствие
возникающих течений, причем при высоких температурах передача тепла лучеиспу-
сканием сильно возрастает. Чем выше температура, тем важнее иметь тонкую и
равномерную структуру пор. Свободная связь отдельных частиц, ограничивающих
воздушные пространства, и малая теплопроводность твердых составных частей улуч-
шают действие, поэтому-то применяются порошкообразные и волокнисты? мате-
риалы, тела со структурой в виде клеточек (пластины из диатома, органические
вещества). У волокнистых веществ следует предпочитать одинаковое направление
волокон, перпендикулярное к тепловому потоку.
У прослоек из воздуха способность к изоляции зависит от тем-
пературы, толщины и лучеиспускания ограничивающих наружных
поверхностей. На практике часто переоценивают изолирующее дей-
ствие воздушных прослоек.
’) Литература. О б щи е данные. Сообщения по исследованию жилищ для
защиты тепла, е. V., Мюнхен, вып. 1 до 8, изд. Генки, Е. Шмидт, Райш.—
Генки, Потери тепла через плоские стены, Мюнхен и Берлин, 1921, Ольденбург.—
Каммерер, Защита тепла и холода в промышленности, Берлин, 1928, Шпрингер.
Методы измерений и результаты и с с л е д о в а н и й (помимо
названных в отделе общих данных работ): главным образом Нуссельт, Сообще-
ния об исследовательских работах, VDI, вып. 63/64, и ZdVdl, 1S08, стр. 906 и 1003.—
П ё н з г е н, Сообщения об исследовательских работах, VDI, вып. 130, и ZdVeil,
1912, стр. 1653.—В ан-Ринзум, Сообщения об исследов. раб. VDI, вып. 228.—
Жакоб, ZdVdl, 1919, стр. 69.—К н о б л а у х, Райш, Рейхер, Gesund. Ing.,
1920, стр. 607.—Е. Шмидт, Arch. W3rme, 1924, стр. 9.—П р а в и л а для испы-
тания установок, выполненных в целях сбережения тепла и холода, Берлин, 1929,
изд. VD1.
1302 Т. II. Отд. 5. Материаловедение. XII. Материалы для тепловой изоляции
У воздушных прослоек, не ограниченных полированными металлическими
стенками, рекомендуется пустоту заполнять сыпучими веществами. У толстых воз-
душных прослоек подразделение промежуточными стенками, стоящими перпендику-
лярно к тепловому потоку, сильно повышает их изолирующее действие, в особен-
ности, если эти стенки сделаны из полированного металла. Воздушные пространства
при вертикальном положении должны быть хорошо закрыты, чтобы не возникло
выдувания воздуха ветром или действием комнатной тяги, а отсюда следует полез-
ность разделения больших пространств на закрытые малые.
В широком смысле изолирующими веществами являются все
строительные материалы отапливаемых помещений (каменная кладка,
бетон, дерево и т. д.), но о них в данном случае не говорится. Про-
никновение сырости сильно понижает действие всех изолирующих
материалов; потому, где это возможно, должно принимать самке
решительные меры для защиты от сырости. При изоляции холо-
дильников следует препятствовать проникновению в материалы сы-
рости от ошотевания.
Ь) Оценка и испытание
Мерою оценки качества изоляционного материала служит коэфи-
циент теплопроводности *) (см. т. I, стр. 617 и след.); он дает коли-
често тепла в кал, которое проходит в 1 час через 1 я2 стены тол-
щиной в 1 я при разнице температур обеих поверхностей степы в 1°.
С повышением температуры коэфициент теплопроводности возрастает по
большей части линейно, поэтому для определения этой зависимости должны быть
даны цифры по крайней мере при двух температурах. В качестве относительной
температуры служит средняя температура изоляционного слоя, т. е. арифметиче-
ское среднее из температур обеих наружных поверхностей изоляции. Нормальные
относительные температуры следующие: 0, 20, 50, 100, 200, 300, 400, 600 и 1000э.
При составных изолирующих материалах, с изоляцией, воздуш-
ной прослойкой и т. д., для оценки берется эквивалентный
коэфициент теплопроводности (коэфициент теплопровод-
ности однородного тела, каковое, мысленно поставленное вместо
изоляции, пропустило бы то же самое количество тепла).
Эквивалентный коэфициент теплопроводности охватывает, например, у воз-
душных прослоек, кроме чистой теплопроводности, также передачу тепла через
лучеиспускание и конвекцию.
При указании о размере коэфициента теплопроводности необходимо постоянно
указывать объемный вес в лг/м3, содержание влажности в ’/о веса или данные, вы-
раженные словами, как, например, „вполне сухой" или „воздушносухой". У мате-
риалов, которые продолжительное время не просыхают, как, например, у строи-
тельных материалов и у многих гигроскопических изолирующих веществ, коэфи-
циент теплопроводности при их применениях бывает равен нередко удвоенному
коэфициенту против воздушносухого или вполне’сухого состояния. Для гарантии
следут принимать при расчетах, теплопроводность изоляции с некоторым поправоч-
ным коэфициенгом, инач; говоря, принимать во внимание несовершенство укладки,
неравномерность заполнения, не совсем заполненные выемки, влияние распорок и
т. д Неизбежная неточность в измерениях гарантийной теплопроводности; коэфи-
циент дается с допусками в =* 5°,'о, минимально, однако в 0,003 кал\и час °. При
толщине изоляции ниже 3 см допуски достигают ± 10о/0, минимально, однако,
0,0.6 кал1м час °.
г) Размеры коэфициентов теплопроводности у различных материалов см. у
Е. Шм и д т а, вып. 5 сообщений относительно исследования жилищ с целью их
утепления, е. V., Мюнхен, 1924.
Свойства изоляционных материалов
1303
Объемный вес определяет расход материала и нагрузку от изо-
ляции. Вследствие зависимости коэфициентов теплопроводности от
объемного веса, для них у однородных материалов имеются соот-
ветственные ориентировочные данные. У утрамбованных материалов
установление наивыгоднейшего объемного веса очень важно.
У приготовленных с водой изолирующих средств имеет значе-
ние тот объемный вес, который получается после переработки и
высыхания.
Удельная теплоемкость изолирующего материала (кал]кг ° или
калрм*) имеет значение для накопления тепла. При прерывистой
эксплоатации аккумулированное в изоляции тепло причиняет зна-
чительные добавочные потери, величина которых зависит от теплоем-
кости единицы объема.
У замешиваемых с водой изолирующих масс следует учитывать
также добавку воды, т. е. то количество воды, которое потребно
для приготовления из 1 кг сухой массы хорошо намазывающегося,
пластичного теста.
Чем больше добавка воды, тем меньше, как правило, коэфициент теплопро-
водности, однако в данном случае необходимо сравнивать только однородные изо-
лирующие материалы. Обычно добавка равна от 1 до 4 кг воды на 1 кг сухой массы.
Наряду с теплотехническими свойствами от изоляции требуются
прочность, устойчивость в отношении темпера-
туры и свобода от химических влияний. При переры-
вах в процессе под влиянием температуры и ее колебаний в изо-
ляции не должно появлятъся трещин, раковин, окалины и она не
должна сгорать. Изоляция должна хорошо выдерживать удары,
толчки и давления, возникающие в трубопроводах при работе (слу-
чайные повреждения при хождении по ней и т. п.).
Однако же относительно прочности на следует быть особенно взыскательными,
так как прочность и изоляция обычно ставят прямо противоположные требования.
Изоляция не должна претерпевать каких-либо изменений от атмосферных влияний
и оказывать вредные и разрушающие воздействия на изолируемый предмет (разъе-
дания, ржавчина и т. д.).
В холодильных помещениях и в жилищах имеет значение также
пезвукопроводность. Во многих химических производствах (фото-
графическая промышленность) требуется полное отсутствие пыли.
Испытание изолирующих средств определением коэфициента тепло-
проводности, а равным образом и эквивалентного коэфициента,
производится или на взятых образцах в лаборатории или же на
готовых установках во время их эксплоатации.
Для испытаний в лабораториях, смотря по природе изоляции, пользуются:
1. Шаровым аппаратом (по Нуссел^ту) для порошков, волокнистых ве-
ществ и других сыпучих заполнителей.
2. Пластинчатым аппаратом с защитным кольцом (по Пэнсгену) для
имеющих форму пластин тел, матов и пр., каксвой применим также и для рыхлых
материалов. Нормальный размер пластины 50 X 50 см.
3. Трубный аппарат (по ван-Ринзуму) для наносимых в сыром состоянии
изолирующих масс, для трубных вкладышей и других изоляций труб; нормальный
размер испытываемой трубы: 60 и 1и8 мм наружный диаметр и 2—3 м длины.
При всех трех установках получают тепло помощью отопления электрическим
сопротивлением и измеряют температуру термоэлементами.
1304 Т. II. Отд. 5. Материаловедение. XII. Материалы для тепловой изоляции
Для измерения коэфициента теплопроводности готовой изоля-
ции во время ее эксплоатации служит .измеритель тепло-
вого потока* (по Е. Шмидту)1), который состоит из резино-
вой полоски с укрепленным на ней дифференциальным термоэле-
ментом и который позволяет измерить тепловой поток через изо-
ляцию в кал/м2 час. Измерительная полоска оборачивается вокруг
изоляции трубы или прижимается к плоской изоляции. Для удале-
ния мешающих измерениям влияний течения воздуха и т. п. на
измеряемом месте ограничивается воздушное пространство футля-
ром из бумаги или жести, стенки которого со всех сторон отстоят
от измеряемого места на расстоянии, равном от 1 до 2 диаметров изо-
ляции трубы.
Та же цель может быть достигнута наложением на измеряемое место успока-
ивающей оболочки из резины толщиной в несколько миллиметров, однако при этом
возрастает инерция инструмента и продолжительность испытания должна быть уве-
личена. Эта успокоительная оболочка может быть тесно связана с самим измерите-
лем теплового потока (по К. Генки). Для высоких температур измеритель тепло-
вого потока изготовляется из керамических материалов.
Измеренная на тепловом потоке помощью термоэлементов тем-
пература наружной и внутренней поверхности изоляции и ее раз-
меры служат для вычисления коэфициента теплопроводности.
с) Изолирующие материалы
QO2
1.^
е ^о,об
I
& &
Объемный вес д н
Фиг. 1. Средние значения коэфи-
циента теплопроводности пробки,
торфа и других органических изо-
лирующих материалов.
1. Органические вещества весьма пригодны для изготовления
изолирующих материалов, благодаря незначительной теплопровод-
ности твердого вещества. Примене-
ние их ограничивается обычно тем-
пературами приблизительно до 100°.
На фиг. 1 нанесены средние коэфи-
циенты теплопроводности органических изо-
лирующих масс из пробки, торфа и т. п. в
зависимости от объемного веса при различ-
ных температурах. Значения эти приблизи-
тельно на 10п'о меньше при однородном и
мелкозернистом материале, при крупнозер-
нистом же с достаточной примесью связую-
щих веществ—много больше.
Пробковые изоляции (объ-
емный вес от 100 до 400 кг1м*) встре-
чаются в виде пластин, фасонных час-
тей и т. п., которые обычно изгото-
вляются из пробковых обрезков посредством какого-либо связую-
щего вещества (пробковый камень). При некоторых фабрикатах
пробка подвергается специальной обработке (вспучиванию) с целью
уменьшения ее веса, а вместе с тем и коэфициента теплопровод-
ности Пробковые камни, служащие для изоляции тепла, соединяются
глиной, клеем и др. При изоляции от холода связующим веществом
Обращаться в Исследовательский институт по изоляции, Мюнхен, Вауег-
«trasse 3.
Свойства изоляционных материалов
1305
обычно служит смола, обволакивающая отдельные зерна и склеи-
вающая их между собой, предохраняя их тем самым от сырости
(пропитанный пробковый камень). Кроме того, пользуются простыми
пробковыми отрезками. Такие обрезки применяются также для за-
полнения изолирующих рукавов из волокнистого вещества, спи-
рально обматываемых вокруг труб.
Торф служит для изготовления таких же пластин, как и пробка.
Обрабо1?.нный соответствующим образом связующим веществом,
не воспринимающим воды, он пригоден для предохранения от дей-
ствия сырости. В виде мелочи (обрезков) торф также применяется.
Волокнистые вещества. Шелковые отбросы, хлопок,
войлок, волос и другие вещества являются ценными изолирующими
материалами и обрабатываются в виде жгутов (шелковая плетенка),
набивочной шерсти и пр. Органические
волокна нередко примешиваются к не-
органическим веществам, перерабаты-
ваемым на изолирующие массы.
Пластины из древесной
шерсти состоят из древесной мо-
чалы, пропитанной неорганическими
материалами, препятствующими вос-
пламенению. Они употребляются глав-
ным образом в строительном деле.
Прочие органические изо-
лирующие вещества. Торфяной
порошок, древесные опилки, солома
и т. п. могут быть использованы в тех
случаях, когда из-за экономических
условий исключается возможность пе-
реработки высокосортных изолирую-
Фиг. 2. Средние значения коэфи-
циента теплопроводности неор-
ганических порошков.
щих материалов и когда нет опасности влияния сырости и к долго-
вечности материала не предъявляется слишком высоких требований.
2. Неорганические изоляционные материалы. При темпера-
турах около 100° и выше употребляются изолирующие материалы,
состоящие преимущественно из неорганических сырых материалов.
Рыхлые порошкообразные вещества: кизельгур,
магнезия, колошниковая пыль. Кизельгур состоит из оболочек
инфузорий. Сырой материал добывается в карьерах и приготовляется
сушкой, обжигом и промыванием. Магнезия (основная углемагние-
вая соль) изготовляется или из естественного магнезита или полу-
чается из богатых магниевыми солями отбросных щелочных вод
при производстве калия. Колошниковая пыль получается промыва-
нием из газов доменных печей при очистке последних.
Средние величины к о э ф и и и е н т о в теплопроводности
этих материалов в зависимости от температуры и объемного веса дает фиг. 2.
Рыхлый порошок из кизельгура, магнезии или колошникового газа приме-
няется или самостоятельно или в смеси со шлаковой шерстью и волокнами асбеста
при так называемом способе сухого трамбования для заполнения обойм из листового
железа или гипса с проволокой, каковые обоймы прислоняются к изолирующему
предмету.
1303 т. И. Отд. 5. Материаловедение. XII. Материалы для тепловой ио'ияпий
Этими веществами заполняют мягкие трубки из асбеста или другого волокни-
стого веще тва; их перерабатывают в большом количестве на изолирующие массы
и на фасонные части.
Неорганические волокнистые вещества: асбест,
шлаковая шерсть, стеклянная шерсть. Асбест употребляется в виде
матов и нлбивок. В виде ткани в форме рукавов он служит как
кожух для заполнения рыхлыми заполнителями, а также служит сам
в рыхлом виде в качестве добавок при изготовлении заполняющих
веществ и в виде разбавляемых водою изолирующих средств. Из
рифленого асбестового картона в Америке изготовляют изолирую-
щую скорлупу для труб.
Шлаковая шерсть получается пульверизацией жидкого
шлака в струе пара или воздуха. Сна служит чаще всего в каче-
стве заполнителя самостоятельно или в смеси с порошкообразными
веществами.
Стеклянная шерсть добывается вытягиванием жидко-
тягучего стекла в очень тонкие волокна. Главным образом она упо-
требляется в виде матов и полос с волокнами, расположенными
параллельно друг другу, но перпендикулярно к направлению теп-
лового потока, и имеет особенно низкий коэфициент теплопровод-
ности. Неудобна при переработке благодаря мелким отрывающимся
кусочкам волокон, которые вызывают на коже зудящие царапины.
Все три волокнистых вещества—высокосортные изолирующие сред-
ства, их коэфициент теплопроводности достигает минимума при
определенной средней толщине набивки.
Изолирующие массы, разводимые водой. Кизель-
гур, магнезия и колошниковая пыль применяются, главным обра-
зом, в виде массы, разводимой водою до кашеобразного состояния;
эта масса наносится на изолируемый предмет и затем затвердевает.
Связующим веществом служит обычно глина. Кроме того, для уве-
личения прочности массы и уменьшения возможности образования
трещин при высыхании прибавляют волокнистые вещества: волос,
асбестовые волокна, древесные опилки и т. п.
Средние коэфиииенгы теплопроводности изолирующих масс в зависимости от
объемного веса и температуры показаны на фиг. 3. Кривые относятся главным обра-
зом к кизельгуру и магнезии. Масса из колошниковой пыли обладает более низкими
коэфициентами теплопроводности, нежели об этом можно судить—на основании
ее относительно высокого объемного веса—по кривым диаграммы. Нередко, однако,
встречается масса, коэфициент теплопроводности которой на 1О'0 ниже, но бывает
и на 5'’/о больше, чем то дает кривая. Изолирующие массы применяются лишь для
тех предметов, температура которых достаточна для испарения воды. Нанесение
массы необходимо производить поэтому во время работы данной установки.
При изолировании этими массами обычно не удается достигнуть столь низкие
коэфициентов теплопроводности, как при волокнистых веществах, но зато первые
поддаются более легкой обработке и пригодны для изолирования предметов самых
произвольных форм. Часто различают два сорта: массу высокого давления
(предварительный слой), обычно с примесью асбестовых волокон, и массу низ-
кого давления (дополнительный слой) с органическими примесями. Первая обла»
дает болошей способностью противостоять высоким температурам при несколько
высшем коэфициенге теплопроводности и часто служит основным слоем для более
дешевой и менее противостоящей жару дополнительной массы.
Обожженные изолирующие камни изготовляются
из кизельгура с примесью глины и органических веществ, как проб-
Свойства изоляционных материалов
1307
новые обрезки, древесная мука и др., и обжигаются при темпера-
туре в 1000° и выше; при этом органические части сгорают и оста-
вляют полые пространства—поры. Для высоких температур пред-
почтительнее равномерная, мелкопористая структура.
Средние коэфициенты теплопроводности в зависимости от температуры и
объемного веса показано! на фиг. 4. Кирпичи изготовляются различных величин и
форм и применяются, в зависимости от температуры их обжига до 1000° и выше.
Прочность на излом при комнатной температуре—от 10 до 60 кг1см*.
Фасонные части, в особенности для изоляции трубопро-
водов, изготовляются, кроме того, из жженного кизельгура, а также
магнезии, гипса и бетона. Магнезия в соединении с асбестовыми
волокнами замешивается водой, отливается в формы и затем вы-
сушивается. Подобным же образом перерабатывается в фасонные
части и гипс. Из цементного теста с добавкою материалов, дающих
Фиг. 3. Средние значения коэфи-
циента теплопроводности изоли-
рующих масс.
Фиг. 4. Средние значения коэфи-
циента теплопроводности обож-
женных изолирующих кирпичей.
пену или газ, получается пористый бетон (клетчатый или газовый
бетон с объемным весом от 200 до 800 кг/м3), каковой перераба-
тывается в плиты или фасонные части или заливается свежим на
месте применения. Этот бетон используется главным образом
в строительном деле.
Изготовленные фабричным способом фасонные части должны быть специально
приспособленными для каждого рода применения, и их изолирующее действие ме-
нее зависит от ошибок производства, чем при ручном способе приготовления.
Другие неорганические изолирующие мате-
риал ы: естественная пемза, пенистые шлаки доменных печей,
зола, обыкновенные шлаки, сажа. Коэфициент теплопроводности
их в общем тем ниже, чем ниже объемный вес и чем мелкозер-
нистее строение.
3. Воздушные прослойки. Прохождение тепла через воздуш-
ную прослойку происходит, кроме теплопроводности, еще, по при-
чине конвекции и лучеиспускания. Воздушные прослойки, ограни-
ченные обыкновенными строительными и изоляционными материа-
лами, имеют только при низких температурах (не свыше 100°) и
при толщине слоя ниже 5 мм эквивалентные коэфициенты тепло-
1308 Т. II. Отд. 5. Материаловедение. XII. Материалы для тепловой изоляции
проводности, которые могут быть сравниваемы с коэфициентами
теплопроводности настоящих изолирующих материалов. При боль-
шей толщине воздушного слоя и при более высоких температурах
эквивалентный коэфициент теплопроводности сильно повышается
из-за передачи тепла конвекцией и лучеиспусканием. Воздушные
прослойки, ограниченные полированными металлами (алюминиевая
фольга), имеют сильно пониженное участие в передаче тепла через
лучеиспускание и дают, особенно при толщине слоя в 1 до 1,5 см,
очень низкий коэфициент те-
плопроводности.
Фиг. 5 дает эквивалентные ко-
эфициенты теплопроводности плос-
кой воздушной прослойки при огра-
ничении ее наружными поверхностями
с высоким коэфициентом лучеиспус-
кания (9О°/о лучеиспускания черного
тела) и при ограничении полированной
алюминиевой фольгой (коэфициент
Ограхичене плосмостяжи свысонижи
Фиг. 5. Эквивалентные коэфициенты те-
плопроводности: —— с конвекцией,
-------без конвекции (горизонтальные
слои с тепловым потоком, направленным
сверху вниз).
Фиг. 6. Эквивалентные коэфициенты
теплопроводности изоляции воздуш-
ным слоем у труб при ограничении
воздушного слоя алюминиевой фоль-
гой в расстоянии 8.
лучеиспускания от 6 до 8°'о черного тела) *) в зависимости от толщины и средней
температуры воздушного слоя. Сплошные линии относятся к воздушным прослой-
кам, тепло в которых передается и через конвекцию; эти линии служат также для
вертикальных слоев и таких горизонгальны v, которые передают тепло снизу вверх.
Пунктирные линии соответствуют горизонтальным воздушным слоям, телчовой поток
по которым идет сверху вниз и в которых, следовательно, нет никакой конвекции.
Для изоляции труб устанавливается алюминиевая фольга
толщиной 0,01 до 0,05 мм концентрическими слоями в расстоянии
от 1 до 2,5 см при применении гибких приспособлений для удержа-
ния этого расстояния. Эквивалентные коэфициенты теплопровод-
ности такой алюминиевофольговой воздушной изоляции для труб
дает фиг. 6 для различной толщины воздушной прослойки в зави-
7 См. Е. Шмид т, ZdVdl, 1927, стр. 1395.
Смазочйые материала
1309
симости от средней температуры изоляции. Числа на этой фигуре
приняты уже со включением влияний приспособлений для удержания
расстояния, ухудшающих результат.
Алюминиевая фольга толщиной 0,01 мм и ниже может быть смята и свободно4
навита или же наложена слоями один на другой. Эквивалентные коэфициенты те-
плопроводности при наиболее выгодной толщине слоя из двух фолы в 1 см равны
двойным коэфициентам при равномерной толщине воздушного слоя в 10 мм. Смя-
тая фольга идет главным обдазом для изоляции колен, вентилей и фасонных
частей.
XIII. Смазочные материалы
Составил докт.-инж. В. Гиллигер, Берлин
А. Обзор смазочных материалов
Общее. Смазочные материалы не являются химически однород-
ными веществами, а представляют собою смеси различных углево-
дородов, иногда с примесью и других составных частей, в зависи-
мости от цели их применения. Для характеристики и оценки сма-
зочного материала в большинстве случаев играют роль его проис-
хождение и обработка, каковые данные и следует требовать от по-
ставщика.
Рекомендуется пользоваться техническими условиями поставки и испытания
смазочных материалов, установленными Союзом германских металлургов и Герман-
ским союзом для испытания технических материалов (изд. 5 и соответственные нор-
мировочные листы).
По данным этих условий смазочные материалы подразделя-
ются на:
1. Нефтяные смазочные масла: дестиллаты, получаемые
из сырой нефти путем фракционной перегонки, по удалении бен-
зина, керосина и масел, не соответствующих по качеству заданному
сорту, рафинады, очищаемые путем фильтрации и обработки
кислотами, или же масла из нефтяных остатков, полу-
чающихся в результате процесса перегонки.
2. Смазочные масла из бурого угля и сланцев получаются
из курных смол, разлагаются на фракции и очищаются от кислых
масел (креозотов); для получения масел, не изменяющихся от дей-
ствия холода, их очищают от парафина.
3. Каменноугольные смазочные масла получаются из камен-
ноугольной смолы газовых заводов и коксовых установок.
4. Растительные масла и животные жиры получаются путем
прессования или экстрагирования. Сырые масла очищаются меха-
нически или химически (нейтральное рафинирование) и для приме-
нения смешиваются большей частью со смазочными каменноуголь-
ными маслами или же с нефтяными.
5. Переработанные масла: а) Составными маслами
являются: а) смешанные масла: смеси из нефти и смазочных
масел из буроугольных, сланцевых и каменноугольных смол групп
от 1 до 3; 0) ожиренное масло (компаунд-масла): нефтяные
1310 Т. II. Отд. 5. Материаловедение. XIII. Смазочные материалы
масла с небольшой примесью растительных или животных жиров;
7) Масла, обработанные электрическим путем — ком-
паунд-масла с увеличенным содержанием жира, полученного по-
средством электрических разрядов.
Ь) Твердые жиры являются обычно продуктом набухания
мыла в минеральном масле; для производства этих жиров приме-
няют также горный воск.
с) Эмульсионные смазочные средства: а) эмуль-
сионные масла (эмульсия из масел) — тесные смеси из минераль-
ных масел с водой или же с водными растворами определенных
щелочей; по употреблению и применению они соответствуют цилин-
дровым маслам. Вязкость (по Энглеру) и точка воспламенения не
могут быть точно установлены. Иногда по этому способу изгото-
вляются и смазочные жиры. Р) Масла ижиры, способные
давать эмульсию, состоят главным образом из масел групп
от 1 до 4, каковые омыливанием или добавками делаются растворимыми
в воде. Для применения они смешиваются с 8 до 10-кратным коли-
чеством воды и служат главным образом как охлаждающие и пре-
дохраняющие от ржавления средства при обработке металлов (масло
сверлильное, охлаждающее, для строжки и для протяжки).
d) Графитные смазочные материалы — материалы
групп от 1 до 4 с примесью графита в виде порошка или эмульсии.
В. Испытание смазочных веществ
Обычные испытания дают важнейшие показатели для принятых
в торговле характеристик отдельных сортов; свойства, важные для
применения смазочных средств, могут быть обнаружены из этих
данных только на основании опытных результатов. Верные резуль-
таты испытаний могут быть получены только при соблюдении пред-
писанных правил испытаний и тщательного отбора проб (см. соот-
ветственные листы норм).
Относительно производства испытаний, кроме указанных норм, см. также
И о 1 d е, Исследование углеводородов и жиров, изд. 6, Берлин, 1924, Шпрингер.
1. Физическое испытание, а) Удельный вес дает возмож-
ность судить о происхождении смазочного материала (минеральные
масла между 0,89 и 0,96, каменноугольные масла прибл. 1,1 кг!л)\ для
смазочного действия значения не имеет. Допускаемое от-
ступление: 4- 0,005. Отклонения вниз допустимы.
Ь) Точка воспламенения есть температура, при которой
из смазочного материала выделяется такое количество масляных
паров, что находящийся вверху воздух насыщается до нижнего
предела вспышки; она характеризует степень испаряемости масла
и, следовательно, важна при применении масел для смазки при вы-
соких температурах (цилиндры паровых машин, двигателей внутрен-
него сгорания, компрессоров). Допускаемое отступле-
н и е: —5°; отклонения вверх допустимы. Для определения служит
аппарат Маркуссона.
Свойства смазочных материалов
1311
с) Точка затвердевания есть температура, при которой
масло настолько отвердевает, что от действия собственной силы
тяжести оно больше не стекает; она имеет значение при машинах,
работающих на открытом воздухе. Допускаемое отклоне-
ние: + 5°; отклонения вниз допустимы.
d) Точка стекания жиров по каплям есть темпе-
ратура, при которой жиры начинают вытекать из определенного
аппарата (Ubbelohde); она служит для определения содержания
смазочных жиров при нагревании. Допускаемое отклонение: — 5^;
отклонения вверх допустимы.
е) Вязкость, как и внутреннее трение, есть сопротивление,
которое оказывают два соседних слоя смещению в разные стороны
(см. т. I, стр. 443). Вязкость смазочных средств должна быть настолько
велика, чтобы нагрузка и процессы движения во время эксплоата-
ции выжимали смазочное средство только в промежуток между
двумя скользящими поверхностями; так как оно подводится сма-
зочными установками и увлекается движением, то нужно, чтобы
состояние трения со смазкой было всегда выдержано. Вязкость сма-
зочного средства сильно уменьшается с повышением температуры;
обычно она дается при 20, при 50 или при 100°. В торговле обычно
употребляются показатели вязкости по Энглеру (Е) (см. т. I, стр. 444).
Показатели Энглера дают сравнение между временем прохождения
через трубочку определенных размеров смазочного средства и воды
(вискозиметр Энглера). Для технических и научных работ рекомен-
дуются данные кинематической вязкости (^ см2/сек). Между обоими
существует приблизительное соотношение:
v = 0,076 £ — 0,0631/£
£=2,5 3 3,5 4 4,5 5 6 8 10 град.
^ = 0,166 0,211 0,254 0,293 0,333 0,373 0,451 0,608 0,760 см^сек.
2. Хими :еские испытания сводятся к определению загрязнений,
например, содержания воды, золы, твердых посторонних тел и влия-
ния химических веществ на составные части смазочного средства,
например, коэфициентов омыливания, кислотности, содержания твер-
дого асфальта, коэфициента осмоленця и т. д. Из результатов
испытаний делают выводы относительно свойств масел в эксплоата-
ции, а в особенности свойств при нагреве, при действии кислорода
воздуха, контактных тел и пр.
Относительно сравнительных испытаний в отношении свойств масел в экспло-*
атации см. „Испытания на продолжительность службы масел при эксплоатации па-
ровых турбин", издание Объединения электрических заводов н Союза германских
металлургов, а также работы по испытанию трансформаторных масел (Германский
союз для испытания телничсских материалов).
3. Механическое испытание основывается почти всегда на
определении коэфициента трения помощью аппарата с трущимися
поверхностями, подобно подшипнику. Специфические свойства
испытательного прибора играют при этом настолько существенную
роль, что найденные значения нередко получаются весьма разноре*
чивого характера. Наиболее часто применяемые приборы;
1312 П. Отд. 5. Материаловедение. ХШ. Смазочйые материалы
Машина Мартенса представляет собою подвешенный
маятник с тремя нащечинами, вращающийся вокруг стальной цазфы.
По углу отклонения маятника можно судить о коэфициенте трения
для масла, употребленного для смазки нащечин1).
Прибор Деттмара состоит из подшипника, в котором вра-
щается ось, снабженная маховым колесом и приводимая в движение
электродвигателем. По достижении определенного числа оборотов
двигатель выключается, а ось и маховое колесо, предоставленные
самим себе, постепенно останавливаются. Отмечая через опреде-
ленные промежутки времени числа оборотов, можно судить о свой-
ствах масла2).
Машина Вендта состоит из движущейся взад и вперед
горизонтальной шайбы, захватывающей за собою сильнее или
слабее (в зависимости от возникшего трения) другую шайбу, нахо-
дящуюся в спокойном состоянии. Движение захваченной шайбы от-
мечается самопишущим прибором 3).
Новые предложения исходят от Гершеля4) и Тома6).
4. Заводское испытание имеет для оценки смазочных мате-
риалов огромное значение. Оно требует большой тщательности и
объективности суждения. Определенных методов указать нельзя;
данные по этому вопросу можно найти в специальной литера-
туре в).
*) Сообщение лаборатории по испытанию материалов, 1890, стр. 1.
’) ZdVdl, 1905, стр. 1169.
•) Дальнейшие предложения: Z. ang., Chem. 1°22, стр. 605 (Д ю ф ф и н г).—
Глюкауф, 19и8 стр. 1598 (Г о ф ф м а н). — ZdVdl, 1909, стр. 514; 1911, стр. 153Э
(Вен дт).—ZdVdl, 19J2, стр. 1881 (Лаш е).-ZdVdl, 1902, стр. 13Й (Ш т р и б е к).—
ZdVdl, 1898, стр. 536 (Кап ф). — ZdVdl, 1885, стр. 837 (Т о в е р). - ZdVdl, 1885,
стр. 4о1 (Вудбери).
4) Proc. Am. Soc. Test. Mat., том 28, 1928, стр. 687.
e) Сообщения 3 Инсгитута гидравлики, Мюн .ен.
6) Протоколы Интернационального объединения обществ по наблюдению за
паровыми котлами, 1900, стр. -,6; 1901, стр. 77 (Карио). —Z. ang. Chem., 1910,
стр. 1697 (К е с с л е р).—ZeLschrift, „Die Schmienechnik“ германской Вакуум-оиль-
Компани, 1906 до 1911. — Р у п р е х т, Смазочные средства, Лейпциг, 19и8,
стр. 263.—Ш лезингер и Куррейн, Доклад IV походных испытаний по
станкам — ZdVdl, 1918, стр. 173; 1921, стр. 2ч8 (Г и л л и г е р). —Pe.role^m 1924,
стр. 899 (Ф и в е г). — Z. ang. Chem., 126, с гр. 1119 (Ш е р и н г-Ф и в е г).—
Maschbau, 1926. стр. 2и1 (Ф и в е г).—Maschb. , 1927, стр. 213 (Ф а л ь ц).—Сооб-
щения об исследовательских работах, VDI, вып. 308 (В о л ь ф).
Смазочные средства для машинных установок 1313
С. Смазочные средства для машинных установок
Нижеприведенные таблицы содержат принятые в торговле ха-
рактеристики различных смазочных средств, каковые в практиче-
ском отношении соответствуют потребностям производства.
Таблица 1. Смазочные масла
Применение Род масла г) Точка2) воспл. °C Вязкость Примечания
Энгл. При темп. °C
Точные механиз- Шпиндельное свыше • Костян, масло со вре-
мы, станки, быстро вращающиеся, сла- бо нагруженные части, шариковые подшипники Подшипн. эле- масло, рафи- нированное, иногда также ожиренное масло Масло 140 свыше 2-8 20 менем густеет; поэтому предпочтительнее сме- шивать с нефтяным ра- финированным маслом. Защита от ржавления для точного инстру- мента: вазелин. Для шарикоподшипн. боль- шей частью смазочные жиры Для трамвайных мо-
ктромоторов, силь- но нагруженные подшипники при большом числе оборотов, автома- ты, револьверные станки Всевозможн. под- для динамо, рафинирован- ное3) или де- стиллат неф- тяных масел Подшипнико- 160 свыше 170 3) свыше 3-8 4-5 з) 50 торов: точка затверде- вания для зимнего сор- та —15° Для малых диаметров
шипники, напра- вляющие поршне- вых машин, станки Подшипн. осей, грубые машинные части, рольганги, транспортеры, дгя смазывания прово- вое масло, дестиллат нефтян. масел Осевое масло, дестиллат смешанное или смазочное масло из кам. 160 3-8 свыше 50 валов и большой окруж- ной скорости цапф масло с более низкой вязкостью 4)
лочных канатов и бур. углей. Нефтяные дестиллаты3): летнее масло, зимнее масло 145 160 з) 140 3) 4 7-10 3) 4,5-8 з) 50
83 Зак. 254, —Hutte, Справочник для инженеров, т. II,
1314 Т. Отд- 5* Материаловедение. XIII. Смазочные материалы
Таблица 1. Смазочные масла
(Продолжение)
Род масла1) Точка Вязкость Примечания
Применение воспл. °C Энгл. При темп. °C
Паровые цилин- дры при перегре- том паре Дестиллаты нефт. масел, масло из остат- ков. Эмульсионные ожирен. ци- линдров. ма- сла 280-330 свыше 300 в) 3-6 свыше 53) 100 При температуре впу- ска пара в машину выше 250°. При более высоком перегреве точ- ка воспламенения ма- сла может быть на 40° ниже температ. пара5). Твердого асфальта ниже ОДо/о»)
Паровые цилин- дры, работающие на насыщенном паре Тоже 220—240 свыше 260 8) 2,5—6 свыше 38) При температуре впу- ска пара в машину ни- же 250е 6). Твердого асфальта ниже О,2°/о а)
Цилиндры боль- ших газогенера- торных двигателей. Цилиндры ди- зель-моторов. Дестиллат, рафинад, ожиренное масло свыше 180° 4-8 50 Также для смазки вращающихся частей газогенераторных дви- гателей. Масло в ци- линдрах должно сго- рать по возможности без остатка и не должно иметь склонности к но- вому образованию ас- фальтоподобных ве- ществ при нагревании7)
Цилиндры авто- мобильных мото- ров и подшипники, аэропланные мо- торы Рафинирован- ное ожиренное масло свыше 180° з) 3,5-12 5 -63) 50 Вязкость не должно выбирать очень высо- кую (зима). Прибавка жирных масел предпо- чтительнее < Б*»/©- Для диференциалов и пе- редачи перемены хода повыш. вязкость, на случай неплотности ко- робок. Для охлаждаемых воздухом авиационных моторов применяется также касторовое мас- ло 8)
Цилиндры воз- душных компрес- соров До 20 кг/ам* допустимы дестиллаты, также рафинирован- ное масло свыше 200 8) 4-8 4-5 3) Для рабочего давле- ния ниже 6 кг1см* до- статочна точка воспла- менения ниже 180°. Для высоких давлений также ожиренные ма- сла и цилиндровые. Расход масла для из- бежания отложений по возможн. уменьшать. Тверд, асфальта 0°/© •)
Смазочные средства для машинных установок
Таблица 1. Смазочные масла (Продолжение^
Применение Род масла1) Точка * * 3 4 * 6 7 8) воспл. °C Вяз1 Энгл. кость При темп. °C Примечания
Цилиндры ледо- делательных ма- шин (углекислота, аммиак) Рафинирован- ное масло свыше 145 4-12 20 Точка твердения ни- же —20"’. Для процессов с углекислотой совер- шенно свободен от во- ды; при этом часто применяют глицерин. Для процессов с серни- стой кислотой необхо- димо затребовать ука- заний от строителя
Смазка вращаю- щихся частей па- ротурбин Рафинирован- ное масло свыше 1803) 2,5-5 До 43) 5СР Применяется также для смазки регулиру- ющих устройств и пе- редач, поэтому подчас повышенная вязкость. Коэфициент осмоления не свыше О,2о/о 9) 10)
Трансформатор- ное и для выклю- чателей Рафинирован- ное масло свыше 145 ниже 8 20 Точка твердения—15°. Коэфициент осмоления не свыше, и,1°/о10)
Охлаждение ре- жущего инстру- мента Дающие эмуль- сию масла и жиры. Рафинирован- ное масло, дестиллаты, ожиренные масла свыше 145 2-5 50 Составных частей ма- сла 85°'0; разводить с 8 до 10-кратным коли- чеством воды. В не- смешанном состоянии как охлаждающее ма- сло для автоматов и револьверных станков. Должно быть свободно от смоляных примесей
Закалка и обла- гораживание Дестиллаты, масло из остат- ков ожир. масла свыше 180 ниже 6 50 Для малых предметов также керосин и газо- вые масла
*) Употребительное в торговле обозначение.
В открытом тигле.
’) Специальные требования государственных железных дорог, установленные
Центральным управлением государственных железных дорог.
4) Флот требует для подшипников с временной сильной нагрузкой рафини-
рованное масло с прибавкой 23°'о сырого масла. При эксплоатации паровых машин
устанавливается расход свежего масла от 0,3 до 0,6 г на л. с. ч.
•) Расход около 0,5 до 1 г на силу в час, из которого */< идет на смазку саль-
ника для поршневого штока и у9 на смазку шпинделей клапанов. Паровозы скорых
поездов расходуют около 3 до 5 кг на 10с0 км,
6) Расход примерно 0,3 до 0,5 г на силу в час.
7) Расход, включая и сальники, около 0,5 до 1 г на силу в час; двухтактные
машины расходуют несколько больше масла, предпочтительно с повышенной вяз-
костью; твердый асфальт ниже и,О5о/о.
8) Расход составляет около 5°10 от расхода горючего. Твердого асфальта 0.
®) Расход масла ок. 50 г в час.
w) Специальные директивы германских электротехников (VDE 405, 1927) и Объ-
единения электрических заводов.
83*
1316 Т. И. Отд. 5. Материаловедение. XIII. Смазочные материалы
Таблица 2. Сало дня смазки
Применение Принятое в торговле обозначение Точка сте- кания по каплям ° Содержа- ние воды °1о Примечание
Сильно нагру- женные и с горя- чим ходом подшип- ники, рольганги и эксцентрики Тугоплавкое машинное сало свыше 140 ниже 0,5 Рекомендуется также как сало для горячих подшипников. Приспо- соблено также для смазки плоских пружин автомобилей
Вальцовые цап- фы, рольганги Брикеты из сала для валь- цов 80—120 ниже 6 Брикеты должны со- держать только следы воды. Допустима при- бавка графита
Подшипники и трущиеся части всякого рода Сало для ма- сленок Штауфера свыше 75 ниже 4 Предпочтительнее не- подкрашенное сало, так как красящее вещество не оказывает никакого действия на качество смазки, а только удо- рожает производство
Шариковые под- шипники Сало для ша- риковых под- шипников свыше 60 ниже 2 Содержание кислот должно быть по воз- можности малым. Для легких шариковых под- шипников часто чистый вазелин
Передачи и зуб- чатые колеса авто- мобилей Сало для передач свыше 85 ниже 2 Военное ведомство требует точку стекания по каплям свыше 120° и содержание воды ниже 2°/0. Подобным же салом пользуются для протяжки
Зубчатая пере- дача на прокатных станах и на трам- ваях Сало для зубчатых колес свыше 45 ниже 6 Прибавка графита обычна и не приносит вреда. Указывается в заявках
Оси псвозок и транспортных те- лег сельскохозяй- ственных машин Сало для повозок 60—80 6-8 При эмульсионном сале содержание воды выше. Подобное же сало применяется для насаливания проволоч- ных и пеньковых кана- тов
Набивка в кра- нах и задвижках Сало для кранов свыше 120 ниже 3 Добавка графита до- пустима. Добавка ре- зины не рекомендуется
Смазочные масла СССР
1317
Смазочные масла, нормализированные в СССР, видны из сле-
дующей таблицы:
Таблица 3.
№ ОСТ Название к > ж я 3 £ 2 U3 >, е я и О <1> PQ Е я Вязкость по Энглеру t засты- вания Назначение
780 276 458 275 456 457 369 5357 8 274 371 370 221 778 194 Масло вазелиновое . Масло швейное . . Фригус .... ... Вольта { т Масло мотор- f Л ’ ное ( у * Масло ком- f /I ’ прессорное | у ’ Цилиндровое № 2 . Нигроль { у ’ * ’ * Л . . . Масло м машинное ’ ‘ ' Т ... Масло / м ‘ ' Вапор ( у ’ ’ ’ f 3 . . . 15 . . . Вискозин < 7 . . . I 10 ... Масло касторовое, (авиационное) . . Масло Фрезолы . . . Масло веретенное . 125 150 160 175 180 180 200 210 200 220 240 220 240 270 180 190 200 265 300 320 240 255 300 325 275 1,4- 1,7 1,5- 1,8 2,0— 2,3 3,0— 3,3 4,0- 4,3 3,3- 3,8 6,0- 6,5 8,2— 8,7 6,0— 6,5 1,7— 2,0 2,0- 2,5 1,8— 2,2 5,0— 7,0 9,0—10,0 4,0- 4,5 5,5- 6,5 7,0- 8,2 3,5- 5,0 4,5— 6,0 5,5- 7,0 3,0— 4,0 5,0— 6,0 7,0- 8,0 не ниже 9,5 не менее 15 iiL iiii ill । '1 L । । । । i । i JL L i th i L СЛ ОО о СЛ ОО СЛООО ОО' О * СП о ООО о о о о о о о О О Точная механика, станки Швейные, вязальные и трикотажные ма- шины Холодильн. машины Для динамомашин и электромоторов Двигатели внутрен- него сгорания Воздуходувные ма- шины и воздушные цилиндры компрессо- ров Паровые машины, насыщенный пар То же Малые керосиновые двигатели Тихоходные двига- тели Дизеля Быстроходные дви- гатели Дизеля (разра- ботанные цилиндры) Смазка цилиндров паровых машин, ра- ботающих на насы- щенном и перегре- том паре Смазка авиомоторов
1318 т- ОтД- 5- Материаловедение. XIII. Смазочные материалы
Таблица 4. Масла особого назначения
№ ОСТ Назван ие Si bS. з ua >, Е X Ц ° <и CQ Е ж Вязкость по Энглеру t затвер- девания Назначение
6972
701
600
2099
2612
2613
2614
2665
Мазут смазочный . .
Полугудрон . . . .
Масло трансформа- торное изоляцион- ное
Смазка нефтесмоля- ная не
Смазка предохрани-
тельная, типа А
(ружейная) . . . .
Смазка предохрани-
тельная, типа Б
(пушечная) . . . .
Смазка щелочная для
чистки огнестрель-
ного оружия . . .
Смазка предохрани-
тельная, типа С
(снарядная) . . . .
100 4— 6,5 —10°
140 18-25 —
140 не более 1,8 нёвыше —20°
ниже 200 — —
218 при 50° 11,0-15,0 при 60° 6,5-9,5 —
215 при 60° не менее 5,5 —
140 при 50° 2,5—4,0 —
210 при 70° 2,5—3,5 —
Смазка осей вагонов
и других грубых при-
боров
Смазка деревянных
осей телег
Для трансформаторов
и масляных выключате-
лей
Для железных осей
гужевого транспорта
Смазка ружей
Смазка пушек
Смазка для чистки
огнестрельн. оружия
Смазка снарядов
D. Мероприятия и приспособления для экономного
расходования масла
Большая часть смазочных материалов не расходуется факти-
чески, а либо разбрызгивается, либо же уносится отработанным па-
ром, отходящими водами и т. д. Соответствующими мероприятиями
можно, следовательно, значительно уменьшить расход масла.
1. Хранение и выдача масла. Деревянные бочки при долгом
хранении в них масла становятся неплотными. Предпочтительнее
хранить масло в железных бочках (резервуарах) со спускными при-
способлениями (насосы, сжатый воздух).
Масленки должны плотно закрываться для предупреждения до-
ступа пыли; при этом для каждого сорта масла необходимо иметь
отдельные масленки. Носики масленок должны снабжаться мунд-
Возврат и очистка масла
1319
штуками для выпускания масла по каплям. Из склада масло должно
отпускаться на основании заранее установленной потребности
в смазочных материалах.
2. Смазочные приспособления. Обыкновенные отверстия для
смазки обусловливают проливание большого количества масла и
поэтому их следует снабжать воронкообразными капсулями. Иголь-
чатые масленки работают весьма неравномерно, а масленки с фити-
лем продолжают смазку после остановки машины, если на время
перерыва фитиль оставляют внутри. Препочтительнее капельные
масленки, допускающие точную регулировку потребления и легкую
остановку их действия. При машинах с большим количеством мест,
подлежащих смазке, часто применяют смазочные насосы (Боша,
Фридмана и др.), при которых масло подводится к местам смазки
действием небольших насосов. В современных машинах предусма-
тривается циркуляционная смазка, причем все подвижные части,
поскольку это необходимо, ограждаются и стекающее масло насо-
сом снова подается к смазываемым местам.
При этом применение рафинированного масла по причине его
большей стойкости является более экономным, чем дестиллатов.
При сильно нагруженных подшипниках или таких, у которых ско-
рость скольжения очень велика (например, турбины, автомобили) 1),
рекомендуется в циркуляцию масла включать холодильники, фильтры
или отстойники.
Надо обратить особое внимание на очертание смазочных канавок* 2).
Д-1Я смазки цилиндров служат насосы и прессы, каковые связываются с вну-
тренностью цилиндра тонкими трубками с включением в трубопровод невозвратных
клапанов. Конденсационные смазочные приспособления работают неравномерно.
Масло подводится к скользящей поверхности цилиндра или золотника; распыление
масла в паре невыгодно. Следует избегать также преобладания в паре средств,
растворяющих накипь в котле, потому что таковые, попавши в цилиндр вместе
с паром, ухудшают действие смазки масел.
3. Возврат и очистка отработанного масла. У всех смазы-
ваемых мест следует помещать маслоуловители (в виде чашек,
листов), соединенные трубопроводами с общим резервуаром.
Паровые машины следует снабжать маслоотделителями, извле-
кающими из отработанного пара более 80% содержащегося в нем
масла3). Для удаления масла из сжатого воздуха служат несколько
большие маслоотделители тех же конструкций.
На металлообрабатывающих завода к масло, содержащееся в стружках, извле-
кается из них посредством центрофуг. Нагревание центрофуг увеличивает выход
масла, а измельчение стружек уменьшает его, ибо тогда стружки слишком плотно
укладываются в центрофуге. Удаление масла из тряпок и пакли для чистки по-
мощью нагреваемых центрофуг всегда целесообразно, ибо расходы покрываются
ценностью извлеченного масла.
Для очистки небольших количеств масла с незначительным
содержанием воды служат фильтры. Необходимо обращать внима-
*) ZdVdl, 1928, стр. 685.
2) См. AWF, Целесообразные канавки для смазки, далее Фальц, Основы
техники смазки, Берлин, 1926, Шпрингер,
в) ZdVdl. 1910, стр. 1969.
1320 Т. II. Отд. 5. Материаловедение. XIV. Краска, лаки, клей и пр.
ние на небольшую скорость протекания масла, на наличие приспо-
собления для нагревания при густых маслах и на легкую возмож-
ность очистки. При большей производительности лучше применять
центрофуги. Масла с большим содержанием воды следует предва-
рительно пропускать через водоотделители; при этом рекомендуется
легкое нагревание последних. Окончательная очистка производится
помощью фильтров или центрофуг.
Тщательно очищенное масло можно почти всегда употреблять
для тех же целей, что и свежее.
Трансформаторное масло иногда восстанавливается пропуска-
нием его через фильтрующие земли 1).
XIV, Краски, лаки, обычно употребляемые
средства для защиты наружных поверхно-
стей, клей, замазка и пр.
Обработал докт.-инж. Е. Р а к в и т ц, Берлин-Темпельгоф
А. Обычные средства для защиты наружных поверх-
ностей2)
а) Краски и лаки
I. Сырые материалы
1. Смолы, как, например, копал, даммар, янтарь, сандарак, шеллак
и пр., представляют собою или ископаемые продукты растений
или тягуче-жидкие соки растений, затвердевшие постепенно на
воздухе. Смолы разными способами перерабатываются в продукты
торговли — лаки разных сортов. Смолы отличаются друг от друга
различной твердостью, растворимостью в спирту, в углеводородных
веществах, маслах и т. п.
Мягкий манильский копал служит для изготовления дешевого
спиртового лака, более ценные твердые копалы используются для фабрикации ма-
сляных лаков, после того как их подвергают специальным процессам плавления.
Смолы даммара идут на изготовление светлого лака или светлых красок; шеллак
(неочищенный стволовый лак) не чисто растительного происхождения — выделение
>) Maschbau, 1927, стр. 216.
а) Литература. Шейбер, Лак и его сырые материалы, Лейпциг, 1926, Йог.
Амбр. Барт.—3 е л и г м а н-Ц и к е, Справочник по фабрикации лаков и олифы,
Берлин, 1930, Объединенное общество германских издательств.—Ш ток, Основы ла-
кировочного и красильного ремесла, Берлин, 1924.—В о л ь ф, Растворители жиров,
масел, воска, смолы и лабораторная книга для лаковой и красочной промышлен-
ности, Берлин, 1924. И. Науман.— Рагг, Краски для днищ судов и для защиты
от ржавления, Берлин, 1925, Объединенное общество германских издательств.—
Специальный комитет по технике окраски: вып. 1—Сравнитель-
ные опыты с разбрызгивающим пистолетом Неттмана; вып. 2—Образование мыла
в краске, .статья Д р о с к а; вып. 3—Сравнительные исследования масляных и нитро-
целлюлозных лаков, статья Вольфа и Тёльдте.
Материалы красильного производства 1321
лаковых вшей на растениях — очень сто*ек против химических влияний, служит для
изготовления лаков, политур, для целей изоляции в электротехнике, особой спе-
циальной замазки, аппретуры и пр.
2. Искусственные смолы, полученные синтетическим путем
смолоподобные соединения или уже добытые из естественных смол
вещества, испытавшие значительные химические преобразования,
имеют большое значение для изготовления лаков.
Канифоль представляет собою искусственно добытый, нежидкий, распла-
вленный остаток от дестилляпии смоляных продуктов кониферов, жидкая составная
часть которых образует терпентинное масло, ценное для изготовления лаков. (Для
канифоли см. ОСТ ЗОИ.) В качестве замены естественного шеллака изготовляются
искусственные смолы конденсацией фенола и альдегида, например, альбертоль-шеллак,
искусственная смола, далее бакелит и альбертоль.
3. Сохнущие масла растительного происхождения, как, например,
льняное масло, деревянное масло, в противоположность минераль-
ным маслам имеют свойство переходить в результате постепенных
окислительных процессов в тонкий слой тягуче-эластичной кожицы,
каковая состоит из „оксина*. Льняное масло, добытое прессованием
из льняных семян, изменяется нагреванием в герметических сосу-
дах при температуре в 300° или же многочасовым нагреванием при
температуре в 280° в тягуче-жидкое вещество „штандоль", каковое,
будучи прибавленным в небольшом количестве к масляным крас-
кам, придает им большее сопротивление атмосферным влияниям,
большую прочность, лучший блеск и твердость.
Олифа есть льняное масло, сваренное с сикативами или
с сухими веществами: растворимыми в масле соединениями свинца,
марганца, кобальта, благодаря чему достигается высыхание масляной
пленки в более короткий срок. Также некоторые красочные пиг-
менты, как, например, свинцовый сурик, свинцовые белила, цинковые
белила и т. д., имеют свойство подвергаться химическому обмену
с маслами или смолой при образовании соответствующих металло-
элатов или металлрезинатов, каковые действуют как ускорители
высыхания и применяются как таковые.
В СССР установлены для олифы след. ОСТ: 656 — олифа льняная; 1488 —
олифа льняная малярная; 2331-—олифа конопляная; 964 — олифа конопляная освет-
ленная; в качестве добавки к природной олифе и для темных колеров при внут-
ренней окраске применяется лаколь (б. лак-олифа) ОСТ 5057.
Лак на льняном масле находит применение при приготовлении масляных кра-
сок, красок против ржавления и красок для грунтовки; далее как полумасло олифа
и терпентин в соотношении 1 : 1 для грунтовки дерева. Деревянное масло —
тунговое масло — добывается из древесных стволов или из орешков тунгового де-
рева, требует для переработки в стойкие масла, годные в лакокрасочной про-
мышленности, специальных способов, так как уже при температуре свыше 2501 они
легко текут. Деревянное масло при изготовлении лаков заменяется смолой, льня-
ным маслом и различными растворяющими веществами.
4. Натуральный асфальт — битумин — или искусственный пек,
или деготь применяется самостоятельно или в соединении с масла-
ми и т. п. для изготовления дегтярных или битуминовых красок
(черный лак, печная эмаль), они хорошо сопротивляются действию
кислот, щелочей, паров, газов, морской воды и представляют собою
изолирующие средства.
1322 Т. II. Отд. 5. Материаловедение. XIV. Краска, лаки, клей и пр,
5. Целлюлозный эфир. При фабрикации лаков значение имеют
уксуснокислые или азотнокислые соединения целлюлозы в соеди-
нении со смолами, растворителями, размягчающими средствами
и т. д.; они представляют собою основу для приготовления
быстро сохнущих азотно- или уксуснокисло-целлюлозных лаков
(целлон).
6. Воск (шеллаковый, карнауба, парафин, церезин, пчелиный)—
добавочный материал к краскам для достижения более гладкой
наружной поверхности, стойкости относительно воды, матовых
эффектов и т. д. Воск (преимущественно парафин) применяется
также в вытравливающих жидкостях или в удаляющих лаки сред-
ствах, чтобы уменьшить испарение находящихся в этих средствах
органических растворяющих веществ (бензина, спирта, бензола,
уксусного эфира, бутилалкоголя), чтобы таковые возможно дольше
действовали на старую окраску. Пчелиный воск применяется
в так называемом шеллаковом нанесении мата для мебельной
лакировки.
7. Пигменты, красящие вещества. 1) Земляные краски
(например, охра), 2) химические краски (например, парижская
синяя, хром желтый), 3) смоляные, красящие вещества,
анилиновые краски (например, метиловая фиолетовая, хризоидин);
4) красящие смолы (например, драконовая кровь). (1) и (2) дают
вместе с лаком кроющие краски, (3) и (4) — прозрачные краски, т. е.
у последних можно узнать загрунтовку (например, лак для ламп на-
каливания и некоторые металлические лаки).
Пигменты белые: свинцовые белила, цинковые белила, лито-
пон1), титановые белила; черные: сажа, жженая кость, костяная
черная; желтые до коричневых: охра, сиенна, умбра; крас-
ные: окись железа; синие: парижская синяя, берлинская лазурь
(милори), ультрамарин; зеленые: хромовая зелень, цинковая зе-
лень: красящие металлы: алюминиевые бронзы различной
степени тонкости зерна, краски под шлифовку, эмали, причем краски
под шлифовку имеют более мелкое зерно и более матовы, чем
эмали; бронза в самых разнообразных тонах окраски (имитация
серебра, окраска бронзы под медь, под золото и др.). Род и свой-
ства пигмента имеют громадное влияние на свойства масляного
слоя и на способность его сопротивляться внешним влияниям.
Для применения и выбора малярных красок имеют значение
следующие свойства: химическая природа, устойчивость на выцве-
тание, устойчивость при повышенной или высокой температуре,
степень светорассеяния, способность покрывать или окрашивающая
способность, способность принимать масло и т. д.
8. Заполняющие вещества. Наряду с пигментами вводятся
в большем или меньшем количестве добавки-заполнители, как, на-
пример, тяжелый шпат, легкий шпат, каолин, мел, обычно применяе-
мые как суррогаты дорогих красящих продуктов, поскольку это не
запрещается особыми требованиями заказчика. Влияние заполните-
*) Литопон есть смесь сернокислого цинка и сернокислого бария: по содер-
жанию сернокислого цинка в торговле различают несколько марок
Изготовление красок
1323
лей на свойства пленких) краски еще недостаточно исследовано. За-
полнители отчасти имеют одинаковое значение с основными крася-
щими веществами, вводимыми в лаки. Сдабривание красок основ-
ными красящими веществами находится в зависимости от цены и
от кроющей способности. В зависимости от окрашивающей способ-
ности отношение заполнителей к основному красящему веществу
выражается цифрами 20:1 до 1:1, 5:1 для худших красок.
9. Растворители. Техническое значение при изготовлении лаков
имеют терпентинное масло, бензин, бензольно-углеводородные веще-
ства, декалин, метиловый спирт, этиловый спирт, спирты более слож-
ных составов: бутиловый, пропиловый, амиловый спирты, сложные
эфиры: метиловый, этиловый — и бутилово-уксуснокислые соли.
Граница между растворяющими средствами и разбавляющими стерта. Ксилол,
например, прекрасное растворяющее средство для смолы, но не является раствори-
телем для нитроцеллюлозы. То же самое можно сказать и о большинстве углеводо-
родных соединений и спиртов. Напротив, сложный эфир, как бутилово-уксуснокислая
соль, растворяет смолу, нитроцеллюлозу и может быть смешиваема с маслами.
II. Изготовление красящих веществ
1. Общая часть. Для производства масляных лаков растапли-
вают смолы, затем прибавляют масла или смолы, масла и высуши-
вающие вещества вместе варятся, затем охлаждаются и разжи-
жаются терпентинными маслами или лаковым бензином. В заклю-
чение предпринимается осветление лака естественным путем, дол-
гим хранением (три, шесть месяцев, до одного года) или же искус-
ственным прессованием через фильтр или в центрофуг-е. Изгото-
вление спиртовых и целлюлозных лаков происходит обыкновенно
холодным путем, растворением и смешением сырых материалов.
Для приготовления масляных и лаковых красок красящие ве-
щества размалываются в красочных мельницах (шаровые мельницы,
воронкообразные мельницы), после этого смешанная с маслом или
лаком краска, в зависимости от тонкости зерна пигмента, несколько
раз пропускается через вальцы. Потом поступает в продажу или
в виде пасты, причем потребитель сам изготовляет краску, смеши-
вая эту пасту со специально для этого приготовленным лаком, или
же изготовление готовой к употреблению лаковой краски происхо-
дит на самом заводе через смешение пасты с лаком, разжижение
ее и т. д. В зависимости от того, будет ли потребитель наносить
краску ручным способом — кистью, или машинным — помощью
разбрызгивающего пистолета или аппарата для погружения, сле-
дует давать различные добавки разжижающих средств. Лаки, гото-
вые для разбрызгивания или погружения, имеют значительную
вязко-текучес1ь, в то время как лаки, предназначенные для нанесе-
ния вручную, делаются несколько гуще. К масляной краске и
к очень жирным лакам прибавляют, кроме разжижающих средств,
еще от 2 до 5% сикатива. У кроющих лаковых красок и у красок,
*) Пленка есть высохшая кожица краски, какорая рассматривается без связи
С загрунтовкой (DIN 3201, проект).
1324 т- п- ОтД- 5- Материаловедение. XIV. Краска, лаки, клей и пр.
подвергающихся шлифовке, это не находило себе применения, так
как лаки обычно сами содержат достаточное количество высуши-
вающих веществ.
2. Масляные краски. Применяются для наружной окраски
в целях защиты от ржавления (металлические конструкции, вагоны,
корабли, экипажи и пр.). Предметы грунтуются один или два
раза, после чего покрываются верхним покровом краски. Грунтовка,
при хорошей связи с железом, защищает его от окисляющих влия-
ний и сырости, в то время как верхний слой краски придает стой-
кость относительно влияний погоды, способность противостоять
воздействию газов и паров и, смотря по цели применения, иметь
большую или меньшую твердость, определенную окраску и соот-
ветствующий вид. Грунтовая краска содержит от 20 до 30% масла,
сопротивление атмосферному влиянию возрастает с увеличением
содержания масла, почему верхний слой краски (особо жирный)
должен иметь масла от 40 до 50%.
В качестве грунтовки для железа особо рекомендуется применять свинцовый
сурик на льнянс м масле или олифе, наиболее выгодные и едва ли превзойденные
качества которого как защиты против ржавления основаны на образовании свинцо-
вого водонепроницаемого соединения. Из других основных пигментов, хорошо пре-
дохраняющих металлы от ржавления, можно назвать: свинцовые белила, цинковые
белила и др.; их также используют для нанесения слоя, сопротивляющегося атмо-
сферным влияниям. Титановые белила применяются для наружной окраски, пред-
почтительно в смеси с цинковыми белилами. Грунтовка красной окисью железа
(железным суриком) по сравнению со свинцовым имеет меньшую способность слу-
жить для предохранения от ржавления. В красочный покров (верхний слой краски)
часто вводится добавка древесного масла — „штандоля*4 — для повышения срока
его службы и для получения лучшего блеска и большей твердости.
Свинцовые краски 1) ядовиты и потому изготовление их регулируется особыми
правительственными предписаниями (см. правительственные правила для производств,
там же распорядок для изготовления свинцовых белил и перечень необходимых
для запоминания примечаний по свинцу) * 2).
Лаковые краски или эмали содержат в качестве свя-
зующего вещества всякого рода лаки, а также штандоль. Отноше-
ние краски к лаку в зависимости от покрывающей силы пигмента
различно. В общем, однако, как это следует у краски для верхнего
слоя: 1 вес. ч. краски на % Д° 1 вес. ч- лака, у лаковых красок
около 1 :1, у покрывающих эмалей 1:1% До 1:2. Смотря по тому,
назначается ли лаковая краска для внутренней или наружной
окраски, применяются тощие или жирные лаки.
3. Лаки. Спиртовые лаки — растворы натуральных смол (шел-
лак, манильский копал, акараоид, мастика и др.) или искусствен-
ных смол (канифоль, препараты конденсата из альдегида и фенола)
чаще всего в этиловом спирте (93 до 96%) в отношении 1:1 до
1:2с добавкою ацетона, спирта более сложных составов, эфиров
и других растворяющих средств. Для уменьшения хрупкости пленки
добавляются размягчающие средства, как, например, касторовое масло,
венецианский терпентин, смола элими (смоляной бальзам). Приме-
*)Легге и Годби, Отравление свинцом и поглощение свинца, перевод
Кац, изд. Телеки (с предисловием).
2) Германские и германо-австрийские предписания для избежания профессио-
нального отравления свинцом, Берлин, 1930, Шпрингер,
Лаки, краски й эмали
1325
пение: специально для внутренних целей; они конкурируют с цапо-
новыми лаками в изделиях из тонкого металла, в промышленности:
деревообделочной, кожевенной, игрушечной, бумажной, шляпной
и в электротехнике.
Асфальтовые или битуминные лаки состоят из
растворов натурального асфальта (гильсонит, сирийский асфальт)
или искусственного пека (каменноугольная смола, смола бурого
угля, нефть, стеариновый пек) преимущественно в бензине или
бензоле, а также вареный с маслом, льняным и деревянным. Асфаль-
товые лаки разного качества и смеси применяются как дешевые и
высокосортные средства против ржавления вследствие большой
их устойчивости влиянию воды, долговечности в непроницаемых
для света грунтах для защиты предметов, изготовленных из железа
(газо- и водопроводы, железные конструкции, окраска шлюзов, ре-
шеток и пр.); для изоляции обмотки катушек: для окраски машин
и инструмента; как защитный слой для аппаратов, частей швейных
машин, зонтичной фурнитуры и пр.
Нитроцеллюлозные лаки составляются из 15 до 20%
нитроцеллюлозы, от 5 до 15% смол (копал, альбертоль), от 5 до 15%
размягчающих средств (например, трикрезилфосфат, касторовое
масло), от 5 до 20% красящих веществ, от 45 до 50% растворителей
(например, бутиловый ацетат, уксусный эфир и др.), от 40 до 60%
нерастворителей (например, бензин, толуол, ксилол, бензол и др.).
Применение: лакировка кузовов автомобилей (производится пуль-
веризационным способом), время высыхания от % до 1 часа.
Для выполнения хорошей лакировки кузова необходимо произвести несколько
рабочих операций. При гладком листовом железе слои наносятся друг за другом
(в особенности при нитроцеллюлозном лаке); сперва идет прилипающая грунтовка,
затем дважды шпаклюется пульверизационным способом, три раза наносится цвет-
ная нитроэмаль и, наконец, полируется; обыкновенное листовое железо один раз
грунтуется, от 4 до б раз на него наносится шпаклевка на основе из масляного
лака, каковая шлифуется, затем наносится один раз заполнитель, трижды —цветная
нитроэмаль и, наконец, полировка.
Папонов ы й лак изготовляется с применением высоковис-
козной нитроцеллюлозы или целлюлоида и употребляется для по-
крытия металлических предметов как бесцветный лак или как про-
зрачный цветной (окрашивается анилиновыми красящими веще-
ствами); пленка при покрытии этим лаком очень тонка, но очень
тверда и эластична, однако в общем не может противостоять
атмосферным влияниям. Очень жидкие смолисто-целлюлозно-эфир-
ные лаки находят себе применение преимущественно как безмасля-
ные грунтующие средства для уплотнения старых слоев окраски
(кроновая, жемчужная грунтовка, протоловая грунтовка и т. д.).
Уксуснокислые целлюлозные лаки состоят из 5
до 12% уксуснокислой целлюлозы, от 2 до 6% размягчающих
средств, от 50 до 80% растворителей, от 30 до 50% нерастворя-
ющих веществ. Применяются специально для пропитки материи
для обтяжки аэропланов (целлоновый лак); материи получают бла-
годаря пропитке целлюлозным лаком натяжение, способность сопро-
тивляться атмосферным влияниям и действию воды, влиянию сол-
1326 П. Отд. 5. Материаловедеаие. XIV. Краска, лаки, клей и пр.
нечных лучей; свойства эти особенно усиливаются, если до нане-
сения последнего слоя к лаку примешать в качестве средства,
предохраняющего от действия света и жара, алюминиевую бронзу. На-
ряду с целлоновым лаком для этой же цели в настоящее время
применяется нитроцеллюлозный лак.
Преимущества целлюлозного лака: скорость высыхания и вследствие этого
быстрая обработка при сохранении хорошей механической и химической проч-
ности.
Масляные лаки суть растворы различных смол в масле,
способном к затвердеванию, в особенности в льняном или деревян-
ном, с добавкою высушивающих материалов и разжижающих
средств. В соответствии с содержанием масла по отношению к смоле
лаки разделяются на тощие (смола к маслу как 1: % или 1:1),
жирные (смола к маслу как 1 :2 или 1 :3), пережиренный лак (смола
к маслу как 1:4), наряду с чем получается большое разнообразие
в свойствах (блеск, твердость, эластичность, сопротивление дей-
ствию воды и т. д.).
Древесномасляные лаки или смеси последних с льня-
ным маслом находят себе применение в качестве лака для покры-
тия лодок,так как они чрезвычайно водоустойчивы; как автомобиль-
ный лак по причине быстрого высыхания при большой химической
сопротивляемости; как покраска, противостоящая влиянию соды и
кислот. Отношение деревянного масла к смоле (копал, альбертоль
и др.) или деревянного масла к льняному и к смоле очень раз-
лично, в соответствии с целью назначения лака. Для наружных
покрытий, например, 4 вес. ч. масла к 1 вес. ч. копала, для внутрен-
них — от 1 до 2 вес. ч. масла и 1 ч. копала. Лаки, приготовленные
на льняном масле, сохнут медленнее, чем лаки на деревянном.
В настоящее время едва ли изготовляются лаки на чисто льняном масле или
чисто деревянном, но почти всегда как смеси обоих сортов. Лак для полов должен
высыхать в одну ночь. Отношение смолы к маслу 1:1 до 1 : 1*/4» что годно для
шлифующихся лаков. Копаловый лак есть обозначение качества лака, обладающего
свойствами настоящего копалового лака, но приготовленного не исключительно
с применением этого вещества; то же самое можно сказать и про янтарный лак,
отличающийся большой твердостью и химической сопротивляемостью.
4. Алюминиевобронзовые лаки приготовляются на основе из
масла или целлюлозы (с 10 до 30% алюминиевобронзового порошка).
Они особенно отличаются прекрасной кроющей способностью, лег-
ким весом, высокими отражательными свойствами и малым излу-
чением тепла. Область применения: металлические конструкции,
рефлекторы, печи, нагревательные приборы, как изоляция тканей и
металлов.
5. Шпаклевки — малярные материалы (краски), имеющие вид
пасты (с малым содержанием масла) с 60 до 70% красящих веществ
(литопон, сажа, железный сурик, охра, белила) и заполнителей
(сланцевая мука, тяжелый шпат, мел, каолин, кизельгур). Шпаклевка
служит для выравнивания поверхностей металла (черное литье,
неровные металлические листы) для получения гладкой лакирован-
ной поверхности. Шпаклевка наносится шпактелем (в виде шпакле-
Огнестойкая окраска, изоляционный лак
1327
вочной замазки, тягучая шпаклевка), кистью (красящая шпаклевка)
или же разбрызгивающим пистолетом (пульверизационнаяшпаклевка)
несколькими тонкими слоями, каковые, высыхая на воздухе или
в печи (паровозная и печная шпаклевка), приобретают твердость
камня при отсутствии трещин (время высыхания от 2 до 4 или
от 8 до 16 час.) и держатся очень крепко на поверхности металла.
Слои шпаклевки шлифуются песчаной бумагой с различной крупностью зерна
и выглаживаются пемзой, водой или войлоком. Шпаклевка применяется при лаки-
ровке кузовов автомобилей, паровозов, листов железа, машинных частей и пр.
Вместо масляной шпаклевки применяют нитроцеллюлозную, имеющую более корот-
кий срок для высыхания, что ускоряет производство.
6. Заполнители пор подобны шпаклюющей массе и служат
для покраски дерева с целью получения гладкой поверхности.
Состав заполнителей пор должен соответствовать наносимой позднее краске
заполнителей, как-то: кизельгур, крахмальная мука, стеклянный порошок, Blanc fixe
и др. со спиртовым тощим масляным лаком или целлюлозным лаком.
7. Специальная окраска, а) Огнестойкая окраска (до
600°). Масляная краска с алюминиевой бронзой (тарпон-металли-
ческая изоляция, вернин-алюминиевый лак) или графит. С повыше-
нием температуры выгорает более или менее связующее вещество
краски, а порошок металла или красящего вещества прочно связы-
вается с лежащим под ним основанием.
Ь) Окраска, противостоящая кислотам и щело-
чам: жирные лаки на деревянном масле, сохнущие в печи бакели-
товые лаки или. лаки из искусственных смол; сушка в печах 1 час
при температуре от 130 до 140°. Содержание смолы от 30 до 40%.
с) Окраски, стойкие в эксплоатации: лаки на дере-
вянном масле и нитроцеллюлозные. Против действия парафинового
и минерального масла и штауферного сала и пр. выказали хорошие
качества шеллаковые лаки. Стойкость в эксплоатации нитроцеллю-
лозных лаков зависит главным образом от взятой для приготовле-
ния смолы.
d) Изоляционные лаки: сохнущие в печи масляные лаки
(эмаль для проволоки), температура обжига около 400°. Черные
изолирующие лаки содержат наряду с асфальтом и песком главным
образом еще штандоль (StandOl) (см. стр. 1321). Прозрачные изо-
лирующие лаки состоят из смол (копал, янтарь) и масла в отношении
от 1:6 до 1:8. Сохнущие на воздухе изолирующие лаки суть
растворы шеллака и асфальтового лака.
III. Техника окраски
1. Подготовка нижнего слоя. Перед тем как наносить красящее вещество,
необходимо предмет очистить от ржавчины, жира, пыли, сырости и пр. (обдирка,
струя песка, очистка стали от ржавчины хрящевидными веществами, то же хими-
ческим путем кислотами, обезжиривание щелочами и растворителями). Основание,
на которое наносится краска, должно быть сухим; окраска, произведенная на дожде,
при тумане, при таянии снега и т. д., недолговечна. Поверхность, сделанная шер-
шавой от применения песчаной струи, повышает в несколько раз способность сце-
1328 Т. П. Отд. 5. Материаловедение. XIV. Краска, лаки, клей и пр.
пляться с краской. Физическое и химическое состояние металлической поверхности
влияет решающим образом на способность к сцеплению, на прочность и долговеч-
ность окраски. Окраска поверхности легких металлов отличается плохим качеством,
но она может быть улучшена изменением поверхности химическим путем — путем
окисления (Бенгоу, Иротка и др.). Также поверхности цинка, кадмия и др. могут
быть защищены окраскою лишь с некоторыми затруднениями.
2. Нанесение красящего вещества крашением пульверизационным способом,
погружением, наливанием и пр. Существует два способа пульверизации: при вы-
соком давлении и при низком давлении. Последний способ годен только для окраски
малых поверхностей с незначительным образованием тумана из краски по сравнению
с пульверизацией высокого давления, причем процесс протекает не так гладко.
В обоих случаях слой краски, нанесенный на изделие, должен быть хорошо про-
сушен, прежде чем на него будет нанесен второй слой. Исключение представляет
способ „сырой окраски по сырому" (патент фирмы Френкель, Лейпциг), при котором
слой масляного лака наносится один на другой, прежде чем первый окончательно
высохнет. Способ этот нуждается в проверке на практике.
3. Высыхание краски на воздухе или в печи. Сушка в печи необходима для
асфальтового лака, эмали для проволоки, изолирующих лаков, велосипедного лака,
лака, кроющего крылья кузовов автомобилей, лака для пишущих машин, оптических
инструментов и пр . Сушка в печи или выжигание, смотря по роду красящего
вещества, происходит при температурах ниже 100 и до 200° или для эмали про-
волок при 400°. Всякий сохнущий на воздухе лак может быть высушен в печи при
соответствующих границах температуры; этим срок сушки может быть сокращен,
а при известных условиях лак благодаря этому получает еще большую твердость.
Исполненная при сушке в печи лакировка в общем жирнее, т. е. содержит больше
масла, чем высушенная на воздухе, а поэтому лучше противостоит всевозможным
влияниям.
4. Шлифовка и полировка. Шлифовка окраски: 1) масляной песчаной бумагой
различной степени тонкости и водой; 2) пемзование порошком, куском войлока и
водой; 3) стальными стружками и водой.
Шлифовка преследует цель выравнивания всех неровностей на повсрлности и
придания ей некоторой шероховатости для того, чтобы последующая окраска лучше
схватывалась.
Способы полировки: 1) способ полировки шеллаком при лакировке
дерева, 2) способ полировки при покрытии лаком металлов.
При шеллаковой полировке на лакируемую поверхность наносится раствор
шеллака тонкими слоями. Полировка производится помощью тампона, на который
набираются каплями полировочные масла (например, парафиновое). При полировке
металлических и лакированных вещей лак сперва слегка шлифуется шлифовальной
или полировальной пастой (мел, замешенный в парафиновом или вазелиновом масле,
и другие составы), а затем наводится глянец высокого качества помощью поли-
ровки.
5. Нормы расхода краски. Расход лака или краски очень разнообразен и
зависит от сорта красящего вещества, цели назначения и рода покраски (погру-
жение, окраска, пульверизация). Оказывает влияние также кроющая сила крася-
щего вещества, каковая зависит от количества и тонкости зерна пигмента, рода
загрунтовки, способа нанесения краски, кроме того, влияет и удельный вес краски.
Нормы расхода красящих веществ при разных способах окраски приблизительно:
масляные краски кругло 80 г/л/2, лаковые краски от 90 до ПО г/л/2, целлюлозные лаки
(пульверизация), от 160 до 180 г/л/2.
6. Долговечность окраски зависит от влияния внутреннего строения крася-
щего вещества, от числа и рода слоев краски, от внешних влияний, которым под-
вержена окраска (механические и химические напряжения, влияния погоды, воды,
жара, холода, дымовых газов, кислот и щелочей).
В среднем долговечность автомобильной лакировки доходит до 2 лет, но при-
менением лака повышенного качества может быть увеличена больше, чем вдвое.
Обычно лакировка лодок держится один год, окраску судов частями повторяют
несколько раз в году; защищающая от ржавления окраска железных конструкций,
мостов, железнодорожных вагонов и пр. должна, согласно требованиям, держаться
от 5 до 10 лет, что более или менее и достигается.
7. Исследование окраски. Для этого в Германии имеется специальный Комитет
по технике окраски для подачи помощи и оказания содействия в техническо-научных
работах красильной области, соединенная организация VDI и Союза германских
химиков (VdCh). Программа работ охватывает красящие материалы, их испытание
и технику окраски.
Испытание окраски. Металлическое покрытие 1329
IV. Испытание окраски
При доставке красящих веществ необходимо уста-
новить: удельный вес, тягучесть, цвет, запах, скорость высыхания,
кроющую способность и пригодность к употреблению в дело
помощью кисти, пульверизации или погружения и т. д. Высохшая
окраска испытывается, в зависимости от цели применения, на эла-
стичность, отставание, твердость, устойчивость при разных темпе-
ратурах, способность схватываться, на водонепроницаемость, устой-
чивость при действии растворов кислот и щелочей, дымовых газов,
продуктов производства, морской в«ды, влияния погоды и т. д.
Твердость окраски очень разнообразна и зависит от ее возраста. Испытание
на твердость производится пробой, царапанием карандашами различной твердости
(по Вилькинсону, Вюрту) или резанием лакированной поверхности, каковое произ-
водится под различной нагрузкой.
Правила производства испытаний красок и лаков для
потребителей установлены государственным комитетом по установлению условий
поставок ')•
Определение свойств окраски можно производить или отдель-
ными испытаниями многих одинаковых образцов окраски, подвергая
их влияниям различных условий, или же один и тот же окрашенный
образец подвергается последовательно испытанию при определенной
смене различных влияний.
Особенно много времени требуется для установления стойкости против непо-
годы, поэтому для сокращения времени изобретены искусственные ускоренные
опыты на атмосферные влияния по способу колеса Гарднер-Цельнера. При спо-
собе Гардг ер-цельнеровского колеса образ i окраски укрепляются на ободе колеса
и пробегают при очень медленном вращении через определенную смену влияний,
как-то: освещение ультрафиолетовыми лучами, действие воды, высокая и низкая
температура и т. д. ’).
Нормализация: окраска литейных моделей DIN 151, Л-1, малярные краски,
обозначение системы обжига DIN, DVM 3210.
Ь) Иные способы предохранения наружной поверхности3)
1. Металлическое покрытие: покрытие оловом специально при-
меняется в пищевой промышленности, используя свойства неядови-
тости соединения олова (упаковка консервов—белая жесть). Покрытие
свинцом стойко относительно различных химикалий, как-то: серы и
сернистой кислоты, но ядовито. Покрытия хромом и никелем осо-
бенно тверды, могут быть полированы, огнестойки при относительно
большой устойчивости против атмосферных влияний. Цин<овое
покрытие безусловно предохраняет от ржавления. На воздухе на
цинковом покрытии образуется углекислая соль цинка, каковая,
подобно патине на меди или окиси алюминия на алюминии, предо-
храняет нижележащее железо. Кадмий, как покрывающий металл,
х) Упрощенное испытание красок и лаков RAL 848 А-2 (2-й просмотр, издание
мая 1928), Берлин, издание Боута.
2) Центр, управление госуд. ж. д., Берлин. Правила поставки красок и выпол-
нении малярных работ для мастерских, изготовляющих железные конструкции.
8) О предохранительных средствах наружной поверхности против коррозии
см. стр. 10j9 и след.
84 Зак. 254. — Htitte., Справочник для инженеров, т. II.
1330 Т. П. Отд. 5. Материаловедение. XIV. Краска, лаки, клей и пр.
в противоположность хрому очень мягок, он подвержен самозащите
вследствие окисления на воздухе. Кадмий образует на железе, а
также на легких металлах, слой, хорошо защищающий их от коррозии.
Покровы могут быть нанесены на металлы горячим способом (цинк,
олово, свинец), гальваническим путем (никель,кадмий, хром,медь и др.),
пульверизацией (цинк, медь, олово, алюминий и др.) и способом
навальцевания и наплавки (никель, медь, латунь и др. на железо,
медь, на сплавы алюминия, подлежащие облагораживанию).
В то время как навальцованные и наплавленные покрытия находят себе приме*
нение главным образом на железе, чтобы сэкономить такие дорогие чистые металлы,
как никель, медь и др., в последнее время с успехом применяется как защита ог
коррозии плакировка железа алюминием (способ Иордана). Особенно успешно
применяются способы наплавленной плакировки алюминием или сплавами алюминия
против действия морской воды.
В СССР последнее’ время входят в употребление биметаллические изделия,
изготовляемые путем прокатки. В основе берется сталь или железо, которое про-
катывается с наложенными на него другими металлами, преимущественно с медью.
В результате получается металл, имеющий большое сопротивление на разрыв,
и обладающий свойством противостоять против коррозии. (См. ОСТ 5152 проволока
биметаллическая для воздушных линий связи). Кроме того имеются ОСТ для биме-
таллических листов, полос, проволоки и пр.
2. Химические способы, при которых наносятся на легкие
металлы или на железо неметаллические покрывающие слои (хими-
ческое воздействие определенных соединений путем или простого
погружения или под действием их струй).
При способе Б е н г у легкий металл, напр., дюралюминий, предохраняется
электролитическим путем. При применении его в качестве анода в водном растворе
хромовой кислоты на нем образуется вследствие окисления тонкий слой серой
защитной массы, очень прочно схватывающейся с металлом, не вызывая при этом
никаких изменений в его структуре. Кроме того, такие слои окисления представляют
хорошую электрическую изоляцию и находят применение в изготовлении изолиро-
ванной алюминиевой проволоки, служащей для алюминиевых катушек (способ
Ш п е ф а с а). Можно достигнуть таких окисленных металлических покровов про-
стым погружением по способу Жир от к а, применяя кислые, окисляющие соли
соединений тяжелых металлов. При проверке оказывается, что способность схваты-
ваться и долговечность этих слоев окисления значительно выше, чем при обыкно-
венном покрытии алюминием или сплавами алюминия. При способе Паркера
наружная поверхность железа обработкою в фосфатной ванне переводится в нерас-
творимые фосфаты (соли Паркера представляют собою водные растворы железо-
марганцевых фосфатов). Серые, защищающие от ржавления покровы фосфатов
укрепляются маслами, жирами, красящими веществами или лаками.
3. Эмали. Применяются для защиты чугунных частей, предметов
домашнего обихода, сосудов для хранения жидкости, аппаратов
химической промышленности и пр. Сперва наносится на железные
предметы тестообразная основная масса из полевого шпата, кварца,
буры, глины и др., после чего они нагреваются в печи до темпера-
туры плавления массы. По охлаждении на первый слой эмали вновь
наносится слой массы из силикатов и окиси олова и вторично
расплавляется в печи. Очень важна ровность плавящейся массы,
так как инаге получаются волосяные трещины.
4. Флуаты (Кесслера). Для защиты каменных и бетонных
сооружений служат растворимые кремнефтористые металлические
соединения, как напр., алюминиевые, оловянные, хромовые, железные,
медные, марганцевые, цинковые и другие флуаты.
Клей кожный, казеиновый и альбуминный
1331
В. Клей, замазка, олифы, лаки, асфальт,
кровельный толь и пр.
а) Клей
Кожный и костяной клей, изготовленные из животных
отбросов (как напр., кожа, шкуры, кости, копыта, рога и т. п.),
состоят из глутина и хондрина и продуктов их разложения, обла-
дающих свойством разбухания в холодной воде, растворяющихся
при нагревании и застывающих при охлаждении в рогообразную,
упругую и более или менее твердую массу. Прочность таких масс
обычно тем больше, чем меньше содержание в них воды; кроме того,
большое значение имеет способ изготовления клея и тщательность
его применения. Хорошие сорта клея обычно обладают прочностью
на срезывание, не уступающей лучшим сортам дерева. Перегрев и
продолжительное хранение приготовленных растворов клея, а также
недостаточно тщательное изготовление их значительно понижают
клейкость продукта.
Применение. Главным образом при склеивании всех сортов дерева, при которых
способность противостоять воде не играет особой роли. На рынке высокосортный
клей имеется в виде плиток, напр., кельнский и русский клей (кожный или костяной
или же смесь из обоих с примесью свинцовых или цинковых белил), а низкосортный,
аппретурный или красильный, часто в виде порошка, хорошо растворяющегося даже
в холодной воде. В последнее время в Берлине выпущен на рынок высокосортный
клей в виде жемчугообразных, затвердевших капель, весьма удобных для примене-
ния. Хорошие сорта кожного клея должны обладать прочностью в 80—9J кг[см*.
Казеиновый клей состоит из очищенного молочного казеина
с примесью, напр., извести, жидкого стекла, щелочей и определен-
ных консервирующих средств. На рынке сорта этого клея известны
под названием х олодно.го клея, в форме порошков, раство-
ряемых в определенном количестве воды и готовых к употреблению
через 15 до 40 мин. Наряду с большой сопротивляемостью дей-
ствию воды сорта этого клея обладают меньшей прочностью, нежели
кожный или костяной клей. За время войны казеиновый клей
приобрел особое значение в технике строительства самолетов для
склеивания третьяков (вершин) и фанеры. Холодный клей, приме-
няемый, напр., для самолетов, должен обладать прочностью по мень-
шей мере в 50 до 60 кг)см2.
Альбуминный клей изготовляется из свежей крови животных
или просушенного растворимого кровяного альбумина, который не-
задолго до употребления растворяют в холодной воде с примесью,
напр., извести и щелочи. Готовый альбуминный клей на рынке
встречается редко, ибо альбумин с течением времени легко разла-
гается. Целесообразное использование этого клея сопряжено с из-
вестными затруднениями, однако благодаря его высокой сопроти-
вляемости действию воды и прочности, он имеет огромное значение
для многих технических целей (особенно при постройке аэропланов,
в мебельном производстве).
1332 Т. П. Отд. 5. Материаловедение. XIV. Краска, Лакй, клей и пр.
Ь) Замазки1)
Соединяемые поверхности тщательно прочищаются и на них
наносится тонкий равномерный слой замазки. Предпочтительнее
шероховатые поверхности. До затвердевания соединяемые части
не должны подвергаться сотрясениям.
Масляная замазка служит для плотных соединений трубопро-
водов для воды, пара и газов, для плотного укрепления металла
в стекле и гончарных изделиях или, наоборот, для соединения
пластин минералов ит. д. Стекольная замазка состоит из
льн> ного вареного масла и мелкого сухого мела, тщательно пере-
мешанных между собою. Замазка затвердевает быстрее, если вместо
льняного масла взять олифу или же примешать свинцовых белил,
сурика и т. п. Затвердевшая стекольная замазка снова размягчается
калийною щелочью и жидким мылом. Масляная замазка из
красного с у р и к а состоит из сурика и какого-либо хорошо
просыхающего масла, напр., льняного. Для устранения сырых мест
в стенах жилых зданий употребляют цементную мастику из
известняка в порошке, мелкого песка и свинцового глетд, смешан-
ных с льняным маслом (вареным). Для покрытия террас, лестниц
и т. п. служит масляный цемент, т. е. шамотная мука, мель-
чайший свинцовый глет и горячее вареное льняное масло.
Смоляная замазка для деревянных швов (в весовых
частях): воск (2), канифоль (1) с примесью охры (2) или кирпичной
муки; для камней: смола (2), канифоль (1) с суриком (1) и кир-
пичной мукой (2—5); для колодцев: кирпичная мука (2), сме-
шанная с горячей смолой (1); морской клей для всевозможных
целей: раствор каучука (1) в скипидаре (12) (также в керосине,
каменноугольных маслах и т. п.) с примесью асфальта (2) или шел-
лака; наносится в горячем состоянии.
В СССР в качестве приклеивающего материала применяется т. и. гольццемент
ОСТ 4929, представляющий собою композицию из каменноугольных и нефтяных
смолопродуктов, обработанных серой. Применяется при кровельных толевых и изо-
ляционных работах.
Различные замазки: для аппаратов — в смесь из воска(1)
и шеллака (3) постепенно добавляются кусочки гуттаперчи (2);
для установки р е т о р т (по Шиллингу) — железные стружки
от сверлильных станков (4 кг), нашатырь (60 г), сера (30 г), шамот (500 г)
и глина (500 г) замешиваются в кашеобразную массу; для соеди-
нения железных частей (подверженных действию умерен-
ных температур)—железные опилки (100; и нашатырь (1) смешиваются
с небольшим количеством воды или уксуса; магнезиальная
замазка (цемент Сореля) — порошкообразная жженая магнезия
в концентрированном растворе хлористого магния (иногда с при-
месью красящих веществ). Употребляя вместо раствора хлористого
магния концентрированный раствор хлористого цинка, получают
массу, затвердевающую значительно, быстрее, но неспособную про-
тивостоять действию воды. Замазки для скрепления камня
9 См. Ульман, Энциклопедия технической химии.
Асфальт. Кровельный толь
1333
с железом, для уплотнения труб и т. д.; чистый портландский
цемент; металл Spence, смесь серы с сернистыми металлами,
температура плавления 160°. Клей для приводных ремней:
смесь из 7*Р/0 кожного клея и 30% желатины или же азотно- или
уксуснокислого целлюлозного раствора. Замазки на раство-
римом стекле: растворимое стекло в форме рыночного вяз-
кого раствора может непосредственно служить замазкой для
стекла, фарфора и др.; с примесью извести, мела, стеклянной муки,
асбестового порошка и т. п. — в качестве замазки для дерева и
металлов. Растворимое стекло употребляют также для пропитывания
дерева, картона и т. д. с целью предохранения их от огня, грибков
и червоточины. Сырые стены также нередко покрывают жидким
стеклом.
с) Асфальт
Встречается в продаже в виде твердых кусков мастики и
в бочках в виде гудрона. Натуральный асфальтовый камень
представляет собою битуминозный известняк с 10% асфальта; асфальт
выплавляется из этого камня. Гудрон представляет собою смесь
тринидадского асфальта с 25% нефтяных остатков, получаемых при
перегонке керосина из нефти. Асфальтовая мастика полу-
чается путем перемешивания измельченного натурального асфаль-
тового камня и расплавленного гудрона. Заливной асфальт
для водонепроницаемых мостовых, для выкладки подвалов, дворов,
панелей, конюшен приготовляется из асфальтовых кусков вели иною
с кулак с примесью от 4 до 7% гудрона; масса плавится при 160° и
затем тщательно перемешивается с 50% чистого, сухого, крупного
песка (без глины) или гравия до густоты теста. Заливка произво-
дится слоем в 1,5 до 1,0 см, который немедленно посыпается песком
и утрамбовывается. Трамбованы й асфальт (для улиц).
Разбитый асфальтовый камень нагревается до 120°, причем он рас-
падается; нагретый порошок раскладывается слоем в 4 до 6 см на
сухом бетонном фундаменте, толщиною в 15 до 20 см, тщательно
трамбуется помощью горячих железных трамбовок, укатывается
катками и доводится таким путем до твердости камня.
d) Кровельный толь и другие материалы
Кровельный толь получается погружением обыкновенного
кровельного картона в кипящую каменноугольную смолу; после сте-
кания излишней смолы посыпается крупным песком. Вес до 3 кг!см 2.
Лучше, но значительно дороже покрытие асфальтовым войлоч-
ным толем.
Кровельные материалы, не пропитанные смолой или асфальтом:
холст, войлок, картон и т. д. пропитываются особым резинообразным
составом, не содержащим смолы, и покрываются специальной
массой, хорошо сопротивляющейся атмосферным влияниям. Они
дают легкий, отчасти дешевый кровельный материал, изготовляемый
различных цветов.
1334 т. п. Отд. 5. Материаловедение. XV. Текстильное производство
В Германии изготовляется материал, непроницаемый для грунтовых вод; мате-
риал этот состоит из трех слоев асфальтового войлочного толя с тремя нанесенными
в горячем состоянии слоями, главным образом, замазки, состоящей из тринидадского
асфальта. Для той же цели служит тэктолит, состоящий из чрезвычайно твердой,
но все же гибкой ткани, покрытой с обеих сторон лучшим естественным асфальтом.
В качестве клея для толя служат продукты каменноугольной смолы, для испы-
тания коих установлены нормы DIN, DVM 2136—2139.
XV. Текстильное производство 92)
Обработал д-р-инж. Генрих Брюггеман, Мюнхен
А. Происхождение и добывание волокон
Подразделение сырых материалов волокнистого характера: натуральные
сырые материалы растительного, животного или минерального происхождения;
искусственные сырые материалы, добытые химическим путем. Между этими двумя
помещаются искусственные материалы, которые по существу не являются искус-
ственными, но вновь получены из старых использованных материй, путем разде-
ления и переработки на волокна и вторичного скручивания в нити.
а) Сырые материалы растительного происхождения
Разделяются на волокна корней, стеблей, листьев, семян и
плодов.
Применение: волокна корней для плетеных изделий; волокна
стеблей для плетения и тканей, реже для трикотажа, но часто для
сетчатых изделий и канатов, волокна листьев для разных целей;
волокна семян для тонких тканей и трикотажа, волокна плодов для
грубых плетений и сетчатых изделий.
Техническо-физические свойства см. табл. 1.
По вопросу о волокнах: их длина, классификация и качество—
по льну см. ОСТ 459, 508; по кенафу —ОСТ 2973; по пеньке —
ОСТ 6^6; по хлопку-ОСТ 7418, 3557, 3757, 3758 и др.
*) Литература: Брюггеман, Теория и практика рационального прядильного
производства, Штутггарт 1903, Арнольд Бергштрессер; ч. I: Необходимые свойства
пряжи и их испытание.—Г л а ф е й, Сырые материалы текстильной промышлен-
ности, прядильное и крутильное производство, образование текстильнмх поверх-
ностей, Лейпциг 1922, Квелле и Мейер. — Герцог, Те<ноло‘гия текстильных
волокон, Берлин 1928, Шпрингер.— О н же, Микроскопическое исследование шелка
с особым принятием во внимание искусственного шелка, Берлин 1924, Шпрингер.—
И е н е к е, Справочник по общей текстильной промышленности (9 томов),
Лейпциг 1921, Макс Иенеке.—К р ю г е р, Критика и оценка пряжи и тканей, Берлин,
М. Крайн.—К е й н т а л е р, Искусст !енный шелк, Берлин 1926, Шпрингер.—
Рис те нпарт, Химическая технология прядильных волокон, Берлин М Краин.—
Р о н, Учение о текстильном ьолокне, Берлин 1920, Шпрингер.—О н ж е, Приго-
товление пряжи, Берлин 1917, Шпрингер. — Шаме, Справочник по общему
ткачеству, Лейпциг 1914, Шпамер. —3 ильберман, Шелк (2 тома), Дрезден 1912,
Гергард Кютман.—Ш п е н н р а т, Учение о материалах текстильной промышлен-
ности, Берлин, М. Крайн.
2) См. отдел „Техника волокнистых веществ" в IV томе немецкого издания
Hiitte 1931. Берлин.
Текстильные сырые материалы
1335
Таблица 1. Техническо-физические свойства важнейших волокон растений
Сырой материал Удельный вес г; см* 3 Удельная тепло- 1 емкость кал}кг ° Длина клеточки мм Толщина клеточ- ки р. Длина, при кото- 1 рой происходит I разрыв от соб- ' ственного веса 1 в км 9 • Сопротивление разрыву кг!мм* 2)
Волокна стеблей Лен 1,47—1,5 0,321 4-66 12-26 24—52 35-76
Конопля 1,48 0,323 5-55 15-50 35 83
Джуг . • 1,44 0,324 1,5-5 2 25 34 49
Рами •. 1,51 0,332 12—25 40-80 30 45
Пенька 1,50 0,323 см 25—30 30-60 25-30 40-50
Волокна листьев Манильская пенька (банан) 1,30 0,33 мм 4-10 16-30 35-80 49-60
Новозеланд кий лен . . . 1,49 0,323 5—15 10—20 — —
. Волокна агавы Сизаль . . — — 2,5-4 20-30 — —
Волокна семян Хлопок . 1,47-1,50 0,319 10-303) 12-40 25-28 39-42
Капок . , 1,32 0,324 15-35 20—40 35-40 45 -48
1. Волокна корней. Торф. Обработка имела значение только
во время войны. Длинные тонкие волокна корней перерабатывались
иа цыновки.
2. Волокна стеблей, называемые также лыковыми волокнами,
должны быть отделены, перед обращением в пряжу, от сердцевины.
Лен есть самое известное волокно стеблей. Чистые волокна
стеблей, добытые из льняного растения (linum usitatissimum), пред-
ставляют собою тонкий пучок лыковых волокон.
Пенькою называются волокна растения конопли (Ganabis
sativa) длиною sativa от 1 до 2 м. Лучшие сорта: итальянская и ба-
денская пенька, из них растения мужского рота. Применение:
канатные изделия, ткани, уплотняющая набивка, обивка, упаковоч-
ный холст (равендук), парусина.
Джут есть пучок лубовых волокон индийских растений вида
Corchorus. Растение имеет высоту 4,5 до 5 м (Corchorus olito-
rius и Corchorus capsularis). Применяется как пряжа для мешков,
ковров, мебельных материй, материй для отделки и обивки.
Рами — растение вида крапивы, волокна обнажаются удале-
нием резины, хорошо „котонизируются". Волокна жгучей крапивы.
Разведение мало выгодно, хорошие волокна.
*) Разрывающая длина: теоретическая длина волокна, которая необходима для
того, чтобы нагрузка от собственного веса висящей нити вызвала разрыв ее.
*) Сопротивление разрыву: наибольшее напряжение на разрыв (растягивающая
сила/сечение).
3) Различно; с длинными, средними и короткими волокнами,
1336 Т. II. Отд. 5. Материаловедение. XV. Текстильное производство
3. Волокна листьев. Манильская пенька. Происходит
из банана. Ее устойчивость против атмосферных влияний делает
очень пригодной для применения в канатных изделиях, для буксир-
ных и трансмиссионных канатов. Далее она употребляется для цы-
новок и материй.
Новозеландский лен. Очень прочен, самая стойкая ткань
против гниения. Применяется для парусных и водолазных изделий,
бичевок, канатов, шнуров, рыболовных сетей.
Волокна агавы (пенька, сизаль и т. д.). Длина волокна
от 1 до 2 ж, бледножелтый цвет, однако менее блестящий, чем
у манильской пеньки. Применяется для транспортных канатов, наби-
вочного товара, щетинных и щеточных товаров.
4. Волокна плодов. Кокосовые волокна: ржавокоричне-
вый цвет. Применяются для ковров, дорожек, цыновок и обивок.
Ь) Волокна животного происхождения
Существуют два вида покрытий волосом: ость, щетина или
колючий волос и пушной волос, мех или шерстяной волос. Для
изготовления пряжи пригоден главным образом пушной, меховой
или шерстяной волос, в то время как ость, щетина или колючий
волос дают нити только путем скручивания или связывания друг
с другом узлами (прядение конского волоса). Остриженная шерсть
остается связанной вместе; эта сцепленная друг с другом масса
называется полстиной (руном). Необходимо помощью микроскопа
установить два качества шерсти, а именно: тонкость и ровность
волоса (равномерность его толщины).
Разложение волоса на отдельные элементы про-
изводится кислотами (серной и хромовой), калийной щелочью, медно-
кислым аммонием. Подсахаривая серную кислоту, можно окрасить
животный волос в розовый цвет, пикриновыми кислотами—в жел-
тый. Растворяется волос в кипящем растворе едкого кали и едкого
натра. Щелочные растворы свинца окрашивают волос животных при
нагревании в коричневый до черного цвета. Для того чтобы отли-
чить в шелке волос животных и для обнаружения последнего (шерсть
в шелковых тканях), шелк обрабатывается в щелочном растворе свинца.
Шелк не реагирует с этим реактивом, так как в нем отсутствует
сера, в то время как шерсть тотчас же образует реакцию.
Составные части шерсти: роговое вещество, протеино-
вые вещества с приблизительно 17% азота и 1 до 5% серы, кроме
того, углерод и кислород, содержание золы между 0,5 и 3,5%,
удельный вес от 1,3 до 1,4 г/см3.
Подразделения сортов волоса: колючий волос (прямой, тугой,
короткий, хрупкий, имеющий сердцевину), остистый волос (более
длинный волос, который обычно выступает над шерстью и перво-
начально служил для проводки капель дождя); щетина есть особо
крепкий остистый волос, напр., у свиньи; пушнина, мех или шерстя-
ные волоса, вьющиеся, гладкие, большей частью не имеют в сре-
дине мозгового вещества и представляют собою нижнее одеяние
Шерсть, сорта шерсти, волов
1337
многих млекопитающих животных. Очень часто более или менее
пронизываются остистыми волосами.
1. Настоящая шерсть есть шерсть жвачных животных. Волос
состоит из трех элементов ткани: сердцевина (мозговое вещество),
слой клетчатки и чешуйчатый слой. Разница между волосом и
шерстью! способность последней сваливаться. Аппаратная шерсть
или суконная шерсть есть тонкая, короткая, хорошо сваливающаяся
шерсть.
Камвольная, более длинная и прочная шерсть есть соединенная
мериносовая и шерсть метисов. Суконная шерсть: очень чешуй-
чатый верхний покров, а потому большая сила и способность
сваливаться. Шерсть мериносов очень тонкая, 12 до 37 р.; лей-
честерская шерсть состоит из остистых волос, 30 до 60 р.; деревен-
ская Landwollen1 шерсть сильно пронизана остистым волосом 80 pi;
шерстяной волос 30 р.; дубленая шерсть; под дубленой шерстью
понимается шерсть, полученная путем снятия волоса при обработке
шкуры известковым молоком. Шерсть мертвецов есть шерсть
павших животных. Шерсть эта ломкая и бедна жиром. Толщина
волоса измеряется в микронах (р.) микроскопом, окуляр которого
снабжен шкалой.
Таблица 2.
Обозначение тонины для шерсти SE = суперэлекта на 33 зубца 16,50 до 17,75 р. Главным образом для кам- вольной шерсти ААА = Зд= электа-шерсть
Е = электа „ 28 „ 17,75 „ 19,00 р. АА = 2. = тонкая мерино- совая
Р = прима „24 я 20,30 „ 23,09 р. А = мериносовая шерсть
S = секунда „20 „ 25,40 „ 28,00 р. В ~ облагороженная дере- венская шер ть
Т = терция „16 „ 28,СО „ 33,00 р. С = тонкая деревенская D = средняя „
Q = кварта „ 12 , 33,00 „ 40,69 р. Е = обыкновенная дер.
В СССР по шерсти см. стандарты ОСТ 243 — 248. 381—391, 4716, 4717, —у»
4719, 4720, £1? 4723, 4724 , 4725, 4727, ~ , 5601, 5599 и 569'. Все
4.0 4оО ’ ’ ’ ’ 298 297 ’
эти стандарты касаются разных сортов шерсти. ОСТ 269 устанавливает правила
приемки и ОСТ 249 — составление стандартных образцов.
2. Волос. Козий волос, повышенная длина волоса, усилен-
ный блеск, повышенная ровность. Обычный козий волос
состоит из остистых волос длиной от 4 до 10 СМ, толщиной от 60
до 100 р.. Волос из козьей бороды, прямой, длинный остистый
волос; применение: для кистей и султанов для шляп. Могер или
ангорская шерсть, гибкая белая, серая или черная шерсть.
Тибетская или кашемирская шерсть добывается не стриж-
кой, а выщипыванием.
Верблюжья шерсть. Применяется для приводных ремней.
Шерсть верблюда и сходная с нею шерсть ламы, пако и викуньи.
Настоящая верблюжья шерсть из волоса толщиной от 10 до 16 р. про-
низана остистым волосом. Верблюжья — козья шерсть или
фальшивая верблюжья рт ламы, пако. Коровья, телячья,
1338 т- Отд. 5. Материаловедение. XV. Текстильное производство
оленья и шерсть серны. Лошадиная, собачья и кошачья шерсть.
Заячья, кроличья, бобровая и шерсть мускусного козла упо-
требляются для изготовления фетра. Человеческий волос. Искус-
ственная шерсть. Под искусственной шерстью не следует понимать
искусственно изготовленную шерсть, но вновь добытую из отбросов
шерсти.
Обозначения. Мунго есть шерсть, добытая из новых лоскутов, напр., остат-
ков сукна и пр. Длина волокон колеблется между 5 до 30 мм. Содди: вновь добы-
вается из бывших в употреблении лоскутов. Волокна повышенной длины, в особен-
ности из чисто шерстяного трикотажа; чулок, камвольных изделий и т. д. Тибет-
ская или альпака-шерсть: искусственная шерсть, изготовленная из смеси разнород-
ных волокон, напр^, шерсти животных и растительных волокон.
3. Шелк представляет собою выделения гусениц, пауков и му-
шек. Нашел себе применение только шелк гусениц. Из 12 до 18 кг
коконов добывается 1 кг шелка. Шапп-шелк: шелк, добытый
из коконов, оставленных бабочками после их выхода. Пряжа из
отбросов шелка называется „буретт“.
4, Искусственный шелк есть искусственное прядильное волокно,
полученное растворением целлюлозы. Различают: нитрошелк (шар-
донэ), раствор нитрата целлюлозы в эфире и алкоголе. Медный
шелк или глянцевый шелк, раствор целлюлозы в аммиачной окиси
меди. Вискоза, раствор целлюлозы ксантогенет. Ацетатный шелк,
раствор уксуснокислых солей целлюлозы, Для получения особо
хороших растворов целлюлозы берется так называемый линтеры —
остатки коротких волокон хлопковых семян. Вискозный способ есть
наиболее экономный. Волокна искусственного шелка имеют боль-
шую длину.
Минеральные сырые материалы: асбест, см. стр. 1352.
В. Пряжа
Разделяется на пряденые, крученые и канатные изделия. Пряжа
есть равномерная нить любой длины и определенной толщины,
полученная путем кручения параллельно расположенных волокон.
Крученая пряжа получается вращением нескольких прядей
вокруг общей оси. У крученой пряжи направление вращения отдель-
ных прядей и самой пряжи противоположно. Свойства хлопковой
пряжи зависят от рода и качества примененного для прядения
хлопка. Применение сорта хлопка сообразуется с назначением
пряжи. Форма намотки готовой пряжи зависит от дальнейшего
применения и бывает весьма разнообразной, напр., в. виде катушек,
шпулек, мотков и др. Для целей ткачества различают пряжу: уток
и основу, причем более крепкая пряжа — основа — наматывается
на навой, а пряжа утка располагается на отдельных шпулях.
1. Пряжа из хлопка распределяется по английской нумерации,
Простая хлопковая пряжа, называемая также твист (бумажная
нитка), распадается по качеству и роду продукта прядения хлопка
на приму, секунду, терцию, тонкую или расчесанную пряжу, Далее
пряжа различается по роду намотки: на шпулечную, мотковую,
мотальную и катушечную, или же по ролу применения обозна-
Пряжа. Строение текстильных поверхностей
1339
чается как основа, уток и вязальная. По признаку более или менее
крепкого закручивания она распределяется на фитильную, пряжу
кольцевого ватера, пряжу сельфактора и т. п. Крученая пряжа
приготовляется со всевозможной круткой, а по ряду применения
различается на крученую пряжу для основы, на вязальную, швей-
ную, гардинную, кружевную пряжу и т. д. Если крученая пряжа
особо тонка и опалена, то она носит название „флор". Кардная
крученая пряжа есть пряжа, состоящая из трех двойных ниток.
Мулине называется пряжа разных цветов. Под названием крученая
пряжа „Фантези* понимается пряжа неравномерного качества,
состоящая из толстых или тонких мест, узлов и т. п.
2. Шерстяная пряжа. Разделяется на камвольную и пряжу
из кардной шерсти. Камвольная пряжа крепче и равномернее.
Подразделение на твердую и мягкую камвольную пряжу.
3. Льняная пряжа точно так же нумеруется по английскому
способу и разделяется на льняную или чесальную, паклю или ров-
ницу. Из нее приготовляется столовое полотно, батист и камка.
Тонкость пряжи для камки соответствует английским номерам от 30
до 70, для батиста от 80 до 200. Льняная пряжа применяется также
для кружев валансьен. Эта пряжа является излюбленной для креп-
ких швов.
4. Джутовая пряжа равным образом нумеруется по англий-
скому способу и служит для изготовления мешков и упаковочных
материй, далее веревок, бечевок и канатов.
5. Пеньковая пряжа равным образом применяется для изгото-
вления мешков и упаковочных материй, а также для парусов
и палаточных полотен, тросов, шнуров и буксиров.
6. Пряжа рами находит равным образом применение для канат-
ного производства, вязаний, для постельного и столового белья,
а также для вязания крючком и как швейная нить.
7. Пряжа из искусственного шелка применяется как сур-
рогат для всевозможных материй и также для платьев и галстуков,
более толстая как искусственный конский волос, а более тонкая,
как обыкновенная шелковая пряжа или как штапельная (Вистра).
С. Строение текстильных поверхностей
Строение текстильных поверхностей может быть осуществлено перекрещи-
ванием или переплетением нитей. Продукты перекрещивания называются тканями;
переплетения — трикотажем, вязальными изделиями и плетением.
Разнообразные способы испытаний, которым подвергаются
ткани, сводятся к следующим: испытание на декатировку или спо-
собность садиться; при этом испытании образцы кладутся в горя-
чую воду с температурой до 100°, а затем приблизительно на
12 час. в холодную воду. Величина усадки дает возможность
сделать заключение о силе декатировки. Фитили испытываются
па способность всасывать жидкости, причем часть фитиля опу-
скается в сосуд с жидкостью. Способность впитывать жидкость,
напр., у обтирочной ткани, устанавливается измерением воды, стек-
1340 т- И. Отд. 5. Материаловедение. XV. Текстильное производство
шей по каплям. Чтобы определить сопротивление ткани изгибу,
загибу кромки и образованию складок, ее помещают в специальные
аппараты. Прочность ворса, способность получать блеск у сукна
устанавливаются в приспособлении Гаслера. в так называемой
перетирающей сукно машине. Водонепроницаемость материи испы-
тывается способом подвешивания материи на раме и наполнения
ее водой. Подобным же способом проводятся испытания на обрыз-
гивание, на давление воды, на пропуск света и т. п. Сжиганием
материи легко определить ее растительное, минеральное или живот-
ное происхождение (проба на сжигание). Длина волокон и крутка
пряжи определяются помощью раскручивания.
1. Ткани. Нити, идущие в длину, называются основой, а попе-
речные — утком. По сторонам ткань ограничена так называемой
ткацкой каймой или кромкой ткани. Трикотаж состоит из рядов
расположенных друг около друга петель. Различают плоские и
круглые вязаные изделия. Между вязальным и ткац им производ-
ством помещается тюлевое производство. В последнем случае зев
образуется в направлении основы. Каждой нити основы принад-
лежит особый челнок; изделие — тюль. При вязании нити основы
перекрещиваются по определенному закону. Различают три пере-
плетения фона: полотняное саржевое или диагональное и атлас-
ное или сатиновое переплетение. Полотняное переплетение самое
простое. Нити утка и основы перекрещиваются в данном случае
одинаково с лица и с изнанки. Саржевое переплетение дает нитям
такое перекрещивание, при котором заметны на поверхности ткани
сбегающие в виде лестницы волокна основы. Направление сбега
волокон бывает правое или левое. Судя потому, что больше лежит
сверху, основа или уток, товары обозначаются как основные или
уточные шевиоты. Атласное переплетение дает наружную поверх-
ность, производящую. впечатление очень равномерной, на ко-
торой едва заметны отдельные точки переплетения. Точки пере-
плетения никогда не сталкиваются др\г с другом, как у шевиота.
В особенности трудно часто отличить правую сторону от левой
и установить направление основы и утка. Верный отличительный
знак дает кромка материи. Отправными точками далее служит более
сильная круака.и сучение основных нитей. Обычно основные нити
прочнее.
Ткани находят применение в товарах бельевых и верхнего пла-
тья, в промышленности и для обтяжки летательных аппаратов, полотно
для аэропланов 'в нем натяжение материи создается помощью
красящих веществ, напр. авиотолем), далее как материал для филь-
тров, для шлангов, мешков и фитилей, для автошин, транспортных
лечт. для палаток, п крышек повозок, для полотняной кальки и как
обтирочный материал. Напряжение, которое подобные ткани
должны выдерживать, равно у хлопчатобумажных ремней около
400 кг!см\ для обтяжки аэропланов вес равен 100 г/щ2 и разрыва-
ющая длина в 10 км\ подобные же данные годный для материй воз-
душных шаров. Среди льняных тканей, состоящих из чистого полотна,
играют также большую роль ткани, служащие для обтяжки аэро-
Кожа, резина, асбест
1341
планов. Кроме того льняные ткани применяются для парусов
и’мешков. Ткани из конопли применяются для изготовления пару-
сины, палаточных полотен, пожарных шлангов, ленточных транс-
портеров и сетчатых товаров.
Применение шерстяных тканей: для необработанного
сукна (материя сваляная и уплотненная разведенными в воде квас-
цами), затем для сукон, для тканей, переработанных аппретурою
в шевиот, двойных сукон, фланели, мельтона, трико и т.п. В технике
шерстяные ткани применяются для покрытий: так называемые войлоки
для обтяжки вальцев, далее как сукно для отжимания масла, как
пряжа для приводных ремней, сопротивление а = 340 до 400 кг!см\
2. Фетр изготовляется сдвигающим давлением при одновре-
менном действии влаги и тепла. Для фетра пригодны только во-
локна животного происхождения. Применяется фетр для шляп,
для уплотняющих прокладок, как прослойка для поглощения коле-
баний и шума и т. п.
3. Плетеные изделия. Плетением называется материя, изгото-
вленная ввиде петель путем свободного перекрещивания нитей
в рабочем направлении. Если нити боковых сторон сплетены между
собой, то получаются оплетки. Применяются для изготовления чехлов,
одеял, шнуров, тесьмы, шлангов.
4. Сетка есть такое строение поверхности, при котором пере-
крещивающиеся нити завязаны узлом (филе).
5. Трикотаж есть структура поверхности с большой эластич-
ностью. Необходимо различать вязаные и трикотажные изделия.
Применяется для приготовления одежд, для фитилей и покрышек.
XVI. Кожа, резина, асбест
А. Шкуры и кожи
Обработал гл. инж. Август Вагнер, Дурлах
а) Шкуры и их дубление
Кожа есть шкура животного, превращенная воздействием разно-
родных веществ, как напр., растительных дубильных веществ, хими-
калий, жиров и т. п., из легко повреждаемого состояния в материал,
обладаю ций высокой прочностью. Вещество, превращающее шку-
ру в кожу, называют дубильным, а потребные для этого фабрики—
дубильными заводами (см. том IV немецкого издания Hiitte 1931.
Берлин, отдел „Обработка шкур и кож").
Дубильные заводы обрабатывают главным образом кожи рогатого скота, лоша-
дей, ослов, буйволов, свиней моржей, и т., п., далее шкуры Коз, овец, оленей, ланей,
собак, тюленей, крок дт,лов, ящериц, змей, и т. п. Меха различных пушных зверей,
как-то: кроликов, кошек, куниц, выхухолей, лисиц и т. п., обращаются после закре»
пления волоса в пушнину или меха.
Кожи рогатого скота. По возрасту и полу различают во-
ловьи, коровьи, бычьи шкуры, а также кожу телок и телят. Шкуры
1342 И- ОтД- Материаловедение. XVI. Кожа, резина, асбест
домашних животных получаются от разводимого в Европе рогатого
скота, в то время как шкуры диких—происходят от южноамери-
канских, австралийских, ост-индских и африканских рогатых пород.
Кожи лошадей, ослов и мулов уступают шкурам
рогатого скота в отношении толщины и прочности. Шкуры жеребят
служат также предметом торговли.
Свиная шкура обрабатывается в кожу только в некоторых
странах.
Шкуры коз имеют большую цену, особенно шкурки моло-
дых животных.
Овечьи шкурки составляют ценный сырой материал для
фабрикации мягких и тонких кож. Особенно ценятся шкурки яг-
нят.
Главную задачу дубильщика составляет правильный выбор сы-
рого товара для изготовляемых сортов кожи. При этом он должен
руководствоваться величиной, толщиной и обычными свойствами
кожи, а также так называемым „сбегом*, т. е. отношением поверх-
ности к толщине кожи. Хорошо сбегающая кожа выказывает во
всех частях равномерные изменения толщины. При быстром сбеге
имеется разница в толщине срединных и крайних частей.
В торговле как кожи, так и шкуры встречаются в сыром и консервированном
состоянии. Свежие кожи обозначаются как сырые кожи; обработанные поваренной
солью как сыросоленные; посоленные и слегка высушенные кожи, как сухосоленные;
без применения соли, и совершенно высушенные, как сухие кожи.
Ь) Сорта кожй
Технически важные сорта кожи: кожа для приводных рем-
ней, дубленая растительными и хромовыми дубителями, кожа для
связок и сшивок, дубленая жиром и хромом текстильная кожа, как
напр., погонялочного ремня, ремешковых скатывающих аппаратов
или ремни чесальных машин, гонковая кожа, цилиндровая телячья
кожа, кожа для чесальных машин или кожа для закатывающих
рукавов, кожа для кардолент, а также недубленая кожа, из которой
приготовляют зубчатые колеса. Специальная кожа: полировочная,
манжетная, суставчатые и круглые ремни.
Кожа приводных ремней должна быть прочной и эластичной,
для того чтобы ремень мог хорошо укладываться на шкиве мини-
мального диаметра. Для этого хорошо приспособлены южногер-
манские и швейцарские бычьи кожи; северогерманские — менее. При
бережном отношении к строению кожи необходимо при дублении
сохранить ее естественную прочность. Кожа для приводных ремней
должна быть крупонирована, т. е. от нее должны быть отделены
части шеи, плеча и боков, чтобы была пущена в обработку только
хребтовая часть с равномерной толщиной, или крупон. Отдельные
волокна ремней, изготовленных из хребтовой кожи, имеют прибли-
зительно одинаковое напряжение, тогда как ткань волокон ремней,
изготовленных из боковых частей, обладает различным удлинением.
Приготовление хороших приводных ремней требует добросовест-
Дубление кожи. Сорта текстильной кожи 1343
пости при выборе кожи, искусства при дублении и при использова-
нии отдельных полотен кожи, а также тщательности при соедине-
нии одинаково растягивающихся кусков.
Дубленая растительными веществами кожа
ремней. Материалы для дубления: дубовая кора, пихтовая кора
и иглы квебрахового дерева. Крупонируется большей частью во
время дубления. Обрезки подлежат дальнейшей обработке (кожа
обувных подошв и т. п.). Кожа ремней, дубленая растительными
дубителями, получает после дубления пропитку жирными веще-
ствами, тальком, стеарином и парафином.
Хромовые кожаные ремни. Для них берется тот же
сырой материал, что и для ремней, дубленых растительными дуби-
телями, лучше всего кожи быков и для немногих сортов буйволо-
вая. Крупонируется перед дублением. Для дубления служат экстрак-
ты хрома. Обрезки дубятся растительными дубителями. Хромовые
ремни пропитываются жирами, церезином, парафином и др.
Пропитанная жирами кожа обладает наибольшей вязкостью
и сопротивлением разрыву, употребляется на сшивки и ременные
связки. Берут преимущественно кожи рогатого скота, каковые пред-
варительно дубятся в квасцах, затем растительными дубителями и
при этом сильно пропитываются жирами.
Обыкновенные сшивки для ремней плохо противостоят высокой температуре,
они под ее влиянием скоро становятся твердыми и ломкими. Этот порок не имеет-
ся у сшивок из хромовой кожи, дубленых, как эта кожа. Если сшивки должны
иметь твердые концы, то та часть, которой хотят придать твердость, погружается
сперва в бензин, а затем в слабый раствор серной кислоты.
Погонялочный ремень причисляется к текстильной коже. Для его
изготовления используют крупы ост-индских и южноамериканских буй-
воловых кож, воловьих и бычьих. От погонялочного ремня требуется
большая вязкость, эластичность, мягкость, тягучесть и большое
сопротивление разрыву. Требуется большая прочность и иногда опре-
деленная окраска, к тому же ремни должны быть в достаточной
степени пропитаны жиром, но не быть клейкими наощупь. Пред-
почитают употреблять для погонялочных ремней прожиренную хро-
мовую кожу по причине ее большого сопротивления разрыву, до-
стигающего от 9 до 11 кг/мм2. Иногда погонялочные ремни дубятся
вместе с волосами. Этот сорт текстильной кожи служит для пере-
движения взад и вперед челнока у ткацкого станка, далее для при-
вода била батана и трепальной машины. Вследствие большого iyic-
ла движений, при которых работает било, погоняльные ремни под-
вержены быстрому изнашиванию.
Ремни скатывающих аппаратов и чесальных машин суть
кожаные ремни, дубленые растительными или хромовыми дуби-
телями, с гладкополированной стороной, прилегающей к мясу. Для
того чтобы эти ремни впоследствии не вытягивались, их растяги-
вают при выделке насколько возможно сильно. Ремни скатывающих
аппаратов — бесконечные склеенные кожаные ремни, применяемые
в прядильном производстве шерсти для разделения волокон пряжи
на ровницу, посредством так называемого кардочесания. Кроме
1344 Т. П. Отд. 5. Материаловедение. XVI. Кожа, рсзийа, асбест
того, непрерывные ремни применяются для штучной окраски, где
они служат для привода деревянных вальцов, которые проводят
окрашиваемые предметы через красильный отвар.
Гонковая кожа производится из чисто отделанной кожи или
дубленых хромовыми дубителями ремней из крупона. Для ее изго-
товления кожа двоится, выравнивается специальными ножами для
кож, и промасливается с лицевой стороны. Отсортированные
для гонковой кожи лицевые срезки приготовляются различной
ширины. В стыке ее концы, как ремни для динамомашин, за-
острены и склеены. Гонковая кожа должна везде иметь одинако-
вую толщину.
Опоек, идущий на покрытие валов прядильных машин. Чтобы
нить не страдала при прядении, у вытяжного аппарата машин валь-
цы обтягиваются кожей. Материалом для этого служат телячьи ко-
жи, дубленые растительными или хромовыми дубителями; кожи не
должны иметь шерсти, но должны быть совершенно равномерной
толщины, хорошо выдублены и совершенно гладко обработаны.
Опоек, выдубленный растительными дубителями по старому способу, в насто-
ящее время большей частью вытеснен телячьей кожей, дубленой хромовыми ду-
бителями.
Закатывающая бесконечная лента образует изготовленную
без шва одежду для вальцов в так называемой системе закатываю-
щих валиков. Употребляемые в данном случае кожи’ по своему
дублению должны соответствовать вышеописанному опойку для
покрытия валов ткацких машин и равным образом не должны иметь
подшерстка, так как иначе нить будет вовлечена в шерсть.
Система скатывающих роликов имеет целью скатать прочес, снятый со второй
часальной машины при прядении шерсти.
Кардная кожа. Продукция для кардочесания служит как основа
кардной ленты. Под этим понимаются листы или полосы из кожи,
в которые вставлены согнутые в тупой угол зубцы из тонкой про-
волоки таким образом, что все они одинаково возвышаются от по-
верхности на одной стороне кожи. Кардные ленты служат в текстиль-
ной промышленности для разрыхления, вытягивания и выпрямле-
ния хлопка и овечьей шерсти. Равным образом применяется кардо-
чесание в льняном прядении и на шелковых фабриках. Кардные
кожи приготовляются из кож телят, коз и овец.
С введением кардных полотен, состоящих из всевозможных тканых материй,
применение кожи как основного материала для кардной ленты отодвинуто на-
зад.
Сыромятная кожа. Так как этот материал представляет собою
высушенную сырую кожу, то это обозначение неудовлетворительно.
Сырая кожа необыкновенно крепка и вязка и служит для изготов-
ления зубчатых колес. Они составляются из наложенных друг на
друга шайб из кож рогатого скота, каковые при применении свя-
зующего вещества (кожного клея) под высоким давлением спрее-
Сорта кожи 1345
сованы в болванку, из которой путем обработки получаются цилин-
дрические и конические зубчатые колеса.
Изготовлением колес из сыромятной кожи занимаются обычно фабрики,
изготовляющие технические сорта кожи. Почти все они ограничиваются тем, что
доставляют заводам, приготовляющим машины и зубчатые колеса, обточенные
в меру болванки из кожи без фрезеровки зубцов и обделки железом.
Линкеры или гонки равным образом изготовляются из сырой
кожи буйволов и свиней. Пиккеры предназначены для того, чтобы
у механических ткацких станков ловить и опять гнать обратно
так называемые „челноки" или „ходунки", которые заключают
в себе челноковые шпули.
Гонок движется со скоростью в 150—200 качаний в минуту. Он подвержен
быстрому изнашиванию; продолжительность его службы всего три месяца. Для
изготовления линкеров надо употреблять сырую кожу, обладающую для ее обра-
ботки необходимой гибкостью. Для приготовления гонок требуется целый ряд
специальных станков, как то: машина, выравнивающая и раздваивающая, машина,
разрезающая на полотна, пресс для пиккеров, соединительная машина, дыропро-
бивной пресс и т. д.
Для полирования употребляется буйволовая кожа, дубленная
семянными или растительными дубителями; она с обеих сторон
покрывается белой глиной (хина — клей). Для этого служит также
кожа моржей, обработанная растительными дубителями. Она должна
обладать постоянно рыхлой, губчатой структурой, для того чтобы
ее полирующие поверхности всегда были шероховаты.
Кожа для полирования используется в промышленности золотых и стальных
изделий, где ею или обтягивают изготовленные из дерева полировальные круги или
же из нее изготовляется венец из кусков. На полирующую поверхность, которая
действует на обрабатываемый металл, наносится при шлифовании окись железа
или какое-либо другое для этой цели пригодное средство.
Кожа для манжет. Манжеты, предназначенные для уплотнения
ныряющих поршней в гидравлических прессах и поршней в ком-
прессорах, изготовляются большей частью из кожи, дубленной ра-
стительными дубителями, в последнее же время главным образом
применяется хромовая кожа.
При размягчении и сдавливании дубленой кожи для манжет в них происходит
утечка дубителей; это служит причиной ломкости кожи. Ввиду этого рекомен-
дуется в данном случае применять только пропитанную кожу. Хорошая манжетная
кожа, пригодная для всякого давления, должна обладать мягкостью и гибкостью,
без усушки.
Суставчатые ремни изготовляются из отдельных кожаных пласти-
нок, соединенных друг с другом при помощи стальных стержней.
Эги ремни вследствие их подвижности имеют очень спокойный
ход и охотно применяются в том случае, когда диаметры шкивов
сильно разнятся, а малый диаметр меньшего шкива 'не позволяет
применить двойной ремень. Суставы для этих ремней штампуются
из обрезков твердой кожи, дубленной растительными дубителями.
Круглые ремни служат для приводов швейных машин, малых
токарных станков и пр.; их изготовляют, как правило, из кожи
приводных ремней, дубленной растительными дубителями, причем
из круглой кожаной шайбы помощью режущей машины вырезы-
вается полоса в форме спирали.
85 Зак. 254. — Htitte,, Справочник для инженеров, т. II.
1346 T- ОТД« Материаловедение. XVI. Кожа, резина, асбест
После этого четырехугольный ремень попадает на скругляющий аппарат,
снабженный различными мундштуками, режущие отверстия которых соответствуют
диаметру круглого ремня. Чтобы изготовить крученые круглые ремни, сперва
режут необходимую кожаную ленту и подобно пеньковому канату закручивают
вместе пряди винтообразно на крутильных машинах и пи воротах. Как только
круглый ремень получает достаточную прочность, его навертывают на барабан.
с) Физические и механические свойства
Данные прочности. Дубление служит причиной более или менее
сильного набухания. Благодаря этому кожа получается большей тол-
щины; сечение ее возрастает, а вместе с тем содержание волокон
на 1 см2 уменьшается. Сырая кожа обладает эластичностью, каковая
более или менее сохраняется после дубления. Прочность на излом
ремня зависит также от его волокон.
При испытании на разрыв и на удлинение ремней, дубленных растительными
хромовыми дубителями и жирами, проф. Конштейн (Вена) нашел следующие
числовые величины:
Таблица 1. Прочность ремней в зависимости от способа дубления
1 . - 1 ? .. ~~ Сорта ремней и способ их обработки Сопротивление на разрыв кг/сма Удлинение <7.
Приводной ремень,дубленный корой сосны и мимозы и непрожиренный ЗСО 21,5
То же, со вливанием внутрь стеарина в колич. 16,8°'с или прожиренный 333 25,25
Приводной ремень, дубленный сосновой корой, непрожиренный 188 24,6
То же, прожиренный 15°'о стеарина 192 25,5
Ремень, дубленный дубовой и сосновой корой с 12,5о/о жира 328 35
Хромовый ремень, дубленный в двух ваннах, непро- жиренн^.й 300 57,2
То же, прожиренный 4,1°'о парафина Хромовый ремень непрожиренный, дубленный в одной 340 70
ванне 242 27,8
Он же, прожиренный парафином при 58° 375 32
Он же, прожиренный парафином и вазелином при 54° 380 41,5
Дубленный жирами приводной ремень (по Б о х у) . . 451-618
Кожи для текстильной промышленности,дублен-
ные растительными дубителями, хромом или жирами, также очень
изменчивы в своем сопротивлении на разрыв и удлинение.
Данные относительно эластичности и прочности см. стр. 234
и след.
Сопротивление на разрыв сырой кожи ок. 565 KzjcM2.
Объемный вес дубленной растительными веществами кожи
ок. 0,86 для сухой и 1,02 для прожиренной; хромовая кожа от 0,80
до 0,85 кг!дм\
Физические и механические свойства кожи 1347
Содержание жира. Непрожиренная кожа содержит от 0,1 до
1,5%, в среднем 0,8% жира.
Многие технические кожи, напр., вышеприведенные телячьи кожи для обтяги-
вания валков, закатывающая бесконечная лента, кардная лента и т. д., покрываются
для достижения также мягкого лица кожи при выделке ворванью, минеральным
маслом, льняным или другими жировыми веществами.
У так называемой „выжженной кожи“ (пропитанной жиром кожи) содержание
жира колеблется в очень высоких пределах. Оно определяется по цели применения,
а также по тому, желают ли обильным ожириванием придать коже ббльший вес.
К прожиренным кожам причисляют также дубленные растительными и хромо-
выми дубителями приводные ремни, сшивки и связки, погоняльные ремни, манжет-
ную кожу и т. д. Так называемой „смазкой* в подогретом барабане или через
„вжигание* в специальных котлах большинство сортов кожи получают от 18 до 25°/0
жира. Хромовым ремням придают только от 12 до 15®/0 жира. Это процентное содер-
жание определяется по отношению к весу непрожиренных сухих крупонов.
Дубленные жиром кожи, как то: сшивки и связки, содержат самое большое
количество жира, каковое колеблется между 20 и 4О> 0.
Кожи, к которым предъявляется требование особо высокой степени мягкости
и гибкости или даже водонепроницаемости, должны иметь довольно высокое содер-
жание жира. Содержание жира свыше 25°/0 рассматривается как искусственное утя-
желение кожи с целью повышения ее веса.
d) Данные производства и условия ее поставки
Условия поставки для кожаных приводных ремней установлены RAL1)
Различаются следующие сорта:
I. Специальные
ремни:
а) приводные ремни мото-
ров для прокатных ма-
шин,
Ъ) полуперекрещивающи-
еся ремни,
с) угловые ремни,
d) конусные ремни,
е) клинообразные ремни.
II. Ремни из хреб-
товой кожи:
а) вытянутые в сыром со-
стоянии,
Ь) вытянутые в сухом со-
стоянии.
III. С е л ь ско хо з я й'
ственные ремни.
При заказах необходимо сообщать данные относительно ременных шкивов
(род, диаметр, число оборотов, направление вращения), далее мощность и род при-
водного механизма, а также условия помещения (температура, сырость, кислоты,
пыль).
Далее условия поставки заключают в себе данные относительно свойств мате-
риала для изготовления ремней и кожи. Далее установлены классы для кожаных
и приводных ремней.
Эксплоатационный лист для приводных ремней и ременной передачи
AWF-212).
В этом листе различаются ремни кожаные, текстильные, балата, резиновые.
Для специальных условий необходимо выбирать ремни по табл. 2 (см. стр. 1348).
Кожаные ремни приспособлены для нормальной температуры при обычном
содержании влажности; для горячих помещений — хромовые ремни (мало восприимчи-
вые против щелочей), для сильно сырых помещений — склеенные специальным
холодным клеем. Для больших скоростей — специальные ремни по RAL 066А.
Текстильные ремни: из верблюжьей шерсти, волосяные специального изгото-
вления, невосприимчивые к пыли, кислотам, бензину, пару, хлопчатобумажные
ремни, мало восприимчивые относительно температуры и щелочей, но с большим
остающимся удлинением. Ремни из дикого шелка, приспособленные к наимень-
шим диаметрам шкивов и к наибольшим скоростям.
х) Государственный комитет по поставкам при гос. комиссии по хозяйственной
части № 066 А. Условия поставки для приводных ремней, Берлин 1927, изд. Беута.
а) Выпущены AWF, Берлин, 1928, изд. Беута.
1348 Т. П. Отд. 5. Материаловедение. XVI. Кожа, резина, асбест
Таблица 2. Выбор ремня для специальных условий
При Кожаные • ремни Текстильные ремни Ремни балата Резиновые ремни
пыли Пропитанные или хромовые Волосяные спец, изготов- ления Ремни балата Без покрышки
паре Хромовые Спец, изготовл. То же С покрышкой
сырости Пропитанные, склеенные спец, холод- ным клеем Спец, пропитка То же С покрышкой
кислотах Хромовая кожа • Волосяные ремни, спец, изготовления То же С покрышкой
щелочах Хромовая кожа Хлопчато- бумажные —
бензине Дубление спец, громов, дубителями Волос, ремни спец, изгото- вления — —
сухом жаре .... Хромовые Хлопчато- бумажные — Без покрышки
передвижке .... Соответству- ющего дубле- ния С усиленными кромками Балата ремни, вилка с роли- ками Без покрышек, вилка с роли- ками
большой скорости . Специальные ремни Дикий шелк Малая тол- щина, спец, изготовления Из спец, ткани
малых диаметрах . Специального дубления Дикий шелк Как выше —
Ромни балата: для эксплоатации в сырых и пыльных помещениях при темпе-
ратуре до 35°, при температуре до 50° специального приготовления, необходимо
предохранять от жиров и масел. Для малых мощностей ремни балата и гутаперче-
вые шнуры.
Резина. Каучук и его свойства 1349
Резиновые ремни: без покрышек для сухих, пыльных и горячих помещении;
предохранять от жиров и масел. С двусторонними покрышками для сырых, содер-
жащих пар и кислоты помещений. Нормы AWF содержат добавочные данные отно-
сительно мощностей ременных передач, о расположении и величине шкивов,
о наложении ремня, о соединениях ремней и об уходе «а ремнями. Для смазки
и ухода за кожаными ремнями применяется чистая ворвань, в данном случае
уплотненная говяжьим салом (3 : 1). Как средство, увеличивающее сцепление, —
ланолин. Текстильные ремни подлежат последующему пропитыванию. Ремни балата
не должны подвергаться воздействию масел и жиров. Канифоль и смола вредны для
всех ремней.
В. Резина
Обработано д-ром А. Штейн, Дюссельдорф
1. Каучук г). Основное вещество есть коллоидный высокомоле-
кулярный углеводород. Технический продукт содержит несколько про-
центов смол, белков и минеральных веществ. Каучук получается
при свертывании млечного сока тропических растений, родственных
нашим молочайным. Бразильская гевеа, дикорастущая, дает пара-
каучук, а на плантациях — стандартные сорта: first Latex Crepe и
Smoked Sheets (Британская и Нидерландская Индия). Кроме коагу-
ляции, млечный сок перерабатывается сухим способом Краузе и
Гопкинсонав Sprayed Rubber или же по способу Гаузера
в Revertex. В большом количестве непосредственно применяется и
просто консервированный млечный сок.
Свойства. Сырой каучук при обыкновенной температуре эласти-
чен, но теряет это свойство при охлаждении и нагревании. При
50 — 70° он становится пластичным. В вулканизованном виде он
эластичен и при высшей температуре, а при особой рецептуре —
и при температурах до 200°; нормально он становится снова пластич-
ным при температурах свыше 170°. Объем вулканизованного каучука
на 1 до 2-% меньше, чем объем невулканизованного.
Растворителями для" сырого каучука служат бензин,
бензол, сероуглерод, а также безопасные в пожарном отношении
четыреххлористый углерод, треххлористый этилен, тетралини хлоро-
форм, но не алкоголь и не ацетон. Вулканизованный каучук нера-
створим. Он в той или иной степени набухает, в зависимости от
рецептуры. При 120 —150° сырой каучук расплавляется в густой
клейкий сироп, применяющийся как основание для замазки (морской
клей, стр. 1320).
Технические свойства вулканизованного каучука (рези-
ны) зависят от его состава. Мягкая резина обладает сопротивлением
разрыву до 250кг/с.ма, удлинением до 1000% при очень малом остаточ-
ном удлинении (0 — 5% в зависимости от величины и продолжитель-
ности растягивания), высоким сопротивлением истиранию, размоча-
1) Литература. Лефф Шмелькес, Химия каучука, Берлин,1925, Шпрингер.
Имеется русский перевод. — Готлоб, Технология каучуковых изделий, изд. 2,
Брауншвейг 1925, Фивег и сын. Имеется русский перевод. — М е м л е р, Справочник
по изучению каучука, Лейпциг 1930, Гирцель. — Г а у зе р, Календарь резины, 1930,
стр, 88, Указания для испытания каучука, установленные комитетом 13 Союза по
испытанию технических материалов.
1350 т- Отд. 5. Материаловедение. XVI. Кожа, резина, асбест
ливанию и действию химикалий. Твердая резина (эбонит) удельного
веса 1,15 имеет предел текучести при сжатии 580 кг!см2 и временное-
сопротивление раздавливанию в 4060 кг1см*. При 140° она имеет еще-
500 кг1см\ Она допускает механическую обработку всеми инстру-
ментами, а также локируется. Эбонит весьма устойчив против дей-
ствия весьма сильных химикалий. Удельное электрическое сопротивле-
ние 56 • Ю10 V&Icm электропроводность при 20° 0,486-10-15; при 152’
0,352 • Ю~13 [сл£3/Й] (Ртуть при 0° 1,063 • 104).
Переработка. Почти при любом применении каучук необхо-
димо вулканизовать. Вулканизованный каучук есть химическое
соединение каучука и серы. Холодная вулканизация происходит при
воздействии 2 — 5-процентного раствора хлористой серы или воз-
духа, насыщенного хлорно-сернистым газом. Этот способ применяет-
ся при изготовлении блокрезины, маканных тонкостенных изделий:
сосок для детей, купальных чепцов, резиновых перчаток и пр*
При горячей вулканизации соединение каучука с серой идет при
нагревании смеси из обоих веществ. Для изготовления этой смеси
сырой каучук переводится в пластичное состояние, мастицируется
(на горячих вальцах при температуре от 50 до 80°). К пластициро-
ванному каучуку на вальцах же примешивается потребное количе-
ство серы: для мягкой резины — от О до 11%, для твердой — от 25 до
50%; неорганические и органические ускорители вулканизации:
магнезия, свинцовый глет и пр,; активные наполнители (окись цинка,
некоторые сорта сажи и каолина); неактивные наполнители (тяже-
лый шпат, мел, литопон, некоторые сорта сажи), неорганические
и орг< нические красящие вещества (сернистую сурьму, ультра-
марин, окись хрома, кадмиевая желтая), мягчители и противоокисли •
тели и регенерат. Выбор и количество ингриднентов находятся в за-
висимости от цели применения изделия.
Вышеуказанная смесь в дальнейшем перерабатыв ется в шнуры
и трубки на шприц-машинах, в пластины и прорезиненную ткань
на каландрах, после чего следует конфекция изделий в ряде случаев
с различными хлопчатобумажными и льняными тканиями и пряжей
(автомобильные покрышки, шланги, резиновые ремни и т. д.). После
конфекции идет вулканизация. Готовое изделие получается при нагре-
вании в течение некоторого времени, от нескольких минут (резино-
вые каблуки), до 10 —20 час (валы и эбонит). Нагрев ведется
в прессах (пластины), в формах (автомобильные покрышки), в кот-
лах острым паром (шланги) или горячим воздухом (галоши) при
температуре от 110 до 150°.
Регенерация старого каучука есть восстановление пластичности
его под влиянием мягчителей (масел) или химикалий (щелочи) при
нагревании в течение 10—20 час. при температуре от 170 до 200е
(применяется при большом количестве отбросов: старых воздушных
шлангов, автомобильных покрышек и галош).
Применение. Чистый сырой каучуке настоящее время
применяется в незначительном количестве в виде изоляционной ленты
и в кабельной промышленности, так как он не содержит серы, в виде
Гутаперча. Свойства и применение
1351
первого слоя, покрывающего медную проволоку, и, кроме того, в
виде резинового клея
Ни одня область промышленности не обходится без резиновых
предметов. Из резины изготовляются клапаны .конденсаторов, мем-
браны для насосов, шаровые клапаны, валы для изютовления бу-
маги, резина применяется в красильном деле, при отбеливании
и дублении, а также для изготовления уплотняющих и набивочных
материалов. Где встречается необходимость в эластичном конструк-
ционном материале, там применяется резина. Имеют большое значе-
ние шланги для всевозможных целей: для газа, воды, сжатого воз-
духа, па: а и дЛя пескоструйных аппаратов, автогенных горелок
и землечерпательных установок, приводные ремни и транспортерные
ленты в транспортирующих установках, резиновые маты, дорожки
на полы, для заглушения шума и электрической изоляции в машин-
ных помещениях, распределительных устройствах, в больницах, как
уличные мостовые и т. д.
Резиновые ремни, см. также стр. 1349.
Твердая резина, эбонит, необходима в электротехнике
сильных и слабых токов, а также в химической и электротехниче-
ской промышленности, напр., для аккумуляторных ящиков, для трубо-
проводов всякого рода кислот, в качестве обкладки насосов,
перекачивающих кислоты, и центрофуг, для покрытия судовых валов
(подвотные лодки), для вечных перьев и гребней в ежедневном
обиходе. Заменителями эбонита являются пластические массы с асфаль-
товыми продуктами в качестве связующего вещества.
Синтетический каучук (СК) пол> чается в СССР в завод-
ском масштабе из спирта. В ряде резиновых и эбонитовых изделий
заменяет натуральный, не уступая ему по качеству. В 1935 г. СК
заменил почти половину импортного каучука г).
2. Гутаперча также добывается из млечного сока растения
(виды Palaquium — Малайского архипелага),г чаще из снятой коры
дикорастущих срубленных деревьев, или подсочкой деревьев на план-
тациях.
Свойства и применение. Гутаперча, в противополож-
ность каучуку, мало эластична. Свойства, обусловливающие ее при-
менение в технике, — стойкость к кислотам, даже к плавиковой (гу-
таперчевые бутыли), к морской воде и высокие изоляционные
свойства: изоляция проводов и подводных кабелей. В первый раз
была применена Сименсом в 1847 г. Стойкость в отношении воды
дает возможность применять ее в качестве уплотнений в насосах
(манжеты для плунжеров). Небольшое повышение температуры
увеличивает ее пластичность и делает гутаперчу вполне пригодным
материалом для изготовления клише. Отбеленная гутаперча находит
себе применение при лечении зубов. Тонкая листовая гутаперча
употребляется в медицине при компрессах. Гутаперча имеет важное
применение в качестве замазки (уплотнение швов).. Растворимость
14 .Журнал резиновой промышленности®, журнал .Синтетический кау-
чук*.
1352 Т. II. Отд. 5. Материаловедение. XVI. Кожа, резина, асбест
подобна каучуку, но только гутаперча, в зависимости от качества,
содержит от х/4 до 8/4 растворимых в спирту или ацетоне смол.
Уд. вес — 1,01 кг/дм3, электропроводность — 0,182 • 10“9 cm3/Q.
3. Балата. Добывание и происхождение ее подобно гутаперче.
Однако она легко растворяется в сероуглероде при обыкновенной
температуре. Вследствие высокой клейкости при нагревании и более
простой, чем в случае каучука, технологии, применяется для изгото-
вления ремней балата (см. стр. 234 и 1348). Ремни балата не вулка-
низуются. Теплостойкость однако ниже чем у каучуковых ремней,
Уд. вес 1,044 кг!дм3\ точка плавления 149°.
4. Асбест 1 (амиант) есть волокнистый минерал основного типа
водосодержащих магнезиальных силикатов, применяется в технике
по причине своей высокой способности служить изоляцией от жара
и электричества и вследствие относительно высокой устойчивости
против кислот и огня.
Месторождения; Канада (вполне открыты). СССР. Урал. Южная Африка,
Родезия, мыс Доброй надежды и Трансвааль (отчасти открыты), Сибирь и Китай.
Важные сорта: серпентин, асбест, хризолит с содержанием воды около
15% (теряется при прокаливании в 1000®. Уд. вес 2,3 до 2,5 кг/длсЗ, почти чистый
магнезиальный силикат с незначительным содержанием железа и извести (до 4%).
Волокно расположено в жилах вертикально., наибольшая длина волокна около 8 cjw;
волокно тонкое, очень эластичное и вязкое, огнестойкое, так как спекание
появляется впервые при 1500°. Электропроводность 0,53 • 10“^ до о,3 5Л0—6 лиЗ/S.
Менее применяемый в техиике асбестороговой обманки — амфибол — с содержа-
нием воды от 2 до 5% и большим содержанием глинозема (у трансваальского амо-
зита до 10%) или с высоким содержанием железа и извести вместо магнезии до
18%. Волокно грубое, ломкое, длина его доходит часто до 1 jw, менее огнестоек
и спекается при низких температурах. При суждении о качестве асбеста следует
обращать внимание на то, как асбест выдерживает накаливание: не становится ли
от трухлявым и не ломается ли между пальцами.
В этой группе занимают специальное место особые синие сорта с мыса Доброй
надежды, именно как-асбест (крокидолит). Магнезия почти без остатка заме-
щена железом (35%) и щелочью (до 10^). Этот асбест является самым стойким
в отношении жара и кислот. Волокна его вязки, длиной самое большое от 2 до 3 см,
но грубые и твердые, одни, без волокон другого рода, очень трудно отрабатываются.
Добывается в открытых карьерах, выход годных для упо-
требления волокон от 2 до 4%, при этом имеется около 1/8 при-
годных к прядению сортов.
Приготовление прядильных волокон, раздробле-
ние волокнистого камня в бегунах, разрыхление и отделение остат-
ков пустой породы в разрыхлительных машинах, расщепление пуч-
ков волокон и смешение их в чесальных машинах с хлопчатобумаж-
ными (большей частью 10%, так как в чистом виде волокна асбеста
можно прясть с трудом); прядение и ткачество совершенно такие
же, как в хлопчатобумажной промышленности, но на специальных
машинах. Существуют чисто асбестовые ткани, такие же с хлопчато-
бумажной основой, с основой из латунной проволоки, голой или
1) Бекер и Гааг, Асбест, Берлин 1927, собств. изд. — Ш е л ь м а н и,
Полные данные об обработке асбеста, Берлин 1925, Ссюз германских издательств.—
Релль, Асбест и его значение, а также применение для строительных и инду-
стриальных целей, изд. 3, Бреслау 1914.
Асбест и его применение
1353
обернутой асбестом (сердечник из латуни и ткани с утком из свин-
цовой проволоки'. Для прядения годны только канадские, родез-
ские и русские (Урал) сорта и к тому же с длинными волокнами.
Применение. Из волокон сучатся асбестовые шнуры и плетутся
набивки, часто с прибавкою графита, сала и талька, смотря по
применению в качестве уплотняющей набивки для воды или для
пара. Из тканей изготовляются безопасные в пожарном отношении
декорации (нарисованные минеральными красками, приготовлен-
ными на растворимом стекле), матрасы для изоляции судовых кот-
лов (наполненные асбестовым волокном), асбест-каучук и морские
набивки, асбестовые перчатки, некоторые тормозные ленты для
тормозов автомобилей, футеровка муфт трения, прокладки для эле-
ктрических подогревательных пойушек (в качестве электрической
и от жара изоляции).
Из волокон средней длины (фибры) изготовляются па тяжелых
вальцах под высоким давлением с применением каучука в качестве
связующего вещества прокладки (клингерит, полипирит и пр.),
необходимые для уплотнения паропроводов; уплотняющий материал
для сильно перегретого .пара высокого давления. Из коротких, так
называемых папочных, волокон приготовляется на круглых решет-
чатых папочных машинах с обычным склеиванием (усиливающие
препараты) асбестовый картон, так называемый химически чистый,
с содержанием более 95% асбестовых волокон, и обыкновенный
с 75% содержания волокон с прибавлением каолина и других свя-
зующих веществ. Применяется в электротехнической промышлен-
ности и в теплотехнике. Из тонких слоев делается асбестовая бума-
га для лабораторий.
Асбестово-цементный шифер (этернит), стр. 1194.
Очищенные асбестовые волокна служат в качестве фильтра
в химической промышленности и для осветления вина и фрукто-
вого сока.
1354 И. Отд. 5. Материаловедение. XVII. Химические вещества
ХУП.Технически важные химические вещества ’)
Обработано правительственным советником, д-ром философии В. Т е п о л ь, Берлин
а) Кислоты
1. Серная кислота H2SO4 4- вода (Acidum sulfuricum). Обыкно-
венная или английская серная кислота имеет уд. вес 1,56 до 1,84.
В концентрированном состоянии она тяжела и масляниста, имеет
уд. вес 1,85 при 15°, затвердевает при 0° и плавится при 4-10°;
температура кипения 338°. Дымящая серная кислота (нордгаузен-
ское купоросное масло или олеум) содержит от 30 до 70% серного
ангидрида (SO3) в концентрированном виде большей частью при
обыкновенной температуре затвердевает в форме кристаллов. Кон-
центрация водного раствора кислоты выражается уд. весом, про-
центным содержанием H2SO4 или SO3, градусами Боме (Вё) или
(в Англии) градусами Twaddle.
Сырая серная кислота содержит обычно в качестве загрязнений
мышьяк (до 0,1%), окислы азота (азотисто- и азотнокислые) и следы
металлов (свинца, железа и др.); кроме того, она окрашена в корич-
невый цвет от разложившихся в ней органических веществ (пыли).
Нормали для СССР — см. серная кислота техн. — ОСГ 5354, серная кислота
аккумуляторная — ОСТ 5355, серная кислота реактив — ОСТ .
Сернистая кислота SO2, сернистокислый ангидрид. Газо-
образна, бесцветна. Едкий запах (горящей серы). Температура кипе-
ния — 10°, плавления —73°, уд. вес в жидком состоянии 1,49 кг/дм3,
плотность газа 2,264 (относительно воздуха = 1). Вода растворяет
при 0° 80 объемных частей SO2 при 20° — 40 частей, образуя H2SO3.
Удельный вес водного раствора при 15°: 5%-ного 1,03, 10%-ного =
1,05 кг/дм*. Таблицу для насыщенных паров сернистой кислоты см.
т. I, стр. 695. См. также отдел техники холодильного дела, том IV
немецкого изд. Hiitte, Берлин 1931.
2. Соляная кислота НС1 (Acidum muriaticum), газообразна, бес-
цветна, с острым запахом. Температура кипения — 83,7°, плавления
— 111°; уд. вес в жидком состоянии (безводной) при 0° 0,908 кг!дм*\
плотность 1,268 (относительно воздуха = 1). Вода при 15° растворяет
около 450 объемных частей HCl-газа. Постоянную точку кипения
имеет лишь 20%-ная кислота (110°); разведенные кислоты отдают
сначала воду, а концентрированные HCl-газ. Сырая (техническая)
кислота окрашивается хлористым железом в желтый цвет и, кроме
того, обычно содержит мышьяк, серную кислоту, хлор и селен.
Нормали для СССР см. соляная кислота техническая—ОСТ. 6731, соляная кислота
*) Литература. Л а н д о льт-Б е р н ш те й н, Физико-химические таблицы,
изд. 5, Берлин, 1У23, 1 доп. том, 1927, Шпрингер. — Домке и Реймердес,
Справочник по ареометрии. — Блюхер, Справочная книга для химической инду-
стрии, Берлин и Лейпциг 1926, Вальтер Де-Гритер. — Ульман, Энциклопедия
технической химии, Берлин — Вена, Урбан и Шварценберг.
Концентрация водной серной и соляной кислоты
1355
Таблица 1. Концентрация водной серной кислоты
(по справочной книге Блюхера для химической промышленности, 1926 г.)
‘ЛЬНЫЙ 1544° О в L1IHOM 1стве Вё (ра- 4ые) Твад- 100 весовых частей соответствуют при химически чистой кислоте льный 15 /4° 1) цун ном стве са (X) 3 Твад- 100 весовых частей соответствуют при химически чистой кислоте
•носите : при звозду острая з и =: >> л =( X оз О 3 м >з °/о SO4 о/о -гра- сной слоте О носите с при Зезвоз, остран si « о 3 и е? «г . .х 2 о « СЛ Ь- О О
<У 4» Си Си х О. о >>з: о £ Ш сх СХ X СХ^ О А s о
О ию с । X и СЛ X СО а О и и с и. й U, в( СЛ X Щ
♦
1,000 0 0 0,07 0,09 0,12 1,450 44,8 90 44,92 , 55,03 70,52
1,025 3,4 5 3,07 3,76 4,82 1,475 46,4 95 46,83 57,37 73,51
1,050 6,7 10 6,02 7,37 9,44 1,5и0 48,1 100 48,73 59,70 76,50
1,075 10,0 15 8,90 10,90 13,96 1,525 49,7 105 50,66 62, >6 79,52
1,100 13,0 2J 11,71 14,35 18,39 1,550 51,2 110 52,46 J 64,26 82,34
1,125 16,0 25 14,42 17,66 22,63 1,о75 t>2,7 115 54,32 66,53 85,21
1,150 18,8 30 17,07 20,91 26,79 l,60J 54,1 120 56,09 68,70 88,00
1,175 21,4 35 19,69 24,12 30,90 1,625 55.5 125 57,84 70,85 90,74
1,200 24,0 40 22,30 27,32 35/1 1,650 56,9 130 59,45 72,82 93,29
1,225 26,4 45 24,88 30,48 39,и5 1,675 58.2 135 (?1,29 75,08 96,16
1,250 28,8 50 27,29 За,43 42,84 1,700 59,5 140 63,СО 77,17 98,89
1,275 31,1 55 29,62 36, 29 46,50 1,725 60,6 145 64,78 79,36 101,69
1,300 33,3 60 31,99 39,19 50,21 1,750 61,8 15) 66,58 81,56 104,52
1,325 35,4 - 65 34,о5 42,08 53,92 1,775 63,0 155 68,60 84,02 107,62
1,350 37,4 70 36,58 44,82 57,43 1,800 64,2 160 70,96 86,92 111,32
1,375 39,4 75 38,75 47,47 60,83 1,825 65,25 165 74,29 91,00 116,61
1,400 41,2 80 40,91 50,11 64,21 1,8405 65,9 168 78,33 95,35 122,96
1,425 43,1 85 42,96 52,63 67,44 1,8385 — — 81,18 99,31 127,35
Таблица 2. Концентрации водной соляной кислоты
Уд. вес кг, дм3 Град. Вё Грамм НС1 в 100 Уд. вес кг/дм3 Град. Вё Грамм НС1 в 100
г 1 | см3 г 1 см3
1,02 2,7 4,13 4,2 1,12 15,4 23,82 26,7
1,04 5,4 8,16 8,5 1,14 17,7 27,66 31,5
1,06 8,0 12,19 12,9 1,16 19,9 • 31,52 36,6
1,08 10,6 16,12 17,4 1,18 22,0 35,39 41,8
1,10 13,0 20,01 22,0 1,20 24,0 39,11 46,9
3. Азотная кислота HNO3 (Acldum nitricum), называется также
крепкой водкой. 100%-ная кислота имеет температуру кипения 86°,
плавления —41,3°; уд. вес 1,56 кг/дм3 при 0°. Красная дымящаяся
азотная кислота содержит растворенные азотистые окислы; уд.
вес 1,5 кг/дм3. Эта кислота, как и обыкновенная азотная кислота,
разрушающе действует на органические вещества; в концентриро-
ванном виде она воспламеняет дерево, солому и другие легко
горючие вещества; пары ее ядовиты. С 10% концентрированной
серной, кислоты она имеется в продаже под названием кислоты
для нитрирования или смешанной кислоты.
1) Кислота при 15° по отношению к воде при 4°«
1356 Т. II. Отд. 5. Материаловедение. XVII. Химические вещества
Таблица 3. Удельный вес и состав азотной кислоты
Объемный вес 15°п при -JT *) (без воздуха) гг 100 весовых частей содержат Объемный вес 15° при — *) (без воздуха) Град. Вё 100 весовых частей содержат
NA HNO, NaO6 | HNO3
1,010 1,4 1,62 1,90 1,375 39,4 51,69 60,30
1,С50 6,7 7,71 8,99 1,400 41,2 55,97 65,30
1,100 13,0 14,67 17,11 1,425 43,1 60,84 70,98
1,150 18,8 21,29 24,84 1,450 44,8 66,24 77,28
1,200 24,0 27,74 32,36 1,475 45,4 72,39 84,45
1,250 28,8 34,13 39,82 1,500 48,1 80,65 94,09
1,275 31,1 37,41 43,64 1,505 48,4 82,63 96,39
1,300 аз,з 40,71 47,49 1,510 48,7 84,09 98,10
1,325 35,4 44,17 51,53 1,515 49,0 84,92 99,07
1,350 37,4 47,82 55,79 1,520 49,4 85,44 99,67
Царской водкой называется смесь соляной кислоты с азот-
ной в пропорции 4:1; благодаря содержанию в ней свободного
хлора, она растворяет даже золото и платину (но не серебро).
7399
Нормали для СССР, см. азотная кислота реактив — ОСТ , азотная кис-
лога синтетическая слабая — ОСТ 5374. То же крепкая — ОСТ 5375.
4. Уксусная кислота СН3 ♦ СООН (Acidum aceticum); бесцветна,
с острым запахом. В концентрированном состоянии имеет темпера-
туру кипения 181°, плавления 16,7°, уд. вес 1,05533 кг[дм\ 99%-ная
до 100%-ной кислота наз. крепкой (ледяной) уксусной
кислотой. Определение содержания водного раствора по весу
представляется затруднительным, ибо уд. вес с увеличением кон-
центрации сначала повышается, а затем падает (табл. 4).
Таблица 4. Удельный вес уксусной кислоты при 15°
Объемный вес кг[дм3 о/о Объемный вес кг 1дм3 ’/о Объемный вес кг/дм8 °'о Объемный вес кг!дм8 °.'о
1,0007 1 1,0412 30 1,0685 60 1,0739 85
1,0067 5 1,0470 35 1,0712 65 1,0713 90
1,0142 10 1,0523 40 1,0733 70 1,0660 95
1,0214 15 1,0571 45 1,0746 75 1,0604 98
1,0284 20 1,0615 50 1,0748 77 1,0580 99
1,0350 25 1,0653 55 1,0748 80 1,0553 100
Если при определении ареометром уд. веса находят значение, соответствующее
двум концентрациям, то раствор разбавляют небольшим количеством воды и снова
измеряют: если теперь уд. вес окажется более высоким, то первоначально* найден-
ное значение соответствует большему содержанию кислоты, если же уд. вес ока-
жется ниже, то первое значение соответствует меньшему содержанию кислоты.
9 Кислота при 15° по отношению к воде при 4°.
Плавиковая, хромовая, угольйая кислоты 1357
Ангидрид уксусной кислоты (С2Н,О)8О есть легко подвижная, остро пахнущая
жидкость с уд. весом 1,073 кг/дм3 и температурой кипения 137’.
Нормали для СССР см.’ уксусная кислота чистая (не пищевая — ОСТ 717,
уксусная кислота техн. — ОСТ 718 и ОСТ 7373/527).
5. Плавиковая фтористоводородная кислота, H2F2; температура
плавления — 92,3°, кипения +19,4°, уд. вес при 13,6° 0,99 (жид-
кой) кг]дм3. Безводная кислота дымится на воздухе и весьма гигро-
скопична. Пары, как и водные растворы кислоты, сильно разъедают
кожу и вызывают болезненные язвы. Для защиты рук применяют ре-
зиновые перчатки. Имеющаяся в продаже плавиковая кислота обычно
содержит 40% фтористого водорода и имеет уд’ вес 1,130; уд. вес
30%-ноЙ кислоты 1,104,50%-ной 1,157 кг/дм3. Применяется преиму-
щественно для гравировки стекла. Чистая кислота равномерно
растворяет стекло и оставляет на нем прозрачные бороздки (углубле-
ния). Для получения матового стекла пользуются смесью из плави-
кового шпата (фтористого кальция) и концентрированной серной
кислоты или смесью из фтористых щелочей с соляной кислотой и
сернокислым барием. Плавиковая кислота сохраняется в бутылях из
парафина, твердой резины или платины.
6. Хромовая кислота. Триокись хрома СгО3; яркоалые небольшие
призмы, точка плавления 190°, при дальнейшем нагревании отчасти
распадается, отчасти улетучивается. От влияния влажного воздуха
кристаллы расплываются в желто-оранжевую сильнокислую жид-
кость. Триокись хрома является сильнодействующим окислительным
средством (при попадании на ее ангидрид капель эфира или спирта
наступает воспламенение). Хромовая кислота в чистом виде почти
не применяется; в виде водного раствора с примесью серной кислоты
она применяется для цинко-угольного элемента с хромовой кислотой.
Она разъедает кожу и сильно ядовита. Хромистые соединения (вды-
хаемые в виде пыли) сильно разъедают носовую перегородку и сли-
зистую оболочку; ввиду этого в соответствующих предприятиях не-
обходимо наличие хорошей вентиляции.
7. Угольная кислота, СО2, индифферентный, негорючий газ,
без цвета и запаха; критическая* температура 31°; критическое дав-
ление 75 ат\ коэфициент расширения 0,00382; температура кипения
— 79°; объемное содержание при различных температурах и давле-
ниях см. т. I стр. 649, 697 и 548; уд. вес см. стр. 697; насыщен-
ный пар см. стр. 697; теплоту испарения см. стр. 612 и 697, а также
главу „Холодильная техника", т. IV немецкого изд. Hiitte, 1931, Берлин.
В СССР см. ОСТ 2381 углекислота жидкая техническая.
Ь) Щелочи
1. Сода, углекислый натрий, вторичная углекислая соль натрия,
Na2CO3; с содержанием воды называется кристаллической содой;
она содержит 63% воды (почему непригодна для транспорта на
большие расстояния) и образует большие бесцветные кристаллы
с уд. весом 1,446 кг!дм3 при 17°, которые выветриваются на воз-
духе, плавятся при 34°.
1358 ОТД- 5. Материаловедение. XVII. Химические вещестиа
Нормали для СССР, см. сода кальцинированная—ОСТ 4892, натрий углекислый
безводный (реактив)—ОСТ 7390/544, натрий углекислой кристаллический (реактив)—
ОСТ 7391/545.
По Л е в е л ю 100 весовых частей воды растворяют при:
Градусы 0 ю I 15 1 1 20 1 25 1 30 | 38 104
Na.,CO3 безводный Na‘2CO3 + 10 Н2О . 6,97 21,33 ' 12,06 40,94 1 16,20 63,20 21,71 92,82 28,50 149,13 37,24 237,64 51,67 1142,17 45,47 539,63
Таким образом растворимость возрастает до 38°, а затем падает.
Таблица 5. Удельный вес растворов соды при 15° (по Лунге)
Уд. вес кг/дм9 Граду- сы Be В N а2СО8 е с о/о Na,CO34-10H2O Уд. вес кг/дм3 Граду- сы Вё В Na3CO3 е с о/о Na.CO34-10 НаО
1,007 1 0,67 1,807 1,083 11 7,88 21,525
1,014 2 1,33 3,587 1,091 12 8,62 23,248
1,022 3 2, <>9 5,637 1,100 13 9,43 25,432
1,029 4 2,76 7,444 1,108 14 10,19 27,482
1,036 5 3,43 9,251 1,116 15 10,95 29,532
1,045 6 4,29 11,570 1,125 16 11,81 31,851
1,052 7 4,94 13,323 1,134 17 12,43 33,600
1,060 8 5,71 15,400 1,142 18 13,16 35,493
1,067 ‘9 6,37 17,180 1,152 19 14,24 38,405
1,075 10 7,12 19,203
Растворы соды имеют щелочную реакцию и действуют омыливающим и
вместе с тем растворяющим образом на животные жиры; отсюда применение для
обезжиривания и стирки.
Сода с малым содержанием воды (с 1 молекулой Н2О) встречается
в продаже в виде мелкого порошка, называется в Англии кристал-
лами карбонатов. Обычно продается безводная (кальцинированная)
сода; она бела, порошкообразна, плавится при 853°; растворяется
в воде медленно, со слабым нагревом, как это дано в таблице (см.
выше на этой стр.). По способу производства различают соду Леб-
лана и аммиачную соду. Первая называется кальцинированной со-
дой 1 (э8 —9J%) и в Англии идет как alcali 58%, считая по Na2O,
она содержит в качестве примесей около 1% сульфата натрия и "по
0,1% ‘сульфита, гипосульфита, поваренной соли, нерастворимых
веществ и воды. Аммиачная сода весьма чиста (ок. 99%) и в числе
примесей содержит главным образом (от 0,5 до 1%) поваренную соль.
Обозначение крепости продажной соды различно: в Германии
считают по процентам Na2CO3. В Англии дают градусы Гей-Люссака, т. е. проценты
NasO, или чаще еще градусы, каковые относятся также к процентам Na2O, однако
имеет как базу неверный эквивалент ('/2 мол. веса) 32 вместо 31. Во Франции
пользуются градусами Декруазилля, т. е. количеством серной кислоты, нейтрали-
зуемой 100 частями соды, или считают по процентам NaOH. Соотношения наиболее
употребительных обозначений крепости друг к другу следующие:
Гей-Люссак Германск. град. Англ. град. Град. Декруа- Град,
градус Na2CO3 NasO зилля H2SO4 NaOH
1,71 1,01 1,58 1,29
Щелочи. Поташ, едкий натр
1359
2. Поташ, углекислый кали, вторичный карбонат калия К2СО3.
Нормали для СССР, см. поташ — ОСТ 373, калий углекислый (реактив) — ОСТ
7402/556.
Эта, подобная соде, соль легко растворяется в воде и кристал-
лизуется только в очень концентрированных растворах, как 2К2СО3+
+ ЗН2О с уд. весом 2,043 кг{дм^ гигроскопичен. Растворы поташа
более щелочны, чем растворы соды. Кристаллы плавятся при нагре-
вании и отдают кристаллическую соду при 135° без остатка; возни-
кающий при этом кальцинированный поташ плавится при 880° и
имеет уд. вес 2,29 кг[дм\ Растворимость по отношению к несодер-
жащему воду поташу следующая:
Температура........... 0 20 50 1С0 135
Весовых частей К,СО3 в
100 г Н,0 90 112 121 156 205
Таблица 6. Удельные веса и содержание растворов поташа (по Лунге) при 15°
Уд. вес кг/дм3 1,007 1,037 1,075 1,116 1,162 1,210 1,263 1,320 1,383 1,453 1,530 1,563
Градусы Вё . . 1 5 10 15 20 25 30 35 40 45 50 52
КаС08о'о . . . 1 л раствора 0,7 4,0 8,1 12,4 17,0 21,6 26,6 31,6 37,0 42,8 48,9 51,3
содержит К2СО3 2 • . • 7 41 87 138 198 261 336 417 512 622 748 802
Концентрированный водный раствор маслянистожидок, прежде,
в соответствии со способом добывания (сжиганием винного камня),
назывался маслом винного камня или татарским маслом.
3. Едкий натр, каустическая сода, NaOH. Весьма гигроскопи-
чен. Плавится (безводный) при 318,4°. На рынке встречается в виде
твердых брусков или же в виде кусков в запаянных жестянках.
В Германии едкий натр продается по процентному содержанию
Na2CO3, в Англии — по Na2O; в Германии таким образом едкий
натр со 100% NaOH обозначается, как 132,5%-ный, в Англии же —
как 77,5%-ый.
Нормали для СССР — см. сода каустическая — ОСТ 5254, едкий натр (реактив)—
ОСТ 7375/529.
Едкий натр легко растворим в воде (при 20° — 109 частей, при
80° — 313 ч.) и при этом отдает большое количество теплоты. Уд. вес
водного раствора при 15°, отнесенный к воде в*4°, следующий:
Таблица 7. Удельный вес водного раствора едкого натра
Уд. вес, кг[дм3 . .
Градусы Вё . • . .
NaaO о'о........
NaOH о/о........
1,007 1,036
1 5
0,47 2,60
0,61 3,35
1,075
10
5,08
6,55
1,116 1,162
15 20
7,80 11,14
10,06 14,37
1,210
25
14,40
18,58
1,263
30
18,35
23,67
1,453
45
32,10
41,41
1,530
5J
38,00
49,02
Крепкие растворы разъедают органические вещества (кожу, дерево, пробку и
т. д.). Технический едкий натр содержит примеси, как то: поваренную соль, соду,
железо, сульфат. Твердый едкий натр, а также растворы, жадно поглощают угле<
кислоту при образовании углекислой соли.
1360 ГТ Отд- 5- Материаловедение. XVII. Химические вещества
4. Едкое кали, гидрат окиси калия (КОН). Во всех своих
свойствах подобен едкому натру, растворимость его несколько выше
(при 20°- около 130 вес. ч. на 100 воды). Разъедает еще сильнее,
чем гидрат окиси натрия.
Таблица 8. Удельный вес и содержание растворов при 15° (по Лунге)
Уд. вес, кг)дм3
Градусы Вё . .
К*О о/о ....
КОНо/о . . . •
1,007
1
0,7
0,9
1,037 1,075
5 10
3,8 7,7
4,5 9,2
1,116
15
11,6
13,8
1,162
20
15,6
18,6
1,210 1,263
25 30
19,6 23,5
23,3 28,0
1,320
35
27,5
32,7
1,383
40
31,8
37,8
1,453
45
36,5
43,4
1,530 1,615
50 55
41,5 47,0
49,4 55,9
Нормирован в СССР: едкое кали (реактив) — ОСТ 7374/528.
5. Едкая известь, жженая известь, окись кальция СаО, добы-
вается накаливанием (наименьшая температура 812°) из мрамора,
известняка и мела. В чистом виде она представляет собою белую
пористую массу с уд. весом 3,2 до 3,3 кг/дм3; точка плавле-
.ния 3000°. Соединяется с водой при сильной отдаче тепла в гидрат
окиси кальция Са(ОН)2- Этот последний плохо растворяется в воде
(при 18° 1 вес. ч. в 780 ч. воды, при 100° 1 вес. ч. в 1280 воды)
и дает сильно щелочную реакцию (известковая вода); растворы
мутнеют на воздухе, принимая углекислоту (признак присутствия
последней). Известь применяется для строительных целей. См. также
„Растворы", стр. 1212 и сл.
6. Аммиак NH3. Бесцветный газ. Кипит при температуре —33,5°
(при 760 мм давления); точка плавления — 750, Критическая темпе-
ратура + 132°; критическое давление 116 кг!см\ Уд. вес жидкого
(безводного) аммиака 0,63 при 0°; 0,54 при 60°; он обладает, следова-
тельно, сильной способностью к расширению. 1 л аммиачного газа
весит при 0° и 760 мм 0,771 г. При 15° пары аммиака имеют давле-
ние в 7,4 кг!см2. Таблицу паров аммиака см. т. I, стр. 696. Газ этот
весьма энергично поглощается водой; при этом происходит нагрева-
ние и увеличение объема, поглощается приблизительно 1000-крат-
ный объем. См. т. I, стр. 613.
Водный раствор (называется также нашатырным спиртом) содер-
жит в концентрированном состоянии от 30 до 33 весовых °/0 NH3.
См. „Холодильное делои т. IV немецкого издания Hiitte 1931, Берлин.
Таблица 9. Сравнительная таблица водного раствора аммиака.
Уд. вес при 15° кг 1дм3 100 г рас- твора со- держат г NHB 100 см3 раство- ра содержат г NHB Уд. вес при 15° кг[дм3 100 г рас- твора со- держат г NH8 100 см3 раство- ра содержат г NHe
0,990 2,31 2,29 0,930 18,64 17,34
0,980 4,80 4,70 0,920 21,75 20,01
0,970 7,31 7,09 0,910 24,99 22,74
0,960 9,91 9,51 0,9и0 28,33 25,50
0,950 12,74 12,10 0,890 31,75 28,26
0,940 15,63 14,69 0,882 34,95 30,83
Нашатырь. Селитра. Серноватистокислый натрий
1361
Нормали для СССР — см. аммиак жидкий синтетич. — ОСТ 3753; аммиачная
вода синтетич.—ОСТ 3754; вода аммиачная каменноуг. конц. — ОСТ ; нашатыр-
ный спирт медицинск. — ОСТ 107; аммиак водный реактив — ОСТ 4703.
с) Соли и разное
1. Нашатырь, хлористый аммоний, NH4C1. Соль без цвета и
запаха; уд. вес 1,52 кг]дм\ При нагревании в сухом состоянии
перегоняется при красном калении, не плавясь; при 100° начинает
медленно улетучиваться. В воде растворяется легко; при этом
понижается температура; 100 ч. воды при 10° растворяют 32,8, при
100° — 72,8 ч. нашатыря. Слегка ядовит. В технике применяется,
главным образом, для гальванических элементов в качестве возбу-
дительной силы и при паяльных работах (так как при высокой
температуре растворяет окислы металлов).
2. Селитра. Под этим обозначением большей частью понимается
азотнокислый калий, калийная селитра KNO3; бесцветные кристал-
лы с удельным весом 2,11 кг/дм* при 16°; точка плавления 333°.
Противоположна ей чилийская селитра — азотнокислый натрий
(кубическая селитра); гигроскопична, а поэтому не годится для
изготовления пороха. Удельный вес 2,265 кг!дл& при 15°, точка плавле-
ния 308°. Смесь из 54,5 вес. ч. KNO3, и 45,5 вес. ч. NaNO3 плавится
уже при 218° (эвтектика). Растворимость обеих селитр приведена
в табл. 10.
Таблица 10. В 100 весовых частях воды растворяется
Температура ° 0 10 20 30 50 80 100 114 119
Вес. ч. KNO3 . 13,3 21,0 31,4 45,9 86,0 172,0 247,0 284 —
Вес. ч. NaNO3. 72 80,5 88,0 96,2 114,0 148,0 175,5 — 209
3. Серноватистокислый натрий, гипосульфит натрия, Na2S2O3 +
4"5Н2О. Он служит в качестве „прогивохлора" в красильном и
отбеливающем производствах для удаления хлора из тканей и как
фиксирующая соль (фотография) для растворения остатков галоид-
ного серебра из светочувствительной пленки. Бесцветные кристаллы
(розовая окраска указывает на содержание мышьяка), на воздухе
выветривается при температуре 33° и плавится при 48°; уд.
вес 1,734 кг)дмА. При 215° соль освобождается от воды, при 223°
разлагается. Легко растворяется в воде с умеренным охлаждением.
100 вес. ч. воды растворяют при
0° 10° 20е 50° 80» 100°
52 61 70 170 248 266 вес. ч.
гипосульфита, не содержащего воды. Раствор разлагается при прибавлении кислот
с выделением серы.
86 Зак. 254. — Htitte, Справочник для инженеров, т. II.
1362 Т. II. Отд. 5. Материаловедение. XVII. Химические вещества
4. Хлорная известь, белильная известь, получается действием
хлора на загашенную известь и представляет собою химически
неоднородный продукт, состав которого всего ближе подходит
к формулам СаО • СаС1 • ОС1 и СаС1 • ОС1. Хлорная известь — белый,
сухой порошок с запахом хлорноватистой кислоты и хлора, каковой
в закрытых сосудах медленно, а на воздухе быстрее разлагается
под действием воды и углекислоты, при этом ма<са становится
тестообразной. Продажные сорта содержат большею частью от 35 до
40% активного хлора, но может быть изготовлена хлорная известь
с 80 до 90% активного хлора. Ценность хлорной извести опреде-
ляется по процентному весовому содержанию хлора или по содер-
жанию хлора в градусах Гей-Люссака, которые дают, сколько лит-
ров хлора содержится в 1 кг хлорной извести.
Сравнительный обзор по Паттинсону
Градусы по Гей-
Люссаку . . 65
°/о акт.
хлора . . 20,65
70 75 80 85
22,24 23,83 25,42 27,01
90 95 100 105 110
28,60 30,19 31,78 33,36 34,95
115
36,54
120 125 127
38,13(39,72 40,36
Водный раствор бесцветен и имеет терпкий вкус;- предел
вкусового ощущения лежит в растворе 1 вес. ч. хлорной извести
в 1500 до 2000 вес. ч. воды. Применение: для отбеливания, для
дезинфекции и для добывания хлороформа.
5. Соль для цементации. Под этим понимается большей
частью желтая кровяная соль, железосинеродистый калий K4Fe(CN)6;
очень часто просто называемый „синькали". При помощи его цемен-
тируется наружная поверхность железа. При расплавлении соли
на металле на открытом огне наружная поверхность металла стано-
вится более богатой углеродом.
Очень часто для этого употребляют смеси, так напр., для железа: 88 ч. пова-
ренной соли, 9 ч. цианистого калия, 1 ч. двухромокислого калия, 1 ч. калийной
селитры и 1 ч. стекольного порошка или для стали смесь из 24 ч. древесного
угля, 4 ч. роговых стружек, 7 — клея, 10 — калийной селитры и 55 — поваренной соли.
6. Фенол, карболовая кислота, фениловый спирт, креозот из
каменноугольного дегтя, С6Н5ОН. Добывается из каменноугольной
смолы или синтетически, большей частью имеет острый запах кар-
болки, однако совершенно чистый имеет лишь слабый запах. Кри-
сталлы бесцветны или красноваты, гигроскопичны, уд. вес 1,066 кг1дм$
при 15°, точка плавления 42°, точка кипения при 76® мм рт. ст. 181°.
Растворяется в 15 вес. ч. воды, смешивается с алкоголем, эфиром,
бензолом, глицерином и жирами. В торговлю поступает неочищен-
ный — в жидком состоянии или чистый кристаллизованный. Сильно
разъедает органические вещества, ядовит, предохраняет от гниения,
антисептик.
7. Лизоль есть смесь крезоловых масел, имеющих высокую
температуру кипения (составная часть масел каменноугольных и
древесных смол), в количестве 50% со щелочами и льнянрмаслено-
кислым калием. Он растворяется в воде и, как все подобные ему
Муравьиный альдегид. Карбид. Ацетилен 1363
вещества, является важным дезинфекционным средством. Неразбав-
ленный действует разъедающе, разбавленный в воде лишь слабо
ядовит.
8. Муравьиный альдегид, формалин, формоль, метилальдегид,
НСНО. Резко пахнущий газ, сильно раздражающий дыхательные
органы. Точка кипения —21°, точка плавления —92°, уд. вес жид-
кого при —21° 0,8153 кг/дч3. Склонен к полимеризации и стано-
вится тогда твердым. Муравьиный альдегид растворяется в воде
в количестве 52%; 40%-ный по объему водный раствор (36%-ный
весовой) поступает в продажу в виде формалина или формола; этот
продукт содержит от 12 до 15% метилового спирта для воспрепят-
ствования выделению полимерных веществ. Применяется в хими-
ческой промышленности и для дезинфекции.
9. Карбид. Хотя многие металлы образуют карбиды, но под
этим названием обычно подразумевается кальций-карбид, СаС2.
В чистом виде он бесцветен, прозрачен и имеет кристаллическое
строение; уд. вес 2,22 кг/дм3 при 18°. Технический (85 до 90%-ный) —
серого цвета и содержит от 5 до 10% извести (СаО), угля и дру-
гих примесей.
Будучи смешан с водой, он образует ацетилен, выделяя большое
количество теплоты.
10. Ацетилен С2Н2. Относительный вес 0,912 (относительно
воздуха). При 0° и давлении в 21,'5 KtjcM2 становится жидким.
Чистый газ обладает слабым запахом; вредный и неприятный запах
обусловливается различными фосфорными и сернистыми соедине-
ниями, встречающимися в техническом продукте в виде примесей.
Эти последние могут быть удалены очистительными средствами,
напр., акагин (смесь из хлорной извести и хромовокислого свинца),
гератол (пропитанный хромовой кислотой кизельгур), франколин
(кизельгур, пропитанный солянокислым раствором хлористой меди).
Ацетилен при нормальном давлении без воздуха безопасен, но уже
при давлении в 3 кг!см2 и тем более в тепле или особенно в жид-
ком состоянии может взорваться от незначительных причин. Газ при
давлении в 2,8 ат с примесью до 65% воздуха дает сильно взрыв-
чатую смесь. Ацетилен растворяется в приблизительно равном ему
по объему количестве воды (т. 1, стр. 613), в соляных растворах —
в меньшей степени; легко растворяется r ацетоне (при 15° -
25-кратный объем, при 80° — 2000-кратный объем), растворенный
ацетилен, Dissous-газ. Последний раствор не взрывается. 1 кг
технического карбида должен давать с водой по меньшей мере
300 л ацетилена (чистый 349 л). Теплотворная способность этого
газа составляет 13 500 кал/м3. Температура воздушно-ацетиленового
пламени около 1900°, температура кислородноацетиленового пламени
доходит до 2700°. Последним пользуются для автогенной резки
железа и для сварки.
Ацетилен горит ярко светящимся, коптящим пламенем; специально приспо-
собленной горелкой можно избежать копоти. Осветительная сила ацетилена в 15 раз
больше, чем такого же объема каменноугольного газа (см. III том, отдел „Осве-
щение").
86* '
1364 т. ТТ. Отд. 5 Материаловедение. XVII. Химические вещества
d) Органические жидкости и растворители
1. Глицерин 1) С3Н5(ОН)3. В чистом состоянии — сладкая, бес-
цветная густая жидкость, с уд. вес. 1,26 кг)дм^ при 15° (30° Вё); при 0е
затвердевает (в безводном состоянии), переходя постепенно в кри-
сталлическую форму (смеси воды и глицерина затвердевают лишь
при температуре значительно ниже 0°, см. т. I, стр. 611), при 290°
закипает, слегка разлагаясь. Смешивается с водой или спиртом
в любой пропорции; в эфире и жирных маслах нерастворим. Глице-
рин горит и весьма гигроскопичен. Небольшие количества его без-
вредны. В продаже различают сырой, динамитный и химически чистый
глицерин. Сырой, смотря по происхождению, называется глицерином
обмыливания, дестилляции или щелочным глицерином; загрязнения
бывают различные. Окраска желтая до коричневой. Обмыливающийся
глицерин содержит мало посторонних веществ (около %% золы, бога-
той содержанием кальция или магния) и на вкус совершенно сла-
док. Дестилляционный глицерин неприятно пахнет и на вкус сильно
кисел (содержание золы до 3,5%). Щелочный глицерин наиболее
загрязнен, на вкус соденый и содержит 10% золы (поваренная соль,
сода и т. д.), а также много органических примесей (смолу и пр.).
Содержание 1лицерина в сырых глицеринах составляет 80—86%.
Динамитный глицерин не должен содержать более 0,35% золы и
органических веществ. Химически чистый глицерин должен содер-
жать не более 0,03% золы и столько же органических примесей.
Определение содержания глицерина в водном растворе производится либо по
уд. весу (ареометром), либо по коэфициенту преломления.
Таблица 11. Глицерин
а ж 1 О S « и сх <v О (V Ю X о© S Уд. вес при 12—14° кг/дм9 Коэф, прелом- ления при 12,5-12,8° °/о без- водного глицерина Уд. вес при 12-14° кг/дм9 Коэф, прелом- ления при 12,5-12,8’
0 1,0000 1,3330 55 1,1455 1,4079
5 1,0123 1,3392 60 1,1582 1,4140
10 1,02 гб 1,3454 65 1,17зЗ 1,4231
15 1,0374 1,3520 70 1,1889 1,3321
20 1,0498 1,3586 75 1,2016 1,4395
25 1,0635 1,3652 80 1,2159 1,4467
30 1,0771 1,3719 85 1,2292 1,4540
35 1,0907 1,3785 90 1,2425 1 /*613
40 1,1045 1,3860 95 1,2557 1,4686
45 1.1183 1,3936 100 1,2691 1,4758
50 1,1320 1,4007
Нормаль для СССР для глицерина см. ОСТ 414 — глицерин сырой, ОСТ 4266 —
глицерин дестиллированный.
^Блюхер, Справочная книга для химической промышленности, Берзин
и Лейпциг 1926, Вальтер де-Грюйтер.
Спирт винный, метиловый. Эфир
1365
2. Спирт, этиловый спирт, винный спирт, алкоголь С2Н5ОН.
Бесцветен, почти без запаха, на вкус жгуч. Температура кипения 78,3°.
Уд. вес при 15° 0,794 (относительно воды при 15°). Точка затвердева-
Удельная теплоемкость 0,60 кал)кг °. Жадно поглощает воду и
смешивается с нею в любых пропорциях, при этом происходит
выделение теплоты и уменьшение объема. Легко воспламеняется.
При внутреннем употреблении в концентрированном состоянии
действует как яд. Таблицу точек замерзания водных растворов
спирта см. т. I, стр. 611. Спирт как горючее —т, I, стр. 732.
Таблица 12. Удельный вес и составные части смеси водного алкоголя (по
Бриксу)
Уд. вес, кг/дм9 100 об. ч. ( спирта об. ч. 0,999 1 99,06 0,993 5 35,31 0,987 10 90,71 0,981 15 86,19 0,976 20 81,71 0,971 25 77,23 0,966 30 72,71
содержат ( воды об. ч.
Уд. вес, кг дм3 . . . 100 об. ч. ( спирта содержат ( воды об. ч. об. ч. 0,959 35 68,11 0,952 40 63,41 0,944 45 58,59 0,9*34 50 53,70 0,924 55 48,72 0,913 60 43,66 0,902 65 38,56
Уд. вес, кг [дм3 . . . 100 об. ч. I спирта содержат ( воды об. ч. об. ч. 0,890 70 33,38 0,877 75 28,14 0,864 80 22,82 0,850 85 17,42 0,834 90 11,88 0,816 95 6,15
Приведенные данные относятся к температуре в 15б/9°. Разделив объемные
части спирта на соответствующий уд. вес и помножив полученное значение на
0,7946, получают соответствующие весовые части спирта.
3. Метиловый спирт СН3ОН, древесный спирт, карбиноль (в пос-
леднее время также метаноль). Точка кипения 65°. Уд. вес 0,80 кг/дм3
при 15°. Горюч. С водой смешивается в любых пропорциях. Сильно
ядовит. Точка затвердевания —97°. Удельная теплоемкость между
10 и 15° — 0,5868 кал!кг°. В чистом виде обладает слабым запахом,
похожим на запах этилового спирта. Продажный древесный спирт
содержит 80 объемн. % и в числе посторонних примесей содержит
ацетон, аллиловый спирт и „древесные масла4* (кетоны).
Смеси метилового спирта и воды
Вес метилового
спирта % . . .
Уд. вес при
15,56° кг! дм* .
10 20 30 40
0,983 0,968 0,954 0,937
50 60
0,919 0,898
70 80
0,875 0,850
90
0,824
100
0,796
4. Эфир. Собирательное название для целой группы химически
сходных органических веществ. Для технических целей наиболее
важен этиловый эфир (рыночный термин: серный эфир или просто
1366 Т. II. Отд. 5. Материаловедение. XVII. Химические вещества
„эфир") (С2Нб)2О. Свойства: жидок, бесцветен, чрезвычайно
огнеопасен; уд. вес при 0° 0,74, при 15° 0,72 кг/дм\ точка кипе-
ния 35°, точка затвердевания — 129°; точка плавления — 117°. Смесь
воздуха с эфирными парами чрезвычайно взрывчата. Пары эфира
тяжелее воздуха (см стр. 985, табл. 7). Вода растворяет 9% эфира,
эфир—2% воды. С алкоголем смешивается. Применение: в каче-
стве растворителя для многих органических веществ (масел и
жиров). Рыночные продукты — три сорта: 1-й с уд. весом 0,720;
2-й — с уд. весом от 0,72 до 0,722; 3-й — с уд. весом 0,728 (вес при
15° относительно воды в 15°). Абсолютный эфир имеет уд. вес 0,718
(при 15°).
5. Ацетон, диметилкетон, уксусный спирт (СН3)2СО. Бесцветная,
пахнущая эфиром жидкость. Горюч. Точка кипения 56,3°, точка
плавления —95°, уд. вес 0,797 кг!дм3 при 15°, теплота парообра-
зования для 1 кг 125,28 кал (при 56,3°). Смешивается с водой,
с алкоголем, эфиром и хлороформом. Служит лучшим средством для
растворения смол, жиров, эфирных масел, нитроцеллюлозы и ацетил-
целлюлозы.
6. Бензол, С6Нб. Очень подвижная, бесцветная жидкость, горит
коптящим пламенем и образует с воздухом взрывчатую смесь. Уд.
вес 0,884 кг!дм3 при 15°, точка кипения 80,5°, затвердевает при 0°
и плавится при 5,4°. Смешивается со спиртом, эфиром, ацетоном
и т. д., но в воде мало растворим (^ 0,1%) и может принять только
0,05% воды. Охотно употребляемое средство для растворения жи-
ров, эфирных масел, каучука, гутаперчи и камфоры. Пары действуют
усыпляющим образом и при известных обстоятельствах смертельны.
7. Четыреххлористый углерод, тетрахлорометан, СС14, торговое
обозначение: тетра или бензиноформ. Очень жидкая, бесцветная
жидкость со сладковатым запахом с уд. весом 1,595 кг/дм^ при 20°;
точка кипения 76,8°, точка затвердевания — 24°. Уд. вес паров
5,3 кг}м\ удельная теплоемкость 0,2 кал!кг°, теплота испаре-
ния 61,95 кал!кг. Не горит и не образует с воздухом взрывчатой
смеси. В воде растворяется мало (0,1%). Хорошее растворяю-
щее средство для смолы, жиров, воска, парафина; смешивается
со многими органическими растворителями в любых пропорциях.
Тетрахлорметан влияет на многие металлы, в особенности на железо,
медь и алюминий; для технических целей достаточно прочны со-
единения с цинком, оловом и свинцом, а в особенности с никелем.
В присутствии воды медленно распадается на углекислоту и соля-
ную кислоту.
8. Сернистый углерод, сероуглерод, CS2 есть очень подвиж-
ная бесцветная, сильно светопреломляющая жидкость. Точка кипе-
ния 46,3°, точка плавления —113°, уд. вес 1,2633 кг!дм3 при 20°,
уд. вес паров 2,63 кг/м3, удельная теплоемкость 0,24 кал при
30°. В чистом состоянии имеет слабый сладковатый запах, нечи-
стый старый сероуглерод пахнет очень неприятно. Особенно опасен
он благодаря своей легкой воспламеняемости; температура воспла-
менения лежит при 232°, таким образом на 400° ниже, чем у обычно
употребляемых горючих веществ. С воздухом он образует легко
Корунд. Карборунд Трепел. Пемза 1367
воспламеняющиеся, взрывчатые смеси (паропровод, нагревшийся
подшипник могут вызвать воспламенение). Пары действуют усып-
ляюще и очень ядовиты. Сероуглерод прекрасный растворитель для
многих веществ (жиров, смол, каучука, серы, бесцветного фосфора,
иода). Смешивается со спиртом, эфиром, парафином, бензолом и
т. д., в воде растворяется меньше 1%.
е) Средства для шлифовки и полировки
1. Корунд, наждак. А12О3, есть кристаллический глинозем. Встре-
чается, как минерал, без цвета или желтый; наждак из Наксоса
имеет твердость 8 (по Моосу, стр. 1190), канадский имеет твердость 9,
искусственный до 9,3. Служит для изготовления наждачной бумаги
и кругов. Далее из корунда, изготовляются очень огнестойкие пред-
меты: температура плавления ок. 2200°.
2. Карборунд, карбид кремния, SiC, изготовляется искусствен-
ным путем и немного превосходит корунд по твердости. Приме-
няется как шлифовальное средство для изготовления шлифоваль-
ных кругов.
3. Карбид бора, В2С2 и ВбС, изготовляется искусственным
путем и образует следующее за алмазом по твердости шлифовальное
средство. Применяется для резания камней и наждачных кругов;
продырявленные куски служат для протяжки проволоки.
4. Трепел, шифер для полировки из горы Трепел в Богемии,
есть силикат, служащий для полировки мераллов, камней и др.
5. Окись железа Fe2O3. Называется также Caput mortuum, кол-
котар, железная красная краска, английская красная. «Окраска
в зависимости от структуры и изготовления от желто-красной до
фиолетовой. Служит для полировки стекла, металлов и камней,
кроме того находит себ.е применение для изготовления красок (вене-
цианская красная, помпейская красная).
6. Пемза есть алюминиевый силикат, содержащий щелочи, вул-
канического происхождения (стр. 1187). Уд. вес ок. 2,3 кг!дм\ Однако
плавает в воде в больших кусках по причине заключающегося
в ней воздуха. Применяется для шлифовки и полировки, а также
как прибавка к мылу и для фильтрования воды.
7. Песчаная бумага. Песчаное полотно. Аппретированное
полотно, саржа или бумага покрываются слоем клея и, после затверде-
вания в охладительных камерах, посыпаются шлифовальным веществом в зернах
(карбид кремния, корунд, наждак, кремень, стекло, гранат или гранит); с целью
более глубокого проникания в клей шлифующих зерен заготовленная продукция
проводится через горячие плиты и после отвердевания еще раз проклеивается *)•
Номера зернист.* 2): 240, 222, 180, 150, 120, 100, 90, 80, 60, 50, 40, 30, 24, 20, 18
Контрольн. сито 3): 220, 200, 1о0, 120, 100, 90, 80, 60, 50, 40, 35, 25, 20, 18, 16
») Клейншмидт, Календарь шлифовальных и полировальных средств,
Дюссельдорф, 1930.
я) Номера зернистости установлены Союзом германских заводов, изготовляю-
щих шлифовальные средства.
3) Номер сита равен числу ячеек на 1 см2 (DIN 1171).
1368 Т. II. Отд. 5. Материаловедение. XVII. Химические вещества
f) Мыла
Под мылами понимают обычно соли жировых кислот с метал-
лами и в особенности со щелочными металлами — натрием и калием.
Мыло окиси натрия — жестко; различают ядровое мыло, полуядровое
и клеевое мыло (самое низкопробное мыло с большим содержанием
воды и .утяжеленное" глиной и т. п.). Калийное мыло мягко (жидкое
мыло); различают прозрачное мыло, глицериновое и др. Щелочные
мыла легко растворяются в воде и обнаруживают при этом гидро-
литическую диссоциацию, причем растворы приобретают щелочную
реакцию. В спирте мылт растворяются различно: калийный стеарат
при 10° до 0,13%, стеарат натрия до 0,2%. Легко растворяются
в спирту мыла: калийные, из касторового, кокосового масла и др.
g) Высушивающие средства
Чтобы удалить влажность из газов или не-водных жидкостей,
содержащих немного воды (напр., хлороформ и др.), пользуются
сильно гигроскопическими средствами; чаще всего не содержащим
воду хлористым кальцием (СаС!2) (для эфира: безводная сода, для
абсолютного эфира — металлический натрий).
Хлористый кальций кристаллизуется с 4 молекулами воды,
прокаливается при медленном нагревании, причем сперва при 29°
он плавится, а свыше 200° становится годным к употреблению.
Также жженая известь (стр. 1214) или концентрированная серная
кислота сильно поглощают воду. Самое сильное высушивающее
средство есть фосфорный ангидрид (Р2О5); добывается сжиганием
фосфора. Он вытягивает из газов самые"незначительные следы воды.
С водой гидратизируется с большим выделением тепла.
h) Взрывчатые вещества1)
1. Общая часть. Собранные под этим общим понятием мате-
риалы хотя и обладают целым рядом общих физико-химических
свойств, однако показатели этих свойств у отдельных взрывчатых
веществ очень различны. Все они подвержены вследствие удара
или нагревания химическому распаду в кратчайший срок, но время
распада, а также необходимые для разобщения силы или темпера-
туры сильно разнятся друг от друга. У одного и того же взрыв-
чатого вещества время распада и эффект взрыва различны, в зави-
симости от способа хранения и часто также от способа зажигания.
По скорости распада различают: вспышку, взрыв или детонацию
(см. т. I, стр. 719 и сл.). Материи, могущие взрываться, можно
разделить на три группы: взрывчатые вещества, вещества для
стрельбы (движущее вещество для снарядов) и детонирующие
средства (первичное зажигание).
*) У Л ь м ан, Энциклопедия технической химии, Берлин — Вена, Урбан и Швар
ценберг.
Взрывчатые вещества. Нитроглицерин
1369
2. Физико-химические свойства, от которых зависят действие,
возможность применения для различных целей и т. п., в главных
чертах заключаются в следующем:
1. Содержание энергии, т. е. освобождающееся при
полном сжигании (взрыве) количество тепла (теплота взрыва), кото-
рое однако практически не все можег быть использовано.
2. Чувствительность взрывчатого материала, т. е. его
склонность взрываться при малом количестве энергии, доставленной
извне.
Чувствительность определяется высотой падения молота, ударом коего произ-
водится испытание материала на взрываемость (относительно дальнейших испытаний
на чувствительность см. Положение об испытании в рывчатых веществ в соответ-
ствии с приложением CI германского устава путей сообщения от 1 апреля 1909 г.).
3. Бризантность лучше всего определить понятием „спо-
собность разрывать"; она зависит от скорости распада, от теплоты
взрыва и от количества образующихся газов.
Бризантный материал —это такой, который может при детонации, лежа
свободно на воздухе, без упаковки на подкладках производить разрушительное
действие. Для измерения бризантности служит испытание 1рауцля на свинцовой
болванке: в центральное отверстие, сделанное в цилиндрической свинцовой болванке,
вводится небольшое отмеренное количество взрывчатого вещества, остальное про-
странство заполняется рыхлым песком и производится зажигание. Вызванная взры-
вом выпучина отверстия является показателем бризантности.
4. Температура вспышки есть та, при которой, при
медленном нагревании, вещество вспыхивает или взрывает (см.
т. I, стр. 719 и сл.).
5. 11од температурой взрыва понимается степень нагрева
образующихся при взрыве газов в момент взрыва. Эта температура
имеет важное значение, так как в шахтах, содержащих угольную пыль
или горючие смеси газов, она может вызвать последующие взрывы.
6. Скорость детонации, т. е. скорость, с которой распад
взрыва распространяется во взрывчатой массе; это —не постоянное
свойство взрывчатого вещества, оно зависит как от способа зажи-
гания, так и от плотности упаковки (см. т. I, стр. 719 и сл.).
Наиболее важные взрывчатые вещества приведены в следующем
пункте.
3. Взрывчатые вещества: нитроглицерин, C3H5(ONO2)3, взрыв-
чатое масло, уд. вес 1,6 л^г/дк3, есть тринитрат (сложный эфир азот-
ной кислоты) глицерина, он очень чувствителен и бризантен. Нитро-
глицерин может при охлаждении затвердевать в двух видоизмене-
ниях: в устойчивом, когда он при + 13° кристаллизуется в виде
твердых игол, и неустойчивом, когда при 2° кристаллизуется
в виде ромбических листочков. Эта неустойчивая форма изменяется
в устойчивую при малейшем отпуске, причем каждый грамм вылеп-
ляет 28 кал тепла. Насыщенный нитроглицерин, вследствие большой
опасности взрыва при обращении с ним, не находит себе применения,
но он составляет главную часть многих слабодымящих сортов пороха,
многих безопасных для рудников с гремучим газом взрывчатых
веществ и динамита.
1370 т- Отд- 5- Материаловедение. XVII. Химические вещества
Обычный динамит (гурдинамит), уд. вес 1,5 до 1,7 кг/дм9 (в 1865 г. изгото-
влялся Нобелем) есть пластичная смесь нитроглицерина и кизельгура, обладает
большим взрывчатым действием, менее опасен в обращении.
Нитроцеллюлоза. Подобно глицерину, целлюлоза (хлопчато-
бумажная и бумажная материя) может образовывать сложный эфир
азотной кислоты. Наиболее „нитрированный" продукт есть тринитро-
целлюлоза, хлопчатобумажный псрох, с содержанием до 14% азота;
она растворяется в ацетоне. Менее нитрированные продукты, напр.,
коллоксилин (коллодиальная вата) и пироколлодий, растворяются
в эфире + алкоголь (2 + 1), менее опасны и находят разностороннее
применение для изготовления искусственного шелка, лаков, фильм
и пр. (см. стр. 1338).
Гремучий желатин. Добытая при определенных химических
условиях, не вполне нитрированная целлюлоза имеет свойство
давать с нитроглицерином (ок. 92%) взаимную смесь, из которой обра-
зуется пластичная масса, гремучий желатин, с уд. весом 1,5 кг]дм\
Это одно из самых сильных взрывчатых средств, очень бризантно,
однако, значительно менее восприимчиво (чувствительно), чем гур-
динамит, и почти совершенно вытеснило последний.
Пикриновая кислота. Тринитрофенол, CcH2(NO2)3OH, есть силь-
ное взрывчатое вещество с уд. весом 1,81 кг1дм* (объемный вес
после расплавления или прессования от 1,63 до 1,68 кг/дм^) и с точкой
плавления 122°. Она ядовита, на вкус очень горька, мало раство-
рима в воде, легче в бензоле, спирте и эфире и окрашивает в интен-
сивный желтый цвет. Пикриновая кислота мало чувствительна, но
образует с некоторыми металлами очень восприимчивые к ударам
пикраты.
Тринитротолуол, С6Н2(ЬЮ2)3СН3, взрывчатое вещество, подоб-
ное пикриновой кислоте, но не образует взрывчатых металлических
солей. В воде он мало растворим, в бензоле очень легко раство-
ряется, окрашивает в слабожелтый цвет, на вкус менее горек и
менее ядовит. Точка плавления 81°. Объемный вес от 1,54 до 1,62 кг!дм$
в зависимости от прессования.
Мощность взрыва почти такая же, как и у пикриновой кислоты, однако он
еще менее чувствителен и может быть без опасности сильно спрессован и затем
распилен.
Взрывчатые вещества из аммониевой селитры: нитрат аммо-
ния (NH4NO3) сам по себе имеет склонность детонировать только
при очень сильном первичном зажигании (см. ниже), однако же, бу-
дучи смешан с горючими веществами, как-то: с углем, смолой, целлю-
лозой и др., образует весьма употребительные взрывчатые вещества,
известные под различными названиями, напр,, робурит, тонарит,
вестфалит, аммонкарбонит. Эти смеси безопасны в обращении и сго-
рают в больших количествах без детонации; поэтому их считают
безопасными взрывчатыми веществами.
Взрывчатая селитра есть смесь из 75% натриевой селитры,
15% каменного или бурого угля и 10% серы; она подобна черному
пороху (см. ниже), однако гораздо менее восприимчива к ударам
и зажигательным средствам.
1371
Свойства взрывчатых веществ
Таблица 13. Свойства взрывчатых веществ
Теплота взрыва ’) кал} кг Чув- стви- тельн. Высота падения груза2) в 2 кг см Темпера- тура вспыш- ки ’) град. Бризант- ность, вы- пучина 4) см9 Темпера- тура взрываБ) град. Скорость де- тонации6) при уд. весе взрывч. ве- щества
м!сек г/см3
Нитроглицерин . . 4-10%А1 4 160—220 3150 Взрыв
Гремучий желатин (7°/0 колл од. ваты) 1800 1640 12 180-200 8°/0 шер- сти кол- 8°/о шер- сти кол- произвел, капе. 5: 1700 „ 7 : 8500 1,60
Гурдинамит с 25°/0 кизельгура . . . ы. 1300 7 180-200 • лодия 520 325 лодия 32U0 2900 6260 1,62
Желатин динамит с 62°/0 нитроглице- рина 1200 400 2900 Взрыв передан капе. 7: 1,65
Хлорноват. взрывч. соль шеддит . . 12С0 32 — 200 2530 подрывн.патр. 6600 2550 1,10
Нитроглицерино- вый порох . . . Хлопчатобумажный порох с 13°/0 азо- та Кордит 1250 1000 20—30 влажн. 85 40°/0 ни- троглиц. 170—180 183—187 40% ни- троглиц. 150 420 2800 2800 3800 5400 0,7 1,27
Коллод. вата с 11°|0 азота 8С0 12°/0 азо- та 12% азо- та 2200
Азотнокислый ам- мония + Ю7о нитриро ванной Фюль- менит свыше 186-190 250 130 1100
Угольный карбо- нит, безопасн. в отнош. гремуче- го газа нефти 930 670 180 220 1850 2700 1,42
Пикриновая кисло- та 810 — выше 225 290 2700 7200 1,55
Тринитротолуол . 730 57-90 выше 225 260 2200 5000 6600 1,26 1,55
Черный охотн. по- рох 700 70 выше 225 30 2700
Гремучая ртуть . . 410 2 160-165 150 3450 3920
х) Количество тепла, которое выделяется 1 кг взрывчатого вещества при пол-
'ном сгорании; возникающая при этом вода сосчитана на жидкую.
2) Проба на удар падающим молотом.
8) Температура, до которой можно нагревать взрывчатое вещество без
вспышки.
4) Испытание помощью свинцовой болванки Трауцля.
6) Температура газов в момент взрыва.
6) Скорость, с которой распространяется детонация в взрывчатом веществе.
1372 Т. II. Отд. 5. Материаловедение. XVII. Химические вещества
Взрывчатые вещества, безопасные в отношении гремучего
газа, те, которые при детонации не зажигают образующихся в уголь-
ных шахтах взрывчатых воздушных смесей. Это возможно, когда
температура взрыва и давление соответственно сильно понижены.
Взрыв ’атые вещества с такими свойствами составляются многими
способами и очень различно; большей частью они содержат в ка-
честве главной составной части аммониевую селитру или азотные
вещества, смешанные с невзрывающимися солями.
Взрывчатые вещества из солей хлорноватой кислоты и
перхлората состоят главным образом из щелочных хлоратов (напр.,
КСЮ3) или перхлоратов (напр., КС1О4), большей частью с большим
добавлением селитры. К этим смесям отчасти добавляются азоти-
стые вещества и горючие, как-то: уголь, мука. Составы этого класса
взрывчатых веществ очень разнообразны.
Взрывчатые вещества из жидкого воздуха: пористые, горю-
чие материалы, как пробка, опилки и т. д., имеют способность заса-
сывать больше жидкого воздуха, чем то требуется для их полного
сгорания; поэтому к ним прибавляются богатые углеродом средства
(парафин, керосин). Пропитывание жидким воздухом делается перед
употреблением.
Добывание жидкого воздуха по способу разделения Линде или Гейланда.
Транспортировка только в открытых сосудах с двойными стенками, из которых выка-
чан воздух.
Аммоналы — взрывчатые вещества из азотнокислых солей или
солей хлорноватой кислоты, к которым примешан металлический
порошок (чаще всего А1).
4. Вещества для стрельбы отличаются от взрывчатых значи-
тельно более длительным временем сгорания, обычно они не бри-
зантны. Применяются для взрывов, в особенности в тех случаях,
когда дело идет о разъединении твердых масс, которые не должны
распадаться на мелкие куски, напр., при взрыве каменных пород.
Черный порох есть тесная смесь из калийной селитры, серы
и древесного угля, большей частью в соотношении 6:1:1 в весо-
вых количествах. Смесь применяется в зависимости от цели при-
менения: охотничий порох, напр., 78 вес. ч. селитры, 10 серы,
12 угля. Черный порох имеет объемный вес ок. 1,6 лег/d if3, он уме-
ренно восприимчив к ударам и трению. Сырой воздух или вода по-
нижают его способность взрываться или совсем ее уничтожают. Со-
храняемый открыто он вспыхивает без взрывающего действия;
плотно запакованный взрывает от нагревания или первичного за-
жигания, однако способ зажигания в данном случае, в противопо-
ложность почти всем взрывчатым веществам, не оказывает ника-
кого влияния.
Бездымный порох есть продукт некоторых взрывчатых ве-
ществ (чане всего нитроцеллюлозы), у которых скорость сгорания
понижена физическими превращениями и прибавками невзрываю-
щихся материалов. Отсутствие дыма основано на том, что продукты
горения не содержат никаких твердых веществ, как напр., кали
у черного пороха; бездымный порох содержит главным образом
Детонирующие средства. Химич, меры предосторожности 1373
коллегиальную вату и хлопчатобумажный порох, желатинирован-
ные нитроглицерином, а также прибавку органических веществ.
5. Детонирующие средства. Под это понятие подходят немно-
гие бризантные взрывчатые вещества, которые взрываются от тре-
ния, удара или взрыва. Эти свойства дают возможность привести
к взрыву, т. е. к быстрому распаду, другие, менее чувствительные
взрывчатые вещества. Но большинство встречающихся в практике
взрывчатых веществ этого рода приведено в состояние, при кото-
ром они не детонируют ни при действии раскаленной проволоки,
ни от искры. (Взрыв вместо детонации.)
Гремучая ртуть Hg(CNO)2, соль гремучей кислоты (CNOH),
которая образует с другими металлами взрывчатые соли. Гремучая
ртуть есть главная составная часть пистонов и взрывающих кап-
сюлей (взрывателей); из всех взрывчатых веществ гремучая ртуть
имеет самый большой уд. вес в 4,43 кг/дм^ и развивает очень вы-
сокую температуру взрыва. Сырость Может привести ее к отказу
в действии.
Еще несколько лет тому назад введено в употребление, как рав-
ноценное с гремучей ртутью средство для вызова взрыва,—-азоти-
стый свинец Pb(N3)2. Азотистый свинец приобретает все возрастаю-
щее значение^ он представляет собою свинцовую соль азотистого
водорода HN3. Он несколько менее чувствителен, чем гремучая
ртуть, но вызывает взрывы и в присутствии воды и имеет боль-
шее детонирующее действие.
Зажигательные шнуры служат для воспламенения взрывных
капсулей (в том случае, когда не применяется электрического зажи-
гания) или самого взрывчатого вещества. Различаются два вида:
безопасный зажигательный шнур, изготовленный в виде шланга, на-
полненного черным порохом, продолжительность горения 1 см/сек.\
и более опасные быстросгорающие шнуры со скоростью сгорания
от 150 до 200 м/сек и детонирующие зажигательные шнуры со ско-
ростью от 5000 до 7000 м/сек.
Запальные шарики представляют собою смеси из перекиси
бария, 15 ч. с 2 ч. порошка магния, связанные раствором коллодия
и укрепленные на конце магниевой ленты. Они служат для зажи-
гания гольдшмитовской смеси (термита) (порошок алюминия + окись
железа).
По технике взрывчатых веществ в СССР см. стандарты: ОСТ 680—динамиты;
ОСТ 4^.60—порох минный; ОСТ 3531—3532—пороха дымные; ОСТ 1599—капсюли,
детонаторы; ОСТ 3515—пикриновая кислота; ОСТ 4426—гликоль динамитный; ОСТ
Збиб—шнур огнепроводный, медленно горящий (бикфордов); OCT 4fo6—ртуть грему-
чая; ОСТ 129— хлорпикрин и др.
i) Химические меры предосторожности, средства для тушения
огня
В производствах, работающих с большим количеством химических веществ,
должны быть вывешены аншлаги, предупреждающие об опасности, а также должны
быть опубликованы правила для действий при несчастных случаях. При телесных
повреждениях разъедающими жидкостями (щелочами и кислотами) лучшим сред-
ством является быстрое и обильное промывание водой. При растекании кислоты
и щелочей равным образом является самым правильным быстрое разжижение боль-
1374 Т. И. Отд. 5. Материаловедение. XVI1T Разное
шим количеством воды; при концентрированной серной кислоте необходимо обра-
щать внимание на то, чтобы имелась возможность одновременно подать большие
количества воды (по меньшей мере 10-кратный объем), так как иначе может про-
изойти сильное нагревание, вплоть до кипения и поранения разбрызгивающейся
кислотой. Очень большие количества концентрированной серной кислоты лучше
всего поэтому поглощать, впитывая их в сухой песок. В каждом случае после
сильного разжижения должна следовать нейтрализация (при кислотах известью,
содой, аммиаком; при щелочи — уксусом или другими разжиженными кислотами),
иначе будет иметь место оживленная реакция с сильным выделением тепла.
При ядовитых газах—в особенности опасны синильная кислота (запаЯ горького
миндаля), окись углерода (чувственно не воспринимается), сероуглерод (ядовит
и легко воспламеняется)—лучшим защитным средством является проветривание по-
мещения сквозным ветром: все остальные меры предосторожности, за исключением
предохранительных от газа приборов, недействител! ны *).
Средства для защиты от огня и его гашение. Горящие жидкости только
тогда могут быть погашены водой, когда они с нею смешиваются (ацетон, спирт)
или же имеют больший удельный вес. Во всех других случаях лучшими являются
специальные средства для тушения, как тетра (четыреххлористый углерод) или
пена, однако же можно использовать также песок или закрытие доступа воздуха
(закрывание сосудов, набрасывание покрывал). Для следующих горящих веществ, на
которые вода не оказывает никакого действия, следует применять только песок:
эфир, бензин, бензол, толуол и все масла легче воды.
XVIII. Нормированные предметы торговли
и разное
(Обработано в редакции)
А. Общая часть
а) Предметы торговли из железа * 2)
Разделение стальных и прокатных материалов
(Установлено некогда Союзом сталелитейных заводов).
Все стальные и прокатные изделия разделены Союзом сталелитейных заводов
на два главных раздела: продукты производства А и продукты производства В.
Продукция А.
Группа а): полуфабрикаты: сырые и предварительно прокатанные слитки и бол-
ванки, квадратная заготовка и мильбарс, широкополосное железо и пудлинговая
обжатая крица.
Группа Ь): катаный материал для верхнего строения железнодорожного пути,
железнодорожные рельсы, а также желобчатые рельсы и обыкновенные рельсы,
железнодорожные шпалы, накладки и подкладки, подкладки с ребордою, направляю-
щие рельсы и пр.
Группа с): сортовое железо: двутавровое и швеллерное железо, высотою
80 мм и выше, а также желобчатое железо Зоре.
Примечание. Изделия, носящие какое-либо иное название, но изготовлен-
ные или могущие быть изготовленными на гех же прокатных станах, что и выше-
упомянутые, по своему свойству принадлежат к указанным изделиям, безразлично
*) См. Брандинг-Румпф, Защита от газа, Берлин 1928, Митлер и сын. —
С и р у п, Справочник по защите рабочего и по вопросам производственной без-
опасности, Берлин 1926, Рейнар Гоббинг, том 1, стр. 695 и 712.—См. том IV немец-
кого издания Hiitte 1931, Берлин; Отдел .Горные работы, приборы для дыхания-*,
Нормализация производства.
2) Полный обзор см. „Eisen Im Hochbau", изд. Союза германских металлургов,
изд. 1930, см. главу „Железо и сталь“, стр. 746 и сл.
Нормированные предметы торговли
1375
идет ли дело об уже известных профилях и сортах или вошедших в употребление
позднее. Они являются также продукцией А и попадают в ту группу, к которой они
принадлежат по вышеуказанным групповым признакам.
Продукция В.
Группа а): прутковое железо—универсальное и плоское железо, также труб-
ные стрипсы, круглое и квадратное железо, обычное прутковое и пруткообразное
железо, пол >совое и тянутая проволока.
Группа Ь): катаная проволока.
Группа с): листовое железо—толстое железо 5 мм толщины и выше, всевозмож-
ное тонкое железо, толщиной ниже 5 мм, рифленое железо, прокатанные листы
и листы обычного прокатного образца.
Группа d): трубы.
Группа е): литье и кованые изделия—железнодорожные оси, колеса и колес-
ные бандажи, поковки, стальные вальцы и другие стальные фабрикаты, которые не
были перечислены в предшествовавших группах.
Разделение и обозначение марок согласно „Нормам производ-
ственного материала для стали и железа" (см. ниже табл. 1).
Обозначение марок:
Пример 1: для заклепочного железа по DIN 1613 с 34 кг)мм* минимального
напряжения на разрыв
St 34.13.
Пример 2: для стали, принимающей закалку по DIN 1661 со средним содер-
жанием углерода 0,35%
StC 35.61.
Объяснение: Для характеристики материала служат сокращенные обо-
значения, напр., литая сталь St, стальное литье Sig, чугун Ое, ковкий чугун Те
и т. д.
Первая группа цифр в общем обозначает минимальное сопротивле-
ние на разрыв (пример 1: <3^ — ^ кг{мм2). У специальной и легированной стали
дается содержание углерода или составная часть для легирования. В примере 2-м
С 35 обозначает среднее содержание углерода в О,35'7о« При торговом качестве без
гарантированных показателей первая группа цифр гласит 00.
Вторая группа цифр. Цифры десятков указывают на одну из десяти
главных групп (от 0 до 9); пример 1-й таким образом показывает группу 1 „литая
сталь, обыкновенная строительная сталь-. Цифры единиц дают обозначение под-
групп: в примере 1—подгруппа 3 „Болтовое, заклепочное железо". Нормали для
стали и железа имеют номера от 1600 до 1699. Если поставить цифру 16 перед второй
группой цифр, то получается соответствующий лист D1N. Пример 1: DIN 1613,
болтовое железо, заклепочное железо.
Обозначения для заказа:
Пример 1: для заклепочного железа по DIN 1613 с диам. в 22 мм и 34 кг\мм*
минимального сопротивления на разрыв:
1. Заклепочное железо 22 0 St 34.13 DIN 1613.
Пример 2: для отожженной стали, принимающей закалку, по DIN 1661 со
средним содержанием углерода в 0,35%:
2. Улучшаемая сталь SLC 35.61 DIN 1661 отожженная.
При заказах необходимо ставить перед обозначением марки наименование ма-
териала или прокатного изделия, а за обозначением полный номер DIN.
Если даются добавочные требования относительно состояния подлежащего по-
ставке материала, то желаемое присоединяется к концу формулы заказа (напр.,
отожженная).
Если необ одимо охарактеризовать способ приготовления, то сталь обозна-
чается следующими буквами, поставленными непосредственно за второй группой
цифр (бессемеровская—В, томасовская—Th, мартеновская—М, тигельная—Т, элек-
тросталь—Е):
Улучшаемая сталь StC 35.61Е DIN 1661 отожженная.
Для необработанных слитков и отлитых болванок не предусмотрено никакого
обозначения марки.
1376 Т. п- Отд- Материаловедение. XVIII. Разное
Таблица 1. Обзор норм для стали и железа по DIN 1600
DIN Наименование и обозначение марки DIN Наименование и обозначение марки
1600 1602 1603 1604 1605 1606 1611 1612 1613 1620 1621 1629 Группа 0. Общее. Сталь и железо, обзор и обозначение марок. Испытание материалов, поня- тие (испытание на прочность). Испытание материалов, об- щее (испытание на прочность). Испытание материалов, руко- водство для испытания машин и приборов (методы испытаний). Испытание материалов, испы- тание на прочность. Литая сталь, кованая или прокатанная, пояснения к DIN 1611 и 1Ь61. Группа 1. Литая сталь, обык- новенная строительная сталь Литая сталь, кованая или прокатанная, нелегированная, машиностроительная сталь (Sc 00.11, St 34.11, St 37.11, Sc 42.11, St 50.11, St 60.11, St 70.11}. Литая сталь, прокатанная, фа- сонное железо, прутковое, ши- рокополосное (St 00.12, St 34.12, St 67.12, St 42.12, St 44.12). Литая сталь, прокатанная, болтовое железо, заклепочное железо (St 34.13, Sc 38.13). Группа 2. Литая сталь, листы, трубы и пр. Литая прокатанная сталь, же- лезные листы, общее. Литая прокатанная сталь, ли- стовое железо, технические условия (St 00.21, St 37.21, Sc42.zl). Трубы из литой стали без шва, технические условия по- ставки (St 10.29, St34.29, Sc 45.29, St 55.29, St 65.29). 1631 1632 1661 1662 1671 1679 1681 1691 1692 1699 Группа 3. Материалы для верх- него строения железнодорож- ного полотна Виньоль и остряковые рель- сы(St 60.31) (условия поставки). Железнодорожные шпалы (St 37.32) (условия поставки). Группа 4. Строительные ма- териалы для полвижного со- става Группа 5. Разное, напр., сва- рочная и пудлинговая сталь Группа 6. Литая сталь, спе- циальная сталь Литая сталь, кованая или прокатанная,сталь для цемента- ции, сгаль для улучшения (StC 10.61, StC 16.61, ScC 25.61, StC 35.61, StC 45.61, StC 60.61). Никелевая и хромоникелевая сталь для механически высоко- начряженных частей (EN 15, ECN 25, ECN 35, ECN 45, VCN 15w, VCN 15h, VCN 25w, VCN 25h, VCN 25w, VCN 35h, VcN 3ow, VCN 45). Группа 7, литая сталь, инстру- ментальная сталь G заработка норм еще не начата) Легированная инструм. сталь (разработка норм еще не на- чата). Группа 8. Стальное литье Стальное литье (Stg 38.81, Stg 38.8 IR, Stg 45.81, S.g 5U.81R, S g 52.81, S.g 6'481, S.g 3s.81S, S g45.81S,S.g52.81S, Sug 38.81D, S.g 45.81D). Группа 9. Чугун (также ков- кии чугун и чугун в чушках) Чугун (Ое 12.91, Ое 14.91, Ое 18.91, Ое 22.91, Ое 26.91, Ое 12.91D). Ковкий чугун (Те 32 92, Те 38.92, Те 68.92D, Те 35.92, Те 35.92D). Чугун в чушка? (разработка норм еще не начата).
Листы, профильный металл, проволока 1377
Ь) Торговые изделия из нежелезных металлов
Система разделения полуфабрикатов из нежелезных металлов
(листы и полосы, трубы, полные профиля и проволока), подобная
разделению стали (стр. 1375 и сл.), еще не составлена; она нахо-
дится в подготовке. Равным образом не дается соответствующего
обзора нормализации нежелезных металлов. Работа, произведен-
ная по этому поводу до сих пор, приведена в главе .Нежелез-
ные металлы'.
В. Листы, профильный металл, проволока
а) Общая часть
Калибры и размеры. Калибры для проволоки и тонких листов:
калибры для проволоки и листов, табл. 4, стр. 996; толщина листов,
табл. 30, стр. 1117 (DIN 1542); германские калибры для цинковых
листов, табл. 5, стр. 1152.
Листы разделяются на тонкие, средней толщины и толстые.
Веса: веса квадратной шестиугольной и круглой стали, табл. 27, стр. 1075 и след.,
круглая сталь до 200 мм диам., квадратная до 160 мм в продаже, для круглой, шести-
угольной и четырехугольной латуни, табл. 21, стр. 1147 и сл.; полосовая, листовая
и широкополосная сталь, табл. 28, стр. 1076 и сл., полосовая сталь до 155 мм ши-
риной и 5 мм толщиной в бунтах.
Листовая сталь 6,5, 10, 13, 16, 20 мм толщины и 600 мм ширины, длиной
до ~ 10 м имеется на складах, при большей или меньшей толщине только
в уменьшенной ширине. Рифленое железо (закругленное) дб 112X26 мм.
Веса тонкие листов, табл. 29, стр. 1116; железные листы до толщины в 50 мм,
размерами 1 X 2 м, 1,25 X 2,5 м, до 30 мм толщ., 1,5 X 3,0 м, имеются в запасе.
Железо листовое в пачках 470 X 630 мм и 630 X 940 мм от 3 до 60 или от 2 до 50 ли-
стов в пачках, весом по 50 кг. Печное железо 470 X 940 мм, о,43 мм толщиной.
Полосовой алюминий, табл. 4, стр. 1124; алюминиевые листы, табл. 7, стр. 1126; ли-
стовой свинец, табл. 1, стр. 1154.
Веса проволоки из литой стали, медной и латунной, табл. 2, стр. 994; алюми-
ниевая проволока, табл. 6, стр. 1125.
Веса листов лигой стали, медных и латунных, табл. 3, стр. 995.
Программа прокатки: не все нормированные толщины листов, профили и т. д.
можно иметь постоянно. Поэтому необходимо во-время составить действительную
программу прокатки. Напр., DIN справочник 9 содержит программу прокатки для
нормальных профилей (источники поставки для нормальных профилей, сводка, со-
ставленная по данным Союза сталепрокатных заводов и указанных этим Союзом
заводов-поставщиков).
Союз С1алепрокатных заводов в Дюссельдорфе издал: профили прокатного же-
леза (изд. 1927), издание содержит двутавровое, швеллерное и железо Зоре; легкие
рельсы (изд. 1929), содержат рельсы, накладки, шпалы; желобчатые рельсы, спе-
циальные желобчатые рельсы, плоские рельсы, накладки и пр. (изд. 1929).
Ь) Полосы и листы
1. Стань. Сводчатые выпуклые листы (корытные листы), бочко-
образные листы (подвесные листы), рифленые листы, стр. 1117; плос-
кое волнистое железо, табл. 31, стр. 1119; волнистое железо для
прогонов, табл. 32, стр. 1120; гофрированные ставни для магазинов,
табл. 33, стр. 1120; белая жесть, оцинкованные и освинцованные листы;
покрытые медью листы, покрытые никелем, стр. 1118.
2. 'Нежелезные металлы. Тянутый плоский алюминий с острыми
кромками по D1N 1769, табл. 4, стр. 1124; вес алюминиевых листов
$7 Зак. 254. — Hiitte, Справочник для инженеров, т. II.
Т. Я- ОТД- 5- Материаловедение. XVIII. Разное
(А1 98/99) по DIN 1753, табл. 7, стр. 1126; листы электрона, табл. И,
стр. ИЗО; таблицы цинковых листов, стр. 1152, цинковые волнистые
листы, табл. 6, стр. 1152; свинцовые листы, табл. 1, стр. 1154,
с) Фольга
Фольга — листы с толщиной меньше чем 0,15 мм. Изго-
товляется вальцеванием предварительно прокатанных металлических
листов, затем они собираются в пакеты, причем отдельные листочки
отделяются друг от друга тонким слоем жира или масла. При очень
тонких листочках фольга изготовляется одновременным расплющи-
ванием нескольких сот листов, предварительно прокатанных. Рас-
плющивание производится помощью молота от руки или механи-
чески между листами пергамента или, при тончайшей фольге, между
шкурками золотобойца (верхняя кожица слепой кишки быка). Еще
более тонкая, до прозрачности, фольга может быть изготовлена
гальваническим путем по способу д-ра К. Мюллера (Физико-техни-
ческий государственный институт).
Имеющие важное значение свойства фольги: гибкость,
благодаря которой она без разрыва может принимать любую жела-
емую форму; свойство быть смятой в комок без появления трещин,
что важно для целей упаковки; плотность и непроницаемость для
сырости и газов (запахи); известная прочность. Даже у тончайшей
фольги, толщиной в 1 миллионную часть сантиметра, напр., у зо-
лота, плотность гарантирована, так как даже в этом, случае всегда
лежат еще друг на друге более чем 20 атомов.
Алюминиевая фольга для упаковки, изоляции, для украшения и декорации,
различных размеров в рулонах:
Толщ, мм . 0,005 10,00551 0,00б| 0,00?! 0,0гв| 0,009| 0,0ю| 0,0121 0,01б| 0,01в| О,О?о| 0,025
Вес г/л»2 . . Jld.50 | 14,70 116,10 119,20 [22,22 |24,39 |27,00 |з2,25 |40,о0 |48,78 | 55,55 |б7,5О
В СССР фольга алюминиевая ОСТ толщиной от 0,008 до 0,011 мм»
Свинцовая фольга для упаковки, для технических и графических целей, по-
крытая цинком, с наведенным узором, окрашенная, выдавленная в толщинах от 0,011
до 0,2 мм, от 8 до 1 кг!м2, в листах и рулонах шириной до 453 мм. Фольга разм.
2,5 X 0,75 м изготовляется только толщиной выше 0,25 мм. В СССР свинцовая
фольга ОСТ Толщина от 0,015 до 0,020 мм»
12о
Медная фольга для шаблонов и покрытия частей зданий в толщинах от 0,01
до 0,15 мм, со ступенями через и,01 мм, в листах 300 X 70J мм; рулоны только для
больших толщин.
Медноцинковая фольга из латуни или томпака (фальшивое листовое золото,
сусальное золото), толщиной > 0,0(05 мм, листочки 85X85 мм.
Цинковая фольга: листы (№ СО) 50j X 500 мм, 0,05 мм толщ., 0,09 кг1м*;
(№ 0) 500 X 500 мм и 500 X ЮьО- мм, листочки 0,075 мм толщ. 0,13 кг1м9.
Оловянная фольга (станиоль) для консервированной упаковки жизненных
пищевых продуктов, для технических целей, зеркальная облицовка (лейденские
банки). Фольга с узорами, окрашенная, выдавленная, толщ, от 0,w68 до 0,13 мм, от
20 до 1 кг\м*. Листы и рулоны до 450 мм шириной. Фольга разм. 2 X 0,75 м только
в толщинах выше 0,25 мм. В СССР оловянная фольга ОСТ Обычного назначе*
302
6931
ния толщина 0,01—0,02, ответственного 0,030 — 0,085 мм. ОСТ фольга свинцо-
вая с наложенным оловом толщиной 0,02 до 0,085 мм»
Профильный металл
1379
Фольга-композиция с 50, 80, олова, остальное — свинец, для упаковки,
для технических и графически* целей, с узорами, окрашенная, выдавленная, в голы/
от 0,2 до 0,01 мм и до 0,038 мм, в зависимости от содержания олова. Листы и
рулоны до 450 мм шириной.
Оловянно-цинковая фольга (фальшивое листовое серебро, сусальное се-
ребро), в толщинах > 0,00125 мм, листочками 85 X 85 мм.
Фольга из благородных металлов. Золотая фольга (чистое листовое золото)
для позолоты > 0,0001 мм толщ., серебряная фольга (чистое листовое серебро)
> 0,0002 мм толщ.
Никелевая фольга в различных, до сих пор не нормированных, форматах и
толщинах. Наименьшая толщина — 0,03 мм.
d) Профильный металл
(Обзор стр. 1048 и след.)
1. Сталь. Равнобокое |_-железо по DIN 1028, табл. 13, стр. 1051
и сл., ОСТ 14, стр. 1090; неравнобокое -железо по DIN 1029, табл. 14,
стр. 1054 и сл., ОСТ 15, стр. 1092; Т-железо по D1N 1025, табл. 15,
стр. 1057, ОСТ 16, стр. 1094; “Г с широкими и параллельными полками,
табл. 15, стр. 1058 и 1059 *); С -железо по DIN 1026, табл. 16, стр. 1060,
ОСТ 17, стр. 1096; судостроительное г-желез о по DIN 1026,
стр. 1061 и 1062, ОСТ 30, стр. 1107; вагоностроительное и для изгото-
вления стрелок Е-железо по DIN 1026, табл. 16, стр. 1063, ОСТ 28,
стр. 1108; с высокой полкой JL-железо по DIN 1024, табл. 17, стр. 1064;
с широкой подошвой _|_-железо по DIN 1024, табл. 17, стр. 1065;
~'(__-железо по DIN 1027, табл. 18, стр. 1066 и 1067, ОСТ 28, стр. 1109;
железо Зоре по DIN 1023, табл. 19, стр. 1068; квадрантное железо,
табл. 20, стр. 1069; железо для поручней, табл. 21, стр. 1069; плоское
бимсовое железо по DIN 1019, та о л. 22, стр. 1069; угловое бимсовое
железо по DIN 1020, табл. 23, стр. 1070, 1071 и 1072, ОСТ 30, стр. 1107;
профильное железо для судостроительных целей, табл. 24, стр. 1073.
1) С широкими полками | профиль; 2) профиль люкового
железа; 3) полукруглый профиль; 4) профиль плоский с утолще-
ниями; 5) поручневый профиль; 6) штанговый профиль; Клекнер-
Маништедт — специальный проф::ль, табл. 25, стр. 1073; легкие про-
фили из полосового железа, табл. 26, стр. 1074.
2. Нежелезные металлы. Угольники из алюминия (А1 98/99\
штампованные с закругленными краями по DIN 1771, табл. 5, стр. 1125.
Угольники из латуни DIN 1765.
0 Прокатный завод Пейна прокатывает кроме балок с широкими полками
по DIN 1и25 и 1031 еи,е профили 14, 16, 18 (фиг. Ь, стр. 105 >). Завод Тиссена—балки
Диффердинга и кроме того еще профиль 15 (наклон внутренних полок равен 9>,'о
у профилей 14, 16 и 18; у профиля 15 он меньше):
р J_ h b d t r 3 G кг\м Jx CM* CM3 lx CM CM4 wy CM3 CM
14-14 . . 140 140 8 12 12 43,3 | 34,0 1490 213 5,86 475 67,8 3,31
15-15 . . 150 150 8 12 — 47,3 1 37,15 1897 253 6,33 676 90,' 3,78
16-16 . . 160 160 9 14 14 57,4 45,0 2580 322 6,70 840 104,u 3,81
18-18 . . 180 180 9 14 14 64,7 5.,8 3750 417 7,62 1170 13. ,0 4,25
87*
1380
Т. II. Отд. 5. Материаловедение. XVIII. Разное
е) Проволока
1. Железо, стр. 996 и 1116, далее отделы* „Детали машин*
и „Грузоподъемные и транспортные машины* (канаты). Вес про-
волоки из литой стали, табл. 2, стр. 994.
2. Нежелезные металлы. Вес алюминиевой проволоки длиной
1000 табл. 6, стр. 1125; вес медной проволоки, табл. 2, стр. 994,
вес латунной проволоки, табл. 2, стр. 994 и табл. 22, стр. 1148, свин-
цовая проволока, табл. 2, стр. 1156.
Проволока для электрических проводов. Для проводов из
алюминия подготовляется разработка интернациональных норм.
С. Трубы
а) Общая часть
1. Выбор материала. Паропроводы, литая сталь (условия поставки DIN 1629),
и для высокого давления, также из ле1ированной стали (IZ). Конденсаторные
трубы, латунные или бронзовые, иногда луженые снаружи или внутри для пере-
гревателей и кипятильных труб, материал и предписания о .выполнении даны Гер-
манским комитетом по наблюдению за паровыми котлами. Газопроводы, трубы
чугунные и из лигой стали, цельнокатаные, также сваренные внахлестку водоро-
дом, трубы из легких металлов (DIN 24К', 2441). Трубопроводы в машиностроении,
чугун, литая сталь, медь, лагунь, свинец, олово, алюминий. Водопроводы, литая
сталь, свинец, керамика, цемент (в санитарных установках медь). Нагнетатель-
ные трубопроводы St 55 и специальная сталь. Трубы отопления, литая сталь
(DIN 2441 и DIN 2449). Трубы для буровых скважин (для прокладки труб в буро-
выл скважинах), преимущественно трубы из листов, т. е. трубы из литой стали,
сваренные газом или тянутые без шва (см. том IV немецкого изд. Hinte 1931,
отдел „Горные работы и буровая техника*4).
2. Расчет. Из требуемого объема протекания получается диа-
метр трубы по формуле
фР*п __
значения: v — скорость (лг сек);
D — диаметр (.«);
Q — протекающее количество (м9]сек).
Для определения потерь от скорости необходимо пользоваться коэфициентами
сопротивления в трубопроводах, см. номограмму для расчета трубопроводов, т. I,
стр. 469. Для определения скорости протекания или высоты напора при водо-
снабжении, а также размеров дренажных труб, см. немецкое изд. Hiitte 1931,
том III, отд. „Водоснабжение городов44 и том IV, отд. „Сельское хозяйство".
3. Характеристика трубопроводов. При местных скоплениях
бесчисленных трубопроводов целесообразно знать характеристику
различных трубопроводов. Характеристика трубопроводов в завод-
ском хозяйстве отмечается окраской в отличительные цвета по
DIN 2403, напр., зеленый для воды, синий для воздуха, серый для
вакуума, лиловый для щелочей, черный для смолы, желтый для
газа или продуктов горения, красный для пара, оранжевый для
кислот, коричневый для масла.
Черная отличительная штриховка на краске означает загрязнение, красная —
давление или концентрацию, белая — высокую температуру и т. п.
Малые трубопроводы могут быть целиком окрашены, большие получают в со-
ответствующил расстояниях полосы из краски или указания направления разноцвет-
ными стрелами. Различные газы получают специальные ларактеризующие знаки.
4. Условные обозначения для трубопроводов DIN 2429, листы 1—4.
б. Степени давления и номинальные размеры, см. отд. „Детали машин".
Трубы и фасонные части к ним
1381
Ь) Трубы и соединительные части из железа
1. Обзор чугунных и стальных труб дает DIN 2410 (изгото-
вляемые типы см. отд. „Детали машин")..
Литая сталь «
( фланцевые трубы DIN 2422 ОСТ 4944
< < трубы с муфтами DIN 2432 ОС I 4943
( ребристые отопительные трубы DIN 2480
трубы I газовые трубы DIN 2440 1
с резьбой 1 тру6ы для паРа D,N 2441 7 OCT 5095—5100
р I тр> бы без шва DIN 244? I
трубы без шва DIN 2449/2451. 2456
заваренные водородом D’N 2453
„ автогеном DIN 2454
склепанные D1N 2455
гладкие
трубы *)
Трубы чугунные в СССР см. ОСТ 4941—4955.
Трубы стальные общего назначения ОСТ 5095—5100. Трубы качественные бес-
шовные под резьбу ОСТ 6160, трубы кипятильные ОСТ 6387, трубы пароперегре-
вательные ОьТ 6388, трубы связные ОСТ 6389, авиационные см. ОСТ 617 и 618.
2. Чугунные трубы с раструбами и фланцами. Нормали
труб VD1 и Союза газо- и водопроводчиков 1882 г. в главном за-
менены листами норм DIN 2432 и 2422.
Обычная полезная длина трубы с раструбом и строительная длина трубы
с фланцами принята различными заводами для многих труб на 0,5 до I м больше,
так что при заказах является необлодимым предварительное соглашение с постав-
щиком по этому вопросу. Для СССР см. ОСТ 4943 и 4944—трубы водопроводные;
тоже ОСТ 4781—4799—трубы сливные (канализационные).
3. Фасонные части. Обзор и эскизы приведены в DIN 2430,
листы 1 — 4.
Для легких нормальных сточных труб (трубы LNA) представ-
лены особые нормы: для сточных труб DIN 1172, для фановых труб
спускных трубопроводов DIN 1173, колена и дуги DIN 1174, косые
части DIN 11/5, косые крестообразные части DIN 1176, S части
DIN 1177, переходы и т. д. DIN 1178.
Для предварительного пользования служат размеры по DIN 364,
538, 539, 540, 541, 542, 543, 544, 545.
Нормализация фасонных частей чугунных трубопроводов на-
ходится в разработке и так как при печатании настоящей главы она
была почти закончена, то в виде извлечения она дана; отчасти
годны еще германские нормали для труб 1882 г. (строительная
длина задвижек, см. также отд. „Детали машин"). Данные для СССР
см. в добавочном томе ОСТ.
Чугунные фасонные части для номинального давления 10, эксплоатационного
давления W 10, нормированы в DIN 2829, листы 1—3, 2830, листы 1—3', 28а1, листы 1—3,
2832, листы 1—3. 2833, 2834, 2835, 2836, 2837, 2838, 2839, 2840 и 2841.
Степени давления по DIN 2401, номинальные размеры по DIN 2402, эскизы
по DIN 2430 лисил 1—4, раструбы по DIN 24з7, чугунные фланцы по DIN 2532,
фланцы, расположение дыр для болтов, см. D1N 2508. Графический обзор стро-
ительных длин и ответвлений но DIN 2829, лист 2.
Фасонные части цельнотянутых труб без шва, с диаметром
в свету от 325 до 500 мм, испытываются давлением в 75 кг)см\
от ржавления защищаются покрытием горячим асфальтом и обер-
тыванием полосами из джута, пропитанными горячим асфальтом.
») Трубы специального качества, большей частью не вс^ечаются в продаже,
1382
Т. II. Отд,. 5. Материаловедение. XVIII. Разное
Таблица 2, Чугунные трубы с раструбами,
по DIN 2432 и 2422. Для номи Обозначение чугунной нагнетательной с раструбом NW 250 L = 4000 мм. Чугунная нагнетательная труба с раструбом 250 X 4000 DIN 2432.
Труба Нагнетательная труба с раструбом 8) (фиг. 1)
Номи- нальн. Диа- Тол- щина стенок * 1) Вес Раструб г) Про- Вес трубы про- Вес 1 м трубы, принимая во внимание и раструб
раз- мер 4) метр а Ч гладк. части Диам. Глу- бина t Диа- метр D дажи, длина L дажи. длины с раструбом
мм мм мм кг/м м м м м мм м кг кг/L
40 55 7,5 8,11 69 74 115 2; 2.5; 3 18,9; 23,0; 27,0 9,45; 9,20; 9,00
50 65 7,5 9.82 80 77 126 2,5; 3 27,7; 32,6 11,1; 10,9
(60) 76 8 12,4 91 80 139 3; 3,5 42,0; 47,3 14,0; 13,5
70 86 8 14,2 101 82 149 3; 8,5 47,0; 54,1 15,7; 15,5
80 97 8,5 17,1 112 84 162 3,5; 4 64,9; 73,5 18,5; 18,4
(S0) 107 8,5 19,1 122 86 172 3,5; 4 72,6; 82,1 20,7; 20,5
100 118 9 22.3 133 88 183 3,5; 4 84,3; 95,4 24,1; 23,9
125 144 9,5 29,1 159 91 211 4 124 31,0
150 170 10 36,4 185 94 239 4; 5 156; 192 39,0; 38,4
(175) 197 11 46,6 212 97 268 4; 5 198; 245 49,5; 49,0
200 222 11 52,9 238 100 296 4; 5 226; 279 56,5; 55,8
(225) 249 12 64,8 265 100 325 4; 5 276; 341 69,0; 68,2
259 274 12 71,6 291 103 353 4; 5 306; 378 76,5; 75,6
(275) 299 12 78,4 316 103 380 4; 5 336; 415 84,0: 83,0
300 326 13 92,7 343 105 409 4; 5 397; 489 99,3; 97,8
(325) 351 13 100 368 105 436 4; 5 429; 529 107; 106
350 378 14 116 395 107 465 4; 5 496; С12 124; 122
(375) 403 14 124 421 107 401 4; 5 530; 654 133; 131
400 428 14 Ю2 447 ПО 519 4; 5 567; 699 142; 140
450 480 15 159 499 112 573 4; 5 681; 840 170; 168
500 532 16 188 552 115 630 4; 5 807; 995 202, 199
(550) 582 16 206 602 117 682 4; 5 886; 1090 222; 218
600 6б4 17 239 655 120 737 4; 5 103); 1270 257; 253
700 738 19 311 760 125 859 4; 5 1340; 1650 336; 331
800 842 21 393 866 130 964 4; 5 1700; 2090 425; 419
900 946 23 484 971 135 1075 4; 5 2100; 2.580 524; 516
IOjO 1048 24 560 1074 140 1184 4; 5 2440; 30'00 609; 599
•1100 1152 26 667 1178 145 1296 4; 5 2910; 3580 728; 716
1200 1256 28 783 1282 150 1408 4; 5 3430; 4210 857; 842
*) Толщина стенок у и внешний диаметр трубы а — ориенти
чему нет препятствий к дальнейшему использованию соответ
быть сохранены временно также диаметры фланцев и их толщина
болтов и диаметров их следует изготовлять по DIN.
’) Чугунный раструб по DIN 2437.
8) Из1 отовление: внутри и снаружи покрываются горячим
*1 Допустимые отклонения от номинальных размеров см. пред
Размеров, поставленных в скобки, следует по возможности избе
и (16и). Удельный вес чугуна принят 7,25 кг1дм3,
Б) Флшцевые трубы с большими номинальными размерами
6) Чугунные фланцы по D1N 2532.
7) Получистые болты с щестигранной головкрй и гайкой по
DIN 2432
Фиг. b
Чугунные трубы по DIN
1383
нагнетательные и трубы с фланцами
нального давления 10 кг/см1
Обозначение чугунной нагнетательной фланцевой трубы NW 250 и L = 3000 мм.
Чугунная нагнетательная труба с фланцами 25Э X 3000 DIN 2422.
Фланцевая труба (фиг. 2)
Фланец6) Болты7) Буртик Торго- вая длина £6) м Вес тру- бы торг, длины L = 3C00 кг
Диам. D мм Толщ. b мм Диам. дыр К мм Число Резьба англ, дюймы Диам. дыр 1 мм Диам. g мм Высота / мм
150 18 110 4 % 18 88 3 27,9
165 20 125 4 78 18 102 3 34,4
175 20 135 4 б/8 18 112 3 42,4
185 20 145 4 Б/8 18 122 3 48,4
200 22 160 4 б/8 18 138 3 58,9
2иЗ
210 22 170 8 б/8 18 148 3 65,0
220 22 180 8 б/8 18 158 3 75,2
250 24 210 8 Б/ч 18 188 3 98,5
285 24 240 8 3/< 22 212 3 122
315 26 270 8 71 22 242 3 157
340 26 295 12 22 268 3 177
370 26 325 12 3/< 22 295 3 215
395 28 350 12 22 320 3 240
420 28 375 12 зл 22 315 4 262
445 28 400 12 7< 22 370 4 305
475 30 430 16 ’/4 22 400 4 334
505 30 460 16 Э/4 22 430 4 385
540 32 490 16 7/в 25 456 4 417
565 32 515 16 78 25 482 4 443
615 32 565 20 ’/« 25 5э2 4 \ 3 и 4 < 527
670 34 620 20 7в 25 585 4 625
730 36 675 20 1 30 635 4 694
780 36 725 20 1 30 685 5 795
895 40 840 24 1 30 800 5 1043
1015 44 95Э 24 17» 33 9С5 5 1330
1115 46 1050 28 178 33 1005 5 1622
1230 50 1160 28 1Ч4 36 1110 5 1906
1340 52 1270 32 1‘/< 36 1220 5 2262
1455 56 1о80 32 173 40 1330 5 2674
ровочные размеры. Они мало отклоняются от норм 1882 г., по-
ствующих моделей по этим нормам. В переходное время могут
по нормам 1882 г. Однако диаметры отверстий для болтов и число
асфальтом; пробное давление 16 кг/см*.
писание на поставку чугунных труб DVM, см. также DIN 1691.
гать. У фланцевых труб нормированы также NW (НО), (14U)
мотуг быть доставлены длиной до 5 м.
DIN 418 — выполнение В,
DIN 2422
Фиг. 2,
1384
Т. II. Отд. 5. Материаловедение. XVIII. Разное
Размеры в мм:
Часть с раструбом фланцевыми
штуцерами по DIN 2830
А и АА -части (фиг. 3).
Z = 0,2 NW + 0,5 NW. + 100,
и = 0,1 NWt + 120,
I = Z, 4- 0,5а,
г = 0,05 TWx+40.
Часть с раструбами и со штуцерами,
имеющими раструбы по DIN 2831
В и ВВ- части (фиг. 4).
z = 0,2 VVT+ 0,5 AWt 4- 100,
/ = 0,5а + /,
r = 0,05VUZ14-40.
Часть с раструбом с косым раструб-
ным штуцером D1N 2832
С и СС- части (фиг. 5).
z = 0,1 2VU74- 0,7 NWt 4- 80,
2 = Zi 4- 0,5а,
Zi = 0,75 z?,
Соотношение строитель-
ных длин и ответвлений
для номинальных разме-
ре в в мм.
NW NWt L
40-100 40-100 800
125-5j0 40—300 1000
550—7С0 40—250 1000
800 • 40-4J0 1250
550—700 275-500 1250
325-500 325—5JO 1250
900 40-600 1500
800 450-6O0 1500
550- 700 550—600 1500
1000-1200 40—900 2000
700—9OJ 70J-9C0 20j0
1000—1200 1000—1200 2500
Часть с одним фланцем по DIN 2834
F - ч а с т ь (фиг. 7).
NW — 40—450 7 = 600
NW = 500- 800 7 = 800
NW = 900—1200 L = 1000
Отвод с раструбом (30°) по DIN 2835
J - ч а с т ь (фиг. 8).
NW
40-90
> 100
> 400
> 1000
250
(ZW4-150)
(NW+ 150)
(2VU7 4-150)
т
(V1F4-200)
(NW + 200)
600
800
Закругление с раструбом (/? = 10 NW)
по DIN 2836
w К - ч а с т ь (фиг. 9).
NW L
200—700 11°15' 393-1374
800—12P0 1045' 1570-2356
200—(o75) 22e30' 785-1472
400—60J 22°30' 1570—2356
80—(275) 30° 419—1440
300—4oJ 30° 1570-2356
40—(175) 45° 314-1374
200—300 45° 157J-2356
Закругление с раструбом (7? = 5 NW)
no DIN 2837 L - ч а с т ь (фиг. 10).
NW L
275-700 22^30' 540—1374
800—1200 22°30' 1570—2o56
125—(550) 30° 327-1440
6 0-900 30° 1570-2356
125-(375) 45° 491- 1472
400—6j0 45° 157 J—2356
Колено с фланцами по DIN 2838
Q - ч а с т ь (фиг. И).
L = NW’+ 100.
Переход с раструбом по DIN 2839
R-часть (фиг. 12).
L — 500 для 50 X 40 до 150 X 125,
7 = 10 0 для всех прочих номиналь-
ных размеров,
/а=/ —35.
Муфта с двумя раструбами по DIN 2840
U - ч а с т ь (фиг. 13).
Часть с фланцем и раструбом
ПО DIN 2833
Е - ч а с т ь (фиг. 6).
NW = 40—700 7 = 300
NW = 800-900 7 = 500
ЛГ1Г 1000-1Ж) L = 800
Т-часть и крестовые части
по DIN 2841
Т-часть и ТТ-части (по фиг. 14).
4 = NW+ 100
Чугунные соединительные части
1385
Фиг. 3. Д-часть и ДД-часть
(пунктир).
Фиг. 8. /-часть.
Фиг. 9. /С-часть.
Фиг. 4. В-часть и ВВ-часть
(пунктир).
Фиг. 10. Z-часть. Фиг. 11. Q-часть.
Фиг. 5. С-часть и СС-часть
(пунк(ир).
Фиг. 12. часть.
Фиг. 13. 47-часть.
Фиг. 6. В-часть.
Фиг. 7. Г-часть.
Фиг. 14. Г-часть
и ТТ- часть (пуи-
• ктир).
1386 Т. II. Отд. 5. Материаловедение. XVIII. Разное
Таблица 3. Веса чугунных фасонных частей труб в кг
NW мм А-чзсти (фиг. 3) В-части (фиг. 4)
NW 80 NW. (в мм) = 300 ' 403 D | 80 NWX (В ММ) = | 100 1 150 1 200 I ЗОЭ | 400
100 | 150 200
40 14 14
50 19 - 19
60 22 22
70 27 27
89 3J 30 31 31
SO 33 32 34 33
100 37 35 37 38 36 38
125 54 49 51 55 50 52
150 68 59 63 63 70 6J 64 70
175 88 79 81 84 90 80 82 86
200 97 88 90 91 97 100 89 91 94 100
225 106 95 97 100 104 ПО 96 98 102 107
250 125 111 ИЗ 116 121 130 114 118 124
275 144 126 128 131 136 159 129 133 139
ЗОЭ 162 146 148 152 155 162 170 147 149 154 158 170
350 2-Л 174 178 182 187 199 250 175 179 184 190 207
400 299 210 212 216 222 234 299 310 211 213 218 225 242 310
450 348 240 243 248 255 268 340 354 246 249 254 260 276 346
500 414 284 288 2^3 oOJ 312 388 416 287 290 295 301 320 396
550 562 327 330 337 346 426 452 542 328 331 340 350 437 468
600 630 367 370 377 386 473 500 658 368 371 380 390 485 516
NW ММ С-части (фиг. 5) NW мм
NWY (в мм) NW | 80 । 100 | 150 1 20Э ' 300
40 16 40
50 21 50
60 25 (60)
70 31 70
80 37 37 80
90 40 39 (90)
100 48 42 48 100
125 65 57 60 125
150 82 69 72 82 150
175 106 88 91 101 (175)
200 119 95 98 108 119 200
225 132 102 105 115 126 (225)
250 152 115 118 128 139 250
£75 178 133 136 146 157 (275)
300 229 149 152 162 173 229 300
325 255 164 167 177 188 245 (325)
350 282 179 182 192 203 261 350
375 310 199 202 212 223 281 (375)
409 351 218 221 231 242 309 400
450 457 250 253 263 276 355 450
500 550 294 297 307 320 410 5С0
(550)
600
• 700
800
900
1000
1100
1200
Е-ча- СТИ 9 (фиг. 6) F-ча- сти 2) 1 (фиг. 7)' К-части 3) (фиг. 9)
Угол а = 11°15']22л30'| 30- 1 45-
8 8 6,5
10 9,5 8,5
12 11,5 11,5
13 13 14,5
16 16 15 20
18 17,5 18 24
19,5 20 22 28
24 26,5 32 43
29 33 46 63
40 42 66 91
46 47 42 67 84 117
54 57 54 •89 112 158
62 64 66 108 136 192
68 69 78 128 163 230
77 80 97 162 206 292
87 88 Ш 188 239
98 101 134 230 293
108 111 151 260 333
117 118 171 295 379
135 138 222 391 505
163 208 287 508
186 233 341 6'8
209 265 424 760
282 349 631
462 449 895
560 655 1223
870 774 1556
1044 916 2020
1245 1087 2568
l) DIN 2833.2) ©IN 2834, 3) DIN 2836.
Веса фасонных частей труб
1387
NW мм J-часть 9 (фиг. 8) L-часть 2) (фиг. 10) угол а = 22°30' | 30° । 4Г Q-часть3) (фиг. 11) U-часть 4) (фиг. 13) Т- и ТТ-части5) (фиг. 14)
40 50 (60) 70 89 (90) 100 125 150 (По) 200 (225) 259 (275) 300 (325) 359 (375) 400 450 500 (550) 600 700 800 900 1000 1100 1200 7 8 11 12 15 16 19 25 34 45 54 69 80 95 ИЗ 127 152 168 188 228 278 314 372 508 671 864 1172 1457 1769 78 96 111 134 151 171 223 287 342 422 631 895 12J0 1555 2010 2564 21 29 40 50 66 80 •95 118 137 166 186 213 278 360 431 534 802 114) 1560 26 38 53 67 89 108 129 162 187 230 261 296 391 509 608 761 7 9 10,5 12 15,5 17 19 27 35 47 54,5 68,5 80 90 106 125 147 170 187 232 294 352 418 616 868 1140 1460 1857 2347 9 10 13 14 18 20 22 28 34 41 48 59 67 78 88 98 ИЗ 120 136 156 179 220 250 331 441 551 668 827 1013 10 13 15 18 23 25 28 39 51 68 79 100 121 130 154 180 212 243 269 332 422 500 600 880 1299 1631 2088 2651 3351 13 17 20 23 30 32 36 50 66 87 100 126 151 163 191 223 262 302 331 406 513 611 726 1036 1493 1953 2498 3158 3985
NW мм R-часта (фиг. 12) по DIN 2839
Диаметры в свету конца с раструбом (в мм) 50 | €0 | 70 I 89 | 99 [ 10J 125| 15J 175| 2,0 225 | 250 | 275 | 300 | 350 | 400 | 450
60 16
70 19 20
8Э 21 22 24
90 23 25 27 28
100 24 26 30 32 34
125 27 29 32 35 37 *40
150 34 35 •38 40 43 45 50
175 41 43 45 47 49 51 56 62
200 49 52 54 56 58 63 69 71
225 58 61 62 64 69 75 80 82
250 66 68 70 72 77 82 88 9j 93
275 76 77 79 84 90 96 102 104 105
300 82 84 86 91 97 103 11 118 124 126
325 94 96 100 106 112 11Q 126 104 136 137
350 103 108 114 120 127 134 141 146 15Э
375 118 124 130 136 142 148 154 162 167
400 130 136 142 148 157 163 172 • 176
425 145 154 16J 166 174 184 190 198
450 166 172 178 185 194 2j4 212
475 . । 184 190 196 204 218 2_4 232
50J . 208 215 232 238 2ч5
550 . 1 1 . • 26J 270 280
’) DIN 283^. =) DIN 2837. 3) DIN 2838. 4) DIN 284Э. 5) DIN 28Н
с) Трубы из меди и медных сплавов *)
Размеры и вес по DIN 1754
£
Таблица 4. Медные трубы по DIN 1754 (тянутые без шва, встречающиеся в продаже).
Обозначение тянутой без шва медной трубы с наружным диаметром 28 мм и внутренним 26 лги—медная труба 28X26, DIN 1754
а Няпужный ПИЯМРТП Толщина стенки ’) Внутренний ПИЯМРТП
Допуски 0,5 вес кг/м « 0,75 вес K2j М 1 вес кг/м к 1,25 вес кг/м » 1,5 вес кг\м К 2 вес кг/м И 2,5 вес кг/м та 3 вес кг/м та Допуски’^ 1
5 5,5 6 6,5 7 7,5 8 8,5 9 10 ± 0,08 0,07 0,077 0,С84 0,09 0,098 0,104 0,112 0,119 0,13 0,10 0,11 0,12 0,13 0,14 0,15 0,16 0,17 0,20 0,21 0,11 0,13 0,14 0,15 0,17 0,18 0,20 0,21 0,23 0,25 0,28 0,31 0,34 0,23 0,25 0,28 0,30 0,32 0,36 0,40 0,42 0,44 0,48 0,28 0,31 0,34 0,37 0,40 0,45 0,51 0,56 0,62 0,67 0,46 * 0,60 0,74 С,81 0,88 0,84 1,10 ± 0,15 ДО 10
11 11,5 12 13 14 15 16 17 ± 0,10
0,32
0,34 0,36 0,39 0,42 0,45 0,41 0,45 0,52
0,53 0,57 0,61 0,65
0,73 0,79 0,84
0,95 1,02
1,17 1
И Отд. 5. Материаловедение. XVIII. Разное
28 30 ± 0,12 0,73 о,7б: 0,82 0,87 1,07 1,12 1,20 1,28 1,39 1,47 1,57 1,68 1.79 1,71 1,80 1,93 2,07 2,20 2,27 2,01 2,10 2,26 2,43 2,60 2,70 2,78 ± 0,12 выше 18-30
32 34 35 36 37 38 40 42 44,5 45 46 47 48 50 ± 0,15
0,94 0,°5 0,98 1,01 1,04 1,11 1,15 1,23 1,26 1,29 1,36 1,36 1,42 1,45 1,49 1,54 1,61 1,71 1,83 2,03 2,16
1,84 1,91 1,96 2,02 2,13 2,24 2,38 2,40 2,46 2,70 2,92
2,35 2,42 2,48 2,62 2,77 2,93 2,98 3,19 3,32 3,60
2,85 2,93 3,10 3,28 3,50 3,52 3,61 3,82 3,94 4,28 4,45 ± 0,15 выше 30-50
53 54 56 58 60 63 70 76 89 ± 0,20 •
2,20 2,36 2,46 2,59
3,02 3,18 3,24 3,81 4,14 4,37 3,74 4,04 4,72 5,15 5,40
4,78 5,62 6,13 6,45 ±0,20 выше 50—80
89 90 95 100 ± 0,25 6,05 6,12 6,47 6,82 7,30 8,14 ± 0,25 выше 80 до 120
Трубы медные и из медных сллавов
х) Для СССР—трубы красной меди. Сортамент см. ОСТ 6439.
*) Отклонение в толщине стенки ± 10°/с от номинального размера толщины.
8) Предел отклонений внутреннего диаметра характеризуется ступенчатыми линиями. Материал: медь металлурги-
ческих заводов С—Си по DIN 1708. Уд. вес 8,9 кг!дм*. Род доставки: длина не ниже 3 м.
1390 Т. II. Отд. 5. Материаловедение. XVIII. Разное
Таблица 5. Латунные трубы по DIN 1755 (тянутые без шва, встречающиеся
в продаже)
Размеры в мм. Обозначение тянутой без шва латунной трубы с наружным
диаметром 30 мм, внутренним 27 мм, из состава латуни 60: латунная труба
30 X 27 по DIN 1755 Ms 60.
Наружный диаметр Толщина стенки1) До- пуски2) Для наруж- ного и вну- трен- него диамет- ров
До- пуски 2) 0,4 вес кг[м7Х 0,5 вес кг[м тх 0,75 вес кг/мтх 1 веС' кг[мт^ 1,5 вес кг/м 2 вес кг 1м 2,5 вес кг/м 72, 3 вес кг/мт^
5 0,06 0,08 0,11 0,14
6 0,07 0,10 0,13 0,18
7 0,09 0,13 0,16 0,22
8 I U,uo 0,10 0,15 0,19 0,26 ± 0,08 до 10
9 0,11 0,17 0,21 0,30
10 0,13 0,19 0,24 0,34
11 0,14 1 0,21 0,27 0,о8 0,53
12 0,23 0,29 0,42
13 0,32 0,^6 0,59
15 ± 0,10 0,37 0,54 0,69
16 0,40 0,58
17 0,33 0,43 0,62
18 0,35 0,45 0,66 0,85 ± 0,10 выше 10—18
19 0.о7 0,48 0,70
20 0,21 0,26 ' 0,о9 0,51 0,74 0;96 1,17
22 2о ± 0,12 0,26 и,55 0,64 0,82 0,94 1,07 1,20 1,30 1,5и —
28 0,55 0,72 1,(6 1,39 1,70
30 0,32 0,77 1,14 1,50 1,84 ± 0,12 выше 18-30
3^ f 0.83 1,?2 1,60 1,°7 2,32
35 0,37 о,ч 1,34 1,76 2,17 2,56
38 0,9) 1,46 1,92 2,37 2,80
40 ± 0,15 0,43 1,04 1,54 2,03 2,5J 2,95
42 1, 9 1,62 2,14 2.64 3,12 ± 0,15 выше
45 1,17 1.74 2,30 2,84 3,36 30-50
53 1,31 1,94 2,об 3,17 3,77
54 1,ч2 2,78 3,44 4,и9
би ± 0 20 1,57 3,10 о,84 4,57
70 1,84 3,о3 4,51 5,37 ± 0,20 выше
80 2,11 4,17 5,17 6,17 50—80
’) Эксцентриситет может служить причиной отклонения в толщине стенки до 10о/о
от номинального размера толщины с।емки.
5) Предел д< пускаемых отклонений характеризуется ступенчатыми линиями.
Материал: обычная в продаже латунь Ms 60, также поставляемая из всех сплавов
меди с цинком с повышенным содержанием меди по D N 17( 9. Уд. вес принят
8,5 кг]дм3. Род доставки: длинами не менее 3 м. хехнические условия доставки
И приемки, а также способ испытания но DIN 1775.
В СССР см. ОС Г 425, 426, 26и5 и 26.6.
Свинповые tt оловянные трубы
1391
d) Свинцовые и оловянные трубы (стр. 1155).
Таблица 6. Трубы из мягкого и твердого свинца ‘) (уд. вес 11,34 кг]дм*).
Размеры Вес кг]м Низкое давле- ние кг]см? Размеры Вес кг]м Низкое давле- ние кг! см2
Диаметр в свету мм Толщина стенок мм Мягкий свинец Твердый свинец S £ S ° з Толщина стенок мм Мягкий свинец Твердый свинец
I 1,0 0,14 16 1,5 1,40 3 6
ч 1,5 0,23 25 — 2,0 1,90 4 8
2,0 0,35 33 — 2,5 2,50 5 10
1,5 0,40 15 0 3,0 3,00 6 12
2,0 0,50 20 0 3,5 3,60 7 14
5 2,5 0,70 25 0 25 4,0 4,10 8 16
3,0 0,90 30 0 4,5 4,70 9 18
5,0 5,40 10 20
1,5 0,60 7 14 5,5 6,00 11 22
2,0 0,90 10 20 6,0 6,60 12 24
10 2,5 1,10 12 24 7,0 8,00 14 28
3,0 1,50 15 30 8,0 9,50 16 32
3,5 1,70 17 34
4,0 2,СО 20 40 1,5 1,7* 2,5 5
2,0 2,3* 3,25 6,5
1,5 0,90 5 10 2,5 2,9 4 8
2,0 1,20 6 12 3,0 3,6 5 10
2,5 1,60 8 16 3,5 4,2 6 11,5
15 3,0 1,90 10 20 30 4,0 4,9 6,5 13
3,5 2,30 12 24 4,5 5,5 7,5 15
4,0 2,70 13 26 5,0 6,3 8 16
4,5 3,10 15 30 5,5 7,0 9 18
5,0 3,60 16 32 6,0 7,7 10 20
1,5 1,20 3,5 7 6,5 8,4 11 22
2,0 1,60 5 10 1,5 2,0* 2 4
2,5 2,00 6 12 2,0 2,7* 2,75 5,5
3,0 2,40 7 14 2,5 3,4* 3,5 7
3,5 2,90 8 16 3,0 4,1 4 8
20 4,0 3,40 10 20 3,5 4,8 5 10
4,5 3,90 11 22 35 4,0 5,6 5,5 И
5,0 4,50 12 24 4,5 6,3 6 12
5,5 5,00 13 26 5,0 7,2 7 14
6,0 5,60 14 28 5,5 8,0 8 16
8,0 8,00 16 32 6,0 8,8 8,5 17
Отмеченные значком * трубы из мягкого и твердого свинца режутся па прямые
куски, так как при свертывании они сплющиваются.
х) По данным фабрики свинцовых издели i Гальсбрюке—государственных саксон-
ских металлургических -заводов и фабрик Фрейберг.
1392
Т. II. Отд. 5. Материаловедение. XVIII. Разков
(Продолжение табл. 6)
Размеры Вес кг/м Низкое давле- ние кг/см* Размеры Вес кг/м Низкое давле- ние кг/см2
Диаметр в свету мм Толщина стенок мм Мягкий свинец Твердый свинец н*>» <и н 2 £ Толщина стенок мм Мягкий свинец Твердый свинец
7,0 10,5 10 20 7,5 15,1 7,5 15
35 | 7,5 11,0 10,5 21 50 { 8 16,0 8 16
8,0 12,3 11 22 10 19,6 10 20
1,5 2,2* 1,75 3,5 2,5 5,1* — 4,5
2,0 3,0* 2,5 5 3,0 6,2* — 5
2,5 3,8* 3,0 6 3,5 7,3 3 6
3,0 4,6 3,5 7 • 4,0 8,4 3,5 7
40 3,5 5,4 4 8 4,5 9,6 4,0 8
4,0 6,3 5 10 5,0 10,7 4,5 9
4,5 7,1 5,5 11 . 55 5,5 11,8 5 10
5,0 8,0 6 12 6,0 13,0 5,5 И
5,5 8,9 7 14 6,5 14,2 5,75 11,5
6,0 9,8 7,5 15 7,0 15,4 6,25 12,5
1.5 2,0 2,5 2,5* 3,4* 4,3* — 3 А 7,5 ‘ 8,0 16,7 17,9 6,75 7,25 13,5 14,5
— 4 5 9,0 20,5 8 16
3,0 5,2 — 6 2,5 5,6* — 3,5
3,5 6,1 3,75 7,5 3,0 6,7* — 5,0
45 4,0 7,0 4,25 8,5 3,5 7,9* — 5,5
4,5 7,9 5 10 4,0 9,1 3,25 6,5
5,0 8,9 5,5 11 4,5 10,3 3,5 7
5,5 9,9 6,0 12 5,0 11,6 4 8
6,0 11,0 7,0 14 60 • 5,5 12,8 4,5 9
7,0 13,0 7,75 15,5 6,5 15,4 5 10
1,5 2,8* 3 7,5 18,0 6 12
2,0 3,7* 4 8,0 19,4 6,5 13
2,5 4,7* .5 8,5 20,8 7 14
3,0 5,7 3,0 6 9,0 22,1 7,5 15
3,5 6,7 3,5 7 9,5 23,5 8 16
4,0 7,7 4,0 8 10,0 24,9 8,25 16,5
50 - 4,5 8,7 4,5 9 2,5 6,0* — 3,5
5,0 9,8 5 10 3,0 7,3* — 4,5
5,5 10,9 5,5 И 65 • 4,0 9,8 3 6
6,0 12,0 6 12 5,0 12,5 3,5 7
6,5 13,1 6,5 13 5,5 13,9 4 8
7,0 14,2 7 14 6,0 15,2 4,5 9
Отмеченные значком • трубы из мягкого и твердого свинца режутся на прямые
куски, так как при свертывании они сплющиваются.
Свинцовые трубы
1393
{Продолжение табл. 6)
Размеры Вес кг 1м Низкое давле- ние кг!сма Размеры Вес кг\м Низкое давле- ние кг]см2
Диаметр в свету мм Толщина стенок мм Мягкий свинец Твердый свинец Диаметр в свету мм Толщина стенок мм Мягкий свинец Твердый свинец
65 70 < 75 < к 80 90 куски, т 88 6,5 7,0 7,5 8,5 9,0 10,0 3,5 4,0 4,5 5,0 5,5 - 6,0 6,5 7,5 9,0 3,5 4,0 5,0 6,5 7,5 9,5 2,5 3,0 4,0 5,0 7,0 8,0 9,5 4,5 5,5 6,5 8,0 9,0 9,5 10,5 11,5 леченные ак как л Зак. 2v 16,5 17,9 19,4 22,2 23,6 26,7 ' 9,2* 10,6 11,9 13,4 14,7 16,2 17,7 20,7 25,3* 9,8* 11,2 14,2 18,8 22,0* 28,6* 7,3* 8,8* 12,0* 15,1* 21,6* 25,2* 30,3* 15,1* 18,8* 23,5* 27,9* 32,0* 33,6* 37,9* 41,5* i значком :ри сверт: ►4. — HUt 5 5,25 5,75 6,5 6,75 7,5 2,75 3,0 3,5 3,75 4 4,5 5 6 2,5 3 4 5 6 2,5 3 4 5 5,5 2,5 3 3,5 4 4,5 5 5,5 6 * труб^, явании с te, Спр 10 10,5 11,5 13 13,5 15 5 5,5 6 7 7,5 8 8,5 10 12 4,5 5 6 8 10 12 3 5 6 8 10 . 11 5 6 7 9 10 11 12 1 из мяп щи сплю >авочни] 100 120 । 125 150 170 200 । СОГО И Tf щиваютс с для 3,5 4,0 4,5 5,0 5,5 6,5 7,0 7,5 9,0 9,5 3,5 5,0 6,0 7,5 9,0 10,0 2,5 3,5 5,0 6,5 7,5 8,5 10,5 4,5 5,0 6,0 8,0 10,0 3,5 7,0 8,0 9,5 10,0 3,5 5.J 7,0 10,0 »ердого с :я. инжене 12,7* 14,8* 16,7* 18,8* 20,7* 24,6* 26,0* 29,0* 35,0* 37,0* 15,5* 23,2* 27,0* 34,0* 41,3* 46,4* 12,3* 16,0* 23,1* 30,8* 35,5* 39,4* 50,6* 24,6* 27,6* 33,4* 45,1* 57,1* 21,6* 44 * 50,6* 6J,5* 64 ♦ 25,3* 35,9* t 51,7* ( 74,9* :винца ре: ров, т. 2 2,25 2,5 2,75 3,25 3,5 3,75 4,5 4,75 2 2,5 3 3,7 4 2 2,6 3 $4 4 1,5 1,8 2,5 3,3 13 2,2 2,8 3,0 1,2 1,7 2,5 жутся на U- 3,5 4 4,5 5 5,5 6,5 7 7,5 9 9,5 2,5 4 5 6 7,5 8 2 2,8 4 5,2 6 6,5 8 3 3 3,6 5 6,6 1,5 3,6 4,4 5,6 6,0 1,5 2,4 3,4 5 прямые
1394
Т. II. Отд. 5. Материаловедение. XVIII. Разное
(Окончание табл. 6)
Размеры Вес кг/м Низкое давле- ние кг/см2 Размеры Вес кг/м Низкое давле- ние кг/см2
Диаметр в свету мм Толщина стенок мм Мягкий свинец Твердый свинец Диаметр в свету мм Толщина стенок мм пл Л ' Мягкий свинец Твердый свинец
5,0 40,9* 1,1 2,2 ( 5,0 49,8* 1 2
225 < 10,0 83,6* 2,2 4,4 275 < 10,0 101,3* 2 4
17,5 151,2* 3,8 7,6 к 17,5 182,0* 3 6
5,0 45,5* 1 2 300 { 5,0 54,1* 0,8 1,6
250 | 7,0 10,0 64,0* 92,5* 1,5 2 3 4 10,0 110,3* 1,6 3,2
17,5 166,5* 3,5 7
Отмеченные значком * трубы из мягкого и твердого свинца режутся на прямые
куски, так как при свертывании они сплющиваются.
В СССР трубы свинцовые нормированы с размерами от 5 мм внутреннего
диаметра и 1,5 мм толщины стенок до 150 мм внутреннего диаметра и 10 мм тол-
щины стенок—см. ОСТ 3590. См. добавочный том ОСТ.
Таблица 7. Оловянные трубы *)
Размеры Вес кг/м Низкое давле- ние кг]см2 Размеры Вес кг/м Низкое давле- ние кг1см2 Размеры
Вес кг/м Низкое давле- ние кг/см2
о. 38 П и Толщина стенок мм\ Диаметр в свету мм Толщина стенок мм Диаметр в свету мм Толщина стенок мм j
5 1,5 0,25 36 15 2,0 0,80 16 30 3,0 2,30 12
5 2,0 0,35 48 15 3,0 1,25 24 35 2,0 1,70 6,5
10 1,5 0,40 18 20 2,0 1,00 12 35 3,0 2,60 10
10 2,0 0,35 24 20 3,0 1,60 18 40 2,0 1,95 6
10 2,5* 0,70 30 25 2,0 1,25 9 40 3,0 2,95 9
10 3,0 0,90 36 25 3,0 1,95 14 50 2,0 2,40 4,5
15 1,5 0,55 12 30 2,0 1,45 8 59 3,0 3,65 7
свинцовых изделий
Гальсбрюке,
государственных
сак-
Ч По данным фабрики
сонских металлургических заводов и фабрик Фрейберг.
2) Наиболее употребительные формы по ведомости той же фабрики, что и в
мечании Ч, см. стр. 1154.
при-
Алюминиевые трубы. Гончарные трубы
1395
е) Трубы из легких металлов
Нормы труб из алюминия и других легких металлов еще не
представлены. Геддернгейские медные заводы изготовляют трубы
с диаметром от 3 до 150 мм и толщиной в 0,5 мм и ниже.
В СССР для алюминиевых труб (авиационных) имеется ОСТ 620, кольчугалюми-
ниевых (авиационных)—ОСТ 621.
f) Гончарные, бетонные, глиняные и стеклянные трубы
1. Гончарные трубы (стр. 1202) для трубопроводов жидкостей
(см. том III немецкого изд. Hiitte 1931, Берлин, отдел „Водоснаб-
жение городов"); круглой формы с соленой глазурью по DIN 1203.
Переходы и пр. Нормированы переходы DIN 1206,отводы
DIN 1205, закругления DIN 1204.
Яйцевидные и эллиптические гончарные трубы име-
ются в продаже в Германии с размерами сечения
52,5/35, 60/40, 75/50, 90/60, со строительной
длиной в 75 см. Трубы эти не нормированы.
Таблица 9. Гончарные трубы по DIN 1203
Размеры в мм. Обозначение сточной трубы нор-
мального диаметра D = 200 мм и строительной длины
L = 1000 мм.
Сточная труба 200 X Ю00 по DIN 1203 гончарная.
30/20, 37,5/25, 45/30,
Фиг. 15. DIN 1203.
NW внутренний диаметр D £>1 округ- ленно S наиболь- ший размер Строи- тельная длина L *) D3 округ- ленно 1 т Вес кг/м округленно
100 134 17 164 198 1 on 60 16
125 161 18 193 229 1 Zv 20
150 188 19 224 262 24
175 215 20 251 291 29
200 240 20 276 316 34
225 267 21 303 345 49
250 294 22 1000 334 378 48
300 359 25 390 44) 63
350 406 28 446 502 80
130 70
400 469 30 509 569 100
450 518 34 558 626 139
500 572 36 612 684 150
550 628 39 668 746 175
600 682 41 722 804 200
700 790 45 890 830 920 255
800 894 47 и 1000 944 1038 320
9 Трубы с внутренним диаметром до 200 мм изготовляются также длиной
L = 600 и 750 мм или для вставок длиной L = 300 и 500 мм. Удельный вес принят
2,3 кг/дм3.
88*
1396
Т. II. Отд. 5. Материаловедение. XVIII. Разно©
В СССР нормированы каменно-кеоамические трубы и фасонные части к ним.
Нормированы сортамент, технические условия и правила приемки—см. ОС! 68.
69, 70, 71, 72 и 73. Трубы и раструб (вместе) выдерживают на 1 м строительной
длины внешнюю нагрузку не ниже:
2JU0 кг для труб внутреннего диаметра 125, 150, 200, 250 мм
25:Ю n „ „ „ 300, 350, 400 »
3000 „ „ „ . » 450, 5С0, 550, 600 .
Трубы выдерживают гидравлическое давление
не ниже:
4 ат при внутреннем диаметре 125, 150, 200, 250 мм
3 „ „ „ „ 300 мм и выше.
Размеры труб по ОСТ 69
D мм е мм Dx мм L мм D мм | е мм . Dt мм L мм
125 18 161 800 — 1000 400 32 464 800
150 19 188 800 — 1000 450 35 520 800
200 22 244 800— 1000 500 38 576 800
250 25 300 800 — 1000 550 40 630 800
3U0 28 356 8С0 — ЮоО 600 43 686 800
350 30 410 800 — 1000
Фасонные части см. ОСТ 71, 72 и 73. Размеры раструба ОСТ 70. Подробно
см. добавочный том ОСТ.
2. Цементные и бетонные трубы (см. стр. 1222) для канали-
зации и т. п. с круглым или яйцевидным сечением по DIN 1201.
Таблица 10. Круглые трубы (фиг. 16)
D в м м .... 1U0 125 150 200 300 400 500 600 700 800 900 1000
5 в мм .... 80 10J 120 160 240 320 40J 450 500 550 600 650
Разрушающая нагрузка в кг\м 20G0 2000 2000 2000 25С0 2800 3000 3000 3000 3000 3000 3000
Таблица 11. Яйцевидные трубы (фиг. 17)
D в мм .... 200 300 400 500 бис 700 800 9"0 1000
И в мм .... 3'0 450 600 750 900 1050 1200 1350 1500
5 в мм .... 150 210 265 320 375 430 490 545 6U0
Разрушающая нагрузка в кг!м 3000 3000 3400 3400 3800 3800 4200 4400 4400
Разрушающие (ломающие) нагрузки установлены Германским
бетон-союзом Е. V. Они считаются достигнутыми, когда показатель
Фиг. 16.
Фиг. 17.
нагрузки при продолжа-
ющемся сжимании тру-
бы перестает подни-
маться.
Толщина подошвы U
и толщина замковой ча-
сти О берутся у круг-
лых труб от 600 мм и
выше и у яйцевидных
труб больше, чем тол-
Заклепки. Болты
1397
шины пят W, каковые еще не нормированы и зависят от свойств
применяемого материала. Строительная линия труб установлена
в 1,0 м. У труб яйцевидной формы свыше 400/600 мм (внутрен-
него размера) допускаются меньшие длины.
3. Глиняные трубы применяются для дренажа, см. немецкое издание Hiitte
1931, том IV. отдел «Сельское хозяйство".
4. Трубы из стекла тянутся машинным способом и поставляются длинами в 1,5м
с наружными диаметрами от 3 до 55 мм. Толщина стенок в зависимости от сорта
и диаметра между ’/4 и 4 мм.
На заводах Германии различаются следующие группы стеклянных труб:
I—цилиндрические трубы очень слабые, наружный диаметр от 3 до 55 мн. II—цилин-
дрические трубы слабые, от 3 до 55 мм. III-цилиндрические трубы крепкие, от 3
до 51 мм. IV—гнутые трубы слабые, от 3 до 45 мм. V—гнутые трубы крепкие
от 4 до 41 мм. VI—прутки из стекла. VII—водомерные, распылительные стекла
от 5 до 30 мм. VIII—трубы для манометров от 5 до 12 мм.
Водомерные стекла поставляются Дуробакс (предохранительная красная полоса)
и каменное стекло (предохранительная синяя полоса) фирмой Шот и Гел, Иена,
длиной от 40 до 500 мм с наружными диаметрами от 10 до 25 мм.
D. Клинья, заклепки, болты
1. Клинья—см. отдел „Детали машин".
2. Заклепки. Материал, придание формы, расчет заклепочных
соединений, заклепочные швы, см. отдел „Детали машин",
С—заклепки. Железные горячие заклепки DIN 123 и 124. В СССР
нормированы заклепки с полукруглой головкой ОСТ 184 и 301,
с потайной головкой ОСТ 185 и 302, с полупотайной головкой
ОСТ 303. Разные специальные заклепки ОСТ 61 — 186, 187, 304,
305 и 3951.
Заклепки из меди, алюминия, латуни, бронзы, полузакругленные,
с большой гол )вкой DIN 663, чечевицеобразные заклепки D1N 662,
потайные DIN 661, полузакругленные DIN 660, потайные с большой
головкой DIN 664, чечевицеобразные с большой головкой DIN 673,
плоскозакругленные с большой головкой DIN 674, заклепки для
ремней DIN 675. В СССР нормированы заклепки цветных металлов
кольчугалюминиевые, см. ОСТ 989, сортамент.
3. Болты. Лист с обзором болтов, имеющих значение и гаек,
расчет болтов, виды болтов (резьба), см. отдел „Детали машин".
Веса черных плоскозакругленных болтов с четырехугольной
головкой и гайкой DIN 559 (дополн. лист), веса для черных полу-
круглых болтов с носиками и шестигранной гайкой DIN 569 (дополн.
лист), веса для черных утопленных болюв с носиками и шести-
гранной гайкой DtN 565 (дополн. листы 1 и 2). Веса для черных
утопленных болтов с четырехугольной головкой и четырехугольной
гайкой DIN 566 (дополн. лист). Веса для черных утопленных болтов
с четырехгранной гайкой DIN 567 (дополн. лист), веса для черных
конических утопленных болтов с четырехгранной гайкой D1N 558
(дополн лист), см. также стр. 1118.
Винты для дерева: с чечевицеобразной головкой (литая сталь, латунь) DIN 95,
полукруглой головкой (литая сталь, латунь) D.N 96, утопленные винты (литая сгаль,
латунь) D.N 97, четырехуго 1ьные винты для дерева (сталь <j8.13) DIN 57j и шести-
гранные (сталь 38.13) DIN 571. Полные данные о крепежных изделиях для СССР
см. отдельный том ОСТ.
1398
Т И. Отд. 5. Материаловедение. XVIII. Разное
Е. Цепи, ремни, тросы
а) Цепи
. Цепи применяются как приводные в цепной передаче, транс-
портные в технике транспорта как якорные и швартовые в судовом
обиходе и т. д.
В цепных передачах встречаются главным образом штифтовые
или роликовые цепи и зубчатые цепи (см. отдел „Детали машин").
Веса для приводных пластинчатых цепей Цобеля, велосипедных и
роликовых DIN FAFA 17:
Шаг t Ролики Сопротивле- ние на разрыв min кг
Ширина Ъ Д и*а м е т р
дюймы мм дюймы | мм d f 1 g
Va 12,7 Vs 3,2 + 0,2 7,75 - 0,1 6,8 13 } 700
— 3Ав 14,8 + 0,2 7,75 — 0,1 8,4 I 14,5
Цепи для техники транспорта см. отдел „Грузо-
подъемные и транспортные машины".
У цепей из круглого железа (звеньевых цепей)
необходимо различать: некалиброванные цепи для подъемных машин,
DIN 672, с данными о весах, калиброванные цепи для кранов D1N 671,
транспортные цепи D.N 670, судовые с распоркой для тяжелой
работы (см. также том IV немецкого издания Hiitte, 1931, отдел
„ Судостроение
В СССР нормированы цепи для якорей без распорок — ОСТ 1412, с распорками—
ОСТ 1413, распорки общего звена—ОСТ 1414, распорки усиленного звена —ОСТ 1411,
концевые части целей без распорок —ОСТ 1409, концевые части цепей с распорками—
ОСТ 1410, технические условия —ОСТ 3201.
Пластинчатые цепи: цепи Галля, цепи со стальными бол-
тами D1N 654 с весовыми данными, разборные пластинчатые цепи
с данными о весах D.N 686. Листы DIN в выборке даны также
в отделе „Грузоподъемные и транспортные машины". В СССР—цепи
г 7189 7193
Галля — см. ОСТ —------.
490 494
Колеса для цепей: см. отдел „Детали машин" и „Грузо-
подъемные и транспортные машины", для велосипедов DIN FAFA 16.
, Ь) Ремни
Различают стальные (для песка) транспортные ленты, стальные
ленты для тормозов, стальные ремни вместо приводных кожаных,
кожаные ремни, волосяные, хлопчатобумажные, балата и резиновые.
Расчет — см. отдел „Детали машин". Прочность кожаных ремней,
стр. 1346, данные об эксплоатации и условия поставки стр. 1347—1348,
шкивы для ремней см. отдел „Детали машин".
Тросы и разные материалы и изделия
1399
В СССР нормированы кожаные приводные ремни ОСТ сшивки—ОСТ 1463
и 1464, правила приемки ОСТ 5774, чепрак ремяевый для изготовления приводных
ремней ОСТ 5772. н
с) Тросы
Общее. Проволочная стренга образуется наложением друг, на
друга нескольких проволок в один или несколько слоев; прово-
лочный трос — скручиванием нескольких таких стренг.
Часто называют также стренги кабелями или спиральными тросами. Об изго-
товлении проволочных тросов см. отдел „Грузоподъемные и транспортные машины".
При изготовлении изделий из проволоки (сырой материал см.
стр. 1177 и сл.) известное число волокон скручивается вправо и
таким образом соединяется в кабельные пряди. Несколько кабель-
ных прядей скручиваются влево, благодаря чему получается стренга.
Три или четыре стренги, будучи скручены вправо, дают в итоге
канат правой крутки.
Кроме стренг в конструкцию каната вводится часто тонкая
веревка, называемая сердечником.
Проволочные тросы. Приводные проволочные канаты. Табл,
с размерами и т. д. отдел „Детали машин". Проволочные тросы для
транспортной и складской техники: проволочные тросы для кранов,
подъемников и полиспастов DIN 655 и отдел „Грузоподъемные и транс-
портные машины", где также дана точка зрения для выбора и опре-
деления размеров проволочных тросов, а также барабанов и роликов.
Стальные тросы для транспорта в шахтах (DIN BERG
1251) там же.
Стоячие (неподвижные) тросы (тяговые тросы канатных
дорог, подъемных дорог, передвижных кранов), так наз. спиральные
тросы, см. отдел „Грузоподъемные и транспортные машины**, том III
немецкого издания Hiitte, 1931, отдел „Изучение железных дорог и
постройка мостов** (висячие мосты). Проволочные тросы и про-
фильная проволока для постройки аэропланов см. том IV, немецкое
изд. Hiitte 1931, отдел „Постройка аэропланов" 1). Судовые тросы,
веса, см. том IV немецкого изд. Hiitte, отдел „Судостроение**.
Кабель для электротехники, см. том III, отдел „Электро-
техника **.
Текстильные тросы. Тросы для приводов, см. отдел „Детали
машин"; для транспортной техники, см. отдел „Грузоподъемные
и транспортные машины-, там же таблица разрушающих нагрузок
для непросмоленных пеньковых тросов.
Канаты пеньковые приводные нормированы в СССР, см. ОСТ 392. Веревки
пеньковые—ОСТ*430—434 и канаты пеньковые—ОСТ 96.
Закрепление тросов при транспортировании
материалов* 2) (все узлы изображены в ненатянутом состоянии),
см. стр. 1400.
*) См. „Исследование воздухоплавания" 1930, стр. 73 и сл. — А б р а г а м,
Проволока, стренги и тросы в постройке летательных аппаратов.
2) Р е н н а р, Узлы, сращивание, изд. 2, Берлин 1927, Классинг и К . См. также
AWF, Инструкционная производственная карточка 23.
14С0
Т. II. Отд. 5. Материаловедение. XVIII. Разное
Фиг. 19. Узловая
Петля для надеж-
ного обхватывания
предмета.
Фиг. 20. Простая
петля для обхваты-
вания груза и под-
вешивания к крюку.
4 иг. 18. Двойной
узел для соедине-
ния двух канатов
одинаковой тол-
щины.
Фиг. 21. Петля дла
укрепления каната
к крюку.
Фиг. 22. Свайный
узел для завязыва-
ния петли у конца
каната.
Фиг. 23. Длинный
ра’струб для быс-
трого укорачива-
ния каната.
Фиг. 24. Петля для
укрепления каната
на толстом тросе
или балке, обычно
в соединении с по-
лу петлей или дву-
мя полупетлями.
Фиг. 25 а и Ь. Узел для укрепле-
ния канатного конца в петле и
для соединения канатов неравной
толщины (свайная петля).
Фиг. 26. Балочный
узел с головной
петлей для укре-
пления конца у
балки. Головная
петля служит для
поддержания балки
в воздуле в верти-
кальном направле-
нии во время ее
подъема.
Двойная. Простая.
Разные материалы и изделия
1401
F. Разное
Сорта хлеба и муки, см. том IV, немецкое изд. Hiitte, 1931, отдел „Хлебопе-
чение и мельничное делои; объемные веса, стр. 981 и сл., пространство, занимае-
мое объемом, стр. 987 и сл.
Изделия из стекла, стр. 1224 и сл., и IV том немецкого изд. Hfltte 1931, отдел
„Керамика и стекло".
Стальные бутыли т). Нормы подготовляются. Тянутые без шва, снабженные
четырехугол! ной поАшвой. Материал—сименс-мартеновская литая сталь; предел
растяжения 45 кг/мм\ удлинение Г2°/о. Наиболее употребительный размер: наружный
диаметр около 204 мм, высота 1590 мм (без колпака), вес около 75 кг. Содержание
воды 40 л, пробное давление в 225 кг1см3 2). Содержание газа 6 м3 при давлении
в 15J кг/см9 при 15'.
Стальные бутыли для ацетилена содержат пористую массу, большей частью
смесь из древесного угля, кизельгура и асбеста, а также соединяющий цемент.
Наряду с этой массой 25П/О объема заполнено ацетоном, который принимает больше
количества ацетилена, возвращается при понижении давления (стр. 1<5бЗ).
Принимая во внимание допускаемое рабочее давление в 15 кг [см*3) при 15®,
берут стальную бутыль на 40 л воды 5 или 6 м3 ацетилена.
Окраска: синяя для Оа; красная для Н2; зеленая для Na; белая для CSH9;
без назначения обычно серая.
Текстильные материалы см. стр. 1334; льняная пряжа DIN ТЕХ 1. Принятые
торговые единицы: кипа (Германия, Австрия, Чехо-Словакия), пук (Восточная Гер-
мания, Бельгия, Франция), связка (Ирландия).
• Кипа | Пук j Связк’а | Штук | Моток | Пасмы |Слои нитей| ш 4) | Ярды 4)
1 = 4 — 12 = 60 = 240 = 2400 == 288 СОЗ = 658 368 720 С00
Номерация: английские номера = числу пасм на 274,3 м (300 ярдов) на
один английский фунт (фунт = 453,592 г).
Метрические номера = английским номерам X 0,605.
Английские номера = метрическим номерам X 1,6536. Эти данные годны только
для простой (несученой) сырой пряжи. При отбеливании пряжа теряет др 25°/0 своего
веса и прочности.
Джутовая пряжа DIN ТЕХ 200; лист норм, содержит обычные в тор-
говле метрические и английские номера.
К а р.т о ч н ы й шпур DIN ГЕХ 301.
Вулканическая фибра Б) однородное тело из препарированных и спрессованных
под высоким давлением волокон i астений. Уд. вес 1,2 до 1,4 кг/дм3.
Применение. Прокладочные кольца, колодки для тормозов, зубчатые
колеса, техника слабых токов, чемоданная промышленность. Доставка в плитах,
прутках, трубах. Плиты: толщиной от 0,5 до 600 мм\ размеры 100 X 200 см до
12 мм толщиной, 100 X ВО см свыше 12 мм толщиной. Прутки от 2 до 60 мм
диаметром или толщиной, длиной от 1 до 0,3 м, Трубы: толщииа стенок от 1 до 7 мм.
Хютте, Справочник для химика-практика, Берлин 1927, Эрнст и сын.
2) Полицейские правила о перевозке жидких и сгущенных газов от 10 октября
1921 г.
3) См. распоряжение относительно ацетилена от 8 августа 1923 г.
4) Общая погонная длина.
®) По сообщениям фирм, торгующих вулканической фиброй, Берлин.
Приложение к ОСТ 6799 {стр, 449)
Руководящие указания по выбору шарико- и роликоподшипни-
ков (подшипников качения)
(составлены Техношарснабом; одобрены КС НКТП)
1. Выбор подшипников качения определяется:
а) величиной и направлением нагрузки на подшипник (радиальная, аксиальная
или комбинированная нагрузка);
б) характером нагрузки (постоянная, переменная, ударная);
в) числом оборотов вращающегося кольца подшипника;
г) экономически целесообразным рабочим сроком службы подшипника (долго-
вечностью в часах);
д) требованиями к подшипнику, определяемыми конструктивными особенностя-
ми машинного узла, как например: необходимость обеспечить возможность самоуста-
навливания подшипника при перекосах вала, возможность посадки подшипника не-
посредственно на вал или на коническую втулку, возможность монтажа подшипника
в собранном виде или необходимость раздельного монтажа колец, необходимость
обеспечить возможность смещения частей узла при температурных колебаниях, воз-
можность регулировки затяжки подшипника и пр.
2. Под долговечностью подшипника понимается время, выраженное в рабочих
часах, в течение которого не менее 9и% подшипников должны при испытаниях про-
работать без появления признаков начала усталости материала. Характерными при-
знаками начала усталости материала являются следы выкрашивания металла на ра-
бочих поверхностях в виде мелких точек (язвин) или отслаивания (шелушения). .
3. Для радиальных и радиально-упорных подшипников определенной конструк-
ции, размеров и качества материала долговечность зависит от величины, направле-
ния и характера действующих на подшипник усилий, от числа оборотов и от того,
какое кольцо вращается—наружное или внутреннее.
Влияние на долговечность подшипников характера нагрузки, вращения наруж-
ного кольца и действия аксиальных усилий учитывается при выборе подшипника
тем, что в расчет вводится не действительная нагрузка, а условная’ постоянная по
величине и направлению радиальная нагрузка (Q). При этой нагрузке (Q) долго-
вечность подшипника при вращении янутрепнего кольца предполагается одинаковой
с долговечностью подшипника в данных конкретных условиях работы.
Зависимость между долговечностью, нагрузкой и числом оборотов выражается
для радиальных и радиально-упорных подшипников следующей эмпирической фор-
мулой:
Q(n*h№=C..............................(1)
где Q—условная нагрузка на подшипник в кг, п—число оборотов подшипника в ми-
нуту, h — долговечность подшипника в часах, С—постоянная, называемая „коэф и.-
циентом работоспособности* подшипника, зависящая от конструкции, внутрен-
них размеров и качества материала подшипника. Величины коэфициента работо-
способности для подшипников разных типов и размеров установлены в соответ-
ствующих ОСТ/ВКС.
Примечание. Из формулы (1) следует, что долговечность подшип-
ника резко меняется при изменении нагрузки, например при увеличении на-
грузки в 2 раза долговечность подшипника уменьшается в 10 раз.
Для пользования формулой (1) при выборе радиальных и радиально-упорных
подшипников необходимо определить прежде всего условную радиальную нагрузку
на подшипник.
Эта нагрузка определяется по формуле:
Q=(R + m-A)K6 -Кк,. . . . ................(2)
где В—фактическая радиальная нагрузка в кг; А—фактическая аксиальная (осевая)
нагрузка в кг; т—коэфициент, учитывающий неодинаковее влияние на долговеч-
ность радиальных и аксиальных усилий; этот коэфициент, определяемый опытным
путем, зависит от типа и размера подшипника; значения коэфициента т приведены
Приложение к ОСТ 6799
1403
ниже в табл. 1J ^ — коэфициент, учитывающий влияние на долговечность харак-
тера нагрузки; этот коэфициент выбирается на основе данных опыта работы под-
шипников в осуществленных конструкциях с аналогичным характером нагрузки;
примерные значения для коэфициента Kg приведены в табл. 2; коэфициент,
учитывающий зависимость долговечности от того, вращается ли внутреннее кольцо
или наружное; значения коэфициента Кк приведены в табл. 3.
Соединяя формулы (1) и (2), получаем:
Q=(/? + m. Л) • Кб-Кк (п Л)°>3,.................(3)
Подсчитав по этой формуле величину С, имеем возможность подобрать под-
ходящий для данных условий подшипник.
Для упрощения расчетов можно величины (п • Л)0»3 брать непосредственно из
табл. 4, подбирая ближайшие к заданным п и h числа по таблице. Эта таблица со-
ставлена для чисел 10-го нормального ряда по ОС1' 3530; следовательно точность
подсчета при пользовании таблицей будет:
± 1 УГЮ2-°>3^±7,57О
ш Такая точность для практических целей в большинстве случаев будет вполне
достаточна, учитывая приближенность всех опытных коэфициентов при подсчете
условной нагрузки.
4. Упорные подшипники выбираются по величине коэфициента работоспособ-
ности, подсчитываемой по формуле:
С= А • п°>35 • Л°>3 - Кб ...........................(4)
В табл. 5 даны подсчитанные величины произведений л°-3{> . /Д3..
Примерные значения коэфициента Kg те же, что и для радиальных подшип-
ников по табл. 2.
Таблица 1
Значения коэфициента т
Наименование подшипников Обозначения подшип- ников т
1. Шарикоподшипники радиальные одноряд- 4-9,200-222,301—320 405—413 1,5
2. Шарикоподшипники радиальные сфериче- ские легкой серии для диам. до 40 мм . . 1005-1009 1200—1208 3,5
3. Шарикоподшипники радиальные сфериче- ские легкой серии диаметром 45 мм и выше 1209-1220 5
1404
Приложение к ОСТ 6799
Наименование подшипников Обозначения подшип- ников т
4. Шарикоподшипники радиальные сфериче- ские легкой серии на закрепительных втулках при диаметре вала до 35 мм , . . 11 204-11207 3,5
5. Шарикоподшипники радиальные сфериче- ские легкой серии hi закрепительных втулках при диаметре вала 40 мм и выше И 208 и выше 5
6. Шарикоподшипники радиальные сфериче- ские средней серии 1300 4
7. Шарикоподшипники радиальные сфериче- ские средней серии на закрепительных 11300 4
8. Шарикоподшипники радиальные сфериче- ские средней широкой серии 1600 3
9. Роликоподшипники с короткими ЦИЛИН- дрическими роликами 2 000, 22 000, 32 000, 42 000, 52 000, 62 000 • См. примеч. 1
10. Роликоподшипники радиальные сфериче- ские двухрядные 3 500 3 600 3
11. Роликоподшипники радиальные сфериче- ские двухрядные на закрепительных или буксовых втулках 13 500 13 600 73 500 73 600 3
12. Шарикоподшипники магнетные (радиаль- но-упорные разборные) 6 000 16 000 2
13. Шарикоподшипники радиально-упорные (однорядные неразборные) 26 200 26 300 0,74 См. примеч. 2
14. Роликоподшипники конические ... ... * 7300 7 500 7 600 1,3 См. примеч. 2
Примечание 1. Для роликоподшипников с короткими цилиндриче-
скими роликами при подсчете условной нагрузки вовсе не принимаются
в расчег аксиальные усилия; при этом аксиальные усилия, воспринимаемые
бортами на кольцах подшипника, не должны превышать:
0,0016 С кг — для постоянной осевой нагрузки.
0,0022 См — для осевой нагрузки не постоянной, но часто действующей.
0,0043 С кг — для редко действующей осевой нагрузки.
Приложение к ОСТ 6799
1405
Примечание 2. Под действием радиальной нагрузки на радиально-
упорные шариковые и роликовые подшипники получается направленная вдоль
оси составляющая, разгружающая эти подшипники в осевом направлении. При
двух опорах эти подшипники монтируются таким образом, что эти составля-
ющие взаимно уравновешиваются при одинаковых радиальных нагрузках.
В таблице коэфициенты т даны для этого случая. В узлах с одним радиально-
упорным подшипником, а также в случаях, когда осевые составляющие ради-
альных нагрузок на два подшипника взаимно не уравновешиваются, можно
в расчет принимать только разность между осевой нагрузкой и осевой состав-
ляющей радиальной нагрузки по формуле:
Q = + KKt............. ... (5)
где 5—составляющая радиальной нагрузки. При А < 5 расчет ведется только
по радиальной нагрузке.
Для радиально-упорных шарикоподшипников угол между прямой через
точки касания шариков с желобами и плоскостью центров шариков составляет
около 26°. При этом угле 5 = 0,6 /?.
Для конических роликоподшипников величина 5 зависит от угла конус-
ности поверхности качения наружного кольца. Этот угол меняется в подшип-
никах разных размеров.
• Таблица 2
Примерные значения коэфициента
Характер нагрузки на подшипник
Постоянная спокойная нагрузка.......................1
Нагрузка со слабыми толчками........................1,5
Нагрузка со значительными толчками или вибрацией ... 2
Ударная нагрузка с сильными и частыми толчками .... 3
Таблица 3
Значения коэфициента Кн
Какое кольцо вращается Кк
Внутреннее кольцо .................................. 1
( для сферических подши тиков . . . 1,1
• Наружное кольцо X для всех прочих подшипников кроме
( сферических..........................................1,45
Примеры выбора подшипников
Пример 1. Радиальная нагрузка на подшипник 7? = 60J кг, осевая нагрузка
А = 90 кг. Диаметр вала d = 60 мм. Чи^ло об< рогов вала в минуту п = 4J0 об/мин.
Вращается внутреннее кольцо. Желаемая долговечность подшипника Л = 10 00J ра-
бочих часов. Нагрузка постоянная и спокойная. По условиям монтажа подшипник
самоустановки не требует, фэфициент работоспособности С определяется по фор-
муле (3): •
С = (/?+ т . А) • Кб . Кк[п . ft)0-3.
Задаваясь однорядным радиальным шарикоподшипником, имеем:
т = 1,5 (табл. 1).
По условиям работы подшипника: К$ — 1»0 (табл. 2); Кк = 1,0 (табл. 3)
(Л.Л)°13 = (400*10 000)0»3 = 95,5 (табл. 4)
С = (600 4- 1,5 • 90) . 1,0.1,0 • 95,5 = 70 200.
Найденному значению С и заданному размеру диаметра соответствует шарико-
подшипник радиальный однорядный средней серии 312 по OCT/BKG 6121.
1406
Приложение к ОСТ 6790
П р и м е р 2. Радиальная нагрузка на подшипник R = 2590 кг. Осевая нагрузка
А = 200 кг непостоянная, но часто действующая в одном направлении; число обо-
ротов вала n=20J об/мин. Вращается внутреннее кольцо подшипника. Желаемая
долговечность подшипника h = 8000 час. Подшипник работает спокойно, без толч-
ков и вибрации вала. Условия монтажа машинного узла требуют свободного осе-
вого перемещения вала в одном направлении. Диаметр вала = 83 мм. Коэфициент
работоспособности подшипника определяется по формуле:
С= (/?+ nt • А) Кб • Кк (л • й)0,3.
По условиям работы подшипника Kq = 1 (табл. 2); Кк = 1 (табл. 3)
(п • Л)0»3 = (200 . 8 С0Э)0»3 = 72,5 (табл. 4).
Так как вал должен иметь свободу осевого перемещения, то в этом случае
всего лучше выбрать радиальный роликоподшипник с одним бортом на внутрен-
нем кольце.
Для этого подшипника: т = 0 (табл. 1)
С = R • 1 • 1 . 72,5 = 2 500 .72,5 = 180 000.
Этому коэфициенту работоспособности и диаметру вала 80 мм соответствует
роликовый подшипник средней серии без бортов на внутреннем кольце с фасонной
упорной шайбой 52 316 по ОСТ/ВКС 6446.
Остается проверить, может ли выбранный подшипник нормально работать при
осевой нагрузке А = 200 кг.
Согласно примеч. 2 к табл. 1 предельная осевая нагрузка для радиальных ро-
ликоподшипников при непостоянной, но часто действующей нагрузке:
А = 0,0022, С = 0,00z2 • 1ь0 000 = 400 кг, т. е. заданная нагрузка в 200 кг для
выбранного подшипника допустима.
Пример 3. Радиальная нагрузка на подшипник R = 900 кг. Осевая нагрузка
А = 110 кг. Диаметр вала d = 55 мм. Число оборотов вала п = 250 об/мин. Желае-
мая долговечность h = 10 000 рабочих часов. Нагрузка действует при слабых толч-
ках. Условия монтажа требуют самоустановки подшипника и посадки его на закре-
пительной конической втулке. Вращается наружное кольцо. По формуле (3) имеем:
Коэфициент работоспособности С=(/? + ш «Л) Kq Кк (п • /у°>3. Для сфери-
ческого роликоподшипника при заданных условиях работы:
т = 3 (табл. 1); = 1,5 (табл. 2); Кк = 1,1 (табл. 3)
(п • Л)°>3 (250 . 10 000)0»3 = 83,2 (табл. 4)
С = (900 + 3 • 110) . 1,5 . 1,1 . 83,2 = 169 030.
Этой величине и заданному диаметру вала 55 мм соответствует роликовый
радиальный сферический двулрядный подшипник средней серии на закрепительной
втулке 13611.
Пример 4. Дана трансмиссионная установка по следующей схеме.
Окружное усилие, действующее
на коническую шестерню = 325 кг.
Окружное усилие, действующее на
шкив /?а = 57 кг. Окружное усилие,
действующее на цилиндрическую ше-
стерню /?3 = 50 кг. Действующая на
вал осевая нагрузка А = 80 кг. Диа-
метр вала d = 70 мм. Число оборотов
вала п = 250 об/мин. Зубья конической
шестерни грубо обработаны. Зубья
цилиндрической шестерни фрезерова-
ны. Желаемая долговечность подшьпииков h = 25 100 рабочих часов,
Приложение к ОСТ 6799
1407
Для выбора подшипников (1 и 2) нагрузку на вал от натяжения ремня следует
принять равной пятикратной величине окружного усилия, а не трехкратной, как
берется при расчете трансмиссионных валов.
Давление на вал при зубчатых передачах при выборе подшипника следует
брать от полуторной до трехкратной величины окружного усилия, в зависимости
от качества обработки зубьев.
Принимая для взятого примера Kfi = 2 для конической шестерни и Kq = 1,5
для цилиндрической шестерни, получаем следующие радиальные нагрузки на вал
(все усилия на вал приняты в одной плоскости).'
Для конической шестерни = 325 « 2 =659 кг
„ цилиндрической шестерни . = 50*1,5 = 75 кг
„ ремн. шкива..................Ршк~ 57 * 5 = 285 кг
Радиальные нагрузки на подшипники 1 и 2 (см. схему) будут:
„ 650 . 100 + 285 * 750 + 75 * 1080
------------ ояп -----------------= 400 кг.
/?! = 650 4- 400 — 285 — 75 = 690 кг.
Так как на валу оба подшипника расположены на значительном расстоянии
друг от друга и от концов вала, то таковые монтируются самостоятельно в отдель-
ных корпусах и выбираются самоустанавливающимися на затяжных конических
втулках.
Подшипник, расположенный вблизи конической шестерни, устанавливается
таким образом, чтобы он воспринимал на себя всю осевую нагрузку, действующую
на вал. Тогда коэфициент работоспособности дчя этого подшипника, по формуле (3),
составит:
Ct = (690 + 4 * 80) (250 * 25 000)0’3 = 110 090
По табл. 4 (250 * 25 000)0’3 = НО.
Найденному коэфициенту работоспособности и заданному диаметру вала 70 мм
соответствует роликоподшипник радиальный сферический двухрядный на закрепи-
тельной втулке легкой серии 13 514.
Коэфициент работоспособности второго подшипника:
Са = 400 (250 • 25 030)0’3 = 44900.
Для этой опоры надо взять шарикоподшипник радиальный сферический двух-
рядный на закрепительной втулке легкой серии 11214.
Этот подшипник взят с некоторым запасом ввиду невозможности подбора
более подходящего для данного диаметра вала 700 мм.
Пример 5. На подшипник действует радиальная нагрузка 7? = 250 кг и
осевая нагрузка А = 300 кг. Число оборотов вала п = 2 500 об/мин. Требуемая
долговечность h = 6300 час. Нагрузка действует со слабыми толчками. Вращается
внутреннее кольцо.
Большая осевая нагрузка по сравнению с радиальной и большое число обо-
ротов в минуту вызывают необходимость выбрать в данном случае шарикоподшип-
ник радиально-упорный.
Пользуясь формулой (5), определяем коэфициент работоспособности:
С = [/? + 0,74 (A —S)\ Кб • Кк{п • й)°<3-
1408
Приложение к ОСТ 6799
Для всех подшипников, за
Значе
\ п \ об/мин 10 16 20 25 32 40 50 63 80 100 125 160 200 250
А час. \
100 125 160 8,0 8,5 9,2 9,2 9,8 10,5 9,8 10,5 11,2 10,5 11,2 12,0 11,2 12,0 13,0 12,0 13.0 13,8 13,0 13,8 14,8 13,8 14,8 16,0 14,8 16,0 17,0 16,0 17,0 18,2 17,0 18,2 19,5 18,2 19,5 21,0 19,5 21,0 22,4 21,0 22,4 24,0
200 9,8 11,2 12,0 13,0 13,8 14,8 16,0 17,0 18.2 19,5 21,0 22,4 24,0 25,7
250 10,5 12,0 13,0 13,8 14,8 16,0 17,0 18,2 19.5 21,0 22,4 24,0 25,7 27,6
320 11,2 13,0 13,8 14,8 16,0 17,0 18,2 19,5 21,0 22,4 24,0 25,7 27,5 29,5
400 12,0 13,8 14,8 16,0 17,0 18,2 19,5 21,0 22,4 24,0 25,7 27,5 29,5 32,0
500 13,0 14,8 16,0 17,0 18,2 19,5 21,0 22,4 24,0 25,7 27,5 29,5 32.0 34,0
630 13,8 16,0 17,0 18,2 19,5 21,0 22,4 24,0 2э,7 27,5 29,5 32,0 34,0 36,9
800 14,8 17,0 18,2 19,5 21,0 22,4 24,0 25,7 27,5 29,5 32,0 34,0 36,3 39,0
1000 16,0 18,2 19,5 21,0 22,4 2*,0 25,7 27,5 29,5 32,0 34,0 36,3 39,0 41,7
1250 17,0 19,5 21,0 22,4 24,0 25,7 27,5 29,5 32,0 34,0 36,3 39,0 41,7 44,7
1 600 18,2 21,0 22,4 24,0 25,7 27,5 29,5 32,0 31,0 36,3 39/' 41,7 44,7 48,0
2 OjO 19,5 22,4 24,0 25,7 27,5 29,5 32,0 34,0 36,3 39,0 41,7 4,,7 48,0 51,3
2 500 21,0 24,0 25,7 27,5 29,5 32,0 34,0 36,3 39,0 41,7 44,7 48,0 51,3 55,0
3 200 22,4 25,7 27,5 29,5 32,0 34,0 36,3 39,0 41,7 44,7 48,0 51,3 55,0 59,0
4 000 24,0 27,5 29,5 32,0 34,0 36,3 39,0 41,7 44,7 48,0 51,о 55,0 59,0 63,0
БОСО 25,7 29,5 32,0 34,0 36,3 39,0 41,7 44,7 48,0 51,3 55,о 59,0 63,0 67,6
6 300 27,5 32,0 34,0 36,3 39,0 41,7 44,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5
8 0С0 29,5. Зо,9 36,3 39,0 41,7 44,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5 77,7
10 000 32,0 36,3 39,0 41,7 44,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5 77,7 83,2
12 500 34,0 39,0 41,7 44,7 48,0 51,3 55,0 59,0 63 0 67,6 72,5 77,7 83,2 89,0
16 000 36,3 41,7 44,7 48,0 51,3 5^,0 59,0 63,0 67,6 72,5 77,7 83,2 89,0 95,5
20 000 39,0 44,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5 77,7 ’ 83,2 89,и 95,5 102
25 000 41,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5 77,7 83,2 89,0 95,5 102 110
32 000 44,7 51,3 55,0 59,0 63,0 67,6 72.5 77,7 8о,2 89,0 95,5 102 110 117
40 000 48,0 55,0 59,0 63,0 67,6 72,5 77,7 8j,2 89,0 95,5 Ю2 110 117 126
50 000 51,3 59,0 63,0 67,6 72,5 77,7 83,2 89,0 95,5 102 110 117 126 135
63 000 55,0 63,0 67,6 72,5 77,7 83,2 89,0 95,5 102 НО 117 116 13э 145
80 000 59,0 67,6 72,5 77,7 83,2 89,0 95,5 102 ПО 117 126 135 145 155
Примечание. Величины, приведенные в этой таблице, подсчитаны, принимая 10°>^ = 2.
Приложение к ОСТ 679$)
1409
включением упорных
Таблица 4
ия (пн№
320 400 500 630 800 1 000 1 250 1 600 2 000 2 500 3 20Э 4 000 5 000 6 300 8 000 10 000
22,4 24,С 25,7 27.5 29,5 32,0 34,0 36,3 39,0 41,7 44,7 48,0 51,3 55,0 59,0 63,0
24,0 25,7 27,5 29,5 32,0 34,0 36,3 39,0 41,7 44,7 48,0 51,3 55,0 59,0 63,0 67,6
25,7 27,5 29,5 32,0 34,0 36,3 39/) 41,7 44,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5
27,5 29,5 32,0 34,0 36,3 39,0 41,7 44,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5 77,7
29,5 32, ( 34,0 36,3 39,0 41,7 44,7 48,0 51,3 55,U 59,0 63,0 67,6 72,5 77,7 83,2
32,0 34,0 36,3 39,0 41,7 44,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5 77,7 83,2 89,0
34,0 36,3 39,0 41,7 44,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5 77,7 83,2 89,0 95,5
36,3 39,0 41,7 44,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5 77,7 83,2 89,0 95,5 102
39,0 41,7 44,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5 77,7 83,2 89,0 95,5 102 НО
41,7 44,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5 77,7 83,2 89,0 95,5 102 ПО 117
44,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5 77,7 83,2 89,0 95,5 102 110 117 126
48,0 51,3 55,0 59,0 63,0 67,6 72,5 77,7 83,2 89,0 95,5 102 110 117 126 135
51,3 55,0 59,0 63,0 67,6 72.5 77,7 83,2 89,0 95,5 102 110 117 126 135 145
55,0 59,0 63,0 67,6 72,5 77,7 83,2 89,0 95,5 102 НО 117 126 135 145 155
59,0 63,0 67,6 72,5 77,7 83,2 89,0 95,5 102 110 117 126 135 145 155 166
63,0 67,6 72,5 77,7 83,2 89,0 95,5 102 110 117 126 135 145 155 166 178
67,6 72,5 77,7 83,2 89,0 95,5 102 110 117 126 135 145 155 166 178 191
72,5 77,7 83,2 89,0 95,5 102 НО 117 126 135 145 155 166 178 191 204
77,7 83,2 89,0 95,5 102 НО 117 126 135 145 155 166 178 191 204 219
83,2 89,0 95,5 102 110 117 126 135 145 155 166 178 191 204 219 235
89,0 95,5 102 ПО 117 126 135 145 155 166 178 191 204 219 235 251
95,5 102 НО 117 126 135 145 155 166 178 191 204 219 235 251 269
02 110 117 126 135 145 155 166 178 191 2^4 219 235 251 269 289
10 117 126 135 145 155 166 178 191 204 219 2-35 251 269 289 309
17 126 135 145 155 166 178 191 204 219 235 251 269 289 309 331
26 135 145 155 1С6 178 191 204 219 2о5 251 269 289 Зс9 331 355
35 145 155 166 178 191 204 219 2з5 251 269 289 309 331 355 380
45 155 166 178 191 204 219 235 251 269 289 309 331 355 380 407
55 166 178 191 204 219 235 251 269 289 309 331 355 380 4о7 437
56 178 191 204 219 235 251 269 289 309 331 355 о80 407 437 477
Зак, «254. — HUtte, Справочник для инженеров, т. II.
1410
Приложение к ОСТ 6799
Для упорных подшипников
Значения (л0»35, А0»3)
Таблица 5
\ п \об/мин А час. \ 10 16 25 40 63 100 160 250 400 630 1000 1600 2500 4000 6300
100 8,9 10,5 12,3 14,5 17,0 20,0 ' 23,4 27,6 32,4 38,0 44,7 52,5 61,7 72,5 85,0
160 10,2 12,0 14,1 16,6 19,5 23,0 26,9 31,6 37,01 1 43,7 51,3 60,3 70,8 83,2 97,7
250 11,7 1о,8 16,2 19,0 22,4 26,3 30,9 36,3 42,6 50,0 58,9 69,2 81,3 95,5 112
400 13,5 16,0 18,6 22,0 25,7 30,2 35,5 41,7 49,0 57,5 67,6 79,4 93,3 110 129
630 15,5 18,2 21,4 25,0 29,5 Зт,7 40,8 48,0 56,2 . 66,0 77,6 91,2 107 126 148
1000 17,8 21,0 24,5 28,8 33,9 39,8 , 46,8 55,0 64,6 75,8 89,0 1(5 123 145 170
1600 20,4 24,0 28,2 33,0 38,9 45,7 1 53,7 63,0 74,0 ' 87,0 102 120 140 166 195
2 5J0 23.4 27,6 32,4 38,0 44,7 52,5 61,7 72,5 85,0 100 117 138 162 190 224
4000 27,0 31,6 37,0 43,7 51,3 60,3 ; 70,8 83,2 97,7 115 135 158 186 219 257
6 300 31,0 36,3 42,6 50,0 58,9 69,2 ' 81,3 95,5 112 132 155 182 214 250 295
10 000 35,9 41,7 49,0 57,5 67,6 79,4 93,3 110 129 150 178 209 245 288 339
16 000 40,8 48,0 56,2 66,и 77,6 91,2 107 126 148 174 204 240 282 330 389
25 000 46,8 55,0 64,6 75,8 89,1 105 123 165 170 199 234 275 324 380 447
40 00J 53,7 63,' 74,0 87,1 1и2 120 140 166 195 229 259 316 370 437 513
63 000 |61,7 72,5 85,0|100 117 138 |162 190 224 263 309 363 4z6 500 589
В нашем случае А — 5 = 300 — 0,6 • 250 > 0
К§ = 1,5 (табл. 2); Кк = 1,0 (табл. 3)
(л . Л) °i3 = (2500.6300)0»3 = 145 (табл. 4)
С = [250 + 0,74 (ЗСО - 0,6 . 250)] 1,5 • 1,0 • 145 = 78 500.
Этому коэфициенту работоспособности соответствует радиально-упорный ша-
рикоподшипник легкой серии 26216 внутрен. диам. 80 мм или средней серии 26311
внутрен. диам. 55 мм по ОСТ/ВКС 6772.
А 125Р и м е Р & Условия те же, что и в примере 5, только осевая нагрузка
Так как в этом случае Д S, то для определения коэфициента работоспособ-
ности С пользуются формулой:
с = /? . кб . Кк (п • Л)0’3 = 250 . 1,5 • 145 = 54400.
Этому коэфициенту соответ'твует радиально-упорный однорядный неразъем-
ный шарикоподшипник средней серии 26 3о9 внутр, диам. 45 ж и ио ОСТ/ВКС 6772.
Пример 7. Из кон трукгивных соображений требуется упорный одноряд-
ный шарикоподшипник с плоскими кольцами. Нагрузка действует при слабых толч-
ках, следовательно #= 1,5 (табл. 2). Осевая постоянная нагрузка А = 300 к>. Число
оборотов подшипника л=250 об/мин. Желаемая рабочая долговечность А = 6000 час.
С = А • • л0,35 А0»3 == 300 • 1,5 • 2500»35.6 0000»3.
По табл. 5 250°’35 • 63000»3 = 95,5.
Следовательно С = 300 • 1,5 • 95,5 = 43000.
Этому коэфициенту работоспособности соответствуют упорные одинарные
шарикоподшипники 8111, 82о7.
Алфавитный указатель
к II тому Хютте
Составил инж. М. Д. Сандомирский
При пользовании настоящим указателем следует иметь в виду, что каждое на-
звание в нем в большинстве случаев упоминается лишь один раз и
не повторяется в перестановке слов, например: „Напряжения допускаемые" не
имеет повторения: „Допускаемые напряжения , „Торможения усилия" не имеет
повторения „Усилия торможения*.
При составлении указателя не всегда можно было строго придерживаться прин-
ципа указывать сперва основное слово, а потом его определение, например, „Тор-
моз электромагнитный*, а потому при ненакождении нужною слова основного по-
нятия следует искать его по относящемуся к нему определению.
Цифры со звездочками указывают, что материал помещен в таблице.
А
Абразивного мате-
риала зерни-
стость (величина
зерен).............868
----сорта..........868
Абразивные матери-
алы естественные:
кварц, наждак,
корунд.............868
----искусственные . 868
Абразивный матери-
ал ..............867
Автоматы .... • . 913
Автомобили грузо-
вые . . • .... 800*
Армирование .... 1и38
Азотистый свинец. . 1373
Азотная кислота . . 974*
Акагин.............. 1663
Акараоид .......... 1324
Аккумуляторы упру-
гие .............649
Акрит ... ..... 867
Актит...............1168
Аллгл...............1128
Алудур..............1129
Алит рование .... 1012
Ал клад........1129
Алкоа...............1128
Алкоголь............1365
Аллаутал .......... 1129
Алмазы режущие . . 869
Алнеон ...........1127
Алоэ ..............673
Ал ундум...........868
Алфериум ...... 1128
Альдегид муравьи-
ный ............. •1363
Альпака...........1164
Альпаке...........1127
Алюминиевой прово-
локи вес..........1125*
Алюминиевые пла-
стичные сплавы . 1127
-------Алдал, ал-
коа, алфе-
риум .... 1128
лаутал-аэрон,
конструктал,
гиблюм, алу-
дур, алклад,
аллаутал, ду-
ралплат . . . 1129
— сплавы...........1126
----алнеон и нео-
налиум.........1127
---- для литья . . •1126
----поршней . .1127
Алюминиевой сплав
американ кий . .1126
----немецкий . . . 1126
----KS для морской
воды . .... 1127
----Ремельтеда . . 1126
---- силумин, аль-
паке ........1127
Алюминиевый пластич-
ный сплав склерон 1128
Алюминиевых листов
все по D1N
№ 1753 ........ 1126
Алюминий...........217
— и его сплавы . . . 224
- по DIN № 1712 . . 1122*
— углового профиля
по DIN № 1771 .1125*
Алюминия и алюми-
ниевых сплавов
протравы .... 1002
— механические
свойства .... 1123*
— пайка ... ... 1124
— полосовой сорта-
мент по DIN
№ 1769 ........ 1124
— примеси...........1122
— припои............1124
— сварка ...... 1124
— соединение закле-
почным швом . . 1126
— физические свой-
ства ........ 1123*
Амальгама...........1180
— золота...........1180
— меди.............1180
— олова............1180
Амбары для рассыпки
и ссыпки зерна
(элеваторы) . . . 828
— многоэтажные • . 827
89*
1412
Алфавитный указатель
— силосные.........826
— ячейковые (си-
лосы) ..........828
---и шахтные . . . 826
Амбаров перемеще-
ние грузов ... 827
— ячейковых давле-
ние зерна .... 829*
Аммиак......... 974*5 1360
Аммиака водные рас-
творы . • • . . . 1360*
— стандарты в СССР 1361
Амиант (асбест) . • . 1352
Аммиачно-хлорное
олово......... 974*
Амидобензол........ 974*
Аммоналы ..........1372
Амплитуда колеба-
ний ............626
---центра тяже-
сти ............633
— пучности • ... 630
— угловая........626
Амплитуд кривая за-
висимости .... 631
— линия............631
— уменьшение . . . 630
Ангидрит . . . . 974*, И18
Андезит...........1185
Анилин........... 974*
Антраценовое масло . 1295
Антрацит . . . 1276—1279*,
1290
Антрацита марки . . 1291
Аплитовые залега-
ния .........• . 1182
Аппарат для пайки
ленточных пил . . 941
— Пенского и Мар-
тенса ........1295
— Саладина.........1000
Арбога............1169
Ареометр...........£84
Асбест . . 1306, 1341, 1352
Асбеста волокна при-
готовление . . . 1352
— месторождение . . 1352
— применение .... 1353
— сорта ......... 1352
Асбестовые набив-
ки ...........1353
— ткани...........1353
— шнуры ...... 1353
Асбестовый картон . 1306
Асбесто-цементный
шифер.........1353
Асбофанера.........1195
Асфальт .... 1331,1333
— заливной ...... 1333
— натуральный . . .13.1
— трамбованный . . 1333
Атом..........• . . 969
Атома ядро.........969
Атомная система Бо-
ра ............969
Атомный вес .... 973
Аурипигмент .... 974*
Ацетилен .... 974*, 1363
Ацетон...........1366
Б
Баббит (белый ме-
талл) ....... 1159
- по DIN №1703 . -1160
— для подшипников
ж.-д. подвиж-
ного состава . . . 1160
Баббитов критиче-
ские температу-
ры .............. 1160*
— стандарты в СССР 1161
Базальт . . • . 227*, 1185
Бакаут........... 1250*
Балата ............ 1352
Балка, изгибаемая
равнораспреде-
ленными и сосре-
доточенными на-
грузками .... 48
— равного сопротив-
ления изгибу 21, 61, 98
— подкрановая (для
рельсового пути
подъемного крана) 48
Балки многоопор-
ные .... 62, 64*, 65
---- с переменной
нагрузкой .... 65
— с одинаковым се-
чением способ
расчета............ 24
— с переменным сече-
нием расчет .... 26
— с постоянным по-
перечным сече-
нием при изгибе
со сдвигом ... 98
— статически не-
определимые . . 56, 57
Балок многоопорных
изгибающие мо-
менты над опо-
рами ................62
— прокатных опреде-
ление попереч-
ных сечений ... 54
— равного сопротив-
ления изгибу
контур продоль-
ного разреза . 58 —61*
— равного сопротив-
ления изгибу по-
перечные сече-
ния .........58 — 61*
---------расчет . 58 — 61*
Бамбуковое дерево . 226
Барабанов и блоков
осей закрепление 705
Барабаны .... 698, 7о6
— грузоподъемных
машин ...... 705
— для проволочных
канатов............705
----цепей..........705
Бария окись........ 974*
Безопасные рукоятки 714
Белила свинцовые,
цинковые и тита-
новые .............1322
Белый металл .... 1159
Бензин ............ 974*
Бензина и бензола
давление паров . 1297*
Бензол..............1366
Береза............. 1250*
Бериллий...........1179*
Бериллия происхож-
дение и физиче-
ские свойства . . 1179
Берлинская лазурь . . 974*,
1322
Бетон..............1218
Бетона механические
свойства . . 226*, 230
— объемный вес . . 1221
— приготовление . .1219
— прочность .... 1219
— расход материалов 1220
— состав...........1220
— составные части . 1221*
— упругость .... 231*
Бетонных камней ме-
ханические свой-
ства по Графу , 231*
Бетон стальной . . . 1224
— трамбованный . . 1222
— цементно-трассо-
вый ...............1220
— цементный .... 228*
— шлаковый .... 1220
Биметалл...........1330
Битумы .... 1289, 1321
Бихромат калия . . . 974*
Блок диференциаль-
ный Вестона . . . 727
Блоки выравниваю-
щие . •............698
— канатные.........698
— направляющие . . 697
— цепные и канатные 694
Блоков канатных
ручьи...............678
Бобины канатные . . 673*
Богхед........... 1265*
Боксит............ 974*
Болтов допускаемые
напряжения . . . 262*
— завинчивание под
нагрузкой .... 263
— закрепление осе-
вое ................289
---- пайкой и свар-
кой •...........293
Алфавитный указатель
1413
— к. п. д. . • . . . . 260
— крепежных коэфи-
циент трения . . 260
— предохранители . . 293
— стандарты .... 1397
— установочных за-
крепления .... 292
Болты и заклепки . .1118
— соединительные . 29 >*
— стяжные..........287
---дисковых муфт . 479
— чистые с шести-
гранной головкой 284*
Борная кислота . . . 974*
Брауншвейгская зе-
лень .......... 974*
Бревна.............12^6
— кантованные . . . 1246
— кругляки.........1246
Бризантность .... 1369
Бризантный материал 1369
Брикеты............1292
Бринеля нагрузки и
размеры шарика . 1006*
Бромистое серебро . 974*
Бронза.............1135
— вольфрамовая . . 1178
— колокольная . 1136, 1140
— кремнистая .... 1135
— литейная . . 1135, 1138
— марганцовая . 224, 1137
— медальная . . П36, 1140
— монетная.........1140
— оловянистая . . . 1135
— прокатная . . 1135, 1136
— пушечная.........1136
— Рюоель.......... 223*
— специальная .... 1135
— фосфористая • . . 1136
— художественная .
1136, 1140
— цинковая.........1136
Бронз машинных
марки, состав,
свойства и об-
ласть применения
по D1N..............1139*
---температура
отливки и усадка 1140*
— ме.-.анические
свойства............ 222*
— специальных со-
став, свойства и
область примене-
ния ................ 1139*
Бронзы.............221*
— алюминиевые • . . 1135
— алюминиевой ме-
ханические свой-
' ства.............1137*
— — состав и физи-
ческие свойства . 1136*
Бронзы магниевой со-
став и физиче-
кие свойства . . .1137*
— марганцевой со-
став и физиче-
ские свойства . .1137*
— механические
свойства в зави-
симости от тем-
пературы (Бах) . 222*
— оловянистой со-
став, физические
свойства и об-
ласть примене-
ния по DIN . . . 1138*
— прокатной сорта
и механические
свойства.......1136*
— фосфористой тем-
пература литья и
усадка.........1138*
Бук................1250
Бука механические
свойства....... 225*
Букса Легуса .... 437
Бумага песчаная 868, 1367
Бумаги механические
свойства...........225
Бункера............825
Бура............. 974*
Буринит............1131
Бутылей стальных
стандарты .... 1401
Быстрорежущий ме-
талл ..........1168
В
Вагонетки...........806
— автоматически и
быстроразгружа-
юшиеся..........807
— с односторонней и
многосторонней раз-
грузкой ............807
Вагонеток опрокиды-
вание силой тя-
жести, от зубча-
той рейки, винта,
гидравлического
поршня.........808
— опрокидыватели
наперед.........807
----на две стороны 808
---- с направляю-
щей н ножни-
цами ...........808
— рычажный опро-
кидыватель . . . 807
— цепной...........809
— шахтных круговые
опрокидыватели . 809
— ша сгных опроки-
дыватели .... 807
— боковые . . • . . 809
Вагонов опрокидыва-
тели с подъемной
платформой . . . 809
Вагоны саморазгру-
жающиеся .... 800
Вала гибкого коэфи-
циент жесткости . 172
---- критическая
угловая скорость 173
----прогиб----------172
--------------------центробежная
сила................172
— колено .... . . 409
— коленчатого гра-
фический расчет . 422
----изгибающие мо-
менты ..............422
----крутящие мо-
менты ..............422
----плечи...........422
---- приведенные
массы ....#. 181
----прогиб..........161,
162, 421
----цапфа 181
Вала критическое чи-
сло оборотов . . 471
— наибольший про-
гиб . . .... 471
— приведенного ци-
линдрического
момент инерции. 181
— прогиб, расчет по
Мору............471
— скручиваемого ки-
нетическая энер-
гия ............181
---- потенциальная
энергия.........182
— соединения со
втулкой напря-
жение тангенци-
альное .........477
----------- относи-
тельный натяг. . 477
-------------расчет 477
— ступенчатого по-
тенциальная энергия . 160
------------- стрела прогиба 161
-------------цапфы ..... 161
— усилия от центро-
бежной силы . . 473
— число собственных
колебаний при
изгибе..............471
— шейки расчет . . . 418
Вал газового двига-
теля ..........421
— гибкий..........172
Валентности единство 973
Валентность.........973
Вал коленчатый . . .161
Валов гибких разме-
ры ............... 484*
— диаметры по ОСТ
1654 .......... 466, 467*
— длина...........473
— длинных диаметр. 469
1414
Алфавитный указатель
— закрепление во
втулке нагревом
(горячей насад-
кой) ...............476
--------------- на
резьбе---------476
-----------натяже-
нием (на конус-
ной насадке) . . . 476
--------------- на
шпонке..........476
----------прессовое 476
Валов изгибающий
момент ....... 464
— качающихся авто-
матическое вклю-
чение и выклю-
чение .............508
— ко л ния при из-
гибе ..........471
—------скручивании 470
— коленчатых мате-
риал ...........421
----расчет........421
— — щеки по Клозе
и Фремону .... 423
— кольца установоч-
ные ............472
— крутящие момен-
ты .... 464, 465, 469*
— многоколенчатых
трещины.........422
— напряжение .... 465
— напряжение на
кручение .... 465
— опоры...........• 424
— переходные части 468
— переходных ча-
стей расчет по
Зонтагу.........468
— период собствен-
ных колебаний . . 470
— полых коэфици-
ент ослабления . 465
---- момент сопро-
тивления .... 465
----тонкостенных
(труб) момент со-
противления ... 465
— приводных диа-
метры ........ 467*
---- длинных пере-
даваемый крутя-
щий момент . . . 47С*
----конструкция . 472
----материал . . . 472
----нормальных
передаваемый кру-
тящий момент . . 466*
---- расстояние
между подшип-
никами .........471
Валов прогиб и рас-
стояние между
подшипниками . 47J ।
— разного назначе-
ния числа оборо-
тов .......... 468*
— расчет...........464
----на сложное со-
противление . . . 466
---- приблизитель-
ный ...........466
---- скручивание . 469
— скручивающие ко-
лебания .......464
— соединение втул-
ками ...........476
----дисками .... 479
----жесткое........480
----зубчатое .... 478
----разъемными
втулками (муф-
тами) ..........478
----стяжное .... 479
----цельными втул-
ками ...........476
---- цилиндрически-
ми втулками не-
достатки .......478
----частями, рабо-
тающими на срез
или изгиб .... 480
---- шлицевое
(многошпоноч-
ное) ...........478
— соединения клеммо-
вые.............478
----материалы . . . 478
----глухие и под-
вижные .........476
— сплошных диаметр 465
— с тремя и более
подшипниками •
фиктивные массы 179
— угол закручивания 469
— устройство .... 464
— цилиндрических
сплошных момент
сопротивления . . 465
— число оборотов . . 468
-------по ОСТ 1656 469*
------- удельное . . 468*
Вал ступенчатый . . 160
— цилиндрический при-
веденный .... 181
Вальцовка сегментная 846*
Валы авиационных дви-
гателей ........420
— автомобильных — . 420
— вращающиеся в ра-
мах ............632
— гибкие...........483
— дубовые водяных
колес............466
— коленчатые .... 419
— — состав-
ные ................420
— многоколенчатые . 420,
422
— с тремя и более под-
шипниками . . . 178
----двумя подшипни-
ками и свешиваю-
щимися концами . 177
----двумя свешиваю-
щимися концами . 178
----одним свешиваю-
щимся концом при-
ближенный метод
расчета........177
------------точный
метод расчета . . 178
— трансмиссионные по
ОСТ 1654 .... 467*
— шарнирные .... 487
Вентилей возвратных
нагрузка.......341
— конструкция . . . 344
— основные размеры 334*
— поперечное сече-
ние щели .... 343
— поршневых распре-
делительный вы-
ключатель .... 338
— потери давления
для разных газов 342*
----напора.........334
Вентили . . 308, 323, 328
— возвратные .... 341
— всасывающие, пи-
тательные и на-
порные ............341
— гидравлически дей-
ствующие .... 336
— групповые .... 344
— дроссельные . . . 348
— запорные.........331
— колокольные . . . 336
— кольцевые .... 344
----многоседельные 345
— поршневые с ги-
дравлическим рас-
пределением . . . 338
— разгрузочные двух-
седельные .... 338
----поршневые . . . 338
---- самозапираю-
щиеся..........341
— с поршневой раз-
грузкой .......337
— тарельчатые . . 342,344
— трубчатые .... 336
— управления .... 337
----односедельные . 337
— шаровые..........340
Вентиль Дреера, Ро-
зенкранца и Дроо-
па.............341
— кольцевой с уплот-
нением Ферниса . 345
----Шене...........346
— Косва............335
— проходной .... 333
----Рей . . , ? . т 33$
Алфавитный указатель
4415
— угловой..........333
— шарнирный Бор-
зи г ............336
Вентиля потеря давле-
ния .............342
— разгрузка........336
— удары и ширина
щели............343
Веревочный много-
угольник . . . . 24, 25
Вершняк...........1246
Веса объемные твер-
дых тел . . . 979*, 982*
Веса тел насыпных . . 985*
— удельные газов и
паров .... 984—985*
---- дерева разных
пород............. 983*
----жидкостей . 983, 984*
Вес объемный .... 979
— относительный . . 979
— пог. м кольцевых
сечений черных
металлов . . . 33*, 34*
Весы канатные, рель-
совые, автомати-
ческие ............831
Взрыватели.........1373
Взрывающие капсули 1373
Взрывчатая селитра . 1370
Взрывчатые вещества 1368
----безопасные в от-
ношении грему-
чего газа..........1372
----из аммониевой
селитры.........1370
-------жидкого воз-
духа ..........1372
-------солей хлорно-
ватой кислоты . . 1372
Взрывчатых веществ
бризантность . ?1369
---- температура
взрыва............1369
----свойства .... 1371*
----содержание энер-
гии ...........1369
----стандарты в
СССР............1373
---- температура
вспышки.........1369
— — физико-химиче-
ские свойства . .1369
---- чувствитель- 1369
ность...........1369
Видна......... 867, 1169
— режущие свойства 117и*
Винга резьбы расчет
на изгиб, срез и
смятие...........262
— упругое растяже-
ние .............261
Винта трение и рас-
пределение на-
грузки ..........260
Винт натяжной . . . 261
Винтов и гаек назна-
чение ...............285
— концы..............285
— натяжных разме-
ры ......... 287, 289*
Винтового соединения
нагрузка........261
----напряжение . . 261
---- предварительное
натяжение .... 261
----удлинение и уко-
рачивание .... 261
Винтовой штифт . . 285
Винтовые соединения
труб.................318
Винты................269
— барашки.......285
— замыкающие . . . 285
— запорные......285
— нажимные .... 285
— натяжные......285
----с головками: под
отвертку, четырех-
гранными или ше-
стигранными . . . 289*
— отжимные.........285
— пустотелые .... 285
— с головками под
отвертку .... 285
— со скошенными
концами.........293
Висмут.............1180
— как катализатор . 1181
Висмута окись .... 974*
— происхождение и
применение . . . 1180
Висмутовая охра . . 974*
Висмутовый блеск . . 974*
Висмут сернистый . . 974*
Витреозиль..........1236
Вкладыша зазоры . . 436
Вкладышей закрепле-
ние .................436
— канавки для смаз-
ки ••••... 436
— легкая сменяемость . 434
— перестановка . . . 435
— угловая подвиж-
ность ...............435
— укрепление .... 435
Вкладыши цельные • 434
— Митчеля..........426
Включающие меха-
низмы ..........569
Влияние давления
масс на диаграмму
касательных уси-
лий ..............643
Влияние повышения
и понижения опор 158
— температуры на ме-
ханические свой-
ства бронзы (по
Баху) .... 222*,223*
— температуры на
механ. свойства
дурана-металл. . 222*
---------железа (по
Мартенс и раух). 218*
-------листовой крас-
ной меди ..... 222*
------- никелевой
бронзы..........224
-------никелевойла-
туни.......... 224*
------- стального
литья..........219*
------------------ чугуна . . . 219*
Вода----- 974*, 1254
— для паровых кот-
лов ......... 1260*
— для промышленных
целей и допуск^В
мые примеси . . 1260
-------и требования
к ней..........1269
----различных по-
требностей кроме
питья..........1257
— морская..........1256
— питьевая и требо-
вания к ней . . . 1259
Водопровода сопро-
тивления .......323
Водоснабжение . . . 1256
Воды аэрирование . . 1257
Воды добывание . . . 1256
— жесткость.........1255
----минерально-кис-
лая ............1255
---- постоянная(пер-
манентная) .... 1255
---- устранимая
(углекислая) . . . 1255
— заготовка ...... 1257
— испарение .... 1256
— исследование . . . 1261
— источники для во-
доснабжения . . . 1256
— ключевые и грун-
товые .........1257
— коэфициенты (гра-
дусы) жесткости . 1255*
— критическая темпе-
ратура ..... 1254
— морской состав . . 1256*
— питьевой химиче-
ский состав . . . 1259*
— просачивание . . . 1256
— разъедающие ме-
таллы и бетон . . 1259
— речные...........1257
— сжимаемость . . . 1255
— смягчение........1258
— стерилизация . . 1258
— сточные .........1201
— структура.........1255
— температура кипе-
ния ...........1254
1416
Алфавитный указатель
---- плавления . . .1254
— химические и фи-
зические свойства 1254
— удаление газов . .1257
----кислорода, серо-
водорода и угле-
кислоты ..........1257
----органических ве-
ществ и солей . . 1257
Воздушный колпак . 649
Волнистое железо . .1118,
1119*
Волокна агавы.... 1336
— животного проис-
хождения .... 1336
— коксовые........1336
— корней..........1335
— листьев.........1336
----Л(манильской
пеньки, новозе-
ландского льна и
агавы Сизаль) . . 1335*
— плодов ........ 1336
— растительного про-
исхождения . . .1334
— семян (хлопка и ка-
пок) ........... 1335*
— стеблей (льна, ко-
нопли, джута, ра-
ми и пеньки) . . 1335*
Волокон технические
свойства . . 1334 и 1335*
Волокнистые веще-
ства 1334
Волокнистых веществ
стандарты .... 1334
Волокон применение 1334
— происхождение и
добывание .... 1334
Воломит........ 867, 1169
Волос.............1337
Волоса конского пря-
дение .........1336
— разложение на от-
дельные элементы 1336
Волос козий.......13з7
— колючий (прямой,
тугой, короткий,
хрупкий, имею-
щий сердцевину) 1336
— остистый.........1336
— пушной........1336
— шерстяной .... 1336
Волочение горячее . . 1041
— стержней и прово-
лок ............207
— холодное проволо-
ки и труб .... 846*
Волочения вытягиваю-
щая сила........207
— поток материала . 208
Волочения к. п. д. . . 207
— потери на тре-
ние ............207
Волочильный стан , . 846 *
Вольфрам...........1178
Вольфрама карби-
ды . 1178
— применение и про-
исхождение . . . 1178
— протравы........1003
Вольфрамовая бронза
и латунь.......1178
— проволока .... 1178
Воронение..........1013
Воск горный .... 1289
— шелаковый и пче-
линый ............1322
Временное сопроти-
вление излому
(изгибу) .... 4*, 249
----пеньковых кана-
тов ...............673
---- раздроблению
(сжатию)...........4*, 6
----разрыву (растя-
жению) .... 4*, 249
---- проволок . . 678
----скручиванию . 4*
----срезу..........4*,9
Втулки (муфты, гиль-
зы конические) . . 259
Выбор материала в
случае колебаний 185
Выветривание углей . 1271
Выдавка (способ Ди-
ка) 845*
Выключателей подъ-
емных автомати-
ческих ширина
уплотнения . . . 339
----главные размеры 329
----давление потока
и гидравлическое •
давление........331
----достоинства и не-
достатки .......328
Выключатели для ре-
гулирования да-
вления .........339
Выключатели подъем-
ные ............328
---- автоматические 339
---- приводимые
в движение извне 331
Выпучивание попе-
речного сечения
при кручении . . 78
------- при изгибе . 66
Высадка ............201
Высота зуба.........518
Выточки поверхно-
стей деталей ... 189
Вытяжка ............201
— в штампах .... 859
— под штампом (хо-
лодная) ...... 846*
Вяз................ 1250*
Вязкость в градусах
Энглера ..... 427
Г
Габбро.........U82, 1183
— порфир ..........1182
Гаек заточка на конус 293
— размеры . . . 288, 290*,
262*
Гаечные замки . . . . 287,
288, 290*
Газ водяной . . 1299, 1300*
— воздушный . 1299, 1300*
— всасывающий . . . 1300*
Гайка нажимная . . . 261
Гайки барашки . . . 285
— диам. свыше 5) мм 291*
— закрытые (глухие) 293
— запорные..........285
— нажимные .... 285
— размеры..........262*
— сгонные...........285
Галмей ....... 1148
Гальванометр зер-
кальный двойной . 1001
Газ генераторный . . 1299
Газификация .... 1263
Газ коксовальный . . 1300*
— колошниковый . . 1300*
— натуральный . . . 1298,
Газования продукты .1299
1300*
Газовыделения — . . 1299,
1300*
Газогенераторного
процесса про-
дукты .............1299
Газообразных горю-
чих состав . . . . 1300*
Газ светильный . . . 1300*
— слабый (тощий) . . 1299
Газы искусственные .1298
Гвозди..............1121
Гвоздильный станок . 846*
Гезы...............1212
Генераторный газ . • 1263
— процесс .........1263
Гератол ............ 1363
Гибка............. 846*
Гибких тел механиче-
ские свойства . . 232
Гиблюм (сплав) . . . 1129
Гидравлическая из-
весть ..........1205
Гидравлические до-
бавки ..........1206
Гидрат глинозема . . 974*
— окиси железа . . . 977*
Г идродинам ический
коэфициент . . . 471
Г идроторф.........1288
Гипосульфит.........1361
Гипотеза наибольших
касательных на-
пряжений . . 81, 194,
202, 203
----удлинений ... 81
Алфавитный указатель
1417
*— разрушения мате-
риала ..............81
Гипс. . 227*, 974*, 1188,1214
— жженный..........1215
Гипсовый покров . .1215
Гипсолитовые плиты . 1195
Гипс скульптурный . 1214
Главная ось сечения . 19
Главные силы упру-
гости ..............193
Глауберовая соль . . 974*
Глина.......... 1187, 1203
— жженная.........1206
— сланцевая . . . .1187
Глиноеем.......... 974*
— кристаллический . 1367
Глицерин .... 975*, 1364
Глицерина стандарты
в СССР.............1364
— физические свой-
ства ......... 1364*
Глубина впадины зу-
ба .............518
Гнейс........... . 1189
Гонки сыромятной ко-
жи ............1345
Гонковая кожа .... 1344
Гончарных изделий
свойства......... 1203*
Горекс..............678
Горизонтали......... 75
Горная лазурь .... 975*
Горькая соль .... 975*
Горючего для дизелей
характеристики . 1296*
Горючее (рабочие сме-
си) для взрывных
двигателей .... 1297
— для двигателей, ра-
ботающих при по-
стоянном давле-
нии ............♦. . 1296
Горячая обработка . 201
Горячей обработки
источники потерь 205
--- потери трения . 205
Граб.................125 >
Гравий.........1186, 12о6
Гранит . . 227*, 1182, 1183
Гранита временные со-
противления сжа-
тию ................238
Гранит-порфир . . . 1182
Границы разрушения
при изгибе .... 22
Граувакк ......... 1187
Графит............ 975*
Графитирование . . . 1010
Гребенки Маага и Рей-
неке................517
Грейфер автоматиче-
ский ............739
Грейфера замыкаю-
щий и опоражни-
рцющис кандты . 739
Грейфера одноканат-
ного закрывание
и опоражнивание 740
Грейфер Вулкан. . . 740
— Гоне.............740
— двухканатный . . . 739
— для бревен .... 740
— Лауди............740
— моторный.......741
— одноканатный . . . 740
Грейферов особые
конструкции . . . 740
Грейферной обойми-
цы передаточное
число..............740
Грейфер Полип . . . 740
— с тягами (Гуляет). 741
— угольный......... 740*
— Унру и Либих . . 741
Грейферы магнитные 738
Гремучая ртуть . . . 1373
Гремучий желатин . .1370
Грузовые магниты . . 738
Грузоподъемность . . 673
Грузоподъемные ма-
шины ..............661
— механизмы .... 725
Грузоподъемных ма-
шинах включение
двигателя по схе-
ме Леонарда . . . 721
---включение на
торможение при
трехфазном токе . 721
— машин де1али. . . 672
— машин смазки . . 704
— устройств захваты-
вающие приспо-
• собления.........737
---захватывающие
приспособления
для сыпучих тел 738
— —------для штуч-
ных грузов . . . 737
---захватывающие
приспособления
пневматические . 738
— устройств норми-
рованные детали
по DIN.............724
Грузы направляемые
и ненаправляемые 675
Гудрон.............1333
Гурдинамит.........1370
Гугаперча..........1351
Гутаперчи свойства и
применение . . . 1351
Д
Давильные работы . . 847*
Давильный (правиль-
ный) станок . . . 847
Давление масо , . . 3S7
— пробное ..........310
Даммар.............1320
Дацит...............1185
Двигателей крановых
включение по схе-
ме Леонарда ... 721
Двигатель крановый
асинхронный
трелфазного тока 721
— последовательного
возбуждения . . 720
— сериесный .... 720
Движения формы и >
направления пре-
образование сое-
динительными
звеньями .... 407
Двухромокислый ка-
лий ф 1176
Деготь ............. 1362
— каменноугольный .1362
Действие момента . . 87
Декатировка........1339
Дерева бамбукового
механические
свойства........226
— белое гниение . .1242
— валка............1239
— важнейших пород
временное сопро-
тивление (коэфи-
циент крепости) 926
— величина усадки . 1248—
1251*
— воздушно-сухого
объемный вес . . 1248—
1251*
— вязкость..........1240
— долговечность . . 12.8—
1251*
— искусственного
(тектоновой мас-
сы) меланические
свойства............232
— искусственная суш-
ка...............920
— качества внешние
признаки .... 1238
Дерева кольцевое гни-
ение ...........1242
— красное загнива-
ние ................1242
— лиственные поро-
ды .................1237
— механическая и хи-
мическая перера-
ботка ..............1253
— механические свой-
ства ...............225
— области примене-
ния .... U48—1251*
— обрабатываемость . 1241
— обугливание . . .1253
— объемный вес . . . 1240
— отбросов оценку . 1254
1418
Алфавитный указатель
— переработка в дре-
весную массу . . 1253
— покрытие жидким
стеклом...........1245
— поперечный разрез 1238
— предел упругости
по Мелану .... 226
— предохранение ок-
раской .......1243
----от гниения . . . 1243
----сгорания .... 1245
— — червоточины . . 1245
----химическими
средствами . . 1243
— продолжитель-
ность службы . . 1241
— пропитание бази-
литом.........1244
— смоляном маслом
— прочность .... 1240
— радиальный разрез 1238
— разбухание и усад-
ка ........ 1240
— разных пород вре-
менное сопроти-
вление срезу по
Винклеру и Ме-
лану .......... 226*
— разных пород ме-
ханические свой-
ства .......... 225*
----свойства . 1248—1251*
Дерева разрушители
и вредители . . . 1241
— расширение от те-
плоты ..........1240
— серое ядро .... 1242
— сечение по хорде. 1238
— синева ......... 1242
— способность раска-
лываться 1240
— степень твердости 1248—
1251*
— строение ....... 1238
— строительного тор-
говые сорта . . . 1246
— сухое гниение . . . 1242
— сушка ...........1239
— твердость.........124J
— удаление грибка 1245
— улучшенная киани-
зация ..........1244
— усадка ......... 1240
— физические и тех-
нические свойства 1240
— хвойные породы . 1237
— цвет .... 1248-1251*
— эластичность 1248—1251*
Дерево.............1237
— в судостроении . .1252
----торговле .... 1245
— для моделей . . . .1252
----постройки аэро-
планов ............1247
Лиственное . , , , 1248*
Деревообделочных
установок проек-
тирование .... 921
Дерево хвойное . . .1248*
Дестиллаты.........13U9
Детали машин .... 246
----для регулирова-
Детонирующие сред-
ства ..........1373
Деформации ..... 3
— при волочении . . . 207
— при обработке да-
влением .... 206
— пластические ... 192
— по трем главным
направлениям . . 203
— при изгибе работа 27
— работа ........... 8
---- от касательных
напряжений . . 69
----при сдвиге . . • 9
— скорость.........205
— сопротивление . . 2U3
---- при горячей
обработке . . . 204
---- при холодной
обработке .... 203
— удельная работа 204, 205
-------при разрыве
и изгибе . . 4*
— упруг, при изгибе . 22
— энергия потенци-
альная ........ 4*
Деформаций платти-
ческих виды . . . 194
— протекание .... 203
— больших состояние
равновесия .... 201
— малых------.... 192
Деформация.........201
— неравномерная . . 202
— оста!очная .... 193
— пластическая ... 5
— при сдвиге .... 8
— равномерная . . . 202
— упругая под дей-
ствием попереч-
ных сил............ 68
— штамповки сосу-
дов ............208
Джут..............1335
Диабаз............1185
Диаграмма индика-
торная .........643
— касательных уси-
лий ........... 390, 643
------- кривая со-
противлений . 39Э
— сопротивления
скольжению под-
шипников каче-
ния ............442
— состояния медь-
никедь $98
----медь-цинк . . . 998
----олово-свинец . 998
----цинк-свинец • . 998
----FeC...........1026
Диэлектрические по-
стоянные стекла .1227
Дилатометр ...... 1000
Диметилкетон .... 1366
Динамит .... 1369, 1370
Динас......... 1190, 1200*
1201*
Динит-вальтер (сплав) 1169
Диорит........1182, 1183
— порфир..........1182
Диска вращающегося
постоянной вели-
чины напряжения 166
-------- величины
центробежные си-
лы -----167
Диски с ободом и сла-
бой ступицей . . 167
--------------на-
пряжения . . 167
—-------------пос-
тепенные пе-
реходы сече-
ний ........168
Диск вращающийся
постоянной тол-
щины ..............166
Диски отрезные . . . 879
----электрические . 880
Диск равного сопро-
тивления ..........168
------- с отверстием
и сильной
ступицей . . 169
— с ободом и слабой
ступицей .... 167
Диссоциация гидро-
литическая .... 1368
Диференциалов при-
менение ...........571
Диференциалы ... 571
Длины изменение при
растяжении ... 3
Днища выпуклые с
жаровыми труба-
ми ... • .... 140
— цилиндрические
плоские с отогну-
тыми бортами . . 140
Долбежные станки . . 901
Долбяки Феллоу . . . 517
Доломит .... 975*, 1188
Доменные печи . . . 1038
Доменный шлак . . 1039
Домкрат гидравличес-
кий судовой . . . 726
Домкратов винтовых
грузоподъемность и
высота подъема . 726
---- достоинства и
недостатки , . . 72э
Алфавитный указатель
1419
— — условия подъ-
ема ................726
— реечных грузо-
подъемность и вы-
сота подъема . . 725
Домкрат „Перпетуум" 726
Домкраты винтовые 726
----на салазках . . . 726
— гидравлические . . 726
— реечные...........670
---- переносные . . 725
Допускаемое напря-
жение при круче-
нии и изгибе . 4*» 249
— -- продольном
изгибе ... 4*
-------растяжении . 4*,
249
-------сдвиге . . 4*, 249
-------сжатии . . 4*, 249
Допускаемое удель-
ное давление
между канатом и
шкивом.............708
Допуски и посадки . . 918
------- единица до-
пуска .... 919
Допусков и посадок
классы точности . 919
-------системы
отверстия и вала 919
Доски заборные . . . 1246
Драконовая кровь . . 1322
Древесина хвойных и
лиственных пород 1237
Древесная смола . . . 1253
Древесной клетчатки
добывание .... 1253
Древесный газ .... 1253
— грибок...........1242
— спирт .... 975*, 1253
— уголь .... 1253, 1288
— уксус............1253
Дрова......... 1246, 1271
— годовалые .... 1271
— пиленые и круг-
ляк ...............1246
Дров разных пород
вес...........1271*
— сплав ........... 1288
— суррогаты .... 1288
— характеристика . 1272—
1275*
— элементарный сос-
тав ............. 1266*
Дроссели............323
Дроссельные органы 349
Дуб.............. 1248*
Дуба механические
свойства . . 225*, 226*
— временных сопро-
тивлений средние
значения...........226
Дубильные вещества 1341
Дуда орудий . . , ? , 145
Дуралплат .......... 1129
Дурана-металл .... 222*
Дышла сцепные . . . 409
Дюлонга и Пти пра-
вила ...............973
Дюралюминия марки
и механические
свойства............1128*
Дуран-металл .... 1146*
Е
Едкая известь .... 1360
Едкий калий . . 975*, 136J
— натрий .... 975*, 1359
Едкого калия раство-
ров удельный вес 1360*
Ели механ. свойства . 225*
Ель.............. 1248*
Естественные камни
и земли.........1182
Ж
Железа волнистого
фермы.........1120*
— и стали классифи-
кация .........1026
-------составные
части .... 1027
---- сплавов железа
макро- и микро-
скопические
исследования .1001
— черного кровель-
ного сортаменты
по ОСТ 22 ... . 1104*
— протравы.........1001
— чистого состав . . 1027
— углерода диаграм-
ма состояния . . 1026
Железные руды . . . 1и28*
Железный блеск . . . 975*
— купорос . ... 975*
Железняк бурый и
красный........1028
— магнитный и шпа-
товый ....... 1028*
Железо.............1026
— белое глянцевое по
ОСТ 25........1104*
Железо-бетон . . 225*, 1218,
1222
— волнистое для
штор...............1120
— и сталь..........1026
— листовое оцинко-
ванное ........1118
— оцинкованное . . . 1118
— покрытое красной
медью..............1118
— чистое ......... 1038
— электролитическое 1038
Жолоба транспортера 818
Железная кровяная
Соль 1362
Жерди................1246
Жести белой сорта-
мент по ОСТ 24 . 1105*
Жесткость при кру-
чении .......... 74
Жесть белая . . 1118, 1157
— черная ... ... 1116
Жидкости органичес-
кие и раствори-
тели ..........1364
3
Загибание кромок . . 845*
— холодное.......... 847*
Заглушающие сколь-
зящие массы . . . 632
Задвижек достоин-
ства и недостатки 324
— шпинделей уплот-
нение ................326
Задвижки........323,324
— вращающиеся . . 324
— для трубопрово-
дов ........... 324, 325*
— Пита................326
— плоские.............324
— поршневые .... 324
---- гидравлические 326
— скородейству-
ющие ручные . . 326
Зажигат. шнуры . . 1373
Зажимные приспосо-
бления механи-
ческие, электро-
магнитные и пнев-
матические . . . 911
Зажимы образцов
при испытании на
разрыв.............1004
Закалка............1035
Закалки температура 1и35
Заклепки............294
Заклепки длина стер-
жня ............308
— для горячей
клепки .... 294
----по DIN . . 297*
----паровых котлов 294
---- прочных соеди-
нений .............294
-------плотных сое-
динений ...........294
— с пота той и полу-
потайной голов-
кой по ОСТ . . . 298*
— с полукруглой го-
ловкой по ОСТ . . 296*
Заклепок головки . . 295
— материал и форма 294
— поперечное сече-
ние ...........300
— сопротивление
скольжению (по
Баху)..........301
1420
Алфавитный указатель
— стандарты .... 1397
Заклепочного соеди-
нения напряже-
ние материала . . 303
----ослабление се-
чения ..............303
— шва паровых кот-
лов ход расчета . 305
Заклепочное соедине-
ние двухсторон-
нее ...............299
----одностороннее . 299
----с двумя наклад-
ками ...............299
----для резервуаров 306
Заклепочные соедине-
ния для железных
конструкций. . . 307
-----котлов--------303
— швы паровых кот-
лов внахлестку 304*
------------------- паровых котлов
с двумя наклад-
ками ................... 304*
Заклепочных отвер-
стий сверление и
пробивка .... 300
— соединений попе-
речное сечение
листов..............302
----расчет---------300
-------------------типы.299
— швов паровых кот-
лов уплотнение . 306
Закон Аванцини . . . 337
- Гука . . . 7, 8, 18, 592
— распределения ка-
сательных напря-
жений для разных
сечений............ 67
— распределения ка-
сательных напря-
жений при пря-
моугольном сече-
нии ................. 67
— сохранения энер-
гии для упругой
системы..........153
Закон Гэнки.........199
— медленного тече-
ния пластической
массы............195
Закругления головок
и ножек преиму-
щества ..........534
Замазка . . 1320, 1331, 1332
— для скрепления
камня с железом 1332
— масляная..........1332
— смоляная..........1332
— стекольная .... 1332
Замазки для аппара-
тов, для соедине-
ния железных
Частей . , , f , . J332
— на растворимом
стекле ....... 1333
— различные .... 1332
Запальные шарики . . 1373
Запас прочности ... 14
----для буферных
пружин и ж.-д.
рессор по Баху 236
-------разных на-
грузок .... 236
-------рессорной
стал и по Баху 236
Заполнители пор . . .1326
Затворы поршневые . 327
— силосов, бункеров 831
— со щеколдой . . . 507
Захваты и клещи . • . 737
— кулачковые .... 809
Зацепление «внутрен-
нее ............539
— озоидное (озоидаль-
ное)...............534
— парное Вильямса . 535
— плоское...........519
— роликовое Пекру-
на, его преиму-
щества и недо-
статки ............575
— с косыми зубьями . 535
— цевочное..........525
— циклоидальное . . 524
---- двухстороннее . 524
Зацепление цикло-
идальное односто-
роннее .............525
— эвольвентное . . . 527
----корригированное 528
Зацеплений сменных
или наборных
условия ..... 521
— циклоидальных не-
достатки ..........526
----производящие
окружности
(круги качения) 524
Зацепления внутрен-
него преимуще-
ства ...............535
— дуга..............523
— дуги длина .... 523
— законы............522
— зубчатого форма . 517
— по Рело...........523
— линии построения 523
— линия.............522
----рабочая . . 523, 524
— продолжительность 524
— плоского боковые
профили.............521
— с косыми зубьями
изменения угла
зацепления .... 537*
----------продолжи-
тельность . 536,
537*
----------углы
подъема . 536s*
— сменных колес . . 521
— увеличения угла . 523
-------преимуще-
ства и недо-
статки . . . 533
— угол.............522
— циклоидального
профили ножек . 525
— шаг...............523
---- торцевой, нор-
мальный и мери-
диальный . . . 520
Зацепления эволь-
вентного вычер-
чивание профиля 527
----исправление за-
круглением го-
ловок и ножек . 533
---- исправление
сдвигом профиля 528
---- исходный кон-
тур (профиль) . 527
---- линия зацепле-
ния ............527
----наибольшая
продолжитель-
ность зацепле-
ния ............528
----недостатки . . . 528
----плоского (исход-
ного контура
зубчатой рейки)
стандартизация 527,
528
----полюс зацепле-
ния (точка ка-
чения) .........527
---- предельное чи-
сло зубьев 528, 529
---- угол зацепления
и угол профиля 527
Защита от огня и его
гашение.........1374
Звездочки для звенье-
вых цепей .... 696
----цепей Галя . . . 697
Звенья соединитель-
ные двухшарнир-
ные ......... . 408
Здания складские . . . 826
Зелень хромовая и
цинковая .... 1322
Землечерпалки ... 671
Земля сантуринская . 12J6
Зенкера (зенковки,
раззенковки) . 872, 886
Зенковка центровоч-
ная и наставная . 873
Зенкеров (зенковок)
задние углы . . . 873
— скорость резания
и подачи.............886
Зола.................1269
Алфавитный указатель
1421
—- легкоплавкая, плав-
кая, тугоплавкая
и неплавкая . . 1270
Золота применение . 1174
— происхождение . . 1173
— разновидности . .1175
— свойства ........ 1174
— соли..............1175
— торговые сорта . .1175
Золотники вращаю-
щиеся ...............327
Золотая обманка . . . 975*
— фольга............1174
Золото.......... 224, 1173
— дубле ............. 1175
Золотой припой . . .1174
Золото хлористое . . 1175
— цианистое . . • . . 1175
— электролитическое 1175
Зуба высота..........518
— правая и левая бо-
ковые поверх-
ности ...............517
— профили, боковой,
лобовой (торце-
вой), касательный,
нормальный . . . 518
Зуборезный инстру-
мент .......... 517, 525
Зубчатого зацепле-
ния законы . . . 522
— колеса деление
(шаг) по диаметру 518
----начальная (де-
лительная)
окружность . . 518
----окружность го-
ловок ...............518
---- качения(началь-
ная) ...............518
— профиля скольже-
ние ...............523
Зубчатой передачи
потери и к. п. д. 545
Зубчатые включаю-
щие механизмы Ь64,569
— колеса нулевые . . 521
---- сменные .... 525
— передачи.........516
---- винтовые . . . 516
---- качения .... 516
Зубчатых включаю-
щих механизмов
условия продук-
тивного использо-
вания .............569
— зацеплений про-
фильное изобра-
жение (исходный
контур)........521
— колес деления
(шаги) .... 517, 518
— — конических де-
лительный угол
(угловой шаг) • 517
-----набор...........525
---------------------условия взаимо-
заменяемости . 521
— передач передаточ-
ное число . 516, 557
Зубьев закругление
головок и ножек 533,
534
— косых угол подъ-
ема и наклона . . 521
— линии боковых по-
верхностей .... 517
Зубья прямые, косые
или винтовые,
ступенчатые, ше-
вронные (елчатые)
спиральные . . 520, 521
И
Индикаторы в шли-
фовальных и ка-
русельных станках 911
Извести выход.... 1210*
— вяжущая сила . . . 1211*
— нормы поставок и
испытания .... 1207*
— поставка.........1210*
— постоянство объ-
ема ............... 1210*
— тонкость помола . 1210*
— хлорной растворы
по Паттинсону . . 1362*
Известковая накипь . 1188
Известкового раство-
ра временное со-
противление . . . 226*
----- начало тверде-
ния ............1213
----приготовление . 1213
-----прочность 1211*, 1213
Известковое молоко . 975*
Известковый мергель 1204
— раствор . . . 228*, 1212
— шпат............. 975*
Известняк . . . 227*, 1188
Известь белая и вод-
ная ...... 1205, 1209*
— гашеная . . 974*, 1205,
1210*
— едкая .... 1205, 1360
— гидравлическая . . 1205
— жженная .... 1368
— молотая..........1210*
— негашенная .... 121С*
— обожженная . . . 975*
— серая .... 1205, 1209*
— фосфорно-кислая . 977*
— хлорная............1362
— цементная . . 1205, 1209*
Изгиб................ 16
Изгиба и сдвига на-
ибольшие нор-
мальные напря-
I ....................97
— основные положе-
ния ............... 16
— предпосылки (пред-
положения) ... 16
Изгиба с кручением
коэфициент при-
веденного момен-
та .................юо
-------приведенный
момент..............99
Изгибающие момен-
ты .............• • 17
----при различных
нагрузках . . . 38*—47*
Изгибающий момент 19,
23
Изгиба нагрузка не-
прерывная пере-
менная ........ 17
---сплошная ... 17
— поперечные силы . 17
— сосредоточенные
силы........... 18
— точка приложения
срезающих сил . . 16
Изгиб и кручение . . 98
---сдвиг........... 97
— косой.......... 21
— профильный . . . 102
— с кручением при
разных попереч-
ных сечениях . . 99
Изменение угла при
сдвиге ............ 8
Изолировочные ки-
зельгуровые доски
и фасонные части 1193
Изолирующая шлако-
вая и стеклянная
шерсть.............1306
Изолирующие воз-
душные прослой-
ки ...........1307
— материалы . . 1301. 1304
--- неорганические 1305
— массы, растворимые
в воде........1306
— неорганические во-
локнистые веще-
ства .........1306
Изолирующие обож-
женные камни . . 1306
— органические ве-
щества .......1304
— пластины из дре-
весной шерсти . . 1305
— рыхлые порошко-
образные веще-
ства .........1305
— фасонные части . 1307
Изолирующих кирпи-
чей коэфициенты
теплопроводности 1307
— масс коэфициенты
теплопроводности 1307
1422
Алфавитный указатель
— материалов испы-
тание пластич-
ности шаровым,
пластинчатым и
трубным аппара-
тами ..............1303
— испытание по Нус-
сельту, Пэнсгену
и ван-Ринзуму . . 1303
— — общие данные . 1301
---- оценка и испы-
тание .............1302
----прочность и ус-
тойчивость . . . 1303
Изолирующих мате-
риалов удельная '
теплоемкость . . 1303
---- эквивалентный
коэфициент тепло-
проводности . . . 1302
— органиче ких ве-
ществ коэфици-
енты теплопро-
водности ..........1304
Изоляции воздушной
коэфи^ие 4ты те-
плопроводности . 1308
— измеритель тепло-
вого потока . . . 1304
— пробковые .... 13 4
Изоляция д, евесными
опилками .... 1305
— пемзой ........ 1307
— соломой.........1з05
— тарпон — металли-
че кая.........1327
— торфом..........13и5
— торфяным порош-
ком ...........1305
— труб............1о08
Изра ец печной . . .1199
Изостатическая или
изодромическая
регулировка ... 659
Изотопы............9/0
Изотропия материа-
лов ............. 6
Импульсов неравно-
мерность .... 625
— сдвиг в водопро-
вода ...........6.8
Импульсы в возбуди-
теле колебании . . 632
Инсгорф...........1289
Инструментальная .
сталь вольф, амо-
вая обыкновен-
ная ............866
---- особая • . . 867
----вольфрамо-ко-
ба ьтозая . . . 867
— углеродистая сталь 865
ИвсТрул.е id .biibic
быстрорежущие
стали ...... 866
— стали, закаливаю-
щиеся в воде: не-
легированные,
углеродистые, хро-
мистые, вольфра-
мовые .........866
-------закаливаю-
щиеся в мас-
ле и в воз-
духе .... 865
Инструмента пневма-
тического к. п. д. 946
----область приме-
нения ........944
пульсирующий
распределитель 943
----распределитель-
ный механизм
для впуска и
выпуска .... 943
----расход воздуха . 945
---- регулирование
впуска распре-
делительным
механизмом . . 943
----саморегулирую-
щийся цилиндр
и поршень . . . 942
---- саморегулирую-
щийся ступен-
чатый поршень 943
Инструментов пнев-
матических вра-
щательное дви-
жение .............945
— пневматических под-
разделение .... 942
----процесс работы 942
Инструментов режу-
щих материалы . 865
---- измерение про-
изводительности 881
----твердость.........86)
---------------------формы 8G9
Инструменты алмаз-
ные ..............880
— пневматические . . 942
---- ударные и про-
изводящие
толчеи........942
— режущие • . . . . 865
Интернациональный
союз стандарти-
зации (ISA) . . . 990
Инфузорная земля 1180
Иридий...............1176
ISA (интернациональ-
ный союз стан-
дартизации) . . . 990
Испытание на вдав-
ливание .........1009
----загиб..........1007
-------------------красноломкость 1007,
1008
----изгиб..........1007
----продолжитель-
ное качание . . 1008
---- разрыв в горя-
чем состоянии 1С08
----растяжение . . 1003
----свариваемость . 1008
----сварку..........1007
----сжатие..........1007
----удар...........1007
— твердости по Бри-
нелю..........1005
----по Роквеллу и
Шору...........1006
Испытания техноло-
логические по
ОСТ............1009
Исходная рейка (для
цилиндрических
зубчатых зацепле-
ний) ..............520
Исходного контура
ширина впадин . 527
Исходные поверхно-
сти тел качения . 516
Исходный плоский
диск (для кониче-
ских зубчатых за-
цеплений) .... 520
— профиль эвольвент-
ного зацепления . 527
---- (контур по
ОСТ 6922) ... 519
К
Кадмирование .... 1329
Каедит............1168
Калибр диллингеров-
ский............1116
Калибры американ-
ские ......9'6*, 997*
— английские . . 996*, 997*
— бирмингемские 996*, 997*
— вестфальские . 996*, £97*
— диллингенские 99о*, 997*
---- размеры листов
и проволоки . .1377
— немецкие . . 996*, 997*
— парижские . . 996*, 997*
— проволочные и ли-
стовые .... 996,*, 997*
Калий двухромокис-
лый ............974*
— кислый щавелево-
кислый .......... 975*
— углекислый .... 1359
Каломель . . . 975*, 1180
Калоризация.......1012
Кальций сернокислый 974*
Каменной кладки вре-
менное сопротив-
ление .............228
Камера вытеснения . . 351
Камеры вытеснения не-
управляемые . . . 351
Алфавитный указатель
1423
I I 11 I 111 Illi Illi
— — с управляемым
движением . . . 352
— коловратные .... 353
— ротационные . . . 355
— с зубчатыми коле-
сами . •...........353
Каменные породы оса-
дочные ........1183
Камень для половых
настилов.......1193
— древесный .... 1193
— пемзовый рейн-
ский .............1191
Камень пробковый не-
пропитанный . . 1193
---пропитанный . 1193
Камней и растворов
механические
свойства........... 226*
— массивные залега-
ния ..............1182
— огнеупорных хими-
ческий состав . . 1200
— пемзовых механи-
ческие свойства . 1192
— подразделение . . 1Ь2
— строительных вре-
менное сопротив-
ление сжатию (по
Бухартцу) .... 227*
временные со-
противления . . 226*
— технически важных
свойства .... 1189*
Камни для кладки
стен..............1190
— облицовки . . .1194
дюбельные . . . .1193
естественнее . . .1182
искусственные . . 1222
— и гончарные из-
делия .........1190
кислотоупорные . 1202
необожженные . .1190
пемзовые извест-
ковые ..... 1191
— специальные . .1192
— цементные . . . 1192
пробковые .... 1192
происшедшие вслед-
ствие застывания 1182
слоистые ..... 1182
теплобетонные . . 1192
шлаковые . . 1191, 11с4
— известковые . .1191
Каната долговечность
в зависимости от
радиуса ручья . . 675
----------от удель-
ной растя-
гивающей
нагрузки . 675
— несущего запас
прочности .... G84 ,
— — расчет . . . 683, 770 |
----результирующие
напряжения . . . 684
----диаграмма долго-
вечности ..........675
— проволочного наи-
меньший диаметр
изгиба.............680
— сила натяжения . . 679
— соединение залив-
кой белым металл. 685
----с кабиной лифта . 684
— сцепления со шки-
вом повышение
путем заклинива-
ния ............707
----------повышение
путем уве-
личения уг-
ла обхвата 7С9
— удельная растягива-
ющая нагрузка . . 678
Канатная двойная
клемма..........684
Канатная почта .... 824
— проволока оцинко-
ванная .........678
Канатной проволоки
временное сопро-
тивление .......678
Канатные амортиза-
торы ..........68,4
— бло’чт............6^4
— бобины............673
— подвесные дороги . 7t5
Канатных блоков об-
шивма кожей, де-
ревом, новотекстом,
резитекстом . . 678
----профили по DIN
№ 699 ....... 678*
----ручьи...........678
Канатов бесконечных
сращивание .... 686
Канатов ведущих шки-
вов натяжение . . . 706
— закрепления и со-
единения ......684
----сварные .... 684
— несущих долговеч-
ное ть .........683
— пеньковых времен-
ное сопротив ение 673
----коэфициент безо-
пасности .... 673
---- предварительное
натяжение .... 617
----разрушающая на-
грузка .... 673*
---- расчет ........ 6.6
----сращивание . . . 616
— плоских изнашива-
ние ........... 680
— подвесных дорог вре-
менное сопроти-
вление разрыву . 683
— подъемников коэфи-
циент безопасности 680
— подъемных------. . 681*
— приводных пенько-
вых и хлопчатобу-
мажных размеры . 616
— проволочных расчет-
ный вес ... . 676, 677*
----выбор и размеры 674
----график перегибов 674
----долговечность 674, 675
----жесткость .... 678
---- по Бенуа и
Рубину . . . 679
------- износ ..... 674
— -----------------------цепей приме-
нение (график
по Каммереру) 672
----конструкция 676*, 677*
---- крутки накрест
и Альберта . . . 674
----модуль упру-
гости .........679
----напряжение . . . 680
Канатов проволочных
натяжение .... 614
---- прилегание в
ручье барабана . 675
----пряди . . 676*—677*
---------------приводных раз-
меры .........615^
----разрушающая на-
гр^зка ........674
---- расчет ........ 680
--------------------расчетная разру-
шающая нагруз-
ка ....... 676*, 677*
----регистрирующие
приспособления 675
----спиральных обой-
мы Блейхерта . 682
Канаты ...... 672, 673
— бесконечные при-
водных шкивов . . 686
— в шахтах..........674
— замкнутые .... 682
----из клинчатых
проволок .... 683*
— из ДВОЙНЫл плоских
прядей .... 679
---- плоских прядей 679
----растительных во-
локон .........673
----плоские . . 673
---- спиральных пря-
дей Геркулес . . 683
----толсты . и тонких
проволок .... 678
---- фасонной прово-
локи ..........675
----конструкции Силь
и Баррингтона . 679
---- кранов и подъ-
емников .... 679
— крановые..........681
1424
Алфавитный указатель
— круглые витые . . 614
— манильской пеньки 616
— направляющие и на-
тягивающие .... 674
—- неподвижные . 674, 682
— несущие кабельных
и листовых кабель-
ных кранов . . . 682
Канаты несущие ка-
бельных кранов и
подвесных дорог . 674
----подвесных дорог 682
— пеньковые........235
----хлопчатобумажн. 614
— плетеные, треуголь-
ные, квадратные и*
восьмиугольные . . 616*
— плоские из сталь-
ной проволоки . . 679
— подвижные .... 674
— проволочные . 614, 672,
674-677*
----для кранов, подъ-
емников, полиспа-
стов по DIN 676*, 677*
----подъемников . 680
----шахтных подъ-
емников . . . 681
----круглой крутки . 674
----круглые .... 674
----плоские........673
— специальной конст-
рукции ..........679
— спиральной .... 682*
— трулей............675
— тяговые подвесных
дорог............674
— хлопчатобумажные 617
Канифоль . . . 1321, 1324
Каолин........ 974* 13 ’2
Капсули взрывающие 1373
Карбид............1363
— бора.............1367
— кальция ..... 975*
— кремния.........1367
Карбиды двойные . . 1и35
Карбиноль.........1365
Карболой............1169
Карборунд . 868, 975*, 1367
Карнауба ........ 1322
Кардная кожа .... 1344
Кардные полотна . . 1344
Касательные давления
массы..........390
Катализатор........1175
Каучук..............1350
Каучука вулканизация 1350
— заполнители (актив-
ные и не активные) 1350
— источники .... 1349
— переработка . .’ . 1350
— пластичное состоя-
ние ...........1360
— получение .... 1349
применение .... 1351
— растворители . . . 1349
— технические свой-
ства ...........1349
Каучук искусственный 1351
Каучуковые изделия . 1350
Кварц............. 975*
— для пескоструйных
аппаратов, песчан-
кой бумаги, осел-
ков ...............868
Кварцит............1187
— чистый............ПйО
Квасцы............ 975*
Керамика слабого об-
жига ............1196
Керамики температура
спекания . . . • 1202
Керамиковые плитки 1202
Керамические изделия 1196
Кетоны.............1365
Кианизация улучшен-
ная дерева .... 1244
Кизельгур 1189, 1305, 1363
Кизельгуровая изоли-
ровочная масса . . 1193
Киноварь. . . . 975*, 1179
Кирпич............ 227*
Кирпича динасового
сорта и огнеупор-
ность .........1201
----стандарты . . . 1201
— нормы качества . 1201
— правила приемки . 12Э2
— способы испытания 1200
— строительного меха-
нические свойства 1197
— тугоплавкого стан-
дарты .........1201
— упругость по Гра-
фу ........... 230*
Кирпич воздушный . .1190
Кирпичей модуль упру-
гости ..............228
— стандартизация (нор-
мализация) .... 1200
— ог. еупорных физи-
ческие свойства . 1201*
----химический со-
став .............. 1200*
Кирпиче 1 размер и
формы..............1200
Кирпич забуточный . 229*
— известково-песчан. 229*
Кирпичи кислые и ос-
новные ...........1200
— пемзовые домен-
ные ..............1192
— по л у кислые .... 12о0
— пористые массив-
ные ...............1196
— туфовые..........1116
Кирпичной кладки без
раствора врем, со-
противление сжа-
тию ....... 229*
---- механическйё
свойства .... 230
— — на растворе врем,
сопротив. сжа-
тию .............. 229*
Кирпич облицовоч-
ный ..............1198
— обыкновенный . .1196
— огнеупорный . . . 1200
— пустотелый . . . .1198
— силикатный .... 1190
— шамотный . 1200*, 1201
— хромистый . 1200*, 1201*
Кислота азотная . . . 1355
— для нитрирования 1355*
— карболовая .... 1362
— пикриновая .... 1370
— плавиковая (фтори-
стоводородная) . . 1357
— серная...........1354
----дымящаяся (норд-
гаузенская) . , 1354
----техническая, ак-
кумуляторная и
реактивная . . 1354
— сернистая........1354
— соляная..........1354
— угольная ..... 1357
— уксусная.......1356
— хромовая ..... 1357
Кислоты............1354
— азотной состав и
удельн. вес .... 1356*
----ОСТ............1356
— серной водной кон-
центрация .... 1355*
----ОСТ ...........1354
Кислоты соляной вод-
ной концентрация 1355*
----ОСТ ...........1354
— уксусной ангидрид 1357
....................ОСТ ...............1357
------------------------удельный вес . 1356
Клапана площадь ра-
бочего сечения . 343
— поверхности вытес-
няющее действие 343,
344
Клапанов конструк-
ция ...............347
— направляющие . . 340
— разгрузка........337
Клапан самозапорный
с самоустанавлива-
ющейся пружиной 341
Клапаны.........323, 328
— возвратные . . 339, 341
— дроссельные . . . 337
— из парагуми . . . 347
— катаные.........347
— насосные......339
-т- обходные....334
— предохранительные
339, 340
— пружинные . . « • 347
Алфавитный указатель
1425
— резиновые • • * « 347
— самозапорные . . • 339
— шарнирные .... 347
Классификация сталь-
ных и прокатных
материалов . . .1374
— торговых изделий
из нежелезных (цвет-
ных) металлов . . 1377
Клей.......... 1320, 1331
— альбуминовый и ка-
зеиновый ... . 1331
— для приводных рем-
ней ............1333
— кожаный и костя-
ной . • •..1331
— холодный........1631
Клен............ 1250*
Клепка магнитная . . 298
Кленки способ заво-
дов Шкода . . . 298
Клещи..............737
Клина деформации . 250
— коэфициент трения 2^0
— предварительное
натяжение .... 251
— пригонка.........252
— расчет...........251
— толщина..........251
— трение...........250
—удельное давление 251
— характеристика . . 252
Клингерит.........1352
Клин двойной .... 256
— загоняемый .... 256
— закладной .... 256
Клинкер .... 227*. 229*,
230, 1202
Клиновая (шпоноч-
ная) сталь .... 255
Клин (шпонка) с го-
ловкой ............256
Клиньев (шпонок)
гнездовых, за-
кладных и натяж-
ных размеры . . 258*
— натяжение .... 2о5
— тангенциальных
размеры по DIN . 258*
Клинья (шпонки) гнез-
довые ...... 256
— муфтовые .... 259
— на лыске.........256
— поперечные .... 250
— продольные . . . 255
Клинья (шпонки) тан-
генциальные . . . 257
— установочные. • . 253
— (шпонки) фрикци-
онные .............256
Коалин............1187
Кобальт...........1167
Кобальта происхо-
ждение .........1167
— фнзич. свойства . 1167
Кобальт, никель и их
сплавы........1161
Ковка в штампах и
фасонная . . . ^ 845*
— под молотом . . . 1041
Ковши двухканатные 740
— транспортные . . . 816
Ковш опрокидываю-
щийся .............738
— раздвижной . . . 738
Кожа..............1341
— гонковая........1344
— для манжет .... 1345
----полирования . . 1345
---- текстильной
промышлен-
ности ............1346
— кардная ....*. 1344
— пропитанная жи-
рами ........ • 1343
— сыромятная .... 1344
Катаная лента бес-
конечная .... 1344
Кожаные зубчатые
колеса........1345
Кожаных приводных
ремней условия
поставки . . . .1347*
Кожа приводных ре-
мней .........1342
— рогатого скота . • 1341
Кожи данные произ-
водства и усло-
вия поставки . . 1347
----прочно ти . . . 1346
Кожи лошадей, ослов
и мулов ..... 1342
— сбег............1342
— содержание жира . 1347
— сорта ... .... 1342
— физические и ме-
ханические свой-
ства . •..........1346
Кокилей материал . •1024
Кокили............1024
Кокоры •..........1246
Кокса марки и техни-
ческие требова-
ния ............ 1292*
Кокс газовый . . . .1292
— литейный........1292
— каменноугольный 12Ь2
Коксование . . 1263, 1267
Коксования продукты 1299
Колебаний амплитуда 626
— водопроводов вы-
равнивание сме-
щением ............649
----заглушение . • 649
---- изоляция вклю-
чением упругих
аккумулятгоров 649
— возбудители . • 625, 626
— вращательных за-
глушение .... 647
— — — упругими
пластинчаты-
ми муфтами 648
----приближенное
графическое
определение . . 630
----уравновешива-
ние ...............641
—------маховыми
колесами . . 641
— ----смещением
кривошипов 644
Колебаний второго
порядка уравнове-
шивание ...........637
— вынужденных ам-
плитуда ........171
----возбуждающая
сила •........171
----период 171
----уравнение . . ..171
— глушители .... 632
— графическое опре-
деление (по Куц-
ба.у)..............629
— действие упруго-
сти ...... , . . 647
— изолирование вну-
три машин . . . 634
----снаружи .... 634
— касательных уси-
лий уравновеши-
вание ..........646
— простого криво-
шипного механиз-
ма уравновешива-
вание..............639
— Kj ивошипов осо-
бые случаи ура-
вновешивания . . 639
---- регулирование
помощью масс . 636
-------уравновеши-
ванием . . . 636
----уравновешива-
ние зеркальным
расположением 637
-------противопо-
ложно на-
правленными
шатунами . 637
— критическое число 627
— круговых угловая
скорость........625
— машин важнейшие
виды............625
— несимметричного
механизма со
многими криво-
шипами уравно-
вешивание .... 639
— нормальных криво-
шипных механиз-
мов уравновеши-
вание ....... 638*-
90 Зак. № 254. — Hiitte, Справочник для инженеров, т. П.
1426
Алфавитный указатель
— первою порядка
уравновешивание 636
— передача.........625
— поперечных регу-
лирование про-
тивовесом .... 633
Колебаний попереч-
ных регулирова-
ние увеличением
массы..............632
—------уравновеши-
ванием . . . 633
— правило подобия . 631
—регулирование за-
глушением . . . 635
— свободных период-
частота ...........170
— собственных число 625
— торможение у 6
цилиндров, авто-
моб. двигателя . . 648
— регулирование
вращающимися
противовесами . . 636
— изолированием . . 634
— угловая амплитуда 626
— узел (динамиче-
ский) .........627
— упругих систем
амплитуда .... 170
---- частота . . . 170
-------круговая . 170
— уравновешивание
динамическое . . 633
----по способу Ли-
вачека.............633
---- статическое . . 633
---- эксцентрически
вращающихся
масс...............636
----последующая
проверка .... 633
— — способ Ливаче-
ка . . • . ... 633
— цепи упругости . 630
— цепь.............629
— частота .... 183, 185
— четыре способа
регулирова-
ния ........... 625, 632
— числа в минуту . . 625
Колебания налов, вра-
щающихся в ра-
мах ...............632
— в машинах .... 625
— вращательного
маятника . . •. 627
Колебания враща-
тельные . . . 629, 641
----валов..........625
-------------------вследствие пе-
ременной пере-
дачи .........626
— — коленчатых ва-
лов ..............626
— в установках, акку-
муляторах и
преобразовате-
лях ...............625
— заземленного мя-
ятника.............627
— заглушенные . . . 632
— кривошипа с ку-
лисе ой и криво-
линейной переда-
чей на раме . . . 635
— кривошипов регу-
лирование при
помощи изолиро-
вания и заглуше-
ния ...............640
— кручения валов . . 180
— маятника синусои-
дальные ...........627
— непериодические . 650
— нормального кри-
вошипного меха-
низма .............635
— передаточного чи-
сла по круговому
или синусоидаль-
ному закону . . . 627
— поперечные . . 625, 632
----в дискообраз-
разных телах
вращения . . . 632
----при пересече-
нии и'(и скре-
щивании оси
центра тяже-
сти с осью вра-
щения ..............632
----при смещении
оси центра тя-
жести парал-
лельно оси вра-
щения ..............632
---- электромото-
ров, динамо,
многоступенча-
тых и лопаточ-
ных машин . . 632
Колебания при изги-
бе валов............471
— принужденные . . 631
— продольные в во-
допроводах . . . 648
---- у текучих тел . 625
— свободного маят-
ника ..............627
— связанных упругих
маятников .... 629
— синусоидаль-
ные ........... 632, 635
---- собственные . . 628
— скручивания . . . 6*17
— собственные . 627, 628
----частей машин . 625
— состояния перио-
дические ......653
— упру гих систем. . 170
-------вынужден-
ные . . . 170, 171
------- свободные . 170
Колебаниях выбор
материала .... 185
Колеблющейся систе-
мы резонанс . . . 631
Колено вала........409
Колеса Гриссона . . . 526
— двухшевоонные в
паровых турбинах 550
— зубчатые быстро-
ходные ............551
— зубчатые быстро-
глобоидальные . 575
----из кожи, рези-
ны и с деревян-
ными зубьями . 552
— — — прессованной
бумаги, прес-
сов. хлопка,
баккелита, но-
во текста, сы-
ромятной ко-
жи ..... 553
---- силовые .... 542
---- спаренные
с круговым пе-
ремещением . . 561
— клиновые..........513
— конические .... 538
----без сужения
зубьев........539
---- с эвольвентны-
ми спиральны-
ми зубьями . . 539
Колеса некруглые . . 537
— нулевые..........528
— с внутренними
зубьями.........534
----исправленным
профилем (кор-
ригированные) . 529
----косыми зубьями 548
— ступенчатые . . . 524
— с шевронными (уг-
ловыми) зубья-
ми—литые и об-
работанные . . . 549
— Фау........... . 529
— фрикционные . 509, 511
----для включения
валов.........515
----конические . . 514
----приводные в па-
ровозах и авто-
моби .я.х .... 512
— — цилиндрическ. и
конические . . 511
— храповые и гре-
бенчатые .... 508
— шевронные симме-
тричные (двухше-
вронные) ...........550
Алфавитный указатель
1427
— эллиптические . . 537
— зубчатых быстро-
ходных ослабле-
ние шума . . • . 553
-------уменьшение
неточностей
сборки . . . 551
—------уменьшение
передачи зву-
ка наружу . 554
-------уменьшение
инерции . . 552
------- циркуляци-
онная и коль-
цевая смазка 553
----величина окруж-
ной силы . . . 540
----вес .... 556, 557*
----деревянные
зубья..........555
---- длина зубьев . 543
---- деформация . . 544
Колес зубчатых де-
формация .... 544
----допускаемые на-
пряжения . . . 543*
---- нагревание и
изнашивание . 548
----напряжение на
изгиб.............541
----конструкция . . 554
----коэфициент на-
грузки . . . 542, 543*
----окружные ско-
рости ...............541
---- расчет и изго-
товление .... 540
----силы и черции . 540
------- удара .... 540
----скорость сколь-
жения и износ . 545
----смазка.........548
------------------- сопротивление
сжатию при ка-
чении ...........544
---- среднее давле-
ние на зуб . . . 542
----средняя кривиз-
на ............545
---- стального литья
вес...........557
----толщина обода,
длина втулки
и число спиц . 554
— конических вес . . 556
----дополнительные
конуса........538
---- плоское зацеп-
ление ...........538
---- полное число
3} 6i.ee на до-
полнительных
конусах .... 540
----расчет.........550
— — степень полноты 538
----фаунулевые пе-
редачи ......539
----шаг...........539
— с внутренним за-
цеплением преи-
мущества .... 535
— сдвиг зубьев . . . 524
— фрикционных до-
пускаемая удель-
ная нагрузка . 511, 512*
Колес фрикционных
коэфициент тре-
ния и скорость
скольжения . 511, 512*
---- осевое давле-
ние .........511
----размеры .... 511
— храповысобачки 508
— цилиндрических
нормальных раз-
меры .............555
— шевронных обра-
ботка фасонной,
оевой фрезой,
червячной фрезсй
по способу об-
катки (Еюста) и
долблением по
способу Сайкес-
Лоренца............549
— эллиптических пе-
риодически ме-
няющиеся ско-
рости ..........537
Колец натяжных коэ-
фициенты измене-
ния ............146
---- насадка .... 146
---- относительное
удлинение . . . 146
---- сечения . . • . 145
— поршневых изго-
товление ...........367
------- по способу
Зондермана . 368
— — размеры по
Рейн-Гардту . . 367
— пружинных расчет 365
Колкотар ......... 1аЬ7
Коллодий.......... 975*
Коллодиальная вата
(коллоксилин) . . 1370
Колошниковая пыль . 1305
Колошниковые газы . 1039
Колыб ........ 11-0
Кольца набивочные
угольные для паро-
вых турбин . . . 365
— натяжные.........145
— свободновращаю-
щееся абсолютное
расширение . . . 165
----напряжение . . 165
----радиальное уд-
линение ............165
Кольца установочные
цельные и разъ-
емные .............472
Кольцах натяжных на-
пряжения .... 146
Кольцо свободно вра-
щающееся .... 165
Кольчугалюминий . • 1128
Компенсаторы .... 321
Конвейеры..........810
— ковшевые.........670
Конгломераты . . . 1187
Консоли наколонные
и стенные . . . • 435
Константан . . . 1164, 1165*
Конструктал........1129
Контрпривод .... 423
Конусы качения . . • 510
Концентрация напря-
жений •............189
Концентрация (повы-
шение) напряже-
ний, вызываемое
выточками и от-
верстиями .... 189
----от нарушения
равномерного рас-
пределения нор-
мальных напря-
жений .............189
----от нарушения
равномерного
распределения
касательных на-
пряжений . . . 191
Координаты первая и
вторая .... • . 152
Копал маниль-
ский ........ 1320, 1324
Корзиль...........1193
Коромысла лемни-
скатного прибли-
женное решение . 399
— направляющие . . 398
— перекрещивающие-
— эллиптического не-
подвижная кулисса 4°0
Коромысло конхоидное 402
— лемнискатное . . . 399
— обратное ..... 401
— Роберта треуголь-
ное ...........398
— Эванса...........401
— эллиптическое . . 400
— эллиптическое и
приближенное . . 401
Коромысел соедини-
тельных длина . . 407
Корунд......... 976, 1367
Корыта ссыпные . . . 818
Кость жженая .... 1322
Котельная накинь • ♦ 975»
90*
1428
Алфавитный указатель
Коуш канатный-. • . 684
---с клеммами . . 684
Коэфициент безопас-
ности пеньковых
канатов............673
— избытка насосов . 648
---работы..........641
------- для двигате-
лей внутрен-
него сгора-
ния . . . 645, 646*
—------для паровых
машин . . . 645
— искажения .... 25
— использования
упорного подшип-
ника ...............446
— нагрузка подшип-
ников качения 445, 446
— неплснносги . . . 1203
— преломления стек-
ла ............1227
— полноты.........211
— поперечного сжа-
тия ............186
продолжительности
работы под иипни-
ков качения . 447, 449*
— расширения стек-
ла .............1226
Коэфициент сдвига . 8
— трения ...... 424
---в зависимости от
средней тем ера-
туры подшипника 429
---в изношенном ру-
чье канатного
шкита пи Гимансу 708
---идеальный по опы-
там Стробека . 442
---каната по шкиву 707*
---(идеальный) клин-
чатого ручья . 707
---смазанных тел . 497
— удлинения ... 7, 1004
Коэфициенты крутки
для разных сече-
ний ........ 70—73*
— полезного действия
лебедок и и . дета-
ли й............. 725*
— прочности мета 'лов 2з8
— T: ения и темпера-
тура ............428
— упругости .... 208
---железа и стали 208
Крана металлические
конструкции ... 741
— механизм передви-
жения .............750
— на козлах механизм
передвижения . . 750
— остов...........741
— поворотного фунда-
ментная плита • • 755
— сопротивление при
передвижении . . 749
—------повороте . . 751
Кран велосипедный . 755
Кранов балконы и лест-
ницы ..............744
— главные и дополни-
тельные нагрузки . 743
— давление ветра . . 743
— допускаемые напря-
жения .............744
— заклепочные и бол-
товые соединения . 745
— испытание устойчи-
вости .............747
Кранов кабельных ка-
наты подъемные и
несущие............770
---преимущества . 769
— канатные провода • 752
— монтажных и литей-
ных регулирование
скорости электри-
ческим путем . . . 723
— мисювых поворот-
ные тележки • . 768
---тележки с канат-
ной передачей . 768
---электрических
балки и рельсы 761
--- грузоподъем-
ности и основ-
ные размеры
по DIN . 762, 764*
--- — скорости
подъема и пе-
редвижения . 761
- минования .... 747
— основных типы . . 752
— относительная вели-
чина нагрузки . . 743
---продолжитель-
ность работы . 742
— подвижные нагруз-
ки ................743
— подразделение (клас-
сификация) .... 743
— предохранительные
масляные и пружин-1
ные буфера .... 752
--- приспособления
и упоры .... 752
— пробная нагрузка и
устойчивость . . • 747
— силы инерции . . . 743
торможения . . 744
собственный вес 743
— температурные на-
пряжения ..........743
— типы.......... 744*
— толчки.........7-гЗ
— ходовые колеса. . 724
Крановые весы ... 741
— глухие (фланцевые)
подшипники . . • 724*
— двигатели с двойной
роторной обмоткой
и переключением
полюсов............723
----с короткозамкну-
тым якорем . . 723
— двигатели с пере-
ключением числа по-
люсов .............723
— разъемные подшип-
ники ........... 724*
— рельсы .... 747, 748*
----полосовые . . . 748*
— сериесные (коллек-
торные) двигатели
тре..фазного тока . 722
— стержни изгибаемые 745
растянутые . . 745
сжатые.........746
— тележки..........755
— фермы .........7tl
Крановый двигатель
двойной........723
Кран< вых балок про-
гиб ............747
— двигателей герман-
ские стандарты . . 731
добавочные вклю-
чатели .............723
— конструкций сварка 742
— моте ров регулирова-
ние скорости ... 721
— мостов устойчивые
конструкции . . . 768
— стержней усилия . 745
— ходовых колес по-
садка ...........749
Кран поворотный на
неподвижной ко-
лонне .............754
---- стенной .... 752
Краны . 323, 324, 670, 741
— береговые .... 758
----с втягиваемой
укосиной ... 759
— двойные..........758
— двух-и трехходовые 328
Краны Деррик .... 753
— для извлечения бол-
ванок из изложниц 769
— запорные.........327
— кабе.-ьные .... 769
----могтовые ... 771
— лите и ные........769
— мостовые .... 761
----висячей конст-
рукции .... 758
---- поворотные . . 768
----ручные .... 761
----с неподвижной и
подвижной уко-
синой ..............765
------- поворотными
тележками . 765
----электрические , 761
Алфавитный указатель
1429
—...перегрузочные . . 758
— с поворотным кру-
гом в соединении
с перегрузочным
...................758
— пловучие.......759
— — позоротные . . 760
— поворотные .... 752
— — на гусеничном
ходу...........758
---колонне . . . 753
---передвижные . 671
— портальные (непод-
вижные и передвиж-
ные) ...........765
--- и полупорталь-
ные...........758
— с нормальными и
сильными толчками 743
— специальные . . . 769
— с поворотным кру-
гом ............755
---------передвиж-
ные . . . 757
— — полной и пере-
менной нагруз-
кой ...........743
Краска английская
красная .... 1367
— красная железная . 1367
— парижская синяя . 1322
Краски............1320
— анилиновая .... 1о22
— битуминные.... 1321
— высыхание на воз-
духе и в печи . . 1328
— дегтярные .... 1321
— земляные........1322
— кислото- и щелоче-
стойкие........1327
— лаковые.......1324
— масляные........1324
— нормы расхода . . 1328
— огнестойкие . . .13.7
— специальные . . .1327
— стойкие в эксплоа-
тации .........1327
— химические .... 1322
Красок заполнители . 1322
— заполняющие веще-
ства ..........1322
— лаков, правила про-
изводства и испы-
таний ....... 1329
---сырые мате-
риалы .......1320
— растворители . . . 1323
Красящего вещества
нанесение .... 1328
Красящие вещества . 1322
---смоляные . . . 1322
— металлы..........1322
— смолы...........1322
Красящих веществ из-
готовление . . . 1323
Крашение пульвери-
зацией, погруже-
нием и налива-
нием .............1328
Кремень ......... 1189
Креозол.......... 975*
Креозот .... 1253, 1362
Крейцкопфа башмаки 4j5
— валик (палец) . . . 403
— конструкции . 403—407
— направляющие . . 4С5
— соединение с баш-
маками .........404
----со штоком пор-
шня ...............404
---------и шату-
ном . . . 403
— ход расчета .... 406
Крейцкопф бр. Зуль-
цер.............405
— локомотивов . . . 405
Крейцкопфного валика
подшипники . . . 403
Крейцкопфный болт . 410
— шарнир...........410
Крейцкопф судовых
машин...........406
Крейцкопфы.........402
Кривая давления масс 643
— распределения . . 656
— изменения состоя-
ния ...............653
— состояния . . .651, 656
— управления .... 651
Кривошипа вилка . . 409
— действующие силы 417
— концевого материал 418
----расчет---------418
-------------------форма.418
— мертвый угол . . 392
— нормальная (ради-
альная) сила .... 417
Кривошипа пальца го-
ловки с подшипни-
ками ..............412
— размеры..........417
— расчет на изгиб . 417
----предварительный 418
— с кулисой передаточ-
ное число..........393
-------скорости . . 393
----силы инерции 393
----срезывающая
сила..........417
— угол и средний
к. п. д.........392
— цапфы воздушное
охлаждение .... 430
---- укрепление . . 416
Кривошип ведомый при
параллельно-пере-
мешающихся валах 393
— двойной..........484
----пространственный 396*
----качающийся . . 396*
— концевой.........409
---- электровозного
мо гора........419
Кривошипная переда-
ча вспомогатель-
ная ............394
----по раме .... 635
---- односторонняя. 394
Кривошипного меха-
низма вес переме-
щающихся частей 387
------— — отнесен-
ный к 1 л объ-
ема, описы-
ваемого порш-
нем ..............387
----график .... 384
---- диаграмма каса-
тетьных сил . . 390
----момент враще-
ния ..............389
---- силы инерции
масс.............387
----скорости анали-
тический и гра-
фический расчет . 383
Кривошипного меха-
низма соединение
со штоком .... 402
---- ускорение . . . 385
----графическое
построение . 385
----построение по
Мору, Буру и
Прюмо . . . 385
----элементы . . . 402
Кривошипной передачи
особые случаи . . 394
Кривошипном меха-
низме влияние тре-
ния в цапфе . . . 391
----касательная сила 389
----сила, дей:твую-
щая по шаблону 389
----соотношение сил
и работ .... 387
----работ .... 391
Кривошипно-шатунные
механизмы сфери-
ческие и простран-
ственные . . .3)5,396*
— шатунный механизм
нормальный . 380*, 381
----с серьгой
шатуна . 393
Кривошипный меха-
низм антипарал-
лельныи........395
----в полярных ко-
ординатах . . . 386
----горизонтальный
вправо-вращаю-
щийся.........388
----несимметричный 386
4Q8
1430
Алфавитный указатель
Кривошипный меха-
низм равноплечий
с вращающейся ку-
лиссой .........394
— — с качающей'я ку-
лиссой . . 380*, 392
----прост-
ранст-
венный 396*
----с серьгой шатуна 386
Кривошипных меха-
низмов паралель-
ны< головки сое-
динительных тяг 412
— подшипников мате-
риал и размеры . 413
Кривошипов расчета
основы геометри-
ческие и динами-
ческие ............379
—'расчет...........379
— цапфы............416
Кривошип односто-
ронний .........409
— с вращающейся ку-
лиссой .... 393, 484
-------— простран-
ственный 396*
— симметричный . . 409
— с коромыслом . . 380*
---- крестообразной
кулиссой . . . 393
----кулиссой . 380*, 381
Кривошипы..........416
— концевые.........416
— ручные...........4а9
— со скользящими
кулачками .... 394
Кривые качения эл-
липтические . . . 510
— коэфициенты тре-
ния Сурабеки . . 427
Кривых качения пост-
роение .........511
Кристаллические слан-
цы ............1183
Кристаллов двойнико-
вание .........192’
— изменение форм
при пластической
деформации . . . 192
— трансляция .... 192
Критерий Шлезингера 882
887
Критическая нагрузка
при изгибе кони-
ческих стержней 109
— сила при продоль-
ном изгибе ... 103
-----—-------по Лин-
нику . 107
— скорость гибкого
вала по Июлю . . 175
— угловая скорость
гибкого вала • « 173
Критическое давление
смятия бесконечно
длинной трубы по
С. Мейер—Мита . 148
-------длинных труб 149
-------полого ци-
линдра . . . 147
------- трубы . . . 149
— напряжение при
продольном изги-
бе 103, 104, 105*, ПО
— чи ло оборотов 471, 634
-------гибкого вала 174
------- при изгибе . 172
Кровяная соль желтая 975*
976
Кронгласе..........1227
Крон цтейиы стенные
по D1N............. 439*
Круга шлифовального
радиальная подача 892
Круги для обдирочной
шлифовки .... 868
---- качения .... 509
— шлифовальные . • 877
----и точильные. . 867
----отрезные . . 880
Круговая частота . • 625
— — собственная . . 625
Кругов шлифоваль-
ных закрепление .. 877
------- точильных
абразивный
материал . 867
---------классифи-
кация . . 867
---------связываю-
щее веще-
ство . . . 867
----окружные ско-
рости для раз-
ной обработки . 891*
Кругов шлифоваль-
ных правка . . . 868
---- предельные ок-
ружные ско-
рости ...........891*
----связующие ве-
. щества: мине-
ральные, расти-
тельные/ крем-
нистые и кера-
мические . . . 868
---- твердость . . . 868
Крутка............ 74
Крутящего момента
передача ка а-
тельными напря-
жениями ........... 74
Крутящие моменты,
допускаемые для
разных сечений 70—73*
Крутящий момент. . 69
Кручение...........69
Кручения давления . 69
Крюка диаграмма на-
пряжений .... 704
— напряжения .... 704
— опора на шариках 700
Крюки безопасные . . 700
— грузовые и скобы 700
— двурогие 700, 702, 703*
— простые...........7С0
----(однорогие) по
DJN............701*
Крюков расчет . . . 702
----по Толле . . . 702
— упорные подшип-
ники ............. 700*
Кулисса вращающаяся
пространствесн »я
со скрещивающи-
мися направляю-
щими ......... 396*
----со скрещиваю-
щимися направ- ।
лениями пере- 4
мещений . . . 485
— крестообразная . . 380*
Купоросное масло . .976*
1354
Л
Лава...............1182
Лак вернин-аммоние-
вый............1327
Лаки . . . 1320, 1324 1331
— аммониевые брон-
зовые ...... 1326
— асфальтовые или
бигу ми иные . . . 1325
— древесно-масляные 1326
— изоляционные . . 1327
— масляные..........1326
— нитроцеллюлозные 1325
— спиртовые .... 1324
— уксусно-кислые
целлюлозные . . 1325
Лаков правило произ-
водства и испыта-
ния ...............1329
Лак цапоновый • • . 1325
— целлоновый .... 1325
— черный...........1321
Лампорфировые зале-
гания ....... 1182
Латуни ковкой меха-
нические свой-
ства •........1144*
— круглой, шести-
гранной и квад-
ратной вес . . . 1147*
— листовой механи-
ческие свойства 1142*
— специальной ли-
тейной сорта, со-
става применение 1141*
-г-. — марки, состав,
свойства и при-
менение .... 1144*
Алфавитный указатель
1431
— — механические
свойства. . • .1145*
Латунной проволоки
вес...............1148*
Латунных сплавов
температуры от-
ливки и литейные
усадки . • . . . . 1144*
Латунь . .1135, 1141, 1143*
— белая..........1145*
— вольфрамовая . .11/8
— ковкая .......... 1142
— листовая........1142
Латунь литейная 1141, 1145
— марганцевая . . . 1146*
— прокатная .... 1141
— специальная 1141, 1144
— чистая 1141, 1142, 1145
Лаутал-аэрон . . . .1129
Лебедка фрикционная 734
— электрич. двойная 732
Лебедки............725
— американские с ве-
дущими шкивами 708
— грейферные одно-
моторные и двух-
моторные .... 734
— двойные DEMAG . 710
— для двухканатных
грейферов .... 734
--- подъемников. . 7о6
— штучных грузов . 735
— котельные ручные 727
— ручные пневмати-
ческие ............671
— с машинным при-
водом ..............729
— — ручным .... 725
— судовые..........671
— фрикционные . . . 710
— электрические 729, 730
Лебедок для подъем-
ников передачи . 736
— ручных передаточ-
ное число .... 728
---- скорость подъ-
ема ..........729
— с машинным при-
водом конструк-
ции ...........732
--------- коробки
передач . 730
----------передаточ-
ное число . 729
— точное регулиро-
вание мечаничес-
кое и электриче-
ское ...............737
— электрических от-
носительная про-
должительность
включения (ED) . 730
---частота вклю-
чений ..............731
Лед 1255
Лезвий распределе-
ние напряжений
по Прандтлю • . 200
— тупых прочность . 199
Лейцит-сиенит. . . .1183
Лейцотофир.........1185
Лема Клейперона . . 152
Лемпачь............1190
Лен ••••«•.* 1335
— новозеландский . . 1336
Ленты цепные .... 603
Леса резанного нормы1247*
— строевого размеры 1246*
— строительного про-
фили .......... 1247*
Лес длинный (нере-
занный)............1246
— кантовальный . . 1246
Лесной строительный
материал .... 1246
Лесных материалов
стандарты .... 1253
Лес пиленый .... 1246
Лёсс..............1187
Лесопильные рамы 921, 922
----подвижные пе-
реносные . . . 922
— — с высоким подъ-
емом; основные
размеры и по-
казатели ........ 927*
Лесопильных рам
верхний и нижний
привод.............922
— вставные зубья пил 925
----давление в верх-
нем и нижнем
мертвых поло-
жениях .... 925
----мощность холо-
стого хода . . . 925
----нажимные и по-
дающие вальцы 923
---- натягивание пил 925
----полезная работа 926
Лесопильных рам ра-
бота подачи . . . 927
---- размеры .... 924
-------зубьев пил . 924
----.расчетные фор-
мулы ...............924
---- сопротивление
реванию .... 926
----увеличение пот-
ребной мощ-
ности во время
работы .... 927
----фундамент . . . 923
----цапфа кривоши-
пов ...... 923
----шатунные пере-
дачи ...............922
---- эксцентриковые
диски и махо-
вики 923
Лестницы подвижные 670
Лизит.............1189
Лизоль........ 976*, 1362
Линии Людерса ... 194
— равной высоты (го-
ризонтали) .... 75
— скольжения . . 194, 201
Линолеум..........1194
Линтеры...........1338
Липарит (риолит) . .1184
Лиственное дерево . 1248*
Листов бронзовых и
дуралюминиевых
вес........... 995’
— проволоки калибры
и размеры .... 1377
— латунных и медных
вес.............. 995*
— металлических вес 995*
— свинцовых .... 995*
— стальных......... 995*
— цинковых........ 995*
— чугунных........99э*
Листовые калибры 996, 997*
Листы.............1377
— бочкообразные и
провесные .... 1117
— сводчатые . . . .1117
Литейные машины . . 1016
— усадки бронзы фос-
фористой .... 1138*
Лито.юн...........1322
Литье.............1015
—• в кокилях......1019
-------чугуна . . . 1025
— горячего давление 1016
— под давлением . . 1015
— стальное для силь-
нэ нагруженных
деталей.........1045
---цементации 1044*
---с особыми маг-
нитными свой-
ствами ............ 1044*
— специальное . • . 1045
— фасонное.........1043
Литья в кокилях пре-
имущество . . . 1025
-------процесс . . . 1025
-------область при-
менения . . 1025
---свойства . . 1024
---кокиль свойства
сплавов . 1022, 1023*
---кокилях сплавы 1024
--- альнеон и
неоналиум 1025
---------алюминия 1024
---------кремнесо-
держащих 1025
---------легкоплав-
кие тяже-
лые . . . 1024
---------магния и
Меди . * • 102$
1432
Алфавитный указатель
----------олова . • 1024
----------свинца • 1024
----------тугопла-
вкие легкие 1024
Литья в кокилях спла-
вы тугоплавкие
тяжелые . . . • . 1025
-------цинка . . 1024
— под давлением ве-
дение процесса . . 1018
-------главные пре-
имущества . 1019
-------допуски 1U17,1020,
1021*
-------изделия . . . 1017
-------наименьшие
диаметры 1020*, 1021*
-------область при-
менения . . 1019
-------оборудования 1016
-------основные свой-
ства сплавов 1023,
1021*
-------пористость . 1017
-------пре изводи-
те л ьность . .1019
-------плавы . . . 1017
-------алюминия 1018
------- легкоплав-
кие . . . 1017
----------магния и
меди . . .1018
----------свинцовые 1017
------------------------тугоплав-
кие лег-
кие и тя-
желые . . 1018
— под давлением спла-
вы цинковые . . .1017
-------способы . . 1015
------- точность и
взаимозаме-
няемость . . 1017
-------формы . . . 1016
— стального класси-
фикация по DIN 1044*
Лифты..............771
— американские в не-
боскребах .........710
— быстроходные . . 670
Ловители подъемни-
ков ...............775
Локомотивная тяга . 801
Локомотивов пневма-
тических шахтных
мощности, тяго-
вые усилия, ско-
рости,. вес и габа-
ритные размеры . 803*
Локомотивов узкоко-
лейных паровых
мощности, тяго-
вые усилия, ско-
рости и габарит-
ные размеры. . . 861*
— узкоколейных с ди-
зелями МОЩНОСТИ,
вес, расход горю-
чего и смазки, ско-
рости .......... 804*
Локомотивы пневма-
тические . . . • . 802
— с двигателями вну-
треннего сгорания 802
Ломанит..... 867,1169
Лужение..........1329
Лучи ..... ... 969
Льда удельный вес . 1254
М
Магнезия .... 976, 1305
Магнит и его механи-
ческие свойства
при разных тем-
пературах .... 218*
-------сплавы . 224, 1129
— чистый...........1129
Мазут. .1283—1287* 1295,
1296*
Малахит............1132
Мальтийский крест . 526
Манжет трение . . . 359
Манжеты кожаные . . 359
Мартенсит..........1035
Масел минеральных
вязкость .... 433*
— отопительных физи-
ческие и химические
свойства......... 1226*
Масла древесные . . 1365
— креозоловые . . . 1362
— отопительные . . . 1295
— растительные сох-
нущие .............1321
Масло буроугольной
смолы......... 1296*
— пазовое........ 1296*
— каменноугольной
смолы........ 1296*
— мексиканское . . . 1296*
Масленка Боша . . . 433
Масленки игольча-
тые и фитильные 433
— Штауфера .... 432
Мастика .... 1324, 1333
— асфальтовая . . . 1333
— цементная .... 1332
Материаловедение . . 967
Материаловедения
общие данные . . 969
Материалы вязкие . 5
— для тепловой изо-
ляции ............1301
— смазочные .... 1309
— строительные доба-
вочные ........1206
---основные . . . 1203
— хрупкие ........... 5
Материи строение , . 969
Маховика аккумули-
руемая работа . . 641
— коэфициента из-
бытка работы
графическое оп-
ределение .... 643
— диаграмма каса-
тельных усилий . 643
— коэфициент избытка
работы.............641
— расчет...........641
— степень неравно-
мерности .... 641
— стык обода .... 474
Маховики...........473
— двигателей вну-
треннего сгора-
ния ............642
Маховиков конструк-
ция ............642
Маховички..........911
Махового колеса на-
пряжение от цен-
тробежной силы 474,
476*
----обод----------------473
------------------------окружная ско-
рость ..............474
----составной обод 473
----спицы..........473
------------------- ступицы .... 474
Матовой момент . . . 626
Маховые колеса . 473, 641
----системы Ильг-
нера................476
Маховых колес напря-
жения .........473
---- определение
массы...........641
Мачты для электри-
ческих проводов . 1247
Машина гвоздильная 846*
— для резки газом . . 957
— ковочная юризон-
тальная............ 860
-------для болтов . 845*
Машина резьбонака-
точная.........861
Машин ковочных
размеры и приме-
нение .........860
----штемпеля и мат-
рицы ...............860
— обеспечивание от
разонанса .... 631
— формовочных авто-
матическая по-
дача земок . . . 843
----вспомогательные
приспособления 843
— — встряхивателъ с
прессом .... 840
----пескомет . . . 840
---- пневматические
пескометы ... 841
Алфавитный указатель
1433
— — пневматических
прессовой ци-
линдр, нажим-
ная плита, по-
воротный стол . 839
Машины для горячей
обработки .... 845*
---- утрамбовки
форм для труб 841*
----формовки сер-
дечников . . . 842
---- холодной обра-
ботки . . . 846*, 847*
— клепальные пнев-
матические . . . 946
— ковочной ползун . 860
— ковочные.........860
— — для болтов . . 860
— орудия (рабочие
машины)........832
— пескодувные . . . 843
— формовочные . . . 834
----горшкообразные 838
Машины формовоч-
ные для зубчатых
колес, горшков,
утюгов и шкивов 841,
842
---для изготовле-
ния внешних
форм................838
---ручной формов-
ки .................838
--- пневматические 839
— — — с поворот-
ным столом
и с валиками 839
--- с встряхивате-
лем.................839
-------ручным прес-
сом . • . . . 839
-------съемной опо-
кой, с по-
воротной и
опрокиды-
вающейся
доской ... 838
Маятника вращатель-
ного касательное
перемещение . . 627
— пружинного соб-
ственное число
колебаний .... 628
Маятник вращатель-
вый •..............627
— заземленный . . . 627
Маятников собствен-
ное число колеба-
ний ............628
— упругих связанные
колебания .... 629
Меди водная окись. 975*
— обработка и обла-
сти применения .1133
Меди добыча . 1131, 1132
Меди и сплавов меди
протравы .... 1002
— красной и ее спла-
вов механические
свойства........... 230*
---сплавы..........220*
— марки и химиче-
ские свойства по
ОСТ 308 .... 1135*
— нормы по DIN 17и8
1134
— отжим ... • . . 1133
— сопротивление раз-
рыву при разных
температурах • . 1133
— сплавы...........1135
Меди технические и
физические свой-
ства .... 1132, 1133*
— торговые сорта . . 1134
Медная зелень .... 976*
— лазурь.......... 976*
Медно-никелево-цин-
ковые сплавы Ио
ОСТ 3582 .... 1164
— никелевые сплавы
по ОСТ 3581 . . . 1165*
— цинковые сплавы
по ОСТ 312 ... 1143*
Медные руды . . . .1131
Медный блеск .... 1131
— колчедан ....... 1131
— купорос.......... 976*
Медных изделий стан-
дарты по ОСТ . . 1135
Медь...............1131
— желтая . . . 218*, 1145
— красная . • . 217*, 220*
— никелевая....... 223*
— чистая ........ 1133
Мел.......... 976*, 1322
Мелафир............1185
Мельхиор..........1165*
Мембрана длинного
прямоугольного
сечения........76
— кругового сечения 76
— Прандтля . ... 75
— с поперечным се-
чением перемен-
ной ширины... 76
Мембраны напряже-
ние ............... 75
Мергель............1187
Меры предосторож-
ности химиче-
ские .........1373
Месдоза............881
Металла пневматиче-
ские покрытия . . 1013
— пассивность.... 1010
— подготовительная
обработка для
предохранения по-
верхности , . , ЮН
Металла пневмати-
ческие покрытия
протравливанием
передаточной бу-
магой, щетками,
пескодувкой . . .1011
— покрова испыта-
ние ..............1013
— покрытие оксиди-
ровкой, протра-
вой и т. д.........1012
---по способу Бо-
вер-Барфа и
Руффинга . . . 1013
---Шоппа . . 1012
--- цинком, оло-
вом, свинцом . 1011
---электролитиче-
ское .............1011
— предел текучести
и упругость . . . 1003
— предохранение по-
верхности .... 1011
— предохранительный
покров.........1011
— Британия.......1179
— Вуза.........1159*
— для типографского
шрифта.........1161
— дорожный (для
подшипников) . . 1159
— Линовитца .... 1159
/Металлический блеск 973
Металлической по-
верхности шли-
фовка ............1001
Металл Ньютона . .1159
Металлов внутреннее
строение .... 998
— главнейших свой-
ства ......... 992*, 993*
— диаграммы состоя-
ния ...............999
— изменение — . . . 999
---формы...........1000
— испытание на проч-
ность .............1003
---структура . . . 1000
— испытания при-
способления . . . 1000
— исследование гру-
бой шлифовкой . 1001
---тонкой — . . . 1U01
Металлов коэфициен-
ты линейного рас-
ширения .... 993
— обзор свойств 992*, 993*
— окраска масляной
краской............1013
— остающаяся дефор-
мация ............1000
— предохранение
гальваническим
влиянием .... 1014
— — от ржавления . 10 ДО
1434
Алфавитный указатель
---по способу Кум-
берланда . . . 1015
---сплавлением . . 1015
---химическим вли-
янием .......1014
— покрытие жирами lul l
--- цементом . . •1014
---эмалью .... 1014
— протравочные
средства (рецеп-
ты) ...........1001
— протяжка.......10(0
— peKj истализация . 1000
— размеры и веса . . 994
— ржавление и пре-
дохранение . . . 1009
— свойства...... 998 .
— сопротивление раз-
рыву ......... 993*
— способы испыта-
ния ....... 1000
— строения исследо-
вание протравой 1001
— температуры ре-
кристализации . . 1000
— теплопроводность 993*
— термической обра-
ботки исследова-
ние ..............1С0О
— точки кипения и
плавления .... 993*
— удельная теплоем-
кость ........ 993*
— удел1 ный вес . . . 993*
— холодная прокат-
ка.............1000
— шлифованных по-
верхностей иссле-
дование . • . . . 1000
— электропровод-
ность ........ 993*
Металлографические
испытания .... 1000
Металлоиды.........973
Металл Розе......1159*
— Sience.........1332
Металлы.............973
— благородные . . .1170
— легкие и их спла-
вы ............1121
— цветные (нежелез-
ные) ..........1121
Метаноль..........1365
Метод обкатки (обка-
тывания) при из-
готовлении зу-
бьев ...........528
Методы горячей об-
работки и спо-
собы их исследо-
ваний .............205
Метрическая резьба . 285
Мех................1336
Механизм качающейся
Несимметричный 408
Механизмы для полу-
чения прямо-
линейного дви-
жения .............398
Механические свой-
ства разных ма-
тераилов при раз-
ных температу-
рах ..............217*
------металлов при
различных темпер. 224
Миксеры............1039
Микроскоп биноку-
лярный ........1001
Микроскопические
исследования ме-
таллов ........1001
Микроскоп шаровой 1000
Милори.............1322
Минеральных масел
вязкость...... 433*
Мирамант .... 867, 1169
Многократн. нагрузка 48
Многоокорных балок
сопротивление
опор.................63
----- суммарное да-
вление опор . . 63
Моделей выемка из
форм...............835
Модельные доски:
односторонние,
реверсивные, двой-
ные, вытяжные,
поворотные и
опрокидываю-
щиеся .... 834, 835
Модельные плигы
большие............835
Модули стандартные
(ОСТ 1597) .... 519
Модульная линия за-
цепления .... 526
Модуль продольного
изгиба .... 104, 128
— зубчатого колеса . 518
------ по Гелеру . 104
— сдвига......... 8
— сопротивления . • 2J
— упругости .... 7
---проволочных ка-
натов .............679
----сталей.........210*
------------------- стальной про-
волоки . . • . . 679*
Мозаика............1222
Молекулы...........973
Молекулярный вес . 973
Молибден...........1177
Молибдена примене-
ние ...........1178
— происхождение . . 1177
Молота быстроход-
ного вес бабы и
число ударов . , 852
— кинетич. энергия . 843
— парового диа-
грамма работы
---- подъем золот-
ника ..............851
— — скорость, коли-
чество ударов,
мощность и рас-
ход пара .... 851
----распределитель-
ный рычаг ... 851
---- регулирование
подъема .... 851
----рычажная муфта 851
Молота пневматиче-
ского вес бабы,
число ударов и
мощность .... 853
---- компрессор . . 853
----область приме-
нения .............852
---- способы распре-
деления ...........852
— с падающей бабой
подъемник .... 849
— фрикционного на-
тяжение ремня . . 849
Молот Брадлея . . . 844
— лобовой..........844
— Массей.........8ч9
Молотов паровых рас-
пределительный
механизм .... 851
фундамент. . . 850
Молот паровой 845*, 849
--------быстроходный . 852
------с ручным управ-
лением .......850
— пневматический и
механический . . 845
— пружинный .... 844
— рычажный хвосто-
вой ...............844
— с падающей бабой 847
— фрикционный 815*, 848
---- ременный . . . 848
Молоты.............843
— Беше и Грос . . . 849
— гидравлические . . 844
— паровые с автома-
тическим распре-
делением .... 851
----штамповочные. 852
— пневматические . . 852
----Банинга и Беше 853
— с подбрасываемой
бомбой..........849
Момент инерции . . 19
----цен»робежный 19
Момент сопротивления 19
----валов..........465
----для кручения . 74
Моменты инерции
кольцевых сече-
ний , , , , , . З3*-34*
Алфавитный указатель
1435
----прямоугольных
и квадратных
сечений . . б5Ч—37*
---- экваториальные
круглых сече-
ний .........3?*
----разных сечений 27,
28, 31*
Моменты сопротивле-
ний кольцевых
сечений . . . 33*, 34*
----круглых сече-
ний ........ 32*
----прямоугольных
и квад >атных
сечений . . . 35—37*
----разных сече-
ний . . .27, 28—31*
---- сечений балок
при различных
нагрузках . . 38—47*
Монель—металл 224, 1164
Мора круги при
сдвиге............. 10
Мостовых балок наи-
больший изгибаю-
щий момент ... 53
----расчет.........53
Мостов перегрузоч-
ных магнитные
стопорные тор-
моза ..............767
---- крепление про-
тив ветра • . . 767
--------остановы . . . 768
----откидные части 766
----примеры .768, 769
----производитель-
ность .......768
----тормоза авто-
матические и
электрические 768
Мосты перегрузоч-
ные • . . . . 761, 766
Мотокары...........798
Моторы звездные . . 637
Мрамор. 227*, 976* 1188
Мраморных цилин-
доов разруше-
ние ...............192
Муки и хлеба сорта 1399
Мунц-металл 1142, 1148*
Муравьиная кислота . 976*
Муравьиный альде-
гид . . . .... 1363
Муралин...........1194
Муфта Бена........497
— Вулкан..........495
— Г арди..........483
— Гильдербрандта . 498
— Гилл я..........496
— Домен-Леблана . . 495
— Моргана.........487
— Ольд^ам.........485
— Онезорге ..... 5Э1
— свободной втулки 500
— Селлерса..........481
— суставная........485
— треше гка........500
— храповая Ульгор-
та..............501
— центробежная фу-
га .............4 7
Муфт выключающие ’
механизмы .... 4S3
— Гильдебрандта раз-
меры ...........4.Г9Ч:
— Гилл я —.........49.*
— — тормозные ко-
лодки ........496
— детали для выклю-
чения и вклю-
чения ..........488
— дисковых центри-
рующие выгонки 481
— чугунных размеры
по D1N 116 ... 481
Муфт для сцепления
валов расположе-
ние ...............502
— Домен-Леблана
размеры.........496*
— зубчатых выключе-
ние .............489
---- мгновенный тол-
чок .............489
— кривошипное сое-
динение ........486
Муфтовые соедине-
ния труб........317
Муфт передачи дви-
жений по кривой 485
— подвижных цен-
трирующие коль-
ца .................482
— поперечная под-
вижность . . 484, 485
— проскальзывание . 489
— пространственная
подвижность. . . 488
— Селлерса наклон
конуса..............481
— — Японки .... 481
— соединение серь-
гой •............486
— управляемых зуб-
чатых применение 500
упруги к Фейте
размеры.........483
— фрикционных вклю-
чающая сила:
мускульная, гид-
равлическая, пне-
вматическая, эле-
ктромагнитная . . 489
----включение . . . 489
----натяжным ме-
ханизмом . . 489
---- водяное о каж-
дение . . . . . 494
— — выключение на-
копленной си-
лой ...............489
— — и' 1яшив4ние по-
ве .л.юсгел тре-
ни ... 494
— — кониче '^ие ьо-
вс,» н >*ти . . 4п0
----ко,» т/у’щи'1 . . 489
----коэцш^..е it тре-
н щ.........491*
— — с.ват мвающие и
развертываю-
щиеся ленты . 490
----поверхности тре-
ния ...............489
Муфт фрикционных
процесс в ключ е-
чения и выклю-
чения .............492
----сила питания . 489,
490
---- средний момент
трения.........494
---- теплота трения
и поверхность
трения.........493
----трущиеся мате-
риалы .........491
----удельная работа
трения.............494
----удельное давле-
ние ...............494
----охлаждение 494
----чувствитель-
ность механизма
регулирования . 494
— храповики и тор-
моза ..........488
Муфты автомобиль-
ные ...........491
— дисковые.........481
— зубчатые и кулач-
ные ...........482
— неупругие .... 482
— подвижные .... 482
— приводные .... 484
— продольно-подвиж-
ные ...............482
— пружинные .... 483
— расширительные . 482
— регулирующие ра-
боту нескольких
двигателей . . . ЬОЭ
— с автоматическим
включением ва-
лов ...............500
— свертные по D1N . 489*
— свободного хода . 500
— с катаными про-
кладками .... 482
— скольжения . 481, 500
— сцепляющие и рас-
цепляющие . . . 488
— упругие . , t , , 483
1436
Алфавитный указатель
----Цодель-Фойта
и Кохина . . . 482
Муфты фрикцион-
ного или зубча-
того станков . . 500
— фрикционные 495, 503
----пластинчатые в
станках .... 909
----зубчатые и стерж-
невые ..........498
— центробежные . . 500
— этектромагнитные 495
Мыло..............1368
— жидкое (калий-
ное) .........1368
— кальциевое .... 443
— натриевое .... 443
— полуядровое . . . 1368
— ядровое..........1368
Мыльная пленка . . 75
Мышьяк белый . . . 976*
— трехсернистый . . 974*
Н
Нагрузка колебатель-
ная ............14, 235
— переменная .... 235
Нагрузки передвиж-
ные ............... 48
Наждак .... 978*, 1367
Нажим Прони .... 506
Наклеп.............195
Наклон сечений при
изгибе......... 22
Направляющие дуги
окружности . . . 398
— коромысла .... 398
— станков..........911
Напряжение, допу-
скаемое при про-
дольном изгибе . 245
----на кручение для
обработанных чу-
гунных деталей . 237
— касательное наи-
большее ....... 13*
— критическое при
продольном из-
гибе .......... 4*
— наибольшее при
кручении .... 74
— начальное при из-
гибе и кручении . 199
— нормальное одно-
осное ...........3, 6, 12
------- равнозначное 13*
— перекрытия в порш-
невых коль-
цах ... • . . 366, 367
Напряжение, приве-
денное при изги-
бе и сдвиге по ги-
потезе касательных
Напряжений , , . 97
наибольших
удлинений . . 97
— при разрушении . 4*
— простое равнознач-
ное ............ 12
— растягивающее . . 3
---- одноосное ... 12
— — наибольшее . . 19
— растяжение .... 6
— сдвигающее чистое 13*
— сжатия............ 6
— сжимающее наи-
большее при из-
гибе ....... 19
---- одноосное ... 12
Напряжений диаграм-
ма (при растяже-
нии) ..........• 3
— касательных влия-
ние ............ 21
----линия направле-
ния ............ 67
----при изгибе рас-
пределение . . 66, 67
— линия (яри растя-
жении) .......... 3
— наибольших каса-
тельных и нор-
мальных теория . 12
— при изгибе расчет 19
— сравнения по Ми-
зесу ............14
— холмик........... 75
Напряжения • . . . . 3
— вследствие колеба-
ний упругих си-
стем ...........170
— добавочные .... 195
— допускаемые бол-
тов .......... 262*
----по нормам МГИ
1925 для желе-
за и чугуна . . 244
------------при про-
дольном
изгибе 245
---------НКВД
1 °25 г. для
железа . . 243
металла . . . 243
чугуна .... 244
----литой стали,
чугуна, сталь-
ного литья и
стальных изде-
лий для граж-
данских соору-
жений ............ 238*
---- материалов для
гражданских со-
оружений и мо-
$ТРР . , . ... 239*
— по данным герман-
ской ж. д. . . • 239*
---------испытания
на уста-
лость . . 240
----стальных и чу-
гунных опорах 239*
— допустимого вы-
бор ................ 12
— допустимые . . 14, 235
----в машиностро-
ении ..............235
-------случае коле-
баний . . . 185
Напряжения, до-
пускаемые для
бронзы Рюбель и
металла......... 237*
------- винтовых
пружин . . . 237
-------металлов . . 208
-------стали, чугу-
на и меди . 236*
----на изгиб для
обработанных
чугунных изде-
лий ............. 237
— изгибающие, вы-
зываемые выпу-
чиванием при
кручении ... 78
— касательные наи-
большие ............67
----при изгибе . . 18, 65
----сдвиге ... 8,9
— кручения для раз-
ных сечений . . 70—73*
— Мора.............195
— начальные .... 125
— нормальные допол-
нительные .... 78
----от изгиба ... 18
----при сдвиге- . . 9
— от изгиба . • . . . 18
---- кручения ... 74
— от центральных сил
инерции .... 165
доски с обо-
дом и слабой
ступицей . . 167
вращающего-
ся диска по-
стоянной ве-
личины ... 166
вращающего-
ся диска рав-
ного сопро-
тивления ... 168
вращающего-
ся диска рав-
но!» сопро-
Алфавитный указатель
1437
тивления с от-
верстием и
сильной сту-
пицей .... 169
Напряжения от цен-
тробежных сил
инерции свобод-
но вращающегося
кольца.............165
стержня . . . 166
— приведенные ... 12
— сдвигающие при
изгибе.... 18
Напряженное состоя-
ние ..........202
---- идеальное . . . 196
плоское .... 199
-----------------------трехмерное . . 12, 16*
Напряженные состоя-
ния ..........193
----по Отто Мору . 194
---- равнозначные . 12
Нарезания резьбы
скорости .... 888
Насосов подачи жид-
кости или газа . 648
— выравнивание . . 648
Насосы поршневые . ЗЛ
— Фулер Кинион . . 821
Натрий сернисгокис-
лый..........1361
— углекислый . 1357 и 1д56
Нафталин......... 976*
Начало текучести . . 194
Начальные окруж-
ности ..........509
Нашатырный спирт . 976*
Нашатырь . . . 976*, 1361
Ht йзильбер.......1164
Нейтральная линия . 18
Нейтральный слой . 18
Неоналиум.........1127
Неравномерность им-
пульсов .... 625
— сопротивлений . . 6~5
Нефти и ее дестилла-
тов удельный
вес..........1295
— перегонка........ 1294*
— элементарный со-
став ...... 1266*
Нефть и ее дестилла-
ты ........ 1299*
— сырая............1295
Никелевые сплавы
типичные . . . 1164*
----потребитель-
ские ..... 1164
Никелин . . . . 1164, 1165*
Никелирование . 1011, 1329
Никелированное ли-
стовое железо .1118
Никель............218*
— в болванках . . .1161
---- кубиках и рон-
делях . . . 1161, 1162
— Vfini, Roni, Plan!,
Kani, Uni . . . 1162
— гранулирован-
ный . . . 1161, 1162
— заводский........1162
----и его сплавы . 224
— катодный . . 1161, 1162
— кобальт и их спла-
вы ............1161
— Моида............1161
— чистый...........1162
— шарообразный . . 1161
— электролитиче-
ский ..........1161
Никеля магнитные
свойства.......1163*
— механические . • . 1162*
— применение ... 116з
— протравы ........ 1003
Никеля сорта по ОСТ
567 ........... 1163*
— сплавы...........1163
----с нежелезными
металлами . . . 1163
— сырого примене-
ние ...........1162
— сортамент .... 1162
— торговые сорта . . 1101
— физические свой-
ства ........ 1162*
— химический состав 1161*
Нитрат аммония . . . 1370
Нитрирование .... 1038
Нитроглицерин . . . 1369
Нитроцеллюлоза . . . 137J
Нихром............1177*
Ново текст..........678
Ноженки.......... 877, 906
Ножевок работа . . . 906
Ножницы.............861
— гидравлические,
кривошипные и
дисковые .... 846*
— для жести и листов 862
----профильного
железа........862
---- резки болванок 862
— круглые...........862
—- ротационные круг-
лые и эксцентри-
ковые . • . . . . 847*
Номограмма для рас-
чета поршневых
машин...............248
----расчета стерж-
ней и валов . . 247
Нормализация (стан-
дартизация) . . . 990
— интернациональная
(JSA). . . • . . 990
Нормал ные напря-
жения наиболь-
шие .............. 13*
Нормированные (стан-
дартизованные)
предметы тор-
говли ............1374
-------из железа
(Союза гер-
манских ста-
лелитейных
зазодов) . . 1374
Норма материалов . 99Э
— размеров..........9S0
— основные..........990
Нулевая линия ... 18, 19
Нулевой линии опре-
деление способом
Мора.................81
Р. Лянда........ 82
Нулевые и фаунуле-
вые передачи . . 530
О
Объем единиц веса
для нагрузки рез-
ных материа-
лов ......... 987* 989*
Обобщенная сила . . 152
Обобщенное переме-
щение ... ... 152
Обозначения стандар-
тизованные (нор-
мированные) в со-
противлении ма-
териалов . . . 4*, 249*
Обоймицы...........699
Оболочки тонкие в ви-
де тел в,.ащения . 141
Обработка в горячем
состоянии .... 845*
— давлением непо-
средственная . . . 206
----второй способ . 207
— холодная . . . 8ч6, 847
Образна сужение при
испытании на раз-
рыв ..............1003
Образцов разрывае-
мых зажимы . . . 1034
Обрезка заусенцев . 8ч6“
Обручная сталь . . .1116
Олеум.............1о54
Оливин .......1184
Олифа......... 1321, 1331
Олиф ОСТы..........1321
Олова добывание . . 1157
— состав и примеси
по DIN № 1704 . .1158
Олово..........218 * 224
1153, 1157
— двузернистое . • . 975*
— паяльное .... 1158
Олов иная фольга . . 1157
Оловянные покрытия 1157
1438
Алфавитный указатель
Оловянный ка-
мень .... 976* 1157
Олыса............ 1248*
Озокерит .... • . 1289
Окись железа . 1322, 1367
Окраска огнестойкая . 1327
— специальная . . . В27
— долговечная .... 1328
Окраски испытание . 1329
— исследование . • . 1328
— подготовка нижне-
го слоя............1327
— техника..........1327
Окружность модуль-
ная (делитель-
ная) ...........529
Опасное поперечное
сечение......... 20
Опоек для валов пря-
дильных машин . 1344
Опоек снимание . . . 835
Опор зазоры .... 436
Опорных реакций оп-
ределение .... 20
Опор повышение и
понижение .... 158
Опор предохранение
от попадания по-
сторонних ве-
ществ ..........436
— уплотнение .... 466
Опоры валов .... 424
— для осевого давле-
ния ...........425
— качения попереч-
ные ...........447
Опрокидыватели
с подъемной плат-
формой .........809
— вагонов..........807
Опрокидыватель цеп-
ной Газенклавера
и Гаубнера . . . 809
Опрокидывателя цеп-
ного кулачковые
захваты.........809
Опрокидывающиеся
тележки.........808
Опыты Страбека . . .
Органические ж 1дко-
сти и раствори-
тели ..............1364
Ореховое дерево . . 12*0*
Осадки атмосферные . .2 6
Осаживание.......Нэ
— холоднее...84<<*
— цилиндра ... . ^06
Осажг.вшни цилинд-
ра ^.а зление . . 206
----поток ма.ериа-
ла . . . . . 2С6
----соп; от вление
темен по . . . 206
Осаживая .is. — к.п.д. . 2< 6
Освинцование . • . . 1 >v6
— огнем, пульвериза-
цией, электроли-
зом ......... 1156
Освинцованное желе-
зо ............1118
Оселки..............868
Оси.................464
Особенные случаи
при сдвиге ... 10
Основа ткани .... 1340
Основы нити .... 1340
Остановов храповых
собачки........508
Остановы грузоподъем-
ных машин ... 711
— зубчатые автома-
тические .......508
---управляемые . . 507
— ленточные фрикци-
онные ..........507
— осевые...........50Z
— роликовые и шари-
ковые ..........507
— фрикционные ... 711
автоматические 507
управляемые . . 503
— храповики........711
Остаточная деформа-
ция ............193
Остекление электри-
ческое ........12"2
Ость................1336
Отливки с закаленной
поверхностью . . 1043
Отопи1ельные масла 1295
Отопительных масел
физические и хи-
мические показа-
тели ........ 1296*
Отпуск.............К-Зт
Отрезные диски . . . 879
Охра...............1322
— висмутовая .... 97ч*
Оцинковка...........1329
II
Палладий..........1176
ыарафин- . . .1289—1327
Паркеризация . 1013, 1330
Паровозов расход
пара...............801
Паровозы...........801
Паровых молотов об-
ласть примене-
ния ........... 850, 851
Пароизмеритель Клас-
сена ...........349
Пассивность металла 1010
па герно 1 еры .... 779
11а льная жидкость . 976*
Пек искусе 1 венный . 1321
Нем'а.............1367
I .ень^а.......67э, 1535
— манульская . . . .1336
Пергидроль.......... 976*
Перебора ступенча-
того графический
способ получения
плана скоростей
и числа оборо-
тов ................562
Перебор ступенчатый
по арифметиче-
скому ряду . . . 563
------- геометриче-
скому ряду • 561
Переводы для ремня . 609
Передаточное число . 509
----зубчатых пере-
дач ................557
Передача винтовая
качения одинар-
ная и двойная . . 574
---- цилиндрическая
(геликоидальная,
скрещения) и
коническая (ги-
потезная) . . . 572
— гидравлическая . . 910
----Лауор-Тома . . 354
— глобоидального
винга и цевоч-
ной шестерни . . 575
— движения каче-
ниием (роликовая
и зубчатая) . . . 509
— зубчатая с пере-
менными скоро-
стями между дву-
мя и тремя ва-
лами ...............565
---- эллиптическая . 538
— колебательная . . . 398
Передача криволиней-
ная периодичес-
кая ................396
— кулачковая .... 396
— „мальтийский
кресг“...........526
— от двигателей внут-
реннего сгорания
в подъемнотранс-
портных устрой-
ствах ..........672
— поршневая . . , . 393
— пространственная
с качающимся ди-
ском ......... 396*
----с колеблющимся
диском........ 396*
— силы выступами . 478
Передачи силы тре-
тгем между ва-
лом и втулкой . . 471
— с параллельными
I ривошипами . . 394
— тр; н мис'ионная
j одъемнотранспор-
тных устройств. 671
Алфавитный указатель
1439
— трением 479
— фрикционная Ге*
рарда .... 512, 513
---- клиновая . . . 513
----между валами
в неподвиж-
ных опорах . . 512
— — между валами,
передвигающи-
мися один от-
носительно дру-
гого ..........513
----переменная ме-
жду двумя ко-
нусными бара-
банами .... 512
---- планетарная . . 513
— червячная.........576
----глобоидная . . . 516
— эллиптическая зуб-
чатых колес . . • 395
вращающаяся . • 395
Передач виды .... 351
Передач винтовых до-
пустимые нагрузки 580
----колеса с косыми
зубьями цилиндри-
ческие и кониче-
ские ..........578
---- конические ко-
леса с косыми
зубьями .... 579
Передач винтовых
коэф, нагрузки . 580
---- линия скрещи-
вания ..............572
— — направление вра-
щения ..............574
— — образование
формы зубьев . 574
---- передаточное
число, скоро-
сти, силы . . . 572
— — плоскости скре-
щения ..............572
---- применение . . 583
---- проектирование 583
----потери на сколь-
жение и к. п. д . 581
— — самоторможение 583
----скорость сколь-
жения ............ 582*
----с косыми зубь-
ями графиче-
ское решение . 579
недостатки и пре-
имущества .... 579
— — угол направле-
ния ................581
----усилия..........574
Передач винтовых ус-
ловия работы и
размер зубьев . . 580
---- число зубьев . 574
— гибких внутреннее
трение, трение на
поверхности при-
легания, трение
воздуха и трение
опор...........585
----к. п. д........585
Передач винтовых
к. п. д. усилия
скольжения . . . 585
----крутящий мо-
мент .........585
----мощность . . . 585
---- передаточное
число.........585
---- сравнение . . . 621
---- упругое изме-
нение длины
ленты, скольже-
ние от удлине-
вия, проскаль-
зывание .... 585
— глобоидальных не-
достатки и преи-
мущества .... 575
— зубчатых включе-
ние с радиальным
передвижением
зубчатого обода . 567
-------с осевым пе-
редвижением
зубчатого
обода .... 564 •
------- с касатель-
ным передви-
жением зуб-
чатого обода 568
----конических Iра-
фическиП спо-
соб получения
плана чисел
оборотов по
Бейеру .... 558
---- нагревание и
изнашивание. . 548
---- образование
сцепления . . . 516
---- передаточное
число...............557
----план чисел обо-
ротов . . . 558, 559
по Бурместеру . . 560
Передач зубчатых
плоские схемы . 557
----смазка..........548
---- ступенчатое
уменьшение пе-
редаточного
числа.........561
----ступенчатый пе-
ребор поарифм.
и геометрическ.
ряду .... 561, 563
— — цилиндрический
графический
способ получе-
ния плана чисел
оборе,то в по
Кутцбаху . . . 558
Передачи винтовой
винт (Архимедов
випт)..............576
----длина зуба . . 577
---- цилиндрический
винт (червяк) и
винтовое (чер-
вячное) колесо . 576
— винтовые..........572
----в чистом виде . 574
— гибкие............584
— гибкой цепная ли-
ния ............589
— глобоидальные . . 574
— зубчатой определе-
ление профиля
3}бьев..........516
----потери и к. п. д. 546
---- средняя кри-
визна .........545
---- трение в опо-
рах ....... 547
Передачи зубчатые . 516
---- винтовые . . . 516
---- качения .... 516
----между осями па-
раллельными,
пересекающи-
мися и скрещи-
вающимися . . 516
---- нулевые и фау-
ну левы с . 5о0 и 531
----с концентриче-
ским и эксцен-
трическим вклю-
чаюшими меха-
низмами .... 564
— конина кие с со-
впадающими ося-
ми ................571
— кривошипно-ша-
тунные и кулач-
ные ............379
-------плоские . . . 380*
— кулачковой диа-
грамма ........397
— исследование дви-
жения по Гарт-
ману ..........397
----качающийся ры-
чаг ..........397
---- силовое замы-
кание ........397
----скорость и уско-
рение .........397
----центры кривиз-
ны ............397
— ленточные, канат-
, ные и цепные . . 584
1440
Алфавитный указатель
— — с переменным и
переда! очным
отношением . . 611
— — с ступенчатыми
шкивами .... 611
Передачи периодиче-
ские кривошип-
ные ...............379
- планетарной пере-
даточное число и
число оборотов . 560
— планетарные . . . 560
— плоские и прост-
ранственные . . . 379
— пространственные
с вращательным
движением .... 396*
----с качательным . 39б*
— распределительные
с разветвлением
движения .... 569
— реверсивные . . . 564
— ременной включе-
ние и выключение 610
------канатной влия-
ние толщины
ленты или
шнура .... 592
влияние угла об-
хвата на величину
козфициента пе-
редачи .........593
действие центро-
бежной силы . . 590
изменение напря-
жения лри увели-
чении мощности . 589
источники силы,
прижимающей
ленту...........587
коэфициент пере-
дачи . . . 587, 589, 593
коэфициент пере-
дачи натяжения
ремня, полезное
и среднее напря-
жение ..........587
Передачи ременной и
канатной полезная
мощность и дав-
ление на ось 593
и 594
полезное усилие . 587
потеря работы. , 592
от изгиба гибкого
органа..........593
предварительное
натяжение авто-
матическое натяж-
ными роликами . 589
натяжение ленты
вследствие ее уп-
ругости .......587
ленты натяжным
валом..........588
скольжение . . . 590
уменьшение угла
обхвата........593
упругое напряже-
ние изгиба, потеря
работы и износ
гибкого органа . 592
Передачи ременные и
канатные .... 585
----с коническими
шкивами (бара-
банами) .... 611
— с внутренним за-
цеплением .... 531
— — вращательным,
качательным и
врашательно-
качагеявным дви-
жением .... 380*
Передачи ременные
с зубчатой рейкой 560
-------косыми зубь-
ями ...............560
-------переменными
скоростями . 564
-------совпадающи-
ми осями, как
преобразова-
тели движе-
ния .......569
— стальными лента-
ми ............ ... 597
— станков..........894
— сферические . . . 379
----с поступатель-
ным движением 396
— (приводы) цепные 621
— червячной выпол-
нение .............576
----длина червяка . 577
Передач канатных
материал и напря-
жения в нем . . . 613
----натяжные уст-
ройства .... 620
----опорные, напра-
вляющие и на-
тяжные ролики 619 и
620
----расчет.........613
— кривошипных клас-
сификация .... 379
— кривые качения . 509
— ленточных движу-
щаяся лента . . . 595
----допускаемые на-
пряжения при
материалах не-
органических
(стальной ленте,
стальной прово-
локе, проволоч-
ном к a Ht. те) и
органических
(коже и резине) 594
Передач канатных за-
кручивание ленты 596
----к. п. д........596
------------------- материал и до-
пускаемые в нем
напряжения . . 597
-------------------методы расчета
допускаемых на-
пряжений . 594, 595
-------------------набегание и бо-
ковое смещение
ленты по шкиву 595
----направляющие
и поддержива-
ющие ролики . 596
----натяжные ро-
лики . . . 604, 605*
---- ленточных по-
тери силы и
скольжение . . 597
---- привод .... 605
---- приводы про-
стые ..............603
---- расчет и конст-
руирование . . 597
— ленточных сбегание
лепты..............596
----сбегающий и
набегающий
концы и сдвиг
ленты..............596
---- угловые при-
воды с направ-
ляющими роли-
ками ..............606
---- установки . . . 603
----формы поверх-
ности шкивов . 595
— ось качения .... 509
— передаточное число 379
— ременных и канат-
ных наибольшие,
средние, времен-
ные и допускае-
мые напряжения 594
и 595
Передач ременных и
канатных опреде-
ление полеречного
сечения ленты. • 585
Алфавитный указатель
1441
применение мате-
риалов с большим
коэфициентом
сцепления .... 586
применение клино-
образных канавок
для канатов и клин-
чатых ремней . . 586
сопротивление
трению..........586
увеличение сцеп-
ления и уменьше-
ние давления лен-
ты .............586
увеличение угла
обхвата.........586
угол обхвата и
угол провисания . 586
формулы переда-
ваемой мощности 594
ход расчета . • . 585
— сменные колеса . . 564
— соединительные
звенья..........407
------- длинные . . 409
------- короткие . . 408
— сферических и про-
странственных
классификация . 396*
Передач ступенчатых
длина ремня . . . 613
— точка качения . . 509
— фрикционных недо-
статки ............515
— цепных к. п. д.. . 624
----удельное давле-
ние и скорость 624
— червячных общий
к. п. д....... 582*
---- поле зацепления 576
Передвижные нагруз-
ки с двумя неоди-
наковыми грузами 50
одинаковыми гру-
зами .......... 49
Передвижных нагру-
зок графический
способ определе-
ния моментов . . 51
Перегрузочные мосты 761,
766
Перекатывающийся
рычаг . . . 509, 510
Перекись бария . . . 976*
— водорода......... 976*
— марганца......... 977*
Перидотит. . .1182, 1184
Периодическая систе-
ма элементов 970, 973*
Перлит.............1035
Персит.............1168
Перхлорат..........1372
Песка зернистость . . 1367*
Песок..............1186
— естественный . . . 12и6
— искусственный . . 1206
— крупный..........1166
— пемзовый.........1187
— шлаковый .... 1206
Песчаник . . . 227*. 1186
Песчаника допускае-
мые напряжения
по Баху.........229
Песчаный холмик . . 198
Петролин......... 1296*
Пигменты...........1322
— белые, черные,
желто-коричные,
красные, синие,
зеленые............1322
Пиккера сыромятной
кожи...........1345
Пикриновая кислота 1370
Пикрит.............1185
— порфир.........1182
— порфирит. . . ...1185
Пил вставные зубча-
тые сегменты . . 877
-------зубья-------878
-------------------крючковатые 879
— глубина между-
зубья .............877
— круглых для холод-
ной распиловки
размеры............ 933*
----формы зубьев . 932
— ленточные для бре-
вен основные раз-
меры ...............929
----мощность холо-
стого хода . . . 930
----общих мощность 930
----полезная рабо-
та .................930
----толщина полот-
на .............930
----форма зубьев . 9о0
----шкивы...........931
— поперечных раз-
меры и потребная
энергия....... 929*
— углы зубьев .... 878*
Пилы........... 877, 906
— барабанные (ци-
линдрические) для
клепки.............
— для горячей распи-
ловки ............ 846*
— круглые........932
---- для холодной
распиловки 877, 906
со вставными
зубьями........878
— — — горячей рас-
пиловки 879, 906
----обратные . . . 933
----параллельные . 933
---- поперечные . . 933
---- планочные . . . 934
---- продольные . . 934
----со столом, об-
резные и с са-
лазками .... 933
----с тележкой и
автоматической .
подачей .... 933
---- с треугольным,
крючкообразным
и волчьим зубь-
ями ..........932
----фанерные . . . 934
----Хиглеи .... 906
----чечевицеобраз-
ного сечения . 933
— ленточн. для бревен 929
— — — металла 880, 906
----долевые, верти-
кальные и гори-
зонтальные . . 931
----столярные ... 931
Пилы поперечные для
бревен.........929
----поворотные и
качающиеся . . 929
— с ременным и эле-
ктрическим
приводом .... 930
— продольные .... 877
----ленточные, по-
перечные, про-
резные ............921
— с разведенными
зубьями........877
----расширенными 877
— фанерные.........929
----фрезы..........877
Пильные диски с встав-
ленными зубьями 878
Пироксенит........1184
Пиролюзит........ 977*
Пистоны...........1373
Пихта........... 1248*
Лихты механические
свойства.......225
Плавиковая кислота . 977*
Планетарный включа-
ющий меха ни чм . 571
План чисел оборотов
* зубчатых передач 558,
559
Пластина крюковая за-
щемленная с рав-
номерной и со-
средоточенной на-
грузкой ...........137
91 Зак. 254 —Hiitte, Справочник для инженеров, т. II.
1442
Алфавитный указатель
— — свободно лежа-
щая с равномер-
ной нагрузкой . 137
со средоточенной
нагрузкой, равно-
мерно распреде-
ленной по пло-
щади круга ... 138
Пластина неограни-
ченных размеров
под действием
гидростатического
давления...........139
— прямоугольная за-
щемленная .........139*
---свободно поддер-
живаемая . . . 139*
— эллиптическая за-
щемленная .... 138
Пластины...........1246
— и сосуды.......136
— круговой, защем-
ленной с равно-
мерной нагрузкой,
напряжения и про-
гиб ...............137
— — с сосредото-
ченной наг-
рузкой на-
пряжения и
прогиб ... 137
— — свободно лежа-
щей с равномер-
ной нагрузкой
напряжение и
прогиб.............137
— плоские, работаю-
щие на изгиб . . 136
Пластические области 198
— пояса.............196
—давления техноло-
гические .......194
Пластического состоя-
ния скользящие
слои............194
Пластин, состояние 192,194
----в телесном угле 200
— — — толстостенной
трубе .... 200
-----упругих тел . . 192
Пластической массы
законы медлен-
ного течения . . 195
— — стационарное
течение .... 195
Пластичности условия 193
Пластичность .... 19В
— подкрадывающаяся 192
Платина .... 224, 1175
— зубчатая ....... 1175
— для приборов . . . 1176
технически, физи-
чески и химически
чистая ........... 1176
— хлористая........1175
— ювелирная .... 1176
Платиновая прово-
лока ..........1176
— фольга..........1176
Платины происхожде-
ние ...........1175
— свойства.......1175*
— торговые сорта . .1176
Плетеные изделия . 1341
Плитки для крыш . . 1194
— керамиковые . . . 1202
— сланцевые кро-
вельные ......1195
Плит фибролитовых
физические и ме-
ханические свой-
ства .........1195
Плиты гипсолитовые 1195
— кровельные .... 227*
— фибролитовые . . 1195
Плоского зацепления
боковые профили 521
Площади действия
центр тяжести . . 82
— кольцевых сечений
33*, 34*
Площадь действия . 82, 84
— влияния напряже-
ния ........... 86
---- прямоугольника 87
Пневматическая почта 822
----внутренняя пе-
реносная и ста-
ционарная . . . 823
----для пересылки
карточек .... 824
Пневматические го-
родские транспорт-
ные устройства . 823
— инструменты ... 942
— клепальные маши-
ны с коленчатым
рычагом........946
— молотки..........944
Пневматической поч-
ты расположение
установки .... 822
---- централизован-
ная и стрелоч-
ная установки . 823
Пневматических транс-
портных устано-
вок отправители
и приемники . . 823
Поваренная соль . . 977*
Поверхности качения 509
— влияния............87
— давления эллипти-
ческая .........185
— напряжения ... 86
— резания...........870
Погрузка товаров . . 990
Подача двухтактная . 65G*
— четырелтактная . . 650*
Подачи жидкости или
газа в насосах вы-
равнивание • . . 648
выравнивание . • 650*
Подвески...........435
— для крюков и обой-
миц................698
— потолочные по D1N 439*
— с захватами . . . 737
Подвесные дороги . . 792
----двуканатные . . 795
----электрические . 794
— канатные дороги • 795
-------Бенуа-Гекель 795
— рельсовые дороги 792
-------с ездой по
верхнему и
нижнему по-
ясу ........793
Подвесных дорог ва-
гонетки с ручным
и электрическим
приводом .... 792
----рельсы..........793
----стрелки .... 793
----тяговые и несу-
щие канаты 795 и 796
— канатных дорог ав-
томатическое сцеп-
ление и расцепле-
ние вагонеток . . 798
---- вагонетки
двух и-четы-
рехколесные 797
---- опоры . . . 796
Подвесных канатных
дорог передача
движения к тяго-
вому канату . . . 798
------- присоедине-
ние тягового
каната при
помощи сцеп-
ления с соб-
ственным ве-
сом (Бенуа-
Гекель) или
винтового
сцепления
(Полиг) . • • 797
— рельсовых дорог
привод вагонеток 794
------- устройство . 793
— электрических до-
рог вагонетки . . 794
Подъемника автома-
тическое выклю-
чение .............777
— концевой выклю-
чатель ............774
— ловителя схема . . 775
— рубанок Шенфельда 784
----сопротивление . 780
---- схема Леонарда 786
Алфавитный указатель
1443
— шахтного включе-
ние по системе
Ильгнера (с махо-
виком) ............787
---- привод от дви-
гателя постоян-
ного тока ... 786
----умформер без
маховика . . . 787
Подъемника шахтного
уравновешивание
каната............781
----шунтовой дви-
гатель с динамо
для управления 786
---- двигатель с
регулированием
при помощи пу-
скового реостата 786
Подъемники . . . 670, 771
— для автоматиче-
ской нагрузки и
разгрузки .... 779
----небольших гру-
зов по DIN 1366 772
— колошниковые (для
домен).............780
— Нории (патерно-
стеры)..........779
— пассажирские по
DIN 1369—1373 . 772
— по наклонной пло-
скости ............779
— с ведущими шки-
вами ...........772
— специального наз-
начения ........779
— шахтные с башней
Кеппе..........780
----ведущими
шкивами
Кеппе . . . 780
----с полным урав-
новешиванием
каната.............789
----электрические . 786
Подъемников автома-
тическая останов-
ка у этажа • . . 776
— барабаны ..... 772
— буфера ...... 779
Подъемников веду-
щие шкивы . . . 773
— включение вспо-
могательного тока
контакторами . . 776
----выключение
тока .... 776
— выключающие ме-
ханизмы ...........777
— грузовых размеры
кабины по DIN
№ 1361 и 1362 . . 771
— дверные запоры . 778
----контакты ... 778
— лебедки..........772
— ловители . . . 775, 784
----Отис...........776
-----------------------стопорные и за-
жимные .... 775
— кабина...........774
— подвешивание ка-
бины и противо-
весы ...........772
— направляющие . . 774*
— ножи системы Ун-
дейча..............784
— ограничители ско-
рости (регуля-
торы) ..........775
— остановы.........776
— правила оборудо-
вания и экспло-
атация по DIN
№ 1359 ........... 771
— предохранительные
приспо'обления . 777
- противовесы . 772, 774
— рабочие скорости 773
— размеры шахты,
оборудования ма-
шинного помеще-
ния и противо-
весы по DIN
№ 1363—1365 . ... 771
Подъемников рычаж-
ное управление . 776
-------без автома-
тического выклю-
чения .............778
— лебедки с веду-
щими шиквами . 778
— скорссти, рабочие
ускорения и коэ-
фициент безопа-
сности ............785
— технические усло-
вия по DIN № 1360 771
— точное регулиро-
вание остановки . 773
— управление .... 776
— нажимными кон-
тактами . . . 777, 778
— уравновешивание
каната.............774
— шахтные барабаны
н бобины; их
преимущества и
недостатки .... 782
---- вагонетки . . . 783
----ведущие шкивы 784
— выравнивание на-
грузки аккумуля-
торной батареей . 787
— — выравнивающее
действие махо-
вика ...........787
---- двойной коллек-
торный двига-
тель Дери ... 788
— диаграмма движе-
ния ...............788
---- скоростей . . . 790
----ковши, их недо-
статки и пре-
имущества . . . 783,
784
Подъемников шахт-
ных клети .... 782
------- их преиму-
щества и не-
достатки . . 783
----конические и
коническо-ци-
линдрические
барабаны и бо-
бины ..............781
---- концевые вы-
ключатели . . . 788
----к. п. д........790
----Механизмы баш-
ни Кеппе .... 781
---- предохранитель-
ные приборы . 788
---- привод .... 785
-------от асинхрон-
ных двигате-
лей трехфаз-
ного тока . . 787
------- от регуля-
ционных дви-
гателей . . . 788
-------от трехфаз-
ного двига-
теля с после-
довательным
возбужде-
нием .... 788
-------по схеме Лео-
нарда с ум-
формером без
маховика . . 788
---- распределитель-
ный рычаг . . . 788
---- регулятор глу-
бины ..............788
------- скорости . • 788
----движения . . 788
----схема точного
регулирования 787
Подъемников шахт-
ных тормоза ма-
невровые и пре-
дохранительные • 788,
789
----электрических
расчет............789
-^двигателя вращаю-
щий момент . . . 791
----диаграммы вра-
щающих момен-
тов ..............791
-------мощности . 790
----эффективная мощ-
ность ...... 791
91*
1444
Алфавитный указатель
Подъемно-транспор-
тные устройства
прерывного дей-
ствия ..............670
— — устройства по-
стоянного Дей-
ствия ..............670
— транспортных
устройств взве-
шивающие при-
способления . . . 831
----гидравличе-
ский привод 671
----— общий обзор 670
----паровой при-
вод ...............671
---- передача
трансмис-
сионная . . . 671
---- — передачи . . 670
----пневматиче-
ский привод 671
----подразделе-
ние ..... 670
-------привод Ди-
зель пневма-
тический . . 672
------- привод Ди-
зель электри-
ческий . . . 672
------- ручной . . . 670
— электрический . . 672
привод электро-
гидравлический . 671
Подъемные меха-
низмы кранов на
трехфазном токе 721
----крановых теле-
жек ...............698
— машины шахтные . 780
— электромагниты . 738
Подъемных двигате-
лей диаграммы
расхода энергии . 791
— машин двигатели
постоянного тока 721
— механизмов схема
включения на
спуск с двумя дви-
гателями ..........722
Подпятники........424
— гребенчатые и ди-
сковые ........425
— дисковые.......432
— по Митчелю . . . 425
Подпятников значе-
ние ...........432
Подрез зубьев .... 528
Подтемпература взры- •
ва...........1369
Подшипника корпуса
установка .... 435
— тела качения ... 446
— радиально-упорного
удельная нагрузка 448
— удельное охлажде-
ние ................429
-------в зависимо-
• сги от раз-
ности темпе-
ратур .... 429
Подшипника упорного
коэфициент ис-
пользования . . . 446
----равномерное рас-
пределение на-
грузки .............446
---- сепаратор . . . 446
----средняя нагрузка 446
----суммарная . . . 446
---- число оборотов 443
— установка .... 435
— установка на пли-
тах, стойках, под-
весках, стенных
угольниках и ко-
робках, консолях
сцепных и на-
коленных .... 435
Подшипниках допу-
скаемое значение 430
Подшипник Броун-
Бовери.............426
Подшипники .... 424
— игольчатые . . 446, 447
— качения ..*.... 441
----маятниковые . . 448
----направляющие
и осевые (упор-
ные) .............446
---- нормированные
(ста ндартизован-
ные)...............448
----по DIN .... 437*
----поперечные (ра-
диальные) . . . 447
----радиально-упор-
ные ..............448
— на подвесках по
DIN........... 440*
Подшипники паровых
турбин..........435
— радиальные роли-
ковые ..........447
— с автоматической
эксцентриковой
установкой шипа 426
----вращающимися
вкладышами . . 437
— скользящего тре-
ния ..............424
------ по DIN . . . 437*
— стандартизованные 436
— стенные и пото-
лочные ...........435
— с шаровыми вкла-
дышами ............437
— шариковые и ро-
ликовые ...........441
— шатуна........4зб
Подшипник локомо-
биля Ланца . . . 435
— Митче л я одноди-
сковый .................425
Подшипников вкла-
дышей легкая сме-
няемость .... 434
— вкладыши и кор-
пуса ...................434
----разъемные . . . 435
---- цельные .... 434
— воздушного охла-
ждения коэфи-
циент нагрузки . 431*
— воздушное охла-
ждение .................430
— давление у краев . 435
— естественная отда-
ча тепла................429
— железнодорожных
воздушное охла-
ждение ...........430
----вкладышей ме-
талл ........434
— искусственное отве-
дение тепла . . . 429
----охлаждение . . 431
Подшипников качения
деформация . . . 445
----------------------диаграмма на-
грузки и сопро-
тивления тре-
ния 442
---- закрепительные
втулки............463
----кинематические
основы .... 441
----клетка (обойма,
сепаратор). . . 442
---- конструкция и
установка . . . 463
----корпуса цель-
ные и разъем-
ные ....................463
----коэфициент на-
грузки ............445
-------продолжи-
тельности ра-
боты .... 447
----— сопротивле-
ния ...............445
— — — трения иде-
альный . . . 442
-------числа оборо-
тов ................447
---- кривизна по-
верхностей со-
прикосновения 445
----нагрузка . . 444. 445
---- стандартизован-
ных (нормиро-
ванных) на-
грузка .............448
-------номограмма
нагрузки . . 448
Алфавитный указатель
1445
— — преимущество . 443
---- применение . . 444
----продолжитель-
ность службы . 447
----радиальных до-
пустимая удель-
ная нагрузка . .* 447
Подшипников каче-
ния радиальных
кольца.............447
-------нагрузка . . 447
-------удельная на-
грузка . . . 447
-------число оборо-
тов ...............447
----ролики . . . 441, 442
----смазка . . . 443, 464,
---- смазки отличи-
тельные приз-
наки ..............443
----- сопротивление
tf---трения........442
----средняя нагруз-
ка ............444
— коэфициентов тре-
ния ...........424
— металла свойства . 434
— нормы DIN . . 436, 437*
- опорные давления
наибольшие . . . 434*
— опора по DIN ’. . 438*
— охлаждение .... 429
— плиты.............435
— расточка.......435
— регулировка . . . 435
— смазка............424
— стойки..........435
трение...........424
----жидкостное сме-
шанное .... 424
----сухое..........424
— угловая подвиж-
ность вкладышей 446
— упорных центро-
бежная сила . . . 446
Подшипниковые пли-
ты и стенные
коробки по D1N . 438*
Подшипниковых вкла-
дышей переста-
новка ..........435
Подшипник ролико-
вый самоустанав-
ливающийся . . . 448
Подшипник упорный
с коническими ро-
ликами .........446
— шариковый и ро-
ликовый ........448
Полипирит........1353
Полировка и шли-
фовка .........1328
Полировки способы . 1328
Полирующие мате-
риалы .........1367
Полиспастов электри-
ческих грузо-
подъемность, вы-
сота и скорость
подъема, мощ-
ность двигателя,
вес.............. 732*
Полиспасты.........694
— сдвоенные .... 698
— цепные...........670
Полиспасты электри-
ческие .... 732*, 733
Полосы и листы
стальные .... 1377
-------цветных ме-
таллов ' . . . 1378
Полотно песчаное . . 1367
Полстина..........1336
Полутомпак.........1143*
Полые цилиндры . . 142
Полых цилиндров
зашита от действия
внутреннего давле-
ния ...........145
----напряжения по
гипотезе наи-
больших каса-
тельных напря-
жений . . • . . 142
----по теофии С. Ве-
нана...............143
Полуавтоматы .... 913
Полюс (точка) качения 509
Понижатели давления 349
Поперечного сжатия
коэфициент ... 7
Поперечное расшире-
ние относитель-
ное ................ 7
— сжатие при раз-
рыве ............... 5
Поперечных сечений
расчет при изгибе 20
— сил точка прило-
жения ............. 67
Порода роговиковая 1190
Пород залежи мас-
сивные и слои-
стые ..............1184
Породы глубокозале-
гающие........1183
— залегающие в виде
жил .... 1182, 1184
— изверженные (вул-
канические) . . . 1184
— каменные осадоч-
ные .... 1186, 1183
— кристаллические .1183
— осадочные . . . .1186
----органического
происхождения 1188
Породы плутони-
ческие ............П82
Порох бездымный и
черный.............1372
Портланд-цемент же-
лезный . . . 1204, 1207»
Поршень вращаю-
щийся ..........353
— с водяным охла-
ждением ...........372
— сокращенной дли-
ны ................387
— судовой машины . 373
Поршневого штока
водяное охлажде-
ние ............376
---гармонические
колебания . . . 382
--- изготовление по
Кольмину . . . 378
--- обработка по
способу MAN . 378
---соединение MAN 379
--- соединительная
муфта.............379
Поршневой уравни-
тель ...........649
— шток полый . . . 376
Поршневые камеры . 352
— кольца с пружи-
нами .............364
— механизмы .... 357
— оси симметричные 637
— штоки........3^8, 376
Поршневых колес
замки...........367
---стыки . . . 367, 368
— штоков материал
и расчет..........376
---направляющие . 378
--- стрела прогиба 377
---форма..........376
Поршней горизон-
тальных и их
штоков вес . . . 377
Поршни . . . 351, 368, 370
— бр. Клейн.......378
— дисковые или со
штоками............372
— жидкостные . . . 352
— открытые 371
— плунжерные . . . 371
— полые...........372
___створчатые (кла-
панные) ..... 371
Поршня подача . . . 648
— путь..........382
— графический рас-
чет ............382
— расчет прочности . 373
— соединение со
штоком............375
— точный расчет по
Рейману и Эн-
слин-Пфлейде-
реру...............375
— удельное давление 378
— ход и положение
крирошица . . , 385
1446
Алфавитный указатель
Порфир . . . .. 227*
— бескварцевый . . .1184
Порфирит............1185
— кварцевый .... 1185
Порфир кварцевый . 1184
Постоянство объема 2Л
Построение Брикса. 383
Поташа растворы и
удельный вес . . 1359*
— ОСТ...............1359
Поташ......... 977*, 1359
Потенциальная энер-
гия внутренних
сил при растя-
жении .............152
----при изгибе ... 153
----кручении . . 152
---- сдвиге ... 152
Поток материала . . 203
Почта канатная и
электрическая . . 824
— пневматиче"кая . . 822
Пояса текучести . . . 197
Пояс пластический . 196
Правка холодная . . 847
Превращение эле-
ментов ..............969
Предел выносливости 6
— пропорционально-
сти .............4*, 249
— прочности при пе-
ременной на-
грузке .......... 6
— расплющивания при
сжатии............. 6
— текучести 4*, 193, 249,
1003
— упругости . . .4*, 244
— усталости . . 6, 14, 235
— выносливости ме-
таллов по Тимо-
шенко и Лесселье 242*
Пределы пропорцио-
нальности и те-
кучести для ста-
лей ...........210*
— усталости метал-
лов .......... 242*
Предельная кривая . 194
Предельные состоя-
ния ............193
Предохранение машин
от чрезмерного
разгона.........656
— поверхностей ме-
таллическими по-
крытиями .... 1329
---- по способам
Бенга, Шпефаса,
Жиротка, и Пар-
кера .............1330
----специальным
покрытием . . 1329
----химическим спо-
собом . , , , , 1330
Преобразование траек-
тории ..........396
Преобразователей пе-
ременных условия
работы..........611
Преобразователи пе-
ременные . . • . 611
Пресса Венсана раз-
меры и мощность 857
— дыропробивные . . 862
— ковочные....... 845*
— фрикционные . . 857
— эксцентрикового
область примене-
ния ............857
Пресс вытяжной ше-
стеренный и
эксцентриковый . 847*
— гидравлический и
Венсана......... 845*
— для гаек и осажи-
вания труб . . . 845*
— дыропробивной- . 847*
— коленчатый, ры-
чажный, винтовой,
фрикционный . . 846*
Прессов винтовых
конструкций . . . 856
---- применение . . 856
----ручной привод . 856
---- энергия при
ударе.........857
— вытяжных кромко-
держатели .... 859
----область приме-
нения ........859
----привод пуансона 859
----с коленчатыми
рычагами раз-
меры ..............860
----стол с матрицей 859
----шестеренных
размеры .... 860
— гидравлических ак-
кумуляторы . 855, 886
----давление .... 854
---- насосы .... 856
----область приме-
нения ..........853
---- обратный ход . 8о4
---- поперечина . . 854
---- регулирование .854
---- скорость воды
в трубопроводах 855
----цилиндры об-
ратного хода . . 854
Прессовка в штампах 845*
Прессов парогидра-
влических паро-
вой привод . . . 855
— фрикционных раз-
меры, давление,
число ударов и
потребная энер-
гия ...............857
Прессов эксцентрико-
вых автоматиче-
ская подача . . . 858
---- без зубчатого
перебора раз-
меры . • . . . 858
----«высота подъема 858
----предохранитель-
ная шпилька . . 858
----привод.........858
Пресс холодный за-
клепочный .... 846*
----с зубчатым пе-
ребором раз-
меры ...........858
Прессы.......... 843, 853
— Венсана..........857
— винтовые.........856
----протяжные . . 857
— вытяжные .... 859
---- двойного дей-
ствия ..............8ф
— с коленчатыми
рычагами . . . 859
— вытяжные шесте-
ренные ............860
— гидравлические . . 853
— для отрезки зау-
сенцев ............862
— парогидравличе-
ские ..........855
— посудные.........860
— револьверные и
для последова-
тельной вырезки . 859
— с коленчатым ры-
чагом .............858
— эксцентриковые го-
ризонтальные . . 858
----нормального вы-
полнения . . . 857
Пресс эксцентрико-
. вый (кривошип-
ный) ..............857
Приведенные момен-
ты при изгибе
с кручением по
гипотезе наиболь-
шего удлинения . 99
по гипотезе наи-
большего каса-
тельного напря-
жения .......... 99
Приведенный цилин-
дрический вал . . 181
Привода определение
мощности .... 907
Привод.............423
— гидравлический . . 897
----Лауэр-Тома . . 354
----Подъемно-транс-
портных уст-
ройств ............671
----станков . , , . 91Q
Алфавитный указатель
1447
— кулачковый .... 398
— паровой подъемно-
транспортных
устройств .... 671
— простые..........603
— полуперекрестные 605
— угловые с напра*
вляющими роли^
ками...............606
— ручной подъемно-
транспортных
устройств .... 670
— с молотом трех-
фазного тока . . 897
с переменными
полюсами .... 897
Привод с регулируемым
мотором постоян-
ного тока .... 897
— станков механиче-
ский электротех-
нический и гидра-
влический .... 897
----с одиночным
шкивом и короб-
кой скоростей . . 897
Приводы станков . . 894
Привод электричес-
кий подъемно-
транспортных
устройств .... 672
— электро-гидравли-
ческий подъемно-
транспортных
устройств .... 671
Припоев мягких вред-
ные примеси . . .1158
- ОСТ..............1146
Припои.............1146
— мягкие...........1158
— оловянистые noDIN1159*
— серебряные .... 1147
— твердые.........1147*
Припой желтый . . .1146
— крепкий (твердый) 1146
— серебряный .... 1147
Приспособление для
снимания опоки . 835
----захватывания
грузов..........737
Притирка внутренняя
(хонинг процесс) . 905
— наружная (ле-
пинг —)........905
Пробирные свидетель-
ства ..........1173
Пробковые пластины
прессованные . . .1193
— фундаментные под-
кладки ........1193
Пробковый камень . 1304
Проборит.......... 227*
Пробных брусков
размеры , , ♦ . 1004
Проволока ...... 1377
— алудуровая .... 233*
— алюминиевая и аммо-
ниевой бронзы . 233*
— биметаллическая . 1330
— бронзовая........ 232*
---- двойная .... 232*
— вольфрамовая . . 233*
— для телеграфных
проводов .... 234*
— железная......... 232*
— канатная.........233
— катаная по ОСТ
2577 ......... 1083
— красной меда . . . 232*
— кремнистой брон-
зы ................... 232*
— латунная......... 233*
— молибденовая . . . 233*
— никелевая .......... 233*
— никелиновая . . . 233’
— свинцовая........ 233*
— стальная бессеме-
ровская ...... 232*
----луженая .... 233
---- тигельная . • . 232*
— танталовая .... 233
Проволока телеграф-
ная оцинкованная 233
— фосфористой
бронзы......... 233*
— хромоникелевая . 232*
— цинковая..............233
Проволоки алюминие-
вой вес........1125*
— вес по DIN .... 994*
— для телеграфных
проводов времен-
ное сопротивле-
ние .................. 234*
диаметры .... 234*
марки............. 234*
предел текучести 234*
— латунной и медной
вес................... 994*
— механические свой-
ства . . • . . . . 232*
— размеры по ОСТ . 995
— стальной вес . . . 994*
----цветных ме-
таллов стан-
дартизация . 1380
---- сортамент по
ОСТ 529 ... . 1084*
Проволочные калиб-
ры ............ 996. 997*
Прогиб балки .... 24
— балок при различ-
ных нагруз-
ках ................ 37—47*
— дополнительный от
поперечных сил . 69
Продольного изгиба
гипербола Эйлера 103
----графическое ис-
следование noVia-
nello .............109
----коэфициенты . 102
Продольного изгиба
коэфициент умень-
шения момента
инерции............113*
для стали .... 111*
чугуна.........113*
------- по Е. Н.
Ч> СССР . . . 114*
----коэфициенты ш
для разных се-
чений .............112*
----для дерева . 114*
----критическое на-
пряжение .... 110
----модуль .... 104
----не чисто упру-
гая область . . 105
----опытные данные 105*
---- расчет попереч-
ных сечений . . 112
---- способу ш . 110
----сочлененные сте-
ржни ..........114
Продольного изгиба
степень гибко-
сти .......... 103 и 104
----употребитель-
ные формулы . 112
----упругая линия . 103
---- уравнение ... 103
----чисто упругая
область .... 105
---- эксцентричное
приложение . . 111
----явление........102
-------------------явления в неуп-
ругой области . 103
Продольном изгибе
влияние попереч-
ной силы .... 106
----допустимое на-
пряжение на
сжатие .... ИО
---- запас прочности 110
----критическая си-
ла .............Ю2
----критическое на-
пряжение ... 102
----коэфициенты по
Даннику .... 108*
----переменная на-
грузка ........109
----переменный мо-
мент инерции . 107
---- степень гибко-
сти (стройно-
сти) .........ю?
1448
Алфавитный указатель
— — нейтральное дей-
ствие силы . . ПО
Продольно-строгаль-
ные станки . . . 917
Продольный изгиб ба-
лок междуэтаж-
ных перекрытий . 111
----для дерева ... 114
----стали .... ПО
---- чугуна ... 113
----конических стер-
жней по Дин-
нику...............109*
---- по Диннику . . 107
----Эйлеру . . . 106
----разных материа-
лов по Тетмай-
еру................105*
Прокатка .... 845*, 1041
— холодная......... 846*
Прокатки программа 1377
Прокатный ковочный
стан . . • . . . . 845*
•---холодный . . . 845*
Пропорциональности
границы............ 3
— предел при растя-
жении ........... 5
Пространственное на-
пряженное состоя-
ние ............. И
Противовесы вращаю-
щиеся ..........636
Пр ото п............969
Протравочные сред-
ства ...........• . 1001
----для железа . . 1001
----макро- и ми-
кроскопиче-
ских исследо-
ваний .... 1001
----меди, алюми-
ния и цинка . 1002
----свинца, ни-
келя и воль-
фрама . . . 1003
Протяжка...........1041
— труб............. 846*
— холодная ........ 1042
Протяжек размеры . 880*
— расход энергии . . 892
— удельное давление
резания............894
Протяжки .... 880, 892
Протяжной пресс . . 846*
Профили зубьев . . . 516
---- как обраба-
тывающие фор-
мы ................516
— проката .........1115
Профиля зубьев вы-
черчивание . . . 516
---- образование ко-
свенным пу-
тем 516
-------способом де-
ления (фасон-
ным инстру-
ментом) . . . 517
------- способом об-
катки (каче-
ния) .... 517
— смещения преиму-
щества ............532
Профильного мате-
риала стандарти-
зация .............1379
— цветного металла . 1379
Профильные изобра-
жения (исходный
контур)............521
Профильный металл . 1377
Прочность на сдвиг . 208
---- сжатие .... 6
----------------------срез. 9
— при колебательной
нагрузке........ 6
----растяжении . . 5
— тупых лезвий . . . 199
Прошивка дыр . . . 845*
Прошивки в авиа- и
станкостроении . 906
Прошивок работа . . 906
Пружина винтовая
коническая с круг-
лым и прямоуголь-
ным сечением . . 132
----с круглым сече-
нием ..............126
----цилиндрическая
с круглым сече-
нием .............127
-------с прямоуголь-
ным сече-
нием .... 131
— прямая (скручиваю-
щаяся) с круглым
и прямоугольным
сечением .... 126
Пружин винтовых
цилиндрических
коэфициент жест-
кости .... 128—131*
------- допускаемая
нагрузка . 127,128
131*
Пружины винтовые
и спиральные
с прямоугольным
сечением .... 126
— витые............126
----гибкие . . . . • 125
— прямые скручиваю -
щиеся..............126
— с жестко закреп-
ленными концами 126
— формы усеченного
конуса . . . 133*, 135
136
Пружинящие стенки , 353
Пряжа.........’.’ . . 1338
— вязальная, швей-
ная, гардинная,
кружевная .... 1339
— джутовая, пеньковая
и рами.............1339
— дм основы .... 1339
Пряжа из искусствен-
ного шелка . . . 1339
----хлопка.........1338
— крученая ........ 1338
— льняная.........1339
— фитильная, ватер-
ная, сельфактор-
ная...........1339
— Флор и фантези . 1339
— шерстяная .... 1338
Пряжи джутовой
стандарты .... 1401
— изготовление . . .1336
— льняной единицы . 1401
— номерация ....14Ш
Пуассона коэфициент
----для разных ма-
териалов .... 7
----по Адамсу, Ку-
керу, Крюгеру
и Планку ... 7
Пуцуолан естествен-
ный ..........1206
Пуцуолановая земля . 1206
Пуцуолановый це-
мент .........1205
Пуцуоланы.........1206
Пушнина...........1336
Р
Работа, воспринимае-
мая рессорами . . 121
— упругих сил при
кручении .... 74
Работоспособность
(уд. раб. дефор-
мации) стали . . 210*
Рабочее давление . . 388
----для разных дви-
гателей .... 388
Рабочие машины . . 832
Равновесие при ма-
лых деформациях 192
Равновесия при боль-'
ших деформациях
— основные законы . 201
Равновесного состоя-
ния при малых
деформациях при-
менение ...........196
Равновесное состоя-,
ние при больших
деформациях . . 201
------ — малых .... 192
Развертки .... 872, 873,
886
Алфавитный указатель
1449
— насадные (настав*
лые) и конические 873
— ручные и машинные 873
Разверток скорость
резания и подачи 886
Развертывания ско*
рости ... .А. 888
Разрушение разделе-
нием ...........193
— сдвигом..........193
Рама двухшарнирная
жесткая.........163
Рами...............1335
Рамы двухшарнирной
горизонтальной
распор .... 163, 164
---изгибающие мо-
менты ..........165
Расковка......... 845*
Распиловка......... 846*
Расплющивание . . . 845*
Распределение напря-
жений при изгибе 22
Раствора известково-
го приготовление 1213
----прочность . . . 1213
----твердение . . . 1213
Раствор водяной . . 1215
— гипсовый..........1214
— глиняный ...» >1212
— известково-трассо-
вый ...............1217
-----цементный . . . 1217
— известковый . . . 1212
Растворимое стекло . 977*
Растворители .... 1364
Растворов модуль
упругости .... 228
— составы, материа-
лы и выход . . . 1216*
— строительных вре-
менное сопроти-
вление сжатию . 228*
Раствор цементно-
трассовый .... 1218
— цементовый . . . 1215
Растворы..........1203
— воздушные .... 1212
Растворы гидравличе-
ские .........1215
— строительные . . . 1212
Расстеклование . . .1226
расстояние между
подшипниками
вала...........471
Растяжение и изгиб . 81
Растяжения и изгиба
взаимность напря-
жений ..............86
-------графическое
распределе-
ние напряже-
ний .................83
-------нагибающий
момент , , , $1
-------нулевая ли-
ния ................ 81
------- определение
напряжений . 82
предельных напря-
жений с помощью
точек ядра .... 86
------- предельное
напряжение. 83
-------соотношения
между точ-
кой прило-
жения силы
и нулевой
линией ... 83
— иля сжатия с по-
перечным изги-
бом равномерно
распределенной
нагрузкой брусь-
ев изгибающий
момент, наиболь-
шие напряжения,
наибольший про-
гиб, уравнение
упругой линии . 90*
Растяжения или сжа-
тия с поперечной
силой, сосредото-
ченной по сере-
дине бруса, изги-
бающий момент,
наибольшие на-
пряжения, наи-
больший прогиб,
уравнение упру-
гой линии .... 91*
на конце длинных
брусьев изгибаю-
щий момент, наи-
большие напряже-
жения, наиболь-
ший прогиб, ура-
внение упругой
линии ...... 89
Рафинады..........1309
Револьверные станки 913
Регулирование выра-
вниванием при
помощи противо-
положных импуль-
сов движения . . 625
— заглушением при
помощи внутрен-
них или внешних
сопротивлений . . 625
Регулирование изо-
лированием при
помощи упругих
элементов .... 625
— косвенное с меха-
ническими у си*
лмями..............657
— приложенными
массами........
— числа оборотов 65S
Регулирования об-
ласть примене-
ния ...........
— работа ..........
-• средства .......
Регулировка автома-
тическая . . . 650
— астатическая . . .
— давления ........
— изменением напор-
ного давлений . .
— предрамная и изо-
статическая . . .
— неустойчивая . . .
— обратной уста-
новкой ........
— поплавком . . . .
— статическая . . . .
— электродвижущей
силой .........
Регулировки органы .
Регулирующие дета-
ли машин . . . .
Регулятора астатиче-
ская точка . . 663
— астатического ха-
рактеристика . .
— давление ........
— действительная
степень нечувст-
вительности . . .
— действия график
— затраты работы . .
— изменение состоя-
ния ............
— колебания и пере-
регулировки пре-
дупреждение . . .
— кривая давления .
Регулятора масляный
тормоз . .
— масса ...........
— перестановочная
сила...........
— перестановочный
механизм . . . .
— пример расчета .
— работоспособ-
ность .... 651
— расход силы . • .
— ромбоидальная
подвеска ....
— сила ............
— состояние .......
— степени неравно-
мерности вели-
чина ..........
— степень неравно-
мерности . . . <
-------допустимая
— — — благоирмят-
ная , , , , .
НН Й Й Й О § § SS Ш Й
1450
Алфавитный указатель
-------наиболее бла-
гоприятная 665
-------подходящая
(по Толле) . 665
—------теоретиче-
ская ...........652
---нечувствитель-
ности .... 651, 653
— трение...............653
— управляющий ор-
ган ...............654
— характеристика . . 662
— ход..................651
— число Гармониче-
ских колебаний . .654
Регулятор Арка с пер-
вичным усилите-
лем ............658
— глубины.........788
— инерционный . . . 661
— конусный.......661
— неустойчивый . . . 663
Регуляторов рыноч-
ных степень не-
равномерности . . 665
— усилители просто-
го действия . . . 658
—- числа оборотов
конструкция и рас-
чет ................661
Регулятором измене-
ние числа оборо-
тов ...............665
Регулятор грузовой . 662
— осевой .... 661, 668
---Ланца и Преля 668
— плоский..............668
— предохранитель-
ный ............661
пружинный.........662
•--Гартунга, Куна
и К0................667
— = Преля и Янса . 668
— скорости........788
— с муфтой.......661
— струнный Аскания 660
— устойчивый .... 663
— центробежный 659, 661
— числа оборотов. . 654
с усилителем
(Броун-Бове-
ри)............658
Регуляторы автома-
тические .......650
— давления и поло-
жения ..........349
— пружинные Штейн-
ле и Гартунг . . 667
— с^статической ха-
рактеристикой . . 664
---муфтой и весо-
вой нагрузкой . . 666
пружинной ... 667
статические.. 656
— Уатта, Портера и
Клея...........666
Режущего инструмен-
та производитель-
ность .........883
Режущие алмазы . . 869
Режущих кромок
форма..........869
Резания главное да-
вление .... 882, 883
— подачи скорости
пил разных и шли-
фовальных кру-
гов ............. 893*
при строгании и
долблении .... 886
— мощность и сече-
ние стружки . . . 886
----На инструменте 885
— образование’ тепло-
ты .............883
— рабочая скорость . 883
— скорость на ше-
пингах ......... 887*
— соотношение да-
влений: главного,
подачи и радиаль-
ного .......... 882*
Резка газом........956
— горячая.........8ч6*
— холодная • . . . . 847*
Резки газом горелка . 956
Резки газом при-
менение • . . . . 956
----продолжитель-
ность и расход
газа................957
Резина......... 1341, 1349
— твердая (эбонит) . 1351
Резец Клопштока . . 871
Резонанса явление . . 470
Резонанс колеблю-
щейся системы . 631
— машин.............631
— упругий машин и
сооружений ... 171
Резонансы 1-го, 2-го
и . . . . n-го по-
рядка -.........632
Резьба дюймовая . . 266
----по ОСТ
1260 .... 264, 267
— коническая .... 289
— круглая по DIN . . 265
— метрическая . . 264, 267
---- мелкая по
ОСТ . . . .276—277*
-------по ОСТ
271 . . .273-275*
----по ОСТ 32 . . . 270*
---- 94 .... 269*
---- 193 . . 271* 272*
— Селлерса..........264
— SI................264
— трапецеидальная
по ОСТ ..... 265
---- крупная ----
2409 .... 278, 279*
---- мелкая -----
2411 ....... 282, 283*
----нормальная------
2410Г...... 280-281*
Резьба трубная по
ОСТ 266 ....... 268*
— упорная (пилооб-
разная) по DIN . 265
Резьб классификация 267
— (нарезок) системы 264
Резьбы закрепление
Пена.............289
— закрепление ради-
альное .............289
— нарезания скорость 888
— профили...........264
— размеры.........266
Резца высота .... 870
— задний угол (угол
зазора)..........870
— задняя (затылоч-
ная) грань .... 870
— передний угол
(угол отвода стру-
жек) ............870
— передняя (рабочая
грань)...........870
— рабочая поверх-
ность ...........870
— режущие кромки:
главная и вспомо-
гательная (побоч-
ная) ............870
— угол в плане (уста-
новка) ..........870
---- заострения
(угол резца) . . 870
----наклона .... 870
----при вершине . 870
---- резания .... 870
— установка.........870
Резцов алмазн. подача 885
----углы...........871*
— из быстрорежущей
стали углы . . . 871*
---- твердых сплавов
углы............871*
Резцов скорости реза-
ния экономические
884, 886
— стойкость . . . 884, 885
— твердых сплавов
скорость резания 885
— токарных затупле-
ние режущей
кромки...........882
----номограммы за-
висимости дав- t
ления, резания,
мощности и ско-
рости , . .884, 885
Алфавитный указатель
1451
— углеродистых, бы-
строрежущих и
твердых сплавов
экономические
скорости резания
и сечения струж-
ки ............4 . 908*
— форма тела .... 871
Резцы выгнутые и
изогнутые левые
и правые .... 871
— токарные и стро-
гальные . . . 870, 882
Рекристаллизация 2иЗ, 204,
1035
Рельс вагонной двери 1108*
Рельсового транспор-
та вагонетки . . . 806
----- опрокидываю-
щиеся тележки 808
---- сопротивление
вагонеток . . . 806
---- тяга цепью или
канатом .... 805
-------локомотивная 801
Рельсовый транспорт 800
Рельсовых транспор-
теров перемеще-
ние людьми . . . 801
Рельс подъемного кра-
на на сплошной
опоре........... 52
Ремень............1343
Ремней вес единицы
объема......... 234*
— выбор в зависи-
мости от удель-
ной работы . . . 1348*
— катаных временные
перегрузки и пре-
дел скольжения . 601
----главные преиму-
щества ............602
----допускаемые на-
пряжения и пе-
редаваемые
мощности . 600, 601*
----коэфициент пе-
редачи .... 599
---- механические
показатели . • 1346*
----расчет.........599
— модуль упругости 234*
— предел текучести . 234*
— приводных кожа, . 1342
— = — дубленная
раститель-
ными веще-
ствами . . . 1343
----сшивки .... 1343
----условия поставки 1347
— тканных боковое
движение .... 603
----преимущества
ц недостатки . 603
----расчет..........602
— стандарты .... 1398
Ремни............ 234*
— балалота . 234*, 235*,
1348*
— бумажные .... 235
— валеные........ 234*
— волосяные .... 602
Ремни кожаные 234*; 235,
598, 1348*
----дубленые и хро-
мовые .........599
----хромовые . . . 1343
— круглые.........1345
— плетенные (Эпата) 234*
— приводные хромо-
вые ..........1343
----суставчатые . . 1345
— резиновые . 1348*, 1349
— скатывающих аппа-
ратов и чесальных
машин.........1343
— текстильные . . . 1348*
— тканные .... 234* 602
----пропитанные:
балата и рези-
новые .........602
Рессора прямоуголь-
ной формы..........122
— составная листовая 122
---- пластинчатая
прямоугольной
формы.........123
------- треугольной 123
— трапецеобразная . 123
— треугольная . . . 122
Рессор буферных вес,
нагрузки и раз-
меры .... 133—135*
— воспринимаемая ра-
бота ..........121
— коэфициент ра-
боты ......121, 122
— продолжительность
колебаний . . . 122
Рессоры буферные 133-
Рессоры железнодо-
рожного состава. 124
— прямые гибкие . . 122
— составные .... 122
Ржавление выбороч-
ное ..........1010
Ржавления определе-
ние ..........1009
— теория...........1009
Ржавчина......... 977*
Риолит .......... 1184
Рифленое железо . . 1117
Роговая обманка . . 1184
Роговиковая порода . 1190
Роговой камень . . . 1189
Родий.............1176
Резитекст..........678
Россыпи............1186
Ротометр для газов
и жидкостей . . . 349
Ротативного двига-
теля крутящие мо-
менты ..........394
Ротативный двигатель 394
Ртути применение. 1180
— происхождение . . 1179
Ртуть.............1179
— коллоидальная . .1180
Рукава гибкие метал-
лические .......322
Рукоятка безопасная
Вейсмюллера и
Беккера с распор-
ной лентой . . . 714
Рукоятки .... 419, 911
— безопасные .... 714
Руно..............1336
Рудничный газ ... 977*
Руды аггломезиро-
ванные ....... 1038
— брикезированные 1038
— обогащенные маг-
нитным способом 1038
— обожженные . . . 1038
Рым-болты..........285
Рычаг перекатываю-
щийся .... 509, 510
С
Сажа..............1322
Сало для смазки под-
шипников качения 443
Сальник для газовых
двигателей боль-
шой мощности . 364
Сальники...........360
— лабиринтные . . . 357
— упругие..........361
Сальников набивка
Говальдта .... 362
— набивки преимуще-
ства и недостатки 361
— набивочный мате-
риал ..............361
— размеры..........361
— система Прель . . 364
— Шмидта...........378
Самовозгорание углей 1271
Сандарак...........1320
Санторинская земля . 1206
Сбрасыватель .... 809
Свариваемость метал-
лов ...............947
Сварка автогенная . . 954
— — чугуна и меди . 956
—дуговая с угольны-
ми, металлически-
ми и двойными
электродами . . . 949
— коксовым газом . 957
— Лангмюир . , , . 950
1452
Алфавитный указатель
— прессовая и давле-
нием ..*..... 947
Сварка термитная дав-
лением, отливкой
и комбинирован-
ная ...............958
— электрическая
сплавлением . . . 951
— — точечная и швом 953
Сварки автогенной ре-
генераторы ацети-
леновые низкого,
среднего и высо-
кого давления . . 954
----горшки .... 955
----применение . . 956
---- прочность . . . 956
----расход ацетилена 955
— видов классифика-
ция ...............947
— дуговой недостат-
ки .............949
— коксовым газом ме-
тод ............957
-------применение . 958
-------прочность . 958
—— — расход газа и
производи-
тельность . . 958*
— машинных частей
выгодность . . . 962
— общие понятия . . 946
— прочность .... 951
— способов области
применения . . . 948*
— способы . . . 946, 947
— термитной приме-
нение .............959
— электрической на-
пряжение тока . 952
— применение .... 953
— процесс..........952
----точечной и швом
применение . . 954
— электроды .... 949
Сварочного шва проч-
ности и толщина 959
Сварных конструкции 959
Сварных конструкций
преимущества . . 962
----точность разме-
ров ...............962
— машин зажимные
приспособления . 953
— швов виды .... 959
----допускаемые на-
пряжения . 961*, 962*
-—ра.-4'THi растя-
жение, изгиб и
сдвиг . . . 960, 961
-------прочности . 959
Сварочно-газовая ма-
шина ..............954
Сварочного коксового
газа состав . . , 957
Сварочные генераторы 949
— головки автомати-
ческие .............950
— динамо............949
— машины . . . 946, 952
----аппараты и ма-
териалы .... 949
---- электрические . 949
Сварочный трансфор-
матор .... 953, 954
Сварочных машин од-
нофазный транс-
форматор . . 953, 954
Сварочных машин од-
нофазный транс-
форматор .... 953
Сверла........ 872, 886
— перовые........872
— пушечные .... 873
— режущие кромки,
углы и грани . . 872
— спиральные .... 872
— спирального пере-
мычка .............872
Сверления скорости . 888
Сверлильные станки . 915
----пневматические 945
Сверлильный пресс
Весельмана . • . 915
Сверл притупление
перемычки .... 887
— производитель-
ность .............888
— силы у режущей
кромки.............888
— спиральных заточка 872
— — подачи........ 888*
----преимущества . 887
----скорость реза-
ния .............. 887*
и подача.......886
---- стойкость . . . 887
Свинец . . 217*, 224, 1153
— рафинированный . 1153
— рифленный .... 1157
Свинна добывание спо-
собами Паркеса ~
и Паттисона . . . 1153
— коэфициент тепло-
проводности . . . 1155
— олова и белых ме-
таллов протравы 1003
— применение .... 1154
— происхождение. .1153
— физические и тех-
нические свойства 1153
Свинцовая шерсть . . 1157
Свинцовой проволоки
толщина и вес . . 1156*
Свинцовые белила . . 977*
— изделия..........1157
— листы............1154*
Свинцовые отливки . 1157
— прокладки . . . .1157
— трубы..........1155
— уплотнения .... 1157
Свинцовый блеск . . 977*,
1153
— глет...........1153
— сахар......... 977*
Свинцовйях листов при-
менение .......1154
---соединен. пайкой1154
---толщина и вес . 1154*
— труб соединение . 1155
Связующие средства 1203
Сдвиг при изгибе . . 65
— чистый ...... 8
Сдвига сложение нор-
мальных и каса-
тельных напря-
селитра............aoui
— калиевая....... 975*
— натриевая .... 976*
Селитра раствора . . 1361*
Серебра нахождение 1170
— проба............И72
— свойства.......1171*
— торговые сорта . .1173
Серебрение.........1173
Серебро .... 224, 1170
— азотно-кислое . . 1172
— биржевое.........1173
Серебро монет . . .1171
— оксидированное . 1171
— стандартное или
стерлинговое . .1172
- художественное . 1164
___ электролитическое 1173
Серебряное дубле . . 1173
Серебряные сплавы . 1171
Серная кислота . . . 977*
Сернистый газ ... . 977*
— углерод..........1366
Серноватисто-кислый
натрий.........1361
Сервомотор.........657
Сероводород........ 977*
Серпантин . . . 1184, 1352
Сетка..............1341
Сжатие и изгиб ... 81
-------при мате-
риале, сопро-
тивляющемся
только сжа-
тию .........92
только сжатию для
отдельных сече-
ний .........93—95
только сжатию;
напряжения в
крайних точках и
положение нуле-
вой линии .... 96*
— поперечное абсо-
лютное .......6 $ 7
Алфавитный указатель
1453
— — относительное . 7
Сиена.............1322
Сиенит . . 227* 1182, 1183
Сила долевая .... 6
— растягивающая и
сжимающая ... 6
— тяги одного чело-
века ............. 798*
Силико-шпигель . . . 1029
Силиманит....... 1203*
Силовая линия при
косом изгибе . . 21
Сила Кориолиса. . . 394
Силовое замыкание . 288
Силовой многоуголь-
ник .............25
Способ затвора ... 831
Силосы.............825
— для угля.........830
Силумин...........1127
Силы долевые при
изгибе.......... 19
Синькали..........1362
Сита для определе-
ния зернистости 1367*
Складов защищенных
нагрузка и выг-
рузка .............826
— открытых транспорт-
ные средства 825, 826
Складские здания . . 826
Склады.............825
— защищенные . . . 826
— не защищенные
(открытые) .... 825
Склерон...........1128
Скобы..............700
Сланец ...........22/*
— глинистый . . . .1187
— кремнистый . . . 1189
— порфир...........П82
— слюдяной......1189
— урюновский . . . 1190
Сланцев теплотворная
способность . . . 1293
— характеристика ^73*—*
Сланцы горючие . . 1293
— кристаллические . 1183,
1189
— Ленинградской об-
ласти .... 1273-175*
— Средней Волги . 1272-
1275*
Сложение нормальных
и касательных на- ,
пряжений при
сдвиге .............. 9
Сложное сопротивле-
ние ...............80
Сложного сопротив*
ления гипотеза
наибольшего каса-
тельного напряже-
ния .................81
удлинения . . . 81
----разрушения
материала .... 81
---- деформации . . 80
----общая нагрузка 80
----напряжение . . 81
---- сила осевого
направления . . 80
----случаи, стати-
чески неопреде-
лимые .............80
определимые . . 80
Слюда............. 977*
Смазка аппаратом Мо-
лерупа..........433
— густая........432
— деталей грузоподъ-
емных машин . . 704
— жидкая........433
— каплями.......433
— кольцевая .... 433
Смазка кольцом, за-
крепленным на
валу 433
— нефтесмоляная по
ОСТ 2099 .......... 1318*
— общими насосами 433
— отдельными порш-
нями ...............433
— паровых турбин . 433
— цод давлением 428, 433
— ружейная по ОСТ
2612..........1318*
— снарядная 2665 . . 1318*
— пушечная 2613 . . 1318*
— цепочная..........433
—. центральная капе-
льная ..........433
— циркуляционная . 433
— щелочная по ОСТ
2614...............1318
Смазки виды .... 432*
— вязкость по Энг-
леру ...............427
— графитные .... 1310
— канавки .... 432, 436
— минеральной вяз-
кость по Энглеру
и специальная 432, 433*
— подача искусствен-
ным сужением за-
зоров ......... 425
в подпятниках и
подшипниках 425, 426
— подача нагнетатель-
ным насосом . . . 425
----сменой давле-
ния ............425
— подшипников каче>
ния отличитель-
ные признаки . . 443
Смазки потери масла 433
— смазывающая спо-
собность ...........425
— удельная вязкость 425
Смазочного масла от-
работанного воз-
врат и очистка . 1319
---- хранение и вы-
дача ..............1318
----экономное рас-
ходование . . . 1318
— сала применение 1316*
----содержание
воды..........1316*
----торговые обоз-
начения ............ 1316*
----точка стекания’ 1316*
Смазочное масло ва-
зелиновое ОСТ
780................1317*
----Вапор ОСТ 371 1317*
----веретенное ОСТ
194...........1317*
----вискозин ОСТ
370................1317*
----Вольта-ОСТ 275 1317*
— — для динамо . . 1313*
---- касторовое
(авиационное)
ОСТ 221 ... . 1317*
----компрессорное
ОСТ 457 .... 1317*
----машинное ОСТ
274 ........ 1317*
----моторное—ОСТ
456 . . •.....1317*
----нигроль—'ОСТ
372 ........ . 1317*
----ожиренное . . . 1314*
----осевое.........1313*
-------------------подшипниковое 1313*
-------------------трансформатор-
ное ОСТ 600 . . 1318*
Смазочное масло фре-
золь—OGT 778 . . 1317*
----фрагус — ОСТ
4о8..........1317*
----цилиндровое . 1314*,
1317*
----швейное ОСТ 276
1317*
----шпиндельное . 1313*
— сало............1316*
----для шарикопод-
шипников и
штауферов . . 1316*
----машинное туго-
плавкое .... 1316*
Смазочные брикеты
из сала для вальцев1316*
----жиры животные 1309
----твердые .... 1310
— канавки..........1319
— масла животные,
растительные и
минеральные. . . 43Я
1454
Алфавитный указатель
---- из бурого угля
и сланцев . . . 1309
----каменноугольные 1309
----компаунд . . . 13j9
----нефтяные . . . 1309
---- обрабо1анные
электричеством 1310
---- переработанные 1309
----растительные . 1309
----рафинад и дести-
лат...............1314*
- — смешанные . . 13J9
----составные . . . 1309
— материалы . . 432, 13G9
Смазочные насосы и
приспособления .1319
— средства для ма-
шинных устано-
вок ...............1313
— эмульсии.........1310
----из масла .... 1310
Смазочный гудрон . . 1318*
— мазут ОСТ 700 . . 1318*
Смазочных веществ
вязкость ......... 1311
-----испытание . . . 1310
—----заводские . . 1312
----коэфициенты
омыливания, кис-
лотности и смо-
ления ............1311
----определение вяз-
кости по Энгле-
ру ..........1311
----точки воспламе-
нения ............1310
----— затвердева-
ния ...............1311
-------стекания жи-
ров .......1311
----удельный вес . 1310
----физическое ис-
пытание .... 1310
----химическое . . 1311
— масел виды .... 1313*
•---вязкость .... 1313*
----ОСТ-----------------13Г/*
------------------------показатели . . 1313*
------------------------применения . . 1313*
------------------------точка воспламе-
нения ........... 1313*
Смазочных материа-
лов обзор .... 1309
— средств испытание
на машинах Мар-
тенса, Деттмара
и Вендта...........1312
-------механические 1311
Смола ..... 1253. 1296*
— древесная........1253
— каменноугольная .1294
Смолы..............1320
— искусственные . . 1321
— каменноугольной
перегонки .... 1294*
Смоляное масло . . . 1296*
Смоляной бальзам . . 1324
Смятие выпуклых по-
верхностей ... 185
— двух торговых . . 186
— между выпуклой
поверхностью раз-
личной кривизны
и пластиной ... 187
— произвольными вы-
пуклыми поверх-
ностями ...............187
---двумя цилиндра-
ми . .' ...........189
--- цилиндром и
плоскостью . . 188
--------- шаром и
плоскостью . . 186
Снег...............1256
Совки..............739
Совков механизм опо-
ражнивания . . . 739
Сода..................1357
— двууглекислая . . 977*
— кальцинированная 977*,
1358
Сода кристалличеекая 977*
1357
— каустическая . . . 1359
Соды каустической
водного раствора
удельный вес . . 1359*
---ОСТы............1359
— обозначения кре-
пости .............1358
— растворов удель-
ный вес..... 1358*
— растворы.........1358
— ОСТы.............1358
Соединение валов
втулками .... 476
--- глухие и под-
вижные .... 476
Соли..................1361
Солома .... 1286, 1287*
Соль для концентра-
ции . . . . • . . 1362
— желтая кровяная . 1362
Соляная кислота . . . 977*
Сопротивление дефор-
мации .................203
--- при холодной
обработке . . . 203
— материалов .... 1
— (реакция) опор ба-
лок при различ-
ных нагрузках 38—47*
— пробиванию . . . 200
— раздроблению . . 6
— рессор........121
— скручиванию ... 74
Сопротивления мате-
риалов обозначе-
ния по ОСТ и
D1N.............4, 249
Сосна 1248*
Сосны механические
свойства...... 225*
Состояние равновесия
при больших де-
формациях ... 201
-------малых . • . . 192
Спирта давление паров1297
— метилового смеси
с водой........ 1365*
— этилового водного
состав и удельный
вес......... 1365*
Спирт древесный (ме-
тиловый) ......1253
— уксусный.........1366
— фениловый .... 1362
— этиловый (винный) 1365
Сплав быстрорежу-
щий ..............1167
— для поршней . . . 1127
Сплавов быстрорежу-
щих и применение
производитель-
ность ............1169
— карбидо-вольфра-
мовых свойства .1169
-------примерные . 1170*
-------твердость . .1169
Сплавы............1121
— альпаке, силумин,
алнеон и неона-
лиум..............1127
— алюминиевые . . . 1126
— быстрорежущие . 867
----вольфрамо-кар-
бидовые............1168
— для литья: амери-
канский, немецкий
и Ремельтеда . . 1126
---- сопротивлений 1166
Сплавы легкоплав-
кие ... . 1158, 1159*
— меди и цинка . .1141
-------никеля . . . 1163
— медноцинковые . . 1143*
— медь-никель-цинк 1164
— никеля ........ 1163
----и железа .... 1166
— огнестойкие и не-
ржавеющие . . . 1166
— олова и свинца . . 1158
— пластичные алю-
миниевые . . . .1127
— разные............П66
— серебра...........1171
— свинца и олова . . 1153
— твердые..........867
—томпаковые . . . .1141
— хрома..........1177*
— хромо-никелевые . 1166
— цинка .... 1148, 1153
Сплющивание между
трущимися пла-
стинками .... 201
Алфавитный указатель
1455
Способ Мора . . 161, 162
Спринклеры.........1159
Спуски транспортные 818
Спуск—сила . . . 720, 721
— торможение . . 720, 721
Средства против пе-
ререгулировки и
колебания регу-
лятора .............654
Срезывающая сила
при изгибе .... 65
Стакан Брилле .... 392
Стали быстрорежу-
щей навариваемые
пластинки .... 866
----температура за-
калки ........866
— быстрорежущие . 866
— вредные примеси . 1032
— временное сопро-
тивление* .... 210*
— двутавровой сорта-
мент по DIN 1025.1057*
ОСТ 16 . . . 1094, 1095*
1098*
— диаграмма состоя-
ния ...........1032
— для судостроения
шланговый и по-
ручневый про-
фили ........ 1073*
— — железа герман-
ские стандарты 1376*
— инструментальной
область примене-
ния ............. 1030*
----сорта и свой-
ства ...... 1030*
----термическая
обработка . . . 1030*
— испытание и прием-
ка по DIN .... 1047
— зетовой сортамент
по DIN . . 1066, 1067*
— квадратной, круг-
лой и шестигран-
ной веса........ 1075*
— сортамент по ОСТ 9 1085*
— конструкционной,
никелевой и хро-
моникелевой ме-
ханические свой-
ства ............ 1033*
— корытной (швеллер-
ной) сортамент 1060*
Стали круглой сорта-
мент по ОСТ 8 . 1082*
— Круппа по особому
заказу..........217*
— ледебуритные . . 1035
— литой прокатной
технические усло-
вия по ОСТ 4126 —
4136 ............ 1046
—листовой толщина
по DIN.............1117
— тонкой веса по
германскому и
Дилингеровскому
калибру............1116
— магнитные Круппа 215*
— машиностроитель-
ный состав и
свойства........... 1036*
— машиностроитель-
ные по Круппу . . 214*
— механические ха-
рактеристика по
DIN............ 209*
— модули упругости
I и И рода .... 210*
— нелегированные . 1027
— (железа) обручной
сортамент по
ОСТ 12 ....... 1088*
— поделочной сорта
и свойства • . . . 1034
— полосовой веса
1076—1080*
----сортамент 1086—1087*
— полосы и листы . . 1377
— придание формы . 1041
----отливкой . . 1042
— производство 1038, 1039
— прокатной грубые
границы неточно-
стей размеров . . 1048*
---- для болтов и
заклепок свой-
ства по DIN . . 1050*
Стали прокатной лег-
кие профили . . 1074*
---- марки, механи-
ческие свойства
и испытание по
ОСТ 4125 .... 1047*
----механические
свойства по
DIN........... 1046*
----нормы допусков 1047
---- специальные
профили Клок-
нера—Маннште-
да.......... 1073*
----точные границы
отклонений раз-
меров . . , . . 1049*
---- угольники не-
равнобокие по
ОСТ 15 . . 1092, 1093*
-------•----DIN . 1054,
1056*
------- равнобо-
кие --------14
1090, 1091*
1051—1053*
— — швеллера по
ОСТ 6159 1096, 1097*
— профили проката 1115
— профиль плоско-
бимсовый по D;N 1069*
----угло— — 1070—Ю72*
— рессорной техни-
ческие условия
по ОСТ 971 .. . 1110
— рессорные Круша 215*
— тавровой сортам, нт
по DIN . . 1064, 1065*
— термическая обра-
ботка .............1035
— углеродистые . . . 1027
— улучшение .... 1035
— универсальной (ши-
рокополосной) и
сортамент по ОСТ
18—1089*
Стали условия по-
ставки .........Ц21
— характеристики и
марки по ОСТ4125 212*
Сталь аустенитовая . 1167
— бессемеровская . . 1040
— быстрорежущая . 1167
— Гарт фи льда . . . 1030*
— двутавровая ваго-
ностроительная . 1059*
----для железных
конструкций по
DIN......... 1059*
---- судостроения
с широкими
полками . . 1072*
---- широкополочная
по DIN .... 1058*
----фахверковая . . 1057*
— для вагонного рель-
са .............. 1109*
----дверного уголь-
ника вагона . . 1108*
---- напильников по
ОСТ 319 ... . 1113*
----• пружин ваго-
нов ............. 1109*
----резцов по ОСТ
2682 .... . 1112*
----специальных на-
пильников по
ОСТ 2001 . . .1114*
---- судостроения
плоская с утол-
щениями .... 1073*
----полукруглая 1073*
----термического
улучшения . . 1033*
---- цементации . .1033*
— зетовая для ваго-
нов „Хоппер. . . 1109*
— зоре по D1N . . . 1068*
Сталь инструменталь-
ная ...............1167
----быстрорежущая 1032
----вольфрамовая и
кремнистая . , 103G#
1456
Алфавитный указатель
— _ Мартан цевмстая
и углеродистая . 1030*
----хромистая . . . 1030*
----хромо-вольфра-
мовая.........1031*
— — хромокремни-
стая ..........юзо*
— квадратная .... 1069*
— кобальто-магнит-
ная ............1167
— колонная ....... 1064
— конструкционная-
никелевая и хро-
мо-никеле вая по
D1N.......... 1033*
— корытная для ва-
гоностроения по
DIN........... 1063*
-------судостроения 1061*,
1062*
-------по ОСТ 17 . 1099*
— легированная 1027, 1032
— листовая декати-
рованная по ОСТ
24t2..............1106*
---- оцинкованная .1118
----толстая по ОСТ
19 .... U0J, 1101*
----тонкая------ 20 1102,
1103*
----шахматная по
ОСТ 26 .... 1107*
— литая .......... 1046
----(в отливках) по
DIN...........216*
— люковая для судо-
строения .... 1072*
— мартеновская . . . 1040
Сталь машинострои-
тельная ...........1167
----морянка, том-
лянка ..............1041
— настильная .... 1068*
Стальная болванка
по ОСТ 1642 .. . 1081*
— заготовка-----1643 1081*
Сталь нелегирован-
ная ...........1028
— немагнитная . . . 1167
— нержавеющая . . . 1167
— никелевая . . . .1167
Стальное литье ... 219
----по DIN .... 216*
Стальные листы глад-
кие ...........1116
----продырявлен-
ные ...... 1117
----сводчатые . . .1117
— отливки..........1043
Сталь норучневая . . 1069*
— прутковая .... 1о46*
— пудлинговая . . . 1041
— обручная..........1116
— огнеупорная . . .1167
— рессорная.......1108*
— рифленая .... 1117
— сварочная........1041
---- по способу
Астона........1041
— сортовая (сортовое
железо)....... 1046*
— специальная для
вентилей моторов
внутреннего сго-
рания ..............219
— специальных про-
филей для паро-
возо- и вагоно-
строения . . 1108, 1109*
судостроения по
ОСТ 30 ....... 1107*
Яталь тигельная . . . 1040
— угло-бульбовая . . 1107*
— универсальная . . 1046*
— фасонная для су-
достроения . . . 1072*
— хромоникелевая . 1167
— цементная .... 1и41
— чистотянутая для
шпонок..............1115*
— швеллерная для
вагонов............1109*
-------судостроения 1107*
— шинная по ОСТ 11 1089*
Станиоль .... 1157, 1378
Стандартизация (нор-
мализация) . . . 990
Стандартизованные
предметы тор-
говли ............1374
Стандарты..........991*
Стан-дуо-ковочный . 861
Станка горизонтально-
расточного эле-
менты: шпиндель,
салазки и стойка 915
— использование мощ-
ности ..............907
— передаточные числа
шестерен .... 896*
— пильного горизон-
тального криво-
шипный вал и
цапфа кривошипа 928
------- направляю-
щие рамы . . 928
------- подача . . . 928
— привод с ступен-
чатым шкивом,
коробкой скоро-
стей, регулируе-
мым мотором И
митором с пере-
ключением полю-
сов ................895
Станка схема пеоебора
шпинделя бабки 895,
896
— токарного супорт . 912
Станках токарных зад-
няя заточка фрез 899
---- нарезание резь-
бы ................898
---- обточка с при-
менением упо-
ров ...............899
— фрезерных работа
по способу деле-
ния и обкатки . . 903
Станка число оборо-
тов шпинделя . . 896*
Станки горизонтально-
расточные .... 915
— деревообделочные 919
----для кривых бру-
сков ..............937
----шпунтования
и фальцевания 936
----дисковые . . . 936
----дыродолбеж-
ные ...............939
----круглолущиль-
ные ............... 937•
----паркетные . . . 936
----сверлильные . . 939
----строгальные . . 934
---- для чистой
отделки . . . 937
-------четырехсто-
ронние для
профилирова-
ния ...............936
с подавателями . 936
----фанерные стро-
гальные .... 937
----фрезерные . . . 938
---- верхние и со
столом.............939
-------для круглых
брусков. . . 939
------- копироваль-
ные и фасон-
но-фрезерные 939
Станки деревообде-
лочные фрезер-
ные с горизон-
тальным шпинде-
лем ............939
-------шипорезные 940
----фуговальные и
вальцевые . . . 936
----центро-фрезер-
ные ...............939
---- шипорезные и
шпунтовальные 939
----шлифовальные
дисковые . . . 941
---- — цилиндриче-
ские с бара-
баном и лен-
точные . . . 940
— для получения дре-
весной стружки . 938
Алфавитный указатель
1457
— точки ножей
деревообделоч-
ных станков . . 941
. ---штамповки зу-
бьев пил .... 941
— долбежные .... 918
----аппараты дере*
вообделочные
вспомогатель-
ные ..........941
— зуборезные Мааг
и Феллоу .... 918
*— — фрезерные, дол-
бежите и шли-
фовальные . . . 918
— Kpyi лошлифоваль-
ные для наружной
и внутренней шли-
фовки .............916
I I I I I 11 111 I I I II II 111
— металлорежущие . 862
— плоскошлифоваль-
ные с вертикаль-
ным и горизон-
тальным шпинде-
лем ...............916
— пневматические
сверлильные и шли-
фовальные .... 945
— продольно-строгаль-
ные ............899
----фрезерные . . . 914
Станки распиловоч-
ные ...............921
револьверные. . . 913
сверлильные . . . 915
— для точных ра-
бот .........916
— жесткие .... 915
— многошпиндель-
ные .........915
— радиальные . . 915
с вращающейся ку-
лисе ой ........902
— прорезными пи-
лами ........932
строгальные и фи-
берные..........917
с гружкоделатель-
ные.............938
токарные . . . 898, 912
— для дерева . . . 940
— лобовые, кару-
сельные и «для
валов...........913
— многорезцовые 912
— с резцами из
видна.........913
точильные .... 916
фанеро-режущие . 938
фрезерные . . 903, 913
— жесткие .... 914
— универсальные 913,
914
— шлифовальные . . £04,
916
----для рамных,
круглых и лен-
точные пил . . 941
— — специальные . . 916
Станка < токарных на-
резание резьбы . 898
Станков гидравлике*
ская передача . . 910
— главное движение
и подача...........898
— деревообделочных
инструменты . . 920
— — строгальных но-
жевые валы . . 934
----- ножевых валов
расчетные фор*
* мулы.............935
----общие данные . 919
----подшипники и
привод........920
----строгальных и
фрезерных мощ-
ность ........937
-------толщина стру-
жки .............9с6':
----трансмиссии . . 920
---- транспортиро-
вание опилок . 920
----фр-зерных и
строгальных про-
цесс работы . . 935
— зажимные приспо-
собления- .... 911
— зубчатые передачи 9С9
— измерительные при-
способления ... 911
— карусельные размер 914
— круглолущильных
мощности .... 938*
— металлорежущих
максимальное и
минимальное чи-
сло оборотов . . 864
---- обозначения и
основные поня-
тия ...............862
---- потребление
энергии (мощ-
ность) ............864
---- производствен-
ные расчеты и
расчет времени 865
Станков металлоре-
жущих расчет
(вычисление). . . 864
----числа оборо-
тов и соотноше-
ния скоростей . 864
----силы...........865
-----------------------типы-------------------909
----------------------- установление
ряда чисел обо-
ротов .............864
----элементы .... 9и9
— направляющие . . 911
— насосы...........912
— определение к. п. д. 907
— отдельные виды . 912
— передачи и при-
воды ..........894
— передвижные ше-
стерни .........909
— пильных горизон-
тальных основ-
ные размеры . . 929*
— — — разновидно-
сти ..... 929
— пневматических
сверлильных пре-
имущества .... 945
— подшипники . . . 910
— привода определе-
ние мощности . . 907
— приспособления для
смазки и охлажде-
ния ............912
— продольно-стро-
гальных скорость
резания, скорость
холостого хода и
средняя скорость 900
— расчет производи-
тельности .... 906
— реверсивные муф-
— рукоятки и махо-
вички .............911
Станков сверлильных
автоматическое
выключение по-
дачи ..............911
— скорости и мощно-
сти ...............894
— сменные шестерки 909
— способ работы . . 898
— станины, рамы,
стойки, салазки . 909
— строительных доба-
вочная длина . . 901
----продолжитель-
ность хода . . . 900
— ступени чисел обо-
ротов ..........894
— токарных опреде-
ление продолжи-
тельности резания 898
----типы............912
----упоры с приме-
нением калиб-
ров ...........911
----центровых раз-
меры ..........913*
— точность работы . 918
— упоры для автома-
тического вклю-
чения .............912
— фрезерных дели-
тельный аппарат 914
----продолжитель-
ность резания . 903
92 Зак. ЛА 254. — Hiitte, Справочник для инженеров, т, II,
1458
Алфавитный указатель
_ чисел оборотов
нормированные ин-
тервалы ........895
------- нормальные
ряды .... 894
------- регулировка 895
— шестерни и валы . 909
Станков шлицевые
валы............909
— шлицевальных ин-
дикаторы .... 911
— электрический при-
вод группо&эй и
одиночный .... 963
— электрических при-
водов сравнение 963—
966
Станок для накатки
резьбы......... 846*
— пильный горизон-
тальный ...........927
— фальцевальный . . 847*
Стан прокатный ко-
вочный ............861
---с сегментными
валками .... 861
— резьбопрокатный . 861
Стапелькара........799
Стеарат (калия и на-
трия) ..........1363
Стеатит .... 1196,1202
Стеатита свойства . .1203*
Стекла ^бетонные
(зольфак, рота-
лит, кепплер,лю-
кефер)............1232
— вредные натяжения 1226
диэлектрические
постоянные . . 1227
— дураке, пирекс,
силекс, резиста,
вулканит .... 1235
— критическая темпе-
ратура ........1266
— коэфициент прело-
мления ........1227
---растяжения . . 1232
---расширения . . 1226
--- теплопроводно-
сти .........1227
— машинное вытяги-
вание .........1227
Стекла механические
свойства’.......225
— модуль упругости 1226
— оконного толщина 1228
— оптического изго-
товление ......1234
— охлаждение.... 1226
— предел допусти-
мого давления . . 1226
— проволочного пре-
имущества . . . .1229
— продажные сорта . 1230,
— прозрачность . . . 1227
— процесс остывания 1226
— рыночные сорта . 1227
— свойства.........1225
— сложенные или сое-
диненные санти-
метры •............1227
— сопротивление из-
гибу ..........1232
---- износу ------- 1233
-------------------раздавливанию 1233
-------------------удару.1233
— сорта ................. 1228
— состав ....... 1225
— сырые материалы 1224
— твердость........1226
— твердые размеры . 4227
— толщина..........1229
— технического коэ-
фициент тепло-
проводности . . .1227
---химический со-
став ........1225*
--- эластичность и
прочность . . . 1232
Стекла тягучесть (вяз-
кость) ............1226
— удельная теплоем-
кость .............1226
— удельный вес . . .12^,6
— употребительные
размеры............1229
— упругости границы
измерения .... 1226
— химические испы-
тания . . . 1236, 1237*
— электропровод-
ность .............1227
— ящики..........1228
Стекло.............1224
— бутылочное .... 1225*
Стекловидная струк-
тура ..........1226
Стекло гладкое . . . 1228
— для водомерных
стекол ....... 1235
---приборов . • . 1225*
---ультрафиолето-
вые лучей . . . 1235
---химической по-
суды ...... 1225*
— химических при-
боров .........1235
Стеклодувная трубка 1226,
1227
Стекло дутое .... 1225*
— жидкое...........1236
— зеркальное . 1225*, 1230
---дутое и литое . 1230
--- необработанное 1229
---хрустальное . . 1230
— йенское <•.......1235
— изогнутое........1231
Стекло как строитель-
ный материал • • 1232
---часть ет0ой¥ель.
ных конструк-
ций ...........1231
— кафедральное . . . 1228
— кварцевое .... 1236
— кремнекислое (вит-
реозиль)........1236
— оконное . . 1225*, 1227
— опаловое ....... 1228
— оптическое .... 1233
— орнаментное . . . 1228
— прессованное . . . 1231
— проволочное . . -. 1229
— прозрачное и антич-
ное ...........1228
— расстекленное (не-
прозрачное) . . . 1232
— рифленное и гра-
ненное ........1228
— сопротивляющееся
термическим вли-
яниям .........1235
— специальное для
технических це-
лей ...........1235
— стандартизованное 1233
— техническое . . . 1227
— тонкое необрабо-
танное ........1228
Стеклянные камни
„Фальконье* и
„Фауст"........1231
— прессованные кир-
пичи ..........1231
— пустотелые строи-
тельные камни . .1231
Сужение образца при ,
испытании на раз-
рыв ................1003
Сулема ............. 1180
Суперфосфат .... 977*
Сурик свинцовый . • 977*
Сурьма.............1178
— пятисернистая . . 977*
Сурьмы применение.1178
— происхождение . . 1178
Сурьмяный блеск . .977*
1178
Сусальное золото . . 977*
Стеллит........ 867, 1168
Стеллитов примерные
составы........1170*
— свойства ..... 1168
— твердость.........1169
Стенки из гибких ма-
териалов .......352
Стенки коробки . . . 435
— угольники.........435
Стены глинобитные . 1190
— высадки и вытяжки 201
Степень гибкости
бруска.......... 4*
— неравномерности . 641,
642*, 651
— осаживание, • , , 201
Алфавитный указатель
1459
•**> — движимых или
текучих масс . 648
- нечувствительности 651
- плотности.........979
— стройности бруска 4*
Стержень прямой
сжатый............. 16
— свободно вращаю-
щийся .............166
— формы равного
сопротивления . . 16
Стержней призмати-
ческих удлинение
абсолютное и от-
носительное ... 15
— прямых растяжение
и сжатие .... 14
— сжатых безразлич-
ное равновесие . 102
•--устойчивое . . 102
— с криволинейной
осью изгибающие
и крутящие мо-
менты ..........119
—------осью напря-
жения по Пар-
леидереру . 117
— с кривой осью
напряжения сре-
за .................116
при разных на-
грузках ........118
нормальные на-
пряжения при
разных нагрузках 118
нулевая линия . . 116-
радиус кривизны
для разных сече-
ний ........ 116, 117
•--ломаной осью
основания рас-
четы ...........152
Стержни большой
кривизны .... 115
- с кривой осью . . 115
---сломаной осью 152
---малой кривиз-
ной ................115
- прямые............ 14
Стержня переменного
сечения работа
деформации ... 15
-------: удлинение
абсолютное . 15
— призматического
расчет на проч-
ность ....... 15, 16
— свободно вращаю-
щегося на!1ряже-
ние.............166
—------удлинение « 166
— сжатого профиль-
ный изгиб .... 16
Стержня с кривой
осью изгибающий
момент.........115
нормальная сила . 115
нормальные напря-
жения .........115
Стерилизация воды . 1258
Столбы телеграфные 1247
Строительные мате-
риалы добавоч-
ные ..........1206
----основные . . . 1203
Строительный мате-
риал лесной . . . 1246
Стружки сечение . . 8Ь2
----и экономиче-
ская скорость
резания .... 908*
---- характерное . . 9^8*
Ступицы затяжка . . 259
Сцепление между те-
лами качения . . 516
Сцепные дышла . . . 409
Сшивки для привод-
ных ремней . . . 1393
Т
Тали Беккера, Пиха-
чека, Дефрис I ол-
цани и др. с чер-
вячной переда-
чей ...............727
— с цилиндрической
зубчатой переда-
чей ............727. 728*
— цепные...........727
— с косозубчатым тор-
мозом ьиндгофа . 727
Тантала проис .ожде-
ние и применение 1181
Тантал............1181
Тараццо...........1222
Тахометр............659
Твердости шкала по
Моосу.........1190
Твердость по Брине-
лю .............445
------- временное
сопротивле-
ние разрыву 1006
-------по Роквеллу 10и6
-------по Шору . . UX 6
Твердые сплавы . . . 867
----литПе и спека-
емые .........867
Твердых сплавов при-
паиваемые пла-
стинки .........867
Текстильные веще-
ства 1334
— изделий строения 1339
— материалов тор-
говые единицы . . 1401
---стандарты . . . 1401
Тектоновая масса . . 232
Текучести границы. 3
— начало.........194
— условие........201
Тел1жки кранов .735, 799
— одноосные .... 799
Тележки ручные с
поднимающейся и
опускающейся
платформой . . . 798
— с канатной пере-
дачей .........768
Тельферы (электро-
полиспасты) 7о2*, 733
Теорема Бетти-Мак-
свелла .........155
— Кастильяно . . 152, ,54
— Менабера.........157
— о наименьшей ра-
боте деформации 157
Теоремы Кастильяно
применение ... .6J
---следствия . . . 155
Теорий прочности
сравнение .... 13*
Теория Mariotte, Роп-
celet, Grashuf,
Bach, Mohr,
Cuest, Coulomb . 12
— Mopa.............193
— наибольшего нор-
мального напря-
жения .......... 12
— наибольшего удли-
нения ......... 12
— наибольших кара-
тельных напря-
жений ......... 12
— пластических де-
формаций .... 192
— распада Рутерфорда
и С одди........969
— упругих деформа-
ции ............ 3
Теплоемкость удельна I 973
Теплотворная спо-
собность жидких
топлив........1265
---топлива .... 1263
Термоэлементы ле-
Шателэе.........Н76
Терпентин...........1253
— венецианский . . . ±324
Терракота ....... 1198
Терранова...........1 Р'4
Тес кровельный . . . 246
Тетрахлорометан . . К66
Течения гранила шр..-
ння и нижняя • • &
й*
1460
Алфавитный указатель
— начало в бруске,
подверженном
кручению...........197
------- изогнутом
бруске ... 196
Тиковое дерево . . . 1250*
Тицит.......... 867, 1169
Тканей испытание на
декатировку . . . 1339
— шерстяных приме-
нение .............1341
Ткани.......... 1339, 1340
— основа и перепле-
тение ............1340
— ткацкая кайма . . 1340
— уток.............1340
Ткацкое производ-
ство ..........1340
Токарные станки . . 912
Толь войлочный . . . 1333
— кровельный 1331, 1333
Томассовское железо 1039
Гомасшлак........... 977*
Томпак......... 1135, 1143*
— и латунь ....... 1141
Томпаковые сплавы . 1141
Томпаковых сплавов
марки, состав,
свойства и при-
менение по D1N . 1141*
----механические
свойства ...»1142*
---- температуры
сплавов и ли-
тейные усадки . 1144*
Топлива баланс . . . 1268
— виды.............1266
— влага внешняя и
внутренняя (гигро-
скопическая) . . . 1269
Топлива влажность . 1269
— главные свойства . 1263
— жидкого вязкость . 1295
---- кривая пере-
гонки .............1296
----легкие фракции 1293
----температура вос-
пламенения и го-
рения .............1295
----техническое при-
менение .... 1295
----точка затверде-
вания ........1295
----физические свой-
ства .........1295
----фракции .... 1293
----тяжелые . . 1293
----фракционная
рачгонка .... 1263
----характеристики 1283
-1287*
----химические свой-
ства .........1294
— зола..............1269
— классификация . . 1263*
— натурального обла-
гораживание . . . 1263
— общие понятия . . 1262
— подразделение по
применению . . . 1268*
— превращение при
сгорании .... 1267
— содержания серы . 1268
— суррогаты: костра
льняная, лузга под-
солнечная, отду-
бина, рисовая ше-
луха, солома 1283, 1287*
— твердого балласт . 1270
— теплотворная спо-
собность .........1263
— элементарный со-
став .... 1265-1266*
Топлив второстепенных
характеристика . 1288
Топлив газообразных
теплопроизводи-
тельность .... 1265
— жидких теплотвор-
ная способность . 1265
Топливо ......... 1562
— газообразное . . . 1298
— для автомобильных
двигателей .... 1298
— жидкое..........1293
— искусственное 1262, 1263*
— моторное . . 1283—1287*
— натуральное 1262, 1263*
— нетеплостойкое (ко-
ксующееся) . . . 1267
— пылевидное .... 1292
— твердое.........1270
— теплостойкое . . . 1267
Топлив СССР характе-
ристики . . 1272—1287*
Тополь............. 1250*
Торан..............1169
Торможение коротким
замыканием . . . 720
— механическое . . . 718
Торможением управ-
ление на расстоя-
нии ...............717
Торможение противо-
током .............721
— электрическое 717, 720
Торможения безопас-
ное включение . 720
— включение при по-
стоянном токе . . 720
— груза условия . . 713
— процесс при спуске 712
— схема............720
Тормоза............503
— грузовые . . * . . 712
червячные . . . 712
— для измерения мощ-
ности .........506
--- регулирования
места остановки . 711
--- скорости . . 711
---удерживания
груза.........711
— допускаемая удель-
ная работа трения 712
— задерживающие и
стопорные .... 720
— и остановы грузо-
подъемных машин 711
— клиновые.........506
— колодочные двой-
ные ................719
— конусные и пластин-
ча гые .... 505, 506
— коэфициент безо-
пасности .... 719
— ленточного силовой
многоугольник. . 718
— ленточные .... 718
— магнитные стопор-
ные ............767
---трехфазного тока 716*
---управляемые тя-
гами .........718
— маневровые .... 711
— механические. . . 711
— спускные........503
— (остановы) осевые 507
— обшивка из феродо
и феродо-асбеста . 712
Тормоза работа трения 712
— (остановы) ролико-
вые и шариковые 507
— свободного хода . 506
— с колодками . . . 506
— скоростные . . 711, 715
— спускные.........711
— стопорные (останав-
ливающие) . . 513, 711
— с храповиком . . . 715
---электромотором 711
— тепло, вызываемое
трением.........712
— удельное давление 712
— удерживающие . . 711
— условия самотор-
можения ........506
— (остановы) фрик-
ционные (автома-
тические) .... 506
— (остановы) фрик-
ционные управля-
емые ..............503
— центробежные . . 715
— электромагнитного
продолжитель-
ность выключения 717
Тормоз Вестона . . . 713
— конический .... 712
— конструкции Бек-
кера ..........712
— косозубый Винд-
гофа...........713
— ленточный дифе-
ренциальный • . 718
Алфавитный указатель
1461
— Людерса.........712
— магнитный шунто-
вый постоянного
тока.........• . 716*
Тормозная лента . . 715
— энергия..........720
Тормозного магнита
работа подъема . 719
Тормозный двигатель
трехфазного тока 717*
Тормозной момент . -719
— шкив.............715
Тормозные кольца в
центрифугах за-
глушающие . . . 632
— ленты наружные
(защемляющие) и
внутренние (раз-
вертывающиеся) . 504
— магниты..........717
— — последователь-
ного возбужде-
ния ...............717
Тормозов клиновая пе-
редача ............503
— колодочных двой-
ных силовые мно-
гоугольники . . . 719
— ленточная передача 504
— область примене-
ния ........... 5j3, 505
— поверхности трения 505
---торможения . . 505
— рычажная передача 503
— способов передач
сравнение .... 505
Тормоз полиспаста
Дефрис..........713
— червячный Беккера 712
---с люфтом . . . 713
Торф..............1288
Торфа гидравлический
способ добывания
(гидроторф) . . . 1288
Торфа зольность . . 1289
— характеристика 1272—
— элементарный со-
став ........ 1266*
Торфит............1193
Торф луговой и мохо-
вой ............1288
Торф-олеум........1193
Торф фрезерный . . 1289
Торфяные кирпичи . 1288
— пластины........1193
Точка качения .... 569
Траверса...........699
Траверсы...........737
Травертин.........1188
Трансмиссии........180
— детали...........423
— лесопильных и де-
ревообделочных
заводов.........920
Трансляция.........192
Транспорта расход
энергии.........800
Транспорт безрельсо-
вый ............798
Транспортеров лен-
точных диаметры
направляющего и
приводного шки-
вов ............813
----коэфициент без-
опасности . . . 813
----ленты и привод 812
----мощность и ско-
рости ..........812
Транспортеров пнев-
матических всасы-
вающие и нагнета-
тельные установки 818,
820
— пневматических пре-
имущества и не-
достатки . . . 818, 819
— пневматических
производитель-
ность .............820
— подающие приспо-
собления ..........831
— проволочные ленты 813
— шарнирные ленты 813
Транспортер пластин-
чатый с шарнир-
ной цепью .... 691
— ременный Санд-
вика............813
Транспортеры .... 771
— гидравлические . . 821
— (тягачи) гусенич-
ные ...........799
— звеньевые .... 691
— ленточные 670, 811, 824
---- роликовые и
скребковые . • . 810
— лотковые.........6J3
— небольшие .... 822
— непрерывные . .•. 810
— рельсовые .... 8(0
— роликовые .... 814
— пластинчатые . . . 670
— пневматические 671, 818
____гидравлические 810
— скребковые .... 691
Транспортеры с под-
вижными ковшами 693
— центробежные 814, 815
Транспортирование
бесконечными ка-
натами ...........£05
— грузаворизонталь-
ное, вертикальное
и в произвольном
направлении . . . 810
— открытым канатом 8Ь5
Транспортирующие
желоба..........8Ю
— установки для по-
грузки и приемки
сыпучих тел . . . 826
— устройства .... 669
— элеваторы . . • . 810
Транспорт неподвиж-
ный ............798
Транспортные воздуш-
ные установки . .821
— желоба...........814
---балансирные и
с пропеллером
(шнеком)...........814
— ковшевые ленты . 817
цепи...........817
— пневматические уста-
новки городские . 823
— роликовые дороги 814
— скребки и вол очилки 815
ссыпные трубы,
корыта, желоба,
спуски..............818
— трубы..........811
— установки гидрав-
лические и воз-
душные ............818
Транспортные шнеки,
спирали и трубы 8^Ю,
— элеваторы и ковши 816
Транспортных жело-
бов мощность, про-
изводительность и
основные размеры 815*
— ковшевых цепей
Полиг. производи-
тельность, ско-
рость, вмести-
мость и вес . . . 817*
Транспорт рельсовый 800
Трасс. . 12. 6, 12J7*. 1211*
Трасса вяжущая сила 1211*
— нор'*а поставок и
испытания .... 1207*
— предварительная
обработка .... 1211*
— прочность раство-
ра ............. 1211*
— содержание воды 1211*
— тонкость помола . 1211*
Трассовый раствор . . 228*
Трахит ...........1184
Трение жидкое . . . 425
— смешанное .... 424
— сухое............424
Трения внутреннего
сопротивления . . 628
— данные Гюмбеля . 424
—опыты Стрибека . 4424
— смешанного опыты
Вудбера, Лаше и
Неймана.........425
— сопротивление . . 424
— температурное рав-
новесие ...........428
1462
Алфавитный указатель
Трепел ...•••» 1367
Тряамачт.........1169
Тринитрат........1369
Тринитротолуол . . • 1370
Тринитрофенол . . • 1<70
Тринитроцелулоза . . 1370
Трикотаж . . . 1339, 1341
Тросов . закрепление
при транспортиро-
вании материатов 1399,
1400
— проволочных стан-
дарты ............1399
Тросы .............1399
Труб винтовые со-
единения .... 318
— выбор материала . 1380
— газо- и водопровод-
ных муфтовых
употребление . . 321
— гончарных размеры
по ОСТ 69 ... . 1396*
---- стандарты . . .1395*
— соединительных
частей из стали
(железа) стандарты 1381
— из легки ' металлов
стандарты .... 1395
— меди размеры и
вес по D1N 1388, 1389*
----мягкого -я твер-
дого стандарта
размеры и вес 1391*—
1394*
— оловянных размеры
и вес........ 1394*
Трубопровода вклю-
чение ...... 323
— выключатели попе-
речные ............324
— выключатель дифе-
ренпиальный . . 351
— затворы ..... 323
— топмо^ение . . . 323
Трубопровода укреп-
ление .............322
Трубопроводов осевые
слагающие дав-
ления ...... 312
— радиальные .... 312
— быстрое соедине-
ние ...............318
— включатели и вы-
к”ючатели .... 323
— чугчнных (Ьагонных
частей стандапты 1381
— и апмятчры давле-
ния: номинальные
рабочие и проб-
ные ............. . 399*
— набивка плоская . 315*
— номинальные диа-
метры (условные
проходы) .... 31G*
нормы..............398
— органы торможения 398
— пусковые органы . 323
----сопротивления . 348
— распределительный
механизм .... 323
— расчет..........311
— сводка по DIN . . 311*
— соединительные
части .........314
— сопротивление . . 343
— уплотнение асбесто-
выми прокладками 319
----резиновым шну-
ром ..........319
----резиновыми про-
кладками . . . 319
Трубопроводов фланцы316*
— характеристика. .1389
Трубопроводы . . . 308
— употребительные . 313
Трубопрокатный стан 845*
Труб предохранение
от внешних влия-
ний . • . . . . 317
— рабочее давление
и толщина стенок 312
— расчет ........ 1380
— соединение Кобера 321
— соединения муф-
товые .........317
----фланцевые . . . 317
— уплотнение . . . 319
----пеньковым жгу-
том ..........321
----помощью саль-
ников . . . . 321
----свинцовой за-
ливкой .... 321
— фчанцевых конст-
рукции ....... 32014
— цельнотянутых фа-
сонных частей
стандарты но DIN 1381»
1384*, 1385*
— цементных размеры
и нагрузка .... 1223*
— чугунных стандарты 1381
----фасонных частей
ве< а . . 1386, 1387*
— штыковое соеди-
нение .........319
Трубы..............1380
— бетонные ..... 1222
— газовые..........314*
— газо-и водопровод-
ные ...............313
— гибкие..........313*
— гладкие ... • . • 311*
— глиняные • .* • . 1397
Трубы гончарные . .1202
— из литого железа . 313
----стекла......... 1397*
— клепанные .... 315
— красной меди, брон-
зовые и латунные 315
— латунные по DIN * 1390
— литой стали .... 312
— разгруженные . • 321
— ребристые .... 311*
— сварные...........314
— с винтовой резьбой 313
— свинцовые .... 1155
— с газовой резьбой 31 ж*
— системы Кенига . 321
— с обмоткой . , . 323*
---- раструбами • . 311*
— ссыпные...........818
— стальные литые . . 313
— сточные...........313
— с фланцами .... 311»
— томпаковые .... 322
----волнистые . . . 322
— цельнотянутые . . 314
— цементные .... 1222
----и бетонные по *
DIN . . , . . 1396
----круглые .... 1223
----по DIN . . . 1396*
----яйцевидной' фор-
мы ................. 1223»
---- яйцевидные по
DIN........... 1396»
Трубы чугунные . • . 313
----раструбные и
фланцевые по
DIN . . . 1382, 1383*
Труб эллиптического
сечения радиус
инерции . • . . , 149»
Трулей канаты • • . 675
Туф ................ 227»
Туфы вулканические 1187
Тушения огня средст-
ва .................1373
Тюлевое производст-
во . • . . . . 1340
Тягачи (транспортеры)
гусеничные • . . 799
Тягов><е колеса по
D1N............. 696»
У
Углеводороды али-
фатической кон-
ституции .... 1294
Углей выветривание
и самовозгорание 1271
— ископаемых харак-
теристика . 1272—1275»
— каменных элемен-
тарный состав • . 1266»
— самовозгорание . . 1271
Углекислота........ 977»
Углерода окись . . • 976*
Углерод сернистый . 1366
— четыреххлористый 1365
Угли восточней Си-
бири .... 1280—1283»
Алфавитный указатель
1463
i- Дальневосточного
края .... 1280-1283*
— длиннопламенные,
газовые, парович-
ные, коксовые, то-
щие .... 1276—1279*
— Донецкого бассей-
на . . 1266* 1276—1279*
— Закавказья . 1276—1279*
— Западной Сибири 1280—
1283*
— Казакстана . 1280—1283*
— Камчатки . . 1284—1287*
— Карелии (Шунгит) 1272
—1275*
— Крымские . 1276—1279*
— Кузнецкого бас-
сейна . . . 1280—1283*
— курные...........1289
— Ленинградской об-
ласти .. . , 1272—1275*
— Печорского края . 1272
—1275*
Подмосковного бас-
сейна 1266*, 1272—1275*
— Сахалина . . 1284—1287*
— Средней Азии . 1283—
1287*
— уральские ..1276—1279*
Углсбимсы к DJN . 1070—
Ю72
J глы наклона упру-
гой линии ... 23, 25
— откосов естествен-
ных насыпных
тел............... 986*
— скручивания отно-
сительные для
разных сучений 70—73*
Угля добыча в СССР 1290*
— Донбасса класси-
фикация ... 1291
Угол кручения • 74
— сдвига............ 69
----балки 69
Уголь бурый . 1266*, 1289
— древесный , . . 1288
— Закавказья . 1276—1279*
— Казакстана . 1280—128о*
— каменный.........129 J
— крымский , . 1276—1279*
Угольники настенные
по DIN.......... 439*
Уголь подмосковный 1265*,
1272—1275*, 1290
— уральский . 1276—1279*
Удельная вязкость
разных жидкостей 356*
— масса.............979
— теплоемкость стек-
ла ............1226
Удельное давление
между канатом
и ведущим шки-
вом ....... 708
------- двумя про-
извольными
выпуклыми
поверхностями 187
Удельное давление
между пластиной
и шаром............186
выпуклыми поверх-
ностями разной
кривизны .... 187
цичиндром . . . 1<°8
— число оборотов . . 468
Удельные числа обо-
ротов, обычные
для разных дви-
гателей ..... 468*
Удельный вес .... 979
----льда...........1254
-------------------стекла.1226
Удлинение абсолют-
ное .. . 3, 4*, 6, 249
— наибольшее .... 13*
— остающееся . , . . 5
— относительное • • . 3, 6
----долевое........7
-------------------при разрыве 4*, 249
— при разрыве . . 5, ЮоЗ
Удлинений границы . 3
— диаграмма (при
растяжении) ... 3
— при разрыве опре-
деление . , . , 1005
— коэфициент .... 7
— наибольшего теория 12
— функция ... .3
Удлинения упругая
остающаяся часть Б
Укорочение долевое
относительное . . 7
— при сжатии .... 6, 7
Уксус.............977*
Уксус древесный . . 1253
Ультрамарин.......1322
Умбра.............1322
Уплотнение автомати-
ческое рабочим
давлением .... 358
— Броун-Бовери • • 357
— внутреннее .... 364
— зазоров с помощью
жидкостей и газов 355
— — точной пригон-
кой ..........357
----упругим нажа-
тием ........ 360
— индикаторного пор-
шня ............358
— лабиринтное . . . 358
— манжетное . • • . 353
— металлическое си-
стемы Ленца . . 357
— наружу...........364
— опор.............432
— осевым цавлеиием 360
— пружинящими коль-
цами ...........363
— радиальным дав-
лением .........363
— щели.............360
Уплотнения манжет-
ного преимущест-
ва .............360
— средства.........351
Уплотняющее кольцо
с винтовой пру-
жиной Буклея . . 364
Уплотняющие прок-
ладки Ферниса . 339
Упрочение (наклеп) 195
Упругая линия ... 23
Упругих деформаций
теория........... 3
— систем графический
метод расчета . . 175
---- колебания . . . 170
----скоростей гра-
фический метод
расчета .... 175
----точный графи-
ческий метод
расчета ... 176
Упругого совершен-
ства мера .... 5
Упругоепоследействие 6
— смещение.........626
Упругой линии вычис-
ление способ гра-
фический .... 24
графоаналити-
ческий ......... 24
---- построение по
способу Мора . 24
----диференциаль»
ное уравнение . 23
----радиус кривиз-
ны .......... 23
---- точки перегиба 24
Упругости действия
при колебаниях . 647
— постоянства об-
ласть ..........628
— предел при растя-
жении ........... 5
— сила касательная
главная ......... И
— силы главные . . 11
Упругость . . . .626, 627
— объемная воды . . 649
Уравнение вынужден-
ных колебаний . 171
— для расчета рас-
пределения каса-
тельных напряже-
ние .............75
— Клайперона .... 63
Уравнений Лагранжа
определитель . • 812
1464
Алфавитный указатель
Уравнения Герца . . 185
— диференциальные
колебаний вала
по Лагранжу . . 182
— сопротивления тре-
ния ...............424
— трех моментов . . 62
— упругой линии ба-
лок при различ-
ных нагрузках . 37> 47*
Уравнения Герца до-
пущения ........185
Уравновешивающие
машины ..... 633
Усилители двойного
действия........659
— механические для
косвенного регу-
лирования .... 657
Усилитель первичный 658
— прерывистого дей-
ствия .............660
— при изостатичегкой
(изодромическои)
регулировке. . . 659
— регулятора водя-
ной турбины . . 659
— с возрастной уста-
новкой ...... 659
Ускорение Кориолиса 393
Устройство сжагых
стержней .... 102
Утки нить.........1340
Уток ткани.........1340
Ф
Фальцевание........ 847*
Фанера............1252
— многослойная . « . 1252
Фарфора свойства . . 12J3*
Фарфор............1202
Фау-нулевые переда-
чи .............531
— передач зазор ра-
диальный и боко-
вой ............532
---- применение . . 531
— плюс (V -}-) и фау
минус (V — ) ко-
леса .... 529 и 530
Фенол.............1362
фермы волнистого
железа........1120*
Ферадо.............707
Феромарганец. . . . 1029*
Феромолибден .... 1177
Феросилиций .... 1029*
ферохрома состав . 1177*
Ферохром...........1176
фетр...............1341
Фибра вулканическая
и ее применение . 1407
Фигуры текучести . . 194
Фиксаж........... 977*
Фиктивные массы . . 179
— моменты..........157
— силы.............157
Филе...............1341
Филит..............1190
Фланцев соединения
с трубами кон-
струкции .... 320*
Фланцевые соеди-
нения труб . . . 317
Флинтгляс.........1227
Флуаты............1330
Фольга............1378
— алюминиевая . . . 1308
----свинцовая, мед-
ная, медноцинко-
вая, оловянная . . 1378
— золотая и серебр. 1379
— композиция .... 1379
— никелевая........1379
— оловянная......1157
— оловянно-цинковая 1379
Фонолит...........1185
Формалин . . . 977*, 1363
Формальметилальде-
гид...............1363
Формовки способы . 834
Формовочный песок . 1186
Формовочных песков
состав.........1186*
Формула Дункерлея . 174
— Рело для на.ряже-
ния пров. канатов 680
Формул Мюллер-Ьре-
слау коэфициент . 242*
Формул Пфлейдерера
коэфициенты . . . 118*
Формулы Мюллер-
Бреслау............241
— Пфлейдерера для
стержней с кри-
вой осью .... 117
Формы литейной
встряхивание . . 837
---- встрялиаатели . 837
----засыпка и уплот-
нение .............836
Формы литейной
наполнение пес-
ком ............837
----- прессовка . 836
---- трамбование . . 837
Фосфатирова-
ние ......... 1013, 1330
Фосфат кальция . . . 977*
Фосфорный ангидрид 1368
Фракционная разгйнка
жидкою топлива . 1263
Франклин ........ 1363
Фрез давление резга-
ния, крутящий
момент и темпе-
ратура режущей
кромки.............889
904
903
903
904
904
913
899
Фрезерование круго-
вое ...............
— по способу деле-
ния ...............
-------обкатки . . .
— резьб............
— червячных колес .
Фрезерные головки
со вставными лез-
виями .............
— станки ..........
Фрез задняя заточка
на токарных стан-
ках ...............
— передние углы
(углы для отвода
стружки) . . 874 и 875
— скорости резания
и подачи . . . 888,
— форма ...........
— цилиндрических,
хвостовых и про-
резных скорости
резания и подачи
— червячных скоро-
сти резания . .
Фрезы без задней за-
точки .............
— высокопроизводи-
тельные ...........
— для нарезки для
червячных колес.
— и фрезерные го-
ловки .............
— модульные для на-
резки шестерен .
— с задней заточкой
---- канавками для
резания стружек . 875
— со спиральными
зубьями............875
— фасонные.........874
— цилиндрические и
хвостовые . . 875 и 876
— червячные .... 876
----(зубчатые вин-
ты) Пфаутера . . 517
889*
^75
890*
890*
874
875
876
874
876*
874
X
Хвойное дерево . . 1248*
Хвойных пород сред-
ние значения вре-
менного сопро-
тивления ........ 226*
Химические вещества 1354
— осадки ........ 1188
— соединения (важ-
нейшие) . . . 974—978*
Химических соедине-
ний молекуля^
ный вес . . . 974—-9^8*
---промышленное
название . . 974—978*
Алфавитный указатель
1465
---формулы . . 974—978*
---- химические на-
звание . . . 974—978*
Хлеба и муки сорта 1399
Хлористое железо . . 978*
— олово........... 978*
— серебро ....... 9/8*
Хлористый аммиак . . 1361
— кальций. . .978*, 1368
— свинец.......... 978*
— цинк.......... 978*
Хлорная известь . . . 1362
Хлорное железо ... 9/8*
Хлорплатинат калия . 1176
Холодная обработка . 203
Холодного вальцева-
ния к. п. д.....207
Холодное вальцева-
ние .............206
Холодном вальцева-
нии давление . . 207
---— поток материала 207
---работа прокатки 206
Холодном вальцева-
нии сопротивле-
ние течению. . . 207
Хомут Клейна .... 402
Хонинг процесс . . . 905
Хризоидин..........1322
Хризолит...........1352
Хром...............1176
Хрома окись. .976*, 1176
— происхождение . . 1176
— сплавы . • .... 1177*
Хромат калия .... 978*
Хром желтый .... 1322
Хромирование . 1011, 1177.
1329
Хромистый железняк 1176
Хромовая кислота . . 978*
Хромоникелевые спла-
вы .............1166
Хромпик........... 974*
Хрупкость...........192
Хрусталь свинцовый . 1225*
Ц
Цапф кольцевых до-
пуск. значение . . 432
— размеры.........432
Цапфы качающейся
обхватывающие
головки.........410
Царская водка .... 1356
Цевочные колеса . . 525
Цевочных колес недо-
статки и преиму-
щества .........526
Целлулоза........ 978*
Цельзит........ 867, 1168
Цемент асбестовый . 228*
Цемент^К»нормы по-
ставок и испыта-
тания..........1207
— постоянства объ-
ема ......... 1208*
— прочность........1238*
— сила схватывания . 12U8*
— схватывание . . . 1208*
Цементация ....... 1038
Цемент глинозем-
ный ...........1204
— доменный . . 1204, 1207*
— естественный . . . 1204
Цементирующих ве-
ществ ОСТы . . . 1212
Цемент масляный . . 1332
Цементного раствора
временное сопро-
тивление ...........226
Цементный раствор . 1213
Цементных растворов
состав ........ 1216
Цементов тонкость
помола....... 1208*
Цемент плавленый . . 1204*
— портландский 1203, 1207
---железный . 1204, 1207’
Цемент пуццолано-
вый............1205
— романский . 1205, 1209
— рудный...........1205
— Сореля...........13о2
— шлаковый .... 1205
Цементы воздушные 1212
— гидравлические . . 1212
— смешанные .... 1205
Цементный раствор . 228*
Центра тяжести сме-
щение . . • ... 625
Центр кручения . . 67, 80
Центробежная сила
при расчете ва-
лов ............465
Центр поперечных
сил..............67
Центра кручения . . 80
Цепей Галя складыва-
ние ............697
--- стандарты • . .1398
---УД. давление . . 690
— звеньевых звездоч-
ки .............696
— звенья ......... 8/6
— преимущества и
недостатки .... 687
— расчет............687
— стандарты......1398
— судовых грузоподъ- ♦.
емно.ть........689
шарнирных привод-
ные шкивы . . . 697
Цепи ........... 672, 686
— бесшумные Реноль-
да .............623
— Галля....... 689, 690*
— грузовые и руч-
ные ............688
— гусеничные . • . • 693
Цепи зубчатые . . . 623
— из ковкого чугуна
со стальными ва-
ликами .............691
— калиброванные . . 688
для грузолодъ-
емны< машин
по DIN.............. 688*
— крюкообразные . . 623
— некалиброванные . 688
для грузоподъ-
емных машин
по DIN .... 687*
— пластинчатые . . . 689
— приводные шар-
нирные Цобеля • 622
— сварные...........687
— соединительное
звено...........689
— судовые...........689
----с распорками . 689
— транспортеров по
DIN......... 688, 689
— шарнирные .... 689
---- для транспорте-
ров ................691
---- разборные . . . 691
----по DIN . . . 696*
----со стальными
валиками по
D1N............... 694*
----и роликовые . . 622
Цепной опрокидыва-
тель ...............809
Цепные блоки .... 694
— звездочки.........694
— зам-хи............689
Цепные колеса . . . 622
Церезин............1322
Ц-рий..............1181
Цериговое железо . .1181
Церия проислождение
и применение . .1181
Цианистый калий . . 978*
Циклоп..............821
Цилиндра полого бес-
конечно длинного
смятие по Р. Май-
ер-Мита.............148
----волны при смя-
тии ...........148*
---- критическое
давление смя-
тия ............ 147, 148*
---- овального нор-
мальное по
Р. Майер-Мита . 149
---- относительное
сжатие . . . .». 146
Цилиндров основная
форма А . . . 368, 369
-------В .... 368, 370
— особые формы . . 368
— открытых основные
формы...............368
1466
Алфавитный указатель
- полых главные на-
пряжения .... 142
------ напряжения по
гипотезе наи-
большего нор-
мального напр.. 143
— — наружные и
внутренние ра-
диусы .............147
----отношение тол-
щины к диа-
метру .............144*
Цилиндров толщина
стенок ...... 369
— форма ...........3G8
Цилиндр полый оваль-
ный ...........149
Цилиндры............ 3'38
— двойного действия 368
— качения..........509
— многоступенчатые 368
— насосные.........370
— натяжные. • . • . 145
— открытые одинар-
ного действия . . 368
— полые круглого
сечения........142
Цинк...........218*, 1148
Цинка и цинковых
сплавов протра-
вы ...........1002
— классификация по
ОСТ 267 .... 1150*
’— механические свой-
ства ....... 1161*
— нормы и марки
американские* . 1149*
—» применение .... 1152
— состав и примеси . 1149*
— сплавы..........1153
— стандартизации
в Германии . . • 1149
— физические свой-
ства ........... 1150*
Цинк и его сплавы . 224
— металлический . . Ц49
Цинковая волнистая
жесть............1152*
— обманка . . . 978*, 1148
Цинковые белила . . 978*
— руды............1148
Цинковый купорос . 978*
— шпат..........978,1148
Цинковых листов гер-
манский калибр . 1152*
Цинк рафинированный 1149
—1 сернистый . . . .1148
—- сырой .........1149
— чцрый...........1149
Ч
Части для соединения
деталей машин . 250
— машин и приборов 308 ।
иеканка............. 8467-
Чека поперечная . . . 253
Черепица ...... 1199
— гончарная...........1199
— цеменгнопесчаная 1199
Черепицы механиче-
ские свойства . .1199
Четыреххлористый
углерод........1366
Чилийская селитра . 978*
Чугун............216, 1026
Чугуна качества по ,
ОС1 . . . . 265 и 970, J 042
— механ. свойства . . 1093
— плавка на древес-
ном угле............1038
-------коксе .... 1038
Чугуна производство 1038
— сорта..............10x9*
— стандарты .... 1028
Чугун белый .... 1017
— бессемеровский . . 1029*
— для томассирова-
ния................. 1029*
— зеркальный .... 1029*
— козкий..............1043
----по ОСТ . . 580—1043
— легированный . . . 1027
— литейы*»й....10x9*
— никел ево-меднохро-
мовый..........1167
— никелевый .... 11(57
----ацете китовый .1167
Чугунные отливки ма-
шинные ................216
Чугунных отливок ме-
ханические свой-
ства ...........216
Чугунолитейное .про-
изводство .... 1042
Чугун передельный . 1027
— перлитовый .... 1043
— пудлинговый . . . 1029*
— серый...............1027
Ш
Шайбы Г . .294!
Шара полого напря-
жения .........150
----размеры при
внешнем и внут-
реннем давлении . 150
избыточном внут-
реннем давлении 151
избыточном на-
ружном давлении 151
Шардонэ (шлак) . . . 1338
Шариковые и роли-
ковые подшипни-
ки шпинделей . . 911
Шариковый и роли-
ковый подшипник 448
Шарико- и ролико-
подшипников за-
тяжные (закрепи-
тельные) втулки . 463
------ конструкция
и установка . 463
------ смазка . . . 464
------ОСТ/ВКС 449-462*
Шарикоподшипники
с заплечиками . . 448
Шарикоподшипнико-
вые нагрузки . . 449
Шарикоподшипник
однородный . . . 448
----радиальный . . 448
----центрифуги . 446
----самоустанавли-
вающийся .... 448
Шарнира Кардана раз-
меры ............ 486*
Шарнир Гука .... 634
— Кардана .... 396, 486
Шарнирная цапфа . . 409
— цепь четырехьвен-
ная...............397
Шарнирного кресто-
вого соединения
переменные угло-
вые скорости . . 487
Шарнирное крестовое
соединение . . . 486
Шарнирные валы . . 487
— связи...........398
— соединения кресто-
вые ............396
— тяги............408
Шарнирный камень . 486
— механизм парал-
лельный ..........398
Шарнирных кресто-
вых соединений
одинаковый угол
отклонения . . . 487
Шарниров вилка . . 409
Шарнир универсаль-
ный . . . о96, 485, 486
Шарниры простран-
ственные . . * . . 409
Шар полый.........150
Шатуна вилка .... 409
— головка большая . 412
— головки.........410
— коэфициент безо-
пасности .......413
— продольный изгиб 413
— тело............413
Шатунах и сцепных
дышлах влияние
масс............415
Шатунов головки
цельные и разъ-
емные ..........411
— головок * закре-
пление вклады-
шей •••••!• 411
Алфавитный указатель
1467
дышел
силы инерции . 415
зцепнных коэфициент
безопасности . . 415
Шатун с коромыслом 380*
— сплошного кругло-
го сечения;.... 414
Шатуны..........407 , 409
Шведская зелень . . 978*
Швырок.............1271
Шеелит.............1178
Шейки образование
при растяжении . 5
— поперечное сече-
ние при разрыве . 5
Шелк .Г...... 1338
— ацетонный .... 1338
— вискозный .... 13d8
— искусственный . . 1338
Шеллак ..... 1320, 1324
Шепинги............901
— с зубчатой рейкой
и качающейся ку-
лиссой..........917
----качающейся ку-
лиссой........901
Шепингов салазки
с приводом от
зубчатой рейки . 901
— скорости макси-
мальные рабочего
и холостого хода . 901
Шепингов скорости
средние.........901
Шерардизация .... 1012
Шерсти обозначение
толщины...........1337
— обозначения . . . 1338
— ОСТы............1337
----составные части 1336
— стандарты в СССР 1337
Шерсть ангорская . . 1337
— верблюжья .... 1337
— деревенская . . . 1337
— дубленная .... 1337
— камвольная .... 1337
— кашемирская . . . 1337
— лейчестер- кая . . 1337
— мериносовая Ь- . . 1337
— метисов.........1337
— Мочер...........1337
— мунго . . • . . . . 1337
— настоящая .... 1337
— суконная ...... 1337
— суперэлекта, эле-
кта, прима, се-
кунда, терция и
кварта............1337
— тибетская........1337
Шестерни накладные 910
— сменные и перед-
вижные ............909
Шифер асбестовый . 1194
— для полировки . . 1367
Шкив направляющий 710
Шкивов ведущих вы-
равнивающие пе-
редачи.........711
----глухой привод. 711
— трение . . . • . . 706
— удельное давление 708
— канатных желобки
noDIN..........619
------ конструкция и
установка .... 618
— обшивка феродо и
резиной........707
— ременных выпу-
клость, число
спиц и размеры 607
— ручьи полукруглые 708
— способ закрепления
по DIN.........608
— стандартные раз-
меры по ОСТ 1655 608
— ступенчатых рас-
чет ...........612
— угол обхвата . . . 710
— чу1унных веса • . 609
Шкив с зажимом си-
стемы Карлик . . 709
Шкивы ведущие гру-
зоподъемных
устройств .... 706
— для пеньковых ка-
натов .........618
— и маховики .... 473
— канатные ..... 619
— конические ... I 613
— рабочие и холо-
стые ..........609
— ременные.......606
— с заклиниванием
Фаулера, Грюнига
и Карлика .... 708
— системы Кеппе . . 707
— с контршкивами . 708
— со спицами .... 473
— ступенчатые ... 611
Шкура свиная, козья
и овечья.......1342
Шкуры и ихдубление 1341
— и кожи..........1341
Шлак доменный . . . 227*
Шлифовального круга
тангенциальное
давление.......892
Шлифовальные круги
и диски.........877
— станки...........916
----пневматические 945
Шлифовальных кру-
гов и дисков пре-
дельные окруж-
ные скорости . . 891*
---------форма . . 877
Шлифование бесцен-
тровое ........905
— круговое, плоское
и торцевое • • • 904
Шлифовка и поли-
ровка ...........1328
Шлифовки круговой
стали и чугуна
окружные скоро-
сти ............891*
— продольная пода-
ча ............892
Шлифующие мате-
риалы ........1367
Шлицевые валы ... 909
Шнеки.............810
Шнеков горизонталь-
ных производи-
тельность .... 810*
Шнуры гибкие ... 617
— зажигательные ". . 1373
Шпаклевка........1326
Шпактель.........1325
Шпалы ....... 1247
Шпат тяжелый . . . 977*
----и легкий«... 1322
Шпилей башмаки . . 709
— нормальных грузо-
подъемность, ско-
рость подъема и
мощность дви-
гателя ......... 732*
Шпили.............709
— ж.-д., маневровоч-
ные и для буксиро-
вания пароходов . 732
Шпильки .... 287, 290*
Шпинделей станков
конич. шейки . . 910
---- цилиндрические
шейки во втул-
ках и подшип-
никах ............911
----шариковые и
роликовые под-
шипники .... 911
Шпонка перед. • . . 910
— установочная . . . 257
— касательная (тан-
генциальная) . . . 257
Шпонки профильные 257
Штамповка горячая . 1041
----- под прессом . . 1041
— свода............. 846*
— сосудов.........208
— холодная........ 847*
Штамповки сосудов
к. п. д........208
----поток материала 208
----работа........208
Штамповочные ма-
шины и прессы . 1042
Шандоль .... 1324 1327
Штауферовские ма-
сленки............432
Штифты конические
и цилиндрические 2БЗ
----по ОСТ .... 254*
----разводные ОСТ 254*
1468
Алфавитный уиазатёлЬ
Штифты конические
с резьбой ло DIN 254*
— удерживающие и
установочные . . 253
— цилиндрические по
DIN.......... 255*
------ОСТ .... 255*
Штукатурка........1203
Шунгит .... 1272, 1275*
щ
Щебень.........1206
Щелочи . . • . . . . 1357
Щетина..........« 1336
Э
Эбонит............1351
Эбонита механические
свойства.......225
Эвкалипт...........125Л
Эвтектика сплава . .1158
Эжектор гидравли-
ческий Ротштейна 822
Эжектор Морико . . 822
Эжекторы для золы . 821
Эквивалентный коэ-
фициент тепло-
проводности . . . 1302
Экскаватор кабельн. . 771
Экскаваторы........671
Экспанзит.........1193
Эксцентрик.........409
Эксцентрика головка 412
Эксцентрики........423
Эксцентриковые тяги 409
Эксцентриковых тяг
головки........410
Эксцентрического
растяжения и сжа-
тия длинных
брусьев изгибаю-
щий момент, наи-
большие напряже-
ния, прогиб и
уравнение упру-
гой линии^. . . 89*
Эксцентрическое рас -
тяжение и сжатие
длинных брусьев . 88
Элеваторов транспор-
терных производи-
тельность . .816*, 817
Элеваторы зерновые 828
— и ковши.........816
— транспортирую-
щие ............810
----передвижные . . 826
----станционарные
подвижные, на
гусеничных це-
пях и понтонах 816
Электрическая почта 824
Электрический нагре-
ватель заклепок . 953
Электрич. остекление 1232
Электровозов мощ-
ность ..........801*
— расход энергии . . 802*
Электровозы .... 801
— маневровые .... 802
— с подводкой тока
и с аккумулято-
рами ..............802
— шахтные..........802
Электроды для сварки 94°,
950
Электрокары . . . 798, 799
Электролебедки . . . 730
Электрон ........ 1129
Электрона листы . . . ИЗО*
— марки и механи-
ческие свой тва . ИЗО*
-------состав . . . ИЗО*
— прутки, листы и
трубы . . . 1129, ИЗО
Электроны..........969
Электропечей систе-
мы ................1041
Электропечи высокой
частоты (Лорен-
ца, Гирша-Куп-
фера) ............1041
— дуговые Геру, Жи-
ро, Стасано, Нату-
зиуса.............1041
— индукционные
(Киелина,
Роден лузера,
Фрика).........1и-
— С ВОЛЬТОВОЙ ДУГОЙ 1041
Электрополиспасты . 732*
733
Электрорубин .... 868
Электросталь .... 1040
Элементов периоди-
ч.скаясистема . . 970
— превращение . . . 969
— химических атом-
ный вес............971*
---таблица алфа-
витная ............971*
-------по символам 972*
Элементы для натя-
жения, направле-
ния и установки . 250
— передачи энергии 351
— призматические и
цилиндрические . 250
— смешанные .... 970
— химические .... 969
— чистые...........970
Элеолит ........... 1183
Эллипсограф .... 485
Эмали . . 1322, 1324, 1330
Эмаль для проволоки 1327
— печная ........ 1321
Эмульсии смазочные 1310
Эскалаторы ..... 813
Эстокады...........826
Этернит .... 11°4, 1353
Эфир..........978, 1365
Эфира свойства . . . 1366
Эфир сернистый . . . 1365
— целлулозный . . .1822
— этиловый........1365
Я
Явления разрушения 193
Ядра наименьшая ши-
рина для разных
сечений..........85
— сечения построение 84
Ядро сечения .... 83
Янтарь............1320
Яшма..............1189
IV квартал 1935. г. Индекс МС-10-5-5. Подписано к печати с матриц 29-XI 1935 г.
Формат 72x105 — 1/32. В одном бум. листе 110 000 зн. Печ. листов 923/4-
Уполномоченный Главлита № В-30457. Зак. 2879. Тираж ЗЮ ООО. Изд. М 140-М.
4-ятип, ОНТИ НКТП СССР «Кр. Печатник». Ленинград, Международный, 7ба
Замеченные опечатки и дополнения к II т. Хютте
Стр. Строка Напечатано Должно быть
25 1 снизу 182 ” я 5,0 = 1,82 5 0 =...
96 Табл. 16b, 2 ст., 3 стр. сверху 1,26 1,20
251 20 снизу R» В'з
320 Табл. 8, 5 колонка справа, 11 стр. снизу 6/1500 6/150
480 10 сверху а а
708 16 сверху (0/2) (л — 0 - sin 0) (0/2)/(*-0-81П 0)
800 2 сверху транспортер трактор
914 Табл. 22, 1 ст., 2 стр. снизу момент вращения м/кг момент вращения кем:
963 7 строка сверху добавить: Правила испытания электро- и газо- сварщиков см. Бюллетень ВЦСПС № 17—18, 1935 г.
978 8 св., 3 столб. | | СаС12 (001) | | CaCl (ОС1)
1028 * 12 снизу добавить: С 1/VII 1935 г. входит в силу ОСТ 8088 взамен ОСТ 493-499 (см. т. IV НШе)
1212 13 сверху ОСТ 2862 ОСТ 4862
1379 23 сверху ОСТ 17. ОСТ 17, стр. 1099 и ОСТ 6159,
1403 . 9 сверху Q= ... 0- ...