/














































































Текст
55l"^8B4j.1“>6v35'e9**61
С. м. ЗОННЕНБЕРГ, А. С. ЛЕБЕДЕВ
ПНЕВМАТИЧЕСКИЕ
ЗАЖИМНЫЕ
ПРИСПОСОБЛЕНИЯ i
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО ‘1
МАШИНОСТРОИТЕЛЬНОЙ И СУДОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 19 5 3
В книге подробно рассматриваются основные
вопросы конструирования современных пневмати-
ческих зажимных приспособлений, приводится
описание арматуры и схем управления; а также
рассмотрены вопросы автоматизации этих при-
способлений. Особое внимание уделено' зажим-
ным механизмам, г.;,
Приведены описания приспособлений для- раз-
личных видов механической обработки.
Книга предназначена для конструкторов и
технологов машиностроительных заводов.
Рецензент нпж. А. Я. Черняк
Редактор Т. А. Введенский
Редакция по металлообработке и станкостроению
Зав. редакцией Р. Д. БЕЙЗЕЛЬМАН
ПРЕДИСЛОВИЕ
В машиностроительной промышленности все больше и больше
увеличивается применение пневматических зажимных приспособле-
ний, способствующих широкому внедрению механизации и автома-
тизации производственных процессов.
В имеющейся литературе по конструированию зажимных при-
способлений пневматическим приспособлениям уделяется сравни-
тельно мало места. В настоящей книге авторы хотят предоставить
конструкторам, технологам машиностроительных заводов и студен-
там машиностроительных втузов минимально необходимый система-
тизированный материал по конструированию пневматических зажим
ых приспособлений.
В первых шести главах подробно рассматриваются конструкции
элементов пневматического агрегата, схемы пневматических приспо-
соблений, вопросы автоматизации управления приспособлениями и
^вопросы использования электроавтоматики для управления пневма-
тическими приспособлениями. Подробно рассматриваются также
типы уплотнений для пневматических приспособлений и зажимные
механизмы.
В главах VII—XI приводятся описания и чертежи конструкций
универсальных и типовых пневматических приспособлений для раз-
личных видов механической обработки и сборочных операций. При-
ведены конкретные примеры использования пневматики для авто-
матизации управления приспособлениями, базирования обрабаты-
ваемой детали и выполнения ряда дополнительных технологических
И рабочих приемов. •
Особое внимание в книге уделено приспособлениям с автомати-
ческим базированием и выталкиванием деталей, с централизован-
ным и автоматическим управлением и с. применением диафрагмен-
ных камер как приспособлениям, наиболее отвечающим современ-
ным методам производства. Приспособления рассматриваются не
только с конструктивной точки зрения, но и с точки зрения тех-
! ч
дологической необходимости данной конструкции. Подробно рас-
сматриваются приспособления для сверлильных и фрезерных работ
как наиболее распространенные в машиностроительной промышлен-
ности, на примере которых можно конструировать и приспособле-
ния для других видов работ.
Каждая глава соответствует определенному виду механической
обработки, что позволит читателю лучше ориентироваться в изло-
женном материале.
Главы I—V и VII написаны С. М. Зонненбергом, главы
VI, VIII—XI — А. С. Лебедевым.
Авторы
ВВЕДЕНИЕ
XIX съезд Коммунистической партии выдвинул-задачу освоения
высокопроизводительных методов работы и снижения себестоимости
выпускаемой продукции.
В крупносерийном и массовом поточном машиностроении в ре-
шении этих задач одну из основных ролей играют станочные при-
способления. Современное производство характеризуется высокими
скоростями резания, повышенными точностями обработки и высо-
кой производительностью, при которой вспомогательное время
должно быть доведено до минимума.
Для достижения высоких скоростей резания и повышенной точ-
ности обработки необходимо обеспечить жесткое и надежное
крепление обрабатываемой детали, не допуская в то же время ее
деформации.
Зажим детали — это основная функция любого зажимного при-
способления. От неправильного зажима, особенно если зажим про-
изводится бесконтрольно, вручную, даже массивные на вид детали
часто деформируются, вследствие чего после снятия их с приспосо-
бления обнаруживаются неточности, например после фрезерования
или шлифования плоскости — неплоскостность или непараллель-
ность плоскостей, после развертывания или расточки — эллиптич-
ность отверстий или непараллельность их осей.
В то же время при ручном зажиме не всегда обеспечивается
и жесткое крепление на все время, в течение которого длится дан-
ная операция, так как это зависит от индивидуальных данных рабо-
чего. Поэтому ручные зажимы нередко во время работы сдают, и
их приходится подтягивать на ходу, подстукивая молотком. Это все
влияет как на качество, так и на производительность.
Могучим фактором сокращения производственного цикла
является быстрый рост производительности труда на основе внедре-
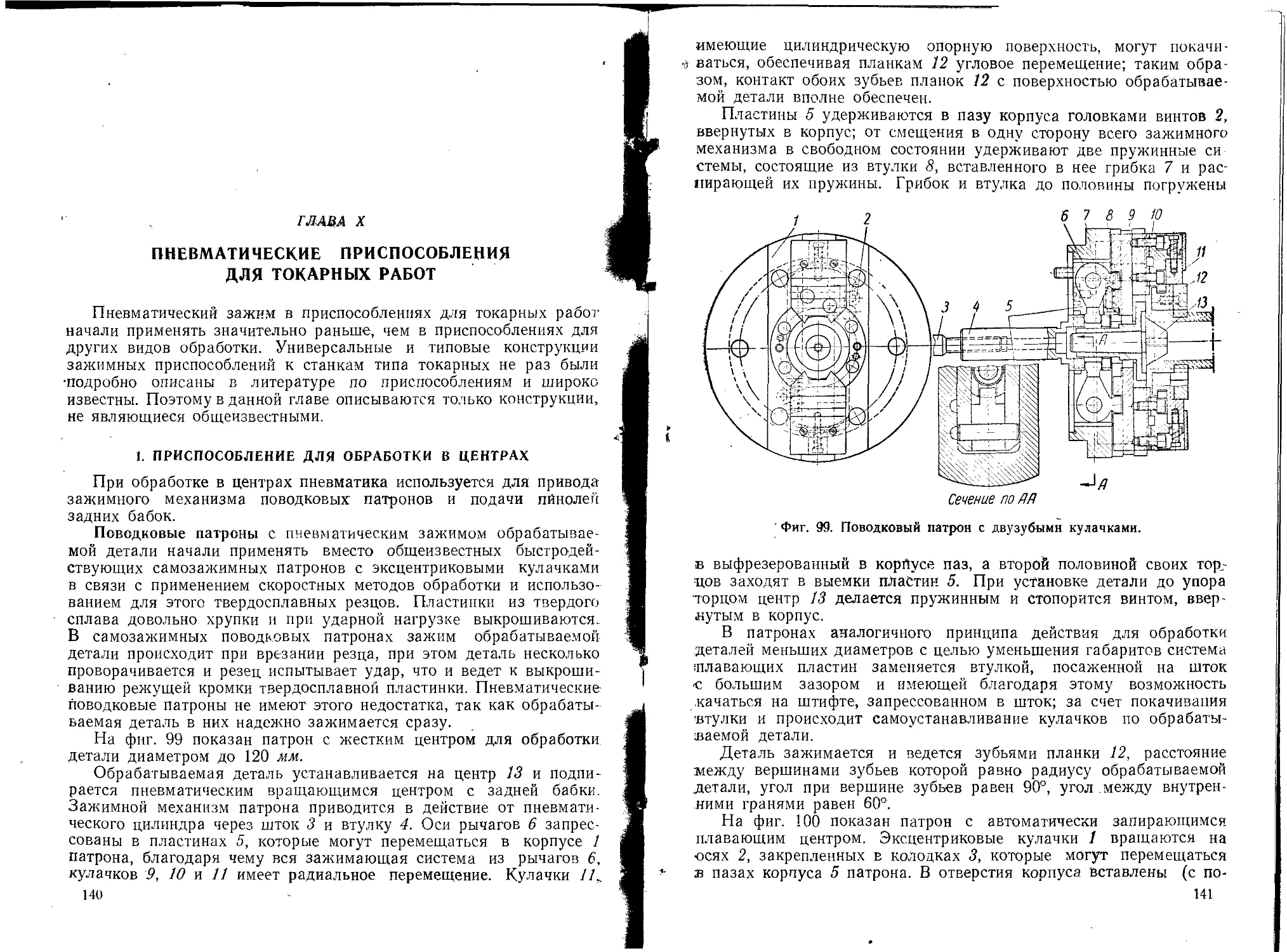
ния в широких масштабах передовой техники, высокопроизводи-
тельных методов работы. Борьба за скоростные методы обработки
деталей стоит сейчас в центре внимания всех производственников
Советского Союза.
Увеличение производительности труда зависит как от уве-
личения скорости резания, так и от сокращения вспомогатель-
ного времени, которое еще до сих пор имеет большой удельный
5
Наряду с увеличением скорости резания мы должны всемерно
стараться сокращать вспомогательное время. В связи с этим при
способления следует конструировать так, чтобы:
1) ускорить установку детали и ее закрепление, освобождение и
снятие с приспособления после ее обработки с доведением вспомо-
гательного времени до нуля;
2) уменьшить утомляемость рабочего;
3) дать возможность выполнять тяжелую работу любому рабо-
чему;
4) жестко закрепить деталь, не деформируя ее;
5) обеспечить • определенную силу зажима, не зависящую от
рабочего.
С этой целью необходимо конструировать высокопроизводитель-
ные приспособления с автоматическим базированием, с быстро
действующими зажимами и выталкивателями с тем, чтобы рабочий
успевал за счет машинного времени снять и установить деталь в
приспособление или даже обслужить несколько станков. Приспосо-
бления нужно конструировать так, чтобы они требовали минимума
внимания и участия рабочего.
Вполне понятно, что приспособления с ручным креплением
детали, т. е. с винтовыми, рычажными, эксцентриковыми, и другими
им подобными зажимами, не могут удовлетворить вышеперечислен-
ным требованиям, предъявляемым к современным приспособлениям.
При пользовании ручным зажимом весьма трудно объединить
несколько зажимов в единое управление, и рабочему приходится
зажимать деталь несколькими зажимами, тратя на это много
времени и сил.
Особое внимание должно быть уделено созданию таких условий
работы, при которых трудовые движения рабочего были бы наи-
более продуктивными, чтобы рабочий мог с одного места упра-
влять всеми базирующими, прижимными и выталкивающими меха-
низмами приспособления, где бы они ни находились, т. е. следует
проектировать приспособления с централизованным управлением.
Количество трудовых движений рабочего должно быть мини-
мальным.
В этом деле играет большую роль оснащение рабочего места
высокопроизводительными механизированными приспособлениями,
облегчающими труд рабочего и увеличивающими производитель-
ность его труда, и в первую очередь пневматическими приспо-
соблениями.
ГЛАВА I
ИСПОЛЬЗОВАНИЕ ПНЕВМАТИКИ В ПРИСПОСОБЛЕНИЯХ
ОСНОВНЫЕ ЭЛЕМЕНТЫ ПНЕВМАТИЧЕСКОГО АГРЕГАТА
Источником энергии для пневматических приспособлений
является сжатый воздух. Специальные центральные компрессорные
станции сжимают воздух, который подается по трубам и частично
по шлангам к пневматическим приспособлениям, где энергия сжа-
того воздуха совершает механическую работу.
Атмосферный воздух содержит много влаги и механических
примесей, от которых сжатый воздух должен быть очищен. С этой
целью на компрессорной станции устанавливаются специальные
сушители и фильтры, в которых воздух осушается и очищается.
Кроме того, устанавливаются специальные водботделители и
фильтры непосредственно у каждого приспособления, в которых
осаждаются водяные капли, полученные от конденсации воздуха,
и задерживаются механическая примесь и ржавчина. Чем суше и
чище будет сжатый воздух, тем меньше будут засоряться и лучше
будут работать распределительные золотники и пневматические
цилиндры, тем надежнее будет работать все приспособление
в целом.
1. ОСНОВНЫЕ СВОЙСТВА И ПРЕИМУЩЕСТВА ЭНЕРГИИ
СЖАТОГО ВОЗДУХА
Сжатый воздух является распространенным источником энергии.
Он обладает следующими свойствами и преимуществами:
1) воздух упруг; быстро передает колебания и давление;
2) применение его совершенйо безопасно;
3) трубы воздухопроводов не замерзают;
4) отработавший воздух не нуждается в отводе через особые
трубы;
5) отсутствует опасность возникновения коротких замыканий,
часто наблюдаемых при пользовании электроэнергией;
6) распределение и подвод сжатого воздуха к рабочим местам
удобны.
Г
2 ОСНОВНЫЕ СВОЙСТВА И ПРЕИМУЩЕСТВА
ПНЕВМАТИЧЕСКОГО ЗАЖИМА
Ручной зажим имеет следующие существенные недостатки:
а) рабочему приходится прикладывать к рукоятке усилия в
12—15 кг, что при обработке в смену большого количества деталей
является утомительным; б) на осуществление зажима требуется
значительное время; в) сила зажима непостоянна и зависит каждый
раз от величины усилия, приложенного рабочим к рукоятке;
г) внешнее усилие (усилие рабочего) прилагается единовременно
и прекращается до начала работы.
При креплении детали несколькими зажимами бремя на каж-
дый дополнительный зажим соответственно добавляется
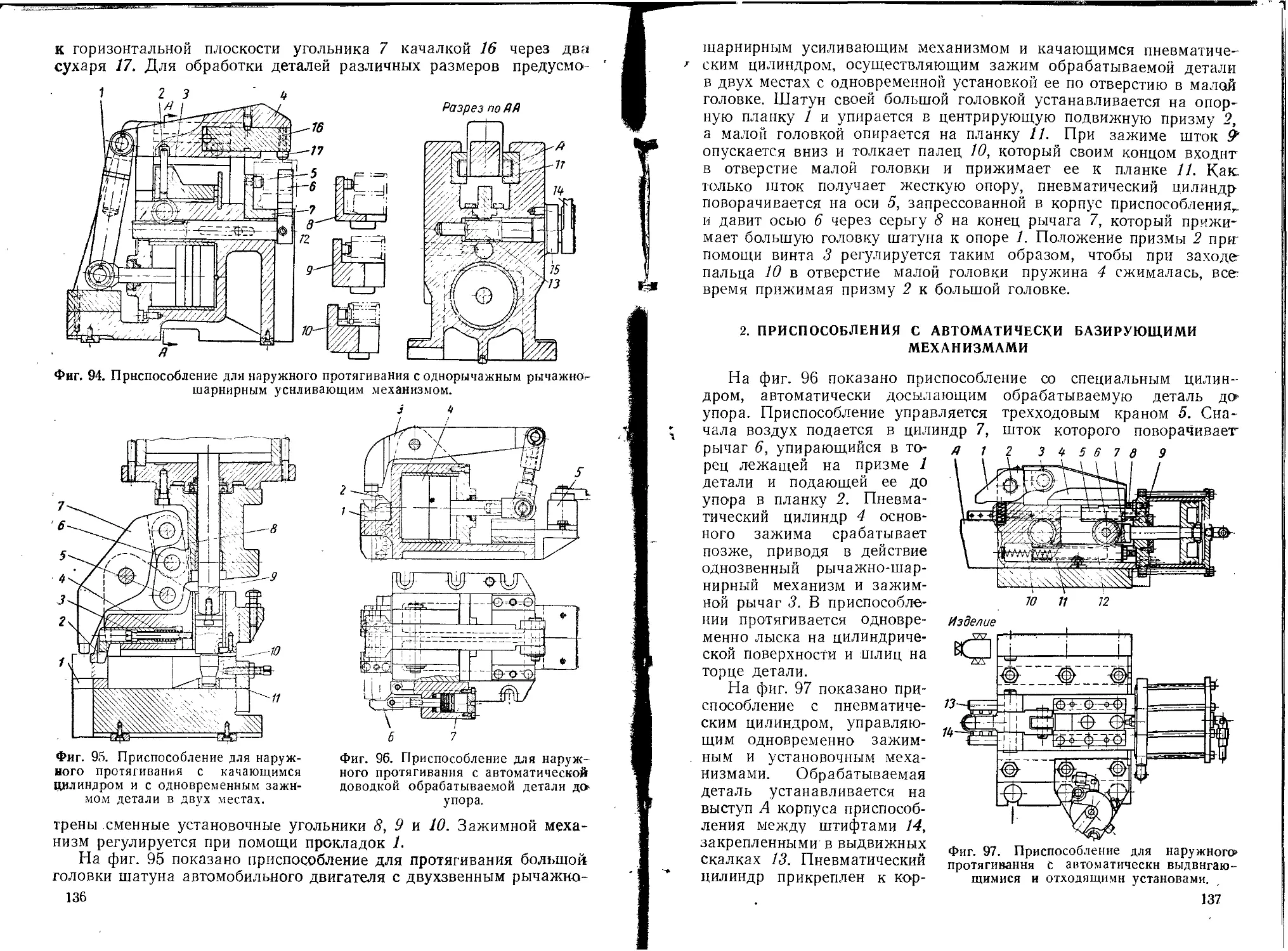
Фиг. 1. Время на закрепление детали в приспособлениях с ручным
и пневматическим зажимом.
ческой силы. На фиг. 1 приведены сравнительные нормы затраты
времени на зажим детали в приспособлениях от руки и посред-
ством пневматики.
) Величина силы пневматического зажима постоянна и, что осо- .
бенно^ха^тггернсг^дляпнёвматического зажима и является его
основным преимуществом, зажимное усилие остается приложенным
.в течение всего процесса обработки.
На фиг. 2 дана сравнительная характеристика зажимов ручного
(а) с единовременно приложенным усилием и пневматического
(б) с постоянно действующим усилием. Зажим в данном примере
осуществляется в кулачковом патроне / кулачками с острыми зуб-
цами 2, причем из последних на фигуре показан лишь один. Зубцы
в обоих случаях, под действием силы Р, проникают во время закре-
пления детали до начала обработки в наружную поверхность
детали. В этот момент между кулачком и деталью действует лишь
одна сила — радиально направленное зажимное усилие. С началом
' работы инструмента (см. позицию 3) от действия усилия резания 5
8
под действием силы F, проникает
а) .6)
Фиг. 2. Сравнительная характеристика
двух видов зажимов:
а — с единовременно приложенной силой; б — с по-
стоянно действующей силой.
возникают новые силы, направленные уже тангенциально. Вслед-
ствие этого грани зубцов 2, обращенные к давлению резания, будут
нагружены, а противоположные разгружены. В случае ручного
зажима (фиг. 2, а) имеется опасность соскальзывания зубцов, так
как кулачок неподвижен, при пневматическом же зажиме (фиг. 2, б)
зубец 2, находясь все врем
глубже в деталь.
На основании изложен-
?...кого можно сделать следую-
щее заключение: 1) при за-
жиме единовременно прило-
женным до начала работы
усилием, удерживающее дей-
ствие зажима, показанное
на позициях 4 фиг. 2 кри-
j выми Е, в лучшем случае
во время рабочего хода
, остается неизменным, а при
превышении определенного
давления резания может
ухудшиться (фиг. 2, а),
' 2) при зажимном усилии,
постоянно действующем в
течение всего рабочего хода,
удерживающее действие Е
зажима остается неизменным
или улучшается (фиг. 2, б).
Отсюда можно сделать
общий вывод, что при одина-
ковых режимах резания при
пневматическом зажиме, являющемся постоянно действующим,
• зажимное усилие может быть меньше, чем усилие при ручном
зажиме, являющемся единовременно приложенным.
Эта особенность пневматического зажима очень важна, так как
она избавляет обрабатываемую деталь от чрезмерных деформаций,
а детали приспособления от преждевременного износа.
I Таким образом, пневматический зажим с постоянно действую-
I щим усилием позволяет работать с повышенными режимами и по-
вышенной точностью, способствующими повышению производитель-
j ности труда и снижению себестоимости.
Кроме того, пневматический *важим обладает еще следующими
свойствами и преимуществами:
1) силу действия его легко подсчитать; .
•,; 2) силу его можно регулировать (редукционным клапаном) и
контролировать (манометром);
3) конструкции узлов пневматических приспособлений просты;
4) имеется возможность нормализовать ряд узлов пневматиче-
ских приспособлений;
5) переключающий кран можно соединить с передвижными
9 •
частями станка, благодаря чему достигается автоматическое упра-
вление зажимом;
^6) имеется возможность применения комбинированных устано-
вочно-зажимных механизмов, осуществляющих: . ,
а) одновременный зажим нескольких деталей или одной детали
в разных точках и в разных плоскостях из одного пункта
центрального управления;
б) наряду с зажимом детали также и ее базировку, а с отжи-
мом детали — ее выталкивание, что влечет за собой сокращение
количества трудовых движений и создание коротких и наименее
утомительных трудовых движений.
Наряду с положительными свойствами сжатого воздуха необ-
ходимо отметить и отрицательные его стороны:
1) большая упругость воздуха не позволяет применять для
тяжелых работ непосредственное крепление деталей воздухом;
2) большая скорость перемещения сжатого воздуха не позволяет
без применения дополнительных регуляторов скоростей плавно
подводить деталь к базам;
3) сравнительно невысокое давление сжатого воздуха влечет за
собой соответственно большие размеры пневматических цилиндров.
В результате проведенного анализа можно сделать вывод, что
приспособления с пневматическим зажимом при хорошо продуман-
ной конструкции отвечают во всех отношениях самым высоким
требованиям современного массового поточного производства.
Если еще недавно пневматика в металлообрабатывающей про-
мышленности применялась в основном на токарных, револьверных,
шлифовальных станках и полуавтоматах, то за последние годы
приспособления с пневматическим зажимом стали применяться во
всех отраслях машиностроения: на тяжелых сверлильных работах,
на фрезерных работах, на станках для наружного протягивания
деталей, на центровочных станках, на слесарно-сборочных опера-
циях, а также и при контроле.
С развитием многостаночного движения, с внедрением скорост-
ного резания и стремлением повысить производительность суще-
ствующего оборудования и снизить себестоимость выпускаемой про-
дукции появились высокопроизводительные многопозицибнные,
маятниковые, поворотные и автоматизированные пневматические
приспособления, механизмы которых управляются одним комбини-
рованным краном либо приводятся в действие автоматически от
хода стола фрезерного или от хода шпинделя сверлильного станка.
Энергия сжатого воздуха используется сейчас не только для
зажима детали, но и для базирования детали при ее установке,
для снятия детали с посадочных пальцев, для поворота приспо-
собления, для автоматического деления и для совершения ряда
других технологических приемов. В современных пневматических
Приспособлениях сжатый воздух применяется в комбинации с элек-
троавтоматикой и гидравликой.
, Современные пневматические приспособления нередко имеют
сложные схемы. Они работают как с параллельным, так и с после-
10
довательным соединением цилиндров с применением таких элемен-
тов, как регуляторы скоростей, реле давления и реле времени,
конечные выключатели и специальные электропневматические пере-
ключающие краны, благодаря чему обязанность рабочего сводится
лишь к загрузке и смене деталей и нажиму кнопок «Пуск» и
«Стоп». С целью сокращения вспомогательного времени перево-
дятся на пневматический зажим и универсальные приспособления,
как, например, тиски, патроны, скальчатые кондукторы и т. д.
3. ПРИНЦИПИАЛЬНАЯ СХЕМА РАБОТЫ
ПНЕВМАТИЧЕСКОГО АГРЕГАТА
Пневматические приспособления проектируются но тем же
принципам, как и обычные станочные приспособления с механиче-
ским зажимом. Пневматическое приспособление для металлорежу-
щих станков состоит в основном из двух частей:
1) корпуса приспособления с элементами для установки и
зажима обрабатываемой детали (планки, система рычагов и т. д.),
а для сверлильных работ еще и с элементами, несущими напра-
вляющие втулки для режущего инструмента;
2) пневматического агрегата.
Прежде чем перейти к детальному изучению конструкций пневма-
тических приспособлений, мы рассмотрим принцип работы пневма-
тического агрегата и конструкцию основных его деталей.
Фиг. 3. Принципиальная схейа работы пневматического агрегата:
а — с цилиндрами двустороннего действия; б — с цилиндрами одностороннего действия.
На фиг. 3 показана принципиальная схема работы пневматиче-
ского агрегата. Он состоит из пневматического цилиндра 1 с порш-
нем 2 и штоком 3, переключающего распределительного крана 4
и пневматической арматуры 5. Арматура в свою очередь состоит
из латунных воздухопроводных трубок или резиновых шлангов и
соответствующих соединительных деталей.
.11
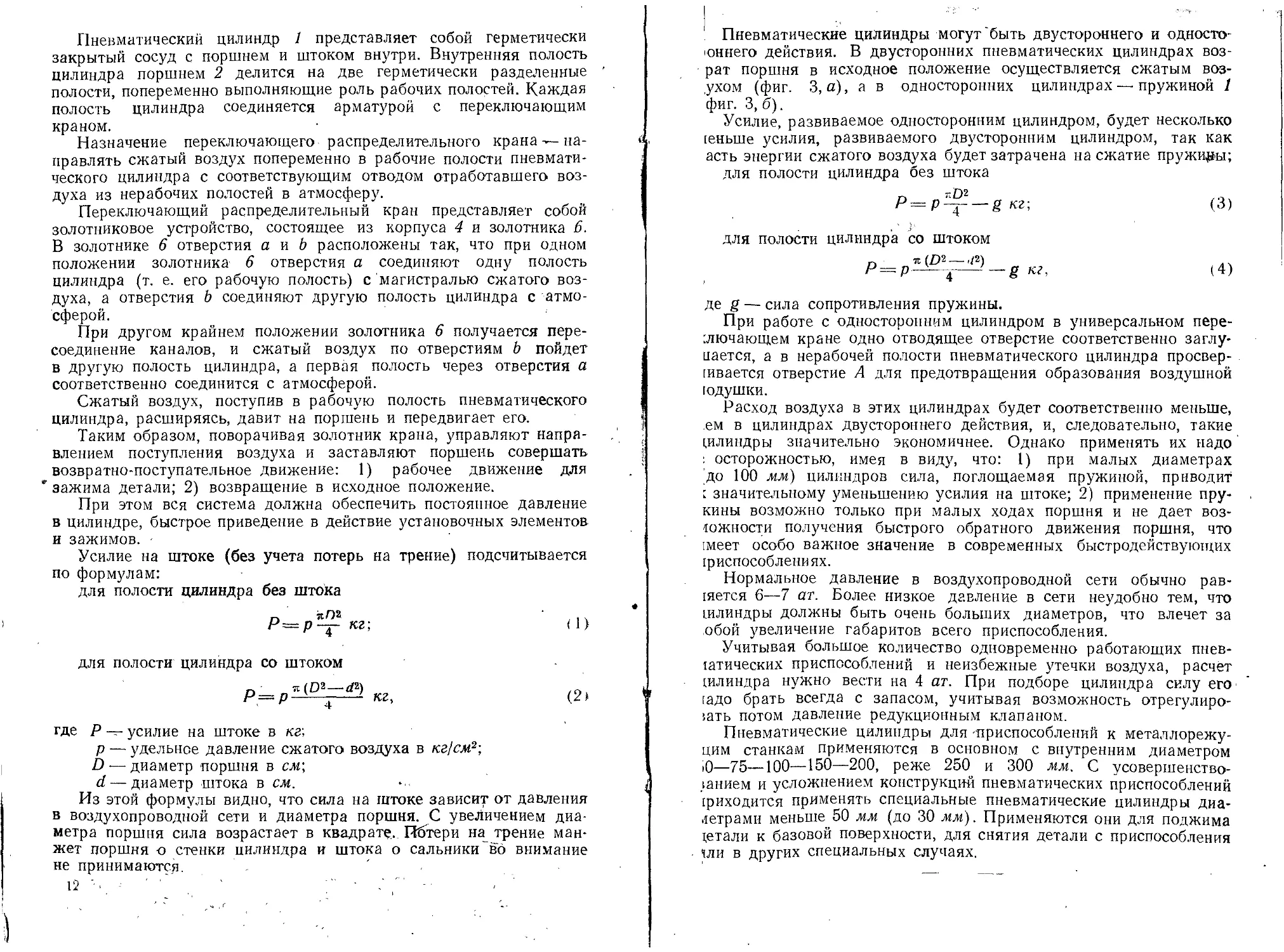
Пневматический цилиндр 1 представляет собой герметически
закрытый сосуд с поршнем и штоком внутри. Внутренняя полость
цилиндра поршнем 2 делится на две герметически разделенные '
полости, попеременно выполняющие роль рабочих полостей. Каждая
полость цилиндра соединяется арматурой с переключающим
краном.
Назначение переключающего распределительного крана — на-
правлять сжатый воздух попеременно в рабочие полости пневмати-
ческого цилиндра с соответствующим отводом отработавшего воз-
духа из нерабочих полостей в атмосферу.
Переключающий распределительный кран представляет собой
золотниковое устройство, состоящее из корпуса 4 и золотника 6.
В золотнике 6 отверстия а и b расположены так, что при одном
положении золотника 6 отверстия а соединяют одну полость
цилиндра (т. е. его рабочую полость) с магистралью сжатого воз-
духа, а отверстия b соединяют другую полость цилиндра с атмо-
сферой.
При другом крайнем положении золотника 6 получается пере-
соединение каналов, и сжатый воздух по отверстиям Ь пойдет
в другую полость цилиндра, а первая полость через отверстия а
соответственно соединится с атмосферой.
Сжатый воздух, поступив в рабочую полость пневматического
цилиндра, расширяясь, давит на поршень и передвигает его.
Таким образом, поворачивая золотник крана, управляют напра-
влением поступления воздуха и заставляют поршень совершать
возвратно-поступательное движение: 1) рабочее движение для
зажима детали; 2) возвращение в исходное положение.
При этом вся система должна обеспечить постоянное давление
в цилиндре, быстрое приведение в действие установочных элементов
и зажимов.
Усилие на штоке (без учета потерь на трение) подсчитывается
по формулам:
для полости цилиндра без штока
кг; (1)
для полости цилиндра со штоком
Р=р —-— ------- кг, (2>
где Р — усилие на штоке в кг;
р — удельное давление сжатого воздуха в кг/см2;
D — диаметр поршня в см;
d — диаметр штока в см.
Из этой формулы видно, что сила на штоке зависит от давления
в воздухопроводной сети и диаметра поршня. С увеличением диа-
метра поршня сила возрастает в квадрате, Пбтери на трение ман-
жет поршня о стенки цилиндра и штока о сальники во внимание
не принимаются. , '
12 ‘ -
Пневматические цилиндры могут'быть двустороннего и односто-
юннего действия. В двусторонних пневматических цилиндрах воз-
рат поршня в исходное положение осуществляется сжатым воз-
ухом (фиг. 3, а), а в односторонних цилиндрах — пружиной 1
фиг. 3, б).
Усилие, развиваемое односторонним цилиндром, будет несколько
[еньше усилия, развиваемого двусторонним цилиндром, так как
асть энергии сжатого воздуха будет затрачена на сжатие пружины;
для полости цилиндра без штока
л£)2
Р=р~4------g кг; (3)
для полости цилиндра со штоком
и(£)2_,/2)
4---' — g кг, (4)
де g — сила сопротивления пружины.
При работе с односторонним цилиндром в универсальном пере-
лючающем кране одно отводящее отверстие соответственно заглу-
нается, а в нерабочей полости пневматического цилиндра просвер-
[ивается отверстие А для предотвращения образования воздушной
юдушки.
Расход воздуха в этих цилиндрах будет соответственно меньше,
ем в цилиндрах двустороннего действия, и, следовательно, такие
щлиндры значительно экономичнее. Однако применять их надо
; осторожностью, имея в виду, что: 1) при малых диаметрах
до 100 мм) цилиндров сила, поглощаемая пружиной, приводит
: значительному уменьшению усилия на штоке; 2) применение пру-
кины возможно только при малых ходах поршня и не дает воз-
можности получения быстрого обратного движения поршня, что
:меет особо важное значение в современных быстродействующих
фиспособлениях.
Нормальное давление в воздухопроводной сети обычно рав-
1яется 6—7 ат. Более низкое давление в сети неудобно тем, что
шлиндры должны быть очень больших диаметров, что влечет за
обой увеличение габаритов всего приспособления.
Учитывая большое количество одновременно работающих пнев-
матических приспособлений и неизбежные утечки воздуха, расчёт
щлиндра нужно вести на 4 ат. При подборе цилиндра силу его
[адо брать всегда с запасом, учитывая возможность отрегулиро-
мать потом давление редукционным клапаном.
Пневматические цилиндры для приспособлений к металлорежу-
цим станкам применяются в основном с внутренним диаметром
Ю—75—100—150—200, реже 250 и 300 мм. С усовершенство-
ванием и усложнением конструкций пневматических приспособлений
фиходится применять специальные пневматические цилиндры диа-
метрами меньше 50 мм (до 30 мм). Применяются они для поджима
хетали к базовой поверхности, для снятия детали с приспособления
хли в других специальных случаях.
ГЛАВА II
СИЛОВЫЕ ПНЕВМАТИЧЕСКИЕ ЦИЛИНДРЫ
КОНСТРУКЦИЯ ПНЕВМА ТИЧЕСКИХ ЦИЛИНДРОВ
Основной частью пневматического агрегата является пневмати-
ческий цилиндр, состоящий из трех главных деталей: корпуса,
поршня и штока (фиг. 3, а).
1. КОРПУС ПНЕВМАТИЧЕСКОГО ЦИЛИНДРА
Корпус пневматического цилиндра состоит из втулки 1 (фиг. 4).
передней и задней крышек 2 и 3 и прокладки 4. Крышки своим
буртиком, имеющим длину 5 мм, центрируются по внутреннему
диаметру втулки со скользящей посадкой С. Для получения лучшей
Фиг. 4, Способы соединения втулки цилиндра с крышками:
q — обе крышки стягиваются обшиби длинны и шпильками; 6 — каждая крышка привертывается
к втулке самостоятельно в — встроенный цилиндр — передняя крыш к t отлита с корпусом приспо-
собления, задняя крышка привертывается самостоятельно.
герметичности соединения между крышками и втулкой необходимо
ставить прокладки. Крышка с втулкой соединяются несколькими
способами.
1. Обе крышки стягиваются общими длинными шпильками
(фиг. 4, а), толщина стенки втулки в этом случае делается от 7
до 16 мм, в зависимости от диаметра.
2. Каждая крышка в отдельности привертывается к втулке вин-
тами (фиг. 4, б).
14
3. В случае специальной отливки корпуса приспособления пе-
редняя крышка и втулка часто отливаются совместно с корпусом
приспособления, а задняя крышка привертывается винтами
(фиг. 4, в). Поскольку поршень может дойти до упора в заднюю
или переднюю крышку, то для предварительного накопления сжа-
того воздуха в крышках необходимо сделать выточку глубиной
3 мм и диаметром D— 10 мм (фиг. 3). Втулка и крышка изгото-
вляются из чугуна, стали, а также из алюминия. Прокладки изго-
товляются из картона или из клингерита. Для подачи сжатого воз-
духа в полости цилиндра в крышках имеются отверстия с кониче-
ской резьбой для соединения со штуцером арматуры (фиг. 5).
Фиг. 5. Схема подвода воздуха.
Чрезвычайно важен для работу пневматического приспособле
ния принцип подвода воздуха в цилиндр. Воздух должен поступать
в цилиндр со стороны торца поршня, а не радиально, так как в по-
следнем случае поршень может перекрыть отверстие для подачи
сжатого воздуха (фиг. 5).
2. ПОРШЕНЬ
Назначением поршня является передача силы давления сжа-
того воздуха через шток на зажимной механизм. Конструкция
поршня зависит от вида примененного уплотнения.
Уплотнение пневматических цилиндров. Для удовлетворитель-
ной работы пневматического цилиндра необходимо обеспечить
максимальную герметичность всей системы. Нельзя допустить пере-
текания сжатого воздуха из одной полости цилиндра в другую, так
как при этом нарушается работа всего приспособления вследствие
потери силы на штоке. Кроме того, недопустимо просачивание сжа-
того воздуха из цилиндра в атмосферу, так как это ведет к излиш-
нему расходу сжатого воздуха. Увеличенные зазоры ведут также
к загрязнению цилиндра пылью и грязью из внешней среды.
Отсюда можно сделать вывод, какую большую роль в работе
пневматического агрегата играет качество уплотнения поршня
и штока.
15
Уплотг^ние должно обеспечить:
1) максимальную герметичность;
2) достаточную стойкость;
3) простоту конструкции элементов пневматического цилиндра,
простоту сборки и ремонта;
4) малые потери на трение.
Качество уплотнения зависит от следующего:
1) типа уплотнения;
2) качества материалов уплотнения;
3) качества поверхностей втулки и штока;
4) качества сжатого воздуха (обезвлаженный и чистый, без
механических примесей);
5) качества смазки.
В пневматических цилиндрах применяется несколько типов
уплотнений:
1) уплотнение с регулированием;
2) уплотнение постоянное, без регулирования: с уголковыми
манжетами, с металлическими поршневыми кольцами, с резино-
выми кольцами;
3) неразжимающееся металлическое уплотнение.
В зависимости от типа применяемого уплотнения меняется кон-
струкция поршня и передней крышки.
Уплотнение с регулированием. На фиг. 6, а показан пневмати-
ческий цилиндр с применением регулируемых уплотнений. Манжеты
штока, направляющей втулки и поршня регулируются подтягива-
нием гаек 1 и 2, расположенных вне цилиндра. Такие манжеты
изготовляются из прорезиненной ткани или из кожаных колец.
Этот вид уплотнений вызывает усложнение конструкции всего
пневматического цилиндра и необходимость в периодическом под-
тягивании, что не гарантирует постоянной герметичности. Кроме
того, применение направляющей втулки <3 штока соответственно
уменьшает силу давления со стороны этой полости цилиндра. В со-
временных пневматических приспособлениях цилиндры часто мон-
тируются внутри корпуса. К таким цилиндрам нет свободного
доступа и, следовательно, нет возможности регулирования. Такой
вид уплотнения не получил широкого распространения.
Уплотнение уголковыми манжетами. В современных пневмати-
ческих цилиндрах, которые должны обеспечить быстроту действия
и надежное крепление детали при высоких скоростях резания, сле-
дует применять такие уплотнения, герметичность которых не зави-
села бы от внимания рабочего. К этому типу уплотнений относятся
уплотнения уголковыми манжетами. Поршнк таких цилиндров
имеют две манжеты с уголками, обращенными в сторону действия
сжатого' воздуха.
В практике чаще всего применяется поршень конструкции,
показанной на фиг. 6, б. Поршень состоит из двух стальных
(или алюминиевых) колец 1 и 3, промежуточной шайбы 2 и двух
резиновых манжет 5, стянутых винтами 4. Кольца, на которые
надеты манжеты, имеют коническую поверхность. Вследствие этого
16
поступающий в цилиндр сжатый воздух, распространяясь по кони-
ческой поверхности кольца, радиально разжимает манжету, при-
жимая ее к стенкам втулки, чем осуществляется автоматически
принудительное уплотнение. Чем сильнее давление сжатого воздуха,
тем сильнее прижимаются манжеты к стенкам втулки и, следова-
Фиг. 6. Поршни пневматических цилиндров:
а — с регулируемым уплотнением; б — с уплотнением уголковыми
манжетами; в - с уплотненном поршневыми кольцами; г — с уплот-
нением резиновым кольцом; д — с лабиринтными канавками.
тельно, тем лучше уплотнение. Чем ниже давление сжатого воз-
духа, тем слабее манжеты будут прижиматься к стенкам втулки и
тем меньше будет сопротивление трения. Манжеты в этом поршне
не Регулируются. Они хороши еще и тем, • что благодаря своей
эластичности компенсируют неточности изготовления внутренней
поверхности втулки, т. е. эллиптичность и конусность. Этот
чип манжет получил в настоящее время широкое распростра-
нение. :-----
Г)
Зониеиберг и Лебе 17
Уголковые манжеты делаются в прессформах из специальных
смесей,
Физико-м,еханические свойству этих манжет следующие.
Твердость по Шору ..................................70—90
Сопротивление на разрыв в кг(см-.................... 6.5
Остаточное удлинение в %...................... . 3—4
Относительное удлинение в °/0........................110 -140
Маслостойкость в % ............. 3
Термднабухание в % . . . . . .....................11 — 13
Морозостойкость в °C.............. .................45—50
Манжеты должны храниться в затемненном помещении при
температуре от 0 до 20° и находиться от печей и других нагрева-
тельных приборов на расстоянии не менее 1 м.
Недостатки уплотнения из уголковых манжет. В связи с тем,
что уголки манжет прижимаются сжатым воздухом к внутренней
поверхности цилиндра, развивается большая сила трения. При
приближении размера площади уголков манжет и сальника к раз-
меру активной площади поршня движущая сила сжатого воздуха
может приблизиться к нулю, и тогда поршень или совсем не будет
передвигаться, или будет передвигаться очень медленно. Движу-
щая сила сжатого воздуха с учетом силы трения выражается
формулой
P = p(F0 — FBf) кг, . (5)
где Fo—полезная площадь в см2;
Fь— сумма площадей манжеты и сальника в см1;
f — коэфициент трения покоя.
Очевидно, что Р = 0, если Fo F в = f, т. е. Fo = FB при f = I
или F0<^FB при f<^\. Следовательно, для быстродействующих
современных приспособлений необходимо всегда стремиться к тому,
чтобы полезная площадь F0 поршня была возможно больше суммы
FB площадей манжеты и сальника [3].
Соответственно этому практика показывает, что поршни диаме-
тром меньше 100 мм с угловыми манжетами работают неудовлетво-
рительно, с перебоями. Это обстоятельство зависит еще от ряда при-
чин, как, например, от материала манжет и от чистоты обработки
рабочей поверхности втулки, от условий смазки, от качества мон-
тажа манжет п сальника.
Однако с целью поднятия к. п. д. пневматических цилиндров
с диаметром поршня 100 мм и ниже целесообразно вместо уголко-
вых манжет применять кольцевое уплотнение.
Уплотнение металлическими поршневыми кольцами. На Москов-
ском автозаводе имени Сталина последнее время широко приме-
няют для поршней диаметром 100 мм н меньше уплотнение чугун-
ными поршневыми кольцами как с автомобилей ЗИС, так и спе-
циальными.
18
Преимуществами этого вида уплотнения являются:
1) относительно незначительный коэфициент трения (0,07—
0,15);
2) возможность применения пневматических цилиндров малых
диаметров (до 45 мм);
3) большая стойкость (длительный срок службы);
4) надежность действий зажима;
5) компактность и простота конструкции поршня.
К недостаткам этого вида уплотнения следует отнести:
1) невозможность получения абсолютной герметичности;
2) несколько повышенный расход сжатого воздуха;
3) необходимость точной обработки рабочей ' поверхности
втулки.
Для уплотнения в поршнях устанавливаются два-три кольца.'
Для уменьшения утечки сжатого воздуха замки колец должны быть
расположены в шахматном порядке. ' .
К поршневым кольцам предъявляются следующие требо-
вания.
1. Поршневые кольца изготовляются из серого чугуна методом
индивидуальной отливки.
2. Требуемая твердость чугунных поршневых колец 96—106 7? в
3. Давление кольца на стенки цилиндра и в особенности у замка
должно обеспечить сохранение контакта между стенкой цилиндра
и кольцом даже при износе.
4. Между наружной цилиндрической поверхностью кольца и
стенками кольцевого калибра допускается просвет не более
0,03 мм.
5. Кольцо, вставленное в цилиндр, должно иметь зазор в замке
не более 0,15 мм.
6. Торцы колец должны быть прошлифованы с точностью
0,04 мм.
7. Кольцо должно проваливаться под действием своего собствен-
ного веса между двумя плитками с расстоянием между ними
Л + 0,025 мм — для колец диаметром D < 120 мм и h +
+ 0,040 мм—Для колец диаметром I) > 125 мм, где h — макси-
мальная высота кольца.
8. Кромки колец в замке должны быть закруглены во избежание
образования рисок на цилиндре.
9. Канавки в поршне должны быть перпендикулярны оси
поршня и оси отверстия под шток с точностью 0,01 мм на
100 мм.
10. Торцевой зазор кольца в канавках поршня не должен превы-
шать 0,04 мм.
11. Шейка проточки в поршне под кольцо должна быть меньше
внутреннего диаметра сжатого кольца на 0,5 мм.
12. Наружная поверхность кольца хромируется; толщина слоя
покрытия 0,02 мм.
13. Острые кромки наружного диаметра после хромирования
затупить (радиус затупления R =0,15 г 0,25 мм).
предварительное уплотнение; с повышением давления
воздуха происходит дополнительное самоуплотнение
удовлетворительной работы резиновых колец большое
имеют форма и размеры канавки для колец. Инж.
Таблица 1
Рекомендуемые размеры
уплотнительных колец
Наружный диаметр поршня в мм Номинальный диаметр сече- ния кольца в мм Действитель- ный диаметр сечения кольца в мм
До 12 1,5 1,7 ±0,08
12-22 2,5 2.7 ±0,08
22-100 3,0 3,3 ±0,1
100-ISO 5,0 5.6 ±0,13
180-300 6,0 6,7 т-0,15
Поршень изготовляется из стали 35, калится до твердости
jRc = 32 -7 35 с последующим хромированием..
Уплотнение резиновыми кольцами. Последнее время на разных
заводах начали применять для уплотнения пневматических цилин-
дров О-образные резиновые самоуплотняющиеся кольца. Такое
кольцо вставляется в кольцевую канавку, проточенную на поршне
или на штоке, с натягом X между дном канавки и поверхностью
, кольца (фиг. 6, г).
Кольцо всегда должно обжимать вал, в связи с чем его диа-
метр должен быть на 0,1—0,25 мм меньше (по внутреннему
диаметру и соответственно больше по наружному). Этот натяг
- создает
сжатого
кольца.
Для
значение
Г. А. Кучеревский и В. В. Евсюков [8] рекомендуют следующие
размеры канавки: b = 1,3 d; У? = 0,5 н 0,8 мм; г = 0,1 --н 0,25 мм
Этот тип уплотнения вызывает
небольшие силы трения, компен-
сирует неточности в изготовлении
уплотняемых поверхностей и со-
здает хорошую герметичность [21.
По данным, опубликованным
П. Г. Шалашовым [11], срок
службы резиновых колец при
обработке внутренней поверхности
цилиндров по 8—9-му классам
чистоты по ГОСТ 2780-51 может
быть доведен до 150 000 двойных
ходов. В табл. 1 указаны реко-
мендуемые размеры уплотнитель-
ных колец.
Неразжимающееся металлическое уплстнение. Пневматические
цилиндры вспомогательного назначения, как, например, цилиндры
для автоматического поджима обрабатываемой детали к базовой
плоскости или для снятия детали с посадочных пальцев, когда тре-
буется относительно небольшая сила, действующая кратковременно,
имеют малые диаметры (от 45 до 30 мм). Движущая сила поршней
таких цилиндров небольшая, и для быстрого срабатывания здесь
необходимо уменьшить сопротивление трения. С этой целью приме-
няют неразжимающееся металлическое уплотнение, которым слу-
жит сам поршень, притертый к отверстию пилиндра (фиг. 6, д).
Такой поршень имеет несколько удлиненную форму с соответствую-
щими лабиринтными канавками. Канавки полезны и для получения
удовлетворительной смазки трущихся частей. Кроме того, они
задерживают механическую примесь, попадающую в зазор между
поршнем и втулкой, вследствие чего уменьшается опасность заеда-
ния поршня в работе.
.20
Глубина канавки 1—1,5 мм, ширина 0,5—1 мм и расстояние
между канавками 5 мм.
. Как сам поршень, так и рабочая поверхность втулки должны
быть обработаны с высокой точностью и притерты друг к другу
с проверкой на краску.
Полной герметичности такой вид уплотнения не обеспечивает.
3. шток /
Назначение штока — передать силу давления поршня на деталь.
Одним концом шток соединяется с поршнем, в другом его конце
имеется резьбовое отверстие. В несложных конструкциях приспосо-
бления шток может нажимать непосредственно на деталь или
закаленным сменным концом, ввернутым в резьбовое отверстие
штока, или специальной прижимной планкой. Планки применяют,
когда необходимо зажать или одновременно несколько деталей, или
одну деталь, но в нескольких точках. Шток может быть соединен
также с механизмом, меняющим направление движения или увели-
чивающим силу зажима. Величина хода штока в нормализованных
пневматических цилиндрах задается от 30 до 55_мм при диаметре
его от 22 до 40 мм. При необходимости увеличить длину хода
штока следует соответственно увеличить и его диаметр. Шток изго-
товляется из стали 10, цементуется на глубину 1,2—1,5 мм и
калитгся до твердости по Шору 75—85. Для удовлетворительной
работы пневматического' цилиндра требуется высокая точность
обработки штока. Поверхность штока должна иметь чистоту- по 8-му
классу. ' .
" Конусность и эллиптичность штока допустимы не более 0,01.
Для уменьшения износа его по диаметру и во избежание коррозии
рекомендуется шток хромировать. Диаметр штока выполняется по
ходовой посадке X.
Соединение штока с поршнем. Правильность соединения штока
с поршнем играет большую роль в общей работе пневматического
цилиндра, влияет на плавность передвижения поршня и штока, на
стойкость уплотнения, на силу трения.
Шток с поршнем должны быть собраны таким образом, чтобы
удовлетворить следующим требованиям.
А. Для случая с мягким уплотнением
1. Соосность штока и поршня должна быть выдержана с точ-
ностью 0,1 мм. —
2. Оси штока и поршня1 должны быть параллельны с точностью
_Л 1 мм на 100 мм.
Несоблюдение этих условий ведет к возможному защемлению
Штока в отверстии передней крышки цилиндра и неравномерному
износу уплотнения, к возникновению излишних сил трения и
пРеждевременному выходу из строя уплотнений.
21
Б. Для случая уплотнения с чугунными поршневыми кольцами
1. Соосность штока
ность.'р 0,01 мм.
и поршня должна быть выдержана с точ-
Фиг. 7. Соединения штока с поршнем:
а — конической резьбой; б — при помощи конического отверстия; в — при помощи
цилиндрического отверстия.
д)
г)
Фиг 8. Основные виды уплотнений штока:
« — регулируемого типа? б и в — сальником, типа угол-
ковой манжеты без регулирования; г — U-образнымн
манжетами; д — кольцом.
2. -Параллельность наружных поверхностей штока и поршня
должна быть выдержа’йа с точностью 0,01 мм на 100 мм.
Нарушение этой точно-
сти может вызвать заще-
мление поршня и штока.
На практике соедине-
ние штока с поршнем
осуществляется в трех ва-
риантах.
1. При помощи кониче-
ской резьбы (фиг. 7, а).
Этот способ сложен, не-
экономичен и не обеспечи-
вает вышеперечисленных
требований.
2. При помощи глад-
кого конического отвер-
стия в поршне (фиг. 7, б).
Этот способ хотя и обес-
печивает точность соеди-
нения, НО' технологически
сложен.
3. При помощи по-
садки по цилиндрическому
отверстию в поршне
(фиг. 7,6). Этот способ
соединения технологически
самый простой, экономичный и обеспечивает максимальную точ-
ность и взаимозаменяемость. Шток затягивается гайкой со стопор-
ной фибровой прокладкой, обеспечивающей надежное крепление.
При применении поршня небольшого диаметра (35 мм и меньше)
шток может быть изготовлен за одно целое с поршнем.
99
Посадка и уплотнение штока в передней крышке. Для обеспе-
чения свободного продвижения штока в отверстии передней крышки
сопряжение должно быть выполнено по ходовой посадке X. Отвер-
стие в передней крышке для направления штока должно быть шли-
фовано и изготовлено с высокой точностью: конусность и эллиптич-
ность допускаются не более 0,02 мм. Для получения полной
герметичности, устранения утечки сжатого воздуха и попадания
в цилиндр пыли и грязи в передней крышке устанавливается уплот-
нение в виде сальников разных конструкций. Чаще всего устанавли-
вается сальник в виде уголковой манжеты из маслостойкой резины
с уголками, обращенными в сторону поршня, и затянутый гайкой
(фиг. 8,6) или шайбой (фиг. 8, в). Этот сальник, как уже было
сказано выше, создает хорошее уплотнение, пропорциональное
давлению воздуха. Уплотнение на штоке соответственно увеличивает
потери на трение. Для штока также применяется уплотнение
с регулированием (фиг. 8, а) и резиновыми кольцами (фиг. 8,6),
о которых уже было указано выше. Последнее время на некоторых
заводах начали применять уплотнение штоков. U-образными коль-
цами. Уплотнения из U-образных колец менее чувствительны к ка-
честву уплотняемых поверхностей. Полки U-образных колец своей
упругостью и силой сжатого воздуха прижимаются к внутренней
поверхности гнезда и к поверхности штока, чем обеспечивается
надежное уплотнение (фиг. 8, г).
4. ТЕХНИЧЕСКИЕ УСЛОВИЯ ДЛЯ ПНЕВМАТИЧЕСКИХ ЦИЛИНДРОВ
1. Для уменьшения силы трения и удовлетворительной работы
пневматического агрегата необходима тщательная обработка вну-
тренней поверхности втулки (по 8 и 9-му классу). Плохо обрабо-
танная поверхность втулки, имеющая большие риски, способствует
•быстрому выходу из строя манжет и просачиванию воздуха.
2. Для лучшего сохранения чистоты рабочей поверхности и гео-
метрии втулки рекомендуется его внутреннюю поверхность хромиро-
вать.
3. Во избежание защемлений поршня и штока необходимо вы-
держать соосность внутренней поверхности втулки и направляю-
щего отверстия для -штока в передней крышке. Особенно это важно
для случая работы с чугунными поршневыми кольцами.
4. Внутренние плоскости крышек и торцы поршня должны окра-
шиваться суриком.
5. Для проверки уплотнений, поршня, штока и прокладок между
крышками и втулкой собранный пневматический цилиндр должен
быть подвергнут пятиминутному испытанию при давлении 10 ат.
ТИПЫ ПНЕВМАТИЧЕСКИХ ЦИЛИНДРОВ
В пневматических приспособлениях применяются пневматические
Цилиндры одностороннего и двустороннего действия. Пневматиче-
ские цилиндры для приспособлений применяются в основном с вну-
тренним диаметром 50, 75, 100, 150, 200 и 250 и реже 300 мм.
23
1. ПНЕВМАТИЧЕСКИЕ ЦИЛИНДРЫ ОДНОСТОРОННЕГО ДЕЙСТВИЯ
Односторонние пневматические цилиндры разделяются на порш-
невые 4 диафрагменные.
Особое внимание заслуживают диафрагменные пневматические
камеры. В последнее время на ряде заводов в том числе и на авто-
мобильном заводе имени Сталина начали широко применять
диафрагменные пневматические камеры. Пневматическая камера
состоит из двух чашек 1 и 2, штампованных из листового железа и
собранных вместе со специальной резиновой диафрагмой 3 (фиг. 9).
Фиг 9. Диафрагменная камера.
Внутри корпуса находится шайба 5, сидящая на штоке 4, и пру-
жины 6 и 7. Камера крепится к приспособлению болтами 10.
Камера имеет только одно приемное отверстие для сжатого воздуха,
которое воздухопроводной трубкой 9 соединяется с переключающим
краном 8. При впуске сжатого воздуха в полость А диафрагма 3
деформируется, . нажимает на шайбу 5 и передает давление на
шток 4.
При переключении крана 8 сжатый воздух из камеры уходит
в атмосферу, а шток под действием пружин 6 и 7 возвращается
в исходное положение.
Для быстрого возвращения штока и уменьшения-сопротивления
при работе камеры пружины должны обладать хорошей эластич-
ностью. С этой целью применяются две вставленные друг в друга
24
пружины большого диаметра. В универсальном переключающем
кране одно отводящее отверстие соответственно заглушается.
Диафрагма. Диафрагмы изготовляются из четырехслойной
ткани толщиной 1,8—2 мм, с двух сторон покрытой резиной. Края
диафрагмы, снабженные уплотнительными выступами (фиг. 10),.
при затяжке создают надеж-
ное уплотнение.
Чтобы не затрачивать уси-
лие на растяжение диа-
фрагмы и чтобы увеличить
срок ее службы, диафрагму
делают выпуклой в сторону
воздушной камеры.
Однако при малом ходе
штока допускается исполь-
зование и плоских диафрагм.
Чрезмерная эластичность
диафрагмы нежелательна,
потому что рабочая поверх-
ность такой диафрагмы зна-
чительно сокращается, так
как она быстро прилегает
к стенкам . корпуса камеры
Фиг. 10. Конструкция диафрагмы.
При монтаже камеры необходимо»
проследить, чтобы на диафрагме не было механических поврежде-
ний в виде надрывов, расслоений и т. п. Необходимо также обра-
тить внимание на равномерную затяжку болтов. Чрезмерная
затяжка болтов может привести к повреждению диафрагмы.
Диафрагмы (фиг. 10), применяющиеся в пневматических каме-
рах, имеют следующие физико-механические свойства:
1) твердость по Шору в пределах 55—65;
2) сопротивление на разрыв не менее 180 кг!см2\
3) относительное удлинение не менее 500%;
4) при испытании на усталость диафрагмы при ходе 25—30 мм-
и давлении 4,5 ат должны сохранить герметичность не менее, чем-
1 000 000 циклов колебаний;
5) герметичность диафрагмы проверяется при давлении 9 ат.
В табл. 2 даны основные размеры диафрагмы.
Таблица 2
Основные размеры диафрагм
Размеры в мм
D Номинальный Отклонение О* d2 L / d z a
174 200 +3 —2,5 +2 -3 129 148 154 178 28 31 6 6 9 9 12 16 40° 45*
25
На автозаводе имени Сталина для специальных камер больших
размера в диафрагма изготовляется из резины камеры шины авто-
мобиля.
Усилие на штоке диафрагменной камеры [15] приблизительно
«определяется как: г--------
где р — удельное давление в кг/см2-,
F— активная площадь диафрагмы в сж2;
q — сопротивление возвратной пружины в кг;
P = ^{D2 + Dd + d')p~ q.
(6)
Проведенные испытания показали, что усилие при различных
положениях штока различное. Оно зависит как от конструкции
камеры, так и от качества диафрагмы. Зависимость Р от пути хода
яптока показана на фиг. 11. Л1аксимальное усилие Р получается
перемещение штока
Фиг. Н. График зависимости усилия зажима от величины хода штока:
1 — для диаметра камеры 180 ям', 2 — для диаметра камеры 206 мм; 3 — для диаметра
камеры 230 мм.
® первый момент впуска сжатого воздуха в камеру. Далее с увели-
чением хода штока усилие Р резко понижается с тенденцией
к дальнейшему понижению до конца хода штока. Отсюда следует
•сделать вывод, что, подбирая для конструкции соответствующего
.диаметра камеру, необходимо диаметр увязать еще с требуемой
.длиной хода штока и пользоваться данными графика фиг. 11.
26 '
На автозаводе имени Сталина для пневматических приспособле-
ний используются автомобильные тормозные пневматические
камеры.
В табл. 3 приведены основные размеры диафрагменных пневма-
тических камео (см. фиг. 9).
Государственный проектный
институт Министерства транспорт-
ного и тяжелого машиностроения
разработал три типо-размера диа-
фрагменных пневматических ка-
мер с усилием на штоке 250, 500
и 1000 кг и величиной хода соот-
ветственно 30, 50 и 75 мм.
Преимущества диафрагменных
камер:
1) компактность;
2) облегченный вес;
Таблица 3
Основные данные диафрагменных
камер
Наружный диаметр каме- ры в мм Максимальный ход штока в мм
180 45
206 57
230 57
3) малая стоимость по сравнению с поршневыми цилиндрами;
4) простота конструкции;
5) малый расход сжатого воздуха;
6) полная герметичность;
7) отсутствие необходимости ремонта из-за утечки воздуха;
8) отсутствие трущихся поверхностей и необходимости смазки.
К недостаткам этих камер можно отнести:
1) ограниченное усилие на штоке;
2) ограниченный ход штока;
3) неодинаковое усилие по всей длине, хода штока.
Ограниченный ход поршня и непостоянство усилия по всей
длине хода поршня не дают возможности применять их всюду.
Однако диафрагменные' пневматические камеры должны иметь
предпочтение перед обыкновенными пневматическими цилиндрами,
там где позволяют условия. Диафрагменные камеры широко при-
меняются на легких и средних сверлильных операциях и также на
•сборочных операциях. Кроме того, применяются диафрагмы в ци-
линдрах, расточенных непосредственно в корпусе приспособления
(см. фиг. 61). Это также дает большую экономию воздуха и опреде-
ляет компактность всего приспособления.
2. ПНЕВМАТИЧЕСКИЕ ЦИЛИНДРЫ ДВУСТОРОННЕГО ДЕЙСТВИЯ
Особо широкое распространение в зажимных пневматических
приспособлениях получили пневматические цилиндры двустороннего
действия. Эти цилиндры по способу крепления к приспособлениям
разбиваются на 5 типов.
Неподвижные цилиндры1. На фиг. 12 и 13 представлены основ-
ные типы неподвижных двусторонних пневматических цилиндров
диаметром выше 100 мм с уплотнением уголковыми манжетами.
1 Всевозможные типы1 пневматических цилиндров см. Энциклопедический
справочник «Машиностроение», Машгиз, т. 7 стр. 221.
27
Цилиндры с фланцевым креплением. Пневматический цилиндр ча-
ще всего крепится к корпусу приспособления своей передней крыш-
кой винтами, ввертываемыми в резьбовые отверстия di (фиг. 12).
В специальных случаях пневматический цилиндр может также
крепиться и своей задней крышкой.
Цилиндры с креплением лапками. На фиг. 13 представлен основ-
ной тип этого вида цилиндра. Цилиндр устанавливается плоско-
стью А на корпусе приспособления и крепится четырьмя болтами.
Сечение по АОЬ
Фиг. 13. Пневматический цилиндр с креплением лапками.
Основные размеры неподвижных цилиндров приведены в таблицах:
для фиг. 12 — в табл. 4; для фиг. 13 — в табл. 5.
Встроенные цилиндры. Корпус цилиндра отливается совместно'
с корпусом приспособления (см. фиг. 66). На практике чаще всего
встречаются встроенные цилиндры диаметром от 50 до 150 мм,
реже 200 мм.
28
. Таблица 4
Основные размеры пневматических цилиндров с фланцевым креплением
Размеры в м к
! № по пор. J Р кг при 1 4 ат D D, наиб. 1 О S X я X d 1 S о X ОТКЛ. W ном. | I =? ОТКЛ. j di Ц, о» £
1 2 700 15035 65 115 25 25 2М24Х1.5 30 75 -0,06 120 -г 0,07 142 М12 КЗ/8" 165 214 159 209
\ 3 4 1200 20035 1 65 115. 25 25 2М24Х1,5^30'75 -0,06 120 +0,07 142 М12 КЗ/8" 165 275 166 216
5 6 2000 250 40 65 115 25 25 2М30ХП5 35 80 -0,06 160 +0,08 193 М16 КЪ" 210 330 171 231
7 |8 2800 300 40 65 125 25 25 2М30Х1Л 35 80 —0,06 160 +0,08 193 М16 К1/2" 210 395 173 233
Качающиеся цилиндры. Пневматический цилиндр крепится шар-
нирно своим ушком к одному из неподвижных элементов приспо-
собления. ,
Фиг. 14. Качающийся пневматический цилиндр.
На-фиг. 14 представлен основной тип этого вида цилиндра,
а в табл. 6 приведены его основные размеры.
29
' Таблица б-
Основные размеры пневматических цилиндров с креплением лапками
Размеры в мм
№ по пор. Р кг при 4 ат D D, с 1 в А 1, ь н Н, L Л J
наиб. найм. |
1 2 700 150 35 57 - 107 17 17 7 70 200 15 14 ПО 217 100 150 50 201 г
3 4 1200 200 35 57 107 17 17 12 100 260 22 17 140 277 • 100 1.50 55 25
Таблица &
Основные размеры качающихся пневматических цилиндров
Размеры в мм
| № по пор. 1 Р кг при | 4 am I D D, с d 1 о2 D, L dT Z, Г
нанб. | S S я X S о X откл.
1 2 700 150 35 65 115 25 25 2М24Х1Л 30 75 Кз/8’ 214 159 209 20 +0,045 Ж) 20 251 £
3 4 1200 200 35 65 125 25 25 2M24XL5 30 75 К8//' 275 166 216 25 +0,045 - 40 25 30 ;
5 6 2000 250 40 65 125 25 25 2М30Х1Л 35 80 К>/^’ 330 171 231 25 +0,045 40 25 30
7 8 2800 300 40 65 125 25 25 2M30XL5 35 80 К1/2" 395 173 233 30 +0,045 45 30 35
__1
Плавающие цилиндры. Пневматические цилиндры с фланцевым
креплением или качающиеся цилиндры с ушком, которые крепятся
к одному из подвижных зажимных элементов приспособления.
Вращающиеся цилиндры (фиг. 15) применяются на токарных,,
револьверных и шлифовальных станках. Они закрепляются на
заднем конце шпинделя станка посредством переходной планшайбы,
на которой цилиндр центрируется диаметром по точному буртику и
закрепляется тремя болтами. Планшайба чаще всего навинчивается
на резьбу заднего конца шпинделя. При отсутствии резьбы на.
Зо
шпинделе планшайба насаживается на его гладкий конец и закре-
пляется винтами. Шток поршня связан через промежуточную
штангу с зажимным механизмом рабочего патрона.
Неподвижные цилиндры применяются в тех случаях, когда на-
правление движения штока происходит вдоль строго определенной,
оси.
В этом случае корпус цилиндра неподвижен и лишь только пор-
шень со штоком совершают возвратно-поступательное движение,
применение пневматических цилиндров типа I (фиг. 12) и II
(фиг. 13) влечет за собой увеличение габаритов приспособления и
Фиг. 15. Вращающийся пневматический цилиндр.
появление некоторой утечки воздуха, которая возможна при этой
.системе при плохих манжетах, сальниках и прокладках. С целью
'уменьшения габаритов приспособления и уменьшения утечки воз-
духа втулка и задняя крышка пневматического цилиндра отли-
ваются заодно с корпусом приспособления (см. фиг. 66). При этом:
соответственно усложняется модель приспособления.
Таким образом, выбор типа пневматического цилиндра нужно*
решать совокупно с конструктивной и экономической точек зрения..
Качающиеся цилиндры (фиг. 14) применяются для предотвра-
щения изгиба штока при наличии боковых усилий и непрямолиней-
ном движении последнего. В практике они встречаются реже
неподвижных цилиндров. Качающийся пневматический цилиндр
прикрепляется ушком своей задней крышки шарнирно к корпусу
приспособления, а шток к соответствующему рычагу. В этом случае
в отличие от неподвижных цилиндров шток, кроме возвратно-посту-
пательного движения, совершает еще и колебательное движение,
а вместе с ним и весь пневматический цилиндр поворачивается
вокруг оси.
31
В пневматических приспособлениях с неподвижными и качающи-
мися цилиндрами давление сжатого воздуха обычно используется
лишь ,в одном направлении хода поршня, а реакция давления сжа-
того воздуха воспринимается задней крышкой неподвижного
цилиндра. Если пневматический цилиндр с фланцевым креплением
или качающийся с ушком соединить с подвижной прижимной
•системой, то в этом случае будет использована и реакция давления
•сжатого воздуха на крышку: поршень со штоком пойдут в одну сто-
рону, а корпус цилиндра — в противоположную. В этих случаях
применяется плавающий цилиндр и работа производится его што-
ком и корпусом. Для этих целей могут быть использованы как
цилиндры с креплением передней и задней крышек к рычагу
.зажима, так и цилиндры с ушками.
Вращающийся пневматический цилиндр отличается от неподвиж-
ных цилиндров системой питания его сжатым воздухом. В описан-
ных выше конструкциях сжатый воздух подавался в цилиндр через
переднюю и заднюю крышки. Во вращающемся же цилиндре воздух
подается в обе полости через заднюю крышку специальной воздухо-
распределительной муфтой. Передняя крышка отлита заодно со
втулкой (фиг. 15). В задней крышке 1 сидит специальный воздухо-
распределительный палец 2, затянутый гайкой 3. На пальце 2 сво-
бодно сидит двухкамерная муфта 4, каждая камера которой снаб-
жена кольцом 5 и уплотнительными сальниками 6. В кольцах 5
имеются проточка А и четыре радиальных отверстия Б для свобод-
ного доступа сжатого воздуха. Для соединения с воздушной сетью
и муфту ввернуты два штуцера 7, на которые надеваются резиновые
шланги, закрепляемые специальными хомутиками. Резиновые
шланги соответственно соединены с переключающим краном. Сжа-
тый воздух проходит через отверстия втулок в камеры муфт и по
каналу Г распределительного пальца 2 проходит соответственно
в заднюю полость цилиндра, а затем по каналу В в переднюю
полость. При этом цилиндр с пальцем все время вращаются,
а муфта находится в неподвижном состоянии. Вращающиеся
•цилиндры нормализованы и подбираются по табл. 7. Вращающиеся
цилиндры изготовляются из чугуна. При больших оборотах шпин-
деля и большой массе цилиндра развивается большая центробеж-
Таблица. 7
Основные размеры вращающихся пневматических цилиндров
Размеры в мм
100
150
200
250
300
700
1200
2000
с d d, di L 11
наиб, i найм. |
86 46 2. 1М20Х1.5 M12X1J5 296 35 15
90 49 30 М27ХЗ М 12X1,75 304 60 15
>4 57 35 М27ХЗ Ml 6X2 312 60'16
80 37 35 М27ХЗ Ml 6X2 314 60 30
4
4
5
5
13’
190
240
2.9
80
г0
юо
125
-0,06
-0,06
-0,07
-0.03
104
104
150
471
D.
139
130
1-0
200
32
пая сила, которая действует разрушительно на шпиндель станка и
его подшипники. С целью улучшения условий работы шпинделя
станка и его подшипников, по мнению авторов, необходимо вра-
щающиеся цилиндры делать из алюминиевого сплава.
Описанные выше цилиндры нормализованы и представляют
самостоятельные узлы. Однако нормализованная длина цилиндров
не всегда удовлетворяет конструктивным требованиям. В таких слу-
чаях приходится делать специальные удлиненную втулку и удлинен-
ный шток с использованием всех остальных деталей нормализован-
ного цилиндра.
3. ВРАЩАЮЩИЕСЯ ДИАФРАГМЕННЫЕ КАМЕРЫ
Заслуживает внимания применение диафрагменных камер в ка-
честве вращающихся цилиндров. При этом получается не только
Фиг. 16. Вращающиеся
афрагменные камерыг
а — вращающаяся камера, ра-
ботающая как тянущий ци-
линдр; б — вращающаяся ка-
мера, работающая как толка-
ющий цилиндр.
облегчение веса цилиндра
шпиндель, но и экономия
3 .Зоиненберг и Лебедев 868
и уменьшение консольной нагрузки на
сжатого воздуха. На фиг. 16, а показан
33
вращающийся патрон с применением диафрагменной камеры. К ка-
мере 2 приварена распределительная муфта 1 для вращающихся
цилиндров одностороннего действия и в донышке камеры просвер-
лено отверстие для подачи сжатого воздуха. Камера 2 крепится
к планшайбе 3, которая, в свою очередь, связана через ползун 8
с тягой 7. Шток 4 пневматической камеры жестко связан через про-
межуточную планку 5 с основной неподвижной планшайбой 6, ,
навернутой на задний конец шпинделя. Таким образом, при впуске:
в камеру сжатого воздуха диафрагма вперед не поддается, так как
она через шток 4 жестко связана с планшайбой, и тогда вследствие
Фиг. 17. Вращающаяся диафрагменная камера повышенного усилия.
реакции давления сжатого воздуха на заднюю стенку камеры
последняя отходит назад и тянет за собой тягу, чем и осуще-*
ствляется зажим детали. |
В данном случае пневматическая камера работает как тянущий!
цилиндр. Когда нужно, чтобы камера работала как толкающий|
цилиндр, применяется диафрагменный вращающийся цилиндр, пока-?
занный на фиг. 16, б. В этом случае камера болтами жестко свя4
зана с задней планшайбой станка, а шток соединен непосредственно!
с тягой. ’ . ]
С целью увеличения усилия зажима с сохранением малого веса
цилиндров, что особенно важно для вращающихся цилиндров, при-
меняются также комбинированные диафрагменные цилиндры. На
фиг. 17 показан трехкамерный диафрагменный цилиндр, состоящий
из трех сваренных между собой штампованных камер, каждая из
которых состоит из крышки 3, камеры 4, резиновой диафрагмы 1
с шайбой 2, уплотнения 7 и втулки 6, которая сидит на валу 9.
34
Кроме того, передняя правая камера 4 сварена с диском 10,
которым цилиндр центрируется и крепится к планшайбе 8. На зад-
нем конце вала 9 надета распределительная муфта 5. Для зажима
детали сжатый воздух поступает через канал А и отверстия В
в правые части камер, и получается общее давление, равное трех-
кратному давлению одной камеры.
С целью экономии сжатого воздуха для отжима детали доста-
точно впустить его не во все три камеры, а лишь в крайнюю левую
камеру через отверстие Г.
\ 4. ВРАЩАЮЩИЙСЯ ЦИЛИНДР С ПОЛЫМ ШТОКОМ
Для обработки на токарных или револьверных станках деталей
из прутка необходимо иметь вращающийся цилиндр с полым што-
ком для пропуска пруткового материала. В основном конструкция
такого цилиндра (фиг. 18) не отличается от конструкции ранее рас-
смотренного вращающегося цилиндра. Полый шток 1 проходит
сквозь воздухораспределительный палец 6, который в данной кон-
струкции является еще и направляющей толстостенной втулкой.
Шток 1 со стороны муфты 5 уплотнен двумя резиновыми коль-
цами 3 и двусторонним коническим металлическим кольцом 4, кото-
рые затягиваются гайкой 2. Для удобства пропуска прутка полый
шток 1 выходит наружу за пределы муфты.
5. ЦИЛИНДРЫ С ДВУМЯ САМОСТОЯТЕЛЬНО ДЕЙСТВУЮЩИМИ
ПОРШНЯМИ
На фйг. 19 показан вращающийся цилиндр с двумя поршнями
и штоками, действующими независимо друг от друга. Цилиндр
представляет собой удлиненную втулку с промежуточной перегород-
кой К, разделяющей ее на два самостоятельных цилиндра.
Оба поршня могут работать как в одном, так и в противополож-
ном направлениях.
; < На этой же фигуре показано, расположение воздухопроводных
каналов при движении поршней в противоположных направлениях.
При этом воздух поступает одновременно в полости Л и В или С
и Д. Для движения поршней в одном направлении необходимо
воздухопроводные каналы расположить, как показано в сечениях II
и -Р. а каналы М и Н поменять местами. Воздух пойдет одновре-
менно в полости А и Д, В и С. Такие конструкции пневматических
Цилиндров используются как для работы на токарно-револьверных
станках, так и для стационарных приспособлений.
6. СПЕЦИАЛЬНЫЕ ЦИЛИНДРЫ ПОВЫШЕННОГО УСИЛИЯ
Кроме описанных выше универсальных пневматических цилин-
дров, применяются еще и специальные цилиндры с двумя порш-
нями, сидящими на одном штоке, которые при одинаковых усло-
виях, т. е. при одинаковом диаметре поршня и давления сжатого
воздуха дают повышенную силу давления на штоке. Эта сила
3" 35
пропорциональна количеству поршней, сидящих на штоке, и под-
считывается по формуле:
1) при работе штока на сжатие (воздух поступает в задние
полости)
P = P^ + (p^-p^) = P^(2D‘-D^)-, (7)
2) при работе штока на растяжение' (воздух поступает в перед-
ние полости)
п ( r-D2 / TtD? п£)2\
---P— ) + P— =
= p-J(D>-Dl) + pi(D’-D;). (8)
где p — удельное давление сжатого воздуха.
Приспособления с такими спаренными цилиндрами дают боль-
шую силу давления, компактны и применяются для тяжелых работ.
Конструкция цилиндра ясна из фиг. 20. Сжатый воздух по кана-
Фйг. 20 Пневматический цилиндр повышенного усилия.
лам А, Б попадает одновременно в обе полости цилиндра — перед-
нюю и заднюю и производит одновременно давление на оба поршня.
Двухпоршневые пневматические цилиндры применяются как для
стационарных приспособлений с целью сохранения малого габарита
приспособления, так и для вращающихся цилиндров. С целью облег-
чения втулки такие цилиндры должны быть сделаны обязательно
из алюминия. Сжатый воздух поступает в задние-полости цилиндров
по отверстиям В и Г и по отверстиям Д и Е~в передние полости.
Корпус этого цилиндра состоит из втулки 2 с внутренней перемыч-
кой и двух соединенных с ней крышек 1 и 3.
ГЛАВА HI
РАСПРЕДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА
И ЭЛЕКТРОПНЕВМАТИЧЕСКАЯ АППАРАТУРА
ПЕРЕКЛЮЧАЮЩИЕ КРАН Л
Вторым важным элементом пневматического агрегата является
переключающий кран (золотниковое устройство), направляющий
сжатый воздух из воздухопровода в соответствующую полость
цилиндра и выпускающий отработанный воздух из цилиндра
в атмосферу.
Переключающий кран является не только средством переключе-
ния воздуха, но и элементом автоматизации работы приспособления,
освобождающей рабочего от лишних движений.
В принципе каждый золотник (см. фиг. 3) имеет четыре отвер-
стия: одно приемное, сообщающееся с воздухопроводной сетью, два
рабочих отверстия, каждое из которых сообщается с отдельной
полостью пневматического цилиндра, и одно, сообщающееся с атмо-
сферой. В практике машиностроения встречается несколько' видов
переключающих кранов для пневматических приспособлений. Их
можно разделить на двухходовые и многоходовые. К двухходовым
кранам относятся такие краны, золотник которых имеет два поло-
жения; в зависимости от его поворота или передвижения поршень
будет перемещаться взад и вперед. К многоходовым кранам отно-
сятся такие краны, в которых золотник может иметь несколько
положений и соответствующим его поворотом получают ряд после-
довательных включений или выключений нескольких цилиндров.
По конструктивным особенностям краны делятся на следующие
основные виды:
1) с плоским золотником;
2) с коническим золотником;
3) с цилиндрическим золотником.
При работе на пневматическом приспособлении рабочий зажи-
мает обрабатываемое изделие поворотом рукоятки ручного крана
или нажимом ногой на педаль при пользовании ножным переклю-
чающим краном, или включением соленоида при пользовании
электропневматическим краном. Поэтому золотник крана должен
свободно поворачиваться или передвигаться в своем гнезде. На его
38
поворот или передвижение должно затрачиваться наименьшее коли-
чество времени и физических усилий.
В любом золотниковом устройстве во избежание бесполезной
утечки сжатого воздуха золотник должен совершенно плотно при-
легать к плоскости, по которой он перемещается. Это достигается
соответствующей притиркой золотника к своему гнезду.
1. КРАН с плоским золотником
Кран состоит из двух основных деталей — корпуса 1 и крышки 2,
соединенных болтами 7, и золотника 5 (фиг. 21).
В крышке 2 имеются три отверстия А, Б, В. Через среднее
отверстие Б подводится воздух от сети; через два крайних отвер-
стия А и В сжатый воздух из крана направляется поочередно в обе
Фиг. 21. Двухходовой распределительный кран с плоским золотником.
Разрвз по Ж Ж
полости пневматического цилиндра. Кроме того, в крышке 2 имеется
неполная кольцевая проточка П, соединенная с двумя отвер-
стиями Н, через которые отработанный воздух уходит в атмосферу.
В гнезде корпуса 1 помещен золотник 5, имеющий на верхнем торце
специальное шпоночное углубление, кольцевую канавку К и два
сквозных отверстия Р и С, расположенные под углом в 65° на
одном радиусе с отверстиями Г, Д и Е в крышке 2. Поворот золот-
ника производится рукояткой 6 через валик 3, сидящий на крышке 2
и вставленный своим шпоночным концом в шпоночную канавку
золотника 5.
39
Переключение сжатого воздуха производится следующим обра-
зом: среднее положение рукоятки соответствует нейтральному поло-
жению. При повороте рукоятки 6 на 32°30/ в положение / отвер-
стие Р золотника совпадает с отверстием Д, а отверстие С соответ-
ственно совпадает с отверстием Е крышки 2. В это же время
канавка К золотника 5 соединится с отверстием Г. Таким образом,
сжатый воздух из сети направится через среднее отверстие Б и Д
в отверстие Р и в подзолотниковую камеру Т и оттуда вверх через
отверстия С и Е в рабочую полость пневматического цилиндра. Воз-
дух со второй полости пневматического цилиндра направится через
отверстия А, Г в кольцевую канавку Д золотника 5, совпадающую
с проточкой П крышки 2, и через отверстия Н выйдет в атмосферу.
При повороте рукоятки 6 в положение II, т. е. на 65° в обратную
сторону, отверстия Р и С золотника 5 соответственно совпадут с от-
верстиями Д и Г, а канавка К — с отверстием Е крышки 2, и в этом
случае сжатый воздух пойдет во вторую полость пневматического
цилиндра, а из рабочей полости воздух уйдет в атмосферу.
Для обеспечения полной герметичности верхняя плоскость золот-
ника 5 должна быть притерта к нижней плоскости крышки 2 и под-
жата пружиной 4. Крсгме того, золотник 5 поджимается еще сжатым
воздухом, поступающим в подзолотниковую камеру Т. Чем сильнее
давление воздуха, тем сильнее прижимается золотник и тем лучше
будет герметичность. Преимущество плоского золотника заклю-
чается в простоте его изготовления и хорошей герметичности.
Поэтому в практике чаще всего и встречаются переключающие
краны с плоским золотником.
Основные размеры кранов приведены в табл. 8.
Таблица 8
Основные размеры кранов с плоским золотником
Размеры в мм , . *
крана Для пневматических цилиндров диаметром d в С с, л н
1 50- 100 W 68 76 31 28 53
2 150-200 К%" 87 96 38 34 60
3 200 и выше / К’//' 104 110 50 40 74
2. ЧЕТЫРЕХХОДОВОИ КРАН с коническим золотником
Наряду с кранами с плоским золотником встречаются также и
краны с коническим золотником. Чаще всего такие краны приме-
няются как специальные для последовательного соединения несколь-
ких цилиндров. Кран с коническим золотником (фиг. 22) состоит из
корпуса 1, конического золотника 2, валика 5 и рукоятки 4. Для
обеспечения определенной герметичности конический золотник тща-
тельно притирается по краске к отверстию корпуса крана и допол-
нительно поджимается сильной пружиной 6. Пружина должна
40
противодействовать давлению воздуха, стремящегося вытолкнуть,
золотник из гнезда. Ослабление пружины может вызвать зазор
между золотником и корпусом, что вызовет утечку сжатого воздуха,,
возможность попадания в этот зазор частиц' механической примеси,,
содержащейся в воздухе, и ухудшит работу крана. Поэтому пружина,
должна быть рассчитана на максимальное давление воздуха так,
I
' Разрез по РР
Фиг. 22. Четырехходовой распределительный кран с коническим золотником.
чтобы не вызвать заклинивания золотника. К недостаткам этого
вида крана необходимо отнести технологическую трудность получе-
ния точного прилегания конусных поверхностей золотника и кор-
пуса.
На фиг. 22 показан специальный четырех ходовой кран с кониче-
ским золотником, предназначенный для последовательного включе-
ния двух пневматических цилиндров и одновременного их выклю-
чения. Его отличие от двухходового крана с коническим золотником,
заключается в том, что отверстие В для приема из воздушной сети
41
сжатого воздуха и отверстия Г, Д, Е и О для распределения его по
цилиндрам расположены не в одной плоскости, а в двух плоскостях.
В плоскости М — М расположено приемное отверстие В, откуда
сжатый воздух по центральному каналу золотника 2 переходит
в нижний этаж и поступает через отверстие Ж в лунку И, располо-
женную в плоскости Р — Р. В корпусе 1 крана в этой плоскости
соответственно радиально расположены отверстия Г и Д для после-
довательного соединения полостей А цилиндров Ф и X и отвер-
стие Е и О — для соединения полостей Б обоих цилиндров, а вверху
корпуса в плоскости шарика 3 имеются внешние луночки К для сто-
пора рукоятки 4.
В положении III полости Б обоих цилиндров соединены с сетью,
а полости А с атмосферой. При повороте золотника 2 из положе-
ния III в положение I происходит сначала переключение одного
цилиндра. При дальнейшем повороте золотника на 45° на второе
положение происходит последовательное переключение второго
цилиндра. Обратное переключение цилиндров можно производить
как в последовательном порядке (золотник устанавливается после-
довательно в положение /ив положение III), так и одновременное
(золотник поворачивается обратно на 90° и устанавливается сразу
в положение III). При этом отработанный воздух из рабочих поло-
стей А обоих.цилиндров одновременно уходит в атмосферу через
лунку Т в золотнике 2 и прорези П в корпусе 1, а сжатый воздух
из сети проходит одновременно в полости Б обоих цилиндров.
При одновременном выключении цилиндров полости Б обоих ци-
линдров могут быть соединены параллельно только с отверстием Е,
а отверстие О соответственно заглушается. В этом случае кран
работает как трехходовой.
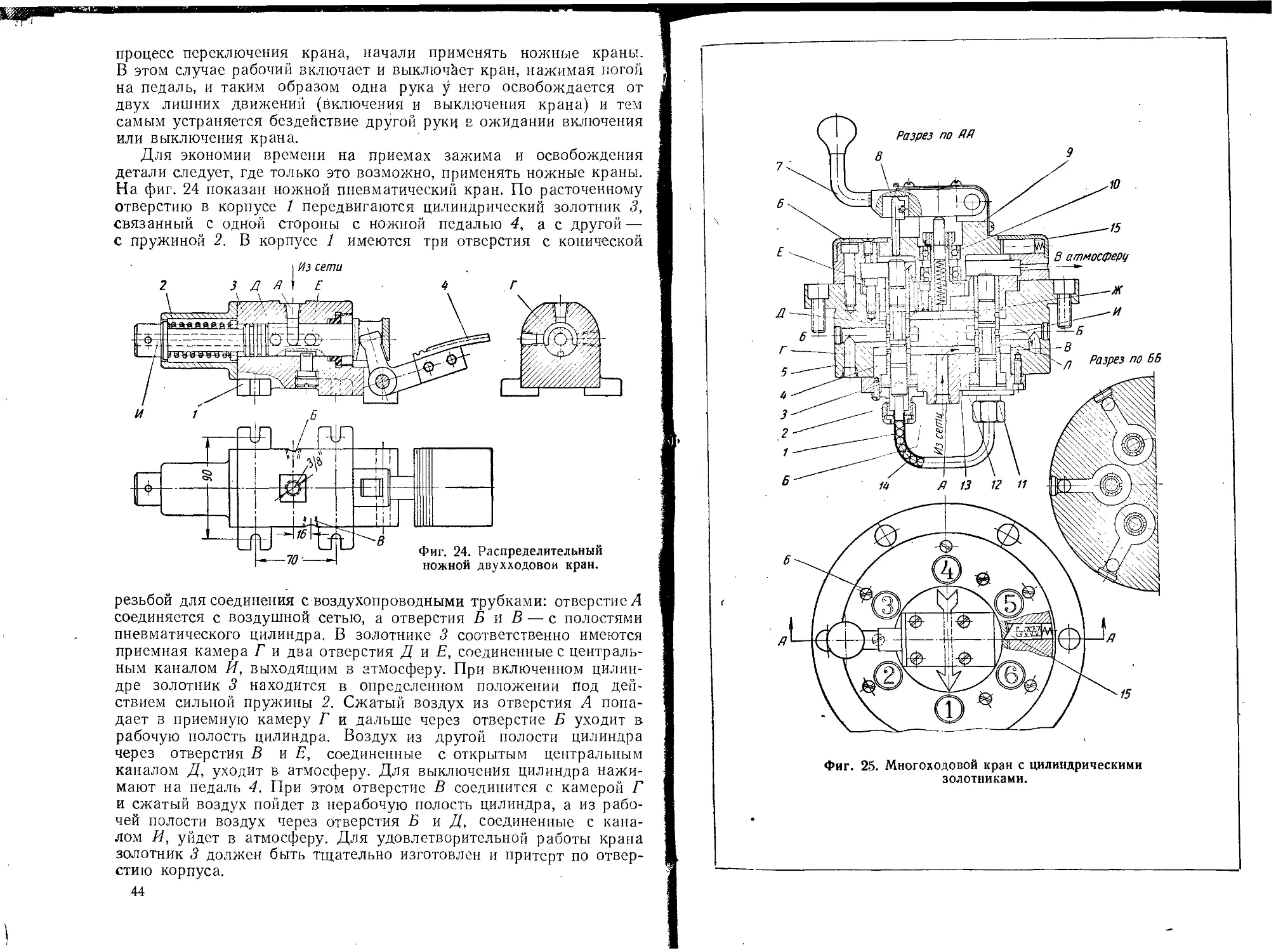
3. ТОЛКАЮЩИЙ КРАН с цилиндрическим золотником
Для автоматизации процесса включения и выключения цилин-
дров ст хода шпинделя сверлильного станка, стола фрезерного
станка или протяжного станка, или от другого механизма широко
применяется кран с цилиндрическим золотником (фиг. 23), имею-
щим осевое возвратно-поступательное движение. Кран состоит из
корпуса 5, втулки 6 и плунжера-золотника 2. Для получения соот-
ветствующей герметичности в передней крышке <3 установлена кожа-
ная манжета 4 с уплотнительным пружинным кольцом 1. С другой
стороны втулка 6 прикрыта крышкой 7, имеющей отверстие О для
соединения нерабочей полости А с атмосферой. В корпусе 5 рас-
положены три отверстия с конической резьбой для ввертывания
штуцеров. Соответственно и во втулке 6 имеются также три цилин-
дрических отверстия. Отверстие Б служит для подвода сжатого
воздуха от сети, а отверстия В и Г — для подачи сжатого воздуха
в соответствующие полости цилиндров. Элементом распределения
сжатого воздуха и отвода отработанного воздуха в атмосферу слу-
жит плунжер-золотник 2, снабженный двумя узкими распредели-
тельными кольцевыми проточками и одной широкой кольцевой про-
12
точкой. В узких проточках просверлены четыре радиальных отвер-
стия, соединяющиеся с центральным каналом Д, для выхода воз-
духа в атмосферу. Плунжер перемещается в одном направлении
под действием каког'о-либо подвижного органа станка или приспо-
собления на его высту-
пающий цилиндриче-
ский конец и обратно
автоматически возвра-
щается под действием
пружины 8. Таким обра-
зом, этот кран работает;
без участия рабочего.
При возвратно-поступа-
тельном перемещении
плунжера 2 широкая
кольцевая проточка по-
переменно соединяет
рабочие полости ци-
линдров с сетью сжа-
того воздуха, а узкие
кольцевые проточки со-
единяют соответствую-
щие полости пнев-
матических цилиндров
с атмосферой. Для
удовлетворительной ра-
боты этого крана и
избежания бесполезной
утечки сжатого воздуха
плунжер-золотник дол-
жен быть тщательно
притерт- по- направляю-
щей втулке. Овальность
и конусность плун-
жера — отверстия допу-
Фиг. 23. Распределительный край с цилиндри-
ческим золотником.
скаются не более
0,01 мм. Втулка изготовляется из латуни, а плунжер из стали У10А
с закалкой до твердости Нс = 52 -г- 58. Для предотвращения кор-
розии рекомендуется рабочую поверхность плунжера хромировать.
Корпус и направляющая втулка не должны быть чрезмерно боль-
шими, но достаточно жесткими, чтобы при затяжке штуцеров и
креплении крана к приспособлению не деформировалась напра-
вляющая втулка и не вызвала бы заклинивания золотника.
4. НОЖНОЙ кран с цилиндрическим золотником
С целью экономии времени на поворот рукоятки крана и макси-
мального использования обеих рук в последнее время, особенно
Для сверлильных и сборочных работ, где нельзя автоматизировать
43
процесс переключения крана, начали применять ножные краны.
В этом случае рабочий включает и выключает кран, нажимая ногой
на педаль, и таким образом одна рука у него освобождается от
двух лишних движений (включения и выключения крана) и тем
самым устраняется бездействие другой руки в ожидании включения
или выключения крана.
Для экономии времени на приемах зажима и освобождения
детали следует, где только это возможно, применять ножные краны.
На фиг. 24 показан ножной пневматический кран. По расточенному
отверстию в корпусе 1 передвигаются цилиндрический золотник 3,
связанный с одной стороны с ножной педалью 4, а с другой —
с пружиной 2. В корпусе 1 имеются три отверстия с конической
резьбой для соединения с воздухопроводными трубками: отверстие А
соединяется с воздушной сетью, а отверстия Б и В — с полостями
пневматического цилиндра. В золотнике 3 соответственно имеются
приемная камера Г и два отверстия Д и Е, соединенные с централь-
ным каналом И, выходящим в атмосферу. При включенном цилин-
дре золотник 3 находится в определенном положении под дей-
ствием сильной пружины 2. Сжатый воздух из отверстия А попа-
дает в приемную камеру Г и дальше через отверстие Б уходит в
рабочую полость цилиндра. Воздух из другой полости цилиндра
через отверстия В и Е, соединенные с открытым центральным
каналом Д, уходит в атмосферу. Для выключения цилиндра нажи-
мают на педаль 4. При этом отверстие В соединится с камерой Г
и сжатый воздух пойдет в нерабочую полость цилиндра, а из рабо-
чей полости воздух через отверстия Б и Д, соединенные с кана-
лом Я, уйдет в атмосферу. Для удовлетворительной работы крана
золотник 3 должен быть тщательно изготовлен и притерт по отвер-
стию корпуса.
44
Разрез по РР
Фиг. 25. Многоходовой кран с цилиндрическими
золотниками.
5. МНОГОХОДОВОЙ КРАН С ЦИЛИИДРИЧЕСКИМИ ЗОЛОТНИКАМИ
На фиг. 25 изображен многоходовой универсальный кран для
обслуживания приспособления с тремя системами цилиндров. Этим
краном цилиндры можно включать в произвольном порядке. В кор-
пусе 5 крана расположены по окружности три пары цилиндриче-
ских золотников. Каждая пара золотников, расположенных в любом
порядке, обслуживает одну систему цилиндров и связаны между
собой упорными штифтами 2 и стальными шариками 1, помещен-
ными в стальной трубке 14 и образующими плавающую систему.
Каждый из пары золотников соответственно соединяется с разными
полостями одной системы цилиндров, например, золотник 4 через
отверстие Г соединен с Нерабочей полостью цилиндров, а золот-
ник И через отверстие Л соединен с рабочей полостью цилиндров.
Сжатый воздух от сети через канал А попадает в приемную
камеру Б, образованную расточкой в корпусе 5 и торцом втулки 12.
Эта камера через отверстия В в направляющих втулках 3 золотни-
ков поочередно соединяется с распределительными камерами И
каждой пары золотников. В верхней части крана корпусом 5 и тор-
цом втулки 13 образована камера Ж, связывающая поочередно
воздушные камеры Д каждой пары золотников через отверстия £
с атмосферой. Верхняя крышка 9 с шарнирно укрепленной на ней
рукояткой управления 7 свободно вращается на подшипниках 10
только в одном направлении — по часовой стрелке. На колпаке 6
крупными цифрами нанесены номера золотников. Первые три
цифры (1, 2, 3) указывают номера золотников, связанных с нера-
бочими полостями цилиндров, вторые три цифры (4, 5, 6) указы-
вают номера золотников, связанных с рабочими полостями цилин-
дров. Каждая пара цифр, расположенных на одном диаметре или
по хорде, соответствующая паре золотников одной системы, окра-
шивается в различные цвета. Переключение золотников произво
дится нажимом рукояткой управления 7 через палец 8 на соответ-
ствующий золотник. Последний при этом утопает вниз и соединяет
воздушную сеть с одной из полостей цилиндров. Другой золотник
в результате наличия шариковой передачи соответственно подни-
мается вверх и соединяет другие полости цилиндров с атмосферой.
Таким образом, переключение золотников можно производить
в любом порядке. Положение рукоятки управления 7 фиксируется
пружинным пальцем 15.
6. РАСПРЕДЕЛИТЕЛЬНЫЕ МУФТЫ К ПОВОРОТНЫМ
ПНЕВМАТИЧЕСКИМ ПРИСПОСОБЛЕНИЯМ
Воздухораспределительная муфта (фиг. 26, а) состоит в основ-
ном из вращающегося корпуса 1 с запрессованными втулками 2
и неподвижного пальца 3. Палец 3 сидит во втулках 2 на скользя-
щей посадке С и для герметичности с двух сторон уплотняется ман-
жетами 4 при помощи гаек 5. При помощи штуцера 6 палец 3
соединяется с воздухопроводной сетью, откуда сжатый воздух по
каналу А и четырем радиальным отверстиям Б попадает в коль-
46
I
цевую канавку В корпуса. В последнем имеются выводные отвер-
стия Г по числу позиций поворотного приспособления, которые при
помощи штуцеров и воздухопроводных трубок соединяются с пере-
ключающими кранами каждой позиции. Распределительная муфта
может быть помещена по конструктивным соображениям как в
нижней части, так и в верхней части приспособления. В поворот-
ных кондукторах распределительную муфту целесообразно укре-
плять непосредственно на кондукторной плите Д. В поворотных
приспособлениях без верхней плиты для других видов обработки
(фрезерование, протягивание, сборка) применяются муфты, пока-
занные на фиг. 26, б, которые укрепляются непосредственно на
плите поворотного стола. В этом случае палец 3 удерживается в
неподвижном положении при помощи специального хомутика 7,
который прикрепляется к неподвижной части станка или приспо-
собления. Распределительная муфта может быть также встроена
непосредственно в корпусе приспособления.
На фиг. 27 показана распределительная муфта многопозицион-
ного поворотного приспособления для автоматического переключе-
ния цилиндров. Такие муфты применяются в поворотных приспо-
соблениях для непрерывного фрезерования или для других видов
47
.работ с автоматическим закрепление:? и освобождением от зажима
детали. Распределительная муфта состоит из поворотной втулки 1
и неподвижной стойки 2. В этой стойке имеются два канала:
канал А — для подачи сжатого воздуха в цилиндры и канал Б —
для отвода отработавшего воздуха в атмосферу.
Обе полости пневматических цилиндров каждого приспособления
соединены соответственно с отверстиями В н Г поворотной
втулки 1, расположенными в одной вертикальной плоскости.
Фиг. 27 Воздухораспределительная муфта к поворотным приспособлениям
для автоматического переключения цилиндров.
К рабочим позициям для зажима детали воздух подводится
через каналы А и Д и лунку Н, выполненную в виде неполной
кольцевой канавки. Отработавший воздух отводится через лунку К
я каналы Л и Б в атмосферу. На разгрузочной позиции для осво-
бождения детали от зажима воздух подводится к цилиндрам через
каналы А и М в лунку О, а отработавший воздух отводится через
.лунку П и каналы Р и Б в атмосферу.
Лунки Н и Д, М и П располагаются таким образом, чтобы на
рабочей позиции рабочие полости цилиндров бесперебойно снабжа-
лись сжатым воздухом, а на разгрузочной позиции автоматически
•производилось переключение цилиндров и освобождение детали от
зажима.
48
ЭЛЕКТРОПНЕВМА ТИЧЕСКА Я АППАРА ТУРА
ДЛЯ АВТОМАТИЗИРОВАННЫХ ПНЕВМАТИЧЕСКИХ
ПРИСПОСОБЛЕНИЙ
В автоматизации производственных процессов большую роль
может сыграть электропневматика, т. е. совокупность действия
электричества и пневматики. В некоторых автоматизированных при-
способлениях пневматика работает совместно с электроавтоматикой.
С этой целью в схему приспособлений включают электропневмати-
< ческие переключающие краны с соленоидным приводом, конечные
Х (путевые) выключатели и кнопочные пусковые станции. Для полу-
чения определенной последовательности работы отдельных элемен-
тов приспособлений, связанной с моментом и усилием зажима
детали, применяется пневматическое реле давления с электриче-
скими контактами.
1. КОНЕЧНЫЙ ВЫКЛЮЧАТЕЛЬ
На фиг. 28, а показан рычажный конечный выключатель мгно-
венного действия типа ВК-211, предназначенный для включения и
выключения цепей автоматического электроуправления и осуще-
ствления электрических блокировок. Конечные выключатели
приводятся в действие движущимися элементами приспособлений,
а1 - 9
Фиг. 28. Конечный выключатель.
воздействием на рычаг выключателя и обеспечивают необходимую
связь между рабочими органами приспособлений и пусковой и регу-
лирующей аппаратурой. Конечные выключатели могут быть исполь-
зованы как переключатели с самовозвратом в исходное положение
и как переключатели без самовозврата. В первом случае переклю-
чатели снабжены сильной пружиной, возвращающей контакты
в исходное положение после прекращения воздействия на его
рычаг. Воздействие на рычаг переключателя может производиться
как справа, так и слева.
4 Зонненберг и Лебедев 868 4g
На фиг. 28, б показана принципиальная схема действия пере-
ключения контактов конечного переключателя моментного действия
типа ВК-211 [12]. При нажатии упора на ролик 1 рычаг 2 повора-
чивается и при помощи ленточных пружин 3 поворачивает пово-
док 4, вследствие чего ролик 5 перемещается вправо по планке 6.
При соответствующем повороте рычага 2 отводится собачка 5,
(или 9), и планка 6 под действием пружины 7 поворачивается
вокруг своей оси и производит переключение контактов.
После прекращения нажатия на ролик 1 пружина 10 возвра-
щает передвижную систему переключателя в исходное положение.
При воздействии упора на ролик 1 с противоположной стороны
пружина 10 устанавливается с другой стороны поводка 4, как
показано пунктиром. Пружина 3, играющая роль амортизатора,
дает возможность рычагу 2 отклоняться на угол значительно боль-
ший, чем требуется для срабатывания.
2. СОЛЕНОИДЫ
Для электропневматических кранов обычно применяются соле-
ноиды (электромагниты переменного тока) толкающего и втяги-
вающего действия с тяговой силой 3 и 5 кг е номинальным- ходом
20, 25 мм и выше. Соленоиды выпускаются е катушками на 127,
220 и 380 в.
Во избежание перегрева обмотки соленоида необходимо обеспе-
чить якорю возможность полностью использовать свой ход.
В практике иногда наблюдается сильное гудение соленоида
Причинами такого явления могут быть:
1) перегрузка соленоида по тяговому усилию;
2) неправильная установка якоря;
3) загрязнение шлифованных поверхностей якоря и' ярма;
4) нарушение целостности демпферных витков;
5) повреждение шлифованных поверхностей якоря или ярма.
3. ЭЛЕКТРОПНЕВМАТИЧЕСКИЙ КРАН С ДВУМЯ СОЛЕНОИДАМИ
На фиг. 29 показан толкающий электропневматический переклю-
чающий кран, состоящий из двух соленоидов и золотникового
устройства. Кран устроен следующим образом: в сварной коробке 6
смонтирован кран 3 с цилиндрическим золотником 4. В золотник 4
с двух сторон ввернуты штоки 5, находящиеся в контакте с яко-
рями 1 двух соленоидов 2, привернутых к коробке 6. Соленоиды
соединены электроцепью с двумя разными конечными выключате-
лями, установленными в разных местах. При замыкании цепи
одним из конечных выключателей соответствующий якорь соле-
ноида втягивается, толкает шток 5 и якорь второго, соленоида и
перемещает цилиндрический золотник вперед. Конечный выключа-
тель работает от хода шпинделя или стола станка. При подъеме
шпинделя или опускании его или хода стола взад и вперед соответ-:
ственно включается один и выключается второй соленоид, благо-s
даря чему золотник передвигается в одну или в другую сторону й
50
Фиг. 29. Электропневматический
кран с двумя соленоидами.
К цшиндру\ j К иминври
Фиг. 30. Электропневматический кран с одним соленоидом.
4*
меняет направление сжатого воздуха, чем и осуществляется авто-
матический зажим или освобождение детали. Двухсоленоидный
толкающий пневматический кран применяется в тех случаях, когда
пневматический цилиндр переключается от действия двух различ-
ных конечных выключателей, установленных в разных пунктах или
от одного конечного выключателя в зависимости от конструкции
схемы. Положительным качеством этого крана является отсут-
ствие возможности самопереключения его при аварийном разрыве
-Электроцепи.
4. ЭЛЕКТРОПНЕВМАТИЧЕСКИЙ КРАН С ОДНИМ СОЛЕНОИДОМ
Этот кран (фиг. 30) отличается от предыдущего тем,
что в нем установлен один втяжной соленоид 1 в вертикальном
положении. Соединение штока 2 с золотником 3 — шаровое, а с яко-
рем соленоида — шарнирное. В рабочем положении, когда сжатый
воздух проходит в рабочую полость пневматического цилиндра,
соленоид не включен (обесточен) и якорь его находится в нижнем
своем положении, упираясь в угольник 5. Переключение воздуха
производится через конечный выключатель, замыкающий электро-
цепь; и тогда якорь соленоида втягивается, поднимаясь вверх
вместе с золотником 3, и воздух идет в нерабочую полость ци-
линдра. В атмосферу воздух выходит через глушитель 4. При раз-
мыкании электрической цепи якорь соленоида снова падает и силой
тяжести передвигает золотник 3 вниз. Таким образом, этот тип
крана более экономичен, так как расход электроэнергии происходит
Только во время выключения пневматического цилиндра.
Недостатком этого крана является возможность внезапного
Самопереключения его при аварийном разрыве электроцепи.
5. ПНЕВМАТИЧЕСКОЕ РЕЛЕ ДАВЛЕНИЯ
Реле давления является регулятором давления обратного дей-
ствия, т, е. его контакты закрываются при повышении давления и
открываются при понижении давления. Реле давления применяются
в схемах автоматического управления как реле защиты или блоки-
ровки. В пневматических схемах применяются реле давления, вы-
полняемые с сильфонами, имеющие большую чувствительность и
предназначаемые для малых давлений — от 0,4 до 7 ат. Для изме-
нения настройки предела и перепада давления реле снабжено регу-
лировочным винтом со шкалой.
г
х , ГЛАВА IV
АРМАТУРА ДЛЯ ПНЕВМАТИЧЕСКИХ ПРИСПОСОБЛЕНИЙ
В схеме работы пневматического агрегата (см. фиг. 3) было
указано, что в основные детали пневматического агрегата входит и
пневматическая арматура, соединяющая воздухопроводную сеть
с переключающим краном и кран с пневматическим цилиндром.
От качества арматуры, точности ее изготовления и сборки во мно-
гом зависит успех работы- пневматического приспособления.
В пневматическую арматуру, обязательную для каждого при-
способления, входят вентиль, фильтр для отделения механических
частиц, имеющихся в сжатом воздухе, и воды, образующейся в ре-
зультате конденсации водяных паров; редукционный клапан с мано-
метром для регулирования давления воздуха в цилиндре; масленка
для смазки манжет и сальников; переключающий кран; латунные
трубки (или резинотканевые рукава); фитинги; скобы для крепления
трубок к корпусу; хомутики для крепления резинотканевых рукавов.
1. УЗЕЛ АРМАТУРЫ
Первые четыре детали, как постоянные для каждого приспо-
собления, монтируются в самостоятельный специальный узел арма-
туры. Однако на практике встречается много приспособлений,
предназначенных для обработки массивных деталей, работающих
при максимальном давлении сжатого воздуха в сети. Для таких
приспособлений редукционный клапан с манометром, как устрой-
ство, регулирующее давление сжатого воздуха, излишен и из узла
арматуры исключается. Таким образом, для пневматических при-
способлений применяются два типа узлов арматуры:
1) узел с редукционным клапаном и манометром (фиг. 31);
2) узел без редукционного клапана и манометра; этот узел мон-
тируется между воздухопроводом основной воздушной сети и пере-
ключающим краном; монтаж узла арматуры производят на сурике,
места сборки красят масляной краской и испытывают на герметич-
ность давлением 10 ат.
Редукционный клапан (регулятор давления). Для создания
определенного усилия зажима обрабатываемой детали и поддержа-
ния постоянного давления в цилиндре служит редукционный кла-
пан. Применение редукционного клапана полезно еще и тем. что
*53
установка для каждого приспособления необходимого давления для
закрепления определенной детали может дать экономию дорого-
стоящего сжатого воздуха. На практике применяется несколько
типов редукционных клапанов.
На фиг. 32 представлен поршневой редукционный клапан. Кор-
пус состоит из двух частей: верхней 5 и нижней 3. В верхней части
корпуса 5 помещен поршень 7 с кожаными манжетами, находя-
щийся под давлением пружины 4. В нижней части корпуса нахо-
дится приемное отверстие А, выходное отверстие В и отверстие для
присоединения манометра, а также фильтрующая сетка 1, клапан-
ная втулка 2, пружина 9 и клапан 8, соединенный с поршнем.
Фиг. 31. Узел арматуры для пневматиче- Фиг. 32. Поршневой редукцион-
ских приспособлений: иый клапан .
1 — кран; 2 — фильтр - водоотделитель; 3 —редук-
ционный клапан, 4 — масленка.
Регулирование давления сжатого воздуха производится следующим
образом: вращением рукоятки 6, действуя через пружину 4 на пор-
шень, приоткрывают клапан 8, и сжатый воздух, пройдя через
фильтр 1, заполняет пространство под поршнем 7 и направляется
в пневматический цилиндр. Когда в цилиндре достигается регистри-
руемое манометром необходимое давление, поршень давит на пру-
жину 4, поднимает ее и тем самым закрывает клапаном 8
втулку 2. Таким образом, регулируя пружину, создают необходимое
давление в цилиндре. В случае падения давления в цилиндре и,
•54’
следовательно под поршнем последний под действием пружины 4
опустится вниз и тем самым приоткроет клапан и увеличит щель,
обеспечивающую больший приток сжатого воздуха.
В случае повышения давления в сети увеличится также давле-
ние и под поршнем, в результате чего он переместится вверх и
уменьшит щель для притока воздуха, чем и уравновесится давление
в цилиндре. Недостатком этой конструкции является наличие тре-
ния между манжетой поршня и корпусом и возможное просачива-
ние сжатого воздуха через манжету, чем и нарушается работа
редукционного клапана.
Фиг. 33. .Мембранный
редукционный клапан.
„ На фиг. 33 показан мембранный редукционный клапан. В этой
конструкции поршень заменен резиновой мембраной 5, которая
находится под давлением пружин 4 и 5. В нижней части корпуса 11
помещены фильтрующая сетка 1 и клапан 10 с резиновой проклад-
кой 9, упирающиеся под действием пружины 12 в седло 8. Кроме
того, в нижней части корпуса помещены алюминиевая шайба 6
с воздухопроводной трубкой 2 и шток 7.
При отсутствии давления мембрана 3 под действием пружин 4
и 5 выгибается вниз и через шток 7 открывает клапан 10, в резуль-
тате чего создается щель для прохода воздуха по пути, указанному
стрелками. Давление сжатого воздуха в полости под мембраной
выпрямляет ее и прикрывает клапан 10. Регулированием пру-
жины 4 создают щель в соответствии с необходимым давлением.
Мембранный редукционный клапан ввиду меньшей возможности
утечки сжатого воздуха более чувствителен, чем поршневой. Недо-
статок конструкции мембранного • клапана — возможное засорение
трубки 2 при плохо отфильтрованном воздухе. Во избежание
55
коррозии основные детали редукционных клапанов всех систем
выполняются из латуни, стальные детали омедняются.
Фильтр-водоотделитель. Назначение фильтра — предотвращать
попадание ржавчины и механической примеси из атмосферы в рас-
пределительную аппаратуру и цилиндр, а также воды, образую-
щейся в результате конденсации водяных паров. Отделение воды
в фильтре основано на внезапном расширении воздуха, во время
которого происходит каплеобразное выделение воды. Сжатый воз-
дух, попадая из сети через отверстие малого диаметра А в по-
лость Б (фиг. 34), внезапно рас-
Фиг. 34. Фильтр-водоотделитель.
ширяется, и выделяющиеся при
этом частицы влаги скапливаются
на дне резервуара 1, а воздух
через фильтр 2 из медной сетки,
очищающей воздух от механиче-
ских примесей, поступает в пнев-
матический цилиндр. Скопив-
шаяся вода выпускается через
краник.?. Внутренние поверхности
фильтра должны быть защищены
от коррозии.
Масленка. Для хорошей ра-
боты пневматического цилиндра
необходимо, чтобы манжеты
поршня и сальники смазывались
маслом, так как при отсутствии
соответствующей смазки разви-
вается большое трение между
стенками втулки цилиндра и ман-
жетами, а также между штоком и
сальником, и часть энергии сжатого
воздуха тратится на преодоление
этого трения. Особенно это заметно при маломощных цилиндрах.
Для смазки применяется масленка автоматического действия, рабо-
тающая непрерывно при наличии давления в сети (фиг. 35) и мон-
тируемая после фильтра и редукционного клапана перед переклю-
чающим краном. Масленка состоит из резервуара 1, выполняемого
из прозрачной пластмассы или из стекла, крышки 2 со смонтиро-
ванным в ней дросселем 3 и трубки 5. Заливка масла производится
через отверстие, заглушаемое пробкой 6. Резервуар 1 сообщается
с.основным каналом А в крышке через отверстие В.
Сжатый воздух, проходя по каналу А, приоткрывает шариковый
клапан и поступает через отверстие В в резервуар 1. На уровень
масла воздух оказывает давление, равное давлению в сети.
В канале Б благодаря уменьшенному сечению происходит увеличе-
ние скорости движения и соответствующее падение давления. Раз-
ность давлений в резервуаре 1 и в канале Б заставляет масло
подниматься по трубке в верхнюю часть масленки. Проходя через
клапанное отверстие, регулируемое дросселем 3, масло попадает
56
в струю сжатого воздуха, проходящего через канал Б, и в распы-
ленном состоянии уносится через переключающий кран в цилиндр.
Таким образом, масленка работает автоматически лишь при нали-
Фиг. 35. Масленка.
чии движения воздуха через каналы А и Б. Для наблюдения за
поступлением масла служат окно Г и трубка 4 из прозрачной
пластмассы. Основные детали выполняются из латуни или из дру-
гого коррозиеустойчивого материала.
2. РЕГУЛЯТОР СКОРОСТИ
’ При проектировании пневматических приспособлений конструк-
тору приходится встречаться с такими случаями, когда ему необхо-
димо обеспечить разные скорости работы у разных цилиндров
в одном приспособлении (установка детали и зажим) или разные
скорости одного и того же цилиндра, например, медленный рабочий
ход — зажим и быстрый отвод поршня в исходное положение.
В таких случаях применяются дроссели и регуляторы скорости.
Дроссель (фиг. 36) представляет собой устройство, в котором поло-
жением иглы 4 изменяют щель для прохода сжатого воздуха через
клапанное отверстие А, что позволяет изменить время передвижения
поршня. Для удовлетворительной работы дросселя необходима соос-
ность иглы и клапанного отверстия, а для этого игла должна иметь
направление по цилиндрическому отверстию. Для предотвращения
утечки воздуха следует поставить уплотнение 3.
При надобности обеспечить быстрое поступление воздуха лишь
в одном направлении применяются специальные регуляторы’
57
скорости (воздушные тормоза) с обратным клапаном (фиг. 36). Этот
регулятор представляет собой узел, состоящий из рассмотренного
выше дросселя с шариковым обратным клапаном. Сжатый воздух
от сети проходит через дроссель и, преодолевая давление пру-
жины 1, приподнимает шарик 2 и быстро проходит в цилиндр.
В обратном направлении вследствие того, что шарик под действием
пружины 1 и давления воздуха закрывает
клапанное отверстие, воздух вынужден про-
ходить через щель дросселя, что и вызывает
замедление хода поршня. Регулятор скоро-
сти крепится к корпусу приспособления
двумя болтами через отверстия Б. В прак-
тике встречаются еще и другие разновид-
ности конструкций регуляторов скорости
поступления сжатого воздуха. Обычно регу-
ляторы скорости применяются в виде отдель-
ных узлов и монтируются на корпусе
приспособления.
3. ВОЗДУХОПРОВОДНАЯ АРМАТУРА
Воздушная сеть, переключающий кран и
пневматический цилиндр соединяются между
собой либо резинотканевыми рукавами,
либо латунными трубками. Резинотканевые
Фиг. 36. Регулятор ско- рукава очень громоздки, занимают много
рости. места, мешают очистке приспособления от
стружки, мешают в работе и поэтому в ста-
ционарных приспособлениях их не применяют, заменяя латунными
трубками. Резинотканевые рукава применяются лишь для соедине-
ния воздушной сети с передвижными приспособлениями и для
соединений с вращающимися цилиндрами на токарных и шлифо-
вальных станках.
Резинотканевые рукава. Для пневматических приспособлений
применяются в основном шесть размеров диаметров резинотканевых
рукавов по ГОСТ 73-40 с внутренним диаметром 10, 13, 19, 25,
32 мм. Резинотканевые рукава могут работать при давлении до
8 кг!см2. На фиг. 15 показан способ соединения таких рукавов
с наконечниками.
Воздухопроводные трубки. Для пневматических приспособлений
применяются в основном шесть размеров диаметров трубок (4, 6,
8, 10, 13 и 16 мм) (фиг. 37, а). Материал трубок — латунь Л62 по
ОСТ ЦМ 115-40 (трубы мягкие). Штуцеры присоединяются к дета-
лям пневматического агрегата при помощи конической резьбы.
Такая резьба дает плотное соединение и не требует дополнительных
уплотняющих прокладок.
Для соединения штуцера 1 с трубкой 2 последняя развальцовы-
вается (фиг. 37, а) и своей развальцованной частью садится на
конус штуцера (фиг. 37,6). При помощи нипеля 3 и гайки 4 с
58
♦
вдз
Фиг. 37. Соединения воздухопроводных трубок:
форма развальцовки воздухопроводных трубок; б — з — основные типы соединений воздухопроводных трубок.
цилиндрической резьбой производится герметичное соединение 1
трубки со штуцером. Для удовлетворительного соединения трубы со 'j
штуцером необходимо проследить, чтобы развальцованная часть "
трубы была соосна со штуцером, в противном случае она может быть ;
плохо затянута. На фиг. 37,6—-з приведены основные типы соеди- ...
нений воздухопроводных трубок. Для предохранения воздухопро- Н
водных трубок от провисания рекомендуется крепить их к корпусу d
или к другим жестким частям приспособления специальными
скобами. J
В пневматических приспособлениях, как было сказано выше, -q
применяются трубки из латуни. Стальные трубки дешевле трубок <;
из латуни, но они подвергаются коррозии и поэтому в пневматиче-
ских приспособлениях не применяются. Трубки из латуни коррозие- -•]
устойчивее и легче гнутся, что и облегчает их монтаж. При монтаже . i
трубок необходимо следить, чтобы не было вмятин, особенно j
в местах изгибов. Радиусы изгибов надо стараться делать наиболь-
шими. Перед монтажей необходимо трубку продуть, чтобы удалить ;
из нее окалину, песок и другую грязь.
4. ВЫБОР ДИАМЕТРОВ ВОЗДУХОПРОВОДОВ
Внутренний диаметр трубок выбирается в зависимости от коли-
чества сжатого воздуха и времени, необходимого на одно включе-
ние пневматического агрегата, т. е. от объема соответствующей!
полости пневматического цилиндра или диафрагменной камеры и
времени заполнения. Этот объем сжатого воздуха может пройти за
заданное время через воздухопроводную трубку определенного сече-
ния. Для примерного определения внутреннего диаметра воздухо-
проводной трубки можно пользоваться следующей формулой:
где Q — объем сжатого воздуха, проходящего по воздухопроводу,
в см3;
d-—внутренний диаметр воздухопровода в см;
v — скорость воздуха в воздухопроводе, принимаемая в завод-
ских условиях в пределах 1000—1500 см в секунду;
t — время прохождения сжатого воздуха по воздухопроводу,
откуда
d==2V ^1см- <1о)
При наличии воздухопроводной трубки . определенного сечения
легко определить время заполнения данного объема
t = -™5-,сек. (11)
~vd2 _ v '
Длина воздухопроводной трубки во внимание не принимается,
так как в пневматических приспособлениях расстояние от переклю-
чающего крана до пневматического цилиндра незначительно.
60
Для пневматических цилиндров объем сжатого воздуха выра-
жается через формулу
4 Liu ’
где D — диаметр цилиндра в см;
1Ш — ход штока в см,
откуда , nd2 , 1 — V — t-
\ 4 w 4 » d-D\^-WCM’ (12> ' = (>’>
Объем сжатого воздуха для заполнения диафрагменной камеры
выражается следующей формулой [15]:
QK = № + Dxd + ^}1Ш см\
где D\ — наружный диаметр камеры в см;
d—-диаметр шайбы штока в см.
Следовательно, для диафрагменных камер формула
следующий вид:
(9) примет
откуда см._ У 12i/£ (И)
(Dj -L Djd + rf2) 1ш t — 5—55 Г сек. ...... 3vd2 (15)
Практически для пневматических зажимных приспособлений
трубки можно подбирать по табл. 9.
Таблица 9
Рекомендуемые диаметры воздухопроводных
трубок
Диаметр поршней н м м внутренний диаметр трубки н мм
50-100 4- 6
150 6-8
200 8 - 10
250 10-13
300 13-16
ГЛАВА V
СХЕМЫ И ПРИНЦИП конструирования
ПНЕВМАТИЧЕСКИХ ПРИСПОСОБЛЕНИЙ
Ознакомившись с конструкциями всех основных элементов сило-
вого агрегата пневматических приспособлений, можно перейти
к вопросу выбора схемы пневматического приспособления, которая
зависит от следующих факторов:
1) конструкции детали;
2) технологии обработки детали;
3) технических условий обработки детали;
4) вида обработки;
5) режима резания;
6) оборудования;
7) требуемой производительности.
В зависимости от этих факторов приспособление может быть
однопозиционное с одним пневматическим цилиндром или много-
позиционное с одним цилиндром; многопозиционное с несколькими
цилиндрами; маятниковое; стационарное или поворотное; приспо-
собление со специальным поджимом детали к базовой плоскости или
специальным выталкивателем; приспособление, требующее приведе-
ния в действие подвижных элементов — установочных и зажимных.
Поэтому перед проектированием конструктор должен тщательно
ознакомиться со всеми приведенными выше факторами, влияющими
на конструкцию приспособления. Конструктор должен знать также
материал обрабатываемой детали и термическую обработку ее,
точно представлять себе конструкцию детали, ее слабые места для
того, чтобы иметь представление о возможных деформациях от уси-
лия резания и особенно от зажима и решить вопрос о необходимых
добавочных опорах. Очень полезно конструктору ознакомиться
с конструкцией детали не только по ее чертежу, но и в натуре, так
как это значительно облегчает его работу.
Конструктор должен знать технологию обработки детали, до-
пуски на обработку и технические условия. Он должен тщательно
ознакомиться с оборудованием, особенно с габаритами станка,
чтобы определить, как удобно установить и закрепить приспособле-
ние, так как пневматические приспособления по своим размерам
всегда больше, чем приспособление с ручным зажимом.
62
Ознакомившись со всеми этими факторами, конструктору
, остается выяснить, какие силы и как будут действовать на деталь
во время обработки (особенно это важно для токарных, фрезерных
и протяжных операций). Это необходимо для того чтобы знать, как
расположить упоры, как закрепить деталь и выбрать необходимую
силу зажима и как ее направить, что в целом будет влиять на
схему зажимного устройства.
При этом должны быть удовлетворены следующие основные
требования:
Г) удобство установки детали;
2) сила зажима не должна нарушать положения детали после
установки и должна обеспечивать надежное положение детали во
время ее обработки и не деформировать ее;
3) рентабельность приспособления.
Теперь конструктору остается выбрать соответствующую пневма-
тическую схему приспособления и приступить к непосредственному
проектированию.
ЧАСТО ВСТРЕЧАЮЩИЕСЯ СХЕМЫ СОЕДИНЕНИЙ ЦИЛИНДРОВ
1. СХЕМА ОДНОЦИЛИНДРОВОГО ПНЕВМАТИЧЕСКОГО
ПРИСПОСОБЛЕНИЯ
На фиг. 38 показана схема соединения одноцилиндрового при-
способления с воздушной сетью. Обе полости цилиндра соединяются
Фиг. 38. Типовая схема соединения пневматического цилиндра
с воздушной сетью.
воздухопроводными трубками с переключающим краном 1, а по-
следний, через узел арматуры, с воздушной сетью.
63
б)
Фиг. 39. Схемы параллельного соединения
цилиндров.
2. СХЕМЫ ОДНОВРЕМЕННОГО ВКЛЮЧЕНИЯ НЕСКОЛЬКИХ
ЦИЛИНДРОВ (ПАРАЛЛЕЛЬНЫЕ СХЕМЫ) у
Эти схемы применяются в тех случаях, когда необходимо, чтобы
все цилиндры (минимум два), управляемые одним двухходовым
краном, сработали одновременно. Например, это бывает нужно
в многопозиционных приспо-
соблениях, когда каждая по-
зиция снабжена своим само-
стоятельным цилиндром. На
практике встречается не-
сколько видов параллель-
ного соединения цилиндров
(фиг. 39,а,б,в). Когда тре-
буется, чтобы два цилиндра
сработали в одно время, на-
пример, в случае прижима
длинной детали к базовой
плоскости двумя цилин-
драми, расположенными на
значительном расстоянии
друг от друга, пути прохо-
ждения воздуха в оба ци-
линдра ДОЛЖНЫ быть, ПО ВОЗ- 'I
можности, равными. Следует
применять схему по фиг. 39, а.
Неопытные конструкторы
иногда соединяют цилиндры
по схеме фиг. 39, б, что часто
приводит к тому, что один
цилиндр зажимает деталь
несколько' раньше другого, перекашивает ее, а второй цилиндр
уже не в силах выправить этот перекос. Для случая, когда каждый
цилиндр зажимает отдельную деталь, цилиндры могут быть соеди-
нены по схеме фиг. 39, б.
В приспособлениях с несколькими встроенными цилиндрами,
расположенными весьма близко друг к другу, последние могут
быть соединены по схеме фиг. 39, в.
3. СХЕМЫ ПОСЛЕДОВАТЕЛЬНОГО СРАБАТЫВАНИЯ ЦИЛИНДРОВ
При необходимости получения определенной последовательности
срабатывания цилиндров, например, когда необходимо сначала
одним цилиндром установить деталь, а вторым цилиндром жестко
ее закрепить, необходимо применить схемы последовательного вклю-
чения цилиндров. Такие схемы обычно осуществляются следующими
приемами:
1) применением двух цилиндров разных диаметров и объемов
при их параллельном соединении; |
2) применением многоходовых переключающих кранов.
64
Для получения автоматического поджима обрабатываемой
детали к базе и последовательного ее закрепления, пользуясь
только одним двухходовым переключающим краном, удобно при-
менять схему параллельного включения двух цилиндров разных
диаметров. Обычно для осуществления поджима детали к базе
применяются подсобные цилиндры небольшого диаметра (30—
40 мм), а для закрепления детали применяются цилиндры значи-
тельно большего диаметра. Ввиду значительной разницы в объемах,
Фиг. 40. Типовая схема и конструкция пневматического приспо-
собления с • последовательным срабатыванием цилиндров при их
параллельном соединении.
относящихся друг к другу, как квадраты диаметров подсобного и
зажимающего цилиндров (при равной длине хода поршня), под-
собный цилиндр наполнится сжатым воздухом значительно быстрее
и сработает раньше. Вслед за ним сработает основной большой ци-
линдр. На фиг. 40 показан кондуктор, в котором цилиндры соеди-
нены параллельно, но срабатывают последовательно. В бобышке
тормозной колодки зенкеруется отверстие Д. Базой для этой опера-
ции служат три платика Т и образующие бобышки. Конструкция
зажима здесь должна удовлетворять следующим требованиям:
а) прижать деталь образующей бобышки к опорной площадке А
и к регулируемым опорам 2;
б) окончательно закрепить деталь, прижав ее базовыми пло-
щадками к опорным сухарям 1.
5 Зоняснберг и Лебедев 868 65
В кондукторе соответственно имеются две цилиндра — подсоб-
ный маленький цилиндр (сечение по ВВ) и основной зажимающий
цилиндр (сечение по ББ). Основной и подсобный цилиндры соеди-
нены параллельно, но вследствие значительной разницы в их диа-
метрах сначала сработает маленький цилиндр и деталь будет под-
жата к опорной площадке Лик опорным регулируемым опорам 2Г
и лишь затем включается основной большой цилиндр, при помощи
которого планкой 3, сидящей на оси 4, деталь прижимается оконча-
тельно своими базовыми площадками Т к опорным сухарям 1.
При выключении цилиндров также сначала выключается малый
вспомогательный, а затем основной большой цилиндр.
Для получения централизованного управления многоцилиндро-
вым приспособлением и обеспечения принудительного их включения
Фиг. 41. Типовая схема соединения цилиндров миого-
позиционного приспособления при централизованном
управлении трехходовым краном.
независимо от диаметров удобно пользоваться многоходовым кра-
ном. Этот способ включения цилиндров применяется в случаях,
когда в приспособлении имеется несколько самостоятельных по-
движных элементов (как установочных, так и зажимных), работаю-
щих в определенной принудительной последовательности, и когда
рабочему необходимо сначала убедиться в точном действии первого
элемента, после чего он может привести в действие следующий эле-
мент. Например, когда деталь не имеет надежной базы и рабочий
должен сначала проверить правильность действия базирующего
элемента, а потом уже окончательно закрепить деталь, или когда
необходимо, чтобы сначала сработала одна группа цилиндров, а по-
том другая. Кроме того, этот способ включения цилиндров приме-
няется еще и с целью упрощения схемы подвода сжатого воздуха
к цилиндрам и сокращения количества трудовых движений рабочего.
На фиг. 41 показана схема двухпозиционного четырехцилиндро-
вого приспособления. Каждая позиция его состоит из двух цилин-
дров 1—1 или 2—2. По условиям работы оба цилиндра каждой
позиции должны сработать одновременно и независимо друг от
друга. Рабочие полости цилиндров каждой позиции соединены само-
66
сюятельно с трехходовым краном, а вторые полости всех цилин-
дров, служащие для отвода поршней в исходное положение, соеди-
нены между собой параллельно и сблокированы общим краном.
Таким образом, при повороте рукоятки крана с положения 3 на
положение 1 и 2 каждая позиция действует самостоятельно: сна-
чала первая позиция, потом вторая позиция. После окончания
работы при повороте рукоятки крана в положение 3 все цилиндры
выключаются одновременно. Таким образом, рабочий, не отнимая
руки от рукоятки пневматического крана, короткими последователь-
ными поворотами управляет всеми движениями сложного приспо-
собления. Для централизации управления приспособлением с тремя
самостоятельными системами цилиндров удобно пользоваться
многоходовым краном, изображенным на фиг. 25.
4. СХЕМЫ ПОВОРОТНЫХ ПРИСПОСОБЛЕНИЙ
Поворотные приспособления бывают двухпозиционные и много-
позиционные и применяются с целью полного аннулирования вспо-
могательного времени и позволяют производить смену деталей и
Фиг. 42. Принципиальная схема включения цилиндров миогопозиционного
поворотного приспособления.
5*
67
закрепление их за счет машинного времени. Отсюда следует, что
в каждом поворотном приспособлении одна позиция должна быть
загрузочная — служить для смены обрабатываемых деталей. Следо-
вательно, пневматическая схема для поворотного приспособления
должна быть так составлена, чтобы каждая позиция самостоятельно
питалась сжатым воздухом от общей распределительной муфты и
имела возможность переключаться независимо от других. Схемы
большинства поворотных приспособлений характеризуются тем, что
каждая позиция снабжена самостоятельным переключающим кра
ном ручного или автоматического действия, питающимся непре
рывно сжатым воздухом от одной общей промежуточной распреде-
лительной муфты.
Кроме того, встречаются еще поворотные приспособления без
переключающих кранов с автоматическим переключением цилин-
дров (см. фиг. 76 и 92).
На фиг. 42 показана принципиальная схема многопозиционного
поворотного приспособления, цилиндры которого соединены парал-
лельно. Каждая позиция в отдельности снабжена самостоятельным
пневматическим приспособлением (оно же, в свою очередь, может
быть и многоместное) и управляется своим краном 1 и непрерывно
питается сжатым воздухом от распределительной муфты 2, смонти-
рованной в центре поворотного стола.
5. СХЕМЫ МАЯТНИКОВЫХ ПРИСПОСОБЛЕНИИ
Маятниковые приспособления применяются тоже с целью
использования машинного времени на установку и снятие детали и
Фиг. 43. Принципиальная схема соединений цилиндров маятни
кового приспособления с автоматическим управлением.
чаще всего на фрезерных и протяжных операциях. Следовательно,
пневматическая схема для маятникового приспособления должна
отвечать условию, когда в одном приспособлении деталь зажи-
68
мается, а в другом освобождается от зажима. При работе маятни-
ковым способом два приспособления устанавливаются на столе
станка друг против друга самостоятельно или смонтированы на
общей плите. На фиг. 43 показана схема автоматического переклю-
чения воздуха при работе маятниковым способом. Она построена
по способу параллельного включения разных полостей цилиндров;
В то время как в левом цилиндре включается рабочая полость,
в правом — нерабочая и наоборот, т. е. когда поршень одного из
цилиндров совершает рабочий ход и зажимает деталь, поршень
второго цилиндра поднимается вверх и освобождает* деталь от
зажима. Эта схема применима для случая, когда деталь установлена
на надежные базы (на установочные пальцы, либо вставлена
в гнездо) и рабочему не надо проверять правильность положения
детали до начала обработки и переключение цилиндров может про-
изводиться автоматически упорами от хода стола. Рабочему здесь
остается только менять обрабатываемые детали. В случае же,
когда деталь не имеет надежной базы и рабочему приходится про-
верять при зажиме правильность ее положения, необходимо каждое
приспособление снабдить самостоятельным управлением, т. е. пере-
ключающим краном, и переключение цилиндров производить само-
стоятельно для каждого приспособления, чтобы за счет машинного
времени одной детали рабочий сумел правильно установить и закре-
пить другую деталь.
в. СХЕМЫ С ПРИМЕНЕНИЕМ РЕГУЛЯТОРОВ ДАВЛЕНИЯ
В практике встречается ряд приспособлений для обработки
деталей, когда требуется сначала слегка обрабатываемую деталь
поджать к базе, проверить правильность ее установки, или, напри-
;-е положение
Фиг. 44. Принципиальная схема с применением регулятора давления.
69
мер, автоматически отцентрировать деталь и затем лишь этим же
цилиндром окончательно ее закрепить. В таких случаях приме-
няются схемы с регулятором давления.
На фиг. 44, а дана принципиальная схема пневматического при-
способления с применением регулятора давления А для предвари-
тельного слабого поджима детали с окончательным ее закрепле-
нием при помоши поворота многоходового крана Б в следующее
положение.
В этом случае рабочая полость пневматического цилиндра соеди-
нена с двумя положениями 1 и 2 переключающего крана. Одно из
них (первое) соединено с регулятором давления и служит для
предварительной установки детали; второе служит для окончатель-
ного ее закрепления. Нерабочая полость цилиндра соединена, как
обычно, с третьим положением крана.
На фиг. 44, б показана принципиальная схема пневматического
приспособления с несколькими цилиндрами, работающими парад
лельно, и когда в одном или в нескольких из них в процессе работы
необходимо регулировать давление. В этом случае, кроме основного
регулятора давления узла арматуры, в соответствующих магистра-
лях воздухопровода монтируются еще и дополнительные регуля-
торы давления А.
7. СХЕМЫ С ПРИМЕНЕНИЕМ РЕГУЛЯТОРА СКОРОСТИ
На фиг. 45 показана принципиальная схема пневматического
приспособления с применением регулятора скорости. Для получения
разных скоростей одного и того же цилиндра, например, медленный
ход вперед (зажим) и быстрый ход обратно (фиг. 45, а), необхо-
димо регулятор скорости установить в воздухопроводной систем!?
с таким расчетом, чтобы отработавший воздух из полости, в напра-
влении которой должен медленно двигаться поршень, выходил
замедленной скоростью и служил своеобразным тормозом продви-
жения поршня вперед, т. е. чтобы воздух проходил через дроссель-
ную щель. В таком случае получается плавный замедленный ход
поршня в одну сторону и быстрый ход обратно. Поэтому при мон-
таже регулятора скорости необходимо обращать внимание на его
правильное положение.
При необходимости обеспечить разные скорости работы разных
цилиндров в одном приспособлении (фиг. 45, б) регуляторы ско-
рости монтируются со стороны обеих полостей цилиндра с соблюде-
нием описанного выше правила.
Для изменения скорости движения поршня во время его дви-
жения, т. е. в начале или в конце его хода, применяют пневматиче-
ский цилиндр с регулированием поступления сжатого воздуха дрос-
селями. На фиг. 46 изображен цилиндр двустороннего действия
с дросселями и обратными клапанами, встроенными в переднюю и
заднюю крышку. Воздух из сети, идя по каналу А, открывает обрат-
ный шариковый клапан / и поступает в одну из полостей цилиндра,
и поршень начинает быстро перемещаться. Из другой полости
70
у Фиг. 45. Принципиальная схема соединений цилиндров пневмати-
ческого приспособления с применением регулятора скорости:
а — регулирования скорости движения поршия в одном направлении; б — регули-
/Црования скорости движения поршня одного цилиндра относительно другого
цилиндра.
цилиндра воздух выходит одновременно через отверстия Г и Б и по
каналу Д в канал А и далее в атмосферу. На определенном рас-
стоянии перемещения поршня хвостовик Ё или утолщение В штока
запирает выход воздуха через большое отверстие Г, и воздух будет
Фиг. 46. Конструкция пневматического цилиндра с регу-
лированием скорости движении поршня в пути его движения.
выходить только через канал Д и дросселируемое отверстие Б,
вследствие чего произойдет замедление перемещения поршня. По»
конструктивным соображениям выход воздуха может быть замедлен
как из одной полости, так и из обеих полостей цилиндра.
8. СХЕМЫ ПНЕВМАТИЧЕСКИХ ПРИСПОСОБЛЕНИЙ ПРИ РАБОТЕ
НА АВТОМАТИЗИРОВАННЫХ СТАНКАХ
При работе на автоматизированных станках пневматические
приспособления работают совместно с электроавтоматикой. В дан-
ном случае пневматические цилиндры автоматически включаются
или выключаются от хода движущихся частей станка. Пневматиче-
ский цилиндр управляется в этом случае электропневматическим
краном с приводом от соленоида. На фиг. 47 показана примерная
схема включения пневматического цилиндра на автоматизирован-
ных станках с ручной загрузкой. В этом случае необходимо сна-
чала обеспечить зажим детали, а потом подвести головку с соответ-
ствующим инструментом. Поэтому включение цилиндра на зажим
детали производится через кнопочную станцию 1 нажимом на
кнопку «Зажим детали». Тем самым включается соленоид Сь кото-
рый и перемещает золотник 2 крана вправо; сжатый воздух идеч
в цилиндр и осуществляет зажим детали. После этого инструмент
может подаваться на деталь либо последующей соответствующей
командой через кнопочную станцию, либо автоматически после
зажима детали. После окончания резания и автоматического отхода
головки с инструментом кулачок 3 в пути движения или в койеч-
72
ном исходном положении через конечный выключатель 4 подает
команду соленоиду С2; происходит переключение крана, и деталь,
автоматически освобождается от зажима.
Фиг. 47. Примерная схема включения пневматического цилиндра
при работе на автоматизированных станках.
9. СХЕМЫ С ПРИМЕНЕНИЕМ РЕЛЕ ДАВЛЕНИЯ
В современном машиностроении при работе на автоматизиро-
ванных станках в ряде случаев бывает необходимо проконтролиро-
вать зажим детали перед
тем, как автоматически
включить подачу инструмен-
та или другого движущегося
элемента станка. Например,
при работе на автоматизи-
рованном токарном станке
подача супорта может быть
включена лишь после того,
как обрабатываемая деталь
будет закреплена в пневма-
тическом вращающемся па-
троне или при работе на
стыковых электросварочных
машинах электрод может
быть включен и детали мо-
гут быть прижаты встык
только после их зажима в
пневматическом . приспособ-
лении при определенном
усилии Pi.
Фиг. 48. Принципиальная схема соединений:
пневматическою цилиндра с электропиев-
матическим реле давления.
На фиг. 48 показана принципиальная схема пневматического
приспособления - с применением электропневматического реле
73
давления. В данном случае пневматика работает совместно с элек-
троавтоматикой. Реле давления 1 с одной стороны воздухопрово-
дом 3 связано с рабочей полостью пневматического цилиндра 2,
а с другой — электрическим проводом 4 реле связано с органом
управления соответствующего элемента станка. При включении
пневматического цилиндра сжатый воздух одновременно проходит
и в реле давления. После достижения в цилиндре определенного
давления, на какое установлено реле, последнее сработает, его
контакты замкнутся и тем самым по проводу 4 будет дана команда
соответствующему органу управления.
Фиг. 49. Примерная схема работы пневматического приспо-
собления с применением пневматического реле давления.
На фиг. 49 показана другая схема пневматического приспособле-
яия с применением пневматического реле давления. '
В данном случае необходимо, чтобы поршень цилиндра 2, сбло-
кированного одним краном 3 с первым цилиндром 1, начал пере-
мещаться лишь после того, как в первом цилиндре давление сжа-
того воздуха достигнет определенной величины.
Сжатый воздух из полости А первого цилиндра по трубке 9
проходит в полость Б реле давления и по каналу В в полость Г.
Таким образом воздух давит одновременно на поршни 4 и 5. Пру
-Жина 6 и рабочие площади поршней рассчитаны так, чтобы при
.достижении в полости А первого цилиндра заданного давления
поршень 4 начал перемещаться, упираясь в винт 7 и сжимая пру-
жину 6.
74
При этом поршень 4 закроет клапанное отверстие Е, а пор-
шень 5 приоткроет клапанное отверстие И и сжатый воздух устре-
мится по каналу К и трубке 8 в рабочую полость цилиндра 2.
При выпуске сжатого воздуха из полости А первого цилиндра
пружина 6 передвинет поршни 4 и 5 в исходное положение, закроет
клапанное отверстие И, откроет клапанное отверстие Е, и воздух
через отверстие Ж уйдет в атмосферу.
ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ПНЕВМАТИЧЕСКИХ
ПРИСПОСОБЛЕНИЙ
Пневматическое приспособление проектируется по тем же прин-
ципам, как и обычное приспособление с механическим зажимом.
В первую очередь следует вычертить обрабатываемую деталь точно
в масштабе, по крайней мере в двух положениях, и здесь же нанести
контуры режущего инструмента. После этого необходимо деталь
положить на базовые опоры, выбрав соответствующие технологиче-
ские или вспомогательные базы, и ориентировать ее в трех плоско-
стях по правилу шести точек с расстановкой соответствующих упо-
ров. При этом надо иметь в виду, что деталь должна устанавли-
ваться в приспособление свободно и без особых затруднений, что
имеет особенно важное значение для пневматического приспособле-
ния, в котором детали могут зажиматься автоматически от . хода
стола или шпинделя станка. Установив деталь в пространстве, не-
обходимо ее теперь закрепить.
В зависимости от действующих сил резания и направления
подачи стола конструктор выбирает принцип зажима: зажимает
непосредственно силой пневматического цилиндра, если для этого
достаточно мощности цилиндра и не чрезмерно увеличиваются раз-,
'меры приспособления, или применяет ту или иную рычажную си-
стему для изменения направления силы зажима или для увеличе-
ния ее. Практика показала, что пневматические зажимы, осуще-
ствляемые непосредственно от цилиндра, при тяжелых работах
несколько сдают. В таких случаях зажимать деталь непосред-
ственным давлением штока не рекомендуется: необходимо приме-
нить самотормозящее устройство, например, зажимать деталь через
клин или при помощи другого самотормозящего механизма. При
применении рычажной системы, увеличивающей сиду, необходимо
проверить на прочность отдельные части конструкции в наиболее
-опасных местах. Корпус приспособления зависит от формы обра-
батываемой детали, вида работы (сверления, фрезерования и т. п.),
требуемой производительности приспособления и выбранной пнев-
матической схемы. При простом однопозиционном приспособлении
с одним цилиндром последний можно монтировать на обыкновенной
стальной или чугунной плите. При более сложных приспособлениях,
многопозиционных или поворотных с несколькими цилиндрами,
корпус имеет сложную форму, и требуется специальное литье
с изготовлением модели. Литой корпус может быть заменен свар-
ным. Предпочтение, однако, следует отдавать литому корпусу. При
75
компоновке корпуса приспособления следует окончательно решить
вопрос о типе цилиндра: делать его отдельным или отлить совместно
с корпусом. Если встроенный в корпус цилиндр не усложняет зна-
чительно модели, не вызывает затруднения в монтаже приспособле-
ния и в ремонте и при этом сохраняет допустимые размеры
последнего, то можно остановиться на этом варианте. Чаще всего
заодно с корпусом отливаются цилиндры небольших размеров (до
100—150 мм). При проектировании корпуса приспособления, осо
бенно корпуса коробчатого типа, необходимо предусмотреть доста-
точно места для стружки, чтобы последняя не мешала в работе и
чтобы ее легко можно было удалить. Также необходимо уделит!,
внимание выбору места для монтажа переключающего крана. Это
имеет большое значение. Кран должен быть установлен на таком
месте, чтобы рабочему было легко и удобно им работать и чтобы
наиболее продуктивно можно было действовать обеими руками.
Выхлопное отверстие крапа можно использовать для удаления
стружки. Корпус приспособления должен быть достаточно массив-
ным для поглощения вибраций, возникающих во время работы <л
действия сил резания, и в то же время он должен иметь приятную
внешнюю форму. Поэтому конструкция корпуса должна быть жест-
кая, усиленная ребрами, и для предотвращения деформаций после
механической обработки необходимо чугунные отливки корпусов
подвергать старению. При проектировании пневматических приспо
соблений с подвижными элементами следует предусмотреть вопросы
техники безопасности. В таких случаях необходимо ввести такие
добавочные блокирующие элементы, без предварительной работы
которых не сработал бы элемент, способный привести к травма-
тизму. Предохранительный элемент должен быть так устроен, чтобы
для его включения рабочий вынужден был удалить руки из опасной
зоны.
ГЛАВА VI
УСИЛИВАЮЩИЕ МЕХАНИЗМЫ
В пневматических приспособлениях усилие от пневматического
цилиндра к зажимным элементам может передаваться или непо-
средственно от штока, или через промежуточный механизм, увели-
чивающий силу привода и изменяющий направление ее действия,
называемый в дальнейшем усиливающим механизмом. Зажим непо-
средственно от штока применяется лишь в тех случаях, когда не
требуется большого зажимного усилия, жесткости зажима, или есть
возможность, не делая конструкцию громоздкой и неудобной в экс-
плуатации, увеличить диаметр пневматического цилиндра; это
бывает возможным лишь, если рабочий ход поршня незначителен
или в качестве пневматического агрегата применена диафрагменная
камера.
В большинстве пневматических приспособлений передача усилия
от силового цилиндра к зажимным элементам осуществляется по-
средством усиливаюших механизмов. Применение усиливающих
механизмов дает возможность обеспечить сильный и жесткий зажим
обрабатываемой детали при небольших габаритах силового ци-
линдра, вследствие чего все приспособление получается компакт-
ным и удобным для пользования, расход сжатого воздуха сокра-
щается.
Свойства усиливающих механизмов, применяющихся в приспо-
соблениях, характеризуются:
а) коэфициентом передачи силы 1р, равным отношению усилия
на ведомом звене к усилию на ведущем (штоке пневматического
цилиндра);
б) передаточным отношением равным отношению величины
перемещения ведомого звена к величине перемещения ведущего;
в) к. п. д. механизма i], равным произведению коэфициента
передачи силы на передаточное отношение.
В основу анализа приведенных ниже усиливающих механизмов
положено рассмотрение этих коэфициентов для каждого меха-
низма.
В пневматических приспособлениях применяются следующие уси-
ливающие механизмы: 1) рычажные; 2) клиновые; 3) шарнирно-
рычажные; 4) эксцентриковые и 5) винтовые.
77
1. РЫЧАЖНЫЕ УСИЛИВАЮЩИЕ МЕХАНИЗМЫ
Рычаги первого и второго рода отдельно, как усилители, приме
няются лишь в тех случаях, когда не требуется большого усиления
или жесткости зажима, — для легких сверлильных и фрезерных
операций (в тех случаях, когда усилие резания не направлено на
зажим), в сборочных приспособлениях. Увеличение отношения плеч
рычага до трех и более ведет к значительному удлинению послед-
него, что, в свою очередь, вызывает увеличение габаритов приспо
собления и делает его громоздким и неудобным для эксплуатации.
Фиг. 50. Основные схемы рычажных усиливающих механизмов:
а — рычаг 1-го рода; б — рычаг 2-го рода,
Чаще рычаги применяются в комбинации с шарнирно-рычажным и
клиновыми механизмами, играя роль элемента, посредством кото-
рого усилие зажима прикладывается к зажимаемой детали; а в том
случае, когда рычаг не равноплечий, он усиливает действие основ-
ного усиливающего механизма (при условии нажима на обрабаты-
ваемую деталь коротким плечом).
На фиг. 50 даны основные схемы рычажных усиливающих меха-
низмов. Определение коэфициента передачи силы 1П этих механиз-
мов, с учетом трения в шарнире, производится по формулам:
для механизма,
выполненного по схеме а,
Р1_ а
р ~
ь
ь
(16)
для механизма,
выполненного по схеме б,
а
ь
• Г'
1 •=-----:
Р Р
(17>
силового цилиндра;
усилие;
где Р — усилие от
Pi —• зажимное
я и 6 — плечи рычага;
г—радиус оси шарйира;
f — коэфициент трения в шарнире.
Подсчеты по формулам (16) и (17) показывают, что с увеличе-
нием отношения j и г потери на трение увеличиваются, с увеличе-
78
нием длины рычага они уменьшаются. При /, равном 0,1, и при
обычно применяемых в пневматических приспособлениях а от 100
г до 300 мм, Ь— от 50 до 150 мм, у —от 1,5 до 5 и г — от 15 до-
30 мм, к. п. д. рычага колеблется в пределах от 97 до 98,5 % -
Таким образом, для механизма, выполненного, по схеме а,
/ =0,97 =0,985
для механизма, выполненного по схеме б,
i =0,97-:- 0,985
Р о
Приспособление с рычажным усиливающим механизмом приве-
дено на фиг. 83; в этом приспособлении использован рычаг
I-го рода с отношением плеч 1 : 2.
2. КЛИНОВЫЕ УСИЛИВАЮЩИЕ МЕХАНИЗМЫ
Клиновые усиливающие механизмы являются наиболее распро-
страненными в пневматических приспособлениях благодаря их ком-
Фиг. 51. Принципиальные схемы клинового механизма:.
а— общая; б — с передачей движения под углом в — с одноопорным коисоль-
иым плунжером; г — с двухопорным консольным плунжером.
пактности, простоте изготовления, надежности в работе и простоте
регулирования. .
Коэфициент передачи силы ip клинового усиливающего меха-
низма (фиг. 51, а) в общем случае может быть выражен следующей
79
^формулой:
• = ^1 — Sin fag — У])~ COS fag—у,) tgfH . „
P P sin faj + У1) + cos (gj + y,) tgy2’ ’
.где P — усилие привода;
Pi — усилие зажима;
оц — угол клина;.
«•2 — угол между наклонной плоскостью клина и осью йлун-
жера;
— угол трения на наклонной плоскости;
фг — угол трения на основании клина;
<р3 — уГ0Л трения в направляющей плунжера.
В пневматических приспособлениях за очень редким исключе-
нием применяются клиновые механизмы с передачей движения под:
углом 90° (фиг, 51,6). В этом случае выражение (18) примет вид
• _ 1 —tg(« + У1) tgya , ,Q
р tg (а н-у,) 4- tgy2 ’
где а — угол клина.
Если <р2 — ?з, то
(20)
Ctg(a 4-?! + ?<>).
При консольной конструкции плунжера (фиг. 51, в) в клиновом
механизме для учета увеличивающихся потерь на трение вследствие
перекоса плунжера в формулы (18), (19) и (20) следует подста-
влять приведенное значение <р3 — 'Рз,р, соответствующее приведен-
ному коэфициенту трения в направляющей
плунжера, который определяется по формуле:,
при одноопорной направляющей плунжер;/
(фиг. 51, в)
Р,
Р
Фиг. ,52. Схема кли-
нового механизма с
роликовыми опорами.
ЖЖ
х з/ ,
1g ?8 пр — а 1g ?8’
(21)
где а — длина направления плунжера;
I — расстояние от точки пересечения оси
плунжера с наклонной плоскостью
до середины направляющей;
при двухопорной направляющей плунжера
(фиг. 51, г)
lg ?3 пр а 1g Тз’
(22)
где а — расстояние между крайними точками
опор. 1
В клиновом механизме довольно велики потери на трение, в осо-
бенности при малых углах клина, поэтому в пневматических при-
способлениях для уменьшения потерь на трение и увеличения коэ-
фициента передачи силы плунжер снабжается вращающимся на осн
роликом, который соприкасается с наклонной поверхностью клина:
вконец клина также, по возможности, опирается на ролики (фиг. 52).
80
При определении коэфициента передачи силы клиновых меха-
низмов с роликовыми опорами в формулы (18) — (20) следует под-
ставлять приведенные значения коэфициентов трения tg 91 и tg <р2,
определяемые по формуле
<23)
где d — диаметр оси ролика:
D — наружный диаметр ролика;
f — коэфициент трения между роликом и его осью.
Потери на трение качения не учитываются вследствие их незна-
чительной величины. Как видно из рассмотрения выражения (23),
для уменьшения приведенного коэфициента трения в роликовой
а
опоре отношение д нужно стремиться уменьшать до минимума,
допускаемого условиями прочности оси ролика и местом для разме-
щения ролика.
На графике, приведенном на фиг. 53, показана зависимость
коэфициента передачи силы от угла клина, изменяющегося от 45°
до 5°, для неконсольного клинового механизма. Кривая / дает эту
зависимость без учета потерь на трение, кривая // — с учетом
потерь на трение для механизма без роликов и кривая III — для
механизма с роликами. При построении кривых II и III коэфи-
циенты трения были приняты равными 0,1, отношение диаметра оси
ролика к диаметру ролика равным 0,5. Из сравнения кривых I
6 Зонненберг и Лебедев 868
81
Таблица 10
Основные схемы клиновых усиливающих механизмов и их коэфициентов
передачи силы 1р и полезного действия iq при а = 10°; /=0,1.
82
и 11 видно, что потери на трение при изменении угла клина от 45°
до 5° возрастают от 34 до 70%. Применение роликов в механизме
дает возможность, как это показывает сравнение кривых 11 и III,
при углах 8°—12°, наиболее часто используемых в пневматических
приспособлениях, уменьшить потери на трение и в результате этого
увеличить зажимное усилие на 35—50%.
Передаточное отношение клинового механизма определяется
по формуле
4 = -y- = tga,
где Si — перемещение элемента, опирающегося на клин;
s — перемещение клина;
а — угол клина.
В табл. 10 приведены основные схемы клиновых усиливающих
механизмов, применяемых в пневматических приспособлениях, и
даны коэфициенты передачи силы ip и к. п. д. т; каждого из них
при угле клина, равном 10°, причем коэфициенты трения приняты
равными 0,1; приведенные коэфициенты трения определены по
формулам (21) и (23) при , равном 0,5, и равном 0,7; для
механизма, выполненного по схеме д, приведенный коэфициент
трения у основания клина определен по формуле
?2 пр — a + b * 77 f + v+% № ?i’
где а и b — расстояния от середины опор клина до точки касания
клина с роликом плунжера (см. табл. Ю),-^ принято равным 2.
. Как видно из рассмотрения табл. 10, самыми выгодными
являются механизмы, выполненные по схемам ж, з, и. К- п. д. этих
механизмов при угле клина 10° равняются 62 и 64%. Клиновые
механизмы очень часто применяются в приспособлениях в комбина-
ции с рычагами как для изменения направления движения, так и
для большего усиления.
Самотормозящий клиновой механизм. При условии самотормо-
жения (заклинивания) механизма усилия, возникающие при обра-
ботке детали, не должны передаваться на поршень пневматического
цилиндра и при падении давления в цилиндре клин не должен отхо-
дить, т. е. коэфициент передачи силы от плунжера к клину должен
равняться нулю; поэтому для определения угла клина а, при кото-
ром будет иметь место самоторможение, в формулу (19) вместо а
подставим угол 90° — а и приравняем все выражение нулю. Произ-
ведя преобразрвания, найдем
a = ac = ?i + ?2- (24)
Следовательно, самоторможение может иметь место в том слу-
чае, когда угол клина равен или меньше суммы углов трения на
наклонной и опорной поверхностях клина.
6* 83
При определении угла а.с нужно задаваться минимальными для
данных условий работы и качества изготовления механизма углами
трения. Для обычных условий работы приспособлений при хорошо
изготовленном механизме угол трения можно принять равным 5°.
При этом условии для клинового механизма без роликовых опор
(см. табл. 10, схемы а и б) угол af будет равен 10°. Для механиз-
мов с роликовыми опорами (там же, схемы е, ж, з, и) при отноше-
нии диаметра оси ролика к наружному диаметру ролика, равном 0,5,
угол а. будет равен 5°. Для обеспечения надежности самоторможе-
ния угол клина следует брать на 2°—3° меньше угла af.
Вследствие весьма малого передаточного отношения самотормо-
зящие клиновые механизмы с роликовыми опорами в приспособле-
ниях не применяются.
Конструкции клиновых усиливающих механизмов. На фиг. 54
показано конструктивное выполнение различных клиновых механиз-
мов с роликовыми опорами.
Механизм, показанный на фиг. 54, а, выполнен в соответствии
со схемой табл. 10, ж. Направленный по всей своей длине плун-
жер 2 опирается здесь на клин 5 через ролик 4; клин, проходящий
сквозь паз, имеющийся в плунжере, опирается своей задней сторо-
ной на два ролика, вращающихся на осях, закрепленных в корпусе
приспособления; под ролики и клин в корпусе приспособления сде-
лан паз прямоугольного сечения, который снаружи закрыт крыш-
кой 1, защищающей механизм от стружки и грязи; для этой же цели
предусмотрен сальник 3; при помощи резьбового отверстия в плун-
жере механизм соединяется с зажимными элементами приспособле-.
ния. Механизм, приведенный на фиг. 54, б, соответствует схеме
табл. 10, з;-ось ролика 3 закреплена в плунжере, а ось ролика 2—
в корпусе приспособления; под ось ролика 2 в плунжере сделано
овальное отверстие (на фигуре показано пунктиром); при помощи
ушка 1 плунжер соединяется с зажимными элементами. На
фиг. 54, в показан механизм, в котором сила привода от клина 3
передается непосредственно на зажимной рычаг 1 через ролик 2,
вращающийся на оси, закрепленной в рычаге; эта конструкция
соответствует схеме табл. 10, и и имеет самый высокий к. п. д.
из всех конструкций клиновых механизмов. На фиг. 72 изображен
кондуктор, в котором применен клиновый механизм без роликовых
опор, соответствующий схеме табл. 10,6; клиновое соединение обра-
зовано пазом пальца 9, расположенным под углом 15° к продольной
оси пальца и выступами плунжера 4, заходящим в паз пальца 9.
Клин выполняется за одно целое со штоком пневматического
цилиндра или делается отдельно и соединяется со штоком подвиж-
ным сочленением. В первом случае (фиг. 54, б) при применении
роликовых опор и при неподвижном пневматическом цилиндре тре-
буется точная расточка отверстий под оси роликов относительно оси
штока и тщательная подгонка клина и роликов, на которые опи-
рается задняя сторона клина, чтобы обеспечить отсутствие зазора
между клином и роликами. В противном случае под действием
передаваемого усилия клин вызовет изгиб штока и, как следствие,
84
большие потери на трение в направляющей его втулке, а следрва--
тельно, и значительное уменьшение коэфициента передачи силы
механизма. Чтобы обеспечить выполнение условия касания клина и
опорных роликов, направление под шток в корпусе приспособления
Фиг. 54. Основные конструкции клиновых усиливающих меха-
низмов с роликовыми опорами:
а — с неконсольный плунжером и с опорой клина на два ролика; б — с некон-
сольным плунжером и опорой клина на одни ролик; в — с передачей усилия
от клина на рычаг.
следует делать не более диаметра штока; посадку рекомендуется
дать широкоходовую по 2-му классу. Достоинством этого механизма
является его компактность и простота.
Конструкция с клином, выполненным отдельно от штока и свя-
занным с последним подвижным сочленением, не требует большой
точности расположения опорных роликов относительно штока.
85
вследствие чего значительно облегчаются изготовление и ремонт
механизма и обеспечивается постоянство передаваемого усилия. На
фиг. 54, а изображена конструкция этого типа. Шток соединяется
с клином при помощи наконечника 6, который своей головкой,
имеющей лыски, заходит в Т-образный паз клина; при помощи
шайб 7 регулируется рабочее положение клина. Недостатком этого
механизма является его громоздкость, вследствие чего его можно
применять только в приспособлениях крупных размеров.
Использование в качестве привода качающегося пневматиче-
ского цилиндра при клине, выполненном за одно целое со штоком,
также не требует большой точности расположения опорного ролика
относительно оси штока; такой механизм прост в изготовлении, на-
дежен в работе и удобен для ремонта. Недостаток этой конструкции
заключается в том, что применение касающегося цилиндра увели-
чивает габариты приспособления.
Величина угла клина а выбирается в зависимости от требуемого
усилия зажима, от величины колебания размера зажимаемой детали
и от конструкции приспособления. Обычно а берется равным 10°.
Этот угол обеспечивает значительное усиление (от 2,5 до 3,5 в зави-
симости от конструкции механизма), имеет передаточное отношение
(0,175), не требующее большой длины пневматического цилиндра,
и обеспечивает свободное возвращение клина в исходное положение
вследствие отсутствия заклинивания.
Для увеличения хода зажимных элементов без увеличения хода
штока пневматического цилиндра на конце клина делают вторую
наклонную плоскость под большим углом (см. фиг. 54). Для умень-'
шения износа задняя сторона клина, опирающаяся на неподвижный
ролик, должна быть плоской. Материалом для клина может служить
сталь марки 20 с обязательной цементацией и закалкой; рабочие-
поверхности должны быть шлифованными с чистотой \7\7\7 8.
Ролики могут быть изготовлены из стали марки У7 и закалены
до твердости 50—53 Rc> рабочие поверхности следует шлифовать
с чистотой VVvS.
Механизм необходимо защищать от попадания на рабочие по-
верхности грязи и стружки.
3. РЫЧАЖНО-ШАРНИРНЫЕ УСИЛИВАЮЩИЕ МЕХАНИЗМЫ
Рычажно-шарнирные механизмы также широко применяются
в пневматических приспособлениях. На фиг. 55 изображены основ-
ные схемы зажимов, применяемых в приспособлениях. Наиболее
часто применяется однорычажный механизм, показанный на
фиг. 55, а.
Коэфициент передачи силы этого механизма определяется по
формуле
lp ~ tg (а + р) 4-, tg
где а — угол наклона рычага;
р — arcsm -р г,
86
L — расстояние между отверстиями рычага;
d — диаметр оси шарниров;
/ — коэфициент трения в шарнирах и между роликом и его
осью;
tg . / — приведенный коэфициент трения в роликовой
опоре;
Фиг. 55. Основные схемы шарнирно-рычажных усиливающих механизмов:
а — однорычажный; б — двухрычажный одюсторо >ний; в — двсхрычаж <ый односторонний плун-
жерный; г -- двухрычажный двусторонний; д — двухрычажный двусторонний плунжерный.
Коэфициент' ip для двухрычажного механизма, изображенного
на фиг. 55, б, может быть вычислен по формуле
. _ 1
1Р— 2tg (a-j-jj) •
(26)
87
Коэфициент ip для двухрычажного механизма, изображенного
на фиг. 55, в, вычисляется по формуле
lp==^ tgc?1] ’ (27)
где
3/ г
I — длина направления плунжера;'
а — расстояние от оси шарнира до середины направляющей
плунжера.
Как видно из формул (26) и (27), при применении механизмов,
выполненных по схемам б и в, для зажима используется только
половина силы привода.
На фиг. 55, г и д показаны схемы механизмов двустороннего
действия, применяющихся для самоцентрирующих и двусторонних
зажимов.
Коэфициенты ip этих механизмов могут быть определены соот-
ветственно по формулам (26) и (27) с удвоением результата.
На фиг. 56 приведен график зависимости коэфициента передачи
силы от угла а наклона рычага для шарнирно-рычажных механиз-
мов. Кривая 1 соответствует механизмам, выполненным по схеме а,
г и д фиг. 55 без учета потерь на трение, кривая // — механизмам
бив без учета потерь на трение. Кривые А и В построены соот-
ветственно для механизмов яйце определением коэфициента ip
по формулам (25) и (27), причем при вычислении принято:
/ = 0,1; -А = о,2; -^- = 0,5 и Д^0,8'
Для механизма, выполненного по схеме б, коэфициент ip будет
незначительно выше, чем для механизма в для а от 5° до 12° —
на 0,15 и от 12° до 45° — на 0,1. Для механизмов г и <5 значение ip,
взятое по кривой В на графике, следует удвоить.
Деление значения i , взятого по кривым А и В, нд его вели-
чину, взятую, соответственно, по кривым / и II, дает к. п. д. меха-
низмов.
Для механизмов, выполняемых по схемам б—д фиг. 55, в диа
пазоне изменения угла а от 20° до 5° к. п. д. меняется (умень-
шаясь) только на 0,1, поэтому с достаточной для практики степенью
точности его можно считать постоянным и равным 0,8 для этого
интервала углов а. К- п. д. механизма, выполненного по схеме а,
с уменьшением угла от 20° до 5° резко падает — от 0,83 при 20°
до 0,55 при 5Э.
Самоторможение в шарнирно-рычажных механизмах может
иметь место в том случае, когда:
для механизма а
а <(₽ + ?)•>
для механизма бив
а<р.
88
Так как при обычных условиях работы этих механизмов в при-
способлениях угол 3 может быть равным 20'—30', а угол <р 3°—4°,
угол а, следовательно, должен быть при этих условиях около нуля..
Как сказано ниже, минимальный угол а,
при котором- возможна надежная работа
механизма, равен 5° — 7°, поэтому практи-
чески шарнирно-рычажные механизмы не
могут быть самотормозящими.
Особенность зажимов с шарнирно-ры-
чажным механизмом заключается в том,
что они не дают постоянного зажимного
усилия, так как угол наклона
меняется в зависимости от
колебания размеров зажи-
маемой детали.
Обычно механизм регу-
лируется таким образом,
чтобы при зажиме детали,
имеющей минимальный раз-
мер, угол а был не менее
5° — 7°; при меньших углах
возможны быстрый
поломка отдельных
механизма.
11,45
рычага
износ и
деталей
'р
/
035
OJ
*57
QS
0.7
0,55
0,45
a
’ 45’ 40° 35° 30я
Фиг. 56. График зависимости коэфициента передачи силы
рычажного шарнирного механизма от угла наклона рычага.
Величина возможного перемещения конца А рычага при изме-
нении угла наклона от а до 0° (положение «распора») — запас
хода — определяется по формулам:
для однорычажного механизма, с длиной рычага I
s = /(l — cos а); (28}
для двухрычажного механизма, учитывая, что длиц^ рычагов
обычно делается одинаковой,
Sj = 2s = 2/ (1 — cos а), (29 >
т. е. запас хода для двухрычажного механизма будет при тех же
размерах рычагов в 2 раза больше, чем однорычажного. Для двух-
89
рычажных механизмов, приведенных на фиг. 55, г и д, перемещение
точки А каждого рычага будет равняться
s = / (1— cos а). (30)
На фиг. 57 приведен график зависимости запаса хода от
угла а. для однорычажного механизма. Как видно из рассмотрения
графика, запас хода при наибо-
s^LU-cosa) лее выгодных для работы это-
0J293L/ го механизма углах 10°—7°
невелик; например, при I, рав-
ном 150 мм, он составляет все-
X. го 2,2—1,5 мм, поэтому этот
механизм нецелесообразно при-
| \ менять для зажима деталей,
1351
]—^00351
45° 40° 35° 30° 25° J>0° 15° 10°5° а
Фиг. 57. График зависимости запаса хода шарнирно-рычаж-
ного усиливающего механизма от угла наклона рычага.
имеющих большое колебание размера в направлении зажима;
если механизм будет отрегулирован для зажима с требуемым'
усилием детали, имею-
щей максимальный раз-
мер, то деталь, имею-
щая минимальный раз-
мер, не зажмется, если
же регулировка будет
сделана по минималь-
ному размеру, детали,
изготовленные ПО' мак-
симуму, будут зажи-
маться с недостаточ-
ным . усилием. Напри-
мер, если размер де-
тали колеблется в пре-
делах 3 мм, I равно
150 мм, усиление тре-
буется четырехкратное
(а равен 10°) и регули-
ровка произведена по
детали с минимальным
размером, то деталь
Фиг. 58. Шарнирно-рычажный усиливающий
механизм с одним рычагом.
с наибольшим размером будет зажиматься только с трехкрат-
ным усилением. Собираясь применить этот механизм, задаются
93
длиной рычага I, выбирают минимальный угол, при котором будет
зажиматься деталь, имеющая минимальный размер, и, зная, вели-
чину колебания размера детали, определяют угол, при котором
будет зажиматься деталь с максимальным размером, а следова-
тельно, и степень усиления. Обычно, рычажно-шарнирные меха-
низмы применяют в комбинации с рычагом первого рода, причем
для еще большего усиления зажима рычаг берут не равноплечий,
в этом случае запас хода зажимных элементов еще уменьшится
пропорционально отношению плеч рычага.
Конструкции рычажно-шарнирных усиливающих механизмов.
На фиг. 58—60 приведены конструкции различных рычажно-шар-
нирных механизмов, применяющихся в приспособлениях.
Фиг. 59. Шарнирно-рычажный усиливающий механизм с двумя
рычагами и с передачей движения на рычаг 1-го рода.
На фиг. 58 показан однорычажный механизм, выполненный в со-
ответствии с фиг. 55, а. Усилие от головки штока пневматического
цилиндра передается звену 4 распорного рычага через две серьги 3.
Введение этого промежуточного звена дает возможность значи-
тельно увеличить угол поворота зажимного рычага 6, так как при
ходе штока влево ролик 2 скатывается на крутой скос А опоры 1
и распорный рычаг опускается вниз. Благодаря большому углу
поворота рычага установка и снятие обрабатываемой детали значи-
тельно облегчаются. Регулировка угла а производится при помощи
резьбового хвостовика головки 5.
В случае, когда не требуется большого расхода зажимного
рычага, головка штока пневматического цилиндра связывается
непосредственно с осью ролика (см. фиг. 89 и 94).
Отверстие в головке штока, сквозь которое проходит общая ось
шарнира и ролика, должно быть овальным в направлении, перпен-
дикулярном к движению ролика, чтобы из-за недостаточно точной
91
подгонки опоры по ролику избежать изгибающего усилия на шток
и тем самым заедания штока в направляющей.
Ролик и его опора могут быть изготовлены из стали У7 с терми-
до
77777/7T777/7Z
Фиг. 60. Шарнирно-рычажный усиливающий
механизм е двумя рычагами и передачей .
движения на плунжер.
ческой обработкой
твердости 52—55 R:..
На фиг. 59 дан двух- |
рычажный механизм с -3
приводом от качающегося I
пневматического цилиндра,
соответствующий схеме,,
показанной на фиг. 55,6.
Регулирование произ-
водится путем ввертыва-
ния и вывертывания го-
ловки 2 штока 3. Меха- .1
низм обеспечивает ново- 1
рот зажимного рычага 1, 1
на значительный угол, I
чем облегчаются установ- |
ка и снятие детали. 1
На фиг. 60 показан 1
двухрычажный механизм |
одностороннего действия; -'
так как силовой цилиндр
неподвижен, сочленение
рычагов 5 связано со-
штоком цилиндра подвиж-
ным звеном 4; регулиро-
вание угла производится
при помощи шайбы 6;
плунжер 3 связан с рыча-
: в паз, профрезерованный
гом 1 при помощи роликов 2, входящих
в концах рычага 1, это соединение обеспечивает необходимую сво-
боду перемещения концов рычага относительно плунжера 3, имею-
щего прямолинейное движение.
4. ЭКСЦЕНТРИКОВЫЕ И ВИНТОВЫЕ УСИЛИВАЮЩИЕ МЕХАНИЗМЫ
Винт и эксцентрик в качестве усиливающего элемента в пневма-
тических приспособлениях применяются сравнительно редко; это
объясняется главным образом тем, что для преобразования воз-
вратно-поступательного движения штока пневматического цилиндра
во вращательное винта или эксцентрика требуется дополнительный
механизм, вследствие чего приспособление усложняется и удоро-
жается.
На фиг. 61 изображено приспособление с самоцентрирующим
винтовым механизмом, имеющим привод от диафрагменной пневма-
тической камеры, а на фиг. 62 — эксцентриковый зажимной меха-
низм. В обоих механизмах вращение осуществляется зубчатым
92
93
штоком пневматического цилиндра через зубчатое колесо, укреплен-
ное на валу или составляющее с ним одно целое.
Преобразование поступательного движения во вращательное, и
наоборот, при помощи рейки и зубчатого колеса вообще очень
широко применяется в пневматических приспособлениях.
Крутящий момент на валу будет равен (фиг. 61).
M^fP-F^R — Fj,
где Р — сила привода;
F} — сила трения в направляющих штока;
R — радиус начальной окружности шестерни;
F2 — сила трения в опорах вала;
г — радиус опор вала;
так как
и F2 = Ptgif2,
то
M = P/?[l-tg7(f1 + /2^)], (31)
где Т — угол зацепления;
fi — коэфициент трения в направляющих штока;
— коэфициент трения в опорах вала;
при fi = f2 = 0,1 и I = 20° формула (31) примет вид
М = 0,036(1 — -£-)] •
При обычно имеющем место в приспособлениях отношении
от 0,4 до 1 к. п. д. реечной передачи
Если вал смонтирован на подшипниках качения, то
т; ~0,96.
Общее усилие, передаваемое винтом на ползуны в приспособле-
нии, показанном на фиг. 61, может быть определено по формуле
<32>
где М — крутящий момент на валу;
гср — средний радиус резьбы;
ав — угол подъема винта резьбы;
— угол трения в резьбовой паре.
Для метрической резьбы с углом 60° ср, равен 6°34", для тра-
пецеидальной — 5°. Сила зажима с учетом потерь на трение в на-
правляющих пазах ползунов может быть определена по формуле
94
где Pi — сила, определенная по формуле (32);
Ь—длина направляющих ползунов;
а — расстояние от точки приложения зажимного усилия до
середины направляющих пазов ползунов;
/—коэфициент трения в направляющих ползунов.
Для эксцентрикового механизма (фиг. 62) сила зажима может
быть определена с достаточной для практики точностью по формуле
Р.=-----, (33)
1 tg -г <fa) ?
где М — крутящий момент на валу;
g — угол подъема эксцентрика;
у, — угол трения на поверхности эксцентрика;
р — расстояние от оси вращения эксцентрика до точки сопри-
косновения его с плоскостью давления.
Сравнивая и анализируя формулы (32) и (33), нетрудно прийти
к заключению, что винтовой механизм дает усиление в несколько
раз большее, чем эксцентриковый, при одинаковых диаметрах при-
водного зубчатого колеса, так как величина р эксцентрика всегда'
больше среднего радиуса гср винта, а тангенсы сумм углов раз-
нятся мало. Недостаток винтового механизма заключается в том,,
что для получения большого хода зажимных элементов требуется
пневматический цилиндр большой длины, вследствие чего увеличи-
ваются габариты приспособления и расход воздуха.
' Изображенные на фиг. 61 самоцентрирующие тиски предназна-
чены для снятия фасок и нарезания резьбы в небольших круглых
деталях.
В эксцентриковом механизме (фиг. 62) отвод и подвод зажим-
ной планки 1 осуществляется автоматически при помощи кольца 2,
соединенного с эксцентриком штифтом 3\ при повороте эксцентрика
выступ А кольца, упираясь в стенки паза планки, перемещает ее
взад и вперед.
ГЛАВА VII
ПНЕВМАТИЧЕСКИЕ ПРИСПОСОБЛЕНИЯ
ДЛЯ СВЕРЛИЛЬНЫХ РАБОТ
Пневматические приспособления нашли Широкое применение
в массовом производстве в виде специальных приспособлений,
сконструированных для обработки определенных деталей с закре-
плением за определенным станком. С целью широкого внедрения
пневматических зажимов и в серийное производство большое зна-
чение приобретает пневматизация универсальных приспособлений,
что особенно необходимо в связи с развитием скоростного резания.
Применяя сменные наладки, в приспособлениях можно обрабаты-
вать разные детали.
На некоторых заводах начали применять универсальные пневма-
тические силовые приводы к станочным приспособлениям, что дает
возможность в условиях мелкого серийного производства и неболь-
шого парка станков также широко применять быстродействующий
пневматический зажим.
Пневматический зажим все больше и больше находит тдеимене-
пие в универсальных приспособлениях для сверлильных и фрезер-
ных работ.
Пневматические приспособления для сверлильных работ характе-
ризуются многообразием зажимов для закрепления деталей. Наряду
с широким применением зажимов прямого действия для легких
сверлильных операций применяются и зажимы с рычажно-усилп-
вающими механизмами для тяжелых и точных сверлильных опе-
раций.
Для сверлильных работ широко применяются пневматические
многопозиционные поворотные приспособления и приспособления,
работающие спаренно с многошпиндельными сверлильными голов-
ками, дающие возможность значительно поднять производитель-
ность оборудования.
Наряду с применением специальных пневматических кон-
дукторов широко применяются скальчатые кондукторы раз-
личных конструкций, а также ряд универсальных пневматических
приспособлений без кондукторных втулок для таких операций,
как снятие фасок, цекование, зенкерование, нарезание резьбы
и т. п.
96
УНИВЕРСАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
1. ПНЕВМАТИЧЕСКИЕ ПАТРОНЫ ДЛЯ СВЕРЛИЛЬНЫХ РАБОТ
В машиностроительной промышленности широко применяется
нормализованный самозажимной центрирующий патрон с эксцентри-
ковыми кулачками ручного действия. На фиг. 63 показан пневмати-
ческий патрон с эксцентриковыми кулачками. Три эксцентри-
ковых кулачка 3, расположенные под углом 120°, зубчатыми
колесами 5, сидящими на нижнем конце валиков 4, расположенных,
в чугунном литом корпусе 1, соединены между собой центральным
Фиг. 63. Пневматизированный трехкулачковый патрон с эксцентри-
ковыми Кула iKaMH.
паразитным зубчатым-колесом 6. Последнее находится в зацеплении
с рейкой штока 2 пневматического цилиндра, прикрепленного
к фланцу корпуса 1. До начала работы при выключенном пневма-
тическом цилиндре кулачки 3 находятся в разведенном положении
и обрабатываемая деталь свободно устанавливается между ними.
При включении цилиндра от поворота центральною паразитного
колеса 6 кулачки 3 поворачиваются и сходятся к центру, центри-
руют и зажимают деталь. Кроме того, во время работы деталь под
действием силы резания стремится повернуться и еще сильнее
зажимается эксцентриковыми кулачками. Для грубой обработки
(зенкерования, сверления, цекования и снятия фасок) централь-
ных отверстий в массивных цилиндрических деталях патрон приме-
няется как универсальное зажимное приспособление, т. е. без
направляющей кондукторной втулки. Для обработки точных отвер-
стий или цекования патрон может работать и как специальный
кондуктор. Для этого к корпусу универсального патрона дополни-
тельно монтируется кронштейн с кондукторной втулкой.
/ Зонненберг и Лебедев 868 “Л
2. ПНЕВМАТИЧЕСКИЕ ТИСКИ
Среди универсальных пневматических приспособлений для свер-
лильных работ значительное место занимают пневматические тиски
различных конструкций, применяемые в основном для сверлильных
работ без направления инструмента. На фиг. 64 показаны нормали-
Фиг. 64. Нормализованные пневматические тиски.
зованные вертикальные центрирующие тиски со сменными губками,
работающие по принципу токарных пневматических патронов. Тиски
состоят из литого корпуса 1 с прикрепленным к нему пневматиче-
ским цилиндром и рычажно-кулачковой системы. На площадку А
.монтируется опора, на которую ставится обрабатываемая деталь.
Эти тиски могут работать как зажимное приспособление, т. е. без
Таблица If
Основные размеры пневматических вертикальных тисков
Размеры в мм
1 № тисков Р кг при 4 ат D F в В, н И, н, н. L ь bl с
1 наиб. 1 | найм. номин. j । допуск.
1 310 100 28 55 200 100 175 120 195 35 230 18 +0,045 24 18
2 700 150 35 65 250 95 245 175 285 45 300 20 + 0,045 3’ 25
3 1200 200 45 80 320 85 315 225 365 55 360 24 4 0,045 40 32
98
направляющей втулки для инструмента, и могут быть использованы
и как специальный пневматический кондуктор. Для этого к корпусу
стойка с кондукторной втулкой
тисков дополнительно монтируется
(на фиг. 64 показана пунктиром).
В табл. 11 приведены основные
размеры трех нормализованных
номеров пневматических верти-
кальных тисков.
К преимуществам этих тисков
следует отнести горизонтальное
расположение кулачков 2, что со-
здает меньшие возможности для
засорения.
На фиг. 65 показаны тиски
с центрирующими губками без
направляющей втулки со встроен-
ным цилиндром и с применением
диафрагмы. Ползуны 2 с при-
крепленными к ним кулачками 1
получают возвратно-поступатель-
ное движение от усиливающего
рычажного механизма, связан-
ного со штоком промежуточного
Фиг. 65. Пневматические тиски
с применением диафрагмы.
поршня 3 цилиндра. При впуске
сжатого воздуха в полость А ку-
лачки 2 сходятся и зажимают
деталь. При переключении крана
диафрагма 4 и кулачки 2 возвра-
щаются в исходное положение под действием пружин 5. На
чертеже диафрагма изображена в рабочем положении.
3. ПНЕВМАТИЧЕСКИЕ СКАЛЬЧАТЫЕ КОНДУКТОРЫ
В практике серийного и массового производства широко приме-
няются два типа универсальных скальчатых кондукторов: 1) скаль-
чатые кондукторы с консольной крышкой для легких сверлильных
работ и деталей небольших габаритов; 2) двухколончатые скальча-
тые кондукторы портального типа для тяжелых сверлильных работ
и деталей больших габаритов, а также для выполнения опе-
раций, требующих повышенной точности и повышенных режимов
резания.
Главной характерной чертой пневматических скальчатых кон-
дукторов является то, что кондукторная подвижная плита подни-
мается на расстояние, необходимое для установки обрабатываемой
детали, а потом, опустившись на деталь, закрепляет ее. Подъем и
опускание осуществляются специальным реечным механизмом
(фиг. 66), действующим от пневматики. На опорной плоскости
корпуса монтируются элементы приспособлений, предназначенные
для установки обрабатываемой детали, а в кондукторной плите
7* 99
соответственно растачиваются отверстия под направляющие кон-
дукторные втулки для инструмента.
Пневматический скальчатый кондуктор с консольной крышкой;.
На фиг. 66 показан пневматический скальчатый кондуктор с кон-
сольной крышкой. Кондукторная плита / жестко связана с двумя
колонками-рейками 2, направляющимися по расточенным отвер-
стиям литого корпуса 4 и находящимися в зацеплении с общим зуб-
чатым валиком 3. Зубчатый валик 3, в свою очередь, находится
в зацеплении с рейкой штока 5, встроенного в корпус пневматиче-
ского цилиндра.
Фиг. 66. Пневматический скальчатый кондуктор с консоль-
ной крышкой.
При поступлении сжатого воздуха в заднюю или переднюю по-
лость цилиндра кондукторная плита 1 соответственно поднимается
или опускается и зажимает деталь.
Преимущество этой конструкции кондуктора — встроенный
пневматический цилиндр, расположенный в передней части кондук-
тора, что придает всему кондуктору компактность и дает возмож-
ность работать на станках с малыми расстояниями шпинделя от
колонны.
В скальчатых кондукторах с консольной крышкой во время за-
крепления обрабатываемой детали при малом диаметре (менее
30 мм) направляющих скалок наблюдается некоторое пружинение
кондукторной плиты, что нарушает точность обработки. В пневма-
тических скальчатых кондукторах с усиленным зажимом и с по-
стоянно действующим приложенным усилием для предотвращения
пружинения кондукторной плиты диаметр направляющих скалок
необходимо соответственно увеличить.
Пневматический скальчатый кондуктор портального типа. При
выполнении операций, требующих повышенной точности и повышен-
ных режимов резания, обработку необходимо вести в скальчатом
100
кондукторе портального типа, так как в этом случае крышка не
пружинит. На фиг. 67 показан скальчатый кондуктор портального
типа, по конструкции в основном ничем не отличающийся от кон-
дуктора с консольной крышкой.
Особенностью этой конструкции является выполнение рейки 2
отдельно от штока пневматического цилиндра. Крышка 3 предохра-
няет реечный механизм кондуктора от загрязнения. Такие кондук»
торы часто работают спаренно с многошпиндельными сверлильными
головками. Поэтому в представленной конструкции кондуктора на-
правляющие скалки 1 имеют хвостовики для направления много-
шпиндельной головки. . . ’ •
На фиг. 68 показан нормализованный скальчатый кондуктор
портального типа с роликовым замком, переведенный на пневмати-
ческий зажим. Перевод обычного скальчатого кондуктора на пнев-
матический зажим производится следующим образом. Рукоятка,
насаженная на шестигранный выступ стакана 7 замка, снимается.
Вместо нее надевается и крепится винтом специальное зубчатое
колесо 8. Это колесо вращается в подшипнике 9 и находится в за-
цеплении с рейкой скалки 3, соединенной со штоком 6 пневматиче-
ского цилиндра 5 и имеющей направление по втулке 4 стойки 2.
Стойка 2 монтируется на общей плите 1 со скальчатым кондук-
тором.
Таким образом, пневматический скальчатый кондуктор с роли-
ковым замком состоит из обычного скальчатого кондуктора со сня-
той рукояткой и пневматического цилиндра, смонтированных вместе
на общей плите.
101
Разрез по РР
Фиг. 68 Нормализованный скальчатый кондуктор, переведенный на пневматический
ТИПОВЫЕ ПНЕВМАТИЧЕСКИЕ ПРИСПОСОБЛЕНИЯ
ДЛЯ СВЕРЛИЛЬНЫХ РАБОТ
1. КОНДУКТОРЫ С УСИЛИВАЮЩИМИ ЗАЖИМНЫМИ
МЕХАНИЗМАМИ
Кондуктор для цекования. Цекование относится к тяжелым
сверлильным операциям, часто вызывающим дрожание обрабаты-
ваемой детали. Поэтому для таких операций пневматический зажим
должен применяться обязательно с усиливающим заклинивающимся
механизмом, особенно, если усилие цекования направлено против
Фиг. 69. Кондуктор с заклинивающимся зажимом.
зажима. На фиг. 69 показан кондуктор, в котором цекуются ниж-
няя площадка А, верхняя площадка В насадной двусторонней це-
ковкой. Скалка направляется по верхнему и нижнему направлениям
втулок 1 и 2. Деталь устанавливается на пальцы 4 и прижимается
к опорной площадке 3 специальной усиливающей рычажной систе-
мой, работающей от пневматического цилиндра, отлитого заодно
с корпусом 7. При движении ролика 5 по опорной планке 6 вправо
получается заклинивание всей системы, дающее жесткое крепление
детали.
Пневматический кондуктор с поджимом детали к кондукторной
плите. В кондукторе, показанном на фиг. 70, цекуются углубле-
ния П у детали, изображенной на чертеже условным пунктиром.
При этом необходимо точно выдержать расстояние между осями
углублений и глубину цекования. Следовательно, цекование должно
103
вестись через направляющие кондукторные втулки и для получения
определенной глубины цекования необходимо, чтобы расстояние от
опорной плоскости А обрабатываемой детали до плоскости В упор-
ного подшипника 1 кондуктора было постоянным, для чего деталь
поджимается к кондукторной плите 11. В чугунном литом корпусе 3
кондуктора по втулкам 7 направляются поджимные скалки 10, по
пазам которых перемещаются клинья 6. Эти клинья соединены
шарнирно через планку 5 со штоком 4 пневматического цилиндра 2„
установленного в корпусе 3. Обрабатываемая деталь предвари-
тельно устанавливается развернутыми отверстиями О на пальцы 9,
находящиеся в скалках 10. При включении пневматического ци-
линдра 2 клинья 6 подаются вперед и скалки 10 поднимают и при-
жимают деталь к опорным плоскостям С. При выключении цилин-
дра клинья 6 отходят назад и под действием пружин 8 скалки
вместе с деталью опускаются вниз. Применение клиновой передачи
дает возможность работать при наличии значительного давления
инструмента на зажим.
104
2. КОНДУКТОРЫ С АВТОМАТИЧЕСКИМИ ЭЛЕМЕНТАМИ
Двухпозиционный пневматический кондуктор с автоматическим
базирующим устройством. В детали, показанной на фиг. 71 услов-
ным пунктиром, сверлится отверстие D. При этом необходимо вы-
держать размер от оси хвостовика К и от плоскости А, а также
перпендикулярность к торцу В. Конструкция кондуктора должна
обеспечить принудительный прижим детали плоскостью А к обра-
зующей базового пальца 16 и прижим торца В детали к опорной
Фит. 71. Двухпозициовйый пневматический кондуктор е автоматическим
базирующим устройством.
базовой площадке Т приспособления, что должно осуществляться
автоматически. В целях максимального использования мощности
сверлильного станка и сокращения машинного времени одновре-
менно сверлятся отверстия в двух деталях при помощи двухшпин-
дельной сверлильной головки в двухпозиционном кондукторе. По
отверстиям, расточенным в бобышках корпуса 1, направляются
скалки 3, несущие кондукторную плиту 2, на которой установлена
скалка 4 для направления многошпиндельной головки. Скалки 3
находятся в постоянном зацеплении с зубчатым валиком 5. На сво-
бодный конец этого валика надето зубчатое колесо 17, находящееся
в зацеплении с рейкой 18, соединенной со штоком 19 пневматиче-
ского цилиндра 20, прикрепленного к корпусу 1. С другой стороны,
в корпусе 1 приспособления расточены два отверстия М под пнев-
105
магические подсобные цилиндры 6. Поршни 14 этих цилиндров,
сделанные заодно со штоком, притерты к внутренней поверхности
цилиндров. Свободные концы штоков поршней соединены с прижим-
ными планками 11, которые могут поворачиваться в кронштей-
нах 13 на осях 7. На другом конце этих прижимных планок уста-
новлены упорные болты 8. Все пневматические цилиндры, т. е.
основной цилиндр 20 и два подсобных цилиндра 6 соединены между
собой параллельно и сблокированы одним переключающим краном.
Цилиндры 6 благодаря своему малому диаметру заполняются
сжатым воздухом значительно быстрее основного цилиндра 20.
Поэтому сначала срабатывают цилиндры 6, а затем —• основной
цилиндр 20. Детали устанавливаются обработанными хвостовиками
и торцами В по призмам 12, вилкам 15 и опорным втулкам 9.
При включении крана упорные болты 8 поджимают детали пло-
скостью А к образующей базовых пальцев 16, а кондукторная
плита 2 опускается вниз и установленной в ней прижимной качаю-
щейся планкой 10 прижимает обе детали к опорным втулкам 9 и
установочным призмам 12. При выключении крана кондукторная
плита 2 поднимается вверх, упорные болты 8 отходят вправо ж
освобождают детали от зажима.
Двухцилиндровый пневматический кондуктор с автоматически
убирающимися установочными пальцами. На фиг. 72 изображен
двухпозиционный пневматический кондуктор для сверления отвер-
стий Д в детали, показанной в правом верхнем углу чертежа.
Согласно техническим условиям деталь при этом должна устана-
вливаться по отверстиям Д] и Д2- Для полного использования мощ-
ности станка и поднятия его производительности целесообразно
обрабатывать одновременно две детали в одном кондукторе одной
четырехшпиндельной сверлильной головкой, направляемой по скал-
кам 8, установленным в корпусе 3. Деталь по диаметру расточки Дх
надевается на постоянные установочные пальцы 2 и 10. Нажимом
на педаль 11 переключающего крана 1 (показанного условно) вклю-
чаются одновременно оба пневматических цилиндра 7, прикреплен-
ные с двух сторон к литому корпусу 3. Поршни 5, передвигаясь
к центру, толкают ползуны 4, которые косым выступом переме-
щаются в соответствующих копирных пазах установочных паль-
цев 9 и перемещают последние вдоль оси, центрируя обрабатывае-
мые детали по расточке Д2 и закрепляя их. При переключении
крана поршни, расходясь от центра, тянут за собой соединенные со
штоком 6 ползуны 4, и благодаря копирному устройству установоч-
ные пальцы автоматически отходят назад, освобождая детали от
зажима. В данном случае для того чтобы рабочий имел возмож-
ность работать одновременно обеими руками, устанавливая правую
и левую детали, применяется ножной кран.
Двухпозиционный пневматический кондуктор со специальными
выталкивателями. В кондукторе, изображенном на фиг. 73, обраба-
тываются секции направляющих толкателей клапанов (изображена
сбоку). В них развертываются предварительно и окончательно
шесть отверстий D.
106
Фиг. 72. Двухцилиндровый пневматический кондуктор с автоматически
убирающимися установочными пальцами.
Фиг. 73. Двухпозиционный пневматический кондуктор со специальными
выталкивателями.
При этом необходимо выдержать следующие технические условия.
а) оси отверстий должны находиться в плоскости, перпендику-
лярной к прямой, соединяющей центры предварительно цекованных
отверстий А;
б) необходимо выдержать размер Б межщ осями отвер-
стий D и А.
Согласно этим техническим условиям выбраны следующие уста-
новочные базы: плоскость В и цекованные отверстия А. Кондуктор
двухпозиционный (одна позиция для предварительного, другая —
окончательного развертывания) с двухцилиндровым пнсвматиче
ским зажимом, управляемым общим двухходовым краном 1. Для
удобства съема деталей с посадочных пальцев 2 устроены спе-
циальные выталкиватели 3, работающие одновременно от отдель-
ного крана 4. К литому чугунному корпусу 6 с двух сторон при-
вернуты угольники 7, несущие пневматические цилиндры 8.
Штоки 9 пневматических цилиндров 8 соединены с качающимися
прижимными планками 10, направляющимися по опорным стой-
кам 11. К средней части корпуса 6 прикреплены с двух сторон
опорные планки 12 и посадочные пальцы 2. Для направления
инструмента служат верхние 14 и нижние 5 направляющие кон-
' дукторные втулки. При включении крана 1 сжатый воздух посту-
пает одновременно в оба рабочие цилиндра 8, и обе обрабатывае-
мые детали зажимаются. Для снятия обработанных деталей служит
выталкивающая система, устроенная следующим образом: в кор-
пусе 6 расточено отверстие, под пневматический цилиндр 15.
Шток 16, выполненный в виде двухсторонней рейки, находится
в зацеплении с двумя зубчатыми валиками 17. Последние, в свою
очередь, находятся в зацеплении с двумя парами выталкивателей 3.
, При впуске сжатого воздуха в верхнюю полость цилиндра 15 вы-
талкиватели 3 расходятся от центра и сталкивают детали с паль-
цев 2; при обратном переключении крана 4 выталкиватели уби-
раются внутрь корпуса 6. Кондуктор работает спаренно с много-
шпиндельной сверлильной головкой, которая направляется по уста-
новленным на корпусе 6 скалкам 13.
Кондуктор с автоматически убирающейся опорой. На фиг. 74
показан специальный скальчатый кондуктор портального типа
с реечным механизмом, с двумя пневматическими цилиндрами и
с автоматически убирающейся опорой. Горизонтально расположен-
ный цилиндр 1 служит для подъема и опускания кондукторной
плиты 2, вертикально расположенный цилиндр 3 — для подъема и
опускания опоры 4. Оба пневматических цилиндра соединены между
собой воздухопроводными трубками по параллельной схеме и упра-
вляются одним переключающим двухходовым краном 5. Перед
установкой в кондуктор обрабатываемой детали кондукторная
плита 2 и опора 4 приподняты. Деталь предварительно устанавли-
- вается на опорную площадку 6 и затем передвигается по ней в кон-
дуктор на опору 4 и до жесткого упора 7. При переключении
крана 5 сжатый воздух поступает в верхнюю полость вертикаль-
ного цилиндра 3 и в заднюю полость горизонтального цилиндра 1.
108
Так как подсобный вертикальный цилиндр 3 стоит первым на пути
движения сжатого воздуха и по диаметру значительно меньше
основного зажимающего цилиндра 1, то он сработает раньше и
опора 4 опустится вниз, а деталь сядет на рабочие опорные
планки 8 и соответственно установится по литым базовым отвер-
стиям А пружинными пальцами 9. В следующий момент сработает
большой горизонтальный цилиндр, кондукторная плита 2 опустится
вниз и закрепит деталь. После окончания работы переключаются,
пневматические цилиндры и соответственно поднимаются кондук-
торная плита 2 и опора 4. Последняя одновременно поднимает
деталь до уровня постоянной площадки 6.
Кондуктор спроектирован для сверления отверстий в картере и
в его крышке. Для установки крышки картера, имеющей меньшую
высоту, чем картер, предусмотрена специальная сменная деталь,
аналогичная картеру. Сменная деталь специальными пальцами
устанавливается по отверстиям опор 8.
Крышка картера фиксируется пальцами 10 и 11, входящими
в литые отверстия Б.
3. ПОВОРОТНЫЕ КОНДУКТОРЫ
На фиг. 75 показан восьмипозиционный поворотный кондуктор.
Четыре позиции — загрузочные, четыре — рабочие. Каждая позиция
представляет собой пневматический двухколончатый скальчатый
кондуктор портального типа, смонтированный на поворотном
столе 1. Кондукторы каждой группы соединены параллельно между
собой воздухопроводными трубками 2 и управляются одним пере-
ключающим двухходовым краном 3, получающим сжатый воздух
, от воздухораспределительной муфты 4. Поворотный кондуктор
устанавливается на одношпиндельном сверлильном станке и рабо-
тает спаренно с четырехшпиндельной сверлильной головкой, кото-
рая направляется по скалкам 5.
На фиг. 76 показано четырехпозиционное поворотное приспо-
собление для сверлильных работ с автоматическим переключением
сжатого воздуха от поворота стола. Приспособление состоит из не-
подвижного корпуса 1 и верхней поворотной части 2, направляю-
щейся по центральной колонне 3 и имеющей встроенные пневмати-
ческие цилиндры 4. Приспособление имеет одну загрузочную пози-
цию В и три рабочие позиции Г. Сжатый воздух подводится к ци-
линдрам через центральную колонну. Отверстие Д соединено
с атмосферой, отверстие Е — с сетью. Из центральной колонны 3
сжатый воздух через отверстие И переходит в приемник К, имею-
щий вид неполной кольцевой канавки, откуда он направляется
одновременно по всем трем каналам М к рабочим полостям пневма-
тических цилиндров всех трех загрузочных позиций. В загрузочной
позиции В полость А пневматического цилиндра соединена с сетью,
а полость Б — с атмосферой. При повороте вращающейся части 2
на рабочую позицию происходит автоматическое переключение ци-
линдра — полость Б соединяется с сетью (рабочая позиция Г) и
деталь закрепляется. Она остается закрепленной на всех трех ра-
но
Фиг. 75. Восьмипозициоиный пневматический поворотный кондуктор.
Фиг. 76. Четырехпозиционное пневматическое поворотное
приспособление с автоматическим переключением сжатого
воздуха.
бочих позициях и автоматически освобождается от зажима только
>при повороте в положение загрузочной позиции. Приспособление
установлено на горизонтально-сверлильном станке. Инструмент
направляется по втулкам, установленным в кондукторной плите,
связанной с многошпиндельной головкой.
На фиг. 77 показан поворотный кондуктор, в котором центриро-
вание и зажим обрабатываемой детали и также вращение поворот-
ной части кондуктора осуществляются при помощи пневматики.
Кондуктор состоит в основном из неподвижного корпуса 1 ср
встроенным двусторонним пневматическим цилиндром 11 и поворот-
ного барабана 6 с двумя вращающимися пневматическими цилин-
драми 2 и 10. Цилиндры 2 и 10 управляются одним трехходовым
краном 14, а цилиндр 11 — краном 13. Обрабатываемая деталь
устанавливается предварительно по зеву фланца 8 пальцем 15, цен-
трируясь задним пружинным центром 7. Краном 14 включают сна-
чала основной цилиндр 10, имеющий специальный шток 9,
которым обрабатываемая деталь окончательно центрируется и при-
жимается к торцу А фланца 8, от которого выдерживается техно-
логический размер Б. Затем тем же краном включается подсобный
цилиндр 2 и его шток 3 разжимает цангу переднего центра, фик-
сируя его положение. С целью сокращения вспомогательного вре-
мени и облегчения труда рабочего поворот барабана 6 осуще-
» ствляется сжатым воздухом через специальный цилиндр 11, шток 5
’ которого находится в зацеплении с шестерней 4 барабана 6. Угол
поворота устанавливается упорными болтами 12.
4. КОНДУКТОРЫ С АВТОМАТИЧЕСКИМ УПРАВЛЕНИЕМ
В главе о кранах уже говорилось, что при обработке деталей,
имеющих хорошие устойчивые базы, процесс переключения воздуха
возможно автоматизировать с тем, чтобы освободить рабочего от
необходимости пользоваться пневматическим краном.
На фиг. 78 приведен пример автоматизации переключения сжа-
того воздуха при работе на одношпиндельном сверлильном станке.
На оси штурвала подачи шпинделя станка укреплен диск 1 с ко-
пирным кулачком 2, а на неподвижной части станка смонтирован
переключающий кран 3 с толкающим цилиндрическим золотником.
При опускании сверла кулачок 2 нажимает на ролик 4, и золот-
ник 5, перемещаясь вправо, переключает сжатый воздух в рабочую
полость А кондуктора и крышка 6, опускаясь вниз, закрепляет де-
таль, положенную на призму 7. После окончания сверления при
ходе шпинделя вверх кулачок 2 сходит с ролика 4 и под действием
пружины 8 производится обратное переключение воздуха, крышка 6
поднимается вверх и деталь освобождается от зажима.
На фиг. 79 приведен пример использования переключающего
крана с толкающим цилиндрическим золотником для автоматиче-
ского переключения воздуха при работе на сверлильном станке
с многошпиндельной сверлильной головкой. В детали сверлятся два
> «отверстия. За установочные базы взяты опорная плоскость и две
8 Зонненберг и Лебедев 868 1|3
Фиг. 77. Пневматический поворотный кондуктор с осуществлением поворота пневматикой.
От сети
боковые плоскости. Базы в данном случае надежные, и можно
> пользоваться автоматическим переключением воздуха. Отверстия
в обрабатывамой детали сверлятся двухшпиндельной сверлильной
головкой, скалка 1 которой направляется
ной в корпусе кондуктора 3. При опуска-
нии многошпиндельной головки специаль-
ный грибок 4, прикрепленный к скалке 1,
передвигает золотник 5 переключающего
крана, смонтированного на корпусе кон-
дуктора, и деталь
по втулке 2, установлен-
Разрез по Ай
закрепляется до того
5
Поршень не показан
Z?
Фиг. 79 Пневматический кондуктор с управлением от хода многошпнндельиой
головки.
момента, когда начинается сверление. При выводе сверл из детали
происходит автоматическое переключение крана, и деталь освобо-
ждается от зажима.
ГЛАВА VHl
ПНЕВМАТИЧЕСКИЕ ПРИСПОСОБЛЕНИЯ
ДЛЯ ФРЕЗЕРНЫХ РАБОТ
Во фрезерных приспособлениях пневматический зажим приме-
няется очень широко, особенно при массовом производстве. При
фрезеровании имеют место значительные усилия и часто возникает
вибрация обрабатываемой детали, которая передается зажимному
механизму и корпусу приспособления. Для получения требуемой
точности обработки и надежности зажима в большинстве пневма-
тических фрезерных приспособлений применяются усиливающие
механизмы, обеспечивающие большие зажимные усилия и жесткость
зажима.
1. УНИВЕРСАЛЬНЫЕ ФРЕЗЕРНЫЕ ПРИСПОСОБЛЕНИЯ
К универсальным фрезерным приспособлениям относятся ма-
шинные тиски. Наиболее компактными и обеспечивающими большие
зажимные усилия являются конструкции пневматических машин-
ных тисок с использованием в качестве привода диафрагменных
камер. На фиг. 80 показаны тиски с рычажным усиливающим ме-
ханизмом и регулируемой подвижной губкой. Неподвижная губка
составляет одно целое с верхней частью корпуса, что обусловливает
жесткость конструкции. Подвижная губка 3 под действием рычага 2
перемещается в Т-образных направляющих; верхняя головка ры-
чага имеет фигурное отверстие, в которое вставлена втулка 1,
запирающаяся в отверстии рычага своими выступами Б при пово-
роте ее на 90°; регулировка подвижной губки производится путем
вращения втулки 1. Обратный ход зажимного механизма осуще-
ствляется посредством шести пружин 4. При давлении, равном 4 ат,
зажимное усилие тисок составляет 1150 кг. Рабочий ход губок
8 мм. Управляются тиски цилиндрическим золотниковым краном,
встроенным в корпус, что придает компактность конструкции.
На фиг. 81 показаны тиски также с рычажным усиливающим
механизмом, но более компактным и с большим усилением. В отли-
чие от конструкции, описанной выше, здесь регулируемой является
неподвижная губка 7, которая может быть установлена в нужное
положение при помощи винта 5 и зажата в этом положении бол-
тами 11; подвижная губка 10 выполнена в виде П-образной рамки,
118
надетой на прямоугольный выступ А корпуса; концы П-образной
губки соединены планкой 2 при помощи болтов 1. При зажиме
итак 8 пневматической камеры через рычаг 6 прямоугольного се-
Фиг. 80. Универсальные машинные тиски с рычажным усиливающим
механизмом и регулируемой подвижной губкой.
чения, стержень 4 и вкладыш 3 перемещает губку 10; обратный
ход механизма осуществляется посредством пружины 9. Отношение
плеч рычага 6 равно трем. При давлении сжатого воздуха, равном
Фиг. 81. Универсальные машинные тиски с рычажным усили-
вающим механизмом и регулируемой неподвижной губкой.
4 ат, зажимное усилие составляет 2000 кг; рабочий ход губки равен
5 мм. Кран для управления тисками монтируется отдельно на столе
станка или присоединяется к корпусу тисок. Достоинство этих
119
тисок — значительное зажимное усилие при небольших габаритах.
Недостаток — переставная неподвижная губка, что снижает жест-
кость конструкции.
На фиг. 82 показаны тиски с отдельной диафрагменной камерой
и шарнирно-рычажным усиливающим механизмом.’ К корпусу Iff
привинчена неподвижная губка 7; в пазу корпуса перемещается
ползун 8, к которому привернуты подвижная губка 11 и пневмати-
ческая камера; усиливающий механизм состоит из рычага 5, качаю-
щегося на оси 6, запрессованной в корпус 10, и рычага 2, качаю-
щегося на оси 1, запрессованной в ползуне 5; ‘рычаги соединены
между собой осью 4. При зажиме шток 12 камеры давит на сочле-
нение рычагов 2 и 5 и перемещает ползун 8, приближая подвиж-
ную губку 11 к неподвижной. В первоначальное положение меха-
Фиг. 82. Универсальные машинные тиски с рычажно-шарнирным усили-
вающим механизмом.
низм возвращается при помощи пружин камеры и пружин 3 и 9.
Особенностью этих тисок является изменение усилия зажима при
колебаниях размера зажимаемой детали; когда рычаги 5 и 2 со-
ставляют с горизонталью угол, равный 5°, сила зажима увеличи-
вается в 4,5 раза, когда же этот угол увеличивается до 10°, сила
привода увеличивается только в 2,5 раза, при этом подвижная
губка перемещается только на 1 мм. Таким образом, в тисках
этой конструкции можно зажимать, полностью используя высокую
степень усиления рычажно-шарнирного механизма, только детали
с колебанием размера до 0,3 мм.
2. ТИПОВЫЕ ПРИСПОСОБЛЕНИЯ ДЛЯ РАЗЛИЧНЫХ
ФРЕЗЕРНЫХ ОПЕРАЦИИ
Приспособление с зажимом непосредственно от штока. Пневма-
тические фрезерные приспособления без усиливающих механизмов
можно применять только для легких работ и в тех случаях, когда
усилие резания и подача не направлены на зажим, а также тогда.,
когда деталь хорошо зафиксирована по предварительно обработан-
ным местам (например, отверстиями на установочных пальцах.).
120
Приспособления с усиливающими механизмами. Чаще чем дру-
, гие в пневматических фрезерных приспособлениях применяется
клиновой усиливающий механизм, обеспечивающий постоянство-
зажимного усилия и жесткость зажима, вследствие чего для тяже-
лого фрезерования с установкой и зажимом детали по необрабо-
танным поверхностям он является наиболее подходящим. Рычажно-
шарнирный механизм следует применять для зажима деталей, не
имеющих значительных колебаний по размеру. Простой рычажный
, механизм можно использовать для легких работ или в тех случаях,,
когда есть возможность применить пневматический цилиндр боль-
шого диаметра, не увеличивая габаритов приспособления, например,.
Фиг. 83. Приспособление для фрезерования с усилением
при помощи рычага 1-го рода.
при использовании диафрагменных камер. На фиг. 83 показано
двухпозиционное приспособление со встроенной в корпус диафраг-
менной камерой и с рычажным зажимным механизмом, имеющим,
соотношение плеч рычагов 2:1. Обрабатываемые детали устанавли-
ваются на качающиеся призмы 5 и регулируемые опоры 1, дово-
дятся до упора в опоры 2. Усилие от диафрагмы 8 к зажимным'
’ планкам 3 передается через плунжер 6, качалку 7 и скалки 4.
Управление приспособлением осуществляется встроенным в корпус-
цилиндрическим золотниковым краном. Обработка детали произво-
дится на горизонтально-фрезерном станке четырьмя фрезами. Осо-
бенность приспособления — его компактность при большом усилии
зажима, получаемом благодаря большому диаметру пневматической,
камеры.
На фиг. 84 показано двухпозиционное приспособление с клино-
вым усиливающим механизмом с зажимом двух деталей от одного
* пневматического цилиндра. На первой позиции деталь необрабо-
121
тайной поверхностью устанавливается на две жесткие опоры 1 л
две самоустанавливающиеся опоры 2, на второй позиции деталь
уже обработанной плоскостью устанавливается на жесткие опор-
I'ujpsi по ВГ06
Фиг. 84. Приспособление для фрезерования с двухскосным
плавающим клином.
ные планки 4. Зажимное усилие от штока 7 цилиндра передается
через плавающий двусторонний клин, соединенный со штоком.
Т-образным пазом, плунжерам 6, а через них качающимся план-
.кам 5, которые прижимают детали к планкам 3.
3. ПРИСПОСОБЛЕНИЯ С ПРИВОДОМ от одного
ПНЕВМАТИЧЕСКОГО ЦИЛИНДРА ДВУХ РАЗЛИЧНЫХ
ЗАЖИМНЫХ МЕХАНИЗМОВ
Применение комбинации различных зажимных механизмов дает
возможность при помощи одного пневматического цилиндра осу-
ществить зажимы обрабатываемых деталей в различных направле-
ниях; приспособление при этом получается очень компактным,
кроме того, экономится сжатый воздух. На фиг. 85 показано че-
тырехпозиционное приспособление с качающимся силовым цилин-
дром. Одна пара обрабатываемых деталей устанавливается своими
отверстиями на пальцы 4 до упора в сухари 10 и на регулируемые
.опоры 5, другая пара на пальцы 7 до упора в планки 6. При
122
зажимных механизмов.
123
зажиме пневматический цилиндр, жестко закрепленный на рычаге
отходит влево, и рычаг 1, поворачиваясь на оси 11, своим концом Б-
через серьгу 12 давит на ось рычажно-шарнирного механизма,,
прижимая детали рычагами 9 к сухарям 10- шток 2 в это время
движется вправо и, толкая штангу 3, вращает рычаг 8, который за-
жимает вторую пару деталей. На фиг. 86 показано двухпозицион-
ное приспособление с пневматическим цилиндром, имеющим два
поршня, которые движутся во взаимно противоположных направле-
ниях и приводят в действие различные зажимные механизмы. Обра-
Фиг. 86, Приспособление лля фрезерования с двухпоршневым
пневматическим цилиндром.
батываемые детали устанавливаются на опоры 14 до упора
в призмы 15 и винты 13. При пуске сжатого воздуха в крайние по-
лости цилиндра шток 4 через серьгу 7 поворачивает рычаг 9, качаю-
щийся на оси 10, запрессованной в корпус приспособления, и по-
средством серьги 6 и пальца 5 передвигает Г-образные планки 12,
Заключенные в пазах корпуса; пальцами 11, запрессованными
в планках 12, метали фиксируются и прижимаются к призмам /5;
щток 3 в это время через рычаг 2 толкает штанги 1, которые при-
водят в действие зажимные рычаги 8, прижимающие детали к опо-
рам 14. Регулирование механизмов производится при помощи
ушка 17 и опор 16. Шарнирно-рычажный механизм защищен от
засорения щитком 18. Применение двухпоршневого силового ци-
линдра вместо двух цилиндров упрощает схему пневматики и умень-
шает габариты приспособления.
124
4. ПРИСПОСОБЛЕНИЯ С ИСПОЛЬЗОВАНИЕМ ПНЕВМАТИКИ
ДЛЯ ВЫПОЛНЕНИЯ ДОПОЛНИТЕЛЬНЫХ РАБОЧИХ ПРИЕМОВ
На фиг. 87 показано приспособление с автоматической под-
водкой обрабатываемой детали к опорам. Для этой цели служит
специальный пневматический цилиндр 1, который через плунжерно-
клиновой механизм доводит деталь до опор 4. Основной зажим осу-
ществляется цилиндром 8, который посредством клинового штока 7,
Фиг. 87. Приспособление для фрезерования с автоматическим подводом
обрабатываемой детали к опорам.
опирающегося на ролик 8, через рычаг 5, планку 9 и тяги 10 ры-
чагами 3 прижимает деталь к планкам 2. Цилиндры управляются
при помощи общего двухходового крана; благодаря тому, что объем
цилиндра 1 значительно меньше объема цилиндра 8, первый сра-
батывает раньше, чем обеспечивается правильность базирования
детали. На фиг. 88 и 89 показаны приспособления, с которых пнев
матика использована для поворота и фиксирования вращающейся
части приспособления. На фиг. 88 показано приспособление для
фрезерования в детали двух пазов под углом 90°. Деталь своим
отверстием устанавливается на палец 2, зажимается и фиксируется
в угловом положении рычагами 3, которые связаны с шарнирно-
рычажным механизмом, действующим от пневматического цилиндра.
Пневматический цилиндр, зажимной механизм и установочный па-
125
леи, заключены в барабане 5, который может вращаться в корпусе 4
приспособления. Поворот осуществляется от пневматического ци- »
линдра 1, установленного на корпусе приспособления, посредством
штока с рейкой 7, находящегося в зацеплении с зубчатым коле-
сом 6, сидящим на барабане 5. Поворот барабана на 90° и фикса-
ция обеспечиваются двумя регулируемыми винтовыми опорами 9,
в которые упирается штифт 10, запрессованный в барабан. Нали-
чие конусной части у барабана дает возможность по мере износа,
при помощи гаек 8 выбирать зазоры и тем самым избегать вибра-
ции. На фиг. 89 показано двухпозиционное приспособление со спе-
Фиг. 88. Поворотное фрезерное приспособление с поворотом от пневматиче-
ского цилиндра.
циальным делительным механизмом, работающим при помощи
пневматики. Приспособление служит для фрезерования на оправках
в центрах шлицев в шлицевых гайках. Оправки 12 при установке-
в центры и зажиме своим выступами А фиксируются по пазами
шпинделей 11. Обе оправки зажимаются одновременно при помощи
пневматического цилиндра 14 через рычажно-шарнирный механизм,
серьга 20 которого под действием штока цилиндра поворачивает
на оси 16 рычаг 18, перемещающий каретку 17 с центрами 15, само-
устанавливающимися при помощи плунжера 25 и шариков 24.
Механизм зажима регулируется при помощи резьбового хвосто-
вика головки 19 штока. Механизм, осуществляющий поворот и
фиксацию шпинделей, приводится в действие пневматическим ци-
линдром 21. Реечный шток 1 цилиндра, совершая возвратно-посту-
пательные движения, заставляет сектор 2, находящийся с ним
в зацеплении и свободно сидящий на щпинделе 11, совершать
колебательные движения. При этом пружинный палец 3 сектора при
126
способление с приводом делитель-
ного механизма от пневматики.
.каждом двойном движении поворачивает все время в одну сторону
;на определенный угол в направлении стрелки делительный диск 9,
на торце которого нарезаны зубья; фиксатор 8 выводится из пазов
.делительного диска собачкой 5, сидящей на оси 4 в пазу сектора 2,
через ролик 7, надетый на палец 6 фиксатора. При обратном дви-
жении сектора собачка поворачивается на оси и проходит под
кроликом, не включая фиксатор; угол качания сектора в 1,5 раза
•больше угла поворота делительного диска. Шпиндели 11 соединены
:между собой при помощи зубчатых колес 10. Работой приспособле-
ния управляют при помощи обычного двухходового крана и специ-
ального цилиндрического золотника 23. Установив оправки с обра-
батываемыми деталями на призмы 13, поворотом рукоятки крана
подают сжатый воздух в правую полость цилиндра 14 и зажимают
юправки в центрах; одновременно воздух подается в золотник 23.
После окончания рабочего хода и возврата стола станка-в исходное
положение коротким нажимом на рычаг 22 перемещают плунжер
.золотника 23, соединяя тем самым через небольшое отверстие
.в корпусе золотника правую полость цилиндра 14, находящегося
под давлением, с атмосферой и подавая воздух в цилиндр 21.
Вследствие падения давления в цилиндре 14 оправки, оставаясь
:в центрах, освобождаются от зажима и движением штока ци-
линдра 21 поворачиваются в следующее положение. Возвращаемый
пружиной в начальное положение плунжер золотника 23 разрывает
связь цилиндра 14 с атмосферой, в результате чего в правой поло-
сти восстанавливается полное давление и сжатый воздух подается
в другую полость цилиндра 2/, вследствие чего шток этого ци-
линдра совершает обратное движение. Для освобождения оправок
от зажима и снятия их с приспособления рукоятку крана поворачи-
вают в обратном направлении.
На фиг. 90 показано приспособление, в котором пневматика
использована для быстрого подвода обрабатываемой детали к ин-
струменту. Приспособление служит для фрезерования двух парал-
лельных лысок на круглой детали. В неподвижную втулку 3, закре-
пленную в корпусе 5 гайкой 6, вставлен стакан 2, к которому
винтами 13 прикреплен хомут 19, жестко соединенный болтом 20 ср
штоком 15 пневматического цилиндра 16. В стакан 2 входит шпин-
дель 7, за одно целое с которым выполнен пневматический цилиндр,
осуществляющий зажим обрабатываемой детали в цанге 8. За одно
целое с крышкой 1 цилиндра шпинделя выполнен винт А, продол-
жением которого является шток Б; на винт А навернута гайка 12
с конической головкой В, играющей роль корпуса золотника. На
гайке закреплен маховичок 11’, в паз, проточенный на наружной
поверхности гайки, заходит конец винта 18, ввернутого в хомут 19
и удерживающего гайку от продольного перемещения относительно
стакана 2. На конической головке гайки 12 надета муфта 10, удер-
живаемая от проворачивания штифтом 9. Шпонкой 4 стакан 2 и
шпиндель 7 удерживаются от проворачивания. Приспособление
работает в следующей последовательности: поворотом рукоятки
.крана 21 сжатый воздух через гибкий шланг подается в цилиндр
128
шпинделя для зажима обрабатываемой детали и к штоку В, затем
вращением маховичка 11 воздух из золотникового устройства
подается в цилиндр 16, шток 15 которого через хомут 19 и винт 18
перемещает стакан 2 и шпиндель 7 по направлению к фрезам до
упора поршня цилиндра в крышку 17. Дальнейшим вращением
маховичка посредством винта дается рабочая подача, причем пере-
мещается только шпиндель, а стакан 2 стоит на месте. При враще-
нии маховичка в обратном направлении весь цикл повторяется
в обратной последовательности. Поворотом рукоятки крана в преж-
нее положение деталь освобождается от зажима. Скорость движе-
ния поршня цилиндра 16 регулируется дросселем, включенным
в пневматическую схему. Для предупреждения повреждения рук
рабочего фрезами при быстром подходе к ним шпинделя с деталью
предусмотрен упорный палец 14, который нужно отвести вниз пра-
вой рукой при вращении левой рукой маховичка, чтобы дать воз-
можность шпинделю переместиться вправо.
9 Зонненберг и Лебедев 868 129
ЩВ111
Фиг. 91. Поворотное фрезерное приспособление с зажимом стола
при помощи пневматики.
5. ПОВОРОТНЫЕ ПРИСПОСОБЛЕНИЯ
Пневматический зажим в поворотных фрезерных приспособле+
ниях имеет широкое применение. На фиг. 91 показано поворотное
приспособление для одновременной обработки двух деталей с закре-
плением стола при помощи пневматики. Обрабатываемые детали
устанавливаются на призмы 2 и зажимаются плунжерно-клино-
выми механизмами при помощи планок /; отвод планок 1 от дета--
лей осуществляется также при помощи клиньев, которые при отходе-
от роликов 5 наклонными поверхностями П нажимают на пальцы 4
и перемещают плунжер 3. Пневматический цилиндр каждого за-1
жимного механизма управляется отдельным краном. Закрепление^ *
поворотной части стола производится клином от специального пнев-
матического цилиндра, встроенного в корпус, приспособления. i
6. ПРИСПОСОБЛЕНИЯ С АВТОМАТИЗИРОВАННЫМ УПРАВЛЕНИЕМ
На фиг. 92 показано приспособление с автоматическим зажимом!
на две детали для непрерывного кругового фрезерования тормоз-
ных колодок. Обрабатываемые детали имеют точные и надежные -
базы — отверстия, которыми они надеваются на пальцы 6, и обра-
ботанные плоскости, которыми они устанавливаются на опоры 1, 5
и 9; благодаря этому правильность установки при зажатии не
может быть нарушена, что является непременным условием при',
применении автоматического зажима. Автоматизация осуществлена,
посредством специального воздухораспределителя. Неподвижная
муфта 3 воздухораспределителя одним своим отверстием соединена
с воздушной сетью, другим с атмосферой. Стойка 2, прикрепленная
к корпусу приспособления, имеет два канала А, которые при вра-
щении приспособления поочередно сообщаются то с воздушной
сетью, то с атмосферой; каждый из каналов А отверстиями в кор-
пусе приспособления соединен с внутренней полостью одного ци-
линдра и с внешней полостью другого. Таким образом, при автома-j
тическом вращении приспособления одна из полостей каждогф
цилиндра соединяется с воздушной сетью, в то время как друга^
соединяется с атмосферой, и шток 7 то зажимает деталь, то осво-
бождает ее от зажима. Продолжительность зажима и положения
детали в незажатом состоянии определяется угловым размеров
выемок Б в стойке 2 и их угловым расположением относительней
каналов А. Зажим осуществляется непосредственно от штока прй
помощи пальца 4, заходящего в литое отверстие детали. Изгибаю-
щие усилия на штоке воспринимаются опорными роликами 8.
На фиг. 93 показано приспособление для фрезерования шести-
гранника с автоматическим зажимом и поворотом обрабатываемой
детали. Зажимной и делительный механизмы приводятся в действие
пневматическими цилиндрами, управляемыми ходом стола. Приспо-
собление устанавливается на специальный столик, верхняя плита
которого может перемещаться вращением рукоятки ]4 при помощи
зубчатого колеса и рейки; стол станка закрепляется неподвижно^
Обрабатываемая деталь зажимается в цаиге 2 пневматическим
!,« 131
Разрез по ВВ
Фиг. 92. Фрезерное приспособление • для непрерывного кругового
фрезерования с автоматическим зажимом.
цилиндром 4, смонтированным на вращающемся шпинделе 3 при-
способления. На средней части шпинделя установлен делительный
механизм, показанный ранее на фиг. 89 и приводимый в действие
Фиг. 93. Приспособление для фрезерования с автоматическим зажимом
и поворотом.
пневматическим' цилиндром 6. На подвижной плите 1 стола рядом
с приспособлением смонтированы золотник 12, управляющий ци-
линдром 4, и золотник 11, управляющий цилиндром 6. На непо-
движном корпусе столика укреплен кронштейн 7, к которому при-
133
ьернуты копир 8 и упор 13. Рабочий цикл приспособления протекает
в. следующей последовательности: поворотом рукоятки 14 по часо-
вой стрелке приспособление подается вправо, конец плунжера
золотника 12 упирается в деталь 13 и подает сжатый воздух в пра-
вую полость цилиндра 4, цанга разжимается и в нее закладывается
обрабатываемая деталь. После этого вращением рукоятки 14 против
часовой стрелки приспособление подается влево к фрезам; плунжер
золотника 12, отходя от упора 13, под действием пружины золот-
ника переключает сжатый воздух в левую полость цилиндра, и
деталь зажимается в цанге. Дальнейшим перемещением приспо-
собления влево до упора 5 осуществляется рабочая подача. Про-
фрезеровав первую пару граней коротким движением, рукоятки 14
приспособление отводят вправо, при этом плунжер 9 отжимается
копиром 8, переключая через рычаг 10 золотник 11, который подает
сжатый воздух в левую полость цилиндра 6, поворачивающий
шпиндель в следующее положение. Затем следует подача приспо-
собления влево к фрезам, плунжер 9 отходит от копира 8, и плун-
жер золотника 11 под действием своей пружины возвращается
в прежнее положение, переключая сжатый воздух в правую полость
цилиндра, поршень которого, двигаясь влево, взводит делительный
механизм для следующего поворота шпинделя. Повторением этого
двойного движения рукояткой 14 заканчивается фрезерование
третьей, последней в данном случае, пары плоскостей, и приспо-
собление отводится вправо до упора плунжера золотника 12
в упор 13, цанга разжимается, готовая деталь вынимается, а на ее
место закладывается новая заготовка. Таким образом, весь рабочий
цикл осуществляется тремя короткими двойными движениями
рукоятки 14, причем рабочий правую руку все время держит на
рукоятке, а левой устанавливает заготовки и снимает обработан-
ные детали.
ГЛАВА IX
ПНЕВМАТИЧЕСКИЕ ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ
ПРОТЯГИВАНИЕМ
Закрепление деталей при протяжных операциях производится
только при обработке наружных поверхностей, при протягивании же
отверстий детали зажимаются лишь в особых случаях. Одним из
основных условий получения высокой точности размеров (до
С,025 мм) и высокого класса чистоты обрабатываемой поверхности
(до WV8), которые могут быть обеспечены при обработке протя-
гиванием, является надежный зажим обрабатываемой детали,
исключающий ее дрожание, сдвиги и перекосы. Применение пневма-
тических зажимов в приспособлениях для протягивания дает воз-
можность легко избежать этих явлений, поэтому пневматические
приспособления получили широкое применение для протяжных опе-
раций. Жесткость зажима, требующаяся при протяжных операциях,
может быть получена, однако, только при условии применения уси-
ливающих механизмов, поэтому все пневматические протяжные
приспособления проектируются с усиливающими механизмами. Так
как при наружном протягивании деталь в приспособлении устана-
вливается по уже обработанным базам, то в качестве усиливающего
механизма в большинстве случаев используется шарнирно-рычаж-
ный механизм.
1. ТИПОВЫЕ приспособления для наружного
ПРОТЯГИВАНИЯ
На фиг. 94 и 95 показаны типовые конструкции приспособлений
для протягивания наружных поверхностей.
На фиг. 94 дано приспособление для обработки плоскости при-
легания крышек коренных подшипников автомобильного двигателя.
Обрабатываемая деталь устанавливается на угольник 7 и поворо-
том рукоятки 14 посредством зубчатого колеса 13 и рейки 12, дей-
ствующих через роликовый замок 15, центрируется и прижимается
планкой 6 к опорам 5. Одновременно зубчатое колесо 13 переме-
щает ползун 3 и запрессованным в нее штифтом 2 надвигает на
обрабатываемую деталь зажимную планку 4, которая качается на
цапфах А в пазах неподвижных планок 11. Пневматический ци-
линдр управляется двухходовым краном. Деталь прижимается
135
к горизонтальной плоскости угольника 7 качалкой 16 через два
сухаря 17. Для обработки деталей различных размеров предусмо-
Фиг. 94. Приспособление для наружного протягивания с однорычажным рычажно^-
шарнирным усиливающим механизмом.
Разрез по Л Л
Фиг. 95. Приспособление для наруж-
ного протягивания с качающимся
цилиндром и с одновременным зажи-
мом детали в двух местах.
Фиг. 96. Приспособление для наруж-
ного протягивания с автоматической
доводкой обрабатываемой детали до
упора.
трены сменные установочные угольники 8, 9 и 10. Зажимной меха-
низм регулируется при помощи прокладок 1.
На фиг. 95 показано приспособление для протягивания большой
головки шатуна автомобильного двигателя с двухзвенным рычажно-
136
шарнирным усиливающим механизмом и качающимся пневматиче-
ским цилиндром, осуществляющим зажим обрабатываемой детали
в двух местах с одновременной установкой ее по отверстию в малой
головке. Шатун своей большой головкой устанавливается на опор-
ную планку 1 и упирается в центрирующую подвижную призму 2,
а малой головкой опирается на планку 11. При зажиме шток 91
опускается вниз и толкает палец 10, который своим концом входит
в отверстие малой головки и прижимает ее к планке 11. Как.
только шток получает жесткую опору, пневматический цилиндр
поворачивается на оси 5, запрессованной в корпус приспособления,,
и давит осью 6 через серьгу 8 на конец рычага 7, который прижи-
мает большую головку шатуна к опоре 1. Положение призмы 2 при
помощи винта 3 регулируется таким образом, чтобы при заходе^
пальца 10 в отверстие малой головки пружина 4 сжималась, вс&
время прижимая призму 2 к большой головке.
2. ПРИСПОСОБЛЕНИЯ С АВТОМАТИЧЕСКИ БАЗИРУЮЩИМИ
МЕХАНИЗМАМИ
На фиг. 96 показано приспособление со специальным цилин-
дром, автоматически досылающим обрабатываемую деталь до
упора. Приспособление управляется трехходовым краном 5. Сна-
чала воздух подается в цилиндр 7, шток которого поворачивает
рычаг о, упирающийся в то-
рец лежащей на призме 1
детали и подающей ее до
упора в планку 2. Пневма-
тический цилиндр 4 основ-
ного зажима срабатывает
позже, приводя в действие
однозвенный рычажно-шар-
нирный механизм и зажим-
ной рычаг 3. В приспособле-
нии протягивается одновре-
менно лыска на цилиндриче-
ской поверхности и шлиц на
торце детали.
На фиг. 97 показано при-
способление с пневматиче-
ским цилиндром, управляю-
щим одновременно зажим-
ным и установочным меха-
низмами. Обрабатываемая
деталь устанавливается на
выступ А корпуса приспособ-
ления между штифтами 14,
закрепленными в выдвижных
скалках 13. Пневматический
цилиндр прикреплен к кор-
10 11 12
Из Зелие
Фиг. 97. Приспособление для наружного»
протягивания с автоматически выдвигаю-
щимися и отходящими установами.
137
нусу приспособления болтами 5; в головке штока 7 на оси устано- id
влено зубчатое колесо 6, которое находится с зацеплении с рей- у
кой 12, вставленной в отверстие корпуса, и с рейкой 5, привернутой
-к клину 4, перемещающемуся в Т-образных направляющих;
рейка 12, в свою очередь, зацепляется с зубчатым колесом 11.
^помещенным в поперечном отверстии корпуса и вращающимся на
цапфах во фланцах, которые привернуты снаружи к корпусу; с зуб-
чатым колесом 11 находятся в зацеплении своими зубьями
скалки 13. При зажиме шток пневматического цилиндра переме-
щается внутрь корпуса приспособления; зубчатое колесо 6 давит
своими зубьями на зубья реек 12 и 5. Так как со стороны рейки 12,
находящейся под действием пружины 10, сопротивление значительно
больше, чем со стороны рейки 5, зубчатое колесо начинает катиться
но рейке 12, перемещая рейку 5 до упора клина 4 в ролик 3
рычага 1, который, повернувшись на оси 2, запрессованной в кор-
пусе приспособления, упирается в обрабатываемую деталь, зажи-
мая ее с силой, определяемой силой пружины 10. После этого
сопротивление со стороны рейки 5 становится больше, чем сила
пружины 10, поэтому рейка 12 начинает перемещаться и через
138
зубчатое колесо 11 втягивает скалки 13 внутрь корпуса, освобо-
ждая место для прохода протяжек. Когда рейка упрется своим
•торцом в корпус приспособления, деталь зажимается окончательно.
Списанный механизм обеспечивает отвод установочных элементов
только после предварительного зажима обрабатываемой детали, что
гарантирует точность установки детали. Механизм регулируется при
помощи упорных винтов 8.
3. ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОТЯГИВАНИЯ ОТВЕРСТИЯ
На фиг. 98 показано приспособление с зажимом и подводной
•опорой к горизонтально-протяжному станку. Закрепление детали,
имеющей форму вилки, предусмотрено для предупреждения ее
деформации при протягивании. Деталь устанавливается в призмы 8
между торцами втулки 6 и планки 9 и в другом направлении между
регулируемыми опорами 13. Головка 5 зажимного плунжера 4 при
помощи рукоятки 3, насаженной на зубчатый валик, опускается на
деталь, после чего распределительным краном 2 воздух подается
к цилиндрам. Благодаря тому, что в цилиндр 10 воздух поступает
через регулятор скорости, цилиндр 1 срабатывает раньше и прижи-
мает деталь к призмам 8. Цилиндр 10 через клин //и плунжер 12
подводит к детали опору 7, которая, имея возможность смещаться
относительно оси плунжера, своими скосами распирает щеки
детали, не давая тем самым им деформироваться при протягивании
отверстия.
ГЛАВА X
ПНЕВМАТИЧЕСКИЕ ПРИСПОСОБЛЕНИЯ
ДЛЯ ТОКАРНЫХ РАБОТ
Пневматический зажим в приспособлениях для токарных работ
начали применять значительно раньше, чем в приспособлениях для
других видов обработки. Универсальные и типовые конструкции
зажимных приспособлений к станкам типа токарных не раз были
•подробно описаны в литературе по приспособлениям и широко
известны. Поэтому в данной главе описываются только конструкции,
не являющиеся общеизвестными.
1. ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ В ЦЕНТРАХ
При обработке в центрах пневматика используется для привода
зажимного механизма поводковых патронов и подачи пйнолей
задних бабок.
Поводковые патроны с пневматическим зажимом обрабатывае-
мой детали начали применять вместо общеизвестных быстродей-
ствующих самозажимных патронов с эксцентриковыми кулачками
в связи с применением скоростных методов обработки и использо-
ванием для этого твердосплавных резцов. Пластинки из твердого
сплава довольно хрупки и при ударной нагрузке выкрошиваются.
В самозажимных поводковых патронах зажим обрабатываемой
детали происходит при врезании резца, при этом деталь несколько
проворачивается и резец испытывает удар, что и ведет к выкроши-
ванию режущей кромки твердосплавной пластинки. Пневматические
поводковые патроны не имеют этого недостатка, так как обрабаты-
ваемая деталь в них надежно зажимается сразу.
На фиг. 99 показан патрон с жестким центром для обработки
детали диаметром до 120 мм.
Обрабатываемая деталь устанавливается на центр 13 и подпи-
рается пневматическим вращающимся центром с задней бабки.
Зажимной механизм патрона приводится в действие от пневмати-
ческого цилиндра через шток 3 и втулку 4. Оси рычагов 6 запрес-
сованы в пластинах 5, которые могут перемещаться в корпусе 1
патрона, благодаря чему вся зажимающая система из рычагов 6,
кулачков 9, 10 и 11 имеет радиальное перемещение. Кулачки 11..
140
имеющие цилиндрическую опорную поверхность, могут покачи-
ваться, обеспечивая планкам 12 угловое перемещение; таким обра-
зом, контакт обоих зубьев планок 12 с поверхностью обрабатывае-
мой детали вполне обеспечен.
Пластины 5 удерживаются в пазу корпуса головками винтов 2,
ввернутых в корпус; от смещения в одну сторону всего зажимного
механизма в свободном состоянии удерживают две пружинные си
стемы, состоящие из втулки 8, вставленного в нее грибка 7 и рас-
пирающей их пружины. Грибок и втулка до половины погружены
Сечение по ДД
' Фиг. 99. Поводковый патрон с двузубыми кулачками.
в выфрезерованный в корпусе паз, а второй половиной своих тор-
цов заходят в выемки пластин 5. При установке детали до упора
торцом центр 13 делается пружинным и стопорится винтом, ввер-
нутым в корпус.
В патронах аналогичного принципа действия для обработки
деталей меньших диаметров с целью уменьшения габаритов система
плавающих пластин заменяется втулкой, посаженной на шток
-с большим зазором и имеющей благодаря этому возможность
качаться на штифте, запрессованном в шток; за счет покачивания
втулки и происходит самоустанавливание кулачков по обрабаты-
ваемой детали.
Деталь зажимается и ведется зубьями планки 12, расстояние
между вершинами зубьев которой равно радиусу обрабатываемой
детали, угол при вершине зубьев равен 90°, угол между внутрен-
ними гранями равен 60°.
На фиг. 100 показан патрон с автоматически запирающимся
плавающим центром. Эксцентриковые кулачки 1 вращаются на
•осях 2, закрепленных в колодках 3, которые могут перемещаться
в пазах корпуса 5 патрона. В отверстия корпуса вставлены (с по-
141
садкой движения) плунжеры 8, в пазы которых установлены зубча-
тые колеса 6, вращающиеся на осях 7, запрессованных в плунжеры.
В зацеплении с зубчатыми колесами находятся реечные клинья
также сидящие в корпусе (посадка движения); в середине патрона
находится втулка 18 с плавающим центром 15, жестко связанная
с корпусом патрона. При зажиме головка 11, связанная со штоком
пневматического цилиндра через укрепленную в ней качалку 10,
толкает плунжеры 8 и через зубчатые
втулку 17, сидящую подвижно на втулке
рые своими скосами через крестообразные
колеса подает вперед'
18, и два клина 9, кото- 5
вкладыши
4, вложенные
/23 4 567 89 /0 /Г
Фиг. 10Э. Поводковый патрон с самозажимным плавающим центром
в пазы колодок 3, перемещают колодки с кулачками 1 к зажимае-
мой детали. Кулачки пружинными плунжерами 12 все время прижи-
маются к упорным винтам 13, установленным так, что кулачки при
зажиме касаются детали приблизительно серединой своей рабочей
поверхности. Когда кулачки упираются в деталь, зубчатые колеса,
перекатываясь по зубьям остановившихся клиньев, продолжают
йеремещать втулку 17, и втулка своим конусом через, три шарика 16
зажимает центр 15.
В свободном состоянии колодки 3 пружинным плунжером 19’ (
удерживаются на одинаковом расстоянии от центра патрона. Заме-
нив кулачки и поменяв местами винты 13 и плунжеры 12, патрон
быстро можно переналадить с одного направления вращения на
другое. Отработанная деталь устанавливается и снимается на ходу
без остановки шпинделя станка. Предварительным упором для де-
тали при установке ее в центры служат края отверстия в диске 14„
привернутом к торцу патрона.
Пневматические пиноли. Для сокращения вспомогательного»
времени широко применяются^ особенно в массовом производстве,
пневматические пиноли.
Пневматический цилиндр может быть установлен на обычную-
заднюю бабку с винтовой подачей пиноли. Для этого фланец бабки
142
и винт снимаются и к наружному торцу корпуса бабки приверты-
? вается фланец, к которому крепится пневматический цилиндр. Шток,
цилиндра винтом соединяется с пинолью.
На фиг. 101 показана задняя бабка с подвижным пневматиче-
! ским цилиндром. Пневматический цилиндр укреплен на втулке 4Г
которая установлена (посадка движения) во втулку 3, неподвижно
М укрепленную на корпусе задней бабки; во втулке 4 закреплены две-
Г штанги 2, к которым присоединены рейки. Когда сжатый воздух
Г впускается в правую полость цилиндра, поршень, перемещаясь.
) влево через шток 1, толкает пиноль к детали. Цилиндр, перемещаясь
вправо, посредством штанг 2 через рейку и зубчатое колесо 5 пере-
двигает плунжеры 6, которые своими скосами, сделанными под;
Фиг. 101. Задняя бабка с пневматической пинолью.
углом 15°, упираются в коническую фаску на корпусе пиноли и;
; увеличивают силу нажима центра на деталь. Эта конструкция .
пиноли дает возможность при небольшом диаметре пневматического,
цилиндра обеспечить надежное зажатие в центрах обрабатываемой
детали. Пиноль применяется для работы скоростными режимами
при многорезцовых наладках, при этом зажим не сдает под дей-
• ствием больших усилий резания и не вибрирует. Длина заготовки,
детали при работе с этой пинолью может колебаться до 3 мм.
* 2. САМОЦЕНТРИРУЮШ.ИЕ КУЛАЧКОВЫЕ ПАТРОНЫ
На фиг. 102 и 103 показаны кулачковые самоцентрирующие?
патроны, применяемые с пневматическим приводом.
На фиг. 102, а показан универсальный трехкулачковый клиновый
патрон, получивший наибольшее распространение. Особенностью-
конструкции этого патрона является его компактность и жесткость,,
а также износоустойчивость усиливающего механизма благодаря
большой поверхности соприкосновения муфты 2 с ползунами 1.
* Передаточное отношение клинового усиливающего механизма па-
трона, имеющего угол клина 15°, равно 1 : 3,7, однако величина
коэфициента передачи силы колеблется около 2 вследствие потерь
на трение, которые возрастают с увеличением, вылета кулачков и»
143
^уменьшением длины ползунов. С достаточной для практики точно-
стью сила зажима патрона Pi может быть определена по формуле
-------------г-у-’ (34>
tg(* + <p) (J+3-/J К
тде Р— сила привода;
а — угол клина механизма;
<р — угол трения на наклонной поверхности клина;
а — расстояние от точки приложения силы к кулачку до сере-
дины направляющего паза в корпусе патрона;
h — длина направляющей части ползуна, находящейся в сопри-
косновении с корпусом;
fi — коэфициент трения между ползуном и корпусом патрона;
К— коэфициент, учитывающий прочие потери на трение в меха-
низме патрона, равный 1,05 для этой конструкции [9].
К- п. д. патрона сравнительно низок, около 0,5, что является
«недостатком патрона.
Фиг. 102. Трехкулачковые самоцентрирующие патроны:
а — клиновый: б — колено-рычажный.
Принимая arctg 9 и fi равными 0.F; получим
Р!==-------
1 л
0,4 + 0.12 4-
h
(35)
На фиг. 102, б показан Колено-рычажный универсальный трех-
кулачковый патрон, отличающийся от известных конструкций этого
типа жесткостью и износоустойчивостью сочленений, а следова-
тельно, и большей точностью. Конструктивные особенности этого
144
патрона заключаются в следующем: цапфы А рычагов / выполнены
i за одно целое с рычагами; головка рычага, передвигающая ползун,
имеет цилиндрическую форму и ведет ползун через вкладыш 2,
имеющий цилиндрическое гнездо. Вследствие большой поверхности
соприкосновения головки рычага с вкладышем и вкладыша с кор-
пусом ползуна это сочленение имеет значительную износоустойчи-
z вость. Опорами для цапф рычагов служат цилиндрические сухари
с поперечными отверстиями под цапфы; сухари вставлены в цплин-
Вид по стрелке Я
Фиг. 103. Трехкулачковый аксцентриковый самоцентрнрующий патрон.
дрические расточки в корпусе, сделанные со стороны нижнего торца.
Вкладыши могут быть изготовлены из бронзы или антифрикцион-
ного чугуна. Соотношение плеч рычагов может составлять до 1 :5.
Зажимное усилие патрона определяется по формуле
р
(36}
где I й li — большое и малое плечи рычагов. Значение остальных
букв то же, что и в формуле (34). Подставив значения К = 1,2
и f\ — 0,1, имеем
рг =_________.
4-(1,05 + 0.315|)
(37)
К- п. д. патрона около 0,65.
На фиг. 103 показан самоцентрнрующий патрон с эксцентрико-
выми кулачками. Косозубое зубчатое колесо 2, перемещаемое што-
ком 3, находится в зацеплении с валиками 1, на которых также
нарезаны косые зубья. Зубчатое колесо удерживается от вращения
шпонкой 4. прикрепленной к корпусу и заходящей в паз колеса;
при движении зубчатого колеса вдоль оси патрона валики повора-
чиваются и укрепленными на них кулачками 5 зажимают обраба-
тываемую деталь.
10 Зонненберг и Лебедев 868 145
Уме
•сты
где
Особенностью этого патрона и преимуществом его по сравнению
с описанными выше являются небольшие габариты, поэтому он при-
меняется в тех случаях, когда другие конструкции патронов непри-
годны по своим размерам. Недостаток патрона — низкий к. п. д
При угле наклона зуба зубчатого колеса 30°, угле подъема эксцен-
трикового кулачка 13° и отношении радиуса эксцентрика к среднему
радиусу зубьев валика 2 : 1 передаточное отношение патрона равно
1 : 4, а коэфициент передачи силы равен только 2 вследствие боль-
ших потерь на трение.
Определение требуемого усилия на штоке
пневматического цилиндра
Зная силу резания S, коэфициент передачи силы патрона
I— и задаваясь коэфициентом трения (сцепления) между ку-
лачком и обрабатываемой деталью р-, можно
на штоке пневматического цилиндра по формуле
р=Л.
zp.
определить силу
(38)
В табл. 12 приводятся значения коэфициента
состояния зажимных поверхностей кулачков.
р для различного
Таблица 12
Значение коэфициента р в зависимости от состояния
поверхности .кулачков
Состояние поверхности кулачка , р.
Гладкая 0,25
С кольцевыми канавками 0,3-0,4
С перекрестными взаимно перпендикулярными канавками, уменьшающими поверхность до 0,45—0,5
. С зубьями (для зажима по необработанной по- верхности) 0,8 —1,0
3. ПАТРОНЫ, ЦЕНТРИРУЮЩИЕ ОБРАБАТЫВАЕМЫЕ ДЕТАЛИ
ПО ДВУМ СЕЧЕНИЯМ
Патроны этого типа применяются для зажима круглых деталей,
у которых длина больше диаметра.
На фиг. 104 показан патрон, в котором обрабатываемая деталь
в одном сечении рычагами 5 центрируется и зажимается за наруж-
ный контур, а в другом сечении центрируется по центральному
отверстию пружинным конусом 4.
куг Конус 1, надежно направленный по хвостовику детали 3, прикре-
'тип пленной к.корпусу патрона, под действием штока пневматического
тел цилиндра перемещает плунжеры 2, которые поворачивают рычаги 5.
Ь 146
4. ПАТРОНЫ ДЛЯ УСТАНОВКИ ДЕТАЛЕЙ
ПО ОБРАБОТАННЫМ БАЗАМ
На фиг. 105 показана типовая конструкция патрона с центри-
рованием обрабатываемой детали по центральному отверстию и
прижимом обработанным торцом фланца к плоскости.
Фиг. 104. Патрон клино-рычажный, цен-
трирующий деталь в двух местах.
Фиг. 105. Патрон с установкой детали
по центральному отверстию и с за-
жимом за фланец откидывающимися
кулачками.
Зажим осуществляется кулачками 3, сидящими на осях на кон-
цах штоков Г, в пазы кулачков заходят цилиндрические выступы
планок 2, укрепленных на корпусе патрона; при зажиме кулачки
своими выступами опираются на планки 2, разгружая штоки от
Л Б 5 Б
Фиг. 106. Патрон клино-рычажный с плавающим механизмом.
10* ' 147
изгибающих усилий. При освобождении детали от зажима кулачки
своими нижними наружными выступами упираются в планку 2 и
откидываются, освобождая обработанную деталь, и одновременно
нижними внутренними вы-
ступами сталкивают ее с
установочного пальца.
На фиг. 106 показан па-
трон для обработки коленча-
тых валов с зажимом их
за обработанные концевые
шейки. Чтобы не испортить
поверхность шейки и точно
сцентрировать и зажать де-
таль, последняя устанавли-
вается во вкладыш 2, укре-
пленный в корпусе патрона,
и зажимается двумя кулач-
ками 1 посредством двух-
скосного клина 3 и рыча-
гов 6, вращающихся на
осях 5. Клин 3 может пере-
мещаться в пазу головки 4
штока, обеспечивая «плава-
ние» всей зажимной систе-
Фиг. 107. Патрон двойного действия. мы. Деталь освобождается
от зажима при упоре торца А
головки штока в выступы рычагов Б. В угловом положении обраба-
тываемый вал устанавливается до упора своей щекой в выступ В.
На фиг. 107 показан патрон, в котором деталь типа вилки
с фланцем ходом штока пневматического цилиндра устанавливается
Фиг. 108. Пневматическая оправка с гидропластмассой.
своими отверстиями на пальцы, одновременно выравнивается по
фланцу и зажимается. Установив обрабатываемую деталь на
палец S, запрессованный в неподвижную губку 9, включают пневма-
тический цилиндр, шток 2 которого посредством качающейся на его-
конце головки 3 через рычаг 1 перемещает ползун 5 до тех пор,
пока палец 6 не войдет в отверстие детали и не упрется в нее своим
148
фланцем, после этого пружины 10 начинают сжиматься, и плун-
жер 4, перемещаясь, посредством качалок 7, упирающихся во фла-
нец детали, выравнивает торец фланца, устанавливая его перпенди-
кулярно оси патрона.
За последние годы довольно широкое распространение получили
токарные приспособления с гидропластмассой.
На фиг. 108 показана пневматическая оправка с гидропласт-
массой. Использование пневматики для создания давления в
оправке значительно сократило время на зажим и дало возмож-
ность применить ее в условиях массового производства.
На плунжер 5 давит соединенный с ним шток 4 пневматиче-
ского цилиндра; ход плунжера при зажиме ограничивается вин-
том 6. Для ограничения и регулирования обратного хода штока
в удлиненной планшайбе пневматического цилиндра сделаны пазы,
в которые проходит штифт 2, запрессованный в шток 4. На перед-
нюю часть планшайбы 3 навернута гайка 1, служащая упором для
штифта при отходе штока; вращением гайки регулируется крайнее
левое положение штока.
ГЛАВА XI
ПНЕВМАТИЧЕСКИЕ ПРИСПОСОБЛЕНИЯ ДЛЯ РАСТОЧНЫХ,
СБОРОЧНЫХ И ДРУГИХ ОПЕРАЦИЙ
1. ПРИСПОСОБЛЕНИЯ ДЛЯ РАСТОЧНЫХ РАБОТ
Расточка, особенно чистовая, является точной операцией, по-
этому при проектировании расточных приспособлений нужно очень
внимательно подойти к выбору мест зажима и конструкции зажим-
ного механизма. Зажим должен быть достаточно силен, чтобы
исключить возможность вибраций обрабатываемой детали, и в то же
время он не должен деформировать ее.
На фиг. 109 показано приспособление к горизонтально-расточ-
ному станку с плавающим пневматическим цилиндром, посредством
которого деталь зажимается за фланец и по торцу центральной гор-
150
ловины. Пневматический цилиндр посредством грибка 5, ввернутого
в шток 13, подвешен на тяге 3 и может покачиваться на сфериче-
ской шайбе 15. Через имеющееся в тяге 3 окно проходит втулка 4,
служащая для направления конца расточной скалки. Корпус ци-
линдра имеет три лапы с запрессованными в них сухарями 12,
на которые опираются концы рычагов 11, качающихся на осях 10,
запрессованных в корпусе приспособления; другим концом рычаги 11
опираются на пальцы 9, закрепленные в штоках 8, соединенных
с откидными Планками 7. При зажиме шток тянет вниз тягу 3,
которая через съемную шайбу 1 жмет на торец горловины детали.
Фиг. 1-10. Приспособление для расточки поршневых колец со сдвоенным
пневматическим цилиндром.
Одновременно корпус цилиндра поднимается по штоку вверх и,
нажимая сухарями 12 на рычаги 11, посредством штоков 8 и пла-
нок 7 прижимает деталь за фланец к опорному кольцу 6. При
обратном движении цилиндр опускается на планку 14, прикреплен-
ную к корпусу. Для того чтобы обеспечить плавную и правильную
посадку детали на центрирующий буртик кольца 6 и конус втулки 2,
-сжатый воздух посредством трехходового крана подается в цилиндр
сначала через редукционный клапан, снижающий давление, а потом
для окончательного зажима, минуя редукционный клапан.
На фиг. ПО показано двухпозиционное приспособление для
расточки поршневых колец на двухшпиндельном горизонтально-
расточном станке. Очередная партия колец предварительно загру-
жается в магазин 2. При отходе плунжера 3, сидящего на штоке 4
пневматического цилиндра, кольца попадают вниз на вкладыш 7.
Приспособление работает следующим образом: каждая позиция
151
имеет двойной пневматический цилиндр, и сжазтый воздух подается . 1
одновременно во внутренние камеры цилиндроов, штоки 4 заталки- с'!
вают кольца в стаканы 6 до определенного псоложения, устанавли-
ваемого гайками 8, затем при помощи второпго крана воздух по-
дается в наружные камеры цилиндров и штоки! 11 через траверсы 10
и штанги 9 перемещают плиты 5, которые колыцами 1 через крайние
выступающие из стаканов 6 обрабатываемые кольца прижимают
всю пачку колец к торцу плунжера 3; после ообработки штоки дви-
жутся в обратном направлении, плиты 5 отхо.»дят от торцов стака-
нов, и обработанные кольца выталкиваются шпунжером 3.
2. ПРИСПОСОБЛЕНИЯ К ПРОЧИМ МЕТАЛЛОРЕЖУЩИМ СТАНКАМ
В массовом производстве в последнее время пневматический
зажим начали применять также в приспособлениях к центроваль-
ным, болторезным и зуборезным станкам.
На фиг. 111 показаны самоцентрирующие -тиски для центроваль-j;
' ных станков. Особенностью конструкции этих тгисков является боль-
шое зажимное усилие, необходимое для точного выдерживания -
глубины центрования, при значительном ходе зажимных губок, не-
обходимом для удобства установки и съема обрабатываемой детали.
Губки 9 и 10 перемещаются в корпусе 13 в прямоугольных напра-
вляющих; губка 9 при помощи ушка А соединена со штоком 14,
перемещающимся в отверстии корпуса. На правом конце штока на-
резаны зубья, которые находятся в зацеплении с зубчатым коле-
сом 12, вращающимся на неподвижной оси, закрепленной в корпусе.
Зубчатое колесо, в свою очередь, сцепляется с рейкой 11, приверну-
. той к губке 10; таким образом, при перемещении губки 9 губка 10
посредством штока 14 и зубчатого колеса перемещается в противо-
положном направлении на равную величину. К корпусу тисок бол-
тами прикреплена головка 5 с пневматическими цилиндрами 6 и 7; '
цилиндр 7, связанный своим штоком 8 с губкой 9, сводит и разво-
дит губки, обеспечивая требуемую величину хода. Цилиндр 6 при
помощи клина 4, действующего через ролик 45 на шток 14, обес-
печивает сильный и надежный зажим; наличие цилиндра 7 позво-
ляет иметь короткий клин и небольшой ход пневматического *
цилиндра 6, что значительно уменьшает габариты приспособления.
Клин опирается на ролик 3, посаженный на ось, укрепленную в кор-
пусе головки 5. Для регулировки положения губок 9 и 10 цилиндро-
вая головка может перемещаться на корпусе за счет овальных
отверстий в ее фланце; регулируемый винт 1, ввернутый в планку 2,
которая укреплена на корпусе тисок, служит упором для головки 5.
В пневматическую схему приспособления включены два реле
давления (см. фиг. 49), которые обеспечивают при зажиме сраба-
тывание в первую очередь цилиндра 7, а при освобождении детали
от зажима — цилиндра 6. Управляется приспособление при помощи
трехходового крана.
При повороте рукоятки крана в положение зажима сжатый воз-
дух из сети поступает в цилиндр 7 непосредственно, а в цилиндр 6 —
152
Фиг. 111. Тиски к центровальному станку.
через реле давления, которое пропускает воздух в цилиндр 6, когда
цилиндр 7 сработает.
При отжиме сжатый воздух из сети поступает через реле в ци-
линдр 7, поэтому он срабатывает позже цилиндра 6.
3. ПРИСПОСОБЛЕНИЯ ДЛЯ СБОРКИ
Большинство сборочных операций, выполняемых в приспособле-
ниях, не требует большой силы зажима, поэтому сборочные пневма-
тические зажимные приспособления обычно не имеют усиливающих
Фиг. 112. Сборочное поворотное приспособление с усиливающим механизмом.
механизмов и просты по конструкции. В некоторых случаях, напри-
мер, когда требуется компактность приспособления при надежном
зажиме, применяются и усиливающие механизмы. •
На фиг. 112 показано поворотное сборочное, приспособление
с рычажно-клиновым усиливающим механизмом. Зажимаемая де-
таль, имеющая вид вала, в процессе сборки поворачивается на 180°
в плоскости своей продольной оси, вследствие чего приспособление
должно иметь зажимной механизм, обеспечивающий большую силу
зажима. Весь зажимной механизм находится во вращающейся части
приспособления. Деталь кладется на вкладыш 2 и зажимается ры-
154
чагом 1 от клина штока 3. Для надежности работы зажимного
< механизма шток сделан качающимся в поршне, благодаря чему не
требуется подгонки опорного ролика 4 для обеспечения соприкаса-
ния с ним клина.
Возможность перекосов штока и связанных с этим больших
потерь на трение при данной конструкции исключается.
4. ПРИМЕНЕНИЕ УНИВЕРСАЛЬНОГО ПНЕВМАТИЧЕСКОГО ПРИВОДА
Возможность более широкого применения пневматических при-
способлений в серийном производстве дает принцип «агрегатирова-
ния», заключающийся в том, что пневматический цилиндр вместе
с усиливающим механизмом выполняется как отдельный универ-
сальный агрегат, который может быть использован для привода
Фиг. 113. Универсальный силовой агрегат.
самых разнообразных приспособлений. Универсальный силовой
агрегат может быть закреплен постоянно на столе станка, и при
помощи специального звена его можно присоединять к различным
приспособлениям, устанавливаемым поочередно на станок.
Применение универсального привода дает возможность исполь-
зовать в серийном и даже мелкосерийном производстве высоко-
эффективный, быстродействующий пневматический зажим, сохраняя
мобильность, относительно небольшой вес, габариты и невысокую
стоимость изготовления приспособлений с ручными зажимами.
В массовом производстве в тех случаях, когда на станке рабо-
тает одно несменяемое приспособление, применение универсального
пневматического агрегата нецелесообразно, так как вся установка
получается громоздкой и вследствие этого неудобной для обслужи-
вания. Кроме того, в большинстве пневматических приспособлений
при массовом производстве сжатый воздух используется для бази-
рования обрабатываемой детали и других вспомогательных приемов,
для чего требуются дополнительные цилиндры. Поэтому для умень-
шения габаритов приспособлений и удобства их обслуживания
155
пневматические цилиндры крепятся к корпусу приспособления или
выполняются за одно целое с корпусом.
На фиг. ИЗ показана конструкция универсального пневматиче-
ского агрегата, описанного инж. А. М. Мурашовым и Н. А. Кли;
мовым >.
К сварному корпусу 3 прикреплен пневматический цилиндр 7;
усилие от штока 6 посредством рычага 5 и качалки 4 передается
на тягу 2, на конце которой имеется вилка 1 с отверстием и осью
б а в
Фиг. 114. Приспособление для фрезерования с приводом
сального силового агрегата.
от универ-
для соединения привода с приспособлением. Отношение плеч ры-
чага 5 составляет 4:1, усилие на тяге 4500 кг, рабочий ход тяги
20 мм; от распределительного крана сжатый воздух поступает
в цилиндр через гибкие шланги, подведенные к отверстиям А.
На фиг. 114 приведен пример применения универсального пнев-
матического агрегата. Вилка 4 тяги привода соединена с концом
рычага 3 многоместного приспособления для фрезерования паза
в цилиндрических деталях. Обрабатываемые детали А через цилин-
дрические выемки Б в планках 6 и 7 закладываются в пазы, обра-
зованные этими планками, и задвигаются под козырьки В, крайние
детали заходят в цилиндрические гнезда планки 1.
Тяга 5 привода, перемещаясь вправо, поворачивает рычаг 3,
который через плунжер 2 и планку 9 зажимает обрабатываемые
детали. Обработанные детали выталкивают из пазов, предвари-
тельно откинув планку 9, поворачивающуюся на оси 8.
1 Сборник трудов Ленинградской научно-производственной технологической
конференции, Машгиз, 1952.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. М. А. Ан серов, Зажимные приспособления для токарных и кругло-
шлифовальных станков, Машгиз, 1948.
2. Т. М. Б а ш т а, Самолетные гидравлические приводы и агрегаты, Оборон-
гйз, 1951.
3. В. П. Б о б р ов, О надежности действия пневматического поршневого
механизма, «Станки и .инструмент» № 3, 1951.
4. X. Л. Болотин, Ф. П. Костромин, Основы конструирования при-
способлений, изд. 3-е, Машгиз, 1951. . \
5. Г. И. Гуляев, Организация рабочего места в машиностроении,
Машгиз, 1949.
6. В. В. Добровольский, Теория механизмов, Машгиз, 1951.
7. В. А. Кельдюшев, Пневматика, ОНТИ, 1938.
8. Г, А. К у ч е р е в с к и й, В. В. Евсюков, Приспособления для скорост-
ной обработки, Углетехиздат, 1950.
9. Д. Н. Решетов, Расчет и конструирование кулачковых патронов,
«Станки и инструмент» № 4—6, 1942.
10. Справочник машиностроителя, т. I и II, Машгиз, 1950—-1952.
И. П. Г. Шалашов,- Пневмогидравлические приводы для станочных
приспособлений, «Станки и инструмент» № 3, 1952.
12. И. В. Харизомеиов, Электрооборудование металлорежущих станков,.
Машгиз, 1951.
13. А. Б. Яхин, Современные приспособления для металлорежущих стан-
ков, Сектор учебных пособий МММИ, 1934.
14. В. Г. Розанов, Пневматическое оборудование автомобилей, тягачей
и- прицепов, Машгиз, 1950.
15. Приспособления и автоматизирующие устройства для металлорежущих
станков (ЛОНИТОМАШ, книга 25, часть вторая), Машгиз, 1952.
ОГЛАВЛЕНИЕ
Предисловие...................................................... 3
Введение.......................................................... 5
ГЛАВА I. Использование пневматики в приспособлениях . . . . • 7
Основные элементы пневматического агрегата..................... 7
1. Основные свойства н преимущества энергии сжатого воздуха . . 7
2. Основные свойства н преимущества пневматического зажима . . 8
3. Принципиальная схема работы пневматического агрегата .... 11
ГЛАВА II. Силовые пневматические цилиндры......................... 14
Конструкция пневматических цилиндров ....................... . 14
1. Корпус пневматического цилиндра................. 14
2. Поршень.................................................. 16
3. Шток..................................................... 21
4. Технические условия для пневматических цилиндров ........ 23
Типы пневматических цилиндров ................................ 23
1. Пневматические цилиндры одностороннего действия.......... 24
2. Пневматические цилиндры двустороннего действия'. '....... 27
3. Вращающиеся диафрагменные камеры......................... 33
4. Вращающийся цилиндр с полым штоком....................... 35
5. Цилиндры с двумя самостоятельно действующими поршнями . . 35
6. Специальные цилиндры повышенного давления................ 35
ГЛАВА III. Распределительные устройства й электропневматиче-
ская аппаратура................................................. 38
Переключающие краны...................'........................ 38 -
1. Край с плоским золотником................................ 39
2. Четырехходовой кран с коническим золотником.............. 40
3. Толкающий кран с цилиндрическим золотником............... 42
4. Ножной кран с цилиндрическим золотником.................. 43
5. Многоходовой кран с цилиндрическими золотниками.......... 46
6. Распределительные муфты к поворотным пневматическим при-
способлениям ............................................... 46
Электропневматическая аппаратура для автоматизированных пневма-
тических приспособлений...................................... 49
158
Д'- ,w
I? 1. Конечный выключатель....................................... 4g
2. Соленоиды................................................ 50
3. Электропневматический кран с двумя соленоидами........... 50
4. Электропневматнческие краны с одним соленоидом........... 52
5. Пневматические реле давления............................ 52
7АВА IV. Арматура для пневматических приспособлений .... 53
1. Узел арматуры......................................... . 53
2. Регулятор скорости . . . ................................ 57
3. Воздухопроводная арматура ............................... 58
4. Выбор диаметров воздухопроводов...........................60
ЕГЛАВА V. Схемы и принцип конструирования пневматических при-
’! способлений .......................................... 62
В Часто встречающиеся схемы соединений цилиндров.................. 63
И 1. Схема одноцилиндрового пневматическою приспособления ... 63
2. Схемы одновременного включения нескольких цилиндров .... 64
Ц 3. Схемы последовательного срабатывания цилиндров........... 64
I 4. Схема поворотных приспособлений . . . . ............... 67
5. Схемы маятниковых приспособлений......................... 68
I 6. Схемы с применением регуляторов давления................. 69
I 7. Схемы с применением регулятора скорости.................. 70
I 8. Схемы пневматических приспособлений при работе на автомати-
I зированных станках . . . .........................................72
I 9. Схемы с применением реле, давления............................ 73
I Принципы конструирования пневматических приспособлений .... 75
i ГЛАВА VI. Усиливающие механизмы.................................. 77
I 1. Рычажные усиливающие механизмы........................... 78
I 2. Клиновые усиливающие механизмы........................... 79
I 3. Рычажио-шарнирные усиливающие механизмы .................• . . 86
I 4. Эксцентриковые и винтовые усиливающие механизмы ..... 92
I ГЛАВА VII. Пневматические приспособления для сверлильных
И работ.............................................. 96
I Универсальные приспособления.................................... 97
I 1. Пневматические патроны для сверлильных работ ........ 97
И 2. Пневматические jhc«h.................................... 98
I 3. Пневматические скальчатые кондукторы..................... 99
Я Типовые пневматические приспособления для сверлильных работ . . 103
Я 1. Кондукторы с усиливающими зажимными механизмами...........103
I 2. Кондукторы с автоматическими элементами................ 105
i 3. Поворотные кондукторы.............. ..........................ПО
4. Кондукторы с автоматическим управлением...................113
I ГЛАВА VIII. Пневматические приспособления для фрезерных
I работ............................................. 118
I 1. Универсальные фрезерные приспособления....................118
I 2. Типовые приспособления для различных фрезерных операций . . 120
I 159
С 1.1-1961иг
3. Приспособления с приводом от одн&го^пневмВсичетаого пилив
двух различных зажимных механизмов....................... ,
4. При- пособленид с использованием пневматики для выполне
дополнительных рабочих приемов ...........................
5. Поворотные приспособления......................... .
6. Приспособления с автоматизированным управлением...........131
ГЛАВА IX. Пневматические приспособления для обработки протя- JI
гивание.м................................................ М
1. Типовые приспособления для наружного протягивания............ И
Приспособления с автоматически базирующими механизмами. . Ц
3. Приспособление для протягивания отверстия.................lojsH
ГЛАВА X. Пневматические приспособления для токарных работ 140 I I
1. Приспособление для обработки в центрах ..................140 \ '1
2. Самоценгрируюдие кулачковые патроны......................143 / I
3. Патроны, центрирующие обрабатываемые детали по двум сече- / !
ниям................................................... 146' j
4. Патроны для установки деталей по обработанным базам .... 147
ГЛАВА XI. Пневматические приспособления для расточных, сбороч-
ных и других операций ......................................... 150
1. Приспособления для расточных работ.....................-150
2. Приспособления к прочим металлорежущим станкам..........152
3. Приспособления для сборки...............................154
4. Применение универсального пневматического привода . . .' 155
Литература и источники . .............................'.........157
Технические редакторы: Е. Н. Матгвеева и Т. Ф. Соколова Корректор О. И. Семенова
Обложка художника Смирновой С. Л.
Сдано в производство 30/VI 1951 г. Подписано к печати 30/Х 1953 г. Т-07866. Тираж 4000 экз.
Печ. л. 10. Ум.-изд. л. 10,2. Бум. л. 5. Формат 60 <92x/ieJ Заказ № 868.
1-я типография Машгиза, Ленинград, ул. Моисеенко, 10