








































































































































































































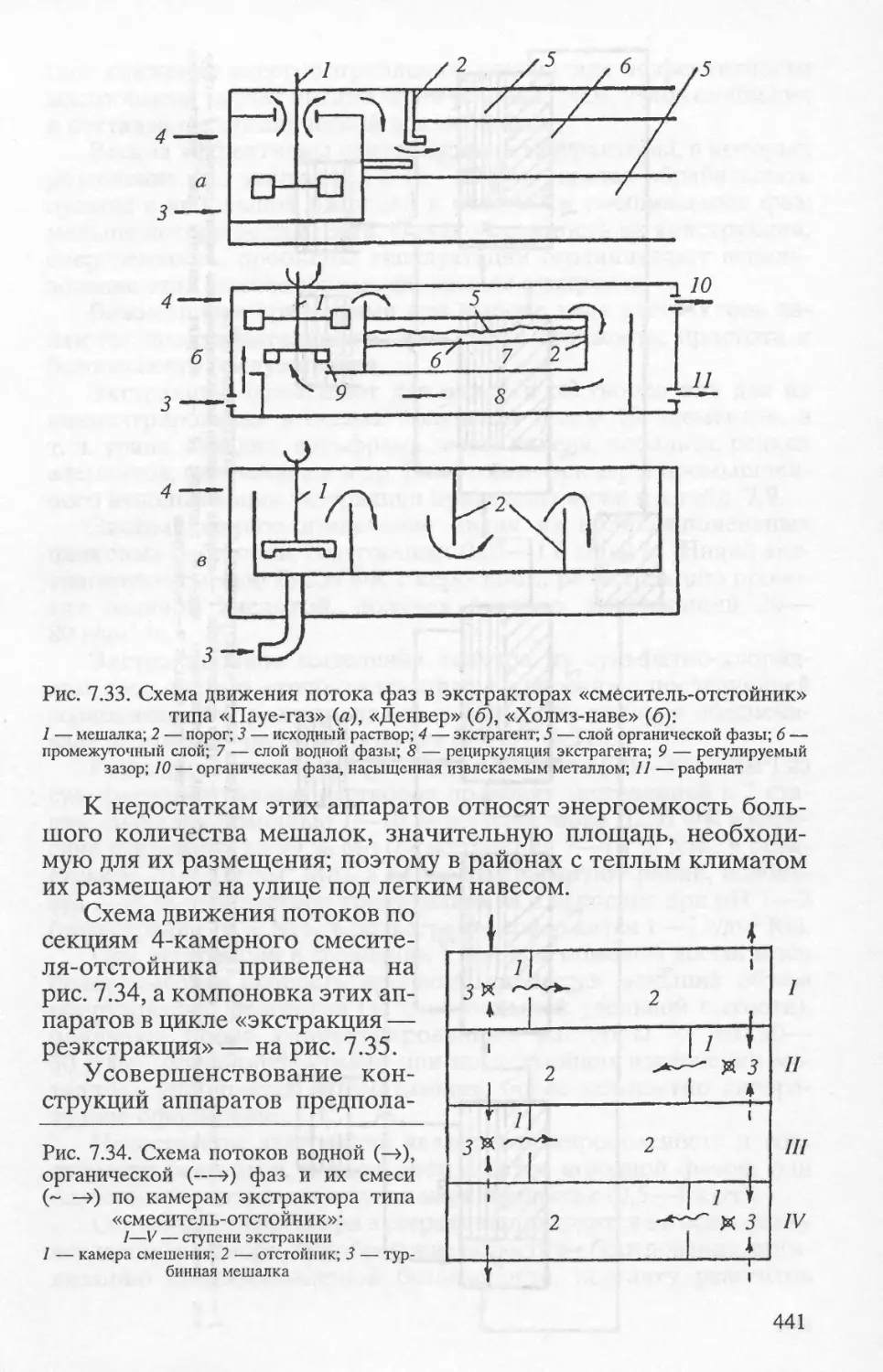
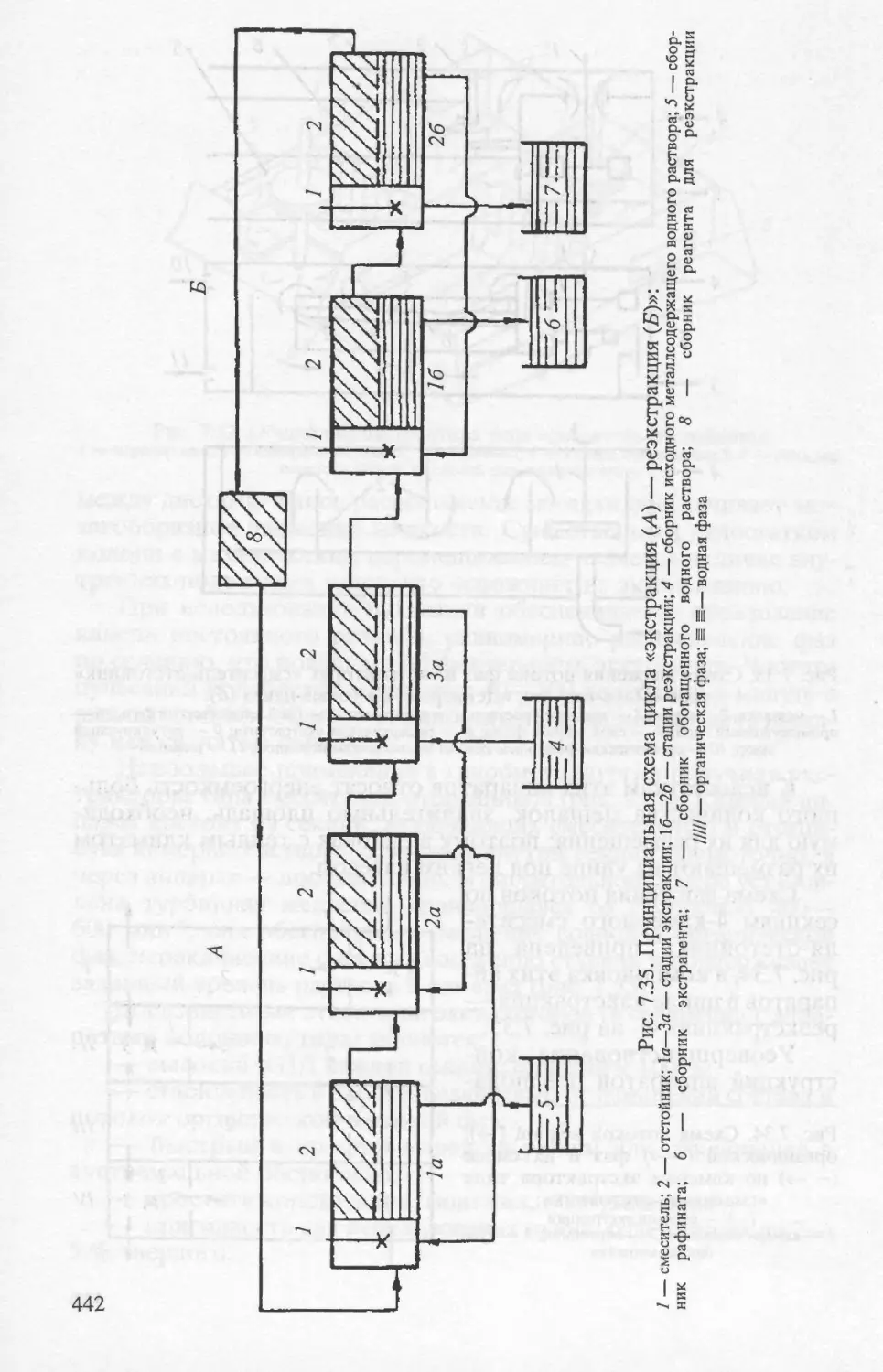






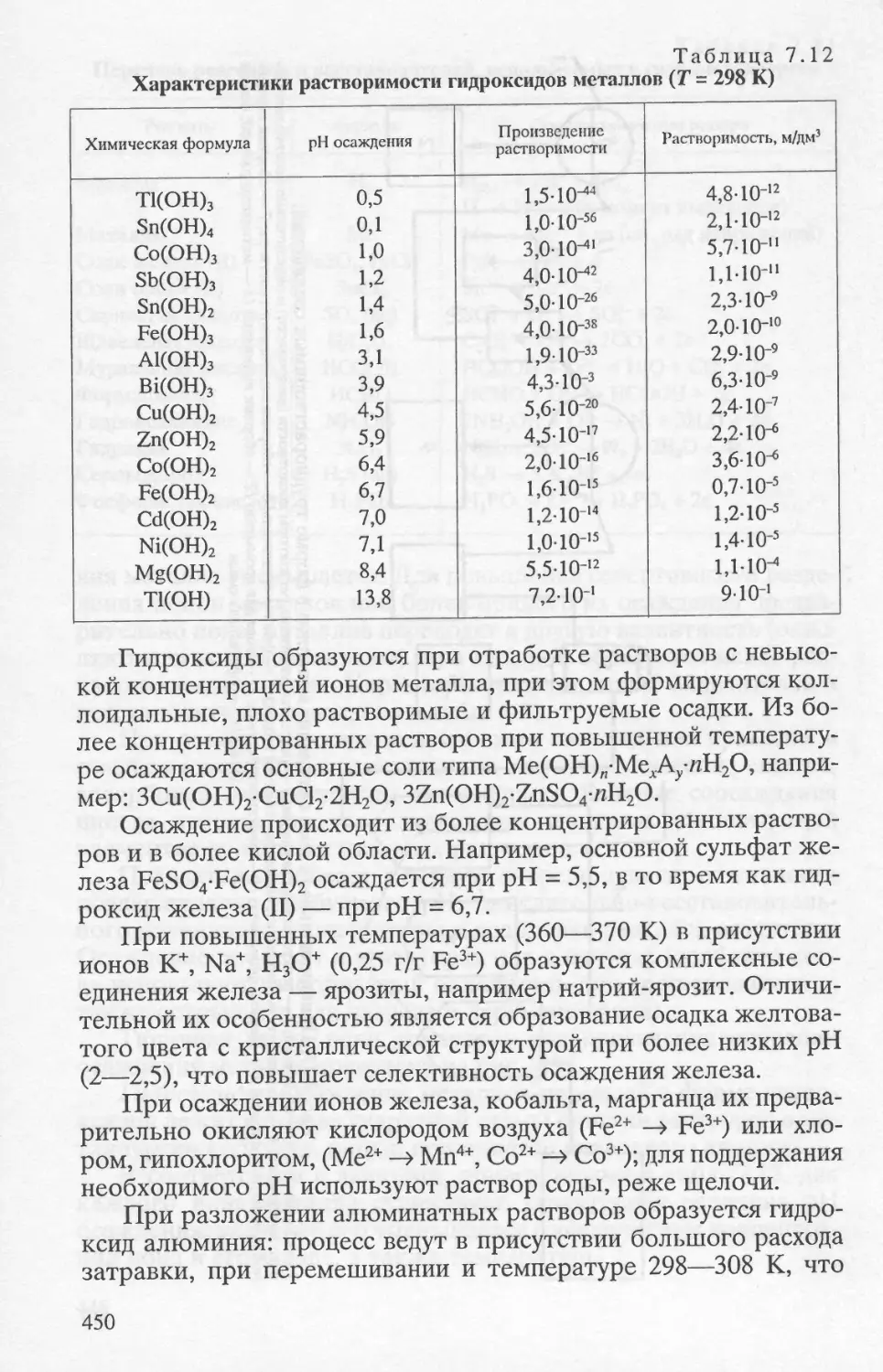







































































































Автор: Жуков В.П. Набойченко С.С. Агеев Н.Г. Дорошкевич А.П. Елисеев Е.И. Карелов С.В.
Теги: цветные металлы в целом отрасли права металлургия металлы цветные металлы
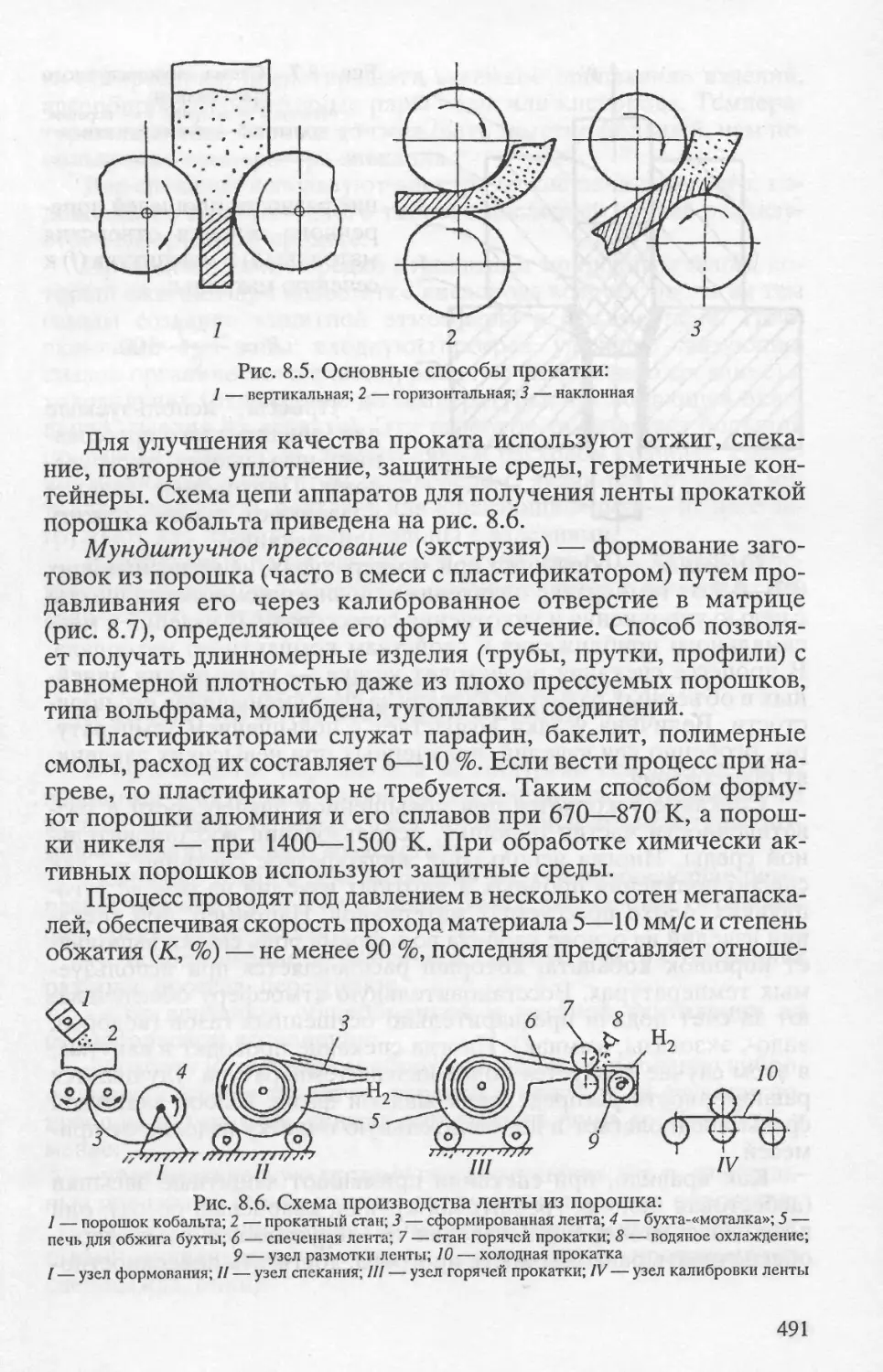
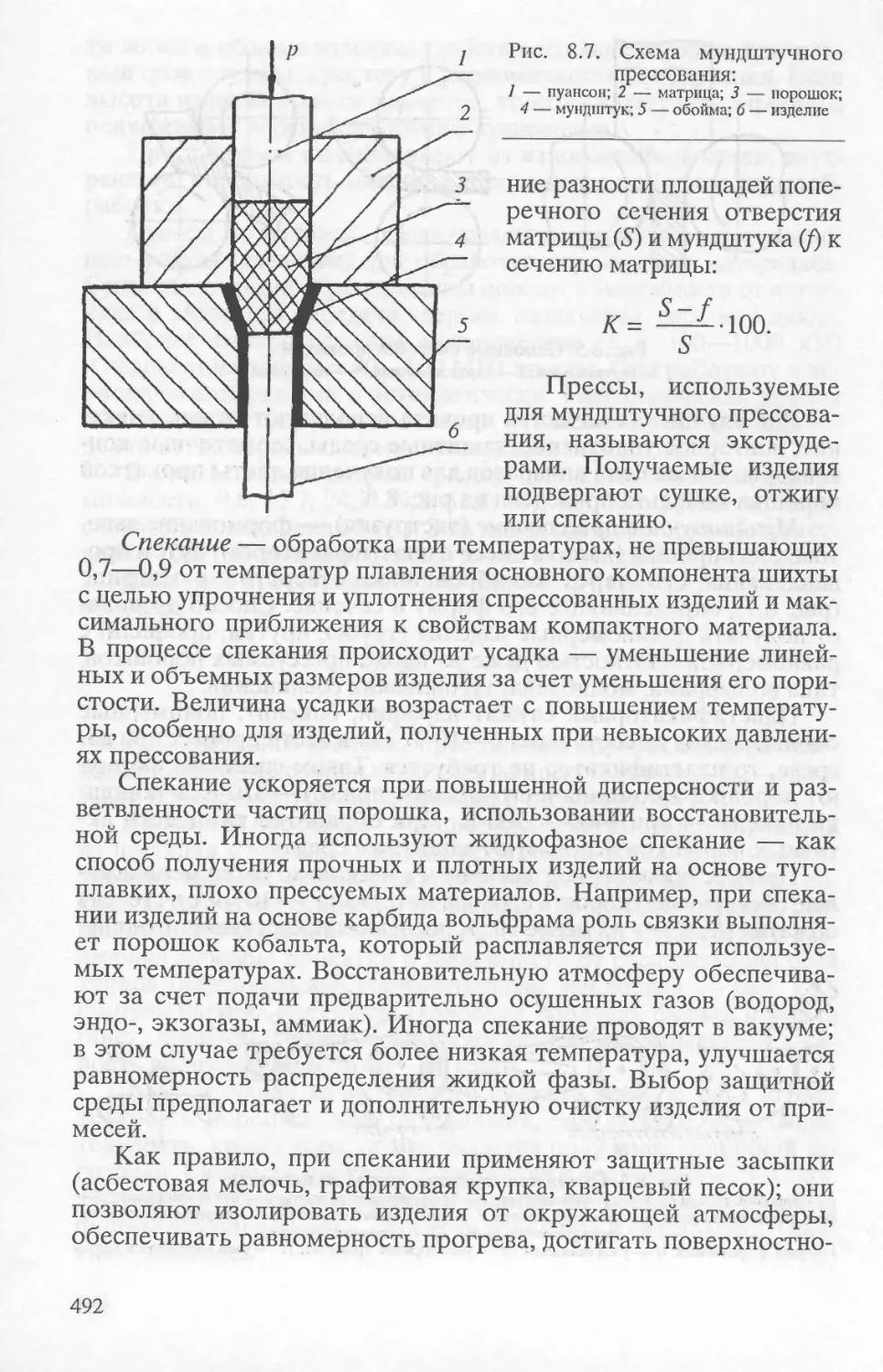
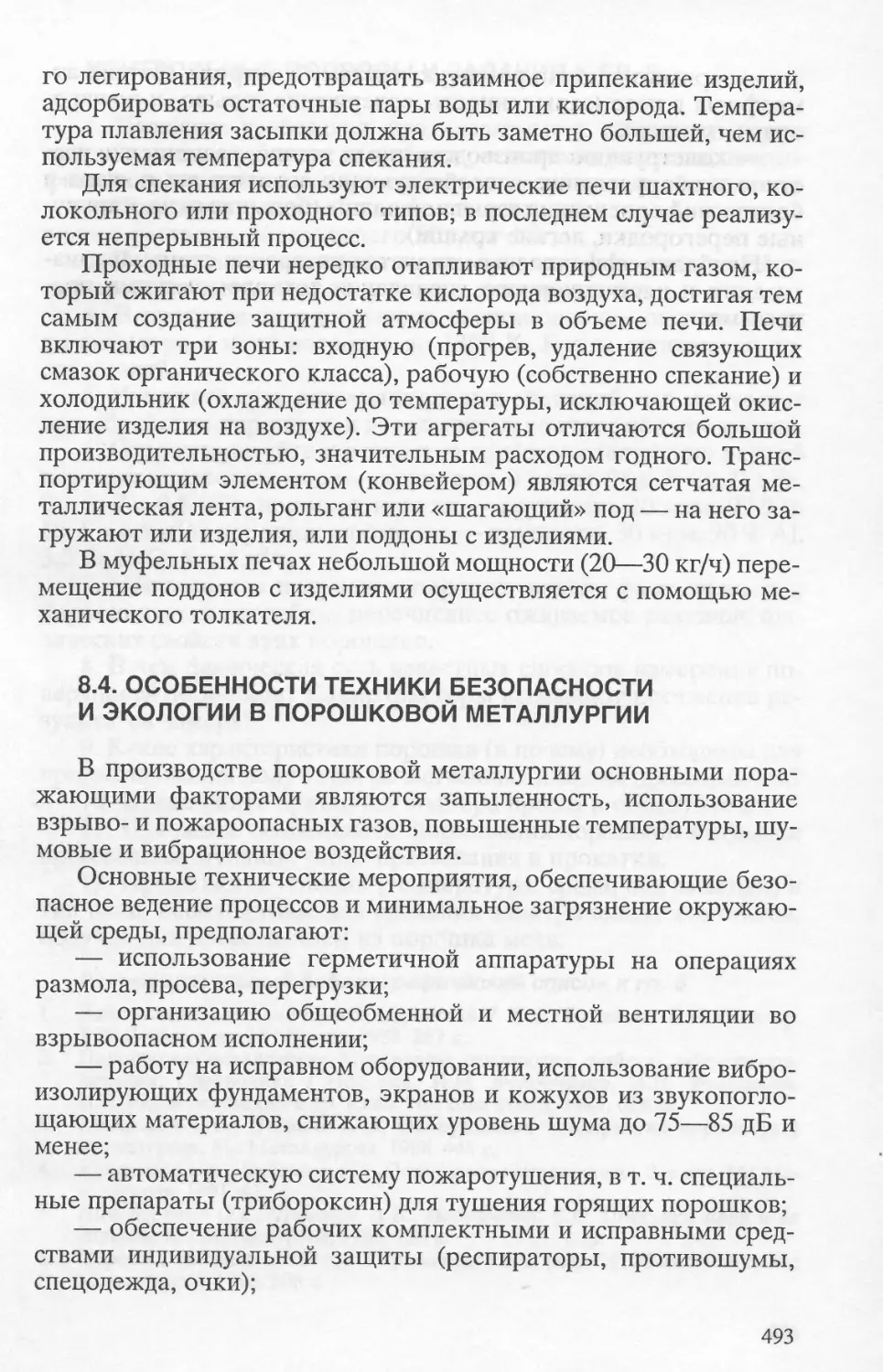
ISBN: 5—321—00608—3
Год: 2005




ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ /?- & Ч
ГОУ ВПО «УРАЛЬСКИЙ ГОСУДАРСТВЕННЫЙ
ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ — УПИ»
С.С. Набойченко, Н.Г. Агеев, А.П. Дорошкевич,
В.П. Жуков, Е.И. Елисеев, С.В. Карелов,
А.Б. Лебедь, С.В. Мамяченков
ПРОЦЕССЫ И АППАРАТЫ
ЦВЕТНОЙ МЕТАЛЛУРГИИ
’ • т 4
Под редакцией чл.-корр. РАН, заслуженного деятеля науки
и техники РФ, профессора С.С. Набойченко
< "
Рекомендовано учебно-методическим объединением по
образованию в области металлургии в качестве учебника
для студентов высших учебных заведений, обучающихся по
направлению подготовки дипломированных специалистов
«Металлургия»
Издание второе, дополненное
БИБЛИОТЕКА
МИСиС
ШИП
191228
ЕКАТЕРИНБУРГ
2005
УДК 669.2
ББК 67.3
П 98
Рецензенты: кафедра металлургии цветных металлов
Иркутского государственного технического университета (зав.
кафедрой проф., д-р техн, наук Г.Г. Минеев); зав. лабораторией
металлургии рассеянных редких элементов Института
металлургии Уральского отделения РАН, д-р техн, наук
И.Н. Танутров
П 98 Процессы и аппараты цветной металлургии: учебник
для вузов / С.С. Набойченко, Н.Г. Агеев, А.П. До-
рошкевич, В.П. Жуков, Е.И. Елисеев, С.В. Ка-
релов, А.Б. Лебедь, С.В. Мамяченков. Екатерин-
бург: ГОУ ВПО УГТУ—УПИ, 2005. 700 с.
ISBN 5—321—00608—3
Изложены физико-химические основы и технология произ-
водства цветных металлов из рудного и вторичного сырья. Дана
характеристика исходным материалам, методам их шихтоподго-
товки, пиро- и гидрометаллургической переработки. Описано
оборудование, приведены технико-экономические показатели
современных металлургических процессов. Рассмотрены вопро-
сы комплексного использования сырья, защиты окружающей
среды, показаны перспективы развития металлургии.
Учебник предназначен для студентов вузов, обучающихся
по направлению «Металлургия» и специальности «Металлур-
гия цветных металлов». Может быть полезен инженерно-тех-
ническим работникам предприятий, исследовательских и про-
ектных организаций цветной металлургии.
Табл. 70, рис. 267.
НАУЧНО-ТЕХНИЧЕСКАЯ
&ШИОТЕКА МГИСиС(ТУ)
МОСКВА. ЛЕНИНСКИЙ ПР-Т, 4
УДК 669.2
ББК 67.3
ISBN 5—321—00608—3 © ГОУ ВПО «Уральский
государственный технический
университет—УПИ», 2005
Нашему учителю,
академику АН КазССР,
профессору,
доктору технических наук,
заслуженному деятелю
науки и техники РСФСР
В.И. СМИРНОВУ
(1899—1972 гг.)
посвящается
ОГЛАВЛЕНИЕ
Предисловие ............................................ 7
Глава 1. Общие вопросы цветной металлургии........... 10
1.1. Классификация цветных металлов, их свойства и
области применения............................. 10
1.2. Сырье для производства цветных металлов. 15
1.3. Вторичное сырье цветных металлов.......... 26
Контрольные вопросы и задания к гл. 1...... 34
Рекомендательный библиографический список
к гл. 1.................................... 34
Глава 2. Подготовка сырья к металлургической переработке.. 35
2.1. Складирование и шихтовка.................. 35
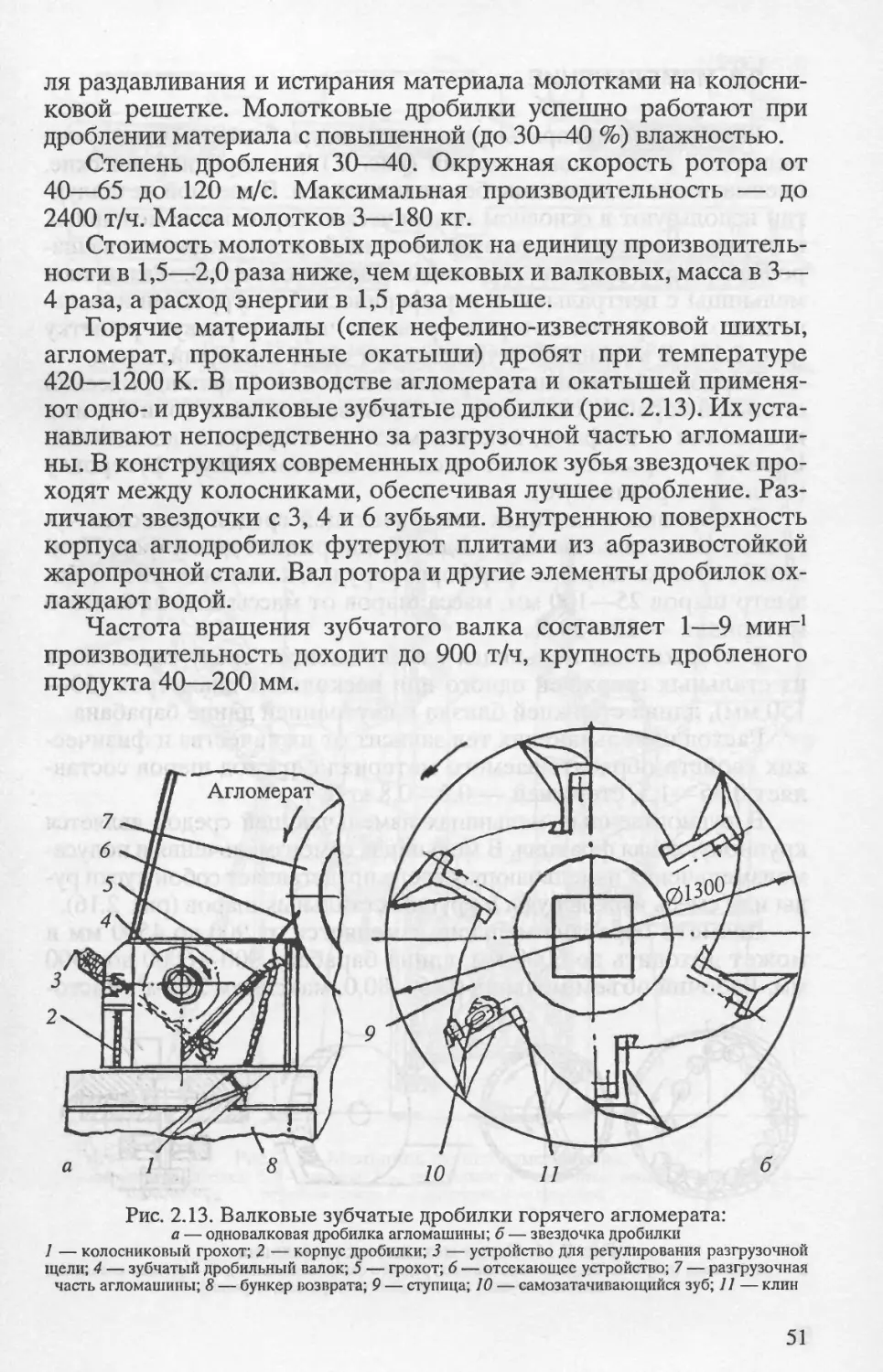
2.2. Дробление................................. 43
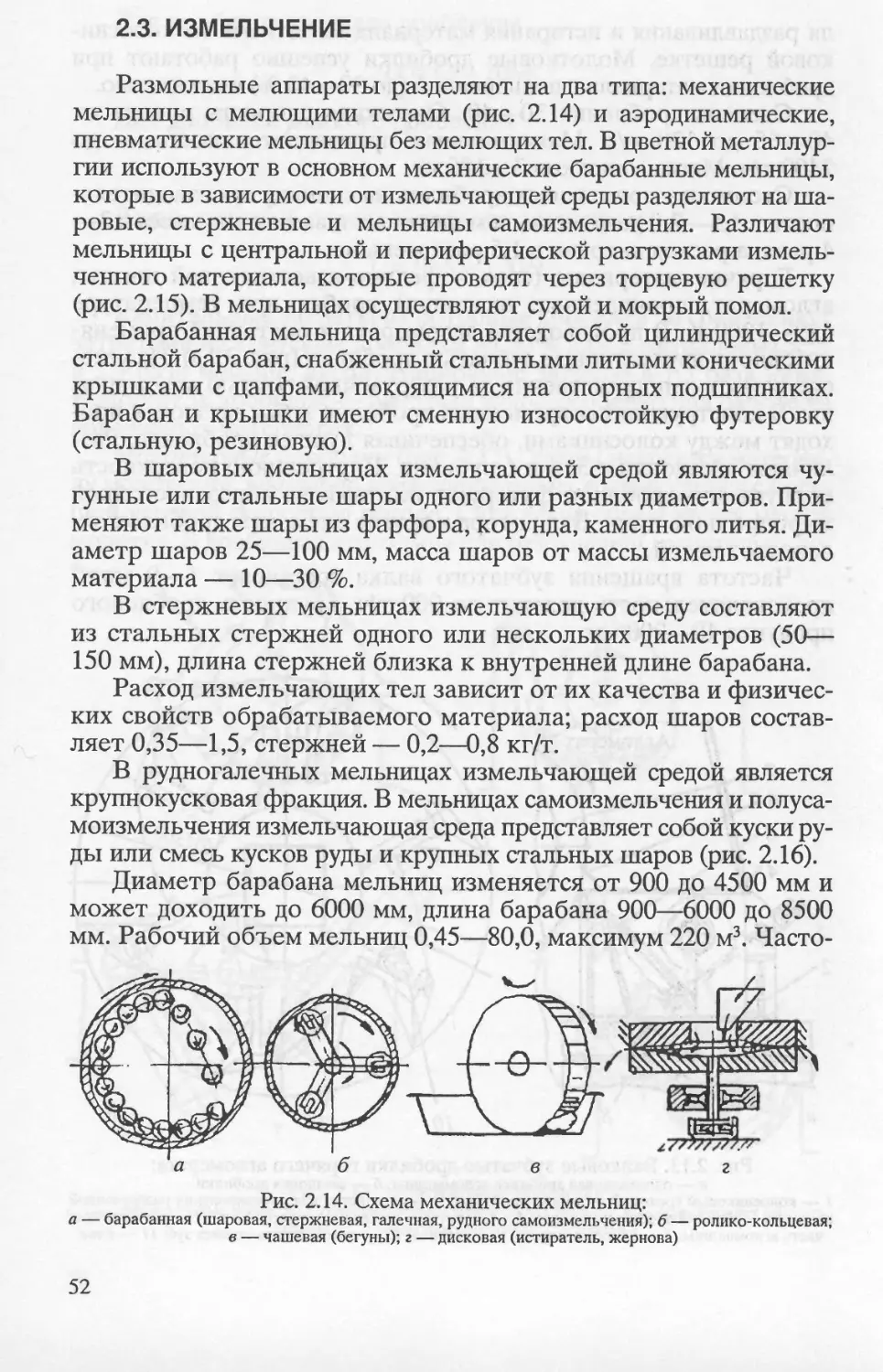
2.3. Измельчение............................... 52
2.4. Грохочение и классификация................ 54
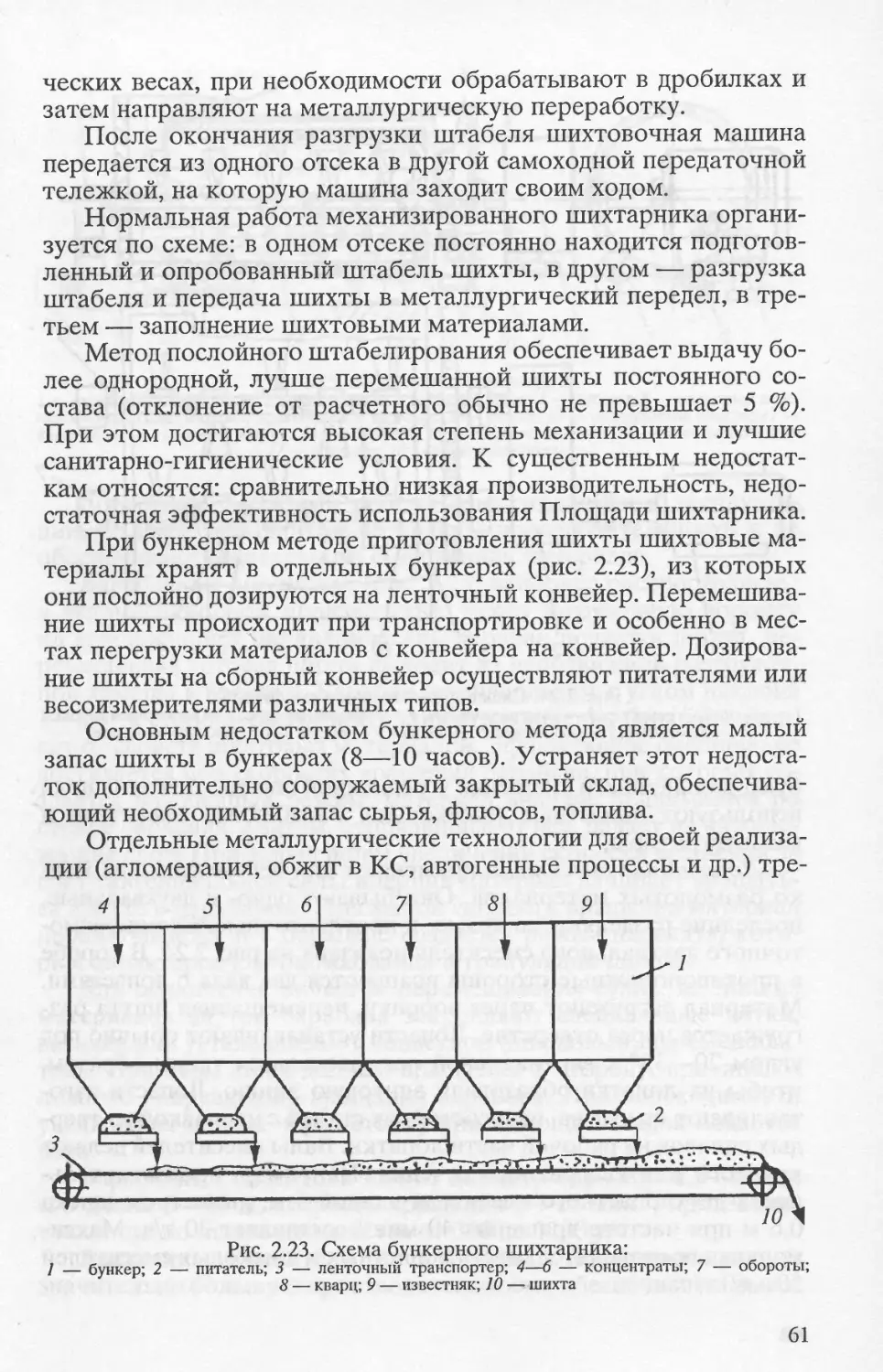
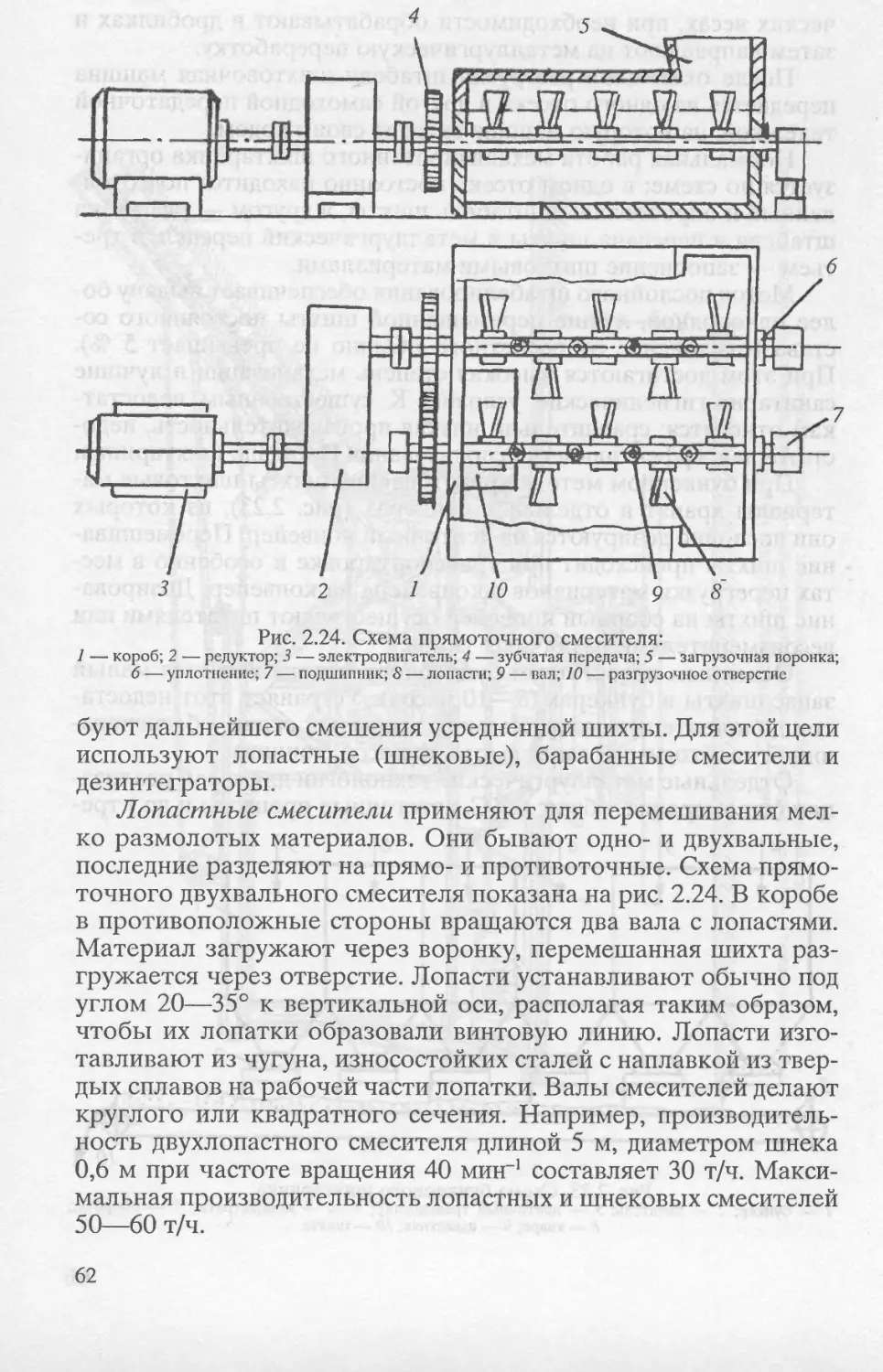
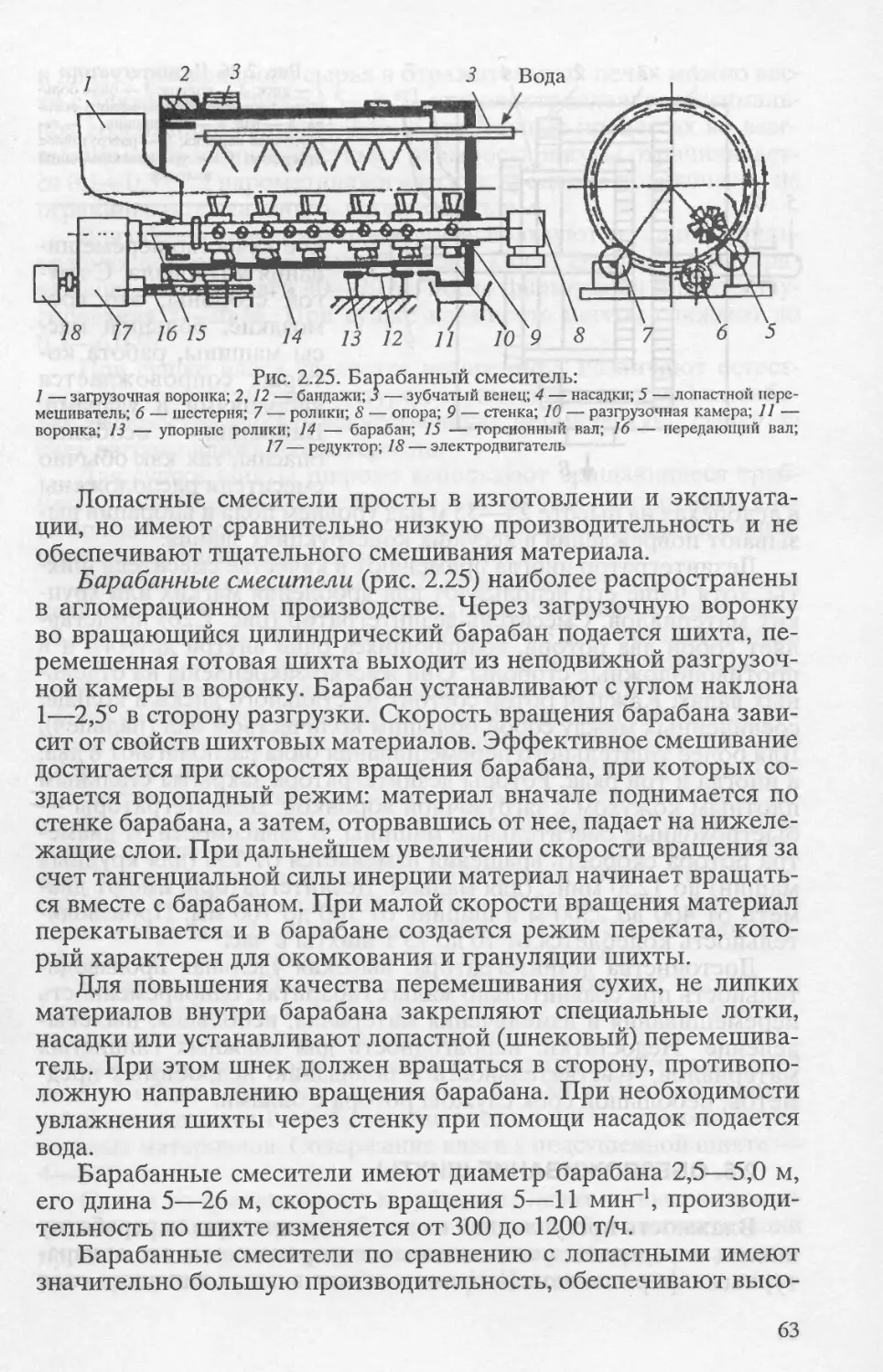
2.5. Приготовление шихты....................... 58
2.6. Обезвоживание шихты....................... 64
2.7. Окатывание................................ 69
2.8. Брикетирование............................ 71
2.9. Агломерация............................... 75
2.10. Спекание, кальцинация, механоактивация. 85
2.11. Первичная обработка лома и отходов....... 90
Контрольные вопросы и задания к гл. 2..... 115
Рекомендательный библиографический список
к гл. 2................................... 115
Глава 3. Обжиг....................................... 117
3.1. Окислительный обжиг..................... 117
3.2. Хлорирующий обжиг........................ 127
3.3. Возгоночный обжиг........................ 129
3.4. Хлоридовозгонка.......................... 130
3.5. Восстановительный обжиг.................. 131
3.6. Вельцевание.............................. 132
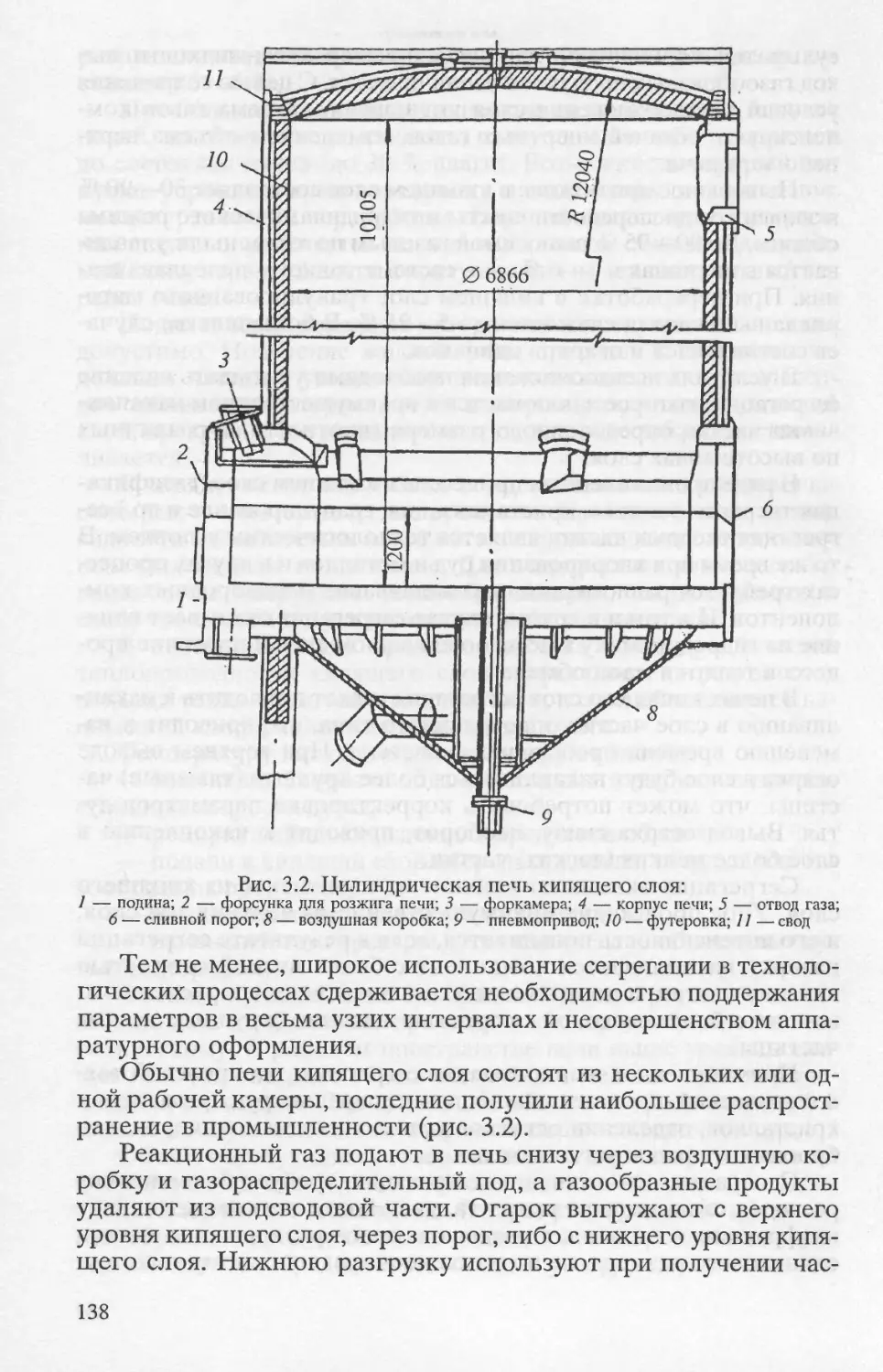
3.7. Обжиг в кипящем слое..................... 135
3.8. Агломерирующий обжиг..................... 140
Контрольные вопросы и задания к гл. 3..... 142
Рекомендательный библиографический список
к гл. 3................................... 142
Глава 4. Плавка руд и концентратов.................... 143
4.1. Металлургические расплавы................ 143
4.2. Шахтная плавка........................... 162
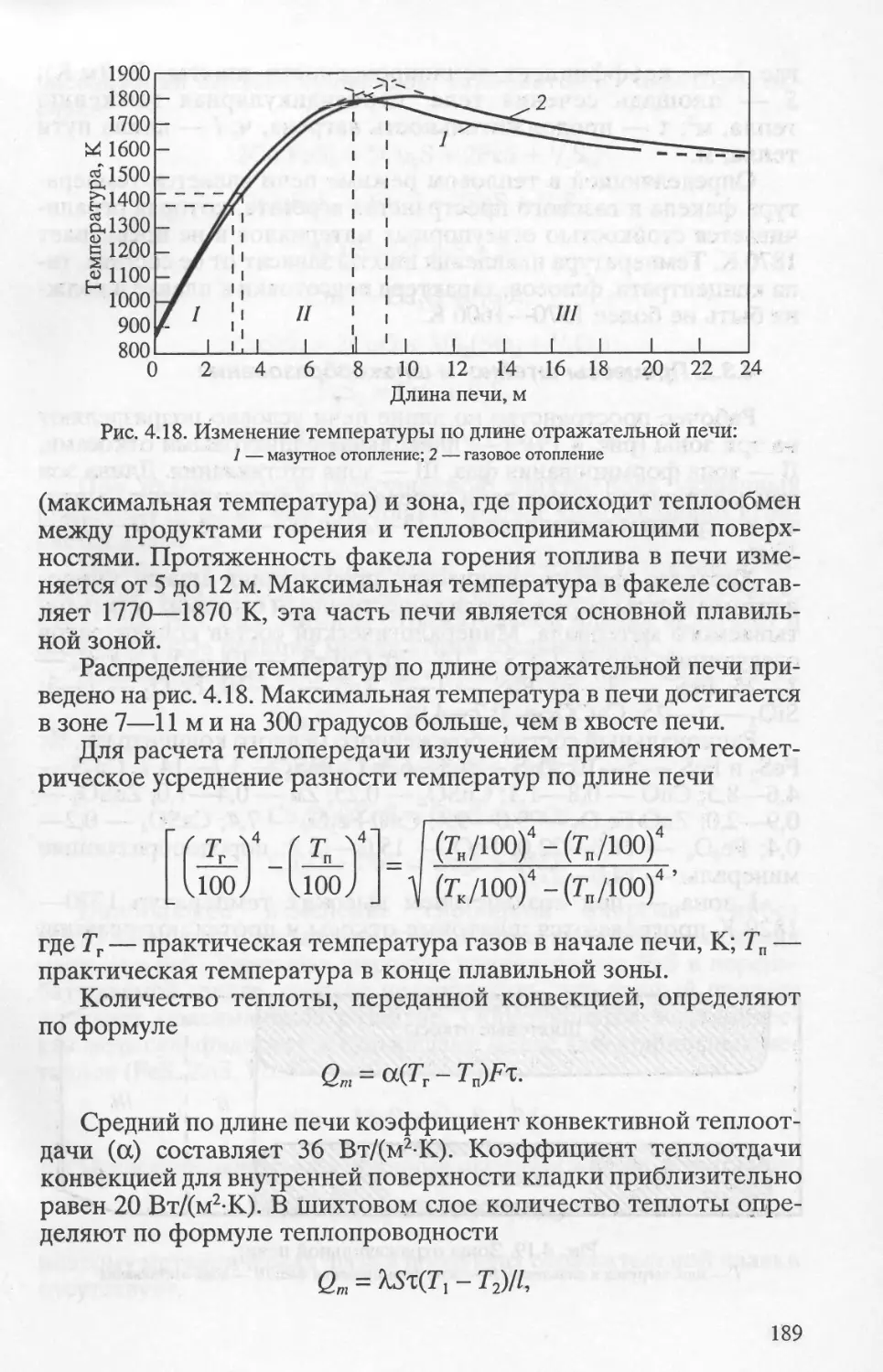
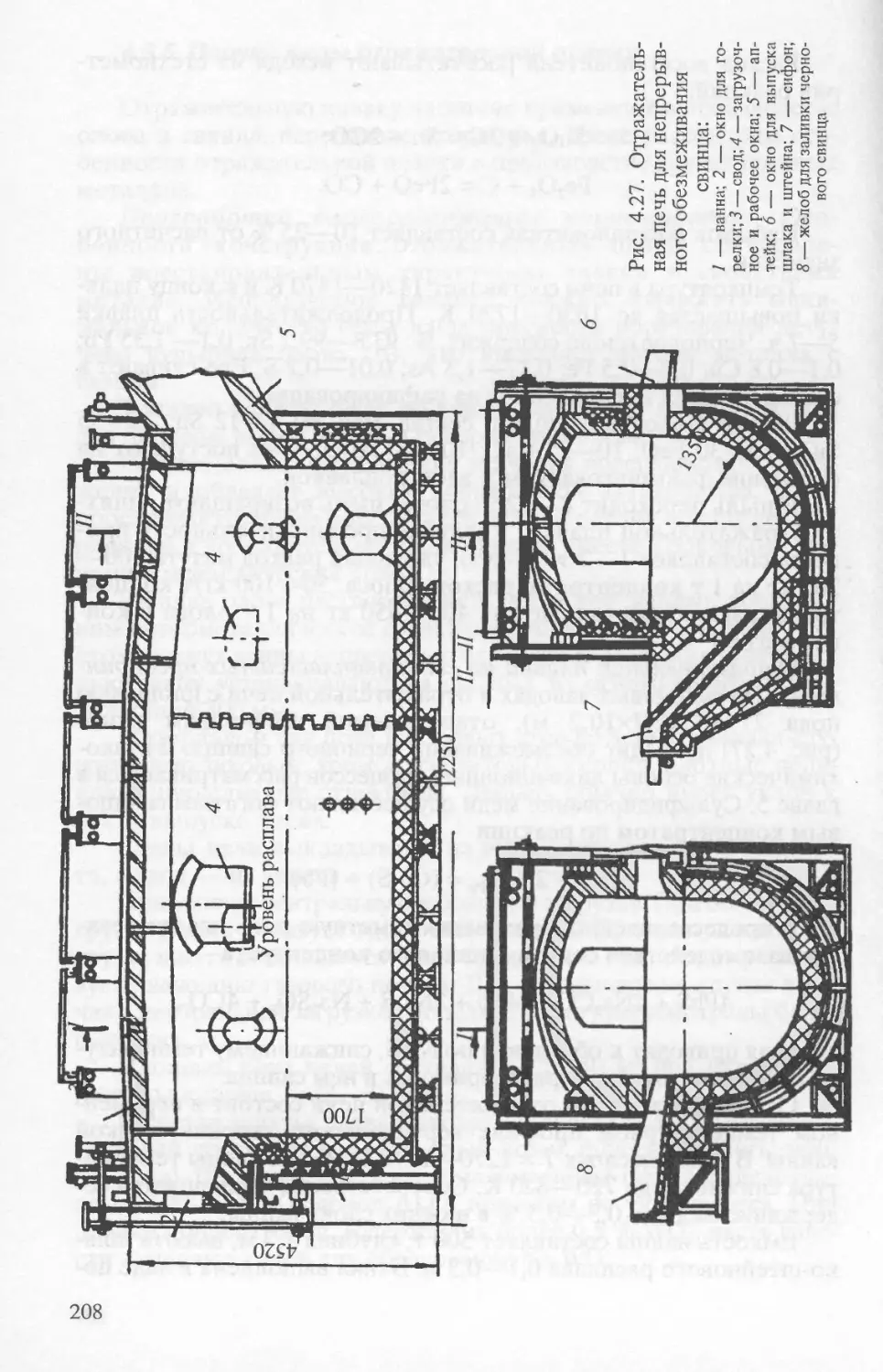
4.3. Отражательная плавка рудного сырья....... 187
4.4. Электроплавка............................ 210
4
4.5. Металлотермическая плавка................... 228
4.6. Конвертирование сульфидных расплавов...... 233
4.7. Фьюмингование и пироселекция................ 239
4.8. Автогенные способы плавки................... 245
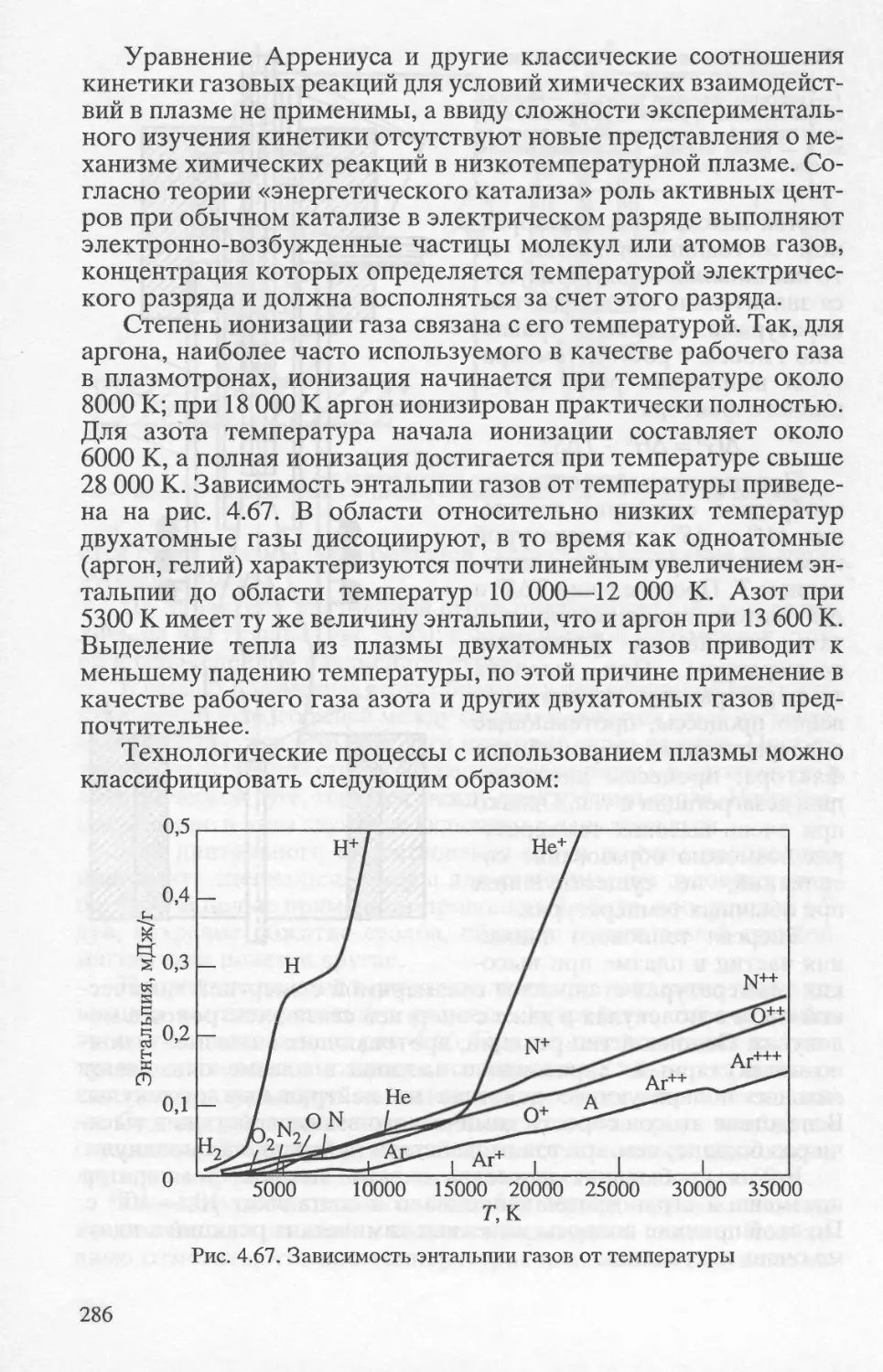
4.9. Плазменная плавка........................... 282
Контрольные вопросы и задания к гл. 4........ 289
Рекомендательный библиографический список
к гл. 4...................................... 290
Глава 5. Пирометаллургическое рафинирование.............. 291
5.1. Окислительно-восстановительное рафиниро-
вание........................................... 291
5.2. Ликвация.................................... 295
5.3. Дистилляция, ректификация, вакуумирование. 300
5.4. Карбонилирование............................ 311
5.5. Щелочное рафинирование...................... 314
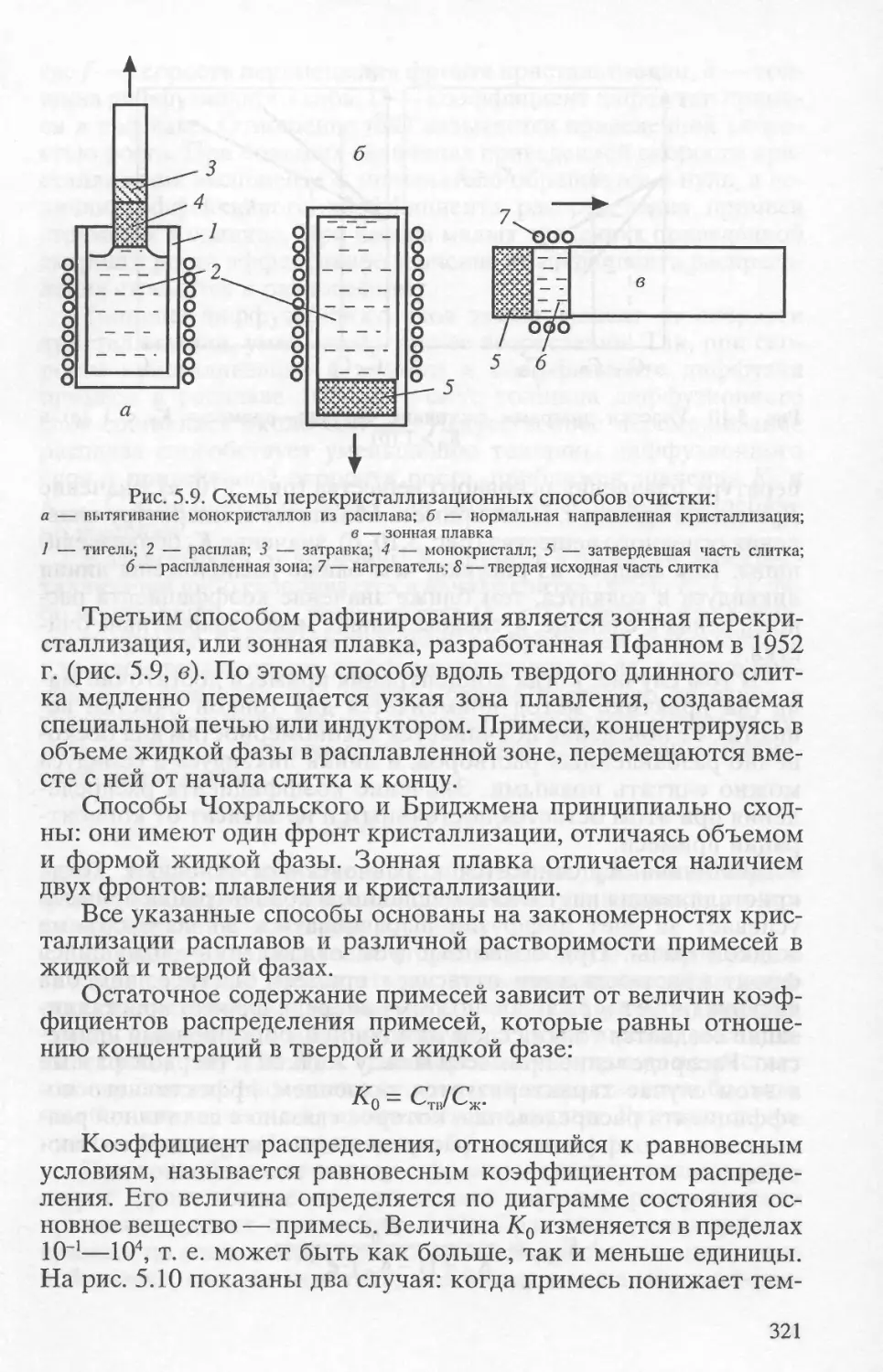
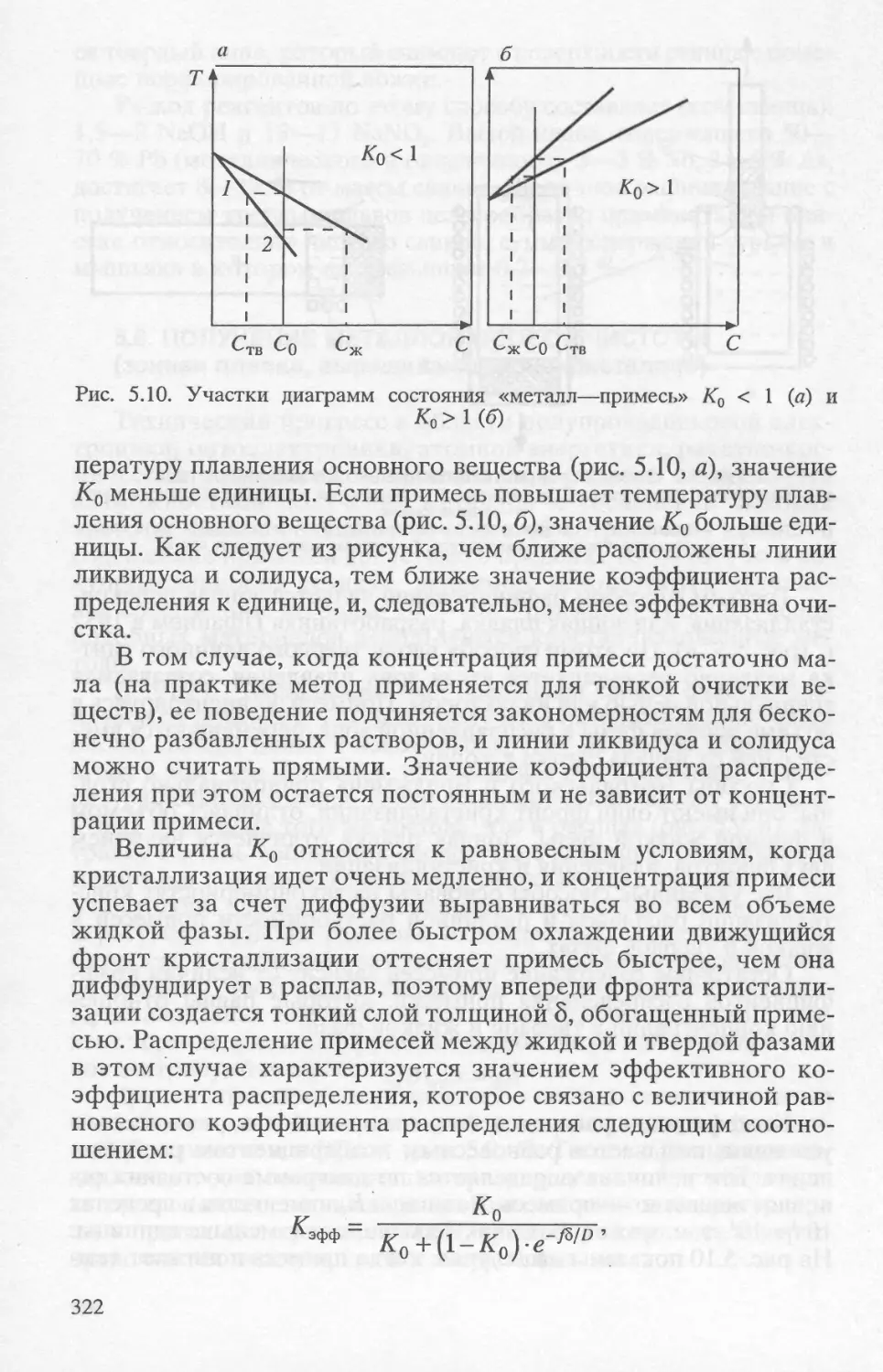
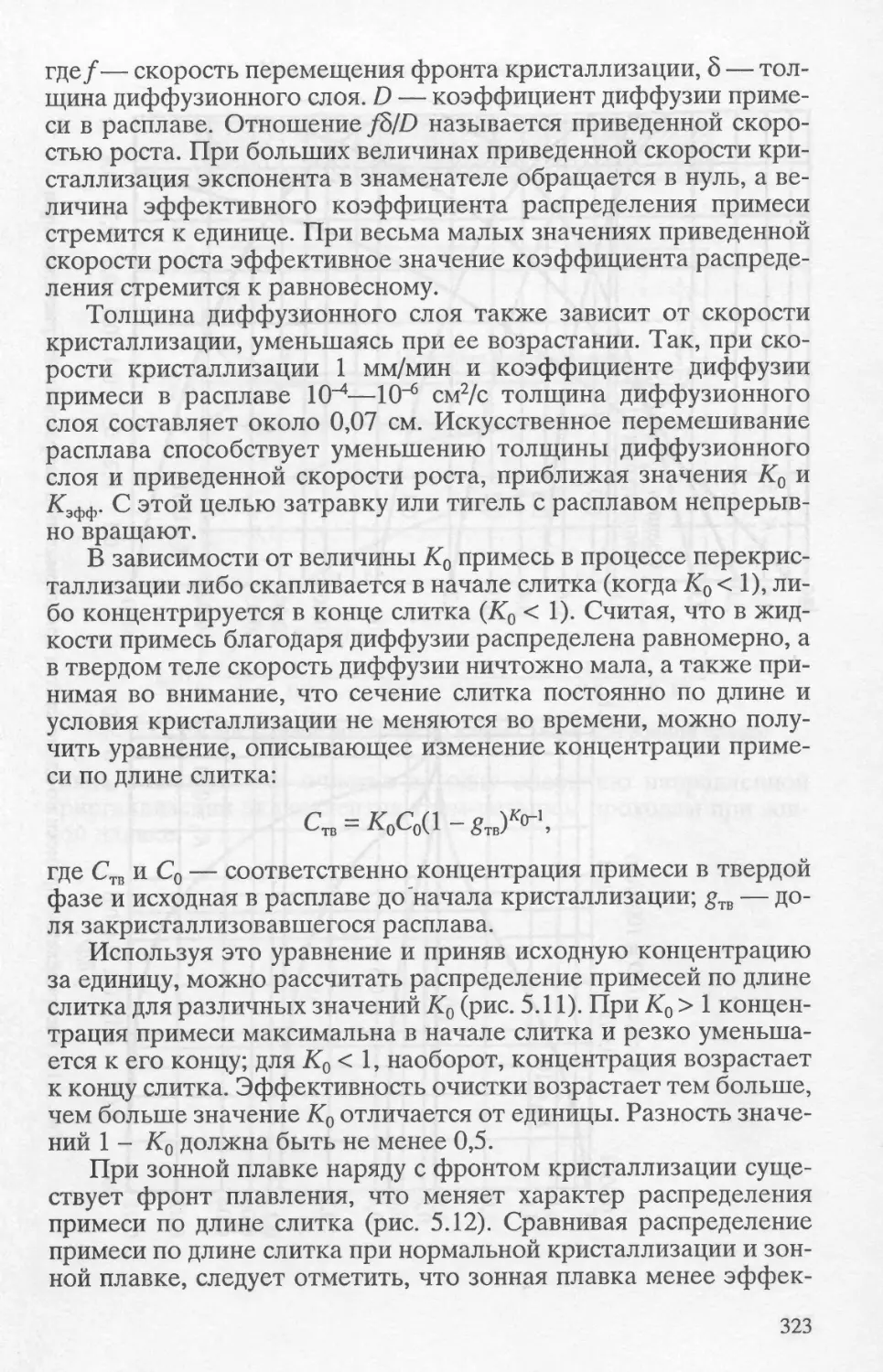
5.6. Получение металлов особой чистоты (зонная
плавка, выращивание монокристаллов)............. 320
Контрольные вопросы и задания к гл. 5........ 326
Рекомендательный библиографический список
к гл. 5...................................... 326
Глава 6. Электрохимическое рафинирование................. 327
6.1. Физико-химические основы электролиза...... 327
6.2. Электролиз водных растворов................. 342
6.3. Электролиз расплавов........................ 364
Контрольные вопросы и задания к гл. 6........ 380
Рекомендательный библиографический список
к гл. 6...................................... 380
Глава 7. Гидрометаллургия................................ 381
7.1. Выщелачивание............................... 383
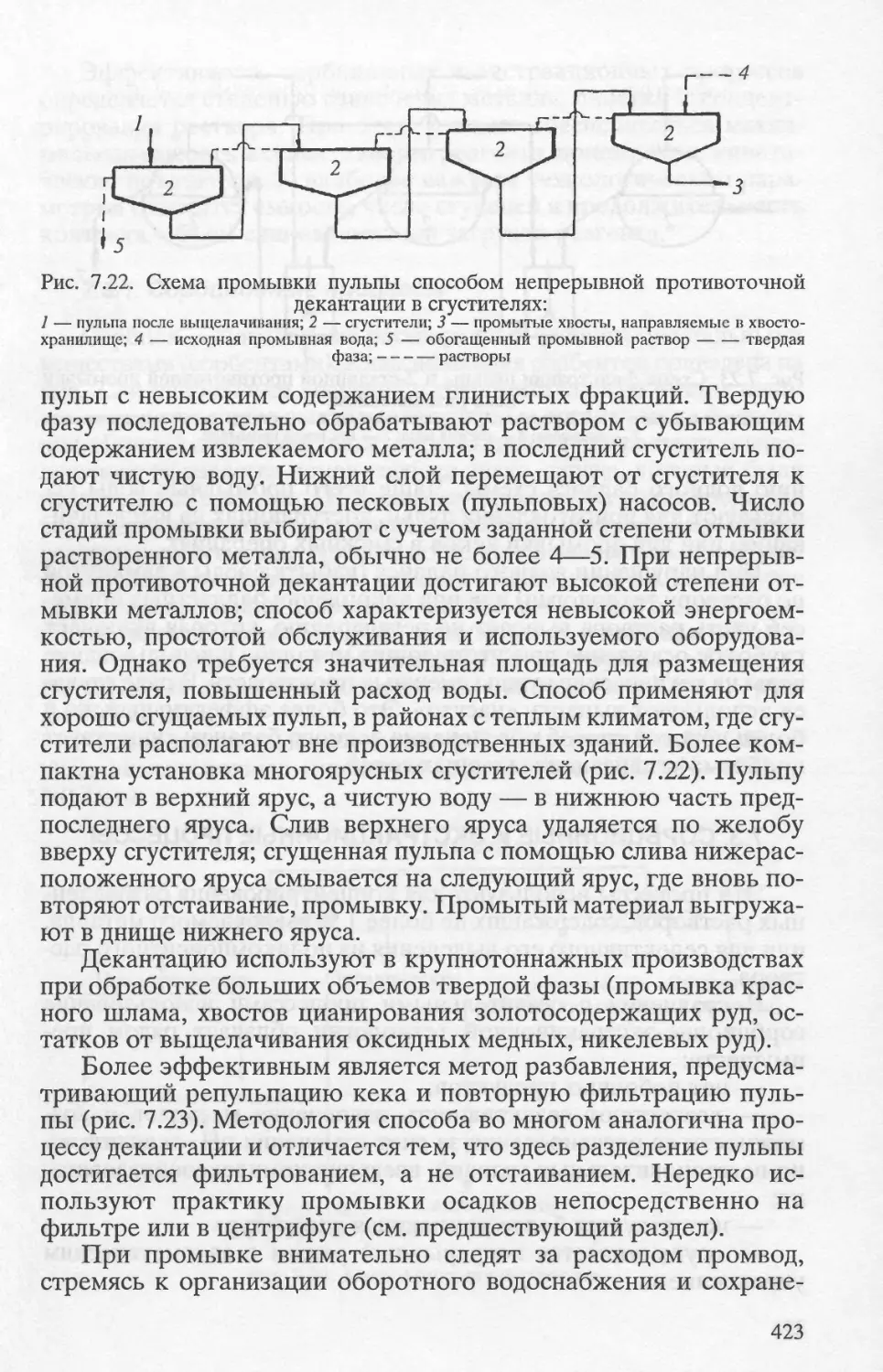
7.2. Обработка пульп и осадков................... 414
7.3. Сорбционные и экстракционные процессы..... 424
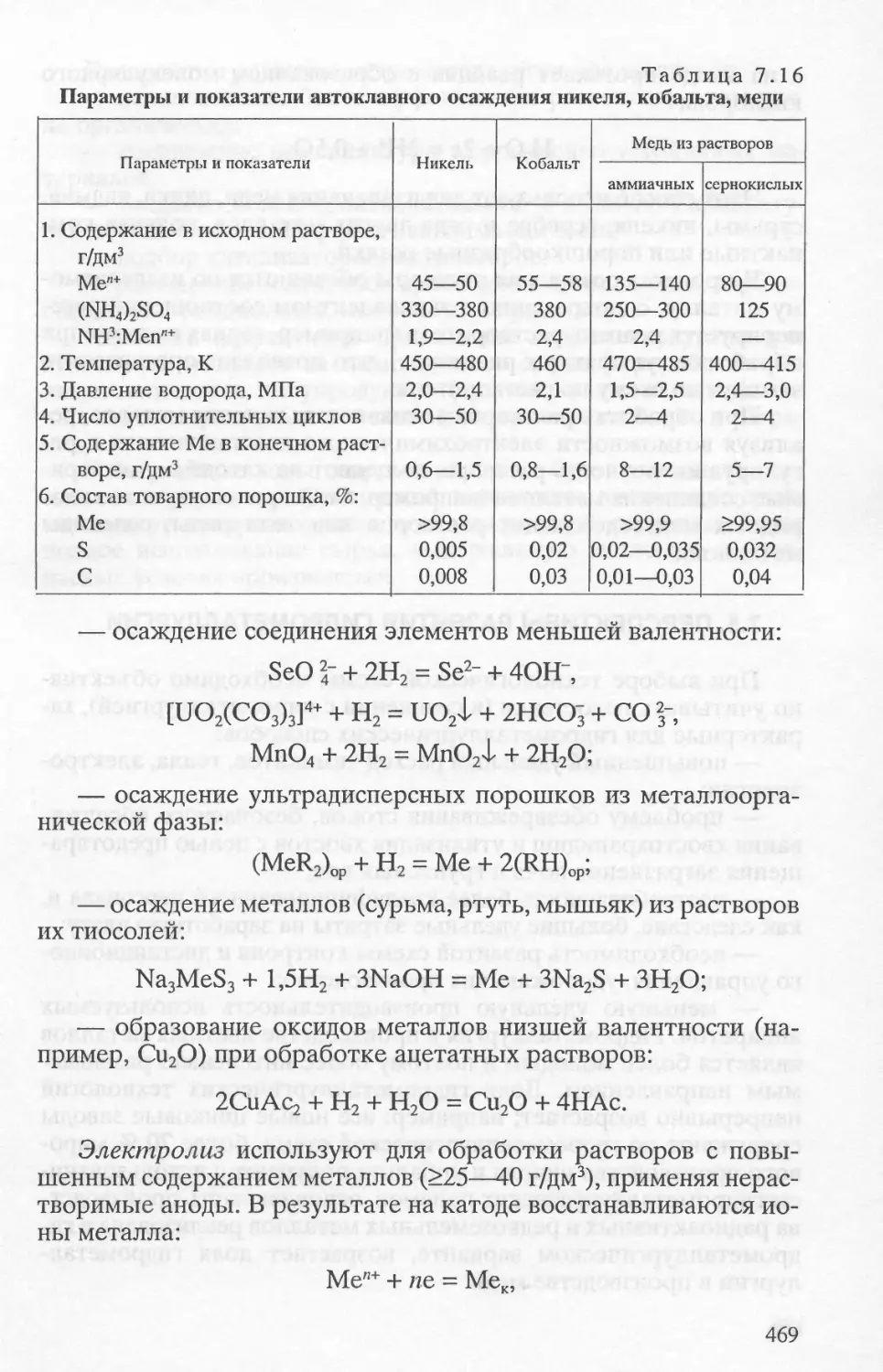
7.4. Выделение металлов из раствора.............. 445
7.5. Перспективы развития гидрометаллургии..... 470
Контрольные вопросы и задания к гл. 7................ 472
Рекомендательный библиографический список
к гл. 7...................................... 472
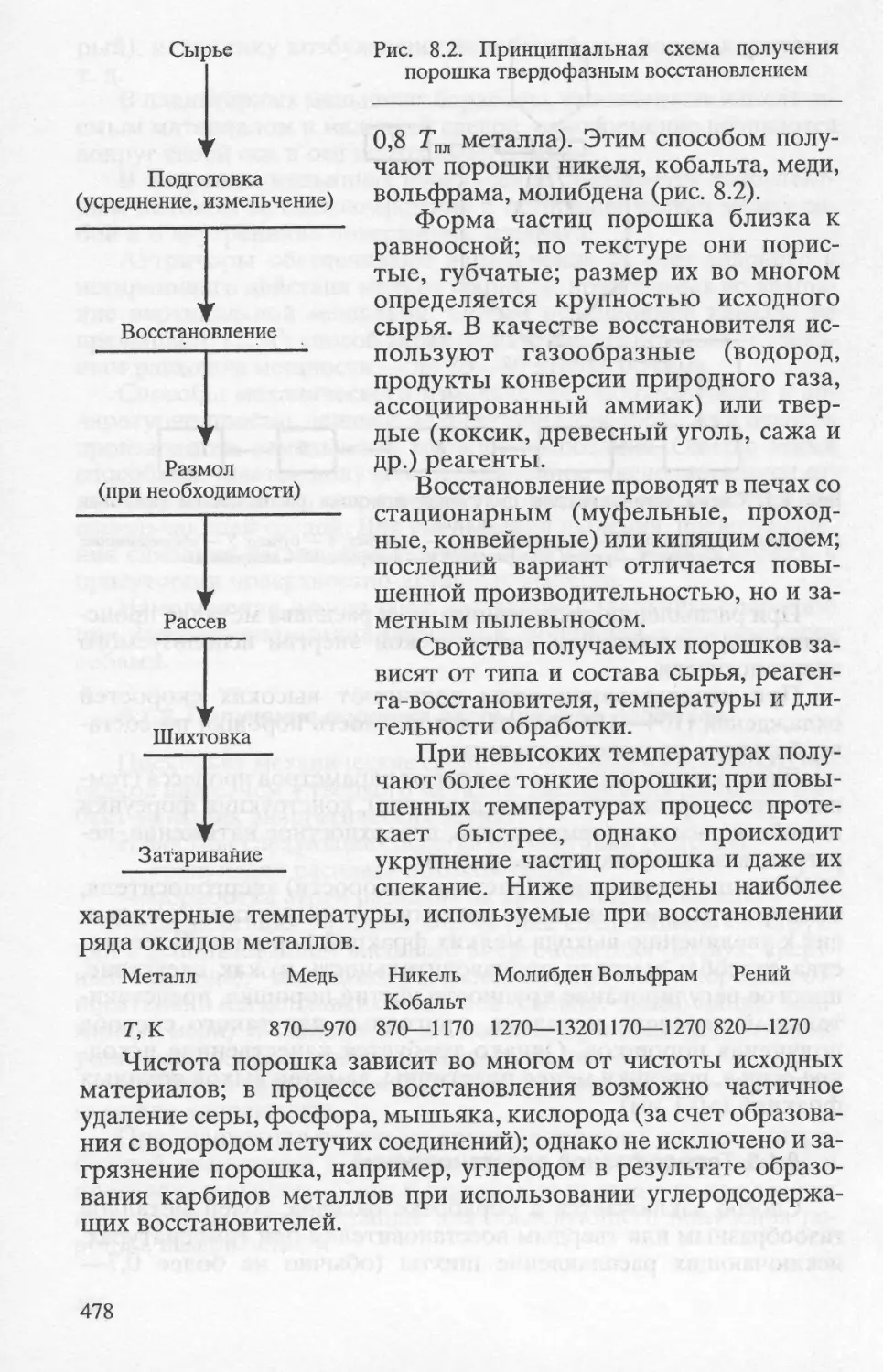
Глава 8. Порошковая металлургия.......................... 474
8.1. Способы получения порошков.................. 474
8.2. Свойства порошков........................... 485
8.3. Производство изделий из порошков............ 488
8.4. Особенности техники безопасности и экологии
в порошковой металлургии........................ 493
Контрольные вопросы и задания к гл. 8........ 495
Рекомендательный библиографический список
к гл. 8...................................... 495
Глава 9. Утилизация полупродуктов цветной металлургии.. 496
9.1. Пылеулавливание............................. 496
9.2. Переработка и обезвреживание отходящих газов 516
5
9.3. Переработка редкометальных пылей и электро-
литных шламов................................. 523
9.4. Переработка шлаков....................... 529
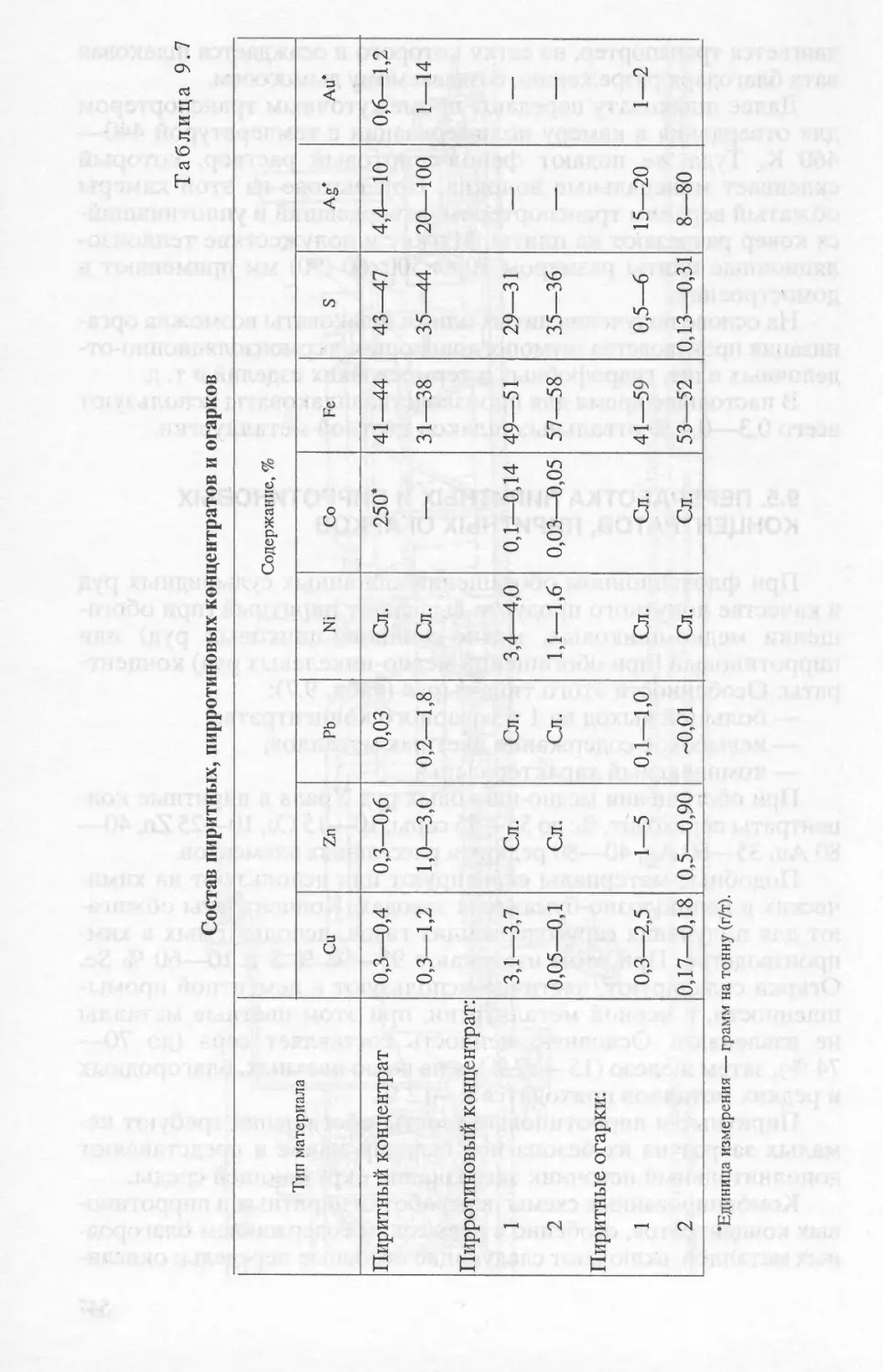
9.5. Переработка пиритных и пирротиновых концен-
тратов, пиритных огарков...................... 547
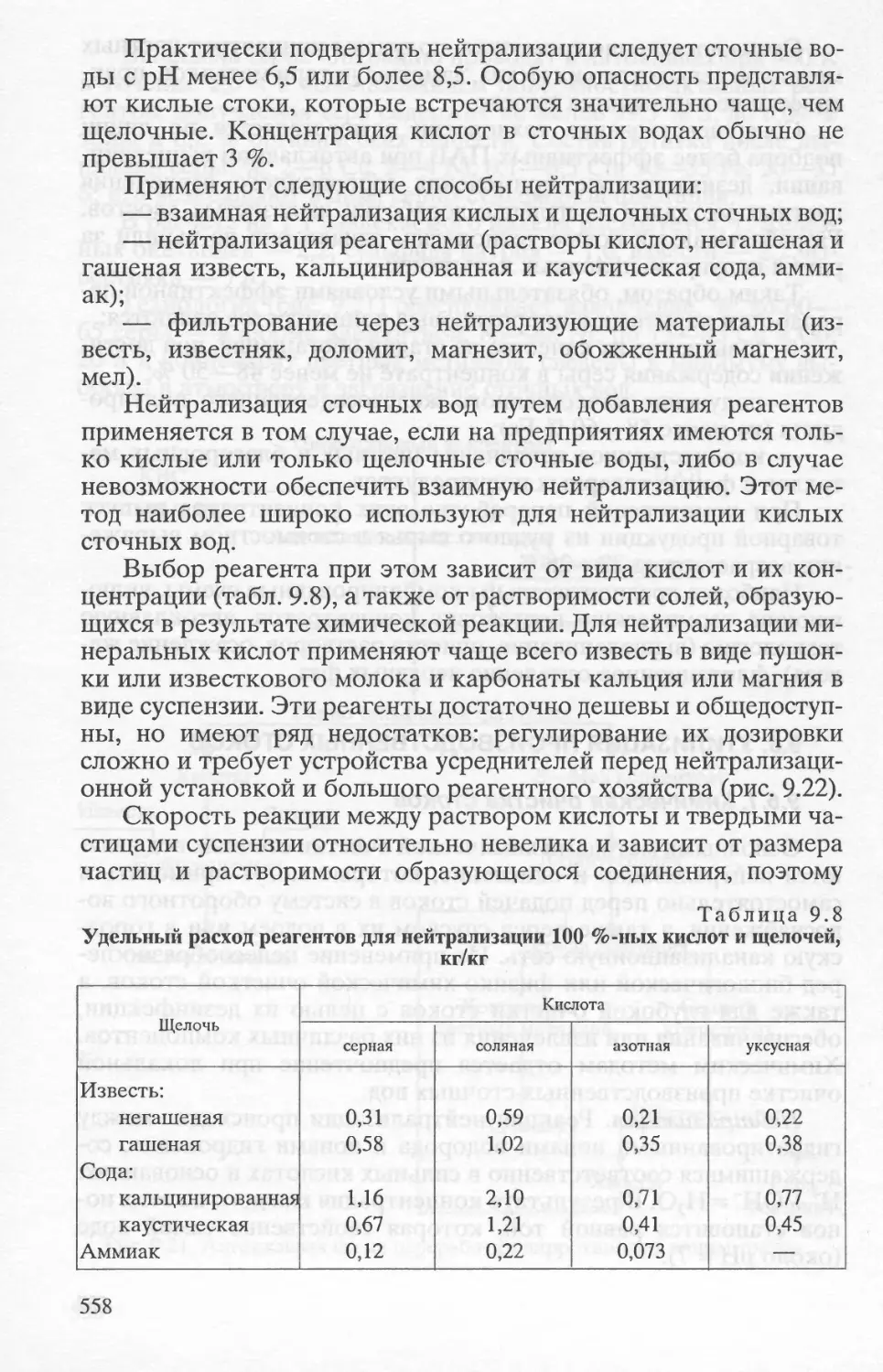
9.6. Утилизация производственных стоков....... 557
Контрольные вопросы и задания к гл. 9..... 568
Рекомендательный библиографический список
к гл. 9................................... 569
Глава 10. Современные технологии производства цветных
металлов................................................ 570
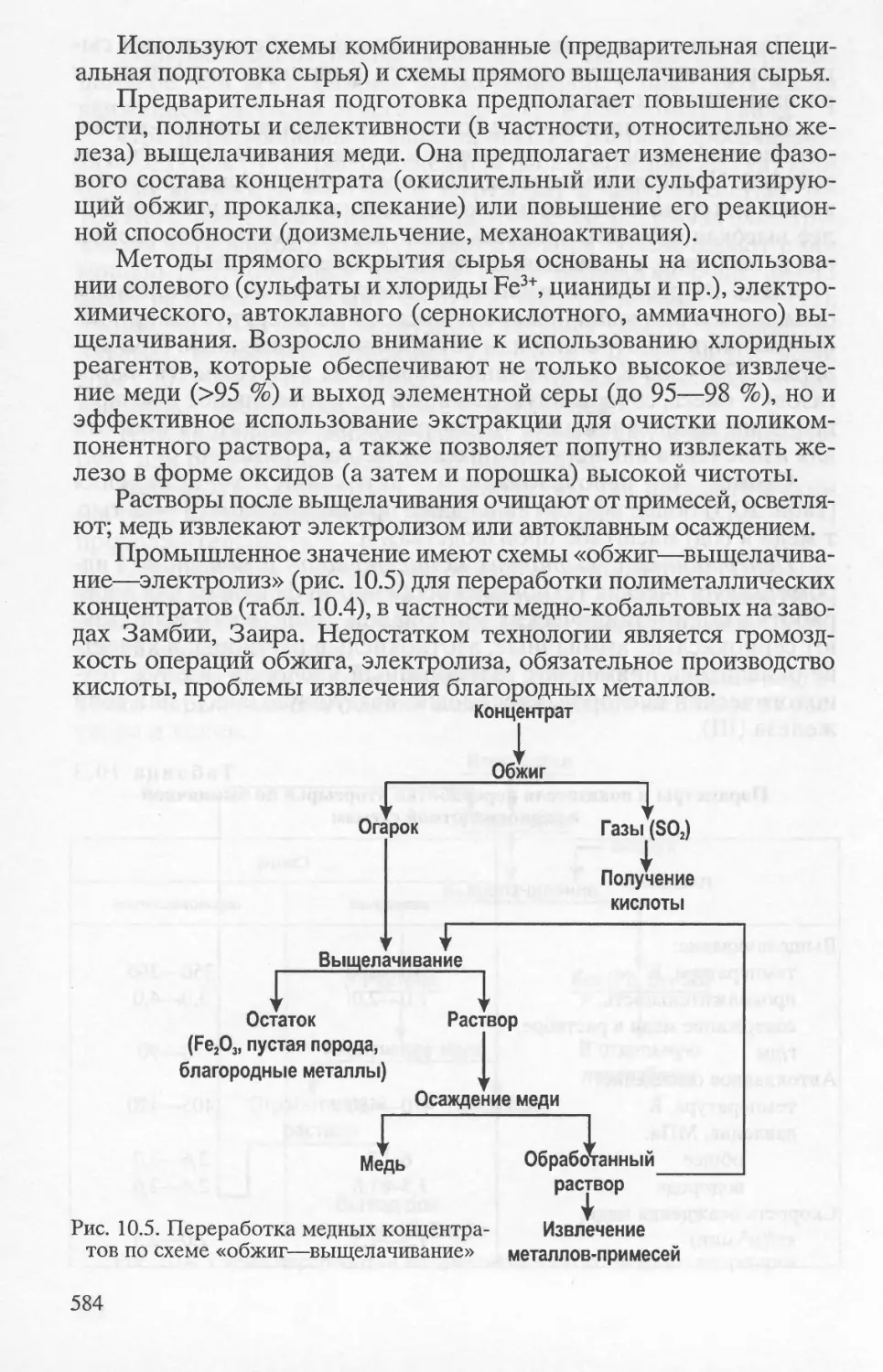
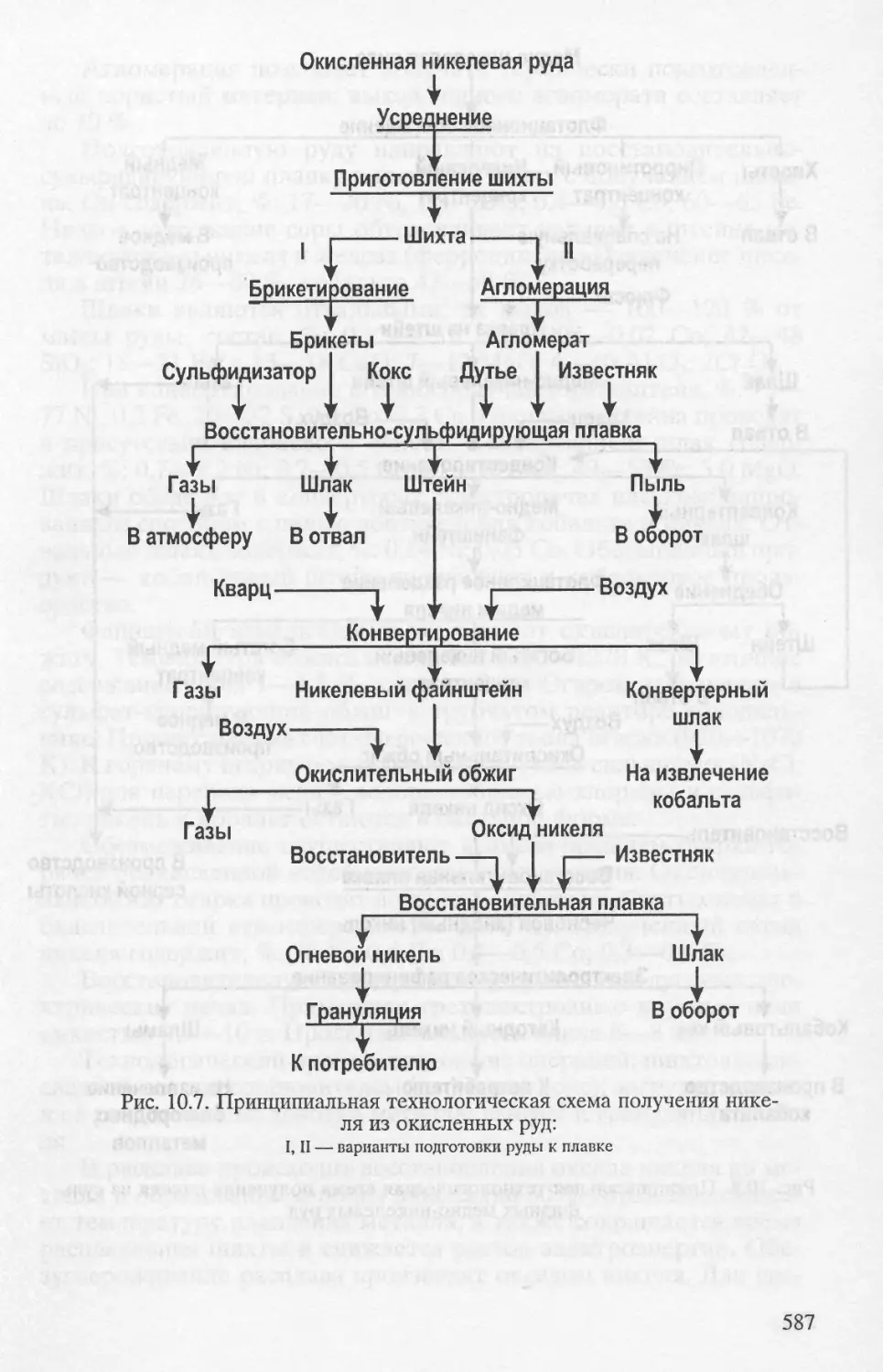
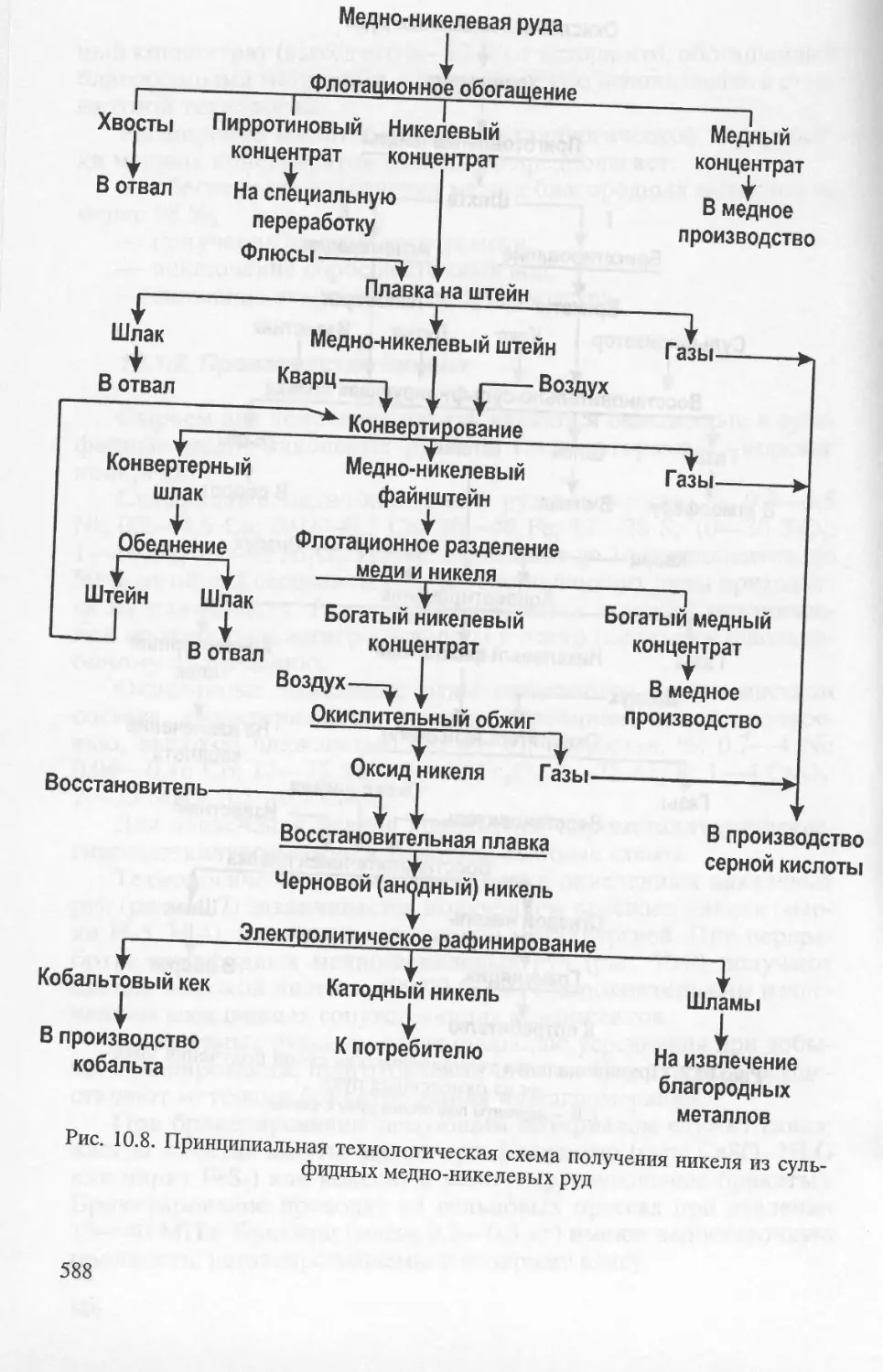
10.1. Схемы производства цветных металлов..... 570
10.2. Проблемы комплексного использования сырья... 665
10.3. Особенности и перспективы развития отечест-
венной цветной металлургии.................... 669
Контрольные вопросы и задания к гл. 10.... 673
Рекомендательный библиографический список
к гл. 10.................................. 674
Глава 11. Использование вторичных энергоресурсов и энерго-
сбережение ............................................. 675
11.1. Энергопотребление в цветной металлургии. 675
11.2. Энергосбережение......................... 676
11.3. Испол ьзование вторичных энергоресурсов. 677
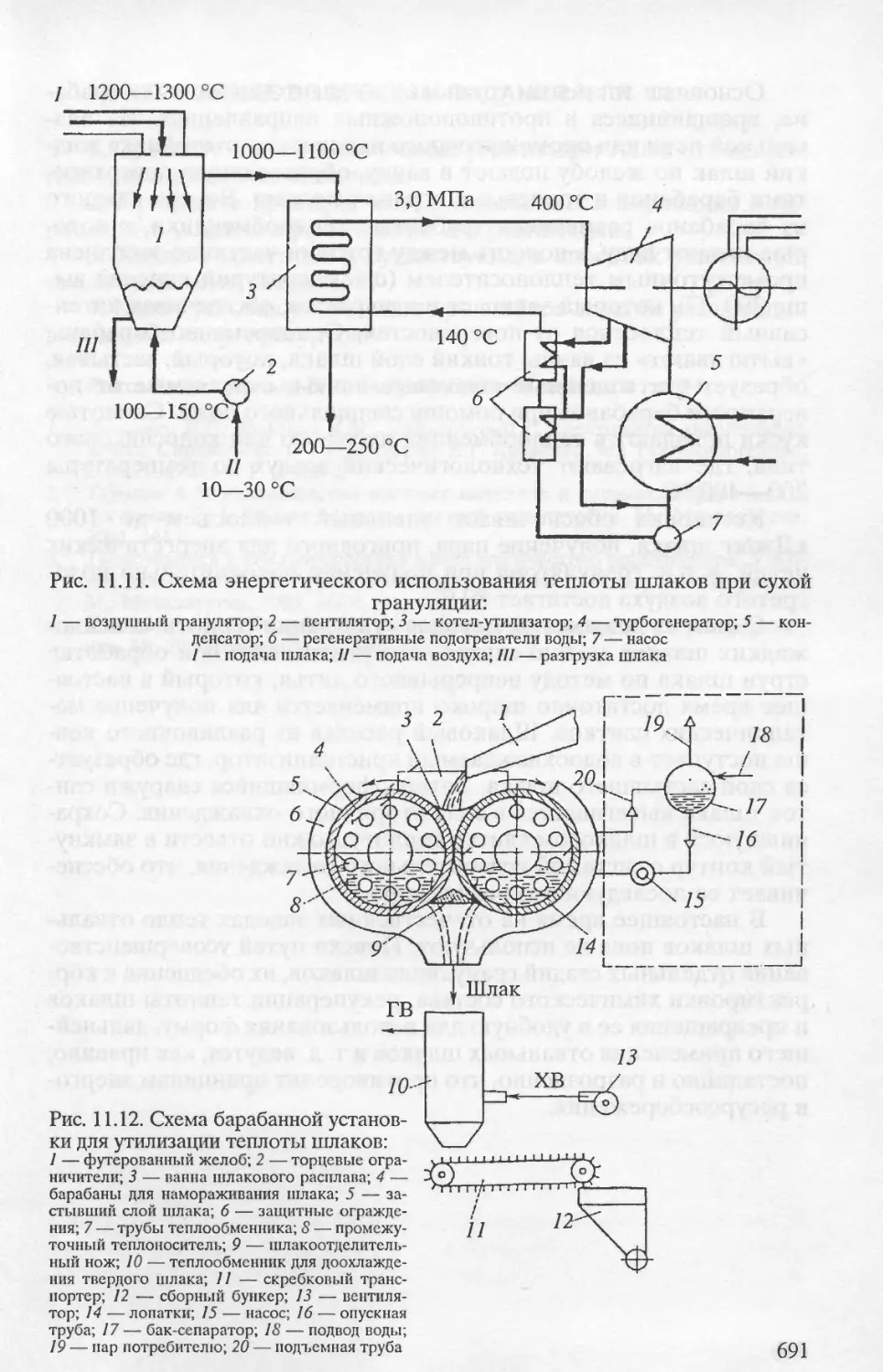
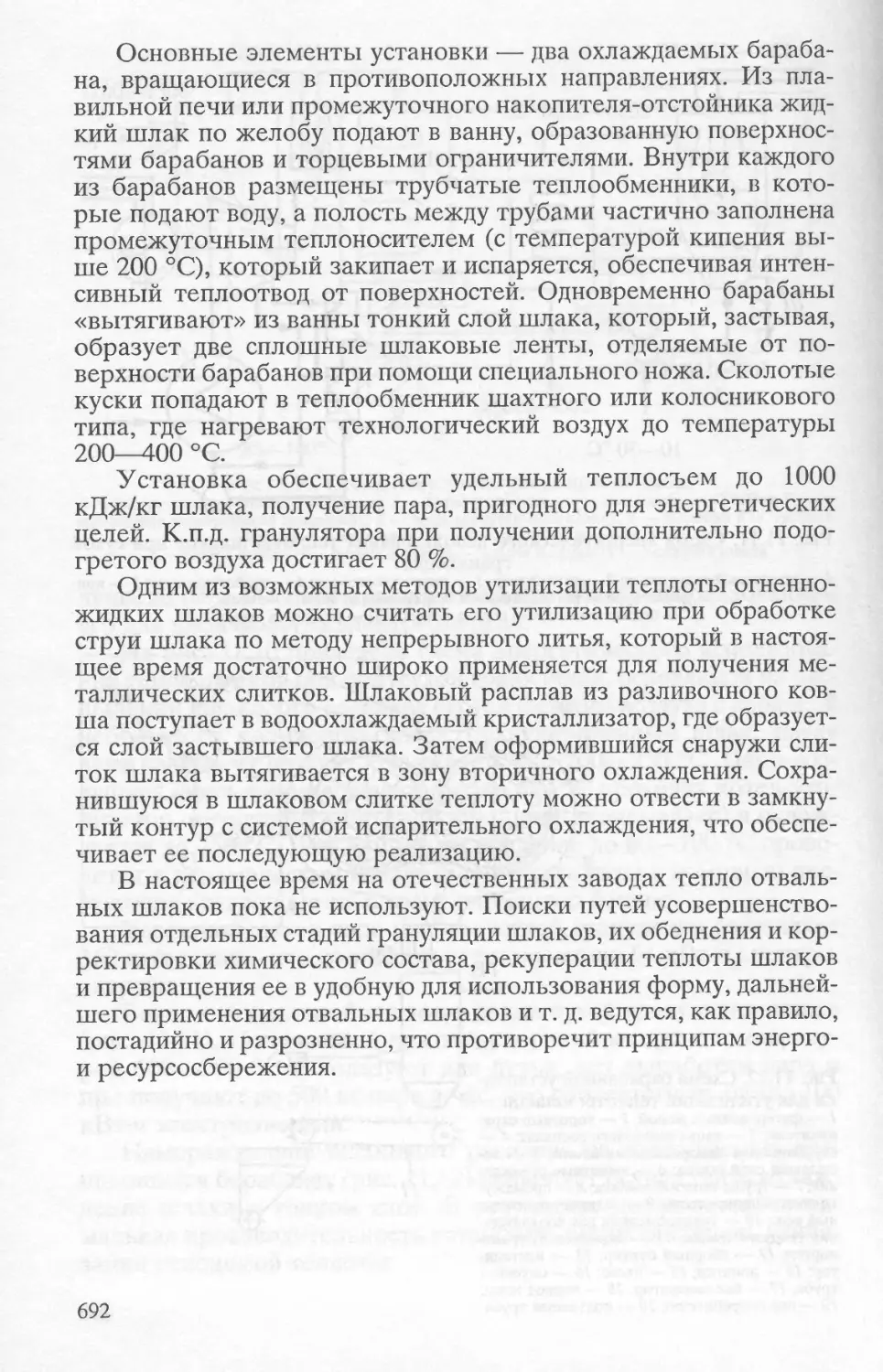
Контрольные вопросы и задания к гл. 11.... 693
Рекомендательный библиографический список
к гл. 11.................................. 693
Глава 12. Принципы создания новых технологий........... 694
6
ПРЕДИСЛОВИЕ
Цветная металлургия сохраняет ведущие позиции в экономи-
ке высокоразвитых государств. Поступательное ее совершенст-
вование базируется на триедином условии: обеспечении сырьем,
реализации высокоэффективных технологий по производству и
обработке, опережающем научном обеспечении и подготовке
высококвалифицированных кадров.
Значительный вклад в подготовку отечественных инженер-
ных кадров для цветной металлургии внесли профессорско-пре-
подавательские коллективы Московского института стали и
сплавов (ныне технический университет), Ленинградского гор-
ного института (ныне Санкт-Петербургский государственный
горный институт), Уральского политехнического института (ны-
не технический университет), а также вузов в городах Иркутске,
Красноярске, Владикавказе, Новокузнецке, Норильске.
Большинство кафедр специализируется по конкретной груп-
пе металлов («Металлургия меди, никеля, алюминия и магния» и
т. д.), а выпускники родственных кафедр («Металлургия легких
металлов», «Металлургия тяжелых и благородных металлов»,
«Металлургия редких металлов») получают единую специаль-
ность «инженер-металлург по цветным металлам».
Вхождение в рыночную экономику, проблемы свободного
трудоустройства молодых специалистов, заметное сокращение
заводов по производству металлов, расширение номенклатуры
продукции, формирование университетского уклада образова-
ния предписывают освоение многоуровневой системы подготов-
ки специалистов и широкопрофильной их ориентации — не на
объект (металл), а на процесс.
При производстве большинства цветных металлов использу-
ются однотипные процессы с идентичным физико-химическим
обеспечением (обжиг, плавка, выщелачивание, электролиз); как
следствие, неизбежно дублирование при профильном изложении
курсов, а значит, менее эффективное использование отведенно-
го учебного времени.
Мы полагаем, что специалист, имеющий основательную
фундаментальную подготовку, общеинженерное восприятие
приемов и проблем цветной металлургии, при необходимости и
целевой ориентации (магистратура, приглашение на конкретное
предприятие) будет в состоянии самостоятельно изучить специ-
7
фику данного металлургического производства. Перестройке
нами учебного процесса в этом направлении поспособствовал
положительный опыт подготовки специалистов для химических
предприятий (не «Производство серной кислоты, соляной и дру-
гих кислот», не «Производство двойного суперфосфата, поташа,
инсектофунгицидов», а «Процессы и аппараты химических про-
изводств»), а также опыт обучения в зарубежных университетах
по родственным специальностям.
Ориентирами в этом направлении для нас служили такие
фундаментальные работы, как «Основы металлургии» (Т. I—
VII, М.: Металлургия, 1961—1975), Ф. Хабаши «Принципы экс-
трактивной металлургии» (Ч. 1, Ч. 2, М.: Металлургия, 1975),
Ю.Н. Матвеев, В.С. Стрижко «Технология металлургического
производства (для цветных металлов)» (М.: Металлургия, 1986).
В подготовке данного учебника участвовали преподаватели
кафедры металлургии тяжелых цветных металлов, имеющие
длительный опыт преподавания дисциплин по цветной метал-
лургии на ряде факультетов Уральского государственного тех-
нического университета — УПИ.
При описании каждого процесса приведены краткие теоре-
тические принципы, сущность процесса, принципиальная схема
аппарата и схема цепи аппаратов, области применения и основ-
ные технико-экономические показатели, достоинства и недо-
статки, пути совершенствования процесса.
В завершение курса даются принципы компоновки и требо-
вания, предъявляемые к технологическим схемам, примеры тех-
нологии производства наиболее крупнотоннажных производств
конкретного цветного металла, а также проблемы и перспекти-
вы развития цветной металлургии. Такая компоновка позволяет
при необходимости перейти от анализа единичных процессов к
восприятию технологий производства отдельных металлов.
Изложение материала предполагает, что на предшествую-
щих курсах студент изучал теорию металлургических процессов,
теплотехнику и конструкцию металлургических агрегатов.
В списке литературы приводятся доступные источники, ко-
торые студент или специалист может использовать для углубле-
ния своих знаний применительно к производству конкретного
металла.
Нам представляется, что при подобном изложении материа-
ла удается вооружить студента методологией понимания специ-
фики процесса, его аппаратурного оформления, анализа досто-
инств и недостатков и выбора маршрута его совершенствования,
поиска литературы для углубления познаний о процессе.
Авторы отдают себе отчет в том, что хотя выбранная мето-
дология изложения материала оправдала себя, в ряде случаев
она остается весьма дискуссионной. Их успокаивает достовер-
8
ность приведенных данных, заимствованных из авторитетных
публикаций и практики работы предприятий.
Во втором издании устранены досадные опечатки, стилисти-
ческие погрешности, внесены дополнительные сведения, обнов-
лены списки литературы; более интересно, по-нашему мнению,
сформулированы контрольные вопросы для самопроверки, уси-
лено внимание к проблемам энергосбережения.
Глава 2, разделы 1.3, 9.4 написаны проф. А.П. Дорошкеви-
чем; разделы 4.4—4.6, 4.9, 5.2, 5.5, 5.6, 9.1 — доц. Н.Г. Агеевым;
глава 6, разделы 1.2, 9,6 — проф. Е.И. Елисеевым; разделы 4.1,
4.3, 4.7, 4.8 — проф. ВЛ. Жуковым; разделы 1.1, 4.2, 10.1 —
проф. С.В. Кареловым; глава 3, раздел 9.2 — доц. А.Б. Лебедем;
глава 11 — в.н.с. С.В. Мамяченковым; предисловие, главы 7, 8,
12, разделы 5.1, 5.3, 5.4, 9.3, 9.5, 10.2, 10.3 написаны проф.
С.С. Набойченко, им же осуществлено общее редактирование
учебника. , : . .
Авторы с благодарностью воспримут аргументированные за-
мечания. Это поможет перейти к подготовке учебников нового
поколения, что актуально для подготовки кадров грядущих лет,
а значит, и успешного развития отечественной цветной метал-
лургии в условиях рыночной экономики.
N
9
Г лава 1
ОБЩИЕ ВОПРОСЫ ЦВЕТНОЙ МЕТАЛЛУРГИИ
1.1. КЛАССИФИКАЦИЯ ЦВЕТНЫХ МЕТАЛЛОВ,
ИХ СВОЙСТВА И ОБЛАСТИ ПРИМЕНЕНИЯ
Цветные металлы по физико-химическим свойствам класси-
фицируют условно на пять групп:
1. Тяжелые: медь, никель, свинец, цинк, олово.
2. Легкие: алюминий, магний, литий, натрий, калий, берил-
лий, кальций, стронций, барий.
3. Благородные: золото, серебро, платина и ее спутники.
4. Малые: висмут, мышьяк, сурьма, кадмий, ртуть, кобальт.
5. Редкие. К этой группе в зависимости от технологических
особенностей производства, содержания в рудах и других свойств
относят от 50 до 60 элементов.
Редкие металлы распределяют на группы:
1. Легкие редкие металлы (литий, бериллий, рубидий, цезий)
обладают малой плотностью — до 2000 кг/м3. Их соединения от-
личаются высокой химической стойкостью и с трудом восста-
навливаются до металла. Получают их электролизом в расплав-
ленных средах или металлотермическими способами.
2. Тугоплавкие редкие металлы (титан, цирконий, ванадий,
ниобий, тантал, вольфрам, молибден). Температура плавления
более 1873 К. Обладают высокими антикоррозионными свойст-
вами. Со многими металлами образуют твердые растворы и ин-
терметаллиды.
3. Рассеянные редкие металлы (галлий, индий, таллий, герма-
ний, гафний, рений, селен, теллур). Сырьем для их получения
служат отходы производства основных цветных металлов, в ко-
торых концентрация данных металлов в десятки раз превышает
первоначальное содержание в руде.
4. Редкоземельные металлы (лантаноиды, скандий и иттрий).
5. Радиоактивные редкие металлы (радий, уран и другие эле-
менты, встречающиеся в природе, а также искусственные заура-
новые элементы — от плутония до курчатовия).
Развитие промышленности и освоение новых месторожде-
ний вносят коррективы в классификацию цветных металлов.
Вольфрам, молибден, ванадий, уран, литий, бериллий, ниобий,
10
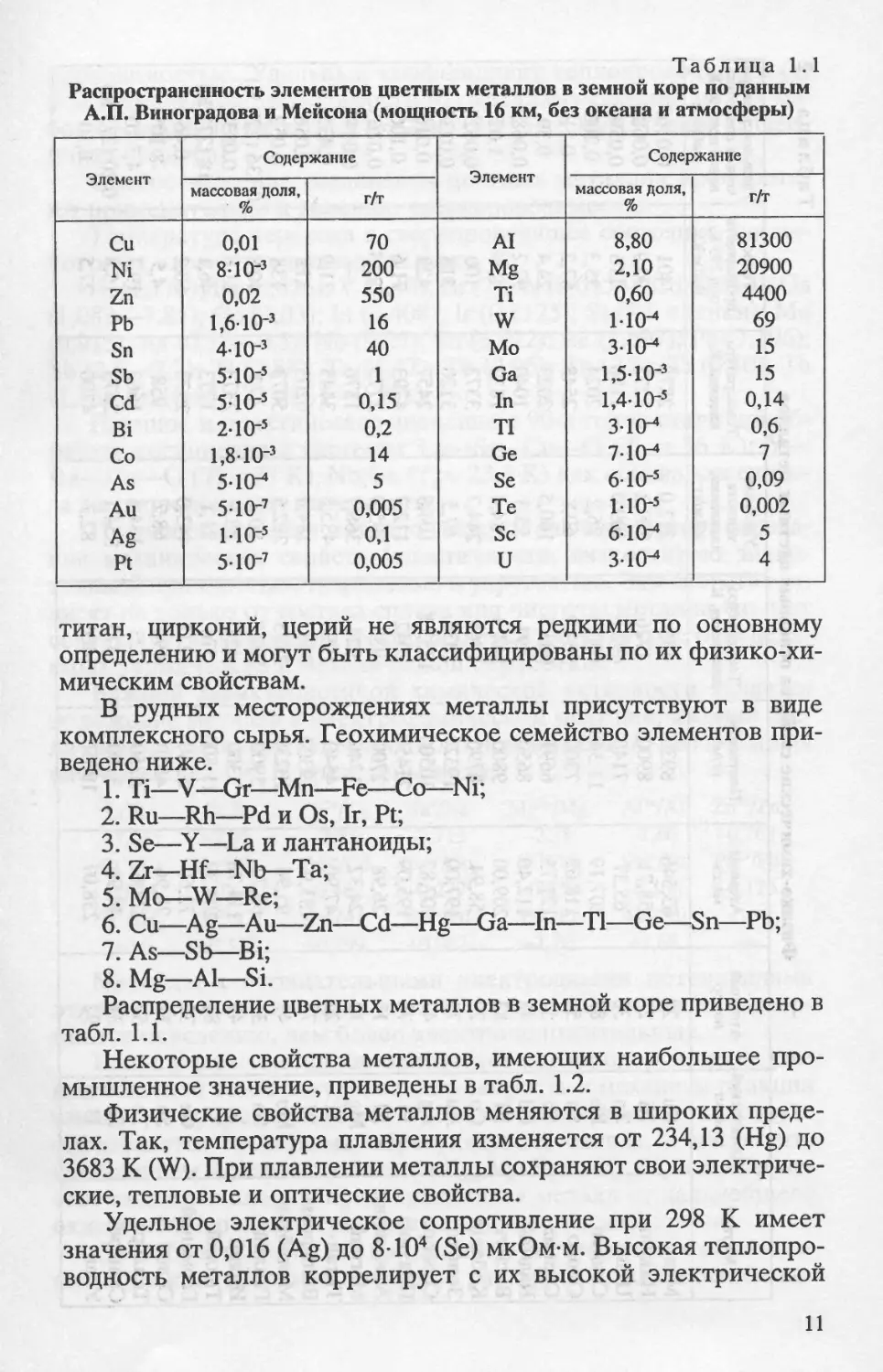
Таблица 1.1
Распространенность элементов цветных металлов в земной коре по данным
А.П. Виноградова и Мейсона (мощность 16 км, без океана и атмосферы)
Элемент Содержание Элемент Содержание
массовая доля, % г/т массовая доля, % г/т
Си 0,01 70 AI 8,80 81300
Ni 8-1O-3 . 200 Mg 2,10 20900
Zn 0,02 550 Ti 0,60 4400
Pb l,610-3 16 W 1-10^ 69
Sn 4-1 (Г3 40 Mo зло-4 15
Sb 510-5 1 Ga 1,510-3 15
Cd 510-5 0,15 In 1,44 О"5 0,14
Bi 2-10-5 0,2 TI 34O4 0,6
Co 1,8 IO"3 14 Ge 7-ПУ4 7
As 5-10~* 5 Se 610-5 0,09
Au 510-7 0,005 Те iio-5 0,002
Ag 110-5 0,1 Sc 610-4 5
Pt 510-7 0,005 U з-ю-4 4
титан, цирконий, церий не являются редкими по основному
определению и могут быть классифицированы по их физико-хи-
мическим свойствам.
В рудных месторождениях металлы присутствуют в виде
комплексного сырья. Геохимическое семейство элементов при-
ведено ниже.
1. Ti—V—Gr—Мп—Fe—Со—Ni;
2. Ru—Rh—Pd и Os, Ir, Pt;
3. Se—Y—La и лантаноиды;
4. Zr—Hf—Nb—Та;
5. Mo—W—Re;
6. Cu—Ag—Au—Zn—Cd—Hg—Ga—In—Tl—Ge—Sn—Pb;
7. As—Sb—Bi;
8. Mg—Al—Si.
Распределение цветных металлов в земной коре приведено в
табл. 1.1.
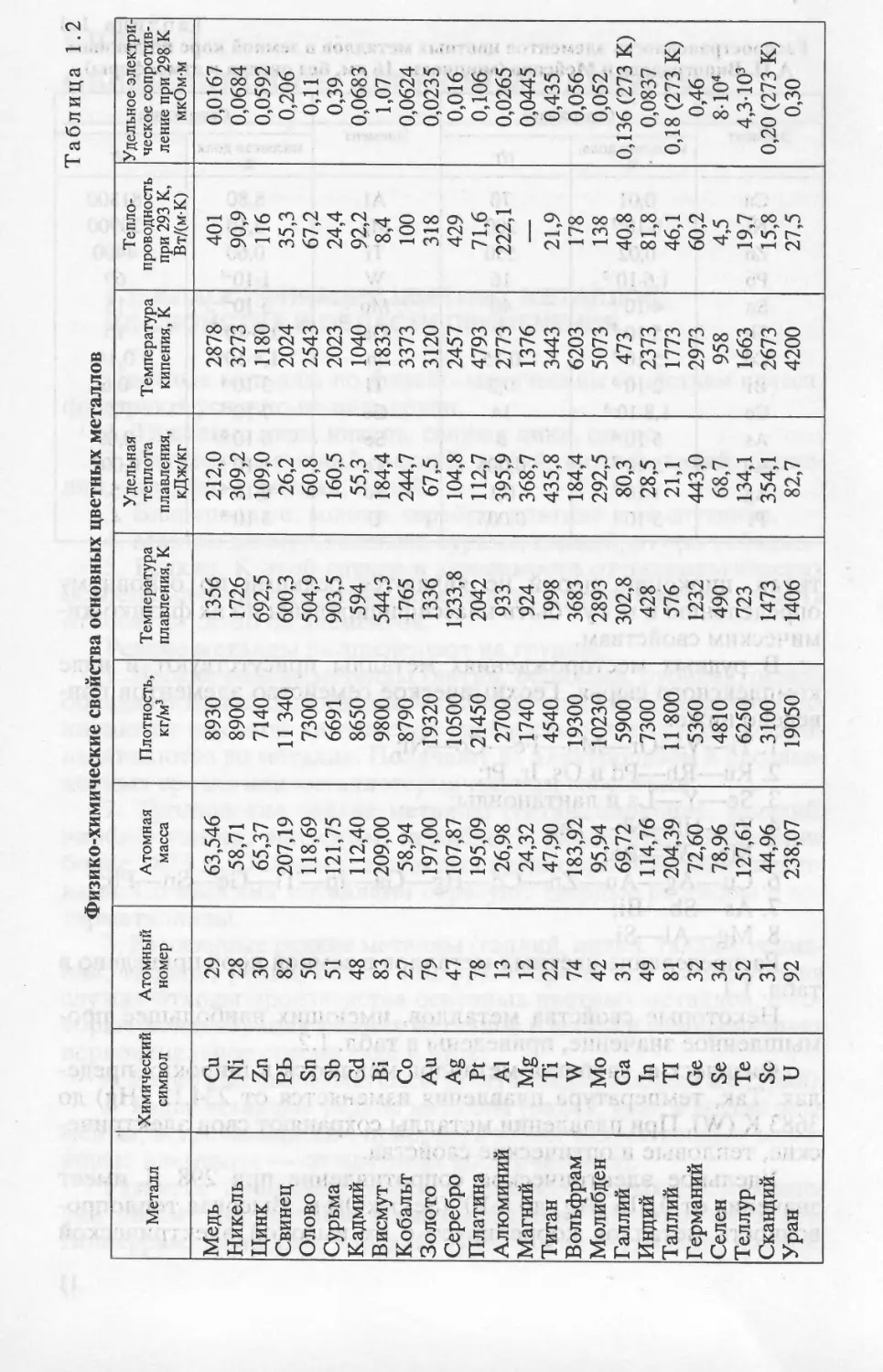
Некоторые свойства металлов, имеющих наибольшее про-
мышленное значение, приведены в табл. 1.2.
Физические свойства металлов меняются в широких преде-
лах. Так, температура плавления изменяется от 234,13 (Hg) до
3683 К (W). При плавлении металлы сохраняют свои электриче-
ские, тепловые и оптические свойства.
Удельное электрическое сопротивление при 298 К имеет
значения от 0,016 (Ag) до 8104 (Se) мкОм м. Высокая теплопро-
водность металлов коррелирует с их высокой электрической
11
Таблица 1.2
Физико-химические свойства основных цветных металлов
Металл Химический символ J Атомный номер Атомная масса Плотность, кг/м3 Температура плавления, К Удельная теплота плавления, кДж/кг Температура кипения, К Тепло- проводность при 293 К, Вт/(м-К) Удельное электри- ческое сопротив- ление при 298 К мкОм-м
Медь Никель Цинк Свинец Олово Сурьма Кадмий Висмут Кобальт Золото Серебро Платина Алюминий Магний Титан г Вольфрам Молибден Галлий Индий Таллий Германий Селен Теллур Скандий Уран Си Ni Zn РЬ Sn Sb Cd Bi Co Au ' Ag Pt Al Mg Ti W Mo Ga In TI Ge Se Те Sc U 29 28 30 82 50 51 48 83 27 79 47 78 13 12 22 74 42 31 49 81 32 34 52 31 92 63,546 58,71 65,37 207,19 118,69 121,75 112,40 209,00 58,94 197,00 107,87 195,09 26,98 24,32 47,90 183,92 95,94 69,72 114,76 204,39 72,60 78,96 127,61 44,96 238,07 8930 8900 7140 11 340 7300 6691 8650 9800 8790 19320 10500 21450 2700 1740 4540 19300 10230 5900 7300 11 800 5360 4810 6250 3100 19050 1356 1726 692,5 600,3 504,9 903,5 594 544,3 1765 1336 1233,8 2042 933 924 1998 3683 2893 302,8 428 576 1232 490 723 1473 1406 212,0 309,2 109,0 26,2 60,8 160,5 55,3 184,4 244,7 67,5 104,8 112,7 395,9 368,7 435,8 184,4 292,5 . 80,3 28,5 21,1 443,0 68,7 134,1 354,1 82,7 2878 3273 1180 2024 2543 2023 1040 1833 3373 3120 2457 4793 2773 1376 3443 6203 5073 473 2373 1773 2973 958 1663 2673 4200 401 90,9 116 35,3 67,2 24,4 92,2 8,4 100 318 429 71,6 222,1 21,9 178 138 40,8 81,8 46,1 60,2 4,5 19,7 15,8 27,5 0,0167 0,0684 0,0592 0,206 • 0,11 0,39 : 0,0683 1,07 0,0624 0,0235 0,016 0,106 ' 0,0265 0,0445 0,435 0,056 0,052 0,136 (273 К) 0,0837 0,18 (273 К) 0,46 8404 -г 4,3-103 0,20 (273 К) 0,30
проводимостью. Удельный коэффициент теплопроводности (х)
и электрической проводимости (а) металлов связаны между со-
бой соотношением х/(о • Т) = 2,45 • 10-8 Вт-Ом/К2 (закон Видео-
мана—Франца).
Особое значение соединения цветных металлов приобрета-
ют применительно к явлению сверхпроводимости.
Температура перехода в сверхпроводящее состояние для не-
которых элементов приведена ниже, К:
А1 (1,175); Be (0,026); V (5,40); Bi (7); W (0,0154); Cd (0,517); Ga
(1,083—7,85); Ge (2,03); In (3,408); Ir (0,1125); Si (7,1 пленки); Mo
(0,915); As (0,31—0,5); Nb (9,25); Sn (3,722); Re (1,697); Pb (7,196);
Sb (2,6—2,7); TI (2,88); Ta (4,47); Те (2,05); Tc (7,8); Ti (0,40); Th
(1,38); Zn (0,85); Zr (0,61—0,95).
Научное и практическое значение с 90-х годов стали приоб-
ретать соединения в системах La—Sr—Си—О (Тс = 36 К); Y—
Ва—Си—О (Тс = 77 К), Nb3Ge (Тс = 23,3 К) как основа для синте-
за сверхпроводящих материалов.
При использовании металлов важное значение имеет сочета-
ние механических свойств (пластичности, вязкости) со значи-
тельной прочностью, твердостью и упругостью. Эти свойства за-
висят не только от состава сплава или чистоты металла, но и от
совершенства кристаллической решетки и структуры, определя-
емых термической и механической обработкой.
Важной характеристикой химической активности является
положение металла в электрохимическом ряду напряжений. Ве-
личины нормального электродного потенциала (Е°, В) в водных
растворах при 298 К приведены ниже:
LiTLi
-3,045
Cr37Cr
-0,74
Н72Н2
±0,0
К7К
-2,95
Fe27Fe
-0,44
Cu27Cu
+0,337
Са27Са
-2,85
Cd27Cd
-0,402
Ag7Ag
+0,799
NaTNa
-2,713
Co27Co
-0,277
Pd27Pd
+0,987
Mg27Mg
-2,38
Ni27Ni
-0,250
Pt27Pt
+1,20
АР7А1
-1,66
Sn27Sn
-0,136
Au7Au
+1,68
Zn27Zn
-0,763
Pb27Pb
-0,126
Металлы с отрицательными электродными потенциалами
отличаются большей химической активностью и легче подвер-
гаются окислению, чем более электроположительные.
Большинство металлов окисляется кислородом воздуха уже
при обычной температуре, однако скорость и механизм реакции
зависят от природы металла. Устойчивость металлов на воздухе
определяется свойствами образующегося оксида, в частности,
отношением молярных объемов VOKC/VM. Если VOKC/VM > 1, образу-
ется защитная пленка, предохраняющая металл от дальнейшего
окисления, что характерно для алюминия, титана, хрома.
Способность металлов к взаимному растворению с образова-
нием при кристаллизации твердых растворов лежит в основе по-
13
лучения сплавов. Известно свыше 30 000 сплавов — легкоплав-
ких и тугоплавких, очень твердых и пластичных, с большой и ма-
лой электрической проводимостью, ферромагнитных и других.
Цветные металлы используют в чистом виде, в виде сплавов,
как легирующие присадки при производстве сталей, как анти-
коррозионные покрытия, в виде порошков и различных химиче-
ских соединений.
Латуни (медь + (8—40 %) цинка) хорошо обрабатываются
давлением, ковкой и штамповкой. Используются для изготовле-
ния деталей литьем, обладают антикоррозионными свойствами,
широко применяются в производстве биметаллов. Основные по-
требители латуней — машиностроение, химическая промыш-
ленность, судостроение, оптика и приборостроение.
Бронзы — сплавы меди (80—94 %) и олова (20—6 %).
Алюминиевые бронзы — 5—11 % алюминия и добавки желе-
за, марганца, никеля. Обладают высокими механическими свой-
ствами и антикоррозионной стойкостью.
Свинцовые бронзы — 25—33 % свинца с присадками олова,
цинка и никеля. Используются для приготовления подшипников,
работающих при высоких удельных давлениях и больших скоро-
стях скольжения.
Кремниевые бронзы — 4,5 % кремния с добавками цинка, ни-
келя, марганца.
Бериллиевые бронзы — 1,8—2,3 % бериллия, обладают по-
сле закалки высокой твердостью и упругостью. Используются
для изготовления пружин.
Кадмиевые бронзы — сплавы меди с кадмием (до 1 %). До-
бавляют олово и магний. Используют при производстве трол-
лейных проводов и коллекторов машин постоянного тока, для
изготовления арматуры водопроводных и газовых линии
Силумин — сплав алюминия с кремнием, по прочности не
уступает стали, обладает хорошими литейными качествами. Ис-
пользуется в машиностроении, автомобильной промышленнос-
ти, в быту.
Дюралюминий — сплав алюминия с медью — 3,5—5,5 %,
магнием — 0,6—0,8 % и марганцем. Нашел широкое применение
в промышленной и бытовой технике, самолетостроении, авто-
мобильной промышленности.
Баббиты — сплавы на основе олова, свинца, цинка, алюми-
ния. Характеризуются высоким сопротивлением износу, механи-
ческой прочностью, низким коэффициентом трения, стойкос-
тью против коррозии. Используются при заливке подшипников
и вкладышей.
Припои — сплавы цветных металлов для пайки. Мягкий при-
пой — сплав олова, свинца и сурьмы. Твердый припой — медно-
серебряный сплав.
14
Твердые сплавы — изготавливаются на основе карбидов
вольфрама и титана с различным содержанием кобальта. Изго-
тавливают методом порошковой металлургии; их используют
для оснащения бурового и режущего инструмента и повышения
износостойкости трущихся поверхностей.
1.2. СЫРЬЕ ДЛЯ ПРОИЗВОДСТВА ЦВЕТНЫХ МЕТАЛЛОВ
Металлы получают в основном из руд, добываемых из недр
земли. Твердая оболочка земного шара (литосфера) состоит из
разных горных пород, представленных минералами — соедине-
ниями, твердыми растворами и иными образованиями из хими-
ческих элементов, возникших в результате природных геохими-
ческих процессов.
Минералы в зависимости от состава подразделяются на окси-
ды (гематит F2O3), сульфиды (халькопирит CuFeS2), силикаты
(каолинит Al2O3-2SiO2-2H2O), карбонаты (смитсонит ZnCO3) и
др. Многие из них имеют переменный состав из-за образования
твердых растворов и изоморфных включений примесей, часто
весьма ценных. Реже встречаются самородные медь, серебро,
золото и другие металлы. Доступная часть литосферы (около
16 км) содержит, %: силикатов и алюмосиликатов 75, оксидов и
гидроксидов 17, карбонатов 1,7, сульфидов и сульфатов 3,5.
Рудами считают горные породы, которые при современном
уровне техники выгодно перерабатывать для получения метал-
лов. Главным для такой оценки служит содержание в породах
ценных составляющих, стоимость добычи, перевозки и перера-
ботки. Чтобы избежать лишних затрат на топливо, энергию,
вспомогательные материалы и рабочую силу, часть пустой по-
роды из руд предварительно удаляют сравнительно дешевыми
обогатительными способами, не требующими изменения хими-
ческого состава или агрегатного состояния минералов. Это зна-
чительно расширяет ресурсы минерального сырья.
По мере развития науки и техники, совершенствования тех-
нологии извлечения металлов из сырья становится целесообраз-
ным использовать для получения металлов забалансовые руды и
вовлекать в переработку нетрадиционное сырье, как-то: тер-
мальные воды, океанические железо-марганцевые конкреции.
Последние залегают на глубине 1500—2300 м и имеют состав, %:
8—40 Мп, 3—25 Fe, 0,5—3,0 Al, 0,7—2,0 Ni, 0,5—1,6 Си, 0,1—Ю,5
Со, а также в небольших количествах Zn, Cd, Ga, Мо и РЗМ.
Комбинированными пиро-гидрометаллургическими способами
достигнуто извлечение из конкреций не менее 90 % марганца,
90—95 % никеля, 85—95 % кобальта.
Ниже приведены некоторые типы современного рудного сы-
рья для получения ряда металлов.
15
1.2.1. Медные руды, их обогащение
Обычное содержание меди в рудах составляет 0,5—2 %.
Главные запасы меди в недрах представлены сульфидными
вкрапленниками, а сплошных колчеданных, смешанных и окис-
ленных руд сравнительно мало. Сульфидные руды обогащают
флотацией, получая концентраты с содержанием меди до 55 %
Си (обычно 11—35 %) при извлечении меди в них 80—95 %.
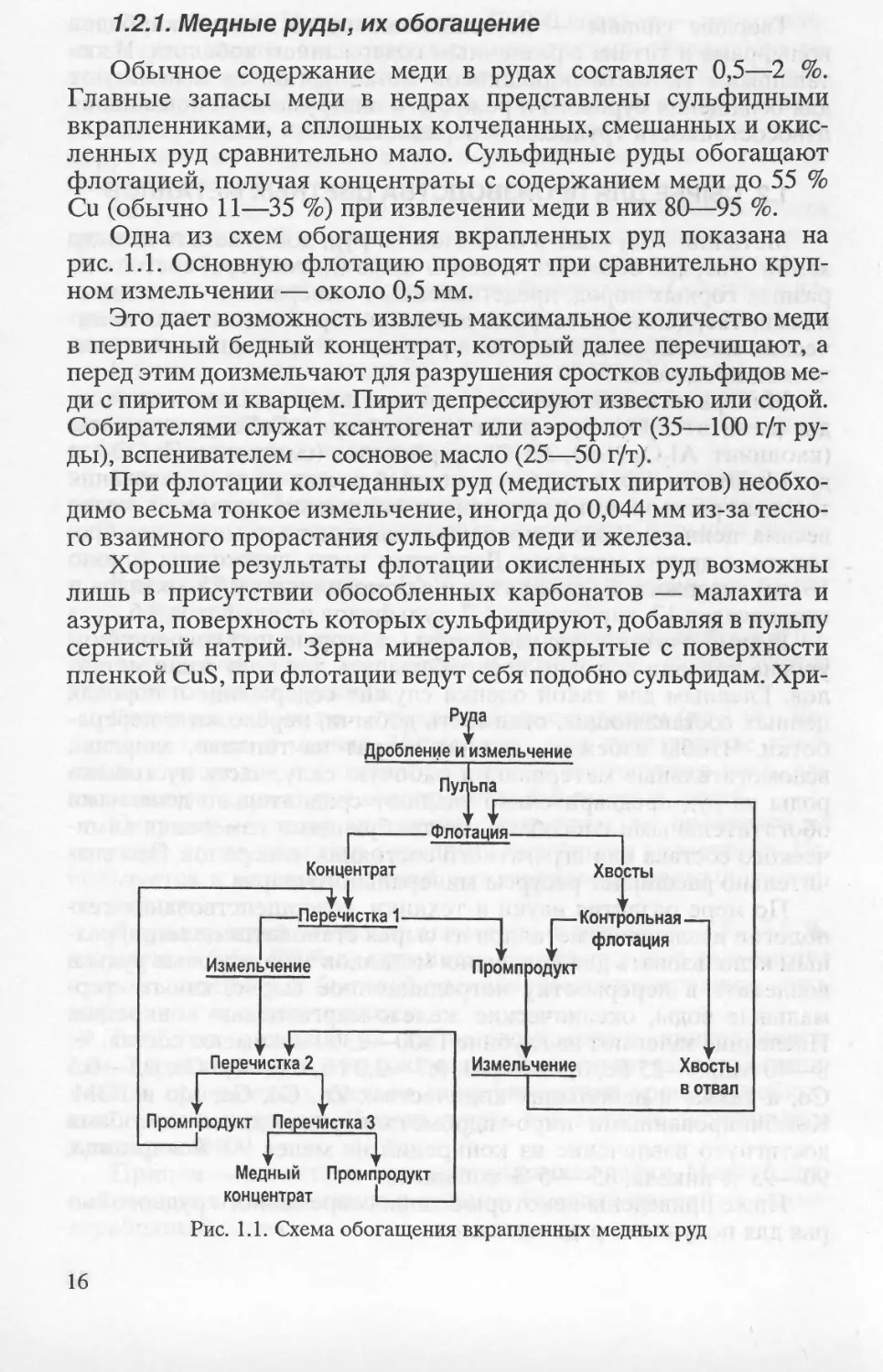
Одна из схем обогащения вкрапленных руд показана на
рис. 1.1. Основную флотацию проводят при сравнительно круп-
ном измельчении — около 0,5 мм.
Это дает возможность извлечь максимальное количество меди
в первичный бедный концентрат, который далее перечищают, а
перед этим доизмельчают для разрушения сростков сульфидов ме-
ди с пиритом и кварцем. Пирит депрессируют известью или содой.
Собирателями служат ксантогенат или аэрофлот (35—100 г/т ру-
ды), вспенивателем — сосновое масло (25—50 г/т).
При флотации колчеданных руд (медистых пиритов) необхо-
димо весьма тонкое измельчение, иногда до 0,044 мм из-за тесно-
го взаимного прорастания сульфидов меди и железа.
Хорошие результаты флотации окисленных руд возможны
лишь в присутствии обособленных карбонатов — малахита и
азурита, поверхность которых сульфидируют, добавляя в пульпу
сернистый натрий. Зерна минералов, покрытые с поверхности
пленкой CuS, при флотации ведут себя подобно сульфидам. Хри-
Руда
Дробление и измельчение
Пуг
ьпа
Флотация
Концентрат
Хвосты
Перечистка 1
Контрольная—
Промпродукт
Измельчение
Медный Промпродукт
концентрат I
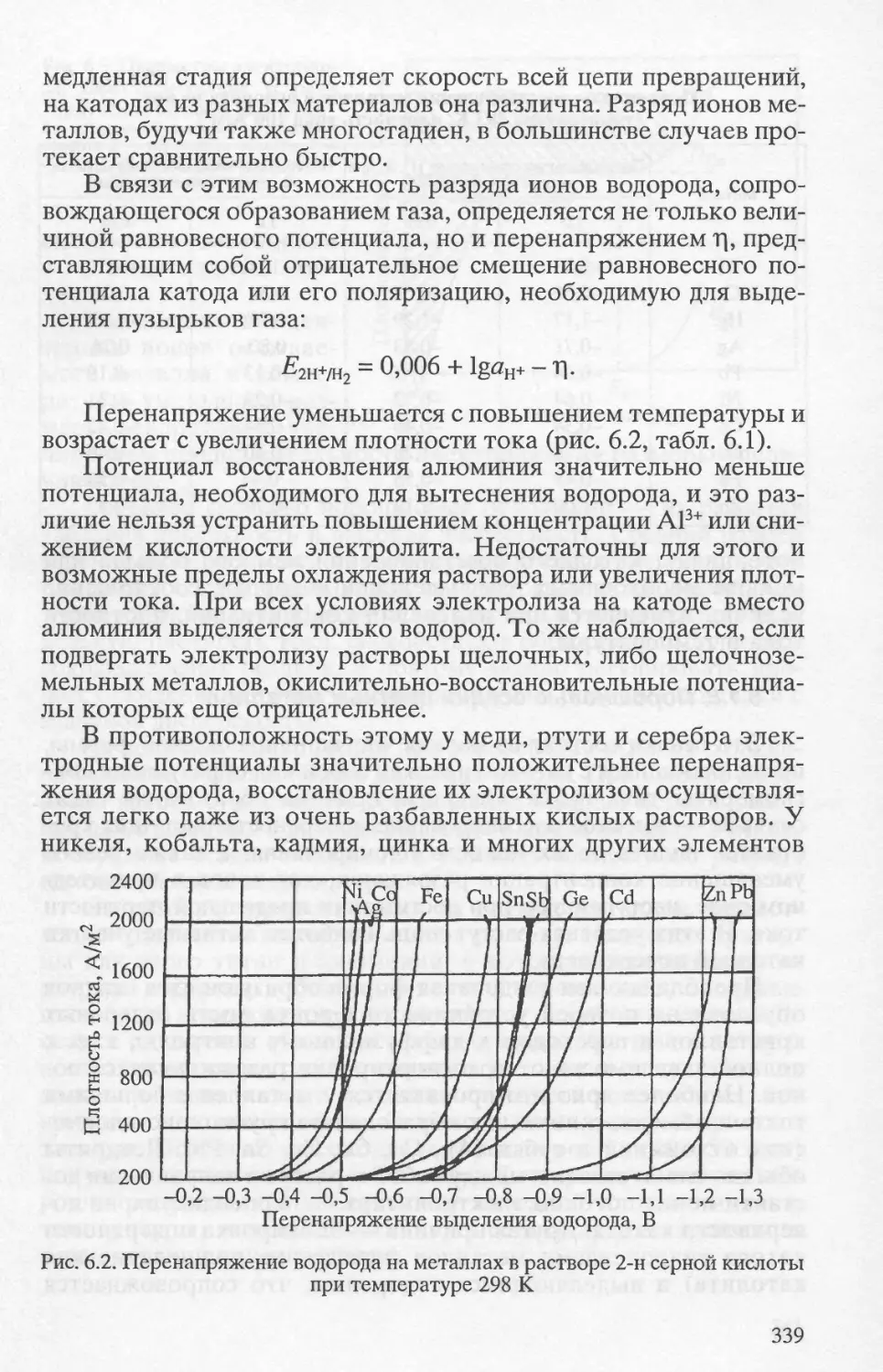
Рис. 1.1. Схема обогащения вкрапленных медных руд
Измельчение
Хвосты
в отвал
16
Таблица 1.3
Состав медных концентратов
Исходная руда Содержание в концентрате, %
Си Zn S Fe SiO2 A12O3 CaO
Медистые колчеданы 11—20 4—7 35—43 32—37 3—5 3—7 0.5—2
Медно-цинковая 11—15 2—4 30—35 25—30 3—5 3—7 0,5—2
Вкрапленники 20—25 25—30 25—27 5—10 5—8 0,5—2
Порфировая 28—35 15—20 16—20 20—29 5—8 1—2
зоколла не сульфидируется и не флотируется. Не поддается
флотации также медь, химически или сорбционно связанная с
алюмосиликатами и гидратированными оксидами железа. Мед-
ные концентраты получают также флотацией различных ком-
плексных руд (табл. 1.3).
Медные концентраты — дисперсные материалы с крупно-
стью частиц меньше 100 мкм, а иногда и 40 мкм; их влажность
8—12 %. При необходимости дальних перевозок концентраты
сушат до влажности 4—6 %.
1.2.2. Никелевые руды, их обогащение
Сульфидные никелевые руды образованы пентландитом —
изоморфной смесью NiS и FeS, а также твердыми растворами
никеля и кобальта в пирротине. Из множества минералов ко-
бальта промышленное значение имеют кобальтин CoAsS, лин-
неит CoSCo2S3, смальтин CoAs2, эритрин Co3(As04)2-8H20, асбо-
лан — m(Co, Ni)0-Mn02-/2H20.
Сульфидные руды залегают среди основных и ультраоснов-
ных пород в виде твердых каменистых массивов. Никелю здесь
сопутствуют медь (главным образом в виде халькопирита), ко-
бальт и металлы платиновой группы. Содержание никеля колеб-
лется в пределах 0,3—5,5 %, меди 0,6—10 %, кобальта — до
0,2 % (табл. 1.4). Рудная масса состоит из пирротина, магнетита
и силикатов железа, алюминия, магния; последнего часто много.
Таблица 1.4
Состав сульфидных медно-никелевых руд
Руда Компоненты, %
Си Ni 1 Со S Fe SiO2 A12O3 MgO CaO
1 2 3 5,6 2,5 0,8 1,8 1,1 0,5 0,16 0,04 0,01 28 20 8 45 30 20 10 22 41 7 6 1,5 19 1,2 1 2
17
Подобно медным, руды подразделяются на сплошные (колче-
данные) и вкрапленники.
Медно-никелевые руды обогащают магнитной сепарацией, а
также флотацией, получая медно-никелевый концентрат, либо два
концентрата — медный и никелево-медный. Медные концентраты
мало загрязнены никелем, а в никелевых часто много меди. Отде-
ление никеля от меди при металлургической переработке так или
иначе неизбежно, поэтому часто предпочитают более дешевые
схемы получения коллективных концентратов. Никельсодержа-
щий пирротин магнитен, его иногда выделяют перед флотацией
магнитным способом. Схема магнитно-флотационного обогаще-
ния медно-никелевых руд (рис. 1.2) включает в себя сухую двухста-
дийную сепарацию, проводимую отдельно на разных сепараторах
для руды крупностью 25—15 и 6—25 мм. Немагнитный материал
и фракцию руды -6 мм доизмельчают и флотируют.
Селективная флотация с получением двух концентра-
тов выгодна при сравнительно высоком содержании меди.
На некоторых фабриках сначала флотируют халькопирит,
оставляя в пульпе минералы никеля. На других первично по-
лучают коллективный концентрат, который разделяют повтор-
ной флотацией, поднимая в пену халькопирит. Флотационные
Руда
у
------Г рохочение 1-------।
Дробление -75 мм
до -75 мм
!
Грохочение 2
Сухая сепарация 1
Сухая сепарация 2
Дробление
до -25 мм
Измельчение
до -0,1 мм
V
—Флотация—
Хвосты
Концентрат 1
Концентрат 2
Рис. 1.2. Схема магнитно-флотационного обогащения медно-никелевых руд
18
свойства пирротина и пентландита подавляют подщелачиванием
пульпы, добавляя в нее соду. Коллективную флотацию проводят
в менее щелочной среде; для активирования пирротина применя-
ют сернистый натрий и медный купорос. Собирателем служит
ксантогенат, пенообразователем — сосновое масло.
Извлечение в концентраты достигает, %: меди 95, никеля 90
и кобальта 80. Кобальт, платина и ее спутники преимуществен-
но сопутствуют никелю. При магнитной сепарации и флотации
получают концентраты, содержащие А—6, редко 12 % никеля.
Лучшие результаты возможны в случае предварительного выде-
ления пирротина; однако получаемый концентрат требует спе-
циальной технологии переработки. Окисленные никелевые ру-
ды содержат изоморфную смесь гидратированных силикатов ни-
келя и магния типа nNiSiO3-mMgSiO3-H2O (гарниерит, непуит,
ревдинскит и другие минералы). Медь присутствует в очень не-
значительных количествах.
Кобальт сопутствует никелю, оксиды его часто ассоциирова-
ны с минералами марганца. Порода содержит, %: 30—45 SiO2;
15—20 Fe2O3; до 3 СаО и до 20 MgO; серы обычно не более
0,1 %. Руды, как правило, рыхлые, весьма гигроскопичные и
обычно влажные.
1.2.3. Руды цинка и кадмия, их обогащение
Цинковые руды практически всегда комплексны и содержат
минералы свинца и меди. Сульфидные руды представляют ос-
новное сырье для современной металлургии; цинк в них пред-
ставлен преимущественно сфалеритом ZnS, содержащим до 26 %
изоморфной примеси железа (марматит), до 2,5 % кадмия. Вюрт-
цит, железистая разновидность сфалерита, будучи неустойчи-
вым, встречается реже, всегда совместно со сфалеритом. В нем
изоморфного железа меньше (до 8 %), кадмия редко более 1 %;
примесь германия обычна, а галлия — менее характерна.
Свинец в виде галенита PbS — наиболее типичный спутник
цинка. Этому минералу свойственны включения до 1 % серебра
в виде сульфидов и твердого раствора AgBiS2; часть серы изо-
морфно замещается селеном. Висмута иногда более 1,5 %, селе-
на — до 1,3 %, теллура, как правило, очень мало. Медь представ-
лена халькопиритом, который всегда сопровождается пиритом,
иногда арсенопиритом. Пирит часто содержит до 2,7 % мышья-
ка, а также примеси сурьмы, меди, золота и серебра.
Сульфидные полиметаллические руды (состав, %: 0,80—5,6
РЬ, 0,5—1,8 Zn, 0,01—0,16 Си, 8—28 Fe, 20—45 S) залегают сре-
ди карбонатных или силикатных пород; в первых преобладают
известняк и доломит, во вторых — силикаты алюминия, железа,
кальция и кварциты.
19
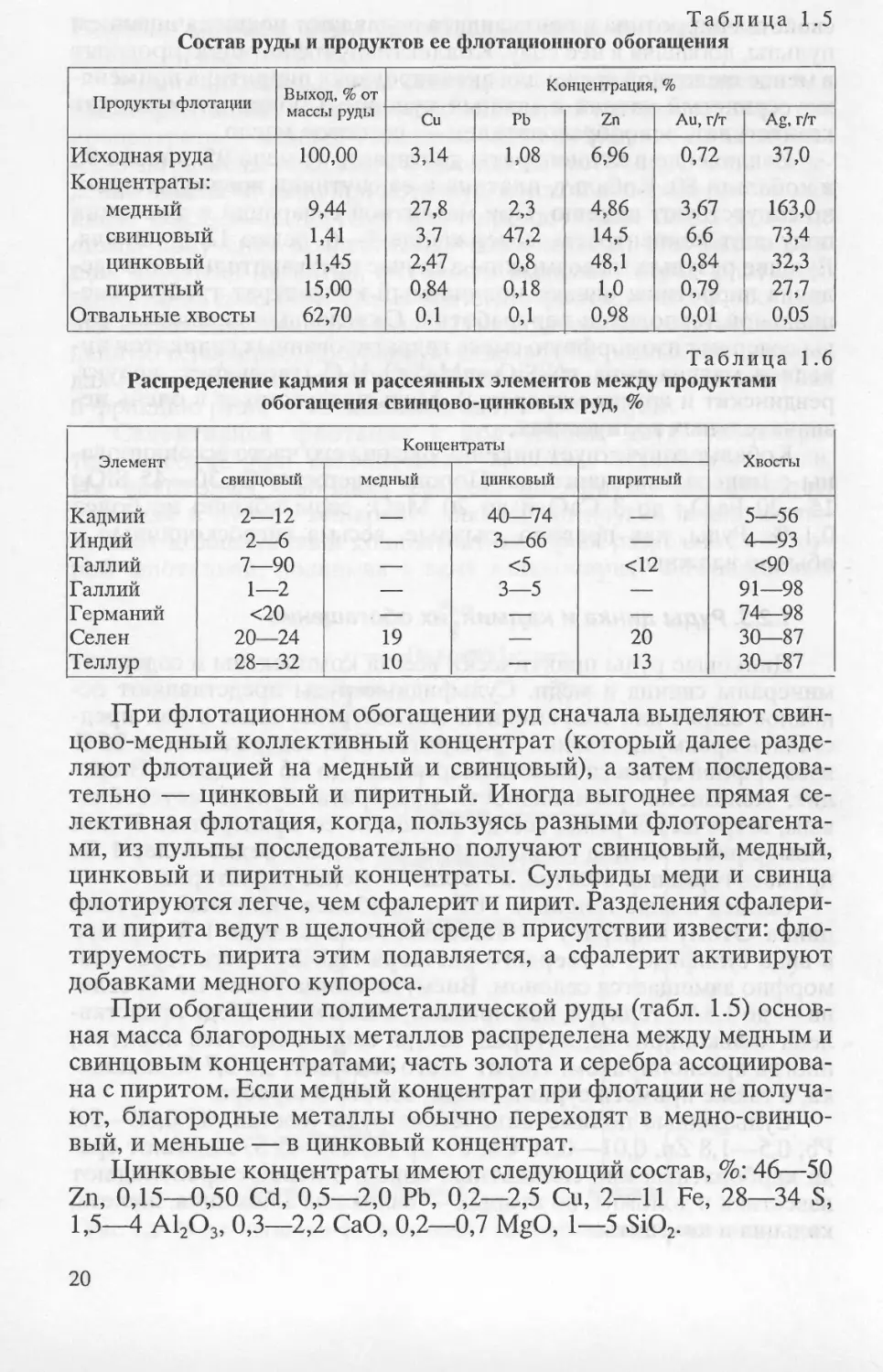
Таблица 1.5
Состав руды и продуктов ее флотационного обогащения
Продукты флотации Выход, % от массы руды Концентрация, %
Си РЬ Zn Аи, г/т Ag, г/т
Исходная руда 100,00 3,14 1,08 6,96 0,72 37,0
Концентраты:
медный 9,44 27,8 2,3 4,86 3,67 163,0
свинцовый 1,41 3,7 47,2 14,5 6,6 73,4
цинковый 11,45 2,47 0,8 48,1 0,84 32,3
пиритный 15,00 0,84 0,18 1,0 0,79 27,7
Отвальные хвосты 62,70 0,1 0,1 0,98 0,01 0,05
Таблица 1.6
Распределение кадмия и рассеянных элементов между продуктами
обогащения свинцово-цинковых руд, %
Элемент Концентраты Хвосты
свинцовый медный ЦИНКОВЫЙ пиритный
Кадмий 2—12 40—74 5—56
Индий 2—6 * 3—66 4—93
Таллий 7—90 <12 <90
Галлий 1—2 3—5 — - 91—98
Германий <20 74—98
Селен 20—24 19 20 30—87
Теллур 28—32 10 7* 13 30—87
При флотационном обогащении руд сначала выделяют свин-
цово-медный коллективный концентрат (который далее разде-
ляют флотацией на медный и свинцовый), а затем последова-
тельно — цинковый и пиритный. Иногда выгоднее прямая се-
лективная флотация, когда, пользуясь разными флотореагента-
ми, из пульпы последовательно получают свинцовый, медный,
цинковый и пиритный концентраты. Сульфиды меди и свинца
флотируются легче, чем сфалерит и пирит. Разделения сфалери-
та и пирита ведут в щелочной среде в присутствии извести: фло-
тируемость пирита этим подавляется, а сфалерит активируют
добавками медного купороса.
При обогащении полиметаллической руды (табл. 1.5) основ-
ная масса благородных металлов распределена между медным и
свинцовым концентратами; часть золота и серебра ассоциирова-
на с пиритом. Если медный концентрат при флотации не получа-
ют, благородные металлы обычно переходят в медно-свинцо-
вый, и меньше — в цинковый концентрат.
Цинковые концентраты имеют следующий состав, %: 46—50
Zn, 0,15—0,50 Cd, 0,5—2,0 Pb, 0,2—2,5 Си, 2—11 Fe, 28—34 S,
1,5—4 A12O3, 0,3—2,2 CaO, 0,2—0,7 MgO, 1—5 SiO2.
20
Значительную ценность в рудах представляют сопутствую-
щие элементы; кадмии, индий, таллий и германий в большинст-
ве случаев изоморфны с цинковой обманкой, висмут, серебро и
селен — с галенитом, а теллур — преимущественно с сульфида-
ми железа и меди. Рассеянные элементы попутно извлекают с
цинком и свинцом (табл. 1.6).
1.2.4. Руды титана, их обогащение
Известно более 80 минералов, которые по суммарному со-
держанию титана составляют довольно большую долю в земной
коре. В наиболее концентрированном виде металл находится в
сравнительно редко встречаемом рутиле TiO2 и в еще более ред-
ких бруките и анатазе. Наибольшая доля его в природе представ-
лена различными титанатами: простыми типа MeTiO3, в частно-
сти ильменитом FeTiO3 и перовскитом CaTiO3; реже встречают-
ся ортотитанаты состава Me2TiO4. Ильменит, имеющий основ-
ное значение для металлургии, в действительности представляет
собой твердый раствор и изоморфные смеси с Fe2O3, Fe3O4 и ти-
танатами других металлов. В зависимости от соотношения желе-
за, титана и иных составляющих плотность минерала колеблет-
ся в пределах 4,0—5,3 г/см3, а содержание титана в рудах — 6—
35 %. Месторождения бывают коренного и россыпного типа.
Руды и пески часто помимо рутила и циркона (ZrSiO4) содер-
жат примеси ванадия, тантала и ниобия, а порода состоит пре-
имущественно из сложных силикатов железа и алюминия.
Используют различные схемы обогащения: гравитацию,
флотацию, магнитную и электростатическую сепарацию. Тита-
новые руды сравнительно легко обогатимы. Россыпи обогаща-
ют концентрацией на столах; обогащенный продукт далее разде-
ляют магнитной и электрической сепарацией на железотитано-
вый, рутиловый или цирконовый концентраты.
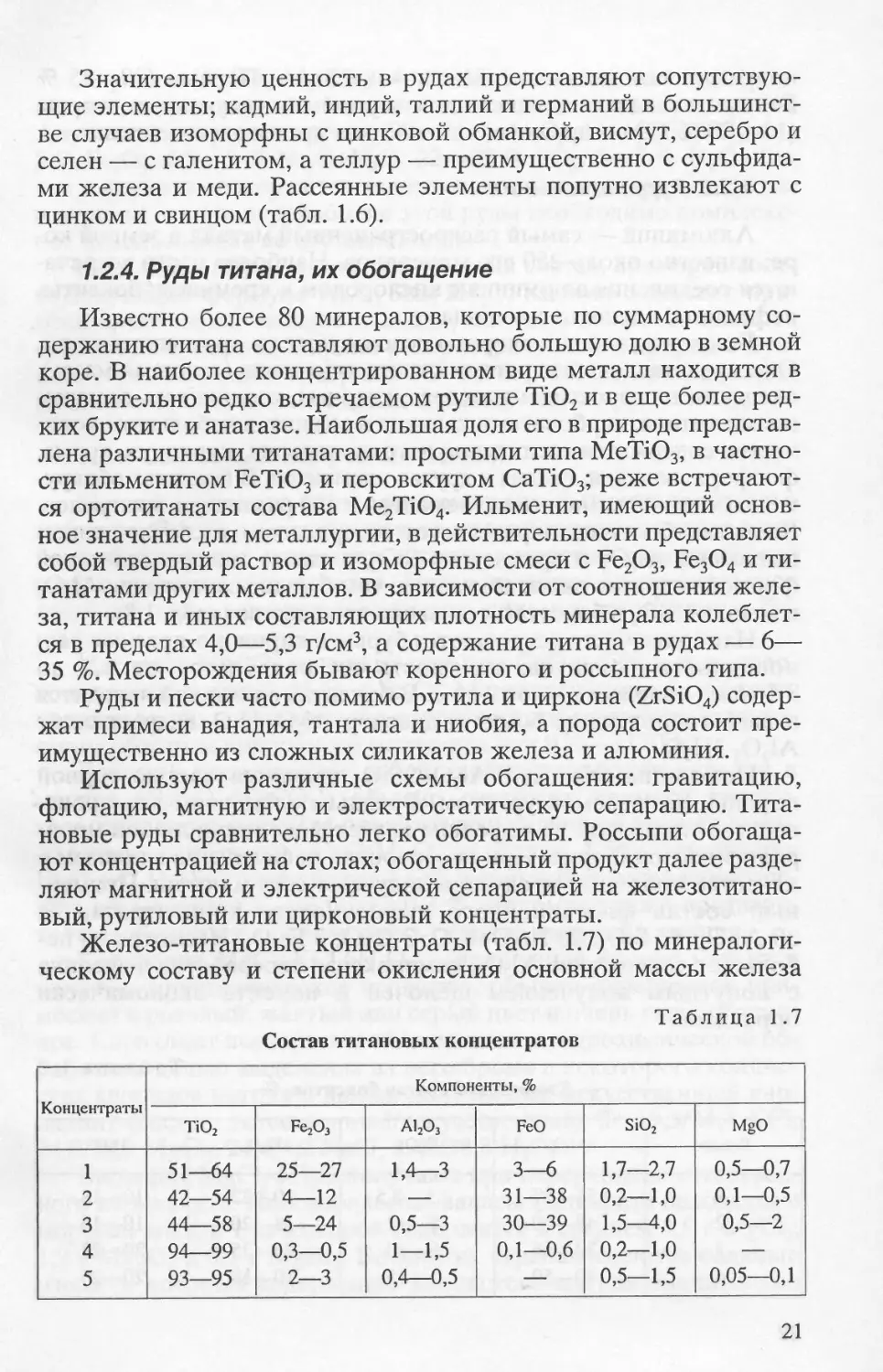
Железо-титановые концентраты (табл. 1.7) по минералоги-
ческому составу и степени окисления основной массы железа
Состав титановых концентратов
Таблица 1.7
Концентраты Компоненты, %
тю2 Fe2O3 ai2o3 FeO SiO2 MgO
1 51—64 25—27 1,4—3 3—6 1,7—2,7 0,5—0,7
2 42—54 4—12 — 31—38 0,2—1,0 0,1—0,5
3 44—58 5—24 0,5—3 30—39 1,5—4,0 0,5—2
4 94—99 0,3—0,5 1—1,5 0,1—0,6 0,2—1,0
5 93—95 2—3 0,4—0,5 0,5—1,5 0,05—0,1
21
подразделяют на «закисные» и «окисные». Первые (30—35 %
Fe) представляют ценность для черной металлургии, а вторые
(18—20 % Fe) — преимущественно для производства титана.
1.2.5. Руды алюминия
Алюминий — самый распространенный металл в земной ко-
ре; известно около 250 его минералов. Наиболее часто встреча-
ются соединения алюминия с кислородом и кремнием: бокситы,
нефелины, алуниты, каолины.
Бокситы наиболее широко используются в промышленности.
Они представлены гидратами оксида алюминия (основная масса),
оксидами и гидроксидами железа, кварцем, каолинитом, соедине-
ниями титана, карбонатами кальция и магния; в небольшом коли-
честве содержатся соединения натрия, кальция, циркония, хрома,
фосфора, ванадия, галлия и других элементов. В бокситах обнару-
жено более 40 химических элементов и 100 различных минералов.
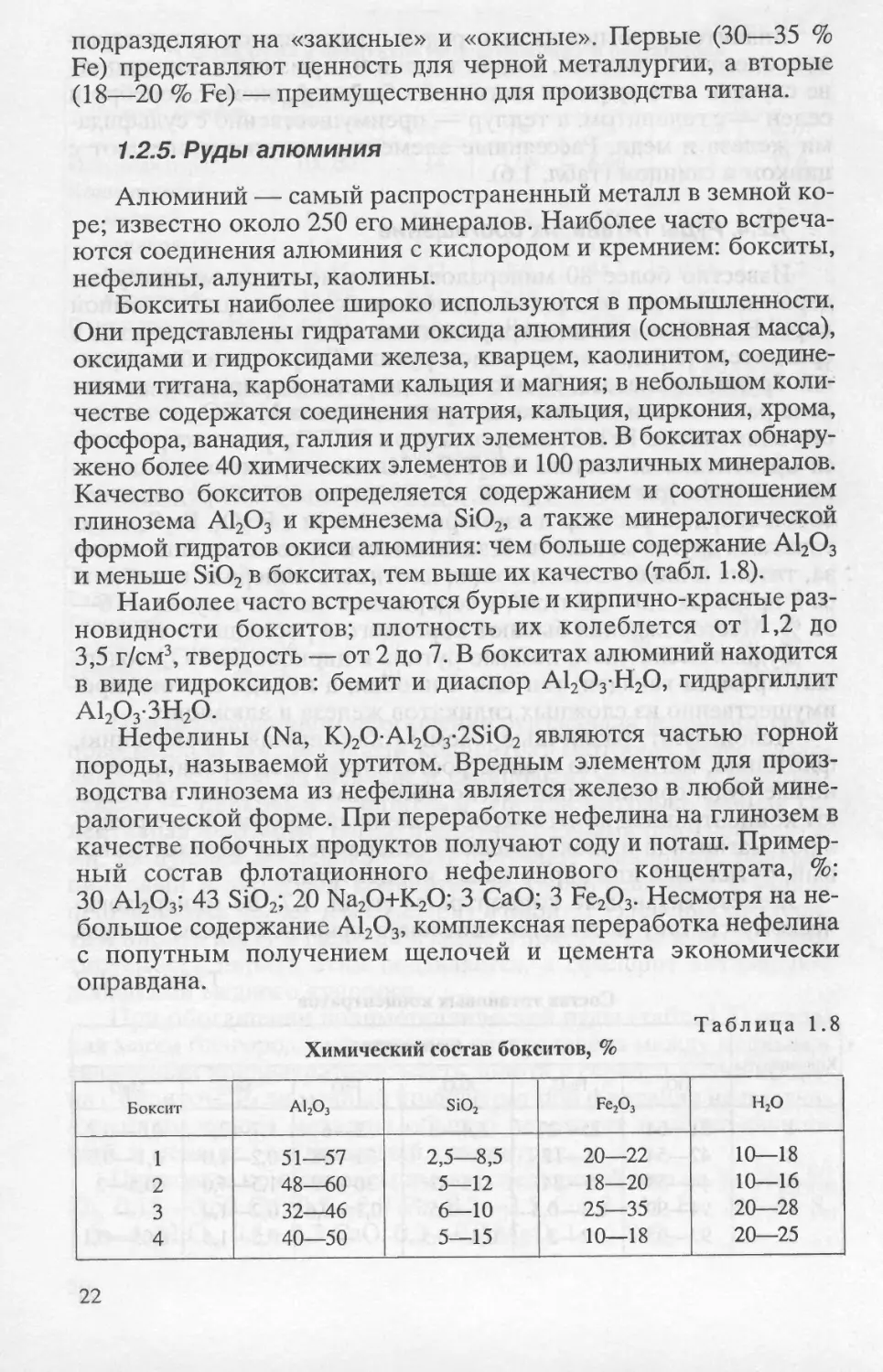
Качество бокситов определяется содержанием и соотношением
глинозема А12О3 и кремнезема SiO2, а также минералогической
формой гидратов окиси алюминия: чем больше содержание А12О3
и меньше SiO2 в бокситах, тем выше их качество (табл. 1.8).
Наиболее часто встречаются бурые и кирпично-красные раз-
новидности бокситов; плотность их колеблется от 1,2 до
3,5 г/см3, твердость — от 2 до 7. В бокситах алюминий находится
в виде гидроксидов: бемит и диаспор А12О3Н2О, гидраргиллит
А12О3-ЗН2О.
Нефелины (Na, K)2O Al2O3-2SiO2 являются частью горной
породы, называемой уртитом. Вредным элементом для произ-
водства глинозема из нефелина является железо в любой мине-
ралогической форме. При переработке нефелина на глинозем в
качестве побочных продуктов получают соду и поташ. Пример-
ный состав флотационного нефелинового концентрата, %:
30 А12О3; 43 SiO2; 20 Na2O+K2O; 3 CaO; 3 Fe2O3. Несмотря на не-
большое содержание А12О3, комплексная переработка нефелина
с попутным получением щелочей и цемента экономически
оправдана.
Химический состав бокситов, %
Таблица 1.8
Боксит А1203 SiO2 Fe2O3 Н2О
1 51—57 2,5—8,5 20—22 10—18
2 48—60 5—12 18—20 10—16
3 32—46 6—10 25—35 20—28
4 40—50 5—15 10—18 20—25
22
Алуниты [K2SO4A12(SO4)3-4A1(OH)3] — основные сульфаты
алюминия и калия, в состав которых может входить и натрий.
Алунитовая порода содержит 20—21 % А12О3; 41—42 % SiO2; 4—
5 % Fe2O3; 4,5—5 % Na2O+K2O; 22—23 % SO3; 6—7 % H2O. Так
как в алунитах содержится значительное количество сульфатов
и щелочи, то при переработке этой руды необходимо комплекс-
ное использование ее составляющих.
Каолины и глины имеют химический состав, примерно соот-
ветствующий формуле Al2O3SiO2-2H2O. Каолин содержит при-
меси кремнезема, оксидов кальция, магния и железа и является
огнеупорной глиной, широко распространенной в природе. Луч-
шие сорта каолинов содержат 36—39 % А12О3 и пригодны для
выплавки кремнеалюминиевых сплавов.
1.2.6. Сырье для получения магния
Магний — один из самых распространенных металлов в зем-
ной коре (2,1 %) — содержится во многих горных породах в ви-
де карбонатов или силикатов, а также в морской и озерной воде
в виде хлоридов и сульфатов. Промышленное значение имеют
следующие его минералы: магнезит, доломит, карналлит и би-
шофит.
Магнезит MgCO3 содержит примеси СаО и SiO2 в виде квар-
ца и талька, а также А12О3 и Fe2O3. Магниевая промышленность
применяет его в виде чистого каустического магнезита, получа-
емого обжигом природного магнезита при 970—1170 К.
Доломит представляет собой двойной карбонат кальция и
магния (CaCO3 MgCO3); обычно содержит примеси кварца,
кальцита, гипса и др. Для производства магния он должен иметь
массовое отношение CaO:MgO не более 1,54, содержание
Fe2O3+Al2O3+SiO2 — не более 2,5 %, а суммарное содержание ще-
лочных металлов — не более 0,3 %. Доломит также предвари-
тельно обжигают, получая смесь оксидов кальция и магния.
Карналлит MgCl2KCl-6H2O — природный хлорид магния и
калия — кристаллическое вещество, обычно окрашенное при-
месями в розовый, желтый или серый цвет и очень гигроскопич-
ное. Карналлит подвергают обогащению и гидрохимической об-
работке с целью выделения из него брома и некоторого количе-
ства хлоридов натрия и калия; получаемый искусственный кар-
наллит (состав, естественный/искусственный, %: 19,3/24,4 КС1,
24,0/32,2 MgCl2, 24,4/4,2 NaCl, 29,9/38,8 Н2О).
Бишофит MgCl2-6H2O получают при переработке естествен-
ного карналлита. Неисчерпаемые запасы бишофита находятся в
морской воде, в 1 кг которой содержится в среднем 3,8 г MgCl2,
1,7 г MgSO4 и 0,1 г MgBr2. Во многих странах имеются соляные
озера, в которых содержание хлористого магния значительно
23
выше, чем в морской воде, и достигает 15 %. Для его извлечения
испаряют рассол (рапу), в результате чего выкристаллизовыва-
ются хлористый натрий, сернокислый магний и т. д. В южных
районах для этого используют солнечное тепло. Выпаривая ос-
тавшийся рассол, получают бишофит.
1.2.7. Сырье для получения золота, его обогащение
Серебро сравнительно редко встречается отдельными части-
цами или в сплавах без золота. В сульфидных рудах вместе с ме-
таллическими включениями в кристаллах галенита, халькопири-
та и других сульфидов обнаруживаются аргентит Ag2S, а также
изоморфные смеси антимонидов и арсенидов серебра с галени-
том и аргентитом. В окисленных рудах нередок кераргерит
AgCl.
Месторождения золота подразделяются на коренные, воз-
никшие в результате первичных геологических процессов, и рос-
сыпи, образовавшиеся при вторичных преобразованиях корен-
ных руд. В сульфидных рудах минералы меди и свинца — частые
спутники золота, которое в них тонко вкраплено либо находит-
ся в виде изоморфной примеси. Обычно золота в рудах 5—15 г/т.
Рентабельный уровень зависит от состава породы и характера ее
залегания.
В россыпях основная масса сульфидов окислена. Золотины
находятся здесь в смеси, состоящей из валунов, гальки, песка и
глины. Поверхностное залегание часто позволяет разрабаты-
вать россыпи открытым механизированным способом с помо-
щью драг, гидромониторов, экскаваторов и других высокопроиз-
водительных машин, поэтому рентабельный уровень содержа-
ния золота здесь ниже.
При обогащении россыпей для отделения достаточно крупных
золотин от породы применяют гравитационные методы (отсадоч-
ные машины, концентрационные столы и шлюзы), использующие
различие плотностей самородного золота (18—19 г/см3), окислен-
ных минералов (2,6—6,0 г/см3) и сульфидов (5,0—7,0 г/см3). Извле-
чение золота гравитационными методами зависит от особенностей
перерабатываемого сырья и колеблется от 25 до 75 %.
1.2.8. Сырье для получения платины, его обогащение
Платина также встречается в рудах и россыпях. Россыпи
включают платину в виде частиц сплавов с другими металлами и
химических соединений различной крупности — от тонкой пыли
до 30—50 мм в поперечнике. Масса самородков иногда достига-
ет нескольких килограммов. Наиболее распространенные мине-
ралы: сперрилит PtAs2, куперит PtS, брэггит (Pt, Pd, Ni)S.
24
Добыча и обогащение россыпей во многом сходны с добычей
и обогащением золота. Обогащенный (шлиховой) материал,
главную массу которого составляет платина, имеет, например,
такой состав, %: 78 Pt, 3 1г, 0,3 Pd, 0,6 Rh, 2,0 Os+Ir, 17 Fe+Cu+Ni.
1.2.9. Сырье для получения вольфрама, его обогащение
Промышленно важные минералы: вольфрамит — изоморфная
смесь ферберита FeWO4 и гюбнерита MnW04, а также шеелит
CaWO4. Кристаллы первого красновато-черного цвета, слабомаг-
нитны и имеют плотность 7,1—7,9 г/см3. Шеелит с плотностью
5,9—7,1 г/см3 серого, желтого или бурого цвета, немагнитен и час-
то загрязнен изоморфной примесью повеллита СаМоО4.
Руды, содержащие 0,5—2 % WO3, бывают комплексными по
молибдениту MoS2, касситериту SnO2 и другим ценным составля-
ющим. Основной способ обогащения вольфрамитовых руд —
гравитация, а шеелитовых — флотация. Крупновкрапленный
вольфрамит отделяют от шеелита и кассетирита магнитной се-
парацией в сильном поле; схемы разнообразны и часто сложны.
Концентраты вольфрамито-гюбнеритового типа, в которых бо-
лее 65 % WO3, около 10 % SiO2 и мало фосфора, идут на выплавку
ферровольфрама. Подобное сырье с 60 % WO3 и шеелитовые кон-
центраты (55 % WO3) направляют на производство твердых сплавов
и чистого вольфрама. Обычные примеси в них, %: до 10 SiO2,0,04—
0,2 Р, 0,5—0,8 S, 0,1—0,2 As, 0,2—1,0 Sn, 0,2—0,5 Си, до 0,06 Мо.
1.2.10. Сырье для получения молибдена, его обогащение
Минералы, важные для производства: молибденит MoS2 и
продукты его преобразований — повеллит СаМоО4, молибдит
Fe2(MoO4)3 и вульфенит РЬМоО4. Молибденит, имеющий перво-
степенное значение, черного цвета, мягок, на бумаге оставляет
черту, подобно графиту; плотность минерала 4,7—4,8 г/см3.
Медно-молибденовые руды колчеданного или вкрапленного ти-
па — основной вид сырья. Молибдениту в них сопутствуют пирит и
халькопирит. Чаще медь преобладает, а молибдена сотые доли про-
цента, но иногда его больше, чем меди. Обогащение — флотацион-
ное, извлечение молибденита в концентраты даже из бедных руд до-
стигает 90 % при содержании в концентратах около 90 % MoS2; глав-
ные примеси, %: 0,07—0,15 Р, 0,07 As, 0,5—2 Си, 5—9 SO2,0,07 Sn.
1.2.11. Сырье для получения редких металлов
Как правило, редкие металлы не образуют самостоятель-
ных месторождений, содержатся в виде незначительных при-
месей в рудах и концентрируются в некоторых полупродуктах
25
или отходах переработки (возгоны, пыли, кеки), откуда их из-
влекают по самостоятельной схеме попутно с производством
крупнотоннажных цветных металлов. В связи с этим большое
значение приобретает комплексная переработка сырья с из-
влечением максимального числа его компонентов. Так, напри-
мер, в процессе переработки полиметаллических руд индий на
28 % переходит в цинковый концентрат, а при его переработ-
ке до 90 % индия концентрируется в цинковых кеках; при их
вельцевании извлекается около 60 % индия в возгоны, где его
концентрация достигает 1000 г/т. Всего при гидрометаллурги-
ческой переработке из цинковых концентратов извлекается в
товарную продукцию 12—15 % индия от его количества в ру-
де. Аналогично германий извлекают из цинковых, медных и
свинцовых концентратов, рений — из молибденовых и медных
и т. д.
1.3. ВТОРИЧНОЕ СЫРЬЕ ЦВЕТНЫХ МЕТАЛЛОВ
Производство цветных металлов из вторичного сырья имеет
целый ряд преимуществ в сравнении с переработкой руд и кон-
центратов. Основные из них: 1) низкие удельные капитальные
вложения, 2) высокая технологичность переработки, 3) значи-
тельно меньший расход энергии. Так, энергетические затраты
при производстве из руд алюминия, никеля, меди, цинка и свин-
ца соответственно в 19,5; 9,3; 6,2; 3,6 и 2,3 раза больше, чем при
производстве этих металлов из лома и отходов, 4) снижение по-
требления невозобновляющихся ресурсов минерального сырья,
5) уменьшение загрязнения окружающей среды.
В общем объеме производства и потребления цветных ме-
таллов доля металлов и сплавов, получаемых из вторичного сы-
рья, составляет около 30 %. В высокоразвитых странах этот по-
казатель доходит до 50—60 %. Сырьем для производства вторич-
ных цветных металлов служат амортизационный лом и различ-
ные отходы.
Лом цветных металлов представляет собой изделия и детали
из цветных металлов и сплавов, пришедшие в негодность или
утерявшие эксплуатационную ценность. Лом может быть про-
мышленным, транспортным, сельскохозяйственным, бытовым,
военным.
Отходы — это промышленные отходы на всех стадиях про-
изводства, содержащие цветные металлы или состоящие из них;
образуются при механической обработке, в металлургических
процессах. Отходами также являются бракованные детали и из-
делия.
К вторичному сырью цветных металлов относят ту часть ло-
26
ма и отходов, повторное использование которых в данный пери-
од технически возможно и экономически обосновано.
С целью более рационального использования вторичного
сырья на лом и отходы цветных металлов установлен межгосу-
дарственный стандарт (ГОСТ 1639—93), введенный в действие с
1 января 2000 г. В соответствии со стандартом определяют каче-
ство каждого вида сырья и осуществляют поставку его потреби-
телям.
Вторичное сырье подразделяют по физическим признакам
на классы, по химическому составу — на группы и марки, по по-
казателям качества — на сорта.
Отличительная особенность отдельных классов следую-
щая: класс А — лом и кусковые отходы; класс Б — стружка,
класс В — порошкообразные отходы вольфрама, кобальта, мо-
либдена, их сплавов и химических соединений; класс Г — прочие
отходы; класс АК — отходы белой жести и лом луженой тары;
класс АЛ — лом и отходы кислотных свинцовых аккумуляторов;
класс 3 — листовая обрезь титана и его сплавов; класс М — от-
ходы алюминия, покрытые селеном; класс Д — ртуть отрабо-
танная; класс Ж — кабели, которые подразделяют на освинцо-
ванный кабель и провода с алюминиевой жилой (группа I), ос-
винцованный кабель с медной жилой (группа II) и кабель с алю-
миниевой оболочкой и медной жилой (группа Ш); класс И —
прочий лом сложный. Например, пули свинцовые с мельхиоро-
вой или биметаллической оболочкой (группа I), гальванические
элементы марганцево-цинковые в стальных никелированных
корпусах (группа IV); класс Л — биметаллы на основе стали с
плакирующим слоем алюминия, меди, никеля и их сплавов (груп-
па I); биметаллы на основе алюминия и его сплавов с покрыти-
ем из титана, меди, стали, силумина(группа И) и др.
Каждый металл делят на различное число групп. Так, медь и
сплавы на медной основе разделены на 14 групп, а цинк и цинко-
вые сплавы — на 3. Число групп является характеристикой сте-
пени разнообразия сплавов, получаемых на основе данного ме-
талла. Каждая первая группа представляет собой технически чи-
стый металл, а последняя — отходы низкокачественные.
Лом и отходы разделяют по сортам с учетом содержания в них
металла, степени разделки, габаритов, массы, засоренности. К
первому сорту относят лом и отходы, которые могут быть под-
вергнуты металлургической переработке без специальной подго-
товки (первичной обработки). Вторичное сырье первого сорта
имеет высокое содержание металла, определенную массу и габа-
риты, не загрязнено другими металлами и сплавами. Для медного
сырья первого сорта засоренность неметаллическими материала-
ми (влага, масло, краска, землистый засор и т. и.) не должна пре-
вышать 3 %, масса отдельных кусков — не более 100 кг.
27
Для лома и отходов второго сорта допустима более высокая
засоренность. Лом и отходы меди и медных сплавов второго сор-
та могут иметь засоренность неметаллическими материалами,
черными и цветными металлами до 10 %.
Вторичное сырье цветных металлов третьего сорта характе-
ризуется наличием приделок из черных металлов, высокой засо-
ренностью. Оно требует первичной обработки. Отходы и лом
цветных металлов, не отвечающих требованиям к сортам основ-
ных групп, но направляемые на переработку, относятся к низко-
качественным. Это сырье смешанное, требующее сортировки и
разделки.
В соответствии со стандартом масса пакетов, связок и бухт
для лома и отходов всех групп и сортов не должна превышать
150 кг для алюминия и его сплавов и 250 кг для других цветных
металлов и сплавов. Масса отдельных кусков для всех металлов
и сплавов — не более 100 кг, а их размеры не более
600x600x1500 мм. Размеры отдельных кусков низкокачествен-
ного лома и прочих отходов не должны превышать
1000x1000x1500 мм. По соглашению с потребителем допускает-
ся сдача лома и отходов, превышающих указанные размеры и
массу.
Вторичное сырье цветных металлов часто содержит взрыво-
опасные предметы, баллоны, резервуары, сосуды, трубы, ранее
взорванные металлсодержащие массивы, военный лом. Для ис-
ключения несчастных случаев и аварий лом и отходы в обяза-
тельном порядке неоднократно подвергают проверке на взрыво-
и радиационную безопасность.
Проверка лома и отходов для обнаружения и удаления из них
взрывоопасных предметов и легковоспламеняющихся веществ
называется пиротехническим контролем. Контроль вторичного
сырья на взрывобезопасность должен осуществляться на всех
стадиях: при заготовке, транспортировке, первичной обработке,
металлургической переработке. Непроверенный лом и отходы
считаются взрывоопасными, их недопустимо смешивать с метал-
лоломом, обезвреженным и прошедшим контрольную проверку.
На проверенный и обезвреженный лом оформляют удостовере-
ние о взрывобезопасности. Каждая партия лома и отходов со-
провождается паспортом, в котором указывают наименование
вторсырья, его класс, группу, марку сплава, сорт и засоренность;
для нестандартных марок сплавов приводят химический состав.
Алюминий, медь, свинец, никель и их сплавы составляют
около 95 % заготавливаемых в настоящее время лома и отхо-
дов цветных металлов. Остальная часть вторсырья представ-
лена цинком, титаном, оловом, магнием, вольфрамом, кадми-
ем, кобальтом, молибденом, ртутью или их сплавами и соеди-
нениями.
28
1.3.1. Вторичное алюминиевое сырье
Лом и кусковые отходы включают в себя лом изделий из ли-
ста и проката, проволоки, поковок, литья и отходы, образующи-
еся при производстве этих изделий.
Самолетный и тому подобный лом является наиболее слож-
ным видом сырья, так как в нем находится большое количество
деталей и узлов из различных металлов, которые трудно уда-
лить. Посторонними металлами в самолетном ломе являются
стальные приделки, бронзовые и латунные детали арматуры,
трубопроводов, медные провода. В ломе присутствуют литые и
кованые детали из алюминиевых сплавов, отличающиеся по хи-
мическому составу от дуралюмина — сплава, из которого изго-
товлены листы обшивки самолета. Металлы и сплавы, попадаю-
щие в печь с данным видом вторсырья, растворяются в жидкой
ванне и загрязняют сплав. Поэтому тщательная разделка само-
летного лома является необходимой подготовительной операци-
ей. После удаления посторонних металлов и материалов само-
летный лом разрезают, пакетируют и отправляют на металлур-
гическую переработку.
Ценным сырьем являются отходы, образующиеся при изго-
товлении изделий из листа и ленты — листовая обрезь. Этот вид
отходов представляет собой куски кромок и концов, выштам-
повку, высечку, а также брак деталей. Засоренность листовой
обрези обусловлена наличием пластмасс, оцинкованного желе-
за, иногда латуни, меди и составляет 3—15 %.
Обрезки профилей, труб, прутков, пресс-остатки, отходы от
горячей штамповки обычно не содержат посторонних предме-
тов, кроме оксида алюминия, и представляют собой алюминий,
дуралюмин, алюминиево-цинковые сплавы.
Алюминиевая проволока поступает в переработку в виде от-
ходов электротехнического производства или в виде продукта
разделки проводов и кабелей. Провода могут быть одно- и мно-
гопроволочные, покрытые изоляцией и без нее, иметь сердцеви-
ну из стальной оцинкованной проволоки. Содержание алюминия
в проводах и кабеле колеблется в пределах 25—99,5 %.
Литые и кованые детали, а также лом двигателей внутренне-
го сгорания имеют большое количество деталей — поршней, ци-
линдров, головок, болтов, шпилек, подшипников и т. д. Засорен-
ность этого лома зависит от тщательности разделки и составля-
ет 3—50 %.
Стружка алюминия и его сплавов может быть витой, сыпу-
чей, крупной и мелкой. Она загрязнена железом, охлаждаю-
щими эмульсиями, маслом, землистым засором. Засоренность
маслом и влагой (особенно в зимний период) достигает 30 %,
землей — 1,5—2,0 %, неметаллическими материалами (дерево,
текстиль и т. п.) — 0,5 %, железом — до 5 %. Влажная струж-
ка быстро корродирует, этот процесс ускоряют щелочные
эмульсии. Все это приводит к значительным безвозвратным
потерям металла.
К алюминийсодержащим съемам относятся настыли с разли-
вочных ковшей; пена, образующаяся при переливах алюминия.
При удалении съемов с поверхности расплава неизбежно захва-
тывается некоторое количество металла. Съемы могут быть
двух видов: кусковые и порошкообразные. Кусковые съемы
представляют собой прочные куски различных размеров, они
содержат 45—80 % металла и не поддаются дроблению. Порош-
кообразные съемы содержат 10—20 % металла, они — продукт
разложения кусковых съемов. Из-за наличия прослоек из окси-
дов и солей от рафинирования алюминия съемы имеют пористое
строение, поэтому при хранении быстро окисляются и содержа-
ние металла в них снижается. Съемы всегда загрязнены облом-
ками тиглей, кирпичей и другими неметаллическими материала-
ми. Экономически оправдана переработка съемов, содержащих
более 50 % металла.
По вещественному составу к съемам близки шлаки. Содер-
жание металлического алюминия в шлаках составляет 20—80 %,
их крупность изменяется от 1 мм до 1 м. Малосолевые шлаки со-
держат 30—40 % алюминия и 5—10 % солей (NaCl, КС1, Na3AlF6,
MgCl2 и др.), в солевых шлаках до 30 % металла и 40—60 % раз-
личных солей.
Шлаки перерабатывают с целью получения алюминиевого
концентрата, который затем направляют в плавильные агрега-
ты.
Вторичное алюминиевое сырье характеризуется большим
разнообразием, что обусловливает необходимость подготовки
его к металлургической переработке различными методами.
1.3.2. Медьсодержащее сырье
Сырьем для производства вторичной меди и ее сплавов слу-
жат отходы производства (около 60 % всего медьсодержащего
сырья) и амортизационный лом. Вторичное медьсодержащее
сырье в большинстве случаев является полиметаллическим. Его
переработка должна предусматривать наиболее полное извлече-
ние всех ценных составляющих. Последнее достигается при
условии максимально возможного возврата лома и отходов ме-
ди, бронзы, латуни для выплавки аналогичных сплавов. Из-за
низкого качества лома и отходов, их высокой засоренности око-
ло 35 % медьсодержащего сырья перерабатывают на черновую
медь.
Для производства вторичной черновой меди, как правило, ис-
30
пользуют низкокачественное сырье. Оно имеет разнообразную
крупность и непостоянный химический состав. Так, шлаки от
выплавки сплавов на медной основе, шлаки и съемы литейных
цехов содержат, %: 15—40 Си; 3—45 Zn; 0,1—3,5 Sn. Размер кус-
ков шлаков и съемов в поперечнике изменяется от 300—700 до
1—5 мм. К этой же группе можно отнести печные выломки и
«козлы», в которых 8—12 % Си.
Разновидностью низкокачественного сырья являются сора.
К ним относятся использованные формовочные земли, наждач-
ная пыль, мелкие шлаки цехов, связанных с получением и обра-
боткой меди и ее сплавов. В сорах, %: 20—50 Си, 10—25 Zn, до
0,5 Sn, крупность — менее 5 мм.
В соответствии с действующим стандартом к медьсодержа-
щему вторичному сырью относят материалы (шлаки, сора, шла-
мы и др.), в которых содержание меди не менее 3 %.
Отходы кабельной продукции представляют собой куски
различной длины и бухты, спутанные в клубки. В зависимости от
диаметра медной жилы, толщины слоя изоляции и брони содер-
жание меди колеблется от 30 до 98 % (медные проводники элек-
трического тока изготавливают из меди марки МО и Ml). Прово-
да и кабель могут быть засорены резиной (20—45 %), бумагой,
полимерной и хлопко-бумажной изоляцией (15—60 %), железом
(18—30 %).
Крупный лом и отходы состоят из автомобильных и трактор-
ных радиаторов, шестерен, теплообменников, труб, корабель-
ных винтов и др. Их засоренность черным металлом достигает
30—50 %. Содержание меди в ломе электродвигателей изменя-
ется в пределах 15—30 %, а их засоренность (черные металлы,
алюминий, изоляционные материалы и др.) достигает 80—85 %.
На металлургические заводы поступают отходы биметалла в
виде россыпи и пакетов массой 80—140 кг. Биметалл получают
в результате покрытия основного металла (стали) другим метал-
лом или сплавом. Содержание меди в биметаллах изменяется от
7—8 до 60—70 %, цинка от 0,1 до 1—3 %.
В последние годы заметно увеличились поставки фольгиро-
ванных медью материалов (основ) типа гетинакс, текстолит,
стеклотекстолит и др. Содержание меди в данном вторсырье
15—40 %.
Для производства бронз и латуней используют самые разно-
образные виды вторичного сырья, которые отвечают требова-
ниям ГОСТ 1639—93. В зависимости от марки выплавляемого
сплава в состав шихты вводят легирующие добавки в виде двой-
ных или тройных лигатур: Си—А1—Fe (25—28 % Al, 9—11 % Fe),
Си—Fe или Al—Fe (5—10 % Fe), Си—Мп (25—30 % Мп), а также
кристаллический кремний (КрО, Кр1, Кр2), ферросилиций ФС90,
чушковый цинк (Ц2—Ц4) и олово (ОЗ и 04) и др.
31
1.3.3. Лом и отходы свинца и его сплавов
Это сырье включает в себя лом и отходы прокатного свинца,
кальциевого баббита, лом кабельного свинца, свинцовых акку-
муляторов, деталей из сурьмянистого свинца. Прокатный свинец
используют для футеровки кислотоупорных ванн, реакторов,
для изготовления труб, змеевиков. Лом прокатного свинца за-
грязнен с поверхности оксидами, остатками кислоты, накипью.
Засоренность рольного свинца составляет 1—3 %, а свинцовых
труб 3—5 %.
Лом кальциевого баббита — вышедшие из строя вкладыши
подшипников. Отходы баббита поступают в переработку в виде
стружки. Содержание свинца в ломе и отходах составляет 90—
97 % при засоренности 2—10 %.
Лом свинцовых аккумуляторов занимает наибольший удель-
ный вес в сырьевых ресурсах вторичного свинца. Это обусловле-
но производством большого количества различных типов свин-
цовых аккумуляторов, имеющих ограниченный срок службы
(2—3 года). Содержание свинца и сурьмы в новых батареях со-
ставляет в среднем 62 %. После эксплуатации в результате окис-
ления свинца засоренность лома возрастает до 45 %.
Кроме свинца и сурьмы лом свинцовых аккумуляторов со-
держит пластмассы (из которых изготавливают корпуса, крыш-
ки, сепараторы для батарей), а также серу и кислород (в форме
сульфатов и оксидов свинца).
Кабельный лом — продукт разделки вышедшего из строя ка-
беля, имеющего защитную свинцовую оболочку. Для изготовле-
ния оболочек используют свинец, содержащий 0,4—0,6 % Sb или
0,05—0,08 % Си. В зависимости от вида кабеля содержание свин-
ца в разделанном кабельном ломе составляет 30—50 %. Засорен-
ность свинцовой кабельной оболочки составляет 2—6 %.
Лом литых деталей из сурьмянистого свинца поступает вместе
с ломом химической свинцовой аппаратуры и состоит из корпусов
насосов, фланцев, кранов. Засоренность литых деталей составляет
1—2 %. Метод разделения деталей, изготовленных из свинца и
сурьмянистого свинца, основан на различной твердости этих мате-
риалов: последний имеет значительную большую твердость.
1.3.4. Никельсодержащее сырье
Вторичные никель, никелевые и медно-никелевые сплавы
производят из никельсодержащего лома и отходов. Значитель-
ное количество вторичного никелевого сырья поступает в чер-
ную металлургию для производства легированных сталей.
Лом и отходы могут быть представлены деталями реактив-
ных двигателей, частями аппаратуры, работающей в агрессив-
32
них средах, остатками никелевых анодов, нагревательными эле-
ментами электропечей и приборов, стружкой, пришедшими в не-
годность железо-никелевыми аккумуляторами, печными вылом-
ками, металлоабразивными отходами, шламами и растворами
гальванических цехов, бытовым ломом и др.
В зависимости от характера лома и отходов никеля, никеле-
вых и медно-никелевых сплавов содержание в них основного ме-
талла (сплава) изменяется от 25 до 98 %, а механическая засорен-
ность другими металлами и неметаллическими материалами мо-
жет достигать 75 %.
Большое количество никеля и других цветных металлов пере-
ходит в абразивные отходы при зачистке и шлифовке проката и
заготовок легированных сталей и сплавов. Минимальное содержа-
ние никеля и кобальта в сырье данного типа должно быть 3 %.
В образующихся при электролитическом никелировании
шламах содержание никеля доходит до 50 %, а в отработанных
электролитах и сточных водах гальванических цехов — от еди-
ниц до десятков граммов в литре никеля и других цветных метал-
лов.
Ценным сырьем для производства ферроникеля являются
отработанные щелочные железо-никелевые и никелево-кадмие-
вые аккумуляторы. В зависимости от типа и марки в неразделан-
ных аккумуляторах содержание никеля колеблется в пределах
8—15 %. Наибольшее количество никеля сконцентрировано в
положительных пластинах (ламелях), которые представляют со-
бой перфорированную ленту с запрессованной анодной массой,
состоящей из измельченного графита и гидрооксида никеля
(16—18 % С и 39—48 % Ni). В положительных ламелях в сред-
нем содержится 20—25 % никеля, 30—40 % железа, 7—9 % угле-
рода; отрицательные ламели в основном представлены железом
и его гидрооксидом.
Бытовой никельсодержащий лом состоит из всевозможных
никелированных предметов, а также изделий из мельхиора.
33
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ К ГЛ. 1
1. Назовите отличительные особенности руд цветных метал-
лов.
2. Поясните, какие встают задачи и какими способами они
решаются при обогащении руд цветных металлов?
3. Какие руды называют комплексными и почему?
4. Каковы особенности сырья для извлечения драгоценных и
редких металлов?
5. Назовите основные принципы классификации вторичного
сырья цветных металлов.
6. В чем вы видите основное отличие рудного сырья от вто-
ричного? Преимущества использования и переработки лома и
отходов.
7. Дайте химико-металлургическую оценку разновидностям
вторсырья для производства меди, никеля, свинца, алюминия и
их сплавов.
8. Назовите и обоснуйте основные принципы металлургичес-
кой переработки вторичного сырья.
Рекомендательный библиографический список к гл. 1
1. Худяков И.Ф., Дорошкевич А.П., Карелов С.В. Металлургия вторичных
тяжелых цветных металлов: Учебник для вузов. М.: Металлургия, 1987.
528 с.
2. Колобов Г.А., Бредихин В.Н., Чернобаев В.М. Сбор и обработка вторично-
го сырья цветных металлов: Учебник для вузов. М.; Металлургия, 1992.
288 с.
3. Зеликман А.Н., Крейн О.Е., Самсонов Г.В. Металлургия редких металлов.
3-е изд. М.: Металлургия, 1978. 560 с.
4. Севрюков Н.Н., Кузьмин Б.А., Челищев Е.В. Общая металлургия. 3-е изд.
М.: Металлургия, 1976. 568 с.
5. Кистяковский Б.Б., Гудима Н.В. Производство цветных металлов. М.:
Металлургия, 1978. 344 с.
6. Галевский Г.В., Кулагин Н.М., Минцис М.Я. Металлургия вторичного алю-
миния: Учебник для вузов. Новосибирск: Наука, 1998. 289 с.
34
Г лава 2
ПОДГОТОВКА СЫРЬЯ
К МЕТАЛЛУРГИЧЕСКОЙ ПЕРЕРАБОТКЕ
Первичное и вторичное сырье предварительно подготавли-
вают к металлургической переработке (складирование, усредне-
ние, дробление, грохочение, измельчение, окускование, сушка,
пакетирование и др.). Отдельные из перечисленных операций
используют для подготовки флюсов (кварц, известняк, плавико-
вый шпат) и полупродуктов металлургического производства
(агломерат, файнштейн, спек печей кальцинации, оборотные
продукты, титаношлак).
Металлургам известно: хорошо подготовленная шихта —
это наполовину проплавленная шихта.
Компоненты шихты предварительно взвешивают, опробы-
вают, анализируют. Смерзшиеся руды и концентраты приходит-
ся оттаивать и подвергать сушке до оптимальной влажности.
2.1. СКЛАДИРОВАНИЕ И ШИХТОВКА
Руды, концентраты, флюсы, кокс и другие материалы ших-
ты, поступающие на завод, выгружают в складские помещения.
Склады могут быть открытыми и закрытыми. Закрытые скла-
ды (обогреваемые или чаще необогреваемые) хотя и более до-
рогие, но и более эффективные при любых климатических усло-
виях. В закрытых складах сокращаются потери ценных матери-
алов, улучшаются условия работы обслуживающего персонала,
машин и оборудования. Емкость склада выбирают из расчета
10—20-суточного запаса сырья.
Поступающие вагоны грузоподъемностью 62, 95, 125 т или
специальные контейнеры (1,5—4,0 т) разгружают в траншеи,
разделенные на отсеки. Склады закрытого типа обслуживают
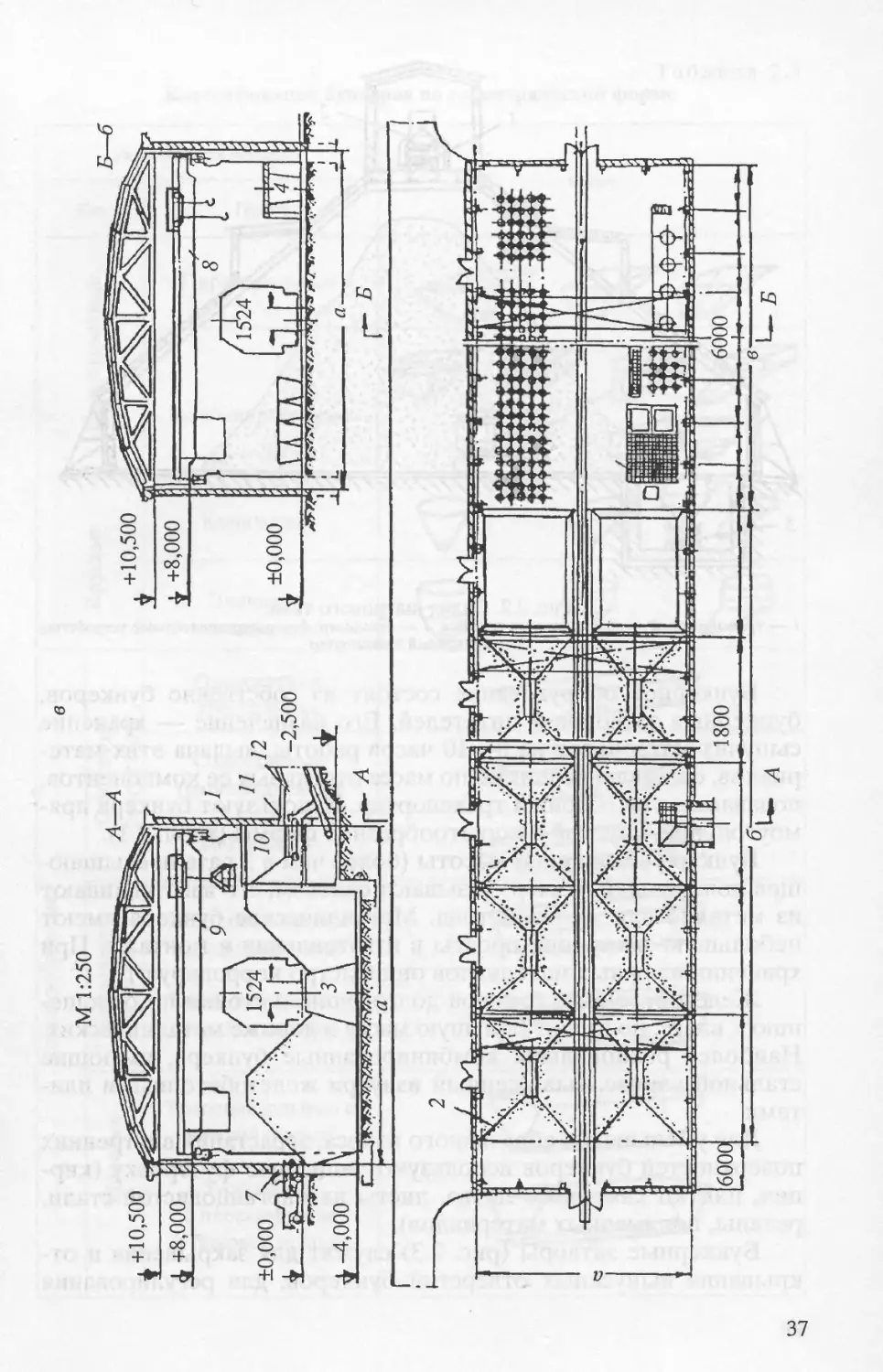
грейферными мостовыми кранами (рис. 2.1), бульдозерами или
роторными экскаваторами (рис. 2.2).
Склады предприятий большой производительности обо-
рудуют специальными приемными устройствами, включающи-
ми вагоноопрокидыватель, бункера с пластинчатыми питате-
лями.
35
a
Кровля
HSESZSZSZSZSaSIZEZISZfcZK
Фундамент
Рис. 2.1. Разрезы складов:
а — склад, оборудованный грейферным краном; б — бункерный склад; в — склад концентратов с железнодо-
рожной эстакадой:
1 — здание склада; 2 — отсеки; 3 — разгрузочная эстакада; 4 — отсек для оттаивания контейнеров; 5 — отсек
для мойки контейнеров; б — место для порожней тары; 7 — люк для разгрузки концентратов; подаваемых ав-
тотранспортом; 8 — мостовой кран; 9 — грейферный кран; 10 — бункер концентратов; 11 — ленточный
питатель; 12 — ленточный транспортер
в
М 1:250
А
Рис. 2.2. Склад шатрового типа:
1 — транспортер; 2 — сбрасывающая тележка; 3 — бульдозер; 4 — распределительное устройство;
5 — ленточный транспортер
Бункерное оборудование состоит из собственно бункеров,
бункерных затворов и питателей. Его назначение — хранение
сыпучих материалов на 8—10 часов работы, выдача этих мате-
риалов, составление шихты по массе отдельных ее компонентов,
подаваемых на сборный транспортер. Используют бункера пря-
моугольной, круглой и корытообразной формы (табл. 2.1).
Бункер увеличенной высоты (более чем в 3 раза превышаю-
щей поперечный размер) называют силосом; его изготавливают
из металла или железобетона. Металлические бункера имеют
небольшую массу, они просты в изготовлении и монтаже. При
хранении влажных материалов они быстро корродируют.
Железобетонные бункера долговечны и стойки по отноше-
нию к влаге, но имеют большую массу и дороже металлических.
Наиболее рациональны комбинированные бункера, имеющие
стальной каркас, выложенный изнутри железобетонными пли-
тами.
Для уменьшения абразивного износа, зарастания внутренних
поверхностей бункеров используют защитную футеровку (кир-
пич, плитки каменного литья, листы из марганцовистой стали,
резины, полимерных материалов).
Бункерные затворы (рис. 2.3) служат для закрывания и от-
крывания выпускных отверстий бункеров, для регулирования
38
Таблица 2.1
Классификация бункеров по геометрической форме
Разновидности бункеров
Схема
Группа
Конические
Цилиндро-
конические
Односкатные треугольные
О О Односкатные трапециедальные
О £?
W o' О сп
Q о Двускатные
о> ►—( W со СО ’S о Й о й * Комбинированны е трапециедальные
о л £1
О нч РП Комбинированные
Q-i О се Я" Л параболические
О О
О Трапециедальные с
S нижней щелью
о S’ У-образные с плоским дном и боковой щелью
39
Рис. 2.3. Бункерные затворы:
а, б — задвижки (горизонтальная, вертикальная); в — ленточный гусеничный; г — лотковый; д — односекторный; е — двухсекторный (челюстной); ж.
з — наклонный секторный с открыванием вверх и вниз; и — сдвоенный секторный; к — пальцевый; л — клапанный
потока сыпучего материала. Привод затворов — электромеха-
нический, гидравлический или пневматический.
Питатель — подбункерная транспортирующая машина,
предназначенная для выдачи сыпучих материалов непрерывно
или порциями в заданном количестве. В отличие от затворов, пи-
татели осуществляют равномерную принудительную разгрузку
бункера. Питатель одновременно служит и затвором, так как
при останове питателя прекращается истечение сыпучего мате-
риала.
Известны различные конструкции питателей (рис. 2.4); их
тип выбирают с учетом характеристики материала, производи-
тельности, точности дозировки, конструкции бункера.
Ленточные питатели используют для выдачи сухих материа-
лов с крупностью кусков до 100 мм и насыпной массой до
2,6 т/м3. Ширина ленты 400—1200 мм, ее скорость 0,02—1,3 м/с,
производительность питателя до 450 т/ч.
Пластинчатые питатели предназначены для работы в осо-
бо тяжелых условиях (крупнокусковый, горячий материал). I тип
питателей используют для крупнокускового материала (до
1400 мм) с насыпной плотностью до 2,5 т/м3, II — для материалов
с крупностью до 600 мм и массой куска до 600 кг, III — для сред-
не- и мелкокускового материала. Пластинчатые питатели выпу-
скают с шириной полотна (пластины) 800,1000,1200,1500, 1800,
2400 и длиной 2—18 м, имеют скорость 0,02—0,4 м/с, производи-
тельность до 2000 т/ч, угол наклона к горизонту до 28°. Пласти-
ны изготавливают из стального листа толщиной 3—5 мм.
Дисковые питатели предназначены для выдачи из бункеров
среднекусковых и зернистых материалов крупностью до 150 мм
и плотностью до 2,5 т/м3. Рабочий орган питателя — горизон-
тальный вращающийся диск, ось которого совпадает с центром
выпускного отверстия бункера. Питатели бывают двух типов:
тяжелый (ДТ) — для кусковых материалов плотностью более
1,8 т/м3 и легкий (ДЛ) — для порошкообразных и зернистых
крупностью до 3 мм и плотностью ниже 1,8 т/м3. В условном обо-
значении указывают диаметр диска в дециметрах (ДТ-20, ДТ-31
и ДЛ-2,5, ДЛ-20). Частота вращения диска 4—22 мин-1, макси-
мальная производительность 900 т/ч.
Барабанные питатели применяют при загрузке вагон-весов,
агломашин и др. (рис. 2.4, ж, и, к). Диаметр рабочего колеса до-
ходит до 2,7 м, частота вращения 1,2—7,9 мин-1, производитель-
ность до 1750 т/ч.
Электровибрационные питатели (рис. 2.4, г) предназначе-
ны для равномерной разгрузки материалов различного грануло-
метрического состава (от особо крупных до зернистых и порош-
кообразных). Материалы должны быть сыпучими, крупностью
до 100 мм, с влажностью до 4 %, содержать пыли не более 20 %.
41
7
Рис. 2.4. Схемы питателей для сыпучих материалов:
а — ленточный; б — пластинчатый; в — дисковый; г — вибрационный; д — качающийся; е — цепной; ж — барабанно-лопастной; з — винтовой; и — лопастной;
к — барабанный.
7 — бункер; 2 — шиберная задвижка; 3 — натяжной барабан; 4 — лента; 5 — кожух; 6 — опорный ролик; 7 — приводной барабан; 8 — пластинчатое полотно;
9 — натяжная звездочка; 10 — приводная звездочка; II — винтовое регулировочное устройство; 72 — диск; 13 — нож; 14 — короб; 15 — электровибропривод; 16 —
упругая подвеска; 17 — каток; 18 — лоток; 19 — шатун; 20 — эксцентрик; 21 — цепной барабан; 22 — приводной вал; 23 — рама; 24 — цепь; 25 — желоб; 25 — корпус;
27 — секционно-лопастной барабан; 28 — вал; 29 — полностенный впит; 30 — открытое лопастное колесо; 31 — полка щелевого выпускного отверстия
бункера; 32 — отводящий конвейер; 33 — барабан
2
Рис. 2.5. Лотковый питатель:
1 — регулирующая заслонка; 2 — лоток; 3 — опорный ролик; 4 — эксцентриковый механизм привода
Их используют для выдачи горячих, токсичных и газовыделяю-
щих материалов. Производительность достигает до 1250 т/ч, ши-
рина лотка 2500 мм, частота колебаний 50 Гц, масса 6,8 т, ампли-
туда виброперемещения до 1,1 мм, оптимальная — 0,2—0,4 мм.
Лотковые питатели (рис. 2.5) применяют для материалов
крупностью до 350 мм, ширина лотка 300, 500, 750, 1000, 1200,
1500 мм. Высота бортов примерно равна ширине лотка, ход лот-
ка 50—200 мм, частота качаний 0,15—1,1 с-1.
2.2. ДРОБЛЕНИЕ
Уменьшение размеров различных материалов используют на
металлургических предприятиях для подготовки шихты и обра-
ботки полупродуктов (агломерата, файнштейна, титаншлака и
др.). Дробление и измельчение — весьма энерго- и металлоем-
кие процессы. Удельные затраты энергии на эти процессы со-
ставляют 15—40 кВт ч/т, расход футеровочного материала (ле-
гированной стали) 200 г/т, шаров — 1,5 кг/т обрабатываемого
материала. Поэтому следует строго придерживаться принци-
па — не дробить (не измельчать) ничего лишнего.
Дробление — это разрушение твердого материала крупно-
стью более 5 мм; при измельчении получают частицы крупно-
стью менее 5 мм.
В дробилках рабочие органы не соприкасаются не только
при рабочем режиме, но и при работе вхолостую. В мельницах
измельчающие детали отделены друг от друга слоем материала
только под нагрузкой, а при работе на холостом (частично и на
рабочем) ходу они соприкасаются непосредственно.
Способы дробления (измельчения) различаются видом пре-
обладающей деформации, приводящей к разрушению кусков
(частиц) материала (рис. 2.6).
43
где
Рис. 2.6. Способы разрушения при дроблении и измельчении:
а — раздавливание; б — раскалывание; в — излом; г — срезывание; д — истирание; е — удар
Степень дробления (измельчения) i — это отношение разме-
ра кусков исходного материала D к размеру кусков продуктов
дробления (измельчения) d.
При дроблении (измельчении) в несколько последователь-
ных стадий общая степень дробления определяется как произве-
дение всех степеней дробления i - /2, и может достигать
величины 3 104.
Различают следующие стадии дробления и измельчения в за-
висимости от номинальной крупности питания DK и конечного
продукта (<7„), мм:
Дробление:
крупное
среднее
мелкое
Измельчение: грубое
тонкое
сверхтонкое
1500—500
350—100
100—40
30—5
5—2
1—0,05
350—100
100—40
30—5
5—2
1—0,5
0,01—0,005
Дробление (измельчение) может быть сухим и мокрым, осу-
ществляться в открытом цикле (материал проходит аппарат
один раз) или в замкнутом цикле с классификатором (нижний
слив непрерывно возвращается в дробилку (мельницу)).
В цветной металлургии применяют дробилки следующих ви-
дов (рис. 2.7): щековые (дробление за счет сжатия материала
44
Рис. 2.7. Виды (а, б, в, г, д) и
использование (е, ж, з) дробилок:
1 — неподвижная щека; 2 — подвижная ще-
ка; 3 — неподвижная коническая чаша; 4 —
подвижный корпус; 5 — валки; 6 — рото-
ры; 7 — било; 8 — молоток; 9 — первая
ступень; 10 — вторая ступень
Рис. 2.8. Схемы щековых дробилок:
а — с простым качанием щеки; б — со сложным качанием щеки; в — с простым качанием и нижней
опорой неподвижной щеки
1 — неподвижная щека; 2 — подвижная щека; 3, 11 — неподвижные оси; 4,7 — передняя и задняя
распорные плиты; 5 — шатун; 6 — эксцентриковый вал; 8 — клиновое устройство; 9 — тяга;
10 — пружина
между щеками), конусные (дробление сжатием материала меж-
ду эксцентрично расположенными коническими поверхностя-
ми), валковые (дробление осуществляется сжатием материала
между вращающимися валками или между валком и неподвиж-
ной плитой), роторные, или молотковые (дробление за счет уда-
ра бил (молотков), жестко (шарнирно) закрепленных на враща-
ющемся роторе).
Щековые дробилки (рис. 2.8) используют для крупного и
среднего дробления, степень дробления 2—8. Дробилки характе-
ризуются разнообразием типоразмеров, размер кусков в пита-
нии — от 50 до 1300 мм.
Щековые дробилки просты по конструкции и в обслужива-
нии, но для них характерны забивание рудой, получение нерав-
номерного по крупности продукта, высокая энергоемкость
(0,4—1,4 кВт-ч/т материала).
Конусные дробилки (рис. 2.9) — наиболее распространенный
вид дробильного оборудования; различают дробилки крупного
(ККД), среднего (КСД) и мелкого (КМД) дробления. Степень
дробления изменяется от 3 до 10, размер кусков в питании 40—
1200 мм. Производительность конусных дробилок 5—2300 м3/ч.
Для конусных дробилок характерны непрерывность работы,
небольшие вибрации, высокая производительность и по сравне-
нию со щековыми дробилками меньшие удельные энергозатра-
ты и более высокая надежность. Однако они сложнее в обслужи-
вании, монтаже и ремонте, требуют более высоких помещений.
Удельный вес дробилок данного типа в цветной металлургии до-
ходит до 40 %.
Валковые дробилки (рис. 2.10) используют для среднего или
мелкого дробления материалов средней твердости. Они состав-
ляют до 20 % парка дробилок. Наибольшее распространение по-
лучили двухвалковые дробилки с гладкими или рифлеными вал-
46
Рис. 2.9. Схемы конусных дробилок:
а — среднего дробления; б — мелкого дробления
С— длина параллельной зоны; В, BQ — ширина загрузочной щели
1 — шаровой шарнир; 2 — вал; 3 — подвижный конус; 4 — неподвижный конус; 5 — эксцентрик; 6 — зубчатое коническое колесо
a
г
Рис. 2.10. Схемы валковых дробилок:
а — одновалковая; б — двухвалковая; в, г — четырехвалковые
ками. Степень дробления 4—10. Диаметр валков изменяется от
400 до 1500 мм, а их длина составляет 250—2000 мм, наибольший
размер загружаемых кусков 30—85 мм.
Для валковых дробилок важно соотношение между диаметра-
ми кусков исходного материала (d) и валков (£)): d: D = 1 : 20. Для
рифленых валков это отношение уменьшается до 1:6—1:7. Длину
валков обычно принимают D : L = 1,5 : 2,2. Производительность
валковых дробилок колеблется от 4 до 75 м3/ч, расход электро-
энергии 0,25—1,5 кВт-ч/т (определяется типоразмером дробилки и
твердостью руды). Валковые дробилки просты и надежны в экс-
плуатации, имеют небольшую высоту. Однако для них характерны
низкая производительность, высокий расход электроэнергии, не-
равномерный и быстрый износ бандажей, повышенный выход
удлиненных кусков при дроблении слоистого материала.
Роторные дробилки — это класс дробилок ударного дейст-
вия, они быстроходны и предназначены для крупного, среднего
и мелкого дробления. Разрушение кусков происходит в резуль-
тате удара била по куску, куска об отражательную поверхность,
а также соударения кусков (рис. 2.11). Степень дробления до
30—40.
Диаметр ротора может достигать 2500 мм, а его длина 3300 мм,
производительность 1500 т/ч. Окружная скорость бил ротора 20—
50 м/с. Била — быстроизнашивающийся элемент дробилок, его из-
готавливают из хромистых и марганцовистых сталей.
Диаметр ротора (Z), мм) выбирают в зависимости от размера
наибольшего куска (<7, мм):
D = 1,25б/ + 200.
Для однороторных дробилок крупного дробления
D = (1,5 - зде.
48
Дробленый материал
Рис. 2.11. Схемы роторных дробилок:
а — однороторные с колосниковой решеткой; о — то же без решетки;
в — двухроторная с решеткой; г — то же без решетки; д — однороторная
реверсивная; е — для углеродных материалов
1 — приемный лоток; 2 — корпус; 3 — ротор; 4 — отбойный барабан;
5 — очистители
49
Для дробилок среднего дробления
D = (3 - 1О)б7.
Для дробилок мелкого дробления
D > ИИ
Длина ротора L определяется его диаметром
L = (0,5 - 1,5)2?.
Капитальные затраты на роторные дробилки по сравнению с
затратами на конусные дробилки на 30 % ниже, металлоемкость
в 2,5 раза меньше, эксплуатационные затраты в 1,5 раза ниже.
Недостаток дробилок — быстрый износ, особенно при работе на
абразивных материалах.
Молотковые дробилки (рис. 2.12). Удары наносятся материа-
лу молотками, шарнирно подвешенными на вращающемся с боль-
шой угловой скоростью роторе. Сила удара определяется массой
молотка. В дробилках этого типа при разрушении значительна до-
а
Рис. 2.12. Молотковые дробилки:
а, б — однороторные дробилки с колосниковой решеткой (М8-6, Ml3-16); в — однороторная самоочи-
щающаяся; г — двухроторная двухступенчатая
50
ля раздавливания и истирания материала молотками на колосни-
ковой решетке. Молотковые дробилки успешно работают при
дроблении материала с повышенной (до 30—40 %) влажностью.
Степень дробления 30—40. Окружная скорость ротора от
40—65 до 120 м/с. Максимальная производительность — до
2400 т/ч. Масса молотков 3—180 кг.
Стоимость молотковых дробилок на единицу производитель-
ности в 1,5—2,0 раза ниже, чем щековых и валковых, масса в 3—
4 раза, а расход энергии в 1,5 раза меньше.
Горячие материалы (спек нефелино-известняковой шихты,
агломерат, прокаленные окатыши) дробят при температуре
420—1200 К. В производстве агломерата и окатышей применя-
ют одно- и двухвалковые зубчатые дробилки (рис. 2.13). Их уста-
навливают непосредственно за разгрузочной частью агломаши-
ны. В конструкциях современных дробилок зубья звездочек про-
ходят между колосниками, обеспечивая лучшее дробление. Раз-
личают звездочки с 3, 4 и 6 зубьями. Внутреннюю поверхность
корпуса аглодробилок футеруют плитами из абразивостойкой
жаропрочной стали. Вал ротора и другие элементы дробилок ох-
лаждают водой.
Частота вращения зубчатого валка составляет 1—9 мин-1
производительность доходит до 900 т/ч, крупность дробленого
продукта 40—200 мм.
Рис. 2.13. Валковые зубчатые дробилки горячего агломерата:
а — одновалковая дробилка агломашины; б — звездочка дробилки
/ — колосниковый грохот; 2 — корпус дробилки; 3 — устройство для регулирования разгрузочной
щели; 4 — зубчатый дробильный валок; 5 — грохот; 6 — отсекающее устройство; 7 — разгрузочная
часть агломашины; 8 — бункер возврата; 9 — ступица; 10 — самозатачивающийся зуб; 11 — клин
51
2.3. ИЗМЕЛЬЧЕНИЕ
Размольные аппараты разделяют на два типа: механические
мельницы с мелющими телами (рис. 2.14) и аэродинамические,
пневматические мельницы без мелющих тел. В цветной металлур-
гии используют в основном механические барабанные мельницы,
которые в зависимости от измельчающей среды разделяют на ша-
ровые, стержневые и мельницы самоизмельчения. Различают
мельницы с центральной и периферической разгрузками измель-
ченного материала, которые проводят через торцевую решетку
(рис. 2.15). В мельницах осуществляют сухой и мокрый помол.
Барабанная мельница представляет собой цилиндрический
стальной барабан, снабженный стальными литыми коническими
крышками с цапфами, покоящимися на опорных подшипниках.
Барабан и крышки имеют сменную износостойкую футеровку
(стальную, резиновую).
В шаровых мельницах измельчающей средой являются чу-
гунные или стальные шары одного или разных диаметров. При-
меняют также шары из фарфора, корунда, каменного литья. Ди-
аметр шаров 25—100 мм, масса шаров от массы измельчаемого
материала — 10—30 %.
В стержневых мельницах измельчающую среду составляют
из стальных стержней одного или нескольких диаметров (50—
150 мм), длина стержней близка к внутренней длине барабана.
Расход измельчающих тел зависит от их качества и физичес-
ких свойств обрабатываемого материала; расход шаров состав-
ляет 0,35—1,5, стержней — 0,2—0,8 кг/т.
В рудногалечных мельницах измельчающей средой является
крупнокусковая фракция. В мельницах самоизмельчения и полуса-
моизмельчения измельчающая среда представляет собой куски ру-
ды или смесь кусков руды и крупных стальных шаров (рис. 2.16).
Диаметр барабана мельниц изменяется от 900 до 4500 мм и
может доходить до 6000 мм, длина барабана 900—6000 до 8500
мм. Рабочий объем мельниц 0,45—80,0, максимум 220 м3. Часто-
Рис. 2.14. Схема механических мельниц:
а — барабанная (шаровая, стержневая, галечная, рудного самоизмельчения); б — ролико-кольцевая;
в — чашевая (бегуны); г — дисковая (истиратель, жернова)
52
Рис. 2.15. Мельницы с центральной разгрузкой:
а — шаровая; 6 — стержневая с разгрузкой через цапфу; в — стержневая с разгрузкой через окна;
г — шаровая однокамерная; д — шаровая многокамерная с межкамерными перегородками и шаро-
удерживающей диафрагмой в разгрузочной цапфе; а — угол наклона потока пульпы
Рис. 2.16. Мельница сухого измельчения:
7 — загрузочная воронка; 2, 8 — цапфы; 3 — подшипник; 4 — зубчатый венец; 5 — барабан; 6 —
отбойная плита; 7 — лифтеры; 9 — патрубок
53
та вращения — 12—42 мивг1. Мощность привода до 6300 кВА и
масса аппарата до 1000 т.
Стержневые мельницы применяют реже, чем шаровые; для
первых необходимо равномерное питание и небольшое содержа-
ние в нем крупных кусков.
2.4. ГРОХОЧЕНИЕ И КЛАССИФИКАЦИЯ
I»
Эти технологические операции предназначены для разделе-
ния материалов на классы различной крупности. Для этих целей
используют различные устройства и аппараты:
— грохот — устройство для разделения исходного материала
на два и более класса по крупности на просеивающей поверхности;
— дуговое сито — аппарат для мокрой классификации и обез-
воживания пульпы на неподвижной просеивающей поверхности;
— гидроциклон — аппарат для гидравлической классифика-
ции под влиянием центробежных сил, возникающих при танген-
циальной подаче исходной пульпы к осевой разгрузке продуктов
разделения;
— классификатор — аппарат для разделения исходного ма-
териала на два и более класса по крупности без применения про-
сеивающей поверхности.
Неподвижные колосниковые грохоты (рис. 2.17) изготавли-
вают обычно непосредственно на металлургическом предприя-
тии и устанавливают перед дробилками или над приемными бун-
керами для отделения от материала негабаритных кусков. Рас-
стояние между колосниками (20—250 мм) принимают равным
размеру разгрузочного отверстия дробилки. Угол наклона не
менее 35°, для вязких материалов — до 50°.
Эффективность колосниковых грохотов не более 50—60 %,
удельная производительность 20—25 м3/(м2-ч).
Вибрационные грохоты (рис. 2.18) более универсальны, про-
изводительны. В грохотах этого типа (инерционные, гидрацион-
ные, самобалансные) движение материала по просеивающей по-
верхности происходит под действием вибровозбудителя (диски с
дебалансами, эксцентриковый вал).
Рис. 2.17. Колосниковый (неподвижный) грохот:
1 — съемная решетка; 2 — колосники
54
Рис. 2.18. Инерционный гро-
хот с нижним расположением
вибратора:
1 — пружинные подвески; 2 — короб;
3 — диски; 4 — шкив; 5 — дсбалансные
грузы; 6 — подшипник; 7 — эксцентри-
ковый вал
/////////////////////
-о
Максимальный раз-
мер кусков материалов в
питании не должен пре-
вышать 300 мм. Размеры
просеивающей поверх-
ности достигают 24 м2; длина 0,4—30 м; ширина 0,8—8,0 м, а про-
изводительность 1000 м3/ч. Частота вращения эксцентрикового
вала 650—1800 мин-1, эксцентриситет 1,5—8,0 мм.
Для рассева горячих материалов (температура обрабатывае-
мых окатышей, агломерата, спека до 1100 К) широко применя-
ют электровибрационные и самобалансные инерционные грохо-
ты. Ответственные узлы (вибровозбудители) переносят в сторо-
ну от горячего материала, защищают экраном, подшипники
охлаждают водой, маслом, коробчатые балки охлаждают возду-
хом, сита изготавливают из жаропрочных материалов.
Классификаторы используют для обработки пульп — тон-
коизмельченных материалов.
При обогащении руды в гидрометаллургии применяют ко-
нусные (гидроциклоны) и механические классификаторы.
Гидроциклоны (рис. 2.19) предназначены для классификации
тонкоизмельченных материалов в центробежном поле. Пульпы
подают тангенциально к внутренней поверхности корпуса под
давлением до 1 МПа; чем тоньше материал, тем под большим
давлением подают пульпу.
Гидроциклоны выпускают с литым или сварным корпусом.
Корпус наиболее подвержен абразивному износу, поэтому его
изготовляют из легированных чугунов, износостойкой резины,
каменного литья, фарфора, полимерных материалов.
Диаметр гидроциклонов изменяется в пределах 25—2000 мм,
диаметр сливного отверстия 7—520 мм, пескового — 4—500 мм;
угол конусности — до 20°; диаметр питающего отверстия 6—
420 мм; производительность — 0,7—2100 м3/ч.
Для получения тонких сливов используют батарейные гидро-
циклоны, которые представляют собой отлитые (из полиурета-
на) в один блок гидроциклоны малого диаметра (<100 мм).
Магнитные гидроциклоны отличаются установкой на питаю-
щем и сливном патрубках кольцевых магнитных систем, что поз-
воляет дополнительно извлекать магнитную фракцию.
Спиральные классификаторы (рис. 2.20) применяют для ра-
боты в замкнутом цикле с мельницами. Изготавливают их с од-
55
Слив
Рис. 2.19. Схемы гидроциклонов:
а — обычной конструкции; б — с геликоидом; в, г — движение твердых частиц в гидроциклоне с геликоидом
— питающий патрубок; 2 — сливное отверстие; 3 — цилиндрическая часть; 4 — коническая часть; 5 — песковая насадка; 6 — геликоид
10695
14
13
Рис. 2.20. Схема спирального классифи-
катора:
1 — корыто; 2 — нижняя опора; 3 — спираль; 4 — ре-
дуктор; 5 — муфта; 6 — электродвигатель привода
спирали; 7 — муфта промежуточного вала; 8 — про-
межуточный вал; 9 — зубчатая цилиндрическая пере-
дача; 10 — коническая шестерня; 11 — колесо кони-
ческое; 12 — винт; 13 — редуктор; 14 — электродви-
гатель механизма подъема; 15 — загрузочное окно;
16 — верхняя опора
ной или двумя спиралями, с непогруженными или погруженны-
ми спиралями. Последний тип классификаторов имеет большую
зону осаждения, дает тонкий слив (>65 % класса — 0,074 мм).
Размер спирали, м: диаметр 0,3—3; длина 1,2—15,5; шаг
0,16—1,8; частота вращения спирали, мин-1 — 1,0—8,0.
Производительность классификатора, т/сут.: по пескам 25—
14 000, по сливу 6—1000.
Все большее применение находят воздушные классификато-
ры; они могут классифицировать материалы в пределах крупно-
сти 0,005—1,0 мм при производительности до 300 т/ч.
2.5. ПРИГОТОВЛЕНИЕ ШИХТЫ
Приготовление шихты на современных заводах механизиро-
вано. Для этого используют шихтовочные и усреднительные ма-
шины, работающие в закрытых помещениях — шихтарниках.
Наиболее распространены на предприятиях цветной метал-
лургии для приготовления, хранения и выдачи шихты метод по-
слойного штабелирования и бункерная шихтовка.
Механизированный шихтарник послойного штабелирования
чаще всего состоит из трех отсеков (пролетов) (рис. 2.21). Исход-
ные материалы в отсеки поступают по системе ленточных кон-
вейеров с разгрузочной тележкой. Конвейеры расположены
вверху отсека (7—8 м от бетонированного пола). Разгрузка с
конвейера производится тележкой, которая, автоматически пе-
ремещаясь вдоль отсека вперед и назад, рассыпает компоненты
шихты тонкими горизонтальными слоями. В каждом отсеке со-
здается штабель шихты длиной 60—70, шириной 16 и высотой
5—6 м, в штабеле до 8000 т шихты.
Разгрузку штабеля производят с помощью шихторазгрузоч-
ной машины (рис. 2.22), которая представляет собой самоходный
четырехколесный мост с ведущими ходовыми колесами. Пере-
движение машины осуществляется от электродвигателя посто-
янного тока. Шихтовочная машина, медленно перемещаясь
вдоль штабеля, с помощью бороны (рыхлителя) в виде трапеце-
идальной рамы, совершающей возвратно-поступательное дви-
жение, разрыхляет, перемешивает шихту и сбрасывает ее на
скребковый транспортер. Далее через воронку перегрузки ших-
та поступает на сборный ленточный конвейер, расположенный в
траншее вдоль каждого отсека. Борона делает 5—7 ходов в ми-
нуту. В зависимости от угла естественного откоса шихты угол
наклона бороны 40—75°.
По сборному конвейеру 6 шихта поступает на конвейеры, ку-
да подаются дополнительно необходимые материалы (восстано-
витель, возврат, отходы и т. д.). Шихту взвешивают на автомати-
58
Рис. 2.21. Механизированный шихтарник:
1, 2, 7,8 — транспортеры; 3 — сбрасывающая тележка; 4 — штабель шихты; 5 — шихторазгрузоч-
ная машина; 6 — сборочный транспортер; 9 — автоматические весы; 10 — дробилка; 11 — переда-
точная тележка
59
Рис. 2.22. Шихторазгрузочная машина:
1 — рама-рыхлитель; 2 — борона с зубьями; 3 — скребковый транспортер; 4 — ферма-тележка; 5 — воронка перегрузки
шихты; 6 — нож скребкового транспортера; 7 — кабина машиниста
ческих весах, при необходимости обрабатывают в дробилках и
затем направляют на металлургическую переработку.
После окончания разгрузки штабеля шихтовочная машина
передается из одного отсека в другой самоходной передаточной
тележкой, на которую машина заходит своим ходом.
Нормальная работа механизированного шихтарника органи-
зуется по схеме: в одном отсеке постоянно находится подготов-
ленный и опробованный штабель шихты, в другом — разгрузка
штабеля и передача шихты в металлургический передел, в тре-
тьем — заполнение шихтовыми материалами.
Метод послойного штабелирования обеспечивает выдачу бо-
лее однородной, лучше перемешанной шихты постоянного со-
става (отклонение от расчетного обычно не превышает 5 %).
При этом достигаются высокая степень механизации и лучшие
санитарно-гигиенические условия. К существенным недостат-
кам относятся: сравнительно низкая производительность, недо-
статочная эффективность использования Площади шихтарника.
При бункерном методе приготовления шихты шихтовые ма-
териалы хранят в отдельных бункерах (рис. 2.23), из которых
они послойно дозируются на ленточный конвейер. Перемешива-
ние шихты происходит при транспортировке и особенно в мес-
тах перегрузки материалов с конвейера на конвейер. Дозирова-
ние шихты на сборный конвейер осуществляют питателями или
весоизмерителями различных типов.
Основным недостатком бункерного метода является малый
запас шихты в бункерах (8—10 часов). Устраняет этот недоста-
ток дополнительно сооружаемый закрытый склад, обеспечива-
ющий необходимый запас сырья, флюсов, топлива.
Отдельные металлургические технологии для своей реализа-
ции (агломерация, обжиг в КС, автогенные процессы и др.) тре-
Рис. 2.23. Схема бункерного шихтарника:
7 — бункер; 2 — питатель; 3 — ленточный транспортер; 4—6 — концентраты; 7 — обороты;
8 — кварц; 9 — известняк; 10 — шихта
61
Рис. 2.24. Схема прямоточного смесителя:
1 — короб; 2 — редуктор; 3 — электродвигатель; 4 — зубчатая передача; 5 — загрузочная воронка;
6 — уплотнение; 7 — подшипник; 8 — лопасти; 9 — вал; 10 — разгрузочное отверстие
буют дальнейшего смешения усредненной шихты. Для этой цели
используют лопастные (шнековые), барабанные смесители и
дезинтеграторы.
Лопастные смесители применяют для перемешивания мел-
ко размолотых материалов. Они бывают одно- и двухвальные,
последние разделяют на прямо- и противоточные. Схема прямо-
точного двухвального смесителя показана на рис. 2.24. В коробе
в противоположные стороны вращаются два вала с лопастями.
Материал загружают через воронку, перемешанная шихта раз-
гружается через отверстие. Лопасти устанавливают обычно под
углом 20—35° к вертикальной оси, располагая таким образом,
чтобы их лопатки образовали винтовую линию. Лопасти изго-
тавливают из чугуна, износостойких сталей с наплавкой из твер-
дых сплавов на рабочей части лопатки. Валы смесителей делают
круглого или квадратного сечения. Например, производитель-
ность двухлопастного смесителя длиной 5 м, диаметром шнека
0,6 м при частоте вращения 40 мин-1 составляет 30 т/ч. Макси-
мальная производительность лопастных и шнековых смесителей
50—60 т/ч.
62
Рис. 2.25. Барабанный смеситель:
1 — загрузочная воронка; 2, 12 — бандажи; э — зубчатый венец; 4 — насадки; 5 — лопастной псре-
мешиватель; 6 — шестерня; 7 — ролики; 8 — опора; 9 — стенка; 10 — разгрузочная камера; 11 —
воронка; 13 — упорные ролики; 14 — барабан; 15 — торсионный вал; 16 — передающий вал;
17 — редуктор; 18 — электродвигатель
Лопастные смесители просты в изготовлении и эксплуата-
ции, но имеют сравнительно низкую производительность и не
обеспечивают тщательного смешивания материала.
Барабанные смесители (рис. 2.25) наиболее распространены
в агломерационном производстве. Через загрузочную воронку
во вращающийся цилиндрический барабан подается шихта, пе-
ремешенная готовая шихта выходит из неподвижной разгрузоч-
ной камеры в воронку. Барабан устанавливают с углом наклона
1—2,5° в сторону разгрузки. Скорость вращения барабана зави-
сит от свойств шихтовых материалов. Эффективное смешивание
достигается при скоростях вращения барабана, при которых со-
здается водопадный режим: материал вначале поднимается по
стенке барабана, а затем, оторвавшись от нее, падает на нижеле-
жащие слои. При дальнейшем увеличении скорости вращения за
счет тангенциальной силы инерции материал начинает вращать-
ся вместе с барабаном. При малой скорости вращения материал
перекатывается и в барабане создается режим переката, кото-
рый характерен для окомкования и грануляции шихты.
Для повышения качества перемешивания сухих, не липких
материалов внутри барабана закрепляют специальные лотки,
насадки или устанавливают лопастной (шнековый) перемешива-
тель. При этом шнек должен вращаться в сторону, противопо-
ложную направлению вращения барабана. При необходимости
увлажнения шихты через стенку при помощи насадок подается
вода.
Барабанные смесители имеют диаметр барабана 2,5—5,0 м,
его длина 5—26 м, скорость вращения 5—И мин-1, производи-
тельность по шихте изменяется от 300 до 1200 т/ч.
Барабанные смесители по сравнению с лопастными имеют
значительно большую производительность, обеспечивают высо-
63
Рис. 2.26. Дезинтегратор:
/ — диск; 2 — кольцо; 3 — било боль-
шого ротора; 4 — било малого рото-
ра; 5 — вал; 6 — подшипник; 7 — за-
грузочная воронка; 8 — разгрузочное
отверстие; 9 — уравновешивающий
маховик
кое качество перемети-
вания материала. С дру-
гой стороны, это гро-
моздкие, большой мас-
сы машины, работа ко-
торых сопровождается
вибрациями и ударами.
Вибрации особенно
опасны, так как обычно
смесители расположены
в аглоцехах на высоте 25—35 м над уровнем пола и вибрации вы-
зывают повреждения в несущих конструкциях здания.
Дезинтегратор иногда применяют в качестве смесителя ших-
ты, хотя чаще его используют для дробления мягких или хруп-
ких материалов. Смеситель-дезинтегратор (рис. 2.26) представ-
ляет собой два ротора, вращающихся один внутри другого и в
противоположные стороны. Они жестко закреплены на отдель-
ных валах. Каждый ротор состоит из стального диска и кольца,
соединенных между собой большим количеством бил (пальцев).
Для более тщательного перемешивания била располагают в два,
а иногда в три ряда. Роторы дезинтегратора закрыты стальным
плотным кожухом с загрузочной воронкой. Дезинтеграторы —
быстроходные смесительные машины. В зависимости от диаме-
тра ротора скорость вращения изменяется от 150 (для крупных
машин) до 1250 мин-1 (для малых). Дезинтеграторы имеют диа-
метр от 400 до 2500 м и ширину от 100 до 700 мм. Производи-
тельность колеблется от 10 до 75 т шихты в час.
Достоинства дезинтегратора: высокая удельная производи-
тельность при сравнительно малых габаритах, одновременность
перемешивания и измельчения материала, небольшое пылевы-
деление. Недостатки: непригодность для влажных глинистых
материалов, чувствительность к попаданию недробимых пред-
метов, небольшой срок службы ротора с билами.
2.6. ОБЕЗВОЖИВАНИЕ ШИХТЫ
Влажность поступающей на металлургическую переработку
шихты определяется технологическим процессом и его аппара-
турным оформлением. Например, обжиг в печах кипящего слоя
64
и плавку сульфидного сырья в отражательных печах можно вес-
ти с влажностью шихты 5—8 %, при электроплавке максималь-
ное содержание влаги до 3 %, в автогенных процессах во взве-
шенном состоянии допустимая влажность шихты ограничивает-
ся 0,1—0,3 %. Гидрометаллургические процессы практически не
ограничивают влажность исходного сырья.
Для обезвоживания материалов используют сгущение, филь-
трацию, центрифугирование и сушку. После сгущения в матери-
але содержание влаги 40—70 %, после фильтрации и центрифу-
гирования 7—20 %. При сушке влажность шихты снижают до
0,1—6,0 %.
При сушке влага удаляется испарением. Различают естест-
венную сушку (при температуре окружающего воздуха) и наибо-
лее распространенную искусственную, термическую, сушку за
счет нагрева влажного материала.
Для сушки шихты широко используют вращающиеся труб-
чатые печи (барабанные сушилки и аппараты с испарением вла-
ги во взвешенном состоянии — трубы-сушилки, сушилки с кипя-
щим слоем, распылительные сушилки и др.).
Барабанная сушилка (рис. 2.27) представляет собой стальной
цельносварной цилиндрический кожух (толщина стенки 12—
18 мм) длиной до 27 м и диаметром 1,0—3,5 м, установленный
под углом 1—4° в сторону разгрузки. На кожухе барабана за-
креплен зубчатый венец и два бандажа, которыми барабан опи-
рается на опорные ролики. Вращение сушилки со скоростью 2—
8 мин-1 производится от электродвигателя (мощность 2,5—200
кВА) через редуктор и зубчатый венец. Обогрев печи осуществ-
ляется топочными газами, образующимися за счет сжигания га-
зообразного или жидкого топлива в стационарных топках. Дви-
жение шихты и дымовых газов в печи прямо- или противоточ-
ное. Температура газов на входе допускается 1000—1100 °C (ти-
пично 700—800 °C), на выходе — 70—120 °C, скорость движения
газов в барабане 2—4 м/с, длительность сушки 15—40 мин. Ко-
эффициент заполнения может достигать 0,15—0,25.
Внутреннюю поверхность барабана снабжают насадками
(полками, ребрами), которые увеличивают поверхность контак-
та шихты с топочными газами и интенсивность сушки.
Удельная производительность сушильных трубчатых печей
на 1 м3 объема барабана составляет 40—80 кг/ч влаги, расход
условного топлива 1—5 %, пылевынос до 3—8 % от массы загру-
жаемых материалов. Содержание влаги в подсушенной шихте —
4—6%.
Сушка во вращающихся трубчатых печах — высокопроиз-
водительный, непрерывный, легко поддающийся автоматизации
процесс, в котором можно проводить сушку материалов различ-
ного гранулометрического состава. Недостатки состоят в повы-
65
10
Газ
Воздух на
сгорание
газа
Обороты
13
12
Сухая шихта
на печь
Рис. 2.28. Схема сушки шихты в трубах:
1 — узел отсева крупных фракций (10 мм); 2 — га-
зовая топка; 3 — питатель; 4 — бункер влажной
шихты; 5 — труба для сушки и транспортирования
шихты; 6 — двухэлементный циклон; 7 — циклон;
8 — вентилятор; 9 — электрофильтр; 10 — дымо-
сос; 11 — разгрузочное устройство пневмотранспор-
та пыли; 12 — бункер оборотной пыли; 13 — бункер
Вторичный воздух
сухой шихты
Сырая шихта
шейном пылевыносе, что ведет к дополнительным затратам на
очистку газов от пыли, в значительной металлоемкости и боль-
шой массе вращающихся частей, в необходимости больших про-
изводственных площадей.
Трубы-сушилки и распылительные сушилки в сравнении с
традиционными вращающимися барабанными имеют большую
удельную производительность, свободны от отмеченных недо-
статков. В трубах-сушилках совмещается глубокая (до 0,1—
0,5 % влаги) сушка материала с одновременным его перемеши-
ванием системой пневмотранспорта. Труба-сушилка (рис. 2.28)
представляет собой вертикальную трубу диаметром 900—
1200 мм, высотой 20—25 м. Сушильный агент (дымовые газы) с
температурой 300—500 °C подается из топки снизу вверх со ско-
ростью 10—40 м/с и подхватывает шихту, забрасываемую пита-
телем-забрасывателем в приемное устройство трубы. Влаж-
ность исходного материала может достигать 8—10 %. Отделение
высушенной шихты от топочных газов последовательно осуще-
ствляют в батарейных циклонах и электрофильтре. Данная сис-
тема обеспечивает выделение не менее 99,95 % твердого матери-
ала. Работающая на агрегате кислородно-факельной плавки Ал-
малыкского ГМК труба-сушилка диаметром 900 мм и высотой
25 м имеет производительность по исходной шихте до 85 т/ч при
длительности сушки 3 с, конечной влажности 0,5 % (начальная
67
6 %). Температура газа на входе в трубу 400—450 °C, на выхо-
де — 110 °C, его скорость 12—14 м/с. Удельная производитель-
ность по испаряемой влаге 200—260 кг/(м3-ч), расход топлива
(природный газ) — 1,2—1,4 % от массы шихты.
Существенными недостатками сушки шихты в трубах явля-
ются необходимость тщательной герметизации всей системы и
сложная (и дорогая) схема очистки сильно запыленных (более
1500 г/м3) газов.
Распылительные сушилки позволяют осуществлять глубо-
кую сушку сгущенных пулыт (содержание влаги 30—40 %) кон-
центратов цветных металлов. Работа их основана на распылении
в горячей газовой среде суспензии на капли. За счет тепла капли
высыхают и образуют гранулы. Применяют механические (цен-
тробежные и струйные форсунки, вращающиеся диски и др.) и
пневматические (воздушные, газовые, паровые форсунки) рас-
пылители.
В струйных и центробежных форсунках диаметры отверстия
сопла составляют 2—35 мм, давление распыляемой суспензии
1,3—20,0 МПа.
В пневматических форсунках суспензия выбрасывается со
скоростью 1—3 м/с газовым потоком с давлением 0,3—0,6 МПа
и скоростью 50—300 м/с.
На рис. 2.29 показана распылительная сушилка прямоточно-
го действия. Высушенный материал выпадает из потока газо-
Рис. 2.29. Распылительная сушилка:
1 — насос пульпы; 2 — расходный бак; 3 — фильтр; 4 — вентиляторы; 5 — воздуховоды; 6 — калори-
фер; 7—распределитель; 8 — распылительное устройство; 9 — сушильная камера; 10 — отсасывающая
труба; 11 — козырек; 12 — воздухопровод; 13 — циклоны; 14 — затвор; 15 — виброхолодильник
68
Рис. 2.30. Схемы сушилок с
кипящим слоем:
а — однозоиная; б — двухзонная
взвеси в нижнюю часть
камеры (диаметр камеры
от 1 до 15 м) и разгружа-
ется через питатель в си-
стему пневмотранспорта
и газоочистки. Началь-
ная температура газов
для сушки пульпы медно-
го концентрата 760, ни-
келевого — 320 °C. Диа-
метр распылительного
диска 200—350 мм, скорость вращения 6400—8700 мин-1, а окруж-
ная скорость до 100 м/с. При диаметре сушильной камеры 9 м
производительность дискового распылителя 22 т/ч. Такие су-
шилки работают на печах взвешенной плавки Надеждинского
металлургического завода АО «Норильский никель».
Сушилки с кипящим слоем (рис. 2.30) весьма просты в испол-
нении, не имеют вращающихся или движущихся частей, в них
осуществляются быстрый нагрев и интенсивная сушка материа-
ла за счет теплоты горячих дымовых газов или воздуха. Сушил-
ки КС работают под давлением, что требует тщательной герме-
тизации. Однозонные сушилки используют для сушки термо-
стойких, двухзонные — термочувствительных материалов.
2.7. ОКАТЫВАНИЕ
Окатывание (грануляция) — это операция укрупнения тон-
кодисперсных руд, концентратов, пылей и порошков, при кото-
рой происходит окомкование материала и он превращается в
круглые окатыши (гранулы), сохраняющие свою форму и разме-
ры при дальнейшей переработке.
Перед окатыванием входящие в шихту материалы должны
иметь близкий гранулометрический состав, быть тщательно пере-
мешаны, а шихта должна быть определенной влажности (6—12 %).
Для получения более прочных окатышей иногда в шихту вводят
связующие добавки (сульфит-целлюлозный щелок, известь, жид-
кое стекло, сульфат натрия, бентонит, нефтебитум и др.).
Окатывание осуществляют в барабанных или чашевых (та-
рельчатых) грануляторах (окомкователях).
Барабанный гранулятор практически не отличается от ба-
рабанного смесителя. За счет малого числа оборотов барабан
69
работает в режиме переката, «наматывания» на окатыши тон-
ких классов шихты, что приводит к росту их размера и продви-
жению в сторону разгрузки. Иногда разгрузочный конец бара-
банного гранулятора имеет перфорированную поверхность, ко-
торая служит для отсеивания некондиционных окатышей.
В цветной металлургии используют барабанные окомковате-
ли диаметром 2,8—3,5 м, длиной 8—12,5 м, их угол наклона 1—
6°, скорость вращения барабана 4—12 мин-1. Производитель-
ность от 40 до 450 т/ч, диаметр окатышей 6—12 мм. Недостат-
ком барабанных окомкователей является получение неоднород-
ных по размеру окатышей, налипание на футеровку барабана
гранулируемой шихты, необходимость удаления гарнисажа.
Чашевые окомкователи (грануляторы) — сравнительно но-
вый вид оборудования. В цветной металлургии гранулятор диа-
метром 4 м впервые был применен на комбинате «Печенгани-
кель» в 1962 г. Такой окомкователь предназначен для получения
окатышей диаметром до 20 мм из рудных концентратов влажно-
стью 8—10 %.
Гранулятор (рис. 2.31) представляет собой цилиндрическую
чашу диаметром до 7,5 м с плоским днищем и прямым бортом
высотой до 650 мм, наклоненную к горизонту под углом 40—
60° и вращающуюся с частотой 4—9 мин-1. Чаша — сварная, ее
дно и борт футерованы ячеистой (просечно-вытяжной) листо-
вой сталью. Вращение чаши — от электродвигателя, редукто-
ра и зубчатого венца. Для поддержания оптимальной толщины
гарнисажа установлено очистное устройство с донными, бор-
товыми и торцевыми ножами. Гранулятор снабжен системой
увлажнения шихты, включающей форсунки тонкого распыле-
ния.
Неокомкованную шихту подают на днище чаши. При враще-
нии мелкий материал покрывается слоями окатышей и поднима-
ется почти до верхнего края вертикального диаметра, а затем
под действием силы тяжести отрывается от борта и скатывается
вниз. При этом образуются начальные мелкие комки. При по-
следующих циклах размеры комков постоянно растут. Чем
крупнее окатыши, тем на меньшую высоту они поднимаются.
Траектория движения материала (а затем гранулы) представля-
ет собой сходящуюся неправильную спираль, приближающуюся
к борту чаши. Наиболее крупные гранулы собираются на по-
верхности слоя и сходят с чаши, вытесняясь шихтой, непрерыв-
но поступающей в гранулятор. В результате этого чашевый гра-
нулятор выдает кондиционные окатыши требуемой крупности,
которая зависит от скорости вращения, размеров и наклона ча-
ши, свойств материала. Грохочения после чашевого окомковате-
ля не требуется. Производительность грануляторов этого типа
изменяется от 30—40 до 120—140 т/ч.
70
Рис. 2.31. Чашевый гранулятор:
1 — чаша; 2 — нож; 3 — рама; 4 — электродвигатель; 5 — редуктор
Прочность сырых окатышей относительно мала, для повы-
шения ее применяют искусственную сушку при температуре
200—400 °C или прокалку при температуре 800—1100 °C.
2.8. БРИКЕТИРОВАНИЕ
Брикетирование — процесс обработки сыпучих и рыхлых
материалов прессованием с получением кусков правильной и
единообразной формы — брикетов. Брикеты получают в виде
цилиндра, параллелепипеда, ореха, шара, яйца, таблетки и др.
Масса брикетов достигает 3 кг. Транспортировка, хранение и по-
следующая металлургическая переработка предъявляют к каче-
71
ству брикетов определенные требования. Они должны обладать
достаточной механической и термической прочностью, не под-
вергаться истиранию. Брикет должен выдерживать нагрузку на
сжатие в пределах 3—10 МПа, не разрушаться при падении во
время перегрузок.
Прочность брикетов обеспечивается действием молекуляр-
ных сил сцепления в результате сближения отдельных частиц
при прессовании или связующих веществ, обладающих цементи-
рующими свойствами. Большую роль при этом играет влага, ко-
торая, являясь смазкой и уменьшая трение между отдельными
частицами шихты, облегчает их относительное перемещение
при уплотнении, способствует более плотной упаковке частиц.
Влага также обусловливает появление сил поверхностного натя-
жения. При прессовании уплотнение материала достигает 75 %.
Прочность сырых брикетов может быть в несколько раз повы-
шена за счет сушки, прокалки или автоклавной обработки.
Для изготовления брикетов используют прессы различных
типов: валковые, штемпельные, столовые, рычажные, ленточ-
но-вакуумные, кольцевые. Они могут быть непрерывного и пе-
риодического действия, с односторонним и двухсторонним обжа-
тием материала, холодного и горячего (до 1000 °C) брикетирова-
ния.
В цветной металлургии наиболее распространены валковые
и штемпельные (столовые) прессы.
Валковой пресс (рис. 2.32) представляет собой два валка, вра-
щающихся навстречу друг другу. На валки закреплены сменные
Руда
Рис. 2.32. Валковый пресс:
1 — рама; 2 — вал; 3 — загрузочная воронка; 4 — бандажи; 5 — вальцы
72
бандажи с ячейками в виде различных симметричных полуформ
брикетов. Бандажи выполняют из износостойких хромистых
сталей. Шихта подается в пространство между валками, заполня-
ет ячейки, которые при вращении валков точно совпадают друг
с другом, и таким образом спрессовывается в брикеты. За зоной
контакта ячеек готовые брикеты выпадают из них, проходят
грохот и затем направляются в металлургический передел.
Валковые прессы обеспечивают давление прессования до
160 МПа, диаметр валков составляет 700—1400 мм, ширина
300—1200 мм, скорость вращения валков 4—10 мин-1, произво-
дительность 50—200 т/ч. Объем брикета 70—200 см3, масса —
150—500 г.
Валковые прессы — устройства непрерывного действия, вы-
сокопроизводительны, просты в обслуживании, малоэнергоемки
(расход электроэнергии 4—6 кВт-ч/т брикетов). В то же время
для прессов этого типа характерен быстрый износ бандажей, вы-
сокая чувствительность к составу шихты, ее влажности, крупно-
сти, наличию связующих веществ.
Брикетирование в штемпельных прессах, часто заимство-
ванных с предприятий производства кирпича, идет в периодиче-
ском режиме путем одновременного сжатия загруженной в фор-
му шихты верхним и нижним штемпелями (схема прессования на
рис. 2.33). Брикеты получают в виде цилиндра (диаметр 90—
110 мм, высота 75—80 мм, масса 2,0—2,5 кг) или параллелепипе-
да (кирпича) массой 4—7 кг. Усилие прессования в штемпельных
прессах до 100—120 МПа. Штемпельные прессы работают в пе-
риодическом режиме, они малопроизводительны, имеют боль-
шие габаритные размеры и высокий расход электроэнергии (в
3—5 раз выше в сравнении с валковыми). Прочность получае-
мых брикетов недостаточна. Вследствие отмеченных недостат-
ков штемпельные прессы менее распространены в цветной ме-
таллургии, чем валковые.
Для получения брикетов удовлетворительного качества из
сульфидных руд или концентратов обязательным является введе-
ние связующих добавок. При брикетировании сульфидной медной
руды (крупность 8—25 мм) в шихту вводят известь-пушонку (прак-
тически чистый гидроксид кальция) в количестве 4—5 % и трепел
(аморфный кремнезем с 73—75 % SiO2) — 6—8 %. Шихта поступа-
ет в смесительный барабан, куда подают пар под давлением до
150 кН/м2. Смешение и гашение длится 45—60 мин. Подготовлен-
ная шихта направляется на брикетирование на штемпельных прес-
сах. Брикеты подвергают пропарке в автоклавах в течение 5—6 ч
при температуре 175 °C и давлении 750—800 кН/м2.
При этом протекает взаимодействие
Са(ОН)2 + SiO2 + 1,5Н2О = СаО • SiO2 • 2,5Н2О.
73
Рис. 2.33. Схема прессования в штемпельных прессах:
— последовательность операций в цикле прессования; 7 — верхний пуансон; 8 — питатель; 9 — нижний пуансон; 10 — шихта
Образующийся гидросиликат кальция служит связующим.
После пропарки брикеты имеют прочность на раздавливание
16,0—23,0 МН/м2 и удовлетворяют требованиям шахтной плав-
ки.
Брикетирование медных концентратов и рудной мелочи
можно осуществлять по гидросиликатной схеме с последующей
обработкой в автоклавах или с введением в качестве связующе-
го сульфит-целлюлозного щелока (расход его 4—6 % от массы
концентрата). Условием получения качественных брикетов яв-
ляется использование валковых прессов высокого давления.
Брикетирование окисленных никелевых руд ведут на валко-
вых прессах без добавки в шихту связующих веществ с предвари-
тельной сушкой в барабанах. Прочные брикеты получают при
усилии прессования более 50 МПа и определенной влажности,
соответствующей типу руды. Для глинистых руд оптимальная
влажность 7,5—11, для кремнистых — 8, для оталькованных 5 %.
Естественная сушка брикетов увеличивает прочность брикетов.
Брикетирование со связующими (известь-пушонка, жидкое стек-
ло, нефтяные битумы, сульфат натрия, алебастр и др.) не дает
существенных преимуществ по сравнению брикетированием без
связующих добавок.
При плавке брикетированной руды целесообразно в шихту
вводить сульфидирующий реагент — гипс или пирит. Установле-
но, что эти добавки должны иметь крупность менее 10 мм и их
количество не должно превышать 10—12 % от массы руды.
Добавка в шихту коксовых отсевов (крупность менее 20 мм)
с получением рудно-коксовых брикетов улучшает показатели
последующей плавки.
Брикетирование имеет определенные перспективы для окус-
кования никельсодержащих пирротиновых концентратов, клин-
кера и других видов сырья.
2.9. АГЛОМЕРАЦИЯ
Агломерация — это процесс спекания мелкой руды или кон-
центратов в прочный кусковый и пористый материал — агломе-
рат. Агломерация является самым распространенным способом
окускования. При окусковании сульфидных материалов проис-
ходит полное или частичное удаление серы, в этом случае агло-
мерация является процессом обжига—спекания.
При агломерации материалы шихты претерпевают физико-
химические превращения, вызывающие образование легкоплав-
кой массы. Последняя цементирует и сваривает тугоплавкие
компоненты шихты в кусок агломерата. Тепло для нагрева и ча-
стичного оплавления шихты получают за счет горения вводимо-
75
го коксика (агломерация оксидных руд) или за счет окисления
сульфидов рудного сырья.
Спекание рудной мелочи может осуществляться тремя спо-
собами:
— спеканием во взвешенном состоянии;
— спеканием во вращающихся печах;
— спеканием в слое, через который просасывается или про-
дувается воздух (газ).
Первый способ заключается в сплавлении мелкого материа-
ла на пути его падения в печи шахтного типа за счет восходяще-
го потока горячих газов. Спекание во вращающихся печах осно-
вано на принципе скатывания размягченной нагреванием рудной
мелочи в комки сферической формы. Эти способы имеют огра-
ниченное применение.
В цветной металлургии используют спекание на ленточных
машинах с прососом или продувом газов.
Процесс агломерации методом просасывания заключается в
следующем. Подготовленная шихта загружается на непрерыв-
ную ленточную машину с днищем, представляющим собой ко-
лосниковую решетку, набранную из отдельных тележек (пал-
лет). Под решеткой расположены камеры, в которых дымосо-
сом создается разрежение, обеспечивающее просасывание воз-
духа через слой шихты (обычно его высота 250—300 мм) на ко-
лосниковой решетке. Горючие компоненты (коксик, антрацит
или сульфиды) воспламеняются на поверхности слоя за счет го-
рячих (1250—1300 °C) газов зажигательного горна, отапливае-
мого природным газом или мазутом. Образующиеся горячие га-
зы просасываются через шихту, и зона горения топлива посте-
пенно перемещается из верхних горизонтов шихты в нижние, по-
ка не дойдет до колосниковой решетки и процесс горения топли-
ва не прекратится. За счет горения углерода, окисления сульфи-
дов, процессов ошлакования некоторых оксидов температура в
слое достигает 1200—1250 °C. Эта температура обеспечивает
образование жидкой фазы, необходимой для получения агломе-
рата.
Схема агломерации при просасывании воздуха показана на
рис. 2.34. В слое шихты спекания различают шесть зон, в каждой
из которых протекают определенные физико-химические пре-
вращения.
Зона постели прямого участия в процессе агломерации не
принимает: она предохраняет колосниковую решетку от приго-
рания агломерата и сокращает пылевынос. Для образования по-
стели используют мелкий (10—25 мм) агломерат.
Зона переувлажнения, лежащая непосредственно над зоной
постели, характеризуется повышенной влажностью, большей на
20—30 % влажности исходной шихты. Переувлажнение проис-
76
Воздух
шшши
Рис. 2.34. Схема процесса агломерации при просасывании воздуха и примерное
распределение температур по высоте слоя:
1 — агломерат (зона охлаждения); 2 — зона горения; 3 — зона воспламенения; 4 — зона сушки;
5 — сырая шихта (зона переувлажнения); 6 — колосниковая решетка
ходит за счет конденсации в более холодной зоне влаги из зоны
сушки. Переувлажнение снижает газопроницаемость шихты. В
зоне сушки происходит интенсивное удаление влаги. При высы-
хании комки частично рассыпаются, и это приводит к уплотне-
нию шихты, повышается сопротивление прохождению газов.
Поэтому зона сушки должна быть минимальной.
В зоне интенсивного подогрева под действием горячих про-
дуктов вышележащей зоны происходит нагрев материалов до
температуры воспламенения горючих составляющих и начина-
ется термическое разложение неустойчивых химических соеди-
нений шихты.
В зоне горения происходит горение топлива и окисление
сульфидов, интенсивное разложение карбонатов, высших суль-
фидов, плавление легкоплавких компонентов и шлакообразова-
ние. В этой зоне развиваются максимальные температуры, идет
процесс формирования агломерата. Толщина зоны горения 15—
20 мм. Высокие температуры в этой зоне определяют получение
агломерата с более высокими механическими свойствами.
Зона готового агломерата характеризуется законченным
термическим процессом. Спек-агломерат в этой зоне охлаждает-
ся просасываемым воздухом.
Границы зон перемещаются сверху вниз по мере горения
топлива шихты. Положение различных зон на агломерационной
машине показано на рис. 2.35.
Скорость, с которой происходит перемещение зоны горения,
определяет продолжительность процесса агломерации, ее назы-
вают вертикальной скоростью спекания. Она составляет 12—20,
77
Рис. 2.35. Схема работающей агломерационной машины:
1 — зажигание шихты; 2 — слой шихты; 3 — слой постели; 4 — готовый агломерат; 5 — слой интен-
сивного горения топлива; 6 — направление движения агломсрационнох! ленты; 7 — атмосферное дав-
ление; 8 — разрежение; 9 — колосниковая решетка
h — высота слоя; L — рабочая длина ленты; L' — зона спекания агломерата; L" — зона охлаждения
агломерата
может доходить до 30 мм/мин. Скорость спекания связана со ско-
ростью передвижения тележек (0,5—7,0 м/мин) и рабочей дли-
ной агломашины (15—50 м).
Агломерирующий обжиг с полным или частичным удалени-
ем серы в газовую фазу используют в металлургии свинца, цин-
ка, при переработке сульфидных медных и медно-никелевых руд
и концентратов.
При агломерации сульфиды металлов, присутствующие в
шихте, подвергаются действию горячих газов зажигательного
горна и затем кислорода просасываемого воздуха.
Некоторые из сульфидов (пирит, халькопирит, пирротин,
пентландит, ковеллин, миллерит) при температурах обжига-спе-
кания диссоциируют
Me„Sn+i = "MeS + ’/2S2.
Выделяющиеся пары серы окисляются до SO2. Между суль-
фидами металлов и кислородом происходят экзотермические ре-
акции, приводящие к окислению сульфидов:
MeS + 2О2 = MeSO4;
MeS + 1,5О2 = МеО + SO2;
MeS + О2 = Me + SO2.
Устойчивое существование основных компонентов обжигае-
мой шихты — сульфидов, сульфатов и оксидов металлов —
определяется их упругостью диссоциации, составом газовой фа-
зы, температурой, твердофазными взаимодействиями их друг с
78
другом. В агломерате практически отсутствуют сульфаты, в не-
больших количествах может быть металлическая фаза (типично
для свинцового агломерата).
При агломерации свинцовых концентратов возможно обра-
зование металлического свинца:
PbS + О2 = Pb + SO2;
PbS + 2РЬО = ЗРЬ + SO2;
PbO + Fe = Pb + FeO.
Полученный свинец в той или иной степени вновь окисляет-
ся до глета кислородом воздуха и в результате взаимодействия с
другими оксидами или сульфатом, например:
Pb + PbSO4 2РЬО + SO2.
Оксид Pb (II) лишь частично сохраняется в агломерате в сво-
бодном виде, значительная часть его взаимодействует с SiO2, об-
разуя легкоплавкие силикаты: 2PbOSiO2 (/пл = 1013 К),
3PbO-2SiO2 (гпл = 963 К), PbO SiO; (гпл = 1034 К). Они смачивают
твердые зерна шихты и спекают их. Кроме того, сокращается
улетучивание свинца (температура кипения глета 1745 К).
В сульфидных концентратах цветных металлов железо мо-
жет присутствовать в виде пирита (FeS2) или пирротина (FenS„+1).
При нагревании пирит диссоциирует:
FeS2 = FeS + V2S2.
В условиях агломерирующего обжига диссоциация пирита
протекает быстро и практически полностью. Благодаря диссо-
циации и способности растрескиваться пирит является легко об-
жигающимся сульфидом.
Конечные реакции обжига сульфидов железа могут быть
представлены реакциями:
4FeS2 + 11О2 = 2Fe2O3 + 8SO2;
3FeS + 5О2 = Fe3O4 + 3SO2;
16Fe2O3 + FeS2 = 1 lFe3O4 + 2SO2;
10Fe2O3+ FeS = 7Fe3O4 + SO2;
3Fe(O4 + FeS + 5SiO2 = 5(2FeO • SiO2) + SO2.
При температурах свыше 920 К оксид железа (III) связывает
в ферриты оксиды Fe(II), Си, Zn, Pb, Ni, Со, Cd, образуя соедине-
ния nMeO-mFe2O3. Последние способствуют спеканию агломера-
79
та и уменьшают, в частности, улетучивание свинца, кадмия в га-
зовую фазу.
Оптимальный состав шихты имеет большое значение при аг-
ломерирующем обжиге. Шихта должна удовлетворять опреде-
ленным требованиям по химическому составу и физическим
свойствам (крупность, влажность, газопроницаемость).
Количество сульфидов (или углеродистого топлива для спе-
кания окисленных руд) в шихте должно быть таким, чтобы теп-
лоты, выделяемой при их окислении, было достаточно для под-
держания нужной температуры при обжиге и спекании.
Установлено, что 6—8 % сульфидной серы в шихте агломери-
рующего обжига достаточно для ведения процесса. В редких слу-
чаях, когда топлива в виде сульфидов недостаточно, в шихту обжи-
га добавляют в небольшом количестве углеродистое топливо (кок-
совую мелочь, каменный уголь и т. п.). К такому же приему прибе-
гают и в случае необходимости сохранения сульфидной серы ших-
ты для образования сульфидного расплава при последующей плав-
ке агломерата на медный или медно-никелевый штейн.
Шихта агломерации должна иметь определенный грануломе-
трический состав: быть не крупнее 6—8 мм для сульфидного и
10—12 мм для окисленного сырья. Для создания хорошей газо-
проницаемости мелкие (~0,1 мм) флотационные концентраты
тщательно перемешивают с относительно крупными флюсами,
оборотными агломератами, шлаками, предварительно измель-
ченными до крупности 5—6 мм. При наличии в шихте кусков ру-
ды или флюсов крупностью 20—30 мм невозможно равномерно
распределить шихту по ширине паллеты и обеспечить равномер-
ный просос воздуха.
Перед агломерацией шихту всегда увлажняют. Влажность
шихты обратно пропорциональна ее крупности. Содержание вла-
ги в шихте изменяется от 4—6 до 20—22 %. Увлажненная шихта
более пориста, вследствие чего легче и равномернее проникает
воздух для окисления сульфидов или углерода. Вода также защи-
щает шихту от распыления, выполняет роль терморегулятора.
Для снижения содержания сульфидной серы, проведения об-
жига в одну стадию в шихту агломерации вводят оборотный аг-
ломерат. Он также уменьшает усадку и улучшает газопроницае-
мость шихты.
Доля оборотного агломерата в шихте изменяется от 25—
30 % (для окисленных никелевых руд) до 200—250 % (для суль-
фидных свинцовых концентратов).
В цветной металлургии используют агломерационные маши-
ны двух типов: с прососом воздуха через слой шихты сверху вниз
и продувом шихты воздухом снизу вверх.
Общий вид ленточной агломерационной машины с прососом
показан на рис. 2.36. Обжиг и спекание шихты происходит на
80
Рис. 2.36. Агломерационная машина с прососом воздуха АКМ-50:
1 — головная приводная звездочка; 2 — питатель постели; 3 — питатель шихты; 4 — зажигатель-
ный горн; 5 — паллеты; б — неприводная звездочка; 7 — вакуумная камера; 8 — привод аглома-
шины; 9 — спекательная лента
2000
Рис. 2.37. Паллета агломерационной машины:
1 — колосниковая решетка; 2 — захват для зуба приводной звездочки; 3 — колосник; 4 — корпус пал-
леты; 5 — боковая прита вакуумной камеры
спекательных тележках (паллетах) (рис. 2.37). Паллета пред-
ставляет собой стальной или чугунный короб с днищем из чугун-
ных колосников. Каждая паллета опирается на четыре ходовых
ролика, которые в верхней части катятся по горизонтальному
рельсовому пути, в нижней — по направляющим, наклоненным
под углом 3—5° к горизонту. Подъем и перемещение паллет
производится с помощью приводных звездочек. Нижние края
паллет плотно прижаты к бортам стальных вакуумных камер,
соединенных с эксгаустером. Разрежение в камерах 1,5—8 кПа.
Шихта агломерации поступает в бункер над аглолентой, с по-
мощью маятникового питателя ее загружают на движущиеся
паллеты. Зажигание шихты осуществляется под горном при
прососе воздуха. Окончание спекания совпадает с прохождением
паллетой последних вакуум-камер, над которыми просасывае-
мый воздух охлаждает спек. На закругленной направляющей
разгрузочного участка тележка переворачивается, ударяется о
предыдущую и от общего массива агломерата отрывается кусок,
равный длине паллеты. Выпавший спек попадает на колоснико-
вый грохот, затем поступает в дробилку и вновь на грохот. Верх-
ний продукт грохота крупностью +20—100 мм является готовым
82
агломератом и идет в плавку. Нижний продукт грохота измель-
чают и вводят в шихту как оборотный агломерат.
В отечественной цветной металлургии наибольшее распро-
странение получили агломерационные конвейерные машины
марок АКМ-50 и АКМ-75.
Техническая характеристика этих машин:
АКМ-50 АКМ-75
Размеры рабочей поверхности, м:
длина 25 30
ширина 2 2,5
площадь спекания, м2 50 75
количество вакуум-камер, шт. 13 15
скорость движения паллет, м/мин 1,1—4,36 1,5—4,5
вакуум в камерах разрежения, кПа 4—8 7—9
максимальная высота слоя шихты, мм 300 300
масса с электрооборудованием, т 295 457
Производительность по годному агломерату для агломашин
определяется зависимостью
Q = 60RrB • h-V • р, т/ч,
где RT — коэффициент выхода годного агломерата; RT = 0,3—0,5
для свинцового агломерата; RT = 0,5—0,7 для агломерата медных
и никелевых руд; В — ширина шихты на паллете, м; h — высота
слоя шихты, м; V — скорость паллет на горизонтальном участке,
м/мин; р — насыпная масса, р = 2,5—3,0 т/м3.
Скорость паллет
V = Lc/h,
где L — длина ленты, м; с — скорость спекания, м/мин.
Удельная производительность агломерационных машин из-
меняется от 8—10 т/(м2-сут) (для свинцовых концентратов) до
20—25 т/(м2-сут) (для медного и никелевого сырья).
Расход топлива на зажигание шихты составляет 1,5—2,0 %;
затраты углеродистого топлива на спекание окисленного рудно-
го сырья 8—12 % от массы шихты.
Существенный недостаток агломерационных машин с просо-
сом для спекания сульфидного сырья — сильное разубоживание
обжиговых газов воздухом. Вследствие этого среднее содержание
SO2 в отходящих газах не превышает 1,5—3,0 %. Особенно разубо-
живаются обжиговые газы в хвостовых вакуумных камерах.
Для предотвращения разбавления богатые серосодержащие
газы отбирают из головных камер и направляют на производст-
во серной кислоты, а бедный газ из хвостовых камер либо ис-
пользуют как оборотный, либо выбрасывают.
83
10
Рис. 2.38. Схема работы дутьевой агломерационной машины:
1 — питатель постели; 2 — слои постели; 3 — питатель зажигательного слоя; 4 — зажигательный
слой; 5 — зажигательный горн; 6 — питатель основной шихты; 7 — слой сырой шихты; 8 — слой обо-
жженной шихты; 9 — укрытие верхней части ленты (колпак); 10 — отводящий патрубок обжиговых
газов; 11 — дутьевые камеры; 12 — вакуумная камера; 13 — приводная звездочка
Недостатком агломерации с прососом воздуха являются по-
лучение рыхлого, недостаточно прочного агломерата и привари-
вание спека к колосникам.
Отмеченные недостатки в значительной степени устраняются
при использовании агломерационных машин с подачей дутья сни-
зу вверх. Схема работы такой машины показана на рис. 2.38. Вся
рабочая часть агломашины оборудована укрытием (колпаком)
для сбора серосодержащих газов. Пространство в колпаке услов-
но разделено на зоны богатого и бедного (в хвостовой части) газа.
Под зоной богатого газа расположено 9 дутьевых камер, куда вен-
тилятором нагнетается воздух с давлением 3—4 кПа, в области
бедного газа — 6 камер с отдельным вентилятором.
Газы из-под колпака отсасываются раздельно двумя вентиля-
торами, разрежение под колпаком около 20 Па.
Богатые газы с 5—7 % SO2 направляют в сернокислотное
производство, бедные — с 2—2,5 % SO2 или возвращают на ду-
тье в первые 9 камер (работа с рециркуляцией), или после пыле-
очистки выбрасывают.
Дутьевые агломашины имеют три бункера: для постели, за-
жигательного слоя и основной шихты. Высота слоя постели
(оборотный агломерат крупностью 8—15 мм) 15—20 мм, зажи-
гательного слоя (мелкая фракция шихты) 20—25 мм и основно-
го слоя 200—250 мм.
Зажигательный горн расположен между питателями зажига-
тельного слоя и основной шихты, под ним находится одна ваку-
84
умная камера (разрежение в ней 1—1,5 кПа). На зажженный
слой загружают основную массу шихты, при этом меняется на-
правление дутья, нижний горящий слой поджигает шихту, и ее
горение перемещается снизу вверх.
Агломерационные машины с дутьем по сравнению с обыч-
ными машинами имеют в 1,5—2 раза более высокую удельную
производительность, устраняют припекание шихты к колосни-
кам, уменьшают коррозию в газоходах и камерах, позволяют по-
высить степень использования серы из газов до 85—90 %.
Однако агломерационные машины любых типов являются
сложными и громоздкими, требуют значительных капитальных
и эксплуатационных затрат. Агломерация не всегда обеспечива-
ет получение качественного спека. Этот процесс приводит к се-
рьезному загрязнению окружающей среды.
Поэтому на новых предприятиях вместо агломерации ис-
пользуют окатывание.
2.10. СПЕКАНИЕ, КАЛЬЦИНАЦИЯ, МЕХАНОАКТИВАЦИЯ
Спекание — один из способов производства глинозема. Сущ-
ность способа заключается в спекании глиноземсодержащего
сырья (боксит, нефелин) с содой или известняком при высокой
температуре. В результате образуется алюминат натрия, кото-
рый затем выщелачивают водой. Из алюминатного раствора
выделяют гидрооксид алюминия. При использовании высоко-
кремнеземистых алюминиевых руд в шихту вводят известняк,
который при спекании взаимодействует с SiO2 и дает нераство-
римый в воде силикат кальция.
Технологическая схема способа спекания показана на рис.
2.39. Алюминиевую руду и известняк дробят и подвергают мок-
рому помолу, используя содовый раствор. Затем пульпу подают
во вращающуюся трубчатую печь и спекают при температуре
1470—1570 К. Полученный спек после измельчения выщелачи-
вают водой или содовыми растворами. При этом в раствор пере-
ходит алюминат натрия и небольшое количество кремнезема.
Основная масса примесей при выщелачивании нерастворима и
образует красный шлам. Концентрированный раствор алюмина-
та натрия идет на дальнейшую переработку для получения из не-
го глинозема.
Для процесса спекания важное значение имеет соотношение
между компонентами шихты, от которого зависит полнота пре-
вращения глинозема в растворимые соединения, а также поведе-
ние шихты в печи. При приготовлении боксито-содово-известко-
вой шихты количество вводимой соды должно обеспечивать
превращение всех полуторных оксидов (А12О3, Fe2O3), а также
85
Известняк
Боксит
Сода
В отвал
На переработку
Раствор NaAIO,
Рис. 2.39. Технологическая схема способа спекания
TiO2 в соответствующие метасоединения (Na2O Me2O3). Извест-
няк дозируют из расчета связывания всего кремнезема шихты в
двухкальциевый силикат (2CaOSiO2).
Нефелиновый концентрат содержит 90—93 % собственно
нефелина (Na, K)2OAl2O3-2SiO2. Он представляет собой поро-
шок с крупностью зерна около 0,8 мм. Шихту спекания составля-
ют только из двух компонентов — нефелинового концентрата и
измельченного (0,8 мм) известняка, так как в самом нефелине
содержится достаточное количество щелочей (Na2O+K2O), кото-
рые обеспечивают связывание А12О3 в соответствующие мета-
алюминаты. Известняк вводят в шихту из расчета образования
2CaOSiO2.
После тщательного смешивания шихту спекают во вращаю-
щихся трубчатых печах длиной до 100 и даже до 150 м (для спе-
86
кания нефелиновой шихты). Печи отапливают газообразным,
жидким или пылеугольным топливом, они работают на принци-
пе противотока.
В зависимости от температуры горячих топочных газов по
длине печь может быть разделена на четыре зоны.
Первая зона — зона сушки и обезвоживания — имеет темпе-
ратуру топочных газов 470—970 К и температуру шихты 290—
570 К.
Вторая зона имеет температуру топочных газов от 970 до
1670 К и температуру шихты от 570 до 1170 К. В этой зоне про-
исходит полное разложение СаСО3. Получают развитие следую-
щие реакции:
А1,О3 + Na2CO3 = Na2O • А12О3 + СО2;
Fe2O3 + Na2CO3 = Na2O • Fe2O3 + CO2;
SiO2 + Na2CO3 = Na2O • SiO2 + CO2;
A12O3 + Na2O • Fe2O3 = Na2O • A12O3 + Fe2O3
Третья зона — зона спекания — имеет наивысшую темпера-
туру газов 1870—1920 К и температуру шихты 1470—1570 К. В
этой зоне завершается спекание шихты, полностью разлагается
Na2CO3, идут взаимодействия:
SiO2 + 2СаО = 2СаО • SiO2;
(Na, К)2О • А12О3 • 2SiO2 + 4СаСО3 =
= (Na, К)2О • А12О3 + 2(2СаО • SiO2) + 4СО2.
Четвертая зона — зона охлаждения, в ней температура то-
почных газов и шихты 1770—1820 и 1270—1370 К соответствен-
но. Из трубчатой печи спек разгружается в холодильник. Шихта
в печь поступает в виде пульпы с содержанием 36—42 % влаги,
ее подают с помощью форсунки или методом налива (для нефе-
линовой шихты). В связи с этим печи спекания в зоне сушки име-
ют цепную завесу. Она должна обеспечивать хороший теплооб-
мен между газами и шихтой, предотвращать образование комь-
ев, наростов и колец при сушке материала. Шихта из цепной зо-
ны должна выходить в виде достаточно прочных гранул. Цепная
зона начинается на расстоянии 3—5 м от обреза барабана в мес-
те установки шайбы, препятствующей переливу пульпы.
Производительность печей спекания зависит от их габарит-
ных размеров и изменяется в пределах 15—40 т спека в час, рас-
ход условного топлива составляет 5,5—6,5 кг на 1 кг спека. Пы-
левынос из печи достигает 30—40 % массы сухой шихты, при
87
этом 55—65 % всей пыли образуется в цепной зоне. Отходящие
газы очищают от пыли в пылевой камере, циклонах и электро-
фильтрах.
Способ спекания является достаточно универсальным и мо-
жет применяться для извлечения глинозема из различных видов
алюминиевых руд (бокситы, нефелины, глины и др.), а также из
золы шлаков от сжигания каменных углей на электростанциях.
Однако для трубчатых печей спекания характерны низкий теп-
ловой КПД (менее 30 %), высокий пылевынос, низкая удельная
производительность, значительные капитальные затраты на со-
оружение громоздких агрегатов.
Кальцинация — это обезвоживание гидрооксида алюминия
при высокой температуре с целью получения безводного, негиг-
роскопичного глинозема. Кальцинацию ведут в трубчатых вра-
щающихся печах при температурах 1420—1470 К. Процесс обез-
воживания гидрооксида алюминия (гидраргиллита) состоит из
нескольких последовательных стадий, протекающих при темпе-
ратурах 498 и 773 К:
А12О3 3 Н2О [А1 (ОН)з] = А12О3 • Н2О [А1ООН] + 2Н2О;
гидраргиллит бемит
А1, О3 Н2О = у - А1,О3 + Н2О.
бемит
Глинозем (у-А12О3), полученный при температурах выше
770 К, характеризуется большой гигроскопичностью из-за его
высокой дисперсности. Поэтому такой глинозем не пригоден для
электролиза.
С повышением температуры происходит рост кристаллов у-
А12О3, отчего сокращается способность поглощать влагу. При
температуре 1223 К и выше идет частичное превращение куби-
ческой модификации у-А12О3 в гексагональную модификацию а-
А12О3 (корунд). а-А12О3 -- практически негигроскопичен.
Таким образом, в процессе кальцинации гидрооксид алюми-
ния проходит следующие структурные превращения:
л 1 (z—ут т\ 498 К .а 1/—ч/—ут т 473 К . 773 К * . 1473 К ч * j v
Al (ОН)3-------> АЮОН----------> у - А12О3----------->а-А12О3
гидраргиллит бемит корунд
Все превращения практически полностью завершаются при
1470 К.
Для кальцинации гидрооксида алюминия используют трубча-
тые печи (длина 50—110 м, диаметр 3—4,5 м). Топливом служат
мазут или газ, не содержащие минеральных примесей и, следова-
тельно, не загрязняющие прокаливаемый материал. Запылен-
ные газы очищают в пылевых камерах, электрофильтрах. Вы-
88
брасываемые в атмосферу газы содержат менее 0,5 г/м3 А12О3.
Производительность печей кальцинации составляет 8,5 т/ч про-
каленного глинозема для печи длиной 50 м и 27 т/ч для 110-мет-
ровой. Расход топлива 16—18 % от массы глинозема. Недостат-
ки трубчатых печей кальцинации такие же, как у печей спека-
ния.
Для прокалки гидрооксида алюминия и последующего
охлаждения глинозема все большее применение находят печи и
холодильники кипящего слоя, циклонного типа и взвешенного
состояния.
Механическая активация является одним из методов подго-
товки сырья к гидрометаллургической переработке. Это относи-
тельно новое направление интенсификации металлургических
процессов и комплексного использования сырья, в особенности
сульфидного, полиметаллического.
При механическом воздействии (механоактивации) даже на
сильно дисперсные минералы или концентраты происходит на-
рушение их кристаллической решетки или более полное вскры-
тие тонковкрапленных минералов. Это облегчает проникнове-
ние (диффузию) окислителя или растворителя в разрушенную
кристаллическую решетку и обратную диффузию растворенно-
го (окислившегося) продукта на поверхность раздела фаз. Веще-
ства, подвергаемые высокоэнергонапряженным воздействиям,
претерпевают значительные физико-химические превращения,
вследствие которых резко повышается реакционная способ-
ность многих из них.
Оценить реакционную способность вещества в активирован-
ном состоянии можно по его поведению в конкретных техноло-
гических процессах. Так, обработка Au—Ag—As концентрата в
мельнице струйного измельчения обеспечила получение продук-
та крупностью 8—30 мкм. Последующее сорбционное цианиро-
вание дало извлечение золота 96—97 % по сравнению с 75 % из-
влечения из неактивированного материала, В 2,5—3 раза возра-
стает переход цинка в сернокислый раствор из сульфидного цин-
кового концентрата после предварительной обработки в плане-
тарной мельнице даже через 10 дней хранения. Механическая ак-
тивация каолинита увеличивает переход А12О3 в раствор серной
кислоты на 1—2 порядка.
Обработка медно-цинкового промпродукта в планетарной
мельнице в течение 0,5—4 мин при последующем автоклавном
окислительном выщелачивании в сернокислой среде уменьшает
длительность процесса с 5—6 до 2—3 ч и повышает селектив-
ность извлечения меди по отношению к железу и меди вдвое.
Применение механоактивации на предприятиях цветной ме-
таллургии сдерживается из-за отсутствия активирующей техни-
ки достаточной мощности.
89
2.11. ПЕРВИЧНАЯ ОБРАБОТКА ЛОМА И ОТХОДОВ
Первичная обработка предусматривает приведение вторич-
ного сырья к установленным стандартом габаритным размерам
и массе, отделение черных металлов, удаление неметаллических
включений, влаги, масла, резины, битума и др.
Обработка лома и отходов цветных металлов включает в се-
бя следующие основные операции: сортировку, разделку, резку,
пакетирование, брикетирование, дробление, магнитную сепара-
цию, сушку, обезжиривание и др. Для первичной обработки спе-
цифических видов вторичного сырья (аккумуляторы, электро-
двигатели, проводники электрического тока, жестяной скрап)
используют специализированные линии.
Лом и отходы цветных металлов проверяют на взрыво- и ра-
диационную безопасность. Выборочная проверка металлолома
на взрывобезопасность не допускается. Взрывоопасные предме-
ты и материалы отбирают, удаляют и обезвреживают.
2.11.1. Сортировка
Целью сортировки смешанного вторичного сырья цветных
металлов является разделение лома и отходов на однородные
металлы и сплавы, а также удаление черных металлов и неме-
таллических материалов. Основные разновидности сортировки:
видовая, механическая, в тяжелых средах, металлургическая.
Видовая сортировка заключается в визуальном разделении
вторичного сырья по внешним (цвет, характер излома, твер-
дость, удельная масса, магнитные свойства и т. п.) и предметным
(наименование детали) признакам, по маркировке, с помощью
спектрального и капельного методов анализов, специальных
приборов.
Механическая сортировка включает операции разделения
сырья по крупности (на грохотах) и отделения железных вклю-
чений (электромагнитной сепарацией). Для классификации лома
свинцовых аккумуляторов и других видов вторичного сырья при-
меняют установки разделения в тяжелых средах.
Металлургическая сортировка низкокачественного сырья
цветных металлов с железными приделками осуществляется в
оплавочных печах. Она основана на значительной разнице в
температурах плавления цветных металлов и стали.
Видовую сортировку производят на сортировочных столах,
конвейерах и конвейерных линиях.
Для сортировки сырья с размерами кусков не более 250 мм
используют механизированный стол (рис. 2.40). Он представляет
собой вращающийся диск с неподвижным кольцевым бортом, в
котором закреплены спускные лотки. Приемный бункер снаб-
90
04250
3400
Рис. 2.40. Механизированный стол для сортировки лома:
1 — приемный бункер; 2 — опорный ролик; 3 — стол; 4 — подвижные ограждения;
5 — электродвигатель; 6 — редуктор; 7 — передвижной лоток
91
жен цепями, ограничивающими выгрузку сырья на стол. Сме-
шанное сырье, загруженное в бункер, при вращении стола рав-
номерно распределяется по рабочей кольцевой площадке. Рас-
сортированный материал по лоткам перегружается в приемные
короба, каждый из которых предназначен для лома определен-
ного вида. При попадании крупных кусков бункер поднимается с
помощью винта, приводимого во вращение электроприводом.
Механизированный стол оборудован приемным бункером емко-
стью 1,9 м3, имеет 6 лотков, скорость вращения стола 0,03 мин-1,
производительность до 20 т/ч. Стол обслуживают 3—5 сорти-
ровщиков.
Линия сортировки (рис. 2.41) предназначена для обработки
крупнокускового и абразивного лома цветных металлов со зна-
чительным содержанием железных приделок. Из бункера сырье
подают пластинчатым питателем на ленточный сортировочный
конвейер, где извлекают железные включения подвесным элек-
тромагнитным железоотделителем. Ферромагнитные предметы
и детали с железными приделками выгружают в приемный ко-
роб. Пластинчатый питатель и ленточный конвейер имеют са-
мостоятельные приводы. Ниже дана характеристика сортиро-
вочной линии с пластинчатым питателем.
Производительность, т/ч....................... 10—15
Крупность кусков в загрузке, мм:
максимальная............................... 500
оптимальная.............................. 300
Ширина ленты конвейера, мм.................... 1000
Длина участка сортировки, мм.................. 10 000
Скорость движения ленты конвейера, м/с........ 0,03—0,05
Емкость бункера, м3........................... 5,7
Тип железоотделителя.......................... ЭПР-120
Длину (£, м) сортировочного участка ленточного конвейера
определяют по формуле
L= Qa/qb,
где Q — производительность линии, т/ч; q — норма выработки
сортировщика, т/ч; а = 2,5—3,0 м — зона обслуживания одним
сортировщиком; b = 1 — при односторонней сортировке; b = 2 —
при двусторонней.
Норма выработки на одного рабочего составляет 0,060—
0,350 т/ч в зависимости от вида материала.
Сортировку по крупности проводят при необходимости вы-
деления из лома и отходов мелких или крупных составляющих.
Эта операция в общей схеме первичной обработки может иметь
как основное, так и вспомогательное значение, ее осуществляют
на грохотах.
92
20500
Рис. 2.41. Линия сортировки лома:
1 — бункер; 2 — пластинчатый питатель; 3 — железоотделитель ЭПР-120; 4 — ленточный сортиро-
вочный конвейер; 5 — привод; 6 — приемный короб
Во вторичной цветной металлургии используют неподвиж-
ные колосниковые, барабанные и вибрационные грохоты. Не-
подвижные грохоты (колосниковые грохоты и горизонтальные
решетки) применяют для отделения материала крупностью бо-
лее 50 мм.
Барабанные грохоты, используемые для сортировки лома и
отходов металлов, представляют собой перфорированные ци-
линдрические вращающиеся барабаны диаметром 500—3000 мм
и длиной до 9000 мм. Просеивающая поверхность по длине гро-
хота имеет отверстия одного или разных размеров в форме кру-
га, квадрата, трапеции и др. При этом размеры отверстий при
движении материала изменяются от меньших к большим. Коэф-
фициент живого сечения просеивающей поверхности барабана
составляет 22—30 %. Частота вращения барабанных грохотов
устанавливается в пределах, мин-1: п = \8+14j~R), где R — ради-
ус барабана, м.
Барабанные грохоты имеют простую конструкцию и надеж-
ны в эксплуатации, но имеют относительно небольшую удель-
ную производительность (при грохочении используется только
12—15 % поверхности сита) и повышенный уровень шума.
Электромагнитной сепарации подвергают стружку и отходы
крупностью до 450 мм, шлаки, отсевы, пылевидные отходы,
93
дробленые кабель, аккумуляторный лом, высечку, штамповку и
др. Цель этой операции — выделить из вторичного сырья фер-
ромагнитные предметы и детали с большим количеством желез-
ных приделок.
Для обработки лома и отходов цветных металлов использу-
ют различные электромагнитные сепараторы, отличающиеся
конструктивными особенностями и назначением. При выборе
электромагнитного сепаратора учитывают крупность материа-
ла, необходимую степень извлечения железа, производитель-
ность.
Полнота отделения ферромагнитных включений определя-
ется крупностью сырья, толщиной слоя и насыпной массой сы-
рья, его засоренностью, напряженностью магнитного поля и
скоростью перемещения в нем сепарируемого материала.
Техническая характеристика барабанных грохотов
ГБ-1,5
Размеры барабана, мм:
внутренний диаметр............. 1500
длина........................ 4200
Число секций....................... 2
Размер отверстий сит, мм
первой секции.................... 50
второй секции................ 10x10
Угол наклона, град.............. 3—8
Частота вращения, мин-1........... 30
Объемная производительность, м3/ч 60—90
Мощность привода, кВт............. 4,5
Масса с приводом, т............... 5,1
ГБП 1,86/5,5 «Лпндеманн»«Хаммермилс»
(Германия) (США)
I860 1650 1524
5500 6500 6160
1 2 2
50 10 10
— 85 и 150 85
6 3 5
30 12 18
25—35 90—110 90—120
7,5 11,0 15,0
10,0 3,7 4,2
Магнитное поле характеризуется напряженностью Н, опре-
деляемой силой, с которой данное поле действует на единицу
магнитной массы. Магнитное поле может быть однородным, при
этом напряженность его постоянна во всех точках, или неодно-
родным. Неоднородность поля характеризуется градиентом на-
пряженности (gradH) и создается полюсными наконечниками
различной формы (рис. 2.42).
Для получения магнитных полей с малой величиной grad/7
используют магниты из специальных сплавов с постоянным маг-
нитным полем. Сильные магнитные поля с высоким градиентом
напряженности создаются катушками со стальным сердечником,
которые питают постоянным электрическим током. При этом,
чем больше сила тока и количество витков в катушке, тем выше
напряженность магнитного поля в рабочем зазоре сепаратора.
В однородном магнитном поле частица материала подверга-
ется воздействию вращающего момента, ориентирующего ее па-
раллельно или перпендикулярно к направлению напряженности
поля. В неоднородном поле частицы испытывают воздействие
силы притяжения, когда магнитная восприимчивость больше ну-
94
a
Рис. 2.42. Формы полюсных наконечников для неоднородного магнитного
поля:
а — конусная; б — зубчатая; в — прямоугольная
ля, или отталкивания при магнитной восприимчивости меньше
нуля. Эта сила способствует отделению магнитных материалов
от немагнитных в поле магнитного сепаратора.
Магнитная сила FMarH, действующая на частицу материала,
определяется по формуле
FMar„ = V^HgradH,
где V — объем частицы, Т — объемная магнитная восприимчи-
вость; Н — напряженность магнитного поля.
Удельная магнитная сила равна
max
где Q — масса частицы; 5 — плотность материала частицы; % —
удельная магнитная восприимчивость частицы.
Кроме магнитной силы на частицу, находящуюся в рабочей
зоне сепаратора, действует сила тяжести Р, трения FTp, центро-
бежная F4 и сопротивления среды Fc.
Для успешного разделения частиц в магнитном поле сепара-
тора Рмагн, действующая на магнитные частицы, должна превы-
шать равнодействующую всех механических сил. Взаимодейст-
вие между силами FMarH, Р, Рц зависит от способа подачи сырья в
рабочую зону сепаратора, конструктивных особенностей и ре-
жима его работы (рис. 2.43).
При обработке лома и отходов цветных металлов применя-
ют электромагнитные подвесные железоотделители типа ЭПР,
электромагнитные шкивы типа ШЭ, электромагнитные сепара-
торы. Подвесные железоотделители устанавливают над ленточ-
ными конвейерами, а шкивы выполняют функцию приводного
барабана сортировочного конвейера и расположены в зоне раз-
грузки материала.
95
Рис. 2.43. Подача сырья в рабочую зону сепаратора:
а — верхняя; б — нижняя; в — вертикальная
I — исходное сырье; II — магнитный продукт; III — немагнитный продукт
Подвесной сепаратор устанавливается вдоль или поперек оси
конвейера. Железосодержащие предметы притягиваются элект-
ромагнитом к ленте разгрузочного устройства и выносятся в
сторону для разгрузки. Выделение из сырья магнитной фракции
идет непрерывно, разгрузка ленты сепаратора может быть не-
прерывной или проводится по мере накопления на ней магнитно-
го материала. Ферромагнитные детали размером до 5 мм и мас-
сой менее 0,08 кг подвесными сепараторами не извлекаются.
Электромагнитный сепаратор ЭПР-120 (рис. 2.44) имеет ши-
рину ленты до 1200 мм, скорость движения которой достигает
2 м/с. Сепаратор устанавливают над конвейером на расстоянии
280—450 мм. Напряженность магнитного поля на ленте конвей-
ера 100—150 кА/м. Масса извлекаемых деталей не превышает
20 кг.
Электромагнитные шкивы используют для извлечения фер-
ромагнитных включений из потока сыпучих или кусковых не-
магнитных материалов. Оптимальная скорость конвейера 1,25—
2,0 м/с, что соответствует скорости вращения шкива 50—
60 мин-1. Крупность сепарируемого материала и толщина слоя
на конвейере не должны превышать 150 мм.
Электромагнитные сепараторы непрерывного действия
(рис. 2.45) применяют для выделения ферромагнитных включе-
ний из материала крупностью менее 60 мм. Они позволяют пе-
рерабатывать сырье с температурой до 370 К благодаря водяно-
му охлаждению магнитной системы. При напряженности маг-
нитного поля 140—150 кА/м степень извлечения ферромагнит-
96
3633
Рис. 2.44. Сепаратор ЭПР-120:
1 — опорный барабан; 2 — разгрузочная лента; 3 — электромагнит; 4 — ведущий барабан;
5 — рама; 6 — натяжной барабан; 7 — привод
Загрузка
Рис. 2.45. Электро-
магнитный сепара-
тор ЭБС-2:
1 — бункер; 2 — лотковый
питатель; 3 — вибратор;
4 — барабан; 5 — элек-
тромагнитная система;
б — рама
1260
97
Рис. 2.46. Сепаратор бара-
банный ПБСЦ:
1 — бункер; 2 — питатель; 3 — ви-
братор; 4 — барабан; 5 — магнитная
система; 6 — отсос пыли; 7 — выход
магнитной фракции; 8 — выход
немагнитной фракции
ных включений состав-
ляет 98—99 %. Произ-
водительность элект-
ромагнитных сепара-
торов зависит от круп-
ности и влажности
вторсырья и по куско-
вому материалу дости-
гает 30, по стружке и
высечке 20, по пыле-
видным продуктам 8—
10 т/ч.
Для обезжелезива-
ния сыпучей стружки
медных и алюминие-
вых сплавов используют барабанные сепараторы серии ПБСЦ
(рис. 2.46). Сепаратор включает питающий бункер, вибропита-
тель, магнитную систему, барабан из немагнитной стали, прием-
ные бункера. Магнитная система — неподвижная, собрана из по-
стоянных магнитов с чередующейся полярностью полюсов, по-
следние имеют шаг 50 мм. Многополюсная магнитная система
создает бегущее магнитное поле с частотой (f, Гц), определяемой
формулой f = V/2S, где V — скорость перемещения барабана или
ленты относительно полюсов магнитной системы, м/с; 5 — шаг
полюсов, м. Переориентация или магнитное перемешивание
магнитного материала на поверхности барабана способствует
удалению из объема вторсырья немагнитных частиц.
Сепараторы типа ПБСЦ имеют барабан диаметром 400—
630 мм, его длина 300—1250 мм, частота вращения 0,5—5,0 с-1.
Напряженность магнитного поля на поверхности барабана со-
ставляет 50—125 кА/м, шаг полюсов системы 50—165 мм. Взаи-
мозасорение продуктов разделения не превышает 2 %.
Электромагнитные сепараторы типа СЭ применяют для раз-
деления слабомагнитных и немагнитных отходов цветных ме-
таллов крупностью до 20 мм, содержащих не более 4 % влаги и
0,5 % масла. Под действием сильного магнитного поля слабомаг-
нитные частицы извлекаются из сырья и разгружаются в короб;
немагнитный материал ленточным конвейером транспортирует-
ся в другую емкость. Производительность сепаратора по струж-
98
Рис. 2.47. Схема установки переработки стружки медных сплавов:
1 — бункер; 2 — вибропитатсль; 3 — грохот ГВ-06; 4 — сепаратор ПБСЦ-63/50; 5 — ленточный
конвейер; 6 — сепаратор СЭ-3; 7 — короб
ке сплавов на медной основе 0,6—1,2 кг/с. Взаимозасорение про-
дуктов не более 0,5 %. У сепаратора СЭ-3 напряженность маг-
нитного поля на расстоянии 10 мм от поверхности полюса со-
ставляет 130—450 кА/м; максимальное значение силы магнит-
ного поля в зоне сепарации 7,2-1013, А/м3; ширина ленты 400 мм,
толщина слоя стружки на ленте не более 20 мм, допустимая тем-
пература нагрева обмотки 428 К.
Технологическая линия (рис. 2.47), включающая сепараторы
ПБСЦ и СЭ, позволяет получать сыпучую стружку цветных ме-
таллов с содержанием до 0,08 % железа и стружку черных метал-
лов, в которой находится до 2 % цветных металлов. Производи-
тельность линии по исходному сырью до 5 м3/ч.
2.11.2. Резка
Для разделки крупногабаритного лома и приведения сырья к
определенным размерам используют резку огневым и механиче-
ским способами.
Огневая резка основана на способности металла сгорать в
струе кислорода. При огневой резке металл нагревается до тем-
пературы интенсивного окисления и затем горит в токе кислоро-
да, струя которого выдувает из разреза образующиеся оксиды и
частицы расплавленного металла. Необходимые для процесса
температуры развиваются за счет экзотермических реакций
окисления металла кислородом и сжигания топлива. При сгора-
99
нии металла теплоты выделяется в 3—5 раз больше, чем его по-
ступает с подогревательным пламенем. Однако сжигание топли-
ва является обязательным, так как оно разогревает холодный
металл до температур его окисления техническим кислородом.
Скорость огневой резки тем выше, чем ниже теплопроводность
металла. Огневая резка наиболее пригодна для разделки сталь-
ных узлов и деталей. Она практически не может быть реализо-
вана для резки таких теплопроводных металлов, как медь, алю-
миний и их сплавы.
Огневую резку проводят горелкой-резаком, к которой пода-
ют кислород и жидкое (керосин) или газообразное (ацетилен,
пропан-бутан, природный или коксовый газы) топливо. Недо-
статком огневой резки являются значительные потери металла
в результате его окисления.
Для разделки крупногабаритного лома используют электро-
дуговую резку, производительность которой в 3—4 раза выше,
чем огневой резки. При электродуговой резке применяют уголь-
ные, графитированные и металлические электроды; аппараты
работают на постоянном и реже переменном электрическом то-
ке.
Разновидностью дуговой резки является воздушно-электро-
дуговая. Сущность этого способа в том, что металл расплавляют
электрической дугой, а затем выдувают его из места реза струёй
сжатого воздуха.
При воздушно-электродуговой резке (рис. 2.48) лома цвет-
ных металлов для образования дуги используют постоянный ток
прямой полярности, при этом разрезаемую деталь соединяют с
положительной клеммой источника, а угольный (графитовый)
электрод — с отрицательной. Это обеспечивает наибольшую ус-
тойчивость резки, снижает расход электродов, электроэнергии,
воздуха.
Рис. 2.48. Схема воздушно-электродуговой резки:
1 — разрезаемая деталь; 2 — дуга; 3 — электрод; 4 — струя воздуха; 5 — контактная колодка;
6 — рычаг; 7 — изоляционные планки; 8 — трубка; 9 — рукоятка; 10 — вентиль; токовоздухоподвод
100
В качестве источников питания используют сварочные вы-
прямители, они должны иметь номинальный ток не менее 500 А
и рабочее напряжение 40—60 В. Воздушно-электродуговой ре-
зак представляет собой электродержатель для большого тока,
скомбинированный с устройством подачи сжатого воздуха. За-
жим электрода осуществляют рычагом с керамической прижим-
ной колодкой и плоской пружиной, расход воздуха регулируют
вентилем. Ниже дана техническая характеристика воздушно-
электродугового резака марки РВД-81.
Сила тока, А............................... 1500
Давление воздуха, Мпа...................... 0,2—0,6
Расход воздуха при 0,4 МПа, м3/ч........... 60
Размеры угольных (графитовых) электродов, мм:
квадратного сечения........................ 10x10,16x16
прямоугольного сечения................... 10x20, 10x30
Длина, мм.................................. 350
Методом воздушно-элекродуговой резки можно разделы-
вать крупногабаритный медный и алюминиевый лом толщиной
до 300 мм (холодильники, теплообменники, шины, емкости, ко-
рабельные винты и др.).
Все большее применение получает плазменно-дуговая резка.
Сущность ее заключается в подаче в образовавшуюся электри-
ческую дугу потока газа (азот, аргон, воздух, водород). При этом
электрическая дуга сжимается, ее вещество переходит в состоя-
ние высокой ионизации, образуется плазма, температура кото-
рой достигает 20 000—30 000 К, а скорость истечения 2000—
3000 м/с.
Основной частью установки плазменно-дуговой резки
(рис. 2.49) является водоохлаждаемый плазмотрон, а плазмооб-
разующим газом — аргоно-водородная смесь, воздух. Отрица-
тельно заряженный электрод (катод) изготавливают из вольф-
рама, который при высокой температуре интенсивно окисляет-
ся. Для предотвращения этого используют аргон или аргоно-во-
дородную смесь. Однако эти газы дороги, дефицитны, а водород
еще и взрывоопасен.
В последние годы в качестве плазмообразующего газа
применяют азот или воздух. При использовании воздуха отпа-
дает необходимость в баллонах, поскольку для резки приго-
ден сжатый воздух (6-105 Па) из заводских магистралей. Одна-
ко воздух окисляет не только разрезаемый металл, но и
вольфрамовый электрод, что делает невозможным его приме-
нение.
Установлено, что цирконий, гафний, бериллий, торий обра-
зуют тугоплавкие оксиды, устойчивые при температурах плаз-
менной дуги. Оксиды предохраняют металл катода от дальней-
101
Рис. 2.49. Схема резки плазменной дугой (а), плазменной струей (б), установка
для резки (в):
1 — разрезаемый металл; 2 — источник питания; 3 — осциллятор; 4 — реостат, регулирующий вспо-
могательную дугу; 5 — плазмотрон; 6 — плазменная струя; 7 — плазменная дуга; 8 — баллон с газом;
9 — балластный реостат
шего окисления. Это позволило создать установки, в которых
катоды изготовлены из циркония, а плазмообразующим газом
служит атмосферный воздух.
Режимы резки медного лома на установке АПР-401 даны в
табл. 2.2.
Плазменно-дуговая резка высокопроизводительна, дает не-
большой угар металла.
Для механической резки негабаритного лома, бронированно-
го кабеля, бухт проводников тока, для разделки радиаторов и
других видов вторсырья используют аллигаторные и гидравли-
ческие (гильотинные) ножницы.
Аллигаторные ножницы (рис. 2.50) имеют литую станину, на
которой установлен неподвижный нож. Подвижная стальная че-
люсть с закрепленным на ней ножом приводится в движение эле-
ктродвигателем через редуктор и муфту. Для удержания по-
102
Таблица 2.2
Оптимальные режимы воздушной плазменно-дуговой резки меди и ее сплавов
Толщина металла, мм Сила тока, А Диаметр отверстий сопла, мм Давление воздуха, кПа Расход воздуха, м3/ч Скорость резки, м/мин
10 150 2,0 80 1,0 1,0
20 200 2,5 90 2,5 0,7
30 250 2,5 100 3,0 0,5
40 300 3,0 ПО 3,5 0,4
50 400 3,0 120 4,0 0,3
П р и меча н и е. Напряжение 120—160 В.
Таблица 2.3
Техническая характеристика аллигаторных ножниц
Показатель Н-313 НА-313 Н-315 H-316 H-2228 H-2230 Н-2231
Длина ножа, мм 30 500 600 1000 630 300 1000
Число ходовножа в 1 мин 40 40 22 16 40 30 20
Допустимое сечение раз- резаемого металла, мм: квадрат 50x50 50x50 90x90 120x120 56x56 90x90 120x120
круг 60 60 100 130 63 100 130
полоса, лист 20 25 22 30 20 36 40
швеллер (номер) 18 18 36 40 24 40 40
труба (диаметр) 140 140 250 250 250 300 300
Мощность электродвига- теля, кВт 14 14 14 38 13 21 42
движного ножа в верхнем положении предусмотрен тормоз пе-
риодического действия. На предприятиях применяют аллигатор-
ные ножницы различных моделей (табл. 2.3).
Для резки лома и отходов больших поперечных сечений,
вьюно-образной стружки, кабельных изделий и проводов приме-
няют гидравлические (гильотинные) ножницы. Различают два
типа ножниц: без предварительной подпрессовки отходов и с
устройством подпрессовки — пресс-ножницы. Последние обес-
печивают резкий рост производительности, дают стабильные
размеры разрезанного лома, исключают ручной труд.
Пресс-ножницы (рис. 2.51) состоят из следующих основных
частей:
загрузочной камеры, имеющей несколько ступеней прессо-
вания по различным плоскостям, узла автоматической подачи
юз
1540
Рис. 2.50. Аллигаторные ножницы Н-315:
] — станина; 2 — неподвижный нож; 3 — подвижный нож; 4 — прижим; 5 — верхняя челюсть; 6 — прилив; 7 — ось верхней челюсти; 8 — муфта; 9 — шкив;
10 — двухступенчатый редуктор
Рис. 2.51. Пресс-ножницы гидравлические:
1 — загрузочная камера; 2 — узел подачи материала в зону резания; 3 — маслостанция; 4 — нож; 5 — гидроцилиндры
спрессованных отходов в зону резания, ножа, маслостанции,
гидроцилиндров, пульта управления, электропривода.
На предприятиях по переработке отходов применяют ком-
плекс ножничной гидравлической резки типа АКНА. Металло-
лом подают в загрузочную камеру (4800x2500x800) мм, где он
уплотняется механизмом подпрессовки. При этом в конце под-
прессовки размеры загрузочной камеры уменьшаются
(4800x750x500 мм). Усилие цилиндров подпрессовки и крышки
камеры — по 1500 кН. Смятый металлолом затем подают ме-
ханизмом подачи в рабочее окно под ножи. Прижим обеспечи-
вает дополнительное уплотнение и удержание лома по ширине
рабочего окна в процессе резки. Комплекс АКНА создает уси-
лие резания 3150 кН, обеспечивает разрезание лома круглого
сечения диаметром до 100 мм, листа толщиной до 50 и шириной
до 700 мм.
Длина ножа не менее 800 мм, при номинальной нагрузке
число резов составляет 5 в минуту, наибольший ход ножа
650 мм.
2.11.3. Переработка стружки
Стружка образуется при обработке металлов и сплавов на
металлорежущих станках. Стружку делят на сыпучую и вьюно-
образную (витую), крупную и мелкую, однородную и смешан-
ную (по сыпучести и крупности). При механической обработке
заготовок происходит механическое загрязнение стружки же-
лезом, содержание которого может достигать 30 %. Металлы и
сплавы обрабатывают на станках с применением смазочно-
охлаждающих жидкостей (СОЖ), в результате чего на разви-
той поверхности стружки собираются эмульсии и масло. При
хранении на открытом воздухе содержание влаги и масла мо-
жет достигать 20—30 %. Влажная стружка быстро корродиру-
ет, этот процесс ускоряют щелочные эмульсии. Для получения
высоких технико-экономических показателей при металлурги-
ческой переработке стружки ее необходимо очистить от меха-
нических примесей железа, а также от влаги, масла, земляного
засора. Для этого стружку дробят, сушат, подвергают грохоче-
нию и магнитной сепарации.
Для дробления вьюнообразной стружки используют струж-
кодробилки, выполненные на базе молотковых дробилок.
Стружкодробильный агрегат (рис. 2.52) состоит из молотковой
дробилки СМ-2, подающего и разрывного устройств и ленточно-
го конвейера. Вьюнообразная стружка из приемного бункера за-
хватывающими звездочками разрывного устройства затягивает-
ся на ленточный конвейер. При этом она разрывается на мелкие
пучки и частично дробится. Затем ленточным конвейером
106
A—A
Рис. 2.52. Стружко-дробильный агрегат СДА-7:
1 — приемный бункер; 2 — разрывное устройство; 3 — захватывающая звездочка; 4 — ленточный конвейер; 5 — молотковая дробилка;
6 — колосниковая решетка; 7 — молотки; 8 — крышка; 9 — течка для кускового материала; 10 — ротор
2
Сыпучая
стружка
Рис. 2.53. Схема линии переработки стружки с использованием оборудования
фирмы Backer:
1 — грейфер; 2 — барабанный грохот; 3 — магнитная плита; 4 — фрагментатор (разрывное устрой-
ство); 5 — молотковая дробилка; 6 — ленточный конвейер; 7, 8 — пластинчатые конвейеры
стружка подается в загрузочное устройство дробилки, где под
ударами вращающихся молотков измельчается и просыпается в
приемную воронку разгрузочного ленточного конвейера. Ско-
рость вращения звездочек разрывного устройства составляет
18 мин-1 ротора стружкодробилки 750 мин-1. Производитель-
ность агрегата СДА-7 — до 10 т/ч.
На предприятиях вторичной цветной металлургии для обра-
ботки стружки применяют линии (рис. 2.53) с использованием
оборудования фирмы Becker (ФРГ). В состав линии входит бара-
банный грохот диаметром 3000 мм и длиной 6000 мм, диаметр
отверстий сит 50 мм магнитная лента размером 700x3000 мм для
выделения магнитной фракции, фрагментатор (разрывное уст-
ройство). Фрагментатор осуществляет резку вьюнообразной
стружки (максимальный размер камеры 2800x2000x1000 мм,
длина хода поршня 2800 мм, усилие проталкивания 2500 кН) на
порции длиной до 600 мм, шириной 400 мм и высотой до 250 мм.
После фрагментирования из каждой порции стружки вручную
отбирают крупнокусковые недробимые предметы, которые со-
бирают в отдельный короб.
Пластинчатый конвейер подает стружку в молотковую
дробилку с частотой вращения ротора 16,3 оборота в секунду.
Крупность стружки после дробления составляет 0—40 мм.
Производительность линии по стружке алюминиевых сплавов
3—5 т/ч.
Последующие операции обработки дробленой стружки про-
водят на линиях обезжиривания и сушки. Обезжиривание может
быть гидрохимическим, механическим и термическим.
108
Гидрохимическое обезжиривание заключается в промывке
стружки горячим (330—350 К) щелочным раствором в шнеко-
вых смесителях или центрифугах. После удаления раствора в
стружке остается не более 0,2 % влаги и масла. После отделе-
ния твердых частиц и масла раствор возвращают в процесс.
Обезжиренную стружку направляют на металлургическую пе-
реработку.
Гидрохимическое обезжиривание пока не нашло широкого
применения, оно наиболее приемлемо для обработки дорогосто-
ящей стружки, образующейся в небольших количествах.
Механическое обезжиривание стружки осуществляется в
центрифугах периодического и непрерывного действия. В цен-
трифугах циклического действия загрузку стружки осуществ-
ляют при пониженной частоте вращения или при остановке
ротора. После окончания загрузки происходит автоматичес-
кое переключение на повышенные обороты. После обезвожи-
вания происходит торможение ротора, стружка за счет сил
гравитации выгружается в приемное устройство, а ротор про-
дувают сжатым воздухом. Производительность центрифуг
1,0—1,5 т/ч.
2.11.4. Сушка лома и отходов
Влажность вторичного сырья цветных металлов может до-
стигать 20 %, в то время как допустимое содержание влаги в
шихте, поступающей в плавильные агрегаты, не должно превы-
шать 1—2 %. Сушке подвергают стружку, лом и кусковые отхо-
ды, флюсы, шлаки и другие материалы. Наибольшее распрост-
ранение для сушки во вторичной цветной металлургии получили
барабанные печи.
Для сушки стружки используют барабанные печи прямого и
косвенного нагрева. Наиболее распространены барабанные пе-
чи длиной до 16 и диаметром 2,2 м. Угол наклона барабана 3—
6°, скорость его вращения 2—6 мин-1. Для ускорения процессов
сушки и обезжиривания внутри барабана установлены насадки.
Печи имеют топки, футерованные огнеупорным кирпичом, где
сжигается мазут или природный газ с коэффициентом избытка
воздуха а = 1,75—2,2. Это позволяет иметь температуру топоч-
ных газов на входе в печь около 970 К. Ниже приведена техни-
ческая характеристика барабанной печи для стружки медных
сплавов:
Длина барабана, мм........................... 9500
Диаметр барабана, мм......................... 1020
Скорость вращения барабана, мин-1............ 6,3
Влажность, %
исходного материала......................... до 15
109
Рис. 2.54. Установка обезжиривания и сушки стружки:
1 — грейфер; 2 — бункер; 3 — питатель; 4,13 — транспортеры; 5 — короб на тележке; 6 — электро-
магнитный шкив; 7 — приемная камера; 8 — сушильный барабан; 9 — камера дожигания; 10 — тру-
ба; 11 — топочная камера; 12 — разгрузочная камера
после сушки.......................... 0,5—1,5
Температура газов, К
на входе................................. 970
на выходе............................ 520—570
Температура стружки на выходе, К......... до 470
Производительность по сухой стружке, т/ч. 2,5—3,0
Расход условного топлива, кг/т........... 25—30
Установки для сушки и термического обезжиривания струж-
ки имеют следующие технологические узлы:
— приема сыпучей и дробленой стружки, включающий при-
емный бункер с питателем,
— предварительного грохочения стружки для выделения не-
габаритных включений и посторонних предметов,
— сушки и обезжиривания, состоящий из барабанной печи,
камеры дожигания установки газопылеулавливания,
— контрольного грохочения и отсева окалины, земляного
сора, металлической пыли,
— электромагнитной сепарации.
Установка для сушки и обезжиривания латунной или бронзо-
вой стружки показана на рис. 2.54. Из приемного бункера емко-
стью 4—6 м3 исходную стружку с помощью питателя подают на
вибрационный грохот. Подрешетный продукт крупностью 50 мм
конвейером загружают в приемную течку барабанной печи, где
температура 620—720 К. Высушенную и обезжиренную струж-
ку подают на электромагнитный железоотделитель, где получа-
110
Рис. 2.55. Установка безокислительного обжига стружки:
1 — секция сушки и охлаждения; 2 — зубчатый венец; 3 — разгрузочная камера; 4 — контактные
кольца; 5 — разгрузочная течка; 6,9 — опорные ролики; 7 — упорный ролик; 8 — привод; 10 — ка-
мера косвенного нагрева; 11 — форсунка косвенного нагрева; 72,18 — вентиляторы первичного воз-
духа; 13 — вибрационный питатель; 14 — тарельчатый питатель; 75 — бункер, 76 — индикаторы
уровня; 77 — вентилятор вспомогательной горелки; 19 — форсунка; 20 — вентилятор вторичного
воздуха; 27 — камера дожигания; 22 — дымовая труба; 23 — газоход; 24 — термопара; 25 — секция
первой сушки; 26 — камера нагрева
ют товарную латунную или бронзовую стружку и железосодер-
жащий концентрат.
Топочные газы из барабанной печи, содержащие пары воды,
масла и пыль, подвергают дожиганию и после очистки в системе
пылеулавливания выбрасывают в атмосферу. Камера дожигания
представляет собой ряд раскаленных перегородок из огнеупорно-
го кирпича, на которых возгоны масла и других органических
примесей воспламеняются и сгорают. Дожигание топочных газов
происходит при температуре >1020 К.
Минимальное окисление и остаточное содержание масла
(менее 0,05 %) при обезжиривании и сушке стружки обеспечива-
ет установка косвенного нагрева Intal (Великобритания). Уста-
новка (рис. 2.55) имеет барабан, состоящий из трех секций (зон):
первая секция обогревается снаружи за счет сжигания топлива в
футерованной камере косвенного нагрева, вторая имеет тепло-
вую изоляцию из шамота, третья футеровки не имеет. Соответ-
ственно процесс обработки стружки осуществляется в три ста-
дии. На первой стадии стружку нагревают до 670—720 К, при
этом происходит испарение влаги и частичное сгорание масла.
На второй стадии при 520 К завершается процесс сушки, на тре-
тьей стадии стружку охлаждают воздухом, который поступает с
разгрузочной стороны барабана. Охлаждая стружку, воздух на-
гревается и поступает во вторую зону, из которой уносит пары
111
масел и воды в первую зону. Здесь пары масла частично сгора-
ют, остальная часть смеси сгорает в камере дожигания. Во избе-
жание окисления стружки в первой зоне поддерживают восста-
новительную атмосферу.
В своде камеры косвенного нагрева имеются прорези, через
которые происходит распределение горячих газов по длине ко-
жуха первой секции барабана. Температуру кожуха барабана ав-
томатически поддерживают на заданном уровне за счет регули-
рования работы топливосжигающих устройств.
Камера дожигания выполнена в виде цилиндра и футерована
шамотным кирпичом. Она сообщается с газоходом первой зоны
барабана. В камере установлена форсунка и поддерживается
температура 1000—1050 К, при которой пары масла полностью
сгорают.
Для нормальной тепловой работы установки большое значе-
ние имеет соотношение в стружке масла и воды. При небольшом
содержании масла в стружке в первой зоне образуется мало мас-
ляных паров и горение отсутствует. Для поддержания рабочей
температуры необходимо сжигать топливо в камере косвенного
нагрева. При избытке масла в первой зоне температура возрас-
тает выше рабочей. Для достижения оптимального температур-
ного режима отношение масло — вода в стружке поддерживают
постоянным за счет орошения последней маслом или водой пе-
ред подачей в барабан.
В установках Intal барабаны имеют следующие размеры:
Длина, мм 5182 7315 9144 10 668
Диаметр, мм 1067 1371 1702 1981
В зависимости от размера барабана производительность ус-
тановки составляет 320—16 800 кг/час.
Установки сушки стружки оборудуют системой обезжирива-
ния и обеспыливания отходящих газов, в которых при выходе из
барабана содержание пыли составляет 1—2 г/м3. После камер
дожигания газы могут поступать в рекуператор, где оседает око-
ло 50 % твердых частиц. Затем очистка газов от пыли идет в
групповых циклонах (например, в циклонах ЦН-15), КПД кото-
рых составляет 75 %. Суммарная степень очистки газов в такой
системе равна 85—90 %.
Использование подогретого воздуха и рециркуляции части
дымовых газов позволяет снизить расход топлива на сушку
стружки со ПО—120 до 90 кг/т сухой стружки.
2.11.5. Пакетирование
Цель пакетирования — уплотнить легковесные некомпакт-
ные лом и отходы и получить пакеты определенной массы, раз-
112
Таблица 2.4
Техническая характеристика отечественных пакет-прессов
Модель пресса Габаритные размеры, м Усилие на последней ступени прессова- ния, кН Произво- дитель- ность пресса, шт/ч Мощность электродви- гателей, кВт Масса пресса, т
пресс-камеры пакета
Б-132 Б-1330 П-150 Б-1334 СРА-400 ПГ-400 СРА-1000 СРА-1250 1,5x0,7x0,6 1,7x0,9x0,3 1,8x0,7x0,6 1,7x1,4x1,2 3,0x2,6x0,8 2,8x1,5x1,1 4,5x4,Ох 1,3 2,2x0,8x2,9 0,3x0,4x0,6 0,3x0,3x0,5 0,3x0,3x0,6 0,4x0,4x0,5 0,6x0,6x1,2 0,4x0,5x0,6 1,0x0,7x2,0 1,0x0,8x0,8 1000 1000 1500 2500 2900 3900 6200 11 800 25 75 20 35 15 20 20 45 10 85 20 135 220 220 250 430 8 26 10 72 113 87 308 285
меров и плотности. Плотный материал удобно загружать в ме-
таллургические агрегаты, его плавка сопровождается меньшими
потерями металлов от окисления, снижаются расходы на транс-
портировку сырья. Пакетированию подвергают разделанный на
куски крупногабаритный лом, радиаторы, обрезь, отходы прут-
ков, труб, кабельный лом, обмотки статоров, высечку, выштам-
повку, бытовой лом и др. Плотность получаемых пакетов опре-
деляется величиной прессового усилия и толщиной прессуемого
материала. Для меди оно составляет 2000—4500 кН, для алюми-
ния 1400—2000 кН.
В зависимости от усилия прессования гидравлические па-
кет-прессы (табл. 2.4) делятся на прессы малой мощности с
усилием прессования до 2500 кН (Б-132, Б-1330, ПГ-150), прес-
сы средней мощности — 2500—5000 кН (Б-1334, ПГ-400, СРА-
400) и прессы большой мощности — более 5000 кН (СРА-1000,
СРА-1250).
Последовательность операций при прессовании показа-
на на примере работы пакет-пресса Б-132 (рис. 2.56). Из
разгрузочного короба 1 с помощью гидроцилиндра сырье
подают в пресс-камеру 2. Пресс-камеру закрывают крыш-
кой 3, приводимой в действие гидроцилиндром 4. При этом
выступающие за края пресс-камеры концы отходов обреза-
ют ножи, закрепленные на боковых и передней сторонах
крышки. Пакетирование проводят в два приема продольным и
поперечным штемпелями, закрепленными на штоках гидроци-
линдров 5 и 6. После окончания прессования открывают ши-
бер и пакет при помощи гидроцилиндра 7 выталкивается из
пресс-камеры.
113
3
Рис. 2.56. Схема прессования на прессе Б-132:
а — загрузка сырья; б — закрытие крышки, в, г — пакетирование; д — выталкивание пакета
Гидравлические пакет-прессы работают в автоматическом
или полуавтоматическом режимах. Они спрессовывают лом и
отходы в пакеты массой от 50 до 4500 кг.
114
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ К ГЛ. 2
1. Дайте характеристику основным типам бункеров и питате-
лей. Укажите пути повышения их работоспособности.
2. Назовите дробильное и размольное оборудование наибо-
лее распространенных видов. Дайте краткий критический ана-
лиз дробилок и мельниц.
3. Перед Вами стоит задача: осуществить глубокую сушку
флотационного сульфидного концентрата. Обоснуйте выбор
схемы и аппарата для термической сушки.
4. Сравните способы укрупнения рудного сырья. Покажите
области их применения.
5. Дайте физико-химическую характеристику основным ме-
тодам агломерации: спеканию сульфидного, оксидного рудного
сырья и вторичного металлического сырья.
6. Предложите пути совершенствования агломерирующего
обжига сульфидного сырья.
7. Проанализируйте физико-химическую сущность процес-
сов спекания и кальцинации. Что для них является общим и раз-
личным?
8. Особенности процесса механоактивации, его перспективы.
9. Перечислите основные методы первичной обработки лома
и отходов. Укажите границы их применения.
10. Назовите основные типы электромагнитных сепарато-
ров, сущность работы, эффективность разделения в них цветных
и черных металлов (сплавов).
11. Сравните основные методы резки лома и отходов. Дайте
им технико-экономическую оценку.
12. Перечислите основные принципы, которые долж-
ны быть заложены в технологическую схему переработки
стружки.
13. В чем вы видите принципиальную разницу в подготов-
ке к металлургической переработке рудного и вторичного
сырья?
Рекомендательный библиографический список к гл. 2
1. Притыкин Д.П. Механическое оборудование заводов цветной металлур-
гии: Учебник для вузов. В 3-х частях. Ч. 1. Механическое оборудование для
подготовки шихтовых материалов. М.: Металлургия, 1988. 392 с.
2. Кохан Л.С., Навроцкий А.Г. Механическое оборудование цехов по произ-
водству цветных металлов: Учебное пособие для вузов. М.: Металлургия,
1985.312 с.
3. Ванюков А .В., Уткин Н.И. Комплексная переработка медного и никелево-
го сырья: Учебник для вузов. Челябинск: Металлургия, Челябинское отде-
ление, 1988. 432 с.
115
4. Шиврин Г.Н. Металлургия свинца и цинка: Учебник для техникумов. М.:
Металлургия, 1982. 352 с.
5. Худяков И.Ф., Дорошкевич А.П., Карелов С.В. Металлургия вторичных
тяжелых цветных металлов: Учебник для вузов. М.: Металлургия, 1987.
528 с.
6. Беляев А.И. Металлургия легких металлов: Учебник для вузов. М.: Метал-
лургия, 1970. 368 с.
7. Колобов Г.А., Бредихин В.Н., Чернобаев В.М. Сбор и обработка вторично-
го сырья цветных металлов: Учебник для вузов. М.: Металлургия, 1992.
288 с.
116
Глава 3
ОБЖИГ
Обжиг — гетерогенный процесс термической обработки сы-
рья с целью его подготовки для последующей плавки или выще-
лачивания.
По химизму процессов можно выделить следующие разно-
видности обжига: окислительный, восстановительный, сульфа-
тизирующий, хлорирующий и фторирующий, сульфатохлориру-
ющий, восстановительно-сульфатизирующий и т. д.
3.1. ОКИСЛИТЕЛЬНЫЙ ОБЖИГ
Наибольшее распространение окислительный обжиг полу-
чил при переработке сульфидных и арсенидных руд, концентра-
тов. Целью окислительного обжига является полное или частич-
ное удаление серы (мышьяка) в газовую фазу, а также частич-
ный или полный перевод халькогенов в оксиды. Одновременно
происходит переход в газовую фазу и некоторых сопутствующих
элементов (Cd, Zn, Pb, Sb, Ge и др.).
В общем виде окисление сульфидов при обжиге может быть
выражено следующими основными реакциями:
2MeS + ЗО2 = 2МеО + 2SO2;
MeS + 2О2 = MeSO4;
MeS + О2 = Me + SO2.
Процессы окисления характеризуются значительной убы-
лью энергии Гиббса и повышенным тепловым эффек-
том. Убыль энергии Гиббса зависит от соотношения давлений
диссоциации сульфида, сульфата и оксида металла и диоксида
серы.
При высоких давлениях диссоциации соединений металла
окисление идет с образованием металла и диоксида серы (окис-
ление сульфидов серебра и ртути); при малых давлениях диссо-
циации образуются сульфаты (окисление сульфидов щелочных
и щелочноземельных металлов).
117
Продуктами взаимодействия сульфидов тяжелых цветных
металлов с кислородом могут быть: при низких температурах
(Г < 700—800 К) — сульфаты, при Т = 1000—1200 К — оксиды.
Образование оксидов и сульфатов определяется условиями
обжига и характеризуется реакциями:
2SO2 + О2 <-» 2SO3;
МеО + SO3 MeSO4.
Для первой реакции имеем выражение константы равнове-
Ps0
сия КР = Р2 р откуда PS03 = PS02 / АГрРОг.
so2 о2
При PSo2 в газовой фазе большем, чем давление диссоциации
сульфата, образуются сульфаты, а при большем давлении диссоци-
ации сульфата будет происходить образование оксида металла.
Поскольку процесс окисления протекает на границе раздела
«газ—твердое», в кинетике реакций заметна роль диффузион-
ных процессов: доставка кислорода к поверхности и отвод газо-
образных продуктов из зоны реакции.
При соизмеримых скоростях диффузии реагентов к поверх-
ности реакции и собственно химической реакции процесс проте-
кает в переходной области. Переход из одной области в другую
при росте температуры сопровождается воспламенением, а ха-
рактеристикой этого перехода служит температура воспламене-
ния (/воспл). Воспламенение происходит при определенных скоро-
стях реакции окисления, которые обеспечивают дальнейшее
распространение процесса без затрат топлива.
Температура воспламенения окисляемых составляющих не
является физической постоянной и зависит от крупности частиц,
скорости нагрева, состава газовой фазы, условий контакта твер-
дых частиц с газами.
Скорость диффузионной стадии окисления определяется
скоростью газового потока, поверхностью частиц, толщиной
слоя продуктов реакции и их плотностью и в меньшей степени
температурой.
При турбулентном характере газового потока диффузия
протекает значительно быстрее, однако и в этом случае у по-
верхности сохраняется ламинарный слой, через который транс-
порт кислорода осуществляется за счет молекулярной диффу-
зии, что и лимитирует скорость процесса.
Механизм окисления сульфидов включает следующие ста-
дии:
— адсорбция молекулярного кислорода на поверхности суль-
фидов и диссоциации его на атомарный кислород;
118
— диффузия кислорода внутрь решетки сульфида и встреч-
ной диффузии серы на поверхность раздела фаз;
— образование первичных соединений сульфида с атомар-
ным кислородом;
— химическое взаимодействие образовавшегося промежу-
точного продукта с оставшимся в центре зерна сульфидом с вы-
делением оксида и диоксида серы;
— химические взаимодействия оксидов поверхностей пленки
с сернистыми газами и образование вторичного сульфата.
Поведение отдельных составляющих при обжиге
Пирит. В интервале 770—970 К в нейтральной или восстано-
вительной атмосфере происходит диссоциация пирита:
FeS2 = FeS + 72S2.
В присутствии кислорода возможны реакции окисления:
(700 К) FeS2 + 4О2 = FeS2O8;
(790 К) 2FeS2O8 о Fe2O3 + SO2 + SO3 + О2;
(470—520 К) FeS2 + ЗО2 = FeSO4 + SO2;
(670 К) 4FeS2 + 11О2 = 2Fe2O3 + 8SO2;
(840 К) 3FeS2 + 8O2 = Fe3O4 + 6SO2.
Происходит взаимодействие пирита с продуктами его окис-
ления:
FeS2 + 5Fe2O3 = 1 IFeO + 2SO2;
FeS2 + 16Fe2O3 = HFe3O4 + 2SO2.
Сульфид железа (II) в зависимости от концентрации кислоро-
да в газовой фазе окисляется до оксида железа (III) или магнети-
та при 870—970 К.
2FeS + 3,5О0 = Fe2O3 + 2SO2;
3FeS + 5О2 = Fe3O4 + 3SO2.
Образование последнего возможно и по реакциям:
10Fe2O3 + FeS = 7Fe3O4 + SO2;
5FeSO4 + FeS = 2Fe3O4 + 6SO2.
В целом, в условиях окислительного обжига при температу-
119
pax ниже точки воспламенения сульфиды железа образуют суль-
фаты, а при больших температурах оксид железа (III) и маг-
нетит.
При нагреве пирит растрескивается (декриптирует), что на-
ряду с диссоциацией увеличивает поверхность взаимодействия с
газовой фазой и ускоряет диффузию кислорода.
Заметна роль взаимодействия между сульфидами и продук-
тами обжига, а также взаимодействия между твердыми и газооб-
разными продуктами:
FeS + 3SO3 = FeO + 4SO2;
Fe2O3 + (SO2 + SO3) = 2FeSO
Сульфиды меди. Высшие сульфиды при нагревании до 720—
970 К в нейтральной или восстановительной атмосфере диссоци-
ируют с образованием низших сульфидов и элементной серы:
4CuS = 2Cu2S + S2;
4CuFeS2 = 2Cu2S + 4FeS + S2.
В присутствии кислорода при Т < 670 К возможно прямое
окисление высших сульфидов меди:
CuS + 1,5О2 = CuO + SO2;
2CuFeS2 + О2 = Cu2S + 2FeS + SO2.
При температурах 670—870 К протекает реакция:
4CuFeS2 + 15О2 = 4CuSO4 + 2Fe2O3 + 4SO2.
Тесный контакт сульфидов меди и железа создает хорошие
условия для образования ферритов оксида меди (II). В интервале
970—1070 К имеют место реакции:
2CuFeS2 + 6,5О2 = CuO • Fe2O3 + CuO + 4SO2;
CuO + Fe2O3 = CuO • Fe2O3.
Низший сульфид меди (Cu2S) окисляется с образованием
сульфатов (Т = 470—570 К) и оксида при Т > 600 К:
2Cu2S + 5О2 = 2CuO + 2CuSO4;
Cu2S + 2О2 = Cu2SO4 <-> CuSO4 + Си;
2Cu2S + ЗО2 = 2Cu2O + 2SO2.
120
По отношению к сульфиду меди (I) SO3 проявляет окисли-
тельные свойства:
Cu2S + 3SO3 = Cu2O + 4SO2;
Cu2S + SO3 = 2CuO + SO2.
Сульфаты меди в присутствии сульфидов и металлической
меди неустойчивы:
2CuSO4 + Cu2S <-> 2Cu2O + 3SO2;
CuSO4 + 3Cu 2Cu2O + SO2.
При недостатке кислорода уже при 870
витие процесс
970 К получает раз-
Cu2S + 2Cu2O <-» 6Cu + SO2.
Наиболее медленной реакцией является образование суль-
фата, что в основном и определяет скорость процесса обжига.
Первичные сульфаты в присутствии сульфидов разлагаются, но
с уменьшением количества сульфидов и с повышением концент-
рации SO2 в газах происходит образование вторичных сульфатов
меди, которые более устойчивы.
В продукте обжига медьсодержащих сульфидов присутству-
ют сульфиды меди (I), оксид, сульфат, феррит оксида меди (II).
Сульфиды цинка в основном представлены сфалеритом
(ZnS) и марматитом (mZnS-nFeS). Окисление сульфида цинка
протекает по реакциям
2ZnS + ЗО2 = 2ZnO + 2SO2;
ZnS + 2О2 = ZnSO4,
т. е. процесс обжига сопровождается совместным образованием
оксида и сульфата первичной формации. В то же время за счет
равновесного процесса
ZnSO4 ZnO + SO3
возможно образование оксида и сульфата вторичной форма-
ции. Соотношение продуктов окисления сульфида цинка в
твердой и газовой фазах определяется условиями проведения
обжига: температурой, избытком кислорода, наличием ката-
лизатора и т. д.
Повышенная температура воспламенения ZnS (820—885 К) и
незначительная декриптация зерен затрудняют окисление сфа-
лерита.
121
Известны сульфаты цинка ZnSO4 и 3ZnO-2SO3; диссоциация
ZnSO4 начинается около 970 К, проходит через стадию образова-
ния основного сульфата, который при Т > 1020 К диссоциирует
до оксида цинка. При температурах 870—970 К сульфат цинка
разлагается в присутствии оксидов и сульфидов железа, а также
сфалерита.
Галенит (PbS). Сульфид свинца окисляется по реакции
3PbS + 5О2 = 2РЬО + PbSO4 + 2SO2.
При увеличении температуры возрастает доля оксида свин-
ца. В условиях обжига получают развитие взаимодействия меж-
ду отдельными составляющими. Взаимодействие сульфида свин-
ца с сульфатом при Т > 820 К протекает с образованием оксида:
PbS + 3PbSO4 <-> 4РЬО + 4SO2,
а при Т = 920—930 К с образованием металла:
PbS + PbSO4 <-> 2Pb + 2SO2.
В этих же условиях металлический свинец может выделять-
ся в результате реакции:
PbS + 2РЬО ЗРЬ + SO2.
В системе реакций «сульфат — сульфид свинца» образуется
эвтектика РЬО—2PbO PbSO4, плавящаяся при 1100 К.
При Т > ИЗО К сульфат свинца диссоциирует с выделением
РЬО PbSО4 и появлением жидкой фазы (Г = 1230 К) за счет эв-
тектики PbSO4—PbO PbSO4. Дальнейшая диссоциация и образо-
вание РЬО происходят в жидкой фазе.
Металлический свинец реагирует с сульфатами и кислоро-
дом:
Pb + PbSO4 = 2РЬО + SO2;
2РЬ + О2 = 2РЬО.
В огарке окислительного обжига присутствуют оксид свинца
и частично основной сульфат свинца.
Высшие сульфиды никеля в нейтральной и восстановитель-
ной атмосфере термически диссоциируют, а в окислительной ат-
мосфере происходит прямое окисление сульфидов.
2NiFeS2 + 6,5О2 = NiO + NiO • Fe2O3 + 4SO2;
Ni3S2 + 3,5O2 = 3NiO + 2SO2.
122
При повышенной концентрации оксидов серы и умеренных
температурах образуется сульфат никеля:
NiO + SO3 = NiSO4.
В условиях обжига получает развитие твердофазное взаимо-
действие оксида и сульфида никеля с образованием металличес-
кого никеля, последний неустойчив и интенсивно окисляется с
образованием оксида.
Оксид никеля катализирует окисление SO2 до SO3, что спо-
собствует сульфатообразованию в слое шихты.
Аналогично поведение сульфидов кобальта', термическая
диссоциация высших сульфидов и образование сульфата при
окислении, начиная с 570—720 К. При 740 К развивается реак-
ция
3CoSO4 + CoS = 4СоО + 4SO2.
Оксид кобальта интенсивно сульфатизируется SO3 в интер-
вале 820—920 К. При более высоких температурах сульфат ко-
бальта неустойчив и диссоциирует:
3CoSO4 = Со3О4 + 2SO2 + О2.
Наиболее вероятными соединениями огарка являются
оксиды никеля и кобальта; сульфаты более характерны для
кобальта.
Молибденит. Этот минерал окисляется по следующим реак-
циям:
MoS2 + 3,5О2 = МоО3 + 2SO2;
MoS2 + 6МоО3 = 7МоО2 + 2SO2.
В диапазоне 670—770 К единственным продуктом окисления
является МоО3, который образует плотную экранирующую обо-
лочку. При более высоких температурах пленка разрыхляется,
что ускоряет диффузионные стадии окисления MoS2.
Оксид молибдена (IV) реагирует с оксидами меди, железа,
кальция, образуя молибдаты (МоО2-МеО).
Сульфиды рения. В системе Re—S известны два химических
соединения — Re2S7 и ReS2.
Высший сульфид диссоциирует начиная с температуры
390 К:
Re2S7 -> 2ReS2 + 3S
однако даже при 1070 К не наступает полной диссоциации.
123
При температурах окислительного обжига возможно окис-
ление сульфидов рения с образованием оксидов молибдена (VII),
(V) и (IV) и взаимодействие первых двух оксидов с сульфидами и
оксидами серы с образованием низшего оксида.
Оксиды рения, кроме диоксида, обладают достаточно высо-
кой летучестью, и при обжиге будут переходить в газовую фазу,
а диоксид останется в огарке.
Сульфиды мышьяка (FeAsS, As2S3) и сурьмы (Sb2S3) в нейт-
ральной и восстановительной атмосфере при относительно не-
высоких температурах возгоняются, а в присутствии кислорода
образуют сернистый газ и оксиды металлов (III):
2FeAsS + 5О2 = Fe2O3 + As2O3 + 2SO2;
2As2S3 + 9O2 = 2As2O3 + 6SO2;
2Sb2S3 + 9O2 = 2Sb2O3 + 6SO2.
Оксиды мышьяка (III) и сурьмы (III) летучи, однако легко
окисляются до нелетучих высших оксидов Ме2О5. Высший оксид
сурьмы совместно с оксидами других металлов образуют анти-
монаты.
Селен и теллур в материалах цветной металлургии представ-
лены в основном в форме селенидов и теллуридов цветных ме-
таллов. Селениды при Т < 670 К окисляются до селенитов:
Cu2Se + 2О2 = CuSeO3 + CuO;
+ ЗО2 — 2Ag2SeO3;
PbSe + l,5O2 = PbSeO3.
При более высокой температуре селениты разлагаются с об-
разованием летучего диоксида селена и оксидов металлов, а се-
лениты благородных металлов — с образованием металлов:
2Ag2SeO3 = 4Ag + 2SeO2 + О2.
Теллуриды окисляются с образованием нелетучих теллури-
тов. При окислении теллурида золота образуется летучий оксид
теллура (IV), который, в свою очередь, легко взаимодействует с
оксидами меди и свинца:
AuTe2 + 2О2 = Ап + 2ТеО2;
2Ag2Te + ЗО2 = 2Ag2TeO3;
Cu2Te + 2О2 = CuTeO3 + CuO;
2CuO + 2TeO2 = 2CuTeO3.
124
При Т > 970 К сульфид серебра в присутствии диоксида серы
окисляется с образованием устойчивого сульфата серебра, а се-
ленид серебра — с образованием металлического серебра и ди-
оксида селена.
Немаловажное значение в любом виде обжига имеет взаимо-
действие продуктов обжига с составляющими реальных обжига-
емых материалов и между собой.
Не менее сложный характер имеют процессы, происходящие
при термическом окислении комплекса сульфидов, породообра-
зующих и шихтовых компонентов. При этом внутри слоя шихты
возникает ряд взаимодействий между сульфидами, сульфатами и
оксидами различных металлов, а также между образующимися
оксидами и составляющими породообразующих минералов.
В состав породообразующих и флюсующих веществ шихты
входят свободный кремнезем, различные природные силикаты и
оксиды, карбонаты и т. д. Все эти вещества при повышенных
температурах обжига оказывают влияние на химический харак-
тер протекающих процессов.
Наибольшее значение имеют реакции между сульфидами и
оксидом железа (III). Взаимодействие Fe2O3 с сульфидами желе-
за приводит в конечном итоге к образованию FeO и магнетита.
Взаимодействие в системе ZnS+Fe2O3 начинается при 860—
970 К и протекает по следующей схеме:
ZnS + 9Fe2O3 = ZnO + SO2 + 6Fe3O4.
При избытке Fe2O3, пропорционально его содержанию, в
процессе образуются ферриты оксида цинка. Аналогично обра-
зуются и ферриты оксида свинца.
Оксид железа (III) при 870—890 К взаимодействует с сульфи-
дом меди (I) с образованием магнетита и металлической меди:
Cu2S + 6Fe2O3 = 2Cu + 4Fe3O4 + SO2.
Образование металлической меди в результате этого взаи-
модействия, очевидно, происходит в две стадии: сначала образу-
ется оксид меди (I), который затем реагирует с оставшимся суль-
фидом с выделением металлической меди.
Химическая активность Cu2S с Fe2O3 меньше, чем при анало-
гичных взаимодействиях сульфидов железа и цинка. Протекание
этой реакции дополнительно тормозится и спеканием смеси при
1170 К, которое прогрессирует с ростом содержания оксида же-
леза (III).
Ко второй группе взаимодействий, протекающих внутри слоя
шихты, относятся обменные реакции сульфатов с сульфидами и
сульфатов с карбонатами; последние протекают по схеме:
MeSO4 + СаСО3 = CaSO4 + МеО + СО2.
125
Из реакций последнего типа при обжиге имеет значение вза-
имодействие известняка с сульфатами тяжелых цветных метал-
лов, которое приводит к образованию сульфата кальция.
Образование сульфата кальция при обжиге происходит и в
результате непосредственного сульфатизирующего действия на
оксид кальция сернистых газов.
Сульфат кальция относится к числу наиболее стойких суль-
фатов. Даже при действии кремнезема сульфат кальция разлага-
ется только при температуре выше 1270 К; оксид железа (III)
разлагает сульфат кальция при 1370—1470 К. Одновременное
действие сульфидов и кремнезема понижает температуру разло-
жения сульфата кальция до 1070—1170 К.
Тормозящее действие извести на десульфуризацию помимо
образования термически устойчивого сульфата кальция прояв-
ляется и в том, что оксид кальция образует ферриты, в результа-
те чего окислительное действие оксида железа (III) на сульфиды
уменьшается.
Феррит оксида кальция взаимодействует с сульфидами желе-
за и цветных металлов только при температурах выше 1170 К.
В противоположность оксиду кальция кремнезем можно рас-
сматривать как десульфуризатор. Особенно это проявляется при
обжиге свинцовых сульфидных материалов, когда кремнезем
активно действует на сульфат свинца, образуя силикат свинца и
выделяя оксид серы.
При обжиге многосернистых материалов в условиях неболь-
шого избытка воздуха кремнезем может принимать участие в
образовании силиката оксида железа (И) уже при температурах
1020—1070 К.
Непосредственный контакт оксида цинка и кремнезема при-
водит к образованию силикатов цинка. Этот процесс получает
значительное развитие при Т > 1270 К.
Непосредственный контакт оксида железа (III) и оксидов ме-
таллов обусловливает ферритообразование при обжиге. Ферри-
ты оксидов меди и цинка образуются при 1000—1020 К; они раз-
лагаются оксидом кальция при 1070—1120 К, диоксидом серы и
сульфидами.
Из ферритов наиболее устойчивы соединения оксидов ще-
лочноземельных металлов, а наименее устойчив феррит оксида
меди. Феррит оксида цинка разлагается сульфидами при 970 К с
восстановлением железа до магнетита.
Решающими факторами обжига являются минералогичес-
кий состав материалов, их крупность, температура обжига и
условия тепло- и массообмена в печи.
При сульфатизирующем обжиге температура процесса бо-
лее ограничена (900—1000 К), поскольку с ее повышением дав-
ление диссоциации сульфатов увеличивается, и они разрушают-
126
ся. Сульфатизации способствует повышение концентрации ок-
сидов серы в газовой фазе печи, что достигается ограничением
подачи дутья (а = 1,1—1,25), а также более длительным пребы-
ванием шихтовых материалов в печи.
Поэтому производительность печей значительно меньше,
чем при окислительном обжиге.
Окислительный обжиг проводят «на порошок» (огарок со-
храняет дисперсное состояние) или «на спек» (агломерат). В пер-
вом случае в основном используют печи кипящего слоя, а во вто-
ром — ленточные агломерационные машины.
3.2. ХЛОРИРУЮЩИЙ ОБЖИГ
Хлорирующий обжиг предполагает обработку твердых мате-
риалов в присутствии хлоринаторов (хлор, хлорсодержащие га-
зы, хлориды щелочных и щелочноземельных металлов). Цвет-
ные металлы образуют хлоридные соединения, которые селек-
тивно возгоняются (хлоридовозгонка) или выщелачиваются при
последующей гидрометаллургической переработке огарков.
При хлоридовозгонке используют более высокие температуры,
пары хлоридов улавливают в конденсационных устройствах и
перерабатывают гидрометаллургическими методами, электро-
лизом расплава или металлотермическим восстановлением.
Хлорирующий обжиг используют при переработке как суль-
фидных, так и окисленных материалов. В первом варианте обжи-
гают пиритные огарки, никелевый файнштейн для отделения не-
больших количеств меди. Хлорирование оксидных соединений и
возгонку хлоридов широко используют при получении магния, бе-
риллия, титана, циркония, гафния, а также для извлечения олова
из бедных концентратов или труднообогатимых руд.
Сулъфатохлорирующий обжиг. При сульфатохлорирующем
обжиге достигается перевод извлекаемых металлов в раствори-
мые формы. В шихту вводят хлоридсодержащие реагенты i пова-
ренную соль, рассолы, сильвинит), обжиг проводят в окисли-
тельной атмосфере. С повышением температуры возрастает
скорость реакций, однако возможно спекание материала, воз-
гонка хлоридов или их разложение с образованием нераствори-
мых соединений типа ферритов.
Химизм сульфатохлорирующего обжига включает сложные
взаимодействия в системе «хлорид—кислород—оксид—хлор» в
присутствии серусодержащих соединений. В основе процесса ле-
жит различная скорость хлорирования оксидов металлов и раз-
личная устойчивость хлоридов в окислительной атмосфере.
Оксид меди хлорируется полнее, чем оксиды никеля, кобальта
и железа, в то же время хлориды меди при температурах обжига
127
(970—1020 К) более устойчивы к действию кислорода, чем хлори-
ды железа, никеля, кобальта. Поэтому медь сохраняется в форме
легкорастворимых хлорида и оксихлорида, а железо, никель и ко-
бальт связываются в нерастворимые оксиды. При последующем
выщелачивании достигается селективное разделение меди (в рас-
твор) и железа, никеля, кобальта, пустой породы (в осадок).
В окислительной атмосфере сульфиды окисляются с образо-
ванием оксидов металлов и оксидов серы. В присутствии кисло-
рода, оксидов серы и катализаторов (Fe2O3, NiO и др.) хлориру-
ющий реагент разлагается с образованием активного газообраз-
ного хлора:
2NaCl + SO2 + О2 = Na2SO4 + Cl2;
2NaCl + SO3 + 72О2 = Na2SO4 + Cl2.
Происходит хлорирование соединений металлов:
MeS + С12 = МеС12 + 0,5S,;
МеО + С12 = MeCl, + 0,5О2.
Под действием кислорода протекает разложение хлоридов
железа, кобальта и никеля:
ЗМеС12 + 2О2 = Ме3О4 + ЗС12;
2NiCl2 + О2 = 2NiO + 2С12.
Возможно частичное разложение хлорида меди (LL)\
4CuC12 + О2 = 2010 • CuCl2 + 2С12;
2CuO • CuCl2 + 02 = 4010 + 2С12.
Лл Лл
При Т > 720—770 К усиливается диссоциация СиС12 с образо-
ванием более термически устойчивого хлорида меди (I):
2О1С12 = 2010 + С12.
При низких температурах идут процессы сульфатообразова-
ния и обменные реакции с хлоридом натрия:
MeSO4 + 2NaCl = МеС12 + Na2SO4;
Fe2(SO4)3 + 6NaCl = 3Na2SO4 + 2FeCl2.
Образующиеся хлориды металлов группы железа могут хло-
рировать соединения меди:
ЗОЮ + 2FeCl3 = Fe2O3 + 3CuCl2.
128
В конечном итоге в легкорастворимой форме в огарке оста-
ются хлориды и оксид меди и (частично) устойчивые сульфаты
кобальта, никеля и цинка.
Содержание серы в исходном материале обычно составляет
3—6 %. Более высокое содержание серы способствует увеличе-
нию извлечения металлов в раствор, но и требует повышенного
расхода хлоринатора, что вызывает спекание материала.
При обжиге обеспечивают избыток воздуха и хороший кон-
такт его с материалом. Хлориды щелочных металлов способст-
вуют уменьшению летучести хлоридов металлов и образованию
растворимых комплексных солей меди (I), что обеспечивает бо-
лее полный ее переход в раствор при выщелачивании. В то же
время при избытке хлоридов щелочных металлов в шихте воз-
можно образование ряда легкоплавких эвтектик и спекание ма-
териала, что осложняет процесс обжига и последующее выще-
лачивание.
3.3. ВОЗГОНОЧНЫЙ ОБЖИГ
Извлечение цветных металлов в газовую фазу при возгоноч-
ном обжиге должно быть максимальным, так как их доизвлече-
ние из огарков практически невозможно. Для эффективного
проведения возгоночного обжига необходимы минимальный
пылевынос при поддержании в пылеулавливающих устройствах
условий, исключающих конденсацию возгонов на пылях, и пол-
ное улавливание возгонов извлекаемых металлов. Это предъяв-
ляет жесткие требования к распределению температур по цепи
аппаратов, составу газовой фазы и гранулометрическому соста-
ву сырья. Процесс характеризуется большим объемом перера-
ботки сырья вследствие низких содержаний извлекаемых метал-
лов (0,1—-0,8). Возгоночный обжиг может быть реализован как
в окислительном, так и в восстановительном варианте. В первом
случае перерабатывают сульфидные материалы (извлечение
ртути из ртутных и ртутносурьмяных сульфидных руд), а во вто-
ром окисленные (извлечение сурьмы, цинка, свинца из окислен-
ных бедных материалов).
Извлечение ртути из бедных руд (ртуть в основном пред-
ставлена киноварью) проводят в слабоокислительной атмо-
сфере при 810—830 К. Температуру поддерживают за счет
сгорания газообразного топлива. В этих условиях происходит
возгонка сульфида ртути и его окисление в газовой фазе до
металлической ртути и диоксида серы. Обжиговые газы очи-
щаются от пыли в циклонах и сухом электрофильтре. Конден-
сация и улавливание ртути проходят в мокром конденсаторе, а
санитарная очистка газов — в серном адсорбере. Адсорбент
129
после насыщения ртутью возвращается на обжиг. Возгоноч-
ный обжиг позволяет достигать остаточного содержания рту-
ти в огарках менее 0,001 %.
3.4. ХЛОРИДОВОЗГОНКА
Процесс основан на высокой летучести большинства хлори-
дов цветных металлов, что позволяет отделять их от железа и
компонентов пустой породы.
Хлор обладает высокой реакционной способностью и при
температурах 1070—1270 К переводит в хлориды очень прочные
оксиды.
Это доступный реагент, получаемый при электролизе вод-
ных растворов хлорида натрия. Хлор отличается высокой реак-
ционной агрессивностью, что требует использования дефицит-
ных материалов (углеграфитов, полимерных материалов, тита-
новых сплавов), герметичной аппаратуры, систем обезврежива-
ния и утилизации газов. Взаимодействие оксидов с хлором опи-
сывается реакцией:
МеО4 + С12 МеС12/г + 0,5иО2.
Наиболее легко хлорируются оксиды двух- и одновалентных
металлов (Ag2O, PbO, CdO и др.), труднее — оксиды трех- и че-
тырехвалентных металлов. Хлорирование оксидов упрощается
и протекает полнее при уменьшении концентрации кислорода в
газовой фазе. Поэтому процесс чаще всего проводят с использо-
ванием восстановителей:
2МеО + 2С12 + С = 2МеС12 + СО2;
МеО + С1, + СО = МеС1, + СО,.
X* X, X*
С ростом температуры повышается степень хлорирования
примесей (SiO2, А12О3), оплавление твердых частиц, что отрица-
тельно сказывается на показателях процесса. При Т > 1270 К
возрастает содержание токсичного фосгена в газовой фазе:
СО + С12 = СОС12;
МеО2 + 4С12 + 2С = МеС14 + 2COCL.
Хлорирование проводят в электрических печах и печах кипя-
щего слоя. В шахтной печи сырье загружают в виде кусков или
подготовленных брикетов через герметичные шлюзы на своде
печи. Хлор подводят в нижнюю часть печи через фурмы, распо-
ложенные по периметру.
130
Тепловой режим процесса обеспечивается за счет экзотерми-
ческих реакций, угольных электродов, насадки, раскаленных
брикетов, содержащих углерод и связующее. Насадка и брикеты
выполняют роль тела сопротивления.
При образовании жидких продуктов (производство магния,
титана) их периодически выводят из печи, а твердые остатки
удаляют по мере накопления. Если жидких продуктов не образу-
ется, хлорирование может быть организовано в непрерывном
режиме при полном хлорировании компонентов или постоянном
выводе твердых огарков.
Хлоридовозгоночный обжиг перспективен при переработке
труднообогатимого полиметаллического сырья (руд, продуктов
обогащения, отходов основного производства и др.), содержаще-
го цветные металлы. Он обеспечивает глубокое извлечение
практически всех тяжелых цветных и сопутствующих металлов;
степень их извлечения составляет более 90 %, а остаточное со-
держание не превышает 0,15 % (для Au < 1 г/т, Ag <15 г/т). Низ-
кое остаточное содержание цветных металлов позволяет ис-
пользовать огарок после хлорирующего обжига в качестве же-
лезосодержащего сырья, что во многом определяет рентабель-
ность переработки полиметаллического сырья в целом.
Обжиг проводят при 1170—1240 К на воздушном дутье при
содержании хлора в газовой фазе 5—1 %. Хлоридовозгоны цвет-
ных и сопутствующих металлов после мокрого улавливания пе-
рерабатывают гидрометаллургическими методами.
При очистке огарка обжига никелевого файнштейна от ме-
ди, свинца, висмута температура хлоридовозгонки возрастает до
1430 К.
3.5. ВОССТАНОВИТЕЛЬНЫЙ ОБЖИГ
Целью операции является твердофазный перевод высших
оксидов в низшие или в металлическое состояние. В качестве
восстановителей используются твердые (кокс, уголь, сажа) и га-
зообразные (сырой природный или конверсированный газ, гене-
раторный газ, водород) продукты.
Восстановление проводят в трубчатых, многоподовых, шахт-
ных, муфельных печах, включающих системы утилизации и
обезвреживания отходящих газов.
Восстановительный обжиг применяют, например, для обра-
ботки оксидных никелевых руд перед аммиачным выщелачива-
нием, для частичного восстановления оксида никеля перед элек-
троплавкой, при отгонке цинка и свинца из твердых отходов ос-
новного производства, получении металлического вольфрама и
молибдена.
131
Восстановление металлов из оксидов при использовании
твердого восстановителя и температуре 1070—1570 К описыва-
ется следующими суммарными реакциями:
2МеО + С = 2Ме + СО2;
СО2 + С = 2СО;
МеО + СО = Me + СО,.
X*
Последняя реакция имеет определяющее значение и отно-
сится к типу топохимических превращений, имеющих автоката-
литический характер за счет свежевосстановленного металла.
Металлы, имеющие ряд устойчивых степеней окисления,
восстанавливаются ступенчато с образованием промежуточных
оксидов. При углетермическом восстановлении и более высоких
температурах получает развитие процесс карбидизации.
Иногда восстановительный обжиг используют для перевода
целевого металла из одного соединения в другое. Получение во-
дорастворимого сульфида стронция из сульфата:
SrSO4 + 4С = SrS + 4СО.
При вскрытии алунитов при обжиге происходит его дегидра-
тация:
(Na, K)2SO4 • A12(SO4)3 • 4А1(ОН)3 =
(Na, K)2SO4 + A12(SO4)3 + 2A12O3 + 6H2O,
а при восстановлении — разложение сульфата алюминия:
(Na, K)2SO4 • A12(SO4)3 + CO =
(Na, K)2SO4 + 3A12O3 + SO2 + 3CO2.
Выделяющийся диоксид серы направляют на производство
серной кислоты, а твердый остаток перерабатывают на глино-
зем и сульфат калия.
3.6. ВЕЛЬЦЕВАНИЕ
Вельцевание — процесс углетермического восстановления в
твердой фазе и последующего окисления возгонов, который на-
ибольшее распространение получил в производстве цинка для
переработки кеков, шлаков и других твердых дисперсных мате-
риалов, а также промпродуктов обогащения, богатых окислен-
ных цинковых и медно-цинковых руд.
132
Цинксодержащие материалы обрабатывают при 1370—
1600 К в присутствии твердого восстановителя при постоянном
перемешивании.
Процесс протекает интенсивно благодаря развитой поверх-
ности и тесному контакту восстановителя с оксидами, активнос-
ти образующегося СО и постоянному отводу продуктов из зоны
реакции.
Происходит восстановление оксидных соединений цинка
(ферритов, оксида, силикатов и др.), газификация углерода:
ZnO + С = ZnnaD + СО;
lid]р 7
ZnO + СО = Znna„ + СО2;
lidp Z.7
ZnO • SiO, + СО = Zn„„ + SiO2 + CO2.
£, lldLJ z, z.
Пары цинка и оксид углерода проходят через слой шихты на
поверхность, где в контакте с кислородом, содержащимся в то-
почных газах, вновь окисляются:
2ZnnaD + О2 = 2ZnO;
ild.p X 7
2СО + О2 = 2СО2.
Возгоны оксидов цинка, свинца, кадмия и др. улавливают и
подвергают гидрометаллургической переработке.
Теплозатраты на эндотермические реакции восстановления
компенсируются теплом экзотермических реакций окисления,
поэтому процесс характеризуется относительно небольшим рас-
ходом топлива.
Сульфид и оксид свинца также возгоняются из шихты. Воз-
можно восстановление сульфатов до сульфидов:
MeSO4 + 20 = MeS + 2СО2.
Сульфиды металлов образуют легкоплавкий штейн. Жидкая
фаза пропитывает твердые частицы шихты, уменьшает ее пори-
стость и реакционную активность.
Металлы, не образующие летучих соединений (Си, Ag, Аи,
Fe и др.), пустая порода остаются в твердом остатке — клинке-
ре.
Оксиды железа в процессе вельцевания восстанавливаются
до металла. Металлическое железо способствует возгонке
цинка:
2ZnO • SiO2 + 2Fe = 2FeO • SiO2 + 2Zn;
ZnS + Fe = FeS + Zn,
На выброс -*— Газ
Вельц-оксид
Рис. 3.1. Схема вельц-печи с комплектующими узлами:
1 — нижняя головка печи; 2 — опорные бандажи; 3 — венечная шестерня на привод; 4 — корпус пе-
чи; 5 — верхняя головка печи; 6 — загрузочный торец печи; 7 — слой шихты; S — опорные ролики;
9 — привод; 10 — короткофакельная горелка; 11 — выпускной торец печи; 12 — пылевая камера;
13 — кулер; 14 — рукавные фильтры
образованию легкоплавкой эвтектики «2FeO SiO2—Fe» (1450 К)
и чугуна, которые служат причиной образования настылей и
крупных металлизированных окатышей.
Вельцевание осуществляется в трубчатых вращающихся пе-
чах длиной 41—90 м и диаметром 2,6—4,5 м. Стальной барабан,
внутри футерованный огнеупорным кирпичом, расположен под
углом 3—5° к горизонту, скорость его вращения 1—2 мин-1
(рис. 3.1).
В печи реализуется принцип противотока. С нижнего разгру-
зочного торца подают воздух напорным вентилятором, подогрев
осуществляют мазутными или газовыми горелками. Для полно-
ты окисления возгонов на выходе организуют подачу вторично-
го воздуха. Пылегазовый поток удаляют эксгаузтером, установ-
ленным за пылеуловителями.
Расход углесодержащего материала составляет 4—50 % от
массы кека. Коксовую мелочь добавляют не только как топливо
и восстановитель, но и как материал, впитывающий расплавлен-
ные компоненты и предупреждающий спекание шихты.
По длине печи выделяют зоны: подготовительную, возго-
ночную и формирования клинкера. В подготовительной зоне
происходит разогрев, удаление влаги и частичная диссоциация
сульфатов (десульфуризация 35—50 %), оксиды сульфидируют-
ся, восстанавливаются до низших и далее до металлов.
В возгоночной зоне заканчивается восстановление металлов
и происходит интенсивная возгонка кадмия, цинка, свинца. В зо-
не формирования клинкера идет догорание углерода и заверша-
ются твердофазные реакции.
Продуктами вельцевания материалов являются возгоны, со-
держащие до 70 % цинка, свинца и кадмия, и клинкер, состоящий
134
в основном из металлического железа (до 50 %), углерода (20—
40 %), шлакообразующих, и содержащий не более 1—4 % цвет-
ных металлов, в том числе золото и серебро. После отделения
восстановителя воздушной сепарацией клинкер перерабатыва-
ют с извлечением цветных металлов. Для интенсификации вель-
цевания целесообразно использовать дутье, обогащенное кисло-
родом.
3.7. ОБЖИГ В КИПЯЩЕМ СЛОЕ
Аппараты кипящего слоя применяют для обжига сульфид-
ных материалов в производстве меди, цинка, никеля. Печи КС
отличаются простотой конструкции, высокой производительно-
стью, высокой механизацией и автоматизацией, обеспечивают
высокую эффективность использования отходящих газов.
При продувании снизу через слой сыпучего материала газа
этот слой при определенных параметрах дутья будет разрых-
ляться до такого состояния, что приобретет свойства жидкости
(подвижность, способность перемешиваться, принимать форму
сосуда и т. д.). Псевдожидкое состояние наступает при скорости
газового потока, когда его подъемная сила будет уравновеши-
ваться массой сыпучего материала. При минимальной критичес-
кой скорости слой сыпучего материала переходит в псевдожид-
кое состояние, а при максимальной критической скорости во
взвешенное состояние со свободным витанием частиц.
Для однородных частиц различной крупности критические
значения скоростей газового потока будут различными. В этих
условиях для мелких частиц скорость газового потока может
превышать максимальную критическую, что определяет вынос
их из объема кипящего слоя.
Для уменьшения пылевыноса на обжиг должны поступать
относительно однородные по крупности частицы материала.
Полидисперсные смеси предварительно гранулируют, либо при
их обжиге увеличивают объем верхней части печи.
Кипящий слой характеризуется постоянством температуры
во всех его точках и интенсивным теплообменом. Теплопереда-
ча здесь в 4 раза больше, чем в неподвижном слое, и в 13 раз
больше, чем в свободном потоке газа.
Концентрат непрерывно загружают на ванну кипящего слоя,
а продукт обжига самотеком удаляется из печи. Свойства мате-
риала в кипящем слое в решающей степени определяются свой-
ствами получаемого огарка.
Влага, поступающая с шихтой, быстро испаряется, разлага-
ется или вступает в реакцию. Критическая влажность для боль-
шинства сульфидных концентратов, при которой происходит
135
разрушение влажных комков за счет мгновенного испарения, со-
ставляет 3—6 %.
При большей влажности концентратов усложняется загрузка
печей, поэтому исходные шихты подсушивают либо увлажняют
до состояния пульп (до 30 % влаги). Возможность переработки
пульп упрощает транспортировку и подготовку материалов к
металлургической переработке. Верхний предел влагосодержа-
ния шихты определяется тепловым балансом обжига и допусти-
мой концентрацией влаги в поступающих на сернокислотный пе-
редел газах.
Подплавление исходных материалов и продуктов обжига не-
допустимо. Появление жидкой фазы приводит к спеканию от-
дельных частиц и увеличению вязкости кипящего слоя. Массо-
вое оплавление материала ведет к аварии: разрушается кипящий
слой, прекращается движение частиц, и процесс обжига останав-
ливается.
В кипящем слое могут быть осуществлены как экзотермиче-
ские, так и эндотермические процессы. Практически все разно-
видности окислительного обжига сопровождаются значитель-
ным выделением тепла в слое. Для поддержания теплового ба-
ланса печи оборудуют теплообменниками, погруженными в
слой, что позволяет утилизировать избыточное тепло.
В эндотермических процессах обжига благодаря большой
теплопроводности кипящего слоя эффективен нагрев за счет
подвода тепла. Сжигание топлива внутри слоя обеспечивает на-
ивысший коэффициент использования тепла.
Температуру кипящего слоя регулируют за счет:
— изменения скорости подачи исходных материалов при по-
стоянной скорости дутья;
— рециркуляции охлажденных продуктов обжига;
— подачи в кипящий слой инертных жидких, твердых или га-
зообразных продуктов;
— изменения поверхности теплообменника;
— изменения температуры дутья или степени обогащения ду-
тья кислородом.
Обжиг в кипящем слое сульфидных концентратов обеспечи-
вает полное их окисление при подаче кислорода, близкое к тео-
ретическому. В рабочем пространстве печи выше уровня кипя-
щего слоя происходит обжиг части более мелких зерен во взве-
шенном состоянии. Для активации обжига этой составляющей
шихты в зону взвешенного состояния подают вторичное дутье.
Объем образующихся газов зависит от параметров процесса
и количества дутья. При использовании газов с высокой концен-
трацией активного компонента (хлора, кислорода и т. д.) выход
газообразных продуктов резко снижается, а в процессах, сопро-
вождающихся образованием оксида углерода, разложением
136
сульфатов, карбонатов, гидроксидов, испарением жидкости, вы-
ход газообразных продуктов увеличивается. С целью сохранения
условий псевдоожижения слоя уменьшение объема газов ком-
пенсируют подачей инертных газов, изменением объема верх-
ней части печи.
Пылевынос при обжиге в кипящем слое составляет 30—90 %
и зависит от дисперсности шихты и гидродинамического режима
обжига. До 90—95 % выносимой газовым потоком пыли улавли-
вается в циклонах и 3—6 % — в системе тонкого пылеулавлива-
ния. При переработке в кипящем слое гранулированного мате-
риала вынос пыли снижается до 5—25 %. В большинстве случа-
ев состав пылей и огарков одинаков.
В условиях псевдоожижения необходимо учитывать явление
сегрегации, которое заключается в преимущественном накапли-
вании частиц определенного размера (плотности) в различных
по высоте зонах слоя.
В ряде промышленных процессов в кипящем слое (газифика-
ция твердого топлива, кристаллизация, гранулирование и др.) се-
грегация твердых частиц является технологическим условием. В
то же время при хлорировании руд и металлов и в других процес-
сах требуется равномерное перемешивание неоднородных ком-
понентов. И в том и в другом случае сегрегация оказывает влия-
ние на гидродинамику в псевдоожиженном слое и протеине про-
цессов тепло- и массообмена.
В печах кипящего слоя сегрегация может приводить к накап-
ливанию в слое частиц определенного типа, что приводит к из-
менению времени пребывания в системе. При верхнем выводе
огарка в слое будут накапливаться более крупные (тяжелые) ча-
стицы, что может потребовать корректировки параметров ду-
тья. Вывод огарка снизу, наоборот, приводит к накоплению в
слое более мелких (легких) частиц.
Сегрегация оказывает влияние на пылевынос из кипящего
слоя. Унос происходит преимущественно из верхних зон слоя,
и его интенсивность повышается, если в результате сегрегации
наверху накапливается компонент с более низкой скоростью
витания частиц, и понижается, если там концентрируется ком-
понент с более высокой скоростью витания (крупные легкие
частицы).
Промышленное использование сегрегация, как целевой тех-
нологический процесс, нашла при сепарации руд, разделении
кристаллов, отделении остатков угля и кокса из клинкеров, вы-
бросов котельных установок и т. д.
Сепарация, основанная на сегрегации, требует более низких
расходов сжижающего реагента, дает более четкое разделение
на фракции и позволяет разделять смеси разнородных частиц
одинакового размера, не поддающиеся традиционному рассеву.
137
Рис. 3.2. Цилиндрическая печь кипящего слоя:
1 — подина; 2 — форсунка для розжига печи; 3 — форкамера; 4 — корпус печи; 5 — отвод газа;
6 — сливной порог; 8 — воздушная коробка; 9 — пневмопривод; 10 — футеровка; 11 — свод
Тем не менее, широкое использование сегрегации в техноло-
гических процессах сдерживается необходимостью поддержания
параметров в весьма узких интервалах и несовершенством аппа-
ратурного оформления.
Обычно печи кипящего слоя состоят из нескольких или од-
ной рабочей камеры, последние получили наибольшее распрост-
ранение в промышленности (рис. 3.2).
Реакционный газ подают в печь снизу через воздушную ко-
робку и газораспределительный под, а газообразные продукты
удаляют из подсводовой части. Огарок выгружают с верхнего
уровня кипящего слоя, через порог, либо с нижнего уровня кипя-
щего слоя. Нижнюю разгрузку используют при получении час-
138
тично спекающегося огарка для предотвращения накопления в
печи крупных частиц (окислительный обжиг никелевого файн-
штейна, концентрата от флотационного разделения файнштей-
на).
В сечении печь КС имеет форму круга, прямоугольника, эл-
липса или кольца. С целью уменьшения скорости газового пото-
ка камеру печи расширяют кверху, и, наоборот, при необходимо-
сти увеличения скорости газового потока верхнюю часть печи
делают более узкой.
Внутри печь футеруют огнеупорным кирпичом (шамот), а
под печи заливают жаростойким бетоном. Наружный кожух из-
готовляют из стального листа, что обеспечивает герметичность,
механическую прочность и жесткость всей конструкции.
Важной частью печи является под, который служит для рав-
номерного распределения газа. Конструкция пода обеспечивает
минимальное сопротивление и равномерное распределение газо-
вого потока и исключает попадание твердых зерен в отверстия
для прохода газа. Газ подают через сопла; их количество состав-
ляет 30—50 штук на квадратный метр площади пода. Основные
характеристики печей КС, используемых для обжига сульфид-
ных материалов, приведены в табл. 3.1.
Таблица 3.1
Характеристика печей КС и показатели обжига сульфидных материалов
Показатель Концентраты
медные медно-никелс- вые никелевые цинковые
Общая площадь печей, м2 Площадь форкамеры, м2 Высота печи, м Диаметр, м: в зоне кипящего слоя над слоем Высота кипящего слоя, м Живое сечение пода, % Удельная производитель- ность по исходному мате- риалу, т/м2-сут Удельный расход воздуха, м3/кг Пылевынос от загрузки, % Температура обжига, К Содержание серы в огар- ке, % Содержание SO2+SO3 в от- ходящих газах, % 16,5—23,5 3,0—3,9 9,6—11,0 1,7 4,6—7,5 , 1,7 0,4—0,5 45—72,7 0,5—0,6 75—90 1120—1150 12—17 13,5—15,0 19,5—22,5 3,0 5,5—10,0 1,5—2,0 5,0—5,35 1,5—2,0 0,35—1,74 9,5—18,8 1,5 50—60 1170—1420 2,5—0,1 7—12 6,0—7,9 6,0—10,5 1,5—3,5 3,15 1,5—3,5 0,1—0,5 5—10 15—30 1230—1280 1,0—3,0 5—8 20—35 1,5—2,0 6,5—9,6 1,1—1,5 5,0—6,5 1,1—1,5 1,0—2,0 4,8—5,5 2,0 30—80 1170—1270 2,4 общ. 2,0 сульфат. 8—12
139
Обжиг медных концентратов преследует цель частичного
удаления серы (десульфуризация 50—52 %). Частичный обжиг
материала проводят при меньших температурах и высокой про-
изводительности аппаратуры.
При обжиге цинковых концентратов и сульфидных никелевых
продуктов стремятся максимально окислить сульфидную серу,
что, в свою очередь, требует более высоких температур и более
длительного пребывания огарка в печи. Последнее приводит к сни-
жению удельной производительности по исходным материалам.
Обжиг концентратов предполагает получение огарков для
гидро- или пирометаллургической переработки. Огарок, пред-
назначенный для выщелачивания, должен удовлетворять следу-
ющим требованиям:
— низкое содержание сульфидной серы (до 0,4 %);
— умеренное содержание растворимых сульфатов (2—4 %)
для компенсации потерь серной кислоты при выщелачивании;
— сохранение высокой дисперсности огарка;
— минимальное содержание ферритов и силикатов извлека-
емых металлов.
При получении огарка, поступающего на пирометаллургиче-
скую переработку, требования к конечному материалу менее
жесткие.
Совершенствование обжига в кипящем слое предполагает
технологические и конструкционные направления.
Использование безрешетчатых вертикально-конусных аппа-
ратов (конусная подача вместо подачи с воздухораспределитель-
ными соплами) позволяют упростить конструкцию печей и их
обслуживание, укрупнять огарок без разрушения кипящего слоя.
Основными направлениями совершенствования технологии об-
жига предполагают применение кислорода, повышение температур,
укрупнение материала, обработку концентратов в виде пульп.
При использовании дутья, обогащенного кислородом, возра-
стает производительность печей, улучшается качество огарка и
повышается концентрация оксидов серы в отходящих газах. Од-
новременно возникает необходимость решения вопроса по отво-
ду и утилизации избыточного тепла из зоны кипящего слоя. Из-
быточное тепло, например, может быть компенсировано за счет
переработки сырой шихты с влажностью 12—13 % или пульпы с
содержанием твердого 70—82 %.
3.8. АГЛОМЕРИРУЮЩИЙ ОБЖИГ
Агломерацию используют для подготовки сульфидных и
окисленных материалов к пирометаллургической переработке,
требующей кусковых шихт.
140
Агломерацию сульфидных материалов проводят с частич-
ным удалением серы (медные и медно-никелевые шихты — сте-
пень десульфуризации 40—70 %) и максимальной десульфуриза-
цией (свинцовые и цинковые шихты).
Шихта, поступающая на агломерацию, должна удовлетво-
рять следующим условиям:
— содержать достаточное количество флюсов для образова-
ния оптимального шлака при последующей плавке;
— количество сульфидов в шихте должно обеспечивать тре-
буемый тепловой баланс.
При агломерации медных концентратов среднее содержание
серы в шихте составляет 18—25 %, а при агломерации свинцо-
вых и цинковых шихт — 5—8 %. Требуемое содержание серы
достигается за счет подшихтовки флюсов, малосернистых мате-
риалов и оборотного агломерата.
При агломерации сульфидного сырья получил распростране-
ние процесс с подачей дутья снизу, что позволило в 1,5 раза уве-
личить удельную производительность, улучшить качество и од-
нородность агломерата, снизить выход пыли, увеличить содер-
жание оксидов серы в отходящих газах.
Дутье снизу позволяет реализовать рециркуляцию отходя-
щих газов и тем самым обогатить их по содержанию SO2 и ис-
пользовать для производства серной кислоты.
Содержание диоксида серы в газах может быть повышено
также за счет использования воздуха, обогащенного кислоро-
дом. Обогащение дутья до 24 % кислорода позволяет при пере-
работке свинцовых концентратов увеличить производитель-
ность на 20 %, повысить десульфуризацию на 9 %, выход годно-
го агломерата на 5 %, а концентрацию SO2 в отходящих газах до
4,0 % (без рециркуляции).
При содержании кислорода в дутье свыше 24 % температура
в зоне окисления сульфидов повышается настолько, что проис-
ходит оплавление шихтовых материалов. В результате наруша-
ются условия формирования агломерата, снижается десульфу-
ризация, концентрация SO2 в отходящих газах.
При работе на дутье снизу изменяется система загрузки ших-
ты. На паллетах вначале создается первичный слой (постель), на
который после зажигания подается основная масса шихты. Над
движущимися паллетами монтируются герметичные колпаки,
позволяющие утилизировать отходящий газ и направлять его на
рециркуляцию или на очистку от пыли. Под герметичными кол-
паками поддерживается разрежение 25—30 н/м2, а дутье подает-
ся под избыточным давлением 1,5—3,0 кН/м2.
Более подробно принципы агломерации, конструкция агло-
машин были описаны в разделе 2.9.
141
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ К ГЛ. 3
1. Дайте определение обжига. Какие типы обжига использу-
ют в цветной металлургии.
2. Охарактеризуйте основные стадии окисления сульфидов.
3. Проведите сравнение окислительного и сульфатизирую-
щего типов обжига (теория, практика, аппаратура, показатели).
4. Какие требования предъявляют к огаркам с учетом их по-
следующей гидрометаллургической или пирометаллургической
переработки?
5. Каковы условия существования кипящего слоя. Перечис-
лите преимущества обжига в кипящем слое перед другими типа-
ми обжига. Как можно влиять на технологические показатели
обжига в кипящем слое?
6. Изобразите схему печи КС, охарактеризуйте назначение
ее основных узлов.
7. Приведите примеры использования хлорирующего обжига
при переработке сырья, содержащего цветные металлы.
8. Области применения восстановительного обжига в цвет-
ной металлургии; объясните влияние основных параметров на
показатели процесса.
9. Предложите способ переработки полиметаллического сы-
рья, содержащего свинец и цинк.
Рекомендательный библиографический список к гл. 3
1. Ванюков А.В., Уткин Н.И. Комплексная переработка медного и никеле-
вого сырья. М.: Металлургия, 1988. 432 с.
2. Зайцев В.Я., Маргулис Е.В. Металлургия свинца и цинка. М.: Металлургия,
1985. 263 с.
3. Клушин Д.Н., Резник И.Д., Соболь С.И. Применение кислорода в цветной
металлургии. 2-е изд., перераб. и доп. М.: Металлургия, 1983. 264 с.
4. Снурников А.П. Комплексное использование сырья в цветной металлур-
гии. 2-е изд., перераб. и доп. М.: Металлургия, 1986. 383 с.
5. Псевдоожижение / В.Г. Айнштейн, А.П. Баскаков, Б.В. Берг и др. М.: Хи-
мия, 1991 (Процессы и аппараты химической и нефтехимической техноло-
гии). 400 с.
6. Козлов П.А. Вельц-процесс. М.: Руда и металлы. 2002. 175 с.
142
Г лава 4
ПЛАВКА РУД И КОНЦЕНТРАТОВ
4.1. МЕТАЛЛУРГИЧЕСКИЕ РАСПЛАВЫ
Процессы плавки в металлургии цветных металлов протека-
ют с участием жидких фаз: оксидной (шлаковой), сульфидной
(штейновой) и металлической. Расплавы подразделяют на ме-
таллические, для которых характерно взаимодействие катионов
со свободными электронами, и оксидно-сульфидные — с ионны-
ми связями.
В жидких металлах межчастичная связь осуществляется кол-
лективизированными валентными электронами. Промышлен-
ные сплавы содержат не только металлические, но и металлоид-
ные составляющие.
При плавлении кристаллическая решетка твердого тела раз-
рушается; за счет увеличивающейся энергии теплового движе-
ния частиц решетки преодолевается энергия электростатическо-
го притяжения и происходит разрыв внутрикристаллических
связей.
Простые химические соединения, имеющие однородные свя-
зи, плавятся при фиксированной температуре. Соединения, име-
ющие связи с разной энергией, плавятся в некотором интервале
температур: распад различных по своей энергии связей предпо-
лагает разные энергетические уровни теплового движения.
За температуру плавления обычно принимают точку на кри-
вой нагревания и плавления (рис. 4.1), которая характеризуется рез- t, °C | ким увеличением температуры (точка 6), следующую за относи- тельно горизонтальным участком термограммы «аб». Практически переход вещества из одного со- стояния в другое происходит не скачкообразно, а после заверите- ния этапа предплавления — пере- Рис. 4.1. Схематическая кривая нагрева и плавления шлака а 1 Ё Время, с
143
вода в расплав ограниченных объемов кристалла. По мере на-
гревания материала в твердой фазе вблизи температуры плавле-
ния начинают образовываться зародыши новой жидкой фазы. С
ростом температуры количество зародышей возрастает, и твер-
дое тело переходит в жидкое состояние.
Процесс плавления сопровождается увеличением объема,
которое для металлов составляет 3—6 %, для ионных кристал-
лов 10—12 % и для молекулярных — выше 12 %. Например, эле-
менты группы кислорода плавятся, сохраняя молекулярную
структуру, тип связи остается неизменным и при плавлении не-
которых ионных и металлических кристаллов. Для ковалентных
кристаллов характер связи в системе «твердое тело — жид-
кость» изменяется следующим образом: ковалентная — кова-
лентная структура, ковалентная — металлическая, ковалент-
ная — ионная.
При плавлении не происходит полного нарушения упорядо-
ченности в расположении структурных частиц: исчезает дальний
и сохраняется ближний порядок. Последний распространяется
на ограниченное число межатомных расстояний, когда у атома
имеется упорядоченное расположение соседних атомов по типу
различно ориентированных дисперсных кристаллов с линейны-
ми размерами ~10-7 см. При наличии ближнего порядка наруша-
ется периодичность в расположении атомов на большие рассто-
яния, характерная для твердых тел.
При описании структуры расплавов общепринятой является
квазикристаллическая модель, согласно которой в жидкости су-
ществуют микрогруппировки атомов, названных кластерами (от
англ, claster — рой, гроздь). При нагревании твердых тел возрас-
тает количество атомов, переходящих в междоузлия кристалли-
ческой решетки, соответственно увеличивается число свобод-
ных мест-вакансий. В твердом теле количество вакансий невели-
ко (0,001 мол. доли), в расплавленных средах их количество уве-
личивается в сотни раз и появляются условия для движения ато-
мов в жидкости. Поэтому при плавлении вещества возрастает
его молярный объем, растут коэффициенты диффузии частиц,
увеличивается текучесть и т. д.
4.1.1. Шлаковые расплавы
Шлаками называется расплав оксидов, получаемых из поро-
дообразующих компонентов шихты. Различают шлаки рудной
плавки, конвертерные и рафинировочные. Основной функцией
шлаков плавильных процессов является ассимиляция пустой по-
роды руды и концентратов, что позволяет сконцентрировать
ценные металлы в форме штейнов, шлаков, металлических рас-
плавов.
144
Конвертерные и рафинировочные шлаки формируются из
флюсующих агентов и оксидов, получаемых при окислении же-
леза и ряда цветных металлов.
В шлаковых расплавах завершаются физико-химические
процессы получения извлекаемого компонента и начинается
разделение продуктов плавки на разные фазы. Шлаковый слой
предохраняет металлосодержащую фазу от воздействия печной
атмосферы, что снижает окисленность металла и его насыщение
газами. При руднотермической электроплавке шлаки выполня-
ют роль элемента сопротивления.
Шлаки цветной металлургии представлены в основном окси-
дом железа (II), диоксидом кремния и оксидом кальция. Суммар-
ное содержание данных оксидов достигает 80—90 % от общей
суммы шлакообразующих компонентов, что позволяет рассмат-
ривать шлак как псевдотройную систему FeO—Са—SiO2.
Представление о фазовых превращениях, например о темпе-
ратурах плавления произвольной смеси из оксидов FeO, СаО,
SiO2, получают из анализа диаграмм состояния (плавкости).
Для получения информации о состоянии или свойствах систе-
мы достаточно лишь рассмотреть проекцию горизонтального
сечения диаграммы на плоскость концентрации. Состав тройно-
го сплава изображается на плоскости равностороннего концент-
рационного треугольника.
Отрезок, равный стороне треугольника, соответствует
100 %-ному содержанию компонента сплава. Чтобы определить
состав сплава в точке М (рис. 4.2) необходимо провести прямые,
параллельные сторонам, лежащим против каждого компонента.
Отрезки, отсекаемые на сторонах треугольника, показывают со-
держание искомого компонента. Таким образом, отрезок Ad бу-
дет соответствовать содержанию компонента В, отрезок Be —
компонента С и отрезок Cf— компонента А.
Состав сплава также
может быть определен
по длине перпендикуля-
ров, опущенных из точки
М на сторону треуголь-
ника, лежащую напротив
соответствующего ком-
понента, тогда содержа-
ние вещества А опреде-
ляется прямой Ма, В—
Мв, С—Мс.
Рис. 4.2. Проекция горизон-
тального сечения диаграмм
состояния тройных систем
145
Рис. 4.3. Применение правила
рычага в тройных системах
Некоторые физико-
химические свойства
тройных сплавов (ак-
тивность, вязкость, по-
верхностное натяжение)
в зависимости от соста-
ва, температуры также
изображаются соответ-
ствующими линиями
(изоактивности, изоком,
изотенз) в поле концен-
трационного треугольника.
Правило рычага используется для определения состава и ко-
личества нового сплава, приготовленного из двух и более трой-
ных сплавов известного состава.
Например, в треугольника концентраций имеются две фигура-
тивные точки, соответствующие двум тройным сплавам «а» и «в»
(рис. 4.3); весовое количестве сплава «а» равно п кг, а сплава «в» —
т кг. Точка с прямой ab будет соответствовать новому сплаву, со-
стоящему из первых двух расплавов а и Ь. В этом случае по прави-
лу рычага точка с прямой ab делит последнюю на части, обратно
пропорциональные весовым количествам исходных сплавов:
ас : Ьс = т : п.
Зная координаты точки С нетрудно определить состав ново-
го сплава и его количество.
Для доказательства этого положения проведем линии as, ск и
bt параллельно стороне АВ и линию аг — параллельно стороне
АС. Тогда прямая as характеризует процент компонента В в
сплаве а, т. е. as = x,bt = x}.
Определим длину ск. Из треугольника abr и аси следует, что
UC _ ас
br ab *
С учетом, что br = bt - as = Xj - x2, получим
UC _ас
Xj - х ab
UC _ m
146
(л, —х}т
или UС = —-~
т+п
Поскольку ск = as + US, то
(х,-х}т х(
пх + тх
т + п
В меньших количествах шлаки содержат А12О3, MgO, МпО,
Fe3O4, Fe2O3, оксиды цветных и щелочных металлов, а также
Сг2О3, Р2О5, ВаО. Состав шлаков изменяется в широких пределах
(табл. 4.1), соответственно изменяются и физико-химические
свойства расплавов.
Степень основности определяется как отношение массы кис-
лорода в основных оксидах (CaO, MgO, МпО, PbO, FeO) к его
массе в кислых оксидах (SiO2, А12О3). По возрастанию основнос-
ти оксиды могут быть представлены следующим рядом: В2О3,
SiO2, Р2О5, А12О3, As2O5, Sb2O5, ZrO2, TiO2, BeO, SnO2, FeO. Мо-
дуль основности равен:
Мо = (%FeO + %СаО + %MgO)/(%SiO2 + %А12О3).
При Мо = 1 шлаки являются нейтральными, при Мо > 1 отно-
сятся к основным, при Мо < 1 к кислым. Конвертерные шлаки ха-
рактеризуются высоким содержанием оксида железа (II) и отно-
сительно низкой концентрацией кислотных оксидов; среднее
Таблица 4.1
Содержание шлакообразующих в шлаках некоторых
металлургических процессов, масс. %
Процесс S1O2 СаО FeO A12O3 ZnO MgO
Отражательная плавка медь- содержащего сырья 31—48 1—13 15—40 3—9 ДО 8 1,6--4
Шахтная плавка окисленных никелевых руд 42—48 13—18 18—21 4—10 1 7—12
Шахтная плавка свинцового агломерата* 8—30 3—25 17—41 2—3 4—30 2
Электроплавка оловянных концентратов 25—55 10—25 10—30*’ 10—20
Конвертирование медных щтейнов*** 23—25 0,5—1,6 65—70 1—5 0,5—10
Плавка в печах Ванюкова 30—32 1—4 50—55 3—5 1—2
Кислородно-факельная плавка 30—33 До 4 39 3,5 2,4
Электроплавка медных руд и концентратов 34—43 5—15 16—44 3—8 1 2—9
‘В шлаках отдельных заводов содержится до 5 % ВаО
“При плавке на безжелезистые шлаки содержание FeO нс более 1—3 %
“’Содержание Fc3O410—30 %
147
значение Мо = 1,5. Шлак отражательной плавки в зависимости от
содержания меди и железа в концентрате может быть основным
и кислым: Мо = 0,5—1,4. При электроплавке высококремнистых
концентратов, отражательной плавке малосернистых концент-
ратов образуются кислые шлаки (Мо = 0,5—0,65).
При плавлении шлаков учитывают следующие требования:
— минимальный расход флюсов и как следствие меньший
выход шлака;
— шлак должен быть жидкотекучим, иметь низкую темпера-
туру плавления, наименьшую плотность и вязкость;
— содержание цветных металлов в шлаке должно быть ми-
нимальным.
При переработке руд и концентратов, в которых соотношение
основных шлакообразующих компонентов обеспечивает соблюде-
ние указанных требований, состав шлака не корректируется и
флюсы не добавляются. В этом случае плавка осуществляется на
самоплавкий шлак, что на практике встречается очень редко. Как
правило, в исходную шихту вводят флюсующие добавки-оксиды
или карбонаты некоторых металлов с целью получения шлака за-
данного состава и соответственно необходимыми свойствами.
Температура плавления шлака определяет в значительной
степени скорость плавильного процесса и производительность
печи.
Шлак плавится в определенном интервале температур, когда
его состояние после размягчения изменяется от вязкого тестооб-
разного до жидкотекучего.
Этот интервал температур называется температурой жидко-
плавкости. Для шлаков типичен более пологий участок кривой,
следующий за точкой б (см. рис. 4.1) после достижения темпера-
туры плавления (размягчения). Интервал температуры, соответ-
ствующий данному участку, называется интервалом переохлаж-
дения. Для силиката оксида кальция он составляет 1400—
1512 °C, для силиката оксида железа (П) — 1150—1200 °C.
Выбор состава шлака с заданной температурой плавления
осуществляется на основе положения линий ликвидуса соответ-
ствующих диаграмм состояния.
Анализ диаграммы состояния системы FeO—SiO2—CaO
(рис. 4.4), составляющей основу шлаков большинства металлур-
гических процессов, показывает, что шлаки с наименьшей тем-
пературой плавления ограничены концентрационной областью,
мол. %: 44—51 SiO2, 34—50 FeO и 6—18 СаО. Здесь обнаружены
следующие фазы фаялит (2FeO SiO2), железистый монтичеллит
(CaO FeO SiO2, метасиликат закиси железа (FeSiO3), железистый
окерманит (2CaO SiO2), геденбергит (CaOFeO-2SiO2), двукаль-
циевый силикат (2CaO SiO2) и волластонит (CaO SiO2). Наибо-
лее низкотемпературная область шлака находится между квази-
148
Рис. 4.4. Диаграмма состояния SiO2—FeO—CaO
бинарными разрезами фаялит-волластонит и фаялит-двукальци-
евый силикат.
Наибольшее значение имеют следующие концентрационно-
температурные сечения диаграммы: 2CaOSiO2—2FeOSiO2,
CaO-2SiO2—CaO FeO SiO2, CaO SiO2—FeOSiO2.
Разрез 2FeO SiO2—2CaO SiO2 характеризуется сложными поли-
морфными превращениями соединения 2CaO SiO2 и наличием трех
серий твердых растворов. Здесь образуются также химическое со-
единение CaOSiO2FeO и его твердые растворы с ортосиликатом
кальция. Взаимная смесимость этих соединений неограничена.
Разрез CaO SiO2—CaO FeO SiO2 имеет вид простых двойных
эвтектических систем. Обнаружено соединение 2CaOFeO-2SiO2,
распадающееся в твердой фазе на механическую смесь кристал-
лов р-волластонит и железистый монтичеллит.
Разрез CaO SiO2—FeO-SiO2 является псевдотройным разре-
зом распада метасиликатов на оливины и кремнезем.
Наименьшая температура плавления в системе FeO—SiO2—
CaO (1093 °C) принадлежит точке «s» с координатами: 46 % FeO,
37 % SiO2 и 17 % CaO. Несколько более высокая температура
плавления (1105 °C) отвечает составу 45,5 % FeO, 43 % SiO2 и
11,5 % CaO (точка «к»).
Наиболее легкоплавкими соединениями являются: фаялит
(Тпл = 1244 °C), монтичеллит (Тпл = 975 °C) и метасиликат закиси
железа (Тпл = 1240 °C).
149
Основные шлакообразующие компоненты по-разному влия-
ют на температуру плавления шлака. Наиболее легкоплавки же-
лезистые шлаки, содержащие 50 мае. % FeO, 4—8 % CaO и ана-
логичное количество ZnO и А12О3. Чем выше в шлаках содержа-
ние оксида железа, тем ниже температура его плавления, обыч-
но Т = 1150—1200 °C.
Оксид кремния повышает температуру жидкотекучести шла-
ка. Высококремнистые шлаки (52—56 % SiO2) становятся по-
движными лишь при Т = 1450—1550 °C, и в этом случае плавка
характеризуется низкой производительностью и высоким расхо-
дом топлива.
Оксид кальция в небольших количествах (до 25 %) снижает
температуру плавления шлака; при замещении оксида железа
(П) оксидом кальция температура плавления вначале снижается,
затем возрастает.
Температура плавления шлаков четверной системы SiO2—
FeO—CaO—А12О3 обычно выше, чем у тройной FeO—SiO2—
CaO, т. к. присутствие оксида алюминия приводит к образова-
нию тугоплавких алюмосиликатов, особенно при добавках А12О3
в количествах свыше 10 %. Характерно, что А12О3 способствует
образованию более однородных шлаковых расплавов, склонных
к переохлаждению. Температура полного застывания таких
шлаков на 200—300 °C ниже температур, их плавления.
Тугоплавкими являются магнезиальные шлаки, содержащие
13—25 % MgO, которые становятся жидкотекучими при
Т = 1400—1450 °C. При высоких концентрациях MgO образуют-
ся тугоплавкие оливины (Mg, Fe)2SiO4, уменьшающие жидкоте-
кучесть и ускоряющие затвердевание шлака. Следовательно,
чем выше содержание MgO в шлаке, тем «короче» шлак.
Введение в шихту плавки солей щелочных металлов и окси-
да марганца снижает температуру плавления шлака.
Энтальпия шлаков. Важным термическим свойством шлака
является его энтальпия (теплосодержание). Энтальпией называ-
ется количество теплоты, заключающейся при определенной
температуре в единице массы вещества. Она может быть опре-
делена расчетным путем, если известны теплоты образования
основных соединений, скрытая теплота плавления шлака и его
теплоемкость.
Энтальпия жидких шлаков системы FeO—SiO2—CaO при тем-
пературе 1473 К в зависимости от содержания основных шлакооб-
разующих компонентов изменяется от 1050 до
1890 Дж/г (табл. 4.2). При увеличении температуры до 1523 К теп-
лосодержание шлака может достигать 2100 Дж/г. С увеличением
концентрации СаО в шлаке энтальпия также увеличивается. Заме-
щение СаО закисью железа приводит к уменьшению теплосодер-
жания. Глинозем (А12О3) несколько понижает энтальпию шлаков,
150
Таблица 4.2
Химический состав и энтальпия (АН) шлаков
Состав, масс. % ДН, Дж/г при 7 ;к
SiO2 FeO CaO AlA ZnO 1473 1523 1573
41,1 26,0 14,2 15,1 1070 1112
46,9 23,4 17,2 12,7 1450 1525 -
18,0 23,4 13,4 11,9 1776 1830 »
48,6 7,7 27,1 10,6 1973 2102
54,7 4,7 14,1 20,8 _ 1647
32,4 37,8 5,5 5,8 1087 1213
39,5 37,9 7,4 1,3 1212 1317
30,6 50,2 3,0 3,2 1108 1170
41,1 20,3 22,4 8,3 4,4 1137 1241
31,2 28,7 27,0 4,1 3,8 1120 1212
27,3 26,1 27,0 4,8 4,4 1103 1190
26,9 62,7 1,1 5,7 1409 *
26,9 57,7 3,7 4,5 1425
особенно в области высоких температур. Увеличение содержания
ZnO в шлаке приводит к снижению теплосодержания шлака при
замещении оксида кальция. При повышении концентрации ZnO
более 10 мае. % энтальпия шлаков системы FeO—СаО—SiO2—
ZnO начинает уменьшаться. Теплосодержание шлаков, содержа-
щих менее 20 % MgO+CaO при Т = 1573 К, например, составляет
1500—1750 Дж/г, при более высокой концентрации данной суммы
шлакообразующих энтальпия возрастает до 1920 Дж/г.
Вязкость шлаков. Температурный интервал плавления шла-
ка связан с кинетическими характеристиками расплава (коэффи-
циенты вязкости, удельной электрической проводимости и диф-
фузии), которые характеризуют подвижность частиц в расплаве.
Вязкость влияет на величину потерь цветных металлов со
шлаками, скорость физико-химических процессов и на полноту
разделения продуктов плавки.
Вязкость или текучесть любой жидкости, в том числе шлако-
вых расплавов, характеризуется величиной коэффициента дина-
мической вязкости Т|, Па с). Вязкость зависит от природы и со-
става расплава и определяется силой трения, возникающей при
перемещении относительно друг друга слоев несжимаемой жид-
кости.
Согласно теории Я.И. Френкеля, зависимость вязкости от
температуры описывается уравнением
ц = AeEIRT,
151
где Е — энергия активации вязкого течения, кДж/моль; А — по-
стоянная, не зависящая от температуры; R — универсальная га-
зовая постоянная, кДж(моль-К).
Металлургические шлаки содержат комплексные образо-
вания, структура которых зависит от температуры. Этим объ-
ясняется отклонение температурной зависимости шлаковых
расплавов от экспоненциального закона, хотя для всех шлаков
характерно резкое уменьшение их вязкости с ростом темпера-
туры.
Шлаки в зависимости от вязкости условно подразделяют на
очень жидкие (менее 0,5 Па-с), жидкие (0,5—1,0 Па-с), вязкие
(1,0—2,0 Па-с), очень вязкие (более 2,0 Па-с). Шлаки с вязкостью
менее 5,0 Па-с сохраняют жидкотекучесть и сравнительно легко
вытекают из печи. Определенные трудности в этом отношении
представляй шлаки с вязкостью 20 Па-с.
Вязкость шлаков регулируют температурой процесса или из-
менением состава шлака. Второй способ является более рацио-
нальным, поскольку требует меньше энергозатрат для измене-
ния вязкости шлака.
Используя диаграммы вязкости, можно подобрать состав
шлака с минимальной вязкостью при заданной температуре.
При Т = 1573 К наименьшей вязкостью обладают расплавы, со-
держащие, масс. %: 40—50 SiO2, 30—60 FeO и 5—24 СаО.
Влияние SiO2, СаО, FeO на величину вязкости зависит от со-
става расплава и его температуры. При Т = 1573 К и содержании
FeO 40 %, увеличение концентрации SiO2 с 40 до 45 % практиче-
ски не изменяет вязкости расплава (2,0 Па-с). При содержании
SiO2 50 % вязкость повышается до 3,0 Па-с, и при концентраци-
ях SiO2 более 50 % вязкость резко возрастает (7,0 Па-с).
Для основных шлаков характерна меньшая зависимость вяз-
кости от температуры. Для магнезиальных шлаков (15 % MgO)
энергия активации вязкого течения составляет 45—
80 кДж/моль.
При нагреве кислых шлаков снижение их вязкости растяги-
вается на больший интервал температуры. Энергия активации
вязкого течения 100 кДж/моль.
Низкая подвижность крупных кремнекислородных анионов в
кислых шлаках замедляет процесс кристаллизации, и при дости-
жении температуры ликвидуса вязкость шлака продолжает
плавно увеличиваться.
В основном шлаке кремнекислородные анионы представле-
ны более простыми и подвижными ассоциациями. Это приводит
к быстрой кристаллизации шлака вследствие образования в рас-
плаве твердой фазы из его тугоплавких составляющих. Наряду с
MgO подобный эффект проявляют Fe3O4, ZnO, Сг2О3, раствори-
мость которых в шлаке ограничена.
152
Оксиды FeO и СаО снижают вязкость шлака. Наименьшую
вязкость имеют железистые шлаки; например, вязкость распла-
ва, содержащего 45—55 % FeO и 20—30 % SiO2, при
Т = 1423/1573 К составляет 0,1—1,0 Па с. Наличие в шлаках 20—
20 % СаО также уменьшает вязкость расплава. Варьируя отно-
шение CaO:FeO, можно повысить жидкотекучесть кислых шла-
ков. При Т = 1623—1723 К для шлака, содержащего 47—50 %
SiO2, оптимальным является соотношение СаО : FeO = 2:4. Ана-
логичную вязкость можно получить и при более низкой темпе-
ратуре — 1473—1573 К, изменив это соотношение до 0,1:1,86. С
ростом кислотности шлака увеличение доли СаО уменьшает вяз-
кость шлака до тех пор, пока содержание FeO в шлаке не ока-
жется ниже 25 %. Для снижения вязкости кислых шлаков вводят
известняк и железную руду.
Замена SiO2 на глинозем снижает вязкость расплава, замена
FeO на А12О3 с 15 до 25 % приводит к ее увеличению. Обычно
рассматривают влияние суммарного содержания SiO2+Al2O3 на
вязкость шлака; при увеличении их суммы выше 60—65 % (в том
числе 50 % SiO2), вязкость шлака заметно возрастает.
Увеличение содержания ZnO с 1,6 до 6,5 % приводит к сниже-
нию вязкости; при более высоком содержании (18—30 % ZnO)
вязкость шлака возрастает.
Добавка к шлакам оксидов щелочных металлов (NaO) значи-
тельно снижает вязкость шлака, особенно в области низких тем-
ператур (менее 1573 К).
А.В. Ванюков и В.Я. Зайцев отмечают, что при введе-
нии в расплав оксидов одновалентных металлов образуются
мостиковые связи одновалентных металлов с кислородом
I. I.
- Si-О-Na I Na-О-Si-, которые более прочно соединяют
кремнекислородные комплексы, чем «мостик» из двухвалент-
ных металлов.
Вязкость промышленных шлаков в зависимости от их соста-
ва по основным шлакообразующим приведена в табл. 4.3.
Электропроводность шлаков. Это свойство шлаков имеет
большое значение в связи с электротермией и электроплавкой.
Электрическая проводимость оксидных расплавов определяет
интенсивность выделения тепла при протекании электрического
тока.
Шлаки в твердом виде обладают низкой электропроводнос-
тью, однако для жидких шлаковых расплавов (Т = 1623—1673 К)
она составляет значительную величину: 0,2—1,0 Ом-1-см-1.
Электропроводность зависит от температуры расплава, напри-
мер удельная электропроводность шлаков системы FeO—SiO2—
СаО в интервале Т = 1473—1673 К увеличивается в 4—5 раз.
153
Таблица 4.3
Вязкость некоторых промышленных шлаков
Вязкость, Па с
Содержание, мае. %
SiO2 FeO СаО Д12О3 FeA 1470 К 1520 К
22,0 65,0 1,3 7,2 23,0 0,8 0,25
29,3 52,6 3,6 3,3 9,0 0,5 0,1
37,4 39,6 7,5 4,2 1,0 1,2 0,3
40,6 27,5 11,7 6,2 1,0 2,0 0,95
46,3 23,4 13,6 8,4 8,0 2,8
47,9 21,5 12,0 8,0 ' — 10,0 6,0
Электропроводность расплава в значительной степени зави-
сит от содержания SiO2 и FeO; увеличение концентрации SiO2 сни-
жает электропроводность; шлаки с высоким содержанием 50—
55 % SiO2 имеют электропроводность 0,2—0,3 Окг’-смг1. Желези-
стые шлаки (50—55 % FeO) при аналогичной температуре более
электропроводны (3—5 Ом-1-см-1). Замена FeO на СаО и MgO
уменьшает электропроводность шлака. Добавки MnO, TiO2, Сг2О3
резко уменьшают сопротивление оксидного расплава.
Электропроводность реальных шлаков медных и медно-нике-
левых предприятий составляет 0,25—0,8 Ом-1 см-1 при Т = 1623 К.
При наложении электрического поля в расплаве происходит
упорядоченное перемещение ионов, поэтому электропровод-
ность иногда выражают как произведение числа носителей заря-
да (л) на их подвижность (СТ):
% = neU,
где е — заряд электрона.
Вюстит (Fe^O) является нестехиометрическим соединением,
содержащим избыток кислорода по отношению к железу. Его
разупорядоченность может быть представлена схемой:
в которой свободное место катиона занимает вакансия и2+. Эле-
ктронейтральность кристалла достигается за счет того, что по-
являются дырки (е+) или катионы с повышенной валентностью,
которые являются дополнительным носителем зарядов Fe3+, что
повышает электропроводность железистых шлаков.
154
Диффузия. Передвижение ионов в шлаке происходит не
только за счет градиента электрического потенциала, но и хими-
ческого градиента — диффузии.
Большинство физико-химических процессов в расплаве лими-
тируются диффузией (скорость перемещения реагентов намного
меньше скорости собственно их химического взаимодействия).
Скорость диффузионного процесса зависит от коэффициен-
та диффузии (£>), концентрации реагентов и ряда других факто-
ров. Коэффициенты диффузии ионов, типичных для шлаковых
расплавов (Fe2+, S2-, Са2+, Fe3+) имеют порядок 10~5—10 см2/с и
зависят от температуры, вязкости расплава, размера диффунди-
рующей частицы.
Сильная связь между катионами и кислородом в силикатных
расплавах приводит к более низким значениям D для ионов в
расплаве. Коэффициент диффузии зависит от соотношения раз-
мера диффундирующей частицы и атомов среды, т. е. плотности
упаковки структурных частиц, а также наличия вакансии.
Плотность шлаков. Плавление твердых тел сопровождает-
ся увеличением объема, что связано с образованием в структуре
вещества вакансий (микрополостей). Расплавы имеют значи-
тельный коэффициент температурного расширения; это влияет
на молярный объем (V, м3/моль) соединений, который связан с
плотностью (d, кг/м3) согласно уравнению d = M/V, где М — мо-
лекулярная масса, кг/моль.
Чем меньше плотность шлака, тем выше скорость отстаива-
ния и полнее его отделение от штейнового или металлического
расплава.
Плотность шлаковых расплавов в системе FeO—SiO2 определя-
ется содержанием наиболее легкого компонента (SiO2); с увеличе-
нием его концентрации плотность пропорционально уменьшается.
Замена в расплаве FeO на СаО сопровождается отрицатель-
ным отклонением молярного объема от аддитивности: ион Fe2+
имеет больший ионный потенциал, чем ион Са2+; в присутствии бо-
лее слабого иона кальция (II) анион О2- сильнее притягивается ио-
ном Si (IV), что вызывает более плотную упаковку расплава.
В присутствии магнетита и оксида цинка плотность шлака
увеличивается, т. к. повышается содержание в расплаве ионов
Fe3+ и Zn2+, частично разрушающих кремнекислородные ком-
плексы и способствующих образованию более плотной структу-
ры расплава.
С повышением температуры плотность прямо пропорцио-
нально снижается на 0,12—0,3 г/см3 на каждые 100 градусов.
Для оценки плотности шлака в зависимости от содержания
его составляющих проф. Н.П. Диевым предложена формула
d = (2,2[SiO2] + 3,3[СаО] + 5,2[FeO] + 2,3[А12О3])/Ю0.
155
Концентрация оксида выражена в массовых процентах.
Плотность реальных шлаковых расплавов при Т - 1523—
1573 К составляет 2,8—3,2 г/см3.
Поверхностное натяжение. Физико-химические взаимодей-
ствия на границе штейн—металл—шлак определяют удельную
производительность агрегата, десульфуризацию, извлечение ме-
талла. От поверхностного натяжения зависит также смачивае-
мость флюсов, огнеупоров, формирование штейновых капель в
процессе их коалесценции, вспенивание шлаковой ванны при ее
продувке и т. д.
Величина поверхностного натяжения определяется типом
связи (ионная или ковалентная) и для шлаковых расплавов со-
ставляет (200—400)40-7 Дж/см2, а расплавов металлов (1200—
1300)4О-7 Дж/см2. Влияние отдельных шлаковых компонентов
на поверхностное натяжение приведено на рис. 4.5.
Оксиды Al (III), Si (IV) увеличивают поверхностное натяже-
ние, поскольку ионы А13+ и Si4+ являются комплексообразовате-
лями, плотность их связи с расплавом низкая. Поверхностное на-
тяжение при их присутствии понижается. На поверхностное на-
тяжение шлака оказывают основное влияние сложный анион
кремния и ион Fe3+; оно возрастает при снижении содержания в
шлаке SiO2 и магнетита.
Согласно рис. 4.5 величина поверхностного натяжения в сис-
теме FeO—СаО—SiO2 изменяется мало и составляет (385—
460)4О-7 Дж/см2.
СаО, мол. %
Рис. 4.5. Изотермы поверхностного натяжения системы СаО—FeO—SiO2
156
Величина поверхностного натяжения снижается в присутст-
вии ионов щелочных металлов, фосфора, фтора.
С повышением температуры происходит разукрупнение
кремнекислородных комплексов, снижается микронеоднород-
ность расплава и возрастает поверхностное натяжение.
Природа шлаковых расплавов. В соответствии с ионной тео-
рией строения шлаковых расплавов, предложенной О.А. Еси-
ным, компоненты шлака находятся в состоянии ионной диссоци-
ации. Поэтому закономерности, характерные для растворов эле-
ктролитов, свойственны и для шлаковых расплавов.
Катионами в жидких шлаках являются Са (П), Mg (II), Fe (II),
Zn (II), Al (III), Si (IV) и др., простейшими анионами S2~, О2-.
Структурной единицей шлакового расплава является кремнекис-
лородный комплекс [SiOJ4-, имеющий вид тетраэдра, в центре
которого находится ион Si (IV), а в вершинах ионы О2-. Связыва-
ние ионов кремния (IV) между собой происходит через анионы
кислорода.
Комплексообразователь [SiOJ4- может соединяться с други-
ми тетраэдрами в группы, состоящие из двух [Si2O7]6- и более ра-
дикалов [SixOJ2~. В зависимости от энергетических характерис-
тик, вида связи катионы шлакового расплава можно разбить на
две группы. К первой группе относятся катионы-модификаторы,
имеющие ионную связь с кислородом (ионы щелочных и щелоч-
ноземельных металлов, железа (II), цинка (II) и др.). Ко второй
группе относятся катионы-сеткообразователи (ионы кремния
(IV), алюминия (III), бора (III), титана (IV), обладающие кова-
лентной связью с кислородом. Энергетической характеристикой
катиона является его ионный потенциал, представляющий отно-
шение заряда иона к его радиусу: чем выше заряд катиона, тем
больше ионный потенциал. Многокомпонентные шлаковые рас-
плавы состоят из энергетически неравноценных ионов. Сильные
катионы стремятся окружить себя более простыми анионами,
происходит разукрупнение кремнекислородных комплексов:
=Si—О—Si= + МеО -> 2 (=Si-O-) + Ме2+.
Структура анионных комплексов зависит от концентрации в
шлаке SiO2 и усложняется с возрастанием его содержания:
Содержание SiO2 в шлаке, мае. %. до 33 от 33 до 55 55
Вид комплекса................. SiO^" (SiO3)4~ SixO*-.
Аналогичные комплексы образуют и катион алюминия
(AI3O7", А1О2~), однако их влияние на свойства шлаков в связи с
более низким содержанием алюминия проявляется в меньшей
степени. Прочность комплексных анионов оценивают по тепло-
там образования соединений: при образовании Ca2SiO4 выделя-
ется 126 кДж/моль, Fe2SiO4 — 33,6 кДж/моль.
157
Ионная теория позволяет объяснить характер изменений
вязкости расплавов в зависимости от содержания кремнезема. В
кислых шлаках преобладают крупные кремнекислородные ани-
оны, а основные шлаки содержат свободные катионы и кремне-
кислородные анионы с относительно малыми размерами и по-
этому имеют меньшую вязкость.
Твердые оксиды и шлаки после расплавления нередко сохра-
няют полупроводниковые свойства, как, например, вюстит
Fe^C), наличие которого оказывает влияние на электропровод-
ность шлакового расплава.
С позиции ионной теории строения шлака рассматриваются
формы нахождения цветных металлов в шлаке, процессы шла-
кообразования и анализируются причины потерь цветных ме-
таллов со шлаками.
4.1.2. Штейновые расплавы
Штейнами называется расплав сульфидов переменного со-
става (Cu2_ S, Fe^ S и т. д.), в котором при плавке концентриру-
ются цветные и благородные металлы. В зависимости от разно-
видности плавки они содержат кислород (окислительная плавка
и плавка в нейтральной атмосфере) или металлическую фазу
(восстановительно-сульфидирующая плавка).
В штейновом расплаве представлены ковалентная и метал-
лическая связи, поскольку
— электролиз сульфидного расплава не позволяет выделить
металл,
— электропроводность жидких сульфидов много выше шла-
ковой электропроводности,
— при недостатке серы температурный градиент электро-
проводности отрицателен, как и у металлов.
Ионы О2- в штейне представлены в форме ферритов пере-
менного состава (FeOXXF^Oa)^ простейшей формой которых яв-
ляется Fe3O4. Чем беднее штейны, тем больше они содержат ио-
нов Fe (III). Например, заводские штейны, содержащие 20 % ме-
ди, содержат 7,2 % Fe (III). В богатых штейнах (50—70 % Си) со-
держится не более 2,3 Fe (III).
Как и для шлаковых расплавов, для расплавов штейнов ха-
рактерна микронеоднородность. В отдельных участках штейны
обогащены серой, в других — металлом. Согласно диаграмме
плавкости системы Си—Fe—S (рис. 4.6) сульфидный расплав
FeS—Cu2S имеет большую область расслаивания, которая начи-
нается по линии Си—S и проходит практически через всю об-
ласть тройной системы. Промышленные штейны располагают-
ся в зоне, находящейся между границей Cu2S—FeS и линией рас-
слаивания. Штейны отражательной плавки в значительной сво-
158
Си
1530° 1405° 1375° 1168° 1040° 1193° s ____________<
1465° 1245° 1020 ° 985°
Рис. 4.6. Диаграмма состояния системы Си—Fe—S
159
ей части лежат ближе к линии Fe—S, штейны автогенных пла-
вок — ближе к линии Си—S. Температура плавления штейнов
ниже температуры плавления шлака на 50—100 °C, а плот-
ность — выше плотности шлака минимум на единицу и тем боль-
ше, чем богаче штейны. Например, плотность штейнов, содер-
жащих 60 % Си, равна 5,42 г/см3; штейны, содержащие 25 % Си,
имеют плотность 4,9 г/см3.
Разница в плотностях компонентов расплава обеспечивает
качественное отстаивание штейна от шлака.
На разделение штейна и шлака оказывает влияние и поверх-
ностное натяжение. Диапазон изменений этой величины для ни-
келевых штейнов составляет при Т - 1537 К (350—600)-10-7
Дж/см2, для медных штейнов (350—400)-10-7 Дж/см2. Поверхно-
стные натяжения штейнов и шлаков практически сопоставимы.
Вязкость штейнов значительно ниже. Чем выше содержание
FeS, температура, тем ниже вязкость. Вязкость штейнов на два
порядка ниже, чем у шлаков.
4.1.3. Взаимодействия на границе «штейн-шлак»
Напомним, что штейн имеет полупроводниковую прово-
димость, а шлак — ионную. В контакте между фазами образу-
ется разность электрических потенциалов, в результате чего
создается двойной электрический слой. Его наличие способст-
вует переходу ионов из одной фазы в другую вплоть до дости-
жения равновесного состояния. Это сказывается на величине
потерь металлов, на эффективности разделения шлака и
штейна.
Возможно несколько вариантов перехода.
1. Переход катионов и анионов через границу раздела фаз:
2. Обмен зарядами анионов:
[SU+2e^(S2-)mT
(o2~b[°L+2e
[5Ьл(О2-)шт-(52-),пт + [О]
160
3. Обмен зарядами катионов:
[Ме]шт - 2е -> (Ме-)шл
(Fc2l„„+2c^FeL
[Ме],„т + (Ре-)шл -> (Ме-)шд + [Fe]
4. Частичный обмен зарядами:
- 2е [О]шт
+ [О]шт
где Me — Си, Ni, Со.
Со стороны штейна на границе фаз могут адсорбироваться
положительные [Ме]л+, со стороны шлака — отрицательные ио-
ны (О)2~
В системе «металл—шлак» расстояние между слоями зави-
сит от радиуса катионов. В металле избыточный заряд сосредо-
точен в слое ~10-8 см.
4.1.4. Потери цветных металлов со шлаками
Вследствие высокого содержания в исходном сырье пустой по-
роды при плавке выход шлака достигает 100—120 % от массы ру-
ды. Поэтому, несмотря на относительно низкое содержание в шла-
ке цветных металлов (0,1—1,5 %), абсолютные их потери высокие.
Например, потери меди со шлаками составляют (кг/т черновой ме-
ди): при отражательной плавке — 7—8, электроплавке — 16, кис-
лородно-факельной — 12, взвешенной — 20. Различают три груп-
пы потерь цветных металлов: химические, физические и механи-
ческие. Химические потери обусловлены обратимостью реакций
сульфидирования и восстановления металлов:
(МеО) + FeS <-> [MeS] + (FeO);
(МеО) + СО(Н2) о [Me] + СО2(Н2О).
Физические потери связаны с растворением в шлаке сульфи-
дов их металлов и описываются законами распределения веще-
ства между двумя несмешивающимися фазами.
Механические потери происходят при неполном разделении
фаз и образуются вследствие запутывания в шлаке мельчайших
частиц штейна.
161
Первые две группы потерь относят к электрохимическим. Они
отличаются друг от друга лишь механизмом перехода металлов че-
рез межфазную границу; роль электрохимической формы потерь
металлов возрастает с увеличением температуры.
На величину потерь металлов со шлаками оказывают влия-
ние составы шлака, штейна и температура. Магнетит, например,
влияет не только на свойства шлака, но и на величину электро-
химических потерь цветных металлов. В шлаках автогенных
процессов, для которых характерно повышенное содержание
магнетита, количество растворенной меди в шлаках составляет
80 отн. %. Повышенное содержание магнетита увеличивает так-
же рост механических потерь, что связано с ухудшением коалес-
ценции взвешенных в шлаке сульфидных частиц.
Существенное влияние на потери цветных металлов оказы-
вает кремнезем. Например, наименьшего содержания меди в
шлаке достигают при концентрации 42—45 SiO2, что соответст-
вует высокому межфазному натяжению на границе «штейн—
шлак» и невысокой вязкости шлака. При (SiO2) > 45 % вязкость
расплава возрастает и потери меди увеличиваются.
Растворимость металлов возрастает в железистых шлаках;
так, при (FeO) > 25 % возрастает доля потерь меди не только в
форме растворенной, но и в форме дисперсной взвеси сульфи-
дов.
Увеличение содержания СаО снижает потери цветных ме-
таллов как в растворенной, так и механической формах.
По мере обогащения штейнов цветными металлами возрас-
тает их общее содержание в шлаке. Для ориентировочной оцен-
ки зависимости содержания металла в шлаке от его концентра-
ции в штейне можно использовать соотношение
(Си)шл =
[Си]„,т
(80-100)’
которое относится к равновесным условиям и практически не
достигается. С повышением температуры возрастает доля элек-
трохимических потерь цветных металлов.
4.2. ШАХТНАЯ ПЛАВКА
Шахтную плавку в цветной металлургии используют для пе-
реработки кусковых материалов (20—100 мм) в производстве
меди, никеля, свинца и некоторых других металлов.
В зависимости от типа процесса, протекающего в печи, раз-
личают окислительную, восстановительную, хлорирующую,
восстановительно-сульфидирующую плавки.
162
Выбор способа плавки зависит от вида сырья и последующих
методов переработки конечных продуктов.
Наиболее характерные виды шахтной плавки:
— в металлургии меди: пиритная; медно-серная (усовершен-
ствованная пиритная); полупиритная; восстановительная (для
плавки окисленных руд, вторичного сырья, катодной меди); для
обогащения медных штейнов — концентрационная, сократи-
тельная и комбинированная;
— в металлургии никеля — восстановительно-сульфидирую-
щая;
— в металлургии олова, свинца, сурьмы — восстановитель-
ная;
— в металлургии титана, магния, циркония — хлорирование
в шахтных электропечах.
Шахтные печи работают на принципе противотока: шихта и
топливо загружаются сверху и опускаются вниз; раскаленные
газы (выполняющие роль восстановителя, окислителя либо хло-
рирующего реагента) пронизывают шихту снизу вверх. Физико-
химические процессы протекают при нагреве и расплавлении
шихты, печной газ должен иметь состав и определенную ско-
рость движения, обеспечивающие получение заданных продук-
тов плавки. Передача тепла от газа к материалу осуществляется
за счет конвекции. Коэффициент использования тепла в шахт-
ной печи достигает 70—80 %.
В рабочем пространстве печи протекают процессы: удаление
влаги, восстановление высших оксидов, диссоциация сульфидов
и карбонатов, окисление сульфидов, горение топлива.
Для типовых рудных печей высоту сыпи условно можно раз-
бить на температурные зоны (сверху вниз):
1. Подготовительная зона............................ — 470—1070 К
2. Зона термического разложения неустойчивых
химических соединений............................... — 1070—1170 К
3. Зона газификации углерода........................ — 1170—1670 К
4. Фокус печи (кислородная зона).................... — 1670—1720 К
5. Подфурменная зона................................ — 1510—1600 К.
Характер плавки определяется расходом кокса: до 10—12 %
преобладают окислительные процессы; свыше — восстанови-
тельные.
Сжигание топлива является основным процессом при шахт-
ной плавке, влияющим на состав газовой фазы и удельную про-
изводительность. В области фурм кокс сгорает по реакциям:
С + О2 = СО2 + 391,86 кДж
(при условиях избытка кислорода);
163
С + 0,5О2 = СО + 110,08 кДж
(при недостатке кислорода).
Горячие газы, поднимаясь вверх, нагревают шихту, СО2 вза-
имодействует с раскаленным коксом СО2 + С = 2СО (реакция со-
провождается поглощением тепла). В шахте печи соотношение
СО:СО2 зависит от условий сжигания кокса и распределения га-
зового потока.
4.2.1. Устройство печи
Шахтная печь (рис. 4.7) представляет собой агрегат с верти-
кальным рабочим пространством; шихту и топливо загружают
сверху, а снизу через фурмы вдувают реакционный газ, воздух,
хлор, кислородно-воздушную смесь. Зона наиболее высоких
температур, расположенная вблизи фурм, называется фокусом
печи. Размеры печи (длина, ширина, площадь сечения в области
фурм) определяются масштабами производства и особенностями
перерабатываемого сырья.
Шахта печи собрана из отдельных кессонов. Торцевые кес-
соны устанавливаются вертикально, боковые — наклонно под
углом 5—7°, при этом ширина печи на колошнике обычно
777777777777777
в 1,2—1,3 раза больше,
чем в области фурм. На-
клонные кессоны замед-
ляют скорость опускания
шихты и снижают ско-
рость движения газов,
обеспечивают полное
протекание химических
реакций и процессов теп-
лообмена.
Расплав из шахтной
печи выпускают в перед-
ний горн для разделения
продуктов плавки. Для
медной плавки использу-
ют электрообогреваемый
отстойник для разделения
шлака и штейна, для ни-
Рис. 4.7. Схема работы шахт-
ной печи:
7 — шахта печи; 2 — внутренний горн;
3 — колошник; 4 — фурмы; 5 — выпу-
скной желоб; 6 — наружный горн
164
келевой применяют наружный горн с непрерывным отводом
отвального шлака. Применение переднего горна и непрерыв-
ный выпуск расплава повышает производительность печей,
снижает потери металлов со шлаками.
Фурмы шахтных печей (рис. 4.8) устанавливаются на обеих
продольных сторонах печи. Расстояние между центрами фурм
изменяется в пределах 280—420 мм.
Колошниковое устройство служит для отвода газов. Выпол-
няется из кирпича либо из кессонов водяного или пароиспари-
тельного охлаждения (рис. 4.9).
Загружают печь с колошниковой площадки; распределение
шихты по крупности определяется рабочей высотой сыпи. При
высокой сыпи печь работает с периферийным ходом, при низкой
сыпи ход печи центральный.
Для интенсификации процесса окислительной шахтной плав-
ки применяют дутье, обогащенное кислородом, и подогрев ду-
тья; последний интересен и для восстановительного или хлори-
рующего процессов.
165
Рис. 4.9. Колошник испарительного
охлаждения:
1 — свеча; 2 — коллектор пароводяной смеси;
3 — кессон; 4 — теплоизоляция; 5 — элемент
крепления; 6 — коллектор умягченной воды;
7 — балка
Например, при медной
плавке обогащение дутья до
25,2 % увеличивает удельный
проплав на 14 %, уменьшают-
ся расход кокса на 15—25 % и
пылевынос на 15—20 %.
Подогрев дутья (460—
670 К) обеспечивает сниже-
ние расхода кокса и повыше-
ние удельной производитель-
ности.
4.2.2. Окислительная шахтная плавка
В окислительной атмосфере шахтной печи перерабатывают
сульфидные руды или концентраты в виде брикетов или агломерата.
Процессы окисления сопровождаются сложными промежу-
точными реакциями взаимодействия сульфидов не только с кис-
лородом дутья, но и с продуктами их окисления (сульфатами и
оксидами).
Большая часть времени пребывания шихты в шахтной печи
приходится на верхние и средние зоны, где процессы окисления
аналогичны процессам, протекающим при обжиге сульфидных
материалов.
При низких температурах сульфиды железа окисляются до
сульфатов, а при температуре выше точки воспламенения — по
реакциям с образованием магнетита:
2FeS2 + 5,5О2 = Fe2O3 + 4SO2;
3FeS2 + 8О2 = Fe3O4 + 6SO2;
10Fe2O3 + FeS = 7Fe3O4 + SO2.
Окисление моносульфидов типа PbS, ZnS описывается общей
схемой: MeS + О2 —» МеО + SO2. Дальнейшие процессы окисле-
ния протекают в расплаве:
FeS + 1,5О2 = FeO + SO2;
3FeO + 72О2 = Fe3O4.
166
Реакций обмена между сульфидами и оксидами
LMeS]IIJT + (Ме'О)шл = [Ме’8]шт + (МеО)шл
начинаются в твердых фазах и продолжаются в расплавах.
В области внутреннего или наружного горнов происходит
расслаивание на штейн и шлак, и устанавливается равновесие
между сульфидом извлекаемого металла в штейне и оксидом
шлакуемого металла в шлаке.
Рассмотрим особенности химизма наиболее типичных разно-
видностей шахтной плавки.
Пиритная плавка. Пиритная плавка применялась для пере-
работки сульфидных руд, содержащих до 40—42 % серы (не ме-
нее 75 % пирита). Теплотворная способность такой шихты со-
ставляет 5000—6000 кДж/кг, и плавку вели за счет теплоты го-
рения сульфидов при расходе кокса не более 2—3 %.
В печи формировались надфурменные настыли (кварцево-
известковая насадка) (рис. 4.10). Во время пребывания расплава
в зоне насадки использовался кислород дутья и обеспечивалась
стехиометрия реакции
2FeS + ЗО2 =
= 2FeO + 2SO2 + 937 340 кДж.
Оксид железа, взаимодей-
ствуя с кварцем, формирует
легкоплавкий железистый
шлак
2FeO + SiO2 =
= Fe^KXi + 92 110 кДж.
При пиритной плавке не-
избежно переокисление FeO:
6FeO + О2 =
= 2Fe3O4 + 635 560 кДж.
Конечное содержание
магнетита определяется
Рис. 4.10. Расположение темпера-
турных зон при пиритной плавке в
шахтной печи; А — кварцево-изве-
стковая насадка:
/ — 570—1020 К; // — 1020—1170 К; III —
1170—1420 К; IV — 1420—1570 К
167
степенью его взаимодействия с сульфидами в присутствии
кварца:
3Fe3O4 + FeS + 5SiO2 = 5(2FeO • SiO2) + SO2 - 19 930 кДж.
Шихта (кусковая руда или брикеты 40—50 мм) поступает в
зону I (см. рис. 4.10). При противоточном движении шихты и га-
зов происходит ее просушивание, начинается разложение неус-
тойчивых гидроксидов и высших сульфидов. В зоне II продолжа-
ется диссоциация сульфидов и начинается разложение карбона-
та кальция. В зоне III завершаются процессы диссоциации неус-
тойчивых химических соединений, начинается плавление суль-
фидов и легкоплавких шлаковых эвтектик. Расплавленные суль-
фиды стекают на насадку (зона окислительного плавления). Пу-
стая порода (SiO2, CaO) постепенно растворяется в первичных
железистых шлаковых расплавах. В зоне IV образуются жидкие
продукты плавки, которые собираются в горне печи и затем вы-
пускаются в передний горн.
Шлаки пиритной плавки содержат, %: 28—33 SiO2; 60—
65 (FeO+Fe3O4); 3—5 CaO; 0,35—0,45 Си. Содержание меди в
штейне 28—33 %.
Пиритная плавка обладает невысокой производительно-
стью — 30—40 т/м2-сут. Достоинством являются высокие десуль-
фуризация 85—95 % и содержание SO2 в газах (без подсоса воз-
духа) 1(1—14 %. Улучшение теплового баланса может быть до-
стигнуто путем сжигания природного газа в туннельных топках,
выбрасывающих топочные газы в печь выше кварцево-извест-
ковой насадки; подогрева дутья; обогащения дутья кислородом.
Промышленное применение пиритной плавки ограничено
из-за отсутствия запасов пиритных руд. Идеи процесса получили
развитие в усовершенствованной пиритной плавке (медно-сер-
ная плавка) и при реализации автогенных разновидностей плав-
ки.
Медно-серная плавка. Шахтная печь по высоте имеет допол-
нительно восстановительную (1070—1470 К) зону, расположен-
ную между подготовительной и окислительной зонами.
Плавят бедные медные руды (2—3 % Си) с высоким содержа-
нием серы (38—43 %), загружают кварцевый флюс и кокс (9—
12 %).
В зоне окислительного плавления высокая температура раз-
вивается за счет основной реакции пиритной плавки и частично-
го сжигания кокса. Кислород дутья расходуется полностью в об-
ласти фурм, а избыток кокса сохраняется над фурмами.
В восстановительной зоне протекают следующие реакции:
СО2 + С = 2СО;
168
2SO2 + 4CO = 4CO2 + S2;
2SO2 + 2C = 2CO2 + S2;
CO+ 72S2 = COS’;
C + S2 =.CS2;
4H2O + 3S2 = 4H2S + 2SO2.
Последние 3 реакции нежелательны, т. к. они снижают вы-
ход элементной серы и обусловливают образование токсичных
соединений.
Печные газы, содержащие S2, SO2, COS, CS2, CO2, CO, H2S,
N2, при 770—820 К отводятся в газосборник, где происходит гру-
бое обеспыливание. Тонкая очистка от пыли проводится в элек-
трофильтрах (693—723 К), откуда газы поступают в контактные
камеры.
В контактных камерах в присутствии катализатора (смесь
пенобетона, высокоглиноземистого цемента, гидрооксида
алюминия, алюминиевой пудры, известковой пульпы) проте-
кают реакции
SO2 + 2COS = 3/2S2 + 2СО2;
SO2 + 2СО = 72S2 + 2СО2,
завершающиеся образованием элементной серы.
Затем газы направляют в холодильник, где их охлаждают до
400—410 К, пары серы конденсируются, расплав серы направля-
ется на склад готовой продукции. Газ после холодильника подо-
гревается до 720 К и проходит вторую стадию катализа, конден-
сации. Общее извлечение серы достигает 85 % от содержания в
шихте. При организации II стадии катализа и конденсации для
медно-серной плавки печь имеет большую высоту за счет соору-
жения зоны восстановления (рис. 4.11). Загрузка производится
через двойной затвор колокольного типа в колошнике печи,
обеспечивающем герметичность печи и поддержание в ней из-
быточности давления.
Штейны медно-серной плавки бедные (6—11 % Си); их под-
вергают сократительной плавке.
Сократительная плавка ведется по схеме полупиритного про-
цесса (см. далее).
169
Рис. 4.11. Шахтная печь для медно-серной плавки:
7 — герметичный колошник с загрузочным устройством колокольно-пересыпного типа; 2 — шахта
печи; 3 — воздуховод; 4 — фурма; 5 — внутренний горн; 6 — пылевая камера
170
Медно-серная плавка характеризуется следующими показа-
телями:
Удельный проплав, т/(м2-сут)................... 30—40
Извлечение меди в штейн, %..................... 90—94
Извлечение серы, %............................. 80—90
Содержание серы в товарном продукте, %......... 99,6—99,95
Недостатки медно-серной плавки: ограниченность сырья;
низкая десульфуризация и степень сокращения; высокий расход
топлива; необходимость доработки штейнов и специальной под-
готовке шихты; трудность контроля плавки. Одним из вариан-
тов ее усовершенствования является организация автогенного
режима за счет использования дутья, обогащенного кислородом.
Полупиритная плавка медного сырья. Особенностью про-
цесса является использование повышенного расхода кокса (5—
12 %), что позволяет управлять температурой и тепловым балан-
сом печи. В результате плавка ведется на более кислых шлаках
(SiO2 36—38 %), снижаются потери меди со шлаками, удается
плавить более тугоплавкие руды, уменьшить расход флюса. Уве-
личение количества вдуваемого воздуха (по сравнению с пирит-
ной плавкой) позволяет повысить производительность печи в
2—3 раза, до 60—120 т/(м2-сут).
В фурменной зоне развиваются температуры 1670—1720 К;
она заполнена массой раскаленного кокса и тугоплавких компо-
нентов шихты. Здесь формируется шлак, который, стекая в под-
фурменную зону, растворяет тугоплавкие оксиды.
Раскаленные газы, содержащие СО2, SO2, N2, обеспечивают
нагрев шихты и плавление сульфидов. В верхних горизонтах пе-
чи при 870 К происходит термическое разложение ковеллина,
гидроксидов, карбоната магния, начинается диссоциация пирита
и халькопирита. Содержание SO2 в отходящих газах составляет
4—8%.
При полупиритной плавке в окислительной атмосфере верх-
ней подготовительной зоны печи (550—1150 К) протекают сле-
дующие взаимодействия:
2FeS2 + 5,5О2 = Fe2O3 + 4SO2;
2CuFeS2 + 6,5O2 = CuO • Fe2O3 + CuO + 4SO2.
В зоне окислительного плавления идет расплавление легко-
плавких компонентов шихты и формирование шлака.
Основными процессами являются окисление сульфидов же-
леза и ошлакование его оксидов при фильтрации их через слой
коксокварцевой постели.
Получают штейн, %: 25—30 Си; 40—45 Fe (в том числе 4,5—
5,5 металлического железа); 23 S. Извлечение меди в штейн —
171
85—87 %. Шлаки содержат, %: 0,25—0,30 Си; 1,0—1,5 Zn; 30—32
SiO2; 35—38 Fe; 10—15 СаО; 4—6 А12О3. Состав отходящих газов,
%: 0,6—2,5 SO2; 8—10 СО2; 8—10 О2. Пылевынос составляет 8—
9 % от массы шихты. Газы необходимо утилизировать для очи-
стки от пыли, использования тепла и обезвреживания SO2.
4.2.3. Восстановительная шахтная плавка
Сырьем являются окисленные руды, вторичное сырье, обо-
жженные сульфидные руды и концентраты, различные шлаки и
полупродукты, в которых металлы присутствуют в форме сво-
бодных или связанных оксидов.
В восстановительной атмосфере оксиды восстанавливаются до
металлов. Высшие оксиды некоторых металлов (железа, марган-
ца) восстанавливаются до низших оксидов и переходят в шлак.
Топливо (обычно кокс) является тепловым агентом и восста-
новителем; при окислении углерода образуются восстановитель-
ные газы:
С + Н2О = СО + Н2;
С + 72О2 = СО + Q,;
СО2 + С = 2СО - Q2.
Реакции в твердых фазах протекают медленно из-за слабой
взаимной диффузии твердых веществ; большинство реакций вос-
становления твердым углеродом — реакции эндотермические.
Реакции восстановления оксидов выражаются схемой
МеО + СО = Me + СО2 ± Q.
Способность к восстановлению уменьшается в ряду (1270 К):
Cu2O, РЬО, NiO, SnO2, Fe3O4, ZnO, Сг2О3.
Скорость восстановления пропорциональна площади поверх-
ности кусков материала, давлению газа-восстановителя. Поэто-
му пористый агломерат восстанавливается быстрее, чем плот-
ный кусковый материал.
Плавка вторичного медьсодержащего сырья. В состав ших-
ты входят отходы меди и сплавов на ее основе со значительным
содержанием железа, шлаки, печные выломки, формовочные
земли, пыли и другие сыпучие материалы. Цветные металлы на-
ходятся в металлической, оксидной и ошлакованной формах.
Флюсами при плавке служат биметалл, кварц, известняк.
Топливом и восстановителем — кокс.
Целью шахтной плавки является извлечение меди и олова в
черную медь (бронзу) и отгонка цинка. Плавка — восстанови-
тельная при расходе кокса 10—15 % от массы шихты.
172
В подготовительной зоне за счет подсасываемого воздуха
происходит догорание паров цинка и оксидов углерода. Темпера-
тура отходящих газов 830—1070 К.
Во второй зоне (870—1270 К) происходит разложение карбо-
натов, плавление латуней, частичная отгонка цинка из медно-
цинковых сплавов, начинается восстановление оксидов цветных
металлов и железа
МеО + СО = Me + СО2.
Восстановление оксидов олова проходит ступенчато SnO2 —>
SnO -» Sn. Силикаты олова восстанавливаются в присутствии
СаО (или FeO), металлического железа:
2SnO • SiO2 + 2СаО + 2С(СО) = 2Sn + 2CaOSiO2 + 2СО(СО2)
2SnO • SiO2 + 2Fe = 2Sn + 2FeO • SiO2.
Оксиды цинка восстанавливаются в основном металличес-
ким железом при температуре выше 1270 К:
ZnO + Fe = Zn + FeO;
2ZnO • SiO2 + 2Fe = 2Zn + 2FeO • SiO2;
ZnO • Fe2O3 + Fe + CO = Zn + 3FeO + CO2.
При 1270—1570 К заканчиваются процессы восстановления,
шлакообразования, происходит плавление металлов с образованием
черной меди, продолжается возгонка цинка, оксидов свинца и олова.
В фокусе печи (1570—1670 К) жидкие продукты плавки
фильтруются через раскаленный кокс, протекает интенсивная
возгонка летучих компонентов.
Шлаки плавки вторичных материалов — высокоцинковис-
тые. До 60 % всего цинка в шлаке находится в виде силикатов, до
40 % в виде шпинелей (ганита ZnOAl2O3). Тугоплавкий ганит
(Тпл ~ 2203 К) повышает вязкость шлака и увеличивает потери
меди со шлаками.
Состав продуктов плавки вторичного сырья приведен в
табл. 4.4. Выход продуктов плавки составляет, % от массы ших-
ты: черная медь 30—33; шлак 53—57; грубая пыль 3—4; тонкая
пыль 5—10. В черную медь извлекается 97,0—97,6 % Си; перехо-
дит меди в шлаки 1,8—2,2 %, в тонкие пыли — 0,2—0,4 %. Цинк
на 45—55 % отгоняется и извлекается в виде пыли оксида цинка,
12—15 % остается в черной меди, 30—35 % переходит в шлаки.
Потери цинка достигают 15 %.
Свинец на 60—65 % извлекается в черную медь, остальное
его количество примерно поровну распределяется между шла-
ком и пылями.
При шахтной плавке 65—70 % всего олова переходит в чер-
новую медь, 25—30 % — в шлак, 2—4 % — в пыль и газы. При
173
Таблица 4.4
Химический состав продуктов плавки вторичного сырья, %
Продукты плавки Си Zn Sn Pb Ni SiO2 CaO FeO AlA
Черная 82—87 5—8 1,2—2,2 1—2 0,5—1,5 Fe = ——
медь Шлак 0,7—0,8 6—9 0,1- -0,2 0,2—0,5 0,03—0,20 23—29 8—14 1,5—3,0 35-40 9—13
Оборотный шлак 1,0-4,0 5—8 0,2—0,5 0,2—0,6 0,05—0,20 20—26 8—14 33—38 5—10
Грубая пыль 10 15 25—30 0,2—0,3 3^1 15—20 2—3 10-?- 2^ -
Тонкая пыль 0,5—3,0 60—63 0,3- -0,7 4—5 — 1—2
конвертировании черной меди получают оловосодержащие
шлаки (3,5—4,5 % Sn), которые совместно с другими оловосо-
держащими материалами переплавляют на черновую бронзу.
Осуществляют восстановительную плавку в шахтных печах при
расходе кокса 16—18 % от массы шихты. В бронзу извлекается,
%: 97—98 Си; 65—70 РЬ; около 85 Sn. Остальное олово перехо-
дит в шлак (12 %) и в газовую фазу (3 %).
Состав черновой бронзы, %: 80—85 Си; 5,5—6,5 Sn; 4,5—5,0
РЬ; 2 Zn. Шлаки содержат, %: 0,8—1,0 Си; 0,4—0,6 Sn; 0,4—0,5 РЬ.
Шахтную плавку вторичного медьсодержащего сырья
(рис. 4.12) проводят в печах с площадью сечения в области фурм
3—10 м2, высотой от осей фурм до колошника 4,5—6,0 м. Печи
полностью кессонированы, имеют фурмы диаметром 130 мм.
Для загрузки шихты используют напольно-завалочные машины
грузоподъемностью 4 т. Масса колоши составляет 20—25 т. Сна-
чала загружают кокс, флюсы, оборотные и медноцинковые
шлаки, латунный лом и стружку, затем биметалл и прочие ком-
поненты шихты. Расплав из печи выпускают через водоохлаж-
даемое сифонное устройство в электрообогреваемый горн-от-
стойник, который работает как электропечь сопротивления.
Воздух подают в печь под давлением 14,7—24,5 кПа, его
расход составляет 50—70 м3 в 1 мин на 1 м2 сечения печи в об-
ласти фурм. Удельная производительность печи достигает
80—100 т/(м2 сут). Усовершенствование процесса идет за счет
применения воздуха, обогащенного кислородом, подогрева ду-
тья, улучшения шихтоподготовки и более полной утилизации
пыли.
Плавка катодной меди. Шахта представляет собой футеро-
ванный герметичный стальной кожух, над которым установлена
колошниковая камера с окном для загрузки шихты и отверстием
для отвода дымовых газов. Печь оснащена газовыми горелками
туннельного типа или выносными камерами сжигания. В печи
174
Рис. 4.12. Схема шахтной печи для плавки медьсо-
держащих материалов:
1 — электрообогреваемый отстойник; 2 — электроды; 3 — внут-
ренний горн; 4 — шахта печи; 5 — кессонированный колошник
поддерживают атмосферу, не содержащую свободный кислород
за счет неполного сжигания природного газа.
Технико-экономические показатели плавки:
Проплав катодной меди, т/ч.................. — 40—80
Расход природного газа, м3/т................ — 50
Коэффициент расхода воздуха................. — 0,90—0,95
Потери меди со шлаками, %................... — 0,03
Расход огнеупоров, кг/т катодов............. — 2,6
Шахтная свинцовая плавка. На плавку поступает офлюсо-
ванный самоплавкий агломерат, содержащий 35—65 % РЬ. Сви-
нец присутствует как в металлическом виде, так и в виде соеди-
нений: PbO; PbOFe2O3; PbO SiO2; PbSOt; PbS.
Восстановление свинца из PbO начинается при 470 К при не-
значительной концентрации СО:
РЬО + СО = РЬ + СО2.
Из шлаковых расплавов восстанавливается силикат свинца:
2РЬО • SiO2 + 2СО = 2Pb + SiO2 + 2СО2.
Ферриты восстанавливаются СО при 770—820 К:
РЬО • Fe2O3 + 2СО = Pb + 2FeO + 2СО2.
Сульфат свинца восстанавливается до сульфида:
PbSO4 + 4СО = PbS + 4СО2.
Оксиды железа и цинка при содержании СО в газах менее
30 % переходят в шлак. Оксиды меди восстанавливаются, медь
растворяется в черновом свинце. Сульфиды меди, железа, цин-
ка, свинца образуют штейн, содержащий, %: 5—30 Си; 10—
35 РЬ; 2—10 Zn; 17—25 S; 1 As; 2—3 Sb; 4,5 г/т Au; 3000—
4000 г/т Ag.
Золото, серебро, олово и висмут концентрируются в черно-
вом свинце. Шлаки содержат, %: 0,5—3,8 РЬ; 0,2—1,5 Си; 4—30
ZnO; 8—30 SiO2; 17-^1 FeO; до 5 ВаО; 2—3 А12О3; 2 MgO. Их на-
правляют на извлечение цинка.
При заметном содержании в шихте мышьяка в условиях вос-
становительной атмосферы образуется шпейза — расплав арсе-
нидов металлов. Состав шпейз, %: 1—30 As; 1—6 Sb; 8—60 Fe;
5—30 Pb; 1—15 Си; 1—3 S; 1—10 N; 0,001—0,1 (г/т) Au; 0,01—0,2
Ag. Во внешнем отстойнике шпейза занимает промежуточный
слой между штейном и черновым свинцом (плотность 5,6—6,0
г/см3; температура плавления 1370—1420 К).
Примерно 80 % свинцового вторичного сырья перерабатыва-
ется в шахтных печах.
В табл. 4.5 приведен типичный материальный баланс плавки.
Крупнокусковый материал (аккумуляторный лом) проходит
176
Таблица 4.5
Материальный баланс, состав шихты и продуктов плавки
вторичного свинцового сырья
Исходное сырье и продукты плавки Содержание металлов, %
РЬ Sb Sn Си
Загружено
Агломерат 39,3 20,9 0,6 0,5 1,0
Аккумуляторный лом 44,2 71,5 2,4 0,1 0,2
Несортное сырье 4,2 68,0 2,9 0,4 0,0
Шликеры 4,8 62,2 4,0 2,1 7,4
Оборотный шлак 7,2 0,9 0,1 0,1 0,2
Получено
Черновой свинец 46,2 93,5 3,5 0,4 1,2
Шлак 46,5 0,9 0,0 0,1 0,2
Штейн 5,0 15,1 0,1 0,3 5,1
Пыль 2,3 48,4 0,6 2,4 0,3
стадию первичной переработки с отделением органических ма-
териалов и активной массы на положительных пластинах, %: 90
РЬО2; 7 РЬО; 3 PbSO4, и на отрицательных пластинах — 95 РЬ;
3 РЬО; 2 PbSO4.
Мелкая фракция представлена мелочью от разделки аккуму-
ляторного лома, изгарью, шламами пылеочистных установок,
свинцовыми пастами, свинцовыми кеками цинкового производ-
ства и т. д. Проводят предварительное окускование материала на
агломерационных машинах. Шихта спекания может состоять из
смеси первичного и вторичного сырья или из вторичного сырья
с добавкой оборотных материалов.
Свинец из печи выпускают непрерывно через сифон, шлак
выпускают в передний горн для отделения металлических ка-
пель, затем гранулируют и выводят в отвал.
Печи, применяемые для плавки вторичного свинецсодержа-
щего сырья (рис. 4.13), имеют меньшую площадь сечения в обла-
сти фурм 2—5 м2.
Процесс отличается высокой производительностью; показа-
тели его приведены ниже:
Удельная производительность, т/(м2-сут)
(по шихте)................................ 50—60
Расход кокса, %............................... 8—12
Давление дутья, кПа........................... 25—30
Температура, К
подогрева дутья........................... 520—570
отходящих газов........................... 470—570
177
Рис. 4.13. Принципиальная
схема шахтной печи свинцо-
вой плавки:
1 — горн; 2 — фурмы; 3 — шахта пе-
чи; 4 — загрузочные люки; 5 — ко-
лошник; 6 — газоход; 7 — агломерат;
8 — кокс; 9 — фокус печи; 10 —
шлак; 11 — сифон для выпуска свин-
ца; 12 — свинец
К недостаткам шахт-
ной плавки следует от-
нести значительный пы-
левынос, необходимость
агломерации мелкого
сырья, использование
дорогостоящего кокса.
Шахтная плавка
сурьмяного сырья. Для
переработки окисленных
сурьмяных руд использу-
ют восстановительную
плавку, которая имеет
много общего с шахтной
свинцовой плавкой.
Для переработки
сульфидных и смешан-
ных руд применяют оса-
дительную и реакцион-
ную плавки с использо-
ванием в отдельных слу-
чаях шахтных печей.
Восстановительная плавка. Сурьма в окисленном сырье на-
ходится в основном в виде оксида Sb2O3.
Оксид Sb2O3 относится к числу легко восстанавливаемых со-
единений, и его свойства близки к свойствам низших оксидов ме-
ди, никеля, свинца, олова.
Восстановление Sb2O3 осуществляется оксидом углерода
(Sb2O3)x + ЗСО = 2(Sb)x + ЗСО2.
К окисленным сурьмяным рудам близки по составу обо-
жженные сульфидные руды или концентраты.
Осадительная плавка. Основная реакция осадительной
плавки сульфидного сурьмяного сырья определяется взаимодей-
ствием между двумя фазами:
(Sb2S3)mT + 3(Fe)M 2(Sb)M + 3(FeS)UIT.
178
Для осадительной плавки используют сульфидные концент-
раты или штуфные руды, содержащие, %: 45—65 Sb; 20—30 S;
до 0,5—1,5 Fe; 0,1—0,7 Pb и 0,2—1 As.
В качестве осадителя используют чугунную, стальную
стружку, высококачественную железную руду или штейн осади-
тельной плавки с содержанием 45—50 % Fe.
Загружают восстановитель (уголь или коксик), предотвра-
щающий окисление сурьмы и сульфидной серы.
Штейнообразующим реагентом является сульфид натрия,
полученный из вводимого сульфата натрия, согласно реакции
Na2SO4 + 4Fe = Na2S + 4FeO.
Для образования шлаков вводят соду, известняк, реже суль-
фат натрия, плавиковый шпат
A'Na2CO3 + ySiO2 = xNa2O • ySiO2 + лСО2;
/zCaCO3 + mSiO2 = nCaO • mSiO2 + nCO2.
Продуктами осадительной плавки являются: черновая сурь-
ма (5—15 % Fe, примеси цветных металлов, мышьяка, серы и
др.), пыль (45—70 % Sb), направляемая в оборот; штейн (10 % Sb,
35—45 % Fe, 25—35 % S, 8—15 % Na).
Реакционная плавка. Процесс основан на взаимодействии
между сульфидами и оксидами сурьмы
Sb2S3 + 2Sb2O3 = 6Sb + 3SO2,
содержащимися в смешанном сырье или получаемыми при окис-
лительно-реакционной плавке:
2Sb2S3 + 9О2 = 2Sb2O3 + 6SO2;
Sb2S3 + 2Sb2O3 = 6Sb + 3SO2
3Sb2S3+9O2=6Sb + 9SO2
Перерабатывают бедные (10—25 % Sb), богатые (35—55 %
Sb) руды, полупродукты (оборотные шлаки и штейны, огарки от
ликвидации крудума), концентраты, пыли; дисперсные материа-
лы предварительно брикетируют.
Площадь сечения печей в области фурм 0,7—1,4 м2; высота
шахты 3,5—8,5 м. Устанавливается 6—8 фурм диаметром 50—
130 мм. Печи кессонированы на высоту 1—2 м от уровня фурм.
Расход дутья 1200—2400 м3/ч.
Взаимодействие между сульфидной и окисленной формами
сурьмы начинается уже в верхних зонах печи. По мере продви-
179
жения шихты сверху вниз усиливается взаимодействие соедине-
ний сурьмы с потоком газа. В надфурменной зоне сульфиды
сурьмы окисляются с выделением металла, а в средней зоне про-
исходит восстановление оксидных форм сурьмы.
При плавке бедного сырья, работе с холодным колошником
и высоте сыпи до 4—5 м извлечение сурьмы в черновой металл
достигает 50—85 %. При плавке сульфидных руд расход кокса
7—8 %, а при повышенном содержании оксидов сурьмы он до-
стигает 25—30 % от массы шихты. В качестве флюсов использу-
ют известняк, гематитовую руду или пиритные огарки.
Черновая сурьма содержит, %: 3—9 Fe; 1—3 S; мышьяк, сви-
нец и другие примеси. Состав шлака, %: 35—45 SiO2; 20—35
CaO; 15—25 Fe; 0,5—2,5 Sb. Производительность шахтных печей
по шихте — 15—35 т/(м2-сут).
4.2.4. Восстановительно-сульфидирующая
шахтная плавка
Применяется для переработки окисленных никелевых руд.
Цель плавки — максимальное извлечение никеля и кобальта в
штейн и ошлакование пустой породы.
Шихта состоит из брикетов (или агломерата), крупных кус-
ков руды, оборотных шлаков, известняка и сульфидизатора.
Применение известняка связано с высоким содержанием
кремния в руде. Сульфидизаторами служат гипс CaSO4-2H2O или
безмедистый пирит FeS2. Топливо при плавке — кокс.
В фокусе печи развивается температура до 1870—1970 К. Кон-
центрация СО достигает 24 %. На выходе из печи газы содержат
10—6 % СО2 и 8—16 % СО и имеют температуру 770—870 К.
Химизм процесса сульфидирования металлов описывается
реакциями
NiO + FeS = NiS + FeO.
Сульфидирование гипсом более сложный процесс:
CaSO4 = CaO + SO2 + 72О2.
При высоких температурах в восстановительной атмосфере
гипс дегидратирует, диссоциирует и образует сульфид кальция и
серу со держащие газы.
Серусодержащие газы и частично сульфид кальция сульфи-
дируют металлы шихты
3NiO + 7СО + 2SO2 = Ni3S2 + 7СО2;
FeO + CaS = FeS + CaO.
180
Штейн представлен сульфидами и металлизированной фазой
(Ni3S2, FeS, CoS, Ni, Fe); состав его, %: 16—20 Ni; 18—22 S; 0,5—
1,0 Co; 55—60 Fe; 2—4 прочих. Содержание металлизированной
фазы (ферроникеля) составляет 20—40 % от массы штейна.
Температура штейна, выпускаемого из печи, 1470—1520 К.
Количество образующегося шлака 96—105 % от массы агло-
мерата; состав его, %: 0,14—0,22 Ni; 44—46 SiO2; 8—12 MgO;
18—22 FeO; 4—10 A12O3; 15—18 СаО; 1,5—2,0 Сг>03. Температу-
ра жидкотекучести 1570—1670 К, плотность 3,3—3,6 г/см3.
Соотношение содержания никеля в штейне и шлаке близко к
100, коэффициент распределения кобальта между штейном и
шлаком приближенно равен 20.
Газы уходят при температуре 770—870 К; пылевынос состав-
ляет 6—16 %; большие значения — при плавке агломерата. Очи-
стку проводят в пылевых камерах, скруббере, батарейных цик-
лонах; улавливается до 96—98 % пыли.
Для плавки используют шахтные печи (рис. 4.14), имеющие
длину до 15 м, ширину в области фурм 1,4—1,6 м, высоту шахты
4,6—6 м, площадь сечения в области фурм 13,5—25 м2.
Масса колоши (8—10 т) зависит от размера печи. Вначале по
длине печи загружают кокс, затем известняк, гипс или пирит и
на них загружают агломерат и руду. Высота сыпи от уровня
фурм 4—5 м.
Процесс характеризуется высоким расходом кокса (21—
33 %). Применяют дутье, обогащенное кислородом до 25 % или
подогрев дутья до 770—1070 К. Оптимальный расход кокса при
плавке агломерата составляет 21—24 %. Удельный проплав,
т/(м2-сут), на воздушном дутье (в скобках при [О2] = 24,5 %):
агломерата 35—36 (40),
брикетов 26—29 (34).
В штейн переходит 70—80 % никеля, в шлак 12—16 %, в пыль
6—14 %. Извлечение кобальта не превышает 40—50 %. На 1 т
штейна расходуется 20 т агломерата, 4—5 т известняка, 1—2 т
пирита, 5—6 т кокса, 32 500 м3 воздуха.
4.2.5. Шахтные печи хлорирования
Шахтные электропечи применяют для хлорирования титано-
вого, магниевого сырья и при производстве ниобия и тантала.
Хлорирование элементов протекает по реакциям:
Me + С1 > = МеС12.
МеЛОу + уС12 = хМеС12у/л + у/2О2.
181
16000
Рис. 4.14. Шахтная печь для восстановительно-сульфидирующей плавки:
1 — колошник; 2 — загрузочная плита; 3 — коллектор для подвода воды; 4 — кессон испарительно-
го охлаждения; 5 — наружный горн; 6 — шпуровое отверстие для выпуска штейна; 7 — фундамент;
8 — внутренний горн; 9 — фурма
182
Поскольку температура плавления и кипения хлоридов ниже
температур плавления и кипения других соединений, удается пе-
ревести извлекаемые элементы в возгоны и затем провести
фракционную конденсацию.
Вероятность реакции хлорирования оксидов возрастает в ряду:
МпО > FeO > V2O3 > MgO > TiO2 > ZrO2 > Cr2O3 > SiO2.
Шахтная печь состоит из нескольких секций, футерованных
шамотным кирпичом. Сверху печи расположен приемный бун-
кер с загрузочным устройством, на боковых стенках печи фур-
мы с горелками. В нижней части печи имеются вертикальные
водоохлаждаемые холодильники с разгрузочными течками и ка-
мерами дожигания горючих газов. Сырые брикеты загружают
сверху в печь.
Для приготовления сырых брикетов используют нефтяной
коксик (-0,15 мм), сульфитцеллюлозный щелок (12—14 % от мас-
сы шихты) или каменноугольный пек в качестве связующего.
Коксованием удаляют воду и основную часть летучих, кото-
рые при взаимодействии с хлором могли бы образовать хлорис-
тый водород и различные хлоропроизводные углерода; подоб-
ные соединения загрязняют товарные хлориды и вызывают без-
возвратные потери хлора. Для создания восстановительной сре-
ды в печи природный газ сжигают с недостатком кислорода.
Брикеты после коксования содержат летучих не более 0,3 %, уг-
лерода — 20—28 %.
Шахтная электропечь (ШЭП), используемая для хлорирования
титанового сырья (рис. 4.15), имеет две зоны: в верхнюю зону за-
гружают шихту, нижняя служит копильником расплавленных
хлоридов. В эту же зону через фурмы поступает холодный хлор
или разбавленный воздухом хлоргаз. Кислород воздуха связыва-
ется угольной насадкой с образованием СО2 и СО. Температура в
печи 1020—1070 К; нижняя часть печи заполнена угольными ци-
линдрами с удельным сопротивлением 50—75 Ом-мм/м. Подвод
электроэнергии осуществляют с помощью шести графитовых
или угольных электродов, расположенных в один или два яруса.
Кожух печи стальной, футерован изнутри низкопористым
шамотным кирпичом. В горловине свода устанавливают загру-
зочное устройство и распределительный конус.
Хлор вдувают через 3—6 фурм, расположенных между верх-
ним и нижним ярусами электродов. Брикеты загружают в печь
из расчета 100 кг на 40—45 м3/ч хлора.
В печи различают три температурные зоны:
— первая зона (870—970 К) находится на уровне от подины
до нижних фурм,
— вторая зона расположена между фурмами и верхним уров-
нем насадки (970—1070 К). Здесь происходит разогрев хлора,
183
Рис. 4.15. Шахтная электри-
ческая печь для хлорирова-
ния:
/ — летка; 2 — угольные электро-
ды; 3 — рабочее отверстие; 4 — ус-
тройство для загрузки шихты; 5 —
отверстие для отходящих газов; 6 —
огнеупорная кладка; 7 — фурмы;
8 — шихта; 9 — угольное сопротив-
ление (брикеты)
связывание кислорода
воздуха,
— третья — реак-
ционная зона (1070—
1520 К) — от уровня
насадки до верхнего
уровня шихты, в кото-
рой протекает хлори-
рование.
Процесс хлориро-
вания шихты в печи
в составе парогазовой смеси
распространяется сни-
зу вверх и продолжает-
ся до полного сгорания
хлорируемых компо-
нентов брикета. Неко-
торые примеси (кварц,
корунд) и избыточный
углерод не хлорируют-
ся и накапливаются
над насадкой в непро-
хлорированном остатке. Время пребывания брикетов в печи 8—
12 ч. Продукты хлорирования: газы (СО, СО2, НС1, N2, SO2, COCI
и др.); низкокипящие жидкие хлориды (TiCl4, Si2OCl6, Si3O2Cl
VOC13, SiCl4, CC14, COC14, C6C16); низкокипящие твердые хлори-
ды (A1C13, FeCl3); высококипящие твердые хлориды (СаС12,
MgCl2, MnCl2, FeCl,, СгС13, СгС12)
выводятся из печи в конденсационную систему.
Низколетучие хлориды кальция и магния стекают в горно-
вую часть печи в виде расплава и периодически выпускаются че-
рез летку в контейнеры.
Недостатком ШЭП является непостоянство газодинамики в
слое и постепенное снижение производительности по мере на-
копления непрохлорированного остатка.
При переработке титансодержащих шлаков с низким содер-
жанием СаО и MgO применяют шахтный хлоратор непрерывно-
го действия (рис. 4.16). В нижней части выше пояса фурм нахо-
184
Рис. 4.16. Шахтный хлоратор непрерывного действия:
1 — водоохлаждасмый конус; 2 — фурма; 3 — хлорный коллектор; 4 — корпус шахтного
хлоратора; 5 — водоохлаждаемый свод; 6 — бункер; 7 — золотниковый питатель; 8 — ре-
дуктор; 9 — электродвигатель; 10 — кюбель для огарка; 11 — разгрузочный шнек
185
дится зона активного хлорирования и горения углерода. В верх-
ней части слоя шихты находятся зона подогрева брикетов и на-
чала их хлорирования и область кипения слоя.
При загрузке брикеты погружаются в кипящий слой, со-
стоящий из мелких частиц шихты, и нагреваются за счет теп-
лообмена до 770—970 К. Брикеты опускаются в зону активно-
го хлорирования при температуре 1070—1270 К. Крупные ос-
татки брикетов, пройдя фурменную зону, непрерывно или пе-
риодически выгружаются. Мелкие частицы выносятся из слоя
брикетированной шихты и пополняют кипящий слой. Пыле-
видные частицы с парогазовой смесью поступают в систему
конденсации.
Уровень шихты в хлораторе 1,2—3,2 м, удельная производи-
тельность 20—25 т/(м3-сут), извлечение титана в тетрахлорид
92—93 %, потери его с пылями 6—7 %, с огарком около 1 %.
В металлургии магния шахтные электропечи применяют для
обезвоживания хлорида магния, используемого для электролиза.
Для хлористого магния известны кристаллогидраты, содер-
жащие от 12 до 1 молекулы воды; последовательность превра-
щения описывается схемой:
MgCl2.12H2O—>MgCl2
^^MgCl, 6Н2О->MgCI2 -4Н2О-^
455К >MgCl2 • 2Н2О 513К >MgCl2 • Н2О.
Обезвоживание бишофита (MgCI2-nH2O) ведут в две стадии:
в трубчатой печи при медленном нагреве в токе горячих газов
получают продукт, содержащий 1,5—2,0 молекулы воды. Затем
в шахтных электрических печах в токе НС1 при температуре,
обеспечивающей плавление безводного хлористого магния. Ко-
нечным продуктом является расплав хлористого магния, содер-
жащий не более 1,0% MgO и 0,5 % Н2О.
Хлорирование оксида магния осуществляют в шахтных эле-
ктропечах газообразным хлором в присутствии твердого восста-
новителя (угля, кокса). Конструкция печи имеет много общего с
ШЭП хлорирования оксида титана.
В реакционной зоне идут процессы хлорирования, связыва-
ние кислорода:
ЗСаО + 2С + ЗС12 = ЗСаС12 + СО + СО2.
Хлористый кальций и хлористый магний стекают вниз. Тем-
пература реакционной зоны выше точки плавления хлористого
магния (990 К).
186
Нижняя зона печи, наполненная токопроводящей насадкой,
является источником тепла и фильтром. Температура этой зо-
ны — 520—570 К.
Выпуск хлористого магния производится по мере накопле-
ния через 3—4 ч. Состав отходящих газов, %: 2,5 НС1; 20 СО;
25 СО2; остальное — азот и кислород. Газы содержат до 100 г/м3
паров хлористых солей магния, железа и кремния.
4.3. ОТРАЖАТЕЛЬНАЯ ПЛАВКА РУДНОГО СЫРЬЯ
4.3.1. Отражательная плавка медьсодержащих шихт
Процесс предназначен для плавки мелкодисперсного матери-
ала (флотационный концентрат, цементационная медь, окалина,
огарки, пыль) или оборотных расплавов.
Первая печь была построена в Уэльсе (Англия) в 1750 г.,
имела площадь пода 8 м2 и предназначалась для плавки огарка с
содержанием более 40 % меди. Быстрое развитие отражатель-
ная плавка получила после внедрения флотационного способа
обогащения медных руд в начале прошлого столетия.
Отражательная плавка сохраняет свое ведущее положение
в металлургии меди, несмотря на то, что ее удельный вес в свя-
зи с развитием автогенных процессов снижается. В настоящее
время доля меди, полученная с ее использованием, составляет
40—50 %.
Сущность процесса заключается в том, что нагрев и расплав-
ление шихты осуществляется за счет тепла от сжигания топлива
в газовом пространстве над ванной печи. Отражательная печь
(рис. 4.17) имеет горизонтально расположенную рабочую зону, и
дымовые газы свободно проходят над поверхностью расплава.
Выпуск штейна
Рис. 4.17. Принцип отражательной плавки
187
Размеры печи, м: длина — 30—36, ширина — 8—10, высота —
3,3—3,8, площадь пода более 300 м2.
Состав шихты. Осуществляют плавку сырого (подсушенно-
го) обожженного (огарка) концентрата. Как оборотный матери-
ал загружают грубые пыли, жидкий конвертерный шлак в коли-
честве 20—25 % от массы шихты. В качестве флюсов использу-
ют кварц, известняк.
Выбор вида шихты (огарок или сырой концентрат) опреде-
ляют содержанием меди в сырье, руководствуясь получением
штейнов не беднее 18—20 % Си. Поэтому при поступлении бед-
ных концентратов целесообразно применять предварительный
обжиг. При получении более богатых штейнов возможна плавка
сырых (подсушенных) концентратов.
Тепловая работа печи. Теплопередача от газов и кладки по-
верхностям шихты и ванны в печи осуществляется излучением
до 90—92 % в структуре теплопередачи, 5—10 % приходится на
долю конвективного теплообмена.
Количество теплоты, передаваемой шихте излучением,
определяют по закону Стефана—Больцмана:
где Сгак — приведенный коэффициент лучеиспускания от газа и
кладки на материал; Тг, и Тп — температура газов (факела) и теп-
ловоспринимающей поверхности; Fn — площадь тепловосприни-
мающей поверхности, м2; т — продолжительность теплообмена,
ч.
Определяющим параметром является разность температур,
поскольку она входит в выражение в четвертой степени. Требу-
емую величину Тг обеспечивают за счет сжигания топлива. Стре-
мятся получить короткий высокотемпературный факел, т. е.
топливо сжигают с максимальной скоростью и в концентриро-
ванном объеме печи.
Для отопления печей используют высококалорийное топли-
во: качественную каменноугольную пыль, мазут, природный газ.
Наиболее часто применяют комбинированное газо-мазутное
отопление печей. Добавка к природному газу 20 % (по теплу) ма-
зута увеличивает светимость факела и повышает эффектив-
ность теплопередачи излучением.
Длина факела влияет и на степень химического недожога уг-
леводородов топлива, ее величина определяется по содержанию
СО в продуктах сгорания, равного 0,5 %. Условно существует
три участка факела: начальная зона (температура ниже темпе-
ратуры тепловоспринимающей поверхности Тп), основная зона
188
Рис. 4.18. Изменение температуры по длине отражательной печи:
1 — мазутное отопление; 2 — газовое отопление
(максимальная температура) и зона, где происходит теплообмен
между продуктами горения и тепловоспринимающими поверх-
ностями. Протяженность факела горения топлива в печи изме-
няется от 5 до 12 м. Максимальная температура в факеле состав-
ляет 1770—1870 К, эта часть печи является основной плавиль-
ной зоной.
Распределение температур по длине отражательной печи при-
ведено на рис. 4.18. Максимальная температура в печи достигается
в зоне 7—11 м и на 300 градусов больше, чем в хвосте печи.
Для расчета теплопередачи излучением применяют геомет-
рическое усреднение разности температур по длине печи
(г„/юо)4 - (Т„/100)4
(Гк/100)4-(Гп/100)4’
где Тг — практическая температура газов в начале печи, К; Тп —
практическая температура в конце плавильной зоны.
Количество теплоты, переданной конвекцией, определяют
по формуле
2,„ = а(Тг - T„)Ft.
Средний по длине печи коэффициент конвективной теплоот-
дачи (а) составляет 36 Вт/(м2-К). Коэффициент теплоотдачи
конвекцией для внутренней поверхности кладки приблизительно
равен 20 Вт/(м2 К). В шихтовом слое количество теплоты опре-
деляют по формуле теплопроводности
е„, = Л5т(т, - г2)//,
189
где X — коэффициент теплопроводности шихты, Вт/(м-К);
5 — площадь сечения тела, перпендикулярная движению
тепла, м2; т — продолжительность нагрева, ч; / — длина пути
тепла, м.
Определяющей в тепловом режиме печи является темпера-
тура факела и газового пространства агрегата, которая ограни-
чивается стойкостью огнеупорных материалов и не превышает
1870 К. Температура плавления шихты зависит от ее состава, ти-
па концентрата, флюсов, характера подготовки к плавке и долж-
на быть не более 1570—1600 К.
4.3.2. Процессы штейно- и шлакообразования
Рабочее пространство по длине печи условно подразделяют
на три зоны (рис. 4.19): I — плавильная с шихтовыми откосами,
II — зона формирования фаз, III — зона отстаивания. Длина зон
при заданных размерах печи определяется тугоплавкостью ших-
ты и в среднем составляет I — 15—20 м; II — 5—8 м; III — 10—
12 м.
Характер физико-химических превращений между компо-
нентами шихты определяется вещественным составом перераба-
тываемого материала. Минералогический состав концентратов
следующий; мае. %: Cu2S — 14—20; CuFeS2 — 10—45; Cu5FeS4 —
1—26; FeS2 — 3—50; PbS — 1—2; ZnS — 1—10; Fe2O3 — 1—3;
SiO2 — 1—25; CaCO3 — 0,2-4,0.
Рациональный состав обожженного медного концентрата, %:
FeS2 и FeS — 5—10; ZnS — 4,3—6,3; CuFeS2 — 3,7—14,7; Cu2S —
4,6—8,5; CuO — 0,8—1,1; CuSO4 — 0,25; Zn — 0,4—1,0; ZnSO4 —
0,9—2,0; ZnO Fe2O3 — 9,0—9,4; CuO Fe2O3 — 7,4; CaSO4 — ОД-
ОД; Fe3O4 — 11,0—22,0; FeO — 15,0—15,8; породообразующие
минералы — 14,0—21,7.
I зона — под воздействием высоких температур 1770—
1820 К прогреваются шихтовые откосы и протекают реакции
// ' ///
Рис. 4.19. Зоны отражательной печи:
I — зона загрузки и плавления; II — зона формирования фаз; /// — зона отстаивания
190
диссоциации высших сульфидов, карбонатов, сульфатов и ок-
сидов:
2Cu5FeS4 = 5Cu2S + 2FeS + 72S2;
2CuFeS2 = Cu2S + 2FeS + V2S2;
4CuS = 2Cu2S + S2;
CuO = Cu2O + ’/2O2;
2CuSO4 = 2CuO + SO3(SO2 + 72O2);
FeS2 = FeS + 72S2;
CaCO3 = CaO + CO2.
При плавке сырой (подсушенной) шихты роль указанных
процессов больше, чем при плавке огарка; одновременно испа-
ряется влага.
На откосах остаются наиболее термически устойчивые со-
единения: Cu2O, Fe2O3 (до 1250 °C), Fe3O4, Cu2O Fe2O3, ZnO Fe2O3,
Cu2S, ZnS, FeS, PbS. Химизм отражательной плавки включает в
себя обменные реакции между этими соединениями.
Взаимодействие закиси меди с сульфидами шихты (1170 К):
2Cu2O + Cu2S = 6Cu + SO2;
Cu2O + FeS = Cu2S + FeO;
Cu2O + ZnS = Cu2S + ZnO;
Cu2O + PbS = Cu2S + PbO.
Наибольшее изменение свободной энергии Гиббса
(84,85 кДж/моль) соответствует реакции взаимодействия оксида
меди (I) с FeS. Учитывая высокую концентрацию FeS в перера-
батываемой шихте, следует предполагать, что данный процесс
получает максимальное развитие. Образующаяся металличес-
кая медь сульфидируется сульфидами менее халькофильных ме-
таллов (FeS, ZnS, PbS)
2Cu + MeS = Cu2S + Me.
Последние окисляются высшими оксидами железа, в частности,
Me + Fe3O4 = 3FeO + МеО,
поэтому металлическая фаза в продуктах отражательной плавки
отсутствует.
191
На откосах протекают реакции восстановления высших ок-
сидов с сульфидами металлов:
2Fe2O3 + 7FeS = HFeO + 3SO2;
10Fe2O3 + FeS = 7Fe3O4 + SO2;
6Fe2O3 + Cu2S = 2Cu + 4Fe3O4 + SO2;
9Fe2O3 + ZnS = ZnO + 6Fe3O4 + SO2.
Разрушение ферритов сульфидами (870—1020 К):
3(CuO • Fe2O3) + 2Cu2S = 7Cu + 2Fe3O4 + 2SO2;
5(CuO • Fe2O3) + 2FeS = 5Cu + 4Fe3O4 + 2SO2;
9(CuO • Fe2O3) + 4ZnS = 9Cu + 6Fe3O4 + 4ZnO + 4SO2.
Эти реакции полностью завершаются в жидкой ванне при
Т - 1373—1423 К. Взаимодействия сульфидов с ферритом окиси
цинка (920—970 К):
6(ZnO • Fe2O3) + Cu2S = 2Cu + 4Fe3O4 + 6ZnO + SO2;
10(ZnO • Fe2O3) + FeS = lOZnO + 7Fe3O4 + SO2;
9(ZnO • Fe2O3) + ZnS = lOZnO + 6Fe3O4 + SO2.
Оксиды металлов взаимодействуют с кремнеземом с образо-
ванием соответствующих силикатов:
2МеО + SiO2 = 2МеО • SiO2,
где Me — Fe, Са, Mg, Zn.
Основное значение для отражательной плавки имеет реак-
ция восстановления магнетита сульфидом железа:
3Fe3O4 + FeS + 5SiO2 = 5(2FeO • SiO2) + SO2.
Полнота ее протекания зависит от температуры, наиболь-
шее развитие она получает при Т = 1523 К. Эта реакция опреде-
ляет степень десульфуризации при плавке.
Из шихты в первую очередь выплавляются легкоплавкие
сульфидные эвтектики, которые, стекая по откосам, растворяют
другие компоненты шихты. Тугоплавкие оксидные составляю-
щие, взаимодействуя с флюсами, образуют легкоплавкие оксид-
ные соединения.
192
Основное количество магнетита поступает с конвертерным
шлаком; частички магнетита присутствуют в обожженном кон-
центрате.
Переработка в печи конвертерного шлака повышает основ-
ность и снижает вязкость кислых шлаков. Поэтому его влияние
на процессы штейно- и шлакообразования положительны, если
содержание SiO2 в нем составляет более 25 %, а концентрация
магнетита минимальна. Напротив, если конвертерный шлак со-
держит недостаточно кремнезема (менее 20 %) и повышенное
количество магнетита, то над штейном формируется промежу-
точный слой, представленный ферритами и магнетитом. Этот
слой на глубине 400—500 мм вызывает настылеобразование и
ухудшает показатели плавки. Процессы штейно- и шлакообра-
зования определяют производительность печи и качественные
показатели процесса (содержание меди в отвальном шлаке, рас-
ход топлива).
Газовая фаза отражательных печей носит слабоокислитель-
ный близкий к нейтральному характер, поэтому взаимодействие
компонентов шихты с дымовыми газами (Н2О(г), СО2) не учиты-
вается. Однако при повышенном содержании О2во6 (более 1,5 об.
%) возможны реакции:
3FeS + 5О2во6 = Fe3O4 + 3SO2;
3FeS + 7 О£во6 = Fe3O4.
Ценные элементы распределяются по всем продуктам плав-
ки (табл. 4.6), что затрудняет их извлечение и ухудшает ком-
плексность использования сырья.
Золото и серебро полностью концентрируются в штейне.
Содержание золота в штейнах достигает 50 г/т, серебра 1000 г/т.
Таблица 4.6
Распределение ценных элементов, %
Продукт Элемент
Zn РЬ As Sb Bi Cd In Ge TI Se Те
Штейн 45,5 30 34 30 7 59 55 33 53 70 62
Шлак 49,0 60 54 54 7 17 40 54 38 9 18
Газы
И пыль 5,5 10 12 16 86 24 5 13 9 21 20
193
4.3.3. Практика отражательной плавки
Конструкция отражательных печей. Фундамент печи
изготавливают в виде железобетонной коробки. Его заполняют
бутовым камнем, бетоном, отвальным шлаком. Наполнитель
для предупреждения его температурного расширения изолируют
от лещади легковесным шамотом или диатомитовым кирпичом.
Заполнение фундаментного короба строительным кирпичом
осуществляется рядами вперевязку на цементном растворе.
Огнеупорную глину, песок, гравийно-песчаную смесь укладыва-
ют слоями 200 мм и утрамбовывают.
Лещадь по способу изготовления подразделяют на набив-
ную, набивную литую, кирпичную; по кислотности применяемо-
го материала различают основную и кислую лещадь.
Для набивной лещади используют дробленый кварц, содер-
жащий не менее 94—98 % SiO2 крупностью от 2 до 5 мм. Его
смешивают с огнеупорной глиной и увлажняют. Огнеупорную
массу укладывают на фундамент слоями в 50—60 мм и утрам-
бовывают. Общая толщина набивной лещади составляет 0,6—
1,0 м.
Набивную литую лещадь изготавливают из дробленого маг-
незита или магнезитовой руды крупностью 20—50 мм. Слои тол-
щиной 200 мм утрамбовывают и после разогрева до 1673—
1773 К в лещадь заливают конвертерный шлак с высоким содер-
жанием магнетита. Шлак проникает на глубину 250—300 мм, об-
разуя магнетитовую набойку. Общая толщина лещади с набой-
кой 1,3—1,5 м.
Литые лещади выполняют из кислого отвального шлака.
Применяемые тугоплавкие материалы, принудительное охлаж-
дение воздухом обеспечивают надежную эксплуатацию лещади.
На отечественных предприятиях применяют лещади из огне-
упорных кирпичей, включающие три термоизоляционные слоя.
Нижний слой изготавливают из диатомитового кирпича, два
верхних — из легковесного кирпича или шамота. Для формиро-
вания обратной арки на шамотном слое выполняют кварцевую
набойку. Рабочую часть лещади складывают из двух слоев огне-
упоров: нижний — из динасового кирпича, верхний — из сводо-
вого магнезитохромитового толщиной 460 мм. Нижний слой за-
сыпают сухим динасовым, а верхний магнезитовым порошком.
На верхнем рабочем слое делается кварцевая набойка толщиной
30—50 мм.
Стены печи. Нижнюю часть, воспринимающую нагрузку
от лещади и ванны, выполняют утолщенной до 1150 мм. Толщи-
на стен над уровнем ванны составляет 460—690 мм, в области
отстойной зоны в местах контакта с расплавом до 920—1035 мм.
Применяют динасовый, магнезитовый, магнезитохромитовый и
194
хромомагнезитовый огнеупоры. Для компенсации теплового
расширения в стенах оставляют зазоры в 10—15 мм через каж-
дые 2—4 м. В боковых стенах предусмотрены окна для выпуска
шлака, штейновые шпуры или сифоны. В передней торцевой
стене делают окна для заливки в печь конвертерного шлака и го-
релок.
Своды отражательных печей подразделяют на арочные, рас-
порно-подвесные и подвесные; по типу огнеупорного материа-
ла — на кислые и основные. Арочный свод выполняют из дина-
сового кирпича, распорно-подвесной из магнезитохромитового
огнеупора, подвесной — из магнезита, магнезитохромита и хро-
момагнезита. При ширине печей более 8 м арочные своды не
применяют.
Распорно-подвесной свод выполняют из магнезитохроми-
товых кирпичей, между которыми прокладывают листовую
сталь толщиной 1 мм, и кирпичи соединяются стальными паль-
цами диаметром 16 мм. Через определенные расстояния плас-
тины, заключенные между кирпичами, крепят к стальным
уголкам, которые с помощью тяг подвешиваются к балкам
арочного типа. Крепление тяг к балкам осуществляется с по-
мощью клиньев, что делает свод не только подвесным, но и
распорным.
Использование подвесных сводов трапециевидной формы
позволяет выкладывать боковые стены подвесными блоками.
Блоки изготавливают из листового железа и затем набивают из-
мельченным магнезитом в смеси с огнеупорным цементом и
жидким стеклом. Для монтажа свода на несущих конструкциях
печи устанавливают балки из швеллеров, к которым с помощью
тяг подвешивают рамы из листовой стали, а к ним кирпичные
блоки.
Кампания арочного динасового свода составляет 6—12 меся-
цев, магнезитохромитового распорно-подвесного — 24—25 ме-
сяцев при условии проведения текущих ремонтов.
Загрузка шихты. Наиболее распространена боковая загруз-
ка, когда шихту загружают через отверстия, расположенные по
обеим сторонам свода или боковых стен. При боковой загрузке
шихта располагается в печи в виде откосов, особенно при пере-
работке сырых (подсушенных) концентратов. При плавке огар-
ка 60—70 % его растекается по ванне печи. Форма откосов ока-
зывает влияние на технологию плавки. При крутых откосах со-
кращается площадь тепловоспринимающей поверхности, при
очень пологих шихта расплывается по ванне, увеличивается
«плывучка» огарка. При плавке концентратов оптимальным
принято считать угол откоса 45—60°, огарка -35—40°.
Загрузка шихты производится поочередно: вначале загружа-
ют одну, а затем другую сторону печи. Шихта, находясь у боко-
195
Рис. 4.20. Зависимость содер-
жания меди в отвальных шла-
ках от количества перераба-
тываемого в печи конвертер-
ного шлака:
1 — плавка без конвертерного шлака;
2 — плавка с удвоенным количеством
конвертерного шлака
вых стен, защищает их
от воздействия высоких
температур и агрессив-
ных расплавов.
При центральном
способе загрузки возрас-
тает пылевынос и повы-
шается износ стен печи.
Более 50 % шихты
плавится на расстоянии от 3 до 9 м плавильной зоны, что совпа-
дает с диаграммой изменения температуры по длине печи
(рис. 4.18).
Конвертерный шлак заливают по желобам небольшой стру-
ей, чтобы не вызывать бурления ванны и разрушения откосов.
Во время его заливки загрузку шихты и слив отвального шлака
прекращают.
Переработка жидкого конвертерного шлака в отражатель-
ной печи ухудшает показатели плавки: возрастают потери меди
с отвальными шлаками (рис. 4.20), снижается извлечение меди в
среднем на 1,1 % на каждые 10 % шлака.
Эти негативные явления связаны с большим поступлением
магнетита с конвертерным шлаком. Содержание Fe3O4 в конвер-
терном шлаке составляет 20—32 %. При плавке сырой шихты
восстанавливается 11—23 отн. % магнетита, 26—36 отн. % выво-
дится с отвальным шлаком и 48—53 % переходит в штейн и цир-
кулирует в виде балластной нагрузки между печью и конверте-
рами.
При плавке огарка восстанавливается 20 отн. % магнетита,
38—42 отн. % переходит в штейн и выводится с отвальным шла-
ком 38—42 отн. %.
Магнетит увеличивает плотность, вязкость шлака и снижает
межфазное натяжение на границе раздела «штейн—шлак». Сте-
пень восстановления Fe3O4 зависит от температуры и содержа-
ния FeS в шихте плавки.
Повышенное содержание магнетита в шихте плавки увели-
чивает настылеобразование в печи, что снижает полезный
объем ванны. Состав лещадных настылей, %: 25—53 Fe3O4;
3,0—23,5 Сг2О3; 1,8—8,9 А12О3; 2,8—12,6 СаО; 1,1—9,2 MgO;
196
27,5—46,5 FeO; 1,8—28,9 Си; 10,3—25,6 SiO2. Процессы насты-
леобразования определяются насыщением расплавов магнети-
том, что зависит от количества поступающего в печь Fe3O4 и
его растворимости в шлаке и штейне. При плавке на основные
шлаки и сравнительно бедные штейны основная масса магне-
тита выводится из процесса. Плавка на богатые штейны и кис-
лые отвальные шлаки приводит к образованию промежуточ-
ного слоя, что ухудшает условия теплообмена в ванне и приво-
дит к образованию настылей.
Настылеобразование усиливается при переработке медно-
цинкового сырья, т. к. ZnS повышает температуру плавления
штейна.
Тепловой режим отражательной печи. Основным факто-
ром, определяющим производительность печи, является тепло-
вая нагрузка (И7), выраженная в тепловых единицах за час рабо-
ты агрегата:
W=Q^B,
где: QHP — низшая теплотворная способность топлива, кДж/кг
(м3); В — часовой расход топлива, кг или м3.
Величина тепловой нагрузки определяется типом сырья, раз-
мерами печи, пропускной способностью газового тракта, конст-
рукцией горелок и колеблется в пределах 160—260-106 кДж/ч.
Превышение оптимального значения W приводит к увеличению
скорости газов в печном пространстве (свыше 8 м/с), пылевыно-
са и расходу топлива.
Чаще всего используют газо-мазутные горелки ВНИИМТ.
Мазут в горелке распыляется компрессорным воздухом под дав-
лением 400 кН/м2 при его расходе 1 м3/кг мазута. Природный газ
подается под давлением 250 кН/м2, расход газа изменяется от 0
до 2500 м3/ч, мазута от 0 до 2000 кг/ч. Полное сжигание топлива
достигается при коэффициенте избытка окислителя 1,03—1,04.
Расход воздуха на единицу топлива зависит от вида топлива, кон-
струкции горелочного устройства, герметичности печи и тягово-
го режима.
Коэффициент избытка воздуха (а) при сжигании природного
газа составляет 1,0—1,05; мазута 1,1—1,2; пылеугля 1,15—1,25.
Состав отходящих газов в зависимости от вида топлива и шихты
приведен в табл. 4.7.
В газовой фазе также содержится кислород 1—1,5 % и моно-
оксид углерода до 0,5 об. %. При плавке сырой шихты содержа-
ние SO2 выше, чем при плавке огарка в связи с большей долей
реакций диссоциации сульфидов в химизме процесса.
Температура в конце печи определяется температурой шла-
197
Таблица 4.7
Состав отходящих газов отражательной плавки, об. %
Отопление Плавка сырой шихты I Главка огарка
со2 Н2О n2 SO, со2 Н2О N2 SO2
Пылеугольное 13—15 9—10 73—75 2,2—2,5 15—16 76—77 0,8—1,2
Мазутное 10—11 12—13 73—76 11—12 9—10 76—77
Газо-мазутное 8,5—9,5 17—18 71—73 9—10 15—16 72—73 —
Газовое 8—9 17,5—18,5 70—72 8,5—9,5 16 п 17 72—73
ковой ванны и больше ее на 343—373 К. Температурный пере-
пад по длине составляет 470—520 К.
Выпуск продуктов плавки. Высота ванны в зависимости от
размера печей составляет 90—120 см, в том числе уровень штей-
на 30—60 см, шлака 50—90 см. Шлак сливают практически не-
прерывно, а штейн по мере накопления.
Низкая шлаковая ванна способствует прогреву расплава, что
снижает вязкость шлака, повышает растворимость магнетита и
уменьшает настылеобразование. Однако при выпуске шлака за-
хватываются слои примыкающего штейна, что увеличивает по-
тери меди. При большом слое шлака, в особенности кислого,
ухудшается прогрев ванны, повышается вязкость шлака, возрас-
тают потери меди и настылеобразование.
Выпуск шлака производят через окно (летку). Выдача шлака
через летку более проста, но при этом необходимо соблюдать
постоянство уровня ванны. Шлаковые летки применяют при ра-
боте на основные железистые шлаки.
Состав отвальных шлаков некоторых предприятий изменя-
ется в следующих пределах, мае. %: 0,43—0,56 Си, 1,0—4,6 Zn,
0,31—1,2 Pb, 17,8—45,2 Fe, 1,0—9,0 Fe3O4, 31,0—^45,7 SiO2, 5,4—
9,3 A12O3, 1,9—9,0 CaO, 1,0—1,5 MgO, 0,44—1,48 S.
Выпуск штейна осуществляется через сифоны. Сифон рабо-
тает по принципу сообщающихся сосудов, высоту его порога
рассчитывают по формуле
h = (Ajp!
+ ^2рг)/рь
где: А], /г2 — средняя высота штейновой и шлаковой ванны соот-
ветственно, см; Pi, р2 — плотности штейна и шлака, г/см3.
Сифонное устройство является естественным продолжением
стены (рис. 4.21). Канал сифона делают квадратным, для выпус-
ка богатого штейна сечение канала изготавливают большего
198
Рис. 4.21. Сифон для выпуска штейна:
1 — лещадь; 2 — желоб
размера с хорошей термоизоляцией. Применение сифонов обес-
печивает высокую скорость выпуска расплава, сокращает тру-
довые и материальные затраты.
Типичный состав промышленных штейнов медеплавильных
заводов следующий, мае. %: 20,0—41,6 Си; 1,5—4,9 Zn; 1,1—2,1
РЬ; 25,0—42,6 Fe; 0,8—8,0 Fe3O4; 24,0—26,5 S.
Технико-экономические показатели плавки зависят от
типа сырья, условий работы и колеблются в пределах, ука-
занных в табл. 4.8. Удельная производительность — 3,7—
8,7 т/(м2-сут).
199
Таблица 4.8
Технико-экономические показатели отражательной плавки
некоторых заводов
Удельная производи- тельность, т/(м2-сут) Удельный расход условного топлива, кг/т Выход, % Извлечение меди в штейн, % Содержание меди, %
штейна шлака в шлаке в штейне
4,19 178,3 76,6 76,9 97,6 0,43 24,3
4,84* 190,6 49,5 70,1 97,8 0,46 41,6
8,74 136,5 56,1 74,0 95,5 0,51 30,4
5,9 118,9 42,3 77,1 96,5 0,46 32,6
3,66 200,9 60,9 80,6 95,7 0,46 20,2
* — плавка огарка.
4.3.4. Совершенствование технологии отражательной
плавки
Применение кислорода. Дутье, обогащенное кислородом,
при отражательной плавке позволяет:
1. Интенсифицировать горение топлива.
2. Увеличить теоретическую температуру горения топлива в
связи с уменьшением объема продуктов сгорания.
3. Интенсифицировать теплопередачу излучением и повы-
сить в итоге производительность процесса.
4. За счет сокращения доли балластного азота уменьшить
объем отходящих газов, пылевынос, теплопотери с газами и по-
высить тепловой КПД печи.
5. Повысить концентрацию сернистого ангидрида и извлече-
ние меди в штейн.
Показатели отражательной плавки на воздушном — воздуш-
но-кислородном дутье приведены в табл. 4.9.
В зависимости от способа подачи кислорода производитель-
ность печи (т/(м2-сут.)) изменяется следующим образом:
Подача кислорода под фурмы ..........
Подача кислорода в воздухопровод.....
Содержание SO2 в отходящих газах, об. %
21 % О2 25 % О2 30 % О2 35 % О2
3,62 4,32 5,15 5,67
4,42 5,64 5,86 6,67
3,37 6,02 6,0 7,2
При содержании в дутье 35 % О2 газы пригодны для серно-
кислотного производства.
Повышение температуры в фокусе печи сокращает срок
службы огнеупоров, поэтому с целью удлинения кампании печи
используют рассредоточенную подачу кислорода в печь через
сопла, изготовленные из нержавеющей стали (рис. 4.22). В этом
случае температура в фокусе печи снижается на 100 °C по срав-
200
Таблица 4.9
Показатели работы отражательной печи
Параметр Содержание кислорода в дутье, об. %
21 25 30 35 40
Расход природного газа, м3/ч 8000 8000 8000 8000 7000
Тепловая нагрузка, 10б кДж/ч 280,9 280,9 280,9 280,9 247,0
Расход воздуха, тыс. м3/ч 80 64 49,2 42,8 27,6
Расход кислорода, тыс. м3/ч 3,6 6,7 8,1 9,2
Содержание меди, %:
в штейне 21,2 17,91 17,81 18,31 22,04
в шлаке 0,49 0,47 0,41 0,45 0,46
Температура, К:
в голове печи 1400 1505 1538 1605 1610
в хвосте 1320 1350 1380 1395 1405
отвального шлака 1188 1182 1185 1190 1197
штейна 1078 1098 1082 1082 1088
Содержание кислорода
в отходящих газах, % 2,2 3,0 1,7 1,6 3,5
нению с подачей кислорода в воздухопровод. Содержание SO2 в
газах повышается до 7,8 %, удельный проплав — до 7,0 т/(м2-сут),
температура их не изменяется. Процессы направленного тепло-
обмена при дожигании продуктов неполного сгорания топлива в
этом случае протекают более эффективно.
Комбинированное торцово-сводовое отопление печей. При
установке сводовых горелок на 2/3 длины отражательной печи
(рис. 4.23) термический КПД растет пропорционально доле теп-
ловой нагрузки, подаваемой через свод (Всвод/Вторц). При
ВСВод/ВТорЦ = 18—20 % термический КПД возрастает с 31 до 40 %,
а удельная производительность с 5,45 до 6,85 т/(м2-сут), увеличи-
вается равномерность проплава по длине печи и снижается на
100—150 °C температура кладки.
Особенно эффективно совмещение комбинированного тор-
цово-сводового отопления, с рассредоточенной подачей кисло-
рода.
Расход природного газа при чисто торцевом отоплении со-
ставляет 220 м3/т шихты, при рассредоточенной подаче кислоро-
да 160—200 м3/т шихты и при использовании торцово-сводового
отопления в сочетании с рассредоточенной подачей кислорода
110—120 м3/т шихты.
Производительность отражательных печей в среднем увели-
чилась по сравнению с торцевым газокислородным отоплением
на 22,5 отн. %. Измерения падающих на откос, отраженных от
201
□□□□□□□□□□□□□□□□□□□□□□□□
□□□□□□□□□□□□□□□□□□□□□□□□
Рис. 4.22. Схема рассредоточен-
ной подачи кислорода в печь:
] — печь; 2 — горелки; 3 — кислородопро-
вод; 4 — фурмы
Рис. 4.23. Схема установки сводовых горелок на отражательной печи:
а — с арочным сводом; б — с подвесным сводом
1 — шихтовый откос; 2 — сводовая горелка
Рис. 4.24. Фурма с водяным
охлаждением
них и результирующих
тепловых потоков по-
казали, что при комби-
нированном отопле-
нии величина теплово-
го потока на 10—12 %
больше, чем при чисто
торцевом отоплении.
Продувка шлако-
вого расплава топлив-
но-воздушным факе-
лом. Плавка шихты в
барботируемой продуктами сгорания топлива шлаковой ванне
позволяет на 15—20 % повысить конвективную составляющую
общего процесса тепломассопередачи. Сжигание природного га-
за осуществляется с помощью погруженных в шлак вертикаль-
ных сводовых фурм.
Фурма (рис. 4.24) состоит из пяти концентрически располо-
женных труб, оканчивающихся медной головкой (1), в которой
выполнены два яруса горелочных отверстий диаметром 10 мм
(верхний ярус -2), наклоненных к вертикальной оси под углом
30° и десять отверстий (3) диаметром 8 мм, наклоненных под уг-
лом 25° к вертикали. Вода на охлаждение подается по централь-
ной трубе (4) и отводится через десять отверстий (5) диаметром
12 мм в межтрубную полость, что приводит к охлаждению внеш-
него корпуса фурмы. При работе фурм в шлаке на глубине 0,2—
0,4 м температура отходящей воды составляет 35—40 °C при
расходе на фурму 6—8 м3/ч и давлении 0,15—0,2 МПа.
Фурмы устанавливают в плавильной зоне печи и погружают
в шлак на глубину 0,2—0,4 м, что обеспечивает проникновение
топливновоздушного факела в штейновую фазу. В этом случае
дополнительно протекают процессы десульфуризации расплава
за счет взаимодействия дымовых газов с FeS:
2FeS + ЗОГ6 = 2FeO + 2SO2;
FeS + 3H2O(r) = FeO + SO2 + 6H2;
FeS + 3CO2 = FeO + SO2 + 3CO.
При сжигании в шлаке 15—25 % природного газа от его рас-
хода на торцевых форсунках общий расход топлива при плавке
сокращается на 25—30 % и на 15—20 % повышается степень де-
сульфуризации.
203
Последнее обстоятельство при использовании кислорода
способствует получению кондиционных для производства сер-
ной кислоты газов (5 % и более), что позволяет отражательной
плавке конкурировать с современными процессами.
Подогрев дутья. Подогрев дутья интенсифицирует кинети-
ческую стадию горения топлива, снижает удельный расход
условного топлива. Отсутствие надежных конструкций рекупе-
раторов ограничивает температуру подогрева (она не должна
превышать 500—540 К).
Утилизация тепла отходящих газов. Наиболее распростра-
ненным вариантом является утилизация тепла в котлах-утилиза-
торах (КУ) в сочетании с рекуператорами. Суточная производи-
тельность КУ по пару с давлением 4,0 МПа составляет 960 т.
Усовершенствование конструкции агрегата отражательной
плавки. Фирма «Оутокумпу» (Финляндия) рекомендует к отража-
тельной печи пристроить реакционную шахту и аптейк; отража-
тельная печь выполняет роль отстойника. Окисление сульфидов с
образованием штейна и шлака будет проходить в реакционной шах-
те в техническом кислороде или воздухе, обогащенном кислородом.
Предлагается в своде печи установить короткопламенные ин-
жекционные горелки. Через две горелки воздухом, обогащенном
кислородом, вдувать в печь подсушенный концентрат. Через одну
горелку, установленную в зоне отстоя, вдувать угольную пыль, что
улучшает тепло- и массообмен на поверхности раздела фаз.
Процесс «Оксиджен спринкл смелтинг» (США) представляет
собой кислородно-инжекционную плавку медных концентратов
в реконструированной отражательной печи (рис. 4.25). Из четы-
рех сводовых горелок три используются для плавки медного
Рис. 4.25. Схема реконструированной отражательной печи для кислородно-
инжекционной плавки:
1 — штейновая летка; 2 — желоб для заливки конвертерного шлака; 3 — кислородная горелка; 4 —
шихтовая горелка; 5 — горелка подачи халькопиритного концентрата, угля и кислорода; 6 — аптейк;
7 — шлаковая летка; 8 — шлаковая фаза; 9 — штейновая фаза
204
£iiimiiiiiiiiiiiiiiuiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii=
Отстойная зона
Плавильная зона
Рис. 4.26. Схема плавильной печи плавки концентратов по способу «Пекин»:
1 — шлаковая летка; 2 — штсйновый желоб; 3 — перегородка с нижним перетоком; 4 — фурмы;
5 — аптейк; 6 — загрузка шихты; 7 — сводовая топочная горелка; 8 — торцевая топочная горелка
концентрата, а четвертая — для непрерывного обеднения шла-
ка. Технологические показатели ОСС следующие: удельная про-
изводительность 9,27 т/(м2 сут); соотношение кислорода и кон-
центрата, мае. % — 0,25—0,275; расход природного газа —
840 м3/ч; содержание кислорода 95 об. %; содержание меди в
штейне 48,0 %, содержание меди в шлаке 0,8 %, концентрация
SO2 в отходящих газах 7—9 об. %.
В Китае разработан процесс «Пекин» (рис. 4.26). Отстойная
и плавильная зоны разделены перегородкой с перетоком. Тепло-
вая нагрузка обеспечивается сжиганием топлива на сводовой го-
релке и окислением сульфидной шихты, которую загружают на
поверхность барботируемой ванны.
Показатели процесса «Пекин» в сравнении с отражательной
плавкой сырых концентратов приведены в табл. 4.10.
Таблица 4.10
Показатели процесса «Пекин» и плавки сырых концентратов
в отражательной печи
Показатель Процесс «Пекин» Отражательная плавка
1. Удельный проплав, т/(м2-сут) 2. Содержание, мае. %: 8,5 3,8
меди в концентрате 17,3 17,69
меди в штейне 31,07 22,9
меди в шлаке 0,35 0,38
3. Извлечение меди в штейн, % 96,4
4. Степень десульфуризации, % 58,5 38,1
5. Содержание SO2 в отходящих газах, об. % 5,1 1,0
6. Выход пыли, % 7. Общее энергопотребление, 3,0 6,0
тыс. МДж/т концентрата 2,8 6,9
205
4.3.5. Прочие виды отражательной плавки
Отражательную плавку частично применяют в производстве
олова и свинца, переплавке вторсырья. Ниже рассмотрим осо-
бенности отражательной плавки в производстве других цветных
металлов.
Переработка оловосодержащих концентратов. Осо-
бенности конструкции отражательных печей обусловле-
ны восстановительным характером плавки и свойствами
металла. Используемое топливо должно содержать мини-
мальное количество серы из-за опасности образования лету-
чего сульфида олова (II), что вызывает потери металла с
газами.
Топливо должно быть малозольным, иначе возрастает рас-
ход флюсов, выход шлака и потери с ним олова.
Жидкое олово имеет низкие значения поверхностного натя-
жения и обладает высокой капиллярной активностью, легко
просачивается через поры кладки печи. Поэтому подину делают
плотной и дополнительно заключают ее вместе с боковыми сте-
нами в металлический кожух.
Расплав олова растворяет металлическое железо, образуя с
ним интерметаллические соединения типа Fe2Sn, FeSn, FeSn2, по-
этому кожух ванны непрерывно охлаждают воздухом. С этой це-
лью ванну устанавливают на столбах из огнеупорного бетона
толщиной 300 мм.
Материалом для пода и боковых стен до зеркала шлака слу-
жит магнезитовый, хромомагнезитовый кирпич, плотные пери-
клазошпинелидные огнеупоры. Лещадь обычно имеет уклон к
месту выпуска олова.
Стены печи выкладывают из высокоглиноземистого шамо-
та, а свод — из динаса.
Применяют центральную и боковую загрузку. При боковой за-
грузке шихта образует вдоль стен откосы. При центральной за-
грузке шихта скапливается вдоль продольной оси печи и препятст-
вует движению газового потока. Для разравнивания шихты в пе-
чах с центральной загрузкой дополнительно предусмотрены боко-
вые окна.
Площадь пода печей составляет 25—40 м2 при отношении
ширины к длине 1 : (2—3).
В состав шихты плавки входят концентрат, восстановитель
(газовый уголь или измельченный кокс), флюсы (известь, ино-
гда сода). Шихту рассчитывают на получение шлака с кислотно-
стью 1,25—1,6. Кислород А12О3 при этом не учитывается. При
плавке концентратов, содержащих более 0,5 % WO3, часть изве-
сти заменяют содой для образования Na2WO4.
206
Расход восстановителя рассчитывают исходя из стехиомет-
рии реакций:
SnO2 + 2С = Sn + 2СО;
Fe2O3 + С = 2FeO + СО.
Избыток восстановителя составляет 10—25 % от расчетного
значения.
Температура в печи составляет 1420—1470 Кик концу плав-
ки повышается до 1620—1720 К. Продолжительность плавки
5—1 ч. Черновое олово содержит, %: 93,8—99,2 Sn; 0,1— 1,35 Pb;
0,1—0,8 Си; 0,2—2,5 Fe; 0,17—1,3 As; 0,01—0,2 S. Его сливают в
стальной котел и направляют на рафинирование.
Шлаки имеют следующий состав, мае. %: А—12 Sn; 25—55
SiO2; 10—30 FeO; 10—25 СаО; 10—20 А12О3. Они поступают на
обеднение фьюмингованием и электроплавкой.
В пыль переходит 8—12 % олова; пыль возвращают в ших-
ту отражательной плавки. Удельная производительность про-
цесса составляет 1—2 т/(м2-сут), удельный расход мазута 100—
300 кг на 1 т концентрата, расход флюса. 50—100 кг/т концен-
трата, расход восстановителя 400—650 кг на 1 т олова в кон-
центрате.
Отражательная плавка на свинцовоплавильных предприя-
тиях. На свинцовых заводах в отражательной печи с площадью
пода 27 м2 (2,7x10,2 м), отапливаемой природным газом
(рис. 4.27) проводят обезмеживание чернового свинца. Физико-
химические основы ликвационных процессов рассматриваются в
главе 5. Сульфидирование меди осуществляют богатым свинцо-
вым концентратом по реакции
PbS + 2[Cu]Pb = (Cu2S) + [Pb].
В процессе штейнообразования заметную роль играет реак-
ция взаимодействия соды и свинцового концентрата
4PbS + 4Na2CO3 = 4Pb + 3Na2S + Na2SO4 + 4CO
которая приводит к образованию Na2S, снижающему температу-
ру плавления штейна и растворимость в нем свинца.
Особенность ванны отражательной печи состоит в перемен-
ном температурном профиле вертикального сечения жидкой
ванны. В верхних слоях Т = 1270—1370 К, на дне ванны темпера-
тура снижается до 720—820 К. Соответственно уменьшается со-
держание меди до 0,3—0,5 % в нижних слоях ванны.
Емкость ванны составляет 500 т, глубина 1,7 м, высота шла-
ко-штейнового расплава 0,1—0,3 м. Ванна выполнена в виде по-
207
4520
Рис. 4.27. Отражатель-
ная печь для непрерыв-
ного обезмежпвания
свинца:
1 — ванна; 2 — окно для го-
релки; 3 — свод; 4 — загрузоч-
ное и рабочее окна; 5 — ап-
тейк; 6 — окно для выпуска
шлака и штейна; 7 — сифон;
8 — желоб для заливки черно-
вого свинца
луцилиндра, футерована хромомагнезитовым кирпичом и за-
ключена в металлический кожух.
Черновой свинец заливают по желобу, твердые компоненты
шихты загружают через боковое окно с помощью завалочной
машины.
Минимальный расход флюсов обеспечивает получение шла-
ка следующего состава, мае. %: 21—22 FeO; 22—24 SiO2; 7—13
СаО; 4,0 Na2O; 5—10 ZnO.
Черновой свинец с содержанием меди 0,3—0,6 % при Т =
= 723—873 К выпускают из печи через сифон в котел-миксер,
где снижают температуру до 713—718 К и получают металл, со-
держащий 0,1% меди.
Шлак выпускают в изложницы, а штейн в отдельную отра-
жательную печь на доводку. Получение бедных по меди штей-
нов (Си : РЬ = 1,0—1,8) снижает содержание меди в находящемся
в равновесии со штейном черновом свинце и уменьшает выход
тугоплавкой шпейзы. В результате доводки штейны обедняют
по свинцу (Си : РЬ до 4—6). Штейн содержит 50—55 % Си и 12—
14 % РЬ. Продолжительность доводки 4—5 ч, расход соды 10—
15, коксика 0,8—2,0 % от массы штейна. Площадь пода доводоч-
ной печи 6,5 м2, удельная производительность по черновому
свинцу 10—15 т/(м2 сут).
Очистка газов. Отличительной особенностью газов отража-
тельной плавки является низкое содержание диоксида серы (до
1,5—2,5 об. %), заметная запыленность газового потока в печи
(7—10 г/м3) и повышенная температура. С пылью теряется до
1—3 % меди (большие значения при переработке огарков), воз-
гоняется до 80 % Cd, 60 РЬ, 75 Bi, 46 In, 50 Ge. Тщательная очи-
стка газов позволяет решать не только экологическую пробле-
му, но и повышать комплексность использования сырья. Грубая
пыль оседает в газоходах, котле-утилизаторе; ее периодически
выгружают и направляют на подшихтовку в питание печи. Для
улавливания тонкой пыли устанавливают электрофильтры. Воз-
гоны направляют на специальную переработку для извлечения
ценных составляющих.
Утилизация диоксида серы из бедных газов рассмотрена в
разд. 9.9.
Проблемными в модернизации отражательной плавки явля-
ются утилизация тепла отвальных шлаков, бедных газов, ком-
плексная переработка шлаков (особенно получаемых при пере-
работке медно-цинковых концентратов или огарков), техноло-
гический контроль и управление процессом.
Отражательная плавка сохраняет свое ведущее значение в
металлургии меди; возможности усовершенствования конструк-
ции, теплотехнической работы технологии процесса не исчерпа-
ны.
209
4.4. ЭЛЕКТРОПЛАВКА
Электроплавка отличается от других пирометаллургических
процессов источником энергии для осуществления физико-хими-
ческих превращений. Необходимая для проведения процесса
температура поддерживается за счет тепла, получаемого путем
преобразования электрической энергии в тепловую. Получение
теплоты возможно различным путем, в частности, в электриче-
ском дуговом разряде, при протекании тока через сопротивле-
ние либо при индукционном нагреве. В последнем случае пере-
менный электрический ток создает в печи индукционные токи,
протекающие в материале тигля, либо непосредственно через
нагреваемый материал. По способу преобразования электричес-
кой энергии в тепло различают дуговые электропечи, печи со-
противления и индукционные (рис. 4.28).
В электропечах сопротивления преобразование электрической
энергии в тепловую обеспечивается при протекании электричес-
кого тока через материал, имеющий высокое удельное сопротив-
ление (например, молибден, сплавы типа нихрома, карбид крем-
ния, оксид лантана и т. п.), либо электропроводные расплавы.
В металлургии цветных металлов электропечи сопротивле-
ния с металлическими и карбидокремниевыми нагревательными
элементами используются редко, поскольку достигаемая в них
температура ниже, чем необходима для плавки. Кроме того,
ограниченный срок службы нагревателей и их высокая стои-
мость делают эксплуатацию таких печей экономически невы-
годной.
Печи с солевыми расплавами применяют в металлургии алю-
миния и для переплавки алюминиевого лома.
Наиболее распространены руднотермические печи, в кото-
рых выделение тепла происходит при протекании тока через
слой шлака, обладающего высоким удельным сопротивлением.
Такие печи применяются при переработке сульфидных медно-
Электропечи
Сопротивления
Дуговые
Индукционные
- с металлическим
нагревателем
— с карбидокремниевым
нагревателем
- с солевым расплавом
u руднотермические
- прямого
нагрева
L- косвенного
нагрева
- канальные
L- тигельные
Рис. 4.28. Классификация электропечей
210
никелевых руд, плавке медных концентратов с повышенным со-
держанием кремнезема, в процессах электротермического обед-
нения шлаков.
В электродуговых печах электрическую энергию преобразу-
ют в тепловую в дуговом электрическом разряде; этот разряд
формируется между электродами, между электродами и поверх-
ностью металла в печи. В первом случае печь называется печью
косвенного, во втором — прямого нагрева. Передача тепла в пе-
чах косвенного нагрева к металлу происходит путем лучеиспус-
кания от дугового разряда на поверхность жидкой ванны, а так-
же в сторону свода печи с последующим отражением в сторону
ванны. Теплопередача в печах прямого нагрева осуществляется
более эффективно, поскольку дуговой разряд горит между по-
верхностью расплава в печи и электродами.
Некоторое распространение в металлургии получили также
индукционные электрические печи. В них получение тепла осно-
вано на существовании индукционных токов, протекающих при
работе печи либо в нагреваемом материале, либо в материале
тигля, содержащего расплав.
Индукционные печи по конструктивным особенностям делят
на канальные и тигельные. Печи канального типа по принципу
работы напоминают понижающий трансформатор, в котором
имеется вторичная обмотка в виде единственного витка, образо-
ванного расплавленным металлом в кольцевом канале. Тигель-
ные печи имеют индуктор, внутри которого размещается тигель
с нагреваемым металлом.
Руднотермические электропечи (рис. 4.29) работают на пере-
менном токе промышленной частоты и имеют мощность до
45 МВт. Ток подводится к расплавленной ванне при помощи
трех или шести электродов от трансформатора, обеспечиваю-
щего напряжение на
электродах от 180 до
800 В при токе до 30 кА.
Выделение тепла обес-
печивается при прохож-
дении тока через слой
жидкого электропровод-
ного шлака, а также за
счет образования микро-
дугового разряда в газо-
Рис. 4.29. Схема плавки в руд-
нотермической печи:
1 — шихта; 2 — кокс; 3 — электрод;
4 — зона плавления шихты; 5 — тепло-
и массообмен в шлаковом расплаве;
6 — шлак; 7 — штейн
211
Рис. 4.30. Распределение тока в ванне электропечи:
а — в отсутствие шихты; б — под влиянием загрузки
вой фазе у поверхности электродов. Рабочее пространство печи
ограничено стенами, выпуклым сводом и вогнутым подом, вы-
полненными из огнеупорного кирпича. Через отверстия, имею-
щиеся на своде, проходят электроды 5, концы которых погруже-
ны в слой жидкого шлака 6. Загрузочные отверстия 1 предназна-
чены для подачи в печь шихты, которая располагается на по-
верхности расплава вблизи электродов в виде откосов. Для за-
щиты электродов от обгорания в печь могут загружать также
некоторое количество кокса 2. Жидкая ванна состоит из двух
слоев: шлака 6 и штейна 7. В области электродов в процессе ра-
боты печи можно выделить область плавления 4 и область ин-
тенсивного тепломассообмена 5.
Ток в ванне печи распространяется в жидком расплаве по
нормали к эквипотенциальным поверхностям. Поскольку плот-
ность тока при этом в области электродов значительно выше, в
этой зоне происходит выделение основного количества джоуле-
ва тепла. Кроме того, при горении микродуг тепло выделяется
также вблизи концов электродов. Неравномерное распределе-
ние тока в ванне электропечи показано на рис. 4.30; это являет-
ся причиной неравномерного распределения температур в объе-
ме ванны (рис. 4.31). Температура шлака и шихты возрастает по
мере приближения к поверхности электрода, погруженного в
шлак, достигая 1720 К, что более чем на сто градусов выше тем-
пературы шлака в удаленных от электрода областях ванны. Та-
кой перегрев шлака вызывает существенное изменение его
плотности и вязкости. Горение микродуг приводит к образова-
нию большого количества мелких газовых пузырьков. Плот-
ность шлака в области электродов за счет этого еще более пони-
жается, что является причиной возникновения конвективных по-
токов, определяющих тепло- и массообмен от шлака к штейну и
эффективный прогрев всей ванны.
Перемешивание расплава и шихты позволяет перерабаты-
вать тугоплавкие шихты с большим содержанием оксидов маг-
212
Рис. 4.31. Распределение температуры в ванне электропечи:
1 — электрод; 2 — шлак; 3 — штейн
ния, кальция, кремния. Тепловой коэффициент полезного дейст-
вия электропечей составляет около 70 %, что значительно боль-
ше, чем этот показатель для отражательных печей. Такой высо-
кий к.п.д. обусловлен отсутствием потерь тепла с отходящими
газами, количество которых невелико.
Размеры руднотермической печи зависят от мощности и числа
электродов; для трехэлектродных печей длина около 12 м, шести-
электродных — 20,5—27,5 м. Ширина печей составляет 5,5—6,7 м,
площадь пода от 58 до 185 м2. Удельная мощность печей колеблет-
ся от 98 до 324 кВ-А/м2. Устройство печи показано на рис. 4.32.
Кладка печи выполняется из высококачественных огнеупо-
ров в стальном кожухе, заключенном в каркас, воспринимаю-
щий нагрузки на стены и свод печи. Печь монтируется на столб-
чатом фундаменте, обеспечивающем эффективное охлаждение
пода. Диаметр электродов 1,2—1,5 м. Регулирование мощности
печи, а, следовательно, и температуры, возможно за счет изме-
нения глубины погружения электродов в шлак, а также за счет
изменения напряжения на электродах. С этой целью печь обору-
дована системой перемещения электродов с помощью механиче-
ского или гидравлического приводов.
Питание печи осуществляется от понижающего трансформа-
тора, вторичное напряжение подается к электродам по охлажда-
емым шинопроводам, соединенным гибкими шлейфами с элект-
рододержателями. Система автоматического регулирования
мощности печи изменяет ступенчато вторичное напряжение пу-
тем переключения обмоток трансформатора, а заданная сила
213
214
10
* «м
Рис. 4.32. Конструкция руднотермической электропечи:
/ — каркас печи; 2 — футеровка; 3 — свод; 4 — электрод; 5 — упор; 6 — устройство крепления; 7 — токоподвод; 8 — гидроподъемник электрода;
9 — выпуск штейна; 10 — выпуск шлака; 11 — газоход
+15,0
2,2 м
тока через электрод поддерживается за счет изменения глубины
погружения в шлак.
Загрузка шихты в печь осуществляется непрерывно через
отверстия в своде, размещенные вблизи электродов, что обеспе-
чивает наилучшие условия для ее плавления и позволяет умень-
шить обгорание электродов.
Печь работает с глубокой ванной: толщина слоя шлака со-
ставляет обычно 1900 мм, штейна до 600—800 мм. Для выпуска
жидких продуктов печь оборудована шпуровыми отверстиями в
торцевых стенах.
Для заливки оборотного конвертерного шлака в своде или
торцевой стене устанавливается заливочный желоб.
При работе печи образуется небольшое количество отходя-
щих газов, в основном за счет горения электродов и взаимодей-
ствия компонентов шихты; газы удаляют через газоход в систе-
му пылеулавливания.
В технологическом плане имеются особенности при плавке
медных или медно-никелевых концентратов.
При переработке медного сырья (табл. 4.11) в состав шихты
может входить руда, оборотный конвертерный шлак, флюсы и
иногда углеродистый восстановитель. Флотационные медные
концентраты должны быть предварительно окускованы путем
агломерации или окатывания. Особенностью электроплавки яв-
ляется незначительная роль газовой фазы, поскольку основные
взаимодействия осуществляются в жидкой и твердой фазах меж-
ду компонентами шихты.
По мере нагрева и плавления шихты происходят процессы
термической диссоциации карбонатов, высших сульфидов меди
Таблица 4.11
Технико-экономические показатели электроплавки медных шихт
Показатель Завод
1 2 3
Вид шихты Содержание меди, % концентрат штейн шлак Извлечение меди в штейн, % Содержание в шлаке SiO2, % Удельный расход электроэнергии на 1 т шихты, кВт-ч Удельный проплав, т/(м2-сут) Содержание SO2 в отходящих газах, % Сырая 30—33 52—53 0,5—0,6 98,5 48—50 640 6 6,7 Огарок 16—18 32—34 0,8—0,9 95 33—35 570 7,2 5,5 Огарок 25 30 0,5—0,7 33—36 420 6,8
215
и железа; выделяющиеся пары серы окисляются в атмосфере
печи, диоксид серы удаляется с отходящими газами.
Протекают реакции взаимодействия высших оксидов железа
с сульфидами:
3Fe3O4 + FeS + 5SiO2 = 5(Fe2SiO4) + SO2;
10Fe2O3 + FeS = 7Fe3O4 + SO2;
расплав сульфидных компонентов шихты образует штейн.
Окисленные соединения взаимодействуют с SiO2 флюса и пере-
ходят в шлак в виде силикатов. Реакции штейно- и шлакообра-
зования протекают наиболее интенсивно в зоне высоких темпе-
ратур у основания откосов шихты, вне контакта с газовой атмо-
сферой печи. Это способствует более полному восстановлению
магнетита и создает предпосылки для уменьшения потерь меди с
отвальными шлаками.
Десульфуризация достигает 50—55 % при плавке сырых и
20—25 % при плавке обожженных шихт; в последнем случае по-
лучают богатые штейны, содержащие до 50 % меди и более.
Сульфидное медно-никелевое сырье (табл. 4.12) — это руды,
содержащие более 1,5% меди и никеля при их соотношении 1:1. Их
Таблица 4.12
Технико-экономические показатели плавки сульфидных медно-никелевых
шихт в электропечах
Показатель Печенга- никель Североникель нгмк Завод «Томпсон» (Канада)
Площадь пода печи, м2 113 58 139 184
Число электродов 6 3 6 6
Диаметр электрода, мм 1100 1200 1200 1220
Удельная мощность, кВА/м2 272 517 324 98
Уровень расплава, м Расход электроэнергии на 1 т 2,3 2,5 2,7 1,6
твердой шихты, кВт-ч Удельный проплав твердой 710 780—815 530—600 400—430
шихты, т/(м2-сут) Состав штейна, % 7,4 16,7 10,4 4,35
никель 10,59 9,94 12,0 17,0
медь 7,8 9,54 10,7 1
кобальт Состав шлака, % 0,38 0,38 0,36
никель 0,098 0,085 0,101 0,170
медь 0,079 0,093 0,120 0,08
кобальт 0,038 0,029 0,031 0,06
SiO2 42,3 45,4 41,8 36,0
Извлечение никеля в штейн, % 97,6 96,5 96,3 97,0
216
перерабатывают в электропечи без предварительного обогаще-
ния. Флотационные медно-никелевые концентраты окусковыва-
ют агломерацией или окатыванием. В процессе агломерирующего
обжига происходит сушка шихты и термическое разложение суль-
фидов (пирротина, халькопирита, пирита, пентландита). При ока-
тывании получают гранулы диаметром 8—15 мм на чашевых гра-
нуляторах; окатыши упрочняют обжигом на ленточной машине.
Шлаки электроплавки содержат, %: 0,07—0,11 Ni; 0,06—0,1
Си; 0,03—0,04 Со; 41—45 SiO2; 24—30 FeO; 10—22 MgO; 5—15
А12О3; 3—5 CaO. Плавку ведут на штейн следующего состава, %:
7—16 Ni; 7—12 Си; 0,3—0,5 Со; 47—55 Fe; 23—27 S. Температу-
ра штейна на выходе из печи составляет 1370—1420 К. Сульфид-
ные медно-никелевые концентраты представляют собой туго-
плавкое сырье, что объясняется значительным содержанием ок-
сидов магния и алюминия, поэтому для получения отвального
шлака требуется добавка кварцевого флюса и восстановителя.
Отходящие газы содержат СО2, SO2, Н2О и N2. Степень де-
сульфуризации при плавке сырой руды составляет 15—20 %, а
при плавке агломерата 2—5 %, поэтому газы бедны по содержа-
нию диоксида серы. Объем отходящих газов невелик, их темпе-
ратура не превышает 770—870 К; соответственно пылевынос
небольшой, а тепловой коэффициент полезного действия дости-
гает 85 %.
В дуговых электрических печах (табл. 4.13) дуговой разряд
может происходить либо между электродами, либо между элек-
тродом и поверхностью металла в печи (рис. 4.33). В печах пря-
мого нагрева дуга горит между графитовым электродом и по-
верхностью металла. Передача тепла к металлу осуществляется
как излучением от самой дуги, стен и свода печи, так и непосред-
ственно при соприкосновении дуги и расплава.
Таблица 4.13
Параметры дуговых электрических печей
Параметр Тип печи
ДСП-3 ДСП-6 ДЧМ-10
Номинальная емкость, т 3 6 10
Диаметр кожуха, мм 2950 3350 3200
Мощность трансформатора, кВА 2000 4000 4000
Пределы вторичного напряжения, В 116—243 118—281 125—204
Максимальный ток электрода, А 4800 9850 10 400
Диаметр электрода, мм 200 300 300
Глубина ванны, мм 400 425
Расход охлаждающей воды, м3/ч 12 20 15
217
Рис. 4.33. Типы дуговых электропечей:
а — прямого нагрева; б — косвенного нагрева; в — смешанного нагрева
1 — электрод; 2 — дуга; 3 — металл, шлак
В печах косвенного нагрева дуга горит между электродами, а
теплопередача осуществляется преимущественно излучением в
печное пространство и на поверхность металла.
В печах смешанного нагрева часть тепла получается при про-
текании тока в слое шихты; дуга горит между электродами и по-
верхностью расплава.
Питание дуговых электропечей осуществляется переменным
током промышленной частоты; напряжение на электродах ме-
няется во времени по величине и знаку (рис. 4.34). Для устойчи-
вого горения дуги необходимо поддерживать между электрода-
ми определенное напряжение. Дуга будет загораться при напря-
жении источника Ux и гаснуть при U2. При отсутствии в цепи ду-
ги реактивных сопротивлений ток дуги совпадает по фазе с из-
менением напряжения; в конце полупериода сетевого напряже-
ния по достижении U2 его значение скачком изменяется до ну-
ля — дуга гаснет. В следующем полупериоде дуга загорается в
момент достижения на электродах величины напряжения зажи-
гания дуги Ux. Таким образом, дуга в печи горит с перерывами в
конце и начале каждого полупериода, ток дуги пульсирует с
удвоенной частотой питающей сети.
Рис. 4.34. Характер изменения тока и напряжения в электропечи:
а — при полном активном сопротивлении; б — при активно-индуктивном сопротивлении
При наличии в цепи электродов индуктивного сопротивле-
ния Х{ образуется сдвиг фаз между питающим напряжением и то-
ком дуги. При этом можно подобрать такое значение Xh при ко-
тором горение дуги будет непрерывным: в течение времени, по-
ка значение питающего напряжения находится между U2 и Ux
ток дуги поддерживается за счет энергии, накопленной в индук-
тивности. На практике в цепь питания электродов дуговой печи
может быть включен дроссель, обеспечивающий стабилизацию
горения дуги.
Дуговая печь (рис. 4.35) имеет круглое сечение. Кожух печи
выполнен из стали и представляет собой цилиндр с днищем в
форме шарового сегмента. В боковой поверхности кожуха име-
ются диаметрально расположенные окна для слива шлака и ме-
талла, снабженные желобами. Футеровка выполнена из хромо-
Рис. 4.35. Конструкция дуговой электропечи:
1 — кожух; 2 — графитовый электрод; 3 — каретка; 4 — тросовый привод; 5 — зубчатая рейка;
6 — зубчатый сектор; 7 — щит управления; 8 — контроллер; 9 — рабочее окно; 10 — система
охлаждения; 11 — свод
219
магнезитового или периклазошпинелидного кирпича. Съемный
свод набирается из фасонного огнеупорного кирпича, либо вы-
полняется водоохлаждаемым. Края полусферического свода
опираются на металлическое сводовое кольцо, диаметр которо-
го равен диаметру кожуха. Свод имеет отверстия для ввода эле-
ктродов (обычно трех), загрузки твердой шихты и удаления га-
зов.
Используют графитированные или угольные электроды. Ди-
аметр графитированных электродов составляет 75—710 мм,
угольных — до 1200 мм в зависимости от мощности печи и силы
тока через электрод. Для управления тепловым режимом печи в
процессе ее работы электроды перемещаются по высоте с помо-
щью специальных приводов механического или гидравлическо-
го типа. Как и на руднотермических печах, система привода эле-
ктродов позволяет производить перепуск электродов по мере их
обгорания. Новая секция электрода навинчивается на резьбовую
часть работающего электрода.
Для подвода тока от трансформатора до электрододержате-
ля на электродах имеется шинопровод с гибким шлейфом.
Для слива шлака и металла печь наклоняют в сторону соот-
ветствующего окна с помощью механического или гидравличес-
кого устройства.
Загрузка твердой шихты осуществляется воронкой — кюбе-
лем или шнековым транспортером через сводовое отверстие.
Отходящие газы поступают в систему пылеулавливания.
Для ответственных узлов конструкции печи (сводового коль-
ца, кожуха, токоподводов) предусмотрена система водяного
охлаждения.
Дуговые печи используют для восстановительной плавки ок-
сидов никеля, кобальта на металл, для переработки вторичного
никельсодержащего сырья.
В состав шихты входят восстановитель, флюсы и оборотные
материалы. В качестве восстановителя используют нефтяной
кокс или другие углеродистые материалы с низким содержанием
вредных примесей (S, Fe, As и др.). Газы подвергают тонкой очи-
стке от пыли, что позволяет снизить потери металлов.
Расплавление шихты ведут так, чтобы обеспечить науглеро-
живание металла; за счет образования легкоплавкой (1590 К) эв-
тектики карбида никеля Ni3C и металлического никеля требует-
ся меньшая температура ванны, а значит, и снижается расход
электроэнергии на плавку.
Избыточный углерод удаляют добавкой небольшой порции
монооксида:
Ni3C + NiO = 4Ni + СО.
220
Для удаления серы ванну обрабатывают добавкой известня-
ка, при этом сера образует сульфид кальция, нерастворимый в
металле и удаляемый со шлаком.
Иногда проводят раскисление ванны металлическим кремни-
ем; образующийся кремнезем переходит в шлак.
Ниже в качестве примера приведены показатели плавки мо-
нооксида никеля и оксида кобальта на металл:
Никель Кобальт
Расход электроэнегии, тыс. кВт-ч/т металла 1,1—1,2 1,5—1,6
Расход материалов, кг/т металла
графитированных электродов.......... 15—20 120—130
восстановителя...................... 125—170 115—120
известняка.......................... 2—28 50—70
Извлечение металла, %................... 99—99,5 96,5—97,0
Индукционные печи. Подвод энергии к нагреваемому мате-
риалу в печах такого типа не требует контактных устройств,
максимальный уровень температуры определяется только
свойствами использованных огнеупоров. Преобразование эле-
ктрической энергии в тепло происходит в объеме нагреваемо-
го материала, а значит, возрастает тепловой коэффициент по-
лезного действия. Возникающие электродинамические силы
способствуют перемешиванию расплава в ванне печи, что
ускоряет процесс и обеспечивает получение более однородно-
го металла.
В канальных индукционных печах нагрев металла осуще-
ствляется в короткозамкнутом витке вторичной обмотки
трансформатора — канале. Первичная обмотка трансформа-
тора выполнена в виде многовитковой катушки — индуктора,
который размещен на стальном магнитопроводе (рис. 4.36).
Коэффициент трансформации равен отношению количества
витков индуктора и вто-
ричной обмотки W2. По-
скольку канал является един-
ственным витком вторичной
обмотки, W2 = 1 и коэффици-
ент трансформации числен-
но равен числу витков индук-
тора РИр
Протекающий в индукто-
ре ток порождает магнитный
Рис. 4.36. Принцип действия индук-
ционной канальной печи:
/ — индуктор; 2 — магнитопровод; 3 — нагре-
ваемый материал; 4 — футеровка
221
поток в магнитопроводе, под действием которого в канале ин-
дуктируется ЭДС
Е2 = 4,44 • 1012,
где В — магнитная индукция в магнитопроводе, Т\ SM — сечение
магнитопровода, см2;/— частота питающего тока, Гц.
Под действием этой ЭДС в канале протекает ток /2:
где ;2 — активное сопротивление канала; х2 — индуктивное со-
противление канала.
Величина ЭДС пропорциональна индукции магнитного поля,
сечению магнитопровода и частоте питающего тока. Индукция
магнитного поля ограничена свойствами материала магнитопро-
вода, по этой причине его выполняют в виде пакета листов эле-
ктротехнической стали.
При прочих равных условиях повышение частоты питающе-
го тока способствует увеличению мощности печи, поэтому наря-
ду с печами промышленной частоты используют печи повышен-
ной (200—400 Гц) и высокой частоты (до 100—150 кГц).
Так как активное сопротивление канала невелико, ток в нем
достигает значительной величины и выделяет на активном со-
противлении канала количество тепла, достаточное для нагрева
и плавления металла.
Взаимодействие магнитных потоков питающего тока и тока
в канале вызывает сжимающий, моторный и вихревой электро-
динамические эффекты.
Сжимающий эффект состоит в возникновении силы, стремя-
щейся сократить поперечное сечение металла в канале, что в не-
которых случаях может закончиться полным разрывом вторич-
ной цепи. Одновременно ограничивается плотность тока, а зна-
чит, и мощность печи. Силой, противодействующей сжимающе-
му эффекту, является гидростатическое давление столба метал-
ла в канале, поэтому предпочтительно расположение канала в
вертикальной плоскости. В печах с вертикальным каналом сжи-
мающий эффект проявляется меньше, чем в печах с горизон-
тальным каналом.
Моторный эффект заключается в воздействии на металл в
канале силы тяжести и горизонтальной силы отталкивания,
вследствие чего металл вытесняется к наружной стенке канала
(рис. 4.37).
Вихревой эффект наблюдается в местах изменения сечения
канала, где изменяется плотность тока в канале. Он улучшает
222
Рис. 4.37. Моторный эффект
перемешивание метал-
ла в канале и ванне пе-
чи и способствует вы-
равниванию темпера-
туры.
Гидростатическое
давление металла в го-
ризонтально располо-
женном канале печи
меньше, что позволяет
увеличить объем ванны. При разрушении футеровки в печах с
горизонтальными каналами меньше опасность повреждения ин-
дуктора прорвавшимся через стенки канала металлом, проще
ремонт футеровки и лучше охлаждается вертикально располо-
женный индуктор. Недостатком печей с горизонтальным кана-
лом является необходимость оставлять больше металла в печи
после выпуска.
Для ускорения ремонта индукционных печей индуктор, маг-
нитопровод и футеровка с каналом выполняются в виде отдель-
ного взаимозаменяемого конструктивного узла, который назы-
вается индукционной единицей. По количеству индукторов, ка-
налов и магнитопроводов они могут быть одинарными и двойны-
ми.
Индуктор индукционной единицы выполняется, как правило,
из водоохлаждаемой медной трубки. Витки индуктора изолиру-
ют термостойкими изолирующими материалами.
Магнитопровод обычно стержневого типа, что позволяет
быстро снять и надеть на него индуктор. Магнитопровод набира-
ется из пластин трансформаторной стали толщиной 0,35—
0,5 мм; пластины изолируют лаком или жидким стеклом. Приме-
няют принудительное воздушное охлаждение футеровки канала
и водяное охлаждение индуктора и магнитопровода.
Футеровка канальной части в зависимости от типа выплавля-
емых сплавов или металла имеет толщину от 65 до 120 мм и
должна выдерживать термические удары, гидростатическое дав-
ление металла в канале, механические нагрузки, вибрацию, аг-
рессивное воздействие жидких металла и шлака.
Выбор материала футеровки зависит от назначения печи.
Для футеровки печи при плавке меди используют глиноземис-
тую массу с содержанием до 75 % А12О3. Стойкость такой футе-
ровки достигает 12 мес. и более. При плавке латуни используют
сухую футеровочную массу на основе кварцита с содержанием
до 98 % SiO2; срок службы футеровки от 6 до 12 мес.
223
Таблица 4.14
Основные параметры индукционных канальных печей
Шифр серии и назначение Емкость, т Мощность, кВ.А Количество индукционных единиц Производитель- ность, т/ч
ИЛК — для плавки латуни и медных сплавов 0,4- -1,6 60—750 1 0,25—3,85
ИЛК — барабанного типа, назначение то же 2,5- -16,0 1400—3475 2- ^4 7,0—15,0
ИЦК — для переплавки ка- тодного цинка 10- -100 200—3000 1- -6 2,2—30
ИАК — плавка алюминия и его сплавов 0,4- -16,0 200—4000 1- ^-4 0,5—10
Основные параметры индукционных канальных печей при-
ведены в табл. 4.14.
Индукционные тигельные печи также используют принцип ин-
дукционного нагрева, но отличаются от канальных тем, что нагре-
ваемый металл помещают в тигле внутрь индуктора в переменное
магнитное поле. Вихревые токи, индуктируемые этим полем, цир-
кулируют в поверхностном слое нагреваемого металла, где выде-
ляется около 90—95 % тепла. Нагрев основного объема металла
происходит за счет теплопроводности. Толщина слоя, где происхо-
дит выделение тепла, определяется выражением
6= 50,3- I
У Нг/
где Ц] — магнитная проницаемость материала при заданной тем-
пературе, для большинства цветных металлов равная 1; р] —
удельное сопротивление материала загрузки при данной темпе-
ратуре. Ом-мм2/м;/— частота тока, Гц.
Преимущества нагрева в тигельных индукционных электро-
печах следующие: отсутствие необходимости в жидком металле
(болоте) при плавке твердой шихты; малая масса футеровки и
тепловая инерция, возможность периодической работы; высо-
кая химическая однородность расплавленного металла и равно-
мерность температуры по объему ванны; малый угар; компакт-
ность и небольшие размеры печи.
Недостатком тигельных индукционных печей является зна-
чительный магнитный поток рассеяния, поэтому индуктивное
сопротивление таких печей велико, а коэффициент мощности
(cos (р) низок и составляет 0,03—0,2. Для повышения коэффици-
ента мощности необходимо в цепь индуктора включить емкост-
ное сопротивление. Печь оборудуют батареей конденсаторов,
изменяя емкость которой, достигают резонанса токов, и значе-
224
ние cos ф увеличивается до значений, близких к единице. Ем-
кость батареи определяется по выражению
С = lOW/2^,
где L — индуктивность печи, Г.
При увеличении частоты питающего тока емкость батареи
конденсаторов, а, следовательно, ее габариты и стоимость
уменьшаются. Однако электрооборудование для питания печей
током повышенной частоты увеличивает стоимость плавильной
установки.
Мощность печи определяется суммой составляющих Р = Р} +
Р2. Электрический КПД печи определяется как
Мощность, теряемая в индукторе Ръ и мощность Р2, выделя-
емая в металле, зависят от величины токов в индукторе и метал-
ле и /2, а также от активного сопротивления индуктора и ме-
талла Ri и R2:
P}=R^F}; Р2 = R2-12 = R2-п,
где п — коэффициент трансформации, численно равный числу
витков индуктора .
Активное сопротивление индуктора и металла определяется
геометрическими размерами и материалом индуктора и загру-
женного в печь металла, а также глубиной проникновения тока
в материал индуктора и металл:
pj/i _ р2^2
1" ’ 2 “ б2Л2 ’
где8| = 50,3- 32 = 50,3- d^, — диаметрыи
V М-i/ \
высоты индуктора и металла, соответственно.
После подстановки всех значений электрический КПД будет
равен
__________1_________
। I Pl Pl
^2 Az N Р2 Hl
225
Мощность Р2, выделяемая в виде тепла в металле, расходует-
ся на его нагрев (Рн) и потери в окружающую среду (Рп). Таким
образом, тепловой КПД печи равен отношению полезно исполь-
зуемого тепла к его количеству, выделяющемуся в металле при
работе печи:
Чтепл
Р +Р
* н х п
Электрический КПД увеличивается при уменьшении зазора
между индуктором и стенками тигля, а также при уменьшении
отношения удельных сопротивлений материала индуктора и на-
греваемого металла. Большинство цветных металлов, однако,
имеет малое удельное сопротивление, что способствует сниже-
нию электрического КПД. В этом случае целесообразно прово-
дить нагрев металла в токопроводящем тигле из материала с
большим удельным сопротивлением, например в графитовом
или стальном тигле. Основное количество тепла при этом выде-
ляется в стенках тигля, а нагрев металла осуществляется тепло-
передачей от тигля к металлу.
На величину электрического КПД оказывает влияние также
соотношение между диаметром тигля и глубиной проникновения
тока в его материал. Поскольку глубина проникновения тока за-
висит от частоты питающего тока, ее значение для достижения
максимального КПД выбирают по формуле
/> (3,1... 12,4) • 104
Индукционная тигельная печь (рис. 4.38) состоит из индукто-
ра, выполненного в виде многовитковой водоохлаждаемой ка-
тушки, футеровки и каркаса. Витки индуктора имеют овальное
сечение и изолированы между собой стеклотканью с пропиткой
кремнийорганическим лаком, либо керамической обмазкой.
Тигли выполняют набивкой огнеупорного материала по шабло-
ну с последующей сушкой и обжигом непосредственно в печи.
Используются магнезиальная, кварцитовая или высокоглинозе-
мистая футеровка на жидком стекле, сульфит целлюлозном ще-
локе, борной кислоте или глине в качестве связующих материа-
лов. Футеровка тигельных печей находится в тяжелых условиях,
испытывая агрессивное воздействие расплава, высокие механи-
ческие нагрузки, частые теплосмены.
Каркас печи воспринимает все механические нагрузки и ра-
ботает в сильном электромагнитном поле. Для его изготовления
используют немагнитные стали, асбоцементные детали и кре-
пежные элементы.
226
Рис. 4.38. Индукционная тигельная печь:
1 — нижняя керамическая плита; 2 — футеровка; 3 — индуктор; 4 —
верхняя керамическая плита; 5 — токоподводящая шина; 6 — каркас
227
Таблица 4.15
Параметры индукционных тигельных печен
Тип печи, назначение ИЧТ — плавка чугуна ИАТ — плавка алюминия и его сплавов ИЛТ — плавка латуни и других медных сплавов Емкость, т 1,0—60,0 0,4—10,0 1,0—25,0 Мощность, кВА 370—18 000 170—2500 325—3150 Частота, Гц 50 50, 500 50 Производи- тельность, т/ч 0,6—33,6 0,28—4,48 1,0—9,3
Наличие значительного электромагнитного поля требует
применения ослабляющих экранов: ферромагнитных в виде па-
кетов из пластин трансформаторной стали (магнитный поток за-
мыкается через экран, уменьшаются потери энергии и увеличи-
вается cos (р печи, а значит, и емкость конденсаторной батареи)
и электромагнитных в виде цилиндра из листового металла.
Питание тигельных индукционных печей осуществляется пе-
ременным током не только промышленной частоты (50 Гц), но
и повышенной частоты (500 Гц — 10 кГц). Источником такого
тока служит тиристорный преобразователь частоты; для полу-
чения тока высокой частоты служат ламповые генераторы. Пе-
чи промышленной частоты питаются от сети 380/220 В через
трансформатор. Поскольку параметры загрузки (масса, состав,
электропроводность металла) в процессе плавки непрерывно из-
меняются, предусмотрены устройства автоматического регули-
рования электрического режима с целью достижения оптималь-
ных условий плавки. Индукционные тигельные печи использу-
ются для плавки алюминиевых и медных сплавов (табл. 4.15).
4.5. МЕТАЛЛОТЕРМИЧЕСКАЯ ПЛАВКА
Металлотермия основана на восстановлении металлов из их
соединений другими металлами, у которых сродство к металло-
иду выше, чем у восстанавливаемого металла. В общем виде
процесс металлотермического восстановления описывается
уравнением
МеХ + Me' = Me + Ме'Х.
Направление протекания реакции определяется по отрица-
тельной величине изменения энергии Гиббса.
ЗМп3О4 + 8А1 = 9Мп + 4А12О3 + 2248 кДж;
228
Cr2O3 + 2A1 = 2Cr + A12O3 + 504 кДж;
3V2O5 + 10A1 = 6V + 5A12O3 + 3706 кДж.
Металлотермические процессы протекают при достаточно
высокой температуре, когда взаимодействующие компоненты
находятся в жидком состоянии и образуют двухфазную систему
«жидкий металл — твердый оксид» или «жидкий металл — газо-
образный галогенид металла».
Применение металла-восстановителя, в качестве которого
обычно применяют алюминий, кремнии, магний, кальций, на-
трий или их сплавы и лигатуры, целесообразно вместо более до-
ступных газообразных восстановителей, таких как водород, мо-
нооксид углерода, природный газ, либо вместо углеродистых
восстановителей лишь в том случае, когда их использование не-
возможно по термодинамическим причинам, либо процесс вос-
становления протекает с образованием нежелательных соедине-
ний с восстановителем, способных растворяться в жидком ме-
талле. К числу таких соединений прежде всего следует отнести
карбиды и гидриды металлов.
Помимо восстановления оксидов, в металлотермии использу-
ют восстановление галогенидов для получения ряда металлов:
TiCl4 + 2Mg = Ti + 2MgCl2,
UF4 + 2Ca = U + 2CaF2,
а также восстановление оксидов металлов из сложных оксидных
систем:
(FeO • Cr2O3) + 2[Si] = 2[Cr] + [Fe] + 2(SiO2),
как это имеет место при силикотермическом восстановлении
хромитовой руды с целью получения малоуглеродистого ферро-
хрома.
Если известно изменение энтальпии металлотермической ре-
акции, можно рассчитать баланс тепла и предсказать, будет ли
тепловыделение достаточным для образования жидких продук-
тов плавки и нагрева их до заданной температуры. Эксперимен-
тально установлено, что при величине ДН менее 2300 Дж/г энер-
гии недостаточно для плавления продуктов и необходим подвод
тепла извне. Превышение количества выделяемого тепла более
4600 Дж/г приводит к взрывному характеру процесса.
Так, например, для алюмотермического восстановления со-
единений марганца величины изменения энтальпии равны соот-
ветственно:
(тв) — ЗМп(ж) + 2А12О3(тв),
229
ЛН = -1,1 106 Дж;
ЗМп3О4(тв) + 8А1(ТВ) = 9Мп(ж)
+ 4 А12О3(Т11),
ДН = -2,4 106 Дж;
ЗМпО(тв)
+ А1(тв) — ЗМп(ж)
+ А12О3(тв)
АН = -4,8 • 10б Дж.
В этом случае на 1 г продукта приходится соответственно
4700, 2612 и 1783 Дж и, следовательно, первая из приведенных
реакций будет носить взрывной, неуправляемый характер. В по-
следней реакции выделяющегося тепла недостаточно для полу-
чения жидкого металла, что определяет необходимость подвода
тепла от внешнего источника. Лишь для реакции восстановле-
ния Мп3О4 количество тепла приемлемо для ее автогенного и
управляемого проведения, поэтому в практике получения мар-
ганца алюмотермическим методом диоксид марганца путем об-
жига переводят вначале в Мп3О4, а затем проводят восстановле-
ние его металлическим алюминием.
Полноту восстановления металла в металлотермических ре-
акциях можно определить по величине константы равновесия,
рассчитанной по термодинамическим данным для условий про-
ведения реакции:
^(Ме'Х) ' fl(Me)
fl(McX) ‘ ^(Ме')
Полнота восстановления металла будет тем выше, чем мень-
ше отношение а(ме)/а(Мс). Это возможно в том случае, когда хими-
ческое сродство (энергия связи) к металлоиду у металла-восста-
новителя будет значительно больше, чем у восстанавливаемого.
Уменьшение активности Ме'Х в продуктах восстановления так-
же способствует более полному протеканию реакции вправо.
Например, при алюмотермическом восстановлении марганца
добавка СаО способствует связыванию оксида алюминия в проч-
ное соединение, уменьшая его активность, чем достигается бо-
лее полное восстановление марганца.
Аппаратурное оформление процесса металлотермического
восстановления металла может быть различным и определяется
рабочей температурой, необходимостью поддержание вакуума
или инертной атмосферы, величиной тепловыделения при вос-
становлении. Общим является использование печей тигельного
типа.
Процесс восстановления урана магнием или кальцием прово-
дят в тигельных печах небольшой емкости (2—3 кг). Предвари-
230
тельно смешанную шихту брикетируют и загружают в графито-
вый тигель диаметром 700 мм и помещают в реактор диаметром
750 и высотой 3000 мм, изготовленный из нержавеющей стали.
Реактор устанавливают в трехсекционную печь сопротивления,
обеспечивающую одинаковую температуру по его высоте. Вну-
тренний объем реактора вакуумируют и заполняют аргоном при
атмосферном давлении. С помощью системы автоматического
регулирования проводят программированный нагрев реактора
до температуры 680—760 °C в течение 4 ч. По достижении тем-
пературы начала реакции процесс восстановления завершается в
течение 1 мин, после чего реактор извлекают из печи и охлаж-
дают. Слиток металлического урана извлекают из реактора и
отмывают от остатков тетрафторида урана и металлического
кальция растворами хлористого аммония и горячей азотной кис-
лотой.
Восстановителем для получения урана из его диоксида слу-
жит дважды дистиллированный кальций. Измельченный каль-
ций смешивают с порошком диоксида урана до получения одно-
родной шихты, которую затем прессуют в брикеты под давле-
нием до 98 МПа. Кальций при составлении шихты подают с из-
бытком сверх стехиометрически необходимого на 15—30 %.
Восстановление проводят в молибденовом тигле, поверхность
которого защищена набивкой из оксида кальция. Брикеты за-
гружают в тигель так, чтобы они не касались стенок тигля, за-
тем откачивают воздух из реактора, заполняют его аргоном
или гелием под давлением 53,3—66,7 кПа. Реактор нагревают в
электрической печи сопротивления до температуры начала ре-
акции восстановления (700—800 °C). Восстановление идет
энергично за счет выделяющегося тепла, при этом температу-
ра в течение нескольких секунд увеличивается до 1600 °C, уран
восстанавливается в виде мельчайших капель, способных затем
укрупняться и сливаться. Для обеспечения высокой степени
восстановления продукты реакции выдерживают при темпера-
туре 1200 °C не менее 30 мин.
После выдержки реактор извлекают из печи, охлаждают до
температуры окружающей среды и извлекают из него продукты
восстановления в виде спека. Для удаления оксида кальция спек
предварительно измельчают в щековой дробилке и выщелачи-
вают в растворе уксусной кислоты при pH = 5,8 и 20—30 °C. Ок-
сид кальция и металлический кальций при этом переходят в рас-
твор, а уран остается в твердом остатке в виде порошка.
Порошок урана промывают раствором 5—7 % HNO3 для уда-
ления адсорбированных на поверхности примесей и оксидной
пленки. Затем порошок несколько раз промывают дистиллиро-
ванной водой и сушат в вакууме при комнатной температуре.
Выход сухого уранового порошка достигает 97 %.
231
Металлотермия является основным способом получения тита-
новой губки путем восстановления титана из его тетрахлорида ме-
таллическим магнием. В промышленных условиях восстановле-
ние проводят в цилиндрических реакторах диаметром 850—1500
мм и высотой 1800—3000 мм, изготовленных из нержавеющей
стали 1Х18Н9Т, Х25Т или биметалла на основе малоуглеродистой
стали и упомянутых марок нержавеющих сталей. Основное тре-
бование к реактору — высокая степень герметичности при высо-
ких температурах, которая обеспечивается минимальным количе-
ством сварных швов и уплотнением крышки реактора.
Магний в реактор подают в расплавленном виде с помощью
специального вакуумного ковша, обеспечивающего транспорти-
рование металла без его окисления. Тетрахлорид титана посту-
пает в реактор через патрубок в крышке. Расход тетрахлорида
титана измеряется ротаметром и регулируется программным
устройством.
Необходимый температурный режим поддерживается с по-
мощью электропечи, в которую помещается реактор. В началь-
ный период необходимо нагреть содержимое реактора до темпе-
ратуры начала реакции. Подвод тепла необходим также на за-
ключительной стадии восстановления. После начала восстанов-
ления температура поддерживается за счет экзотермического
эффекта реакции, при этом избыточное тепло необходимо отво-
дить для предотвращения перегрева реактора.
Отвод тепла осуществляется в результате обдува стенок ре-
актора воздухом, подаваемым через фурмы в стенках электро-
печи.
Процесс получения титановой губки протекает периодичес-
ки и условно может быть разделен на три периода.
Первый период включает в себя время от момента начала
подачи тетрахлорида титана в реактор после его предваритель-
ной подготовки до момента, соответствующего использованию
около 10 % магния. Подготовка реактора включает в себя его
герметизацию, вакуумирование, промывку и заполнение арго-
ном, загрузку заданного количества магния и предварительный
разогрев до 850 °C.
В первом периоде восстановление происходит на поверхнос-
ти жидкого магния, при этом скорость процесса относительно
мала, соответственно выделяющегося тепла недостаточно для
поддержания необходимой температуры, и требуется подвод
тепла извне. По мере восстановления титана поверхность реаги-
рования и скорость реакции увеличивается, что указывает на на-
чало основного, второго, периода реагирования.
Признаком второго периода является высокая и относитель-
но постоянная скорость восстановления. Избыток магния и вы-
сокая скорость его транспортирования к поверхности реагирова-
232
ния не лимитируют процесс. В этом периоде важное значение
имеет поддержание температуры на оптимальном уровне. Пре-
вышение температуры сверх оптимальной приводит к образова-
нию низкокачественного мелкодисперсного пирофорного тита-
на, поскольку его восстановление идет за счет испарения магния
и взаимодействия паров с газовой фазой. Дальнейшее увеличе-
ние температуры может привести к проплавлению стенок реак-
тора и аварии.
Охлаждение стенок реактора до температур, ниже оптималь-
ных, приводит к образованию низших хлоридов и расстройству
процесса. При этом возможна кристаллизация титана вблизи
стенок реактора, его сечение постепенно перекрывается губкой,
что резко замедляет процесс восстановления, поскольку магний
не поступает в зону реакции.
Основной период восстановления протекает до момента, ког-
да расход магния достигает 40—50 % от его первоначального ко-
личества.
Третий период восстановления характеризуется исчезнове-
нием зеркала расплавленного магния в реакторе, восстановле-
ние титана происходит в порах титановой губки, и скорость про-
цесса лимитируется доставкой восстановителя в зону реакции.
Лучшие условия для этого создаются у стенок реактора, где об-
разующаяся губка имеет развитую пористую поверхность.
На этой стадии постепенно повышают температуру на по-
верхности реактора и уменьшают подачу тетрахлорида титана.
При использовании 60—70 % магния процесс восстановления
практически прекращается. Полученная губка содержит в порах
металлический магний и смесь хлоридов магния и титана. Для
довосстановления низших хлоридов реактор выдерживают в пе-
чи до 1 ч при температуре 900 °C, затем сливают расплав хлори-
стого магния, заполняют реактор аргоном и охлаждают его до
800 °C. После извлечения реактора из печи его охлаждают до
25—40 °C орошением водой или обдувом воздухом.
Восстановленная масса содержит, %: 55—60 Ti, 25—35 Mg,
9—12 MgCl2.
4.6. КОНВЕРТИРОВАНИЕ СУЛЬФИДНЫХ РАСПЛАВОВ
Конвертирование — окислительный процесс, заключаю-
щийся в обработке сульфидных расплавов кислородсодержащи-
ми газами (воздух, кислородо-воздушная смесь) с целью количе-
ственного удаления железа, а также частично или полностью и
серы. Технологические особенности конвертирования штейнов
определяются их составом и схемой дальнейшей переработки.
Так, при конвертировании медных штейнов удаляют примеси се-
233
ры и получают черновую медь, содержащую менее 1 % приме-
сей. При конвертировании никелевых, медно-никелевых штей-
нов удаляют железо и получают файнштейн, содержащий суль-
фиды Ni, Си, и металлическую фазу.
В первом периоде окисляется главным образом сульфид же-
леза в присутствии кремнезема, подаваемого с кварцевым флю-
сом, по реакции:
2FeS + ЗО2 + SiO2 = 2FeO • SiO2 + 2SO2.
При дефиците, низком качестве флюса создаются предпо-
сылки для переокисления железа до магнетита:
6FeO + О2 = 2Fe3O4,
который при повышении температуры взаимодействует с суль-
фидом железа:
3Fe3O4 + FeS + 5SiO2 = 5(2FeO • SiO2) + SO2.
Эти реакции экзотермичны и не только обеспечивают под-
держание температуры процесса, но и формируют избыток теп-
ла, что приводит к повышению температуры расплава в конвер-
тере со скоростью нескольких градусов в минуту. Поэтому в
конвертер загружают холодные добавки: вторичное металлосо-
держащее сырье, корки штейна из ковшей, выломки и т. п.
Окисление сульфида меди возможно только после количест-
венного окисления сульфида железа, иначе происходит обрат-
ное сульфидирование:
Cu2S + 1,5О2 = Cu2O + SO2
Cu2O + FeS = Cu2S + FeO.
Жидкими продуктами первого периода конвертирования яв-
ляются шлак и белый матт. В шлак переходят фаялит и большая
часть магнетита, часть свободного кремнезема из флюса, окси-
ды металлов-примесей. Медь в шлаке представлена в виде меха-
нических потерь в форме Cu2S; ее содержание в шлаке составля-
ет 1,5—2,5 %. Этот шлак является оборотным и направляется в
печь для плавки на штейн или на отдельную переработку флота-
ционным или электротермическим обеднением.
Белый матт представляет собой Cu2S, содержащий некото-
рое количество FeS и примесей.
Второй период конвертирования предлагает получение чер-
новой меди. При продувке расплава происходит окисление Cu2S:
2Cu2S + 2О2 = 2Cu2O + SO2
234
и взаимодействие оксида меди (I) с ее сульфидом:
2Cu2O + Cu2S = 6Cu + SO2.
Образующаяся металлическая медь растворяется и накап-
ливается в сульфидном расплаве, достигая предела раствори-
мости при данной температуре. Происходит расслаивание рас-
плава с образованием двух жидких продуктов: нижнего слоя
металлической меди и верхнего слоя жидкого белого матта.
Второй период конвертирования завершается полным удале-
нием серы и получением черновой меди, качество которой
регламентируется техническими условиями. Полученная медь
содержит 97,5—99,5 % меди и примеси никеля, цинка, свинца,
сурьмы, висмута, селена, теллура, мышьяка и благородных ме-
таллов. Она направляется на рафинирование для получения
товарной меди и извлечения примесей. Конвертерные газы
охлаждают, очищают от пыли и направляют на производство
серной кислоты.
Переработка медно-никелевого штейна имеет иную цель —
получение медно-никелевого файнштейна, представленного
преимущественно сульфидом меди (Cu2S) и никеля — (Ni3S2).
Для этого необходимо из штейна окислить сульфид FeS и пе-
ревести в шлак оксид FeO. Продувку штейна проводят с добав-
кой кварцевого флюса; основные химические взаимодействия
соответствуют первому периоду конвертирования медного
штейна.
Медно-никелевые штейны содержат кобальт, который необ-
ходимо сохранить в файнштейне. Поэтому оставляют 2—3,5 %
железа, а конвертирование ведут при низкой температуре
(1470—1520 К), подгружая холодные присадки.
Файнштейн представляет собой сплав сульфидов никеля и
меди, в котором растворено некоторое количество сульфидов
железа и кобальта, а также металлической фазы. Состав медно-
никелевого файнштейна, % 40—55 Ni, 20—30 Си, 0,6—1,2 Со,
2,5—3,5 Fe.
Конвертерный шлак содержит 1,2—1,8 % (Си + Ni), до 0,5 %
Со и подвергается обеднению с целью доизвлечения цветных ме-
таллов.
Никелевые штейны отличаются содержанием до 20 % нике-
ля и железа в форме металлической фазы. Целью конвертиро-
вания является получение никелевого файнштейна с минималь-
ным содержанием железа. В первом периоде конвертирования
окисляется преимущественно металлическое железо и перехо-
дит в шлак в форме фаялита:
2Fe + О2 + SiO2 = 2FeO • SiO2.
235
Окисление сульфида железа составляет суть второго пери-
ода и протекает по реакции (2FeS + ЗО2 + SiO2 = 2FeOSiO2 +
+ 2SO2). Поскольку реакция Ni3S2 + 4NiO = 7Ni + 2SO2 протека-
ет с заметной скоростью при температурах свыше 1970 К, по-
лучать никель в конвертере нецелесообразно в связи с боль-
шим расходом огнеупоров и загрязнением металла; поэтому
конвертирование завершают получением файнштейна содер-
жащего, %: 76—78 Ni, 19—21 S, 0,2—0,4 Fe, 0,5—0,9 Со, до
2 Си.
Состав конвертерного шлака, %: 0,7—1,2 Ni, 0,2—0,5 Со,
27— 30 SiO2, 49—53 Fe и до 3 MgO. Его подвергают обеднению
в конвертерах или электропечах с целью доизвлечения из них
кобальта и никеля.
Горизонтальные конвертеры (рис. 4.39) представляют собой
цилиндрическую емкость, опирающуюся с помощью опорных
бандажей на ролики. Для заливки штейна, загрузки флюса и хо-
лодных материалов, слива расплава и удаления газов в верхней
части цилиндрической поверхности корпуса имеется горловина.
Поворот бочки вокруг горизонтальной оси осуществляется от
электродвигателя через редуктор и зубчатую пару, в которую
входят зубчатый венец, охватывающий корпус, и ведущая шес-
терня. Помимо рабочего привода предусмотрен привод аварий-
ного поворота с двигателем, питающимся от аккумуляторной
батареи. Аварийный привод включается при падении давления
дутья и служит для предотвращения заливки фурм для подачи
дутья расплавом.
Воздух поступает от воздуходувной машины по трубопрово-
ду в расплав через фурмы. Количество и диаметр фурм опреде-
ляется размерами конвертера. Для уменьшения гидравлического
сопротивления при подводе дутья к фурмам коллектор конст-
руктивно объединен с фурмами (рис. 4.40). Бочка конвертера из-
готовлена из листовой стали и изнутри футерована огнеупор-
ным кирпичом. Толщина футеровки составляет 230—380 мм, а в
области фурменного пояса 450—800 мм. Футеровка выполнена
насухо, зазоры между кирпичами заполняют магнезитовым по-
рошком. Преимущественно применяют хромомагнезит, пери-
клазошпинелид, магнезит. Температурная компенсация обеспе-
чивается наличием температурных швов в кладке, а также ком-
пенсирующими пружинами.
Подача холодного воздуха в расплав приводит к зарастанию
фурм, в связи с чем их необходимо прочищать. Конвертеры со-
временных конструкций оснащаются индивидуальными или
групповыми пневмофурмовщиками, позволяющими снизить
трудозатраты при проведении процесса.
Горловина конвертера, работающего под дутьем, закрыта
сверху напыльником для отвода отходящих газов. Напильник
236
3 4
8
4
Рис. 4.39. Горизонтальный конвертер:
7 — электродвигатель; 2 — редуктор; 3 — зубчатый венец; 4 — опорные бандажи; 5 — фурмоколлек-
тор; 6 — шариковый клапан; 7 — фурменная трубка; 8 — горловина
237
2
3 4
Рис. 4.40. Фурмоколлектор:
1 — гайка клапана; 2 — предохранительный шарик; 3 — корпус клапана; 4 — воздушный коллектор;
5 — переходный конус; 6 — фурменная трубка
имеет испарительное охлаждение. Конвертерные газы проходят
грубую и тонкую очистку от пыли соответственно в циклонах и
электрофильтрах, затем направляются в сернокислотное произ-
водство.
Подготовленные флюсы подают к бункеру, расположенному
над конвертером, и далее по системе транспортеров, по загру-
зочной течке через горловину.
Транспортировку расплавов от конвертера осуществляют
ковшами. Основные параметры горизонтальных конвертеров
приведены в табл. 4.16.
Таблица 4.16
Основные параметры горизонтальных конвертеров
Показатель Размер: диаметр х длина бочки
3,95x9,2 3,66x6,7 3,69x6,1 2,26x3,3
Емкость, Т 80 50 40 20
Мощность двигателя, кВт рабочего 60 50 30 16
аварийного 32 30 21 ——
Число фурм 52 46 32 17
Диаметр фурм, мм 51 47 41 38
Пропускная способность по воздуху, м3/мин 700 360 300 170
Площадь горловины, м2 6,0 4,5 3,0 2,5
238
4.7. ФЬЮМИНГОВАНИЕ И ПИРОСЕЛЕКЦИЯ
Физико-химической основой извлечения цветных металлов
(цинка, свинца, олова) из расплава методом фьюмингования (Ф) и
пироселекции (П) являются сравнительно низкая температура ки-
пения Zn, PbO, PbS, SnO, SnS и значительное увеличение давления
паров этих веществ с повышением температуры. При (Ф) шлаков
нелетучие металлы и сульфиды образуют сплав или штейн. Дан-
ные о летучести некоторых металлов и их соединений, извлекае-
мых при (Ф) в газовую фазу, приведены в табл. 4.17.
Цинк в шлаках находится в окисленном состоянии, поэтому
его отгонке должен предшествовать процесс восстановления. В
качестве восстановителя используют угольную пыль, мазут,
природный газ, которые сжигают в смеси с воздухом непосред-
ственно в шлаковой ванне печи. Введение топлива обеспечивает,
с одной стороны, выделение тепла, необходимого для поддержа-
ния высокой температуры шлака, другой — служит источником
образования СО, необходимого для восстановления оксидов ме-
таллов.
Цинк в шлаках находится в окисленном состоянии, поэтому
его отгонке должен предшествовать процесс восстановления. В
качестве восстановителя используют угольную пыль, мазут,
природный газ, которые сжигают в смеси с воздухом непосред-
ственно в шлаковой ванне печи. Введение топлива обеспечивает,
с одной стороны, выделение тепла, необходимого для поддержа-
ния высокой температуры шлака, другой — служит источником
образования СО, необходимого для восстановления оксидов ме-
таллов.
Регулирование состава газовой фазы осуществляется изме-
нением условий сжигания топлива, т. е. варьированием коэффи-
Таблица 4.17
Летучесть цинка, свинца, олова и некоторых их соединений
Вещество Температура кипения, к Упругость пара при 1473 К, кПа Температура начала возгонки, К
Цинк 1180 1039,7 773—873
Сульфид цинка 2073—2173 0,9 1373
Оксид цинка 2273 1573
Свинец 2010 2,1 1173
Сульфид свинца 1745 6,3 1023—1073
Оксид свинца (II) 1358 43,5 973
Олово ЗОЮ 0,001 1673
Сульфид олова 1503 26,7 973
Оксид олова (И) 1623 6,9 1173
239
циентом избытка воздуха а. Ниже приведены данные о тепло-
вом эффекте и составе продуктов сгорания угля в зависимости
от величины а:
а ........................... 1,0 0,9 0,8 0,7 0,6
Содержание, об. %
СО......................... 0 4,5 10,0 16,5 24,5
СО2........................ 21 18 15 11,0 6,0
Тепловой эффект, тыс. кДж/кг.. 28,5 24,4 20,2 16,2 12.2
0,5
35,0
0
7,7
Полное сгорание углерода топлива достигается при а = 1,0,
что соответствует максимальному тепловому эффекту. По сни-
жении а в отходящих газах возрастает концентрация СО, соот-
ветственно увеличивается восстановительный потенциал про-
дуктов сгорания топлива.
При а = 0,5 весь углерод топлива сгорает до СО, но при этом
тепловой эффект уменьшается на 27 %.
При использовании природного газа в продуктах сгорания
топлива появляется еще один восстановитель — водород, кон-
центрация которого в зависимости от а изменяется от 6 (а = 0,8)
до 18 об % (а = 0,5).
Более эффективными восстановителями по сравнению с
угольной пылью, мазутом, природным газом являются металлы
(Fe, Si, Al, Мп) или их сплавы. Отгонка цинка при (Ф) здесь осу-
ществляется по реакциям:
СО + ZnO = СО2 + Zn(r);
Н2 + ZnO = Zn(r) + Н2О;
2А1 + 3ZnO = А12О3 + 3Zn;
Si(Mn) + 2ZnO = SiO2(MnO2) + 2Zn(r).
Процесс восстановления ZnO железом перспективен, так как
оно является наиболее доступным восстановителем, а равновес-
ное давление паров цинка в интервале 1420—1470 К достигает
0,1 МПа.
Скорость отгонки цинка при (Ф) зависит от объема газов,
проходящих через расплав в единицу времени и парциального
давления паров цинка в газовой фазе. При прочих равных усло-
виях (активность цинка в шлаке, интенсивность продувки и т. д.)
восстановительная способность печи оказывает большее влия-
ние на отгонку, чем рост температуры. На практике при (Ф)
свинцово-цинковых шлаков а составляет 0,67—0,85.
Согласно таблице, при температурах, характерных для про-
цесса фьюмингования (1530±20 К), наибольшую упругость па-
ров имеют сульфид свинца, оксид свинца (II) и металлический
240
свинец. Однако извлечение свинца в возгоны определяется сте-
пенью протекания реакции его восстановления из РЬО и из сили-
катов свинца, а также развитием реакций:
PbS + Zn(r) = ZnS + Pb
Fe + PbS = FeS + Pb.
Условия (Ф) в сочетании с восстановительно-сульфидирую-
щими режимами могут быть использованы для образования в
расплавах новых сульфидных фаз. В частности, олово может
быть переведено в возгоны не только в виде SnO, но и SnS. С
этой целью в шихту фьюмингования добавляют сульфидизато-
ры (пирит), что приводит к протеканию реакций:
2FeS2 = 2FeS + S2>
SnO + FeS = SnS + FeO.
Наличие оксида цинка в шлаке повышает степень отгонки оло-
ва, что обусловлено образованием летучего монооксида олова:
Sn + ZnO = SnO + Zn.
Шлаки цветной металлургии наряду с цинком, свинцом, оло-
вом содержат кадмий до 0,01 % и редкие металлы. Отгонка кад-
мия практически заканчивается в первые минуты продувки, а из-
влечение его в возгоны близко к 100 %. Столь быстрая и полная
отгонка кадмия объясняется низкой температурой его кипения
(1030 К), а также развитием побочной реакции:
Zn(r) + CdO = Cd(r) + ZnO.
Основное количество германия при переработке медных,
медно-цинковых, свинцовых руд и концентратов переходит в
шлаки. Содержание германия в шлаках медной и свинцовой
плавок изменяется от 2—5 до 8—10 г/т соответственно. Ме-
таллический германий имеет высокую температуру кипения
(Тк = 2973 К), поэтому при (Ф) он не возгоняется. Возгонка
германия из шлаков обусловлена восстановлением GeO2 до ле-
тучего монооксида германия GeO. Степень восстановления и
отгонки германия зависит от соотношений СО/СО2, Н2/Н2О(Г) и
температуры процесса. Повышают степень возгонки взаимо-
действия:
Zn(r) + GeO2 = ZnO + GeO(r),
Ge + GeO2 = 2GeO(rt.
241
Рис. 4.41. Фьюминг-печь:
1 — опоры основания печи; 2 — фур-
мы; 3 — заливочное окно; 4 — загру-
зочная воронка; 5 — выпускные отвер-
стия
А — ввод воздуха; Б — ввод углевоз-
душной смеси
Содержание селена и
теллура в шлаках меде-
плавильного производ-
ства соответственно из-
меняется от 4—10 до 3—
15 г/т. При (Ф) углевоз-
душной смесью эти ме-
таллы практически пол-
ностью переходят в воз-
гоны, достигая содержа-
ния 175 и 40—
190 г/т.
Металлический ин-
дий имеет высокую тем-
пературу кипения —
2348—2370 К, высокой
летучестью обладают
его оксиды. При (Ф)
оловосодержащих шла-
ков извлечение индия в
возгоны достигает 90 %.
Таллий, его кислородные и сульфидные соединения имеют
высокую летучесть. Переход таллия в возгоны наблюдается уже
при Т > 800—1000 К и составляет 90 %; содержание его в пылях
достигает 40 г/т. (Ф) используются для обработки шлаков свин-
цового и оловянного производства. Шлаковозгоночная печь
(фьюминг-печь) представляет собой кессонированный агрегат
шахтного типа и прямоугольного сечения (рис. 4.41).
Высота печи составляет 3—10 м, ширина в области фурм
2,4 м, длина — 6,06—9,69 м. Лещадь печи выполнена из охлаж-
даемых водой чугунных плит, которые устанавливаются на бе-
тонном фундаменте. Боковые и торцевые стены печи собраны
из кессонов. В нижнем ряду боковых кессонов по длине печи ус-
тановлены 12—36 фурм с каждой стороны печи в зависимости
от ее длины. По высоте фурмы установлены на расстоянии 190
мм от подины. Шлак заливают в печь по желобу, имеющемуся в
стенке шахты печи, с помощью ковшей или из миксера-электро-
печи. Для обедненного выпуска шлака служат два отверстия,
расположенные в нижнем ряду торцовых кессонов на 30 см вы-
242
ше пода печи. Фьюминг-печи работают периодически и перера-
батывают 250—700 т шлака в сутки.
Совершенствование процесса (Ф) развивается в направлении
замены пылеугля природным газом и использовании дутья, обо-
гащенного кислородом.
Основные технико-экономические показатели (Ф) свинцо-
вых (I) (в числителе — воздушное дутье, в знаменателе — обога-
щенное до 24 % О2) и оловосодержащих (II) шлаков:
I И
Удельная производительность по шлаку, т/(м2-сут.).. 30/41 42
Расход угольной пыли от массы шлака, %............... 25,2/19,5 20,0
Расход сульфидизатора, % от массы шлака............ — 6,9
Содержание в исходном шлаке, %
РЬО........................................... 2,9/3,8 0,7
Zn.............................................. 13,0/14,0 9,3
Sn.................................................. — 0,5
Си................................................. 1,0 —
Содержание в возгонах, %:
РЬ.............................................. 13,6/18,1 7,0
Zn.............................................. 56,1/54,1 59,0
Sn.................................................. — 7,0
Извлечение в возгоны, %:
РЬ...................................................... 95 91,0
Zn................................................. 84,0 81,0
Sn.................................................. — 86,5
Пироселекция (П) восстановителя — это способ обработки
расплава полиметаллического сырья с целью селективной возгон-
ки летучих компонентов. Пироселекцию применяют для перера-
ботки вторичных цветных металлов. Основное сырье для (П) —
черная медь, медно-цинковый лом и отходы, оборотные цинкосо-
держащие пыли. Технологическая схема процесса пироселекции
представлена на рис. 4.42. Операцию проводят в конвертере емко-
стью 40—60 т. Применяют конвертеры, используемые для про-
дувки медных штейнов, но более герметизированные в области
фурменного пояса и напыльника. Предусматривается подача уг-
левоздушной смеси через дутьевые фурмы (рис. 4.43) и соответст-
вующий углевоздушный коллектор. Для создания восстанови-
тельной атмосферы в конвертер загружают кокс.
Процесс (П) состоит из следующих операций: загрузки мате-
риалов, отгонки цинка, свинца и других летучих компонентов,
слива шлака и обогащенной массы. После загрузки твердых ма-
териалов и кокса в конвертер заливают штейн и черную медь в
соотношении 1:3.
Процесс ведут при Т = 1550—1620 К. В результате (II) по-
лучают оборотный шлак, содержащий 2,5—4,0 % Си и до 7 %
243
Кокс Оборотная
(угольная цинковистая
пыль) пыль
Вторичное
сырье
Штейн
Черная Кварц
медь воздух
Конвертирование
Газ на очистку Конвертерный шлак Обогащенная масса
Охлаждение
Чистый
медный лом
I
Шахтная печь
Конвертирование
Конвертерный
шлак
Газы на
очистку
Черновая медь
Рафинирование
Рис. 4.44. Схема процесса пироселекции
Основное Пылевоздушная
дутье смесь
Рис. 4.43. Конструкция фурмы для подачи углевоздушной смеси в коллектор
244
Zn, а также обогащенную массу состава 70—80 % Си и 10—
12 % S.
Очистку газов от оборотной (грубой) пыли производят в пы-
левой камере, газоходах и циклоне; тонкие пыли (возгоны) улав-
ливают в рукавных фильтрах. Извлечение цинка в возгоны со-
ставляет 80—85 %; свинца, олова, сурьмы — 75—80 %. Содержа-
ние цинка в возгонах составляет 60—70 %, расход кокса изменя-
ется в пределах 15—20 % от массы твердых материалов.
При (П) оловянистых шлаков, завершающейся получением про-
дукта для производства черновой бронзы, в конвертер загружают
кокс, оловосодержащий лом, стружку и заливают черную медь. По-
сле расплавления материалов, удаления из меди примесей и отгонки
из расплава основной массы летучих компонентов (цинк, свинец) в
конвертер подают кварц, затем осуществляют кратковременную
продувку (10—15 мин) расплава для получения черновой меди и
жидкотекучего шлака, в котором концентрируется 65—70 % олова.
Содержание олова в шлаках составляет 1,5—6,0 %.
Перспективными направлениями развития (П) являются пол-
ная или частичная замена кокса природным газом, вдувание че-
рез фурмы в расплав оборотных материалов и использование
вертикальных конвертеров с верхним кислородным дутьем.
4.8. АВТОГЕННЫЕ СПОСОБЫ ПЛАВКИ
4.8.1. Особенности автогенных процессов
Приоритетным направлением развития металлургии черно-
вой меди в XXI веке являются технологии, основанные на при-
менении автогенных процессов (АП), комплексном использова-
нии сырья и энергосбережении, в наибольшей степени отвечаю-
щие современным требованиям охраны окружающей среды.
Сульфидное сырье большинства предприятий содержит в
своем составе компоненты, которые при определенных услови-
ях окисляются и выделяют теплоту, достаточную для нагрева и
расплавления шихты.
Это явление лежит в основе (АП), которые осуществляются
без внешних затрат (или минимальном расходе) энергетических
ресурсов (углесодержащего топлива, электроэнергии и т. д.).
Наибольшее значение в тепловом балансе имеет реакция
окисления сульфида железа
2FeS + ЗО2 + SiO2 = 2FeOSiO2 + 2SO2 + 1030 кДж.
Теплотворная способность некоторых сульфидов, проявляе-
мая при взаимодействии с кислородом, составляет, кДж/кг:
72,6 PbS, 144,6 Cu2S; 368,4 FeS; 101,0 Ni3S2. Дополнительными ис-
245
точниками теплоты являются горение элементной серы, образу-
ющейся при диссоциации высших сульфидов, и реакции шлако-
образования.
Для оценки возможности протекания АП необходимо опре-
делить теплотворную способность шихты <2in- Ее рассчитывают
на 1 кг шихты как разницу между теплотами образования конеч-
ных продуктов АП и начальных компонентов перерабатываемо-
го сырья, взятую с обратным знаком:
Уравнение теплового баланса агрегата АП записывают в виде:
^(?л.т. + <7.,.) + Р = q
о.сл
где Р — производительность агрегата, кг/ч; qoc — потери теп-
ла в окружающую среду, Дж/ч; #дт, qw — физическое тепло
технологического дутья и шихтовых материалов, Дж/кг кон-
центрата.
Определяющим условием автогенной плавки является со-
блюдение уравнения теплового баланса, а для устойчивого авто-
генного режима необходимо, чтобы
Поэтому целесообразно снижать теплопотери, повышать со-
держание кислорода в дутье, уменьшать количество пустой по-
роды, влаги, улучшать теплоизоляцию и увеличивать долю суль-
фида железа в шихте.
Для медных и медно-цинковых концентратов автогенный ре-
жим наступает при содержании в них 30—33 % S, 27—30 % Fe;
для медно-никелевых — 28—30 % S и 30—35 % Fe; для свинцо-
вых — 20—23 % S и 15—20 % Fe; пириты и пирротины плавятся
автогенно.
Малосернистое сырье можно переработать в полуавтоген-
ном режиме, частично компенсируя дефицит тепла сжиганием
топлива. В этом случае уравнение теплового баланса приобрета-
ет вид:
' ' д ^7о.г.) ^О/д.топл
где В — расход топлива, кг усл. топлива; Q — теплота 1 кг услов-
ного топлива, 29,3 МДж; qn топл, qo r, qr г, <?пр — физическое тепло
топливного дутья и продуктов его сгорания, технологических га-
зов, прочие теплопотери, кДж.
246
Если известна величина теплопотребления шихты Q?, то для
оценки возможности ее переработки в автогенном режиме необ-
ходимо определить потери тепла в окружающую среду qo c (про-
изводительность и тип агрегата АП известны). В общем случае
автогенный режим плавки зависит:
— от содержания серы в шихте;
— рационального состава шихты;
— содержания кислорода в дутье;
— состава и количества продуктов плавки;
— температуры и способа ввода дутья (верхнее, боковое, фа-
кельное и т. д.).
При автогенной плавке исходные сульфидные минералы ча-
стично окисляются с выделением SO2 в газовую фазу, образуя
расплав штейна (Си—Fe—S—О-), и формируют шлак (Fe—О—
SiO2—CaO).
При этом элементные стадии (нагрев, диссоциация, окисле-
ние и т. д.) совмещены. В АП можно варьировать рядом факто-
ров, влияющих на теплоэнергетические показатели плавки, диа-
пазон состава штейнов (от бедных металлизированных в обедни-
тельных печах, до
богатых штейнов и
металлов, получа-
емых в окисли-
тельной зоне), со-
держанием SO2 в
газовой фазе.
При постоян-
ной температуре в
области pqrst (рис.
4.44) в равновесии
находятся штейн—
шлак—газ, а в ле-
вой части диаграм-
мы медь—шлак—
газ. Прямая, отве-
чающая PSQ = Ю5
Па соответствует
кислородному ду-
тью, a PSq2 = 104 Па
— работе агрегата
на воздухе. Если
Рис. 4.44. Диаграмма
фазовых равновесий в
системе Си—Fe—
S—О при 1573 К
IgPO3
lgPs2
247
принять в качестве двух независимых переменных парциальное
давление диоксида серы (PSo2)и мольную долю Cu2S (NCu s) в соот-
ветствующем расплаве, то можно определить равновесные парци-
альные давления кислорода и серы в системе. Допустим, что ис-
ходный штейн содержит 50 % Си (точка А), и осуществляют его
переработку до чернового металла с использованием воздуха. По
мере окисления FeS штейна и ошлакования железа повышается
содержание меди в штейне. В точке В в равновесии находится 70
%-ный штейн, шлак и газовая фаза, в точке С медь, шлак и газ.
Соответственно наибольшее значение активности Cu2O (оСи 0 -
= 0,1) характерно для шлака, находящегося в равновесии с жидкой
медью. Параллельные прямые, отвечающие аСи 0 = = 0,01 : 0,001
и т. д., пересекают прямые, отвечающие оСи 0 = 0,01 : 0,001 и т.д,
пересекают прямую АВС и определяют область равновесия
штейна, шлака и газа. Наименьшее значение активности Си2О со-
ответствует сравнительно бедным штейнам (менее 50 % Си), а
следовательно, и наименьшим ее потерям со шлаком.
Жидкая медь устойчива в широком диапазоне составов газо-
вой фазы (Р02 = 10—10^ Па, Р$2 = 10-1—Ю^4 Па). При изменении
дутья от воздушного до кислородного, т. е. в области, пересечен-
ной параллельными прямыми PS02 = 105 Па и Pso = 104 Па, медь
может ассимилировать до 1 % S и 1 % О2.
Изменяя парциальное давление кислорода и контролируя
серный потенциал в системе, на основании диаграммы можно
определить условия АП, при которых возможно получение чер-
нового металла с любым содержанием кислорода и серы, медно-
го штейна и шлака с минимальным содержанием меди, высоко-
сернистых газов.
4.8.2. Автогенные плавки в металлургии меди, никеля,
свинца
Используемые в отечественной и мировой практике меде-
плавильного производства многообразные процессы (агрега-
ты, комплексы) переработки сульфидного сырья в агрегатах
АП, принято подразделять по способу окисления сульфидов на
две группы: факельные и в расплаве. К первой категории, по-
лучивших наиболее широкую известность, относятся: взве-
шенная плавка (ВП); ИНКО и кислородно-факельная плавка
(КФП); ко второй — плавка Ванюкова (ПВ); совмещенная
плавка шихты и конвертирование штейнов в одном агрегате
(СПК); факельно-барботажная плавка (ФБП); кислородно-
взвешенная циклонная электротермическая плавка (КИВ-
ЦЭТ) и Феркам; «Норанда» и «Эль-Тениенте»; «Мицубиси»:
«Сиросмелт» («Айзасмелт», «Аусмелт»), а также многие дру-
гие АП.
248
Технологические преимущества АП:
— низкий расход топливно-энергетических ресурсов, связан-
ный лишь с получением технологического кислорода и разогре-
вом агрегата до наступления автогенного режима плавки;
— возможность получения высокосернистых газов с их по-
следующей утилизацией;
— регулирование десульфуризации расплава вплоть до полу-
чения черновой меди;
— высокие производительность процесса и уровень автома-
тизации производства.
Кратко остановимся на характеристике некоторых автоген-
ных процессов. К первой группе относятся кислородно-факель-
ная плавка (КФП), плавка во взвешенном состоянии (ВП) и кис-
лородно-взвешенная, циклонная, электротермическая плавка
(КИВЦЭТ).
Кислородно-факельная плавка. Мелкодисперсный подсушен-
ный концентрат в смеси с флюсами вдувается специальной горел-
кой в пламенное пространство печи (рис. 4.45). Физико-химичес-
кие взаимодействия между компонентами шихты и кислородом
дутья протекают в пылевом потоке. Капли расплава из факела
оседают в нижнюю часть печи и формируют жидкую ванну.
В печи КФП установлены следующие зоны:
— шихтово-кислородный факел, где протекают окисление
сульфидов, частично процессы штейно- и шлакообразования (I);
— поверхность шлаковой ванны, где флюс окончательно ус-
ваивается, и протекают реакции взаимодействия сульфидов с ок-
сидами (II);
— штейно-шлаковая ванна, где завершаются процессы
штейно- и шлакообразования (II, III).
Согласно рис. 4.46 на расстоянии 0,7—1,3 м от устья горелки
процесс окисления и плавления шихты в факеле практически за-
вершается, о чем свидетельствуют максимальная температура и
Технологически!
кислород
Шихта
Воздух
ЗГ азо-шйх'щвыйчф^к^л
Штейн
X
X
к
Рис. 4.45. Изменение характеристик факела в печи КФП
249
Расстояние от устья горелки, м
Рис. 4.46. Изменение температуры и состава газовой фазы по длине печи КФП
содержание SO2 в газовой фазе, отсутствие свободного кислоро-
да в газах и прекращение процесса выгорания серы из конденси-
рованной фазы.
Шихта печей КФП состоит из медного концентрата и кварца.
Смесь фильтруют и с влажностью 12—16 % сушат в барабане до
остаточной концентрации 4—J %. Вторая стадия сушки осуще-
ствляется в вертикальных трубах-сушилках, в нижнюю часть ко-
торых подают горячие газы, нагретые до 400— 500 °C со скоро-
стью 12—14 м/с. Конечная влажность 0,1—0,5 %, производи-
тельность сушилок по концентрату составляет 80—85 т/ч, по
удаляемой влаге до 4,0 т/ч.
Высокая скорость окислительных процессов, пропорциональ-
ная поверхности контакта фаз, затрудняет регулировку состава
штейна и теплового режима плавки. Получение более богатых
штейнов приводит к образованию избыточного тепла и вызывает
износ футеровки. Для терморегулирования процесса в данном слу-
чае приходится снижать производительность агрегата по концент-
рату. Для увеличения стойкости футеровки кессонируют свод и
стены печи, перерабатывают оборотные материалы (пыль, кон-
вертерный шлак), что позволяет повысить содержание меди в
штейне без увеличения теплонапряженности в агрегате.
Кладка печи КФП выполняется из хромомагнезитового кирпи-
ча. Отвод газов из печи осуществляется через газоход в центре
пламенного пространства агрегата. В качестве дутья применяют
технологический кислород с содержанием 95—98 об. %. Штейн,
содержащий 40—50 % меди, выпускают через шпуры и сифоны в
ковши. Шлак сливают через летки в шлаковозы и отправляют в
250
условный отвал. Печные газы и пыль направляют через соедини-
тельный газоход в газоохладитель. Пылевынос составляет 6—
10 % от веса шихты. Запыленность газов 300—400 г/м3 на входе в
котел-утилизатор и на выходе из него — 200—250 г/м3. Основные
технологические показатели комплекса КФП:
Удельный проплав, шихты, т/(м2-сут)............ 15—16
Содержание меди в шлаке, % мае................. 0,7—1,2
Извлечение меди в штейн, %..................... 97,2
Содержание SO2 в газах, % об................... 40—75
Комплекс печей КФП устойчиво работает на Алмалыкском
горно-металлургическом комбинате. Одним из направлений со-
вершенствования процесса является переход на работу с верти-
кальными короткофакельными горелками.
Кислородно-взвешенная плавка. В настоящее время процесс
фирмы «Оутокумпу» является наиболее освоенной технологией
в первой группе АП, получившей наибольшее распространение
(44 печи различного назначения, 2000 г.) в мировой практике
цветной металлургии.
На рис. 4.47. показана принципиальная схема переработки
сульфидных медных концентратов способом взвешенной плав-
-------------------------------► Шихта
Воздух, кислород
тц-
Плавка
Мазут, пылеуголь
Штейн Шлак Гады
Электропечное
обезмеживание
Г~ I
Штейн Шлак
Шлак Медь Газы
черновая I
Флотационное Очистка
отвальный
I
В стройиндустрию
обезмеживание
Медный Хвосты
концентрат I
На склад
Очистка
На производство
серной кислоты
На производство
серной кислоты
Рис. 4.47. Схема переработки сульфидных медных концентратов способом
взвешенной плавки
251
Рис. 4.48. Печь для взвешенной плавки:
1 — шихтовая горелка; 2 — плавильная шахта; 3 — отстойная зона; 4 — аптейк; 5 — котел-
утилизатор
ки. Смесь различных концентратов и флюса (кварцевый песок)
складируют в бункерах, далее с помощью коллекторных транс-
портеров влажную шихту подают в сушку, до конечной влажно-
сти <1 %. С этой целью используют барабанную печь с прямо-
точной сушкой шихты продуктами сгорания топлива. Из су-
шильного отделения шихту пневмотранспортом направляют в
питающий бункер и далее вместе с возвратной пылью подают в
печь.
Конструкция печи показана на рис. 4.48.
Шихтовая аэросмесь с помощью специальной горелки посту-
пает в плавильную шахту печи, где сульфидные частицы воспла-
меняются, окисляются (сгорают) в потоке окислителя. Количе-
ство тепла, выделяемого при взаимодействии компонентов ших-
ты с кислородом дутья, достаточно для плавления частиц, и кап-
ли попадают в нижнюю часть реакционной шахты.
Газовый поток движется сверху вниз. Скорости падения час-
тиц (вязкость газа 310-5 Н с/м2, плотность 0,3 кг/м3, плотность
частицы — 5000 кг/м3) приведены ниже:
Диаметр падающей частицы, мм..... 0,1 0,05 0,01
Скорость падения, м/с............ 0,83 0,033 0,0083
При плавке сульфидных флотационных концентратов ско-
рость оседания наиболее крупных зерен не превышает 1 м/с.
Сульфидные частицы перемещаются вниз со скоростью практи-
чески соизмеримой со скоростью газового потока, а при разме-
рах менее 0,01 мм свободно витают в газовой фазе.
Продолжительность нахождения частицы во взвешенном со-
стоянии и степень ее окисления, плавления учитывают при опре-
252
деленных размерах шахты. Диаметр шахты изменяется от 3,04 м
до 5,5 м. Высота шахты составляет от 7,5 до 12 м.
Меньшая турбулентность газового потока, более низкая тем-
пература, чем при горизонтальном шихтовом факеле (КФП),
приводят к более низким скоростям окисления сульфидов и шла-
кообразования в агрегатах ВП. Однако при достаточной высоте
шахты достигается высокая степень использования кислорода
при заданной десульфуризации. Требуемой десульфуризации до-
стигают изменением соотношения между количеством кислоро-
да и массой вдуваемого концентрата. Процессы формирования
шлака и штейна преимущественно развиваются в ванне печи.
Отстойная зона ВП напоминает конструкцию отстойной зоны
отражательной печи: ширина ее 3,5—10 м, длина 12—32 м. Раз-
меры отстойной зоны рассчитывают исходя из пребывания в ней
шлака в течение 5—7 ч.
Высота аптейка достигает 20 м над уровнем расплава, что
обусловлено необходимостью восстановления серы в газах до
элементного состояния.
В результате физико-химических процессов, протекающих в
шахте образуются штейн (40—60 % Си), шлак (1—2 % Си) и газы
(10—70 % SO2). Последние, нагретые до температуры 1300—
1400 °C поступают через аптейк в котел-утилизатор, где выраба-
тывается насыщенный пар (Р = 4—П МПа), используемый для по-
догрева дутья (от 200 до 900-—1000 С) и нужд производства (отоп-
ление, выработка электричества, производство кислорода).
В радиационной части котла газы охлаждаются до темпера-
туры ~650 °C, а в конвективной, с помощью экранных труб, тем-
пературу снижают до -350—400 °C (там же улавливается 40—
50 % пыли). Из котла-утилизатора газы поступают в электро-
фильтры, в которых происходит окончательная их очистка.
Уловленную пыль пневмотранспортом подают в специальный
бункер, и далее в смеси с концентратом, загружают в печь. Газы
направляют на производство серной кислоты.
Медный штейн периодически выпускают из печи и направля-
ют на конвертирование. Шлак поступает на обеднение в элект-
ропечь, куда загружают кокс. Вторичный штейн после обедне-
ния перерабатывают в конвертере. На стадию обеднения от-
правляют также шлак взвешенной плавки и конвертерный
шлак. Обедненный шлак гранулируют. Одним из вариантов
обеднения конвертерного и плавильного шлаков является фло-
тация. Полученный флотационный концентрат шихтуется вмес-
те с исходным концентратом и после сушки отправляется в агре-
гат ВП.
Ниже приведены основные показатели работы некоторых
зарубежных предприятий, использующих технологию взвешен-
ной плавки:
253
Предприятия
Харьявалта Тойо Сан-Мануэль Норддойче Диас-
(Финляндия) (Япония) (США) Аффинери Давила
(Германия) (Бразилия)
Производительность, т/сут 10000
Удельная производительность,
т/м2/сут 11
О2 в дутье, % об. 35
Крупность шихты, мм 0,3
Влажность, % 0,3
Содержание Си, % (мае.):
концентрате 24
штейне 64
шлаке 2
обедненном шлаке 0,3
SO2 в газах, %, об. 33
Пылевынос, % 9
Кампания, сут 330
1050—1350 1900 1600 1700
8,6 — — —
40—50 60—80 <45 40—60
0,5 — _ _
0,3 — _ _
30,6 30 30—34 30
57 62 63 62
1—1,3 2,75 1—2 1,2
0,53 — 0,7 —
25 35 16—22 26
9 — — —
360 — _ _
При плавке медных концентратов, содержащих 13,6—30,7 %
Си, 22—38 % Fe, 26,6—37 % S и 4,4—14,7 % SiO2 получают штей-
ны с 45—65 % Си, и шлак (0,5—2,0 % Си, 25—40 % SiO2, 34—
35 % Fe; 5,4—16,1 Fe3O4).
Основными преимуществами взвешенной плавки являются
сравнительно высокая кампания печи (~1 год), небольшой объ-
ем отходящих газов (35 000—55 000 м3/ч), и практически полная
автогенность.
По мнению финских металлургов технологию взвешенной
плавки наиболее рационально использовать для плавки на чер-
новую медь в одну стадию («Direkt-To-Вlister») с получением бо-
гатого шлака, т. е:
CuFeS2, CuS, Cu5FeS2 + О2 =
[Cu]4 м + (FeO—Fe3O4—SiO2) + SO2.
Технологическая схема в этом случае состоит из следующих
операций: подготовка концентрата; плавка высушенного кон-
центрата с использованием дутья, обогащенного кислородом в
печи ВП; электропечное обеднение шлака; конвертирование
медно-свинцово-железного сплава, полученного в электропечи с
получением меди, содержащей <0,3 % Си.
Ниже приведены некоторые технико-экономические показа-
тели такого способа:
Предприятия «Глогув-2» «Олимпик-Дам»
(Польша) (Австралия)
Удельный расход, т/сут:
концентрата 1500 (25 % Си) 350 (57 % Си)
печной пыли ~250 52
кислорода 550 (95 % О2) 90 (96 % О2)
Содержание кислорода в дутье, %, об. 65—80 85
254
Расход дутья, м3/ч 30—37 4
Удельная производительность, т/сут:
черновая медь 360 (98,5 % Си) 180 (99 % Си)
шлак -90(14 % Си) 120 (21 % Си)
Способ обеднения шлака электропечное флотация
Содержание SO2 в отходящих газах, % об. 9—14 27—35
Температура отходящих газов, °C 1320—1360 1350
Удельный расход:
кислорода, кг/т 370 260
топлива, дм3/т 13—17 (нефть) ~30
Пылевынос, % от массы концентрата 12 56
Преимуществом данной технологии является получение в од-
ном агрегате стабильного потока высокосернистых газов, что
позволяет их эффективно использовать для производства сер-
ной кислоты и утилизации тепла. Кроме того, сокращается тру-
доемкая операция конвертирования штейна. Однако, конечным
продуктом взвешенной плавки (Глогув-2) является, только близ-
кий по качеству к черновой меди сплав, содержащий, повышен-
ное количество свинца (0,15—0,30 % РЬ). Наряду с этим, техно-
логия характеризуется низким извлечением меди (~70 %). Про-
блемным вопросом также является получение богатых шлаков,
что в целом, снижает преимущества одностадийного производст-
ва черновой меди. Переработка более качественных концентра-
тов, с высоким содержанием меди и сопровождаемая меньшим
выходом шлака, повысит эффективность его обеднения и техни-
ко-экономические показатели процесса.
Более перспективной является технология взвешенной плав-
ки и последующего конвертирования в агрегате взвешенной
плавки. В настоящее время по данной технологии работает
(1995 г.) новый завод «Гарфильд» в г. Солт-Лейк-Сити (США),
производительностью 300 000 т анодов в год и производством
~900 000 т в год серной кислоты.
Концентрат и кремнистый флюс высушивают во вращаю-
щейся барабанной сушилке, образующиеся газы очищают от
пыли. Единственная печь взвешенной плавки плавит подсушен-
ный концентрат. Флюс, оборотный конвертерный шлак с полу-
чением богатого медного штейна (~70 % Си). По мере востребо-
ванности штейн измельчают и подают в единственную печь
взвешенного конвертирования (ПВК). Черновую медь выпуска-
ют непосредственно из агрегата ПВК в одну из двух вращаю-
щихся анодных печей.
Применение взвешенной плавки и конвертирования позволя-
ет наряду с увеличением производительности в два раза сокра-
тить эксплуатационные затраты по сравнению с прежней техно-
логией завода «Гарфильд», применявшего ранее агрегаты «Но-
ранда» и горизонтальные конвертера Пирса—Смита. При этом
255
на 75 % сократилась потребность во внешних топливно-энерге-
тических ресурсах.
Специалисты фирмы «Оутокумпу» считают, что потенциаль-
ные возможности взвешенного конвертирования практически не
ограничены, и в скором будущем будет разработан агрегат ВП,
производительностью 500 тыс. т Си в штейне в год, рассчитанного
на переработку 1,5 млн т концентрата (33 % Си) для производства
~700 тыс. т. штейна, содержащего 70 % Си. В этом случае, мощно-
стей печи взвешенного конвертирования достаточно для переплав-
ки до 1,5 млн т штейна, содержащего 70 % Си, из которых 700 тыс.
т поступает из собственного агрегата ВП, а остальные 700 тыс. т,
можно приобретать у др. заводов-продуцентов. Таким образом, об-
щая годовая мощность комплекса взвешенного конвертирования и
агрегата ВП может достигать 1 млн т меди при наличии всего двух
печей (рис. 4.49) в общей схеме завода.
Концентрат
500 тыс. т/год
1 • • '1 1 1
Кремнезему
стый
Сухой загрузочный
Привозной штейн
500 тыс. т/год
Бункер
для пыли
Газ
в сернокислотный
цех
Шлак
Сухой загрузочный
бункер
РАФИНИРОВАНИЕ
И ЛИТЬЕ АНОДОВ
ИЗМЕЛЬЧЕНИЕ
И СУШКА ШТЕЙНА
Рис. 4.49. Аппаратурно-технологиче-
ская схема медеплавильного завода
производительностью 1 млн т меди в
год
1 млн т/год Си
Склад штейна
Черновая медь
Шлак на сушку
256
Рис. 4.50. Схема аппарата
«КИВЦЭТ»
концентрат
штейн
Кислородно-взве-
шенная, циклонная,
электротермическая
плавка. Совмещает в
одном агрегате процес-
сы взвешенной и цик-
лонной плавки суль-
фидного концентрата с
электротермическим
обеднением шлака.
Подсушенный кон-
центрат подают в цик-
лонную камеру, а кис-
лород вводят в нее тан-
генциально со скоро-
стью до 150 м/с (рис.
4.50). Частицы шихты
приобретают враща-
тельное движение и отбрасываются центробежными силами на
стенки камеры. Шихта плавится и в виде тонкой пленки стекает
по стенкам циклона в нижнюю часть печи. На поверхности ка-
меры вследствие высоких скоростей окисления сульфидов раз-
вивается температура 1870—2070 К. При избытке непрерывно
поступающего концентрата достигается практически полное ис-
пользование кислорода при заданной степени десульфуризации.
Отличием процесса окисления сульфидов в КИВЦЭТ от
ПВС является то, что прямое взаимодействие сульфидов с кис-
лородом протекает лишь в начальный момент свободного поле-
та частицы. Подавляющая часть сульфидов окисляется в пленке
расплава кислородом высших оксидов железа, так как поверх-
ность расплава экранирована от воздействия кислорода дутья
слоем первичного шлака. По мере стекания расплава частицы
флюса, сульфиды и оксиды вступают в тесный контакт на по-
верхности циклона, что приводит к интенсивному шлакообразо-
ванию, причем одновременно протекают процессы коалесцен-
ции сульфидных частиц, которые полностью завершаются в ван-
не печи.
В жидкой ванне окислительной зоны происходят следующие
процессы:
— реакции восстановления магнетита сульфидами;
— растворение неусвоившегося кремнезема и других туго-
плавких оксидов;
257
— распределение металлов между шлаком и штейном;
— укрупнение штейновых частиц и отделение их от шлака.
Шлаковый расплав поступает в электротермическую зону.
При высоких температурах протекают процессы восстановле-
ния и возгонки цинка, свинца, рения и других компонентов:
— восстановление магнетита до оксида железа (II):
Fe3O4 + С(СО) = Fe + СО(СО2),
восстановление цинка до металла и его возгонка:
ZnO + С(СО) = Znr + СО(СО2),
— коалесценция штейновых частиц и их отделение от шлака.
В качестве восстановителя применяют уголь или мелкий
кокс, который находится на поверхности ванны, поэтому ско-
рость протекания здесь восстановительных процессов низкая.
Высокая скорость окислительных процессов не соответствует
медленным стадиям восстановления, что является причиной об-
щей низкой производительности агрегата.
Основные технико-экономические показатели работы опыт-
но-промышленной установки КИВЦЭТ по переработке медных
концентратов, состава, %: 6,4—24 Си, 25—40 S, 18—30 Fe, 4—12
SiO2, 10—20 Zn следующие:
Удельный проплав, т/(м2-сут)..................... 3—5
Десульфуризация, %........................... 65—75
Содержание меди, % в штейне/(шлаке)......... (40—50)/(0,4—0,6)
Извлечение меди в штейн, %................... 97—98
Содержание SO2 в газах, об. %............... 35—50
Степень отгонки цинка из расплава, %........ 70—75
Остаточное содержание цинка в шлаке, %...... 2,5—4,5
Содержание цинка в возгонах, %.............. 65—70
Удельный расход электроэнергии, кВт ч/т шлака 500—800
Удельный расход кислорода, м3/т концентрата.. 200—210
На Усть-Каменогорском свинцово-цинковом комбинате ос-
воен процесс переработки свинцово-цинковых концентратов
(КИВЦЭТ-ЦС) с получением чернового свинца и последующей
доработкой цинксодержащего шлака в отдельной шлаковозго-
ночной печи.
Общими недостатками АП первой группы, обусловленными
физико-химическими особенностями процесса окисления суль-
фидов являются:
— высокоразвитая поверхность контакта фаз «сульфидная
частица — кислород дутья» приводит к переокислению Fe (II) до
Fe (III), образованию магнетита; в отстойной зоне отсутствуют
условия для более полного протекания процессов коалесцен-
ции — все это является причиной высокого содержания меди в
шлаке;
258
Штейн
обеднения
Концентрат и оборотная пыль
Технический кислород
Газ,
пыль
Конвертерный
шлак
Кварц
Известняк Клинкер Пирит
ЙЙЯ WWW» ЬЖЯЖКЖИЮ
Воздух,
кислород
елыи мат
(штейн) i
Технический кислород г
Штейн Шлак
обеднения
Рис. 4.51. Печь ФБП
— высокая скорость окисления сульфидов в факеле нивели-
руется медленными скоростями штейно- и шлакообразования и
разделения фаз в отстойной зоне. Это является причиной срав-
нительно низкой общей производительности процесса.
В какой-то степени этот недостаток устраняется в техноло-
гии факельно-барботажной плавки (ФБП), совмещающей досто-
инства как факельных так и барботажных процессов.
Факельно-барботажная плавка. Технология автогенной
плавки в печи ФБП основана на следующих принципах:
— разделение реакционного объема на последовательные
зоны с раздельной подачей газообразного окислителя;
— безфлюсовое окисление сульфидов до штейна в началь-
ной зоне агрегата;
— доокисление расплава до белого матта (черновой меди) в
последующей зоне с подачей флюсов и формирование шлака.
В газовом объеме печи (рис. 4.51) процесс окисления сульфи-
дов концентрата протекает в вертикальном сульфидно-кисло-
родном факеле (Т = 1873 К), а непосредственно в ванне расплава
происходит доокисление штейна до белого матта (черновой ме-
ди) технологическим кислородом, подаваемым с помощью
фурм. Формирование шлака начинается на поверхности распла-
ва куда подают флюс и где температура ванны составляет
1473—1523 К. Шлак, содержащий минимальное количество маг-
нетита (10—15 %) перетекает через разделительную перегород-
ку в зону обеднения.
Полупромышленные испытания технологии ФБП, проведен-
ные на ОАО «Алмалыкский горно-металлургический комби-
нат» по переработке медного концентрата состава, %, (по мас-
се): 14,47 Си; 33,4 Fe; 1,05 Zn; 1,26 Pb; 40,38 S; 0,11 СаО; 3,8 SiO2
приведены ниже:
259
Факельная зона
Расход:
Концентрата, т/ч.................................. 1,0
Оборотной пыли, т/ч................................ 0,1
Кислорода (95 % об.)............................... 239
Содержание меди в штейне, %.................. 30—35
Средняя температура факела, °C........................ 1400
Барботажная зона
Расход:
Кварца, кг/ч...................................... 140
Известняка, кг/ч................................... 210
Кислорода (95 % об.)............................... 105
Содержание меди в штейне, %.................. 71—83
Состав шлака, %:
Си........................................... 0,8—1,3
Fe................................................ 40—53
SiO2.............................................. 19—26
СаО............................................... 8—13
Содержание SO2 (числитель) и О2 (знаменатель),
%, об. от двух зон........................... (44—56)/(0,8—3,0)
Выход штейна, шлака, т/ч, газа, м3/ч, соответственно: 0,162; 0,664; 580
Температура штейна, шлака, газа, °C, соответственно: 1190; 1250; 1200
Зона обеднения
Расход:
Клинкера, кг/т шлака......................... 118
Пирита, кг/т шлака................................. 59
Электроэнергии, кВт/ч.............................. 88
Кислорода (95 % об.), м3/т......................... 40
Содержание меди, %:
в штейне обеднения............................... 39,1
в конечном шлаке................................... 0,4
В настоящее время данная технология внедрена на ОАО
«АГМК».
Среди АП второй группы наибольшее значение в пирометал-
лургии тяжелых цветных металлов имеют: плавка в печах Ваню-
кова (ПВ); совмещенная плавка-конвертирование (СПК); зару-
бежные процессы «Норанда» и «Эль-Тениенте»; «Аусмелт».
Плавка в печи Ванюкова, или «Процесс Ванюкова». Являет-
ся высокоэффективной отечественной разработкой автогенной
технологии плавки сульфидного сырья в жидкой ванне (ПЖВ),
используемой на предприятиях цветной металлургии России и
Казахстана и получившая признание за рубежом. Процесс ПЖВ
и печь для ее осуществления были предложены проф. А.В. Ва-
нюковым (МИСиС) в 1949 г. Впоследствии (1986) название
(ПЖВ) было изменено и ему присвоено имя автора. Первое ав-
торское свидетельство на технологию плавки и конструкцию аг-
260
Рис. 4.52. Схема печи Ванюкова:
1 — фурмы и подача дутья; 2 — загрузка шихты; 3 — шлаковый сифон; 4 — штейновый сифон;
5 — аптейк
регата было получено в 1976 г. В настоящее время на ПВ имеет-
ся более 100 авторских свидетельств и зарубежных патентов. В
медной промышленности первый производственный комплекс
ПВ был введен в эксплуатацию на медном заводе НГМК (1977),
позднее (1985, 1987 гг.) были построены две печи на Балхаш-
ском ГМК для переработки медной сульфидной шихты и клин-
кера цинкового производства.
Сущность ее заключается в том, что перерабатываемое сы-
рье непрерывно загружается на поверхность интенсивно барбо-
тируемого окислительным газом шлакового расплава.
Печь Ванюкова (рис. 4.52) представляет собой шахту, кессо-
нированную от фурм до свода и выполненную ниже фурм из ог-
неупорного кирпича. Дутьевые фурмы расположены в нижней
части кессонированного пояса шахты на уровне 400—500 мм от
спокойной поверхности расплава. Глубина ванны расплава в пе-
чи без барботажа 2,0—2,5 м. Общая высота печи составляет
6,0—6,5 м, ширина 2 м. Компоненты шихты раздельно загружа-
ются в печь из соответствующих бункеров ленточными питате-
лями. С внешней стороны к шахте печи у переточных каналов
примыкают шлаковый и штейновый сифоны, в стенах которых
предусмотрены выпускные отверстия для слива шлака и штейна.
Положение сливного порога отверстий определяется соответст-
вующим уровнем слива шлака и штейна.
Удельная мощность продувки жидкой ванны для агрегатов ПВ
составляет 40—100 кВт/м3 расплава, что приводит к его дробле-
261
нию на мелкие капли. В этом случае образуется шлаково-штейно-
вая эмульсия, т. е. жидкий шлак, в котором находятся мелкие кап-
ли расплава штейна. Содержание сульфидных капель в шлаке со-
ставляет 5—10 % от массы расплава, а их размер 0,5—1,0 мм.
Процесс окисления сульфидов в отличие от других АП про-
исходит в шлаково-штейновой эмульсии, поэтому технологию
ПВ рассматривают как эмульсионную.
Окисление сульфидов в эмульсии протекает по следующим
параллельным процессам:
— окисление газообразным кислородом сульфидов, раство-
ренных в шлаке, с образованием FeO, Fe О4, SO2;
— окисление газообразным кислородом капель штейна,
взвешенных в шлаке;
— окисление сульфидов по реакциям их взаимодействия с
высшими оксидами железа.
Несмотря на образование Fe3O4 в результате стадии (I) и про-
дувки шлака кислородсодержащим газом, в барботажной зоне
созданы благоприятные условия для восстановления магнетита
сульфидами за счет:
— эффективного контакта с кремнеземом;
— более высокой температуры в области его образования;
— высокой скорости удаления SO2 в газовую фазу.
Поэтому конечное содержание магнетита в отвальном шла-
ке ПВ составляет 3—8 %, что значительно ниже, чем в других
автогенных процессах.
Вследствие интенсивного перемешивания капли сульфидной
фазы, образуемые из частиц шихты, соударяются и сливаются, а
при достижении размера 0,5—5 мм оседают из верхнего барбо-
тируемого слоя в донную фазу. Этим обеспечивается вертикаль-
ное перемещение расплавов из надфурменной в подфурменную
зону. Вертикальное перемещение шлака характерно только для
печей ПВ, в отличие от горизонтального движения расплава в
других плавильных процессах. В результате происходит много-
кратная промывка шлака крупными каплями сульфидов, что
снижает количество мелкодисперсной сульфидной взвеси в шла-
ке и уменьшает потери с ним цветных металлов.
В процессе ПВ из-за высоких скоростей тепло- и массообме-
на достигается состояние, близкое к равновесию, что позволяет
прогнозировать выход и состав продуктов плавки и упрощает
управление процессом.
Барботаж ванны способствует увеличению скорости раство-
рения тугоплавких составляющих шихты и крупных кусков руды
(до 50 мм), что благодаря высоким скоростям оседания штейно-
вых частиц позволяет использовать отстойники меньших разме-
ров, а, следовательно, и достигать большей удельной производи-
тельности процесса.
262
В агрегатах ПВ наименьший, по сравнению с другими АП,
пылевынос: брызги, возникающие при барботаже расплава, ас-
симилируют тонкую пыль, кроме того, для процесса характерна
сравнительно низкая скорость газового потока в шахте печи
(1,5—2,0 м/с).
В металлургии меди печи ПВ эксплуатируются на ОАО
«Балхашский медеплавильный комбинат», ОАО «Норильский
никель» и на ОАО «Среднеуральский медеплавильный завод».
Основные показатели работы печей ПВ:
Удельная производительность по шихте т/(м2-сут). 60—80
Содержание кислорода в дутье, об. %............. 60—65
Расход кислорода, м3/т концентрата.............. 140—300
Содержание меди, % (по массе):
в шихте...................................... 15—19
в штейне.................................... 45—55
в шлаке..................................... 0,5—0,6
Влажность шихты, %.............................. 6—8
Максимальная крупность шихты, мм................ до 50
Расход условного топлива, %..................... до 2
Содержание SO2 в газах, %, об................... 20—40
Пылевынос, %.................................... 1,0
Плавка ПВ позволяет перерабатывать медные, никелевые,
медно-никелевые, медно-цинковые, свинцовые концентраты и
окисленные никелевые руды. Агрегат ПВ можно использовать
для обеднения шлаков, плавки вторичного сырья, пиритных кон-
центратов и клинкеров цинкового производства.
Процесс совмещенной плавки и конвертирования. Совме-
щенная плавка сульфидного сырья и конвертирования в одном
агрегате (СПК) была разработана в институте «Унипромедь».
Особенностью СПК данного способа является подача шихты че-
рез боковые фурмы в объем сульфидного расплава. В настоя-
щее время СПК реализован на Медногорском медно-серном
комбинате (1995—96) и на ОАО «Святогор» (1997) в варианте
загрузки шихтовых материалов на поверхность расплава через
горловину конвертера.
Практика СПК на ММСК. В период реконструкции оборудо-
вания на территории металлургического цеха был установлен
плавильно-рафинировочный агрегат емкостью 140 т для перера-
ботки твердого медьсодержащего концентрата и медьсодержа-
щих отходов (рис. 4.53). Конечными продуктами переработки в
агрегате являются штейн, содержащий 70—75 % Си и шлак
(0,3—0,8 % Си). Дальнейшее рафинирование штейна до черно-
вой меди производится в 80-тонном конвертере. Шлак после
дробления поступает на переплавку в шахтную печь. Плавку и
частичное рафинирование расплава проводят в автогенном ре-
263
1 — цилиндрическая поворотная печь; 2 — пневматическое загрузочное устройство; 3 — загрузочная
горловина; 4 — газовая горловина; 5 — стационарная часть напильника; 6 — поворотная часть на-
пильника; 7 — ковш для приема штейна; 8 — стационарный штейновый желоб; 9 — летка для выпу-
ска обогащенного штейна; 10 — фурмы для подачи воздуха, обогащенного кислородом; 11 — летка
для выпуска шлака; 12 — стационарный шлаковый желоб; 13 — конвейерная шлакоразливочная
машина
жиме, что обеспечивается подачей в расплав воздуха, обогащен-
ного кислородом.
Плавильно-рафинировочная ванна имеет две зоны: плавиль-
ную и отстойную. Шихтовые материалы загружают непрерыв-
но, слив штейна периодически и шлака непрерывно в изложни-
цы шлакоразливочной машины.
В рафинировочный агрегат входят 140-тонный конвертер,
напильник и шлакоразливочная машина. В состав конвертера
горизонтальная цилиндрическая печь, которая при выполнении
различных технологических и ремонтных операций поворачива-
ется вокруг горизонтальной оси. Загрузка пылевидных и мелко-
фракционных шихтовых материалов осуществляют с помощью
пневматического загрузочного устройства, установленного на
торце печи. Кусковые и брикетированные материалы загружа-
ют через горловину в области реакционной зоны агрегата.
Загрузку крупногабаритных материалов проводят через га-
зовую горловину, технологическое дутье подают через фурмы,
расположенные по образующей печи ниже уровня расплава.
Предусмотрены дополнительно 2 фурмы в отстойной зоне (за
газовой горловиной) предназначенные для нагрева шлака и по-
вышения его жидкотекучести. Выпуск обогащенного штейна
производят через выпускное отверстие в торцевой стенке печи.
Шлак с поверхности расплава удаляют непрерывно с торце-
вой части печи, противоположной загрузке, и далее по футеро-
ванному желобу поступает непосредственно в изложницы.
264
Для удаления газообразных продуктов предусмотрена газовая
горловина, установленная в стороне от реакционной зоны. На-
пыльник охлаждается водой и состоит из двух частей: стационар-
ной и поворотной. Стационарная часть выполнена в виде прямо-
угольного фланца, подсоединенного к газоходной магистрали. По-
воротная часть напыльника при подъеме в верхнее положение
полностью открывает доступ к горловине для выполнения техно-
логических операций. В закрытом положении обеспечивается при-
мыкание периметра напыльника к фартуку поворотной печи с ми-
нимальным зазором, что снижает разубоживание газов и обеспе-
чивает повышенное содержание SO2 в отходящих газах, направля-
емых после газоочистки на сернокислотное производство.
Необходимо отметить, что в конструкции печи предусмотре-
на возможность ремонта футеровки в зоне фурменного пояса
без демонтажа оборудования. Это позволяет проводить ремонт
без охлаждения печи до низких температур и устраняет необхо-
димость последующего ее разогрева. Это уменьшает теплосме-
ны и повышает стойкость огнеупорных материалов. Кроме того,
сокращается время простоя агрегата в период ремонтных работ.
Агрегат СПК данной конструкции имеет широкие возможности
для переработки различных медьсодержащих материалов в авто-
генном режиме, отличается простотой конструкции и обслужива-
ния, характеризуется высокой надежностью работы его механиз-
мов. Заметим, также, что монтаж и пуск агрегата был осуществлен
в короткие сроки и с минимальными капитальными затратами.
Параметры работы СПК на ОАО «ММСК» при использова-
нии воздушного дутья и кислородно-воздушной смеси (КВС):
Вид дутья
Производительность по концентрату, т/ч..
Расход, тыс. м3/ч:
воздуха.............................
кислорода...........................
Содержание О2 в дутье, % об.............
Давление дутья, МПа.....................
Температура процесса, °C................
Содержание меди, %:
в штейне............................
Воздух КВС
10—12 10—16
24 20,5—22,5
— до 3
21 22—28
0,07—0,15 0,07—0,15
1100—1300 1100—1300
65—72 60—70
в шлаке.......................... 3—1 1,5—4,0
Коэффициент нахождения конвертера
под дутьем, %........................ 92—96 92—96
Содержание SiO2 в шлаке, %........... 18—22 18—22
Пятилетняя эксплуатация СПК подтвердила его экономиче-
скую эффективность перед аналогичными аппаратурно-техно-
логическими решениями.
Практика СПК на ОАО «Святогор». Технологическая схема
СПК на ОАО «Святогор» включает (рис. 5.54) плавку концент-
265
Штейн
Концентрат
Флюс
Рис. 4.54. Схема процесса “совмещенная плавка—конвертирование”
рата на богатый штейн с последующей его доработкой до черно-
вой меди; охлаждение и флотационное обеднение шлака; очист-
ку газа от пыли и производство серной кислоты.
Агрегат СПК оборудован (рис. 5.55) системой подачи шихты
и газовоздушными горелками для разогрева конвертера и ком-
пенсации потерь тепла в рабочем режиме с номинальным расхо-
дом газа до 600 м3/ч. В качестве шихты используется смесь кон-
центратов, содержащих 13—15 % Си: 36—37 S; 30—32 % Fe и
флюсов (75—80 % SiO2). Контроль температуры ванны (режим
«On line») осуществляют с помощью радиационного пирометра,
установленного в торцевой части конвертера агрегата.
Ниже представлены некоторые технико-экономические по-
казатели работы конвертерного передела с момента пуска СПК:
Переработано, тыс. т:
штейна...............................
кварцсодержащего флюса........
Среднее содержание Си в штейне, %....
Получено, тыс. т:
черновой меди.................
конвертерного шлака...........
Использование конвертера под дутьем, %...
Извлечение меди, %....................
1997г.
179,2
36,8
28,44
50,8
161,2
65,2
93,8
1998 г.
189,9
35,0
25,10
45,8
146,7
65,7
93,9
1999г.
225,5
37,7
23,68
54,0
188,3
66,5
93,6
2000 г.
219,9
40,7
24,70
56,5
178,8
66,2
95,3
266
Отходящие газы
Воздух
Природный
газ
Шлак
Горелка № 2
Формы (42 шт.)
Шлак
Шихта
Рис. 4.55. Конструкция агрегата СПК. Общий вид
В период работы СПК на богатые штейны (60—75 % Си) и
получения шлаков, содержащих 2,5—3,5 % Си, были установле-
ны корреляционные зависимости между содержанием Си в
штейне (ССи) производительностью агрегата по шихте (С) и про-
должительностью продувки (тд):
ССи = 26,25 + 0,32тд - 1,53 • G,
AG = 2,23 + 0,29Атл - 1,59 • AG.
Анализ полученных зависимостей свидетельствует о том,
что выход на оптимальный состав штейна (55—65 % Си) проис-
ходит в течение 2-х часов работы агрегата. Последующая плав-
ка на штейн заданного состава, требует подачи 12,4 т/ч шихты.
Компенсация тепла может быть обеспечена сжиганием 250—
280 м3/ч природного газа.
Полученные на ОАО «Святогор» результаты свидетельству-
ют о достаточно высокой эффективности работы агрегата СПК,
которые могут быть улучшены за счет использования воздуха,
обогащенного кислородом. Предполагается строительство вто-
рого комплекса СПК и кислородного блока для обеспечения од-
новременной работы 2-х агрегатов с получением белого матта.
В этом случае, наряду с увеличением мощности производства,
повысится содержание SO2 в отходящих газах, что создает усло-
вия для более эффективной утилизации серы комбината.
Процесс «Норанда». Процесс непрерывной плавки, совме-
щенный с конвертированием, проводимый в цилиндрическом аг-
регате типа конвертера. Разработан в Канаде фирмой «Норанда
Майнз». Первые испытания были проведены в 1968 г. на заводе
«Горн» (Канада). Промышленное внедрение комплекс «Норан-
да» получил на заводе «Гарфильд» (США) в 1973 году. Впослед-
ствии был реконструирован (1979) в конвертер-реактор, где при-
меняли дутье, обогащенное кислородом (до 34 % об.) С этого
времени технология в аппаратах данного типа называется как
модифицированный процесс «Норанда» на дутье, обогащенном
кислородом. Данную технологию применяли на Чилийских заво-
дах «Калетонес» и «Чукикамата» и на заводе «Бор» Югославия.
На заводе Порт-Кэмбла (Австралия) в 1990 году шахтные печи
были заменены на агрегат «Норанда».
В процессах «Норанда» используют большие цилиндричес-
кие конвертера длиной 21,3 и диаметром 5,2 м (рис. 4.56). Фур-
мы установлены по всей длине агрегата в количестве 60 шт.,
диаметром 54 мм. Шихту непрерывно загружают в реактор че-
рез отверстие в торцевой части конвертера или вдувается че-
рез некоторые фурмы. Концентрат, содержащий 25 % и 30 %
S, подсушивают до влажности 7 % и сырые окатыши вместе с
268
Шихта
Ш11ЙТт;нпгтг11ттф71!1Г1^к<ггтттпт1птггптгтпгг
Шлак
ИНН
Газы
IMM
т
Штейн
____________________ tiiiiiiiiiaiiiniiimiiftftHiiitiiiini
iiiiiiiiiiiiitiiiiii;«iniiiiiiiiiiiiiiiiiiniifiiniii>x!xu^±!ia-ii=.*2^2*niiimiiiiii
Воздух
Рис. 4.56. Продольный и поперечный разрезы агрегата «Норанда» в рабочем
(а) и нерабочем (6) положениях
флюсами загружают в печь. Газы отводятся через горловину в
напыльник.
Для регулирования теплового режима конвертера периоди-
чески на торцевых горелках сжигают топливо (природный газ,
мазут), а также загружают уголь.
При работе на воздушном дутье газы содержат 7 % SO2 и по-
сле очистки их направляют на производство серной кислоты.
Обогащение дутья кислородом до 30 % повышает концентрацию
SO2 в районе аптейка до ~25 %. Содержание SO2 в отходящих га-
зах сернокислотной установки <0,4 %. Извлечение серы 85 % и
пылевынос ~3 %.
Первоначально процесс «Норанда» использовали для получе-
ния непосредственно черновой меди, но при этом были получены
богатые шлаки (8—12 % Си). Плавка на богатый штейн (>70 %
Си) приводила к получению более бедных шлаков, содержащих
%, мае.: 5 Си; 22 SiO2; 40 Fe. В дальнейшем эти шлаки отравляли
на флотацию, в результате были получены хвосты флотации (до
269
0,25—0,4 % Си) и медный концентрат (25—35 % Си), возвращае-
мый в шихту плавки. Потери меди составляли ~0,75 %.
Процесс по способу «Норанда» отличается высокой произво-
дительностью. При обогащении дутья кислородом до 30 %, про-
плав шихты достигал 1800 т/сут.
Процесс «Элъ-Тениенте». Является разновидностью процес-
са «Норанда» и осуществляется в модифицированном конверте-
ре «Эль-Тениенте» (ТМС). Внедрен на заводах «Калетонес»
(1977—1978 гг.), «Чукикамата» (1984), «Потрерильос» (1985) и
«Лас-Вентанас» (1984).
Особенностью технологии ТМС в отличие от «Норанда» яв-
ляется:
— совместно с концентратом периодически добавляется
жидкий штейн отражательных печей для регулирования тепло-
вого режима плавки;
— часть сухого концентрата вводится через фурмы, а дру-
гая — загружается на поверхность ванны;
— плавку ведут непрерывно на белый матт (72—-77 % Си), при-
чем выпуск шлака и матта осуществляется с противоположных
концов конвертера, тем самым реализуется принцип противотока.
Повышение содержания кислорода в дутье и предваритель-
ная сушка концентрата до влажности 0,2 %, увеличивает произ-
водительность конвертера и позволяет снизить количество доба-
вок штейна.
Общий вид конвертера показан на рис. 4.57.
Рис. 4.57. Модифицированный конвертер «Эль-Тениенте»:
1 — заливка штейна; 2 — отходящие газы; 3 — загрузка; 4 — шлак; 5 — белый матт; 6 — фурмы;
7 — воздух, обогащенный кислородом; 8 — загрузка концентрата и флюса; 9 — приводной механизм
Ниже представлены некоторые показатели работы конвер-
теров «Норанда» и «Эль-Тениенте » на разных предприятиях:
«Порт-Кэмбла»
(Австралия)
Процесс................................ «Норанда»
Размеры реактора, м
Длина (диаметр).................... 17,5(4,5)
Высота слоя шлака (штейна), м...... 0,3 (1—1,1)
Число вспомогательных горелок...... 2
Количество фурм (общее), шт........ 35
активных....................... 22—24
Диаметр фурм, см............................ 5
Производительность, т/сут:
концентрат.................... 800—900 (26 % Си)
кремнистые флюсы.............. 90—100
пыль.......................... 10—12
оборотные материалы........... 80—100
Концентрация кислорода в дутье, %, об. 38—40
Расход дутья, м3/ч............... 1200—1320
Расход кислорода на т концентрата 140—160 кг
Производительность, т/сут
по штейну........................ 400—500 (70 % Си)
по шлаку...................... 500—600 (3—4 Си)
Объем отходящих газов, 103, м2/ч. 37,8—40,2
Концентрация SO2 в отходящих газах,
%, об............................ 16
Расход топлива на т сухого концентрата 15—20 кг кокс,
~6 газ
«Калетонес»
(Чили)
«Эль-Тениенте»
21 (4,2)
0,5 (1,2)
нет
47
42
6
1550 (31 % Си)
в фурмы
190 (91 % SiO2)
концентрат
на ванну
240 (8 % Н2О)
31
1380
160
700 (75 % Си)
1200 (7 % Си)
150
12,5
автогенный
Таким образом, плавка медных концентратов в конвертерах
отличается высокой производительностью, возможностью по-
лучения кондиционного для производства серной кислоты газа и
выхода на автогенный режим плавки («Эль-Тениенте»).
Процесс «Мицубиси». Предназначен для непрерывного полу-
чения черновой меди из сульфидных концентратов, разработан в
Японии и применяется на заводах «Кидд-Крик» (Канада), «Он-
сан» (Южная Корея), «Гресик» (Индонезия), «Порт-Кэмбла»
(Австралия) и «Наосима» (Япония).
Технология осуществляется в трех каскадно расположенных
печах (рис. 4.58): плавильной (S), для обеднения шлака (CL) и
конвертерной (С). Промежуточные продукты перетекают по за-
крытым водоохлаждаемым желобам. Концентрат сушат (И7 =
= 0,5 %) и в смеси с измельченными флюсами вдувают в печь.
Смешение концентрата (32,35 % Си; 24,93 % Fe; 30,95 S) с уг-
лем, кварцевым флюсом, оборотным конвертерным шлаком и
271
272
Концентрат,
уголь, флюс
и шлак С
Воздушная форсунка
(50—60 % кислорода)
I Воздушная форсунка
Флюс и f (30—35 % кислорода)
Шлак в отвал
Рис. 4.58. Технология «Мицубиси»
Шлак С для печи S
обогащенным до 56 % кислородом воздуха происходит в верти-
кальной водоохлаждаемой фурме, диаметром 100 мм. Расход
концентрата составляет 84,0 т/ч, флюсов (SiO2: известняк)
11,5:2,6, оборотного конвертерного шлака 7,1 т/ч, угля 1,4 т/ч.
Используют верхнюю продувку расплава со скоростью 150—
200 м/с с помощью 10 фурм, установленных в два ряда и шахмат-
ном порядке над поверхностью ванны 0,7 м («Наосима») при дав-
лении дутья (1,5—2,0)-105 Па. Общая высота расплава в плавиль-
ной печи составляет 1,5 м.
Плавильная печь представляет собой футерованный цилиндр
диаметром 11,5 и высотой 4 м, частично отапливаемый 4-мя ма-
зутными горелками. Толщина футеровки 0,35 м. Система управ-
ления позволяет гибко изменять производительность каждой
фурмы. Использование вертикальных фурм обеспечивает эф-
фективное перемешивание расплава и соответствующее вовле-
чение твердых составляющих шихты в зону продувки. Пылевы-
нос составляет ~3 % от массы шихты. Штейно-шлаковый рас-
плав поступает в отстойно-обеднительную электропечь мощно-
стью 3600 кВт, куда вводят восстановитель (пирит, коксик).
Плавку осуществляют при Т = 1500 К с получением штейна
(40,9 т/ч), содержащего >67 % меди и шлака 49,7 т/ч (0,6—0,8 %
Си; 36—37 % SiO2; 40—42 % Fe). Плавильный шлак используют
для строительства дорог и производства цемента.
Печь обеднения имеет овальную форму и размеры 8x5,2 м,
высота печи 2,2 м, снабжена шестью графитовыми электродами,
диаметром 400 мм, длиной 1,8 м. Расход электродов 7 шт. в ме-
сяц, электроэнергии 40—45 кВт ч/т шлака.
Штейн выпускают через сифон в агрегат для конвертирова-
ния со скоростью 19,3 т/ч. Продувку штейна ведут через верти-
кальные фурмы; расход дутья составляет 14,5 тыс. м3/ч, через
фурмы подают 1,2 т/ч известняка. Получают феррито-кальцие-
вые шлаки, содержащие, %: 13—14 Си, 42,4 % Fe, 15 % СаО.
Шлак гранулируют и возвращают в плавильную печь. Черновую
медь (0,6—0,7 % S) выпускают в миксер. Содержание SO2 в от-
ходящих газах плавильной и конвертерной печей составляет
28—30 %, температура 1473—1573 К. Газы направляют в котлы-
утилизаторы (КУ) горизонтального типа с радиационной и кон-
вективной частями, очищают от пыли в сухих электрофильтрах,
смешиваются и далее в количестве 150 тыс. м3/ч (16—17 % SO2),
утилизируют в сернокислотном производстве. Температура га-
зов после радиационной части 1173 К, на выходе из КУ — 823 К.
Получают пар в количестве 40 т/ч (Р = 3,7—3,8 МПа), использу-
емый для производства электроэнергии в количестве 20 кВт/ч на
1 т пара.
Печь для конвертирования имеет круглую форму, диаметр
кожуха 8000 мм, высота 2940 мм. Дутье, воздух обогащенный
273
кислородом 32—35 % об. осуществляют через 10 фурм с расхо-
дом ~24 ООО м3/ч. Нижняя часть конвертерной фурмы также мед-
ленно вращается для удаления настылей. В агрегат загружают
известняк (2,1 т/ч), лом анодных печей (4,6 т/ч). Выход черновой
меди 30,6 т/ч, конвертерного шлака 13,4 т/ч. Из ванны грануля-
ции шлак подают на ленточный транспортер и транспортируют
в приемный бункер сушильной трубчатой печи. После сушки по-
ступает в плавильную печь.
Футеровка плавильной и конвертерной печей по высоте шла-
ковой ванны выполнена с применением медных закладных водо-
охлаждаемых элементов, которые чередуются с хромомагнези-
товой кладкой. Расход циркулирующей воды на охлаждение со-
ставляет 550—600 м3/ч, перепад температур 281—288 К. Эффек-
тивность использования кислорода при плавке и конвертирова-
нии ~98—99 %.
В процессе «Мицубиси» расплав находится в турбулентном
состоянии, что увеличивает конвективную составляющую про-
цесса тепло-и массопередачи в объеме жидкой фазы. Процессы
окисления и плавления сульфидов осуществляются на поверхно-
сти воронки, куда с высокой скоростью подают смесь дутьевого
воздуха и шихты.
4.8.3. Процесс «Аусмелт»
В настоящее время известны следующие разновидности дан-
ной технологии плавки медных концентратов в агрегате с верти-
кальной погружной фурмой:
Процесс «Сиросмелт». Разработан фирмой КСИРО (CSIRO,
Австралия), первая печь по данной технологии внедрена (1987)
на заводе «Маунт Айза» (Австралия). Процесс плавления, осно-
ванный на применении фурмы «Сиросмелт», изобретенный спе-
циалистами корпорации КСИРО (Австралийская правительст-
венная исследовательская организация) в 1973 году.
Плавка «Айзасмелт». Процесс разработан фирмой «Маунт
Айза Майнз лимитед» (Австралия) и предполагает использова-
ние погружной горелки «Сиросмелт». Первая демонстрационная
установка была введена в эксплуатацию на медеплавильном за-
воде Маунт-Айза в 1987 г. Промышленное внедрение получила
на медеплавильном заводе Маунт-Айза (Австралия) и на заводе
Сапрус в Майами, шт. Аризона (США) в 1992 г.
Процесс «Аусмелт». Технология разработана фирмой «Аус-
мелт» (Австралия), опробована в промышленном масштабе на
заводе «Pandenong» (Австралия). В мире работает 21 печь «Аус-
мелт» (2003 г.) и в настоящее время проводятся работы по про-
ектированию 4 печей. В металлургии меди данную технологию
используют на 5 предприятиях, в т.ч. на двух заводах в Китае,
274
Рис. 4.59. Схема печи Айзасмелт:
1 — псчг>; 2 — фурма; 3 — аптейк
двух предприятиях в Зимбаб-
ве и на одном в Индии. Ведут-
ся проектные работы для
ЗАО «Карабашмедь» (Рос-
сия) и завода по переработке
вторичного медьсодержащего
сырья и отходов в Южной Ко-
рее.
В данных процессах ис-
пользуются вертикальные ци-
линдрические печи (рис. 4.59,
4.60), оборудованные погруж-
ной вертикальной фурмой
(рис. 4.61, 4.62).
Основным элементом тех-
нологий является вертикаль-
ная фурма, состоящая из 3-х
(или 2-х) концентрически рас-
положенных стальных труб,
выполненных из нержавею-
щей стали (рис. 4.61). Сгора-
ние топлива в смеси с возду-
хом происходит в камере сжи-
гания в нижней части фурмы.
Подача воздуха на охлажде-
ние производится в межтруб-
ную полость, образованную
внешним кожухом и внутрен-
ней трубой. Длина кожуха вы-
бирается таким образом, что-
бы он постоянно находился
над поверхностью шлаковой
ванны (~1 м) и обеспечивал
защиту стальных конструк-
3,5 m
ций горелки.
Благодаря устройствам, закручивающим поток и возникаю-
щей при этом циркуляции газа, происходит охлаждение корпуса
фурмы и образование на его внешней поверхности горелки слоя
защитного гарнисажа.
Конструкция фурмы «Сиросмелт» показана на рис 4.62. Со-
стоит из двух концентрических труб. Внутренняя труба является
несущей для центробежной форсунки, которая воздействует на
поток воздуха между трубами. В полость внутренней трубы по-
275
Кокс, флюсы
Топливо
и воздух
Выпускх
шлака
газы
Кислород
Воздух
Рис. 4.61. Фурма
«Айзасмелт»
Воздух для
охлаждения
воздуха
Защитный
гарниссаж
II
III
Верхняя секция
Топливо
Рис. 4.60. Конструкция печи и
реакционные зоны процесса
Аусмелт:
/ — зона горения и окисления; // — зо-
на плавления; /// — зона отстаивания;
IV — зона догорания газов
Выпуск металла,
матта
Нижняя секция
I
Топливная труба
Камера зажигания
Воздушная труба
для охлаждения
Кислородно-
воздушная труба
276 !
Рис. 4.62. Фурма конструкции «Сиро-
смелт»:
1 — стальной корпус; 2 — мазутная сетка; 3 — мазут-
ный фильтр; 4 — устройства для закручивания потока
мещена трубка меньших разме-
ров для подачи жидкого топлива,
распыляющегося через сопло.
Фурму закрепляют на подъ-
емнике и помещают в специаль-
ное направляющее устройство,
расположенное над печью в цент-
ральной ее части. Ее точную ус-
тановку по вертикальной оси и
величину ее заглубления осуще-
ствляют с помощью подъемного
механизма в соответствии с уров-
нем ванны. По мере разрушения
концевой части фурмы последняя
опускается, и продувка ванны
продолжается. Номинальное за-
глубление в шлак составляет 20
см. Фурму заменяют, когда разру-
шиться 1 м ее концевой части. В
дальнейшем ее восстанавливают для дальнейшего использова-
ния, приваривая дополнительно новую трубу соответствующего
диаметра (длиной несколько метров) к целому основанию преж-
ней трубы.
Фурму можно использовать для продувки шлакового и штей-
нового расплава воздухом и топливом. Фурма универсальная и в
качестве топлива можно применять мазут, природный газ или
угольную пыль. Поверхность кожуха фурмы покрывается в про-
цессе ее эксплуатации слоем гарнисажа, что позволяет вводить
дутье глубоко в шлак, создавая высокотурбулентную ванну.
Печью является огнеупорный цилиндр, оборудованный слив-
ными каналами, фурмой, системой слежения и газоходом.
Авторы процесса выделяют в агрегате следующие зоны (рис.
4.60): реакционная у конца фурмы, которая в зависимости от ви-
да дутья может быть окислительной, восстановительной или
нейтральной; поверхность шлака, где осуществляются процессы
плавления в окислительных, нейтральных или восстановитель-
ных условиях; дно печи, где происходит отстаивание фаз (Me +
матт) перед выпуском; пространство над ванной с догоранием уг-
леводородов топлива.
Отмечается простота в управлении печью, т. к. заглубляя
или поднимая фурму, можно регулировать интенсивность барбо-
277
тажа расплава. При поднятии фурмы металлическая или штей-
новая фаза коллектируется для выпуска. Процесс может быть
прерван, чтобы позволить расплаву отстояться или с целью вы-
вода продуктов плавки. К достоинству технологии относят так-
же и то, что печь может быть остановлена или находиться на го-
рячем холостом ходу в течение длительного периода и возмож-
ность ее оперативного разогрева.
Работа печи с фурмой сводится к следующим основным опе-
рациям. Первоначально в печь загружают твердый шлак (до
уровня ~2 м) и осуществляют его плавление, используя для этой
цели фурму в качестве кислородно-топливной форсунки. После
образования жидкой ванны шлака, на ее поверхность загружают
шихту и приступают к плавке.
Операцию плавки проводят два раза в день, заканчивая пода-
чей шихты, холостой продувкой печи и прекращением подачи
дутья на фурму. Печь охлаждается естественным способом.
Ниже приведены некоторые технико-экономические показа-
тели технологии «Айзасмелт» на заводе «Сайпрус» (США):
Производительность:
по концентрату, т/год...................... 600000
по штейну, т/сут...................... 45 (58 % Си)
Высота (диаметр) печи, м......... 13 (3,5)
Уровень ванны (штейн + шлак), м.. 1—2
Высота (диаметр) фурмы, м........ 17 (0,5)
Материал фурмы................... сталь
Заглубление в шлак, м........................ 0,3
Загрузка шихты, т/сут:
концентрат............................... ~90 (29 % Си)
флюс силикатный (известковый) ~10 (2)
кокс...................................... ~2
обороты................................... ~2
Содержание О, в дутье, % об.................... ~45
Расход природного газа, м3/ч.................. 1800
Состав шлака, %, мае.:
отношение SiO2/Fe....................... 0,9
Fe3O4.................................... 5—10
CaO....................................... 3—6
Способ обеднения.................
Пылевынос, % от массы шихты......
Концентрация SO2 в отходящих газах
(температура, °C)................
Извлечение SO2, %................
Электропсчное (0,5 % Си)
1
~35 (1200)
98
Практика работы медеплавильного завода в г. Хуома (Ки-
тай) по технологии «Аусмелт». Процесс «Аусмелт» внедрен на
заводе в 1999 г. и через 2,5 недели достиг проектных показате-
278
лей. Технология производства черновой меди (проектная мощ-
ность 35—40 тыс. т в год) заключается в следующем. Концент-
рат сушат при исходной влажности 10 %. Из шихтарника концен-
траты распределяются по отдельным бункерам и далее с помо-
щью весовых дозаторов направляют на общий ленточный транс-
портер, где смешиваются в необходимом количестве с флюсами.
В качестве флюсов применяют кварцит, реже известняк. Разме-
ры кусков при этом не должны превышать 25 мм. Шихта посту-
пает в плавильное отделение в смеситель, где увлажняется во-
дой.
Общий вид печи показан на рис. 4.63.
Рис. 4.63. Общий вид печи «Аусмелт» (а) и схема образования шлакового гар-
нисажа на фурме (б):
1 — котел-утилизатор; 2 — горелка; 3 — фурма; 4 — патрубки ввода топлива, воздуха, кислорода;
5 — загрузочные течки; 6 — корпус печи; 7 — кессоны; 8 — выпускной шпур
Шихты из смесителя с помощью ленточного транспортера со
скоростью 26 т/ч поступает в загрузочное отверстие верхней ча-
сти агрегата. Фурма подвешивается на лебедке и находится в
свободном состоянии в отверстии печи. Охлаждение плавильно-
го агрегата и конвертера осуществляют путем орошения кожу-
хов оборотной водой с помощью форсунки.
Штейн из плавильной печи по закрытому желобу непрерыв-
но перетекает в печь-отстойник, обогреваемый мазутом. Шлак
из отстойника (0,5—0,7 % Си) направляют на грануляцию.
Черновая медь через миксер направляется на разлив. Разли-
вочная машина имеет форму эллипса с 56 изложницами. Охлаж-
дение слитков водяное с зонтами вытяжки.
Отходящие газы от плавильной печи и его котла-утилизато-
ра проходят через котлы-утилизаторы, сухие электрофильтры,
смешиваются в теплоизоляционном газоходе и направляются в
сернокислотных цех.
Работа завода полностью соответствует требованиям эколо-
гии. Фактическое содержание SO2 в трубе 300—400 ppm при
ПДК = 500 ppm. Аспирационный воздух и отходящие газы мик-
сера выбрасывают в трубу высотой 120 м. Плавильная и конвер-
терная печи расположены каскадом для перелива, высота здания
составляет 45 м.
В 2001 году произведено 23 тыс. т меди. Ниже приведены
технико-экономические показатели работы завода, относящие-
ся к переработке шихты состава, %, мае.: 25—26 Си; 25—29 S;
0,1 Zn; 0,1—0,2 Pb; <0,1 As; 26—27 Fe; 16—17 Si.
Технико-экономические показатели работы китайского ме-
деплавильного завода г. Хуома, (компания «Шанси Хуатун Коп-
пер Лтд»):
Размеры печей, плавильная (конвертер), м:
Высота............................................... 12 (12,8)
Диаметр....................................... 4,4 (4,4)
Длина фурмы................................... 13,6 (12,8)
Масса фурмы (без гарнисажа), кг..................... 1800 (1600)
Высота слоя шихты в печи, м................... 1,2—1,4
Производительность по концентрату, т/ч............... 25
Содержание:
меди в штейне (шлаке), % мае.................. 58—62 (0,6)
в черновом металле (конвертерном шлаке)... >98,5
Производительность конвертера по черновой меди,
т/сут........................................ 150
Продолжительность цикла конвертирования, ч.. 6
Содержание SO2 в отходящих газах, % об.:
Плавильной печи.................................... >11
Конвертера....................................... 13
Концентрация SO2, % об. на входе в СКЦ............ 5
280
Извлечение меди, %............................... 97,5
Извлечение серы, %.................................. 95
Пылевынос, % от массы шихты (общий/с плавильной
печи)......................................... 3/<1
Преимуществам технологии «Аусмелт» по сравнению с тра-
диционным периодическим конвертированием в горизонталь-
ных конвертерах, подтвержденные заводской практикой, явля-
ются:
— простота конструкции и легкость управления процессом;
— высокая степень использования кислорода дутья (>90 %);
— низкое содержание примесей и серы в черновой меди
(<0,1 %);
— высокое прямое извлечение меди в черновую медь
(>90 %);
— эффективная утилизация серы;
— отсутствует сушка концентрата;
— минимальные потери тепла, что позволяет перерабаты-
вать низкосернистые концентраты и прочие техногенные отхо-
ды.
Необходимо также обратить внимание на простоту в управ-
лении процессом и его режимами с помощью оперативно извле-
каемой (вводимой) в печь фурмы. С экологической точки зре-
ния, заметим, что печь «Аусмелт» является практически полно-
стью герметичной, т. к. работает для предотвращения выбросов,
под разрежением. Этим обеспечивается решение основной про-
блемы конвертирования в традиционных горизонтальных агре-
гатах.
Короткий срок ввода печей в эксплуатацию, сравнительно
низкие капитальные и эксплуатационные затраты выгодно до-
полняют вышеперечисленные технологические преимущества
процесса.
Кроме рассмотренных АП существуют плавка в вертикаль-
ных конвертерах, автогенная шахтная плавка (аналог пиритной
плавки), ряд АП за рубежом: «ТБРЦ» — плавка во вращающем-
ся конвертере с верхним дутьем, процессы «Q—S» и др. Описа-
ние вышеперечисленных процессов можно найти в специальной
литературе.
Общими недостатками существующих автогенных процессов
являются:
— отсутствие универсальной технологии, пригодной для
плавки любого вида сульфидного сырья;
— высокая стоимость оборудования и длительный период
ввода его в эксплуатацию;
— при изменении теплотворной способности шихты значи-
тельно меняются тепловое напряжение и температурный режим
плавки;
281
— не решается задача утилизации железа;
— низкая степень использования тепла отходящих газов и
расплава.
Совершенствование технологии предполагается развивать в
направлении комбинирования технологических и теплотехниче-
ских принципов, обеспечивающих чисто автогенный режим
плавки; разработки непрерывных процессов с высокой степе-
нью комплексности использования сырья, создания универсаль-
ной конструкции агрегата.
4.9. ПЛАЗМЕННАЯ ПЛАВКА
Одним из путей интенсификации металлургических процессов
является освоение высоких температур, что позволяет значитель-
но увеличить скорость химических реакций и массообмена. При
этом может быть достигнута наибольшая производительность тех-
нологических агрегатов и сокращены затраты на процесс. В ряде
технологий, таких как синтез тугоплавких соединений металлов,
необходимая температура достигается только в плазмотроне.
Первая плазменная горелка была разработана в начале ны-
нешнего столетия. В 1908 г. обсуждался вопрос о применении
плазмы в производстве стали, а в 1911 г. запатентовано исполь-
зование плазмы в качестве источника тепла в металлургических
печах. В настоящее время разработаны конструкции плазмен-
ных горелок различной мощности — от нескольких киловатт до
мегаватт.
Плазма является четвертым агрегатным состоянием вещест-
ва, наиболее распространенным в природе, и представляет собой
ионизированную газовую систему, общий заряд которой равен
нулю. Основными составляющими плазмы являются положи-
тельные ионы, свободные электроны и нейтральные молекулы
или атомы. По мере увеличения температуры и снижения давле-
ния в плазме увеличивается количество ионов. Мерой ионизации
газа, позволяющей судить о его переходе в состояние плазмы,
служит степень ионизации, равная отношению количества поло-
жительных ионов к общему числу частиц:
а = n/N,
где п — число положительных ионов; N — общее число частиц.
Плазма может быть высокотемпературной (более 50 000 К)
или низкотемпературной (5000—30 000 К). Высокотемператур-
ная плазма характеризуется практически полной ионизацией, в
то время как низкотемпературная плазма имеет степень иониза-
ции около 1 %.
282
A—A
Рис. 4.64. Схема плазменной горелки:
7 — источник постоянного тока; 2 — балластное сопротивление; 3 — ключ; 4 — электроды;
5 — корпус горелки; 6 — дуга; 7 — факел плазмы; 8 — подвод плазмообразующего газа
Устройства для получения плазмы и проведения технологичес-
ких процессов с ее использованием называются плазмотронами.
Плазмотрон представляет собой камеру, через которую с большой
скоростью течет газ. В газовой среде горит дуговой разряд с высо-
кой плотностью тока, что и обеспечивает необходимые условия
для ионизации газа и перехода его в состояние плазмы.
Плазмотрон (рис. 4.64) представляет собой дуговую камеру
(5), в которой газ с большой скоростью проходит через зону ду-
гового разряда с высокой плотностью тока. Плазмотрон питает-
ся от источника постоянного тока (1), представляющего собой
выпрямитель. Сила тока дуги поддерживается с помощью регу-
лятора (2). Дуга образуется между катодом, выполненным из то-
рированного вольфрама, графита или иного тугоплавкого элек-
тропроводного материала, и медным водоохлаждаемым анодом
(4). В плазмогенераторе осуществляется обжатие дугового стол-
ба, что позволяет увеличить плотность энергии в единице объе-
ма, достичь большего числа соударений частиц и, как следствие,
значительно повысить температуру газа по сравнению с обыч-
ной электрической дугой. С этой целью в дуговую камеру пода-
ют тангенциально через патрубок (8) газ (аргон, азот или дру-
гой). В дуговом промежутке (6) этот газ ионизируется и образу-
283
a
Рис. 4.65. Типы плазмотронов:
а — с прямой дугой; б — с косвенной дугой
1 — катод; 2 — источник тока; 3 — сопло; 4 — плазменная струя; 5 — нагреваемая поверхность
б
ется струя плазмы (7), с большой скоростью истекания из сопла
дуговой камеры.
По характеру плазменной струи плазмотроны можно разде-
лить на две группы (рис. 4.65): с совмещенной плазменной стру-
ей и с выделенной плазменной струей.
В первых плазменная струя образуется при ионизации газа в эле-
ктрической дуге, горящей между соплом и поверхностью нагревае-
мого изделия; при этом ток дуги проходит через изделие. Плазмо-
троны с выделенной струей создают струю плазмы, ионизируя газ в
электрической дуге, горящей между электродами сопла. Нагревае-
мое изделие в этом случае не включено в цепь тока дуги.
Для длительного существования струи плазмы необходимо
принимать специальные меры для стабилизации дугового стол-
ба. С этой целью применяют продольный обдув, поперечный об-
дув, вихревое обжатие столба, обжатие охлаждаемой стенкой,
магнитным полем и другие.
Получение плазмы возможно также при ионизации газа с по-
мощью высокочастотного разряда. Устройство плазмотронов
этого типа показано на рис. 4.66. Преимуществом таких плазмо-
тронов является возможность использования любого газа, высо-
кая температура струи, небольшая скорость ее истечения из соп-
ла. Однако для получения высокочастотной энергии необходим
специальный генератор, мощность которого относительно неве-
лика, а коэффициент полезного действия не превышает 50 %.
Рассмотрим основные особенности термодинамики и кинети-
ки химических реакций в низкотемпературной плазме. Необхо-
димо отметить, что при температурах плазменной струи все ве-
284
Рис. 4.66. Высокочастотный плазмо-
трон:
1 — наружная кварцевая трубка; 2 — промежу-
точная кварцевая трубка; 3 — центральная квар-
цевая трубка; 4 — корпус горелки; 5 — подвод га-
за; 6 — факел плазмы; 7 — вспомогательная
печь; 8 — нагреваемое тело; 9 — индуктор
щества находятся в газообраз-
ном состоянии, поскольку их
точки кипения характеризуют-
ся значительно меньшими тем-
пературами. Согласно уравне-
нию Гиббса, с ростом темпера-
туры возрастает роль энтро-
пийного фактора:
AG0 = Д/7° - 7AS0.
При переходе вещества в га-
зообразное состояние измене-
ния АЯ° и AS0 с температурой
невелики по сравнению с изме-
нением Т. Произведение TAS° и
AG0 можно приближенно счи-
тать линейными функциями
температуры. При ВЫСОКИХ
температурах идут преимущест-
венно процессы, протекающие
с возрастанием энтропийного
фактора: процессы диссоциа-
ции, дезагрегации и т. п. Однако
при очень высоких температу-
рах возможно образование со-
единений, не существующих
при обычных температурах.
Энергия теплового движе-
ния частиц в плазме при высо-
ких температурах становится соизмеримой с энергией химичес-
кой связи в молекулах и даже с энергией связи электронов в мо-
лекулах. Основной тип реакций, протекающих в плазме — ион-
но-молекулярный. Заряженные частицы в плазме оказывают
сильное поляризующее действие на нейтральные молекулы.
Вследствие этого скорость химического взаимодействия в тыся-
чи раз больше, чем при взаимодействии нейтральных молекул.
Время пребывания вещества в зоне высоких температур
плазменной струи чрезвычайно мало и составляет 10~3—10~5 с.
По этой причине вопросы кинетики химических реакций в плаз-
ме очень актуальны.
285
Уравнение Аррениуса и другие классические соотношения
кинетики газовых реакций для условий химических взаимодейст-
вий в плазме не применимы, а ввиду сложности эксперименталь-
ного изучения кинетики отсутствуют новые представления о ме-
ханизме химических реакций в низкотемпературной плазме. Со-
гласно теории «энергетического катализа» роль активных цент-
ров при обычном катализе в электрическом разряде выполняют
электронно-возбужденные частицы молекул или атомов газов,
концентрация которых определяется температурой электричес-
кого разряда и должна восполняться за счет этого разряда.
Степень ионизации газа связана с его температурой. Так, для
аргона, наиболее часто используемого в качестве рабочего газа
в плазмотронах, ионизация начинается при температуре около
8000 К; при 18 000 К аргон ионизирован практически полностью.
Для азота температура начала ионизации составляет около
6000 К, а полная ионизация достигается при температуре свыше
28 000 К. Зависимость энтальпии газов от температуры приведе-
на на рис. 4.67. В области относительно низких температур
двухатомные газы диссоциируют, в то время как одноатомные
(аргон, гелий) характеризуются почти линейным увеличением эн-
тальпии до области температур 10 000—12 000 К. Азот при
5300 К имеет ту же величину энтальпии, что и аргон при 13 600 К.
Выделение тепла из плазмы двухатомных газов приводит к
меньшему падению температуры, по этой причине применение в
качестве рабочего газа азота и других двухатомных газов пред-
почтительнее.
Технологические процессы с использованием плазмы можно
классифицировать следующим образом:
5000 10000 15000 20000 25000 30000 35000
Т,К
Рис. 4.67. Зависимость энтальпии газов от температуры
286
а) процессы, в которых плазмообразующее и вводимое в
плазму (назовем его рабочим) вещества являются газами (при
этом рабочее вещество может быть также и плазмообразую-
щим);
б) процессы, в которых рабочее вещество входит в состав
электродов и переходит в плазму в результате их эрозии (так на-
зываемые процессы с дугой высокой интенсивности);
в) плазменная струя является только источником тепла (без
введения вещества в плазменную струю);
г) процессы, связанные с введением в плазменную струю кон-
денсированных веществ, не взаимодействующих с плазмообра-
зующим газом;
д) процессы, в которых конденсированное вещество взаимо-
действует с плазмообразующим газом.
К первой группе относятся большинство плазмохимических
процессов, опробованных в промышленных масштабах: получе-
ние связанного азота, ацетилена и других непредельных углеводо-
родов, гидразина, синильной кислоты, трихлорсилана, гидроксила-
мина, перекиси водорода, формальдегида. В этих процессах уда-
лось достичь удовлетворительного выхода целевого продукта.
Основными препятствиями, ограничивающими внедрение
плазмохимических процессов в промышленном масштабе, явля-
ются недостаточно высокий КПД преобразования энергии в плаз-
мотроне (достигающий в лучших конструкциях величин 45—
60 %) и низкий ресурс безаварийной работы. Малое время пребы-
вания вещества в плазмотроне требует закалки полученных про-
дуктов, без которой нельзя предотвратить их разложение.
Термодинамическими расчетами подтверждена осуществи-
мость реакций типа
МеЛС1у + 72Н2 -> хМе + уНС1
•г
в плазме для таких металлов, как Al, Ti, Zr. Рассчитан расход
энергии для реализации процесса, соответственно равный для
алюминия 12,6 кВт ч/кг, титана — 8,61 кВт-ч/кг, циркония —
3,75 кВт-ч/кг.
Процессы второй группы представляют интерес для высоко-
температурного синтеза и металлургии. В патентной литературе
имеются описания процессов с применением расходуемых элек-
тродов для разложения руд и минералов, галогенизации (хлори-
рования) в паровой фазе, карботермического восстановления
металлов. В частности, путем карботермического восстановле-
ния MgO получали металлический магний, при этом расход
энергии составил 18 кВт-ч/кг, а выход по металлу достигал 40—
70 % в зависимости от условий закалки продуктов, которую осу-
ществляли инжекцией холодного водорода.
287
Третья группа плазменных процессов наиболее разработана
и внедрена в промышленном масштабе. Ее особенностью явля-
ется использование плазмы в качестве источника тепла для свар-
ки, резки и плавления металлов. Разработаны и успешно эксплу-
атируются сталеплавильные печи емкостью по металлу около
2 т с плазменными горелками, установленными на своде. По
сравнению с обычными дуговыми сталеплавильными печами но-
вая конструкция отличается возможностью получения прецизи-
онных сплавов и легированных сталей высокого качества благо-
даря хорошей дегазации металла и отсутствию загрязнения от
угольных электродов. Плазменные печи могут быть использова-
ны для плавки различных металлов — от рафинированной меди
до тугоплавких и редких, а также неметаллических шихт.
Из процессов четвертой группы в промышленном масштабе
освоено напыление тугоплавкими порошками покрытий. Мате-
риал покрытия в виде прутка металла или порошка подается в
плазменную струю, где плавится и испаряется, а затем с большой
скоростью наносится на поверхность, образуя покрытие. Для на-
пыления используются горелки с косвенной дугой.
Для процессов пятой группы характерно химическое взаимо-
действие между вводимым в плазму веществом и плазмообразу-
ющим газом или специально вводимым в плазменную струю га-
зообразным реагентом. Примером процессов этой группы явля-
ется синтез нитридов металлов из порошков, подаваемых в
струю азотной плазмы. Этим способом был успешно осуществ-
лен синтез нитридов титана и магния с выходом целевого про-
дукта соответственно 30 и 40 %. Показана возможность синтеза
нитрида циркония по этой технологии.
Перспективно использование плазмы восстановительных га-
зов, в частности водорода или монооксида углерода, для восста-
новления оксидов металлов в плазменной струе, при этом вос-
становитель может быть как рабочим газом, так и подаваться в
плазму инертного газа. Преимуществом плазменного восстанов-
ления оксидов является возможность получения тонких и ульт-
ратонких порошков таких металлов, как молибден, вольфрам,
рений, никель и других.
Широкое применение плазменно-металлургических процессов
сдерживается относительно высокими удельными затратами энер-
гии на получение продуктов и недостаточно высоким их выходом.
Конструкции плазмотронов, разработанные и опробованные в
различных масштабах, обладают недостаточным ресурсом работы
и нуждаются в дальнейшем усовершенствовании. Эти недостатки
плазменных технологий определяют их сегодняшние области при-
менения — энергоемкие процессы получения преимущественно
тугоплавких металлов и продуктов, синтез которых по другим тех-
нологиям экономически нецелесообразен либо невозможен по фи-
зико-химическим причинам.
288
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ К ГЛ. 4
1. Какие изменения происходят в структуре вещества при его
плавлении?
2. Перечислите основные требования, предъявляемые к шла-
кам.
3. Чем различаются «длинные» и «короткие» шлаки?
4. Объясните причины потерь цветных металлов со шлака-
ми.
5. Охарактеризуйте специфику технологических процессов
по высоте шихты при плавке в шахтной печи.
6. Предложите варианты экономии кокса при шахтной плав-
ке.
7. Оцените тепловую работу шахтной плавки; как можно по-
высить тепловой КПД процесса?
8. Чем определяется дутьевой режим и как он влияет на по-
казатели процесса?
9. Сформулируйте физико-химическую суть конкретного ви-
да шахтной плавки.
10. В чем различие в химизме отражательной плавки огарка
и подсушенных концентратов?
11. Как влияет внутрипечное обеднение конвертерного шла-
ка на показатели процесса?
12. Какие показатели процесса улучшаются при использова-
нии кислорода?
13. Отражательная плавка — устаревший процесс. Ваши до-
воды?
14. Изложите физико-химическую основу фьюмингования.
Какие металлы получают данным способом?
15. Каковы особенности сжигания топлива во фьюминговых
печах?
16. Перечислите основные операции пироселекции и их на-
значение.
17. Как можно оценить возможность переработки сырья в
автогенном режиме?
18. Прокомментируйте физико-химические особенности
окисления сульфидов в конкретном автогенном процессе.
19. Перечислите области применения автогенных процессов.
20. Изложите особенности руднотермической электроплавки
и ее преимущества по сравнению с другими видами плавки.
21. Чем различаются дуговые электропечи прямого и косвен-
ного нагрева?
22. От чего зависит электрический, тепловой КПД индукци-
онной печи и как его повысить?
23. В каких случаях применяются металлотермические про-
цессы?
289
24. В чем технологические различия процессов конвертиро-
вания медного и никелевого штейна?
25. Каким образом регулируется температура расплава в
конвертере?
26. Предложите пути модернизации конвертирования.
27. Охарактеризуйте суть и области применения плазменной
металлургии.
Рекомендательный библиографический список к гл. 4
1. Ванюков А.В., Зайцев В.Я. Теория пирометаллургических процессов. М.:
Металлургия, 1993. 384 с.
2. Попелъ С.М., Сотников А.И., Бороненков В.Н. Теория металлургических
процессов. М.: Металлургия, 1986. 462 с.
3. Есин О А., Гелъд П.В. Физическая химия пирометаллургических процес-
сов. Ч. II. Взаимодействия с участием расплавов. М.: Металлургия, 1966.
703 с.
4. Ванюков А.В., Зайцев В.Я. Шлаки и штейны цветной металлургии. М.: Ме-
таллургия, 1969. 406 с.
5. Ванюков А.В., Уткин Н.И. Комплексная переработка медного и никеле-
вого сырья. М.: Металлургия, 1988. 432 с.
6. Резник И.Д. Совершенствование шахтной плавки окисленных никелевых
руд. М.: Металлургия, 1983. 190 с.
7. Купряков Ю.П. Отражательная плавка медных концентратов. М.: Метал-
лургия, 1976. 260 с.
8. Окунев А.И., Костъяновский И.А., Донченко П.А. Фьюмингование шла-
ков. М.: Металлургия, 1966. 300 с.
9. Бабаджан А.А. Пирометаллургическая селекция. М.: Металлургия, 1968.
296 с.
10. Автогенные процессы в цветной металлургии / В.В. Мечев, В.П. Быстрое,
А.В. Тарасов и др. М.: Металлургия, 1991. 413 с.
11. Плавка в жидкой ванне / А.В. Ванюков, В.П. Быстров, А.Д. Васкевич и др.
М.: Металлургия, 1988. 208 с.
12. ДиомидовскийД.А. Металлургические печи. М.: Металлургия, 1970, 701 с.
13. Серебряный ЯЛ. Электроплавка медно-никелевых руд и концентратов.
М.: Металлургия, 1974. 247 с.
14. Башенко В.В., Донской А.В., Соломахин И.М. Электроплавильные печи
цветной металлургии. М.: Металлургия, 1971. 320 с.
15. Цветков Ю.В., Панфилов С.А. Низкотемпературная плазма в процессах
восстановления. М.: Наука. 1980, 359 с.
290
Глава 5
ПИРОМЕТАЛЛУРГИЧЕСКОЕ РАФИНИРОВАНИЕ
При пирометаллургическом (огневом) рафинировании ме-
таллов решаются две задачи:
1) частичное или полное удаление примесей;
2) получение однородных по структуре, с минимальной газо-
насыщенностью плоских отливок, имеющих постоянную массу,
толщину и форму, удобную для погрузочно-разгрузочных опера-
ций и необходимую для эффективного электрохимического ра-
финирования.
Существует несколько разновидностей рафинирования в за-
висимости от свойств основного металла и сопутствующих при-
месей.
5.1. ОКИСЛИТЕЛЬНО-ВОССТАНОВИТЕЛЬНОЕ
РАФИНИРОВАНИЕ
Сущность способа заключается в селективном окислении
примесей кислородсодержащим реагентом и ошлаковании обра-
зующихся оксидов металлов — примесей. Избыток кислорода
удаляют путем проведения операции восстановления.
Физико-химической основой процесса являются:
— меньшее сродство к кислороду у рафинируемого металла
по сравнению с удаляемыми примесями;
— ограниченная растворимость оксидов элементов-приме-
сей в объеме расплава металла и меньшая их удельная плот-
ность, чем у рафинируемого металла;
— более быстрая и полная восстановимость оксидов основ-
ного металла до элементного состояния.
В качестве окислителя используют газообразные (чаще все-
го воздух) и твердые (окалина, оксиды рафинируемого металла)
вещества.
Согласно теории А.Н. Вольского, окисление примесей будет
происходить в том случае, если при данных условиях (температу-
ра, исходная концентрация, предельная растворимость) упру-
гость диссоциации твердого окислителя будет больше, чем упру-
гость диссоциации оксидов примеси.
291
Равновесие реакции
МеО + Мепр —» МепрО + Me
наступает в момент равенства величин упругости диссоциации
твердого окислителя (Рок) и оксида примесей (Рпр), растворенных
в расплаве металла. Если Ро > Ро (пр), то примесь будет окислять-
ся. Из условий состояния равновесия (Г = const, МепрО нераство-
рим в металле и сохраняется в свободном состоянии), равенства
давления диссоциации оксида основного металла и оксида эле-
мента примеси
'* О2(МеО) = Л?2(МепрО)
находят предельное остаточное содержание примеси (П):
Р0; (МеО)
Ро, (МепрО) ’
где Me, МеГ1р — основной металл и элемент-примесь; [Мепр]ж,
[Мепр]тв — равновесное содержание элемента-примеси в жидкой
(газообразной) и в твердой фазах.
Наиболее полно удаляются металлы-примеси, упругость дис-
социации оксидов которых минимальна.
Теоретически возможный предел удаления примеси опреде-
ляется термодинамическим анализом реакций окисления в мо-
мент их равновесия; в частности, для примесей четной валентно-
сти, неограниченно растворимых в металле, их предельная кон-
центрация определяется из зависимости
lg[Menp] = -lg£ =
AG°
4,575Г’
где AG£ — величина изменения свободной энергии Гиббса при
температуре Г, К для реакции окисления примеси.
Для случая ограниченной растворимости примеси (четная ва-
лентность) в расплаве металла ее концентрацию определяют по
соотношению:
AG; ,
lg[Menn] = ----— + lg Me
6 пр 4,575Г L pJ"-p-
где [Мепр]„ р — предельная концентрация примеси в металле при
температуре насыщения расплава. Предельное остаточное со-
держание элемента-примеси не зависит от его начальной кон-
центрации.
Последовательность и полнота удаления примесей зависят от
растворимости их в расплаве, скорости всплывания из объема
292
расплава, способности к образованию сложных оксидов, равно-
мерности распределения в объеме расплава.
Окисление ведут в присутствии флюсов для образования бо-
лее легкоплавкой и легкоотделяемой фазы шлака, в котором
концентрируются удаляемые примеси.
Поскольку между шлаком и расплавом металла сохраняется
массообмен оксидов, концентрация их в шлаке и в металле про-
порциональна их активности и растворимости в соответствую-
щих фазах и продолжительности контакта. Поэтому обязатель-
но промежуточное удаление образующихся шлаков, что улуч-
шает показатели рафинирования.
Введение химически активного флюса, например соды при
рафинировании меди от мышьяка, сурьмы, способствует образо-
ванию более прочного химического соединения, понижая тем са-
мым концентрацию (активность) оксида удаляемой примеси.
На стадии окисления, пока не ошлакованы примеси, содер-
жание кислорода в расплаве металла не возрастает. Окончание
процесса определяют по уменьшению выхода шлака, изменению
его цвета, по ряду других визуальных особенностей отбираемых
ложечных проб расплава металла (усадка поверхности, кипение,
цвет при охлаждении), а также по данным экспресс-анализа.
Окисление сульфидов металлов-примесей в условиях рафи-
нирования протекает достаточно полно, однако полное удаление
серы затруднено:
— из-за частичной физической растворимости диоксида се-
ры в расплаве металла, в том числе и из-за недостаточного дав-
ления газа, чтобы преодолеть гидростатическое давление стол-
ба расплава металла;
— условиями распределения сульфид-иона в момент равно-
весия между фазами металла и шлака.
Коэффициент распределения серы между шлаком и метал-
лом (T|v) определяют из уравнения
где К — эмпирическая константа; п02- — доля ионов О2- в шла-
ке; [О] — концентрация кислорода в металле.
Поэтому чем меньше содержание кислорода в металле (бо-
лее полно проведено его раскисление), тем больше величина Г|?
и более полно удаляется сера. Операцию обессеривания эффек-
тивнее проводить в восстановительной атмосфере или в присут-
ствии раскислителей:
MeS + CaO + С = Me + CaS + СО;
293
2MeS + 2CaO + Si = 2Me + 2CaS + SiO2;
MeS + Na2CO3 + C = Me + Na2S
+ CO + C02.
Однако при избытке диоксида кремния в шлаках образуются
прочные комплексы типа SiO^-, уменьшающие концентрацию
(активность) ионов О2-, а в итоге ухудшающие полноту удаления
серы из металла. Поэтому наводят известковистые шлаки, под-
шихтовывая известь, карбид кальция, полевой шпат; последний
реагент способствует, к тому же, получению более легкоплав-
ких шлаков и более полному удалению серы из расплава:
4МеО + CaS + 3CaF2 -> 4Ме + 4СаО + SF6T.
Однако это приводит к увеличению выхода шлака и к повы-
шейным потерям с ним основного металла. Поэтому более раци-
онально удалять серу на предшествующих стадиях подготовки
шихты.
На стадии восстановления стремятся максимально восстано-
вить оксиды основного металла и удалить газообразные продук-
ты из расплава.
В качестве восстановителя применяют углеродсодержащие га-
зообразные (природный конверсированный газ), твердые малосер-
нистые (графитовая, угольная мелочь, нефтяной коксик, древеси-
на) и жидкие (мазут) вещества. Иногда используют раскислители
(кремний, алюминий, силикокальций, силикокальций-магний).
В процессе обработки расплава металла неизбежно насыще-
ние его газами (азотом, водородом, оксидами углерода, диокси-
дом серы). Это уменьшает плотность и ухудшает механические
свойства получаемых отливок. Газы, попадая в металл, образу-
ют химические соединения или растворяются. Растворимость га-
зов зависит от их парциального давления и температуры.
Для более полного удаления газа обеспечивают интенсивный
барботаж расплава, продувку его инертным газом (например
азотом) или вакуумирование. Последний способ наиболее эф-
фективен, однако его реализация в крупнотоннажном производ-
стве сопряжена с трудностями аппаратурного оформления. Для
понижения растворимости газов перед разливкой металла под-
держивают минимальную температуру, обеспечивающую его
жидкотекучесть. Чтобы исключить наводороживание расплава,
в нем сохраняют остаточное содержание кислорода (несколько
сотых долей процента).
Таким образом, элементы-примеси условно разделяют на 3
группы.
Легкоудаляемые'.
— обладающие большим сродством к кислороду и легкой
шлакуемостью (алюминий, кремний, цинк);
294
— образующие газообразные соединения (сера, мышьяк (III),
углерод) при условии барботажа расплава;
— имеющие низкую температуру кипения (цинк, свинец).
Тру дноу даляемые:
— имеющие свойства оксидов, близкие с оксидом рафиниру-
емого металла;
— образующие прочные химические соединения с основным
металлом, типа теллуридов и селенидов меди, серебра, золота;
— образующие устойчивые сложные оксиды, обладающие
повышенной растворимостью в меди или значительной плотно-
стью, мало отличающейся от плотности основного металла (ок-
сиды PbO2, SnO2, As2O5, NiO).
Неудаляемые*. металлы-примеси или их соединения, облада-
ющие неограниченной растворимостью в основном металле в
жидком и твердом состояниях (например, золото, серебро, ни-
кель в меди, железо, никель в кобальте).
Процесс пирометаллургического рафинирования, как прави-
ло, периодический и включает в себя следующие основные опе-
рации: загрузка и расплавление шихты, окисление примесей, на-
ведение рафинирующих шлаков, барботаж расплава и восста-
новление остатков оксидов, розлив.
Используют печи с внешним обогревом, отапливаемые мазутом
или природным газом (для металлов, имеющих невысокую темпера-
туру плавления, например, меди) или электрические печи — для об-
работки расплавов тугоплавких металлов (никель, кобальт).
Этот способ рафинирования обеспечивает эффективное уда-
ление легкоокисляемых и летучих элементов, растворенных га-
зов. Достигаемая степень очистки позволяет получать товарный
металл низших марок. В том случае, когда требуется получение
более чистого металла или исходное сырье содержит благород-
ные и редкие металлы, огневое рафинирование рассматривается
как необходимая подготовительная стадия перед электролизом.
5.2. ЛИКВАЦИЯ
Явление ликвации наблюдается при охлаждении расплава,
компоненты которого ограниченно растворимы друг в друге в
жидком состоянии. Первоначально однородный расплав гетеро-
генизируется с образованием двух фаз, различных по плотности
и не смешивающихся между собой.
Масса и состав образующихся фаз определяются по диаграм-
мам состояния для конкретных систем с использованием прави-
ла рычага.
Использование ликвации в процессах рафинирования метал-
ле предполагает, что примесь концентрируется в одной из фаз и
295
степень ее удаления определяется не только составом фаз, но и
полнотой их разделения.
Ликвационное рафинирование используется для обезмежи-
ваня чернового свинца, содержание меди в котором составляет
1—3 %. Черновой свинец, полученный в шахтной печи, охлажда-
ют до температуры 550—600 °C. Растворимость меди в свинце
при этих температурах не превышает 0,4—0,5 %. Плотность вы-
деляющихся кристаллов меди составляет около 9 г/см3, тогда как
плотность свинца равна 10,5 г/см3. Образующиеся кристаллы
выделяются в самостоятельную фазу и всплывают на поверх-
ность свинца, образуя слой медных шликеров. Поскольку свинец
хорошо смачивает поверхность меди, в шликерах содержится
значительное количество свинца, тем большее, чем ниже темпе-
ратура ликвации.
На практике обезмеживание проводят в две стадии. Первая
проводится при температуре 550—600 °C с получением «сухих»
шликеров в которых содержание меди составляет 10—30 %,
свинца — 50—70 %. После удаления «сухих» шликеров расплав
содержит 0,5—0,6 % меди. «Сухие» шликеры направляют в спе-
циальную переработку с целью извлечения из них свинца, меди
и других компонентов.
Затем температуру свинца снижают до 335—340 °C, и после
выдержки снимают «жирные» шликеры (3—5 % Си, 80—90 %
РЬ). Эти шликеры направляют в оборот. Содержание меди в
свинце после этой стадии снижается до 0,1 % (предел раствори-
мости при этих температурах около 0,06 %).
Тонкое обезмеживание чернового свинца основано на введе-
нии в расплав элементной серы, что позволяет получить сульфиды
меди, практически не растворимые в черновом свинце, имеющие
относительно высокую температуру плавления и низкую плот-
ность. Сульфидирование происходит в соответствии с реакциями:
[Cu]Pb + Sx = CuS,
[Cu]Pb + CuS = Cu2S.
Происходит также сульфидирование чернового свинца:
[Pb]Pb + Sx = [PbS]Pb.
Сульфиды меди, всплывая на поверхность свинца, образуют
слой сульфидных съемов, содержание меди в черновом свинце
понижается до 0,0005—0,005 %.
Грубое обезмеживание проводят периодическим и непрерыв-
ным способами. Периодическое обезмеживание проводят в кот-
лах емкостью 150—400 т. Котлы отапливаются индивидуально.
В качестве топлива используют газ, мазут; применяются также
котлы с электрообогревом.
296
Процесс ведут последовательно в двух или трех рафиниро-
вочных котлах. В первом котле при температуре 550—600 °C
обеспечивается получение «сухих» шликеров, которые удаляют
с поверхности свинца дырчатым совком, подвешенным к мосто-
вому крану. Выход «сухих» шликеров составляет 18—25 % от
массы чернового свинца. В них переходит до 10—20 % РЬ, 10—
30 % Ag, 50—70 % Au, 50—60 % Sb и Sn, 70—90 % As.
После удаления «сухих» съемов жидкий свинец перекачива-
ют центробежным насосом в котел с меньшей температурой
(около 340 °C), где после выдержки снимают «жирные» шлике-
ры, выход которых составляет 2—3 % от массы чернового свин-
ца. Периодическое рафинирование в котлах требует значитель-
ных энергозатрат и затрат ручного труда по удалению съемов.
Непрерывное обезмеживание основано на ликвации меди и
ее соединений с мышьяком, сурьмой и другими элементами из
нижних слоев глубокой свинцовой ванны в верхние слои, имею-
щие более высокую температуру, и последующем сульфидиро-
вании меди с переводом ее в штейн. Сульфидирование меди в
верхних слоях ванны проводят добавкой богатого свинцового
концентрата по основной реакции
PbS + 2[Cu]Pb = (Си28)шт + [Pb]Pb.
Непрерывное обезмеживание чернового свинца сопровожда-
ется получением медного штейна, основными составляющими
которого являются сульфиды меди, свинца и натрия, сумма со-
держаний которых составляет 85—90 %. В небольших количест-
вах штейн также содержит сульфиды железа и цинка, присутст-
вующие в концентрате. Полнота извлечения меди в штейн зави-
сит от равновесия реакции сульфидирования; для сдвига равно-
весия вправо в процесс вводят сульфид натрия, получая его из
соды и свинцового концентрата в печи по реакции
4PbS + 4Na2CO3 = 4Pb + 3Na2S + Na2SO4 + CO2.
Расход соды составляет 1—2 % от массы свинца. Получен-
ный сульфид натрия реагирует с сульфидами меди и свинца по
реакции
5PbS + 2Na2S + 10Cu = 5Pb + 5Cu2S • 2Na2S,
способствуя переходу меди в штейн. Медь, связанная с мышья-
ком, в этих условиях не вступает во взаимодействие с PbS и об-
разует самостоятельную шпейзовую фазу.
Характерной особенностью печи для непрерывного обезме-
живания является значительный градиент температуры по высо-
те достаточно глубокой ванны свинца: от 1000—1100 °C в верх-
297
них слоях до 450—500 °C на дне ванны. Глубина ванны достига-
ет 1,7 м. Содержание меди по высоте снижается от 1—4,5 % до
0,3—0,5 %.
Непрерывное обезмеживание на Чимкентском свинцовом за-
воде проводят в отражательной печи площадью 27 м2 (2,7x10,2 м),
отапливаемой природным газом. Емкость печи по расплаву со-
ставляет 400 т, толщина слоя штейна 0,1—0,3 м. Ванна печи име-
ет полуцилиндрическое сечение и футерована хромомагнезито-
вым кирпичом. Черновой свинец от шахтных печей транспорти-
руется ковшами и заливается в печь по желобу. Твердые компо-
ненты: сульфидный свинцовый концентрат, оборотные шлике-
ры, соду — загружают в печь через загрузочное окно с помощью
завалочной машины.
Компоненты пустой породы, входящие в состав концентрата,
и некоторые примеси чернового свинца образуют шлак, для по-
лучения которого в печь добавляют кварцевый песок. Опти-
мальный состав шлака следующий, %: 21—22 FeO, 22—24 SiO2,
7—13 СаО, не менее 4 Na2O, 5—10 ZnO.
Свинец, подаваемый в ванну сверху, нагревается до 1000—
1100 °C по мере опускания вниз охлаждается до 400—450 °C,
обезмеживается до содержания меди в нем 0,3—0,5 % и выпуска-
ется с другого конца печи через сифон в котел-миксер. В этом
котле происходит дальнейшее охлаждение свинца до 340—
345 °C и обезмеживание до 0,1 % Си. Медь в виде жирных шли-
керов возвращают обратно в печь.
Выделяющаяся в верхней части ванны медь сульфидируется
и образует штейновый расплав. По мере накопления штейн и
шлак выводят из печи периодически. Шлак разливают в излож-
ницы, штейн направляют в печь для доводки.
Состав получаемого штейна определяется оптимальным со-
отношением Си—РЬ, которое должно быть равно 1... 1,8. Более
богатые штейны получать нецелесообразно, поскольку это со-
провождается увеличением остаточного содержания меди в
свинце и приводит к образованию тугоплавких настылей шпей-
зовой фазы (Cu3As, FeAs2, Cu5As2).
Доводку штейна осуществляют в отдельной отражательной
печи. При плавке добавляют соду и коксик. Расход соды состав-
ляет 10—15, а коксика — 0,8—2,0 % от массы штейна. Продол-
жительность процесса составляет 4—5 ч. При плавке получают
обогащенный по меди штейн и черновой свинец, в который из-
влекается 65 % Au, 30 % Ag, 50—60 % As и Sb. Соотношение
Cu:Pb в полученном штейне увеличивается до 4—6, при содержа-
нии меди в нем 55—60 %.
Непрерывное обезмеживание проводят также в электропе-
чах. Выбор типа печи определяется стоимостью электроэнергии
или газа для отопления. Расход электроэнергии на процесс со-
298
ставляет около 110 кВт-ч/т, расход электродов 3—4 кг/т. Конст-
рукция ванны печи аналогична описанной: ванна имеет полуци-
линдрическое сечение, стены и лещадь футерованы хромомаг-
незитом. Свод печи кессонированный, имеет три отверстия для
электродов диаметром 650 мм и отверстие для загрузки реаген-
тов. Черновой свинец заливают в печь через желоб в торцевой
стене. В противоположной стене имеются отверстия для выпус-
ка штейна и шлака, в боковой стене расположен сифон для вы-
пуска обезмеженного свинца. Отходящие газы отводятся через
газоход в торцевой стене в рукавный фильтр.
Электропечь работает в режиме сопротивления на шлаке
следующего состава, %: 29—32 FeO, 20—22 SiO2, 6—7 CaO, 8—
11 ZnO, 6—10 Na2O. В контакте с ванной чернового свинца и мед-
ного штейна шлак содержит 3—5 % Си и 7—10 % РЬ. Получен-
ный шлак по мере накопления выводится на переработку в ос-
новную шахтную плавку на черновой свинец. Штейн содержит
48—50 % Си, 25—30 % РЬ и 15—18 % S и направляется на кон-
вертирование.
Температура шлака в печи составляет 1280—1300 °C, штей-
на 960—1050 °C. Обезмеженный свинец на выходе из печи име-
ет температуру 580—620 °C и содержит 0,4—0,6 % Си. По жело-
бу свинец поступает в промежуточный котел, где его температу-
ра снижается до 345 °C. С поверхности свинца в котле снимают
жирные шликеры, которые возвращают в печь.
В любом варианте грубое обезмеживание, основанное на
ликвации меди, не позволяет получить остаточное содержание
меди, удовлетворяющее требованиям, предъявляемым к товар-
ному свинцу, в связи с чем осуществляют тонкое обезмеживание.
Эту операцию проводят периодически в котлах. Температуру
свинца доводят до 335—345 °C и вводят с помощью мешалки в
жидкий черновой свинец серу в количестве 1,0—1,2 кг/т свинца.
Серу вводят в несколько приемов, каждый раз снимая с поверх-
ности ванны сульфидные шликеры. Для лучшего отделения
шликеров от свинца вместе с серой вводят древесные опилки или
коксовую мелочь.
Вмешивание серы в ванну осуществляют с помощью механи-
ческой мешалки пропеллерного типа с тремя или четырьмя ло-
пастями. Для привода мешалки используется электродвигатель с
редуктором, вал мешалки вращается со скоростью 100—
160 мин-1. Мешалка, смонтированная на раме, опирается при ра-
боте на верхний край котла.
Выход сульфидных шликеров составляет 2—5 % от массы
свинца; их возвращают в оборот на грубое обезмеживание. Со-
держание меди в сульфидных съемах равно 1—5 %, серы 3—4 %
соответственно, остальное — свинец. Остаточное содержание
меди после тонкого обезмеживания соответствует требованиям,
299
предъявляемым к рафинированному свинцу и находится в преде-
лах 0,001—0,003 %.
Ликвационное рафинирование используют также для очист-
ки чернового цинка, полученного дистилляцией. Общее содер-
жание примесей в нем составляет 3—4 %, в том числе до 3 % РЬ,
до 0,3 % Fe, до 0,5 % Cd; в качестве примесей присутствуют так-
же медь, мышьяк, сурьма и другие компоненты.
Ликвацией очищают цинк от свинца и железа. Свинец огра-
ниченно растворим в жидком цинке, при 430—450 °C предельная
растворимость свинца в цинке составляет около 1 %. С железом
цинк образует интерметаллические соединения, не растворимые
в цинке.
При ликвационном рафинировании образуется три слоя.
Верхний слой представляет собой рафинированный цинк, сред-
ний слой — жидкий цинк с повышенным содержанием железа
(4—5 %). Нижний слой образует свинец, насыщенный цинком до
его содержания 5—6 %. Ликвацию проводят в печах отражатель-
ного типа емкостью 30—150 т. Расплав выдерживают в печи в
течение 24—36 ч. Полученный после ликвации цинк содержит
0,8—1,2 % РЬ и 0,03—0,04 % Fe. Извлечение цинка в этот про-
дукт составляет 90 %.
5.3. ДИСТИЛЛЯЦИЯ, РЕКТИФИКАЦИЯ, ВАКУУМИРОВАНИЕ
В рафинировочных процессах используются различия в тем-
пературах кипения металлов (металлургия цинка, кадмия, ртути,
олова) или их соединений (металлургия титана, кремния, молиб-
дена, никеля).
Известна связь между упругостью насыщенного пара и тем-
пературой, которая описывается уравнением Клаузиуса—Кла-
пейрона (в однокомпонентных системах):
dinP° = -'kR'FT,
где X — скрытая теплота испарения или сублимации.
Для практических применений используют приближенные
интегральные формы этого уравнения, позволяющие рассчи-
тать давление пара по термодинамическим данным, приведен-
ным в справочной литературе:
Р° = (А/Т) + В,
Р° = (А/Т) + В\пТ + С,
где А, В, С
постоянные, зависящие от химической природы
вещества и интервала температур.
300
Рц, Па-105
^МОД ^ПЛ I ^КИП С
Точка
росы
Рис. 5.1. Диаграмма зависимости давления насыщенного пара от температуры
Эти интегральные уравнения справедливы и удовлетвори-
тельно описывают изменения давления насыщенного пара в об-
ласти низких давлений, где справедливо уравнение Клапейро-
на—Менделеева PV = nRT. Большинство технологических про-
цессов в металлургии осуществляется при давлениях порядка
0,1 МПа, поэтому можно использовать приводимые интеграль-
ные приближения.
Фазовые равновесия в однокомпонентных, моновариантных
системах могут быть представлены графически в виде линий
равновесия в координатах Р—Т (рис. 5.1). Из фазовой диаграм-
мы следует, что кривая aob соответствует равновесному состоя-
нию системы при различных температурах. Характерная точка
пересечения кривых в системах «пар—твердое» и «пар—жид-
кость» соответствует температуре плавления, индивидуальной
для каждого конкретного вещества. Точка кипения, находящая-
ся на участке равновесия «пар—жидкость», соответствует давле-
нию пара, равному внешнему (атмосферному, например) давле-
нию. Однако кипение жидкости фактически начнется при темпе-
ратуре, несколько отличающейся от точки кипения. Это разли-
чие определяется тем, что для начала процесса кипения давле-
ние пара должно превышать внешнее давление на величину, до-
статочную для преодоления гидростатического давления жидко-
сти и сил поверхностного натяжения при образовании газового
пузыря в объеме жидкости:
Р° > Рт + Р.„. + (2о/г)К,
301
где Р° — давление насыщенного пара в жидкости на глубине 1гж,
г — радиус парового пузыря, Рж — гидростатическое давление
жидкости на глубине Лж, зависящее от плотности рж и равное
Лжрж, о — поверхностное натяжение.
По диаграмме состояния легко определить, что вещество бу-
дет стремиться испаряться в газовую фазу, если при данной тем-
пературе равновесное давление Р° превышает внешнее: Р° > Рв.
Наоборот, если Р° < РА, то вещество стремится конденсировать-
ся из газовой фазы.
Для практики помимо условий равновесия фаз необходимо
знать скорость испарения или конденсации. В случае испарения
вещества в вакууме эту скорость (Уисп) рассчитывают по уравне-
нию Лэнгмюра:
V„cn = О,О588/’°7м^7т,
а в случае отгонки пара с потоком инертного газоносителя (в ви-
де парогазовой смеси) по уравнению
V
у исп
(P°VnrMnr)/(Po6u;Vn)
где Упг — скорость потока парогазовой смеси; М„Г — молекуляр-
ная масса вещества в парогазовой фазе; Робщ — общее давление
парогазовой смеси; Vn — объем пара испаряющегося вещества
при давлении Робщ; Т — температура.
В двухкомпонентных системах в соответствии с правилом фаз
две степени свободы, и уравнения состояния для этих систем вклю-
чают в себя три параметра: давление пара, температуру и состав.
При постоянстве одного из параметров уравнение состояния
принимает вид изотермы Р = <pi(N) (при постоянной температуре)
или изобары Т = <р2ОТ (при постоянном давлении). Следовательно,
фазовое равновесие в этом случае может быть изображено на пло-
скостях в координатах «Р—N» при Т = const или «Т—N» при
Р = const. Состав и выход продуктов в соответствии с такими диа-
граммами зависят от ряда факторов, в частности от степени взаимо-
действия компонентов в конденсированной газовой фазе. Напри-
мер, если два компонента А и В, давления насыщенного пара кото-
рых равны соответственно Р£ и Рв, образуют две самостоятельные
нерастворимые друг в друге конденсированные фазы, то парциаль-
ное давление этих компонентов РА и Рв будет равно, соответствен-
но, давлению насыщенных паров чистых компонентов А и В. Ина-
че говоря, в данном случае каждый из компонентов будет вести се-
бя так же, как вел себя в отсутствие другого компонента.
Общее давление над системой не зависит от состава смеси и
определяется уравнением
Рц + Ра = Рл + Рв = ^общ> при Т = const,
где Робщ — общее давление парогазовой смеси.
302
Мольные доли уА и ув компонентов А и В в газовой фазе
JA = ПКП + ^); >’в = Wa° + Pg)
определяются только давлением насыщенного пара чистых ком-
понентов и, следовательно, температурой процесса, так как
РА = <р(Т) и Р% = <р(Т) не зависит от общего состава конденсиро-
ванной части системы.
Если же два компонента образуют в конденсированном со-
стоянии растворы друг с другом, т. е. одну конденсированную
фазу, то к таким системам применим закон Рауля, определяю-
щий зависимость парциальных давлений каждого компонента от
его концентрации в жидкой фазе:
а мольные доли этих компонентов в газовой фазе определяются
по уравнениям:
Та
У В ~ С^а/^ общ)-^в-
Таким образом, парциальное давление компонентов над сме
сью будет зависеть не только от температуры, но и от взаимо
действия их друг с другом в
конденсированном состоянии.
Следовательно, разделение
двух компонентов из этих сме-
сей будет также определяться
названными выше параметра-
ми. Влияние состава и взаимо-
действия компонентов на про-
цесс перехода в жидкую фазу
отображается на диаграмме
фазового равновесия (рис. 5.2).
Области 1, 3 и 6 представляют
собой идеальные растворы.
Поэтому и на диаграмме зави-
симости давления паров ком-
понентов пропорциональны
составу в соответствии с зако-
ном Рауля. Области 2, 4 и 5
представляют собой механиче-
скую смесь, поэтому наблюда-
Рис. 5.2. Диаграмма зависимости дав-
ления от состава системы А—В при
разных температурах
303
ется независимость общего давления и, следовательно, парци-
альных давлений от состава смеси.
Если при постоянном общем давлении вычислить значения РА
и Р^ при ряде температур, а также значения уА и хв и построить за-
висимости состава от температуры (рис. 5.3), то получим диаграм-
му, на которой нижняя кривая соответствует составу жидкостей,
равновесных с паром данного состава, а верхняя кривая дает пред-
ставление о составе пара, равновесного с жидкостью. Две точки,
находящиеся на одной изотерме (например, П, и Ж^, дают соста-
вы сосуществующих фаз. Из диаграммы также следует, что если
процесс вести многократно, т. е. чередовать испарение и конденса-
цию, то эффективность разделения резко повышается. Эта осо-
бенность используется на практике в процессах ректификации.
Одним из примеров использования дистилляции в металлур-
гии является получение цинка. Из числа присутствующих в цин-
ковом сырье металлов наиболее летучими являются кадмий и
цинк (температуры кипения 1040 К и 1180 К соответственно).
Металлы-спутники имеют значительно большие температуры
кипения, превышающие 1970 К. Если вести восстановление ме-
таллов из такого сырья, то в газовой фазе будут присутствовать
практически только цинк и кадмий в виде паров, другие компо-
ненты шихты останутся в твердом остатке от дистилляции (рай-
мовке). Шихта для дистилляции представляет собой смесь обо-
жженного агломерированного концентрата и углеродистого вос-
становителя — кокса. Основные химические взаимодействия
сводятся к восстановлению оксидов цинка и кадмия моноокси-
дом углерода, а также к газификации последнего:
ZnO + СО = ZnnaD + СО2;
ildp Z.7
304
CdO + CO = Cd,,,,, + CO2;
CO2 + С = 2CO.
Прямое восстановление углеродом имеет подчиненное зна-
чение, поскольку процесс идет в твердой фазе, и контакт реаген-
тов затруднен. Полученные пары металлов направляются в кон-
денсатор. Для предотвращения окисления металлов температу-
ра в конденсаторе не должна быть выше 870—920 К, а атмосфе-
ра — восстановительной.
При конденсации часть металлов (5—6 % цинка и около 50 %
кадмия) получается в виде пыли (пусьеры).
Процесс дистилляционного получения цинка может иметь
различное аппаратурное оформление; в практике современных
заводов используется дистилляция в вертикальных ретортах и в
электропечах.
Вертикальная реторта представляет собой камеру высотой
10—12 м, выложенную из карборундового кирпича на карборун-
довом цементе, обогреваемую топочными газами. Реторта име-
ет прямоугольное сечение с размерами 1,5—2 м на 0,3—0,33 м.
Брикетированную шихту загружают в реторту непрерывно
сверху с помощью герметичного загрузочного устройства, а рай-
мовку удаляют из нижней части шнековым транспортером с во-
дяным затвором.
Ретортные газы при температуре 1220—1270 К через на-
клонный газоход отводят в конденсатор. Конденсатор оборуду-
ют импеллером для разбрызгивания жидкого цинка, что обеспе-
чивает эффективную конденсацию паров металлов. Температу-
ру в конденсаторе поддерживают на уровне 830 К с помощью во-
доохлаждаемого змеевика, погруженного в расплав.
Из конденсатора газы направляют в орошаемый водой
скруббер, где улавливают пусьеру. Пусьеру, содержащую 60—
65 % Zn, возвращают в шихту агломерации.
Черновой цинк содержит 99,8 % Zn, 0,15 % Pb и 0,04 % Cd.
После выпуска из конденсатора черновой цинк подвергают ра-
финированию. Извлечение цинка при дистилляции достаточно
велико и составляет 92—93 %. Суточная производительность од-
ной реторты достигает 5—7 т цинка; число реторт на заводе
средней мощности составляет 15—20.
Другим дистилляционным процессом получения цинка явля-
ется плавка в шахтных печах, получившая название Imperial
Smelting Process. В качестве сырья для этого процесса применя-
ют коллективный свинцово-цинковый концентрат или смесь
свинцового и цинкового концентратов при соотношении Zn:Pb в
шихте 2:1. Перед плавкой концентрат агломерируют. Основны-
ми продуктами плавки являются черновой свинец, черновой
305
цинк и шлак. При наличии в шихте значительного количества
меди возможно образование полиметаллического штейна. По
характеру атмосферы в печи плавка восстановительная. Жидкие
продукты из печи выпускают периодически совместно и разде-
ляют в отстойнике. Черновой свинец (98,5—99,5 % РЬ) направля-
ют на рафинирование, а шлак, содержащий 0,5—0,85 РЬ и 3—
4 % Zn, направляют в отвал.
Основное количество цинка переходит в газы, направляемые
на конденсацию. Конденсаторы, примыкающие к длинным сто-
ронам прямоугольной печи, оборудованы мешалками, с помо-
щью которых разбрызгивается свинец; он отбирает тепло у га-
зов и служит поглотителем паров цинка. Жидкий свинец цирку-
лирует в замкнутом контуре: «конденсатор — насос — водоох-
лаждаемый желоб — ликвационная ванна — промежуточный
зумпф — конденсатор». На 1 т цинка поток свинца достигает
400 т. В конденсатор из ликвационной ванны поступает свинец
при температуре 720 К, насыщенный цинком до содержания
2,15 %. Температура свинца в конденсаторе повышается за счет
тепла печных газов до 830 К. Предельная растворимость цинка
при этой температуре составляет 2,4 %, что позволяет поглотить
из паров некоторое количество цинка. Насыщенный цинком
свинец перекачивают насосом в ликвационную камеру, где его
температура понижается до 720 К. При снижении температуры
уменьшается предельная растворимость цинка в свинце и обра-
зуется слой цинка на поверхности свинца. По мере накопления
черновой цинк выводят из ликвационной камеры на рафиниро-
вание. Извлечение цинка при шахтной плавке по этому способу
достигает 92—93 %.
Для очистки чернового цинка используют ректификацию.
Как и дистилляция, ректификация основана на различной лету-
чести паров основного металла и примесей. Ректификация со-
стоит в многократном повторении испарения и конденсации и
позволяет разделять компоненты, имеющие близкие температу-
ры кипения.
Ректификацию проводят в аппаратах, называемых ректифи-
кационными колоннами. Колонна состоит из отдельных тарелок,
число которых составляет несколько десятков. Тарелки объеди-
нены в вертикальную шахту. Каждая из тарелок имеет порог,
удерживающий жидкость на определенной высоте, и отверстие
для прохода парогазовой смеси. При сборке колонны отверстия в
тарелках ориентируют так, чтобы путь парогазовой смеси через
колонну был наиболее длинным, зигзагообразным. Колонна по
высоте имеет две зоны — обогреваемую и необогреваемую. Та-
релки обогреваемой зоны имеют больший объем жидкости, в не-
обогреваемой зоне используют тарелки с более плоским дном, на
которых может удерживаться меньший объем жидкости.
306
Черновой цинк, поступающий на ректификацию, содержит
кадмий и свинец, температуры кипения которых соответственно
равны 1040 и 2018 К; температура кипения цинка 1180 К. Жид-
кий черновой свинец подается в среднюю часть ректификацион-
ной колонны, на нижнюю тарелку необогреваемой зоны. По ме-
ре заполнения объема этой тарелки уровень жидкости на ней
превышает порог, и жидкость переливается на ниже располо-
женную тарелку, последовательно проходя все тарелки обогре-
ваемой зоны сверху вниз. Чем ниже опускается расплав, тем вы-
ше его температура и лучше условия для отгонки летучих ком-
понентов, преимущественно кадмия. Одновременно с кадмием
испаряется также в меньших количествах и цинк.
Пары металлов поднимаются в верхнюю, не обогреваемую
часть колонны, отдают тепло и конденсируются. Полученный
конденсат (флегма), переполняя тарелки, вновь сливается вниз.
Тарелки верхней части колонны нагреваются за счет теплоты
конденсации, расплав в этой части колонны поддерживается в со-
стоянии кипения. По мере движения паров по тарелкам вверх они
обогащаются кадмием, жидкость также обогащается этим компо-
нентом. Вследствие этого температура тарелок понижается.
В результате ректификации с самой верхней тарелки колон-
ны выходят концентрированные пары кадмия, а на самой ниж-
ней тарелке собирается жидкий цинк, очищенный от кадмия.
Менее летучие, чем цинк, примеси, в частности свинец, перехо-
дят в расплав на нижней тарелке.
На практике рафинирование чернового цинка проводят в две
стадии: на первой отгоняют цинк и кадмий, стремясь оставить
свинец в расплаве на нижней тарелке; на второй разделяют цинк
и кадмий.
Схема установки для ректификационной очистки цинка от
примесей показана на рис. 5.4. Установка состоит из двух ко-
лонн: «свинцовой» и «кадмиевой» (для очистки от свинца и кад-
мия, соответственно).
Испаряющая и конденсирующая часть колонн содержит по
20—25 тарелок из карборунда размерами 500x1000 мм.
В свинцовой колонне испаряется около 80 % поступающего
цинка, остальное количество, содержащее не более 6—8 % Zn,
выводится на ликвационное разделение. После удаления свинца
этот цинк возвращается на ректификацию в свинцовую колонну.
Чистый цинк из нижней части кадмиевой колонны направля-
ют в миксер и далее разливают в чушки.
Конденсат кадмиевой колонны представляет собой сплав
цинка и кадмия с содержанием последнего около 40 %.
Извлечение цинка в рафинированный металл составляет
95—96 %, а кадмия в сплав-конденсат — более 90 %. Производи-
тельность установки достигает 20 т/сут.
307
Рис. 5.4. Установка для ректификации чернового цинка:
1 — печь-миксер; 2 — приемник свинцовой колонны; 3 — свинцовая ректификационная колонна; 4 —
камера горения топлива; 5 — зумпф свинцовой колонны; 6 — печь ликвационного рафинирования
свинца; 7 — конденсатор свинцовой колонны; 8 — кадмиевая ректификационная колонна; 9 — кон-
денсатор кадмиевой колонны; 10 — печь для разливки рафинированного цинка
Характерным примером использования вакуумирования яв-
ляется рафинирование чернового свинца от цинка. На рафини-
рование поступает черновой свинец, в котором содержание цин-
ка относительно невелико и составляет обычно 0,6—0,7 %. Рас-
твор цинка в жидком свинце описывается закономерностями
идеальных растворов для двухкомпонентной системы.
Парциальное давление паров цинка и свинца в данном случае
определяется составом раствора и упругостями паров свинца и
цинка над чистыми компонентами при той же температуре:
Zn -^ZrAZn’
где PZn и Ррь — парциальное давление цинка и свинца над черно-
вым свинцом; PZn и Pjb — упругость паров цинка и свинца над чи-
308
стыми компонентами при той же температуре; xZn — мольная до-
ля цинка в расплаве.
При конденсации газовой фазы состав конденсата будет опре-
деляться соотношением парциальных давлений цинка и свинца:
(^?2п)к/(^Рь)к ~ ?ZrMzJPрЬЛ/рЬ,
где mZn и /?гРЬ — массы цинка и свинца в конденсате; MZn и Л/РЬ —
молекулярные массы цинка и свинца.
Учитывая, что xZn« 1 и (1 -xZn) ~1, получим выражение для
определения остаточной концентрации цинка в свинце:
Zn ~
(mZn) PPb
\ / к ID Ч qq
ыл
где CZn — содержание цинка в конденсате, % (по массе).
Уравнение связывает равновесную концентрацию цинка в
черновом свинце с составом конденсата, соответствующим
этой концентрации. Например, если необходимо получить кон-
денсат, содержащий не более 9—10 % свинца (mZn/mPb < 10), то
в соответствии с уравнением остаточное содержание цинка в
свинце нельзя получить ниже 0,016 %. Более глубокое рафини-
рование будет сопровождаться возрастанием концентрации
свинца в конденсате.
Остаточное содержание цинка в свинце зависит также от
температуры, поскольку отношение PZn/^pb с повышением тем-
пературы увеличивается. Результаты расчета остаточной кон-
центрации цинка в свинце приведены на рис. 5.5. Как следует из
рисунка, для более глубокой очистки от цинка целесообразно
вести рафинирование при меньших температурах. Однако, при
снижении температуры уменьшается скорость отгонки цинка.
Для получения приемлемых значений скорости испарения
цинка расплав подвергают
вакуумированию.
Пузырек пара может
образоваться в жидкости в
том случае, если давление
пара в нем превысит внеш-
нее давление над распла-
вом и гидростатическое
давление на той глубине,
где образуется пузырек. В
Рис. 5.5. Зависимость остаточ-
ной концентрации цинка от тем-
пературы и состава конденсата
Qzn> %
0,08
0,06
0,04
0,02
500 550 600 650 t, °C
309
условиях вакуумного рафинирования, когда давление паров цин-
ка не превышает 50 Па, пузырек образуется в расплаве на глуби-
не не более 0,5 мм, т. е. испарение происходит практически с по-
верхности ванны свинца. При этом поверхностный слой ванны
обедняется по содержанию цинка и дальнейшее рафинирование
лимитируется подводом цинка из более глубоких слоев ванны к
поверхности. Таким образом, перемешивание расплава при ра-
финировании является необходимым условием.
Скорость отгонки цинка определяется в основном темпера-
турой процесса и давлением паров цинка:
V= 0,5413£Ч*
где S — рабочая поверхность расплава; Р7п — давление пара цин-
ка над ванной; к — эмпирический коэффициент, определяемый
на действующей установке и зависящий от конструктивных осо-
бенностей аппарата.
Вакуумное обесцинкование проводят при 870—900 К и оста-
точном давлении А—7 Па. Аппарат для вакуумного рафинирова-
ния представляет собой цилиндр диаметром 3 м, изготовленный
из стали толщиной 20—30 мм. Верхняя часть цилиндра кессони-
рована и служит конденсатором для паров цинка. По центру
установлена труба, в которой помещен насос, обеспечивающий
циркуляцию свинца со скоростью 1,0 т/мин. Аппарат опирается
на две балки и устанавливается на рафинировочный котел с по-
мощью мостового крана.
Нижняя часть корпуса аппарата погружена в ванну жидкого
свинца, образуя гидрозатвор при вакуумировании. Воздух из вну-
треннего пространства аппарата откачивается вакуум-насосом.
Уровень свинца в аппарате поднимается выше ванны в котле, не
доходя до конденсатора на 300-—400 мм.
Свинец в аппарате разбрызгивается в виде капель с помо-
щью насоса и нескольких разбрызгивателей. Цинк осаждается
на поверхности конденсатора в виде дендритного мелкокристал-
лического осадка.
По окончании операции аппарат снимают с котла, удаляют
осадок цинка, который используют для операции обессеребре-
ния. Конденсат содержит 80—90 % Zn и 10—20 % РЬ. В свинце
остается 0,03—0,05 % Zn. Степень отгонки составляет 95 %.
Периодическое вакуумное рафинирование в котлах является
длительной операцией: для очистки 150 т свинца необходимо
12—15 ч, в том числе 5—6 ч на нагрев, А—5 ч на дистилляцию и
на охлаждение 3 ч. Для интенсификации процесса разработан
метод и аппаратура непрерывного вакуумного рафинирования
(завод Порт-Пири, (Австралия)), рис. 5.6.
310
Рис. 5.6. Установка непрерывного вакуумного обесцинкования свинца:
1 — камера сжигания топлива; 2 — трубы для подогрева свинца; 3 — котлы для нагрева свинца;
4 — сифон; 5 — котел-питатель; 6 — подающая труба; 7 — вакуумный котел; 8 — конденсатор;
9 — уплотнение; 10 — распределительные трубы; 11 — конус; 12 — вывод обесцинкованного свинца;
13 — гидрозатвор; 14 — вакуумная магистраль
Свинец из котла непрерывного обессеребрения с температу-
рой 620 К поступает в приемное отделение установки для нагре-
ва. Установка представляет собой серию котлов с приваренны-
ми к их днищам трубами, расположенными в топке. Пройдя по-
следовательно 3 котла, свинец нагревается до температуры
850—900 К, с помощью сифона подается в котел-питатель, из
которого по барометрической трубе перетекает в вакуумный
котел.
В вакуумном котле свинец заполняет полость под конусом и
по распределительным трубам вытекает на коническую испари-
тельную поверхность. Из пленки свинца на поверхности конуса
цинк интенсивно испаряется и конденсируется на водоохлаждае-
мой крышке вакуумного котла. Крышку-конденсатор заменяют
через 16 ч вакуумирования, после осаждения на ней 2—3 т кон-
денсата, содержащего 90—95 % Zn и 5—10 % РЬ.
Обесцинкованный свинец (0,03—0,09 % Zn) стекает на дно
котла и непрерывно отводится через гидрозатвор из жидкого
свинца.
Остаточное давление поддерживается равным 2—2,7 Па.
Производительность установки равна 16—37 т/ч свинца.
5.4. КАРБОНИЛИРОВАНИЕ
Карбонильная технология — процесс получения порошкооб-
разного металла или композиций, основанный на способности
ряда металлов образовывать с оксидом углерода соединения
(карбонилы), отличающиеся повышенной летучестью и склон-
311
ностью к разложению при соответствующих температурах и
давлениях:
синтез
Me Прг+пСО - T’bg
»МеЛ.(СО)„ ? +zllp
МеЛ(СО)„
термическое разложение
»лМе„ + иСО
• *
где Пр — балластные вещества (кислород, сера, невозгоняемые
примеси и др.); Mex(CO)„ — карбонил металла; Меи — порошок
металла.
Карбонил-процесс используют для получения цветных ме-
таллов VI—VIII групп периодической системы. Свойства карбо-
нилов некоторых металлов приведены в табл. 5.1.
Наиболее действенными параметрами на стадии синтеза яв-
ляются давление реакционного газа, температура, скорость га-
зового потока, продолжительность. С повышением давления мо-
нооксида углерода возрастает устойчивость карбонилов, однако
требуется более прочное и дорогое оборудование. Требуемая ве-
личина давления СО тем ниже, чем больше реакционная актив-
ность материала. С увеличением температуры возрастает ско-
рость процесса, выход карбонила, однако свыше определенной
температуры происходит термическое разложение Ме(СО)и.
При увеличении скорости газового потока или необходимо
снизить требуемое давление монооксида углерода, или увели-
чить производительность аппарата. В зависимости от продолжи-
тельности процесса пропорционально изменяется выход карбо-
нила, а также производительность аппарата.
Парогазовая смесь карбонила включает ряд примесей (вода,
масло, хлор, серосодержащие соединения); для ее очистки про-
водят конденсацию карбонила, понижая температуру и давление
до 2—7 МПа.
Таблица 5.1
Физико-химические свойства карбонилов некоторых металлов
Металл Формула карбонила Температура кипения, К Температура разложения, К Плотность при 293 К, кГД?
Никель Ni(CO)4 316 333—473 1,31
Молибден Мо(СО)б 428 403—673 1,96
Вольфрам W(CO)6 448 413—773 2,65
Рений Re(CO),0 разлагается 455—673 2,79
Кобальт Со2(СО), разлагается 298—325 1,82
Платина [Pt(CO)2]x разлагается 483 3,55
312
Жидкий карбонил металла нагревают и подвергают разло-
жению с образованием новой фазы в газовом объеме (получе-
ние порошков) или на заданной поверхности (получение покры-
тий, синтез композиций). При разложении карбонилов возмож-
ны нежелательные побочные реакции (образование карбидов,
оксидов металла, углерода), ухудшающие качество металла и
увеличивающие расход реакционного газа:
СО = 0,5СО2 + 0,5С;
2Ме + СО = МеО + МеС;
Me + 2СО = МеС + СО2.
Вероятность протекания этих реакций снижается с увеличе-
нием температуры.
Наибольшее влияние на показатели разложения оказывает
температура: с ее повышением возрастает скорость процесса,
количество зародышей и дисперсность порошка, последняя так-
же возрастает при разбавлении паров карбонила инертным га-
зом, увеличении объемной скорости газа. Для повышения произ-
водительности операции вводят центры кристаллизации (дис-
персные частицы металлов, их соединений, различных веществ),
воздействуют ультразвуком, излучением, магнитным полем.
Карбонилы металлов, особенно летучие, токсичны: ПДК их
в воздухе рабочей зоны составляет, мг/м3: 0,0005 для Ni(CO)4,
0,01 для Со2(СО)8, 1,0 для Мо(СО)6, 2,0 для W(CO)6. Получаемые
порошки металлов также токсичны, они неблагоприятно воз-
действуют на органы дыхания. Рабочий персонал экипирован
противогазами, прорезиненной спецодеждой, организована раз-
витая система вентиляции, индикаторов на содержание моноок-
сида углерода в воздухе, автоматического контроля и управле-
ния процессом.
Наибольшее промышленное значение карбонил-процесс
имеет в металлургии никеля. Процесс разработан в Англии (спо-
соб Монда-Лангера, Ю. Уэльс, 1903 г.), усовершенствован фир-
мой Фарбен-Индустри (Германия) за счет применения высоких
температур и давлений СО, что существенно ускорило процес-
сы. В этом виде процесс используется на заводах в Канаде, Рос-
сии.
В качестве сырья применяют восстановленную закись нике-
ля, анодный скрап, металлизированный файнштейн, лом спла-
вов, обогащенный ферроникель; в сырье лимитируется содержа-
ние железа.
Исходный материал крупностью не более 10—35 мм обраба-
тывают при 470—490 К под давлением монооксида углерода
21—25 МПа в течение 2—4 суток, при этом более 95—98 % Ni
313
селективно возгоняется в форме газа, содержащего 18 г/дм3
Ni(CO)4. Операцию проводят в цельнокованых колоннах, изго-
товленных из малоуглеродистой легированной стали и футеро-
ванных нержавеющей сталью; колонны тщательно теплоизоли-
рованы и работают в противоточном режиме.
Газ очищают в сетчатых фильтрах, охлаждают в теплооб-
меннике до 420 К, в холодильнике до 280—290 К; при этой тем-
пературе карбонил никеля конденсируется и собирается в от-
стойниках, где давление постепенно снижается с 25 МПа до 2—
2,5 МПа.
Жидкий карбонил подогревают до 330—335 К, и газы на-
правляют в декомпозер, где формируется порошок или дробь
(2—6 мм) высокочистого металлического никеля. Состав конеч-
ного продукта, %: 99,95 Ni, 0,0005 Со, 0,001 Си, 0,01 Fe, 0,005 S,
0,010, до 0,5 С. Возгоняемый монооксид углерода возвращается
на стадию синтеза карбонила.
Остаток от карбонилирования обогащается цветными, бла-
городными металлами и платиноидами; состав его, %: 11—12 Ni,
4—5 Со, 60—65 Си, 6 Fe, 12—15 S; его перерабатывают с целью
доизвлечения цветных металлов и получения концентрата бла-
городных металлов.
Карбонильный процесс отличается невысокой энергоемкос-
тью, практически безреагентен за счет количественной регене-
рации монооксида углерода, характеризуется высоким уровнем
автоматизации и применяется для получения разнообразных по-
рошков и композиций, интересных для нужд порошковой метал-
лургии.
Однако этот способ применим для получения ограниченного
перечня металлов; он отличается использованием сложного обо-
рудования, требует специальных мер по обеспечению экологии
и взрыво- и пожаробезопасности.
5.5. ЩЕЛОЧНОЕ РАФИНИРОВАНИЕ
Щелочное рафинирование, как и окислительное, основано на
различном сродстве основного металла и металлов-примесей к
химическим элементам. Типичным примером применения щелоч-
ного рафинирования является очистка чернового свинца от мы-
шьяка, сурьмы и олова. Все перечисленные примеси способны об-
разовывать со щелочью нерастворимые в свинце соединения.
Процесс состоит из окисления примесей в расплавленном
свинце, взаимодействия полученных оксидов примесей с распла-
вом NaOH, которое сопровождается получением отдельной фа-
зы щелочного плава, разделения полученного щелочного плава
и металлической фазы и последующей их переработки.
314
Химические взаимодействия при окислении мышьяка, сурь-
мы и олова протекают в диффузионном режиме в жидкой фазе.
По этой причине в процессе рафинирования осуществляют кон-
такт двух фаз: щелочного плава, основными компонентами ко-
торого являются NaOH, NaCl, и окислителя, в качестве которого
используют нитрат натрия NaNO3. Хлорид натрия вводят в ще-
лочной расплав в количестве до 20 % для экономии более доро-
гого и дефицитного NaOH.
Процесс рафинирования ведут при температуре 420—450 °C;
черновой свинец, содержащий примеси, циркулирует через слой
щелочного расплава в виде капель. Нитрат натрия, который вво-
дят в расплав непрерывно, нагревается, плавится и разлагается
при температуре свыше 308 °C с образованием свободного кис-
лорода по реакции
2NaNO3 = Na2O
+ N2 + 2,5O2.
Выделяющийся кислород активно взаимодействует с приме-
сями мышьяка, сурьмы и олова. Все примеси, проявляя амфотер-
ные свойства, способны образовывать соответственно арсенат,
антимонат и станнат натрия:
2As + 4NaOH + 2NaNO3 = 2Na3AsO4 + N2 + 2H2O;
2Sb + 4NaOH + 2NaNO3 = 2Na3SbO4 + N2 + 2H2O;
5Sn + 6NaOH + 4NaNO3 = 5Na2SnO3 + 2N2 + 3H2O.
Поскольку свинец присутствует в большом избытке, при его
окислении образуется также плюмбит натрия, который хорошо
окисляет указанные примеси и способствует рафинированию
свинца.
Образующиеся антимонат и станнат натрия при температуре
рафинирования практически нерастворимы в щелочном распла-
ве, содержащем 85 % NaOH и 15 % NaCl. Растворимость арсена-
та натрия в этих условиях достигает 25 % (или 9 % по As).
Переходя в щелочной расплав, примеси образуют гетероген-
ную смесь расплава NaOH—NaCl—Na3AsO4 и твердых частиц ан-
тимоната и станната натрия.
Накопление примесей увеличивает вязкость плава, что мо-
жет ухудшить условия разделения фаз. Максимальное содержа-
ние примесей в плаве, определяемое из условия достаточной
жидкотекучести, при температуре 400 °C составляет 21—24 % в
сумме, по олову 13 %.
Щелочное рафинирование проводят периодическим или не-
прерывным способом. Аппарат для щелочного рафинирования
(рис. 5.7) устанавливается на бортах рафинировочного котла.
315
Рис. 5.7. Аппарат щелочного рафинирования:
1 — клапан; 2 — механизм управления клапаном; 3 — реакционный цилиндр; 4 — желоб для слива
плава; 5 — нагнетательные трубы; 6 — рама; 7 — насос
Основа аппарата — реакционный цилиндр, сваренный из стали
толщиной 10—12 мм. В верхней части цилиндр имеет желоб для
слива плава. Внутренний диаметр цилиндра около 1,6 м, высота
3,5 м. Нижняя часть цилиндра снабжена клапаном, который от-
крывается с помощью механического привода, смонтированного
в верхней части аппарата. Через этот клапан внутренний объем
цилиндра заполняется свинцом. Щелочь, поваренную соль и се-
литру загружают через верхнюю часть аппарата в сухом виде,
либо заливают в виде расплава. Селитру добавляют по ходу про-
цесса с помощью шнекового питателя. Количество щелочного
расплава в аппарате достигает 3—4 т.
Циркуляция свинца через слой щелочи обеспечивается дву-
мя насосами, смонтированными на раме аппарата. Жидкий сви-
нец разбрызгивается в виде капель; при их движении в распла-
ве происходит эффективное перемешивание и возникает хоро-
ший контакт между фазами, что является необходимым усло-
вием для окисления примесей. Скорость циркуляции, обеспечи-
316
ваемая насосами, достигает 40 т/мин. Спустя 5—10 мин в рас-
плав подают селитру в количестве 50—300 кг/ч. По мере насы-
щения расплава примесями расход селитры снижают. Насыще-
ние примесями легко установить визуально по цвету плава и
увеличению его вязкости. Цвет плава в конце операции рафи-
нирования становится грязно-желтым с серебристым отливом
вследствие перехода в него соединений свинца. По ходу рафи-
нирования осуществляют спектральный анализ проб свинца.
Операцию прекращают, когда содержание сурьмы в свинце
снижается до 0,02 %.
Насыщенный плав вытесняют из корпуса аппарата в сливной
желоб, по которому он сливается в ковш. Насыщенный примеся-
ми плав подвергают грануляции. Содержание металлического
свинца в плаве не должно превышать 3—5 %, а окисленного —
1,5—2 %. Переокисленные плавы направляют в оборот, загру-
жая в аппарат до заливки щелочи.
Таким образом, процесс рафинирования проходит в три ста-
дии: заливка щелочи, добавка селитры и окисление, выпуск пла-
ва из аппарата. Продолжительность первой и третьей стадий не
превышает 10—15 мин, длительность окисления зависит от со-
става чернового свинца, скорости его циркуляции, расхода сели-
тры.
Расход реагентов в расчете на 1 кг примеси приведен ниже:
Примесь As Sn Sb
Расход реагента на 1 кг примеси:
NaOH................ 2,3 4,3 2,58
NaCl................ 0,6 0,8 0,4
NaNO3............... 1,0 0,52 0,62
Остаточное содержание примесей после рафинирования со-
ставляет: мышьяка и олова — не более 0,1 %, сурьмы — не бо-
лее 0,2 %.
Жидкий щелочной плав гранулируют раствором NaOH, со-
держащим 280—350 г/дм3 щелочи. Пульпу с отношением Ж : Т =
2 : 1 пропускают через осадители, в которых улавливают ко-
рольки металлического свинца, и направляют в чан-сборник для
растворения. Металлический свинец возвращают на рафиниро-
вание. После выщелачивания пульпу охлаждают до 25 °C и
фильтруют. Фильтрат, содержащий NaOH и NaCl, упаривают до
концентрации NaOH 680—720 г/дм3 (плотность раствора 1,52—
1,53 г/см3). Упаренный раствор отфильтровывают от NaCl,
охлаждают и повторно фильтруют. Соль сушат до содержания
влаги 5—6 % и затем направляют в котел для приготовления
плава.
Дальнейшую выпарку фильтрата проводят в три стадии. На
первой раствор при разрежении 15—18 кПа упаривают до дости-
317
жения концентрации NaOH 80 % при температуре 160 °C; далее на-
гревают раствор до 270 °C под разрежением 0,8 кПа. На третьей
стадии продолжают упаривать раствор до достижения температу-
ры 330—350 °C, получая регенерированный едкий натр состава, %:
85—90 NaOH, 5—10 Na2CO3,3—5 NaCl, до 5 Pb, 0,15—0,5 As. Путем
регенерации в процесс возвращается 90—95 % щелочи.
Осадок, полученный при выщелачивании плава, содержит
натриевые соли мышьяка, сурьмы и олова. Кек репульпируют
водой, фильтруют при 80—90 °C. При этом получают сурьмя-
ный кек, который промывают и сушат. Кек содержит 45—
47 % Sb, 0,2—0,5 As, 0,6—2,0 Pb. Соли олова и мышьяка пере-
ходят в раствор, из которого олово осаждают в виде станната
кальция добавкой СаСО3 в 1,5-кратном количестве по отноше-
нию к массе олова. После фильтрования получают оловянис-
тый кек, содержащий, %: до 36 Sn, 0,2—0,5 Pb, 2—4 Sb, 0,4—
0,8 As.
Из полученного фильтрата осаждают арсенат кальция, для
чего раствор разбавляют до содержания щелочи 80 г/дм3 и обра-
батывают его известковым молоком:
2Na3AsO4 + ЗСа(ОН)2 = Ca3(AsO4)2 + 6NaOH
Na2CO3 + Са(ОН)2 = СаСО3 + 2NaOH.
Кек арсената кальция сушат и направляют на захоронение в
отвал. Периодическое щелочное рафинирование, несмотря на
высокий уровень механизации, требует значительных трудозат-
рат и характеризуется низкой производительностью. Способ не-
прерывного щелочного рафинирования, осуществляемый в ап-
парате, изображенном на рис. 5.8, позволяет преодолеть указан-
ные недостатки. Аппарат состоит из двух камер, сообщающихся
между собой через окно. В каждой камере имеются насосы для
перекачивания свинца в область расплава (смесь поваренной со-
ли и едкого натра).
В аппарате реализован принцип противотока. Черновой сви-
нец с высоким содержанием примесей поступает в первую каме-
ру. Туда же подают плав из второй камеры, содержащий много
окисленного свинца и селитру. В первой камере происходит ра-
финирование свинца за счет окисленных соединений свинца и
насыщение плава примесями при одновременном обеднении его
по содержанию свинца. Насыщенный примесями плав направля-
ют из первой камеры на грануляцию.
Во второй камере происходит окончательное щелочное ра-
финирование. Свинец в эту камеру перетекает через окно в пе-
регородке. Сюда же подают щелочь и селитру для окисления
примесей.
318
Рис. 5.8. Аппарат непрерывного щелочного рафинирования:
1 — котел; 2 — окно для загрузки чернового свинца; 3 — перегородка; 4 — окно; 5 — насосы;
6 — сборник; 7 — сифон
Очищенный от сурьмы и мышьяка свинец через сборник и
сифон направляют на последующую переработку. Расход реа-
гентов и технологические параметры по этому способу анало-
гичны периодическому щелочному рафинированию, но затраты
времени на операцию сокращаются за счет промежуточных опе-
раций, стабилизируется состав продуктов и снижается окисление
свинца и переход его в плав.
Проводят также щелочное рафинирование с получением
твердых плавов. На поверхность свинца в котел или в реакцион-
ный цилиндр загружают небольшое количество едкого натра
(примерно в 10 раз меньше, чем по обычному способу) и вклю-
чают мешалку. Для окисления примесей дозу селитры увеличи-
вают в 2—2,5 раза сверх обычной.
В этих условиях происходит интенсивное окисление свинца и
примесей, температура свинца достигает 550—600 °C. Образует-
319
ся твердый плав, который снимают с поверхности свинца с помо-
щью перфорированной ложки.
Расход реагентов по этому способу составляет (кг/т свинца):
1,5—2 NaOH и 15—17 NaNO3. Выход плава, содержащего 50—
70 % РЬ (металлического и окисленного), 3—5 % Sb, 2—5 % As,
достигает 8—12 % от массы свинца. Щелочное рафинирование с
получением твердых плавов целесообразно применять при очи-
стке относительно чистого свинца, сумма содержаний сурьмы и
мышьяка в котором не превышает 0,2—0,5 %.
5.6. ПОЛУЧЕНИЕ МЕТАЛЛОВ ОСОБОЙ ЧИСТОТЫ
(зонная плавка, выращивание монокристаллов)
Технический прогресс в области полупроводниковой элек-
троники, оптоэлектроники, атомной энергетики, ракетно-кос-
мических технологий в значительной степени определяется
возможностями получения металлов и соединений высокой
чистоты. Если в большинстве областей потребления металлов
содержание примесей допустимо в пределах 10-4—10“5, то в по-
лупроводниковой технике, например, используются материа-
лы, содержащие не более 10-8—10-12 примесей. Для получения
подобных материалов используются кристаллизационные ме-
тоды.
В 1916 г. Чохральским был предложен способ очистки рас-
плавов от примесей. Им были получены нитевидные кристаллы
олова, свинца, цинка и некоторых других металлов. Способ со-
стоит в том, что в расплав, находящийся при постоянной темпе-
ратуре несколько выше точки кристаллизации, вводят затравку
в виде кристалла того же состава, что и расплав (рис. 5.9, а). За-
травку с очень небольшой скоростью с помощью специального
механизма поднимают вверх, при этом затравка увлекает за со-
бой столбик расплава. Перемещаясь в зону с более низкой тем-
пературой, столбик расплава охлаждается и кристаллизуется.
Скорость вытягивания затравки поддерживается такой, чтобы
обеспечить постоянное положение фронта кристаллизации.
Кристаллизация подчиняется закономерностям процесса с пол-
ным торможением диффузии в твердой фазе, при этом примеси
концентрируются в расплаве.
Другим способом получения особо чистых веществ является
способ нормальной направленной кристаллизации, предложен-
ный Бриджменом в 1926 г. (рис. 5.9, б). Тигель с расплавом вы-
держивают для гомогенизации при определенной температуре,
затем его постепенно выводят из зоны высоких температур, при
этом происходит кристаллизация, при которой примеси перерас-
пределяются между жидкой и твердой фазами.
320
t
Рис. 5.9. Схемы перекристаллизационных способов очистки:
а — вытягивание монокристаллов из расплава; б — нормальная направленная кристаллизация;
в — зонная плавка
1 — тигель; 2 — расплав; 3 — затравка; 4 — монокристалл; 5 — затвердевшая часть слитка;
6 — расплавленная зона; 7 — нагреватель; 8 — твердая исходная часть слитка
Третьим способом рафинирования является зонная перекри-
сталлизация, или зонная плавка, разработанная Пфанном в 1952
г. (рис. 5.9, в). По этому способу вдоль твердого длинного слит-
ка медленно перемещается узкая зона плавления, создаваемая
специальной печью или индуктором. Примеси, концентрируясь в
объеме жидкой фазы в расплавленной зоне, перемещаются вме-
сте с ней от начала слитка к концу.
Способы Чохральского и Бриджмена принципиально сход-
ны: они имеют один фронт кристаллизации, отличаясь объемом
и формой жидкой фазы. Зонная плавка отличается наличием
двух фронтов: плавления и кристаллизации.
Все указанные способы основаны на закономерностях крис-
таллизации расплавов и различной растворимости примесей в
жидкой и твердой фазах.
Остаточное содержание примесей зависит от величин коэф-
фициентов распределения примесей, которые равны отноше-
нию концентраций в твердой и жидкой фазе:
*4, = ^тв/ Сж-
Коэффициент распределения, относящийся к равновесным
условиям, называется равновесным коэффициентом распреде-
ления. Его величина определяется по диаграмме состояния ос-
новное вещество — примесь. Величина Ко изменяется в пределах
10-1—104, т. е. может быть как больше, так и меньше единицы.
На рис. 5.10 показаны два случая: когда примесь понижает тем-
321
С С ж Q ^тв
Рис. 5.10. Участки диаграмм состояния «металл—примесь» Ко < 1 (а) и
Ко>1(6)
пературу плавления основного вещества (рис. 5.10, а), значение
Ко меньше единицы. Если примесь повышает температуру плав-
ления основного вещества (рис. 5.10,6), значение Ко больше еди-
ницы. Как следует из рисунка, чем ближе расположены линии
ликвидуса и солидуса, тем ближе значение коэффициента рас-
пределения к единице, и, следовательно, менее эффективна очи-
стка.
В том случае, когда концентрация примеси достаточно ма-
ла (на практике метод применяется для тонкой очистки ве-
ществ), ее поведение подчиняется закономерностям для беско-
нечно разбавленных растворов, и линии ликвидуса и солидуса
можно считать прямыми. Значение коэффициента распреде-
ления при этом остается постоянным и не зависит от концент-
рации примеси.
Величина KQ относится к равновесным условиям, когда
кристаллизация идет очень медленно, и концентрация примеси
успевает за счет диффузии выравниваться во всем объеме
жидкой фазы. При более быстром охлаждении движущийся
фронт кристаллизации оттесняет примесь быстрее, чем она
диффундирует в расплав, поэтому впереди фронта кристалли-
зации создается тонкий слой толщиной 6, обогащенный приме-
сью. Распределение примесей между жидкой и твердой фазами
в этом случае характеризуется значением эффективного ко-
эффициента распределения, которое связано с величиной рав-
новесного коэффициента распределения следующим соотно-
шением:
эфф
322
где/— скорость перемещения фронта кристаллизации, 5 — тол-
щина диффузионного слоя. D — коэффициент диффузии приме-
си в расплаве. Отношение /8/£> называется приведенной скоро-
стью роста. При больших величинах приведенной скорости кри-
сталлизация экспонента в знаменателе обращается в нуль, а ве-
личина эффективного коэффициента распределения примеси
стремится к единице. При весьма малых значениях приведенной
скорости роста эффективное значение коэффициента распреде-
ления стремится к равновесному.
Толщина диффузионного слоя также зависит от скорости
кристаллизации, уменьшаясь при ее возрастании. Так, при ско-
рости кристаллизации 1 мм/мин и коэффициенте диффузии
примеси в расплаве 10"4—10-6 см2/с толщина диффузионного
слоя составляет около 0,07 см. Искусственное перемешивание
расплава способствует уменьшению толщины диффузионного
слоя и приведенной скорости роста, приближая значения Ко и
7^Эфф. С этой целью затравку или тигель с расплавом непрерыв-
но вращают.
В зависимости от величины Ко примесь в процессе перекрис-
таллизации либо скапливается в начале слитка (когда Ко < 1), ли-
бо концентрируется в конце слитка (Ко < 1). Считая, что в жид-
кости примесь благодаря диффузии распределена равномерно, а
в твердом теле скорость диффузии ничтожно мала, а также при-
нимая во внимание, что сечение слитка постоянно по длине и
условия кристаллизации не меняются во времени, можно полу-
чить уравнение, описывающее изменение концентрации приме-
си по длине слитка:
где Ств и Со — соответственно концентрация примеси в твердой
фазе и исходная в расплаве до начала кристаллизации; gTB — до-
ля закристаллизовавшегося расплава.
Используя это уравнение и приняв исходную концентрацию
за единицу, можно рассчитать распределение примесей по длине
слитка для различных значений Ко (рис. 5.11). При Ко > 1 концен-
трация примеси максимальна в начале слитка и резко уменьша-
ется к его концу; для Ко < 1, наоборот, концентрация возрастает
к концу слитка. Эффективность очистки возрастает тем больше,
чем больше значение Ко отличается от единицы. Разность значе-
ний 1 - Ко должна быть не менее 0,5.
При зонной плавке наряду с фронтом кристаллизации суще-
ствует фронт плавления, что меняет характер распределения
примеси по длине слитка (рис. 5.12). Сравнивая распределение
примеси по длине слитка при нормальной кристаллизации и зон-
ной плавке, следует отметить, что зонная плавка менее эффек-
323
Рис. 5.11. Распределение примеси по длине слитка при нормальной направленной кристаллизации
Направление движения зоны
Ig/
10
Рис. 5.12. Распределение примесей по длине слитка при зонной плавке
тивна. На практике очистка за одну операцию направленной
кристаллизации эквивалентна трем-четырем проходам при зон-
ной плавке.
325
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ К ГЯ. 5
1. Обоснуйте возможность рафинирования металлов мето-
дом ликвации. Все ли металлы возможно выделять из расплава
таким методом?
2. Какие примеси можно удалять из металлического распла-
ва методом ректификации и вакуумирования?
3. На чем основано щелочное рафинирование? Какие приме-
си удаляются при этом?
4. Чем принципиально отличаются зонная плавка, методы
Чохральского и Бриджмена. Какие металлы получают с исполь-
зованием этих методов?
Рекомендательный библиографический список к гл. 5
1. Матвеев Ю.Н., Стрижка В.С. Технология металлургического производст-
ва цветных металлов. М.: Металлургия, 1986. 368 с.
2. Теория металлургических процессов: Учебник для вузов / Д.И. Рыжонков,
П. П. Арсентьев, В. В. Яковлев и др. М.: Металлургия, 1989. 392 с.
3. Шиврин Г.Н. Металлургия свинца и цинка. М.; Металлургия, 1982. 352 с.
4. Сыркин В.Г. Карбонилы металлов. М.: Химия, 1983. 200 с.
326
Глава 6
ЭЛЕКТРОХИМИЧЕСКОЕ РАФИНИРОВАНИЕ
6.1. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ЭЛЕКТРОЛИЗА
6.1.1. Поведение анодов при электролизе
При электролизе растворов (расплавов) солей цветных ме-
таллов в целях их электроизвлечения или электрорафинирова-
ния применяют растворимые и нерастворимые аноды, материал
которых выбирают в соответствии с требованиями, предъявляе-
мыми к составу и чистоте катодных осадков.
На аноде могут протекать следующие реакции:
1) ионизация металла
Me - 2е = Ме2+;
2) образование оксида металла
Me + Н2О - 2е = МеО + 2Н+;
3) выделение кислорода
4ОН“ - 4е = О2 + 2Н2О,
2Н2О - 4е = О2 + 4Н+;
4) перезарядка ионов с повышением их валентности
Ме2+ - пе = Ме(2+л)+;
5) окисление анионов
2СГ - 2е = С12,
S2- - 2е = S,
S2- + 4Н,О - 8е = SOJ" + 8Н+.
Эти реакции протекают при различных потенциалах, либо в
зависимости от конкретных условий процесса (материал элект-
рода, состав электролита, его pH, присутствие ПАВ и т. д.) одно-
временно при одном потенциале. Ионизация металлов, как пра-
327
вило, протекает с достаточно большой скоростью, подобно раз-
ряду ионов этих металлов на катоде, и диффузия катионов от по-
верхности анода вглубь электролита определяет скорость элек-
тродной реакции, а увеличение анодной поляризации ДЕа не со-
провождается установлением предельного тока диффузии.
Кинетика анодного растворения металлов определяется ско-
ростью отвода ионов от поверхности металла в объем электро-
лита, зависящей от гидродинамических условий и концентрации
ионов металла у анода и в растворе; она часто осложняется об-
разованием на поверхности анода малорастворимых осадков, ги-
дроксидов и солей металлов.
Увеличение анодной поляризации металла увеличивает ско-
рость его растворения и сопровождается увеличением концент-
рации катионов в приэлектродном слое. Когда скорость диффу-
зии меньше скорости ионизации металла, нарастает прианодная
концентрация соли, вплоть до пересыщения раствора и ее крис-
таллизации на поверхности анода. Если слой выделяющейся со-
ли сплошной, то анод оказывается изолированным от электро-
лита, что сопровождается резким возрастанием омического со-
противления участка цепи «анод—электролит», уменьшением
плотности тока и прекращением растворения металла.
При этом смещение потенциала анода в положительную сто-
рону может быть настолько значительным, что оказывается
возможным окисление отдельных анионов электролита и нейт-
ральных молекул растворителя.
Механизм ионизации анода зависит от величины приложен-
ного потенциала. Поскольку в анодном процессе могут прини-
мать участие молекулы растворителя, а окисление металла воз-
можно до различной степени окисления, металл может ионизи-
роваться в активном, пассивном и транспассивном состояниях.
Скорость анодного растворения металла в активном (неза-
пассивированном) состоянии определяется уравнением
/а = io • ехр[р • F • ДЕ/(Я - Т)],
где io — ток обмена; р — число переноса; F — постоянная Фара-
дея; ДЕ — перенапряжение; R — универсальная газовая постоян-
ная; Т — температура, и зависит от ионного состава раствора,
его pH, присутствия комплексов, состояния поверхности раство-
ряющегося металла, наличия на ней ингибирующих соединений.
Если в отдельных стадиях процесса анионы определяют ско-
рость ионизации, то концентрацию анионов учитывают в кине-
тическом уравнении. Например, ионизация никеля в сульфатных
растворах происходит по схеме:
Ni + ОН' = Ni(OH)-c,
328
Ni(OH)-c - e = Ni(OH)w,
Ni (°н)аЛе + HSO; - e = NiSO4 + H2O,
(лимитирующая стадия)
и в этом случае уравнение скорости ионизации включает кон-
центрационную компоненту
4 = К • [ОН’] • [HSO4“] - ехр[р • F • Д£/(Я - 7)].
В общем случае анодное растворение металла включает те
же основные стадии, что и его катодное восстановление, но про-
текающие в обратном порядке. При этом образование многоза-
рядных ионов включает несколько последовательных одноэлек-
тронных электрохимических промежуточных реакций, каждая
из которых протекает со все большим перенапряжением по
сравнению с предыдущей.
Ионизация металла происходит в определенном порядке: в
первую очередь в реакции участвуют группы атомов с повышен-
ной свободной энергией (активные центры), которые составля-
ют незначительную часть поверхностного слоя анода (10-1—
105 %). Процесс протекает тем быстрее, чем больше активных
центров имеет поверхность анода и чем больше дефектов в его
кристаллической решетке.
6.1.2. Пассивное состояние металлов.
Нерастворимые аноды
Поверхность металла является пассивной (инертной), если
она не подвергается воздействию среды, хотя при данных усло-
виях металл термодинамически нестабилен. Наступление пас-
сивности сопровождается самопроизвольным возрастанием по-
ляризации на аноде при одновременном уменьшении прохожде-
ния тока через электрохимическую цепь. В пассивном состоянии
металлы проявляют иные физико-химические свойства, чем в
активном: пассивное железо не вытесняет медь из раствора ее
солей; пассивный хром растворяется с образованием ионов СгОд-
(активный — с образованием ионов Сг3+) и т. д.
Пассивирование металлов обусловлено появлением на их по-
верхности химически связанного кислорода. Механизм пассива-
ции имеет пленочную природу, в соответствии с которой тормо-
жение анодного растворения металла обусловлено образовани-
ем на поверхности металлов солевых, оксидных и гидроксидных
твердофазных пленок. Такие пленки часто появляются при по-
тенциалах анода, соответствующих электроду второго рода; они
малорастворимы и термодинамически устойчивы.
329
По морфологический свойствам различают пленки:
— рыхлые, пористые, с незначительным электрическим со-
противлением. Они появляются в результате кристаллизации
малорастворимого осадка и достигают значительной толщины
(до 1 мм), например галогениды меди, серебра; сульфаты свинца,
никеля, железа; оксиды кадмия, цинка и др;
— сплошные, плотные, беспористые, с большим электричес-
ким сопротивлением (106 Ом/см2); их толщина составляет около
1(Н см. После их возникновения (например, на алюминии, танта-
ле и др.) ионизация анода резко затрудняется либо прекращается.
Пассивирующий оксид является либо продуктом электрохи-
мической реакции
лМе + mH2O - 2me = Ме..О„. + 2тН+,
либо продуктом химического взаимодействия металла с окислите-
лем. Подобные пленки защищают металл от дальнейшего глубо-
кого окисления. Иногда в пассивном состоянии, благодаря повы-
шению анодного потенциала, развиваются другие анодные про-
цессы — выделение кислорода, перезарядка ионов и т. д. — ана-
логично тому, как они протекают на полностью нерастворимых
(например, платиновых) анодах. Это обусловлено способностью
тонких пленок оксидов многих металлов проявлять электронную
проводимость. Критерии образования защитной пленки:
— объем оксида должен быть не меньше объема металла,
пошедшего на его образование;
— пленка должна быть однородной и иметь высокую адге-
зию к металлу.
Потенциал анода, выше которого на нем начинается образо-
вание оксидного слоя и переход в пассивное состояние, называ-
ют «критическим» потенциалом (Флядэ-потенциал, Ер, или по-
тенциал максимума поляризационной кривой — рис. 6.1).
Величина критического потенциала зависит от природы анод-
его концентрации, температу-
ры раствора. В пассивном со-
стоянии ток пассивации со
временем уменьшается, что
связано с увеличением тол-
щины пленки; в раствор пере-
Рис. 6.1. Анодная поляризационная
кривая, характеризующая переход
металла в пассивное состояние:
а — активная область; б — область перехода
от активного состояния к пассивному; в —
область пассивации; г — область анодного
выделения кислорода ЕР — Фляде-потенци-
ал; Ео — потенциал выделения кислорода
330
ходят поверхностные катионы оксидного слоя, а ионы кислорода
или гидроксида мигрируют через пленку к металлу, что делает та-
кой электрод подобным электроду второго рода.
Если потенциал пассивности Еп, соответствующий наступле-
нию пассивного состояния металла (см. рис. 6.1) линейно зависит
от pH раствора
Еп = const - 0,0002 • Т • pH,
то причиной возникновения пассивности являются кислородные
образования. При этом повышение pH сдвигает Еп в электроот-
рицательную сторону, т. е. облегчает переход металла в пассив-
ное состояние (за исключением металлов, оксиды которых ам-
фотерны).
В соответствии с адсорбционной теорией пассивности, пас-
сивное состояние металлов обусловлено образующимся на по-
верхности металла мономолекулярным слоем адсорбированного
кислорода, что увеличивает работу выхода иона металла в рас-
твор. При этом кислород адсорбируется только на активных
участках поверхности металла. Таким образом, явление пассив-
ности металлов состоит в повышении перенапряжения процесса
ионизации металлов вследствие изменения заряда и свойств по-
верхности металлов, вызванных образованием на ней адсорбци-
онных или фазовых слоев оксидов.
Пассивацию цветных металлов в кислых водных средах свя-
зывают со специфической адсорбцией кислорода воды на по-
верхности этих металлов, которая происходит в несколько ста-
дий: сначала образуется поверхностный комплекс
Me + иН2О = МеО;2" + 2иН+,
а затем протекает электрохимическая стадия
МеО;2" — те = МеО^2"+т).
В зависимости от типа пассивации анода выбирают условия
для возвращения его в активное состояние. Солевую пассив-
ность устраняют перемешиванием электролита и повышением
температуры; пассивность, обусловленную образованием кисло-
родсодержащих пленок, устраняют введением депассиваторов
(например, хлорид-ионов), препятствующих образованию кисло-
родного «барьера».
6.1.3. Перепассивация металлов
Если при увеличении анодного потенциала пассивирующий
оксид может быть далее окислен с образованием растворимого
соединения, то металл вновь начинает растворяться, но с образо-
331
ванием ионов высшей валентности — наступает перепассивация
металла (рис. 6.1, в—г). Это явление характерно для анодного
растворения хрома, никеля, железа и их сплавов, например:
Сг2О3 + 4Н2О - бе = Сг2О?" + 8Н+.
Пассивное состояние металла нарушается и при наложении
на него катодного тока или под действием восстановителя или
ионов, вызывающих растворение оксидной пленки: галогенид-
ионов, С1О4, ОН", SOJ". Действие этих анионов связывают с обра-
зованием соединений с металлом, в которых они вытесняют кис-
лород или гидроксид из пассивирующего фазового оксидного
или адсорбционного слоя, образуют на поверхности с металлом
адсорбированный комплекс, который легко теряет связь с ос-
новной массой металла и переходит в раствор.
Пассивное состояние металла устраняется также вследствие
механического нарушения защитной пленки, приводящего к об-
разованию микрогальванического короткозамкнутого элемента
из обнаженного активного участка металла (анод) и оксида это-
го металла (катод). В процессе работы этого элемента происхо-
дит анодное растворение металла и катодное восстановление ок-
сидной пленки с образованием гидратированных ионов металла
промежуточной степени окисления.
6.1.4. Устойчивость пассивирующих пленок
на нерастворимых анодах
В качестве нерастворимых анодов в сернокислых, хромат-
ных и других электролитах обычно применяют свинец, при анод-
ной поляризации которого возможны следующие процессы:
Pb + SO?" - 2е = PbSO4, Е° = 0,356 В;
РЬ + 2Н2О - 4е = РЬО2 + 4Н+,
Е° = 0,615В;
Н2О - 2е = 2Н+ + 72О2,
Е° = 1,229 В;
PbSO4 + 2Н2О - 2е = РЬО2 + 4Н+ + SO?", Е° = 1,685 В.
Новый анод в сульфатном электролите пассивируется тон-
кой пористой пленкой малорастворимой соли PbSO4, через кото-
рую осуществляется дальнейшая ионизация свинца. Увеличение
реальной плотности тока, вызванное происходящим при этом
сокращением активной поверхности анода, сдвигает его потен-
циал в область более положительных значений и создает усло-
вия для протекания реакции с образованием также нераствори-
мого, но в отличие от сульфата свинца электропроводного выс-
шего оксида РЬО2. Это вызывает дальнейшее блокирование по-
верхности анода с соответствующей поляризацией вплоть до по-
332
тенциала окисления ранее образовавшегося сульфата свинца до
диоксида свинца, при котором становится возможным выделе-
ние кислорода. Таким образом, свинцовый анод полностью по-
крывается пассивирующей пленкой диоксида и становится не-
растворимым, на нем в основном происходит выделение кисло-
рода при потенциале, В:
Е = 1,23 + 0,06 • lg(oj+ • р0 /4) + Т|о2.
Поскольку в процессе работы свинцового анода основной ка-
тодной реакцией является выделение металла
2MeSO4 + 4е = 2Ме + 2S0J-,
электролиз сульфатных водных растворов сопровождается на-
капливанием кислоты в электролите:
2Н2О - 4е = О2Т + 4Н+,
а суммарный процесс описывается реакцией
2MeSO4 + 2Н2О = 2Ме + О2Т + 2Н. SO..
Из растворов солей и щелочей кислород выделяется при раз-
ряде гидроксил-иона
4ОН - 4е = 2Н2О + О2Т,
4=# Lt '
а в растворах сильных кислот — непосредственно из молекул во-
ды (см. выше). При этом оксиды, покрывающие пассивной плен-
кой металл, могут участвовать в процессе выделения кислорода
по схеме
МеО + Н2О = МеО2 + 2Н+ + 2е,
2МеО2 = 2МеО + О2Т.
При использовании хлоридного электролита на аноде выде-
ляется элементный хлор
2СГ - 2е = С12Т,
который частично растворяется в электролите и вызывает кор-
розию свинцовых анодов, поэтому более устойчивы платиниро-
ванные или графитовые нерастворимые аноды.
Некоторые цветные металлы (например, сурьму) извлекают
электролизом щелочных растворов с использованием железных
анодов. В этом случае наряду с кислородом
2ОН~ - 2е = Н2О + 0,5О2Т.
333
при анодном окислении образуются тиосульфат-ионы S2O2_; при
более низких плотностях тока (менее 1200 А/м2) в предкислород-
ной области анодным продуктом является элементная сера, вы-
зывающая в дальнейшем образование полисульфидов.
Процесс выделения кислорода на аноде, покрытом пассив-
ной пленкой, происходит при заметном перенапряжении, кото-
рое зависит от природы образовавшихся оксидов, продолжи-
тельности поляризации, предшествующей обработки твердой
поверхности и других факторов. В зависимости от плотности то-
ка перенапряжение кислорода изменяется в соответствии с урав-
нением Тафеля
По2 = а + b ' Ig'a.
при этом с увеличением температуры и концентрации щелочи
перенапряжение уменьшается, а с увеличением концентрации
кислоты — увеличивается.
6.1.5. Растворимые аноды
В процессе анодного растворения (ионизации) цветного ме-
талла при его электрорафинировании происходят явления, ана-
логичные тем, которые отмечены при электроосаждении новой
фазы, но в обратной последовательности: сначала наиболее бы-
стро растворяющаяся грань кристалла увеличивается до наи-
больших возможных размеров. Быстрее всех будет растворять-
ся та грань кристалла, которая обладает избыточной свободной
энергией и характеризуется наибольшим равновесным током
обмена, а также ребра и участки поверхности с дефектами
структуры.
Растворимый анод представляет собой поликомпонентный и
многофазный сплав; его потенциал ионизации определяется на-
иболее электроотрицательным компонентом, который и раство-
ряется в первую очередь. Если же анод представляет собой хи-
мическое соединение или твердый раствор, то при анодной поля-
ризации он ведет себя как единое целое, и потенциал растворе-
ния анода устанавливается промежуточным между равновесны-
ми потенциалами его компонентов. Благородные металлы, ме-
ханические включения и нерастворимые соединения, входящие в
состав анода, полученного из чернового металла, не участвую-
щие в процессе ионизации, переходят в шлам.
Если равновесные потенциалы двух металлов отличаются не
более чем на 0,6 В (например, медь и никель), то они растворя-
ются одновременно. Преимущественное растворение одной из
фаз ослабляет связь остальных с телом анода и также заверша-
ется их попаданием в шлам. По мере срабатывания анода напря-
334
жение на электролизере увеличивается, так как потенциал ано-
да становится все более электроположительным вследствие бло-
кирования его поверхности слоем шлама.
Поведение растворяющихся компонентов анода при задан-
ной плотности тока определяется величиной их тока обмена: ме-
таллы с большим током обмена (серебро, медь, цинк, кадмий,
олово и др.) растворяются с небольшой поляризацией и высоки-
ми скоростями, а металлы с малыми токами обмена (железо, ни-
кель, кобальт, марганец и др.) — со значительным перенапряже-
нием и заметно медленнее.
Появление на поверхности анода оксидных пленок полно-
стью или частично блокирует ее, чем затрудняет или прекраща-
ет ионизацию. В порах этих пленок происходят побочные про-
цессы: перезарядка катионов металла до более высокой степени
окисления; разряд гидроксил-ионов или молекул воды с выделе-
нием кислорода; окисление анионов электролита. Эти процессы
вызывают подкисление электролита, что может привести затем
к растворению блокирующей оксидной пленки:
МеО + 2Н+ = Ме2+ + Н2О.
Таким образом, в конечном счете, может быть достигнуто ста-
ционарное состояние, когда скорость образования пленки уравно-
вешивается скоростью ее растворения либо реализуются перио-
дические явления попеременного преимущественного образова-
ния или растворения пленки. Вследствие образования фазовой
пленки и пассивации аноды растворяются неравномерно: их края
срабатываются быстрее, чем средняя часть; возможно также час-
тичное растворение анода чисто химическим путем (коррозия).
Из растворимых анодов наибольший интерес представляет
поведение никелевых и медных анодов.
6.1.6. Зарождение и рост кристаллов на катоде
Образование и рост электролитических осадков определя-
ются скоростями одновременно протекающих процессов: появ-
ления новых центров кристаллизации и роста ранее образовав-
шихся кристаллических зародышей. Если скорость первого про-
цесса больше, чем второго (вследствие замедленной электрохи-
мической стадии или транспортировки вещества к электроду),
получаются мелкокристаллические осадки; при обратном соот-
ношении скоростей осадки становятся крупнокристаллически-
ми. Лимитирующей стадией электроосаждения цветных метал-
лов является образование двух- и трехмерных кристаллов, под-
чиняющееся закономерностям фазового перенапряжения (см.
уравнение Тафеля).
335
Поскольку рост кристалла происходит на наиболее активных
участках кристаллической решетки, увеличение поляризации
катодного процесса приводит к возникновению новых центров
кристаллизации и образованию осадка с мелкокристаллической
структурой, поэтому на структуру осадка можно влиять измене-
нием величины поляризации. Структура осадка также становит-
ся мелкокристаллической, если, не изменяя плотности тока,
уменьшать концентрацию осаждаемого металла в электролите,
так как концентрация разряжающихся частиц определяет вели-
чину предельного диффузионного тока.
Структура катодных осадков характеризуется внешней
формой, внутренним строением и кристаллографической ори-
ентацией и определяет его важнейшие металлофизические
свойства. По внешней форме осадки делят на монокристаллы,
дендриты, порошковые и сплошные. Внутреннее строение
включает в себя взаимное расположение, форму, размеры и
сцепление зерен осадка в кристаллическом агрегате, тип и
концентрацию в кристаллах различных дефектов и включе-
ний. Кристаллографическая ориентация характеризует пре-
имущественное направление оси в зернах осадка относительно
подложки.
Структура катодных отложений и величина поляризации во
многом определяются природой осаждаемого металла, в первую
очередь индивидуальным током обмена, в зависимости от вели-
чины которого металлы делят на три группы:
— ток обмена велик (ПО-2 А/см2) — Hg, Ag, TI, Pb, Cd, Sn.
Металлы выделяются на катоде без перенапряжения (Hg), либо
с очень незначительным перенапряжением. Потенциал метал-
лов неустойчив во времени, катодный осадок грубокристалличе-
ский, дендритный или губчатый;
— ток обмена около 10~5 AJcm1 — Bi, Си. Перенапряжение
увеличено по сравнению с металлами группы 1, осадки более
компактны, с мелкокристаллической структурой;
— ток обмена 10-8—10-9 А/см2 — металлы подгруппы желе-
за (Fe, Ni, Со). Металлы выделяются в виде очень плотных, мел-
кокристаллических осадков, поскольку катодный процесс про-
текает с большой поляризацией, создающей условия для измель-
чения структуры.
На структуру катодного осадка также влияет состояние по-
верхности подложки и ее структура, которую некоторые метал-
лы (Си, Ag, Zn) способны воспроизводить, если различия в зна-
чениях постоянной решеток осаждаемого металла и подложки
не превышают 15 %. При этом непосредственно у поверхности
подложки образуется большое количество мелких кристаллов;
часть из них в процессе электролиза растет и в направлении, па-
раллельном поверхности подложки, приобретая форму геомет-
336
рически правильных твердых тел, формирующих окончатель-
ную структуру осадка.
Различие в скоростях роста граней кристалла, в том числе
вызванное адсорбцией на них вводимых ПАВ, вызывает преиму-
щественную ориентацию кристаллов на растущем катоде, что
формирует текстуру осадка.
Существенно влияют на структуру и рост кристаллов неорга-
нические примеси-катионы, способные соосаждаться на катоде
совместно с извлекаемым металлом. Например, примеси меди и
цинка (0,01—0,1 г/дм3) ухудшают качество никелевого осадка, а
примесь кадмия положительно влияет на него, сглаживая поверх-
ность. Влияние примесей на электрокристаллизацию сводится:
— к затруднению подхода ионов металла к поверхности, на-
блюдаемому в присутствии коллоидов и суспензий, вследствие
образования пленок на электродах. Это существенно уменьшает
предельный диффузионный ток;
— торможению разряда вследствие комплексообразования
между ионами металла и молекулами примеси;
— вхождению адсорбированных атомов металла в кристал-
лическую решетку осадка, затрудняющему поверхностную диф-
фузию анионов, что влияет на кинетику образования зародышей
металла.
Органические вещества оказывают наибольшее воздействие
на электрокристаллизацию, сопровождающееся некоторым
улучшением качества поверхности осадка и увеличением поля-
ризации; при этом перенапряжение тем больше, чем крупнее мо-
лекулы добавки и чем больше в ней ненасыщенных электрон-
ных связей. С увеличением плотности тока и увеличением отри-
цательного заряда катода органические примеси катионного ти-
па оказывают более заметное влияние, чем примеси анионного
типа, что проявляется в увеличении шероховатости осадка.
Это связывают с торможением преимущественно зародыше-
образования в присутствии добавок, чем роста зародышей, что
приводит к увеличению размеров кристаллов. При этом органи-
ческое вещество включается в состав осадка, и его концентра-
ция в растворе уменьшается по мере электролиза.
Как правило, с уменьшением тока обмена осаждаемого ме-
талла действие органической примеси становится более замет-
ным.
Нарушение поверхности катодного осадка (шишки, дендри-
ты) связывают с присутствием в электролите взвешенных час-
тиц анодного шлама, коллоидов, с образованием оксидных и жи-
ровых пленок. Все это приводит к экранированию части катода
и нарушению нормального роста кристаллов.
При благоприятных условиях роста размеры кристаллов уве-
личиваются по мере электрокристаллизации, но если электро-
337
лиз прервать и возобновить спустя некоторое время, на катоде
вновь зарождается много мелких кристаллов. При выключении
тока примеси блокируют активные центры роста осадка, и но-
вое включение тока сопровождается увеличением перенапряже-
ния, появлением пиков на поляризационной кривой, соответст-
вующих образованию новых зародышей на запассированной по-
верхности.
На структуру и величину кристаллов влияет природа соли
электролита, поскольку она определяет в значительной степени
величину поляризации. Например, осадок свинца из ацетатных
растворов рыхлый, а из фторсиликатных — гладкий; осадок
сурьмы из солянокислых растворов изотропный аморфный, а из
сульфатных ориентирован по одной оси; из раствора хлористого
кадмия осадок более мелкозернистый, чем из сульфатного рас-
твора. Если в момент зарождения новой фазы поляризация до-
статочно велика, металл может выделиться и в аморфном состо-
янии, поскольку энергия образования зародышей аморфной фа-
зы выше, чем кристаллической.
Действие анионов на структуру осадка может быть активиру-
ющим или тормозящим. Активируют электроосаждение метал-
лов галогенид-ионы: осадок разрыхляется, появляются выросты
(иглы), а перенапряжение уменьшается. Это объясняют адсорб-
цией хлор-ионов на катоде с вытеснением из двойного электри-
ческого слоя более труднопроницаемых молекул воды, что
уменьшает энергию активации прохождения катионов через
слой. Чаще анионы тормозят катодный процесс за счет блоки-
ровки поверхности катода, образования комплексных ионов с
катионами осаждаемого металла. Особенно это проявляется в
присутствии добавок ПАВ, увеличивающих размер адсорбиро-
ванных ионов. По ингибирующему влиянию на электрокристал-
лизацию анионы располагаются в следующий ряд: СГ < Вг“ < Г <
NO3 < so;- < СЮ; < соон-.
6.1.7. Перенапряжение водорода
Катодное осаждение металлов с отрицательными нормаль-
ными потенциалами из кислых растворов, на первый взгляд, ка-
жется невозможным, поскольку £2н+/н2 = 0’00 В и на катоде дол-
жен прежде всего выделяться водород. В действительности эле-
ктролизом осаждают не только никель, кобальт, кадмий и желе-
зо, но даже цинк и марганец. Это обусловлено малой скоростью
восстановления ионов водорода с образованием газообразного
водорода, которое представляет ряд последовательных стадий:
адсорбция ионов водорода на поверхности катода, их разряд с
образованием атомарного водорода, соединение двух атомов в
молекулу Н2, десорбция и накопление газа в пузырьке. Самая
338
медленная стадия определяет скорость всей цепи превращении,
на катодах из разных материалов она различна. Разряд ионов ме-
таллов, будучи также многостадиен, в большинстве случаев про-
текает сравнительно быстро.
В связи с этим возможность разряда ионов водорода, сопро-
вождающегося образованием газа, определяется не только вели-
чиной равновесного потенциала, но и перенапряжением Т|, пред-
ставляющим собой отрицательное смещение равновесного по-
тенциала катода или его поляризацию, необходимую для выде-
ления пузырьков газа:
Дгн+/н2 — 0,006 + lgtfH+ — Т|.
Перенапряжение уменьшается с повышением температуры и
возрастает с увеличением плотности тока (рис. 6.2, табл. 6.1).
Потенциал восстановления алюминия значительно меньше
потенциала, необходимого для вытеснения водорода, и это раз-
личие нельзя устранить повышением концентрации А13+ или сни-
жением кислотности электролита. Недостаточны для этого и
возможные пределы охлаждения раствора или увеличения плот-
ности тока. При всех условиях электролиза на катоде вместо
алюминия выделяется только водород. То же наблюдается, если
подвергать электролизу растворы щелочных, либо щелочнозе-
мельных металлов, окислительно-восстановительные потенциа-
лы которых еще отрицательнее.
В противоположность этому у меди, ртути и серебра элек-
тродные потенциалы значительно положительнее перенапря-
жения водорода, восстановление их электролизом осуществля-
ется легко даже из очень разбавленных кислых растворов. У
никеля, кобальта, кадмия, цинка и многих других элементов
Рис. 6.2. Перенапряжение водорода на металлах в растворе 2-н серной кислоты
при температуре 298 К
339
Таблица 6.1
Потенциалы восстановления металлов и водорода на них
(температура 293 К, плотность тока 100 А/м2)
Металл Потенциалы восстановления H+, В, при активности, моль/дм3 Потенциалы восстановления металла, В, при активности моль/дм3
1,0 0,01 1,0 0,01
А1 -0,83 -0,95 -1,66 -1,70
Сг -0,56 -0,68 0,34 0,28
Hg -1,17 -1,29 0,79 0,73
Ag -0,71 -0,83 0,80 0,74
Pb -0,34 -1,46 -0,13 -0,19
Ni -0,64 -0,72 -0,23 -0,31
Co -0,34 -0,46 -0,34 -0,45
Cd -1,16 -1,28 -0,40 -0,46
Fe -0,44 -0,56 -0,44 -0,50
Zn -1,00 -1,12 -0,76 -0,82
потенциалы катодного восстановления немного больше или
меньше необходимых для выделения водорода, соотношение
величин изменяется при изменении концентраций, плотности
тока и температуры.
6.1.8. Порошковые осадки цветных металлов
Эти осадки состоят из мелких частиц неправильной формы,
не сцепляющихся с катодом и между собой или образующих кон-
гломераты типа губки. Основная причина образования таких
осадков — высокое пассивирование поверхности растущих кри-
сталлов вплоть до их полного блокирования, а также резкое
уменьшение концентрации разряжающихся ионов в прикатод-
ном слое, наступающее при достижении предельной плотности
тока. В этих условиях растут лишь наиболее активные участки
катодной поверхности.
Преобладающая дендритная форма образующихся осадков
обусловлена потерей устойчивости фронта роста отдельных
кристаллов и переходом к диффузионному контролю, т. е. к
полной зависимости от транспортировки разряжающихся ио-
нов. Наиболее ярко это проявляется у металлов с большими
токами обмена, склонных к образованию крупнокристалличе-
ских отложений и губки (Ag, Си, Cd, Zn, Sn, Pb). Дендриты
обычно слабо связаны между собой и растут в направлении до-
ставки ионов потоком электролита, т. е. перпендикулярно по-
верхности катода. Другая причина — блокировка поверхности
катода гидроксидами металлов (вследствие подщелачивания
католита) и выделяющимся водородом, что сопровождается
340
Рис. 6.3. Параметры электроли-
за, характеризующие условия
получения медного порошка:
I — область образования компактных
осадков; 2 — переходная область; 3 —
область образования рыхлых порошко-
образных отложений
смещением потенциала
в отрицательную об-
ласть.
Увеличение концен-
трации ионов осаждае-
мого металла и темпе-
ратуры уменьшает раз-
меры дендритов; с уве-
^Си £н
Напряжение Ек---1
личением продолжительности электролиза их размеры увели-
чиваются.
Основное свойство порошковых отложений — их развитая
удельная поверхность и высокая дисперсность. Средний размер
зерен и насыпная масса порошка уменьшаются при увеличении
плотности тока и уменьшении концентрации осаждаемого ме-
талла в электролите. При этом все факторы, уменьшающие пре-
дельную плотность тока, способствуют образованию более вы-
сокодисперсных осадков, и поэтому можно регулировать про-
цесс осаждения металлических порошков и получать порошки с
заданной дисперсностью.
На величину поляризации при образовании рыхлых отложе-
ний металлов влияет также материал катода. При выборе мате-
риала катода существенно соотношение величин перенапряже-
ния для совместного разряда водорода и ионов металла. Порош-
кообразные осадки получают в условиях совместного разряда
ионов металла и водорода (рис. 6.3).
На катодах, изготовленных из разных металлов, сущест-
венно отличается выход порошков по току. Наиболее пригод-
ны для этого титан и алюминий, у которых перенапряжение
разряда водорода достаточно велико. Кроме того, оксидные
пленки на поверхности этих металлов ослабляют сцепление
осадка с основой, облегчая съем порошка. Активная поверх-
ность алюминиевого и титанового катодов в результате их
пассивирования мала, а истинная плотность тока велика; это
приводит к возникновению большого числа центров кристал-
лизации. Особенно высокодисперсные порошки (40—50 мкм)
получают на алюминиевом катоде. Дисперсность частиц по-
рошка возрастает с увеличением катодной плотности тока,
температуры, интенсивности перемешивания электролита и
концентрации ионов металла.
341
6.2. ЭЛЕКТРОЛИЗ ВОДНЫХ РАСТВОРОВ
6.2.1. Электролиз с растворимым анодом
Рафинирование меди. Анодная медь содержит значительные
количества примесей, %: 0,1—0,3 Ni; 0,005—0,1 S; 0,006—0,2 Sb;
0,007—0,2 As; 0,0015—0,01 Bi; 0,013—0,1 Pb; до 0,15 Se+Te, до 0,1
Au+Ag.
В процессе анодного растворения меди образуются ионы
Си2+ и Си+:
Си - 2е = Си2+, Е£и2+/Си = +0,34 В,
Си - е = Си+, Е°Си+/Си = +0,51 В,
Си+ - е = Си2+, Е£и2+/Си+ = +0,17 В,
между которыми устанавливается равновесие в соответствии с
реакцией
CuSO4 + Си <-» Cu2SO4.
Однозарядные ионы меди нестойки, они тотчас диспропор-
ционируют, выделяя мелкодисперсную медь:
2Cu+ = Си2+ + Си.
Константа равновесия этой реакции равна
К = «Си2+/(лСи+)2= 1,5 • 10б,
т. е. концентрация иона Си+ почти в 10б раз меньше, чем иона
Си2+, и соответствует уравнению:
£си+ “ ^’Си+ + 0,0002 • Т • lg#cu2+/cu+"
При комнатной температуре концентрация ионов Си+ весьма
мала (при 298 К — около 3,4-1 (У4 г — ион/дм3), но с увеличением
температуры заметно увеличивается (при 328 К—5 10-3 г-ион/дм3),
поэтому в сульфатном электролите медь растворяется в основ-
ном в виде иона Си2+. Переход в раствор ионов одновалентной
меди более вероятен в хлоридно-сульфатном электролите с об-
разованием комплексного иона СиС12, что смещает равновесный
потенциал реакции образования иона Си+ в отрицательную сто-
рону. Образование Си+ по этой реакции может быть вызвано и
поляризацией отдельных участков анода вследствие его поверх-
ностного загрязнения.
Пропускание тока через медный анод сопровождается в пер-
вую очередь реакцией с наиболее электроотрицательным потен-
342
циалом; дальнейшая поляризация анода, возникающая по мере
увеличения плотности тока, смещает его потенциал в положи-
тельную сторону, что может вызвать образование ионов иной
степени окисления. Потенциал медного анода может увеличи-
ваться и в результате накапливания на нем шлама, затрудняю-
щего диффузию. Электрическое сопротивление шлама в тече-
ние периода растворения анода может возрасти от 0,1 до 21,4 %
от общего сопротивления ванны.
При умеренных плотностях тока на медном аноде невозмож-
но попутное окисление воды:
2Н2О - 4е = О2 + 4Н+,
Е,! = 1,23 В
или тем более сульфат-ионов:
2S0J- - 2е = S2Ot, Е° = 2,05 В,
но при высокой поляризации на аноде отмечено выделение кис-
лорода. При электрорафинировании меди анодный выход по то-
ку всегда немного больше катодного; иногда он превышает
100 %. Это связано с механическим разрушением (выкрашивани-
ем) анода и переходом его в шлам в виде металлических частиц,
с химическим растворением металлической меди анода (в кон-
такте с воздухом) и содержащейся в аноде закиси меди в кислом
электролите по реакциям:
Си + 0,5О2 + H2SO4 = CuSO4 + Н2О,
Си2О + H2SO4 = CuSO4 + Н2О + Cui,
(что вызывает обогащение электролита сульфатом меди и обед-
нение его серной кислотой), с диспропорционированием ионов
Си+, в результате чего до 0,2 % анодной меди в основном перехо-
дит в шлам и частично остается в электролите во взвешенном
состоянии.
Чрезмерное накапливание меди в электролите предотвраща-
ют, регулярно выводя его некоторое количество из циркуляци-
онной системы электролизного цеха в купоросный цех. Обога-
щение электролита медью отчасти предупреждается закрытием
зеркала электролита слоем масла, пластмассовой крошкой или
пленкой (уменьшается проникновение кислорода воздуха в эле-
ктролит и его испарение), поддержанием умеренной начальной
концентрации в электролите меди и серной кислоты, интенсив-
ной циркуляцией электролита (выравнивается концентрация ме-
ди в приэлектродных слоях).
Примеси анода часто влияют на кинетику ионизации меди,
деполяризуя процесс растворения (углерод, сера, фосфор, крем-
ний, селен, теллур, благородные металлы). Металлы подгруппы
343
железа, не образующие самостоятельных фаз в медном сплаве,
не оказывают заметного влияния на показатели анодного про-
цесса. По электрохимической природе и поведению при элект-
рорафинировании примеси медных анодов делят на 4 группы:
1) примеси с потенциалом, более положительным, чем по-
тенциал меди: золото,серебро,селен, теллур;
2) примеси с потенциалом, близким к потенциалу меди: мы-
шьяк, сурьма, висмут;
3) примеси с потенциалом, меньшим, чем у меди: никель, же-
лезо, цинк, марганец, кобальт, свинец, олово;
4) индифферентные примеси — химические соединения, не
участвующие в анодном процессе и в основном переходящие в
шлам: Cu2O, Cu2S, Cu2Se, Cu2Te.
Примеси первой группы почти полностью переходят в шлам
и в дальнейшем извлекаются в виде чистых металлов его специ-
альной переработкой. Пример состава шлама, %: 35 Ag, 2 Au, 5
Си, 14 Se, 6 Те, 8 S, 15 Pb, 3 As, 6 Sb, 0,3 Bi. Незначительное рас-
творение серебра (в виде Ag2SO4) подавляют добавлением в эле-
ктролит ионов хлора, образующих с серебром менее раствори-
мый осадок AgCl. В шлам также переходят свинец и олово, ко-
торые в сернокислом растворе дают малорастворимые осадки;
твердые гетерополикислоты мышьяка и сурьмы, которые выпа-
дают по мере накопления этих элементов в растворе и их окис-
ления кислородом воздуха, и иные нерастворимые элементы и
соединения, образующиеся в электролите в результате вторич-
ных процессов; металлическая медь от выкрашивания анода и
диспропорционирования ионов Си+.
Однако некоторое количество примесей этой группы попа-
дает в состав катодной меди из-за механического захвата частиц
шлама развитой поверхностью катодного осадка; поэтому уве-
личение скорости циркуляции электролита ухудшает качество
поверхности катодов (дендритообразные наросты, «шишки»,
обогащенные металлами первой группы); аналогично влияет и
уменьшение межэлектродного расстояния.
Наибольшую опасность представляют примеси второй груп-
пы, которые разряжаются на катоде совместно с ионами меди;
они ухудшают физико-химические и особенно электрические
свойства катодной меди, поэтому эти примеси стремятся наибо-
лее полно удалить при огневом рафинировании меди.
Примеси третьей группы при ионизации анода переходят в
раствор в первую очередь, связывая серную кислоту; разряд ио-
нов этих металлов на катоде весьма затруднен. Гидролизуясь при
переходе в раствор, они образуют окислительно-восстанови-
тельные системы:
2Sb + ЗН2О - бе = Sb2O3 + 6Н+; Е° = 0,15 В;
344
As + 2H2O - Зе = HAsO2 + 3H+; E° = 0,25 B;
Bi + H2O - 3e = BiO+ + 2H+; E° = 0,32 B.
Из примесей этой группы лишь свинец и олово, образующие
малорастворимые сульфаты, переходят в шлам. Накапливание в
электролите балластных сульфатов металлов этой группы со-
здает неблагоприятные условия для разряда ионов меди: умень-
шает концентрацию ионов меди в прикатодном слое и электро-
проводность электролита, повышает вероятность загрязнения
катодов путем механического захвата раствора растущим осад-
ком.
В наибольшей степени эти осложнения проявляются при эле-
ктрорафинировании меди, содержащей металлы подгруппы же-
леза. При растворении анода в растворе накапливаются ионы
Fe2+ и Fe3+, которые, последовательно перезаряжаясь на электро-
дах, уменьшают выход меди по току. Кроме того, подщелачива-
ние электролита в прикатодном слое вызывает гидролиз ионов
Fe3+ с образованием коллоидной взвеси гидроксида, проявляю-
щей эффект поверхностно-активного вещества (ПАВ); поэтому
катодные осадки, полученные из таких растворов, отличаются
мелкокристаллической плотной структурой и эластичностью.
Вначале медь выделяется на катодах в виде прочного плотно-
го осадка; однако равномерность роста его с течением времени
нарушается, на поверхности появляются неровности, выступы,
шишкообразные наросты. Выступающие части растут быстрее,
так как в местах их образования сопротивление электрической
цепи уменьшается. Образующийся неровный и неплотный осадок
захватывает электролит и плавучий шлам и загрязняется. Нерав-
номерность отложения меди вызывает иногда короткое замыка-
ние электродов. Добавки в раствор ПАВ (от десятых долей грам-
ма до десятков граммов на тонну меди) — столярного клея, жела-
тины, тиомочевины, отходов целлюлозного производства — вы-
равнивают скорость роста осадка по площади катода и способст-
вуют получению ровных, плотных и чистых катодов.
Загрязнение катодного осадка, происходящее главным обра-
зом в результате захвата раствора и плавучего шлама, преду-
преждают:
— регенерацией электролита промежуточным обезмеживани-
ем в специальных (регенеративных) ваннах с нерастворимым ано-
дом и частичным выводом электролита в производство медного
купороса; часто выведенный электролит перерабатывают отдель-
но, а в ванны взамен заливают разбавленную серную кислоту;
— увеличением концентрации серной кислоты в электроли-
те, позволяющим уменьшить растворимость в нем ионов Sb3+,
Bi3+;
345
— введением в состав электролита хлор-ионов, что уменьша-
ет концентрацию в нем ионов As3+;
— повышением скорости циркуляции электролита, чем уст-
раняется возможное обеднение медью прикатодного слоя.
Плавучая разновидность шлама представляет взвесь в элект-
ролите дисперсных коллоидных частиц, коагулированных ино-
гда до размеров относительно крупных хлопьев. Попадая на рас-
тущий катодный осадок, шлам вызывает дефекты поверхности
катода (шишки, дендриты), загрязняет его примесями (сурьма,
мышьяк, серебро), придающими меди хрупкость. Причиной об-
разования плавучего шлама обычно являются вторичные хими-
ческие реакции, протекающие в электролите при изменении его
состава и уменьшении температуры, например гидролиз мышья-
ковой и мышьяковистой кислот, с образованием гелеобразных
основных солей. Аналогичные превращения происходят и с ио-
нами Sb3+. Серебро входит в состав взвешенного шлама в виде
мельчайших частиц металла или хлорида, поэтому образование
взвешенного шлама предотвращают поддержанием постоянной
высокой температуры электролита, введением в состав электро-
лита ионов хлора, переводящих соли сурьмы, мышьяка, висмута
и серебра в компактный осадок, применением добавок в элект-
ролит реагентов-коагуляторов.
Загрязнение товарной меди кислородом происходит при
плавке и розливе, он понижает пластичность и электропровод-
ность меди. Также нежелательна примесь серы, переходящей в
металл из газов пламенных печей; после плавки в них медь со-
держит до 0,04 % кислорода и 0,012 % серы, а после индукцион-
ной плавки часто серы и кислорода меньше 0,01 %. При пере-
плавке катодной меди в шахтных печах в металле остается око-
ло 3-10-4 % кислорода и 1,5-10*3 % серы.
Катоды наращивают 6—8 суток, затем извлекают, промыва-
ют, сушат, переплавляют в пламенных, индукционных или шахт-
ных печах и разливают медь в слитки особой формы, предназна-
ченные для изготовления проволоки — вайербарсы или иные.
Обычная чистота катодов 99,95 % (марка МОк).
Шлам электрорафинирования меди представляет собой рых-
лый мелкодисперсный (35—50 мкм) нерастворимый продукт ио-
низации анода, который под влиянием собственного веса перио-
дически сползает с анода и накапливается на дне ванны. Выход
шлама определяется химическим составом анода и обычно про-
порционален концентрации примесей в нем. Накапливание шла-
ма на поверхности анода сопровождается его поляризацией в
связи с возникающими при этом диффузионными затруднения-
ми доставки и отвода участников электрохимического процесса.
Структура шлама зависит от параметров электролиза: при
уменьшении температуры и увеличении плотности тока шлам
346
выделяется в виде сплошной плотной пленки, особенно в присут-
ствии 0,2—0,5 % свинца в связи с образованием труднораствори-
мого сульфата свинца, уплотняющего шлам. На таком запасси-
вированном аноде затем становится возможным выделение кис-
лорода.
Помимо рафинирования меди растворимые медные аноды
используют также в производстве медной фольги толщиной
18—105 мкм, технология производства которой включает опера-
ции:
— приготовление электролита (состав, г/дм3: медь 60—66,
серная кислота 70—80, добавки) растворением медного порошка
в аэрируемом сернокислом растворе при температуре около
370 К;
— электролитическое получение «сырой» фольги в электро-
лизах на барабан-катодах;
— многократную промывку фольги и ее сушку;
— нанесение покрытий: адгезионного (меднение), нагрево- и
гальваностойкого (латунирование) и коррозионно стойкого
(хроматирование).
Большое значение для получения качественной фольги име-
ет организация потока электролита в межэлектродном прост-
ранстве электролизера (шириной 20 мм); наиболее простое и на-
дежное конструктивное решение достигнуто при подаче элект-
ролита снизу вверх и его воздушном перемешивании. Получае-
мая фольга характеризуется равномерностью структуры, высо-
кой силой сцепления с диэлектриком, термостойкостью и други-
ми специальными свойствами, определяющими ее пригодность
для производства фольгированных диэлектриков.
Технико-экономические показатели производства медной
электролитической фольги: катодная плотность тока до 6000
А/м2, напряжение 8—10 В, расход электроэнергии постоянного
тока до 11,5 тыс. кВт-ч/т.
Растворимые аноды используют и при производстве порош-
ков электролитической меди. В этом случае электролиз ведут в
режиме предельного тока при плотности тока 1400—1800 А/м2 и
температуре 328—333 К с применением растворов с концентра-
цией меди 7—15 г/дм3 и серной кислоты 90—150 г/дм3. Измене-
нием температуры электролита, концентрации меди в нем и
плотности тока можно изменять крупность частиц порошка от 2
до 20 мкм. Порошок выделяется в виде рыхлого осадка, само-
произвольно сползающего с поверхности катодных стержней на
дно ванны; его затем промывают и сушат в вакууме.
Рафинирование никеля. В никелевых анодах содержится, %:
75—95 Ni; 2—12 Си; 1—4 Fe; 0,5—1,5 Со; 0,3—3,0 S, а также ок-
сиды никеля, алюминия, кремния и благородные металлы. Же-
лезо, кобальт и медь в аноде обычно присутствуют в виде твер-
347
дого раствора в никеле; при высоком содержании медь также об-
разует самостоятельные фазы — тройную эвтектику Си—Ni—S
(в прослойках между кристаллами) и сульфид меди Cu2S. Ко-
бальт и железо, не образующие самостоятельных фаз в анодном
сплаве и близкие по электрохимическим свойствам к никелю, не
влияют на показатели анодного процесса.
Потенциал анода при электролизе определяется ионизацией
твердого раствора примесей в никеле, который весьма близок к
потенциалу растворения чистого никеля. Основная реакция ио-
низации анода
Me - 2е = Ме2+,
где Me — Ni, Со, Си, Fe, осложняется параллельно протекающи-
ми реакциями анодного окисления сульфидов и влиянием приме-
сей. Поскольку электродный потенциал меди положительнее,
чем никеля (0,34 В и -0,23 В, соответственно), а потенциалы ко-
бальта и железа близки (-0,28 В и -0,44 В, соответственно), эти
элементы, растворившись на аноде, могут осаждаться на катоде
вместе с никелем.
Анодное растворение чернового никеля в серной кислоте из-
за малого тока обмена требует значительной поляризации. При
малой скорости образования ионов Ni2+ по мере повышения
плотности тока на аноде возникают пленки оксидов:
Ni + Н2О - 2е = NiO + 2Н+; Е° = 0,12 В;
3NiO + Н2О - 2е = Ni3O4 + 2Н+; EQ = 0,90 В;
2Ni3O4 + Н2О - 2е = 3Ni2O3 + 2Н+;
Е° = 1,30 В;
3Ni2O3 + Н2О - 2е = 2NiO2 + 2Н+; Е° = 1,49 В.
Достаточно высокое перенапряжение выделения кислорода
на пленках оксидов делает возможным образование этих пленок
до начала реакции окисления воды, поэтому в сульфатном элек-
тролите никелевый анод растворяется с малым выходом по току
при потенциале 1,5—1,8 В. В присутствии хлорид-ионов образо-
вание пассивирующих оксидных пленок менее вероятно вследст-
вие их растворения:
Ni3O4 + 2СГ + 2Н+ = 3NiO + Н2О + С12.
Выделяющийся хлор полностью расходуется на окисление
компонентов анодов и шлама (медь, никель, сульфиды и про-
чие), в частности
Ni + С12 = Ni2+ + 2СГ.
348
Полная замена сульфатов хлоридами резко повышает элект-
ропроводность электролита и уменьшает напряжение на ванне,
но также уменьшает и приход тепла, необходимый для поддер-
жания температуры электролита (около 333 К), и поэтому невы-
годна. Пример состава никелевого электролита, г/дм3: 88 Ni2+, 25
Na+, 115 SO4-, 60 СГ, 5 Н3ВО3. Буферную добавку — борную кис-
лоту — используют для поддержания pH электролита в преде-
лах 2—5, поскольку при повышенной концентрации ионов водо-
рода создаются благоприятные условия для разряда ионов водо-
рода и выход никеля по току уменьшается. Борная кислота так-
же предупреждает гидролиз ионов никеля при местном повыше-
нии pH католита из-за попутного разряда ионов Н+, связывая
Ni(OH)2 в мицеллы состава Ni(OH)2-2H3BO3, что способствует
образованию мелкозернистого осадка.
Состав электролита существенно влияет на поляризацию
анода и растворение из него меди: в сульфатном электролите
медь растворяется в основном в виде иона Си2+, а в хлоридно-
сульфатном образование комплексного иона СиС12 смещает рав-
новесный потенциал реакции растворения и делает более веро-
ятным переход в раствор ионов Си+. Медь из анода переходит в
раствор, а кроме того, образует комплексные ионы:
Си + СГ - е = СиС1; Е° = 0,14 В,
Си + 2СГ - е = СиС12; Е° = 0,21 В.
Потенциалы анодного окисления сульфидов меди и никеля
превышают потенциал растворяющегося анода:
Cu2S + 2СГ - 2е = 2CuCl + S; Е° = 1,05 В;
Cu2S + 6СГ - 2е = 2CuCl 23“ + S; Е" = 1,09 В;
Ni3S, - бе = 3Ni2+ + 2S;
E° = 0,35 В,
поэтому вероятность растворения сульфидов мала, они в основ-
ном накапливаются в поверхностном слое анода и переходят в
шлам, где концентрация меди достигает 20 %. Электрический
контакт частиц сульфидов в слое шлама нарушает присутствую-
щая здесь элементная сера; в результате окисления S2- или S0 до
сульфата в электролите накапливаются ионы SO^-:
S2- + 4Н2О - 8е = SOJ- + 8Н+; Е° = 0,15 В.
Благородные металлы также полностью концентрируются в
шламе. Увеличение концентрации углерода в аноде до 1 % уве-
личивает выход шлама и анодный потенциал, уменьшает извле-
чение никеля в раствор, а увеличение до 2 % концентрации серы
349
в аноде оказывает еще и деполяризующее действие на процесс,
селективно связывая медь в сульфидную фазу и, соответственно,
уменьшая ее концентрацию в твердом растворе «никель—медь»;
при этом сера полностью переходит в шлам, пропорционально
увеличивая его выход.
Селениды и теллуриды меди и никеля вместе с платиновыми
металлами и не полностью растворенными частицами анодов
также выпадают в шлам, выход которого составляет 2—5 % от
массы чернового никеля.
Несмотря на присутствие хлоридов, аноды требуют значи-
тельной поляризации, несколько понижаемой подогревом рас-
твора. Они растворяются при потенциале около 0,35 В, который
почти на 0,6 В положительнее равновесного. Это обусловлено
неметаллическими включениями в аноде и поверхностными от-
ложениями на нем в виде корки, вызывающей концентрацион-
ную поляризацию. В процессе растворения анода (состав элект-
ролита, г/дм3: 75—80 Ni2+; 45-48 СГ; 165—170 SOJ-; pH = 2,0—
2,2; плотность тока около 230 А/м2) его потенциал в течение 30
суток равномерно увеличивается от 0,052 В до 0,182 В. При этом
рабочая поверхность анода также увеличивается и в конце пери-
ода растворения приблизительно в 20 раз превышает видимую.
Все это определяет истинную плотность тока и химизм процес-
сов растворения компонентов анодного металла, приводя к бо-
лее равномерному растворению анода, уменьшая его поляриза-
цию и выход шлама.
В значительной степени свойства никелевого анода зависят
от способа разливки металла. При использовании горизон-
тальных изложниц, вследствие неравномерного охлаждения
отливки, возникает значительная неоднородность ее макрост-
руктуры по толщине: примыкающая к изложнице сторона
(внутренняя) состоит из столбчатых крупных кристаллов, от-
носительно обогащена кобальтом и платиноидами, а противо-
положная (наружная) имеет мелкокристаллическую структу-
ру. Это и вызывает неравномерность растворения анода (на-
ружная сторона растворяется почти в два раза быстрее, чем
внутренняя), нарушение стабильности показателей электрора-
финирования и состава получаемых продуктов. Так, в шламах,
снятых с внутренних сторон анодов, концентрация платиновых
металлов в 1,4—1,6 раза больше по сравнению с шламами про-
тивоположной стороны, которые, в свою очередь, обогащены
медью и серой и содержат относительно низкое количество
никеля, кобальта и железа. В анодном скрапе, возвращаемом
на переплавку, концентрация платиноидов почти на 12 % боль-
ше, чем в исходных анодах.
Электролиз никеля с растворимыми анодами отличается от
электролиза меди необходимостью разделения электродов по-
350
Рис. 6.4. Схема ячейки электролизной ванны:
1 — аноды; 2 — катод; 3 — диафрагма
ристой перегородкой — диафрагмой (рис.
6.4), внутрь которой непрерывно подают
очищенный раствор (католит), а электро-
лит, содержащий примеси (анолит), непре-
рывно выпускают из ванны и направляют
на очистку.
На аноде в результате окисления при-
месей и разложения воды выход по току
ниже, чем на катоде, и составляет около
90 %, поэтому электролит постепенно
обедняется никелем, и его вводят, раство-
ряя остатки анодов, никелевый порошок
или сульфидный концентрат от флотации
файнштейна.
Католит
6.2.2. Электролиз с нерастворимым анодом
Электролиз меди. Для этого процесса пригодны растворы
сульфата меди с концентрацией меди не менее 30 г/дм3, получае-
мые разными способами, обычно выщелачиванием окисленных
руд и концентратов.
Электролиз проводят в ваннах, где катодных основ из чистой
меди около 80, анодов из сплава свинца с 8—15 % сурьмы и 1 %
серебра на один больше. Раствор подают в каждую ванну со ско-
ростью около 1 м3/мин. На выход по току отрицательно влияет
примесь железа, которая восстанавливается на катоде и окисля-
ется на аноде, бесполезно расходуя электроэнергию, поэтому пе-
ред электролизом железо, если его мало, осаждают известью,
предварительно окисляя воздухом:
4Fe2+ + О2 + 4Н+ = 4Fe3+ + 2Н2О;
к = (aFe3+)4/([O2] • (tfFe2+)4 . («н+)4) = 5 • 1030.
Получаемые гидратные осадки трудно промыть, и с ними те-
ряется значительное количество меди, поэтому когда концент-
рация ионов Fe3+ слишком высока, их перед электролизом вос-
станавливают цементационной медью
2Fe3+ + Си = 2Fe2+ + Си2+,
либо диоксидом серы
2Fe3+ + SO2 + 2Н2О = 2Fe2+ + SOJ- + 4Н+.
351
Ионы Fe2+ окисляются на аноде при потенциале, меньшем по-
тенциала окисления воды, уменьшая напряжение на ванне, и это
выгодно; однако возникающие ионы Fe3+, восстанавливаясь на
катоде, снижают выход меди по току.
По мере истощения электролита на катоде вместе с медью
осаждается CuO и выделяется водород:
Cu2+ + Н2О + 2е = CuO + Н2, Е° = -0,22 В;
осадок становится черным, губчатым, он отрывается от катода и
выпадает в шлам. Вследствие концентрационной поляризации
снижается и чистота осадка, поэтому электролиз заканчивают
после уменьшения концентрации меди до 15—20 г/дм3, а отрабо-
танный электролит, в котором регенерировалась серная кисло-
та, направляют в оборот на выщелачивание.
Электролиз цинка. Нормальный окислительно-восстанови-
тельный потенциал цинка значительно отрицательнее, чем у во-
дорода, и восстановление его электролизом с достаточно высо-
ким выходом по току возможно только из умеренно кислых рас-
творов — при высоком перенапряжении водорода. В электроли-
те при #Zn2+ = 0,074 г-ион/дм3 и pH = 5,5:
E^/zn = -0,76 + 0,03 • lg0,074 = -0,79 В,
£2н+/н2 = 0,03 - lg(10-5’5)2 - Т| = -1,40 В.
По мере электролиза активность Zn2+ убывает, а кислота на-
капливается. Перенапряжение водорода мало зависит от кислот-
ности, а потенциал цинка все более сдвигается в отрицательном
направлении, поэтому полное осаждение металла становится не-
выгодно из-за понижения выхода по току. После достижения
определенного отношения концентраций цинка и кислоты отра-
ботанный электролит возвращают на выщелачивание огарка.
У электролитного цинка в отличие от полированного действи-
тельная поверхность существенно больше геометрической из-за
образования пор, выступов, шероховатостей и наростов, и поэтому
фактическая плотность тока на нем меньше расчетной (табл. 6.2).
На поверхности цинкового катода всегда есть активные цент-
ры, где осаждение преобладает и возникают выступы. Если на
Таблица 6.2
Перенапряжение водорода на цинке, В при температуре 293—298 К
Кислотность, г-экв/дм3 Плотность тока, А/м2
200 400 600 1000 2000
1 1,08 1,11 1,13 1,16 1,18
2 1,05 1,10 1,13 1,17 1,22
352
зернах цинка осаждаются примеси со сравнительно малым пере-
напряжением водорода, они становятся центрами его выделения и
образования пор в осадке металла. Потенциалы примесей элект-
ролита — Ag+, Cu2+, Со2+, Ni2+, As5+, Sb5+, Fe2+ — делают возмож-
ным их совместное восстановление с цинком ®n2+/zn° = -0,76 В).
При этом некоторые металлы (Ag, Си) растворимы в твердом
цинке и отдельных фаз не образуют, в конечном счете загрязняя
катодный осадок; другие (Со, Ni, Ge; химические соединения
Zn3As2 либо Zn3Sb2) нерастворимы в нем и образуют межкристал-
лические включения, способствующие коррозии и также ухудша-
ющие физические свойства осадка. Поливалентные ионы мышь-
яка и сурьмы в значительной мере восстанавливаются до гидри-
дов, продукты разложения которых выпадают в шлам.
Потенциал выделения водорода на чистом цинке из 2 н рас-
твора серной кислоты (298 К, Рк = 400 А/м2) равен — 1,08 В; по-
сле добавления по 6 мг/дм3 примесей он снизился до следующих
величин, В: -0,76 (Ni), -0,89 (Со), -0,97 (Sb), -1,05 (Си). В тех же
условиях перенапряжение выделения водорода (т|) на катодах из
разных металлов равно, В: -1,20 (РЬ), -1,10 (Zn), -0,79 (Sb), -0,68
(Си), -0,76 (Ge), -0,55 (Fe), -0,48 (Со), -0,44 (Ni).
Совместное восстановление примесей с цинком обусловлено
не только различием окислительно-восстановительных потен-
циалов, которые у примесей положительнее, чем у цинка; глав-
ную роль при этом играет концентрационная поляризация, вы-
зывающая осаждение примесей на предельном токе.
6.2.3. Конструкции электролизеров
Растворимые аноды имеют форму, удобную для подвешива-
ния в электролизной ванне (рис. 6.5). Аноды имеют толщину
40—50 мм и массу 250—320 кг. Катодные основы (медные, нике-
левые) — тонкие листы из чистого осаждаемого металла толщи-
ной 0,5—0,7 мм, по длине и ширине на 30-—40 мм превосходящие
аноды; основы получают электролизом на матрицах из нержаве-
ющей стали или титана в особых ваннах. С матриц через сутки
снимают по два листа осевшего металла, их обрезают, прикле-
пывают ушки и подвешивают на ломиках.
Катоды для осаждения цинка (кадмия) делают из листового
холоднокатаного алюминия толщиной 5 мм (рис. 6.6). К верхне-
му краю полотна таких катодов приваривают алюминиевую
штангу с медным контактом, который накладывают на анод со-
седней ванны. На боковые края полотна надевают резиновые
полосы, предупреждающие короткие замыкания и срастание ли-
стов осадка.
Разновидностью растворимых анодов являются специальные
насыпные аноды из медных гранул, применяемые в производстве
353
Рис. 6.5. Электролизер для рафинирования меди:
1 — ванна; 2, 5 — изоляторы; 3, 6 — медная шина; 4 — анод; 7 — катод; 8 — катодная штанга;
9 — футеровка; 10 — патрубок для выгрузки шлама
1100
Рис. 6.6. Катод для электро-
осаждения цинка:
1 — рабочее полотно; 2 — алюмини-
евая штанга; 3 — крючья для транс-
портировки; 4 — медный контакт;
5 — резиновые изоляторы
354
Рис. 6.7. Электролизер с насыпным
анодом:
1 — корпус; 2 — насыпной анод; 3 — барабан-
катод; 4 — ведущий ролик; 5 — фольга;
6 — поступление и выход электролита
।
медной фольги (рис. 6.7). По
сравнению с компактными на-
сыпные аноды обеспечивают
более постоянные состав эле-
ктролита и межэлектродное
расстояние, исключают необ-
ходимость периодической за-
мены анодов, обеспечивают
простоту эксплуатации.
Нерастворимые аноды
(для осаждения цинка, меди и
др.) отливают или прокаты-
вают из сплава свинца с 1 %
серебра; они более жестки и стойки против коррозии, чем чисто
свинцовые, длина и ширина их на 25 мм меньше, чем у катодов.
Для экономии материала, уменьшения массы, облегчения цирку-
ляции электролита и понижения плотности тока аноды делают
дырчатыми либо вафельными (рис. 6.8) толщиной 5—8 мм.
ванне, заполненной электро-
литом. Расстояние между
одноименными электрода-
ми, см: 10—12 (электролиз
меди), 18,5—19,0 (электро-
лиз никеля). Все аноды, под-
вешенные поочередно с ка-
тодами, соединены с поло-
жительным, а катоды — с
отрицательным полюсом
источника постоянного эле-
ктрического тока (рис. 6.9).
Электроды включают в
цепь последовательно, на-
кладывая ломики катодов
на концы анодов соседней
ванны (рис. 6.5, 6.9).
и аноды размещают
1110
Рис. 6.8. Нерастворимый анод:
1 — рабочее полотно; 2 — освинцованная
медная штанга; 3 — ограничительные ви-
нипластовые планки; 4 — вафельные
углубления
355
Рис. 6.9. Схема электрической цепи ванн:
1 — анодная шина; 2 — анод; 3 — катод; 4 — катодная шина
Электролизные ванны ящичного типа (рис. 6.5, 6.10) делают
из железобетона или полимербетона и футеруют винипластом
или свинцом; последний дороже, но более стоек в сернокислых
средах. Размеры ванны зависят от величины и числа электродов;
длина их бывает 3,0—6,0 м, ширина внутри на 120—130 мм боль-
Рис. 6.10. Электролизер для получения цинка:
1 — катод; 2 — анод; 3 — место установки холодильника; 4 — патрубок для выпуска шлама;
5 — изоляторы
А — подвод электролита; Б — отвод электролита
356
ше ширины катодов, глубина 1,0—1,3 м. Общее число электро-
дов достигает 109, анодов на 1 меньше, чем катодов. В каждой
никелевой ванне устанавливают 30—45 анодов и 31—46 катодов.
Особенностью этих электролизеров является использование ди-
афрагм из брезента, хлорвиниловой или другой синтетической
ткани на каркасе из деревянных реек. Католит подают в каждую
диафрагму по шлангу с калиброванной насадкой. В диафрагмах
уровень раствора поддерживают на 40—50 мм выше, чем в ван-
не, и раствор просачивается в анодное пространство со скоро-
стью, равной отводу анолита, чем предупреждается противоточ-
ное движение примесей к катоду (рис. 6.4).
Основное технологическое оборудование для производства
фольги — электролизер барабанного типа (БЭЛ) с барабан-ка-
тод ом из титана ВТ 1-0 (диаметр 900 мм, ширина 1200 мм, токо-
вая нагрузка 8—12 кА, производительность аппарата по фольге
80—100 т/год) и аппарат нанесения покрытий с набором ванн для
гальванической и химической обработки фольги (АПФ). Совре-
менные электролизеры типа БЭЛ оснащены также нераствори-
мым анодом из свинца марки СО.
Для экономии материалов, удобства размещения в цехе и об-
служивания ванны соединяют в блоки по 40—50 шт. и более, ко-
торые устанавливают на железобетонных колоннах высотой до
6 м для осмотра и ремонта. Для предупреждения утечек тока под
ваннами прокладывают фарфоровые или диабазовые изолято-
ры. Планировка электролизных цехов соответствует последова-
тельному включению в серию 4—6 блоков, или в среднем 150—
200 ванн.
6.2.4. Напряжение на ванне
Всякий электролиз можно представить как химическую ре-
акцию протекающую под действием внешней разницы потенци-
алов. Для этого надо соединить катодный и анодный процессы,
например, в кислом 1 м растворе:
на катоде 2Cu2+ + 4е = 2Си Е° = 0,34 В,
на аноде 2Н2О - 4е = 4Н+ + О2 Е° = 1,23 В.
Суммарно 2Си2+ + 2Н2О = 2Си + 4Н+ + О2 Е° = 0,89 В.
Е° — нормальный потенциал, соответствующий одномолярным
активностям ионов; реальный потенциал электродной системы
Е зависит от температуры и концентрации ионов в соответствии
с уравнением Нернста:
Е = Е° + RT • ln(a0X/«rcd)/HF,
357
где R — газовая постоянная (8,314 Дж/град); Т — абсолютная
температура, К; F — число Фарадея (96500 Кл); п — число эле-
ктронов, участвующих в электродной реакции; яох, aKd — актив-
ности окисленных и восстановленных компонентов системы со-
ответственно. Практически напряжение на ванне U, В, равно
U = Ea-EK + IR,
где Еа, Ек — потенциалы анода и катода работающей ванны, со-
ответственно, включающие поляризацию, В; I — сила тока, А;
R — сопротивление всей электрической цепи ванны, Ом.
Напряжение на ванне при электролизе с растворимым ано-
дом соответствует вышеприведенному уравнению; однако вели-
чина Ел—Ек здесь зависит только от поляризации, а равновесные
составляющие электродных потенциалов одинаковы.
Напряжение на каждой из ванн (например, при электролизе
цинка) суммируется из следующих составляющих, В:
Разность потенциалов между электродами.... 2,89
Падение напряжения:
в анодном шламе....................... 0,03
в растворе............................ 0,56
в контактах........................... 0,18
Всего..................................... 3,66
6.2.5. Выход по току
Выход по току Кт — доля (или процент) тока, расходуемого
на осаждение металла, от общей его величины включающей со-
осаждение примесей и утечки; он всегда меньше 1 (или меньше
100 %). Выход по току определяют как отношение реально по-
лученного количества металла ()пр г> к его максимально возмож-
ному количеству <2теор, рассчитанному по закону Фарадея, г:
К. = Qnp/Q
тсор
= Qnp/(I • т • Э),
где I — сила тока, А; т — продолжительность электролиза, ч; Э
электрохимический эквивалент осаждаемого металла, г/(А ч).
6.2.6. Расход энергии
Практический удельный расход энергии на осаждение метал-
ла W, кВт ч/т:
W = l • т • и/К^и • 1000/(Э • Кт).
Затраты на электроэнергию составляют значительную долю
себестоимости рафинирования. Количество электричества, необ-
358
ходимое для получения 1 т катодной меди, определяется по зако-
ну Фарадея. Например, при электрорафинировании меди на выде-
ление из раствора одного эквивалента меди, равного 63,54/2 =
= 31,77 г, требуется 26,8 А-ч; на 1 т меди будет израсходовано
I • 1 = (1 • 10б • 26,8)/(31,77) = 0,84 • 10б А-ч.
Тогда расход энергии (при напряжении на ванне 0,34 В и вы-
ходе меди по току 92 %) равен
W = 0,84 • 103 - 0,34/0,92 = 310 кВт ч/т.
Основные условия экономичного проведения электролиза —
высокий выход по току и малое падение напряжения на ванне,
главная составляющая которого — падение напряжения в элек-
тролите (для растворимых анодов) или напряжения разложения
(для нерастворимых анодов).
Удельное сопротивление растворов возрастает с повышени-
ем концентрации соли металла, но резко снижается при подкис-
лении серной кислотой и нагревании, поэтому с целью уменьше-
ния падения напряжения в электролите и расхода электроэнер-
гии, например, электролиз меди ведут в подкисленном растворе,
нагретом до 333—338 К, обычно содержащем 40—50 г/дм3 меди
и 150—200 г/дм3 серной кислоты, а расстояние между анодом и
катодом стремятся делать минимальным, но исключающим их
замыкание и обеспечивающим свободную циркуляцию раствора
для выравнивания его состава.
Расход энергии уменьшается с увеличением кислотности эле-
ктролита благодаря уменьшению электросопротивления раство-
ра. Однако при электролизе цинка он, проходя через минимум,
начинает повышаться (рис. 6.11), что обусловлено уменьшением
выхода цинка по току в сильнокислых электролитах.
Оптимальный предел накопления кислоты при катодных
плотностях тока DK до 600 А/м2 — около 150 г/дм3. Для поддер-
жания максимального выхода цинка по току (90—93 %), завися-
щего от величины перенапряжения выделения водорода, элект-
ролит охлаждают до температуры 303—308 К. В интенсивном
режиме при DK выше 1000 А/м2 электролит сильнее нагревается,
охлаждать его становится труднее и дороже.
6.2.7. Плотность тока
Увеличение плотности тока электролизных ванн повышает
их производительность, но при этом увеличивает падение напря-
жения в электролите и поляризацию, а, следовательно, и расход
энергии. Поляризацию приходится компенсировать усиленной
циркуляцией электролита, вызывающей взмучивание шлама, за-
359
Рис. 6.11. Зависимость
удельного расхода эле-
ктроэнергии на осажде-
ние цинка от кислотно-
сти раствора при катод-
ных плотностях тока,
А/м2:
/ — 1080; 2 — 540; 3 — 378;
4 — 270; 5— 180
грязнение им като-
дов и потери с ними
драгоценных ме-
таллов вследствие
захвата твердых
частиц быстро рас-
тущим осадком.
Оптимальную плотность тока выбирают на основании технико-
экономических расчетов. Так, для рафинирования меди она за-
висит главным образом от состава анодной меди, содержания в
ней благородных металлов и скорости циркуляции электролита.
6.2.8. Состав электролита и его корректировка
Для осаждения на катоде электроотрицательного металла с
высоким выходом по току активность его ионов в электролите
должна быть высокой, а кислотность раствора низкой. Этому же
способствуют охлаждение электролита и повышенные плотнос-
ти тока. Понижение кислотности часто ограничено нежелатель-
ной возможностью гидролиза. Например, для реакции
Ni2+ + 2Н2О = Ni(OH)2 + 2Н+
pH = (рК - lgaNi2+)/2
ориентировочное значение pH начала гидролиза (при <?Ni2+ = 1)
равно 6,65. Оседая на поверхности катода, гидроксид или основ-
ные соли никеля могут нарушить равномерность отложения ме-
талла.
Многолетней практикой выработаны пределы содержания
примесей, необходимые для получения чистого металла с опти-
мальным расходом энергии. Вместе с тем совместное действие
посторонних элементов часто отличается от индивидуального
из-за образования ими соединений и сплавов. Так, при электро-
лизе цинка при плотности тока 500 А/м2 и кислотности 130 г/дм3
H2SO4 в электролите допустимы следующие предельные концен-
трации посторонних элементов, мг/дм3: 0,1—0,2 Си, 1—3 Cd, 2—
4 Со, 0,1—0,2 As, 0,5—1 Ni, 0,1—0,2 Sb, 30—50 Fe, 100—200 Cl.
360
Независимо от качества очистки в электролит добавляют
ПАВ — желатина, столярный клей, реже — жидкое стекло
(Na2SiO34?H2O), которые при умеренном расходе (200—500 г/т
металла) повышают перенапряжение водорода и способствуют
получению плотных и гладких осадков. Преимущественная ад-
сорбция ПАВ на отдельных гранях кристаллов вызывает уси-
ленный рост других; это часто способствует получению сравни-
тельно мелких зерен металла и его уплотнению.
Избыток ПАВ вреден, т. к. уничтожает избирательность ад-
сорбции и иногда увеличивает электрическое сопротивление це-
пи, оседая на электродах в виде малоэлектропроводных пленок.
Электроотрицательные катионы — Na+, Mg2+, Мп2+ и др. —
постепенно накапливаются в циркулирующих растворах. На ка-
тоде они не восстанавливаются и на перенапряжение водорода
непосредственно не влияют, однако, уменьшая активность ио-
нов, понижают скорость реакций с их участием. Точные преде-
лы содержания этих элементов не определены. После накопле-
ния этих примесей часть электролита выводят из циркуляции и
перерабатывают отдельно.
6.2.9. Регенерация медного электролита
Обновление или очистка электролита необходимы для пре-
дупреждения накопления в нем примесей и удаления избытка ме-
ди, который вызван частичным растворением анода химическим
путем при участии кислорода воздуха. В итоге в электролит пе-
реходит на 0,5—1,0 % больше меди, чем осаждается на катодах,
и на поверхности анодов, близ которых концентрация Си2+ наи-
более высока, может начаться кристаллизация CuSO4-5H2O с их
последующей пассивацией.
Для удаления избытка меди часть электролита подвергают
электролизу в ваннах с нерастворимыми свинцовыми анодами.
Медь при этом осаждается на катодах, на анодах выделяется
кислород, в растворе накапливается серная кислота. После не-
которого обезмеживания раствор пригоден для возвращения в
систему циркуляции. Напряжение при электролизе с нераство-
римым анодом около 3,0 В, поэтому расход энергии почти в 10
раз больше, чем при рафинировании меди. По мере обеднения
раствора медью и усиления концентрационной поляризации
потенциал катода все более сдвигается в отрицательном на-
правлении, пока не достигнет величины, достаточной для раз-
ряда ионов меди и разложения воды, сопровождающейся обра-
зованием оксида меди.
Для удаления из электролита примесей вместе с избытком
меди электролит нейтрализуют медной окалиной или гранулами
меди при нагревании и продувке воздуха и из горячего раствора
361
кристаллизуют медный купорос CuSO4-5H2O, а затем — медно-
никелевые соли, содержащие NiSO4-7H2O. Для выпарки и крис-
таллизации применяют вакуумные аппараты.
6.2.10. Очистка никелевого электролита
Для получения никеля стандартных марок в электролите
должно быть не более, мг/дм3: 1 Си, 1 Fe и 15 Со; также ограни-
чиваются примеси цинка и органических веществ, которые по-
падают в него при окислении углерода, присутствующего в ано-
дах, а также из дерева, ткани и иных органических материалов,
с которыми соприкасаются растворы. На катоде органические
соединения восстанавливаются и придают металлу хрупкость.
Железо удаляют гидролизом в виде основных сульфатов; для
этого раствор нейтрализуют свежеосажденным карбонатом ни-
келя и окисляют Fe2+, продувая через раствор воздух или хлор.
Величина pH, необходимая для требуемой полноты осаждения
(1,8*10-5 моль/дм3), равна 3,1.
Медь цементируют никелевым порошком, свежевосстанов-
ленным из закиси при 870—973 К во вращающихся печах мел-
ким коксом либо коксовым газом в многоподовых печах.
Кобальт осаждают, окисляя его действием хлора или элект-
ролизом и затем гидролизуя его в виде Со(ОН)3.
Цинк, который редко встречается в медно-никелевых рудах,
иногда загрязняет катоды:
ZnCl4~ + 2е = Zn + 40" Е° = 0,03 В.
Он накапливается в электролите, и его удаляют сорбцией на
анионите АМП. Анионный комплекс ZnCl 4", сорбированный
смолой, затем вымывают (элюируют) водой и разбавленной со-
ляной кислотой.
Органические вещества в основном окисляются во время
очистки от кобальта. Они загрязняют катоды при концентрации
в электролите выше 10 мг/дм3. Для их окисления электролит
иногда перемешивают с осадком гидроксидов Со3+ и Ni3+.
6.2.11. Обслуживание ванн
Обслуживание состоит в устранении коротких замыканий
и наблюдении за чистотой контактов, температурой электро-
лита, его циркуляцией и напряжением на ванне. На современ-
ных заводах введен автоматический контроль состава элект-
ролита и режима электролиза, а управление циркуляцией ав-
томатизировано.
Для питания постоянным током применяют кремниевые вы-
прямители, полезное использование тока в которых иногда пре-
362
вышает 97 %. Помимо того, они весьма компактны и легко при-
спосабливаются к переменам нагрузки при временном закорачи-
вании части цепи.
Электролит непрерывно подают в каждую ванну из общей
магистрали, идущей от напорных баков. Место ввода электроли-
та находится у одного торца ванны внизу, а сливной патрубок —
у противоположного вверху. Интенсивность циркуляции выби-
рают опытным путем; обычно она соответствует обновлению
раствора в течение 3—4 часов. При более интенсивной циркуля-
ции легкие частицы нерастворимых веществ взмучиваются от
движения электролита либо флотируются пузырьками газов,
образуя плавучий или блуждающий шлам. В баках или по пути
из них электролит подогревают (для уменьшения электрическо-
го сопротивления — электролиз меди) или охлаждают (для по-
вышения перенапряжения водорода — электролиз цинка).
Условия электролиза наиболее распространенных металлов
приведены в табл. 6.3.
Таблица 6.3
Показатели электрорафинирования и электроэкстракции металлов
Показатель Растворимые аноды Нерастворимые аноды
Си Ag Ni Co Zn Cu
Электрохимический эквивалент, г/(А-ч) Катодная плотность тока, А/м' Катодный выход по току, % Напряжение на ванне В Расход электроэнер- гии, кВтч/кг Температура электро- лита, К Состав электролита, г/дм3 1,186 240—280 94—97 0,2-0,4 0,2—0,3 328—333 Си2+ 30—50 H2SO4 120—200 4,025 200—300 97—98 0,7—2,5 0,3—0,6 313—323 Ag+ 15—25 HNO3 10—15 so24- 90—150 ci- 40—80 1,095 225^400 94—97 2,6—3,3 2,9—3,4 333—348 Ni2+ 60—100 Na+ 28—35 so2- 150—100 Cl- 10—20 1,099 300— 500 80—90 3,2—3,4 3,5—4,2 323—333 Co2+ 50—60 Na+ 35-^0 1,220 400—600 88—92 3,1—3,6 3,0—3,5 308—318 Zn2+ 60—80 H2SO4 60—80 1,186 150—200 80—90 2,0—2,4 2,0—2,6 293—308 Cu2+ 25—40 so24- 35—60 F x общ 2—10
363
6.3. ЭЛЕКТРОЛИЗ РАСПЛАВОВ
6.3.1. Особенности электродных процессов
Электродные процессы в расплавах проводят при высоких
температурах, что приводит к двум их принципиально новым
особенностям.
Первая заключается в том, что только из расплавленных
электролитов можно осаждать сплошные поликристаллические
осадки практически всех металлов. При осаждении на чужерод-
ной подложке развитие осадков идет в три стадии: зарождение
отдельных кристаллов на подложке; рост отдельных кристаллов
до их слияния в сплошной слой; коллективный рост кристаллов
в сплошном осадке.
Температура является основным параметром электрокрис-
таллизации. От ее значения зависит скорость диффузии осажда-
емого вещества к подложке, что определяет прочность сцепле-
ния с ней осадка; при увеличении температуры ускоряются акты
разряда, ионизации и переноса вещества, что приводит к зарож-
дению меньшего числа кристаллов на катоде, а значит — к
укрупнению кристаллов вплоть до их слияния в сплошной слой.
Для получения сплошных осадков толщиной h применяются
относительно разбавленные (СМе«+ — 2—5 мол. %) расплавы
(табл. 6.4). Катодная плотность тока А лежит в пределах 20—
100 А/см2 и составляет 20—40 % от величины предельной плот-
ности тока, а оптимальное отношение необходимой температу-
ры расплава Т к температуре плавления осаждаемых металлов
Тпл составляет в среднем 0,35.
Второй особенностью электролиза расплавов является неиз-
бежное взаимодействие выделяющегося металла с материалом
Таблица 6.4
Условия получения сплошных осадков
Металл Расплав СМсл+, мол. % £>к, А/см2 Г, К т/т„л W, мм
Ag Бромидный 15 20 400 0,33 0,07
Ni Бромидный 3,1 10 520 0,30 0,03
Ti Хлоридный 4 100 700 0,36 0,30
Zr Фторидный 2,6 20 1020 0,48 0,50
V Бромидный 8 10 674 0,31 1,0
Nb Хлоридный 4 50 970 0,35 1,0
Ta Фторидный 2 40 1070 0,33 1,0
Mo Оксидный 2 40 1170 0,41 0,40
W Вольфраматный 20 50 1120 0,31 0,20
Re Хлоридный 3 50 1070 0,31 1,0
364
электрода и обусловленное им явление деполяризации. Особен-
но сильное деполяризующее действие наблюдается при разряде
ионов металла (Mei+) на другом жидком металле (Me), сопро-
вождающееся образованием сплава. Чем более низкая актив-
ность Mej в его сплаве с Me («Ме (Ме)), тем больше величина депо-
ляризации:
ДЕ = ~[RT/(nF)] • 1ш7Ме«+/Ме.
Взаимодействие выделяющихся на аноде продуктов электро-
лиза с материалом анода обусловливает также деполяризацию
анодного процесса. Например, на индифферентных (платино-
вых) электродах при электролизе криолит-глиноземных распла-
вов реализуется реакция
А12О3 = 2А1 + 1,5О2Т,
для которой теоретическое напряжение разложения А12О3 равно
2,18 В.
В реальном же процессе на графитовых анодах, взаимодейст-
вующих при 1220 К с выделяющимся кислородом по реакциям
А12О3 + ЗС = 2AI + ЗСОТ
А12О3 + 1,5С = 2AI + 1,5СО2Т
напряжения разложения равны 1,085 В и 1,198 В соответственно.
Взаимодействие анодных продуктов электролиза с материа-
лом анода влияет и на природу анодного эффекта в расплавлен-
ных солях. Последний может быть вызван покрытием анода изо-
лирующей газовой пленкой, являющейся причиной газо-гидро-
динамической нестабильности процесса (механизм 1), либо обра-
зованием на аноде прочных слабопроводящих пленок различных
соединений (механизм 2). Для механизма 1 характерно увеличе-
ние критической плотности тока с ростом давления газа над рас-
плавом, для механизма 2 эти зависимости носят обратный харак-
тер. Смена механизмов возникновения анодного эффекта отчет-
ливо выражена при переходе от хлоридных к фторидным рас-
плавам (рис. 6.12). 9П
Для чисто хлорид- ных расплавов ха- рактерен механизм 1, а для чисто фто- % ридных 2. % о. < Рис. 6.12. Зависимость « критической плотности -1, тока от давления в расплавах: / — КС1; 2 — NaF + 6 % КС1; -2,1 3 — NaF + 4 % КС1; 4 _ NaF + 2 % КС1; 5 — NaF , V J_—_________ ,o —X— 7^ о 3 3,0 3,5 4,0 4,5 5,0 5,5 IgP
365
6.3.2. Электролит для получения алюминия
и его свойства
Основным способом получения металлического алюминия
является электролиз расплава криолита, содержащего раство-
ренный глинозем; в таком расплаве алюминий является наибо-
лее электроположительным ионом, что обеспечивает его пре-
имущественное выделение на катоде.
Расплав криолита (3NaF-AIF3) способен растворять до 21 %
глинозема по массе; практически же его концентрация в завод-
ском электролите не превышает 8 %. Температура плавления
чистого криолита составляет 1273 К, но по мере увеличения в
нем концентрации глинозема она сначала уменьшается до
1208 К при 15 мае. % А12О3, а затем резко увеличивается
(рис. 6.13). В чистом криолите молярное отношение NaF/AIF3
(криолитовое отношение) равно 3,0; однако использование чис-
того криолита приводит к заметному выделению натрия на като-
де, поэтому применяют «кислые» электролиты, в которых крио-
литовое отношение равно 2,5—2,8, хотя они более летучи и ху-
же растворяют глинозем.
Типичный состав электролита включает также добавки фто-
ристого кальция или фтористого магния (для уменьшения темпе-
ратуры плавления) и хлористого натрия (для повышения элект-
ропроводности) в сумме до 6—8 мае. %.
При температуре электролиза плотность электролита мень-
ше, чем алюминия — 2,1 и 2,3 г/см3 соответственно, а при 291 К
Концентрация А12О3, мол. %
Рис. 6.13. Диаграмма состояния системы «криолит—глинозем» (данные Абрамо-
ва и Костюкова)
366
электролит тяжелее алюминия — 2,95 и 2,70 г/см3 соответственно,
поэтому при электролизе расплава алюминий остается на дне ван-
ны под слоем электролита и не окисляется воздухом; но при силь-
ном охлаждении ванны он может всплывать на ее поверхность,
т. к. при охлаждении разница плотностей уменьшается.
Удельное электрическое сопротивление электролита такого
состава (0,5—0,6 Ом/см) обеспечивает выделение тепла при про-
хождении тока в межэлектродном пространстве (около 5 см), до-
статочного для поддержания требуемой температуры расплава
(1170—1270 К).
6.3.3. Теория электролиза криолит-глиноземных
расплавов
В результате диссоциации криолита и глинозема алюминий
присутствует в расплаве в виде сложных ионов:
Na3AlF6 = 3Na+ + [A1F6]3-
А12О3 = Al3+ + [А1О3]3-
Существование в расплаве ионов [AIFJ3- подтверждается тем,
что вблизи точки плавления структура жидкости мало отличается
от структуры твердого тела, а криолит в твердом состоянии имеет
кристаллическую решетку типа октаэдра с ионом алюминия в цен-
тре и шестью ионами фтора в вершинах. Ионы кислорода О2-, име-
ющие малый размер и относительно большой заряд, в результате
высокой ионизирующей способности также образуют более слож-
ные ионы типа А1О2 или AlOF^-. Диссоциация сложных ионов при-
водит к образованию более простых: AI3+, Na+, F", О2-, которые не-
посредственно участвуют в переносе тока в соответствии с концен-
трацией и подвижностью каждого из них.
В криолит-глиноземных расплавах в первую очередь на ка-
тоде разряжаются наиболее электроположительные ионы А13+,
а на аноде — наиболее электроотрицательные ионы О2-:
А13+ + Зе = А1,
О2- - 2е = О2?.
Выделяющийся газообразный кислород взаимодействует с
углеродом анода, при этом образуется смесь газов СО и СО2. Од-
новременно происходит обратное растворение алюминия в рас-
плаве до концентрации около 0,1 мае. % и его окисление до
А12О3 воздухом на поверхности ванны и анодными газами в
межэлектродном пространстве; в конечном счете, это увеличи-
вает удельный расход электроэнергии на получение металла.
367
При перегреве ванны алюминий вступает в реакцию с угле-
родом расходуемого анода и футеровки электролизера:
4А1 + ЗС = А14С3.
Образующийся карбид более тугоплавок, менее электропро-
воден и имеет меньшую плотность, чем расплавленный алюми-
ний; поэтому его накапливание в ванне также увеличивает рас-
ход электроэнергии.
Состав электролита со временем изменяется за счет селек-
тивного смачивания и пропитки углеродистых материалов фто-
ристым натрием, улетучивания фтористого алюминия (упру-
гость его паров при температуре электролиза около 1 кПа) и
взаимодействия криолита с поступающими примесями:
3Na3AlF6 + 3Na2O = А12О3 + 12NaF,
4Na3AlF6 + 3SiO2 = 2A12O3 + 12NaF + 3SiF4,
2Na3AlF6 + 3H2O = A12O3 + 6NaF + 6HF.
В результате этих реакций происходит нежелательное обога-
щение электролита фтористым натрием и повышение криоли-
тового отношения, поэтому состав электролита периодически
корректируют введением в него недостающих солей.
6.3.4. Получение алюминия
В результате прохождения тока через расплавленный элект-
ролит на подине электролизера (рис. 6.14) выделяется жидкий
алюминий, являющийся катодом. Сверху ванна закрыта коркой
застывшего электролита, на которую насыпан расходуемый
глинозем. Из электролизера периодически сливают часть обра-
зовавшегося металла и подгружают в расплав новую порцию
глинозема, поддерживая постоянной его концентрацию в элект-
ролите, а также периодически опускают аноды, поддерживая по-
стоянным межэлектродное расстояние.
При значительном снижении концентрации глинозема в элект-
ролите возникает анодный эффект: резко увеличивается напряже-
ние на ванне (до 20—40 В), в контакте анода с электролитом обра-
зуются многочисленные электрические дуги, электролит разогре-
вается и испаряется. Для устранения анодного эффекта в электро-
лит загружают свежую порцию глинозема до концентрации около
8 %. Регулярное появление отчетливо выраженных анодных эф-
фектов в процессе работы ванны свидетельствует о ее нормаль-
ном режиме работы; однако они приводят к повышенному расхо-
ду электроэнергии, электролита и анодов.
Причиной анодного эффекта криолит-глиноземных распла-
вов, возникающего также при электролизе любых расплавлен-
ных солей с любыми анодами, является уменьшение смачивания
368
Рис. 6.14. Принципиальная схема электролизера для получения алюминия:
1 — кожух; 2, 3 — угольная футеровка; 4, 6 — токоподводы; 5 — угольный анод; 7 — шины;
8 — расплавленный электролит; 9 — жидкий алюминий; 10 — корка; 11 — глинозем
угольного анода солевым расплавом по мере уменьшения в нем
концентрации глинозема; когда угол смачивания становится
меньше 90°, поверхность соприкосновения анода с электроли-
том блокируется пленкой образующихся газообразных продук-
тов и увеличивается электрическое сопротивление на границе
«анод—электролит». Критическая плотность тока, превышение
которой приводит к возникновению анодного эффекта, зависит
от природы расплава, материала анода и температуры и в крио-
лит-глиноземных расплавах увеличивается по мере увеличения в
них концентрации глинозема (рис. 6.15). В рабочем режиме про-
мышленной ванны (плотность тока 0,7—1,2 А/см2) анодный эф-
фект возникает при концентрации глинозема в расплаве меньше
1 %.
В сутки в электролизе-
ре при силе тока 70 кА вы-
деляется около 500 кг алю-
миния. Во избежание рез-
кого нарушения теплового
баланса ванны часть ме-
талла выпускают 1 раз за
Рис. 6.15. Изменение критичес-
кой плотности тока г? зависимос-
ти от концентрации глинозема в
криолит-глиноземном расплаве
(данные Беляева и Кузьмина)
Концентрация А12О3, мае. %
369
2—3 суток, используя вакуумные ковши вместимостью до 3 т
алюминия, работающие при разряжении около 70 кПа. Уголь-
ный анод в сутки сгорает примерно на 2 см, поэтому обожжен-
ные аноды периодически заменяют, а самообжигающиеся не-
прерывно наращивают. По мере опускания и спекания таких
анодов на них переставляют штыри-токоподводы.
6.3.5. Электролитическое рафинирование алюминия
Технический алюминий, получаемый электролизом крио-
лит-глиноземных расплавов, имеет чистоту не более 99,85 %
алюминия. ГОСТ 11069—74 определяет 13 марок алюминия, в
т. ч. 5 — более чистых, с суммарной концентрацией примесей (в
основном железо, кремний, медь, цинк, титан) 0,05—0,005.
Рафинирование алюминия осуществляется трехслойным спо-
собом, в котором анодом является расплав алюминия, содержа-
щий металл-утяжелитель (обычно медь), а катодом — рафини-
рованный алюминий (рис. 6.16). Черновой алюминий периодиче-
Рис. 6.16. Электролизер для рафинирования алюминия:
7 — газоотсосный желоб; 2 — крышка; 3 — кожух; 4 — опора; 5 — токоподвод; 6 — угольная поди-
на; 7 — загрузочный карман; 8 — графитированный электрод; 9 — анодный сплав; 10 — электролит;
11 —рафинированный алюминий
370
ски добавляют в анодный сплав через специальный «карман», а
очищенный металл вычерпывают из верхнего слоя ванны.
Применяемый электролит имеет плотность промежуточную
между плотностями катодного и анодного расплавов и состав,
мае. %: ВаС12 60, A1F3 23, NaF 12. Для увеличения электропровод-
ности в него добавляют хлорид натрия (до 5 %). Температура
плавления такого электролита 990—1000 К, плотность при тем-
пературе процесса 2,7 г/см3 (плотность алюминия в тех же усло-
виях равна 2,35 г/см3). Плотность анодного сплава, исключаю-
щая его всплывание в процессе рафинирования, составляет 3,0—
3,5 г/см3, что соответствует концентрации меди в нем около
30 мае. %.
Сущность процесса электролитического рафинирования
алюминия выражается уравнениями:
на аноде А1 — Зе = А13+
на катоде А13+ + Зе = А1
и сводится к образованию у анода ионов алюминия и их последу-
ющему разряду на катоде в виде металлического алюминия.
Примеси, более электроположительные, чем алюминий (желе-
зо, кремний), не могут раствориться на аноде, пока в нем содер-
жится алюминий, и концентрируются в анодном сплаве до 7—8
мае. %. Примеси, менее электроположительные, чем алюминий
(натрий, калий), растворяются на аноде одновременно с алюми-
нием, но не могут выделиться на катоде пока в электролите при-
сутствуют ионы алюминия, и накапливаются в нем. Накопление
примесей в продуктах электролиза приводит к загрязнению ка-
тодного алюминия, поэтому анодный сплав и электролит перио-
дически заменяют.
Рафинирование ведут при высоте слоя анодного сплава 200—
250 мм, слоя электролита 120—150 мм, а слоя металла — не ме-
нее 100 мм. Во избежание окисления алюминия воздухом катод-
ный металл засыпают тонким слоем порошкообразного элект-
ролита.
6.3.6. Получение магния
Магний получают электролизом расплава, содержащего хло-
риды магния, калия, натрия и кальция (рис. 6.17). Разделение
продуктов электролиза — металлического магния и газообраз-
ного хлор$ — обеспечивает диафрагма. Магний, более легкий,
чем электролит, и не растворяющийся в нем, накапливается на
поверхности расплава; его периодически удаляют с поверхности
ванны. Газообразный хлор, выделяющийся на аноде, выводится
из электролизера и используется для получения хлорида магния.
371
Рис. 6.17. Схема ячейки
электролизера для полу-
чения магния:
1 — графитовый электрод; 2 —
стальной катод; 3 — диафрагма;
4 — расплавленный магний;
5 — электролит; 6 — шлам
По сравнению с
металлическим маг-
нием, безводный хло-
рид магния при тем-
пературе электроли-
за имеет повышен-
ную температуру
плавления (991 К),
пониженные плот-
ность (1,6 г/см3) и
электропроводность
(1,17 Ом^-см-1) и рас-
творяет в себе значи-
тельное количество
металлического маг-
ния; поэтому промы-
шленный электролит, помимо хлорида магния, содержит ряд
компонентов, обеспечивающих более высокий выход по току и
меньший расход электроэнергии (табл. 6.5).
Смесь хлоридов калия, натрия и кальция с хлоридом магния
имеет температуру плавления около 1040 К; нижний предел тем-
пературы ограничен точкой плавления магния (924 К), однако
при этом не происходит его полного отделения от электролита.
Повышение температуры способствует расслоению расплава,
увеличивает электропроводность электролита, снижает напря-
жение на ванне и расход электроэнергии, но увеличивает окис-
ление и испарение металла, а также диффузионное проникнове-
ние магния в анодное пространство электролизера, а хлора — в
катодное; в результате неизбежное взаимодействие продуктов
электролиза между собой снижает эффективность процесса. В
связи с этим электролиз проводят при более низкой температу-
ре (960—990 К), подбирая необходимый состав электролита.
При температуре электролиза компоненты электролита дис-
социируют с образованием ионов хлора и катионов магния,
кальция, натрия и калия. Помимо простых ионов Mg2+ в этих
условиях возможно образование ионов Mg+ и комплексных ионов
MgCl3-. При температуре электролиза напряжение разложения
хлорида магния меньше, чем хлоридов натрия, кальция и калия
(при 1020 К оно равно соответственно 2,60; 3,15; 3,24 и 3,29 В), и
372
Таблица 6.5
Состав и свойства электролитов для производства магния
Показатель Электролит
1 2 3 4
1. Концентрация, %: MgCl2 КС1 NaCl СаС12 2. Температура плавления, К 3. Плотность при 973 К, г/см3 4. Удельная электропровод- ность при 973 К, Ом^см-1 5—12 70—78 12—16 0—2 923 1,60 1,83 8—16 38—44 38-^14 4—6 898 1,63 2,10 8—16 0—12 35—45 30—40 848 1,78 2,00 24—25 45—60 15—25 923 1,66 2,23
поэтому магний в присутствии перечисленных хлоридов преиму-
щественно выделяется на катоде. В соответствии с уравнением
Нернста, потенциал выделения магния увеличивается при увели-
чении температуры расплава и уменьшении его активности, что
может привести к разряду на катоде ионов других металлов, в
первую очередь — ионов натрия; поэтому концентрация хлори-
да магния в электролите должна быть не менее 5 мае. %.
Плотности чистых магния и карналлита близки (1,6—
1,7 г/см3), и для достижения требуемой плотности расплава, обес-
печивающей всплывание магния, в состав электролита вводят
хлорид кальция в качестве утяжелителя. Хлорид магния растворя-
ет до 0,3 % магния по массе, а добавка к нему хлоридов калия, на-
трия и кальция уменьшает растворимость магния в электролите.
Хлориды натрия и калия уменьшают вязкость электролита и
поверхностное натяжение на границах раздела фаз; это облегча-
ет слияние капель магния и отделение его от электролита. По-
верхностное натяжение электролита уменьшается и в связи с
уменьшением в нем концентрации хлорида магния по мере про-
хождения процесса электролиза, что может привести к обнаже-
нию капель металла и окислению его кислородом воздуха. Хло-
рид кальция в значительной степени предупреждает это явление.
Иногда в электролит вводят незначительное количество
фторидов натрия и кальция, повышающих поверхностное натя-
жение на границе расплавленного магния с твердым катодом;
это увеличивает размеры капель выделяющегося магния и улуч-
шает его отделение от электролита.
Из всех компонентов электролита хлорид магния обладает на-
именьшей удельной электропроводностью (1,17 Ом^-см-1 при тем-
пературе 1073 К); поэтому добавки хлоридов калия, кальция и на-
трия улучшают эксплуатационные характеристики электролита.
373
В электролите возможно накапливание ряда примесей, отри-
цательно влияющих на показатели электролиза: влаги, сульфа-
тов, солей железа, оксидов магния и бора, что связано с их взаи-
модействием:
Н2О + Mg = MgO + Н2,
MgSO4 + 3Mg = 4MgO + S,
MgSO4 + Mg = 2MgO + SO2.
При этом расходуется магний, увеличиваются его физичес-
кие потери в связи с ухудшением слияния капель металла, окис-
ленных с поверхности. Установлено, что 0,1 % влаги уменьшает
выход магния по току на 1 %. Оксид магния может механически
оседать на катоде, что приводит к выделению металла в виде бо-
лее дисперсных капель, а также образует шлам (концентрация
MgO 15—25 %), оседающий на дно ванны вместе с мелкими кап-
лями металла; его накапливание может привести к короткому
замыканию электродов. Шлам удаляют не менее 1 раза в 2—3
суток вакуумным ковшом.
Влияние оксида бора и его соединений аналогично, но более
заметно, чем оксида магния.
При концентрации железа и титана в электролите до 0,1 %
резко уменьшается выход магния по току; это связывают с обра-
зованием губчатых осадков железа и титана на катоде, которые
адсорбируют оксид магния и пассивируют катод.
6.3.7. Технология получения магния
Современные промышленные электролизеры (табл. 6.6)
работают при нагрузке 50—120 кА. Различают два основ-
Таблица 6.6
Основные показатели работы диафрагменных электролизеров
Показатель Тип электролизера
с верхним вводом ано да, питание хлорис- тым магнием с боковым вводом анода, питание кар- наллитом
Сила тока, кА Напряжение на ванне, В Межэлектродное расстояние, см Анодная плотность тока, А/см2 Выход магния по току, % Расход электроэнергии, кВт-ч/кг Выход отработанного электролита, кг/кг Температура электролита, К 32—110 6—8 7—12 0,40—0,65 85—88 16,4—17,5 0,2—0,4 950—970 60—75 5,4—5,7 7—8 0,40—0,45 75—78 15,8—16,1 4,2—4,4 970—980
374
6
Рис. 6.18. Бездиафрагменный магниевый электролизер с верхним анодом и
рамным катодом:
1 — кожух; 2 — теплоизоляция; 3 — футеровка; 4 — катод; 5 — анод; 6 — ячейка для сбора металла
ных типа электролизеров: с верхним и с боковым подводом то-
ка к аноду; первые позволяют заменять выходящие из строя
аноды без остановки агрегата, но имеют меньший срок служ-
бы. Магниевые электролизеры работают непрерывно около
года.
Наиболее совершенными являются бездиафрагменные
электролизеры (рис. 6.18), принципиально отличающиеся по-
вышенным сроком службы катода, наличием ячеек для сбора
магния, расположенных вне межэлектродного пространства;
это повышает выход магния по току и производительность аг-
регата.
При обслуживании электролизных ванн обеспечивают их
подпитку электролитом для восполнения расхода хлористого
магния и извлечение из них полученного магния. Загрузка све-
жего электролита в ванну всегда сопряжена с накапливанием в
расплаве примесей, поэтому 3—4 раза в сутки перед очередной
загрузкой солей (их вводят в расплавленном состоянии во избе-
жание резких колебаний температуры) часть отработанного
электролита откачивают из ванны. На 1 тонну магния обычно
расходуется 8—10 тонн карналлита, получается 4—5 тонн отра-
ботанного электролита и до 0,2 тонны шлама.
Анодные газы на выходе из электролизера содержат, об.
%: 85—90 С12, 2—3 НС1, 3^1 О2, 12—15 N2, 1—2 СО+СО2.
Обычно их используют для производства хлорида магния из
оксида магния.
375
Необходимая температура расплава создается только в ре-
зультате выделения тепла при прохождении электрического
тока через слой электролита. Температуру расплава регули-
руют изменением состава электролита (его электропровод-
ности): при понижении температуры добавляют расплав
хлорида магния, а при перегреве электролита загружают твер-
дый хлорид натрия. При 970—990 К достигают максимального
выхода магния по току и наименьшего расхода электроэнер-
гии. Противоположное влияние на расход электроэнергии
оказывает увеличение плотности тока и межполюсного рас-
стояния.
Избыток магния в электролизере может привести к самопро-
извольному загоранию металла, поэтому его извлекают из ван-
ны не реже 1 раза в сутки вакуумным ковшом.
Получаемый магний содержит более 0,1% примесей; его ра-
финируют переплавкой с флюсами или дистилляционным спосо-
бом. Согласно ГОСТ 804—72 различают 3 марки первичного
магния с суммарной концентрацией примесей (главным образом,
железо и марганец) от 0,1 до 0,03 %.
6.3.8. Электролитическое получение тантала
Электролитом при получении тантала является солевой
расплав хлорида калия, фторида калия и фторотанталата ка-
лия, содержащий пятиокись тантала Та2О5, растворенную в
этом электролите до концентрации 2,5—3,0 %; фторотанталат
калия повышает растворимость в электролите пятиокиси тан-
тала.
В результате электролиза происходит разложение пятиокиси
тантала с выделением металлического тантала на катоде и кис-
лорода на аноде. Напряжение разложения Та2О5 на графитовом
аноде при температуре расплава (1020 К) за счет взаимодействия
выделяющегося кислорода с углеродом и сгорания анода до СО
и СО2 уменьшается от теоретического значения (1,65 В) до 1,41
В. Электродные реакции:
на катоде
Та5+ + 5е = Та,
на аноде
TaO2F43- - 4е = TaO2R + О2?,
TaFt + 3F’ = TaF,
02 + С = СО + со2
не связаны с расходованием компонентов электролита, посколь-
ку анионы TaFj" вновь взаимодействуют с растворенной пяти-
окисью при образовании оксифтортанталата K3TaO2F4. Таким
376
образом, анодный процесс представляет по сути перенос кисло-
рода к аноду в форме ионов TaO2Fj*.
По мере протекания электролиза электролит обедняет-
ся пятиокисью тантала, как и при электролизе криолит-гли-
ноземного расплава, это вызывает появление анодного эф-
фекта, служащего сигналом о необходимости введения в элек-
тролит Та2О5. Природа анодного эффекта также связана с из-
менением поверхностного натяжения расплава на границе с
анодом и зависит от материала анода и применяемой плотнос-
ти тока.
Условия электролиза следующие: катодная плотность тока
около 50 А/м2, анодная — 120—160 А/м2 (обусловлено конст-
рукцией аппарата). Процесс ведут до заполнения электролизе-
ра катодным осадком примерно на 2/3, после чего анод извле-
кают из расплава и охлаждают электролит вместе с катодным
осадком.
В электролизере для получения тантала (рис. 6.19) корпу-
сом и катодом ванны является цилиндрический нихромовый
тигель, обогреваемый
снаружи, а анодом —
полый перфорирован-
ный графитовый стер-
жень, располагаемый
по оси тигля. Установ-
ка снабжена дозатором
пятиокиси тантала, ко-
торую подают в по-
лость анода во избежа-
ние загрязнения им ка-
тодного осадка.
Измельчением про-
дукта электролиза и
воздушной сепарацией
отделяют частицы ме-
таллического тантала
(плотность 16,6 г/см3)
от значительно более
легких солей, исполь-
зуемых затем для при-
готовления электроли-
Рис. 6.19. Электролизер для
получения тантала:
1 — бункер с питателем; 2 — полый
графитовый анод; 3 — нихромовый
тигель-катод; 4 — крышка; 5 — теп-
лоизоляция; 6 — пробка-токоподвод
377
та. Дальнейшую очистку тантала проводят гидрометаллурги-
ческим или термовакуумным способом. Примерное содержа-
ние примесей в товарном порошке тантала, %: 0,1—0,2 О;
0,03—0,2 С; 0,03—0,1 Fe+Ni; до 0,01 F; до 0,1 Si.
6.3.9. Электролитическое получение циркония
Для электролиза расплава галогенидов циркония использу-
ют электролиты, содержащие, %: 20 K2ZrF6, 80 NaCl либо 25—30
K2ZrF6, 70—75 КС1. Предпочтительным является использование
хлорида калия, имеющего по сравнению с хлоридом натрия бо-
лее высокие напряжения разложения и критическую плотность
тока при возникновении анодного эффекта, более низкую тем-
пературу плавления (1003 К), позволяющую уменьшить темпе-
ратуру электролиза (1020—1070 К), и более высокую раствори-
мость в воде образующейся при электролизе соли (KF), облегча-
ющей отделение катодного осадка циркония от остатков элект-
ролита. Электродные реакции:
на катоде
Zr4+ + 4е = Zr,
на аноде
2Е, + 4СГ = 4F’ + 2С12Т.
Выделяющийся элементный хлор является продуктом окис-
ления ионов хлора, образующимся на аноде элементным фто-
ром. По мере электролиза в расплаве накапливается фторид ка-
лия, который при концентрации в электролите до 30 % не ока-
зывает отрицательного влияния на процесс.
Электролиз обеспечивает селективное выделение цирко-
ния по отношению к его характерной примеси — гафнию: при
его концентрации в электролите 0,6 % (от суммы Hf+Zr) в ка-
тодном осадке концентрация гафния не превышает 0,05 %.
Процесс проводят при катодной плотности тока 350—
450 А/м2, получая катодный осадок, содержащий около 30 %
металлического циркония в виде частиц крупностью 50—
200 мкм. Конструкция электролизера аналогична применяе-
мой для получения тантала; отличие заключается в ее герме-
тичности и использовании защитной атмосферы чистого арго-
на, поскольку в контакте с воздухом порошок циркония окис-
ляется и способен воспламениться. Порошкообразный металл
отделяют затем от солей известными приемами (измельчение,
выщелачивание в воде, промывка спиртом); чистота получае-
мого металла — не менее 99,7 %.
Условия электролиза наиболее распространенных металлов
приведены в табл. 6.7.
378
Показатели электролиза расплавов
Таблица 6.7
Показатель Растворимый анод Нерастворимые аноды
AI AI Mg Zr Ta
Электрохимический эквивалент, г/(А-ч) Анодная плотность тока, А/см2 Катодный выход по току, % Напряжение на ван- не, В Расход электроэнер- гии, кВтч/кг Температура электро- лита, К Состав электролита, % 0,335 0,57—0,70 93—96 5,5—6,0 17,5—18,5 1050—1070 ВаС12 55—60 A1F3 23—25 NaF 12—15 0,336 0,7—1,2 80—92 4,1—4,5 15,0—17,0 1170—1270 А12О3 6—8 CaF2 6—8 Na3AlF6 84—88 0,453 0,40—0,65 75—88 5,5—8,04 15,8—17,5 950—980 MgCl2 5—16 KC1 12—78 NaCl 12—15 CaCl2 2—40 0,851 3,5—4,5 50—60 12—18 26—38 1020—1070 K2ZrF6 20—30 KC1 70—80 1,350 0,012— 0,016 80—85 6,5—7,0 2,2—2,4 950—990 K2TaF7 15—18 Ta2O5 2,5—3,0 KC1 50—55 KF 25—28
379
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ К ГЛ. 6
1. Перечислите и охарактеризуйте основные факторы, от ко-
торых зависит скорость анодного растворения металлов.
2. Что является причиной пассивации металлов и как можно
регулировать этот процесс?
3. Какие явления наблюдаются в процессе растворения ано-
дов?
4. От каких факторов зависит структура катодных осадков?
Дайте краткую характеристику основных факторов.
5. Как влияет перенапряжение водорода на процесс катодно-
го восстановления цветных металлов?
6. Перечислите условия получения компактных и порошко-
образных осадков металлов.
7. Охарактеризуйте поведение основных примесей медных
анодов при электрорафинировании меди.
8. В чем основные отличия процесса электролиза меди с рас-
творимым и нерастворимым анодом?
9. Охарактеризуйте состав электролита, применяемого при ра-
финировании никеля, и его влияние на результаты этого процесса.
10. Как взаимосвязаны основные показатели электролиза:
выход по току, напряжение на ванне и удельный расход электро-
энергии?
11. В чем заключаются основные особенности электролиза
расплавов в сравнении с электролизом растворов?
12. Перечислите основные требования, предъявляемые к
электролиту для получения алюминия. Как влияет состав элект-
ролита на результаты электролиза?
13. В чем сходство и различие принципов электролитическо-
го рафинирования меди и алюминия?
14. Перечислите и обоснуйте условия электролитического
получения магния.
Рекомендательный библиографический список к гл. 6
1. Левин А.И. Электрохимия цветных металлов. М.: Металлургия, 1982,256 с.
2. Зеликман А.Н., Крейн О.Е., Самсонов Г.В. Металлургия редких металлов.
3-е изд. М.: Металлургия, 1978. 560 с.
3. Баймаков Ю.В., Журин А.И. Электролиз в гидрометаллургии. М.: Метал-
лургия, 1982, 376 с.
4. Севрюков Н.Н., Кузьмин Б.А., Челищев Е.В. Общая металлургия. 3-е изд.
М.: Металлургия, 1976. 568 с.
6. Лебедев В.А. Теория электрометаллургии цветных металлов. Екатерин-
бург: УПИ, 1991. 107 с.
7. Кистяковский Б.Б., Гудима Н.В. Производство цветных металлов. М.:
Металлургия, 1978. 344 с.
8. Дамаскин Б.Б., Петрий О.А. Электрохимия: Учеб, пособие для вузов М.:
Высш, шк., 1987. 295 с.
380
Г лава 7
ГИДРОМЕТАЛЛУРГИЯ
Гидрометаллургия — извлечение элементов из полиметалли-
ческого сырья с помощью жидкофазных растворителей и после-
дующее выделение их из растворов в форме металлов или моно-
осадков.
Достоинства гидрометаллургии:
1. Избирательное извлечение металлов из забалансового
(труднообогатимого, с невысоким их содержанием, полиметал-
лического, труднодоступного) сырья.
2. Комплексная переработка сырья с высокой степенью из-
влечения элементов (в том числе серы и железа) в качественные
продукты — как основа безотходной, экологически выдержан-
ной технологии.
3. Более компактное производство, проще механизируемое и
автоматизируемое, менее трудоемкое и опасное для здоровья
трудящихся (нет пылеобразования, обработки больших объемов
расплавов, токсичных газов).
4. Экономическая эффективность переработки неметалли-
ческого сырья при небольшом масштабе производства.
Основными стадиями гидрометаллургической технологии
являются (рис. 7.1):
1. Подготовка сырья; эта операция способствует более быст-
рому, полному, селективному выщелачиванию ценного металла.
Известны механические способы (дробление, измельчение) и
физико-химические, связанные с изменением фазового состава
сырья (прокалка, обжиг, спекание, гидротермальное активиро-
вание, обезжиривание вторичного сырья и др.). Механические
способы излагаются в учебных курсах, посвященных процессам
подготовки и обогащения сырья.
2. Выщелачивание, т. е. перевод металла в водную фазу с по-
следующим отделением нерастворимого остатка методами от-
стаивания, фильтрации, центрифугирования и промывкой остат-
ка.
3. Подготовка раствора: очистка от посторонних примесей
физико-химическими методами (осаждение в форме труднорас-
творимых соединений, цементация, сорбционно-экстракционное
разделение), концентрирование раствора приемами упаривания,
381
Сырье
Подготовка
Окислитель
или восстановитель
Растворитель
▼ V ▼
Выщелачивание
Разделение пульпы
соединение
(соль, оксид)
Рис. 7.1. Принципиальная схема переработки сырья по гидрометаллургической
технологии
сорбции и экстракции с последующим получением при десорб-
ции и реэкстрации обогащенной водной фазы.
4. Выделение из раствора ценного элемента в форме метал-
ла (электролиз, автоклавное осаждение газом) или соединения
(кристаллизация, химическое осаждение, дистилляция).
Физико-химические принципы гидрометаллургических опе-
раций изучаются в курсе «Теория гидрометаллургических про-
цессов».
382
7.1. ВЫЩЕЛАЧИВАНИЕ
Эффективность выщелачивания оценивается:
— извлечением — степенью перехода извлекаемого элемен-
та по отношению к его содержанию в исходном сырье, %;
— скоростью процесса (масса извлекаемого элемента в еди-
ницу времени возрастает с увеличением температуры, концент-
рации реагентов, интенсивности перемешивания, удельной по-
верхности дисперсности сырья);
— селективностью — степенью извлечения ценного элемен-
та по отношению к сопутствующим примесям: чем меньше ско-
рость и извлечение, тем больше селективность выщелачиваемо-
го элемента;
— удельным расходом реагента — расходом химиката на
массовую единицу извлеченного металла; этот показатель зави-
сит от фазового состава сырья, показателей регенерации раство-
рителя на стадии осаждения металла из раствора и организации
замкнутой по растворителю схемы. Расход реагента возрастает с
увеличением температуры, дисперсности сырья, продолжитель-
ности выщелачивания из-за развития побочных реагентпотреб-
ляющих процессов;
— реологическими свойствами получаемых пульп, влияю-
щих на показатели их отстаивания и обезвоживания; они опреде-
ляются дисперсностью и фазовым составом твердой фазы, вяз-
костью и плотностью пульп, температурой.
Выбор параметров и режима процесса, от которых сущест-
венно зависят показатели выщелачивания, определяется эко-
номическими расчетами, как правило, на компромиссной осно-
ве:
— чем больше извлечение, тем меньше скорость процесса, а
значит, больше длительность пребывания пульпы в реакторе, а
это требует больших объемов оборудования и капитальных за-
трат;
— чем больше тонина помола сырья, тем больше степень из-
влечения и скорость процесса, однако при этом заметно возрас-
тают энергозатраты на доизмельчение, ухудшаются реологиче-
ские свойства пульп и их разделение;
— чем больше температура, концентрация растворителя,
тем больше извлечения и скорость процесса, однако возрастают
затраты на энергетику, ухудшается селективность процесса, ос-
ложняется обработка полученных растворов и выбор материала
для изготовления реакторов.
Объективным и надежным подходом является разработка
математических моделей технологии, базирующихся на совмест-
ном анализе физико-химических критериев процесса и экономи-
ческих факторов.
383
Процессы выщелачивания классифицируются по:
— типу растворителя (щелочной, кислотный, солевой, орга-
нические и комплексообразующие реагенты);
— способу осуществления (периодическое, непрерывное, од-
но-многостадийное, прямоточное и противоточное);
— окислительно-восстановительным условиям среды (окис-
лительное, восстановительное, нейтральное);
— аппаратурному оформлению (кучное, подземное выщела-
чивание, перколяционное, агитационное);
— величине давления (при атмосферном или избыточном —
автоклавные условия);
— использованию подготовительных операций (прямое или с
предварительной подготовкой).
7.1.1. Характеристика растворителей
Выбор растворителя во многом определяет показатели и
экономичность процесса; при этом учитывают:
— химический, фазовый составы сырья;
— агрессивность по отношению к материалу используемой
аппаратуры;
— селективность воздействия на извлекаемый металл;
— возможность регенерации на стадии осаждения металла;
— токсичность, доступность, стоимость.
Эффективность действия растворителя при выщелачивании
определяется температурой, концентрацией, продолжительнос-
тью, крупностью сырья.
Вода является наиболее доступным растворителем и эффек-
тивна при извлечении растворимых сульфатов, хлоридов метал-
лов, в том числе и из продуктов обжига.
Водные растворы солей (сульфаты и хлориды Fe (III), циа-
ниды, хроматы, сернистый натрий). Химия их действия иллю-
стрируется нижеприведенными реакциями:
MeS + 2FeCl3 = MeCl2 + 2FeCl2 + S°;
MeS + Fe2(SO4)3 = MeSO4 + 2FeSO4 + S°;
PbSO4 + 4NaCl = Na2PbO4 + Na2SO4;
Me + 4NaCN + l/2O2 + H2O = 2Na2[Me(CN)4] + 2NaOH,
где: (Me: Au, Ag, Cu, Zn и др.).
Me2S3 + 3Na2S = Na2MeS3,
где: Me: Sb, As.
384
Это достаточно эффективные растворители, обеспечиваю-
щие развитие реакций при Т> 373 К, однако они дороги, получа-
емые растворы загрязняются балластными солями, что ослож-
няет регенерацию растворителя и извлечение ценного компо-
нента.
Хлорная вода — вода, насыщенная хлором'.
С12 + н2о нею + НС1.
При обычных условиях в 1 дм3 воды растворяется 2,26 дм3
С12. В зависимости от кислотности среды возможно предпочти-
тельное присутствие С12 (в кислых средах), НОЮ (pH 4—7,5) и
СЮ" (при pH > 7,5).
Хлорная вода активно растворяет металлы, сульфиды:
MeS + Cl2(aq) = Ме2+ + 2СГ + S°;
Me + Cl2(aq) = Me2+ + 2СГ,
в том числе с образованием комплексов типа [МеС14]2-.
Скорость ее поступления в реактор должна быть увязана с
кинетикой процесса, в противном случае заметная часть реаген-
та остается неиспользованной, что осложняет экономику про-
цесса и обезвреживание отходящей парогазовой смеси.
Интересны возможности использования хлорной воды при
pH 4—7,5 для переработки железосодержащих материалов; в
этом случае достигается не только полное извлечение ценного
элемента, но и концентрирование железа в нерастворимом ос-
татке вследствие количественного гидролиза ионов Fe (III) при
используемой кислотности раствора:
MeS + 4С1СГ -> МеС12 + SO 5" + 2С1"
Хлорную воду используют для выщелачивания поликомпо-
нентных сплавов, руд благородных металлов, молибденовых
концентратов.
Токсичность, дороговизна, проблемы регенерации ограничи-
вают области применения этого растворителя.
Кислоты. Наиболее часто используют серную кислоту: это
доступный реагент, особенно на металлургических предприяти-
ях, перерабатывающих серосодержащее сырье, имеет высокую
вскрывающую способность и умеренно агрессивен к материа-
лам, используемым при создании аппаратов. При электрохими-
ческом или автоклавном осаждении металлов из сульфатных
растворов удается обеспечить регенерацию кислоты.
Азотная и соляная кислоты более дороги, обеспечивают
меньшую селективность, осложняют выбор аппаратурного про-
385
цесса. Использование соляной кислоты вследствие повышенной
ее способности к комплексообразованию интересно в схемах,
включающих сорбционно-экстракционную технологию разделе-
ния металлов. Плавиковую кислоту, «царскую водку» (смесь
азотной и соляной кислот в соотношении 3:1), применяют для
вскрытия особо упорного редкометального сырья или сплавов
благородных металлов.
Сернистая кислота интересна при выщелачивании, когда не-
обходимо наряду с растворением создать условия для восстанов-
ления ионов металла высшей валентности, например при вскры-
тии марганцевых руд.
Для сырья с повышенным содержанием пород основного ха-
рактера кислотное вскрытие нецелесообразно из-за повышенно-
го расхода кислоты, интенсивного пенообразования.
Щелочи. Эти реагенты обеспечивают высокую селектив-
ность выщелачивания металлов, упрощают выбор материала
для сооружения гидрометаллургических агрегатов, особенно
эффективны при переработке сырья с повышенным содержани-
ем основных пород. К этому классу растворителей относятся
растворы щелочей, соды, аммиака. Последние особенно эффек-
тивны при обработке сырья, в котором извлекаемые металлы
(Си, Zn, Ni, Со, Cd, Ag) способны образовывать аммиачные ком-
плексы, содержатся в металлической, оксидной, сульфатной
формах. Щелочные реагенты дороги, регенерация их осложне-
на, возникают проблемы разделения образующихся пульп из-за
повышенной вязкости жидкой фазы.
Щелочные среды обеспечивают большую селективность, ме-
нее агрессивны, чем кислые растворители, и особенно удобны
при обработке сырья, содержащего повышенное количество по-
роды основного типа, например карбонатов. При окислительной
обработке сульфидного сырья сера окисляется, в основном, до
сульфат-иона, что приводит к накоплению сульфата натрия, ам-
мония. Их образование увеличивает расход растворителя и пред-
полагает использование сложной системы его регенерации.
Аммиак отличается повышенной токсичностью и способнос-
тью к возгонке из жидкой фазы, образованию взрыво- и пожа-
роопасных смесей с кислородом, поэтому его применение предо-
пределяет использование герметичной, более дорогой аппарату-
ры и развитой системы утилизации газовых потоков.
Аммиачные комплексы металлов термически неустойчивы и
при 380—400 К разрушаются с образованием осадков цветных
металлов (гидроксидов, основных карбонатов или сульфатов) и
пароаммиачной газовой фазы, что после ее улавливания в скруб-
берах позволяет регенерировать аммиак.
Органические растворители. Этот тип реагентов интересен
для обработки сырья, в котором содержатся металлы, способные
386
к образованию металл-органических комплексов; такой способно-
стью обладают свинец, ряд благородных и редких металлов. Орга-
нические растворители отличаются селективностью, незначитель-
ной коррозионной агрессивностью, интересны в схемах с сорбци-
онно-экстракционной обработкой растворов или автоклавным во-
дородным осаждением. Это дорогие растворители, регенерация их
затруднена, многие их свойства изучены недостаточно, в том чис-
ле их токсикологический характер влияния на человека.
7.1.2. Поведение металлов и их соединений
при выщелачивании
Цветные металлы в исходном сырье могут находиться в ме-
таллизированном состоянии, в форме простых и сложных окси-
дов, разнообразных солей, среди которых (сульфаты, хлориды,
халькогениды, арсениды) наиболее представительны сульфиды.
Наиболее типичным сырьем, в котором извлекаемый металл
находится в элементном состоянии, являются:
— руды, содержащие самородные металлы (золото, серебро,
платиноиды, реже — медь);
— вторичное сырье;
— полупродукты производства (цементационные осадки,
огарки после восстановительного обжига).
Электроотрицательные металлы (цинк, кадмий, алюминий и
т. д.) достаточно хорошо растворяются в кислых и щелочных
средах:
Ме + лН+= Мел+
Me + 2лОН" =
МеОГ+^Н2Г
Использование аэрации исключает накопление взрывоопас-
ных концентраций водорода.
При растворении электроположительных металлов обяза-
тельно присутствие не только растворителя, но и окислителя. В
присутствии растворителя — комплексообразователя, кислот
или их смесей, обладающих окислительными свойствами, про-
цесс значительно ускоряется:
Си + 2Н+ + 0,5О2 = Си2+ + Н2О;
3Ag + 4HNO3 = 3AgNO3 + 2H2O + NO;
Ni + »NH3 + 0,5O2 + H2O = [Ni(NH3)„]2+ + 2OH“;
Au + 4CN“ + 0,5O2 + H2O = [Au(CN)4]“ + 2OH“.
387
Отдельные металлы (например, никель, кобальт) склонны к
пассивации на воздухе за счет образования оксидных пленок, по-
этому эффективность выщелачивания свежевосстановленного
огарка гораздо выше.
Показатели растворения сплавов ухудшаются при наличии
компонентов, образующих нерастворимые пленки. Наиболее
рациональным способом подготовки металлизированного сырья
к выщелачиванию является расплавление и распыление распла-
ва: удаляются неметаллические включения, достигаются одно-
родность материала по химическому и фазовому составу, разви-
тая его поверхность.
Оксиды. В исходном сырье оксидные формы металла пред-
ставлены природными минералами или соединениями, получен-
ными в результате окислительного обжига.
Различают простые оксиды типа MeAOv (например, куприт —
Си2О, касситерит — SnO2, мастуран — и3О8 и сложные типа
МелО/МелО,„, например шеелит — WO3CaO, ильменит —
TiO2FeO, колумбит — Nb2O5-(Fe, Мп)О. При обжиге неизбежно
образование ферритов (MeO Fe2O3), силикатов (MeO SiO2);
сложные оксиды более трудно вскрываются при выщелачива-
нии.
Гидроксиды металлов. Основные соли встречаются в сырье
в форме минералов: азурит 2CuCO3Cu(OH)2, гиббсит — А1(ОН)3
— или образуются при гидролитической очистке от примесей:
CuSO4Cu(OH)2.
С целью обеспечения устойчивых форм металла в растворе
(соли с высокой растворимостью) наряду с химическим вариан-
том растворения
А1(ОН)3 + NaOH = Na[Al(OH)4];
2CuCO3Cu(OH)2 + 12NH3 = 3[Cu(NH3)4]2+ + 2CO^ + 2OH";
ZnO + 2H+ = Zn2+ + H2O
выщелачивание проводят в присутствии окислителя
Cu2O + 4Н+ + О, = 2Си2+ + 2Н2О;
ио2 + 2Н+ + 0,5 о2 = ио?+ + Н2О
или в присутствии восстановителя
2Со(ОН)3 + 2Н+ + SO2 = 2Со+ + 4Н2О;
MnO2 + 2Fe2+ + 4Н+ = Mn2+ + 2Fe3+ + 2Н2О.
Извлечение металлов из сложных оксидов сопровождается
дополнительными трудностями: необходимостью использования
388
более высоких температур или концентраций растворителя,
предварительной термической подготовки, проблемой осветле-
ния растворов из-за образования труднофильтруемых силика-
тов, повышенным расходом растворителя.
Сульфиды. Это весьма распространенный тип соединений,
особенно в сырье, используемом при производстве меди, никеля,
цинка, свинца, сурьмы.
В рудах, концентратах металлы представлены природными
минералами (высшими сульфидами), в том числе простыми (га-
ленит — PbS, сфалерит — ZnS) и сложными (халькопирит —
CuFeS2, пентландит — ((FeNi)S).
В полупродуктах пирометаллургического производства
(штейны, огарки) содержатся, в основном, простые низшие суль-
фиды.
Растворимость сульфидов во многом определяется поведени-
ем сульфид-иона, особенно в присутствии окислителя: возможно
образование серы элементной, разнообразных политионатов,
типа SAO 2~, сульфат-иона
S2" + 2Н+ +0,50, рН-'~2 > S° + Н,О,
S2"+2O,
рН>2
»sxo2y---------->SO2-.
Политионаты сохраняют устойчивость в щелочных средах.
Необходимо их доокислять до сульфат-иона, иначе на стадии из-
влечения металлов (электрохимически, высокотемпературное
осаждение) они склонны к разрушению с образованием суль-
фид-иона, загрязняющего конечный продукт.
Простые сульфиды металлов способны растворяться без
окислителя:
— в серной, соляной кислотах (сульфиды электроотрица-
тельных металлов, ZnS, FeS, NiS):
MeS + 2H' 27°-400K >Ме2 н + H2S ? •
J
— в щелочах (сульфиды амфотерных металлов):
MeS + 4NaOH 470~520К > Na,МеО, + Na,S + 2Н,О
Z. Z. у
— в сульфидах щелочных металлов (сульфиды металлов, об-
разующих тиосоли As2S3, Sb2S3, HgS), Т = 350—370 К:
Sb2S3 + 3S2~ = 2SbSih
HgS + S2- = HgSil-;
389
в цианидах щелочных металлов (310—320 К):
Cu2S + 6CN" -> 2[Cu(CN); ]2- + S2-;
в растворах солей металлов, которые образуют менее рас-
творимый сульфид, чем исходный сульфид металла (Г = 410
470 К):
Me'S + Me"SO
Me"Si + Me'SO
Zp(Me'S) > Zp(Me"S);
— в подкисленных растворах солей-окислителей: (сульфат,
хлорид железа (III), бихромат калия):
MeS + 2Fe3+ = Ме2+ + 2Fe2+ + S°
(получаемый раствор загрязняется ионами, вносимыми с раство-
рителями, что осложняет переработку раствора и регенерацию
растворителя);
— в хлорсодержащих реагентах (хлорная вода, соляная кис-
лота, SC12, НОС1); при насыщении раствора хлором образуются
соляная и хлорноватистая кислота:
2MeS + 5С1О- + 2Н+ = 2Ме2+ + S + SO^- + 5СГ + Н2О;
— в кислотах, обладающих окислительными способностями
(азотная концентрированная серная):
3MeS + 8HNO3 = 3Me(NO3)2 + 4Н2О + 3S° + 2NO;
MeS + 2H2SO4 = MeSO4 + SO2 + S° + 2H2O.
Высокая стоимость, агрессивность, трудности регенера-
ции — все это является недостатками этих растворителей.
При повышенных температурах процессы окисления суль-
фидов существенно ускоряются; эффективно использование
кислорода, воздуха или воздушно-кислородной смеси, снижается
расход растворителя, повышается селективность процесса по от-
ношению к солям — примесям, гидролизующимся при pH < 2—
3,0 или менее растворимым с повышением температуры.
При выщелачивании в кислых средах образуется элементная
сера, температура плавления которой в зависимости от модифи-
кации колеблется в пределах 385,8—392 К; если выщелачивание
проводят при температурах больше температуры плавления эле-
ментной серы, последняя расплавляется, смачивает поверхности
сульфидов и существенно замедляет диффузионные стадии; в
итоге процесс выщелачивания замедляется. В присутствии спе-
390
циальных поверхностно-активных реагентов (3—5 кг/т концент-
рата), ослабляющих смачивание сульфидных частиц расплавом
элементной серы, удается повысить температуру до 410—420 К,
в 2—3 раза ускорив процесс выщелачивания. Дальнейшее повы-
шение температуры нерационально, т. к. аномально резко воз-
растает вязкость расплава серы, что ухудшает реологические
свойства пульпы и осложняет массообмен; кроме того, с увели-
чением температуры возрастает окисление сульфид-иона до
сульфат-иона, что уменьшает выход элементной серы и приво-
дит к накоплению сульфат-иона в оборотных растворах.
Поведение компонентов пустой породы. При обработке
сырья с повышенным содержанием минералов основных по-
род (карбонаты Mg, Са) в кислых средах возрастает расход
кислоты, а пенообразование осложняет обслуживание реакто-
ров. В щелочных средах, особенно при повышенных темпера-
турах, растворяется кремнезем; это не только увеличивает
расход растворителя, но и ухудшает фильтруемость пульп из-
за образования взвеси коллоидальных силикатов. Оксиды,
ферриты железа плохо растворимы в кислых и тем более в
щелочных средах, поэтому цветные металлы, связанные ок-
сидными формами железа, при выщелачивании не доизвлека-
ются и остаются в кеке.
7.1.3. Способы и схемы выщелачивания
Выщелачивание осуществляют в периодическом и непре-
рывном режимах (рис. 7.2). В первом случае исходное сырье и
реагенты загружают в реактор, обеспечивая перемешивание при
заданных параметрах, и обрабатывают пульпу до тех пор, пока
не будут достигнуты требуемые показатели (извлечение, селек-
тивность). Затем содержимое реактора выгружают, а его гото-
вят к следующей операции, которую повторяют при тех же па-
раметрах и условиях. Непрерывный режим выщелачивания осу-
ществляется в серии реакторов; пульпа из расходной емкости с
помощью насоса закачивается в первый реактор, а затем непре-
рывно, один за другим, перетекает в последующие реакторы.
Число реакторов и время пребывания пульпы в них выбирают с
таким условием, чтобы в последнем реакторе были достигнуты
требуемые показатели выщелачивания. Подобные схемы эф-
фективны при большом масштабе производства, поскольку ра-
ционально используется аппарат во времени (нет потерь его на
загрузку и выгрузку, нагрев и охлаждение, подачу и сброс давле-
ния), проще автоматизация и механизация, меньше эксплуатаци-
онные затраты (меньше потерь тепла, трудозатраты), но капи-
тальные затраты больше (насосное хозяйство, расходные и при-
емные емкости, обвязка и арматура).
391
Рис. 7.2. Схема периодического (Л) и непрерывного (Б) прямоточного (Б — а)
и противоточного (Б — б) выщелачивания:
1 — сгуститель; 2 — агитатор для усреднения плотности пульпы; 3 — реакторы для выщелачивания;
4 — подача реагентов; 5 — сборник для выщелоченной пульпы; 6 — фильтр; 7 — кек; 8 — продукци-
онный раствор
В зависимости от числа стадий различают одно- и многоста-
дийное (двух-, трех-) выщелачивание. Число стадий выбирают с
учетом требований по достижению извлечения металлов, чисто-
ты, кислотности получаемого раствора. Многостадийные схемы
используют при обработке полиметаллического трудновскрыва-
емого сырья.
При прямоточном выщелачивании исходная пульпа непре-
рывно проходит все аппараты каскада, и выгружается из послед-
него. Противоточное выщелачивание реализуют тогда, когда
необходимо достичь более полного извлечения ценного металла
(даже в ущерб селективности); с этой целью остатки от первой
стадии обрабатываются исходным растворителем (выше кон-
центрация и сильнее вскрывающая способность); получаемый
вторичный кек считают отвальным для данного процесса, а рас-
твор возвращают на первую стадию, т. е. обрабатываемое сырье
392
и растворитель перемещают по встречным маршрутам. Однако
приходится обезвоживать пульпу после каждой стадии.
Различают открытые и замкнутые по раствору схемы; в пер-
вом случае растворы после выщелачивания направляются на
выпарку, например при получении солей металлов (купоросы,
хлориды, нитраты), при этом ни реагент-растворитель, ни вода
не возвращаются на стадию выщелачивания. В случае замкну-
той технологии при извлечении металлов одновременно регене-
рируется растворитель, который возвращается на стадию выще-
лачивания:
— электрохимическое или автоклавно-водородное осажде-
ние меди из сернокислотных растворов:
CuSO4 + Н2О элсктр°лиз >CuK + H2SO4 +0,5О2
CuSO4 + Н2 —
%
»Cu + H2SO4
— дистилляция аммиачно-карбонатных растворов, заключа-
ющаяся в отгонке аммиака
2[Me(NH3)n
СО3 + Н2О
“> Me, (ОН), СО, + 2/;NH, +СО,
Z \ / / Э 3
который улавливается в скруббере и возвращается на выщела-
чивание оксиднои руды, огарка или вторсырья.
Это более рациональная схема, однако при этом неизбежно
накопление сопутствующих примесей в оборотном растворе, что
ухудшает показатели выщелачивания и сортность извлекаемого
металла. Для поддержания оптимального состава раствора часть
его выводят на отдельную переработку (глубокое выпаривание,
нейтрализация, сорбционно-экстракционная очистка и др.).
7.1.4. Окислительно-восстановительное выщелачивание
При растворении благородных металлов, сульфидов, арсени-
дов, селенидов, теллуридов необходимо применять окислите-
ли — реагенты, способные отдавать кислород или присоединять
электроны. Типичными окислителями, используемыми при вы-
щелачивании, являются кислород, хлор, гипохлорит, азотная
кислота, соли Fe(III), Cr(VI), Mn(VII) и др. Ряд реагентов по мере
увеличения их окислительной способности приведен в табл. 7.1.
При выборе окислителя учитывают его химическую актив-
ность, доступность и стоимость, опасность загрязнения раствора,
токсичность. С этих позиций преимущества кислорода, озона и
хлора более предпочтительны. Наибольшее промышленное зна-
чение имеет кислород: в форме воздуха (21 % О2), воздуха, обо-
393
Таблица 7.1
Типичные реагенты-окислители, используемые при выщелачивании
Окислитель Химическая реакция Стандартный потенциал, В Относительная стоимость*
Fe2(SO4)3 Fe3+ + е -> Fe2+ 0,77 4,2
HNO3 NO7 + Зе + 4Н+ -» NO + 2Н2О 0,96 4,5
О2(г) О2 + 4е + 4Н+ 2Н2О 1,23 1,0
К2Сг2О7 Сг2О2" + бе + 14Н+ -> 2CF+ + 7Н2О 1,33 48,0
С12(г) С12 + 2е -> 2С1- 1,35 7,2
NaClO3 сю; + бе + 6Н+ -»ci- + ЗН2О 1,45 16,8
КМпО4 Мпо; + 5е + 8Н+ -» Мп2+ + 4Н2О 1,49 87,3
Озон О3 + 2е + 2Н+ -> О2 + Н2О 2,07 2,0
’Стоимость кислорода принята за единицу.
тащенного кислородом (40—80 % О2), технологического кисло-
рода (92—97 % О2).
Выщелачивание в присутствии восстановителя. Ряд окси-
дов и гидроксидов ионов металлов высшей валентности плохо
растворимы в растворах кислоты. Для их выщелачивания ис-
пользуют реагенты-восстановители (см. п. 1.2.).
В присутствии восстановителей образуются более устойчи-
вые в растворе ионы металлов меньшей валентности, что обес-
печивает большую равновесную их концентрацию и более пол-
ное растворение исходного материала.
Бактериальное выщелачивание. Для ускорения окислитель-
ных процессов интересно использование бактерий — мельчай-
ших (0,5—2,0 мкм) одноклеточных организмов, размножающих-
ся двойным делением. В неорганической среде живут автотроф-
ные, в органической — гетеротрофные бактерии. Особый инте-
рес представляют культуры Th sulphoxidans и Th ferroxidans; пер-
вые из них черпают энергию за счет окисления серы и ее соеди-
нений (SO2, S2-, S2O|~) до сульфат-иона; вторые — за счет окисле-
ния иона Fe(II) до иона Fe(III). Наибольшая активность их жизне-
деятельности проявляется при 303—308 К, pH раствора 1,5—2,5
в присутствии кислорода и питательных веществ (углекислота,
азот, фосфорсодержащие соединения). Для бактерий губитель-
ны высокие концентрации солей меди, цинка и других металлов;
однако их адаптации можно достигнуть путем последовательно-
го пересева культуры в среды с возрастающим содержанием со-
лей металлов.
Микроорганизмы в десятки раз ускоряют окисление серусо-
держащих соединений или образование сульфата Fe(lll); послед-
ний в кислой среде активно окисляет большинство сульфатов
металлов (рис. 7.3).
394
02 со2 о9
£~~“ £z^z S. £— £z~z £
2
S2 + 2О2 ‘ , SO?" 12 V/* -S*™- +-2
3
Рис. 7.3. Схема функционирования микроорганизмов на поверхности сульфида:
1 — фермент; 2 — микроорганизм; 3 — поверхность сульфидной частицы
Приемы бактериального окисления используют при вскры-
тии труднообогатимых золотосодержащих руд, при окислении
пирита, присутствующего в урансодержащих рудах, для окисле-
ния арсенидов. Заметим, что биохимические процессы использу-
ют при извлечении металлов из растворов, для ускорения коагу-
ляции взвесей.
Электрохимическое растворение. Суть процесса заключает-
ся в переводе в раствор элементов из токопроводящих материа-
лов (сплавов, штейнов, сульфидных концентратов) при наложе-
нии электрического тока (рис. 7.4). Закономерности и химизм
процесса подобны теоретическим положениям электролиза.
Скорость растворения возрастает с увеличением плотности то-
ка, интенсивности гидродинамического режима, замедляется
вследствие пассивирующего влияния нерастворимых продуктов
(оксиды, сульфаты свинца, олова, элементная сера). Осуществ-
ляется в кислых (сульфатная, хлоридная) или щелочных (гидро-
ксидная, аммиачно-карбонат-
ная) средах. Исходное сырье от-
ливают в форме анодов, гранул,
брикетируют или подают в виде
пульпы.
Способ отличается просто-
той обслуживания аппаратурно-
го оформления, однако громоз-
док, энергоемок, интересен для
установок небольшой мощнос-
ти, перерабатывающих полу-
продукты, обогащенные мате-
Рис. 7.4. Схема реактора для анодного
растворения:
/ — корпус; 2 — катод; 3 — диафрагма; 4 — ме-
шалка; 5 — графит; 6 — анод
395
риалы в металлургии меди, благородных металлов, никеля, ко-
бальта.
Хлорное выщелачивание. При использовании хлорсодержа-
щих растворителей проявляется окислительное и химическое
воздействие, что интересно при обработке сплавов, сульфидных
материалов; при обработке последних образуется попутно эле-
ментная сера
MeS + Cl
2(aq) = МеС12 + S°
и далее — хлористая сера (S2C12), которая также активно вскры-
вает сульфиды:
MeS + S2C12 -> МеС12 + 3S°.
Процесс протекает при 390—420 К; элементная сера раство-
ряется в хлористой сере в любых соотношениях. В ней также
растворимы хлориды мышьяка, сурьмы, олова, селена, теллура,
молибдена, вольфрама; эти элементы по мере накопления мож-
но выделить путем дистилляции расплава. Оксиды, хлориды
многих других металлов нерастворимы в хлористой сере. При
избытке хлора в хлористой сере упрощается хлорирование золо-
та, платины, благородных металлов.
Бихроматное выщелачивание. В подкисленных растворах,
содержащих бихромат-ион, активно окисляются сульфиды мно-
гих металлов:
3MeS + Cr2O + 7H2SO4 -» SO н
+ MeSO4 + 3S + 7Н2О.
SO 5" + Cr2(SO4)3 +
Процесс протекает при атмосферном давлении и умеренных
температурах; аппаратура, выполненная из нержавеющей стали
или путем футерования поливинилхлоридом, вполне пригодна,
поскольку агрессивность получаемых пульп невысока.
В процессе выщелачивания в раствор переходит много желе-
за и образуется заметное количество тиосульфат-иона, поэтому
растворы необходимо подвергать автоклавному окислению для
осаждения железа и окисления SAO 4_ до SO 4“.
Обработку очищенных растворов проводят электролизом в
ваннах с диафрагмой; при этом на катоде осаждается извлекае-
мый металл, а на аноде регенерируется бихромат-ион:
ЗМе2+ + 2Сг3+ + 7Н2О
ЗМе + Сг2О27- + 14Н+.
Сорбционное выщелачивание. Обработка сырья водным рас-
творителем в присутствии сорбента, способного селективно по-
396
7
Рис. 7.5. Принципиальная схема сорбционного противоточного выщелачи-
вания:
1 — рудная пульпа; 2 — реагенты; 3 — аппарат для предварительного выщелачивания; 4 — аппара-
ты для сорбционного выщелачивания; 5 — выщелоченная пульпа; 6 — оборотный сорбент (из цикла
регенерации); 7 — насыщенный сорбент (в цикл регенерации)
глощать извлекаемый металл, ускоряет процесс, обеспечивает
более полное извлечение, исключает необходимость использо-
вания громоздких операций сгущения фильтрации при обработ-
ке пульп.
Тонина помола сырья должна быть меньше крупности сор-
бента (0,5—1,5 мкм), что необходимо для его отделения после
насыщения из пульпы, пропускаемой через вибросито. Сорбен-
ты должны быть устойчивыми к механическому воздействию
абразивных частиц пульпы.
Сорбционное выщелачивание проводят из плотных пульп (до
50 % твердого) в противотоке, в каскаде пачуков (рис. 7.5). Спо-
соб применяется при извлечении урана, золота, редких метал-
лов; испытан для обработки медь-, никель-, кобальтсодержащих
руд и концентратов.
7.1.5. Способы выщелачивания.
Место реализации и типы аппаратурного оформления
Выбор места и приема выщелачивания определяется услови-
ями обеспечения экологически выдержанного рентабельного
производства. При этом учитывают химический и веществен-
ный составы сырья, стоимость и условия реализации извлекае-
мых компонентов, затраты на природоохранные мероприятия,
масштаб переработки сырья.
Кучное и подземное выщелачивание (рис. 7.6). Этот способ
применяют для извлечения металлов из забалансового сырья (с
низким содержанием ценного металла, большими затратами на
добычу и транспортировку, малым объемом сырья). В промыш-
ленной практике способ используют для извлечения меди, золо-
та, урана; отрабатывается технология для извлечения цинка,
свинца (табл. 7.2).
397
2
Рис. 7.6. Схема переработки руд с использованием кучного или подземного
выщелачивания:
1 — карьер; 2 — участок кучного выщелачивания; 3 — участок подземного выщелачивания; 4 —
сборные прудки для растворов после выщелачивания; 5 — экстракционная установка; 6 — сборник
экстрагента; 7 — сборник богатого раствора; 8 — цех извлечения металла; 9 — прудок оборотного
раствора для выщелачивания
Сущность технологии заключается в равномерном ороше-
нии сырья растворителем, обеспечении условий для растворе-
ния извлекаемого металла, количественном сборе продукци-
онного раствора и извлечении из него металла в форме товар-
ного продукта. Реализация технологии осложняется единовре-
менной обработкой огромных масс сырья большими объема-
ми бедных растворов, отдаленностью от промышленных зон и
проблемами энергообеспечения, обеспечения рабочей силой, а
также влиянием метеорологических факторов (дожди, засуха,
паводки).
Целесообразность извлечения металлов из забалансового
сырья определяется технико-экономическим анализом, при
котором учитывают объем сырья и содержание в нем ценного
компонента, фазовый состав влаго-, кислотоемкость, механи-
ческую прочность пород, условия обеспечения водой, гидроге-
ологические характеристики грунта (угол наклона местности,
наличие водоупоров, подземных вод), способ извлечения ме-
талла, условия для размещения вспомогательных служб (ре-
монтные, энергетические средства, средства связи и контро-
ля).
Принципиальное отличие кучного и подземного выщелачи-
вания состоит в типе перерабатываемого сырья и способе его
398
Таблица 7.2
Показатели обработки забалансового сырья методами кучного и подземного выщелачивания
Показатель Кучное выщелачивание руд Подземное выщелачивание руд
медных урановых ЗОЛОТЫХ медных ЗОЛОТЫХ свинцовых
Содержание извлекаемо- го металла в руде, % Состав растворителя, % Продолжительность кон- такта, сут Содержание металла в конечном растворе, г/дм3 Извлечение в раствор, % 1,0—2,5 Си 1,0—3,0 H2SO4 2-^1 1,0—4,0 70—80 0,02—0,08 U 35 H2SO4 6—10 0,2—0,4 80—88 1—3 г/т 0,05—0,1 NaCN pH = 10—11 30—90 3—8 мг/дм3 60—70 0,5—1,0 0,6 H2SO4, Fe2(SO4)3 Микроорга- низмы 160—200 0,8—1,5 60—70 1—2 г/т 0,1—0,13 NaCN pH = 10—11 2—3 года 1,0—1,5 мг/дм3 60 0,9 РЬ 220 NaCl 10 FeCl3 4 года 1,0—1,2 80
подготовки. Приемы орошения, сбора раствора и его обработки
во многом сопоставимы.
Методом кучного выщелачивания обрабатывают отвалы пу-
стой породы, образуемые при разработке месторождения от-
крытым способом, или специально создаваемые кучи из более
богатого, равномерного по крупности сырья.
Площадку для сооружения отвала или кучи выбирают с уче-
том обеспечения стока продукционного раствора в сторону
сборных прудков, наличия скального грунта. Поверхность участ-
ка очищают от растительности, планируют, утрамбовывают, ор-
ганизуют водоупорное покрытие (асфальт, бетон), укладывают
куски породы крупностью 0,25—0,3 м и на них начинают послой-
ную отсыпку породы. Высоту отвала выбирают с учетом удоб-
ства заезда техники, прочности пород, чтобы избежать его осе-
дания, а значит, и ухудшения водопроницаемости слоя руды. От-
валы оборудуют подъездными путями, ливневыми стоками,
укрепляют боковые поверхности травяным покровом для сни-
жения пыления при ветровой эрозии.
Подземное выщелачивание осуществляют в заброшенных
горных выработках, а также для обработки небольших рудных
тел. В первом случае наиболее удобны рудники, в которых при-
меняли системы обрушения и магазинирования. При обработке
рудного тела предпочтительны залежи с крутым падением. Учи-
тывают наличие и расположение водоупорных слоев с целью со-
кращения потерь раствора. Для рыхления горной массы пробу-
ривают скважины, загружают взрывчатку и проводят направ-
ленные взрывы; для рыхления рудного тела использовали и
ядерные взрывы.
Орошение. Подачу растворителя осуществляют с помощью
прудков, разбрызгивателей или глубинных скважин. Способ
орошения принимают с учетом размеров орошаемой поверхнос-
ти, высоты отвала, климатических условии. Чаще всего ороша-
ют с помощью прудков на поверхности отвала (глубина 0,3—
0,6 м, поверхность прудка 700—1000 м2). С помощью централь-
ного и отводных трубопроводов прудок заполняют рабочим рас-
твором и создают паузу в течение 1—2 суток, пока раствор не
просочится вглубь.
При орошении разбрызгиванием раствор под напором посту-
пает в вертикальные отводы и через разбрызгиватели равномер-
но разбрасывается в радиусе до 2—3 метров.
При глубинном орошении бурят скважины на глубину, не до-
ходя 6—9 м до основания, вставляют в них перфорированные
трубы и подают в них раствор под давлением; сетку бурения,
расход раствора выбирают таким, чтобы обеспечить сплош-
ность орошения (рис. 7.7).
400
Рис. 7.7. Схема подземного выщелачивания с линейным расположением
скважин:
1 — проницаемый слой; 2 — верхний глинистый водоупор; 3 — водоносный слой и рудные тела; 4 —
нижний глинистый водоупор; • — скважины орошения; О — продукционные скважины; о — наблю-
дательные скважины
В практике подземного выщелачивания рабочий раствор по-
дают (и откачивают) через сохранившиеся выработки, обеспе-
чивая периодическое затопление обрабатываемого участка. Ес-
ли обрабатывается массив раздробленного рудного тела, то при
близком его залегании к поверхности руду орошают с помощью
прудков или брызгал; в противном случае раствор подают через
нагнетательные скважины; продукционный раствор откачивают
погружными насосами через разгрузочные скважины. Измене-
нием графика орошения, продолжительности паузы, напора рас-
твора, использованием микроорганизмов влияют на показатели
подземного выщелачивания.
Контролируемыми параметрами являются расход раствора,
его температура, содержание извлекаемого металла, накаплива-
ющихся примесей и шламовых взвесей. Орошение ведут до нача-
ла снижения концентрации извлекаемого металла, после чего
выдерживают паузу.
При установлении режима выщелачивания объем получае-
мого раствора достаточно постоянен и меньше исходного в свя-
зи с испарением и неизбежными потерями. При организации
оборотного водоснабжения опасно накопление солей железа,
401
алюминия, которые в результате гидролиза образуют осадки со-
лей и гидроксидов, осложняющие проницаемость слоя орошае-
мой поверхности. Приходится верхние слои отвала срезать буль-
дозером, рыхлить с помощью мелких взрывов или канавокопа-
телей.
Продукционный раствор собирают в прудках-сборниках, где
отстаиваются механические взвеси, проводится корректировка
кислотности, состава раствора с учетом способа последующего
извлечения ценного металла.
Для эффективного извлечения металлов из забалансового
сырья необходимы организация проницаемого для раствора
массива (крупность, форма, высота отвала, рациональный ре-
жим орошения и сбора раствора, гидроизоляция основания),
оперативный технологический контроль и управление, подбор
и поддержание оптимального состава растворителя с целью
интенсификации процесса при его взаимодействии с вмещаю-
щими породами, комплексная переработка продукционных
растворов, использование электрофизического воздействия
(постоянный электрический ток, высокочастотные электро-
магнитные поля).
Основные капитальные затраты при организации выщелачи-
вания стволов и куч связаны с сооружением системы гидроизо-
ляционного основания; для подземного выщелачивания основ-
ные затраты (до 45—60 %) связаны с работами по дроблению
массива руды. В структуре эксплуатационных затрат основная
доля принадлежит расходам на растворитель, электроэнергию и
заработную плату.
Организация подземного и кучного выщелачивания за-
балансового сырья непосредственно затрагивает условия зем-
лепользования и охраны окружающей среды. Предусматрива-
ется:
— сохранение удаляемого плодородного слоя почвы (на ста-
дии подготовки основания отвала, кучи, сооружения техничес-
ких объектов) и использования его при рекультивировании;
— укрепление бортов отвалов и куч травонасаждениями для
снижения эрозии, пыления;
— тщательная отмывка отработанных участков от остаточ-
ного продукционного раствора путем его замещения грунтовы-
ми водами или принудительной закачки чистой воды и непре-
рывной откачки промывных вод;
— организация охранных зон, в которых с помощью наблю-
дательных скважин следят за изменением состава грунтовых
вод;
— тщательная гидроизоляция сборных прудков, укры-
тие емкостей технологических растворов, тщательное соеди-
нение трубопроводов, подсыпка под стыки и под арматуру из-
402
Рис. 7.8. Чан для перколяционного выщелачивания руды:
1 — корпус; 2 — футеровка; 3 — фильтрующая перегородка; 4 — ложное днище; 5 — опоры ложно-
го днища; 6 — сливное отверстие
вестняка, доломита с целью нейтрализации вероятных проли-
вов;
— тщательный контроль и анализ баланса растворов.
Перколяционное выщелачивание. Способ применяют для об-
работки богатых руд, содержащих медь, золото, уран, или куско-
вого вторичного сырья в металлургии меди, никеля, кобальта.
Исходный материал загружают в емкость с ложным днищем и
обеспечивают принудительную циркуляцию раствора через об-
разовавшийся слои обрабатываемого сырья.
Исходную руду дробят до крупности 4—8 мкм и классифици-
руют для удаления шламовых фракций.
Выщелачивание проводят в бетонных чанах (рис. 7.8) ем-
костью 8—12 тыс. т, имеющих антикоррозионную защиту. Ре-
ализуют принцип противотока; число чанов 6—14. Обслужи-
вание чанов осуществляется мостовым краном, переключение
режима их работы проводят по специальному графику. Про-
должительность обработки руды составляет 8—13 суток, в
т. ч. выщелачивание 2—6 суток; остальное время идет на вспо-
могательные операции (загрузку, промывку и выгрузку хвос-
тов, подготовку чана). При перколяционном выщелачивании
снижается расход растворителя, отпадает необходимость
фильтрации пульп, получаются более богатые растворы, что
позволяет использовать эффективные методы для извлечения
металлов; однако требуется внимание, тщательная промывка
хвостов (противоточная, 5—7 циклов), поскольку они направ-
ляются в отвал.
Агитационное выщелачивание. Способ заключается в
обработке измельченного сырья (концентрат, руда, огарок
и т. п.) растворителем в аппаратах, обеспечивающих интенсив-
ный массообмен пульпы. Перемешивание осуществляется с
помощью мешалок с механическим приводом (аппараты емко-
стью 10—70 м3), сжатого воздуха (пачуки емкостью до 250—
300 м3), совместным воздействием мешалок и воздуха, или во
вращающемся барабане — выщелачивателе. Обязательным
условием перемешивания является создание однородной по
403
Рис. 7.9. Схема агитатора-пачука:
/ — исходная пульпа; 2,5 — пар, реакционный газ; 4 — центральная
труба; 5 — отработанная пульпа; 6 — парогазовая
смесь
плотности пульпы, исключающей застой-
ные зоны. Эта цель достигается при меха-
ническом перемешивании изменением
числа оборотов и конструкции перемеши-
вающего устройства (лопастная, винто-
вая, турбинная мешалки, наличие диффу-
зора), расходом и давлением воздуха в па-
чуках, увеличением числа оборотов бара-
бана, а также варьированием плотности
пульп, уменьшаемой при обработке мате-
риалов с повышенной удельной массой.
Пачуки представляют собой вертикаль-
ный цилиндр (D < 3,5 м, Н < 14) с конус-
ным днищем (рис. 7.9). Через соосно рас-
положенную центральную трубу подают
энергоноситель (воздух, пар), обеспечива-
ющий циркуляцию пульпы и ее однород-
ность. Перемешивание воздухом менее
энергоемко и целесообразно при обработке сырья, связанного
с использованием окислителя (цианирование золотосодержа-
щих руд, растворение медного вторсырья, урановых руд).
При использовании пара одновременно обеспечивают нагрев
пульпы.
Агитационное выщелачивание осуществляют в крупнотон-
нажном производстве в непрерывном режиме, для чего исполь-
зуют несколько последовательно установленных (предпочти-
тельно каскадом) реакторов (см. рис. 7.2).
Аппараты для агитационного выщелачивания изготовляют
из стали, футеруют резиной, эмалью, кислотоупорным кирпи-
чом; иногда проводят гомогенное свинцевание или лакирование
титаном. Аппараты небольшой емкости изготовляют из нержа-
веющей стали или титановых сплавов.
При агитационном выщелачивании для ускорения процесса
и повышения извлечения металлов нередко используют на-
грев пульпы; при активном развитии экзотермических окисли-
тельных реакций для поддержания заданной температуры тре-
буется охлаждение пульпы. Используют прямой (непосредст-
венное введение в пульпу пара, воды) или косвенный (с помо-
щью встроенных холодильников, наружных рубашек, вынос-
ных теплообменников) способы регулирования температуры.
Способ прямого нагрева или охлаждения наиболее эффекти-
404
Таблица 7.3
Анализ особенностей перколяционного и агитационного
способов выщелачивания
Достоинства Недостатки
Перколяционное 1. Гибкость технологии (взаимовидо- заменяемость сырья, способа загруз- ки, подачи раствора) 2. Устойчивость технологического ре- жима 3. Эффективность переработки бедно- го сырья 4. Меньшая капиталоемкость Агитационное 1. Интенсивный процесс 2. Проще организация непрерывного механизированного процесса 3. Более высокое извлечение металла в раствор е выщелачивание 1. Громоздкость 2. Трудность обслуживания 3. Чувствительность к физическим свойствам руды (пористость, проч- ность) выщелачивание 1. Повышенные энергозатраты 2. Необходимость измельчения 3. Необходимость энергоемкой и гро- моздкой репульпации и фильтрации хвостов выщелачивания
вен и прост, однако приводит к разбавлению или упариванию
раствора, что не всегда увязывается с последующей схемой из-
влечения металлов.
При использовании теплообменников эффективность
теплопередачи меньше, возникает опасность образования на-
кипи, что существенно осложняет обслуживание аппаратов.
Внешние теплообменники используют при обработке сильно
перегретых пульп больших объемов, однако из-за заметной
эрозии срок их службы резко сокращается. Анализ достоинств
агитационного выщелачивания (в сравнении с возможностями
перколяционного выщелачивания) систематизирован в
табл. 7.3.
7.1.6. Автоклавное выщелачивание
Разновидностью агитационного выщелачивания является ав-
токлавное, принципиальное отличие которого в использовании
повышенных температур (>370 К) и давлений (Р > 0,1 МПа), что
обеспечивает значительную интенсификацию процесса и селек-
тивность выщелачивания ценного металла относительно ионов-
405
примесей, склонных к гидролизу в кислых средах (Fe3+, Pb4+, Sn4+,
Мп4+ и др.).
Автоклавное выщелачивание осуществляется без окислите-
ля (вскрытие бокситов, уран-, молибден-, вольфрамсодержащих
концентратов) раствором соды, окисленной никелевой руды —
раствором серной кислоты; оловянных, ильменитовых концент-
ратов — раствором соляной кислоты или с использованием воз-
духа, кислорода, воздуха, обогащенного кислородом (60—80 %
О2); автоклавному выщелачиванию подвергают также сульфид-
ные концентраты, штейны, шпейзы.
В кислых средах при недостатке окислителя возможно обра-
зование водорода и водородсодержащих соединений:
Ме + 2Н+ = Ме2+ + Н2Т
MeS + 2Н+ = Ме2+ + Н: ST
Me2As + ЗН+ = 2Ме2+ + 3H3AsT
Me2Se + 2Н+ = 2Ме2+ + Н: Set,
которые не только взрыво- и пожароопасны, но и токсичны.
Развитие подобных реакций замедляется в присутствии ионов-
окислителей (Cu2+, Fe3+), а при достатке кислорода основная ре-
акция окисления сульфидов записывается
MeS + 2Н+ + 0,5О2 = Ме2+ + S° + Н2О.
Это наиболее целесообразное развитие процесса, поскольку
сера извлекается в форме элементной (более удобной для хране-
ния, транспортировки, реализации) и требуется минимальный
расход кислорода; после извлечения металлов (электролизом,
водородным осаждением) отработанные кислотосодержащие
растворы можно возвращать на выщелачивание.
При избытке окислителя и повышенных температурах
(430—450 К) основной реакцией выщелачивания сульфидов ста-
новится
MeS + 2О2 = MeSO4.
Это наиболее интенсивный процесс, достигается количест-
венное осаждение железа в форме хорошо фильтруемого осад-
ка, однако требуется в 4 раза больший расход кислорода и ис-
ключается замкнутость схемы по раствору в связи с накоплени-
ем в нем сульфат-иона.
Аммиачное выщелачивание используют для извлечения ме-
таллов (Си, Ni, Со, Zn, Cd, Ag), способных образовывать соответ-
ствующие комплексы:
MeS + (п + 2)NH3 + О2 + Н2О = [Me(NH3)J2+ + (NH4)2SO4,
406
MeS + NH3 + 02 + H2O -> [Me(NH3)„]2+ + S.O2~ + SO3 NH2,
при этом сульфиды железа окисляются, а железо в форме гидро-
ксида остается в твердой фазе:
2FeS + 4NH3 + 5,5O2 + Н2О = Fe2O3 • иН2О + 2(NH4)2SO4.
Достоинствами процесса являются высокая селективность
относительно железа и пустой породы, умеренные параметры
(340—355 К, Ро = 0,15—0,2 МПа), возможность использования
водорода для осаждения, например, меди, никеля, кобальта из
получаемых растворов.
Недостатки процесса:
— сульфидная сера окисляется до сульфатной, что связано с
повышенным расходом газа-окислителя и аммиака;
— возможно образование устойчивых ионов политионатов
(S/)*-) и сульфамата (SO3-NH2), что требует специальных опера-
ций (окисления, гидролиза) для их количественного разрушения
(опасность загрязнения порошка металла серой на стадии его ав-
токлавного осаждения);
— в растворе накапливается сульфат аммония, требуются
специальные операции по его извлечению, а экономика техно-
логии во многом определяется условиями сбыта сульфата аммо-
ния.
Проводятся испытания по солянокислотному варианту авто-
клавного окислительного выщелачивания, однако возникают
значительные трудности с подбором материала для изготовле-
ния аппаратуры в связи с повышенной агрессивностью хлорид-
ных растворов при повышенных температурах.
Операцию проводят в автоклавах — герметичных аппаратах,
рассчитанных на обеспечение требуемого давления. Последнее
складывается из давления паров воды (РН2о), летучего реагента
при данной температуре, например аммиака (PNH3), давления ре-
акционного газа (Ps):
= РН2О + РNH3 + Ра •
Корпус автоклавов изготавливают из конструкционных ста-
лей, внутри футеруют антикоррозионным материалом (резина,
кислотоупорный кирпич на специальной замазке, керамика, вы-
соколегированные стали, титановые сплавы). Емкость автокла-
вов 15—320 м3. Горизонтальные большие автоклавы (V > 50 м3)
разделяют внутри перегородками. Длина камеры равна диамет-
ру автоклава; в каждой камере имеется перемешивающее уст-
ройство. Число камер не превышает 4; в противном случае при
обеспечении статистического перепада для перетока пульпы из
камеры в камеру уменьшается эффективность использования
407
Рис. 7.10. Схема горизонтального (а) и вертикального (б) автоклавов с механи-
ческим перемешиванием:
1 — исходная пульпа; 2 — реакционный газ; 3 — отработанная парогазовая смесь (абгаз); 4 — конеч-
ная пульпа; 5 — привод мешалок; 6 — двухъярусные (турбинная и лопастная) мешалки; 7 — секцио-
нирующие перегородки; 8 — футерованные перегородки; 9 — винтовая мешалка; 10 — диффузор
внутреннего объема аппарата. Для регулирования теплового ре-
жима в объеме автоклава установлены теплообменники.
Автоклавы с механическим перемешиванием обеспечивают
более интенсивный гидродинамический режим и аэрацию; одна-
ко они дороже, возникают трудности эксплуатации перемешива-
ющих устройств и герметизации узлов их ввода в корпус аппара-
та (рис. 7.10).
При проведении безокислительного выщелачивания, обра-
ботке пульп с повышенной плотностью целесообразнее исполь-
зовать вертикальные автоклавы, в которых перемешивание осу-
ществляется воздухом
или паром (рис. 7.11).
Автоклавы осна-
щены контрольно-из-
мерительными прибо-
рами, фиксирующими
температуру, давле-
ние, уровень и состав
пульпы, состав отра-
ботанных газов, пре-
дохранительными
клапанами, рядом ав-
Рис. 7.11. Схема вертикаль-
ного автоклава типа па-
чука:
I — ввод пульпы; 2 — люк для ос-
мотра; 3 — сброс парогазовой сме-
си; 4 — подвод пара; 5 — разгрузоч-
ная труба для выпуска пульпы;
6 — центральная труба (диффузор)
408
Рис. 7.12. Схема цепи аппаратов при выщелачивании в автоклавах с механиче-
ским перемешиванием:
1 — расходная емкость исходной пульпы; 2 — насос высокого давления; 3 — автоклав; 4 — реакци-
онный газ; 5 — реагент-растворитель; 6 — разгрузочный клапан; 7 — парогазовая смесь; 8 — капле-
отбойник; 9 — санитарная очистка; 10 — газ в атмосферу; 11 — расширительный сосуд (самоиспари-
тель); 12 — пульпа
тематических аварийных систем, повышающих безопасность
обслуживания аппарата.
Как правило, автоклавы работают в непрерывном режиме;
схема цепи основных аппаратов приведена на рис. 7.12 и 7.13.
Каплеотбойник предназначен для отделения сконденсиро-
ванных паров из газовой фазы. Расширительный сосуд обеспе-
чивает сброс избыточного давления и охлаждения пульпы в ре-
I
I
10
111
Рис. 7.13. Автоклавная батарея для непрерывного выщелачивания бокситов:
/ — бокситовая пульпа; // — исходный пар; /// — пар I ступени; IV — промвода; V — разбавленная
пульпа
1 — мешалки; 2 — поршневой насос; 3 — воздушный компенсатор; 4 — паропульповые подогревате-
ли; 5 — буферный сосуд; 6 — греющие автоклавы; 7 — реакционные автоклавы; 8 — регулятор дав-
ления пульпы в батарее; 9 — сепаратор I ступени; 10 — сепаратор II ступени
409
Рис. 7.14. Схема горизонтального вращающегося (я) и трубчатого (б) авто-
клавов:
а. 1 — ввод пульпы, пара; 2 — привод (мотор, редуктор, зубчатая пара); 3 — подшипниковые опоры;
4 — футерованный корпус автоклава; 5 — смотровой люк; 6 — шаровая загрузка; 7 — выпуск
пульпы и парогазовой смеси
б\ 1 — ввод пульпы; 2 — теплообменник; 3 — теплоноситель; 4 — подогреватель; 5 — конденсат;
6 — расширительные сосуды; 7 — отработанный теплоноситель; 8 — выпуск пульпы
зультате попадания малой порции пульпы в большой объем и са-
моиспарения.
Надежность работы автоклавов во многом определяется эф-
фективностью используемых мешалок, устойчивостью работы
насоса высокого давления для подачи пульпы, узла разгрузки и
эффективностью систем КИП и А.
Вращающиеся автоклавы (рис. 7.14, а) имеют цилиндричес-
кую или сферическую форму. Иногда их заполняют стальными
шарами. При вращении (8—15 об/мин) достигается перемешива-
ние пульпы, обновление реакционной поверхности и доизмель-
чение твердой фазы. Подобные аппараты используют для про-
ведения безокислительного высокотемпературного выщелачи-
вания и применяют для обработки материалов с высокой удель-
ной плотностью при небольших объемах производства (напри-
мер, при вскрытии шеелитовых, ильменитовых концентратов).
Трубчатые автоклавы. Аппараты представляют горизонталь-
но расположенные трубы толстостенные (например, 0 = 0,3 м,
L = 30—50 м), имеющие наружный обогрев и теплоизоляцию
410
(рис. 7.14, б). Через трубу прокачивают пульпу с помощью насо-
са. Простота конструкции позволяет повышать температуру до
550—580 К, что существенно ускоряет проведение безокисли-
тельного выщелачивания, например, щелочное вскрытие бокси-
тов. Способ характеризуется эффективным использованием
тепла, низкими капитальными затратами.
7.1.7. Приемы физико-химической подготовки сырья
к выщелачиванию
Предварительный обжиг обеспечивает перевод извлекаемо-
го компонента в более растворимую форму и селективное его
выщелачивание по отношению к компонентам пустой породы.
Наиболее распространены следующие виды обжига (подробнее
см. гл. 3).
Окислительный MeS 4- 1,5О2 = МеО + SO2 + Q, используемый
для обжига сульфидных материалов (руды, концентраты, штей-
ны) или арсенидов (концентраты, шпейзы).
Операцию проводят при повышенных температурах (1100—
1400 К), с большим избытком воздуха; неизбежно образование
сложных оксидов типа ферритов (MeO Fe2O3), силикатов
(MeOSiO2), что уменьшает извлечение ценного металла. Окис-
лительный обжиг используют в производстве цинка, меди, золо-
та.
Сулъфатизирующий (MeS+2O2—>MeSO4) обжиг пре-
следует перевод извлекаемых металлов в растворимую форму
(сульфат, частично оксид) и перевод железа в устойчивые соеди-
нения типа оксидов. Операцию проводят при умеренных темпе-
ратурах (880—900 К) и ограниченном избытке воздуха (а = 1,2—
1,3). Этот тип обжига используют в производстве меди, ко-
бальта.
Восстановительный (МеО + В —> Me + ВО) обжиг преследу-
ет разрушение высших оксидов с образованием более раствори-
мых низших оксидов или металлической фазы. В качестве восста-
новителя используют углеродосодержащие материалы, конверси-
рованный природный газ, водород, диоксид серы. Этот способ
применяют для извлечения никеля из оксидных руд, в металлур-
гии кобальта, перед выщелачиванием редкометального сырья.
Хлорирующий обжиг проводят с использованием хлоринато-
ров (хлор, хлорид натрия, сильвинит); при высокотемпературной
обработке (хлоридовозгонка, 1100—1400 К) цветные металлы
количественно возгоняются селективно от пустой породы в
форме МеС12, улавливаются и перерабатываются по гидроме-
таллургической технологии. Способ интересен для обработки
сырья с невысоким содержанием ценных элементов.
411
При сулъфато-хлорирующем обжиге MeS + 2О2 + 2NaCl —>
МеС12 + Na2SO4 извлекаемый металл переводят в растворимую
форму (сульфат, хлорид). Способ применяют в металлургии ни-
келя, меди. Расход хлоринатора зависит от состава сырья и до-
стигает 6—12 % от его массы.
Кальцинирующий обжиг (прокалка, спекание) —
МсСО, —>МеО + СО,
MeS„-^-»MeS„_,„+yS2T
2-z
МеО3 + Na2CO3 -» Na2MeO4 + СО2
используют для разрушения карбонатов (исключить вспенива-
ние при кислотном выщелачивании), перевода высших сульфи-
дов в более растворимые формы (например, FeS2 в FeS или
CuFeS2 в Cu2S). При спекании с содой образуются водораствори-
мые вольфраматы, молибдаты, алюминаты, ванадаты — соеди-
нения, легко растворимые в водной среде.
Сулъфатизация — обработка измельченного материала сер-
ной кислоты (60—90 % H2SO4) при 470—520 К.
При столь жестких условиях цветные металлы, присутствую-
щие в форме минералов (сложные оксиды, сульфиды и другие
халькогениды), переводятся в растворимые сульфаты и при по-
следующем водном или слабокислом выщелачивании количест-
венно переходят в раствор.
Способ применяют для обработки огарков полиметалличес-
ких концентратов, редкометального (Ti, Zr, Та) сырья, анодных
шламов, урановых руд.
Использование сульфатизации для переработки сульфид-
ных, мышьяксодержащих концентратов (медных, медно-цин-
ковых, кобальтовых, шпейз) также обеспечивает хорошие по-
казатели по извлечению цветных металлов. Однако в этом
случае применение способа более проблематично не только с
позиций повышенной агрессивности среды, трудностей аппа-
ратурного оформления крупнотоннажного производства, но и
в связи со сложностью переработки поликомпонентных ток-
сичных и агрессивных газов, содержащих SO2, SO3, H2S, пары
воды, арсин.
Сульфатизацию проводят в герметичных аппаратах, обеспе-
чивающих перемешивание густых, вплоть до пастообразных
сред (трубчатые печи, дисковые, шнековые смесители). Аппара-
ты изготовлены из стали, футерованы кислотоупорным кирпи-
чом, снабжены системами подогрева, утилизации газов, тща-
тельно теплоизолированы.
412
Гидротермальная активация — обработка сырья селектив-
ным растворителем при повышенных температурах в автоклаве,
обеспечивающая перевод сложных соединений в более простые
формы; выщелачивание последних протекает более быстро и
полно, или при этом требуются менее жесткие параметры опе-
рации. Например, при обработке халькопирита подкисленным
раствором сульфата меди при 430—450 К
CuFeS2 + CuSO4 —2CuS + FeSO4
образуется более простая для выщелачивания форма — сульфид
меди (II). Подобная обработка полиметаллических концентра-
тов (Си—Zn, Си—Ni, Си—Со) дополнительно обеспечивает их
рафинирование от сопутствующих примесей, которые селектив-
но переходят в раствор.
Доизмелъчение. Поскольку выщелачивание в реальных
условиях контролируется закономерностями диффузионных
процессов, благодаря предварительному доизмельчению обра-
батываемого концентрата за счет увеличения его реакционной
поверхности заметно возрастают скорость процесса и степень
извлечения. Как правило, крупность флотационных концент-
ратов достигает у 70—80 % фракций 74 мкм; за счет доизмель-
чения до крупности 90—95 % — 44 мкм; продолжительность
выщелачивания сокращается в 1,5—2,0 раза, на 5—10 % возра-
стает извлечение металлов. Однако, помимо увеличения экс-
плуатационных затрат на доизмельчение, ухудшаются селек-
тивность (относительно возросшего растворения железа) и по-
казатели отстаивания и обезвоживания пульп, возрастает пено-
образование. Доизмельчение наиболее оправдано при обработ-
ке сульфидных концентратов и штейнов, особенно полиметал-
лических, когда требуется обеспечить селективное разделение
цветных металлов.
Механохимическая активация. При обработке сырья в аппа-
ратах с интенсивным подводом механической энергии, обеспечи-
вающих большие скорости деформации, достигается не только
сверхтонкое измельчение материала, но и перевод его в метаста-
бильную, химически более активную форму. Это обусловлено
достижением механически напряженного состояния и образова-
нием деформированных связей в твердом веществе. Накаплива-
ются точечные дефекты, дислокации, участки аморфного состо-
яния — все это способствует ускорению выщелачивания. Эф-
фективность механохимической активации оценивается энерге-
тическим выходом (моль/МДж), равным числу молей активных
веществ при наложении 1 МДж механической энергии. Дефор-
мирование достигается при давлениях до 10 МПа за счет обра-
ботки в специальных аппаратах, типа дезинтеграторов, вибро- и
413
планетарных мельниц. Величина энергетического выхода не
превышает 10-3—10-1 моль/МДж.
Эффективность применения предварительной механической
активации сырья перед выщелачиванием показана на примере
обработки халькопиритных, оловянных, вольфрамовых, молиб-
деновых и других концентратов; сокращается продолжитель-
ность операции, возрастают селективность и извлечение цвет-
ных металлов, требуются менее жесткие параметры. Однако
трудности отстаивания и фильтрации получаемых пульп (вязкие,
твердая фаза переизмельчена), значительные удельные энерго-
затраты, а главное, трудности аппаратурного оформления круп-
нотоннажного производства — все это сдерживает промышлен-
ное освоение способа механохимической активации; его приме-
нение более реально для обработки редкометальных, полиме-
таллических концентратов и полупродуктов.
7.2. ОБРАБОТКА ПУЛЬП И ОСАДКОВ
Продуктами большинства гидрометаллургических операций
являются парогазовая фаза и пульпа.
Парогазовую фазу сбрасывают в атмосферу через вытяжные
зонты и отводные трубы в антикоррозионном исполнении. Если в
процессе используются токсичные газы (Cl2, SO2) или возможно
выделение ядовитых соединений (НС1, HF, AsH3, HCN, H2S), паро-
газовую смесь предварительно обрабатывают в орошаемых
скрубберах, например, содовым раствором, известковым моло-
ком. Для снижения потерь раствора, парогазовую смесь, уходя-
щую из автоклавов, пропускают через каплеотбойник.
Пульпу обезвоживают, используя отстаивание, фильтрацию,
реже центрифугование. Степень обезвоживания определяется
характером дальнейшего использования осадка: если он посту-
пает на переработку, его промывают, но остаточную влажность
сохраняют высокой (до 50—60 %), что ускоряет операцию обра-
ботки пульпы и обеспечивает более простую транспортабель-
ность осадка.
Если твердый продукт является отвальным, то его тщатель-
но промывают, используя приемы репульпации, декантации, а
при небольшом выходе кеков их тщательно обезвоживают.
Конечные продукты (соли, порошки металлов, гидроксиды)
подвергают термической сушке и, в зависимости от требований
потребителя, доводят до товарного вида (классифицируют,
усредняют, развешивают, упаковывают и т. д.).
Остатки от выщелачивания, в зависимости от их состава, или
сбрасывают в хвостохранилище, или используют для извлечения
сопутствующих элементов.
414
Технологические растворы, поступающие на осаждение то-
варного продукта, тщательно осветляют с целью количествен-
ного отделения шламовых взвесей, попадание которых ослож-
нит проведение операции и значительно ухудшит качество ко-
нечного продукта.
В растворе, подвергаемом экстракции органическими реа-
гентами, присутствие шламовых взвесей также недопустимо, по-
скольку образуется промежуточный вязкий слой; последний ос-
ложняет разделение водной и органической фаз и приводит к по-
терям экстрагента.
Если пульпу после выщелачивания направляют на флотаци-
онную обработку для выделения серо-сульфидной, арсенидной
фаз, то предварительно корректируют ее кислотность.
При организации сорбционного выщелачивания отпадает не-
обходимость обезвоживания пульпы, поскольку после отделе-
ния на грохоте насыщенного сорбента пульпу, при необходимо-
сти, нейтрализуют и перекачивают в хвостохранилище.
Поскольку обрабатываемые пульпы отличаются повышен-
ной агрессивностью, используется аппаратура в антикоррозион-
ном исполнении, устойчивая к эрозионному воздействию.
Рассмотрим более подробно основные приемы обезвожива-
ния пульп и обработки осадков.
7.2.1. Отстаивание
Пульпы, получаемые после выщелачивания, осаждения ме-
таллов, кристаллизации, подвергаются обезвоживанию с целью
количественного разделения жидкой и твердой фаз.
Наиболее простым и достаточно эффективным приемом явля-
ется сгущение, которое осуществляется за счет оседания твердой
фазы под действием силы тяжести. В результате образуются ос-
ветленный раствор (верхний слив) и сгущенный продукт (нижний
слив), содержащий до 50—80 % твердой фазы. Показатели сгуще-
ния зависят от свойств твердой фазы (крупность, удельная плот-
ность), вязкости раствора, наличия коагулянтов и флокулянтов.
Введение последних в пульпу в количестве 10—40 г/т твердо-
го позволяет увеличить скорость отстаивания в 10—30 раз; в ка-
честве флокулянтов чаще всего используют гидролизованный
полиакриламид, столярный клей, крахмал.
Операцию сгущения проводят в сгустителях с периферичес-
ким и чаще с центральным приводом (рис. 7.15, а). Пульпу пода-
ют в центр аппарата. Осевшая твердая фаза перемещается с по-
мощью вращающихся (0,2—0,5 об/мин) граблин к разгрузочно-
му отверстию в центре конического днища сгустителя. Освет-
ленный раствор сливается в кольцевой желоб. Скорость питания
подбирают из расчета получения практически прозрачного
415
Рис. 7.15. Схема сгустителя с центральным приводом (а) и многоярусного
сгустителя (6):
1 — приводной механизм; 2 — лоток для приема пульпы; 3 — слив конечного раствора; 4 — вал с ра-
мой и гребками; 5 — нижний слив (сгущенный продукт); 6 — корпус; 7 — механизм подъема рамы;
8 — свежая вода; 9 — емкости для промывных растворов
верхнего слива. Многоярусные сгустители (рис. 7.15, б) более
компактны и производительны. Автоматическое регулирование
работы сгустителей предполагает поддержание постоянной
плотности нижнего слива; это достигается изменением его выхо-
да или расхода поступающей пульпы и обеспечивается за счет
варьирования производительности песковых насосов.
В гидроциклоны (рис. 7.16) пульпа поступает по питающему
патрубку тангенциально по отношению к цилиндрической верх-
ней части аппарата под большим напором (30—250 кН/м2), кото-
рый обеспечивается с помощью насоса. Пульпа приобретает
вращательное движение, и под действием центробежной силы
твердая фаза отбрасывается на внутреннюю поверхность аппа-
рата и стекает в нижнюю часть конуса; осветленный раствор вы-
текает через верхний патрубок.
Показатели работы гидроциклона зависят от давления и по-
стоянства дозировки объема поступающей пульпы, поэтому схе-
416
Рис. 7.16. Схема гидроциклона:
/ — пульпа; 2 — корпус аппарата; 3 — освет-
ленный раствор; 4 — сгущенный продукт
Рис. 7.17. Схема установки гидро-
циклона, обеспечивающая постоян-
ную дозировку пульпы:
1 — исходная емкость пульпы; 2 — приемник
возврата слива; 3 — центробежный насос; 4 —
гидроциклон; 5 — осветленный слив; 6 — сгу-
щенный продукт
ма их обвязки включает установку насосов и буферной расход-
ной емкости пульпы (рис. 7.17).
Для увеличения производительности, повышения эффекта
сгущения или при обработке пульп, содержащих измельченный
материал, используют батарейный гидроциклон. Это простые
по конструкции и в эксплуатации, относительно дешевые и не-
энергоемкие аппараты.
7.2.2. Фильтрование
С помощью фильтрования достигают сгущение разбавлен-
ных пульп, обезвоживание плотных пульп, осветление раство-
ров. Составляющие пульпы разделяют через проницаемую пе-
регородку (ткани, сетка, керамические материалы) за счет пере-
пада давлений по обе стороны фильтровальной перегородки.
Последнее достигают различными путями:
— созданием вакуума (-0,1 МПа) за перегородкой;
— давлением воздуха (0,5—1,0 МПа) над перегородкой;
— гидростатическим давлением пульпы (~0,05 МПа);
— напором пульпы от питающего насоса (0,5—1,2 МПа).
Скорость фильтрации возрастает с увеличением крупности
частиц твердой фазы, ее содержания в пульпе, температуры, в
417
присутствии флокулянтов. Увеличение давления (или вакуума)
при фильтрации сказывается менее заметно из-за способности
ряда осадков сжиматься, что ухудшает их проницаемость. Цикл
фильтрования включает набор осадка, его промывку (иногда
подсушку воздухом или паром), отделение осадка и очистку
фильтровальной перегородки. Фильтрование проводят в аппара-
тах-фильтрах, которые подразделяют на периодические (нутчи,
фильтр-прессы, свечевые, листовые) и непрерывно действую-
щие (барабанные, дисковые, ленточные).
В фильтрах периодического действия фильтровальная пере-
городка неподвижна и на ней осуществляются все процессы (на-
бор осадка, его промывка, удаление).
В фильтрах непрерывного действия фильтровальная перего-
родка перемещается по замкнутому маршруту, и в зависимости
от места ее нахождения на конкретном участке осуществляется
определенная операция, но все операции проходят одновремен-
но: и набор осадка, и его промывание, и подсушка, и удаление, и
регенерация фильтрующей перегородки.
Фильтры непрерывного действия более производительны: от-
сутствуют вспомогательные операции (выгрузка кека, переборка
фильтра, закачка пульпы), можно поддерживать меньшую тол-
щину кека, что ведет к меньшему сопротивлению осадка.
На гидрометаллургических предприятиях наибольшее значе-
ние получили нутч-фильтры, вакуумные барабанные, дисковые,
ленточные, свечевые фильтры, фильтр-прессы (рис. 7.18, 7.19).
Принцип их действия, конструкция изложены в специальных
курсах. На рис. 7.20 приведена схема установки фильтровально-
го аппарата, а в табл. 7.4 — показатели работы аппаратов.
На фильтрах проводят промывку осадка, разбрызгивая на
поверхность свежую воду или промывной раствор.
Центрифугирование — способ обезвоживания пульп, содер-
жащих мелкозернистую твердую фазу, основанный на разделе-
нии фаз пульп под воздействием центробежных сил. Эту опера-
цию проводят в аппаратах, называемых центрифугами. Послед-
ние разделяют:
— по характеру действия (периодического и непрерывного);
— технологическому принципу — на фильтрующие и осади-
тельные (рис. 7.21);
— способу разгрузки — с ручной и механической выгрузкой;
— расположению оси ротора — вертикальные, горизонталь-
ные, реже — наклонные.
В фильтрующих центрифугах разделение фаз происходит че-
рез фильтрующую перегородку, уложенную на внутреннюю по-
верхность перфорированного ротора. Они предназначены для
обработки пульп, содержащих более 10 % твердой фазы и с
крупностью ее частиц не менее 30 мкм.
418
Рис. 7.18. Схема аппаратов, работающих под давлением:
фильтр-пресс (а, б), свечевои фильтр (в), путч-фильтр (г)
а: 1 — фильтрующая плита; 2 — дренирующая поверхность плиты; 3 — фильтрующая камера; 4,5 —
фильтровальная ткань; 6 — коллектор для подачи пульпы; 7 — уплотнительная втулка; 8 — нажим-
ная плита; 9 — зажимное устройство; 10 — корыто для сбора кека
6: плита (/) и рама (//) фильтрпресса; 1 — гладкая поверхность плиты; 2 — желобки; 3 — фильтрат;
4 — фильтровальная ткань; 5 — подача пульпы; 6 — подача промводы
в: 1 — сжатый воздух; 2 — верхняя откидная крышка; 3 — фиксирующая рама для крепления свечей;
4 — пакет фильтрующих элементов (свечей); 5 — корпус фильтра; б — коллектор фильтрата;
7 — фильтрат; 8 — поступление пульпы; 9 — манометр
г: 1 — корпус; 2 — паровая рубашка; 3 — фильтрующая перегородка (ткань, защитная сетка); 4 — от-
кидывающееся дно; 5 — выпуск фильтрата; 6 — подача пульпы; 7 — подача сжатого воздуха;
8 — манометр; 9 — предохранительный клапан; 10 — съемная верхняя крышка
Рис. 7.19. Схема аппаратов непрерывного действия, рабо-
тающих под вакуумом:
а: барабанный вакуум-фильтр: / — набор осадка; II — первая стадия обез-
воживания; /// — промывка; IV — вторая стадия обезвоживания; V — уда-
ление осадка; VI — регенерация ткани
б: общий вид дискового вакуум-фильтра; I — перфорированный барабан;
2 — корыто с исходной пульпой; 3 — мешалка; 4 — распределительная го-
ловка; 5 — подача сжатого воздуха; 6 — подвод вакуума; 7 — соединитель-
ная труба; 8 — душирующес устройство для промывки осадка; 9 — кек;
10 — промвода; 11 — фильтрат
420
6
Рис. 7.20. Схема цепи аппаратов вакуумной фильтровальной установки:
1 — пульпа; 2 — фильтр; 3 — кек; 4.5 — ресиверы; 6 — гидравлическая ловушка; 7 — баромет-
рическая труба; 8 — центробежные насосы; 9 — воздуходувка; 10 — гидрозатвор, 11 — вакуумный
насос; 12 — фильтрат; 13 — промвода
Рис. 7.21. Схема верти-
кальной фильтрующей
(д) и горизонтальной
осадительной (б) цент-
рифуг; укладка фильт-
рующей ткани на роторе
центрифуги (в):
1 — пульпа; 2 — ротор; 3 —
фильтрующая ткань; 4 — вы-
грузка осадка; 5 — фугат; 6 —
корпус центрифуги; 7 — уст-
ройство для снятия осадка; 8 —
слой осадка; 9 — промежуточ-
ное сито
421
Таблица 7.4
Характеристика и показатели работы промышленных фильтров
Аппарат Фильтрующая по- верхность, м Удельная произво- дительность, т/(м2-сут) Остаточная влаж- ность осадка, %
1. Барабанный вакуум-фильтр /| Q 0,2—1,2 ' 15—40
2. Дисковый вакуум-фильтр 9—68 0,6—1,2 15—30
3. Фильтр-пресс 2,5—100 0,1—0,2 12—20
4. Ленточный фильтр 2—3,0 3—5 20—40
5. Свечевой фильтр 40 20—40 м3/ч 50—60
6. Нутч-фильтр 3—12,5 4—6 15—30
Наиболее эффективно обезвоживание пульп растворимых
солей (купоросы, сода, поваренная соль), т. к. при этом сущест-
венно упрощается регенерация фильтрующей перегородки.
Осадительные центрифуги используют для разделения плохо
фильтруемых пульп с нерастворимой твердой фазой (крупность
частиц 5—40 мкм); они имеют сплошной ротор, промывка осад-
ка в них не предусмотрена.
Интенсивность центробежного поля в роторах центрифуг
оценивают по величине фактора разделения (F):
F = 56 • 10-5D • и2,
где D — наибольший внутренний диаметр ротора, м; п — часто-
та вращения ротора, мин-1. Величина F приводится в каталогах и
ее учитывают при подборе типа центрифуги. Центрифуги обес-
печивают наименьшую (в сравнении с фильтрами) остаточную
влажность осадка (не более 8—15 %); они компактны, высоко-
производительны, однако энергоемки, сложны в эксплуатации;
с фугатом выносятся тонкие фракции.
7.2.3. Промывка осадков
Декантация — отделение раствора от твердой фазы; она за-
ключается в отстаивании, сливе осветленного раствора, репуль-
пации остатка, и этот цикл вновь повторяют до тех пор, пока ко-
личественно не отмоют растворенный металл.
По мере обогащения промывных растворов их выводят в
цикл извлечения металла, а промежуточные растворы использу-
ют на стадиях промывки как оборотные. В итоге реализуется ре-
жим противотока, обеспечивающий качественную промывку
при ограниченном расходе промвод. Число стадий промывок
определяется составом раствора, расходом промводы, остаточ-
ного содержания раствора в хвостах декантации.
Непрерывную декантацию (рис. 7.22) проводят в каскаде
(обеспечивается переток раствора) сгустителей для обработки
422
Рис. 7.22. Схема промывки пульпы способом непрерывной противоточной
декантации в сгустителях:
1 — пульпа после выщелачивания; 2 — сгустители; 3 — промытые хвосты, направляемые в хвосто-
хранплище; 4 — исходная промывная вода; 5 — обогащенный промывной раствор-твердая
фаза;---растворы
пульп с невысоким содержанием глинистых фракций. Твердую
фазу последовательно обрабатывают раствором с убывающим
содержанием извлекаемого металла; в последний сгуститель по-
дают чистую воду. Нижний слой перемещают от сгустителя к
сгустителю с помощью песковых (пульповых) насосов. Число
стадий промывки выбирают с учетом заданной степени отмывки
растворенного металла, обычно не более А—5. При непрерыв-
ной противоточной декантации достигают высокой степени от-
мывки металлов; способ характеризуется невысокой энергоем-
костью, простотой обслуживания и используемого оборудова-
ния. Однако требуется значительная площадь для размещения
сгустителя, повышенный расход воды. Способ применяют для
хорошо сгущаемых пульп, в районах с теплым климатом, где сгу-
стители располагают вне производственных зданий. Более ком-
пактна установка многоярусных сгустителей (рис. 7.22). Пульпу
подают в верхний ярус, а чистую воду — в нижнюю часть пред-
последнего яруса. Слив верхнего яруса удаляется по желобу
вверху сгустителя; сгущенная пульпа с помощью слива нижерас-
положенного яруса смывается на следующий ярус, где вновь по-
вторяют отстаивание, промывку. Промытый материал выгружа-
ют в днище нижнего яруса.
Декантацию используют в крупнотоннажных производствах
при обработке больших объемов твердой фазы (промывка крас-
ного шлама, хвостов цианирования золотосодержащих руд, ос-
татков от выщелачивания оксидных медных, никелевых руд).
Более эффективным является метод разбавления, предусма-
тривающий репульпацию кека и повторную фильтрацию пуль-
пы (рис. 7.23). Методология способа во многом аналогична про-
цессу декантации и отличается тем, что здесь разделение пульпы
достигается фильтрованием, а не отстаиванием. Нередко ис-
пользуют практику промывки осадков непосредственно на
фильтре или в центрифуге (см. предшествующий раздел).
При промывке внимательно следят за расходом промвод,
стремясь к организации оборотного водоснабжения и сохране-
423
3 3
Рис. 7.23. Схема фильтрации пульпы и 2-стадийной противоточной промывки
кека разбавлением:
1 — исходная пульпа; 2 — фильтры; 3 — репульпаторы; 4 — раствор после выщелачивания;
5 — промвода; 6 — свежая вода; 7 — кек после промывки
нию водного баланса схемы. Чаще всего промывные воды ис-
пользуют для приготовления пульп, поступающих на выщелачи-
вание, или для промывки кеков в смежных операциях.
При нарушении водного баланса (избытка воды в замкнутой
по раствору технологии) или при накоплении балластных приме-
сей часть раствора выводят на регенерацию, которая включает
глубокое осаждение присутствующих металлов и использование
воды на технические нужды смежных производств. В ряде случа-
ев используют выпарку «насухо». Это более эффективный, но и
более дорогой способ обеспечения водного баланса; существует
проблема утилизации выпарных солей.
7.3. СОРБЦИОННЫЕ И ЭКСТРАКЦИОННЫЕ ПРОЦЕССЫ
Эти процессы используют для концентрирования разбавлен-
ных растворов, содержащих не более 1 % извлекаемого металла,
или для селективного его выделения из поликомпонентного рас-
твора.
В сравнении с осадительными процессами использование
сорбционно-экстракционной технологии обладает рядом пре-
имуществ:
— нет побочных продуктов;
— возрастают селективность извлечения металлов и воз-
можности ее регулирования за счет изменения pH, окислитель-
но-восстановительных условий, введения комплексообразовате-
ля;
— используется более компактная аппаратура;
— осуществляется непрерывный режим с автоматическим
управлением.
424
Эффективность сорбционных и экстракционных процессов
определяется степенью извлечения металла, очистки и концент-
рирования раствора. При этом должны обеспечиваться макси-
мальная емкость и селективность реагента, приемлемые кинети-
ческие показатели. К наиболее важным технологическим пара-
метрам относятся емкость, число ступеней и продолжительность
контакта, объем единовременной загрузки реагента.
7.3.1. Сорбционные процессы
Сорбция — поглощение растворенных веществ специальными
веществами (сорбентами). Классификация сорбентов приведена на
рис. 7.24; наибольшее значение в гидрометаллургии имеют иони-
ты — искусственные высокомолекулярные органические соедине-
ния. Ионный обмен сопровождается выделением в раствор эквива-
лентного количества ионов того же знака, заряда, которые были
извлечены из раствора. По характеру ионогенных групп среди них
различают катиониты, содержащие кислотные группы, аниониты,
содержащие основные группы; последние в зависимое от pH рас-
твора способны обменивать катионы, анионы либо и те и другие
ионы одновременно. Известны четыре типа ионитов, отличаю-
щихся типом ионогенных групп и степенью их ионизации (рКа):
— сильнокислотные катиониты (рКа < 2, группы — SO3H, —
РО(ОН)2 СФ и др.) и высокоосновные аниониты (рКа < 1, груп-
пы N(CH3)3OH);
— слабокислотные катиониты (рКа > 4, группы — СООН, —
ОН); низкоосновные аниониты (рКа > 4, = NH, =N5—СН2—
N(CH3)2);
Сорбенты
Катиониты
Аниониты
Неорганические Органические Неорганические Органические
(апатит, каолинит) (иониты)
Природные Синтетические
(цеолиты, (гидроксиды)
фосфаты)
▼
Синтетические
Природные Синтетическ
(торф, сульфоуголь) (иониты)
Рис. 7.24. Классификация сорбентов
425
— амфотерные иониты (амфолиты);
— катиониты и аниониты полуфункционального характера,
обменная емкость которых непрерывно возрастает по мере по-
вышения pH (для катионитов) и рОН (для анионитов).
Основными технологическими характеристиками ионитов
являются:
— емкость (полная обменная емкость (ПОЕ), статическая
обменная емкость (СОЕ), динамическая (рабочая) обменная ем-
кость, т. е. емкость до «проскока» вещества в фильтрат (рафи-
нат) (ДОЕ));
— плотность, набухаемость;
— гранулометрический состав;
— механическая, термическая, химическая и радиационная
устойчивость.
Иониты должны обладать высокой удельной емкостью, ско-
ростью поглощения, десорбции и регенерации, достаточной ме-
ханической, химической и термической устойчивостью, быть до-
ступными.
Раствор, используемый для вымывания ионов из сорбента,
называется элюентом, а процесс — элюацией. Раствор, исполь-
зуемый для перевода сорбента в рабочую форму, — регенера-
том, а сам процесс — регенерацией. Раствор после сорбционной
обработки называется рафинатом.
Сорбционная технология включает ряд последовательных
операций:
— подготовку исходного сорбента (отмывку, зарядку в тре-
буемую форму);
— собственно сорбцию;
— элюирование (десорбция) с помощью внешнего реагента с
получением очищенного или концентрированного раствора
(элюата) извлекаемого компонента;
— регенерацию сорбента для дальнейшего использования
(промывку, зарядку, подгрузку исходного).
Для сорбционных процессов используют аппаратуру перио-
дического, полунепрерывного и непрерывного действия с непо-
движным и подвижным, сплошным и взвешенным слоем сорбен-
та; в аппаратах осуществляют перекрестное, параллельное и
противоточное движение фаз.
Наиболее простым аппаратом является колонна (фильтр) со
сплошным слоем сорбента (рис. 7.25). Несколько колонн разме-
щают в цикле сорбции, одну-две колонны — на промывке и не-
сколько колонн — в цикле десорбции и регенерации. Циклы
сорбции и десорбции чередуют. Колонны с насыщенным сорбен-
том переключают на промывку, десорбцию (регенерацию), а ко-
лонны с регенерированным сорбентом включают в цикл сорб-
ции.
426
Рис. 7.25. Схема сорбционной колонны
(фильтра) с неподвижным слоем ионита:
1 — подача и отвод раствора при сорбции или рых-
лении слоя сорбента; 2 — слой ионита; 3 — фильт-
рующая подложка; 4 — узел переключения пото-
ков раствора
Подача исходного раствора
или элюента возможна как свер-
ху, так и снизу аппарата. Для
промывки ионита от элюента ис-
пользуют воду. Периодически,
когда возрастает сопротивление
слоя (контроль по давлению),
подавая воду снизу под напором,
проводят рыхление слоя ионита;
это необходимо для отмывки
твердых взвесей и устранения
образующихся каналов в слое. Производительность подобных
аппаратов по раствору пропорциональна массе загружаемого
сорбента и уменьшается с увеличением содержания в растворе
извлекаемого компонента, особенно при недостаточной емкости
сорбента. Фильтр находится под загрузкой 12—48 часов, обраба-
тывая до 15 м3/ч раствора; заполнение ионитом не превышает
50—60 % от объема аппарата.
Подобные аппараты непригодны для обработки плохо освет-
ленных растворов; их используют для оснащения установок не-
большой мощности, для переработки растворов с низким содер-
жанием металлов.
Для процессов сорбции наибольшее распространение полу-
чили колонные аппараты непрерывного действия типа пачуков,
пневмопульсационных с взвешенным слоем сорбента и распре-
делительными тарелками КРИМЗ (рис. 7.26).
Для работы с пульпами плотностью до 1110 кг/м3, содержа-
щими не более 10—15 % твердого, используют аппараты со взве-
шенным слоем сорбента; пульпу подают снизу вверх, а ионит на-
ходится в кипящем состоянии.
Для переработки плотных и вязких пульп наиболее эффек-
тивны пачуки в циклах сорбции и десорбции.
Для колонн со взвешенным слоем сорбента и пачуков потери
сорбента из-за его истирания достигают 1 % в месяц.
Колонны непрерывной сорбции (десорбции) с пневмогидрав-
лической разгрузкой (КНСПР) ионита предназначены для сорб-
ции пульп и для десорбции сорбентов (рис. 7.26, б). Ионит посту-
пает в центральный диффузор, имеющий форму обратного ко-
нуса. При наложении пневмоимпульсов II ионит движется навст-
речу потоку раствора снизу вверх и периодически разгружается
427
428
II
III
Рис. 7.26. Схема
сорбционных ко-
лонн-пачука (л),
КНСПР (6), пульса-
ционной (в):
а: I — исходная пульпа
или раствор; // — воздух;
/// — исходный сорбент;
IV — отработанная пуль-
па; V — насыщенный сор-
бент
б: 1 — приемный бункер
сорбента; 2 — корпус; 3 —
центральная конусообраз-
ная труба; 4 — ложное
днище; 5 — гидрозатвор
поток сорбента;
-------поток раствора
в: 1 — верхняя раздели-
тельная зона; 2 — колон-
на с насадкой; 3 — ввод
пульсаций (частота 60—
120 в мин, двойная ампли-
туда колебаний 5—8 мм)
от пульсатора; 4 — ниж-
няя разделительная зона
в верхний приемный желоб. Раствор движется сверху вниз, про-
ходит дренажное устройство и выходит через нижний штуцер IV.
Частота пульсации влияет на производительность колонны и со-
ставляет 4—60 имп/ч. Все операции (отмывка, регенерация, под-
готовка сорбентов) автоматически контролируются и управля-
ются.
Колонны КНСПР применяют для обработки пульп с сопос-
тавимой плотностью сорбента и пульпы; эксплуатация их ос-
ложнена труднодоступностью дренажной системы.
В колоннах пульсационного типа обрабатывают плотные
пульпы (Т : Ж = 1,25—3,0).Интенсивность пульсации 700—
800 мм/мин. Пульпа подается через воронку в верхний раздели-
тель и под действием силы тяжести проходит вниз и выходит из
колонны через штуцер выгрузки пульпы. Сорбент вводится че-
рез штуцер и, отделившись от пульпы в верхнем разделителе,
выводится по трубе.
Тарельчатые колонные аппараты пульсационного типа ра-
ботают по принципу взвешанного слоя в непрерывном режиме и
разделены на секции насадками (тарелками) для распределения
потоков. Наиболее эффективны тарелки «провального» типа
(насадка КРИМЗ). В каждой тарелке имеются отверстия с ло-
патками, расположенными под углом 30° к ее поверхности; на
соседних тарелках лопатки направлены в противоположные сто-
роны, что обеспечивает спиральное противоточное движение
раствора и сорбента. Удельная нагрузка возрастает в 2—3 раза и
достигает 30—45 м3/(м2-ч).
Колонны с насадкой КРИМЗ применяют для обработки раз-
бавленных пульп, отличаются большей производительностью,
меньшим объемом загружаемого сорбента. Обязательным усло-
вием их эффективной работы является необходимость заметно-
го различия в плотности сорбента и раствора.
Современные сорбционные технологии основаны на реали-
зации непрерывного процесса; схема коммуникаций и обвязки
сорбционных колонн должна обеспечивать поступление обраба-
тываемого раствора из расходной емкости или из смежной ко-
лонны, передачу раствора в соседнюю колонну или в емкость
для конечного продукта, поступление свежего или циркулирую-
щего элюента, промежуточный или полный отбор элюата, про-
хождение через колонну в прямо- или противоточном режиме
промывной воды, раствора для регенерации сорбента (рис. 7.27).
Сорбционное выщелачивание. При реализации сорбционно-
го выщелачивания пульпы извлечение металла повышается на
10—15 %:
— за счет смещения равновесия в системе «твердое—рас-
твор»;
— уменьшения диффузионных ограничений;
429
Рис. 7.27. Схема цепи аппаратов сорбционной установки:
I — воздух на транспорт раствора; // — воздух на транспорт сорбента; /// — воздух для перемешива-
ния --------------------------------раствор;-----сорбент
1—3 — аппараты для сорбции; 4 — сборник рафината; 5 — исходный раствор; 6 — исходный сорбент;
7—грохот плоскокачающийся; 8 — сборник для промывного раствора; 9 — колонна для отмывки на-
сыщенного сорбента; 10, 11 — колонны для элюирования; 12 — в сборник оборотного раствора;
13 — в сборник элюата; 14 — напорные баки для элюэнта; 75 — регенерированный сорбент
— сокращения роли процессов обратного осаждения и со-
осаждения, окклюзии раствора полученным кеком.
Способ пригоден для обработки пульп с содержанием твер-
дого до 50—60 % с крупностью частиц — 0,15 мкм.
Операцию проводят в пачуках (рис. 7.26, а), емкость которых
достигает нескольких сотен кубических метров. Смешение ио-
нита и пульпы проводится с помощью аэролифта 7; полученную
смесь аэролифтом 3 подают на разделительное устройство 4, на-
клонную сетку из прочного, устойчивого материала (нержавею-
щая сталь, капрон и др.) с размером ячейки 0,35—0,45 мм, боль-
шей, чем размер частиц руды, но меньшей, чем крупность зерен
сорбента. Насыщенный сорбент выгружают с помощью аэро-
лифта 5. Производительность аппаратов определяется пропуск-
ной способностью разделительного устройства и достигает
100 м3 пульпы в час на 1 м2 сетки; для зашламленной пульпы —
20—24 м3/(м2 ч). Расход воздуха, обеспечивающий устойчивую
работу аэролифтов, составляет 1,5—3,0 м3 на 1 м3 пульпы.
В таблице 7.5 приведены показатели использования сорбции
из пульп при извлечении урана, золота.
В связи с ненадобностью громоздких операций по обработке
пульп, особенно в технологиях, связанных с большим выходом
нерастворимых остатков при выщелачивании, проводятся об-
ширные исследования по реализации принципов сорбционного
выщелачивания в схемах извлечения меди из оксидных и сме-
шанных руд, никеля и кобальта из оксидных руд, пирротиновых
430
Таблица 7.5
Показатели сорбционного выщелачивания руд
Показатель Рула
урановая золотосодержащая
1. Сорбционное выщелачивание: 1.1. Крупность руды, мкм 1.2. Содержание руды в пульпе, % 1.3. Тип, марка сорбента 1.4. Размер зерен сорбента, мм 1.5. Характеристика жидкой фазы 1.6. Соотношение «пульпагсор- бент» 1.7. Продолжительность контак- та, ч 1.8. Емкость сорбента, г/дм3 2. Десорбция 2.1. Состав десорбента 2.2. Содержание в регенерате, г/дм3 2.3. Потери сорбента, г/т руды 2.4. Продолжительность опера- ции, ч 2.5. Соотношение «раствор — сорбент» -150 8—10 Макропористый карбоксильный катионит СГ-1г, СГ-ЗМ, аниониты АН, АМП 0,8—1,65 pH = 1,5—3,8 0,8—1,0 г/дм3 и3о8 6:1 3,0 40—50 U3O8 15 % H2SO4 15—40 U 5—7 H2SO4 4 3:1 -150 50—60 Макропористый бифункциональный анионит АМ-2Б 0,5—2,0 0,01—0,02 NaCN 0,005—0,01 CaO (pH 10—11) 25—60:1 40—60 5—20 Au 80—90 г/дм3 ThiO 20—30 г/дм3 H2SO4 0,5—2,0 Au 10—20 70—90 4—5:1
концентратов, хвостов и отходов редкометального производст-
ва. Обязательным условием технологических успехов при этом
является синтез доступных сорбентов с повышенной удельной
емкостью по извлекаемым компонентам и механической проч-
ностью на истирание.
Отметим еще несколько примеров успешной реализации
сорбционной технологии при извлечении цветных металлов.
Освоено сорбционное извлечение молибдена с помощью сла-
бо-основного анионита АН-1 в СГ-форме в области pH = 2—4.
431
Из раствора, содержащего г/дм3: 0,5—1,5 Мо, 4,5 Fe, 35—40 СГ,
7 SO4-, 0,3 Си — при объемном отношении «раствор — сорбент»
равном 3, количественно сорбировали молибден (ДОЕ сорбента
— 270 г Mo/кг); его элюировали 5—10 %-ным раствором аммиа-
ка, получая раствор, содержащий 6—120 г/дм3 Мо; в последний
извлекали до 95—96 % Мо от его содержания в исходном раство-
ре. После регенерации сорбента 7—10 % НО анионит возвраща-
ли в оборот.
С помощью слабоосновного анионита АН-21 извлекали ре-
ний из растворов сернокислотного отделения, содержащих,
г/дм3: 0,5—0,7 Re, 7—12 Мо, 120—150 H2SO4. Схема включает
коллективную сорбцию рения и молибдена с последующей по-
этапной десорбцией молибдена (10 % NaOH) и рения (25 %
HNO3).
Эффективность сорбции показана при извлечении меди из
бедных растворов, получаемых при выщелачивании оксидных и
смешанных медных руд, и селективном извлечении кобальта из
никель-кобальтовых растворов, получаемых при аммиачно-кар-
бонатном выщелачивании предварительно восстановленных ок-
сидных руд.
Особенно заметный результат получен при использовании
сорбционной технологии для очистки никелевого анолита от
цинка и свинца с помощью анионитов сильноосновного типа
АМП, ВП-1п, ВП-1Ап в хлороформе. Состав исходного аноли-
та, г/дм3: 100 Ni, 0,025—0,05 Zn, по 0,003—0,01 Со, Си, Fe, 85—90
СГ, 105—120 SO pH = 4,5. После сорбции остаточное содержа-
ние цинка и свинца не превышают 0,2—0,3 мг/дм3. Элюирование
проводят раствором соляной кислоты (30—40 г/дм3 НС1) или
хлорида натрия (100—120 г/дм3 NaCl), получая медно-никелевый
элюат (г/дм3: 30—50 Ni, 0,03—0,05 Си, 0,015 Zn, 15—25 НС1), а за-
тем при горячей (340—350 К) водной промывке — никель-цин-
ковый элюат (г/дм3: 0,5—1,5 Ni, 0,15 Pb, 0,5—2,0 Zn).
Сорбционные процессы особенно эффективны при обезвре-
живании сточных вод для разделения близких по свойствам эле-
ментов (в металлургии платиноидов, редкоземельных метал-
лов). Сдерживающими факторами остаются невысокая емкость
сорбентов и значительная их стоимость.
Ионообменные мембраны. Их изготавливают в форме лис-
тов, пленок из полимеров, содержащих функциональные группы
(гомогенные мембраны). Если ввести порошки сорбентов в
инертную матрицу, получим гетерогенные мембраны. Мембра-
ны должны обладать прочностью, незначительным омическим
сопротивлением, обеспечивать селективность. При наложении
электрического тока (рис. 7.28) достигается и ионный обмен, и
регенерация сорбента по обе стороны мембраны; при этом кати-
онные мембраны пропускают только катионы, а анионные мем-
432
Рис. 7.28. Схема аппарата для электродиализа:
1 — анодное пространство; 2 — область деионизированного раствора; 3 — катодное пространство;
4 — анионообменная мембрана; 5 — катионообменная мембрана; 6 — электроды
браны — только анионы. Подобный вариант процесса — элект-
родиализ — используют для опреснения воды, концентрирова-
ния растворов.
Волокнистые ионообменники. Введением анионных или ка-
тионных радикалов в ткани достигают увеличения поверхности
обмена, более простое их удаление из обрабатываемой жидкос-
ти; в качестве фильтрующей перегородки одновременно с филь-
трацией селективно отделяют требуемый элемент. Аналогич-
ный эффект обеспечивают целлюлозоиониты: их матрица со-
держит спиртовые группы и изготовляется на основе целлюло-
зы; они меньше набухают в растворе. Емкость ионообменных
тканей и целлюлозоионитов достигает 1,0—1,3 мг экв/г.
Сорбция на активированных углях. Их получают из древе-
сины. Технология включает стадии карбонизации и активации.
Куски древесины обрабатывают раствором хлорида цинка,
кальция, магния (для ускорения обезвоживания) и сушат. Карбо-
низацию проводят при 670—1170 К в отсутствие воздуха, дости-
гая количественной возгонки хлоридов. Затем проводят обра-
ботку паром, хлором или воздухом при контролируемых окисли-
тельных условиях и 670—1100 К. Конечный продукт представля-
ет из себя пористый материал с развитой поверхностью. Струк-
тура его адекватна структуре сложного органического полиме-
ра. Его используют в форме порошка или гранул размером 1,5—
4,0 мкм; 1 г активированного угля поглощает до 0,04 г Au и
0,02 г Ag при обработке хлоридных или цианидных растворов
4Au3+ + ЗС + 6Н2О = ЗАи + ЗСО2 + 12Н+.
Расход угля зависит от содержания золота в растворе и до-
стигает 600—800 г/г Au.
433
В металлургии золота насыщенные угли сжигали, а золу пе-
реплавляли; позднее установили, что этот простой прием менее
экономичен, чем цементационное осаждение цинковой пылью.
Предложено несколько способов десорбции благородных метал-
лов из насыщенных углей, содержащих до 5 кг Аи/т:
— раствором полисульфида натрия (для золота), нитрата
ртути (для серебра), аммиака;
— 1 %-ным раствором NaOH и 0,1 % NaCN при 370 К:
— этим же составом, но при 390—420 К, что позволяет до
96—97 % Au десорбировать за 48 час.
— аналогичным составом элюента в смеси с 20 % этанола,
что обеспечивает аналогичные показатели, но при 350 К.
Богатые элюаты направляют на электрохимическое осажде-
ние. После адсорбции и промывки угли прокаливают при 1100 К,
что обеспечивает полную регенерацию их свойств, возможность
повторного использования, а значит, существенного удешевле-
ния процесса.
На поглощение единицы серебра углем требуется его в 30
раз больше, чем на единицу золота, поэтому при значительном
содержании серебра в растворе его предварительно осаждают,
например, сульфидом натрия (рис. 7.29).
Активированные угли успешно использовали для осаждения
молибдена, рения, ванадия, урана (табл. 7.6).
8
Рис. 7.29. Схема цепи аппаратов для извлечения золота из растворов с исполь-
зованием активированного угля:
1 — расходная емкость пульпы; 2 — сито; 3 — отвальные кусковые включения, щепки; 4 — реакто-
ры сорбции; 5 — хвосты; 6 — узел элюирования; 7 — элюат; 8 — ванны электролиза; 9 — уголь по-
сле десорбции; 10 — аппарат для термической регенерации угля; 11 — фракция угля — 0,8 мм в
оборот на грануляцию; 12 — золотые катоды на плавку в слитки
434
Таблица 7.6
Примеры использования активированных углей для сорбции ионов металлов
Показатель Ионы металлов
Mo(VI) V(V) U(VI)
1. Начальное содержание Me, г/дм3 2. pH раствора 3. Продолжительность, ч 4. Степень сорбции, % 5. Тип элюента 1,0 Мо 1,8—2,2 2—3 >99 NH4OH, NaOH 15—20 2,3 4,0 97 5 % H2SO4, 1 % NaOH, 10 % NH3 0,8—1,5 1,0 24,0 80 NaHCO3
7.3.2. Экстракция
Процесс основан на способности ряда органических веществ,
не смешивающихся с водой, селективно образовывать с ионами
металлов соединения и на извлечении их в органическую фазу.
Напомним значение основных терминов, используемых при
описании процессов экстракции:
— экстрагент — органическое вещество, образующее с из-
влекаемым металлом соль или комплекс, которые растворимы в
органической и практически нерастворимы в водной фазах;
— разбавитель — органическая жидкость, служащая для рас-
творения экстрагента;
— экстракт, рафинат — продукты экстракции, соответствен-
но органическая и водная фазы;
— реэкстракт — обогащенная водная фаза, получаемая по-
сле реэкстракции насыщенной металлоорганической фазы;
— синергизм — отклонения в показателях экстракции, обуслов-
ленные совместным использованием двух и более экстрагентов.
Известны следующие группы экстрагентов:
— кислородсодержащие (кетоны, спирты, альдегиды, про-
стые и сложные эфиры и нейтральные фосфорсодержащие со-
единения типа трибутилфосфата (ТБФ) и др.), функционирую-
щие по сольватному механизму;
— катионообменные (кислые алкилфосфаты, алкилпирофо-
сфаты, карбоновые и нафтеновые кислоты и др.);
— анионообменные растворители (амины и их производ-
ные).
Требования, предъявляемые к экстрагентам:
— высокий коэффициент распределения и избирательность;
— заметное различие в плотности, высокие межфазные на-
тяжения;
435
Таблица 7.7
Свойства реагентов-разбавителей, используемых при экстракции
Реагент- разбавитель Плотность, г/см3 Вязкость, сПз Температура, К
кипения воспламенения
Керосин 0,74 0,3—0,5 40—510 340
Толуол 0,87 0,59 380 840
Бензол 0,88 0,65 350 860
СС14 1,59 0,97 350
Гексан 0,66 0,33 341 533
— быстрота и высокая степень разделения, малая взаимная
растворимость в водной фазе;
— химическая устойчивость к кислотам, щелочам, окислите-
лям;
— возможность и простота количественной регенерации;
— незначительная летучесть, вязкость, токсичность, высо-
кая температура вспышки;
— доступность синтеза и невысокая стоимость.
Свойства ряда наиболее распространенных экстрагентов
приведены в табл. 7.7.
Экстрагенты используются в смеси с разбавителями (керосин,
бензол, толуол); они нерастворимы в водной среде, имеют высо-
кую температуру вспышки, более 340 К, узкий интервал перегон-
ки. Подбирая тип разбавителя, можно подавлять или усиливать
экстракцию ионов. Требования, предъявляемые к разбавителям,
во многом аналогичны требованиям, предъявляемым к экстраген-
там. Свойства некоторых разбавителей приведены в табл. 7.8.
Таблица 7.8
Характеристика некоторых промышленных экстрагентов
Экстрагент Структурная формула Температура, К Вяз- кость, сПз Плот- ность, г/см3 Раство- римость в воде, г/дм3
кипения воспла- менения
Трибутилфос- фат (ТБФ) (С4Н,)3РО4 451 418 3,41 0,973 7,0
Три-н-октила- мин (ТОА) (C8HI7)3N 610 418 6,02 0,82 0,007
Три-н-децила- мин (ТДА) [СН3—(C2H)9]3N 518 — — 0,81 0,01
Ди-дву-этил- гексилфосфор- [СН2СН(С2Н5)(СН2)40]=Р=О 358 4,22 0,975 0,12
ная кислота (Д2ЭГФК) он
436
Экстракция является массообменным процессом в системе
«жидкость—жидкость». Состояние равновесия определяется ко-
эффициентами распределения
разделения
где Со, Св — концентрация экстрагируемого вещества в органи-
ческой и водной фазах.
Чем больше коэффициент распределения или отношение
«органическая: водная» фаз, тем меньше требуется стадий экс-
тракции. Наиболее эффективно проведение экстракции малым
объемом экстрагента с помощью большого числа стадий. В
практических условиях этот принцип реализуют путем организа-
ции противоточного, непрерывного процесса.
Разделение считается эффективным при р > 1,6.
Извлечение вещества Е в органическую сразу рассчитывают, %:
O + (VB:Vo)
хЮО,
а конечную концентрацию его в водной фазе — по формуле
где Уо, Ув — объемы органической и водной фаз.
В металлургии цветных металлов наиболее часто на экстрак-
цию поступают солянокислые и сульфатные растворы. В соля-
нокислых средах большинство ионов металлов (II) образуют
хлоридные комплексы типа [МеС14]2-.
Для расчета числа теоретических ступеней контакта органичес-
кой и водной фаз используют экспериментальные равновесные кри-
вые экстракции (реэкстракции), данные по насыщению экстрагента
и конечной концентрации извлекаемого металла в водной фазе.
Рассчитанное число ступеней экстракции (реэкстракции)
увеличивают на единицу. При одновременной экстракции двух и
более компонентов расчет ведут на извлечение наиболее труд-
ноудаляемой примеси.
При использовании интенсивного перемешивания показате-
ли экстракции улучшаются за счет увеличения поверхности раз-
дела контактирующих фаз; одновременно возрастает степень
эмульгирования, что ухудшает отстаивание фаз и увеличивает
потери органической фазы. Появление органической фазы в ре-
экстракте осложняет электрохимическое выделение металлов,
усиливает пенообразование. Потери органической фазы снижа-
ют почти в 30—40 раз за счет использования флотационных ма-
шин или пенной флотации до остаточного содержания — 0,1—
437
Экстракторы
С разделением
ступеней
V
Смеситель-
отстойник
Без
Без разделения
ступеней
+ *
Колонные Центробежные
V V
перемешивания С перемешиванием
V V |
Струйные Вертикальные Горизонтальные
Сетчатые
Насадочные
Рис. 7.30. Классификация аппаратов для экстракции
0,2 дм3 на 1 м3 раствора. При экстракции возможно образование
межфазных взвесей, которые осложняют разделение фаз и при-
водят к потерям экстрагента. Они включают продукты деятель-
ности грибков и бактерий, шламовые частицы и др. Межфазные
взвеси выводят из органической фазы путем дополнительного
отстаивания или центрифугирования.
Разнообразные конструкции экстракционных аппаратов
условно разделяют (рис. 7.30) на аппараты:
— с поверхностным контактом, формирующимся в процессе
встречного движения потоков водной и органической фазы (ко-
лонны); диспергирование фаз достигается из-за разности плот-
ностей водной и органической фаз;
— с перемешиванием за счет подвода внешней энергии
(пульсаторы, вибраторы, роторно-дисковые, турбинные, цент-
робежные экстракторы).
Колонные аппараты. Они характеризуются высокой произ-
водительностью и компактностью; в них удается проводить раз-
личные операции: экстракцию, промывку, расслаивание фаз,
раздельную реэкстракцию и т. д. Известны насадочные, распы-
лительные, тарельчатые, ситчатые, с механическим перемеши-
ванием (роторные, смесители-отстойники колонного типа),
пульсационные колонны (рис. 7.31).
В насадочных колоннах используют стальные и керамичес-
кие кольца; допустимый расход раствора — до 2—3 м3/(м2-ч). Ро-
торно-дисковые колонны имеют вал, на котором насажены дис-
ки; внутри корпуса приварены кольца, которые расположены
438
Рис. 7.31. Схемы роторно-кольцевой (а), роторно-дисковой (б), тарельчатой (в), пульпсационной (г) экстракционных
колонн:
1 — водная фаза; 2 — органическая фаза; 3 — границы раздела фаз; 4 — ротор; 5 — неподвижная гильза для стабилизации границы раздела фаз; 6 —
неподвижные кольцевые перегородки; 7 — вращающиеся диски; 8 — мешалка; 9 — насадка; 10 — несущая решетка; 11 — механический пульсатор
2
Рис. 7.32. Общий вид экстрактора типа «смеситель-отстойник»:
/ — перегородка; 2 — камера отстаивания; 3 — турбинка; 4 — камера смешивания; 5, 6 — окна для
перетока легкой т тяжелой фаз, соответственно
между дисками. Такое расположение насадки обеспечивает зиг-
загообразное движение жидкости. Существенным недостатком
колонн с механическим перемешиванием является наличие вну-
тренних подвижных узлов, что осложняет их эксплуатацию.
При использовании пульсации обеспечивается образование
капель постоянного размера, равномерное распределение фаз
по сечению, что повышает эффективность экстракции. Частота
пульсаций колеблется в пределах 40—100 колебаний в минуту с
амплитудой 10—30 мм. Колонны такого типа могут иметь насад-
ку или ситчатые тарелки.
Наибольшее применение в гидрометаллургии получили экс-
тракторы типа смесителей-отстойников (рис. 7.32). Каждый ап-
парат состоит из секций, включающих смесительную и отстой-
ную камеры. Растворы движутся внутри секции прямоточно, а
через аппарат — противоточно. В смесительной камере установ-
лена турбинная мешалка, вращающаяся со скоростью 400—
600 мин-1; она обеспечивает смешение водной и органической
фаз, перекачивание смеси на соседнюю ступень и поддерживает
заданный уровень раствора в камерах (рис. 7.33).
Достоинствами этого типа экстракторов (в сравнении с аппа-
ратами колонного типа) являются:
— высокий КПД каждой секции, близкий к 100 %;
— стабильность в работе, независимо от изменений состава и
потоков органической и водной фаз;
— быстрый и простой вывод на режим или отключение в
экстремальной обстановке;
— простота конструкции, монтажа, обслуживания;
— пригодность для использования пульп, содержащих до 2—
5 % твердого.
440
Рис. 7.33. Схема движения потока фаз в экстракторах «смеситель-отстойник»
типа «Пауе-газ» (а), «Денвер» (б), «Холмз-наве» (6):
1 — мешалка; 2 — порог; 3 — исходный раствор; 4 — экстрагент; 5 — слои органической фазы; 6 —
промежуточный слой; 7 — слой водной фазы; 8 — рециркуляция экстрагента; 9 — регулируемый
зазор; 10 — органическая фаза, насыщенная извлекаемым металлом; 11 — рафинат
К недостаткам этих аппаратов относят энергоемкость боль-
шого количества мешалок, значительную площадь, необходи-
мую для их размещения; поэтому в районах с теплым климатом
их размещают на улице под легким навесом.
Схема движения потоков по
секциям 4-камерного смесите-
ля-отстойника приведена на
рис. 7.34, а компоновка этих ап-
паратов в цикле «экстракция —
реэкстракция» — на рис. 7.35.
Усовершенствование кон-
струкций аппаратов предпола-
Рис. 7.34. Схема потоков водной (—>),
органической (—>) фаз и их смеси
(---->) по камерам экстрактора типа
«смесител ь-отстойник»:
/—V — ступени экстракции
1 — камера смешения; 2 — отстойник; 3 — тур-
бинная мешалка
441
A
Mill»-
1 WI '_ ~ __ - - - •' - ----- - —
_— 11 ... -I 1*м^]матч^нмм*«*М« Lotothmb ммнвнмммааЫ
За
la
2a
16
26
Рис. 7.35. Принципиальная схема цикла «экстракция (Л) — реэкстракция (Б)»:
1 — смеситель; 2 — отстойник; 1а—За — стадии экстракции; 16—26— стадии реэкстракции; 4 — сборник исходного металлсодержащего водного раствора; 5 — сбор-
ник рафината; 6 — сборник экстрагента; 7 — сборник обогащенного водного раствора; 8 — сборник реагента для реэкстракции
НИ/ — органическая фаза; s =— водная фаза
гает снижение энергопотребления, повышение эффективности
массообмена за счет оптимизации условий, схем, узлов смешения
и отстаивание органической и водной фаз.
Весьма эффективны центробежные экстракторы, в которых
разделение фаз ускоряется в 10—20 раз, удается обрабатывать
пульпы с небольшой разницей в плотности смешиваемых фаз,
меньше потери экстрагента. Однако сложность их конструкции,
энергоемкость, проблемы эксплуатации ограничивают исполь-
зование этих высокопроизводительных аппаратов.
Важнейшими критериями при выборе типа экстрактора яв-
ляются производительность, невысокая стоимость, простота и
безопасность обслуживания.
Экстракцию применяют для очистки растворов или для их
концентрирования в схемах получения более 15 элементов, в
т. ч. урана, ванадия, вольфрама, меди, никеля, кобальта, редких
элементов, платиноидов и др. Некоторые примеры промышлен-
ного использования экстракции приведены ниже и в табл. 7.9.
Экстракционное извлечение индия из поликомпонентных
цинковых растворов, содержащих 0,05—1,0 г/дм3 In. Индий экс-
трагируют смесью Д-2ЭГФК с керосином, реэкстракцию прово-
дят соляной кислотой, получая раствор, содержащий 20—
80 г/дм3 In.
Экстракционное выделение теллура из сульфатно-хлорид-
ных сред смесью «трибутилфосфат + керосин» с последующей
сернокислотной реэкстракцией, осаждением теллура обеспечи-
вает получение чистого продукта (99,997 % Те).
Разделение молибдена (1—3 г/дм3) и рения (20—30 мг/дм3) из
сульфатно-нитратных растворов проводят экстракцией в 2 ста-
дии: сначала с помощью 7—10 %-ного раствора Д2ЭГФК в керо-
сине извлекают до 99 % Мо (реэкстракция 7—10 % NH3, в реэк-
стракте 20—30 г/дм3 Мо), а затем экстрагируют рений, исполь-
зуя 7—8 %-ный раствор триоктиламина в керосине при pH 1—2
(реэкстрация 10 % NH3, в реэкстракте содержится 1—2 г/дм3 Re).
При экстракции в сравнении с ионным обменом достигается
более высокая скорость процесса, требуется меньший объем
оборудования, реагентов (за счет большей удельной емкости),
получают более концентрированные растворы — до 30—
50 г/дм3 (более эффективно при последующем извлечении ме-
таллов), упрощается автоматизация, более компактно аппара-
турное оформление.
Недостатком экстракции является пожароопасность и ток-
сичности реагентов, потери экстрагентов с водной фазой; они
особенно значительны в пульповых процессах (0,5—1 кг/т).
Основные затраты при экстракции приходятся на подготовку
исходного раствора, приобретение дорогого оборудования, орга-
низацию противопожарной безопасности, поставку реагентов
443
Таблица 7.9
Показатели экстракции ряда цветных металлов
Показатель Медь Уран Кобальт Вольфрам
Тип раствора Сернокислый Аммиачный Сульфатный Хлоридный Сульфатный Содовый, нейт- рализация до pH 1,5—4,0
Экстрагент LIX, Kelex, Акорга 20 % LIX-63 Аламин, ТБФ, Д2ЭГФК 10 % ТИО А 20—25 % ИДЦФК* 10 % амина + + 15 % спирта
Число стадий ОФ.ВФ 3 2,0—3,0 4 1:1,4 4 2—4 3,0 3,0 1—2 1,0
Тип реэкстра- гента 15 % H2SO4 18 % H2SO4 NaCl, NH4C1 Вода 10 % H2SO4 3—4% аммиака
Содержание из- влекаемого ме- талла, г/дм: в исходном растворе рафинате насыщенной ОФ реэкстракте 2—3 0,2—0,4 1,5—5,0 36—^45 11,0 0,4—0,7 3—4 38—40 0,8—1,4 0,002 2—6 17—43 2,0 0,001 8,0 48—51 2,5 0,1—0,2 2—3 15—28 40-4-8 0,08 20—22 65—68
*Изододецилфосфетановая кислота.
(экстрагент, реэкстрагент, корректоры кислотности) и воспол-
нение потерь экстрагента.
Разрабатываются новые экстрагенты (доступность, большая
емкость, минимальная растворимость в водной фазе), аппараты
с более интенсивным массообменом, новые технологии, обеспе-
чивающие в том числе и экстракцию металлов из пульп.
7.4. ВЫДЕЛЕНИЕ МЕТАЛЛОВ ИЗ РАСТВОРА
Выделение металла из раствора предполагает две цели: очи-
стку от металлов-примесей или осаждение металла в форме то-
варного продукта.
Для очистки растворов (разделения металла) используют
осаждение в форме труднорастворимых осадков, сорбцию, экс-
тракцию, дробную кристаллизацию, мембранную технику, ион-
ную флотацию, дистилляцию, электрохимическое осаждение,
цементацию.
Получают металл в форме товарных солей кристаллизацией,
высаливанием, химическим осаждением; чистые металлы —
электролизом с использованием нерастворимых анодов, авто-
клавным газовым осаждением.
При выборе способа учитывают состав исходного раствора,
обеспечение реагентами, доступность аппаратурного оформле-
ния, а в конечном счете — экономические показатели и потреб-
ности рынка.
Классификация и суть основных способов выделения метал-
лов из раствора приведена на рис. 7.36 и в табл. 7.10.
Аппаратурное оформление операций обработки полученных
пульп (сгущение, фильтрация, промывка) во многом аналогично
схемам и аппаратам, описанным в разделе «Обработка пульп и
осадков» и отличается меньшими размерами (или числом) исполь-
зуемых аппаратов в связи с меньшими материальными потоками.
7.4.1. Осаждение металлов в форме труднорастворимых
соединений
При выборе осадителя учитывают доступность и стоимость
реагента, селективность, возможность получения осадков с кри-
сталлической структурой, упрощающей его отделение из рас-
твора и промывку.
Осаждение проводят в определенном интервале pH, для ко-
торого характерна наибольшая устойчивость образующегося со-
единения. Используя разбавленные растворы, повышенные тем-
пературы, затравку, получают осадки с кристаллической струк-
турой. В присутствии комплексообразователя полнота осажде-
445
Растворы после выщелачивания
Богатые
(20—100 г/дм3)
Химическое
осаждение
(Си, Со, Zn, Be)
Дистилляция
Высаливание
Кристал л из ация
(Al, Си, Ni, Zn, Мо)
Автоклавное
осаждение
(Си, Ni, Со, Ag, U)
Электролиз
(Си, Ni, Zn, Cd, Au)
Соединения
металлов
Катоды,
порошки
металлов
Порошки
металлов,
солей и оксидов
Кристаллогидраты
(MenAm-yH2O)
Бедные
(0,1—10 г/дм3)
Сорбция и
экстракция
(Си, Au, Ni, Со, V,
Мо, Re, U, Zr)
Рис. 7.36. Принципиальная схема переработки растворов
Таблица 7.10
Схемы основных способов извлечения металлов из раствора
Способ
1. Осаждение в форме труднораствори-
мых соединений
2. Выделение в форме солей
2.1. Кристаллизация
2.2. Высаливание
2.3. Дистилляция
3. Осаждение в форме металла
3.1. Цементация
3.2. Автоклавное осаждение
3.3. Электролитическое осаждение
Пропись реакции
л1Мел+ + пкт~ —> МелАт^
?лМел+ +пАт~ + хН2О—»
-р
Me„F„ Я1,О 4
Ме^ + Ме2А(НА) + лН2О -» MeiA +
Ме2АХ
Me А + Н2О МеОН • А1
Мел+ + Ме2 —» Ме2+ + МеД
лМел+ + л/2Н2 -> Me + лН+
Мел+ + ле —> Me
Типичный пример
Cu2+ + S2- -» CuS>l
Со3+ + ЗОН- Со(ОН)3>1
Zn2+ + SO? + 7Н2О —
-р
ZnSO4 • 7Н2О i
CuSO4 + H2SO4 + лН2О ->
CuS04^H20sL
2[Ni(NH3)6]CO3 + Н2О ->
Ni2(OH)2CO34' + СО2 + 6NH3T
Cu2+ + Fe -» Cid + Fe2+
[Ni(NH3)6]2+ + H2 -» Nd + 2NH
Cd2+ + 2e -> Cd
Таблица 7.11
Перечень реагентов и восстановителей, используемых в гидрометаллургии
Реагенты
Формула
Электрохимическая реакция
Водород
Металлы
Соли железа (II)
Соли олова (II)
Сернистая кислота
Щавелевая кислота
Муравьиная кислота
Формальдегид
Гидроксиламин
Гидразин
Сероводород
Фосфористая кислота
Н2
Me
FeSO4, FeCl2
SnCl2
SO2 (aq)
H2C2O4
HCOOH
HCHO
NH2OH
n2h4
H2s (aq)
H3PO3
H2(r) -> 2H+ + 2e
H —> H+ + e (в момент выделения)
Me —> Me"+ + nc (см. ряд напряжений)
Fe2+ -> Fe3+ + e
Sn2+ -> Sn4+ + 2e
SO1~ + O2- -> + 2e
C2O2’ + O2- 2CO2 + 2e
HCOOH + О2’ -> H2O + CO2 + 2e
HCHO + O2- -> HCOOH + 2e
2NH2OH + О2" N2 + 3H2O + 2e
N2H4 + 2O2- -> N2 + 2H2O + 4e
H2S -> S + 2H+ + 2e
H3PO3 + O2- -» H3PO4 + 2e
ния металла уменьшается. Для повышения селективности разде-
ления ионов металлов или более полного их осаждения предва-
рительно ионы металлов переводят в другую валентность (окис-
ляют или восстанавливают), при которой образуется менее рас-
творимое соединение. Характеристика типичных окислителей и
восстановителей приведена в табл. 7.11.
При осаждении осадков неизбежно соосаждение примесей в
связи с изоморфными замещениями в кристаллической решетке,
адсорбцией, механическим включением. Явление соосаждения
иногда используют для улавливания следовых концентраций
элементов из обрабатываемых растворов.
Показатели процесса, в первую очередь, зависят от точности
поддерживания требуемого pH, окислительно-восстановитель-
ного потенциала, температуры и дозировки реагента-осадителя.
Осаждение проводят в агитаторах или в пачуках (особенно ког-
да используют газообразный окислитель или восстановитель, а
также острый пар для нагрева и перемешивания).
Типичная схема цепи аппаратов для проведения операции
осаждения металла приведена на рис. 7.37.
Гидроксиды. Осаждение металлов-примесей в форме гидро-
ксидов лежит в основе гидратной схемы очистки растворов в ме-
таллургии кобальта, цинка, при очистке никелевого анолита.
В соответствии с данными, приведенными в табл. 7.12, для
каждого иона металла существует характерная величина pH
осаждения; значение его уменьшается с увеличением концентра-
ции иона и его заряда, а также температуры.
448
14
Рис. 7.37. Принципиальная схема осаждения металлов в форме труднорастворимых соединений:
сборник исходного раствора, 2 реакторы для осаждения: 3 — реагенты-осадители, регуляторы кислотности (щелочности) и окислительно-восстановитель-
ного потенциала; 4 — теплоноситель (пар, электроподогрев; горячий воздух); 5 — фильтр-сгуститель; б — сборник осветленного раствора; 7 — сборник сгущен-
ной пульпы; 8 — фильтр; 9 — сборник фильтрата; 10 — репульпаторы кека; 11 — вода для промывки; 12 — сборник промводы; 13 — металлсодержащий осадок
(кек); 14 — парогазовая смесь
Таблица 7.12
Характеристики растворимости гидроксидов металлов (Т = 298 К)
Химическая формула pH осаждения Произведение растворимости Растворимость, м/дм3
Т1(ОН)3 0,5 1,5-10^4 4,8-10-12
Sn(OH)4 0,1 1,0-io-56 2,1-10-’2
Со(ОН)3 1,0 3,0-10^' 5,7-Ю-'1
Sb(OH)3 1,2 4,0-Ю-42 1,1-Ю-'1
Sn(OH)2 1,4 5,0-10’26 2,3-10"9
Fe(OH)3 1,6 4,0-10"38 2,0-10'10
А1(ОН)3 3,1 1,9-IO"33 2,9-10’9
Bi(OH)3 3,9 4,3 -IO’3 6,3-1 о-9
Cu(OH)2 4,5 5,6-10-20 2,4-10’7
Zn(OH)2 5,9 4,5-10-17 2,2-1 О’6
Co(OH)2 6,4 2,0-IO’16 3,6-Ю"6
Fe(OH)2 6,7 1,6-ю-15 0,7-10’5
Cd(OH)2 7,0 1,2-Ю14 1,2-10’5
Ni(OH)2 7,1 i,oio-’5 1,4-10’5
Mg(OH)2 8,4 5,5-10-12 1,1-Ю-4
Tl(OH) 13,8 7,2-10'1 9Ю-1
Гидроксиды образуются при отработке растворов с невысо-
кой концентрацией ионов металла, при этом формируются кол-
лоидальные, плохо растворимые и фильтруемые осадки. Из бо-
лее концентрированных растворов при повышенной температу-
ре осаждаются основные соли типа Ме(ОН)п МеЛ.А^/7Н2О, напри-
мер: 3Cu(OH)2 CuC12-2H20, 3Zn(OH)2-ZnSO4-/zH2O.
Осаждение происходит из более концентрированных раство-
ров и в более кислой области. Например, основной сульфат же-
леза FeSO4Fe(OH)2 осаждается при pH = 5,5, в то время как гид-
роксид железа (II) — при pH = 6,7.
При повышенных температурах (360—370 К) в присутствии
ионов К+, Na+, Н3О+ (0,25 г/г Fe3+) образуются комплексные со-
единения железа — ярозиты, например натрий-ярозит. Отличи-
тельной их особенностью является образование осадка желтова-
того цвета с кристаллической структурой при более низких pH
(2—2,5), что повышает селективность осаждения железа.
При осаждении ионов железа, кобальта, марганца их предва-
рительно окисляют кислородом воздуха (Fe2+ —» Fe3+) или хло-
ром, гипохлоритом, (Ме2+ —> Мп4+, Со2+ —> Со3+); для поддержания
необходимого pH используют раствор соды, реже щелочи.
При разложении алюминатных растворов образуется гидро-
ксид алюминия: процесс ведут в присутствии большого расхода
затравки, при перемешивании и температуре 298—308 К, что
450
обеспечивает получение крупнокристаллического осадка. Раз-
ложение (декомпозиция) алюминатных растворов ускоряется
при наложении ультразвука, замедляется в присутствии органи-
ческих реагентов, солей железа или кальция.
При повышенных температурах (>450—470 К) возможен ги-
дролиз сульфатов металлов (III), в результате чего образуются
гидратированные оксиды типа Ме2О3лН2О, имеющие кристал-
лическую структуру.
В присутствии сильных окислителей (например, перекиси во-
дорода) ряд металлов (уран, плутоний) образует нерастворимый
осадок пероксидов
МеО2+ + Н,О2 + 2Н,О МеО4-2Н,О~1 + 2Н+.
В результате «старения» гидроксидов во времени, особенно с
повышением температуры, происходят их фазовые и структур-
ные превращения. Например, гидроксид железа (III) трансфор-
мируется до гетита (FeOOH), при Т = 350-—370 К, pH = 1,5—2,5 и
до безводного гематита Fe2O3 (при 410 К и выше). Последние
условия формируются при автоклавной обработке, включаю-
щей окисление ионов Fe (II) и гидролиз. В результате не только
значительно ускоряется процесс осаждения железа, но и получа-
ется монофазный осадок с кристаллической структурой, что уп-
рощает его отделение из пульпы и промывку.
Фосфаты. Ряд ионов металлов образуют труднораствори-
мые фосфаты при определенной величине pH и в зависимости
от величины [Ме"+]. На этом принципе основано, например, се-
лективное осаждение тория относительно урана и ряда редкозе-
мельных элементов, извлечение урана из технической фосфор-
ной кислоты при pH 3,7—4,4 (нейтрализатор, восстановитель),
осаждение кека U(H2PO4)4, содержащего до 4 % U.
Ниже приведен ряд значений pH осаждения фосфатов неко-
торых ионов металлов (0,02 М раствор, 273 К)
ИонМел+.............. Mg2+ Са2+ Mn2+ Al3+ Th4+ Z?+
pH................... 9,8 7,0 5,8 3,8 2,7 1,67
Сульфиды. В связи с низкой растворимостью сульфидов
(табл. 7.13) большинства цветных металлов осаждение их явля-
ется эффективным приемом концентрирования металлов при
обработке бедных растворов или селективного их отделения от
других элементов. В качестве осадителя используют сульфиды
(гидросульфиды) щелочных металлов и аммония, сероводород
(для умеренно кислых сред процесс проводят в автоклаве при из-
быточном давлении газа-осадителя).
При использовании сероводорода скорость процесса и филь-
труемость осадка возрастают в присутствии катализаторов (на-
пример, порошки одноименно осажденного металла).
451
Таблица 7.13
Показатели осаждения сульфидов
Химическая формула Произведение растворимости pH осаждения при активности иона Me (П)
0,1 0,001
CuS 8 10“37 0,5 1,0
SnS i-io-26 0,3 1,2
CdS l-10~28 1,8 3,3
PbS 740-29 2,2 3,7
ZnS 1,6-Ю-23 2,5 4,0
CoS 5-10-22 3,0 4,5
NiS 3-1 o-21 3,7 5,2
FeS 4-10-19 4,0 5,5
MnS 7-Ю-16 4,2 5,7
Сульфиды металлов образуются и при использовании в каче-
стве осадителя элементной серы, в частности:
— при осаждении халькофильных металлов (Си, Ni, Со, бла-
городных металлов) в присутствии более электроотрицательно-
го металла-восстановителя (~350—370 К):
Ме2+ + S + Ме2 = Me,s4- + Ме2+;
— при автоклавной обработке (430—450 К, умеренная кис-
лотность):
S + уН2О = 8ДО2~ + 2у Н\
Ме2+ + 8,О2~ = Me,S I + SOh
При повышенных температурах (430—450 К) возможно
осаждение сульфидов халькофильных металлов в результате об-
менной реакции с сульфидом менее халькофильного элемента
(более растворимого):
Ме2+ + Me2S = Me,Sl + Ме2+,
(Cu2+ + ZnS = CuS + Zn2+);
при 298 К и pH = 1,0 lgSCuS = -8,1; lgSZnS = -2,4.
Переработка сульфидных осадков представляет определен-
ные трудности, а использование токсичных сульфид-ионсодер-
жащих реагентов предопределяет специальные меры по обез-
вреживанию сероводородсодержащих газов, выделение кото-
рых вероятно при обработке подкисленных растворов.
Хлориды. Ионы Си (I), Ag (I), Mg (I) в присутствии ионов СГ
образуют нерастворимые хлориды; если медь присутствует в
452
форме иона (II), осаждение ведут в присутствии восстановителя
(SO2, Си, Zn, Fe и др.):
2Cu2+ + SO + Н2О + 2СГ = 2CuClX + 4Н* + SO?;
Си2+ + Си + 2СГ = 2CuCU;
2Си2+ + Me + 4СГ = 2CuCli + МеС12.
Платину осаждают из раствора в виде хлорплатината аммо-
ния:
PtCl4 + 2NH4C1 = (NH4)2[PtCl6]l
Из раствора сульфата титана осаждают гексахлоротитанат
калия:
TiOSO4 + 4НС1 + 2КС1 = K2[TiCl6]i + H2SO4 + Н2О.
Цианиды. Интересен цианид Си (I), который нерастворим в
кислых и нейтральных средах, образует хорошо фильтруемый
осадок; при обработке его при 670 К получают металлическую
медь и цианистый водород:
2CuCN + Н2 = 2Cu + 2HCN?.
Цианид меди можно получать по схеме, аналогичной схеме
получения хлорида меди (I), или после выщелачивания
Cu2O + 6CN" + Н2О = 2[Cu(CN)3]2- + 2ОН~
и последующего подкисления
2[Cu(CN)3]2’ + 2Н+ = CuCN + 2HCN.
Фториды. Трифторид плутония — исходное сырье для полу-
чения металлического плутония — получают согласно
Pu(NO3)3 + 3HF = PuF3l + 3HNO3.
Восстанавливая уранил-ионы с помощью диоксида серы и
муравьиной кислоты до иона U (IV), осаждают комплексную
соль в присутствии NaF:
U4+ + 6NaF = Na2[UF6] + 4Na+.
Карбонаты. В качестве осадителя чаще всего используют
растворы соды или пульпу известняка. Простые карбонаты об-
разуются при обработке разбавленных растворов, например,
при осаждении лития:
2LiCl + Na2CO3 = Li2CO3 + 2NaCl.
453
При обработке более концентрированных растворов (напри-
мер, при очистке кобальтовых растворов от меди, никеля) обра-
зуются основные соли типа Ме(ОН)2-МеСО3. При использова-
нии пульпы известняка — реагента менее активного — образу-
ется смешанный осадок, включающий основные соли осаждае-
мого металла, сульфат кальция и остатки непрореагировавшего
осадителя; как следствие, содержание металла в полученных
осадках невелико, возрастает его выход и осложняется отделе-
ние из раствора.
Образование карбонатов или основных карбонатов метал-
лов возможно при обработке щелочных растворов диоксидом
углерода, особенно под давлением (РСо2 = №—0,3 МПа):
2[Me(NH3)2]2+ + СО2 + ЗН2О = Me(OH)2-MeCO3i + 4NHJ,
2РЬЭДТА + 2Н2О + СО2 = Pb(OH)2-PbCO3i + 2Н2ЭДТА.
Образование карбонатсодержащих осадков происходит при
термическом разложении аммиачно-карбонатных комплексов
металлов (см. «Дистилляция»).
Карбонаты относятся к неустойчивым соединениям, поэтому
их легко конверсируют в другие соли (сульфаты, хлориды, нит-
раты, аммиакаты), обрабатывая осадок соответствующим рас-
творителем. При относительно невысоких температурах (1100—
1300 К) они разлагаются с образованием оксидов, а в присутст-
вии восстановителя (водород, углерод) восстанавливаются до ме-
талла.
Оксалаты. Осаждение металлов в форме оксалатов
Ме(С2О4) используется при обработке редкометального сырья.
Получаемые осадки обрабатывают щелочью
Ме(С2О4) + ziNaOH = Ме(ОН> + nNa2(C2O4)
с целью регенерации дорогого осадителя и получения металла в
форме, более удобной для последующей технологии.
7А.2. Выделение металлов в форме солей
Способ основан на достижении пересыщенного состояния
раствора, в результате которого извлекаемый металл выделяет-
ся в форме соли (кристаллизация, высаливание). К этой же груп-
пе можно отнести и дистилляцию, при которой состав и устойчи-
вость раствора нарушаются за счет термической обработки с по-
следующим образованием осадков основных солей. Несмотря на
простоту, широкое применение, недостатками этих способов яв-
ляются невысокое прямое извлечение металла, энергоемкость,
громоздкость технологии. Аппаратурное оформление операций
454
разделения получаемых солевых пульп аналогично описанному
в разделе «Обработка пульп и осадков».
Выпарка и кристаллизация. Сначала упаривают раствор до
достижения пересыщенного состояния, после чего выделяется
твердая фаза в форме, соответствующей соли. Эту технологию
используют для получения медного, никелевого, цинкового ку-
поросов (MeSO47?H2O), при обработке алюминатных растворов
в схеме Байера, сточных вод для удаления балластных солей, при
разделении металлов, соли которых имеют различную раство-
римость, для вывода избытка воды с целью обеспечения замкну-
той по раствору технологической схемы.
Как правило, растворимость солей с повышением температу-
ры увеличивается; однако в автоклавных условиях (при Т =
= 400—470 К), особенно в кислых растворах, растворимость со-
ли уменьшается, что может служить способом разделения соли
металла и кислоты с целью регенерации последней.
В присутствии органических реагентов, смешивающихся с
водой (спирты), растворимость солей в водной фазе уменьшает-
ся. В частности, удается очистить сульфат алюминия от железа
с использованием спирта, однако обязательна система регенера-
ции спирта — дорогого реагента.
Дробную кристаллизацию (рис. 7.38) применяют для разделе-
ния поликомпонентных растворов с целью получения одноимен-
ных чистых солей. Способ заключается в многократном повторе-
нии цикла «кристаллизация — растворение ионов — кристаллиза-
ция».
При выпарке исход-
ного раствора (I), крис-
таллизации, разделении
пульпы кристаллов полу-
чают маточный раствор
(I) и кристаллы (Aj); их
растворяют в свежем
растворителе (II), прово-
дят выпаривание и крис-
таллизацию с получени-
ем маточного раствора
(2) и кристаллов (В0, а
Рис. 7.38. Схема дробной крис-
таллизации:
-----растворение в воде; л — выпари-
вание и кристаллизация; О — маточный
раствор; • — кристаллы;!_I— объеди-
нение;
/ — исходный раствор; // — наименее
растворимые компоненты; /// — наибо-
лее растворимые компоненты; IV —
средняя фракция
455
маточный раствор (I) вновь выпаривают, проводят кристаллиза-
цию и отделение кристаллов (А2). Полученный маточный рас-
твор (2) объединяют с этими кристаллами после второго выпа-
ривания исходного раствора. В итоге получают три фракции,
каждую из которой кристаллизуют подобным путем, при этом
маточный раствор и кристаллы от смежных кристаллизаций
объединяют. С каждой новой операцией число фракций в ряду
кристаллизации увеличивается. При достижении избранного
числа фракций (от 5 до 20, на рис. 7.38 приведено 5) число их со-
храняют неизменным. С этой целью осадки на маточные раство-
ры крайних фракций двух последовательных серий кристаллиза-
ции объединяют.
Конечными продуктами являются 3 фракции, содержащие
наиболее растворимые компоненты (III), наименее растворимые
компоненты (IV), компоненты средней растворимости (V).
Для проведения операции кристаллизации используют 2 ва-
рианта аппаратурного оформления:
— раздельная выпарка раствора паром (в реакторах, вакуум-
испарителях) и кристаллизация (в реакторах, барабанах);
— одновременная выпарка и кристаллизация в выпарных ва-
куум-кристаллизаторах.
Последний вариант более совершенный и используется при
больших объемах производства.
Используют две схемы выпарки — периодическую и непре-
рывную; периодическая схема одностадийная, ее проводят при
обогреве емкости через паровую рубашку, а пары воды удаляют
в атмосферу. Более эффективен вариант вакуумной выпарки
(рис. 7.39), которая исключает выброс пара в атмосферу, нагрев
раствора до высоких температур.
Непрерывную выпарку проводят в многокорпусных выпар-
ных аппаратах (см. 7.39). Свежий пар подают только на 1-ю ста-
дию выпарки, в последующие аппараты поступает парогазовая
смесь из предшествующей стадии. Поскольку движение раство-
ра и греющего пара совпадает, подобная схема является прямо-
точной.
Известны противоточная схема и схема с параллельным пи-
танием; в первом случае наиболее упаренные растворы обраба-
тываются высокотемпературным энергоносителем, что обеспе-
чивает ускорение процесса и более заметную степень упарива-
ния. Однако при данной схеме требуется сложная и энергоемкая
перекачка раствора из корпуса в корпус с помощью насосов.
В схемах с параллельным питанием вторичный пар использу-
ется как в любой многокорпусной установке, но раствор упари-
вается однократно.
Иногда используют «огневую» выпарку растворов, применяя
в качестве теплоносителя горячие газы от сжигания природного
456
10
Рис. 7.39. Аппаратурная схема одностадийной (а) и трехстадийной прямоточной
(б) вакуумной выпарки:
1 — исходный раствор; 2 — подогреватель раствора; 3 — подогретый раствор; 4 — пар; 5 — выпар-
ной аппарат; 6 — конденсатор; 7 — сборник конденсата; 8 — вакуум-насос; 9 — барометрический
конденсатор; 10 — вода; 11 — брызгоуловитель; 12 — емкость для упаренного раствора; 13 — кон-
денсационные горшки; 14 — конденсат
газа. Операцию проводят в печах «кипящего слоя» или в аппара-
тах с погружным факелом. Это более интенсивный процесс, при
этом получают кристаллогидраты с меньшим содержанием мо-
лекул воды (п = 0,5—2,0); однако в этом случае необходимы си-
стемы пылеулавливания и обезвреживания отходящих газов.
Эффективность способа «выпарка — кристаллизация» опре-
деляется величиной энергетических затрат, условиями реализа-
ции получаемой соли, а в ряде случаев — утилизации и обезвре-
живания парогазовой смеси.
Высаливание — осаждение соли вследствие уменьшения ее
растворимости, обусловленного значительным увеличением
ионной силы раствора; последнее достигается при введении кис-
лоты, соли, имеющих одинаковый анион с анионом осаждаемой
соли. Нередко в процессе высаливания образуются двойные со-
ли, например MeSOXNH^SCVn^O, где Me: Ni, Си, Zn.
457
Высаливание — простой способ, не требует сложного обору-
дования, больших энергетических затрат. Неполное осаждение,
образование комплексных осадков извлекаемого металла, про-
блемы использования фильтрата — все это уменьшает техноло-
гические достоинства высаливания.
Дистилляция — обработка раствора внешним энергоноси-
телем (паром, горячим воздухом, электронагревателем) при тем-
пературах, обеспечивающих возгонку летучих компонентов (ам-
миак, диоксид углерода, цианиды), входящих в состав соли. Соль
разрушается с образованием осадка гидроксида, основных суль-
фатов, карбонатов, более простых солей.
Например, при обработке паром аммиачно-карбонатных
растворов никеля возгоняется аммиак, диоксид углерода и обра-
зуется основной карбонат никеля — Ni(OH)2Ni(CO3)wH2O. Спо-
соб применяют при извлечении меди, никеля, кобальта, цинка из
растворов, полученных в процессе выщелачивания оксидных
руд, сплавов, свежевосстановленных металлизированных огар-
ков.
При дистилляции получают парогазовую смесь, которую
улавливают в абсорберах, регенерируя растворитель, возвраща-
емый на выщелачивание.
Аппаратурное оформление дистилляции несложно, однако
получается коллективный осадок, а оборудование для обработ-
ки парогазовых потоков громоздко, процесс энергоемок и неин-
тенсивен.
7.4.3. Осаждение металлов в элементной форме
При обработке растворов, гидроксидных пульп реагентами-
восстановителями происходит осаждение металлов в элемент-
ной форме. В качестве восстановителя используют химические
реагенты, металлы-осадители, газы, электрический ток.
Важнейшими технологическими способами являются хими-
ческое осаждение, цементация, автоклавное осаждение, элект-
ролиз с нерастворимыми анодами (электроэкстракция).
Химическое осаждение. В качестве восстановителя иона ме-
талла до элементной формы используют:
1. Неорганические соединения
АиСЦ + Fe2+ = Au + Fe3+ + 4СГ;
Au3+ + Fe2+ = Au + Fe3+;
SeO 2f + 2SO 2f + 2H+ = Se + 2SC&- + H2O.
2. Органические соединения:
2.1. Щавелевую кислоту 2Au3+ + ЗН2С2О4 = 2Au + 6Н+ + 6СО2.
2.2. Формиат-ион Pd2+ + НСОСГ = Pd + Н+ + СО2,
Pt4+ + 2НСОО- = Pt + 2Н+ + 2СО2.
2.3. Гипофосфит Ni2+ + Н2РО2 + Н2О = Ni + 2Н+ + Н2РО3.
2.4. Формальдегиды Cu2+ + 2НСНО + 4ОН- = Си + 2НСОО" +
2Н2О + Н2.
2.5. Гидразин 2Ni2+ + Н ,NNH2 = 2Ni + N2 + 4Н+.
Аппаратурное оформление, технологические процессы
осаждения и обработки конечной пульпы во многом аналогичны
ранее описанным схемам.
Процесс обеспечивает количественное осаждение металла,
как правило в форме порошка, реже фольги; используется до-
ступное аппаратурное оформление. Однако технология отлича-
ется повышенным расходом дорогих реагентов, конечные рас-
творы и осадок загрязнены избытком осадителя или продуктами
его разложения. В связи с этим химическое осаждение использу-
ется в мелкотоннажном производстве, как правило, для осажде-
ния благородных металлов или для получения порошков метал-
лов с уникальными свойствами (ультратонкие, с высокой разви-
той поверхностью).
Цементация — осаждение металла из раствора его солей
другим металлом, имеющим более электроотрицательный по-
тенциал. Термодинамика процесса анализируется с учетом вели-
чин стандартных электродных потенциалов (табл. 7.14). Помимо
электрохимической активности металла-осадителя (величины
Е°, склонности к пассивации, кинетики процесса) при его выбо-
ре учитывают стоимость, опасность загрязнения раствора вводи-
мыми примесями.
Показатели цементации (расход осадителя, полнота осажде-
ния, качество осадка) зависят от типа осадителя, состава раство-
ра, температуры, интенсивности перемешивания. С повышением
кислотности, содержания ионов-окислителей возрастает расход
осадителя; илы, шламовые включения, наличие масла, лака на
поверхности осадителя снижают скорость процесса и ухудшают
качество осадка.
С увеличением температуры и интенсивности перемешива-
ния, начального содержания осаждаемого металла скорость це-
ментации возрастает, образуется более дисперсный осадок; в
кислых растворах — чистые дисперсные осадки или плотные
пленки.
Побочные нежелательные процессы при цементации:
— обратное растворение осажденного металла в присутст-
вии кислоты и окислителя
Си + H2SO4 + 0,5О2 = CuSO4 + Н2О,
Си + Fe2(SO4)3 = CuSO4 + 2FeSO4;
459
Таблица 7.14
Ряд электродных потенциалов (298 К, 1М раствор)
Mew7Me E,B
Li7Li -3,045
Cs+/Cs -2,923
Rb+/Rb -2,925
K+/K -2,925
Ra27Ra -2,92
Ba2+/Ba -2,90
Sr2+/Sr -2,89
Ca2+/Ca -2,87
Na+/Na -2,71
La3+/La -2,52
Ce3+/Ce -2,48
Mg27Mg -2,37
Y37Y -2,37
Sc3+/Sc -2,08
Th47Th -1,90
Be27Be -1,85
u3+/u -1,80
Hf 4+/Hf -1,70
A13+/A1 -1,66
тртп -1,63
Zr^/Zr -1,53
U47U -1,4
Mn27Mn -1,19
V2+/V -1,18
Nb37Nb -1,10
Cr2+/Cr -0,86
Zn27Zn -0,763
Cr’VCr -0,74
Ga3+/Ga -0,53
Ga2+/Ga -0,45
Fe27Fe -0,44
Cd27Cd -0,402
Мел7Ме E,B
In37In -0,335
T1+/T1 -0,335
Co27Co -0,30
Ni27Ni -0,25
Mo37Mo -0,20
InTin -0,14
Sn27Sn -0,14
Pb27Pb -0,13
Fe3+/Fe -0,04
2H7H2 0,00
Sb37Sb +0,10
Bi37Bi +0,20
As37As +0,30
Cu27Cu +0,34
Co37Co +0,40
Ru27Ru +0,45
CuTCu +0,52
Te47Te +0,56
T137T1 +0,71
Hg2+/2Hg +0,79
AgTAg +0,80
Rh37Rh +0,80
Pb47Pb +0,80
Os27Os +0,85
Hg27Hg +0,85
Pd27Pd +0,99
Ir^/Ir +1,15
Pt27Pt +1,20
Ag27Ag +1,37
Au37Au +1,50
Ce47Ce +1,68
AuTAu +1,68
— растворение металла-осадителя в присутствии кислоты и
окислителя;
— образование химических соединений и псевдосплавов:
2SnCl2 + 3Cu = Sn + CuSn + 2CuCk
2АиС13 + 6Cd = Au + AuCd + 3CdCl2;
460
— образование гидроксидов или основных солей при недо-
статочной кислотности; в частности, при цементации меди желе-
зом поддерживают pH не более 2,7;
— образование токсичных газов типа арсина (AsH3) фосфи-
на (РН3), особенно в схемах очистки цинкового или кадмиевого
электролита:
HAsO2 + Me0 + Н+ = Ме2+ + AsH3T.
Побочные реакции увеличивают расход осадителя, удлиня-
ют процесс, ухудшают качество получаемого осадка.
Для уменьшения обратного растворения осадка, ускорения
его отстаивания вводят поверхностно-активные вещества, быст-
ро отделяют осадок из пульпы и даже проводят деаэрацию (при
осаждении золота и серебра). Раствор, направляемый на цемен-
тацию, целесообразно осветлять, корректировать его кислот-
ность, удалять ионы-окислители, восстанавливая их до низшей
валентности.
Используемые осадители должны иметь развитую поверх-
ность (лучше порошок), свободную от экранирующих покрытий
(ржавчина, краска, масло), высокую чистоту. Иногда осадитель
получают из полупродуктов (шлаков, огарков), что позволяет
доизвлекать присутствующие в них ценные элементы. Лучше ис-
пользовать одноименный осадитель, чтобы не загрязнять основ-
ной раствор; например, при очистке цинкового раствора от ме-
ди, кадмия, талия применяют порошок цинка.
Цементацию используют (табл. 7.15) при осаждении меди из
растворов от кучного и подземного выщелачивания, при очист-
ке никелевого, кобальтового, цинкового электролитов от меди,
при осаждении золота из цианистых растворов:
Cu2+ + Me = Си + Ме2+,
где Me: Zn, Ni, Fe, Co.
2[Au(CN)4]“ + Zn -> 2Au + [Zn(CN)4]2-.
Для цементации используют агитаторы, барабаны, конусные
аппараты, желоба (рис. 7.40); учитывают объем и состав раство-
ра, тип осадителя, условия механизации.
Агитаторы эффективны при небольшом масштабе произ-
водства, не допускается перемешивание воздухом, чтобы пре-
дотвратить растворение осадка и осадителя. Это высокопроиз-
водительные и компактные аппараты, работающие на порошко-
образном осадителе; используются при очистке от меди цинко-
вого, никелевого электролитов, при осаждении золота цинковой
пылью и др.
461
Таблица 7.15
Показатели цементации
Осаждение
Очистка раствора
меди
золота
1. Тип аппарата
2. Осадитель:
тип
расход (от стехи-
ометрии)
3. Содержание
извлекаемого
металла в рас-
творе, г/дм3,
в исходном
конечном
4. Извлечение, %
5. Содержание в
осадке, %:
извлекаемого
металла
металла-оса-
дителя
Желоб,
конус,
барабан
Железный
скрап
1,4—2,5
0,9—2,5
0,01—0,1
92—99
3—12
Агитатор
Порошок
цинка
3,0-5,0
0,1—0,8
(0,02—0,03)х
х10~3
99,5—99,9
10—15
30-40
никелевого
анолита
Конусы,
агитаторы
Порошок
никеля
4—6
0,1—1,0
<0,004
цинкового
электролита
Агитатор
Порошок
цинка
2,5—3,5
0,3—1,8
<0,0001—
0,0002
Количественное
70—80
10—15
30-40
10-Л0
Барабанные цементаторы устанавливают с наклоном в сто-
рону слива отработанных растворов, опирают на ролики и вра-
щают со скоростью 2—4 мин-1. Эти компактные, высокопроиз-
водительные аппараты обеспечивают осаждение не менее 94—
96 % извлекаемого металла. Однако за счет истирания возраста-
ет выход дисперсных частиц, что осложняет отстаивание осадка,
а в процессе его обезвоживания и сушки происходит дополни-
тельное окисление порошка осажденного металла.
В конусных аппаратах раствор под напором поступает в вер-
шину конуса и пронизывает слой осадителя. По мере продвиже-
ния раствора вверх скорость потока снижается, что сокращает
потери осадка с отработанным раствором. Аппараты устанавли-
вают последовательно. Например, в конусных аппаратах
(Н х 0 = 3,5 х 3,2), используемых фирмой «Кеннекотт» (США,
штат Юта), вмещается до 15 т скрапа и обрабатывается до
10 тыс. м3/сут раствора.
Желоба — наиболее простые аппараты, которые широко ис-
пользовали при осаждении меди из разбавленных растворов; же-
462
Рис. 7.40. Принципиальная схема цементационного желоба (а), барабанного —
наклонного (б) и горизонтального (б), конусного (г) цементаторов:
1 — ВВОд раствора; 2 — ложное днище; 3 — вывод отработанного раствора; 4 — выгрузка пульпы це-
ментационного осадка; 5 — слой осадителя; 6 — привод; 7 — корпус барабана; 8 — опорные банда-
жи; 9 — зона турбулентности; 10 — зона отстаивания пульпы и сбора цементационного осадка
463
лоба изготовляли из дерева, бетона; ширина их 0,5—2,0 м, глуби-
на 0,8—1,5 м. Длину желоба выбирают с учетом объема, скоро-
сти раствора (не более 2—3 м/с), обеспечивая требуемую дли-
тельность его контакта с осадителем. Желоба устанавливают с
уклоном 1—3°, прямолинейно, зигзагообразно. Скрап загружа-
ют на ложное днище, слой его периодически разрыхляют.
По мере накопления осадок цементационной меди смывает-
ся и через ложное днище потоком воды транспортируется в
сборную емкость. На современных установках обслуживание
желобов (загрузка, ворошение скрапа, очистка, ремонт, монтаж)
механизированы. Извлечение меди превышает 90 %, осадок по-
лучают чистым и достаточно крупнозернистым.
С целью более полного использования осадителя применяют
противоточные 2—3-стадийные схемы, особенно при тонкой
очистке растворов в схемах электролиза (рис. 7.41).
Пульпу цементационного осадка обезвоживают, осадок про-
мывают; с целью повышения качества осадка и доизвлечения из-
бытка осадителя иногда используют магнитную сепарацию, кис-
лотную репульпацию, после чего его направляют в цикл получе-
ния товарного продукта.
Стоимость и затраты на оборудование для цементации невы-
соки. В структуре эксплуатационных затрат основная доля при-
ходится на расход осадителя, заработную плату и энергообеспе-
чение.
К недостаткам цементации относятся повышенный расход
осадителя, невысокое качество получаемого осадка, опасность
накопления железа в оборотных растворах, возвращаемых на
выщелачивание отвалов (в гидрометаллургии меди).
Совершенствование цементации предполагает оптимизацию
гидродинамического режима в аппарате, подбор более активных
и доступных осадителей, применение внешних энергоносителей
(ультразвук, магнитное поле, вибрация).
Автоклавное осаждение газами-восстановителями. Способ
заключается в обработке растворов при повышенной (7> 370 К)
температуре и давлении газами-восстановителями (Н2, SO2, СО).
Он отличается высокой интенсивностью, обеспечивает селек-
тивное осаждение металла в форме порошка, регенерацию рас-
творителя (например, при осаждении меди из кислых растворов),
в ряде случаев (при осаждении никеля, кобальта) получение ком-
позиционных порошков.
Способ используют в промышленном масштабе для осажде-
ния порошков никеля, кобальта, меди, соединений урана, селена,
благородных металлов и платиноидов.
В общем виде процесс записывают:
Ме"+ + Brq3 -» Me + Brn-,
464
Рис. 7.41. Схема непрерывной противоточной двухстадийной цементационной очистки раствора:
1 — сборник исходного раствора; 2 — реакторы / стадии цементации; 3 — гидроциклоны; 4 — сгуститель; 5 — фильтры; 6 — реакторы // стадии
цементации; 7 — мельница; 8 — дозатор пульпы кека 11 стадии; 9 — очищенные растворы; 10 — цементационный осадок; 11 — металл-осадитель
в том числе для SO2:
SO, + Н,0 = H,SO, -у 2Н+ + so?-
Ме2+ + SO?- + Н2О = Me + 2Н+ + SO?-
Ме2’ + S02 + 2Н2О = Me + SO?- + 4Н+
Примеры использования указанного процесса:
— осаждение меди из кислых растворов
Cu2+ + SO?’ + Н20 = Си + 2Н+ + SO?"
или (лучше) аммиачных
Cu2+ + SO?- + Н2О + 2NH3 = Си + 2NHJ + SOJ-
(при pH = 3 образуется двойная соль Cu2SO3(NH4)2SO3, разруша-
емая при гидротермальной обработке (420—430 К):
Cu2SO3 • (NH4)2SO3 = 2Cu + SO2 + 2NH4 + SOJ";
— осаждение элементного селена или теллура из их щелоч-
ных растворов
SeO3_ + 2SO3“ + 2Н+ = Se + 2SO
+ Н2О.
Низкие критические параметры диоксида серы (Pso =
= 0,425 МПа, Т = 380 К), заметное подкисление раствора являют-
ся недостатками этого осадителя.
Осаждение с помощью СО описывается реакцией
Ме"+ + и/2СО + л/2Н2О = Me + и/2СО2 + /1Н+,
процесс лучше проводить из аммиачных растворов, напри-
мер, меди, серебра. Токсичность, дороговизна, взрывоопас-
ность ограничивают технологические возможности этого реа-
гента.
Основным газом-восстановителем является водород — до-
статочно активный, доступный реагент, не вносящий в раствор
примесей, однако отличающийся повышенной взрыво- и пожа-
роопасностью. С помощью водорода можно восстанавливать ио-
ны металлов, расположенные в ряду напряжений, начиная с ио-
нов кобальта (II), Е° = -0,28 В:
Ме"+ + Н2 = Me + 2лН+.
Равновесие указанной реакции смещается в сторону прямой
466
реакции в присутствии нейтрализатора, лучше — растворимых
щелочных реагентов типа аммиака:
[Me(NH)3)„]2+ + Н2 -> Me + 2NHJ + (и - 2)NH3T.
Однако, с другой стороны, с увеличением концентрации ам-
миака возрастает устойчивость аммиачных комплексов (а зна-
чит, снижаются скорость и полнота осаждения металла) и общее
н2о + ^н2 + Л<н3)> поэтому существу-
давление в автоклаве ((рЕ = ^н2о + ^н2 + Лчн3), поэтому существу-
ет оптимальная концентрация аммиака, близкая к стехиометрии
вышеприводимой реакции, т. е. [NH3] : [Ме2+] = 2,1—2,3.
Показатели процесса определяются скоростью и полнотой
осаждения, а также свойствами (чистота, дисперсность, структу-
ра) получаемого порошка (см. гл. 8).
Наиболее важными параметрами процесса являются темпе-
ратура, состав раствора (содержание металла, затравка, а также
ПАВ, кислотность), интенсивность перемешивания. Температу-
ра — наиболее интенсифицирующий фактор процесса, однако
ее значение не превышает 420—-450 К в связи с возрастающими
энергозатратами, агрессивностью среды (особенно в кислых
средах), опасностью гидролиза солей, спекания дисперсных
фракций и ухудшения тем самым чистоты и качества порошка.
Интенсивность перемешивания выбирают с учетом обеспе-
чения эффективного и равномерного массообмена (однородная
плотность пульпы, насыщение ее газом-восстановителем с уче-
том величины его парциального давления). Избыточная интен-
сивность перемешивания обусловливает повышенные энергоза-
траты, приводит к обильному пенообразованию, сдерживается
трудностью эксплуатации быстроходных мешалок.
С увеличением концентрации иона металла в растворе пропор-
ционально возрастают скорость и полнота осаждения. Верхний
предел концентрации определяется устойчивостью раствора при
температурах процесса (снижение растворимости, гидролиз со-
лей); растворы, содержащие менее 30—40 г/дм3 Си, Ni, Со, Sb, эко-
номически неоправданно подвергать автоклавному осаждению.
Поскольку в процессе ионизации водорода возрастает кис-
лотность, для более полного и быстрого завершения процесса
необходимо или ограничивать полноту осаждения, или вводить
внешний нейтрализатор. Наиболее просто эта проблема реша-
ется при обработке растворов комплексов металлов, устойчи-
вых в щелочной среде, или пульпы гидроксидов осаждаемых ме-
таллов. Возрастающая кислотность увеличивает агрессивность
среды, что осложняет подбор конструкционных материалов для
изготовления автоклавов.
Особенно важна роль поверхностно-активных веществ; рас-
ход их невелик, не более 0,5—0,7 % от массы осажденного ме-
467
талла. Однако они обеспечивают регулирование крупности и
формы частиц получаемого порошка (это определяющие харак-
теристики порошка, см. гл. 8), устраняют поверхностные отло-
жения в автоклаве (иначе снижается выход порошка, возникает
опасность зарастания реакционного объема автоклава, разба-
лансировки мешалок). Из-за деструкции ПАВ увеличивается со-
держание углерода, серы в получаемом порошке.
Затравка необходима для формирования центров кристалли-
зации, регулирования крупности частиц порошка при осаждении
металлов, восстановление ионов которых осуществляется по ге-
терогенному механизму (например, ионы Ni2+, Со2+).
Для автоклавного осаждения порошков металлов использу-
ют автоклавы с механическим перемешиванием (актуально эф-
фективное насыщение пульпы реакционным газом и более пол-
ное его использование); обычно их не футеруют (опасность за-
грязнения порошка продуктами эрозии футеровки), а изготавли-
вают из высоколегированных сталей или титановых сплавов.
Емкость автоклавов 5—15 м3, они изготовлены с большим запа-
сом прочности и оснащены развитой схемой приборов для кон-
троля за ходом процесса и обеспечения безопасности.
Процесс осаждения ведут циклически, сначала заливают в ав-
токлав раствор, вводят необходимые катализаторы, затравки,
ПАВ, нагревают до заданной температуры, подают водород до
требуемого давления, включают перемешивание. По окончании
цикла останавливают мешалки, выдерживают нагрузку для осаж-
дения порошка, сливают основную часть отработанного раствора.
Затем в присутствии оставшегося порошка заливают свежую пар-
тию раствора и повторяют весь технологический цикл. Порошок
предшествующей стадии выполняет роль катализатора. При осаж-
дении порошков никеля, кобальта число подобных циклов дости-
гает 40—50 для достижения требуемой крупности и текстуры час-
тиц порошка. По окончании последнего цикла при работающих
мешалках количественно выгружают пульпу порошка, обезвожи-
вают ее; порошок промывают, сушат, прокаливают до 700—
1000 К (для удаления летучих примесей типа С, S, О, As, укрупне-
ния частиц) в восстановительной атмосфере; затем порошок рассе-
ивают, шихтуют, усредняют, затаривают в герметичные емкости
или направляют на прокатку, брикетирование с учетом интересов
заказчика. Данные об автоклавном способе осаждения порошков
никеля, кобальта, меди приведены в табл. 7.16.
Область применения автоклавного водородного восстанов-
ления:
— получение порошка металлов при обработке пульп гидро-
ксидов:
Ме(ОН)2 + Н2 = Me + 2Н2О;
468
Таблица 7.16
Параметры и показатели автоклавного осаждения никеля, кобальта, меди
Параметры и показатели Никель Кобальт Медь из растворов
аммиачных сернокислых
1. Содержание в исходном растворе, г/дм3 Ме"+ 45—50 55—58 135—140 80—90
(NH4)2SO4 330—380 380 250—300 125
NH3:Men"+ 1,9—2,2 2,4 2,4
2. Температура, К 450—480 460 470—485 400—415
3. Давление водорода, МПа 2,0—2,4 2,1 1,5—2,5 2,4—3,0
4. Число уплотнительных циклов 30—50 30—50 2—4 2—4
5. Содержание Me в конечном раст- воре, г/дм3 0,6—1,5 0,8—1,6 8—12 5—7
6. Состав товарного порошка, %: Me >99,8 >99,8 >99,9 >99,95
S 0,005 0,02 0,02—0,035 0,032
С 0,008 0,03 0,01—0,03 0,04
осаждение соединения элементов меньшей валентности:
SeO 24- + 2Н2 = Se2- + 4ОН,
[UO2(CO3)3]4+ + Н2 = UO2i + 2НСО3 + СО h
MnO4 + 2Н2 = MnO2J- + 2Н2О;
— осаждение ультрадисперсных порошков из металлоорга-
нической фазы:
(MeR2)op + Н2 = Me + 2(RH)op;
— осаждение металлов (сурьма, ртуть, мышьяк) из растворов
их тиосолей:
Na3MeS3 + 1,5Н2 + 3NaOH = Me + 3Na2S + ЗН2О;
— образование оксидов металлов низшей валентности (на-
пример, Си2О) при обработке ацетатных растворов:
2СиАс2 + Н2 + Н2О = Сп2О + 4НАс.
Электролиз используют для обработки растворов с повы-
шенным содержанием металлов (>25—40 г/дм3), применяя нерас-
творимые аноды. В результате на катоде восстанавливаются ио-
ны металла:
Ме"+ + ле = Ме„,
469
а на аноде протекает реакция с образованием молекулярного
кислорода
Н2О + 2е = 2Н+ + 0,5О2.
Этот способ используют для извлечения меди, цинка, кадмия,
сурьмы, никеля, серебра и ряда других металлов, получая ком-
пактные или порошкообразные осадки.
В процессе осаждения растворы обедняются по извлекаемо-
му металлу, одновременно в эквивалентном соотношении реге-
нерируется реагент-растворитель (например, серная кислота при
обработке сульфатных растворов), что позволяет организовать
замкнутую схему по растворителю.
При обработке растворов поливалентных ионов металла, ре-
ализуя возможности электрохимического восстановления и ре-
гулируя кислотность раствора, получают на катоде нераствори-
мые соединения металлов (например, CuCl при электролизе хло-
ридных медьсодержащих растворов или теллуриды, селениды
металлов).
7.5. ПЕРСПЕКТИВЫ РАЗВИТИЯ ГИДРОМЕТАЛЛУРГИИ
При выборе технологической схемы необходимо объектив-
но учитывать недостатки (в сравнении с пирометаллургией), ха-
рактерные для гидрометаллургических способов:
— повышенный удельный расход химикатов, тепла, электро-
энергии;
— проблему обезвреживания стоков, безопасного обслужи-
вания хвостохранидищ и утилизация хвостов с целью предотвра-
щения загрязнения почв и грунтовых вод;
— востребованность более квалифицированного персонала и,
как следствие, большие удельные затраты на заработную плату;
— необходимость развитой схемы контроля и дистанционно-
го управления, удорожающих производство;
— меньшую удельную производительность используемых
аппаратов. Гидрометаллургия в производстве цветных металлов
является более молодым и поэтому более интенсивно развивае-
мым направлением. Доля гидрометаллургических технологий
непрерывно возрастает; например: все новые цинковые заводы
сооружают по гидрометаллургической схеме, более 70 % миро-
вого производства никеля и кобальта получают с использовани-
ем гидрометаллургических приемов, основная часть производст-
ва радиоактивных и редкоземельных металлов реализована в ги-
дрометаллургическом варианте, возрастает доля гидрометал-
лургии в производстве меди.
470
Дальнейшее развитие гидрометаллургии предполагает:
— использование более эффективных реагентов, в том чис-
ле органических;
— расширение номенклатуры коррозионно устойчивых ма-
териалов;
— создание более производительной и надежной аппарату-
ры, обеспечивающей эффективный массообмен;
— подбор катализаторов, активаторов;
— расширение масштабов применения автоклавных, сорбци-
онных, экстракционных, мембранных процессов.
Наиболее эффективно применение гидрометаллургии для
извлечения металлов из забалансового сырья, переработки по-
лиметаллических полупродуктов (шламы, пыли, возгоны), но-
вых видов сырьевых источников (геотермальные воды, конкре-
ции).
В ближайшие годы гидрометаллургия будет дополнять воз-
можности пирометаллургической технологии, постепенно зани-
мая лидирующее положение, поскольку она обеспечивает более
полное использование сырья, выдержанную экологию и безо-
пасные условия производства.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ К ГЛ. 7
1. Поступило полиметаллическое сырье; предложите прин-
ципы построения гидрометаллургической схемы его переработ-
ки.
2. Проанализируйте возможные потери цветных металлов на
стадии выщелачивания (осаждения). Как уменьшить эти потери?
3. Перечислите основные параметры выщелачивания и ука-
жите, как они влияют на показатели процесса.
4. Назовите достоинства и недостатки автоклавного вариан-
та выщелачивания сырья.
5. Перечислите обязательные условия эффективной органи-
зации подземного, кучного, перколяционного способов выщела-
чивания.
6. Какие свойства растворов учитывают при их характерис-
тике?
7. Перечислите основные способы химического осаждения
металлов из растворов. Как можно улучшить фильтруемость по-
лучаемых пульп?
8. Перечислите основные технологические характеристики
сорбентов, экстрагентов.
9. Какие требования предъявляют к используемой аппарату-
ре для сорбционных (экстракционных) процессов?
10. В чем сущность «сорбционного выщелачивания», бес-
фильтрационного извлечения металлов из пульп? Приведите
примеры, параметры и показатели процесса.
11. Охарактеризуйте основные факторы, влияющие на коэф-
фициенты распределения металлов при экстракции.
12. Перечислите основные приемы управления процессом
экстракции.
13. Сравните достоинства и недостатки цементационного,
электрохимического, автоклавно-водородного способов осажде-
ния металлов из растворов.
Рекомендательный библиографический список к гл. 7
1. Комплексы подземного выщелачивания / И.Г. Абдульманов, М.Н. Фазлул-
лин, А.Ф. Моисеев и др. Под ред. О.Л. Кедровского. М.: Недра, 1992. 263 с.
2. Минеев Г.Г., Панченко А.Ф. Растворители золота и серебра в гидрометал-
лургии. М.: Металлургия, 1994. 241 с.
3. Волъдман Г.М. Основы экстракционных и ионообменных процессов в гид-
рометаллургии. М.: Металлургия, 1982. 376 с.
4. Гиндин Л. М. Экстракционные процессы и их применение. М.: Наука, 1984.
144 с.
5. Баймаков Ю.В., Журин А.И. Электролиз в гидрометаллургии. М.: Метал-
лургия, 1982. 376 с.
6. Минеев Г.Г. Биометаллургия золота. М.: Металлургия. 1989. 159 с.
472
7. Абдульманов И.Г., Фазлулин В.И., Давыдова Л.Т. Комплексы подземного
выщелачивания. М.: Недра, 1992, 263 с.
8. Подземное выщелачивание полиэлементных руд / Н.Г. Лаверов, И.Г. Аб-
дульманов, К.Г. Бловин и др. М.: Изд-во Академии горных наук, 1998.
446 с.
9. Леонов С.Б., Минеев Г.Г., Жучков И.А. Гидрометаллургия Ч. I, II. Иркутск,
Издательство Иркутсткого государственного технического университета,
1998. 702 с.
10. Аммиачная гидрометаллургия / В.Е. Миронов, Г.Л. Пашков, Т.В. Ступко,
Д.Г. Пашков. Новосибирск. Наука, 2001. 196 с.
11. Набойченко С.С., Ни Л.П., Шнеерсон Я.М., Чугаев Л.В. Автоклавная гид-
рометаллургия цветных металлов. Екатеринбург, УГТУ—УПИ, 2002,
940 с.
473
Г лава 8
ПОРОШКОВАЯ МЕТАЛЛУРГИЯ
Порошковая металлургия — область науки и техники, свя-
занная с получением порошков металлов и их сплавов, а также с
производством изделий из порошков. Достоинства порошковой
металлургии:
— получение композиций (на основе тугоплавких метал-
лов, их карбидов, нитридов, боридов со значительной разницей
температуры, типа Си—W, из металлов и неметаллов типа
Си—С, А1—А12О3, которые не удается получать другими спо-
собами;
— сокращение потерь металла, высокая точность размеров у
изделий, ненадобность последующей их механической обработ-
ки;
— экономное и более экологичное (например, в отличие от
литья) получение изделий сложной конфигурации, высокая про-
изводительность.
8.1. СПОСОБЫ ПОЛУЧЕНИЯ ПОРОШКОВ
Современные способы получения порошков условно разде-
ляют на следующие три группы:
— механический — достигается диспергация исходного ме-
талла под воздействием внешних сил, а химический состав по-
рошка практически не изменяется (истирание, измельчение, рас-
пыление расплава, возгонка и др.);
— физико-химический — изменение состава исходного мате-
риала в результате протекания окислительно-восстановитель-
ных процессов под воздействием внешних реагентов, электриче-
ского тока (восстановление из растворов, твердой фазы, элект-
ролиз и др.);
— комбинированный — основанный на использовании меха-
нических и физико-химических принципов.
Выбор способа получения осуществляют с учетом типа сы-
рья, требуемых свойств порошка, экономической эффективнос-
ти и экологии.
474
8.1.1. Механическое измельчение
Используют приемы резания, истирания, дробления и из-
мельчения.
Резанием получают порошки, крупку металлов, весьма ак-
тивных по отношению к кислороду (в частности, порошки маг-
ния); используют фрезерные станки или обдирку металла сталь-
ными щетками. Способ прост, производителен, но имеет ограни-
ченное применение.
В аппаратах дробильно-помольного типа измельчают ме-
таллы и соединения, обладающие повышенной хрупкостью
(висмут, сурьма, кремний, их сплавы, марганец и др.); иногда
для повышения хрупкости в состав сырья предварительно вво-
дят добавки оксидов, сульфидов одноименного металла, наво-
дораживают (титан, цирконий, тантал), обрабатывают элект-
рохимически (никель, Ti—Al, Ni—Со). При измельчении чаще
всего получают частицы осколочной формы, чешуйки, лепест-
ки. Последние особенно удобны при использовании порошков
для получения химических реактивов, красящих пудр, соста-
вов. Порошки отличаются повышенной насыпной массой, не-
большой поверхностью. Из-за наклепа возрастает твердость
частиц.
Проводят крупное (40—80 мм), среднее (3—10 мм) и мел-
кое (0,3—0,7 мм) дробления и измельчение (-150 мкм). Для
крупного и среднего дробления используют щековые дробил-
ки; мелкое дробление проводят в шаровых мельницах. Из-
мельчение, особенно пирофорных порошков, проводят в жид-
кой среде (вода, бензол, спирт и др.), в среде инертного газа
или в присутствии ингибиторов. Внутреннюю часть футеруют
нержавеющей сталью, твердыми сплавами; из этого же мате-
риала изготовляют и шары. Измельчение достигается за счет
эффекта удара, истирающего воздействия на обрабатываемые
материалы. Степень заполнения составляет 40— 50 % объема
барабана. На 1 л объема мельницы загружают 1,7—1,9 кг ша-
ров, чтобы их масса в 2,5—3,0 раза превышала массу обраба-
тываемого сырья. Диаметр шаров принимают около 0,05 вну-
треннего диаметра мельницы.
Для обработки 5—8 кг сырья до крупности 150—200 мм тре-
буется 24—28 часов, при этом выход годного составляет 50—
90 %, а степень измельчения 50—100.
Вибромельницы, планетарные и вихревые мельницы, ат-
триторы применяют для получения небольших партий порош-
ка с особыми свойствами. При виброизмельчении загружае-
мые в мельницу исходный материал и размольные тела за счет
импульсных движений корпуса совершают сложное движение.
Вибромельницы различают по типу размола (сухой или мок-
475
рый), источнику возбуждения колебаний, по форме корпуса и
т. д.
В планетарных мельницах барабаны, заполненные измельча-
емым материалом и мелющей средой, одновременно вращаются
вокруг своей оси и оси центрального вала.
В вихревых мельницах измельчение достигается турбулент-
ным потоком за счет соударения и истирания частиц между со-
бой и о внутреннюю поверхность аппарата.
Аттриторы обеспечивают измельчение за счет ударного и
истирающего действия мелких шариков, приводимых во враще-
ние вертикальной мешалкой. Объем реакционной камеры не
превышает 1,2 м3; способ характеризуется значительным удель-
ным расходом мощности — до 70—80 кВт/м3 объема.
Способы механического измельчения технологически и ап-
паратурно просты, дешевы, эффективны для обработки отходов
производства, измельчения хрупких композиций. Однако этими
способами удается получать ограниченное число металлов, су-
ществует опасность загрязнения порошка в процессе истирания
измельчающей средой. Для уменьшения пыления, предотвраще-
ния слипания частиц измельчение проводят в жидких средах, в
присутствии поверхностно-активных веществ.
Измельчение используют как вспомогательную операцию
при кондиционировании порошков, полученных другими спо-
собами.
8.1.2. Получение порошка распылением расплава
Поскольку механические свойства расплава на несколько по-
рядков ниже, чем у твердого металла, диспергация расплава тре-
бует меньших энергетических затрат.
Известны следующие способы диспергации расплава:
— грануляция расплава потоком воды;
— обработка струи расплава на вращающейся тарелке;
— диспергация расплава в форсунке специальной конструк-
ции с использованием внешнего энергоносителя (воздух, инерт-
ный газ, вода). Чаще всего распылением получают порошки от-
носительно легкоплавких металлов (свинца, олова, цинка, алю-
миния, меди) и сплавов на их основе. Принципиальная схема
установки для распыления приведена на рис. 8.1.
Наиболее характерная форма частиц порошков — сфериче-
ская или каплевидная.
При грануляции получают крупные гранулы; за счет центро-
бежной грануляции возрастают выход более мелких гранул и
производительность. Способ грануляции иногда используют как
подготовительную операцию для последующего получения по-
рошка измельчением.
476
Рис. 8.1. Схцма установки для получения порошка распылением расплава
водой:
1 — приемник с расплавом; 2 — энергоноситель; 3 — форсунка; 4 — бункер; 5 — обезвоживание;
6 — сушка; 7 — рассев; 8 — шихтовка; 9 — контроль; 10 — затаривание
При распылении диспергация струи расплава металла проис-
ходит под воздействием кинетической энергии используемого
энергоносителя.
При использовании воды достигают высоких скоростей
охлаждения (104—106 град/с), однородность порошка по соста-
ву, большую производительность.
Дисперсность порошка зависит от параметров процесса (тем-
пература энергоносителя, его давление), конструкции форсунки
и свойств расплава (температура, поверхностное натяжение, пе-
регрев, вязкость, плотность, состав).
Повышение давления (расхода и скорости) энергоносителя,
температуры расплава и его поверхностного натяжения приво-
дит к увеличению выхода мелких фракций порошка. Достоин-
ства способа: высокая производительность и, как следствие,
простое регулирование крупности частиц порошка, представи-
тельный перечень металлов, пригодных для такого способа
получения порошков. Однако требуется качественное исход-
ное сырье, порошки менее пластичны, заметен выход крупных
фракций (>0,1 мм).
8.1.3. Твердофазное восстановление
Способ заключается в обработке оксидов, солей металлов
газообразным или твердым восстановителем при температурах,
исключающих расплавление шихты (обычно не более 0,7—
АП1
Сырье
Рис. 8.2. Принципиальная схема получения
порошка твердофазным восстановлением
V
Подготовка
(усреднение, измельчение)
▼
В осстанов л ение
V
Размол
(при необходимости)
V
Рассев
▼
Шихтовка
▼
Затаривание
0,8 Тт металла). Этим способом полу-
чают порошки никеля, кобальта, меди,
вольфрама, молибдена (рис. 8.2).
Форма частиц порошка близка к
равноосной; по текстуре они порис-
тые, губчатые; размер их во многом
определяется крупностью исходного
сырья. В качестве восстановителя ис-
пользуют газообразные (водород,
продукты конверсии природного газа,
ассоциированный аммиак) или твер-
дые (коксик, древесный уголь, сажа и
др.) реагенты.
Восстановление проводят в печах со
стационарным (муфельные, проход-
ные, конвейерные) или кипящим слоем;
последний вариант отличается повы-
шенной производительностью, но и за-
метным пылевыносом.
Свойства получаемых порошков за-
висят от типа и состава сырья, реаген-
та-восстановителя, температуры и дли-
тельности обработки.
При невысоких температурах полу-
чают более тонкие порошки; при повы-
шенных температурах процесс проте-
кает быстрее, однако происходит
укрупнение частиц порошка и даже их
спекание. Ниже приведены наиболее
характерные температуры, используемые при восстановлении
ряда оксидов металлов.
Металл Медь Никель Молибден Вольфрам Рений
Кобальт
Т, К 870—970 870—1170 1270—13201170—1270 820—1270
Чистота порошка зависит во многом от чистоты исходных
материалов; в процессе восстановления возможно частичное
удаление серы, фосфора, мышьяка, кислорода (за счет образова-
ния с водородом летучих соединений); однако не исключено и за-
грязнение порошка, например, углеродом в результате образо-
вания карбидов металлов при использовании углеродсодержа-
щих восстановителей.
478
8.1.4. Электролиз
Способ заключается в обработке растворов или расплавов
солей металла наложением электрического тока с образованием
на катоде порошкообразного металла.
Получение порошка электролизом обусловлено формирова-
нием диффузионных осложнений при зарождении и росте крис-
таллической фазы, что достигается использованием высокой
плотности тока и разбавленного электролита. Из водных рас-
творов получают порошки меди, никеля, кобальта, цинка, сурь-
мы, кадмия, свинца, ряда редких и благородных металлов; для
получения порошков тугоплавких металлов (Zr, Ti, Nb, Та, V, Be)
используют поликомпонентные расплавы на основе хлоридов
или фторидов.
Варьируя типы и составы электролита, скорость его цирку-
ляции, катодную плотность тока, температуру, тип и расход
ПАВ, можно регулировать дисперсность и форму частиц в про-
цессе электролиза, получать двухкомпонентные порошкообраз-
ные сплавы, влиять на морфологию осадка.
Как правило, в качестве анода используют одноименный ме-
талл высокой чистоты, а в качестве катода — металл с повы-
шенной коррозионной стойкостью, низким электрическим со-
противлением, незначительной шероховатостью поверхности,
обеспечивающий соответствующее перенапряжение водорода.
От формы катода зависит равномерность плотности тока,
условия отделения осадка; чаще всего используют плоскую или
стержневую форму катода, иногда — вращающиеся диски или
барабаны.
Своевременный съем порошка с катодов обеспечивает вос-
производимость его свойств; порошок снимают щетками, скреб-
ками, встряхивают катоды вручную, механически, за счет элек-
трогидравлического удара.
Последующая обработка пульпы порошка включает обезво-
живание (на центрифугах, фильтрах), промывку, стабилизацию
от окисления растворами поверхностно-активных веществ, суш-
ку, исключающую окисление порошка (в вакууме, в среде газа-
восстановителя). При необходимости порошок измельчают, рас-
сеивают на фракции, шихтуют их в требуемом соотношении и
упаковывают в герметичной таре.
В табл. 8.1 приведены основные параметры получения и
свойства электролитных порошков ряда металлов. Порошки от-
личаются высокой чистотой, а частицы имеют уникальную ден-
дритную форму.
Способ характеризуется энергоемкостью, невысокой удель-
ной производительностью, трудоемкостью, использованием до-
рогого исходного сырья (катодного металла).
479
Таблица 8.1
Параметры и показатели процесса, свойства металлических порошков,
полученных электролизом из водных растворов
Порошки
медь никель кобальт
Плотность тока, кА/м2 Состава раствора по ионам металла, г/дм3 Выход по току, % Расход электроэнергии, тыс кВт ч/т Размер частиц, мкм Насыпная плотность, г/см3 Содержание металла в по- рошке, % 2,5—3,1 10—16 90 1,3—1,6 20—100 1,2—2,7 99,5—99,8 1,8—2,2 4—6 70 15—17 70—250 2,0—5,0 99,3 - т» i l .г - 1,8—2,5 6—8 60 12—16 45—100 2,0—3,5 99,25
Таблица 8.2
Параметры и показатели процесса, свойства металлических порошков,
полученных электролизом из расплавов
Порошки л
титан тантал цирконий
Плотность тока, кА/м2 5—15 27 35—45
Выход по току, % 90 80—85 60—65
Расход электроэнергии, тыс кВт-ч/т 10—11 6—8 17—20
Размер частиц, мкм 50—150 30—120 50—200
Содержание металла в порошке, % 99,8 99,9 99,7
Показатели электролиза расплавленных солей для получе-
ния порошков тугоплавких металлов приведены в табл. 8.2.
8.1.5. Цементация
Этот способ основан на восстановлении ионов металла с помо-
щью более электроотрицательного металла. Таким способом по-
лучают порошки меди, ряда благородных металлов. Качество по-
рошка в значительной степени зависит от природы металла-осади-
теля, который должен удовлетворять следующим требованиям:
— образовывать растворимые соединения, устойчивые при
значениях pH рабочего раствора;
— расходоваться в количестве, меньшем стехиометрически
необходимого по реакции цементации;
480
— иметь повышенную величину перенапряжения выделяе-
мого водорода, чтобы исключить дополнительный расход и
ускорить завершение процесса.
Аппаратурное оформление и технология способа просты, од-
нако чистота получаемого порошка невысокая из-за неизбежно-
го загрязнения его металлом-осадителем; высокая стоимость по-
следнего снижает экономичность процесса.
8.1.6. Карбонильный метод
Технология основана на способности ряда металлов
(никель, кобальт, вольфрам, молибден и др.) при взаимодейст-
вии с монооксидом углерода образовывать летучие соедине-
ния — карбонилы требуемого металла (Ме(СО)л); при после-
дующей термической обработке карбонила он разрушается с
образованием порошка металла и регенерацией монооксида
углерода:
(Me, +Ме2 +Ме3)+лСО /’с0,г >
(Ме2 + Ме3) + Mej (СО) п Me, + «СО
Карбонилирование проводят при 350—500 К и давлении мо-
нооксида углерода до 20—25 МПа.
Форма частиц получаемого порошка близка к сферической.
Карбонильный способ позволяет:
— получать наиболее химически чистые порошки;
— изменять их дисперсность, варьируя параметры процесса;
— используя в качестве затравки разнообразные материалы,
получать поликомпонентные порошки.
Технология отличается невысокой энергоемкостью, обеспе-
чивает количественную регенерацию реакционного газа, харак-
теризуется высоким уровнем автоматизации. Однако этим спо-
собом получают ограниченное число металлов (VI—VIII группы
периодической системы), требуются специальные меры безопас-
ности и сложное, громоздкое оборудование.
8.1.7. Термолиз
Способ основан на термической обработке солей органичес-
ких кислот (формиаты металлов, ацетаты, кислоты) в среде во-
дорода или инертного газа. При этом получают высокодисперс-
ные порошки, свойства которых зависят от температуры, про-
должительности обработки, типа и расхода защитного газа. Как
правило, получаемые порошки содержат до 5—10 % оксидов, а
481
форма частиц их близка к равноосной; плотность их 0,4—
0,5 г/см3, а удельная поверхность 4—15 м2/г.
Температура начала разложения солей зависит от их приро-
ды и составляет 450— 570 К.
8.1.8. Автоклавный способ
Физико-химические принципы, используемое оборудование
способа описаны в гл. 7. Промышленное значение этот способ
имеет для получения порошков никеля, кобальта, композиций
на их основе. Параметры и показатели процесса приведены в
табл. 7.16, а свойства порошков — в табл. 8.3.
Отличительные особенности процесса:
— высокая скорость осаждения;
— использование разнообразного исходного сырья (концент-
раты, полупродукты, вторсырье). Сырье растворяют, и на осаж-
дение поступает раствор, содержащий не менее 40—50 г/дм3 из-
влекаемого металла. Невысокая стоимость сырья удешевляет
получение порошков;
— возможность регулирования свойств порошка в процессе
осаждения не только за счет изменения его параметров, но и за
счет введения разнообразных затравок и поверхностно-актив-
ных веществ;
Таблица 8.3
Характеристика порошков металлов, полученных автоклавным способом
Характеристика Медь Никель Кобальт
выщелачивание
сернокислое аммиачное
1. Содержание, %
основной металл 99,95 99,8 99,8—99,9 99,8
железо 0,02 0,01 0,01 —0,02 0,01
сера 0,03 0,03 0,004—0,018 0,02
углерод 0,04 0,03 0,008—0,014 0,03
2. Насыпная масса,
г/см3 1,8—2,6 2,4—2,7 0,5—4,5 2,8—3,2
3. Текучесть, г/с 1,3—1,8 1,5—2,0 0,2—3,0 Нет данных
4. Содержание фрак-
ции (мкм), %
100 2—5 3—6 0,0—83 15
74 8—12 J Q _ J 1—45 45
44 20—22 22—27 3—70 25
-44 60—70 58—62 0,0—60 14,5
482
— возможность осаждения порошков меди, благородных и
платиновых металлов;
— получение ультрадисперсных порошков при обработке
металлоорганических фаз.
Последующие операции включают обезвоживание пульпы
порошка, его сушку, рафинирование в токе водорода; при необ-
ходимости порошки измельчают, рассеивают, шихтуют, обеспе-
чивая получение требуемой марки.
Порошки никеля, кобальта, полученные автоклавным осаж-
дением, содержат, %: 99,5—99,9 основного металла, 0,03—
0,05 Fe, 0,01—0,03 S. Наиболее интересные порошковые компо-
зиции: Ni—ThO2, Со—W3C, Ni—А12О3, Ni/Al, Ni/C.
8.1.9. Специальные способы
Возрастает внимание к получению ультрадисперсных (0,1—
0,01 мм) порошков, которые используются как наполнители
пластмасс, присадки к маслам, компоненты пирофорных смесей,
специальных красок и др. Эти порошки получают химическим
осаждением, возгонкой и конденсацией, плазменной обработ-
кой, межкристаллитной коррозией, электролизом металла, ор-
ганических сред и др.
Электр о эрозионный способ — образование частиц при раз-
ряде между двумя электродами, расположенными в газовой или
токонепроводящей жидкости. Определяющими параметрами
процесса является количество подведенной энергии, плотность и
тип газовой атмосферы.
Наиболее распространен электроискровой (электроим-
пульсный) метод, при котором диспергирование металла про-
исходит за счет взрывообразно протекающего электрического
разряда (10—40 кВ); изменением параметров разряда регули-
руют крупность образующихся частиц; как правило, форма их
сферическая. Способ применяют для получения порошков
алюминия, карбидов титана, вольфрама, ряда интерметалли-
Дов.
Способ дезинтеграции (межкристаллитной коррозии) —
сплавление двух или нескольких металлов — кристаллизация с
заданной скоростью для получения особой кристаллической
структуры — селективное удаление из сплава одного из компо-
нентов (химическим, электрохимическим, возгонкой) — размол
оставшегося конгломерата. Типичным примером является полу-
чение порошка никеля из его сплава с алюминием (по 50 % Ni и
А1). Сплав измельчают до крупности — 0,5 мм и обрабатывают
щелочным раствором для извлечения алюминия. Остаток из-
мельчают, получается ультрадисперсный порошок никеля, ис-
пользуемого в качестве катализатора.
483
Способы специального распыления расплава'.
— воздействие ультразвуковыми волнами (20 кГц, 50 В/см );
— обеспечение высоких скоростей кристаллизации (103—
108 К/с) при контакте частиц расплава со сжиженными газами, с
переохлажденной поверхностью (барабаны, диски, валки); полу-
чают порошки с аморфной структурой, которые обладают улуч-
шенными механическими и антикоррозионными свойствами;
— вакуумное распыление; (расплав насыщают инертным
газом, а затем направляют расплав в вакуумную камеру; рас-
плав «вскипает» в результате быстрого выделения растворен-
ного в нем газа, образуя частицы порошка металла не более
50 мкм);
— распыление металлической проволоки: используют дугу,
образующуюся между дисковым электродом и поступающей
проволокой. Дискретное возникновение дуги способствует обра-
зованию дискретных частиц сферической формы крупностью
менее 20 мкм;
— электроимпульсное распыление: между истекающей стру-
ей расплава и нижерасположенным электродом в защитной сре-
де создается достаточная разность потенциала, обеспечивающая
диспергацию струи расплава.
Использование плазмы', обеспечивается чистая реакционная
атмосфера, гибкое регулирование температуры. Используют
плазменные реакторы с переносимой и непереносимой дугой,
которые применяют для производства дисперсных порошков ту-
гоплавких металлов, керамик, композитов для плакирования.
Схема получения порошка: «плазменное испарение — перегрев
возгонов — конденсация (в т. ч. в вакууме)». Крупность получа-
емых частиц — не более 500 мкм, заметная часть их представле-
на аморфной фазой.
Получение металлических коллоидов: их свойства в значи-
тельной степени определяются распределением частиц по разме-
рам, что зависит от способа и условий получения. Условно суще-
ствует 2 способа получения металлических коллоидов — физи-
ческие и химические.
Наибольшее распространение среди физических методов по-
лучил способ испарения в вакууме с последующей конденсацией
паров металлов в инертном газе (аргон, ксенон), специальных
жидкостях. При использовании лазерного луча удается получать
не только атомы металла, но и кластеры.
Методом «испарение—конденсация» обрабатывают любые
металлы с широким диапазоном размеров частиц порошка. Ни-
же приведены некоторые примеры:
— испарением серебра, золота при 1270 К с последующей
конденсацией в атмосфере азота получены частицы размером
7—10 мкм;
484
— испарением и конденсацией возгонов в этаноле получены
частицы Pt, Fe, Ag, Si, Mg, In, Au крупностью 3—180 мкм;
— испарением металла и конденсацией его паров в органиче-
ском растворителе на охлажденной твердой подложке в присут-
ствии поверхностно-активных веществ получали частицы Mg,
Мп, Sm, Си крупностью ~30 нм.
Способ предполагает использование сложного оборудования
и затратен.
Используют высокочастотный электрический разряд, ульт-
развуковую обработку в диметилформамиде или в декане, ин-
тенсивное механическое истирание в жидкой дисперсионной сре-
де в присутствии стабилизирующих реагентов.
Химические способы основаны на восстановлении ионов ме-
таллов из растворов с помощью концентрированных растворов
высокоактивных реагентов (гидразин, боргидриды щелочных
металлов, спирты). Мельчайшие частицы металлов образуются
на стадии диспропорционирования промежуточных ионов ме-
таллов с меньшей валентностью. Для стабилизации образую-
щихся частиц вводят ПАВы (желатин, поливиниловый спирт,
высокомолекулярные органические кислоты и др.).
В ряде случаев используют радиационно-химические методы
(у-радиолиз, фотолиз, облучение потоком электронов) для осаж-
дения металлических коллоидов из водных, водно-спиртовых и
органических сред. Форма осаждаемых частиц — сферическая,
крупность их 1—10 мкм. Получают коллоиды золота, серебра,
платиноидов, смесей металлов (Ag—Си, Аи—Pb, Ag—Аи и др.).
Достоинства химических способов приготовления нанопо-
рошков заключаются в их быстроте, использовании простого и
доступного оборудования, варьировании мощности установки в
зависимости от потребности продукта, получении частиц с за-
данными свойствами в момент синтеза.
Масштабы производства подобных порошков небольшие,
они предназначены для специальных потребителей. Аппаратур-
ное оформление (опасность окисления, пирофорность) таких
технологий сложное, а затраты на получение порошков высо-
кие.
8.2. СВОЙСТВА ПОРОШКОВ
Различают химические, физические и технологические свой-
ства порошков.
Химические свойства характеризуются составом (содержа-
нием примесей), токсичностью и пирофорностью. Содержание
основного металла в порошках цветных металлов не менее 98—
99 %. Из примесей отметим кислород (в форме оксидов метал-
485
лов), содержание которого достигает до 1,0—7,0 %, адсорбиро-
ванные газы, углерод (0,1—2,0 %). Чистота порошка во многом
зависит от чистоты исходного сырья (металл, оксид, раствор) и
условий его получения.
Порошки цветных металлов являются токсичными, особен-
но для органов дыхания. Предельно допустимые концентрации
(ПДК, мг/м3) аэрозолей, металлов в производственной атмосфе-
ре достаточно малы и не превышают 6—12.
Пирофорность — способность порошка к самовозгоранию (и
даже к взрыву) при длительном контакте с влажным воздухом. В
основе этого процесса — экзотермические реакции спонтанного
окисления порошков химически активных металлов с развитой
поверхностью.
8.2.1. Физические свойства
Форма частиц. Она зависит от способа получения порошков.
Типичные формы частиц приведены на рис. 8.3. От формы час-
тиц зависят такие свойства, как удельная поверхность, насыпная
масса, текучесть, прессуемость порошков. Форму частиц опреде-
ляют при увеличении под оптическим (хЮО—500) или электрон-
ным микроскопом; разрешающая способность последнего со-
ставляет 0,02—1,5 мкм. С помощью сканирующего микроскопа
изучается топография поверхности частицы.
Крупность порошка. Порошки являются полидисперсным
материалом, степень полидисперсности количественно оценива-
ется гранулометрическим составом — содержанием частиц
определенной фракции по отношению к общей массе навески.
В зависимости от типа порошка, требуемой точности и опе-
ративности определения наиболее часто используют методы
рассева, микроскопический, седиментационный; распростране-
ны лазерные дифракционные методики.
Способ рассева (ситовой анализ) заключается в обработке
навески порошка (50—100 г) на наборе сит с фиксированным
размером сетки в течение определенного времени (15—30 ми-
2
Рис. 8.3. Основные формы частиц порошка:
1 — осколочная; 2 — сферическая; 3 — губчатая; 4 — дендритная
486
нут). Затем взвешивают массу порошка, оставшуюся на каждом
сите (фракции со знаком «+») и прошедшую через последнее си-
то (минусовая фракция). Определяют долю каждой фракции в
процентах по отношению к массе исходной навески. Стандарт-
ный набор сит включает сетки следующих размеров, мкм: 150,
ЮО, 74, 44.
Ситовой анализ — оперативный, достаточно надежный и ап-
паратурно простой способ определения гранулометрического
состава порошков с крупностью частиц не менее 44 мкм. Одна-
ко на его показатели влияют форма и текстура частиц, продол-
жительность доизмельчения частиц при рассеве.
Микроскопический способ. Под микроскопом с помощью
масштабной сетки определяют размеры сотен и даже тысяч час-
тиц. Оптическим микроскопом определяют частицы крупно-
стью 0,25—100 мкм, электронным — 0,005—6 мкм. Это наибо-
лее точный, воспроизводимый, но трудоемкий метод.
Способ седиментации основан на определении скорости и ха-
рактера распределения частиц по размерам при их осаждении в
жидкой фазе, в условиях ламинарного движения. Этим способом
определяют выход частиц крупностью 0,5—100 мкм.
Удельная поверхность (S, м2/г) — наружная и частично вну-
тренняя поверхности порошка, отнесенные к единице его массы.
Это важная характеристика для порошков, используемых как
катализаторы, наполнители в лакокрасочной промышленности;
ее учитывают при прессовании, спекании изделий. Удельная по-
верхность порошка зависит от дисперсности, формы и текстуры
частиц. Ее определяют, оценивая газопроницаемость слоя по-
рошка (метод Товарова, Дерягина) или эффективность адсорб-
ции (по степени адсорбции красителя, азота, криптона, аргона).
Поверхность порошков колеблется в широких пределах: от 0,01
до 20 м2/г.
Плотность (6, г/см3) — удельная масса единицы объема по-
рошка; ее определяют пикнометрическим взвешиванием порош-
ка в среде воды или толуола, реже используют рентгенографию.
Микротвердость — способность частицы порошка к дефор-
мации, что важно при оценке его прессуемости. Эту характерис-
тику измеряют на приборах ПТМ-2 или ПТМ-4, фиксируя длину
диагонали отпечатка от вдавливания алмазной пирамидки (угол
при вершине 136°) при усилии не более 4,9 Н.
8.2.2. Технологические свойства
Насыпная масса (унас., г/см3) — масса единицы объема порош-
ка при его свободном истечении и заполнении фиксированного
объема, ее определяют на приборе волюмометре. Эта характе-
ристика важна при объемном дозировании порошка в схемах
487
прессования, расчете высоты засыпки матрицы, расчете объема
расходных бункеров. Чем крупнее частицы и более равноосна их
форма, тем больше насыпная масса порошка. Чем меньше на-
сыпная масса, тем меньше усадка брикета при спекании.
Текучесть (Т, г/с) — скорость истечения навески порошка
через калиброванное отверстие. Эта характеристика важна при
объемном дозировании порошка на автоматических линиях
прессования. Чем больше поверхность частиц, меньше их круп-
ность, тем хуже текучесть порошка.
Прессуемость — способность порошка влиять на плотность
изделия в зависимости от давления прессования. Чем пластичнее
порошок, чем больше разветвленность его частиц, тем лучше
его прессуемость. Прессуемость оценивают по характеру зави-
симости в координатах «относительная плотность брикета —
давление прессования».
Формуемость — способность изделия из порошка сохранять
заданную форму, получаемую при минимальном давлении прес-
сования. Она зависит от крупности, формы частиц; чем больше
насыпная плотность порошка, тем хуже его формуемость. Каче-
ственно формуемость оценивают по барабанной пробе — устой-
чивости полученных брикетов к истиранию при вращении бара-
бана.
Технологические свойства порошка регулируют, используя
ряд подготовительных операций:
— обкатка в барабане, иногда в среде увлажнителя (бензин,
спирт), — для улучшения текучести;
— классификация — для выделения наиболее технологич-
ных фракций;
— шихтовка и усреднение — для получения смеси с опти-
мальной текучестью, прессуемостью;
— отжиг — для повышения пластичности частичного удале-
ния серы, углерода, кислорода; операцию проводят в защитной
атмосфере или вакууме при температурах не более 0,4—0,6 Тпл.
8.3. ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ ПОРОШКОВ
Технологический цикл включает стадию формования (чаще
всего приемы прессования, прокатки, экструзии и их разновид-
ности) и стадию спекания. Иногда, в зависимости от требований,
предъявляемых к готовому изделию, этот цикл («пластическая
деформация — спекание») повторяют.
Прессование — получение изделия из порошка, засыпанного
в пресс-форму, под воздействием внешнего давления. Известны
различные способы прессования в зависимости от условий (хо-
лодное, горячее, вакуумное), способа приложения нагрузки
488
(двухстороннее, модификации изостатического прессования, од-
ностороннее), используемого пресс-инструмента, вида техноло-
гии (непрерывное, повторное, предварительное) и др.
Величину навески (<2) порошка рассчитывают по формуле
где у — плотность компактного металла, г/см3; V — объем изде-
лия после спекания, см3; П — пористость изделия, %; К}, К2 — ко-
эффициенты, с помощью которых учитывают потери порошка
(1,005—1,01) и уменьшение массы при спекании в результате
удаления примесей (1,01—1,03).
Плотность смеси порошков рассчитывают по правилу адди-
тивности
100
Y= cq а2 + а« ’
Yi Ъ 7п
где у2, уп — плотности компонентов смеси, г/см3; аь о^, —
их содержание в смеси, мае. %.
Навески загружают в форму весовым или объемным мето-
дом вручную (при малом объеме производства) или с помощью
автоматических дозаторов. При объемном дозировании важна
хорошая текучесть порошка; для формирования более равно-
мерного и плотного слоя порошка в пресс-формах последние по-
мещают на вибрационную площадку.
Пресс-форма (рис. 8.4) — инструмент, используемый для
прессования порошков; состоит из матрицы, верхнего и нижнего
пуансонов. Матрица формирует боковую поверхность изделия и
вмещает навеску порошка.
Верхний пуансон формирует
верхний торец изделия, переда-
ет давление. Нижний пуансон
формирует нижний торец изде-
лия и исключает высыпание
порошка, загружаемого в мат-
рицу.
Конструкция пресс-формы
должна обеспечивать получе-
ние изделия требуемой формы,
размеров, одинаковой плотнос-
Рис. 8.4. Схема пресс-формы:
1 — пуансон верхний; 2 — матрица; 3 — навеска
порошка; 4 — пуансон нижний
489
ти во всем объеме изделия, удобство его выпрессовки, длитель-
ный срок службы, простоту и экономичность конструкции. Если
высота изделия больше диаметра, то используют пресс-форму с
подвижными верхним и нижним пуансонами.
Пресс-формы изготавливают из износостойкой стали, внут-
реннюю поверхность матрицы упрочняют с помощью термооб-
работки.
Прессы — машины, обеспечивающие необходимые сжимаю-
щие усилия (давление) при обработке порошковых материалов.
Существуют разнообразные типы прессов в зависимости от источ-
ника и характера передачи энергии, назначения, рабочего цикла.
Наиболее распространены механические (р = 100—1000 кН)
и гидравлические (р = 40—100 МН) прессы. Они работают в пе-
риодическом режиме и автоматически. Гидравлические прессы
обеспечивают плавное уплотнение, что важно при получении из-
делий из дисперсных, плохо прессуемых порошков.
В основе типоразмеров прессов заложена 6-значная шкала
мощности: 9,8; 15,7; 24,5; 39,2; 61,8; 98,1 кН. Коэффициент пере-
счета для определения 2-го и 3-го порядков мощности соответст-
венно 10 и 100-кратный относительно величины в первой шкале.
Давление прессования (Рм по манометру пресса) рассчитыва-
ется как:
где Руд — удельное давление прессования, определяемое на осно-
вании экспериментальных данных по прессуемости; S, 5ПЛ — пло-
щади поперечного сечения изделия и плунжера, см2.
Прокатка порошков — непрерывное формование заготовок
из порошка с помощью валков прокатного стана. Этот процесс
требует меньше эксплуатационных и капитальных затрат, со-
кращается выход отходов в сравнении с прокаткой слитков, осо-
бенно при получении тонкомерного проката. Существуют раз-
личные способы прокатки в зависимости от расположения осей
валков (вертикальная, горизонтальная, наклонная — рис. 8.5),
степени нагрева материала (холодная, горячая), формы проката
(лист, профиль), режима (периодический, непрерывный). Ско-
рость вращения валков 0,3—30 мин-1.
Для получения качественного проката важную роль играет
текучесть порошка: чем она больше, тем больше производи-
тельность, кроме того, обеспечивается получение сплошной за-
готовки. Скорость прокатки колеблется в пределах 3—25 м/мин.
Толщина и плотность проката зависят от состава, крупности,
формы частиц порошка, скорости вращения и создаваемого вал-
ками давления.
490
Рис. 8.5. Основные способы прокатки:
1 — вертикальная; 2 — горизонтальная; 3 — наклонная
Для улучшения качества проката используют отжиг, спека-
ние, повторное уплотнение, защитные среды, герметичные кон-
тейнеры. Схема цепи аппаратов для получения ленты прокаткой
порошка кобальта приведена на рис. 8.6.
Мундштучное прессование (экструзия) — формование заго-
товок из порошка (часто в смеси с пластификатором) путем про-
давливания его через калиброванное отверстие в матрице
(рис. 8.7), определяющее его форму и сечение. Способ позволя-
ет получать длинномерные изделия (трубы, прутки, профили) с
равномерной плотностью даже из плохо прессуемых порошков,
типа вольфрама, молибдена, тугоплавких соединений.
Пластификаторами служат парафин, бакелит, полимерные
смолы, расход их составляет 6—10 %. Если вести процесс при на-
греве, то пластификатор не требуется. Таким способом форму-
ют порошки алюминия и его сплавов при 670—870 К, а порош-
ки никеля — при 1400—1500 К. При обработке химически ак-
тивных порошков используют защитные среды.
Процесс проводят под давлением в несколько сотен мегапаска-
лей, обеспечивая скорость прохода материала 5—10 мм/с и степень
обжатия (К, %) — не менее 90 %, последняя представляет отноше-
Рис. 8.6. Схема производства ленты из порошка:
1 — порошок кобальта; 2 — прокатный стан; 3 — сформированная лента; 4 — бухта-«моталка»; 5 —
печь для обжига бухты; 6 — спеченная лента; 7 — стан горячей прокатки; 8 — водяное охлаждение;
9 — узел размотки ленты; 10 — холодная прокатка
I — узел формования; И — узел спекания; 111 — узел горячей прокатки; IV — узел калибровки ленты
491
Рис. 8.7. Схема мундштучного
прессования:
1 — пуансон; 2 — матрица; 3 — порошок;
4 — мундштук; 5 — обойма; 6 — изделие
ние разности площадей попе-
речного сечения отверстия
матрицы (S) и мундштука (/) к
сечению матрицы:
V _ f
К= ^—^--100.
5
Прессы, используемые
для мундштучного прессова-
ния, называются экструде-
рами. Получаемые изделия
подвергают сушке, отжигу
или спеканию.
Спекание — обработка при температурах, не превышающих
0,7—0,9 от температур плавления основного компонента шихты
с целью упрочнения и уплотнения спрессованных изделий и мак-
симального приближения к свойствам компактного материала.
В процессе спекания происходит усадка — уменьшение линей-
ных и объемных размеров изделия за счет уменьшения его пори-
стости. Величина усадки возрастает с повышением температу-
ры, особенно для изделий, полученных при невысоких давлени-
ях прессования.
Спекание ускоряется при повышенной дисперсности и раз-
ветвленности частиц порошка, использовании восстановитель-
ной среды. Иногда используют жидкофазное спекание — как
способ получения прочных и плотных изделий на основе туго-
плавких, плохо прессуемых материалов. Например, при спека-
нии изделий на основе карбида вольфрама роль связки выполня-
ет порошок кобальта, который расплавляется при используе-
мых температурах. Восстановительную атмосферу обеспечива-
ют за счет подачи предварительно осушенных газов (водород,
эндо-, экзогазы, аммиак). Иногда спекание проводят в вакууме;
в этом случае требуется более низкая температура, улучшается
равномерность распределения жидкой фазы. Выбор защитной
среды предполагает и дополнительную очистку изделия от при-
месей.
Как правило, при спекании применяют защитные засыпки
(асбестовая мелочь, графитовая крупка, кварцевый песок); они
позволяют изолировать изделия от окружающей атмосферы,
обеспечивать равномерность прогрева, достигать поверхностно-
492
го легирования, предотвращать взаимное припекание изделий,
адсорбировать остаточные пары воды или кислорода. Темпера-
тура плавления засыпки должна быть заметно большей, чем ис-
пользуемая температура спекания.
Для спекания используют электрические печи шахтного, ко-
локольного или проходного типов; в последнем случае реализу-
ется непрерывный процесс.
Проходные печи нередко отапливают природным газом, ко-
торый сжигают при недостатке кислорода воздуха, достигая тем
самым создание защитной атмосферы в объеме печи. Печи
включают три зоны: входную (прогрев, удаление связующих
смазок органического класса), рабочую (собственно спекание) и
холодильник (охлаждение до температуры, исключающей окис-
ление изделия на воздухе). Эти агрегаты отличаются большой
производительностью, значительным расходом годного. Транс-
портирующим элементом (конвейером) являются сетчатая ме-
таллическая лента, рольганг или «шагающий» под — на него за-
гружают или изделия, или поддоны с изделиями.
В муфельных печах небольшой мощности (20—30 кг/ч) пере-
мещение поддонов с изделиями осуществляется с помощью ме-
ханического толкателя.
8.4. ОСОБЕННОСТИ ТЕХНИКИ БЕЗОПАСНОСТИ
И ЭКОЛОГИИ В ПОРОШКОВОЙ МЕТАЛЛУРГИИ
В производстве порошковой металлургии основными пора-
жающими факторами являются запыленность, использование
взрыво- и пожароопасных газов, повышенные температуры, шу-
мовые и вибрационное воздействия.
Основные технические мероприятия, обеспечивающие безо-
пасное ведение процессов и минимальное загрязнение окружаю-
щей среды, предполагают:
— использование герметичной аппаратуры на операциях
размола, просева, перегрузки;
— организацию общеобменной и местной вентиляции во
взрывоопасном исполнении;
— работу на исправном оборудовании, использование вибро-
изолирующих фундаментов, экранов и кожухов из звукопогло-
щающих материалов, снижающих уровень шума до 75—85 дБ и
менее;
— автоматическую систему пожаротушения, в т. ч. специаль-
ные препараты (трибороксин) для тушения горящих порошков;
— обеспечение рабочих комплектными и исправными сред-
ствами индивидуальной защиты (респираторы, противошумы,
спецодежда, очки);
493
— организационно-развитую систему контроля состава ат-
мосферы в цехе (запыленность, содержание взрыво- и пожаро-
опасных газов); ’
— конструкцию производственных зданий, размещение уча-
стков и оборудования, способствующих локализации пожара и
безопасной ориентации взрывной волны (большие окна, кирпич-
ные перегородки, легкие крыши).
Наиболее эффективным является внедрение схемы автома-
тизации и дистанционного управления технологическими про-
цессами.
494
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ К ГЛ. 8
1. Изложите требования, предъявляемые к исходному сырью
при получении порошков способами распыления расплава, твердо-
фазным восстановлением, электролизом, автоклавным осаждением.
2. Предложите способы получения порошка никеля из амми-
ачного раствора, содержащего 50 г/дм3 Ni.
3. Перечислите основные параметры, определяющие свойст-
ва порошков металлов, полученных электролизом.
4. В процессе твердофазного восстановления оксидов меди
температура в печи возросла до 1300 К. Какие ожидаются по-
следствия?
5. Изложите суть вспомогательных операций, используемых
при обработке порошков и доведении их до товарной продукции.
6. Охарактеризуйте химические свойства следующих партий
порошков: порошок меди — крупность 0,5 мкм, 98,0 % Си, 0,3 Fe,
0,1 S; S = 0,5 м2/г; порошок никеля — крупность 20 мкм, 99,9 %
Ni, 5 = 6,5 м2/г; порошок алюминия — крупность 30 мкм, 90 % А1,
3,0 %, Н2О, 5 = 4 м2/г.
7. Обсуждается получение порошка никеля распылением и
карбонильным способом; перечислите ожидаемое различие фи-
зических свойств этих порошков.
8. В чем физическая суть известных способов измерения по-
верхности порошков? Какие факторы вызывают искажение ре-
зультатов замера?
9. Какие характеристики порошка (и почему) необходимы для
прогнозирования получения качественных изделий прессованием?
10. Предложите принципы подбора пресса и обоснуйте их.
11. Изложите особенности формования порошков методами
прессования, мундштучного прессования и прокатки.
12. Предложите условия (температура, среда, вид засыпки) и
тип печи, необходимые для спекания электрических контактов,
полученных прессованием из порошка меди.
Рекомендательный библиографический список к гл. в
1. Диагностика металлических порошков / Я.Я. Буланов, Л.И. Кватер,
Т.В. Догаль и др. М.: Наука, 1983. 287 с.
2. Порошковая металлургия. Материалы, технология, свойства, области при-
менения: Справочник / Под ред. И.М. Федорченко, И.Н. Францевич,
И.Д. Радомысельский и др. Киев: Наукова думка. 1985. 624 с.
3. Кипарисов С.С., Падалко О.В. Оборудование предприятий порошковой
металлургии. М.: Металлургия, 1988. 448 с.
4. Кипарисов С.С.,Либенсон Г.А. Порошковая металлургия. 3-е изд. М.: Ме-
таллургия, 1991. 432 с.
5. Ничипоренко О.С., Полюсов А.В., Набойченко С.С. Порошки меди и ее
сплавов. М.: Металлургия, 1988. 206 с.
6. Порошки цветных металлов: Справочник / Под ред. С.С. Набойченко. М.:
Металлургия, 1996. 506 с.
495
Глава 9
УТИЛИЗАЦИЯ ПОЛУПРОДУКТОВ ЦВЕТНОЙ
МЕТАЛЛУРГИИ
9.1. ПЫЛЕУЛАВЛИВАНИЕ
Цветная металлургия является одной из отраслей, в которых
технологические процессы сопровождаются образованием зна-
чительного количества пыли. Для большинства технологичес-
ких аппаратов в нормальном режиме работы 8—10 % от массы
загружаемых материалов уносятся в виде пыли с потоком отхо-
дящих газов. Существуют такие металлургические процессы и
аппараты, в которых пылевынос достигает 35—40 % и более.
Содержание пыли в отходящих газах достигает сотен граммов в
кубическом метре.
Очистка отходящих газов от пыли необходима для предот-
вращения загрязнения окружающей среды и сокращения потерь
ценных компонентов сырья. Более того, в ряде технологических
процессов, таких как вельцевание, фьюмингование и пироселек-
ция, ценные компоненты извлекаются в газовую фазу в виде
возгонов. Ниже приведены данные о выносе пыли или переходе
металлов в пыль (в % по массе) в различных пирометаллургиче-
ских процессах получения меди, свинца, цинка и никеля (табл.
9.1).
Отходящие газы, содержащие пыль, — это дисперсные сис-
темы, в которых сплошной фазой является газ, а дисперсной —
твердое вещество. Такие дисперсные системы называются аэро-
золями. Свойства аэрозолей определяются свойствами сплош-
ной и дисперсной фаз. Сплошная газовая фаза характеризуется
плотностью, вязкостью, различным химическим составом. Твер-
дые частицы дисперсной фазы имеют различную крупность,
форму, химический состав, плотность.
Дисперсный состав пыли представляют обычно в виде инте-
гральных или дифференциальных кривых распределения частиц
по размерам. Различают крупнодисперсную пыль с размерами
частиц более 10 мкм и мелкодисперсную с размерами менее
10 мкм. Возгоны имеют размеры менее 1 мкм.
В зависимости от источника пыли ее частицы имеют различ-
ную форму. Неправильная форма частиц характерна для пыли,
496
Таблица 9.1
Пылевынос в основных технологических процессах
Процесс, агрегат
Пылевынос,
% от массы шихты
Переход металла
в пыль
Медь
Обжиговые печи:
многоподовые
кипящего слоя
Шахтная плавка:
первичное сырье
вторичное сырье
Плавка во взвешенном состоянии
Отражательная плавка
Конвертирование:
штейнов
черной меди
Свинец
Агломерационные машины
Шахтная плавка
Фьюмингование
Цинк
Обжиговые печи
Вельцевание
Никель
Шахтная плавка окисленных руд
Конвертирование
Обжиг
5—15
35—45
2—8
3—4
1,0
0,5—1,0
30—40
2—2,5
8—10
45,0 Zn
24,5 Pb, 0,9 Си
1,0—3,3 Си
65,8 Zn, 32,8 Pb,
50,8 Sn
2,1 Pb
0,5—2,0 Pb
92 Zn, 85 Pb
2—4 Ni
образующейся при дроблении и измельчении твердых материа-
лов; пыль плавильных и обжиговых печей имеет частицы округ-
лой формы с оплавленными гранями. Возгоны содержат сфери-
ческие частицы. В некоторых технологических процессах воз-
можно образование волокнистых частиц.
Химический состав пылей металлургического производства
определяется технологическим процессом, являющимся источ-
ником пыли. В большинстве случаев пыль, образующаяся при
загрузке материалов в металлургические печи, по своему хими-
ческому составу близка к составу исходной шихты. Возгоночные
процессы приводят к образованию возгонов, в которых наблю-
дается повышенное содержание летучих компонентов.
Плотность пыли определяется ее составом. Для практики
большое значение имеет также насыпная масса пыли, которая в
2,5 раза для крупной и в 2 раза для мелкой пыли меньше плотно-
сти. Чем больше плотность частиц пыли отличается от плотнос-
497
ти сплошной газовой фазы, тем лучше условия для разделения
аэрозолей.
При осаждении в неподвижный слой пыль способна уплот-
няться, слеживаться, при этом насыпная масса слежавшейся пы-
ли увеличивается в 1,2—1,5 раза по сравнению с насыпной мас-
сой свежеосажденной пыли. Особенно это характерно для во-
локнистых пылей.
При движении частиц пыли в газовом потоке происходит
процесс коагуляции, при этом мелкие частицы слипаются между
собой и образуются более крупные. Частицы размером более
0,1 мкм коагулируют вследствие столкновений между собой при
движении в турбулентном газовом потоке, частицы с размером
более 100 мкм практически не коагулируют. Чем больше ско-
рость движения газового потока, тем выше его турбулентность
и лучше условия для коагуляции частиц пыли. Возгоны, полу-
ченные в технологическом процессе, более склонны к коагуля-
ции, нежели пыль, полученная при механическом измельчении
материалов. Явление столкновения капель жидкости, находя-
щихся в газовом потоке во взвешенном состоянии, называется
коалесценцией.
Выбор метода очистки газов от пыли определяется свойства-
ми очищаемого газа и пыли. Наиболее широко применяются
следующие физические принципы:
1. Выделение под действием силы тяжести.
2. Выделение под действием центробежной силы, возникаю-
щей при изменении направления газового потока.
3. Столкновение частиц пыли под воздействием силы инер-
ции.
4. Фильтрация.
5. Мокрое пылеулавливание.
6. Электрическая очистка газов.
9.1.1. Выделение под действием силы тяжести
Запыленный газ вводят в камеру, имеющую площадь попе-
речного сечения значительно большую, чем площадь газохода.
При этом скорость движения газового потока резко уменьшает-
ся и создаются условия выделения частиц пыли из потока под
действием силы тяжести. Для того чтобы частица пыли могла
осесть на дно пылеосадительной камеры, необходимо время,
равное
h/vn = Lbh/V = L/v,
где: v — скорость движения газа в сечении пылекамеры; bh —
площадь сечения пылекамеры; уп — скорость падения частицы в
498
газе; L, b, h — соответственно длина, ширина и. высота сечения
пылекамеры; V — секундный объем газа.
Для частиц сферической формы малого размера скорость
падения определяется по формуле Стокса:
где: d — размер частицы пыли; р, — плотность материала части-
цы; g — ускорение свободного падения; ц — вязкость газа.
Приближенный расчет пылевой камеры (рис. 9.1) сводится к
определению необходимой площади осаждения, т. е. площади
дна камеры и полок. Пыль представляет собой полидисперсную
систему, в состав которой входят частицы разных размеров. На-
именьшую скорость осаждения имеют частицы наименьшего
размера, поэтому пылекамеры рассчитывают по наименьшему
заданному размеру частиц, подлежащих выделению из газового
потока.
Задавшись размером частиц, находят скорость их осаждения
и, зная объем отходящих газов, определяют площадь осаждения.
Скорость горизонтального движения газового потока в камере
принимают 1—2 м/с, размеры поперечного сечения b и /г выби-
рают примерно одинаковыми.
Для более полного улавливания частиц пыли в камере следу-
ет увеличить площадь осаждения. С этой целью внутри камеры
размещают горизонтальные или наклонные полки на расстоя-
нии 100—300 мм по вертикали. Для удаления накопившейся пы-
Рис. 9.1. Пылевая камера
499
ли полки делают поворотными, по наклонным полкам периоди-
чески ударяют с помощью встряхивающего устройства. Извест-
ны также примеры использования промывки.
Пылевые камеры обладают небольшим гидравлическим со-
противлением, просты по конструкции и в эксплуатации, но об-
ладают большими размерами и характеризуются низкой эффек-
тивностью очистки: общая степень улавливания составляет не
более 30...40 %. По этой причине пылевые камеры заменяют на
более эффективные устройства очистки газов.
9.1.2. Выделение под действием центробежной силы
Изменение направления движения газового потока, содер-
жащего частицы пыли, порождает центробежную силу, прило-
женную к частицам пыли. Величина силы зависит от массы ча-
стицы т, ее скорости движения IVr и радиуса кривизны траек-
тории R.
Fn = mWVR.
Использование центробежной силы положено в основу кон-
струкции циклонов, являющихся одним из наиболее распростра-
ненных типов пылеулавливающих устройств, применяемых для
очистки газов от пыли крупностью более 5 мкм. Корпус цикло-
на выполнен в виде вертикально расположенного цилиндра,
нижняя часть которого заканчивается ко-
нусом (рис. 9.2). Для подвода газа в верх-
ней части корпуса имеется патрубок пря-
моугольного сечения, расположенный
тангенциально (по касательной) к поверх-
ности цилиндра. Очищенные газы выхо-
дят из циклона через вертикальную трубу
круглого сечения, расположенную коак-
сиально (соосно) по отношению к корпу-
су.
Поток запыленных газов при входе в
циклон начинает вращаться в пространст-
ве между цилиндрической поверхностью
корпуса и центральной выходной трубой,
образуя внешний вращающийся вихрь.
При этом центробежной силой частицы
пыли отбрасываются к стенкам цилинд-
рической части циклона. Внешний вихрь,
Рис. 9.2. Схема работы циклона:
/ — вход газа; 2 — уловленная пыль; 3 — выход газа
500
опускаясь к конической части циклона, меняет направление и
движется вверх, образуя внутренний вихрь. Частицы пыли, до-
стигшие стенок циклона, перемещаются в нижнюю коническую
часть и выносятся через пылеотводящий патрубок.
Для оценки влияния различных факторов на полноту очист-
ки газов от пыли в циклоне рассмотрим две силы, действующие
на частицу пыли: центробежную силу Рц и силу сопротивления
среды Р. Величина центробежной силы равна
Р„ = mw2IR,
а силы сопротивления среды соответственно
Р = Зтсиу/ц,
где w — скорость газового потока во входном патрубке, равная
скорости газа и частиц пыли в тангенциальном направлении, м/с;
wp — скорость движения частицы от центра вращения (оси цик-
лона) к периферии, т. е. по радиусу, м/с; R — расстояние от цен-
тра вращения газового потока до частицы, м; т — масса части-
цы, равная ДбРр/6, кг; d — диаметр частицы, м; р — плотность
частицы, кг/м3; ц — вязкость газов, н-с/м2.
При входе в циклон wp равна нулю, но по мере закручивания
газового потока она быстро возрастает, а, следовательно, растет
и сила сопротивления среды при движении частицы в радиаль-
ном направлении. Через несколько сотых долей секунды цент-
робежная сила и сила сопротивления среды уравниваются, и
дальнейшее движение частицы происходит по инерции с посто-
янной скоростью
w, = mw /3Rit]id = сРш2р/18Р[1.
Наибольший по величине путь в радиальном направлении
пройдет та частица, которая при входе в циклон находилась
вблизи внутренней трубы. Этот путь равен R2—Rv Время, необ-
ходимое для того, чтобы частица успела его пройти, составляет
т = (Я2 - RJ/wp.
Центробежная сила, действующая на частицу, изменяется
при увеличении радиуса траектории, средняя ее величина будет
пропорциональна (R2 + /^i)/2. Подставив значения в выражение,
найдем
т = - RtydWp.
Последнее выражение дает возможность определить наи-
меньший диаметр частиц, уловленных в циклоне, т. е. тех, кото-
501
рые за время пребывания в циклоне успеют пройти путь, равный
/?2—Яр
4nin = [9ц(Я2 - Я?)/яр/гиТ'2,
где п — число кругов, которое совершает газовый вихрь в цик-
лоне (обычно его считают равным 2).
Рассмотрим влияние различных факторов на степень улавли-
вания пыли в циклоне.
Увеличение скорости газа на входе в циклон способствует
улучшению улавливания пыли, однако при значительных скоро-
стях рост КПД циклона уменьшается и даже начинает снижать-
ся. Это связано с образованием завихрений, срывающих уже
осажденные частицы со стенки циклона, а также с дроблением
скоагулированных агрегатов из частиц пыли. Оптимальные зна-
чения скорости газа на входе в циклон должны составлять 20—
25 м/с, но не менее 15 м/с.
Увеличение размеров частиц и их плотности способствует рос-
ту эффективности очистки. Циклоны наиболее эффективны для
очистки газов, содержащих относительно крупные фракции пыли.
Уменьшение диаметра циклона способствует сокращению
пути, который проходит частица пыли до осаждения, а также
увеличению действующей центробежной силы. В этой связи це-
лесообразно использовать циклоны диаметром не более 800—
1000 мм. При большом объеме очищаемых газов это приводит к
росту скорости газа на входе в циклон; в таком случае поток га-
зов пропускают через несколько параллельно работающих цик-
лонов (групповые циклоны и мультициклоны).
Вязкость газа растет при повышении температуры, снижая
эффективность очистки.
Циклоны выпускаются серийно на специализированных
предприятиях, их конструкции унифицированы. Задача техноло-
га состоит в выборе циклона нужного типоразмера для обеспе-
чения заданной степени очистки газа с учетом его объемного
расхода и дисперсного состава пыли. Наиболее распространены
циклоны конструкций Научно-исследовательского института
очистки газов (НИИОГАЗ), Ленинградского института охраны
труда (ЛИОТ) и Свердловского института охраны труда (СИ-
ОТ), их конструкции изображены на рис. 9.3.
Особенностью циклонов НИИОГАЗ (рис. 9.3, а) является на-
клонный входной патрубок, угол наклона которого к плоскости,
перпендикулярной оси, для циклонов разных типоразмеров из-
меняется от 11 до 24°. Основным типом является циклон ЦН-15,
входной патрубок которого имеет угол наклона 15°. Циклоны
этого типа оптимально сочетают высокую степень очистки от
пыли с небольшим гидравлическим сопротивлением. При умень-
шении угла наклона растет гидравлическое сопротивление и
502
Рис. 9.3. Конструкции циклонов:
а — ЦН-15; б — СИОТ; в — ЛИОТ; г — схема установки циклона НИИОГаз
Минимальный
Размеры циклонов НИИОГАЗ
Таблица 9.2
Размеры ЦН-11 ЦН-15 ЦН-15у ЦН-24
Угол наклона входного патрубка, градусов 11 15 15 24
Наружный диаметр выходного патрубка, м 0,6 0,6 0,6 0,6
Высота цилиндрической части циклона, м 2,08 2,26 1,51 2,11
Высота конуса, м 2,0 2,0 1,5 1,75
Общая высота, м 4,38 4,56 3,31 4,26
увеличивается степень очистки от пыли. Диаметр корпуса цик-
лонов различной производительности выбирается из стандарт-
ного ряда значений от 200 до 2000 мм. Геометрические размеры
циклонов НИИОГАЗ, выраженные в долях внутреннего диаме-
тра цилиндрической части Z), приведены в табл. 9.2.
Характерной особенностью циклонов СИОТ (рис. 9.3, б) яв-
ляется отсутствие цилиндрической части и треугольная в сече-
нии форма входного патрубка.
Циклоны ЛИОТ (рис. 9.3, в) отличаются удлиненной цилин-
дрической частью с глубоко введенной выходной трубой. Высо-
та цилиндрической части корпуса равна 5d (d — диаметр входно-
го патрубка), высота конической части корпуса составляет Ad,
наружный диаметр — 3.24J.
Циклоны обеспечивают удовлетворительную степень очист-
ки газов от крупных частиц пыли; например, степень улавлива-
ния пыли размером 100 мкм составляет 91—98 % (в зависимости
от типа и диаметра корпуса циклона), частицы с размером
10 мкм улавливаются на 70—90 %, а мелкие фракции пыли раз-
мером 5 мкм — не более чем на 40—65 %. Температура газа мо-
жет превышать 400 °C, при этом, однако, внутреннюю поверх-
ность циклона необходимо футеровать огнеупорным кирпичом,
а выходную трубу изготовлять из жаропрочной стали или кера-
мики. При умеренной температуре газов (около 100 °C) эта тем-
пература должна быть выше точки росы, для чего корпус цикло-
на покрывают теплоизоляцией. Циклоны работоспособны как под
разрежением, так и под давлением газа до 2,5 кПа. При большем
давлении или разрежении необходимо обеспечить герметичность
циклона для предотвращения подсосов или утечки газа.
Для обеспечения большой производительности циклоны
объединяют в группы по 2—8 элементов при прямоугольной
компоновке и до 14 элементов при круговой. Циклоны в группе
работают параллельно, имея общие входной и выходной газохо-
ды и бункер для пыли. Объединение циклонов в группы позво-
ляет обеспечить достаточную производительность при неболь-
шом диаметре циклонов, что способствует увеличению степени
504
Газ
вариант
Винт
Пыль
Засыпка
шлаком
Выпадающие
частицы пыли
Рис. 9.4. Мультициклоны:
б — направляющие аппараты мультициклона в виде
винта и розетки, соответственно
— общий вид мультициклона: 1 — патрубок; 2 — распре-
‘лительная камера; 3 — патрубок для выхода газа; 4 —
?рхняя камера; 5 — коллектор; б — циклонный элемент;
7 — направляющий аппарат
лавливания пыли. В частности, для группы из 8 циклонов типа
Щ диаметром 800 мм обеспечивается производительность до
0 тыс. м3/ч по газу.
Еще большую производительность имеют батарейные цикло-
ы, которые называют также мультициклонами (рис. 9.4). В бата-
ейном циклоне сгруппированы в общем корпусе циклонные эле-
[енты небольшого диаметра — 100, 150 или 200 мм. Батарейный
.иклон имеет общую верхнюю камеру, через которую вводится
чищаемый газ, среднюю газораспределительную камеру и ниж-
юю камеру, представляющую бункер для пыли. Вращательное
вижение потоку газов на входе в циклонный элемент придает на-
ичие направляющего аппарата в виде винтовой поверхности (рис.
505
9.4, а) или розетки (рис. 9.4, б) с несколькими лопастями. В резуль-
тате размеры батарейного циклона в плане меньше, чем группы из
обычных циклонов того же диаметра.
Батарейные циклоны имеют большую производительность
при достаточно высокой степени улавливания пыли с размером
частиц более 5 мкм. Вместе с тем необходимо обеспечить равно-
мерное распределение потока газа по циклонным элементам.
9.1.3. Инерционные пылеуловители
Работа инерционных пылеуловителей основана на возникнове-
Неочищенные газы
Газы, обогащенные пылью
нии сил инерции, приложенных к частицам пыли, при резком изме-
нении направления движения газового потока, несущего пыль.
Жалюзийные пылеуловители (рис. 9.5), основным элементом
которых является жалюзийная решетка, расположенная под уг-
лом к направлению газового потока, применяются наиболее ча-
сто. Решетка состоит из ряда наклонно установленных пластин.
Огибая пластины, струи газа резко изменяют направление дви-
жения, проходят на другую сторону решетки и движутся в преж-
нем направлении.
Частицы пыли, встречаясь с пластинами решетки, стремятся
сохранить по инерции первоначальное направление движения,
не огибают пластину, а отражаются в сторону, противополож-
ную движению газов, опять поворачивают по направлению газо-
вого потока, ударяются о следующую пластину и т. д.
В результате газы,
прошедшие через решет-
ку, очищаются, а газы,
оставшиеся по другую
сторону решетки, обога-
щаются пылью. Эта часть
газового потока, около 10
% от всего объема, на-
правляется для дальней-
шей очистки.
Эффективность очи-
стки газов в инерционных
пылеуловителях ниже
чем в циклонах. Гидрав-
лическое сопротивление
этих аппаратов составля-
ет 10—50 мм вод. ст. Оп-
Рис. 9.5. Жалюзийный пыле-
уловитель:
/ — короб; 2 — ребра; 3 — кольца
506
тимальная скорость газового потока составляет 10—15 м/с, тем-
пература газа допускается до 600 °C. Область их применения ог-
раничивается предварительной очисткой газов с частицами пы-
ли крупнее 20 мкм.
9.1.4. Фильтрация
В цветной металлургии нашли широкое применение методы
улавливания пыли, основанные на фильтрации газа через пори-
стые материалы: кокс, кварц, фильтровальные ткани. Типич-
ным аппаратом этого типа являются рукавные фильтры, в кото-
рых используются ткани из различных волокон: шерстяных,
хлопковых, синтетических и стеклянных. Применяются также и
нетканые материалы, такие как фетр и войлок. Характеристики
фильтровальных тканей, наиболее широко применяемых на
практике, приведены в табл. 9.3.
Волокна фильтровальной ткани или иных фильтрующих ма-
териалов образуют пространственную решетку, через которую
проходит поток очищаемого газа. Механизм улавливания частиц
пыли основан не на отсеивающем действии фильтровального
материала, как это происходит при просеивании порошков через
сита. Фильтр способен задерживать частицы, размеры которых
значительно меньше размера пор.
Запыленный газовый поток несет частицы разного размера.
Проходя слой фильтрующего материала, например ткани, газо-
вый поток встречает на пути волокна и изменяет свое направле-
ние, обтекая их.
Таблица 9.3
Ткани для рукавных фильтров цветной металлургии
Вид ткани Артикул Химическая стойкость Макси- мальная рабочая темпера- тура, °C
К щелочам К кислотам
Чистошерстяная ЧШ-21 Низкая Удовлетвори- тельная 90
Смешанная (70 % шерсти, 30 % капрона) ЦМ-83 Низкая Низкая 90
Нитрон НЦМ У довлетворител ьная Хорошая 130
Лавсан ЦНИИХБИ Удовлетворительная • Хорошая 130
Стеклоткань ТССНФ(О) Удовлетворительная Хорошая 240
507
Крупные частицы при этом отклоняются от направления по-
тока под действием сил инерции и могут столкнуться с волокна-
ми ткани, подойдя к ним настолько близко, что прилипнут к ним.
У мелких частиц сила инерции мала, поэтому они продолжа-
ют следовать за газовым потоком, огибая волокна. Однако, чем
меньше масса и размер частицы пыли, тем больше она подвер-
жена влиянию сил броуновского движения, под действием кото-
рых частица движется в случайном направлении и может столк-
нуться с волокном, прилипая к его поверхности. При значитель-
ной турбулентности газового потока осаждению частиц способ-
ствуют также вихревые потоки.
Движение потока газа через ткань приводит к появлению
электростатического заряда на поверхности волокон и частиц
пыли. Знак и величина заряда зависят от свойств волокон и час-
тиц пыли. Наличие заряда на поверхности волокон и частиц пы-
ли также способствует улавливанию частиц пыли.
В начальный момент фильтрования, когда ткань чистая, пре-
обладают указанные причины осаждения пыли и формируется
первичный слой осадка на фильтре. При этом размер пор умень-
шается, и в дальнейшем возможно улавливание пыли, основан-
ное на отсеивающем эффекте, когда размер пор уменьшится и
станет меньше размера частиц. Эффективность очистки при
этом возрастает, но вместе с этим растет и гидравлическое со-
противление фильтра. Для обеспечения длительной работы
фильтра необходимо периодически удалять уловленную пыль,
т. е. регенерировать фильтровальный материал. Интервал вре-
мени между циклами фильтрования и регенерации может быть
от 3—4 мин до нескольких часов. Для регенерации проводят об-
ратную продувку либо встряхивают фильтровальную ткань.
В цветной металлургии наиболее широко применяются рукав-
ные фильтры (рис. 9.6), в которых фильтрующим элементом слу-
жит бесшовный рукав из фильтроткани диаметром 125—300 мм
(наиболее часто 220 мм). Рукава группируют в плане прямыми ря-
дами или в шахматном порядке и подвешивают вертикально в кор-
пусе фильтра. Длина рукавов обычно составляет от 2 до 4 м и
ограничена размерами корпуса по высоте. Поверхность фильтро-
вания одного рукава около 2 м2, а общая поверхность фильтрова-
ния (определяемая по требуемой производительности фильтра по
объему очищаемых газов в час) зависит от числа параллельно ра-
ботающих рукавов в фильтре и достигает 280—560 м2 для фильт-
ров типа РФГ. Выпускаются также укрупненные рукавные фильт-
ры конструкции института Гинцветмет типа УРФМ с площадью
фильтрации до 2300 м2. Принципиальных отличий в конструкции
фильтров РФГ и УРФМ нет. Поток газа направляют в нижнюю
часть рукавов, верхний конец которых заглушен и подвешен к
устройству для встряхивания и регенерации. Корпус фильтра раз-
508
16
a
Рис. 9.6. Рукавный фильтр:
а — поперечный разрез; б — продольный разрез
1 — корпус; 2 — площадка для обслуживания; 3 — распределительная решетка; 4 — бункер; 5 — затвор;
6 — общий бункер; 7 — шнек; 8 — коллектор чистого газа; 9,17 — пневмоцилиндры клапанов; 10 — пневмо-
цилиндр встряхивающий; 11.15 — клапаны; 12 — подвеска рукавов; 13 — рукав; 14 — затвор
509
делен внутри на секции, в нижней части которых имеются бунке-
ры для сбора пыли. Регенерация фильтров осуществляется меха-
ническим встряхиванием и/или обратной продувкой.
Рукавные фильтры применяются на предприятиях цветной
металлургии для улавливания возгонов, образующихся при вель-
цевании цинковых кеков и фьюминговании шлаков, в процессе
пироселекции. Поскольку фильтроткани, используемые в филь-
трах, имеют низкую рабочую температуру, требуется предвари-
тельное охлаждение газов, для чего используют поверхностные
охладители. С этой же целью направляемые на очистку газы
смешивают с холодным воздухом, охлаждают в котлах-утилиза-
торах или скрубберах с впрыскиванием воды.
9.1.5. Мокрое пылеулавливание
В основе мокрого пылеулавливания лежит взаимодействие
частиц пыли с жидкостью, которое осуществляется несколькими
способами:
— запыленный газовый поток вводится в аппарат и промы-
вается жидкостью или ударяется о ее поверхность. Частицы пы-
ли удаляются из газового потока вследствие их столкновения с
каплями жидкости или ее поверхностью. К данной группе отно-
сят полые скрубберы, турбулентные пылеуловители, скрубберы
ударного действия;
— частицы пыли захватываются пленкой жидкости, распре-
деленной по поверхности насадки внутри аппарата. На этом
принципе работают мокрые циклоны и скрубберы с насадкой;
— запыленный газовый поток вводится в слой жидкости и
дробится на пузыри. При их движении частицы пыли захватыва-
ются на поверхности пузырей жидкостью и вымываются из газа.
Этот принцип положен в основу конструкции барботажных и
пенных аппаратов.
Мокрая очистка газов осуществляется в скрубберах различ-
ных конструкций. Скруббер представляет собой вертикальную
башню, внутреннее пространство которой заполнено насад-
кой — кусковым материалом, керамическими или стальными
кольцами. Полые скрубберы (рис. 9.7, б) работают без насадки.
В скрубберы с насадкой (рис. 9.7, а) поток газов вводится
обычно снизу, а в верхнюю часть вводится и распыляется про-
мывная жидкость. При встречном движении потока газов и жид-
кости, стекающей по поверхности насадки, создаются хорошие
условия для контакта частиц пыли с жидкостью и выделения пы-
ли из газового потока. Промывную жидкость, в качестве кото-
рой преимущественно используют воду, выводят через нижнюю
часть скруббера. Интенсивность орошения составляет 5—20 м3/ч
на 1 м2 скруббера.
510
Рис. 9.7. Скрубберы:
а — с насадкой; б — полый
В полых скрубберах поток га-
зов направляют сверху вниз; жид-
кость распыляют через форсунки
диаметром 1—2 мм под давлением
до 2 МПа, расход жидкости зави-
сит от температуры газов и состав-
ляет от 0,3 до 0,5 м3 на 1000 м3 газа.
Гидравлическое сопротивле-
ние полых скрубберов невелико и
составляет 10—12 мм вод. ст., для
скрубберов с насадкой сопротив-
ление на порядок больше. Степень очистки газа в скрубберах за-
висит от размера частиц пыли: для возгонов она невелика и со-
ставляет 25—60 %. Крупные фракции пыли с размерами свыше
5 мкм улавливаются на 70 % и более.
Принцип улавливания пыли на смоченной поверхности ис-
пользуется также в мокрых циклонах типа ЦС-ВТИ. Конструк-
ция такого циклона отличается от обычной наличием устройст-
ва для подачи воды для непрерывного орошения внутренней
стенки. Расход воды составляет 0,1—0,2 дм3 на 1 м3 газа при дав-
лении 0,01—0,15 МПа. Подача воды позволяет снизить унос
осажденной пыли со стенок циклона газовым потоком; степень
улавливания пыли при этом увеличивается и достигает 95 % для
частиц размером 20 мкм и более. Гидравлическое сопротивление
циклонов этого типа составляет 60—85 мм вод. ст. Для обеспе-
чения различной производительности по газу выпускают цикло-
ны ЦС-ВТИ диаметром от 0,5 до 1,6 м.
В барботажных и пенных аппаратах (рис. 9.8) поток очищаемо-
го газа дробится на пузы-
ри. Пенные аппараты от-
личаются тем, что ско-
рость подачи газа превы-
шает скорость свободно-
го всплывания пузырей в
жидкости. При этом в ап-
парате создается слой га-
Газ
Рис. 9.8. Барботажный аппа-
рат:
1 — корпус; 2 — патрубок для вывода
газа; 3 — решетка; 4 — приемная ко-
робка; 5 — бункер; 6 — диффузор для
ввода газа; 7 — штуцер для стока жид-
кости или пульпы; 8 — трубопровод
для слива жидкости; 9 — сливная
Жидкость (пульпа) коробка; 10 — порог
511
зожидкостной пены, в котором и происходит улавливание пыли.
Оба типа аппаратов достаточно эффективны: пыль с размерами ча-
стиц более 5 мкм улавливается на 90 %. Основной их недостаток за-
ключается в уносе брызг, что приводит к коррозии газоходов. Кро-
ме того, достаточно сложно обеспечить равномерное распределе-
ние газа и жидкости и стабильность пенного режима в аппарате.
Принцип действия скрубберов ударного действия основан на
ударе о поверхность жидкости газового потока, выходящего из
сопла со скоростью 35—55 м/с с образованием завесы из капель
жидкости, где и происходит улавливание пыли. Уровень жидкости
в аппарате на 2—Ъ мм ниже кромки выходного сопла. Эти аппара-
ты широко применяют для улавливания пыли из газов сушильных
барабанов и других агрегатов с высокой эффективностью улавли-
вания пыли (порядка 97—98 %). Расход воды в скруббере ударного
действия составляет около 0,2 дм /м3 газа. Гидравлическое сопро-
тивление находится в пределах 120—150 мм вод. ст.
Скоростные турбулентные пылеуловители (СПУ) (рис. 9.9) ис-
пользуют для очистки газа следующие принципы. Вода, вводимая
в поток запыленных газов, движущихся с высокой скоростью
(обычно 70—100 м/с), дробится на мелкие капли. Необходимая для
этого энергия заимствуется в основном у газового потока.
Высокая степень турбулентности газового потока способст-
Сопло
орошения
Шлам
’ Шлам
вует коагуляции час-
тиц пыли с каплями
жидкости. Относи-
тельно крупные кап-
ли жидкости вместе с
частицами пыли за-
тем улавливаются в
простейших пыле-
уловителях типа мок-
рого циклона.
Для разгона газо-
вого потока в газоход
встраивают конфу-
зор, цилиндрическую
горловину и диффу-
зор, образующие тру-
бу Вентури. Скорост-
Рис. 9.9. Скоростной
пылеуловитель (СПУ):
Л —турбулентный промыватсль;
Б — инерционный брызгоулови-
тель; Б — центробежный прямо-
точный скруббер
7 — конфузор; 2 — горловина;
3 — диффузор
512
ной распылитель типа трубы Вентури и мокрый циклон в ком-
плексе и составляют СПУ.
Распылитель изготовляют литым из чугуна или сварным. Оп-
тимальные углы раскрытия конфузора и диффузора составляют
25—28° и 6—8° соответственно. Длина горловины принимается
равной 0,15—0,5 от ее диаметра. Воду в распылитель подают через
радиальные или осевые форсуцки под давлением 0,2—0,3 МПа, ее
расход составляет около 1,1 дм3/м3 газа. При этом расходе и скоро-
сти газа в сечении горловины гидравлическое сопротивление рас-
пылителя обычно составляет около 500 мм вод. ст., а общее со-
противление СПУ равно 650 мм вод. ст.
Следует отметить, что СПУ являются одним из наиболее эф-
фективных типов пылеуловителей, степень очистки газа в них
достигает 98—99 % при остаточной запыленности 0,1—0,2 г/м3.
Расход энергии на очистку газов в СПУ также невелик и состав-
ляет 5—6 кВт-ч на 1000 м3 газа.
9.1.6. Электрическая очистка газов
Процесс очистки запыленных газов в электрофильтре можно
разделить на три основных стадии: зарядку частиц; движение заря-
женных частиц к электродам; осаждение частиц на электродах.
При работе электрофильтра на его электроды подается высо-
кое напряжение. Электроды выполняются в виде цилиндров и про-
волоки, натянутой по оси внешнего электрода (рис. 9.10). Электри-
Электрофильтр
Питающий агрегат
10
Рис. 9.10. Принцип действия электрофильтра:
/ — рубильник; 2 — предохранитель; 3 — регулятор напря-
жения; 4 — повышающий трансформатор; 5 — выпрямитель;
6 — изолятор; 7 — осадительный электрод; 8 — заземление;
9 — коронирующий электрод; 10 — груз
513
ческое поле между электродами неоднородно, напряженность по-
ля вблизи центрального электрода выше, чем у поверхности внеш-
него электрода. Газ, находящийся между электродами, содержит
некоторое количество ионов и свободных электронов. Под дейст-
вием поля ионы и электроны движутся к соответствующим элект-
родам, встречая на своем пути нейтральные атомы газа. Скорость
их движения зависит от напряженности поля, и при некоторой ее
величине скорость ионов становится достаточной для ударной ио-
низации атомов газа. Количество ионов лавинообразно возраста-
ет. В однородном электрическом поле это приводит к возникнове-
нию дугового разряда между электродами.
Электрическое поле в электрофильтре имеет максимальную
напряженность у поверхности центрального электрода, и усло-
вия для ударной ионизации атомов газа создаются лишь в этой
области. Явление ионизации газа в неоднородном электричес-
ком поле называется коронным разрядом, который проявляется
возникновением свечения вокруг центрального электрода, лег-
ким потрескиванием и появлением характерного запаха озона и
оксидов азота, если разряд происходит в воздухе. Электрод, воз-
ле которого возникает коронный разряд, называют коронирую-
щим, а второй электрод — осадительным.
Частицы пыли, находящиеся в области коронного разряда,
получают электрический заряд. Обычно коронирующий элект-
род находится под отрицательным потенциалом 40—60 кВ, и ча-
стицы пыли получают отрицательный заряд. В электрическом
поле на отрицательно заряженные частицы действует сила, на-
правленная к осадительному электроду. Частицы пыли движут-
ся под действием этой силы и осаждаются на поверхности осади-
тельного электрода.
Величину напряженности поля, при которой возникает корон-
ный разряд, называют критической напряженностью. При боль-
шей напряженности поля область короны увеличивается, достигая
осадительного электрода. При этом возникает искровой или дуго-
вой разряд между электродами, и работа электрофильтра наруша-
ется. Питающий агрегат электрофильтра должен помимо получе-
ния высокого (до 100 кВ) напряжения обеспечивать автоматичес-
кое поддержание критической напряженности поля.
Электрофильтры классифицируются (рис. 9.11):
— по направлению потока газов (горизонтальные и верти-
кальные);
— форме осадительных электродов (трубчатые и пластинча-
тые);
— числу последовательно расположенных электрических
полей (одно- и многопольные);
— числу параллельно работающих секций (одно- и многосек-
ционные);
514
4(+) 40:80 кв(—)
(+) (-)”(+) 7 квН
13 кв
IV-
Рис. 9.11. Типы электрофильтров:
1а — однозонныс; 16 — двухзонные; Па — вертикальные; 11б — горизонтальные; Ша — шестигран-
ные; П16 — пластинчатые; IVa — однопольные; IVб — многопольные; Va — односекционные;
V6 — многосекционные; Via — сухие; VI6 — мокрые
— состоянию улавливаемой пыли (сухие, когда очистка от
пыли осуществляется при температуре выше точки росы газа, и
мокрые, когда пыль улавливается во влажном виде).
Корпус электрофильтра выполняют из листовой стали, бето-
на, кирпича, листового свинца и других материалов в зависимос-
ти от температуры газов и их агрессивности. В нижней части
корпус имеет бункеры для сбора уловленной пыли. Внутреннее
пространство корпуса разделено на секции по числу полей.
В корпусе фильтра размещают систему осадительных и ко-
ронирующих электродов. Осадительные электроды представля-
ют собой трубу круглого или шестигранного сечения (в трубча-
тых электрофильтрах) либо пластины, выполненные из листо-
вого металла, профилированного листа или панелей, образован-
515
ных прутками металла. Осадительные электроды могут быть
изготовлены из углеродистой стали, свинца, титана или винипла-
ста (в мокрых электрофильтрах). Коронирующие электроды
представляют собой проволоку, натянутую по оси трубчатых
осадительных электродов или параллельно поверхности плас-
тинчатых осадительных электродов. Для повышения напряжен-
ности поля вблизи коронирующего электрода и облегчения воз-
никновения коронного разряда эти электроды выполняют из ко-
лючей проволоки и проволоки четырехгранного сечения.
Для удаления осажденной пыли осадительные электроды су-
хих электрофильтров периодически встряхивают с помощью
специального механизма. Частота встряхивания зависит от усло-
вий работы электрофильтра: начальной запыленности газа, его
скорости и др. В мокрых электрофильтрах уловленную пыль
удаляют промывкой.
Для питания электрофильтров используют повысительно-вы-
прямительные электроагрегаты, обеспечивающие получение по-
стоянного тока напряжением до 100 кВ при токе 400—1600 мА.
Питающие агрегаты позволяют поддерживать на электродах
фильтра оптимальное напряжение для коронного разряда.
9.2 ПЕРЕРАБОТКА И ОБЕЗВРЕЖИВАНИЕ
ОТХОДЯЩИХ ГАЗОВ
На предприятиях цветной металлургии образуется значитель-
ное количество отходящих газов, содержащих оксиды серы, азота,
фтор, хлор, сероводород. Утилизация этих газов перед выбросом в
атмосферу актуальна с позиций комплексного использования сы-
рья и защиты воздушного бассейна от загрязнения.
Законодательством предусмотрена санитарная охрана атмо-
сферного воздуха, направленная на обеспечение необходимой чисто-
ты окружающей среды на уровне, безопасном для жизни и здоровья
человека. Установлены научно обоснованные санитарные нормы.
Предельно допустимые концентрации вредных газообраз-
ных веществ в воздухе населенных мест (максимальная разовая
Смр и среднесуточная Ссс), а также в воздухе рабочей зоны (Срз)
составляют, мг/м3:
Оксид углерода (СО)...........
Оксид азота (NOX).............
Диоксид серы (SO2)............
Хлор (С12)....................
Хлористый водород (НС1).......
Фтористые соединения..........
Сероводород (H2S).............
^мр ^сс '-'рз
5,0 3,0 20,0
0,085 0,085 5,0
0,5 0,05 10,0
0.1 0,03 0,1
0,02 0,02 5,0
0,02 0,005
0,008 0,008
516
Наиболее эффективным средством борьбы с газообразными
выбросами является их очистка. Однако, как показала практика,
значительные сокращения выбросов могут быть достигнуты не-
посредственно в технологических процессах.
Одной из важных задач является использование металлургичес-
ких серусодержащих газов, особенно на предприятиях, перерабаты-
вающих медное, никелевое, свинцовое и цинковое сырье. Наиболее
трудной проблемой является переработка больших объемов газов с
низким содержанием оксидов серы (<3,5 % SO2), поскольку их ис-
пользование для производства серной кислоты или химических про-
дуктов технически сложно и экономически нецелесообразно.
Утилизацию серусодержащих газов осуществляют следую-
щим образом.
— совершенствование технологии металлургического произ-
водства, применение кислорода, строительство газоохлаждаю-
щих сооружений (котлов-утилизаторов, испарительного охлаж-
дения), реконструкция газоотводящих систем, организация цир-
куляции газов и т. д.;
— модернизация действующих сернокислотных производств
с применением двойного контактирования и промежуточной аб-
сорбции газов;
— организация производства элементной серы из газов, со-
держащих более 10 % SO2 в районах, где затруднена реализация
серной кислоты;
— обогащение слабоконцентрированных газов за счет их
смешивания с более концентрированными или сжигания в них
элементной серы;
— организация санитарной очистки газов.
9.2.1. Производство серной кислоты
Основным методом утилизации серусодержащих газов (3,5—
4,0 % SO2) на предприятиях цветной металлургии является про-
изводство из них серной кислоты. Контактная схема предусмат-
ривает каталитическое окисление SO2 до SO3 с последующим
присоединением воды.
На отечественных заводах используют ванадиевые катализа-
торы типа БАВ (барий алюмованадиевый) и СВД (сульфована-
диевый на диатомите), содержащих 6—8 % V2O5 и работающих
при 710—870 К.
Диоксид серы в газовой смеси восстанавливает ион ванадия
(V) до иона V(IV), а кислород, находящийся в газовой смеси,
вновь окисляет последний до иона V(V):
2V5+ + О2" + SO2 = 2V4+ + SO3,
’ЛОо + 2V4+ = 2V5+ + O2-.
517
Газы должны быть тщательно очищены от пыли и вредных
примесей (тумана серной кислоты, соединений мышьяка, селена,
фтора, ртути и др.), которые являются «ядами» для катализато-
ра и снижают качество товарной серной кислоты.
Технологические газы имеют температуру до 620 К и содер-
жат до 30—50 мг/м3 пыли. Пыль осаждают в сухих электрофиль-
трах, проводят несколько стадий промывки газов растворами
серной кислоты. Осаждение тумана и паров осуществляется в
мокрых электрофильтрах, затем следуют увлажнение газа и по-
вторная очистка в мокрых электрофильтрах.
От As2O3, SeO, HF и SiF4 газы очищают промывкой раствора-
ми серной кислоты. Из промывных растворов и конденсата мок-
рых электрофильтров примеси осаждаются чаще всего за счет
снижения их растворимости при охлаждении либо за счет изме-
нения концентрации промывной кислоты. Селен из растворов
может быть также осажден за счет восстановления SeO2 до Se°
диоксидом серы. Возможен вывод из промывных растворов со-
единений мышьяка и фтора химическим путем:
As2O3 + 2H2S = As2S3l + ЗН2О,
K2SO4 + H2SiF6 = K2SiP'J + H2SO4.
В газах, получаемых при переработке полиметаллических
руд, возможно содержание Hg до 0,015 %. Необходимость удале-
ния ртути обусловлена только требованиями к качеству товар-
ной серной кислоты. Очистку проводят после сухих электро-
фильтров, промывая газы раствором HgCl2:
Hg + HgCl2 > Hg2Cl2l.
Осадок Hg2Cl2 окисляют хлором, получая оборотный хлорид
ртути (II), часть которого поступает на извлечение металличес-
кой ртути.
Реакция окисления SO2 до SO3 экзотермическая. Количество
выделяемого тепла зависит от концентрации компонентов газо-
вой смеси. При оптимальной концентрации SO2 7,0—7,5 % выде-
ляющегося тепла достаточно для того, чтобы подогревать газо-
вый поток, непрерывно поступающий в контактный аппарат, до
700—720 К.
Катализатор полностью или частично заменяют каждые 3—
5 лет.
Проконтактировавшая газовая смесь охлаждается в теплооб-
менниках и холодильниках и поступает в абсорбционное отделе-
ние, где происходит поглощение SO3 олеумом и концентрирован-
ной серной кислотой. После очистки от брызг серной кислоты
газ выбрасывают в атмосферу.
Контактный способ обеспечивает утилизацию не более 95—
98 % SO2, а отходящие газы чаще всего требуют санитарной очи-
518
710 К
610 К
Рис. 9.12. Схема процесса с двойным контактированием и промежуточной
абсорбцией (ДА/ДК):
/—IV — слои катализатора; 1—3,5,6 — теплообменники; 4 — контактный аппарат; 7 — промежу-
точный абсорбер; 8 — конечный абсорбер
стки. Схемы с двойным контактированием и промежуточной аб-
сорбцией SO3 (ДК/ДА) обеспечивают степень окисления 99,5—
99,7 %, а содержание SO2 в отходящих газах — 0,02—0,05 %, что
удовлетворяет санитарным нормам (рис. 9.12).
Процесс окисления диоксида серы на катализаторе проводят
в две стадии, причем после первой стадии образовавшийся SO3
поглощается в отдельном абсорбере. Это ведет к сдвигу равно-
весия при окислении и увеличению отношения О2 к SO2 в остав-
шемся газе. Последнее и обеспечивает значительный рост степе-
ни окисления газа по всей технологической схеме.
9.2.2. Получение элементной серы
Переработка газов с получением элементной серы представ-
ляет интерес как с точки зрения производства продукции, имею-
щей широкий спектр использования, так и в плане экологичес-
кой безопасности транспортировки.
Сернистые газы можно восстанавливать до элементной серы
с помощью различных восстановителей (природный газ, оксид
углерода (II), сероводород) и катализаторов на основе оксида
алюминия.
Аппаратура и требования подготовки газа к процессу восста-
новления, например метаном, аналогичны используемым при
контактном окислении в производстве серной кислоты.
Восстановление протекает при 1090—1365 К согласно реак-
ции:
ЗСН4 + 5SO2 = ЗСО2 + 4Н2О + 2H2S + 1,5S2
519
в теплообменных насадочных башнях и реакторе с насадкой-ка-
тализатором. Затем газ пропускают через конденсатор. В ре-
зультате извлекается около 40 % всей серы. После конденсато-
ра газы направляются в двухступенчатую печь, где в присутст-
вии катализатора SO2 взаимодействует с сероводородом:
SO2 + 2H2S = 3S + 2Н2О.
Газ, выходящий из последнего конденсатора, сжигают при
температуре 750 К и выбрасывают в атмосферу. Состав сброс-
ного газа, %: 0,7 SO2; 0,5 Н2; 0,05 H2S; 0,08 СО; остальное — уг-
лекислый газ, азот, кислород, пары воды.
Товарная сера содержит не менее 99,5 % S при содержании
примесей не более, %: 0,00004 As2O3; 0,05 С; 0,05 H2SO4; 0,006 СГ,
0,1 золы.
Известны варианты производства серы за счет создания вос-
становительной атмосферы в аптейке печи при использовании
жидкого (некоторые фракции нефти) или твердого (угольная
пыль) восстановителя. Отходящие газы охлаждают, очищают от
пыли, после чего сера конденсируется, а далее газ перерабаты-
вают по схемам каталитического превращения промежуточных
продуктов восстановления (COS, CS2, H2S) в элементную серу.
Из металлургических газов извлекают до 35—90 % S, однако
отходящие газы не удовлетворяют санитарным нормам и требу-
ют дальнейшего обезвреживания.
9.2.3. Санитарная очистка отходящих газов
В условиях цинкового производства очистка слабоконцент-
рированных сернистых газов может осуществляться отработан-
ным цинковым электролитом, содержащим сульфат марганца, в
присутствии которого растворенный кислород энергично окис-
ляет SO2 до SO3, при этом достигается 80 % очистки газов от SO2.
Поскольку получаемый раствор поступает на выщелачива-
ние огарка, не требуется дополнительного расхода нейтрализа-
тора. В этом случае необходимо поддержание баланса по серной
кислоте в цикле производства цинка.
В качестве абсорбента SO из газов может быть использова-
на водная суспензия оксида цинка. Образующийся сульфит цин-
ка окисляется кислородом воздуха до сульфата, который может
быть выведен из технологической схемы в товарный продукт.
Газ, содержащий до 0,1 % SO2, может быть очищен до остаточ-
ной концентрации 0,01 %.
Наиболее распространен известковый метод. Его преимуще-
ствами являются простота технологической схемы, доступность
реагентов, невысокие капитальные затраты, возможность перера-
520
ботки газов без предварительного охлаждения и тонкой очистки
от пыли. Газ, предварительно очищенный от крупной пыли, посту-
пает в скруббер, где орошается суспензией известняка:
SO2 + СаСО3 = CaSO3X + СО2.
Осадок поступает в циркуляционный сборник или выводится
из схемы и направляется в отвал. Маточные растворы возвраща-
ются в сборник, куда поступает свежая известняковая суспензия.
Очищенный от SO2 газ выбрасывается из скруббера через кап-
леуловитель в атмосферу. Степень очистки газа достигает 85 %,
и коэффициент использования известняка около 50 %. При при-
менении в качестве сорбента Са(ОН)2 степень очистки возраста-
ет до 90 %, однако это более дорогой реагент.
Очистка газов может быть реализована циклически, когда
основной реагент регенерируется, а уловленный SO2 выделяется
в концентрированном виде.
В основе магнезитового метода лежит связывание диоксида
серы оксидом магния:
SO2 + MgO = MgSO3.
Сульфит магния, взаимодействуя с диоксидом серы, образует
бисульфит:
MgSO3 + SO2 + Н2О = Mg(HSO3)
и далее возможна реакция
Mg(HSO3)2 + MgO = 2MgSO3 + Н2О.
Под действием кислорода происходит частичное образова-
ние сульфата, однако в присутствии ингибитора (парафенилен-
диамина) образование сульфата можно ограничить.
Сульфит магния выпадает в виде кристаллов, которые выво-
дят из суспензии, их сушат, прокаливают при 1070—1170 К, ре-
генерируя оксид магния:
MgSO3 = MgO + SO2.
Газ, содержащий 18—19 % SO2, направляют на получение
серной кислоты или элементной серы.
Магнезитовый метод позволяет очищать газы, имеющие
температуру 370—420 К, и отличается пониженной агрессивнос-
тью рабочих растворов. По экономическим показателям приме-
нение оксида магния в циклическом методе имеет преимущества
перед использованием других нейтрализаторов (ZnO, СаО,
NH4OH).
521
Используемое при утилизации серусодержащих газов обору-
дование работает в весьма агрессивных средах. При выборе кон-
струкционного материала (углеродистая сталь, легированные
стали, чугуны, титан) для изготовления аппаратов и коммуника-
ций помимо коррозионной устойчивости руководствуются эко-
номическими соображениями и доступностью материалов. Час-
то металлические поверхности дополнительно защищают внут-
ренней футеровкой.
Очистка газов от хлористого водорода. Простейшим спо-
собом улавливания НС1 является промывка газов водой с получе-
нием соляной кислоты. При высоком содержании НС1 в газах
возможно получение товарной соляной кислоты (примерно 27 %
НС1). Процесс сопровождается выделением значительного коли-
чества тепла.
Улавливание НС1 производят в последовательно установлен-
ных скрубберах со сборными баками, внутри которых размеща-
ются холодильники.
Очистку газов с малой концентрацией НС1 проводят в скруб-
берах суспензией извести. При наличии щелочных отходов целе-
сообразно использовать их для орошения скрубберов.
Очистка газов от хлора. Хлор образуется при вскрытии сы-
рья редких металлов в хлораторах, при электролизе хлоридных
расплавов, осаждении кобальта из растворов. Наиболее распрост-
раненным способом очистки газов от хлора является промывка их
в скрубберах с суспензиями гидроксида кальция или магния:
2С12 + 2Са(ОН)2 = Са(ОС1)2 + СаС12 + 2Н2О.
Полученные растворы Са(ОС1)2 и Mg(OCl)2 перед сбросом в
отвал обрабатывают соляной кислотой или нагревают с катали-
затором (соли никеля или меди).
В производстве кобальта санитарную очистку отходящих га-
зов осуществляют растворами NaOH или Na2CO3. Получаемые
растворы гипохлорита натрия возвращают в технологический
цикл.
Очистка газов от фтористого и кремнефтористого водо-
рода. Эти соединения выделяются на криолитовых заводах и мо-
гут служить для производства плавиковой кислоты и фтористо-
го натрия. При получении плавиковой кислоты используют про-
тивоток в каскаде из 4—5 скрубберов с охлаждаемыми сборны-
ми баками. Все элементы установок выполнены из кислотоупор-
ных материалов. Более полной очистки достигают при промыв-
ке газов раствором соды. Получаемые растворы можно исполь-
зовать в производстве криолита.
Аналогичные системы используют и при улавливании крем-
нефтористоводородной кислоты.
522
Очистка газов от сероводорода. Обычно количество этих
газов и концентрация H2S в них невелики. Для санитарной очист-
ки газ промывают в скрубберах содовым раствором (25—
30 г/дм3 Na2CO3).
Очистка газов от оксидов азота. Наиболее простым спосо-
бом очистки газов от NOr является их промывка в скрубберах
водными растворами щелочей.
Известно термическое разложение оксидов азота с выделе-
нием N2 и О2, например, в плазматроне в присутствии восстано-
вителей при температурах около 1210 К.
Наиболее перспективным представляется селективное вос-
становление оксидов азота аммиаком при 520—570 К в присут-
ствии ванадиевого катализатора (V2O5). Достигаемая степень
очистки составляет 85—90 %.
Гидрометаллургические способы переработки сырья, содер-
жащего цветные металлы, где в качестве окислителя использу-
ется азотная кислота (получение азотнокислых солей, выщела-
чивание сульфидных материалов, приготовление электролита в
аффинаже серебра и пр.), сопряжены с выделением токсичных
оксидов азота. Образующаяся газовая фаза характеризуется вы-
соким содержанием продуктов восстановления нитрат-иона и от-
носительно небольшим объемом, что позволяет реализовать ва-
риант химического подавления выделения оксидов азота по сле-
дующим суммарным реакциям:
6NO2 + ЗН2О = 4HNO3 + 2NO + Н2О;
2NO + 3NH4NO3 = 3N2 + 2HNO3 + 5Н2О.
Процесс реализуется при давлении выделяющейся газовой
фазы менее 0,05 МПа и температуре 360—380 К. Эта технология
разработана в Уральском государственном техническом универ-
ситете-УПИ и используется в промышленности.
9.3. ПЕРЕРАБОТКА РЕДКОМЕТАЛЬНЫХ ПЫЛЕЙ
И ЭЛЕКТРОЛИТНЫХ ШЛАМОВ
9.3.1. Переработка редкометальных пылей
Одним из продуктов пирометаллургической переработки сы-
рья являются запыленные газы. Содержание и состав пылей
определяется типом обрабатываемого сырья и параметрами
операции (температура, окислительно-восстановительные усло-
вия, удельный расход реакционного газа). Запыленные газы
подвергают очистке с целью сокращения потерь ценных элемен-
тов и загрязнения окружающей среды. Грубая пыль, уловленная
в газоходах, котлах-утилизаторах, пылевых камерах, циклонах,
523
Состав тонких пылей, %
Таблица 9.4
Процесс Zn РЬ Cd As Sb s
1. Шахтная плавка свинцо- вого агломерата 12—20 55— 65 1,0—2,0 « 7—15 0,2 3—5
2. Фьюмингование свинцо- вых шлаков 53—60 10—20 0,01 0,3—1,0 0,1-0,2 2-^4
3. Вельцевание цинковых кеков 60—70 5—15 0,5—1,0
4. Конвертирование медных штейнов 9—13 40-Л5 0,2-0,4 0,7—2,0 0,1 7—9
5. Фьюмингование оловян- ных шлаков 20—25 23—25 0,5—1,0 12 2—3
мало отличается по составу от обрабатываемого сырья, и ее, как
правило, возвращают на приготовление шихты.
Особый интерес представляют тонкие пыли, образующиеся
при переработке полиметаллических материалов (пироселекция
медного вторсырья, фьюмингование свинцово-цинковистых и
оловянных шлаков, вельцевание цинксодержащих кеков, элект-
ротермическая обработка шлаков) и улавливаемые электро-
фильтрами, рукавными фильтрами.
В этих пылях концентрируются возгоняемые элементы
(цинк, свинец, кадмий, индий, германий, рений и др.). Особенно-
стями их являются сложные химический (табл. 9.4) и фазовый
составы, представленные простыми и сложными оксидами, суль-
фидами, металлической фазой; а также высокая дисперсность,
наличие токсичных и агрессивных элементов (хлора, фтора, рту-
ти, мышьяка). Многие тонкие пыли являются сырьем для извле-
чения редких элементов.
Комплексная переработка пыли предполагает использова-
ние самостоятельной технологии (электротермической, гидро-
металлургической) .
При электротермической обработке получают металличес-
кий цинк (98 % Zn) и свинец (98 % РЬ); невысокая чистота метал-
лов, повышенный выход оборотных материалов, заметный рас-
ход электроэнергии (до 4,5—-4,8 тыс. кВт ч/т шихты) — все это
относится к недостаткам способа.
Гидрометаллургическая технология включает стадии
«вскрытие (выщелачивание) — очистка раствора — селектив-
ное извлечение металлов или их соединений». Иногда использу-
ют предварительную подготовку пыли:
— обогащение пирометаллургическим способом (вельцева-
ние, пироселекция, электротермия); выход получаемых возго-
524
нов значительно сокращается, а содержание в них цинка, свинца,
кадмия, редких элементов возрастает в 3,0—3,5 раза;
— грануляция и прокалка при 920—970 К для удале-
ния хлора, фтора и увеличения выхода растворимых форм ме-
таллов; фтор достаточно полно удаляют отмывкой раствором
соды.
В зависимости от фазового состава тонких пылей использу-
ют разнообразные приемы вскрытия сырья, обеспечивающие
селективность и полноту извлечения ценных элементов;
— сернокислотное двухстадийное противоточное выщелачи-
вание при переработке высокоцинковистых пылей;
— щелочное выщелачивание для отделения мышьяка
(NaOH, NH ), сурьмы (Na2S), рения (NaOH);
— сульфатизацию, автоклавное выщелачивание — для обра-
ботки пылей с повышенным содержанием труднорастворимых
соединений металлов (сульфидов, сложных оксидов и др.);
— электрохимическое выщелачивание — при переработке
пылей с большим содержанием свинца.
Наибольшее значение имеет технология переработки высо-
коцинковистых пылей, основанная на использовании сернокис-
лых растворов (рис. 9.14) и во многом аналогичная технологии
переработки цинкового огарка.
Параметры и показатели типичных способов выщелачивания
приведены в табл. 9.5. Цинк, медь, редкие металлы (In, TI, Ge, Cd)
на 85—95 % переходят в раствор. Свинец, олово, сурьма, висмут,
селен, теллур, основная часть мышьяка, железа концентрируются
Рис. 9.14. Принципиальная схема переработки редкометальных пылей
Таблица 9.5
Параметры операции и извлечение металлов при сернокислотном
выщелачивании цинксодержащих пылей
Способ выщелачивания г Расход кислоты Температу- ра, К Продол- житель- ность, ч Извлечение в раствор, %
Zn Cd Cu Fe
1. Одностадий- ное 100 % к мас- се цинка 360±10 2,0—4,0 90—97 70—85 30—40 2—4
2. Сульфатиза- ция + водное выщелачива- ние (10—15 г/дм3 H2SO4) 50—70 % от массы пыли 500—600 340±10 2,0 1—2,0 96—98 93—95 85—90 60—70
3. Автоклав- ное (РО2 = 0,2— 0,3 МПа) 120—140 % к массе цин- ка 420—440 1,0—2,0 96—98 90—94 85—90 8—12
в кеке. Выход его зависит от состава пылей и обычно в 3—4 раза
меньше их массы. В кеке содержится, %: 50—60 РЬ, 0,2—0,4 Sn, 2—
6 Sb, 0,3—0,4 Cd, до 1,0 Си, Fe, SrO2, 3—6 As. Поскольку основным
компонентом кека является свинец, его чаще всего направляют на
свинцовые заводы. Возможна самостоятельная комплексная пере-
работка свинцовых кеков, обеспечивающая получение свинца,
сплавов (баббиты, припой) химических соединений.
При повышенном содержании силикатов в пылях в ходе их вы-
щелачивания образуется гелиевая фаза кремниевой кислоты, ко-
торая осложняет отстаивание и фильтрацию пульп. Для ускорения
отстаивания оптимизируют конечную кислотность, вводят флоку-
лянты (например, 0,3—1,5 кг полиакриламида на 1 т цинка).
Типичный состав раствора, г/дм3: 70—90 Zn, 1,3—3,0 Cd, 1—
3 Си, по 0,5—1,5 Fe, As.
Для извлечения сопутствующих элементов и очистки раство-
ра чаще всего используют:
— нейтрализацию и окисление (pH ~ 4—5,0, 340—350 К,
окислитель — воздух или пиролюзит);
— цементацию (310—320 К, 1,0 ч, pH = 5,0, цинковая пыль
крупностью 150 мкм) для осаждения меди, кадмия;
— химическое осаждение (таннин или дубовый экстракт, 300
К, 4—7 г/дм3 H2SO4, 90—100 кг/кг Me) — для осаждения герма-
ния при его количествах более 20 мг/дм3;
— сорбцию на древесном угле для удаления органических со-
единений; очистку от хлора проводят при 320 К, pH-1,0, порош-
ком меди в течение 5—6 ч;
526
— извлечение рения сорбцией на активированном угле, силь-
ноосновных анионитах или экстракцией с последующей десорб-
цией (или реэкстракцией) аммиаком и получением перрената
аммония;
— извлечение индия и германия экстракцией Д2ЭГФК в ке-
росине из растворов, содержащих до 100 г/дм3 H2SO4.
Цинк осаждают в форме карбоната (350 К, 1,0 ч, pH = 7,7—
7,9, 300 г/дм3 соды); затем его прокаливают, получая продукт для
нужд лакокрасочной промышленности. При выпарке растворов
в печи КС (510—530 К в слое, [Zn]0 = 100—120 г/дм3, расход воз-
духа — 1000 м3/(м3 пода-ч), тепловая нагрузка циклонной топ-
ки — 18,5х106 кДж/(м3 ч)) получают одноводный цинковый ку-
порос.
Гидрометаллургические технологии, несмотря на громозд-
кость и большую энергоемкость, обеспечивают более комплекс-
ное использование сырья с получением одноименных товарных
продуктов, что определяет их особую перспективность. Эффек-
тивное использование пылей остается одной из проблем в совер-
шенствовании технологии переработки полиметаллического сы-
рья.
9.3.2. Переработка электролитных шламов
Выход, свойства, состав шламов зависят от состава перераба-
тываемых анодов, условий электролиза и колеблются в широ-
ких пределах, %: 15—35 Си, 3—12 Se, 0,5—4 Те, 6—20 Ni, 2—15
Pb, 0,5—5,0 As, 4—10 Sb, 1-4 Sn, 4—24 Ag, 0,5—1,8 Au. Плот-
ность шламов 4,9—6,2 г/см3, содержание фракции 100 мкм дости-
гает 88—97 %. Шлам представлен нерастворимыми оксидами и
солями (NiO MeO, PbSO4, SnO2nH2O, CuCl, AgCl) селенидами
(Ag2Se, CuAgSe), теллуридами (Ag2Te, CuTe, Au2Te), сложными
соединениями типа 3Cu2O-4NiO(Sb2O3, 3PbO As2O5, «РЬО. Sb2O5.
Шламы от электролиза вторичной меди отличаются значитель-
но меньшим содержанием благородных металлов, селена, теллу-
ра. Как правило, шламы подвергают обезмеживанию:
— обработке в аэрированных сернокислых растворах при
350—360 К. Эту операцию проводят в аппаратах с турбинным
перемешивающим устройством;
— предварительной сушке шлама на воздухе при 400—420 К,
что ускоряет обезмеживание в 5—7 раз.
Более интенсивным методом является сульфатизирующая
разварка: шлам обрабатывают 70 % H2SO4 при 410—420 К в те-
чение 6—8 часов и затем проводят водное выщелачивание; в ре-
зультате более 90 % Си и Ni переходит в раствор. Растворы по-
сле обезмеживания шлама направляют в цикл электролиза или
на получение медного и никелевого купороса.
527
Весьма перспективен вариант автоклавного обезмеживания
медеэлектролитных шламов, который осуществляется при
390—480 К и давлении кислорода 0,3—0,5 МПа. Повышенные
температуры или длительность операции до 6—8 часов исполь-
зуют при обработке шламов с большим (8—15 %) содержанием
никеля с целью вскрытия труднорастворимых сложных оксидов.
Через 2—4 часа в раствор извлекается до 97—99 % Си и 90—
95 % Ni, однако при этом заметная часть теллура (до 50—70 %)
и частично серебро переходят в раствор, что предопределяет от-
дельные операции по осаждению этих элементов.
Обезмеженный шлам (1—3 % Си) подсушивают (IV = 10—
12 %), смешивают с реагентами, оборотной пылью, гранулируют,
обрабатывают в шахтной печи при 920—970 К, используя подо-
гретый воздух. Возгоны, содержащие SeO2, улавливаются щелоч-
ным раствором в аппаратах эжекционно-пенного типа. Получае-
мый раствор селенита натрия обрабатывают алюминием и осаж-
дают селен; для более полного его извлечения проводят аэрацию
раствора и разрушают селениды. Осадок аморфного селена ших-
туют с 10—15 % селитры и плавят при 470—520 К на металл.
Остаток от выщелачивания селена переплавляют с получе-
нием серебряно-золотого сплава (86—92 % Ag, 8—9 Au и содо-
вых теллуристых шлаков. Последние дробят, выщелачивают
при 350—360 К, осаждают из раствора цветные металлы суль-
фидом натрия из осветленного раствора (г/дм3, 40—60 Те, 8—15
Se, 30—40 NaOH), электрохимически осаждают теллур при
плотности тока 200—700 А/м2, температуре 290—300 К, скоро-
сти циркуляции раствора 70—85 дм3/мин. Получают концентрат,
содержащий 90—95 % Те и 1—2 % Se. Этот продукт растворяют
в 12 %-ном растворе щелочи; теллур осаждают алюминиевым
порошком по схеме, аналогичной селеновой ветви. Осадок про-
мывают водой, растворами щелочи, кислоты, сушат и переплав-
ляют на металлический теллур.
Аффинаж сплава проводят по хлорному или электролитиче-
скому методам. В первом случае расплав при 1420 К обрабаты-
вают хлором в течение 1—3 ч. Неблагородные металлы и сере-
бро образуют легковесную хлоридную фазу или возгоняются, а
золото остается в донном продукте (получают золото не выше
996-й пробы). Для извлечения серебра хлоридную фазу обраба-
тывают 1—2 суток раствором серной кислоты при 360—370 К в
присутствии железа. После переплавки получают серебро 994—
996-й пробы. Хлорный аффинаж является дешевым способом,
однако при этом используется токсичный реагент, получают ме-
таллы невысокой чистоты, теряется часть серебра с золотом.
Наиболее совершенным способом аффинажа считается эле-
ктролиз. Отливают аноды массой 15—20 кг, готовят раствор ни-
трата серебра (150 г/дм3 Ag, pH = 1,0). Аноды помещают в че-
хол-диафрагму, катоды изготавливают из титановой пластины.
528
Электролиз проводят при 300—310 К, плотности тока 300—
600 А/м2, интенсивном перемешивании электролита.
Коэффициент использования тока составляет 94—96 %, на-
пряжение на ванне 0,7—2,5 В, расход электроэнергии 300—
600 кВт-ч/т серебра. Катодный осадок промывают 2—3 %-ной
HNO3, горячей водой, сушат, плавят, получая серебро пробы
999,7—999,9.
В анодном шламе содержание золота достигает 50—80 %.
Шлам обрабатывают последовательно азотной кислотой,
смесью 10 %-ного раствора гипохлорита и перманганата калия,
концентрированной соляной кислотой. Остаток плавят и отли-
вают аноды массой 2—7 кг. Катоды — золотой лист толщиной
0,1—0,25 мм. В электролите содержится 100—200 г/дм3 Au.
Электролиз ведут в фарфоровых ваннах при 320—330 К, плот-
ности тока 800—1500 А/м2, напряжении 1 В; катоды разгружают
3—4 раза в сутки, их промывают горячей водой, соляной кислотой,
затем опять водой; высушенные катоды плавят в индукционной
печи, чистота получаемого золота пробы 999,8—999,9.
Анодный шлам отмывают от электролита, отделяют скрап,
который возвращают на плавку анодов. Остаток направляют на
селективное извлечение платиновых металлов с использованием
сорбции. Технологии переработки обезмеженного шлама отли-
чаются сложностью и громоздкостью, повышенными газо- и
пылевыделениями, большими потоками оборотных материалов.
Перспективны автоклавные сернокислотные щелочные техно-
логии. На зарубежных предприятиях сохраняет значение способ
осаждения селена из щелочных растворов с помощью диоксида
серы, как более дешевый и селективный, хотя экономически ме-
нее выдержанный процесс.
Для отгонки селена, плавки на золото-серебряный сплав ис-
пользуют вращающийся конвертор с верхним дутьем, куда одно-
временно подгружают и лом драгоценных металлов.
Иногда теллур осаждают в форме теллурида меди (I), что яв-
ляется товарным продуктом.
Уделяют внимание попутному извлечению других ценных
элементов (сурьмы, висмута, олова, свинца), что позволит повы-
сить комплексность использования сырья и рентабельность тех-
нологии.
9.4. ПЕРЕРАБОТКА ШЛАКОВ
На предприятиях цветной металлургии ежесуточно перера-
батывают тысячи тонн руды, концентратов, вторичного сырья,
при этом получают отвальные и оборотные шлаки в количест-
вах, близких к массе перерабатываемого сырья. При отража-
529
тельной плавке медных и медно-цинковых концентратов выход
шлаков составляет 70—80 %, при электроплавке — около 55 %,
при шахтной плавке окисленных никелевых руд 95—100 % от
массы переработанной шихты. Только при плавке свинцовых
концентратов выход шлаков не превышает 30—40 % от массы
агломерата, но эти шлаки содержат 15—22 % оксида цинка, 2—
3 % свинца, до 1 % меди.
В настоящее время запасы старых шлаков медных заводов
России составляют 70—75 млн т. Среднее содержание в них цин-
ка 2, меди 0,4, железа 30 %. В отвалах шлаков медных заводов со-
держится около 1,5 млн т цинка, 280 тыс. т меди, более 20 млн т
железа. В отвалах свинцовых заводов (Казахстан, Украина) на-
считывается более 10 млн т шлаков, содержащих в среднем, %:
8,7 Zn, 0,65 Си, 1,45 РЬ, 28 Fe. Это соответствует 900 тыс. т цин-
ка, 70 тыс. т меди, 150 тыс. т свинца, 3 млн т железа. В отвалах
никелевых и медно-никелевых заводов имеется более 130 млн. т
шлаков, содержащих, %: 0,15 Ni, 0,026 Со и 18,5 Fe. В шлаках
практически всегда присутствуют благородные, платиновые,
редкие металлы.
Отсюда следует, что шлаки медных и свинцовых заводов, на-
ходящиеся в отвалах и практически не используемые, нельзя
считать отвальными, так как содержание в них цветных метал-
лов такое же или значительно больше, чем в добываемых рудах.
В настоящее время к промышленным относят медные руды, со-
держащие 0,4—-0,5 % Си, свинцово-цинковые с 0,7 % РЬ и 1,5 %
Zn, железные, содержащие 20 % Fe. С непрерывным совершен-
ствованием обогащения руд эти пределы снижаются. В то же
время шлаки в отвалах, находящиеся на поверхности и потому
легко доступные, содержат металлов столько же или больше,
чем руда.
Разработанные и реализованные на предприятиях техноло-
гии комплексной переработки шлаков дают возможность полу-
чать дополнительные тысячи тонн меди, цинка, свинца, олова,
сотен тысяч тонн стали, а также значительных количеств редких
и благородных металлов. При переработке шлаков после извле-
чения из них цветных металлов и железа будут получаться ко-
нечные известково-силикатные шлаки, которые являются хоро-
шим сырьем для производства шлаковаты, литых шлаковых из-
делий, цемента, удобрений.
По химическому составу шлаки могут быть условно разделе-
ны на 4 группы:
1. Шлаки свинцовой и оловянной плавок, некоторые шлаки
медной плавки, содержащие летучие компоненты (цинк, свинец,
олово) в таких количествах, что извлечение их экономически
выгодно без полной комплексной переработки и извлечения
всех ценных компонентов.
530
2. Шлаки медной плавки, содержащие менее 5 % цинка и
свинца, с небольшой концентрацией меди и высокой — железа.
Переработка этих шлаков целесообразна при извлечении цвет-
ных металлов, железа, силикатной составляющей.
3. Никелевые шлаки и часть медных, в которых небольшое
содержание цветных металлов и железа, что делает их извлече-
ние нерациональным. В связи с этим возможна прямая перера-
ботка данных шлаков на строительные материалы.
4. Шлаки и съемы от плавки вторичного сырья, литья цвет-
ных металлов и сплавов на обрабатывающих и машинострои-
тельных заводах, характеризующиеся высоким (20—70 %) со-
держанием цветных металлов. Их использование всегда эконо-
мически обоснованно.
Известно большое количество способов извлечения цветных
металлов из шлаков. Их можно разделить на две группы: возго-
ночные процессы, пригодные для извлечения летучих металлов
или летучих соединений металлов (свинец, цинк, кадмий, олово),
и способы, применяемые для извлечения металлов с высокой
температурой кипения (медь, никель, кобальт).
Выделение из шлака цинка и других летучих компонентов
(табл. 9.6) связано с вытеснением оксида цинка из силикатов,
ферритов и шпинелей более основным оксидом — оксидом
кальция — и с последующим восстановлением свободного окси-
да восстановителем:
2ZnO • SiO2 + CaO + СО = 2Zn + CaO • SiO2 + CO2.
Образующееся металлическое железо также способствует
более полной отгонке цинка:
ZnOFe2O3 + Fe + СО = Zn + 3FeO + СО,
Таблица 9.6
Летучесть металлов и их соединений
Металлы и их соединения Температура кипения, К Температура начала улетучивания, К
Цинк 1179 823
Сернистый цинк 2070—2170 1453
Оксид цинка 1473
Свинец 1798 1173
Оксид свинца (II) 1745 1023—1073
Сульфид свинца 1358 1073
Олово 2703 Выше 1670
Сульфид олова (II) 1503 1273
Оксид олова (И) 1623 1273
531
ZnO + Fe = Zn + FeO,
ZnS + Fe = Zn + FeS.
Выделение из шлаков меди, никеля, кобальта, благородных
металлов связано с необходимостью коагуляции мелких включе-
нии сульфидов в более крупные агрегаты, а также сульфидиро-
ванием оксидов меди, никеля, кобальта. Осаждение диспергиро-
ванных в шлаковом расплаве сульфидов идет в основном за счет
восстановленного железа и сернистого железа.
С повышением температуры ускоряются возгоночные про-
цессы, достигается наибольшая полнота разрушения магнетита,
повышается жидкотекучесть расплава, улучшаются условия ко-
агуляции взвешенных включений ценных металлов, растет ско-
рость их осаждения и перехода в донную фазу.
Таким образом, для комплексной переработки шлаков необ-
ходимо использовать аппараты, которые бы обеспечивали соче-
тание возгоночных, восстановительных процессов с процессами
плавления, сульфидирования и отстаивания расплавов.
В большей степени этим требованиям отвечают электро-
печи.
9.4.1. Электротермия шлаков
Электротермической переработке можно подвергать твер-
дые и жидкие шлаки.
На предприятиях осуществляют обеднение в электропечах
конвертерных шлаков никелевого и медно-никелевого произ-
водства. Их усредненный состав, %: до 3 Ni; до 2,5 Си, 0,15—0,7
Со, 45—50 Fe, 20—28 SiO2, 3-Л А12О3, 1—2 MgO, 1,5—3 S.
Вследствие высокого содержания железа эти шлаки характери-
зуются повышенной плотностью (4 г/см3), они легкоплавки и при
температуре выше 1370 К достаточно жидкотекучи. Содержа-
ние магнетита в шлаках 10—30 %. Магнетит ухудшает свойства
шлаков, увеличивает растворимость в них цветных металлов.
Магнетит в шлаках может быть разрушен действием различных
восстановителей: углерода, железа, кремния, сульфида железа и
др.
Схема переработки конвертерного шлака никелевого произ-
водства показана на рис. 9.15. Конвертерный шлак заливают в
электропечь, где выдерживают под слоем углеродистого восста-
новителя при одновременном контакте с сульфидным распла-
вом. Последний либо заливают в печь в виде рудного штейна, ли-
бо он получается в ней в результате плавления загруженного
сульфидизатора (пирита). Таким образом, сульфидная фаза яв-
ляется извлекающей для кобальта и других цветных металлов.
532
Штейн рудотермических электропечей
Конверторный шлак (~0,5 % Со; 2—4 % Ni + Си; 48 % Fe)
(14—18 % Ni + Си; 0,3 % Со; 27 % S)
Антрацит Газы в дымовую трубу
(0,06 % Со; 0,06 % Ni; 0,2 % Си; 43 % Fe)
Рис. 9.15. Схема электропечного обеднения конвертерных шлаков
Для обеднения используют круглые трехэлектродные печи с
площадью пода 12,6 м2, диаметр электродов 600 мм, уровень рас-
плава до 1500 мм, в том числе штейна до 400 мм. Удельная про-
изводительность — 6—8 т/(м2-сут), расход электроэнергии —
320—370 кВт-ч/т шлака. В обедненном шлаке, %: 0,04—-0,06 Ni,
0,05—0,06 Со.
Переработка жидких конвертерных шлаков, получаемых
при продувке медно-никелевых штейнов, отличается от выше-
описанной тем, что полученный при обеднении шлаков кобальт-
содержащий штейн возвращают вновь в конвертер. Этим дости-
гают максимального извлечения Со, Ni, Си в медно-никелевый
файнштейн.
В общем виде этот процесс состоит в следующем. Конвер-
терный шлак, получаемый при продувке медно-никелевых
штейнов, ковшами заливают в электропечь и поддерживают по-
стоянным его объем в печи. Для этого по мере выпуска обеднен-
ного шлака в печь добавляют небольшими порциями свежий ис-
ходный шлак. Под слой шлака заливают штейн рудной электро-
плавки или загружают твердые сульфидные материалы (чаще
медно-никелевую руду).
На поверхность шлака загружают углеродистый восстанови-
тель — коксовую мелочь или каменный уголь слоем 100—
200 мм, количество которого поддерживают постоянным за счет
подачи новых порций. Подвижный, скользящий контакт твердо-
го углеродистого восстановителя с жидким шлаком в основном
обеспечивается конвективным движением расплава в электро-
печи от погруженных в него электродов.
Более эффективное извлечение из шлака кобальта, никеля,
меди достигают при электропечном обеднении в две последова-
тельные стадии (рис. 9.16) — шлак, выпускаемый из печи первой
стадии, заливают в печь второй стадии.
На первой стадии восстанавливается магнетит и шлак отста-
ивается от взвешенных сульфидных частиц, что обеспечивает
более эффективное протекание процесса обеднения на второй
стадии. Первая стадия обеднения снижает содержание Со в шла-
ке от 0,40—0,55 до 0,25—0,32 %, Ni — от 0,6—0,8 до 0,22—
0,30 %, Си — 0,5—0,6 до 0,30—0,40 %; температура шлака при
выпуске 1520—1570 К.
На второй стадии, где разогревают шлак до температур 1570—
1620 К, идет более глубокое обеднение. Содержание никеля и ко-
бальта в конечных шлаках измеряется сотыми долями процента
(0,04—0,05 % Ni, 0,06—0,07 %, 0,15—0,20 % Си). При обеднении 1 т
конвертерного шлака расходуют 300—400 кг рудного штейна, 35—
50 кг коксовой мелочи, 350—400 кВт-ч электроэнергии. В обога-
щенный штейн (12—14 % Ni, 7—8,5 % Си, 1,9—2,1 % Со) из конвер-
терного шлака извлекают 82—87 % Ni, 93—97 % Си, 70—79 % Со.
534
Рудный штейн
00
Конвертирование
(0,8—0,9 %№; 0,3 % Со) файнштейн
1 -я стадия обеднения
(электропечь)
Обедненный шлак
(<0,5 % Ni; <0,3 Со)
2-я стадия обеднения
(конвертор)
Отвальный
шлак
(0,8 % Ni;
0,06—0,08 % Со)
Обедненный шлак
Кобальтовая масса
3-я стадия обеднения
(две параллельно
работающие электропечи)
В кобальтовое
производство
Отвальный шлак
(0,04—0,06 % Ni; 0,05—0,07 % Со)
Бедный штейн
Рис. 9.16. Комбинированная схема обеднения конвертерных шлаков
Электротермический способ комплексной переработки шла-
ков медеплавильного производства состоит из нескольких ста-
дий. На первой стадии из расплавленных цинксодержащих шла-
ков (0,3—0,5 % Си, 2,6—4,0 % Zn) при температуре около 1670 К,
добавке 3 % восстановителя и 10 % извести (от массы шлака) от-
гоняют летучие компоненты. В последующем в электропечь за-
гружают 10 % сульфидизатора и таким образом в штейн извле-
кают медь и благородные металлы. После обеднения получают
шлак (0,095 % Си, 1,5 % Zn) и бедный (2—4 % Си) штейн. По-
следний можно использовать для обеднения конвертерных шла-
ков в присутствии восстановителя.
На второй стадии обедненный шлак подвергают восстанови-
тельной плавке на чугун с расходом кокса 11—12 % и извести
25—30 % от массы шлака. В результате плавки получают чугун
(0,25—0,35 % Си, 0,8—1,2 % С и отвальный шлак, %: 0,03 Си, 0,03
Zn, 5,9 Fe. Полученный шлак может быть использован для про-
изводства шлаковаты или цемента. Чугун направляют на рафи-
нирование. Недостатки способа; получение бедного штейна (до
4 % Си); большой расход электроэнергии, достигающий 1000—
535
1500 кВт-ч/т твердого шлака; низкое качество получаемого чу-
гуна.
Разработан электротермический способ обеднения шлаков
с помощью карбида кальция. Процесс ведут с получением мед-
но-железистого металлического сплава и отвального шлака
(0,1 % Си). Металлический сплав рекомендуется использовать
в качестве износостойкого материала для изготовления ша-
ров, стержней, бронеплит мельниц, импеллеров и статоров
флотомашин. Расход карбида кальция на восстановление окси-
дов железа составляет 16—18 % от массы шлака или 16 % кок-
са и 27 % известняка (из этих компонентов СаС2 образуется не-
посредственно в электропечи), расход электроэнергии
1300 кВт ч/т шлака.
Из-за существенных недостатков ни один из способов элект-
ротермической переработки шлаков медеплавильного произ-
водства не нашел промышленной реализации.
Для переработки цинксодержащих шлаков (7—18 % Zn, 1—
3,0 % Pb, 0,6—1,1 % Си) свинцовоплавильных заводов помимо
фьюмингования используют электротермию и вельцевание.
Наиболее рационально такие шлаки перерабатывать в гер-
метически закрытых электропечах. Это позволяет в одну ста-
дию не только возгонять цинк из шлака, но и получать его в ви-
де металлического.
В электропечь загружают предварительно высушенный
твердый или заливают расплавленный шлак, подают кокс на по-
верхность ванны и осуществляют восстановительный процесс.
Парогазовую смесь, содержащую цинк, направляют в конденса-
тор, где цинк из парообразного состояния переходит в жидкий
металл. Его подвергают ликвационному разделению и рафини-
рованию, затем разливают в чушки и отправляют потребителю.
Цинк, не сконденсировавшийся в металл, улавливают в виде
цинковой пыли в пылеуловителях или осаждают на поверхности
цинковой ванны конденсатора в виде дроссов, периодически уда-
ляемых из конденсатора. Эти полупродукты являются оборот-
ными передела. Электропечные газы, в которых содержание СО
доходит до 90 %, являются токсичными и взрывоопасными. Их
промывают в скруббере и используют как топливо в различных
металлургических агрегатах. Такая высокая концентрация СО в
газах необходима для максимального ускорения реакций восста-
новления оксидов и для предотвращения окисления паров цинка,
в частности диоксидом углерода:
Zn + СО2 = ZnO + СО.
Для переработки цинксодержащих шлаков используют пря-
моугольные 3- или 6-электродные печи, диаметр графитирован-
536
ных электродов до 750 мм. Площадь пода печей 30—150 м2,
мощность печного трансформатора 3—10 MBA.
Необходимость проведения восстановительного процесса
при температуре 1620—1670 К определяет жесткие требования
к материалу стен. При плавке агрессивных, железистых, жидко-
текучих шлаков доступные огнеупоры малоустойчивы, поэтому
стены сооружают из охлаждаемых водой кессонов, что усложня-
ет конструкцию печи.
К электропечи примыкает конденсатор разбрызгивающего
типа (рис. 9.17). Конденсатор представляет собой прямоуголь-
ную стальную камеру, футерованную внутри огнеупорным кир-
пичом. Ванна конденсатора заполнена жидким цинком. По длин-
ной стороне конденсатора через его свод в ванну опущены 2 или
3 импеллера, разбрызгивающие цинк. Температура цинка в ван-
не автоматически поддерживается около 820 К погруженными в
нее холодильниками. Парогазовая смесь, поступающая из элек-
тропечи в конденсатор, пронизывается обильным дождем из ка-
пель холодного жидкого цинка и быстро охлаждается. Это пре-
дотвращает окисление паров цинка оксидом углерода (II), и 90 %
цинка конденсируется в жидкий металл, который по мере накоп-
ления выпускается в ликвационную печь. После ликвации полу-
чают цинк, содержащий, %: 96,7 Zn, 1,1 Pb, 0,15 Cd, 0,018 Fe.
Показатели электротермического процесса во многом опре-
деляются составом перерабатываемого шлака и степенью от-
гонки цинка из него.
При плавке твердого шлака, содержащего, %: 12,5 Zn, 1,6 Pb,
0,6 Си, 23 Fe, 20 SiO2, 20 CaO, 1,6 S, получены следующие техни-
ческие показатели:
Производительность печи по шлаку, т/(м2-сут).... 1,6
Расход электроэнергии, кВт-ч/т шлака............ 1200
Расход кокса, % к шлаку.............................. 2,5
Степень возгонки цинка, %............................ 80
Извлечение свинца, %................................. 74
Содержание металлов в отвальном шлаке, %:
цинк............................................ 2,5
свинец........................................... 0,19
медь............................................. 0,36
Содержание металлов в штейне, %:
цинк............................................ 1,4
свинец............................................ 2,6
медь.............................................. 9,3
Достоинствами данной технологии переработки цинковис-
тых шлаков являются:
— возможность получения в одну стадию готовых продуктов
— металлического цинка и свинца, штейна и отвального шлака;
537
Рис. 9.17. Схема конденсатора разбрызгивающего типа:
1 — разбрызгиватели; 2 — газоход отходящих газов; 3 — газоход для паров и газов; 4 — окна для удаления
дроссов и настылей; 5 — зумпф для охлаждения цинка
538
— отсутствие топочных газов, простота их очистки и исполь-
зования;
— невысокий расход кокса;
— возможность полной механизации и автоматизации про-
цесса. К числу недостатков относятся относительно невысокая
скорость возгонки цинка и, как следствие, низкая удельная про-
изводительность, неэкономичность при высокой стоимости эле-
ктроэнергии, получение цинка низкого качества, необходимость
тщательной герметизации агрегата.
Электротермическая переработка шлаков, особенно цинксо-
держащих, в значительной степени может быть усовершенство-
вана и интенсифицирована за счет использования природного га-
за (газоэлектротермия) или применения дутьевых пламенных аг-
регатов. При этом резко возрастает интенсивность перемешива-
ния шлакового расплава, улучшается контакт шлака с восстано-
вителем, возрастает скорость возгонки цинка и других летучих
компонентов, создаются условия для коалесценции мелких капе-
лек сульфидов и металлов.
9.4.2. Вельцевание шлаков
Процесс вельцевания основан на взаимодействии шлака с
восстановителем. Осуществляют его в трубчатой вращающейся
печи. Твердая шихта, перекатываясь по стенам печи, нагревает-
ся до температуры 1370—1470 К, при этом идет восстановление
оксидов цинка, свинца, редких элементов. Пары металлов возго-
няются и в пространстве над шихтой вновь окисляются в оксиды,
которые уносятся газами в пылеуловительную систему.
Медь и благородные металлы, содержащиеся в шихте, не
возгоняются и практически полностью остаются в твердом ос-
татке — клинкере. При вельцевании происходит образование
жидкого штейна и металлического расплава, преимущественно
состоящего из свинца. Штейно-металлический расплав в основ-
ном собирается под слоем шихты у разгрузочного конца печи.
С повышением температуры растет скорость восстановле-
ния оксидов цинка, свинца, но при слишком высокой температу-
ре (выше 1470 К) наблюдается спекание и частичное расплавле-
ние шихты. Это приводит к большому настылеобразованию и
расстройству процесса.
Из-за легкоплавкости шлаков для предотвращения спекания
и образования жидкой фазы в шихту добавляют большое коли-
чество коксика (50—55 % от массы шихты), который при вель-
цевании служит теплоносителем, восстановителем, уплотните-
лем шихты и одновременно поглотителем расплава.
Максимум коксика расходуют при легкоплавкой шихте (шла-
ке), и в этом случае процесс в дополнительной подтопке не нужда-
539
ется. В случае недостатка теплоты в разгрузочном конце печи
устанавливают мазутную или газовую горелку, и горячие топоч-
ные газы проходят через печь вместе с технологическими газами.
В состав шихты вельцевания входят цинксодержащие шлаки
свинцовых и медных заводов, цинковые кеки, окисленная цинко-
вая руда, другие отходы цинкового и свинцового производства.
Переработку только одних шлаков практикуют редко.
Крупность металлсодержащих компонентов шихты не долж-
на превышать 3—5 мм, а коксика — 15 мм.
Готовая шихта непрерывно загружается в печь, занимая око-
ло 15 % ее поперечного сечения. Длительность прохождения
шихты через печь 2,5—3,5 ч.
Для вельцевания используют вращающиеся трубчатые печи
длиной 30—90 м, диаметром от 2 до 4,5 м, углом наклона к гори-
зонту 3—5°, частотой вращения 0,75—1,0 мин-1. Печь футерова-
на огнеупорным кирпичом. Температура в разгрузочной части
печи должна достигать 1470 К, а температура газов на выходе из
печи — 770—870 К.
При переработке гранулированного шлака шахтной свинцо-
вой плавки, содержащего, %: 9—13 Zn, 1,4—2,5 Pb, 0,7—1,0 Си, в
вельц-печи длиной 41 м расход коксика составил 42—45 % от
массы шлака. В результате были получены возгоны, %: 62,5 Zn,
11 Pb, 0,08 Cd, 0,09 Си, 2,40 С, 0,05 In, 0,001 Ge. Извлечение в воз-
гоны цинка 93—97 %, свинца 90—92 %. Состав клинкера, %:
0,40—0,85 Zn, 0,05—0,10 Pb, 0,65 Си, 16,2 С. Суммарный выход
возгонов составляет 20—25 %, а клинкера 85 % от массы шлака.
Удельная производительность печи 1,2—1,4 т/(м3 сут).
Достоинства вельцевания: высокое извлечение цинка в воз-
гоны, непрерывность процесса, простота его осуществления. К
недостаткам относятся низкая производительность, большой
расход кокса, трудности при эксплуатации печи из-за образова-
ния настылей, получение большого количества клинкера, пере-
работка которого затруднена.
Введение в шихту вельцевания 10—15 % твердых шлаков и
их совместная переработка с цинковыми кеками, пылями и дру-
гими цинксодержащими материалами являются технологически
и экономически обоснованными.
9.4.3. Флотация шлаков
Флотацию используют на многих зарубежных и отечествен-
ных заводах для извлечения цветных металлов из конвертерных
шлаков и шлаков автогенных процессов медеплавильного про-
изводства.
Суть флотации шлаков та же, что и флотационного обога-
щения руд — вскрыть дисперсные включения сульфидов цвет-
540
ных металлов за счет воздействия реагентов и воздуха, отделить
их от шлакообразующих компонентов и получить соответствую-
щий концентрат.
Для успешного проведения флотации шлака необходима
его предварительная термическая подготовка — медленное
охлаждение, цель которого получить более крупные зерна
сульфидов и других соединений. Кристаллизацию шлаков осу-
ществляют в прудках слоем 300—350 мм или в изложницах
разливочных машин. В последнем случае на разливочной ма-
шине одновременно охлаждают и транспортируют шлак к
флотационной установке.
Термически подготовленный шлак дробят в три стадии и в
мельницах самоизмельчения доводят до крупности 95—98 %
класса (0,05—0,07 мм), после чего флотируют с применением со-
ответствующих реагентов.
При флотации конвертерных шлаков (3,0—3,5 % Си) получа-
ют медный концентрат (20—30 % Си) с извлечением в него 85—
90 % меди и в хвосты 0,2—0,4 % Си.
При флотации шлаков кислородно-факельной плавки полу-
чен медный концентрат и хвосты с содержанием меди 10,3—25,0
и 0,10—0,22 % соответственно. Извлечение меди в концентрат
составляет 86—89,5, драгоценных металлов 90—93 %.
Флотационный способ переработки конвертерных шлаков и
шлаков автогенной плавки обеспечивает высокое извлечение
меди и благородных металлов, но требует замедленного охлаж-
дения больших объемов шлаков, его весьма тонкого измельче-
ния. Кроме того, извлечение при флотации побочных металлов
(цинка, никеля, кобальта) значительно ниже, чем меди. Менее
удовлетворительные результаты дает флотация при переработ-
ке шлаков, получаемых при сильно окислительной, автогенной
плавке сульфидных медных концентратов. Этим объясняется
более широкое применение для шлаков взвешенной плавки эле-
ктротермического способа обеднения.
Появление на обогатительных фабриках РФ незагруженного
дробильно-помольного и флотационного оборудования позволя-
ет перерабатывать богатые шлаки медеплавильного производ-
ства в отдельной самостоятельной ветви или в смеси с рудой.
Определенные перспективы имеют гидрометаллургические
способы переработки шлаков. Исследованы следующие их схе-
мы: выщелачивание растворами серной кислоты, сульфата же-
леза (Ш), автоклавное аммиачно-карбонатное и сернокислот-
ное выщелачивание, бактериальное растворение. Извлечение
меди в раствор колеблется в пределах 50—90 %, при этом рас-
творы получают бедными — 1—5 г/дм3 Си, что усложняет их
переработку.
541
9.4.4. Переработка шлаков вторичной
цветной металлургии
Для выплавки сплавов на медной основе из вторичного сырья
применяют отражательные и индукционные электрические печи.
Несмотря на небольшой выход шлаков (3—10 % от массы шихты)
высокое содержание в них свободных и ошлакованных металлов
приводит к переходу значительных количеств цветных металлов в
оборотные шлаки. Практически все шлаки с предприятий вторич-
ной металлургии, заводов по обработке цветных металлов, маши-
ностроительных заводов совместно с другим медьсодержащим
вторсырьем перерабатывают восстановительной шахтной плав-
кой на черную медь. При этом извлекают не более 60 % цинка, те-
ряют 45—50 % олова и значительное количество свинца. Доста-
точно полно в этом процессе извлекают медь (95—96 %).
В шлаках от производства сплавов из вторичного сырья со-
держание металлического сплава колеблется от 6,5—12 % (при
получении бронз) до 15—35 % (при выплавке латуней). Среднее
содержание в этих шлаках цветных металлов (в металлической
и ошлакованной формах) следующее, %: 15—35 Си, 10—40 Zn,
0,5—1,2 Pb, 0,1—1,1 Sn. Шлаки характеризуются небольшим со-
держанием железа (4—10 %), повышенным количеством оксида
натрия (до 10—12 %), фтора (5—8 %), глинозема (до 22 %), что
резко их отличает от обычных шлаков цветной металлургии.
Основная часть меди присутствует в шлаках в механически
запутавшихся корольках металла и сплава — 70—80 % от обще-
го содержания. Остальное количество меди представлено окси-
дами и в меньшей степени сульфидами.
Минералогические формы цинка более разнообразны, что
объясняется повышенной концентрацией цинка в шлаках и при-
сутствием его преимущественно в оксидном виде (68—85 %). Си-
ликатные соединения цинка (2ZnOSiO2, 2CaOZnOSiO2) наряду
со стеклом являются основной частью шлаков. В шлаках прак-
тически всегда содержится цинковая шпинель (ганит) —
ZnO-Al2O3.
До 80—85 % всего олова представлено металлической фор-
мой, находящейся в сплаве с медью. Свинец в шлаках приблизи-
тельно поровну распределен между металлической и оксидной
составляющими.
Исследованиями и испытаниями показано, что наиболее ра-
циональна отдельная, самостоятельная переработка бронзо-ла-
тунных шлаков электро-термическим способом. Электроплавка
шлаков с добавкой 5—6 % коксика и 8—10 % извести (или 15—
20 % известняка) от массы шлаков позволяет получать отваль-
ные шлаки с содержанием 0,15—0,35 % Си, 2,0—3,5 % Zn, сле-
ды — свинца и олова.
542
Получаемый сплав, выход которого 15—30 % от массы шла-
ков, по составу соответствует черновым бронзам. Содержание в
нем железа до 0,9 %. Для предотвращения загрязнения сплава
железом следует ограничить отгонку цинка из шлака до 2,5—
3,0 % (интенсивный переход железа в сплав происходит в том
случае, когда остаточная концентрация цинка в шлаке составля-
ет 1,5 % и менее).
Получающиеся возгоны содержат, %: 73—77 Zn, 0,15—
0,25 Си, 0,6—1,1 РЬ, 0,07—0,11 Sn, 0,14—0,20 Cl, 0,15 Fe и могут
использоваться в различных отраслях промышленности.
При электротермической переработке бронзо-латунных шла-
ков обеспечивается их обеднение до состояния отвальных в одну
стадию. Нелетучие металлы переходят в сплав, который является
одним из компонентов шихты при производстве товарных бронз.
По сравнению с плавкой шлаков в шахтных печах при элек-
тротермии значительно возрастает извлечение олова и свинца в
сплав и переход цинка в возгоны. В сплав переходит, %: до 98 Си,
87—90 Sn, 80—83 Pb и 6—10 Zn. Из шлаков отгоняется 82—88 %
Zn, около 10 % Sn и до 20 % РЬ. Расход электроэнергии состав-
ляет 1000—1100 кВт-ч/т твердого шлака.
Переработка оловосодержащих конвертерных шлаков в сме-
си со вторичными материалами, включающая восстановитель-
ную шахтную плавку и конвертирование черной бронзы, харак-
теризуется недостаточно высоким извлечением цветных метал-
лов в товарную продукцию. В этой технологии в черновую брон-
зу извлекают, %: 93 Си, около 60—65 Sn, 60 РЬ. Шлаки, образу-
ющиеся при выплавке черной бронзы (1—1,5 % Си, 6—14 % Zn,
0,25—0,45 % Sn), требуют дополнительной доработки.
Более полное извлечение ценных составляющих из оловосо-
держащих конвертерных шлаков и вторичного медьсодержаще-
го сырья обеспечивается при их электротермической переработ-
ке. В испытаниях использовали конвертерный шлак, %: 32,4 Си;
3,49 Sn; 5,32 Zn; 4,54 Pb; 6,32 SiO2; 0,7 CaO. Коллектором (извле-
кающей фазой) служили латунные отходы крупностью 2—4 мм
(73 % Си; 20,6 % Zn, 1,3 % Sn).
При электроплавке шлаков в смеси с коллектором соотно-
шение 1:(0,7—1) соответственно при расходе коксика и кварца
по 10 % от массы шихты достигается достаточно полное извле-
чение цветных металлов в продукты плавки. Извлечение меди
из конвертерного шлака и коллектора в сплав 97,5—98,0 %, рас-
пределение олова между сплавом и вторичным шлаком 88,5—
89,5 % и 2,2—2,9 % соответственно. В сплав и возгоны переходит
89—92 % цинка. Полученные сплавы содержат, %: 86—87 Си;
2—4 Sn; 2,5—5 Zn; 0,5—1,2 Fe; 2—3 Pb — и соответствуют чер-
новым бронзам. Конечные (вторичные) шлаки являются отваль-
ными, %: 0,3—0,4 Си; 0,03—0,15 Sn; 1,8—2,0 Zn.
543
Расход электроэнергии при плавке твердых конвертерных
шлаков и латунных материалов составляет 800—900 кВт ч/т
шихты. При электротермической доработке оловосодержащих
конвертерных шлаков по сравнению с их плавкой в шахтной пе-
чи прямое извлечение олова в бронзу увеличивается на 15—
20 %, меди — на 5,0—5,5 %. Общее извлечение цинка в возгоны
и бронзу возрастает на 20—25 %. Эффективность технологии
может быть повышена при переработке жидких конвертерных
шлаков, что позволит полезно использовать аккумулированное
в них тепло и исключить затраты на складирование шлаков и их
последующую подготовку к плавке.
Внедрение электротермических способов обеднения шлаков
от переработки лома и отходов цветных металлов сдерживается
дефицитом и высокой стоимостью электроэнергии.
9.4.5. Использование шлаков для производства
строительных материалов
Отвальные шлаки цветной металлургии используют для про-
изводства литых изделий (плиты, трубы, блоки), получения шла-
коватных термоизоляционных материалов, вяжущих материа-
лов для бетона и др.
Литые шлаковые изделия обладают высокой механической
прочностью, химической стойкостью, повышенной износостой-
костью против истирания, поэтому их можно использовать в
различных отраслях промышленности и в строительстве.
В зависимости от состава отвального шлака и характера от-
ливаемых изделий для литья используют только шлак или шлак
с различными добавками (кварцевый песок, отвальный шлак
ферросплавного производства, карбид кальция, нефелиновый
концентрат и др.). Доля добавок к шлаку может доходить до
40%.
Из отвального шлака шахтных печей, содержащего, %:
0,19 Си; 18 Fe; 40 SiO2; 12 А12О3; 17 СаО; 6,6 MgO отливают бру-
счатку с размерами 280x140x140 мм и массой 21 кг. Технология
получения этого строительного материала такова: на подготов-
ленную площадку (слой шлакового щебня, коксика и мелкого
шлака) укладывают формы из листового железа, в которые за-
ливают шлак. Шлак в формах выдерживают в течение 3 суток.
Подготовка основания и укрытие отлитых изделий обеспечива-
ют медленное охлаждение (50—70 град/ч) и получение мелко-
кристаллической структуры. Брусчатка отличается высокой
прочностью на сжатие (1,8-104 Н/см2) и малой истираемостью
(0,11 см3/см2).
Для литья шлаковых труб используют центробежные маши-
ны и туннельные печи длиной 20—30 м для их термообработки.
544
Например, отливают трубы длиной 500 мм, диаметром 150—
200 мм и толщиной стенок 20—26 мм. Такие трубы применяют в
горной промышленности.
На специальной установке комбината «Североникель» отли-
вали квадратные плиты размером 490x490 и 250x250 мм и тол-
щиной 45—80 мм. Прочность на сжатие плит 2,9-104 Н/см2, на из-
гиб — 2,7-103 Н/см2. Для получения абразивостойких и химичес-
ки инертных изделий необходима корректировка шлака за счет
введения кварцита, нефелинового концентрата, диабаза и др.
Шлаковые плиты хорошо шлифуются и полируются и мо-
гут быть использованы в качестве дешевого отделочного ма-
териала.
Наиболее широко отвальные шлаки используют для получе-
ния из них шлаковой ваты и шлаковатных изделий. Шлаковая ва-
та представляет собой материал, состоящий из тончайших стекло-
видных нитей диаметром от 5 до 80 мкм и длиной 5—100 см. Бла-
годаря воздушным прослойкам между волокнами шлаковая вата
обладает высокими теплоизоляционными свойствами.
Шлаковату получают продуванием через жидкий шлак пара
или воздуха под давлением 0,6—1,0 МПа.
Исходным сырьем для получения минераловатных изделий
может служить отвальный жидкий шлак рудной электроплавки
медно-никелевого сырья, %: 44—46 SiO2, 5,8—8 А12О3, 20—22,5
FeO, 20 MgO, 3,6—3,8 СаО. Для улучшения качества шлаковаты
вводят поверхностно активную кремнеземистоглинистую ще-
лочную добавку — нефелиновый концентрат в количестве 20—
22 % от массы шлака. Это позволяет приблизить состав шлако-
вого расплава к составу базальтового расплава, из которого по-
лучают высококачественную минеральную вату.
Состав шлакового расплава после добавки нефелинового
концентрата, %: 45 SiO2; 9—13 А1>О3; 18—22 FeO; 16,5—
17,5 MgO; 2,5—3,5 СаО; 3,5 (Na2O+K2O).
Схема производства шлаковой ваты и шлаковатных плит да-
на на рис. 9.18. В электропечь цилиндрической формы емкостью
140 т и мощностью 28 MBA заливают шлак и загружают нефе-
линовый концентрат. Расплав разогревают до температуры
1520—1550 К. Расплав из летки поступает на центробежно-дуть-
евой агрегат производительностью 2,5 т (0,89 м3 расплава) в час.
Раздув расплава осуществляют паром под давлением 0,6—
0,8 МПа.
Образование шлаковаты происходит в следующей последова-
тельности. Вытекающий из печи расплав направляют в лоток цен-
трифуги, откуда он стекает внутрь вращающейся чаши и разбрыз-
гивается под действием центробежной силы. Брызги шлака под-
хватываются струями пара и выносятся в камеру волокноосажде-
ния (13,8x4,6x4,3 м) в виде тонких волокон. По дну камеры пере-
545
Рис. 9.18. Схема установки для производства шлаковаты:
1 — электропечь (миксер); 2 — люк для загрузки добавок; 3 — кюбель; 4 — желоб для слива шлака; 5 — центрифуга; 6 — тележка; 7 — камера волокнообразо-
ванпя, 8 транспортер; 9 камера полимеризации; 10 — электрокалорифер; 11 — камера охлаждения; 12 — ножи для резки плит; 13 — всасывающий эксгаус-
тер; 14 — воздуховоды; 75 — дымосос; 16 — резервуар для раствора фенолового спирта
двигается транспортер, на сетку которого и осаждается шлаковая
вата благодаря разрежению, создаваемому дымососом.
Далее шлаковату передают промежуточным транспортером
для отвердения в камеру полимеризации с температурой 440—
460 К. Туда же подают фенол-спиртовый раствор, который
склеивает минеральные волокна. При выходе из этой камеры
обжатый верхним транспортером, отвердевший и уплотнивший-
ся ковер разрезают на плиты. Мягкие и полужесткие теплоизо-
ляционные плиты размером 1000x500x60 (90) мм применяют в
домостроении.
На основе получения литых плит и шлаковаты возможна орга-
низация производства шумопоглощающих, термоизоляционно-от-
делочных плит, гидрофобных и термостойких изделий и т. д.
В настоящее время для производства шлаковаты используют
всего 0,3—0,4 % отвальных шлаков цветной металлургии.
9.5. ПЕРЕРАБОТКА ПИРИТНЫХ И ПИРРОТИНОВЫХ
КОНЦЕНТРАТОВ, ПИРИТНЫХ ОГАРКОВ
При флотационном обогащении сплошных сульфидных руд
в качестве попутного продукта выделяют пиритный (при обога-
щении медно-цинковых, медно-свинцово-цинковых руд) или
пирротиновый (при обогащении медно-никелевых руд) концент-
раты. Особенности этого типа сырья (табл. 9.7):
— большой выход на 1 т товарного концентрата;
— невысокое содержание цветных металлов;
— комплексный характер сырья.
При обогащении медно-цинковых руд Урала в пиритные кон-
центраты переходит, %: до 55—75 серы, 10—15 Си, 10—25 Zn, 40—
80 Аи, 35—60 Ag, 40—80 редких и рассеянных элементов.
Подобные материалы складируют или используют на хими-
ческих и целлюлозно-бумажных заводах. Концентраты обжига-
ют для получения серусодержащих газов, используемых в хим-
производстве. При этом извлекают 95—98 % S и 10—60 % Se.
Огарки складируют, частично используют в цементной промы-
шленности, в черной металлургии, при этом цветные металлы
не извлекают. Основную ценность составляет сера (до 70—
74 %), затем железо (15—17 %), а на долю цветных, благородных
и редких металлов приходится 8—12 %.
Пиритные и пирротиновые хвосты обогащения требуют не-
малых затрат на их безопасное складирование и представляют
дополнительный источник загрязнения окружающей среды.
Комбинированные схемы переработки пиритных и пирротино-
вых концентратов, особенно с невысоким содержанием благород-
ных металлов, включают следующие основные переделы: окисли-
547
Состав пиритных, пирротиновых концентратов и огарков
Таблица 9.7
Тип материала Содержание, %
Си Zn РЬ Ni Со Fe S Ag’ Аи’
Пиритный концентрат 0,3-0,4 0,3—1,2 0,3—0,6 1,0—3,0 0,03 0,2—1,8 Сл. Сл. 250* 41—44 31—38 43—47 35—^44 4,4—10 20—100 0,6—1,2 1—14
Пирротиновый концентрат: 1 3,1—3,7 Сл. Сл. 3,4—4,0 0,1—0,14 49—51 29—31 — -- —. -
2 0,05—0,1 Сл. Сл. 1,1—1,6 0,03—0,05 57—58 35—36 - —
Пиритные огарки: 1 0,3—2,5 1—5 0,1—1,0 Сл. Сл. 41—59 0,5-6 15—20 1—2
2 0,17—0,18 0,5—0,90 -0,01 Сл. Сл. 53—52 0,13-0,31 8—80
Единица измерения — грамм на тонну (г/т).
Концентрат
Газы
О кисл ител ьный
обжиг
Огарок
Автогенная
плавка
Штейн
Сульфато-хлори-
рующий обжиг
обжиг
Химпро ^ЛОРИД°ВОЗГОНК4 Восстановительный Суль
изводство
ульфато-хлори-
рующий обжиг
Остаток
Возгоны
щелачивание
На заводы ЧМ
Гидро-
металлургическая
переработка
Кек
Раствор
На заводы
ЧМ
Извлечение
Рис. 9.19. Схема переработки пиритных концентратов
тельный обжиг — перевод цветных металлов в растворимые фор-
мы — выщелачивание цветных металлов — переработка раство-
ров — доработка остатков от выщелачивания (рис. 9.19).
Окислительный обжиг проводят с целью количественного
(£) = 94—98 %) удаления серы в форме, пригодной для получения
серной кислоты (7—14 % SO2), реже жидкого диоксида серы; ис-
пользуют печи КС, газы тщательно очищают от пыли, при необ-
ходимости — от мышьяка, ртути. При обжиге, вследствие ис-
пользования высоких температур и значительного содержания
компонентов пустой породы, оксидов железа, заметная часть
цветных металлов переходит в труднорастворимые соединения
(ферриты, сложные оксиды).
Перевод цветных металлов в растворимые формы предпо-
лагает специальную физико-химическую обработку одним из
следующих способов:
— сульфато-хлорирующий обжиг (870—930 К, 8—12 % NaCl,
2—5 % Na2SO4), при котором цветные металлы селективно от
железа переводят в форму сульфатов, растворимых оксидов;
операцию проводят в печах КС;
— восстановительный обжиг (1140 К) — с целью перевода
никеля и кобальта, селективно от железа в форму, легкораство-
римую в аэрированных аммиачно-карбонатных средах. Опера-
цию проводят в трубчатых, многоподовых печах, печах КС;
— хлоридовозгонка (1550 К, 5—1 % реагента — хлоринатора),
при которой селективно от железа и пустой породы возгоняются:
549
%'. 92 Си, 95 Pb, по 97 Zn и Au, 92 Ag. Выход возгонов — 3—5 % от
массы огарка; вследствие большого сокращения получаемые воз-
гоны представляют богатый продукт, удобный для гидрометал-
лургической переработки. Операцию проводят в реакторах шахт-
ного или трубчатого типа. Остаток от хлоридовозгонки содержит,
%: по 0,04 S и Си, по 0,01 Zn, Pb, до 60—62 Fe — и как сырье пред-
ставляет интерес для заводов черной металлургии. Иногда прово-
дят магнетизирующий обжиг и магнитную сепарацию для получе-
ния более качественного железосодержащего продукта.
Выщелачивание. Операция предполагает количественный
перевод (88—94 %) в раствор меди, цинка, никеля, кобальта. Же-
лезо, пустая порода, свинец, мышьяк, олово остаются в нерас-
творимом остатке. Чаще всего используют сернокислые раство-
ры, содержащие 8—15 г/дм3 H2SO4. Операцию проводят в агита-
торах, перколяторах, реализуя непрерывный противоточный ре-
жим с тщательной промывкой хвостов методом декантации. При
повышенном содержании свинца, олова нерастворимый остаток
обрабатывают горячим концентрированным раствором пова-
ренной соли. Иногда при заметном содержании благородных ме-
таллов, с целью их извлечения, хвосты промывают хлорной во-
дой или проводят цианирование. При использовании аммиачно-
го выщелачивания селективность процесса относительно желе-
за и пустой породы возрастает.
Переработка растворов. При выщелачивании огарков рас-
творы отличаются невысоким содержанием цветных металлов,
комплексным составом, наличием хлоридов и солей натрия.
Для извлечения меди, серебра, кадмия используют цемента-
цию; тип осадителя (железный скрап, цинковая пыль, никеле-
вый порошок) выбирают с учетом состава раствора.
Цинк, свинец, олово осаждают содой, известью в форме ос-
новных карбонатов, затем прокаливают, получая оксиды метал-
лов. Кобальт окисляют хлором и осаждают при pH = 4.
Иногда все цветные металлы, перешедшие в раствор, кол-
лективно осаждают, например, сульфидом натрия, известью, се-
роводородом в автоклавах; получаемый концентрат цветных ме-
таллов перерабатывается по отдельной технологии. Маточные
растворы или сбрасывают в соленакопители, или выпаривают с
целью выделения солей натрия. Последний способ более энерго-
емкий, однако упрощает водный баланс схемы, экологически ра-
ционален и позволяет получать сырье, интересное для предпри-
ятий химической промышленности.
Для обработки аммиачных растворов используют дистилля-
цию (нагрев паром до 380—390 К) с целью отгонки аммиака и ди-
оксида углерода; газы улавливают и возвращают на выщелачива-
ние, что обеспечивает замкнутость схемы по растворителю. Цвет-
ные металлы выпадают в осадок в форме основных карбонатов;
550
их отделяют из пульпы, сушат, прокаливают, спекают, получая
продукт (синтер), используемый при легировании сталей.
Для селективного извлечения цветных металлов из бедных
растворов перспективны схемы с использованием сорбционных
и экстракционных процессов. Железосодержащие остатки, по-
лучаемые после выщелачивания, обезвоживают, сушат, подвер-
гают окатыванию; окатыши спекают на аглоленте и получают
сырье, пригодное для заводов черной металлургии.
Типичный состав металлизированных окатышей, %: до 90 Fe,
0,13—1,5 Ni, 0,01 S, 1,5—2,2 SiO2, 0,02 Си, 0,02—0,05 Co.
При переработке пиритных концентратов (огарков) извлека-
ют в товарные продукты, %: 92—96 серы, 90-—95 меди, 75—80
цинка, до 50 Со, до 50 Au, Ag. Из пирротиновых концентратов
извлекают, %: до 75 Ni в форме оксида, 92—94 Fe в окатыши, 90
серы в серную кислоту.
Описанная технология отличается использованием нескольких
разновидностей обжига, развитой схемы пыле- и газоочистки, ток-
сичных реагентов (SO2, СО, H2S, NH3); возникают проблемы реа-
лизации серной кислоты, невысоко извлечение благородных ме-
таллов, предпочтительны высокосернистые концентраты (>50 %),
получаемые железосодержащие окатыши невысокого качества.
Известны приемы, когда пиритные концентраты предвари-
тельно подвергали автогенной плавке. Получаемый штейн гра-
нулировали, измельчали и далее перерабатывали по схеме об-
жиг — выщелачивание — селективное извлечение цветных ме-
таллов. Схемы с использованием автогенной плавки высокопро-
изводительны, появляется возможность получения богатых га-
зов (40—75 % SO2) или элементной серы, заметно сокращается
объем продукта, поступающего на дальнейшую переработку.
Однако плавка — капиталоемкая, дорогая технология; вследст-
вие неизбежного шлакообразования теряется до 20—27 % Си,
12—20 % Аи, 17—27 % Ag.
Схемы с использованием автоклавных процессов
Достоинства автоклавной обработки пиритных и пирротино-
вых концентратов:
— количественное окисление (вскрытие) сульфидов;
— селективное извлечение цветных металлов;
— удаление основной массы серы, железа и получение кон-
центрата цветных металлов, пригодного для переработки по
стандартным технологиям.
Первое направление интересно для обработки золотосодер-
жащих пиритных концентратов, отличающихся тесным, вплоть
до эмульсионного, взаимопрорастанием минералов и золота (се-
ребра). Реализуют выщелачивание при 430—-440 К, Ро — 0,2—
0,5 МПа, обеспечивающее количественное окисление сульфи-
551
дов и раскрытие сростков минералов. Выход остатка не превы-
шает 30—40 % от массы концентрата; при цианировании извле-
чение золота повышается на 15—25 %, сокращается расход циа-
нида в сравнении с показателями обработки огарков от окисли-
тельного обжига концентратов.
Пирит относится к упорным сульфидам: при его окислении
основная часть серы переходит в сульфатную форму, что вызы-
вает повышенный расход кислорода, осложняет извлечение се-
ры, переработку получаемых растворов, отличающихся повы-
шенным содержанием кислоты и железа. Если пиритный кон-
центрат подвергнуть термической обработке (электроплавке,
обжигу при 800—850 К в неокислительной атмосфере), то в ре-
зультате диссоциации пирита, высших сульфидов возгоняется до
50 % серы (улавливается в форме элементной). Остаток терми-
ческой обработки (троиллит, искусственный пирротин типа
FevSy) отличается повышенной реакционной активностью и при
автоклавном выщелачивании.
Возможны следующие два варианта дальнейшей переработ-
ки огарка:
— окисление троиллита с образованием элементной серы,
гидроксидов железа согласно реакции
2FeS + 1,5О2 + иН2О = Fe2O3 • лН2О + 2S°,
перевод цветных металлов в раствор и их извлечение (процесс
Шерритт — Гордон, Канада);
— концентрирование цветных металлов в сульфидной фазе с
растворением железа и удалением серы в форме сероводорода
(схема Гипроникеля, Россия).
В первом случае проводят автоклавное сернокислотное вы-
щелачивание при 400—425 К, РО2 = 0,8—1,0 МПа, pH < 1,0 в при-
сутствии ПАВ. Пульпу обрабатывают диоксидом серы, перево-
дя железо и цветные металлы в раствор. Раствор нейтрализуют,
извлекают цветные металлы, осаждают железо автоклавным
гидролизом (470—490 К, Р02 = 0,2—0,3 МПа, т = 1—2 ч). При
этом получают качественный железосодержащий продукт, ин-
тересный для заводов черной металлургии, и регенерируют сер-
ную кислоту, возвращаемую на автоклавное выщелачивание.
В остатке после растворения концентрируются элементная
сера, пустая порода, нерастворимые сульфаты цветных метал-
лов, благородные металлы.
Возможно флотационное разделение железистой гидратной
фазы и серно-сульфидного концентрата; из последнего отделя-
ют серу и получают концентрат благородных металлов.
По второму варианту вскрытие троиллита осуществляют в
соответствии с реакцией
FeS + H2SO4 = FeSO4 + H2sT.
552
Операцию проводят при 360—370 К, используя 12—15 %-
ный оборотный раствор кислоты и поддерживая давление в ап-
парате 0,15—0,2 МПа H2S. При этих условиях достигается коли-
чественное завершение процесса, все цветные металлы остают-
ся в кеке, сера удаляется в форме сероводородсодержащих газов
(перерабатывают на серу элементную), железо переходит в рас-
твор. Последний подвергают автоклавному гидролизу, осаждая
железо и регенерируя серную кислоту.
Благодаря количественному отделению серы и железа, выход
нерастворимого остатка не превышает 7—10 % от массы исходно-
го растворяемого материала. Соответственно пропорционально
возрастает в нем содержание цветных металлов, что существенно
повышает эффективность операций для их извлечения.
Схема (рис. 9.20) обеспечивает селективное и полное (до 97—
99 %) концентрирование цветных и благородных металлов, со-
здаются условия для получения ценной железосодержащей про-
дукции, высокого извлечения серы в товарной форме. Возмож-
но нивелировать роль фазового состава сырья за счет предвари-
тельной термической подготовки.
Однако используется громоздкая пирометаллургическая опе-
рация, возникают специальные проблемы по переработке токсич-
ного, взрыво- и пожароопасного сероводорода, сложна и громозд-
ка автоклавная технология обработки железистых растворов.
Автоклавная схема переработки пирротиновых концент-
ратов.
Технология разработана сотрудниками Гипроникеля, Гинцвет-
мета, Норильского горно-металлургического комбината (НГМК)
и впервые в мире внедрена на Надеждинском металлургическом
заводе НГМК в 1979 г. на масштаб производства 1 млн т концен-
трата в год.
Технология включает окислительное автоклавное выщела-
чивание, доизвлечение цветных металлов из растворов, флота-
ционное разделение серносульфидного концентрата и отваль-
ных железистых хвостов, получение из концентрата товарной
серы элементной и обогащенного концентрата цветных метал-
лов, направляемого в металлургическое производство.
Автоклавное выщелачивание. Цель операции — максималь-
но вскрыть пирротин с наибольшим выходом элементной серы
при возможно меньшем переходе в раствор цветных металлов и
железа. Окисление пирротина описывается принципиальной ре-
акцией
MeS + 3FeS + 3,5О2 + иН2О -> MeSO4 + Fe2O3 • /?Н2О + 2S°,
где Me, Ni, Со, Си, частично Fe.
553
Пиритный, пирротиновый концентрат
Плавка
Шлак Штейн Газы
Получение порошка,
агломерата, окатышей
Рис. 9.20. Сернокислотная схема переработки пирротиновых и пиритных кон-
центратов
Операцию проводят при 400—410 К в атмосфере кислород-
но-воздушной смеси (80 % О2) при общем давлении 1,5 МПа, Ж :
Т = 1,3—1,1, в течение 2—2,5 часов в присутствии 4—5 кг/т по-
верхностно-активных реагентов. Реализуют непрерывное 2-ста-
дийное выщелачивание, используют горизонтальные 4-камер-
ные футерованные автоклавы с рабочей емкостью около 65 м3.
554
В процессе выщелачивания до 66—68 % серы концентрата
окисляется до элементной, 12—14 % до растворимых сульфатов,
остальное количество серы остается в нерастворимых формах
(невскрытые сульфиды, основные сульфаты).
Вскрывается 94—96 % пирротина, однако в раствор перехо-
дит, %: до 60—70 Ni, по 65 Со и Си, 6—9 Fe. В водной фазе со-
держится, г/дм3: 12—15 Ni, 3—8 Си; 0,1—0,3 Со; 1,4—2,0 Fe;
pH = 1,4—1,7.
Осаждение цветных металлов. При этой операции цветные
металлы переводят в твердую фазу, обеспечивая их флотируе-
мость. Процесс протекает в присутствии элементной серы со-
гласно реакции
Me2+(Ni, Со, Си) + Fe——» (Ni, Со, Си) S J- +Fe2+.
Операцию проводят при 380 К, pH = 2,5, в течение 1,0—2,0 ч,
используя железные окатыши (80 % Fe), измельченные до круп-
ности 0,4 мм и известняк для поддержания требуемой кислотно-
сти. Расход осадителя 1,6—2,0-кратный от суммы меди, никеля,
кобальта, содержащихся в растворе. В растворе после осажде-
ния остается не более, г/дм3: 0,01 Си и Со, 0,2 Ni.
Для осаждения используют реакторы с механическим пере-
мешиванием, футерованные или титаном, или высоколегиро-
ванной сталью.
Характерны опасность выделения водорода, повышенный
расход осадителя, неполное осаждение, поэтому подбор более
эффективных или дешевых осадителей остается актуальным.
Серно-сулъфидная флотация обеспечивает отделение желе-
зисто-силикатной составляющей в отвальные хвосты. Опера-
цию проводят во флотомашинах с емкостью камер 6,3 м3, ис-
пользуя схему с перечисткой и контрольной флотацией. Расход
аэрофлота 100—200 и 50 г/т вспенивателя (масло Т-66).
В хвостах флотации содержится, %: 0,2—0,3 Ni; Си не более
1—2,0 S. Железистую пульпу нейтрализуют при аэрации извест-
няком до pH ~ 5,5 и сбрасывают в отвал.
В концентрате содержится, %: 7 Ni, 1,5 Си, 30 Fe, 50 S, в т. ч.
до 35 S°.
Дезинтеграция. Цель операции — разделить элементную се-
ру и сульфиды металлов. Операцию проводят при 390—400 К,
Ж : Т = 2 в реакторах, в течение 0,5 ч в присутствии 1,8—2,3 %
сернистого натрия, играющего роль гидрофилизатора. Затем
проводят серную флотацию (50 г/т Т-66; 0,5—2,0 кг/т керосина),
получая серный концентрат (70—80 % S°) и концентрат цветных
металлов. Состав последнего, %: 11—12 Ni, 5—6 Си, 35 S; выход
его 13—14 % от массы пирротинового концентрата. Этот про-
дукт используют при плавке на штейн.
555
Выплавка серы. Операцию проводят в автоклавах при 400 К
в течение 2,0 ч с использованием поверхностно-активных реа-
гентов; получаемая сера содержит не менее 99,5 % S, до 0,04 %
золы и 0,2 % органических веществ. Состав остатка после вы-
плавки серы, %: 2—6 Си, 2—4 Ni, 0,1—0,5 Со, 30—35 Fe, 20—35
S; его возвращают в цикл серно-сульфидной флотации.
В расчете на 1 т извлекаемого никеля расходуется, т: желез-
ных окатышей — 2,2; сульфида натрия — 1,6, извести — 2,2, из-
вестняка — 7,4.
Технология (рис. 9.21) обеспечивает извлечение, %: до 60—
65 серы — в форме элементной; 85—88 Ni; по 75—85 Си и Со;
20 S в концентрат цветных металлов; сведены к минимуму вы-
бросы в атмосферу и загрязнение сточных вод.
КВС
(80 % О9)
Хвосты
Пирротиновый концентрат
ПАВ
Автоклавное выщелачивание
Порошок железа
v |
Осаждение цветных металлов
Серно-сульфидная флотация
S—MeS концентрат
Известь
Воздух
Нейтрализация
Дезинтеграция
Хвостохранилище
Серная флотация
Концентрат
цветных металлов
Серный
концентрат
На плавку
Выплавка серы
Хвосты
Сера
товарная
Рис. 9.21. Автоклавная схема переработки пирротиновых концентратов
556
Схема достаточно громоздка, получают концентрат цветных
металлов невысокого качества, заметны потери металлов, прак-
тически не извлекается железо.
Совершенствование технологии осуществляется по линии
подбора более эффективных ПАВ при автоклавном выщелачи-
вании, дезинтеграции, применения сорбционного извлечения
цветных металлов из пульпы, доработки железистых хвостов.
Разрабатываются новые технологии, однако они не вышли за
рамки полупромышленных испытаний.
Таким образом, обязательными условиями эффективной пе-
реработки пиритных и пирротиновых концентратов являются:
— повышение их качества на стадии обогащения, при дости-
жении содержания серы в концентрате не менее 48—50 %;
— получение качественного железосодержащего полупро-
дукта (не менее 58—60 % Fe);
— количественное извлечение цветных и благородных ме-
таллов в форме товарных полупродуктов.
При комплексной переработке этих концентратов выпуск
товарной продукции из рудного сырья в стоимостном выраже-
нии возрастает на 22—28 %.
Наиболее предпочтительны комбинированные схемы, вклю-
чающие термическую подготовку концентратов, автоклавную
технологию (выщелачивание, очистка растворов, осаждение же-
леза), флотационное отделение нерудных фаз.
9.6. УТИЛИЗАЦИЯ ПРОИЗВОДСТВЕННЫХ СТОКОВ
9.6.1. Химическая очистка стоков
Основными методами химической очистки сточных вод явля-
ются нейтрализация и окисление, которые могут применяться
самостоятельно перед подачей стоков в систему оборотного во-
доснабжения, а также перед спуском их в водоем или в город-
скую канализационную сеть. Их применение целесообразно пе-
ред биологической или физико-химической очисткой стоков, а
также для глубокой очистки стоков с целью их дезинфекции,
обесцвечивания или извлечения из них различных компонентов.
Химическим методам отдается предпочтение при локальной
очистке производственных сточных вод.
Нейтрализация. Реакция нейтрализации происходит между
гидратированными ионами водорода и ионами гидроксила, со-
держащимися соответственно в сильных кислотах и основаниях:
Н+ + ОН = Н2О. В результате концентрация каждого из этих ио-
нов становится равной той, которая свойственна самой воде
(около pH - 7).
557
Практически подвергать нейтрализации следует сточные во-
ды с pH менее 6,5 или более 8,5. Особую опасность представля-
ют кислые стоки, которые встречаются значительно чаще, чем
щелочные. Концентрация кислот в сточных водах обычно не
превышает 3 %.
Применяют следующие способы нейтрализации:
— взаимная нейтрализация кислых и щелочных сточных вод;
— нейтрализация реагентами (растворы кислот, негашеная и
гашеная известь, кальцинированная и каустическая сода, амми-
ак);
— фильтрование через нейтрализующие материалы (из-
весть, известняк, доломит, магнезит, обожженный магнезит,
мел).
Нейтрализация сточных вод путем добавления реагентов
применяется в том случае, если на предприятиях имеются толь-
ко кислые или только щелочные сточные воды, либо в случае
невозможности обеспечить взаимную нейтрализацию. Этот ме-
тод наиболее широко используют для нейтрализации кислых
сточных вод.
Выбор реагента при этом зависит от вида кислот и их кон-
центрации (табл. 9.8), а также от растворимости солей, образую-
щихся в результате химической реакции. Для нейтрализации ми-
неральных кислот применяют чаще всего известь в виде пушон-
ки или известкового молока и карбонаты кальция или магния в
виде суспензии. Эти реагенты достаточно дешевы и общедоступ-
ны, но имеют ряд недостатков: регулирование их дозировки
сложно и требует устройства усреднителей перед нейтрализаци-
онной установкой и большого реагентного хозяйства (рис. 9.22).
Скорость реакции между раствором кислоты и твердыми ча-
стицами суспензии относительно невелика и зависит от размера
частиц и растворимости образующегося соединения, поэтому
Таблица 9.8
Удельный расход реагентов для нейтрализации 100 %-ных кислот и щелочей,
кг/кг
Щелочь Кислота
серная соляная азотная уксусная
Известь:
негашеная 0,31 0,59 0,21 0,22
гашеная 0,58 1,02 0,35 0,38
Сода:
кальцинированная 1,16 2,10 0,71 0,77
каустическая 0,67 1,21 0,41 0,45
Аммиак 0,12 0,22 0,073 —
558
a
Рис. 9.22. Принципиальная схема станции реагентной нейтрализации:
а, б — подача кислых и щелочных сточных вод; в, г — выпуск нейтрализованных сточных вод и осад-
ка; 1 — песколовки; 2 — усреднители; 3 — склад реагентов; 4 — растворные баки; 5 — дозатор;
6 — смеситель; 7 — нейтрализатор; 8 — отстойник; 9 — осадкоуплотнитель; 10 — вакуум-фильтр;
11 — накопитель обезвоженных шламов; 12 — шламовые площадки
окончательное значение pH в жидкой фазе устанавливается по
истечении некоторого времени (10—15 минут). Это прежде все-
го относится к стокам, содержащим сильные кислоты (H2SO4,
H2SO3), кальциевые соли которых труднорастворимы в воде.
При нейтрализации сильных кислот необходимо устраивать от-
стойники-шламонакопители.
Количество реагента G, кг, при нейтрализации кислых сточ-
ных вод рассчитывают с учетом осаждения присутствующих в
стоках солей тяжелых металлов:
G = к • (100/В) • Q • (аА + ЬХСХ + Ь2С2 + ... + ЬпСп),
где к — коэффициент запаса расхода реагента по сравнению с
теоретическим, равный для известкового молока 1,1, для извест-
кового теста и сухой извести 1,5; В — количество активной час-
ти в товарном реагенте, %; Q — количество сточных вод, подле-
жащих нейтрализации, м3; — концентрации металлов в
сточных водах, кг/м3; а — удельный расход реагента для нейтра-
лизации, кг/кг (табл. 9.9); А — концентрация кислоты или щело-
чи, кг/м1; bi9 Ь2, ..., Ьп — расход реагентов для осаждения метал-
лов, кг/кг (табл. 9.9).
При нейтрализации сернокислых сточных вод кальцийсодер-
жащим реагентом образуется сульфат кальция (гипс):
H2SO4 + Са(ОН)2 = CaSO.,1 + 2Н2О,
H2SO4 + СаСО, = CaSO4 + Н2О + СО,1,
X* *Т ’ X* X» z
Таблица 9.9
Удельный расход реагентов для удаления металлов, кг/кг
Металл Реагент
СаО Са(ОН)2 Na2CO3 NaOH
Цинк 0,85 1,13 1,6 1,22
Никель 0,95 1,26 1,8 1,36
Медь 0,88 1,16 1,66 1,26
Железо 1,00 1,32 1,9 1,43
Свинец 0,27 0,36 0,51 0,38
который кристаллизуется из разбавленных растворов в виде со-
ли CaSO4-2H2O; ее растворимость при 273—313 К составляет
1,76—2,11 г/дм3. Недостатком метода нейтрализации серной кис-
лоты известью является образование пересыщенного раствора
гипса (коэффициент пересыщения достигает А—6), выделение
которого из сточной воды продолжается до нескольких суток,
что приводит к зарастанию трубопроводов и аппаратуры. При-
сутствие в сточных водах высокомолекулярных органических
соединений повышает устойчивость пересыщенных растворов
гипса, поскольку эти соединения сорбируются на гранях крис-
таллов сульфата кальция и препятствуют их дальнейшему росту.
Для уменьшения коэффициента пересыщения используется
рециркуляция осадка сульфата кальция. Концентрация ионов
кальция в сточной воде уменьшается при увеличении дозы ре-
циркулирующего осадка; продолжительность перемешивания
этой пульпы должна быть не менее 30 минут. Для уменьшения
зарастания трубопроводов нейтрализованными известью стока-
ми применяют промывку, увеличивают скорость транспортиро-
вания, а также заменяют металлические трубопроводы на пласт-
массовые.
Окисление. Окислительный метод очистки применяют для
обезвреживания сточных вод, содержащих токсичные примеси
(цианиды) или соединения, которые нецелесообразно извлекать
из сточных вод, а также очищать другими методами (сероводо-
род, сульфиды).
Обезвреживание сточных вод хлором или его соединения-
ми — один из самых распространенных способов их очистки от
ядовитых цианидов, содержание которых в сточных водах ко-
леблется от 20 до 100 мг/дм3. Цианид-ионы CN" окисляют в не-
токсичные цианаты CNO-, которые затем гидролизуют с обра-
зованием ионов аммония и карбонатов либо окисляют до эле-
ментного азота и диоксида углерода:
CN" + 2ОН- + С12 = CNCT + 2СГ + Н2О,
560
2CN0’ + 4О1-Г + 3Cl2 = 2СОД + 6СГ + N2T + 2H2O,
CNO“ + 2H2O = Nil* + COh
При введении в воду хлор гидролизуется, образуя хлорнова-
тистую и соляную кислоты:
С12 + н2о = нею + НС1.
В сильнокислой среде (pH < 4) равновесие этой реакции сдви-
нуто влево, и в воде присутствует молекулярный хлор. Образо-
вавшаяся хлорноватистая кислота диссоциирует на гипохлорит-
ион СЮ- и ион водорода Н+. Хлорноватистая кислота и ионы ги-
похлорита образуются также при растворении в воде гипохлори-
тов кальция или натрия и хлорной извести.
Окисление цианидов хлором проводят только в щелочной
среде, поскольку при снижении pH возможно прямое хлорирова-
ние цианида с образованием токсичного хлорциана:
CN- + С12 = CNC1? + СГ.
Более безопасным и экономически целесообразным является
окисление цианидов гипохлоритами в щелочной среде (pH = 10—
11) хлорной известью, гипохлоритами кальция или натрия:
CN” + СЮ" = CNO" + СГ.
Реакция протекает быстро (1—3 минуты) и полно. Образую-
щиеся цианаты постоянно гидролизуют.
Значительно чаще, чем хлорсодержащие реагенты, для окис-
ления сульфидных сточных вод применяют кислород; в нейт-
ральной среде (pH = 7,0—7,5) протекают реакции:
2H2S + 2О2 = S2O 23- + 2Н+ + Н2О,
8H2S + 9О2 = 2S4O + 4Н+ + 6Н2О,
H2S + 2О2 = SO 24- + 2Н+,
2HS" + 2О2 = S2O + Н2О,
2HS" + 4О2 = SO + 2Н+.
В процессе окисления величина pH раствора понижается,
возможно образование элементной серы. С повышением темпе-
ратуры и давления кислорода скорость реакции и степень окис-
ления сульфидов и гидросульфидов увеличивается. Теоретичес-
ки на 1 г сульфидной серы расходуется 1 г кислорода. Для пол-
ного окисления стоков с концентрацией сульфид-иона
561
0,05 г-ион/дм3 при 350—370 К и 0,1—0,8 МПа требуется 5,4 кг
кислорода или 28 м3 воздуха на 1 м3 растворов; продолжитель-
ность контакта при этом составляет 1 минуту.
Более сильным окислителем, чем кислород, является озон;
он разрушает в водных растворах уже при нормальной темпера-
туре многие органические вещества и примеси. При 0,1 МПа и
273 К растворимость его в воде составляет 0,4 г/дм3. При нали-
чии кислот и солей растворимость озона в воде увеличивается, а
при наличии щелочей — уменьшается. Озон диссоциирует в вод-
ных растворах с образованием атомарного кислорода. Скорость
распада возрастает с увеличением солесодержания, значений pH
и температуры воды.
По сравнению с другими окислителями, например хлором,
озон имеет ряд преимуществ: его можно получать непосредст-
венно на очистных установках, причем сырьем служит техниче-
ский кислород или атмосферный воздух; он не увеличивает соле-
вой состав очищаемых вод, не загрязняет воду продуктами реак-
ции; процесс легко поддается полной автоматизации.
Озон получают путем тихого (короткого) электрического
разряда в воздухе между двумя электродами при напряжении 5—
25 тысяч вольт. Расход электроэнергии на получение 1 кг озона
не превышает 43—57 кВт-ч. Озон вводят в обрабатываемый рас-
твор барботированием, противоточной абсорбцией с помощью
эжекторов или роторных механических смесителей.
9.6.2. Физико-химическая очистка
производственных стоков
Наиболее распространенными являются коагуляция, ионный
обмен, выпаривание и кристаллизация, а также сорбция, флота-
ция, экстракция, диализ, магнитная обработка, электрокоагуля-
ция и электрофлотация. Их применяют как самостоятельно, так
и в сочетании с химическими и другими методами.
Электрохимическая обработка целесообразна при очистке
концентрированных и небольших объемов стоков; при этом не
требуется разбавления сточных вод, не увеличивается их соле-
вой состав, доизвлекаются ценные примеси, упрощается эксплу-
атация сооружений и технология и ее автоматизация по сравне-
нию с методами реагентной обработки. Основные недостатки
метода: значительные энергетические затраты и необходимость
периодической регенерации электродов.
При очистке стоков электрохимическими методами на аноде
в зависимости от солевого состава стоков и условий электроли-
за выделяются кислород и галогены, окисляются некоторые ор-
ганические вещества. На катоде происходит выделение газооб-
разного водорода, восстановление ионов металлов и органики.
562
В качестве анода используют электролитически нераство-
римые материалы (уголь, графит, магнетит, диоксиды свинца,'
марганца, рутения), нанесенные на титановую основу. Като-
дом служит свинец, цинк и легированная сталь. Определяю-
щим параметром при электрохимическом окислении является
плотность тока.
При электролизе отработанных травильных растворов, со-
держащих FeSO4 и свободную H2SO4, регенерируется 80—90 %
серной кислоты и получается порошкообразное металлическое
железо (25—50 кг из 1 м3 раствора). При электролизе щелочных
сточных вод, содержащих цианиды, на аноде цианид-ионы окис-
ляются с образованием цианат-ионов и далее — диоксида угле-
рода:
CN’ + 2ОН~ - 2е = CNO" + Н2О,
2CNCT + 4ОН“ - бе = 2СО,Т + N,T + 2Н,О.
В целях повышения электропроводности сточных вод, сни-
жения расхода электроэнергии и интенсификации процесса
окисления в них добавляют минеральные соли. Наиболее эф-
фективно добавление хлорида натрия (5—10 г/дм3), который
разлагается с выделением на аноде атомов хлора, участвующих
в процессе окисления:
2СГ - 2е = С1,Т,
С12 + CN" + 2ОН" = CNO" + 2СГ + Н2О.
Электролиз сточных вод проводят при электродной плотно-
сти тока 30—100 А/м2 и объемной плотности 1—3 А/дм3. Удель-
ный расход электроэнергии для обеспечения 100 %-ной очистки
от цианидов (при начальном содержании 200 г/м3) составляет
0,2 кВт-ч на 1 г цианид-иона. При этом на катоде в виде осадков
утилизируется до 80 % общего количества цветных металлов,
содержащихся в сточных водах.
Коагуляция — это слипание частиц коллоидной системы при
их столкновениях в процессе теплового движения, перемешива-
ния или направленного перемещения во внешнем силовом поле.
Образуются агрегаты, в которых первичные частицы соединены
силами межмолекулярного взаимодействия непосредственно
или через прослойку окружающей среды.
Сточные воды обычно содержат коллоидные частицы
(0,001—0,1 мкм), мелкодисперсные частицы (0,1—10,0 мкм), а
также частицы размером 10 мкм и более; лишь последние доста-
точно легко удаляют механическими способами. Под влиянием
добавляемых веществ (коагулянтов), например солей алюминия
563
и железа, в результате их гидролиза образуются малораствори-
мые в воде основные соли гидроксиды, которые сорбируют на
своей развитой хлопьевидной поверхности коллоидные и мелко-
дисперсные вещества и оседают при благоприятных гидродина-
мических условиях:
A12(SO4)3 + 2Н.О = 2AIOHSO4I + H2SO4,
FeCl3 + 2Н2О = Fe(OH)2Cli + 2НС1,
2FeSO4 + 2H2O = (FeOH)2SOj + H2SO4,
4Fe(OH)2 + O2 + 2H2O = 4Fe(OH)3i.
Минимальный расход коагулянтов достигают в диапазоне оп-
тимальных величин pH: для А1(ОН)3 — 4,5—7,0; для Fe(OH)2 —
8,5—10,5, а для Fe(OH)3 — 4,0—6,0, нейтрализуя образующиеся в
процессе гидролиза кислоты известью или щелочами.
Скорость и эффективность процесса коагуляции зависят от со-
става сточных вод, их температуры, интенсивности перемешива-
ния и последовательности введения реагентов. Дозы коагулянтов в
среднем составляют 0,5—1,0 г/м3. Так, введение полиакриламида
(1 г/м3) в сточные воды металлургического завода сокращает тре-
буемую площадь радиальных отстойников почти в 2 раза.
Очистка вод, содержащих мелкодиперсные и коллоидные ча-
стицы, может происходить при их пропускании через электроли-
зер с анодом, изготовленным из алюминия или железа (электро-
коагуляция); материал анода постепенно растворяется, образует
гидроксиды и коагулирует.
Растворение в воде 1 г алюминия эквивалентно введению
6,3 г A12(SO4)3, air железа — введению 3,6 г Fe2(SO4)3 или 2,9 г
FeCl3. Теоретический расход электроэнергии для растворения
1 г алюминия — 12 Втч, air железа — 2,9 Втч. Плотность то-
ка рекомендуется не более 10 А/м;, расстояние между электро-
дами — не более 20 мм, а скорость потока между электродами —
не менее 0,5 м/с.
Компактность установок, отсутствие реагентного и склад-
ского хозяйства, простота обслуживания являются достоинством
метода. Однако значительные расходы электроэнергии и метал-
ла, являющиеся следствием образования оксидной пленки на по-
верхности электродов, их механического загрязнения примесями
сточных вод, а также нагревания обрабатываемой сточной воды,
ограничивают область применения этого метода.
Электрокоагуляционная установка (рис. 9.23) при продолжи-
тельности контакта сточных вод в электрическом поле 15—30 с
и пропускной способности 1,5—3 м3/ч на 1 м2 площади поверхно-
564
Рис. 9.23. Электрокоагуляционная
установка:
1 — подача сточных вод; 2 — отстойник;
3 — резервуар-электрокоагулятор; 4 — па-
кет стальных электродов; 5 — выпуск отра-
ботанных сточных вод; 6 — выпрямитель;
7 — выпуск осадка
сти электродов одного по-
люса на 99 % осаждает
взвеси (при их исход-
ной концентрации 05—
0,8 г/дм3).
Ионный обмен. Гетеро-
генный ионный обмен, или
ионообменная сорбция, —
процесс обмена между ио-
нами, находящимися в растворе, и ионами, присутствующими на
поверхности твердой фазы — ионита. Очистка сточных вод ме-
тодом ионного обмена позволяет извлекать ценные примеси
(хром, цинк, свинец, медь, ртуть и другие металлы) до предельно
допустимых концентраций.
Важнейшими свойствами ионитов являются их поглотитель-
ная способность, определяемая обменной емкостью — количе-
ством грамм-эквивалентов ионов, которое может поглотить 1 м3
ионита до начала проскока поглощаемых ионов в фильтрат, а
также их обратимость, т. е. возможность проведения реакции в
обратном направлении, что и лежит в основе их регенерации
(табл. 9.10).
Если катиониты находятся в Н- или Na-форме, обмен катио-
нов будет проходить по реакциям (Ме+ — катион, находящийся в
сточной воде; [К] — сложный комплекс катионита):
Ме+ + Н[К] = Ме[К] + Н+,
Ме+ + Na[K] = Ме[К] + Na+,
а регенерация смолы осуществляется промывкой кислотой (при
Н-катионите) или раствором хлористого натрия (при Na-катио-
ните):
2Ме[К] + H2SO4 = 2Н[К] + Me2SO4,
Ме[К] + NaCl = Na[K] + MeCl.
Поскольку сточные воды характеризуются сложным со-
ставом, большое значение имеет селективность поглощения
ионов. Для каждого вида катионита установлены ряды катио-
565
Таблица 9.10
Характеристики некоторых ионитов
Иониты Размер зерен, мм Обменная емкость, г-экв/м
при Н — катио- иировании при Na — катио- нировании по SOJ-
Катиониты Сульфоуголь СМ-1 Сульфоуголь СК-1 Катионит КУ-1 Катионит КУ-2 Аниониты АН-2ФН АН-18x8 АВ-17x8 0,3-0,8 0,5—1,1 0,3—1,5 0,3—1,0 0,3—1,6 0,3—1,6 0,2—0,8 250 200 300 800 450 350 300 800 700 1000 800
нов по энергии их вытеснения. Например, для катионита
КУ-2:
Н+ < Na+ < Mg2+ < Zn2+ < Со2+ < Cu2+ < Cd2+
Ni2+ < Ca2+ < Sr2+ < Pb2+ < Ba2+.
Слабоосновные аниониты поглощают анионы сильных кис-
лот ([А] — сложный органический комплекс анионита):
2[А]ОН + H2SO4 = [A]2SO4 + 2Н2О.
Для большинства анионитов справедлив следующий ряд по
поглощающей способности: SO 4" > NO 2~ > СГ. Регенерация сла-
боосновных анионитов достигается фильтрованием через них
2—4 %-ных водных растворов NaOH, Na2CO3 или NH4OH:
[A]2SO4 + 2NaOH = 2[A]OH + Na2SO4.
Выпаривание и кристаллизация. Выпаривание сточных вод
применяют для увеличения концентрации содержащихся солей и
ускорения последующей кристаллизации. Оно может быть про-
стым, а также одно- и многоступенчатым под вакуумом. Про-
стое выпаривание проводят в открытых резервуарах с помощью
пара низкого давления (370—380 К), что вызывает его большой
расход. При выпаривании под вакуумом, уменьшающим темпе-
ратуру кипения раствора и расход тепла, в качестве источника
тепла используют отработанный пар; однако вакуумные выпар-
ные установки более сложны в аппаратурном оформлении и при
эксплуатации.
566
Кристаллизация применяется при обработке и обезврежива-
нии небольших количеств концентрированных сточных вод (на-
пример, радиактивных). Кристаллизаторы бывают периодичес-
кого действия с естественным охлаждением за счет испарения
воды, периодического действия с перемешиванием и искусствен-
ным охлаждением и непрерывного действия.
Термоокислителъный метод. Термоокислительный метод
обезвреживания сточных вод — парофазное окисление («огне-
вой» метод), при котором сточную воду, вводимую в распылен-
ном состоянии, обрабатывают продуктами горения топлива
(1170—1270 К). При этом испаряется вода, органические приме-
си сгорают, а минеральные примеси образуют твердые или рас-
плавленные частицы и выводятся из рабочей камеры печи или с
дымовыми газами.
567
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ К ГЛ. 9
1. Дайте классификацию методов очистки газов от пыли.
Что учитывают при выборе пылеуловителя?
2. Назовите преимущества и недостатки циклонов в сравне-
нии с другими пылеулавливающими аппаратами.
3. Когда применяют аппараты «мокрого» пылеулавливания?
4. Дайте классификацию электрофильтров, приведите их
преимущества и недостатки, области применения.
5. Обоснуйте необходимость переработки образующихся в
производстве цветных металлов газов.
6. Какими способами (изобразите схему) может быть утили-
зирована сера из серусодержащих газов?
7. Приведите пример реализации цикличного способа сани-
тарной очистки серусодержащих газов.
8. Дайте характеристику основным группам шлаков, образую-
щихся при плавке рудного и вторичного сырья цветных металлов.
9. Назовите основные методы комплексной переработки
шлаков, физико-химические принципы извлечения из шлаков
ценных составляющих.
10. Назовите основные технико-экономические показатели,
которые учитывают при выборе способа переработки шлаков
различными методами.
11. Перечислите требования к шлакам, условия их подготов-
ки при организации получения строительных материалов. Как
получают из шлаков литые изделия, шлаковую вату?
12. Перечислите сырьевые особенности пиритных и пирро-
тиновых концентратов и дайте классификацию известных спосо-
бов их переработки.
13. Изобразите принципиальную схему обжигово-аммиачной
и автоклавной технологии переработки пирротинового концен-
трата; предложите аппараты для основных операций.
14. Укажите приемы реализации условий эффективной пере-
работки пиритных и пирротиновых концентратов.
15. Охарактеризуйте метод нейтрализации и назовите об-
ласть его применения.
16. В чем заключается сущность окислительного метода очи-
стки? Какие вам известны технологические приемы?
17. Для чего при очистке стоков применяют коагулянты? Ка-
кие коагулянты Вам известны и в чем заключается суть их воз-
действия?
18. Что называют поглотительной способностью сорбента?
19. Сравните известные способы утилизации тепла отходя-
щих газов, применяемые аппараты.
20. Приведите примеры использования кессонирования и пе-
речислите условия эффективной его реализации.
568
21. Какие недостатки в существующих способах утилизации
тепла шлаковых расплавов?
22. Какие условия учитывают при выборе способа утилиза-
ции вторичных энергоресурсов?
Рекомендательный библиографический список к гл. 9
1. Гордон Г.М., Пейсахов ИЛ. Пылеулавливание и очистка газов в цветной
металлургии. М.: Металлургия, 1977. 456 с.
2. Менковский М.А., Яворский В.Т. Технология серы. М.: Химия. 1985. 328 с.
3. Купряков Ю.П. Шлаки медеплавильного производства и их переработка.
М.: Металлургия, 1987. 200 с.
4. Худяков И.Ф., Дорошкевич А.П., Карелов С.В. Металлургия вторичных
цветных металлов: Учебник для вузов. М.: Металлургия, 1987. 528 с.
5. Худяков И.Ф., Кляйн С.Э., Агеев Н.Г. Металлургия меди, никеля, сопутст-
вующих элементов и проектирование цехов: Учебник для вузов. М.: Ме-
таллургия, 1993. 432 с.
6. Зайцев В.Я., Маргулис Е.В. Металлургия свинца и цинка: Учебное пособие
для вузов. М.: Металлургия, 1977. 263 с.
7. Когаковский А.М., Клименко Н.А. Очистка и использование сточных вод
в промышленном водоснабжении. М.: Химия, 1983. 287 с.
8. Баймаханов М.Т., Лебедев К.Б„ Антонов В.Н. Очистка и контроль сточ-
ных вод предприятий цветной металлургии. М.: Металлургия, 1983. 192 с.
9. Берлин 3. Л. Рациональное использование вторичных энергоресурсов
цветной металлургии. М.: Металлургия, 1972. 352 с.
569
Глава 10
СОВРЕМЕННЫЕ ТЕХНОЛОГИИ ПРОИЗВОДСТВА
ЦВЕТНЫХ МЕТАЛЛОВ
10.1. СХЕМЫ ПРОИЗВОДСТВА ЦВЕТНЫХ МЕТАЛЛОВ
10.1.1. Производство меди
Сырьем для производства меди служат сульфидные руды и
концентраты, окисленные руды, вторичное сырье. Ведущими
странами по производству меди являются США, Россия, Чили,
Япония, Заир, Замбия, Австралия.
В переработку поступает сложное полиметаллическое сы-
рье, содержащее Си, Zn, Pb, Ag, Au, Se, Те, In, As, Bi, Re, Cd, Те,
Sb, Ru и Rh, Pd, Os, Ir, Pt.
Технологическая схема пирометаллургического производства
меди из сульфидного сырья (рис. 10.1) включает операции: обога-
щение; обжиг; плавку на штейн (и реже на черновую медь); кон-
вертирование; рафинирование (огневое и электролитическое);
переработку промпродуктов и отходов. Пирометаллургическим
способом производят около 85 % от общего выпуска меди.
Перерабатывают руды с содержанием 0,5—1,5 % Си; при
флотационном обогащении получают концентраты в зависимо-
сти от типа руд (табл. 10.1) с содержанием меди 15—30 %, в от-
дельных случаях — выше 50 %. Извлечение меди в концентраты
80—95 %, крупность их менее 74 мкм, влажность 8—10 %. Мине-
ралогический состав концентратов и руд одинаков; важнейшими
сульфидными минералами меди являются ковелин (CuS), халь-
Таблица 10.1
Примерный состав медных концентратов, %
Концентрат Си Ni РЬ Zn Fe s SiO2 Прочие
Медный 13,5 0,5 36,5 39,0 2,7 7,8
36,5 1,5 1,1 7,1 17,0 25,5 11,3
Медно-цинковый 15,7 —— 0,8 6,8 31,6 40,4 0,7 4,0
Медно-никелевый 24,7 1,8 34,9 32,6 1,7 4,3
570
в
Медная руда
Обогащение
Хвосты
I
В отвал
Дутье
Медный концентрат
14
Обжиг
Флюсы
Газы
Плавка на штейн
Огарок
г-Дутье
Плавка на черновую медь
Газы
Штейн Шлак
Шлак
Газы
В отвал
На обеднение
Кварц —I ।— Дутье
▼ ▼ ▼
Конвертирование
Газы Конвертерный
1 ерновая медь
В производство
_______
производство
H2SO4
шлак
4
На обеднение
Воздух —1
Восстановитель
Огневое рафинирование
H2SO4
г
К потребителю
Анодная медь
Электролитическое рафинирование
- Катодная медь Шламы
I I
Переплавка На извлечение
Au, Ag, Se, Те
Вайербарсы Катанка
Рис. 10.1. Схема пирометаллургического получения меди из сульфидных руд
Козин (Cu2S), халькопирит (CuFeS2), реже борнит (Cu5FeS4), куба-
нит (CuFe2S3), талнахит CuFeS(18_2).
Для окисленных медных руд характерны минералы: малахит
(CuCO3-Cu(OH)2); азурит (2CuCO3-Cu(OH)2); куприт (Си2О); те-
норит (СиО); хризоколла (CuSiO2-2H2O).
Обжиг. Цель обжига — частичное удаление серы, перевод
части сульфидов железа в оксидную форму для последующего
ошлакования и получения штейнов с содержанием 25—30 % Си.
Процесс автогенный, проводят в печах кипящего слоя при
1020—1170 К. Степень десульфуризации составляет 50—55 %.
571
Газы содержат 6—12 % SO2; их используют для производства
серной кислоты. Пылевынос (пыль — обожженный концен-
трат) — 20—90 %, зависит от параметров процесса и конструк-
ции печи.
Плавка на штейн. Используют процессы: шахтная плавка,
отражательная плавка, электроплавка, автогенные плавки
(взвешенная плавка, Норанда, Мицубиси), во вращающихся кон-
вертерах, плавка в жидкой ванне.
Наиболее распространен вариант отражательной плавки,
предназначенный для обожженных и необожженных флотаци-
онных концентратов. В печи перерабатывают конвертерные
шлаки, оборотные пыли, цементационную медь. Топливо —
природный газ, мазут.
Продукты плавки: штейны, отвальные шлаки, пыль, газы.
Штейны содержат, %: 15—45 Си; 24—27 S; до 5 Zn; до 2 РЬ;
1,5—2,5 Ni; Au, Ag, редкие и рассеянные элементы. Состав от-
вальных шлаков, %: 0,3—0,6 Си; 35—45 Fe; 30—45 SiO2; 5—1
А12О3; 1—9 СаО; 0,5—1,5 S.
Газы проходят систему грубого и тонкого пылеулавливания.
Извлечение меди в штейн составляет 93—96 %, выход штей-
на 40—60 %, содержание SO2 в газах 0,5—3,0 % (большее при
плавке необожженной шихты).
При шахтной плавке используют окускованное сырье (бри-
кеты, агломерат, гранулы) или богатую руду.
Рудно-термическую плавку на штейн проводят в шестиэлек-
тродных прямоугольных печах длиной 23—23,5 м, шириной
5,5—6 м. Удельная производительность 12—14 т/(м2-сут). Тепло-
вой КПД достигает 70 %; расход электроэнергии 380—
600 кВт-ч/т шихты. Электроплавка позволяет перерабатывать
более тугоплавкие материалы; эффективна при наличии деше-
вой электроэнергии.
Расширяется использование автогенных процессов с исполь-
зованием кислорода, подогретого дутья.
Наиболее технологически и аппаратурно отработанным яв-
ляется процесс взвешенной плавки фирмы «Оутокумпу» (фин-
ская плавка). При плавке концентратов, содержащих, %: 13—30
Си; 22—28 Fe; 26—37 S; 4—15 SiO2 получают штейн (45—65 %
Си), шлак (0,5—2,0 % Си; 34—45 % Fe; 25—40 % SiO2). Для обед-
нения шлаков используют электротермическую или флотацион-
ную доработку.
Плавка сульфидных концентратов в расплавах осуществлена
в аппаратах конвертерного типа (процессы Норанда, TBRC, Кэ-
нон-Шуман) и стационарных печах (процесс Мицубиси).
Известна кислородно-взвешенная циклонно-электротерми-
ческая плавка (КИВЦЭТ) для переработки медных, медноцин-
ковых и других концентратов, при которой сухой концентрат
572
Таблица 10.2
Характеристика некоторых типов плавки медных концентратов
Показатель Отражательная плавка Финская плавка Процесс Норанда Плавка Ванюкова
1. Удельный проплав, т/(м2-сут) 5 8—11 20—23 60—75
2. Содержание меди, % в штейне 25—35 50—60 70—75 45—55
в шлаке 0,4—0,45 1,0—1,5 5—7 0,5—0,6
3. Извлечение меди, % 97—98 96—97 92 98
4. Содержание SO2 в газах, % 1—2 11—14 16—20 20—40
5. Содержание кислорода в дутье, % 40—50 ЗО-ЛО 59—67
(1 % влаги) вдувают в циклонную камеру технологическим кис-
лородом со скоростью до 150 м/с. При электротермической до-
работке расплава получают оксидные возгоны (до 60 % ZnO).
Плавка Ванюкова (плавка в жидкой ванне) позволяет пере-
рабатывать флотационные концентраты и руды. Длина печи
10—30 м, ширина 2,5—3,0 м, высота 6—6,5 м. Содержание кис-
лорода в дутье (при 6—8 % влаги) — 55—65 %.
Подробнее автогенные процессы рассмотрены в гл. 4.
Основные показатели некоторых типов плавки медных кон-
центратов приведены в табл. 10.2.
Конвертирование. Цель процесса — получение из штейна
черновой меди и газов, пригодных для сернокислотного произ-
водства.
Процесс конвертирования медных штейнов автогенный,
включает два периода. Первый период — набор сульфидной
массы (окисление сульфидов железа и шлакование его оксидов):
2FeS + 4О2 + SiO2 = 2FeO • SiO2 + 2SO2.
Продолжительность первого периода 6—9 ч (40—45 % Си в
штейне) или 16—24 ч (20—25 % Си в штейне). Коэффициент ис-
пользования конвертера под дутьем 70—80 %. После слива шлаков
в конвертере остается белый штейн, содержащий 78—80 % Си.
Второй период — получение черновой меди:
Cu2S + О2 —>
2Cu + SO2.
Продолжительность периода 2—3 часа. Используют различ-
ные типы конвертеров. В основном применяют конвертеры го-
ризонтального типа (рис. 10.2, а) вместимостью 80—130 т
(L = 6—12 м, 0 = 3—4 м); число фурм 32—62.
573
8
— =£ЕЕ
ки
Рис. 10.2. Типы конвертеров, используемых в современном
медеплавильном производстве:
а — Пирса—Смита; б — Хобокен; в — Инспирейшн; г — Мицубиси; 1 — на-
пильник; 2 — горловина; 3 — загрузка; 4 — сифонный газоход; 5 — фурмы;
5а — вертикальная фурма (сопло); 6 — дутье; 6а — кислород; 7 — отходящие
газы; S — воздух для охлаждения; 9 — штейн; 10 — сифон для слива меди;
И — шлак
574
Производительность конвертера возрастает при переработ-
ке более богатых штейнов за счет сокращения продолжительно-
сти межоперационных циклов (загрузка штейна, слив шлака, за-
правка футеровки), увеличения количества подаваемого воздуха
через фурмы. Ручную прочистку фурм вытесняют индивидуаль-
ные или групповые пневмо-фурмовщики.
Для отвода газов используют напыльники с пароиспаритель-
ным охлаждением.
Подсосы воздуха через горловину составляют до 300—400 %.
Газы содержат до 4—4,5 % SO2; их очищают от пыли и исполь-
зуют для производства серной кислоты.
Конвертеры фирмы «Хобокен» (рис. 10.2, 6) оборудованы
боковым отсосом газов, обеспечивают на выходе содержание в
газах SO2 до 9 %.
Конвертеры типа «Инспирейшн» (рис. 10.2, в) оборудованы
раздельной загрузкой шихты и отводом газов.
Конвертерная печь в процессе Мицубиси (рис. 10.2, г) рабо-
тает на непрерывном потоке жидкого штейна. Для продувки
расплава кислородом используют вертикальную фурму.
Развитие конвертирования медных штейнов предполагает:
— усовершенствование конструкции (увеличение размеров,
более стойкие огнеупоры, герметичные напыльники, оснащение
котлами-утилизаторами, пылеулавливающими аппаратами и др.);
— новые технологические приемы (вдувание грубой пыли
через фурмы, обогащение дутья кислородом, использование ще-
лочных реагентов для более полного удаления мышьяка, сурь-
мы, свинца, компьютерное управление операцией);
— внедрение новых агрегатов и организация непрерывного
процесса.
Продукты конвертирования:
— черновая медь, которая содержит, %: до 99,5 Си; 0,6 Ni; 0,3
As; 0,4 Sb; 0,07 Bi; 0,1 Pb; 0,002 Zn; 0,25 S; 0,06 Fe; 0,02 Se; 0,02 Те;
100 г/т Au; до 2000 г/т Ag; металлы платиновой группы;
— шлак, содержащий, %: 1,5—2,5 Си; 22—27 SiO2; 46—50 Fe
(в т. ч. до 16—20 % в форме магнетита); его чаще всего залива-
ют в отражательную печь или выводят для обеднения методами
электротермии или флотации. В последнем случае необходим
специальный режим охлаждения для повышения флотируемости
соединений меди;
— газы, содержащие 4,0—6,0 % SO2; их очищают от пыли и
используют для производства кислоты. Чем беднее штейны, тем
меньше прямое извлечение меди и больше расход флюса, огне-
упоров, воздуха, продолжительность операции. На 1 т получае-
мой меди расходуется 180—240 кг кварцевого флюса (82 % SiO2),
4—8 тыс. м3 воздуха. Извлечение меди составит 90—97 %, коэф-
фициент использования конвертера под дутьем 65—75 %.
575
Огневое рафинирование. Целью операции является удаление
части примесей и получение плотных отливок в форме, удобной
для последующего электролиза. В основе рафинирования лежит
меньшее сродство к кислороду у меди в сравнении с примесями;
поэтому образующийся и частично растворяющийся в расплаве
меди (7—10 %) оксид меди (I) является окислителем по отноше-
нию к многим металлам-примесям. Избыточный кислород, рас-
творенные в расплаве газы удаляют на стадии восстановления.
Огневое рафинирование меди включает стадии: загрузку,
плавление или разогрев меди, окисление, восстановление, раз-
ливку готовой меди.
Расплавление жидкой меди продолжается до 10 часов. Окис-
ление проводят при 1470 К воздухом, подаваемым через сталь-
ные трубки, погруженные в расплав.
Окисление примесей (Al, Zn, Fe, Sn) протекает по реакции
Cu2O + Me = 2Cu + МеО.
Оксиды металлов-примесей вместе с Си2О и SiO2 образуют
шлак (50 % Си). Выход шлаков 1—2 % от массы меди. Продол-
жительность окисления 1,5—4 часа. В меди остаются благород-
ные металлы, никель, мышьяк, сурьма, редкие металлы.
Восстановление избыточных оксидов меди проводят древе-
синой, мазутом или природным газом. Ванна активно барботи-
руется, что обеспечивает удаление газов из расплава (Н2Опар,
СО2, SO2 и др.):
Cu2O + Н2 = 2Си + Н2О,
Cu2O + СО = 2Си + СО2,
4Cu2O + СН4 = 8Си + 2Н2О + СО2.
Продолжительность дразнения 2,5—3,0 ч. Плотную медь
(0,01 % S, до 0,2 % О2) разливают в аноды на машинах карусель-
ного типа. Масса анодов 240—320 кг, длина 800—1000 мм, шири-
на 800—900 мм. Для огневого рафинирования применяют:
— стационарные отражательные печи вместимостью до 500 т,
пригодные для рафинирования как твердой, так и жидкой меди;
— наклоняющиеся печи (до 350 т) или вращающиеся печи ба-
рабанного типа (до 60 т) — для обработки жидкого металла.
Печи отапливаются мазутом или чаще — природным газом.
Готовый металл разливают в форме анодов массой 240—
320 кг на карусельных разливочных машинах с автоматической
схемой дозирования расплава; это обеспечивает колебания в
массе анодов не более 0,5—1,0 % и равнотолщинность слитка
(±6 мм).
576
Состав анодов, %: 99,3—99,7 Си; 0,1—0,5 Ni; 0,2 (As+Sb);
0,015 S; 0,02 Pb; 0,005 Zn; 0,1—0,2 O2; 100—300 г/т Au; 1—3 кг/т
Ag; 0,02 Те; 0,02 Se.
Шлаки содержат, %: 40—45 Си; 20—40 SiO2; 5—1 Fe; их ис-
пользуют как холодные присадки при конвертировании.
Газы содержат, %: 0,1—0,2 SO2; 16—17 СО2; 1—2 О2; темпе-
ратура 1470—1500 К; их пропускают через котел-утилизатор. С
целью уменьшения загрязнения окружающей среды газы целе-
сообразно очищать от пыли и возгонов металлов.
При огневом рафинировании на 96—98 % удаляют цинк, же-
лезо, серу, свинец; на 70—80 % — олово и только на 30—40 % —
мышьяк, никель, висмут, сурьму.
Расход топлива 7—15 % от массы меди (меньшие значения —
при обработке расплава черновой меди), воздуха 50—60 м3/т,
прямое извлечение меди 97—98 %.
Развитие огневого рафинирования предполагает освоение
непрерывных процессов: Контимелт (Германия, Бельгия), Ми-
цубиси (Япония), Контиланод (Германия, Бельгия, США), мо-
дернизацию существующей технологии (более стойкие огнеупо-
ры, оптимизация сжигания топлива, использование новых реа-
гентов при окислении и восстановлении и др.).
Электролитическое рафинирование. При электролизе по-
лучают наиболее чистую медь; анодно-ионизирующиеся метал-
лы (никель, кобальт, цинк) переводят в электролит, электропо-
ложительные (золото, серебро, селен, теллур, олово, свинец,
сурьма) концентрируются в шламе.
Используют электролит, содержащий, г/дм3: 35—50 Си;
170—200 H2SO4; не более 6 As и 20 Ni, коллоидные добавки (ти-
омочевина, столярный клей, сульфит-целлюлозный щелок; рас-
ход их 30—80 г/т Си).
Операцию проводят при 330—340 К, DK = 200—300 А/м2, на-
пряжении на ванне 0,2—0,3 В; расстояние между электродами
85—115 мм, скорость циркуляции 15—20 дм3/мин, срок растворе-
ния анода 21—28 сут.
Более электроотрицательные, по сравнению с медью, примеси
(Fe, Ni, Со, Zn) растворяются на аноде, при высокой концентрации
в электролите могут попадать на катод в виде межкристалличес-
ких включений (захват раствора), выводятся при регенерации.
Олово и свинец выпадают в шлам в виде Sn(OH)2 и PbSO4.
Мышьяк, сурьма и висмут обладают потенциалами, близки-
ми к потенциалу выделения меди. Совместное осаждение пре-
дотвращают регенерацией электролита.
Благородные металлы на 98—99 %, химические соединения
(Ag2Te, Cu2S, Cu2Se, Cu2Te) практически полностью переходят в
шлам.
Электролитные ванны (длиной 3,5—5,5 м, шириной 1—1,1 м,
глубиной 1,2—1,3 м) группируют в блоки (10—20 ванн), блоки
577
объединяют в серии (2 блока). Ванны изготавливают из железо-
бетона, футеруют винипластом, полипропиленом, лаками.
Катодные основы получают в матричном отделении, в ко-
тором находится 10—14 % всего парка ванн. Для получения ка-
чественного осадка здесь создают более благоприятные усло-
вия: DK < 220—230 А/м3, Т < 320—325 К, скорость циркуляции
12—17 дм3/мин, — увеличивают расход ПАВ, формируют са-
мостоятельную циркуляцию с более чистым электролитом.
Медь осаждают на матрицах, изготовленных из листа катаной
меди, технического титана или нержавеющей стали. Матрицу
смазывают специальным составом для упрощения снятия ка-
тодного осадка. Его наращивают 24 ч, получая слой толщиной
0,4—0,6 мм. Сборку катодной основы (матричный лист, ушки,
ломик) осуществляют на специальной машине.
Обслуживание ванн включает загрузку и выгрузку электро-
дов, очистку и удаление пульпы шламов, обнаружение коротких
замыканий. При возникновении короткого замыкания локально
возрастают температура и интенсивность магнитного поля, по-
этому используют гауссметры, термокраски, приборы обнару-
жения инфракрасного излучения.
Катодный осадок содержит не менее 99,9 % Си; катоды вы-
гружают, тщательно промывают, при необходимости пакетиру-
ют и реализуют как товарную продукцию или направляют на пе-
реплавку.
Анодные остатки, выход которых достигает 15—20 %, воз-
вращают в анодный передел.
Шламовую пульпу (2—10 кг шлама/т Си) направляют в шла-
мовый цех для специальной обработки с целью извлечения бла-
городных и редких металлов (см. разд. 9.3).
Основные показатели электролиза меди: выход по току 93—
98 %, расход на 1 т меди электроэнергии 230—250 кВт-ч/т, пара
0,4—0,5 т, кислоты 5—10 кг.
В процессе электролиза в электролите накапливаются электро-
отрицательные примеси (никель, мышьяк, железо), медь за счет
большей, чем у катодного, эффективности анодного процесса, по-
этому часть электролита выводят на регенерацию и компенсируют
этот объем раствором серной кислоты. Для регенерации использу-
ют две схемы: электрохимическое осаждение меди в ваннах с нерас-
творимым анодом, выпаривание и кристаллизация никелевых солей
и нейтрализация медью отработанного электролита — 2-стадийное
выпаривание и кристаллизация медного купороса — (электрохими-
ческое обезмеживание и получение никелевых солей).
Последняя схема более громоздка, но она обеспечивает уда-
ление и накапливающихся примесей (мышьяк, железо, сурьма).
Выбор схемы регенерации определяется спецификой перераба-
тываемого сырья и условиями реализации купороса.
578
Совершенствование электролиза предполагает следующие
направления:
— оптимизация существующей технологии (улучшение каче-
ства электродов, обнаружения коротких замыканий, очистки
электролита; механизация вспомогательных операций, новые
конструкции и более эффективное использование объема ванн
за счет увеличения длины катодных основ, уменьшения межэле-
ктродного расстояния, подбор плотности тока);
— поиск новых ПАВ, их комбинаций и схем дозирования;
— увеличение плотности тока за счет использования неста-
ционарных его разновидностей (реверсивный, пульсирующий,
наложение переменного);
— использование схемы биполярных электродов (процесс
«Айза»), обеспечивающей уменьшение расхода электроэнергии
на 50 %, выхода анодного скрапа на 5—10 %, ненадобность мат-
ричного передела, более рациональные схемы автоматизации и
механизации;
— введение в электролит реагентов типа акрилов, акрилнит-
рилов, ацетонитрилов и др., стабилизирующих существование
ионов Си (I); в итоге это позволяет снизить расход электроэнер-
гии почти в 2 раза; однако для этого необходим ряд специальных
мер (температура 300—310 К, защитный от контакта с кислоро-
дом воздуха слой, интенсивное перемешивание и др.).
Электролиз остается основным способом получения наибо-
лее чистой меди, однако для него характерны невысокая интен-
сивность и, как следствие, громоздкость, заметная доля меди в
обороте (до 15—20 %), периодичность, немало ручного труда.
В схеме рафинировочного производства организовано элект-
рохимическое получение порошка меди различных марок и
фольги. Порошок получают из бедных растворов (10—13 г/дм3
Си) и при высокой плотности тока (до 2000 А/м2).
Медную фольгу получают осаждением меди на вращающий-
ся барабан-катод при DK = 1800—3000 А/м2 из особо чистого эле-
ктролита (45—70 г/дм3 Си, 40—60 г/дм3 H2SO4).
Катоды переплавляют в печах отражательного (ваейрбарсо-
вые) или шахтного типа с целью дополнительного рафинирова-
ния (примеси, газы) и получения меди по структуре и в форме,
удобной для последующей обработки. В последние годы органи-
зовано не только производство ваейрбарсов — слитков, исполь-
зуемых на кабельных заводах для получения проволоки, но и ка-
танки (0 5—15 мм, процесс Контирод), различных профилей тя-
желых прутков (0 7,5—50 см), плит (толщина 0,18—0,3 м, длина
1—9 м, ширина 0,4—1,28 м, масса 12—18 т), основанных на прин-
ципах непрерывного (полунепрерывного) литья.
Гидрометаллургическая технология. Гидрометаллургически-
ми способами получают до 15—18 % мирового производства меди.
Особенно это производство развито в США, Чили, Замбии.
579
Для выщелачивания меди используют растворы серной кис-
лоты, аммиака, сульфата или хлорида железа (III). Простые ок-
сиды, сульфаты меди растворимы в растворах кислот и аммиака;
при обработке сырья, содержащего медь металлическую и суль-
фидную, необходимы окислители, в роли которых используют
кислород, соли железа (III) или тионовые микроорганизмы:
Си + 4NH3 + 0,5О2 + Н2О = [Cu(NH3)4]2+ + 2ОН"
CuS + H2SO4 + 0,5О2 = CuSO4 + SO + Н2О,
CuFeS2 + 2Fe2(SO4)3 + 2H2O + 3O2 = CuSO4 + 5FeSO4 + 2H2SO4.
Переработка низкосортного сырья. Исходное сырье:
— отвалы породы, добываемой при вскрытии месторожде-
ния открытым способом (выщелачивание отвалов);
— низкосортные руды оксидного или смешанного типа (куч-
ное выщелачивание);
— потерянная при шахтной добыче руда или забалансовые
месторождения (подземное выщелачивание).
Технология включает подготовку сырья (дробление, рыхле-
ние, сооружение отвала), орошение и выщелачивание, подготов-
ку раствора и извлечение меди.
Отвалы вмещают 100—600 тыс. т сырья, содержание в них
меди 0,2—0,4 %.
Для выщелачивания используют оборотный раствор, содер-
жащий 5—10 г/дм3 H2SO4, сульфаты железа (II) и (III). Раствор
закачивают в прудки (20x40x0,6 м), нарезанные по поверхности
отвала, или разбрызгивают, или подают в тело отвала через глу-
бинные скважины. Орошение длится 2—3 суток, после чего вы-
держивается пауза для дренажа раствора, который стекает из-
под основания отвала и поступает в прудки накопители. Раствор
содержит, г/дм3: 0,5—3,0 Си, 2—8 Fe (в т. ч. 3—5 Fe3+), 0,2—1,5
шламовых взвесей, pH = 1,4—3,0. Для более эффективного из-
влечения меди из раствора предварительно восстанавливают ио-
ны Fe (III), корректируют кислотность, осаждают шлам.
Технология кучного выщелачивания отличается меньшими
объемами обрабатываемого массива руды, ее специальной под-
готовкой; содержание меди в сырье более высокое (1,0—2,5 %
Си), и, как следствие, получают более концентрированные рас-
творы (до 6—15 г/дм3 Си).
При выщелачивании меди из потерянного сырья в отрабо-
танных рудниках технология сводится к организации орошения
обрабатываемых участков (чаще всего затоплением), сбору и от-
качке раствора на установки для извлечения меди.
При подземном выщелачивании рудного массива основные
затраты связаны с его рыхлением, осуществляемым с помощью
буровзрывных работ. Орошение проводят через глубинные
580
скважины или с поверхности, используя прудки, при неглубоком
залегании рудного тела — разбрызгивателями.
Для извлечения меди из бедных растворов, получаемых при
переработке забалансового сырья, используют цементацию на
железном скрапе или технологию «экстракция — электролиз».
Лучшим осадителем при цементации является обезлуженная
консервная жесть или губчатое железо; расход осадителя 1,5—
2,3 т на 1 т меди. Операцию проводят в желобах, конусных аппа-
ратах, барабанах. Извлекают до 92—97 % Си. Цементационный
осадок содержит, %: 60—80 Си, 3—12 Fe, 2—6 породообразую-
щих соединения. Его направляют в цикл пирометаллургии (хо-
лодные присадки при конвертировании, подшихтовка к загрузке
отражательной печи) или на самостоятельную переработку с по-
лучением порошка или солей меди.
Более совершенным способом является экстракционная тех-
нология (рис. 10.3), которая замкнута по реагентам, исключает
потребление железосодержащего осадителя и накопление желе-
за в оборотных растворах, обеспечивает получение товарной
продукции. Чаще всего используют экстрагенты серии «ЫХ»,
«Келекс», «Весэйтик» и др.
Забалансовое сырье
▼
Раствор (1 г/дм3 Си)
Экстракция меди
Водная фаза
Органическая
фаза (2-3 г/дм3 Си)
Реэкстракция
Реэкстракт
(35-40 г/дм3 Си)
Органическая
фаза
Электролиз
Отработанный
электролит
Медь
катодная
Рис. 10.3. Схема экстракционного извлечения меди из растворов от выщелачи-
вания забалансового сырья
581
Переработка оксидных богатых руд. Используют перколя-
ционное или агитационное выщелачивание с принудительным
движением раствора относительно загружаемого материала.
При перколяционном выщелачивании раствор просачивает-
ся через слой руды, расположенный на ложном днище. Руду дро-
бят до крупности 4—8 мм и загружают в чаны емкостью 5—
10 тыс. т, имеющие ложное днище (решетка, покрытая фильтру-
ющим материалом). Циркуляцию раствора обеспечивают с по-
мощью центробежных насосов. Цикл обработки руды (8—13
дней) включает операции загрузки, выщелачивания (6—8 сут),
промывки (1—3 сут) и выгрузки отвальных хвостов от выщела-
чивания. В раствор извлекают 75—90 % Си; состав раствора,
г/дм3: 20—40 Си, 10—40 H2SO4; 4,5—13 г/л железа (общее). Медь
извлекают электролизом, реже цементацией.
Агитационному выщелачиванию подвергают измельченную
руду или богатые окисленные концентраты.
Используют аппараты с механическим или пневматическим
(пачуки) перемешиванием. Плотность пульпы Ж : Т = 1,5—4 : 1,
продолжительность 2—6 ч.
Переработка металлизированного вторсырья. Гидроме-
таллургическая технология обеспечивает более компактное,
экологически выдержанное, комплексное использование поли-
металлического сырья.
Технологическая схема включает (рис. 10.4) операции подго-
товки сырья, выщелачивания меди, извлечения металлов из рас-
твора и кеков.
Вторсырье
------------------Д
Подготовка
।— Воздух
Выщелачивание
▼ ▼
Раствор Кек (Pb. Sn, Sb)
▼ ▼
Извлечение меди В отдельную
_ " I I переработку
Отработанный Продукция
раствор
Вывод для
извлечения Ni, Zn, Со
Рис. 10.4. Схема переработки полиметаллического медного вторсырья
582
На стадии подготовки удаляют изоляцию, обезжиривают сы-
рье, усредняют по составу и крупности (например, плавлением и
распылением расплава).
Для выщелачивания чаще всего используют аммиачно-карбо-
натные или сернокислые растворы, а также окислитель (кислород
воздуха). Нерастворимые металлы и соединения концентрируются
в кеке, который перерабатывают по специальной технологии. Бо-
лее высокая скорость процесса достигается в аммиачных раство-
рах и, особенно, с повышением давления газа-окислителя.
Медь из растворов извлекают электролизом, автоклавным
осаждением или выпариванием. Кислота регенерируется при ис-
пользовании электролиза или автоклавного осаждения. При вы-
парке (370—380 К) аммиачные комплексы разрушаются: паро-
газовую смесь, содержащую аммиак и СО2, улавливают и возвра-
щают на выщелачивание. Часть раствора выводят из оборота
для извлечения накапливающихся металлов-примесей.
Схемы с использованием автоклавного осаждения
(табл. 10.3) более эффективны даже при небольшом (8—12 тыс.
т меди в год) масштабе производства.
Переработка сульфидных концентратов и штейнов. Гид-
рометаллургическая технология особенно эффективна для пере-
работки полиметаллических материалов. Чаще всего использу-
ют сернокислые, аммиачные, азотнокислые растворы; в качест-
ве окислителя применяют газообразный кислород (воздух, тех-
нологический кислород, кислородно-воздушную смесь) или соли
железа (III).
Таблица 10.3
Параметры и показатели переработки вторсырья по аммиачной
и сернокислотной схемам
Показатель Схемы
аммиачная серонокислотная
Выщелачивание: температура, К продолжительность, ч содержание меди в растворе, г/дм Автоклавное осаждение: температура, К давление, МПа: общее водорода Скорость осаждения меди, кг/(м3-мин) 310—320 1,0—2,0 120—140 470—480 6—7 1,5—1,8 1,3—1,5 350—360 3,0—4,0 70—90 405-420 2,6—3,0 2,4—2,6 2,0—2,3
583
Используют схемы комбинированные (предварительная специ-
альная подготовка сырья) и схемы прямого выщелачивания сырья.
Предварительная подготовка предполагает повышение ско-
рости, полноты и селективности (в частности, относительно же-
леза) выщелачивания меди. Она предполагает изменение фазо-
вого состава концентрата (окислительный или сульфатизирую-
щий обжиг, прокалка, спекание) или повышение его реакцион-
ной способности (доизмельчение, механоактивация).
Методы прямого вскрытия сырья основаны на использова-
нии солевого (сульфаты и хлориды Fe3+, цианиды и пр.), электро-
химического, автоклавного (сернокислотного, аммиачного) вы-
щелачивания. Возросло внимание к использованию хлоридных
реагентов, которые обеспечивают не только высокое извлече-
ние меди (>95 %) и выход элементной серы (до 95—98 %), но и
эффективное использование экстракции для очистки поликом-
понентного раствора, а также позволяет попутно извлекать же-
лезо в форме оксидов (а затем и порошка) высокой чистоты.
Растворы после выщелачивания очищают от примесей, осветля-
ют; медь извлекают электролизом или автоклавным осаждением.
Промышленное значение имеют схемы «обжиг—выщелачива-
ние—электролиз» (рис. 10.5) для переработки полиметаллических
концентратов (табл. 10.4), в частности медно-кобальтовых на заво-
дах Замбии, Заира. Недостатком технологии является громозд-
кость операций обжига, электролиза, обязательное производство
кислоты, проблемы извлечения благородных металлов.
Концентрат
▼
Обжиг
I I
Огарок Газы (S02)
▼
Получение
кислоты
▼ ▼
Выщелачивание
I 1
Остаток Раствор
(Fe2O3, пустая порода,
благородные металлы) г
Осаждение меди
{ 1
Медь Обработанный
раствор
Рис. 10.5. Переработка медных концентра- Извлечение
тов по схеме «обжиг—выщелачивание» металлов-примесей
584
Таблица 10.4
Параметры и показатели переработки медных концентратов
по схеме «обжиг—выщелачивание»
Параметр Концентрат
медно-цинковый медно-кобальтовый
1. Состав концентрата, % 10—12 Си 40—60 Си
15—17 Zn 1,2—2,5 Со
2. Температура обжига, К 940 950
3. Состав раствора, г/дм3
меди 54—60 55
металла-примеси 100 Zn 22 Со
кислоты 5—7 8—10
4. Извлечение в раствор, % 97 Си, 90 Zn по 96—98 Си, Со
5. Электролиз:
DK, А/м2 90—120 200—215
выход по току, % 89—92 87—90
расход электроэнергии,
тыс. кВт ч/т 2,3—2,6 2,0—2,2
В схемах прямого выщелачивания (рис. 10.6) сульфидную се-
ру стремятся окислить до элементной; после ее выделения из ос-
татка от выщелачивания и его перефлотации получают вторич-
Концентрат, штейн (CuS, Cu2S)
02 I
Автоклавное
выщелачивание
Кек
(пустая порода,
оксиды железа,
S°, Au, Ag)
Раствор
▼
Извлечение меди
Флотация
Хвосты
(пустая порода,
оксиды железа)
Медь Отработанный
раствор
Концентрат (MeS, S°)
Извлечение S°
В отвал S0 Концетрат II
Извлечение
Zn, Ni, Со
(Au, Ag)
Рис. 10.6. Схема автоклавной сернокислотной переработки полиметалличес-
ких концентратов и штейнов
585
ный концентрат (выход его 8—12 % от исходного), обогащенный
благородными металлами, который можно использовать в стан-
дартной технологии.
Расширение масштабов гидрометаллургической переработ-
ки медных концентратов и штейнов предполагает:
— обеспечение извлечения меди и благородных металлов не
менее 98 %;
— получение высших сортов меди;
— исключение сбросов сточных вод;
— снижение энергоемкости производства.
10.1.2. Производство никеля
Сырьем для получения никеля являются окисленные и суль-
фидные медно-никелевые руды, а также вторсырье, морские
конкреции.
Сульфидные медно-никелевые руды содержат, %: 0,3—5,5
Ni; 0,2—4,5 Си; 0,02—0,2 Со; 30—40 Fe; 17—28 S; 10—30 SiO2;
1—10 MgO; 5—8 А12О3. Из них извлекают до 14 компонентов, до
50 % от общей стоимости ценных составляющих руды приходит-
ся на платиноиды. Руды характеризуются высокой механичес-
кой прочностью, негигроскопичны и легко поддаются флотаци-
онному обогащению.
Окисленные никелевые руды отличаются непостоянством
состава, характеризуются рыхлым строением, малой прочнос-
тью, высокой влажностью (до 40 %); их состав, %: 0,7—4 Ni;
0,04—0,16 Со; 17—75 SiO2; 5—65 Fe2O3; 2—25 А12О3; 1—4 Сг2О3;
2—25 MgO; 0,5—0,2 СаО.
Для извлечения никеля используют пирометаллургические,
гидрометаллургические и комбинированные схемы.
Технологическая схема переработки окисленных никелевых
руд (рис. 10.7) заканчивается получением огневого никеля (мар-
ки Н-3, Н-4), используемого черной металлургией. При перера-
ботке сульфидных медно-никелевых руд (рис. 10.8) получают
никель высокой чистоты (99,99 % Ni) с дополнительным извле-
чением всех ценных сопутствующих компонентов.
Окисленные руды проходят операцию усреднения при добы-
че, складировании, приготовлении шихты. Окускование осуще-
ствляют методами брикетирования или агломерации.
При брикетировании связующим материалом служит глина;
иногда в состав шихты вводят сульфидизатор (гипс CaSO4-2H2O
или пирит FeS2) или коксовую мелочь (рудоугольные брикеты).
Брикетирование проводят на вальцовых прессах при давлении
15—40 МПа. Брикеты (масса 0,2—0,3 кг) имеют недостаточную
прочность, негазопроницаемы и содержат влагу.
586
Окисленная никелевая руда
4
Усреднение
Приготовление шихты
Шихта
Брикетирование
Агломерация
Сульфидизатор
Брикеты
Кокс
Агломерат
Дутье
Известняк
Восстановительно-сульфидирующая плавка
Газы
Шлак
Пыль
В атмосферу В отвал
Кварц
В оборот
Воздух
______Конвертирование_
44^4
Газы Никелевый файнштейн Конвертерный
Воздух-------1
▼ V
Окислительный обжиг
шлак
I
На извлечение
_1 кобальта
Газы Оксид никеля
Восстановитель—у | — Известняк
Восстановительная плавка
4 4
Огневой никель Шлак
4 I
Грануляция В оборот
4
К потребителю
Рис. 10.7. Принципиальная технологическая схема получения нике-
ля из окисленных руд:
I, II — варианты подготовки руды к плавке
587
Хвосты
В отвал
Шлак
В отвал
Медно-никелевая руда
Флотационное обогащение
Пирротиновый Никелевый
концентрат
концентрат
Медный
концентрат
На специальную
переработку
Флюсы-------
Плавка на штейн
Медно-никелевый штейн
Кварц
Конвертерный
шлак
Конвертирование
—
Медно-никелевый
файнштейн
Обеднение
Штейн Шлак
В отвал
Восстановитель
В медное
производство
Газы
Воздух
Флотационное разделение
меди и никеля
Богатый никелевый
концентрат
Воздух—I
Окислительный обжиг
Оксид никеля Газы
Восстановительная плавка
Газы
Богатый медный
концентрат
В медное
производство
В производство
серной кислоты
Черновой (анодный) никель
Электролитическое рафинирование
Кобальтовый кек
Катодный никель
Шламы
В производство
К потребителю
На извлечение
кобальта
благородных
металлов
Рис. 10.8. Принципиальная технологическая схема получения никеля из суль-
фидных медно-никелевых руд
588
Агломерация позволяет получать термически подготовлен-
ный пористый материал; выход годного агломерата составляет
до 70 %.
Подготовленную руду направляют на восстановительно-
сульфидирующую плавку в шахтных печах с получением штей-
на. Он содержит, %: 17—20 Ni, 16—20 S; 0,4—0,6 Со; 60—63 Fe.
Низкое содержание серы обусловливает наличие в штейне ме-
таллического никеля и железа (ферроникеля). Извлечение нике-
ля в штейн 76—80 %, кобальта 42—50 %.
Шлаки являются отвальными; их выход — 100—120 % от
массы руды, состав, %: 0,12—0,18 Ni; 0,008—0,02 Со; 42—48
SiO2; 18—21 FeO; 13—18 СаО; 7—12 MgO; 4—10 А12О3; 2Сг2О3.
При конвертировании штейна получают файнштейн, %: 75—
77 Ni, 0,2 Fe, 20—22 S, 0,4 Со, 0,3 Си. Продувку штейна проводят
в присутствии кварцевого флюса. Конвертерный шлак содер-
жит, %: 0,7—1,2 Ni; 0,2—0,5 Со; 27—30 SiO2; 49—53 Fe; 3,0 MgO.
Шлаки обедняют в конвертерах, электропечах или комбиниро-
ванным способом с целью доизвлечения кобальта и никеля. От-
вальные шлаки содержат, %: 0,14 Ni; 0,05 Со. Обогащенный про-
дукт — кобальтовый штейн направляют в кобальтовое произ-
водство.
Файнштейн измельчают и подвергают окислительному об-
жигу. Температура обжига в печи КС 1220—1270 К, остаточное
содержание серы 1—1,5 %, меди до 2 %. Огарок направляют в
сульфат-хлорирующий обжиг в трубчатом реакторе-холодиль-
нике. Процесс идет за счет физического тепла огарка (970—1070
К). К горячему огарку подмешивают 10—15 % сильвинита (NaCl,
КС1) для перевода меди в водорастворимые хлориды и сульфа-
ты; никель и кобальт остаются в оксидной форме.
Обезмеживание осуществляют выщелачиванием огарка го-
рячей подкисленной водой методом просачивания. Окончатель-
ный обжиг огарка проводят во вращающихся трубчатых печах в
окислительной атмосфере (около 1470 К). Полученный оксид
никеля содержит, %: 78 Ni; 0,4 Си; 0,4—0,5 Со; 0,3—0,4 Fe.
Восстановительную электроплавку проводят в дуговых эле-
ктрических печах. Применяют трехэлектродные круглые печи
емкостью 4,5—10 т. Продолжительность цикла 6—8 ч.
Технологический процесс состоит из операций: шихтовка ок-
сида никеля с восстановителем (нефтяной кокс); загрузка шихты
и ее расплавление; доводка металла; выпуск и грануляция нике-
ля.
В расплаве происходит восстановление оксида никеля до ме-
талла и образование карбида никеля (до 30 % Ni3C). Это снижа-
ет температуру плавления металла, а также сокращается время
расплавления шихты и снижается расход электроэнергии. Обе-
зуглероживание расплава производят оксидом никеля. Для уда-
589
Восстановитель
Окисленная
никелевая руда
▼
Прокаливание
Электроплавка
Отвальный
шлак
Черновой ферроникель
Рафинирование
Товарный
ферроникель
Рафинировочный
шлак
Рис. 10.9. Схема переработки окисленной никелевой руды на ферроникель
ления серы и предотвращения окисления металла наводят изве-
стковый шлак.
Готовый металл гранулируют в бассейне. Огневой никель
содержит никеля и кобальта не менее 98,6 % (в т. ч. кобальта не
более 0,7 %).
Данная технологическая схема многостадийна, характеризу-
ется высоким расходом кокса, низким извлечением никеля и осо-
бенно кобальта и полной потерей железа.
Производство ферроникеля. Схема электроплавки руд на
ферроникель (рис. 10.9) предусматривает агломерацию или суш-
ку и прокаливание руды (крупность 15—25 мм) с частичным вос-
становлением оксидов железа и никеля до металлов в трубчатых
вращающихся печах, плавку горячего (970—1170 К) огарка в
электропечах на ферроникель, рафинирование чернового фер-
роникеля. Товарный ферроникель содержит 8—12 % Ni, в него
извлекают 86—88 % никеля, до 80 % кобальта и около 60 % Fe.
Преимущество электроплавки на ферроникель — возможность
переработки окисленных руд с тугоплавкой магнезиально-силикат-
ной пустой породой, высокое извлечение металлов, небольшой рас-
ход восстановителя, комплексность использования сырья.
Электротермическая схема применяется в Новой Каледонии,
США, Японии, Бразилии, на Побужском никелевом заводе (Ук-
раина).
590
Таблица 10.5
Состав продуктов обогащения сульфидных медно-никелевых руд
Концентрат Ni Си S Fe Прочие
Коллективный 3,6—6,5 3,0—6,0 38- 40 26—30 22—14
Медный 1,5—1,6 25—30 40- 45 32—34 2—4
Никелевый 6,0—11,0 4,0—6,0 37- 40 25—29 14—20
Пирротиновый 0,1—1,55 0,05—0,17 55- -60 36—37 1—3
Получение никеля из сульфидных медно-никелевых руд (рис.
10.8). Сульфидные медно-никелевые руды с содержанием нике-
ля более 2,0—-2,5 % плавят без обогащения. Более бедные руды
проходят стадию флотационного обогащения (табл. 10.5).
При коллективной флотации отделяют пустую породу и по-
лучают медно-никелевый концентрат. Селективная флотация
позволяет получать медный, никелевый концентраты, а также
пирротиновый, который перерабатывают по отдельной техно-
логии.
Флотационные концентраты укрупняют методами агломери-
рующего обжига или окатыванием с частичным окислительным
обжигом. Затем проводят плавку в рудно-термических печах.
Шлаки электроплавки вследствие высоких температур (до
1800 К и выше) и наличия восстановителя относительно бедные,
%: 0,07—0,11 Ni; 0,06—0,1 Си; 0,03—0,04 Со; 41—45 SiO2; 24—30
FeO; 10—22 MgO; 5—12 А12О3; 3—5 СаО.
Штейны содержат, %: 7—16 Ni; 7—12 Си; 0,3—0,5 Со; 47—55
Fe; 23—27 S. Десульфуризация при плавке руд и окатышей 15—
20 %, агломерата 2—5 %. Технологические газы бедны по SO2,
пылевынос составляет всего 0,4—0,5 % от массы шихты.
Применяют прямоугольные печи с шестью электродами.
Площадь пода 113—184 м2. Удельная мощность 98—324 кВА.
Удельный проплав 8—10 т/(м2-сут). Извлечение в штейн, %: 94—
96 Си; 94—97 Ni; 75—80 Со.
Конвертирование медно-никелевых штейнов проводят в го-
ризонтальных конвертерах вместимостью 75—100 т. Для сохра-
нения кобальта в файнштейне процесс ведут с неполным окисле-
нием железа и получают файнштейн, содержащий, %: 35—42 Ni;
25—30 Си; 0,7—1,3 Со; 3—4 Fe; 23—24 S. В конвертерные шла-
ки переходит 2—3 % Ni+Cu+Co; их обедняют в электрических
печах с добавлением восстановителя и рудного штейна.
Наиболее распространенным способом переработки файн-
штейна является флотационное разделение меди и никеля. Рас-
плав медленно охлаждают в течение 40—80 ч в песчаных ямах
или бетонных (графитовых) изложницах, что позволяет раскри-
591
сталлизовать сульфиды меди, никеля и металлическую фазу. За-
тем файнштейны дробят и измельчают до крупности 95 % —
53 мкм.
Флотацию проводят в сильнощелочной среде. Пенный про-
дукт — медный концентрат (68—73 % Си, до 5 % Ni) перераба-
тывают на медном заводе. Никелевый концентрат (хвосты фло-
тации) содержит, %: 68—72 Ni; 3—4 Си; до 1 Со; 2—3 Fe; 22—
23,5 S. Платиновые металлы концентрируются в никелевом кон-
центрате, золото и серебро — в медном.
Дальнейшая переработка никелевого концентрата осуществ-
ляется по схеме: обжиг в печи кипящего слоя — электроплавка
и разлив анодов — электролитическое рафинирование.
Основными требованиями при электролизе являются тща-
тельная очистка электролита от примесей, разделение анодного
и катодного пространств, выбор оптимальных параметров элек-
тролиза (состав электролита, плотность тока, циркуляция).
На электролиз поступают аноды следующего состава, %:
89—92 Ni; 4—5 Си; 1,5—3,5 Fe; 0,1—0,3 Со; до 2 S.
Загрязненный электролит (анолит) непрерывно выводят из
ванн на очистку от железа, кобальта и меди.
Чистый электролит (католит) подают в диафрагму с превы-
шением в ней уровня электролита ванны на 30—40 мм, поэтому
католит проходит через диафрагму и вытесняет загрязненный
электролит.
Применяют сульфат-хлоридные электролиты; состав их,
г/дм3: 70—110 Ni2+; 20—25 Na+; 40—80 СГ; 110—160 SOJ"; 4—6
Н3ВО3. Катодный никель марки НО и Н1 содержит не менее 99,99
и 99,93 % (Ni+Co).
Электролиз проводят при плотности тока 170—400 А/м2,
температуре 328—348 К, напряжении на ванне 1,8—3,7 В; выход
по току 95—97 %; расход электроэнергии 2400—3800 кВт-ч на 1
т никеля.
Очистку анолита от железа проводят переводом его в трех-
валентное состояние с последующим гидролитическим осажде-
нием (Fe2O3-H2O). Для процесса применяют пачуки с воздушным
перемешиванием, куда вводят карбонат никеля для нейтрализа-
ции.
Для очистки от меди используют цементацию активным ни-
келевым порошком.
Очистку от кобальта проводят в пачуках путем его окисле-
ния газообразным хлором и гидролизом при pH 2,5—3,5:
2CoSO4 + С12 + ЗН2О + 3NiCO3 =
= 2Со(ОН)3 + 2NiSO4 + NiCl2 + ЗСО2.
592
Очищенный католит содержит, %: 0,0003 Fe; 0,008 Си;
0,008 Со.
Гидрометаллургия никеля. Гидрометаллургические схемы
применяют для переработки окисленных и сульфидных никель-
содержащих материалов (концентраты, штейны, файнштейн и
другие) с использованием сернокислых, солянокислых и аммиач-
ных растворов.
Для переработки окисленных никелевых руд применяют две
гидрометаллургические схемы: аммиачное выщелачивание
предварительно восстановленной руды и сернокислотное авто-
клавное выщелачивание.
На заводе «Никаро» (Куба) используют руды следующего
состава, %: 1,1—1,5 Ni; 0,1—0,3 Со; 36,0—46,0 Fe; 8,0 MgO; 14,0
SiO2. Схема включает восстановительный обжиг, аммиачно-кар-
бонатное выщелачивание, дистилляцию раствора, кальцинацию
карбоната никеля и спекание закиси никеля с получением синте-
ра (%: 76,5 Ni; 0,6 Со; 0,04 S; 0,25 Fe).
При обжиге 76—80 % никеля и кобальта восстанавливается
до металла, а железо сохраняется в основном в виде Fe2O3. Вы-
щелачивание проводят в турбоаэраторах раствором, содержа-
щим, %: 5—7 NH3 и 4—6 СО2, никель, кобальт образуют раство-
римые комплексные соединения. Железо и пустая порода оста-
ются в хвостах выщелачивания.
При дистилляции раствора осаждают основной карбонат нике-
ля и кобальта и регенерируют аммиак и диоксид углерода; извле-
чение никеля из руды 75 %, кобальт селективно не извлекают.
Сернокислотное выщелачивание окисленных никелевых руд
применяют на заводах «МОА» (Куба), «Гаскен Маунтин» (США).
Для выщелачивания применяют автоклавы (давление 0,4—
0,5 МПа, температура 510—520 К). В раствор селективно от желе-
за извлекают до 90—95 % цветных металлов; его нейтрализуют и
обрабатывают сероводородом (400 К, PH2S = 0,2—0,3 МПа), полу-
чая сульфидный концентрат (55—60 % Ni и 5—6 % Со). Извлече-
ние никеля и кобальта из руды составляет около 90 %.
Переработка сульфидных никелевых материалов по гидроме-
таллургическим схемам основана на использовании разнообраз-
ных растворителей (аммиачные, сернокислые, солянокислые рас-
творы, растворы хлорного железа) и методов очистки раствора от
примесей (гидролиз, экстракция, сорбция) и выделения никеля и
кобальта (автоклавное водородное, электролиз, кристаллизация).
Технологическая схема переработки сульфидных никелевых
концентратов (%: 14 Ni; 3 Си; 0,2—0,4 Со; 35 Fe; 28 S), разрабо-
танная компанией «Шерритт» (Канада), состоит из операций:
— аммиачное выщелачивание (350—355 К, давление
0,7 МПа); цветные металлы селективно переходят в раствор, а
железо остается в кеке;
593
— очистка раствора от меди при 383 К;
— автоклавное восстановление никеля водородом;
— извлечение кобальта;
— кристаллизация сульфата аммония из отработанного рас-
твора.
Продуктами технологии являются сульфид меди (70 % Си),
никелевый порошок (99,8—99,9 % Ni), кобальтовый порошок
(99,5 % Со) и сульфат аммония. Извлечение по этой схеме со-
ставляет 90 % Ni; 45 % Со; 89 % Си.
Сернокислотное выщелачивание применяют для переработки
файнштейнов на заводе компании «Амакс» (США). Никель и ко-
бальт из раствора осаждают водородом в автоклавах, а медь —
электролизом.
Схемы переработки пирротиновых концентратов рассмотре-
ны в разд. 9.5.
В зависимости от перерабатываемого сырья никель получа-
ют в виде катодов, гранул, порошка, различных солей. Исполь-
зуют его для легирования сталей, получения специальных спла-
вов. Известно более 3000 сплавов, содержащих никель. Присут-
ствие никеля влияет на жаропрочность, кислотоупорность, вяз-
кость, улучшает магнитные свойства. В чистом виде никель ис-
пользуют для никелирования, изготовления изделий с высокой
коррозионной стойкостью.
Основными производителями никеля являются Канада, Рос-
сия, Новая Каледония, Франция, Япония, США, Норвегия, Авст-
ралия.
9.1.3. Производство кобальта
Основными минералами, представляющими интерес для из-
влечения кобальта, являются смальтит (CaAs2) и кобальтит
(CoAsS), сопутствующие никелевым и медным рудам. Ведущие
страны по производству кобальта — Заир, Замбия, Россия, Ма-
рокко, Австралия, Канада, Финляндия.
Основное сырье для получения кобальта — медно-кобальто-
вые, оксидные, никелевые, мышьяковые и сульфидные руды,
вторсырье; перспективны морские конкреции, содержащие до
0,1—0,15 % Со.
Кобальт и его соединения используют для получения сплавов
(жаропрочных, сверхтвердых, магнитных), разнообразных ката-
лизаторов, красок, эмалей, сиккативов, в медицине — остеосин-
тез, витамины, кобальт-60. Мировое производство кобальта до-
стигает 20—25 тыс. т/год.
Медно-кобальтовые руды перерабатывают по технологичес-
кой схеме (рис. 10.10), используемой на предприятиях Заира и
Замбии.
594
Медные
окисленные руды
(Си, Со)
I
Обогащение
Медные
сульфидные руды
(Си, Со, S)
▼
Обогащение
Богатый Бедный
кобал ыо-медн ы й кобал ьто-медн ь i й
концентрат концентрат
Сульфидный
медно-кобал ьтовы й
концентрат
Электроплавка <
Обжиг
Огарок H2SO
Белый сплав
Красный сплав
Переработка
Рафинирование
Выщелачивание
Электролиз меди
Со
Си
Шлак
Выщелачивание ч
Электролиз
Очистка
Электролиз
Со
Си
Рис. 10.10. Технологическая схема переработки медно-кобальтовых руд
Сульфидные и мышьяковистые руды всех типов подвергают
флотационному обогащению; минералы кобальта в них ассоци-
ированы с минералами никеля и железа. Кобальт выделяют как
примесь при очистке никелевых растворов.
Богатые окисленные медно-кобальтовые руды и концентра-
ты плавят в электропечах (флюс — известняк; восстанови-
тель — кокс, расход его до 6 %), получая расплав металлов, раз-
деляемый при отстаивании на два слоя: белый (верхний) — ко-
бальтовый сплав (%: 40—45 Со; 40—45 Fe; 12—15 Си; 0,3—
0,5 S); красный (нижний) — медный сплав (%: 90 Си; 4,5 Со и Fe).
595
Белый сплав гранулируют и перерабатывают по схеме: вы-
щелачивание (20—30 %-ная H2SO4, 360 К) — очистка от желе-
за — осаждение гидроксида кобальта (III) — сушка, прокалива-
ние осадка, восстановление оксида кобальта. Красный сплав пе-
рерабатывают с получением меди по стандартной технологии.
Сульфидные медные концентраты (%: 42—56 Си; 1,2—1,6
Со; 0,9—2,8 Fe; 9,9—16,2 S; 11—24 SiO2) подвергают сульфати-
зирующему обжигу в кипящем слое (950—960 К). В раствори-
мую форму переходит 95—97 % кобальта и меди, 40—45 % же-
леза. Огарок выщелачивают 2—3 %-ным раствором H2SO4 се-
лективно переводя в раствор медь и кобальт. Очистку раствора
от железа проводят гидролитически, используя для окисления
воздух и нейтрализуя известковым молоком (pH = 3,3).
Медь извлекают электроэкстракцией в четыре стадии до
остаточного ее содержания 5 г/л. Затем раствор очищают от
меди, цинка, никеля, марганца и обрабатывают известковым
молоком для осаждения гидрата закиси кобальта. Пульпу, со-
держащую 40 г/дм3 Со, направляют на электролиз с нераство-
римыми свинцовыми анодами при плотности тока 430—
500 А/м2. Выход по току составляет 85—88 %, расход электро-
энергии 6500 кВт ч/т Со.
Катодный кобальт (%: 93—95 Со; 0,1—0,02 Си; 0,2—0,6 Мп;
0,8—1,5 Zn; 0,15—0,25 Ni; 0,12—0,20 S; 0,02—0,05 Pb; 0,05—0,08
Fe) подвергают огневому рафинированию в электродуговых пе-
чах, получая слитки, содержащие не менее 99,0 % Со.
При переработке полиметаллических руд (Ni—Со; Си—Ni—
Со) кобальт концентрируется в продуктах конвертирования
(штейн, файнштейн, шлак).
При конвертировании медно-никелевых штейнов основную
часть кобальта оставляют в файнштейне для извлечения при
электролизе анодного никеля в виде богатого кобальтового кон-
центрата (до 50 % Со переходит в шлак).
Для переработки никель-кобальтовых штейнов никелевой
шахтной плавки используют окислительно-сульфатизирующий
обжиг с последующим выщелачиванием огарка (УНК). По дру-
гой схеме из обогащенного никель-кобальтового железистого
файнштейна отливают аноды для электролиза в растворе пова-
ренной соли с получением пульпы зеленых гидратов (ЮНК).
Извлечение кобальта из оксидных никелевых руд. При вос-
становительно-сульфидирующей шахтной плавке только 40—
50 % кобальта извлекается в штейн. При конвертировании ко-
бальт в основном (на 80—85 %) переводят в шлаки. Последние
обедняют в конверторах или электропечах с помощью металли-
зированного материала и сульфидизатора, получая кобальтсо-
держащий штейн. Его рафинируют продувкой в конверторе и
получают обогащенную массу (4—5 % Со, 60—65 % Ni, 20—22
596
% S, 6—10 % Fe), которую измельчают и направляют на гидро-
металлургическую переработку.
Технологическая схема включает:
— автоклавное окислительное выщелачивание (Ро = 1,0—
1,2 МПа, 400—410 К, т = 2—3 ч), при котором более 90 % Ni,
Со, Си селективно от железа извлекается в раствор. Выход не-
растворимого остатка 10—12 % от исходного; состав его, %: 6—
8 Ni; 0,5—0,6 Со; 50—52 Fe. Кек возвращают в отделение ших-
топодготовки;
— гидролитическую очистку получаемого раствора (г/дм3:
55—65 Ni; 8—12 Со; 0,8—2,5 Fe; 5—8 H2SO4) от железа, меди;
— разделение никеля и кобальта, основанное на осаждении
кобальта по реакции
2CoSO4 + С12 + 3Na2CO3 + ЗН2О =
= 2Со(ОН)34- + 2Со(ОН)3 + 2NaCl + 2Na2SO4 + ЗСО2;
— растворение кобальтового концентрата, тонкую очистку
растворов от меди, железа, марганца;
— осаждение товарного гидроксида кобальта (III), сушку,
прокалку осадка, рассев, затаривание.
Для получения металлического кобальта оксид кобальта
подвергают восстановительной электроплавке. Для удаления
примесей (S, О, Me) наводят шлаки, вводят раскислители (Al, Si).
Готовый металл разливают в слитки массой 8—12 кг. При плав-
ке извлекается, %: 96—97 в металл, 1,5—2,0 в оборотные шлаки,
остальное в пыль и неучтенные потери.
Растворы, получаемые после осаждения кобальтового кон-
центрата на стадии разделения никеля и кобальта, перерабаты-
вают с получением никелевого купороса, гидроксида никеля (II).
При электроплавке оксидных никелевых руд на феррони-
кель кобальт на 80—85 % переходит в металлизированную фазу,
на стадии рафинирования не извлекается. Извлечение кобальта
из ферроникеля относится к проблемным задачам совершенст-
вования технологии.
При гидрометаллургической переработке оксидных никеле-
вых руд (сернокислотная, аммиачная, азотнокислая) никель и
кобальт селективно от железа извлекают в раствор и совместно
осаждают. В дальнейшем кобальт извлекают при переработке
коллективного кека. Наряду с описанной ранее гидролитичес-
кой схемой извлечения кобальта его можно осаждать электро-
химически (при контролируемом pH) или автоклавным спосо-
бом (Рн = 1,5—2,0 МПа, 450—460 К, аммиачные растворы, на-
личие затравки).
Гидрометаллургические схемы, основанные на использова-
нии автоклавных процессов, более совершенны, т. к. обеспечи-
597
вают более высокое извлечение кобальта и никеля, экологичес-
ки выдержаны и более компактны, чем пирометаллургические
технологии.
Извлечение кобальта из сульфидных медно-никелевых руд.
При электроплавке концентратов кобальт концентрируется в
штейне, при конвертировании файнштейна стремятся исклю-
чить его переход в шлак, для чего операции прекращают при ос-
таточном содержании 2—3 % Fe. При флотационном разделении
основная часть кобальта переходит в никелевый концентрат.
Выделение кобальта осуществляется на стадии электролитичес-
кого рафинирования никелевых анодов: в результате анодного
растворения кобальт переходит в анолит, при гидролитической
очистке которого его осаждают в форме кобальтового концент-
рата. Дальнейшая его переработка аналогична технологии, ис-
пользуемой в металлургии окисленных никелевых руд.
Электролизом получают кобальт высокой чистоты (>99,9 %
Со), для чего необходима глубокая очистка раствора от приме-
сей; часть кобальта получают в форме порошка, используя эле-
ктролиз бедных (6—8 г/дм3 Со) растворов, нерастворимые ано-
ды и высокую плотность тока.
10.1.4. Производство свинца
Сырьем для производства свинца являются сульфидные по-
лиметаллические руды (свинцово-цинковые, медно-свинцово-
цинковые), содержащие до 8—10 % РЬ, и вторичное сырье (око-
ло 40 % от общего выпуска свинца).
Сульфидные руды обогащают, получая свинцовый, цинко-
вый, медный, пиритный, бариевый концентраты и отвальные
хвосты.
Свинцовый концентрат содержит, %: 30—80 Pb; 1—4 Zn; до
10 Си; 2—15 Fe; 9—15 S; 2—13 SiO2; Au+Ag до 5 кг/т.
Для извлечения свинца используют, в основном, пирометал-
лургические схемы, основанные на применении реакционной,
осадительной и шахтной плавок.
Реакционная плавка. Автогенный процесс, основанный на
реакциях частичного окисления сульфида свинца с последую-
щим взаимодействием оксида свинца с сульфидом и сульфатом.
Плавку проводят в горнах, электропечах, кивцетным и другими
процессами.
При плавке в горнах извлечение свинца достигает 95—98 %,
в т. ч. в черновой металл 65—70 %, в пыли и возгоны 20—25 %,
в серые шлаки 10—15 %. Расход коксовой мелочи 1—4 %; расход
воздуха 1000—1500 м3 на 1 т шихты.
В короткобарабанных печах (0 х L = 2,4 х 2,4 м, объем 10 м3,
1 об/мин) за одну операцию получают около 4 т свинца. Печь
598
отапливают угольной пылью, расход топлива 12—15 %. На плав-
ку поступает агломерат с заданным соотношением
PbS:PbO:PbSO4. Прямое извлечение свинца из концентрата
87,5 %.
Процесс КИВЦЭТ-ЦС включает обжиг-плавку в атмосфере
технического кислорода, углетермическое восстановление рас-
плава, конденсацию парогазовой смеси с ликвационным разде-
лением свинца и цинка, очистку технических газов. Шихту и кис-
лород подают в соотношении, обеспечивающем десульфуриза-
цию, близкую к 100 %. В обжигово-плавильной камере получа-
ют первичный расплав, состоящий из чернового свинца (выход
металлического свинца 35—40 % от исходного), шлак и штейн.
В электротермической части агрегата из шлака восстанавли-
вают оксиды свинца и цинка до металла. Медь переводят в чер-
новой свинец либо в штейн. Температура шлаковой фазы 1520—
1620 К.
Парогазовая смесь (35—60 г/м3 Zn и 15—35 г/м3 РЬ) поступа-
ет в конденсатор, где свинец и цинк разделяются по плотности.
В металлический цинк переходит 80—90 % цинка из исходного
сырья.
Газы содержат немного пыли (800—1200 г/м3), до 40—50 %
SO2. Их очищают в электрофильтрах, где улавливается до 99,9 %
пыли.
Осадительная плавка основана на реакции вытеснения свин-
ца из его сульфида металлическим железом PbS + Fe = Pb + FeS
в условиях восстановительного процесса.
При восстановительной плавке (рис. 10.11) перерабатыва-
ют агломерат. На агломерацию поступает шихта, содержащая,
%: 45—50 РЬ; 6—8 S; 10—20 СаО; 25—35 FeO; 20—25 SiO2; ее
влажность 8—10 %. В шихту вводят до 30 % (от массы шихты)
оборотного агломерата, необходимого для более полного окис-
ления сульфидов.
При плавке получают черновой свинец, шлак и запыленные
газы.
В шлаки переходит до 90 % Zn, 20 % Си, 3 % РЬ, некоторое
количество благородных металлов. Шлаки направляют на фью-
мингование, вельцевание или электротермию.
Фьюмингование — процесс продувки жидких шлаков смесью
воздуха с восстановителем (природный газ, угольная пыль) при
а = 0,6—0,7 и температуре 1473—1573 К. Фьюмингованием из
шлаков извлекают до 94 % и по 95—98 % Pb, Cd и Jn. Возгоны
содержат 70—75 % Zn и до 20 % РЬО.
Вельцевание — твердофазная восстановительная обработка
(7—10 % коксика) при 1370—1470 К в трубчатых вращающихся
печах. Основные продукты — клинкер и возгоны. Выход возго-
нов вельцпроцесса 20—25 %. Возгоны содержат, %: 60—65 Zn;
599
Полиметаллическая руда
Флотационное обогащение_______________
| J
Пиритный Медный Свинцовый Цинковый Хвосты
концентрат концентрат концентрат концентрат
| I I V
В химическое В медное В цинковое В отвал
производство производство производство
Флюсы---. I---
▼ ту
Агломерирующий обжиг
Газы
Агломерат
Пыль
В производство
H2SO4
Восстановительная плавка
Шлак Черновой Газы
1 свинец |
На извлечение ЦМ В атмосферу
______Рафинирование______
I |
Товарный свинец Отхрды
I 4
V На специальную
К потребителю переработку
Рис. 10.11. Схема получения свинца из свинцовых руд
11—15 РЬ; 0,5—1,0 Cd. В клинкере остаются медь, золото, сере-
бро, остаточный углерод.
При электротермической переработке жидких шлаков за
счет восстановления оксидов получают расплавы цинка, свинца,
штейна и отвального шлака.
Черновой свинец от восстановительной шахтной плавки содер-
жит 93—98 % свинца. Основные примеси, %: 1—5 Си; 0,5—2,0 Sb;
0,2—2,0 As; 0,1—0,2 Sn; 0,05—0,4 Bi; 1—5 кг/т Ag; 1—30 г/т Au.
Рафинирование осуществляют пирометаллургическими ме-
тодами (рис. 10.12), оно включает следующие стадии: очистку от
меди; очистку от теллура; удаление мышьяка, сурьмы, олова, из-
влечение благородных металлов; очистку от цинка; удаление ви-
смута; очистку от кальция, магния, сурьмы, цинка. На каждой
операции образуются съемы, в которые переходят примеси и
часть свинца. Съемы подвергают отдельной переработке.
Рафинирование проводят в стальных котлах емкостью 50—
350 т. Котел устанавливают внутри огнеупорной кладки, исполь-
600
_________^Чернов^
Предварительное обезмеживание
S 1 ------------]
и свинец
Na2CO
Штейн
Уголь
Тонкое обезмеживание
Сульфидные шликеры 1 It NaOH
—— --------------—’ Обестеллуривание съемы
Плавы
Г идрометаллургическая
переработка
NaOH,
NaNO3 Щелочное рафинирование На получение Те
I “ч Штейн
Обессеребрение
Обесцинкование
Na3SbO
Ca3(AsO4)
Са, Mg, Sb
На склад
В отвал
Обезвисмучивание
Bi-Pb сплав
Качественное
афинирование
Воздух
Доводка
На медный
завод
Пена
NaOH, NaNOj t
Переработка
Электролиз
Разливка
РЬ
На склад
РЬ
Au-Ag сплав Глет Zn
Са, Mg, Zn На аффинажный
плавы завод
На склад В агломерационный
цех
Rb
Восстановление
В шахтную
печь
Рис. 10.12. Технологическая схема рафинирования свинца
зуют электронагрев. Перекачивают свинец из котла в котел
центробежными насосами. Продолжительность всего цикла ра-
финирования до 100 часов.
Обезмеживание основано на уменьшении растворимости меди
в свинце с понижением температуры. При этом образуются крис-
таллы соединений меди и твердых ее растворов с другими приме-
сями. Эти вещества имеют меньшую плотность, всплывают на по-
верхность (медные шликеры) и удаляются с поверхности расплава.
Сначала расплав свинца (1270 К) охлаждают до 820—870 К и
снимают «сухие» шликеры (10—30 % Си; 50—70 % РЬ). При
дальнейшем охлаждении (610—620 К) снимают «жирные» шли-
керы (3—5 % Си; 80—90 % РЬ), которые направляют в голову
процесса. Остаточное содержание меди 0,1—0,2 %.
При тонком обезмеживании в расплав вводят серу, образу-
ются сульфиды, нерастворимые в свинце и более легкие (плот-
ность Cu2S 5,6 г/см3); сульфидные съемы всплывают и их удаля-
ют. Температура процесса 610—620 К, остаточное содержание
меди до 0,005 %.
Обестеллуривание основано на образовании устойчивого со-
единения Na2Te (температура плавления 1230 К). Свинцовую
ванну подогревают до 670—720 К, загружают свинцово-натрие-
вый сплав, вводят NaOH, перемешивают 10—15 мин, отстаивают
10 мин и снимают плавы, содержащие, %: 15—30 Те; 0,5—1,0 Se;
70—80 РЬ. В плавы переходит 91—98 % Те.
Рафинирование свинца от мышьяка, сурьмы и олова осуще-
ствляют окислительным или щелочным способами.
Окислительное рафинирование основано на большем срод-
стве к кислороду As, Sb и Sn. Операцию проводят в отражатель-
ных печах при 820—870 К при избытке воздуха. Оловянистые
съемы и мышьяковистые шлаки снимают с поверхности ванны.
Щелочное рафинирование основано на образовании нерас-
творимых в свинце соединений оксидов мышьяка, сурьмы и оло-
ва со щелочью.
Операция включает окисление примесей селитрой в расплав-
ленном свинце, взаимодействие оксидов с расплавом NaNO3, разде-
ление металлической фазы и щелочного плава. Оксиды образуют
станнат (Na2SnO3), арсенат (Na2AsO4) и антимонат (Na2SbO4) на-
трия. Температура процесса 670—730 К. Остаточное содержание
примесей в свинце снижается, %: 0,02 Sb; не более 0,1 As, Sn.
Обессеребрение — процесс, в ходе которого благородные ме-
таллы (Au, Ag) удаляют окислительной плавкой (купелирование),
дробной кристаллизацией, очисткой цинком; последний метод яв-
ляется наиболее распространенным. Образуются интерметалли-
ды и твердые растворы, нерастворимые в свинце, более тугоплав-
кие, чем свинец. Они всплывают в виде твердой пены, остаточное
содержание благородных металлов не превышает 5 г/т.
602
Обессеребрение проводят в одном котле, продолжитель-
ность составляет 18—20 ч. На первой стадии в свинец вмешива-
ют богатую оборотную пену; при охлаждении до 750—770 К
снимают богатую товарную пену, содержащую, %: 6—11 Ag;
0,01—0,02 Au; 25—30 Zn; 60—70 Pb. Выход пены составляет
1,5—2,0 % от массы свинца.
На второй стадии в свинец вводят металлический цинк и бедную
оборотную пену. В интервале 650—720 К снимают богатую оборот-
ную пену, в интервале 610—600 К — бедную оборотную пену.
Обесцинкование осуществляют окислительным, хлорным,
щелочным и вакуумным способами.
Чаще всего либо применяют вакуумное рафинирование, ли-
бо удаляют цинк из свинца после обезвисмучивания щелочным
рафинированием совместно с кальцием, магнием и сурьмой в
форме твердых плавов.
Вакуумное обесцинкование основано на различной упругос-
ти паров свинца и цинка.
Обесцинкование проводят при 870—890 К и остаточном дав-
лении 4—1 Па. Аппарат для вакуумирования устанавливается на
рафинировочном котле. Свинец нагнетается в вакуумное прост-
ранство и разбрызгивается. Цинк испаряется, осаждается на хо-
лодных стенках конденсатора. Конденсат содержит 80—90 % Zn
и 10—20 % РЬ. В свинце остается 0,03—0,05 Zn. Степень отгонки
Zn составляет 95 %.
Обезвисмучивание проводят пирометаллургическим или эле-
ктролитическим способами; последний способ дорог и токсичен,
его применяют при содержании Bi более 0,5 %.
Пирометаллургический способ основан на вмешивании в рас-
плавленный свинец кальция и магния, обеспечивающих образо-
вание тугоплавких 1100—1600 К интерметаллидов, малораство-
римых в свинце, с меньшей, чем у свинца, плотностью (Bi2Ca3,
Bi2Mg3, Pb3Ca, PbMg2). При совместном применении магния и
кальция в соотношении 2:1 остаточное содержание висмута в
свинце снижается до 0,01 %.
При 620—670 К преимущественно образуется Bi2Ca3, а при
более низкой температуре выделяется Bi2 Са Mg2.
Для полного обезвисмучивания (до 0,005 %) применяют сурь-
му, образующую еще менее растворимый интерметаллид типа
BiCa5Mgi10Sb2.
Богатые дроссы (3—5 % Bi) являются сырьем для получения
висмута, бедные дроссы возвращают в оборот.
Качественное рафинирование проводят с целью удаления
Са, Mg, Sb, Zn. Основной способ — щелочное рафинирование с
получением твердых (сыпучих) щелочных плавов. На поверх-
ность свинцовой ванны загружают щелочь и селитру, расплав
перемешивают. Выход плавов 3—5 % от массы свинца, содержа-
603
ние свинца в них 45—55 %, в основном в виде РЬО и РЬ3О4. Со-
став плавов: CaO; MgO; Na3SbO4; Na2ZnO3.
Очищенный свинец разливают на ленточных или карусель-
ных машинах в чушки массой 30—40 кг.
10.1.5. Производство цинка
Основные производители цинка — Япония, США, Канада,
Австралия, Казахстан, Россия, Бельгия.
Области применения: цинкование (25—40 %), получение ли-
тейных сплавов (25—40 %), латуней и бронз (10—30 %), цинко-
вого проката (5—10 %), оксида цинка (3—10 %), прочие потре-
бители (3—8 %).
Сырьем для получения цинка являются сульфидные полиме-
таллические (медно-свинцово-цинковые, медно-цинковые и
свинцово-цинковые) руды, а также вторичное сырье (металли-
ческие сплавы, шлаки, пыли, возгоны).
Цинковые концентраты, получаемые при флотационном
обогащении сульфидных руд, содержат, %: 48—60 Zn, 1,5—2,5
Pb, 1—3 Си, до 0,3 Cd, 3—10 Fe, 30—38 S, до 10 пустой породы;
попутно извлекают Си, Cd, S, Au, Ag, Hg, Ga, TI, Se, Те.
Для производства цинка применяют пирометаллургические
(дистилляционные) и гидрометаллургические технологические
схемы.
Пирометаллургическим способом (рис. 10.13) производится
не более 20 % Zn. Основу процесса составляет восстановление
Сульфидный цинковый концентрат
Воздух
Окислительно-спекающий обжиг
Газы
Агломерат
Кокс
Дистилляция
Раймовка
Пусьера Черновой цинк
Вельцевание
Возгоны Клинкер
Рафинирование
Пусьера
Черновой
v свинец
Товарный
цинк
Потребителю
В производство На переработку В производство Cd На свинцовый
серной кислоты завод
Рис. 10.13. Схема пирометаллургического способа получения цинка
604
оксида цинка при 1270—1370 К из обожженного концентрата и
возгона (процесс дистилляции):
ZnO + С = ZnnaD + СО;
Пар *
ZnO + СО = ZnnaD + СО2.
Пар Z>
Доля производства цинка различными пирометаллургичес-
кими способами составляет, %: шахтная плавка — 35; электро-
термия — 30; дистилляция в вертикальных ретортах — 25; дис-
тилляция в горизонтальных ретортах — 15.
Дистилляционная технология связана с большими затратами
топлива и огнеупорных материалов. Полученный цинк необхо-
димо рафинировать от примесей.
Гидрометаллургическая схема (рис. 10.14) включает основ-
ные операции: окислительный обжиг концентрата, выщелачива-
ние огарка, очистку раствора от примесей, электролиз.
Обжиг проводят в печах КС с целью максимального удале-
ния серы и получения цинка в огарке в виде ZnO и ZnSO4 (2—3 %
Сульфидный цинковый концентрат
▼
Окислительный обжиг
Газы
Пыль
Огарок
Доизвлечение
цинка
РЬ кек I
Выщелачивание
Остаток Раствор
Очистка
._____ от примесей
Раствор Рау вор Cu-Cd кек
Электролиз ____
Катодный Отработанный
цинк
электролит
Переплавка
Товарный
(чушковый) цинк
I
Потребителю
В сернокислотное
производство
На свинцовый
завод
В производство
кадмия
Рис. 10.14. Схема гидрометаллургической переработки цинковых конце-
тратов
605
сульфатной серы в огарке для компенсации потерь серной кис-
лоты в последующих переделах). Температура кипящего слоя
1190—1250 К, отходящих из печи газов 1170—1230 К. Огарок
порошкообразный, ограничивается содержание труднораство-
римых ферритов и силикатов цинка и кислоторастворимых ок-
сидов железа и кремния. Около 95 % пыли соосаждается в стоя-
ках, газоходах, 4—6 % в циклонах и электрофильтрах. Газы
(>6,5 % SO2) направляют на производство серной кислоты.
Целью выщелачивания огарка является селективное и пол-
ное растворение соединений цинка. Применяют одностадийную,
двухстадийную и трехстадийную схемы выщелачивания. Наибо-
лее распространенная схема — непрерывное противоточное
двухстадийное выщелачивание.
Используют отработанный электролит, содержащий 120—
160 г/дм3 H2SO4, в котором оксид цинка и сульфат цинка раство-
ряются полностью. Силикаты (/?ZnO-mSiO2), ферриты
(xZnO-yFe2O3) и алюминаты (ZnOAl2O3) цинка растворяются
только при повышенной кислотности (до 200—300 г/дм3 H2SO4) и
температуре (360—370 К).
В раствор переходит 3—4 % железа (1—2 г/дм3), около поло-
вины меди, мышьяк и сурьма, никель, кобальт, марганец (NiSO4,
CoSO4, MnSO4). Сульфаты свинца, кальция и бария, золото и се-
ребро остаются в кеке. Соединения хлора, фтора, натрия, маг-
ния накапливаются в оборотных растворах.
Применяют гидравлическую транспортировку продуктов об-
жига. Огарок смывают в струе слива сгустителей кислого цикла
выщелачивания; пульпу обрабатывают в конусных классифика-
торах-гидроциклонах. Верхний слив поступает на нейтральное
выщелачивание, а нижний обрабатывают электролитом.
Для выщелачивания применяют реакторы с пневматическим
или механическим перемешиванием, соединенные последова-
тельно в серию. Пачук — цилиндрический чан, футерованный
кислотоупорным материалом, диаметром 3—4 м, высотой 6—8,
вместимостью до 100 м3. По оси установлен аэролифт, воздух по-
дают под давлением 200 кПа.
На нейтральной стадии выщелачивания достигается pH = 5,2—
5,4, примеси железа, мышьяка, сурьмы и др. гидролизуют.
Пульпу из последнего агитатора нейтрального цикла направ-
ляют в сгустители. Верхний слив — на очистку от примесей. Сгу-
щенный продукт (Ж : Т = 3—4) поступает на кислое выщелачи-
вание.
В первый агитатор кислого цикла подают отработанный эле-
ктролит (40 г/дм3 Zn, 120—160 г/дм3 H2SO4). В последнем агита-
торе концентрация H2SO4 снижается до 0,5—1,0 г/дм3. Пульпа
поступает на сгущение и фильтрацию. Кек подвергают вельце-
ванию с целью отгонки цинка, свинца, кадмия и редких элемен-
606
тов. Фильтраты и слив кислых сгустителей направляют на слив
и репульпацию огарка печи КС.
Очистка цинковых растворов от примесей. Гидролитичес-
кая очистка описывается реакцией
Ме"+ + Н2О о Ме(ОН)(л-1)+ + Н+,
где Me: Fe; Al; Си (частично).
Процесс организуют при pH не выше 5,5, чтобы исключить
гидролиз ZnSO4. Железо (Fe2+) переводят в форму (Fe3+), исполь-
зуя окислитель (диоксид марганца или кислород воздуха). Рас-
твор после гидролитической очистки содержит, мг/дм3: 2—10
Fe3+; 40—50 Fe2+; 0,3—0,6 As; 0,2—0,3 Sb; 0,1 Ge; 200—300 SiO2;
500—1000 Cu; 200—500 Cd.
Очистку от меди и кадмия проводят цементацией в одну или
две стадии в периодическом или непрерывном режимах в чанах с
механическим перемешиванием. Используют цинковую пыль.
При одностадийной очистке получают медно-кадмиевый кек, со-
держащий, %: 8—12 Cd; 10—20 Си; 35—38 Zn. При двустадийной
очистке первоначально получают медный кек (25 % Си, 0,8 %
Cd), на второй стадии — обогащенный кадмиевый кек. Остаточ-
ное содержание примесей в растворе, мг/дм3: 3,0 Cd; 0,2 Си; 2,0
Со; 0,1 As; 0,2 Sb.
Кобальт осаждают ксантогенатом натрия с образованием
труднорастворимого соединения — Co(C5H2OCS2)3.
Хлор из раствора выводят в виде хлористого серебра (AgCl)
или хлористой меди (Си2С12). Остаточное содержание хлора
100—150 мг/дм3.
Очистку раствора от фтора (50—100 мг/дм3) проводят окси-
дом или сульфатом кальция, осаждая примесь в форме CaF2.
Электролитическое осаждение цинка из раствора осуществ-
ляют с использованием нерастроримых свинцовых анодов (1 %
Ag) и катодов из листового алюминия. Операцию проводят при
306—310 К, плотность тока 400—700 А/м2. Выход по току 88—
92 %. Расход электроэнергии колеблется от 2900—3200 кВт-ч/т
цинка. Катодный цинк содержит не менее 99,99 % Zn. Его пере-
плавляют в индукционных печах и разливают в чушки. Часть
расплава используют для получения цинковой пыли методом
распыления.
10.1.6. Производство олова
Минералы олова представлены оксидами, тиостаннатами, си-
ликатами, боратами. Важнейшим среди них является касситерит
SnO2.
Богатые месторождения олова находятся в Боливии, Индо-
незии, США, Малайзии. Разрабатывают россыпные и коренные
607
месторождения; в первых содержится 0,01—0,02 % олова, а в ко-
ренных — не менее 0,1—0,2 %. Оловоносные пески обогащают
гравитационными методами.
В получаемых оловянных концентратах содержится не менее
40—50 % Sn, не более 5 % Fe, меньше 1 % S. Из других примесей
отметим медь, висмут, свинец, цинк.
Россыпи разрабатывают с применением драг и гидравличес-
ких методов (гидромониторов, обогащения на шлюзах и отса-
дочных машинах). Схема переработки (рис. 10.15) включает
дробление и классификацию в скрубберах с удалением в отвал
«гали» (фракция +13 мм); первичное обогащение песков на
Исходные пески
с черпаков драги
Дезинтеграция и
классификация
(скруббер)
+13 мм, галя
Отсадка
(четырехкамерные
отсадочные машины)
Концентрат
Хвосты
Отсадка
(четырехкамерные
отсадочные машины)
v Хвосты
Обезвоживание
Вода в оборот
Отсадка
(четырехкамерные
отсадочные машины)
Промежуточный Хвосты
продукт__________1---
Концентрат на доводку
(Sn = 10-30%; £ = 92%)
Хвосты и галя
в отвал
Рис. 10.15. Схема обогащения касситеритсодержащих песков
608
шлюзах, отсадочных машинах или винтовых сепараторах с полу-
чением грубых концентратов (30—45 % Sn), содержащих приме-
си магнетита, ильменита и др. После перечистки на концентра-
ционных столах и магнитной сепарацией получают касситерито-
вые концентраты, содержащие 70—75 % Sn при (извлечении
75—90 % его от исходного количества в руде). Попутно выделя-
ют ильменитовый, смешанный (колумбит и монацит) и немаг-
нитный (цирконовый) концентраты.
Среди руд коренных месторождений наиболее легко обога-
тимы руды пегматитовой и касситеритовой групп, труднее пере-
рабатываются олово-вольфрамовые и олово-литиевые.
При доводке черновых концентратов, например для удале-
ния сульфидов, применяют флотогравитацию или флотацию в
сочетании с обогащением на столах для выделения кварца и дру-
гих минералов пустой породы.
При доводке полиметаллических концентратов получают
концентраты минералов вольфрама, циркония, ниобия, золото-
содержащий продукт, при этом кроме гравитационных методов
применяют электростатическую сепарацию, «обжиг — кислот-
ное выщелачивание».
Подготовка концентратов к плавке. Восстановительная
плавка оловянных концентратов сопряжена с загрязнением ме-
талла железом и другими примесями и получением богатых по
олову шлаков, поэтому железо, часть мышьяка, меди, висмута,
свинца удаляют солянокислым выщелачиванием концентрата.
Процесс ведут в автоклавах (380—400 К, давление пара
200 Па). Расход соляной кислоты (уд. вес 1,14) — 250—400 кг на
1т концентрата.
Остаток отфильтровывают и подвергают повторному выще-
лачиванию, затем промывают, сушат и направляют в плавку.
При восстановительной плавке сера образует штейновую
фазу и благоприятствует потерям олова с пылями вследствие
улетучивания в виде SnS. Мышьяк при плавке переходит в чер-
новое олово и затрудняет его рафинирование.
Если в концентрате много сульфидов, в том числе мышьяка,
то при выщелачивании выделяются токсичные сероводород и
арсин. Считается, что концентраты могут поступать на выщела-
чивание без предварительного обжига, если суммарное содержа-
ние в них S + As < 1 %.
Восстановительная плавка оловянных концентратов. При
восстановительной плавке оловянных концентратов стремятся
восстановить железо только до FeO, который шлакуют добавкой
флюсов. Концентраты с содержанием железа свыше 20—25 %
обычно не перерабатывают из-за загрязнения чернового олова.
Для восстановления SnO и получения жидкотекучих шлаков
необходима температура не ниже 1370 К. При любом способе
609
плавки получают богатые оловом шлаки, требующие дополни-
тельной переработки.
Шихта, загружаемая в отражательную печь, должна быть хо-
рошо измельчена и перемешана. В качестве топлива пригоден
мазут, природный и генераторный газы, бессернистые каменные
угли. Недостатком отражательной плавки является трудность
достижения высоких температур, необходимых для восстановле-
ния оксидов, и низкая удельная производительность.
При электроплавке достигают температуры свыше 1700 К и
обеспечивают в печи восстановительную атмосферу требуемого
состава, при этом объем отходящих газов и пылевынос незначи-
тельны.
При плавке маложелезистого концентрата в электропечи по-
лучают бедный отвальный шлак.
Показатели электроплавки оловянных концентратов:
— извлечение олова в черновой металл 90 %, в пыль 8 %, в
шлаки около 2 %;
— выход металла 60 % (97,5 % Sn), шлака 32 % (4 % Sn), пы-
ли 8 % (73 % Sn) от массы концентрата;
— расход энергии 1400—1500 кВт ч/т концентрата.
Черновое олово (0,2—0,8 % Fe) обычно фильтруют через ас-
бестовые или керамические фильтры, получая чистый (<0,005 %
Fe) металл и железистый остаток (9,5 % Fe, 80 % Sn), который
возвращают в плавку.
С целью доизвлечения олова шлаки подвергают восстано-
вительной плавке с отстаиванием расплава, возгонке олова,
обогащению, гидрометаллургической переработке. Содержа-
ние олова в шлаках колеблется от 3 до 35 %. Механически за-
хваченные корольки можно выделить в донный продукт про-
стым отставанием при переплавке шлака в восстановительной
атмосфере. Оксидное и химически связанное олово восстанав-
ливают металлическим железом, кремнием или ферросилици-
ем; при подшихтовке свинецсодержащих материалов получа-
ют РЬ—Sn сплав.
Основной промышленный способ доработки шлаков —
фьюмингование — основан на высокой летучести SnO и SnS.
Воздух в печь подают через фурмы в смеси с пиритом и пылеуг-
лем, шлак заливают во фьюминг-печь через желоб. Возгоны
улавливают в рукавных фильтрах.
Извлечение олова и свинца в возгоны (15—18 % Sn) состав-
ляет 90—95 %, отвальный шлак содержит 0,08—0,12 % Sn.
Рафинирование чернового олова. При рафинировании не
только повышают чистоту олова, но и извлекают ряд ценных
компонентов, например висмут и индий.
Операции проводят в обогреваемых стальных или чугунных
котлах емкостью 6—20 т, снабженных лопастными мешалками.
610
Ликвационный способ рафинирования от железа основан на
выделении из олова при его медленном охлаждении до точки
ликвации соединений Fe2Sn, FeSn, FeSn2. Способ неприменим для
высокожелезистого металла, поскольку со съемами теряется
много олова. Процесс осложняется также малой разницей плот-
ностей олова и выделяющихся шликеров.
При обработке чернового металла с высоким содержанием
железа применяют зейгирование (вытапливание олова) при
520—570 К. Слиток постепенно сжимают по мере стекания оло-
ва, затем подвергают прессованию.
Для усовершенствования ликвационных методов применяют
фильтрацию олова через асбестовый фильтр под давлением. Из-
вестны способы рафинирования олова от железа и других при-
месей продувкой расплава воздухом, водяным паром или эле-
ментной серой.
При ликвации и зейгировании часть мышьяка выделяется в ви-
де соединений с железом и медью. Остаточное количество As и Sb
выводят введением в расплав металлического алюминия. Туго-
плавкие соединения AlAs и AlSb удаляют при 570—670 К с поверх-
ности олова в виде пены. От избытка алюминия освобождаются
продувкой расплава воздухом или введением хлорида аммония.
Для удаления висмута в расплав олова вмешивают измель-
ченный металлический магний. После охлаждения металла до
540—550 К добавляют натрий или лигатуру Са—Sn (3—5 % Са)
и вновь перемешивают ванну. Шликера интерметаллидов (1,5—
2 % Bi) снимают и направляют в отдельную переработку. Оста-
точное содержание висмута в олове не превышает 0,05 %.
Для удаления свинца используют двуххлористое олово; рас-
ход реагента 60—70 кг на 1 кг удаляемого свинца. Хлористое
олово загружают в котел (510—515 К) порциями при перемеши-
вании. Богатые и бедные по свинцу съемы перерабатывают раз-
дельно.
Пирометаллургическая схема получения олова приведена на
рис. 10.16.
Электролитическое рафинирование олова. При электроли-
зе почти все примеси удаляют за одну операцию; исключаются
образование и сложная переработка многочисленных полупро-
дуктов.
Состав электролита должен предупреждать возможность
разряда на аноде гидроксильных ионов и образование основных
солей, вызывающих пассивацию.
Известны кислотные (хлоридный, кремнефтористый, суль-
фатный) и щелочные (щелочно-сульфидный) электролиты для
рафинирования олова.
При электролизе в кремнефтористом растворе примеси ме-
ди, висмута, сурьмы и мышьяка переходят в шлам. При подкис-
611
Концентрат
Доводка методами обогащения
Хвосты
Промпродукты
Богатый
концентрат
Доизвлечение олова
фьюмингованием у
Переработка
Хвосты
Концентрат
Обжиг
Газы
Пылеулавливание
Обожженный________
концентрат
Выщелачивание HCI
Пыль
Газы
Растворы
Выщелоченный
концентрат
В трубу На переработку
для извлечения Bi
Восстановительная плавка
Газы Ферросилиций
шлак не
отвальный
Черновое
олово
шлак
отвальный
Пылеулавливание
Пыль
Газы
В трубу
Доизвлечение олова
фьюмингованием
Газы
Отвальный
шлак Г
4г Газы
В отвал I
Рафинирование
В отвал
Отходы Товарное
(съемы) олово
Пылеулавливание
Пыль
Газы
На извлечение
Sn, In и др.
В трубу
На извлечение
Sn, Си, Pb, Bi, In и др.
Рис. 10.16. Краткая технологическая схема переработки оловянных концен-
тратов
612
лении серной кислотой в шлам переходит и свинец. Известны
предложения по замене кремнефтористой кислоты органичес-
кими сульфокислотами, производимыми фенола, толуола, кре-
зола и т. п.
Электролиз в крезолсульфоновой ванне (3 % Sn, 8 % H2SO4,
4 % крезолсульфоновой кислоты) ведут при плотности тока 80—
100 А/м2, напряжении 0,3—0,35 В и температуре 310 К. Отрабо-
танный электролит, содержащий до 5 % Sn, нейтрализуют содой.
Состав анодного шлама, %: 20 РЬ, 5 Си, 3 As, 5 Sb, 20 Bi, 30 Sn.
Его направляют на специализированные предприятия.
Для получения особо чистого олова проводят электрохими-
ческое растворение металла, гидролитическую очистку раство-
ра, электролитическое осаждение олова и зонную плавку.
10.1.7. Производство кадмия
Кадмий — рассеянный металл. Среднее содержание кадмия в
полиметаллических рудах 0,01—0,05 %. Большая часть его изо-
морфно связана с минералами цинка (отношение Cd : Zn = 1 :
200).
Основные области применения кадмия: производство элект-
ропокрытия, сплавов, красителей, аккумуляторных батарей,
припои, радиоэлектроника, атомная энергетика.
При обогащении свинцово-цинковых руд в цинковый кон-
центрат извлекается 40—85 % Cd, в свинцовый — 2—12 % Cd.
При флотации медно-цинковых руд кадмий переходит в медно-
цинковые концентраты. Улетучивание кадмия при окислитель-
ном обжиге цинковых концентратов составляет 5—7 %. При
двухстадийном обжиге цинкового концентрата на первой стадии
возгоняется 10—25 % Cd, при агломерирующем обжиге с добав-
кой коксика дополнительно возгоняется до 30 % Cd.
При пирометаллургическом производстве цинка кадмий кон-
денсируется на 60—80 % в жидкий цинк и на 20—40 % в пыль
(содержание Cd около 10 %).
В процессе выщелачивания цинкового огарка сульфат, оксид
и силикат кадмия растворяются. Сульфид кадмия переходит в
цинковый кек. Извлечение составляет около 70 %.
В процессе вельцевания в вельц-оксиды извлекается до 90—
95 % Cd. При выщелачивании вельц-оксидов извлечение Cd в
раствор составляет 60—70 %.
Из раствора сернокислого цинка кадмий извлекают совмест-
но с медью цементацией цинком. Получают медно-кадмиевый
кек, который является основным сырьем для получения кадмия.
При переработке свинцовых концентратов в пыль аглома-
шин переходит 10—17 % Cd (оборотный продукт). При плавке
свинцового агломерата 77—80 % Cd возгоняется и улавливается
613
в мешочных фильтрах. Эту пыль используют для получения кад-
мия.
Кадмий также концентрируется в тонких пылях, образую-
щихся при плавке медных концентратов, фьюминговании шла-
ков и других возгоночных процессах.
Гидрометаллургические схемы применяют для извлечения
кадмия из медно-кадмиевых кеков, а комбинированные — для
переработки пылей.
Переработка медно-кадмиевых кеков. Гидрометаллургичес-
кая схема (рис. 10.17) включает операции выщелачивания кека,
осаждения кадмиевой губки, очистку раствора, электролитичес-
кое выделение кадмия и его переплавку. В комбинированном
процессе (рис. 10.18) кадмиевую губку, полученную при цемен-
тации, подвергают дистилляции в восстановительной атмосфе-
ре.
Медно-кадмиевый кек (%: 2,5—12 Cd; 4—17 Си; 35—60 Zn;
0,05—2,0 Fe; 0,05—0,20 As) выщелачивают отработанным элек-
тролитом.
Пульпу после выщелачивания направляют в сгуститель. По-
сле репульпации и фильтрации медный кек содержит, %: 0,3—
1,0 Cd; 10—15 Zn; 30—50 Си.
Верхний слив сгустителя (г/дм3: 100—120 Zn; 3—15 Cd; 0,05—
1,0 Си; 3—9 Fe; 60—100 мг/дм3 Ni; 50—100 мг/дм3 Со) направля-
ют на переосаждение кадмиевой губки цинковой пылью.
Цементный осадок получают в виде губчатой массы (60—
75 % Cd, 5—10 % Zn, менее 1 % Си), которую направляют на рас-
творение в разбавленной серной кислоте при 350—360 К при
аэрации.
Раствор очищают от таллия перманганатом калия или бихро-
матом калия:
2Т1+ + Ст2О>- = Т12Сг2О7.
Осадок соединений таллия (Т1(ОН)2; Т12Сг2О7) является исход-
ным сырьем для производства Т1.
Электролитическое выделение кадмия проводят при плотно-
сти тока 40—50 А/м2, температуре 310—320 К. Кадмиевый эле-
ктролит содержит 200—250 г/дм3 Cd; 30—40 г/дм3 Zn, 25—
150 г/дм3 H2SO4, следы меди. Используют нерастворимые свин-
цовые аноды и алюминиевые катоды. Выход по току 70—90 %.
Переплавку катодного кадмия или брикетов кадмиевой губ-
ки проводят в электрообогреваемых котлах под слоем едкого
натра.
Рафинирование от никеля производят вмешиванием алюми-
ния при 930—950 К. После снятия никелевых Дроссов расплав
рафинируют от алюминия едким натром. Извлечение кадмия в
614
Отработанный
Пульпа медно-кадмиевого кека
____________ Марганцевая руда
цинковый электролит
H,SO
> Выщелачивание
Пульпа
Сгущение
Л I П
Сгущенная пульпа Раствор
Медный кек [
H,SO4
Фильтрация
Г
Раствор г
t ▼ ▼
Осаждение I губки
Пульпа
Фильтрация
----- —] Раствор цинкового купороса
(в цех выщелачивания) *
Цинковая пыль
I губка
Пар
Марганцевая руда
X
о
£
а>
т
H?SO<
Пар
^Растворение I губки
Пульпа
Фильтрация
▼ Раствор
IV
Осаждение II губки
Пульпа
Цинковая пыль
Фильтрация Раствор на производство
II гу эка цинкового купороса
Марганцевая руда
Растворение II губки
Пульпа
--------Фильтрация
Раствор Клей
Электролиз
Катодный кадмий
NH^CI —> Плавка и рафинирование
f—NaOH
Дросс
Чушковый кадмий
Рис. 10.17. Получение кадмия из медно-кадмиевого кека
615
Богатые кадмиевые возгоны
II I
Измельчение
NaCIO3, КМпО
——1
Пульпа
FeSO,
H,SO
Выщелачивание пыли и очистка растворов
Пульпа ______________
Фильтрация пульпы и промывка кека
Вода
Цинковая пыль
Насыщенный раствор CdSO
Остатки
выщелачивания
H,SO
Остатки дистилляции
Осаждение кадмиевой губки
Пульпа
Вода
Декантация раствора и репульпация губки Богатый
раствор ZnSO
Пульпа
Фильтрация губки
Бедный раствор ZnSO
NaOH
Кадмиевая губка
Брикетирование губки
Брикеты
Кокс
истилляция кадмия
Черновой кадмий
NH4C1
Переплавка и рафинирование кадмия
Слитки кадмия
Дроссы
Рис. 10.18. Получение кадмия из свинцовой пыли
616
чушковый, %: 96—98; расход щелочи 30—50 кг/т кадмия, про-
должительность рафинирования 2—4 часа.
Металлический кадмий содержит, %: 99,95—99,98 Cd; 0,02—
0,002 Zn; 0,002—0,005 Си; 0,025—0,008 Pb; следы Fe.
Для атомной и электронной промышленности требуется кад-
мий высокой чистоты (99,9999 % Cd); используют дополнитель-
но электролиз, ректификацию или вакуумную дистилляцию,
зонную перекристаллизацию.
Переработка кадмийсодержащих пылей. Технологическая
схема включает обогащение пыли переплавкой, окислительный
обжиг или сульфатизацию для получения растворимых соедине-
ний кадмия, выщелачивание, очистку растворов от примесей, це-
ментацию кадмиевой губки, брикетирование, переплавку и ра-
финирование.
Содержание кадмия в пылях не превышает 0,3—1,0 %. Агло-
мерированную пыль с подшихтовкой концентрата плавят в
шахтных печах; получаемые возгоны содержат 15—20 % Cd.
Для плавки в отражательной печи пыли смешивают с кварце-
вым флюсом. Возгоны содержат до 30 % Cd; их направляют на
выщелачивание.
Сульфатизацию возгонов проводят при 500—580 К с концен-
трированной кислотой. Сульфатную массу измельчают и на-
правляют на выщелачивание.
10.1.8. Производство сурьмы
Известно более 120 минералов сурьмы, важнейшие из них
антимонит Sb2S3, тетраэдрит 3Cu2S Sb2S3. Содержание сурьмы в
рудном сырье изменяется в широких пределах (от 1—2 до 50—
60 %).
Бедные сульфидные руды подвергают обогащению гравита-
ционными методами и флотацией, оксидные — дистилляционно-
му или окислительному обжигу.
Наиболее распространенными способами переработки сурь-
мяных концентратов являются осадительная или восстанови-
тельная плавка и сульфидно-щелочное выщелачивание с после-
дующим выделением сурьмы электролизом.
Дистилляционный обжиг сурьмяного сырья. Дистилляцион-
ный обжиг предполагает выделение сурьмы из сырья в виде три-
оксида (Sb2O3) с последующей переработкой возгонов восстано-
вительной плавкой.
Обжиг используют для руд и промпродуктов, плохо поддаю-
щихся обогащению традиционными способами. Процесс прово-
дят в печах (шахтных, трубчатых, кипящего слоя, циклонных, на
агломашинах) при температуре 1100—1200 К в присутствии вос-
становителя (уголь, кокс).
617
Большое значение имеет крупность шихты. В шахтных пе-
чах используют руду крупностью до 100 мм, для трубчатых — до
30—40 мм, для печей КС — до 3 мм. При использовании тонко-
дисперсного сырья (хвостов флотационного обогащения) их
предварительно гранулируют.
В зависимости от способа обжига и состава сырья извлече-
ние сурьмы составляет 85—95 %. Состав возгонов, %: 70—85 Sb;
1—2 As; 0,1—0,5 Pb; 0,4—0,8 S. В огарке содержится 0,05—0,8 %
Sb и 0,2—1 % С.
Для снижения температуры обжига и предотвращения спека-
ния материала вводят в шихту 1—3 % хлористых солей натрия
или магния.
Осадительная плавка. Для плавки используют богатые суль-
фидные концентраты (35—65 % Sb, 20—30 % S) и осадитель (чу-
гунная, стальная стружка, высококачественная железная руда):
Sb2S3 + 3Fe = 2Sb + 3FeS.
Расход осадителя 15—25 % от веса шихты.
В шихту входит углеродный восстановитель (6—8 %), каль-
цинированная сода (30 %) и известняк. Плавку проводят в отра-
жательных или руднотермических печах; производительность
первых по сырью составляет 0,7—1,5 т/(м2-сут), вторых — 2—3
т/(м2-сут).
В черновой металл извлекается 75—85 % Sb, в пыли перехо-
дит 8—15 %, в штейн — 2—6 %, в шлак — 2—5 % сурьмы.
Пыли осадительной плавки являются оборотным материа-
лом, шлак направляют в отвал, а штейн перерабатывают для до-
извлечения сурьмы и других ценных компонентов.
Восстановительная плавка. Восстановительную плавку
сурьмяного сырья (пылей, возгонов дистилляции или обожжен-
ных концентратов) проводят в отражательных или (чаще) в эле-
ктротермических печах с добавкой 2—5 % коксика.
Восстановление триоксида сурьмы протекает по реакциям:
Sb2O3 + ЗСО = 2Sb + ЗСО2,
Sb2O3 + 1,5С = 2Sb + 1,5СО2,
Sb2O3 + ЗС = 2Sb + ЗСО.
Основу шлака составляют диоксиды кремния (20 %) и натрия
(35—40 %), поэтому они легкоплавки (1420—1520 К).
Продуктами плавки являются черновая сурьма (90—95 % Sb)
и шлак (до 5 % Sb), который гранулируют и направляют в отвал.
Производительность электропечей достигает 5—5,5 т/(м2-сут) по
шихте. Прямой выход сурьмы — около 85 %.
618
Восстановительная плавка в сравнении с осадительной обес-
печивает низкое содержание железа в черновом металле, одна-
ко необходима предварительная операция — окислительный об-
жиг, в результате получают более богатые шлаки.
Известны разновидности пирометаллургической переработ-
ки сырья:
— реакционная плавка, основанная на взаимодействии суль-
фидов и оксидов сурьмы;
— содовая (щелочная) плавка, основанная на сплавлении
сульфидного сырья с оксидом натрия в восстановительной атмо-
сфере. Процесс проводят во вращающихся печах, получают чер-
новую сурьму высокого качества;
— плавка на штейн и электролиз расплава;
— плавка в циклонной печи «на возгон», направляемый на
гидрометаллургическую переработку.
Гидрометаллургия сурьмы. Схема гидрометаллургического
получения сурьмы включает стадии выщелачивания сырья и вы-
деления металла из растворов цементационным или электроли-
тическим способами.
Выщелачивание. Используют сульфидно-щелочные раство-
рители, обладающие высокой избирательностью для соедине-
ний сурьмы.
Выщелачивание ведут в агитаторах при 370±5 К, поддержи-
вая соотношение в сырье окисленных и сульфидных форм сурь-
мы близким к 1:3.
Оборотный электролит из цикла осаждения сурьмы содер-
жит, г/дм3: 90—100 Na2S, 25—35 NaOH, 20—30 Sb. Пульпу после
выщелачивания обезвоживают; кек сушат и направляют на пи-
рометаллургический передел, а раствор, содержащий 40—
50 г/дм3 Sb, — на электролиз.
В процессе выщелачивания и электролиза в растворе накап-
ливаются балластные соли натрия и ионы тиоантимоната, по-
этому часть раствора выводят на регенерацию, обрабатывая его
металлическим железом (стружкой серого чугуна, 6—7 кг/дм3)
при 370 К.
Электролитическое выделение сурьмы. Известны два спо-
соба: диафрагменный и электролиз при повышенных плотнос-
тях тока (бездиафрагменный).
Диафрагма разделяет катодное и анодное пространство и
препятствует проникновению продуктов анодного окисления на
катод. Катодом являются стальные листы.
Выход по току при диафрагменном методе электролиза до-
стигает 90 %.
Для снижения роли примесей и продуктов анодного окисле-
ния на качество металла и для выхода по току повышают анод-
ную плотность тока до 1000—1500 А/м2; расход электроэнер-
619
гии — 3000—4000 кВт-ч/т сурьмы. Катодную сурьму (96—99 %
Sb) направляют на рафинирование.
Рафинирование сурьмы. Основные способы рафинирования:
огневой (реагентный) способ, основанный на разнице сродства
металлов-примесей и сурьмы к кислороду и сере. Рафинирова-
ние проводят в отражательных, барабанных или индукционных
печах.
Очистку от железа проводят смесью сурьмяного сульфидно-
го концентрата (около 30 % Sb) и технического сульфата натрия
при 1200—1300 К в нейтральной атмосфере. Образовавшийся
железистый шлак сливают; остаточное содержание железа не
превышает 0,05—0,2 %.
Для удаления мышьяка в расплав при 1070—1170 К вводят
NaOH и создают в печи окислительную атмосферу. Затем загру-
жают кварцевый песок для шлакования оксида натрия.
Продолжительность цикла рафинирования составляет 12—
18 ч, выход марочного металла — 75—90 %. Рафинировочные
шлаки возвращают на плавку концентратов или дорабатывают
отдельно.
Известны процессы электролитического рафинирования
черновой сурьмы в сульфидно-щелочных, кислых или фторис-
тых растворах, однако промышленного применения ни один из
этих способов пока не нашел.
10.1.9. Производство алюминия
Основными минералами алюминия являются в природе ко-
рунд (А12О3), нефелин — (Na, К)2О-А12О;-2SiO2, гиббсит —
А1(ОН)3, каолинит — Al2O3-2SiO2-2H2O и др.
Сырьем для получения алюминия служат бокситы, а также
алуниты, нефелины и каолины. Содержание глинозема в бокси-
тах составляет 30—70 %, кремнезема 0,5—20 %, оксида железа
2—50 %. Для рентабельной переработки кремниевый модуль
бокситов (отношение A^OySiO^ должен составлять не менее
2,6. Высококачественные бокситы (модуль 10—12) применяют
для производства электрокорунда.
Нефелиновые руды подвергают флотационному обогаще-
нию с выделением нефелинового и апатитового концентратов.
Последний служит сырьем для производства фосфорных удоб-
рений.
Технология получения алюминия включает производство
глинозема и электролиз криолит-глиноземного расплава.
Известны химико-термические, кислотные и щелочные спо-
собы производства глинозема.
Бокситы с высоким содержанием SiO2 перерабатывают спо-
собом спекания с содой и известняком. После дробления спек,
620
содержащий алюминат натрия (Na2O-А12О3) и моносиликат каль-
ция (2CaO-SiO2), выщелачивают горячей водой или оборотным
содовым раствором. Алунитовые концентраты предварительно
обжигают. Способ применяют также для переработки высоко-
глиноземистых шлаков, полученных при восстановительной
плавке.
Наиболее распространенным является щелочной способ по-
лучения глинозема (способ Байера) — рис. 10.19.
Сырой боксит дробят и измельчают в мельницах, куда пода-
ют щелочь, оборотный раствор и известь. Пульпу направляют
на выщелачивание в автоклавах (380—510 К; 3,4 МПа), обогре-
ваемых острым паром.
В нерастворенном остатке (красном шламе) концентрируют-
ся оксиды железа и титана.
После отделения красного шлама методом сгущения прово-
дят разложение (декомпозицию) алюминатного раствора с реге-
нерацией щелочи в присутствии затравки кристаллов гидрокси-
да алюминия из предыдущего цикла.
Осадок А1(ОН)3 отделяют в гидроциклонах и вакуум-фильт-
рах, маточный раствор выпаривают для повышения концентра-
[----Известь
Едкий натр
t
Оборотный
раствор
Боксит
I
Дробление
4
► Размол
Г”
Отделение шлама
от раствора
Г
—►Каустификация
Отделение соды
' от раствора
Выпаривание м-
Выщелачивание
▼
Разбавлением----------------
Сгущение--------------п
--------Ф-------------►Шлам—
Фильтрация______________Т
раствора
Выкручиванием-----------
Сгущение, промывка----> Затравка
и фильтрация
▼
Гидрат
Кальцинация
I
Глинозем
Промывная
вода
► Промывка
Отвальный
шлам
Г, ▼
В отвал
Рис. 10.19. Упрощенная схема производства глинозема по способу Байера
621
ции щелочи. Выпавшие кристаллы кальцинированной соды под-
вергают каустификации (переводу в NaOH):
Na2CO3 + Са(ОН)2 = 2NaOH + СаСО3.
Обезвоживание (кальцинацию) гидроксида алюминия прово-
дят при 1470 К в трубчатых печах или аппаратах кипящего слоя.
Извлечение глинозема в способе Байера составляет 87 %.
Производство криолита, фтористого алюминия и натрия.
Расплав, в котором ведут электролиз алюминия, представляет
собой криолит (3NaF-AlF3) с добавками фторидов алюминия
(A1F3) или натрия (NaF). Эти вещества получают из плавикового
шпата, кальцинированной соды и гидроксида алюминия.
Искусственный криолит получают кислотным и щелочным
способами из природного сырья, а также из отходящих газов су-
перфосфатного производства.
При кислотном способе на первой стадии получают фторис-
тый водород:
CaF2 + H2SO4 = CaSO4 + 2HF,
для чего тонкоизмельченный концентрат плавикового шпата на-
гревают в трубчатых печах до 470 К. Кремнезем образует крем-
нефтористый водород
SiO2 + 6HF = H2SiF6 + 2Н2О.
Газы обрабатываются водой в вертикальных башнях с полу-
чением смеси плавиковой и кремнефтористоводородной кисло-
ты; последнею нейтрализуют содой.
На второй стадии для получения криолита в раствор вводят в
виде пульпы А1(ОН)3 и Na2CO3. Процесс «варки» криолита ведут
в два этапа:
12HF + 2А1(ОН)3 + 3Na2CO3 = 2Na3[AlF6] + ЗСО2 + 9Н2О.
Отфильтрованный криолит сушат в барабанах.
Для получения фтористого алюминия или натрия плавико-
вую кислоту нейтрализуют соответственно А1(ОН)3 или Na2CO3.
Электролиз алюминия. Проводят электролиз расплава, со-
держащего глинозем и криолит. Для снижения температуры
плавления расплава добавляют MgF2, CaF2, NaCl (сумма 8—
10 %). Состав электролита характеризуется криолитовым отно-
шением (NaF:AlF3), которое поддерживают равным 2,6—2,9 и
регулируют добавками фтористого алюминия или натрия.
Схема электролизера представлена на рис. 10.20. Катодом
служит поверхность жидкого алюминия, соприкасающаяся с
электролитом, анодом — самообжигающиеся угольные элект-
роды с верхним или нижним токоподводом.
622
Рис. 10.20. Схематический чертеж алюминиевой ванны с верхним подводом
тока к самообжигающемуся аноду:
1 — слой глинозема; 2 — токоподводящие стержни; 3 — анод; 4 — катодный угольный блок;
5 — газоотсосная система; 6 — гарниссаж
В ванне поддерживают температуру 1220—1240 К во избе-
жание образования карбида алюминия. Уровень электролита со-
ставляет 17—20 см, рабочее напряжение — 4,0—4,5 В, сила тока
около 75 кА.
При снижении концентрации глинозема до 1,3—2 % возника-
ет анодный эффект (резкое повышение напряжения до 20—
30 В), который приводит к повышению удельного расхода элек-
троэнергии.
Осуществляют непрерывную подачу глинозема, алюминий
скачивают через 3—4 суток с помощью вакуумных ковшей или
сифонов, пробивая корку застывшего электролита.
Получаемый алюминий-сырец содержит примеси Fe, Si, Си,
Zn, А12О3, С, а также растворенные газы.
Металл продувают газообразным хлором и отстаивают в
электропечах или ковшах при температуре выше 970 К. Образу-
ющийся парообразный А1С13 адсорбируется на поверхности гли-
623
неземных и угольных частиц, фтористых солей, которые удаля-
ют с поверхности ванны в виде рыхлого порошка. Хлориды ще-
лочных и щелочноземельных металлов также всплывают на по-
верхность. Чистота рафинированного хлором алюминия состав-
ляет 99,5—99,85 %, такой алюминий пригоден для большинства
потребителей.
Алюминий высокой чистоты (99,99 %) для нужд электротех-
нической и атомной промышленности получают методами элек-
тролитического рафинирования в расплаве, зонной плавки и
дистилляцией через субсоединения. В последнем случае рафини-
рование проводят пропусканием паров хлористого или фторис-
того алюминия над расплавленным металлом при температуре
выше 1270 К. Образующиеся неустойчивые субсоединения А1С1
и A1F при охлаждении ниже 970—1070 К разлагаются до метал-
лического алюминия.
10.1.10. Производство титана
Титан относится к распространенным металлам, содержание
его в земной коре составляет 0,61 %. Встречается в виде диокси-
да (рутил, анотаз, брукит), титанатов железа ильменит) или
кальция (перовскит). Разрабатывают руды, содержащие от 6 до
35 % Ti. Для их обогащения используют гравитационные мето-
ды, электростатическую или магнитную сепарацию тяжелых
фракций (шлихов). Из концентратов получают три основных ви-
да продукции: четыреххлористый титан, диоксид титана и фер-
ротитан.
Выплавка титановых шлаков. Для отделения железа прово-
дят восстановительную плавку титанатов с получением чугуна и
титанового шлака (80—87 % Ti); при этом протекают следую-
щие реакции:
3(FeO • TiO2) + 4С = 3Fe + 2TiO2 TiO + 4CO,
Fe2O3 • 3TiO2 + 4C = 2Fe + 2TiO2 • TiO + 4CO.
При избытке восстановителя образуются низшие оксиды
(Ti2O3, TiO) или оксикарбид титана. Плавку брикетированной
или порошковой шихты ведут в электродуговых печах при
1800—1900 К с выпуском расплава в изложницы, где разделяют
чугун и шлак.
Производство тетрахлорида титана. Хлорирование ти-
тансодержащих материалов проводят в шахтном хлораторе,
расплаве солей или кипящем слое. Смесь (титановый шлак и
20—25 % нефтекокса) брикетируют с добавкой сульфит-цел-
люлозного щелока и обрабатывают брикеты в хлораторах не-
прерывного действия шахтного типа (рис. 10.21), работающих
624
Рис. 10.21. Шахтный хло-
ратор непрерывного
действия:
1 — водоохлаждасмыи конус; 2 —
фурма; 3 — хлорный коллектор;
4 — корпус, футерованный ша-
мотным огнеупором; 5 — водоох-
лаждземыи свод; 6 — бункер; 7 —
золотниковый питатель; S — раз-
грузочный шнек; 9 — сборник
остатка от хлорирования
в автогенном режи-
ме. Парогазовая
смесь содержит хло-
рид титана, СО и
СО2.
При содержании в
брикетах более 4—
5 % CaO+MgO проис-
ходит их спекание и
образование взрыво-
опасной парогазовой
смеси, что ограничи-
вает выбор сырья.
При хлорирова-
нии в расплаве (%:
50—80 КС1, 5—10
NaCl, 8—10 СаС12,
4—5 MgCl2, 1,5—5
TiO2 и 2—5 С) шихту
подают на поверх-
ность ванны, а газо-
образный хлор (40—
60 м3/ч на 1 м3 расплава) — через фурмы. Процесс интенсивно
протекает при 1020—1070 К. Для исключения накопления
инертных материалов и твердых частиц 10—15 % расплава вы-
водят из хлоратора и заменяют свежим. Избыточное тепло от-
водят с помощью водоохлаждаемых графитовых кессонов.
Удельная производительность хлоратора до 20 т/(м2-сут) TiCl4
в парогазовой смеси. Хлорирование в расплаве позволяет пе-
реработать титановые шлаки с высоким содержанием СаО и
MgO, получить более концентрированные по TiCl4 газы и не
требует приготовления брикетов. Способы регенерации отра-
ботанного расплава пока несовершенны.
В реакторах кипящего слоя перерабатывают рутиловые кон-
центраты с высоким содержанием SiO2. Шихту гранулируют (-12
+ 2 мм), вводят избыток кокса. Извлечение титана из шлака в
технический тетрахлорид составляет 93,5 %, расход хлора 0,8 т/т
625
шлака. В печах КС можно хлорировать карбид и оксикарбонит-
рид титана.
Конденсация и разделение хлоридов. Парогазовая смесь, вы-
ходящая из хлоратора при 870—1070 К, содержит газы (СО,
СО2, СОС12, N2, С12 и др.), низкокипящие хлориды (TiCl4, SiCl4,
Si2OCl4, СС14, VOC13) и высококипящие твердые хлориды (СаС12,
MgCl2, FeCl2 и др.).
Применяют раздельные, комбинированные и совместные си-
стемы конденсации хлоридов. Раздельная система состоит из пы-
левых камер (газы охлаждаются до 400 К и улавливается пыль),
рукавных (солевых, расплав NaCl) фильтров и конденсаторов,
орошаемых тетрахлоридом титана. Перед выбросом в атмосфе-
ру газы обрабатывают известковым молоком в санитарном
скруббере.
При раздельной схеме получают TiCl4 с низким содержанием
твердых взвесей (до 2—7 г/дм3).
В комбинированной схеме отсутствуют рукавные или соле-
вые фильтры, поэтому требуются отстаивание пульп в сгустите-
ле и дополнительная перегонка TiCl4.
При системе совместной конденсации парогазовая смесь посту-
пает непосредственно в оросительные конденсаторы. И хотя полу-
чают пульпу с высоким содержанием твердых частиц, использова-
ние этой системы оправдано, т. к. достигается наибольшая произ-
водительность и компактность аппаратурного оформления.
Очистка технического тетрахлорида титана. Раствор
TiCl4 содержит газы (N2, С12), хлориды ряда элементов (SiCl4,
VOC13, А1С13 и др.), органические примеси (СОС12, СС14, CS2); в
нем присутствует взвесь твердых веществ (FeCl3, TiO2), которую
удаляют при отстаивании или фильтрации пульпы через керами-
ческие или угольные фильтры.
Для осаждения ванадия применяют медный или алюминие-
вый порошок:
VOC13 + Си = VOC12 + CuCl.
Медно-ванадиевые осадки содержат 6—8 % Ti, 4—6 % V и
около 45 % С1. При восстановлении ванадия пульпой трихлорида
титана (его получают при взаимодействии TiCl4 с алюминиевым
порошком)
3TiCl4 + Al = 3TiCl3 + А1С13,
TiCl3 + VOC13 = TiCl4 + VOC12
достигают более высокого извлечения титана. Очистку от вана-
дия совмещают с ректификационной очисткой от твердых ве-
ществ.
626
На первой стадии ректификации отделяют тетрахлорид ти-
тана и другие летучие примеси. Неконденсированные газы (СО2,
Cl2, N2) выводят через затвор в систему газоочистки. Во второй
колонне дистиллируют TiCl4, а кубовой остаток высококипящих
хлоридов FeCl3, NbCl5, TiCl3 выводят на переработку для получе-
ния соединений ванадия, ниобия, тантала и других элементов.
Производство диоксида титана. Диоксид титана использу-
ют для производства белых пигментов, в металлургии и других
отраслях. Получают его из ильменитовых концентратов и тита-
новых шлаков сернокислотным способом или из TiCl4.
Сернокислотный способ заключается в разложении сырья
концентрированной серной кислотой, очистке раствора от желе-
за и осаждении гидролитическим методом TiO2H2O из титанил-
сульфатных растворов. После прокалки осадка (1270—1370 К)
получают чистый оксид титана.
Получение TiO2 из TiCl4 заключается в «сжигании» последне-
го в токе кислорода при высоких температурах:
TiCl4 + О2 = TiO2 + 2С12.
Источником тепла служат дуговые или высокочастотные бе-
зэлектродные плазматроны, в которые подается подогретая
смесь газов. Для полной конверсии TiCl4 избыток кислорода под-
держивают равным 20—60 %. Высококачественный порошок
TiO2 улавливают в рукавных фильтрах, а регенерированный
хлор возвращают в голову процесса.
Принципы получения титана во многом аналогичны метал-
лургии циркония, поэтому ниже рассматриваются только харак-
терные особенности.
Магниетермический способ. Восстановление тетрахлорида
до металлической губки проводят в герметичных аппаратах
(рис. 10.22) в атмосфере инертного газа. На ванну расплавленно-
го магния с регулируемой скоростью подают жидкий TiCl4. По
мере восстановления тетрахлорида реторта заполняется реакци-
онной массой (губкой). Основную часть образующегося MgCl2
периодически выпускают из реактора. Очистку титановой губки
проводят отгонкой магния и его хлорида в вакууме (1120—
1270 К; 3,7—10~7 Па). Блок очищенной губки извлекают из ре-
торты, дробят и сортируют куски.
Натриетермический способ. Восстановление TiCl4 проводят
в одну или две стадии. При одностадийном процессе одновремен-
но подают жидкие натрий и тетрахлорид титана (1 кг Na на
2,06 кг TiCl4) в реактор, предварительно заполненный аргоном и
нагретый до 770—870 К. При накоплении расплава процесс идет
автогенно. Для укрупнения мелкодисперсных частиц титана и
полного восстановления его низших хлоридов реторту выдержи-
627
Рис. 10.22. Аппарат для восстановления тетрахлорида титана магнием:
/ — коллекторы для подачи воздуха; 2 — косынки для подвески печи; 3 — водоохлаждасмые фланцы крыш
ки и реторты; 4 — футеровка печи; 5 — штуцер для вакуумирования и подачи аргона; 6 — узел заливки жид
кого магния; 7 — узел подачи тстрахлорида; 8 — крышка реторты; 9 — реторта; 10 — термощупы для заме
ра температуры крышки и стенок реторты; 11 — нагреватели; 12 — узел крепления запора сливного устрой
ства; 13 — песочный затвор; 14 — шток запорной иглы сливного устройства; 15 — ложное днище
628
вают при 1270 К в течение 4—6 ч. Реакционную массу (17 % Ti,
83 % NaCl) удаляют из реторты, дробят и выщелачивают 1 %-
ным раствором НО. Титановый порошок отделяют центрифуги-
рованием, сушат в вакууме и плавят в дуговой печи на слитки.
Более чистый титан получают при двухстадийной схеме.
Первую стадию ведут при дефиците натрия с образованием од-
нородного расплава 9NaCl-2TiCl3-TiCl2 (температура плавления
776 К). После накопления расплава на его поверхность подают
жидкий натрий, что приводит к получению крупнокристалличе-
ских (более 50 мм) дендритов титана высокой чистоты. Опти-
мальная температура второй стадии ИЗО—1140 К. Реализуют
полунепрерывный режим в двух последовательно расположен-
ных реакторах.
При электролитическом получении титана предварительно
насыщают электролит ионами Ti3+ и Ti2+, восстанавливая TiCl4 в
католите при низкой плотности тока. Затем поднимают силу то-
ка и осаждают титан на катоде, после чего цикл повторяют. Ка-
толит и анолит разделены непроницаемой для СГ диафрагмой.
Затраты на электролитный способ получения титана ниже,
чем на магниетермический, но этот способ периодичен и трудно
осуществим в больших масштабах.
Основной способ получения компактного титана — вакуум-
ная дуговая плавка.
10.1.11. Производство магния
Для производства магния используют магнезит (MgCO3), до-
ломит (CaCO3 MgCO3), карналлит (MgCl2-KCl-6H2O) и бишофит
(MgCl2-6H2O).
Магний получают электролизом хлоридных расплавов или
термическим восстановлением углеродом, реже металлическим
кремнием.
Для электролиза используют безводный хлорид магния: его
получают из карналлита путем нагрева с 390 до 770—830 К в
трубчатых печах или многокамерных установках кипящего
слоя; остаточное содержание влаги 0,4—0,6 %.
Вторую стадию обезвоживания, хлорирование MgO и очист-
ку от механических примесей ведут в специальных хлораторах
непрерывного действия. В плавильную камеру (электропечь со-
противления) при 1020—1070 К подают твердый карналлит в
смеси с нефтяным коксом; расплав продувают хлором. Обезво-
женный карналлит содержит, %: 49—51 MgCl2,40—46 КС1, 6—1
NaCl, 0,5—1 MgO, 0,01—0,1 Н2О.
Для хлорирования магнезита используют шахтные электро-
печи (1270 К); хлор подают через фурмы под электроды, шихту
загружают через герметизированное устройство.
629
Жидкий хлорид магния отстаивают в электромиксере и на-
правляют в цех электролиза.
Газообразный хлор получают в цехе электролиза магния, по-
этому, чтобы исключить накопление хлора, используют смесь
магнезита и бишофита (карналлита) в соотношении, обеспечи-
вающем получение хлора в количестве, полностью потребляе-
мом в технологическом процессе.
Электролиз магния ведут в герметизированных электролизе-
рах с графитовыми анодами и стальными катодами. Электролит
содержит хлориды магния, калия, натрия и кальция в соотноше-
нии, определяемом составом исходного сырья. На катоде выде-
ляется жидкий магний, всплывающий на поверхность ванны; на
аноде получают газообразный хлор. Во избежание контакта ме-
таллического магния и хлора катодное и анодное пространство
разделены диафрагмой.
Сырье загружают в виде расплава в каждую из ячеек элект-
ролизера. Процесс ведут при 940—990 К и анодной плотности
тока 300—700 А/м2. Напряжение на ванне составляет 4,5—6,5 В,
выход по току 80—86 %, расход электроэнергии 13—16 кВт ч/кг
электролитного магния.
Термические способы получения магния. В качестве восста-
новителя используют углерод (углетермия), металлический
кремний или силикоалюминий (металлотермия) или карбиды
кальция, алюминия и др. (карботермия). Восстановление ведут
при температурах выше точки кипения магния (1380 К).
Добавка в шихту оксида кальция (или восстановление обо-
жженного доломита) снижает температуру взаимодействия до
1420—1470 К при давлении 13 Па.
Введение глинозема позволяет вести процесс в жидком шла-
ке — алюмосиликате кальция.
Процесс ведут в специальных установках, состоящих из ваку-
умной электропечи и водоохлаждаемого конденсатора со сбор-
ником для металлического магния.
Извлечение магния в конденсат составляет 99,6—99,9 %, су-
точная производительность установки 2400 кг магния, расход
электроэнергии 10—11 кВт-ч/кг металла.
Рафинирование магния. Магний-сырец, содержащий более
0,1 % примесей, подвергают рафинированию путем переплава с
флюсами, возгонки или электролиза.
Флюсы для рафинирования состоят из смеси хлоридов маг-
ния, натрия и калия и служат для растворения неметаллических
примесей, отстаивания и защиты поверхности металла. Процесс
ведут при 970—980 К в плавильно-литейных комплексах непре-
рывного действия.
Печь состоит из трех камер, разделенных перегородками;
магний заливают в первую камеру, из последней рафинирован-
630
ный металл насосом перекачивают на разливочную машину.
Температуру в печи поддерживают с помощью угольных элект-
родов, погруженных в солевой расплав.
Слитки магния промывают и погружают в раствор калиево-
го хромпика; на поверхности металла образуется прочная оксид-
ная пленка, защищающая металл от дальнейшего окисления.
Рафинирование магния возгонкой основано на его высокой
летучести по сравнению с большинством примесей. Процесс ве-
дут при 1170—1190 К и остаточном давлении около 10 Па в ва-
куумных дистилляционных аппаратах. В зоне конденсации
(720—770 К) получают кристаллы магния, содержащие не более
0,01 % примесей.
Электролитическую очистку магния ведут по трехслойному
методу. Анодом служит утяжеленный медью или свинцом маг-
ний-сырец, катодный металл выделяется на поверхности рас-
плавленного хлоридного электролита (MgCl2, ВаС12, КС1, NaCl).
Процесс ведут при 970—990 К и плотности тока 800 А/м2. Расход
электроэнергии 9,5—10 кВт-ч/кг рафинированного металла.
10.1.12. Производство вольфрама
Среди минералов вольфрама наибольшее значение имеют
вольфрамит (Fe, Mn)W04 и шеелит CaWO4. Для рентабельной
эксплуатации месторождений содержание WO3 должно состав-
лять не менее 0,15 %. Основные запасы вольфрама находятся в
Китае и Индокитае.
Технологии переработки вольфрамовых концентратов
включают их вскрытие комбинированным или гидрометаллур-
гическим способами, очистку раствора, осаждение или солей
вольфрама, или гидроксидов с возможным восстановлением их
до металла. Применяют спекание (сплавление) с содой при
1070—1170 К:
FeWO4 + Na2CO3 = Na2WO4 + FeO + CO2,
MnWO4 + Na2CO3 = Na2WO4 + MnO + CO2.
Для ускорения процесса добавляют окислитель — натрие-
вую селитру. Минералы кремния, фосфора, мышьяка и молиб-
дена образуют водорастворимые натриевые соли, соединения
ниобия и тантала — малорастворимые. Степень разложения
концентратов составляет 99,5 %.
Концентрат обрабатывают в трубчатых или отражательных
печах с получением соответственно жидкотекучего расплава
или спека.
Двухстадийное выщелачивание спека проводят при 350—
360 К, извлекая в раствор 98—99 % W; концентрация WO3 в рас-
творе достигает 100—150 г/дм3.
631
При спекании шеелита добавляют кварцевый песок
2CaWO4 + 2Na2CO3 + 28 i О, = 2Na,WO4 + CaSiO, + 2CO,.
Процесс ведут при 1070—1170 К, СаО : SiO2 = 2,5 и избытке
соды 100 % к стехиометрии реакции. Это позволяет при выще-
лачивании снизить расход соды.
При электротермическом разложении гранулированной ших-
ты, содержащей шеелитовый концентрат, соду и кремнезем при
1670—1770 К, получают расплавы вольфрамата натрия и силикат-
ного шлака. В шлак переходит 40—50 % S, 65—75 % Р, 100 % Fe;
удаление заметной части примесей на стадии пирометаллургичес-
кого передела упрощает гидрометаллургические операции.
Автоклавно-содовый способ применяют для вскрытия воль-
фрамитовых и шеелитовых концентратов, а также хвостов обо-
гащения, содержащих 4—5 % WO3. Операцию проводят при
520—570 К и расходе соды 250—300 % к стехиометрическому
количеству в вертикальных или горизонтальных автоклавах.
Пульпу (Ж : Т = 3,5—4 : 1) обрабатывают в течение 4—5 часов.
Извлечение вольфрама в раствор составляет 98,6—99,5 %, от-
вальный продукт содержит менее 1 % W.
При автоклавном разложении шеелитовых концентратов в
растворах фторидов натрия или аммония уменьшается расход
реагентов и содержание кремнекислоты в растворе.
При использовании растворов фторида аммония продукци-
онные растворы очищают, выпаривают и получают паравольф-
рамат аммония, извлекая в него около 99 % W. Маточный рас-
твор возвращают на разложение в голову процесса.
Разложение богатых вольфрамитовых концентратов раство-
рами NaOH
MeWO4 + 2NaOH = Na2WO4 + Me(OH)2
проводят при 380—390 К, избытке щелочи 50—100 % в обогре-
ваемых реакторах с подачей воздуха для ускорения окисления
железа и марганца до гидрооксидов.
Переработка растворов вольфрамата натрия. Схема пере-
работки растворов вольфрамата натрия (60—150 г/дм WO3) пе-
риодична, многостадийна (рис. 10.23), требует больших затрат
реагентов. Известны схемы, в которых после очистки раствора
от примесей осуществляют конверсию Na2WO4 в (NH4)2WO4 ме-
тодами жидкостной экстракции или ионного обмена.
Растворы вольфрамата натрия содержат 1—3 г/дм3 SiO2;
кремнекислоту осаждают при нейтрализации раствора соляной
кислотой; коагуляцию осадка ускоряют кипячением.
Фосфор и мышьяк (0,5—4 г/дм3) осаждают в форме малорас-
творимых фосфатов и арсенатов магния. Ионы мышьяка (III)
632
Раствор Na2WO4
HCI
(примеси Si, Р, As, Мо, F)
MgCI2
Очистка от Si и F
Отстаивание и декантация
МдС12
Раствор
NH
Осадок H2SiO3, MgF2
(примесь W)
Очистка от As и Р
Отстаивание и декантация
На разложение
исходного сырья
Осадок
Раствор
Na,S, HCI
В отвал
Очистка от Мо
_______________Фильтрация
f
СаС12 Чистый раствор Na2WO4
Осадок MoS
Маточный
раствор
о t
В трап
Осаждение CaWO4
Осадок CaWO4
HCI
Разложение
Фильтрация
NH4OH
и промывка вольфрамовой кислоты
У У
Техническая вольфрамовая кислота Промывные
HCI
~ У У
Растворение в аммиаке
Раствор (NH4)2WO4
_________у ______________
I
воды
Осаждение
вольфрамовой
кислоты
Выпаривание
HCI
Маточный раствор
CaCI,
Вольфрамовая
кислота
Осаждение
у вольфрамовой
Паравольфрамат кислоты
аммония
Осаждение
CaWO.
CaWO
О
Рис. 10.23. Традиционная схема переработки растворов вольфрамата натрия
633
окисляют до пятивалентного гипохлоритом натрия, вводят
MgCl2; более глубокую очистку проводят при избытке аммиака
с осаждением аммонийно-магниевых солей
Na2H3O4 + MgCl2 + NH4OH = Mg(NH4)3O4 + 2NaCl + H2O,
где 3 — Р, As.
Фтор осаждают из нейтрального раствора в виде фтористого
магния до остаточной концентрации 0,3—0,4 г/дм3.
Если содержание молибдена выше 0,1 г/дм3, его осаждают
сернистым натрием:
Na2MoO4 + 4NaHS = Na2[MoS4] + 4NaOH.
Затем раствор подкисляют соляной кислотой до pH 2,5—3:
Na2[MoS4] + 2НС1 = MoS3 + 2NaCl + H2S,
при этом количественно выделяют остатки молибдена, но со-
осаждается некоторое количество сульфида вольфрама. При
высоком (5—10 %) содержании WO3 в сульфидном осадке его
подвергают переосаждению, получая концентрат, содержащий
50—52 % Мо и 2—2,5 % WO3.
Для получения вольфрамата кальция используют водный
раствор хлористого кальция; процесс ведут при содержании ще-
лочи 0,3—0,7 %. Соосаждаются другие соли кальция (сульфаты,
фториды, силикаты, фосфаты).
Отмытый горячей водой осадок вольфрамата кальция обра-
батывают соляной кислотой (90—100 г/дм3 НС1, 333—338 К) и
получают вольфрамовую кислоту. После ее отмывки сумма при-
месей не превышает 0,2—0,3 %.
Кислотные способы разложения вольфрамовых концентра-
тов. Для обработки вольфрамитовых концентратов применяют
соляную кислоту при 360—370 К, получая техническую вольф-
рамовую кислоту:
CaWO4 + 2Н+ = WO3 • Н2О + Са2+.
Процесс осуществляют в реакторах типа шаровых мельниц,
футерованных плавленным диабазом, или в эмалированных ре-
акторах. Добавляют 0,2—0,5 % HNO3 для предотвращения вос-
становления вольфрамовой кислоты сероводородом, который
образуется при разложении сульфидов, содержащихся в концен-
трате.
Кислотный способ отличается от щелочного меньшим коли-
чеством операций, однако при нем получают более загрязнен-
ный продукт. Возникают проблемы с утилизацией хлористых
634
растворов. Его применяют для богатых (более 75 % WO3) и чис-
тых шеелитовых концентратов.
Получение параволъфрамата аммония. Техническую вольф-
рамовую кислоту растворяют в 20—25 %-ном аммиаке; кремне-
зем, гидрооксиды железа, марганца и кальций в виде CaWO4 ос-
таются в осадке.
Раствор, содержащий 150—200 г/дм3 WO3, выпаривают до ос-
таточного объема 20—25 % от исходного, затем охлаждают.
Кристаллы отделяют от маточного раствора (40—45 г/дм: WO3)
на центрифуге и промывают водой. Из раствора осаждают
CaWO4 или вольфрамовую кислоту, которые возвращают на со-
ответствующие стадии технологической схемы.
При прокалке вольфрамовой кислоты или паравольфрамата
аммония при 750—1100 К в муфельных печах получают триок-
сид вольфрама. Средний размер частиц порошков 30—50 мкм,
содержание основного вещества 99,9—99,95 %.
Производство металлического вольфрама. Известны спо-
собы водородного и металлотермического восстановления окси-
дов или галогенидов вольфрама, термической диссоциации и
электролиза.
Восстановление водородом проводят в многотрубных печах;
контейнеры продвигаются вдоль печи со скоростью 100—300 см/ч
при 1000—1200 К. Осушенный водород подают противоточно.
При производстве ковкого вольфрама осуществляют двухста-
дийный процесс, получая на промежуточной стадии WO2.
Если не регламентируется содержание углерода, восстанов-
ление WO3 проводят более дешевым восстановителем — лампо-
вой сажей. Усредненную шихту брикетируют и обрабатывают
брикеты в графитовой электропечи при 1700 К. Измельченный
порошок (0,5—4 мкм) содержит не более 0,5 % С и 0,1—
0,15 % О.
Для получения тонкодисперсных порошков восстанавливают
пары галогенидов вольфрама водородом, например в реакторах
кипящего слоя.
Изделия из порошков вольфрама получают методами по-
рошковой металлургии; крупные заготовки получают переплав-
кой в дуговых или электронно-лучевых печах с последующей
разливкой в изложницы.
10.1.13. Производство молибдена
Из известных минералов молибдена промышленное значе-
ние имеют молибденит (MoS2), повеллит (СаМоО4), молибдат
(Fe (МоО4)3-5Н2О) и вульфонит (РЬМоО4). Крупные месторож-
дения молибденовых руд находятся в Казахстане, Средней Азии,
США, Канаде, Чили, Монголии.
635
Руды подвергают флотационному обогащению: концентра-
ты служат сырьем для получения ферромолибдена, триоксида
молибдена, молибдатов натрия, кальция и аммония.
Обжиг молибденовых концентратов проводят в печах КС в
связи с опасностью спекания концентратов; автоматически под-
держивают температуру 730—780 К и обеспечивают равномер-
ное питание печи концентратом. При обжиге гранулированной
шихты пылевынос составляет 20—40 %, пылевидной — 60—
70 %. Суточная производительность печи КС 1200—1300 кг/м2
пода, десульфуризация достигает 99 %.
Для получения оксида молибдена возгонкой используют вы-
сококачественные огарки, содержащие 90—92 % МоО:. Процесс
ведут при 1400 К в электропечах с вращающимся кольцевым по-
дом, покрытым слоем кварцевого песка; нагревательными эле-
ментами служат карбид-кремниевые стержни. За один оборот
пода возгоняется 60—65 % МоО3; возгоны улавливают в мешоч-
ных фильтрах; остаток перерабатывают гидрометаллургичес-
ким способом или отправляют на производство ферромолибде-
на. Производительность печи 3—4 т оксида молибдена в сутки.
Гидрометаллургический способ получения МоО3. Наиболь-
шее распространение получил аммиачный способ переработки
огарка (рис. 10.24). При его обработке аммиачной водой (8—
10 %) растворяется МоО3:
МоО3 + 2NH4OH = (NH4)2MoO4 + Н2О,
а молибдат кальция и диоксид молибдена остаются в кеке. Мо-
либдаты и сульфаты меди, цинка и никеля переходят в раствор.
Процесс проводят в реакторах или аппаратах кипящего слоя.
Поддерживают Ж : Т = 3—4 : 1, избыточную концентрацию ам-
миака 25—30 г/дм3, температуру 330—340 К. Для предотвраще-
ния образования молибдатов кальция вводят карбонат аммония.
Извлечение молибдена в раствор составляет 80—95 %, хвосты
содержат 5—25 % Мо.
Наиболее простой способ выделения молибдена из хвостов —
обработка содовым раствором при 360—370 К, при этом 90—95 %
Мо переходит в раствор в виде Na2MoO4. Отвальные кеки содер-
жат не более 1 % Мо. Растворы направляют на экстракцию или
сорбцию и получают чистый раствор молибдата аммония.
Очистка растворов молибдата аммония от примесей. Же-
лезо и медь выделяют осаждением соответствующих сульфидов
сернистым аммонием.
[Cu(NH3)4](OH)2 + NH4HS + ЗН2О = CuS + 5NH4OH.
Потери молибдена с осадком около 0,3 %.
Затем осаждают полимолибдат аммония, подкисляя раствор
(НС1, HNO3) до pH 6—3 с получением октамолибдата
636
Обожженный молибденовый концентрат
Хвосты
(огарок)
Раствор NH4OH
Выщелачивание
(NH4)2S
Раствор
На дополнительное
извлечение
молибдена
Очистка
Очищенный
раствор
Сульфидный кек
В отвал
HCI
Вариант I
Вариант II
Выпарка
Нейтрализация
Кристаллизация
Осадок
полимолибдата аммония
Кислый
маточный
раствор
Маточный
раствор
Перекристаллизация
Маточный
раствор
На регенерацию
молибдена
Кристаллы парамолибдата аммония
Периодически
выводят
на очистку
от примесей
Прокаливание
Трехокись молибдена
Рис. 10.24. Принципиальная схема гидрометаллургического способа получения
триоксида молибдена из огарков
(NH4)4Mo8O26 или отгоняют аммиак, получая парамолибдат
(NH4)6Mo7O28 или димолибдат (NH4)2Mo2O7.
Парамолибдат аммония содержит повышенные количества
щелочных металлов, цинка и никеля. Его подвергают очистке,
осаждая октамолибдат (NH4) Мо8О26-4Н2О при нейтрализации
соляной или азотной кислотой из предварительно упаренного
раствора (280—300 г/дм3 МоО3). Кристаллы отделяют на цент-
рифуге; маточный раствор возвращают на очистку от примесей
или выделяют молибден на ионообменных смолах.
Гидрометаллургические способы окислительного разложе-
ния молибденитовых концентратов и промпродуктов. При
637
обогащении сложных молибденовых руд получают некондици-
онные концентраты (30—45 % Мо) и промпродукты (5—20 %
Мо) с высоким содержанием меди, железа и других примесей, не-
пригодные для стандартного применения. Для вскрытия подоб-
ных материалов применяют азотнокислое растворение, авто-
клавное окисление кислородом, выщелачивание гипохлоритом
натрия и т. п.
При 350—360 К азотная кислота разлагает молибденит
MoS2 + 6HNO3 = Н2МоО4 + 2H2SO4 + 6NO.
В процессе автоклавного выщелачивания (Ж : Т = 4 : 1; 0,65
МПа; т = 1,5 ч) извлекают 97—99 % молибдена в молибденовую
кислоту. Пульпу нейтрализуют аммиачной водой, выпариванием
отгоняют аммиак; после прокалки осадка получают техничес-
кий триоксид молибдена.
Из кислых растворов автоклавной обработки жидкостной
экстракцией выделяют рений.
Окисление молибденита гипохлоритом натрия протекает
при 300—310 К согласно реакции
MoS2 + 9С1О- + 6ОН" = МоО 24“
+ ЗН2О + 9СГ + 2SO
Исходные растворы содержат 30 г/дм3 гипохлорита и 20—
30 г/дм3 свободной щелочи. Извлечение молибдена составляет
95—98 %; его извлекают сорбцией или экстракцией.
В качестве побочных продуктов получают кислые маточные
растворы.
Для выделения молибдена из бедных (0,2—5 г/дм3 Мо) рас-
творов используют сернистый натрий и серную кислоту:
Na2MoO4 + 4NaHS = Na2[MoS4] + 4NaOH,
Na2[MoS4] + H2SO4 = MoS3 + Na2SO4 + H2S.
После обжига осадка MoS3 при 720—820 К получают техни-
ческий оксид молибдена (50—55 % Мо).
Можно осаждать молибден при pH 8,6—8,7, используя рас-
твор хлористого кальция и получая молибдат кальция.
Известны способы осаждения МоО3 из раствора Na2MoO4
восстановлением молибденовым порошком или в автоклавах во-
дородом.
При добавлении раствора сульфата железа при мольном со-
отношении Fe2O3 : МоО3 = 1 : 1 и pH 2,3—3,2 осаждают осадок
ферромолибдата (70—74 % МоО3), который используют при по-
лучении ферросплавов.
Введением в раствор ионов аммония при pH 1,5—2 осаждают
до 98 % Мо в форме ортомолибдата аммония, который перекри-
сталлизовывают и получают парамолибдат.
638
Для производства металлического молибдена используют
восстановление его триоксида и галогенидов водородом, метал-
лотермию, термическую диссоциацию соединений, электролиз.
При получении порошков молибдена используют те же печи,
что и для производства вольфрама. Вначале восстанавливают
МоО3 до МоО2 при постепенном повышении температуры от
670—720 до 920 К. Получение металла проводят при 1200 К глу-
боко осушенным водородом при более медленном продвижении
лодочек с шихтой.
При металлотермическом восстановлении используют каль-
ций, магний, алюминий; для инициирования автокатолитической
реакции восстановления используют смеси КС1О3+А1, Ca+S и др.,
«поджигая» их электроспиралью. Процесс ведут в герметичном
футерованном цилиндре при 3300—3800 К. Извлечение Мо до-
стигает 92—93 % содержание в нем примесей не более 0,05 %.
Способ перспективен для получения сплавов молибдена с тита-
ном, цирконием, ванадием и др.
Термическую диссоциацию дисульфида молибдена проводят
при высоких (1900—2100 К) температурах и остаточном давле-
нии 0,90 кПа или в низкотемпературной аргонной или дуговой
плазме.
Компактные молибденовые заготовки получают методами
порошковой металлургии, дуговой и электронно-лучевой плав-
ки.
10.1.14. Производство золота
Коренные месторождения подразделяют на кварцевые и
окисленные, кварцево-сульфидные, теллуристые и др. Россыпи
образуются при вторичных преобразованиях коренных руд под
действием температуры, окисления, разрушения массивов и пе-
ремещения минералов водой и ветром.
Вмещающими породами являются граниты, гнейсы, сульфи-
ды (пирит, пирротин, арсенопирит, халькопирит и др.).
Содержание золота в рудах 5—15 г/т. Рентабельный уровень
извлечения только золота из руд 3—5 г/т.
Дополнительным сырьем для получения золота являются за-
балансовые руды, отходы производства цветной металлургии,
лежалые хвосты золотоизвлекательных фабрик, огарки, втор-
сырье.
В технологический процесс извлечения золота входят подго-
товительные (дробление, измельчение), обогатительные (фло-
тация, гравитационное обогащение) и металлургические (обжиг,
цианирование, амальгамация и др.) операции. Рафинирование
золотосодержащих промпродуктов проводят на аффинажных
предприятиях.
639
Золотоносную руду подвергают крупному и среднему дробле-
нию в щековых и молотковых дробилках, затем мокрому измель-
чению в шаровых или стержневых мельницах или сухому самоиз-
мельчению в мельницах «Аэрофол» до крупности 0,074 мм.
Гравитационное обогащение применяют для извлечения зо-
лота крупнее 0,1 мм. Применяют отсадочные машины, шлюзы с
мягким покрытием, концентрационные столы, короткоконус-
ные гидроциклоны. Гравитационные методы основаны на зна-
чительной разнице плотности (v) благородных металлов (само-
родное золото v = 18 000—19 000 кг/м3) и вмещающей породы
(окисленные минералы v = 2600—6000 кг/м3; сульфиды v =
5000—7000 кг/м3) — рис. 10.25.
Первичные концентраты гравитационного обогащения рос-
сыпей — серые шлихи. Используют шлюзы, отсадочные маши-
ны и концентрационные столы.
Амальгамация — процесс извлечения золота из руд и кон-
центратов с помощью ртути.
Ртуть переводит металлы в состояние многофазной амальга-
мы (частицы твердых растворов, химические соединения золота
и серебра, равномерно распределенные в массе жидкой ртути).
Амальгамацию проводят по одному из двух способов:
— внутренняя — одновременно с измельчением руды внутри
измельчающего аппарата (расход ртути на 1 т руды 15—20 г);
— внешняя — проводят на шлюзах или амальгаматорах (рас-
ход ртути 2—3 г).
Бункер для песков
Скруббер
-100 мм
Шлюз
+100 мм
▼
Барабанный грохот
-50 мм
+50 мм
Обезвоживание
Шлюз Отсадка
Шлаки Хвосты Хвосты
Концентрат
▼
Шлюз
I ▼
Самородкоулавливатели Самородкоулавливатели
I I
Золото Золото
Хвое
ы
Рис. 10.25. Схема гравитационного обогащения песков
640
Отношение расхода ртути к содержанию золота в сырье в
первом случае составляет (3—10) : 1 и зависит от крупности зо-
лотых включений. Амальгаму промывают в чанах или на шлю-
зах и фильтруют. Жидкая оборотная ртуть содержит около
0,1 % Аи, полусухая амальгама 20—50 % Аи. Ртуть из амальга-
мы отгоняют при 670—1070 К в ретортах с наружным холодиль-
ником. Конденсированную ртуть возвращают на амальгамацию,
а золотосодержащий порошок или губку переплавляют с флю-
сами (бура, сода, селитра).
Основной метод извлечения тонковкрапленного золота —
выщелачивание измельченной руды растворами цианидов ще-
лочных металлов в присутствии кислорода воздуха. Используют
растворы, содержащие 0,02—0,05 % NaCN; температура 288—
293 К.
Для подавления гидролиза цианидов в раствор вводят из-
весть, выполняющую роль коагулянта при отстаивании пульп.
Среди вредных минералов, вызывающих повышенный рас-
ход цианидов, сульфиды железа и цветных металлов, соединения
сурьмы и мышьяка. Для устранения образования роданистых со-
единений применяют аэрацию раствора для окисления сульфи-
дов.
Минералы меди резко увеличивают расход цианида; при на-
личии сульфидов мышьяка и сурьмы в растворе накапливаются
соли этих металлов, образующие на поверхности золота проч-
ные пленки.
Для цианирования используют чаны с перемешиванием. Ме-
тоды просачивания и кучного выщелачивания приемлемы для
извлечения золота из забалансовых руд.
Руду измельчают до 0,074—0,043 мм, цианирование ведут
при Ж : Т = (1—1,8): 1 для кварцевых руд или (2—2,5): 1 для гли-
нистых руд. Золотосодержащий раствор отделяют декантацией
или фильтрованием; хвосты после промывки направляют в от-
вал.
Процесс ведут в периодическом или непрерывном режиме
(4—12 аппаратов в каскаде) при pH 9—11 (0,01—0,03 % СаО).
Используют аппараты с механическим, пневматическим и пнев-
момеханическим перемешиванием.
Золото из цианистых растворов осаждают цементацией на
цинке или алюминии, извлекают сорбцией на ионитах или акти-
вированных углях, экстракцией. Наиболее часто применяют це-
ментацию цинком путем просачивания раствора через слой оса-
дителя, расположенный на фильтрующих элементах рамных
или свечевых фильтров. В цементационном осадке содержится,
%: 5—30 Аи; 20—60 Zn; 5—20 Pb; до 20 Си; до 12 Se; его промы-
вают кислым раствором (100—150 г/дм3 H2SO4), прокаливают
(770—970 К) и плавят на золото-серебряный сплав.
641
Сорбцию проводят как из осветленных растворов, так и из
пульп в процессе цианирования (сорбционное выщелачивание).
Насыщенный сорбент отгрохачивают, регенерируют и возвра-
щают на выщелачивание. Применяют бифункциональные (АМ-
2В, АП-Зх8п) и сильноосновные (АМ-п, AM) иониты или акти-
вированные угли. Обменная емкость большинства смол состав-
ляет 3—3,5 мг-экв/г, продолжительность контакта — десятки
часов. Способ позволяет исключить из технологической схемы
громоздкие операции отстаивания и промывки пульп.
Сорбцию проводят в каскаде пачуков с противоточным дви-
жением пульпы и ионита, десорбцию — в вертикальных колон-
нах просачиванием раствора через слой смолы. Десорбцию зо-
лота проводят серно- или солянокислыми растворами тиомоче-
вины при 310—330 К.
Товарный элюат содержит 0,5—2 г/дм3 золота; его осаждают
цементацией щелочью или электролизом с нерастворимыми
анодами. Последний проводят в режиме предельного тока, про-
исходит совместный разряд ионов водорода и золота, поэтому
катодный выход по току не превышает 10—15 %. Во избежание
анодного разрушения тиомочевины в электролизерах использу-
ют катионитовые мембраны.
Особенности извлечения золота и серебра из электролитных
шламов описаны в гл. 9.
Разделение золота и серебра и получение их в чистом виде
называют аффинажем; наиболее распространены хлорный и
электролитический способы.
Хлорный процесс основан на большой устойчивости золота
по сравнению с неблагородными металлами и серебром при об-
работке газообразным хлором. При продувке ванны хлором
примеси переходят в расплав (AgCl, CuCl) или в газовую фазу
(ZnCl2, FeCl2, РЬС12).
Наиболее чистые золото и серебро и полное их разделение
достигают методом электролитического рафинирования в рас-
творах AgNO3—HNO3 (для серебра) и [AuClJ- — НС1 (для золо-
та).
Направлениями развития технологии переработки золотосо-
держащих руд являются использование сорбционного выщела-
чивания, применение активированного угля с магнитными свой-
ствами, предварительное окомкование в технологии кучного вы-
щелачивания, использование автоклавного окисления упорных
руд перед извлечением золота.
Для электронного лома применимы технологии механичес-
кого обогащения с получением промпродуктов, в которые пере-
ходит 93 % золота и 78 % серебра (фракция — 12,7 мм, выход
26 %). Содержание золота и серебра достигает 1350 и 15 700 г/т
соответственно.
642
Лом электронной промышленности можно использовать в
качестве осадителя меди из подкисленных сульфатных раство-
ров. Золото переходит в цементный осадок меди.
Применяют процессы по извлечению золота из отработан-
ных травильных растворов, по снятию покрытий из золота или
серебра с различных отходов.
10.1.15. Производство серебра
Серебро входит в состав золотосодержащих минералов и
встречается в самородном виде. Основными минералами его яв-
ляются кераргерит AgCl, аргентит Ag2S, гессит Ag2Te, сурьмяно-
серебряные и мышьяково-серебряные сульфидные минералы.
Измельченные руды подвергают комбинированной перера-
ботке, включающей методы гравитационного обогащения, циа-
нирования (или амальгамации) и аффинажа (см. разд. «Произ-
водство золота»).
Важным источником получения серебра являются промпро-
дукты свинцового производства (серебристая пена от рафиниро-
вания свинца) и шламы электролитического рафинирования ме-
ди, никеля.
В черновом свинце содержится до 3 кг/т серебра; при рафи-
нировании цинковым способом получают промпродукт — пену,
содержащую, %: 6—11 Ag, 25—30 Zn, 60—70 Pb.
Технология переработки серебристой пены основана на дис-
тилляции цинка в ретортных или элетрических печах с последу-
ющим купелированием серебристого свинца.
Процесс дистилляции осуществляют при 1420—1470 К. В
шихту добавляют 1—3 % древесного угля. К устью печи присое-
динен конденсатор, в котором пары цинка конденсируются в
жидкий металл. Вместе с цинком возгоняют теллур, кадмий и не-
большое количество свинца. В конденсат извлекают 85—88 %
Zn, в серебристый свинец — около 90—95 % РЬ и благородных
металлов.
При вакуумировании печи (остаточное давление 1,3 кПа)
увеличивают до 99 % извлечение серебра в донный сплав и ис-
ключают образование твердых цинковых дроссов.
Донный сплав отправляют на купеляцию в отдельном аппа-
рате. Производительность электропечи составляет 4—
5 т/(м2-сут), расход электроэнергии — 500 кВт-ч/т пены.
При электротермии значительно больше извлечение благо-
родных металлов, упрощается купелирование свинца и перера-
ботка промпродуктов.
Серебристый свинец подвергают купелированию с целью
окисления свинца и получения золото-серебряного сплава. Про-
цесс проводят в отражательной печи с подачей на поверхность
643
расплава струи воздуха, обогащенного кислородом (28 % О2).
Металлы-примеси (цинк, мышьяк, сурьма) переходят в шлак и
возгоны.
Для рафинирования от меди и висмута подгружают свинец и
селитру и повышают температуру ванны до 1270—1370 К.
Для удаления теллура, образующего с благородными метал-
лами прочные интерметаллические соединения, необходимы
многократные добавки свинца и селитры.
Купелирование заканчивают по достижении содержания в
сплаве 97—99 % Au+Ag. Расплав обрабатывают костной мукой
для удаления остатков оксидов и покрывают слоем древесного
угля для восстановления растворенного оксида серебра. Сплав
разливают в изложницы и отправляют на аффинаж, а загрязнен-
ный глет возвращают в шахтную плавку.
Извлечение серебра из шламов электролитического рафи-
нирования меди (см. разд. 9.3). Современные технологические
схемы переработки медеэлектролитных шламов включают сле-
дующие технологические операции: обезмеживание, окисление
халькогенидов (обжиг), получение селена и теллура, плавку на
золото-серебряный сплав.
Обезмеживание шлама проводят обработкой серной кисло-
той с интенсивной аэрацией пульпы при 353—363 К. Водорас-
творимый сульфат меди удаляют отмывкой.
Окисление халькогенидов проводят окислительным или
сульфатизирующим обжигом в печах шахтного типа или спека-
нием с содой. Диоксид селена при обжиге на 95—97 % переходит
в газовую фазу, основная масса теллура остается в огарке. SeO2
из газов обжиговых печей улавливается водой или щелочным
раствором:
SeO2 + Н2О = H2SeO3,
SeO2 + 2NaOH = Na2SeO3 + H2O.
Раствор подкисляют соляной кислотой и с помощью сернис-
того газа осаждают селен:
H2SeO3 + 2SO2 + Н2О = Se + 2H2SO4.
Независимо от способа извлечения селена, конечной опера-
цией переработки шламов является плавка на золото-серебря-
ный сплав. При этом образуется шлак, из которого извлекают
теллур. Плавку ведут при 1570—1670 К под слоем содо-кварце-
вого флюса и восстановителя. Металл (96—98 % Au+Ag) после
доводки и слива шлака разливают в изложницы.
Для разделения золота и серебра используют хлорный спо-
соб аффинажа или электролитическое рафинирование.
644
Хлорный процесс предполагает продувку расплава газооб-
разным хлором и перевод npiiMeceii в расплав (AgCl, CuCl) или в
газовую фазу (ZnCl2, FeCl , РЬС12). Обеззолоченные хлориды
служат сырьем для получения серебра.
Наиболее чистое серебро получают методом электролитиче-
ского рафинирования в растворах AgNO3—HNO3.
При электролизе золото количественно переходит в шлам, од-
нако при содержании его в анодном сплаве выше 20 % возможно
образование устойчивой корки и нарушение процесса электроли-
за. Палладии и платина осаждаются на катоде совместно с сереб-
ром, поэтому их концентрации в электролите не должны превы-
шать 0,2 и 0,025 г/дм3 соответственно. Отрицательное влияние на
качество катодного осадка оказывают ионы меди, поэтому их со-
держание в электролите не должно превышать 100 мг/дм3. Ионы
свинца, висмута, селена гидролизуют и переходят в шлам.
Теллур образует с серебром труднорастворимые соединения,
переходящие в шлам, что снижает извлечение серебра.
Электролиз ведут в прямоугольных ваннах; аноды массой
около 10 кг помещают в тканевые чехлы. Применяют плотность
тока 400—600 А/м2; перемешивание электролита — сжатым
воздухом; напряжение на ванне 1,0—2,5 В.
Серебро осаждается на катоде в виде .крупных кристаллов,
которые периодически счищают, промывают и переплавляют в
слитки.
Выход по току составляет 94—96 %, расход электроэнергии
0,3—0,6 кВт ч/кг аффинированного серебра.
Отработанный электролит поступает в ванны предваритель-
ного электролиза, где содержание серебра снижают до 10 г/дм3,
после чего оставшееся серебро осаждают с помощью NaCl.
Анодные шламы электролиза серебра обычно содержат
50—80 % Au и направляются в переработку для извлечения зо-
лота и платиноидов.
При производстве высокопробного серебра (выше 99,99)
применяют электролиз в три цикла с обновлением растворов на
каждом цикле.
10.1.16. Производство металлов платиновой группы
К металлам платиновой группы относят платину, палладий,
иридий, родий, осмий и рутений.
Платиноиды используют в электротехнике и электронике
для изготовления контактов, в химии — для защиты от коррозии
ответственных аппаратов, изготовления электродов, при произ-
водстве катализаторов.
Месторождения платиновых металлов подразделяют на два
вида: собственно платиновые (коренные и россыпные) и ассоци-
645
ированные с сульфидными рудами. Самородная платина пред-
ставлена зернами различных размеров, вплоть до крупных (30—
60 мм) самородков. Платиноиды образуют с платиной и друг с
другом широкий спектр минералов с различным соотношением
металлов.
В сульфидных рудах платиноиды находятся в виде химичес-
ких соединений с неблагородными металлами и халькогенидами.
Извлечение платиновых металлов из россыпных месторож-
дений проводят с использованием методов гравитационного обо-
гащения и переработки получаемых шлихов. В стандартных схе-
мах получения меди и никеля платиноиды концентрируются, в
основном, в анодных шламах электролитического рафинирова-
ния.
Переработка шлиховой платины. Шлиховая (самородная)
платина представляет из себя зерна сплавов платиновых метал-
лов с железом, медью, никелем и другими элементами, например
шлиховая платина, добытая на Урале, содержит, %: 85—90 Pt;
1—3 Ir; 15 Fe; 0,2—10 Os и Ru.
Первая стадия переработки — растворение шлиховой плати-
ны в царской водке; через 4—5 ч раствор подогревают до 370—
390 К. Иридий и рутений, упорные минералы и кварц остаются в
кеке. В раствор переходят четырехвалентные соединения плати-
ны, палладия и иридия (Н2[МеС16]), трехвалентные — родия и ру-
тения (Н3[МеС16]), осмий образует оксид OsO4.
Извлечение платины в процессе растворения достигает 99 %.
Из полученного раствора осаждают хлорплатинат аммония
(NH4)2[PtCl6], предварительно восстановив палладий и иридий
серной или щавелевой кислотой во избежание их соосаждения с
платиной в виде соответствующих соединений аммония. Эту
операцию называют доводкой раствора.
Если в растворе присутствует золото, то щавелевой кислотой
оно восстанавливается до металла; при использовании других
восстановителей золото специально осаждают сульфатом желе-
за (II):
H[AuC14] + 3FeSO4 = Aul + Fe2(SO4)3 + FeCl3 + HC1.
Осадок промывают и отправляют на аффинаж, а из раствора
осаждают платину:
H2[PtCl6] + 2NH4C1 = (NH4)2[PtCl6] + 2НС1.
Осадок прокаливают в муфельных печах при 1070 К, полу-
чая платиновую губку.
При значительном содержании примесей губку растворяют в
царской водке и переосаждают хлорплатинат; чистую губку пе-
реплавляют в слитки.
646
Из маточных растворов остатки благородных металлов це-
ментируют цинком или железом либо их упаривают и обрабаты-
вают азотной кислотой с получением хлоркомплексов соответ-
ствующих металлов.
Возможно избирательное осаждение платиноидов при обра-
ботке маточного раствора сероводородом при различных темпе-
ратурах: на холоде выделяют палладий и остаток платины, при
кипячении — родий; из оставшегося раствора осаждают иридий
в виде хлориридата, добавляя азотную кислоту.
Получение родия и иридия. Сульфидный осадок родия обжи-
гают для удаления серы и растворяют в царской водке. Остаток
спекают с пероксидом бария или бисульфатом калия при 970—
1070 К, затем спек обрабатывают соляной кислотой, выщелачи-
вая родий.
Его извлекают двумя способами:
— осаждают аммиаком или углекислым аммонием в форме
пентаамминхлорида [Rh(NH3)5Cl]Cl2, который прокаливают,
промывают азотной кислотой и восстанавливают водородом с
получением порошка (99,8—99,85 % Rh);
— раствор нейтрализуют содой, вводят нитрат натрия, полу-
чая гексанитрит родия (Na3[Rh(NO2)6). Этот раствор обрабатыва-
ют последовательно хлористым аммонием, аммиаком и соляной
кислотой, осаждая триамминхлорид родия. Последний прокали-
вают в токе водорода.
Для получения иридия хлориридат аммония, осажденный из
маточных растворов, проваривают в царской водке, промывают
раствором хлористого аммония и прокаливают в восстанови-
тельной атмосфере.
Получение осмия и рутения. Нерастворимый остаток после
растворения шлихов сплавляют с избытком металлического
цинка под легкоплавкими флюсами. Массу разливают в излож-
ницы, дробят и растворяют соляной кислотой. Полученный по-
рошковый остаток спекают с пероксидом бария. Спек обраба-
тывают царской водкой при нагревании, отгоняя летучий OsO4.
Для извлечения рутения его осаждают сероводородом, а
сульфиды растворяют в царской водке. Раствор упаривают; от-
гонку RuO4 проводят газообразным хлором при 340—350 К.
Оксиды рутения и осмия восстанавливают водородом.
Переработка анодных шламов медно-никелевого производ-
ства. Содержание платиновых металлов в шламах электролиза
зависит от состава исходного сырья и может достигать несколь-
ких процентов. Шламы подвергают предварительной пироме-
таллургической или химической обработке для удаления серы,
неблагородных металлов, выделения селена и теллура.
Шлам подвергают сульфатизирующему обжигу (рис. 10.26),
огарок выщелачивают оборотным сернокислым раствором, а
647
Никелевый шлам
Кек медного шлама
Сульфатизирующий обжиг
Газы, пыль
Огарок
Г азоочистка
Выщелачивание
Кек
Кек
Раствор
Плавка
Сплав Шлак
на медный завод
▼ V
Шлам Медная губка
Раствор
▼
Обезмеживание
J I
Медь Раствор
катодная _______>
на медный г
завод Регенерация
Раствор Медь
катодная
____________ на медный
завод
ПК-1
Выщелачивание
Кек Раствор
I
ПК-2 v
Экстракция
ПК-3
Раствор
на электролиз
никеля
Рис. 10.26. Принципиальная схема переработки анодных шламов на медно-
никелевых предприятиях (ПК-1, ПК-2, ПК-3 — платиновые концентраты)
обогащенный платиновыми металлами продукт плавят на ано-
ды. В результате электролиза получают шлам (первый платино-
вый концентрат), медную губку и никелевый раствор. Губку под-
вергают выщелачиванию с получением второго платинового
концентрата.
Часть платиновых металлов при электролизе переходит в
раствор, откуда их извлекают экстракцией, получая третий пла-
тиновый концентрат. Достигают высокого извлечения металлов
и хорошего качества платиновых концентратов, но схема много-
стадийна.
Перспективна схема хлорирования шламов с последующей
экстракцией или водородным осаждением платиноидов из рас-
творов.
Концентраты платиновых металлов, получаемые при пере-
работке анодных шламов, отличаются от шлиховой платины
648
высоким содержанием палладия (в 2—3 раза большим, чем пла-
тины), меди, никеля, серы, селена и теллура, что учитывают на
стадии аффинажа.
Исходные материалы растворяют в царской водке и осажда-
ют хлороплатинат аммония. Раствор, содержащий палладий, об-
рабатывают аммиаком и получают тетрамминохлорид палладия
[Pd(NH3)4]Cl2.
После добавления соляной кислоты выпадает осадок хлоро-
палладозаммина [Pd(NH3)2]Cl2. Последний растворяют в избытке
аммиака и вновь переосаждают соляной кислотой. После прока-
ливания перечищенного хлоропалладозаммина получают губча-
тый палладий.
Остальные спутники платины извлекают из промежуточных
продуктов аффинажного производства. Серебро, например, из-
влекают в форме хлорида серебра, обрабатывая нерастворимые
остатки аммиаком и вводя соляную кислоту. Хлорид серебра
плавят под щелочным флюсом и рафинируют электролизом.
Для выделения из свинца остатки выщелачивают раствором
уксуснокислого аммония и затем осаждают свинец в виде суль-
фата.
10.1.17. Производство циркония
Известно около 30 минералов циркония. Промышленными
источниками являются циркон Zr2SiO4 и бадделеит ZrO2. Кларк
циркония 0,02 %. Основные запасы циркония сосредоточены в
прибрежных россыпях и ассоциированы с ильменитом, рутилом
и рядом других минералов.
Цирконовые руды обогащают гравитационными методами,
магнитной сепарацией, флотацией. Применяют окислительный
обжиг и гидрометаллургическую обработку. Цирконовые кон-
центраты (65—80 % ZrO2) являются сырьем для получения гаф-
ния, используются при производстве ферросплавов и химичес-
ких соединений, огнеупоров, керамики, глазурей и эмалей.
В связи с высокой химической стойкостью минерала цирко-
на для его разложения применяют пирометаллургические спосо-
бы.
Термическое разложение циркона. При температурах выше
2050 К протекает реакция
ZrSiO4 = ZrO2 + SiO2.
Разложение ведут с помощью дуговых плазматронов (12 900 К)
в специальных реакторах. После охлаждения продукт содержит
частицы моноклинного диоксида циркония (0,1—0,2 мм), покры-
тые слоем аморфного кремнезема. Последний выщелачивают
649
50 %-ным раствором NaOH в автоклавах (390 К) по противоточ-
ной схеме.
Процесс, несмотря на сложность аппаратуры, исключает вы-
бросы в атмосферу; одновременно получают ценный продукт —
силикат натрия.
Спекание с СаСО3. При мольном соотношении фаз СаО : ZrO2 >
> 3 образуются
ZrSiO4 + ЗСаСО3 = CaZrO3 + Ca2SiO4_ + ЗСО2.
Цирконат кальция растворим в кислотах; растворы после
очистки пригодны для получения различных соединений (основ-
ного хлорида, сульфоцирконата и т. п.) и экстракционного выде-
ления гафния. Для снижения температуры взаимодействия ком-
понентов (1700—1750 К) вводят в шихту легкоплавкие соедине-
ния (NaCl, Na2SO4, СаС12).
При мольном соотношении СаО : ZrO2 = 1 протекает реакция
ZrSiO4 + СаСО3 = ZrO2 + CaSiO3 + СО2
с получением технического диоксида циркония.
Спекание ведут в трубчатых печах при 1300—1500 К; сте-
пень разложения циркона достигает 99,5 %.
Силикаты кальция из спеков выщелачивают в две стадии: на
холоде разбавленной кислотой (НС1, HNO3) с получением орто-
кислоты H4SiO4 (извлечение кремния 80—90 %); затем осадок
обрабатывают 20—25 %-ной НС1 (HNO3) при 340-—380 К, полу-
чая раствор основных солей Zr(OH)2Cl2 или Zr(OH)2(NO3)2. Гель
кремнекислоты коагулируют и отфильтровывают.
Спекание с содой. Возможны варианты разложения:
— «полное» — с получением цирконата натрия и водораство-
римых силикатов натрия:
ZrSiO4 + 3Na2CO3 = Na2ZrO3 + Na4SiO4 + 3CO2,
2ZrSiO4 + 5Na2CO3 = 2Na2ZrO3 + Na6Si >O7 + 5CO2,
что обеспечивает более полное разделение кремния и циркония
на стадии выщелачивания спека;
— с получением цирконосиликата натрия
ZrSiO4 + Na2CO3 = Na2ZrSiO5 + СО2,
который выщелачивают кислотами (НО, HNO3, H2SO4). Кремни-
евая кислота остается в осадке.
Растворы, полученные в результате выщелачивания спеков,
содержат до 200 г/дм3 Zr; их перерабатывают с получением ос-
новных хлоридов, сульфатов или карбонатов циркония.
650
Основной хлорид Zr(OH)2Cl2-7H2O, содержащий 70—80 % Zr,
выделяют выпариванием солянокислого раствора или высалива-
нием концентрированной НС1. Соль очищают перекристаллиза-
цией; из нее могут быть получены чистые соединения — фтори-
ды, нитраты, сульфаты, а также, после осаждения и прокалки
гидроксида,— оксид (99,6—99,9 % ZrO2).
Для получения основного сульфата в раствор (40—60 г/дм3
Zr) добавляют серную кислоту (0,6 М на 1 М ZrO2). При 340—
360 К выпадает 2ZrO2SO3-5H2O, в который извлекается 97—
98 % Zr. Осадок прокаливают при 1120—1170 К для удаления
SO3, получая чистый ZrO2. Характерные схемы получения окси-
да циркония и сульфоцирконата натрия показаны на рис. 10.27.
Спекание с фторсиликатом калия.
При 920—970 К протекает реакция
ZrSiO4 + K2[SiF6] = K2[ZrF6] + 2SiO2.
Для образования жидкой фазы в шихту добавляют 30—50 %
КС1 от массы цирконового концентрата. Гранулы спека измель-
чают и выщелачивают при Ж : Т = 7 : 1 и 350 К 1 %-ным раство-
ром НС1. Осветленный раствор кристаллизуют с получением
K2[ZrF6], а из маточных растворов аммиаком осаждают гидро-
ксид циркония, который используют в голове процесса.
При хлорировании цирконового концентрата, диоксида или
карбида циркония в шахтных печах или хлораторах (рис. 10.28)
получают тетрахлорид циркония. Использование хлора равно
99,4 %, извлечение циркония в технический оксид 97 %.
Газы очищают в пылевых камерах и рукавных фильтрах для
улавливания ZrCI4, а в оросительных конденсаторах улавливают
тетрахлорид кремния. Тетрахлорид циркония очищают возгон-
кой при 720-—870 К или пропускают через солевой фильтр, со-
стоящий из смеси хлоридов калия и натрия. Возможными спосо-
бами получения ZrCl4 является хлорирование цирконовых кон-
центратов или диоксида циркония в солевом расплаве или в ки-
пящем слое (в смеси с коксом).
Способы разделения циркония и гафния. Соотношение Zr:Hf
в цирконовых минералах достигает 45—50 : 1. В атомной энер-
гетике используют цирконий с содержанием гафния не более
0,01 %. Для очистки от гафния используют фракционную крис-
таллизацию фтористых солей, жидкостную экстракцию, ректи-
фикацию хлористых соединений, субхлоридный способ.
При фракционной кристаллизации фторидов насыщенный
раствор исходных солей охлаждают до 293 К. За 16—18 стадий
получают K2[ZrF6] с содержанием тысячных долей гафния, из-
влечение циркония составляет 80 %. Способ отличается просто-
той, надежностью и экономичностью, однако периодичен и свя-
зан с высоким расходом воды.
651
HCI
H2SO4
Растворение
Фильтрация и промывка
ту
Раствор (ZrOSO4, H2SO4
—
Смешивание
(SQ3; ZrO2=Q,55)
Гидролиз
Фильтрация и промывка
H2SO
Основной сульфат
Растворение
Цирконовый концентрат
СаС12
—i vf
Шихтовка
Спекание
Выщелачивание на холоду
I
Раствор в сброс
HCI
Осадок
Растворение
Полиакриламид
▼f
Отстаивание
и декантация
Раствор Осадок
(ZrOCI2, HCI) H2SiO3
у В отвал
Выпаривание
и кристаллизация
Маточный
раствор
Кристаллы
(ZrOCI2- 8Н2О)
Прокаливание
Н,0
а
V
Na2SO
Растворение
Корректировка
Технический
ZrO,
NH4OH
Выпаривание
и кристализация
Осаждение
Фильтрация
и промывка
Осадок
гидроксида
Маточный
раствор
Прокаливание
В отвал
Маточный
раствор
Сульфато-
цирконат
натрия
Чистый
ZrO,
Рис. 10.27. Технологическая схема переработки цирконового концентрата по
способу спекания с карбонатом кальция
652
Рис. 10.28. Схема шахтной
электрической печи для
хлорирования брикетов
цирконового концентрата
с коксом:
1 — золотниковый питатель; 2 —
графитовые блоки, подводящие
ток; 3 — фурмы; 4 — разгрузоч-
ный шпек; 5 — термопары
653
При экстракции в органическую фазу выделяют либо цирко-
ний, либо гафний. При обработке азотнокислых растворов при-
меняют схему противоточной экстракции гафния трибутилфос-
фатом (8—9 экстракционных и 5—6 промывочных ступеней),
для роданистых — экстракцию в серно- или солянокислой среде
реагентом «гексон».
Наибольшее значение представляет ректификация хлори-
дов; операцию проводят при 720 К под давлением паров хлори-
дов, поскольку они возгоняются до точки плавления. Используя
разницу давления паров ZrCl4 (1,87 МПа) и HfCI4 (3,18 МПа), по-
лучают фракции с различным соотношением металлов.
При субхлоридном способе достигают избирательного вос-
становления хлорида циркония до трихлорида при 560—670 К
ZrCl4 + ZrCl2 = 2ZrCl3
и диспропорционирования последнего до ZrCl4 при 690—820 К.
Тетрахлорид гафния практически не восстанавливается и кон-
центрируется в содержащих до 50 % Hf возгонах. Выход цирко-
ния по технологической схеме составляет 80—90 % (при исход-
ном содержании гафния 2,5 %).
Производство металлического циркония. В связи с высоким
сродством к кислороду и большой газорастворяющей способно-
стью цирконий получают в основном из бескислородных соеди-
нений (хлоридов или фторидов) следующими основными спосо-
бами: восстановлением из хлоридов натрием или магнием; вос-
становлением из фтористых соединений (K2ZrF6, ZrF4) натрием
или кальцием, восстановлением оксидов кальцием или гидридом
кальция; электролизом.
Магниетермическое восстановление ZrCl4 по химизму и аппа-
ратуре аналогично восстановлению TiCI4. Отличие заключается
в том, что ZrCl4 необходимо подавать в виде твердого вещества
или газа (температура сублимации 604 К), что затрудняет его до-
зированную подачу в реактор.
Предварительно тетрахлорид циркония очищают от окси-
хлорида ZrOCl2, хлорного железа, хлоридов титана и кремния
возгонкой в отдельном аппарате. Затем конденсированный ZrCl4
или содержащий его газ дозированно подают в реактор с магни-
ем (1050—1190 К, 0,11—0,18 МПа). Реакционную массу подвер-
гают вакуумной сепарации в течение 50—60 ч с получением цир-
кониевой губки.
Четыреххлористый цирконий следует восстанавливать при
температуре выше точки плавления NaCl и ниже температуры
кипения натрия (интервал 1070—1150 К). Среди разработанных
вариантов наиболее приемлем способ восстановления ZrCl4 на-
трием в солевом расплаве NaCl в непрерывном режиме. Пары
654
тстрахлорида циркония вводят в разогретый до 1170 К реактор
снизу, а жидкий натрий подают на поверхность расплава. Накап-
ливающийся NaCl выводят из реактора.
Электролиз циркония ведут в расплаве электролита, содер-
жащем 20—30 % K2[ZrF6] и 70—80 % КС1 (NaCl) при плотности
тока 350—450 А/м2 в атмосфере аргона. Анодом служит графит,
катодом — стержень из нержавеющей стали. После отложения
заданного количества металла катод с осадком извлекают из
электролизера. Соли электролита отмывают 10 %-ным раство-
ром НС1, водой и сушат осадок. Вследствие накопления фтори-
дов ванну либо обновляют, либо проводят ее подпитку тетрахло-
ридом циркония.
Основной промышленный способ получения компактных за-
готовок циркония — вакуумная дуговая плавка. Из губки вне пе-
чи под давлением 0,2—0,4 МПа прессуют цилиндрические бри-
кеты, которые сваривают в электроды аргонно-дуговой или
контактной сваркой. Цирконий, как более тугоплавкий металл,
плавят также в электронно-лучевых печах в высоком вакууме
(1,3-10-3 Па) при значительном перегреве для удаления кислоро-
да в составе монооксида циркония.
10.1.18. Производство ниобия и тантала
Ниобий и тантал обнаружены в составе более 125 оксидных
минералов. Кларк ниобия и тантала соответственно Т10~3 и
2-10^ %. Основные минералы — разновидности танталит-колум-
битовой группы (Fe, Мп) (Nb, Та)2О6 воджинитовой группы (Мп,
Fe) (Та, Sn)2O4, пирохлора-микролита (Са, Na)-(Nb, Та)2О6(ОН,
F), лопарит (Na, Са, Ce)2(Ti, Nb)2O6. Сырьем для получения тан-
тала и ниобия служат шлаки, получаемые при выплавке олова
из касситерита.
Разложение танталит-колу мбито вых концентратов
(рис. 10.29). Процесс заключается в обработке их плавиковой
кислотой (60—70 % HF) при нагревании:
Fe(MeO3)2 + 16HF = 2H2MeF7 + FeF2 + 6Н2О,
Mn(MeO3)2 + 16HF = 2H2MeF7 + MnF2 + 6H2O,
где Me — Та или Nb.
Для ускорения растворения вводят серную кислоту. В рас-
твор переходят Sn, Ti, Si, W и другие элементы. Разложение ве-
дут в реакторах, футерованных графитовыми плитами.
При сплавлении танталит-колумбитовых концентратов с из-
бытком щелочи (КОН или NaOH) при 1020—1050 К образуются
ортосоли ниобия и тантала:
Fe(MeO3)2 + 6NaOH = 2Na3MeO4 + FeO + 3H2O.
655
Концентрат
(танталит или колумбит)
Вариант разложения
Сплавление с NaOH
Сплавление с КОН
Обработка
сплава водой
Обработка
сплава водой
Раствор
Na2SiO3, Na2SnO3,
Na2WO4, NaAIO2
В сброс или
на утилизацию
отходов
Осадок
политанталатов
и полиниобатов
натрия, Fe2O3,
Mn2O4, Na2TiO3
HCI
Раствор
политанталатов
и полиниобатов калия
K2SiO3, K2SnO3,
K2WO4, KAIO2
NaCl
Хвосты
Fe2O3, Мп3О4
К2Т1О3 и др.
(часть
Nb и Та)
Разложение
Осаждение
Обработка
кислотой
Раствор
FeCI3, MnCI
Осадок
Промывка
Осадок
политанталатов
и ниобатов
натрия
Раствор
(KCI, КОН)
Раствор
Осадок
HCI
На
утилизацию
отходов
Техническая
смесь оксидов
(Та, Nb)2O5 п Н2О)
Разложение
Осадок
Раствор
Промывка
Смесь оксидов
(Ta, Nb)2O5 • n H2O
Нейтрализация
В сброс
Рис. 10.29. Схема переработки танталитовых (колумбитовых) концентратов
сплавлением с NaOH и КОН
При обработке плава водой ортосоли гидролизуются
6Na3MeO4 + 21Н2О = Na8Me6O19 • 16Н2О + lONaOH.
с образованием полиниобатов и политанталатов, мало раство-
римых при избытке натрия в растворе. Основная доля приме-
сей (Si, Sn, W, Al) извлекается в раствор. При сплавлении с
КОН и последующей обработке плава большая часть ниобия и
тантала переходит в раствор, а оксиды железа, марганца и ти-
656
танат калия остаются в кеке. При добавлении в раствор NaCl
ниобий и тантал количественно осаждаются в виде политанта-
латов и полиниабатов, а примеси остаются в растворе. Сплав-
ление с КОН применяют для получения более чистых соедине-
ний ниобия и тантала; образование нерастворимых метасолей
КМеО3 снижает сквозное извлечение металлов.
Сплавление концентратов со щелочами проводят в стальных
тиглях в электропечи при 750—1050 К. Плав выливают в воду.
Основной недостаток способов сплавления со щелочами —
высокий (до 3 кг/кг концентрата) расход реагентов.
Концентраты ниобия и тантала разлагают растворами щело-
чей (35—45 %) в автоклавных условиях (450—480 К):
3Fe(MeO3)2 + 8NaOH + (и - 1)Н2О =
= Na8Me6O19 • лН2О + 3Fe(OH)2,
Na8Me6O19 • /гН2О = 6NaMeO3 + 2NaOH + (п - 1)Н2О.
Регулируя температуру и концентрацию щелочи, можно
получить как поли-, так и метасоединения ниобия и тантала.
Расход щелочи значительно ниже, чем при способе сплавле-
ния, и не превышает 0,5 кг/кг концентрата. Получаемые соли
разлагают плавиковой кислотой (10—15 %) с образованием
Н2(Та, Nb)F7.
Переработка лопаритовых концентратов. Хлорид-
ный способ основан на низкой температуре кипения хлоридов
ниобия и тантала (1000—1200 К); хлориды кальция, натрия,
редкоземельных металлов остаются в виде плава. Обработку
ведут в присутствии углерода (уголь, кокс) газообразным
хлором:
Ме2О5 + 1,5С + ЗС12 = 2МеОС13 + 1,5СО2,
Ме2О5 + ЗСО + ЗС12 = 2МеОС13 + ЗСО2.
Измельченные концентрат и кокс брикетируют, хлорируют
в печи шахтного типа с угольными электродами. При хлориро-
вании в расплаве измельченный концентрат и кокс загружают в
расплав высококипящих хлористых солей, через слой которых
барботируется хлор.
Парогазовая смесь, содержащая хлориды ниобия, тантала,
титана, железа, СО, СО2, С12 конденсируется в пылевых камерах
(NbOCl3 и ТаС15) при 410—470 К и орошением TiCl4 (жидкие
TiCl4 и SiCl4). Конденсаты перерабатывают гидролитическим
или хлоридным способом.
657
В первом случае конденсат разлагают водой при 360—370 К
и получают изоморфную смесь оксидов:
2NbOCl3 + (и + 3)Н2О = Nb2O5 • иН2О + 6НС1,
2ТаС15 + (и + 5)Н2О = Та2О5 • /?Н2О + 10НС1,
а в солянокислый раствор переходят железо, алюминий, щелоч-
ные и щелочноземельные металлы.
При хлоридном способе получают смесь чистых пентахлори-
дов ниобия и тантала, которую разделяют ректификацией. Хлори-
рование проводят при 620—670 К четыреххлористым углеродом:
2МеОС13 + СС14 = 2МеС15 + СО2.
Однако процесс завершается не полностью (на 75—85 %); за
счет пиролиза СС14 образуются токсичные продукты. Возможно
хлорирование с помощью А1С13 (385—405 К, А1С13: МеОС13 = 2:1):
MeOCl3(TD) + А1С13(М>) = МеС15(р_р) + А1ОС1.
Из пульпы возгоняют TiCl4, а из твердого остатка при 495—
525 К отгоняют и конденсируют МеС15. При хлоридной перера-
ботке из лопаритовых концентратов извлекают ниобия в оксид
93—94 %, тантала в оксид 86—88 %, титана в тетрахлорид 97 %,
редкоземельных металлов в солевой расплав 95—96 %.
Для разделения ниобия и тантала используют дробную крис-
таллизацию фтористых солей, экстракцию органическими реа-
гентами, ионообменную технологию, ректификацию хлоридов,
избирательное восстановление пятихлористого ниобия.
Наиболее совершенным является экстракционный способ:
экстракцию ведут из растворов, содержащих фтористые соеди-
нения ниобия и тантала.
Тантал находится в растворе в виде [TaF7]2-, [HTaF7]~ или, при
высокой кислотности, в виде [TaF6] . Ниобий при низкой концен-
трации кислоты (<4 М) образует гидролизованные комплексы
[NbOF5]2-, H[NbOF5]“ или H2[NbOF5].
Для экстракции используют кетоны (МИБК), алкилфосфа-
ты (ТБФ) и амины, например триоктиламин (ТОА); сульфокси-
ды. Тантал экстрагируют из слабокислых растворов, а ниобий —
только при концентрации HF > 4 М.
Поведение примесей при экстракции ниобия и тантала оце-
нивают по коэффициентам распределения (ТБФ, 10 М HF, 12 М
H2SO4):
Nb5+ Та5+ Fe3+ Mn2+ Ti4+ Sn2+
Сисх, г/дм3........... 2 2 10 2 10 2
Сорг/Сводн............ 183 119 0,001 0,017 0,02 0,05
658
Разделение ниобия и тантала осуществляют на стадии реэкс-
тракции: ниобия — водой, а тантала — раствором фтористого
аммония. Из реэкстрактов при добавлении аммиака осаждают
чистые гидроксиды ниобия и тантала.
Ректификация пентахлоридов основана на разнице в темпе-
ратурах кипения NbCl5 (521 К) и ТаС1 (507 К). Процесс ведут в
аппаратах с насадками из керамических колец.
Производство металлических ниобия и тантала. Металли-
ческие порошки ниобия и тантала получают натриетермическим
восстановлением из комплексных фторидов, карботермическим
восстановлением из оксидов, алюмотермическим восстановле-
нием из оксидов, восстановлением водорода из пентахлоридов,
электролизом в расплавах.
Плавку, рафинирование и дегазацию расплава проводят в
специальных вакуумных аппаратах.
Натриетермический способ. Восстановление проте-
кает с выделением тепла, достаточным для автотермического
протекания реакции:
K2[MeF7] + 5Naw = Me(Tn) + 5NaF(JK) + 2КР(ж).
Операцию ведут в стальных тиглях, послойно загружая
K2MeF7 и кусочки металлического натрия. После остывания со-
левой расплав, содержащий вкрапления порошка, измельчают и
выщелачивают холодной водой. Порошки ниобия и тантала
(крупность — 0,6 мкм) после отмывки фтористых солей содер-
жат более 1 % кислорода. Их промывают соляной кислотой, во-
дой и сушат при 380—390 К.
Восстановление фторониобата калия протекает с меньшим
тепловым эффектом, поэтому тигель предварительно подогре-
вают до 1170—1270 К.
При натриетермическом способе получают тонкодисперс-
ные порошки с повышенным содержанием кислорода, что
усложняет их использование в порошковой металлургии.
Карботермический способ. Процесс проводят в две
стадии:
— получение карбида ниобия в угольно-трубчатых печах:
Nb2O5 + 7С = 2NbC + 5СО,
получение ниобия в вакуумных печах:
Nb2O5 + 5NbC = 7Nb + 5СО.
Смесь оксида и карбида ниобия спрессовывают в брикеты
(О : С = 1,15) и прокаливают при остаточном давлении 1,3—0,13
Па и 2170 К в индукционной печи. Полученный спек содержит
меньше 10—3 % С, О и N.
659
Карботермический способ применяют и для производства
тантала, сплавов ниобия с танталом и другими металлами (W,
Мо, Ti, Zr). Преимущества метода: использование дешевого вос-
становителя, высокое извлечение (>96 %) и чистота получаемых
продуктов. Однако способ отличается невысокой скоростью;
применение дуговых плазмотронов и карбидотермического вос-
становления оксидов в жидкой фазе ускоряют процесс.
Алюмотермический способ. Восстановление ниобия
3Nb2O5 + 10 Al = 6Nb + 5А12О3
протекает с выделением тепла и образованием жидкого ниобий-
алюминиевого сплава. Температура восстановления должна
быть выше Гпл А12О3 (2300 К) и металлической фазы (/пл сплава
Nb + 10 % Al — 2320 К). При избытке алюминия к стехиометри-
ческому 30—40 % температура процесса достигает 2420 К, что
достаточно для эффективного разделения фаз. Отгонку алюми-
ния проводят при 2050—2070 К в вакууме в течение 5—8 ч или
электролизом в расплаве хлористых солей.
Аналогичным образом получают тантал и его сплавы, но при
этом необходимо поддерживать более высокие температуры.
Получение ниобия и тантала восстановлением из хлоридов.
Смесь хлоридов ниобия и тантала восстанавливают водородом
или металлами (Mg, Na):
2МеС15(газ) + 5Mg(x) = 2Ме + 5MgCl2(>K),
МеС15(газ) + 5Na(x) = 2Ме + 5NaCl(x).
Тигель с шихтой (МеС15, магниевая стружка, NaCl, КС1) мед-
ленно нагревают до 1020 К в печи, заполненной аргоном. Полу-
ченный порошок промывают водой и сушат.
Другой способ заключается в подаче жидкого или газообраз-
ного хлорида металла в реактор, заполненный расплавленной
смесью натрия и NaCl.
Хлориды ниобия и тантала восстанавливают водородом на
нагретой подложке, в реакторе кипящего слоя и др. Восстанов-
ление паров ТаС15 водородом на танталовой ленте протекает при
нагреве электрическим током до 1470—1670 К:
ТаС15 + 2,5Н2 = Та + 5НС1.
Ниобий восстанавливают в кипящем слое из смеси газов (Н2,
Ar, NbCl5) при 1070—1170 К. Постелью служат частицы ниобия
(крупность 30—50 мкм). После достижения заданного размера
частиц порошок выгружают, дегазируют в вакууме и использу-
ют для производства компактного металла.
660
Электролиз расплава. Этим способом получают
порошки ниобия и тантала высокой чистоты. Состав солево-
го расплава, %: 58 КС1, 29,5 KF, 12,5 K2[TaF7], в котором
растворено 2,5—3,5 % Та2О5. Электролиз ведут при 970—
1000 К, напряжении 1,65 В, катодной плотности тока 50 А/м2,
анодной 160 А/м2. Тантал на стенках катода-тигля получают в
виде дендритов, которые после отделения электролита под-
вергают вакуум-термической очистке. Выход по току не пре-
вышает 80 %.
При производстве компактных металлов используют спосо-
бы порошковой металлургии (для получения небольших загото-
вок) и вакуумную плавку.
Порошки ниобия и тантала прессуют в штабики прямоуголь-
ного (для прокатки) или квадратного (для протяжки проволоки)
сечения. Мелкозернистые натриетермические порошки прессу-
ют под давлением 100—400 МПа, крупнозернистые электроли-
тические — 700—800 МПа.
Спекание штабиков проводят в течение нескольких часов
при постепенном повышении температуры: при 500 К удаляют
влагу, кислород, азот; при 670—1000 К — водород; в интервале
1370—1870 К улетучиваются примеси щелочных металлов; при
2100 К — кремний в виде SiO2 и углерод (СО). Спекание ниобия
завершают при 2570 К, тантала — 2970 К и остаточном давлении
0,13 Па.
При плавке ниобия и тантала в вакуумных электронно-дуго-
вых или электронно-лучевых печах получают слитки диаметром
до 150 мм. Достигается более высокая степень рафинирования
металла и меньшая твердость металла, что упрощает последую-
щую обработку давлением.
10.1.19. Производство редких рассеянных металлов
К группе рассеянных металлов относятся галлий (спутник
алюминия), индий, таллий, германий (спутники свинца и цинка);
рений (спутник молибдена и меди), а также селен и теллур.
Сырьем для их получения служат полупродукты производст-
ва основных цветных металлов.
Производство галлия. Галлий используют для получения
легкоплавких сплавов (/пл < 303 К), в полупроводниковой техни-
ке (арсенид, фосфид, антимонид), в качестве охлаждающей жид-
кости в атомной технике.
Галлий накапливается в алюминатных растворах до 0,15—
0,25 г/дм3 Ga2O3; при выщелачивании извлекают 70—80 % Ga.
Галлий выделяют по следующей схеме:
— повторно карбонизируют алюминатный раствор, осаждая
около 90 % Ga;
661
— обрабатывают осадок известковым молоком в автоклаве
с переводом галлия в раствор; алюминий остается в осадке в ви-
де 4СаОА12О312Н2О;
— раствор вновь карбонизируют, а осадок обрабатывают с
получением раствора, содержащего до 100 г/дм3 Ga; тяжелые
цветные металлы осаждают с помощью Na2S;
— щелочной раствор подвергают электролизу с получением
жидкого металлического галлия (99,5—99,9 % Ga).
В цикле Байера галлий можно выделить электролизом алю-
минатного раствора (способ П. Бретека) с жидким ртутным ка-
тодом. Полученную амальгаму разлагают водой, ртуть возвра-
щают в электролизер, а из раствора галлата электролизом полу-
чают технический галлий.
Другой способ — цементация на галламах — основан на спо-
собности галлия образовывать с алюминием жидкий сплав —
галламу, на которой при активном перемешивании выделяют из
алюминатных растворов до 99 % Ga.
Технический галлий рафинируют электролизом, дистилля-
цией хлоридов или зонной плавкой.
Производство индия. Индий является спутником цинка и
кадмия в сульфидных рудах, концентрируется также в пирите и
халькопирите.
Его используют для производства антикоррозионных и све-
тоотражающих покрытий, в подшипниковых и низкотемпера-
турных сплавах, для окраски стекол и в полупроводниковой тех-
нике.
Концентрируется индий в пылях вельцевания (до 600—
1000 г/т), фьюмингования и черновом свинце, в медных шликерах
при обезмеживании чернового свинца, который восстанавливают
до металла и разливают в аноды. Индийсодержащее сырье подвер-
гают следующей гидрометаллургической переработке:
— растворяют в кислых растворах и гидролитически осажда-
ют индий совместно с гидроксидом железа при pH = 3—4;
— переосаждают гидрат индия цинковой солью для очистки
от железа и цементируют индий на цинковых листах или на
амальгаме цинка;
— полученную губку брикетируют и плавят на аноды, кото-
рые подвергают рафинированию в хлоридных растворах;
— катодный осадок переплавляют под слоем щелочи или в
вакууме, получая металл, содержащий 99,998 % In.
Производство таллия. Основное количество таллия полу-
чают при переработке полиметаллических руд, содержащих до
10 г/т Та, и пиритов (до 0,5—1 % Та).
Сплавы таллия и его соли применяют для производства ин-
фракрасных фотоэлементов, специальных подшипников, анти-
коррозионных покрытий.
662
Таллий концентрируется в пылях обжиговых и возгоночных
печей, а также в медно-кадмиевых кеках, получаемых при очи-
стке цинкового электролита.
Схема получения таллия из пылей включает следующие опе-
рации:
— сульфатизацию в кипящем слое и выщелачивание;
— осаждение из раствора двойного хлорида таллия;
— сульфатизация осадка и гидролитическая очистка раство-
ра от цинка, кадмия и железа;
— осаждение таллиевой губки цементацией на цинке или
электролизом;
— переплавка под слоем канифоли; в рафинированном ме-
талле содержится не менее 99,9 % Т1.
Производство германия. Соединения германия встречаются
в угольных месторождениях, силикатах, свинцовых и медных
сульфидных рудах.
Около 90 % Ge расходуют для производства полупроводни-
ковых приборов.
Германий концентрируется в пылях, получаемых при плавке
цинкового и медно-цинкового сырья. Технологическая схема его
извлечения включает следующие операции:
— сульфатизацию пыли серной кислотой при 720—770 К;
при этом удаляется до 90 % As;
— выщелачивание спека отработанным электролитом цин-
кового производства (10—15 г/дм3 H2SO4) для отделения основ-
ной массы свинца;
— осаждение железа и остатков мышьяка нейтрализацией
известью (pH = 2—2,2);
— двухстадийное осаждение германия каустическим магне-
зитом при pH = 4,9 и pH = 5,5—5,7;
— растворение осадка в НС1 и отгонка GeCl4 с последующей
ректификацией;
— гидролиз тетрахлорида германия в воде, осаждение и вос-
становление полученного GeO2 водородом при 1170 К;
— расплавление порошка и двойная зонная перекристалли-
зация с получением сверхчистых монокристаллов германия.
Производство рения. Рений присутствует в медных, медно-
молибденовых, полиметаллических рудах.
Металлический рений применяется при производстве жаро-
прочных сплавов, катализаторов, в электронике.
Оксиды рения летучи, поэтому этот металл концентрируется
в основном в пылях и возгонах.
Пыли обжигают в смеси с известью, проводят сернокислот-
ное выщелачивание. Рений извлекают из растворов (0,5—
0,6 г/дм3 Re) сорбцией на углях, ионообменных смолах или экс-
тракцией. Общее извлечение рения достигает 75—90 %.
663
Заметную часть рения получают из промывной кислоты сер-
нокислотного производства (50—100 мг/дм3 Re). Используют
двухстадийную сорбцию рения на углях КАД и ионообменной
смоле АН-21, элюирование аммиачным раствором, выпарива-
ние элюатов и кристаллизацию перрената аммония.
Экстракционная схема предполагает извлечение рения тре-
тичными аминами и жирными спиртами, реэкстракцию аммиа-
ком, выпаривание раствора (15—20 г/дм3 Re) и кристаллизацию
перрената аммония. Экстракционный способ пригоден для обра-
ботки промывной кислотой различной концентрации (50—
500 г/дм3 H2SO4) и обеспечивает извлечение 96—98 % Re.
Металлический рений получают восстановлением перрената
аммония водородом при 1070 К. Порошок прессуют и спекают в
вакууме (1470 К), затем штабики, содержащие 99,99 % Re, свари-
вают в атмосфере водорода при 3070—3120 К.
Производство редкоземельных металлов. К редкоземель-
ным металлам (РЗМ) относят элементы 3-й группы Периодиче-
ской системы с порядковыми номерами от 57 до 71, а также
скандий и иттрий.
Число минералов, содержащих заметные количества РЗМ,
достигает 250, из них промышленное применение имеют мона-
цит, лопарит и бастнезит.
В черной металлургии мишметалл (сумма РЗМ) применяется
для производства высокопрочных марок чугунов и низкотемпе-
ратурных сталей. РЗМ улучшают технологические свойства
сплавов цветных металлов, используются при изготовлении оп-
тических приборов и электронной аппаратуры.
Распространены два метода разложения монацитовых и
бастнезитовых минералов: серной кислотой и растворами едко-
го натра.
Первым способом получают сернокислые растворы РЗМ, из
которых извлекают торий. Затем сумму РЗМ осаждают в виде
фосфатов или двойных сульфатов. Вторым методом в результа-
те щелочного разложения получают гидроксиды РЗМ.
При переработке лопарита используют разложение плавико-
вой кислотой, сплавление со щелочами или хлорирование.
Для разделения близких по химическим свойствам РЗМ ис-
пользуют методы избирательного окисления или восстановле-
ния, термического разложения солей и др.
Избирательное окисление основано на способности некото-
рых РЗМ (церий, празеодим и тербий) окисляться до высшего
оксида, имеющего отличные от оксидов других РЗМ химические
свойства. Выделение этих металлов проводят осаждением их ос-
новных солей.
Для получения РЗМ в металлическом виде применяют мето-
ды электролиза расплавленных хлоридов, металлотермическое
664
восстановление и дистилляцию; сырьем обычно служат хлориды
РЗМ.
Жидкий катодный металл разливают в слитки; чистота тех-
нических РЗМ после электролиза не превышает 98—99 %.
Для производства РЗМ высокой чистоты применяют метод
восстановления чистых галогенидов металлическим кальцием с
последующей его отгонкой. Металлические самарий и иттербий
получают также нагреванием их оксидов с лантаном в вакууме.
Чистую металлическую губку РЗМ, полученную методом
кальцийтермического восстановления, переплавляют в вакууме.
10.2. ПРОБЛЕМЫ КОМПЛЕКСНОГО ИСПОЛЬЗОВАНИЯ
СЫРЬЯ
На предприятиях цветной металлургии производят 74 эле-
мента периодической системы Менделеева. Перечень извлекае-
мых ценных элементов из каждого вида сырья устанавливается с
учетом экономической эффективности, технической возможно-
сти и рынка сбыта. Количественной оценкой эффективности ис-
пользования сырьевых ресурсов являются показатели уровня их
комплексности использования. Они учитывают характеристику
(число, номенклатура, содержание элементов) сырья, отходов,
оборотных полупродуктов, а также неучтенные потери, долю
стоимости сопутствующих элементов в одноименном продукте
(например, цинка в медном концентрате). Обобщающим показа-
телем является отношение стоимости извлеченных компонентов
в товарную продукцию к их суммарной стоимости в сырье по
единым ценам.
Для оценки перспективности, резервов повышения ком-
плексности использования сырья рассчитывают:
— потенциальный коэффициент — отношение стоимости
полезных компонентов, извлечение которых целесообразно и
технически возможно в ближайший период, к стоимости всех
ценных компонентов в сырье;
— оптимальный коэффициент комплексности — отношение
стоимости всех компонентов, которые можно извлекать при
внедрении достижений техники и технологии, к валовой стоимо-
сти всех компонентов в сырье (по единым рыночным ценам);
— достигнутый коэффициент комплексности использования
сырья — отношение стоимости элементов, извлеченных в товар-
ную продукцию, к их оптимально возможной стоимости.
Однако, состояние комплексности использования сырья на
отечественных предприятиях остается неудовлетворительным.
Например, в медных рудах содержится 30 ценных элементов, из
них 22 экономически оправдано извлекать, а извлекают только
665
16 (Cu, Ni, Zn, Pb, Sn, Cd, Sb, S, Se, Те, Ge, Bi, Re, Mo, Au, Ag); в
итоге коэффициент комплексности использования сырья не пре-
вышает 66—68 %.
В медных рудах в стоимостном выражении на долю меди
приходится 15—20 %, благородных металлов 6—10 %, редких
элементов 1—1 %, серы 20—30 %, а железа 25—35 %, железо и
породообразующие элементы практически не извлекаются и
сбрасываются в отвалы (хвосты, шлаки).
Потери руды на стадии ее добычи зависят от типа месторож-
дения, системы разработки, уровня механизации, квалификации
персонала и составляют 8—10 %. В процессе добычи кондицион-
ной руды неизбежно накопление забалансового сырья (потерян-
ные руды, мелкие залежи, вскрытая порода), экономическая пе-
реработка которого по стандартным технологиям невозможна.
Наиболее эффективна и доступна переработка подобного сырья
методами кучного и подземного выщелачивания (см. гл. 5).
Как правило, добываемую руду подвергают обогащению, ос-
новным способом которого является флотация. Эффективность
разделения и качество получаемых концентратов определяются
химическим и минералогическим составом руд, используемыми
схемой, аппаратурой, реагентикой и средствами контроля при
обогащении. Наибольшие потери ценных элементов приходятся
на передел обогащения (до 80—85 % от всех потерь):
— с отвальными хвостами;
— за счет попадания сопутствующих элементов в одноимен-
ные концентраты.
Совершенствование цикла обогащения предполагает модер-
низацию существующего производства, использование комбини-
рованных технологий для разделения коллективных промпро-
дуктов, доизвлечение металлов из хвостов обогащения, сточных
вод, попутное извлечение нерудных ископаемых, тщательный
технологический контроль и оперативное автоматизированное
управление.
При металлургическом производстве основными источника-
ми потерь ценных металлов являются отходы (шлаки, неулов-
ленная пыль, шламы), выбрасываемые газы, промышленные
стоки. Как следствие, например, в металлургии меди на отечест-
венных заводах извлечение меди, благородных металлов дости-
гает 96—97 %; в то же время только 56—60 % S, до 40—43 % Se,
Те, 16 РЬ, 11 Zn и не более 4—6 % Ge, Cd, Bi.
Шлаки. Наиболее оптимальным направлением их переработ-
ки является извлечение не только потерянных цветных метал-
лов, но и железа в форме, пригодной для нужд черной металлур-
гии, а также компонентов пустой породы для производства стро-
ительных материалов. Анализ технологий для комплексной пе-
реработки шлаков приведен в разд. 9.4. Более проблематична
666
пирометаллургическая переработка шлаковых отвалов, особен-
но из-за повышенной энергоемкости технологии. Обязательным
условием является тщательная паспортизация отвалов.
Промышленные стоки (см. разд. 9.6). Радикальным решени-
ем этой проблемы является организация замкнутого водооборо-
та, предполагающая предварительное извлечение ценных эле-
ментов или обезвреживание токсичных соединений. Эффектив-
ной, но более дорогой является схема выпарки стоков вплоть до
получения сухих солей.
Газы. Основным направлением является их очистка от пыли,
утилизация серусодержащих компонентов с последующей сани-
тарной очисткой. Грубую пыль чаще всего возвращают на ших-
топодготовку.
Организация тонкого пылеулавливания (в рукавных фильт-
рах, электрофильтрах) не только обеспечивает требуемую очи-
стку газов для их дальнейшей переработки, но и отделяет возго-
ны, в которых концентрируются многие летучие компоненты
(Pb, Zn, Cd, Ge, In, Re и др.). Основными фазами в них являются
оксиды, сульфаты, сульфиды; например, тонкие пыли конвер-
терного производства одного из Уральских заводов содержат, %:
26,7 ZnSO4, 26,8 ZnO, 3,7 Zn3(AsO4)2, 0,5 ZnS, 30,3 PbSO4, 6,6 PbO,
0,8 Pb3(AsO4)2, 0,3 PbS, 1,3 CuSO4, 0,15 Cu2S, 0,03 CuO, no 0,45
CdSO4 и CdO, а также 0,15 FeSO4, 0,1 SiO2 и 0,36 СаО.
Утилизация богатых (>5—7 % SO2) серусодержащих газов
обеспечивается в сернокислотном производстве. Более богатые
газы (>40—70 % SO2) могут быть переработаны с получением
жидкого диоксида серы или элементной серы (см. разд. 9.2).
Гораздо большую проблему представляет утилизация ряда
отходов химико-металлургического производства, накапливаю-
щихся десятилетиями и представляющих значительную экологи-
ческую угрозу (запыление, отравление почв, потерю значитель-
ных земельных участков).
Шламы сернокислотного производства — продукт, образу-
ющийся при промывке газов, направляемых в сернокислотное
производство; они содержат свинец (45—50 %), цинк (8—12 %),
а также селен, теллур, рений, ртуть, мышьяк (до 2—4 %). Про-
стейшие схемы их утилизации включают сбор, обезвоживание,
передачу на свинцовые предприятия. Выход шламов при органи-
зации тонкого пылеулавливания значительно сокращается. Из-
вестны специальные технологии, предполагающие комплексное
извлечение компонентов шлама, в том числе и мышьяка, в фор-
ме товарных полупродуктов.
Фосфогипс — отвальный продукт производства двойного су-
перфосфата, получение которого было организовано на базе
сернокислотного производства из серусодержащих газов меде-
плавильного цикла. Только на двух Уральских заводах в год
667
сбрасывалось до 1,5 млн т фосфогипса. Отличительными осо-
бенностями этого материала является повышенные дисперс-
ность и влажность, а также содержание остатков кислот (фос-
форной, серной, фтористой), редких и рассеянных элементов.
Типичный состав этого материала, %: 34—36 СаО, 21—22 S,
0,5—0,6 Р2О5, 1—2 фторидов, 40—45 влажность, крупность —
74 мкм.
Фосфогипс рассматривается как аналог природного гипса,
поэтому его предлагали использовать для гипсования солонцо-
вых почв, изготовления гипсовых связующих, строительных ма-
териалов типа гипсобетона, переработки с целью получения сер-
ной кислоты и известковой присадки в производстве цемента,
как сульфидизатор при шахтной плавке оксидных никелевых
руд, обеднении шлаков, как минерализатор при обжиге в це-
ментном производстве.
Невысокие отпускные цены, избыточная влажность, содер-
жание агрессивных соединений осложняют перевозку фосфо-
гипса и определяют целесообразность его утилизации на месте
производства, в том числе и с целью попутного извлечения ред-
ких элементов.
Красные шламы — нерастворимые остатки от автоклавного
выщелачивания бокситов в схеме Байера. Это тонкодисперсный
влажный материал, выбрасываемый на шламовые поля (хвосто-
хранилища) глиноземных заводов. Выход красных шламов зави-
сит от типа перерабатываемых бокситов; примерный их состав,
%: 31—35 Fe, 6—8 SiO2, 12—14 А12О3, 9—10 СаО, 3—5 TiO2, де-
сятые доли серы, фосфора; кроме того, в них содержатся редкие
элементы (галлий, скандий, ванадий). Предлагали следующие
схемы их утилизации:
— сушка, агломерация шлама, плавка на чугун и глиноземи-
стый шлак; передельный чугун доводили до качества литейного,
а из шлака после спекания с содой и известняком доизвлекали
глинозем; из 1 т шлама получали 0,33 т чугуна, 0,12 т глинозема,
0,8 т цементного клинкера;
— сушка и восстановление в трубчатой печи, плавка с получе-
нием передельного чугуна и саморассыпающегося шлака, из кото-
рого получали глинозем и цемент. Из 1 т шлама получали 0,37 т
чугуна, 0,105 т глинозема, 0,7 цемента, 0,025 т каустической соды;
— подшихтовка шлама при производстве красного кирпича,
портландцемента, шлакового литья, бетона, керамики, дорож-
ных покрытий.
Нефелиновые шламы — отходы комплексной переработки не-
фелинового сырья; основной фазой шлама является двукальцие-
вый силикат, поэтому его чаще всего предлагают использовать в
смеси с известняком (отношение близкое к 1,0) для производства
портландцемента.
668
Известны работы по использованию шлама для получения
кислотоупорного цемента, в качестве наполнителя легких,
кислотостойких или жаропрочных бетонов, силикатного кирпи-
ча, дорожных покрытий, как компонента при производстве стек-
ла и ситаллов, в качестве вяжущего при изготовлении литейных
форм, наполнителя в технологии пластмасс, красок, мастик, кле-
ев.
Алунитовые шламы — продукт гидрохимической перера-
ботки алунитовых руд; его можно использовать как разновид-
ность облегченного заполнителя бетона, ячеистобетонных изде-
лий и ряда других строительных материалов.
Фтор со держащие отходы производства алюминия', % со-
став: 14—30 F; 10—24 Na; 10—22 Al; 2,0—6,0 Fe2O3. Их перера-
ботка предполагает регенерацию фтора и возврат его в цикл
электролиза, получение антисептических препаратов для защи-
ты древесины.
Отходы производства криолита', % состав: 80—90 CaSO4,
10—13 H2SO4, 1—3 соединений фтора; их необходимо предвари-
тельно нейтрализовать, после чего удается использовать в про-
изводстве цемента и гипсовых изделий.
Наиболее прогрессивным приемом повышения комплексно-
сти использования сырья и сокращения отходов является расши-
рение масштабов применения автогенных и гидрометаллургиче-
ских технологий.
Однако в существующем производстве сохраняются замет-
ные резервы: повышение культуры производства, экономичес-
кое стимулирование комплексного использования сырья, более
строгие санкции по фактам неорганизованных сбросов отходов
производства, расширение номенклатуры выпускаемой продук-
ции, усиление кооперации с родственными предприятиями чер-
ной металлургии, химической технологии, заводами по произ-
водству строительных материалов.
Актуальность организации комплексной переработки сырья
стимулируется не только экономическими факторами, но и со-
циальными предпосылками по защите окружающей среды от за-
грязнений, усиленными жесткими юридическими и финансовы-
ми санкциями за возможные отклонения от нормативов.
10.3. ОСОБЕННОСТИ И ПЕРСПЕКТИВЫ РАЗВИТИЯ
ОТЕЧЕСТВЕННОЙ ЦВЕТНОЙ МЕТАЛЛУРГИИ
Производство цветных металлов сохранит заметную роль в
хозяйстве высокоразвитых стран как основа удовлетворения за-
просов многих наукоемких современных отраслей (энергетика,
спецмашиностроение, космонавтика, химтехнология, производ-
669
ство пищевых продуктов, оборонная промышленность) и попол-
нения валютного фонда. Объективными предпосылками разви-
тия цветной металлургии является не уменьшающийся спрос на
материалы и сплавы с уникальными свойствами (высокая элект-
ропроводность, устойчивость в агрессивных средах, при повы-
шенных и сверхнизких температурах, в условиях ионизирующе-
го излучения).
Получение цветных металлов включает добычу сырья (раз-
работка карьеров, россыпей), его обогащение, собственно ме-
таллургию и обработку металлов с целью получения металла в
форме требуемых профилей (катанка, проволока, лист, трубы,
прутки, фасонные профили).
Отличительными особенностями цветной металлургии явля-
ются:
— переработка бедного сырья и, как следствие, большие
масштабы его добычи и обогащения;
— развитые схемы обработки сырья, основанные на исполь-
зовании пиро-, гидро-, электрометаллургических процессов;
— большое водо- и энергопотребление;
— производство обширной номенклатуры элементов и их со-
единений;
— значительное попутное производство пара, химической
продукции (серной кислоты, удобрений, различных солей);
— заметные загрязнения окружающей среды в форме отхо-
дящих газов, шлаковых отвалов, сточных вод, хвостохранилищ;
— сохраняющиеся вредные для человека условия труда (воз-
действие высоких температур, токсичных газов, агрессивных
растворов, повышенная запыленность).
По производству большинства цветных металлов (меди, ни-
келя, алюминия, золота, урана и др.) Россия входит в пятерку ве-
дущих стран мира. Особые успехи в развитии отечественной
цветной металлургии относятся к годам существования Совет-
ского Союза, когда были восстановлены, модернизированы ста-
рые заводы, построены уникальные предприятия в Заполярье,
Казахстане, Узбекистане, на Украине, организовано производст-
во новых металлов и их соединений, в том числе для атомной
промышленности и энергетики. Успехи нашей страны в космосе
также были немыслимы без реальных достижений в производст-
ве цветных металлов.
Становление предприятий цветной металлургии в отдален-
ных регионах страны способствовали более динамичному разви-
тию цивилизации и повышению культурного уровня и благосо-
стояния местного населения.
В связи с распадом Союза многие предприятия, расположен-
ные на территории союзных республик, оказались без требуемо-
го энергетического, сырьевого, аппаратурного, профессиональ-
670
ного подкрепления. Россия лишилась производства сурьмы, рту-
ти, молибдена, свинца, значительно сократилось производство
цинка, алюминия, урана, благородных металлов. Проблемы сы-
рьевого, энергетического обеспечения привели к заметному со-
кращению мощности многих предприятий России, их вынужден-
ному перепрофилированию. Координация работы заводов цвет-
ной металлургии заметно ослабла.
Для развития отечественной цветной металлургии предпола-
гается следующее:
1. Вовлечение в переработку более сложных по составу бед-
ного и полиметаллического сырья, руд месторождений глубоко-
го залегания, вторичного сырья, техногенных отвалов, гидро-
термальных источников, вод отдельных водоемов, океанских
конкреций, со временем — и лунного грунта.
2. Модернизация и усовершенствование существующих тех-
нологий, направленных на улучшение условий труда, всемерную
экономию углеродистого сырья, повышение комплексности ис-
пользования сырья, увеличение производительности.
2.1. Использование дутья, обогащенного кислородом и подо-
гретого дутья.
2.2. Организация очистки газов и переработки уловленной
пыли.
2.3. Использование более стойких огнеупоров, увеличение
единичной мощности оборудования.
2.4. Внедрение развитых схем контроля, дистанционного
управления.
2.5. Экономия энергоресурсов, водоиспользования, утилиза-
ция вторичных энергоресурсов.
3. Комплексная переработка рудного сырья новых место-
рождений, временных отвалов полупродуктов производства (от-
вальные вскрышные породы, хвосты обогащения, шлаки, крас-
ные шламы и др.).
4. Расширение масштабов гидрометаллургической техноло-
гии, как обеспечивающей более комплексное использование
бедного сырья, сокращение токсичных выбросов, более гуман-
ные условия труда на основе:
4.1. Автоклавных, сорбционно-экстракционных, биохимиче-
ских, диафрагменных процессов;
4.2. Безреагентных, замкнутых по растворителю и водообес-
печению технологий;
4.3. Новых реагентов, в т. ч. и неводных сред.
5. Использование автогенных процессов — интенсивных
способов обжига, плавки с минимальным расходом углеродис-
того топлива, обеспечивающих наиболее благоприятные усло-
вия для утилизации серусодержащих газов и вторичных энер-
горесурсов.
671
6. Расширение номенклатуры продукции (металлы высокой
чистоты, порошки, фольга, профили, соли и соединения метал-
лов), улучшение ее сохранности при складировании и транспор-
тировке.
7. Внедрение гибких технологий, способных оперативно пе-
рестраивать процесс в зависимости от качества сырья и номенк-
латуры выпускаемой продукции, энергообеспечения производ-
ства.
8. Увеличение уровня механизации и автоматизации при управ-
лении технологическими процессами на основе компьютерной
техники и дистанционных сетей управления — как обеспечение
стабильности режимов и их регулирования, как средство сокраще-
ния численности и защиты персонала от вредных факторов (повы-
шенная температура, запыленность, токсичные газовыделения).
Отсюда — повышение производительности труда.
9. Создание новых аппаратов и агрегатов, удобных и безопас-
ных в эксплуатации, с максимальной герметизацией и дистанци-
онным обслуживанием, эргономически и эстетически выдер-
жанных.
10. Всемерное сокращение внешнего энергопотребления, ис-
пользование пара котлов-утилизаторов для локального произ-
водства электроэнергии.
11. Объединение разрозненных предприятий в компании,
холдинги, обеспечивающие производство от добычи руды до
глубокой переработки металла.
12. Непрерывный мониторинг рынков сбыта продукции, сни-
жение ее стоимости и улучшение качества, системное обучение
и переподготовка кадров — как обязательные условия успешной
работы предприятий в условиях вступления в ВТО и в Евросоюз.
Объективными предпосылками для развития производства
цветных металлов в мире является их неуменыпающаяся востре-
бованность в экономике высокоразвитых стран, сохраняющееся
большое число слаборазвитых государств, у которых потребле-
ние цветных металлов на душу населения в несколько раз ниже,
чем у передовых стран.
Основное внимание будет уделено увеличению качества по-
лучаемой продукции, созданию новых металлокерамических ма-
териалов с уникальными свойствами, более рациональной ути-
лизации и переработке вторичного сырья. Все это, способствуя
прогрессу человечества, уменьшит востребованность первичной
металлургии, а значит, значительно сократит масштабы эколо-
гической ущербности, наносимой природе активностью пред-
приятий цветной металлургии.
672
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ К ГЛ. 10
1. Какие минералы входят в состав сульфидных и окислен-
ных медных руд и концентратов?
2. В каких агрегатах ведут плавку медных руд и концентратов?
3. В чем химическая сущность 1-го и 2-го периодов конверти-
рования медных штейнов?
4. Назовите основные стадии огневого рафинирования меди
и их особенности.
5. Какие примеси при электролитическом рафинировании
меди переходят в электролит, в анодный шлам? Особенности по-
ведения мышьяка, сурьмы, никеля.
6. Какие продукты, кроме катодной меди, возможно полу-
чать электрохимическим методом?
7. Каким способом извлекают медь из бедных растворов, по-
лучаемых при выщелачивании забалансового сырья?
8. Назовите основные стадии гидрометаллургической перера-
ботки сульфидных концентратов и вторичного медного сырья.
9. Сравните методы окускования никелевых руд.
10. С какой целью проводят окислительный и сульфат-хло-
рирующий обжиг никелевого файнштейна?
11. Каковы отличительные особенности электролиза никеля
по сравнению с электрорафинированием меди, цинка?
12. Назовите основные виды продукции, получаемые при
производстве никеля.
13. Перечислите основные виды сырья для получения ко-
бальта и сферы его применения.
14. Назовите основные процессы (химизм, аппаратура, пока-
затели), применяемые при пирометаллургическом получении
чернового свинца.
15. Какими способами перерабатывают богатые свинцовые
шлаки? Их показатели, недостатки?
16. Охарактеризуйте особенности стадий рафинирования
свинца.
17. Какова основная цель окислительного обжига цинковых
концентратов? В каких формах цинк присутствует в огарке?
18. Почему очистку цинковых растворов от железа проводят
при pH не выше 5,5?
19. Из каких материалов изготавливают аноды при электро-
лизе цинка?
20. Какие методы обогащения используют при получении
оловянных концентратов?
21. Цели и химизм солянокислого выщелачивания оловян-
ных концентратов перед восстановительной плавкой?
22. Как удаляют мышьяк при огневом рафинировании олова
(химизм, параметры, показатели)?
23. Назовите основные виды сырья для получения кадмия;
анализ его поведения в схемах производства цинка.
673
24. Приведите схему переработки медно-кадмиевых кеков.
25. Какие реагенты используют при осадительной и восста-
новительной плавках сурьмяного сырья?
26. В каком продукте при производстве алюминия способом
Байера концентрируются оксиды железа и титана?
27. Назовите назначение и содержания основных компонен-
тов электролита при электролизе алюминия.
28. Назовите различия раздельной и комбинированной сис-
тем конденсации хлоридов при производстве титана.
29. Чем различаются способы получения титановой губки?
30. Какие восстановители используют в термических спосо-
бах получения магния?
31. Назовите способы разложения вольфрамитовых и шеели-
товых концентратов.
32. Как называют процесс разделения золота и серебра? Ка-
кие способы при этом используют?
33. Какие металлы относят к платиновой группе? Области их
применения.
34. Перечислите основные источники потерь цветных метал-
лов в металлургическом производстве.
35. На примере конкретной технологии покажите способы
снижения энергозатрат.
Рекомендательный библиографический список к гл. 10
1. Металлургия меди, никеля, кобальта: Учебник для вузов. В 2 ч. / И.Ф. Ху-
дяков, А.И. Тихонов, В.И. Деев, С.С. Набойченко. М.: Металлургия, 1977.
2. Худяков И.Ф., Кляйн С.Э., Агеев Н.Г. Металлургия меди, никеля, сопутст-
вующих элементов и проектирование цехов: Учебник для вузов. М.: Ме-
таллургия, 1993, 432 с.
3. Козлов В.А., Набойченко С.С., Смирнов Б.Н. Рафинирование меди. М.:
Металлургия, 1992.
4. Ванюков А.В., Уткин Н.И. Комплексная переработка медного и никеле-
вого сырья. М.: Металлургия, 1988. 432 с.
5. Зайцев В.Д., Маргулис Е.В. Металлургия свинца и цинка: Учебник для ву-
зов. М.: Металлургия, 1985. 233 с.
6. Катков О.М. Переработка оловянных концентратов. М.: Металлургия,
1993.
7. Мельников С.М. Сурьма. М.: Металлургия, 1977. 536 с.
8. Беляев А.И. Металлургия легких металлов: Учебник для вузов. М.: Метал-
лургия, 1970. 368 с.
9. Металлургия титана / Я.В. Сергеев, Н.В. Галицкий, В.П. Киселев и др. М.:
Металлургия, 1971. 320 с.
10. Металлургия благородных металлов: Учебник для вузов / А.Н. Маслениц-
кий, Л.В. Чугаев, В.Ф. Борбат и др. М.: Металлургия, 1987. 432 с.
11. Зеликман А.Н. Металлургия тугоплавких редких металлов: Учебник для
вузов. М.: Металлургия, 1986. 440 с.
12. Зеликман А.Н., Коршунов Б.Г. Металлургия редких металлов: Учебник
для вузов. М.: Металлургия, 1991. 432 с.
13. Снурников А.П. Комплексное использование минеральных ресурсов в
цветной металлургии. М.: Металлургия, 1986. 384 с.
14. Набойченко С.С., Ни Л.П., Шнеерсон Я.М., Чугаев Л.В. Автоклавная гид-
рометаллургия цветных металлов. Екатеринбург: УГТУ—УПИ, 2002.
674
Глава 11
ИСПОЛЬЗОВАНИЕ ВТОРИЧНЫХ ЭНЕРГОРЕСУРСОВ
И ЭНЕРГОСБЕРЕЖЕНИЕ
11.1. ЭНЕРГОПОТРЕБЛЕНИЕ В ЦВЕТНОЙ МЕТАЛЛУРГИИ
Цветная металлургия является одной из наиболее энергоем-
ких отраслей промышленности и первой по уровню энергово-
оруженности. Металлургические предприятия используют прак-
тически все известные энергоносители: твердое топливо (кокс,
уголь и др.), мазут, природный газ, электроэнергию, сжатый воз-
дух, технологический кислород, пар, горячую воду и пр.
Предприятия цветной металлургии свыше 93 % электричес-
кой энергии получают от централизованных государственных
энергосистем и около 7 % от собственных источников (из них
почти 90 % от паротурбинных станций).
Теплоснабжение предприятий отрасли осуществляется от
собственных источников тепла и от государственных энергосис-
тем. Собственные источники (ТЭЦ, котельные, утилизационные
установки и др.) обеспечивают 65 % потребности тепла, государ-
ственные энергосистемы 35 %. В общем балансе тепловой энер-
гии, отпускаемой отраслевыми источниками, доля ТЭЦ состав-
ляет около 30 %, котельных 28 %, теплоутилизационных устано-
вок почти 4 %.
Теплоэнергетическое хозяйство включает общезаводские
станции и цеха, обеспечивающие производство энергоресурсов и
их распределение по технологическим потребителям, тепло-
энергетические установки цехов, непосредственно связанные с
технологическим оборудованием.
Распределение отдельных энергоносителей по основным ме-
таллургическим производствам определяется особенностями тех-
нологических схем производства отдельных цветных металлов.
Рост потребления топливно-энергетических ресурсов в цвет-
ной металлургии требует проведения мероприятий по повыше-
нию уровня экономии за счет: повышения эффективности ис-
пользования топливно-энергетических ресурсов, технического
уровня энергетического хозяйства, сокращения потерь, совер-
шенствования системы нормирования расхода топлива и энер-
гии, модернизации устаревшего оборудования.
675
Высокотемпературные технологические процессы имеют
относительно низкую эффективность использования теплоты. В
целом, в цветной металлургии коэффициент использования топ-
лива по различным технологическим переделам не превышает
40%.
11.2. ЭНЕРГОСБЕРЕЖЕНИЕ
Энергосберегающая технология — это технология, которой
соответствует наиболее низкий уровень потребления теплоты и
энергии в процессе переработки сырья до товарного продукта.
Под коэффициентом энергосбережения понимается отношение
теоретически минимального удельного расхода первичного топ-
лива на получение конечного продукта к фактическому удельно-
му расходу топлива в принятой технологии. Для большинства
пирометаллургических процессов этот коэффициент редко пре-
вышает 0,1—0,2.
Наиболее существенными причинами низких показателей
энергосбережения являются: потери теплоты в окружающую
среду технологическими продуктами; многооперационность тех-
нологий, реализуемых в периодическом режиме; получение
большого количества промпродуктов и отходов с высоким теп-
лосодержанием; энергоемкие стадии подготовки сырья и т. п.
Обеспечение высокого уровня энергосбережения возможно
при реализации безотходных технологий, а также освоении
энергосберегающих (автогенных) процессов и утилизации вто-
ричных энергоресурсов.
Для решения задач энергосбережения необходимо проводить
детальный анализ тепловой работы металлургических агрегатов
и стимулировать поиск тепловых схем, обеспечивающих энерго-
сбережение.
Такой подход предполагает использование термодинамичес-
кого анализа параметров работы технологических установок, их
тепловых схем с учетом возможности реализации принципов бе-
зотходности технологического процесса. Пути решения этих за-
дач: отбор эффективных теплотехнических принципов реализа-
ции технологии тепло- и энергоиспользования в нетехнологиче-
ских устройствах; оптимизация конструктивных схем технологи-
ческих реакторов, теплотехнических элементов установок и их
компоновок.
Метод предельного энергосбережения — это стратегия по-
иска направлений, способов, принципов, технических средств,
обеспечивающих более низкий уровень затрат первичных топ-
ливно-энергетических ресурсов на комплексную переработку
исходного сырья до товарного продукта.
676
11.3. ИСПОЛЬЗОВАНИЕ ВТОРИЧНЫХ ЭНЕРГОРЕСУРСОВ
Наиболее важное значение в современном металлургичес-
ком производстве для получения электроэнергии, пара высоко-
го давления, подогрева дутья и воды, для хозяйственных нужд,
имеет утилизация вторичных энергоресурсов — физической
теплоты отходящих газов и жидких продуктов плавки.
Под вторичными энергетическими ресурсами (ВЭР) подра-
зумевают все виды физической теплоты, не использованной в
технологическом процессе.
Вторичные энергетические ресурсы в цветной металлургии
могут располагать химической энергией (топливные ВЭР), фи-
зической теплотой (тепловые ВЭР) и потенциальной энергией
(ВЭР избыточного давления). Объем неиспользуемых ВЭР в от-
расли превышает 50 млн ГДж в год.
Рационально построенная энергетика технологии должна
обеспечивать максимальное использование теплоты. Поэтому
проблему ВЭР следует рассматривать с двух точек зрения: со-
вершенствования производства в целях снижения их образова-
ния и, если они образуются, их полного и рационального исполь-
зования.
В пирометаллургических процессах основное количество
тепла теряется с расплавленными шлаками, нагретыми до
1200—1300 °C, с отходящими газами, имеющими температуру до
1300 °C и с водой (или паром), используемыми для охлаждения
конструктивных элементов печей. Теплота, содержащаяся в
этих продуктах, составляет до 70 % всей расходной части тепло-
вого баланса пирометаллургических процессов (табл. 1).
Рациональное использование вторичных энергоресурсов
позволяет снизить энергетические затраты на производство
цветных металлов, повысить производительность, увеличить
тепловой КПД печей и улучшить технико-экономические пока-
затели производства в целом.
Эффективными для утилизации являются теплоносители,
обладающие следующими особенностями: высокой энтальпией,
значительным количеством и непрерывностью поступления.
Наиболее результативно для утилизации тепло отходящих
газов, которое можно использовать для подогрева шихты, дутья,
топлива, для получения электроэнергии и пара. Поэтому боль-
шинство металлургических печей оборудуют теплотехнически-
ми устройствами: котлами-утилизаторами, рекуператорами и др.
Значительно сложнее утилизировать тепло горячих твер-
дых продуктов (огарков, пылей) и расплавов. Наиболее эф-
фективна передача расплавленных полупродуктов в последу-
ющие переделы для использования их физической теплоты,
например, загрузка горячего огарка в плавильные печи, залив-
677
Таблица 11.1
Расходные статьи теплового баланса некоторых пиромсталлургпческих
процессов
Процесс Статья расхода тепла %
Отходя- щие газы Шлак Штейн Черно- вой ме- талл Огарок Эндо- терми- ческие реакции Охлаж- дающая вода Потери
Отражательная плавка сырого концентрата 68 14 7 да» 3 8
Отражательная плавка огарка 46 31 11 > 5 7
Шахтная плавка нике- левого агломерата 47 20 2 6 10 15
Шахтная плавка свин- цового агломерата 24 31 ; 2 29 12 2
Конвертирование мед- ного штейна 39 33 3 I № 1~. 16 9
Обжиг цинкового кон- центрата Фьюмингование шлаков 63 55 15 —— - 8 — - 23 23 6 7
ка штейна в конвертеры, передача расплава металлов на ра-
финирование и т. д.
Особую проблему составляет использование низкопотенци-
альных ВЭР с температурой ниже 200 °C; выход их составляет
более половины всех вторичных энергетических ресурсов, по-
этому их эффективная утилизация является одной из важнейших
задач на ближайшие годы. Уже сейчас температурный потенци-
ал охлаждающей воды удается повысить до 60—100 °C с помо-
щью тепловых насосов, работающих по принципу обратного
термодинамического цикла. Известны разработки по использо-
ванию ниэкопотенциальных ВЭР в системах приточно-вытяж-
ной вентиляции, отопления, сушки и т. д., причем стоимость еди-
ницы теплоты при этом в десятки раз дешевле получаемой от
других источников, с учетом эксплуатационных расходов на до-
ставку и переработку топлива.
11.3.1. Утилизация тепла отходящих газов
Газообразные продукты, покидающие рабочее пространство
печей цветной металлургии, имеют весьма высокую температу-
ру и уносят значительное количество теплоты. Например, при
производстве 1 т анодной меди по схеме «обжиг—плавка—кон-
вертирование—огневое рафинирование» образуется более 15
678
тыс. м3 газов с температурой от 800 до 1300 °C, что эквивалент-
но теплоте сжигания 600 м3 природного газа.
Можно выделить два принципиально отличающихся направ-
ления использования теплоты отходящих газов:
— для подогрева воздуха или технологических материалов,
используемых в самом агрегате, что приводит к снижению
удельного расхода топлива на осуществление технологического
процесса;
— для получения энергетического и технологического пара
или горячей воды, т. е. для процессов вне теплового агрегата,
что не влияет на удельный расход топлива в основном техноло-
гическом процессе.
Теплота отходящих газов может быть использована по трем
основным схемам (рис. 11.1): а — замкнутой (технологической),
б — разомкнутой (энергетической) и в, г — комбинированной.
В замкнутой схеме за счет тепла отходящих газов в регенера-
тивных или рекуперативных теплообменниках нагревается ду-
тье, иногда сжигаемый газ или шихтовые материалы. Таким об-
разом, в замкнутой схеме утилизации теплоты отходящих газов
уменьшается расход топлива или технологической электроэнер-
гии, а также выход вторичных тепловых ресурсов.
В разомкнутой или энергетической схеме теплота отходящих
газов используется для производства пара, горячей воды, выра-
ботки электроэнергии и т. п., т. е. вне технологического агрега-
та. Основным тепловым аппаратом является котел-утилизатор,
который размещают возможно ближе к месту выхода отходя-
щих газов из печи, исключая подсосы холодного воздуха.
Подогрев воздуха, используемого для сжигания топлива, поз-
воляет повысить температуру горения за счет увеличения эн-
Рис. 11.1. Схемы утилизации теплоты отходящих газов металлургических
печей:
7 — печь; 2 — воздухоподогреватель; 3 — котел-утилизатор; 4 — турбогенератор; 5 — дымосос;
6 — дымовая труба
7 — топливо; 11 — отходящие газы; 777 — холодный воздух; IV — горячий воздух; V — питательная
вода; VI — перегретый пар
тальпии газов, интенсифицировать процессы теплоотдачи от га-
зов к материалам, снизить расход топлива, повысить производи-
тельность печи и т. д.
Для нагрева воздуха, шихты или топлива, получения пара и
горячей воды используют теплообменные аппараты.
Для нагрева воздуха или газообразного топлива используют
рекуператор — аппарат непрерывного действия, в котором пере-
дача теплоты от дымовых газов к нагреваемому воздуху осуществ-
ляется через разделяющую эти два потока металлическую или ке-
рамическую стенку. Он представляют собой систему элементов,
образующих каналы, по одной части которых движется горячий
поток (дымовые газы), а по другой — холодный (воздух).
Эффективность тепловой работы рекуператора определяет-
ся схемой движения потоков теплоносителей в аппарате, а так-
же особенностями процессов теплообмена. Выделяют три схе-
мы движения (рис. 11.2): прямоток (параллельный ток), проти-
воток и перекрестный ток. Каждой схеме присущи свои преиму-
щества и недостатки, поэтому на практике реализуют более
сложные, комбинированные схемы движения, обеспечивающие
стойкость рекуператора и достижение максимальной температу-
ХВ Г ГВ
гв| 1 гв хв
в
Рис. 11.2. Схемы движения теплоносителей в рекуператорах:
а — прямоток; б — противоток; в — перекрестный ток
ДГ — дымовые газы; ХВ — холодный воздух; ГВ — горячий воздух
Рис. 11.3. Схема секции трубчато-
го петлевого рекуператора в газо-
ходе
ры нагреваемой среды на
выходе из него.
Рекуператоры обычно
изготовляют из углеродис-
ХВ
I
ГВ
тых сталей; они работают
при температуре стенки
450—500 °C и обеспечивают
подогрев воздуха до 250—
300 °C. Температура газов
при входе в рекуператор не должна превышать 750 °C. Замена уг-
леродистых сталей окалиностойкими (более 18 % Сг), увеличивает
срок службы и повышает температуру нагрева воздуха.
Перспективно применение петлевых рекуператоров с по-
верхностью нагрева до 250 м2 (рис. 11.3). Температура продуктов
сгорания перед рекуператором может достигать 900—1000 °C,
что обеспечивает подогрев воздуха до 400 °C.
При поступлении газов с повышенной запыленностью (об-
жиговые печи) используют ради-
ационные рекуператоры, где ос-
новное количество теплоты пе-
редается излучением. Примене-
ние специальных сталей позволя-
ет повысить температуру газов,
входящих в рекуператор, до 1600
°C, температура подогрева воз-
духа может достигать 700 °C.
Наиболее распространены
радиационные рекуператоры
двух конструкций — щелевые
(рис. 11.4) и трубчатые (из труб
малого диаметра) прямоточного
и противоточного действия.
Котлы-утилизаторы — на-
иболее универсальное оборудо-
вание по использованию тепла
отходящих газов для подогрева
дутья, получения пара энергети-
Рис. 11.4. Схема щелевого радиационно-
го рекуператора:
1 — внутренний стальной цилиндр; 2 — наружный
стальной цилиндр; 3 — тепловая изоляция; 4 — на-
правляющие перегородки; 5 — воздушные коробки;
6 — дымовой канал; 7 — противовес
681
ческих и производственно-отопительных параметров, осажде-
ния грубой пыли, охлаждения отходящих газов.
В котлах-утилизаторах достигают значительно более глубо-
кое охлаждение газов, чем в регенераторах и рекуператорах.
Температура покидающих котел газов лимитируется точкой ро-
сы. Во избежание коррозии конструктивных элементов котла и
особенно хвостовых поверхностей нагрева температура газов на
выходе из котла-утилизатора должна быть не ниже 180—200 °C.
Основной элемент котла-утилизатора — испарительные по-
верхности нагрева, установленные в радиационной камере и гене-
рирующие пар. Пароперегреватель обеспечивает, как правило,
лишь подсушку пара и его незначительный перегрев для преду-
преждения конденсации в трубопроводах при подаче пара к потре-
бителю.
Второй по значимости элемент котлов — это воздухоподо-
греватель, обеспечивающий нагрев воздуха, подаваемого в печь,
до температуры 300—350 °C.
Многочисленные конструкции котлов-утилизаторов можно
разделить на две большие группы:
— предназначенные для работы на высокотемпературных
(выше 1000 °C) газах (отражательные, медерафинировочные,
шлаковозгоночные печи и др.);
— предназначенные для работы на газах с температурой ниже
1000 °C, (печи кипящего слоя, прокалочные, сушильные печи).
Известны водотрубные и газотрубные типы котлов-утилиза-
торов. В котлах первого типа вода циркулирует внутри труб, а
греющий газ — снаружи; в котлах второго типа горячий газ про-
ходит внутри труб, омываемых водой.
Газотрубные котлы-утилизаторы в цветной металлургии прак-
тически не применяются из-за низких эксплуатационных характе-
ристик, связанных с повышенной агрессивностью и запыленнос-
тью отходящих газов и, в ряде случаев, с их высокой температурой.
Создание единого энерготехнологического агрегата на осно-
ве автогенных процессов, состоящего из плавильной печи и кот-
ла-утилизатора, решает проблемы не только достижения высо-
ких технико-экономических показателей процесса плавки, но и
эффективной утилизации теплоты и очистки технологических
газов от пыли с дальнейшим их использованием для производст-
ва серной кислоты.
Водотрубные котлы-утилизаторы предназначены для работ
на высокотемпературных газах, содержащих брызги расплава и
размягченную пыль. Из-за большого сопротивления на пути
движения дымовых газов за котлами-утилизаторами обязатель-
но устанавливают дымосос.
Распространенным аппаратом является вертикальный одноба-
рабанный котел-утилизатор с естественной циркуляцией (рис. 11.5).
682
Рис. 11.5. Схема вертикального водотрубного однобарабанного котла-утилиза-
тора, предназначенного для работы на высокотемпературных газах:
1 — дымоход; 2 — радиационная камера с шпрмовыми поверхностями; 3 — барабан; 4 — паропере-
греватель; 5 — водяной экономайзер второй ступени; 6 — дымосос; 7 — воздухонагреватель первой
ступени; 8 — питательный насос; 9 — водяной экономайзер первой ступени; 10 — воздухоподогрева-
тель второй ступени; И — бункер для сбора пыли
Холодную воду с помощью питательного насоса подают в
двухступенчатый экономайзер, а затем она попадает в барабан.
Горячая вода опускается вниз в ширмовые поверхности — экра-
ны радиационной камеры, которые омываются дымовыми газа-
ми с максимальной температурой. Образовавшийся в трубах эк-
ранов пар, пройдя через барабан, попадает в пароперегреватель
и с температурой 350—400 °C направляется к потребителям.
Воздухоподогреватель котла-утилизатора также имеет две сту-
пени, обеспечивающие подогрев воздуха до 75—120 °C (первая
ступень), а затем до 300—350 СС (вторая ступень). Производи-
тельность котла по пару достигает 25 т/ч, объем подогреваемо-
го воздуха составляет 30—45 тыс. м3/ч.
Пароперегреватель служит для подсушки пара и его некоторо-
го перегрева для предупреждения конденсации. При необходимос-
ти подогрева пара до энергетических параметров его перегрев
проводят в центральных пароперегревателях. С учетом конденса-
ции паров H2SO4, возможной в зависимости от соотношения SO3 и
Н2О в отходящих газах при температурах от 100 до 330 °C, приме-
нение экономайзеров-теплообменников для предварительного по-
683
Рис. 11.6. Схема вертикального
однобарабанного котла-ути-
лизатора с многократной цирку-
ляцией:
1 — барабан; 2 — сводовое блочное пере-
крытие; 3 — дымоотводящий канал;
4 — испарительная ширма второго газо-
хода; 5 — перегородка; 6 — испаритель-
ная ширма первого газохода; 7 — возду-
хоохлаждаемый бункер; 8 — боковой
экран; 9 — соединительный газоход
догрева воды за счет теп-
лоты отходящих газов не-
целесообразно. По этой же
причине давление пара, ге-
нерируемого в котле-ути-
лизаторе, всегда должно
быть выше 4 МПа.
При температуре отхо-
дящих газов на входе в ко-
тел-утилизатор ниже 1000
°C используют конструк-
цию, приведенную на рис. 11.6. Преимущество этого котла состо-
ит в том, что в нем нет горизонтально расположенных трубных си-
стем, где могли бы осаждаться и накапливаться отложения пыли
(настыли), препятствующие интенсивному теплообмену.
Настыли наиболее интенсивно образуются в местах поворо-
та горизонтального газового потока при входе в радиационную
камеру. Перенос поворотов газового потока в зону более низких
температур и переход в перспективе на котлы-утилизаторы ба-
шенного и П-образного типов сокращает образование настылей.
Утилизация тепла при охлаждении элементов печей.
Во многих высокотемпературных установках применяют пол-
ное или частичное охлаждение всей конструкции печей, либо от-
дельных ее узлов. Например, полностью охлаждаемыми являются
кессоны шахтных печей рудных плавок, фьюминговые (шлаковоз-
гоночные), печи Ванюкова, шахты печей для плавки во взвешен-
ном состоянии. Ряд узлов и деталей печных агрегатов можно дли-
тельно эксплуатировать лишь при условии интенсивного охлажде-
ния. К таким узлам относятся летки, подпятовые балки, фурмен-
ные патрубки и т. д. Охлаждаемые элементы отнимают до 30 %
теплоты, потребляемой металлургическим агрегатом.
В настоящее время используют два способа охлаждения эле-
ментов печей — водяное проточное и пароиспарительное.
На охлаждение печей расходуют более половины всей воды,
потребляемой металлургическим заводом. Например, расход во-
ды на охлаждение кессонов шахтных печей медеплавильного за-
684
вода достигает 4000 м3/ч, а охлаждение узлов и элементов одной
шлаковозгоночной печи требует 1000 м3/ч воды. При столь
больших расходах практически невозможно использовать замк-
нутый цикл водяного охлаждения. Поэтому, как правило, охлаж-
дающая вода сбрасывается в канализацию, что наносит значи-
тельный ущерб окружающей среде и для предприятий с напря-
женным водным балансом недопустимо.
Температура воды, поступающей в охлаждаемые узлы,
обычно 35—45 °C, а отводится она из них с 45—55 °C. Более вы-
сокая температура отвода воды приводит к выпадению солей
жесткости. В этих условиях каждый литр воды отбирает не бо-
лее 45—60 кДж теплоты.
При крупномасштабном водяном охлаждении печей исполь-
зуют кессоны коробчатого типа (рис. 11.7, а).
В отличие от водяной, система испарительного охлаждения
(СИО) работает на естественной циркуляции с использованием
а
Рис. 11.7. Конструкция кессонов с водяным проточным («) и испарительным (6)
охлаждением
7 — огневая сторона; 2 — наружная стенка; 3 — ребра жесткости; 4 — направляющий козырек; 5 —
люк для чистки; 6 — отверстие для фурмы; 7 — несущий каркас; 8 — термоизоляция; 9 — трубчатый
экран
7 — подача воды; 77 — отвод воды или пароводяной смеси
685
небольших объемов химически очищенной воды, исключающей
образование накипи (рис. 11.7, б). Сущность способа заключает-
ся в использовании скрытой теплоты испарения воды
(2253 кДж/кг) для отвода тепла от охлаждаемых элементов. При
испарительном охлаждении каждый литр воды будет отбирать от
охлаждаемых узлов более 2500 кДж, т. е. примерно в 40 раз боль-
ше, чем при водяном охлаждении. При этом в результате испари-
тельного охлаждения получается пар с давлением 3—10 МПа, по-
требность в котором на металлургических предприятиях велика
как для технологических, так и для хозяйственных нужд.
В комплекс установок испарительного охлаждения метал-
лургических печей входят: собственно установка испарительно-
го охлаждения, цеховое (коммуникации водоводов и паропрово-
дов, насосные станции) и внецеховое (химводоочистка, деаэра-
ционные установки, емкости) хозяйство.
Процесс водоподготовки обычно включает следующие опе-
рации:
— фильтрацию для удаления механических загрязнений;
— коагуляцию тонких взвесей и органических примесей с
применением реагентов (сульфаты железа, алюминия);
— ионообменную очистку на синтетических ионитах для уда-
ления солей жесткости, ионов металлов и анионов;
— деаэрацию для вытеснения растворенных в воде газов, вы-
зывающих коррозию аппаратуры.
В системах испарительного охлаждения применяют две раз-
новидности циркуляции: естественную и принудительную
(рис. 11.8). В первом случае циркуляция обеспечивается разно-
стью плотностей воды в опускной трубе и пароводяной эмульсии
Рис. 11.8. Принципиальные схемы испарительного охлаждения металлургичес-
ких печей с принудительной («) и естественной (б) циркуляцией охлаждающей
воды:
1 — барабан-сепаратор; 2 и 3 — спускная и подъемная трубы; 4 — охлаждаемый элемент печи;
5 и 6— питательный и циркуляционный насосы
/ — химически очищенная вода; II — пар
686
в подъемной. Для организации принудительной циркуляции тре-
буется установка циркуляционного насоса. Обе системы цирку-
ляции имеют достоинства и недостатки. При естественной цир-
куляции достигается более высокая надежность и экономич-
ность. Принудительная циркуляция, несмотря на ее некоторую
сложность и сниженную надежность, более перспективна, осо-
бенно в цветной металлургии.
В настоящее время СИО используют для охлаждения элементов
многих печей цветной металлургии. В шахтных печах охлаждают
кессоны шахты, шатер, газоход; в печах кипящего слоя — стояки
отходящих газов и кессоны для отвода теплоты из слоя; в отража-
тельных печах — рамы завалочных окон, подпятовые балки, шибе-
ры; в конвертерах — напыльники и т. д. Испарительное охлаждение
обеспечивает повышенную стойкость огнеупорной футеровки пе-
чей, интенсификацию технологических процессов, создает предпо-
сылки внедрения новых металлургических агрегатов.
Весьма перспективным является способ охлаждения конст-
руктивных элементов печей, основанный на использовании теп-
ловой трубы. Реализуется принцип отвода тепла за счет способ-
ности вещества-теплоносителя поглощать (выделять) теплоту в
процессе изменения своего агрегатного состояния.
В тепловых трубах движение пара и конденсата происходит
раздельно, а зоны испарения промежуточного теплоносителя
и его конденсации находятся на небольшом расстоянии одна от
другой. При этом циркуляция промежуточного теплоносителя
происходит за счет гравитационных или капиллярных сил, без
применения каких-либо специальных устройств, а движение
пара осуществляется под действием перепада температур и
давления у поверхностей кипения и конденсации.
В цветной металлургии тепловые трубы в настоящее вре-
мя используют для охлаждения элементов свода руднотермичес-
ких печей, газоотводящего короба шахтных печей для выплавки
свинца, газового тракта печи для процесса Ванюкова и др.
Для охлаждения печей и отдельных ее узлов и элементов
перспективны новые теплоносители (хладореагенты): солевые
расплавы (хлориды, бромиды, нитраты), жидкометаллические
(щелочные металлы, олово, свинец, висмут и их сплавы), орга-
нические (глицерин, этиленгликоль, масла и пр.). Их примене-
ние сдерживается повышенной агрессивностью к конструкци-
онным материалам, пожаро- и взрывоопасностью.
11.3.2. Использование тепла отвальных шлаков
Отвальные шлаки составляют значительную долю в матери-
альном и тепловом балансах основных процессов цветной метал-
лургии. Выход шлака на 1 т выплавляемого металла может из-
687
меняться от 2—4 т (при плавке свинцовых руд) до 80—120 т (при
переработке оксидных никелевых руд). Потери тепла со шлаком
в тепловом балансе составляют от 10—25 % (отражательная
плавка и конвертерный передел) до 30—40 % (шахтная плавка
никелевых руд). При этом температура жидких шлаков достига-
ет 1300—1350 °C.
Вопросы энергосбережения необходимо решать в ком-
плексе с проблемами обеднения и использования шлаков в ка-
честве основы нерудного стройматериала, пористого наполни-
теля, силикатобетонных и минераловатных изделий. Поиски
конструктивных решений осложняются рядом технических
трудностей: большим объемом шлаков, периодичностью их вы-
пуска из печей и затвердеванием в интервале температур 900—
1200 °C.
Распространенная на металлургических заводах ковшовая
уборка шлака противоречит современным принципам развития
непрерывных металлургических процессов и требованиям,
предъявляемым к механизации трудоемких работ и защите
окружающей среды.
Существует три разновидности грануляции шлаков — мок-
рая (с использованием воды), сухая или полусухая — на воздухе
с небольшими добавками воды и контактная — при контакте
шлака с подвижной охлаждающей поверхностью. При водной
грануляции жидкий шлак сливают в бассейн, наполненный про-
точной водой, или в желоб с мощным потоком воды. Способ по-
лусухой грануляции шлака заключается в воздействии на рас-
плав ограниченного количества воды, подаваемой совместно с
воздушным дутьем. Сухая грануляция может быть осуществлена
в струе воздуха или пара, литьем на охлаждаемые плиты и в из-
ложницы, а также намораживанием на вращающиеся барабаны.
В последнем случае охлаждение рабочих поверхностей осуще-
ствляют либо по проточной схеме, либо с использованием про-
межуточного теплоносителя.
Принципиальные схемы установок для использования тепло-
ты отвальных шлаков при водной грануляции приведены на
рис. 11.9. Тепловая мощность утилизационных установок состав-
ляет соответственно 30 и 40 гДж/ч, а их к.п.д. — 77 и 66 %.
Жидкий овальный шлак с температурой 1300 °C из плавиль-
ной печи по специальному кессонированному желобу поступает
в водяной шлакогранулятор. Гранулированный шлак в отстой-
нике отделяют от нагретой им воды и с помощью гидроэлевато-
ра удаляют в отвал. Загрязненную воду с температурой 85—
95 °C подают в теплообменник, где она нагревает чистую воду,
подаваемую затем в систему теплоснабжения с температурой
80—-90 °C. Загрязненная вода циркулирует в замкнутом контуре
«теплообменник — шлакогранулятор». Несмотря на относи-
688
Рис. 11.9. Схемы установок для использования тепла отвальных шлаков:
1 — грануляционный желоб; 2 — приемник гранулята; 3 — отстойник мелких частиц шлака; 4 — ги-
дроизолятор, 4' и 9' — зумпфы горячей и охлаждающей воды; 5 — конус в нижней части приемника,
5' — вертикальный насос, подающий грануляционную воду; б — цистерна-аккумулятор, 7 — водово-
дяиой поверхностный теплообменник, 8 — циркуляционный насос
/ — подача воды; // — подача шлака; /// — горячая вода; IV — шлак в отвал
тельную простоту, метод мокрой грануляции имеет весьма суще-
ственные недостатки:
— высокий расход воды (до 20 м3 на 1 т шлака);
— возможность взрывов при попадании в воду штейна;
— выбросы серусодержащих соединений в атмосферу;
— неэкономичность утилизации теплоты оборотной воды;
— коррозия и забивание трубопроводов и насосов частичка-
ми шлака;
— высокая влажность гранулированного шлака, требующая
дополнительных затрат по его обезвоживанию и приводящая к
смерзанию в зимнее время года.
Более эффективны схемы утилизации теплоты шлаков при
полусухой и сухой грануляции. В обеих схемах теплоноситель
(соответственно паровоздушная смесь и воздух) обладает высо-
ким температурным потенциалом, что определяет возможность
достижения более высокого энергетического к.п.д. Утилизаци-
онные установки на основе полусухой и сухой грануляции шлака
работают в паре с котлами-утилизаторами, что обеспечивает по-
689
600—650°
Рис 11.10. Схема полусухой грануляции шлаков:
1 — грануляционная башня; 2 — циклон; 3 — котел-утилизатор; 4 — экономайзер (-2 МПа); 5 — ат-
мосферный керамический испаритель; 6 — предохранительный клапан; 7 — дымосос; 8 — турбина-
микст; 9 — конденсатор; 10 — деаэратор; 11 и 12 — насосы
/ — подача шлака; // — подача воды; 111 — подача воздуха; IV — разгрузка шлака
лучение пара высокого давления с дальнейшим использованием
его для производства электроэнергии.
На рис. 11.10 приведена схема энергетического использова-
ния тепла шлаков при полусухой грануляции, основанной на рас-
пылении шлакового расплава струей сжатого воздуха с добавкой
небольшого количества воды. Гранулированный шлак, падая
вниз навстречу воздуху, охлаждается до 200—250 °C. Паро-воз-
душная смесь с температурой около 650 °C проходит котел-ути-
лизатор, металлический теплообменник (экономайзер) и охлаж-
дается до 250 °C. Дальнейшее охлаждение до 80—100 °C прово-
дится в керамическом испарителе, откуда газы с помощью экс-
гаустера возвращаются в грануляционную башню.
Удельный выход пара при полусухой грануляции составляет
360 кг/т шлака, что соответствует получению 54 кВт-ч электро-
энергии.
Более оптимальной является схема сухой грануляции шлака
(рис. 11.11). Получаемый при этом горячий воздух с температу-
рой 600—900 °C используют для дутья, для выработки пара и
пр.; получают до 500 кг пара в час, что соответствует около 100
кВт ч электроэнергии.
Намораживание шлакового расплава на охлаждаемых вра-
щающихся барабанах (рис. 11.12) позволяет осуществить охлаж-
дение шлака в тонком слое. В результате достигается макси-
мальная производительность установки, высокая степень утили-
зации отводимой теплоты.
690
I 1200—1300 °C
Рис. 11.11. Схема энергетического использования теплоты шлаков при сухой
грануляции:
1 — воздушный гранулятор; 2 — вентилятор; 3 — котел-утилизатор; 4 — турбогенератор; 5 — кон-
денсатор; б — регенеративные подогреватели воды; 7 — насос
/ — подача шлака; // — подача воздуха; /// — разгрузка шлака
79.
18
20
16
141
ГВ
10-
Рис. 11.12. Схема барабанной установ-
ки для утилизации теплоты шлаков:
1 — футерованный желоб; 2 — торцевые огра-
ничители; 3 — ванна шлакового расплава; 4 —
барабаны для намораживания шлака; 5 — за-
стывший слой шлака; 6 — защитные огражде-
ния; 7 — трубы теплообменника; 8 — промежу-
точный теплоноситель; 9 — шлакоотделитсль-
ный нож; 10 — теплообменник для доохлажде-
ния твердого шлака; 11 — скребковый транс-
портер; 12 — сборный бункер; 13 — вентиля-
тор; 14 — лопатки; 15 — насос; 16 — опускная
труба; 17 — бак-сепаратор; 18 — подвод воды;
19 — пар потребителю; 20 — подъемная труба
691
Основные элементы установки — два охлаждаемых бараба-
на, вращающиеся в противоположных направлениях. Из пла-
вильной печи или промежуточного накопителя-отстойника жид-
кий шлак по желобу подают в ванну, образованную поверхнос-
тями барабанов и торцевыми ограничителями. Внутри каждого
из барабанов размещены трубчатые теплообменники, в кото-
рые подают воду, а полость между трубами частично заполнена
промежуточным теплоносителем (с температурой кипения вы-
ше 200 °C), который закипает и испаряется, обеспечивая интен-
сивный теплоотвод от поверхностей. Одновременно барабаны
«вытягивают» из ванны тонкий слой шлака, который, застывая,
образует две сплошные шлаковые ленты, отделяемые от по-
верхности барабанов при помощи специального ножа. Сколотые
куски попадают в теплообменник шахтного или колосникового
типа, где нагревают технологический воздух до температуры
200—400 °C.
Установка обеспечивает удельный теплосъем до 1000
кДж/кг шлака, получение пара, пригодного для энергетических
целей. К.п.д. гранулятора при получении дополнительно подо-
гретого воздуха достигает 80 %.
Одним из возможных методов утилизации теплоты огненно-
жидких шлаков можно считать его утилизацию при обработке
струи шлака по методу непрерывного литья, который в настоя-
щее время достаточно широко применяется для получения ме-
таллических слитков. Шлаковый расплав из разливочного ков-
ша поступает в водоохлаждаемый кристаллизатор, где образует-
ся слой застывшего шлака. Затем оформившийся снаружи сли-
ток шлака вытягивается в зону вторичного охлаждения. Сохра-
нившуюся в шлаковом слитке теплоту можно отвести в замкну-
тый контур с системой испарительного охлаждения, что обеспе-
чивает ее последующую реализацию.
В настоящее время на отечественных заводах тепло отваль-
ных шлаков пока не используют. Поиски путей усовершенство-
вания отдельных стадий грануляции шлаков, их обеднения и кор-
ректировки химического состава, рекуперации теплоты шлаков
и превращения ее в удобную для использования форму, дальней-
шего применения отвальных шлаков и т. д. ведутся, как правило,
постадийно и разрозненно, что противоречит принципам энерго-
и ресурсосбережения.
692
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ К ГЛ. 11
1. Сравните известные способы утилизации тепла отходящих
газов, применяемые аппараты.
2. Приведите примеры использования кессонирования и пе-
речислите условия эффективной его реализации.
3. Какие недостатки в существующих способах утилизации
тепла шлаковых расплавов?
4. Какие условия учитывают при выборе способа утилизации
вторичных энергоресурсов?
Рекомендательный библиографический список к гл. 11
1. Лисиенко В.Г., Щелоков Я.М., Ладыгичев М.Г. Хрестоматия энергосбере-
жения: Справочник: В 2 т. / Под ред. В.Г. Лисиенко. М.: Теплоэнергетика,
2003. Т. I. 688 с. Т. 2. 768 с.
2. Тарасов А.В. Производство цветных металлов и сплавов. Справочник в
3-х томах. Т. 1. Общие вопросы цветной металлургии. М.: Металлургия,
2001. 344 с.
3. Теплотехника и теплоэнергетика металлургического производства. Учеб-
ник для вузов / С.Н. Гущин, А.С. Телегин, В.И. Лобанов, В.Н. Корюков.
М.: Металлургия, 1993. 366 с.
4. Ключников А.Д. Энергетика теплотехнологии и вопросы энергосбереже-
ния. М.: Энергоатомиздат, 1986. 128 с.
693
Глава 12
ПРИНЦИПЫ СОЗДАНИЯ НОВЫХ ТЕХНОЛОГИЙ
Совершенная технология определяется совокупностью кри-
териев, важнейшими из которых являются:
— инженерные (наличие сырья, установка агрегатов боль-
шой мощности, гибкость технологии, уровень механизации, тех-
ническая эстетика);
— экологические (комплексность переработки, замкнутость
по раствору, минимум отходов или возможность их реализации в
смежные производства);
— экономические (низкие расход материалов и энергоем-
кость, незначительные капитальные затраты, высокая произво-
дительность труда);
— общеинженерные (надежность оборудования, высокое ка-
чество продукции, компактность).
Выбор, создание новой технологии предполагает единовре-
менное согласование технических, социальных, экологических
вопросов. Определяющим критерием принятого решения в усло-
виях рыночной экономики являются эффективность и прибыль-
ность производства.
Принципы создания новой технологии:
1. Борьба с причиной, а не с ее последствиями;
2. Поиск путей создания более востребованной продукции;
3. Всемерное использование замкнутых и энерго-экономич-
ных схем;
4. Вовлечение в переработку новых сырьевых источников и
комплексное их использование;
5. Поиск и рациональное применение новых энергоносите-
лей (воздух, обогащенный кислородом, вакуум, избыточное дав-
ление, механохимическая обработка и др.), комбинированных
приемов обработки (пиро- и гидрометаллургия, флотационное
обогащение, магнитная сепарация и т. п.).
Реализация и развитие любой технологии включает ряд эта-
пов:
1. Анализ современного состояния рынка предполагаемой
продукции, на основании чего формируется ассортимент, объ-
емы производства и сроки ее промышленной реализации;
694
2. Научный поиск, анализ технической литературы и опыта
работы родственных предприятий, разработка новой техноло-
гии, завершаемой подготовкой исходных данных для проектиро-
вания;
3. Предпроектная проработка, включающая технико-эконо-
мическое обоснование и выполнение проекта;
4. Подготовка проектно-сметной документации, предполага-
ющей совместную работу научных и проектных организаций;
5. Строительство и освоение производств;
6. Эксплуатация производства, в процессе которой не только
выполняется производственная программа, но и накапливается
информация об узких местах и неиспользованных резервах;
7. Реконструкция, модернизация, техническое перевооруже-
ние, предполагающие устранение узких мест за счет внедрения
новых процессов, агрегатов, систем энергоснабжения, управле-
ния и контроля, что при небольших затратах позволяет добить-
ся существенного усовершенствования производства;
8. Консервация, ликвидация морально устаревшего и физи-
чески изношенного производства, не обеспечивающего выпуск
конкурентоспособной продукции, приносящего экологический
ущерб. Консервация предполагает временную остановку произ-
водства и возможность возобновления его работы при измене-
нии рыночной ситуации.
На любом металлургическом предприятии (участок, цех, за-
вод) функционально взаимосвязаны технология, организация
производства, комплекс мероприятий по безопасным условиям
труда, экономическая эффективность. Перечисленные состав-
ляющие являются предметом тщательного изучения и анализа
при создании нового предприятия или при реконструкции дейст-
вующего. Итоговым документом является проект, включающий
пояснительную записку, чертежи, нередко макет.
Проект:
— базируется на исходном задании на проектирование;
— выполняется в специализированных организациях (про-
ектных институтах, КБ);
— отражает последние достижения науки и техники;
— является обязательным документом для открытия финан-
сирования, получения кредитов;
— определяет наиболее рациональные способы использова-
ния сырьевых, энергетических, материальных ресурсов, путей
достижения экономической эффективности.
На стадии проектирования, при поиске оптимальных реше-
ний (выбор способа извлечения металла из раствора, переработ-
ка отвальных полупродуктов, размещение строительной пло-
щадки) чаще всего используют прототипно-аналоговый метод.
Оценками или критериями оптимальности являются абсолют-
695
ные или относительные (к базовым) показатели: величина за-
трат, прибыль, срок окупаемости и др.
В результате, например, удается определить влияние на эф-
фективность технологии ожидаемого колебания цен на матери-
алы, энергию или установить предельную их цену, выше кото-
рой технология окажется нерентабельной.
Заказчиком проектных работ является дирекция строящего-
ся предприятия, фирма; они подбирают авторитетного генераль-
ного проектировщика среди проектных институтов, частных
компаний, КБ, а также генерального подрядчика — организа-
цию, которая будет выполнять строительно-монтажные работы.
При необходимости генеральные организации привлекают на
основе договоров соисполнителей (субподрядчиков).
Выполнение проектных работ координирует главный инже-
нер проекта (ГИП). Проектирование может осуществляться в
одну или две стадии. Одностадиальное проектирование исполь-
зуют для несложных, типовых объектов; оно включает в себя
рабочий проект и сметную документацию. Проекты крупных
или сложных объектов выполняют в две стадии: проект и рабо-
чая документация; последнюю используют при выполнении
строительно-монтажных работ.
На основании исходных данных, выдаваемых заказчиком,
ГИП готовит основные положения проекта, которые детально
разрабатывает технологический отдел, а затем на этой основе
выдает задания общеинженерным отделам (электро-, теплотех-
ническому, КИПиА, строительному, транспорта, охраны окру-
жающей среды и др.). Затраты на реализацию проектных реше-
ний оформляются в виде смет, а их эффективность оценивается
технико-экономическими расчетами.
Выполненный проект рассматривается заказчиком (выше-
стоящей организацией, Советом директоров акционерного об-
щества, фирмы), при необходимости осуществляется внешняя
экспертиза и проводится согласование с органами государствен-
ного надзора.
После утверждения проекта разрабатывают рабочую доку-
ментацию в сроки, предписанные графиком строительно-мон-
тажных работ, и в установленном объеме. В ходе рабочего про-
ектирования нередко уточняют отдельные решения проекта.
Итоговый документ включает разделы: пояснительная запи-
ска, технологическая часть, управление предприятием, строи-
тельные решения и организация строительства, охрана труда и
окружающей среды, социальные объекты, сметная документа-
ция и паспорт проекта.
При выполнении проекта учитывают:
— климатические условия (средние зимняя и летняя темпера-
туры, количество осадков, сила и направление ветра);
696
— инженерно-геологические (рельеф, сейсмичность, уро-
вень и обилие грунтовых вод, свойства грунта);
— отдаленность поставщиков сырья, материалов, сбыта про-
дукции, близость энергетических, водных ресурсов, транспорт-
ных магистралей (шоссейных, железнодорожных, водных).
При проектировании наиболее часто используют следующие
методы:
Нормативный базируется на использовании обязательных к
исполнению государственных или отраслевых документов: стан-
дарты на сырье и товарную продукцию, строительные конструк-
ции и материалы, строительные нормы и правила (СНиП), ката-
логи на оборудование, правила безопасности, производственной
санитарии, нормативы по пожаробезопасности и др.
Метод предвидения предполагает анализ и обобщение вы-
полненных проектов, опыта строительства, эксплуатации пред-
приятий, в т. ч. и смежных отраслях промышленности. В итоге
устанавливаются наиболее характерные проектные решения,
отбираются прогрессивные технологии и аппараты, выявляются
тенденции совершенствования. Этот метод чаще используют
при перспективном планировании, или прогнозе.
Метод оптимизации предполагает выбор решения на осно-
ве технико-экономического сравнения нескольких конкурирую-
щих вариантов, которое имеет наибольшую экономическую и
социальную эффективность.
Метод аналогии базируется на использовании решений, заим-
ствованных из практики действующих предприятий или родствен-
ных производств (химического, стройиндустрии, пищевого и др.).
Метод сравнения позволяет выявить преимущества нового
проектного решения при одинаковых базовых условиях (объем
производства, качество сырья, тип продукции). Его используют
при выборе места строительства, вариантов реконструкции.
Метод экспериментирования предполагает на основе ана-
лиза информации постановку испытаний выбранных проектных
решений с получением предварительных результатов по не-
скольким вариантам.
При балансовом методе определяют соотношение между
спросом и приемами его удовлетворения
— по видам ресурсов (материальные, энергетические, трудо-
вые, финансовые);
— по длительности (годовые, квартальные, месячные, суточ-
ные, сменные, часовые);
— по объектам (завод, цех, участок, аппарат).
Этот метод незаменим при определении расходных матери-
альных и энергетических коэффициентов на единицу продук-
ции, для выявления объема ресурсов, для выполнения производ-
ственной программы.
697
Метод экспертных оценок используют в тех случаях, когда
нет средств, времени для использования более рациональных ме-
тодов проектирования; используют критериальный, случайный
или волевой выбор. Для уменьшения степени риска стремятся
расширить число критериев и объем информации по обсуждае-
мой проблеме, привлечь экспертов.
Известны и другие методы (социологические, фотохрономе-
трические, расчетно-технологические), которые имеют подчи-
ненное значение и используются для решения частных проблем.
Сроки подготовки проектной документации, оптимальность
и объем принимаемых решений, степень взаимоувязки техниче-
ских, организационных, экономических, социальных условий
значительно усовершенствуются при использовании ЭВМ (сис-
тема автоматизации проектных работ, САПР). Наиболее эф-
фективно их применение при:
— выполнении расчетных задач (многооперационные, часто
повторяющиеся прочностные, материальные и энергетические
балансы);
— формировании банка данных нормативно-справочной до-
кументации;
— решении информационно-логических задач;
— выполнении графических работ.
Для решения задач на ЭВМ требуются формализация объек-
та проектирования (модель) и составление программ.
На стадии формализации выделяют параметры системы, ха-
рактеристики объекта и устанавливают зависимости между ними.
Каждый объект характеризуется набором параметров или пере-
менных, например, содержание или название компонента шихты,
элементов в растворе. Если переменная содержит множество чис-
ловых и символьных значений, ее называют вектором.
Производство цветных металлов относится к технологиям с
повышенной опасностью: расплавы металлов, штейнов, шлаков,
токсичные или взрыво- и пожароопасные реагенты (хлор, амми-
ак, водород, сероводород) и газовые продукты (SO2, СО, NO2-co-
держащие), агрессивные среды (растворы кислот, щелочей), по-
вышенная запыленность. Основой безопасной, экологически
выдержанной технологии являются:
— высокая квалификация и дисциплинированность персонала;
— механизация, автоматический контроль и управление про-
изводством;
— надежная аппаратура (герметичная, с антикоррозионной
защитой, предохранительными устройствами, типа взрывных
мембран, клапанов и др.).
Со временем любая технология нуждается в обновлении и
усовершенствовании. Это достигают на стадии реконструкции
или модернизации.
698
Модернизация и реконструкция предполагают:
1. Поиск резервов экономии расходных статей и материаль-
ное стимулирование оптимальных решений.
2. Повышение культуры производства и анализ его «узких»
мест (обеспечение сырьем, материалами, энергоисточниками,
выявление малопроизводительных аппаратов, повышение эф-
фективности работы ремонтных служб, использование более со-
временных КИПиА).
3. Непрерывный анализ и поиск «узких» мест технологии
(физико-химический анализ, типичные проблемы типа корро-
зии, механический перенос из смежной области, несовершенная
схема обвязки оборудования).
4. Анализ, обобщение и использование передового опыта
смежных и родственных производств.
5. Создание творческих групп специалистов и стимулирова-
ние позитивных результатов их работы.
Таким образом, современная технология должна удовлетво-
рять следующим требованиям:
— обеспечивать высокую комплексность использования сы-
рья и, как следствие, незначительное количество загрязняющих
сбросов;
— обеспечивать минимальное потребление внешних энерго-
ресурсов и материалов;
— быть гибкой, удобной для модернизации с учетом возмож-
ного изменения типа сырья или требований рынка на выпускае-
мую продукцию;
— иметь невысокую численность производственного персо-
нала благодаря применению интенсивных технологий, крупно-
тоннажных агрегатов и автоматизированного управления.
Но поскольку «техника без кадров мертва», даже самая со-
временная технология немыслима без системной подготовки
квалифицированного персонала. Последнее предполагает:
— основательную техническую грамотность;
— организацию переподготовки, повышение квалификации
и изучение передового опыта;
— непрерывное самообразование персонала, умение пользо-
ваться справочной литературой, знакомиться с публикациями в
научно-технических журналах и монографиях;
— психологическую подготовку (умение работать в коллек-
тиве, принятие грамотных и оперативных решений в критичес-
кой обстановке, сознание личной ответственности за результат
своего труда).
Именно поэтому изучение специальных дисциплин, базирую-
щихся на фундаментальных науках и общетехнических предме-
тах, является завершающим этапом инженерного образования.
699
Учебное издание
Станислав Степанович Набойченко
Никифор Георгиевич Агеев
Анатолий Поликарпович Дорошкевич
Владимир Петрович Жуков
Евгений Иванович Елисеев
Станислав Викторович Карелов
Андрей Борисович Лебедь
Сергей Владимирович Мамяченков
ПРОЦЕССЫ И АППАРАТЫ В ЦВЕТНОЙ МЕТАЛЛУРГИИ
Редакторы издательства В.П. Вовлек, И.Г. Южакова
Корректор О.С. Смирнова
ИД № 06263 от 12.11.2001 г.
Подписано в печать 27.04.05. Формат 60x90 1/16. Бумага типографская.
Печать офсетная. Усл. п. л. 40,82. Уч.-изд. л. 44,87.
Тираж 1000. Заказ 72.
Редакционно-издательский отдел
ГОУ ВПО УГТУ—УПИ.
620002, Екатеринбург, ул. Мира, 19.
Типография УрО РАН
620219, г. Екатеринбург, ГСП-169, ул. С. Ковалевской, 18.