/
















































































































































































































Текст
В. С. КОРНИЕНКО, Б. в. поповский
СООРУЖЕНИЕ
РЕЗЕРВУАРОВ
ИЗДАТЕЛЬСТВО ЛИТЕРАТУРЫ ПО СТРОИТЕЛЬСТВУ
М о с к в а —1971
УДК 624.953.014.2:69.057
Научный редактор С. И. Веревкин
В книге приводятся сведения о конструкциях и способах
возведения сварных стальных резервуаров — вертикальных
цилиндрических, заглубленных траншейных и шаровых.
Описан отечественный индустриальный способ соору-
жения резервуаров из укрупненных элементов — рулони-
рованных полотнищ днищ и стенок цилиндрических ре-
зервуаров, а также щитов конических и сферических кровель.
Приведены некоторые данные об отечественном и зарубеж-
ном способе возведения резервуаров полистовым методом.
Описан монтаж траншейных резервуаров с поперечным и
продольным раскроем оболочки, поставляемой в виде ру-
лонированных полотнищ, а также монтаж шаровых резер-
вуаров из укрупненных блоков.
Изложена технология установки оборудования резер-
вуаров, освещены методы пооперационного контроля качест-
ва и проведения гидравлических испытаний. Приводятся
сведения о монтажно-сварочных операциях и предельных
допускаемых отклонениях от проектных размеров, а
также необходимые данные о современных способах защиты
конструкций от коррозии. Отдельная глава отводится эконо-
мике сооружения резервуаров.
Книга является пособием для инженерно-технических
работников монтажных организаций и групп проектирова-
ния производства работ.
3-2-7
139-70
ПРЕДИСЛОВИЕ
Монтаж и сварка листовых объемных стальных конструкций
вертикальных цилиндрических, заглубленных траншейных и шаро-
вых резервуаров представляет собой сложный процесс.
Индустриальные методы отечественного резервуаростроения поз-
волили значительно повысить производительность труда монтаж-
ников, сократить сроки строительства, снизить стоимость и умень-
шить расход материальных ресурсов при возросшей надежности
сооружений.
Вопросам качества выполнения всех монтажно-сварочных опе-
раций следует уделять большое внимание, особенно теперь в связи
со строительством резервуаров большой емкости, внедрением новых
сталей повышенной прочности, оснащением резервуаров понтонами
и плавающими крышами, требующими особо точной формы цилиндра
стенки резервуара.
С серьезными трудностями встречаются монтажники и сварщики
в процессе возведения заглубленных траншейных и шаровых резер-
вуаров .
Авторы поставили перед собой задачу изложить технологию воз-
ведения и испытания резервуаров различных типов и привести
данные о средствах (материалах, оборудовании, аппаратуре, прис-
пособлениях), применяемых при монтажно-сварочных работах.
Главы 1и2 книги посвящены описанию конструкций резервуа-
ров новых типов и уже эксплуатируемых, общим положениям о
сборке и сварке сооружений и пооперационному контролю качества.
Вопросам транспортирования, разгрузки и складирования кон-
струкций посвящена глава 3. Монтаж днищ из рулонированных
заготовок и из отдельных листов, а также технология сварки их
описаны в главе 4.
Технология монтажа вертикальных резервуаров изложена в
главах 5 и 6. Здесь приводятся данные о порядке сборки резервуа-
ров, сочетании сборочных и сварочных операций, мероприятия по
безопасному ведению работ и соблюдению проектных размеров, а
также сведения о приспособлениях, применяемых в процессе мон-
тажа. Глава 7 книги излагает данные о монтаже заглубленных
траншейных резервуаров.
Уделено внимание монтажу оборудования, устанавливаемого
для нормальной эксплуатации емкостей, его применению, сварке
и испытанию (глава 8).
Описанию окончательного испытания резервуаров — гидрав-
лического, в том числе и при отрицательных температурах, отведена
глава 9.
Главы 1—5, параграфы 1—5 главы 6, главы 7—9 и 11 написаны
инж. В. С. Корниенко. Параграфы 6—10 главы 6 написаны инж.
Б. В. Поповским. Глава 10 написана авторами совместно.
7
Глава 1.
ОСНОВНЫЕ ДАННЫЕ О РЕЗЕРВУАРАХ
1. Общие сведения о конструкциях резервуаров
Пространственные сплошные металлические тонкостенные кон-
струкции, выполненные в виде цилиндрических, конических, сфе-
рических или плоских оболочек, называются листовыми конструк-
циями. Одним из видов листовых конструкций являются верти-
кальные и горизонтальные стальные резервуары, используемые для
хранения различных жидкостей.
Вертикальные цилиндрические стальные резервуары, применя-
емые для хранения нефтепродуктов, проектируют с учетом эксплу-
атации их в районах с различными климатическими, грунтовыми,
технологическими и температурными условиями. Принимается во
внимание также степень агрессивности воздействий на них содер-
жащегося в резервуарах продукта и окружающей среды.
Резервуары в зависимости от величины внутреннего давления
подразделяются:
а) на резервуары без давления — с понтоном или плавающей
крышей;
б) на резервуары низкого давления, предназначенные для хра-
нения нефтепродуктов под избыточным давлением до 200 мм вод. ст.\
в) на резервуары повышенного давления—для хранения нефте-
продуктов под избыточным давлением до 7000 мм. вод ст.
Расчетная величина вакуума различна, но не превышает х/10
наибольшего избыточного давления (кроме резервуаров с избыточ-
ным давлением 200 мм вод. ст.9 для которых величина вакуума
принимается равной 25 мм вод. ст.).
Оболочка резервуаров состоит из отдельных металлических
листов, соединения которых должны быть прочными и непроницае-
мыми для жидкостей и газов.
Кроме вертикальных цилиндрических резервуаров, широко
применяемых на базах долговременного хранения, на базисных
и расходных складах горючего и складах химических продуктов,
а также на складах, используемых для хранения воды, предназна-
ченной для водоснабжения населенных мест и промышленных пред-
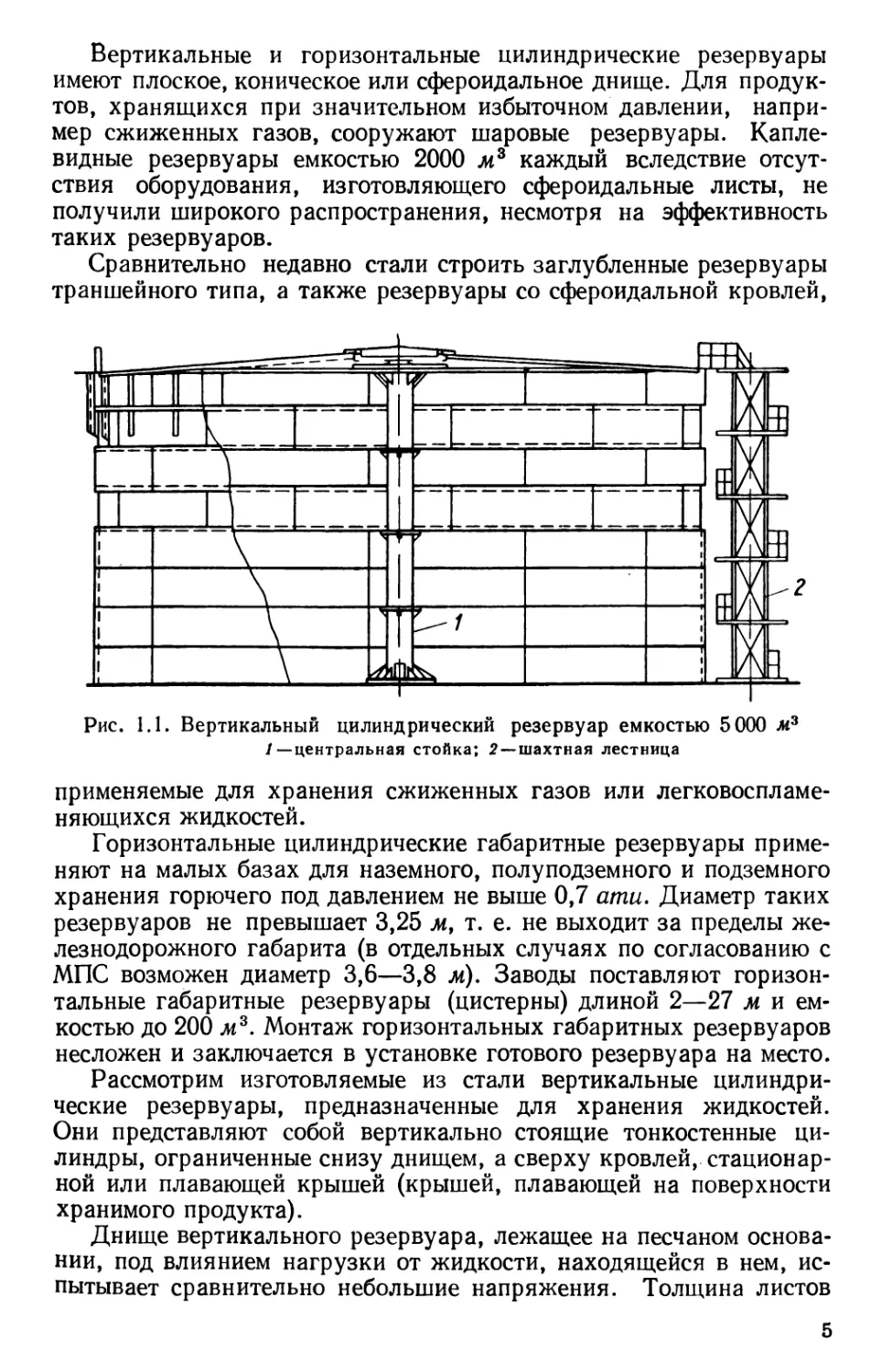
приятий (рис. 1.1), существуют горизонтальные цилиндрические
резервуары.
4
Вертикальные и горизонтальные цилиндрические резервуары
имеют плоское, коническое или сфероидальное днище. Для продук-
тов, хранящихся при значительном избыточном давлении, напри-
мер сжиженных газов, сооружают шаровые резервуары. Капле-
видные резервуары емкостью 2000 м3 каждый вследствие отсут-
ствия оборудования, изготовляющего сфероидальные листы, не
получили широкого распространения, несмотря на эффективность
таких резервуаров.
Сравнительно недавно стали строить заглубленные резервуары
траншейного типа, а также резервуары со сфероидальной кровлей,
Рис. 1.1. Вертикальный цилиндрический резервуар емкостью 5 000 м3
/—центральная стойка; 2—шахтная лестница
применяемые для хранения сжиженных газов или легковоспламе-
няющихся жидкостей.
Горизонтальные цилиндрические габаритные резервуары приме-
няют на малых базах для наземного, полуподземного и подземного
хранения горючего под давлением не выше 0,7 ати. Диаметр таких
резервуаров не превышает 3,25 м, т. е. не выходит за пределы же-
лезнодорожного габарита (в отдельных случаях по согласованию с
МПС возможен диаметр 3,6—3,8 м). Заводы поставляют горизон-
тальные габаритные резервуары (цистерны) длиной 2—27 м и ем-
костью до 200 м3. Монтаж горизонтальных габаритных резервуаров
несложен и заключается в установке готового резервуара на место.
Рассмотрим изготовляемые из стали вертикальные цилиндри-
ческие резервуары, предназначенные для хранения жидкостей.
Они представляют собой вертикально стоящие тонкостенные ци-
линдры, ограниченные снизу днищем, а сверху кровлей, стационар-
ной или плавающей крышей (крышей, плавающей на поверхности
хранимого продукта).
Днище вертикального резервуара, лежащее на песчаном основа-
нии, под влиянием нагрузки от жидкости, находящейся в нем, ис-
пытывает сравнительно небольшие напряжения. Толщина листов
5
днища принимается исходя из условий технологии монтажно-сва-
рочных работ, обеспечения долговечности резервуара и антикор-
розионной стойкости металла, из которого он изготовлен.
Наиболее ответственным элементом резервуара является его
стенка.
В вертикальных резервуарах для хранения нефтепродуктов
вопросам прочности и плотности сварных соединений стенки на-
до уделять особое внимание.
Вертикальные резервуары строят различных размеров — от не-
больших, с незначительной емкостью, до весьма крупных, емкость
которых измеряется многими десятками тысяч кубических метров.
Первые крупные вертикальные цилиндрические стальные ре-
зервуары для хранения нефти и нефтепродуктов были построены
в России в 1878 г. по проекту выдающегося инженера-конструктора
и почетного академика В. Г. Шухова.
Расход металла (отнесенный к 1 м3 полезной емкости резервуара)
на изготовление вертикальных цилиндрических резервуаров низ-
кого давления является наименьшим сравнительно с его расходом на
изготовление резервуаров другой формы.
2. Рациональные размеры резервуаров
В процессе исследований В. Г. Шухов определил наивыгодней-
шие размеры вертикальных цилиндрических резервуаров1. В це-
лях экономии стали В. Г. Шухов предложил изменять толщину
стенки резервуара по высоте с учетом изменения величины гидрав-
лического давления (это было проведено им в жизнь).
Так как относительный расход стали в вертикальных цилиндри-
ческих резервуарах уменьшается с увеличением их объема, то ре-
зервуары экономически целесообразно строить с максимальной
(в условиях данной базы) емкостью.
Резервуары сооружают, как правило, негабаритными: на по-
верхности земли — наземные и, сравнительно редко, заглубленные
(пол у подземные и подземные).
Негабаритные резервуары сооружают из большего количества
стальных листов, соединяя которые получают днище, стенку и
кровлю.
Настил кровли опирается на металлические конструкции по-
крытия или совмещается, рамами каркасами. Так образуются кро-
вельные укрупненные щиты, позволяющие монтировать покрытие
из крупногабаритных сборных элементов. Швы соединений в ре-
зервуарах должны быть прочными и плотными. Ранее листы днища,
стенки и кровли, листы и детали конструкций покрытия соединяли
с помощью заклепок.
Отношение прочности заклепочных швов к прочности основного
металла для нахлесточных швов, применяемых в слабо напряженных 1
1 В. Г. Шухов. Механические сооружения нефтяной промышлен-
ности. «Инженер», т. III, кн. 3, 1883.
6
соединениях, составляет всего 0,67—0,73, а для стыковых швов —
0,75—0,93. Прочность и пластичность сварных швов встык, выпол-
ненных вручную с подваркой корня, равны прочности и пластич-
ности основного металла (при условии применения соответствующих
марок стали и электродов, а также при повышенном контроле за
качеством сварки). В связи с этим расход металла на изготовление
сварных резервуаров на 15—18% ниже расхода на сооружение
клепаных (последние теперь у нас не применяются ввиду их неэко-
номичности, сложности и трудоемкости изготовления и монтажа).
В рабочем положении большую часть объема резервуара за-
полняют нефтепродуктом, а верхняя, меньшая часть, называемая
газовым пространством, остается незаполненной. Газовое прост-
ранство в различной степени насыщено парами нефтепродуктов.
Давление в нем повышается или понижается и часто создается
вакуум. Эти явления возникают при нагревании или охлажде-
нии нефтепродуктов, а также при заполнении или опорож-
нении резервуаров.
Давление внутри резервуара регулируется устанавливаемым на
резервуаре оборудованием: при достижении максимально допуска-
емого давления избыток паров выводится наружу, а в случае об-
разования предельной величины вакуума внутрь поступает воздух.
Часть хранящихся нефтепродуктов, испаряясь, теряется безвоз-
вратно.
3. Развитие отечественного индустриального метода
Строительства резервуаров
До недавнего времени резервуары монтировали из отдельных
листов на монтажной площадке в полукустарных условиях. Правда,
заводы-изготовители комплектно изготовляли конструкции по-
крытия, производили правку, резку, вальцовку и разделку кромок
листов стенки резервуара и в некоторых случаях поставляли обра-
ботанные и замаркированные листы днища и кровли.
Изготовленные таким образом листы поступали на монтаж в виде
отдельных марок, и все наиболее трудоемкие операции — сборка,
выверка и сварка — выполнялись в процессе монтажа в неудобных
полевых условиях. Этот способ сборки, носящий название полисто-
вого, является кустарным, требует больших затрат квалифицирован-
ного труда, не всегда обеспечивает требуемое качество изделий,
увеличивает сроки строительства. Стоимость работ высокая.
Попытки индустриализовать изготовление и монтаж резервуа-
ров, перенести исполнение наиболее ответственных и трудоемких
операций на завод делались давно. Однако большие размеры го-
товых резервуаров препятствовали их транспортированию по же-
лезной дороге (и тем более автотранспортом). Тем не менее, учиты-
вая трудоемкость изготовления и сборки резервуара из отдельных
частей в условиях монтажной площадки, советские резервуаростро-
7
ители приступили к изготовлению элементов резервуаров (в виде
крупных блоков) на заводах.
В 1929 г. были сварены и свернуты в рулон отдельные пояса
стенки резервуара емкостью 300 л<3, смонтированные затем методом
подращивания, предложенным проф. В. П. Вологдиным.
В 1944 г. Институтом им. Е. О. Патона совместно с рядом мон-
тажных организаций был разработан индустриальный способ из-
готовления и монтажа резервуаров. Полотнища стенки резервуара
и днища в заводских условиях собирают и сваривают, а затем сво-
рачивают в рулоны и доставляют в таком виде к месту установки,
где рулоны разворачивают.
Заводская автоматическая сварка под елеем флюса позволила
обеспечить высокую прочность и плотность соединений. В условиях
монтажной площадки на стенке резервуара и на днище выполнялось
Минимальное количество швов.
Размеры рулона назначались с учетом возможности транспор-
тирования их к месту установки на железнодорожных платформах.
В 1948 г. этим методом был изготовлен и смонтирован в Киеве
резервуар емкостью 200 л/3, а в 1949 г. — резервуар емкостью
5000 м3 в Куйбышеве; стенку резервуара полностью собирали и сва-
ривали в одно полотнище, а затем сворачивали в рулон. Диаметр
рулона составлял 2,6 м, а вес его достигал 40 т.
В дальнейшем резервуаростроители усовершенствовали про-
цесс изготовления крупных рулонов и способы их разворачивания.
Днище при рулонной заготовке разворачивается на основании
из одного или нескольких крупных полностью сваренных элемен-
тов.
Собирается днище непосредственно на песчаном основании, верх-
ний слой которого выполняют гидроизоляционным. Монтажные
нахлесточные швы (если днище поступает не целиком) сваривают с
одной (верхней) стороны днища.
Заводы, производящие металлоконструкции, оборудованы в на-
стоящее время двухъярусными высокопроизводительными уста-
новками для сборки и сварки плотнищ стенки и днищ резервуаров.
В процессе изготовления полотнищ качество сварных соединений
контролируется современными методами. Общая емкость ежегодно
сооружаемых в СССР из рулонных заготовок резервуаров дости-
гает нескольких миллионов кубических метров. Значительное число
резервуаров из рулонной заготовки поставляется в зарубежные
страны.
Полистовой метод монтажа резервуаров применяется, как исклю-
чение, в труднодоступных отдаленных местах, куда невозможно до-
ставить рулоны. При полистовом монтаже днище также собирают
на песчаном основании с изоляционным слоем и сваривают с одной
(верхней) стороны. В настоящее время в СССР строят резервуары
емкостью 50 000 м3 с плавающей крышей. Ввиду значительной тол-
щины листов нижних поясов стенок этих резервуаров рулонировать
их нельзя, поэтому резервуары монтируют полистовым методом.
8
4. Расчет несущих элементов вертикальных
цилиндрических резервуаров
Резервуары рассчитывают с учетом восприятия ими нагрузок,
создаваемых хранящейся в них жидкостью, нагрузок от ветра, сне-
га, а также нагрузок, возникающих от повышения или понижения
давления в газовом пространстве.
Сырая нефть, а также бензин содержат значительное количество
легкоиспаряющихся углеводородов.
Потери от испарения возникают в процессе малых и больших
«дыханий» резервуара. Первые возникают при колебаниях тем-
пературы и изменениях атмосферного давления, вторые — при
наполнении и опорожнении емкости. При повышении температуры
окружающего воздуха (среды), а также под влиянием нагрева сол-
нечными лучами увеличивается интенсивность испарения нефте-
продуктов, при этом избыток паров в смеси с воздухом выходит
через дыхательный клапан в атмосферу. При понижении темпе-
ратуры пары конденсируются, воздух сжимается, в резервуаре соз-
дается вакуум и наружный свежий воздух засасывается в газовое
пространство. Этот процесс называют «малым дыханием». Более
активно испарение происходит при заполнении резервуара легко-
испаряющимися нефтепродуктами (или при его опорожнении);
это явление называется «большим дыханием».
Такие «дыхания» приводят к значительной потере горючего и,
что очень важно, ухудшают качество продукта вследствие испарения
наиболее ценных составных частей. Поступающие в атмосферу пары
нефтепродуктов отравляют воздух.
Потери нефтепродуктов от испарения зависят от многих при-
чин — свойств продукта, степени и частоты наполнения и формы
сосуда, атмосферных условий и т. п. Максимальные количественные
и качественные потери от испарения происходят при хранении свет-
лых нефтепродуктов (в основном бензинов) и сырой нефти.
Потери от испарения нефтепродуктов при хранении бензина
достигают больших величин. Так, один резервуар емкостью
5000 м3, имеющий коэффициент заполнения 0,5, при хранении без
учета оборачиваемости теряет в год от «малого дыхания» при дав-
лении в резервуаре 200 мм вод. ст. 18 т (в районе Москвы) и 37 т
(в районе Астрахани). Для уменьшения потерь нефтепродуктов от
испарения прибегают к хранению их при повышенном давлении и в
условиях защиты от колебаний температуры, к улавливанию испа-
ряющихся продуктов, сокращению поверхности испарения и к дру-
гим способам.
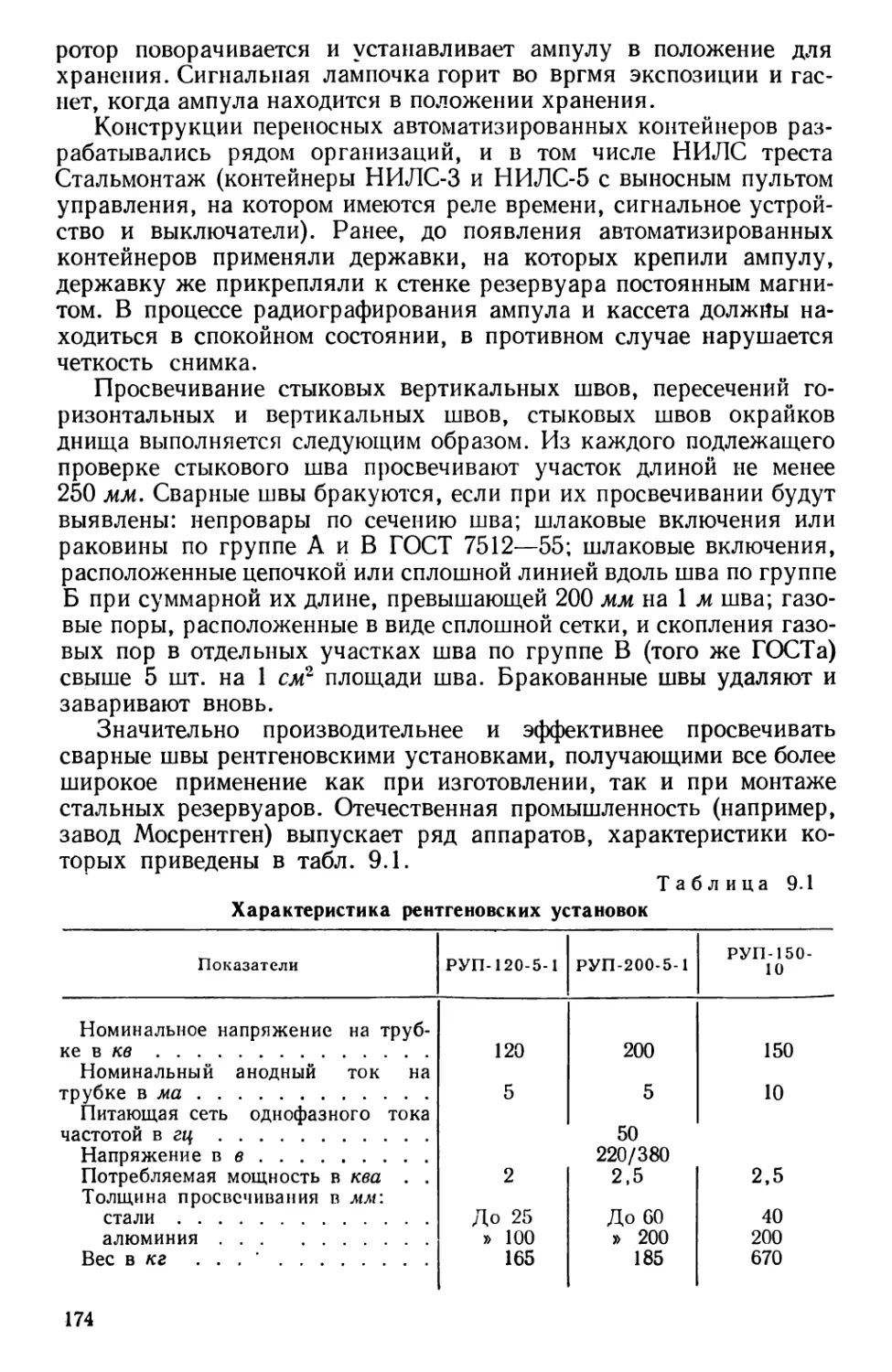
Современные резервуары отечественного производства рассчи-
таны на внутреннее избыточное давление 200 мм вод. ст. и вакуум
25 мм вод. ст.
Потери от «малых дыханий» почти полностью исключаются в
емкостях, где нефтепродукты хранятся при давлении до 4000 и
вакууме 300 мм вод. ст. Д-р техн, наук Н. Н. Константинов в целях
9
предотвращения потерь бензина от «малых дыханий» рекомендует
для районов средней зоны СССР давление’1600 мм вод. ст., а для
районов Средней Азии 2500 мм вод. ст.
Потери нефтепродуктов от «больших дыханий»’также несколько
снижаются в резервуаре с повышенным давлением. Эффективность
резервуаров с повышенным давлением возрастает при длительном
хранении в них нефтепродуктов
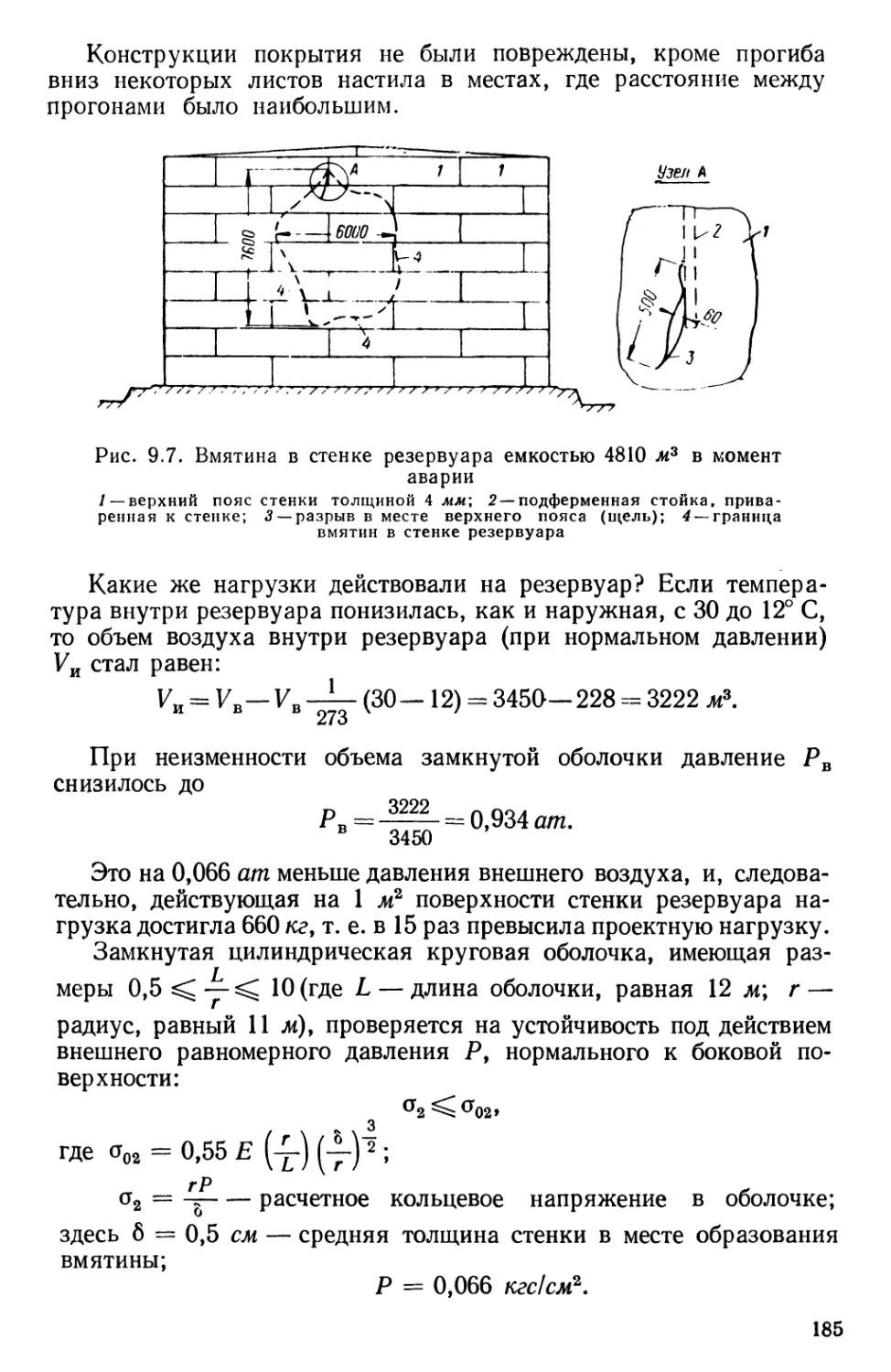
Рис. 1.2. Резервуар со сфероидальной не-
сущей кровлей и плоским днищем; видны
анкеры и фундаментные плиты
(при годовой оборачиваемости
не более 5 раз).
Конструкция большин-
ства применяемых в насто-
ящее время резервуаров
не рассчитана на повышен-
ные давление и вакуум.
Кровля и стенка обычных
вертикальных резервуаров
не могут воспринимать
большого внутреннего из-
быточного давления и ва-
куума. Существенное сни-
жение потерь нефтепродук-
тов достигается в рассчи-
танных на повышенное
давление резервуарах со
сфероидальной несущей
кровлей (рис. 1.2), а так-
же в каплевидных резер-
вуарах, используемых при
избыточном давлении 0,4—1,5 ати (ввиду сложности сооруже-
ния и отсутствия необходимого ; оборудования каплевидные
резервуары не получили у нас распространения). На нефтеперера-
батывающих и химических заводах устанавливают шаровые резер-
вуары. В таких резервуарах хранят нефтепродукты, которые ввиду
их высокого парциального давления невозможно хранить даже
в резервуарах с повышенным давлением. Минимальное избыточное
давление в данных резервурах составляет 1,5 ати.
Несущие конструкции резервуара рассчитывают на собственный
вес конструкции; снеговую, ветровую и сейсмическую нагрузку;
вес термоизоляции и местные нагрузки от оборудования; гидро-
статическое давление нефтепродукта с удельным весом до 0,9; из-
быточное давление и вакуум. При расчетах согласно Строительным
нормам и правилам учитывают коэффициенты перегрузки h, рав-
ные: для снеговой нагрузки 1,4; ветровой 1,2; собственного веса
конструкции 1,1; веса оборудования и термоизоляции 1,2; давления
паров и вакуума 1,2; гидростатического давления 1,1.
Расчет стенки резервуара на прочность. Растягивающее напря-
жение в стенке резервуара, вызываемое давлением жидкости,
хуг
6
ю
Это напряжение не должно превышать допустимого для сварного
шва.
При расчете стенки резервуара по предельному состоянию сле-
дует пользоваться формулой
nxyr mR§,
где п — коэффициент перегрузки для жидкости, принимаемый рав-
ным 1,1; т — коэффициент условий работы стенки резервуара; R —
расчетное сопротивление сварного шва растяжению; 6 — толщина
стенки; г — внутренний радиус стенки резервуара.
В каждом поясе стенки резервуара расчетное давление Рр оп-
ределяется в зависимости от величины гидростатического давления
жидкости и избыточного давления в паровоздушном пространстве
(за расчетный уровень х каждого пояса принимается линия, прохо-
дящая выше нижней кромки листа рассчитываемого пояса на
0,3 м):
Pp=l,lT(/i-x)+l,2PH,
где 1,1 — коэффициент перегрузки для жидкости;
у — удельный вес нефтепродукта, равный 0,009 кг!см3\
h — полная высота залива резервуара нефтепродуктом;
1,2 — коэффициент перегрузки для избыточного давления;
Ри — избыточное давление в паровоздушном пространстве в
кгс!см2.
Толщина 6 (в см) листов пояса стенки резервуара определяется
из следующего соотношения:
"*рВ
где /?рВ — расчетное сопротивление сварного шва (зависит от
марки стали основного металла, методов сварки и конт-
роля).
Расчет стенки резервуара на устойчивость. Расчет стенки резер-
вуара на устойчивость производят с учетом вертикальной осевой
(продольной) и горизонтальной (поперечной) нагрузок.
Замкнутая круговая цилиндрическая оболочка, равномерно сжа-
тая параллельно образующим, проверяется на устойчивость по фор-
муле
ai а01>
где Qi — расчетное осевое напряжение в оболочке;
.г. б
а01 — меньшая из величин а01 = и а01 = СЕ -;
здесь Е — модуль упругости стали;
г — радиус срединной поверхности оболочки;
6 — толщина оболочки;
1 j
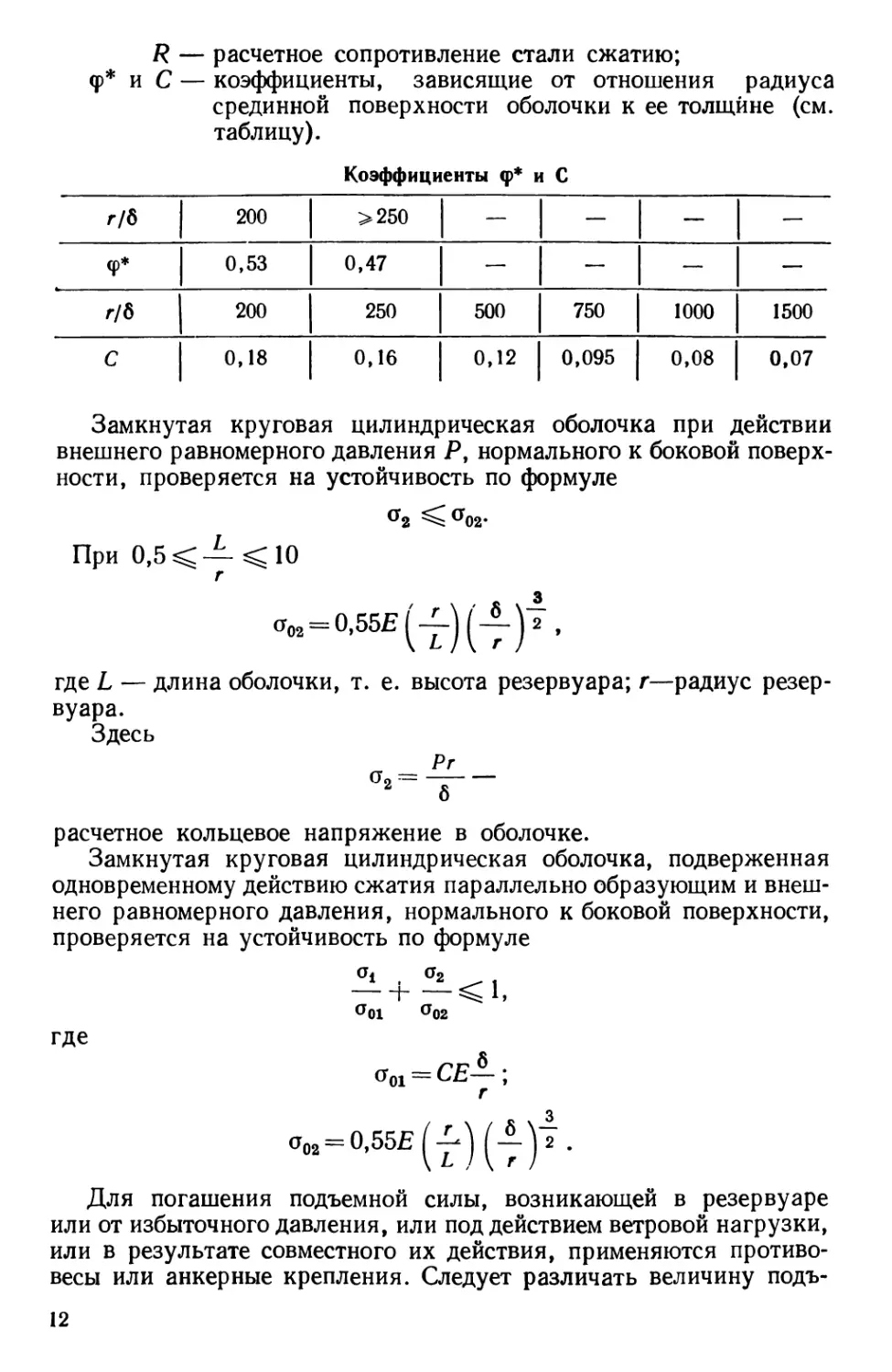
R — расчетное сопротивление стали сжатию;
Ф* и С — коэффициенты, зависящие от отношения радиуса
срединной поверхности оболочки к ее толщине (см.
таблицу).
Коэффициенты <р* и С
г/6 200 >250 — — — —
<р* 0,53 0,47 — — — —
г/6 200 250 500 750 1000 1500
с 0,18 0,16 0,12 0,095 0,08 0,07
Замкнутая круговая цилиндрическая оболочка при действии
внешнего равномерного давления Р, нормального к боковой поверх-
ности, проверяется на устойчивость по формуле
G02-
При 0,5 < — ^10
Г
<т02 = 0,55Е(-^М-)2 ,
где L — длина оболочки, т. е. высота резервуара; г—радиус резер-
вуара.
Здесь
расчетное кольцевое напряжение в оболочке.
Замкнутая круговая цилиндрическая оболочка, подверженная
одновременному действию сжатия параллельно образующим и внеш-
него равномерного давления, нормального к боковой поверхности,
проверяется на устойчивость по формуле
где
° 01 а02
Для погашения подъемной силы, возникающей в резервуаре
или от избыточного давления, или под действием ветровой нагрузки,
или в результате совместного их действия, применяются противо-
весы или анкерные крепления. Следует различать величину подъ-
12
емной силыХх, возникающей в резервуаре, не имеющем центральной
стойки, и подъемной силы S2, возникающей в резервуаре с кровлей
и центральной стойкой, прикрепленной к днищу:
= пРилг2;
$2=-?-пРилг2.
В этих формулах:
Ри — избыточное давление в кгс1см\
г — радиус резервуара;
п— коэффициент перегрузки, равный 1,2.
Конструкции резервуаров, сооружаемых в сейсмических райо-
нах, кроме расчета на обычные нагрузки дополнительно рассчиты-
вают на действие сейсмических сил, причем резервуары по расчет-
ной сейсмичности относятся ко II категории сооружений. Для
резервуаров, устанавливаемых на вечномерзлых грунтах, осно-
ванием должны являться скальные, гравийные грунты или железо-
бетонные плиты, опирающиеся на сваи; пространство между плита-
ми и грунтом назначается не менее 500 мм. Конструкции покрытия
рассчитывают в соответствии с указаниями СНиП П-В.3-62*.
^5. Конструкция вертикальных цилиндрических резервуаров
Вертикальный цилиндрический резервуар состоит из следующих
основных элементов: днища, стенки резервуара и покрытия. По-
крытие опирается только на стенку резервуара или, как это преду-
сматривается рядом типовых проектов, еще на стойку, устанавли-
ваемую в центре резервуара. Для восприятия ветровой нагрузки
стенку резервуара усиливают одним или несколькими кольцами
жесткости.
Кроме того, на резервуаре устанавливают эксплуатационное
и защитное оборудование, лестницу, грозовую защиту и ограждение
кровли. Вертикальные резервуары сооружаются на земле. Как
правило, основанием для них служит песчаная подушка. Днище
всей поверхностью опирается на основание.
Вертикальные стальные цилиндрические сосуды-резервуары с
плоским днищем, предназначенные для хранения нефтепродуктов,
изготовляются в настоящее время только сварными. По коротким
и длинным кромкам листы соединяются внахлестку или встык.
Вертикальные стыки листов в поясах или размещаются вразбежку
(ступенькой), или совпадают и находятся на одной вертикали.
До введения метода рулонирования наибольшее распространение
имели резервуары со ступенчатым или телескопическим располо-
жением поясов (рис. 1.3, а, 6), находящиеся в эксплуатации на
многих базах.
Действующими типовыми проектами предусматриваются два ва-
рианта расположения поясов резервуара: прямой, когда пояса
13
Рис. 1.3. Расположение поясов
в цилиндрической стенке ре-
зервуара
а —ступенчатое; б—телескопи-
ческое
соединяются между собой встык, и
смешанный, когда часть поясов, сое-
диняясь внахлестку, имеет ступенча-
тое расположение, а часть — телеско-
пическое или когда часть поясов сое-
диняется встык и имеет прямое рас-
положение, а часть — ступенчатое.
В настоящее время при изготовле-
нии на заводе полотнища стенки ре-
зервуара и сворачивании его в рулон,
как правило, соединяют листы поя-
сов встык, т. е. придают стенке ли-
нейную форму. Применяют также
смешанное расположение поясов ре-
зервуара: нижние пояса соединяют
встык, а верхние — внахлестку.
Геометрическая емкость обычного
резервуара определяется по внутрен-
нему диаметру первого пояса и вы-
соте стенки резервуара над поверх-
ностью днища.
Для одинаковых типов резервуа-
ров по мере увеличения их емкости
уменьшается относительный расход
металла на 1 м3 емкости.
Рулонированное полотнище стенки резервуара должно изготов-
ляться с допусками: а) по ширине (высоте резервуара) при соеди-
нении листов встык ± 10 мм, а при соединении внахлестку ±16 мм\
б) по длине, определяющей диаметр резервуара, при нахлесточном
монтажном замыкающем шве +50, —0 мм, а при стыковом мон-
тажном замыкающем шве^+20, —0 мм (СНиП IП-В.5-62*).
Рис. 1.4. Конструкция сварного соединения листов
стенки резервуара (вертикальное встык)
14
Рис. 1.5. Конструкция горизонтального соединения поясов
стенки резервуара
а —внахлестку: / — внешний шов сплошной; 2 —внутренний шов пре-
рывистый; б —встык при прямолинейном расположении поясов
Б-Б
Допускаемые отклонения действительных размеров резервуаров
от проектных приведены в главе 9. Размеры проверяют в процессе
сборки резервуара и по окончании гидравлического испытания.
Толщина листов стенки резервуара изменяется по высоте.
Резервуары емкостью 100—5000 м3. Наименьшая толщина ли-
стов стенки резервуара принимается в размере 4 мм. Основные дан-
ные о типовых резервуарах со
щитовой кровлей и рулонной
заготовкой стенки резервуара и
днища приведены в табл. 1.1.
Вертикальные сварные сое-
динения листов стенки резер-
вуара осуществляются большей
частью встык (рис. 1.4), при-
чем листы толщиной до 6 мм
сваривают без скоса кромок,
а листы толщиной от 7 мм и
выше — с разделкой кромок.
Вертикальное соединение ли-
стов стенки резервуара внах-
лестку разрешается только при
их толщине, равной 4 мм. В
этом случае вертикальные
внешние швы выполняются
Рис. 1.6. Конструкция соединения
стенки резервуара с днищем (а) и
с верхним обвязочным уголком (б)
/—стенка; 2 —днище; 3 — кольцевой тав-
ровый шов; 4 — верхний обвязочный уго-
лок; 5 —внутренний нижний прерывистый
шов; 6 — внешний потолочный сплошной
шов
сплошными, а внутренние —
прерывистыми или оба шва являются сплошными. Все го-
ризонтальные кольцевые соединения поясов при ступенчатой и
телескопической форме стенки выполняются внахлестку; внешний
шов, завариваемый в нижнем положении, делают сплошным, а
внутренний (потолочный) — прерывистым (рис. 1.5, а).
На рис. 1.5, б показано горизонтальное соединение встык по-
ясов стенки резервуара при прямолинейном их расположении.
Стенка резервуара приваривается к окрайкам днища (рис. 1.6, а)
двумя сплошными кольцевыми швами.
Во многих резервуарах, построенных ранее (по отмененным
в настоящее время проектам), имеется верхний обвязочный уголок,
15
о
Таблица 1.1
Основные данные сварных вертикальных цилиндрических резервуаров
Номинальная емкость резервуара в м»
Единица 100 200 300 400 700 1000 2000 3000 5000 10 000 20 000
Показатели Номер проекта
измерения 7-02- 7-02- 7-02- 7-02- 7-02- 7-02- 7-02- 7-02- 7-02- 7-02-271 7-02-273
103/62 102/62 101/62 100/62 99/62 98/62 97/62 96/62 95/62
Расчетная емкость Внутренний диаметр по ниж- М3 104 204 332 421 8 530 757 1 056 2 135 3 340 4 832 10 950 19 500
нему поясу ММ 4 730 6 630 7 580 10 430 12 330 15 180 18 980 22 790 34 200 45 640
Высота цилиндрической ча- 7 375
сти » 5920 5 920 7 325 8 845 8 845 11 305 11 825 11 825 11 920 11 920
Диаметр днища Толщина листов днища: » 4 810 6 710 7 660 8610 10510 12410 15 280 19 080 22 890 34 350 45 770
центральной части .... 4 4 4 4 4 4 4 4 5 5 6
окрайков Толщина стенки по поясам: » 4 4 4 4 4 4 6 7 8 8; 10 10
I 4 4 4 4 4 5 7 8 10 14 14
11 » 4 4 4 4 4 4 6 7 8 12 12
III » 4 4 4 4 4 4 5 6 7 11 10
IV » 4 4 4 4 4 4 4 5 6 9 10
V » —. — 4 4 4 4 4 5 5 7 10
VI » — — — — 4 4 4 4 5 6 10
VII » — — — — — — 4 4 5 6 10
VIII ........... Количество элементов дни- » — — — — — — 4 5 5 6 10 •
ща . . шт. 1 1 2 2 2 2 2 2 2 4 4
Количество щитов покры-
тия » 2 2 5 9 11 13 15 19 25 32 18
Продолжение табл. 1.1
Номинальная емкость резервуара в м3
100 | 200 | 300 | 400 | 700 | 1000 | 2000 | 3000 | 5000 | 10 000 | 20 000
Показатели Единица измерения Номер проекта
7-02- 103/62 7-02- 102/62 7-02- 101/62 7-02- 100/62 7-02- 99/62 7-02- 98/62 7-02- 97/62 7-02- 96/62 7-02- 95/62 7-02-271 7-02-273
Вес элементов^резервуаров: днища кг 605 1 180 1 550 1 970 2 881 4019 10 560 11 620 19 830 41 150 86 674
-стенки » 2 860 4 003 5712 6 425 9433 11605 21 705 31364 43 570 90 880 146 770
щитового покрытия . . . » 652 1344 1690 2 344 3 540 5 292 7 839 13 397 18 387 55 503 118 747
кольца жесткости .... » •— — — — — — — — 10 192 22 729
центральной стойки . . . » .— — 755 755 940 940 1 480 1480 1 561 — —
лестницы » 431 431 709 709 1 705 1 705 2 380 2 380 2 380 2 727 2 727
прочих конструкций . . . » 152 219 172 184 281 824 865 1 698 1 776 2 719 6 780
Общий вес резервуара . . . в 4 700 7 177 10 583 12 387 18 775 24 313 41 794 62 539 89 231 203 171 381 700
Вес основных отгружаемых узлов: днища с центральной стой- кой » 3 821 4 959 12 040 13 100 20 891 42 710 2x48000
днища и стенки со стой- кой в 4 220 5938 8 017 9 150 —
стенки с лестницей . . . в — — — — 111382 13310 24 085 33 744 45 950 2X48 167 3x51 632
Наибольший вес одного щита кровли » 376 772 393 327 387 473 610 728 1 148 1 251 2 133
Вес одного сегмента кольца жесткости в — — — — — — — — — 629 946
кромки подвергают строжке.
Рис. 1.7. Перевод нахлесточных соеди-
нений на стыковые
а —в окрайках днища в месте опирания стен-
ки: /—листы окрайков; 2 —нахлесточный
участок; 5 —подкладка; 4 — стыковой уча-
сток; 5 —место расположения стенки резер-
вуара; б—в горизонтальном соединении ли-
стов стенки
приваренный к верхнему поясу стенки (рис. 1.6, б) внешним пото-
лочным сплошным и внутренним прерывистым швом (иногда на-
оборот).
Для обеспечения требуемого зазора в вертикальных стыковых
соединениях листов стенки резервуара их вертикальные короткие
гов первого пояса простра-
гивают также кромки на
длинной стороне, обращен-
ной к днищу.
Листы стенки резервуара,
свариваемые встык по длин-
ным (горизонтальным) кром-
кам, также строгают. Если
листы толщиной 4—5 мм по
длинным кромкам соединяют
внахлестку, строжки не тре-
буется.
Монтажный вертикальный
стык полотнища стенки ре-
зервуара выполняют, как пра-
вило, встык с двусторонней
сваркой или нахлесточным с
двусторонней сваркой сплош-
ным швом на всю высоту стен-
ки резервуара. Величина на-
хлестки 70—80 мм.
Если часть поясов стенки
резервуара имеет нахлесточ-
ное соединение, то концевые
участки нахлестки посредст-
вом фигурной вырезки для
плотного прилегания кромок
стенки резервуара в монтаж-
ном стыке переводятся с нах-
лесточного на стыковое сое-
динение (рис. 1.7). На рис.
1.8 показана конструкция
полотнища стенки резервуа-
ра емкостью 5000 /и3.
Для районов со скоростным напором ветра 55 и 100 кгс1м2
стенки резервуаров емкостью 2000, 3000 и 5000 jw3 усиливаются го-
ризонтальным кольцом жесткости. Стенка резервуара емкостью
1000 м3 усиливается кольцом жесткости при напоре ветра 100 кгс1мг.
В резервуарах емкостью 10 000 м3 кольцо жесткости устанав-
ливается на верхнем поясе стенки резервуара с внутренней ее сто-
роны; оно воспринимает ветровой напор (30 кгс!м2) и распор от сфе-
рической кровли. Верхняя часть стенки резервуаров со щитовой
кровлей иногда усиливается приваркой вертикальных уголковых
13
стоек. Это делается в случае, если толщина поясов не удовлетворяет
условиям устойчивости.
Наиболее распространенными в настоящее время являются
конструкции днища с прямыми или сегментными окрайками. Сред-
нюю, большую часть днища собирают из полотнищ, свариваемых
из листов стандартных размеров (преимущественно 1500x6000 мм)
или из листов большего размера при наличии рулонной листовой
стали. При этом один из монтажных стыков между полотнищами дол-
жен проходить посередине днища, выполняемого из рулона.
Крайние листы, называемые окрайками, располагаются по ок-
ружности днища. Листы окрайков резервуаров РВС-2000, 3000 и
Рис. 1.8. Полотнище стенки резервуара емкостью 5 000 л<3,
сворачиваемое в один рулон
5000 толще основных листов днища. У резервуаров емкостью 100—
1000 jw3 все листы днища имеют одинаковую толщину. На листы
окрайков опирается стенка резервуара, поэтому их поверхность не
должна иметь выступов и нахлесточных соединений. Это достигается
сваркой листов окрайков встык или фигурной их вырезкой, когда
листы окрайков только у края днища свариваются встык на особой
подкладке (см. рис. 1.7).
Расстояние от края днища до стыков окрайков с листами полот-
нища принимается не менее 1000 мм. Вертикальные стыки первого
пояса стенки резервуара и стыки окрайков днища следует распо-
лагать вразбежку: расстояние между ними не должно быть менее
200 мм.
Края средней части днища укладываются на окрайки сверху и
привариваются одним верхним швом.
Листы полотнища днища соединяются внахлестку или встык.
Днище, изготовленное на заводе, поступает на монтажную пло-
щадку свернутым в рулон. Его навертывают на центральную стой-
ку или на каркас. Днище крупных резервуаров монтируют из не-
скольких элементов. Днище мелких резервуаров доставляют на
место монтажа в виде единого полотнища. Элементы днища соединя-
ют внахлестку величиной 50—60 мм. Диаметр изготовленного на
заводе днища на 20 мм обычно превышает проектный.
19
СНиП IП-В.5-62* допускает монтаж днищ также из отдельных
листов, собираемых и свариваемых на монтажной площадке. В этом
случае все листы собирают внахлестку с односторонней сваркой из-
нутри резервуара, а в местах опирания стенки резервуара листы
окрайков сваривают встык на подкладке. Ранее применявшиеся
сборка и сварка на клетках с последующим опусканием днища на
основание теперь не допускаются.
Покрытие резервуаров для хранения нефтепродуктов выполняет-
ся коническим с уклоном 1 : 20 или сферическим.
В настоящее время повсеместно
мая из крупных щитов, являющихся
Рис. 1.9. Щитовая кровля резервуара
емкостью 5 000 м3 с радиальным раскроем
применяется кровля, собирае-
одновременно и несущей, и ог-
р аждающей конструкцией.
Щит представляет собой кар-
кас из балок и швеллеров, к
которому приварен листовой
настил.
Щитовая кровля имеет ряд
преимуществ по сравнению с
кровлей, сконструированной
из настила по балкам на фер-
мах, применявшейся ранее.
Так, кровля резервуара ем-
костью 5000 м3 (проект
7-02-09) состоит из 300 элемен-
тов (листов настила, ферм,
прогонов, связей и т. д.), а
щитовая кровля — только из
26 элементов. Конструкция
щитовой кровли предусматри-
вает направление разворачивания рулона стенки резервуара по
часовой стрелке.
Щиты кровли опираются на верхний пояс стенки резервуара по
всему его периметру. Схема щитовой кровли с радиальным раскро-
ем показана на рис. 1.9. У резервуаров небольшой емкости щитовая
кровля монтируется из двух (РВС-100 и РВС-200) или пяти—восьми
(РВС-300 и РВС-400) элементов.
Как было сказано выше, по верху стенки резервуара, чтобы при-
дать устойчивость верхнему поясу, приваривают ребра. Щитовая
кровля рассчитана на нагрузку 100 и 150 кгс!м2 для резервуаров
емкостью 5000, 3000 и 2000 м3 и на нагрузку 150 кгс!м2 для резер-
вуаров емкостью 100—1000 м3. ,
В середине резервуара часть щитов опирается на оголовник
центральной стойки, которая в свою очередь опирается на дни-
ще (см. рис. 1.1). Для резервуаров емкостью 5000, 3000, 2000,
1000, 700, 400 и 300 м3 применяется трубчатая стойка, внутренняя
полость которой иногда заполняется песком, чтобы воспрепятство-
вать отрыву ее от днища при повышении внутреннего давления в
резервуаре. В РВС-200 и РВС-100 стойки не применяются: щиты
20
кровли опираются в них на стенку резервуара. При изготовлении
резервуаров па заводе па центральную стойку наворачивают по-
лотнище днища (иногда вначале на стойку наворачивают стен-
ку, а затем полотнище днища).
Для уравновешивания вертикальных сил, возникающих в ре-
зультате появления внутреннего избыточного давления в газовом
пространстве при одновременном воздействии ветра, и во избежание
поднятия резервуара, которое может быть вызвано этим, необходимо
закреплять резервуар, подвешивая к нижнему поясу противовесы,
или крепить нижний пояс резервуара к анкерам.
Рис. 1.10. Резервуар емкостью 10’000 м3 без внутренних опор со сфери-
ческой кровлей
Если противовесами являются железобетонные плиты, их следует
размещать таким образом, чтобы вертикальные швы пояса были
открыты для осмотра. Плиты подвешивают после установки обору-
дования на нижнем поясе резервуара. Для этого к стенке резервуа-
ра приваривают крючки. Подвешивание плит или возведение ан-
керов является обязательным, если внутреннее избыточное дав-
ление в резервуаре превышает 120 мм вод. ст.
Замена резервуарами большой емкости (10 000—50 000 м3 и бо-
лее) имеющих массовое распространение резервуаров РВС-5000
значительно экономит средства при сооружении крупных баз для
хранения нефтепродуктов. По данным Гипроспецпромстроя,
экономия составляет по капитальным затратам 20—30% и по рас-
ходу металла 10—20%. Экономия металла достигается сокращением
протяженности коммуникаций и количества оборудования (расход
металла на 1 м3 емкости у РВС-5000 и РВС-10000 отличается не-
значительно).
В связи с целесообразностью применения крупных резервуаров
их строительство принимает массовый характер. Типовой проект
резервуара для хранения нефтепродуктов емкостью 10 000 м3
(рис. 1.10) разработан институтом Гипроспецпромстрой. Резервуар
21
запроектирован для использования в районах со снеговой нагруз-
кой до 100 кгс1см\ ветровым напором до 30 кгс! м2, и расчётной тем-
пературой t = —204-39° С. Резервуар рассчитан на хранение про-
дукта объемным весом 0,9 т!м? при внутреннем избыточном давлении
в газовом пространстве до 200 мм вод. ст. или вакууме 25 мм вод. ст.
Рис. 1.11. Днище РВС-10 000 с сегментными окрайками
/ — монтажные стыки окрайков; 2 —монтажный стык стенки;
3 — монтажные стыки днища
Конструкция предусматривает заводское изготовление всех эле-
ментов резервуара.
Для резервуара емкостью 10 000 м* днище с сегментными окрай-
ками (рис. 1.11) разработано в двух вариантах: листы центральной
части свариваются встык или внахлестку. Листы, свариваемые
встык, строгают или режут на гильотинных ножницах. Заводские
соединения встык выполняются двусторонней автоматической свар-
кой. Центральную часть днища изготовляют из листовой стали тол-
щиной 5 мм. Сегментные окрайки сваривают из листов толщиной
8 мм (окрайки, расположенные ближе к центральной части днища) и
толщиной 10 мм (окрайки, расположенные под стенкой). Сваренную
на заводе в виде четырех полотнищ центральную часть днища сво-
рачивают в один рулон. Сегментные окрайки сваривают и отправ-
ляют на место монтажа в виде 18 монтажных элементов. На монтаже
собирают и сваривают внахлестку элементы центральной части
днища. Сегментные окрайки соединяют и сваривают с днищем вна-
хлестку, а между собой—встык на подкладках толщиной 5 мм. Под-
22
кладки приваривают к окрайкам на заводе, и окрайки вместе с
подкладками отгружают на место монтажа, так как рулонирование
полотнищ днища вместе с этими окрайками невозможно.
Стенку резервуара собирают из листов, соединяемых встык
по горизонтальным и вертикальным кромкам. Листы предваритель-
но обрабатывают пристрожкой или обрезкой на гильотинных нож-
ницах (допуск при сборке ±1 мм). Минимальная толщина листов
стенки резервуара 6 мм. Проект 7-02-271 предусматривает контроль
качества 100% сварных соединений листов по коротким кромкам
(вертикальным) просвечиванием их на заводе.
Рис. 1.12. Резервуар емкостью 20 000 м3 со сферической кровлей
Покрытие резервуара представляет собой сферический купол,
монтажные элементы которого сходятся в центре на кольце и опи-
раются на стенке резервуара на кольцо жесткости. Кольцо жест-
кости воспринимает распор от купола и ветровую нагрузку. Купол
монтируют из секторных щитов сферического очертания, облицо-
ванных листовой сталью толщиной 3 и 6 мм. Каждый секторный
щит предварительно укрупняют из двух элементов заводского из-
готовления (треугольного и трапециевидного). Кольцо жесткости
собирают из 16 монтажных элементов.
На рис. 1.12 показан резервуар емкостью 20 000 м3 со сфери-
ческой кровлей. Кровлю ограждают по всему периметру. Для
подъема на кровлю предусмотрена шахтная многомаршевая лест-
ница. На шахтную лестницу наворачивают четыре элемента днища
или один элемент стенки резервуара.
Другой проект резервуара емкостью 10 000 м3 для хранения
нефтепродуктов при избыточном давлении до 200 мм вод. ст. и ва-
кууме до 25 мм вод. ст. предусматривает днище с сегментными ок-
райками и щитовую кровлю, опирающуюся на восемь постоянных
трубчатых стоек.
Для хранения аммиачной воды на заводах азотнотуковых удоб-
рений нашли применение резервуары емкостью 10 000 м3 (Проект-
стальконструкция), рассчитанные на избыточное давление до
500 лш вод. ст. Конструкция их отличается от конструкции обычных
23
Рис. 1.13. Резервуар емкостью 10 000 м'3 (Проектстальконструкция)
типовых резервуаров: днище коническое с уклоном к центру, опи-
рающееся на сплошное бетонное основание, щитовая кровля под-
держивается трубчатыми стойками, связанными поверху кольце-
вым ригелем (рис. 1.13).
В некоторых проектах цилиндрических вертикальных резер-
вуаров предусматривается корпус из двух стенок. Сооружение
экспериментального резервуара емкостью 15 000 м3 с двухслойной
стенкой определит возможность и целесообразность внедрения в
строительство этого типа конструкции стенки резервуара. Успешное
решение этой задачи позволит осуществить впоследствии рулони-
рование стенок резервуаров емкостью более 30 000 м\
В резервуарах с плавающей крышей подвижная крыша плавает
на поверхности находящегося в резервуаре жидкого продукта
(рис. 1.14, а). Покрытие и центральная стойка отсутствуют. Жест-
24
Рис. 1.14. Резервуар с плавающей крышей (а) и со щитовой
кровлей и понтоном (6)
1 — понтон в верхнем положении; 2 —понтон в нижнем положении
11845
25
кость верхней части стенки резервуара обеспечивается кольцевой
площадкой. Между плавающей крышей и стенкой резервуара уста-
навливается уплотняющий затвор, позволяющий снижать ’ потери
от испарения через кольцевой зазор между стенкой резервуара
и плавающей крышей. Для предотвращения нагрева солнечными
лучами нефтепродукта в летнее время на крышу заливают слой
Рис. 1.15. Резервуар емкостью 50 000 м3 с плавающей крышей
/ — стенка; 2 —днище резервуара; 3 — плавающая крыша, нижнее положение; 4 —
то же, верхнее положение; 5 — короб; 6 — стойка
(до 200 мм) воды. Резервуары с плавающей крышей сокращают по-
тери нефтепродуктов от испарения на 70—80% по сравнению с обыч-
ными резервуарами. Они безопасны в пожарном отношении.
В северных районах страны применение плавающих крыш прак-
тически невозможно вследствие снегопада и обледенения затвора.
Здесь используют обычные резервуары со щитовой кровлей, внутри
которых на поверхности продукта плавает понтон, снабженный
облечгенным уплотняющим затвором. Повседневное обслуживание
понтона затруднено. В центре понтона в резервуарах емкостью
5000 м3 имеется отверстие, через которое проходит центральная
стойка резервуара. Кольцевой зазор между центральной стойкой
и отверстием в понтоне также должен быть уплотнен.
Конструкция понтона принципиально не отличается от конструк-
ции плавающей крыши, но понтон легче, так какой не подвергается
снеговой нагрузке.
На резервуарах с понтоном (диаметр понтона на 300 мм менее
диаметра стенки резервуара) нет необходимости устанавливать ды-
хательные и предохранительные клапаны: этот тип резервуара ра-
ботает при атмосферном давлении в резервуаре.
Для изготовления понтонов используют сталь или неметалли-
ческие материалы. Имеется несколько разновидностей понтонов.
Чехословацкие инженеры предложили интересную конструк-
цию плавающей крыши, собираемой из отдельных двухдечных пон-
тонов, с жестким затвором.
В резервуарах с плавающей крышей и понтоном почти нет га-
зового пространства, что позволяет значительно сократить по-
26
*гери нефтепродуктов от испарения при малых и больших «дыха-
ниях». В резервуарах с «дышащей крышей» потери нефтепродук-
тов также резко сокращаются. В них под кровлей имеется затвор
с плавающим в нем колоколом газгольдера, в который поступают
пары нефтепродуктов при повышении давления в резервуаре. На
рис. 1.14, б изображен резервуар с щитовой кровлей и понтоном.
На рис. 1.15 показан резервуар емкостью 50 000 м3 с плава-
ющей крышей (резервуар собран полистовым методом). На рис. 1.2
изображен резервуар с цилиндрической стенкой, сфероидальной
самонесущей кровлей и плоским днищем с анкерными болтами.
Резервуар рассчитан на внутреннее давление от 1000 до 2500 мм
вод. ст. или на вакуум 100 мм вод. ст. (Проектсталькон-
струкция, тип «Гибрид»).
Резервуары с понтоном или плавающей крышей следует соору-
жать с большей точностью размеров, чем обычные цилиндрические
резервуары с кровлей. Внутренний объем резервуаров с понтоном
или плавающей крышей используется на 80—85%. Остальные 20—
15% объема резервуара работают как обычный резервуар, так как
понтон или плавающая крыша опирается на днище через опоры
высотой 1,8—2 м.
Дополнительные затраты, возникающие при строительстве ре-
зервуаров повышенного давления, предназначенных для длитель-
ного хранения нефтепродуктов, а также резервуаров с плавающей
крышей и понтонами для хранения продуктов с большой обора-
чиваемостью, окупаются в первые же годы их эксплуатации. Целе-
сообразность применения этих более совершенных конструкций не
вызывает сомнений.
Сведения о потерях нефтепродуктов в резервуарах номиналь-
ной емкостью 5000 м3, определенные для района Астрахани, при-
ведены в табл. 1.2.
Таблица 1.2
Потери нефтепродуктов от малых и больших «дыханий», в т/год
Потери Резервуары вертикальные стальные
с щитовой кровлей, ат- мосферный, емкостью 4838 jw3 типовой, с щитовой кровлей и понтоном, емкостью 4320 м3 «Гибрид», с внутренним давлением 2000 мм вод. ст. и вакуумом 100лл< вод. ст, емкостью 5266 м3, без газовой обвязки
От малых «дыханий» От больших «дыханий» 54,4 10,5 Потери незначительные
при оборачиваемости 48 раз в год 167,6 45,6 115,2
Общие потери .... 220 56,1 115,2
Задание правительства о снижении потерь нефтепродуктов вдвое
можно выполнить внедряя резервуары, потери в которых незначи-
тельны, т. е. резервуары повышенного давления, а также резервуа-
ры с плавающими понтонами или крышами. Наряду со строитель-
27
ством резервуаров рациональной конструкции необходимо рекон-
струировать емкости, уже находящиеся в эксплуатации, установив
в них понтоны или плавающие крыши.
6. Шаровые резервуары и газгольдеры
Шаровые резервуары и газгольдеры постоянного объема исполь-
зуются в различных отраслях промышленности. Впервые такие
резервуары появились в США после первой мировой войны. В них
хранятся легковоспламеняющиеся жидкости, а также сжиженные
или несжиженные газы под высоким давлением.
Шаровые резервуары, обладая оптимальной формой, требуют
наименьшего расхода металла на емкости. Для изготовления обо-
лочки таких резервуаров применяют стали с высокими значениями
временного сопротивления (низколегированные).
У нас строят шаровые резервуары и газгольдеры емкостью 600—
2000 м3, а за рубежом — емкостью 5000—10 000 м3.
Наиболее распространено опирание шаровых резервуаров и
газгольдеров на ряд отдельных стоек, примыкающих к сфере по
экватору, или на одну цилиндрическую стойку; раскрой оболочки —
в виде «апельсиновых долек» или другого вида. Наиболее экономич-
но применение широких и недлинных листов. Это позволяет исполь-
зовать при раскрое 85% площади листов и сократить протяженность
сварных швов.
Определение толщины оболочки 6 ведется по безмоментной тео-
рии:
6 = -^- +с,
ZRjjnq
где Р — нагрузка на верхнюю или нижнюю точку оболоч-
ки в кгс!см2 (избыточное давление или избыточное
давление газа плюс гидростатическое);
п — коэффициент перегрузки 1,2;
г — внутренний радиус шара;
т — коэффициент условий работы, равный 0,65;
Ф — коэффициент прочности сварного шва, равный 0,65;
С — надбавка к толщине на недокат (0,8 мм) и на вы-
тяжку при штамповке (2,8 мм)',
здесь [ов] — временное сопротивление стали;
— коэффициент однородности стали;
К2 — коэффициент, учитывающий двухосное напряжение
стали, равный 1.
Кроме того, оболочку проверяют на местный краевой эффект
по линии опирания и на устойчивость при вакууме. Критическое
напряжение
акр — К »
28
критическое давление
кр-2К^-
1 г2
где К — коэффициент 0,1, установленный экспериментально.
Допускаемый вакуум Рдоп определяется по формуле
р ____ 2(Укр Ki т 6
доп~ 7п *
Лепестки изготовляются горячим штампованием или вальцов-
кой холодным способом.
7. Материалы, применяемые при сооружении резервуаров
Влияние расчетной температуры воздуха, при которой резер-
вуар будет эксплуатироваться, учитывают применяя различные
марки сталей. Требования, предъявляемые к стенкам и днищам
резервуаров, эксплуатируемых в районах с расчетной температу-
рой до минус 20° С и в районах с более низкими расчетными тем-
пературами (до минус 39° С), различны. Для последних может при-
меняться сталь улучшенного раскисления с гарантированной удар-
ной вязкостью не ниже 3 кгс-мкм2, при температуре от—40 до—60°С.
Полотнища стенок резервуаров емкостью от 10 000 jw3 и выше
выполняются из низколегированных сталей, если это обеспечивает
возможность рулонирования.
Применение углеродистой стали для рулонируемых стенок ре-
зервуаров емкостью более 20 тыс. л*3 затруднено или совсем не-
возможно — этому препятствует ее большая толщина. Значитель-
но менее жесткие требования предъявляются к качеству стали,
идущей на изготовление стенок и днищ резервуаров низкого дав-
ления емкостью до 700 л*3 включительно и для несущих конструкций
и настила кровли, лестниц и ограждений резервуаров всех емко-
стей, для которых допускается применение кипящей стали
ВМСт.Зкп.
Для резервуаров, сооружаемых в районах с низкими темпера-
турами, применяется низколегированная сталь марки 09Г2С
(ГОСТ 5058—65).
Качество и марка стали, из которой выполняются резервуары,
а также типы и марки электродов, сварочной проволоки, флюсов,
защитных газов и метизов, применяемых при изготовлении и мон-
таже резервуаров, должны соответствовать указаниям проекта,
удовлетворять требованиям СНиП I-B. 12-62, а также соответствую-
щим стандартам и техническим условиям. Качество этих материалов
должно удостоверяться сертификатами или паспортами заводов-
поставщиков. На катушках сварочной проволоки обязательно на-
личие заводских бирок, а па упаковке электродов — заводских
ярлыков (СНиП Ш-В.5-62*, раздел I).
29
Глава 2
ОБЩИЕ СВЕДЕНИЯ О МОНТАЖЕ И СВАРКЕ РЕЗЕРВУАРОВ
1. Документация. Подготовительные работы
Сооружение резервуаров производится в соответствии со
СНиП IП-В.5-62*, которые предписывают начинать строительство
лишь при наличии на месте строительства утвержденного проекта
и сметы, рабочих чертежей, проекта производства работ и техно-
логических указаний по сварке и испытанию резервуара.
Весь комплекс работ по сооружению, испытанию и сдаче резер-
вуаров требуется производить в соответствии с проектом органи-
зации работ, рабочими чертежами, правилами охраны труда и тех-
ники безопасности, предписаниями пожарной охраны, относящими-
ся к строительству по типовым проектам стальных сварных вер-
тикальных наземных цилиндрических резервуаров для хранения
нефтепродуктов.
Особые условия строительства резервуаров в сейсмических рай-
онах (сейсмический балл от 8 и выше), в зоне вечной мерзлоты или
в районах с температурой ниже —50° С, а также в зимний период
вызывают необходимость производства работ по специальным тех-
ническим условиям, проектам организации работ и технологическим
правилам.
Работы по планировке территорий должны быть закопчены до
начала монтажа, а работы по сооружению обвалований и рытью
траншей не должны препятствовать транспортированию, раскладке
и монтажу конструкций.
Производственные и подсобные сооружения, необходимые мон-
тажной организации для нормальной работы, сдаются до начала
монтажа. Также до начала работ должны быть доставлены на пло-
щадку оборудование и материалы. ,
К монтажной площадке, а также к мастерским (заготовительной,
механической и кузнице) подводят электроэнергию.
Все изложенные операции предусматриваются проектом произ-
водства работ (ППР).
При строительстве объекта с несколькими резервуарами большой
емкости особое внимание следует обратить на водоснабжение: по-
30
дачу воды необходимо вести круглосуточно в больших количествах,
несколькими насосами производительностью до 200 м31ч и более.
Должен быть заблаговременно обеспечен в случае необходи-
мости слив воды в краткие сроки.
2. Поставка и подготовка конструкций
Конструкции прибывают с заводов в следующем виде:
днище поступает в рулонах; при толщине окрайков 8 мм и более
их доставляют в виде отдельных элементов с приваренными к ним
подкладками;
стенка резервуара также поступает в виде рулона; при малом
весе стенки на этот же рулон наворачивают и полотнища днища;
кромки днища, идущих отдельно окрайков и стенки резервуара
должны быть обработаны заводом в соответствии с проектом;
щитовые элементы кровли, центральная стойка, кольцо жест-
кости, шахтная лестница должны поставляться в виде транспор-
табельных, полностью готовых, собранных и сваренных монтажных
элементов.
Завод-изготовитель обязан представить документацию, удо-
стоверяющую качество материалов.
Завод-изготовитель, поставляющий стенку резервуара в виде
рулонной заготовки, направляет монтажной организации серти-
фикаты, схему развертки стенки (с нанесением на схеме сварных
соединений клейма сварщиков, мест просвечивания сварных швов
и номеров пленок просвечивания), заключение радиографов о ре-
зультатах просвечивания и акт испытания швов полотнища на плот-
ность.
Конструкции резервуаров, собираемых полистовым методом, по-
ставляют в соответствии с указаниями проекта и СНиП III.В-5.62*.
3. Сборка резервуаров
При полистовой сборке резервуара особенно тщательно необ-
ходимо контролировать соблюдение правильной цилиндрической
формы стенки резервуара (или формы шара в шаровых резервуарах).
Элементы и детали конструкций перед сборкой очищают от гря-
зи, наледи и следов коррозии. Погнутые элементы правят.
В процессе сборки необходимо соблюдать очередность операций
технологического процесса, указанную в проекте производства
работ.
Геометрические размеры каждого пояса резервуара следует
проверять по мере сборки. Отмеченные отклонения от проектных
размеров надо устранять немедленно, поскольку неисправленная
в начале сборки ошибка может привести к серьезным последствиям.
Осматривая стыки, проверяют величину нахлесток, смещение кро-
мок, зазоров и т. п,
31
На при мгзкгх ге делено быть остатков незачищенного шлака
и трещин, в противном случае прихватки вырубают и заваривают
вновь. Размеры зазоров в стыковых соединениях должны точно
соответствовать проектным. Если зазор в стыковом соединении
окажется менее допустимого, необходимо довести его до проект-
ного размера подрубкой или подрезкой, не увеличивая при этом
притупления кромок.
Вертикальные стыки поясов стенки резервуара, стыки окрайков
днища и стыки верхнего обвязочного уголка следует располагать
вразбежку. Как указывалось выше, разбежка не должна быть ме-
нее: 200 мм между швами окрайков днища и вертикальными швами
первого пояса и 500 мм между вертикальными стыками смежных
поясов (при полистовой сборке резервуаров). В нахлесточных сое-
динениях листов кровли зазор не должен превышать 1 мм. Особенно
тщательно следует подгонять листы в местах двойного нахлеста.
Нахлесточные соединения листов стенки резервуара должны
собираться на сборочных приспособлениях или на прихватках.
Стыковые швы листов толщиной 6—10 мм собирают только на сбо-
рочных приспособлениях.
4. Подтягивание и закрепление соединений в процессе сборки
Все элементы при полистовой сборке цилиндрических и ша-
ровых резервуаров устанавливают в требуемое положение и за-
крепляют вначале временными креплениями. Временные крепления
позволяют удерживать части собираемой конструкции в заданном
положении: конструкции придается проектная форма, отдельные
детали ее правильно размещаются относительно друг друга, дости-
гаются нужные зазоры, величины нахлестки и т. п.
Постоянные сварные швы накладывают после установки кон-
структивного элемента или его части (например, днища, пояса стен-
ки резервуара).
Характер временных монтажных креплений существенно влияет
на величину усадочных напряжений и деформаций, возникающих
при сварке. В процессе сборки резервуаров монтажные крепления
могут быть жесткими или полужесткими. Жесткими креплениями
являются прихватки, производимые электросваркой. Прихватки
имеют длину 40—60 мм и сечение меньше сечения основного шва.
Так как прихватки не удаляются при окончательной сварке,
а перекрываются швом и металл прихватки входит в состав наплав-
ленного металла основного шва, их требуется варить электродами
той же марки, какой варится основной шов.
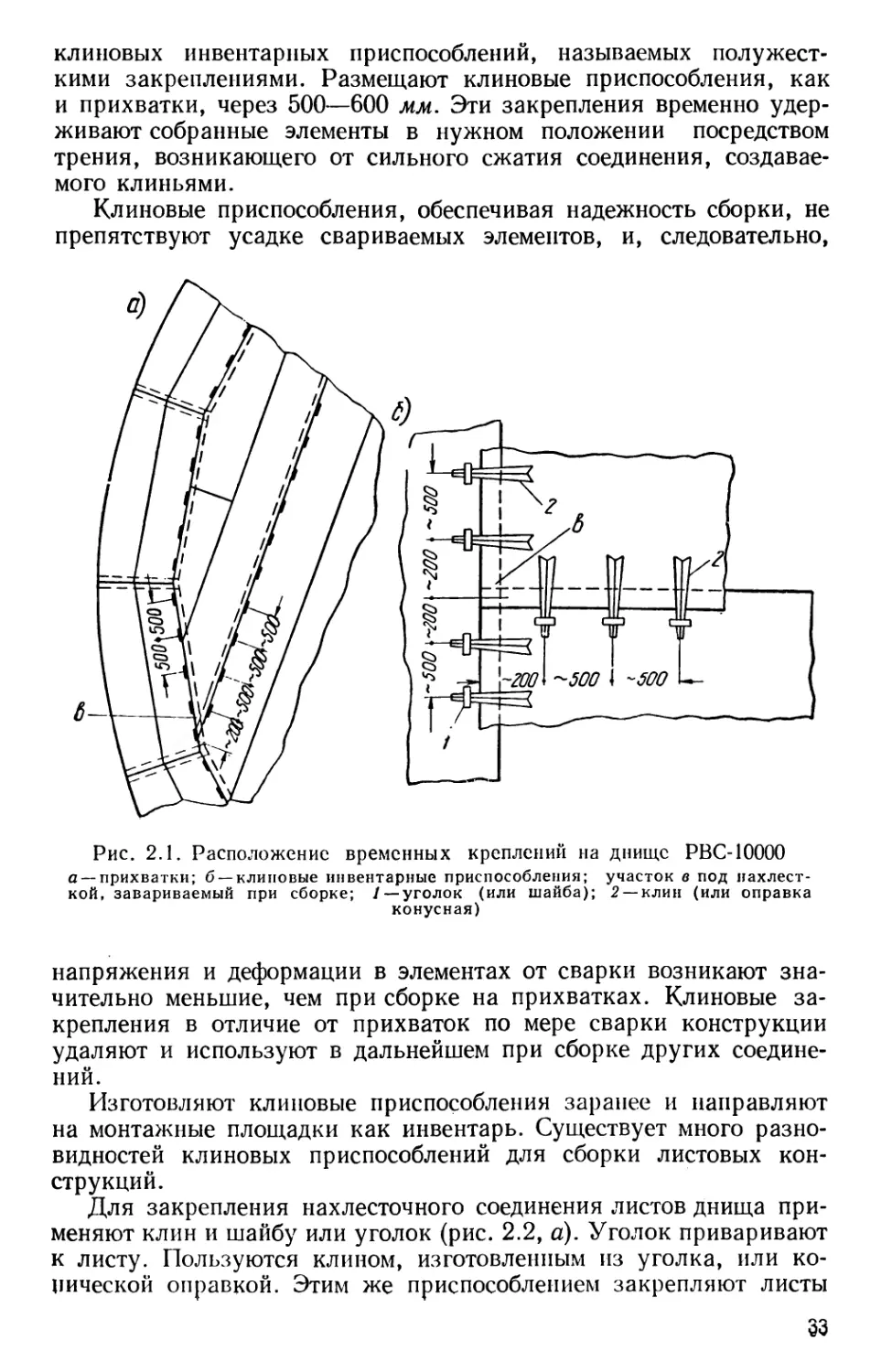
Прихватки (рис. 2.1) ставятся через 500—600 мм или, в случае
необходимости, чаще. Они хорошо удерживают отдельные элементы
в собранных соединениях, но ввиду своей жесткости препятствуют
свободной усадке свариваемого металла. Лучше применять времен-
ное закрепление собираемых элементов с помощью различных
32
клиновых инвентарных приспособлений, называемых полужест-
кими закреплениями. Размещают клиновые приспособления, как
и прихватки, через 500—600 мм. Эти закрепления временно удер-
живают собранные элементы в нужном положении посредством
трения, возникающего от сильного сжатия соединения, создавае-
мого клиньями.
Клиновые приспособления, обеспечивая надежность сборки, не
препятствуют усадке свариваемых элементов, и, следовательно,
Рис. 2.1. Расположение временных креплений на днище РВС-10000
а —прихватки; б —клиповые инвентарные приспособления; участок в под нахлест-
кой, завариваемый при сборке; / — уголок (или шайба); 2 —клин (или оправка
конусная)
напряжения и деформации в элементах от сварки возникают зна-
чительно меньшие, чем при сборке на прихватках. Клиновые за-
крепления в отличие от прихваток по мере сварки конструкции
удаляют и используют в дальнейшем при сборке других соедине-
ний.
Изготовляют клиновые приспособления заранее и направляют
на монтажные площадки как инвентарь. Существует много разно-
видностей клиновых приспособлений для сборки листовых кон-
струкций.
Для закрепления нахлесточного соединения листов днища при-
меняют клин и шайбу или уголок (рис. 2.2, а). Уголок приваривают
к листу. Пользуются клином, изготовленным из уголка, или ко-
нической оправкой. Этим же приспособлением закрепляют листы
ос
стенки резервуара при сборке внахлестку. Во избежание опускания
листов вышележащего пояса при нахлесточном соединении его
опирают на уголки-коротыши с вырезами («петушки»).
Для закрепления листов стенки резервуара и днища, соединя-
емых под углом друг к другу, применяют угловое соединение,
состоящее из уголка, в котором имеются прорези, с приваренными
к нему кусками квадратной стали, конических оправок и шайб,
привариваемых к листам днища и листам стенки резервуара. Вби-
вая оправки, перемещают листы в нужном направлении и закреп-
ляют их.
Для сборки листов, соединяемых встык, применяют клиновые
приспособления, состоящие из конических оправок, шайб и сбо-
рочной планки (рис. 2.2, б), в которой имеются два квадратных от-
верстия. К планке приварены четыре бруска.
К листам до начала сборки приваривают сборочные шайбы
(см. рис. 2.2, а). В процессе сборки установленные листы скрепляют
сборочными планками, устанавливаемыми поперек стыка (рис. 2.2, г).
Планка надевается на сборочные шайбы. Вбивая конические оп-
равки в отверстия сборочных шайб или между шайбами и брусками,
подтягивают собираемые листы, придавая им необходимое поло-
жение.
Для совмещения поверхностей листов и обеспечения проект-
ного зазора в стыковом соединении применяют зазорные проклад-
ки, закладки и оправки (рис. 2.2, в). Закладки изготовляют из кру-
глой стали и наваривают на них ограничители. Прокладки устанав-
ливают в стыке между листами (причем толщина прокладки должна
быть равна проектному зазору между стыкуемыми листами). В мень-
шее отверстие вставляют закладку, в большее забивают ко-
ническую оправку и тем уравнивают поверхности стыкуемых
листов.
Размещение деталей, привариваемых к листам стенки резерву-
ара для крепления кронштейнов подвесных подмостей (если они
применяются), должно соответствовать конструкции подмостей.
Определяя число деталей, необходимых для производства
сборки, следует учитывать их оборачиваемость. При правильной
организации работ для бесперебойного ведения сборки вполне до-
статочно 50% переносных деталей из общего их количества, опре-
деляемого числом мест установки деталей по всему резервуару.
Привариваемые детали, поскольку их можно использовать много-
кратно, нельзя повреждать при срезке.
Удаляя с поверхности листов привариваемые детали стяжнЫх
приспособлений, надо соблюдать осторожность, чтобы не допустить
повреждения основного металла листов днища и стенки резервуара.
Если вследствие неосторожного удаления деталей стяжных прис-
пособлений в местах, где были наложены швы, вырваны частицы
металла, следует обнаруженные повреждения исправить, воспол-
нив вырванный металл наваркой электродами Э42А или Э50А и
Э55А.
34
$ t п ,, п п, , п
1—-------------Т—
I—>4---- 300 --
Рис. 2.2. Сборочные инвентарные приспособления
а —коническая оправка и шайба; б —сборочная планка; в —зазорная прокладка и закладка; г —установка сборочной планки
на листах, соединяемых встык; / — собираемые встык листы; 2 —сборочная планка; 3 — шайба; 4 — коническая оправка,
прижимающая планку; 5 — коническая оправка, стягивающая листы; 6 — квадраты; 7 —зазорная прокладка (размер одолжен
оо соответствовать величине зазора); 8 — цилиндрическая закладка
5. Сварка конструкций резервуаров
При электродуговой сварке в основном и наплавленном метал-
ле происходят явления, вызывающие внутренние напряжения и
деформации конструкции. Деформации могут быть упругими, в
этом случае после охлаждения металла деформации исчезают и
деталь принимает свою первоначальную форму. При остаточных
Рис. 2.3. Соединение листов стенки резервуара
а —сварка однослойного шва обратно-ступенчатым способом; б—сварка двухслой-
ного шва обратно-ступенчатым способом (стрелками и цифрами показаны очеред-
ность и направление наложения швов)
(пластических) деформациях в результате нагрева и охлаждения
металла форма детали не восстанавливается.
При затвердевании расплавленный металл сжимается, так как
в твердом состоянии его объем меньше, чем в расплавленном. Это
явление называется усадкой. При усадке в металле образуются
остаточные напряжения.
При значительных остаточных напряжениях сварная конструк-
ция, подвергаясь одновременному воздействию внешних сил, пере-
напрягается, что приводит к появлению трещин, а иногда и к раз-
рушению конструкции.
В резервуарах это особенно опасно, так как даже небольшая
трещина в шве под влиянием давления жидкости может служить
причиной разрушения всего резервуара.
Различают усадку продольную и поперечную.
36
Для уменьшения внутренних напряжений и деформаций при-
меняют особые способы сварки.
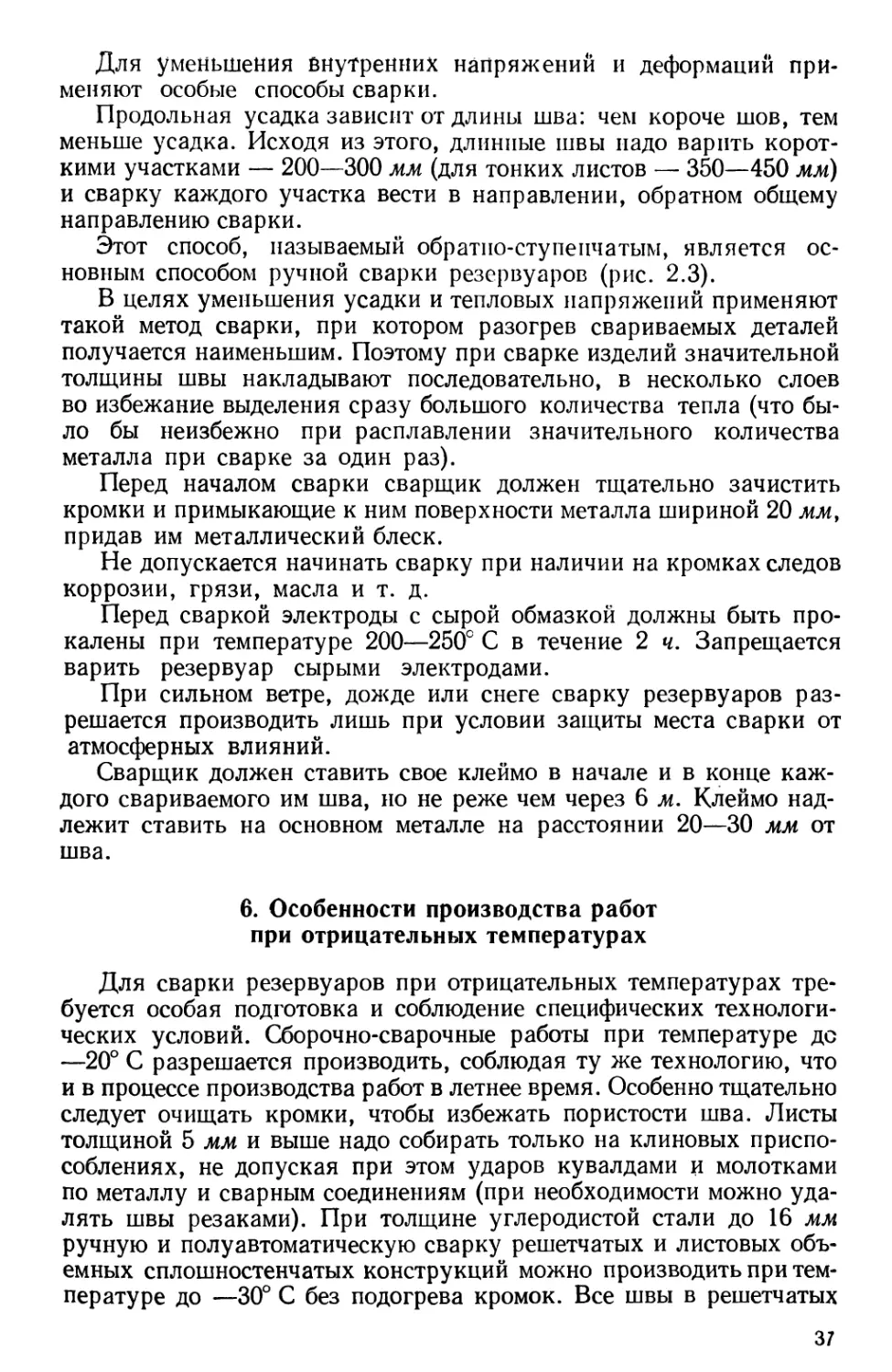
Продольная усадка зависит от длины шва: чем короче шов, тем
меньше усадка. Исходя из этого, длинные швы надо варить корот-
кими участками — 200—300 мм (для тонких листов — 350—450 мм)
и сварку каждого участка вести в направлении, обратном общему
направлению сварки.
Этот способ, называемый обратно-ступенчатым, является ос-
новным способом ручной сварки резервуаров (рис. 2.3).
В целях уменьшения усадки и тепловых напряжений применяют
такой метод сварки, при котором разогрев свариваемых деталей
получается наименьшим. Поэтому при сварке изделий значительной
толщины швы накладывают последовательно, в несколько слоев
во избежание выделения сразу большого количества тепла (что бы-
ло бы неизбежно при расплавлении значительного количества
металла при сварке за один раз).
Перед началом сварки сварщик должен тщательно зачистить
кромки и примыкающие к ним поверхности металла шириной 20 мм,
придав им металлический блеск.
Не допускается начинать сварку при наличии на кромках следов
коррозии, грязи, масла и т. д.
Перед сваркой электроды с сырой обмазкой должны быть про-
калены при температуре 200—250° С в течение 2 ч. Запрещается
варить резервуар сырыми электродами.
При сильном ветре, дожде или снеге сварку резервуаров раз-
решается производить лишь при условии защиты места сварки от
атмосферных влияний.
Сварщик должен ставить свое клеймо в начале и в конце каж-
дого свариваемого им шва, но не реже чем через 6 м. Клеймо над-
лежит ставить на основном металле на расстоянии 20—30 мм от
шва.
6. Особенности производства работ
при отрицательных температурах
Для сварки резервуаров при отрицательных температурах тре-
буется особая подготовка и соблюдение специфических технологи-
ческих условий. Сборочно-сварочные работы при температуре до
—20° С разрешается производить, соблюдая ту же технологию, что
и в процессе производства работ в летнее время. Особенно тщательно
следует очищать кромки, чтобы избежать пористости шва. Листы
толщиной 5 мм и выше надо собирать только на клиновых приспо-
соблениях, не допуская при этом ударов кувалдами и молотками
по металлу и сварным соединениям (при необходимости можно уда-
лять швы резаками). При толщине углеродистой стали до 16 мм
ручную и полуавтоматическую сварку решетчатых и листовых объ-
емных сплошностенчатых конструкций можно производить при тем-
пературе до —30° С без подогрева кромок. Все швы в решетчатых
37
И листовых объемных сплошностенчатых конструкциях из низко-
легированной стали толщиной до 16 мм можно без подогрева сое-
динять ручной и полуавтоматической сваркой при температуре
до —20° С (СНиП Ш-В.5-62*).
Автоматическую сварку всех швов конструкций, выполняемых
из углеродистой и низколегированной стали, разрешается произ-
водить при температуре до —30° С по технологическим процессам,
установленным для сварки при положительных температурах для
металла толщиной до 30 мм.
Автоматическая сварка стали при более низких температурах
может производиться только по специально разработанной техно-
логической схеме, предусматривающей увеличенные тепловложения
и пониженную скорость охлаждения.
При отрицательной температуре ручная сварка углеродистой
стали без подогрева производится электродами с рутиловым по-
крытием или покрытием основного типа, причем для сварки ста-
ли толщиной до 20 мм следует применять электроды типа Э42А.
Нужное качество сварки при отрицательных температурах мо-
жет быть достигнуто при условии, что сварщик находится в благо-
приятных условиях (перерывы в работе для обогрева, защита от
ветра, обеспечение теплой одеждой и т. п.). Сварщик должен иметь
деревянный щит, войлочный коврик и теплую спецодежду. Места
сварки следует защищать от ветра переносными щитами-ширмами.
После резких похолоданий, например при падении температуры
в течение суток на 15° и более, рекомендуется (СНиП Ш-В.5-62*,
разд. 4) произвести два-три дополнительных контрольных осмотра
законченных сварных соединений. Кроме того, при выполнении
работ по сборке резервуаров в зимних условиях следует соблюдать
такие требования:
а) монтажная площадка должна иметь помещение для обогре-
вания, находящееся на расстоянии 150—200 м от резервуара;
б) электроды и флюсы следует хорошо прокалить; повторное ис-
пользование флюсов без прокаливания не допускается;
в) правка и подбивка листов в местах нахлестки допускается
только при нагреве металла до ярко-красного каления;
г) сварочное оборудование должно быть защищено от непо-
годы (навес, закрытое помещение);
д) на рабочем месте электроды и флюс разрешается хранить
только в плотно закрытых ящиках;
е) при временном закреплении деталей на прихватках их размер
необходимо увеличить: по длине до 70—80 мм и по высоте до
4—5 мм\
ж) увлажненные места непосредственно перед сваркой должны
быть просушены; с этой целью их нагревают до 100—150° С;
з) стыковые соединения стенки резервуара следует выполнять
одновременно с внутренней и наружной стороны, причем сварщик,
работающий внутри, должен опережать сварщика, работающего
снаружи, примерно на 300 мм\
38
и) тавровый шов необходимо сваривать одновременно с двух
сторон обратно-ступенчатым способом двухслойной сваркой; длина
свариваемого участка шва не должна быть более 1 м при ручной
сварке и более 6 м при автоматической;
к) ручную сварку надо производить на постоянном токе электро-
дами Э42А, а автоматическую сварку под флюсом — проволокой
СвО8Г (или СвО8А); если используется переменный ток, при авто-
матической сварке следует применять керамические флюсы (на-
пример, КВС-19);
л) устранять дефекты разрешается при температуре не ниже
0° С или с подогревом металла до 100—150° С на расстоянии от шва
не менее чем на 100 мм в обе стороны.
7. Пооперационный контроль качества
Технические руководители участка должны вести непрерыв-
ный и тщательный контроль за качеством выполняемых работ.
В конструкциях резервуарного типа особенно важны правиль-
ность геометрических размеров сооружения и высокое качество
сварки, которая должна обеспечить плотность и прочность соеди-
нений.
Технический персонал иногда все усилия направляет на про-
верку качества законченных работ, не уделяя должного внимания
контролю за выполнением промежуточных операций.
Отступление от технических условий, требований проекта и
технологического процесса на одной из операций обязательно при-
ведет к снижению качества, порче материалов и изделия. Небреж-
ность, допущенная в процессе сварки днища и стенки резервуара,
впоследствии вызывает серьезные аварии. Поэтому в процессе воз-
ведения резервуара надо контролировать каждую операцию и каж-
дый вид работ.
Тщательной проверке подлежат песчаное основание, его гео-
метрические размеры, величина конуса, качество изоляционной
массы. Перед укладкой элементов днища проверяют их размеры,
величину нахлестки, обработку кромок.
При плохо исполненной сборке не могут быть достигнуты плот-
ность и прочность сварного соединения. Величина зазоров, пра-
вильность разделки кромок, соблюдение величин нахлесток имеют
большое значение. Отступления от технических требований недо-
пустимы.
В процессе сборки руководство участка обязано установить
надзор за правильностью геометрической формы собираемого ре-
зервуара. Особое значение имеют вертикальность стенки и отсут-
ствие эллиптичности. От формы стенки резервуара зависит, будут
ли его элементы работать так, как это предусмотрено расчетом, или
они будут перегружены ввиду неправильного взаимного их рас-
положения.
39
При наличии большого
объема сварки желательна
повседневная приемка подго-
товленных под сварку соеди-
нений и наблюдение за про-
цессом сварки. Следует кон-
тролировать правильность
применяемых марок элёкт-
родов, постоянство длины
дуги, скорость перемещения
электрода, порядок наложе-
ния швов, очистку швов при
многослойной сварке.
Отсутствие необходимого
контроля за качеством отдель-
ных операций сказывается
при загружении резервуа-
ров. Разрушение цилиндри-
ческого резервуара емкостью
4600 м3 в Челябинской обла-
Рис. 2.4. Разрыв стенки резервуара и
расположение дефектов 1 в металле и
в сварном шве
I—IV — пояса стенки; / — днище; 2 —трещина
в листе, имевшаяся до аварии; 3 — зона под-
реза в листе // пояса с наружной стороны;
4 — разрыв // пояса; 5 —разрыв /// пояса;
6 — разрыв нахлесточного соединения листов
// и III пояса
сти произошло ночью при
температуре наружного воз-
духа —20° С. В результате
аварии было потеряно 2300 т
дизельного топлива.
Введенный в эксплуата-
цию в 1953 г. резервуар был
изготовлен из кипящей стали
Ст. 3 и возведен способом полистовой сборки. Сварку вы-
полняли вручную в неудобных условиях монтажной пло-
щадки. Диаметр резервуара был равен 22,4 м, высота стенки —
11,7 м, толщина листов стенки составляла 4—10 мм. Организация,
владевшая базой, руководствуясь соображениями безопасности,
утвердила инструкцию, которой предписывалось заполнять резер-
вуар в зимнее время только на 80% проектной емкости. В нарушение
инструкции резервуар был наполнен нефтепродуктом на всю ем-
кость. Разрушение началось от старой скрытой трещины в металле,
расположенной на листе II пояса с внутренней стороны горизонталь-
ного нахлесточного шва, соединяющего I и II пояса стенки резер-
вуара. В зоне трещины имелся дефект сварки — подрез по краю
горизонтального шва глубиной 2,5 мм. От этого чрезмерно ослаб-
ленного места линия разрыва пересекла в поперечном направлении
вертикальный шов II пояса, перешла на лист // пояса, а затем на
лист III пояса. При этом разорвалось нахлесточное горизонтальное
соединение листов II и III пояса (рис. 2.4). В образовавшийся раз-
рыв устремился нефтепродукт, заполнивший пределы обвалования.
Дополнительными исследованиями установлено, что при производ-
стве работ нарушались последовательность и режимы сварки.
40
Аналогичные разрушения
изготовленных из кипящей
стали резервуаров, возведен-
ных с нарушением технологии
сборки и сварки, произошли
в районе Бердска, Бологого
и Воронежа.
В резервуаре на базе близ
Бологого швы были выполне-
ны с нарушением технологи-
ческого процесса сварки, выз-
вавшим большие сварочные
напряжения. При быстром
понижении наружной темпе-
ратуры (резервуар был пол-
ностью загружен) разорвался
нижний обвязочный уголок
и затем стенка резервуара в
зоне от I до VIII пояса; ли-
сты окрайков оторвались от
средней части днища и ока-
зались на обвязочном угол-
ке I пояса (рис. 2.5).
На базе в Воронежской
области резервуар такой же
Рис. 2.5. Разрыв обвязочного уголка,
поясов стенки, окрайков и днища
I, II — пояса стенки; / — обвязочный уголок;
2 —окрайка днища; 3 — центральная часть
днища
емкости, заполненный нефтепродуктом, был разрушен^ при положи-
тельной температуре наружного воздуха. Произошел разрыв стенки
резервуара от низа до верха. Выяснилось, что на вертикальных
соединениях листов II пояса с внутренней стороны частично от-
сутствовали сварные швы. Достаточно было незначительного до-
полнительного воздействия на стенку, воспринимающую проектную
гидростатическую нагрузку (в данном случае сказалось сотрясение
стенки резервуара продуктопроводом, получившим удар от колес
прошедшей автомашины), чтобы стенка разрушилась.
Порядок испытания резервуаров изложен в главе 9 книги.
8. Требования,
предъявляемые к сварщикам резервуаров
Резервуар является сооружением, предназначенным для хра-
нения ценных продуктов. Элементы резервуара испытывают боль-
шие напряжения, поэтому прочному их соединению следует уделять
особое внимание. К работе по выполнению сварки и прихватки вер-
тикальных швов стенки и швов, соединяющих стенки с днищем
резервуара, допускаются только высококвалифицированные свар-
щики, прошедшие испытания в соответствии с «Правилами испыта-
ния сварщиков, работающих в строительстве и на предприятиях
строительной индустрии». Испытания производятся квалификацион-
41
ной комиссией, проверяющей теоретические знания и практические
навыки сварщиков по одному или (с согласия сварщика) несколь-
ким видам сварки. В составе комиссии обязательно должен быть
специалист-сварщик (инженер или техник).
Все испытания разделяются на первичные, допол-
нительные, повторные и внеочередные. Пер-
вичным испытаниям подвергают сварщиков, достигших 18 лет,
специально обученных (после сдачи теоретических испытаний с вы-
дачей удостоверения) или прошедших стажировку па данном пред-
приятии или строительном объекте (не менее четырех месяцев для
производства ручной и полуавтоматической сварки и не менее двух
месяцев для выполнения автоматической сварки).
Дополнительным теоретическим и практическим испытаниям
до истечения годичного срока могут быть подвергнуты сварщики,
которых переводят на новый вид работы, отличающийся от преды-
дущей, по которой сварщики ранее подвергались испытаниям.
Повторным теоретическим и практическим испытаниям подвер-
гают сварщиков, у которых истек срок действия удостоверения.
От этих испытаний могут быть полностью или частично освобождены
сварщики, проработавшие в одной организации более двух лет и
хорошо зарекомендовавшие себя на работе.
Каждого сварщика администрация может подвергнуть внеоче-
редным испытаниям в случаях перерыва в работе, превышающего
три месяца, а также при снижении качества выполняемых им работ.
Сварщики, получившие удостоверение на право производства
работ (в ремесленных училищах, на курсах, других предприятиях
и т. п.), прежде чем они приступят к работе, подвергаются сдаче
производственной и технологической проб, устанавливаемых по
усмотрению администрации. После сдачи проб технический руко-
водитель организации может допустить сварщиков к работе без
проведения теоретических испытаний.
Комиссия, проводящая испытания сварщиков, создается
в составе главного инженера (или главного сварщика) организации,
представителя технического контроля, производителя работ, пред-
ставителей профсоюзной организации и лица, отвечающего за тех-
нику безопасности.
Сварщик должен знать теоретические основы сварки, техноло-
гию сварочных процессов, изучить сварочное оборудование, режимы
сварки, технику безопасности и т. п.
Контрольные образцы свариваются сварщиком на обычном ра-
бочем месте, с помощью обычно применяемого им оборудования и
материалов, обязательно в присутствии двух (не менее) членов ко-
миссии. Свариваемые образцы клеймят в присутствии членов ко-
миссии.
Комиссия назначает, какие виды технологических проб и кон-
трольных образцов должен сварить сварщик.
При практических испытаниях могут выполняться следующие
виды контрольных образцов и технологических проб.
42
гд..,. К б ММ
ьпмм 'hqqo/ioq)
.15______3
6-8 \-5
9^0 5 6 '
1&6 ' 7:8
\J620 Т 8-&
5 * Ю-60нм
к-огм
6*5~<tMM
Рис. 2.6. Контрольные образцы и технологические пробы
а —проба А-1: В=120 мм\ L = 200 мм для ручной сварки и £ = 300 мм для
полуавтоматической сварки; s—толщина металла (назначается комиссией);
Ь~ 10 мм\ б —положение образца Л-1 при испытании на излом; в —проба
А-2; л—проба А-3: s=15 4- 50 мм\ М — место для клеймения; д — контроль-
ный образец Б-1
Dm ручной сварки
55мм 66мм Юмм
доЮ -200 250100
Юибом -500 -500
Dm обтснатииоскои и
порусбтонотичосхои
сбарки______________
36 мм 6 6 мм L 6 мм
доЮ -500 -550
Юиболор -500 -500
Проба А-1, технологическая (рис. 2.6, а), назначается при пер-
вичных, дополнительных и внеочередных испытаниях по выпол-
нению ручной и полуавтоматической сварки. Сварка должна ве-
стись за один проход в нижнем положении. Образец разрушается
ударом или давлением пресса (см. направление стрелки на
рис. 2.6, б), поверхность излома осматривается. Должен быть обес-
печен полный провар, а также отсутствовать подрезы более 0,5 мм,
поры, свищи, шлаковые включения.
Проба А-2, технологическая (рис. 2,6, в), назначается при до-
полнительных испытаниях. В этом случае проверяется умение свар-
щика сваривать тавровые соединения с разделкой кромок ручной
или полуавтоматической сваркой в нижнем и вертикальном поло-
жении. Шов осматривают и исследуют его сплошность на попереч-
ном макрошлифе.
Проба А-3, технологическая (рис. 2.6, г), назначается для про-
верки умения сварщика выполнять многослойные швы угловых
соединений. Комиссия назначает положение шва — нижнее, вер-
тикальное, потолочное. Качество шва определяется внешним ос-
мотром, его сплошность исследуется на поперечном макрошлифе.
43
Проба на контрольном образце Б-1
(см. рис. 2.6, д) является основным видом испытаний по опреде-
лению механических свойств соединения и материала шва, а также
по проверке умения сварщика выполнять стыковые соединения.
Назначается при всех видах испытаний — первичных, дополни-
тельных, повторных, внеочередных — и выполняется сварщиком
при всех видах ручной и механизированной сварки.
Перед подваркой корня шва корень зачищают (вырубкой, га-
зовым резаком, абразивным кругом); подварку ведут в том же по-
ложении, что и основную сварку. Из каждого образца, для каждого
положения шва изготовляют два образца для испытания на растя-
жение и два для испытания на загиб (рис. 2.6, д).
Результаты испытаний на растяжение определяют как средне-
арифметическое из результатов испытаний по двум образцам.
При этом допускается снижение показателей испытания на одном
образце на 10% нижнего предела прочности основного металла.
Образцы завариваются повторно, если разрушение произойдет по
основному металлу при напряжениях ниже нижнего предела проч-
ности основного металла, указанного в соответствующем ГОСТе
на металл.
Испытания, проводимые для определения качества продукции
и сварочных материалов, пригодности способов и режимов сварки
и установления квалификации сварщиков, регламентируются ГОСТ
6996—66.
Глава 3
РАЗГРУЗКА. СКЛАДИРОВАНИЕ И ТРАНСПОРТИРОВАНИЕ
ЭЛЕМЕНТОВ РЕЗЕРВУАРОВ
1. Разгрузка и складирование конструкций
Своевременная подготовка монтажной площадки, транспортных
путей и складов имеет большое значение для успешного монтажа
резервуаров.
Производство земляных работ по планировке строительной
площадки должно быть закончено до начала монтажа, а земляные
работы по сооружению обвалований и рытью траншей не должны
препятствовать транспортированию, раскладке и монтажу конст-
рукций. Производственные и подсобные сооружения, необходимые
монтажной организации для нормальной работы, сдаются до на-
чала монтажа. Особое внимание обращается на своевременное и бес-
перебойное водоснабжение. До начала монтажа площадка должна
быть снабжена электроэнергией, необходимой для работы механиз-
мов, для производства электросварки и обеспечивающей освеще-
ние территории строительного объекта.
Приобъектный склад конструкций располагается на сплани-
рованной площадке и обслуживается самоходными кранами. Рас-
положение склада и его размеры, распределение площадей для
хранения конструкций (с учетом проездов), типы стеллажей,
способы погрузки и разгрузки конструкций определяются проек-
том производства работ.
В процессе монтажа резервуаров склад конструкций является
первым производственным звеном. Помимо хранения и погрузочно-
разгрузочных операций на складе выполняется подготовка элемен-
тов к монтажу. Организация работ на складе имеет большое значение
для успешного хода монтажа, и ей надо уделять серьезное внимание.
Обычно склад конструкций оборудуется стеллажами в виде
лежней из бревен, отесанных на два канта, а также стеллажами
в виде бревен или рельсов, уложенных по сваям. На складе при-
бывающие конструкции разгружают, сортируют, выборочно про-
веряют их геометрические размеры и выявляют дефекты, допущен-
ные заводом-изготовителем или являющиеся следствием транспор-
тирования и разгрузки. Конструкции очищают от грязи и следов
коррозии, устраняют дефекты, производят усиление и укрупнение
45
монтажных элементов, если это предусмотрено проектом производ-
ства работ, а также приваривают стяжные приспособления, исправ-
ляют или восстанавливают маркировку и ведут учет поступающих
конструкций.
Во избежание излишних перевозок тяжелых и громоздких
элементов резервуаров проектом производства работ, как правило,
предусматривается складирование этих элементов недалеко от
монтируемого резервуара.
Быстрая и бесперебойная подача элементов со склада на место
монтажа возможна при правильно произведенной сортировке и
укладке элементов.
Щиты кровли лучше хранить в наклонном положении, присло-
няя к врытым в землю столбам. Во избежание коробления и надрыва
монтажных концов стыковых листов коробов понтонов последние
надо разгружать и укладывать с особой осторожностью. Между
штабелями конструкций на складе оставляют проезды для транс-
порта и крана, а также проходы для свободного доступа при стро-
повке и осмотре конструкций.
Полотнища стенок резервуаров и днищ, свернутые в рулоны,
прибывают на железнодорожных платформах. Рулон на платформе
опирается на подкладки, располагаемые в местах, где имеются коль-
ца жесткости. Для разгрузки рулонов у железнодорожного пути
выбирают удобную площадку, с которой можно беспрепятственно
перемещать рулоны к месту установки. Ширина площадки (размер
вдоль железной дороги) должна составлять в зависимости от длины
рулона не менее 13 или 18 м. Глубина площадки (размер, пер-
пендикулярный железной дороге) выбирается в зависимости от
количества рулонов, которые одновременно должны храниться
на ней, но не менее 16—18 м.
Рулоны разгружают с платформ скатывая их по деревоземля-
ной наклонной (рис. 3.1, а) или переносной эстакаде, собираемой
из металлических балок специальной конструкции (рис. 3.1,6).
Рулоны весом 45—50 т скатывают с платформы на эстакаду с по-
мощью двух тракторов — один используется как тяговый, другой
как тормозной (им рулон удерживается на наклонной плоскости
эстакады). Если предполагается разгрузка большого количества
рулонов, то для скатывания рулонов вместо тракторов рекомендует-
ся устанавливать две лебедки.
Для скатывания рулона весом 45—50 т применяют трос диамет-
ром 21,5 мм. Трос обертывают вокруг рулона и закрепляют сжи-
мами. Количество свободных витков на рулоне зависит от длины
пути, на которой перемещается рулон при скатывании. Тормозной
трос крепят к рулону по центру его тяжести, например для резер-
вуара емкостью 5000 м2 центр тяжести расположен на расстоянии
5 м от нижней кромки рулона при общей его длине около 12 м.
В процессе скатывания рулона необходимо предохранить плат-
форму от опрокидывания. Для этого раму платформы подпирают
стойками или домкратами,
46
Рис. 3.1. Разгрузка рулонированной стенки резервуара весом ^45 т
а — двумя агрегатами; б —одним агрегатом; /—балки съемные; 2 —деревозем-
ляная эстакада; 3 —тормозная лебедка, Q = 5 тс (или трактор); 4 — якорь;
5 —тяговая лебедка Q = 3 тс (или трактор); 6 — трос тормозной; 7 —трос тяго-
вый; 8 — шпальная клетка; 9— клин
Возможно иное решение, когда применяют разгрузочные балки.
Перед скатыванием рулона на эстакаду под рулон подводят три
короткие балки. Один конец каждой балки опирается на шпальную
клетку, размещенную на эстакаде, а другой ложится на середину
платформы. Такое опирание съемных балок позволяет избежать
установки дополнительных домкратных опор под края платформы.
При разгрузке рулонов с платформ для обеспечения безопас-
ности работ необходимо выполнять следующие условия:
а) тормозную лебедку (или трактор) следует располагать про-
тив центра тяжести рулона на расстоянии не менее 26 м от оси
железнодорожной платформы;
47
б) тяговую лебедку (или трактор) необходимо размещать на
расстоянии 25—30 м от оси железнодорожного пути и на 4—5 м в
сторону от эстакады;
в) разгружать рулоны надлежит под руководством ответствен-
ного лица и по его сигналам, видимым на тормозном и тяговом аг-
регатах: работа тягового и тормозного агрегатов должна быть со-
гласована;
г) тормозной трос в начале скатывания должен иметь небольшой
провес, чтобы при переходе рулона с горизонтальной плоскости на
наклонную не произошло рывка;
д) в тех случаях когда тормозной трос пересекает железнодорож-
ные пути, необходимо принять меры, предупреждающие аварию;
е) на пути движения скатываемого рулона не должны находить-
ся люди и оборудование.
К управлению трактором, когда разгрузка рулонов ведется сего
помощью, могут быть допущены только очень опытные трак-
тористы.
Монтажная организация, получив рулоны, производит внешний
осмотр их и в случае обнаружения дефектов составляет акт об этом.
Дефекты устраняются до начала или в процессе монтажных работ.
Разгруженные рулоны откатывают на площадку, отведенную
для их размещения, и закрепляют подкладками из бревен.
Возможна разгрузка рулона одним трактором по схеме, пред-
ставленной на рис. 3.1, б. Стальные балки специальной конструкции
устанавливают одним концом на платформу, а другим на землю
с опиранием через деревянные лежни (во избежание опрокидыва-
ния платформы балки опираются по продольной оси платформы).
На рулон навивают в несколько оборотов стальной трос. Один ко-
нец троса крепят сжимами, другой идет на крюк трактора. Со сто-
роны трактора (см. рис. 3.1, б) под рулон заводят клинья, на ко-
торые рулон накатывается с помощью трактора. Затем из-под ру-
лона извлекают подкладки (брусья).
Трактор движется в сторону рулона, который по клиньям, а за-
тем по балкам скатывается на землю, удерживаемый тросом. Ска-
тывать рулон одним трактором можно и по деревоземляной эста-
каде.
При малой высоте железнодорожной насыпи рулоны с железно-
дорожной платформы можно перегружать сразу на трайлер по
схеме, приведенной выше, или с применением двух тракторов.
Подкладки на трайлере должны иметь ограничители, препятству-
ющие скатыванию рулона. На рис. 3.2 показан рулон, погруженный
на трайлер.
В настоящее время избегают производства на площадках тру-
доемких операций. Однако, как уже было сказано выше, в неко-
торых случаях, когда монтаж осуществляется полистовым способом,
трудоемких процессов избежать не удается.
Для полистового монтажа конструкции прибывают от заводов-
изготовителей в следующем виде:
48
а) днище — рулонированными полотнищами или в виде выправ-
ленных, обрезанных согласно проектному размеру и замаркирован-
ных листов;
б) листы стенки резервуара — выправленными, свальцованными,
замаркированными; короткие стороны их простроганы и (если это
требуется по проекту) сняты фаски; длинные стороны простроганы,
Рис. 3.2. Перегрузка рулона с железнодорожной плат-
формы на трайлер
с одной стороны листов разделаны кромки (U-образные или К-об-
разные);
в) щитовая кровля, кольцо жесткости или обвязочный уголок
(свальцованный) — отдельными транспортабельными элементами;
г) короба понтона или плавающей крыши •— подготовленными
для сборки и сварки, а днище (диафрагма) — в виде рулонирован-
ных полотнищ;
д) мелкие детали, монтажные приспособления для сборки ли-
стов, закладные части и болты поступают в ящиках и подлежат
хранению в закрытом помещении.
Для предварительных подсчетов принимается, что на 1 м2 пло-
щади склада (с учетом проездов) можно разместить: 800—1000 кг
листовых элементов; 60—120 кг щитов покрытия при хранении
стоймя (на ребро); 400—500 кг уголков, ребер жесткости и 60—
80 кг коробов понтонов.
2. Транспортирование элементов резервуаров
Элементы кровли, ограждений, кольца жесткости, листы стен-
ки и днище резервуара подаются к месту монтажа на автомашинах
с прицепом. При этом следует соблюдать осторожность, чтобы не
49
повредить конструкции. Нельзя допускать перетаскивания кон-
струкций волоком по земле.
Транспортирование деталей конструкций с использованием
для этой цели других конструктивных деталей резервуара (листов),
безусловно, недопустимо.
Транспортировать детали можно на подкладном листе (воло-
куше), соответствующим образом оборудованном и имеющем не-
обходимые размеры. Особенно внимательно рекомендуется отно-
ситься к транспортированию элементов сферической кровли резер-
вуаров.
Рулоны от места разгрузки и складирования к месту установки
перемещают перекатыванием, а также на санях или на трайлере.
Рулонированные стенки и днища небольших резервуаров можно
перевозить на автомашинах с прицепами.
Перемещение деталей резервуаров на трайлере возможно при
наличии дорог с твердой поверхностью. Для перевозки по хорошей
дороге достаточно одного трактора мощностью 80 л. с. По асфаль-
тированной дороге рулоны транспортируют на трайлере с исполь-
зованием мощных автотягачей. Для перемещения трайлера, на-
груженного рулоном, по плохой дороге требуется несколько трак-
торов (два-три). Рулоны резервуаров РВС-5000 и 20 000 пере-
возят одним трайлером с удлиненной площадкой или двумя трай-
лерами, соединенными сцепом.
Рулоны на сцепе из двух трайлеров рекомендуется транспор-
тировать, применяя устройство, предложенное Задорожным. Пе-
редний трайлер оборудован поворотным кругом (рис. 3.3), облег-
чающим развороты: рулон не получает повреждений, неизбежных
при жестком закреплении его на трайлерах. На рис. 3.4 показан
рулон днища, перевозимый на трайлере.
Рис. 3.3. Перевозка рулона на сцепе вз «двух трайлеров
J — трайлер без поворотного круга; 2 ~ трайлер с поворотным кругом; 3— пово-
ротный круг; 4 — рулон
Зимой при наличии ледяной или хорошо укатанной дороги
удобно пользоваться санями. Конструкция саней проста, их можно
изготовить на любой площадке. Сани оборудованы ограничителями,
которые снимают перед погрузкой рулона и вновь закрепляют по
окончании погрузки,
50
Для облегчения погрузки рулона на сани у места складирования
рулонов рекомендуется иметь выемку, глубина которой должна
быть равна высоте саней. В эту выемку помещают сани, и рулон
легко накатывается на них. Транспортировать на санях рулоны
резервуаров РВС-100 и РВС-1000 можно также и летом.
Рис. 3.4. Транспортирование рулона днища
Перемещение саней с рулоном на уклоне производится тормоз-
ным трактором.
На короткие расстояния перемещение рулона способом перека-
тывания очень удобно и может выполняться, когда имеется путь
Рис. 3.5. Перемещение рулона
двумя тракторами
/—тормозной трактор; 2 — тяго-
вый трактор; 3 — рулон; 4— трос
шириной 12—18 м с уклоном не более 1 : 8. Поверхность пути
должна быть спланирована.
Возможно перекатывать рулон при помощи трактора и троса,
навитого на рулон. Трактор, разматывая витки троса, легко пере-
мещает рулон даже при значительном встречном уклоне пути.
51
При подъеме рулона на уклон используют два трактора с не-
зависимо прикрепленными тяговыми тросами. При движении ру-
лона с уклона для торможения включают задний тормозной трак-
тор.
Достаточно быстрое перекатывание рулона в некоторых слу-
чаях осуществляется двумя тракторами ЧТЗ-80 по схеме, изоб-
раженной на рис. 3.5. Тормозной трактор 1 служит якорем, а тяго-
вый трактор 2 передвигается, удаляясь от рулона, и перекатывает
его. Когда тяговым трактором будет выбран весь трос, тракторы
возвращаются в первоначальную позицию, т. е. трактор 1 удаляет-
ся от рулона и, остановившись, вновь служит якорем, а трактор 2
в этот момент задним ходом возвращается к рулону. Затем цикл
повторяется.
Известны случаи, когда при большой длине пути (8—10 км)
рулон перекатывали по песку с помощью дополнительных устройств,
превращая его в своеобразный каток с осями и дышлом. Несмотря
на значительные дополнительные затраты, этот способ перекаты-
вания рулона себя оправдал, так как применение саней и трайлеров
в данном случае было невозможно.
Доставленные к месту монтажа элементы резервуара раскла-
дывают у основания в порядке, предусмотренном проектом произ-
водства работ.
Рулон, доставленный к основанию на трайлере, разгружают
непосредственно на основание. Для этого между трайлером и осно-
ванием укладывают балки из шпал. Балки следует опирать на шпаль-
ные лежни, чтобы не разрушить край основания. Сбрасывание ру-
лона с трайлера приводит к повреждению полотнища и разрушению
шахтной лестницы. Известны случаи, когда сброшенные с платфор-
мы рулонированные стенки резервуаров были приведены в полную
негодность.
В случае необходимости взамен утерянных конструкций или
деформированных настолько, что исправление их невозможно,
на монтажной площадке допускается изготовлять отдельные де-
тали в соответствии с указаниями проекта и СНиП I П-В.5-62*.
Глава 4
МОНТАЖ И СВАРКА ДНИЩ
1. Конструкция оснований и их приемка
Давление заполненного резервуара на основание определяется
по формуле
где Р — давление на грунт в кгс1см2\
h — высота столба жидкости в см\
у — удельный вес жидкости в кг!см?\
Qp — вес конструкций резервуара в кг\
со — площадь поперечного сечения резервуара в см2.
Там, где стенка резервуара опирается на край днища, основание
испытывает значительно большую нагрузку. Поэтому в данных
местах несущую способность основания повышают, укладывая
фундаментные железобетонные плиты или сооружая кольцевые
фундаменты. Выбор типа фундамента зависит от капитальности
сооружения, качества грунта и необходимости исключения не-
равномерной просадки стенки резервуара, так как это ведет к по-
тере цилиндричности стенки.
Обычно давление на грунт резервуаров высотой 11—12 м не
превышает 1,2—1,3кгс/си2; давление резервуаров высотой 17—
18 м не превышает 1,8—1,9кгс/сл«2.
В связи с этим площадки под парки резервуаров выбирают ис-
ходя из условия, чтобы несущая способность грунта была не ниже
1,3—2 кгс!см2 в зависимости от высоты резервуаров.
Вертикальные резервуары допускается сооружать на скаль-
ных, полускальных, песчаных, глинистых, макропористых и круп-
нообломочных грунтах. Нельзя строить резервуары на плывунах,
торфе и насыпных грунтах с органическими включениями. Резер-
вуары емкостью до 300 м* разрешается возводить на черноземных
и подзолистых грунтах.
Основания для резервуаров сооружают, как правило, на ров-
ных площадках. До начала работ по устройству основания следует
снять растительный слой грунта, а также выкорчевать пни. На об-
53
разевавшейся расчищенной площадке вместо удаленного раститель-
ного слоя горизонтальными слоями 15—20 см укладывают местный
грунт, уплотняя каждый такой слой катками или трамбованием.
Утрамбовав грунт, на него сверху насыпают песчаную подушку,
которую также уплотняют катками или трамбуют с последующей
поливкой водой.
Поверхность песчаной подушки должна иметь уклон 2% от
центра к краям (рис. 4.1).
Рис. 4.1. Схема "оснований
а —па песчаном или супесчаном грунте; б — на связных грунтах (глине,
суглинке); 1 — насыпной грунт (вместо удаленного растительного слоя);
2 — песчаная подушка; 3 — замощение бровки; 4 —замощение откоса
Для резервуаров 10 000 и 50 000 м2 уклон от центра к краям
также принят равным 2%. Для распределения нагрузки от по-
крытия и стенки резервуара по периметру этих резервуаров проек-
тами предусмотрено возведение бетонного кольца с необходимым
армированием (рис. 4.2).
В настоящее время поверх песчаной подушки укладывают изо-
ляционный (гидрофобный) слой. Он предохраняет днище от воз-
действия воды и водяных паров, понижает газопроницаемость
грунта, затрудняет воздухообмен под днищем. Ранее, когда днище
собирали на клетках из отдельных листов, после сварки (или клеп-
54
ки) и испытания его промазывали снизу битумом и только тогда
опускали на основание.
Изоляционный слой приготовляют из супесчаного грунта, сме-
шанного с вяжущим веществом: жидким битумом А-6 и Б-6 (ГОСТ
1972—52) или каменноугольным дегтем Д-5 (ГОСТ 4641—49*).
Вяжущее вещество не должно содержать кислот. В отдельных слу-
чаях технические условия допускают применение мазута и нефти.
Смесь приготовляют в растворомешалках или вручную. Влажность
грунта, применяемого для приготовления изоляционной массы, не
должна превышать 5% (по весу). Супесчаный грунт должен содер-
жать 60—85% песка крупностью 0,1—2 мм и 15—40% песчаных,
пылеватых и глинистых частиц крупностью менее 0,1 мм. Вяжу-
щее вещество (нефть, битум и т. д.) вводится в состав в пределах
8—10% объема грунта.
Приготовленную изоляционную смесь укладывают на выров-
ненное основание. Толщина изоляционного слоя принимается по
Рис. 4.2. Железобетонное кольцо по периметру основания РВС-10000
проекту в размере 80—100 мм. Диаметр круга изоляционного слоя
должен примерно на 1,4 м превышать диаметр днища резервуара.
Уплотняют слой катком или трамбовкой.
Уплотнение гидроизоляционного слоя считается достаточным,
если при работе 10-тонным катком прекращается выпирание «вол-
ны» грунта перед передним катком, а задние колеса катка оставляют
след не более 10 мм.
Основание под резервуар принимается монтажниками от стро-
ительной организации по акту. Строительная организация предъ-
являет акты на скрытые работы по сооружению основания, данные
о материалах и составе изоляционной смеси, а также прочно за-
крепленные знаки, фиксирующие основную ось резервуара и его
центр. В процессе приемки проверяют:
а) размеры и горизонтальность кромки песчаной подушки, фун-
дамента и правильность его геометрической формы; горизонталь-
ность кромки определяют нивелированием не менее чем в восьми
точках, но не реже чем через 6 м;
б) однородность изоляционной смеси;
в) уклон откосов и отмостки.
55
Анкерные болты противовесов должны иметь усиленную анти-
коррозионную защиту из двух слоев битума и одного слоя мешко-
вины.
На готовом и принятом основании разбивают продольную и по-
перечную оси днища; положение этих осей и центра днища закреп-
ляют прочными знаками. При ориентировке продольной оси руко-
водствуются рабочими чертежами.
При рулонной заготовке днищ рулоны транспортируют так же,
как и рулоны стенки резервуара. Днище, перевозимое на трай-
лере, рекомендуется разгружать непосредственно на основание.
2. Монтаж днищ из рулонной заготовки
Разворачивать рулоны днищ можно прямо на основании или
в стороне от основания и затем затаскивать целое днище или ук
рупненные элементы на место при помощи лебедки или трактора.-
Днище из рулонной заготовки чаще собирают непосредственно на
основании. Рулон, в котором свернуто одно днище или два — че-
тыре его элемента, располагают на основании и во избежание про-
извольного распружинивания обвивают петлей из троса, конец
которого крепят к трактору или к якорю. Перерезая скрепляющие
планки, разворачивают рулон, ослабляя петлю. На рис. 4.3 пока-
зано разворачивание рулона днища резервуара.
Если рулон не разворачивается, приходится (в начальной ста-
дии работы) прибегать к помощи трактора. Следующие части днища
разворачиваются самостоятельно. Процесс разворачивания рулона
регулируют петлей из троса.
Рис. 4.3. Разворачивание рулона днища. Самопроизвольное разворачива-
ние рулона удерживается тросом
56
Деталь b
2
Рис. 4.4. Перемещение развернутого элемента днища
/—основание; 2 —перемещаемый элемент; 5 —салазки из листа 800 х
XI500 X5; 4 — струбцина, приваренная к салазкам; 5 — трос к трактору
Когда все элементы днища разместятся на основании, их передви-
гают до совмещения кромок с рисками нахлесток.
Направление смещения полуднища видно на рис. 4.4.
Смещают элементы днища при помощи трактора, находящегося
за пределами основания. При сборке и смещении элементов днища
не допускается повреждать основание и гидроизоляционный слой.
В этом случае рекомендуется применять салазки, показанные на
рис. 4.4. Монтажные стыки собирают и закрепляют сборочными кли-
новыми приспособлениями или производят их прихватку.
3. Сварка днищ
При приемке днища перед сваркой необходимо проверить:
соблюдение зазоров в нахлесточных соединениях, особенно в ме-
стах двойной нахлестки (например, в РВС-10000); величину зазоров
в стыковых соединениях окрайков и на подкладках; размещение
прихваток или клиновых сборочных приспособлений, которые
должны располагаться через 500—600 мм. Прихватки следует на-
кладывать теми же электродами, какие применяются для сварки
основных швов, т. е,. электродами Э42А. На прихватках не должно
быть пор и трещин. С помощью сжатого воздуха из нахлесточных
57
соединений удаляют песок и очищают кромки листов от следов
коррозии.
Сварку днища разрешается производить только после проверки
качества сборки техническим контролером. Рекомендуется при-
менять главным образом автоматическую или полуавтоматическую
сварку.
Чтобы избежать появления хлопунов в резервуарах, следует
соблюдать строгую последовательность сварки элементов днища.
Центральную часть днища, состоящую из нескольких полотнищ,
собирают и сваривают внахлестку. Затем собирают окрайки, сое-
диняемые с центральной частью днища внахлестку, и прихватыва-
ют их. Стыковые соединения окрайков полностью свариваются
между собой (на подкладках) в местах опирания днища. После раз-
ворачивания полотнища стенки резервуара (или сборки и сварки
первого пояса при полистовом методе), сварки его монтажных вер-
тикальных стыков и приварки стенки к окрайкам днища срубают
прихватки, соединяющие центральную часть днища с окрайками.
Затем снова прихватывают среднюю часть днища к окрайкам и
сваривают все монтажные швы днища.
4. Полистовая сборка и сварка днищ
Сборку и сварку днищ из листовой заготовки производят не-
посредственно на основании с изолирующим слоем в строгой по-
следовательности. При транспортировании и раскладке листов
должны быть приняты меры, предупреждающие повреждение ос-
нования и изолирующего слоя.
Листы укладывают полосами (начиная со средней полосы);
при этом центр среднего листа средней полосы должен совпасть
с центром днища. Затем укладывают смежные полосы постепенно от
средней к крайним. Очередность укладки листов днища показана
на рис. 4.5.
Подтягивают листы ломиками и с помощью временно привари-
ваемых к листам уголков. После сборки в окрайках фигурно под-
резают все верхние листы нахлесточных соединений (см. рис. 1.7, а).
Совместив кромки (с помощью кувалды) верхнего и ниж-
него листов с соблюдением проектного зазора (3—5 мм), под стык
подводят подкладку и все соединение закрепляют прихватками.
После разметки циркулем контура днища обрезают его резаком.
Сборку листов днища рекомендуется вести на клиновых приспособ-
лениях, которые имеют преимущество перед электроприхватками.
Днище, собранное полистовым способом, должно свариваться
во избежание деформаций и трещинообразования с соблюдением
строгой последовательности, указываемой в технологическом про-
цессе1.
1 В. С. Корниенко. Монтаж вертикальных стальных резервуаров.
Госстройиздат, 1956.
58
Рис. 4.5. Укладка листов днища
а —укладка первой полосы; б—укладка второй полосы;
в—последовательность укладки листов днища РВС-5000
(цифрами обозначен порядок сборки листов в полосы, бук-
вами — последовательность укладки листов днища)
59
5. Разметка днищ
Разметку днища производят по окончании сварки и проверки
плотности всех соединений днища. Для соблюдения точности про-
ектных размеров резервуара следует выполнять разметку с по-
мощью квалифицированных исполнителей. Ранее при разметке
основания положение оси резервуара было определено двумя за-
Рис. 4.6. Разметка днища РВС-50000
0 — 0х — ось центрального монтажного стыка днища и шахтной лестницы;
Я1~радиус приварки опорных пластин; R2~радиус риски для контроля
положения полотнища стенки резервуара; Re — риски приварки опорных
пластин (под стойки); Як,—риска укладки коробов понтона; Д —начало
разворачивания корпуса; Б—начало укладки щитов покрытия; В—начало
укладки опорного кольца; Г—начало укладки коробов понтона; 0t —
риска для укладки кромки крайнего полотнища днища понтона;
Ci... Св —положение опорных пластин под стойки
битыми реперами. Эту риску переносят на днище резервуара с
помощью шнура и, установив и приварив в центре днища трубчатую
ось, с помощью циркуля (рис. 4.6) наносят кольцевые риски кон-
тура днища для обрезки по размеру и риски наружного контура
стенки резервуара. По риске наружного контура стенки ставят
уголки-ограничители.
Для определения правильности положения стенки резервуа-
ра при разворачивании наносят риску радиусом меньше внутрен-
него радиуса I пояса на 50—60 мм. Затем наносят риску, контро-
60
лирующую положение центральной стойки ( если она должна быть),
радиусом, на 50—100 мм превышающим радиус обода центральной
стойки. После этого определяют проектное положение оси верти-
кального монтажного стыка (или стыков) стенки и место укладки
первого щита покрытия.
Для резервуаров емкостью 10 000—20 000 jw3 на днище наносят
еще одну кольцевую риску для контроля вертикальности стенки
(радиусом на 200 мм менее радиуса стенки резервуара). Эта риска
совпадает с радиусом, определяющим положение отверстий для
стока продуктов, имеющихся в опорном кольце. Пропуская через
эти отверстия отвесы, можно контролировать вертикальность стен-
ки. В резервуарах с понтоном или плавающей крышей производят
дополнительную разметку на днище резервуара до укладки днища
понтона (мембраны): кольцевой риски, определяющей положение
понтонного кольца; кольцевой риски контура днища понтона и
центральной части плавающей крыши и контрольной кольцевой
риски днища понтона и риски осей монтажных стыков элементов
центральной части плавающей крыши (если их несколько). Кро-
ме того, размечают расположение на днище резервуара опорных
пластин и осей отверстий в днище понтона под опорные стойки.
Для этого наносят кольцевые риски (оси опорных стоек) и произ-
водят их разбивку согласно проекту, например для РВС-50000
(см. рис. 1.15 и 4.6) на 28, 24, 16, 12 и т. д. частей ок-
ружности.
Глава 5
ПОЛИСТОВОЙ МОНТАЖ СТЕНКИ РЕЗЕРВУАРА И МОНТАЖ
НЕСУЩИХ КОНСТРУКЦИЙ ПОКРЫТИЯ
1. Способы сборки стенки резервуара
и конструкций покрытия
Полистовым способом монтажа называется сборка поясов стен-
ки резервуара из отдельных листов. До 50-х годов все вертикальные
цилиндрические резервуары монтировали полистовым способом.
Полистовой монтаж оправдывается на строительстве баз в от-
даленных местностях, куда невозможно или нецелесообразно до-
ставлять тяжелые и громоздкие рулоны.
Стенки крупных резервуаров емкостью более 30 тыс. м3 соби-
рают из толстых листов, рулонирование которых (при имеющихся
железнодорожных габаритах) невозможно. Поэтому такие резер-
вуары монтируют пока полистовым способом. Несомненно, что в
ближайшем будущем применение высокопрочных сталей, а также
изменение конструкции стенки резервуара позволит применять
рулонную заготовку и для резервуаров большой емкости. Днище
таких резервуаров собирают из листов, толщина которых не пре-
пятствует рулонированию.
Полистовой монтаж может выполняться разнообразными спо-
собами с помощью различных механизмов, оборудования и при-
способлений1.
Наиболее рационально вести полистовой монтаж с помощью
самоходных кранов (гусеничных, пневмоколесных и автомобиль-
ных), оборудованных стрелами необходимой длины.
К сборке стенки резервуара разрешается приступать только
после завершения монтажа днища, который производится по опи-
санной выше технологии.
При приварке к днищу первого пояса стенки резервуара про-
исходит усадка кольцевого шва, и диаметр резервуара уменьшается.
Поэтому риску контура первого пояса наносят радиусом, несколь-
ко увеличенным против проекта. По размеченной риске через
500—1000 мм устанавливают и прихватывают уголковые коротыши-
ограничители или планки (рис. 5.1).
1 В. С. Корниенко. Монтаж вертикальных стальных резервуаров.
Госстройиздат, 1956,
62
Монтаж первого пояса начинают с установки лобового листа,
на котором будут размещены приемо-раздаточные патрубки. Этот
лист монтируют в соответствии со схемой привязки приемо-раз-
даточных патрубков и разбивкой стыков днища и стенки резер-
вуара.
Листы первого (а также последующих) пояса следует устанав-
ливать строго вертикально. Кромки листов первого пояса должны
Рис. 5.1. Схема расположения коротышей-ограничи-
телей
/ — днище; 2 — коротыши-ограничители; 3 — линия внешней
поверхности первого пояса; R— радиус этой поверхности
плотно примыкать к поверхности листов окрайков. Листы днища
подтягивают к первому поясу с помощью рычага.
Особое внимание следует обращать на точность подготовки кро-
мок листов пояса в вертикальных стыковых соединениях. В за-
висимости от принятых методов сварки величина зазоров между
листами с разделкой или без разделки кромок различна и указы-
вается в проекте.
При установке листов вертикальные стыки должны распола-
гаться от швов окрайков на расстоянии не менее 200 мм. Листы
стропят с помощью струбцин или уголков стяжных приспособле-
63
ний (рис. 5.2, а, б). Клиновыми приспособлениями и «монтажным
тавриком» подгоняют лист к верхней кромке нижележащего пояса.
Закончив сборку пояса, проверяют качество работы: отсутствие
изломов контура пояса в местах вертикальных стыков (переваль-
цовка или недовальцовка концевых участков листов), горизонталь-
ность и вертикальность пояса, цилиндричность пояса.
Рис. 5.2. Строповка и закрепление листов
а — струбцинами; б—использованием уголков; 1 — крюк;
2 — строп; 3 — струбцина; 4 — лист; 5 — скобы; 6 — уголки
Горизонтальность пояса устанавливают промером расстояний
от собранного пояса до днища. Цилиндричность проверяют изме-
ряя стальной проволокой или шаблонами величины четырех или
более взаимно перпендикулярных диаметров.
Начиная с четвертого пояса стенку резервуара раскрепляют
расчалками.
Практика свидетельствует об эффективности монтажа стенки
резервуара самоходными кранами. За рубежом листы стенок резер-
вуаров большой емкости монтируют мощными вантовыми деррик-
кранами.
64
2. Сварка стенки резервуара
Сварка стенки резервуара, собираемого из отдельных листов,
ведется последовательными этапами в увязке с производством ра-
бот по сборке и устройству подмостей. Операции по сборке, сварке
и устройству подмостей технологически связаны между собой.
Сварку вертикальных стыков, например, рекомендуется вести
лишь после завершения сборки вышележащего пояса.
Для крупных резервуаров в настоящее время разработана и
освоена технология автоматической и полуавтоматической сварки
Рис. 5.3. Сварка соединений стенки резервуара
« — двухслойный вертикальный шов; б- однослойный верти-
кальный шов (стрелками и цифрами указаны последователь-
ность этапов сварки н направление наложения швов)
порошковой проволокой и в среде углекислого газа; вертикальные
швы сваривают автоматическими аппаратами с принудительным
формированием швов. Однако все еще часто при сооружении резер-
вуаров применяется ручная сварка.
При толщине листов 6 мм и выше наиболее ответственные вер-
тикальные стыковые соединения стенки резервуара сваривают в два
слоя и более (рис. 5.3, а). Вертикальные стыки листов толщиной
4—6 мм сваривают однослойными швами (рис. 5.3, б). Корни швов
перед подваркой следует подрубить или обработать газовым ре-
заком. Подваривать корни должен сварщик, выполняющий основ-
ной шов.
Швы стенки резервуара накладываются обратно-ступенчатым
способом; кольцевые горизонтальные сплошные швы толщиной
6 мм и выше накладываются в два слоя и более (см. рис. 2.3, б),
а швы толщиной 4—5 мм — в один слой (см. рис. 2.3, а). Кольцевые
швы варят (всегда после сварки вертикальных швов выше- и ниже-
лежащего поясов) несколько сварщиков, равномерно расставлен
65
зана последовательность
этапов сварки)
ных по контуру пояса. При сварке стенок
из листовой стали большой толщины кром-
ки листов разделывают.
Схема сварки стенки резервуара при-
ведена на рис. 5.4. В процессе сварки
мастер (или производитель работ), ответ-
ственный за производство сварки, отме-
чает на схеме развертки стенки участки
сварных швов и клейма сварщиков и ведет
сварочный журнал. На рис. 5.5 показаны
схема сварки вертикальных швов резер-
вуара методом принудительного формиро-
вания, разделка кромок листов поясов и
порядок наложения многослойных гори-
зонтальных швов при автоматической
многослойной обратно-ступенчатой сварке
голой проволокой в среде углекислого га-
за в резервуаре емкостью 50 000 ?и3(сварка
двумя сварщиками — один изнутри, дру-
гой снаружи.)
Испытание плотности сварных швов
стенки резервуара в процессе работы.
Плотность сварных соединений стенки
резервуара проверяют керосиновый пробой
не позднее чем через 1—3 дня после завершения сварки. Это де-
лается обязательно в присутствии ответственного лица, осущест-
вляющего контроль.
Своевременно проведенная проверка плотности сварных соеди-
нений позволяет показать сварщику результаты его работы, избе-
жать задержки в перемещении подмостей и накопления больших
объемов работ по испытанию.
По окончании сварки швы очищают от шлака, грязи и окалины.
Очищенные швы тщательно осматривают и обнаруженные пропуски,
подрезы, глубокие кратеры исправляют без вырубки, а пористо-
сти, шлаковые включения, трещины — обязательно с вырубкой
дефектных мест.
Швы снаружи резервуара покрывают слоем мела, разведенного
в воде. Стыковые соединения промазывают керосином изнутри
резервуара. Нахлесточные соединения, у которых наружный шов
сплошной, а внутренний прерывистый, опрыскивают струей ке-
росина, подаваемой под давлением 1—2 кгс1см2 изнутри резер-
вуара (для обеспечения надежного проникания керосина в швы,
особенно в межнахлесточные пазухи). В нахлесточные вертикаль-
ные соединения, сваренные с двух сторон сплошными швами, ке-
росин вводят под нахлестку сверху стыка или через предусмотрен-
ные для этой цели отверстия. Керосин попадает в неплотные места
швов и под воздействием капиллярных сил проникает на наружную
сторону сварного соединения. Пятна керосина хорошо видны на
окрашенной мелом поверхности. Швы считаются принятыми, если
при положительной температуре через 12 ч или при отрицательной
через 24 ч после промазки на наружной поверхности резервуара не
будут обнаружены пятна керосина.
Выявленные при испытании дефекты отмечают и немедленно
исправляют вырубкой и заваркой вновь (но не подчеканкой), после
чего исправленные участки повторно испытывают.
Испытание плотности швов стенки резервуара фиксируют актом.
Качество сварных швов стенки определяют также радиографи-
рованием в объемах, предусмотренных техническими условиями,
а окончательное испытание стенки на плотность и прочность про-
изводят при гидравлическом испытании резервуара (см. главу 9).
Рпзделка кроток
для всех толщин
Рис. 5.5. Сварка стенки резервуара РВС-50000
а — разделка вертикальных кромок листов; б —то же, горизонтальных; в — сварка
вертикальных швов методом принудительного формирования; г — сварка горизон-
тальных швов полуавтоматом в среде СОг
67
3. Некоторые сведения о сооружении резервуаров
большой емкости полистовым способом
В последнее десятилетие возникла тенденция строить резер-
вуары большой емкости, снабженные устройствами для устране-
ния или снижения потерь от испарений. За рубежом десятки ре-
зервуаров емкостью 20—100 тыс. м3 и более возводят полистовым
способом. Вот данные о некоторых резервуарах, построенных за
рубежом в последние годы.
В порту Феликстоу для хранения сжиженного газа, охлажден-
ного до —48° С, возведен вертикальный цилиндрический резервуар
диаметром 52 м и высотой 33 м (геометрическая емкость его
равна 42,5 тыс. м3). Стенки и кровля резервуара покрыты изоля-
цией, кровля — пенистым стеклом толщиной слоя 76 мм, а затем
рубероидом; поверх стенки наложены два слоя пенистого стекла
по 5 см каждый, удерживаемые лентами из нержавеющей ста-
ли (Gas Journal, 1965, март 17, 318).
В Вуд Ривер, штат Иллинойс построены цилиндрические резер-
вуары для хранения аммиака при отрицательной температуре ем-
костью 30 тыс. м3.
В Англии для хранения нефтепродуктов на новом нефтепере-
рабатывающем заводе в Милфорд Хейвекс построены вертикальные
цилиндрические резервуары емкостью 20 тыс. м3, а для хранения
сырой нефти в порте Энгл — два резервуара емкостью 75 тыс. м3
каждый.
В Японии методом полистовой сборки для хранения нефте-
продуктов сооружены вертикальные цилиндрические резервуары
емкостью 100 000 м3. Резервуар емкостью 60 000 м3 имеет плаваю-
щую кровлю. Размеры резервуара даны на рис. 5.6. Среднюю часть
днища резервуара собирали из листов толщиной 8 мм, соединяемых
внахлестку. Сегментные окрайки днища сваривали между собой
на подкладках 6 = 6 мм, а со средней частью — внахлестку.
Стенка резервуара состоит из 12 поясов. Все вертикальные и го-
ризонтальные соединения листов стенки (шириной 1515 мм) вы-
полнены встык с двусторонней разделкой, показанной на рис. 5.6.
К верхней горизонтальной кромке листов XI пояса, имеющих
ширину 500 мм, приварен обвязочный уголок 100X10.
Плавающая стальная кровля имеет диаметр на 900 мм меньше
внутреннего диаметра резервуара. Центральная часть кровли со-
стоит из листов 6 ----- 4,5 мм, укрепленных швеллерами, располо-
женными через 3,75 м. Кровля, оборудованная подвижной лест-
ницей длиной 22 мм, опирается в нижнем положении на стойки и не
доходит до днища на 1500 мм. Уплотняющий затвор на плавающей
крыше выполнен из пенопласта. При нормальном положении он
имеет размер 250 мм, но допускается колебание толщины от 150
до 400 мм. На стенке резервуара установлено 12 пенокамер.
В ФРГ около г. Годорф на нефтеперерабатывающем заводе
построен резервуар емкостью 105 000 м3 с плавающей крышей.
68
В Голландии близ Роттердама сооружено 10 резервуаров с пла-
вающими крышами емкостью 100 000 м* каждый. Для возведения
одного резервуара потребовалось 1500 т стали. Размеры резерву-
ара: диаметр стенки 76,2 м, высота 22 м. Каждый из девяти поясов
стенки собран из 24 листов 9980 x 2440 мм; толщина листов поясов
•от 34,5 до 8 мм.
Резервуары рассчитаны на гидростатическое давление и ветер
интенсивностью 100 кгс!м*.
Восемь нижних поясов выполнены из стали QMC-52, а девятый
{верхний) пояс и днище — из стали QMC-37. Механические свой-
ства этих сталей и принятые при расчетах допускаемые напря-
жения приведены в табл. 5.1.
В плавающей крыше кольцевой понтон занимает 25% площади
крыши. Средняя часть (диафрагма) сварена из листов толщиной
5 мм и укреплена 22 радиальными ребрами жесткости. Диафрагма
имеет уклон к центру, находящемуся на 300 мм ниже понтона.
Днище собирали из листов
10x2,1 м, толщиной 6 мм, сегмент-
ные окрайки — из стали толщи-
ной 13 мм. Днище сваривали под
слоем флюса или в среде СО2.
Кольцевые швы стенки сваривали
сразу с двух сторон (изнутри и
снаружи) в среде СО2 специаль-
ными сварочными установками.
Рис. 5.6. Резервуар емкостью 60 000 м3
а — стенка; б—днище; 1—сегментные окрайки; 2— подкладки
69
о
Таблица 5.1
Механические свойства сталей, примененных для сооружения резервуаров
Элемент резервуара Размер листов в м Толщина листов в мм Марка стали Времен- ное со- противле- ние В KtCfMM* Предел текучести в кгс/мм* Ударная вязкость в кгс-м[см* Принятые допускае- мые нап- ряжения в кгс!см* Конструкция соединения
Днище: средняя часть .... 10X2,1 6 QMC-37 37 1400 Внахлестку
окрайки 13 QMC-37 37 1400 40 лл< Встык с U-образ-
Стенка: верхний пояс 9,98x2,44 8 QMC-37 37 1400 ной разделкой Встык с К-образ-
восемь нижних поясов 9,98x2,44 От 8 до QMC-52 52-62 36 6,9 2400 ной и Х-образной разделкой
Плавающая крыша .... — 34,5 5 QMC-37 37 — — 1400 Внахлестку
Рис. 5.7. Сооружение резервуара емкостью 50 000 м3
Первый пояс корпуса собран полистовым способом. На днище нахо-
дятся рулоны плавающей крыши и короба
Вертикальные швы стенки резервуара сваривали порошковой
проволокой в среде СО2 с принудительным формированием шва
установкой «Веркоматик», а недоступные для автоматов участки
вертикальных швов у днища длиной 200 мм — вручную.
Вертикальные швы листов толщиной от 20 мм и выше сваривали
с предварительным подогревом околошовной зоны до 150—200° С.
Газоэлектрическую сварку вертикальных швов вели, как и при
электрошлаковом процессе, снизу вверх, с применением специаль-
ных направляющих, тележки и магнитных держателей. Форми-
рующие ползуны охлаждали водой. Разделка кромок U-образная,
сварка односторонняя с применением задней неподвижной медной
подкладки.
Монтаж плавающей крыши был начат после завершения сборки
и сварки днища и двух нижних поясов стенки резервуара на под-
мостях со стойками высотой 2 м. Зазор между понтоном плавающей
крыши и стенкой резервуара уплотняли кольцевым затвором кон-
тактного типа.
Резервуар наполняли водой после завершения сварки V пояса
и добавляли ее по мере монтажа и сварки стенки резервуара.
Построенный в СССР полистовым способом резервуар емкостью
50 000 м3 с плавающей крышей (см. рис. 5.7., а также рис. 1.15)
выполнен из сталей низколегированной и Ст. Зсп (см. главу 1).
Сварка днища велась порошковой проволокой, сварка горизон-
тальных швов стенки резервуара— полуавтоматами в среде СО2,
вертикальных швов — автоматами с принудительным формиро-
ванием шва.
71
4. Сооружение резервуаров способом подращивания
Сооружение резервуаров емкостью до 5 000 м3 способом под-
ращивания (подстройки) не получило широкого распространения,
так как требовало большого количества оснастки (подъемных
средств) и значительных затрат труда.
Кроме трудоемкости и сложной оснастки недостаток этого спо-
соба (рис. 5.8) заключается в необходимости обеспечения устой-
чивости резервуара в процессе его монтажа. Для защиты от воздей-
ствия ветровых нагрузок требуется надежное расчаливание стенки
резервуара с устройством соответствующих якорей.
Рис. 5.8. Сборка стенки резервуара способом подращивания
(подстройки)
После внедрения метода рулонирования полистовой способ
монтажа (в том числе и способ монтажа подращиванием) перестали
применять. Чехословацкие резервуаростроители рекомендуют сбор-
ку «спиральным» методом с подращиванием стенки резервуара:
первый пояс является как бы шаблоном, сварку ведут в одном
месте. Стенка резервуара (кроме нижнего пояса) с конструкциями
покрытия вращается специальными приспособлениями с электро-
механическими приводами.
Строители Польской Народной Республики предложили ком-
бинированный метод монтажа резервуаров большой емкости: верх-
ние пояса — из рулонной заготовки, а два-три нижних пояса,
не поддающихся рулонированию, — монтируют способом под-
стройки. Таким методом в Польше сооружено 10 резервуаров ем-
костью 10 000 м3 каждый. Для подъема листов используют гидро-
автоматические домкраты с питанием от центрального насоса. Дом-
краты упираются в кронштейны, привариваемые к поднимаемым
поясам.
Польские специалисты считают, что метод подращивания доста-
точно испытан и метод подстройки нижних поясов рационален во
всех случаях, когда рулонирование невозможно. Они же проводят
72
монтаж резервуара емкостью
30 000 ж3, как и в Чехос-
ловакии, «спиральным» мето-
дом. Возможно, что при оп-
ределенных условиях комби-
нированный способ будет эф-
фективнее полистового. Од-
нако и здесь вопросам устой-
чивости стенки резервуара
следует уделить серьезное
внимание, поскольку воздей-
ствие ветра создает большие
нагрузки на подъемные сред-
ства.
Окончательное решение о
приемлемости монтажа ре-
зервуаров комбинированным
способом может быть принято
после опробования этого спо-
соба в отечественной прак-
тике.
Поиски наиболее рацио-
нальных методов и средств
монтажа вертикальных ре-
зервуаров ведутся во многих
странах. В Швеции применен
«карабкающийся» домкрат
510, устанавливаемый на
стойке. Гидравлические дом-
Рис. 5.9. Подъемный узел с «карабкаю-
щимися» домкратами
1 —лист пояса резервуара; 2 — карабкающийся
подъемник; 3 — стойка; 4 — подкос; 5 —рычаг;
6 — колодка; 7 —башмак; в —запорный кран;
краты грузоподъемностью Р —днище резервуара
12 tn (при давлении мас-
ла 100 кгс!см*) обслуживаются масляным насосом, работают
попарно и имеют шаг при подъеме 100 мм. С помощью установлен-
ных настойках (рис. 5.9) «карабкающихся» домкратов, соединенных
последовательно и обслуживаемых гидравлическим насосом, по-
следовательно поднимают собранные и сваренные пояса резервуа-
ров. Все работы ведутся на уровне земли, леса не требуются, форма
стенки резервуара улучшается.
Перед подъемом в исходном положении подъемник 2 находится
на нижнем конце стойки 3; над подъемником имеется башмак 7,
шарнирно прикрепленный к домкрату, с помощью которого усилие
от домкратов передается листу 1 пояса резервуара через рычаг 5.
Рычаг направлен вверх и несколько в сторону. В процессе подъема
рычаг упирается в колодку 6, приваренную к листу стенки резер-
вуара. Колодки приваривают к поясам только на период подъема,
а затем их удаляют (когда один пояс поднят вверх и будет освобож-
дено место для сборки очередного пояса и приварки его к подня-
тому). На рис. 5.10 показаны этапы монтажа резервуара с помо-
73
Рис. 5.10. Этапы монтажа
резервуара «карабкаю-
щимися» домкратами
а —подготовка основания;
б—установка первого (свер-
ху) пояса; в—установка
конструкций кровли; а —ус-
тановка подъемных приспо-
соблений и листов второго
пояса; д — подъем кровли
с первым поясом; е — и — ус-
тановка и подъем последую-
щих поясов и кровли; к— вид
монтажной площадки
74
ЩЬю «карабкающихся» домкратов, дан общий вид монтажной пло-
щадки.
По нашему мнению, наиболее экономичным и отвечающим совре-
менным требованиям механизации монтажных работ является
рулонированный способ сооружения резервуаров большой емкости.
В настоящее время в стране имеются установки для рулонирования
полотнищ резервуаров высотой до 18 м и экспериментальные про-
екты двухслойных стенок резервуара. Их наличие, вероятно, поз-
волит выполнять на заводах стенки резервуаров емкостью более
30 000 м3 полностью в виде рулонированных полотнищ.
Глава 6
МОНТАЖ РЕЗЕРВУАРОВ ПРИ РУЛОННОЙ ЗАГОТОВКЕ
ИХ СТЕНОК
1. Общие данные о монтаже резервуаров
О монтаже днищ резервуаров из рулонных заготовок сказано
выше. Стенки резервуаров поступают на монтажную площадку по
условиям транспортирования в виде одного элемента (включая
РВС-5000) или нескольких (для РВС-10000 и более). Это — полот-
нища, имеющие вес 40—65 т и навернутые на шахтную лестницу
или на катушки-каркасы.
Стенка резервуара емкостью 10 000 м3 и более поставляется
в виде нескольких рулонов, поэтому часть рулонов наворачивается
на особые каркасы, металл которых возвращается на заводы или
используется на данной площадке. Ажурные каркасы отправлять
обратно на завод не всегда рентабельно.
Монтаж стенок резервуаров из рулонированных элементов со-
стоит из следующих последовательных этапов:
а) подготовка рулона к подъему в вертикальное положение;
б) подъем рулона в вертикальное положение;
в) разворачивание рулона, монтаж конструкций покрытия,
вывод шахтной летницы (или временного каркаса);
г) замыкание и сварка монтажного шва стенки резервуара;
д) сварка уторного кольцевого шва, осуществляемая по мере
развертывания рулона, установки верхнего опорного кольца и
щитов покрытия;
е) сварка швов, соединяющих окрайки с центральной частью
днища (если они ранее не были сварены, а только прихвачены,
следует срубить прихватки, дать днищу возможность освободиться
от внутренних напряжений и только после этого произвести при-
варку окрайков к днищу).
2. Подготовка рулона к подъему
Доставленный к основанию рулон осматривают и обнаруженные
повреждения, возникшие при транспортировании, незамедлитель-
но исправляют. В случае повреждения в пути планок временных
креплений, установленных на заводе, до подъема рулона их вновь
закрепляют сваркой.
76
Рис. 6.1. Подъем рулона резервуара РВС-300 гусеничным краном. В рулон
свернуто несколько полотнищ стенок резервуаров РВС-300
Рулоны резервуаров емкостью 100—700 ;и3 можно устанавли-
вать самоходными кранами малой и средней грузоподъемности.
Вес этих рулонов не превышает 10 т; их установка способом пово-
рота (даже подъем) может быть выполнена автомобильными или
гусеничными кранами (рис. 6.1).
Для подъема рулонов стенок резервуаров емкостью 1000—
5000 м* и более требуются краны большей мощности; если на мон-
тажном участке их нет, монтаж стенок производят при помощи
дополнительных такелажных устройств, предусмотренных в про-
екте производства работ. Обычно для этого применяют шарнир
поворота, шевр (А-образную стрелу), полиспаст и тракторы, с по-
мощью которых рулон переводят из горизонтального положения в
вертикальное. Схема подъема рулонов стенок резервуара приведена
на рис. 6.2.
Подготовка рулона к подъему состоит из ряда операций: закаты-
вания рулона на днище с правильной ориентировкой его положе-
ния, опирания нижнего пояса на поворотный шарнир, установки
поддона, подготовки и раскладки шевра, устройства якорей и основ-
ного подъемного полиспаста, размещения тягового и тормозного
тракторов и определения трасс их движения, установки стропа
шги захватного приспособления,* приварки к начальной кромке
полотнища мачты (стойки жесткости).
77
С помощью тракторов рулон разворачивают в положение, удоб-
ное для накатки на днище. Направление оси рулона должно совпа-
дать с направлением подъема. Если основание имеет значительную
высоту, то от рулона к днищу выкладывают накаточный путь из
брусьев или шпал с уклоном, равным примерно 1 :7 или 1 : 8. Если
на одной монтажной площадке монтируют несколько резервуаров,
имеет смысл применить инвентарные срубы и наклонные площадки
из шпал, по которым накатывают рулоны; их можно быстро пере-
местить к другому основанию и использовать повторно. Срубы со-
бирают из шпал или бревен, скрепляя скобами. Допускается так-
же устройство тщательно утрамбованных земляных спусков шири-
ной 5—5,5 м с тем же уклоном. Земляные спуски могут быть быстро
возведены бульдозером и, когда надобность в них отпадет,
разобраны.
Рис. 6.2. Схема подъема рулона стенки резервуара
а —рулон расположен на днище только нижним краем; б —рулон лежит на днище
полностью; 1— рулон; 2 — шевр; 3— якорь; 4 — полиспаст; 5 — тяга; 6 — тяговый
трактор; 7 — тормозной трактор; 8 — боковые расчалки; 9 — строп; 10— якоря боко-
вых расчалок; //—шарнир; /2 —поддон; 13— шевр перед подъемом в рабочее
(вертикальное) положение
78
Рис. 6.3. Размещение уголков-ограничи-
телей на поддоне
/—рулон стенки резервуара; 2 — поддон; 3 —
уголки-ограничители; 4 — днище [резервуара
зм, а верхний край его — на клет-
. Для уменьшения расхода лесо-
Рулон накатывают на днище так, чтобы он располагался на
клетках выше днища на 450—500 мм. Это позволяет подводить под
нижний край рулона поворотный шарнир, с помощью которого ру-
лон устанавливают в вертикальное положение.
В некоторых случаях рулон накатывают на клетки, располо-
женные на днище, нижним кс
ки, расположенные у основа]
материалов и обеспечения
удобств в работе рекомен-
дуется накатывать рулон на
днище полностью: в этом слу-
чае не требуется устройства
высоких клеток под верхний
край рулона (см. рис. 6.2, а).
Для накатки на рулон
навивают пять-шесть витков
троса на расстоянии 3—5 м
от низа (поцентру тяжести).
Диаметр троса указан в про-
екте производства работ. Пер-
вый виток троса закрепляют
на рулоне сжимами.
Тяговой силой трактора
рулон накатывают по нак-
лонному пути на шпальные
клетки, выложенные” на дни-
ще, на требуемую высоту.
Если есть возможность при-
менить два трактора, процесс
накатывания рулона по схе-
ме, данной на рис. 3.5, значительно упрощается. В этом случае
навивка троса и закрепление витка сжимами отпадает.
Рулон должен лежать на клетках так, чтобы его замыкающая
кромка находилась сверху. На кромку с помощью автокрана укла-
дывают и приваривают к рулону временную мачту жесткости. Мач-
та служит также лестницей для подъема к верхним поясам резерву-
ара. Если ограничиваются применением одной только лестницы (без
мачты), то удержание кромки стенки резервуара при разворачива-
нии осуществляется двумя ярусами расчалок, что сложнее и ме-
нее надежно, нежели при применении мачты жесткости.
Следующей операцией является укладка поддона на днище.
Поддон представляет собой круг или многоугольник из листа тол-
щиной не более 8 мм\ применение более толстого листа приводит
в процессе разворачивания рулона к порче сварных соединений
днища. К поддону во избежание сползания рулона при разворачи-
вании приваривают уголки-ограничители или планки (рис. 6.3).
Диаметр поддона на 500—800 мм превышает диаметр рулона.
Низ поддона рекомендуется смазать солидолом.
79
8
Шевр
Упорный уголок
Тр M58I8
1830
2000
2200
Рис. 6.4. Шарнир пово-
рота с зажимным коль-
цом
/ — рулон; 2 —днище; 3 —
Енарнир; 4 — фаркопф, 1 Q=
= 3 тс-, 5 —основание
Стяжной хомут
Узел A
Край поддона заводят под
край рулона на 200—250jwjw.
Затем под рулон подводят
шарнир. Ось шарнира долж-
на быть установлена перпен-
дикулярно продольной оси
рулона. Когда положение
шарнира будет тщательно вы-
верено, его с помощью
клиньев поджимают, а затем
прикрепляют к рулону. Да-
лее рулон с шарниром опу-
скают на днище и шарнир
приваривают к листам дни-
ща. Толщина и длина швов
указываются в проекте про-
изводства работ.
Приварка шарнира к ру-
лону затрудняет производ-
ство работ, при этом может
пострадать стенка резервуа-
ра. Исходя из этого реко-
мендуется применять шар-
нир, устройство которого
позволяет закреплять рулон
зажимным кольцом без при-
варки (проект сварочно-мон-
тажного треста № 65), уско-
Рис. 6.5. Шевр для подъема в вертикаль-
ное положение рулона стенки резервуара
рить установку рулона и
снятие шарнира (рис. 6.4).
Для подъема применяют
шевр, свариваемый из труб
(рис. 6.5). Шевр должен быть уложен в противоположном от ру-
лона направлении на клетках или, поддерживаемый автокраном,
насажен на отростки шарнира поворота. Оси шевра и рулона
должны совпадать. Для закрепления полиспаста на расстоянии
от шарнира, примерно равном 45 м, сооружают земляной
якорь. Тип якоря и расстояние от шарнира должны быть указа-
ны в проекте.
Вместо якоря могут быть использованы имеющиеся на площадке
сооружения, если это проверено расчетом и разрешено началь-
ником участка, например, готовые резервуары, надлежащим об-
разом закрепленные рулоны для резервуаров большой емкости,
сцепы из нескольких тракторов и т. д. Оснащение полиспаста и
крепление его блоков к якорю и оголовку шевра, а также крепление
тросовой тяги к шевру и рулону следует производить в полном
соответствии с проектом производства работ и чертежами прис-
пособлений. Для удержания оси рулона в процессе подъема в вер-
81
тикальной плоскости рекомендуется устанавливать две боковые
расчалки (см. рис. 6.2), закрепленные за якори (свайные или пере-
движные, с лебедками).
Во избежание опрокидывания в сторону полиспаста рулон
удерживают тормозным полиспастом (или тросом) с помощью тор-
мозного трактора. Тормозной полиспаст или трос крепят к верху
рулона.
3. Подъем рулона в вертикальное положение
Перед подъемом рулона следует убедиться в том, что ось ру-
лона, оголовок шевра, полиспаст подъема, якорь, тормозной поли-
спаст (или тормозной трос и тормозной трактор) находятся в одной
плоскости, перпендикулярной оси шарнира поворота.
Шевр поднимают в вертикальное положение автокраном или
тормозным трактором. При этом шевру следует давать небольшой
Рис. 6.6. Схема строповки
рулона двойным захватом
с хомутом
уклон в сторону тормозного трактора
(5—10° от вертикали).
Между оголовком шевра и верхом
рулона устанавливают тягу, которая
крепится через строп к верху рулона.
Удобно вместо стропа применять зах-
ват, установка и съем которого тре-
буют меньших усилий и осуществля-
ются значительно быстрее. На рис. 6.6
приведена строповка рулона двойным
захватом с хомутом.
Подъем производят вытягивая тяговым
трактором сбегающую нитку полиспаста.
Тормозной трактор, передвигаясь в сторону рулона, должен ослаб-
лять трос. Возможна другая схема подъема, заключающаяся в том,
что полиспаст крепят к крюку тракторного подъемника, а сбегаю-
щую нитку полиспаста навивают на барабан лебедки тракторного
подъемника. В сцепе с тракторным подъемником устанавливают
два трактора, и таким образом создается якорь. Расстояние от
тракторного подъемника до шевра определяется расчетом; кана-
тоемкость лебедки должна быть достаточной для навивки троса
полиспаста.
На рис. 6.7 показан подъем рулона тракторной лебедкой.
Перед подъемом все приспособления, а также узлы креплений
тросов и якоря осматривают и проверяют соответствие их проекту.
Затем рулон приподнимают на 100—200 мм (а это соответствует
наибольшему усилию полиспаста) и вновь осматривают оснастку,
после чего начинают подъем.
В процессе подъема надо контролировать согласованность дви-
жения тягового и тормозного тракторов, что особенно важно в мо-
мент прохождения центра тяжести рулона над осью вращения.
Тормозной трактор должен своевременно вступить в работу и обес-
82
Рис. 6.7. Подъем рулона тракторной лебедкой
печить плавное опускание рулона на поддон. Управление тяговым
и тормозным тракторами может быть доверено только опытным
трактористам, прошедшим специальный инструктаж и усвоившим
необходимую сигнализацию, применяемую при подъеме рулона.
Руководство подъемом поручается одному лицу, которое подает все
командные сигналы.
4. Разворачивание рулона и монтаж конструкций
щитовой кровли
После установки рулона в вертикальное положение всю таке-
лажную оснастку снимают. Ослабляют сжимы на тросах тяги,
снимают тягу; опускают строп (или захват): снимают боковые ра-
счалки и тормозной полиспаст, а с шевра — полиспаст; шевр сни-
мают с шарнира с помощью автокрана и оттягивают трактором;
швы, крепящие шарнир к рулону и днищу, срезают газовым ре-
заком и шарнир снимают с днища; все приспособления транспор-
тируют на склад или к очередному рулону. Кромки поддона, на
котором установлен рулон, отгибают вверх ломиком на 10—15 мм
для облегчения перемещения рулона при разворачивании.
До установки рулона в вертикальное положение необходимо
выполнить ряд подготовительных операций: пользуясь стальным
штырем, приваренным в центре днища, и реечным шаблоном с рез-
цом-чертилкой, наносят риску внешней окружности стенки резер-
вуара и закрепляют ее кернером; вдоль риски приваривают ослаб-
ленными швами угловые временные ограничители. Ограничители
фиксируют положение стенки, их следует располагать примерно
83
через 1000 мм. После разворачивания рулона и по мере прихватки
или приварки последнего к днищу эти ограничители убирают. На
риске должно быть нанесено место расположения вертикального
монтажного стыка, т. е. пункт закрепления края полотнища и начало
разворачивания.
Местоположение монтажного стыка следует назначать с учетом
расположения оборудования резервуара (что обычно фиксируется
в чертеже проекта резервуара) и так, чтобы все вертикальные стыки
нижнего пояса стенки резервуара не совпадали со стыками окрай-
ков днища. На риске отмечают также положение проекций осей
ферм, если кровля не щитовая.
Перед разворачиванием рулона проверяют горизонтальность
контура днища и устраняют обнаруженные просадки; определяют
превышение центра (высоту конуса) днища для выявления высоты
временной или постоянной опорной центральной стойки. Опорную
центральную стойку, временную или постоянную, устанавливают
в центре днища автокраном.
Если проектом предусмотрены несущие конструкции покрытия
в виде ферм, то на временной центральной стойке заранее укрепляют
центральную стойку полуферм в положение, при котором косынки
для крепления полуферм были бы направлены на риски проекций
осей полуферм, нанесенных ранее на днище.
Если кровля щитовая, то на постоянной центральной опорной
стойке устанавливают оголовок («корону») для опирания’ щитов
кровли. «Башмак» стойки приваривают к днищу (временно или
постоянно, в зависимости от назначения стойки) и стойку закреп-
ляют растяжками или уголками, привариваемыми к днищу.
Для обеспечения безопасности сборочных и сварочных работ до
разворачивания рулона следует подготовить клиновой предохра-
нительный упор. На высоте 2—2,5 м рулон обвязывают несколь-
кими витками троса, чтобы предотвратить его внезапное распружи-
нивание. Стойка жесткости (или жесткая поворотная лестница),
прикрепленная к начальной кромке рулона, расчаливается в двух
направлениях, как указано на рис. 6.8.
Затем, начиная сверху, разрезают газовым резаком планки,
скрепляющие рулон. Газорезчик должен пользоваться в процессе
работы лестницей на стойке жесткости или лестницей и предохра-
нительным поясом. Нижнюю планку надо срезать, находясь на дни-
ще. Затем, постепенно ослабляя предохранительный трос, поз-
воляют рулону плавно распружиниться. Подтягивают рулон к
краю днища, наружную его кромку подводят к месту, разме-
ченному ранее на днище, и там закрепляют приваркой. Если к
кромке рулона прикреплена временная стойка жесткости, то ее
удерживают в вертикальном положении двумя расчалками, если же
организацией работ не предусмотрена установка стойки жесткости,
верх расчаливают двумя расчалками и устанавливают дополни-
тельную расчалку, идущую внутри резервуара от кромки среднего
пояса его стенки.
84
На высоте 400—500 мм от днища к рулону приваривают скобу
(рис. 6.9), за которую крепят трос от трактора. Медленным движе-
нием трактора рулон разворачивается на 2—3 м. Не ослабляя тя-
гового троса, в образовавшуюся щель вставляют клиновой предо-
хранительный упор с тем, чтобы препятствовать самопроизволь-
ному сворачиванию и разворачиванию витков рулона.
Если предохранительный клиновой упор не вставлен, то про-
изводить работы по подгонке и прихватке полотнища стенки ре-
зервуара между рулоном и развернутой частью полотнища нельзя.
Клиновой упор ставят с помощью удлиненного толкателя как можно
1
Рис. 6.8. Раскрепление стойки жесткости и кромки полотнища стен-
ки резервуара
/ — днище; 2 — рулон; 3 — развернутая часть полотнища стенки; 4 — стойка
жесткости; 5 — расчалка; 6 — якорь; 7 —тяговый трос; в —трактор
ближе к вершине угла между рулоном и развернутой частью полот-
нища стенки резервуара.
Следующей операцией является приварка новой скобы. Тяго-
вый трос переносят на новую скобу и закрепляют. Скобы прива-
ривают к накладному листу, устанавливаемому для предохранения
листов стенки резервуара: в процессе переноса скобы основные
листы стенки не повреждаются. Накладные листы остаются на
стенке.
Затем рулон разворачивают еще на 2—3 м, а клиновой упор
продвигают внутрь угла. Кромку полотнища поджимают к угол-
кам-ограничителям, которые ранее были приварены к днищу вдоль
риски, совмещая с риской окружности и закрепляя прихватками.
При разворачивании рулона следят за тем, чтобы поддон не упи-
рался в уголки-ограничители, а кромка стенки резервуара не уда-
лялась от риски окружности. Развернутая часть стенки, отстоящая
85
На 3 от Вершины угла, образуемого рулоном и развернутым полот-
нищем, поджимается к уголкам-ограничителям с помощью клиньев,
а днище — к стенке резервуара с помощью ваги. Зазор между
стенкой и поверхностью днища не должен превышать 1—2 мм.
Только плотно прижатое к днищу и уголкам-фиксаторам и совпа-
дающее с риской полотнище можно закреплять прихватками.
Работы по подгонке проводят изнутри и снаружи, а прихватки
длиной по 40—50 мм следует ставить изнутри через 500 мм или чаще.
Рис. 6.9. Скоба для крепления тягового троса
/—стенка резервуара; 2 — скоба; 3—трос; 4 — подкладной
лист
Уголки-фиксаторы удаляют сразу же, как только надобность в них
отпадет.
После разворачивания полотнища на 5—6 м приступают к
установке конструкций покрытия. Центральную стойку устанав-
ливают на днище и положение ее тщательно выверяют.
Монтаж щитов кровли ведется по часовой стрелке, что опреде-
ляется их конструкцией. Для подъема щитов применяют автомо-
бильный (или пневмоколесный) кран с удлиненной стрелой, переме-
щающийся по днищу, или гусеничный кран, перемещающийся
снаружи резервуара (рис. 6.10).
Первый щит, соединенный с балкой, устанавливают в тот мо-
мент, когда стенка резервуара развернута на 5—6 м. Криволиней-
ный край щита с верхним поясом стенки совмещают с помощью
ловителей, косо приваренных к щиту, гнутых планок с отверстиями
и ломиков, упираемых на временные опоры (рис. 6.11). С помощью
86
этих приспособлений упрощается подгонка щитов к Верхнему
поясу. Внутренний конец щита крепят к кроне болтами.
Плотно подогнав первый щит и устранив волны и складки;
образующиеся на стенке резервуара, устанавливают следующие щи-
ты по мере разворачивания стенки. Все большие щиты крепят
к оголовнику центральной стойки болтами. Последний радиаль-
ный щит устанавливают после сборки и сварки вертикального за-
мыкающего шва стенки резервуара. Одновременно с установкой
щитов к стенке приваривают опорные стойки. На рис. 6.12 показан
монтаж щитов кровли, а на рис. 6.13 — монтаж группы резервуаров.
Песок в центральную стойку резервуара наиболее удобно за-
гружать с кровли. По предложению Задорожного разработан про-
цесс загрузки песка в стойку с применением легкой вагонетки, под-
нимаемой на кровлю резервуара и перемещаемой там по временному
узкоколейному пути.
Центральный щит поднимают на кровлю заранее, а установку
его производят только по окончании всех монтажных и сварочных
работ внутри резервуара: наличие открытого отверстия над цент-
ральной стойкой обеспечивает вентиляцию и освещение резервуара.
Цилиндричность стенки резервуара проверяют в процессе раз-
ворачивания рулона постоянно. Для этой цели применяют цир-
куль, изготовленный из труб малого диаметра (желательно из
алюминиевых сплавов). Один конец циркуля устанавливают на
штыре, приваренном в центре барабана или кроны, другой ко-
нец, установленный на верхней кромке стенки резервуара, опи-
сывает окружность с требующимся радиусом.
Все отклонения стенки от проектных размеров и формы, воз-
никающие в процессе разворачивания рулона, следует устранять
немедленно.
Вмятины исправляют натяжением троса (лучше от лебедки),
а для крепления троса на стенке резервуара приваривают короты-
ши швеллеров или уголков.
Особенно внимательно необходимо следить за вертикальностью
стенки резервуара. Проверку вертикальности производят отвесами
через каждые 3 м. Отвесами на центральной стойке контролируется
ее вертикальность.
При монтаже стенки резервуара необходимо обеспечивать ее
устойчивость путем своевременной установки и закрепления щитов
кровли. Если щиты по какой-либо причине не установлены, стенка
должна раскрепляться расчалками.
Расчалки могут крепиться к инвентарным якорям в виде пере-
носных бетонных кубов или ящиков с песком.
Если проектом предусмотрено покрытие, состоящее из ферм,
прогонов и балок с установкой настила из листов, то процесс мон-
тажа несколько изменяется1.
1 В. С. Корниенко. Монтаж вертикальных стальных резервуаров.
Госстройиздат, 1956.
87
Рис. 6.11. Подгонка кромки стенки
резервуара к щиту кровли
а —при помощи ловителей; б —при помощи
ломика и упора
Рис. 6.10. Схема установки щитов
кровли гусеничным краном
/ — монтируемый щит; 2 — рулон; 5 —
оголовок центральной стойки; 4—
установленные щиты
Рис. 6.12. Разворачивание стенки резервуара
и установка кровли гусеничным краном
Рис. 6.13. Монтаж группы резервуаров из рулонных заготовок. На пе-
реднем плане один рулон развернут, второй подготовлен для разворачи-
вания
Перед установкой последних щитов приступают к выводу с
днища шахтной лестницы, для чего оставшуюся часть рулона раз-
вертывают, придавая ей соответствующее положение.
Имеющиеся на поддоне уголки срезают, а поддон изымают из-
под рулона трактором или лебедкой. Затем временно приваривают
конец нижней кромки полотнища к днищу и срезают швы, крепя-
щие рулон к шахтной лестнице.
Вывод шахтной летницы может быть осуществлен после ее опу-
скания на днище в горизонтальном положении. Опускание можно
произвести краном. Вывод лестницы трактором допускается в вер-
тикальном положении на шпальные клетки, выложенные снаружи
резервуара. В этом случае лестница должна быть расчалена. При
наличии крана достаточной грузоподъемности рекомендуется вы-
водить шахтную лестницу и устанавливать ее на фундамент с по-
мощью крана.
Перед замыканием стенки резервуара требуется опустить вре-
менную опорную центральную стойку (если ее устанавливали)
и вывести ее наружу. С днища необходимо убрать все оборудование,
с верхней кромки стенки снять передвижную люльку, если опа
имеется, и вывести автокран с днища резервуара. Стойку жест-
кости (или лестницу), которая была прикреплена к начальной кром-
ке стенки резервуара, надо снять.
5. Замыкание и сварка монтажного стыка и кольцевых швов
Для замыкания вертикального нахлесточного стыка следует
свободный замыкающий конец полотнища подтянуть к начальной
кромке стенки резервуара трактором или лебедками и собрать стык
89
Рис. 6.14. (ленка резервуара
а — концевые участки полотнища стенки, завальцованные
внутрь; б—горизонтальный шов с усилением
при помощи сборочных и стяжных приспособлений. Для вытя-
гивания наружу перевальцованных участков (рис. 6.14, а) при-
меняют различные приспособления.
Железнодорожные габариты определяют наибольший возмож-
ный радиус сворачивания плоских полотнищ в рулоны: он не может
превышать 1,6 м.
Радиус сворачивания, толщина стали и предел текучести ее ока-
зывают влияние на остаточные деформации при изгибе за пре-
делами упругости, т. е. чем меньше радиус сворачивания и предел
текучести и чем больше толщина изгибаемых листов, тем больше
будет остаточная кривизна при разворачивании рулона.
Радиус остаточной кривизны стального листа р0 может быть
определен по формуле
где р — радиус кривизны свернутого рулона;
рт — радиус кривизны, когда напряжения в наиболее удален-
ном волокне сечения достигают предела текучести;
(d — толщина листа; от — предел текучести стали).
Таким образом, радиус остаточной кривизны стенки резервуара
толщиной 10 мм из стали марки Ст. Зсп с пределом текучести от =
= 24 кгс!мм2 и радиусом сворачивания р = 160 см будет:
2100000-1
2-2400
439 см\
р _ 160
рт 439
0,366;
90
р — -----------------х-7 —---------------— ити о ун.
i/l,5-^-0,бХД 1-(0,549- 0,025)
\ рт р;/
Следовательно, уже в резервуарах емкостью 5000 м3 с диамет-
ром ~ 22,7 м рулонированная стенка (нижний пояс) разворачи-
вается до диаметра ~ 7 м и для придания стенке проектной формы
требуется приложение принудительной силы.
С увеличением емкости резервуара и ростом толщины его стен-
ки процесс разворачивания протекает с приложением еще большей
тяговой силы. Так, в резервуаре емкостью 10 000 ;и3 при толщине
стенки 14 мм с наименьшим пределом текучести стали 6Т =
= 24 кгс!см2 радиус кривизны составит:
2 100000-1,4
р,= ------------— = 610 см\
г 2*2400
-2- = — = 0,262,
рт 610
а радиус остаточной кривизны будет равен:
160 160
рп =------------------------=-------= 260 см,
° 1 —(1,5-0,262-0,5-0,2623) 0,615
т. е. рулонированное полотнище стенки резервуара разворачивает-
ся только до диаметра 5,2 м и дальнейшее увеличение радиуса кри-
визны достигается лишь приложением значительных тяговых сил.
Следует отметить, что наличие горизонтальных швов, соединяющих
пояса, уменьшает величину радиуса остаточной кривизны. При
усилении швов по 2 мм на сторону общая толщина шва (рис. 6.14, б)
составит 14+4=18 мм и радиус кривизны, когда напряжения в
наиболее удаленном волокне достигают предела текучести, будет
равен:
Рт
2 100 000.1,8
“ 2-2400
= 785 см\
-£- = — =0,204.
рт 785
Тогда радиус остаточной кривизны р0 стального полотнища,
свернутого в рулон с радиусом 160 см, при наличии сварных швов
составит всего:
___________160___________
1—(1,5-0,204 —0,5-0,2043)
160
0,702
= 227 см.
Поэтому даже после разворачивания до проектного радиуса
полотнище вновь стремится принять очертания с радиусом кривиз-
ны, значительно меньшим проектного. Все это осложняет производ-
ство работ по замыканию монтажных стыков.
91
Обследование трех резервуаров емкостью 10 000 каждый,
двух емкостью 20 000 ;и3 и газгольдера емкостью 30 000 ;и3 пока-
зало, что наиболее трудновыполнимой операцией при монтаже яв-
ляется замыкание вертикальных стыков рулонированных полот-
нищ стенки резервуаров.
Как правило, в местах соединения полотнищ поверхность ре-
зервуара искажается, отклоняется от формы правильного цилиндра,
что снижает прочность резервуара и затрудняет нормальное дей-
ствие плавающих крыш и понтонов. Эти обстоятельства особенно
сильно сказываются на резервуарах емкостью 10 000—30 000 ;и3,
так как с увеличением емкости возрастает толщина листов и диаметр
стенки и, следовательно, увеличивается число монтажных стыков:
в РВС-5000— 1 стык, в РВС-10 000—2, в РВС-20000—3 и в ре-
зервуаре газгольдера емкостью 30000 м3—3 стыка. Согласно
проекту, в РВС-50000 диаметром 65 м предусматривается 10 мон-
тажных стыков при толщине листов до 14 мм (исходя из двух-
слойной стенки резервуара).
Нижние пояса стенки толщиной 12—14 мм при разворачивании
сохраняют кривизну с радиусом около 2—2,5 м и, даже будучи
приведены к проектной круговой цилиндрической форме, стремят-
ся завернуться внутрь резервуара после сварки, западают.
Величины деформаций (измерения выполнены в НИИМонтаж-
спецстрое) приведены в табл. 6.1. Измерения выполняли на уров-
нях горизонтальных швов (первая точка — у шва, соединяющего
стенку резервуара с днищем).
Таблица 6.1
Величины деформаций кромок замыкающих стыков резервуаров
Резервуар Отклонения стыка от вертикали в мм
1 1 2 3 1 4 1 5 1 6 1 7 1 8 9
РВС-10000, Волгоград .... 0 100 130 130 130 130 130 90 0
РВС-20000, Волгоград .... 0 60 89 109 88 89 56 56 32
РВС-20000, Саратов 10 28 62 93 ПО 100 95 60 0
Резервуар газгольдера емко- стью 30 000 м3 0 26 30 28 22 32 20 33 36
РВС-20000, Саратов РВС-10000 с плавающей кры- 10 50 НО 115 115 120 НО 50 40
шей 0 0 25 5 13 23 22 10 0
Выявлен также размер деформированной зоны около вертикаль-
но-монтажного стыка. Влияние завала монтажного шва распро-
страняется более чем на 800 мм в обе стороны от него, причем умень-
шение величины деформаций происходит очень медленно.
Применяемые в настоящее время методы и устройства для за-
мыкания монтажных стыков громоздки и несовершенны. Опробо-
ваны следующие методы замыкания: без предварительного формо-
образования концевых участков полотнища стенки резервуара;
с предварительным формообразованием при помощи двух труб,
92
соединяемых между собой; при помощи консолей с частичным «вы-
тягиванием» концов полотнищ на проектную риску и стягиванием
консолей, приваренных с внутренней стороны стенки. Наиболее
правильной формы цилиндра в зоне монтажного стыка достигают
применяя простое устройство, предложенное Ворониным и опробо-
ванное на многих резервуарах емкостью до 5000 ж3. При монтаже
Рис. 6.15. Приспособление для сборки стыков стенки резервуара
а—труба-шпренгель; б—лестницы с жесткой стойкой; /—труба/250—300мм;
2 — стойка шпренгеля; 3 — тяж со стяжной муфтой; 4 — пята-упор; 5 — трос
к трактору; 6 —планки; 7— лестница; 8 — временные подмости; 9 —растяжки;
10, // — начальные и конечные кромки
резервуаров большей емкости этот метод также находит приме-
нение при условии изменения размеров винта и расстояния между
вертикальными балками.
Замыкают полотнища стенки резервуара с применением инвен-
тарного сборно-разборного приспособления Воронина.
Перевальцовку концевых участков полотнища стенки резер-
вуара устраняют давлением нажимного винта, в результате в зоне
монтажного стыка стенка приобретает правильную форму.
Работы по замыканию монтажных стыков выполняют двое
рабочих, находящихся в передвижной люльке, подвешенной на
двух блоках и оборудованной для подъема и опускания двумя само-
тормозящими лебедками.
Для сборки монтажного стыка применяют и другие приспособ-
ления. На рис. 6.15, а показано приспособление, устанавливаемое
внутри резервуара; приспособление состоит из трубы со шпрен-
гелем. Низ трубы крепят к днищу, а верх поджимают к стенке
резервуара тросом, идущим на трактор или на лебедку. На
93
рис. 6.15, б изображено приспособление в виде двух лестниц с же-
сткими стойками. К верхней части стыка приваривают гибкую
планку. Участки кромок вытягивают тросом от трактора. Трос
крепят при помощи клиньев к уголкам, привариваемым к кромке
через 500 мм. Подогнав кромки, их закрепляют прихватками, а
местные неплотности устраняют клиновыми прижимами.
На рис. 6.16 показано устройство из двух труб, хорошо заре-
резервуаров емкостью 10 000 ма
и более.
Сварку монтажного нах-
лесточного соединения (за-
мыкающего шва) ведут с
двух сторон сплошными шва-
ми с помощью электродов
Э42А в направлении от ниж-
него пояса стенки резервуа-
ра к верхнему, на каждом
поясе сверху вниз обратно-
ступенчатым способом.
Внутренний и наружный
кольцевые швы, соединяющие
стенку резервуара с днищем,
выполняются двухслойными
с помощью обратно-ступенча-
того способа. Сварку ведут
несколько сварщиков (двое,
четверо) с двух сторон, при-
чем они должны встать по
комендовавшее себя на монтаже
Рис. 6.16. Устройство из двух труб
контуру равномерной и двигаться в одном направлении (напри-
мер, почасовой стрелке). Сварщик, находящийся внутри резер-
вуара, должен опережать идущего с ним в паре на 300—350 мм.
Второй слой следует накладывать на первый, пока тот не остыл.
У монтажного замыкающего шва внизу оставляют недоварен-
ными участки по 600 мм. Затем заваривают нахлесточный шов,
скрепляющий элементы днища, или (если они не были сварены)
швы, соединяющие окрайки днища с его центральной частью.
Сварку верхнего обвязочного уголка, имеющегося на некоторых
резервуарах, ведут после прихватки в следующей последователь-
ности: заваривают вертикальные стыки уголка, кольцевой нижний
сплошной внутренний шов (по некоторым проектам прерывистый),
а затем прерывистый потолочный кольцевой шов (по некоторым
проектам сплошной). Сплошной кольцевой шов проверяют на плот-
ность керосином.
Сборку и сварку узлов в целях безопасности следует произво-
дить с инвентарных подмостей и люлек, которыми оснащены цент-
ральная стойка и замыкающий шов стенки резервуара. Для подъ-
ема на люльки и подмости применяют инвентарные лестницы. Мачту
жесткости, устанавливаемую на начальной кромке стенки резерву-»
94
ара, оборудуют ступеньками из круглой стали для подъема мон-
тажников на конструкции покрытия (это необходимо также для
"срезания планок, скрепляющих рулон).
' Замыкающий монтажный вертикальный шов корпуса собирает-
ся и сваривается с висячих струнных лесов различной конструк-
ции, предусматриваемой проектом производства работ.
6. Монтаж резервуаров большой емкости
Резервуары емкостью 10 000 и 20 000 jw3, сооружаемые по ти-
повым проектам, отличаются от резервуаров меньшей емкости сфе-
рической кровлей и отсутствием внутренней опорной стойки. Дни-
ще и стенку резервуара изготовляют в виде рулонированных за-
готовок, а элементы кровли — в виде блоков-щитов и секций коль-
ца жесткости.
В связи с более сложной конструкцией этих резервуаров их
монтаж имеет свою специфику.
Толщина нижнего пояса стенки резервуаров емкостью 10 000
и 20 000 м3 составляет 14 мм, следующие пояса приняты соответ-
ственно большей толщины, чем в резервуарах емкостью 5000 ти3;
увеличивается и периметр стенки. По этим причинам, для стенки
резервуара емкостью 10 000 м3 поставляют два рулона, а для резер-
вуара емкостью 20 000 м3 — даже три рулона весом около 50 т
каждый.
Центральную часть днища поставляют на площадку в виде
трех-четырех полотнищ из стали толщиной 5 и 6 мм, свернутых в
один рулон для резервуара емкостью 10 000 м3 и в два для резер-
вуара емкостью 20 000 м3, Соответственно поставляют 18 или 24
сегментных окрайков днищ из стали толщиной 6—10 мм.
Рулоны центральной части днища разворачивают на основании
резервуара при помощи трактора. Разворачивание днищ может
выполняться с помощью каната, охватывающего рулон петлей,
или с закреплением одного конца на крюке тракторной лебедки, а
другого — на барабане лебедки. Может быть применен способ раз-
ворачивания рулона с помощью щек, установленных по его торцам;
к щекам прикрепляются тросы от трактора (рис. 6.17, а).
Для резервуаров емкостью 10 000 и 20 000 ;и3, у которых сна-
чала разворачиваются крайние, а затем средние элементы днища,
следует применять способ разворачивания с помощью щек. При этом
облегчается поворачивание рулона без перестроповки каната, а
также исключаются повреждения гидроизоляционного слоя.
Правильность разворачивания элементов днища проверяют по
риске, нанесенной на первом развернутом элементе параллельно
прямолинейной кромке на расстоянии величины нахлестки, а также
по контрольной риске, находящейся на расстоянии 15 мм от первой.
При развертывании полотнищ следует контролировать укладку
кромки развертываемого полотнища по первой риске. В процессе
сборки днища проверяют соответствие его диаметра проектной
95
Вариант Ш
Рис. 6.17. Приспособления для мон-
тажа резервуара
а — приспособление для разворачивания
рулона днища; б — стойка с центральным
щитом покрытия резервуара емкостью
10 000 л3; 1, 5 —трубы; 2 — щека; 3 —
кольцо; 4 — канат; 6 — крестовина; 7 —
стойка; 8 — надставка; 9 — центральный
щит покрытия; /0—фланцы стойки и цент-
рального щита; // — удлиненные шпильки;
12 — страхующие кронштейны; 13 — лест-
ница; 14— площадка с ограждением; 15—
отвес
96
величине. При необходимости можно допустить уменьшение ве-
личины нахлестки до размера, равного пятикратной толщине ли-
ста, наиболее толстого из стыкуемых.
Все полотнища совмещают в проектном положении и соединяют
электроприхватками. Затем по периметру основания раскладывают
окрайки, совмещая их между собой встык и подвигая под централь-
ную часть днища внахлестку. Раскладывание и сборку окрайков
производят при помощи трубоукладчика, перемещающегося вокруг
основания. Для подъема окрайков применяют трехконечный строп,
концы которого прикрепляют к временно приваренным крепежным
скобам или уголкам.
Все монтажные швы на центральной части днища сваривают ав-
томатической, полуавтоматической или ручной электродуговой
сваркой и испытывают на плотность вакуумным способом. Ок-
райки сваривают между собой на остающихся подкладках швами
длиной около 300 мм. На части шва, где к окрайкам примыкает
стенка резервуара, снимается усиление шва.
При отсутствии понтонов для уменьшения деформаций днища
от сжатия по контуру приварку окрайков к центральной части дни-
ща производят после монтажа стенки резервуара и полной сварки
нижнего уторного шва.
На смонтированном и сваренном днище размечают центр и ри-
ски для монтажа стенки и покрытия. Размеченный центр фиксируют
путем приварки шайбы с отверстием.
В центре днища закрепляют разметочное приспособление в виде
натягиваемого тросика или жесткого циркуля. По окружности
днища наносят следующие кольцевые риски:
обрезки днища;
установки ограничительных уголков (по наружной поверхности
нижнего пояса стенки резервуара);
контроля положения нижней кромки стенки резервуара (на
50 мм меньше внутреннего радиуса стенки резервуара);
контроля вертикальности центральной стойки (на 100 мм боль-
ше радиуса обода стойки);
установки центральной стойки с радиусом 1330 мм (для резер-
вуаров емкостью 2000 м3 и более) и с радиусом 850 мм (для резер-
вуаров емкостью 100—1000 м3).
.Определяют место вертикального монтажного стыка стенки
резервуара и начало укладки начального щита покрытия.
Дополнительно наносят кольцевые риски для контроля вер-
тикальности стенки резервуаров, укладки коробов понтонов или
плавающих крыш (радиусом на 200 мм меньше внутреннего радиуса
стенки резервуара).
Для установки первого элемента опорного кольца от оси мон-
тажного стыка стенки резервуара по направлению разворачивания
по хорде откладывают указанное в проекте расстояние.
.В центре днища устанавливают монтажную стойку с укреплен-
ным к ее вершине центральным щитом покрытия (рис. G.17, б).
97
Стойка поступает на монтаж внутри рулона днища, являясь кар-
касом для наворачивания полотнищ. Высоту монтажной стойки оп-
ределяют в зависимости от радиуса покрытия, величины принятого
строительного подъема, а также от высоты фактической отметки
центра основания. Центральный щит покрытия прикрепляют к
стойке при помощи оголовка с винтовыми закреплениями, позволя-
ющими плавно опустить покрытие в проектное положение и легко
Рис. 6.18. Способы разворачивания стенки резервуара из двух
рулонов
а — последовательный; б —одновременный из двух точек; в—одновременный
8 одной точки
освободить стойку при ее демонтаже. При установке монтажной
стойки ей придают строительный подъем 100 мм.
Стойку со щитом устанавливают при помощи крана. Нижнее
кольцо стойки скобами прикрепляют к днищу. Верхнюю часть
стойки раскрепляют расчалками с винтовыми стяжками, которые
позволяют регулировать положение стойки в процессе монтажа ре-
зервуара. Вертикальное положение стойки контролируется не-
сколькими отвесами, опущенными с центрального щита к риске,
нанесенной на днище.
Разворачивают рулоны стенки резервуара последовательно,
обычно по часовой стрелке (рис. 6.18).
В резервуарах емкостью 10 000 м3 и более замыкание верти-
кальных монтажных стыков стенки резервуара вследствие повышен-
ной толщины листов, а также исходя из условий лучшего контроля
за качеством шва выполняют встык, а не внахлестку, как в резер-
вуарах меньшей емкости.
Перед освобождением наружной кромки рулона к ней прикреп-
ляют жесткий элемент из швеллера № 20 или трубы диаметром 150—
200 мм\ это может быть также монтажная лестница с одной жесткой
тетивой. Кромку рулона отводят к краю днища и закрепляют свар-
кой на риске обычным образом. Рулон перемещают по днищу на
поддоне. Несмотря на утолщение нижних поясов стенки резерву-
ара до 14 мм, для разворачивания рулона достаточно усилия од-
ного трактора мощностью 80 л. с. Разворачивают полотнище и за-
крепляют его нижнюю кромку прихватками на риске так же, как
при монтаже резервуаров меньшей емкости.
98
В связи с увеличением толщины нижних поясов стенки резер-
вуара до 10 мм и более в резервуарах емкостью 5000—20 000 л*3
начальная и конечная кромки полотнищ имеют остаточные дефор-
мации (завальцованность), поскольку их рулонируют при изготов-
лении.
Во избежание западаний монтажных стыков производят формо-
образование кромок в процессе сборки стыка. Формообразование
кромок выполняют или последовательно перегибая полотнища в
сторону, обратную на-
правлению завальцован-
ности, с помощью верти-
Рис. 6.19. Способы сборки
монтажных стыков стенки
резервуаров емкостью 10 000
и 20 000 м3
а —замыкающего стыка с оста-
точным разгибанием кромок;
б—то же, с упругим разгибанием
кромок; / — первый рулон; 2 —
второй рулон; 3 — днище
Рис. 6.20. Последовательность соедине-
ния встык вертикальных кромок стенки
резервуара
а —сближение кромок; б —обрезка; в—совме-
щение кромок; г—сваренный стык
струбцины и трактора (по предложению Гипроспецмонтажа) или
прилагая к кромкам изгибающий момент обратного знака по
отношению к завальцованным участкам (по предложению
ВНИИМонтажспецстроя). Оба способа оправдывают себя на
практике (рис. 6.19).
Независимо от этих предварительных операций соединение
кромок стенки резервуара встык требует срезки припуска на одной
из кромок в последовательности, представленной на рис. 6.20. При
сближении кромки занимают положение а. После их поджатия до-
стигается положение б, в котором кромки закрепляют монтажными
планками, затем размечают внутреннюю кромку по очертанию
наружной. В положении в показаны кромки, совмещенные встык.
На толстых листах перед ручной сваркой стыка снимают фаску,
затем стык заваривают изнутри и снаружи (положение г). Изли-
шек металла на кромке полотнища обрезают с разделкой кромки
под углом 25—30°.
На кромках делают разделку с внутренней стороны, зачищая
после газовой резки все выступы и неровности. Подготовленные
99
Рис. 6.21. Этапы монтажа резервуаров
а— укрупнительная сборка сектора сферического
покрытия па кондукторе; и — монтаж кольца
жесткости; J—кольцои жесткости; 2 — ловитель
кромки прихватывают с внутренней стороны, после чего приступают
к сварке.
Сварку начинают с внутренней стороны резервуара общим на-
правлением сверху вниз. Два-три сварщика с подвесных лесов
одновременно ведут сварку обратно-ступенчатым способом с длиной
ступени 200 мм.
После сварки стыка вырубают корень шва с наружной поверх-
ности стенки, затем шов зачищают и подваривают.
После сварки и зачистки шов подвергают испытанию физически-
ми методами контроля. При обнаружении дефектных мест их вы-
рубают и вторично заваривают.
Завершив сварку промежуточного стыка, продолжают разво-
рачивать полотнище в обычном порядке.
Сферическое покрытие резервуара состоит из 32 секторных
щитов для резервуара 10 000 м* и из 48 щитов — для резервуара
20 000 м3. Каждый щит по условиям транспортирования поставляют
на площадку двумя частями.
100
Перед монтажом покрытия эти детали собирают в один щит
на кондукторе (рис. 6.21, а), причем в щите предусматривается
строительный подъем со стрелкой порядка 150 мм.
Участок для укрупнительной сборки щитов покрытия обору-
дуют в стороне от основания. Сборку ведут на одном или двух кон-
дукторах, обслуживаемых одним легким автомобильным краном.
Для подачи щитов в зону монтажа используют сани-кондуктор
(установка первого щита показана на рис. 6.22).
После разворачивания очередного участка полотнища стенки
резервуара длиной 7—8 м начинают монтаж кольца жесткости
(рис. 6.21, б).
Сегментные секции кольца жесткости длиной около 6 м имеют
вес 0,6—0,9 т. Поскольку кольцо жесткости монтируют у верхней
кромки полотнища, для установки секций кольца достаточно крана
со сравнительно короткой стрелой (15—17 м). Правильное поло-
жение элементов кольца жесткости на стенке резервуара до за-
крепления обеспечивается ловителями.
По мере разворачивания стенки резервуара и установки эле-
ментов покрытия монтируют последующие сегменты кольца жест-
кости. Перед прикреплением каждого нового установленного сег-
мента к предыдущему и к стенке резервуара необходимо тщательно
выверить его положение, а также вертикальность всей стенки на
данном участке. Для этого с каждого сегмента через отверстия, рас-
Рис. 6.22. Установка первого щита покрытия
101
Изложенные на расстоянии 200 мм от стенки, опускают отвесы,
которые должны совпадать с кольцевой риской, нанесенной на
днище также в 200 мм от стенки. При отклонениях стенки резер-
вуара от вертикали ее положение исправляют, натягивая расчалки,
направляемые внутрь или наружу резервуара. Для прихватки пер-
вого элемента кольца жесткости к стенке используют навесную лест-
ницу. Последующие элементы приваривают и сваривают между
собой, используя ранее установленные элементы и катучую люльку,
опирающуюся колесами на вертикальную полку кольца жесткости.
После приварки элементов с них срезают и удаляют ловители.
Монтаж щитов сферического покрытия отличается от монтажа
кровли из плоских щитов большими размерами щита (длина 17—
20 л/, вес 1,7—2,5 т) и наличием распора. Для монтажа щитов по-
крытия используют кран с достаточно большим вылетом стрелы,
обеспечивающим установку щитов на место в положении, близком
к проектному. Щиты поднимают при помощи четырех- или шести-
конечного стропа, концы которого закрепляют за крепежные ско-
бы. При этом проверяют вертикальное положение монтажной
стойки при помощи отвесов. В случае отклонений от вертикали
положение стойки выправляют натяжением и ослаблением соответ-
ствующих расчалок при помощи винтовых стяжек. Такие расчалки
используют и для корректировки положения стенки резервуара.
Расчалки прикрепляют верхним концом к смонтированному и при-
варенному кольцу жесткости, а нижним — к низу монтажной стойки.
Центральная стойка при монтаже сферических покрытий должна
иметь предварительный строительный подъем около 100 мм.
Щиты сферического покрытия устанавливают по мере развора-
чивания стенки резервуара и монтажа кольца жесткости. Каждый
щит предварительно опускают и опирают на кронштейны кольца
жесткости, а затем закрепляют монтажными болтами на централь-
ном кольце. Контролируют совмещение кромок двух щитов и их
кольцевых ригелей. Обнаруженные зазоры устраняют винтовыми
или клиновыми приспособлениями. Затем сваривают стыки накла-
док в узлах пересечения радиальных и кольцевых элементов, при-
жимают к предыдущему щиту выступающую часть настила кровли
и прихватывают по всей длине.
При монтаже щитов сферического покрытия обеспечивают при-
легание стенки несущей балки щита (с отрезанной полкой) к вер-
тикальной пластине центрального щита. Проверяют соосность
несущих балок противоположных щитов. При зазорах до 10 мм
подбивают пластину к балке, при больших зазорах — пластину
срезают и прихватывают в нижнем положении.
Уложенные щиты сваривают с опорным кольцом и между со-
бой. Между собой щиты следует сваривать плотными швами.
Завершив монтаж и сварку сферического покрытия, его опу-
скают до заданного строительного подъема. Для этого равномерно
отвинчивают гайки шпилек, соединяющих покрытие с монтажной
стойкой.
102
Рис. 6.23. Приварка с подвесной люльки опорных стоек на резервуаре
емкостью 10 000 м3
Сняв нагрузки со шпилек, в течение 2—3 ч проверяют состояние
покрытия и его положение по отношению к отметкам на монтажной-
стойке. Затем шпильки удаляют и демонтируют монтажную стойку.
Ее удаляют из резервуара через нижний люк-лаз.
На сферических покрытиях предусматриваются ограждения
по всей окружности резервуара. Приваривать секцию ограждения
к каждому щиту рекомендуется перед его подъемом. Это уменьшает
объем работ, выполняемых вверху, а также предохраняет работа-
ющих на кровле от падения. Секции ограждений после установки
щита сваривают между собой. Для сварки монтажного шва между
верхней кромкой стенки резервуара и покрытием применяют под-
весную люльку, которая опирается катками на край покрытия или
поручень ограждений. Люльку тяжем шарнирно прикрепляют к
патрубку, приваренному в центре покрытия. С нее же могут мон-
тироваться и привариваться наружные стойки жесткости (рис. 6.23).
Установка секторов покрытия завершается монтажом замыкаю-
щего щита. Швы между стенкой резервуара и днищем сваривают
по мере разворачивания рулона.
Процессы монтажа оборудования и лестниц, проведения испы-
тания и окрашивания резервуаров не отличаются от аналогичных
операций, выполняемых при монтаже резервуаров емкостью до
5000 ж3.
‘Таким образом, монтаж резервуаров большой емкости из руло-
нированных и щитовых конструкций основан на использовании
103
большого опыта строительства резервуаров емкостью до 5000
Однако в каждом конкретном случае вырабатываются особые прие-
мы работ, обусловленные увеличением размеров и усложнением
конструкций. Расширение строительства резервуаров емкостью
10000, 20000 м3 и больше позволит на основе накопленного опыта
выработать наиболее рациональную технологию ведения этих работ.
7. Монтаж резервуаров с понтоном и плавающей крышей
В отечественной практике для хранения легкоиспаряющихся
нефти и нефтепродуктов применяют, как правило, резервуары
с обычной щитовой крышей и стальным понтоном. В настоящее
время для этой цели все чаще используют резервуары с плавающими
крышами.
Разрабатываются способы монтажа таких резервуаров. Глав-
ной задачей в резервуаростроении является индустриализация ра-
бот с тем, чтобы технический уровень монтажа понтонов соответ-
ствовал общему высокому уровню индустриального сооружения
резервуаров из рулонированных и щитовых конструкций. В табл. 6.2
приведены основные технические данные понтонов и плавающих
крыш резервуаров.
Рассмотрим методы монтажа резервуаров с понтонами на при-
мере резервуара емкостью 5000 м\ Понтон резервуара этого типа
выполнен по типовому проекту Гипроспецпромстроя (7-02-95/62).
Основные части понтона: плоское днище из стали толщиной 3 мм,
двойное кольцо из сегментных элементов, центральное кольцо из
листов толщиной 3—5 мм и затвор из прорезиненного бельтинга.
Аналогична конструкция понтона и в резервуарах, имеющих дру-
гие емкости (включая 20 000 л/3).
В соответствии с принципами блочного монтажа конструкций
понтоны поставляют следующим образом. Днище понтона изготов-
ляют на заводе в виде рулонированных полотнищ, сворачиваемых
в один рулон с днищем резервуара. Сегменты кольца поставляют
крупными блоками, удобными для транспортирования.
Сложившаяся технология монтажа понтонов, принятая и в ти-
повых проектах, предусматривает изготовление днища, диаметр
которого достигает диаметра внутреннего очертания кольца. Сег-
менты кольца поставляются в виде замкнутых коробов со швами,
сваренными и проверенными в заводских условиях на плотность.
Понтон монтируют в следующем порядке. Днище понтона раз-
ворачивают на днище резервуара сразу же после завершения мон-
тажа последнего. В центре днища понтона вырезают (если это не
сделано на заводе) отверстие диаметром 2760 мм, необходимое для
установки центральной стойки. При этом среднюю часть полотнища
приподнимают над днищем резервуара, чтобы не повредить по-
следнее.
Развернутые полотнища днища размещают в проектном поло-
жении, проверяя размеры циркулем из центра и закрепляя при-
104
Таблица 6.2
Основные технические данные понтонов и плавающих крыш стальных вертикальных
цилиндрических резервуаров
Показатели змерения Номинальная емкость резервуара в м*
с понтонами с плаваю- щими крышами
300 400 700 1000 2000 3000 5000 10 000 20 000 10 000
S ГС Номер проекта
S
к ТП7- ТП7- ТП7-02- ТП7-02- ТП7-02- ТП7-02- 96/62 ТП7-02- ТП7-02- ТП7-02- КМД-
ш 02-319 02-320 321 ' 98/62 97/62 95/62 271 273 96000
Диаметр понтона или плавающей крыши . . . мм 7 280 8 230 10 130 12 030 14 780 18 580 22 390 33 800 45 200 1 33 800
Количество коробов понтона или плавающей крыши Толщина листов дни- ща понтона или цен- » 6 8 10 8 8 10 12 18 24 18
тральной части плаваю- щей крыши » 3 3 3 3 3 3 3 4 4 4
Вес днища понтона
или центральной части плавающей крыши . . . кг 504 663 1 168 1366 2 322 4 140 5 124 20 390 37 900 19 000
Вес одного короба понтона или плавающей крыши (наибольший) . . » 371 342 344 628 820 855 960 1 700 2 550 1 700
Вес катучей лестницы » — — — — — — — — — 1 196
Вес резервуара . . . 13 154 15 530 22 177 31553 10213 77 184 108 130 250 000 485 000 198 000
Хватками по контуру. Прихватками соединяют между собой также
части составных днищ. На днище резервуара размечают оси стыков
элементов кольца понтона, а на днище понтона намечают окруж-
ность для правильного размещения внутренних узлов соединения
сегментов. После этого в обычном порядке устанавливают рулоны
стенки резервуара и центральную стойку. Сборку сегментов кольца
понтона ведут по мере разворачивания стенки и монтажа покрытия
резервуара.
Сегменты понтона подают на
днище трубоукладчиками через
незамкнутую часть стенки ре-
зервуара и устанавливают на
место при помощи крана, об-
служивающего монтаж покры-
тия. Сегменты понтонов, распо-
ложенные снаружи резервуара
в зоне действия крана, могут
быть поданы с его помощью че-
рез верх стенки резервуара. Од-
нако излишних подъемов дета-
лей на высоту резервуара сле-
дует избегать.
Сегменты раскладывают по
окружности у стенки (рис. 6.24)
в соответствии с метками, на-
несенными на днище. Перед
укладкой каждого сегмента не-
обходимо удалить все прихва-
тки, удерживающие днище пон-
тона (в этом убеждаются при-
подняв край днища ломиком).
Окружность, образованная
сегментами, проверяется цирку-
Рис. 6.24. Сегментные короба понтона,
уложенные у стенки резервуара
лем из центра днища. В соответствии с проектом резервуаров емко-
стью 5000—20000 м3 наибольшее расстояние между стенкой резер-
вуара и бортом понтона должно составлять 300 мм, а наименьшее
100 мм (при любом положении понтона по высоте). Для резервуа-
ра емкостью 1000 м3 эти пределы составляют от 100 до 200 мм.
Размеры данного зазора могут изменяться в зависимости от
применения уплотняющего затвора той или иной конструкции.
После выверки положения сегментов их сваривают между собой
и приваривают к днищу понтона. Все эти соединения выполняются
внахлестку, что предусмотрено в конструкции совмещающихся
деталей сегментных элементов. Одновременно сваривают монтажный
шов днища понтона. Швы проверяют, повышая давление в сег-
ментах понтона до 100 мм вод. ст., затем швы промазывают мыль-
ным раствором. В местах образования пузырей отмечают дефект,
который затем исправляют, а это место шва проверяют вторично.
106
Плотность остальных швов контролируют при помощи вакуум-
камеры. Особое внимание уделяется контролю монтажных швов,
соединяющих сегменты и полотнища днища между собой, а также
швов, соединяющих сегменты с днищем.
После осуществления контроля и исправления дефектов места
соединения сегментов понтона закрывают двумя планками,
которые также обваривают по контуру. Вокруг центрального отвер-
стия к днищу понтона на период монтажа приваривают вертикаль-
ное кольцо высотой 200 мм.
Для опирания понтона в его нижнем рабочем положении к стен-
ке резервуара приваривают детали поворотных кронштейнов
(рис. 6.25). Правильность верхней отметки кронштейнов (+1,8 jw)
проверяют нивелиром при их установке. Перед подъемом понтона
все кронштейны поворачивают и прижимают к стенке резервуара-
Одновременно или по окончании подъема понтона у низа цент,
ральной стойки резервуара собирают на стойках опорное кольцо,
которое служит для опирания средней части понтона (обычно для
этого используют промежуточное съемное кольцо жесткости от
центральной стойки).
Дальнейший монтаж понтона выполняют после завершения
работ по монтажу остальных конструкций резервуара, когда резер-
вуар можно наполнить водой примерно на 2 м. Затем еще раз
проверяют, не осталось ли где-либо прихваток между понтоном и
днищем резервуара.
При наполнении резервуара водой понтон всплывает. После
подъема нижней поверхности понтона на 50—100 мм над верхней
отметкой кронштейна подачу воды прекращают. Кронштейны от-
ворачивают до совмещения с радиальным направлением и в этом
положении фиксируют. Центральное кольцо при помощи трех-
четырех тяжей прикрепляют к центральной стойке, как показано
Рис. 6.25. Опорные конструкции понтона
/- поворотный кронштейн; 2 — центральное опорное кольцо; 3 тяж; 4 —
внутренняя стойка
107
на рис. 6.25. После этого воду сливают. Понтон опирается по краям
на кронштейны, а в центре подвешивается к стойке. В пространстве
под понтоном ведут работы по сварке монтажных швов понтона
с нижней его стороны, а также устанавливают стойки под внутрен-
ним контуром двухдечной части понтона. Опоры стоек приваривают
к днищу, а высоту регулируют по уровню кронштейнов, припод-
нимая понтон при помощи домкрата или винтового приспособления.
Отверстие в середине днища понтона закрывают дисками из листа,
а центральное кольцо приваривают. В понтоне прорезают отверстия
и вваривают детали для пропуска пробоотборника, установки свето-
вого и замерного люков, а также люка для прибора, измеряющего
уровень. Часть подготовительных работ может быть выполнена на
заводе, изготовляющем понтоны.
Смонтированный понтон испытывают при его пробных подъемах.
При этом тщательным осмотром проверяют непроницаемость всех
швов на видимой части днища, а также отсутствие воды в двухдеч-
ной части. Для выполнения последней проверки предусмотрены
пробки, вваренные для этой цели в каждом из сегментов. Окон-
чательно проверку соединений на плотность ведут при пробных
подъемах и опусканиях понтона.
Одновременно наблюдают за плавностью движения понтона и
его горизонтальностью. Проверяют изменение величины зазора
по всей окружности на каждом поясе. Геометрическая форма стен-
ки резервуара должна быть выверена предварительно и не может
превышать определенных допусков (СНиП Ш-В.5-62*). Контролю
подвергают также правильность перемещения понтона по отношению
к центральной стойке и вертикальным частям технологического
оборудования, проходящего сквозь понтон. При обнаружении де-
фектов в работе понтона испытания прекращают и не возобновляют
до выяснения и устранения причин неисправностей.
Конструкция плавающей крыши резервуаров по существу мало
отличается от конструкции рассмотренных выше понтонов. Основ-
ные принципы их индустриального и крупноблочного монтажа оди-
наковы. Различие в общем процессе монтажа резервуаров с пла-
вающими крышами заключается в следующем. Для придания жест-
кости верхней части стенки резервуара с плавающей крышей
предусматривается кольцевая площадка, которую монтируют по
мере разворачивания стенки, поднимая по секциям при помощи
крана.
На самой плавающей крыше отсутствует центральное отверстие.
В некоторых существующих конструкциях таких резервуаров для
поддержания средней части крыши после первого подъема водой
предусматривается опускание опорных стоек через люки в крыше.
Стойки снабжены головкой, которую после опускания стойки
можно развести до размера, превышающего диаметр люка. При
опускании крыши ее средняя часть опирается на стойки. После
слива воды стойки прикрепляют к днищу приваркой прутковых
подкосов.
108
Кроме этих особенно-
стей резервуары с плава-
ющими крышами имеют
некоторые конструкции и
оборудование, отличаю-
щие их от резервуаров с
понтонами: катучую лест-
ницу, шарнирно закреп-
ленную у верхней пло-
щадки и перекатывающую-
ся по рельсам на крыше;
устройство для отвода дож-
девых вод и технологиче-
ское оборудование.
Для плавающих крыш
с целью более плотного
закрытия щели между кры-
шей и стенкой резервуара
применяют затворы со
щитком, прижимаемые к
стенке резервуара при по-
мощи пружинных или под-
весных устройств и за-
крывающие кольцевое
пространство от осадков.
За рубежом для хра-
нения нефти и легкоиспа-
ряющихся нефтепродуктов
сооружают резервуары
емкостью 100 000 м3 и
более, преимущественно с
плавающими крышами.
Одной из крупнейших
японских фирм «Чиеда»,
занимающейся резервуаро-
строением, построены де-
сятки резервуаров с пла-
вающими крышами; объем
наиболее крупных из
них достигает 50 000 —
рис. 6.26. Схема плавающей крыши резер-
вуара емкостью 100.000 м3, выпускаемого
японской фирмой «Чиеда»
/—центральная часть плавающей крыши; 2 — пон
тон; 3 — катучая лестница; 4 —замерная стойка:
5— люк на крыше; 6—люк на понтоне; 7—кольцо
жесткости корпуса; 8 — кольцевые жесткости
плавающей крыши; 9 — уплотняющий затвор;
10 — внутренние ребра жесткости понтонов; //—
центральный люк; 12 —дренажная труба; /3 —
стойки крыши
100 000 л/3. Схема плавающей крыши резервуара емкостью 100 000 Л!3,
выпускаемого фирмой «Чиеда», с указанием основного оборудования
приведена на рис. 6.26. Плавающие крыши имеют однослойную
центральную часть и понтонное кольцо по окружности. Резервуары
оборудованы водоотводной системой из стальных труб с шарнир-
ными соединениями.
В крупных резервуарах предусматривается изготовление стен-
ки, высотой 18—22 м из высокопрочных сталей с пределом текучести
109
Рис. 6.27. Вид плавающей крыши резервуаров емкостью 100 000 м3 с ради-
альными элементами жесткости
до 60 кгс!мм2. Размеры листов 1829x9144 мм. Стенку резервуара
монтируют полистовым способом.
Фирмы «Де Врис Роббе» (Голландия) и «Карл Шпетер» (ФРГ)
разработали конструкцию и построили резервуары емкостью
100 000 л/3 с плавающими крышами, имеющими радиальные эле-
менты жесткости в виде коробов сечением 400x600x800 мм из
стали толщиной 5 мм (рис. 6.27).
Направляющими при опускании и подъеме плавающей крыши,
препятствующими ее вращению, служат одна или две перфориро-
ванные трубы отбора проб диаметром 300—400 мм. К трубе при-
касаются ролики, которые прикреплены с возможностью некоторого
перемещения к соответствующей горловине в плавающей крыше.
В коробах понтонов устроены люки для контроля за отсут-
ствием продукта внутри понтона.
На плавающей крыше предусмотрены клапаны, открывающиеся
при опускании плавающей крыши до нижнего положения (во из-
бежание образования под ней вакуума при дальнейшем опорожне-
нии). Эти клапаны (рис. 6.28) имеют шток, упирающийся в днище
при опускании крыши.
В ряде конструкций плавающих крыш вблизи затворов
устанавливают несколько клапанов для снятия давления (более
25 мм сод. ст.) в газовом пространстве, которое может там обра-
110
зоваться, а также магнитные сиг-
нальные приспособления, указы-
вающие на подъем крыш до верх-
него положения. Приспособления
состоят из стальной массивной
пластины, закрепленной у края
плавающей крыши на расстоянии
около 100 мм от стенки резервуа-
ра, и воспринимающего сигнал
устройства у верхней кромки
стенки. Когда стальная пластина
Рис. 6.28. Клапан на плавающих
крышах для предупреждения обра-
зования вакуума под ней
с поднявшейся крышей размещает-
ся против верхнего устройства, в последнем возбуждается магнит-
ное силовое поле и сигнал передается на операторский пункт.
По краю понтонного кольца каждой плавающей крыши устроен
вертикальный бортик, удерживающий пену из пенокамер в зоне
затвора.
С процессом монтажа плавающей крыши можно ознакомиться
на примере сооружения резервуаров емкостью 100 000 м3 фирмой
«Де Врис Роббе» в Роттердаме.
Монтаж крыши начинается после установки первых двух поя-
сов стенки резервуара со сборки из листов всего диска (включая
центральную и краевую зоны), на которых в дальнейшем надстраи-
вают понтоны.
Диск собирают на монтажных стойках высотой у окружности
1,8—2 м, что позволяет вести работы и под плавающей крышей.-
По окружности к стенке резервуара временно приваривают крон-
штейны.
Стойки являются телескопическими и могут иметь различную
высоту, что необходимо для обеспечения понижения уровня крыши
к центру резервуара. После монтажа и подъема крыши жидкостью
величина понижения должна составить около 250—300 мм. Рас-
стояние между стойками примерно равно 2 м. По верху стоек укла-
дывают на ребро деревянные бруски, на которых размещают листы
толщиной 5 мм. По окончании сборки и сварки диска крыши в ее
центральной части устанавливают и сваривают центральный понтон
диаметром 5,4 м, а по окружности — кольцо понтонных коробов
из металла той же толщины (5 мм). Между центральным и кольце-
вым понтонами устанавливают радиальные балки из заранее изго-
товленных П-образных коробов. После сварки всех элементов меж-
ду собой плавающая крыша приобретает жесткость, обеспечиваю-
щую понижение центральной части при подъеме ее жидкостью.
Плотность швов в коробах понтонов и балок определяется нагне-
танием воздуха и промазыванием швов снаружи пенообразующим
раствором.
Закончив сборку и сварку V пояса стенки резервуара, начинают
наполнять его водой; плавающая крыша при этом поднимается.
Таким способом испытывают и смонтированную часть стенки ре-
111
зервуара и плавающую крышу. Наполнение водой приводит к
постепенной осадке основания под днищем. Всплывающую крышу
используют для ведения работ при сборке и сварке VI — VIII
поясов стенки резервуара.
При разработке новых конструкций понтонов и плавающих крыш
у нас и за рубежом в настоящее время значительное место отводят
неметаллическим материалам — эластичным пленкам из полимер-
ных материалов (поливинилхлорида и др.). В зарубежной прак-
тике был применен плавающий понтон, изготовленный по всей
площади из эластичного ковра. Монтаж такого понтона, который
целиком или по частям может быть свернут в малогабаритный рулон,
довольно прост.
В некоторых других конструкциях понтонов неметаллическая
пленка применяется только для изготовления их средней части,
например, в проектах понтонов резервуаров, разработанных ин-
ститутами Гипроспецпромстрой и ЦНИИПроектстальконструкция.
В понтонах такого типа металлическое кольцо монтируют обычным
способом, а центральную часть — по особым указаниям проекта.
8. Уплотняющие затворы
плавающих крыш и понтонов
Уплотняющие затворы являются важным узлом плавающих
крыш и понтонов. Они уплотняют кольцевое пространство между
стенкой резервуара и краем понтона (или плавающей крыши).
Величина этого пространства может изменяться при подъеме и
опускании плавающей крыши (или понтона) вследствие неточно-
стей геометрической формы конструкции, временных изменений ее
под воздействием ветра, осадки основания или под влиянием других
причин. Предельные изменения этого пространства в мировой прак-
тике исчисляются в размере от 50 до 500 мм (обычно величину та-
ких колебаний принимают в пределах 70—400 мм).
Таким образом, уплотнение должно обеспечивать герметизацию
кольцевого пространства с учетом его изменений. Кроме того, уп-
лотняющие затворы должны отвечать ряду других требований,
в том числе быть бензо- и коррозиестойкими, работоспособными
при низких и высоких температурах воздуха и хранимого продук-
та, устойчивыми к истиранию, безопасными в пожарном отношении.
В зарубежной практике, где плавающие крыши и понтоны при-
меняют с 1930 г., нашли применение десятки конструкций уплот-
няющих затворов (описание сотен видов уплотнений имеется, кроме
того, в патентной литературе).
Конструкции уплотнений совершенствовались в зависимости
от разработки более рациональных видов плавающих крыш и раз-
вития производства новых искусственных материалов (волокон,
синтетического каучука, смол).
Так, в первые десятилетия применения плавающих крыш ис-
пользовали так называемые жесткие или механические уплотнения
112
со скользящим металлическим
элементом и рычажным подвес-
ным устройством. Их приме-
няют и сейчас. Скользящий
элемент в них прижимается с
помощью пружины или проти-
вовеса.
Характерным уплотнением
такого типа является затвор
«Виггинс», конструкция кото-
рого создана американской фир-
мой. Затвор нашел широкое
применение в США, ФРГ и
Японии. Скользящий элемент
верхней частью затвора шар-
нирно прикрепляется к подвес-
ному рычажному устройству и
собственным весом прижимает-
ся к стенке резервуара. Его
нижняя часть прижимается к
стенке резервуара с помощью
листовой пружины изогнутой
формы, установленной в гори-
зонтальном положении под под-
весным устройством. Такое рас-
положение обеспечивает плот-
Рис. 6.29. Жесткий уплотняющий за-
твор типа «Виггинс» (США)
/ — вертикальный скользящий лист; 2 —
рычажная система; 3 — плоская пружина;
4 — резино-тканевая мембрана
ное прилегание скользящего
элемента к стенке резервуара
при изменениях ширины коль-
цевого пространства от 140 до
420 мм ( номинальная ширина
принимается равной 280 мм).
На рис. 6.29 показано пространство между скользящим элемен-
том и плавающей крышей (на переднем плане видны листовая пру-
жина и подвесное устройство).
Мембрана из резино-тканевого материала расположена на уров-
не продукта, что обеспечивает минимальное газовое пространство.
Мембрана представляет собой кольцо из вулканизированной ре-
зины, ее доставляют на монтажную площадку в готовом виде.
Основными конструктивными частями уплотнения являются
скользящие металлические элементы из оцинкованных листов,
соединенные между собой шарнирным устройством в одно кольцо.
Эти стыки представляют собой температурные и газонепроницаемые
швы из гибкого резино-тканевого материала.
Кольцевое пространство предохраняется от атмосферных осад-
ков защитными металлическими щитками. Щитки крепятся верхней
частью к скользящему элементу; их нижняя часть свободно опи-
рается на плавающую крышу.
113
Монтаж механических уплотнений состоит в закреплении стан-
дартных деталей рычагов и пружин, к которым подвешивается ме-
таллический скользящий элемент. Резино-тканевая диафрагма раз-
вертывается из ленты, присоединяется на болтах и стыкуется также
с помощью резиновых накладок на болтах.
Заслуживает внимания конструкция сегментного клинового
уплотнения, разработанного и примененного в Чехословацкой Рес-
публике.
Уплотнение состоит из отдельных сегментов, укладываемых ниж-
ней наклонной поверхностью на коническую обрамляющую полосу
плавающей крыши и под действием собственного веса скользящих
по ее поверхности до прижатия вертикальной грани уплотнения
к стенке резервуара. Каждый сегмент в верхней части снабжен
двумя консолями, несущими металлические щитки для отвода дож-
девой воды. На вертикальной части консолей установлены опорные
ролики.
Для плотного прилегания щитков к стенке резервуара к ним
по периметру прикреплена полоса из листовой резины, выполня-
ющая роль козырька.
Сегменты соединяются между собой полосами из листовой ре-
зины. Конструкция уплотнения проста, однако требует тщательной
сборки конической поверхности плавающей крыши.
Монтаж таких уплотнений несложен и состоит в укладке блоков
по периметру плавающих крыш.
Несколько позже механических получили распространение
«мягкие» уплотнения с эластичной оболочкой, заполняемой жидко-
стью, сжатым воздухом или сыпучим материалом. Примером может
служить конструкция уплотняющего устройства, созданного в
США. Устройство состоит из наружной и внутренней оболочек.
Наружная оболочка кольцеобразной формы толщиной 4,5 мм
с вулканизированным соединением из резино-тканевого материала
имеет с внешней стороны кольцевые гофры, улучшающие прилега-
ние оболочки к стенке резервуара и снижающие износ от трения.
Внутреннюю оболочку из резино-тканевого материала кольце-
образной формы со стенкой диаметром 254 мм и толщиной 2 мм за-
полняют очищенным керосином, чтобы прижать уплотнение к стенке
резервуара.
Регулирование внутреннего давления жидкости в оболочке про-
изводится специальной системой. Полужесткие щитки, ограждающие
кольцевой зазор от атмосферных осадков, изготовлены из изопрена
толщиной 2,5 мм.
В настоящее время широкое распространение получили эффек-
тивные «мягкие» уплотнения из эластичных материалов. Они
обеспечивают надежность герметизации кольцевого пространства,
сравнительно просты в изготовлении и монтаже, удобны в эксплуа-
тации.
Тело уплотнения состоит из пенополиуретана и в свободном со-
стоянии имеет поперечное сечение, близкое к полукругу; снаружи
114
уплотнение защищено оболочкой из
резино-тканевого материала, крепится
к краю плавающей крыши и имеет
форму замкнутого кольца. Сверху
тело уплотнения покрыто оболочкой,
поддерживаемой подвесками, при-
крепляемыми к плавающей кры-
ше (это позволяет оболочке пере-
мещаться отдельно от внутренней
части уплотнения).
Кольцевое пространство защищено
от воздействия атмосферных осадков
щитками.
Конструкция уплотнения «Кис-
зил», выпускаемого японской фирмой
«Чиеда» (рис. 6.30), относится к мяг-
ким типам. Уплотнение изготовляется
Рис. 6.30. Уплотняющий затвор
типа «Кисзил» (Япония)
из пенополиуретана, покрытого проч-
ным и устойчивым к действию неф-
тепродуктов и ароматических веществ
слоем резино-тканевого листового
материала из синтетического каучука, армированного нейлоновой
тканью.
Уплотнение имеет в поперечном сечении форму губ, располо-
женных по периметру плавающей крыши в виде консольного вы-
ступа и плотно прижатых к внутренней поверхности стенки ре-
зервуара. Использование уплотнения предотвращает испарение
хранимого продукта в кольцевом пространстве и регулирует дви-
жение плавающей крыши. Для сокращения газового пространства
между уплотнением и поверхностью нефтепродукта нижнюю часть
уплотнения погружают в жидкость.
Монтаж такого уплотнения выполняют следующим образом.
На заводе тело уплотнения из пенополиуретана формируется
в соответствии с размерами элементов и облицовывается листовым
материалом из натурального каучука. Листы оболочки из резино-
тканевого материала соединяются с прокладочным листовым мате-
риалом в нижней части уплотнения во избежание попадания нефте-
продукта в тело уплотнения. Готовые элементы тела уплотнения
и материал оболочки отправляют на монтажную площадку. На
монтажной площадке непосредственно на плавающей крыше эле-
менты тела уплотнения соединяют особым клеем в отрезки опреде-
ленной длины (до 12—15 jw).
Затем материал оболочки соединяют с телом уплотнения из пено-
полиуретана специальным клеем. Готовое уплотнение прикрепляют
к стенке плавающей крыши непосредственно или через консоль,
находящуюся между крышей и уплотнением.
На основе изучения зарубежного опыта в области разработки
конструкций и применения уплотняющих затворов плавающих
115
Рис. 6.32. Затвор же-
сткого типа
(ЦНИИПроектсталь-
конструкция)
Рис. 6.31. Уплотняющие затворы резер-
вуаров с понтонами
а —с одиночной петлей бельтинга; б—с уси-
ленной петлей бельтинга; в—расположение
секций бельтинга
крыш и понтонов в СССР ведутся работы по созданию отечествен-
ных рациональных конструкций уплотнений. Осуществляются их
изготовление и испытание.
В типовых проектах резервуаров с понтонами (вариант
ЦНИИПроектстальконструкции) предусматриваются два вида за-
твора, разработанные Главнефтеснабом РСФСР. Их изготов-
ляют из прорезиненного бельтинга, согласно ГОСТ 2924—45
(рис. 6.31, а, 6). Кольцо затвора такого типа собирают из заранее
заготовленных, специально раскроенных и прошитых секций
(рис. 6.31, в). Край каждой секции затвора прикрепляют болтами к
обрамляющему уголку понтона. К центральному кольцу крепят диа-
фрагму из бельтинга с лепестками, которые перекрывают друг друга.
Прилегание затвора к стенке резервуара при крайних положе-
ниях понтона обеспечивается его гибкостью.
Разработаны отечественные конструкции уплотняющих затво-
ров мягкого и жесткого типа для резервуаров с плавающими кры-
шами. Одна из конструкций затвора жесткого типа, разработанного
ЦНИИПроектстальконструкцией, представлена на рис. 6.32.
9. Монтаж резервуаров со сфероцилиндрической
и безмоментной кровлями
Наряду с обычными вертикальными цилиндрическими резер-
вуарами со щитовой кровлей, а также с понтоном или плавающей
крышей находят применение резервуары других типов: с торосфе*
116
рической кровлей (вариант ЦНИИПроектстальконструкции), со
сфероцилиндрической кровлей, рассчитанные на повышенное внут-
реннее давление (конструкция ДИСИ), и резервуары с облегченной
безмоментной кровлей.
В указанных конструкциях резервуаров днище и стенка постав-
ляются в виде рулонов и монтируются обычными способами. Что
касается конструкций покрытия, то проектировщиками и монтаж-
никами предусмотрен и осуществлен ряд мероприятий, направлен-
ных к наиболее рациональному ведению их монтажа.
Сооружение и испытание опытного резервуара с торосфериче-
ской кровлей (типа «Гибрид») емкостью 3000 м‘л (рис. 6.33), создан-
ного по проекту ЦНИИПроектстальконструкции, показало эффек-
тивность этой конструкции. Резервуар рассчитан на избыточное
давление 2500 мм вод. ст. В соответствии с этим несколько повышена
толщина днища и стенки резервуара (последняя имеет в верхней
части внутри три кольца жесткости и анкерные закрепления у ниж-
ней кромки). Своеобразна конструкция торосферической кровли
из сферических штампованных лепестков без какого-либо каркаса.
Контрольная сборка элементов покрытия показана на рис. 6.34.
Монтаж резервуара не представляет особых трудностей. Ослож-
нения возникают только из-за необходимости устройства анкерных
болтов по окружности резервуара.
Рис. 6,33. Резервуар емкостью 3 000 м3 с торосферической кровлей
117
Рис. 6.34. КонтрольнаяАсборка^элементов торосферической кровли резер-
вуара ^емкостью 3 000 м3
В резервуарах со сфероцилиндрической кровлей место сопря-
жения днища и стенки также закрепляют анкерными болтами,
чтобы избежать подъема краев днища над основанием, возможного
при малом слое жидкости. Болты заделывают в бетонное заглублен-
ное кольцо. Над отметкой днища они возвышаются на 450—500 мм.
Таким образом, при монтаже рулонных конструкций днищ и стенок
резервуаров приходится учитывать это обстоятельство.
Обычно при перемещении рулонов анкеры обкладывают дере-
вянными клетками, что предохраняет анкерные болты и рулон
от повреждения.
Наибольший интерес представляет монтаж лепестков сферо-
цилиндрической кровли. Они имеют вид довольно длинных (6—8 м)
тонкостенных (4—6 мм) секторов. Лепестки провальцованы с за-
данной кривизной и имеют больший радиус у центра и меньший —
на периферии.
Установка таких лепестков на место с соблюдением проектной
кривизны во всех частях кровли является задачей более сложной,
чем монтаж жестких плоских щитов. Для выполнения этой работы
найдены определенные решения. На практике находят применение
три метода монтажа кровли: одиночными лепестками; блоками,
укрепленными на стендах; сборка кровли целиком в нижнем поло-
жении с последующим подъемом.
Монтаж кровли одиночными лепестками требует минимума под-
готовительных работ. Он применяется в тех случаях, когда нет
смысла изготовлять сборочные стенды и другие приспособления.
118
Йа рис. 6.35 схематически показан процесс монтажа сфероци-
линдрической кровли этим способом. Лепестки кровли поступают
с завода готовыми в пакетах и раскладываются на днище. Перед
подъемом к средней части лепестка 2 приваривают короткими швами
на ребро монтажный шаблон 3 из полосы 150 X 8 мм. Этот шаблон
помогает сохранить требуемую форму на время монтажа, за него
же крепят подъемные тросы. Лепестки с шаблоном поднимают один
за другим при помощи крана или поворотной стрелы 4. Каждый
лепесток устанавливают периферийной частью на верхнее обвязоч-
ное кольцо жесткости резервуара /, а средней — на кольцевую
опору 5, имеющуюся на центральной монтажной стойке. Одна из
продольных кромок находит внахлестку на кромку предыдущего
лепестка. Точная установка элемента кровли обеспечивается фикса-
торами на верхнем и нижнем кольцах. Кромку лепестка, прилегаю-
щую к кромке соседнего, прижимают и подгибают при помощи
клиньев и приваренных карманов из уголков, а затем соединяют
прихватками. Замыкающий лепесток укладывают с нахлесткой на
первый и предпоследний листы. При необходимости заводской на-
пуск срезается так, чтобы нахлестка оставалась в пределах 30—
40 мм. Для сварки соединений лепе-
стков с внутренней стороны резер-
вуара прерывистыми швами поль-
зуются поворотной монтажной
площадкой 6.
Монтаж завершается установ-
кой центрального круглого листа
кровли, верхнего марша лестницы
и разборкой верхней части цент-
ральной стойки с поворотной стре-
лой. Сварку стыков между лепе-
стками сверху ведут при помощи
инвентарной легкой лестницы. На
центральном листе устанавливают
оборудование. Швы и весь резер-
вуар подвергают необходимым
испытаниям.
Для сборки сфероцилиндриче-
ской кровли крупными блоками
на площадке необходимо изгото-
вить стенд. Обычно его устанавли-
вают на днище с тем, чтобы собран-
ные блоки было удобно поднимать
при помощи поворотной стрелы.
Инвентарный стенд для укрупни-
тельной сборки лепестков представ-
ляет собой конструкцию, имею-
щую по верхнему контуру форму
кривизны щитов. Отдельные ле-
Рис. 6.35. Схема монтажа сферо-
цилиндрической кровли отдель-
ными лепестками
/ — опорное кольцо на корпусе; 2 —
лепесток кровли; 3 — шаблон; 4 — по-
воротная стрела; 5 —монтажное опор-
ное кольцо на стойке; £ —монтажная
площадка
119
Рис. 6.36. Схема монтажа кровли, полностью собранной
внизу (на днище)
1 — телескопическая мачта; 2 — кровля с монтажными распор-
ками; 3 — рулон стенки резервуара
пестки (или их части — нижнюю и верхнюю) укладывают на стенде
и прижимают при помощи натяжных винтовых и клиновых приспо-
соблений.
Стыки между элементами сваривают в такой последовательности:
сначала кольцевые между нижней и средней частями, а затем на-
хлесточные радиальные. Готовый блок отсоединяют от стенда и под-
нимают на место установки. Для обеспечения его устойчивости при
подъеме используют траверсу с четырьмя концами. В некоторых
случаях по краям блока приваривают временные элементы жест-
кости. Опирание блоков и завершение монтажа производят так же,
как и в первом случае. Центральную стойку иногда оставляют
в резервуаре приваренной к кровле, однако, должна быть преду-
смотрена возможность ее свободного подъема при подъемах кровли.
При сборке сфероцилиндрической кровли целиком внизу
(рис. 6.36) порядок монтажа следующий.
На развернутом днище монтируют мачту, вокруг нее размещают
каркас-шаблон и собирают всю кровлю, за исключением централь-
ного листа.
Кровлю на период подъема раскрепляют монтажными распор-
ками и при помощи полиспастов поднимают на высоту, которая
должна на 500 мм превышать высоту стенки разервуара. В этом
положении кровлю закрепляют на мачте и расчаливают. По окон-
чании подъема рулона стенки кровлю опускают до проектного поло-
жения и опять закрепляют.
Разворачивание стенки резервуара ведут так, чтобы его верхняя
кромка касалась нижнего борта кровли, к которому ее крепят при-
хватками. Последний метод монтажа сфероцилиндрической кровли
хотя и менее трудоемок, но довольно сложен, он рекомендован
только для резервуаров емкостью до 700 м3.
120
При монтаже резервуаров с безмоментной кровлей перед мон-
тажниками ставятся примерно такие же задачи, как и в случае мон-
тажа сфероцилиндрической кровли.
Наряду с обычным способом монтажа рулонированных днищ и
стенок ведут работы, связанные с особенностями конструкций резер-
вуаров, имеющих безмоментные кровли. У верхней кромки стенки
резервуара по мере ее монтажа устанавливают секциями кольцо
жесткости, состоящее из одного, двух или четырех уголков, в за-
висимости от емкости резервуара. Этот элемент воспринимает ра-
диальные нагрузки от кровли. В центре резервуара устанавливают
и закрепляют растяжками постоянную стойку, имеющую в верхней
части конический зонт, отметка которого должна соответствовать
проектной.
Затем поднимают весьма гибкие тонкостенные секторные эле-
менты кровли из стали толщиной 2,5—3 мм. Эти элементы обычно
вырезают на монтаже из прямоугольного полотнища, поставляемого
с завода в виде рулона.
Лепестки кровли можно поднимать при помощи траверсы с не-
сколькими концами, а также привариванием временных жесткостей.
Для монтажа лепестков кроме кранов применяют также поворотные
фермы-укосины. Установив щит в проектное положение, крюк
подъемного механизма не опускают до тех пор, пока широкая часть
щита не будет приварена к кольцу у верхней кромки стенки резер-
вуара, а центральная — к зонту.
Сборка, прихватка и сварка стыков между лепестками в без-
моментных кровлях затруднена вследствие их большой гибкости.
Эту задачу решают путем устройства поворотной площадки, с кото-
рой ведут сборку и сварку стыков между лепестками. Кромки смеж-
ных лепестков соединяют внахлестку.
Центральная стойка является постоянным конструктивным эле-
ментом покрытия: в одних конструкциях она наглухо приваривает-
ся к днищу, в других — имеет возможность вертикально переме-
щаться в специальном башмаке.
Резервуары с безмоментной кровлей пока не получили широкого
распространения по причинам технологического порядка и слож-
ности монтажных работ.
Монтаж резервуаров рассмотренных типов является подтверж-
дением успешного сочетания индустриальных способов монтажа
плоского днища и цилиндрической стенки, поставляемых в рулонах,
со сборкой листовых бескаркасных кровель сложной пространствен-
ной формы.
10. Поточный монтаж
резервуарных парков
Монтаж резервуарных парков, состоящих из большого количе-
ства- однотипных сооружений, основан на успешном применении
поточных методов организации строительства. При этом наиболее
121
полно реализуются преимущества индустриальной технологии мон-
тажа* резервуаров.
Весь объем работ обычно разбивается на несколько групп, осу-
ществляемых отдельными специализированными бригадами в опре-
деленной последовательности. Целесообразно организовать в еди-
ном потоке выполнение всех работ по сооружению резервуарного
парка: подготовительных, строительных (устройство оснований, об-
валований, планировки и т. д.), монтажа трубопроводов, монтажа
резервуаров.
При надлежащей подготовке и выполнении указанных работ по
совмещенному графику предельно сокращается продолжительность
строительства, обеспечивается фронт работ всем участникам, лучше
используются имеющиеся ресурсы. Технологические решения по
всем видам работ, так же как и совмещенный график, разрабаты-
ваются в проекте производства работ на строительство резервуар-
ного парка.
Рассмотрим одну из возможных схем подготовки и проведения
работ по монтажу резервуаров поточно-расчлененным методом.
Весь объем работы по монтажу одного резервуара разбивается
на следующие циклы: I. Монтаж днища и подъем рулона стенки
резервуара; II. Монтаж стенки и щитового покрытия; III. Монтаж
технологического оборудования; IV. Сварка монтажных швов.
V. Испытание резервуара.
В каждом цикле объединяются работы, близкие по характеру,
а в некоторых — близкие также по времени и месту выполнения.
Иногда в циклы включаются работы, аналогичные по используемым
для их выполнения механизмам и приспособлениям.
Основной параметр потока — модуль цикличности — опреде-
ляется в соответствии с практикой организации поточного строи-
тельства. Принимая за захватку один резервуар, модуль циклич-
ности в данном случае можно определить для каждого цикла по
формуле
где Q — трудоемкость работ цикла на захватке;
d — коэффициент, предусматривающий перевыполнение норм;
А — показатель сменности работ;
i — количество рабочих в бригаде.
Величина модуля цикличности определяет общие сроки строи-
тельства. Для сокращения сроков работ количество рабочих в брига-
дах по выполнению ведущих циклов определяется как максимально
возможное по условиям обеспечения фронта работ механизмами
и т. п. На основании таких расчетов определились следующие при-
мерные составы специализированных бригад.
Работы I цикла являются в основном такелажными, заключаю-
щимися в перемещении на основание рулонов днища и стенки резер-
вуара, а также в подъеме последних в вертикальное положение.
122
Эти работы нетрудоемки и непродолжительны, но требуют постоян-
ного комплекта механизмов и такелажных приспособлений. Выпол-
нениеТработ I цикла поручается специализированной бригаде из
3—4 человек, руководимой опытным такелажником.
II цикл включает наиболее трудоемкие работы (разворачивание
и закрепление стенки резервуара, установку центральной стойки,
монтаж щитового покрытия, монтаж лестниц и др.). Эти работы
осуществляют при помощи двух постоянно используемых механиз-
мов — трактора и подъемного крана. Их выполняют комплексные
бригады, состоящие из 6—8 слесарей-монтажников разной квали-
фикации, газорезчика и электросварщика. Увеличение числа рабо-
чих в этих бригадах нецелесообразно вследствие ограниченности
фронта работ. Однако в ряде случаев для обеспечения единого
ритма потока на выполнение работ II цикла назначаются две парал-
лельные бригады. Они ведут работы либо в две смены (если другие
работы выполняются в одну смену), либо на двух смежных резер-
вуарах.
Условные обозначения
__N1 Резердуар емкостью 5000м3
Jj Шахтная лестница
Обжалование
ггЙ №тт Временное проезды
„ Сило Вой распределитель-
*"£9*"* нь/& ПуНкт
— — Постоянные дороги
~ ~ z z Временные грунтоВые дороги
< . Рабочая зона монтажных
механизмов
Рис. 6.37. Строительный генеральный план монтажа парка из восьми
резервуаров емкостью 5000 л3 каждый
1—4 —складирование рулонов стенки резервуара, днища, больших и малых
щитов покрытия; 5 — сварочное оборудование; 6 — газогенераторы; 7 —склад
карбида и кислорода; 8—склад оборудования и арматуры; 9 — временные поме-
щения конторы, для отдыха и приема пищи
123
Рис. 6.38. Поточный монтаж парка резервуаров емкостью 10 000 м3 каж.
дый
Работы III цикла по монтажу оборудования резервуара отли-
чаются по характеру от работ I цикла и также поручаются отдель-
ной бригаде в составе 5—6 слесарей.
Объем работ IV цикла — сварка всех монтажных швов — под-
разделяется на две части: сварка наиболее ответственных швов
на стенке и днище резервуара; сварка менее ответственных швов —
на кровле и других узлах конструкции. Соответственно в состав
бригады из шести сварщиков включаются сварщики разной квали-
фикации.
Работы V цикла — испытания резервуара — своеобразны и
производятся с определенным разрывом во времени от основных
работ. Состав бригады назначается в соответствии с объемом и про-
должительностью работ, с учетом конкретных условий каждой пло-
щадки.
При подготовке к поточному монтажу резервуарного парка со-
ставляется основной документ — нормальная технология, в которой
приводятся: детальный перечень работ, включаемых в объем каж-
дого цикла, трудоемкость работ по процессам и циклам, состав и
количество бригад, сменность работ, список основных механизмов.
Количество работающих в бригаде назначается с учетом трудоем-
кости и фронта работы, а также исходя из выполнения всех работ
по монтажу в едином ритме.
Правая часть нормальной технологии представляет собой график
монтажа одного резервуара с учетом возможного совмещения работ
по всем циклам и включения специализированных бригад в поток.
В ходе дальнейшей подготовки поточного строительства опре-
деляют схему потока (последовательность включения резервуара
в поток) и разрабатывают строительный генеральный план площадки,
на котором указаны места складирования рулонов и других кон-
струкций, а также склады оборудования и материалов, монтажные
и транспортные проезды, подвод воды и электроэнергии и т. д.
(рис. 6.37).
124
По данным нормальной технологии монтажа одного резервуара
составляют календарный график поточного сооружения резервуар-
ного парка, в котором устанавливают последовательность выполне-
ния работ на всех резервуарах и общую длительность потока.
Продолжительность потока по монтажным работам на строитель-
стве всех резервуаров определяется по формуле
T = K(tn + n— 1),
где К — модуль цикличности потока;
m — количество захваток;
п — количество циклов, начинающихся с интервалом в один
модуль.
На основании этого документа разрабатывают также графики
движения рабочей силы и использования механизмов.
Разработка указанной документации является основой для под-
готовки и проведения строительства резервуарного парка наиболее
эффективным методом — поточным. Этот метод обеспечивает самое
экономичное и равномерное использование всех ресурсов при мак-
симальном сокращении сроков и стоимости строительства.
Строительство ряда парков из десятков резервуаров емкостью
5000 jw3 в Астрахани, в Татарской АССР, в Куйбышевской области
подтвердило большие возможности и экономическую эффективность
такой организации работ. Этот же способ был принят при проведе-
нии строительства первого парка резервуаров емкостью 10 000 jw3
каждый на Полоцком нефтеперерабатывающем заводе (рис. 6.38).
Глава 7
ТРАНШЕЙНЫЕ РЕЗЕРВУАРЫ
1. Конструкция траншейных резервуаров
Заглубленные траншейные резервуары имеют значительно
меньшие потери нефтепродуктов от испарения при малых «дыха-
ниях», так как в них осутствуют температурные колебания в га-
зовом пространстве. Эти резервуары имеют и другие достоинства —
уменьшается пожарная опасность, а это позволяет размещать ем-
кости на территории базы более компактно. Нефтебаза с траншей-
ными резервуарами общей емкостью 100 000—200 000 м3 может быть
размещена на меньшей территории (на 22—25%) сравнительно
с базой той же емкости, имеющей наземные цилиндрические резер-
вуары.
Траншейные резервуары возводят на скальных, полускальных,
крупнообломочных, песчаных и глинистых грунтах с расчетным
сопротивлением не ниже 2 кгс!см2 при обязательном условии* чтобы
уровень наивысшего стояния грунтовых вод был ниже дна резер-
вуара на 1 м. Величина заглубления в землю переменная. Стоимость
1 ж3 емкости заглубленных резервуаров выше стоимости 1 м3 на-
земных. Недостаток траншейных резервуаров заключается в том,
что в них затруднен надзор за утечкой продукта.
Институтами ГПИ-6 и Проектстальконструкция разработано не-
сколько вариантов проектов траншейных резервуаров. Все резер-
вуары имеют в плане прямоугольную форму. Вместилищем в них
являются траншея корытообразной формы и объем, образованный
полуцилиндрическими стенками, расположенными выше траншеи.
Давление жидкости воспринимается дном, боковыми поверхностями
траншеи и верхними стенками.
Емкость траншейных резервуаров составляет обычно 2000 и
5000м3. Ранее сооружали резервуары с ограждающими стенками из
бетонных блоков с металлической облицовкой. Построены также
резервуары, у которых несущими конструкциями покрытия являют-
ся стальные рамы или железобетонные балки.
Возводили траншейные резервуары с ограждающими верхними
стенками в виде стальной оболочки. В них давление жидкости и
боковой подпор земли, когда резервуар не заполнен, воспринимают-
ся стальной оболочкой цилиндрической формы, опирающейся на
126
- Металлическая оболочка
- Песчоно Ьчтумнос (гидрпфоЬнор) основание
Рис. 7.1. Траншейный резервуар емкостью 5 000 м3 с ограждающими стен-
ками в виде стальной оболочки и стальными несущими фермами покрытия
а —продольный разрез; б —поперечный разрез; в —развертка оболочки с поперечным
раскроем полотнищ; а, д— полотнища с продольным раскроем оболочки
127
IL
Рис. 7.2. Траншейный резер-
вуар со стальными щитами
покрытия
стальной каркас, состоящий из ферм и шпангоутов. Торцовые
стенки имеют ту же конструкцию, что и продольные (рис. 7.1).
По фермам уложены многопустотные железобетонные сборные пли-
ты размером 6 X 1,5 м. По плитам покрытия после заливки швов
наносится слой торкрет-бетона с проволочной сеткой 10 мм, три
слоя рубероида, асфальтовая стяжка слоем 30—50 мм с уклоном
в обе стороны и грунтовая засыпка. Более надежной является кровля
из листовой стали толщиной 2,5 мм, укладываемой по железобе-
тонным плитам.
Оболочку траншейных резервуаров с продольным и поперечным
раскроем из стальных листов толщиной 4 мм изготовляли для райо-
нов с расчетной температурой до —20° С из стали М16С (ГОСТ
6713—53), поставляемой с гарантией на ударную вязкость при тем-
пературе —20° С. Для районов с более низкими расчетными темпе-
ратурами оболочку изготовляли из мартеновской стали марки
Ст. Зсп (по ЧМТУ 5232—55) улучшенного раскисления или из
стали М16, дополнительно раскисленной алюминием и имеющей
128
Пунктиром показано геометрическая разбертки оболочки
Узел А
110^ Шут покрытия
Рис. 7.3. Раскладка полотнищ
резервуара при продольном
раскрое
а —план; б —поперечная схема;
Р-1, Р-2 —номера рулонов
Р~2
Узел Б
Р'2
дополнительную гарантию ударной вязкости при температуре
—40° С. Несущими конструкциями покрытия траншейного резер-
вуара являлись стальные фермы, опирающиеся на бетонные фун-
даменты. В настоящее время в откорректированном проекте резер-
вуара емкостью 5000 ж3 толщина оболочки принята равной 5 м.
По всей поверхности траншеи (после выемки грунта) делали
песчаную подушку толщиной 10—20 см, по верху которой уклады-
вали гидроизоляционную массу слоем 10—20 см.
Типовым проектом 7-02-316 предусматривается конструкция
траншейного резервуара с номинальной емкостью 5000 м3 (действи-
тельная емкость его равна 4640 м3). Резервуар имеет размеры в плане
по наружному обмеру 21,2 X 52,2 м\ шаг несущих ферм 6 м, пролет
18 м (фермы рассчитаны на четыре варианта нагрузок); раскрой
оболочки — продольный. Оболочку собирают из листов 6000 X
X 1500 X 5 мм внахлестку (25 мм) и сваривают двусторонними
129
Рис. 7.4. Щит покрытия
сварными сплошными швами (с межшовными пазухами для испы
тания плотности). Оболочка поставляется в виде трех рулонов; на
внешнюю сторону оболочки на заводе и на площадке наносят изо-
ляционные слои из праймера и битума.
В осях 7, 8 и 9 фермы усиленные, что позволяет установить по-
гружные насосы и дыхательные клапаны производительностью
более 1200 мЧч. Фундаменты сборные железобетонные. Покрытие,
выполненное из стальных щитов размером 3000 X 4000 мм, про-
мазывают сверху двумя слоями битума по праймеру и затем засы-
пают растительным грунтом слоем 25 см. На рис. 7.2—7.4 показана
конструкция этого резервуара.
Предусмотрена также защита от воздействия блуждающих токов
и защита от коррозии внутренних поверхностей.
Для оболочки принята сталь ВМСт. Зсп, а для ферм — сталь
ВМСт. Зпс для сварных конструкций по ГОСТ 380—60 * с допол-
нительными гарантиями загиба, ударной вязкости и содержания
химических элементов. Общий расход стали на сооружение резер-
вуара составляет 160 т.
В некоторых проектах предусмотрено устройство внизу, по оси
траншеи, на гидроизоляционном слое контрольного металлического
лотка с односторонним или двусторонним уклоном 0,3%, назначе-
ние которого — улавливать нефтепродукты в случае их просачи-
вания через оболочку. В нижней части лотка устраивают дренаж-
ный колодец, оборудованный трубой, выходящей на кровлю резер-
вуара, для определения утечки жидкости из резервуара.
Конструкции траншейных резервуаров просты в изготовлении.
Монтаж их довольно сложен. Вместе с тем ввиду отсутствия жестких
узлов сопряжений траншейные резервуары более надежны в экс-
плуатации, чем резервуары другой конструкции. Несмотря на отно-
130
сительно большие местные осадки дна траншеи под воздействием
полезной нагрузки (от 5,4 см в углах до 14,5 см в центре резервуара),
по расчетам НИИОСП отсутствие жестких соединений оболочки
с каркасом позволяет избежать опасных перенапряжений конструк-
ций.
Оболочку траншейных резервуаров изготовляют на заводах
в виде полотнищ, сворачиваемых в рулоны. Все листы соединяются
внахлестку с двусторонней сваркой.
В типовых проектах имеются варианты поперечного и продоль-
ного раскроя монтажных элементов.
2. Приемка строительных работ
Траншею под резервуар разрабатывают экскаваторами и буль-
дозерами, снимающими растительный слой. При строительстве ре-
зервуара емкостью 5000 м3 на земляных работах применяют экска-
ваторы Э-652 или Э-505, оборудованные драглайном или грейфером
(рис. 7.5). Вынутый грунт перемещается от котлована к месту вре-
менного отвала бульдозером. Для получения точного профиля
траншею разрабатывают экскаватором не полностью, а оставляют
запас по размерам на откосах и дне траншеи 10—15 см. Точное про-
филирование котлована для получения проектных размеров и про-
филя производят экскаватором Э-652, оборудованным стругом, или
вручную. Это дает возможность опирать оболочку на гидроизоля-
ционный слой по песчаной подушке, уложенной непосредственно на
материковый грунт.
Песчаную подсыпку (подушку) укладывают слоем 100 мм. Для
нее применяют влажный песок, уплотняемый площадочным вибра-
тором или трамбовками. Гидроизоляционный слой толщиной
100 мм укладывают на песчаную подушку, начиная с нижней части
котлована. Гидроизоляционная масса подается в бункерах или
грейфером. Укладка ведется вручную с последующим уплотнением
грунта вибраторами или трамбовками.
Рис. 7.5. Разработка траншеи и укладка гидроизоляционного
слоя
/—экскаватор с драглайном; 2 —бульдозер; 3 — планировка откосов
экскаватором, оборудованным стругом; 4—подача гидроизоляционной
массы в траншею; 5 — автосамосвал; 6 — гидроизоляционный слой; 7 —
оболочка; 8 — лоток
131
При приемке траншеи особое внимание уделяется проверке пра-
вильной разбивки осей резервуара, размеров поперечного профиля
в нескольких сечениях, уклонов продольных и торцовых откосов,
отметок основания, длины траншеи, положения фундаментов и
стальных плит на них, служащих для опирания башмаков ферм
(продольные и поперечные оси и отметки фундаментов).
До начала монтажа оболочки должен быть установлен металли-
ческий контрольный лоток (если он предусмотрен), располагаемый
по оси траншеи. Правильность его установки проверяется геодези-
ческими инструментами.
3. Поставка конструкций
Разгрузка и транспортирование конструкций. Проекты траншей-
ных резервуаров предусматривают максимальную индустриализа-
цию работ и изготовление всех элементов на заводе. Металлическую
облицовку на специальных установках собирают из отдельных
листов и сваривают в полотнища. Качество швов контролируют, а за-
тем полотнища сворачивают в рулоны. Для одного резервуара ем-
костью 5000 м3 оболочку весом 54—58 т сворачивают в один или
два рулона на каркасы диаметром 2600 мм. В один рулон сворачи-
вают три и более полотнища, соединяемые одно с другим временны-
ми планками на сварке. Полотнища поперечного или продольного
раскроя оболочки имеют наибольшую ширину 11,82 м. Некоторые
элементы оболочки (например, торцовые стенки) для удобства сбор-
ки, сварки и рулонирования поступают на монтажную площадку
в виде укрупненных полотнищ и на месте, у котлована, раскраи-
ваются по проектным размерам. Развертка оболочки с продольным
раскроем полотнищ показана на рис. 7.3.
Металлические фермы поступают на монтажную площадку каж-
дая в виде двух частей, укрупняемых перед установкой на место.
Разгружают рулоны с железнодорожных платформ и транспор-
тируют их к траншеям, используя те же методы, оборудование и
приспособления, о которых шла речь в главе 3. Разгрузку произ-
водят на деревоземляную эстакаду с помощью тракторов. От места
разгрузки к котловану перемещают рулоны одним из обычно при-
меняемых способов — перекатыванием, перевозкой на санях или
трактором, в зависимости от наличных средств, длины пути, со-
стояния дорог и условий площадки (см. главу 3).
В процессе разгрузки и транспортирования рулонов необходимо
принимать меры предосторожности, предупреждающие повреж-
дения частей оболочки: рулоны оболочек траншейных резервуаров
имеют значительный вес (40 т и более) при толщине оболочки всего
4—6 мм. Особенно внимательно надо следить за состоянием поверх-
ности площадки (дороги), по которой перемещают рулоны, так как
наличие на поверхности камней, пней, комьев мерзлой земли и т. п.
может привести к вмятинам и даже разрыву оболочки. Доставлен-
ные к котловану рулоны размещают в соответствии с указаниями
проекта производства работ.
132
Конструкции покрытия (фермы, связи, шпангоуты и т. п.) раз-
гружают при помощи автомобильного или гусеничного кранов и до-
ставляют к траншеям на автомашинах с прицепом. У резервуара
конструкции покрытия располагают в соответствии с указаниями
проекта производства работ в непосредственной близости от котло-
вана таким образом, чтобы они не мешали раскатыванию рулонов
оболочки и монтажу резервуара.
4. Разворачивание рулонов и монтаж оболочки
Монтаж оболочки траншейного резервуара можно производить
несколькими способами. Так, применяют метод монтажа с предва-
рительной раскаткой рулонов и последующей укладкой элементов
оболочки в котлован в проектное положение. Другой способ заклю-
чается в том, что рулон раскатывают непосредственно в котловане
(на его откосах и дне).
По первому способу разворачивание рулонов производят на
площадке рядом с котлованом. Перед срезкой временных соеди-
нительных планок рулон обматывают несколькими витками троса,
а затем после срезки планок, ослабляя трос, полотнище развора-
Рис. 7.6. Монтаж оболочки
траншейного резервуара
а — план; б—поперечный раз-
рез траншеи; 1 — исходное по-
ложение полотнища оболочки;
2— тяговый трактор; 3 — тор-
мозной трактор; 4 — раскаты-
ваемый рулон; 5—якорь; 6—по-
ложение полотнища при пере-
мещении в траншее; 7, 8—смон-
тированные элементы оболочки
в
133
Рис. 7.7. Укладка очередного поперечного полотнища
чивают. Если рулон не разворачивается самостоятельно, то это де-
лают принудительно с помощью тракторов или лебедок. Так как
в одном рулоне может поставляться несколько полотнищ, то после
раскатки рулона их разъединяют, срезая соединительные планки.
На заводах-изготовителях в соответствии с техническими условиями
проверяют качество сварных швов рулонируемых конструкций.
Однако на монтажной площадке после раскатки рулона перед мон-
тажом полотнище тщательно осматривают и обнаруженные дефекты
устраняют.
Перекантовку полотнища производят с помощью гусеничного
крана и траверсы.
При поперечном раскрое развернутое полотнище передвигают
на гидроизоляционный слой в траншею. Для этого полотнище пред-
варительно располагают против предназначенного ему по проекту
места (рис. 7.6). С другой стороны траншеи находится тяговый
трактор, который смещает полотнище в котлован с помощью троса,
переброшенного через траншею. Тормозной трактор удерживает по-
лотнище при его перемещении, передвигаясь в сторону котлована.
На рис. 7.7 показана укладка такого полотнища.
Трактористы должны быть проинструктированы о согласован-
ности движений, которую необходимо соблюдать при выполнении
работы. Тракторы перемещают полотнище над гидроизоляционным
слоем, не касаясь или слегка касаясь его, чтобы не повредить гидро-
изоляционного слоя. Необходимо внимательно следить за правиль-
ной укладкой полотнища в проектное положение и за своевремен-
ным прекращением движения тягового трактора.
Гибкая оболочка полотно прилегает поверхностью к гидроизо-
ляционному слою по всему контуру профиля траншеи.
Следующее полотнище оболочки перемещают в том же направ-
лении и в таком же порядке, причем один его край передвигают
по краю и над краем ранее уложенного полотнища. Для соблюдения
134
проектного размера нахлестки (40 мм) иногда необходимо про-
дольно сместить очередное полотнище (это следует выполнять в про-
цессе перемещения полотнища теми же тракторами).
Нахлесточное соединение двух соседних полотнищ прихваты-
вают или скрепляют клиновыми сборочными приспособлениями и
подготовляют для сварки. Опыт монтажа показывает, что подгонка
нахлесточных соединений оболочки, как правило, не требует боль-
ших затрат труда — листы плотно прилегают один к другому.
Перед прихваткой и сваркой следует убедиться в том, что в на-
хлесточных соединениях между листами нет гидроизоляционной
массы, земли и песка. Загрязнения удаляют сжатым воздухом, при-
подняв верхние листы.
После укладки всех поперечных полотнищ приступают к мон-
тажу торцовых элементов. К торцовому полотнищу примыкают про-
дольные стенки, образованные поперечными полотнищами. Работы
по формированию углов перегибов, обрезке и подгонке полотнищ
выполняют на месте. На некоторых монтажных участках для полу-
чения углов применяют бетонные блоки весом 2—3 т, давящие на
А—А
I
Рис. 7.8. Развертывание боковых полотнищ оболочки при продольном
раскрое
/ — трактор С-100; 2 —приспособление для раскатывания; 3 — первое боковое
полотнище; 4 — распылители для нанесения антикоррозионного слоя; 5 — вто-
рое боковое полотнище
135
Рис. 7.9. Укладка в траншею продольных полотнищ
а — первого бокового; б — второго бокового и среднего;
/ — трактор с лебедкой ТЛ-11; 2 — траверса; 3 — канат
стальной, 11 — 15,5 мм\ 4—устройство со струбцинами; Б —
перемещаемое боковое полотнище, первоначальное поло-
жение; 6 — боковое полотнище в проектном положении;
7 —среднее полотнище перед надвижкой в проектное поло-
жение; 8 — траншея
136
оболочку в местах перегиба. С помощью трактора эти блоки пере-
мещают по линии перегиба несколько раз.
Если траншеи других резервуаров располагаются в непосредст-
венной близости, эта схема монтажа неосуществима. В таких слу-
чаях производится поперечное перемещение полотнищ.
Другой способ монтажа оболочки — раскатывание рулонов
непосредственно в котловане, на его откосах, заключается в том,
что рулон опускают в траншею, одновременно его разворачивают
с помощью одного трактора и поддерживают тросом другого (тормоз-
ного) трактора. Предварительной раскатки в этом случае нет. Ре-
комендовать такой способ монтажа оболочки нельзя, так как при
перекатывании тяжелого рулона на откосах повреждается гидроизо-
ляционный слой (часть гидроизоляционной массы увлекается руло-
ном вниз). Кроме того, до монтажа оболочки этим способом необ-
ходимо произвести работы по оснащению рулона устройством для
перекатывания (см. главу 6, рис. 6.17) — вварить крестовины в тор-
цы рулона, установить оси и т. п.
Оболочка траншейного резервуара при продольном раскрое со-
стоит из трех полотнищ — двух боковых и одного среднего. Рулоны
оборудуются специальными приспособлениями для раскатывания.
Перемещение и разворачивание их выполняется двумя тракторами
(рис. 7.8), одним тянущим и другим тормозящим (вне пределов
траншеи). Для срезки скрепляющих планок рулон устанавливают
начальной кромкой вниз; срезку планок ведут от середины в обе
стороны рулона к его краям.
В процессе раскатывания нижнюю поверхность полотнища очи-
щают металлическими щетками и наносят на нее антикоррозионное
покрытие. Закончив развертывание полотнища, испытывают все
соединения на плотность. Для этого в межшовные пазухи нагнетают
керосин. После проверки плотности и исправления дефектов в по-
лотнище производят вырезку ендов и укладывают полотнище в тран-
шею в проектное положение.
Второе боковое полотнище развертывают вдоль другой стороны
траншеи, в той же последовательности (раскатывание, антикор-
розионная защита, испытание).
Среднее полотнище разворачивают на втором боковом полотнище
аналогично процессу разворачивания первого бокового и после
испытания прихватывают к боковому полотнищу.
Для укладки прошедших испытание полотнищ с вырезанными
ендовами применяют устройства, состоящие из струбцин на листах,
стальных канатов и двух лебедок (например, тракторных).
Струбцины крепят к первому полотнищу и перемещают его
в траншею в проектное положение (рис. 7.9). После этого в траншею
таким же образом поступает второе боковое полотнище, на котором
расположено прихваченное среднее полотнище. Уложив в проект-
ное положение второе боковое полотнище, срезают временные при-
хватки и среднее полотнище также с помощью указанного выше
оборудования и устройств смещается в требуемое положение.
137
Монтаж оболочки Из полотнищ продольного раскроя Также про^
верен на практике и теперь широко применяется.
Плотность монтажных швов контролируют вакуум-методом:
плотность швов боковых и торцовых стенок вакуум-камерой длиной
1000 мм, а плотность угловых швов — эластичной камерой со
смотровой крышкой из целлулоида толщиной 3 мм и длиной 400 мм.
Рекомендуется проверять плотность нахлесточных соединений
с двусторонней сваркой введением керосина в нахлесточную пазуху.
5. Монтаж конструкций покрытия
Закончив монтаж и сварку оболочки, приступают к монтажу не-
сущих конструкций покрытия — ферм, связей, шпангоутов, заво-
рачиванию концов полотнищ облицовки на боковые части каркаса
покрытия.
Верхние части оболочки (выходящие из траншеи) закрывают
фундаменты, подготовленные для установки башмаков ферм. Фермы
можно устанавливать непосредственно на фундаменты после вы-
резки отверстий в оболочке. Эти отверстия должны быть несколько
меньше плит, заделанных в фундаменты. По контуру отверстия
оболочку приваривают к фундаментной плите, к этой же плите
приваривают и башмак фермы. Швы, соединяющие оболочку с фун-
даментной плитой, необходимо проверять на плотность. Более ра-
циональной является установка башмаков ферм на оболочку без
Рис. 7.10. Монтаж (заворачивание) боковой стенки при поперечном раскрое
полотнищ (виден крюк крана, подтягивающего оболочку)
138
Рис. 7.11. Смонтированные металлические конструкции покрытия
прорезания «окон». Для того чтобы не повредить оболочку, в местах
опирания стоек укладывают стальные листы толщиной 4 мм, размер
которых несколько превышает величину опорных листов башмаков.
Монтаж ферм, шпангоутов, связей и плит покрытия можно вы»
полнять гусеничным краном, перемещающимся вдоль траншеи,
сбоку резервуара.
Когда все конструкции покрытия установлены, выверены и
закреплены, приступают к сооружению боковой стенки резервуара—
заворачиванию краев оболочки на уголки шпангоутов. Эту опера-
цию выполняют автокраном и лебедкой или трактором. Лебедку
(трактор) устанавливают с противоположной стороны от собираемой
стенки, и тросом натягивают полотнище на шпангоуты. Одновре-
менно автокраном оболочку подтягивают вверх. Совместной работой
крана и лебедки (трактора) достигается плотное прилегание обо-
лочки к шпангоутам. Подтянутая оболочка закрепляется на уголках
шпангоутов прихватками. На рис. 7.10 показан монтаж боковой
стенки — заворачивание облицовки (поперечный раскрой полот-
нищ).
С помощью специальных приспособлений заворачивают торцовые
стенки и сопрягают криволинейные поверхности, торцовые и про-
дольные стенки. Края полотнищ продольных стен сопрягают с края-
ми торцовых посредством угловых вставок.
Общий вид смонтированного каркаса покрытия показан на
рис. 7.11. После заворачивания полотнищ и образования стенок
сваривают оболочки на криволинейных участках стенок.
139
Установку плит или щитов покрытия ведут с помощью гусенич-
ного крана, передвигающегося снаружи траншеи.
По окончании монтажа укладывают глиняный замок толщиной
100 мм и растительный слой 300—500 мм.
Если по проекту кровля должна быть выполнена из листовой
стали, то рулонированные элементы разворачивают возле резер-
вуара и доставляют на покрытие с помощью лебедок или тракторов.
Отдельные полотнища соединяют между собой внахлестку с одно-
сторонней сваркой. Весь кровельный настил по контуру привари-
вают к обвязочному уголку, располагаемому по краю завернутой
на шпангоуты оболочки.
6. Опыт работы по сооружению резервуаров
Трест Стальконструкция выполнил монтаж большой группы
заглубленных резервуаров траншейного типа с несущими стальными
конструкциями покрытия. Оболочку собирали и сваривали на ру-
лонной установке в виде шести полотнищ поперечного раскроя.
Все полотнища облицовки сворачивали в один рулон весом 54,88 т
и в таком виде отгружали на место строительства по железной до-
роге.
Конструкции покрытия (фермы, связи) имели вид полностью
обработанных и частично собранных и сваренных элементов,
а стальной настил кровли доставляли в рулонированном виде.
На объекте траншеи были расположены на небольшом расстоянии
одна от другой (расстояние между продольными осями составляло
всего 30 м). В связи с этим участок между траншеями (шириной
около 10 м) оказался недостаточным для раскатки рулона и переме-
щения полотнищ по схеме, приведенной на рис. 7.6. Был принят
иной порядок монтажа резервуара.
Рулоны разгружали с платформ трактором (или лебедкой) и
раскатывали. Полотнища транспортировали трактором к траншее
в развернутом виде и помещали в исходное положение у торца
траншеи. Укладывали полотнища на гидроизоляционный слой
в траншею двумя тракторными кранами МКТ-6 и МК-1, которые
могут работать со стрелами 6 и 12 м. Во избежание повреждения
гидроизоляционного слоя во время надвижки полотнища кранами
под переднюю кромку полотнища подкладывали бревна или доски.
По мере продвижения полотнища подкладки из бревен переносили
дальше, для чего полотнище приподнимали кранами. Первым
продвигалось и укладывалось на место полотнище торцовой стенки,
а за ним следующие полотнища, одно за другим. Надвижка после-
дующих полотнищ облегчалась наличием ранее уложенных, гидро-
изоляционный слой надежно предохранялся ими. Последним уста-
навливали противоположное торцовое полотнище.
Собранные полотнища оболочки сваривали внахлестку, а затем
проверяли плотность соединений.
Проверку плотности сварных соединений производили после
монтажа оболочки следующим образом. Заводские нахлесточные
140
Рис. 7.12. Заворачивание оболочки на боковые и торцовые ребра-
шпангоуты
/, 2 —положение тракторных кранов, поднимающих и заворачивающих торцо-
вую стенку; 3 — трос на лебедку; 4, 5 — положение кранов, заворачивающих
боковые стенки
соединения с двусторонней сваркой проверяли керосином, нагне-
таемым в нахлесточную пазуху через специально образованные от-
верстия. После испытания эти отверстия заваривали электродами
Э42А. Монтажные нахлесточные соединения оболочки проверяли
вакуум-камерой с промазкой швов пенообразующим раствором.
Укрупнительную сборку и сварку стальных ферм производили
на свободной площадке, в стороне от траншей, на переносных стел-
лажах. Сборку и перекантовку ферм для сварки и подачу их к резер-
вуару выполняли двумя кранами. Два тракторных крана, передви-
гаясь вдоль бровки траншеи, устанавливали фермы на основания.
Каждую ферму временно раскрепляли двумя парами расчалок,
которые снимали после установки постоянных связей. Затем кра-
нами МКТ-6 и МК-1 устанавливали шпангоуты и железобетонные
плиты покрытия.
Для заворачивания полотнища на шпангоуты на объекте были
использованы тракторные краны и лебедки. В первую очередь за-
ворачивали полотнища торцовых стенок (рис. 7.12). Для этого два
крана подтягивали края торцового полотнища вверх, а середину
полотнища натягивали тросом от лебедки. Подтянутое полотнище
закрепляли прихватками и затем приваривали к конструкциям
покрытия и шпангоутам.
Средние полотнища последовательно одно за другим заворачи-
вали на шпангоуты двумя кранами, перемещающимися вдоль резер-
вуара по бровке траншеи. Затем краны перемещались на другую
сторону резервуара, где производили заворачивание полотнищ в та-
141
ком же порядке. Завернутую оболочку по всему контуру резервуара
приваривали сплошным швом к обрамляющему уголку, который
ранее был установлен на края плит покрытия и приварен к их за-
кладным деталям.
В этих резервуарах поверх железобетонных плит предусмотрено
устройство металлической кровли толщиной 2,5 мм.
На каждый резервуар собирали, сваривали и сворачивали на
рулонной установке четыре прямоугольных полотнища, каждое
из которых являлось г/4 кровли (размером около 24 X 9 м). Вес
рулона составлял 20 т. Такой раскрой был вызван неудобством мон-
тажа кровли из более крупных элементов. Рулон раскатывали в сто-
роне от резервуара и отдельные полотнища перемещали на кровлю,
где соединяли внахлестку и сваривали между собой. По контуру
настил кровли приваривали к обвязочному уголку, к которому
ранее была приварена кромка завернутой оболочки.
При перемещении и раскатывании рулона кровли необходимо
соблюдать особые меры предосторожности, так как тонкий лист
может быть поврежден при накатывании рулона на препятствия
(выступы, камни и т. п.).
Плотность швов настила кровли проверяли вакуум-камерой.
Затем кровлю покрывали антикоррозионным составом и засы-
пали слоем грунта.
На данном объекте для монтажа кроме двух тракторных кранов
применяли два трактора ЧТЗ-100.
7. Испытание траншейных резервуаров
Испытание траншейных резервуаров производят водой. Этому
предшествует, как было сказано ранее, испытание плотности швов
керосином и вакуум-камерой. Гидравлическое испытание позво-
ляет проверить прочность всей конструкции резервуара и плотность
оболочки. Резервуар наполняют водой полностью до проектного
уровня хранения нефтепродукта. Во время испытания следят за
осадкой резервуара, поведением конструкции, плотностью — не
появилась ли вода в контрольном лотке и не понизился ли уровень
воды в резервуаре.
Гидравлическое испытание производят в течение 72 ч. Дренаж-
ный колодец должен оставаться сухим. Если в колодце появилась
вода, ее откачивают и затем наблюдают за скоростью прибывающей
в него воды. Если вода продолжает прибывать в колодец, оболочку
резервуара испытывают повторно, для чего резервуар опорожняют.
После повторных испытаний сварных швов выявляют дефекты и
ликвидируют их, а затем производят новое гидравлическое испы-
тание.
Несколько лет назад один из траншейных резервуаров с ограж-
дающими стенками из бетонных блоков был залит водой на полную
высоту. Вода находилась в резервуаре несколько месяцев и уровень
ее не понизился. После слива воды осмотр резервуара подтвердил
отсутствие дефектов в оболочке и конструкции ограждающих стен.
142
Если утечки воды не обнаружено, то резервуар признается вы-
державшим испытание.
Инженерно-техническому персоналу, проводящему гидравли-
ческие испытания резервуаров, следует обращать особое внимание
на тщательность осмотра всей оболочки резервуара перед испыта-
нием. Были случаи аварийных утечек нефтепродуктов из резер-
вуаров, благополучно прошедших гидравлическое испытание.
8. Случаи утечек нефтепродуктов
Причиной крупных потерь нефтепродуктов часто являлось ис-
пользование сварочных проводов с поврежденной изоляцией. Вве-
денные внутрь резервуара провода располагаются на поверхности
днища. В местах повреждения изоляции оголенный провод замы-
кается с днищем и образуются пробоины диаметром 6 — 8 мм.
Не всегда удается обнаружить эти отверстия: они могут распола-
гаться вдали от зоны сварных швов (т. е. мест, тщательно про-
веряемых), быстро исчезают под следами грязи, ржавчины, масла.
Образовавшиеся плотные пробки обладают водоупорностью. Они
хорошо сопротивляются воздействию давления большого столба
воды, благодаря чему в процессе гидравлических испытаний дефекты
не обнаруживаются, так как утечки воды из резервуара не про-
исходит. Резервуар сдается в эксплуатацию и в него заливают нефте-
продукты.
Через 3—6 ч в заполненном резервуаре начинает снижаться
уровень нефтепродукта. Пробки, хорошо удерживавшие воду, под
воздействием бензина (или керосина) рассасываются. Отверстия
в днище, забитые такими пробками, как правило, не обнаруживаются
в процессе гидравлических испытаний при отрицательных темпе-
ратурах, когда основание промерзает.
Показательны в этом отношении большие утечки автобензина
на одной из баз, состоящей из заглубленных траншейных резервуа-
ров. Эти резервуары длиной 50 м и емкостью 4820 м3 каждый, со-
оруженные по проекту 7-02-284, были установлены на глинистом
основании. Они были рассчитаны на внутреннее избыточное давле-
ние 200 мм вод. ст. и вакуум 25 мм вод ст.
Весной 1965 г. резервуары, полностью заполненные водой, были
выдержаны под нагрузкой в течение нескольких суток. Утечек воды
обнаружено не было, уровень налива не снижался. После сброса
воды резервуары залили бензином и уже через несколько часов
обнаружили утечки — уровень бензина понизился. Потери соста-
вили десятки тонн нефтепродукта; четыре резервуара были осво-
бождены от бензина.
Установлено, что в ряде мест в оболочках имелись отверстия раз-
мером от 1 до 8 мм. Отверстия в виде круга или отвала носили явные
следы прожога и располагались в нижней и верхней частях обо-
лочек; одно отверстие размещалось рядом с низом шпангоута,
D том месте, где к нему была приварена оболочка.
143
Растворив пробки, бензин устремился под оболочку и задержан-
ный глинистыми грунтами остался в изоляционном слое. Изоля-
ционный (гидрофобный) слой был частично растворен бензином.
После освобождения резервуаров бензин, находящийся под
оболочкой, скопился под нижней частью оболочки и выпучил ее
внутрь (т. е. вверх) — образовался продольный хлопун (вал), на-
полненный смесью бензина с гидрофобной изоляционной массой.
Хлопун распространялся на всю длину резервуара и имел высоту
200—300 мм в одних резервуарах и 500—800 мм в других. Ширина
хлопуна была равна 2,5 м. В тех резервуарах, где имелись отвер-
стия в хлопунах, небольшая часть бензина продолжала самопроиз-
вольно просачиваться внутрь резервуара и хлопун несколько умень-
шился в размерах. В резервуарах, где бензин поступил под обо-
лочку через отверстия, имеющиеся в верхней части оболочки, хло-
пуны были особенно велики.
Обычные методы ликвидации отверстий сваркой здесь были не-
приемлемы без проведения подготовительных работ. Для восста-
новления резервуаров были приняты следующие меры:
а) грязевым насосом откачали смесь бензина с гидроизоляцион-
ной массой из-под оболочки через отверстия диаметром 120—150 мм
(одно в нижней, другое — в верхней частях днища); отверстия про-
сверлили по кругу диаметром 16—20 мм, сверло при этом обильно
поливали солидолом во избежание искрообразования; насос при-
водился в движение электродвигателем во взрывоопасном исполне-
нии;
б) из резервуара, многократно продувая его свежим воздухом,
удалили взрывоопасные пары;
в) плотность оболочек проверили визуально с очисткой всех
сварных соединений и протиркой ветошью поверхности листов, за-
тем плотность контролировали эластичной вакуум-камерой (это
стало возможно, так как изоляционный слой частично растворился).
Первоначально было намечено произвести удаление взрыво-
опасных паров из-под оболочки, подавая туда сжатый воздух через
имеющиеся отверстия. После многократного обмена воздуха и лабо-
раторного анализа на взрывоопасность предполагали нагнетать
под оболочку инертный газ — углекислоту. Согласно «Правилам
обеспечения пожарной безопасности при ремонте нефтеналивных
судов», изданным Министерством речного флота РСФСР в 1962 г.,
электросварка и газорезка может производиться в среде охлажден-
ных дымовых газов при температуре не выше 55° С с тем, чтобы все
отсеки были заполнены газами, содержащими не менее 12% угле-
кислого газа. Этот метод (ДМ-51) предусматривает, в частности,
получение дымовых газов, содержащих не менее 12% СО2, путем
сжигания каменного угля, мазута, дров и другого топлива. Пред-
полагалось, что после выполнения этих работ будет возможно ис-
править оболочку и заварить отверстия.
Однако в ходе выполнения намеченных работ выяснилось,
что продувка воздухом практически не дала гарантии полного уда-
144
ления взрывоопасных паров бензина:
при вскрытии части оболочки обнару-
жили, что в ряде мест оболочка плотно
прижата к изоляционному слою и что
бензин накопился не только в этом слое,
но и в материковом, глинистом.
В этих условиях исключалось про- Рис. 7.13. Герыетизация од.
ведение однородной нейтрализации па- „ого круглого отверстия
ров бензина ПОД всей оболочкой, Т. е. /-Оболочка резервуара; 2-
отсутствовала гарантия безопасности в,,|,т;а
сварочных работ. Поэтому было решено заплата из эпоксидного состава
не производить огневые работы внут-
ри резервуаров, а имеющиеся отвер-
стия заглушить с помощью винтов с шайбами и герметизировать
эпоксидной смолой (рис. 7.13). Предварительно были проведены не-
обходимые лабораторные испытания и приготовлен состав из сле-
дующих компонентов (составитель инж. В. И. Иоффе): эпоксидная
смола ЭД-6 — 50%; дибутилфталат (пластификатор) — 10%, поли-
этиленполиамин (отвердитель) — 5% и наполнители: алюминиевая
пудра — 10% и тальк — 25%.
В этом составе пластификатор снижает вязкость смолы, а отвер-
дитель способствует необратимому твердению смолы. Повышение
вязкости эпоксидной смеси и приближение ее коэффициента линей-
ного расширения к коэффициенту линейного расширения стали при-
дают смоле наполнители (они также снижают усадку). Составы при-
готовлялись по специальной технологии с тщательной дозировкой;
их последовательно смешивали и отдельные составные компоненты
подогревали в водяной ванне.
Поверхность оболочки предварительно тщательно очистили и
обезжирили. Одиночное отверстие рассверлили, нарезали в нем
резьбу, а затем установили винт на шайбе и бензостойкой прокладке
(также обезжиренной); все элементы густо смазали эпоксидным со-
ставом. Узел покрыли сверху эпоксидной заплатой. Группу отвер-
стий, расположенных рядом, перекрыли одной общей накладной
планкой.
Был также опробован другой метод ликвидации дефектов — пе-
рекрытие их вместо планок эпоксидной заплатой, армированной
несколькими слоями стеклоткани, предварительно отожженной.
Процесс отвердения (полимеризации) при низких температурах
протекает медленно, а при отрицательных прекращается, поэтому
заплаты подогревали электролампами.
Завершив эту работу, резервуары вновь залили бензином и уста-
новили за ними наблюдение. Эксплуатация аварийных резервуаров
в течение года подтвердила надежность такого метода «Лечения»
оболочки.
145
Глава 8.
МОНТАЖ ОБОРУДОВАНИЯ РЕЗЕРВУАРОВ
Для нормальной эксплуатации резервуаров их оснащают обору-
дованием: для наполнения резервуара нефтепродуктом, отбора
проб, замера уровня, регулирования внутреннего давления, подачи
и удаления подтоварной воды, опорожнения резервуара, пожаро-
тушения, подогрева продукта. Оборудование резервуаров для хра-
нения темных и светлых нефтепродуктов различно.
В цилиндрических и траншейных резервуарах, используемых
для хранения светлых нефтепродуктов, устанавливается оборудова-
ние, приведенное на рис. 8.1.
Оборудование на стенке резервуара должно быть установлено
до проведения гидравлического испытания — это обеспечивает
возможность тщательной проверки этого оборудования, а также
сварных швов и сальников. Установке оборудования предшествует
вырезка отверстий, что ослабляет элементы резервуара. Это ослаб-
ление должно быть соответствующим образом компенсировано.
Устанавливать оборудование на первом поясе надо очень точно,
особенно следует обращать внимание на соблюдение проектных рас-
стояний от оборудования до вертикальных сварных швов пояса.
Люк-лаз необходим для проникания внутрь резервуара в пе-
риод его ремонта, а также для вентиляции последнего. Если на ре-
зервуаре устанавливают два люка-лаза, то второй люк располагают
на диаметрально противоположной стороне резервуара. Для обеспе-
чения прочности пояса резервуара люк-лаз крепят к стенке резер-
вуара с усиливающим воротником. На рис. 8.2, а изображен люк-лаз,
Рис. 8.1. Размещение оборудования на резервуарах емкостью 5 000 м3
а —цилиндрический резервуар; б —траншейный резервуар; / — люк световой; 2 —люк-
лаз; 3— люк замерный; 4 — прибор для замера уровня: 5 —пробоотборник; 6 — патру-
бок вентиляционный; 7 —клапан предохранительный; 8 — клапан дыхательный; 9 — пре-
дохранитель огневой; 10— патрубки и усиливающие кольца для раздельной установки
предохранительных и дыхательных клапанов; // — патрубок приемо-раздаточный;
12 — перепускное устройство; 13 — хлопушка; 14 — боковое управление хлопушкой;
/5 —ферма; 16 — кран сифонный; /7 —пеносливная камера; 18 — патрубок для подклю-
чения газоуравнительной системы; 19 — установка указателя уровня УДУ-5
146
План кремли
147
болт М20* 65
Рис. 8.2. Люк-лаз
а —круглый; б —овальный 600X900; / — крышка; 2 —фланец; 3 —болт 22 x 75; 4 —
ручка; 5 —усиливающий воротник; 6— обечайка; 7 —стенка резервуара; 3 —днище;
9— монтажный шов
148
устанавливаемый на вертикальных резервуарах. На рис. 8.2, б
показан овальный люк-лаз.
Усиливающий воротник вырезают из листовой стали толщиной
6 мм. Диаметр его равен 900 мм, а величина кривизны принимается
в зависимости от диаметра резервуара.
До установки люк-лаз испытывают на герметичность, для чего
его укладывают на землю крышкой вниз, обмазывают мелом свар-
ные швы снаружи и наливают керосин на полную высоту люка.
Возможно также производить испытание люка обильно промазы-
вая швы керосином. Люк-лаз признается годным, если сварные
швы с наружной стороны не имеют отпотин. Отверстие для люка-лаза
размечают на стенке резервуара и вырезают по корпусу люка,
обеспечивая при этом минимальные зазоры. После установки, вы-
верки и прихватки люка-лаза люк приваривают к первому поясу
с внутренней стороны резервуара. Затем проверяют плотность этого
шва, промазывая его керосином. Накладывать, прижимать и при-
варивать усиливающий воротник к стенке резервуара можно только
после проверки плотности шва.
Крышку крепят к фланцу люка болтами через паронитовую про-
кладку. Перед установкой поверхность крышки и фланца зачищают
до блеска стальной щеткой. Паронитовую прокладку перед уста-
новкой покрывают бензоупорной смазкой.
Прием о-p аздаточные патрубки устанавливают
на первом поясе стенки резервуара. Количество приемо-разда-
точных патрубков определяется интенсивностью операций по
приему и сливу нефтепродуктов. Диаметр патрубков выбирают в за-
висимости от их проектной производительности и скорости транс-
портирования нефтепродуктов в трубопроводе (рис. 8.3). Приемо-
раздаточный патрубок состоит из корпуса, двух фланцев и усили-
вающего воротника. Корпус изготовляют из стальных бесшовных
труб, а фланцы — из листовой стали на давление 6 кгс!см2, Кри-
визна усиливающего воротника приемо-раздаточного патрубка
такая же, как у усиливающего воротника люка-лаза. На приемо-
раздаточном патрубке с наружной стороны резервуара устанавли-
вают коренную задвижку, а с внутренней — хлопушку.
Патрубки поступают на монтаж с одним приваренным фланцем.
Второй фланец только прихвачен электросваркой с тем, чтобы
его можно было снять перед установкой патрубка на резервуар.
Перед установкой патрубка проверяют плотность сварных швов
фланца, промазывая их керосином.
Для установки патрубка в стенке резервуара вырезают отвер-
стие, диаметр которого на 2 мм превышает внешний диаметр кор-
пуса патрубка. Временные прихватки удаляют, внутренний фланец
снимают, и патрубок с надетым усиливающим воротником встав-
ляют в отверстие с внешней стороны резервуара.
Приемо-раздаточный патрубок приваривают в той же последо-
вательности, что и люк-лаз. После приварки усиливающего ворот-
ника на корпус патрубка надевают фланец, привариваемый двумя
149
Рис. 8.3. График для определения диаметра приемо-раздаточного
патрубка
швами (сначала накладывают шов внутри фланца, а затем шов,
обращенный к стенке резервуара). Для обеспечения герметичности
фланцевого соединения швы, выступающие над торцовой поверх-
ностью фланца, следует срубить и опилить.
Хлопушку чугунную с управлением и перепускным
устройством устанавливают на приемо-раздаточном патрубке. Она
предназначается для предотвращения утечки нефтепродуктов из
резервуара через неплотности в коренной задвижке или в трубо-
проводе. Хлопушку крепят болтами внутри резервуара к фланцу
приемо-раздаточного патрубка. В качестве прокладки во фланцевом
соединении применяют паронит. Хлопушка является чугунным
патрубком, с одной стороны которого имеется фланец, а с другой —
крышка с рычагом на шарнире в проушинах.
До установки хлопушки проверяют плотность прилегания
крышки к торцовой части ее корпуса. На кромку торцовой части
наносят тонкий слой краски, после чего крышку медленно, без
удара, закрывают. Хлопушка считается выдержавшей испытание,
если на поверхности крышки будет получен отпечаток кромки тор-
цовой части. Проверяя шарнирные соединения, убеждаются в том,
что они работают свободно, без заеданий.
Хлопушку оборудуют двумя отрезками мягкого троса диаметром
5—6 мм, надежно прикрепленными к петле рычага хлопушку: один
идет на барабан бокового управления хлопушкой, другой, более
длинный, являющийся запасным (на случай отказа бокового управ-
ления хлопушкой), крепится к световому люку на кровле резер-
вуара.
Боковое управление хлопушкой служит для
открывания и удерживания хлопушки в открытом положении
(рис. 8.4). Оно состоит из опорной плиты, сальника, вала управ-
ления, барабана, выносной опоры и маховика. Управление хлопуш-
150
кой располагается внутри резервуара выше приемо-раздаточного
патрубка на 900 мм и вправо от оси патрубка на 90 мм. Перед уста-
новкой бокового управления производят его испытание: проверяют
свободу перемещения барабана вдоль вала и отсутствие заедания
поворота вала при собранном сальнике.
Порядок монтажа бокового управления хлопушкой следующий.
В стенке резервуара вырезают отверстие диаметром 142 мм, в ко-
торое изнутри резервуара заводят корпус сальника. Предваритель-
но снимают маховик и втулку сальника. Опорную плиту плотно
поджимают к стенке резервуара и закрепляют электроприхватками.
С внешней стороны к стенке резервуара приваривают корпус саль-
ника. Впрыскивая керосин под опорную плиту, проверяют плот-
ность шва, крепящего сальник. Установив доброкачественность
шва, приваривают опорную плиту к стенке резервуара. Барабан
перемещается на валу управления, его устанавливают над хлопуш-
Хлопушка
Лриемо-раздаточныи
патрубок
Рис. 8.4. Боковое управление хлопушкой
/ — опорная плита; 2 — корпус сальника; 3— вал управления;
4 — барабан; 5 — выносная опора; 6 — втулка барабана; 7 —
втулка выносной опоры; 8 — опорные трубы; 9 — втулка саль-
ника; /<7--стопор; //—набивка; 12, 13 — тросы от хлопушки
к барабану и световому люку
151
Рис. 8.5. Перепускное устройство
оборудуют приемо-раздаточные
имеющих высоту более 6 м: оно
кой и закрепляют с помощью
стопора. Регулируют длину
троса, идущего от хлопушки, и
конец троса закрепляют на ба-
рабане; набивают сальник; на
вал управления устанавливают
втулку сальника и надевают
маховик. К корпусу привари-
вают стопор, назначение кото-
рого — удерживать хвостови-
ком маховик в нужном поло-
жении.
Надежному закреплению ба-
рабана на валу управления и
троса на барабане и хлопушке
необходимо уделять особое вни-
мание, так как после заполне-
ния резервуара нефтепродук-
том возможность ремонта этих
узлов исключается.
Перепускное уст-
ройство (рис. 8.5)* пред-
назначается для перепуска неф-
тепродукта в трубное простран-
ство приемо-раздаточного пат-
рубка (под хлопушку), для гид-
равлической разгрузки хлопуш-
ки и облегчения ее открыва-
ния. Перепускным устройством
патрубки во всех резервуарах,
состоит из стальной бесшовной
трубы диаметром 22 мм, фланцев и чугунного фланцевого вентиля
диаметром 25 мм. Усиливающий воротник изготовляют из стали
толщиной 6 мм, он имеет диаметр 100 мм. Верх трубы перепускного
устройства вваривают в стенку резервуара, а низ — в корпус
приемо-раздаточного патрубка. До установки трубы и вентиля^пере-
пускное устройство проверяют на плотность, наливая в него керо-
син. Для облегчения разметки отверстий в патрубке и стенке ре-
зервуара установку перепускного устройства производят в собран-
ном виде. Труба перепускного устройства может входить внутрь
резервуара на 10 мм, а внутрь патрубка — не более чем на 3 м.
Кран сифонный служит для забора и спуска из резер-
вуара подтоварной воды, для очистки резервуара от остатков нефте-
продуктов, находящихся ниже уровня приемо-раздаточных патруб-
ков (рис. 8.6). Он состоит из муфтового проходного крана, гори-
зонтальной трубы, фланца, сальника и отвода с козырьком. Для
защиты от атмосферных влияний кран покрывают кожухом, кото-
рый надевают на воротник, приваренный к стенке резервуара.
152
Кран и резьбовое соединение испытывают на плотность давле-
нием воды 1,5 атм. Проверяют также горизонтальную трубу,
наружная поверхность которой должна быть обработана и не должна
иметь овальности.
Перед установкой крап разбирают, отвертывают отвод с прива-
ренной к нему муфтой, снимают шпильки и разъединяют корпус
сальника и фланец. В стенке резервуара вырезают отверстие. Затем
приваривают фланец у отверстия, накладывая швы изнутри резер-
вуара. Внутренние швы испытывают на плотность, нагнетая керо-
син между фланцем и стенкой резервуара. Убедившись в плотности
внутренних швов, приваривают фланец снаружи резервуара. После
этого устанавливают корпус сальника и прикрепляют его к фланцу
шпильками (корпус сальника устанавливают так, чтобы спускная
пробка находилась внизу).
Горизонтальную трубу до установки на нее проходного крана
заводят через корпус сальника в отверстие во фланце изнутри резер-
вуара. Затем надевают втулку сальника и рукоятку. На горизон-
тальную трубу устанавливают муфтовый проходной кран на льня-
ной подмотке, пропитанной бензоупорной смазкой. Конец гори-
зонтальной трубы ввертывают в муфту (которая приварена к отводу)
также на льняной подмотке с бензоупорной смазкой. Муфту закреп-
ляют стопорным болтом (но не сваркой).
Рис. 8.6. Кран сифонный
/ — отвод; 2 — козырек; 3 — муфта; 4 —стопорный болт; 5 —фланец; 6 — спускная
пробка; 7 — корпус сальника; 8 — кран; 9 — рукоятка; 10 — втулка сальника; 11 —
воротник; /2 —кожух
153
о$г
Рис. 8.7. Пеносливная камера
/_Камера; 2 —съемная крышка; 3 — диафрагма; 4 — монтажный
патрубок; 5— усиливающий воротник; 6— отбойный козырек; 7,
8 — кронштейны; 9 — пенопровод; 10 — резервуар; //—днище
154
Козырек отвода должен быть параллелен дййщу резервуара й
отстоять от него на 10 мм. Иногда вследствие неровностей днища
для соблюдения этого размера наращивают или укорачивают трубу
отвода. В этом случае необходимо произвести испытание плотности
дополнительных швов. В заключение набивают сальник и закреп-
ляют втулку сальника.
Пеносливные камеры (рис. 8.7) устанавливают для
подачи в резервуар огнетушительной пены, которая при загорании
нефтепродукта поступает от пеногенераторов или пеноаккумулято-
ров по пенопроводам. Резервуары емкостью 1000 и 2000 м3 имеют
по две пеносливные камеры, резервуары емкостью 3000 и 5000 м‘3 —
по четыре. Камеры располагаются на стенке резервуара на равном
расстоянии одна от другой.
Пенокамера состоит из собственно камеры диаметром 325 мм
со съемной крышкой, вводной трубы с диафрагмой, монтажного
патрубка с фланцем и двух пенопроводов. Назначение диафрагмы—
отделять газовое пространство резервуара от наружного воздуха.
Диафрагму изготовляют из тонкого картона или ватмана, пропи-
танного олифой. Пенокамеру закрепляют на монтажном патрубке
и кронштейне. Пенопроводы крепят к стенке резервуара кронштей-
нами. На нижних концах пенопроводов имеются гайки РОТ диа-
метром 21/2" для подключения пенопроводов.
Монтажный патрубок имеет усиливающий воротник диаметром
300 мм, выполненный из стали толщиной 6 мм и приваренный к стен-
ке резервуара. Внутри резервуара, против патрубка, на пути вы-
хода пены устанавливают отбойный козырек для равномерного рас-
пределения пены по поверхности нефтепродукта.
Установленные пеносливную камеру и пенопровод испытывают
гидравлическим давлением. Для этого между фланцем пенокамеры
и фланцем монтажного патрубка устанавливают временную заглуш-
ку; конец одного из пенопроводов также заглушают. Крышку ка-
меры вскрывают, диафрагму снимают и вновь устанавливают
крышку. Воду подают по второму пенопроводу и гидравлическим
прессом создают давление 5 атм. После испытания из фланцевого
соединения извлекают заглушку, снимают крышку пенокамеры и
устанавливают диафрагму, которая герметически прижимается
прокладкой и уплотняющим кольцом. Устанавливают и закрепляют
крышку. Пенокамера в собранном виде может быть испытана до
установки на место.
При возникновении пожара к границе обвалования подводят
автомашину устройством для образования пенистой огнетуши-
тельной массы. Пеномассу подают гибким шлангом, имеющим гай-
ку РОТ, которая накидывается на такую же гайку в нижней части
трубы пенокамеры. Пена может подаваться также с помощью закид-
ных приспособлений непосредственно в резервуар.
Испытание сварных швов, крепящих оборудование к кровле
резервуара, производят воздухом и мыльным раствором; это выпол-
няют одновременно с испытанием кровли.
155
Люк световой служит для вентиляции резервуара при
его зачистке и для освещения внутренней поверхности резервуара.
Световой люк устанавливают над приемо-раздаточными патруб-
ками, ось люка находится на расстоянии 600 мм от стенки резер-
вуара. Люк состоит из корпуса, усиливающего воротника, фланца
и крышки. Крышку крепят к фланцу болтами. Под местом распо-
ложения светового люка (под настилом кровли) устанавливают раму
из швеллеров, привариваемых к радиальным балкам или элемен-
там щита. Для испытания люк укладывают крышкой вниз и нали-
вают керосин (на всю высоту люка) или обильно обмазывают им
люк. Люк считается выдержавшим испытание, если с наружной сто-
роны его не будут обнаружены отпотевания.
Установку светового люка ведут в следующей последователь-
ности: вырезают отверстие в настиле, устанавливают и приваривают
к элементам кровли швеллера рамы, устанавливают люк с усили-
вающим воротником, последний приваривают к настилу.
Люк замерный (рис. 8.8) предназначен для замера уровня
нефтепродукта в резервуаре; иногда его применяют для отбора проб.
Люк замерный располагается на фланцевом патрубке, влево от оси
лестницы.
Рис. 8.8. Люк замерный
/—корпус; 2 — крышка; 3 — рычаг; 4 — маховичок; 5 —болт откидной; 6 — про-
кладка
156
Рис. 8.9. Клапан дыхательный (механический)
/ — клапан давления; 2 — клапан вакуума; 3 —сетка
Корпус люка закрывают крышкой, которая прикреплена к ры-
чагу. В крышке имеется кольцевой паз, куда закладывают про-
кладку. Прокладку делают из бензоустойчивого пластичного мате-
риала. Рычаг поворачивается на шарнире. Вращением маховичка
откидного болта крышка прижимается к корпусу люка. На внутрен-
ней поверхности корпуса люка располагается направляющая алю-
миниевая колодка, служащая для опускания ленты рулетки.
Определение плотности прилегания крышки к корпусу произ-
водят до установки люка. Для этого на верхнюю кромку корпуса
люка наносят тонкий слой краски, затем крышку медленно, без
удара, закрывают и прижимают грузом весом 10 кг. Если на про-
кладке, находящейся в пазу крышки, будет получен полный отпе-
чаток кромки корпуса, люк считается выдержавшим испытание.
Порядок установки усиливающего воротника и фланцевого
патрубка такой же, как и для светового люка. На фланцевом па-
трубке замерный люк устанавливают на паронитовой прокладке.
Клапан дыхательный (механический) устанавли-
вают на огневом предохранителе, он предназначен для регулирова-
ния давления паров внутри резервуара. Дыхательный клапан обору-
дован клапанами соответствующего веса, которые под влиянием по-
вышения или понижения внутрирезервуарного давления открывают
отверстия и выпускают в атмосферу избыток паров из резервуара
или впускают в него воздух. Размеры клапана назначаются в зави-
симости от количества перекачиваемого продукта (табл. 8.1).
На рис. 8.9 изображен дыхательный клапан, рассчитанный на по-
вышение или уменьшение внутреннего давления в пределах
157
Таблица 8.1
Диаметры дыхательных клапанов
Количество перекачиваемого продукта в ;и3/ч 25 25—100 100—215 215—380 380-600
Диаметр клапана в мм . . 50 100 150 200 250
±20 мм вод. ст. Клапан действует следующим образом: при повыше-
нии давления паров внутри резервуара повышается давление и в ка-
мере дыхательного клапана, а следовательно, клапан вакуума
плотно прижимается к впускному отверстию. Клапан давления
поднимается. Через образовавшееся отверстие избыток газа выходит,
давление внутри резервуара снижается, клапан опускается под
влиянием собственного веса и отверстие перекрывается. При по-
нижении давления внутри резервуара происходит обратное явление.
я
Рис. 8.10. Клапан дыхательный типа КД
1 — клапан давления; 2 —клапан вакуума
158
На рис. 8.10 показан дыхатель-
ный механический клапан типа КД,
служащий для поддержания давле-
ния паров нефтепродукта в резер-
вуаре до 190 мм вод. ст. и вакуума до
25 мм вод. ст. при больших и малых
«дыханиях» резервуара. Клапан КД
устанавливают на вертикальных ци-
линдрических резервуарах, предназ-
наченных для хранения светлых неф-
тепродуктов и нефти.
В табл. 8.2 приведены основные
размеры дыхательного клапана КД.
Дыхательный клапан устанавли-
вают на огневом предохранителе и
монтажном патрубке (рис. 8.11), впра-
1р хрТл
Д„, троса
во или влево от оси лестницы. До
установки дыхательный клапан ос-
матривают и испытывают. Рабочие
поверхности клапанов и седел долж-
ны плотно прилегать друг к другу.
Вес клапанов должен соответство-
Рис. 8.11. Схема закрепления
дыхательного клапана
/—дыхательный клапан; 2 —уси-
ливающий воротник; 3 — монтаж-
ный патрубок; 4 — огневой предо-
хранитель; 5 —крепежная шайба;
6 — расчалки
вать данным паспорта. Герметичность корпуса клапана проверяют
наполняя корпус водой (закрывают крышки над клапанами и вы-
ходные отверстия, корпус переворачивается и в него наливают
воду). Если на корпусе нет течи и отпотин, корпус считается вы-
державшим испытание.
Для удержания клапана в вертикальном положении его закреп-
ляют тремя расчалками из троса диаметром 4 мм. Под головки бол-
тов фланцевого соединения (клапана и огневого предохранителя)
заводят три крепежные шайбы. Тросы расчалок одним концом кре-
пят к этим шайбам, а другим — к ушкам, приваренным к кровле.
Таблица 8.2
Размеры дыхательного клапана КД в мм (см. рис. 8.10)
Dy D | । о» D4 А Б в
50— 350 120— 380 ПО- 445 140—485 90-415 210—485 285—1160 212—719 192—548
В вертикальных цилиндрических резервуарах с повышенным
давлением применяют мембранный дыхательный клапан МДК-150
(рис. 8.12, а), устанавливаемый на патрубке резервуара и рассчи-
танный па избыточное давление в газовом пространстве
1500 мм вод. ст., вакуум 50 мм вод. ст. и максимальную произво-
дительность 600 м*1ч. На рис. 8.12, б показан предохранительный
клапан, рассчитанный на повышенное давление.
159
Рис. 8.12. Клапаны для
резервуаров
а — мембранный дыхатель-
ный МДК-150; б — предохра-
нительный клапан на повы-
шенное давление; / — верх-
нее седло; 2 — тарелка
командоаппарата; 3— ниж-
нее седло; 4—система отвер-
стий: 5 — верхняя мембрана;
£ —нижняя мембрана; 7 —
легкая тарелка; 8— седло;
9 — соединительная трубка;
10 — командоаппарат; 11 —
корпус; /2 —присоедини-
тельный патрубок; 13 —
крышка; 14 — конус; 15—
внутренний стакан; 16 — па-
трубок для пропуска газа
с отверстиями, закрытыми
сеткой; 17—указатель уров-
ня масла; 18 — наливная
трубка с воронкой для на-
лива масла
160
Рис. 8.13. Клапан предохранительный (гидравлический)
/ — патрубок клапана; 2 —сливная пробка; 3 — стакан для масла; 4 —
шпилька; 5—щуп для замера уровня масла; 6 — растяжка
Дыхательную аппаратуру для резервуаров повышенного давле-
ния разрабатывали в Гипронефтемаше (4000 мм вод. ст.) и
НИИТранснефти (2300 мм вод. ст.) и испытывали на Павелецкой и
Днепропетровской нефтебазах. Дыхательный клапан МДК-150-200
рассчитан на избыточное давление 2300 мм вод. ст. и вакуум
100 мм вод. ст., диаметр клапана 150 мм и средняя производитель-
ность по пропуску газа 600 м31ч. В этом дыхательном клапане
вместо грузовых тарелок используют мембрану из полиамидной
пленки ПК-4; плавную работу мембраны на давление и вакуум обес-
печивает командоаппарат.
Схема работы предохранительного клапана НИИТранснефти
МПК-150-2400 аналогична схеме работы дыхательного клапана;
он рассчитан на давление 2400 мм вод. ст. и вакуум 120 мм вод. ст.
и при диаметре клапана 150 мм имеет производительность 600 м3!ч.
Ввиду того что командоаппарат отсутствует, мембрана срабатывает
мгновенно.
Клапан предохранительный (гидравлический),
как и дыхательный механический клапан, служит для регулирова-
ния паров внутри резервуара. Предохранительный клапан устанав-
ливают на случай, если механический дыхательный клапан отка-
жется работать (вследствие заедания клапанов, примерзания и т. д.).
Диаметр газохода гидравлического предохранительного клапана
такой же, как и диаметр механического. Принципиальная схема
предохранительного гидравлического клапана показана на рис. 8.13.
В табл. 8.3 приведена техническая характеристика предо-
хранительного гидравлического клапана типа КПСА, допускающего
161
Таблица 8.3
Техническая характеристика предохранительного клапана типа КПСА
Оу в мм Производительность по паровоздушной смеси в м3/ч Вес масла в клапане в кг Общий вес клапана с маслом в кг
50 25
100 50 8 36,5
150 100 19 69
200 200 42 139,6
максимальное давление в резервуаре в пределах 200 мм вод. ст.
и вакуум 40 мм вод. ст.\ клапан устанавливают в комплекте с меха-
ническим дыхательным клапаном на резервуарах, предназначенных
для хранения светлых нефтепродуктов и нефти.
В нижнюю часть клапана заливают соляровое масло (с удель-
ным весом 0,86—0,88) до уровня 120—130 мм. При повышении дав-
ления внутри резервуара пары давят на поверхность масла, пони-
жают его уровень во внутренней камере и повышают во внешней до
тех пор, пока не создается возможность газам выйти под зубцами
промежуточной перегородки во внешнюю камеру и этим снизить
давление внутри резервуара. При понижении давления внутри ре-
зервуара или при образовании вакуума уровни масла в камерах
будут изменяться в обратном порядке, а воздух засасываться
внутрь.
Рис. 8.14. Огневой предохранитель (пламегаситель)
/ — корпус; 2 —кассета; 3 — ось кассеты; 4 — лента; 5 —нажим-
ное кольцо; 6 — упорный болт
162
Плотность сварных швов в предохранительном клапане прове-
ряют до его установки, наливая керосин в камеры клапана и ста-
каны для масла. Если по истечении 1 ч с наружной стороны клапана
не будет обнаружено мест отпотевания, клапан считается выдержав-
шим испытание на плотность.
Предохранительный клапан устанавливают так же, как и меха-
нический дыхательный (т. е. на огневой предохранитель и монтаж-
ный патрубок), закрепляют его тросовыми расчалками и распола-
гают на тех же расстояниях от оси лестницы и центра кровли.
Огневой предохранитель (пламегаситель) пред-
назначен для защиты от проникания огня (вместе с воздухом) внутрь
резервуара через дыхательный
Рис. 8.15. Схема полуавтоматиче-
ского пробоотборника ПСР-4
или предохранительный клапаны.
Огневой предохранитель устанав-
ливают совместно с дыхательным
и предохранительным клапанами.
Он состоит (рис. 8.14) из корпуса
с двумя фланцами, кассеты, поме-
щающейся в корпусе, и нажимного
Рис. 8.16. Подъемная труба
1— труба; 2 —шарнир; 3 — патрубок;
4 — перепускная труба; 5 — трос; 6 —
роликовый блок; 7 — лебедка
163
устройства. Одним фланцем кор-
пус крепится к монтажному па-
трубку, приваренному к кровле,
а другим — к дыхательному или
предохранительному клапану. Кас-
сету изготовляют из алюминиевой
ленты, она имеет значительную
поверхность и большую теплоем-
кость, поэтому гасит пламя горя-
щего газа, не давая огню проник-
нуть внутрь резервуара. Перед
установкой огневой предохрани-
тель осматривают, в случае заг-
рязнения кассеты ее промывают,
монтажа запрещается, так как это
Рис. 8.17. Секционные подогре-
ватели
/ — трубка подогревателя; 2 —коллек-
тор; 3 — хомут с гайкой: 4 — выдвиж-
ная стойка; 5 —опора под подогрева-
тели; 6 — неподвижная стойка
Разбирать кассету в условиях
влияет на ее качество. Если же кассета была разобрана, она дол-
жна вновь пройти лабораторное испытание.
Отбор проб нефтепродуктов производят полуавтоматическими
пробоотборниками ПСР-4 (для наземных резервуаров, рис. 8.15) и
ПСР-5 (для заглубленных резервуаров), одинаковыми по принципу
действия (табл. 8.4).
Таблица 8.4
Данные отбора проб полуавтоматическими пробоотборниками
Характеристика Пробоотборник
ПСР-4 ПСР-5
Максимальная высота резервуара в м .... 12 8
Объем пробы, приходящийся на 1 м высоты продуктов, в см3 Рабочее давление в пневматической системе в кгс/см2, 180 180
2—3 2—3
Максимальное давление внутри резервуара в мм вод. ст 3000 3000
Для отбора нефтепродуктов из верхних слоев внутри некоторых
резервуаров устанавливают подъемную трубу (рис. 8.16), переме-
щаемую в вертикальной плоскости с помощью самотормозящейся
лебедки грузоподъемностью до 1000 кг. Лебедку крепят к стенке
снаружи резервуара. Подъемная труба опирается на шарнир и соеди-
нена с приемо-раздаточным патрубком.
Длина L подъемной трубы определяется по формуле
£ _ — h2
~ sin 70° ’
где hr — высота резервуара в м\
h2 — высота ввода трубопровода над днищем резервуара в м.
Для снижения вязкости темных нефтепродуктов внутри резер-
вуара у днища устраивают паровые подогреватели, секционные или
змеевиковые, изготовляя их на заводах или в мастерских.
164
Секционные подогреватели (рис. 8.17) имеют
вид отдельных секций с параллельным расположением труб диа-
метром 50—60 мм. Секции пароподогревателей устанавливают на
выдвижных стойках, позволяющих регулировать высоту секций.
Змеевиковые подогреватели устанавливают на стеллажах из угловой
4
Рис. 8.18. Прибор для за-
мера уровня
/—поплавок; 2 —мерная лента;
3 — направляющий трос; 4 —ко-
жух; 5—труба; 6—прибор смот-
ровой; 7 —кожух уравновеши-
вающего груза;8—спускной кран
Рис. 8.19. Схема указателя
уровня УДУ-5
/, 3 —барабаны; 2 — лента; 4 —
мерный шкив; 5 — гидравличе-
ский затвор; 6 — ролик; 7 — уст-
ройство для поддержания струн
в натянутом состоянии; 8 — на-
правляющая струна; 9 — лента;
10 — поплавок
стали. Все элементы сваривают между собой. Подогреватели уста-
навливают внутри окружности, диаметр которой на 2—3 м менее
диаметра днища. Суммарная длина витков подогревателей L3
определяется теплотехническим расчетом. Среднее расстояние между
трубами змеевика определяют по формуле
где Ro — радиус окружности, внутри которой уложены трубы.
165
Для подогревания нефтепродуктов применяют также местные
шахтные подогреватели и теплообменные аппараты.
Повседневный быстрый учет количества нефтепродуктов в на-
земных резервуарах осуществляют прибором для замера
уровня, устанавливаемым на стенке (в траншейных резервуарах
эти приборы устанавливают на кровле). Прибор для замера уровня
налива нефтепродукта в наземном резервуаре изображен на рис. 8.18.
Для определения уровня нефти применяют также указатель
уровня УДУ-5 (рис. 8.19), работа которого основана па верти-
кальном перемещении поплавка, плавающего на поверхности нефте-
продукта. Поплавок перемещается вниз и вверх, скользя по направ-
ляющим вертикально расположенным струнам, и приводит в дви-
жение перфорированную ленту. При всех перемещениях поплавка
лента вращает мерный шкив, поворот которого передается счетчику.
По показаниям счетчика судят об уровне нефтепродукта в резервуа-
ре. Прибор УДУ-5 рассчитан на избыточное давление в резервуа-
ре 200 и 3000 мм вод. ст. (со специальным затвором) и диапазон
измерения уровня до 12 м. Для дистанционной передачи указаний
прибору придают приставки (датчики). Указатели уровня с при-
ставками для наземных резервуаров применяются: УДУ-5М
(с местным отсчетом), УДУ-5П (с дистанционной потенцометриче-
ской приставкой) и УДУ-5К (с дистанционной кодовой приставкой).
Разработана система цифрового сбора информации об уровне
нефтепродуктов в 20 резервуарах, укомплектованных указателями
уровней УДУ-5 с кодоимпульсными датчиками ДК-2. Пользуясь
этой системой, оператор получает цифровую информацию об уровне
продукта в любом резервуаре, автоматическую регистрацию зна-
чений уровней в любом или всех резервуарах и т. д.
При установке и сборке оборудования резервуара применяют
сальниковую набивку, бензоупорную смазку и прокладки хорошего
качества.
Глава 9.
ИСПЫТАНИЕ И СДАЧА РЕЗЕРВУАРОВ
1. Методы испытаний
Строительные нормы и правила предписывают контролировать
качество всех операций, выполняемых в процессе сооружения резер-
вуаров. Все испытания завершаются наиболее ответственным —
гидравлическим. Окончательному гидравлическому испытанию и
сдаче резервуара предшествуют испытания отдельных его частей
на заводе, в процессе его изготовления и на строительной площад-
ке — при монтаже.
Приемку днища, стенки и кровли резервуара производят на
заводе-изготовителе и на монтажной площадке. На заводе в про-
цессе изготовления резервуара тщательно контролируют все опе-
рации — правку, разметку, обработку, сборку и сварку. Все швы
днища, стенки и кровли проверяют на плотность вакуум-камерой
или керосином. Предварительно качество всех швов контролируют
внешним осмотром. В резервуарах емкостью 2000 м3 и выше все
стыковые швы окрайков днища в местах примыкания к ним стенки
резервуара проверяют просвечиванием или магнитографическим
методом.
На стенке этих резервуаров просвечиванием или магнитографи-
ческим методом проверяют все пересечения вертикальных и гори-
зонтальных швов I и II пояса и 50% пересечений горизонтальных
и вертикальных швов II и III пояса. Просвечивание или магнито-
графический метод могут быть заменены проверкой ультразвуком,
но с обязательным последующим просвечиванием мест, где выявлены
дефекты (СНиП Ш-В.5-62*). Следует отметить, что проверка
ультразвуком соединений толщиной до 12—14 мм малоэффективна.
Проектом резервуара емкостью 10 000 м3 предусматривается
просвечивание 100% вертикальных стыковых швов.
На строительной площадке проверяют качество всех заводских
и монтажных сварных соединений днища, стенки и кровли. Плот-
ность швов днища в этих условиях контролируют вакуум-камерой
или методом химических реакций; качество швов стенки резер-
вуара — керосином и просвечиванием; герметичность кровли —
керосином, вакуумированием или давлением воздуха, создаваемым
167
внутри резервуара, залитого водой (при этом проверяют и проч-
ность конструкций кровли).
Просвечивают стенку резервуара при монтаже (если это вызы-
вается необходимостью, см. ниже) после проверки швов керосином
и устранения обнаруженных дефектов, но до проведения гидрав-
лического испытания. О проверке плотности приварки оборудова-
ния и способах его опробования сказано ранее (в главе 8).
Только после промежуточной проверки всех элементов резер-
вуара и оборудования возможно приступить к гидравлическому
испытанию.
2. Промежуточные испытания элементов резервуара
Монтажные соединения днища проверяют после их сварки, до
разворачивания рулона стенки резервуара. Общую проверку швов
днища до разворачивания рулона стенки нет смысла производить,
так как не исключено (хотя это бывает редко), что перемещающийся
в процессе разворачивания рулон может повредить швы и нарушить
плотность сварных соединений. Обычно испытание собираемого на
песчаном основании днища из рулонной заготовки или из отдельных
листов производят после разворачивания рулона стенки резервуара
и приварки ее к днищу, окончания сварки днища с окрайками и
завершения монтажа конструкций покрытия.
Плотность сварных соединений днища, собираемого на песча-
ном основании, нельзя проверять керосином, так как нет доступа
к внешней (нижней) поверхности днища. В этом случае приме-
няют вакуумный метод или допускаемый, как исключение
(СНиП Ш-В.5-62*), метод химических реакций.
Метод химических реакций заключается в том, что под днище
вводят под давлением не менее 50 мм вод. ст. аммиак в смеси с воз-
духом и швы промазывают индикатором — водно-спиртовым раство-
ром фенолфталеина. Во избежание утечки аммиака по контуру днища
делают замок из изоляционной массы. Воздушно-аммиачная смесь
устремляется к дефектам соединений: в присутствии аммиака фенол-
фталеин резко изменяет окраску, образуя пятна ярко-красного или
красно-фиолетового цвета. Это позволяет обнаружить дефекты.
Однако такой способ не дает надежных результатов, так как
фенолфталеин окрашивается не только в присутствии аммиака, но
также если на поверхности металла имеются сварочные шлаки, со-
держащие щелочи, пепел от папирос и т. д. Раствор, окрашиваясь
шлаками, перекрывает имеющиеся дефекты, что затрудняет опре-
деление их местоположения.
Несколько лучшие результаты дает применение 5%-ного водного
раствора азотнокислой ртути, слабо реагирующей на щелочи. Про-
питанную этим раствором бумагу или ткань накладывают на швы.
Аммиак, пройдя через неплотности швов и соединившись с азотно-
кислой ртутью (закисной или окисной), изменяет окраску ткани
на белый или черный цвет (закисная азотнокислая ртуть окраши-
168
вается в ярко-черпый цвет с металлическим блеском, а окисная
азотнокислая ртуть — в ярко-белый, молочный). Ввиду этого при-
меняют белые или черные ленты ткани шириной 60—80 мм, пропи-
тывая их в водном растворе азотнокислой ртути. Дефект шва обна-
руживается там, где произошло изменение окраски; по интенсив-
Рис. 9.1. Схема
работы вакуум-
агрегата с насо-
сом КВН-4/8
/ — рабочее колесо
насоса; 2—всасываю-
щий шланг; 3— водя-
ной бачок; 4 — водя-
ное кольцо; 5 — регу-
лирующий кран; 6 —
всасывающая труба;
7 —расширитель; 8 —
спускной кран; 9 —
вентиляционный на-
конечник; /0—нагне-
тательный трубопро-
вод; // — кран; 12—
штуцер; 13 — кресто-
вина; 14 — вакуум-
метр; /5 —шов; 16 —
днище резервуара
ности и величине окрашенного пятна можно судить о величине
дефекта.
Ввиду токсичности растворов азотнокислых ртутей при приме-
нении этого способа для проверки плотности сварных соединений
днища должны быть обеспечены соответствующие условия охраны
труда.
Вакуумирование позволяет получить значительно лучшие ре-
зультаты: выявляет подавляющее большинство дефектов и доста-
точно точно определяет их местоположение.
Схема работы вакуум-агрегата с вакуум-насосом КВН-4/8 про-
изводительностью (на нагнетательной стороне) 0,3 м3!мин показана
на рис. 9.1. Над испытательным участком создается разреженное
пространство, и неплотности в швах обнаруживаются по пузырькам
мыльного раствора, которым смазывают соединение. Вакуум-аппарат
представляет собой продолговатую коробку без дна (рис. 9.2)
с крышкой из прозрачного материала. В крышку коробки вмонти-
рованы трубка с краном для присоединения шланга от вакуум-на-
169
coca. Другой край служит для снятия разрежения в камере — впус-
кает по мере надобности наружный воздух.
Вакуум-камеры (предложение инж. Л. К. Хведченя) изготов-
ляют из эластичных материалов, они способны принимать изогну-
тую и волнистую форму. Смотровая крышка делается из плексигласа,
бока и торцы — из губчатой резины. Камера свободно прижимается
<+5-50 /8
Рис. 9.2. Эластичная вакуум-камера конструкции инж. Л. К- Хвед-
ченя
а —прямая; б —угловая; / — смотровое окно из плексигласа; 2 — губча-
тая резина; 3 — вакуумметр; 4 — шланг к вакуумному насосу; 5 — край
для снятия вакуума
руками к кривым поверхностям и затем, при вакууме внутри камеры,
удерживается на них. Когда внутри камеры наступит разрежение
до 600 мм рт. ст., пузырьки пены покажут дефекты (свищи, поры,
непровары). Дефекты отмечаются мелом в стороне от шва, рядом
с камерой. Открывая вентиль, разрежение снимают и камеру пере-
двигают на новое место. Одной камерой можно проверить 90 м
швов в 1 ч с участием двух рабочих (один из них смачивает швы).
Для проверки плотности тавровых швов применяют угловую
камеру (см. рис. 9.2, 6). Камера соединяется с вакуум-насосом
шлангом длиной 30—35 м, что позволяет устанавливать насос и
170
электродвигатель за пределами резервуара. Угловая камера обору-
дована манометром и имеет низковольтное освещение.
Гибкой вакуум-камерой можно испытывать в резервуаре кроме
швов днища также швы стенки и кровли. При испытании швов на
вертикальной плоскости мыльный раствор должен быть густым.
Стыковые швы окрайков в случае надобности могут быть подверг-
нуты просвечиванию.
Некоторые организации рекомендуют испытывать сварные на-
хлесточные швы на плотность с помощью галоидных течеискателей.
Широкого распространения этот метод не получил.
Плотность всех сварных заводских и монтажных соединений
стенки резервуара проверяют следующим образом: стыковые соеди-
нения и соединения внахлестку, сваренные сплошными швами
с внешней и прерывистыми с внутренней стороны, опрыскивают ке-
росином; в пазуху соединений вертикальных швов с двусторонними
сплошными швами вводят керосин через отверстия, которые затем
заваривают электродами Э42А (или другими, соответствующими
основному металлу). Вследствие высокой проникающей способности
керосина он распространяется в мельчайших капиллярных отвер-
стиях. Швы считаются принятыми, если через 12 ч (или через 24 ч
при температуре ниже 0° С) на поверхности резервуара не будет
обнаружено следов керосина.
В резервуаре емкостью 2000 м3 и выше кроме керосиновой пробы
качество монтажных и заводских швов на /, II и /// поясах стенки
из рулонов проверяют по требованию комиссии гаммаграфирова-
нием. Просвечивают также стыковые вертикальные замыкающие
монтажные швы стенки резервуара.
Плотность сварных соединений кровли испытывают керосином
или вакуум-камерой, или избыточным давлением воздуха.
Керосин под давлением впрыскивают во все нахлесточные соеди-
нения изнутри резервуара с нижней стороны кровли. Для испыта-
ния герметичности сварных швов покрытия (а также швов стенки
резервуара) применяют приспособление, предложенное В. И. Каза-
чок. Оно состоит из гидравлического насоса с электродвигателем
мощностью 0,75 кет. Керосин поступает к всасывающему патрубку
насоса из бачка по шлангу и под давлением 4—6 ати направляется
с помощью длинной трубы на сварные швы стенки резервуара и
кровли.
Для определения плотности сварных швов кровли приме-
няют и другие аналогичные устройства.
Швы, обработанные таким образом, осматривают с наружной
стороны резервуара (сверху кровли) и там, где появились кероси-
новые пятна или отпотины, швы подлежат исправлению подваркой
(но не подчеканкой); вырубать дефектные места не требуется. Все
исправленные участки должны быть обязательно повторно испы-
таны.
Плотность соединений кровли можно проверять в процессе
гидравлического испытания резервуара, о чем будет сказано ниже.
171
3. Контроль качества сварных соединений просвечиванием
Естественные и искусственные радиоактивные вещества выде-
ляют у-лучи, проникающие через металл, у-лучи являются электро-
магнитными колебаниями с очень малой длиной волны и обладают
большой проникающей способностью.
Если поместить с одной стороны сварного шва радиоактивное
вещество, а с другой стороны фотопленку, то лучи, проникая через
металл с различной интенсивностью (вследствие неоднородности
шва), фиксируют на пленке неодинаковую плотность шва, трещины,
непровары, шлаковые включения и т. д. Процесс просвечивания
сварных швов лучами радиоактивных веществ и воздействия на
пленку (с целью получить снимки сварного шва) носит название
радиографирования. Наибольшее распространение сейчас имеют
искусственные радиоактивные вещества: изотоп кобальта
(кобальт-60), изотоп цезия (цезий-137) и др., поскольку стоимость
изотопов во много раз ниже стоимости естественных радиоактивных
веществ (например, радия-мезотория). Радиоактивный кобальт
находится в состоянии непрерывного распада, но активность его
сохраняется практически достаточно долго — он теряет половину
своей активности за 5,3 года.
Применяемые на монтажных участках изотопы кобальта и цезия
поступают в небольших ампулах. Каждая ампула хранится и пере-
носится в свинцовом контейнере (рис. 9.3), защищающем от облу-
чения. Количество радиоактивного вещества, имеющегося в ампуле,
достаточно для просвечивания швов любой толщины, встречаю-
щихся в резервуарах.
Энергия у-лучей ослабляется меньше при прохождении через
вещество с меньшим удельным весом и больше при прохождении
через вещество с большим удельным весом. Поэтому различные
дефекты — непровары, поры и т. д. — фиксируются на пленке
в виде темных мест, так как лучи проникают здесь с большей интен-
сивностью. Плотные хорошо выполненные участки шва или более
толстый металл дает на пленке отпечатки более светлого фона.
Вследствие изменения степени окраски пленки радиограф разли-
чает дефекты в сварных швах. Пользуясь рентгеноотпечатком, мож-
но обнаруживать в сварных швах дефекты размером 0,3—0,5 мм.
•Источник излучения следует помещать на определенном расстоя-
нии от сварного соединения. Более четкий снимок получается при
большом фокусном расстоянии, но это вызывает необходимость уве-
личивать экспозицию (выдержку). На рис. 9.4 видна зависимость
четкости отпечатка дефекта на пленке от величины фокусного рас-
стояния. Для каждого сварного соединения установлены оптималь-
ные фокусные расстояния. Обычно при просвечивании сварных со-
единений резервуаров принимают фокусное расстояние в преде-
лах 300—400 мм.
Кассета представляет собой двойной конверт из светонепрони-
цаемой черной бумаги, в которой завернутая в свинцовую фольгу
172
между двумя экранами находится пленка. Флюоресцирующие экра-
ны покрыты составом вольфрамата кальция, который имеет свой-
ство светиться под воздействием
возможность уменьшать время
дефектометром, представляю-
щим собой стальную пластин-
ку, на которой выфрезерованы
канавки глубиной от 0,25 до
3 jwjw. Чувствительность снимка
оценивается тем выше, чем мень-
шую глубину канавки дефекто-
метра можно обнаружить на
пленке.
Продолжительность экспози-
ции зависит не только от фокус-
у-лучей. Это обстоятельство дает
экспозиции. Кассета снабжена
Рис. 9.3 Схема контейнера с дистан-
ционным автоматическим управлением
для переноски и хранения ампулы
1 — корпус; 2 —ротор; 3 — амбразура; 4 —
ампула с радиоактивным веществом; 5 —
механизм вращения; б —электродвигатель;
I — ручка; 8 — кабель к пульту управления
Рис. 9.4. Схема просвечивания
сварного соединения
1 — положение ампулы при большом
фокусном расстоянии; 2 —то же, при
малом; 3 — дефект в шве; 4 — стальной
лист; 5 — пленка; 6 — кассета; а, б—
величины отпечатков при большом
и малом фокусных расстояниях
ного расстояния, но и от толщины металла. Для металла тол-
щиной 4—14 мм время экспозиции (при наличии флюоресцирую-
щих экранов) составляет 5—12 мин.
Кассету прикрепляют к стенке резервуара постоянными магни-
тами. Затем к шву подносят контейнер, в корпусе которого
установлен эксцентричный ротор. В углублении ротора закрепле-
на ампула с радиоактивным источником. Ротор может поворачи-
ваться электрическим или пружинным двигателем. Установив
контейнер в рабочее положение, оператор включает двигатель и
удаляется от контейнера. Двигатель устанавливает ампулу про-
тив амбразуры в рабочее положение примерно через 20—25 сек.
когда оператор находится на безопасном расстоянии. В начале про-
свечивания включается реле времени, установленное на требуемую
длительность экспозиции и ведущее отсчет времени экспозиции. По
окончании просвечивания двигатель автоматически включается,
173
ротор поворачивается и устанавливает ампулу в положение для
хранения. Сигнальная лампочка горит во вргмя экспозиции и гас-
нет, когда ампула находится в положении хранения.
Конструкции переносных автоматизированных контейнеров раз-
рабатывались рядом организаций, и в том числе НИЛС треста
Стальмонтаж (контейнеры НИЛС-3 и НИЛС-5 с выносным пультом
управления, на котором имеются реле времени, сигнальное устрой-
ство и выключатели). Ранее, до появления автоматизированных
контейнеров применяли державки, на которых крепили ампулу,
державку же прикрепляли к стенке резервуара постоянным магни-
том. В процессе радиографирования ампула и кассета должны на-
ходиться в спокойном состоянии, в противном случае нарушается
четкость снимка.
Просвечивание стыковых вертикальных швов, пересечений го-
ризонтальных и вертикальных швов, стыковых швов окрайков
днища выполняется следующим образом. Из каждого подлежащего
проверке стыкового шва просвечивают участок длиной не менее
250 мм. Сварные швы бракуются, если при их просвечивании будут
выявлены: непровары по сечению шва; шлаковые включения или
раковины по группе А и В ГОСТ 7512—55; шлаковые включения,
расположенные цепочкой или сплошной линией вдоль шва по группе
Б при суммарной их длине, превышающей 200 мм на 1 м шва; газо-
вые поры, расположенные в виде сплошной сетки, и скопления газо-
вых пор в отдельных участках шва по группе В (того же ГОСТа)
свыше 5 шт. на 1 см2 площади шва. Бракованные швы удаляют и
заваривают вновь.
Значительно производительнее и эффективнее просвечивать
сварные швы рентгеновскими установками, получающими все более
широкое применение как при изготовлении, так и при монтаже
стальных резервуаров. Отечественная промышленность (например,
завод Мосрентген) выпускает ряд аппаратов, характеристики ко-
торых приведены в табл. 9.1.
Таблица 9.1
Характеристика рентгеновских установок
Показатели РУП-120-5-1 РУП-200-5-1 РУП-150- 10
Номинальное напряжение на труб- ке в кв 120 200 150
Номинальный анодный ток на трубке в ма 5 5 10
Питающая сеть однофазного тока частотой в гц Напряжение в в Потребляемая мощность в ква . . 2 50 220/380 2,5 2,5
Толщина просвечивания в мм: стали До 25 До 60 40
алюминия » 100 » 200 200
Вес в кг . . . 165 185 670
174
Для эксплуатации в заводских, монтажных и лабораторных
условиях пригоден аппарат РУП-120-5-1, а установки РУП-200-20-5
и РУП-150-300-10 предназначены для лабораторий и заводов.
Просвечивание рентгеновскими аппаратами позволяет выявить
значительно меньшие по размерам дефекты, сравнительно с приме-
нением радиоактивных изотопов.
При радиографировании с применением радиоактивных веществ
надо неуклонно соблюдать «Правила перевозки радиоактивных
веществ» № 349-60 и «Санитарные правила работы с радиоактивными
веществами и источниками ионизирующих излучений» № 333-60.
Радиографу безвредно находиться под воздействием у-лучей не
более 3—4 мин в день, поэтому все операции радиографирования
должны быть механизированы.
Строительные нормы и правила (СНиП Ш-В.5-62*) допускают
кроме просвечивания применять магнитографический метод конт-
роля стыковых швов. Оценку их качества производят в этом случае
согласно инструкции по магнитографическому контролю.
4. Гидравлические испытания резервуара
Испытание резервуара на плотность и прочность производят
наполняя его водой. Большинство дефектов, не выявленных прежде,
обнаруживается в процессе гидравлического испытания.
Территория, где расположена группа резервуаров, а иногда и
одиночные резервуары, ограждается земляным валом. Обвалование
предупреждает разлив нефтепродуктов по территории нефтебазы
или за ее пределы при аварии и пожаре. Таким образом, земляные
валы, ограничивая определенную площадку замкнутым валом,
образуют аварийное вместилище.
Гидравлическое испытание резервуара следует производить,
когда в пределах данного обвалования закончены все монтажные
работы по всей группе резервуаров или в случае неотложности ис-
пытания. Люди должны быть выведены за пределы обвалования: пре-
бывание людей в зоне обвалования во время гидравлического испы-
тания не допускается.
В процессе проведения испытания нельзя оставлять на ночь под
давлением или вакуумом герметически закрытый резервуар. Ин-
женерно-технические работники и рабочие, которые принимают
участие в испытании, должны получить соответствующие инструк-
ции. Осмотр состояния резервуара при испытании поручается опыт-
ному рабочему или технику, выделенному руководителем испытаний.
Из резервуара убирают леса, монтажное оборудование, при-
способления, днище очищают от грязи и песка. Все листы и сварные
соединения стенки резервуара, днища и кольцевой тавровый шов
тщательно очищают и осматривают: возможны прожоги металла
прикосновением держателя и проводов, а также нанесение повреж-
дений при ударе. Осматривают и приводят в готовность оборудова-
ние резервуара; устанавливают на прокладках крышки люков-
175
лазов; устанавливают заглушки на фланцевых соединениях пено-
камер; снимают крышки световых люков; в кровлю вваривают па-
трубок диаметром 2,5" (или большего размера) с вентилем для
спуска излишнего воздуха и патрубок диаметром 0,5" для присоеди-
нения водяного манометра (патрубки нужны при испытании резер-
вуара и настила кровли при повышенном давлении и вакууме).
Подключение всех трубопроводов к резервуару должно быть
закончено до начала гидравлического испытания.
Во избежание отрыва трубопровода от резервуара в процессе
гидравлического испытания крайнюю опору трубопровода со сто-
роны резервуара выполняют только по окончании испытания. На-
ливают воду высокопроизводительными насосами через верхний
люк или через приемо-раздаточный патрубок.
При заполнении резервуара через нижний патрубок верхние
люки следует открыть, а на подающем трубопроводе поставить за-
порное приспособление (вентиль, задвижку).
Наполнение резервуара водой продолжается иногда несколько
дней, и в течение всего этого времени следует вести наблюдение за
уровнем воды, за состоянием резервуара и швов. Кроме того, надо
контролировать осадку резервуара. Для наблюдения за уровнем
воды применяют устройство, состоящее из поплавка, находящегося
на поверхности воды, и противовеса, помещаемого снаружи резер-
вуара. Противовес соединен с поплавком через отводные блоки
тонким тросом и ему сообщаются все перемещения поплавка.
По мере заполнения резервуара водой выявляются отпотины и
течи. При обнаружении трещин в I—VI поясе стенки резервуара
подачу воды следует прекратить, понизить уровень воды на высоту
одного пояса ниже дефектного места, устранить дефекты и тогда
только наполнить резервуар. При исправлении дефектов горизонт
воды не должен быть выше V пояса. Во время гидравлического испы-
тания категорически запрещается обстукивать молотком или кувал-
дой наполненный резервуар. Запрещается также устраивать вся-
кого рода временные пластыри для прекращения течи воды.
При испытании резервуаров низкого давления размер избыточ-
ного давления принимается на 25% и вакуум на 50% больше про-
ектной величины (если в проекте нет других указаний). В резервуа-
рах повышенного давления испытательное избыточное давление
может на 25% превышать проектную величину, а размер вакуума,
создаваемого сливом воды, принимается по специальной инструкции
(резервуары в момент испытания на устойчивость при вакууме
должны быть залиты водой не менее чем на х/3 их высоты).
Приборы, контролирующие давление или вакуум в резервуаре,
должны находиться вне опасной зоны. За их показаниями необхо-
димо установить постоянное наблюдение. Осмотр резервуара раз-
решается производить не ранее чем через 30 мин после достижения
требуемых величин испытательных нагрузок.
Полностью наполненный резервуар емкостью до 5000 м3 выдер-
живают под нагрузкой в течение 24 ч; при емкости резервуара свыше
176
5000 м3 его выдерживают под нагрузкой в течение 72 ч. Если в этот
период на поверхности стенки не появится течь и уровень воды не
будет снижаться, резервуар считается выдержавшим испытание.
Мелкие дефекты, обнаруженные в процессе испытания (отпотины,
свищи), отмечают масляной краской или мелом и устраняют после
освобождения резервуара от воды. Если при гидравлическом испы-
тании на одном резервуаре будет обнаружено более 50 отпотин и
течей, то после исправления дефектов производят повторное
гидравлическое испытание его водой со слоем керосина толщиной
1,5—2 мм. Резервуар, заполненный нужным количеством керосина
и воды, выдерживают 48 ч. Стенку резервуара тщательно осматри-
вают и отмечают дефекты. Удалив воду и керосин, очищают резер-
вуар и проветривают его, после чего дефекты устраняют и швы за-
варивают вновь.
5. Испытание кровли
В процессе гидравлического испытания резервуара производят
испытание сжатым воздухом плотности настила кровли и прове-
ряют прочность крепления настила к конструкциям покрытия.
Герметически закрытый резервуар наполняют водой, в результате
чего достигается требуемое избыточное давление. Избыточное дав-
ление может быть получено также подачей в резервуар (наполнен-
ный не менее чем на 1 м водой) сжатого воздуха от компрессора.
Давление воздуха при испытании плотности настила кровли должно
на 10% превышать расчетное давление. Прочность кровли испы-
тывают также вакуумом, превышающим расчетный на 50% (в резер-
вуарах низкого давления).
Перед испытанием настила кровли на световые люки ставят
крышки и плотно прижимают их болтами. К патрубку диаметром
0,5" присоединяют водяной манометр.
Повышение давления в резервуаре контролируют по показаниям
водяного манометра во всех случаях, когда вода (или воздух) по-
ступает и когда подача воды (или воздуха) прекращена, так как
давление в резервуаре может повышаться в связи с повышением тем-
пературы воздуха или под влиянием нагрева солнечными лучами.
Если испытание производят под давлением 220—250 мм вод. ст.,
то предварительное давление доводят до 50—100 мм вод. ст.
Сварные соединения промазывают мыльной водой, и при появ-
лении пузырей дефекты отмечают и устраняют. Исправление де-
фектов — подварку швов кровли — производят при снятом избы-
точном давлении и, как об этом упоминалось ранее, без вырубки
дефектных мест. Подчеканка швов, безусловно, не допускается.
По окончании гидравлического испытания резервуара крышки
световых люков снимают и резервуар освобождают от воды. Воду
рекомендуется перекачивать в другие резервуары, предназначенные
для испытания.
177
Во время слива воды из резервуара должны быть открыты люки
на кровле, в противном случае ввиду разрежения воздуха внутри
резервуара (при образовании вакуума) кровля или резервуар могут
быть разрушены (об этом см. ниже).
Гидравлическое испытание оформляется актом. В акте описы-
вают обнаруженные дефекты и способы их устранения.
6. Замеры отклонений от допусков
О приемке основания сказано в главе 4. Одновременно с заливом
воды ведут наблюдение за осадкой резервуара. Для этой цели возле
резервуара устанавливают прочные маяки в количестве 4—8 шт.,
которые забивают на глубину 1,5—2 м.
По окончании гидравлического испытания замеряют величины
осадки резервуара и составляют схему. При обнаружении неравно-
мерной осадки резервуар освобождают от воды и приступают к ис-
правлению основания. Обычно средняя величина осадки резервуара
после залива составляет 10—25 мм.
Горизонтальность контура днища проверяют до и после запол-
нения резервуара водой, причем проверяют отклонения соседних
точек по периметру (не менее чем в восьми точках, отстоящих одна от
другой не менее чем на 6 м) и диаметрально противоположных точек.
Размеры допускаемых отклонений указаны в табл. 9.2.
Т аблица 9.2
Размеры допускаемых отклонений
Емкость резервуара в м3 Отклонение резервуара
незаполненного заполненного
в соседних точках в мм в диаметраль- но противо- положных точках в мм в соседних точках в мм в диаметраль- но противо- положных точках в мм
100-400 15 40 25 50
700—1 000 22 60 38 75
2 000—10 000 30 80 50 100
Если в результате гидравлического испытания резервуар имеет
отклонения, превышающие указанные в табл. 9.2, то его следует
освободить от воды и исправить основание подбивкой гидроизоля-
ционной массы.
После завершения гидравлического испытания резервуара от-
клонения его размеров не должны превышать: а) разность между
длинами двух взаимно перпендикулярных диаметров, замеренных
на уровне днища, — 0,002 диаметра; б) отклонения высоты резер-
вуара — не более 15 мм; в) для резервуаров всех емкостей допускае-
мое отклонение (в ± мм) верхних точек поясов стенки резервуара
от вертикали, проходящей через нижнюю наружную точку первого
пояса, не должно превышать величин, указанных в табл. 9.3. Про-
верку геометрической формы стенки резервуара производят по обра-
178
Таблица 9.3
Допускаемые отклонения образующих стенки резервуара от вертикали
(в пределах верхних участков поясов) при наполненном резервуаре
Пояс стенки резервуара
Резервуар • 1 " III IV V 1 VI VII VIII
С ПОНТОНОМ ИЛИ плавающей крышей . 10 15 25 30 40 45 55 60
Другие 15 20 30 45 55 65 75 90
зующим не реже чем через 6 м по периметру в наполненных до рас-
четного уровня резервуарах.
Замеры отклонений производят на расстоянии 30—50 мм от
горизонтальных швов пояса, высота поясов принята в размере
1500 мм. В 20% замеренных образующих допускаются несколько
большие отклонения верхних точек поясов стенки, указанные
(в ± мм) в табл. 9.4;
Таблица 9.4
Допускаемые отклонения верхних точек поясов стенки
Резервуар Пояс стенки резервуара
/ II 1 IV V 1 1 V/ VII VIII
С ПОНТОНОМ .... 15 20 30 45 55 65 75 90
Без понтона . . . 15 30 45 60 75 90 105 120
г) стрела прогиба каждого пояса в пределах его высоты (в на-
полненном резервуаре) — не более 15 мм\
д) местные отклонения (выпучины, вмятины) поверхности стенки
резервуара от прямой, соединяющей нижний и верхний края дефор-
мированного участка вдоль образующей, без учета стрелы прогиба
пояса в пределах его высоты (п. «г») не должны превышать величин
(при наполненном резервуаре):
Расстояние от нижнего до верхнего Допускаемые местные
края выпучины или вмятины в мм отклонения в мм
Rq 1500 ....................................... ±15
1500—3000 ................................. . . ±30
3000—4500 ..................................... ±45
Допускаемые местные отклонения (п. «д») поверхности стенки
резервуара от прямой, а также стрелы прогиба каждого пояса
(п. «г») должны укладываться в контур, образованный прямыми,
соединяющими точки допускаемых (одного знака) отклонений, ука-
занных в табл. 9.3.
На рис. 9.5 указаны границы, за которые не допускается выход
стрел прогиба любого пояса и местных отклонений поясов резер-
179
вуаров, указанных выше (в пп. «г» и «д»). Местные отклонения и
стрелы прогиба не должны выходить за пределы линии:
+ В, —В (в 20% образующих резервуаров без понтонов);
+ Б, —Б (в образующих резервуаров без понтонов, а также в
в 20% образующих резервуаров с понтонами);
+ А, —А (в резервуарах с понтонами).
Рис. 9.5. Границы предельных допускаемых
местных отклонений и стрел прогибов поясов
стенки резервуара
Высота хлопунов днища
не должна превышать
150 мм и площадь 2 м2;
хлопуны большей высоты
и площади исправляются
подбивкой гидроизоляци-
онной массы.
7. Испытание
резервуаров
при отрицательных
температурах
Для проверки плотности
швов вакуум-камерой в
зимнее время обычный
раствор непригоден (в этих
условиях он быстро замер-
зает и своей роли пенооб-
разователя не выполняет).
Во избежание замерзания
мыльного раствора к нему
добавляют спирт или гли-
церин (это нежелательно
вследствие высокой стои-
мости обоих компонентов).
Глицерин, кроме того, надо
удалять перед окрашива-
нием конструкций, что за-
труднительно. Рекоменду-
ется применять пенные
индикаторы, не замерзающие при отрицательных температурах
(водный раствор экстракта лакричного корня в смеси с водным
раствором хлористого натрия при температурах до —20° С, при тем-
пературах ниже —20° С только в смеси с хлористым кальцием).
Состав хлористых солей подбирают в зависимости от температуры.
На 1 л воды добавляют:
Температура в °C
От — 0 ДО —10
» —15 » —20
* —20 » —30
Хлористый каль
ций в г
150
265
330
Хлористый
натрий в г
160
290
180
1 л водного раствора хлористой соли смешивают с 15 г концент-
рированного раствора лакричного экстракта. Перед окраской кровли
остатки раствора с хлористыми солями удаляют.
Проведение гидравлических испытаний прежде ограничивалось
временем года (они обусловливались положительной или незначи-
тельной отрицательной температурой воздуха). Теперь в отдельных
случаях проводят гидравлическое испытание резервуара при отри-
цательных температурах. Принимая решение о зимних испытаниях,
следует помнить, что это потребует больших дополнительных за-
трат.
Строительные нормы и правила разрешают производить зимой
гидравлические испытания резервуаров при условии согласования
этого с заказчиком и выполнения особых подготовительных меро-
приятий.
В этом случае перед испытанием необходимо снять оборудование,
установленное на нижнем поясе стенки резервуара (коренную
задвижку, сифонный кран), а патрубки для этого оборудования
заглушить; отеплить вводы у приемо-раздаточных патрубков и по-
дающий трубопровод; закрыть люки на кровле, оставив открытым
один световой люк над приемо-раздаточными патрубками; его от-
верстие должно быть закрыто легкой деревянной крышкой, обитой
войлоком. Все оборудование (в том числе и пенокамеры), установлен-
ное в верхней части резервуара, должно быть отключено установкой
заглушек.
При любом способе испытаний зимой воду следует подавать не-
прерывно, а в случае внезапной остановки подачи воды, надо пре-
дусмотреть возможность обратного потока воды из резервуара по
трубопроводу.
Запас тепла в воде, находящейся в резервуаре во время гидрав-
лического испытания, расходуется с тем большей скоростью, чем
выше разность температуры воды и температуры окружающего ре-
зервуар морозного воздуха и чем значительнее скорость ветра, обду-
вающего резервуар. Охлаждение воды происходит интенсивно и
появляется лед. Лед начинает образовываться вначале в верхних
слоях воды, по ее зеркалу, и распространяется сверху вниз по
окружности резервуара. Интенсивное образование льда происходит
в начальной стадии замерзания. Впоследствии по мере возрастания
толщины слоя льда увеличивается сопротивление тепловому потоку
от воды к окружающему воздуху через стенки резервуара и обра-
зование льда замедляется.
Наличие льда исключает возможность проведения испытания,
так как при этом искажаются результаты. Зимой 1953—1954 гг.
во время испытания в некоторых резервуарах образовалась наледь,
достигающая толщины 30 см. Испытание сварных швов в таких
условиях не достигает цели, так как многие дефекты обнаружить не
удается. Известны случаи образования льда толщиной более 1 м.
Теплопотери РВС-5000 (в ккал/ч) в зависимости от скорости
ветра видны из табл. 9.5.
181
Таблица 9.5
Теплопотери резервуара емкостью 5000 м3 в зависимости
от скорости ветра
Скорость ветра в м/сек Теплопотери в ккал/ч при температуре воздуха в °C
0 -5 -10 — 15 -20
10 110 000 238 000 330 000 421 000 512 000
20 193 000 321 000 445000 57 000 693 000
Скорость наполнения резервуара водой тоже не безразлична:
по вычислениям инж. Н. В. Нечаева, сокращение времени запол-
нения вдвое (120 и 60 ч) позволяет получить конечную температуру
воды в резервуаре в 1,5—3 раза выше.
Данные табл. 9.5 вычислены без учета термоизоляционных
свойств льда, который образуется на стенках резервуара. Действи-
тельные потери тепла по мере образования льда будут значительно
меньше. Практически установлено, что подогрев воды паром —
вполне надежное средство поддержания плюсовой температуры
воды даже в случае внезапных и резких понижений температуры
наружного воздуха и большой скорости ветра. Очевидно, что при
низких температурах наружного воздуха и большой скорости ветра
подогрев надо вести непрерывно в начале заполнения, в процессе
испытания и в момент спуска воды из резервуара.
При вычислении данных, приведенных в таблице, принято, что
вода подается в резервуар с температурой 4-8° С.
Резервуар теряет тепло главным образом через стенки. Потери
тепла зеркалом воды при смонтированном настиле кровли незначи-
тельны и совсем ничтожна потеря через днище, даже при сильном
морозе и большой скорости ветра (через зеркало воды 2,7%, через
стенки 97,2%, через днище 0,1%).
Система пароподогрева предусматривает наличие источника
тепла, паропровода, ввода и устанавливаемого вблизи стенок резер-
вуара змеевика, изготовляемого из труб с отверстиями для выхода
пара.
Змеевик и паропровод делают сборно-разборными. Паропровод
утепляют и укладывают с уклоном.
Для спуска конденсата в отдельных звеньях трубопровода уста-
навливают спускные краны. Теплоисточником может быть паровоз,
локомобиль, стационарная котельная, производительность которых
обеспечивает подачу необходимого количества пара.
При водообменном способе восполнения тепловых потерь из
резервуара выводят остывшую воду и вводят такой же объем воды
(например, из артезианской скважины) с более высокой темпера-
турой.
Известно, что наибольшей плотностью обладает вода при тем-
пературе 4-4° С, а при температуре ниже 4-4° С вода менее плотная
и, следовательно, более легкая. Вода в резервуаре остывает ниже
182
4-4° С, поднимается вверх и выводится наружу, а более теплую воду
вводят в резервуар снизу. Замена холодной воды теплой позволяет
поддержать в резервуаре положительную температуру даже на по-
верхности воды, избежать образования льда и, следовательно, про-
изводить испытание резервуара.
Восполнение тепловых потерь способом водообмена осуществимо
лишь при достаточном и непрерывном обеспечении объекта водой.
Рис. 9.6. График объемов воды, необходимых для восполнения теп-
ловых потерь резервуара емкостью 5000 м3 при различных темпе-
ратурах и скоростях ветра
Требуемой объем подаваемой воды, обеспечивающий поддержание
положительной температуры воды в резервуаре, зависит от объема
резервуара, времени заполнения, температуры окружающего воз-
духа, скорости ветра.
Необходимое количество непрерывно поступающей воды с тем-
пературой -|-8о С для сохранения положительной температуры
в РВС-5000 при различных метеорологических условиях указано
на рис. 9.6. Естественно, что вода, имеющая иную температуру,
должна подаваться в других количествах.
Подачу воды в резервуар производят через приемо-раздаточный
патрубок, а из верхнего горизонта воды отводят охлажденную
воду. Для отвода воды на уровне максимального горизонта устанав-
ливают водоприемную воронку, соединенную трубой со вторым
приемо-раздаточным патрубком, через который излишняя вода сво-
бодно выливается из резервуара. Во время испытания надо изме-
рять температуру воды у поверхности, в середине и у днища резер-
вуара и результаты измерений фиксировать в журнале.
Наличие сравнительно теплой воды при низкой температуре
наружного воздуха приводит к образованию наледи на конструк-
циях кровли. Однако наблюдениями установлено, что дополнитель-
на
ная нагрузка на кровлю невелика при пароподогреве и совсем незна-
чительна при водообмене. Гидравлические испытания можно начи-
нать только зная прогноз погоды.
8. Разрушение резервуаров в процессе испытаний
Разрушение резервуаров в процессе испытаний происходило,
как правило, вследствие недосмотра руководителей, ответственных
за монтажные работы, или бригадиров. Разрушение кровли и стенок
резервуаров вызывалось отсутствием внимания к показаниям изме-
рительных приборов, устанавливаемых на период проведения испы-
таний, а также за состоянием люков на кровле. Эта невниматель-
ность руководителей и несогласованность действий лиц, участвую-
щих в осуществлении испытания, приводили к авариям. Иногда
разрушения возникали вследствие того, что не принимались во
внимание возможные изменения метеорологических условий и на-
копление взрывоопасных паров.
Резервуар емкостью 4600 м3, собранный полистовым методом
и имеющий листовой настил по прогонам и фермам, подвергался
гидравлическому испытанию. Плотность и прочность кровли не
были проверены своевременно. Испытания кровли наиболее рацио-
нально производить при заполнении резервуара водой на 80—90%,
так как в этом случае незначительное повышение уровня воды поз-
воляет создать необходимое избыточное давление (в данном случае
120 мм вод. ст).
Значительная часть воды была непродуманно преждевременно
сброшена, и к испытаниям кровли приступили в момент, когда вода
достигала уровня верха второго пояса стенки резервуара. Объем
воды был равен 1150 м3, объем воздуха составлял Гв = 3450 м3.
Предусматривалось повышать давление воздуха с помощью компрес-
сора.
Работы по герметизации были закончены к 14 ч солнечного и
жаркого дня (температура воздуха достигала +30° С). Однако
испытания пришлось отложить, так как оказался неисправным
компрессор.
В 14 ч 30 мин разразилась гроза; сильный ветер и дождь с круп-
ным градом сопровождались быстрым понижением температуры,
упавшей к 15 ч дня до +12° С. Быстрое снижение температуры
привело к резкому падению давления внутри резервуара и образова-
нию вакуума; превосходящим давлением внешнего воздуха стенка
резервуара была вмята на участке около 42 м3 (по высоте от середи-
ны III до верха VII пояса); частично вмятина перешла на VIII пояс;
по окружности стенки ее размер равнялся 6 м; глубина вмятины
составляла 0,3—0,6 м (рис. 9.7). Два нижних пояса вмятин не
имели. У одной из подферменных стоек пояс стенки резервуара ра-
зорвался, образовалась щель длиной 500 мм и шириной до 60 мм
(узел А, рис. 9.7). Образование вмятин и разрыв пояса способство-
вали уравниванию внутреннего и наружного давления воздуха.
184
Конструкции покрытия не были повреждены, кроме прогиба
вниз некоторых листов настила в местах, где расстояние между
прогонами было наибольшим.
Рис. 9.7. Вмятина в стенке резервуара емкостью 4810 м3 в момент
аварии
/ — верхний пояс стенки толщиной 4 мм\ 2 —подферменная стойка, прива-
ренная к стенке; 3 — разрыв в месте верхнего пояса (щель); 4~ граница
вмятин в стенке резервуара
Какие же нагрузки действовали на резервуар? Если темпера-
тура внутри резервуара понизилась, как и наружная, с 30 до 12° С,
то объем воздуха внутри резервуара (при нормальном давлении)
V„ стал равен:
Ки = VB—VB (30—12) = 3450—228 = 3222 лЛ
При неизменности объема замкнутой оболочки давление Рв
снизилось до
D 3222 п оо,
Рв =------= 0,934 ат.
в 3450
Это на 0,066 ат меньше давления внешнего воздуха, и, следова-
тельно, действующая на 1 м2, поверхности стенки резервуара на-
грузка достигла 660 кг9 т. е. в 15 раз превысила проектную нагрузку.
Замкнутая цилиндрическая круговая оболочка, имеющая раз-
меры 0,5^-^^ 10 (где L — длина оболочки, равная 12 м\ г —
радиус, равный И м), проверяется на устойчивость под действием
внешнего равномерного давления Р, нормального к боковой по-
верхности:
0*2 Oq2»
3
где о02 = 0,55 Е (-£-) (-1)^;
гР х
сг2 = ----расчетное кольцевое напряжение в оболочке;
здесь 6 = 0,5 см — средняя толщина стенки в месте образования
вмятины;
Р = 0,066 кгс!см2.
185
Таким образом, устойчивость оболочки составила*.
о02 = 0,55-2,Ы0в(— V— i2 =12,1 кгс/QM2-
02 I 1200 Н 1100 / *
0,066-1100 1л-о . 2
о2 =———----------= 145,2 кгс)см2.
Следовательно, соотношение о2 ао2 не было соблюдено, так
как —- = - = 12, т. е. устойчивость оболочки должна быть
утрачена даже при значительно меньшем вакууме. Это обстоятель-
ство действительно имело место, поскольку скорость охлаждения
воздуха внутри резервуара была меньше скорости охлаждения на-
ружного воздуха.
Резервуар емкостью 2000 л/3 имел стенку из восьми поясов и
кровлю, собранную из листов по балкам и прогонам, опертым на
четыре полуфермы. Резервуар был рассчитан на избыточное давле-
ние 200 мм вод, ст. и вакуум 40 мм вод. ст. Для испытания прочности
и плотности давление довели до 220 мм вод. ст. повышением уровня
воды внутри резервуара при закрытых люках и заглушенных
патрубках. Уровень воды достигал отметки обушка верхнего обвя-
зочного уголка. Гидравлическое испытание с избыточным давлением
220 мм вод. ст. показало высокое качество монтажно-сварочных
работ. Поступило распоряжение о перекачивании воды в соседний
резервуар, подготовленный для испытания.
По недосмотру руководителя сброс воды был начат при закры-
тых люках и наблюдение за снижением уровня воды не производи-
лось. В результате разрежения воздуха, возникшего вследствие
понижения уровня воды, внешнее атмосферное давление разрушило
часть стенки и кровли (рис. 9.8). Это произошло через несколько
минут после начала сброса воды. Через образовавшиеся разрывы
Рис. 9.8. Кровля резервуара емкостью 2 000 м3
/ — граница вмятины на кровле; 2 — вдавленная часть верхнего
пояса стенки резервуара; 3 — разрывы настила на кровле
186
Настила кровли внешний воздух проник внутрь, давление ураВНЯ*
лось и дальнейшее разрушение приостановилось.
Точную величину нагрузки на кровлю и стенку резервуара
определить нельзя, однако даже при понижении уровня воды на
100 мм (а для этого потребовалось всего 8—9 мин) величина разре-
жения Рв составила:
Р —
В Ук + Уц ’
где Ук — объем конуса кровли;
Уц — объем цилиндра, освобожденного от воды.
При высоте конуса Нк = 0,38 м, высоте цилиндра Нц = 0,1 м,
диаметре резервуара D = 15,25 м величина разрежения равнялась:
лР2 нк
Рв =------------------= = 0,56.
12 ' 4
Иными словами, нагрузка на кровлю превышала 4 т!м2. Такой
нагрузки не могли выдержать ни конструкции кровли, ни стенки
резервуара.
Аналогичный случай разрушения от вакуума, образовавшегося
вследствие перепада дневной и ночной температур, произошел при
испытании мокрого газгольдера емкостью 30 360 №. При перепаде
температур, равном 20°, нагрузка на кровлю колокола достигла
750 кг!м2. Из 16 ферм, поддерживающих кровлю колокола, четыре
были смяты, их опоры оторваны от стенок колокола и втянуты
внутрь вместе со связями и настилом. Нагрузка на опору фермы
превзошла расчетную более чем в 6 раз.
Разрушение резервуара от взрыва. На резер-
вуаре емкостью 4600 № были выполнены все основные монтажные и
сварочные работы и производились гидравлические испытания. Ре-
зервуар размещен был на базе, где имелись другие емкости, нахо-
дившиеся в эксплуатации и заполненные различными нефтепродук-
тами. Вода в резервуар (4800 №) поступала по базовым трубопро-
водам из реки в течение двух дней. Температура воды равнялась
18° С.
Гидравлическое испытание проводили со слоем керосина, что, как
известно, позволяет наиболее полно выявить даже незначительные
неплотности в сварных соединениях. В резервуар было подано
около 5 т керосина из других резервуаров (опять-таки по эксплуа-
тационным трубопроводам).
Выявленные при гидравлическом испытании отпотины и течи
устраняли, соблюдая установленные правила, предусмотренные
указаниями о порядке проведения гидравлических испытаний.
Затем из резервуара было сброшено (в другой резервуар) около
4000 № воды. Эту операцию проводили при открытых верхних люках
во избежание разрушения резервуара от вакуума. Вслед за этим
187
монтажная бригада приступила к испытанию прочности и плот-
ности кровли. Все люки и патрубки на кровле были заглушены.
Уровень воды находился на середине II пояса.
Повышением уровня воды внутри резервуара было создано необ-
ходимое избыточное давление, позволившее выявить имеющиеся
в кровле неплотности. Их отмечали мелом. Когда надобность в из-
быточном давлении миновала, один из люков открыли, бригада
удалилась на обеденный перерыв, а сварщик спустился вниз и вклю-
чил сварочный аппарат. Вероятно, электрододержатель образовал
искру на кровле у люка, вследствие чего внутри резервуара произо-
шел взрыв. Под влиянием взрывной волны листовой настил кровли
весом более 10 т был оторван от конструкций покрытия и от элемен-
тов стенки, поднят вверх и сброшен на землю. Все швы, прикрепляю-
щие настил к верхнему обвязочному уголку, балкам и прогонам,
были мгновенно разрушены. Невредимым остался только шов дли-
ной около 2 м с одной стороны кровли на обвязочном уголке.
При падении с высоты 33 мм настил описал круг радиусом, рав-
ным диаметру резервуара. В значительной части настила образо-
вались надрывы, отдельные листы были оторваны и отброшены
далеко в стороны. Разрывы листов были обнаружены как по свар-
ным соединениям, так и по целому металлу. Прогоны, элементы об-
решетки оторвались от балок и ферм и были сброшены вместе с на-
стилом, удерживаемым сварными швами. Все восемь полуферм оста-
лись на своих местах и крепления их к стенке не пострадали. Балки,
в отдельных местах оторванные от верхних поясов ферм, заняли
различное положение (под углом к горизонту). Верхний обвязочный
уголок уцелел на стенке, но на значительном протяжении получил
деформации.
Большое внутреннее давление, создавшееся внутри резервуара
в момент взрыва (несмотря на то что вода достигала уровня сре-
дины II пояса), оторвало от основания (от гидроизоляционного
слоя) наружную часть днища. Края днища по периметру припод-
нялись над основанием, что ясно было видно по трещинам, имею-
щимся в гидроизоляционном слое. После взрыва края днища вер-
нулись в почти первоначальное положение. До какой высоты ока-
зались приподнятыми края днища в момент наибольшего внутрен-
него давления, установить не удалось, но, судя по размерам глубины
распространения трещин в радиальном направлении (400—500 мм),
она была значительной и могла достигать 20—25 мм. Сейчас же после
взрыва слой горючего на поверхности воды загорелся.
Расследованием, производившимся непосредственно после ава-
рии, было установлено, что вода в резервуар поступала по внутри-
базовым незачищенным трубопроводам и содержала бензин. К таким
же последствиям могла привести и подача керосина, слой которого,
как это сказано выше, было предусмотрено создать при гидравли-
ческом испытании.
Случившегося могло и не быть, если бы администрация базы
предусмотрела подачу речной воды вначале в канализационную
188
сеть с тем, чтобы зачистить трубопровод, и только после этого в ре-
зервуар для гидравлического испытания его. Наличие бензина
на поверхности воды подтверждается его легким воспламенением
в момент взрыва.
Высокая температура наружного воздуха и интенсивные сол-
нечные лучи создали внутри резервуара условия, благоприятные
для быстрого испарения бензина и насыщения его парами всего
внутреннего воздушного пространства. Затем, когда уровень воды
был понижен, в резервуар поступило около 4000 м3 воздуха и кон-
центрация паров бензина понизилась до взрывоопасного предела.
При 5%-ной концентрации паров бензина в газовом пространстве
(где давление равнялось наружному атмосферному давлению) об-
щее количество паров составило
V6 = 4000 -0,05 = 200 м3,
что равноценно 200 кг бензина, так как 1 л бензина, испаряясь,
создает пары объемом (плотностью, равной плотности воздуха),
равным примерно 1 л<3.
Величина энергии £0, выделяющейся при взрыве газовой смеси,
может быть определена по теплотворной способности Q бензина,
которая равна 10 000 ккал!кг (теплотворная способность 5%-ных
паров бензина в смеси с воздухом составляет ~ 500 ккал!м3)'.
р __ Ро
° 2
где Ро — начальная плотность газовой смеси воздуха с парами
бензина;
Уо — первоначальный объем 4000 м3 смеси, состоящей из
3800 м3 воздуха и 200 м3 паров бензина;
PoQ — объемная плотность энергии газовой смеси.
В данном случае:
1,29-103.3800 + 0,7-103.200 . ч
pft = —----------!!---------= 1,27 кгс м3\
го 4 000
Ро Q = 1,27 • 500 = 635 ккал!м3.
Следовательно, энергия, выделяющаяся при взрыве такого
объема смеси, будет равноценна:
Г7 635-4000 1 ППА
Еп =---------= 1 270 000 ккал.
0 2
Необходимо учесть, что равномерному распространению расши-
ряющихся во все стороны газов, образующихся при взрыве, препят-
ствует земля, на которую опирается резервуар. Наличие такого
препятствия приводит к увеличению действительной энергии Ег
вдвое (Ег = 2 £0).
В этом случае
Ех = 1 270 000 • 2 = 2 540 000 ккал.
189
Это значительно превосходит количество тепловой энергии, вы-
деляемой в этих же условиях при взрыве 2500 кг тротила (тринитро-
толуола).
По некоторым данным, конечный объем газов VH, образующихся
в резервуаре при взрыве паровоздушной смеси, равняется 8V0 и ,
следовательно, радиус зоны расширения продуктов сгорания /?к =
= 2 /?0, считая от центра резервуара, имеющего радиус 7?0. Облом-
ки же элементов кровли были отброшены значительно дальше, так
как получили в момент взрыва большую начальную скорость.
По данным ряда исследований установлено, что скорости сфери-
ческой детонации в топливных смесях с воздухом и кислородом
превосходят 2000 м!сек. Давление, создаваемое ударной газовой
волной, достигает 15—25 кгс1см*. Следует помнить, что параметры
ударной волны на некотором расстоянии от источника взрыва зави-
сят только от энергии взрыва Ех; на них не влияют другие свойства
взрывчатых веществ.
Размеры разрушений, которым подвергся данный резервуар,
были бы такими же и при давлениях, во много раз меньших, чем
те, которые действовали в момент взрыва. Исправление конструк-
ций резервуара заняло 25 дней.
9. Защита резервуаров от коррозии
Проведение мероприятий по надежной защите резервуаров от
коррозии имеет первостепенное значение с точки зрения продолжи-
тельности их эксплуатации.
Малоуглеродистая и низколегированная стали, из которых из-
готовляются конструкции резервуаров, обладают невысокой кор-
розионной стойкостью. Под влиянием агрессивной среды коррозия
ничем не защищенных поверхностей элементов резервуаров про-
исходила бы весьма интенсивно, если бы не принимались меры по
защите металла.
Наружную поверхность стенки и кровли резервуара, лестницы,
ограждение и наружную часть понтона или плавающей крыши
защищают сплошной пленкой лакокрасочного покрытия, окрашивая
их водостойкой и светоотражающей краской. Выше было сказано,
что нижнюю (наружную) поверхность днища резервуара предохра-
няют от агрессивного воздействия воздуха, почвенной воды и паров
воды, устраивая изолирующий гидроустойчивый слой из компонен-
тов специального состава (см. главу 4) и равномерно укладывая
этот слой на подготовленное песчаное основание.
Внутреннюю поверхность (днище, стенку, кровлю) элементов
резервуара, предназначенного для хранения агрессивных по отно-
шению к стали продуктов, а также внутренние поверхности пон-
тона или плавающей крыши защищают различными способами.
Любой металл при контакте с газом или жидкостью подвергается
коррозии. Коррозия стали — это химическая или, что чаще, элект-
рохимическая реакция, в ходе которой под воздействием окружаю-
190
щей среды происходит разрушение металла. Процесс коррозии
происходит на границе металл — среда. Коррозионной средой
могут быть газы, вода, растворенные в воде вещества, вступающие
с металлом в химические взаимодействия. На поверхности стали
возникают участки анодных и катодных поверхностей, которые
при общей коррозии малы и находятся в постоянном движении на
поверхности металла. На анодных поверхностях происходит раство-
рение металла. На катодных поверхностях возникают различные
реакции (в зависимости от разрушающей среды).
В результате реакции наиболее часто выделяется водород и
происходит так называемая кислородная коррозия. Иногда выде-
лившиеся на поверхности стали ионы металла образуют нераство-
римые соединения. Если такие соединения распределены на поверх-
ности плотно, без разрывов, пленка из них прекращает реакцию —
ионы металла не смогут больше выделяться. Данное явление назы-
вается пассивностью металла.
Таблица 9.6
Интенсивность коррозии металла
Группа стойкости Скорость коррозии в мм!год Балл
Совершенно стойкие Менее 0,001 1
Весьма стойкие Свыше 0,001—0,005 » 0,005—0,01 2 3
Стойкие » 0,01—0,05 » 0,05—0,1 4 5
Пониженно стойкие » 0,1-0,5 » 0,5—1 6 7
Малостойкие СЛ н- 1 1 — ел 8 9
Нестойкие 20 10
Интенсивность коррозии зависит от температуры, влажности,
характера окислительной среды и других факторов. Воздействие
коррозионной среды на металл можно характеризовать или потерей
веса металла с единицы поверхности в единицу времени в г/м2, или
потерей слоя по толщине металла в единицу времени. Скорость кор-
розии исчисляется в миллиметрах в год (ГОСТ 5275-50), а
химическая стойкость оценивается по десятибалльной шкале
(табл. 9.6).
Для пересчета интенсивности равномерной коррозии, выражен-
ной в потере веса, через потери глубины в мм/год применяют сле-
дующие формулы:
/7 = 8,76 — ; К =
7 8,76
191
В этих формулах:
П — скорость коррозии в мм!год\
К — скорость коррозии в г!м*-ч\
у — удельный вес металла в г!м3.
Приближенно можно считать, что скорость коррозии стали
1 г!м2,-ч равняется скорости 1 мм!год. Как видно из таблицы, металл
считается стойким при скорости разъедания менее 0,1 мм!год, т. е.
если потеря в весе будет меньше 0,1 г1м2-ч.
По характеру разрушений различают коррозию равномерную,
сплошную по всей поверхности; местную — только в некоторых
Рис. 9.9. Схема основных типов коррозионного разрушения
а — равномерная сплошная; б—местная, пятнами; в—межкристаллитная, проникаю-
щая в глубь металла по границам зерен
участках поверхности, пятнами; межкристаллитную, проникающую
в глубь металла по границам зерен (рис. 9.9); сочетание нескольких
видов коррозии, что встречается наиболее часто. Местную коррозию
большой глубины называют язвенной.
Химическая коррозия есть реакция воздействия внешней среды
на металл сухих газов, не проводящих электричество жидкостей,
некоторых органических соединений (в том числе бензина).
Практически внешние поверхности резервуаров разрушаются
от электрохимической атмосферной коррозии. Большинство метал-
лов разрушается от коррозии при соприкосновении с водными
растворами, проводящими электрический ток — электролитами.
При наличии электролита неоднородная структура стали (железо,
углерод, марганец, никель, медь и т. п.) способствует образованию
множества короткозамкнутых микроэлементов. Взаимодействуя
между собой, они развивают электрохимическую коррозию. Тонкая
пленка влаги, находящаяся на поверхности металла и состоящая
из воды, газов, паров и различных частиц, поглощенных водой из
окружающей атмосферы, приводит к электрохимической коррозии
металла.
Конденсация паров воды протекает особенно интенсивно при
наличии на поверхности металла пор, царапин и т. п. Существенное
влияние на скорость коррозии оказывают состав атмосферы и климат.
Многолетние натурные испытания показали, что, если в сельской
местности скорость коррозии незащищенной стали составляет 100—
250 г!м2-год (т. е. 0,7 мм! год), то в промышленном районе с загряз-
ненным воздухом скорость коррозии стали достигает 450 —
500 г1м2-год (т. е. 1,4 мм!год). Ускорителями атмосферной корро-
192
зии здесь являются мелкие частицы угля и золы, углекислота,
окислы серы и другие продукты сгорания.
Что касается влияния климатических условий, то влажный воз-
дух тропических и субтропических зон, а также насыщенный гало-
генами воздух прибрежных местностей особенно агрессивно разру-
шает сталь.
Днище резервуаров может подвергаться, кроме того, почвенной
коррозии; электролитом здесь является почвенная вода. Надежной
защитой от почвенной коррозии служит гидроизоляционный слой,
однако в некоторых случаях необходимо применять еще дополни-
тельно катодную защиту.
Вблизи железных электрифицированных дорог (а также устано-
вок, работающих на постоянном токе) коррозия может развиваться
под воздействием блуждающих токов. Это особенно опасно для
заглубленных траншейных резервуаров и трубопроводов. Неплот-
ные контакты между рельсами, являющимися обратным проводом,
приводят к «стеканию» части тока во влажную землю; этот ток,
попадая на стальные части резервуаров и трубопроводов, разру-
шает их.
Для крупных баз надежной защитой от блуждающих токов может
явиться помимо поддержания в хорошем состоянии пути также
устройство дренажей блуждающего тока и хорошего электроизоли-
рующего покрытия металла.
На коррозионную стойкость стали влияет также ее состав.
С увеличением содержания углерода (а также кремния) скорость
коррозии повышается. Марганец повышает стойкость стали при со-
держании его более 2—2,5%. Даже небольшие добавки меди
(0,2—0,5%) резко увеличивают сопротивление стали коррозии
в атмосфере и воде (пресной); на такой стали лучше сохраняются
лакокрасочные пленки.
Строительная сталь, содержащая 0,3—0,5% Си, 0,4—0,67 Сг
и 0,1—0,6 Ni, обладает высокой коррозионной стойкостью.
Подготовка поверхности. Подготовку поверхности металла,
окрашивание и другие мероприятия по защите от коррозии произ-
водят по окончании гидравлического испытания резервуаров. Окра-
шиванию подлежат кроме внешних поверхностей стенки и кровли
также выступающие наружу части оборудования и днище.
Тщательность подготовки поверхности, последующей ее грунтов-
ки и окрашивания позволяет избежать в дальнейшем крупных не-
производительных затрат. Появление незначительных повреждений
на окрашенной поверхности приводит к очень быстрому разрушению
лакокрасочной пленки на всей защищенной поверхности. Полное
повторное восстановление окрашенной поверхности требуется про-
изводить согласно ГОСТ 6992—60 в том случае, если повреждено
хотя бы 5% ее.
До нанесения защитного покрытия — грунта и краски — метал-
лическую поверхность стенки и кровли резервуара очищают от
193
ржавчины, окалины и пыли; плотно держащуюся окалину удалять
не следует. На плохо подготовленной поверхности пленка краски не
удерживается и защитное покрытие отслаивается.
Существуют различные способы очистки поверхности металла.
Огневой и химический способы очистки в резервуаростроении не
применяются. Механическая очистка щетками, приводимыми в дви-
жение пневматическими или электрическими машинами, применяет-
ся редко ввиду малой производительности (это тем более относится
к очистке поверхности ручными щетками и скребками).
Наиболее удобным и производительным способом механической
очистки поверхности металла от коррозии является способ обра-
ботки пескоструйным аппаратом. Поверхность при этом еще и при-
обретает некоторую шероховатость, улучшающую сцепление частиц
краски с поверхностью металла.
При пескоструйной очистке поверхности металла возможно
искрообразование, поэтому производство работ должно быть со-
гласовано с пожарной охраной.
При наличии соответствующих условий на строительной пло-
щадке возможно применение для очистки гидропескоструйных
аппаратов, подающих смесь кварцевого песка с водой под давлением
5—7 ати.
Грунтовка и окрашивание. Строительные нормы и правила
(глава IП-В.5-62*) рекомендуют грунтовку и окрашивание поверх-
ности металла производить только в сухую погоду при температуре
не ниже + 5° С. Окрашивание масляной краской выполняют в два
приема: первый слой наносят после полного высыхания огрунтовки,
второй — после полного высыхания первого слоя. Грунтовку и
окрашивание следует производить в соответствии с указаниями
главы СНиП IП-В.6-62 «Защита строительных конструкций от кор-
розии».
Если грунтовку и окрашивание выполняют при отрицательной
температуре, то необходимо применять определенные материалы
и соблюдать технологию, обеспечивающую надлежащее качество
работ.
Для окраски поверхности резервуаров часто используют краскй,
изготовленные на основе битумных и асфальтобитумных лаков.
Битумные лаки обладают низкой светостойкостью, поэтому их сме-
шивают с алюминиевой пудрой (ГОСТ 5494—50*), образующей
кору, предохраняющую битум от воздействия ультрафиолетовых
лучей.
В качестве растворителя применяют уайт-спирит, лаковый керо-
син (ГОСТ 3134—52), а также сольвент-нафт. Надо помнить, что
все компоненты краски на лаке № 177 (ТУ МХП 333—34) — лак,
алюминиевая пудра, лаковый керосин, сольвент-нафт — чрезвы-
чайно огнеопасны.
Конструкции, огрунтованные лаком № 177 (или лаком ЮжНИИ),
подлежат окрашиванию методом распыления краски, приготовлен-
ной на этих же битумных лаках.
194
Значительно более стойкое покрытие получается при примене-
нии отечественных перхлорвиниловых эмалей по грунтовкам
ГФ-020 (ГОСТ 4056—63), ФЛ-03-к, ФЛ-03-кк (ГОСТ 9109—59) и др.
Таблица 9.7
Потери от испарения в зависимости от цвета поверхности резервуара
Цвет поверхности резервуара Потери от испарения нефтепродуктов (серый цвет принят за 1)
Черный Красный Серый Алюминиевый 1,25 1,14 1 0,82
Внешние части резервуара должны быть окрашены в светлые,
серебристые тона, хорошо отражающие солнечные лучи. Окраска
в светлые тона уменьшает нагревание резервуаров и снижает испа-
рение нефтепродуктов (табл. 9.7).
Для механизированного окрашивания резервуара применяют
компрессор с ресивером производительностью 15—30 м3!ч, краско-
нагнетательный бачок, пистолет, шланги и передвижную самоподъ-
емную люльку. Очищенную пескоструйным аппаратом поверхность
за 2—4 ч до окраски протирают тканью, слегка смоченной кероси-
ном. Жирные пятна удаляют с помощью бензина или уайт-спирита.
Нельзя наносить краску на поверхность, загрязненную пылью.
Грунтовку и окрашивание можно производить только на сухой по-
верхности. При тумане, дожде и снегопаде окрашивать поверхность
резервуара нельзя.
Плохая подготовка поверхности металла вызывает быстрое раз-
рушение защитного красочного покрытия.
Окрашивание поверхности металла выполняют в два приема
(иногда с грунтовкой — в три). Вторично окрашивание можно
производить только после полного высыхания первого слоя краски.
Металл сварного шва корродирует значительно быстрее, чем
основной металл, поэтому надо особенно тщательно следить за тем,
чтобы швы были окрашены равномерно.
Для эксплуатации краскораспылителей требуются: а) компрессор
(любой), рассчитанный на давление воздуха 4 атм\ б) масловодо-
отделитель С-732, изготовляемый Вильнюсским заводом, объемом
35 л, весом 36 кг и размером 1080 X 395 X 375, пригодный для ра-
боты с одним или двумя краскопультами; в) бак нагнетательный
емкостью 16 л, весом 18,6 кг, размером 315 X 410 X 738 (для од-
ного-двух краскопультов); г) шланги дюритовые внутренним диа-
метром 9 мм\ д) пистолеты-краскораспылители марки КРУ-1,
С-512 и др. (изготовитель НИИТЛП, Вильнюсский завод).
Для окраски металлических конструкций, эксплуатируемых
195
в агрессивной среде промышленной зоны или в районах с температу-
рой до —50°, наиболее рентабельным и устойчивым является сле-
дующая система покрытия:
грунт ФЛ-03-к (один слой) плюс эмаль ПХВ-26;
грунт ФЛ-ОЗ-к (один слой) плюс лак ХСЛ с 12% алюминиевой
пудры ПАК-3 или ПАК-4 (три слоя).
Стойкость антикоррозионной защиты возрастает при внедрении
еще на заводах-изготовителях очистки и защиты «сырого» металла
до пуска его в производство. В производственных условиях у нас
и за рубежом опробованы и получили признание поточные линии,
устанавливаемые на заводских складах металла. Здесь металл
(листовой, профильный) подвергается дробеметной очистке (а также
правке) и последующей предварительной (межоперационной) за-
щите путем фосфатирования или покрытия лаковой пленкой —
грунтовкой. В процессе производства такой металл, очищенный и
покрытый защитным слоем, проходит все операции (разметку, резку,
сверловку, сборку, сварку и т. п.) и не подвергается коррозии.
Готовые изделия или его элементы уже не требуют дополнительной
очистки; грунтовку и лакокрасочные покрытия наносят в данном
случае по фосфатному или грунтовочному слою, имеющемуся на
металле.
Естественно, что культура производства на заводах, где введена
предварительная очистка металла, повышается, а расходы по анти-
коррозионной защите его сокращаются, так как очищать и предва-
рительно защищать металл значительно проще, чем готовые изде-
лия.
Защита от коррозии металлических конструкций, поставляемых
в страны с тропическим климатом. К конструкциям, поставляемым
в районы с тропическим и субтропическим климатом (влажным и
сухим) предъявляются повышенные требования. В тропическом
климате на конструкции могут воздействовать также биологические
факторы, солнечная радиация, роса, песчаная пыль, соли, резкие
суточные колебания температуры.
Для получения антикоррозионного покрытия надлежащего
качества перед грунтованием поверхность металла должна быть тща-
тельно очищена от ржавчины и загрязнений. Все грунтовочные
и окрасочные работы допускается производить только в сухом, хо-
рошо вентилируемом и чистом помещении; температура окрашенно-
го участка должна быть не ниже + 15° С, относительная влаж-
ность — не выше 70%.
В помещениях не должно быть пыли, способствующей разруше-
нию лакокрасочных пленок. Покрытие может наноситься только
на сухие поверхности. При грунтовании, шпаклевке и окрашива-
нии стальных конструкций для стран с тропическим климатом при-
меняют грунты:
феноло-формальдегидные ФЛ-03-к (коричневые согласно
ГОСТ 9109—59) или ФЛ-03-кк (красно-коричневые согласно
ГОСТ 9109—59);
196
из свинцового сурика сухого (ГОСТ 1787—50), затертого на
натуральной олифе, льняной или конопляной (ГОСТ 7931—56);
ВЛ-02 (ВТУ МХП КУ-510-57);
ВЛ-08 (ВТУ МХП 107-59).
Для окрашивания конструкций используют перхлорвиниловые
эмали ПХВ-714 и ПХВ-715 (ТУ МХП 4496-56).
Конструкции, которые рассчитаны на эксплуатацию в химически
активной среде и при наличии морских туманов, грунтовать свин-
цовым суриком нельзя.
Необходимую вязкость лакокрасочные материалы получают
после разжижения их следующими растворителями: а) грунт
ФЛ-03-к и ФЛ-03-кк — ксилолом или сольвентом каменноугольным
(ГОСТ 7931—56); б) эмали перхлорвиниловые ПХВ-714,
ПХВ-715 — растворителями Р-4 или Р-5; в) масляная грунтовка
и масляная краска — натуральной олифой.
Защиту внутренних поверхностей резервуаров, предназначен-
ных для хранения агрессивных к стали продуктов, следует выпол-
нять согласно инструкции Гипронефтемаша № 755Д перхлорвини-
ловыми или цементными торкрет-покрытиями; защите подлежат
внутренние поверхности днища, первого (нижнего) пояса и двух
верхних поясов стенки резервуара и покрытия. В ряде случаев
защиту резервуара выполняют по специальным проектам.
Куйбышевский НИИ разработал технологию нанесения анти-
коррозионного состава, содержащего эпоксидные смолы.
При хранении агрессивных продуктов, наличии в резервуаре
подтоварной воды или интенсивном влиянии почвенной коррозии
следует осуществлять протекторную защиту. При этом можно руко-
водствоваться Указаниями, разработанными ВНИИ по строитель-
ству магистральных трубопроводов.
Для предохранения от коррозии внутренней поверхности резер-
вуаров в Англии применяют (после 4-летнего промышленного испы-
тания) материал «униуэлд», изготовленный из хлористого поли-
винила. Он выпускается в виде листов шириной 900 мм и толщиной
2,5—5 мм (прочность материала на растяжение составляет 165—
190 кгс1см\ удлинение — 375%, удельный вес—1,3, твердость
по Шору—88—90, водопоглощение — 0,1—0,3%).
Наиболее надежным антикоррозионным покрытием наружных и
внутренних поверхностей резервуаров является металлизация —
нанесение на очищенную поверхность стали цинковой или алюми-
ниевой пленки. Несмотря на первоначальные затраты, превышаю-
щие стоимость лакокрасочных покрытий, металлизация в ряде слу-
чаев экономически наиболее оправдана.
Оптимальной толщиной слоя покрытия, необходимого для за-
щиты стальной поверхности от коррозии, считается 0,1 мм. Во фран-
цузском стандарте А91-201 указана следующая классификация ми-
нимальной толщины слоя покрытия: для цинкового покрытия 40,
80 и 120 мк\ для алюминиевого 120 мк\ для свинцового 300, 500
и 1000 мк.
197
Покрытия такой толщины длительное время надежно предохра-
няют сталь от коррозии. Металлизацией возможно наносить покры-
тие на крупные конструкции из любого материала. Расплавленная
частица металла размером 10—20 мк сжатым воздухом выбрасы-
вается из распылителя с большой скоростью; встречаясь с поверх-
ностью конструкции, она расплющивается, наслаивается на сосед-
ние частицы металла, образуя достаточно твердое чешуйчатое по-
крытие.
По принципу действия различаются аппараты, распыляющие
проволоку с помощью кислородно-ацетиленового пламени, или
аппараты, работающие на переменном электрическом токе.
В табл. 9.8 приведены данные о наших отечественных распылите-
лях.
Питание электрометаллизационных аппаратов ЭМ-ЗА, ЭМ-9
и ЭМ-2, выпускаемых Барнаульским аппаратно-механическим
заводом, осуществляется переменным током от трансформаторов
СТ-34 или ТЭМ-300.
Таблица 9.8
Техническая характеристика газовых и электрических распылителей
Показатели
Вес в кг .................
Рабочее давление сжатого
воздуха в кгс/см2...........
Расход воздуха в м3/мин . .
Расход кислорода в м3/ч . .
Расход ацетилена в м3/ч . .
Расход пропан-бутана в м3/ч
Потребление электроэнергии
в кет.......................
Рабочее напряжение в в . .
Диаметр проволоки в мм . .
Производительность по плав-
лению металла в кг/ч\
цинка ......................
алюминия.................
Распылители
газовые электрические
МГИ-2-65 МГИ-3-65 ГМ-1 ЭМ-9 | ЭМ-2 ЭМ-ЗА
2 2 1,3 —- 1,1 —
4—5 4-5 4—5 4—5 4-5 4—5
0,8 0,8 1 0,8 0,8 0,9
3,6 4 1,7 — — —
1,1 1,3 0,7 — — —
0,8 0,9 — •— — —
3—3,5
— — — 20 20—35 20
1,5—2,5 3—4 1,5 — 1,5 —
12 19 7,2 4,2
3,2 5,5 1,9 — 1,2 —
За рубежом во Франции получили распространение пистолеты
марки «Блок-Жет», распыляющие 30 кг цинка в 1 ч или 8,6 кг алю-
миния (это позволяет покрыть 30 м2 поверхности при толщине
слоя 0,1 мм). Для ручной работы используют пистолет «Эклер-53»,
разбрызгивающий 15 кг цинка или 4,1 кг алюминия в 1 ч (15 jh2/«
поверхности при толщине слоя 0,1 мм). Пистолеты-распылители
питаются трехфазным переменным током напряжением 220/380 в
(по данным «Нового общества металлизации»).
Лучшим методом подготовки поверхности для металлизации
является пескоструйная очистка с использованием карьерного сухо-
198
ГО Песка, имеющего зерна Величиной около 0,5 мм; рекомендуемое
при этом давление сжатого воздуха составляет 4 кгс!см2.
Обработка поверхности влажным песком с помощью гидропеско-
струйного аппарата позволяет производить очистку на открытом
воздухе; при этом не образуется пыли, а чистота поверхности та же,
что и при обработке поверхности обычным пескоструйным аппа-
ратом. Струя песка выходит из сопла сухой и окружается водяным
конусом. Во избежание нового окисления поверхности парами воды
применяют фосфатирование.
Для наплавки применяется: чистый электротехнический цинк
или алюминий чистотой 99,5%, а также свинец, содержащий
не более 0,5% железа и 1% сурьмы. Плотность наплавленного ме-
талла не должна быть ниже: цинк 6,4; алюминий 2,4; свинец
10,2 г!см2 (для сравнения — плотность цинка 7,15; алюминия 2,7 и
свинца 11,3).
Толщину покрытия определяют приборами, выпускаемыми
Ленинградским приборостроительным заводом.
Металлизацию следует производить при сухой погоде, не позднее
чем через 6 ч после очистки защищаемой поверхности песком (во
влажную погоду металлизацию производят не позднее чем через
3 ч). Покрытие наносят в один, два или три слоя при толщине каж-
дого слоя не менее 40 мк.
В некоторых случаях для большей стойкости рекомендуется до-
полнительно обрабатывать покрытия: цинковое — обрызгиванием
3%-ным раствором NaCl в дистиллированной воде; алюминиевое —
пропиткой раствором 50 г карбоната безводного натра и 20 г буры
(тетрабората натрия) в 1 л воды; свинцовое — протиркой тряпкой,
смоченной раствором 50 г белого озокерита в 1 л вазелинового масла.
Расход металла на металлизацию внешней поверхности резер-
вуара (1253 м?) емкостью 5000 м2 составляет: цинка 1,25 т (стои-
мость 800—950 руб.), алюминия 0,4—0,5 т (стоимость 400—
500 руб.).
Затраты на металлизацию 1 м2 поверхности стали, включая под-
готовку (очистку) поверхности, равны примерно стоимости двух-
трехкратного лакокрасочного покрытия, а срок службы металли-
зированной поверхности во много раз удлиняется.
По данным ВНИИАвтогена, экономически целесообразно про-
изводить комбинированные покрытия, состоящие из двух слоев —
металлизационного, наносимого способом газотермического напы-
ления, и лакокрасочного, который наносят на металлизационный
слой распылением или кистью.
Технологическая себестоимость комбинированных покрытий
только на 45—50% выше себестоимости лакокрасочных, многослой-
ных, а срок их службы во много раз возрастает даже в агрессивной
промышленной атмосфере, загрязненной парами SO2.
Глава 10
МОНТАЖ ШАРОВЫХ РЕЗЕРВУАРОВ
Шаровые резервуары наиболее часто используют как газгольде-
ры для хранения газов в жидком или газообразном состоянии. В та-
ких резервуарах можно хранить продукты при значительных дав-
лениях; поверхность их оболочки и расход стали на 1 nt3 емкости
являются наименьшими по сравнению с резервуарами другой
формы. Распространение получили шаровые резервуары емкостью
600—2000 ju3, имеющие оболочку толщиной до 38 мм, рассчитанные
на внутреннее рабочее давление до 18 ати. Для сооружения шаровых
резервуаров, как правило, применяют низколегированные стали.
Лепестки оболочки резервуаров двоякой кривизны изготовляют
горячей штамповкой или холодной вальцовкой. Холодной вальцов-
кой вырезанному по размеру лепестку придают двоякую кривизну
на многовалковых вальцах (предложение Г. С. Сабирова) для резер-
вуаров емкостью до 2000 м3 с толщиной стенки 16 мм. Обрезку кро-
мок с разделкой фасок под сварку выполняют до вальцовки маши-
нокислородной резкой по шаблону с последующей шлифовкой.
В настоящее время отдельные части шаровых резервуаров соеди-
няют автоматической сваркой (как при укрупнении установочных
элементов, так и в монтажных швах) с подогревом или без подогрева
кромок. У нас и за рубежом (в США, ФРГ и Франции) сборку ша-
ровых резервуаров рекомендуется производить только на сборочных
приспособлениях. При этом следует стремиться к минимальному
количеству привариваемых к стенке сборочных деталей, причем,
если основные соединения свариваются с подогревом кромок, то
и для временных швов требуется подогрев. После срезки временных
приспособлений дефектные места обязательно зачищают, завари-
вают в два слоя и вновь зачищают.
Оболочку шаровых резервуаров рассчитывают по безмоментной
теории на воздействие внутреннего избыточного давления и на устой-
чивость в случае образования вакуума. Места опирания оболочки
на стойки рассчитывают с учетом дополнительных сил. При расчете
исходят из предположения о сохранении постоянной кривизны на
всех участках поверхности, ибо всякое отклонение оболочки от
формы правильного шара приводит к резкому повышению напря-
200
Рис. 10.1. Раскрой оболочки шаро-
вого резервуара
жений от изгиба. В связи с этим в процессе изготовления и монтажа
шаровых резервуаров особое внимание следует уделять достижению
правильной формы оболочки. Кривизна во всех направлениях
должна быть одинаковой, в противном случае внутреннее давление
неизбежно вызовет возникновение в оболочке изгибающих моментов,
которые расчетом не учтены.
Принято считать (например, во Франции, ФРГ), что практически
равномерное напряжение сохраняется в оболочке в случае откло-
нений, не превышающих 5 мм на длине шаблона 500 мм, и откло-
нений в размере диаметра шара
не более 0,5%. В практике
бывают отклонения значительно
большие — диаметры шара от-
клоняются до 1,5—3%. Допуски
на отклонения резервуаров от
правильной формы установле-
ны отечественными нормами
МН 72-62: они не должны пре-
вышать ±5 мм (в Японии до-
пуск принят ± 12—14 мм,
в ФРГ ± 10 мм).
Достижение формы правиль-
ного шара в значительной сте-
пени зависит от раскроя оболоч-
ки. Наибольшее распростране-
ние получил меридионально-
экваториальный раскрой обо-
лочки (рис. 10.1).
На заводе-изготовителе выполняют контрольную сборку обо-
лочки: нижней и верхней полусферы или нижней, верхней и эква-
ториальной части.
Лепестки поставляют на монтаж в металлических контейнерах,
позволяющих сохранить приданную им форму; вес контейнера с ле-
пестками равен 15—25 т. На монтажной площадке лепестки хра-
нят в положении «на ребро».
В зарубежной практике сборку сферических оболочек выпол-
няют методом постепенного наращивания отдельных лепестков или
укрупненных скорлуп от экваториального пояса к полюсам. Сборка
осуществляется непосредственно на проектных фундаментах.
В качестве подъемного механизма для монтажа емкостей применяют
деррик-краны, на время монтажа устанавливаемые в центре сферы,
или автомобильные краны (рис. 10.2).
Элементы экваториального пояса опирают на вертикальные или
наклонные опорные стойки, закрепленные к железобетонному фунда-
менту. Сборку лепестков или укрупненных блоков ведут на сбороч-
ных приспособлениях. Сварку выполняют вручную в несколько
слоев снаружи и изнутри. При укрупнении блоков применяют
автоматическую сварку под слоем флюса. В настоящее время из-
201
Рис. 10.2. Сборка шаровых емкостей методом наращивания с помощью
кранов
вестны случаи применения механизированных методов сварки
в среде защитных газов для всех соединений оболочки.
В отечественной практике при монтаже сферических резервуаров
емкостью 600 и 2000 м9 применяют полностью автоматическую
сварку под слоем флюса при вращении резервуара на манипуля-
торах.
Рассмотрим две наиболее распространенные схемы монтажа сфе-
рических резервуаров емкостью 600 л*3 из лепестков, изготовленных
горячей штамповкой (рис. 10.3, а) и холодной вальцовкой
(рис. 10.3, б). При первом варианте раскроя на монтажную пло-
щадку для сборки поступает 28 элементов (по 12 лепестков в каждом
поясе и два днища из двух элементов каждое). При расчетном
внутреннем давлении 7 кгс!см2 толидина
Рис. 10.3. Типы раскроя
стенки резервуара
а —двухпоясной раскрой, эле-
менты изготовляются горячей
штамповкой; б —однопоясной
раскрой, элементы изготовля-
ются холодной вальцовкой
лепестков из стали 09Г2С составляет
24 мм.
Укрупнение в блоки по два-три ле-
пестка и их сварку под флюсом выпол-
няют на шарнирно качающихся стен-
дах (рис. 10.4).
Если разделка кромок выполнена с
наружной стороны оболочки, лепестки
укладывают на выпуклую раму стенда,
и наоборот. Обратная подварка швов
выполняется на таких же стендах с
соответствующей рамой.
202
Таблица 10.1
Допускаемые отклонения при сборке и режим сварки стыков блоков
Эскиз Допускаемое отклонение при сборке в мм Режим сварки
слой 1 диаметр электро- да в мм напряже- ние на дуге в в S ° S 0 S Ф о 0 н скорость сварки в м/ч скорость подачи проволо к и в м/ч
5 32-35 550
21,5 52—57
5 36—38 700
5 45—46 900
5 44—48 900
21,5 67,5—74
21,5 74
21,5 67,5—74
Подбарочшй
слой
Я=±1
Весьма важной является правильная сборка лепестков в блоке,
для чего используют специальный жесткий шаблон. Допускаемые
отклонения при сборке стыков приведены в табл. 10.1.
Автоматическая сварка и подварка швов выполняется в несколь-
ко слоев.
Шарнирно-качающийся стенд конструкции Гипроспецмонтажа
состоит из трех основных частей: неподвижной нижней рамы с уко-
синой, качающейся на шарнирах верхней рамы (сменной), и при-
водного механизма в виде лебедки грузоподъемностью 1 тс с допол-
нительным редуктором. Задача лебедки — поднимать или опускать
один из концов качающейся рамы в зависимости от требуемого по-
ложения блока для сварки.
Блоки собирают с помощью крана в полусферы на лучевом
стенде (рис. 10.5). В центре стенда устанавливают стойку с прива-
ренным к ней днищем. По краю стенда размечают и фиксируют при-
варкой упоров окружность диаметрального сечения оболочки. Блоки
подают краном и устанавливают широкой частью на упоры внизу,
а узкой верхней частью — на монтажные планки, приваренные
к днищу. Сборку стыков ведут на клиновых сборочных приспособ-
лениях.
Правильность геометрической формы полусферы проверяют
шаблоном, окружность промеряют по экватору. Колебания этого
размера для нижней и верхней полусферы не должны превышать
20 мм.
Для последующей автоматической сварки швы на лучевом
203
Рис. 10.4. Сварка укрупненных блоков на шарнирно качающемся стенде
стенде приходится подваривать вручную; сначала сваривают мери-
диональные, а затем кольцевой швы.
Сборка оболочки завершается переворачиванием и установкой
нижней полусферы на фундамент или на временную опору, а затем
сборкой и установкой на нее верхней полусферы. Подъем выпол-
няют двумя кранами СКГ-30 или двумя мачтами высотой 30 м
(рис. 10.6).
Для облегчения установки к верхней полусфере приваривают
отрезки уголков, являющиеся направляющими. Для подгонки,
сборки и ручной подварки стыка по окружности резервуара устраи-
вают один ярус подмостей.
Автоматическая сварка резервуара выполняется трактором
ТС-17М, который при сварке наружных швов размещают в зените
наверху оболочки, а при сварке внутренних швов — внутри внизу.
Рабочее место сварщика на вершине шара ограждено монтажной
кабиной с лестницей и четырьмя расчалками, удерживающими ее
в зените.
Сварку выполняют на манипуляторах, обеспечивающих вращение
всей оболочки с нужной скоростью в заданном направлении. Суще-
ствует ряд конструкций манипуляторов, предназначенных для вра-
щения оболочек резервуаров емкостью 600 и 2000 м3.
Манипулятор конструкции Н. М. Кудрявцева имеет металличе-
ские опорные и приводные ролики для вращения резервуаров ем-
204
Рис. 10.5. Сборка нижней полусферы на стенде
костью 600 м3. Манипулятор с катками, имеющими резиновые
шины, был изготовлен Г. С. Сабировым.
При U-образной разделке кромок сварку ведут в два-три слоя
(см. табл. 10.1). При диаметре электрода 4 мм и скорости сварки
19,5 м!ч меридиональные и экваториальный швы сваривают с воз-
растанием (от нижнего к верхнему слою) напряжения на дуге от
32—35 до 36—38 в и силы тока от 700 до 1000 а.
Примерно на таком же режиме сваривают швы с внутренней
стороны. Три слоя кольцевых швов с наружной стороны сваривают
при силе тока 420—840 и 1120 а и скорости 16 м!ч.
Для сварки различных швов оболочку устанавливают на мани-
пуляторе в определенном положении, так чтобы свариваемый
(меридиональный или экваториальный) шов находился в вертикаль-
ной плоскости. Кольцевые швы у днищ сваривают несколькими
участками, когда они находятся в зените или в нижней части обо-
лочки (при сварке с наружной или внутренней стороны).
После сварки сферическую оболочку по отвесу, закрепленному
внутри, выставляют в вертикальном положении и на домкратах ма-
нипулятора опускают на опоры.
При монтаже оболочки сферических резервуаров из укруп-
ненных лепестков, изготовленных холодной вальцовкой, существен-
но уменьшается трудоемкость и продолжительность работ. Это объ-
ясняется сокращением общего числа лепестков (до 16—18), их боль-
205
шими размерами (от днища до днища), а также взаимозаменяе-
мостью лепестков.
Для резервуаров емкостью 600 м3, рассчитанных на давление
2,5 и 6 кгс!см\ толщина стенок из стали 09Г2С составляет соответ-
ственно 16 и 24 мм. Кромки таких заготовок сваривают автомати-
ческой сваркой без разделки.
Сборку оболочки, состоящей из 18 поясных лепестков, выпол-
няют на временном опорном кольце, закрепленном с помощью
Рис. 10.6. Схема подъема нижней полусферы (I—VI поло-
жения перемещаемой полусферы)
кронштейнов на девяти проектных трубчатых стойках резервуара.
Предварительно лепестки укрупняют на земле по три в один блок,
являющийся шестой частью оболочки. Блоки с внутренней стороны
сваривают вручную электродами диаметром 4 мм при величине
тока 150—200 а.
Блоки на опорное кольцо устанавливают в последовательности,
указанной на рис. 10.7. Для сборки блоков используют сборочные
приспособления обычного типа или стяжные с пластиной, пропу-
скаемой сквозь зазор.
Затем стенку поднимают на манипулятор и производят сварку.
Пока сваренная оболочка удерживается на домкратах манипу-
лятора, убирают временные кронштейны и опорное кольцо, а обо-
лочку опускают на опоры в проектное положение. Строго выверяют
вертикальность оси оболочки, проходящей через центры днищ.
Оболочку укрепляют на восьми выверенных стойках. Девятую
стойку временно снимают, чтобы убрать манипулятор, а затем
опять восстанавливают и прикрепляют к оболочке.
Накоплен значительный опыт монтажа сферических резервуа-
ров емкостью 2 000 м3 из 28 укрупненных вальцованных лепестков
206
Рис. 10.7. Последовательность установки элементов резервуара на времен-
ном опорном кольце
стоику с верхним днищем,
стойке прикреплена также
Рис. 10.8. Последовательность
монтажа блоков резервуара ем-
костью 2 000 м3
и двух днищ из стали 09Г2С толщиной 16 мм. Диаметр такой обо-
лочки 16 м, вес около 102 т. Оболочка опирается на 14 стоек.
Монтаж сферических резервуаров выполняется двумя спосо-
бами. Один из них аналогичен рассмотренному выше. Последо-
вательность монтажа блоков резервуара емкостью 2000 м3 пред-
ставлена на рис. 10.8.
Второй способ основан на установке лепестков с вертикальной
ориентацией. В начале монтажа на опоре укрепляют нижнее днище,
к нему крепят трубчатую монтажную Л—’ ------------- -------
Ее раскрепляют тремя расчалками. К
поворотная монтажная люлька.
По окружности устанавливают на
фундаменте первую опорную
стойку.
Лепестки предварительно ук-
рупняют в 14 блоков в кондукторе
из четырех привезенных с завода
элементов. Для обеспечения жест-
кости блока на период монтажа
внутри его укрепляют временную
распорку из трубы. Первый блок
поднимают в вертикальное поло-
жение с помощью крана СКГ-40
и крепят посредством сборочных
планок и клиньев к днищам.
Последующие блоки собирают
в таком же порядке (рис. 10.9),
207
Рис. 10.9. Сборка укрупненных блоков в вертикальном положении
устанавливая и временно прикрепляя к блоку очередную опорную
стойку. Каждый блок закрепляют на сборочных приспособлениях
к днищам, а также крепят одной кромкой к предыдущему лепестку.
Вес блоков через временно прикрепленную стойку передается на
фундамент. Сборочные планки устанавливают на шайбы, заранее
приваренные у кромок лепестков с внутренней стороны. Для пере-
мещения рабочих при установке закреплений используют люльку,
закрепленную в средней части монтажной стойки. С помощью ле-
бедок люлька может подниматься к внутренней поверхности обо-
лочки в вертикальной плоскости, а также вращаться вокруг цент-
ральной стойки.
Собираемые блоки соединяются между собой также прихват-
ками с глубиной провара 4 мм\ прихватки имеют длину 100 мм
и размещаются через 250 мм. Установку блоков проверяют шабло-
нами.
208
Затем блоки сваривают между собой ручным подварочным швом.
Демонтируют и удаляют трубы жесткости, центральную монтаж-
ную стойку и монтажную люльку. Под собранной оболочкой мон-
тируют манипулятор для вращения оболочки при сварке.
Для сборки резервуаров емкостью 2000 м3 существуют две кон-
струкции манипуляторов. Одна из них, разработанная Гипроспец-
монтажом, имеет опору в виде большого числа стальных катков.
В конструкции манипулятора, предложенной ВНИИМонтажспец-
строем, предусмотрено опирание оболочки на 16 пневматических
колес большого диаметра (рис. 10.10). Половина колес является
ведущими. На рис. 10.11 показан резервуар на манипуляторе.
Пока шар, освобожденный от внешних стоек, покоится на не-
подвижной опоре, подвижная часть манипулятора с помощью коль-
цевого рельса приобретает нужное положение. Четырьмя гидрав-
лическими подъемниками тележки с пневмоколесами подводятся
к оболочке и воспринимают ее вес. Приводными колесами шаровая
оболочка вращается в нужной для сварки плоскости. Сварка вы-
полняется трактором ТС-17М, размещаемым в зените при сварке
основного внешнего шва или в нижней части сферы при сварке внут-
ренних швов. Сваренную оболочку устанавливают в проектное
Рис. 10.10. Манипулятор для сварки резервуаров конструкции ВНИИМон-
тажспецстроя
209
Pre. 10.11. Резервуар на манипуляторе
положение, закрепляют к стойкам, после чего манипулятор демон-
тируют.
Монтаж шаровой емкости продолжатся: устанавливают метал-
локонструкции стоек, связи, лестницы, ограждения, врезают люки,
патрубки трубопроводов и технологическое оборудование.
В некоторых случаях резервуары монтируют с применением
козлового крана. Этот метод был предусмотрен для одного из объ-
ектов, состоящего из большой группы шаровых резервуаров емко-
стью 2000 м3 каждый, рассчитанных на внутреннее давление
12 атщ материал их оболочки толщиной 38 мм — низколегирован-
ная сталь 09Г2С; 12 опорных стоек изготовлены из стали 20сп.
210
Оболочка, выполненная горячим штампованием на заводе, постав-
ляется отдельными лепестками. Для обеспечения качества резер-
вуаров на заводе-изготовителе выполняются работы, предусмотрен-
ные дополнительными техническими условиями: контрольная сбор-
ка и приемка экваториального пояса, нижней и верхней частей
сферы. Размеры экваториального пояса проверяют в девяти верти-
кальных плоскостях, причем допускаются отклонения в величинах:
высоты пояса ± 5 мм, диаметров ± 18 мм\ верхних и нижних
кромок пояса от вертикали ± 3 мм. Допуски для нижней и верх-
ней части сферы равны: диаметр ± 18 мм, высота ± 1 мм\ депла-
нация листов верхней и нижней части сферы по отношению к листам
Рис. 10.12. Сборка экваториаль-
ного пояса из элементов с прива-
ренными стойками
/ — стойка; 2 — временные расчалки
Рис. 10.13. Установка до-
нышка и укрупненных лепе-
стков нижнего пояса
/—донышко; 2—элементы ниж-
него пояса
экваториального пояса не должна превышать 3 мм; размер высоты
опорной стойки от экватора до низа ±10 мм, отклонение шаблона
длиной 1000 мм от внешней поверхности сферы в любом месте не
более ± 3 мм. В мастерских вблизи строительной площадки не-
сколько лепестков укрупняют в 18 монтажных элементов (по шесть
элементов для нижнего, верхнего и экваториального пояса).
Укрупнение элементов и сварку ведут на стенде.
Размер укрупненных элементов превышает железнодорожные
габариты, но доставка их из мастерских к месту монтажа произ-
водится на железнодорожных платформах по внутрипостроечной
ветке прямо в зону действия монтажного козлового крана К-183
грузоподъемностью 25 т и пролетом 44 м.
Кран К-183 с одной установки, перемещаясь по рельсовому
пути, монтирует восемь резервуаров, а затем передислоцируется
на новые пути для монтажа следующих групп.
Монтаж каждого резервуара емкостью 2000 м3 начинается
с установки экваториального пояса (рис. 10.12), для чего к ранее
укрупненным лепесткам предварительно приваривают опорные
стойки. Временное раскрепление установленных элементов (со
стойками) осуществляется расчалками. Собранный экваториальный
пояс выверяют и сваривают. Затем на шпальные клетки, лежащие
на временном постаменте, козловым краном укладывают донышко
(рис. 10.13) и устанавливают укрупненные лепестки нижнего пояса.
211
По окончании сварки монтажных швов нижнего пояса и пояса
с донышком монтируют нижнюю часть подвижной лестницы и вре-
менную стойку, расчаливаемую в двух ярусах, а затем верхнюю
часть подвижной лестницы (рис. 10.14) и временные лестницы.
На экваториальный пояс устанавливают укрупненные лепестки
верхнего пояса, а на них — крышку (рис. 10.15). Закончив сборку
и сварку верхней части резервуара, демонтируют все внутренние
подмости (временная стойка остается).
Порядок сварки принят с учетом последовательности сборки:
а) экваториальный пояс; б) нижний пояс с донышком: в) верхний
Рис. 10.14. Монтаж подвиж-
ной лестницы и временной
стойки
/ — нижняя часть лестницы; 2—
стойка; 3 —расчалки стойки;
4 — хомут
Рис. 10.15. Монтаж укруп-
ненных лепестков верхнего
пояса
/—лепестки верхнего пояса;
2 —внутренние подмости
пояс без крышки, которую снимают после подгонки и через образо-
вавшееся отверстие извлекают элементы внутренних подмостей.
После установки и сварки крышки убирают остатки внутренних
подмостей и временную стойку.
Сферические резервуары, работающие под давлением, соору-
жают в соответствии с правилами Госгор.технадзора; в процессе
сооружения резервуара производят сварку и механические испы-
тания образцов.
Определенные требования предъявляются к работе сварщиков.
Производят пооперационный контроль правильности сборки, ре-
жима сварки, соответствия сварочных материалов требованиям
проекта.
Тщательно осматривают все швы снаружи и внутри, исправляя
замеченные дефекты (трещины, подрезы, наплывы и т. п.).
Определенная часть швов (не менее 10%) подлежит гамма- или
рентгенографированию (в том числе обследуются все пересечения
сварных швов). В отдельных случаях применяют 100%-ный конт-
роль швов ультразвуком.
После установки и закрепления резервуара на фундаменте и
опорах производят его гидравлические испытания. Все люки и
212
штуцера перекрывают или закрывают заглушками, а в верхней
точке устанавливают патрубок для выхода воздуха при заполне-
нии резервуара водой; в конце испытания его закрывают заглушкой.
По манометру проверяют внутреннее давление, которое для испы-
таний должно на 50% превышать рабочее. После 5-мин пробного
давления его величину снижают до рабочего. Тщательно осматри-
вают оболочку, отмечая дефекты. Исправляют дефекты после слива
воды, затем снова повторяют испытание.
После испытаний и приемки конструкции окрашивают и, если
это предусмотрено проектом, наносят на них слой тепловой изоля-
ции.
Сочетание в отечественной практике резервуаростроения про-
грессивного метода изготовления вальцованных сферических ле-
пестков, высокомеханизированных способов их крупноблочного
монтажа, 100%-ной автоматической сварки оболочек обеспечило
высокие технико-экономические показатели.
При монтаже из большого числа штампованных лепестков шаро-
вых резервуаров емкостью 600 м3 трудовые затраты на 1 т смон-
тированных конструкций достигали 5 чел.-дней. При современных
методах на ряде строительств достигнуто уменьшение затрат труда
(1,8 чел.-дня).
При сооружении первых шаровых резервуаров емкостью 2000 м3
трестом Востокнефтезаводмонтаж получены следующие показатели
трудозатрат на монтаже (в чел.-час.):
Сборка блоков из трех лепестков.......... . ........ 427
» оболочек из блоков .................’........... 450
Ручная сварка (подварочный шов) ..................... 155
Автоматическая сварка............................... 97
Общая трудоемкость работ по сборке и сварке резервуара (вклю-
чая прочие работы) составляет 1962 чел.-часа.
Поточные методы организации монтажных работ при сооруже-
нии групп сферических резервуаров позволяют значительно сокра-
тить продолжительность монтажа. Так, при сооружении Нижне-
камским монтажным управлением треста № 7 группы сферических
резервуаров емкостью 2000 м3 сборка собственно оболочки каждого
из них заняла всего 6—7 календарных дней (около 20 рабочих
смен), включая подварку швов с внутренней стороны.
Дальнейшие возможности повышения эффективности монтаж-
ных работ при сооружении сферических резервуаров заключаются
в разработке механизированных методов сварки оболочек без их
вращения. Поскольку вращать резервуары емкостью 2000 м3
сложно, то, видимо, вращение резервуаров емкостью 2000 м3 и бо-
лее на манипуляторах не найдет применения.
Институт им. Е. О. Патона предлагает отказаться от вращения
резервуаров большой емкости и применять сварку порошковой
проволокой в среде углекислого газа с принудительным формирова-
нием шва. ВНИИМонтажспецстрой проводит опыты по сварке
?13
в среде углекислого газа с образованием шва за один проход. Для
защиты от атмосферных воздействий сварка шаровых резервуаров
иногда производится под оболочкой из синтетических материалов.
Контроль качества сварных соединений производят в соответ-
ствии с ГОСТ 7512—55 и МН 72-62 «Сосуды и аппараты стальные
сварные». Пересечение швов проверяют просвечиванием (100%
пересечений). Для просвечивания используется цезий 137, выводи-
мый дистанционной командой из рабочего контейнера, установлен-
ного в центре сферы. Так как фокусное расстояние значительно,
то длительность экспозиции при таком «панорамном» просвечивании
велика (табл. 10.2).
Таблица 10.2
Продолжительность экспозиции при просвечивании сварных
соединений резервуаров емкостью 600 и 2000 м3 цезием 137
Емкость резервуара В Л8 Толщина оболочки в мм Фокусное расстоя- ние в мм Продолжительность экспозиции в ч
600 34 5250 24
600 16 5250 17
2000 16 8000 26
Гаммадефектоскопия не позволяет иногда выявить мелкие
дефекты, поэтому применяется ультразвуковой метод контроля
швов с помощью приборов У8М-1М и ДУК-13ИМ.
Сборку и сварку шаровых резервуаров целесообразно пору-
чать состоящей из 12—14 чел. комплексной бригаде, в состав кото-
рой кроме сборщиков и сварщиков включаются и машинисты кра-
нов. Примерный состав комплексной бригады: сборщиков-монтаж-
ников— 5 чел., газорезчиков-монтажников — 2 чел., электро-
сварщиков— 2 чел., крановщиков — 2 чел. и звено электросвар-
щиков-автоматчиков — 3 чел.
Таблица 10.3
Затраты труда на монтаж и сварку шаровых резервуаров
Характеристика резервуара Затраты труда
монтаж в чел.- час. сварка в чел.-час. всего чел.-час. чел.-час. на 1 м3 емкости
ручная автомати- ческая
Емкость 600 л3, толщина оболочки 34 мм, вес 100 т Емкость 2000 л3, толщи- на оболочки 16 лл, вес 105 т 2041 250 1068 3359 5,5
2368 893 939 4200 2,1
Емкость 600 л3, толщина оболочки 16 мм, вес 56 т 1728 463 518 2709 4,5
214
Затраты труда на разгрузку, транспортирование от места раз-
грузки к месту установки, зачистку кромок, сборку, ручную и
автоматическую сварку, монтаж и гидравлическое испытание резер-
вуаров приведены в табл. 10.3.
Строительство шаровых резервуаров в ряде зарубежных стран
характеризуется дальнейшим ростом их емкости. Для хранения
сжиженных газов в Кувейте построены два резервуара емкостью
10 335 м3 каждый (диаметр резервуара 27,533 м, вес оболочки
1000 т). Для изготовления оболочки применена высокопрочная
низколегированная сталь марки Т1 толщиной всего 21,3 мм. Эта
сталь не склонна к трещинообразованию даже при большой ско-
рости охлаждения сварных соединений. Ее высокие механические
свойства (овр = 80 4-95 кгс!мм2, ат = 70 кгс/мм2, относительное
удлинение 18%) достигаются термообработкой: закалкой — на-
грев до температуры 900—927° С; охлаждением в воде и затем от-
пуском при температуре 650° С. Отпуск несколько понижает проч-
ность стали, но повышает ее пластичность. Важно, что ударная
вязкость стали Т1 сохраняется почти постоянной в интервале от
+20 до —125° С.
Сварка стали Т1 ведется без подогрева или с подогревом —
кромки сушатся для удаления влаги. Лепестки для резервуаров
выполняют на заводе горячей вальцовкой (или штамповкой) при
нагреве до 650° С и получающееся разупрочнение восстанавливают
последующей закалкой и отпуском. Перед монтажом лепестки
укрупняют (по три) в кондукторе и сваривают по подогретому
металлу безводородными хорошо просушенными электродами.
Кромки подогревают газовыми горелками с обратной стороны соеди-
нения. Для контроля качества швы просвечивают.
При сооружении этих резервуаров порядок сборки элементов
следующий: вначале устанавливают на колонны укрупненные эле-
менты экваториального пояса, а затем части нижней и в последнюю
очередь части верхней полусферы.
Технологический процесс сварки аналогичен изложенному в пре-
дыдущем случае. Контроль монтажных соединений обеспечивается
рентгеновским просвечиванием швов. Гидравлическое испытание
назначалось при 9,75 атм (это на 50% превышает рабочее давление),
затем все соединения вновь просвечивали.
Из этой же стали сооружены два резервуара на рабочее давление
4,9 ати (испытательное давление 6,1 ати) емкостью по 19 500 ти3
и диаметром 33,7 м. При принятом расчетном коэффициенте свар-
ного шва 0,9 толщина листов стенки резервуара составила 19,5 мм.
При изготовлении из малоуглеродистой стали толщина стенок таких
резервуаров была бы равна 50,8 мм.
Сварку вели с подогревом кромок до 94—148° С.
Для ядерного реактора в г. Шиноне (Франция) построен резер-
вуар емкостью 87 000 м3, диаметром 55 м.
В Японии и ФРГ построены резервуары емкостью 20 000—
55 000 м3.
Глава 11.
ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ СООРУЖЕНИЯ РЕЗЕРВУАРОВ
В отличие от сооружения резервуаров полистовым методом мон-
таж их из рулонных заготовок резко снижает объем трудоемких
операций на строительной площадке — отпадает надобность в сбор-
ке, выверке и сварке отдельных листов стенки резервуара и днища.
Внедрение новой конструкции кровли из щитов, одновременно не-
сущих и ограждающих, взамен ранее применявшейся конструкции
из несущих ферм и листов настила также упростило монтажные
работы. Число монтажных марок и протяженность монтажных швов
резко сократились. Уменьшился также объем работ по контролю
швов. В табл. 11.1 приведены сравнительные данные трудоемко-
сти монтажа резервуара емкостью 5000 м3 при полистовом мето-
де и рулонировании.
Таблица 11.1
Показатели трудоемкости монтажа резервуара емкостью
5000 м3 полистовым методом и рулонированием
Метод монтажа резервуара Число элементов в шт. Длина сварных швов (с подваркой корней) в м Кровля
днище стенка (без об- вязки) днище с кольцевым швом стенка число элементов в шт. длина швов в м
Полистовой . . Из рулонной за- 85 96 524,5 1169 300 778
готовки 2 1 166,8 23 36 324
Представляют интерес данные о снижении трудоемкости мон-
тажных работ при индустриальном методе сооружения резервуаров.
Естественно, что перенос значительной части сборочно-сварочных
операций на заводы увеличил там затраты труда на изготовление
каждого резервуара. Это явилось положительным моментом, так
как заводские условия позволяют применять высокую механи-
зацию всех процессов.
216
Таблица 11.2
Трудоемкость изготовления и монтажа РВС-5000 (в чел.-сменах)
Операция Полистовой монтаж с завод- ским изготовле- нием конструк- ций покрытия Монтаж из руло- нированных стенок и конст- рукций покрытия заводского изготовления Монтаж из рулонированных стенок, днищ и щитового покрытия
Изготовление 80 122 189
Монтаж 340 181 102
Всего 420 (100%) 303 (74%) 291 (70%)
Данные о трудоемкости монтажных работ при различных спо-
собах изготовления резервуаров приведены в табл. 11.2.
На монтажных площадках значительно сократилось количество
мест установки стяжных и крепежных приспособлений при сборке
и деталей для подвесных лесов. Как следствие этого, уменьшился
расход металла. Количество стяжных приспособлений и деталей
для подвесных лесов при изготовлении резервуара емкостью
5000 м3 приведено в табл. 11.3.
Таблица 11.3
Количество приспособлений
Метод монтажа Количество мест установ- ки приспособлений (клина, планки, оправки, прокладки и др.) Детали для креп- ления лесов
шт. | кг
Полистовой 3196 1420 688
Из рулонной заготовки . . . 360 100 50
Автоматическая заводская сварка ответственных швов стенки
резервуара, выполненная в нижнем положении под слоем флюса,
несравненно более надежна, чем ручная сварка этих швов, выпол-
няемая обычно в вертикальном положении в полевых условиях.
При сооружении резервуаров методом рулонирования на мон-
тажной площадке уменьшается число квалифицированных рабочих
и затраты труда по сравнению с полистовым методом их изготов-
ления.
Опыт, накопленный при сооружении многих емкостей, показал,
что по сравнению с полистовой сборкой монтаж резервуаров из
рулонной заготовки сокращает сроки и снижает себестоимость строи-
тельно-монтажных работ при значительном улучшении качества
продукции.
В табл. 11.4 приведены данные ЦНИИБ о затратах труда при
монтаже, сварке и испытании резервуаров, изготовленных из рулон-
ных заготовок и щитовой кровли (в чел.-час.).
217
Таблица 11.4
Затраты труда на монтаж, сварку и испытание вертикальных
цилиндрических резервуаров
Емкость резер- вуара в м3 Монтаж Сварка Испытание Всего
100 117,5 27 13,8 158
200 127,1 32,7 21,8 181
300 149,5 33,3 27,7 210
400 167,3 38,3 29,6 235
700 211 45,2 32,7 300
1000 259,7 59,5 49,5 369
2000 331,8 84,1 69,2 485
3000 442,1 108,4 83,6 634
5000 585,2 143,7 104,9 834
Ориентировочные затраты труда по отдельным операциям мон-
тажа, сварки и испытаниям резервуаров и резервуарного оборудо-
вания приведены в табл. 11.5.
Трест Стальконструкция определил затраты труда на монтажно-
сварочные работы и испытания траншейных резервуаров емкостью
5000 м3 (табл. 11.6).
Практически комплексная оптовая цена 1 т конструкций за-
водского изготовления элементов резервуаров для полистовой сборки
стенки и днища (со щитовой кровлей) по сравнению с комплексной
оптовой ценой рулонированных заготовок и со щитовой кровлей
отличается всего на 4—6%. Эти данные приведены в табл. 11.7.
Рациональное применение резервуаров. Получившие у нас рас-
пространение типовые цилиндрические резервуары с конической
кровлей и плоским днищем, рассчитанные на хранение продуктов
под избыточным давлением до 200 мм вод. ст., рационально приме-
нять для хранения нефтепродуктов с низкой упругостью паров
(керосина, дизельного топлива, мазута, масла), так как потери от
испарения этих продуктов невелики. Такие резервуары, сооружае-
мые индустриальным методом, наиболее технологичны в изготовле-
нии и монтаже. Вместе с тем нельзя рекомендовать хранение авто-
мобильных, авиационных бензинов и сырой нефти в резервуарах,
рассчитанных на низкое давление: нефтепродукты с высокой упру-
гостью паров при больших и малых «дыханиях» резервуаров те-
ряются в больших количествах. Сейчас необходимо широко внед-
рять в практику строительства сооружение резервуаров, в которых
значительно сокращаются потери от испарения — резервуары
с понтоном, с плавающей крышей, повышенного давления или с га-
зоуравнительными системами, снабженными газосборниками. Резер-
вуары повышенного давления экономичны для всех областей СССР
при малой оборачиваемости (до 5 раз в год). В южной и средней
зоне эффективны резервуары с понтоном и плавающей крышей,
имеющие большую или весьма большую оборачиваемость. Несколько
218
Таблица 11.5
Затраты труда на отдельные операции при монтаже, сварке и испытаниях резервуаров
емкостью 100 — 5000 м3
Работа Норма времени в чел.-час. на сооружение резервуара емкостью в лсв
100 200 300 400 700 1000 2000 3000 5000
Выгрузка и складирование щитов кровли с саней или трайлеров на монтажной площадке 2,2 3,3 3,3 3,3 5,1 6,7 10,5 16,5 24
Монтаж днища из рулонной заготовки 3,6 4,6 5,5 6,4 9 11,5 16 21 30
Установка рулона тракторами-трубоукладчиками или тракторами 4,2 4,7 5,8 6,8 8,4 11,5 38 44 49
Разворачивание рулона стенки резервуара с одно- временным монтажом щитов кровли 53 60 69 79 115 145 170 135 350
Установка центральной стойки — — 2,3 2,3 3,2 5 6,7 8 14
» прислонной лестницы 4,7 4,7 6,5 10,9 10,9 — — — —
» двухмаршевой лестницы краном . . . — — — — — 12,5 — — —
» шахтной » » ... — — — — — — 14,5 14,5 14,5
Испытание всех сварных швов днища вакуум-ап- паратом 0,38 0,82 1,1 1,2 2 2,8 4,4 6,8 9,8
Испытание монтажных швов рулонных днищ ва- куум-аппаратом — — — 0,21 0,54 0,34 0,8 0,61
Испытание стенки резервуара керосином .... 1,5 2,4 3,2 3,5 5 5,7 7,5 10 13
То же, наливом воды Испытание кровли воздухом 10,0 16,5 19,5 21 29 33 44 53 62
1,95 1,95 3,9 3,9 7,5 7,5 13 13 19,5
Устройство ограждений на крыше 1,95 1,95 1,95 1,95 1,95 1,95 1,95 1,95 1,95
Установка оборудования ’ • 55,65 55,65 62,9 67,3 68,1 86,5 98,25 126,4 127
Итого на монтаж одного резервуара (без свар- ки): для светлых нефтепродуктов 131,33 148,77 177,15 196,85 254,66 309,19 401,04 525,65 690,06
» темных нефтепродуктов и масел 126,03 143,47 166,15 187,85 245,66 302,69 394,54 514,55 678,96
ю
Таблица 11.6
Затраты труда на монтажно-сварочные работы по сооружению
траншейного резервуара емкостью 5000 м3
Монтажно-сварочные работы Затраты труда в чел.-час. Монтажно-сварочные работы Затраты труда в Чел.-час.
Выгрузка рулонов обо- лочки, элементов покрытия, перемещение рулона и кон- струкций Разворачивание рулонов стенки резервуара с при- хваткой полотнищ, огрун- товкой, первичным испыта- нием швов Приемка фундаментов, монтаж контрольного лот- ка, укладка развернутых полотнищ стенки в траншею двумя кранами, изготовле- ние приямка * Укрупнительная сборка ферм, монтаж и выверка 179,3 286,2 424,9 Монтаж железобетонных плит покрытия с прихват- кой и замоноличиванием . Покрытие кровли рулон- ной сталью Монтаж люков (лазов, светового, замерного), ды- хательного и предохрани- тельного клапанов .... Очистка (двукратная) от грязи, снега, мусора . . Электросварочные рабо- ты с испытанием швов ке- росином Гидравлическое испыта- ние ’ . . 229,6 346 17,1 77,6 266,6 93
ферм, монтаж распорок, шпангоутов, обвязочного уголка с прихваткой . . * Загибание оболочки ре- зервуара, стыковка угловых соединений оболочки, мон- таж двух лестниц, с вывер- кой и прихваткой .... 734,5 993,8 Итого... В том числе затраты труда по профессиям: механизаторы электросварщики . . . монтажники 3648,5 493,6 420,8 2734,1
больший расход металла (на 1 м3 хранимого продукта) на сооруже-
ние резервуаров с понтонами и меньший на изготовление резервуа-
ров с плавающей крышей, усложнение изготовления элементов и
монтажно-сварочных работ окупаются уже в первые годы их экс-
плуатации. Это касается и резервуаров с понтонами и плавающей
крышей, несмотря на значительное сокращение полезного объема
резервуара при одной и той же геометрической емкости. Резервуары
с плавающей крышей одновременно взрывобезопасны и при пожаре
имеют малый очаг огня.
Хранение продуктов в резервуарах большой емкости (10 000 м3
и более) экономически обосновано. По данным Гипроспецпромстроя,
применение резервуаров емкостью 10 000—50 000 м3 дает значи-
тельную экономию средств при сооружении крупных баз для хра-
нения нефтепродуктов (по капитальным затратам на 20—30% и по
расходу металла на 10—20%). Это особенно относится к резер-
вуарам высотой 17—18 м, в которых хранение продуктов более эко-
номично в связи с уменьшением потерь от «дыханий», чем в резер-
вуарах высотой 11—12 м, обычно у нас применяемых.
220
Таблица 11.7
Условные оптовые цены на резервуарные конструкции
Емкость резервуара (номинальная) в м3 Щитовая кровля Отпускная стоимость в руб. 1 т франко-станция назначения
днище стенка покрытие (щиты и централь- ная стой- ка) лестницы и ограждения комплексная цена понтоны с полот- нищем (диафраг- мой) плавающая крыша люки свето- вые и замер- ные S. g з = i 3 и ч о каркас (барабан) для навора- чивания стенки и днища
Рулонная заготовка днища и стенки резервуара
400 Коническая 216 208 236 248 220 279 — 361 526 195
700—2 000 » 204 201 226 245 211 273 276 361 526 195
3 000—5 000 » . * . . . 197 190 209 222 196 269 269 361 526 195
3 000-5 000 Сферическая . . . . 197 180 223 222 201 269 269 361 526 195
10 000—20 000 Коническая 191 193 200 217 196 261 264 343 526 195
10 000—20 000 Сферическая .... 191 193 215 217 201 261 264 343 526 195
30 000-50 000 » .... 190 192 212 215 200 261 264 — — —
Полисто зая заг отовка днища и стенк и резер вуара
400 Коническая 197 197 236 248 212 279 — 361 526 —
700—2 000 » 187 188 226 275 202 273 276 361 526 —
3 000—5 000 » 181 179 209 209 188 269 269 361 526 —
Парки, состоящие из резервуаров большой высоты, требуют
меньших капитальных затрат.
Некоторые исследователи (М. И. Ашкинази и др.) считают впол-
не обоснованным, что ни одна из специальных систем и конструкций
резервуаров, позволяющих сократить потери, не является универ-
сальной и имеет пределы своего применения в различных климати-
ческих и эксплуатационных условиях. Уровень потерь нефтепро-
дуктов (см. главу 1) должен неуклонно снижаться, и выбор рацио-
нальной конструкции резервуара имеет в настоящее время перво-
степенное значение. Что касается технико-экономических показа-
телей строительства стальных резервуаров емкостью ~ 5000 м3
различных конструкций, то стоимость работ в рублях и расход ме-
талла на 1 м3 емкости колеблются в достаточно широких пределах.
Дальнейшая работа по улучшению конструкции резервуаров,
а также по внедрению высокопрочных сталей позволит значительно
снизить затраты металла и сократить стоимость самого сооружения,
а снижение потерь нефтепродуктов от испарения обеспечит большую
эффективность их внедрения.
ОГЛАВЛЕНИЕ
Предисловие.................................................... 3
Глава 1. Основные данные о резервуарах......................... 4
1. Общие сведения о конструкциях резервуаров................... 4
2. Рациональные размеры резервуаров........................... 6
3. Развитие отечественного индустриального метода строительства
резервуаров.................................................... 7
4. Расчет несущих элементов вертикальных цилиндрических резерву-
аров .......................................................... 9
5. Конструкция вертикальных цилиндрических резервуаров ... 13
6. Шаровые резервуары и газгольдеры...........................28
7. Материалы, применяемые при сооружении резервуаров ... 29
Глава 2. Общие сведения о монтаже и сварке резервуаров ... 30
1. Документация. Подготовительные работы .. . .'.............. 30
2. Поставка и подготовка конструкций..........................31
3. Сборка резервуаров.........................................31
4. Подтягивание и закрепление соединений в процессе сборки .... 32
5. Сварка конструкций резервуаров.............................36
6. Особенности производства работ при отрицательных температурах 37
7. Пооперационный контроль качества...........................39
8. Требования, предъявляемые к сварщикам резервуаров ... 41
Глава 3. Разгрузка, складирование и транспортирование эле-
ментов резервуаров......................................45
1. Разгрузка и складирование конструкций.......................45
2. Транспортирование элементов резервуаров....................49
Г л а в а 4. Монтаж и сварка днищ......................... 53
1. Конструкция оснований и их приемка..........................53
2. Монтаж днищ из рулонной заготовки..........................56
3. Сварка днищ................................................57
4. Полистовая сборка и сварка днищ........................... 58
5. Разметка днищ...............................................60
Глава 5. Полистовой монтаж стенки резервуара и монтаж несу-
щих конструкций покрытия................................62
1. Способы сборки стенки резервуара и конструкций покрытия ... 62
2. Сварка стенки резервуара....................................65
3. Некоторые сведения о сооружении резервуаров большой емкости
полистовым способом............................................68
4. Сооружение резервуаров способом подращивания................72
223
Глава 6. Монтаж резервуаров при рулонной заготовке их сте-
нок ................................................... 76
1. Общие данные о монтаже резервуаров..........................76
2. Подготовка рулона к подъему................................76
3. Подъем рулона в вертикальное положение.....................82
4. Разворачивание рулона и монтаж конструкций щитовой кровли 83
5. Замыкание и сварка монтажного стыка и кольцевых швов .... 89
6. Монтаж резервуаров большой емкости.........................95
7. Монтаж резервуаров с понтоном и плавающей крышей...........104
8. Уплотняющие затворы плавающих крыш и понтонов.............112
9. Монтаж резервуаров со сфероцилиндрической и безмоментной
кровлями.......................................................116
10. Поточный монтаж резервуарных парков.......................121
Глава 7. Траншейные резервуары.............................126
1. Конструкция траншейных резервуаров.........................126
2. Приемка строительных работ.................................131
3. Поставка конструкций.......................................132
4. Разворачивание рулонов и монтаж оболочки...................133
5. Монтаж конструкций покрытия ...............................138
6. Опыт работы по сооружению резервуаров......................140
7. Испытание траншейных резервуаров...........................142
8. Случаи утечек нефтепродуктов...............................143
Глава 8. Монтаж оборудования резервуаров...................146
Г л а в а 9. Испытание и сдача резервуаров.................167
-I. Методы испытаний..........................................167
2. Промежуточные испытания элементов резервуара...............168
3. Контроль качества сварных соединений просвечиванием . . . 172
4. Гидравлические испытания резервуара........................175
5. Испытание кровли...........................................177
6. Замеры отклонений от допусков..............................178
7. Испытание резервуаров при отрицательных температурах . . . .180
8. Разрушение резервуаров в процессе испытаний................184
9. Защита резервуаров от коррозии.............................190
Г л а в а 10. Монтаж шаровых резервуаров......................200
Глава 11. Экономические показатели сооружения резервуаров . . . 216
Корниенко Виктор Степанович,
Поповский Богдан Васильевич
СООРУЖЕНИЕ РЕЗЕРВУАРОВ
Стройиздат Москва, К-31, Кузнецкий мост, д. 9
Редактор издательства Л. М. Осенко
Внешнее оформление художника А. С. Александрова
Технический редактор Н. В. Высотина
Корректоры Л. П. Бирюкова, Г. Г. Морозовская
Сдано в набор 9/VII 1970 г.
Т-04431. Бумага бОХОО’/м —7 бум. л.
Тираж 9 000 экз. Изд № AVI—478
Подписано к печати 25/П 1971 г.
14 печ. л. (уч.-изд. 14,4 л.).
Зак. 1413 Цена 1 руб.
Московская типография № 4 Главполиграфпрома Комитета по печати
при Совете Министров СССР
Б. Переяславская, 46