/


























































































































































































































































































































































































Текст
3
/
· оРГАНИЗАЦИЛ -
,
ТРУДА
_
В.М.Данюк НА .
И.В;Rожаринов
", __В.Е.Москалюк УЧАСТКЕ
МАСТЕРА
МАШИНО
СТРОИТЕЛЬНОГО
ЗАВОДА
оИздание 2-е, дополненное
Под общей редакцией канд, экон.
наук В. М. Данюка
l(ИЕВ «Т! ~ХНI.КА» 1980
ББК 34.4-6
6П5.4.03
Д19
Данюк В. М. и д:р.
Д19
Организация труда на участке масте-
ра
машиностроительного
завода
/В. М. Данюк, И. В. Кожаринов,
В. Е. Москалюк; Под общ. ред. В. М.~да
нюка.- 2-е изд., 1 доп.- К. : Технiка,
1980. - 389 с., ил.~ Библиогр.:с. 384-386
В обл.: 60 к. 15 ООО экз•.
В кинге на основе обобщения передового опыта ма
шиностроительных предприятий и рекомендаций научно
исследовательских учреждений подробно освещены вопро
сы планирования, подготовки производства и организации
труда на участке мастера: подбор и использование ра-
бочих кадров, разделение и кооперация труда на участке,
.,
обслуживание рабочих мест, рационализация приемов и
методов труда, организация оплаты труда рабочих н др.
Рассмотрены элементы организации труда мастера. Рас
считана на мастеров, старших мастеров, Начапъннков
смен, участков и цехов.
31301-041
д М202(04)-80 lOl-SO 2701010000
ББК 34.4-6
6П5.4.03
Рецензент канд. экон. наук М. А. Сердюк .
Редакция литературы по машиностроению и транс
порту
Зав. редакцией М. А. Василенко
© Издательство «Технiка», 1977
© Издательство «Технiка», 1980, с измене•
l!ИЯМИ
Предисповие
Машиностроительное производство отличае~ся
высокой сложностью, огромным
разнообразием_ и большой трудоемкостью
выпускаемой продукции, сложными
внутрипроизводственными связями . В этих
условиях ритмичное выполнение
производственных планов по всем
количественным и качественным показателям
возможно лишь при четкой организации
труда и высокой культуре производства.
Центральным звеном внутризаводской
кооперации труда является производственный
участок, обычно возглавляемый мастером . Так
как производство материальных ценностей
' • осуществляется в конечном счете на рабочих
местах цехов и участков основного
производства, то результаты
производственно-хозяйственной деятсльно.сти
завода определяются эффективностью
функционирования именно их.
Организующим началом на произв~дс_т.в;tр·{НQ/,t
участке, центральной фигурой явля t?тс:Я • .\
.
мастер, От него в значи!ельной ст~_(lени •
зависит выпол-нение рабочими сменных
заданий, соблюдение технологиче,ской и
трудовой . дисциплины, повышение качества
продукции, формирование у рабочих высокого
идейно-политического уровня,
коммунистического отношения к труду и к
общественной собственности.
В промышленности и строительстве трудится
более миллиона мастеров. В постановлении
ЦК КПСС «О работе Министерства
, химического и нефтяного машиностроения
по повышению роли мастеров на
производстве» отмечалось, что низовым
руководителям принадлежит важная роль в
решении задач, поставленных Партией и
Правительством, связанных с развитием
экономики, повыщением эффективности
производства, улучшением качества
продукции, развертыванием социалистического
соревнования.
Важнейшими функциями мастера являются
••подготовка п оизводства и организаЦ1:!:!J._Т.J2!f_да ~
р_абочих на вверенном ему участ е. Судьба
выполнения плана, экономические показатели
учq,_с/rка, _заработки, настроение и
удовлетворенность рабочих своим труд9м во
многом зависят от того, насколько
,,,.i:,кaчe_eJ:в_eJ"::_fiO и своевременно подготовлены
смен~ь~,.;~адания, заготовки и полуфабрикаты,
инстру1rtеμт. и оснастка, технологическое и
4
подъемно~транспортное оборудование; от
уровня обслуживания рабочих мест,
применяемых приемов и методов труда; от
условий труда на рабочих местах; от того,
насколько эффективны применяемые формы
и системы оплаты труда.
• Мастер обязан хорошо ориентироваться во ..
всех этих вопросах независимо от того, сам ли
он их решает, совместно с функциональными
службами цеха, или же они выполняются
по особыА1, планам и графикам работниками
вспомогательных цехов и участков_.
Неслютря на то, что по проблемам
организации труда издано большое
количество ,научной, учебной и популярной
литературы, первое издание книги явилось
одной из первых попыток изложить в
доступной форме вопросы планирования,
подготовки про~зводства и организации
труда на участке мастера
машиностроительного предприятия. Во втором
издании · книги введен новый раздел «Нормы
управляемости для мастеров, старших
мастеров и начальников участков», даны
рекомендации по расстановке и
использо~анию кадров.,, рассмотрены
особенности о ганизацl,lи комплексных
.
рига с различным
ем аз еления
тру а, показана целесоо разность применения
ЭВМ для синхронизации трудовых процессов,
5
уточнены функции, обязанности и права
мастера с учетом нового типового положения
о мастере производственного участка,
дополнен новьtми данными раздел «Фонды .
материального и морального стимулирования
труда мастеров».
Предисловие, главы III, !V, V и VII написаны
канд . экон. наук В. М . Данюком, главы /, VI,
Vl/l, а также последiшй раздел главы /Х
инж. И. В. Кожариновым, главы II, !Х (кроме
последнего раздела) и Х - канд. экон . . наук
В. Е. Москалюком. Общее редактирование
книги выполнил В. М. Данюк на
общественных началах .
Отзывы и пожелания просим направлять по
адресу: 252601, Киев, 1, ГСП, Кре·щатик, 5,
издательство «Технiка» .
1. ПЛАНИРОВАНИЕ ДЕЯТЕЛЬНОСТИ
ПРОИЗВОДСТВЕННОГО УЧАСТКА
ПЛАНИРОВАНИЕ
ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ
Под производственной программой участ
ка понимается номенклатура и количество
деталей; узлов и агрегатов, подлежащих за
пуску и выпуску в определенные сроки в те
чение планируемого периода· (месяц, квар
тал).
В условиях мелкосерийного и серийного
производства производственная программа
участка составляется ежемесячно. Для точно
го определения номенклатуры и количества
деталей, подлежащих запуску в данном ме
сяце, необходимо знать фактический запуск и
выпуск деталей цехами-поставщиками .
Мес~чный выпуск деталей
Nм.в = Ncf>.к + О в.min -Nф,
где N сб .к - последний номер изделия, подле
жащий выпуску сборочным цехом на конец
месяца; Oв.m1n- минимальное опережение вы
пуска деталей по данному участку; N Ф - но
мер изделия,, по который фактически выпуще-
7
;
ны детали с участка к началу планируемого
месяца.
План rio номенклатуре и объему товарной
продукции д,.ля участка и предложения о сро
ках поставки материалов и . полуфабрикатов
и обеспечении участка оснасткой, инструмен
том и т. п . подготавливает производственно
диспетчерское бюро цеха (ПДБ) совместно с
мастером участка. Текущие месячны~ планы
.по
номенклатуре и объему производства со
ставляют в период с 25-го по 28-е · чисJJо пред
шествующего месяца .
Объем производства участку планируется
в натуральных единицах, в денежном выра- •
женин и в нормо-часах по действующе·й тру
доемкости аналогично плановым показателям
цеха. Разработанные для участков планы
утверждает начальник цеха. Мастерам пред
ставляют их · за 3 дня до начала планируемо
го месяца.
Для вовлечения всех рабочих участка в
выполнение плана rю объему производства
каждому из них устанавливается индивиду
альное задание -в нормо-часах (месячные пла
ны- повышения производительности труда) .
Личные планы разрабатывают на год с
помесячной разбивкой. Объем месячного за
дания определяют путем умножения рабочего
времени планируемого периода (года, меся
ца) на достигнутый рабочим коэффициент вы-
8.
полнения норм с увеличением полученного
результата на планируемый процент повыше
ния производительности труда. При этом объ~
ем месячного задания в норма-часах не дол
жен быть ниже достигнутого уровня за по
следние три месяца с учетом планируемого
роста производительности труда.
ПЛАНИРОВАНИЕ ТРУДОВЫХ ПОКАЗАТЕЛЕИ
В планирование трудовых показателей для
производственного участка входит разработ
ка планов по производительности труда, чис
ленности работающих, фондам заработной
платы и средней заработной плате работаю
щих.
Все работающие на производственном
участке в зависимости от выполняемых функ
ций делятся на такие категории: рабочие, в
том числе основные и вспомогательные; ин
женерно-технические работники (ИТР); уче
ники.
К основным ' относ5!тся· рабочие, которые
заняты изготовлением продукции, выпускае
мой предприятием, к вспомогательным - ра-
_
бочие, обслуживающие производств ·енный про
цесс, выполняющие подсобные работы, а ·так
же работающие во вспомогательных цехах.
•На
прои,зводственном участке к вспомога-
9
тельным рабочим относятся : наладчики обо
рудования, распределители работ, контроле
ры ОТК, подсобные рабочие.
Для расчета численности основных рабо
чих исходными данными являются : производ
ственная программа, плановая трудоемкость
изготовляемых на участке деталей, узлов или
вьiполняемых монтажей, отчетный и плани
руемый процент .выполнения норм, полезный
фонд рабочего времени одного рабочего .
.
Расчет фонда времени рабочего произво
дится по календарю. Различают три вида фон
дов времени одного рабочего: календарный -
это количество дней в плановом периоде; но
минальный - количество рабочих • дней, ко
торое может быть использовано в цехе, на
участке; эффективный (полезный) --; - среднее
количество рабочих дней одного рабочего в
планируемом периоде с учетом целодневных
невыходов на работу по причинам отпусков
всех видов, болезней, выполнения государст
венных и общественных обязанностей и вну
тр11:сменных планируемых потерь (сокращен
нь1й рабочий день подросткам, перерывы для
кормящих матерей, сокращенный рабочий .
день рабочих с особо вредными условиями
труда).
•
Пример расчета полезного фонда рабочего
времени одного рабочего приведен ниже :
Н>
Расчет полезного фонда времени одного рабочего
механического участка за ro~
Календарный фонд, . дни
Нерабочие дни:
выходные · .....
праздничные
Ито.го нерабочих дней ..
Номинальный фонд (365 - 110), дни
Невыходы на работу:
отпускавсехвидов......
болезни и травматизм
выполнение государственных и общест-
• венных обязанностей . . . . . .
И т о г о невыходов на работу, дни
Рабочих дней (всего) (255-32,1) . . . . .
Продолжительность рабочего дня, ч . •
.
Фонд рабочего времени, ч (222,9Х8,1) .
Внутрисменные потери рабочего времени, ч:
сокращенный рабочий день п.одростков
сокращенный рабочий день рабочих с
особо вредными условиями труда . . .
перерывы для кормящих матерей
И Т ·О го внутрисменных потерь рабо
чего времени, ч
.
.
.
.
.
.
.
.
Эффективный (полезный) фонд рабочего
вре_мени одного рабочего, ч (1805,5-0,4)
365
104
6
110
255
21,5
10,2
0,4
32,1
222,9*
8 1**
1805,5
0,25
0,15
0,4
1805,1
* Учтены субботние дни, nриходящиеся на - пе-
риод отпуска. -
** Продолжительность рабочего дня
установле
на для предприятий, переведенных на пятидневную
рабочую неделю с двумя выходными лнями.
·11
Численность основных рабочих на участке
получают путем деления планируемого объ
ема работ в нормо-часах на полезный фонд
рабочего времени одного рабочего в часах и
планируемый коэффициент выполнения норм
времени.
Трудоемкость планируемого объема раб.от
в нор_мо-часах
где п - количество наименований деталей, об
рабатываемых на участке; N.- г од о в ая
про
грамма данного наименования деталей, шт.;
t - норма времени на 1 шт., норма• ч.
Потребное количество основных рабочих
т
т=ФэК•
где Фэ - эффективный фонд рабочего време
, ни одного рабочего, ч; К - планируемый ко-
эффициент выполнения норм времени.
1.
Произведение ФэК .,-- планируемая
выра
ботка (производительно.сть труда) в норма
часах на одного основного рабочего.
При необходимости аналогично рассчиты- .
вают потребное количество основных рабочих
по профессиям и разрядам. Если фактическая
численность основных рабочих ниже расчет-
12
ной, то в плане по труду предусматривается
соответствующая численность учеников.
Расчет чис_ленности вспомогательных рабо
чих осуществляется по трудоемкости пла
нируемого объема рабьт, рабочим местам и
нормам обслу~ивания. Численность вспомо
гательщ,rх рабочих, выполняющих работы,
оплачиваемые сдельно, определяется тем· же
способом, что и численность основных рабочих.
Расчет численности вспомогательных рабо
чих по рабочим- местам применяется для тех
категорий рабочих, которые постоянно закреп
лены за определенным оборудованием или ра
бочими местами (крановщики; стропальщи
ки; электромонтеры; слесари по ремонту обо
рур:ования, оснастки и т. д.).
Расчет численности рабочих по нормам
обслуживания производится, исходя из коли
чества обслуживаемого производственного обо
рудования или рабочих мест. Норма обслужи
вания - это количество единиu оборудования
или рабочих мест, обслуживаемых одним вспо
могательным рабочим (например, число стан
ков для наладчиков, ' убираемая площадь для
уборщиц, количество основных рабочих для
контролеров, распределителей работ и т. п.).
Определение численности контролеров про
изводят в зависимости от типа производства,
численности основных рабочих и выборочно-
сти контроля (табл. 1) .
•
13
J. Типовые нормы общживания ill,Ля контролеров,
принимающих детали
..
. Тип
Количество основных рабочих, обслужи-
Цех произ-
ваемых одним контролером, п ри выбороч~
(учас-
вод-
ности окончательного контроля, %
<rок)
ства
·100/90/во/70/во/so/10/зо/20/1s/10
Меха- Серий-1213141516182024293442
ниче- ,
ное
ский
Мел- 13,1415161719212531-
-
косе-
рийное
Меха- Серий-1415161718202327354049
носбо- ное
роч-
Мел- 151617182022252936-
-
ный
кще-
рий-
ное
Инст-
Мелко-272829303133----
-
румен-
серий-
таль-
ное и
НЫЙ
единич-
ное
Ре-
Тоже353840464951--
-
-
-
монт-
но-ме-
хани-
1
ческий
14
Плановая чиеленность ИТР производствен
ного участка устанавливается на основании
штатного расписания, утвержденного руково
дителем предприятия. При составлении штат
ного расписания учитывается объем выпол
няемых работ, номенклатура, тип производ
ства, количество вновь осваиваемых изделий
ит.п.
РАСЧЕТ ФОНДА ЗАРАБОТНОИ ПЛАТЫ РАБОЧИХ
При расчете заработной платы необходимо
обеспечить правильное соотношение между
темпами роста средней заработной платы и
производительности труда.
Исходными данными при расчете фонда
заработной платы основных рабочих явля~тся
трудоемкость плщшруемого объема работ .в
норма-часах, средняя стоимость 1 норма• ч и
планируемый процент премии, а вспомога
тельных рабочих - плановая численность по
щ~офессиям и разрядам, тарифные ставки и
планируемый процент премии. При расчете
фонда заработной платы рабочих учитывают
также доплаты, связанные с различными
льготами, предусмотренные трудовым законо
дательством (оплата отпусков всех видов, до
плата за выполнение государственных и обще:
ственных обязанностей, за работу в ночное
• время, за сокращенный рабочий день подрост-
!5-
ка·м, оплата перерывов кормящим матерям).
При расчете следует определять часовой, днев
ной и месячный фонды заработной платы.
Фонд заработной платы состоит из сумм
оплаты сдельщикам за выполненньг1 объем
работы и повременщикам · по тарифным став
кам за фактически отработанное время. Фонд
заработной платы сдельщиков определяется
по формуле
Зсд = ТС,
где Т- трудоемкость объема работ планиру
емого периода, нормо-ч; С- средняя стои-
мость нормо-ч, р.
.
Фонд заработной плаrы рабочих-повремен
щиков
Зп = СФэтп,
где С - средняя часовая тарифная ставка ра
бочих-повременщиков, р; Фэ - эффективный
фонд рабочего времени одного рабочего в пла
нируемом периоде, ч; тп - численность рабо
чих-повременщиков.
Часовой фонд заработной . платы получают
путем прибавления к прямому фонду заработ
ной платы премий по действующему положе
нию о премировании, премий: из фонда мастера
и доплат за работу в ночное время, в празд
ничные дни, за обучение учеников и неосво-
16
божденным бригадирам за руководство брига
дой.
Дневной фонд заработной платы - это
сумма часового фонда заработной платы и
доплат за сокращенный рабочий день подрост
кам, а также оплат установленных перерывов
кормящим матерям.
Месячный (квартальный, годовой) фонд
заработной платы определяют путем прибав
ления к дневному фонду заработной платы за
отпуска всех видов, за выполнение государ
ственных и общественных обязанностей.
В связи с широким применением сдельно
премиальной и повременно - прем.иальной си
стем оплаты труда дополнительная заработ
ная плата на отдельных предприятиях состав
ляет 25-30% от прямого фонда заработной
платы.
.
Фонд основной заработной платы вместе с
дополнительной заработной платой основных
и вспомогательных рабочих составляет общий
фонд З,\\работной платы рабочих. Путем деле
ния общего фонда заработной платы на сред
несписочное' число рабочих определяют сред
нюю заработную плату рабочих.
Фонд заработной платы ИТР и служащих
определяется в зависимости от их численности
и должностных окладов, согласно штатному
расписанию. Премии и выплаты из фонда
17
материально;rо цоощрения в фонд заработной
nлаты ИТР не включаются, но учитываются
при исчислении среднего заработка.
ПЛАНИРОВАНИЕ МАТЕРИАЛЬНЫХ ВАТР АТ
НА ПРОИЗВОДСТВО
Материал.ы,, применяемые на машинострои
тельных предприятиях, подразделяются на
~сновные и вспомогательные. ,К основным от
носятся материалы, из которых изготовляют
детали, узлы, агрегаты, входящие в состав
основных изделий, . выпускаемых предприяти
ем. Эти материалы составляют основное ' веще
ственное · содержание продукции (в отраслях
машиностроительной и металлообрабатьrваю
щей промышленности они называются кон
струкционными). Стоимость основных матери
алов относится ,. к прямым затратам на произ
водство.
Вспомогательнь1е материалы используют в
процессе эксплуатации основных средств, для
содержания оборудования (смазочные и обти-.
рочные материалы), помещений (для мытья и
чистки), изготовления продукции (краски,
различные химикаты, формовочные матери
алы). Затраты на вспомогательные . матери
алы относят на соответствующие статьи цехо
вых расходов и через них списывают на себе
стоимость продукции.
18
Потребность в осноnных материалах опре
деляют на основе производственной програм
мы и тех нйчески , обоснованных норм расхо,ца
материалов на единицу и з делия (деталь ,
узел), потребность во вспомогательных мате
риалах - по_ нормам их расхода, устанавли
ваемым на о'дин станок, одного производствен
ного рабрчего, 1 м2 · производственной площа
диИТ,П,
Норма расхода материалов - это макси
мально допустимая величина материальных
затрат на производство единицы продукции .
Разработке научно обоснованных прогрессив
ных норм расхода материалов уделяется боль
шое внимание, так · как это в значительной сте
пени способствует снижению себестоимости
выпускаемых изделий и уменьшению потреб
ности в оборотных средствах.
Норма расхода материалов на деталь
Мд= Mv ,+ Мотх,
где Мг - масса готовой детали, кг; Мотх
-
масса отходов и угара материалов при изго-
товлении детали.
Масса дета,ли до и после обработки обычщ>
указывается в технологических картах и по
детальных спецификациях.
Расчет потребности производится по всем
видам материалов , необходимых . для выпол-
19
нения производственной программы участка.
Потребность в основных матери ал ах в нату
ральном выражении определяют путем ум
ножения нормы рас х ода Мд на количество
деталей по заданной программе, а стоимость
материалов - путем умножения полученного
результата на прейскурантную стоимость 1 кг
применяемых материалов . При изготовлении
заготовок в заготовительны х цехах , предприя
тия (литейном, кузнечном, заготовительно
штамповочном и т . п.) затраты на полуфабри
каты определяют по их плановой себестоимо
сти .
Стоимость материала на одну деталь
См.д = МдЦм- МотхЦо,
где Цм, - цена материала по действующему
прейскуранту, р/кг; Мотх - масса реализуемых
отходов, кг ; Ц0 - цена реализуемых отходов,
р/кг.
В тех случаях, когда коллектив производ
ственного участка не может оказать влияния
на уменьш~ние нормы расхода материалов
(обычно это имеет место в обрабатывающих
цехах, поJiучающих индивидуа·льные заготов
ки, ·изготовленные методом горячей штампов
ки, точного литья и т : п . ), планировать мате
риальные затраты участку нецелесообразно.
20
ХОЗЯЙСТВЕННЫЙ РАСЧЕТ НА УЧАСТКЕ
Важнейшая задача коллектива каждого
предприятия - последовательно улучшать ка
чественные показатели своей работы, сокра
щать расход основных, и вспом9гательных ма
териалов, снижать трудоемкосfь выпускаемых
изделий_, снижать затраты на содержание· ад
министративно-управленческого аппарата и в
конечном .счете снижать себестоимость выпу
скаемой продукции. Достижению этой цели
значительно способствует умелая организация
хозяйственного расчета - метода ведения со
циалистического хозяйства, направленного на
достижение максимальной эффекпшности про
изводства.
Сущность хозяйственного расчета заклю
чается в соизмерении затрат на производство
с его результатами, в возмещении расходов за
счет своих доходов. Хозяйственный расчет
предполагает окупаемость затрат каждого
предприятия на производство и его рентабель
ность, а также хозяйственно-оперативную са
мостоятельность в пределах утвержденнрго
государственного плана.
В Положении о социалистическом государ
ственном производственном предприятии , ут
вержденном Постановлением Совета Минист
ров СССР от 4 октября 1965 r. No 731, указы
вается, что производственно - хозяйственная
21
деятельность цехов, участков, отделений и
друrи х 1шутренних звеньев предприятия долж
на осуществлятъс.i~!, как правило, на основе
внутризаводского хозяйственн·ого расчета. Хо
зяйственный расчет в цехах и на участках осу
ществляется через оперативно-производствен
ное и технико-экономическое планирование,
бухгалтерский учет и анализ производственно
хозяйственной деятельности. .
Планирование и учет работы хозрасчетных
производственных участков осуществляют ра
ботники ПДБ и бюро труда и заработной пла
ты (БТиЗ) цеха. Ответственность за внедре
ние хозрасчета на участках · возлагается на
начальника щ~ха. Например, на Киевском
авиационном заводе за десять дней до начала
планируемого года до участкрв доводится го
довой . план с разбивкой по кварталам по
следующим показателям: объем товарного
(валового) выпуска, нормо•ч; фонд заработ
ной платы, в том числе производственн·ых ра
бочих, р . ; плановое задание по снижению тру
доемкости выпускаемых изделий, норма• ч;
снижение материальных затрат, %.
У:казанные показатели представляют ' ма
стерам производственных участков по разра
.• ботанной форме (форма 1).
На основании годовых планов и предложе
ний, поступивших от коллектива участка, раз
рабатываются месячные планы. Плановыми
22
Форма 1
Основные показатели, планируемые производственному;
участку на год *
«Утверждаю»
Начальник 'цеха
«_»
._____
ПЛАН
по участку No ___ мастера
_
___
_
на 198_г. по цеху No
_.
__
Показатель
, ·1 п;:н 1---П_п_ан_п_о_к_в_арт_, _ап_а_м___
198_г.
II·1IIIIIV·
Изделие А, количество
условных машин
120 25
25
35
35
Трудоемкость выпуска
изделия А, нормо •ч
14300 3250 3ООО 4025 4025
Изделие Б, количество
условных машин
40
8
10
10
12
Трудоемкость выпуска
изделия Б, нормо •ч
Трудоемкость изготов-
1 7120 1600 1900 1700 1920
ления:
запчастей для из-
делия А, нормо •ч 8 ООО 1 500 1 800 2300 2400
запчастей для из-
делия Б, нормо•ч 5ООО 1ООО 1200 1300 1500
товаров народного
потребления, нор-
МО•Ч
4500 1100 1100 1100 1200
прочей продукции,
нормо-ч
3 200 800 800 800 800
специальнqй ос-
настки, нормо•ч , 7 200 1800 1800 1800 1800
2З
Показ а тель
И т о го трудоем
к_ость валовой про•
дукции, нормо •ч
Плановая трудоем-
.
кость, норма• ч :
изделия А
изделия Б
Снижение материаЛЬ'
ных затрат, %
К:оэффициент выполне·
ния норм .
Эффективный фонд ра•
бочеrо времени одного
рабочего, ч
Выработка на одного
производственного ра
бочего, нормо •ч
Численность рабочих ,
чел.
Численность · учеников,
чел.
Фактическая числен-
ность рабочих, чел.
Продолжение формы 1
План по кварталам
1
План
на
198_г,
111III\1V
49320 11050 11600 13025 13645
120 130 120 115
178 200 190 170
3
3
3
3
1,2
.
1,2
. 1,2
1,2
1830 445 455 465
2 196 534 546 558
22
20
21
23
4
2
3
5
18
115
160
3
1,2
465
558
24
6
Начальник ПДБ цеха
(подпись) .
Эконо.мист
(подпись)
Начальник БТиЗ цеха
(подпич,)
Мастер
(подпись)
• Цифры условные.
24
показателями для производственного участка
при разработJ{е месячного плана являются:
объем товарной fваловой) продукции, нор
мо• ч; номенклатура в натуральном выраже
нии; фонд заработной платьI1 р.; ·выработка на
одного производственного рабочего и раб~та
ющего, нормQ •ч; численность производствен-
ных рабочих.
•
··
План по номенклатуре и объему товарной
продукции устанавливает ПДБ цеха, по тех
нико-экономическим показателям - экономист
цеха. На основании плана по валовой продук
ции определяют необходимую численность
производственных рабочих и сопоставляют с
фактическим наличием рабочих. При недоста
точной численности производственных рабо
чих план по валовой продукции подлежит кор
ре_ктировке с одновременным осуществлением
мероприятий, направленных на ликвидацию
узких мест. При излишней численности произ
водственных рабочих необходимо провести
перераспределение рабочих на другие участки
или, в порядке исключения, установить участ
ку дополнительное задание . •
В план участка включаются лишь те эле
менты себестоимости, на которые он может
оказать. непосредственное влияние : снижение
трудоемкости и норм расхода материалов по
основным изделиям, устанавливаемое в денеж
ном выражении. В отчет по себестоимости
25
l
включаются также непроизводительные рас
ходы (стоимость ,цопущенного брака, утерян
ных деталей и т. п.).
При начислении премии ИТР участка по
результатам работы за :месяц сумма премии
снижается на сумму допущенного перерасх9-
да,. но не более чем на 50 %; при получении ·
.экономии
сумма начислен.ной_ премии увеличи
вается на сумму экономии, но не более чем на
30%; премия выплачивается в полном разме
ре при выполнении плана по объему товарной
(валовой) продукции в заданной номенклату
ре, выполнении задания по производительно
сти труда , хорошем качестве выпускаемой
продукции, отсутствии перерасхода фонда за
работной плцты, повышения себестоимости.
В случае перевыполнения задания по комп
лектности, снижению себестоимости, ритмич
ности и при достижении высоких показателей
, по качеству сумма начисленной премии увели
' чивается в соот~етствии с положением . 6 пре
мировании.
П. ПОДГОТОВКА ПРОИЗВОДСТВА
НА УЧАСткв ··
ПОДГОТОВRА
ТЕХНОЛОГИЧЕСRОЙ ДОRУМЕНТАЦИИ
Наиболее ответственным этапом подготов
ки производства является разработка техно
логического процесса, при использовании
которого • до~жны обеспечиваться высокие
экономические показатели производства, над
лежащее качество продукции, максимальное
использование оборудования и производствен
ных цлощадей, рост производительности тру
да. Достижению этих показателей способству
ет участие мастера в разработке технолоr:иче
ского процесса. Он, постоянно сталкиваясь в
производстве с .технологическими трудностя
ми, может внести много предложений по со
вершенствованию т_ехнологии, примененшь пе
редовых методов труда . •
На машиностроительных предприятиях при
меняются централизованная , децентрализо
ванная · и смешанная системы организации
подго.товк f! технологической документации.
При . централизованной системе аппарат· главе
ногь теХFtолога и металлурга разрабатывает и
внедряет на участках всю технологию и реша
ет т~кущие вопросы по ней, пр и децентрализо-
Zl.
ванной системе эту работу выполняют техно
логические бюро цехов, при смешанной систе
ме технологические процессы разрабатывают
технологические бюро цехов под руководст-
\
'
вом отделов главного технолога или метал-·
лурга . Отделы главного технолога и метал
лурга разрабатьrвают директивные технологи
ческие процессы, а также процессы на особо
сложные и ответственные детали и узлы .
В проектирование технологического про
цесса входит разработка технологического
маршрута прохождения детал~й и узлов, тех
нологических · процессов обработки деталей и
сборки узлов , норм расхода материалов. При
составлении технологического процесса ис
пользуются следующие данные: чертежи дета
лей и узлов изделия , . технические условия;
ГОСТ , нормали и каталоги на материалы, ин
струменты, приспособления, измерительные
· средства, оборудование и т. п .; руководящие
технологические материалы; технические ус
ловия на поставку полуфабрикатов и деталей
для последующей . обработки и сборки; тиро
вые и нормализованные технологические про
цессы; информационные материалы отечест
венного и зарубежного опыта о технологиче
ских процессах подобных деталей (изделий);
ведомости имеющегося и заказанного обор у
дования, его паспортные данные; справочные
и нормативные материалы для выбора режи-
28
мов работы и нормирования трудовых затрат;
нормативы расхода материалов; данные о
наличии универсальной и нормализованной
оснастки, а также базовых (групповых), при
способле_ний; чертежи заготовок (отливок,
штамповок) для разработки технологии меха
щrческой обработки; схемы сборки изделия для
разработки технологии сборочных работ; спра
вочные материащ,r по применяемым вспомога
тельным материалам для нужд основного про
изводства (охлаждающие жидкости и т. п.); ,
данные о типе, характере и масштабах произ
водства деталей или узлов нового изделия.
На базе современной техники одну и ту же
деталь можно изготовлять разными методами,
при этом экономические результаты будут
также различными. Выбирая из нескольких
в'озможных вариантов наиболее приемлемый,
технолог, сравнивая себестоимость продукции
разных вариантов, должен найти оптималь
ные решения ряда задач в области техники,
· технологии, экономики, организации труда и
производства. В технологическую себестои
мость могут включаться (полностью или ча-
•стично) стоимость сырья и материалов, топли
ва и энергии, заработная плата рабочих и на
числения на нее, расходы на эксплуатацию·
технологического оборудования, на перена
ладку оборудования, на инструмент и приспо
собления, амортизацию оборудования и т. д.
29
Данные технологических процессов оформ
ляются соответствующей технической доку
ментацией . В серийном производстве наибо
лее распространены следующие формы техни
ческой документации:
1. Сводная технологическая карта (марш
рутная карта технологического процесса), в
которой перечисляются все технологические
операции в последовательности •их выполне
ния (изготовления детали или сборки узла,
• агрегата по цехам и рабочим местам). Она ис
пользуется на участке для · планирования про
изводства и _ обеспе~ения рабочих мест первич
ной документацией'. • •
2. Операционная технологическая карта,
р·азрабатываемая на каждую операцию. Ее
используют как ОС}!ОВНОЙ техНОЛQГИЧеский ДО·
кумент при изготовлении и контроле деталей
и узлов изделия.
.
3. Карта раскроя материала
-
технологи
ческий и одновременно норматив,ный доку
мент, в котором определяется способ вырезки
заготовок из ,листовых ма11ериалов, эффектив
ность раскроя и норма Р<!-СХода материала на •
изготовление детали.
4. Карта ~онтроля, составляемая только на
наиболее сложные и ответственные детали и
узлы (операции).
.
• 5. Ведомость технологического оснащения
содержит всю технологическую оснастку на
30
изготовление детали или сборку узла . В ~й
отражаются также данные о заказе оснастки .
и о его вьшолнении.
6. Комплектовочная карта - приложение к
карте технологическ9го • процесса сборки или
сварки, nредназначенная как справочный до
кумент для предварительного комплектования
деталей к сборке и сварке. •
Содержание и порядок разработки · техно-
•
логических процессов зависит от типа произ-
вqдства. В условиях единичного и мелкосерий
ного производства технологический процесс
разрабатывается укрупненно, а в условиях
крупносерийного и массового производства
для каждой детали и сборочного узла уста
навливается точный перечень инструмента,
порядок выполнения каждой операции .
В комплекс ' работ, осуществляемых при .
разработке операционной технологии, входят:
изучение чертежа; расчет припусков заготовки
и определение межоперационных размеров;
определение конфигурации, массы, оптималь
ного варианта, диаметра и длины заготовки;
определение последовательности технологиче
ских · переходов; расчет режимов обработки;
определение основного (машинного), вспомо
гательного, штучного и подготовительно-за
ключительного времени ; написание тех'нологи
ческой карты. · В среднем на одну деталь в
станкостроении приходится 6-7 операцион -
31
\
ных технологических карт, в строительном и
дорожном машиностроении - 4 -6, в· прибо
ростроении - 5 -6,5. Количество карт по от
дельным видам работ также различно. Так, по
холодной штамповке - 1,8_:_2,2, а по механи
ческой обработке - 6,5-9 и т . д. Нормативы
трудоемкости технологии при механической
обработке на одну деталь составляют: для
маршрутной технологии - 1,3, . для укрупнен
ной - 4,4 и для операционной - 6,5 ч [13].
Перед внедрением разработанного техно
логического процесса в серийное производство
он должен быть испытан в реальных произ
водственных условиях. Нормативы трудоемко,
сти внедрения технологических процессов ме-.
ханической обработки на одну деталь следую
щие: для маршрутной · технологии - 0,6, для
укрупненной - 1;1 и для операционной- 1,3 ч
[13] . В составе комиссии по утверждению тех
нq,логического процесса обязательно должен
быть мастер участка. При достижении всех
технических условий, предусмотренных разра
ботщшым тех1юлогическим процессом (режи
мы обработки, применяемое оборудование и
осн.ас.тка, расход материалов и затраты тру
да), технолог оформляет «Акт внедрения тех
нологического процесса и оснастки».
Изменение технологических процессов про
изводится при изменении чертежей, техноло
гических усл(}ВИЙ, карт условий поставки заго-
32
1
товок деталей, оборудования, оснастки, ин- .
струмента, технологиче_ского маршрута, при
усовершенствовании технологического процес
са и оснастки; при исправлении ошибок в тех
нологии. Оно разрешается только после оформ
ления «Листка изменения технологического
процесса», в котором указывается, на каком
основании производится изменение · и характер
его.
.
•
Основным направлеtrием ускорения подгg
товки технологической документации являет
ся типизация технологических процессов . Сущ
ность ее заключается в т0м, что перед разра
боткой ' технологического процесса детали
классифицируют по группам, а затем в каж
дой группе выбирают одну или несколько ба
зовых деталей (чаще самые сложные в изго
товлении). Технологический процесс разраба
тывают для базовой детали, однако он должен.
отражать специфику обработки основных по
верхностей всех деталей, входящих в данную
группу. При наличии типового технологиче
ского процесса технолог освобожден от выбо
ра для конкретной детали плана обработки,
схемы базирования и других параметров тех
нологического процесса. В этом случае дости
гается оптимальное, проверенное практикой
решение технологической задачи.
•
Дальнейшим развитием типизации техно-
.логических . процессов является нормализация
2 9- l271
33
процессов в целом или отдельных, . часто по
вторяющихся технологических операций. Нор
мализованный технологический процесс (тех
нологическая нормаль) - это типовой про
цесс, в котором содержатся уже готовые
решения по всем параметрам технологическо
го процесса: оборудованию, оснастке, режимам
обработки и техническим нормам времени. Та
кие нормали могут использоваться и при сме
не объекта производства.
Используя технологические нормали на
операции, технолог оформляет лишь маршрут
ную карту изготовления детали, в которой по
отдельным операциям даются ссылки на соо_т
ветствующие шифры технологических норма
лей. В результате применения типовой и нор
мализованной технологии трудоемкость раз
работки технологических процессов снижается
на 50% [13].
Наличие классификатора деталей, типово- -
го технологического процесса на комплек~ную
деталь каждого класса явл~ется основой для
составления ~ нормирования технологических
процессов с помощью ЭВМ.
,
.
Разработка и нормирование технологиче
ских процессов с помощью ЭВМ состоит из
следующих этапов: кодирование чертежа де
тали; перенос информации с кодировочноjf
таблицы на магнитную ленту; решение -задачи
на ЭВМ, результатом которого явттется кар-
;и
та технологического процесса; разрезка руло
на, снятого с печатающего устрой_ства, на от
дельные карты; контроль технологического
процесса и подпись его технологом и норми
ровщиком; брошюровка, . регистрация . Ниже
представлен образец карты технологического
.процесса на заготовительно-штамповочные ра
боты, разработанной с помощью ЭВМ на Ки-
. евском
авиационном заводе (форма 2).
При использовании ЭВМ для разработки
и нормирования технологических проuессов
повышается производительность труда техно
логов и нормировщиков, обеспечивается ста
бильность выбора технологических маршру
тов и назначения норм времени для однотип
ных деталей . Благодаря однотипности и
четкости формулировки ,операций и переходов
мастеру и рабочему легче ознакомиться с тех-
. нологическим
процессом . Экономический эф
фект от разработки с помощью ЭВМ 5000 тех
нологических процессов на заготовительно
штамповочные работы н а Киевском авиацион
ном заводе составил 10 ООО р . в г,од.
С целью сокращения затрат и сроков
технологической подготовки производства раз
работана Единая система технологической под
готовки производства (ЕСТПП). Она пред
ставляет собой в з аимоу вязанный комплекс
правил выпол н ения работ _по подготовке про
изводства. Оснщю й тех,ю л qгическцх решени й
35
(;;)
а,
• ФорАtа 2
Цех - уча-
1
Noдета -
24 -69 14-25-7
1
лист 1
сток
Карта тех-
Изделие 24
ли
процесса
раскроя
Доку-
Дата 1 310775 Партия з.-пуска 1
7-002
листа
мент
69-24 -9031
10
No пачки
No листа
Мате -
АМцМ
гост 12592-67 Шифр ! 440 201 152
риал
АГР;
Количество
24-7
о Изделие 24 Изделие
на изделие
Размер заготовки 1,0 х.2_60 Х 200 се 24-01
се
"'
Размер листа
1 ,охзооох 1200
пос
ПОС
1(1
Из листа 38ГQТОВОК
66
ким
0,00
На I деталь
~
260
Норма ра с хода
На изделие
0,959
материала, кг
0,137
о.
'
Норма времени и расценка
о
се
Наименование
Оборудо• Оснастка,
р
1Ра~~ен-j
о
Шифр
операций
ванне
инструмент А
тшт.
т IРас-
"
3
nзв ценка
~
1 0749
Контр оль материала Ко нт роль-
ный стол
-
-
---
Работу вы п олняют
-
--- ---
-
-
-
-
--
2 чел.
--
---
.
--
--- -
--
--
-
2] 2~03 1 Отрез ать полосу I ГН-? 1Упор
1 2 1 0,004 1 0,000 , 5,6831 0,04
2860 Х 1200
•
"
312403 1Отрезать полосу
I ГН-3 1Упор
1 2 1 0,025 1 0,000 1 5,6831 0,04
2860 Х 200 на 11 дет.
4 j 240.З IОтрезать деталь \ ГН-3 /Рег~лиру-1 2 1 0,104 1 0,000 1 3,502 1 0,03
1
260 Х 200
J
емыи упор
5 12652 1Снять заусеницы
I Верстак I Напиль- 1 2 1 0,300 1 0,002 1 0,000 1 0,00
(!. = 920)
ник
•
6 13678 1Клеймить номер дета- ,Плита. 1Наб_ор I' 1 0,026 1 0,000 1· 0,620 1 0,00
-
л и и дату на припуске
кл еим
•
7 10749 1Контроль Б ТК по \Ко~троль-J Чертеж 1 1
,--
1
·1
ттк
ныи стол
8 J.9600 1 Без покрытия
1
1
j 10,000 J 0,00010,000/ 0,00
91 - 1 Направить деталь в 1
/1
11
1
1
1
цех No 27-00 -00
--
----'---~
-'---
--'----' ,
итого
1
1
1 1 0,459 1 0,004 115,488 1 0,134
Время штучно-калькуля цион н ое - 2,008
~ Составил :
Проверил :
У твердил:
в ЕСТПП является их широкая типизация и
стандартизация, причем типизация техноло
гических процессов охватывает все виды
обработки, сборки, контроля и испытания из
делий; стандартизация - оснастку, оборудо
вание, инструмент, средства механизации и
автоматизации.
Составной частью ЕСТПП является Еди
ная система технологической документации
(ЕСТД), устанавливающая общие _ для всех
предприятий единые правила выполнения,
оформления, . комплектации и обращения тех
нических документов, в том числе маршрут
ных _и операционных карт, системы классифи
кации деталей, правила учета применяемости
деталей, изделий и технологической оснастки
ит.д.
ЕСТД предусматривает стандартизацию
обозначений и унификацию последовательно-
• сти
размещения однородной информации в
формах документов на различные виды работ
с учетом машинной обработки информации;
содержащейся в них.
ПОДГОТОВКА ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
,,
Од,новременно с проектированием техноло
гического пр6цесса: проводится выбор, проек
тирование и изготовление технологической
оснастк~: моделей, штампов, пресс-форм, при-
I
способлений (станочных, сборочных, свароч
ных), инструмента (режущего, мерительного,
вспомогательного) . В машиностроении этот
этап технологической подгоtовки производства
составляет около 80 % общей трудоемкосm и
до 90 % длительности цикла подготовки про
изводства нового объекта [ 13] .
.
Мастер, решая вопросы обеспечения тре
буемого качества продукции, может предло
жить много оригинальных конструкций осна
стки и инструмента, при использовании кото
рых можно достигнуть требуемой точности и
производительности обработки. Поэтому уча
стие его в процес;се подготовки технологиче
ской оснастки необходимо для получения вы
соких показателей в процессе производства
продукции.
На машиностроительных предприятиях
применяется в основном система централизо
ванного проектирования технологической •ос
настки конструкторски:ми бюро служб главно
го технолога и металлурга , и лишь в редких
случаях несложную оснастку проектируют
конструкторы технологических бюро цехов.
Исходным документом для конструирова
ния технологической оснастки 1 является техни
ческое задание, разрабатываемое технологом,
который составлял технологический процесс;.
Это задание согласовывают с мастером участ
ка_ В нем указываются: номер детали; выпол-
39
няемая операция~ тип станка, на котором бу
дет обрабатываться данная деталь; количест
во одновременно обрабатыв аем ы х деталей ;
тип приспособления и вид з а ж има детали; ин
струмент ; эскиз операции с указанием техноло
гических баз . Существуют средние нормативы
в р емени на конструирование технологиче
ской оснастки. Так, например, в станкострое
нии приняты такие _средние _ нормативы вре м е
ни: на станочные приспособления - 12,85 ч;
на режущий инструмент - 5,5 ч; на штам
п ы - 10,5 ч . Трудоемкость конструирования
оснастки для мелкосерийного производства
устанавливается с коэффициентом 0,8, а для
крупносерийного - с коэффициентом 1,3 - 1,5
[ 13].
По окончании проектирования конструктор
согласовывает чертеж оснастки с технологом,
разработавшим технолог и ческий процесс. По
следний, подписав чертеж оснастки, вносит ее
шифр в карту технологического процесса и в
ведомость технологической оснастки, указыва
ет количество и сроки изготовления первично
го кЬмплекта оснастки. Технологическую ос
настку, как правило, изготовляют централизо- •
ванна в инструментальных цехах.
При мелкосерийном производстве наиболее
часто используют спецщ1льную оснастку, пред
назначенную только . для конкретных видов
т.ехнологических операций, деталей и изделий;
40
при смене объекта производства ее использо
вать нельзя. Поэтому трудоемкость и uик.lI
подготовки оtнастки на новое изделие особен
но велики в мелкосерийном производстве. Так,
укрупненные нормативы трудоемкости изго
товления единиuы технологической оснастки,
установленные, например, ' в сельскохозяйст
венном машиностроении, составляют: на • ре
жущий инструмент - 5,9 норм о• ч, на станоч
ные приспособления - 58 норм о• ч, на штам
пы - 81 норм о• ч, на линейную оснастку
(комплект)-54 нормо•ч [13]. Это праводит
к тому, что осн~щенность мелкосерийного про
изводства недостаточна, а трудоемкость вы
пускаемых деталей, узлов и изделий в несколь
ко раз выше, чем в серийном производстве .
В ·этой связи важной задачей при конструиро
вании оснастки является нормализаuия эле
ментов ее конструкuии и внедрение в произ
водство обратимых конструкuий оснастки
многократного использования. Практика под
тверждает, что до 80% элементов конструкuии
технологической оснастки могут быть но.рма- ·
лизованы и унифиuированы.
В результате типизации технологических
процессов, осущест1;3ляемой на базе классифи
каuии деталей и узлов изделий, появляется
возможность применения переналаживаемой
оснастки и типовых компоновок оснастки из
нормализованных элемен,сров.: универсально-
наладочных приспособл ений (УНП) , универ
сально - сборочных приспособ л ений (УСП),
сборочно-разборочных пр и способлений (СРП),
>,
составных инстру м ентов, инст рументов со
сменными режущими элементами и др.
УНП состоит из универсальной баз?вой
детали и комплекта см е н щ,1х н аладок на каж
дую деталь классификационной • группы .
К УНП относятся, наприм е р , станочные тиски,
токарные двухкулачковые патроны с комплек
тами литых ложе м ентов . В машиностроении
около 70% наименований деталей можно об
рабатывать в таких приспособлениях . УНП
выгодно применять в серийном пр.оизводстве .
[13] .
На базе нормали за ции элементов конструк
ции приспособлений созданы УСП, компонуе
мые из нормализова н ных деталей , После об
работки определенной детали приспособление
разбирают, а детали е го используют в другой
компоновке, для сборки другого приспособле
ния. УСП , выгодно использовать в индивиду
альном и мелкосерийном производстве.
•
Для серийного производства целесообраз
но применять СРП, компонуемые из нормали
зованных элементов. Корпус такого приспо
собления собирают из отдельных нормализо
ванных дет,алей (плит, угольников и т. п.).
С введением норм а лизации эле м ентов и
конструкций технологической осна стки су ще-
42
ственпо меняется методика ее проектирования
и изготовления. При разработке о~настки на
основе нормализованных элементов (УСП,
СРП) конструктор, пользуясь КJiассификато
ром деталей изделия и типовыми технологиче
скими процессами, а также альбомом типовых
компоновок оснастки, выбирает тип оснас::тки
для конкретной детале - операции. По типовой
компоновке выполняется чертеж рабочей ком
поновки оснастки и устанавливаются норма
лизованные элементы оснастки , Эти . элементы
изготовляют ~аранее и хранят на складе осна
стки. При смене @бъекта производства приспо
собление разбирают и нормализованные дета
ли и узлы сдают на склад для повторного ис
пользования.
При создании УНП конструктор по альбо
му типовых компоновок подбирает . базовую
часть приспособления, заранее изготовленную
и хранящуюся на складе оснастки, а из нор
мализованных элементов проектирует лишь
относительно простую сменную наладку. Пос
ле изготовления наладки ее монтируют на ба
зовую часть приспособления и сдают УНП н
производство.. При смене объекта производ
ства базовая часть приспособления повторно
используется с новыми сменными наладками.
Примером такой оснастки может служить уни
версально-наладочный штамп. Базовой ч11стью ·
его являются универсальные блоки, сменными
43
наладками - чистовой ручей, выпол.няемый
на сменной вставке.
. При
унификации и нормализации 70-80%
общего количества наименований деталей
оснастки трудоемкость конструирования тех
нологической оснастки может быть снижена
на 50%. В случае изготовления оснастки из
нормализованных и унифицированных •дета
лей трудоемкость снижается на 20-30% [ 13].
Важным этапом подготовки производства
на производственном участке является обеспе
чение его инструментом и оснасткой в количе
стве, необходимом для нормальной работы.
Номенклатура оснастки и инструмента опре~
деляется на основе ведомостей технологиче
ского оснащения каждой детали и узла. Нор
ма расхода каждого типоразмера инструмен
та на одно изделие
~ tмаш;
И;=----
Т; (1 -11д'
где Иi - норма расхода i-го типоразмера ин
струмента на единицу изделия, шт.; ~; tмаш; -
суммарное время работы инструмента i-го ти
поразмера по всем операциям для данног9 из
делия, ч (определяется по картам технологи
ческого процесса); Т; - стойкость i-го типо
размера инструмента до полного износа, ч
(определяется по нормативам); Yli - коэффи-
-t4
циент случайного выбытия i-ro типораз1v1ера
инструмента (поломка, преждевременный из
нос и т. п., в среднем составляет 0,05-0, 1).
.
Например, если для данного изделия вре
мя обработки всех детале-операций сверлом
диаметром 1 мм составляет 30 ч, стойкость ин
струмента 4 ч, то норма расхода этих сверл на
данное изделие
30
и=4(1- 0105) =8 шт.
В мелкосерийном и единичном производ
стве нормы расхода инструмента рассчитыва
ют по укру п ненным нормативам _с учетом ха
рактера вьшускаемой продукции, годового
фонда работы оборудования и продолжитель
ности работы инструмента по типовым пред-
ставителям.
'
Непосредственное обеспечение участка ин
струментом осуществляет инетрументально
раздаточная кладовая (ИРК:), которая имеет
необходимое колIJчество инструмента - обо
ротный фонд, состоящий из текущих запасов,
инструмента, находящегося на рабочих ме
стах, в_ заточке, на проверке и в ремонте . Теку
щие запасы инструмента по каждому типораз
меру определяют, исходя из дневной потреб
ности инструмента и периода, чер·ез который
израсходованный инструмент пополняется.
Практически запас нерегулярно потребляемо-
45
о инструмента обычно составляет месячную
потребность , а регулярно применяемого' ин
струмента - декадную потребность . Количе
ство инструмента на рабочих местах опреде
ляется в зависимости от числа станков, где
применяется данный инструмент, количеств.а
данного инструмента, используемого на одном
станке, и чцсла смен работы станков. Количе
ство инструмента в заточке, на контроле и в
ремонте зависит от величины направляемых
на эти виды операций μартий инструмента,
времени пребывания их там, включа·я время
пролеживания инструмента перед выполнени
ем этих операций, времени выполнения опера
ций и времени пролеживания инструмента до
поступления его в ИРК.
• Пополнение оборотного фонда ИРК произ
водится в предела х устано в ленных лимитов на
рас х од инструмента по предъявлению цехом
актов на списание изношенного инструмента .
Учет поступления (приход) ведется на осно.ве
требований , по которым инструмент поступает
в ИРК. Учет расхода инструмента ведется по
акт-ам, в которы х регистрируются поломки и
на основании к оторы х составляются ведомо
сти на списание отработанного инструмента .
Весь инструмент, который возвращается
в ИРК от рабочих, подвергается контролю
на контрольно-проверочных пунктах. Инстру
мент, подлежащий восстановлению, передает-
46
ся в заточную мастерскую. Переточка режу
щего инструмента, как правило, осуществля
ется централизованно в заточцых мастерских
высококвалифицированными заточниками, что
удлиняет срок его службы и сохраJ;Iяет качест
во. Весь прошедший заточку и доводку ин
струмент проходит технический контроль, осу
ществляемый заточной мастерской.
Приспособления, которые возвращаются в
кладовую приспособлений от рабочих, под-вер
гаются осмотру. Кроме этого, для сложной
технологической • оснастки (модели, штампы,
пресс-формы, стапели и т. п . ) организую,; ре
монты и осмотры по" системе планово-преду
предительного ремонта, которая предусматри
вает текущий уход, периодические осмотры,
ремонты. Для этой цели каждому виду оснаст
ки .присваивается группа ремонтной сложно
сти, составляются годовые графики осмотров
и ремонтов.
•
Наблюдение за рациональным использова
нием инструмента и о_снастки осуществляется
путем технического надзора, производимого
работниками кладовых и инженером по ин
струменту и оснастке. Оци проверяют каждый
случай преждевР,еменной . поломки инструмен-
•та и оснастки для выявления причин и - винов
ника поломки, причин ' повышенного износа от
дельных видов юrструмента, проводят систе
мат ическую проверку условий . эксплуатации
47
инструмента и оснастки, разрабатывают ин
струкuии и плакаты . для внедрения приемов
правильной эксплуатаuии отдельных видов
инструмента, осуществляют индивидуальный
и групповой инструктаж работающих по во
просам раuиональной эксплуатаuии режуще
го инструмента.
За раuиональным использованием инстру
мента и оснастки следит также и мастер
пр<;)Изводств.енного участка. Он должен еже
дневно следить за тем, чтобы рабочие исполь
зовали установленные нормативами режимы
резания, вовремя сменяли инструмент, надеж
но закрепляли режущий·- инструмент, приспо ,
собления и обрабатываемые детали, устанавли
вали инструмент с минимально необходf!МЫМ
вылетом, устраняли · в проuессе резания вибра
цию и биение инструмента, правильно обра
щались с измерительным инструментом и пра
вильно хранили инструмент на рабочем месте.
ПОДГОТОВКА ОБОРУДОВАНИЯ
Важным этапом технологической подготов
ки производства является проектирование и
изготовление оборудования, средств механи
заuии и автоматизаuии производственных
проuессов.
В зависимости от выполняемой работы и
действующего технологического процесса ра-
бочее место оснащается основным · технологи
ческим оборудованием, на котором выполня
ются операции · технологического процесса
(станками, аппаратами, верстаками, моечны
ми машинами, ручными прессами, точилами
и т . д.), вспомогательным оборудованием, ко
торое непосредственно в процессе изменения
предмета труда не участвует, но необход'имо ,
для создания условий для наилучшего прове
дения этого процесса (транспортерами, кра
нами, склизами, тележками и т. д.).
Состав оборудования зависит от характер а
обрабатыв.аемых изделий и типа производ
ства. Оборудование для единичного и мелкосе
рийного производства состоит из универсаль
ных станков: токарно-винторезных , фрезерных,
сверлильных и т. д. В составе оборудования
',.
u
цехов массового и крупносерииного . производ-
ства больше автоматов, полуавтоматов, агре- .
гатных и специальных станков . Для серийного
производства характерно · широкое использо
вание специализированного обору,дования, ко
торое компонуется из нормализованных узлов
и деталей и может быть быстро переналажено
при смене объекта производства.
В любом случае к оборудованию предъяв
ляются общие требования . Оно должно обес
печивать высокую производительность труда
и безопасность работы, ~ соответствовать фи
зиологическим, санитарно-rиFиеническим и эс-
49
'fСТ[IЧеским нормам. Пр.и полном НСПО.ЛЬЗОIJ:1-
нии оборудования снижается фондоемкость
продукции, растет производительность труда,
повышается рентабельность производства.
В процес·се эксплуатации оборудование из
нашивается и теряет точность -.- п од ве рг ае тс я
физическому износу . Кроме того, происходит
моральный износ оборудования, если ,произво
дительность его не соответствует ' уровню со
временной техник.и. Для поддержания обо
рудования в работоспособном состоянии и
предупреждения преждевременного износа и
поломок необходимо осуществлять качествен
ное обслуживание, уход и своевременный ре
монт . Это , обеспечивается системой· пл·аново
предупредительного ремонта (ППР), вклю
чающей комплекс технических и организаци
онных мероприятий по . уходу, обслуживанию
и ремонту оборудования, 0сущест~ляемых в
пла1-i овом порядке (ежедневный ·уход, надзор
за оборудо в анием , и межремонтное обслужи
вание - проверка на точность, осмотры, про
мывка и смена масла).
Существуют три системы организации ре
монтных работ: центраJшзованная (все ре
мон·тные работы выполняются ремонтно-ме
ханическим цехо'м); децентрализован_ная
(группы цех ового механика выполняют почти
в се вид ы р е монт i-rы х работ и межремонтное
обслуживание, а ремонтный цех изготовJш ет
1
'1
1
запасные части и выпоJJняет капитаJJьный ре
монт особо сJJожных станков); смешанная
(группа цехового М еханика выпоJJняет все ви
ды ремонтных работ, кроме капитаJJьного ре
монта, а ремонтный цех выпоJJняет капиталь
ньrй ремонт всех станков).
Однqй из задач ремонтной сJJужбы явл*ет
ся сокращение простоев оборудов<1_ния в ре
монте . Поэтому мастер участка должен сле
дить, чтобы проверка оборудования на точ
ность, осмотры, промывка и см_ена масла
выполнялись в нерабочее время. При малом
ремонте допускается простой оборудования в
пределах 0,25, при среднем ремонте - 0,6 и
при кап_итальном - до 1 рабочего дня на каж
дую единицу ремщrтослЬжности. Так, время
простоя токарно-револьверного станка ( 12-я
группа ремонтосложности) в ремонте · не долж
но превышать при малом ремонте - 3, при
среднем - 7,2 дня и при капитальном-,-
12 дней. Однако ввиду недостаточной техниче
ской и материальной подготовки и неудовлет
ворительной организации ремонтных работ
оборудование . нередко выходит из строя на
• значительно
большее время, что нарушает
бесперебойность осуществления производст
венного процесса на участке.
Чтобы сократить простои оборудования в
ремонте, на передовых предприятиях широко
практикуется BЫПOJi l i CI Шe ремонтных работ в
Зt
н-р,аздничны~ и воскресные дни, вечерние и
ночные см~ны. С этой же целью используются
• прогрессивные
методы ремонта. Среди них ·
~аибольшее распространение получил узловой
метод ремонта. Он заключается в том, что от
дельные узлы и крупные детали машин забла
говременно изготовляются или ремонтируют
ся, а в период ремонта с ремонтируемого стан
ка снимаются изношенные детали и узлы и на
их место устанавливаются заранее подготов-
ленные.
•
Важным этапом работы по поддержанию
оборудования в работоспособном состоянии
является его межремонтное о.бслу:ж:ивание, в
которое входят систематическое наблюдение
за состоянием работы станков, своевременное
устранение мелких • неисправностей, наблю
дение за выполнением рабочими правил экс
плуатации оборудования. При правильной
организации межремонтного обслуживания
удлиняется срок службы оборудования, по
вышается его производительность, повышает
ся качество и снижается стоимость плановых
ремонтов. .
В межремонтный период оборудование · об
служива!()т рабочие, работающие на станке,
дежурные слесари, электрики, смазчики. Ра
бочий во время работы на станке следит за
механизмами управления, ограждениями, ус
траняет мелкие неисправности, · а после рабо-
ты производит ежесменную уборку оборудова
ния. Дежурные слесари и электри к в начале
и в конце смены осматривают закрепленное за
ними оборудование, устраняют неисправно
сти, ведут наблюдение за выполнением рабо
чими правил эксплуатации оборудования .
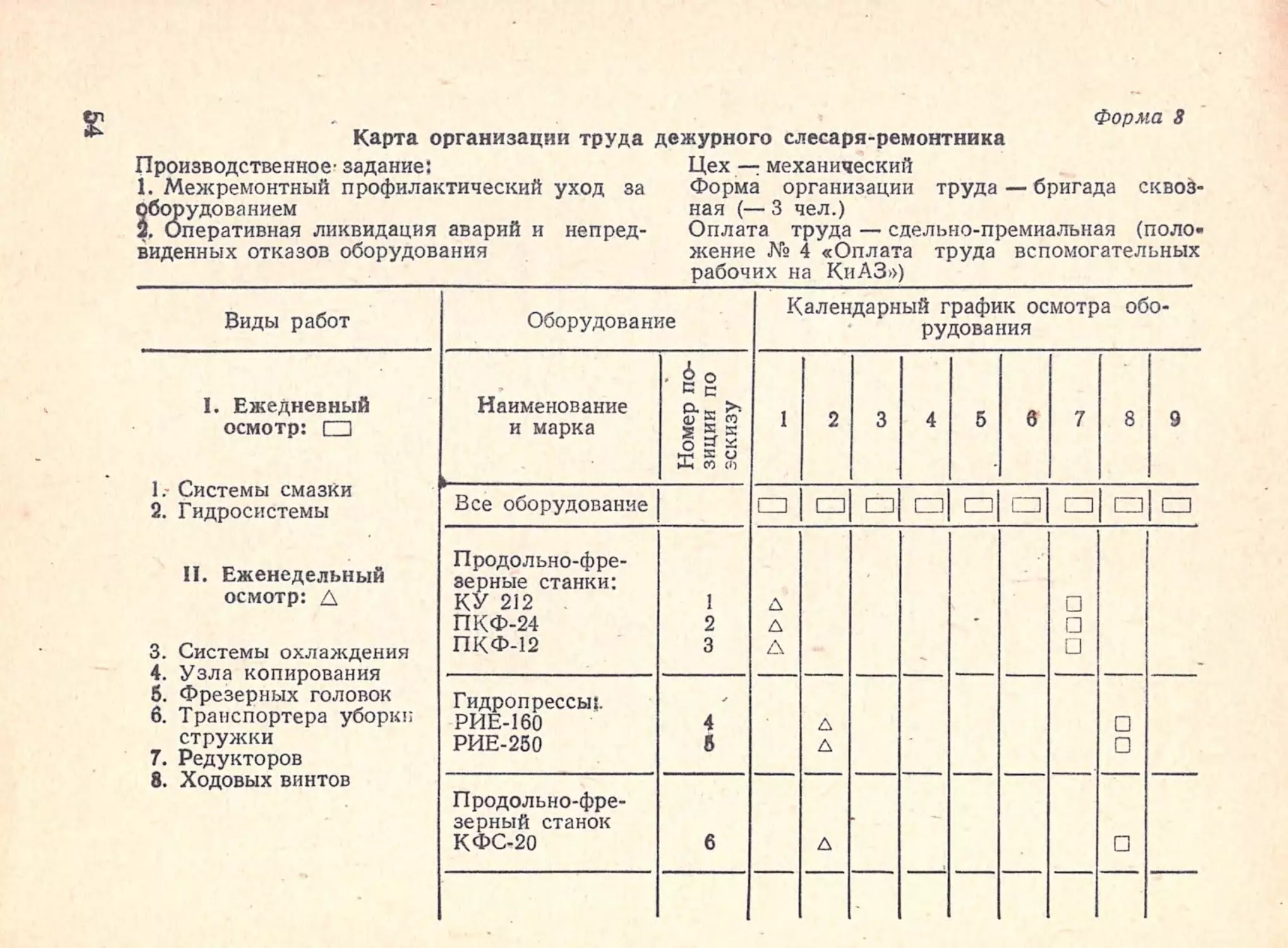
С целью четкой регламентации труда сле
сарей-ремонтников и электромонтеров на пе
редовых предприятиях разрабатываются и
успешно применяются карты организации тру
да . При этом вместо бессистемной работы по
вызовам при отказах . оборудования . работник
обслуживания выполняет комплекс мероприя
тий профилактического характера по заранее
установленным маршрутам обхода _обслужи
ваемого участка, рассчитанных на предупреж
дение возможных перебоев. Периодичность вы
полнения той или иной работы установлена на
,основе данных об имевших место отказах обо
рудования за прошедший период его эксплу
атации, а также на основе дефектных ведо
мостей, составляемых при ремонте оборудова
ния , рекомендаций системы ППР . Важным
_разделом
этих карт является «Регламент ин
спекторской проверки качества работы» . Он
представляет собой календарный график про
верки определенных видов работ инспектором
отдела главного механика. Все замечаJ;IИЯ ин
спектора заносятся в специальный журнал .
С у четом их оценивается качество и результа-
53
t
Фор~tа 8
Карта организац и и труда дежурного слесаря-ремонтника
ТТроизводственное· задание:
Цех---: механический
1. Межремонтный профилактически й уход за Форма орга низации труда - бригада с квоэ-
9борудов а нием
ная (- 3 чел.)
~- Оперативная
лшшидация аварий и непред- Оплата труда - сдел ь н о -п ремиаль ная (поло•
виденных отка зов оборудования
жение No 4 «Оплата труда вспомогательных
рабочих на КиАЗ,,)
Виды работ
Обо рудование
Календарный график осмотра обо-
рудования
1. Ежедневный
Наименование
·8g
2-~~123456789
осмотр: D
и марка
~gg
::r: Cl"J (J)
1.· Системы с ма з ки
Все оборудование 1
0 1°1 °1°1°1°\0 \01°
2. Гидросистемы
11. Еженедельный
Продольно - фре -
верные станки:
осмотр: д
КУ 212
1
"
о
ПКФ-24
2
"
о
3. Системы охлаждения ПКФ-12
3
L.
о
-
4. Узла копирования
---
--
-
-
-- --
-
--------
5. Фрезерных головок
Гидропрессы,.
6. Трансп·ортера уборю ; РИЕ-160
4
"
о
стружки
РИЕ-250
б
"
о
Т. Реду,поров
8. Ходовых винтов
----- -
-- --
--
-- --
-
--
Продольно-фре-
зерный станон:
-
КФС-20
6
"
о
--
-- --
--
·---- -
-
--
--...-- .,-._А.__, ---· -- -
-
-- --
-
-
-
-
-
--
--
111. Ежемесячный
Радиалыю-свер-
осмотр: О
лнльный станок
· с,,
iJ
255
7
9 . Органов управления
------
--------
-
--
10. Рабочих плоскостей
.
11. Направ,1яющих винтов Копировально-
12. Винтовых пар
фрезерный стано1<
8
6
о
13. Биения шпинделя
КФГ-1
-----
---
-
-
-
-
-
-
-
П родолыю-фр.е-
зерные сташ<и:
9
6
о
<<Гелл ер)>
о
6632
10
6
.
Пространственная плаю-; ровю:1 обслуживаемого участ1,а
g:
m
1Т1Г ,0 , ciP
ел
о,
'
Виды р абот
1. Ежедневны :,
осмотр: D
1. Системы смазки
2 Гидросистемы
11. Еженедельный
осмотр: д
3. Системы охлаждени е
4_- Узла копирования
5. Фрезерных rоловон
б. Транспортера уборки
стружки
7. Редукторов
8. Ходовых винтов
Оборудование
60
t: с::
Наименовани е
о.~~
и марка
~= :.::
о :::1:::::.
-
"'< )
.. 1. .., С!') Со)
Все оборудование 1
П родольно-фр е-
зерные станки:
КУ 212
1
ПКФ-24
2
ПКФ-12
3
---
Гидропрессы:
РИЕ-1 60
4
РИЕ-250
5
Пр одольно-фре-
зерны й станон
КФС- 20
6
--
-
Продолжение • фор мы 3
Календарный график осмотра обо-
рудования
10111213141516171819
□1° 1° 1° 1°1°1°1°1°l0
д
д
д
-
-
-
---
-
-
-
-
-
6.
..
д
---
-
-
-
---
-
-
-
-
-
д
-
-
------
-
-
-
-
-
ел
-..J
·1
111. ЕжемесячньiА
осмотр: О
9. Органов управления
О . Рабочих плоскостей
1. Направляющих винт~в
2. Винтовых пар
3. Биения шпинделя
.
Раднально-свер-
ЛИЛЬНЫЙ СТЗНОI<
255
l(опировально-
фрезерный станок
КФГ-1
Продольно-фре-
зе рные станки:
«Геллер')
6632
---
--
-
--
-
-
-
7
с,_
---
-
--
-- --
-
-
-
-
8
6
--- --
-
-
-
--
-
-
-
9
6
10
6
Оснастка и. инструмент
Тиски с пневмозажимом
Пневмодрель •
ПнеВмошлифовальная машинка
Специальный съемник
-
-
-
-
-
-
Оправ1<а для запрессов1<и подшипню<ов
Тиски слесарные ручные
-
-
-
Набор слесарного и мерительного инструмен-
та
•
(,
(.•.)
'
Виды работ
1. Ежед;,евный
осмотр: О
1. Системы смазки
а. Гидросистемы
11. Еженедельный
осмотр: д
.
8. Системы охлаж-де-
ния,
4. Узла копирования
б. Фрезерных головок
6. Транспортера убор -
кн стружки
7. Редукторов
8. Ходовых винтов
Оборудование
~
оо
Наименование ~~~ ' ;>,
и марка
., :,: "'
== :s:: :s::
о'"'"'
::i: "'u
"'"'
Все оборудование /
~
Продольно-фре-
зерные станки:
КУ 212
1
ПКФ-24
2
ПКФ-12
3
Гидропрессы :
РИЕ -160
•
РИЕ-250
5
--
~
Продольно-фре -
зерный станок
К:ФС-20
б
Продолжен и.t сfюрмы 1
Календарный график осмотра оборудова-
ния
2021222324252627282930Зt
01°1□/□1□/□/□/□/□/□/□/□
д
6
д
6
·д
д
-
-
-
-
-
-
-
-
-
-
-
-
6
д
д
д
-
-
-
-
-
-
-
-
-
-
-
-
д
д
-
-
-
-
-
-
-
-
-
-
-
-
111 . 1'.жемесячи_ый Радиально - свер •
осмотр: О
пильный станок
255
~ Орrанов управле•
нн:я
Рабочи х ПЛОС!{ОСТеfl_
Ко пировалыю-
~о
фрезерный станок
'
КФГ -1
11 t-lа1 1р ;., вляющих
BII HTOR
{2 Rинтовых пар
Продольно-фре:
эерные станки :
13 Б1:енин шпиндел~1
« Геллер::~
6632
ш
-
-
-
-
-
-
-
-
-
7
6
--- -
-
-
-
-
-
-
-
-
8
6
-
-
-
-
-
-
-
-
9
6
10
6
--
Средства связи
Аппарат заводской телефонной связи
Номера або нентов:
Масте рская по ремонту приспособ•
лениi,i и инструмента
МеханЙ.1< цеха
Участок программных устройств
Группа наладки станков
-
6
-
-
•
-
-
-
-
6
-
-
6
6
45-21
42-1!1
49-21
49-67
,,
а,
о
Условие труда
Холодный
период года
Параметры·
1
Опти-
Допу-
маль-
сти-
ный
мы.l
Температура воздуха, •с
17-19
15-20
01Гиосительная влажность, %
60-30
Небо-
леР. 75
Скорость движения воздуха, м/с Не бо- Небо-
лее 0,3 лее 0,5
Продолжение формы 3
Средства защиты
Теплый
Спецодежда:
период года
К:остюм хлоп-
1
чатобумажиыit
Опти-
Допу-
Рукавицы ком-
маль-
сти-
ный
мый
бинированные
Очки защитные
20- 23
Небо-
Противошум-
лее 28
ные наушники
60-30
Не бо-
лее 75
0, 2-0,5 0,3 -0 ,7
.....
О?
Есте ственное
Искусственное
Ос:Вещение
Коэффициент 'естес твеи
ной освещ~нностн
не менее 5%
Комбинированное освеще"
ние не менее 500 лк
Шум
Ср едн егеометрические ·· частоты
а!{ТИВНЫХ по~ос , Гц
631125 . , 250 1500 1 !ООО 14000j 8000
Доп устимые уровни звукового
дю~ления дб
99192186183180178176174
Режим труда и отдыха
! смена, начало ра5оты 7v JОмин,
окончание ро5оты 16ч !Омин
IOIO
41!
10
55
во 11111 65 165 11 во 11111 •65 11111 45 11111401
■- регламентиро6оннi,е перерыdы
~- o5eueнн6tti
перер616
_
ll-npouз6odcm6eннa'д гиннастик11
Цифры указывают продолжит е Ji ьн ость
работы и переры~ов, мин
,,.
;:;;
!;,;)
Требования к исполнителям
работ
-П рофесси;1 - слесарь-ремонтник
-Разряд: 3-й - I чел.;
4-й- I чел.;
6-й- Iчел.
•Стаж - 4 года
>V( разова ние - среднее,
.средне.:.техниче ское
Продолжение формы 3
Техника безопасности
Работа прои з водитс я в соОтветствин с ~ Пра
вилами техники безопасн о сти и произв од
ствснно fi санитарии лри холодной обработ1<е
металлов в машиностроительной промышлен
ности»
·-"'
Регламент инспекторской• проверки качества работы
Дни месяца
Видыработ:1/з151719111/1з/;5,17119 ,21 ,23 ,25 ,27,291~1
I,3
•
•1
1~111·/х!'11х1111х111
\
'
)
5'6
11•111х111111111х11
7•8
111!1111х11111·1•11х
4-
1111111111х111111
9' !О
1•1..111111-1х1111111
11• 12
•
11
111111,11х11111
$
IЗ11Х11111111f111
ты работы дежурного слесаря-ремонтника, ре-
' шается вопрос о его материальном и мораль
ном поощрении . Для примера ниже приведена
карта организации труда дежурного слесаря
ремонтника, применяемая в механических це
хах Киевского авиационного завода (фор
ма 3). В результате использования таких карт
повысился уровень организации труда слеса
рей-ремонтников и на 20-25% снизились по
тери рабочего времени из-за поломок обору
дования.
Обеспечение правильной эксплуатации обо
рудования является одной из важнейших за
дач мастера . Он должен следить, чтобы обору
дование, установленное на его участке, всегда
было работоспособным; своевремеtrно знако
мить рабочих с правилами работы на обору
довании, с устройством, управлением и прави
лами по- уходу и смазке оборудования; допу
скаfь к работе на оборудовании только тех
рабочих,. которые прошли необходимый ин
структаж по технике безопасности и научи
лись самостоятельно работать на нем; следить,
чтобы рабочий своевременно производил необ
ходимое регулирование механизмов; не допу
скать выполнения работы на неисправном
оборудовании и ррименения неисправных ин
струментов, приспособлений; принимать от
предыдущей смены оборудование по журналу
и следить. чтобы рабочие-сменщики п_ередавг-
64
\,
ли оборудование после тщательного осмотра и
проверки состояния всех механизмов; следить.
чтобы оборудование использовалось по назна
чению, не разрешать установку заготовок ве
сом выше допускаемого для данного оборудо
вашiя и режимов обработки с перегрузкой его;
требовать от рабочих своевременной смазки
оборудования и не допускать к работе на не
смазанном оборудовании; не допускать за
хламленности оборудования отходами и за
громождения его заготовками ; в соответствии
с установленным графиком ППР. останавли
вать оборудование для проверки и ремонта .
Для выполнения указанных положений
мастер должен з1нать устройство и паспортные
данные вверенного ему оборудования, уметь
читать кинематические схемы, а также знать
систему организации обслуживания и ремонта
оборудования . •
ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ
ПО ТИПОВЫМ ПРОЕКТАМ
Важным этапом технологической подго
товки производства явлйется ирганизация ра
бочих мест, которая еще не на всех предприя
тиях отвечает современным требованиям НОТ.
Из-за нерациональной планировки, недоста
точного оснащения ор_госнасткой, применения
несовершенных методов и. приемоl!- ~.Qуда по-
3 9-1271
65
являются доп. олните11ьные трудовые затраты.
При несоблюдении оптимальных санитарно
rиriиенических параметров и психофизиологи
ческих ' требований к планировке и оснащению
рабочих мест Рс\ботник преждевременно утом-.
ляется, снижается производительность труда.
Улучшению организации рабочих мест в
значительной степени способствует широкое
применение типовых проектов организации ра
бочих мест, · разработанных с учетом пос,1Iед
них достижений науки и практики . В этих
проектах предусмотрено соблюдение принци
па экономии движений и обеспечение рацио
нальности выполнения рабочих приемов (вы-
, полнение дви?J<ений
в пределах ' нормальной
рабочей зоны; применение простых, естествен
ных и привычных движений при одновремен
ном устранении ~атруднительных, трудноко
ординируемых и лишних; чередование усилий
различных мышц и др.); исключение . моно
тонности и повышение содержательности тру
да; создание благоприятных санитарно-гигие
нических условиj~; . соблюдение правил техни
ки безопаснос.ти; достижение ' максимальной
механизации труда путем применения различ~
ных приспособлений; • наличие рациональной
системы сигнализации и связи рабочих мест
со службами управления и обслуживания; со
ответствие внешнего вида оборудования, тех
нологической и организациоhной оснастки,
66
4
цветового оформления рабочего места требо
ваниям . технической эстетики; использование
типовых унифицированных конструкций орг
оснастки (производственной мебели, тары для
хранения и перевозки предметов труда, вспо
могательных матерF,1алов и прочего оснаще
ния); экономное использование производст
венной площади в соответствии с утвержден
ными нормами.
Типовой проект ' организации рабочих мест
массовых профессий состоит из ряда разделов
[24].
,
В разделе «Характеристика рабочего ме
ста» приведены состав и краткая техническая
характеристика основного технологического
оборудования, показаны характер выполняе~
мых производственных · операций с указанием
разряда работы и конкретных примеров ра
бот, а также основная рабочая поза.
В разделе «Оснащение _ рабочего места»,
помимо основного , технологического оборудо
вания, указаны рациоцальный состав и коли
чество вспомогательного нестандартного обо
рудовани5f, технологической и организацион
ной оснастки, а также характеристика вспомо
гательного инструмента, приспособлений и
производственной тары; даны сведения об их
общем виде, габаритных размерах и размерах
основных элементов. Рекомендуемая конструк
ция оргоснастки (рабочий стол, стул, подстав-
:fil
ки, тумбочка длЯ- инструмента и . др.) соответ
ствует принциqам рациональных приемов и
методов труда, • требованиям производствен
ной и технической эстетики, эргономическим и
другим требованиям НОТ, наиболее полно от
вечает правилам экономии рабочего време
ни и сохранения работоспособности испол
нителя.
В· разделе «Пространственная организация
рабочего места и порядок размещения оргтех
оснастки, инструментов, материалов» приведе
на общая схема внешней · щ_rанщ~овки рабочего
места ,(размещение на определенной площади
функционально связанных между собой эле
ментов nроизводства) с увязочными и габа
ритными размерами оборудования и оргосна
стки. Общая схема дополнена описанием и
схемами отдельных элементов внутренней
•планировки
рqбочего места (расположение
инструмента в .инструментальной тумбочке
и т. п.). Этот раздел проекта разработан с уче
том требований НОТ, предъявляемых к пла
нировке рабочего места (рациональное про
странственное . расположение оборудования,
ор,ганизационной оснастки; размещение мате
риал·ьв; местоположение рабочего, . цри кото
ром обеспечивается высокопроизводительная
работа с наименьшими' трудовыми затратами,
удобство и безопасность в работе и др.) : участ
ка, цеха.
68
В разделе «Рекомендуемые приемы и мето
ды труда» приведено описание фор-м и мето
дов организации труда на рабочем месте; из
ложены содержание труда и функциональные
права и . обязанности рабочего, требования к
его техническим знаниям, определяемые ха
рщпером выполняемой работы, условия обес-
печения рациональной рабочей позы .
••
В разделе «Организация обслуживания ра
бочего места, способы и средства связи со
службами обслуживания и управления» рас- ·
крываются фующии обслуживания, способы · '
их выполнения; приведены типовые графики и
регламенты обслуживания; названы виды са
мообслуживания и ответственные за органи
зацию обслуживания . Показано, как можно
наиболее рационально уплотнить рабочий
день основного производственного рабочего за
счет сокращения числа вспомогательных функ
ций, выполняемых им; как можно добиться не:
прерывности производственных процессов на
о_снове своевременного обеспечения . рабочих
мест всем необходимым, Приведен рациональ~
' ный баланс рабочего времени, перечйслены
способы и средства сигнализации и связи ра
б0чего места со службами управления и об
служивания ,
В разделе « Условия труда на рабочем ме
сте» описаны проектируемые условия тру-
•да:
санитарно-гигиенические (температура,
.. 69
влажность, запыленность и загазованность
воздуха, освещенность, шум); психофизиоло
гические (темп, ритм работы, характеристика
тяжести труда); эстетические (окраска обо
рудования и помещения); даны рекомендации
по рациональщ,rм режимам труда и отдыха,
применению производственной гимнастики и
функциональной музыки, соблюдению чисто
ты и порядка на рабочем месте.
В разделе «Техника безопасности и охра
на труда» рассмотрены характеристики обо
рудования, оснастки, инструмента, наиболее
приемлемые с точки зрения обеспечения без
опасности труда; перечислены конкретные
меры . предосторожности и пути устранения
опасности; приведены сигнальные цвета и
знаки безопасности, перечень применяемых
средств безопасности (защитные экраны, кас
ки, противошумы и др . ), состав спецодежды,
рекомендации по спецпитанию и т. д.
В разделе «Документация на рабочем ме~
сте» •приводится перечень справочных и рас
. четных
материалов, а также формы, учетной
документации, которые необходимы · для вы
полнения работы на дани. ом рабочем месте.
На рис. 1 приведено типовое рабочее место
фрезеровщика на Киевском ·· авиационном за-
воде.а. ..
, Опьrт · предтiриятий показывает, что при ор
ганизации рабочих мест .по·типовым проектам
19
Рис . 1. Типовое рабочее , место фрезеров
щика.
11р.оизводительносtь tруда повышаетсн на 5-
12% за счет сокращения оперативного вре
мени обработки деталей (сокращение коли
чества и протяженности движений), подгото
вительно-заключительного времени (улучше
ние обслуживания рабочих мест). Окупаемость
затрат на организацию типовых рабочих мест
составляет о.коло одного года . .
ТЕХНИКА БЕЗОПАСНОСТИ
НА РАБОЧЕМ МЕСТЕ
Современное производство все больше на
сыщается различными машинами и механиз
мами, вследствие чего возрастает опасность
получения механических травм от движущих
ся элементов машин и механизмов, обрабаты
ваемых изделий и отходов обработки; повы
шаютс:я уровень шума, вибрация, интенсив
ность тепловых излучений и напр·яженность
электромагнитных · полей, содержание пыли и
• газов в составе окружающей среды, опасность
поражения электрическим -током.
Для предупреждения · попадания человека
в опасные зоны механизмов и машин (дюrжу
щиеся ~1асти оборудования - валы, зубчатые
колеса, цепные и ременные передачи, вращаю
щиеся части) применяют ограждение опасных
_элементов машин кожухами, защитную бло-
72
кировк~ сигнализацию, предохранительные
устройства, дистанционное управление.
При рациональной организации рабочего
места ,учитываются антропометрические дан -
Рис. 2. Оптиl\'!альная рабочая зона
(1) и зона максr1мальной досягае- .
мости рук (2).
ные человека с целью обеспечения безопасно
го и эффективно"го ведения трудового процес
са . Рабочая зона должна быть такой, при ко
торой обеспечивается наилучший обзор основ
ных движений, наибольшая безопасность ра
бочего с точки зрения воздействия вредных
условий окружающей среды и элементов обо
рудовани;я, выполняются наиболее экономич
ные движения. На рис. · 2 приведены •опти
мальные размеры рабочей зоны оператора за
рабочим столом, верстаком. Площадь рабоче- ·
го места должна быть достаточной для разме-
73
щения оборудования, стеллажей, обработан
нЬ1х деталей и оснастки.
В технической документации на обработку
' деталей и изделий должны быть указаны за
щитны~ и предохранительные устройства, а
также способь1, обеспечивающие безопасI;Iое
выполнение работы.
На производственном участке на видных
местах должны быть вывешены плакать( и
указатели, сделаны надписи, установлены
световые и звуковые - сигналы, предупреждаю
щие об опасности или дающие' ясные указа
ния по безопасной работе.
Для сохранения здоровья работающих,
предупреждения несчастных случаев на про
изводстве для всех видов работ и профессий
на основе правил, норм и положений по техни
ке безопасности и производственной санита
рии, технологической, руководящей и органи
зационной документации, характеризующей
специфику работы, разрабатываются, инструк
ции по технике безопасности и производствен-
' ной санитарии. В них предусматриваются обя-
• занности работщощих до начала р _аботы, в
процессе работы, при аварийных ситуациях и
после окончания работы. В случае изменени.я
технологического процесса, условий труда,
установки нового или модернизации действую
щего оборудования, а также изменения дейст
вующих или издания новых правил по технике
74
безопаснрсти · инструкции перерабатывают с
учетом этих изменений .
Мастер участка несет ответственность за
выполнение правил по технике безdпасности
на участке . Имея полный комплект инструк
ций на все виды работ, выполняемых на участ
ке, он выдает их каждому рабочему, вы
вещивает на · рабочих местах, :проводит пер
вичный (шестисменный), повторный и внеоче
редной инструкта :>к, а также обучает рабочих
безопасным методам и приемам труда с целью
своевременного предупреждения конкретной
опасности производства; разъясняет обязан
ности, ответственность и права рабочего в об
ласти охраны труда.
Первичный . инструктаж проводится для
• всех вновь принимаемых на работу или при
переводе с одной работы на другую в течение
первых шести смен . За это время инструкти
руемый должен· усвоить устройство и порядок
обслуживания оборудования, на котором он .
будет работать, научиться применять предох
ранительные ограждения и пользоваться ин
дивидуальными и групповыми средствами за
щиты. Он должен также изучить организацию
рабочего места (особое внимание при этом
обратить на укладку материалов, полуфабри
катов, готовой продукции , инструмента, при
способлений) ; порядок проверки исправности
оборудоваf!:ИЯ, пусковых устройств, приборов,
75
приспособлений, инструмента, заземляющих
устройств; технологический процесс и безопас
ные приемы работы, при вьr полнении которых
гарантирована защита исполнителя . работ и
окружающих его людей от травмирования,
профзаболеваний и отравлений; правила экс
плуатации грузоподъемных механизмов и гру
зозахватных приспособлений, . сосудов, рабо
тающих под давлением, электроустановок,
приспособлений и других вспомогательных
, средств, применяемых при выполнении работ;
правила противопожарной безопасности·, спо
собы извещения о загораниях, способы пожа
ротушения различных материалов, мepI;?r лич.~
ной гигиены (профилактическое ~мазывание
рук, ~ытье горячей водой и т. п.); строго со
блюдать производственную и трудовую дис
циплину.
Нельзя допускать к самостоятельной рабо
те (в том числе и временной) лиц, не прошед
ших и не усвоивших инструктажа - по технике
безопасности, не имеющих практических на
выков .
.Повторный инструктаж и обучение без
опасным приемам работы на рабочем месте
проводятся- · для всех работающих независимо
от квалификации и стажа работы через 6 · ме
сяцев. а на участках с вредными и опасными
условиями труда - через 3 месяца, при рабо-
76.
те с сильнодействующими ядами - через . 1 ме
сяц.
Внеочередной инструктаж проводится при
изменении технологического процесса, замене
или модернизации оборудования, приспособ
лений, инструмента, применении новых мате
риалов, инструкций, в результате чего изм.еня
ются методы и приемы работы, а Т?кже при
выявлении нарушений норм и требований ин
струкций по технике безопасности или несчаст
-ного случая на производстве.
О проведении первичного, повторного и вне
очередного инструктажей мастер делает соот
ветствующие записи в «Журнале учета пер
вичного, повторного и внеочередного инструк
тажей по безопасным методам и приемам
труда на рабочем ·месте», а при выполнении
работ, связанных с особой опасностью,- вы
дает специальный наряд на выполнение рабог
особой опасности .
Мастер должен повседневно •следить за
тем, чтобы рабочие соблюдали требования ин
струкций по технике безопасности, применяли
предохранительные приспособления, индиви
дуальные средства защиты, носили сhецодеж
ду и спецобувь, выполняли гидропроцедуры.
Рабочие, нарушающие правила техники без
опасности, должны привлекаться к дисципли
нарной ответственности согласно правилам
внутреннего распорядка .
77
•Мастер должен добиваться реализации вне
сенных рабочими предJrожений по оздоровле
нию условий труда и предупреждению забол'е
ваний .
В целях развития т~орческой инициатив~~
работников в направлении улучшения охраны
труда и техники безопасности на передовых
предприятиях организовывают соревнование,
например, за достижение наивысшего коэффи
циента безопасности (на Киевском авиаuион
ном заводе), кqторый определяется по формуле
А
К= А+Б 100,
где А - число · работников, работающих с со
блюдением правил и инструкuий по технике
безопасности, чел.; Б - число работников, ра
ботающих без соблюдения правил и ин<;трук
ций по . технике безопасности, чел.
Величины А и В . определяют по ~арте сте
пени ,безопасности участка. Пример запо1Лне
ния такой карты приведен ниже :
78
Карта степени безопаснос.ти участка .No З
'за сен!ябрь 1975 r.
Количество работающих с соблюдением правил
техники безопасности - А
.
.
.
.
.
.
.
.
.
.
20
Количество работающих с нарушением правщ1
техники безопасности - Б:
без обучения, инструктажа . . . ;
.
.
.
.
-
без спецодежды, спецобуви или с-'нарушением
правилихиспользования.........
без индивидуальных защитных средств или
• с нарушением правил их применения
'
безсигнализации............
на рабочем месте, не соответствующем требо
ваниям техники безопасности .. . . . . . .
на оборудовании, у которого отсутствуют
или · неJ::1справны ограждения опасных зон
на неисправном обору давании . . . . . . .
с приспособлениями или инструментом, не
соответствующими требованиям техники без-
опаснос1и .... . ....... . .. .
обработка или применение материалов, ве
ществ, не соответствующих технологии или
требованиям техники безопасности . . .
применение опасного приема в работе
2
Инженер . по технике безопасности (подпись)
Наивысший коэффициеr1т . безопасности равен
100. На основании коэффициента безопасн·о
сти и карты безопасности участка количест
венно оценивают состояние техники .· бе зопа с
ности и производсtвенной санитарии на каж
дом рабочем месте и участке в целом, прово
дят количественный и качественный анализ
нарушений правил и норм по технике безопас
ности, планируют повышение уровня безопас:
ности.
111. ПОДБОР, РАССТАНОВКА
И ПОВЫШЕНИЕ КВАЛИФИКАЦИИ
РАБОЧИХ КАДРОВ
КОМПЛЕКТОВАНИЕ ШТАТА РАБОЧИХ
И УЧЕНИКОВ В СООТВЕТСТВИИ
С ТРЕБОВАНИЯМИ ПРОФЕССИОНАЛЬНОГО
ОТБОРА
Эффективность производственно-хозяйст-
венной деятельности предприятия решающим
образом зависит от кадров, от их знаний, по
нимания задач . производства, умения решать .
эти задачи оперативно, с минимальными за
тратами материальных, финансовых и трудо
вых ресурсов. Поэтому подбор и расстановка
кадров являются важнейшими элементами
организации труда в любом производственном
коллективе .
./V\ноголетняя практика промышленного
производства, специальные научные исследо .
вания показали, что различные виды трудовой
деятельности очень сильно отличаются друг от
друrа комплексом требований к исполнителю:
Так, например, на одних работах человек дол
жен обладать хорошим зрением и способно
стью кqнцентрировать внимание в течение дли- -
тельного периода, · на других - физической
выносливостью и хорошей координацией дви-
80
жений, на третьих - организаторскими спо
собностями, хорошо поставленной речью, уме
нием строить правильные взаимоотношения с
подчиненными и т. Д.
С другой стороны, каждый индивидуум об
ладает только ему присущим комплексом лич~
ных психофизиологических качеств, склонно
стей и интересов. У одних хорошо развиты
глазомер · и пространственное воображение, у
других - моторная координация и бы.строта
реакции на внешние раздражители, у треть
их - способность к выполнению однообразной
монотонной работы.
Вполне очевидн_о, и это доказано _ практи
кой, что наилучших трудовых показателей,
творческого и морального удовлетворения тру
дом достигает тот человек, личные психофи
зиологические качества которого наиболее
полно соответствуют требованиям профессии,
специальности или рода занятий. Это относит
ся в равной степени и к физическому, и к ум- •
ственному труду. И наоборот, если работа че
ловеку не нравится, тяготит его, он исполняет
ее формально и свое мастерство не повышает.
, Исследования, проводившиеся на предпри
ятиях Запорожья, Днепродзержинска, Комму
нарска и Макеевки, показали, что из-за не
удовлетворительности профессий или специ
альностью увольняются . 7 % из общего числа
покидающих , предприятие по собственному
81
• желанию [ 15]. На предприятиях Волгоград
ской области из общего числа выбывших по
собственному желанию рабочих 8,41 % уволи
лось по причине неудовлетворенности профес
сией [34] ., К этой
цифре следует прибавить
2,3% уволившихся в связи с желанием совме
стить профиль работы с профилем учебы, так ·
как такое несовпадение свидетельствует о том,
что работа была выбрана по стечению обсто
ятельств, а не по п,Ризванию. Таким образом,
можно считать, что из-за несоответствия рода
занятий способностям и интересам работника .
увольнялось в данном случае не 8,41, а по
меньшей мере 10,71 %. Примерно такие же ре- ·
зультаты получены и в других районах Совет
ского Союза .
Рабочие кадры на участок мастера могут
поступать из различных источников: · по пере
воду с других участков данного заво.q,а, через
отдел кадров при приеме работников со сто
роны, • в •результате распределения выпуск
ников профтехучилищ или учебно-производ
ственного комбината данного завода (объ
единения) после окончания срока обучения.
В любом случае необходимо добиваться мак
симально возможного соответствия личных
психофизиологических кач.еств • и ·профессио
нальных ' интересов ,человека требованиям дан
ной конкретной· профессии. •А эт~ н~простая
задача.
82
Вопрос решается более или менее квали
фиuированно, если н а предприятии или в объ
единении функционирует служба профот~ора
и профориентации. Такие службы (отделы, ла
боратории, бюро, кабинетьi) получ1tют все
большее распространение на предприятиях и ·
особенно в крупных производственных объ
единениях . Специалисты по профотбору могут
с помощью различных тестов и собеседования
установить тип нервной системы обследуемо
го, остроту слуха и зрения, об:ьем памяти, гла
зомер и другие качества, выявить профессио
нальные интересы, склонности к какому-Либо
роду з анятий и, учитывая общее состояние
здоровья и подготовку, рекомендовать одну •
или несколько родственны х профессий из чис
ла распространенных на данном предприятии .
Не имея спеuиалистов и аппаратуры, не
владея методикой оценки психофизиологиче
ских качеств людей, аевозможно дать кон
кретному человеку квалифиuированную реко
мендацию относительно выбора профессии .
Тем не менее, опытный маст~р, хорошо знаю
щий особенности произJЗодства на своем участ
ке, специфику и содержание технологиче
ских операций, может ока з ать определенную
помощь отделу кадров при оформлении людей
на работу или на обучение новой профессии .
Для окончательног9 оформления на рабо
ту человеку полезно показать раб~чее место,
83
продемо!-!стрировать работу оборудования,
раскрыть содержан и е операци.и- или работы,
не скрывая сложности , трудностей, ответ
ственности, напряженности трудового процес
са и других важных моментов. Необходимо
•также рассказать о нормах времени и месяч
ном заработке, условиях премирования, о тру
довом распорядке , культурно-бытовых услови
ях и т. п. В случае опасения, что нанимаемь1й
может не справиться с работой, его можно за
числить с испыт'ательным сроком, согласно
трудовому законодательству.
В жизни каждого человека большое зна
чение имеет процесс профессиональной и со
циальной адаптации в новом трудовом кол
лективе . От мастера и от кадровых рабочих в
'большой степени зависит длительность этого
процесса . Если новичка примут доброжела
тельно, помогут ему в начальный период Pi:l·
боты советом, научат, если он еще не знает,
как работать наиболее 'Производительно, то
человек быстро освоится на новом месте рабо
ты, будет благодарен принявшему его коллек
тиву и внесет свой посильный вклад в .общее
дело раз вития социалистического производ
ства. За учениками, молодыми малоопытными
рабочими обязательно следует закреплять на
ставников из числа опытных , высококвалифи
циров '},нных рабочих, обладающих лучшими
морально-этическими качlё!с.твами.
84
РАССТАНОВКА КАДРОВ НА УЧАСТКЕ
И ОБЕСПЕЧЕНИЕ НОРМАЛЬНОГО • •
ПСИХОЛОГИЧЕСКОГО КЛИМАТА
Производственный участок мастера, . объ
единяющий несколько десятков человек, пре
имущественно рабочи;х, является первичныtv!
производственным коллективом, . где мастер
обычно непосредственно (иногда через брига
дира) руководит каждым исполнителем. Об
ладая относительной самостоятельностью в
рамках производственного коллектива пред
приятия,, участок · мастера в условиях социа
лизма призван выполнять по меньшей мере
три важнейшие функции: производственн.о
экономическую - производство определенных
материальных ценностей или работ в соответ
ствии с плановым заданием; социально-инте- .
гративную - сплочение всех членов коллекти
ва для решения производственных и других
задач, согласование интересов и действий каж
дой личности с интересами коллектива пред
приятия и общества в целом; управленческо- .
воспитательную - целенаправленное
.
воздей
ст'вие на· людей в сфере производства, воспи
тание коммунистического отношения к труду,
развитие творческих способностей, приобще
ние к активному участию в управлений произ-
водством [32].
'
85
Первичный производственный коллектив ;
как nравило, неоднороден. Он включает лю
дей различного пола, возраста, профессий,
•квалификации, уровня образования, темпера
мента и привычек, различного уровня созна
тельности и организованности. Перед масте
ром стоит сложная задача: не только правиль-
но организовать разделение и кооперацию
труда в коллективе с технико-экономической '
точки зрения, но так· расставить людуй на
участке, чтобы они принесли наибольшую
пользу предпрйятию, чтобы коллектив превра
тился как бы в единую саморегулирующуюся
систему личностей, чтобы в нем утвердился
здоровый психологический и социальный кли
мат, когда каждый четко знает и соблюдает
свои права и обязанщости, ощущает государ
ственное значение своей трудовой деятельно
сти, всегда готов прийти на помощь товарищу,
чувствует себя равноправным членом коллек
тива .
Стабильность функционирования ТРУ)!.ОВО
го коллектива, · его сплоченность, экономиче
ские показатели деятельности в значительной
мере з_ависят от lЗнутренних взаимЬотношений,
от -эмоционального и психологического кли
мата.
Человек живо реагирует на окружающую
среду проявлением различных эмоций, на
строений и чувств, которые наиболее рельеф- ·
86
.
но проя~ляются в процессе _производственной
деятельности. Положительный эмоциональный
· климат стимулирует желание работать, ослаб
ляет ощущение _усталости, повыша~т работо
способность. Неблагоприятная же психологи
ческая обстановка в коллективе порождает
нервозность, взаимные антипатии, желание
покинуть коллектив, негативно влияет на на
строение, работоспособность и производитель
ность труда. Известны факты, свидетельствую
щие о том, что работоспособность ·при хоро
шем настро~нии на 0,8-4,2% выше, а при пло
хом - на 2,6-18% ниже средней. По данным
Т. Н. Павловой,. исследовавшей зависимость
производительности труда от настроения, опе
рации, выполняsшиеся при хоро~.μем настрое :
нии за 1,5 - 2,6 с, при плохом настроении вы•
полнялись соответственно 2,5-3,6 с, т. .е. раз •
ница в производительности труда достигала
38- 66% .
На ленинградском объединении «Светла
на» 21 % ' монтажниц из общего числа . неудо
влетворенных работой назвали в качестве при
чины плохие взаимоотношения с администра
цией, 48· -
с товарищами, 20 - с браковщи
цей. После того, как был.и изучены причины
конфликтных ситуаций, сделана перестановка
людей, проведены другие организационные, а
также воспитательные мероприятия , текучесть
87
кадров на ~<Светлане» стала почти втрое ни
же, чем в среднем по городу [3] .
· Нередко
причиной конфликтов в· коллекти
ве является психолог~jческая несовместимость
отдельных людей, проявляющаяся в неприяз
ни друг к другу, недоверии, беспричинной по
дозрительности~ болезненном реагировании на
замечания, нежелании понять · товарища, по
йти ему навстречу в чем-либо, помочь. В таких
случаях нужно выявлять психологически не
совместимые пары, создавать условия для то
го, чтобы психологически несовместимые ин
дивидуумы не контактировали, включать их в
другие микроколлективы (например, · переве
сти из _одной бригады в другую). Если в брига
де источником конфликтов и недоразумений
является человек с ярко выраженными черта
ми индивидуалиста и не видно перспектив к
его пере!зоспитанию, в таком случае лучше вы
вести его из бригады и создать ему условия
для самостоятельной работы, в результате че
г_о и в · бригаде оздоровится атмосфера, и у
этого человека спадет груз нервного напряже
ния, он с большей энергией будет трудиться на
своем рабочем месте, . принося тем самым
пользу и коллfктиву, и всему обществу .
Не способствуют положительным эмоциям,
хорошему настроению низкая общая культура
производства, недостатки в организации тру
да, приводящие к. неритмичности выпус:ка про-
88
дукции, штурмовщике в конце каждого меся
ца. Чтобы выполнить план, люди работают
сверхурочно, с чрезмерным напряжением сил,
б~з необходимого отдыха. Некоторые руково
дители прибегают к сомнительным средствам
стимулирования труда (разовые премии, пре
доставление затяжных отгулов и т. п.).
Напряженный труд в нормальных услови
ях сплачивает коллектив, вызывает ;энту:зиазм,
желание соревноваться, а штурмовщина, не
привычньiй ритм, физическое переутомление
отрицат~льно отражаются на психическом со
стоянии людей.~ Возникает недовольство руко
водителями, . не сумевшими организо.вать нор
мальную работу в течение всего месяца, появ
ляются трения во взаимоотношениях между
исполнителями. Все это в конечном .счете не
благоприятно отражается на количественных
и качественных · показателях труда.
Кроме т_оrо, на эмоции, настроение людей,
их взаимоотношения и трудовую активность
могут влиять и такие факторы, как состояние
здоровья, жилищно-бытовые условия и семей
ная обстановка, условия труда на рабочем ме
сте, характер взаимоотношений с руководите
лем коллектива, оценка результатов труда,
наличце перспектив профессионального роста
и условия их реализации.
Единство и сплоченность трудового коллек
;гив-а, степень его мобилизации на выполнение
89
производственных задач в большой степени
зависят от того, каким авторитетом мастер
пользуется у своих рабочих. Заслуживает вни
мания в этой связи меткое высказывание сле
саряsлекальщика Минского тракторного заво
да Е. И . Климченко: «Сама жизнь, научно-тех
ническая революция, возросший уровень обра
зовющя и культуры рабочих вытесняют так •
называемых «волевых» руководителей, , кото
рые привыкли ·только к администрированию,
только к приказам. К руководству цехам1:1 и
службами пришли высококультурныё' инжене
ры, авторитет кот<;>рых держится на знании
дел<;1, на умении сплотить ,людей, организовать
их и повести за собой. При этом очень важно
быть честным, справедливым и, особо следует
подчеркнуть, уметь держать слово. Последнее
ценится очень высоко. Рабочие не любят ни
панибратства, ни заискивания; ни пустых ' по-
\ сулов . Они уважают людей, которые завое!fа
ли авторитет в первую очередь знанием де
ла» *.
Наибольшего уважения в трудов·ом кол~
лективе добивается такой руководитель, авто~
рцтеt которого основ_ан не только на высокой
компетентности. и хороших организаторских
способностях, но и на личном обаянии, спо
собности привлекать к . себе людей.
• Кпимченко Е. · и. - Правда, 197.2, 18 декабря.
90
Руководитель, авторитет которого среди
подчиненных невысок, -ш5степеино теряет ува
жение к себе со стороны коллек~ива ; он все
о
. Рис. 3. .Графическое изображение выборов
лидера в коллективе:
~ ·-лидер-мастер;
~- мастер;
О.:_ лидер-рабочий;
О-рабочий.
чаще прибегает к адмиuистративным методам
воздействия. В таком случае коллектив может ,
выдвинуть из · своей среды другого лидера, не
официального , но более авторитетного и ув;1 -
жаем9гq ,
91
На одном из машиностроительных · пред
приятий со ц иологи провели обследование в
коллективах десяти производственных участ
ков, чтобы установить, кто является самым
признанным лидером. На шести участках из
десяти были выявлены лидер,р1-рабочие. В ка
честве примера приведены две схемы (рис . 3, а
и 3,. 6), на которых . показаны ответы рабочих
двух производственных участков 1,-1а вопрос
«:Кого из членов коллектива вы предложили бы
на должность мастера?». Из схемы, приведен
ной на рис. 3, а, следует что наибольшее коли
чество голосов получил мастер (27), признан
ный лидером в своем коллективе. На этой же '
схеме есть еще лидер - рабочий (11), набрав
ший 11 голосов . Это п ередовик производства,
' коммунист. Он помогает мастеру, оба они ува
жают и взаимно предлагают друг друга на
должность руководителя . На схеме, показан
ной на рис . 3, 6, отражено иное положение. На
этом участке рабочие большинством голосов
определили в качестве своего лидера рабочего
(2) и хотели бы видет ь его в должности ма
стера. Человек ( 17), занимающий должность
мастера, авторитетом не пользуется [32] .
Исследования, проведенные н .- Н. Корне
вым на киевском заводе «Точэлектроприбор»,
· показали выраженную • взаимосвязь , между
сплоченностью коллектива и показателями его
деятельности (рис. 4).
92
Бригада (рис. 4, а), состоящая из 13 чел .,
выделяется значитеJiьной разобщенностью .
В этом коллективе много отрицательных (пре
рывистая стр.елка) и мало положительных
(сплошная стрелка) выборов, мастtр (1) по-
~
-
,:m~
-
г.6
®-@
~4
1
\
5
4
ф10.1/
3
а
о
г
Рис. 4. Социограммы про
изводственных коллекти
вов.
лучил всего лишь один положительный выбор.
За три года сменилось 11 чел., в том числе два
мастера. Мастер не справляется со своими
обязанностями, и его собираются освободитJ:>
от этой должности. В брцгаде имеют место
конфликты, нарушения дисциплины, • бывают
случаи невыполнения плана, производствен
ные показатели низкие.
93
Высокой степенью сплоченности характе
ризуется брI:Iгада сборщиков, состоящая из
семи' человек (рис. 4, 6). Состав ее постоянный,
за исключением ученицы (6), которая работа
ет четыре года. Зафиксирован лишь один отри
цательный выбор. Положительные выборы, в
основном взаимные, свидетельствуют о спло
ченности всей бригады вокруг бригадира ( 1),
пользующегося всеобщим уважением и дове
рием. - Такой в •высшей степени позитивный
психологический к_лимат не мог не отразиться
на прои·зводственных показателях . Бригада -
одна из лучших на предприятии.
,
Социограмма, приведенная на рис. 4, в; от ~ ,
ражает очень высокую степень разобщенности '
в бригаде сборщиков, состоящей , из 15 чел.
В этом коллективе много отрицательных вы
боров, значительная часть рабочих «нейтраль- ·
ны» по отношению к своим коллегам, не поль
зуется авторитетом и мастер ( 1). Многие ра
бочие желают уйти в другие бригады. Имеют
место частые прогулы, а производственные по
казатели этого коллектива самые низкие.
Полной · противоположностью- является кол
лектив, •СОСТОЯЩИЙ ИЗ 12 сборщиков (рис. 4, г).
Здесь большое количество и разнообразие по
ложительных выборов и ни одного отрица
тельного. Высоким авторитетом и уважением
пользуются мастер (1) и комсорг (2). Такая
высокая степень сплоченности и взаимопони-
94
маl:{ия в . бригаде положительно отражается
на · производственных .показателях. В те,чение
последни х 11 месяцев , предшествовавших ана - •
лизу, этот коллектив по результатам работы
занимает первое место в цехе. В течение шести
месяцев, предшествовавших анализу , не было
ни одного случая нарушения трудовой дисцип
лины . Более половины членов бригады учатся
1 без отрыва от производства в вузах и технику
мах [17].
При совершенствовании методов управлеr
f
ния производств~нным участком следует учи
тывать, что человеку свойственно желание
быть отмеченным за хорошую работу . Свое
временная . и правильная реакция мi).стера на
хорошую инициативу подчиненного, оценка его
старания, понимание большого значе.ния вы
полняемого им задания, поддержка в случае
временной неудачи - все это способс-r;вует хо
рошему настроению, порождает уверенность в
своих силах, желание трудиться еще лучше.
Справедливое замечание, сделанное по суще-
ству и в тактичной форме, всеrда будет пра-
вильiю понято подчиненным и поможет ему
исправиться . Опрос, проI1еденный на о.р:ном из
заводов, показал, что из числа получивших
поощрение 59% после этого стали работать
еще лучше и 19% продолжают работать так же
хорошо, как и раньше. После вз ыскания улуч
шились производственные показатели у 55%
95
наказанных. Лишь 7% рабочих равнодущно
относятся и к поощрениям и к взысканиям .
Как правило, это были случайные люди в кол
лективе, готовые в любой момент его поки
нуть [32] . Этот опыт еще раз подтверждает
важность и значение умелого использования
мастером своих прав в области поощрения и
наказания подчиненных ему работников.
Кроме административного и морального
воздействия на подчиненных, мастер имеет
возможность и материально поощрять лучших
рабочих - премировать из средств фонда ма
стера или же из других источников, представ
ляя на рассмотрение кандидатуры рабочих
своего участка. Иногда в погоне .за ложным
авторитетом руководители предо~тавленный
им премиальный фонд стараются распреде
лить ·всем поровну. Такая мелкая премия, к
тому же не всеми здслуженная, может только
поставить под сомнение способность руково
дителя объективно оценить заслуги подчинен- ·
ных .
.,
Чтобы бьшо меньше субъективизма при на
значении премий или при решении вопроса о
других поощрениях (объявление благодарно
сти; выдвижение на доску Почета и т. п.), це
лесообразно привлекать к этому максималь
ное число членов коллектива, тогда стимули
рование достигнет своей цели и вместе с тем
укрепится авторитет руководителя.
96
При расстановке рабочих по рабочим ме
стам и закреплении за ними технологических
операций и.пи вспомоrательньц функций. при
нимают во внимание, с одной стороны, про- ,
фессию и специальность рабочего, уровень
квалификации, производственный стаж и на
копленные профессиональные , навыки, уме.ние
работать производительно , и безошибочно, с
• другой с;гороны,- сложность работы, степень
ответственности задания, условия труда и ре
'жим работы,
О ценка труда рабочих осуществляется по
количественным к качественным показателям:
выполнению норм выработки, качеству про
дукции, эффективности использования обору
дования, сохранно~ти машин, станков, юrст.ру
мента, экономии сырья, материалов, энергии.
Чем выше трудовые показатели, тем больше
заработная плата рабочего. К:роме roro, от
• трудовых показателей прямо пропорциона _льно
зависит и его авторитет в коллективе.
Поощряется рост профессионального ма- •
стерства, квалификации, уровня образования.
·, По мере увеличения степени сложности работ
и в случае сдачи теоретического экзамена ра
бочим присваиваются более высокие тариф
:ные разряды. Если рабочий закончил среднее
специальное , или высшее учебное заведение,
' он может быть переведен на должность инже-
нера.
4 ~- 12.71
97
На производстве постоянно nроиаходят
различные измен1;ния: обновляется выпускае
мая продукция, совершенствуются оборудова
ние, технология и организация производства,
повышаются требования к деловым, политиче
ским и моральным качествам персонала, изме
няется профессионально-квалификационная и
возрастная структура работающих. Поэтому
расстановка кадров - :;1то не разовая акция,
а непрерывный процесс. В каждом конкретном
случае правильное решение поможет найти
консультация квалифицированного с9циолога
или специалиста в области промышленной
~;~сихологии. Должность психолога, так же как.
социолога или физиолога, целесообразно пред
усматривать в штатном расписании каждого
современного промышленного пр.едприятия.
, ПОВЫШЕНИЕ 11:ВАЛИФИКАЦИИ
КАДРОВЫХ РАБОЧИХ
.
Квалификация характеризует степень овла
дения человеком конкретной профессией или
спер:иальностью, он .а отражает совокупность
накопленных теоретических знаний и прак
тических навыков и юридически оформляется
присвоением рабочему соответствующего та
рифного разряда.
В настоящее время, к0гда техника достиг
ла высокого уровня совершенства, насыщена
98
большим количеством двигателей, механиче
ских и гидравлических устройств, электрон
ных систем, приборов и органов управл'ения,
когда параметры и интенсивность технологи
ческих процессов резко возросли, з начительно
повысилась ответственность исполнителя - в
этих условиях грамотно и -эффективно эксрлу
атировать новую технику могут только высо
коквалифицированные работники .
Возн:икла необходимость полностью устра
нить отставание уровня квалификации рабо
чих от уровня сложности работ, которое ведет
к затягиванию сроков .. освоения проектной
•
мощности предпрдятия, неумелому использо
ванию современного оборудования, большим
потерям от брака продукции, поломок обору
дования и инструмента. Исследования пока
зывают, что из-за недостаточной профессио
нальной подготовки выработка рабочих сни
жается в среднем на 10-15%; 70 % брака
и 30% поломок инструмента и оборудования
происходят по , этой же причине. Научно•Те?(
нический прогресс возможен лишь в том слу-
чае, если уровень квалификации работников
выше уровня сложности работ . Образование
так называемого резерва интеллекта послу-
жит трамплином для дальнейшего развития
науки, совершенствования техники и исполь
~ования ее на •производстве с максимал,ьной
отдачей .
4*
99
Повышение уровня механизации и а'вто
матизации технологических процессов сопро
вождается интегрированием операций и функ
ций, преодолением узкой специализации ра
бочих, расширением их производственного
профиля . Рабочий широкого профиля стано- •
вится' центральной фигурой современного ав
томатизированного производства . С каждым
r:одом увеличивается потребность в рабочих
со средним специальным и даже с высшим
техническим образованием, например , на опе
рациях настройки и. -регулироваt:1ия сложной
радиоэлектронной аппаратуры, отладки элек
тронных вычислительных машин и т. п.
Существуют разнообразные формы повы
шения квалификации рабочих в машиностро
ительной промышленности . Наиболее распро
страненной формой являются производствен
но-технические курсы (ПТК), организуемые
для повышения уровня теоретических знаний
и практических навыков рабочих и . присвое
ния им более высокого разряда, В · соответ
ствии с программой этих курсов предусмат
ривается обычно 110-150 ч теоретического
обучения и 1:-2 месяца практи ч еских заня
тий . Программу. составляют, учитывая требо
вания действующего тарифно-квалифи!{ацион
ного справочника и некоторых специфических
особенностей данного завод.а . Курс обучения
заканчивается сдаче11 · экзамена и выполнени -
100
ем так называемой _ пробы - конкретного за
дания, которое обучаемый должен выполнить
в заданное время при соответствующих каче
ственных параметрах. При успешной сдаче эк
замена и пробы тарифно-квалификационная
комиссия присваивает обучаемому очередной
квалификационный разряд.
Для быстрейшего освоения новой техники,
прогрессивной технологии, особенно при пе
реходе н:;~ новый вид продукции, организуют
ся курсы целевого назначения. Практика по
казывает, что такие J(урсы являются одной
из наиболее r;rерспективных форм обучения
рабочих и дают возможность оперативно реа
гировать на быстро изменяющиеся условия
производства.
В связи ·с расширившимися возможностя
ми совмещения профессий и многостаночного
обслуживания получают распространение
школы и курсы по обуч_ению вторым про
фессиям. В цехах и на участках механиче
ской орработки чаще всего стано,чники овла
девают второй профессией наладчика или сле
саря-ремонтника, возможны и другие вари
анты*.
С целью •распространения прогрес.сивных
методов труда, передового производственного
опыта новаторов создаются цеховые, • завод-
* См. главу « Р,рделение и кооперация труда на
участке»-.
101
ские и межзаводские школы передового оиы
tа. Qбучение в этих ;школах осуществляется
преимущественно методом практического по
каза наибощ~е производительных приемов и
методов вьпюлнения работы в сочетании с ин
структажем . В цехе :цветной арматуры одного
из заводов· паяльщики, изучив опыт работы
передовика производства С. Мурзаева, уве
JШчили выработку со 120 до 145% нрси от
личном качестве работ.
В последние rо;»,ы одной из наиболее мас
совых форм повышения квалификации рабо
чих стали щколы коммунистического труда,
в которых наряду с повышением профессио
нальньrх знаний и навыков, изучаются пере
довой оп~rт, основы э-кономики предприятия,
расширяется политический кругозор трудя
щихся, воспитывается коммунистическое от-
ношен-ие к труду. •
л
Учитывая все возрастающие требования к
уровню квалификации рабочих, Государствен
ный комитет Совета Министров СССР по
профессионально-техническому образованию
утвердил основные требования к разработке
программы по повышению квалификации на
производстве, сделав упор на внедрение сту
пенчатой системы обучения и повышения ква
лификации рабочих до высшего уровня.
Ступенчатая· система производственно-тех
нической подготовки рабочих строится таким
102
2. Показатели эффективности ступенчатой системы
повышения квалификации рабочих, обучавшихся в
течение шести месяцев [4)
Средншl Среднемесяч-
тарифный ное вы полне•
разряд
ние норм вы-
работки, %
"< .)
х
о
..
Завод
Профессия
а
"
,.:
"'
"'
:,:
"'
"'"'
"'
"
:,:
:,
:, :,:
,,.
<1)
"'
"< 1)
;,-,
"'
:,,
<.)
<.) "'
\О
:с
;,-,
Э!о,
<1) ;, -,
о
<1)
1О
:,S'O
:,,
о
~"'
о
..,
.о
;,-,
' 1!::,:
:..: Q) ·
-:
1О
<1)
о. <1)
f:~
<.)
о
-:
,_ .:,,
"'
<.)
;,-,
;r
@:
о
"''°
"'о
t::
""о
<O t::
Таганрогский Станочники 35 2,7 3,5 134,3 160 ,1
«Красный ко-
тельщик»
Невский маши- Слесари-ре- 11 3,5 4,0 126,4 130 ,0
ностроительный монтники
завод им. Ленина Слесари-
27 2,6 3,0 125,6 128,3
сборщики .
2;1
Токари
47
3,1 125,3 130 ,9
Фрезеров- 11 1,9 2,2 132 ,9 135,5
щики
М-инский завод Слесари-
10 2,6 3,6 104,8 108,~
автоматических сборщики
линий
Рязанский завод Слесари ре- 14 1,3 2,3 1!7,3 118,4
сельхозмашин
монтники
Саратовский за-
вод «Серп и мо-
Токари
11 1,0 2,0 94,1 107,6
лот »
Куйбышевский Слесари-ре- 14 3,1 4,1 103,6 105,4
завод «КАТЭК» монтники
•
103
образом, что каждая последующая ступень
по содержанию · и сложности программы яв
ляется логическим продолжением ·предыду-,
щей. Основн;ьrе преимущества ступенчатой си
стемы заключаются в том, что вопросы по- .
вышения квалификации решаются ч,етко и
планомерно, сроки получения высшего раз
ряда сокращаются примерно в два раза, 1~<аж
дьrй ' рабочий видит перспективу св6его про
фессионального роста и становится активным
участником учебного процесса, существенно
• улучшаются
трудовые показателл рабочих
(табл. 2).
Для того чтобы успешно решать задачи
дальнейшего развития производства, повыше
ния его экономической эффективности в усло
виях научно-технического прогресса, нужно
тщательно . изучать сложившийся профессио -
1Iально-квалификационный УRОвень рабочих
кадров, знат_ь потребност~ производства и
искать наиболее эффективные формы повы
шения мастерсrва рабочих кадров, ,их поли
.тических и экономическ;их знаний.
ОРГАНИЗАЦИЯ ОБУЧЕНИЯ МОЛОДЫХ
РАБОЧИХ НА ПРОИЗВОДСТВЕ
Состав рабочих кадров на предприят'ии, в
цехе и на каждом участке не остается по
стоянным. Кадровые рабочие по достижении
пенсионного возраста уходят на зас'Луженнь1й
отдых, часть людей увольняется в . связи с
. переменой
места жительства, изменением се
мейного положения, призывом на службу в
Советскую Армию, поступлением на учебу с
отрывом от производства и по другим объ
ективным и ~убъективным цричинам. В связи
с увеличением объема работ возникает · по
требность в дополнительной рабочей силе.
•Одним из важнейших источников попол
нения рабочих кадров является подготовка
их путем обучения непосредственно на произ
водстве. В зависимости от конкретных усло
вий прои зводства процесс обучения осущест
вляется в различных формах.
•
• При
незначительном количестве обучае~
мых чаще всего . практикуется индивидуаль
ное обучение, при котором . к ученику при
крепляют инструктора из числа высококва
лифицированных кадровых рабоч11х. Если од
ной и той же профессии нужно одновременно
обучить несколько учеников, то учебный про
цесс осуществляется бригадным методом, при
котором создается ученическая бригада, овла-.
девающая профессиональным мастерством
. под
руководством опытного · бригадира-ин
структора.
Существенным преимуществом вышена
званных . форм обучения молодых рабочих яв
ляетс.R то, что процесс обучен~я проводится
105
в реальной производственной обстановке, уче
ники знакомятся ,е оборудованием, инструмен
том, технологией неш;>средственно на рабочем
•~
месте и к концу учебного периода способны
самостоя 1ifльно выполнять производственные
задания. Однако индивидуальное и бригадное
обучение имеет два серьезных недостатка.
Во - первых , ученики получают мало теорети
ческих знаний. Во-вторых, при таком обуче~
нии формируется слишком узкий специалист,
который уже в процессе самостоятельной ра
боты вынужден доучиваться. Следовательно,
производство получает . в ·некоторой степени
неполноценного (в профессиональном плане)
рабочего, хотя и имеющего I · или даже II
разряд.
Эти недостатки в значительной мере устра
няются при курсовом обучении, которое по
качеству подготовки молодых рабочих почти
не уступает системе профтехобразования.
Однако создать и содержать учебно-курсо
вой или уче·бно-производственный комбинат,
оснащенный современной материально-техни
ческой 6аэой, в состоянии лишь крупный за
вод . или производственное объединение.
Подготовка молодого рабочего не должна
сводиться только к формированию необходи
мых профессиональных навыков и техниче
ских знаний. Не менее важно пробудить у мо
лодого рабочего творческий интерес к труду
, 106
вообще и к своей профессии в частности; вос
питать коммунистическое отношение его к об-
щественному производству.
,
Работа с новичками должна начинаться
с первого знакомства их с предприятием.
Прежде чем оформлять молодых , людей н,а
работу или учениками, им следует рассказать
о составе и назначении выпускаемой продук- .
ции, о структуре предприятия, его месте в от
расли и народном хозяйстве ст,раны или рес
публики, ознакомить с перспективами разви- •
тия, революционными и трудовыми традици
ями~ с участками, на которых им предстоит
работать, с коллективами бригад или участ-
ко~, в которых они будут трудиться. После
этого поступающий на работу с рекоменда
цией коллектива обращается в отдел кадров,
где оформляют его зачисление. При этом кол
лектив берет на себя ответственность за дат,
нейшую • судьбу новичка, за его профессио
нальное становление и . дальнейший рост, а
поступающий на . предприятие берет на себ.я
моральную ответственность перед коллекти
вом. Всем своим последующим отношением к
делу, к общественной жизни коллектива он
должен оправдать оказанное ему доверие.
Важной формой влияния передовых рабо
чих на, молодежь является замечательное дви
жение наставничества, которо~ органически
сочетае;г в себе обучение профессиональному
107
мастерству и воспитание молодежи в духе
уважения и любви к своей профессии. С боль
шой теплотой о наставниках говорил на XVII
съезде ВЛКСМ Л. И. Брежнев : «Наставни
ки - это кадровые раб.очие, обладающие вы
соким масtерством, богатым жизненным опы
том, и я бы сказал, талантливые педагоги.
Они по · доброй воле, по призванию души
учат молодежь трудолюбию, мастерству, вос
питывают ее на героических традициях на
шег.о славного рабочего класса»*.
Задачи наставничества перечислены в об
ращении первого Вседонецкого слета настав
ников: «Мы обращаемся ко всем кадровым
рабочим, ко всем передовикам производства,
ко всем коллективам предприятий, цехов,
участков и бригад с призывом:
•
своим самоотверженным трудом показы
вать · пример молодежи, ' Вести ее за собой;
настойчиво овладевать наукой воспитания
рабочей смены;
воспитывать молодежь на революционных,
боевых и трудовых традициях советского ра
бочего класса;
повсеместно создавать школы передового
опыта;
* Брежнев Л. И. Речь на XVII съезде Всесоюзно
го Ленинского Коммунистического Союза Молодежи
23 апреля 1974 г.- В кн.: Ленинским курсом, т. 5. М .,
Госполитиздат, 1976, с. 47.
108
смедее привлекать молодых • рабочих к
выполнению сложных и ответственных зада
ний;
помогать овладевать им смежными про-
фессиями;
,
создавать в коллективах атмосферу т'ова
рищеской взаимопомощи · и высокого трудоiю
го настроя» [29],
Наставник для молодого рабочего должен
быть ЖИВJ>IМ примером в труде, должен беречь
каждую минуту рабочего времени, помогать
новичку _правильно организовать труд, Поэто
му очень важно создать нормальные условия
работы и наставников и их подшефных. Глав
ная роль в этом, не·сомнен~_~о, принадлежит
мастерам участков.
Производственно-педагогической практи-
кой выработана более или менее цельная
система методов обучения и социально-про
фессиональной адаптации молодого рабочего
в трудовом коллективе. Она может быть изло
жена в виде следующих примерных рекомен
даций:
1. Ознакомить обучаемого с предприяти
ем, выпускаемой продукцией и ее значением
для народного х озяйства; рассказать о луч
ших традициях коллектива, ветеранах труда,
ознакомить с цехом и участком, где нович
ку предстоит работать, показать рабочее мес
то, продемонстрировать работу оборудования,
109
разъяснить .основные правила техники без
опасности .
2. Инструктору или наставнику, приступая
к обучению, очень важно расположить у'{е
ника к себе, чтобы он · проникся доверием и
уважением к своему старшему товарищу. Для
этого нужно ненавязчиво, в тактичной форме
ознакомиться с биографией ученика, его се
мейным положением, бытовыми условиями
жизни, выяснить, чем он интересуется, увле
кается, как проводит свободное время, какие
цели ставит в жизни · !'1 . каким путем намерен
к · ним идти.
3. В начальный период обучения не еле -
' дует
сосредоточиваться на преодолении за
меченн_ых у обучаемого недостатков, слабых
сторон, так как это может насторожить его,
вызвать скептическое отношение и к процессу
обучения, и к своему наставнику. Гораздо
важнее найти в каждом молодом челове·ке
хорошее, показать ему и его товарищам, :в
чем оно состоит . Убеждение · ученика в том,
что инструктор и товарищи верят в него, по
может недисциплинированному или недоста
точно прилежному ученику быстрее испра
виться.
4. Четко сформулировать и разъяснить
ученику конечную цель обучения, • выделить
ряд промежуточных этапов и последовательно
добиваться полного освоения программы об-
учения по этапам. Приступать к следующему
этапу обучения только тогда, когда предше- •
ствующий будет полностью освоен . Все, что
усвоил ученик на пройденном этапе, он дол
жен объяснить и показ'ать так, как будто
он сам выступает . в роли инструктора.
5. Развитие интереса к избранной учени
ком профессии тесно связано с укреплением
уверенности в своих силах и способно"стях
успешно завершить уч·ебный процесс. Для это
го очень важно педагогически правильно оце
нивать успехи обучаемого. На первом этапе,
когда профессиональные навыки еще не сфор
мировались, для ученика хорошо работзть
означает хорошо стараться, стремиться к со
вершенству. Поэтому и оценивать наставник
должен старательность, прилещность ученика,
лишь на последующих этапах нужно посте
пенно переходить к оценке качества и в по
следнюю очередь количества работьi. Важно
также воспитать в ученике привычку самому
объективно оценивать свою работу.
6. Высокая культура труда, сознательная
трудовая дисдиплина воспитываются под вли-
1 янием соответствующей производственной ~ об
становки. Поэтому с самого первого дня на
ставнику совместно с учеником следует поза
ботиться о надлежащей организации рабочего
места, своевременном и комплексном обслу
живании его всем необходимым.
111
j::; К:урсы обучения вто
рым и смежным
профессиям
Школы по изучению
передовых _ методов
труда
Школы и курсы сис
темы экономического
образования
Школы коммунисти
ческого труда _
Курсы целево го
назначения
Школа мастеров
t
Работа и приобрете- •
- •-+1
ние опыта
1-1 -
1
на производстве
·t
Повышение квали
фикации на ПТК:
3 -й ступени
Работа и приобре
тение · опыта
на производстве
t
1
Втузы (вечерние
-•-+1 и заочные отделе
ния)
Профессионально
технич ~с кие училища
(вечерние)
Профессионально
техничес1ще училища
(дневные)
-
-
Повышение квалифи
I<ации на ПТК
2-й ступени
t
Работа и приобрете -.
ние опыта
иа пр оизводстве
t
Подготовка н овых
рабочих ш1 ПТК
1-й ступени
t
Отдел производст
венно-технического
обучения - кадров
на предприятии
Техник умь1 (вечерние
-
•->-I и заочные отделения)
-
Вечерние школы
рабочей молодежи
Рис. 5. Система планомерной по,цrот овки и понышения КВ;j_{!_~фикации ~)Эбочих на
-с., производстве.
I
7. Для воспитания интwеса к труду у мо
лодых рабочих большое з'начение имеет лич
ный . пример наставника. Ученики и молодые
рабочие очень остро ·реагируют на любые по
ступки, действия и высказывания с~оих стар- .
ших товарищей и воспитателей. Наставник
воспитывает ученика не только и не столько
словом, сколько делом, своим отношением к
труду, к общественному долгу.
8. В процессе обучения и социально-про
фессиональной адаптации молодого рабочего
велика роль мастера участка. Все рекомен- ·
дации, которые были приведены выше для
наставника или инструкr@ра производствен
ного обучения, в равной степени относятся
и к мастеру . Это не означает, ·что мастер
должен дублировать или подменять настав
ника, он должен лишь продолжать и под
креплять восчитательные функции наставни
ка. Молодой рабочий должен ощущать заботу
и внимание мастера, чувствовать повседнев
но, что он нужен предприятию и обществу,
что им интересуются, ему помогут в трудной
ситуации. Весь процесс обучения, воспитания
и адаптации следует построить .таким обра
зом, чтобы у молодых рабочих развивалось
и крепло чувство коллективизма, трудовой
солидарности, коллективной заинтересованно
сти и ответственности за показатели р-аботы
участка, ц.еха и всего предприятия.
114
Разумеется, nриведенные рекомендации не
охватьrвают всей - сложности и многограА:ности
проблемы трудового ,воспитания и обучения
молодых р?бочих. Изложенная система реко
мендаций - не· догма . Ее' следует применять и
развивать творчески, опираясь на передовой
производственный опыт, а также учитывая
·особенности и хорошие традиции каждого
предприятия конкретно . На рис. 5 схемати
чески представлена система планомерной под
готовки и · повышения квалификации рабочих
на производстве .
IV. РАЗДЕЛЕНИЕ И КООПЕРАЦИЯ
ТРУДА НА УЧАСТКЕ
СУЩНОСТЬ И 3НАЧЕНИЕ РА3ДЕЛЕНИЯ
И КООПЕРАЦИИ ТРУДА
В основе прогрессивных форм и методов
организации производства и труда, правиль
ной организации рабочих мест, улучшения
профессионально-квалификационного состава
и повышения культурно-технического уровня
работников лежат рациональное разделение
и кооперация труда .
Главная цель совершенствования разделе
ния и КОQПерацнн труда на предприятии
1.1,5
заключается JЗ достижении наиболее целесооб
разной расстановки и использования персо
нала. Критериями такой целесообразности мо
гут служить: производительность -Рруда; пока
затели использования рабочего времени и
оборудования (фондоотдача, сменность рабо
ты, загрузка оборудования), ритмичнGсть про
изводства, исnользование кадров по профи
лю образования, квалификации, ЛИЧНЫМ пси
хофизиологическим качествам, стабильность
кадров.
Целесообразное использование различных
форм разделения и кооперации труда на пред
приятии способствует росту его производи
тельности, формированию коммунистического
отношения к труду, гармоническому развитию
личности. '
Под разделением труда понимают ПRОцесс
обособления качест'венно различных видов
трудовой деятелыю-сти. Основоположники
марксизма-ленинизма придавали разделеншо
труда большое общественно-историческое зна
чение. Уровень развития производительных
сил общества Маркс ставил в- прямую зави
симость от характера и степени разделения .
труда. Энгельс_ подчеркивал: «Основную фор
му всего существовавшего до сих пор про-
'
изв~дства образует разделение труда, с одной
стороны, внутри общества, с другой,- внутри
116
каждого отдельного производствею-юrо nред-
Пр!;fЯТИЯ» *.
Степеffь разделени5~1 труда на пр едприятии .
зависит главным образом от типа производ
ства, уровня специализации и ко<>перирования
в данной отрасли промышленности, уровня
технической оснащенности и ряда других фак-
торов.
1
••
• Разделение труда на предприятии осущест~
вляется между основным и вспомогательным
производством ; по фазам или стадиям произ
водства (например, заготовительное, механо
обрабатывающее, сбор.очное производство);
между цехами, участками, отделами и други
ми службами; между бригадами и рабочими
местами внутри цехов и участков. У работ
ников промышленно-производственного персо
нала предприятия встречаются I четыре ярко
L выраженные формы разделения труда: функ
циональное, технологическое, квалификацион
ное и операционное.
Функциональное разделение
т р у д а представляет собой специализацию
работников предприятия на выполнении опре
деленного круга функций в зависимости от
характера их участия в производственном про
цессе. В практике планирования и учета чис
ленностf! промышленно-производственного пер-
, * Энгельс Ф. Анти - Дюри~r,- Маркс К., Энгельс · Ф.
С0ч. 2-е изд., т, 20, с. 301.
сонала выделяюt следующие функциональные
группы работников: рабочие, ученики, ИТР,
служащие, младший обслуживающий персо
нал, пожарно-сторожевая охрана. Функцио
нальное разделение труда имеет место так·
же и внутри каждой функциональной . группы,
а также внутри подразделений предприятия.
Это прзволяет специализировать работников
на выполнении более или менее узких про
изводственных задач и повышать эффект~m
ность их деятельности.
Технологическое разделение
труд а - это специализация работников на
выполнении технологически однородных функ
ций (литейщики, станочники, сварщики, тер
мисты . и т. п.). Технологическое разделение
труда характерно не только для работников
физического, но и умственного труда. Напри
мер, технологи, конструкторы по проектирова
нию приспособлений и инструмента специали-
3Ируются по определенным технологическим
процессам.
Квалификационное разделение
труд а - это отделение сложной работы от
пр6стой, основных функций от вспомогатель
ных, закрепление рабочих за операциями в
соответствии со сложностью выполняемой ра
боты и квалификацией исполнителей.
Операционное разделение тру
д а предПОJ1агает з-акредление за работниками
118
отдельных операций с целью сокращения про-
• изводственного цикла и трудоемкости . Такое
разделение труда особенно характерно для
поточного и конвейерного производства.
Разделение труда - не самоцель. Оно осу
ществляется на производстве в конечном ~че
те для ' повышения производительности труда,
и в каждом отдельном случае необходимо
изучать его эффективность с тем, чтобы оно
не привело к нежелательным последствиям.
Важнейшими условиями эффективности
углубления разделения труда являются: до
статочно большой объем производства и вы
сокий уровень его специализации; достаточно
большое количество технологического' обору
дования; соответствие между количеством
операций и рабочих мест; дробление опера
ций и работ не должно доходить до такой
степени, когда экономия времени на основных
операциях поглощается возросшими затрата
ми времени на вспомогательных и транспорт-
ных.
'
Кроме того, необходимо учитывать и дли
тельность операции. С одной стороны, дроб
ление операции на мелкие части способству
ет росту производительности труда 1 так как
с уменьшением количества движений легче
приобрести необходимые навыки в работе. ·
С другой стороны ; сокращение количества
движений сопровождается увеличением их
11' '
т
повторяемости. При этом возрастает монотон
ность труда, вследствие чего ускоряется про
цесс утомления и снижается производитель
ность труда.
Разд'еление труда на . предприятии не бес
предельно и имеет по ме~iьшей мере четыре
границы: технологическую, экономическую, .
физиологическую и социальную.
Технологической
границей
разделения труда является тот. пре
дел, за которы м дальнейшее дробление опе
рации невозможно (неделимые операции, т. е.
состоящие . из однопроходного перехода).
· Признаком , экономической гран и
цы разделения труда с.лужит себе
стоимость выполнения операции или единицы
работы . По мере дробления производственного
процесса сокращается количество трудовых
движений, выполняемых отдельным работни
ком за один цикл работы. Это · дает возмож
ность специализировать рабочие места, при
менять высокопроизводительное оборудование
и инструмент, снижать трудоемкость и себе
стоимость единицы изделия .. Однако этот про
цесс сопровождается увеличением числа ра
бочих мест, количества перевалок деталей,
времени и протяженности транспортировки.
Увеличиваются затраты на амортиза цию обо
рудования и . уход за ним. Наконец, может
наступить такой момент, когд~ экономия вре-
120
мени на основных . работах погл9щается уве- .
личением затрат труда на вспомогательных,
в сliязи с чем дальнейшее снижение себестои
мости за счет углубления разделения труда
уже невозможно.
Признаком физиолог и чес к 9 й гр а
ницы разделения труда является
снижение производительности труда работни
ка в связи с повышенной утомляемостью в
• результате увеличения темц:а работы и повы
шенщr монотонности труда, постоянной на
грузки на одни и те же части тела и органы
· человека.
В качестве социальной границы
разделения труда выступает степен.ь
содержательности трудового процесса. Чрез
вычайное упрощение трудовых действий рабо
чего в результате разделения труда превра
щает труд в скучное занятие, лишенное твор- •
ческих • элементов, делает специальность бес
перспективной, порождает текучесть рабочей ·
силы. Поэтому необходимо соблюдать целесо
образные границы 'разделения труда, а там,
где оно достигло уже крайних пределов, осо
бенно в массовом производстве, необходимо
цр11нимать специальные меры по предотвра
щению отрицательного воздействия чрезмер
ного разделения труда.
Для борьбы с монотонностью и однообра
зием в работе физиологи предлагают различ-
.121
•ные
меры: укрупнение простых операций , в
более сложf!ьrе к_омплексы, при выполнении
которых требуется дополнительное внимание,
перемена рабочей позы, участие в работе. раз
личных органов тела; периодическая смена
рабочего места, что связано с изменением вы
полняемых операций и вносит элемент · раз
нообразия- в трудовой процесс; изменение ре
жима работы конвейера в течение смены в
соответствии с измене-нием работосч:особности
человека; применение допqлнительных пере-
1 рывов для отдыха продолжительностью 5-
10 мин, в зависимостд от напряженности ра
боты; применение функциональной музыки в
качестве отвлека.,ющего средства от монотон
ности трудового процесса.
• Любое из этих или им подобных мероприя
тий может быть реализовано на практике
только после тщательного физиологического_
обоснования и соответствующей подготовки.
Разд~ление труда в ·обществе всегда до
полняется его кооперацией. По сути разделе
ние и кооп'ерация труда представляют собой
•две стороны одного и того же процесса: ра -<'
циональной расстановки рабочей силы с це
лью наиболее эффективного ее использования.
По определению К. Маркса кооперацией на
зывается такая «форма труда, при которой
много лиц планомерно работает .рядом и во
взаимоде,йствии друг с другом в одном и
122·
том же процесс~ производства или в разных,
но связанных между собой процессах_ произ
водства> - *.
К:ооперация труда - это могучее средство
повышения его производи;тельности. На осно
в~ коопера'ции, при которой объединяются
большие массы людей, приумножаются их уси
ляя, становится возможным освоение в боль
ших масштабах природных богатств, приме
нение крупных высокопроизводительных ма
шин, ра.сширение объема rrроизводства .
В капиталистическом 1 обществе коопера
ция труда не является столь эффективной,
как при со,циализме, так как она основана на
принуждении, н·а эксплуатации чужого тру•
да. Хорошо сознавая, что результаты их тру
д.а ножина10,т капиталисты, рабочие.· даже не
стремятся к повышению производительности
;груд.а в результате совместной работы.
Социалистическая КОt>перация труда суще
ственно о,тличается от кооперации капитали
стической, основанной на эксплуата·ции, ан
тагонизме и экономическом принуждении .
Общественная собственность на средства про
изводства, общность , целей, коллективная за .
интересованность в результатах труда, имею •
щие место при социализме, открываю!!' •боль•
* Маркс К. Капитал.- Маркс К.. Энгел ь с Ф. Соч.
2"е изд., т. 23, с. 337, •
123
шиё · возможности для кооперации труда в
крупных масштабах и использован,riя преиму"
ществ совместного труда. Предвидя: такое со
трудничество, Ф. Энгельс писал : «Самая боль
шая экономия рабочей силы заключаетс5.1 , в
соединении отдельных сил в коллективную с.и
лу общества и в таком устройстве, которое
основано на этой концентрации до сих пар
противостоявших друг другу сил» * .
Различают следующие виды кооперации
• труда: международную, В!{УТРИ общества, вну
три отрасли, внутри предприятия .
Основной первичной ячейкой · кооперации
труда является предприятие, на котором есть
все условия для непосредственного СОЕ\Мест
ного труда большого количества работников.
Конкретные формы кооперации труда внутри
предприятия весьма различны и определяются
принадлежностью его к определенной отрас
ли, уровнем специализации, характером вы
пускаемой продукции, т_ипом производства,
особенностями техники и технологии.
Современное машиностроительное пред
приятие п·редставляет собой сложную систе
му кооперации различных видов труда . По
отн_ошению к стадиям или фазам производ
ственного процесса завод представляет собой
кооперацию различны х прои з водств : загото-
* Эн гельс Ф. Эльдберфельдс\(ие речи.- Маркс К.,
-
Энгельс Ф. Соч. 2-е изд., т . 2, с. 541.
', 124
вительного, сборочного, вспомогательного.
С точки зрения организационной структуры
завод подразделяется на .такие центры коопе
рации труда, как цехи, участки, бригады, об
щезаводские службы, отделы, бюро, лабора
тории. С точки зрения вьшолняемых функций
в совокупном производственном процессе пред
приятие представляет собой кооперацию тру-
•
•
да работников различньvс категорий:. рабочих,
руководящих работников, ИТР, служащих,
младшего обслуживающего персонала.
Чем глубже процесс разделения труда, тем
больше рабочих мест и работников участвуют
в процессе производства, тем важнее нала
дить между ними четкую связь, взаимосогла
сованность, непрерывный ритм производства.
Срывы и перебои на одном, пусть небольv.~ом,
участке - производства неизбежно отража'ютсЯ'
на р_ аботе всего производственного коллек
тива.
Разделение труда позволяет, с одной ст9-
роны, разбить производственный процесс· на
такие составные части, которые дают возмож
ность специализировать рабочих, оборудова
ние и инструмент на выполнении ограниченно
го количества простых операций. Благодаря
этому рабочий быстро осваивает рациональ
ные приемы работы и повышает произво
дительность труда . При 01:делении более
125
сложных работ от простых можно рациональ
но использощ1ть высококвалифицированных
рабочих, причем большое значение имеет пол
ная з,агрузка рабочих в течение смены, что
не всегда удается. Исследования показывают,
что по мере повы'шения уровня механизации
и автоматизации -производства загрузка ра
бочих узкого профиля в течение смены име
ет тенденцию к снижению. По данным НИИ
труда, среднее время непосредственной I за
нятости рабочих выполнением свойственных
им функций при обслуживании автоматиче
~ких линий составляет, например, у наладчи
ков..,...... 30%, у дежурных слесарей - 72 %, у
дежурных электриков - 74% и т . д. [21] : Ос
новной пр·ичщюй таког,о положения является
отставание организации труда от уровня раз
вития . техники, в связи с чем техника не дает
той отдачи, которую можно было б ы полу
чить при высоком уровне органи з ации труда.
При узкой специализации рабочи х нево з мож
но эффективно использовать их свободное вре
мя в тот период, когда автоматическая маши
на работает самостоятельно. В то . же время
в случае остановки сложного автоматического
оборудования да,же из-за малейшей неисправ
ности рабочий простаивает в ожидании , пока
с,1Iесарь-ремонтник устранит эту неисправ
ность. Неизбежны простои оператора также'
и во время наладки и подналадки оборудо-
126
\ в-ания наладчиком. У наладчиков тоже непол
ностью загружен день, так как их числ.енность
определяется, исходя не из их з ·агрузки, а из
расчета · ми·нимальных затрат на нал-адку обо
рудования.
Недостаточная загрузка рабочих в течение
рабочего дня имеет место не только при в_ы
сокомеханизированном и автоматизированном
производстве и не только у основных рабочих.
Так, на ряде машиностроительных заводов за
нятость •контролеров составляет в среднем
62,2 %, раздатчиков инструмента - 71 %, кла
довщиков, грузчиков, подсобных рабочих -
колеблется от 63,6 до 85,8%. Часто юпо- и
электрокары обслуживаются ,водител-ем и груз
чиком. При погрузке грузчик работает, ' а води
тель простаивает, при транспортировке в<щи
тель работает, а грузчик свободен. При нали
чии простоев у грузчиков и подсобных рабочих
незанятое время у водителей авто- и электро
каров ,колеблете~ от 14,9 до 30,8% : На некото
рых предприятиях в сборочных цехах стропов
ку грузов выполняют специальные люди -
стропальщики, которые тоже загружены не
полный рабочий день. И таких примеров на
предприятиях немало.
Задачей дальнейшего повышения произво•
дительности труда является изменение сущест
вующих форм разделения и кооперации труда
с целью наиболее полноге ·использования
_1 27
рабочего времени. Э_ти- изменения могут быть
осуществле,ны путем совмещ е ния _смежных
трудовых функций и профессий рабочих, рас
ширени я зон обслуживания оборудования, ор
ганизации коллективных форм труда.
Практика показывает, что в современных
условия х мероприятия по совершенствованию
форм , разделения и кооперации труда, осу
ществляемые по планам НОТ, весьма эффек
тивны . По данным статистических отчетов, на
пром 'ыш:тrен'ных предприятиях · страны в ре
зультате реализации мероприятий по совер
шенствованию форм разделения и кооперации
труда ' ,в 1973 г. была получена экономия
125,2 млн. р.
АНАЛИЗ СУЩЕСТВУЮЩИХ ФОРМ РАЗДЕЛЕНИЯ
И КООПЕРАЦИИ ТРУ.ДА
Анализ форм разделения i;f кооперации тру
да осуществляется с целью выявлени5,1 воз
можных недостатков в р' азделении и коопера
ции труда, несоответствия форм организации
труда изменившимся организационно-техниче
ским 'условиям производства. Такой анализ на
• участке мастера осуществляется в три этапа:
подготовка; анализ; обр,аботка результатов
анализа и формулирование выводов .
На подготовительном этапе следует озна
комиться с профилем специализации уча,стка,
128
котор.ая может быть предметной, технологи
ческой или операционной; типом производ
ства на участке; общим расположением участ
ка и планировкой рабочих мест; номенклату
рой закрепленных изделий или операций; ре
жимом сменности; выполнением плана по важ
нейшим экономическим показателям. После
этого приступа. ют непосредственно к анализу
применяемых форм разделения и кооперации
труда на участке. В первую очередь необ
ходимо уточнить списочный состав рабочих
участка, обращая внимание на анкетные дан
ные, от которых могут зависеть форма · и сте
пень участия человека в общественном труде
(форма 4). Например, для лиц, не достигших
Форма 4
Списочный состав рабочих по состоянию на
Предприятие___________
Цех
Уча._ст_о_х_____________
Стаж
"'
"'
работа,
.,
~
о!
.,
~.,
:r
1'(
лет
"'
Фамилия, "'
"'
:1:
'°.,
~i ;..
"'
о.
о
о ....
~~
инициалы ~
"'
-:
:'8
"
.. ..
о
..
"':,:
о~
,;,·
н 'l'абель-
о.
.,
"'
..
::; .,
., ..
"'
НЫЙ НО•
о:
..,
.., :,:
-:
u
"' о.
:,:,:
~g
:,:
о
о:~
.,
о
. ,.,
:,:
u"
:а
о :s,
=
"'"'
.,
r:: мер ра- u ....
,:
=u
,;о..,
=.,
"'.,
'°~
"'
'
бочеr<> "u
""
:,: u
u
:,:
-: :,:
о:r
~&
.,
о
,е. о ,е.
~, .,
..
.,
o:i:
., .,
::;
r::
.,
.,
о. .,
....
"'r::
8.~
о.
Ef
"'
::;
о. i::.,
,g ,u
. ,i:: .,
:re
.,
'°
ор,
о
а
.,
:а"'
.,.,..
р,
t::;; (,<
о r::i:: ~
t:: ~t; О:,: :>, о t:;;
1.
1,1
129
Состав и степень использования
Предприятие ___________
Цех_--,-____________
Участок · _____________
"'
Время
...
,:,:
:s8
:,:
Время работы
:;-
о. :;s
"'
... .,
о.
"-
i~
"
"
основное .
о
"''"
><
""'
"'
:;s
Q)о
:с
:at:t--
:с
~
~ ~:r:
.,
"
"
g,g'"
"
"
.,
Q)
"'
.,
u о,:
о.
о
о
00~
"'
:,:
:с
"'
"
.,.
.,,
"'
"
:,: .... u
""
:,:
;,-,
о;,-,
о.
"
""'
"
Q)
6
...
:s: u ...
"'
:,:
о"
"'
,:<U;:,!
"'
:с
:со
"'
.. ..
ci.
"'"':а
u
"'
,::С
:с
о
"':с
;,-,
"'
:,: о.
,:
;:g
о
о.....
"
о
а~
а
о
"
:с о"'
.,,
:с
"
<1)" о
"
:;s
<1)
"'"'
"'
u
о
:аоо.
Q)
"'
;:g
;:g о.
;:g
"'
"
:,::С ...
"!
"!
:,:
мин\%мни\ %минJ %
"'><:С
о
"'
~
:r: ""
о
...
;t
:;; <- ..
:r:
1'1
18 лет, устанавливается сокращенный рабочий
. день,
запрещается привлекать женщин с ма
лолетними детьми к работе в ночное время,
для обучающихся без отрыва от производ
ства в вечерних школах, техникумах и вузах
организовывается работа . только в первой
смене .
'-
Состав и использование оборущ)вания ана-
лизируют по форме 5. Использование обору-
130
обору~ования за сме~
Форма б
использования оборудования
=
=
С11
Время перерывов
:,;
С11
А.,
регламентированны х
нерегламентирован-
о
ных
е:
"'=
о
"'
о.
,о
=
'-
...
"'
"'
go~
'"="'
:,: е:
.,
"
о С11
о
о
>,О а,
"'
§"'
""
~-
\О
~~~
"l" ...
=
"'
С11 "<.>
:а
"'"
:,:
"=
А
::::;~О
"""' "(
"'
"":s:
"'
о
е:...о
"
.~
~
3:а
е:
А·
~~~
~~~ :s: =
"
"'
"= ...
"'С11
>,:,:
:s:
:,;
""'"'
~~8.
'-: ,
""=
о
о:s:uQ)
=~
""=
"'"=
...
"'
t,-, :с aJ:.:
t~~
к:,:
о"'
:,: е:
:,:
о ro ::r ::i:::
~~6
С11
"'
t.. L.. :s:: са
cu ,-.,,,
~'8
"'=
=
:а
t::( о. :с 1!1
"':::r
:::r
о о>,: :s:
~~ :М
... "(
'
Е-;' 1::{
~~
=
"'
t:::: ~ ;Е
о~
"'о"'
,&
.о
t::: " '-
:s:"' "=
:s: "(
"=
,&
"'
1
мин1 'Минj мин1 мин/
"'
\О
%
%
%
%
%
о
"'
мин
:,:;
...
1
давания определяется при помощи фотогра
фии рабочего дня, полученной не менее трех
раз в период наиболее ритмичной работы
участка. В т.аблицу проставляют среднеариф
метические значения, полученные в резуль-
тате трехкратных наблюдений.
.
Зат,ем анализируют соотно_шение сложно-
. сти
выполняемых работ . и уровня квалифик_а- · •
131
Форма 6
Аналиэ испольэования рабочих по 1tвалификации
Предприятие _________~
Цех________, _ _ _ _ __
Участок ____________
'
Выработано·· норr-.1о-t~а~6в
Фамилия,
"'
о"
ci.
,..
"""'
инициалы
"
~о
о
<.)
:о
в то~ числе по разря•
"
и табель- <. )
"' е(
,8 :&
"'
дам
6 ный номер .а, .а,.,,
~~ а1 всего
"о.
"
рабочего о о."'
/п/шlrvIvIvr
~
о.
"'"'
,. "'о
t::::: f-< о. Q:, -u
1
ции рабочих, или степень использования ра
бочих по квалификации (форма 6), после чего
соста-вляют сводный баланс использования ра
бочего времени на участке (форма 7).
Одним из наиболее эффективных направ
лений экономии рабочего времени я.вляется
совмещение профессий, однако возможности
эти не всегда используются на производстве.
Анализ совмещения профессий рекомендуется
вести по форме 8.
, Для анал11за многостаночного обслужива
ния целесообразно составить таблицу (форма
9), причем многостаночной следует считать
такую фор~у обслуживания, когда рабочий
постоянно работает на двух и более станках
или других агрегатах, · которые функциониру
ют одновременно .
1
132
Форма 7
Сводный баланс использования рабочеrо - 81)емени на участке
Предприятие
Цех
Участок
Затраты времени
слеса•
Функция
станоч- налад- рей по элект- Итого
ников
~иков ремонту , ряков
минJ % минJ 'J:'o минJ % минJ % мияJ %
Подготовительно-за-
ключительная раба-
та
Доставка материа-
лов и заготовок
Доставка инстру-
мента и приспособ-
лений
Наладка оборудо-
вания
Оперативная работа
'Активное наблюде-
ние
l(онтроль качества
продукции
Профилактический
осмотр
Смазка оборудова-
НИЯ
Отдых и личные на-
добности
Выполнение несвой-
ственных функций
Потери рабочего
времени
Всега
1.
1111
,-
111
133
Совмещение профессий рабочих
Предприяти~-----------
Цех___~----------
Участок _____________
Основная профессия
"':а
~]
:с ""'
.,
., ,.
"
:сu
ооо
:с :с:с
"'
:о':С
:s :,: .,
""
"""
:t t~
Совмещаемая про
фессия
,§
о
~
"'
:jj
~"
<О"
"
:с
о о:с
:с :с"
(1)
:о' u
:s :,:о
""
:с о:
"'
;,-,:с
:r: е~
"'
"'
.
о:
"'Ef
"':s.,
о
u
~
"':r
"'
"'
с::
Форма 8
Для характеристики брщадной формы тру
да необходимы •данные, которые сводятся в
таблицу (форма 10). Кроме того, следует со
поставить средний процент выполнения норм
труда по участку в целом и по каждой брига
де, . а также -:оотношение темпов роста про
изв9дительности труда и средней заработной
платы в бригадах и у индивидуальных ра
бочих.
Затем необходимо _ тщательно проанализи
ровать :на_личl:!е _ Ji f!ричины внутрисменных и
целодневных простоев, непроизводительных за-
134
Форма 9
Многостаночное обслуживание иа _ ):частке
Предприятие ___________
Цех _______ _______
Участок______________
Станки,
входящие
Характер
Суммарное
"'
в многоста- взаимосвязи время за .~ме -
"
ночныl!
станков ,
ну, мин
=
:,:
комплекс
Фамилия и "'
----
о
инициалы
:,:
.
"'
рабочего, о6- ...
=.,,
.,
. :;;
~-
u
.а~-
:,:
\О ...
=
ел уживаю-
о
"(
....
оО :J5
...
"'
~~~ оо
1О
.. ..
"'
о
щего два
о
.,,
:J5"' о о
"'
станка и 60-
="'
~=
"':,:
:,: .,, 1О :,:
\О
:,:
"'
... :,:
"'
"'
лее
.,,
~=::t (О
о"(
~: ,:
.,,
.,
=
"'
о
:;; ...
'!;1 о
"'о
=
ci.
"'
"'
•,:u
.o..i:Q - -о .
=
...
"':,:
,,, .
о
u
:;;
u
.~ ~е
<>.о
u ...
о"о...
"
u
="'
":о:Е ~,S.
= "'§-
о
:
~·
-е- "' ;~~ i:j5Е
,:
:;; "'
=
о
"'
"'
=
"'
"
о .,,
"'
"'" ';!: ::!~,
:,: :,:
3
:,: .,
=
.,,
""'
.,..,,
'""'
~
"
~ :i::~~
"
;,,.,
"=
t: f-,
u""I: os :,:
"""
.,=
1
трат рабочего времени и других потерь, вы
званных недостатками в ра~делении и коопе
рации труда на участке или в J.\1BC1.l:Iтaбax
цеха, а возможно, и предприятия в целом
(форма 11) . Учитывая неравномерность воз
можных потерь рабочего 13ремени по дням,
такой анализ лучше всего провести за один
полный месяц, тщательно фиксируя потери
каждого рабочего за каждый день. Для этого
не обязательно вести сплошные наблюдения.
Можно пользоваться методом моментных на-
135
Характеристика б~иrа~ных форм тру;щ
Предприятие-'---------
Цех ______________
Участок ____________
"
Характеристика
..
"
состава брвга,цы
.,g
"'
""
•
Название• о
111 ""
g. тип брага,цs
"'.,
"'
""
"' tl!
=
t;~
с,
tl!
r::
=,:
С)
°'"(
111, _
~~!:
..,
о
..=
,е,
,е,"
r::
"'""
::s ::r"
=""
&.
~-о -;:.§
р. ..
:е
....
11:'11
~ 1-<р.
Форма 10
1
"'=.,
:,: "(
"'
., "'
=
,: ...
:,:
:о
.,=
"'
...
"(А
"(
..
W-0
.
.,
,:
""
о
J::
J:: ..
"
о
~~
:а i2I
...
.....
s~
::s
"(о
~~
Р' ...
а-о
t"
~~а. ":,,.
~=
а~
·-О
блюденнй, примеwm. rрупnовые фоrографии
рабочего дня, самофотографВR.
•
НеобходJiмо также выявит,ь объем и при
чины: сверхурочных ра6ш на участке (фор-
ма 12).
•
.
'
' Анализ разделения и кооперации труда на
участке .будет неполным, если не изучить рит
мичность производства (форма 13). Уровень •
ритмичности производства характеризует ко
эффициевr рвтмвчности, определяемый по
формуле
1;31
ti
Форма . !/
Потери рабочего времени из-за недостатков в разделении и кооперации тру)!а
Предприятие. ___________
Цех_________~- - - -
Участок _____________
Непроизво-
Время пас- >,
сивного
:>!
Целоднев- Внутри- днтельные наблюдения
о
"'
ные про-
сменные
затраты ' ра- за работой ..
•"
стон
простои
бочего вре- оборудо-
<).,
мени
.,=
вания
:>!.,
'
~-~
Фамилия, ияицвалs
li~
>,
>,
>,
~~
рабочего
.
~~ :>!о
g~
..~
:!
it
-
о.
....
....
....
....
~&
t
"'
5,g
5,g
5,g
"i
~,о
""
"'
., .,
., "'
:!1
., "'
i"'
о"
:!!
<)
111 .,_.,
т :,. "'=
:а о.:,: :!1
::1 "'=
!21
i::.,,
_
i::
=
<)
""
"'
"'
о
,&
.,
~»5 = ~»Ю
=
:i: >.;fi ..
:i:->. ю
=
Ei
"'
,&
~§~ .. ~~~
..
~~~ ..
~
-,: :>!·
..
i::
о
:,:
=
:,:
=
.,.
.,.
.,.
о.
о. е:,:(!)
Q,
~i
:,;
"'
О ·с,.
111if;
P).g ~
l'Qig-
1-< 1::: i:q,e-. ,
1:::
1:::
1:::
i:::
111
j1j1
J'Ij1
-
Форма 12
Анализ сверхурочных работ
Предприятие __________
Цех _____________
Участок ____________
Отработано сверхурочно
Фамилия,
в% к пла-
Причины
ci. .
Профес-
новому
о ин,ициалы
сия
человеко-
фонду ра- сверхуроч-
"
рабочего
ных работ
о
часов
бочеrо
·о:
времени
~
за месяц
итого
где dmax, dm1n-, соответственно максимальный
и минимальный выпуск продукции за декаду
в процентах к месячному объему.
Полученные результаты анализа сущест
вующих форм разделения и кооперации трv
да проходят экономико-математическую обра
бо:гку, после чего формулируются выводы и,
в случае необходимости, предпринимаются по
иски более рациональных решений.
Уровень разделения и кооперации труда
на предприятии зависит от многих факторов.
· Одни
факторы действуют в положительном
направлении, другие - в отрицательном. На-
'138
'
Форма 13
Ритмичность производства
Предп риятие ___________
Цех._ ___________ _
'
·Участок._ ________ ____
Декада
;
Первая
Вторая
Третья
План выпуска про
дукции за декаду
в принятых едини
цах измерения
Фактическю1 выпуск продук
ции за декаду
в принятых Iв % к месяч
единицах из- ному объему
мерения
.
пример, узкая специализация цехов, участков
и рабочих мест способствует снижению тру
доемкости продукции. Однако при этом уве
личивается числ'о производственных связей,
возрастает трудоемкость вспомогательных ра
бот, удлиняется производственный цикл. Соз
дание предметно-замкнутых участков и цехов
способствует сокращению производственного·
цикла, уменьшению пути движения предметов
труда, однако в таких цехах из-за недоста
точной специализации может увеличиться тру
доемкость продукции, кроме· того, могут воз
никнуть трудности в обеспечении полнqй и
139
равномерной загрузки рабочих и оборудова
ния .
В условиях действия положительных и от
рицательных факторов уровень разделения и
кооперации труда не . может быть оценен ка
ким-либо одним синтетическим показателем .
Неизбежен. уgет ·целого ряда _показателей, ко
торые отражают уровень иtпользования ору
дий труда , рабочей силы и времени пребыва
ния предметов труда в процессе производства . •
Очевидно , что наиболее эффективными бу
дут такие формы разделения и кооперации
труда, при которых загрузка оборудования
как · по времени , так и по мощности макси
мальна; использование рабочей силы харак
теризуется наибольшим удельным весом опе
ративного времени в сменном фонде; время
пребывания пр.едметов· труда в прqцессе про
изводства минимальное .
п:ри прочих равных условиях · нельзя при
знать _ удовлетворительным такой уровень раз
деления . и: кооперации труда, при котором
товарная продукция выпускается неритмично,
имеют место большие потери . рабочего вре
мени, штурмовщина и сверхурочные ра~оты
в конце месяца . .
ОРГАНИЗАЦИЯ СОВМЕЩЕНИЯ ПРОФЕССИИ
Под совмещением профессий понимается
совмещение работ по основной профессии с
работами, отнесенными тарифно-квалифика
ционным справочником к другим профессиям
(специальностям) . . •
Совмещение профессий способствует : фор 0
мированию более широкого производственного
профиля рабочего, повышению квалификации, ·
улучшению использования рабочего времени,
снижению совокупных затрат живого и ове
ществлен1ного труда, повышению производи
тельности и содержательности труда.
В связи с многообразием организационно
технических условий на . предприятиях встре
чаются различные варианты совмещения про
фессий:
Приsнак совмещения
профессий
Разновидность совмещени11
К:оличество совмещаемых
профессий......
Простое, комбинированное
Степень совмещения
Полное, частичное
Порядок
»
Параллельное, последова-
тельное
Стабильность )
Временное, постоянное
Сложность совмещаемых
работ по сравнению с ра-
ботами по основной про-
фессии . ..... . . Низшего, аналогичного и
высшего разрядов
141
При совмещении профессий или некоторых
трудовых функций рекомендуется придержи
ваться следующих принц~щов: на _обслужива
нии технологически однородного оборудова
ния целесообразно совмещать разнородные
•функции (станочника, , наладчика, слес~ря по
ремонту и т. д.); на обслуживании техноло
гически разнородного оборудования - одно
родные трудовые функции (например, опера
тора переводить на многостаночное обслужи
вание, наладчику поручать обслуживание раз
личных машин). •
В любом случае целесообразно и необхо
димо функции контроля качества продукции
i-:e выделять, а совмещать с основными функ
циями по обработке предмета труда. Только
сам исполнитель может быстро и безошибочно
проверить качество своей продукции . Анализ
показывает, что на машиностроительных пред
приятиях в связи с переводом на самокон
троль каждых 1\00 рабочих высвобождается
в среднем пять контролеров, занятых на про
межуточном контроле .
Варианты совмещения профессий много
образны, и выбор 1юнкретного варианта опре
деляется организационно-техническими усло
виями предприятия, цеха или участка. Совме
щение профессий эффективно в том случае,
если выполнены . такие требования: • целевое
единство совмещаемых работ (например, по-
142
грузка и транспортировка груза); орrаниза
ционн:о-техническая зависимость (оператор и
наладчик, сборщик металлоконструкций и
стропальщик); территориqльная близость ра
бочих мест, на которых выполняются совме
г,.1;аемь1е работы; · возможность разновременно
х·о и последовательного выполнения работ по
основной и совмещаемой профессии; умение
и способность работника выполнять работы
по другой профессии или специальности; чере
дование ' нагрузок (физической и умственной,
статической и динамической) и позы (сидя
и стоя).
•
Работа по организации совмещения про
фессий осуществляется по общей схеме (изу -
•чение,
анализ, проектирование и внедр~сние).
При этом можно использовать . балансовый и
графический методы . На примере участка
станков-автоматов машиностроительного за
вода рассмотрим организацию совмещения
профессий ,с использованием балансового · ме
тода [21].
Фактический баланс совокупного рабочего
времени на участке приведен в табл . 3. Из
таблицы следует, что занятость оператора в
течение смены свойственными ему функция
ми составляет всего 50%, причем • в число •
этих функций входят функции контролера,
слесаря и наладчика. Занятость наладчика
составляет 46%. У оператора и наладчика
146
3. Фактический баланс совокупном,
Ио11о,п,зова11J1е рабочего времеН11
Выпопнение свойственных функций. в том
числе:
выполнение основных технологических
операций (установка и съем · деталей)
наладка и подналадка оборудования
профилактический осмотр и мелкий ре
монт оборудования
профилактический осмотр и мелкий ре
монт электрических систем оборудования
контроль качества проду1щии
организационное обслуживание рабочего
места
Время наблюдения
Выполнение несвойственных функций
Потери рабочего времени
Затраты
Оператор
240,6 50
81,6 17
33,6 7
...
-
100,8 21
24,0 5
134,4 28
52,8 11
52,8 1 11
значительную часть времени занимают наблю
дение, выполнение несвойстве'!iных им функ
ций ·и прямые потери. Занятость слесарей-ре
монтников составляет 70 %, электромонте
ров - 72%, контролеров - 75% сменного фон
да рабочего времени. В пересчете на группу
оборудования, закрепленного за оператором,
это составляет соответственно 8; 10 и 690/о. Не-
144
рабочеn, времени на участке
времени по профес~иям
Слесарь- Слесарь- !(он'l'рол.ер
Иiro l'O
. Наладчик
затрат времени,
ремонтник электрик
мин
мин 1%
мни 1%
мин 1%
мин 1%
..
220,8 46 38,4 8 48,0 10 331,2 69
878,4
.
-
-
-
-
~
-
-
-
81,6
206,4 43
-
-
-
-
-
-
240,0
4,8 1 38,4. 8
-
-
-
-
43,2
-
-
-
-
48,0 10
-
-
48,0
9,6 2
-
-
-
-
331,2 69
441,6
-
-
-
-
-
-
-
-
24,0
144,0 30
-
-
-
-
-
-
278,4
43,2 9
-
96,0
-
-
-
-
-
-
72,0 15
-
-
-
-
-
-
124,8
'
Всего • 1377,6
достаточная занятость рабочих объясняется
тем, что узкая специализация исполнителей
не способствует рациональному использова
~ию . рабо:чего времени.
Необходимый фонд совокупного рабочего
времени для обслуживания данной группы
оборудования составляет 1094,4 мин, включая
время активного наблюдения и регламентиро-
145
ванных перерывов. Если условно повысить
занятость каждого рабочего до 75 %, то за
счет совмещения профессий можно будет осво
бодиться от услуг слесаря-электрика и кон
тролера и использовать их на другой , работе.
Проектируемый баланс рабочего времени при
веден в табл. 4.
Совмещение профессий материально сти
мулируется . В практике р ,аботы промышлен
ных предприятий применяются ' следующие
формы материального стимулирования совме
щения профессий:• доплаты в размере до 50%
тарифной ставки или оклада заменяемого ра
ботника; установление более высоких разме
ров .• премий
за выполнение количественных
и качественных показателей работы; повыше-
ние тарифного разряда; повышение размеров
выплат из фонда материального поощре
ния по годовым показателям работы пред-
приятия.
.
Доплаты не устанавливаются рабо~и-м
сдельщикам в связи с тем, что заработок уве
личивается пропорционально уплотнению ра
бочего дня, а также тем повременщикам, у
которых совмещение профессий предусматри
вает ликвидацию явной недогрузки в течение
рабочего дня.
Суммарную годовую экономию фонда за
работной платы от совмещения професс~й
мож1:10 рассчитать по формуле
146
4. Проектируемый баланс рабочего времени
Затраты времени по профессиям
Итого
Использование ра- Оператор Наладчик
Слесарь - затрат
бочего времени
рем онтник време-
ни,
1%
1%
\%
мин
мин
мин
мин
Выполнение свой-
.rтвенных функций,
в том числе :
355,2 74 364,8 76 158,4 33 878,4
выполнение
,основных тех -
нологических
операций
(установка и
съем деталей) 81,6 17
-
-
-
-
81,6
наладка и под-
наладка обо-
рудования
33,6 7 187,2 39 19,2 4 240,0
профилактиче-
ский осмотр и
мелкий ремонт
обору.l(ования -
-
24,0 5 19,2 4 43,2
профилактиче-
ский осмотр и
мелкий ремонт
электрических
систем обору- -
давания
-
.
-
19,2 4 28,8 6 48,0
контроль каче-
ства продук-
ции
216,0 45 134 ,4 28 91,2 19 441,6
организацион-
ное обслужи-
ванне рабоче -
-
го места
24,05-
-
-
-
24,0
Продолжение пшбл. 4
Затраты времени по профессиям
Итого
Использование ра- Оператор Наладчик
Слесарь- затрат
оочего времена
ремонтник време-
Hj<,
1%'
\3⁄4
1%
мин
мин
мин
мин
Время активного
наqлюдения
48,0 10 48,0 10 48,0 10 144,0
Регламентирован-
ные перерывы
24,0 524,0.524,0 5•72,0
Всего 1094,4
п
п
. ~трi
э-С~з,-:- 1-\00 )-12,
где Зi - среднемесячаая заработная плата вы
свобождаемого рабочего; Ti _:. . месячная та
рифная ставка · или оклад высвобождаемого
рабочего; Пi - размер доплаты в процентах
от · тарифной ставки (оклада) · высвобождаемо
го рабочего.
ОРГАНИЗАIЩЯ МНОГОСТАНОЧНОГО
ОБСЛУЖИВАНИЯ
'
Весьма . эффективной формой совмещения
операций и функций является многостаночное
обслуживание. Для развития технического цро-
148
гресса й увеличе1tия объемов производства
однородной продукции необходимы все боль
шая механизация и автоматизация производ
ства. В связи с этим неуклонно сокращаются
з ·атраты времени на выполнение ручных и .
машинно-ручных операций, следо!lательно, со
кращается и занятость рабочих по обслужи
ванию оборудования, возникает возможность
обслуживания двух или более единиц обору-
дования одним рабочим.
•
Многостаночное ~бслуживание было невоз
можно до тех пор, пока конструкция станков ,
обус.11овливала максимальную занятость рабо
чего у одного станка. Благодаря механизации
вспомогательных приемов, внедрению автома
тизации контроля и управлщшя, созданию
различных приспособлений обслуживать ста
нок стало легче, высвободилось много рабоче
го _ времени. Однако, несмотря на · невысокую
занятость •ра9очих в течение смены, число
многостаночн·иков в общей численности ста
ночников в настоящее время не превышает
25 %. Многостаночное обслуживание получило
распространение преимущественно на заводах
массового и крупносерийного производства
(производство автомобилей, тракторов, сель
хозмашин и т. п.), где многостаночники со-
, ставляют 60-80% общей численност•и рабо-
чих-станочников.
1
Работа по рациональной организации мно ~
гостаночного обслуживания должна быть на
правлена на решение следующих основных
задач : определение оптимального количества
обслуживаемого оборудования; рациональная
планировка оборудования и транспортных
средств на рабочем месте; проектирование
кратчайших или наиболее экономичных мар
шрутов движения многостаночников; пр·оекти
рование рациональной последовательности вы
полнения рабочих приемов~ расчет технически
обоснованных норм выработки; проектирова
ние стимулирующих систем оплаты труда; про
ектирование эффективных систем обслужива
ния рабочего места всем необходимым для
бесперебойной ·работы.
Экономическая эффективность многоста
ночног0 обслуживания состоит в снижении
затрат живого труда на единицу продукции.
Одним из важнейших вопросов правильной
орг1анизации многостаночной работы . является
• определение количества обслуживаемых стан
ков·. При з.аниженном количестве станков ра
бочий будет неполностью загружен, а при за
· вышенном - будет простаивать оборудование,
так · как рабочий не успеет обслужить какую
то часть станков.
Норма обслуживания станков для одного
многостаночника зависит от соотношения ве
личин времени работы станка в автоматиче-
150
ском режиме и времени занятости рабочего
у одного станка . Чем больше первая величи
на, тем выше норма обслуживания.
Норму обслуживания станков одним мно
гостаночником _НO можно рассчитать по сле
дующим формулам:
для станков-дублеров -
Но= т;зк + 1;
для станков с различной продолжитель
ностью выполняемых операций -
Но=~ТмК+1
.
Тз.р.м
'
где ·тм - время работы с~анк~ в автомати
ческом режиме, в течение которого рабочий
может обслуживать другую машину; Т3 -
время занятости рабочего у одного станка,
включая задержки внимания после пуска и
переход к другой машине; ~Тм - сумма вре
мени работы всех станков в автоматическом
режиме; Тз.р.м - время занятости рабочего на
всех обслуживаемых станках; К - поправоч 0
ный коэффициент, который уч~-пывает коле
бания затрат времени и микропаузы в ра- ,
боте и в зависимости от типа станков при
нимает следующие значения : для станков спе
циального назначения и автоматов - 0,8; для
151
универсальных станков - 0,7; для - стзнков
дублеров - 0;85-0,9.
Критериями · эффективности многостаночно-
- r o обслуживания могут служить коэффициент
занятости рабочего Кз и сумма затрат на
выполнение операции С [37].
К
Тз
з==== Т11 +Тз;
С= (Кс + l~O) •(Се+ ·~Р),
где Кс ~ коэффициент совпадения времени за
нятости на одном из станков с остановкой
других станков; а - затраты времени (за ис
ключением оперативного) на изготовление про
дукции на одном станке, выраженные в про
центах к оперативному времени; Се - затра
ты, связанные с одной минутой работы станка
(включая амортизационные _ расходы, стои
мость ремонта и обслуживания станка, рас
ходы на электроэнергию и . эксплуатацию лро
изводственных помещений); СР - расходы на
заработную плату рабочего (включая начи
сления по социальному страхованию, прихо
дящиеся на одну минуту работы многоста
ночника); п - количество обслуживаемых
станков.
Чем больше величина коэффициента заня
тостц, тем лучше используется рабочее время
многосп1.н0ч·ника.
152
i
11. Коэффициент Кс, ~читывающий совпадение времени ванятости рабочего на
о;gном станке с временем обсл1(живания р,руrих станков [27]
](ОJiвчес,rво
П81П<ОВ,
Кс при 1(8
'
о6елужи-
ааемых
одним ра-
бочим
0,05 10.10 \ 0,15 / 0,20 / 0,25 / о.зо Iо.зs 10,40 1D.45 1_о.~о
2
1,003 1,01 1,02 1,04 1,06 1,09 1,12 1,16 1,20 t 1,2•
3
1,009 1,02 1,04 1,09 1,14 1,20 1,29 1,38 1,/Ю ; 1,60
4
1,011 1,04 1,09 1,16 1,26 1,36 1,50 1,60 1,84 -
5
1,012 1,05 1,14 , 1,22 1,38 1,56 1,11 1,83
-
-
6
1,014 1,07 1,19 1,30 1,54 1,76 -
-
-
-
7
1,019 1,10 1,25 1,39 1,70 -
-
-
~
-
8
1,020 1,13 1,31 1,50 1,90
-
-
-
-
-
9
1,024 1,16 1,37 1,60
-
-
-
-
-
-
10
1,029 1,19 1,43 -
-
-
-
-
-
-
11
1,035 1,25 1,48 . -
-
-
-
-
-
-
12
1,039 1,27 1,54 -
-
-
-
-
-
-
13
1,043. 1,32 -
-
-
-
-
-
-
-
14 1,050 1,37 -
-
-
-
-
-
-
-
Коэффициент совпадения зависит от числа
обслуживаемых станков и коэффициента за
нятости и определяется по табл. 5.
Чем меньше сумма затрат на вьшолнение
операции (С) , тем при прочих равных уело-
-о станок
-о стонок
з-а ClllOHOK
-о станок
Poooquil
о
10
Текl}щее. 6ремя, нин
20
30
40
50
60
Рис. 6. График обслуживания одним рабочим че ,
тырех станков-дублеров :
~- подготовка
рабочего места ; 8- м·ашинная работа;
'1J - наблюдение; ~ - ручная работа; • ■ - пере-
ходы и микропаузы ;
вания.
О :- бездействие оборудо-
виях выше эффективность многостаночной ра
боты. Большое значение имеют также раци
ональная планировка оборудования и выбор
наи;более экономичных маршрутов движения
многостаночника .
• Способ расстановки 09ор·удования и мар
шрут движения многостаночника тесно вз::~.и- •
мосвязаны о последователы,юстью выполне
ния трудовых приемов . При этом нужно стре-
154
миться к тому, чтобы загрузка рабочего и
сборудования в течение смены были макси
мальными с учетом обеспечения устойчивой
работоспособности человека в течение дли
тельного периода времени. На рис. 6 приве
ден пример графика о'бслуживания одним ра
бочим четырех станков-дублеров.
Эффективной работе многостаночника с·по
собствует установление - соо·тветствующей си
стемы оплаты труда . Если за рабочим местом
закреплены стабильные детале-операции, а
возможности увеличения выработки за счет
индивидуальных качеств ограничены, то наи
более приемлема повременно-цремиал1:,ная си
стема оплаты труда по :rарифным ставН:ам
сдельщиков с установлением технически обо
снованного нормированного задания и преми
рованием за выполнение технически обосно
ванной нормы и за качество продукции .
При непостоянстве комплекса детале-опе
раций стабильное нормированное задание
установить трудно. В этом случае более при
емлема сдельно-премиальная оплата труда . с
премированием за выпоJщение технич~ски с.бо
снованных норм времени и . качес:rво лродук
ции.
ОРГАНИЗАЦИЯ КОЛЛЕКТИВНЫХ ФОРМ ТРУДА · V
.-
,
,
Основным звеном кооперации труда :вну
три предприятия является про,извод:ственная
Ш5
бригада . Объединение индивидуальных рабо
чих в . различного рода бригады является ' од
ной из форм совершенствования организации
труда , · вызванного изменением организацион -
но-технических условий производства .
•
.
Бригадная форма труда имеет ряд пре
имуществ перед индивидуальной: ·
материальная заинтересованность в конеч
нЬrх результатах труда всей бригады;
благоприятные условия для повышения
квалификации членов бригады, совмещени~
профессий , формирования рабочего широкого
профиля ;
. значительное со~ращение затрат труда на
•межоперационный контроль качества продук
ции , оформление нарядов, учет выработки, на-
числение заработной платы;
.
облегчается внедрение укрупненных и ти
. J;Iовых
норм времени.
В машиностроении практикуется формиро
вание различ.ных по составу бригад: специали-
u ированных , комплексных', сквозных. Бригады
первого типа объединя10т рабочих одной про
фессии (слесарн по t:борке оборудования, об
рубщики лит1щ ма,лярьr). Ко11:1плексuые бри~а:
ды объединяют рабочих разных профессии
на основе к:омпЛ'екса взаимосвязанных работ.
Так, напрnмер, в еост·ав брnrады сборщиков
мьгут входить слес~щж-1 с~ерловщики, электро-
сварщики , ма:Ляры, испытатели. •
156
В зависимости от характер~ разделения
труда комплексные бригады бывают с пол
ны~, частичным разделением и без Рilзделе
ния труда.
В бригадах с полным . разделением труда
каждьrй исполнитель четко знает свое про
изводственное задание и несет персональную
ответственность за количественные и качёст
венные показатели в труде. . Например, в
бр·игаде сборщиков металлоконструкций сле
сари выполняют сборочщ,rе работы, сварщики
, заняты
только на сварочных операциях, а
крановщики и стропальщики выполняют ма
нипуляционные операции. Несмотря , на ка-
'
.
жущуюся самостоятельность, члены такои
бригады рбъединены единством производст
венной задачи : При недостаточной синхрон
ности различных операций отдельные члены
бригады могут оказаться ·недогруженнъrмн в
течение рабочего дня. Это сущес.твенный не
достаток комплексных бригад с полным раз
делением труда.
В комплексных бригадах с · частичным раз
делением труда широко распространено осво
ение смежных профессий, что позволяет обес
печивать :Взаимозаменяемость членов бригады
на различных операциях в случае отсутствия
ил.и отстщзания юfКого -.либо работника, а так
же взацмопо11.10Щii при невозможности с:в:пхро
низировать отдельные операции. В то же · вре-
157
мя не исключается, а предполагается закреп
ление более сложных и часто повторяемых
операций или работ за одними и теми же
исполнителями . Такие бригады имеют распро
странение в некоторы х отраслях добывающей
промышленности, в опытном , единичном и мел ~
косерийном производстве в машиностроении.
Комплексные бригады без разделения тру
да представляют собqй высшую ступень ор
ганизации коллективного труда на уровне
бригады . Члены таких бригад являются вы
сококвалифицированными специалистами -уни
версалами, . владеющими всеми операциями и
трудовыми приемами, составлюрщими содер
жание деятельности данного трудового кол
лектива . Большим преимуществом таких бри
гад является высокий уровень использования
рабочего времени и большая производитель
ность вследствие полной взаимозаменяемости
рабочих и свободы маневрирования.
Для объединения в один коллектив рабо
чих разньtх смен , создаются сквозные брига
ды . , Сквозными могут быть как специализи
рованные, так и комплексные . бригады .
. Анализ
практики применения коллектив
ных форм труда показывает, что. создание их
эффектищю в следующих случаях:
1) когда по хара,ктеру производства тре-
• буется совместный труд группы рабочих с
элементами взаимозаменяемост~ и совмеще-
ния профессий, в связи с чем выявление ин
дивидуальной выработки каждого становится
затруднительным, а закрепление операций не
желательно ввиду неодин~ковой загрузки ра
бочих (сборочные и сварочные работы при
изготовлении крупных машин и агрегатов);
2) когда возможен только совместный труд
двух или более рабочих (обслуживание круп-"'
ных станков, молотов, прессов);
3) когда нет производственной необходи
мости в создании заделов на отдельных ра
бочих местах, хотя они возможны в силу раз
личной выработки исполнителей, а требуется
лишь увеличение выхода продукции с конеч
ной операции (поточные линии, сборочные
конвейеры);
4) когда цикл обработки превышает дли
тельность одной смены (мех·аническая обра
ботка на крупном и уникальном металлоре
жущем оборудовании, кузнечно-штамповочные
работы при большой длительности нагрева
з-аготовок и т. п.);
5) при многостаночном обслуживании на
механической обработке, когда пере-дача сме
ны на ходу существенно повышает произво
дительность труда и коэффициент использова
ния оборудования (бриг.ады , фрезеровщиков,
расточников, бригады рабочих, обслуживаю-
• щих комплекс зубообрабатывающего обору
.дов•а!\i!fJЯ).
1-59
На одесском: заводе нм. . Январского
вос
стания на участке карусельных станков в ме
ханическо м цех е была орган изована скво:шая
бригада. Благодаря устранению потерь рабо
чего времени, ~оторые порой достиг·али 30 %
у индивидуальных рабочих, особенно в за
ключительной части смены, производитель
ность труда повысилась на 7,9%.
Эффективность бригадных методов труда
заключается не только в лу_чших по сравне
нию с индивидуальными экономических пока
зателях, а и в том , что в бригадах, особенно
в кqмплексных, формируется рабочий широ -
-
когр · профиля, владеющий целым рядом смеж
ных специал~ност'ей, кроме то.го, атмосфера
коллективизма способствует воспитанию у ра
бочих коммунистическою отношения к труду ,
На Днепропетровском заводе металлурги
ческого оборудования работают 240 комплекс-.
ных и сш~циализированных бригад. Произ- .
'водительность труда рабочих в этих коллек
([ИВах на 15-20%, а заработная плат-а - на
7-8% выше, чем при индивидуальной орга
низации труда .
.Разновидностью
коллективных фор,м труда
являются поточные линиа, организуемые на
(!)СНОВе объединения совокупности рабочих
м:есr, связанных единым технологическим п,ро
цессом.. В З2.1Щсимости от степени прерывно-
•c::ra 11'~ОI.МЧеского процесса бывают яеnре-
~
.
.
.
(
160
рывнопоточные и прерывнопоточные линии.
Различают также однопредметные и м~оrо
предметные поточные линии, с п_оследователь
ным и параллельным запуском предметов
труда .
•
Важнейшей задачей организаuии труда в
бригадах 11- на поточных линиях является та
кое согласование продолжительности отдель
ных операuий, при котором загрузка каждого
рабочего выровнена в пределах такта поточ
ной линии. Это достигается путем технологи-
• ческой и организаuионной синхронизаuии.
Технологическая синхронизаuия осуществ
ляется путем расчленения или укрупнения опе
раций, применения более производительного
оборудования и инструмента, совершенствова-
ния технологического проuесса.
•
Организационная синхронизация осуществ
ляекя . путем изменения расстановки рабо- r
чих, а также таким распределением 1\1:ежду
ними функций, при котором занятость каждо
го м ·аксимально приближалась ' к такту по
(ГОЧной линии или была кратн,а ему.
Решение задач оптимизаuии разделения
труда, в том числе и синхронизаuии трудовых
процессов на поточных и конвейерных линиях,
облегчается в случае применения ЭВМ. Рас
четы для решения таких задач с помощью
ЭВМ были выполнены для конвейеров сборю-1
автомобилей ГАЗ-24 («Волга»), ГАЗ-53 А,
161
6. Сравнительные данные расчетов потока сборки
автомобиля ГАЗ-53 А
К:оличест-
Трудоем-
Цлина кок•
кость
Расчета
во рабо-
сборки, вейера, м
· чих
чел-ч
,,
Технологов
126
5,13
296
Проектировщиков
'
112
4,80
234
По методище, предусмат-
ривающей применение
эвм
108
4,39
279
-!
«Москвич-2140», велосипе,да «Салю'!'», радио-
приемника «Селга».
В табл·. 6 представлены сравнительные
данные результатов расчета потока сборки
автомобиля ГАЗ-53 А, · полученные техно.1ю
гами, проектировщиками, а также вып-олнен
ные с помощью ЭВМ. В результате оп,тими
зации разделения труда с помощью ЭВМ н,а
25 сборочных конвейерах Горьковского авто
завода сократилась численность рабочих и
трудоемкость сборки, получен экономический
эффект в сумме 207 тыс. р.
Применение ЭВМ для оптимизаци-и трудо
вых процессов на- конвейере сборки радио
приемника «Селга» обеспечивает уменьшение •
численности рабочих с 41 до 25 человек и
повышение коэффициента использования ра
бочего времени до 01 88 вместо 0,54. Факти-
162
'
Фактическщj такт
~~
;-
-
~-
-,-
r-- -г- 1--Т
-
r/
m='lf-
~
V/
'1 =0.5'1
V/,
,/, 1/,
'/.
1⁄2v V/.r'l
//, V,,/;
--
1/, 1/,-1/, 1/,V, V, -1/,1/, V,11/ r,, :/.
r;,;v,;,;
', 'f-1/, 11/,1⁄2 1/11/11/ 1/,V ,V,;
,,_
. ...
V/.11/
v/r/, /; V/t1/, /.1/,11/, V, 1/ 111/'l V/V.: '/1⁄2
//V/, 1//V/ V, 1//
r1/,
V/.'/, V, 1⁄2
а
2'tб81012141618202224
(
ltoмep операции
о/
Рис, 7. Гр-афих фактической (а) и рас
чеnюi (6) загрузки на конвейере сбор-
-ки
радиоприемника «Селга»:
4 - число рабочих т-41 чел., 1) = 0,64; б - qиc
JIO р,,бочих m= 25 чел., q = 0,88.
ческий и расчетный графики использования
рабочего времени представлены на рис. 7.
Заштрихованная площадь характеризует · ко
эффициент использования рабочего времени
сборщиками 11-~
При иепользованпи ЭRМ для о.пхимнзации
163
разделения , труда трудоемкость расчетов со
кращается в 5-10 раз [23].
Одной из форм коллективного труда в ма
шиностроении . являются предметно-замкнутые
участки . Эти участки, объединяя рабочих раз
личных специальностей и обору давание раз
личного технологического ' профиля, специали
зируются на выпуске тех или · иных узлов
или агрега,ов машин . (лебедок, редукторов,
шасси и т . д . ). На предметно-замкнутом участ-
, ке узел или ,агрегат проходит все стадии об
' работки и сборки до пощ~рй готовности. Это
по~воляет значительно сократить транспортI;I
ровку деталей, облегчает оперативное плани:
, рование и диспетчирование, упрощает учет и
контроль производства.
•
Для дальнейшего развития экономики и
внутрипроизводственных связей необходимо
совершенствование форм разде,ления и коопе
рации труда. Одна · из новых форм организа
ции труда появилась на заводе «Промсвязь»
в г. Ахтырка Сумской области. По инициатv.ве
токаря коммуниста Л. Поклонского в 1971 г.
там была создана обычная специализирован
ная бригада из 6 токарей. Так как в брига
ду вошли токари разной квалификации, то
те-хнологические оперiJ.ции в бригаде распре~
делялись с учетом их сложности и квалифи
кации исполнителей, что способствовало росту
выработки . _ Аналогичные бригады были соз-
,,
164
даны - среди фрезеровщиков, шлифовщиков и
других станочников. Однако из-за разрыва
т~нологической цепочки на - стыке между раз
личными бригадами станочников возникали
определен,ные организационные •сложности,
снижались общие экономичес:юие показатели
механосборочного цеха. С . целью устранения
этих недостатков были созданы комплексные
бригады станочников на базе специализиро
ванных., В результате этого производитель
ность труда выросла на 15 %. Но это были
все же комплексные бригады известного ра-
нее типа .
•
Воодушевленный примером известного стро
ителя Н. А . Злобина, Л. ПокJюнский пред
ложил •создать такую бригаду, которая объ
единяла бы рабочих . всего технологическо~;о
потока - от заготовительных операций до фи
нишных. Так возникла, бригада В . составе
75 человек, кЬторая полностью изготовля·л.а
группу закрепленных за ней изделий: редукто
ры, кабелеукладчики, транспортеры. Позже
были созданы аналогичная бригада .В . А. Би
рюкова и бригада П. Н. Есина, впервые уста
новившая межцеховые свЯЗF/ в результате
включения в состав бригады рабочих, ранее
состоявших в разных цехах.
Эти бригады называются тоже комплекс
ными, но поскольку они одновременно и ком
плексные, и сквозные, и межцеховые, было бы
-
165
правильнее, н~ паш В&'ляд, назват ь их уни
версальными. В 1977 r. на заводе «Пром
связь» таких универсальных бригад было 7,
они выпускали более 35 % общего объема про
дукции .
Универсальная бригада Л. Поклонского за
первый год работы увеличила объем произ
водства на 40,3 %, производительность тру
да - на 21,2%. По предложению рабочих ад
министрация завода повысила нормч выра
ботки, при этом годовая экономия трудовых
затрат составила 45 тыс. нормо •ч. В коллек
тиве ул учшилась трудовая дисциплина, со
кратились потери времени, исчезли прогулы,
было В ff свобождено 5 чел. и переведено на
другие участки. Резко сократилось количество
нарядов на выполнение промежуточных опе
раций. Если раньше в . течение года 'их вы
писывалось около 18 тыс. шт ., то теперь ---,--
100-120 нарядов. Общий экономический эф
фект от такой формы организации труда со
ставил 100 тыс. р . [28].
Эффективность деятельности производ
ственных бригад во многом предопределяется
уже на этапе их формирования. При комплек
товании бригад следует тщательно учитывать
объем и сложность работы. Количественный
состав бригады зависит от суммарной тру
доемкости производственного задания, плано
вого фонда времени в рабо'lем пе.ри'°-де, до-
166
стиrнутоrо уро:в'Ня мшол:нения устtmовленпых
норм труда. Профессиональный состав брига
ды определяется трудоемкостью работ в раз
резе 'отдельных профессий и специальност,ей,
а квалификационный - трудоемкостью работ
по каждому разряду сложности в разрезе каж-
дой профессии и специальности.. -
В машиностроении работаюг бригады куз
нецов, прессовщиков, резчиков, штамповщи
ков, токарей, фрезеровщиков по 2-3 чел"
которые именуются звеньями, бри·гады сбор-
•
щиков машин и оборудования иQ 3-4 чел..
Крупные бригады (но 50-60 чел.), занятые
конвейерной сборкой, работаю.т на машина-
-
строи-тельных и приборостроительных заводах
с крупносерийным и массовым типом произ
водства_ Однако опыт показывает~ Ч:'F,() наибо
лее эффективны, хорошо управляемы сравни
тельно небольшие бригады, численностью
10- 15 чел. В таких бригадах легче созд~
благоприятный психологический климат.
Одним из важных JСJюви:й эффектиВИ()Й
работы бригад является м.атериальное стиму
лирование. Поэтому при организ.аи.ии бригад
необходимо тщательно обосновать примене
ние того или иного способа распределения
коллективного заработка., а также увязать
этот заработок с результата-ми труда бригады.
На первом э-тапе внедрения бригад1-юrQ
подряда :в nромышленнос.ти, ~ том числе и в
t61
машиностроении, максимально копировали
опыт строительного производства. Распростра
нение бригадного подряда в промышленности
потр_ебовало новых . решений в области пла
нирования хозрасчетных пока з ателей для тру
довых коллективов и стимулирования конеч
ных результатов коллективного труда. По
степенно методика бригадного хозрасчета в
промышленности отрабатывалась и совершен
С'Гвовалась, из положения о бриг"сЗ.дном подря- · •
де были исключены такие плановые показ.ате
ли и элементы затрат, на величину котЬрых
бригада не может оказывать существенного
влияния · (например, амортизация некоторых
видов оборудования и инвентаря, отчисления
на социальное страхование, расходы по содер- .
жанию зданий и сооружений, стоимость услуг
ремонтных цехов).
•
При заключении хозрасчетного договора
с администра'цией завода бри,гада · берет на
себя обязательство подготовить продукцию в
определенном объеме и номенклатуре, с хо
рошими качественными показателями. Для
этого бриг;ща получает в свое распоряжение
оборудование, сырье и материалы, энергоре
сурсы, плановый фонд заработной платы, ко
торые она обязуется использовать бережно
и эффектив,но.
Администрация, со свое_й стороны, прини
мает обязательст1:ю обеспечить бесперебойное •
)6В
снабжение бригады материально-технически
ми и финансовыми ресурсами, создать и под
держивать благоприятные условия труда, при . ·
улучшении технико-экономических показате
лей работы, экономии материальных ресурсов
обеспечить соответствующие материальное· и
моральное стимулирование.
..
Конкретные условия хозрасчетной деятель
ности бригад, перечень плановых показателей,
условия и шкалы премирования, методы рас
пределения коллективного заработка в брига
дах и другие подобные вопросы определяются
в установленном порядке администрацией за
вода по согласованию с профсоюзной орга.ни
зацией с учетом специфических организаци
онных qсобенностей ка ждого предприятия, це
ха, участка, а иногда и !\аждой ·Отдельной
бригады. Заимствование чужого опыта без
творческого развития его с учетом конкрет
ных условий, в которых организовывается
бригада, недопустимо .
V. ОБСЛУЖИВАНИЕ РАБОЧИХ МЕСТ
ФУНКЦИИ ОБСЛУЖИВАНИЯ ··
И ИХ СОДЕРЖАНИЕ
Рабочее место как первичное и 6сновн9е
звено производства обеспечивается сырьем, ,
материалам!;!, полуфабрикатами, различными
169
видами энергии, инструментом. Оборудован:не
требует наладки, смазки, ремонта. От того,
насколько своевременно и •качественно они
выполняются, зависит эффективность исполь
зования · оборудования, производительность
труда рабочего.
Можно оснастить рабочее место новейши·
ми станками, высокопроизводительной оснаст
кой и инструментом, однако в результате пе
ребоев в обеспечении эле!):троэнергией, заго
товками, несвоевременности наладки и ремон
та оборудования производительность труда не
только не возрастет, но может даже снизиться.
По данным НИИтруда, на промышленных
предприятr~ях около 70% всех - внутрисменных
потерь рабочего времени происходит из-за не
достатков в обслуживании рабочих мест. Ан
и;етный опрос станочников на некоторых за
!jОдах показал: у 40-60 % из них имеют ме
сто простои из-за отсутствия заготовок; 70-
85 % вынуждены сами подносить заготовки;
примерно 30% исправляют инструмент и
осн·астку своими силами; на получение инстру
мента станочники затрачивают 15-20 мин в
смену [19).
.
При наличии больших потерь и непроиз
водителькых затрат рабоч:его времени у ос
новщ,rх пр.оозводсrвенных •рабоqих из-за н~
достатков в обслуживании на многих пред
приятиях ВСIЮМОrателъное , пр-ОИЗВ01];С'Ш30 об-
170
хо-ди'Рся очень дGрого, па вспомогательных
работах занято большое количество трудовых
~ ресурсов. Основными причинами неудовлетво
рительного обслуж~вания рабочих мест яв
ляются: недостаточный уровень специализа
ции вспомогательного производства, которое
чаще всего носит универсальный ха.рактер;
низкая механизация · вспомогательных · работ; .
низкая общая культура вспомогательIJОГо про
изводства; недостатки в организации труда
вспомогательных рабочих.
.
Высокоорганизованное обслуживание рабо
чих мест - важнейшая составная часть на
учной организации труда на участке мастера.
· весь сложный комплекс работ по обслужива-
нию рабочих мест можно представить в виде
относительно обособленных функций . По каж
дой такой функции создаются специализиро
ванные участки, бригады или выделяются от
дельные исполнители . Их действия должны
увязываться ·и координироваться си_стемой об
щезаводского планирования и диспетчирова
ния производства. Ниже рассмотрено в ос
новных чертах содержание каждой функции
обслуживания применительно к участку ме
ханической обработки машиностроительного
завода .
Производственно - подготови
r:г ель на я фу н к ц и·я сводится к текущему
w~анированию, подготовке и оперативному ру-
171
ководству производством. Она осуществляется
планово-диспетчерским бюро (ПДБ) или пла
ново-распределительным . бюро цеха . (ПРБ)
под непосредственным руководством началь
ника цеха или его замести 1еля.
Транспортная функциясостоитв
обеспечении рабочих мест · транспортными
услугами: доставка заготовок и материалов;
погрузочно-разгрузочные операции; перемеще
ние предмет.ов труда между рабоч1ими места
ми, участками . и цехами по технологическому
потоку; упаковка и транспортировка готовой
. продукции
на склад; сбор и транспортирова
ние производственных отХ:одрв. Эта функция
выполняется частично каждым станочником,
подсобными и транспортными рабочими участ- •
ка или цеха, общезаводской транспортной
службой.
•
Инструментальная
функция
включает следующие работы: изготовление и
ремонт технологической оснастки и нестан
дартного инструмента; комплектование, выда
чу и доставку инструмента и оснастк на ра
бочие , места; своевременное восст,ановление и
заточку изношенного инструмента; учет и хра
нение инструмент ·а и оснастки. Осуществляет
инструментальную функцию персонал . бюро
инструментального хозяйства, инструменталь
'ного цеха, инструментально-раздаточных кла-
172
довых, заточных . отделений, частично налад• :
чики и станочники.
Наладочная функци5J: заключаетсs~
в наладке; настройке и . регулировке техноло-.
гического оборудования. Выполняется налад·
чиками участка, частично электриками и са -- .
мими станочникам_и, особенно в мелкосерий -
uом и единичном' производстве.
••
Р ем он т н а я функция охватывает все
виды межремонтного обслуживания · оборудо·
вания в период между остановками оборудо•
вания на средний и капитальный ремонт:
наблюдение за выполнением станочниками
правил эксплуатации оборудования и ин
структаж; проверка оборудования на техноло
гическую точность; проверка техничесrкого со
стояния оборудования с, устранением мелких
неисправностей; систематическая см·азка стан
ков; текущий ремонт с восстановлением и
заменой изношенных деталей и 'неответствен
ных узлов без вывода оборудования из экс ·
плуатации на длитещ,ный срок. Эти ·работы
.
выполняются персоналом отделов главного ме
ханика и главного энергетика, ремонтно - ме
ханических и электроремонтных цехов, цехd ·
вой ремонтной службы и частично (при сов-.
мещении профессий) самими станочниками.
Энергетическая функция вклю·
чает: обеспечение рабочих мест электрической
энергией, сжатым воздухом, технологическим
173
, паром и водой; отопление и вентиляцию про
изводственных помещений; межремонтное об
служивание энергосилового оборудов.ания. Вы
полняет эту функцию персонала отдела глав~
нога энерг~тика, электроремонтного цеха, ком
прессорных станций, котельных установок, а
также дежурные электрики и сантехники.
Контрольная функция/связана с
проверкой качества поступающего на завод
с1>rрья, материалов, полуфабрикатов и покуп
ных изделий. Она включает также межопе
рационный контроль качества изготовляемой
продукции, испытания и окончательную при
lемку готовых изделий, профилактику брака,
приемку вновь изготовленной оснастки и ин
струмента, контроль качества ремонта техно
логического оборудования.
По традиции самый трудоемкий межопера
ционный контроль осуществляется дважды:
вначале , исполнителем, а затем контролером
отдела технического контроля. Такой порядок
не способствует повышению ответственности
исполнителей за качество своей работы, тре
бует больших затрат труда на повторную про
верку со стороны контрольного персонала.
При введении системы премирования за без
дефектную сдачу продукции с первого предъ
явления повышается зацнтересованность ра
бочих в улучшении качества продукции, но
повторный контроль все равно остается. Со-
114
кращению · затрат на J:Iроверку качеств·а вы
полненной работы способствует использование
личного клейма, однако для этого необходимо
значительно повысить квалификацию рабо
чих, усилить моральное и материальное сти
мулирование работы с личным клеймом ОТК.
складская функция ·СВОДИТСЯ к
складированию, учету, хранению и выдаче· на
рабочие места материалов, заготовок и ком
плеl\тующих изделий. Она обеспечивается си
,.71ам1; персонала общезаводских, внутрицехо
вых и участковых складов. Переход к по
точным методам при'зводства способствует со-
•кращению
и ликвидации межоперационных
заделов, уменьшению складской площади, со
кращению трудоемкости складской переработ
ки грузов., сокращению производственного
цикла.
Ремонтно-строительная функ-
-ц
и я - это комплекс работ по текущему ре
м-онту, поддержанию в порядке и исправности
зданий, сооружений и территории предприя
тий, включая работы по производственной
эстетике, озеленению и оформлению - средств
наглядной агитации. Для этого существуют
. специ альные
цехи, участки и бригады .
Функция хозяйственно-быто-
вого и культурного обслужи~а
н и я включает: - поддержание чистоты и по
рядка Ita рабочих местах; обеспечение раба- ·
)75
чих спецпитанием и спецодеждой; стирку, чист
ку и ремонт спецодежды; благоустройство са
нитарно-бытовых помещений;, организацию пи- •
тания и отдыха в период пребывания людей
на производстве; информационное и культур
ное обслуживание, в том числе орг'анизацию
функциональной музыки. Работы выполняют
ся персоналом хозяйственной службы, отдела
техники безопасности и охраны труда, млад
шим обслуживающим персоналом, бюро тех
нической информации, бюро функциональной
музыки.
К организации ,обслуживания рабоч~х мест
рредъявляются следующие важнейшие требо
. вания:
1.. Плановость. Вся деятельность вспомо
гательных служб должна осуществляться пла
номерно. Планы й графики работы обслужи
вающих подразделений должны . быть согласо
ваны с планом основного производства с
целью ритмичного выполнения всех показате
лей производственного плана.
2. Предупредительность. Все функции . об
служивания должны осуществляться не в мо
меат крайней необходимости, а заблаговре
менно, чтобы •предупредить любые задержки
в производстве, простои, потери и непроизво-
. дительные
затраты рабочего временц.
•
•
3. Комплексность. Все без искщочения
функции обслуживания должны осуществлять-
176
ся в комплексе и в полном объеме каждая.
Задержка в выполнении любой из них может
нарушить всю систему и привести к простоям
рабОЧf!Х мест · со всеми вытекающими послед~
ствиями.
4. Высокое качество и надежность. Вспо
могательные цехи, участки и рабочие, занятые
обслуживанием производства, должны обес
печивать и гарантировать высокое качество
выполняемых работ в течение определенного,
наперед установленного срока. •
5. Оперативность. В связи с тем, что про
изводство невозможно застраховать от непред
виденных задержек, остановок, поломок и
аварийных ситуацi,Jй, вспомогательные служ
бы всегда должны быть готовы к тому, чтобы
такие нежелательные ситуации устранять в
кратчайшие сроки при минимальных затратах.
6. Экономичность. Совокупные затраты на
содержание вспомогательных служб и выпол
нение всех функций обслуживания должны
быть по возможности минимальными, но не
в ущерб качеству и другим требова1Iиям.
Н~смотря на то, что преоб,1Iадающая часть
функций обслуживания находится вне ком
петенции и сферы влияния мастера участка,
он обязан хорошо ориентироваться в этих
вопросах, чтобы лег·ко найти наилучшее ре
шение в случае непредвиденных задержек по
той или иной причине.
•
171
,1/
ПЛАНИРОВАНИЕ И ПОДГОТОВКА
СМЕННЫХ ЗАДАНИИ
В системе мерсприятий по рациона~ьному
обслуживанию рабочих мест на участке ма
стера трудно переоценить значение своевре--,
менного и качественного планирования смен
вых заданий рабочим. В крупносери~ном и
массовом производстве, где одни и те ·же де
тале-операции закреплены за рабочими ме
стами на длительный период, такой проблемы
нет. Там каждый оператор знает, что он бу
дет делать сегодня и завтра, и через 10 дней.
Это знают и обслуживающие работники, а
свои функции они выполняют строго по гра
фику.
Например, для бесперебойной работы ав
томатической линии, работающей с большим
количеством инструмента, стойкость которого
неодинакова, очень . важно наладить прину
дительную замену инструмента строго по ча
совому графику. В противном случае возмо
жен брак продукции из-за того, что хотя бы
у одного инструмента в процессе работы из
менится размер или он притупится. · Прежде
временная остановка линии нежелательна по
•экономическим соображениям .
Научно- исследовательским ижтит-уто-м тех
но~юrии автомобильной промышленности для
з,ав0,д-а им. · И. А. Ли х ачева разработана си-
i78
yqocm11u •
·1~
,~
:~
- --~
1•
· <===
.
.
1 lцис
1lll!lllllll□ll~miii◊d!
ИРК
i
11~
§33======9
Jomoq110
Рис. 8. Схема движения инструмента по · системе активного обслуживания ав•
томатических линий.
•
стема принудительной замены инструмента на
автоматической _лиющ с применением: сигна
лизации контроля смеr-iы • инструмента и его
запасов [18]. Схема движения инструмента при
испольqовании такой системьi показана на
рис . 8. В инструментальном . шкафу, на стел
лажах, где разложены инструменты одинако
вой стойкости, монтируются счетчики, настра
иваеМJ;,Iе на соответствующее данной величи
не стойкости количество циклов обработки .
Стрелка счетчика, связанного с . автоматиче
ской линией, после обработки каждой детали
передвигается на определенное число деталей.
Ког,да .количество деталей, соответствующ_ее .
•стойкости дюшого_ инструмента, будет обра
ботано, на счетчике замкнутся контакты и
включится сигнализация. Если в отведенное
время замена инструмента не будет осущест
влена, то станок или вся автоматическая ли
ния выключится по сигналу от счетчика. За
i'!енив затупившиЙС.\I инструмент, наладчик
возвращает стрелки счетчиков в исходное по
ложение и включает линию дщ1 дальнейшей
работы.
•
..В
случае уменьшения сменного запаса ин
струмента в шкафу наладчика срабатывают
датчики , установленные на дне ячейки с ин
струментом. Дно ячейки, опирающееся на пру
жинную подвеску, при критическом уменьше
нии запаса . инструмента поднимается и замы-
Ы!О
/
· кает контакт, подавая сиtнал в инструмен
тально-раздаточную кладовую (ИРК) и на
·диспетчерский пульт.
.
В мелкосерийном и единичном производ
стве на каждье рабочее место приходится
большое к·оличество детале-операций, они ча- •
сто сменяют одна другую, процесс планиро
вания сменных заданий очень сложен и тру
доемок. Сложность заключается в том, чтобы
своевременно обеспечить сборочный цех или
участок всеми деталями и узлами, свести до
минимума переналадку станков, и наилучшим
образом использовать . рабочую силу и обо-
рудование.
•
Ошибки в планировании сменных зада,ний
могут привеети к созданию чрезмерных за
делов по одним деталям и операциям и не
хватке по другим, к нарушению ритма сбо
рочных работ. Все это дезорганизует нор
мальную работу, вызывает многочисленные
перестройки и переналадки в целях преду-
1
преждещш простоев, .увеличивает трудоем-
кость продукции, снижает производительность
труда, не способствует укреплению трудовой
дисциплины.
Планирование сменных заданий по рабо
чим местам является составной частью единой
для предприятия системы оперативно-произ
, водственного планирования, в основе , которой
лежит комплекс календарно-плановых норма-
:rиоов, в·кзпочающий нормативы длительности
производственного цикла сборки, нормативы
опережения в днях и сроки подачи деталей
на сборку, периодичность прои з водства дета
лей, размеры экономически целесообразных
партий • обработки деталей, длительносп, про
изводственного цикла изготовления партий де
талей и др. В мелкосерийном производстве
наилучшим является такой вариант планиро
вания работ по участкам и рабочим местам,
когда детали запускаются в производство
один раз в год - (годовыми
_
партиям~) или,
в крайнем случае, дважды (полугодовыми пар
тиями). При этом ДО минимума сокращаются
затраты подготовительно-заключительного вре
мени, обеспечивается максимальная загрузка
обору; ования, за счет _ увеличения серийности
сокращается трудоемкость изделий, улучша- _
ются э-кономические показатели. Исключение
могут •составить -детали слишком •материало
емкие и громоздкие..
По такому принципу организовано плани
рование произ!:\Одства в цехах и на участках
в Ленинградском оптико-механическом объ
единении (ЛОМО). Производственные зада
ния . для участков разрабатываются на квар
тал с разбивкой по месяцам. По каждой' по
зиции плана указывается количество, объем
в НОl)'МО-часах, сроки запуска в выпуска. За-
1а2
дания доводятся участкам за 5-1 О дней до
начала планируемого квартала.
·В
условиях крупносерийного производства
планировщик участка совместно с мастером
доводит _ плановые зад,:jНИЯ до каждого рабо
чего места на месяц, а в условиях мелко
серийного производства - на 10-15 дней, что
цозволяет вовремя обеспечивать рабочие ·ме~
ста заготовками, инструментами и . другими
видами обслуживания.
При обработке деталей очень мелкими пар
тиями их нужно комплектовать таким •обра
зом, чтобы станочник мог работать без пере
стройки . минимум одну рабочую смену. Смен
ное задание- в таком случае должно быть под
готовлено и до.кументально оформлено' не
менее чем за сутки до начала его выполнения.
В подготовке сменных заданий важное ме
сто занимает производственный инструктаж -
система конкретных указаний о том, как наи-
• . более рационально, производительно и качест
венно выполнить производственное задание.
Квалифицированный и своевременный •ин
структаж является одной из важнейших функ
ций оперативного руководства на участке -ма
стера. Чем выше технический уровень про
изводства, тем сложнее- и 1многообразнее его
организационные формы, тем важнее правилъ
ная rщстановка производственного инструкта
жа..
183
.
По назначению инструктаж бывает: учеб
ный (объясняется устройство оборудования,
принципы научной организации труда, демон
стрируются правильные трудовые приемы);
.вводный (дается для вновь принятых или
переведенных на участок рабочих с ц~лью
более быстрого ознакомления с особенностя
ми производства, режимом труда и отдыха,
содержанием технологических операций); по
технике безопасности (рабоч_ий получает уста
новку, как правильно выполнять производ
ств·енное задание, чт9бы не нанести ущерба
своему здоровью и здоровью окружающих);
по правилам эксплуатации оборудования (объ
ясняются технологические возможности, ре
жимы обработки, пути наиболее. квалифици
рованной и эффективной эксплуатации обо
рудования); по передовым методам труда
(объясняется, · как наиболее рационально вы
полнить производственное задание при уста
новленных качественных и количественных по- ,
казателях).
По форме подачи инструктаж бывает пи- ·
сьменным (чертежи, инструкционные, карты,
карты организации труда, карты трудовых
процессов, правила и памятки по технике
безопасности и т. п.) и устным (беседа, на
глядная , демонстрация рациональных приемов
труда)..
'
.
}84
Ведущую роль в организации производ
ственного инструктажа играет мастер произ
водственного участка. Он организует обеспе
чение рабочих мест всеми формами письмен
ного инструктажа, , дает устный инструктаж,
а также привлекает для этого технологов,
специалистов по охране труда" и технике без
опасности, бригадиров, наладчиков, инструк
торов производственного обучения и настав
ников..
ОРГАНИЗАЦИЯ КОМПЛЕКСНОГО
ОБСЛУЖИВАНИЯ РАБОЧИХ МЕСТ
. Обслуживание
рабочих мест на участке
по форме может быть центр ал из о ван
н ы м, когда выполнение функций осуществ
ляется специализированными общезаводскими
подразделениями,
децентрализован
н ы м, при котором вспомогательные службы
включаются в состав цеха и подчинены его
руководству, и см е ш ан н ы м . Третья форма
предпочтительнее и чаще всего встречается,
так как она объединяет в себе преим·ущества
первых дВУ.Х и не имеет многих присущих
им недостатков.
По способу реализации обслуживание мо
жет быть дежурным, nланово-гiредупредитель
ным и стандартным .
J85
Цежурн0,,е о,.бслужива-н-и-е встре
чается в основном в единичн ·ом и мелкосе
рийном производстве, когда оно выполняется
по потребности самими операторами (напри
мер, настройка режима резания . на универ
сальном •токарно-винторезном станке) или
вспомогательными рабочими по вызовам с ра
бочих мест.
Планово - предупредительное
обслуживание присуще серийному и
крупносерийному производству. Операторы
11ри этом полностью освобождены · от функций
.обслуживания. Эти функции осуществляются
всломогател.ьным персоналом з·аблаговремен
но rю тщательно разработанным планам-гра
фикам.
Стандартное
обслуживание
применяется в массовом производстве. Он.э
базируется на научно обоснованных стандарт
пл:анах и исключает потери времени no орта,
mrзационно-теХнfiческим причинам.
При использовании любого вида обслужи
вания, независимо от формы и способа ре~
лмзации, об<:луживание рабочих м.ест должно
носить комплексный характер, т. е.. исполне
ние всех функций должно быть четко сnла"
нировано и согласовано во времени ·и в про
странстве. На р,ис.. 9 , приведен трафик ком~
плекс~юго обслуживания рабочих мест на
Рис. 9. Сменный график комплексного обслуживания рабочих мест (участков) 1
-
-
работа производитоя непоаредственно на станке;
~ - обслуживающий рабочий занят на других участках цеха~
~- обеденны'а
и регламентированные перерывы;
~ - обалуживающиА рабочий занят подготовительной работой,
~
•
1
участке в условиях серииного производства,
рекомендованный НИИтруда [20].
Заслуживает внимания о-пыт организации
комплексного планово-предупредительного об-.
служивания рабочих мест ста~очников на
ижорском заводе им. А. А . Жданова в услови
ях ед_иничного и мелкосерийного производства
[36J. Система 09служивания в цехах этого
завода базируется на жестких сроках оформ
ления и прохождения производственно-техно
логической документации, четком разграниче
нии функций и согласованности всех действий
служб и должностных лиц, отвечающих за
подготовку производства.
На основании члановых сроков выполне
ния заказов, рассчитываемых вычислительным
центром завода, для цехов составляются ме:
сячные планы производства. Необходимую
производственно-технологическую документа
цию разрабатыв-ает отдел главного технолога
и направляет ее в технологическое бюро цеха ·
не позже чем за 5 дней до начала планового
м·есяца.
Технолог цеха уточняет налw:чие инстру
мента и оснастки по каждой операции, . после
чего заказывает недостающие инструмент и
оснастку в инструментальном цехе, или из
меняет _ технологию с учетом имеющихся воз
можностей. Одновременно технолог наирав-
188
ляет требование (форма 14) в планово-рас
пределительное бюро (Пf;' Б) цеха . •
Форма 14
Требование ..No
Инструментальный ящик .No ____
Заказ No ______
Участок No______
• Чертеж
No______
~пераμия . No ___ __
No1
по пор.
Наименование оснастки,
инструмеН'l:а
Фамилия ______
Табельный No_____
No чертежа 1 При~ечаНRе
Инструмент щ>лучил ______
(
Инструмент принял ____ _ _
Планировщики ПРБ на основании требо-
• ваний, поступивших из технологического бюро,
а также имеющейся маршрутной специфика
ции составляют декадные графики механиче
ской обр 'аботки ' для каждого участка. В гра
фике проставляется трудоёмкость операции,
номер требования на инструмент и . срок вы- .
полнения заказа. Декадные графики за под- .
писью начальника цеха передаются на участ
J{И не позднее чем за двое суток до начала
1.89
,,
р,а6-оты по ним . Од-новременоо_ планир-овщнк
ПРБ выписывает и направляет на заготови
тельный участок маршрутный ярлык (фор
ма 15), который в дальнейше1>1 с~провождает
заготовку.
На основании декадного графика старший
мастер и старший плановик участка выписы
вают сменно-суточное задание на каждое
рабочее место с указанием наименования, но
мера, количества деталей, срока сдачи и нор.
мы времени. Одновременно с заданием оформ
ляется заявка на доставку инструмента и осна
стки · к рабочему месту. В заявке указывается ·
дата , смена , номер тр·ебования, номер станка,
фамилия и табельный номер станочника.
Подготовленную документацию рассылают
в следующие адреса: сменное задание с чер-
тежом, технологической картой и пронормир о-'
ванным нарядом - сменному мастеру; заявку
на доставку заготовок к рабочему месту - в
ПРБ цеха; требование на инструмент и осна- •
· етку
и заявку Jia их доставку - в ИРК (не
nюзднее чем за 4 ч до начала смены).
ПРБ цеха организует дост<fвку на рабочие
места заготовок, а ИРК - инструмента до на
чала смены . Станочник, получая инструмент
от транспортного рабочего ИРК, расписыва
ется в требовании .
Завершая операцию механической обработ-
~ rn, станочник сообща.ет об Э1\ОМ сменному
-
190
Заказ No
Номер чертежа
1
Наименование
1
Материал, раз-
мер
Номер плавки
1
Номер поковки 1
Маршрутный ярлык .No
I. Получение заготовки
Полагается ВЫ•
•
дать
Фактически
выдано
1
Планировщик ПРБ
.
(подпись, день, час)
Планировщик уча-
стка (подпись,
день, час:)
II. Межучастковые перемещен1я
1
'
мас,:ер,у и по телефону- в ИРК. Мастер ор-
ганизует приемку данной работы с предста-ви
iГелем БТК, а также обесnешrвает тμанспор-
191
1•
тировку обработанных деталей дальше по тех
нологическому маршруту. Представитель ИРК
принимает от станочника инструмент и осна
стку и отправляет в кладовую. В случае по- •
ломки инструмента немедленно составляется
акт.
.
По итогам внедрения описанной системы •
обслуживания в четырех цехах зафиксиро
ваны следующие результаты: потери рабочего
временй: станочников снизились на 30 %, тру
доемкость уменьшилась . на 20 - 30 %, произ
водительность труда станочников · возросла на
40%, высвобождено 27 станочников, экономия
по зарплате составила 33 527 р .. в год.
•
,
Такая система обслуживания внедрена на
ряде заводов Москвы, Киева, Горького и др.у-,
гих индустриальных центров страны.
1
VI. 'АНАЛИЗ И РАЦИОНАЛИЗАЦИЯ
МЕТОДОВ ТРУДА
ТРУДОВОИ ПРОЦЕСС И ЕГО СТРУКТУРА
Под рационализацией труда понимается си
ст~ма мероприятий, направленных на изуче
ние, выявление, разработку и внедрение пере
довых методов и пр!-!емов труда. Рациональ ~
ные методы труда предусматривают наиболее _
192 .
эффективное использование оборудования,
оснастки, инструмента и рабочей силы с целью
повышения производительности труда при вы
полнении ~анной операции, а также обеспече
ния нормального уровня интенсификации тру
да, позволяющего исключить монотонно~ть и
• повышенное утомление рабочего в процессе
работы и тем самым сохранить его высокую
.работоспособность в течение длительного пе-
риода.
.
Основнь1м критерием выбора способа вы
полнения операции является время, затра
чиваемое на ее выполнение. Если при высо
ком качестве изготовляемых деталей данную
операцию невозможно выполнить более эко
номичным способом, то, значит, операция
выполняется • передовым методом. Следова
тельно, передовые методы труда - это про
грессивные, высокопроизводительные методы,
применяемые передовыми рабочими (новато
рами производства), подлежащие изучению и
распространению среди всех рабочих, выпол
няющих аналогичную работу .
Научная организация труда предполагает
следующие направления анализа и разработ
ки рациональных методов и приемов труда,
применяемых в трудовом процессе рабочих
различных профессий и специальностей: умень
шение числа движений рабочего путем их пе
редачи механизму; сокращение протяженности
7 9-1211
193
траектории трудовых движений; заме.на вы
полняемого движения менее трудоемким; _ со
вмещение во времени нескольких рабочих дви
жений; изменение последовательности выпол
нения движений. ,
На основе анализа методов - труда рабо- .
чих, выполняющих аналогичную работу, мож
но сравнить применяемые методы и приемы, .
выявить профессиональные тонкости и спро
ектировать . наиболее эффективные трудовые
· процессы.
Трудовой процесс~совокупность
действий исполнителя по осуществлению цро
изводственного процесса при произвьдстве ма
териальных благ или по выполнению опре
деленных функций . в других сферах деятель-
·ности.
.
'
Метод труда- способ осуществления
процессов труда, характеризующийся совокуп
•ностью прJ:Iемов и qпределенной последова
тельностью их выполнения. Рациональные ме
тоды труда должнь~ предусматривать научно
обоснованные, высокопроизводительные спосо
бы выполнения ' трудовых приемов отдельным
ра9отникqм или группой совместно действую-
• щих работников. Такие методы выбирают · на
1
•
о
основании тщательного анализа операции.
Операция - это обособленная часть производ
ств~}:!ного процесса, осуществляемая над опре
деленным предметом труда на одном рабочем
194
l!
месте одним или несколькими рабочими. Опе
рация расчленяется на элементы в трудовом
и технологическом отношении.
В трудовом отношении операцию делят
на трудовьiе движения, трудовые действия,
трудовые приемы ' и комплексы приемов, ко
торые являются составляющими элементами
трудового процесса.
'
Трудов.ое движение представЛЯЕ;Т
собой однократное перемещени ·е рабочего ор~
гана (пальцев, руки, корпуса, ноги), осуще
ствляемое рабочим в процессе работы (на
пример, наклониться, протянуть руку к де
тали, взять деталь, поднести деталь к приспо
собл_ению, установит_ь в приспособление, за- ·
крепить деталь и т. д.) .
Трудовое действие- часть при•
ема, состоящая из нескольких выuолняемых
без перерыва трудовых движений рабочего
(его корпуса, ног, рук, кистей рук, пальцев),
для того, чтобы взять или переместить ка
кой-либо ' предмет (например, протянуть руку
и взять ключ, вытянуть ногу и нажать педаль
и т. п.).
Трудовой прием- совокупностьтру
довы~ действий рабочего, характеризующихся
своим частнь1м целевым назначением (на
пример, установить деталь в патроне, зажать
деталь ,в патроне, пустить станок, подвести
7*
• 195
/
резец к детали, остановить станок, измерить
обработанную поверхность и т. п.).
•Приемы делятся на основные и вспомога
тельные, а по способу выполнения - на руч
ные и машинно-ручные. Примером машинно
ручного · выполнения приема может tлужить
сверление отверстия на сверлильном станке с
ручной подачей сверла.
К:омплекс· приемов- совокупность
трудовых приемов рабочего,· направленных на
выполнение одной законченной части опера
ции. Например, операция «подрезать торец
детали» на токарном станке в трехкулачко
вом патроне может быть разделена на следу
ющие комплексы приемов: . установить деталь
в патроне и зажать; пустить станок и под-.
вести резец; подрезать торец детали; остано
вить станок и освободить деталь; измерить де-·
таль и положить ее на стеллаж. В этом приме
ре третий комплекс приемов основной, осталь
ные~ вспомогательные.
МЕТОДЫ АНАЛИЗА ТРУДОВОГО ПРОЦЕССА
Совершенствование организации труда мо
жет быть осуществлено только на основе глу
бокого анализа трудового процесса . Важное
значение _имеет выявление таких приемов ра
боты, которые дают возможность не только по-
196
высить производительность, труда , но и си.и"
зить утомляемость рабочих ." ,
Анализ организации труда-
это выявление положительных и отрицатель
ных сторон существующей органи з ации труда
как В' целом, так и по ее отдельным элемен
там , определение влияния организации труда
на использование рабочего времени ц обору
дования, на интенсивность труда, на работо
способность и здоровье трудящихся, их физи
ческое и интеллектуальное развитие.
Анализ трудовых движений
изучение движений с установлением их1 соста
ва и способа выполнения; проводится с целью
сокращения их числа, рационализации и
устранения лишних движений для выполнения
конкретной операции .
Для совершенствования трудовых процес
сов применяются различные методы иссле
дования их и измерения затрат рабочего вре- •
мени на выполнение операции и ее эле
ментов.
При выборе приборов я методов исследова ~
ния исходят из цели и вида исследования , а
также из условий , в которых осуществляется
трудовой процесс (повторяемость, сложность,
•массовость применяемых движени й, приемов
, и операций). Обычно используют визуальные,
визуально - инструментальные методы изучения
трудовых пр?цессов, а также наблюдения с
,
197
применением приборов и других средств, ре
гистрирующих по элементам время вьщолне-
•ния трудового процесса .
Визуальные методь~ изучения · трудового
процесса (без применения технических средств
измерения) используются для выявления каче
ственных характеристик процесса.
Визуально-инструментальные методы (с
применением · инструмента и привлечением
наблюдателей, регистрирующих фактические
данные) используются для выявления каче
ственных показателей и измерения, а также
регистрации количественных показателей тру
дового прсщессэ,.
'
'
В зависимости от длительности измеряе
мых промежутков времени и требований к
точности замеров в качестве приборов време
ни испо·льзую.т часы, секундомеры, хроногра
фы, хроноскопы, стрелочные . приборы с авто
матическим управлением. Каждый из них
предназнача·ется для определенного вида . ис
следоЕания и отличается от других как по
устройству механизма, так и по точности. Ча
сы, • секундомеры, хронографы и хроноскопы
отличаются по функциям стрелок, количеству
кнопок управления,. количеству, назначению и
емкости счетчиков, а -также
-особеннqстями
циферблатных шка:л, продолжительностью ра•
боты механизмов и т .. д.
-
•
198
. Ч ас ы - прибор _для измерени~ текущего
- времени; используются для из.мерения продол-
-жительности
трудовых процессов.
'
Секундомер - прибор для измерения про
межутко~;з времени, длительностью от долей
минуты до одного часа; пр.именяется для бы
строго и точного снятия показаний в ходе . на
блюдения трудового процесса, что вполне до
с;гаточно для проведения хронометражных на
блюдений.
Хронограф - прибор, предназначенный д:Ля
проведения замеров по текущ~му времени и
для измерения коротких промежутков време
ни; использование его целесообр.азно при про
ведении фотографии рабочего времени или
фотохронометраже.
Хроноскоп - прибор для точного измере
ния коротких промежутков времени; исполь
зуется дл~ исследования трудовых операций
длительность~ м-енее 1 мин. При помощи хро
носкопов можно производить замеры проме
жутков времени длительностью до 1 с с по
грешностью, не превышающей 0,01 с.
Дщ1 замеров кратковременных операций
по обслуживанию механизмов и оборудования
применяются стрелочные . приборы с автомати
ческим управлением (электрические секундо-
1
меры, хроноскопы и др.) : .
При проведении наблюдений с помощью
стрелоч.ных приборов не _ всегда достигается
199
необходимая т,очность замеров , а обработка
данных таких наблюдений трудоемка . Поэто
му в ряде случаев наблюдения проводятся
при помощи регистрирующих автоматических
приборов, которые позволяют получить точ
ные данные о продо:лжительности операций
и посЛ едовательности их выполнения .
Эти приборы представляют собой механи
ческие устройства, регистрирующие трудовой
процесс автоматически или полуавтоматически
и фиксирующие данные наблюдений в виде
цифровы х показателей или изображений (гра
фиков и диаграмм) .
Основными методами наблюдений , при
изучении трудового процесса являются : фо
тография_ рабоч его дня, хронометраж и метод
моментных наб.людений.
Фотография рабочего дня- это
изучение всех без исключения затрат рабоче
го времени за. . период набл19дения; может
быть инди!Щдуальной или групповой .
Хронометраж- предс>гавляет
. собой
метод изучения продолжительности элементов
·
операции . Если во время проведения фотогр,а
фи·и рабочего дня одновременно фиксируется
продолжительность выполнения - элементов
операции, то такой метод наблюдения назы
вается фот охр он омет раж ом.
Метод моментных . наблюдений
является статистическим методом изучения за .
20()
трат рабочего времени, при котором регистриа
руются не абсО'лютные величины затрат вре
мени, а их относит,ельное значение в общем
балансе рабочего - времени, т. е. устанавлива
ется проuент занятости, потерь или непроиз
водительных затрат рабочего времени по от
ношению ко всей совокупности наблюдае~ых
рабочих.
Однако визуальные наблюдения не всегда
· дают
возможность провести · глубокий анализ
трудового проuесса и выявить все элементы
исследуемьй операции. Для получения высо
кой точности при изучении структуры трудо
вого процесса и затрат времени по элементам
операции применяют автоматическую реги
страцию процессов при помощи осцилло_гра
фов н кинофотоаппаратов.
Изучение трудовых проuессов
с применением осциллографии-:-
метод исследования, при котором содержание
, и характер
изучаемого процесса, последова
тельность и способы выполнения элементов
операuии автоматически (без участия наблю
дателя) воспринимаются системой датчиков
_и
фиксируются во времени регистрирующим
прибором - осциллографом. При этом можно
более детально расчленить операции на со
ставные элементы и более точно определить
время, затраченное на их выполнение. Появ
ляется возможность анализироват.ь длины
201
перемещений частей станка, скорость некото
рых движений рабочего, совмещение · элемен
тов операций во времени . Результаты анализа
можно использовать для разработки меро
прият•ий по рационализации трудовых процес
сов.
К числу преимуществ осциллографии, как
способа регистрации трудовых процессов, от
носится также уменьшение по сравнению с
визуальным хронометражом числа записей
(наблюдений) в связи с тем,. что резко сокра
щается вероятность ошибок в определении
содержания операции и продолжительности ее
элементов.
Изучение трудовых процессов
сприменением киносъемки- метод
исследования . трудовых процессов и затрат .
рабочего времени, при котором изучению под
лежат, главным образом, действия рабочего.
В случае использования киносъемки обеспе
чивается объективная регистрация изучаемого .
процесса и предельно точное . его воспроизве
дение, причем фиксируется одновременно про
изводственная обстановка, взаимодействия от
делl:iных рабочих и т. д. · Кююпленка, на кото
рой снят трудовой процесс, является постоян- .
ным документом. Его можно просматрив:J,ть
любое число раз, в любой последовательности
и с · разной степенью . детализации. Путем ана
лиза киноrрамм можло выяснить общий xa-
2Q2
1\
\
рактер и отдельные элем~нты трудового про-
цесса, детально изучить методы выполнения
прйемов, ускользающие от наблюдаrеля при
визуальном наблюдении , уточнить перечень
приемов и движений и определить последова
тельность и длительность приемов.
Метод фот о р~е г ист рации трудо
вых процессов пр,едставляет собой · регистра
цию фотоаппаратом отдельных приемов · или
движений, совершаемых рабочим при выпол
нении трудового процесса. На фотопленку фик
сируются либо непосредственно приемы и дви
жени~, либо пути движений. . В последнем
случае к запястьям или локтям рук рабочего,
за трудовыми движениями которого ведется
наблюдение, прикрепляются лампочки . Путь .
лампочек фиксируется фотоаппаратом , при
этом на фотопленке получаются различные
линии . - световые графики. Эти графики ис
пользуют для анализа трудовых процессов,
проводимого • с целью внедрения передовых
методов труда и разработки мероприятий по
улучшению организации рабочего места, а
также изучения степени овладения рабочими
пер~довыми методами труда во время их обу
чения и т: д.
При рационализации выполнения тех или
иных . трудовых операций и приемов важно
учитывать . •пси х офизиологическое состояние
человека во время работы. Требованиям
юз
. психофизиологии,
эргономики и технической
эстетики должны отвечать все элементы, со
ставляющие рабочее место и определяющие
объем движений, необходимые пределы обзо
ра и точность выполнения операций, степень
-
внимания, степень напряжения зрения . Рабо
чий должен чувствовать себя свободно и не
принужденно; чередование операций и при
емов должно быть таким, чтобы не появля
лась чрезмерная или быстрая утомляемость в
процессе труда,
~·
РАЦИОНАЛИЗАЦИЯ ТРУДОВОГО ПРОЦЕССА
Щ ВНЕДРЕНИЕ НОВЫХ МЕТОДОВ ТРУДА
В результате изучения трудового . процесса
устанавливается его структура, _ виды трудо
вых действий, движений и приемов, время ~а
их выполнение, зона выполнения действий,
движений и приемов, равномерность загрузки
обеих рук, направление движений, снммет.
ричность и ритмичность движений рук и дру•
гих частей тела и т . п. При анализе содер.
жания трудового процесса · могут выявляться
лишние приемы, действия и движения. JJиш
ними движениями час~;о оказываются пере
кладЫВflНИе пр.едметов труда и инструмента
из одной руки в другую, переходы в пределах
рабочего места и вне его, нагибание, поворо
ты, приседания и т. п.
, 204
..
На основе адализа трудовых приемов, вы
полняемых несколькими рабочими, занятыми
на аналогичных работах, проводится проекти
рование более рациональных приемо~ и ме
тодов труда. При этом намечается устранение
лишних ~вижений или передача их механиз
му, сокращение количества и протяженности
рабочих движений, замена трудоемких движе
ний менее трудоемкими, совмещение рабочих
движений во времени. Новый трудовой про
цесс описывается в карте оганизации труда,
которая содержит необходимые сведения о по
рядке и последовательности выполнения дан
ного трудового процесса, а также о его техни
ческом оснащении . .
Большая работа по изучению, отбору и
внедрению передовых приемов и мет(=>дов тру
да на предприятиях промышленности средств
связи проводится Центром НОТиУ при соот
ветствующем министерстве, в котором создан
отдел по изучению передовых методов и при
емов труда. Рабщники этого отдела на осно
ве тщательного изучения трудового процесса
проектируют наиболее рациональные методы
их выполнения, разрабатывают типовые схе
мы организации рабочих мест и карты передо
вых методов труда, после чего выезжают на
предприятия, где непосредственно на рабочих
местах показывают рабочим, как нужно вы
полнять тот или иной трудовой прием.
205
2,7 4+o,tG
Пр11меняемыti
mpvdodov рроцесс
1. 1/стоноdить загото6ку •
d J-кулочкоdам патроне
2. ПoiJdecm11 JOiJHIOIO оооку
3. Сdерл11ть amdepcm11e
04, 5 мм напрохоil
4. От6ест11 зоонюю OOOKIJ
5. Пaildecm11 суппорт
б. Торцеdоть зоготоdку
7. Точить 0/087 110
iJЛll//lj 4 ММ
/0. снять аск11
ff. Снять iJетоль
Итого:
Стонок !И611П
П=f6OO M/MllH
Оорооотыdаемыи
материал д tбТ
Портия !ОООшт.
м,~
Проект11руемыо
mpydodoti процесс
!. 1/стоно611ть заготоdц
6 J-кулачкоdом патроне
2.Паi16ест11 зоi!нюю оооку
З.Сdерл11ть от6ерст11е
<;!4,5мм нaпpqxail
4. От6ест11 зоонюю оооку
5. Поо6ест11 cljnnopm
6. Точить заготоdкv
f/}OCO//НIIM реJЦОМ
7. Omdecmu суппорт
8. Снять fl)ocк11
9. С11ят1 iJетоль
Jконом11я dремен11
Ниже · приводится пример рационализации
труда на одном из электромеханических - за
водов на операции токарной обработки дета-
лей типа «корпус» (рис. 1О).
•
По действук:>щему технологическому про
uессу обработка детали произв'одилась в 3 пе
рехода в (fакой последов. ательности: подре3.ать
тореu, пр'оточить диаметр 10В1, проточить диа
метр 26В1, что затрачивалось 16,3 . с машинно- ·
руч·ного времени.
При обработке этой детали токарь
Б , М. Феклистов применил фасонный резеu из
стали Р 18, с помощьк:> которого за один пере
ход можно торuевать деталь и проточитJ, диа
метр 10В 7 , 26В 7 . При этом время на обработ- .
ку одной детали сократилось с; 37,6 до 26,3 с.
производительность труда повысилась на 25% . ·
При обработке парт,ии деталей в количестве
1000 шт. фасонным р~зuом эк ономия времени
с_остаgляет около 150 мин с учетом затрат· вре
мени на заточку фасонного резца 30 мин.
Рис. 10 . Пример рационали з ации труда на операции Tfr
карной обработки детали типа « корпус».
VII. УСЛОВИЯ ТРУДА
И ПУТИ ИХ УЛУЧШЕНИЯ
РА~ОТОСПОСОБНОСТЬ ЧЕЛОВЕКА
И УСЛОВИЯ ТРУДА
Производительность труда на рабочем ме•
сте (особенно при большом удельном весе
ручной работы и прочих равных условиях)
существенно зависит от индивидуальной рабо
тоспособное1:и человека, под которой поюiма
ют способность человеческого организма вы
полнять конкретную работу на протяжении
. заданного
времени.
Уровень работоспособности человека мож
но измерять прямым или косвенным путем,
применяя в первом случае экономические по
казатели, а во втором - физиологические.
К экономическим показателям относятся ча
совая и дневная выработка, длительность руч
ных операuий, продолжительность микропауз
между ними, качество выполняемой работы.
В группу физиологических показателей уров
ня работоспособности включают мышечную
выносливость, остроту слуха и зрения, ско
рость рефлекторных реакций, частоту пульса,
кровяное давление.
Работоспособность - индивидуальное каче
ство . Она заВИLйТ от пола и возраста чело
века, состояния его здоровья, степени профес-
208
сиональной пригодности, уровня по,.дготовки,
тренированности и т. д. Кроме того, суще.
ствуют многочисленные внешние факторы, в
значительной степени влияющие на работа•
способность человека и объединяемые общим
понятием «условия труда».
.
Условия труда - сложное обобщающее
понятие . В практической деятельности п·од
условиями труда на производстве _ следует
понимать совокупность внешних по отноше
нию к человеку факторов, определяющих уро
вень тяжести, напряженности и вредности ра-
боты.
•
К факторам, определяющим уровень тя-
жести работы, относятся динамические и ста
. тические
нагрузки на мышечный и опорно
двигательный аппарат, . рабочая . поза, режим
труда и отдыха.
Факторы, определяющие напряженность
работы, следующие: интеллектуальное напря
жение, связанное с поиском оптимального ре
шения производственного задания; эмоцио
нальное напряжение, связанное с по"вышенной
ответственностью, элементами опасности и
личного риска, работой · в условиях острого
дефицита времени; напряжение анализатор
ных функций в условиях, например, тонкой
зрительной работы, различения звуковых сиг·
налов на фоне значительного шума; темп ра
боты и монотонность труда.
209
К факторам вредности работы относятся :
микроклимат на рабочем месте ; освещенность
рабочей зоны , наличие ·токсических веществ,
пыли, ' шума, вибрации, · производственны х из- .
лучений, электромагнитных волн .
Факторы условий труда могут изменяться
в желательном для человека . направлении,
способствуя хорошему настроению, снижению
утомлен·ия, повышению работоспособности и
производительности труда, а при определен
ном стечении обстоятельств - в нежелатель
ном _ для человека направлении. При этом
возможно не только ухудшение настроения ра
ботающих и повышение утомляемости, но и
значительное снижение' работоспособности че
ловека, · повышение рас·хода энергии организ
ма tia преодоление вредного влияния внешней .
среды и даже возникновение профессиональ
ных заболеваний.
·В
нашем социалистическом обществе уде
ляется •большое внимание охране труда, со
хранению и укреплению здоровья трудящих·
ся . Общие положения и требо~,ания, регла•
ментирующие условия труда на предприятиях
и в· учреждениях .в нашей стране, определены
Основами законодательства о труде. Кроме
т ого, разрабатываются специальные правила,
нормы и инструкции по охране труда и произ
водственной санитарии и другие законода
тельные акты , называемые обычно санитар- .
2-Н)
ными нормами и правилами. Эти нормы ре
гламентируют предельно допустимые характе
ристики условий труда, являются своеобраз
ной санитарной границей, за пределами
которой организм человека не в состоянии
полностью преодолеть воздействие неблаго
приятной внешней среды.
Основными нормативными документами,
регламентирующими • условия труда в про
мышленности СССР, являются «Санитарные
нормы проектировани5J: промышленных пред
пршtтий (СН - 245 - 71) »,
«Строительные
, нормы
и правила», различные санитарные
нормы и правила по' отдельным вопросам ги
гиены труда, правила · по технике безопас
ности и ' производственной санитарии и др:
Мастер ,' являясь единоначальником на вве
ренном ему участке, несет полную ответствен
ность , за состояние охраны I труда и технику
безопасности, за здоровье и жизнь подчинен
ных ему рабочих. Поэтому он обязан знать
·действующие санитарные нормы и другие за
конодательные акты по охране труда приме-
. нительно
к специфике своего участка, уметь
применять . их на практике, анализировать '
фактические условия труда, изучать причины
потерь рабочего времени из-за неблагоприят
ных условий труда, вскрывать подлинные при-.
чины травматизма и профзаболеваний, про
являть инициативу и настойчивость . в вопро-
211
~ах оистематического улучшения условий тру
да на участке, так как реч1;, идет о сохранении
здоровья и всестороннем развитии человека.
ТЯЖЕСТЬ И НАПРЯЖЕННОСТЬ РАБОТЫ
И ПУТИ ИХ СНИЖЕНИЯ
Тяжесть работы на машиностроительных
предприятиях в основном определяется _ вели
чиной и продолжительностью динамической
и статической нагрузки на мышечный и опор
но-двигательный аппарат. Эта нагрузк!а зави
сит от веса перемещаемых цредметов труда,
инструментов и приспособлений; усилий, при
лагаемых к органам управления · станками,
машинами, оборудованием; протяженности
маршрута и интенсивности перемещения ра
ботника в процессе выполнения производст
венного задания.
Величина и интенсивность физического на-,
пряжения определяют количество энергии,
затрачиваемой ор·ганизмом на выполнение
работы. В состоянии полного покоя при удоб
ной позе и благоприятной температуре орга~
низм взрослого человека для поддержания
жизненных функций потребляет около
336 к.Дж/ч. При работе за письменным сто
лом энергозатраты составляют 420 кДж/ч, за
чертежным кульманом - 504-630,. на сборке
мелких узлов - 630- 756 кДж/ч; станочник
212
I
расходует 840-924, кузнец- 1050-1260; мо
лотобоец - 14 70-1890 кДж/ч .
О степени тяжести работы можно судить
по величине динамической нагрузки, весу под
нимаемого груза и энергозатратам организма
(табл. 7) .
Важнейшим направлением снижения тя
жести работы, ликвидации физически тяже
лых ручных работ в машиностроении явля
ется комплексная механизация и автомати
зация производственных процессов. На тех
участках, где она пока еще технически неосу
ществима или экономически нецелесообразна,
следует максимально использовать средства
малой механизации: различного рода подъ
емники, склизы, рольганги, наклонные плос
кости, кантователи, электрический и пневма -
•тический
инструмент , пневмозажимные бы
стродействущие приспособления.
Например, закрепление и освобождение
крупной заготовки в патроне токарного стан- ·
ка требует большого физического усилия.
В течение смены токарь иногда обрабатывает
несколько · сотен таких заготовок . В результа
ч-е замены ручного способа зажима пневмати
ческим с помощью пневмопатрона требуемое -
усилие уменьшается в 20 раз , а затраты вре
мени сокращаются в 7-8 раз [ 18] .
Работоспособность, утомление, - энергоза
траты организма зависят от вида рабочей по-
213
7. Группы тяжести физических нагр:1::зок (по материалам
; Ф1рическая
Нагрузка и эиергозатратБ1
Величина динамической физической
нагрузки при КПД = 20% и на
грузке на корпус и ногн:
Нм/смену
Вт/мин
То же, при КПД= 10% и нагрузке
на плечевой: пояс:
Нм/смену
ВТ/МИН·
Масса поднимаемого груза, кг
Энер гозатраты (суммарный рабочий
и основной обмен);
кДж/сутки
кДж/смену
кДж/ч
Легкая (1)
Средняя (2) _,
79 200-96 ООО 96 010-160 ООО
До 3,27
3,28-5,5
39 600 - 48 ООО 48 010-80 ООО
До 1,6
1,61-2,8
До5
6-15
11 760- 12 600 12 604,2-14 700
5040
5 044,2 -8400
До 630
634,2 -1050
.пр им е чан й яi 1. Работа в 1000 Нм/мин определяе'I' мощ
2. 3 ккал эквивалентн~,1 величине работы 200 Нм при КПД= 20%
зы, под которой понимают координированное
положение корпуса, головы, рук и ног испол
нителя относительно средств и предметов
труда.
,
,
Удобная поза наряду с рациональными
трудовыми движениями способствует сниже
ю1ю утомления работника, повышению произ
водительности труда, хорошему· настроению.
Неудобное положение тела в течение про~
должительного времени вместе с большими
нагрузками на одни и те же мышечt~ые
комплексы ile только повышает утомление
214
НИИтруда) (37]
нагрузка (группа)
j Тяж~лая (3) •
Очень . тяже
лая (4)
Чрезвычайно
тяжелая .(5)
Сверхтяже
лая (6)
. 160 010 -240 ООО 240 010-320 ООО 320 010-40 ~ ООО Свыше 400 ООО
5,51-8 ,2
8,21-11,0
ll,Ol -13,6
Свыше 13,6
80 010-120 ООО
2,81-4 ,0
16-40'
14 704,2-21 840
8 404,2-15 120
1 054,2-l 890
120 010-160 ООО 160 010-200 ·000
4,01 -5,5
5,51 - 6,5
Свыше 40
Не изучено
21 844,2-26 880 26 884 ,2 -3 l 920
15 124,2 -20 160 20 164,2-25 200
1894,2 -2 520
2 524,2 -3 150
ность усилия, равную l6,35т. Вт.
или 100 Нм при КПД= 10% .
Свыше 200 ООО
Свыше 6,5
Не изучено
Свыше 31 920
Свыше 25 200
Свыше 3 150
и 'снижает работоспособность, но может при 0
вести к профессиональным заболеваниям (пло
скостопию, искривлению позвоночника, тром
бофлебиту и др.). Энергозатраты рабоче
го в процессе труда зависят от рабочей
позы следующим образом: если при рабо
те· средней тяжести в положении сидя
принять энергозатраты за 100 %, . то
при
работе стоя без наклона корпуса они воз
растают до 150%, сидя с наклоном кор
пуса - до 400. и стоя с наклоном корпуса -
до 420% [18].
215
Выбор рабочей позы .зависит от размеров
рабочей зоны и зоны обзора, величины и ха
рактера требуемых усилий, диапазона пере
мещений, точности выпол
няемых действий ; напря
жения зрения , внимания
ит.д.
При работе с предме-
1Гами массой до 5 кг удоб
нее работать сидя, а вы
ше1Окг- стоя,таккак
nри .эт<;>м включаются в
.
работу мышцы спины, по
яса, ног . При выполнении
операций с усилиями от
50 до 100 Н поза может
быть различной в зави
симости- от особенностей
органи з ма и характера
Рис. 11 . Опора для .·
трудовых приемов. Мед-
спины .
ленному темпу работы
,
,
больше соответствует по-
ложение сидя, более быстро~у - стоя. В огра
ниченной зоне удобнее работать сидя, при вы
полнении операций, т.ребующих частых пере
мещений исполнителя,- стоя.
С позиций физиологии труда наиболее
удобной считается перемен.ная рабочая поза
.в
положении сидя - стоя . Поэтому на тех ра- .
бочи:х местах, где ч~ловек при вьшолнении тру-
216
довых приемов вынужден стоять, желатель
на специальна·я опора для спины (рис. 11),
необходимо также удобное кресло для отдыха
в период наблюдения за работой оборудова
ния и в микропаузах. Для преимущественно
сидячей позы требуется кресло, максимально
отвечающее требованиям эргономики. Сидение
Рис. 12. Рациональные конструкции кресел.
должно быть полужестким, несколько вогну
тым с закругленными краями . Должна быть
обеспечена регулировка высоты и угла накJю
на сидения, высоты подлокотников и спинки.
. Кре сло
должно легко вращаться -вокруг вер
тикальной оси , перемещаться по полу в нуж
ном направлении, его внешний вид и цветовая
отделка должны соответствовать тр~бованиям
производственной эстетики .
•8. l(ритерии тяжести нервно-психических нагрузок (по ма
!Нагрузка
Вид напр~жения
Напряженность внимания при:
числе объектов наблюдения
,
длительности
наблюдения
смены)
сосредоточенного
(в % от времени
числе движений в час (темп)
Напряжение :
зрения (категория точности работ)'
слуха
Эмоциональное напряжение
. Zl8
Легкая (1)
0-5
До 25
До 360
Грубая
Помех нет. Раз
борчивость . слов
100%
Работа по задан
ной простой про
грамме
1•
• териалам НИИтру,11д) [37]
(группа)
Средняя (2)
6-10
26-50
361-720
Малоточная
Имеются . помехи.
Речь слышна на
расстоянии
до
2,5 м. Разборчи
вость слов 70-
-80%
Работа по установ
ленной простой
программе с воз
можностью ее кор
ректировки испол
нителем
Тяжелая (3)
11-25
51-75
721-1080
Точная
Имеются помехи .
Речь слышна на
расстоянии до Zм.
Разборчивость
слов 30-60%
Работа по жестко
заданной сложной
программе с необ
ходимостью
ее
корректировки ис
полнителем
Оqень •тяжелая (4)
Более 25
Более 75
Свыше 1080
Высоко- и особоточ
ная
Имеются • помехи.
Речь слышна на
расстоянии до 1,5 м.
Разборчивость слов
ниже 30%
i
Работа по не,J(естко
заданной сложной
программе с необ
ходимостью ее кор
ректировки и при
дефиците времени
либо работа, сопря-,
женная с творче- .
СКИМ ПОИСКОМ И ОТ·
ветственностью за
безопасно,сть дру
гих людей
219
На рис . 12 приведены рациональные кон
струкции рабочих кресел [ 11].
Всегда следует стремиться к сохранению
правильности и симметричности рабочей позы
.во
избежание искривления позвоночника и
для сохранения правильности фигуры . При
сидячей работе, а также в том случае, если
рабочий длительное время вынужден раб.о
тать в неудобном положении, например, лежа,
стоя на коленях, присев и т. п . (сварщики,
газорезчики , разметчики, ремонтники), необ
ходимо организовать регламентированнЬiе пе
рерывы для отдыха и выполнения специаль
ных физических упражнений, улучшающих
циркуляцию крови в организме. При этом·
более интенсивные нагрузки должны прихо
диться . на те группы мышц, которые во время
работы бездействовали 'или были нагружены
недостаточно.
Напряженность работы характеризуется
критериями тяжести нервно-психических на
грузок (табл . 8). Чем напряженнее труд, тем
быстрее наступает общее утомление человека,
снижается работоспособносц,, возрастает ко
личество ошибок . Замечено, что нервно-психи
ческое утомление организма снимается зна
чительно медленнее, чем физическое. В этой
связи к- организации труда на рабочих ме
стах, тре.бующих повышенного нервно0 психи -
220
1ческого напряжения, предъявляются соотв€т
ственно и повышенные требования .
Снизить нервно-психическое напряжение,
предупредить переутомление организма мож
но различными путями . Основным направле
_ нием уменьшения напряженности труда явля
ется комплексная механизация и автоматиза
ция производственных процессов и, особенно,
автоматизация управления технологическими
процессами на основе использования совре
менной электронной техники . Снижению утом
ления человека способствуют также рацио- '
нальный режим труда и отдыха, эстетизация
производственной обстановки, использование
функциональной музыки.
Отдел психофизиологии и условий труда
НИИтруда провел специальное исследование
на Втором московском ча совом заводе для
выявления влияния функциональной музыки
на работающих и производственные показа-·
тели [39]. Отмечено повышение работоспособ
ности на 6- 11 %, сокращение разброса вели
чины времени выполнения операций примерно
на 20 %, заметное СНJ'!Жение потерь рабочего
времени, снижение продолжительности выпол ~
нения о'сновных операций · сборки пр и мерно
.на 11 %, уменьшение числа ошибок . Оценка
воздействия функциональной музыки самими
рабочими приведена в табл. 9.
9. Оценка функциональной музыки рабочими Второго
московскоrо · часовоrо завода
Количество о.тветов , %, при числе
работа ющих, чел.
Ответ
339ВПО· 107ВПО·
446 во
м,ещении
мещениях
всем цехе с плохо й с хорошей
акустикой акустикой
Настроение:
улучшилось
89
87
93
не изменилось
10
12
6
ухудшилось
1
J
1
Утомляемость:
уменьшилась
67
61
85
не изменилась
28
'34
10
возросла
5
5
5
Работос п особнос;rь:
65
60
73
повысилась
не изменилась
33
38
25
,снизилась
2
2
2
По -данным некоторых зарубежных спе
циалистов, _правильно ор г анизованная функ
циональная музыка п риводит к росту выпус
ка· продукции на 4- 25% (в зависимости от
условий труда, характера производства, дли
тельности воздействия музыки, качества про ·
граммы). При этом, в среднем, рост выработ
ки после введения музыки для дневных смен
· составил 7%, а для ночных - 17% .
222
УлrчшЕНИЕ ФАКТОРОВ В~ЕШНЕй СРЕДЫ
Важным элементом внешней среды на про
изводстве является ми кр о кл им ат, харакs
теризующийся температурой, влажностью и
скоростью перемещения воздуха. Трудовая
деятельность человека проходит успешно лишь
в условиях Jормальной температуры · воздуха.
При низкой температуре немеют конечности,
снижается их подвижность, сковываются дви
жения всего корпуса. При использовании теп
лой одежды, сохраняющей внутреннее тепло,
сковываются и замедляются движения, бы
стро наступает утомление. Все это приводит
к · снижению производительности труда. Кроме
того, при низкой температуре возраст,ают
энергозатраты организма на борьбу с пере
охлаждением, притупляется внимание, что мо
жет привести к несчастным случаям.
:Чрезмерно высокая температура воздуха
способствует увеличению затрат энергии на
борьбу с перегревом тела. При этом учаща
ются , дыхание и сердцебиение, нарушаются во
дяной и соляной баланс в орга:низм€, возни
кает вялость, слабость, падает производитель
ность труда. Исследования показали, что по
вышение температуры воздуха сверх +22° С
вызыва~т снижение работоспособности снача
ла на 2-4 % на каждый градус прироста, а
при уровне температуры сверх +зо С - 1к.
223
4-6% (при скорости движения воздуха 1 м/с
и относительной влажности 75%). По данным
Киевского института гигиены труда и профза
болеваний, при повышенной температуре рез
ко снижается мышечная трудоспособность че
ловека, для восстановления которой нужно на
20% увеличивать время отдыха.
Для обеспечения хорошей работоспособно
сти важно поддерживать в рабочем помеще
нии нормальный уровень влажности воздуха.
Под влажностью в9здуха понимают содержа 0
ние в нем водяных паров. При слишком сухом
воздухе происходит повышенное испарение
водяных паров с поверхности кожи, слизистых
оболочек организма, человек ощущает сухость
этих участков. При повышенной влажности
затрудняется
потовыделение,
чрезмерно
увлажняется одежда, что может способство
вать появлению простудных заболеваний .
Действие на организм температуры и
влажности воздуха непосредственно связано
с движением воздуха. Нормальным в зависи
мости от тяжести работы считается движе
ние воздуха в пределах 0,2-0,7 м /с. При
меньшей скорости воздух застаивается, ухуд
шается его состав, нар_ушается обмен между
наружным пространс'l"вом и помещением.
Чрезмерная скорость воздуха может привести
к появлению сквозняков - основной причины
простудных заболеваний.
224
Нормализация микроклимата в производ
ственных, помещениях должна обеспечиваться
путем совершенствования оборудования и тех
нологических процессов, изоляции обор удова
ния и установок с повышенньrм тепловыделе
нием, увлажкения чрезмерно сухого воздуха,
вентиляции, отопления, устранения сквозня-
,
ков . . Н·аилучший микроклимат обеспечивается
в случае кондиционирования · воздуха, при ко
тором в помещениях автоматически подд~р
живается нужн,ая температура, _ влажность ~
чистота воздуха.
Освещенность рабочей зоны.
.В
процессе трудовой деятельности человек
значительную часть внешней информации вое-
•принимает посредством органов зрения. · По
этому . необходимо уделять должное внимание
организации наиболее рационального освеще
ния рабочей зоны. При хорошем освещении
снижается зрительное и общее утомление,
повышаются безопасf)ость труда, точность
движений, производит_е.тrьность . Основными
показателями рационального освещения явля
ются: достаточный уровень освешенност,и, оп
тимальная контрастность предметрв . в поле
зрения, отсутствие ослепления, оптимальное
соотношение между общим и местным освеще
нием .
Уровень освещенности измеряется в люк
сах, 1 лк соответствует световому потоку в
225
1 лм, приходящемуся- на поверхность в 1 м 2 .
Чем меньше размеры объектов различения,
чем меньше контрастность и темнее фа°н, тем .
выше должен быть уровень освещенности. Эту
зав.исимость принимают во внимание при раз
работке минимального уровня освещенности
рабочей _ зоны в ' различных условиях произ
водства .
Многочисленные отечественные и зарубеж
ные исследован_ия поr<'азывают, что рациональ
ная организация освещения при сравнительно
небольших затратах значительно повышает
выработку, точность работы, снижает утомле
ние . Правда, эта зависимость непрямая . Так,
нарастание выработки _ отмечается при увели
чении освещенности до 2000 лк, утомление
. снижается
по мере увеличения освещенности
до 1000 лк, а затем снова начинает повы
шаться, точность работы возрастает при уве
личении освещенности до 1ООО . лк. Конечно,
такая закономерность относительна, ее . нельзя
распространять на все виды работ. Например,
работы особо высокой точности при освещен
ности в 2000 лк выполнить качественно вооб
ще. невозможно.
Благоприятнее всего для человека есте
ственное освещение, при котором производи
тельность труда на 10% выше, _ чем при искус
ственном. В связи с тем, что возможности
естественного освещения весьма ограничены,
226
необходимо добиваться рационального · осве
щения исв:усственным путем. При . этом пред
почтение , следует отдавать газоразрядным
источникам света, которые излучают свет, qo
характеристикам более близкий к естествен-
, ному. Цвет и оттенок светового потока газо
разрядных !lамп можно изменять в широком
диапазоне в зависимости от практических· по
требностей, мигание можно полностью исклю- •
чить при парном или тройном монтаже и на-
, длежащем уходе. При равной мощности газо
разрядные лампы обеспечивают рост о1све
щенности почти в три раза по сравнению с
лампами накаливания и почти не выделяют
тепла. Среднегодовые - расходы , на освещение
г.азоразрядными лампами с уч·етом капиталь
ных затрат ниже, чем лампами накаливания.
Поддержание нормальног9 освещения в
течение продолжительного времени возможно
лишь при тщательном уходе за осветитель
ными приборами, стеклами окон и верхних
световых проемов. Прозрачное чистое стекло
пропускает до 90 % светового потока, а очень
грязное, . закопченное - только
•8%-.
Если
очистку стекол, ламп и отражащих поверхно
стей от пыли и копоти производят редко, не- •
регулярно, то освещенность очень быстро сни
жается. В таких цехах, как литейные, ·кузнеч
ные, за один только месяц она может умень
шиться на 12:__15%. Для сохранения необхо-
8*
227
димой освещенности- следует своевременно за~
менять вышедшие из строя лампы, устанавли
вая только соответствующие проектным дан
ным ,
Чистота воздушной среды. Од- .
ной из наиболее раопространенных , производ
ственных вредн·осtей1 является загрязнение
воздуха пылью и токсическими веществами.
Пыль в машиностроительном производстве
образуется при механическоц обработке хруп-
• ких сплавов, древесины и пластмасс, заточке
инструмента, шлифовке, обрубке литья и т. д.
Токсические или ядовитые вещества могут
попадать в воздух во ·взвеш~нном состоянии,
в твердом, парообразном и ~ и газообразном
виде чаще всего при таких технологических
процессах, как литье, сварка, пайка, луже
ние, нанесение металлопокрытий, переработка
пластмасс.
Пыль и токсические вещества, п'опадая на
кожу, слизрстые оболочки, в органы дыхания и
пищеварения человека, могут вызывать дерма
титы, экземы,, различные легочные заболева~
ния (пневмокониозы), хронические и острые
отравления иногда в весьма тяжелой форме.
Степень загрязнения воздушной среды ха
рактеризуется количеством содержащихся в
воздухе пыли, газов, паров (г/м 3 ). Санитар
ными . нормами установлены предельно допу
стимые концентрации пыли и ядов в воздухе
,~28 .
[33]. Однако следует иметь в виду, что эти
нормы являются предельными для предупре
ждения профессиональных заболеваний и от-
• равлений. Их ни в коем случае нельзя рас
сматривать в ка;rестве обеспечивающих бла
гоп·риятную производственную обстановку .
Благоприятными можно считать лишь такие
услщшя труда, когда концентрация неток·си
ческой пыли в воздухе не превышает 60, а
токсичесюtх веществ - 35% предельно допу-
стимых норм .
•
Наиболее радикальным способом оздоров- ,
ления воздушной среды в рабочей зоне явля
ется предотвращение выхода - пыли, газов,
аэрозолей в атмосферу про_изводстведного по
мещенця путем совершенствования технологи
ческих процессов, герметизации оборудова
ния, применения средств, надежно улавлива
ющих и удаляющих вредные вещества . На тех
'участках, где невозможно предотвратить вы-
• ход в атмосферу помещения пыли и токсинов,
необходимо усиливать вентиляцию, применять
кондиционирование _ воздуха, ·переводить обо- ·
рудование на дистанционное управление, при
менять r;:редства индивидуальной защиты
(стойкую спецодежду, респираторы, противо
газы, специальные защитные кремы для рук),
а также обеспечивать рабочих профилактиче
ским питанием, налаживать регулярный ме
дицинский конт·роль за состоянием здоровья.
229
10. Допустимые уровни звукового давления и уровни
Шумы
Ура' ·
• частоте
63
Проникающие извне в:
комнаты конструкторов, расчетчиков
граммистов, здравпункты
и про- .1
71
79
помещения - управлений
кабины наблюдений с дистанционным управ
ле1Щем
то же, со связью по телефону
Возникающие внутри и проникающие извне в:
помещения и участки точной сборки, маши
нописное бюро
помещения лабораторий, помещения для шум
ных агрегатов, счетно-вычислительных машин
Возникающие на постоянных рабочих местах в
производственных помещениях и на территории
предприятий
/
94
83
83
94
1q3
• Для ориентировочной оценки . шума допускается пользоваться
MЫ!lf «уровнем звука», дб А.
Ц1ум и вибрация. Шумомназывают
беспорядоЧ'ные • звуковые колебания, воспри
нимаемые человеком как звучание. Увеличе
ние · мощности машин, повышение скорости их
действия, все более широкое применение ин
струментов ударного и вращательного дей
ствия, особенно с использованием сжатого воз
духа, способствуют увеличению шума на про
извоцстве.
1
звука на постоянных рабочих местах [31]
вень звуковых давлений, 1,1б, при среднегеометрической Уровень
активных полос, Гц
звука ·В
'125 1
15001
1 2000 14000 1
дб А•
250
1000
8000
.
..
61544945424038
50
70
635855525049
60
-
878278
75
73
71
70
80
74686360
575554
65
74686360575554.65
87 82
78
75
73
71
70
80
96918885838180
90
общим его уровнем, измеренным по шкале «А» шумомера и .именуе-
• Шум относится к факторам, пагубно влия
ющим на нервную систему человека. Длитель
ное пребывание ч ~ловека в зоне с повышен
ным уровнем шума может привести к стойким
головным - болям, расстройству сна, ухудше- •
нию слуха, гипертонической болезни. Шум
. вызы вает
рассеивание . в.нимания ? замедление
психологических реакции, а это сопроI:JОЖда
ется увеличением количества травм. Под
231
действием шума производительность труда ра
бочих может снизиться на 10-15% по срав
нению с производительностью труда рабочих,
пребывающих в комфортной зоне.
За единицу интенсивности звука условно
принят 1 б (белл)- наименьшая сила звуко
вого давления, воспринимаемая ухом здоро
вого человека. На практике обычно пользу
ются единицей, в 10 раз меньшей,- децибел
лом (1 дб = О, 1 б). В качестве единицьr изме
рения частоты звуковых колебаний принят
герц - частота, соответствующая одному ко
лебанию в секунду. СлухОвой аппарат чело
в~ка вр спринимает звуковые . колебания в пре
дел.ах от 20 до 20 ООО Гц. Звуковые колебания
частотой ниже 20 Гц называются инфразву
ком, а выше 20 ООО Гц_:__ ультразвуком . Эти
• области
звуковых колебаний . человеком не
воспринимаются, однако ультразвуковые ко
лебания неблагоприятно действуют на орга
низм человека. Они могут вызывать прежде
временное Утомление, слабость, сонливость,
неприятное ощущение в ушах, головные боли. •
- При
длительном воздействии ультразвука на
рушаются . функции периферической нервной
системы, , вестибулярного аппарата, изменя
ется артериальное давление.
Производственные шумы на предприятиях
ограничиваются санитарными нормами допу
стимых уровней звуко в ого давления и уровней
232
звука для постоянных рабочих мест (табл. 10).
Указанные в таблице уровни звукового давле
ния корректируются в зависимости от дли
тельности· воздействия · и характера шума.
Наилучшие результаты в борьбе с шумом
можно получить, подавляя его. в источнике
путем совершенствования ~онструкции обору~
давания и инструмент.а, улучшения техноло
гических процессов, устранения ·вибрации. Не
которые примеры технических решений, спо
собствущих снижению уровня шума, приведе-
ны ниже [IJ:
•
Снижение
общего
Технические решени~
уровня
шума. ДБ
Ликвидация погрешностей зацепления
шестерен..............
1О
Замена прямой · формы зубьев на косую
5
Замена в паре редуктора одной сталь-
ной шестерни на капроновую . . . . .
12
Замена зубчатой передачи на клиноре-
менную.... •
.
.
.
.
.
.
.
.
..
.
15
Ликвидация перекоса внутреннего коль-
ца ш·арикоподшипника .. i .. . •.
.
.
10
· Замена
подшипников качения подшипни-
ками , скольжения ...... •
.
.
.
.
15
Замена жестких абразивных кругов мяг-
кими................
15
Шум в помещениях можно ослабить, рас
полагая наиболее шумное . оборудование в
233
специальных звукоизолированных боксах с
выносом пульта управления в специальные
звукоизолированные кабины. Поглощению
звуковых волн способствуют специальные по
крытия внутренних стен и потолков перфори
рованными плитами, звукопоглощ~ющими ма
териалами, поропластом, минеральной ватой,
стекловатой, шлаковатой и т. п. С этой целью
применяются также звукоизолирующие стен
ки и перегородки; Установлено" например, что
фанера толщиной 3 мм уменьшает уровень
шума на 17 дб; пробковая плита толщиной
60 мм - на 20 дб; стекло толщиной 3-4 мм -
на 28 дб; стен'ка из двух листов сухой штука
турки с прослойкой воздуха в 60 мм - на
49 дб.
•
•
В качестве инди~идуальных средств защи
ты на участках с повышенным уровнем шума
применяются специальные шлемы, наушники,
антифоны, слуховые пробки и т. п.
Вибрация представляет собой колебатель
ные движения, например, двигателей, вибро~
платформ, выбивных решеток, инструментов.
При продолжительном контакте человека с
вибрирующими предметами у него может воз
никнуть профессиональное заболевание - ви
бр_ационная болезнь. Ее симптомами • явля
ются : снижение чувствительности · нервных
окончаний, особенно кожных, «беспричинная»
боль в руках, ощущение . «ползания мурашек»
234
.
по коже, быстрое утомление, нарушение ве
стибулярного аппарата .
.
Степень воздействия вибрации определя
ется тремя факторами: амплитуiой перемеще
ния при гармонических колебаниях (мм); ча
стотой колебаний (-Гц); среднеквадратичным
значением колебательн'ой скорости (мм/с).
Санитарными нормами установлены допусти
мые параметры вибрации при непрерывном
u
'
•
ее , воздеиствии на человека в течение восьми-
часового рабочего дня.
Борьбу с вибрацией следует вести в пер
вую очередь по линии совершенствования ма
шин и инструментов, а там, где она неизбеж
на,- стремиться к локализациn колебатель
ных движений, устанавливая вибрирующее
оборудование на специа ~ ьн~е фундаменты с
виброизоляцией, а при отсутствии фундамен
та - на особые виброизолирующие резина-ме
таллические опоры. Для обслуживающего пер
сонала устраивают подвесные мостики, ди
станционное управление, выдают виброгася
щие рукавицы и обувь, вводят особый режим .
труда и отдыха, целенаправленный медицин-
ский кщпроль .
_
Производственные излучения и
электромагнитные волны. Кпроиз
водственным излучениям относятся инфра
красное, ультрафиолетовое · и ионизирующее
235
,.,
ИЗJJучения. В.1щяние излучений на · живо~ орга
низм определяется их типом и. интенсивно
стью, а также вре,менем пребывания человека
в зоне действия лучей.
Инфракрасное излучение при большой ин-
• тенсивности неблагоприятно влияет на орга
низм человека: нарушается сердечная дея
тельность, возможен · .перегрев организма, в _
. результате
чего снижается производитель-
ность труда.
Ультрафиолетовые лучи при опреде~енном
уровне и режиме облучения благотворно влия
ют на состояние организма и работоспособ
ность человека. Однако при сильном облуче 0
нии этими. лучами (неэкранированная вольто
ва дуга при электросварке, - прямые лучи
рtутно-кварцевых ламп _ и т. п.) могут возник
нуть заболевания глаз, кожи, нервной си-
стемы. •
Ионизирующие излучения на производстве
возникают при использовании радиоактивных
веществ, источников высокой энергии и рент
геновских лучей (например, при дефектоско
пии . с применением радиоактивных изотопов).
Основное действие всех ионизирующих излу ~
чений на организм сводится к ионизации тка
ней органов, подвергшихся облучению. В ре
зультате может развиться комплекс стойких
изменений в организме, именуемый ·лучевой
болезнью.
•
236
Электромагнитные вqлны создаются гене
раторами радиочастот и представляют собой
поля электромагнитной энергии, возбуждае
мые токами высокой частоты различных диа-
•пазонов. В машиностроении высокочастотные
генераторы находят широкое применение для
нагрева небольших заготовок при термообра
ботке.
Характерной особенностью действия элек
тромагнитных волн на организм человека
является преимущественное влияние их на со
стояние нервной и сердечно-сосудистой си
стем. Степень воздействия зависит от ~нтен-
' сивности, длительности
и диапазона облуче
ния, при этом более опасным является влия
ние на . организм. волн сверхвысоких частот.
Симптомами заболевания являются повышен
ная утом_ляемость, головная боль, сонливость, -
раздражительность, покалывание в области
сердца.
Защита людей от воздействия излучений
и электромагнитных волн осуществляется пу
тем экранирования излучающего оборудова
ния или зон обслуживания, в ·которых нахо
дится обслуживающий персонал. Наряду с ·
этим применяют средства индивидуальной за
щиты, ограничивают время пребывания в
опасной зоне, устанавливают тщательный ме
дицинский контроль за состоянием здоровья
работающих. •
237
.
ОРГАНИЗАЦИЯ РЕЖИМА ТРУДА И ОТДЫХА
Режимом труда' и отдыха называется упо
рядоченное чередование времени работы и пе
рерывов для снятия утомления. Он является
фактором условий труда, влияющим на тя
жесть и напряженность работы. Например,
работа в ночное время при . прочих равных
условиях считается тяжелой и ' противопока
зана · подросткам. Тяжелой считается также
работа в режиме удлиненных· смен (по 12 и
более часов подряд). Рационализация •режи
мов труда и отдыха является действенным •
средством уменьшения тяжести, напряжен
ности, вредности работы. Правильное · физио
логическое и социально-эконом_ическое обо
снование режима труда и отдыха гарантирует
_устойчивую
высокую работоспособность, со
хранение и укрепление здоровья . трудящихся,
улучшает настроение людей, открывает широ
к,ие возможности для продолжения 09разова- •
ния, культурного отдыха и развлечений, вос
питания детей.
В зависимости от рабочего периода разли
чают годовой, недельный, суточный и сменный
режимы труда. Все они взаимосвязаны. Так,
работосhособност.ь в годовом рабочем периоде
зависит не только от длительности и формы
проведения годового оплачиваемого отпуска,
но и от · того, как человек отдыхает на nротя-
238
1,
жении каждой недели, суток и смены. Это
:должно учитываться при разработке любых
мероприятий по ' рационализации режимов
труда и отдыха.
Работоспособность человека в любом ра
бочем периоде не одинакова (рис. 13). В на
чале периода она меньше
среднего уровня, но по·
степенно ·повышается. Это
объясняется главным об
разом тем, что приобре
тенный в результате мно-
гократного
повторенияо,2з,
sв1в
ПрИВЫЧНЫХ трудОВЬ}Х ДеЙ-
fосы роботы
ствий рабочий динамиче- Рис. 13. Периоды ра
ский стереотип за время ботоспособности чело
перерыва в труде частич- века на протяжении .
смены .
но разрушается, расстра-
ивается. Чем продолжи-
тельнее перерыв в работе (часовой перерыв
на обед, перерыв между сменами, выходные
дни, отпуск), тем при прочих равных услоl?иях
сильнее разрушается рабочи.й динамический
стереотип, тем ттродолжительнее период вра
батывания. После врабатывания наступает пе
риод устойчивой высокой работоспособности,
который сменяется периодо м спада работоспо~
собности под в л иянием накопившегося в орга
низме утомления.
239
, Давно замечено и впоследствии доказано
многократными опыта·ми, что работосhособ
ность по отдельньiм фазам, общая выработка
за весь рабочий период, степень утомления
работающих зависят от режима труда и отды
ха. Своевременный и правильнь1й отдых со•
храняет силы, способствует поддержанию . вы •
сокой производительности tруда, улучшает
настроение. Цель рационализации режима
труда и отдыха состоит в достижении макси-<
мальной устойчивой работоспособности орга
низма в течение длительного периода време
ни без перенапряжения организма, - без ущер
ба для здоровья.
В годовом рабочем периоде работоспособ
ность выше среднем е сячной наблюдается в
холодное время года (с октября по март).
В весенне-летний пер,иод · она з.аметно снижа- ~·
ется в результате влияния температ у рного
фактора. Она также значительно . снижа_ется
перед наступлением отпуска под влиянием
накопленного утомления, а также в связи с
перестройкой организма .
Все это следует учитывать при •организа
ции годового режима труда и отдыха . Жела
тельно отпуск планировать на теплый период . ·
года (весна, лето, ранняя осень), когда
работоспособность ниже , а условия для ее
восстановления благоприятнее, чем зимой .
Форму проведения отпуска следует выбирать,
240 •
'.'
учитывая .необходимость изменения окружаю
щей обстановки. Отпуск по возможности дол
жен быть активным, а его · содержание по
своему характеру должно отличаться от по-
вседневной работы.
•
При разработке недельного режима труда .
и отдыха на машиностроительных предпр_ия
тиях следует исходить из установленной зако
ном недельной нормы рабочего времени (в
СССР она сОставляет 41 ч для благоприятных
условий. труда, 36 и менее часов - для тяже
лых и вредных условий труда) и режима ·
сменности работы предприятия.
В машиностроении преобладает двухсмен
ный режим работы предприятий, причем вто
рая смена по числу занятых на ней рабочих
часто бывает значительно менее насыщенной,
чем первая. Третья смена на основных участ
.ках организуется, как прав.ила, в исключи
тельных случаях и на непродолжительное вре
мя. Работоспособность во вторую смену при
условии, что она заканчивается до 24 ч, не
значительно СНИЖаеТСЯ ПQ сравнению С первой
сменой и на суточную ритмизацию физиологи- .
ческих процессов в организме практически не
влияет. Поэтому порядок · перехода из первой
смены во вторую, и наоборот, принципиально
го значения не имеет. Обычно рабочие чере- .
дуются по сменам через неделю.
241
1
При пятидневной рабочей неделе предпоч...
тительI;Iее 8-часово:n: рабочий день с переносом
недоиспользованного одного часа в неделю
на одну из суббот путем суммирования. Это
может быть 6-я, 7-я или 8-я суббота. В круп
ных промышленных центрах обычно горсовет
устанавливает для всех предприятий и орга
низаций единый недельный режим работьr на
целый год. приспосабливая к нему графики
работы общественного транспорта .
.
При организации суточного режима труда
.и
отдыха необходимо исходить из того, что
работоспособность имеет наивысший уровень
впериодот8до18чисамыйнизкий-0т
3 до 5 ч . Поэтому работа в ночное время не
желательна ввиду малой производительности ·
и переутомления организма. Вторая смена
должна заканчиваться · не позже 24 ч. В слу•
чае необходимости организации труда во вто•
рую н в третью смены следует особенно тщ~
тельно готовить и обеспечивать сменные зада
ния. Чтобы сократить пребывание рабочих на
производстве в ночное время, перерывы для
приема пищи либо не предусматриваются, ли
бо -сокращаются до . минимума. Целесообразно
горячую пищу доставлять непосредственно к
рабочим местам.
Наиболее , сложно организовать режим
труда и отды х а в течение рабочего дня . В со- .
ответствии с методическими указаниями
242
НИИтруда научное обоснование суммарного
времени на отды х; количества и врем~ни от
дельных перерыво в осуществляетё я следую
щим образом. Прежде в~его отбирается кон
тингент рабочих ; условия и сложность труда
которых должны быть максимально одинако
выми . Затем _путем тщательных наблюдени_й
и измерений выявляют наличие факторов,
влияющих на утомляемоетъ. По каждому из
таких факторов установлены предельные зна
чения времени на отдых 13 процентах от опера ~
тивного времени :
....
Факторы," влияющие на
утомляемость
Предельные
значения .
времени на
ОТДЫХ; % ОТ
оперативно
го времени
Физические ус_илия
1-9
Нервное на пряжение
1-5
Темпработы....
1-4
Рабочее положение .
1-4
Монотонность работы .
1-3
Температура, влажность и тепловое из-
лучение........
1-5
Загрязненность воздуха
1-5
· Производственный
шум
1-4
Вибрация; вращение · и толчки
1-4
Освещение.........
1-2
Руководствуясь методическими рекоменда
циями · НИИтруда и исходя из фактических
243
уровней факторов утомляемости и нормативов
времени на · отдых, устанавливают время на
отдьlх по каждому Ф<!ктору и суммарное вре
мя на отдых , в процентах от оперативного вре
мени, а· также в минутах.
Общее время отдыха необходимо · так рас
пределить на отдельные перерывы и :гак · вы-
n,рерwlы ал, от!ша брать время назначения
этих перерывов, чтобы
общая сменная произво
дительность труда рабо
чего · была максимальной!
а утомление - минималь-
о+-1+--,2,........,3..._..1 -'-+-,._,5с---45-7 -0-1- ным. Для этого необхо
qасы ра~от11
димо установить законо
Рис. 14. Влияние пе- мерности изменения ра
рерывов для отдыха
на уровень работоспо
собности.
ботоспособности на пр<;>
тяжении смены у обс.ле
дуемой группы рабочих.
Перерывы для отдыха не
ц·елесообразно назначать в периоды врабаты
вания и высокой· работоспособности. Первый '
перерыв лучше всего установить перед Нача
лом первого спада работоспособности, осталь
ные - в зависимости от Хfiрактера кривой ра
ботосцособности. 'на рис. 14 показано влияние
трех перерьrвов для отдыха . на . динамику ра
ботоспособности при 8-часовом рабочем дне..
Заштрихованная площадь ознчает прирост
производительности труда. Обеденный · пере-
рыв, который является одновременно и време
нем отдыха, должен по возможности делить
смену на две равные части и продолжаться
не менее 40-60 мин.
'.
,
Не'которые типовые режимы труда и отды
ха приведены на рис. 15 [22]. В зависимостй
от · наличия и уровня факторов, влияющих :\fa
утомление человека, устанавливается суммар
ное время длительности отдыха на протяже
нии рабочего дня в минутах. На рис . 15 при
ведены 14 вариантов типовых внутрисменных
режимов труда и отдыха. Количество и про
должительность внутрисменных перерывов
. для
отдыха зависит •от продолжительности
суммарного времени отдыха. Так как слиш,
ком короткий перерыв недостаточен для сня
тия утомления, оптимальная . длительность
одного перерыва на отдых должна быт,ь в пре
делах 5-10 м.ин . . Поэтому при общей продол
жительности времени отдыха до 18 мин (пер
вые 4 варианта на рис. 15) рекомендуется ·
вводить два перерыва, а в случае, когда сум
марное время отдыха составляет 18 и более
минут . (остальньJе варианты на рис. 15),-
три.
,Зная суммарную продолжительность · вре
мени на отдых в течение смены, пользуясь
рис. 15; можно установить рациональные ко-
. личество
и продолжительность перерывов в
течение рабочего дня.
245
hспреlенение 6pe!'leнv ж отоих
Сvннор-
нtrяМи-
• ЛfJ 11осаи емен•1, мин
. тельност
отdша,
f
~3,,,56.789
1
m .IФ.1 fO
1'11~IФ1
12
1
IФ .m IФ1
,~
1
11mltf
fG
IФмIФ11 18
IФW,IФ1tzo
IФеIФф
22
iIФ ~-
IФф
24
11+mIФ
•
2G
~
lt m,IФIФ 28
IФ шtt(tl ,10
lt m lt1t1 12
\
lt mIФ111 3•
16
Рис. 15. Типовые режимы труда н отдыха (в круж-
ках укаЗ<!аа длительно сть перерыва) :
0 - ра-бота; ~ - обеденный перерыв;
i - верерыв на ~ТАЫХ.. .
Отдых может быть активным и пассивным.
На легких работах в благоприятных условиях
труда он должен сопровождаться выполне
нием гимнастических упражнений. Пассивный
отдых (сидя или лежа) необходим при физи
чески тяжелых работах или при работах, вы
rюлняемых только стоя в неблагоприятных
условиях внешней среды. При подборе гим
настических упражнений можно пользоваться
рекомендациями ЦНИИфизкультуры.
VIII. СТИМУЛИРОВАНИЕ ТРУДА
НА УЧАСТКЕ
ТАРИФНАЯ СИСТЕМА, ЕЕ СОДЕРЖАНИЕ
И НАЗНА-ЯЕНИЕ
Тарифная система является основой орга
низации заработной платы рабочих. С по
мощью тарифной системы в централизован
ном порядке регулируется уровень заработной
платы в за'висимости от значения отрасли, ви
дов производства, а также от квалифлкацион- .
- , ных признак<?в, характера и условий труда ра
бочих .
Тарифная система заработной .платы рабо
чих включает следующие элементы : тарифно
квалификационн'ые характеристики работ и
профессий рабочих ; тарифные сетки, тариф
ные ставки либо оклады и районf!ые коэффи-
247
циенты к заработной плате. Тарифная систе
ма дополняется различного рода правилами
и положениями в условиях конкретного пред- ·
приятия. К ним относятся: условия оплаты
при совмещении профессий, многостаночном
обслуживании, выполнею.:щ обязанностей не
освобожденногь бригадира, а также примене•
ние систем заработной платы, положений о
премировании, · об . оплате труда прй отклоне•
нии от нормальных условий работы и т. п .
' Все основные элементы тарифной системы
, устанавливаются
Советом Министров СССР
при участии ВЦСПС, либо по поручению пра
вительства Государственным Комитетом Со
вета Министров СССР по вопр'осам труда и
заработной платы совместно с ВЦС,ПС. •
В настоящее время в промышленности дей
ствует Единый тарифно-квалификационный
справочник работ . и профессий рабочих
(ЕТКС) , который обязателен для применения
на предприятиях всех о_траслей народного хо
зяйства. ЕТКС содержит тарифно-ква
лификационные харак1:еристики,
сгруппированные в разделы по производствам .
и видам работ, независимо от того, на пред-
,. приятиях какого министерства эти производ
ства или ~иды работ имеются.
В характеристи!{ах работ низших разря
дов отдельны х профессий в ЕТКС записано ,
что выполнен и е их производится под руко-
248
водством рабочего более высокой квалифи-
. кации.
В таких . случаях рабочие профессий
бqлее высоких разрядов должны уметь руко
водить рабочими низших разрядов •той же
профессии. Так, например, в характе.ристике
работ слесаря~инструментальщика 2-го .раз
ряда записано, что он должен уметь • выпо_л
нять слесарную обработку инструмента . и
приспособлений средней слож'ности с чриме
нением специальной технологической оснаст-
• ки и шаблонов под руководством слесаря-ин
струментальщика более высокой квалифика-
ции.
'
. В тарифно-квалификационных характери
стиках ряда разделов ЕТКС приведены при
меры работ, имеющихся в каждой осграсли,
но они не охватывают все р·аботы, без исклю
чения. Поэтому в необходимых случаях _в це-
лях обеспечения единства при тарификации
. ,~.,.
работ и присвоении квалификационных разря-
дов рабочим на предприятиях отрасли ми
нистерства по согласованию с соответствую- .
щим ЦК профсоюза могут разрабатывать и
утверждать · дополнительные перечни приме-
ров работ. Работы, включенные в дополни-
тельные перечни, _ по сложности исполнения
должны соответствовать работам, предусмот-
ренным тарифно-квалификационными харак
теристиками профессий-- соответ«твующих раз-
рядов ЕТКС.
249
В тех случаях, когда для той или иной
профессии в справочнике предусматривается
несколько разрядов, рабочий более высокой
квалификации, помимо работ, перечисленных
в тарифно-квалификационной характеристике
присвоенного ему разряда, должен обладать
знаниями и навыками д~я выполнения всех
работ, предусмотренных тарифно-квалифика
ционными характеристиками рабочих низшей
квалификащш этой же . профессии.
Ур0,вень теоретических и практических зна
ний рабочего определенной квалификации дол
жен соответствовать требованиям, изложен
ным в тарифно-квалификационных характери
стиках. Кроме того, рабочий должен знать:
рациональную организацию труда на своем
рабоче.м месте; при. бригадном методе работы
рабочий высшей квалификации должен знать
также организацию труда своей бригады; тех
нологический процесс выполняемой работьr;
правила технической эксплуатации и ухода за
оборудованием, приспособлениями и инстру
ментом, при помощи которых он работает или
которые обслуживает; нормы расхода горюче
го,- энергии, сырья и материалов на выполняе
мые им работы; требования, предъявляемые к
качеству выполняемых работ; виды брака ,'
причины его возникновения, способы его преду
преждения и устранения; .безопасные и са
нитарно-гигиеничные методы труда, основ-
250
•
ные средства и приемы предупреждения и ту-
шения пожаров . на своем рабочем месте
(участке); сигнализацию и правила управле
ния подъемно-транспортным оборудованием и
правила стропальных работ . там, где это
предусматривается органи·зацией :rруда на ра
бочем месте ; производственную (должност
ную) инструкцию и правила внутреннего тру
дового распорядк;): .
Кроме того, рабочие, непосредственно за
нятые управлением и обслуживанием машин
и меха,_низмов (машинисты, мотористы, налад
чики, крано.вщики, электромонтеры-ремонтни- •
ки и др.), по условиям выполняемой работы
должны владеть слесарн·ым делом в объеме,
достаточном для :гого, чтобы они могли само
стоятельно . устранять возникающие в процес
се работы оборудования незначительные не
поладки и принимать участие в его ремонте.
Присвоение . рабочему квалификационного
разряда или повышение его производится на
основании заявления р.абочеrо и представле
ния мастера_
Вопрос о присвоении или повышении раз
ряда рабочему рассматривается квалифика
ционной комиссией предприятия или . цеха
после проверки его теоретических знаний и
сдачи пробы.
•
Присвоение рабочему ква'лификационного
разряда или повы1:11ение р.азряда производится
251
с учетом сложности работ, выполняемых в цехе,
на участке. Возможны случаи, к·огда рабочий
по своим знаниям и о. пыту заслуживает . повы
шения разряда, но работ более высокого раз
ряда на данном участк е нет .' В этом случае
рабочему рекомендуют переl?од на другой уча
сток или в другой ' цех, где есть работа, соот
ветствующая его квалификации. После пере
вода ему может быть присвоен более высокий
разряд и оформлен в установленном , порядке.
Организация проверки квалификационной
комиссией теоретических знаний рабочих и
сдачи ими пробы является обязанностью
мастера . При с'даче пробы рабочий должен
выполнить установленные н0рмы выработ
ки (времени, обслуживания), качество про
бы должно соответствовать установленному.
Оценку уровня практической подготовки ра
бочего на участках, где не могут быть выпол
нены пробные работы, также дает мастер
участка.
.Т
арифная сетка представляетсобой
шкалу разрядов, каждому из которых при
своен свой тарифный коэффициент .
..
Тарифная сетка устанавливает необходи
мые соотношения в уровне оплаты рабочих в
зависимости от их квалификации или сложно
сти выполняемых ими работ .
Тарифный коэффициент возрастает от раз~
ряда к разряду и показывает, во сколько раз
252
тарифная ставка того или иного разряда пре
вышает .тарифную ставку первого разряда,
которой присвоен коэффициент, равный едини
це. Поэтому чем выше разряд, тем больше
, j,.1 оэффициент и выше тарифная ставка.
"
На предприятиях машиностроительной . и
металлообрабатывающей промышленнос:ги
действует шестиразрядная тарифная сетка,
которая приводится в качестве при 111 ера ниж~
Тарифный
разряд
II
1
III IV ·v. VI
•
·1
1,09 11,20
Тарифный
1,0
1,33 1,5 1,71
коэффициент
Тарифная став·ка- один из глав
ных основных элементов тарифной системы, с
помощью котррого устанавливается абсолют
ный размер оплаты труда рабочих в единицу
времени: : в час (часовые тарифные ставки) , в
день (дневные тари;фные ставки) , в месяц
(месячные тар,r1фные ставки).
Для оплаты работ, нормируе м ых путем раз
р:а ботки и установления норм времени, , при
меняются часовые тарифные ставки, а для
оплаты работ, нормирование которых прои з во- .
дится путем установления сменных норм выра
ботки, применяют дневные тар.ифные ставки .
253
Для оплаты труда рабочих машинострои
тельной и металлообрабатывающей промыш
ленности применяются в основном часовые та
рифные ставки.
Тарифные ставки не являются едиными для
б-ольшинства профессий и специальност ей ра
бочих, занятых в различных отраслях народ
ного хозяйства, они дифференцируются в за
висимости от значимости той или иной отрас
ли, а также · QT характера, условий труда и
применяемых систем заработной платы . Так,
например, тарифные ставки для рабочих
сдельщиков несколько выше по сравнению
со ставками рабочих-повременщиков в связи
с тем, что рабочие-сдельщики работают более
интенсивно .
Руководителям предприятий предоставлено
право устанавливать рабочим-повременщикам,
работающим по нормированным заданиям,
рассчитанным на основе межотраслевых, от
раслевых u других прогрессивных нормативов
по труду, тарифные ставки рабочих - сдельщи-
ков.
'
На рабо'тах с тяжелыми, особо тяжелыми
и вредными условиями труда устанавливают
повышенные тарифные · ст,авки по с;равнению
со ставками рабочих соответствующей квали
фикации, занятых на работах с нормальными
условиями труда (та~л. 11 l-
;:54
11. Часовые тарифные ставки
,
Часовые тарифные ставки, коп ., •
Каи,(ории рабочих по услови-
для разрядов
ям труда и формам оплаты
-
I1IIlш1IV1V1VI
Рабочие, занятые JJa раба-
1
тах с нормальными уело-
,.
виями труда:
54:8
сдельщики
50,3
60,6 67 ,0 75,4 86 ,3
поврем:енщики
47,1 51,2 56,6 62 ,7 70,5 80,7
Рабочие, занятые на раба-
тах с вредными условиями
труда:
сдельщики
53,0 57,6 63,7 70 ,5 79,4 90,8
повременщики
49,5 53,9 59 ,6 65,9 74,2 84 ,9
Типовой перечень профессий рабочих и ра
бот, оплачиваемых по тарифным с,тавкам,
установленным для рабочих, занятых на рабо
тах с тяжелыми и вредными _ условиями, а
также с ос.обо тяжелыми и особо вредными
условиями труда на предприятиях машино
строительной и металлообрабатывающей про
мышлен~ости, утвержден Постqновлением
Госкомтруда и . Секретариата ВЦСПС от
14 декабря 1972 г. No 333/34. .
Для рабочих, занятых на обработке метал
лов и других материалов резанием на металло
обрабатывающих станках в цехах и на: участ
ках в угольной и торфяной •промышл~нности,
255
черной и цветной металлургии, электроэнерге
тической , нефтяной : газовой , химической, ма - •
шиностроительно й , нефтехимической, ми~ро
биологической, химико-фармацевтической, ле·с
ной и друг·их, установлены единые часовые
тарифные ставки.
Для сохранения регулирующей роли та
рифных ставок в заработной плате в ус_ловиях
повышения уровня механизации производства
и квалификации рабочих они должны перио
дически (примерно раз в пять лет) пересмат
риваться в сторону повышения по мере роста
средней ' заработной платы рабочих.. Это по
зволяет поддерживать высокий уровень нор
мирования труда и систематически увеличи
вать riрименение технически обоснованных •
норм, с тем чтобы · оплата . труда каждого ра
ботника соответствовала его трудовому вкла
ду в общественное производство.
Для . некоторых категорий рабочих-повре
менщиков, у которых содержание выполня
емых работ и ква.тщфикация не имеют особых •
раз:личий, вместо тарифных ставок установле
ны месячные должностные оклады. Профес
сии рабочих, которым установлены месячные
оклады, не тарифицируются по т,арифно-ква
лификационным справочникам, этим рабочим
не присваиваются тарифные разряды.
В Положениях об оплате труда месячные
оклады рабочих указаны в . виде «вилки», на-
256
пример: светокопировщики, уборщики произ
водственных помещений, ротаторщики, маши
нисты по стирке спецодежды - 75-80 р.; кла
довщики - 80 -85 р. ;( лифтеры гру зовых лиф
тов, маркировщики - 70-75 р.; водители
электро- и автотележек - 75-85 р.; водите
ли т·ранtпор·r:но-убороч_ньrх машин - 85-95 _р.
и др.
Конкретный оклад каждому рабоче!'у1у
устанавливается администрацией по согласо
ванию с комитетом профсоюза в , зависимости
от квалификации рабочего, сложности выпол
няемой работь1 и условий труда, а также с
учетом напряженности применяемых норми
рованных заданий, норм обслуживания и нор
мативов численности. ·
. Месячные оклады рабочим-повременщи
кам, занятым непосредственно в цехах и на
участках или выполняющим работы при вред
ных условиях труда, повышается иа 10%, а
занятым в цехах и на участках или выполня
ющим работы с о~обо вредными условиями
труда - на 15%.
Высококва ли фицированным рабочим, заю,
тым на особо важных и ответственных рабо
тах, с разр е ш е ния мин истерства могут быть
установлены взамен тарифных ставок оклады ·
в размере до 200 р. в ме~яц.
районные коэффициенrы к за
работной плате вводятся для работн'иков пред-
9 9-1271
257
приятий и организаций, расположенных в рай
онах с неблагоприятными климатическими ус
ловиями и недостаточно обеспеченных рабочей
силой. Значения раЙОJJНЫХ коэффициентов
устанавливаются в пределах от 1, 15 до 1,6.
Наиболее высокие значения районных коэф
фициентов вводятся для работников предприя- ,
тий, расположенных в районах Крайнего Се- .
вера и местностях, приравненных к районам
Крайнего Севера, а также в высокогорных,
пустынных и безводных районах.
ФОРМЫ И СИСТЕМЫ ЗАРАБОТНОЙ ПЛАТЫ,
ОСОБЕННОСТИ ИХ ПРИМЕНЕНИЯ
Тарифная система п'озволяет. установить
обоснованный _размер оплаты только в з;~.виси
мости от квалификации и сложности выполня
емой работы, а также от условий труда, в ко
торых выполняется данная работа. Для · того
чтобы создат.ь материальную заинтересован
ность ра,бочих в росте производительности
труда, улучшении количественных и каче -
1
ственных показателей, экономиN, наприм'ер,
материалов, инструмента, необходимо уста
новить наиболее эффективные формы и си
стемы оплаты.
В промышленности нашей страны применя
ются Б основном две формы оплаты: сдельная
258
и повременная. При сдел ь- н ой форме труд
рабочих оплачивается в соответствии с коли
чеством и качеством изготовленной ими про
дукции. Эта форма оплаты является преобла
дающей в промышленно ст и и применяется для
работ, где созданы следующи е условия: уста
новлены количественные показател и труда
(натуральные измерители, нормированное вре
мя), правильно отражающие затраты труда
рабочих; рабочий оказывает непосредственное
влияние на рост выпуска продукции сверх
установленного задания; имеется возможность
для разработки и внедрения те хн ически об
основанных норм выработки и обеспечен точ- ,
ный учет фактически произведенной прод у1<- -
ции.
Сдельная система оплаты труда по спu<;:о
бу начисления заработка может быть прямой,
косвенной и аккордной.
Прямая сдельная оплата применяется в тех
• сл уча ях , когда необ ходимо обеспечить зави
симость зар-аботка р,абочего от объема выпол
неj-iной работы . Такая оплата в значитель ной
степени стим ул ирует рост производительности
труда. При этой . форме оплаты наибольший
заработок имеют· те ~аб-очие, которые доби
ваются наивысшей производительности труда.
Прямая сдельная оплата прнм~няется на
участках, где действун:-т пре)н1у щественно
опытно-стат11стические нормы.
259
Косвенная сдельная оплата применяется
для оплаты незначительных гр у пп вспомога
тельных рабочих, обсл уживающи х основное
производство (наладчики обор уд ования, гр уз
чики, подсобные рабочие и т. п . ) . Оплата в
этом случае произв'одится по косвенным сдель
ным расценкам, которые устанавливаются п у
тем деления месячной тарифной ставки на ко
личество продукции, подлежащей выпуску по
плану за месяц . · Эта система оплаты приме
няется редко, так как она не оказывает цря
мого влияния на увеличение объема вы.пуска
емой продукции, рост производит ельности тру
да и, к тому же, мало понятна рабочим.
Аккордная оплата - одна из разновидно
стей прямой сдельной оплаты, при которой
расценка устанавливается не на отдельные
операции, а суммарно на весь комf!лекс работ
в ·целом . . Применение аккордной оплаты спо
собствует сокращению затрат времени на нор
мировщ1ие труда и учет, а также материально
стимулирует сокращение сроков выполнения
работ. В аккордном наряде , помимо описания
объема выполняемых работ и суммарной рас
ценки, указывается срок, в течение которого
работа должна быть выполнена . При невы
п~>Лнении установленного задания в срок сум
ма выплаты по , аккордной оплате может . быть
снижена. На предприятиях машиностроитель
ной и металлообрабатывающей промьrшлен-
260
ности эта система применяется в редких слу
чаях, например, при срочных неотложных ра
ботах, при ликвидации аварий, поломок, вы
полнении ремонтных работ и т. п.
Применяемая на • машиностроительных
предприятиях прямая сдельная система опла
ты труда основных рабочих достаточно эффек
тивно стимулирует перевыполнение норм и
плановых заданий по производству продук•
ции, однако _недостаточно способствует повы
шению .качества.
В связи с этим особый интерес · представ
ляет система оплаты, применяемая на ряде
машиностроительных предприятий страны с
курпносерийным характером производства.
При этой системе оплаты · труда заработ
ная плата начисляется за выполнение каждой
операции по конечным · результатам работы
линии - выпуску готовой продукции . Изготов
ление забракованных деталей, даже если они
и были годными на первоначальных опера
циях, не оплачивается. В этом случае каждый
рабочий заинтересован в высоком качестве
выполнения не только своей операции, но и
всех последующих операций вплоть до окон
чательного изготовления изделия . Такая си
стема оплаты труда, при которой сочетается
и индивидуальная, и коллективная заинтере .
сованность всех рабочи х в конечном резуль
тате работьr, является очень действенным
261
средством повышения качества выпускаемой
продукции и может успешно применяться на
предприятиях и участка х серийного и крупно -
серийного прои з водства .
•
Сдельно-преми _ альная система
оплаты труд а - р аз новидность сдельной
формы оплаты труда, при которой рабочему
сверх сдельного заработк а выплачивается пре
мия за выполнение и перевыполнение установ
ленных показателей.
Премирование может производиться ~ за ин
.дивидуальные
и, коллективные результаты ра.
боты по т·аким показателям:
работа без дефекто в и сдача продукции
ОТК ,с первого предъявления;
работа по доверенности ОТК с личным
клеймом;
выпьлнение и перевыполнение личных пла
нов повышения производительности . труда;
выполнение и п е ревыполнение сменно-ме
сячны х заданий, планов;
выполнение и : перевыполнение технически
обоснов'а-нных норм выработки;
экономия материалов, инструмента, энер
гии.
На отдельных участках производства с уче
том особенностей работы могут устанавли
ваться и другие показатели премирования.
При премировании рабочи х за п~ановые
пока,зате.11и__. , н~о6: ~ одимо
учи т ывать ~ачество
262
выполнения работ. В свою очередь премиро
'вание рабочих за · качественные показатели
работы должно производиться • при условии
выполнения количественных показателей.
Сдельно-прогрессивная систе
ма заработной платы- разновид
ность сдельной формы оплаты труда, которая
предусматривает дополн·ительное . поощрение
рабочих-сдельщиков з,а выработанную продук
цию сверх установленной месячной н.орм.ы вы
работки (исходной базы). При этом продук
ция, выработанная в пределах исходной базы,
оплачивается по утвержденным сдельным рас
ценкам, а выработанная сверх исходной ба
зы - по полуторным или двойным сдельным
рас-ценкам.
•
Руководителям ·предприятий машинострои
тельной · и металлообрабатыаающей промыш
ленности по согласованию с комитетами проф
союзов пред·оG:тавлено право вводить временно
эту систему оплаты на. решающих участках
. производсrгва,
где это экономически целесооб
. разно.
Начисление сдельно-прогрессивных доплат
произврдится по месячным результатам рабо
ты за . продукцию, отвечающую техническим
условиям, произведенную сверх исходной ба
зы. Исходная база для начисления доплат
устанав.ливается, как правило, на уровне фак
тического выполнения норм за последние три
263
месяца, но не ниже действующих норм выра
ботки.
'
На участках, где возможен учет результа
тов работы в натуральных единицах, исход
ная база, сверх которой выработанная про
дукция оплачивается по повышенным расцен
кам, должна устанавливаться в натуральных
единицах (штуках, тоннах и т. п.).
Сдельно-прогрессивная система оплаты
труда не может вводиться для рабочих, опла
чиваемых по сдельно - премиальной системе.
Повременная форма оплаты
труд а - это такая форма оплаты труда, при
которой зарплата начисляется рабочему за
фактически отработанное время, исходя из
тарифной ставки присвоенного ему разряда.
Повременная форма · оплаты применяется
для оплаты работ, не поддающихся нормиро~
ванию (например, экспериментальных, опыт
ных, наладочно-регулировочньrх, ремонтных);
работ с регламентированным технологическим
режимом и ритмом ( автоматизированных, ап
паратурных процессов: термообработка, галь
ванопокрытия, р· аботы на конвейерах с прину
дительным ритмом, на станках с программным
управлением и т. п.); с повыше.иной ответ
ственностью за качество выпускаемой продук
ции (например, испытательных, доводочных
работ); для оплаты труда вспомогательных
рабочих, который не поддается ни нормирова-
264
нию, ни учету (кладовщиков, подготовителей,
распределителей, дежурных слесарей и элек
тромонтеров и т. п.).
Повременная оплата может быть почасо
вой, поденной и помесячной в завис-Имости от
того, какой период времени принят для на
числения заработка. При почасовой оплате
устанавливается ·размер часовой ставки, и за
работок зависит от числа проработанных ча
ссв; при поденной оплате устанавливается
размер дневной ставки и заработная плата
зависит от числа прорабо,танных дней; при по
месячной оплате заработок определяется в
виде месячной ста в ки (оклада) незаюiсимо
от числа рабочих дней в месяце.
В чистом виде прямая повременная оплата
практически не применяется, так ка,к . в . этом
случае -не учитываются различия в результа
_
тах труда рабочих одного и того же тариф
• наго · разряда, что
приводит к уравниловке .
. Поэтому
для рабqчих-rювременщиков приме-
няется премирование, которое способствует
дополнительной материальной заинтересован
ности в результатах труда. Премирование ра
бочих прои зводи тся за выполнение и перевы
полнение плановых пока зателей' при качествен
ном выполнении работ; за бесперебойное
· обслуживание рабочих мест при условии без
аварийной работы; отсутствие простоев обо
рудования; соблюдение технологических ре-
265
1
жимов; своевременную приемку продукции;
выполнение нормированны х заданий и т. д.
Пр~емия не выплачива ет ся: рабочим, совер
шившим прогул в :течение расчетного перио д а
(месяца, квартала); рабочим, · · допустившим
нарушение общественного порядка или прора
ботавшим неполный месяц в связи с увольне
нием по собственному ж,еланию или другим
неуважиrельны м причинам.
Начальнику цеха предоставляется право
по согласованию с цеховым комитетом JIИ
шать отделыrых рабочих премии п·олностью
или частично за произвt:щвтвенные упущения
в работ~ · в течение расчетного периода : Лише
ние или снижение размера премi,~и должно
производиться только за тот расч~тный пе
риод, в котором рабочим были совfршены
упущения или· прогул, и должно быть объяв
. лено приказом по цеху с указанием причин .
На основе анализа эффективности действу
ющих форм и • систем ; заработной пла,ты,
проведенного на ряде машиностроительных
предприятии, предлагаются следующие реко
мендации по организации оплаты труда и пре- ,
мирования в отдельных цехах мацшнострои
тельных , заводов.
В щтамповочно-заrотовительных и прессо
вых цехах оплату п·ро и зводственных рабочих
целесообра зно- производить по сдельно-преми
альной системе заработной платы, премию
266
вьшлачивать за вьшолнение и перевыполнение
личных планов повышения производительно- 1
сти труда; при наличии возврата продукции на
доработку или увеличении числа этих возвра
тов лишать рабочих премии частично или пол
ностью.
Аналогичным образом: рекомендуется орга- ,
низоеать заработную плату . станочников. В от
дельных случаях при изготовлений станочни
ками особо ответственных деталей большой
. точности
целесообразно вводить повр~менно
премиальную оплату их труда с премиро
ванием за . выполнение но_рм:ированных зада
ний.
Труд наладчиков загото -S. ительных и меха
нических цехов рекомендуется оплачивать по ··
косвенно-сдельной системе оплаты.
В литейных цехах наибольшая ,эффекти:в
ность достигается при введении сд~льнdй
оплаты коллективного труда по конечным ре-
зультатам.
,
В начальный период выпуска новых изде
лий . необходимо стимулировать сокращение
периода освоения нового производства путем
введения премирования за выполнение отдель
ных заданий в установленный , срок или до
срочно при условии высокого качества про
дукции. По мере освоения серийного произ
водства необходимо · изменять · показатели,
условия и шкалы премирования.
267
Для производсtвенных рабочйх tермйче•
ских, гальванических, малярных цехов и уча
стков, которые ' оказывают большое влия .ние
на качество выпускаемых изделий, где работа
связана с необходимостью строгого соблюде
ния технологичес1{их р·ежимов, целесообразно
вводить повременно-премиальную оплату тру-
• да с премированием за выпуск продукции вы
сокого качестваJiри условии выполнения нор
мированных заданий.
•• Труд рабочих
опытно-экспериментальных,
ремонтных обслуживающих цехов целесооб
разно. оплачи_вать повременно с начислением
премии за выполнение производственных нор-
. миро ванных
заданий (норм обслуживания и
соблюдения зависящих от них качественных
пока'зателей). .
На:'? участках, где качество выпускаемой
продукции является определяющим показате-
. л,ем,
для стимулирования повышения квали
фикации рабочих-сдельщиков целесообразно
часть общей премии, полагающейся им за
улучшение качества продукuии, . начислять не •
к сдельному заработку, а к тарифной ставке
присвоенного разряда за фактически отрабо
танное время.
Перечисленные рекомендации разработаны
на - основе передового опыта предприятий ·в
условиях серийного и крупносерийного произ
водства.
268
3аслуживаеt большого внимаiНiя и pat• .
простр1анения опыт организации и оплаты тру
да рабочих основного. производства на Волж•
ском автомобильном заводе [ 14].
Все рабочие основного производства заво
да организованы в производственные бригады
по территориальному принци.пу расположения
рабочих мест, закрепленных за сменным мас
тером. Рабочие, работающие в первую и вто-·
рую смены на одних и тех же рабочих мест,ах,
составляют ,,одну производственную бригаду.
При таком принципе организации производ
ственных бригад обеспечиваются условия соли
дарностц мастеров в .выполнении суточного за
дания на закрепленньiх за ними рабочих мес
тах, минимальные затраты времени на учет
выполненных работ, а также взаимозаменяе - •
масть рабочих между мастерами двух смен.
Система организации оплаты труда рабо
чих состоит из двух частей: п е рвая - за ка
чественные, вторая - за количественные ре
зультаты труда.
Первая часть заработной платы (за каче
ственные результаты труда) состоит их трех
элементов: тарифной ставки; доплат за про
фессиональное ма стерство; доплат за условия ,
- труда .
•
,
Тарифная ставка вып л ач ива ется рабоч ему
за фактически отработанное r,ремя согла с.но
присво е нному р азряду.
269
Рабочим, , досtиrшим высокогь масtерсtва.
в выполнении работ по ,своей профессии и по- ,
стоянно выполняющим смежные операции или
работы смежных профессий, постоянно соблю
дающим технологичес,кую и производственную
дисциплину, установлена доплата за профес
сиональное мастерство. Эта до плата устанав
ливается один раз в г од при высоком каче
стве выпускаемых работ на основе следую щих
данных:
•
Показатели
Освоение смежнь1х ощ~раций в производ
ственной бригаде:
размер
доплат,
%
40% всех операций
4,0
70% »
»
в·,о
100% »
»
12,0
При снижении качества выполняемой ра - \
Gоты доплата . рабочему за профессиональное
мастерство может быть уменьшена щш снята
. полностью начальником цеха по п редставле
нию. мастера, по согласованию , с п рофсоюзной
организацией.
.
. Доплата
за условия труда на рабочих . ме
стах устанавливается в завис"Имости от степе
ни напряженности, тяжести и вредности усло
вий труда в процентах к тар 'ифным ставкам •
рабочих, включая до п латы за 'профессиональ
ное мастерство. Эта д?плата устанавливается
270
\
в зависимости от перечисленных выше факто
ров в размере 4; 8; 12; 17; 22 и 27%. Макси
мальный размер доплаты (27%) устанав ..тшва
ется для рабочих мест с особо вредным·и и
особо тяжелыми условиями труда. _ Начисле
ние доплат за условия труда производится за
время фактической работы рабочего в усло
виях· труда, для которых установлен соответ
ствующий размер доплаты.
Вторая ·часть заработной платы (за коли
чественные результаты труда) состоит из
двух элементов: дополнительной оплаты за
выполнение нормированных заданий; прем~и
за снижение трудоемкости.
Дополнительная . оплата за ·' выполнение
нормированных заданий fтимулирует количе
ственные результаты труда при вып у ске про
дукции высокого качества. Она уст;шавлива
ется в процентах к п\овременной заработной
плате рабочих (тарифная ставк ~ + доплата
за профессио,нальное мастерство + доплата за
условия труда) . Задания устанавливаются для
производственной бригады в целом.
На этом з ·аводе при выполнении -на·пряжен
ных нормированных заданий на 81 % начисля
ется доплата в размере 10%, при выполне
нии - на 91 % - 20%, при выполнении на
100% - 40% . В случае выполнения нормиро
ванных заданий ниж е 80 % дополн и тельная
оплата не Пр<'JИЗВОДИТ С Я. , -
271
\
,.
Начальнику цеха • предоставляется право
снижать размер дополнительной оплаты (не
более чем на 50%) отдельным рабочим, кото
рые в течение месяuа не выполнили установ
ленных норм, а рабочим, систематически в те
чение месяuа _ способств у ющим своим трудо м
выполнению нормированных заданий брига
ды,- соответственно повышать размер допол
нительной оплаты до 50% в пределах установ
ленного размера дополнительной оплаты для
данной бригады в целом. Начальнику uex a
предоставляется таюке право снижать раз ме
ры ' или полностью лишать дополнительной
оплаты отдельных рабочих . за нар ушение тех
нологической. дисциплины , и низкое -качество
выполняемых работ , Снижение разм_ ера или
лишение рабочего · дополнительной оплаты
объявляется приказом по цеху,
Премирование за выполнение заданий по .
снижению трудоемкости распространяется на
всех рабочих основного производства, кото
рым устанавливается задание . по снижению
трудоемкости продукции. Начисление премии
произве>дится по р'езультатам работы за месяц
в проuентах к тарифной ставке присвоенного
рабочему разряда за фактически отработан
ное время на выполнение нормированного за
дания, ·
В период освоения проектной трудоем1<ости
размеры пр ем ии устанавливаются в зависи-
272
мости от коэффициента К = ;Факт • (Тфакт-·
прое1<тн
фактически до стигнутая трудоемкость ,
t Тпроентн---:- проектная трудоемкость):
Свыше 1,4
1,3-1,4
1,2-1 ,3
1,1-1,2
1,0-1,1
I<
размер
премини,%
"тарифной
ставке
10,0
12,0
14,0
16О
1в:о .
Существуют, дополнительные условия пре
мирования, при невыполнении которых раз
мер пре мии снижается, а именно: выполнение
бригадой месячных планов по , снижению тру
доемкости; соблюдение высокого уровня куль
туры про изводства на рабочих местах каж
дым рабочим. '
Если бригада не выполнила месячный
п лан по снижению трудоемкости или не был
соблюден высокий уровень культуры произ
водства на рабочих местах каждым рабочим,
т9 размер премии снижается, а рабочим, - не
соблюдающим высокий уровень культуры про
изводства на своих местах, премия не выпла
чивается.
Действуюшая на, Волжском автомобиль
ном заводе система оплаты труда уд3:чно соче -
273
• тает в себе преимущества повремею-ю - прем и
а.льной и сдельно-премиальной систем оплаты. .
При использовании этой системы обеспечива - 1
ется выпуск продукции высокого качества и
выполнение установленных заданий в срок.
ИСТОЧНИКИ ПРЕМИРОВАНИЯ:
И ОБОСНОВАНИЕ СТИМУЛИРУЮЩИХ ·
СИСТЕМ ОПЛАТЫ ТРУДА
•
Премии, обусловJ,Iенные систем~й о платы •
труда, составляют дополнительную, перемен
ную часть заработной платы. Они характери
зуют результаты труда и являются важнейшим
_ средством материального стимулирова н ия ра
бочих и · служащих для дости:жения более вы
соких производственных показателей.
)
До перевода предприятий на новуrо си ст е - 1
1,
му планирования и экономического стимулиро
вания основным источником п р емирования
рабочих являлся фонд заработной платы. С пе
реходом народного хозяйства на новые усло -
вия. плщшровани_я и экономического стимул и
рования выплата премий рабоч11м пр оизводит-
ся как из фонщ1. зар.аботной платы, ' так и из
фонда материального поощрения п ред п рия- •
тия, образуемого за счет отчислений or прибы-
лей. Премирование может вводиться как за
1
274
1<ол.t1еktивные, tак и за йндивиду~льньrе р~
зультаты работы.
Фонд материального поощрения расходует
ся : на текущее премировани е рабочих, инже
нерно-технических работник ов и служащих по
установленным премиальным . системам; на
премирование работников за вьцюлнение о.со
бо важных и срочных производственных зада
ний; на .выплату премий работникам, победив
шим во внутризаводском социалистическом
соревновании; на выплату вознаграждения за
общие годовые , итоги работы предприятия; на
оказание единовременной помощи работникам
предприятия.
В зависимости от источника премирования
все премии делятся на выплачиваемые из фон
да заработной платы, из фонда материального
поощрения, за счет специальных ассигнований.
За счет специальных ассигнований выпла
чиваются разовые, поощрительные премии,
которые не обусловлены сие.темами оплаты
• труда. Разовые премии выплачиваются луч
шим работникам, передовикам производства.
Размеры премий отдельным работникам не
определяются в положениях о премировании и
устанавливаются администрацией совместно с
профсоюзным комитетом. Эти премии не учи
тываются при исчислении средней заработной
платы . К числу поощрительных относятся· пре
мии за создание и внедрение новой техники;
215
за содействие внедрению изобретений и рацио·
наJПiза-торских предложений; по итогам Все
союзного социалистического соревцования; за
сбор, сортировку, хранение, сдачу и отгрузку
ме'таллолома; :;Ja экономию топли~ва, воды,
э:Л-ектрической и тепловой энергии; за изготов
ление и поставку высококачественной продук
ции на экспорт и многие другие.
Премированию поощрительными цремиями
и·одлежат только те работники, которые при
нимали непщ:редственное участие в осуществ
лении работ, которые подлежат премированию.
Источники премирования по перечи .е-лен
ным поощрительным премиям образуются в
соответствии с положениями, утвержденными
Правительством. Так, например, и_сточником
премировани~ работников машиностроитель
ных и металлообрабатывающих предприятий '
, за создание и внедрение новой техники явля
ется фонд премирования, размер которого со
ставляет 1% от фонда заработной платы про_
мышленно-производственного персонал а.
Средства, отчисляемые на выплату премий
за создание и внедрение новой техники, раз
деляются на два фонда. Первый фонд, называ
емый централизованным, находится в распоря- ,
жении министерств и вёдомств, второй - оста
ется в распоряжении руководителей предприя
тия. Средства их централизованного фонда
, расходуются на поощрение работников за важ-
2.16
нейшие раоотьt tto новой технике, предусмоt
ренные в народнохозяйственном плане и :в го- _
довых планах по новой технике министерств и
ведомств, а средства из фонда, оставленного
в распоряжении руководителей предприятий,
на поощрение работников за выполнение ра
бот, предусмотренных в годовых планах пред
приятий rпо новой технике. ·_
Премии за создание и внедрение новой тех
ники выплачиваются независимо от выполне
ния плана п о дRугим показателям деятельнос
ти пред п риятий.
Сумма единовременной премии устанавли
вается в зависимости от годовой экономиче 0
екай эффективности, получаемой в народном
хозяйстве в результате выполнения конкрет
ных работ, в таких размерах:
Годовая экономн-
Размер премии; % от
ческая эффектив-
· годовой экономической
ность
эффективности .
До IОтыс.р. . . .От •6до25·;1-10неболее2,0тыс.р.
От [0ДО20ТЫС.р.)) 5))20 »
3,4 »
1))20))50 ))
))
4))17 ))
6,0 »
)) 50 »100 ))
))
3))12 »
10,0 »
» 100 »500 ))
))
2))10 ))
35,О »
» ,500 ТЫС. 1р, до
2 млн. р.
))
1))7»
80,0 »
От2млн.р.ДО
5. млн. р.
-
,,0,7»4
•
150,0 »
Свыше 5 млн. р.
»0,5»3
»
200,0 »
271
Конкретные суммы премий пь· оrдельным ,
мероприятиям новой техники в пределах меж
ду минимальными и максимальными размера
ми устанавливаются выпнi~тоящей организа
цией, когда премирование производится из цен
трализованного фонда, и ' руководителем пред
приятия, когда премирование производится из
• средств, оставляемых . в
распоряжении пред
приятия. Доля премии, выплачиваемая рабо
чим, не должна быть меньше 40% при пре
мировании за вьiполнение плана новой техни
ки, меньше 60 % - за изготовление и постав
ку продукции на экспорт.
Премия по результатам Всесоюзного со
циалистического соревнования / распределяется
пропорциоf!алнно фонду , заработной . щ1аты
каждой категории работ·ающих за отчетный
квартал.
Распределение сумм премии по категориям
работающих из других специальных источни
ков производится в зависимости от степени
участия их в выполнении рабt;п.
Совет Министров СССР постановлением от
20 сентября 1955 г. No 1722 -о повышении рq
ли мастера и начальника IJрО'изводственного
участка ira предприятиях п_редоставил мас
терам ' и начальникам. участков - право преми
ровать рабочих за высокие производственные
показатели, ,образцовую работу и успешное
11ыполнение задания за счет средств премиаль-
278
ного фонда, выделяемого ежеме~ячно в рас - •
поряжение мастер а в размере до 3 °/0 от фонда
за.работной платы по· участку. Этот премиаль
ный фонд можно использовать только при от
сутствии перерасхода фонда зар'аботной пла,
ты и в пределах установленного для участка
фонда заработной платы, п е р есчитанного на
выполненный объем работы.
Средства п·ремиального фонда, н!:; израсхо
дованные в данном месяце, могут быть ис
пользованы - в течение последующих трех ме-
сяцев.
•
Ввиду большого ра знообразия производст
венных условий на каждом предприятии, в це
хах и произв одстве нны х участках, от котор1,,1х
зависят количественные и качественные пока
затели хозяйственной деятельности, при разра
ботке форм и систем заработной платы раба
.чих необходимо выбрать и установить наибо
лее целесообразные . пока затели , премирования.
Они должны учитывать реал~ные условия тру
да, сложивши еся в отдельн~1х цех;ц и на про
изводственных участ.ках, чтобы создать мате
риальные стим ул ы, ориентирующие р або чих на '
улучшение именно тех производственны х пока
зателей, в улучшении которых в данный пе
риод заинтересован коллектив предприятия.
На многих предприятиях в настоящее вре
мя все щире применяют премi-1ров а ние за вы
полнение и пер евыполнение · личных п лан ов по-
279
вышения производительности труда, · за сдачу
продукции высокого качества с первого предъ
явления, повышенное премирование на рабо
тах с технически обоснованны м и нормами
. выработки,
за разработку и внедрение м еро
приятий по снижению трудоемкости изд елий,
введена выпл_ата вознаграждения из фон да м а
териального поощрения по итогам года и пре -
. ми рован ие
за выполнение особо важных работ
и заданий, шире стали премировать рабочих
из специальных источников (фонды пре м ирова
ния за содействие внед рению рационализатор
ских предложений, за сбор и отгрузк у м етал
ло,лома, за выполнение плана экспортных по-
ставок и т. д.).
.
В период бьrстрого ра з вития техники произ
водственные условия не ост а ются постоянными
в течение длительного периода .времени. Они
изменяются J:j связи с освоением в производст
ве все более сложных изделий и повышением
требований к их качеству, внедрением новых
технологических процессов •и материалов, в
связи с механизацией и . автоматизацией про-
• изводства и т. д. Системы оплаты труда при
этом не могут оставаться стабчльными . И х не
обходимо своевременно пересматривать в со
ответствии с требованиями производства .
/
280
1
МОРАЛЬНОЕ СТИМУЛИРОВАНИЕ
ВЫСОКИХ ТРУДОВЫХ ПОКАЗАТЕЛЕЙ
Всесторонне используя материальные сти
мулы, Коммунистическая партия, Советское
правительство уделяют большое внимание раз
щ,1тию моральных ср1 _мулов к труду . .
«Правильное сочетание материальных и мо
ральных стимулов · к труду,- говорится в Про
грамме КПСС,- великая •созидательная сила
в - борьбе за коммуни ~ м. По мере движения к
коммунизму будет все более возрастать значе
ние моральных стимулов к труду, обществен
ного признания достигнутых результатов, чув
ства ответственности каждого за общенарод
ное дело» *.
К моральным стимулам относятся все виды
морального поощрения рабочих и служащих за
доtтижение высоких трудовых показателей.
За образцовое выполнение трудовых обязан
ностей, успехи в социалистическОм соревнова
нии, повышение производительности труда,
'улучшение качества продукции , продолжи
тельную и без упречную работу, новаторство в
труде на · большинстве предприятий широко
применяются такие формы морального поощ-
• рения, как объявление благодарности, нагр;~.ж
дение Почетной грамотой, занесение на доску
* Программа кп_сс. м . , Политиздат, 1975, с. 89.
281
Почета, в юlИгу llочета или г_алерею Трудовой
Славы' , присво е ние з вания «Лучший рабочий
по профессии», «Отличник качества».
На Н а ходкинском судоремонтном заводе
~s:оллекпщ цеха, завоевавший первое место в
канун праздников 1 Мая и Великого Октября,
получает право возглавить зю~одскую колонну
на городских демонстрациях.
Многое делается для совершенствования
морального стимулирования трудовых дости
жений на Киевском авиационном заводе...:_ од
ном из передовых предприятий города, респуб
лики и отрасли.
При успешном выполнениI-J социалистиче-
'
ских обязательств в ц~хах проводятся митин
ги с участием руководителей завода и обще-
ст.венных организаций, а также представите
лей других цехов - смежников. На мити·нгах
и собраниях коллективов в торжественной об
становке особо отличившимся рабочим, :Инже
нерам, . техникам вручаются Почетные грамо
ты, вымпелы .
.На
заводе проводятся вечера передовиков
производства, слеты ударник,ов коммунистиче
ского труда, торжественные проводы в ряды
Советской Армии, на пенсию, посвященlе в ра
бочий класс. На торжественных собраниях
кол,лектива и · вечерах трудовой славы внос в
зал •заводских Красных знамен доверяют по
бедителям социалистического соревнования.
282
Ежегодно на заводе разрабатываются ус
ловия социалистического соревнования, в ко
торые вносятся новые предJJОЖе ния по мораль
ному стимулированию высоких труд овых по
казателей. В разрабатываемых условиях преду
сматривается участие в соревновщшях :;Ja звас
ния «Лучший по профессии», «Заслу:,кенньrй
мастер завода», «Мастер первого класса» и
«Мастер второго класса», «Заслуженный са
молетостроитель», «Ветеран труда» и т. д. За
последние годы ЦК КПСС, Совет Министров
СССР, ВЦСПС и ЦК ВЛКСМ разработали
важные меры морального поощр ения передо
вых коллективов и трудящихся . 'так, для на
граждения лучших бригад и участников соци
алистического соревнования введены почетнрrе
вымпелы министерств и ЦК профсоюзов, при
чем чле.нам бригад, награжденных вымпелам.и,
вручаются дипломьi и памятные подарки. Для
награждения рабочих, инженерно-технических '
работников и ~лужащих за достижение высо
ких показателе й в социалистическом соревно
вании учреждены единые общесоюзные нагруд
ные знаки.
В развитии моральных стимулов очень -важ
но, чтобы на каждом предприятии, в цехе, на
участке хор о шо зналй, кто как работает, как
поощряются достойные • раб отники. Там, где
умело использую:г фор мы морального поощре-
283
ния, вкладывают в э:го дело такт и - сердеч
ность, неизменно · утверждается атмосфера де
ловитости, товарищества, творческого подъема.
IX. УПРАВЛЕНИЕ УЧАСТКОМ
ПОЛОЖЕНИЕ
О ПРОИ~ВОДСТВЕННОМ УЧАСТКЕ
Первичной qперативно-производственной
структурной единицей цеха является производ
ственный участок, под которым понимается со
вокупность определенным обр?зом расгiоло-
• женных рабочих мест, где коллектив рабочих
выполняет часть производственного процесса,
либо изготовляет часть выпускаемой цехом но
м_еtIКлатуры продукции. По степени специали
зации и формам организации производственно
го процесса производственные участки делят
ся на участки единичного (индивидуального),
серийного и массового типа производства.
Производственный
участок
единичного
типа
производства
характеризуется широкой номенклатурой из
готовляемых деталей и узлов в малых коли
чествах, для чего требуется применение пре
имущественно универсального оборудования.
Трудоемкость и себестоимость деталей и . уз
лов, изготовляемых на таю-rх участках, высока.
284
J
Пр6изводетвенный участок се
рийного типа производствахарак
теризуется изготовлением однотипных деталей
периодичес к и повторяющи м ися партиями (се
риями) . Это бол е е эффективная организаци.я
произво дственного процесса, чем предыдущая.
Преимущество ее перед единичным типом про
изводства заключается в более Г{!убоком ра:з
_ делении труда и лучшем использовании квали
фикации рабочи х ,и оборудования, более
низкой трудоемкости и себестоимости деталей
и узлов.
Производственный
участок
массового типа производства ха
рактериз у ется и з готовлением однотипных де
талей и узлов в больших количествах. Здесь
при м еняется . специальное и специализирован
ное оборудование для выполнения однородных ·
операций. Оно располагается в последователь
ности операций тех нологичес к ого проц е сса; на
каждом рабочем месте выполняется одна оп~
рация.
В зависи м ости от фор м ы специализации и
организации производственных процессов уча
стки создаются либо по тех нологическому ; ли
бо по предметному принципу.
Пр и те х нолог и чес кой специализации за
производственным участком закрепляется од
нотипн а я ч а ст ь технол огического процесс :: .
По т ак ом у принципу организ овывают в меха-
2135
ническом цехе токарньr~. фрезерные, шлифо
валь н ые, слесарные участки . Техноло ги чески
с п еuиаJiизированные пр ои зводственные участ
ки имеют однородный состав оборудования,
обрабатыва ем ые детали и у злы в процессе из
готовления проходят че р ез несколько участков .
При технологиче с кой сп_ециализации услож
няются кооперирование, оперативно - производ
ственное планирование и р е гулирован и е произ
водства . Этот принцип создания производ ст
венных участков характерен: для едини чн ого и
мелкосерийного производства.
• При
предметной специализации за участ
ком з~:~.крепляют изг9товление определе н но й
номенклатуры деталей, у злов . На участке в ы - ,
полняют различные . операции техн ол огическо
го процесса. Состав его . оборудования неодн о
роден. Например, в механическом . цехе rio та-.
кому принципу создают участки нор м але й , ва
лов, шестерен. Обрабатываемые детали · на
о,дном и том же участке пр о ходят различн ы е
виды обработки (то1{ арн у ю , фрезер н ую, шл и
фовальную и др.). При создании предметно-
. замкнутых
участ к9в цел есообразно з а крепл ять
за ними детали и· узлы, сходные по хонструк-
• ции
и методам изготовления. Это по з в ол ит
рё1змещать оборудование в п о следо в ател ь
ности , опр ед ел яемой техноло гическим пр о ц ес
спм, внедря т ь поточные ivreтoдt,1 раQОТЫ. При
пред)\'1.етной специализацин каждый про извод -
286
ственный участок отвечает не за качество вы
полнения Qтдельных операций, а за качество
готовых дета.лей и узлов. нс\ ' этих участках
сокращаются сроки пр оизводства, связь меж
ду производствен ными рабочими тесне~. Ор
ганизация участка по предметному принципу .
более эффективна, чем по технологическому.
Однако из-за наличия одинакового оборудова
ния на различных предметных участках оно
может оказаться неполностью загруженным.
Для избежания этого участки по предметному
принципу целесообразно организовывать на
производстве с массовым или круп_носерийным
характером.
Производственные участки основного про
из водства взаимосвязаны между собой дей
ств у ющим технологическим процессом на из
де.лия, выпускаемые согла:сно утвержденному
плану и графикам поставки з:аготовок, отли
вок, деталей и узлов. ,
Производственный -участок во;зглавляет
tт<i1рший мастер (начальник участка), который
непосредственно подчиняется начальнику цеха
или директору предприятия (при бесцеховой
структуре управления предприятием). Он осу
ществляет функции планирования, координи
рования и контроля работы подчиненных не
посредственно ему мастеров, не вмешиваясь в
их работу и не подменяя их при выполнении
возложенных на мастеров функций..
Должность начальника участка вводится
только в особо крупных про.изводственных це
хах на участках с большой номенклатурой из
делий ' при условии подчинения нача льнику уча
стка не менее дв у х старших мастеров . Если
в цехе есть несколько технологических взаи
мосвязанных участков, то на каждые три ма
стера назначается старший мастер, который
осущес'твляет функции планирования, коорди
нирования и контроля _ деятельности мастеров _
участков.
Участок может работать в 1, 2 и 3 смены.
В этом случае каждая _смена возглавляется
_ сменным производственным мастером, смен
ные мастера подчиняются непосредственно
старшему мастеру или начальнику производ
ственного участка. Иногда руководство во 2-ю
цли 3-ю смены осуществляется назначенными
из числа наиболее квалифицированных рабо
чих неосвобожденными бригадирами.
Основными задачами производственного
участка являются: выполнение и перевыпол
нение производственной программы на основе
хозяйственного расчета при минимальных ма
териальных и трудовых затратах; обеспечение
соответствующего качества выпускаемой про
дукции при. рациональной эксплуатации основ
ных средств производства; обеспечение выпу
ска гото!}ой продукции и полуфабрикатов по.
графикам (часовым, сменным и т. д.); обеспе-
288
чение правил техники безопасности, промыш
ленной санитарии и охраны труда на произ-
• водственном участке; содержание оборудова
ния в надлежащем порядке и правильная его .
эксплуатация; неуклонное повышение благосо
стояния рабочих участка, удовлетворение их
материальных и духовных запросов.
•
В целях создания необходимьrх условий
для производственной деятельности участка
руководств q цеха обязано об~спечить · его со
ответствующим оборудованием, технической
документацией, материалами, инструментом,
рабочей силой согласно технически обоснован
ным расчетам.
ВЗАИМОСВЯЗИ УЧАСТКА С ЦЕХОВЫМИ
И ОБЩЕЗАВОДСКИМИ СЛУЖБАМИ
Эффективное управление производством на
участке обеспечивается при разделении труда
аппарата управления на отдельные функции.
Роль и значение различных функциональных
групп в общей системе управления неодинако
вы. Ведущими являются функции общего ру
ководства и управления, выполнением кото
рых заняты старший мастер, начальник участ
ка, начальник цеха и т. д .; а также работники
диспетчерской службы, осуществляющие опе - •
ративное регулирование производства. Основ
ной задачей работников этой функциональной
10 9=12U
289 ·
группы является принятие оптимальнь1х реше- ,
ний, координацшr и контроль .их выполнения.
Работники остальных функциональных• групп,
з анятые в цеховых .и общезаводских службах,
обслуживают работников, выполняющих функ
ции общего руководства и управления. В своей •
повседневной работе мастер взаимо,п.ей<ствует
со следующими функциональными службами
цеха: планово-диспетчерским бюро, технологи
ческим бюро, бюро труда и заработной платы,
службой механика, бюро инструмента, табель
щиком, . завхозом, а также с мастерами, воз
главляющими смежные производственные
участки, и мастерами-сменщиками (рис. 16) .
С общезаводскими функционаJiьными
службами, а также вспомогательными цехами
мастер непосредственно не связа~, а действует
через начальника цеха .
Взаимосвяз 'ь мастера с функциональными
службами цеха регламентируется положения
ми о службах, утвержденными руководителем
предприятия и способствующими улучп.iе
·нию организации управления производством,
повышению ответственности и укреплению
производственной и хозяйственной дисципли
ны. Эти положения являются нормативн,о - пра
вовой основой для правильного применения
мер дисциплинарного и мат~риал ь ного воздей
ствия к лицам, не выполняющим возл9женных
на них обязанностей.
290
о
*
Начальню<
цеха
1
1
1
•1
1
1
1ПДБ 1 /БТиз / J пэв,/ /Завхоз1j
~ J БИ-Х J 1Механик f
-
-,-
--
,-
-
-i-
--
-
,-
_
-_
_
_;___
--
,-
-
--
1-
j ____ !_
___
J_____ !
_
,Стар(ший мас- I • ., _! _
_
_
_!
__ -'---
тер н ачаль -
.
ни1< участка)
1
1
1
/ Мастер! 1 Мастер \ ГМастер /
--,-
-
1
1
1
1
Подсоб- -,
1-;,:--1 1Основ• I 1Налад- 1
ные ра•
пред
ные ра-
чик
бочие
бочке
-
Рис, 16. Структура аппара.та управления крупным цехом и участком:
1
1
1БТК1
-
1--
1
1
1
11коит-,рО·
~
- ~ ~- - . админис тративное
подчинение; - ---- - методическое подчинение;
ПДБ - планово-диспетчерское бюро; БТиЗ.:- бюро труда · и заработной платы;
t-.:>
ПЭБ - планово-эконqми·ческое бюро; ТБ- технолоr!jческое бюро; БИХ
-
бюро
~ инструментального хозяйства;_ БП( - бюро технологического контроля.
Началь-
ник це-
ха
ПДБ
292
12. Основные инфор_мационные
Информация, поступающая к мастеру
Наименование
Приказы по це-
ху
Устные распо- ·
ряжения по
производствен-
ным и админи-
стративным
вопросам
Инструктаж
График сдачи
продукции по
дням и декадам
Сменные · зада-
ния
Информация об
обеспеченности
заготовками,
r_отовыми изде-
лиями, материа- .
лами
Маршрутные
листы, наряды
.
Порядок поступ
ления
Через секретаря
Непосредствен-
но от началь-
ника цеха
То же
Непосредствен-
но от начальни-
ка ПДБ
-Тоже
Через распреде-
лителя
То же
Периодичность
поступлений
На следующий
день после под-
писания
По мере необхо-
димости
1
Ежемесячно до
25-го числа
-
Ежедневно до
9Ч,
Ежедневно до
15ч
Ежедневно ДО
9ч
потоки мастера
Информация, передаваемая мастером
Наименование
Информация о произ
водственной деятель- .
ности участка
Отчет о выполнении
графиков сдачи про
дукции
Отчет о вь1полнении
сменных заданий
Информация о необхо
димых заготовках, го
товых изделиях, мате
риалах
Порядок переда
чн
Лично
•Через планови-
1,а
То же
Через распреде
лителя
Информация о необхо- То же
димь1х транспортиров-
ках заrото!JОК и дета•
лей
·
Периодичнос'l'Ь
передачи · •
Ежедневно
Ежемесячно до
3-го числа
Ежедневно до
16 ч 30 ..мин
Ежедневно ДО
15ч00мин
Ежедневно до
14ч00мин
293
ИДВ
тв
.,
БТиЗ
294
Информация, поступающая к мастеру
Наименование
Порядок поступ- Периодичность
ления
поступлений
Информация о Непосредствен
загрузке обо' ' но от началь-
рудования
ника . ПДВ
Ежедневно до
9ч
Информация о
новых техноло
гических про
цессах и инст
рукциях
Непосредствен- По мере введе
но от начальни- ния
Нормы расхода
материалов
Планы органи
зационно-техни-
чески х меро-
ка ТВ
•
То же
»»
приятий
Инструктаж по ' » »
новым · техноло
гическим пр о-
цессам '
Выполнение
норм выработки
Нормы времени
и расценки ' на
новые раqоты
Непосредствен
но от начальни
ка ВТиЗ
То же
То же
До начала . пла
нируемого пе
риода
По мере необхо-.
Iдимости. .
Ежедневно до
12-ч
По мере введе
ния
'
Продолжение табл. 12
Информ а ция, пе'реда ваемая ма стером
Наимено:Вание
Порядо к . переда-
Периодичность
чи
передачи
f
.
.
Инфьрмация о нар у- Лично
По мере возник -
шениях технологиче-
новения
CIOIX проЦР.ССОВ
\
1
,
Информация о . выnол-
»
По мере ВЫПОЛ•
нении оргтехмероприя-
нения
тий
·,
·,
Акты о простоях
.Лично
По мере возник-
1
новения
',
Сводки выполнения
»
Ежедневно ДО
работ
до14ч
~
295
,·
.,,
"'-
Информация, поступающая к мас<rеру
о :,:"'
ft; g-~
=::i::-8 - ti
i:i~~~
..~..
Порядок ПОС'l'УП- Периодичность
g~~b Наименование
Е-< ::1= =
ления
поступлевиit
UroQ..:s::
~ :gi:: :::f
ВТиЗ Информация о Непосредственно Ежемесячно до
разрядах рабо- рт начальника 1 числа
чих
БТиЗ
Информация о То же
Ежедневно до
заработной пла-
12ч
те рабочих
Информация об » J
Ежемесячно 5,
использовании
15, 25 числа
рабочего време-
ни
Карты передо- » ))
По •мере разр а-
вых методов
ботки
труда
Графики отпус-
)»
Ежегодно .до
ков
25 декабря
Эконо- План по произ- Непосредствен- Ежемесячно ДО
водству
но от экономи- 25 числа
мнет
ста
..
Отчет о выпал- То же
Ежемесячно до
'
10-ro . числа
нении плана по
производству
Информация о » ~
Ежедневно до
ходе выполне-
9ч
ния плана по
производств.у
296
Про_должение табл. 12
Информация, передаваемая мастером
Нанменовакие
~:-~орядок переда-
Периодичност_ь
чн
передачи
'
1
1
i
'1З7
Информация, поступающая к мастеру
Эконо
мист
БТК
На·именоnание
Сдельная зара
ботная плата
за первую по
ловину месяца
Инструктаж
Акты 6 браке
Информация о
качестве про
дукции за про
шедшую смену
1Инструктаж
1
Меха- Отчет о коэф
ник це- фициенте ис-
ха -- пользования
298
оборудования
План остановки
_обору давания
. дл'я
ремонта •
Порядок постуn- Периодичность
лення
поступлений
'
Непоср7дствен
но ОТ ЭКОНО·
миста
То же
Непосредствен
но от на чаль-
ника БТК 1
То же
(
»»
Ежемесячно
'!6 числа
По мере необ
ходимости
По мере ВЫЯВ·
ления брака
Ежедневно до
9ч.
По мере необ
ходимости
Непосредствен- Ежемеся'lно до
но от механика 2-ro числ·а
То же
За 10 .!(неЙ ' до
остановки обо
рудования
Flродолжение табл. l!L
..
Информация, передаваемая мастером
Наименование
. Порядок
переда•
Периодичность
ян
передачи
1
-
Информация о забра- Лично
По мере ВОЗНИК·
кованных деталях
новения
Акты на утерю дета- Через планови- То же
лей
ка
'
-
-
Журнал инструктажа Лично
По мере необхо-
по качеству
димос_ти
.
Информация о неис- Лично
По мере ВОЗНИi,>
правности оборудова-
новения
ния
299
Меха
ник це
ха
БИХ
Информация, nос'l'упающая к ыастеру
Наименование
Порядок посwуп- Периодичност ь
левия
пос~упленнй
Инструкции по Непосредствен
уходу за обо- но от механн-
рудованием
ка
I;1нформация об Через распре
обеспечении ра- делителя
бочих мест ос-
насткой и ин-
струментом для
выполнения
сменных зада-
ний
"
Инструктаж по Непосредствен
эксплуатации и но от началь
хранению инст- ника БИХ
румента и ос-
На\:'fКИ
По мере разра
ботки
Ежедневно к
15ч,00мин
По мере необ
ходимости
Табель- Информация о Непосредствен
но от · табель
щика
По мере воз
никновения •
щик
-неявках работа-
300
ющих, наруше
ниях трудовой
дисциплины
Приемные и от
nускные запис
ки
То же
По графику
Продолжение табл. 12
, Информация . передаваемая мастерQu
Наименование
Порядок переДа
ч11
Информация о потреб- Через распреде
ном инструменте, при- лителя
способлениях
Периодичность
передачи
Ежедневно JJ.O
10ч
Сверхурочные талоны Через рабочих По мере необ
ходимости
Увольнительные за- То же
То же
писки
301
ь. "'-
Информация, поступающая к !"а стер у
i~i ~
:i: ::с: о Q)
:s: ~~~
::с: с :s:: ~
,,_
g~~~ Наименование
~ :::!:S: ·:s:
и са a.:s::
:s: :н:: :, '
Табель- Инструкции по
щик
ведению табель-
ноrо учета
Инструктаж
Заведу' Акты на- еписа-
ющий ние мелкого
хозяй- хозинвентаря
ством
Инструктаж
Мастер- 1 Журнал пере-
смен-
дачи смен
ЩИК
.
Раба -· . Информация о
чий уча- неполадках на
стка
рабочем месте
302
Порядок п ос'l'уп-
ления
Непосредствен-
но от табель-
щика
То же
Непосредствен-
но от заведую-
щеrо хозяйст-
БОМ
1
То же
1
Непосредствен
но от мастера
смен щика
Непосредствен
но от рабочего
Периодичность
поступле~ий
По мере раз-
работки
По мере необ-
ходимости
По мере недб-
ходимости
То же
1
Ежедневно с 1
16Ч10МИНДО
16ч20мин
По мере воз
никновения
Продолжение табл. 12
~... ..... ,,
Информация, передаваемая мастером
Наименование
Порядок переда-
Извещение об измене- Через
нии смены
Табель
Лично
Информация о необхо- Лично
J!ИМЫХ канцелярских
принадлежностях, мел-
ком хозяйственном
инвентаре, спецодежде
и их ремонте
Ведомости на спеuпи-
)'
тание
1 Журнал п~редачи см~н 1· Лично
Сменные задания, мар- Лично
шрутные листы
Заготовительные кар
точки на материал
Инструктаж
»
чи
рабочих
, Периодичность
передачи
По ·мере не9·бхо-
димости
Ежемесячно
15 и 30 числа
По мере необхо-
димости
'
Ежемесячно ДО
25-го числа
1
Ежедневно с ,
16ч10миндо
16ч20мин
Ежедневно с
15Ч30МИНДО
16ч10мин
То же
По . мере необ
ходимости
зоз
Мастер
смеж
ник
Бюро
техни-
ческой
инфор-
мации
Бюро
рацио-,
нализа-
ции··и
изобр,·-
татель-
ства
304
Информация , поступающая к мастеру
Наименование
Информация о
деталях, · про
шедших обра
ботку
Информация · о
последних до-
стижениях нау-
кии техники
Задание по ·ра-
ционализации
на квартал
Инструктаж
Порядок поступ
ления
Через ,диспет
чера
Через уполно-
моченного по
технической
информации
Через уполно-
моченного по
рационализации
То же
Перноднчность
П?ступлени1i
Ежедневно
Ежемесячно
13- 15-го числа
До 25 числа
последнего ме-
сяца квартала
По мере пеоб-
ходимости
ПродоАжение табл. 12
Информация, передаваемая мастером
.,
Наименование
Порядок переда.-
Периодичность
'чи
передачи
..
Талоны на межопера- • Через распреде- Ежедневно
-ционную обработку Jiителя
Информация о дета- Через диспетче- Ежедневно ДО
лях, требующих обра-
ботки в смежных це-
ра
9ч
хах
Запрос о новейших
Через уполномо- По мере необхо-
достижениях науки и ченного по тех- , димости
техники
нической инфор-
мации
Информация о внед- Через упо.лно- По мере внедре-
ренных и поданных
моченного по
ния
рационализаторских рационализации
предложениях
'
305
Инфор-
мацион-
но-вы-
числи-
тельный
центр
Отдел
техники
безопас
нос1и
Информация, поступающая к мастеру
,Наименование
Подетальная
производствен-
ная программа
Ведомость еже-
дневной сдачи
товарной про-
дукции
Ведомость еже-
дневной сдачи
валовой продук,
ЦИИ
Инструктаж
.
Инструкциц о
порядке . прове
дения инструк
тажа по техни
ке безопасности,
о порядке про
изводства особо
опасных работ,
о методах 3-сту
пенчатого конт
роля
Порядок поступ
ления
Через планови-
ка
То )Ю-
)} ;;
-
. Непосредрвен-
но от начальни-
ка цеха
Непосредствен
но от , началь
ника отдела
1
!1
Периодичнос,ъ
поступлени ii
Ежемесячно ДО
25-го числа
Ежедневно
, Е~едневно
По мере необ-
ходимости
После их ут
верждения
l
.Пр о должение
табл. 12
Информация, п ереда в а ем а я ма стером
Наименование
;
Порядок переда
·чи
Периодичность
р ередачи
Рапорты о сдаче дета- Через плановика Ежедневно
лей
•
Наряды о выполнен
ньiх работах
Информация о несч а
стных случаях и трав
мах
Журнал первичного
-инструктажа по те хни
ке безопасности
Через уч€тчика
Лично
По мере воэ
ник нове ния
Периодически
i
Информация, поступающая к мас<rеру
Наименование Порядок пос'i'уп
ления
Отдел Инструкции по Непосредствен-
техники технике безопас-. но от н-ачаль
l'е зо пас- ности по про- ника от.!(ела
ностJt фессиям рабо-
-
чих
Участок
свя·зи
Юрйди-
ческий
оо:л.ел
$)8
Инструктаж по То же
технике безопас-
ности
Список необхо- Через секрета-
димых телефо- ря начальника
нов
цеха
•Инструктаж
Через инжене-
ра связи
Инструктаж по Непосредствен-
правовым во-
но от началь-
- просам
инка о:r.дела
Периодичность
поступлений
После их ут
верждения
По мере нео·б
ходимости
По мере необ-
ХОДИМОСТИ
То же
По мере необ-
ходимости
:,,.-·
.
\
Продо-АЖ:еНUе lllilбл. /2
Информация, передаваемая мастером
',
\
Наименованве
Порядок переда-
Периодичность
чв
передачи
-
\
Информация о непо- Лично
По мере возник-
ладках средств связи
новенЮ1
и сигнализации
'
,..,,,
Информация ь нару- Лично
По мере возник-
шениях сохранности
новения
социалистической
\
собственности, госу-
дарственной и трудо-
ВОЙ ,!lИСЦНПЛННЫ
~аэ
а. "'-
Информация, поступающая к мастеру
о :;"'
~t§'~
=:i:-&ti
~з~;
'
g~~~ Наименование Порядок поступ- Периодичность
~ :::f:S: =
ления
поступлений
С,1 со с.=
:s: )! "' ::r
Лабора- План мероприя- Через орrани- По мере разраа
тория
тий по НОТиУ з·атора· па нот ботки
научной График работы То же
То же
орrани- предприятия
зации
Режим работы »
»
»
»
труда
цехов и отделов
произ-
График праве-
»
»
)
)
водства дения совеща- .
и управ- ний
ления
Распорядок ра-
»
)
:t
:t
бочеrо дня ма-
стера .
Примерный ка- » )
)
)
лендарный ме-
сячный план
мастера
Типовой проек.т »
)
)
»
орri,!низации ра-
бочеrо места
мастера
Книжка мастера » »
»
»
..
Должностная
».»
)
»
инструкция ма-
стера
Инструктаж
)
)
По мере необ-
ходимости
310
Продолжение табл. 12
Информация. передаваемая мастеро,м
Наименование
· Информация о выпол
нении мероприятий
Порядок переда
чи
Через · организа
тора по НОТ
Периодичность
передачи
По . мере ВЫПОЛ· •
неtrия
3'11
Еже,11.невный анализ работы
-
Количе-
Невыходы ра-
ство рабо-
"
бочнх, чел ·Ч , Простой рабочих,
о
чих
"'
по причине
чел, ч. вследствие
'-
:,<
"
о
:,<
о
"'
о
"'
.,
2~
"'
о.
"-
"'
<t
О.:,
"'
t::"
:,:
"'
~"'
"'о
:с
::f
":о ,:
о
",:
о." :,:
.Q,;,
"'
" ',:
"
t::
о,:
"'~
"-а,
"
",:
:,:
о
,:"'·
~~ ~:,<
"
"'"
"
""
:,:о
о
:,:
:,< ~
о.
"'
"'
'"
"'о " ....
":,:
t:: :i
"
:,:
"'
о. <t
,__ "'
,__"
"'
~~
~
"'"'
:,:
"'
о
<t :,<
"
>,
t:: >,
~ :s:
~~
.
о"
'-
:,:
.
"
>,
.
'-
""-
>,"'
'-:,:
"
"
... ""
о"' "'
t::
о"'
""о ~:а ""-
""
:,:
"
щgJ~~о
,__
О.:,:
""'
...
,__
"о.
:rщ
"'
о
t:: :,: '
,:о
о"
о"
щ.,,
.l
Взаимосвязъ между участком, цеховыми и
общезаводскими службами проявляется в ви
де информационных потоков, представляющих
совокупность сообщений, объективно отража-_
ющих те или иные хозяйственные процессы.
К начальнику цеха сходятся все связи, иду
щие от функциональньlх звеньев общезавод
ской системы управления и таких же звеньев
управления в цехе (через -мастера). Началь-
_
ник цеха и функциональные звенья цеха коор
динируют всю поступающую к ним информа
Щfю : формируют ее для учс;1стков. • Линейные
руково_дители вышестоящего уровня управJте
ния направляют на уч;э.сток информацию в
виде обязательных для выполнения приказов,
р.аспоряжений, указании, планов, графиюв,
заданий, а функциоц·альны-е звенья управJiения
участка за (месяц) 198 r.
}Соличество случаев
(
=
"':,:
"'"'
<=>.о
"' ..
Форма 16
1
цеха - информацию, в которой регламенти
руются процесс производства по его основным
элементам (труду, средствам и предметам' тру
да), тецюiюгический процесс и взаимодейст
вие отдельных подразделений цеха в процессе
обеспечения участка всем нео'бходимым_
С уча<;,тка мастера направляются потоки
информации, характеризующие состояние про
изводства на определенные моменты времени.
При изучении документооборота на Киевс1юм
а-виационном заводе установлено, что через
участок мастера прQходит большой объем до
кументации и информации (табл. · 12).
Оперативное управление возможно только
на основе полной и четкой информации. По
этому информационная система должна обес
печить постоянное . получение сведений о днев~
313
3
"'::s:
=
""..,
~ :::::: . ,_
.., о
о..,
~
}=10
:;-:
,.
п
:о
):::
о:
План, чел.
, ~§.Q
Отчет, чел-.
-gsi.
°'" (1)
о"' п
Выполнение, о/е
~~~
План
.'
1
;g-~~ е
::i.с фс
,,
• :S:"CI з: =
Отчет
..с: · :-:~ срд
Болезни, чел •дни
По плану
;\;:;
': '";;~
Фактически
:i,X,
=.,
=·
I:/рогулы, чел -днн
неисправности
обору довання
~ ..c"Cf
отсутствия заго-
; ~g~я
)::::.оо
товок и работы
nJ::i .r::: n
""1 :с::: ➔
t,:j ::s: хо
отсутствия инстру-
:s: ..
V
:s:
"'
мента
Всего потерь рабочего време-
ни,%
План
" '"' tJj
о о:"
Отчет
't:I :, "
S't.c:: с
п"
Выполнение, %
. -.хg
"'
Пл ан
:с 'О tJj
о~ о:
Отчет
't:I O\'t:I
:?оо:,
- "'"'
о(1)о
Выполнение, %
.,;з~
.,,..,
tт~
m
:!,
"':,:
"'
,.,
:,,
..с
=
о:
"'
=
с:,
"'
""
"'р,
..,
"':а,
=
~!~
~ :s:,,!
6~
}.а о
:s:
:-э =-
~
-
~:о
J:
Е:
Относительная экономия (+),
перерасход (-) заработной пла
ты (отчет), тыс. р.
План, р.
"'., "' ()
Отчет, р.
"'.,. .,
:::1 'g ('1)
;g!.
Выполнение, %
~7~
План
1
.., ..,
()
~~~~'g
Отчет
х?~~~
План
1
g'a, "'"' ~
~..;0::о ~=
11 Отчет
с ~'О.'О =о
:= ';_) s:: (1) 7
:Количество невыттолняющих
нормы выработки, чел.
'
Б,рак лродукции, р.
Количество случаев брака и де-
фектов
Количество травм
Количество рационализаторских
предложений, шт.
План. нормо •ч
1
~~:, .,
Отчет, нормо • ч
'< ..,
&~.Ш
Выполнение, % 1
...
1""li:
'1
"'
!:1
:,:
"'
----
,.,
з:,.
:i:
li:
__,
,е,
с:,
"\:>
;1:
Q
... ..
"'1
ном (или за еще бол~е короткие промежутки
времени) выпуске продукции, о наличии и рас
ходовании трудовых, материальных и денеж
ных ресурсов, о работе и загрузке оборудова
ния, об обеспечении ,участка технической до
кументацией, оснасткой и т. д. На основе
этих данных мастер может вести ежедневный
анализ ит9гов работы участка, принимать не
обходимые меры, направленные на щrквида
цию отклонений m нормального хода произ
водства, на улучшение работы участка. В це
лях улучшения информационной базы масте
ров на- передовых . предприятиях разработаны
<Книжки мастера» . Каждая из ни~ состоит из
двух частей . Часть I включает справочные ма
териалы - типовое положение о мастере uред
. приятия, сведения по трудовому законодатель
ству, охране труда, технике безопасности, ка
честве продукции и т.. д., часть II - формы
учета работы участка за год - список личного
состава, основные технико-экономические по
казатели плана, учет отработанного временu и
заработной платы, график отпусков, табель
календарь и. т. д. (Формы 16,17). Основные
lj!Лановые показатели в н;ее вносит экономист
цеха. остальные - мастер.
.
ФУНКЦИИ, ОБЯЗАННОСТИ
И 'прАВА · МАСТЕРА
,
Производственный мастер выполняет вед)':'
щую роль в системе управления · производст
вом нз. участке. Для четкой регла·ментации его
труда в настоящее время действует типовое
положение [30]. В нем определены главные
задачи, обязанности и права мастра, взаимо
связь его с отдельными звеньями и должност
ными лицами в ' системе управления . В связи с
тем, что конкретное содержание труда мастера
определяется технологическими особенностями
производства и его производственными усло
виями, на предприятиях на основе типового
положения разрабатываются должностные ин
~рукции масте,ра.
Мастер является полноправным руководи
телем и непосредчвенным организатором про
изводства и труд~. воспитателем рабочих на
возглавляемом им участке . Он непосредствен
но подчиняется начальнику цеха, а при бес
цеховой структуре управления - директору
предприятия или производственной единицы.
В тех случаях, когда имеется старший ма
стер (начF1льник производственн_ого участка),
мастер непосредственно подчиняется старшему
мастеру (нача л ьнику участка) . Все приказы
и ука з ания директора предприятия, началь
ника цеха и старшего мастера передаются на
317
р-абочие места мастером и являются обяза
тельными для всех работающих на руководи
мом мастером произв·одственном участке. Ма
стер . отвечает за вьшолнение этих приказов и
распор,яжений. Все распоряжения мастера мо
гут быть отмененьr вышестоящими руководите
лями . с последующим его уведомлением.
Мастер должен быть примером сознатель
ности, трудолюбия, творческой активности и
инициативы при решении вщrросов о внедре
нии нового оборудования, прогрессивных тех
н~логическ~х процессов, научной организации
труда и производств.а, должен внимательно от
носиться к запросам рабочих, заботиться о
воспитании молодьrх рабочих, развивать на
ставничество, воспитывqть коммунистическое
Ьтноrцение к труду.
Мастер должен обладать достаточным
уровнем знаний в _ области организации труда,
производства: и управления, психологии и пе
дагогики, иметь воспитательные навыки. Для
этог.о он обязан ПОСТОЯННО · пополнять свои
профессиональные знания, повышать полити
ческий и культурный уровень.
• На должность мастера назначаются инже
неры, имеющие стаж работы на производстве
не менее года; или техники, имеющие образо
вание, соответствующее профилю производст
ва, и стаж работы на производстве не менее
пяти лет. Лица, не имеющие соот~з-ет-ствующе-
318
го ,образования или стажа, но обладающие до
статочным практическим опытом и выполняю
щие в полном объеме · обяз.анности мастера, по
решению квалификационной комиссии могут
быть оставлены на занимаемой должности ма
стера или допущены к ее замещению. Назна
ченriе, перемещение и освобождение от работы
мастера .производится приказом директора
предприятия по представлению начальника
цеха (старшего мастера, начальника участка
при бесцеховой структуре управления).
Руководители предприятий и начальники
цехов обязаны разгрузить мастеров от канце
лярской работы, от выполнения нес.войствен
ных им хозяйственных функций и разного ро
да подсобных работ, а также в случае необ- •
ходимости сократить .и упростить возложен
ную на них отчетность; запретить отвлечение
мастеров в рабочее время на дела, не связан
н;ые непосредственно с руководством производ
ством; установить и строго соблюдать поря-
док своевременной выдачи мастеру производ
ственных задащrй; дневные (сменные или су
точные) задания выдавать мастеру накануне
и для выполнения этих заданий обеспечивать
участок мач~риалами, инструментом и меха-
низмами .
.
Мастер в своей деятельности руководству
ется утвержденной директором предприятия
должностной инструкцией мастера; w:1:ано-м
производства по установленным для участка
показателям; чертежами, техническими усло
виями и технической документацией на изго
товление деталей, узлов и изделий; утвержден
ными нормативами выработки, лимитами по
труду и заработной плате; нормами расхода
материалов; положениями о контроле качест
ва продукции; правилами . внутреннего распо
рядка; моральным · кодексом строителей ком
мунизма; кодексами законов о труде; прцка
зами руководителей предприятия и цеха; рас
поряжениями лиц, которым непосредственно
подчинен мастер . В своей работе мастер опи
рается на помощь общественных организаций
цеха, передовиков производства участка. Ос
новными задачами мастера как непосредствен
ного организатора производства на .рабочих
местах являются: выполнение участком плано
вых заданий по всем технико-экономическим
показателям и принятых социалистических
обязательств при наименьших затратах мате
риалов, трудовых и финансовых ресурсов; по
вышение производительности труда и каче
ства продукции (работ) на основе выявления
и использования резервов производства на •
каждом рабочем месте, а также воспитания у
рабочих чувства коллективизма, высокой от
ветственности за порученное дело.
Для реализации основных производствен
ных задач мастер должен обеспечить вьшол-
320
нение участком в установленный срок плано
вых заданий по объему производства продук
uии (.работ) высокого качества в · заданной но
менклатуре; снижение производственных за
трат на основе полной загрузки оборудования
и использования его технических возможно
стей, соблюдения технологических проuессов,
внедрения научной организаuии труда и раuи
онального расходования сырья, материалов,
топлива и энергии, Исходя из этого, мастер
должен в соответствии с утвержденными пла 0
нами и графиками производства, нормами и
условиями оплаты тRуда своевременно дово
дить производственные задания бригадам и
не входящим в состав бригад отдельным ра
бочим; создавать условия для выполнения ра
бочими участка норм выработки., месячных
производственных планов и соuиалисти~еских
обязательств,
Мастер должен содействовать развитию ра
бочего изобретательства, своевременному вне
дрению принятых раuионализаторских предло
жений, выполнению решений производствен
ных совещаний.
В обязанности мастера входит своевремен
ный пересмотр в установленном порядке норм
трудовых затрат, С uелью выявления устарев
ших и ошибочных норм и- упорядочения опла
ты труда отдельных категорий рабочих мастер
должен вести учет и контроль выполн _ения
li S-1271
321
норм по отдельным рабочим и операциям. Он
должен также систематически изучать суще
ствующие организаuию пр_ои?водственных про- •
цессов, применяемое оборудование, инструмен
ты и приспособления, организацию и обслу:нш
вание рабочих мест, порядок выполнения и
сложность работы, приемы труда, применяе
мые формы и системы оплаты труда, сравни
вать их с теми, которые приняты при разра
ботке норм . Если существующие организаци
онно-т.ехнические условия более рациональны
и прогрессивны, то мастер должен внести
предложения о пересмотре норм.
Если на предприятии вводятся новьiе нор
мы, то после разработки их согласовывают с
мастером. Он доводит их до рабочих и обес-
• печивает освоение норм и нормированных за
даний всеми рабочими путем создания органи
зационно-технических условий, принятых при.
разработке новых норм.
•
Мастер обязан правилI?но применять си
стемы заработной платы и премирования, эко
номно расходовать фонд зар'аботной платы,
УGтановленный участку, не допускать его п~
рерасхода, добиваться полного использования
оборудования и прQизводственных площадей
путем повышения степени исnользования обо
рудования в единицу времени в результате
внедрения прогрессивной технологии (высокой
скорости обработки, прогрессивных инструмен-
322
...
тов и приспособлений), полного использов'а
ния технич_еских возможностей оборудования,
внедрения групповых методов об.работки, пере~
довых приемов труда, совмещения профессий
и функций, бригадной организации труда,
улучшения обслуживания рабочих меёт, укреп
ления трудовой дисциплины; увеличения фон
да времени работы оборудования в результа
те ввода в действие всего установленного на
производственном участке оборудования, -по-
_
вышения • сменности его работы (внедрения
'многостаночного и многоагрегатного обслужи
вания, сокращения , времени простоя обору
дования в ремонте); сокращения времени
непроизводитель-ной за г рузки оборудования
вследствие уменьшения времени, связанного
с выпуском брака и его исправлением, откло- _
нениями от технологического процесса, нера
циональным закреплением работ, -Полное
использование производственных площадей,
кроме того, до ~тигается в результате рацио
нального размещения оборудования, обосно
ванного уменьшения площади, занятой вспо
могательными участками .
Мастер должен ве'сти учет времени простоя
оборудования, анализировать причины про
стоя, вносить предложения по' более эффек
тивному использованию оборудовачи и реа
лизовывать те из них 1 которые входят в
его компетенцию.
Ii*
323
Мастер обязан проводить производственный
инструктаж рабочих; обеспечивать контроль
за качественным изготовлением продукции,
экономным использованием сырья, матери
алов, топлива и электроэнергии, соблюдением
правил технической эксплуатации оборудо
вания и инструментов; , обеспечивать своевре
менную подготовку производства и равномер
ную ритмичную работу участка.
Мастер несет ответственность за невыпол
нение установленных уч·астку заданий по по
вышению эффективности производства и ка -
честву _работы, за невыполнение обязанностей,
предусмотренных положением о производст
венном мастере.
Для качественного и оперативного выпол
нения возложенных на него функций мастер
должен знать: - приказы, распоряжения и дру
гие руководящие материалы, касающиеся про
изводственно-хозяйственной · деятельности уча
стка; технические требования, предъявляемые
к продукции, выпускаемой участком, техноло
ги10 ее производства; оборудование участка и
правила его технической эксплуат-ации; основы
экономики, организации произвощ:тва и тру
да, технико-экономического и производствен
ного планировния; методы хозяйственного
расчета; нормы и · расценки на работы; дейст
вующие положения об оплате труда; правила
324
охраны труда и техники безопасносттт; осно
вы трудового законодательства.
Для выполнения в полном объеме возло
женных на мастера 9бязанностей он имеет
право: .
участвовать в разработке и обсуждении
текущих и перспективных планов участка, в
приемке законченных работ по реконструкции
уч·астка, ремонту оборудования, механизации
и автоматизации производственных процес
сов, совершенствованию организации труда;
производить расстановку рабочих в соот
ветствии с технологическим процессом, их ква
лификацией и специальностью, вносить . пред
ложения о перемещении излишних рабочих на
другие производственные участки;
принимать участие в тарификации работ и
в присвоении квалификационных разрядов ра
бочим участка;
премировать по согласованию с профгруп
оргом рабрчих за высокие производственные
показатели, образцовую • работу и успешное
выполнение заданий . Для этого в распоряже
ние мастера ежемесячно передаются средства
премиального фонда (фонд мастера) в разме
ре до 3% планового фонда заработной пла
ты. Расходовать его мастер может лищь при
отсутствии перерасхода фонда заработной
платы участка. Премия из фонда мас.тера но
сит единовременный характер и в среднюю
325
заработную .плату не включается . Если сред
ства фонда мастера в текущем месяце не ис-~
пользованы , они у мастера не изымаются и
мастер может их использовать в последующие
три месяца. Кроме того, мастер имеет право
-
представлять отличившихся работников к_ дру
_ гим . видам материального и морального по
ощрения;
. участвовать
в решении администрацией
вс-ех вопросов труда, быта и отдыха рабочих
участка;
вносить щ~ едложения о привлечении рабо
чих участка к ответственности за нарушение
трудовой дцсциплины, систематическое невы
полнение по их вине норм выработки, брак в
работе, нарушение правил технической эксплу
атации оборудования , 9храны труда _и техники
безопасности;
не допускать выполнения работ на неис
правном оборудовании и с применением не-_
исправного инструм.ента, приспособлений и ·
контрольно-измерительных приборов, а также
использование в г{роизводстве сырья, полу
фабрикатов и материалов, не . отвечающих
техническим условиям (об этом мастер немед
ленно должен поставить в - известность выше
стqящего руководителя);
· • требовать от руководства
цеха доведения
Щ:) ·участка в уста,новленные сроки производ
ственной программы по количественным и ка-
326
чественным показателям и своевременного
обеспечения производства материалами, осна
сткой, инструментом, необходимыми для нор
мальной работы участка;
требовать от подчиненных ему работников
безусловного выполнения распоряжений и ука
заний по всем вопросам, связанным с произ
водственной деятельностью участка.
Права мастера позволяют ему решать сто
ящие перед ним задачи, используя все мето
ды управления, не прибегая к помощи выше~
стоящих руководителей. Если мастер не мо
жет _самостоятельно решить стоящую перед
ним задачу или если ее решение выходит за
пределы его прав, он должен обращаться за
помощью к своему вепосредственному руково
дителю. (старшему мастеру, начальнику цеха).
Однако вышестоящий руководитель не дол
жен излишне опекать мастера. Чаще всего ма
стеру ставятся в~определенной форме лишь за
дачи, а методика их решения, пути выполне
ния предоставляется выбрать самому · испол
нителю - мастеру. Вышестоящий руководи
_тель должен выполнять функции оперативного
руководства, контроля сроков и качества ис
полнения, давать оценку результатам труда
мастера, ~шструктировать его.
НОРМЫ УПРАВЛЯЕМОСТИ ДЛЯ МАСТЕРОВ,
СТАРШИХ МАСТЕРОВ
И НАЧАЛЬНИКОВ УЧАСТКОВ
Нормы управляемости устанавливаются
для руководящих и инженерно-технических ра
ботников. Они определяют численность работ
ников, непосредственно подчиняющихся одно
· МУ руководителю, занимающему данную долж
ность .
Норма управляемости для мастера выра
жается числом рабочих на участке · и устанав
ливается с уч·етом факторов, характеризующих
выполняемые ма~тером работы. К таким фак
торам относятся: тип производства, количест
во наименовани~ деталей, закрепленных за
участком, средний разряд выполняемых работ,
количество рабочих мест.
Нормы управляемости · для старших масте
ров определяются по расчетной численности
подчиненных ему мастеров; начальников уча
стков - из расчетной численности старших
мастеров, подчиненных начальнику участка.
Внедрение норм управляемости мастеров,
старших мастеров и начальников участков соз
дает базу для 'обоснованно.о установления
их численности, позволяет выявить резервы из
лищней численности и создает на производст
венных участках примерно равные по напря•
328
женности услОВJ:!Я труда этой группы линей
ных рукqводителей .
В нормах управляемости ·для мастеров
есть следующие разделы : классификация уча
стков по видам вьrполняемых работ и приме
няемого оборудования; система поправочных
коэффициентов, которая позволяет расширить
диапазон применения норм управляемости;
примеры расчета норм управляемости; табли
цы норм управляемости по конкретным спе
циализированным. производственным участкам .
В качестве примера приводятся нормы
управляемости мастеров по отдельным произ
водственным участкам, действующие в одной
из отраслей промышленности.
•
Классификация участков по видам работы
приводится в табл. 13 .
Нормативная численностJ:, мастеров по
участку рассчитывается по' формуле
чР
Чм=н •у /
где Чр - среднесписочная плановая числен
ность рабочих на участке; Ну - норма управ
ляемости , определяемая по таблицам.
Численность старших мастеров и начальни
ков участков рассчитывается в зависимос:ги от
численности мастеров (табл. 14) .
Численность старших мастеров и началь
ников у частков - рассчитывается по каждому
329
.13. Классификация участков
Участок ·
Заготовительный
Механообрабаты
вающий
Гальванический
Слесарный инстру
ментального цеха
330
Характеристика участков
Виды работ
Резка и рубка за
готовок, сверлиль
ные, токарные, во
лочильные
Все виды работы,
выполняемые на
металлорежущих
станках
Нанесение всех ви
дов покрытий при
помощи химиче
скоr.о, гальваниче
ского'I (горячего и
диффузионного) •
способбв, шлифо
вания и полиро
вания
Разметка, довод
ка, опиловка, на
резание резьбы, .
шабрение, - с'лесар
ная обработка и .
сборка всех видов
инструмента_ и ос
настки •
Оборудавание
Пилы, прессы,
ножницы, ножов
ки, сверлильные,
то к арные, • воло
чильные . и другие
станки
Металлорежущие
станки различных
видов и типов
Ваннь1, полуавто
матическое обору
дование, поточнь1е
линии, филь.тро
вальные и ультра
звуковые установ~
ки, сушильные
шкафы, полиро
вальные станки
Сверлильные, резь•
бонарезные, опи
ловочные станки,
прессы
14. Нормативная численность мас_теров и начальников
участков
Нормативная численность
1
Численность
_ маст еров
старших мастеров
начальников участков
3-5
6-8
9-1 _1
1
2
3
отдельному участку, а не по цеху в целом .
В качестве -примеров приведены таблицы , по
которым рассчитывается нормативная числен
ность мастеров на различных участках
(табл. 15, 16, 17, 18).
Для норм управляемости , рассчитываемых
для мастеров заготовiпельного и •меrаллооб
рабатывающего участков, вводятся · поправоч
ные коэффициентьi в зависимости от удельно-
го веса новых изделий в плане :
•
Удельны й вес новых издели t. · в
плане выпуска продукции участ ка
До 20 ...
От20до50
Свыше 50
.-
1,0
0,95
0,9
331
15. Нормы управляемости для мастеров за-готовительного
участка
Норма управля-
Количество наимено-
емости, ч.ел.,
при среднем
Тип п роизводства
ваний дет'але~':'1, за - ра з ряде работы
крепленных за уча-
до
стком. шт. (не более)
2.5 1 3,0 13,514,О
Индивидуальный и
500
30292725
мелкосерийный
1000
27262423
2000
25242221
500 0
23222019
Свыше 5000
22211q18
'
Серийный
50
34333130
100
32312928
250
30292726
500
28272524
Свыше 500
25242221
l\рупно-сер ийный ,
25
38373534
tr.ассовый
50
36353332
-
100
34333130
Свыше 100
31302827
332
16. Нормы управляемости для мастеров
механообрабатывающеrо участка
..
jНорма управля-
-
•
емости , ч ел.,
-
Колич;!Ство наимено- при среднем
Тип произ водства
вании дет алей, за- разряде работы
крепленных за уча- ,
•
до
стком. шт . (не более :
.
2131415
Индивидуальный и
500
36353230
мелкосерийн ы й
1000
34333028
2000
32312826
5000
29282624
Свыше 5000
26252321
Серийный
50
41403735
100
39383533
250
36353230
500
33322927
Свыше 500
31302725
1
Круп носери~ный
25,
46454341
массовый
50
43424038
100
41403836
Свыше 100
38373533
333
17.- Нормы управляемости для мастеров
rальваническоrо участка
'
✓
Количество наимено•
Тяп производства
-
ваний деталей, ..:1а -
крепленных за уча-
стком шw. (не более ~
Индивидуальный и
500
мелкосерийный
1000
2000
5000
Свыше 5000
Серийный
50
100
250
500
Свыше 500
Крупносерийный, мае-
25
СОВЬIЙ
50
100
Свыше 100
334
Норма уnрав.r.я -
емости , чел.,
при среднем
разряде работ
до
2131415
27262524
26252423
24232221
22212019
20191817
34343230
32323028
30302826
28282624
26262422
1
38383634
36363432
1
34343230
32323028
18. Н ормы управляемости для мастеров участков
инструментального -цеха
Количество
Норма управляемости.
чел0 • при - среднем раsряде
наименований
работы до
Уча с ток
дет,але i'i, за -
ЗО13.5 , 4,О ,4.515,О 1 _Ci!.
крепленных за
участком; шт "
l не более)
Меха 0ю-заготови-
!ООО
353433323130
тельный
20Q0
343332313029
5000
323130292827
✓
Свыше50003029282726 25
Слесарный
1000
323130292827
200 0
313029282726
5000
292827262524
Свыше50002726 2524 23 22
Инструментальный
1000
30.29282726 25
(ремонт и изготов-
2000
292827262524
ление инструмент,:j
5000
27:2625242322
и оснастки)
Свыше50002524232221 20
Пр им ер ОпреТJ.еJТить норму управляемости {Ну)
для мастера механообрабатыв«юшего учdстка L крупно
серийным т ипом производства.
Исходные данные : количество наименований дета
лей, закрепленных зt учаt·тком - 80. средний разряд р а
боты - 3,8 , удельный вес новых изделий в плане вы
пуска продукции участка - 25 %.
Норма управляемости по табл . 16 составляет 38 чел.
335
С учетом пощ~авочноrо коэффициента в зависи
мости от удельного веса новых изделий
Ну= 38 •0,95 = 36 чел.
Х. ОРГАНИ3АЦИЯ ТРУДА МАСТЕРА
ОСОБЕННОСТИ ТРУДА МАСТЕРА
И ТРЕБОВАНИЯ К ЕГО РАБОЧЕМУ МЕСТУ
Мастер в производственном процессе на
участке выполняет функции общего руковод
ства и управления, Руководящая роль масте
ра определяет творческое содержание его
труда, которое заключается в принятии и
осуществлении управленческих решений.
При этом обычно возникает несколько воз
можных вариантов решений, оценку и выбор
которых делает мастер .
Кроме того, чт.о мастер сам выбирает пу
ти и, методы решения поставленных перед
ним задач, он . еще должен в течение всего
процесса работы следить за теми изменения
ми, • которые вносятся в производство в ре
зультате деятельности остальных работни
ков ,и подразделений, и контролировать ре
зультаты своего труда с учетом этих измене
ний. •Ввиду необходимости непрерывного
изучения и . учета постоянно изменяющихся
336
Gведений о производственном процессе труд
мастера хар 9 кт~ризуется высокой динамич
ностью. Поэтому орган'изация рабочего ме
ста мастера ·должна быть такой, при кото
рой обеспечиваются · условия для своевремен
ного получения и использования достаточно
полной информации.
Характерной особенностью труда мастера
является также необходимость в процессе
работы общаться с большим · количеством ра
ботников, доводить до них свои решения,
принимать участие в обсуждении различных
вопросов на совещаниях. Это требует не
только наличия определенных знаний, но я
умения · работать с людьми, •формулировать
свои мысли таким образом, чтобы они мог
ли быть поняты и осуществлены. Организа
ция труда мастера должна способствовать
созданию рациональных форм сотрудничест
ва, при котором круг работников, с которыми
необходимо общение в процессе руководства,
был бы минимальным, исключались бы не
нужные этапы прохождения и обсуждения
!_Jринимаемых решений, связь между руково
дителями и исrrолнителями была бы · наибо
лее короткой.
Организация труда и рабочего места ма
стера, его методы работы и функции во· мно
гом определяются особенностями - производст
венного участка, типом производства (работа
337
мастера участка единичного и мелкосерийного
производства существенно отличается от со
держания труда мастера участка массового
производства), характером выпускаемой про
дукции, степенью ее сложности, точности, сред
ствами труда, при помощи которых выполня- •
ется каждая операция, профессионально : ква- - •
лификационным составом· рабочих. На органи
зацию труда и рабочего места мастера влияют
также особенности организационной структуры
аппарата управления предприятия, цеха и уча
стка (распределение функций, существующая
взаимосвязь между мастером и соответствую-
щими подразделениями).
•
Под рабочим местом мастера понимается
участок производственной площади, оснащен
ный орудиями труда в соответствии с требо
ваниями должностной инструкции, где посто
янно или времен:в:о протекает трудовая дея
тельность мастера. При организации ра
ционального рабочего места · мастера необхо
димо ИСХОДИТЬ из ряда основных требова
ний, в резулиате соблюдения которых обес
пе'lивается создание ему • максимальных
удобств и благоприятных условий труда, по-
вышается работоспособностч.
•
Учитьrвая, что мастеру приходится перио
дичесJ{и находиться в различных местах це
ха (за своим рабочим столом, на рабочих ме
стах рабочих, на ~ерритории участка, в раз-
338
личных службах цеха), его рабочее место
должно быть рационально расположено по
отношению к участку, которым он руководит,
и к производственным и функциональным
службам цеха (ПДБ, технологическое бюро,
группа механика и др . ). Рабочее место ма
стера на производственном участке , должно
быть расположено так, чтобы обеспечивались
минимальные затраты времени на переходы
по обслуживаемому участку и высокая опе
ративность в решении производственных во
просов.
Количество и виды документов, которые
. просматривает,
оформляет, контролирует,
подписывает мастер, а также количество ин
струментов и канцелярских принадлежностей
определяются на основе его должностной ин
струкции и перечня ' выполняемых им работ
(наряды, маршрутные листы, сводки выпол
ненных работ,, талоны на сверхурочную работу,
акты на брак, извещения на изменения смены,
чертежи, гра·фики, технологические процессы,
приказы, справочные таблицы и литература,
ручки, карандаши, линейки ·(простые и лога
рифмические), мелкие канцелярские приспо
собления). Количество документации и инстру
мента на рабочем месте мастера должно быть
МJ-Iнимально необходимым и постоянным, обе
спечивающим бесперебойнуI<? работу в течение
З39
смены с наименьшими затратами времени на
их поиск .
На рабочем месте мастера целесообразно
поместить счетную машину ЭВМ «Электро
ника» 4.71 Б или «Быстрица-2», комбиниро
ванный канцелярский прибор, приспособле
ние для заточки карандашей, металлический
лоток - для бумаг, настольный вентилятор.
Инструмент, документы и другие предме
ты должны располагаться на рабочем месте
в определенном (удобн.ом для пользования)
порядке, чтобы можно было без дополни
тельных затрат времени найти их, взять и за
тем положить на место ПОСf!е окончания ра
боты с ними. Для этого необходимо посто
янно применяемые в работе письменные при
надлежности размещать в верхнем ящике
стола, канцелярские принадлежности - спра
ва в ложементах, а инструмент и другие
предметы, которые берут левой рукой,- сле
ва; часто используемая документация долж
на . находиться -в пределах нормальной рабо
чей зоны. Ниже приведены перечень и · ре
ко.мендуемое расположение инструментов и
документации на рабочих местах мастеров
Киевского авиационного завода.
РЕКОМЕНДУЕМОЕ' РАСПОЛОЖЕНИЕ ИНСТРУМЕНТА
И ДОКУМЕНТАЦИИ НА РАБОЧЕМ МЕСТЕ МАСТЕРА
Ящик No 1 стола мастер а: рабочие наряды
(маршрутные листы , план-карты); сводки выполненных
работ; сменные задания; талоны на межоперационную
обработку; деловой блокнот; логарифмическая линейка;
авторучка; карандаши; резинки; чистая бумага; штангец-
циркуль; скрепки; клей.
.
_
Я щи к No 2: папка No 1 для свободной подшивки
бумаг (ежедневная расшифровочная ведомость на сдель
ную заработную плату рабочих, табель -учета выходов
на работу); папка No 2 (план по участку мастера, ·месяч
ная расшифро.вочная ведомость по фонду заработной
платы); па11ка No 3 (производственная программа участ.
ка; графики выпуска (сборки) изделий, графики загрузки
рабочих мест); журнал передачи смен; журнал инструк
тажа по качеству; журнал первичного инструктажа по
технике безопасности.
'
Я щи к No - 3: план организационно-технических ме
роприятий по участку; книжка мастера; рабочая тетрадь
мастера; должностная инструкция мастера; должностные
инструкции цеховым работникам; типовой проект орга
низации рабочего места мастера; скоросшиватель «Сбор- '
ник инструкций и положений» (инструкция по ведению
табельного учета; инструкция 9 порядке предъявления
продукции отделу технического контроля; инструкция по
учету и оформлению брака в производстве; положение
о порядке проведения инструктажа по технике безопас
цости и .производственной санитарии работников участка;
инструкция о порядке производства работ с особой опас
ностью; положение о методах трехступенчатого контроля
по охране труда, технике - безопасности, предупреждению
травматизма; пожарной безопасности и санитарной чисто
ты; положение о расследовании и учете несчастных слу
чаев на производстве; инструкции по технике безопас
ности по профессиям рабочих); спр1:1вочная литература . .
341
На рабочем столе под стеклом: график
работы предприятия; календарный месячный план работы .
мастера; распорядок рабочего дня мастера ; список необ
ходимых телефонов; график проведения совещаний на
предприят ~ и; режим работы це хов и отделов предприя-
• тия.
На основе объема и перечня · выбранных
предметов и средств труда подбирается про
из·водственная мебель современных образцов.
Общий объем ящиков и полок должен со
ответствовать размеру предметов (бумаг,
канцелярских принадлежностей и др.), кото
рые хранятся в них, · при условии удобства
укладывания и выемки предметов. Поверх
ность рабочего стола должна быть темной,
твердой и гладкой. Габаритные размеры ме
бели должны соответствовать антропометри
ческим данным мастера (рост, возможности
максимальной _ досягаемости предметов, раба- ·
чей позы). Высота сидения должна быть та
кой, при которой. обеспечивается наиболее
удобное положение рjiботающего, полный об
зор всего рабочего места. Рабочее место дол
жно быть рцсположено так, чтобы была иск
лючена возможность нанесения травмы. При
этом желательно, чтобы мастер • имел воз
можность непосредственной зрительной или
цювесной связи с рабочими. В случае ис
пользования технических средств связи и сиг
нализации световые сигналы должны нахо-
342
диться в поле зрения мастера, З-вуковые сиг
налы он должен слышать без напряжения
слуха, телефонные аппараты, динамики, ми
крофоны целесообразно располага:гь слева
на столе или тумбочке, чтобы правая рука
оставалась - свободной для записи _ разговора,
Примером · хорошего оснащения средства
ми связи и сипrализации являются рабочие
места мастеров Бердянскоrо здвода дорож
ных машин. Здесь на тумбочке, установлен
ной слева, расположены телефоны типа
ТА-65 • общей сети АТС и аппарат типа
ТАН-6МП системы ТАЦБ цеховой оператив
ной связ.и через КОС-22М. Параллельно те
лефону ТАН-6МП подключается приставка
типа ПДСВ . Она дублирует сигнал вызова
по телефону звонком, закрепленным на тум
бочке и . сигнальной лампочкой, подвешенной
на верхней перекладине кабины. Находясь в
любом месте участка, мастер слышит и ви
дит, когда его вызывают по телефону. На ра-·
бочем месте смонтирована также производ
ственная
гром_коговорящая
связь типа
ПГС ПЗ-120. Микрофон аппарата уста~овлен
на рабочем столе мастера, а динамик - на
верхней планке кабины. С помощь19 этого вида
связи мастер может вызвать любого работни
ка, находящегося в пределах цеха [7].
Для связи с мастер_ом в ~рупных цехах
используется радиотелефонная связь типа
343
«Рико - 60». Дис~:~етчер с пульта может вы
звать мастера или другого работника вспо
могательных сл у жб цеха с помощью сигна
ла, издаваемого приемопередатчиком, кото
рый носят все абоненты в кармане. Разыски
ваемый абонент может передать необходи
мую информацию мастеру [7] . •
Мастер относится к категории работников
умственного труда. Неблагоприятные факто
ры внешней среды существенно снижают
производительность труда мастера, не позво
ляют сосредоточиться на определенной мыс
ли, приводят к поверхностному решению про
изводственных задач. Поэтому при органи,за
ции его рабочег9 места на · участке особые
требования предъявляются к . таким факто
рам, как уровень шума и освещенность.
Если уровень шума в цехе превышает пре
делы, допустимые санитарными нормами, то
рабочее мес-r:о мастера должно быть обору
довано в -кабине закрытого типа со звукоизо
ляцией , для чего необходимо, .чтобы окна и ,
дверь были плотно пригнаны по всему пери
метру, оконные · проемы застеклены толстым
стек;лом, вставленным в раму с резино в ы
ми уплотнениями . ,
Особенностью труда мастера является
большое нервное напряжение, обусловленное
такими факторами : уровнем напряжения вни
мания за работой сложttого оборудовани~ и
344
людей; степенью сложности расчетов, кото
рые мастер выполняет в - ходе производст
венного процесса; напряжением зрения и
слуха; степенью опасности работь1. Поэтому
мастеру рекомендуется делать в смену че
тыре перерыва для отдыха по 5- 10 мин че- .
рез каждые 1,5 - 2 ч работы [12].
.
Внешнее оформление рабочего места дол
жно соответств-овать требованиям эстетики ..
Это создает xopo!llee . настроение. Основными
цветами окраски производственных помеще
ний, особенно попадающих в поле зрения ма
стера, должны быть цвета средневолновой
части -спектра, наиболее благоприятно дейст
вующие на нервную систему человека (свет
ло-желтый, салатовый, светло-бежевый, свет
ло-зеленый).
Рациональная окраска помещения ис
пользуется также - и для улучшения его осве
щенности. При выборе цвета .для окраски
помещения и оснащения рабочего места ма
стера необходимо ориентироваться на цвета,
отражающие окодо 40% падающего света:
светло-желтый (цвет слоновой кости) - отра
жает 75 %, салатовый (желто - зеленый) - 70 %,
светло-бежевый - 62 %, светло-зеленый -
42%, бежевый - 38 % [12].
Исходя из особенностей труда мастера,
разработано несколько типовых . проектов ор
ганизации его рабочего места для различных
З45
видов производства. Так, на :Киевском авиа
ционном заводе разработаны два варианта
рабочего места мастера : открытого типа для
малошумны х цехов и закрытого для цехов с
повышенным уровнем шума .
Рабочее место открытого типа (рис. 17)
представляет собой прямоугольную в плане
металлическую конструкцию, приподнятую
над полом цеха. С такого рабочего места
хорошо просматривается весь участок, кото
рым руководит мастер, и он, не покидая сво
его рабочего места, может давать указания
по работе, а также информировать началь-
- ника
цеха и соотве.тствующие службы о воз
никших неполадках или ходе выполнения за
дания.
Рабочее место закрьiтого типа состоит из
кабины, специального стола с тумбой для
техдокументации, шкафа для одежды, подъ
емно-поворотного стула с регулируемой спин
кой для мастера, двух стульев для посетите
лей и урны для бумаг. Кабина представляет
· собой
прямоугольную в плане конструкцию,
выполненную из алюминиевых профилей и
стекла. Остекление кабины начинается на
высоте 1600 мм от пола " цеха и в верхней
части . имеет две форточки. Потолок облицо
ван с~етлым пластиком. На потолке установ
лены люминесцентные , светильники общего
освещения.
.. ,,
346
2
12
ff
4
5-Jl::=======-=:..:==~=i=:::;:::::;;;;::=========,;;*цi,,,-IO
6
9
7
8
• Рис. 17. Планировка рабочего места мастера: ·
1 - стул мастера; 2 - стул для посетителя; 3 - стол ма
стера; 4 - настольное стекло; 5 - подставка для ног; 6 -
картотека сроков; 7 - лампа сигнализации; 8 - настоль
ная лампа; 9 - телефон КОС; 10 - телефон АТС; 11 -
урна для бумаг; 12 - загрузочная картотека участка.
Стол мастера состоит из деревянной сто
лешницы и тумбы с тремя выдвижными ящи
ками для хранения документации, инстру
мента и канцелярских принадлежностей. Сто
лешница стола крепится к каркасу кабины
347
на высоте 800 мм от пола. Рабочая площадь
стола 2285 Х 700 мм.
Сидение ~ спинка стула выполнены из
фанеры, имеют поролоновые подушки, обши
тые текстовинитовыми чехлами светло-серо
го цвета. Конструкция стойки телескопиче
ская с внутренней пружиной, обеспечивает
регулировку высоты сидения по высоте. Фик
сация сидения и· спинки в нужном положении
осуществляется при повороте рычага сто-
-
пора.
Шкаф ' мастера состоит из. двух отделе
ний . Одно отделение предназначено для хра
нения одежды и имеет три вешалки и полоч
ку для · головных уборов; другое - для хра
нения справочной литературы, имеет три
съемные полки. Шкаф выполнен из фанеры и
окрашен внутри- в белый, а снаружи - в свет
ло-серый цвет, закрывается двумя распашными
дверцами.
Одним из элементов производственной эсте
тики является форменная одежда мастера.
Она должна быть рациональной, удобной,
прочной в_ носке, красивой. Шить ее наиболее
целесообразно из -гладкокрашеной шерсти с
лавсаном всех оттенков серого, синего или ко
ричневого цветов.
На предприятиях Минстройдормаша введе
на форма одежды для мастеров в виде одно
бортной куртки свободного покроя, застегиваю-
348
/
ЩЕ:Йся на 4 пуговицы, имеющей три , накладных
кармана, втачной длинный рукав с манжетам,
застегивающимся на одну пуговицу, отложной
воротник, эмблему предприятия на левом ру-
каве, отличительный знак мастера !3 виде бук
вы «М», пришитый к лево..му нагрудному кар
ману, Форменную одежду мастер носит в те- .
чение рабоче1'о дня, Он обязан содержать ее в
образцовом порядке ,
Уровень организации труда мастера зави
сит от технического и хозяйственного обслужи
вания, в состав которого входят: обеспечение
технической документацией, справочной лите
ратурой, бланками, бумагой, канцелярскими
принадлежностями, инвентарем; профилакти
ческий ремонт кабины, , мебели, инвентаря;
поддержание чистоты и порядка на рабочем
месте.
ПЛАНИРОВАНИЕ РАБОЧЕГО ДНЯ
МАСТЕРА ,
Вследствие многообр азия задач управле
ния производственным уча_стком, разной зна
чимости их для выполнения производствен
ного плана необходима строгая регламента
ция работы прои з водственного мастера по
элементам затрат рабочего времени , Для это
го проводится анализ содержания его труда
с точки зрения целесообразности составляю
щих его элементов, так - как недостаточный
уровень организации труда, нечеткое распре
деление обязанностей между цеховыми служ- .
бами и отдельными исполнителями влечет за
собой загрузку мастера вьшолнением боль
шого объема несвойственных ему работ.
В табл . 19 приведены результаты изучения
труда мастеров Таганрогского комбайнового •
завода [ 16]. Как видно из таблицы, почти
четверть рабочего времени мастера проводят
за пределами своих участков; 32,5% рабоче-
го времени мастера заняты ликвидацией
упущений в. работе , цеховых служб (необес
печенность заготовками, инструментом, ре
монтным обслуживанием оборудования),
причем одну треть этого времени - за преде-
лами своего участка; много рабочего време
ни мастера затрачивают на решение произ
водстiзеню,ц вопросов в БТК, БТиЗ, техбюро
цехов . Велики затраты времени и на канце
лярские работы.
Основным содер~анием трудового про
цесса мастера . является функция выдачи за
даний непосредственным исполнителям, осу
ществление контрол_я хода рабочего процесса, · -
учета, первичного анализа, подготовки ин
формации о движении производства для вы
шестоящих звеньев· управления (для старше-
350
19. Затраты рабочего времени мастеров механических
цехов, %
Затраты
Виды работ
за · преде- Итого
в преде-
лами
затра'I'
лах своего
своего
участка
участка
-
..
Организационно-администра-
тивная
38,6
3,3
41,9
Ликвидация нарушений про-
изводственного процесса
21,2
! 1,3
32,5
Обмен оперативной информа-
цией
4,5
8,5
• 13,0
Канцелярская
~
8,2
-
8,2
Перерывы в работе
4,4
-
4,4
.
Bcer о:
1 77,1
22,9 1100
го мастера, начальника _ производственного
участка, планово-дцспетчерского бюро и т . J!J.
Затраты рабочего времени на выполне
ние прямых обязанностей мастера должны
составлять цаибольшую часть от общего
фонда его рабочего времени, та.к как от вы
полнения этих обязанностей в большой мере
зависит работа участка. Эффектшщость этих
затрат во многом определяется состоянием .
информации о ходе производственного про
цесса. Поэтому к потерям . _рабочего време-
351
ни следует относить и затраты времени на
выполнение прямых обяз?.нностей мастера,
которые могут быть сокращены после внедре
ния средств связи и сигнализации. Так, за
траты времени мастера на учет продукции и
оформление документации для служб цеха и
предприятия можно значительно сократить
за счет ме~анизации работ по учету продук
ции, а затраты времени, связанные с проведе
нием совеiц~ний, деловыми контактами с дру
гими службами - з.а счет применения средств
св. язи и проведения необходимых организа
ционных мер по упорядочению совещаний.
Потери рабочего времени мастера, вызван
ные устранением разного рода отклонений в
ходе производства, можно ликвидировать за
счет разработки и проведения мероприятий,
направленных на установление четкого разде
ления функций между работниками аппарата
управления.
На основе изучения . содержания и органи
зационно-технических условий труда, анализа
структуры рабочего времени мастеров, прове
дения мероприятий, направленных на осво
бождение их от выполнения несвойственных
им работ, внедряются рациональные распо
рядки рабочего дня и месячные календарные
планы работы мастеров, в которых каждой
группе управленческих вопросов (производ
ственных, личны~ и воспитательных).
352 /
Таблица 20
Примерный распорядок рабочего дня мастера первой
смены
Затра
Текущее время, ты вре-
ч~мин
мен и.
С 7-10 до i25
»· 7-25 » 7-30
» 7.30 » 7-35
» 7-35
·»7-50
» 7-50 » 8-20
J 8-20 » 8-50
мин
15
5
5
15
30
30
Содержание работ
Обход участка, прием смены,
проверка готовности участка к
выполнению сменного задания
после предыдущей смены
«Пятиминутка» (обсуждение
итогов работы за прошедшую
смену и постановка задач аа
предстоящую)
Контроль своевременного нача
ла работы
Обход участка, проверка обес·
печенности рабочих мест ин
струментом, материалами, до•
кументацией
Первичный инструктаж раба·
чих по выполнению сменного
задания, эксплуатации оборудо•
вания, уходу за ним, эксплуа
тации оснастки и инструмента,
по технике безопасности, пром
санитарии,
противоцожарной
безопасности на рабочих мес
тах
·оперативное совещание у на
чальника • u.exa с
помощью
КОС-22М
353
Затра
Гекущее время. ты вре-
ч-мн.н
мени ,
мни
С 8-50 до 9-00
10
» 9-00 » 9-50
50
» 9-50 » 10-55
» 10-55 » 11-00
» 11-00 » 11-40
»ll-40»11-45
» 12-40 » 13-20
354
65
5
40
5
55
40
Продолжение табл. 20
Содержание работ
Регламентированный перерыв
для отдыха
Составление сменного задания
на следующий день, ознакомле'
ние с новыми технологическими
процессами и чертежами, конт
роль сдачи продукции по месяч
ному плану
Обход участка, контроль· каче
ства изготовления деталей, ин
структаж рабочих по выполне-
1с1,ию сменных заданий, по экс-
nлуатации
оборудования,
оснастки и инструмента, по
технике безопасности . и .проти:
вопожарной безопасности
Контроль окончания работы
перед обеденным перерывом
Обеденный перерыв, проведе 0
ние индивидуальных и коллек
тивных бесед
Контроль своевременного нача-
ла работы
•
Контроль качества продукции,
соблюдения технологического
процесса, выполнения сменньrх
заданий
Инструктаж рабочих по выпол
нению сменных заданий, экс-
Затра
Текущее время. ты вре-
ч-мин
мени.
С 13-20 до 14-00
» 14-00 » 14-20
» 14-20 » 14-30
» 14-30 » 15-00
» 15-00 » 16-00
» 16-00 » 16-10
мин
40
20
10
30
60
10
Продолжение табл. 20
Содержание ' работ
плуатации
оборудования,
оснастки и инструмента, по тех
нике безопасности и противопо
жарной безопаснuсти
.
Оформление первичной учетной
и от ч етной документации (гра
фиков сдачи продукции, лист
ков простоя, брак-карт, табеля,
сверхурочных талонов и т . д. ),
р е шение вопросов· по месячно
му графику, работа с «Книж
кой м астера», , заполнение жур
нала по технике . безопасности
Резервное время
Регламентированный перерыв
для отдыха
Решение организационных и
технических вопросов в , служ
бах цеха по сменным заданиям
след у ющего дня
Обход участка, контроль каче
ства продукции, сдача продук
ции БТК, контроль подготовки
сменных заданий и нарядов · к
ним на следующий день
Контроль своевременного окон
чания смены , _качества уборки
оборудования, рабочего места
и передачи смены . с.менщикам
355
Текущее время.
ч-мин
С 16-10 . до 16-20
» 16-20 » 17-20
Затра- 1
ты вре-- ·1
мени,
мин
10
60
Продолжение табл. 20
Содержание работ
Перед ача смены и рапорт стар
шем у масте р у (начальнику це
ха) о выполнении сменного за
дания
Занятия с рабочими (школа
коммунистического труда. шко
ла передовых приемов и мето
дов труда, показ методов ра
боты передовиков производ
ства), участие в мероприятиях
(итоговое производственное со
брание участка, постоянно дей
ствующее п роизв одственное со
вещание (ПДПС), День масте
ра, п а рти й ные , профсоюзные,
комсомольские мероприятия),
учеба мастер;, (чтение спе
циальной литературы, личная
работа по раuионализаuии, со
вершенствованию технологиче
ских процессов, организации
труда) "'
отводится определенное вр~мя. Одни вопросы
мастер должен решатр ежедневно, другие -
раз в неделю или декаду, третьи - раз в ме-
* В последн ей строке т аблицы указаны мероприятия, в 1<ото
рых мастер ·принимает участие На общественных началах :
356
сяц . Учитывая, что организму человека прису
ща повышенная работоспособность в проме
жутке времени от 8 до 12 ч, в распорядке рабо~
чего дня мастера это время должно отводиться
для изучения новых технологических процес
сов, анализа работы участка, составлевия
сменного задания на следующий день, инструк
тажа рабочих и так далее, а такие вопросы,
как заполнение первичной учетной и отчетной
документации, организация отправки продук
ции в промежуточный склад, на промежуточ
ные операции в другие цеха, контроль подго
товленности сменного задания на следующий
день, решение вопросов в службах цеха, долж
ны решаться во второй половине дня.
• Конкретный распорядок рабочего 11, ня ма
стера строится в зависимости от многих
факторов, прежде всего, от выполняемых
функций, размеров производственного участ- .
ка, вида выпускаемой участком продукции,
численности, квалификации и состояния ди
сциплины подчиненных, организации лроиз
водства и др. В табл. 20, 21 в качестве при
мера приведены соответственно распорядок
рабочего дня мастера и месячный календар
ный план работы мастеров Киевского авиа
ционного завода-
357
21. -ПримерНЬIЙ месячный график выполнения работ
Дни
Виды работ
Понедельник I Втор
1-й / 2-й/ 3-й/ 4-й ~
Анализ причин и разработка меропри
ятий по устранению:
нарушений техпроцесса
Х
брака продукции
Х
Рабочее
несчастных случаев
Х
нарушений трудовой дисциплины
Х
потерь рабочего времени
Х
выхода из строя оборудования
поломок инструмента и оснастки
беспорядка на рабочих местах
Анализ хозрасчетной деятельности
участка
Подготовка предложений для поощре
ния передовиков производства
Участие в комиссии по повышению
квалификации
.
Пересмотр норм выработки и расценок
Проверка состояния рабочих мест и
оборудования
Проверка учебы рабочих
Проверка хранения инструмента на
рабочих местах -
Проверка выполнения предложений
рабочих , высказанных на рабочих со-
браниях
,
Помощь рационализаторам . •
Проверка выполнения индивидуальных
обязательств
•
мастером
недели
ник
I Среда I Четверг I Пятница
12-й 1 3-й 1 4-й 1-й12-й13-й14-й 11-й 12-й13-й)4-й 1-й12-й13-й14-й
в ремя
х
х
х
х
х
х
х
х
х
х
х
х
х
359
Виды работ
_Участие совместно с ЛДБ в разра
ботке планов и графиков
Разбор плана на следующий месяц
Закрепление рабочих за оборудова
нием
Помощь в разработке индивидуаль
ных обязательств
Резервное время
Учеба рабочих (школы коммунистиче
ского труда, школы передовых приемов
и методов труда)
Итоговое производственное собрание
Дни
Понедельник I Втор
1-й/2-й/з-й / 4-й ~
Нерабочее
участка
Х
Общественные меропр11ятия (ПДПС,
День мастера и т. п.)
ХХХ
Учеба мастера, чтение специальной
литературы
Х
Личная работа по рационализации
Резервное время
360
Продолжение табл. ;!]
недели
ник
\
Среда \ Четверг I П ятниuа
12-й13-1! 1 4-й \.;, l2-й13-й \ 4.; 1-й \ 2-,1I3-~ 14-й
1-й\2-йIЧ\1 4-й
А
х
х
х
х
х
время
хххх
ххх
хххх
хххх
361
5~РЕДСТВА ОРГТЕХНИКИ НА УЧАСТКЕ
Внутрисменное операт,ивное управление
· производством на участке , включает учет
внутрисменного движения производства, его
текущий контроль и выявление ситуаций,
требующих вмешательства мастера, сл у жб це
ха и предприятия, а также принятие решений,
касающихся обеспечения в·ыполнения прои з
водственных заданий на текущую смену .
Ыаиболее распространенной операцией,
выполняемой в процессе оперативного конт
роля, является контроль внутрисменной рит
мичности производства, который производит
ся на каждом рабочем месте самими рабочи
ми . Рабочий, видя количественные результаты _
своего труда и сопоставляя . их с оставшимся
до конца смены временем и сменным задани
ем, принимает решение о дальнейшем ритме
работы.
•
Контроль за выполнением внутрисменно
го графика осуществляет и мастер. При визу
альном методе контроля он, обходя рабочие
места, подсчитывает количество сделанной с
начала · смены продукции . О_ блегчает опера
цию учета продукции мерная тара, учет рабо
ты за смену самими рабочими на специаль
ных досках, установленных на каждом рабо
чем месте (табл . 22) . .
362
22. Показатели работы (фамилия, имя, отчество) за
(число, месяц) 198 г.)
о:
Выпуск по часам ра боты, шт .
~~
о:
При ч ины не•
о."
11213141•51611\
"'"
"'"'
п оладок е
,.. "'
:; о.
о.,..
о"'
8
работе
"'"'
:r: §
::Гq
Для оценки состояния выполнения гра
фика необходимо, исходя из сменного зада
ния, определить, сколько деталей надо было
сделать с начала смены к данному моменту
времен и , затем выч_ислить отклонение (разни
ца между этой текущей · величиной и количе
ством фактически изготовленной продукции).
Для своевременного получения точной · и
полной оперативной информации о ходе из
готовления деталей и узлов, комплектова
ния, сборки, выполнения заказов необходи
мо оснастить •производственный уч_асток
комплексом оргтехники, в состав которого
входят технические средства, • предназначен
ные для комплексной механизации управ
ленческого труда.
Первым низшим уровнем автом.атизации
внутрисменного контроля выполнения гра
фика является установка либо на рабочих
местах, либо на табло в кабине. мастера дат
чиков н счетчиков продукции, в результа-
363
те чего рабочий и мастер не затрачивают
время на счет фактически и з готовленных де
талей .
Вторым уровнем. автоматизации внутри
смен·ного контроля выполнения графика яв
ляются системы «план-факт». В этой систе
ме автоматизированы не только счет количе
ства фактически изготовленных деталей, но
и вычисление текущего плана . При этом по
казатели плана . и фа_кта выводятся на рядом
расположенные индикаторы . Рабочему или
мастеру для определения отклонения необхо
димо вычесть из «плана» «факт». Примером
такого устройства является информационная
системаЛФ-1 . Она обеспечивает контроль рит
мичности работы сборочных конвейер·ов или по
точных линий, а также автоматический учет
готовой продукции путем выдачи в любой
момент времени на цеховое табло информа
ции о плановом и фактическом выпуске про
дукции [5]. Однако при использовании си
стемы такого типа постоянно . отвлекается
внимание мастера, · так как , чтобы не упу
стить момент отставания от графика, ему
требуется систематически наблюдать за ин
дикаторами табло .
Более совершенными .является полностью
автоматизированный контроль выполнения
внутрисменного графика. При этом техниче
ские средства считают «факт», вычцтают
364
«план» и отклонение от н:его, в нуr ный мо
мент выдают мастеру и службам цеха ин
формацию об отклонении от графика . При
мером системы автома"Гизированного контро
ля является система типа · «Время» . Такие
сuстемьr внедрены в цехе топливной аппара
туры Курского завода , тракторных запасных
частей, на «Краснодарсельмаше», Тамбов
ском заводе подшипников скольжения [5] ·.
Важной функцией оперативного управле
ния производством является управление уст
ранением внутрисменных неполадок . Оно за
к·лючается в информировании обеспечиваю
щих службу 'о неполадках, выдаче им соот
ветствующих распоряжений· и контроле за
исполнением. В процессе управления техни
ческие средства иепользуются для информа
ционной связи рабочих мест, диспетчерского
пункта оперативного управления и обеспечи
вающих служб. Информация доводится до
персонала в форме световых и звуковых си- -
гналов, а также устных сообщений.
•• В настоящее время на предприятиях рас
пространены системы, в которы х наряду с
сигнализацией о простоях учитывается их
количество и длительность по каждой еди
нице оборудования, а также ведется суммар
ный учет по группам оборудования и по
причинам . Учет простоев оборудования ис
пользуется для последу;ющего анализа рабо-
365
ты участков, обеспечивающих ·служб ·и раз
личного оборудования. На оснqве выводов
нз такого анализа намечаются организаци
онно-технические мероприятия, направлен
ны,е на сокращение простоев в последую
щие периоды и на ликвидацию узких мест в
производственном процессе. Примером авто
матических систем такогq типа являются
установка производственной информации
(УПИ-1} и система «Ритм-500».
Установкif УПИ-1 (рис. 18) автоматиче
. ски
регистрирует простои 50 единиц обору-
• давания · И передает информацию о них в со
ответствующие службы цеха. Она представ
ляет собой . центральный пульт, соединенный
проводами с датчиками, устанqв:ттенными на
оборудовании (прессах, нагревательных пе
чах, станках и т. д.). Когда все подключен
ное к УПИ-1 оборудование работает, на
пульте у диспетчера горят 50 зеленых лам
почек (на . схеме условно показано только
13 рабочих мест), а продолжительность ра
боты каждой единицы оборудования отмеча
ется соответствующими счетчиками. При
остановке какой-либо единицы о'борудова
ния под соответствующим ном~ром на пуль
те загорается красная лампочка, длитель
ность простоя этой единицы оборудования
регистрируется счетчиком времени.
366
Электромонтер ·
Дежурный слесарь
Мастер
Контролер
Технолq.г
Склад
Кладовая
Плановик
Мастерская
11
111 121 iзТ
1
m
1
15/
/011
1021
1оз1
1041
/051
/06/
/0 71
/081-
·
1-1
. J09/
.
. Рабочие
места •
Рабочее место
.,
1
диспетчера
I
Табло
11
1
диспетчера .
Табло
простоя
1
Пульт 1
диспетчера
1
1
1,1
1
1
1
if3\
161 17/ 181 • 191 \10\ 1111 1121
с,., Рис. 18. Схема передачи информации с рабочего места с помощью автоматической
::З сцстемы УПИ-1.
На пульте, кроме основных (красных и
зеленых) лампочек, под каждым номером,
обозначающим рабочи е места, имеются еще
по 9 пронумерованных лампочек. Они , обu
значают причины и виновников простоя . Для
. подачи
сигнала о причине простоя рабочи.й
набирает номер условного индекса на теле
фонном . диске, установленном на его рабо
чем месте . Диспетчер может напомнить ему
об этом через селектор-динамик, установ
ленный на его рабочем месте.
При ·наборе на телефонном диске того
или иного номера автоматически включается
счетчик, регистрирующий простой данной
.единицы оборудования по . определенной при
чине. Одновременно загорается лампочка (с
номером · о.становившегося оборудования) у
• виновника · простоя
(электрика, , механика и
т. д.).
При ис_пользовании УПИ-1 можно _не
только оперативно принимать меры по лик
видации простоев, но и получать точный ста
тистический материал для анализа работы
обо·рудования в течение смены, суток, ме
сяuа.
Система «Ритм-500» фиксирует · работу и
простой 500 единиц оборудования и реко
мендуется для применения в крупных меха
нических, прессовых и других цехах.
368 •
При оперативном управлении устранени-
ем · внутрисменных,
неполадок
возникает ~
большой поток устной информации, . которой •
обмениваются рабочие , мастера, диспетчеры,
обслуживающие службы . При этом дередается
информация о возникших неполадках, вызвав
ших их причинах, различных технически~ и
организационных подробностях, • необходи
мых для принятия решений, а также различ_
ные распоряжения и сообщения об их испол
нении . . Для прямой передачи этой информа
ции используются системы диспетчерской те
лефонной связи с коммутаторами типа
КОС -22 и др. Недостатком tаких систем · яв
ляется трудность в~дения переговоров непо
средственно с рабочих · мест в цехах из-за
высокого уровня производственных шумов.
НИИ~:,ракторсельхозмашем разработана
система внутрицеховой телефонной связи
(АШТС). С ее помощью можно осуществить
обычную и циркулярную телефонную связь
при уровне шума 80 дб между коммутато
ром и 20 абонентами (службами и рабочими
местами), громкоговорящую связь между
коммутатором и одним · абонентом, получе
ние сигналов вызова двух видов: светового
и звукового. Основой системы является ком
мутатор о.перативной связи КОС - 22М . В нее
входят также дин.амические· громкоговорите
ли, микрофоны, светофоры и телефонные ап-
'
369
параты . При посылке вызова с коммутатора
•
на телефонный аппарат звуковой сигнал вы
зова дублируется световым сигналом свето
фора [5] .
. Автоматизация
внутрисменного оператив
ного управления производством обеспечива
ется путем применения комплексны 4 систем
технических средств, учитьщающих продук
цию и . сигнализирующих о .простоях обору
дования, осуществляющих вызов служб, •об
мен устной· информацией и др . Примерами
•таких систем является «Сигнал», «Эксперт», •
автоматический регистратор пр•оизводства
АРП-lМ [5] .
Система «Сигнал» осуществляет автома-
• тическую световую
сигнализацию о возник
новении простоя у· 120 единиц оборудования
в диспетчерскую службу цеха; световую сиг
нализацию по вызову рабочих на пульте
диспетчера, о причинах простоев по вине· со
ответствующих служб; свет9вую и звуковую
сигнализацию о причине простоя в - помеще
нии каждой службы, ответственной за уст
ранение соответствующей причины простоя;
регйстрацию времени . простоя на счетчиках с
накоплением для . каждой единицы оборудо
вания в отдельности; регистрацию на счет
чика х с у ммарного времени простоя всего
подключенного оборудования по каждой из
семи причин; автоматиче~кую запись на бу-
З7v
мажной ленте количества одновременно ра
ботающего оборудования в процентах от об
щего количества подключенного к системе
оборудования; регистрацию на счетчиках ко
личества изготовленных .. деталей; громкого
ворящую двустороннюю связь рабочих с ма
стером или диспетчером.
Комплекс «Эксперт» позволяет осущест
влять первичный счет продукции на различ
ных операциях, регистрацию промежуточных
и итоговых (за смену, за сутки и т. д.) данных
• на рапорте; контролировать использование 72
единиц оборудования в течение смены по четы
рем причинам, сигнализировать о возможном
и фактическом его простое в помещения . вспо
могательных служб (механик, . энергетик и
т. д.); осуществлять •диспетчерскую связь со
100 абонентами; передавать сигналы диспетче
ру, в кладовую, на заготовительный участок о
подаче 96 наименований заготовок.
Система автоматизированного регистра-
тора производства (АРП-1М) обеспечивает
учет выпускаемой продукции, передачу сиг
налов простоя оборудования и сигналов вы
зова - обслуживающего персонала с 50 рабQ
чих мест в помещения служб и диспетчеру
·
цеха. Сигнал вызова работника службы об
служивания передается рабочим со своего
пульта на табло, находящееся в соответст
вующей службе. Рабочий может с пульта
371
·сигнализировать и об. отсутствии заготовок,
инструмента, тары и т. д. Для телефонной
связи диспетчера со службами и отдельны
ми рабочими местами в составе АРП-lМ
имеется телефонный коммутатор типа
:КОС-22.
•
В результате автоматизации счета про
дукщш, сигнализации и учета работы обору
дования в цехах Минского тракторного заво
да повысилась ритмичность, увеличился вы
пуск продукции, снизились потери рабочего
времени. Эффект от внедрения технического
обеспечения внутрисменного оперативного
управления составил 60 тыс. р. в год [5].
Важным условием для оперативного при
нятия управленческих решений является пол
нота и наглядность представляемой информа
ции. Эта задача решается: путем применения •
различных графиков, картотек и т. п. Графи
ки применяются для планирования во време
ни выполнения тех или иных работ, состоя
щих из различных частичных процессов, на
ходящихся в сложном взаимодействии друг с
дру_гом и выполняемых на различных рабо
чих местах; для текущего наблюдения и кон
троля за ходом производства или других про
цессов, поддающихся текущему - регулирова
нию. Примером графиков такого типа может
быть циклограмма изготовления изделий,
применяемая в серийном и единичном произ-
372
водстве (рис. 19). На ней показано, в какой
последовательности и с каким опережением
по отношению к запланированному сроку вы-
_jl..!_ "}!3!_!. -1
ДетоmА-2
Узел А
Детол; б-2_____Уз_ел_о _ _~
деJ!!qд_й-I
Детот C-I Агрегат С
Деталь С-2
Детал;Д-1 УJелД ------
деталь д~- - -'-т-,-----'-------'
-
-
=Jfj_mj_лI_"[-_[_
Раооч11е 01111
2S242J22212019181715.151413/211/О9_87654321О'
•'/1...,34567101112131417/81920212425252728LL!.,__J_J,
1
!!
ш
Koiie11uop11hlii лла11 соорки
Рис. 19. Циклограмма изготовления агрегата (-
-
-
·_
изготовление; --- сборка).
пуска готовых изделий должны изготовляться
и п·одаваться ца последующую обработку и
сборку детали данного агрегата для того;
чтобы назначенный плановый срок его выпус
ка был со9люден.
Несмотря на то, что графики являются
. важнейшим
средством наглядной . информа
uии, они не содержат всех необходимь1х дан
ных . Более подробные сведения по каждому
участку работы, заказу, узлу, детал~ можно
373
получить при использовании вертиkальных и
плоских картотек. Преимущество такого спо
соба хранения информации заключается в
f!f1 1У tlJV 1))>"
6Н82Г IIIW- 11111 ' IIIIJV
N 118 ))Yнoiii 1V IJV
Jогрg1ко Ьо .uсло
?.1
.S
~67
....--
'
', 1.,,
Рис. 20 . Загрузочная картотека участка предприятия
с серийным . типом производства.
возможности быстрого отыскания нужного
материала, быстрой замены устаревшего ма
териала новым, в большой гибкости класси-
• фикации (легкость перемещения карточек).
В оперативной и контрольно-учетной ра
боте на участке nрименяются и та~ше средст-
374
ва текущей информации, как контрольные
доски, р.аспределительные ящики и т. п., при
использовании которых появляется возмож
ность - ориентироваться в с.ложной совокупно
сти факторов, характеризующихся большой
подвижностью во времени и пространстве
(например, движение детали в производстве,
распределение работ по рабочим местам, ·· за
грузка оборудования, своевременное продви
жение заказов и т. п.). На рис. 20 приведена ·
загруз0чная картотека участка серийного пр,о
изводства. На основе месячного задания, оп~
ративных графиков загрузки оборудования
осуществляются назначение работ и выписка
первичных документов (нарядов, заготови
тельных карточек на материалы, маршрутных
листов), которые размещаются в ячейке «На
значено». Пос.rу:е проверки е обеспеченности и
подготовки работ наряды пер,екладыва~т.ся в
ячейку «Подготовлено» .'
1
По мере выдачи в работу заданий наряды
перекладываются в ячейки «Выдано» и на
контрольной доске сроков с помощью цветных •
шнуров отмечается период загрузки оборудо
вания. В крайних правых ячейках хранятся
наряды, ожидающие освобождения станков .
В целях дальнейш~то повышения роли ма
стера производственного участка, как органи
затора трудового процесса и воспитателя ра
бочих, в решении задач, связанных . с ускоре-
375
нием научно-технического прогресса, повыше
нием качества продукции и эффективности про
изводства ЦК КПСС и Совет Министров
СССР в постановлении от 25 апреля 1977 года
«О мерах по дальнейшему повышению роли
мастера - производственного участка промыш•
ленных предприятий и строительных органи
заций» обязали руководителей п·редприятий,
партийных, профсоюзных · и комсомольских
организаций проводить систематическую рабо
ту по созданию , необходимых условий масте
рам для успешного выполнения производствен
ными участками планов и социалистиче
ских обязательств, _ изготовления продукции
высокщо качеств~., эффективного использова
ния оборудования и рабочего времени, эконом
ного - расходования сырья, материалов и топ
лива.
Предложено повысить ответственность
функцис>Нальных служб предприятия за обес
печение производственных участков всем не
_обходимым для выполнения установленных
производственных заданий, не - загружат.ь мас
теров несвойственной им работой; осуще
ствить меры по улучшению обеспечения мас
теров необходимыми средствами связи, сигна
лизации· и организационной техники в соответ-
·ствии с типовыми проектами организации р11-
бочих мест мастеров.
•
376
ФОРМЫ МАТЕРИАЛЬНОГО И МОРАЛЬНОГО
СТИМУЛИРОВАНИЯ -ТРУДА МАСТЕРОВ
Материальная заинтересованность масте
ров основана на социалистическом принципе
распределения (от каждdго по способностям,
каждому по . его труду). Основой материаль
_ ного стимулирования труда мастеров служ·ат
должност-ные оклады, которые - устанавлива-
ются в зависимости от размеров участка,
сложности выпускаемой продукции, стажа · и
опыта работы мастера. Руководители пред
приятий могут устанавливать высококвали
фицированным мастерам 30 %-ные надбавки
к должностным окладам. В последнее время
введена · дополните,чьная оплата труда масте
ров за работу в ночное время, в размерах,
установленных для рабочих участка.
Другой формой материального стимулиро
вания труда мастеров является премирование
за выполнение хозрасчетных показателей ра- ·
боты участка по утвержденным премиальным
положениям, независимо_ от срстояния рас
ходования фонда заработной платы по цеху
или предпри,ятию. Мастерам, на участке кото
рых не менее 80% рабочих трудится по тех
. нически ~обоснованным нормам, разрешается
.повышать премии В размере ДО 25 % .
За достижение производственных успехов
мастерам могут выплачиваться единовремен-
377
ные премии из фонда материального поощре
ния за выполнение особо важных производст
венных заданий. Разрешается выплачивать
мастерам единовременное · вознагражденйе и
из фонда заработной платы за разработку и
осуществление мероприятий по сокращению
численности рабочих на участке. Часть эко
номии фонда заработной платы · в результате
пересмотра норм выработки может бьiть на
правлена на премирование мастеров.
Мастеров могут премировать за создание
и внедрение новой техники, за выпуск това
ров народного потребления, за поставку про
дукции на экспорт, за достижен_ие лучших ре
зультатов в социалистическом соревновании,
за экономию материальных и энергетических
ресурсов, за содействие внедрению изобрете
ний и рационализаторских пр,едложений, за
сбор, хранение, сдачу и отгрузку лома отхо
· дов черных, цветных и других металлов.
На · киевском авиационном заводе для по•
вышения материальной заинтересованности
мастеров, старших мастеров и начальников
• участков в ' обеспечении кьмплексной и ритмич
ной сдачи продукции они премируются по ре
зультатам работы их участков за выполнение
задания по производительности труда, по объ
ему -товарной продукции в заданной номенклату
ре при комплектности не менее 93% и коэффици
енте качества продукции не ниже 0,75---: -0,80.
378
При выполнении этих показателей на
100% уст,анавливается премия в размере 35%
должностного оклада за отработанное время.
За перевыполнение вышеуказанных показате
лей, сверхплановое снижение себестоимости
и ритмичное вь1полнение плана по товарной
продукции дополнительно начисляется пре,
мия в следующих размерах (в процентах к
должностному окладу): за каждый % выпол
нения задания по комплектности всех видов
продукции в пределах от 94 до 95% - 1 %, от
96 до 98%-2%, от 99 до 100%-3%; за
каждую О, 1% сверхпланового снижения себе
стоимости - 0,4%.; за ритмичную сдачу вало
вой продукции (коэффициент ритмичности -
0,8) - 3,5 %. При коэффициенте ритмичности
ниже 0,5 размер премии уменьшается на
3,5% .
•
•
Размер начисленной премии увеличивает
ся в зависимости . от коэффициента качества
продукции: при увеличении коэффициента ка
чества свыше 0,8 размер премии увеличива
ется · на 0,7% за каждую 0,01 коэффициента ка
чества; при коэффициенте качества ниже 0,75
размер премии уменьшается на 0,7% за каж
дую 0,01 коэффициента качества; при коэф
фициенте качества 0,5 и ниже размер начис
ленной..премии уменьшается на 50 %.
В целях дополнительного поощрения м:а-
379
стеров участков цехов сверх размеров пре
мий, выплачиваемых по основным премиаль
ным положениям, мастера и старшие мастера
получают премии в размер· е до 30% должност
ного оклада за образцовое и качественное вы
полнение особо важных производственных за
даний.
Для материального поощрения за аттеста
цию и выпуск деталей, узлов и монтажей с
заводским «Знаком качества» мастерам, уча
ствующим в подготовке продукции к аттеста
ции, выплачивают разовые премии в момент
присвоения «Знака · качества» и один раз в
квартал из фонда материального поощрения.
Премия устанавливается приказо1-1 по заводу
по представлению главного контролера.
В целях усиления материальной заинтере
сованности во . внедрении новых технологиче
ских процессов, в снижении трудоемкости
продукции введено премирование мастеров . .
Р,азмер премии зависит от . экономии, полу
ченной в результате снижения трудоемкости
изделий. •
• За отсутствие текучести рабочих кадров
на протяжении календарного года при уходе
в отпуск мастерам выплачивается премия в
размере 50% должностного оклада.
С целью материального стимулирования
строгого соблюдения правил, норм и требова
ний охраны труда и техники безопасности
380
•
мастерам, достигшим коэффициента безопас
ности на участке, равного 100, размер премии
по итогам рабо-r:ы' за месяц увеличивается на
15%-.
Мастерам, допустившим снижение ко
эффициента безопасности, размер премии
снижается на 1О%.
Для усиления материальной заинтересо
ванности мастеров в улучшении общих итогов
работы предприятия (рост объема производ
ства, улучшение качества продукции, увели
чение прибыли, - повышение рентабельности
производства, а ·также закрепление кадров на
заводе) введено единовременное вознаграж
дение по итогам работы за год - мастерам и
старшим мастерам, выплачиваемое в таком
порядке: nрн стаже работы на заводе от 3 до
- 5 лет единоврем-енное вознаграждение по ито
гам работы за год мастерам начисляется в
размере 28 к. на 1 р. среднемесячной заработ
ной рлаты (для остальных категорий ИТР -
.
25 к.); при стаже работы o-i: 5 до 10 лет - со~
-от ветс твен но 48; при стаже работы от 10 до 15
лет - соответственно 55; при стаже свь1ше
15 лет - соответственно 65 .
•
Для • стимулирова1-1ия труда мастеров
большое значение имеют условия р.аботы, ха
рактер и содержание его прои~водственной
деятельности, перспективы повышения квали
фикации и образования, жизненные и культур-
но-.9ытовые условия;
•
381
В целях усиления заинтересованнос:ги мас
теров в систематичеком выполнении планов
производства, повышении производительности
труда, улучшении качества выпускаемой про
дукции . и воспитательной работы на произ
водственном участке, • а также в постоянном
повышении своей квалификации используют
ся различные формы морального стимулиро
вания: о·бъявление благодарности в . приказе,
награждение Почетными грамотами, занесе
ние на доску Почета, в книгу Почета .
15 июня 1977 г. Госкомтруд и Секретариат
ВЦСПС Постановлением No 195/11 утверди
ли Типовое положение о порядке присвое
ния звания «Мастер I класса» и «Мастер
II класса» . В Минстройдормаше учреждено
звание «Лучший мастер предприятия», в
Минхиммаше - звания «Лучший мастер мини
стерства» и «Заслуженный мастер министер-
ства» . -
•
Важным условием действеююсти стиму
лирования труда мастеров является правиль
ное сочетание материальных и моральных
стимулов . Так, на Киевском . авиационном
заводе «Заслуженному мастеру завода» уста
навливается надбавка к должностному окла
ду в раз}{ере 30% . При вручении диплома вы
дается единовременная премия из фонда ма
териального поощрения в размере 80%
должностного оклада. q:Мастеру: 1-ro клас-
са» устанавливается надбавка к должност
ному окладу в размере 20% и при вручении
диплома выдается единовременная премия в
размере 60% должностного оклада. «Масте
ру 2.-го класса» устанавливается 10%-ная
надбавка к должностному окладу и при вру
чении диплома выдается' единовременн9-я
премия в размере 40% должностного оклада.
Мастера, завоевавшие звание «Мастер 1-го
класса» и «Мастер 2-го к.1асса», имеют пра-
•во на бесплатный отдых на водно-оздорови
тельной базе сроком на 24· рабочих дня; ма
стера, . завоевавшие звание «Заслуженный
мастер завода»,- на этот же срок вместе с
семьей. •
Мастерам, которые награждены Почет
ной грамотой, или мастерам, которым при
своено звание «Отличник качества завода»,
выплачивается премия в сумме 10 р ., звание
«Молодому самолетостроителю за доблестный
труд» - 15 р.; звание «Ветеран труда» -
25 р., звание «Заслуженный самолетострои
тель» - 40 р.; мастерам, которые награжде
ны значком «Отличник соuи алистич~ ского со
ревнования министерства», - 30 р . и т. д.
Цель . поощрения
-
окружить почетом и
уважением человека труда, распространить
передовой опыт, всемерно содействовать ук -
реплению · дисциплины . .
'
СПИСОК ЛИТЕРАТУРЫ
1. Алексеев С. П. Борьба с вибрациями и шумами в
промышленности. М . , Экономика, 1969.
2. Арон Е. И. Обучение рабочих передовым методам
труда. М., Экономика, 1974 .
3. Афанасьев В. Г. Научно-техническая революция,
-управление,
образование. М., Политиздат, 1972 .
•
4. Батышев С.- Социалистический труд, 1971 , No 7.
5. Васманов В. В. Технические средства оператив
ного управления. М., Энер·гия, 197 4.
6. Вайнберг А. М. Улучшение условий труда на про
мышленных предприятиях. М., Экономика, 1973.
7. В~асов Н. М. , Маслов А. Е. Научная организация
инженерного труда. Донецк, Донбасс, 1973.
8. ВорО11ков В. Д. Справочник инженера-ор.ганизато
ра. М., Московский рабочий, 1973 .
9. Городецкий В. Г. Принципы НОТ вспомогатель
ных рабочих. М., Экономика, 1972 . .
10. Дубовой П. Ф., Жильцов Е. Н. Совмещение про
фессий и его материальное стимулирование. М., Эконо-
мика, 1971.
•
11. Дубровский Ю. Н., Мельнов М. А., Цет лин Б. В.
Научная организация труда. 2-е изд. М., Экономика, 1974.
•• 12. Зарубов Н. Ф., Сафронов В. Н. Мастер на про
изводстве. М., Экономика, 1968.
13. Ицкин С. Х. Организационно-технологическая
подготовка серийного производства в машиност роении.
М., Машиностроение , 1969.
14. Кацура П., Осипов А.- Социалистичес rшй труд,
1974, No 4.
384
15. Курман М. В. Движение рабочих кадров про
мышленного предприятия (Статистика - социологическое
исследование) . М., Статистика, 1971 .
16 . Липатов В. С. Методы изучения труда ИТР . М. ,
Экономика, 1970.
17. Лоос В. Г. Промышленная психология. К., Технi
ка, 1974.
18. Лосев А. Г. Организация труда в производствен-
ном процессе. М., Мащиностроение, 1971.
•
19. Масленников Е. П. Обслуживание рабочего ме
ста станочника. М., э·кономика, 1969.
20 . - Межотраслевые рекомендации по НО_Т вспомо
гательных рабочих. М., Экономика, 1·97,1.
21. Межотраслевые рекомендации по организации со
вмещения профессий рабочих. М с, НИИтруда, 1971.
22. Методика изучения работоспособности и типовые
режимы труда и отдыха/ Е. Деревянко, Б. Петухов
и др.- Социалистический труд, 1975, No 1.
23. Методические рекомендации по НОТ рабочих на
промышленном предприятии. 3-е изд . М., Экономика,
1978.
.
•
24. Методические рек омендации по разработке,
утверждению и внедрению . типовых проектов организа
ции труда на рабочих местах массовых профессий ра
бочих, ИТР и служащих. М., НИИтруда, 1974.
25 . Никулин Л. Ф. Системный анализ трудовых про
цессов станочников. М., Экономика, 1975.
26. Организация рабочих мест в машиностроении . .
Методические материалы. М., Всесоюзный научно-мето
дический центр по организации труда и управления про
изводством, 1973.
27. Основные методические положения по нормиро
ванию труда рабочих в народном хозяйстве. М., НИИтру
да; 1973.
28. Поклонский Л.- Коммунист, 1977, No 5.
29. Помогать наставникам - долг экономистов по
труду.~ Социалистический труд, 1974, N~ 9.
385
~
30. Типовое положение о мастере производственного
участка объединения (комбината), научно - производствен
ного об1оединения, предприятия, строительной и ремонт
но-стрщrтельной организации .- Эконо~ическая газета,
1977, август, No 33.
•
31 . Производственная санитария и охрана труда. М-,
Экономика, 1971.
32. Руководитель коллектива (Социологический ана
лиз первичного производственного коллектива и деятель
· н9.сти его руководителя). М., Политиздат, 1974.
· ., ·. 33_ Санитарные цормы проектирования промышлен
ных предприятий (СН-245 - 71). М., Стройиздат, 1972.
34. Сидоров Н. И., Маханькова М. Т. Эффективное
использование труда молодежи. М., Экономика, 1974 .
35. Силантьева Н. А. Планирование и внедрение
научной организации труда в машиностроенщ~. М., Ма
шиностроение, 1971.
36. Система планово-предупредительного обслужива
ния рабочих мест станочников (ППОРМ) . М . , Всесоюз
ный научно 0 методический центр по организации труда и
управления производством, 1971.
37. Смирнов Е. Л. Справочное· пособие по НОТ. М-,
Экономика, 1973.
• 38 . Социология и научная организация труда. Л.,
Лениздат, 1973.
39. Улучшение условий труда и ·организация ра цио
нальных режимов труда и отдыха на промышленных
предприятиях. М,етодические материалы. М., Моско_вский
рабочий, 1973.
40. Управление социалистическим промышленным
предприятием . Справочно-методическое пособие. К., Тех
н iка, 1974.
41. Черкасов Г. Н., Гурин Л. Е., Лобанов Н. А. Тео
,:>ия и практика научной организации труда в промыш
-!!~!!JIQGJИ. Л~ Ле_1111.т..аъ l.913.
ОГЛАВЛЕНИЕ
Пре.1t11СJЮвие .
•
•
•
.
.
L Планирование деятельности п~:1оизводствен
ного участка
Планирование производственной п~:ограммы
Планирование трудовых показателеи
.
Расчет фонда заработной платы рабочих
Планирование материальных затрат на про•
изводство . .
Хо~яйственный расчет на участке
11. Подготовка производства на участке
Подготовка технологической документации
'Подготовка технологической оснастки
Подготовка оборудования
Организация рабочих мест по типовым проек-
там......
..... • ..
Техника безопасности на рабочем месте . .
111. Подбор, расстановка и повышение квалифика
циирабочихкадров .........
Комплектование штата рабочих и учеников в
соответствии с требованиями профессиональ
ногоотбора.... ........
Расстановка кадр·ов на участке и обе~:;печение
нормального •психологического климата
.
.
Повышение квалифика ции кадровых рабочих
Организация обучения молодых рабочих на
производстве.......
IV . Разделение и кооперация труда на участке
Сущность и значение разделения и коопера
ции труда
.
•.
.
•.•
.
.
,
.
Стр.
-3
7
7
9
15
i8
21
27
27
38
48
65
72
80
80
85
98
104
115
115
387
Анализ существующих форм разделения и ко
операцииrруда........
Организация совмещения профессий .
.
• Организация многостаночного
обслуживания
Организация коллективных форм труда . . .
V. .. Обслуживание
рабочих мест
Функции обслуживания • и их содер·жание
Планирование ' и подготовка сменных заданий
Организация комплексного обслуживания ра
бочих - мест
VI. Анализ и рационализация методов труда
Трудовой процесс и его структура
Методы анализа трудового процесса . . .
Рационализация трудового процесса и внедре
ние новых -методов труда
VII. Условия труда и пути их улучшения
Работоспособность человека и условия труда
Тяжесть и напряженность работы и пути , их
снижения
· Улучшение факторов внешней среды
Организация режима труда и· отдыха
VIII. Стимули-рование труда на участке
.
Тарифная система, ее содержание и назначе
ние
Формы и системы заработной платы, особен-
128
141
148
155
169
169
178
185 -
192
192
196
204
208
208
212
223
238
247
. 247
ности их применения
258
Источники премирования _ и обоснование сти-
мулирующих систем оплаты труда
.
274
_Моральное стимулирование высоких трудовых
показателей
281
IX. Управление участком
284
Положение о пр0и-эводственном участке 284
Взаимосвязи участка с цеховыми и общеза-
водскими службами
289
Функции, обязанности и права мастера
317
Нормы управляемости для. мастеров, старших
·J,!астеров и начальников участков
328
388
Х . Орrанизаuия труд~ мастера
336
Особенности труда мастера и тр·е бования к
его рабочему месту . .
336
Планирование рабочего дня мастера
349
Средства оргтехниl(и на участке . . . . . 362
Формьi материального и морального стимули-
-рования труда мастеров
•
377
Список литературы
.
.
.
.
384
Василий Макаровсtt, Данюк, канд. экон. наук,
Игорь Валентинович Кожаринов,
Владелен Ефремович Москалюк, канд. экон. наук
Организация труда на участке мастера
машиностроительного завода
Редактор В. С. Козаченко
Оформление художника В. А. Потиевского
Художественные редакторы Л. А . Дикарев,
И. В . Рублева
Технический редактор Е. Г. Рублев
К:орректор Г. Г. Бондарчук
Информ. бланк No 1828
Сдано в набор 10.05.79. Подписано & печать 15 .01.80.
БФ 01571. Формат 60Х90/32. Бумага типогр. N, 3. Гари.
лит. Печ. вые. Усл. печ. л . 12,25. Уч.-изд . л. 11,88 . Ти-
раж 15 ООО экз. Зак. No 9-1271. Цена 60 к.
_ Издательство «Техника~, 2526.01 , Киев, 1, ГСП, Кре-
щатик. 5. \
Отпечатано с матриц головного предприятия республи
kанского производственного объединения с Полiграфкни
га» Госкомиздата УССР, 252057, Киев, 57, Довженко, З
в Киевской книжной типографии научной книги, 252004,
Киев, Р~пина, 4. Зак. 0-323 .
•
УВАЖАЕМЫЕ ЧИТАТЕЛИ!
В 1980 году издательство «Технiка» вы
пустит книгу Рудич И•. Д. Руководитель произ •
водственного участка.
•
Язык русский. 3 л. Цена 20 к.
Показан опыт работы одного из лучших
мастеров Славянского завода тяжелого ма
шиностроения им-. 60-летия Великого Октяб
ря. Особое внимание уделено ' роли · мастера в
выпо'Jшении производственной программы ,
улучшении качества продукции . - Освещены
методы воспитательной работы наставниче
ства. Раскрыт опыт участия мастера в социа
листическом соревновании между участками
и цехами. Рассказано об эффективной работе
Совеf..1 мастеров.
Рассчитана на широкий круг инженерно
технических работников и мастеров машино-
строительных предприятий. • -
.
Рекомендуем заблаговременно сделать за·
каз на книгу. qто гарантирует приобретение
ее в первые дни продажи. Заказ просьба на
правлять в адрес местного . книжного магази
на -или непосредс.твенно в издательство «Тех
нiка».
Издательство «Технiка~
,...... --
,