/































































































































































































Автор: Марченков В.И.
Теги: производства легкой промышленности учебное пособие ювелирное дело
Год: 1984


Текст
В. И. МАРЧЕНКОВ
ЮВЕЛИРНОЕ ДЕЛО
ИЗДАНИЕ ВТОРОЕ,
ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Одобрено Ученым советом
Государственного комитета СССР
по профессионально-техническому
образованию
в качестве учебного пособия
для средних профессионально-
технических учебных заведений
МОСКВА
«ВЫСШАЯ ШКОЛА*
1984
ББК37.27
МЗО
Рецензент
А. Д. Субботовская, инженер
Марченков В. И.
МЗО Ювелирное дело: Учеб, пособие для средн, проф.-техн. учеб, заведе-
ний. 2-е изд., перераб. и доп. — М.: Высш, шк., 1984. — 192 с., ил.
50 к.
В книге подробно описаны разнообразные материалы, инструменты и приспособления, исполь-
зуемые для изготовления ювелирных изделий, технологические процессы изготовления и художест-
венная обработка изделий. При описании технологических процессов приводятся методы сбора отхо-
дов и приемы работы, позволяющие экономить драгоценные металлы. Большое внимание уделено
безопасности труда.
Книга предназначена в качестве учебного пособия для средних профессионально-технических
учебных заведений. Может быть рекомендована рабочим, подготавливаемым на производстве, а
также всем, кто интересуется ювелирным делом.
3106000000—428
—052(0?)—84 “
79 — 84
ББК37.27
6П9.4
Владимир Иванович Марченков
ЮВЕЛИРНОЕ ДЕЛО
Заведующим редакцией Э. С. Котляр. Редактор Ф. Г). Ковальзон. Мл. редактор М. А. Ривкина.
Художник С- Н. Голубев. Художественный редактор В. Г). Бабикова. Технический редактор
Е. И. Герасимова. Корректор Г. А. Чечеткина.
ИБ № 4S42
Изд. №ППМ-1187. Сдано в набор 22.02.84. Подп. в печать 29.08.84. Т-05493. Формат 70X90’/i6.
Бум. тип. № 1. Гарнитура Джил сане. Печать офсетная. Объем 14,04 усл. печ. л. 14,62 усл. кр.-отт.
16,59 уч.-изд. л. Тираж 170 000 экз. Зак. № 169. Цена 45 коп.
Издательство «Высшая школа», 101430, Москва, ГСП-4, Неглинная ул., д 29/14
Ярославский полиграфкомбинат 'Союзполиграфпрома при Государственном комитете СССР по
делам издательств, полиграфии и книжной торговли. 150014, г. Ярославль, ул. Свободы, 97.
С Издательство «Высшая школа», 1975
1С) Издательство «Высшая школа», 1984, с изменениями
ВВЕДЕНИЕ
На XXVI съезде Коммунистической
партии Советского Союза было указано,
что в восьмидесятые годы будет последо-
вательно продолжаться осуществление
экономической стратегии, высшая цель ко-
торой — неуклонный подъем материаль-
ного и культурного уровня жизни народа.
Исходя из этого, намечено в ближай-
шее десятилетие обеспечить дальнейший
социальный прогресс общества, осущест-
вить широкую программу повышения бла-
госостояния, более полно удовлетворять
потребности населения в высококачест-
венных и разнообразных предметах куль-
турно-бытового назначения.
Среди предметов культурно-бытового
назначения большое место занимают юве-
лирные изделия. К ним относят личные
украшения, предметы быта и др., изготов-
ленные из драгоценных, а также некото-
рых других цветных металлов, часто в со-
четании с драгоценными и' полудрагоцен-
ными камнями, жемчугом, стеклом, янта-
рем, костью.
Ювелирное искусство — один из древ-
нейших и широко распространенных ви-
дов декоративно-прикладного искусства.
Огромный материал о развитии ювелир-
ного дела в древности дают археологи-
ческие раскопки. Высокого развития
овелирное искусство достигло в Древнем
Египте: там применялись чеканка, грави-
овка, холодная эмаль. Расцвет греческого
ювелирного искусства относят к V—IV вв.
о н. э. Римские ювелиры наследовали
ллинистические традиции. Большое разви-
ие ювелирное дело получило в Японии и
1ндии. Ценные изделия из горного хрус-
аля, нефрита, черепахи сохранились от
V в. до н. э. Особенно распространены на
оотяжении веков ювелирные изделия и
азличные украшения из серебра.
Характерная черта европейского юве-
лирного искусства средневековья — частое
применение холодной эмали. Замечатель-
ные образцы византийского ювелирного
искусства украшены тончайшей перего-
родчатой эмалью.
Высокого совершенства достигает юве-
лирное дело в период итальянского Воз-
рождения. Среди крупнейших мастеров —
Бенвенуто Челлини — ювелир и скульптор.
Распространены серебряные сосуды,
перстни, браслеты, пояса. Появляются под-
вески с эмалью на рельефе, резные камни.
Ювелирное искусство Парижа выдвига-
ется с конца XVII в. на первое место в
Европе. Парижские ювелирные изделия
поставляются во все столицы мира. Луч-
шее собрание французских изделий
XVIII в. — в Государственном Эрмитаже.
В начале XIX в. придворные мастера
Наполеона впервые применяют штампо-
ванные орнаменты. В середине XIX в.
механизируется производство массовых
ювелирных изделий.
Ювелирное искусство народов СССР
известно с глубокой древности. В Грузии
найдены замечательные памятники юве-
лирного искусства (золотые и серебряные
сосуды с барельефами, филигранью, бусы
и другие украшения). В Армении найдены
золотые ожерелья, медальоны и пр. Найде-
ны ценные памятники ювелирного искус-
ства на территории Среднеазиатских рес-
публик. В Прикубанье, Нижнем Поволжье,
Северном Причерноморье открыты погре-
бения родовой знати, в которых сохрани-
лись замечательные образцы ювелирного
искусства: золотые сосуды с рельефами,
серьги, застежки с эмалью.
Огромное количество изделий найдено
на территории Древней Руси. Киев XI —
XII вв. славился золотыми изделиями с пе-
3
регородчатой эмалью. Большим своеобра-
зием отличается ювелирное искусство
Новгорода.
В XVI в. общерусским центром юве-
лирного дела становится Москва. Прекрас-
но выполняются изделия с чернью и
эмалью.
В начале XVIII в. в мастерских Мос-
ковского Кремля появляются портреты-
миниатюры на эмали.
В XVIII в. центром ювелирного искус-
ства делается Петербург. Русское искус-
ство сохраняет национальные особенности
и местные черты отдельных центров юве-
лирного дела. Особенно интересны черне-
вые изделия Великого Устюга. Здесь в
1761 г. основана первая фабрика черневых
и финифтяных изделий А. и С. Поповых.
В XIX в. в Москве и Петербурге возни-
кают крупные фабричные предприятия
серебряного и золотого дела.
Высококачественные ювелирные изде-
лия (эмаль на золоте, фигурки из полудра-
гоценных камней) производили фабрики
Фаберже.
В советское время ювелирное искус-
ство развивается во всех союзных респуб-
ликах.
Творчески используются и развиваются
в настоящее время старые художествен-
ные традиции и виды ювелирной техники
(скань, чернь, эмаль, резьба), ведется ра-
бота по созданию новых форм и рисунков.
Современное производство предъяв-
ляет повышенные требования к подготовке
молодого рабочего пополнения. Сегодняш-
ний рабочий должен обладать прочными
профессиональными навыками, уметь вы-
полнять сложные и разнообразные виды
работ. Таких рабочих должны готовить
профессионально-технические училища.
ЧАСТЬ I
МАТЕРИАЛЫ
К материалам, используемым в юве- сплавы, ювелирные камни и вспомогатель-
лирном деле, относятся металлы и их ные материалы.
ГЛАВА I
МЕТАЛЛЫ И СПЛАВЫ
Металлы — это вещества, обладающие
высокой прочностью, пластичностью, теп-
ло- и электропроводностью, характерным
блеском. Сплавы — тела, образовавшиеся
в результате затвердевания жидких сис-
тем, состоящих из двух или нескольких
компонентов.
Металлические сплавы могут состоять
либо только из металлов, либо из метал-
лов с небольшим содержанием неметал-
лов.
С древнейших времен из металлов и
сплавов делали разнообразные орудия тру-
да, оружие, предметы быта и многочис-
ленные украшения. В наши дни роль ме-
таллов и сплавов неизмеримо возросла.
Без них невозможно существование ни од-
ной отрасли современного производства.
Поэтому развитию металлургии, поискам
новых сплавов уделяется огромное внима-
ние. В лабораториях нашей страны созда-
ются сплавы с заранее заданными свойст-
вами, специально предназначенные для
той или иной цели.
Все металлы в твердом состоянии име-
ют строгое кристаллическое строение.
Атомы в кристаллах расположены в точном
геометрическом порядке, они состоят из
кристаллических ячеек трех типов: кубиче-
ской объемно-центрированной, кубиче-
ской гранецентрированной и гексагональ-
ной (рис. 1).
Металлы делятся на две группы: чер-
ные и цветные. К черным металлам от-
носят железо и его сплавы, к цветным —
все остальные. В группу цветных входят и
благородные (драгоценные) металлы,
они — основной материал для изготовле-
ния ювелирных изделий.
§ 1. Черные металлы
По масштабам производства и исполь-
зованию черные металлы намного опере-
жают все существующие металлы и спла-
вы. Железо — важнейший металл совре-
менной техники. В отличие от цветных
(исключая кобальт и никель) черные ме-
таллы обладают способностью намагничи-
ваться. Это свойство называется ферро-
магнитностью и используется для отделе-
ния черных металлов от драгоценных при
получении смешанных опилок после обра-
ботки драгоценных металлов.
Рис. 1. Элементарные кристаллические
ячейки:
а — кубическая объемно-центрированная, б —
кубическая гранецентрированная, в — гексаго-
нальная
5
Железо Fe — металл серебристо-белого
цвета, ковкий и пластичный. При темпера-
туре 768°С железо намагничивается, при
нагревании выше этой температуры теряет
ферромагнитные свойства.
Железо в чистом виде в природе не
встречается. Получают его из железных
руд. Железо с примесями называют тех-
ническим. Техническое железо содержит
99,8—99,9% железа и 0,1—0,2% примесей,
в которых может быть более десятка эле-
ментов. Плотность технического железа
7,87; температура плавления 1535°С, твер-
дость по Моосу 4—5*.
Сплавы железа в зависимости от содер-
жания углерода и способа получения на-
зываются сталью или чугуном.
Стали — это сплавы железа с углеро-
дом (до 2%) и другими элементами. Стали
различаются по составу — углеродистые и
легированные, и по назначению — конст-
рукционные, инструментальные и специ-
ального назначения.
Все сорта сталей промаркированы, что
позволяет узнать состав, а следовательно,
и свойства сплава. Обыкновенные углеро-
дистые стали определяются марками:
СтО, Ст1, Ст2, СтЗ, Ст4, Ст5, Стб, Ст7. Со-
держание углерода в них повышается от
0,2 до 0,6%. По мере увеличения угле-
рода в сплаве увеличивается способность
стали к закаливанию.
Инструментальные углеродистые стали
маркируются: У7, У8, У9, У10, У12, У13,
количество углерода в них колеблется от
0,6 до 1,4%.
Легированные стали содержат так назы-
ваемые легирующие элементы. В наиме-
нования марок этих сталей введены допол-
нительные буквенные обозначения, опре-
деляющие содержание входящего компо-
нента или особое назначение сплава. Ком-
поненты, входящие в состав сплавов, обо-
значаются буквами: В.— вольфрам, Г —
марганец, К — кобальт, М — молибден,
* Шкала твердости Мооса представляет со-
бой пронумерованную сравнительную таблицу
твердости минералов и соответствующих ей не-
которых металлов и других материалов.
Н — никель, Р — бор, С — кремний, Т —
титан, Ф — ванадий, X — хром. Цифры,
стоящие перед буквами, обозначают сред-
нее содержание углерода в десятых долях
процента, а цифры, стоящие после буквы,
указывают на процентное содержание дан-
ного компонента в сплаве. Например,
18ХН4ВА марки стали содержит (%): угле-
рода — 1,8, хрома — 1, никеля — 4 и воль-
фрама— 1. Буква А в конце указывает на
то, что сталь является высококачественной.
Легирующие элементы влияют на свой-
ства стали по-разному. Наиболее сильно-
действующим элементом является угле-
род. С увеличением его содержания зна-
чительно повышается твердость и понижа-
ется пластичность стали. При малом со-
держании углерода сталь обладает низкой
прочностью и высокой пластичностью. При
содержании углерода более 0,3% сталь
хорошо закаливается. Вольфрам и вана-
дий повышает прочность, твердость и
красностойкость стали, т. е. способность
сохранять режущие свойства при высокой
температуре. Марганец вводится в состав
стали для повышения ее износостойкости и
способности к закаливанию. Кобальт при-
дает высокие магнитные свойства электро-
техническим сталям. Молибден способствует
увеличению жаростойкости стали, повышает
ее прочность, твердость и прокаливаемость.
Никель повышает твердость, пластичность,
прокаливаемость стали и понижает темпера-
туру при ее термической обработке. Бор
придает стали высокие механические свойст-
ва и повышает ее прокаливаемость. Крем-
ний увеличивает прокаливаемость и твер-
дость, понижая ее пластичность. Титан по-
вышает твердость и пластичность. Хром
повышает твердость, но снижает пластич-
ность стали. Кроме добавок в сталях име-
ются и вредные примеси. Так, сера, встре-
чающаяся в качественных сталях, придает
им красноломкость, т. е. большую хруп-
кость при повышении температуры. При-
сутствие ее допускается в сотых долях
процента. Фосфор вызывает повышенную
хрупкость при низких температурах.
Для марок сталей специального назна-
6
чения введены буквенные обозначения,
которые ставят перед цифровым указате-
лем углерода, например Р9Ф5. Буква Р
означает, что сталь быстрорежущая.
В других случаях перед цифровым указа-
телем углерода могут стоять буквы: Я —
кислотоупорная, Ш — шарикоподшипнико-
вая, Ж—жаростойкая, Е — электротехни-
ческая.
Для изготовления инструмента и при-
способлений ювелирного производства
применяют стали различных марок. На-
пример, для инструмента, подвергающе-
гося ударным действиям, используют ста-
ли У7, У8, для режущего инструмента —
стали У8—У12; оснастки для обработки хо-
лодного металла давлением изготовляют
из сталей 9Х, ХВГ, 5ХВС.
Чугуны — железные сплавы, содержа-
ние более 2% углерода. От сталей они
отличаются тем, что обладают малой спо-
.обностью к ковке и гораздо лучшими
литейными свойствами Классифицируются
чугуны в зависимости от содержания углеро-
да. .Различают белые, серые, высокопрочные
и ковкие чугуны. Свое название белые и ков-
кие чугуны получили потому, что на изломе
они имеют матово-белый цвет. Обладают
высокой твердостью, но большой хрупкос-
тью, поэтому почти не поддаются обработке
режущим инструментом. Серый чугун назы-
вается также по виду излома, в его струк-
туре имеется графит. По сравнению с бе-
лым чугуном у него меньше твердость
и хрупкость. Он хорошо обрабатывается
резанием, обладает отличными литейными
качествами, за что и получил название ли-
тейного чугуна.
Высокопрочный чугун отличает то, что
он может подвергаться почти всем видам
термической обработки. Это достигается
за счет добавок определенного количества
магния. Ковкий чугун является разновид-
ностью белого чугуна. При его производ-
стве белый чугун подвергают специально-
му отжигу (томлению). Несмотря на свое
название, ковкий чугун не куется, но он
более вязкий и пластичный, чем осталь-
ные чугуны.
Чугуны используют для изготовления
станин большинства станков и изложниц, в
которые отливаются драгоценные метал-
лы. Серый литейный чугун благодаря сво-
им литейным, антикоррозионным и внеш-
ним качествам широко применяется в ху-
дожественной промышленности.
§ 2. Медь и ее сплавы
Медь Си — метал красновато-розового
цвета, обладает высокой тепло- и
электропроводностью, пластичностью и
тягучестью. Плотность ее 8,94; температу-
ра плавления 1083°С; твердость по Моосу
2,5—3. Из-за своей мягкости медь плохо
обрабатывается режущим инструментом,
однако хорошо полируется.
Находясь в сухом месте, медь покрыва-
ется тончайшей пленкой оксида меди, ко-
торая служит хорошей защитой от даль-
нейшего окисления. Во влажной среде по-
крывается зеленоватым налетом закиси
меди, который тоже сохраняет ее от раз-
рушения. Медь легко растворяется в азот-
ной кислоте и в концентрированной сер-
ной кислоте при нагревании. В соляной
кислоте растворяется только в присутствии
кислорода.
Медь, обладая прекрасными физиче-
скими характеристиками, широко приме-
няется почти во всех отраслях промышлен-
ности. В художественной промышленности
медь употребляют для чеканных и фили-
гранных работ, для изделий под эмаль и
других поделок, в ювелирном производст-
ве — для легирования сплавов благород-
ных металлов.
Медь служит также основой для произ-
водства сплавов — латуней, бронзы, мель-
хиора, нейзильбера.
Латуни — медно-цинковые сплавы, со-
держащие до 45% цинка. Латуни значи-
тельно дешевле меди, причем чем больше
в них цинка, тем они дешевле. Латуни
обладают высокими механическими свой-
ствами: легко поддаются пластической де-
формации, хорошо обрабатываются режу-
щим инструментом и полируются. На от-
7
крытом воздухе неустойчивы, быстро те-
ряют блеск, темнеют. Легко растворяются
в большинстве кислот. Плотность латуней
8,2—8,6; температура плавления 900—
1045°С; твердость по Моосу 3—4. Высоко-
медистые латуни — томпаки (содержание
цинка до 20%) — близки по цвету к золо-
тым сплавам. Их используют в художест-
венной промышленности для изготовления
сувенирных и спортивных значков, декора-
тивной посуды и дешевой ювелирной га-
лантереи.
Латуни— основной материал, используе-
мый при обучении ювелиров. Механиче-
ские свойства латуней, содержащих от 30
до 40% цинка (марки Л62, Л68), сходны
со свойствами золотого сплава 583-й
пробы.
Бронзы — медно-оловянистые сплавы,
содержащие от 3 до 12% олова. В состав
олова в зависимости от его назначения
могут входить цинк, свинец, фосфор, ни-
кель.
Кроме оловянистых сущестиуют и дру-
гие бронзы — алюминиевые, кремнистые,
бериллиевые, кадмиевые.
Плотность бронзы 7,5—8,8; температу-
ра плавления 1010—1140°С; твердость по
Моосу 4—4,5. Оловянистые бронзы отли-
чаются хорошими литейными свойствами.
Это было замечено людьми еще в глубо-
кой древности. И в наши дни бронза
считается прекрасным материалом для
художественного литья.
В художественной промышленности ис-
пользуется бериллиевая бронза. Она отли-
чается высокой твердостью и упругостью,
наиболее устойчива к коррозии. Применя-
ется для изготовления юбилейных значков
и сувениров.
Мельхиор — медно-никелевый сплав с
содержанием никеля от 18 до 20%. Отно-
сится к числу декоративных сплавов. Об-
ладает красивым серебристым цветом.
Отличается высокой коррозионной стой-
костью. Пластичен, легко обрабатывается:
штампуется, чеканится, режется, паяется
полируется. Изделия из мельхиора доста-
точно прочны. Плотность мельхиора 8,9;
температура плавления 1170°С; твердость
по Моосу 3. Мельхиор — сплав, имитирую-
щий серебро, поэтому его применяют для
изготовления посуды и недорогих юве-
лирных изделий с полудрагоценными кам-
нями и без камней.
Нейзильбер — трехкомпонентный сплав
на медной основе, в состав которого кро-
ме меди входят 13,5—16,5% никеля и 18—
22% цинка. Так же как и мельхиор,
считается декоративным сплавом и по
внешнему виду напоминает серебро. Ней-
зильбер дешевле мельхиора, обладает
достаточной пластичностью, тягучестью,
прочностью и коррозионной устойчи-
востью. Плотность 8,4; температура плав-
ления 1050°С; твердость по Моосу 3. По-
добно мельхиору, нейзильбер использу-
ют в художественной и ювелирной про-
мышленности для изготовления столовых
приборов и ювелирных украшений. Широ-
кое распространение получил при изго-
товлении филигранных изделий.
§ 3. Прочие цветные металлы
Цинк Zn — белый металл с синеватым
оттенком, очень хрупкий, но при нагре-
вании до 100—150°С обретает пластич-
ность, легко прокатывается в листы и вытя-
гивается в проволоку. Плотность 7,13—
7,14; температура плавления 419,4°С; твер-
дость по Моосу 4. На воздухе цинк покры-
вается тонким слоем окиси, который пре-
дохраняет его от дальнейшего окисления.
Очень стоек к воздействию воды, но легко
растворяется в кислотах: соляной, азотной,
серной.
Цинк — компонент многих сплавов, он
незаменим при изготовлении припоев
(сплавов с невысокой температурой плав-
ления, используемых при пайке) на основе
цветных металлов. Входит в состав золо-
тых сплавов белого цвета — «белого золо-
та», применяющихся в производстве юве-
лирных изделий.
Олово Sn — металл серебристо-белого
цвета, очень пластичен, мягок, коррозион-
но-устойчив. Разбавленные кислоты деист-
8
вуют на него слабо, но концентрированные
соляная и азотная легко растворяют. Силь-
но действуют на олово щелочи, сера,
хлор, бром, фтор и йод. Особенность
олова — его неустойчивое состояние при
температурах ниже 18°С; с понижением
температуры белое олово превращается в
серое. Это явление получило название
оловянной чумы. Плотность олова 7,29;
температура плавления 231,9°С; твердость
по Моосу 2—3.
Использование олова в ювелирной про-
мышленности очень ограниченно. В драго-
ценных металлах олово считается вредной
примесью, но при приготовлении мягких
низкотемпературных припоев олово — ос-
новной компонент. Оно входит также в
состав некоторых медных сплавов —
бронз.
Свинец РЬ — синевато-серый металл с
сильным блеском на свежем срезе. Очень
ковкий, мягкий (легко режется ножом) и
вязкий; легко прокатывается, протягивает-
ся и отливается. Плотность свинца 11,37;
температура плавления 327°С; твердость
по Моосу 1,5. На сухом воздухе свинец
сохраняет блеск, но во влажной среде
быстро тускнеет, покрываясь тончайшей
пленкой оксидов. Обычная вода образует
на поверхности плотную корку, которая
защищает его от разрушения. Свинец
очень стоек к действию серной и соляной
кислот, но легко растворяется в азотной.
Уксусная, лимонная и винная кислоты так-
же растворяют его. Реагируют со свинцом
и щелочи. Необходимо помнить, что раст-
воримые соединения свинца ядовиты и
требуют большой осторожности при рабо-
те с ними.
В небольших количествах свинец ис-
пользуется как добавка в некоторые цвет-
ные сплавы и как составная часть легко-
плавких припоев. В ювелирной промыш-
ленности свинец может применяться как
вспомогательный материал при индивиду-
альном изготовлении ювелирных украше-
ний (свинцовые и свинцово-оловянные по-
душки — матрицы). Во время подобной
работы следует быть аккуратным, следить
за тем, чтобы свинец не попадал в опилки
драгоценных металлов, так как значитель-
ная доза свинца способна испортить сли-
ток, сплавленный из этих опилок, — слиток
становится хрупким и ломким. Свинец
применяется в лабораториях ювелирной
промышленности при проведении анали-
зов для установления проб драгоценных
металлов. Используют его и для изготов-
ления черни и эмалей.
Кадмий Cd — белый металл, ковкий,
вязкий, мягче цинка. При изгибе кадмие-
вый стержень потрескивает, подобно оло-
вянному. В расплавленном состоянии об-
ладает способностью диффундировать в
поверхность других металлов. Плотность
8,64; температура плавления 321СС; твер-
дость по Моосу 3—3,5. В сухом воздухе
кадмий не окисляется, а при увлажнении
покрывается пленкой коричневого цвета,
сохраняющей его от разрушения. Кадмий
легко растворяется в азотной кислоте, не
сколько хуже — в соляной и серной. При
накаливании кадмий сгорает, выделяя
бурый оксид. Пары и соли кадмия ядо-
виты.
Применение кадмия расширяется с
каждым годом. Используют его при приго-
товлении сложных сплавов, антикоррози-
онных покрытий, в зубопротезной и хими-
ческой промышленности. Кадмий входит в
состав многих ювелирных припоев, требу-
ющих относительно невысокой температу-
ры плавления.
Никель Ni — металл желтовато белого
цвета, твердый, прочный, пластичный.
Коррозионно-устойчив и хорошо обраба-
тывается. Имеет высокую отражательную
способность, обладает ферромагнитными
свойствами. Плотность 8,9; температура
плавления 1455°С; твердость по Моосу 5—
5,5. Никель относится к числу химически
стойких металлов. На воздухе не окисля-
ется, растворы щелочей на него почти не
действуют. Соляная и серная кислоты
разъедают его только в горячем состоя-
нии; сильно действует на никель азотная
кислота.
Никель содержится в большинстве
9
сплавов (черных и цветных металлов),
употребляется как защитное, антикоррози-
онное и декоративное покрытие (никели-
рование). В ювелирной промышленности
никель вводят в состав белого золота для
повышения его твердости и текучести.
Алюминий Al — легкий металл сереб-
ристо-голубовато-белого цвета, ковкий,
очень тягучий и пластичный. Плотность его
2,7; температура плавления 658°С; твер-
дость по Моосу 2,5. На воздухе алюминий
покрывается тонкой пленкой оксида, кото-
рая препятствует дальнейшему его разру-
шению. В воде алюминий разрушается.
Расплавленные щелочи на него не дейст-
вуют, но в водных растворах щелочей
алюминий растворяется. Кислоты дейст-
вуют на алюминий по-разному: быстро
растворяет его соляная, сильно взаимо-
действует с ним крепкая серная и совсем
не действует на него азотная. Ртуть, раст-
воряя оксидную пленку алюминия, быстро
разрушает сам металл. Такие качества
алюминия, как способность прекрасно
штамповаться, вытягиваться, полироваться,
восприимчивость к декоративным покры-
тиям, способствовали использованию его
для изготовления значков, сувениров, це-
почек и других предметов ювелирной га-
лантереи.
Ртуть Hg — единственный жидкий ме-
талл, зеркально-белого цвета, при темпе-
ратуре ниже точки плавления достаточно
мягок. Обладает хорошей отражательной
способностью. Плотность 13,56; темпера-
тура плавления 38,87°С. На воздухе ртуть
довольно стойка. Легко растворяется в
азотной кислоте. Щелочи, разбавленные
соляная и серная кислоты на ртуть не дей-
ствуют. Ртуть легко вступает в соединения
со многими металлами, образуя сплавы
(амальгамы). Такими металлами могут
быть золото, серебро, олово, цинк, алю-
миний и др. Особенно легко ртуть амаль-
гамирует с золотом, на этом принципе ос-
новано отделение самородного золота от
примесей. Применяется ртуть при добыче
золота и при золочении ртутным спо-
собом.
§ 4. Драгоценные металлы
Драгоценными называют все металлы,
относящиеся к благородной группе. Это —
золото, серебро, платина, палладий, ро-
дии, иридии, рутений и осмий. Название
«благородных» они получили за свою кор-
розионную стойкость во многих средах, а
«драгоценных» — за высокую стоимость.
Все металлы по степени использования в
ювелирной промышленности можно раз-
делить на основные и второстепенные Ос-
новные металлы — это золото, серебро и
платина. Кроме хороших антикоррозионных
свойств они обладают еще рядом важных
качеств — мягкостью, тягучестью, пластич-
ностью и отличной способностью сплав-
ляться с другими металлами. В ювелир-
ном деле наибольшее применение находят
золото и серебро.
Золото Au — единственный металл, ко-
торый а чистом виде обладает приятным
ярко-желтым цветом. Блеск золота при
полировке еще более усиливается. Это
очень мягким ковкии, пластичным и тягу-
чий металл. Из одного грамма золота
можно протянуть проволоку длиной 3,5 км.
Его можно расковать так, что оно будет
пропускать свет. Толщина такого листа бу-
дет не более 0,0001 мм. Эти тончайшие
листочки носят название сусального золота
и применяются для декоративных покры-
тий. Плотность золота 19,3; температура
плавления 1064°С; твердость по Моосу 2,5.
Золото можно считать самым благо-
родным металлом и всех металлов благо-
родной группы. Це <неишее свойство
его — химическая тонкость. Золото не
окисляется на во.духе даже при нагре-
вании, устойчиво чри воздействии на него
влаги, не реагируе с кислотами, щелоча-
ми, солями Не действует на него и серо-
водород. Растворяется золото в царской
>одке (смесь соляной и азотной кислот).
Под действием хлора при температуре
200°С металлическое золото превращается
в хлорное и хорошо растворяется в воде.
Растворы цианистых щелочей, хлорная и
бромна .да также растворяют золото.
10
Легко растворяется оно в ртути. При тем-
пературах 10—30°С концентрация золота в
ртути может достигнуть 15%, после чего
раствор затвердевает.
Применение чистого золота в промыш-
ленности весьма ограниченно. Оно исполь-
зуется в точном приборостроении, хими-
ческой промышленности как антикорро-
зионное покрытие (при нормальных и вы-
соких температурах), в самолете- и раке-
тостроении. В ювелирной промышленности
кроме золочения чистое золото служит ос-
новой драгоценных сплавов.
Серебро Ад — металл белого цвета,
очень тягучий, пластичный и ковкий. По
мягкости серебро стоит между золотом и
медью. Серебро обладает наивысшей теп-
ло- и электропроводностью, а также наи-
высшей отражательной способностью —
оно отражает 95% падающего на него
света. Путем прокатки из него можно по-
лучить листы толщиной до 0,00025 мм. Се-
ребро протягивается в очень тонкую про-
волоку и отлично скручивается, хорошо
режется и полируется. Плотность серебра
10,5; температура плавления 960,5°С; твер-
дость по Моосу 2,5—3.
Серебро очень устойчиво на воздухе и
к действию влажной среды. Не реагирует
с соляной и плавиковой кислотами. Потем-
нение серебра можно объяснить соедине-
нием его с сероводородом, входящим в
состав воздуха. Под действием озона се-
ребро также окисляется, образуется чер-
ный налет. Легко растворяется серебро в
азотной и концентрированной серной кис-
лотах. Растворяют его и цианистые соли.
Расплавленные щелочи и водные растворы
медленно реагируют с серебром. Подоб-
но золоту, серебро образует с ртутью
амальгамы. В процессе плавки один объем
расплавленного серебра поглощает
22 объема воздуха, что может явиться
причиной пористости полученного слитка.
Серебро широко применяется в народ-
ном хозяйстве — в электротехнике, хими-
ческой промышленности, в производстве
зеркал, художественной и ювелирной про-
мышленности. Используется оно в качест-
ве защитного и декоративного гальваниче-
ского покрытия, является основным ком-
понентом при составлении большинства
твердых припоев и основой серебряных
сплавов.
Платина Pt — тяжелый, тугоплавкий се-
ровато-белый металл, очень тягучий, дос-
таточно ковкий, его твердость значительно
выше твердости золота и серебра. Хорошо
обрабатывается давлением, прокатывается
в тончайшие листы (до 0,0025 мм толщиной)
и протягивается в тончайшую проволоку.
Плотность платины 21,5; температура плав-
ления 1773,5°С; твердость по Моосу
4—4,5.
Платина один из наиболее устойчивых
в химическом отношении металлов. Очень
мало веществ оказывает на нее заметное
воздействие. Например, на воздухе даже
при самом сильном накаливании она не
окисляется и при остывании сохраняет
свой цвет. Ни одна из кислот в отдельнос-
ти не действует на платину, и только горя-
чая смесь кислот (царская водка) раство-
ряет ее. Разъедают платину цианистый ка-
лий и расплавленные щелочи.
Платина — металл с отличными физи-
ко-химическими показателями, поэтому
она незаменимый материал для химиче-
ской, приборостроительной, авиационной
промышленности. В ювелирной промыш-
ленности широкое распространение полу-
чил высокопробный платиновый сплав.
Палладий Pd — металл серебристо-бе-
лого цвета, мягкий и ковкий, легко прока-
тывается в фольгу и протягивается в тон-
кую проволоку. Палладий входит в состав
платиновой группы, которая включает,
кроме того, родий, рутений, иридий, ос-
мий. В расплавленном состоянии палладий
поглощает на один объем металла до
900 объемов водорода, при этом увеличи-
вается в объеме, становится ломким, но
сохраняет металлический вид. Плотность
11,4; температура плавления 1554°С; твер-
дость по Моосу 4,5—5.
По своим химическим свойствам палла-
дий значительно уступает платине. Он
окисляется на воздухе при нагревании до
11
860°С, причем при увеличении температу-
ры окисел разлагается и металл снова
светлеет. Под действием спиртового раст-
вора йода палладий темнеет. Он легко
растворяется в царской водке, азотной
кислоте и других минеральных кислотах.
В ювелирной промышленности палла-
дий используется в сплавах. Он входит в
состав лигатур белого золота, а также вво-
дится в состав низкопробного золота для
придания ему антикоррозионных свойств.
Родий Rh — голубовато-белый металл,
упоминающий алюминий, твердый и
хрупкий. Имеет высокую отражательную
способность. При нагревании может обра-
батываться давлением. Плотность 12,44;
Температура плавления 1966°С; твердость
гЮ Моосу 5,5—6.
Родий — металл химически стойкий. Он
устойчив на воздухе, но при нагревании
покрывается черной окисной пленкой, ко-
торая исчезает при температуре 1200°С.
На родий не действует царская водка,
но концентрированная серная кислота
растворяет его. Родий устойчив к дейст-
вию кислорода, серы, фосфора, хлора и
фтора. Благодаря своим химическим и
физическим свойствам используется для
покрытия серебряных и золотых (белых)
изделий.
Рутений Ru — тугоплавкий металл, по
цвету напоминающий платину, хрупкий и
твердый. Механической обработке не под-
дается, при ударах молотком крошится.
Плотность его 12,3; температура плавления
2450°С; твердость по Моосу 6,5.
Рутений, подобно золоту, легко раство-
ряется в царской водке. По сравнению с
другими металлами платиновой группы
наиболее устойчив к действию серы. В не-
значительных количествах присутствует в
платиновых сплавах Применяется в при-
боростроении.
Иридий 1г—тугоплавкий металл серо-
вато-белого цвета, очень твердый и хруп-
кий, что очень затрудняет его механиче-
скую обработку. Плотность 22,41; темпе-
ратура плавления 2454°С; твердость по
Моосу 6-—6,5. Б химическом отношении
иридий — один из самых стойких метал-
лов. Ни кислоты, ни царская водка на него
не действуют. Только при температуре
выше 800°С иридий поддается действию
хлора, фтора и кислорода. Вследствие сво-
ей химической устойчивости иридий прй-
меняется для изготовления химической
посуды.
В состав платиновых сплавов вводится
для повышения их твердости. Благодаря
своей нестираемости идет на изготовление
наконечников «вечных перьев» и осей ча-
сового производства. Высокая температура
плавления иридия позволяет использовать
его для изготовления платино-иридиевых
термопар — прибора, измеряющего тем-
пературу расплавов.
Осмий Os — металл белого цвета,
очень тугоплавкий, твердый и хрупкий.
Механической обработке не поддается.
Плотность его 22,5; температура плавле-
ния 2700°С; твердость по Моосу 7. Ос-
мий нерастворим в кислотах и царской
водке. Применяется в точном приборо-
строении, добавляется в сплавы для повы-
шения их твердости и химической стой-
кости.
§ 5. Добыча и получение драгоценных
металлов
Предполагают, что первым металлом,
найденным человеком, было золото. Са-
мородки золота можно было сплющить,
проделать в них отверстия, украшать ими
свое оружие и одежду.
В природе встречается главным обра-
зом самородное золото — самородки,
крупные зерна в песках и рудах.
Еще в древности золото добывалось и
обрабатывалось многими народами. В Рос-
сию до XVIII в. золото ввозили. В середи-
не XVIII в. Ерофеем Марковым были от-
крыты под Екатеринбургом первые место-
рождения золота. В 1814 г. на Урале было
открыто россыпное месторождение золо-
та. Добыча золота в России носила кустар-
ный характер. Золото старались добывать
наиболее простым способом — из россы-
12
пей, методы его обработки были также
очень несовершенны.
После Великой Октябрьской социалис-
тической революции произошли коренные
изменения и в золотодобывающей про-
мышленности. Добыча золота в настоящее
время высокомеханизирована. Россыпное
золото добывают в основном двумя спосо-
бами — гидравлическим и с помощью
драг. Сущность гидравлического способа
заключается в том, что вода под боль-
шим давлением, размывая породу, отде-
ляет от нее золото, причем оставшаяся
порода идет в дальнейшую переработку.
Добыча золота вторым способом проис-
ходит так. Драга (плавучее сооружение,
оснащенное цепью ковшей) вынимает со
дна водоемов породу, которая промыва-
ется, в результате чего осаждается золото.
Основную массу золота получают из
рудных залежей и добывают более трудо-
емкими способами. Золотосодержащую
руду доставляют на специальные метал-
лургические заводы. Для извлечения золо-
та из руд существует несколько способов.
Рассмотрим два основных: цианирование и
амальгамацию. Самый распространенный
способ — цианирование — основан на
растворении золота в водных растворах
цианистых щелочей. Это открытие принад-
лежит русскому ученому П. Р. Багратиону.
В 1843 г. сообщение об этом было опубли-
ковано в «Бюллетене С.-Петербургской
Академии наук». В России цианирование
было введено только в 1897 г. на Урале.
Сущность этого процесса заключается в
следующем. В результате обработки золо-
тосодержащих руд цианистыми раствора-
ми получают золотосодержащий раствор,
из которого после отфильтрации пустой
породы металлическими осадителями (как
правило, цинковой пылью) осаждают золо-
то. Затем 15%-ным раствором серной кис-
лоты удаляют примеси из осадка. Остав-
шуюся пульпу промывают, фильтруют, вы-
паривают, а затем сплавляют.
Амальгамация известна уже более
2 тыс. лет. Основана она на способности
золота при нормальных условиях вступать
в соединение со ртутью. Ртуть, в которой
уже растворено небольшое количество
золота, улучшает смачиваемость металла.
Процесс происходит в специальных амаль-
гамационных аппаратах. Измельченную
руду пропускают вместе с водой по амаль-
гамированной поверхности ртути. В ре-
зультате частицы золота, смачиваясь
ртутью, образуют полужидкую амальга-
му, из которой путем отжима избытка рту-
ти получают твердую часть амальгамы. Ее
состав может иметь 1 ч. золота и 2 ч.
ртути. После такой фильтрации ртуть ис-
паряют, а оставшееся золото сплавляют в
слитки. Ни при одном из вышерассмот-
ренных способов получения золота не
получают металл высокой чистоты. Поэто-
му для получения чистого золота получен-
ные слитки отправляют на аффинажные
(очистительные) заводы.
Самородное серебро встречается зна-
чительно реже самородного золота, и, ве-
роятно, поэтому было открыто позже зо-
лота. Добыча самородного серебра со-
ставляет 20% от всей добычи серебра.
Серебряные руды содержат до 80% се-
ребра (аргентин — соединения серебра и
серы), но основную массу серебра полу-
чают попутно при выплавке и рафинирова-
нии (очистке) свинца и меди. Из руд се-
ребро получают цианированием и амаль-
гамацией. Для цианирования серебра в от-
личие от цианирования золота используют
более концентрированные цианистые раст-
воры. После получения серебряных слит-
ков их отправляют для дальнейшей очист-
ки на аффинажные заводы.
Платина, как и золото, встречается в
природе в самородках и рудах. Платина
была известна человеку еще в глубокой
древности, найденные самородки называ-
ли «белым золотом», а вот применение ей
долгое время не находили. Добывать пла-
тину начали в середине XVIII в., но еще
в течение полувека испытывали затрудне-
ния с ее применением из-за высокой тем-
пературы плавления. На рубеже XVIII и
XIX вв. русские ученые и инженеры
A. A. MycHH-HvujKHH, П. Г. Соболевский,
13
В. В. Любарский и И. И. Варфинскии разра-
ботали основы методов аффинажа и обра-
ботки платиновых металлов. И с 1825 г.
в России началась планомерная добыча
платины. Основные способы добычи пла-
тины*. промывка платиносодержащих пес-
ков и хлоринация. Получают платину и
при электролизе золота.
В результате промывки платиносодер-
жащих песков получают шлиховую плати-
ну, которую подвергают дальнейшей очист-
ке на аффинажных предприятиях. Хлори-
нацией платину получают следующим об-
разом: рудный концентрат подвергают в
печах окислительному обжигу. После об-
жига его смешивают с поваренной солью и
помещают в печь, наполненную хлором, и
выдерживают в течение 4 ч при темпера-
туре 500—600 С. Полученный продукт об-
рабатывают раствором соляной кислоты,
который выщелачивает из концентрата ме-
таллы платиновой группы. Затем произво-
дят последовательное осаждение метал-
лов, находящихся в растворе: металлы
платиновой группы осаждают цинковой
пылью, медь — известняком, никель —
белильной известью. Осадок, содержащий
платиновые металлы, сплавляют. Даль-
нейшую очистку и разделение металлов
платиновой группы производят на аффи-
нажном заводе.
Использование драгоценных металлов в
качестве валютных ценностей и для приго-
товления сплавов требует получения их в
состоянии высокой чистоты. Это достигает-
ся путем аффинажа (очистки) на специаль-
ных аффинажных заводах или в аффинаж-
ных цехах металлургических предприятий.
Техника аффинажа основана преимущест-
венно на электролитическом разделении
или на селективном осаждении химических
соединений металлов. Основным сырьем,
поступающим в плавку для аффинажа, яв-
ляется: шлиховой металл, получаемый при
обогащении россыпей; металл, получае-
мый в результате обработки цианистых ос-
татков; металл, получаемый в результате
отгонки ртути из амальгамы; металличе-
ский лом ювелирных технических и быто-
вых изделии Металлы, содержащие золо-
то и серебро, перед аффинажем пол вер-
гаются приемной плавке для оценю со-
става металла в полученном слитке. Плати-
новый шлиховой металл и платиновые
шламы приемной плавки не проходят, а
поступают непосредственно в обработку.
Аффинаж серебряных и золотых спла-
вов проводится электролизом: серебряных
сплавов, содержащих золото, — в азотно-
кислом электролите, золотых сплавов, со-
держащих серебро, — в соляном.
Электролиз в азотнокислом электролите
основан на растворимости серебра и не-
растворимости золота на аноде в азотно-
кислом электролите и на осаждении чисто-
го серебра из раствора на катоде. Анод
отливается из аффинируемого металла, а
катод — из серебра, или металла, не раст-
воримого в азотной кислоте (например,
алюминия). Электролит состоит из слабого
раствора азотнокислого серебра (1—2%
AgNOt) и азотной кислоты (1—1,5%
HNO-,). Осевшее в результате электролиза
серебро после фильтрации и промывки
прессуют и отправляют в плавку. Золотой
шлам промывают и перед плавкой обраба-
тывают одним из трех веществ: азотной
кислотой, серной кислотой или царской
водкой. При обработке азотной кислотой
серебро, содержащееся в шламе, пол-
ностью растворяется. Ее применяют при
малом содержании теллура и селена. Сер-
ную кислоту используют при повышенном
содержании теллура и селена, так как они
в крепкой серной кислоте растворяются.
Царскую водку применяют для получе-
ния из шламов серебряного электролиза
вместе с золотом платиновых металлов.
Аффинаж золота электролизом ведут в
растворе хлорного золота и соляной кис-
лоты. Аноды таких ванн отливают из ме-
талла, поступающего в аффинаж, а катод
для осаждения золота изготовляют из
волнистой золотой жести. Полученное на
катоде в результате электролиза золото
имеет чистоту 999,9-й пробы. Золотой
шлам выпавший и дно t л-.ны в виде тон-
кого . '«и I олнительной
14
обработке. Накопленные в электролите
платину и палладий осаждают хло-
ристым аммонием, высушивают и, прока-
ливая, превращают в металлическую губ-
ку, которую направляют на аффинаж пла-
тино 1ых металлов.
Основными источниками сырой плати-
ны и ее спутников служат: шламы элект-
ролиза никеля и меди; шлиховая платина,
полученная обогащением россыпей; сырая
платина — побочный продукт электролиза
золота и различный лом. При аффинаже
шлихового металла основной подготови-
тельной операцией является растворение в
царской водке (4 г HCI на 1 г HNO3). Ос-
мий при этом остается в нерастворимой
части минералов, а из полученных раство-
ров последовательно осаждают платино-
вые металлы.
В первую очередь осаждают платину.
Для этого в раствор добавляют раствор
хлористого аммония, получая при этом
осадок хлороплатината аммония. Оса-
док промывают раствором хлористого
аммония, а затем соляной кислотой. После
обработки осадок высушивают и про-
каливают, получая после плавки техни-
ческую платину, чистота которой 99,84—
99,86%. Химически чистую платину полу-
чают дополнительным растворением и
осаждением.
Иридий осаждается из раствора мед-
леннее. При этом, кроме иридия, осаждае-
мого в виде хлороиридата аммония, осаж-
дается и оставшаяся в растворе платина —
в виде хлороплатината аммония. Прокали-
вание осадка дает губку, содержащую
смесь иридия с некоторым количеством
платины. Чтобы отделить иридий от плати-
ны, губку обрабатывают разбавленной
царской водкой, в которой растворяется
только платина. Затем ее осаждают.
После осаждения из раствора платины
и иридия раствор подкисляют серной кис-
лотой и подвер! ают цементации железом
и цинком для осаждения оставшихся в нем
металлов. Осажденные осадки черного
цвета отфильтровывают, промывают горя-
чей водой, высушивают и прокаливают.
Прокаленный осадок обрабатывают горя-
чей разбавленной серной кислотой для
удаления меди. Очищенный от меди оса-
док обрабатывают разбавленной царской
водкой, в результате чего получают раст-
вор, содержащий палладий и часть плати-
ны, и нерастворимую чернь, в которой
находятся иридий и родий. Чернь отделя-
ется фильтрованием через бумагу и про-
мывается горячей водой. Из раствора
после растворения осажденных металлов и
фильтрации его хлористым аммонием
осаждают платину. Палладий осаждается в
виде хлоропалладозамина, для чего раст-
вор нейтрализуют водным раствором ам-
миака, а затем подкисляют соляной кисло-
той. Осадок прокаливают, измельчают, и в
струе водорода восстанавливают палладий.
Современный электролитический метод
дает высокую степень очистки, большую
производительность и безвреден.
§ 6. Сплавы драгоценных металлов
Использование чистых металлов для из-
готовления ювелирных изделий не всегда
целесообразно вследствие их высокой
стоимости, недостаточной твердости и из-
носостойкости. Для получения нужных ка-
честв к драгоценным металлам добавляют
в определенных соотношениях другие
металлы, которые называются легирующи-
ми или лигатурой. Легирующие могут быть
как драгоценные, так и недрагоценные ме-
таллы, несмотря на это полученные сплавы
именуются драгоценными. Число ювелир-
ных сплавов велико. Наибольшее число
сплавов и легирующих компонентов имеет
золото, затем серебро, платина и пал-
ладий.
Сплавы. золота. В состав золотых спла-
вов в качестве легирующих компонентов
могут входить: серебро, медь, палладий,
никель, платина, кадмий и цинк. Каждый
из компонентов влияет на свойства сплава.
Например, серебро придает золотому
сплаву мягкость, ковкость, понижает тем-
пературу плавления и изменяет цвет золо-
та. По мере добавления серебра цвет
15
золота зеленеет, переходя в желто-зеле-
ный; при содержании серебра более 30%
цвет становится желто-белым и бледнеет
по мере увеличения количества серебра;
при содержании в сплаве 65% серебра
желтый цвет полностью исчезает.
Медь повышает твердость золотого
сплава, сохраняя ковкость и тягучесть.
Сплав приобретает красноватые оттенки,
усиливающиеся по мере повышения про-
центного содержания меди; при содержа-
нии 14,6% меди сплав становится ярко-
красного цвета. Однако медь понижает
антикоррозионные свойства сплава, и при
большом ее содержании поверхность
сплава темнеет.
Палладий повышает температуру плав-
ления золотого сплава и резко изменя-
ет его цвет — при содержании в спла-
ве 10% палладия слиток окрашивается в
белый цвет/ Пластичность и ковкость спла-
ва сохраняются.
Никель изменяет цвет сплава в бледно-
желтый. Сохраняя ковкость металла, ни-
кель придает ему твердость и повышает
литейные свойства. Отрицательным явля-
ется то, что большое содержание нике-
ля делает сплав магнитным.
Платина окрашивает золото в белый
цвет интенсивнее палладия, желтизна те-
ряется уже при содержании в сплаве 8,4%
платины. Также резко повышается темпе-
ратура плавления сплава. При повышении
содержания платины до 20% увеличивает-
ся и упругость сплава.
Кадмий в составе сплава резко понижа-
ет температуру плавления, но сохраняет
ковкость и пластичность сплава.
Цинк придает сплаву хрупкость уже при
0,3% содержания его в сплаве. Наличие
его осветляет сплав, припой с содержани-
ем цинка имеет зеленоватый оттенок.
Цинк повышает текучесть и еще резче,
чем кадмий, понижает температуру плав-
ления.
Участие каждого компонента в золотом
сплаве определяется в зависимости от
свойств, которыми должен обладать сплав.
Так, серебро и медь дают возможность
варьировать цвета сплава от бледно-жел-
того до красного через зеленоватые или
красноватые тона; придают мягкость, плас-
тичность, ковкость и другие свойства, со-
храняя среднюю температуру плавления.
Палладий, никель и платина придают спла-
ву белый цвет. Кадмий и цинк понижают
температуры плавления отдельных спла-
вов.
Сплавы различаются прежде всего по
процентному содержанию в них золота, а
затем по цвету и другим свойствам. Для
отличия их по процентному содержанию
золота существуют утвержденные ГОСТом
цифровые значения — пробы, указываю-
щие на количество драгоценного металла,
содержащегося в 1000 ч. сплава. Проба
может обозначаться знаком 0 в конце
цифрового значения. Например, 958-я про-
ба — 958°. Ювелирные сплавы золота
имеют пять узаконенных проб: 958, 750,
583, 500, 375, две первые цифры которых
указывают на целое число, а третья —
на десятые доли процента содержания
золота в сплаве.
Более сложным является, простое на
первый взгляд, деление по цвету. Дело в
том, что сплавы каждой пробы могут
различаться по цвету и тону. Наибольшим
числом цветовых гамм обладают сплавы
583-й и 750-й проб. Они бывают белыми
(серебристо-белыми), бледно- и ярко-жел-
тыми, зеленоватыми, розовыми, оранже-
выми, красноватыми и красными. Сплавы
же других проб больше различаются по
тону, чем по цвету. Например, золото
958-й пробы — желтых тонов, а 500-й и
375-й — красноватых. Но на практике (на
производстве, в документах, в разговор-
Таблица 1
Золотые сплавы 958-й пробы
Компоненты, % Плот- ность t °C плав, Цвет
Au Ад Си
95,8 95,8 2,0 2,1 2,2 2,1 18,52 1005—1030 Ярко-желтый »
16
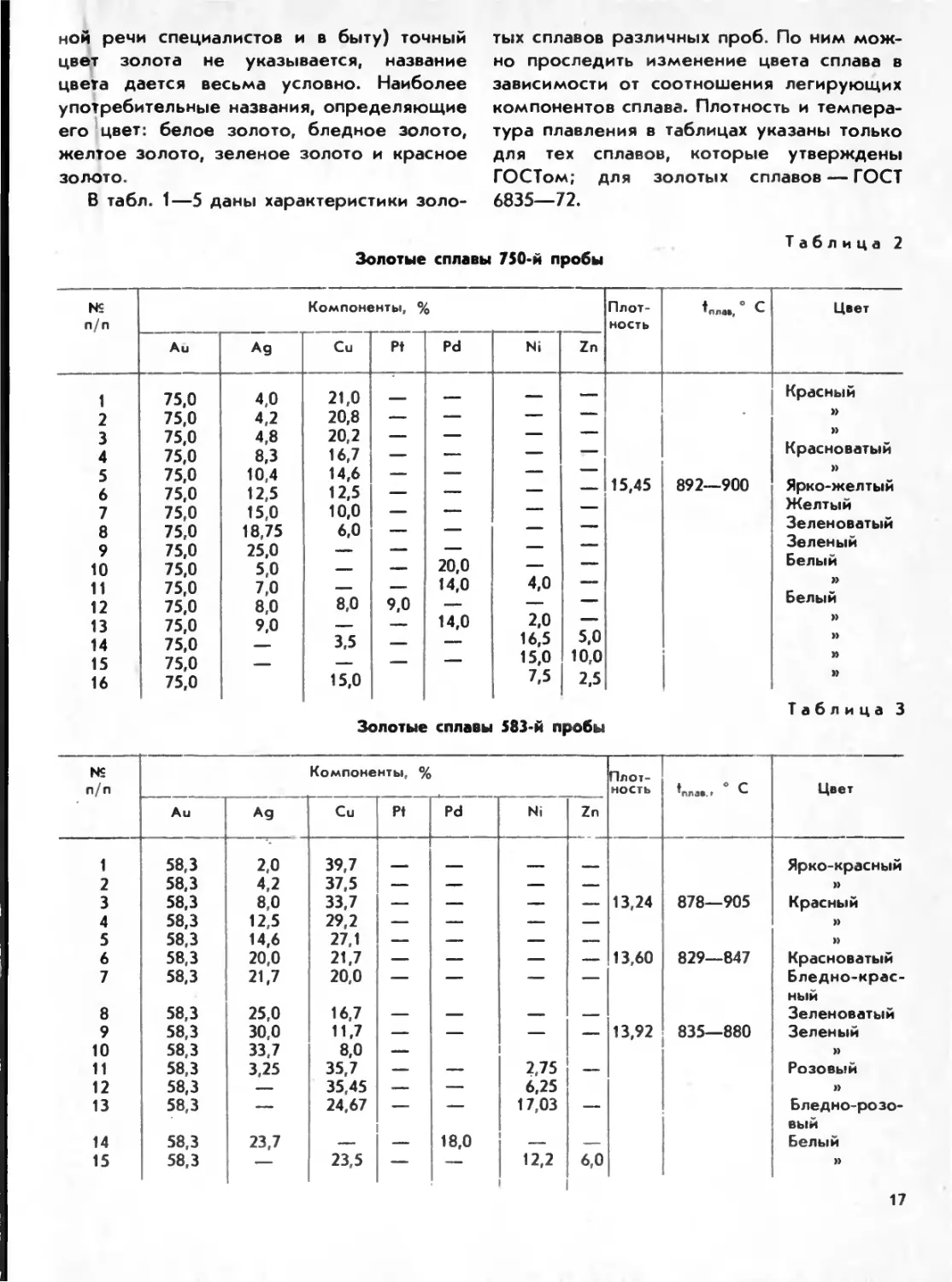
ной речи специалистов и в быту) точный
цвет золота не указывается, название
цвета дается весьма условно. Наиболее
употребительные названия, определяющие
его цвет: белое золото, бледное золото,
желтое золото, зеленое золото и красное
зо лого.
В табл. 1—5 даны характеристики золо-
тых сплавов различных проб. По ним мож-
но проследить изменение цвета сплава в
зависимости от соотношения легирующих
компонентов сплава. Плотность и темпера-
тура плавления в таблицах указаны только
для тех сплавов, которые утверждены
ГОСТом; для золотых сплавов — ГОСТ
6835—72.
Золотые сплавы 750-й пробы
Таблица 2
№ п/п Компоненты, % Плот- ность Цвет
Au Ад Си Pt Pd Ni Zn
1 75,0 4,0 21,0 — — — Красный
2 75,0 4,2 20,8 — — — »
з 75,0 4,8 20,2 — — — »
4 75^0 8,3 16,7 — — — — Красноватый
5 75 0 10,4 14,6 — — — 15,45 892—900 »
6 75jo 12^5 12,5 — — Ярко-желтый
7 75'0 75,0 75,0 75,0 15 0 10,0 — — Желтый
8 9 10 18,75 25,0 5,0 6,0 — 20,0 — Зеленоватый Зеленый Белый
11 12 75,0 75,0 7,0 8,0 8,0 9,0 14,0 4,0 » Белый
13 75,0 9,0 — 14,0 2,0 — »
14 75,0 3,5 — 16,5 5,0 »
15 75,0 — — — 15,0 10,0 »
16 75,0 15,0 7,5 2,5 »
Таблица 3
Золотые сплавы 583-й пробы
№ п/п Au Компоненты, % Плот- ность tnna... ° с Цвет
Ад Си Pt Pd Ni Zn
1 58,3 2,0 39,7 — — — Ярко-красный
2 58,3 4,2 37,5 — — — — »
3 58,3 8,0 33,7 — — — — 13,24 878—905 Красный
4 58,3 12,5 29,2 - - — — — »
5 58,3 14,6 27,1 — — 1 »
6 58,3 20,0 21,7 — — — — 13,60 829—847 Красноватый
7 58,3 21,7 20,0 — — — — Бледно-крас- ный
8 58,3 25,0 16,7 — — — Зеленоватый
9 58,3 30,0 11,7 — — — — 13,92 835—880 Зеленый
10 58,3 33,7 8,0 — »
11 58,3 3,25 35,7 — — 2,75 Розовый
12 58,3 — 35,45 — — 6,25 »
13 58,3 — 24,67 — 17,03 — Бледно-розо- вый
14 58,3 23,7 18,0 — Белый
15 58,3 — 23,5 — <2.2 6,0 »
17
Таблица 4
Золотые сплавы 5иС й пробы
№ Ком црнентъ •» % Плот- t , °с Цвет
п п Au Ад Си ность плав.
1 50,0 10,0 40,0 12,47 862—880 Красный
2 50,0 16,7 зз.з 1 »
3 50,0 20,0 30,0 12,47 831—846 Красно-
ватый
4 50,0 28,0 22,0 Бледно-
жел- тый
5 50,0 37,5 12,5 Зелено-
ватый
Таблица 5
Золотые сплавы 375-й пробы
Для распознавания состава золотых
сплавов существует маркировка, по кото-
рой узнают не только компоненты сплава,
но и процентное содержание каждого
компонента. На наименование компонен-
тов указывают буквенные обозначения
марки, а на содержание компонентов (в
тысячных долях) — цифровые. Буквенный
шифр ставится в начале марки и озна-
чает: Зл — золото, Ср — серебро, М —
медь, Пд — палладий, Пл — платина, Н —
никель, Кд — кадмий, Ц — цинк. Цифро-
вой шифр ставится в конце марки. На-
пример, марка ЗлСрМ583-80 означает, что
в состав сплава входят: 58,3% золота
(583-я проба), 8 % серебра, остальное
медь. В сплавах с содержанием палладия,
платины и никеля цифровой шифр не-
сколько иной — он указывает на процент-
ное содержание всех компонентов, кр?ме
золота. Например, в сплаве марки
ЗлСрПд5-20 содержится 5% серебра,
20% палладия, остальное золото. К| оме
стандартных сплавов предприятиями юве-
лирной промышленности применяются и
нестандартные — опытные сплавы, но обя-
зательно соответствующие указанным
пробам.
Сплавы серебра. Сплавы серебра, ис-
пользуемые для изготовления ювелирных
изделий, в отличие от золотых имеют
только один легирующий компонент —
медь. Медь повышает твердость сплавов,
сохраняя, однако, достаточную пластич-
ность, ковкость и тягучесть. Все серебря-
ные сплавы одинаковы по цвету и отлича-
ются друг от друга процентным содержа-
нием серебра.
В четырех сплавах серебра, определен-
ных ГОСТом 6836—72 для изготовления
ювелирных изделий, должно содержаться
91,6%; 87,5; 80 и 50%. Однако практи-
чески для ювелирных изделий используют-
ся чаще сплавы 916-й и 875-й проб.
Серебряные сплавы маркируются ана-
логично золотым. Например, марка
СрМ916 означает, что в сплаве — 91,6%
серебра, а остальное медь. Плотность та-
кого сплава 10,35; температура плавления
779—888°С. Сплав обладает высокой плас-
тичностью и тягучестью и применяется в
основном для изготовления филигранных
изделий и изделии под эмаль.
Плотность сплава 875-й пробы 10,28;
температура плавления 779—855°С. Это
основной серебряный сплав для изготовле-
ния ювелирных украшений и бытовых юве-
лирных изделий.
Плотность сплава 800-й пробы 10,15;
температура плавления 779—805°С. Плот-
ность серебряного сплава 500-й пробы
9,68; температура плавления 779—870°С.
Сплавы платины. Платиновые сплавы,
используемые в ювелирном деле, состав-
ляются в двух вариантах, причем содержа-
ние платины и в том и в другом одина-
ково— 95%. В качестве легирующих ком-
18
по^ентов этих сплавов используют медь и
иойдий. Оба сплава двухкомпонентны.
Присутствие 5% меди в платиново-медном
сплаве понижает температуру плавления,
со)фаняет мягкость, тягучесть и пластич-
ность сплава. Присутствие 5% иридия в
платиново-иридиевом сплаве повышает
температуру плавления, кислотостойкость
и твердость сплава, что делает изделия
из него более износостойкими. Этот сплав
лучше полируется. Цвет обоих сплавов ос-
тается характерным для платины.
§ 7. Пробирование драгоценных
металлов
Пробы
Расходование драгоценных металлов
находится под постоянным контролем го-
сударства. Основная масса их использу-
ется в сплавах, поэтому и возникла необ-
ходимость определить количество чистого
драгоценного металла в сплаве. Наиболее
удобным оказалось клеймение изделий, в
состав которых входят драгоценные ме-
таллы. На изготовленное изделие ставили
клеймо, по которому можно было опре-
делить, какую часть сплава составляет дра-
гоценный металл. Так, сначала в Западной
Европе, а затем и в России контролиро-
вали расход драгоценных металлов. До
клеймения изделий металл пробовали на
«взрез» и на «пожег», поэтому клеймо,
определяющее количество чистого драго-
ценного металла в сплаве, стали называть
пробой.
Ранее считали, что клеймение изделии
из драгоценных металлов в России нача-
лось после указа Петра I в 1700 г. Однако
в результате многолетней работы совет-
ских ученых над архивными документами
выяснилось, что первый указ о клейме-
нии изделий появился в 1613 г. Суть указа
заключалась в том, что «серебряных дел
мастера» должны были изготовлять изделия
по чистоте сплава, равные «любскому ефим-
ку» (иностранная высокопробная серебря-
ная монета). В указе Петра I устанавли-
вались клейма для золотых и серебряных
изделий и вводился надзор за мастерами
и торговцами. Указом были установлены
четыре пробы для золота и четыре для
серебра. Пробы определялись приблизи-
тельно. Для золота, например: первая —
«выше червонного», вторая — «против
червонного», третья и четвертая — «ниже
червонного». Затем пробирными уставами
были введены цифровые пробы, обозна-
чавшие количество чистого драгоценного
металла ь сплаве в золотниковом измере-
нии (1 золотник раьен 4,26 г.). Например,
56-я золотая проба означала, что на фунт
(т. е. на 9б золотников) сплава приходится
56 золотников чистого золота, а 96-я про-
ба показывала, что использован металл
100%-ной чистоты. В золотниковой (рус-
ской) системе были приняты следующие
пробы: для золота — 36, 48, 56. 72, 82, 92
и 94-я; для серебра — 72, 76, 84 и 88-я.
С переходом на метрическую систему
единиц золотниковая система, проб стала
не совсем удобной, поэтому в 1927 г.
она была заменена метрической. В метри-
ческой системе проб количество чистого
драгоценного металла выражается в
граммах на килограмм сплава. Например,
583-я золотая проба означает, что в 1 кг
сплава содержится 583 г чистого золота.
Если это выразить в процентах, то в сплаве
золото составляет 58,3%, В метрической
системе проб для ювелирной промышлен-
ности приняты следующие пробы:
для золота — 375, 500, 583, 750 и 958-я;
для серебра — 750, 800, 875 и 916-я;
для платины — 950-я;
для палладия — 500 и 850-я.
В ряде стран Европы клеймят золотые
изделия 333-й и 585-й пробами. И несмот-
ря на то что в нашей стране не изго-
товляют ювелирные изделия 333-й пробы,
этот сплав предусмотрен ГОСТом. В неко-
торых странах для золотых изделий поль-
зуются каратной системой проб, исчисле-
ние по которой ведется от 24 единиц
сплава. Например, золотая проба 14к оз-
начает, что в 24 единицах сплава содер-
жатся 14 единиц чистого золота. В карат-
19
ной системе приняты пробы: 9к, 14к, 18к,
22к. При сопоставлении каратной и золот-
никовой систем обнаруживается, что ка-
ратная проба составляет четвертую часть
золотниковой. Пример: максимальная ка-
ратная проба — 24, максимальная золот-
никовая — 96. Значит, для того чтобы пе-
ревести каратную пробу в золотниковую,
достаточно умножить ее на 4. Например:
(каратная) 14X4=56 (золотниковая); (ка-
ратная) 18X4=72 (золотниковая).
Более сложное соотношение между
каратной и метрической системами. По-
этому для удобства выведем постоянный
коэффициент, который поможет перево-
дить каратную пробу в метрическую и об-
ратно. Отношение между максимальной
каратной пробой и максимальной золотни-
ковой выглядит как 24:1000, или 0,024.
Число 0,024 и будет переводным коэффи-
циентом. Таким образом для перевода ка-
ратной пробы в метрическую нужно ка-
ратную пробу разделить на 0,024, а для
перевода метрической в каратную — мет-
рическую пробу умножить на 0,024. На-
пример: (каратная) 18:0,024=750 (метри-
ческая); (метрическая) 500X0,024=12 (ка-
ратная).
Такой же коэффициент выведем для
золотниковой и метрической систем. От-
ношение максимальной золотниковой про-
Таблица 6
Соответствие проб золотых изделий
различных систем
Метрическая Золот- нико- вая Карат- ная Примечания
333 —
375 36 9
500 48
583 56 14
750 72 18
916 88 22 Золото этой пробы используют в зубо- протезной технике
958 92
999,9(1000) 96 24 Проба чистого золо- та. 1000-я проба яв- ляется условной
бы к максимальной метрической — 96:1000.
Следовательно, коэффициентом будет
0,096. Для перевода золотниковой пробы
в метрическую золотниковую пробу делят
на этот коэффициент. Например: (золот-
никовая) 72:0,096=750 (метрическая). И на-
оборот, для перевода метрической в золот-
никовую метрическую пробу умножают
на 0,096.
Соответствие проб в рассмотренных
системах см. в табл. 6.
Определение проб
Одновременно с установлением проб
были организованы инспекции пробирного
надзора, которые производят пробирова-
ние и клеймение изделий из драгоценных
металлов. Инспекция пробирного надзо-
ра — арбитражная организация, решаю-
щая все спорные вопросы между органи-
зациями по установлению проб и опреде-
лению количественного содержания дра-
гоценных металлов.
Все изделия, изготовляемые из драго-
ценных металлов, должны клеймиться
именником (клеймом) предприятия и
только после этого могут быть отправле-
ны на пробирование и клеймение Госу-
дарственным Знаком в Инспекцию про-
бирного надзора Министерства финансов
СССР.
Проводить анализы изделий и сплавов,
изготовленных из драгоценных металлов,
можно различными способами. Целью
анализа может быть определение соответ-
ствия сплава той или иной пробе или ко-
личественного содержания драгоценного
металла в сплаве. Для определения проб
драгоценных изделий преимуществом
пользуется способ приближенного опре-
деления — на пробирном камне, с по-
мощью пробирных реактивов, — которые
позволяют опробировать изделие, не раз-
рушая его.
Для более точного определения пробы
пользуются муфельным способом, осно-
ванным на выделении из навески сплава
20
чистого драгоценного металла, по кото-
рому определяют количество драгоценно-
го металла в сплаве. При определении
пробы драгоценных изделий этим спосо-
бом целостность изделия нарушается.
Пробирование на пробирном камне.
Преимущества этого способа — определе-
ние содержания любых драгоценных ме-
таллов, из которых изготовляют ювелир-
ные изделия; сохранение изделий в целос-
ти; простота и быстрота пробирования.
Точность определения при этом для золо-
та 583-й пробы от 2 до 5 ед. Для прове-
дения данного анализа необходимы: про-
бирные камень, игла и реактивы.
Пробирный камень — кремнистый сла-
нец черного цвета (без трещин и ино-
родных включений), мелкозернистого
строения, с ровно отшлифованной поверх-
ностью. Камень должен обладать хорошей
стойкостью против действия кислот: азот-
ной, серной, соляной — и их смесей.
. Пробирные иглы — полоски драгоцен-
ных сплавов, припаянные к латунным плас-
тинкам, на которых обозначена проба дан-
ной иглы. Для каждой пробы существует
комплект игл, различных по цвету вследст-
вие разницы в содержании легирующего
металла.
Для определения золотых сплавов
применяются иглы 333, 375, 500, 583, 750,
900, 916 и 958-й проб. В состав лигатуры
могут входить серебро и медь. Для 333,
375 и 500-й проб существует шесть номе-
ров игл различных по цвету, а следова-
тельно, и по содержанию легирующих
компонентов. Для сплава 583-й пробы как
самого распространенного и разнообраз-
ного по цвету применяют 15 номеров игл:
первый — золотосеребряный сплав, по-
следний, 15-й — золотомедный. Остальные
13 номеров тройного сплава имеют разни-
цу в содержании легирующих металлов
между номерами от 2,9 до 3,4%. Для
определения золотых сплавов 583-й пробы
белого цвета используют иглы, в состав
которых кроме золота входят в различных
соотношениях: платина, палладий, сереб-
ро, никель, цинк.
Для 750-й пробы существует пять но-
меров пробирных игл. Как и в предыду-
щем случае, для определения изделий из
белого золота введены иглы, в лигатуре
которых платина, палладий, серебро, ни-
кель, цинк. Для 958-й пробы есть три но-
мера игл: первый номер — сплав золото-
серебряный, второй — тройной, третий —
золотомедный.
Иглы промежуточных проб служат для
определения монетных и зубопротезных
сплавов. Иглы 900-й пробы — золотомед-
ного сплава (монетного), 916-й пробы —
тройного сплава (зубопротезного).
Для определения серебряных сплавов
предназначены иглы из серебряномедных
сплавов различных проб. Для узаконеных в
СССР проб — иглы 800, 875 и 916-й проб.
Для промежуточных — иглы 500, 600, 650,
700, 750-й и 900-й проб.
Для определения платиновых изделий
существуют иглы трех проб: 950 (узаконен-
ной), 970 и 930-й (контрольных).
Пробирные реактивы — это водные
растворы кислот, смесей кислот или раст-
воры солей. Составы и приготовление их
см. в § 15.
До пробирования изделий пробирный
камень смазывают миндальным, ореховым
или костяным маслом и насухо протирают.
Если камень был в употреблении, его
предварительно очищают пемзой. На по-
верхность камня испытуемым изделием
наносится плотная черта длиной 15—
20 мм, шириной 2—3 мм. Рядом такая
же черта наносится пробирной иглой из
того же драгоценного металла и сходной
по цвету. Затем соответствующим реак-
тивом (с помощью стеклянной палочки)
смачивают следы, оставленные драгоцен-
ными металлами, пересекая их поперек.
Излишек реактива снимают фильтроваль-
ной бумагой и дают камню высохнуть. По
интенсивности пятен (осадка), оставшихся
на полосках, определяют соответствие
пробы данного изделия пробирной игле.
Если пятна, оставленные реактивом, одина-
ковы, то проба испытуемого изделия соот-
ветствует пробе выбранной иглы. Если же
21
одно из пятен темнее, то след, имеющий
более темное пятно, показывает бо-
лее низкую по отношению и другому
пробу.
При массовом пробировании изделий
на пробирный камень наносят несколько
параллельных черт разными изделиями
однородного металла и рядом — черту
пробирной иглой. Потом смачивают реак-
тивом все следы поперек и по пятнам,
сходным с пятном на черте, проведенной
пробирной иглои, отбирают изделия. А с
остальными изделиями процесс повторя-
ют, применяя иглу другой пробы.
Из реактивов для золотых изделий при-
меняются: раствор хлорного золота — для
пробирования 583-й пробы; кислотные ре-
активы— для 375, 500, 750, 900, 916 и
958-й проб.
Для серебряных изделий — раствор
двухромовокислого калия для определения
сплавов выше 600-й пробы; раствор азотно-
кислого серебра для 750, 800, 875 и
916-й проб.
Для платиновых изделий — кислотный
реактив (соответствует реактиву для золо-
та 958-й пробы).
Раствор хлорного золота предназначен
для определения соответствия золотых
сплавов 583-й пробе. Если проба изделия
неизвестна, определение начинают с дей-
ствия хлорного золота. Приблизительную
пробу изделия определяют по характеру
пятна (на сплавах 583-и и выше пятно не
остается). На сплавах ниже 582-й пробы
хлорное золото оставляет легкий оттенок,
интенсивность которого увеличивается с
уменьшением содержания золота в спла-
ве. С понижением пробы сплава пятно тем-
неет, принимая бурый цвет. Для 500-й про-
бы, например, он каштановый. При по-
нижении пробы до 375-й пятно становится
грязно-зелено-желтым. Сплавы с еще
меньшим содержанием золота под дейст-
вием хлорного золота моментально образуют
черные пятна. На белом золоте 583-й про-
бы от хлорного золота остаются жел-
то-золотистые пятна.
При действии хлорного золота на се-
ребряные сплавы пятна от темно-зеленого
до черного цвета (в зависимости от со-
держания меди).
На платину раствор хлорного золота не
действует.
Кислотные реактивы применяют для
пробирования золотых сплавов 375, 500,
750, 900, 916 и 958-й проб. В отличие от
хлорного золота кислотные реактивы со-
ставляются для каждой пробы драгоцен-
ного металла. Кислотный реактив, соответ-
ствующий определенной пробе, оставляет
на сплаве этой пробы светлые пятна. Реак-
тив для сплава одной пробы не действу-
ет на сплав высшей пробы, а на сплаве
низшей пробы остаются более темные
пятна. Чем ниже проба, тем быстрее и
сильнее действие реактива.
Раствор двухромовокислого калия ис-
пользуют для качественного определения
серебра не ниже 600-й пробы. На черте
серебряного сплава оставляют темно-
красное пятно. С повышением пробы се-
ребра пятна светлеют и становятся ярче.
Раствор азотнокислого серебра пред-
назначен для качественного и количествен-
ного определения серебра 750, 800, 875
и 916-й проб. Под действием азотнокисло-
го серебра на черте серебряного сплава
образуется серовато-белый налет, который
с понижением пробы усиливается, приоб-
ретая серо-пепельный цвет.
Присутствие в. сплавах серебра можно
обнаружить действием капли азотной
кислоты, а затем на то же место —
капли соляной кислоты. При наличии се-
ребра образуется творожистый осадок
хлористого серебра.
Раствор йодистого калия служит для
приблизительного определения пробы
платиновых сплавов. На черте платинового
сплава реактив оставляет темный осадок.
Чем ниже проба платины, тем темнее
осадок. Как и с золотыми сплавами, отбор
ведется в сравнении с пробирными игла-
ми. На технически чистую платину йодис-
тый калий не действует.
Пробирование муфельным способом.
Муфельный способ определения драго-
22
ценных металлов в сплавах основан на хи-
мической пассивности их к кислороду. Ис-
1ь1туемый сплав сплавляют с металличе-
ским свинцом. Полученный свинцовый
плав, так называемый веркблей, обраба-
тывается посредством купелирования. Ку-
пелирование — окислительный процесс от-
деления благородных металлов от небла-
городных. Он ведется в пористом огне-
упорном сосуде — капели при высокой
температуре. Капели изготовляют из чис-
той костной мук>1 или из магнезита и це-
мента. Вследствие капиллярных сил окис-
лы металлов всасываются пористой мас-
сой капели, а металлы остаются на ее по-
верхности. Так как окисляются только не-
благородные металлы, то на этом основа-
но отделение их от благородных. Окислы
свинца и лигатуры впитываются капелью, а
золото, серебро и металлы платиновой
группы остаются на поверхности капели в
виде блестящего металлического ко-
ролька.
Капели помещают в разогретую до
850’С муфельную печь, и на раскаленных
капелях размещают веркблей. Свинец
плавится и покрывается тонкой пленкой.
Конец купелирования характеризуется
двумя явлениями: цветением королька и
его бликованием. Цветение заключается в
том, что на поверхности королька появля-
ются радужные круги. Это явление про-
должается всего несколько секунд, затем
королек тускнеет и вновь вспыхивает яр-
ким блеском (бликование) вследствие ис-
пускания скрытой теплоты плавления. Пос-
ле этого королек затвердевает и процесс
купелирования заканчивается.
После купелирования королек, содер-
жащий золото и серебро, разваривается в
азотной кислоте, которая растворяет се-
ребро, не воздействуя на золото. Получен-
ный осадок просушивают, прокаливают и
взвешивают на пробирных весах. По массе
сплавленного осадка определяют пробу
данного сплава.
Контрольные вопросы
1. Какими отличительными свойствами об-
ладают черные металлы?
2. Как влияют примеси и специальные до-
бавки на черные металлы?
3. Как классифицируются и маркируются
стали?
4. Какие существуют сплавы на основе
меди?
5. Какими свойствами обладают мельхиор
и нейзильбер?
6. Как реагирует с драгоценными ме-
таллами ртуть?
7. Почему мы называем драгоценные ме-
таллы благородными?
8. Какими общими свойствами обладают
драгоценные металлы?
9. На каких свойствах драгоценных ме-
таллов основано получение их из руд?
10. Какие металлы являются легирующими
для драгоценных сплавов?
11. Какие компоненты окрашивают золотые
сплавы в белый цвет?
12. Какие металлы используют в качестве
легирующих для понижения температуры спла-
вов?
13. Какая зависимость между метрической,
золотниковой и каратной системами проб?
14. Каковы преимущества пробирования
драгоценных сплавов на пробирном камне?
15. В чем заключается сущность про-
бирования драгоценных сплавов муфельным
способом?
ГЛАВА II
ЮВЕЛИРНЫЕ КАМНИ
Украшать ювелирные изделия камнями
люди начали давно, при этом ценился в
основном цвет камня. Яркие красивые
камни вызывали у людей различные ощу-
щения: ими любовались, приписывали им
магическую силу предсказания, лечебные
свойства и т. д. Используя таким образом
камни, люди не обращали внимания на их
прочность и огранку. Гораздо позже, в
XIX в., камни начинают ценить за их истин-
ные качества — твердость, чистоту, разме-
ры. Со временем техника обработки кам-
23
ня совершенствовалась и вместе с этим от-
крывалась красота все новых и новых ми-
нералов, горных пород. Потребность в
ювелирных изделиях с красивыми камня-
ми быстро увеличивалась, в качестве вста-
вок начали использовать искусные поддел-
ки из менее дорогих камней и стекла,
имитирующих самоцветы. Качество искус-
ственных камней, полученных синтетиче-
ским путем, настолько возросло, что в на-
стоящее время по своим свойствам они не
уступают многим самоцветам. В этой главе
основное внимание уделяется камням,
применяемым в качестве вставок в юве-
лирные изделия из драгоценных металлов.
§ 8. Свойства и классификация
ювелирных камней
В природе много минералов и горных
пород, достойных внимания. Минералы —
это естественные химические соединения в
земной коре. Горные породы — природ-
ные образования, из которых построена
земная кора. Природа щедро наделила их
окраской. Велико разнообразие цветов
камней, но далеко не все из них дра-
гоценны. Драгоценность камня определя-
ется целым рядом качеств. Это — твер-
дость, окраска и химическая стойкость,
прозрачность, блеск, способность прелом-
лять свет и воспринимать огранку.
Твердость камня — это способность со-
противляться внешнему механическому
воздействию (пилению, царапанию). В оп-
ределении камня твердость играет важную
роль. Наиболее удобным способом опреде-
ления твердости минералов считается оп-
ределение по шкале Мооса. Минералы
расположены в ней по возрастанию их
твердости. Для сравнения с минералами
в шкале приводятся некоторые металлы и
другие материалы:
1 — тальк — соответствует твердости
графита и свинца;
2 — каменная соль — соответствует
твердости гипса, ногтя, золота, олова, алю-
миния;
3 — кальций — соответствует твердости
меди, серебра;
4 — плавиковый шпат — соответствует
твердости платины, цинка, железа, фосфо-
ристой бронзы;
5 — апатит — соответствует твердости
стекла, никеля, палладия;
6 — полевой шпат — соответствует
твердости иридия, малоуглеродистой ка-
леной стали;
7 — кварц — соответствует твердости
каленой инструментальной стали — на-
пильника, осмия;
8 — топаз;
9 — корунд;
10 — алмаз.
Окраска камня играет значительную
роль в его оценке. Знакомясь с камнем,
необходимо ясно различить цвет, оттенок,
тон и интенсивность окраски. Окраску ми-
нералов можно разделить на два вида.
В одном из них цвет камня постоянен и
зависит не от примесей, а непосредствен-
но от химического состава минерала. Та-
кую окраску принято называть идиохрома-
тической. Она присуща в основном непро-
зрачным цветным камням — лазуриту, ге-
матиту, малахиту и др. Другой вид окраски
с присутствием в химическом соедине-
нии какого-либо красителя — элемента,
способного придавать окраску минера-
лам, — называется аллохроматической. Та-
кими элементами являются хром, титан,
ванадий, железо, кобальт, марганец,
никель, медь и т. д. Эти элементы
акад. А. Е. Ферсман назвал «красителями
мира».
Для умения определять драгоценные
камни и при работе с ними необходимо
знать о таких качествах камня, как:
хрупкость — свойство минерала крошиться
при механическом воздействии; химиче-
ская стойкость — способность сопротив-
ляться действию кислот и щелочей, а так-
же выдерживать высокую температуру;
плотность — один из основных признаков
определения камня; порочность — наличие
в камнях трещин, инородных включений,
пузырьков и т. д. Порочность является важ-
24
ным признаком при оценке драгоценных
камней и во многом изменяет их физи-
ческие свойства.
Прозрачность — способность минерала
пропускать свет. По прозрачности минера-
лы делятся на прозрачные, полупрозрач-
ные (просвечивающие) и непрозрачные.
От прозрачности самоцветов во многом
зависит огранка камня и его стоимость.
Преломление характеризует разность
скорости света при переходе его из воз-
душной среды в кристаллическую и обрат-
но. От показателя преломления света ми-
нералом зависит его блеск. Различая ми-
нералы по блеску, считают, что они могут
иметь блеск стеклянный, алмазный, полу-
металлический. Стеклянный блеск харак-
теризуется показателем преломления от
1,3 до 1,9; алмазный — от 1,9 до 2,6;
полуметаллический — от 2,6 до 3,0. Блеск
может быть также жирный, смолистый,
шелковистый, перламутровый, восковой.
Способность преломлять свет и прини-
мать огранку позволяет подчеркивать опти-
ческие свойства камня и игру света в нем.
Ограненный камень представляет собой
выпуклый многогранник, грани которого
могут быть различной формы и размера.
Чтобы представить себе ограненный ка-
мень, необходимо иметь понятие о форме
и типе огранки. По форме ограненные
камни делятся на круглые, овальные,
маркизы, каре (квадратные), прямоуголь-
ники, груши, капли, ромбы. Кроме того,
допускаются и специальные формы. У не-
которых камней, имеющих прямоугольную
или иную форму с острыми углами, углы
могут быть посечены (обрезаны). На рис. 2—
13 представлены камни различных
форм и типов огранки.
Существует семь основных типов огран-
ки, не считая специальных: бриллиантовая,
ступенчатая, смешанная, роза, кабошон,
клиньями, таблитчатая. По установившейся
традиции каждой форме соответствуют
определенные типы огранки. Но, в свою
очередь, каждая из форм камней может
принимать большинство типов огранки.
Тип огранки может быть обусловлен физи-
Рис. 2. Камень круглой формы — огран-
ка «бриллиантовая»
а)
б)
Рис. 3. Камни овальной формы:
а — смешанной огранки, б — таблитчатой
Рис. 4. Камень формы «маркиз» — огран-
ка «бриллиантовая»
Рис. 5. Камни формы «каре» — квадрат:
а — огранка ступенчатая, б — смешанная
25
Рис. 6. Прямоугольные камни с подсечен-
ными углами:
а — огранка ступенчатая, б — клиньями
Рис. 7. Камень формы «груша» — огранка
«бриллиантовая»
Рис. 8. Камень формы «капля» — огранка
«бриллиантовая»
Рис. 9. Камни формы «ромб»:
а — огранка ступенчатая, б — клиньями
ческими и оптическими свойствами камней
(порочностью, прозрачностью). Огранку
«кабошон», например (см. рис. 11), при-
дают, как правило, камням непрозрачным
и полупрозрачным. Бриллиантовой огран-
кой гранят алмазы любой формы.
Каждый тип огранки имеет разновид-
ности. Наиболее разнообразна бриллиан-
товая огранка. Огранка считается полной,
когда камень огранен сверху и снизу. Если
же грани нанесены на камень только свер-
ху, огранка носит название «розы» (см.
рис. 13).
Полностью ограненный камень (рис. 14)
делится как бы на две части: верхнюю —
коронка и нижнюю — павильон. Граница
между коронкой и павильоном называется
рундистом — это самая широкая часть
камня. Толщина (высота) рундиста различ-
ных камней неодинакова и зависит от вели-
чины и характеристики камней.
Гранью камня называется часть поверх-
ности, ограниченная ребрами. Форма гра-
ней зависит от типа огранки и от место-
нахождения грани на камне. Грани могут
иметь форму треугольника, четырехуголь-
ника и других многоугольников. Ребром на-
зывается граница схождения граней. Пло-
щадка — верхняя горизонтальная грань.
Шип, или калетта, — вершина павильо-
на. Углом шипа называется угол схожде-
ния граней при вершине павильона. От ог-
ранки зависит и угол шипа. Если вершина
павильона подсечена (срезана), то гори-
зонтальная площадка на срезе называется
кюласа.
Ювелирные камни классифицируют по
трем основным признакам: химическому
составу; природе окраски, назначению и
происхождению; по ценности.
По химическому составу камни — это
сложные природные соединения — сили-
каты и окислы. Только алмаз состоит из
чистого углерода. Силикаты — природные
химические соединения кремневой кисло-
ты с калием, натрием, магнием, кальцием,
железом, алюминием и т. д. Окислы —
соединения химических элементов с кис-
26
Рис. 10. Камни формы «прямоугольник»:
а — огранка ступенчатая, б — клиньями
лородом. Окислы металлов присутствуют
почти во всех минералах.
Камни сходного химического состава
делятся на группы (семейства).
Классификация по природе окраски, на-
значению и происхождению камней — это
деление камней на самоцветы, цветные,
поделочные и органические.
Самоцветами принято считать прозрач-
ные минералы, окрашенные или бесцвет-
ные, идущие в огранку.
Цветными камнями (цветниками) счи-
тают просвечивающие (полупрозрачные)
или непрозрачные камни, хорошо воспри-
нимающие гладкую огранку и используе-
мые как для ювелирных, так и для худо-
жественных декоративных поделок.
Цветники, пригодные для художествен-
ных и декоративных поделок, называют
поделочными камнями.
Между самоцветами и цветными кам-
нями нельзя провести строгой границы,
так как в группах самоцветных камней мо-
гут быть цветные «родственники». Приме-
ром может служить группа кварца, в кото-
рой есть и ярковыраженные самоцветы
(аметист, цитрин и др.), и ярковыражен-
ные цветники (сердолик, агат и др.).
Живые организмы образуют органиче-
ские камни.
Первый и второй признаки классифи-
кации камней взаимосвязаны, так как хи-
мический состав камней обусловливает их
окраску, а значит, и назначение. Поэтому
последовательность расположения камней
в главе отвечает двум признакам класси-
фикации.
Классификация камней по ценности
разработана акад. А. Е. Ферсманом и
представляет собой три группы: груп-
па А — самоцветы; группа В — цветные
камни; группа С — органические камни.
Каждая группа делится на порядки (клас-
сы) и подклассы в порядке понижения
ценности камней.
Камни группы А
I порядка: алмаз, рубин, сапфир,
изумруд, александрит, бла-
городная шпинель, эвклаз.
II порядка: топаз, аквамарин, берилл,
красный турмалин, густой
аметист, альмандин, деман-
тоид, уваровит, гиацинт,
циркон, благородный опал.
Ill порядка: 1-й подкласс — гранат,
бирюза, полихромовый
турмалин, зеленый турма-
лин.
2-й подкласс — горный
хрусталь, дымчатый кварц,
светлый аметист, халцедон,
сердолик, гелиотроп, хри-
зопраз.
27
Рис. 11. Камни различных
форм — огранка «кабошон»
Камни группы В
I порядка: нефрит, лазурит, малахит,
авантюрин, кварцит, розо-
вый кварц, агат, яшма,
орлец.
II порядка: обсидиан, мраморный
оникс, сланцы и др.
Камни группы С
Жемчуг, коралл, янтарь и гагат.
К драгоценным камням относят само-
цветы, имеющие высокую твердость, пре-
восходную окраску, чистоту (камни груп-
пы А, I порядка), а также камни других
групп и порядков, имеющие редкие инди-
видуальные качества (жемчуг, аметист,
опал и др.).
К полудрагоценным камнят относят са-
моцветы и цветные камни группы А, II
и 111 порядков, обладающие твердостью в
пределах 7—5 по Моосу, привлекательной
окраской, способностью принимать огран-
ку и шлифовку.
К полудрагоценным поделочным отно-
сят камни группы A, III порядка, груп-
пы В, I порядка, группы С (кроме жемчу-
га), используемые кроме ювелирных це-
лей как ценный поделочный материал.
§ 9. Самоцветы
Алмаз
Алмаз (от греческого «адамас» — не-
победимый, непреоборимый) представля-
ет собой кристаллический углерод. Крис-
таллы, как правило, имеют форму октаэд-
ра, бесцветны, часто имеют оттенки (над-
цвет) коричневых, желтоватых, реже голу-
боватых, сиреневых и других тонов. Очень
редко встречаются цветные алмазы и
чрезвычайно редко — черные. Кроме
прозрачных существуют мутные и непро-
зрачные разновидности алмаза. Это
борт — серые и черные зернистые срост-
ки; балласы — шарообразные сростки,
покрытые зернистой коркой; карбонадо —
черные, похожие на кокс, агрегаты —
овальной формы. Прозрачные кристаллы
алмазов могут иметь включения в виде
угольков, внутренние трещины, которые
значительно понижают его стоимость.
Алмаз обладает сильным алмазным
блеском. Это самый твердый из всех мате-
риалов. Твердость его по Моосу 10. Плот-
ность 3,5; показатель преломления 2,42.
Алмаз химически стоек, на него не дейст-
28
вуют никакие растворители. Может быть
окислен в расплавленной селитре. При
температуре 850—1000°С на воздухе сго-
рает, превращаясь в угольную массу, а
при 3000°С — в графит.
Крупные чистые кристаллы встречаются
редко и ценятся очень дорого. Крупными
считаются алмазы массой более 10 кара-
тов (1 карат — 0,2 г), а массой порядка
100 каратов за всю историю добычи алма-
зов найдено всего несколько штук. Круп-
ные камни имеют собственные имена и
хранятся в музеях. Самый крупный алмаз
«Кулинан» 3106 каратов найден в Южной
Америке в 1905 г. Впоследствии из него
было огранено четыре крупных и более
100 небольших бриллиантов.
Ограненный алмаз называют бриллиан-
том. После огранки камень приобретает
прекрасную световую игру, переливаясь
всеми цветами радуги. По массе брилли-
анты делятся на мелкие — до 0,5 карата,
средние — от 0,5 до 1 карата и крупные —
свыше 1 карата. Камни любой формы
гранятся бриллиантовой огранкой, за ис-
ключением очень мелких и плоских, кото-
рые гранятся розой. Алмазы, не пригод-
ные для огранки, используются для техни-
ческих целей.
Группа корунда
Рис. 12. Камень специальной формы —
огранка «принцесса»
Рубин — кристаллический глинозем
(окись алюминия), или корунд, красных
цветов. Цвет его колеблется от розового
до ярко-красного любых оттенков. Окрас-
ка обусловлена примесями окиси хрома и
железа. Лучшие образцы рубина проз-
рачны и густо окрашены. Блеск рубина —
от алмазного до стеклянного. Плотность
4,05; твердость по Моосу 9; показатель
преломления 1,76—1,77. Химически рубин
стоек; ни одна из кислот на него не
действует. Рубин гранится различными ог-
ранками: бриллиантовой, смешанной, сту-
пенчатой, кабошоном. Широко использует-
ся для вставок в золотые изделия.
Сапфир — корунд, окрашенный в синие
цвета окисями титана и железа. Цзет
Рис. 13. Камни огранки розой
Рис. 14. Элементы граненого камня:
1 — рундист, 2 — грань, 3 — ребро, 4 —
площадка, 5 — шип (калена)
29
сапфира — от бледно-голубого до темно-
синего различных оттенков. Однако встре-
чаются сапфиры желтого и зеленого цветов.
Бесцветный корунд носит название «белый
сапфир» или «восточный алмаз», а также
«лейкосапфир». Сапфир очень тверд, имеет
алмазный блеск. Плотность 4,06; твердость
по Моосу 9; показатель преломления
1,76—1,77. Химически стоек, выдерживает
достаточно высокую температуру. Сапфир
гранится несколькими типами огранки —
бриллиантовой, ступенчатой, густоокра-
шенные экземпляры — кабошоном. Ис-
пользуется для вставок в золотые изделия.
Сапфиры и рубины в старину на Руси
называли яхонтами Включения рутиле, вы-
зывают в сапфире и рубине явление асте-
ризма — при просмотре гладкоограненно-
го камня в нем появляется 6- или 12-лу-
чевая звезда. Такие камни называют звезд-
чатыми.
Группа берилла
Камни берилловом группы имеют слож-
ный химический состав, они являются алю
мосиликатами (химическое соединение, в
составе которого кремний и алюминий
играют одинаково важную роль, частично
заменяя друг друга) окиси бериллия. Цвет
камней группы берилла варьируется в ши-
роких пределах: зеленых, желтых, голубых
тонов, бывают исключения. В зависимости
от окраски камни имеют различные назва-
ния и ценность. Разновидности берилла:
берилл обыкновенный, изумруд, аквама-
рин, гелиодор.
Берилл обыкновенный — камень зеле-
ных и желто-зеленых тонов, прозрачный,
имеет стеклянный блеск, хрупкий. Плот-
ность 2,6—2,7; твердость по Моосу 7,75;
показатель преломления 1,57—1,58. Хими-
чески стоек. Чистые прозрачные камни
применяются для ювелирных целей.
Изумруд — древнерусское название
смарагд (в некоторых странах так называ-
ется и в настоящее время). Имеет кра-
сивый травянисто-зеленый (изумрудный)
цвет. Окрашен примесями хрома и вана-
дия. Чистые, ровноокрашенные, беспороч-
ные, прозрачные камни встречаются редко
и ценятся очень дорого. Как правило,
кристаллы имеют трещины, помутнения и
другие пороки. Изумруд достаточно
тверд, но очень хрупок, имеет сильный
стеклянный блеск. Плотность 2,67; твер-
дость по Моосу 7,75; показатель прелом-
ления 1,58. В химическом отношении ка-
мень стойкий. После огранки изумруд ча-
ще всего имеет прямоугольную и квад-
ратную форму; огранка ступенчатая, иначе
изумрудная. Изумруд как вставка в юве-
лирные изделия применялся еще в древ-
ности и в настоящее время с успехом
украшает ювелирные изделия из драго-
ценных металлов, часто в сочетании с
бриллиантами. Ввиду хрупкости изумруда
оправу для него делают из золота 750-й
пробы.
Аквамарин (в переводе с латинского —
морская вода) — камень исключительной
прозрачности, с сильным стеклянным
блеском, хрупкий. Цвет его колеблется
от едва голубоватого, почти бесцветного,
до густого зелено-голубого. Плотность
2,6—2,7; твердость по Моосу 7,75; показа-
тель преломления 1,58. Химически стоек.
В ограненном аквамарине прекрасная игра
света Как правило, получает бриллианто-
вую огранку. В ювелирных украшениях ис-
пользуется с древности, ставится во все
драгоценные металлы.
Гелиодор — камень желтовато-бурого
и золотистого цветов. Прозрачен, имеет
стеклянный блеск. В граненом виде ис-
пользуется в ювелирных украшениях из
серебра и золота.
Воробьевит и морганит также разно-
видности берилла — розоватые и красно-
ватые; баццит — небесно-голубой, гаше-
нит — яблочно-зеленый, ростерит — бес-
цветный.
Александрит (разновидность хризобе-
рилла) — сложный окисел бериллия и
алюминия. Очень красивый самоцвет, от-
личается свойством менять окраску: при
дневном освещении густо-зеленый, при ис-
кусственном — малиново-красный.
30
Александрит прозрачен, обладает силь-
ным стеклянным блеском, очень тверд.
Устойчив к действию кислот, но разру-
шается от щелочей. Плотность 3,6—3,7;
твердость по Моосу 8,5; показатель пре-
ломления 1,76. Александрит благодаря
редкости и особым свойствам ценится
очень дорого. Гранят его различными ти-
пами огранки, чаще бриллиантовой и сме-
шанной. Ставится в ювелирные украшения
из золота и серебра.
Группа оливина
Минералы, входящие в группу оливина,
представляют собой силикаты магния и
железа. Прозрачные разновидности при-
меняют в ювелирном деле (оливин и хри-
золит).
Оливин (древнее название — перидот)
название получил по оливково-зеленому
цвету. Минерал желтого и зеленовато-
желтого цвета, прозрачен, обладает силь-
ным стеклянным блеском. Очень хрупкий.
Плотность 3,5; твердость по Моосу 6,5—7;
показатель преломления 1,66. Оливин
растворяется в концентрированной серной
кислоте. Ювелиры используют обычно мел-
кие граненые камни, игра света которых
похожа на алмазную.
Хризолит (в переводе с греческого
«златокамень») — разновидность оливина,
камень золотисто-зеленого цвета. Про-
зрачный с сильным стеклянным до жирно-
го блеском, очень хрупок. Плотность 3,5;
твердость по Моосу 6,5. Растворяется в
концентрированной серной кислоте. Хри-
золит подобно оливину гранится обычно
мелкими камнями. Вставляется в золотые
ювелирные украшения.
Шпинели
Шпинель — сложное химическое сое-
динение окислов алюминия и магния. Раз-
нообразие окраски зависит от присутст-
вия окислов хрома, железа, ванадия. Под
действием света шпинель может терять
свой первоначальный цвет. Все разновид-
ности шпинели прозрачны, имеют стек-
лянный блеск, обладают высокой твер-
достью, но хрупки. Плотность 3,6; твер-
дость по Моосу 8; показатель преломле-
ния 1,72.
Разновидности шпинели: рубиновая
шпинель — густо-красного или вишневого
цвета; рубин балЗ -— розового или блед-
но-красного цвета; рубицелл — желтого
или оранжевого цвета; гиацинтовая шпи-
нель — желтовато-бурого или бурого цве-
та; альмандиновая шпинель — красновато-
фиолетового цвета. Очень редко встреча-
ются шпинели с голубоватыми, синими и
зеленоватыми оттенками.
Шпинели гранятся всеми типами огран-
ки и благодаря красивому внешнему виду
используются в ювелирных изделиях из
драгоценных металлов.
Группа турмалина
В группу турмалина входят алюмосили-
каты кальция, железа, магния, лития, бора.
Они имеют сложный химический состав и
самую разнорбразную окраску.
Турмалин (от сингалезского «турма-
ли») — прозрачен, с сильным стеклянным
блеском, достаточно прочен. Плотность
2,9—3,3; твердость по Моосу 7—7,5; по-
казатель преломления 1,63. Химически
стойкий.
Ахроит — бесцветная разновидность
турмалина.
Хромурмалин — ярко-зеленая, окра-
шенная хромом разновидность турмалина.
Полихромный турмалин — многоцвет-
ный, может быть окрашен в несколько
цветов, плавно соединяющихся между со-
бой.
Шерл — черный турмалин.
Наиболее распространенная огранка
для турмалина—клиньями и смешанная.
Ограненные турмалины обладают хорошей
игрой, используются в ювелирных укра-
шениях из драгоценных металлов.
31
Группа граната
Группа граната объединяет более трид-
цати минералов, состоящих из кремниевой
кислоты и окислов металлов. В химиче-
ском составе гранатов в различных соотно-
шениях могут присутствовать: железо,
алюминий, магний, марганец, кальций,
хром и титан. Ювелирный интерес пред-
ставляют всего пять разновидностей грана-
та — альмандин, пироп, гроссуляр, уваро-
вит и демантоид.
Альмандин — железо-глиноземный гра-
нат синевато-красного, темно-красного,
вишневого, красно-коричневого цветов.
Название свое приобрел от искаженного
названия местности — Алабанда (в Малой
Азии). Альмандины могут быть прозрач-
ными и просвечивающими вследствие гус-
той окраски. Минерал обладает жирным
блеском, высокой плотностью, хрупкий.
Плотность 4,1—4,8; твердость по Моосу
7,5; показатель преломления 1,77. Хими-
чески стоек. Прозрачным альмандинам
придают бриллиантовую огранку, а про-
свечивающие разновидности гранят кабо-
шоном. Благодаря округлой огранке ка-
мень приобретает как бы внутреннее све-
чение. Вставляется альмандин как в золо-
тые, так и в серебряные изделия.
Пироп (в переводе с греческого — пла-
менеподобный) — минерал густого крова-
во-красного цвета. Иначе называется «бо-
гемский гранат», чаще всего называют
просто гранатом. Прозрачен, с жирным
блеском, хрупкий. С течением времени мо-
жет мутнеть из-за постоянно увеличиваю-
щегося числа мелких внутренних трещин.
Плотность 3,7—3,8; твердость по Моосу
7—7,5; показатель преломления 1, 77. Как
правило, пироп гранится розой. Исполь-
зуется в изделиях из драгоценных метал-
лов, чаще в серебре.
Гроссуляр (в переводе с латинского —
крыжовник) — свое название получил от
формы и цвета кристаллов. Цвет гроссуля-
ра может быть золотисто-желтым, винно-
желтым, буровато-красным и зеленова-
тым. Встречается в виде прозрачного и
просвечивающего минералов. Имеет жир-
ный блеск, хрупкий. Плотность 3,4—3,6;
твердость по Моосу 6,5—7; показатель
преломления 1,73—1,74. Прозрачные раз-
новидности гранятся бриллиантовой ог-
ранкой, просвечивающие — кабошоном.
Вставляется чаще всего в золотые укра-
шения.
Уваровит — известково-хромистый гра-
нат. Присутствие хрома придает изумруд-
но-зеленую и темно-зеленую окраску.
Просвечивающий, имеет стеклянный
до жирного блеск, хрупкий. Плотность
3,42; твердость по Моосу 7—7,5; показа-
тель преломления 1,87. Уваровит гранится
кабошоном. Используется как вставка в
золотые ювелирные изделия.
Демантоид (от искаженного «диаман-
тоид» — алмазоподобный) — разновид-
ность граната красивого зеленого цвета,
прозрачный, за что его называют ураль-
ским хризолитом. По силе светорассеива-
ния, определяющей игру камней, деман-
тоид стоит выше всех самоцветов. Облада-
ет алмазным блеском. По твердости ус-
тупает всем камням гранатовой группы.
Плотность 3,5; твердость по Моосу 5,5—6.
Демантоид, ограненный бриллиантовой
огранкой, приобретает необыкновенно яр-
кую живую игру и становится похож на
редкие зеленые бриллианты.
Циркон
Циркон (от искаженных персидских
«цар» — золото, «гун» — цвет) — химиче-
ское соединение окислов кремния и цир-
кония. В основном разновидности цирко-
на — просвечивающие. В ювелирном деле
используются прозрачные разновиднос-
ти — бесцветные, голубые, зеленые. Жел-
тые, коричневатые разновидности называ-
ют гиацинтами.
Гиацинт — имеет оранжевый, желтый,
золотисто-коричневыи, коричневато-крас-
ный цвета. Прозрачный, с сильным блес-
ком до алмазного, тяжелый, с высоким
показателем преломления. Плотность 4,7;
твердость по Моосу 7—8; показатель пре-
32
ломления 1,92—1,97. Химически стойкий,
выдерживает высокую температуру нагре-
ва. В граненом виде гиацинт приобрета-
ет красивую игру света. Вставляется в
ювелирные изделия из драгоценных ме-
таллов.
Топаз
Назван по месту первой находки его на
острове Топазное (в Красном море). Явля-
ется фторсиликатом алюминия. Топазы
могут быть бесцветными, винно-желтыми,
соломенно-желтыми. Редко встречаются
ci этло-синие, голубые, зеленые и розова-
тые. Прозрачный, имеет стеклянный блеск.
За высокую плотность топаз называют тя-
желовесом. Плотность 3,5—3,6; твердость
по Моосу 8; показатель преломления
1,62—1,63. Окрашенные разновидности
топаза от яркого света постепенно выцве-
тают. При прокаливании желтые топазы
могут приобретать розоватую или* красно-
ватую окраску.
Топазы гранятся бриллиантовой, ступен-
чатой и смешанной огранкой, обретая при-
ятную мягкую игру света. Вставляются в
золотые и серебряные ювелирные изде-
лия.
Группа кварца
Камни группы кварца представляют со-
бой минералы кремния. Их можно разде-
лить на две подгруппы. В первую подгруп-
пу входят камни с ярко выраженной крис-
таллической формой породообразующего
минерала кремния — кварца: горный
хрусталь, дымчатый кварц, аметист, мори-
он, цитрин, празем, розовый кварц, аван-
тюрин, волосатик. Во вторую — камни со
скрытокристаллической (волокнистой)
формой кварца: халцедон, сапфирин, сер-
долик, хризопраз, гелиотроп, сардер, агат,
яшма. Породообразующим минералом
этой подгруппы является халцедон.
Группа кварца наряду с самоцветными
включает и цветные разновидности кам-
ней. Цветные разновидности камней груп-
пы кварца характеризуются в §10. Цветные
камни.
Горный хрусталь — бесцветная разно-
видность кварца, прозрачен, обладает
стеклянным блеском. Плотность 2,65;
твердость по Моосу 7; показатель прелом-
ления 1,55. Гранится горный хрусталь
бриллиантовой, смешанной и ступенчатой
огранкой. Широко применяется как встав-
ка в ювелирные украшения из драгоцен-
ных и недрагоценных металлов.
Дымчатый кварц (раухтопаз) — мине-
рал от светло-серого до бурого цвета,
прозрачный, со стеклянным блеском.
Плотность 2,65; твердость по Моосу 7; по-
казатель преломления 1,55—1,56. При про-
каливании дымчатый кварц становится зо-
лотисто-желтым и называется жженым
цитрином. Граненые камни, как правило,
высокие, различных форм и размеров.
Дымчатый кварц гранится ступенчатой,
смешанной и бриллиантовой огранкой, а
экземпляры густоокрашенные и кабошо-
ном. Вставляется в золотые и серебряные
ювелирные изделия.
Аметист — минерал от бледно-фиоле-
тового, почти бесцветного, до густо-фио-
летового цвета. Камни часто бывают по-
рочными: с трещинами и расслоениями
внутри. .Окраска часто располагается не-
равномерно. Густоокрашенные аметисты
при искусственном освещении могут ме-
нять цвет на малиново-красный. Обладает
сильным стеклянным блеском до жирного,
очень хрупкий. Плотность 2,65; твердость
по Моосу 7; показатель преломления 1,56.
При прокаливании на воздухе аметист
обесцвечивается, а при прокаливании в
специальных условиях приобретает золо-
тисто-желтый цвет, с более сильным блес-
ком, чем у прокаленного дымчатого топа-
за. Аметист гранится ступенчатой и сме-
шанной огранкой. С большим успехом ис-
пользуется в ювелирных изделиях из дра-
гоценных металлов, часто в сочетании с
бриллиантами.
Морион — черная, просвечивающая
разновидность кварца. Имеет жирный
блеск. Плотность 2,65; твердость по Мо-
33
2—169
осу 7. Гранится, как правило, кабошоном;
вставляется в серебряные и золотые .из-
делия.
Цитрин — лимонно-желтого и золо-
тисто-желтого цветов. Прозрачный, с силь-
ным стеклянным блеском. Плотность 2,65;
твердость по Моосу 7; показатель прелом-
ления 1,55—1,56. Гранится огранкой клинь-
ями, бриллиантовой, ступенчатой и сме-
шанной. Используют как вставки в сереб-
ряные и золотые изделия.
Празем — разновидность кварца, луко-
во-зеленого цвета, просвечивающий, со
стеклянным блеском, хрупкий. Граненый
празем используется как вставка в изде-
лия из драгоценных металлов.
§ 10. Цветные камни
Цветные разновидности группы кварца
Розовый кварц — имеет нежно-розо-
вую окраску, просвечивающий, легко вы-
горает при ярком свете. Камни ‘более про-
зрачные и яркие называют бразильским
рубином. Розовый кварц обладает воско-
вым блеском. Используется как поделоч-
ный материал для небольших художест-
венных изделий.
Авантюрин (солнечный квм^ч-.) — мел-
козернистый кварцит (плотная разновид-
ность кристаллического кварца), серо-жел-
того, желто-коричневого, красновато-ко-
ричневого, реже зеленого цветов с краси-
выми золотистыми и красноватыми искор-
ками. Искристость камня обусловлена
обильными включениями листочков слю-
ды. Непрозрачный, со стеклянным блес-
ком, хрупкий. Камни желтовато-коричне-
вых и красноватых тонов называют собра-
нием любви. Плотность 2,6; твердость по
Моосу 6—6,5.
Используется в золотых ювелирных из-
делиях и мелких художественных подел-
ках. Для ювелирных изделий гранится
кабошоном и простой таблитчатой ог-
ранкой.
Волосатики — кварцевые минералы с
ясно различимыми нитями или удлиненны-
ми кристаллами других минералов. К во-
лосатикам относятся камни группы «тигро-
вый глаз», окрашенные в различные цвета
с тонкими нитями асбеста. Эти камни име-
ют характерный продольный «зайчик» бо-
лее светлого оттенка. Желтовато-коричне-
вый «тигровый глаз», серо-зеленоватый —
«соколиный глаз». Непрозрачные, со стек-
лянным блеском, хрупкие. Камни группы
«тигровый глаз» при прокаливании сильно
светлеют (почти обесцвечиваются), иногда
принимают розовую окраску. Для ювелир-
ных целей волосатики гранятся кабо-
шоном.
Халцедон — просвечивающий, с воско-
вым блеском, хрупкий минерал. Окраска
равномерная, белых, серых и желтоватых
оттенков. Плотность 2,6; твердость по Мо-
осу 6,7. Гранится халцедон кабошоном.
Используется в ювелирных украшениях и
как поделочный материал.
Сапфирин — равномерной окраски, го-
лубовато-серый и мутно-синий. Просвечи-
вающий, с восковым блеском, хрупкий.
Плотность 2,6; твердость по Моосу 6,7.
Гранится кабошоном. Применяется в юве-
лирных украшениях из драгоценных и не-
драгоценных металлов.
Сердолик — бледно-розовый, желтый,
оранжево-красный, красный, красно-ко-
ричневый. Может иметь неравномерную
окраску, 'сочетая сразу несколько цветов.
В местах светлых тонов — просвечиваю-
щий или прозрачный. Густоокрашенные
участки непрозрачны. Имеет восковой
блеск. Красные камни называют карнео-
лами. Плотность 2,6; твердость по Моосу
6,5. Для ювелирных целей гранится низ-
ким кабошоном. Применяется для неболь-
ших художественных поделок.
Хризопраз — яблочно-зеленого и
изумрудно-зеленого цветов. Может иметь
неравномерную окраску. Просвечиваю-
щий, с восковым или матовым блеском,
хрупкий. Плотность 2,6; твердость по Мо-
осу 6,7. Гранится высоким кабошоном
Вставляется в золотые и серебряные юве-
лирные изделия.
Гелиотроп (восточная яшма) — зеленый
34
с ярко-красными пятнышками. Непро-
зрачный, имеет матовый блеск. Плотность
2,6; твердость по Моосу 6,5. Для ювелир-
ных целей гранится простой таблитчатой
огранкой.
Сардер — бурый, непрозрачный, с вос-
ковым блеском халцедон.
Оникс — резко-полосатый, ярких бе-
лых, красных, черных цветов. Непрозрач-
ный, с восковым блеском.
Агат — слоистая, разноцветно полоса-
тая и узорчатая разновидность халцедона.
Агаты могут быть окрашены в самые
разнообразные цвета, образовывая при-
чудливые рисунки. В зависимости от ха-
рактера рисунка и дается название
камню.
Радужный агат — обладает красивым
переливом различных цветов.
Облачный агат — плавно меняющейся
окраски нежных тонов.
Моховик — прозрачный, различных от-
тенков агат, пронизанный тонкими вклю-
чениями зеленого хлорида, напоминающе-
го мох.
Руинный агат — камень с узором, напо-
минающим старые развалины.
Ландшафтный агат — его рисунок напо-
минает картины природы.
Агаты в зависимости от интенсивности
окраски могут быть просвечивающими и
непрозрачными. Блеск восковой. Плот-
ность 2,6; твердость по Моосу 6,5—6,7.
Для ювелирных целей гранятся различ-
ными кабошонами и таблицами. Широко
используется для художественных поде-
лок.
Яшма (искаженное арабское «яшб») —
агрегат халцедона и кварца. В одном куске
различно окрашен. Чаще всего яшма бы-
вает яркой — красных, красно-бурых, ко-
ричневых, желтых, розовых, фиолетовых,
черных, зеленых, серых и белых тонов.
Разноцветная окраска в одном куске об-
разует сложные, порой причудливые узо-
ры. По характеру окраски яшмы делят
на одноцветные и пестроцветные. К по-
следним относят пятнистые, полосатые,
струистые, волнообразные, пейзажные.
Яшма непрозрачна, с матовым блеском,
достаточно прочная. Плотность 2,55—2,65;
твердость по Моосу 6,5—7,
Обработанные для ювелирных изделий
плоские яшмы вставляются в серебро и
недрагоценные металлы. Яшма широко ис-
пользуется как для мелких художествен-
ных поделок, так и для крупных декора-
тивных изделий.
Опалы
Опал (от санскритского «упала» — дра-
гоценный камень) — аморфная (некрис-
таллическая) форма кремнезема с меняю-
щимся, от 1 до 10%, содержанием воды.
Характерная игра цвета опалов зависит от
различной прозрачности при рассмотре-
нии их под разными углами к источнику
света. Блеск опалов различен — от мато-
вого, воскового до стеклянного и смолис-
того. Очень хрупкие. Плотность 1,9—2,3;
твердость по Моосу 5—6,5. От нагревания
меняет цвет. С течением времени могут
покрываться трещинами, терять и игру
цвртов. Хорошо сохраняется в воде. Есть
много разновидностей опала, но ювелир-
ный интерес представляют лишь неко-
торые.
Благородный опал — полупрозрачный,
различных цветов: белого, желтого, голу-
бовато-желтого, черного, с яркой радуж-
ной игрой.
Обыкновенный опал — просвечиваю-
щий, молочно-белый, серый, зеленоватый,
без радужных переливов.
Огненный опал — прозрачный или про-
свечивающий, ярко-красный, ярко-желтый,
ярко-оранжевый, с радужной игрой и без
игры.
Кахолонг — фарфорово-белый с пер-
ламутровыми отливами красноватых, жел-
товатых, оранжевых оттенков.
Гиалит — стекловидный, бесцветный,
прозрачный опал.
Гранятся опалы исключительно кабо-
шоном. Вставляются в золотые изделия,
часто совместно с бриллиантами.
35
2*
Бирюза
Бирюза (от персидского «фирюза»), си-
ноним каллаит, является фосфатом меди
и алюминия, красивого небесно-голубого,
нередко с зеленым оттенком, синевато-
зеленого, яблочно-зеленого цветов, часто
с прожилками и корочками. Непрозрачен,
хотя высококачественная бирюза в тонких
участках слегка просвечивает, хрупка,
имеет восковой блеск. Плотность 2,6—2,8;
твердость по Моосу 5—6.
Бирюза химически нестойка, под дейст-
вием влаги, кислот, жиров и других
реактивов меняет цвет и блеск. За исклю-
чением высококачественной бирюзы с
плотной структурой голубого цвета, все
камни сильно поглощают жиры и кожные
выделения (пот), от чего зеленеют. Чем
ниже качество бирюзы, тем быстрее идет
ее разрушение. Не следует путать бирюзу
с минералами, напоминающими ее по цве-
ту, например с однолитом.
Однолит (костная бирюза) — ископа-
емые кости и зубы, окрашенные окисла-
ми металлов в голубые тона.
Бирюзу обрабатывают только кабошо-
ном или просто полируют, оставляя непра-
вильную форму. Вставляют в серебро и
золото. Использует бирюзу как украшение
и без опрев (бусы).
Нефрит
Нефрит — силикат кальция, магния и
железа. Обладает скрытокристаллической,
тонковолокнистой структурой. Окрашен в
разные цвета — от молочно-белого до
гемно-зеленого. Часто окраска пятнистая с
влючениями смоляно-черных и красных
вкраплений. Непрозрачный, в тонких слоях
просвечивающий, имеет восковой блеск,
очень прочный и вязкий. Плотность 3,0;
твердость по Моосу 5,75. У нефрита есть
двойник, обладающий теми же физически-
ми свойствами, но более твердый и тяже-
лый, — жадеит. Отличный по химическому
составу от нефрита жадеит тоже имеет
скрытокристаллическую тонковолокнистую
структуру. Иногда встречается белый с яр-
ко-зелеными пятнами. Плотность 3,3; твер-
дость по Моосу 6,75.
Ряд минералов плотного строения бе-
лого или зеленого цвета: нефрит, жаде-
ит, гроссуляр и др. — объединяются об-
щим названием «жад».
Нефрит и жадеит гранятся кабошоном.
Вставляются в ювелирные изделия из се-
ребра и недрагоценных металлов, имити-
рующих серебро, реже — в золотые. Ши-
роко используются для художественных
поделок.
Малахит
Малахит — водная углекислая соль ме-
ди, содержит до 80% окиси меди, имеет
аморфную структуру. Окраска малахита
неоднородна: от бледно-зеленых до тем-
но-зеленых, почти черных тонов. Встреча-
ются бирюзовые тона. В разрезе малахит
имеет сложные красивые узоры. По харак-
теру рисунка различают ленточные, струи-
стые разных тонов и радиально-лучистые с
шелковистым отливом малахиты. Даже в
самых светлых и тонких участках малахит
непрозрачен; с шелковистым блеском;
хрупкий. Плотность 3,6; твердость по Мо-
осу 3,5—4. Легко, с шипением растворя-
ется в соляной кислоте; не выдержива-
ет высокой температуры.
Для ювелирных изделий малахит гра-
нится кабошоном и пластинами, вставля-
ется, как правило, в серебро и металлы,
имитирующие серебро, реже — в золото.
Имеет широкое использование как поде-
лочный и ценный облицовочный материал.
Лазурит
Лазурит (ляпис-лазурь, лазурный ка-
мень) — название от арабского «лазу-
ард» — голубой камень. Имеет сложный
химический состав алюмосиликата с при-
месями окислов металлов. Цвет — от неж-
но-голубого, зеленовато-синего до интен-
сивного густо-синего, васильково-синего и
фиолетово-синего. Встречаются красивые
36
разновидности с золотистыми включения-
ми колчедана. Непрозрачный, со стеклян-
ным блеском. Плотность 2,4; твердость по
Моосу 5,5. Лазурит замечателен тем, что
после прокаливания сохраняет свой цвет.
Для ювелирных изделий гранится кабошо-
ном и пластинами. Используется в серебре
и недрагоценных металлах. Широкое при-
менение получил как ценный поделочный
материал для художественных и декора-
тивных поделок.
Гематит
Гематит (кровавик), (от греческого «гэ-
матос» — кровь) — красный железняк
(окись железа), с содержанием железа до
65%. Цвет гематита от стального-серого
до черного с металлическим блеском, в
порошке и изломе густо-красный. Непро-
зрачный, с металлическим блеском, хруп-
кий. Плотность 5,3; твердость по Моосу
5—6. В отличие от других непрозрачных
камней гематит гранится не только кабо-
шоном, но и огранкой прозрачных камней,
ввиду сильного блеска камня. Гематит ис-
пользуется для изготовления: ювелирных
гемм (рельефных изображений на камне),
полировников (инструментов для полиров-
ки золотых и позолоченных поверхностей,
труднодоступных для обработки на поли-
ровальных кругах) и полировочных паст
для полировки драгоценных металлов.
§ 11. Органические камни
Камни, образование которых связано с
жизнедеятельностью организма, называ-
ются органическими. Характерные свойст-
ва этих камней: невысокая твердость,
химическая нестойкость, иногда способ-
ность гореть. К органическим камням,
имеющим ювелирное значение, относятся:
жемчуг, янтарь, коралл, гагат.
Жемчуг. Старорусское произноше-
ние — «зеньчуг». Предполагают, что назва-
ние произошло от китайского «чжень-
чжу». Жемчуг представляет собой твер-
дые образования карбоната кальция.
В составе жемчуга 86—90% карбоната
кальция, 12—6% органического вещества,
остальное — вода. Форма жемчужины за-
висит от формы инородного тела, попав-
шего в моллюск, способный образовывать
защитные перламутровые отложения. Та-
ких моллюсков насчитывается более 30 ви-
дов. Наиболее ценными считаются образо-
вания правильных форм, близкие к шару.
Величина жемчужин достигает 15 мм.
Крупные экземпляры встречаются редко.
В Лондонском музее хранится жемчужина
величиной 45 мм, массой 85 г.
Цвет жемчужин в основном белый,
с желтоватым или голубоватым отливом,
реже — желтый, серый, розовый, красно-
ватый, коричневатый, голубой и черный.
Жемчуг непрозрачен, но просвечивает на
некоторую глубину, чем и обусловлена
мягкая игра света с перламутровым отли-
вом, хрупкий. Плотность его 2,65—2,75;
твердость по Моосу 2,5—3,5. Химически
нестоек. В результате обезвоживания и
разложения органического вещества туск-
неет и разрушается. Под влиянием сырос-
ти может потерять блеск. Действуют на
жемчуг и жиры. В соляной и уксусной кис-
лотах он моментально растворяется.
Жизнь жемчуга в зависимости от условий
длится в среднем 150 лет. Используется
жемчуг в ювелирных украшениях очень
широко — без оправы и в оправах из дра-
гоценных металлов, как правило, в сочета-
нии с бриллиантами.
Янтарь. Янтарь (от литовского «гинта-
рас») представляет собой окаменелое
смолоподобное вещество аморфного
строения. В нем могут быть самые раз-
личные включения: песчинки, кусочки
дерева, листья деревьев, лепестки цветов,
различные насекомые, когда-то попавшие
в смолу хвойных деревьев и прекрасно
сохранившиеся в янтаре. Цвет янтаря от
бледно-желтого различных тонов до тем-
но-желто-бурого. Очень редко встреча-
ется янтарь красного и черного цветов.
Янтарь прозрачен, но встречаются куски с
дымчатыми (облачными) включениями,
которые делают его просвечивающим или
37
непрозрачным в местах включений. Очень
часто образцы имеют внутренние трещи-
ны, расслоения, пузырьки. Янтарь вязок,
хорошо полируется, при ударах и давле-
нии на него легко скалывается. Имеет
сильный смолистый блеск. Плотность янта-
ря 1,1; твердость по Моосу 2—3. Химичес-
ки нестоек, легко растворяется в бензоле
и сероуглероде. При 150сС размягчается,
при 300°С плавится. Горит белым коптя-
щим пламенем, издавая приятный запах^
В ювелирных украшениях янтарь использу-
ется в сочетании с серебром, золотом, не-
драгоценными металлами и без металлов.
Применяется для художественных поде-
лок.
Коралл. Это древовидное образование
(морской полип), состоящее из углекислой
извести, окиси железа и органического
вещества. Цвет кораллов различен — бе-
лый, розовый, красный; встречается чер-
ный. Наиболее ценны розовые кораллы.
Коралл непрозрачен, с восковым блеском,
менее хрупкий, чем янтарь и жемчуг.
Плотность его 2,5; твердость по Моосу 3—
4. На воздухе с течением времени мо-
жет покрыться трещинками, потерять из-
за этого блеск и посереть. Отреставри-
ровать можно, сняв верхний слой. Раство-
ряется в кислотах, не выдерживает высо-
кой температуры. Кораллы используются
для изготовления гемм, различных худо-
жественных поделок и ювелирных укра-
шений в металле и без него.
Гагат. Гагат (черная амбра, смоляной
уголь) — разновидность каменного угля
черного цвета. Непрозрачный, с тусклым
смолистым блеском, легко обрабатывается
и полируется. Под микроскопом видно
древесное строение. Плотность 1,35; твер-
дость по Моосу 3,5. От огня загорается
и горит ярким коптящим пламенем. Гагат
используется как красивый материал для
художественных поделок.
§ 12. Искусственные камни
Ювелирные искусственные камни мож-
но разделить на четыре вида:
синтетические камни — искусственные
самоцветы, полученные синтезом окислов
металлов;
культивированный жемчуг;
естественные имитации драгоценных и
полудрагоценных камней;
стеклянная и пластмассовая имитация
ювелирных камней.
Первые три вида искусственных кам-
ней, обладая свойствами натуральных
камней, с успехом заменяют их в ювелир-
ных изделиях из драгоценных металлов.
Но они по сравнению с натуральными
дешевы. Четвертый вид рассчитан на де-
шевые украшения из недрагоценных ме-
таллов.
Синтетические камни. Под синтетиче-
скими камнями следует понимать искус-
ственно полученные кристаллические и
аморфные химические соединения, кото-
рые сходны по своему составу и структуре
с природными либо имеют внешнее
сходство, обусловленное физическими
свойствами. Путем синтеза получены ко-
рунды, шпинели, изумруды, кварц, а также
самостоятельные химические соединения
(гранатит, фианит). Синтетические корун-
ды и шпинели имеют большое разнообра-
зие цветов. Торговое название камни
получают по имеющимся аналогам в при-
роде — рубины, сапфиры, турмалины,
александриты, аквамарины и др.
Для получения синтетических корундов
пользуются чистейшей окисью алюминия,
а для получения шпинели смесью окисей
алюминия и магния. В зависимости от за-
данного цвета добавляют красители: для
рубина — окись хрома; голубого сап-
фира — окислы железа и титана; василь-
кового сапфира — окислы железа, титана,
хрома; александрита — окись ванадия и т. д.
Подготовленная шихта сыплется непре-
рывной струйкой через водородно-кисло-
родное пламя (пламя гремучего газа),
температура которого выше 2000°С, на
тугоплавкий стержень.
На стержне образуется конус расплава,
который опускается с заданной скоростью.
Таким образом вырастает одиночный
38
кристалл в виде цилиндрического стержня
(були).
Для получения синтетических звездча-
тых корундов (рубинов и сапфиров) в
исходный материал добавляют окись тита-
на. В процессе синтеза образуется сме-
шанный кристалл, при последующем его
нагревании ниже температуры плавления
окиси алюминия он распадается с выделе-
нием тончайших игольчатых кристалликов
рутила. Расположение кристаллов рутила
в синтетическом корунде такое же, как и
в естественном звездчатом корунде. При
огранке кабошоном синтетический рубин
или сапфир дает тот же звездчатый эф-
фект, что и природный. Синтетические
корунды и шпинели обладают прекрас-
ными физическими и химическими свойст-
вами; имеют нулевую пористость, высо-
кую прозрачность, прочность даже при
высоких температурах, стойкость к воз-
действию обычных кислот и большинства
щелочей.
Плотность их 3,98—3,99; твердость по
Моосу 9. Показатель преломления 6,76—
1,78.
Синтетический изумруд получают флю-
совым и гидротермальным методами.
Наращивание кристаллов в обоих случаях
происходит на затравку из природного
берилла.
В первом случае затравка находится в
специальном сосуде, наполненном распла-
вом литиево-молибденового флюса, кото-
рый насыщается питающей шихтой (ком-
понентами изумруда). Питающая шихта рас-
полагается в более высокотемпературной
зоне расплава и созданный таким образом
температурный градиент способствует
осаждению растворенных компонентов на
затравках. Температура среды в зависи-
мости от выбора флюса 700—1200°С.
Скорость роста кристаллов при этом
методе 1 мм слоя в месяц. При гидро-
термальном методе расплав находится
под давлением в автоклаве на 2/э объема
при температуре 500—600°С. Скорость
роста кристаллов 0,8 мм в сутки. В боль-
шинстве случаев синтетические изумруды
имеют отчетливо выраженную зональность
окраски.
Синтетический кварц выращивается
гидротермальным способом. Раствори-
телями природного сырья служат раство-
ры гидроокисей и карбонатов щелочных
металлов — натрия или калия. Затравками
служат стержни и пластины природного
кварца. Посредством красителей (окислов
металлов) и облучения кварц можно полу-
чать от бесцветного до черного, включая
цвета всех природных кристаллических его
разновидностей.
Гранатит (иттрий — алюминиевый гра-
нат) представляет собой иттриево-алюми-
ниевую окись, имеющую структуру граната.
Гранатит образуется в специальных аппа-
ратах при высоких температурах в глубо-
ком вакууме методом «вытягивания» крис-
талла из расплава. В чистом виде гранатит
бесцветен. Плотность 4,54; твердость по
Моосу 8; показатель преломления 16 834.
Благодаря своим свойствам бесцветный
гранатит используется как имитация алма-
за. С помощью добавок гранатит окраши-
вается в различные цвета.
Фианит — от сокращенного (ФИАН)
Физический институт Академии Наук СССР,
где был разработан способ его получе-
ния. Природным аналогом является таже-
ранит. Фианит представляет собой моди-
фикацию окиси циркония и гафния, обла-
дает хорошей огнеупорностью и хими-
ческой стойкостью, высокими оптическими
показателями. Плотность 5,65—6,0 в зави-
симости от добавок; твердость по Моосу
8,5; показатель преломления 2,15—2,18.
Фианиту придают различные цвета и
оттенки изменением химического состава.
Ограненные камни пользуются большим
успехом в ювелирных изделиях из драго-
ценных металлов. Бесцветный ограненный
фианит является одной из наиболее удач-
ных имитаций бриллианта. Подобные мате-
риалы выпускают зарубежные фирмы под
различными названиями: американская
«Диамонеск», швейцарская — «джевалит»,
австрийская (по советской лицензии) «цир-
коний».
39
Культивированный жемчуг. Культиви-
рованный жемчуг, подобно природному,
выращивается в теле моллюска в естест-
венных условиях.
Зародышем служит перламутровый
шарик. Его заключают в кусочек оболочки
мантии трехлетнего моллюска, вырабаты-
вающего перламутр, получая таким обра-
зом «жемчужный мешок». Этот мешок
вкладывают в другую раковину, которую
помещают в специальный водоем. Обво-
лакивание зародыша может длиться
от 2 до 7 лет. В процессе роста жемчужин
раковины проверяют несколько раз в год.
Выращенные жемчужины внешне неотли-
чимы от натуральных, имеют правильную
заданную форму. Оболочка рощенного
жемчуга соответствует по химическому
составу натуральному и обладает теми же
физическими свойствами. Искусственный
жемчуг может выращиваться в больших
количествах, принимать заданные размеры
и формы и быть не менее красивым,
чем настоящий.
Естественные имитации камней. К есте-
ственным имитациям драгоценных и полу-
драгоценных камней относят: камни, полу-
ченные из отходов натуральных камней
путем склеивания, прессования, сплавки,
а также натуральные камни, окрашенные
в другой цвет.
Один из видов имитации самоцветов —
дублеты (дубли) — склеенные камни. От-
ходы (тонкие пластинки) — натуральных
самоцветов, которые не могут быть огра-
нены самостоятельно, склеиваются с менее
дорогими минералами, сходными по про-
зрачности и цвету, и совместно обрабаты-
ваются. Чаще других встречаются дублеты
сапфиров и изумрудов. Подклейками мо-
гут служить горный хрусталь и цветные
стекла. Дублеты, таким образом, состоят
из верхней части — дорогостоящего мине-
рала и нижней — дешевого. Если на ка-
мень смотреть сверху, склейка дублета
незаметна, если же его просматривать,
повернув боком, под определенным углом
к источнику света, заметна красноватая
полоска по периметру подклейки или сла-
бые красноватые отражения подклеенной
грани. Дублеты обладают всеми - лтиче-
скими свойствами самоцвета и, так как низ
камня не изнашивается, долговечны в
эксплуатации.
Прессованием и сплавкой имитируют
янтарь. Прессованный янтарь — разогре-
тые и спрессованные под давлением мел-
кие зерна и осколки естественного янтаря.
Отличается от естественного большим за-
мутнением. Блеск жирный. Твердость и
химические свойства в пределах естест-
венного.
Плавленый янтарь — легкоплавкая мас-
са, получаемая в результате разложения
янтаря при сухой возгонке при темпера-
туре 420°С. Цвет от желтовато-коричне-
вого до коричнево-черного. Температура
плавления 180°С. Растворим в бензоле,
сероуглероде, горячем льняном масле.
Прессованный и плавленый янтари по каче-
ству и декоративным свойствам уступают
натуральному и ценятся недорого.
Для изменения окраски ряда камней
применяют прокаливание для самоцветов
и химическую окраску для цветных.
Пользуясь свойствами ряда самоцветов
(камней кварцевой группы и др.) изме-
нять цвет при прокаливании, их прокали-
вали различными способами: запекая в
хлебе, засыпая золой в горшочке, обмазы-
вая глиной. После полного равномерного
остывания камни приобретают розовые
или золотые тона.
Для изменения цвета агатов и яшм их
выдерживают несколько дней в сахарном
или медовом растворе, обрабатывая затем
серной кислотой и другими реактивами.
В результате халцедоны могут принимать
цвет хризопраза и сердолика, агаты — ко-
ричневую и черную окраску, а яшмы —
усиливать яркость окраски и изменять ее.
Цвет бирюзы может быть усилен анилино-
выми красителями. При этом камни не
теряют своей ценности.
Стеклянная и пластмассовая имитация
камней. В качестве дешевой имитации
самоцветов и цветных камней применяют
стеклянные и пластмассовые сплавы.
40
Стеклянные сплавы — это легкоплавкое
прозрачное стекло, в состав которого для
усиления блеска вводятся окислы свинца,
калия и бора. Окрашивают стеклянные
сплавы окислами меди, селена, кобальта,
урана, марганца и др. Камни получают
штамповкой с последующей обработкой.
Для создания эффекта игры камня на об-
ратную сторону его наносят тонкий зер-
кальный слой серебра, закрепленный ла-
ком.
Непрозрачные стеклянные сплавы мо-
гут служить имитацией цветных камней:
бирюзы, агата (черного), лазурита и др.
Пластмассы служат имитацией камней
органического происхождения и некото-
рых цветных камней. Цвет пластмассы и
прозрачность задаются в зависимости от
того, какой камень имитируется. Для жем-
чуга'— молочно-белая пластмасса с незна-
чительной прозрачностью, с последующим
покрытием жемчужной эмульсией для
перламутрового блеска; янтаря — неровно
окрашенная, местами прозрачная, желтых
тонов; коралла — непрозрачная, корал-
лового цвета; для бирюзы — непрозрач-
ная, голубовато-зеленоватая и т. д. Форму
придают штамповкой.
Контрольные вопросы
1. Назовите отличительные свойства
самоцветов, цветных и органических камней.
2. Как классифицируют ювелирные камни?
3. Что общего у рубина и сапфира и чем
они отличаются друг от друга?
4. Назовите группы камней, насчитываю-
щие наибольшее количество разновидностей.
5. Чем отличается группа кварца от дру-
гих групп камней?
6. Какие разновидности камней группы
кварца можно считать поделочными?
7. Какие типы огранки преимущественно
применяют для цветных камней?
8. Назовите камни органического проис-
хождения.
9. Чем отличается жемчуг от других орга-
нических камней?
10. На какие виды имитации можно разде-
лить искусственные камни?
11. Какие искусственные камни имеют мак-
симальное сходство с натуральными?
12. Перечислите преимущества синтетиче-
ского корунда.
ГЛАВА III
ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
При изготовлении ювелирных изделий
кроме основных материалов — металлов,
их сплавов и камней применяют и вспомо-
гательные материалы, без них невозмож-
ны основные производственные операции.
К ним относятся кислоты, соли, реактивы,
огнеупорные материалы.
§ 13. Кислоты
Азотная кислота HNO3 — бесцветная
жидкость, слегка дымящаяся на возду-
хе. Плотность 1,5; температура кипения
83,8°С. При температуре —42°С застывает
в прозрачную кристаллическую массу.
Смешивается с водой в любом соотноше-
нии. Под влиянием света разлагается на
воду, кислород и двуокись азота. Азотная
кислота принадлежит к числу наиболее
сильных кислот. Действует почти на все
металлы (за исключением золота, платины
и некоторых редких металлов), превращая
их в азотнокислые соли. Применяется для
приготовления пробирных реактивов, для
травления примесей драгоценных метал-
лов (кроме серебра).
Серная кислота Н >SO4 — бесцветная
маслянистая жидкость. Плотность 1,84;
температура кипения 338 С При темпе-
ратуре 10,4°С образует твердую кристал-
лическую массу. Растворяясь в воде, выде-
ляет большое количество теплоты. Во из-
бежание ожогов при смешивании кислоты
с водой следует лить кислоту в воду, а не
наоборот. Концентрированная серная кис-
лота при нагревании растворяет почти все
металлы, кроме платины, золота и некото-
рых металлов платиновой группы. Приме-
41
няется при извлечении золота из руд, для
приготовления отбеливающих растворов,
травления металлических примесей.
Соляная кислота HCI — растворенный в
воде хлористый водород — бесцветная
жидкость с резким запахом. На воздухе
слегка дымится. Плотность обычной кон-
центрированной кислоты 1,19; она содер-
жит 37% HCI. Кислота, служащая для тех-
нических целей, обычно окрашена в жел-
тый цвет и содержит 27,5% HCI.
Соляная кислота хорошо растворяется
в воде, легко вступает в реакцию со Мно-
гими металлами, образуя соли и выделяя
водород. Применяется для приготовления
отбелов и пробирных реактивов.
Царская водка — смесь соляной и азот-
ной кислот в соотношении 2:1 и 3:1, крас-
новато-коричневого цвета. Растворяет все
металлы, кроме родия, иридия, осмия.
Платина растворяется только в горячей
царской водке. Применяется при при-
готовлении пробирного реактива.
Ортофосфорная кислота Н3РО4 — бес-
цветные кристаллы. Плотность 1,8; темпе-
ратура плавления 42,35°С. Очень хорошо
растворяется в воде. Считается неядови-
той. При нагревании до 215°С переходит
в пирофосфорную Н4Р2О7 кислоту. Приме-
няется ортофосфорная кислота для при-
готовления электролитов при родировании
ювелирных изделий.
Борная кислота Н3ВО4 — белое крис-
таллическое вещество принадлежит к чис-
лу очень слабых кислот. Плотность 1,4—
1,5. Легко растворяется в горячей воде, но
при остывании выкристаллизовывается, так
как в холодной воде малорастворима. При
нагревании борная кислота теряет воду,
переходя в метаборную кислоту НВО2,
затем тетраборную Н2В4О7, и наконец, в
борный ангидрид В2О3.
Применяется для приготовления флюса
при пайке драгоценных металлов.
§ 14. Соли
Бура Na2B4O7 • ЮН2О — натриевая соль
гетраборной кислоты. Образует большие
бесцветные прозрачные кристаллы. В по-
рошке похожа на борную кислоту, но
более шелковиста на ощупь. Чтобы отли-
чить буру от борной кислоты, достаточно
немного того и другого вещества насыпать
на поверхность воды в виде пыльцы, бура
тонет. Плотность буры 1,7—1,8. При нагре-
вании до 450°С бура теряет кристаллиза-
ционную воду, затем при температуре
741 °C плавится, образуя прозрачную стек-
ловидную массу. Расплавленная бура обла-
дает свойством растворять оксиды метал-
лов. Это свойство используют при плавке
и пайке металлов. Бура применяется как
самостоятельный флюс или как основа
флюсов при всех ювелирных пайках. Ис-
пользуется она и для приготовления
черни.
Хлористый натрий, или поваренная соль
NaCI, — служит сырьем для производства
хлора, соляной кислоты, едкого натра,
соды. Плотность 2,16; температура плав-
ления 800°С. Хорошо растворим в воде.
Хлористый натрий является компонентом
растворов для химического травления и
пассивирования (процесс образования про-
зрачной защитной пленки) ювелирных
изделий.
Силикат натрия Ыа$Юз — жидкое стек-
ло, получаемое при сплавке диоксида
кремния SiO2 с едким натром NaOH.
Сплав растворим в воде, за что получил
название растворимого стекла. Плавится
при температуре 1088°С. Жидкое стекло
входит в состав электролитов для золоче-
ния, родирования, серебрения и является
связующим веществом при 'изготовлении
шамотных и магнезитовых тиглей для
плавки платины.
Карбонат натрия (углекислый натрий),
или сода Na2Co3, — соль угольной кислоты.
Хорошо растворим в воде. Полученная
аммиачным способом сода не содержит
кристаллизационной воды и называется
кальцинированной содой. Плотность 2,5;
температура плавления 851 °C. При гальва-
нических процессах в ювелирной промыш-
ленности кальцинированная сода приме-
няется для приготовления обезжириваю-
42
щих растворов, а также входит в состав
моющих средств.
Едкий натр, или каустическая сода
NaOH, — гидрооксид натрия, представляет
собой твердое белое вещество. Очень
гигроскопичен. Плотность 2,1; температура
плавления 318°С. Разъедающе действует
на ткани, кожу, бумагу и другие органи-
ческие вещества. Хорошо растворяется в
воде. Едкий натр используется для при-
готовления электролитов при золочении и
обезжиривании ювелирных изделий при
родировании и серебрении.
Селитры — натриевая NaNO3 и калие-
вая KNO3 — соли азотной кислоты. Обра-
зуют бесцветные кристаллы. Плотность
NaNO3 — 2,25; температура плавления
308°С. Плотность KNO3— 2,1; температура
плавления 334°С. Обе селитры хорошо
растворяются в воде. При нагревании до
температуры плавления золота, серебра
и их сплавов селитры разлагаются и обра-
зующийся кислород взаимодействует с
элементами шихты, переводя их в окислы.
Цианистый калий KCN — соль синиль-
ной кислоты HCN. Образует бесцветные
кристаллы. Как и сама синильная кислота,
цианистый калий очень ядовит. Легко раст-
воряется в воде. Плотность 1,25; темпера-
тура плавления 634,5°С. Используется в
ювелирной промышленности при гальвани-
ческих процессах: для приготовления
электролитов золочения, серебрения и для
химического обезжиривания.
Жезезистосинеродистый калий
K4(Fe(CH))- ЗН2О — ферроцианид калия.
Кристаллизуется в виде больших светло-
желтых призм, растворимых в воде. Плот-
ность 1,84. При нагревании разлагается.
Применяется для составления электроли-
тов при серебрении.
Хромовокислый калий К2СгО4 — хромат
калия, представляет собой соль хромовой
кислоты в виде кристаллов желтого цвета.
Плотность 2,7; температура плавления
975°С. Растворим в воде. Применяется для
приготовления растворов электрохимиче-
ского оксидирования серебра. При под-
кислении раствора хромата происходит
реакция превращения в бихромат — дву-
хромовокислый калий.
Двухромовокислый калий, или хромпик
К2Сг2О7, — соль двухромовой кислоты
Н2Сг2О7. Образует кристаллы ярко-оран-
жевого цвета. Плотность 2,7; температура
плавления 398°С. Растворяется в воде,
лучше в теплой. Применяется для прию-
товления пробирных реактивов, а также
входит в состав электролитов химического
травления и пассивирования ювелирных
изделий из серебра и медных сплавов.
Йодистый калий KJ — соль йодистого
водорода HJ. Образуется в виде мелких
кристалликов темно-бурого цвета. Плот-
ность 3,13; температура плавления 723°С
Растворим в воде и кислотах. Применяется
при приготовлении пробирных реактивов
для пробирования платиновых сплавов.
Поташ, или карбонат калия К2СО3, —
соль угольной кислоты. Белое порошко-
образное вещество, легко растворимое в
воде и расплавляющееся во влажном воз-
духе. Плотность 2,29; температура плав-
ления 891 °C. Применяется как один из
компонентов «серной печени» — для окси-
дирования серебра, как флюс и составная
часть флюса при плавке драгоценных ме-
таллов; входит в состав электролита для
блестящего золочения.
Хлористое серебро AgCI — белый
творожистый осадок, нерастворимый в
воде. Растворяется в цианистом ' калии
KCN и гид^ооксиде аммония NH4OH.
Плотность 5,56; температура плавления
445°С. Используется для составления элек-
тролитов при серебрении.
Азотнокислое серебро, или ляпис
AgNO3, — нитрат серебра. Является солью
азотной кислоты. Образует бесцветные
прозрачные кристаллы. Плотность 4,35;
температура плавления 212°С. Разлагается
при температуре 444°С. Кристаллы легко
растворимы в воде и глицерине, почти
нерастворимы в спирте. Применяется при
составлении электролитов для серебрения
и приготовления пробирных реактивов для
пробирования серебра.
Хлорное золото AuCI — соль золото-
43
хлористоводородной кислоты. Образует
кристаллы красновато-коричневого цвета.
Плотность 3,9; температура плавления
разложения 254 С. Легко растворимо в
воде, спирте, эфире. Применяется для
приготовления пробирного реактива
«хлорное золото» и электролитов для
золочения.
§ 15. .Пробирные реактивы
Пробирные реактивы на всех ювелир-
ных предприятиях являются необходимым
средством для определения проб драго-
ценных металлов. В табл. 7 приведены
составы кислотных реактивов, применяе-
мых для определения пробы золота.
Таблица 7
Кислотные пробирные реактивы, применяемые
для определения пробы золота
№ П/П Проба золоте Количество, %
HNO3 (плоти. 1,4) HCI (плоти. 1,19) Диет, вода
1 375 59,5 40,5
2 500 100,0 — —
3 750 59,3 1,1 39,6
4 833 68,7 1.3 30,0
5 900 78,7 1,3 20,0
6 958 69,2 2,0 28,8
Для золотомедных сплавов 583-й про-
бы применяют кислотный реактив такого
состава: HNO3 (плотность 1,4) — 46 мл;
HCI (плотность 1,19) — 4 капли; дистил-
лированная вода — 54 мл.
Для платины 950-й пробы применяют
тот же реактив, что и для золота 958-й
пробы.
Реактивы на основе солей. Реактив
«хлорное золото».
Состав AuCI — 23 г; дистиллированная
вода — 10ОО мл.
Приготовление реактивов:
металлическое золото 999,9-й пробы мел-
кими кусочками или в тонко развальцован-
ном виде растворяют в смеси соляной
и азотной кислот (4 ч. HCI, плотность 1,19,
и 1 ч. HNO3, плотность 1,38—1,40). Раство-
рение проводят при слабом нагревании
раствора до получения темно-желтой мас-
сы хлорного золота. После полного раст-
ворения золота раствор выпаривают до
начала кристаллизации осадка. Затем оса-
док растворяют в дистиллированной воде
в указанном соотношении.
Реактив «хлорное золото» применяется
для пробирования золотых изделий 583-й
пробы, для предварительного пробирова-
ния изделий сомнительного содержания и
для приближенного определения пробы
изделий по цвету и интенсивности пятна
ниже 583-й пробы.
Реактив «азотнокислое серебро»
Составы:
1. AgNO3— 0,45 г; дистиллированная
вода—100 мл. — Для пробирования се-
ребра 750-й пробы.
2. AgNO3 — 0,5 г; дистиллированная
вода — 100 мл. — Для пробирования се-
ребра 800-й пробы.
3. AgNO3—0,7 г; дистиллированная
вода — 100 мл. — Для пробирования се-
ребра 875-й пробы.
4. AgNO3—0,75 г; дистиллированная
вода — 100 мл. — Для пробирования се-
ребра 916-й пробы.
Чтобы усилить действие реактивов, в
них добавляют по капле азотной кислоты.
Приготовление реактивов:
10 г тонко развальцованного и мелко на-
резанного серебра 999,9-й пробы раство-
ряют в 15 мл химически чистой азотной
кислоты (плотность 1,25). Растворение
происходит при слабом подогревании.
В процессе растворения (в закрытом сосу-
де) выкристаллизовывается азотнокислое
серебро, которому дают остыть до ком-
натной температуры и растворяют в дис-
тиллированной воде. Затем раствор фильт-
руют и выпаривают при температуре
100°С до образования густой кристалличе-
ской массы. Дальнейшее выпаривание идет
при постоянном помешивании до сыпу-
чего состояния осадка. Для использования
44
в качестве реактивов осадок растворяют
в указанных пропорциях.
§ 16. Огнеупорные материалы
Огнеупоры являются необходимым
вспомогательным материалом при процес-
сах ювелирного производства, связанных
с нагреванием.
Асбест — волокнистый материал, в
составе которого (в %): МдО — 41,8—
42,6; Fe2O3 — 0,15; Н2О — 14,3—15,3;
SiO2— 42,5—43,5; Al2O3 — 0,5. Огнеупор-
ность не менее 700°С; плотность 2,5.
Прочность и эластичность асбеста зависят
от содержания влаги Асбест неустойчив
против расплавленных металлов, при на-
гревании его прочность значительно сни-
жается. Температурный интервал асбеста
600—800°С, при более сильном нагрева-
нии полностью теряет воду и легко пере-
тирается в порошок. При температуре
1500°С плавится. Применяется как тепло-
изоляционная засыпка в нагревательных
приборах, для изготовления асбестовых
смесей (асбоглина) и асбестовых мате-
риалов (асбокартон)
Из волокна асбеста, пропитанного раст-
вором содовых силикатов, делают асбесто-
вый картон. Толщина листов (в мм): 3;
3,5; 4; 5; 6; 8; 10. Огнеупорность — анало-
гичная асбесту; плотность 2,1—2,8. Широ-
ко применяется ювелирами в качестве
изоляционного материала при пайке, а
также для обертки тигля при плавке.
Кварцевое стекло — плавленый и от-
литый из расплава кварц. Содержание
SiO2 более 90%. Имеет плотное строение
и хорошую теплостойкость. При темпера-
турах выше 1100°С расстекловывается и
крошится; никакими шлаками не разъе-
дается. Огнеупорная посуда из кварцевого
стекла используется в качестве ванн для
отбелов.
Глина огнеупорная — имеет сложный
химический состав. Включает: SiO2, Al2O3,
CaO, MgO, К2О, Na2O, Fe2O3. Огне-
упорность от 1530 до 1830°С в зависимо-
сти от состава; плотность 1,8 (в порошке).
Реагирует с кислотами и щелочами. Ис-
пользуется в качестве связующего мате-
риала для составления огнеупорных обма-
зок и тиглей. Смесь огнеупорной глины,
шамота, каолина и графита (в порошке) в
Соотношении 5,0:2,5:1,3:1,2 используется
при изготовлении тиглей для плавки золо-
тых и серебряных сплавов.
Каолин — белый порошок, состоит из
Al2O3, SiO2, SiO3, P2OS. Огнеупорность
1800—1900 С; плотность 2,2. Подобно
огнеупорной глине, реагирует с кислотами
и щелочами. Используется как связующее
для изготовления графитошамотноглиняных
тиглей и как составная часть монтировоч-
ной массы.
Шамот — обожженная глина или обож-
женный каолин. Огнеупорность 1850—
1770 С; плотность 2,54—2,72. Способен
впитывать в себя окислы металлов. Ис-
пользуется как составная часть многих
огнеупорных смесей для изготовления тиг-
лей. Смесь шамота и огнеупорной глины
(в порошке) в соотношении 1,5:1,0 приме-
няется при изготовлении тиглей для плавки
платины, золота и серебра.
Графит (тигельный) — светло-серый
порошок, жирный на ощупь. В состав гра-
фита входят зола и оксид железа. Огне-
упорность 3500аС; плотность 2—2,5. Ис-
пользуется для изготовления графитовых
тиглей и смесей для тиглей. Смесь гра-
фита, огнеупорной глины, шамота, кварце-
вого песка и каолина (в порошке) в со-
отношении 4,7:3,6 0,9 0 2 идет на изготов-
ление тиглей для плавки золота и серебра.
Известь жженая — бесцветный поро-
шок, состоит (в %) из: СаО — 88—93,
МдО — 1—2; SiO — 1,5—3; Fe2O3+Al2O3 —
1,5—2; Р — 0,005—0,01; S — 0,07—0,10.
Огнеупорность 2670°С; плотность 3,32.
Хорошо противостоит действию шлаков.
Поглощает летучие вещества и оксиды
неблагородных металлов, очищая от них
расплавы.
Используется для изготовления прес-
сованных тиглей для плавки платины, ме-
таллов платиновой группы и их сплавов.
Применяется в составе флюса при плавке
45
опилок золота, загрязненных наждачной
пылью.
Формовочные смеси — это огнеупор-
ные составы для формовки выплавляемых
изделий. Составы могут иметь следующее
содержание:
1. Кварц (кристобалит) — 70%; гипс —
30%; глюкоза (замедлитель) — 0,05—0,1 %;
вода — 440—470 мл на 1 кг смеси.
2. Кварц (кристобалит) — 60—68%;
гипс — 32—40%; вода — 430—450 мл на
1 кг смеси.
Монтировочная масса — огнеупорный
материал, используемый при сборке (пай-
ке) ювелирных изделий и сложных дета-
лей. Состав массы: каолин (отмученный
30—40 мас.ч. и молотый асбест 70—
60 мас.ч.). Смесь замешивают на воде до
густоты пластилина. На этой смеси произ-
водят сборку. Монтировочная масса мо-
жет быть использована неоднократно.
Затвердевшую монтировочную массу раз-
мачивают водой. В качестве монтировоч-
ной массы могут быть использованы и
формовочные смеси.
Фиксирующая паста
Фиксирующая паста (китт) — вспомога-
тельный, но не огнеупорный материал.
Она служит для фиксации ювелирного
изделия во время закрепки в него камней,
надежно предохраняя его от искажений.
С помощью пасты изделие закрепляют
на киттштоке (деревянной ручке) любой
конструкции и формы. Китт приготовляют
в нескольких вариантах: канифоль с ме-
лом; канифоль с зубным порошком; ка-
нифоль с мелом и мукой. Для приготов-
ления китта расплавляют на огне канифоль,
постепенно добавляя в нее другой компо-
нент. При постоянном помешивании смесь
доводят до густоты сметаны и отливают
в удобные для употребления формы. На-
смаливание пасты на киттшток, а также
дальнейшее размягчение производят при
нагреве над пламенем горелки.
В качестве фиксирующей пасты можно
использовать также сургуч.
Контрольные вопросы
1. Какие кислоты используются в ювелир-
ном деле?
2. Какие соли употребляют для приготовле-
ния флюсов, применяемых при пайке, и какова
их роль?
3. Какие соли используются в качестве
флюсов при плавке и каково их назначение?
4. Какие соли применяют для приготовле-
ния пробирных реактивов?
5. Какие компоненты используют для со-
ставления кислотных реактивов?
6. В чем заключается сущность приготов-
ления реактивов «хлорное золото»?
7. Для каких целей применяются огне-
упорные материалы в ювелирной промышлен-
ности?
8. Какие огнеупорные материалы применя-
ются при пайке ювелирных изделий?
ЧАСТЬ II
ОБРАБОТКА МЕТАЛЛОВ
ГЛАВА IV
ЗАГОТОВИТЕЛЬНЫЕ ПРОЦЕССЫ
Сырьем для предприятий ювелирной
промышленности служат поступающие со
специальных заводов полуфабрикаты в
виде слитков, прутков, проволоки, шайб,
листов и химически чистые металлы. В за-
готовительных отделениях и цехах юве-
лирных предприятий полуфабрикаты про-
ходят различную обработку, в результате
которой: слитки превращаются в прокат
для штамповки деталей ювелирных изде-
лий; прутки приобретают заданные диа-
метры, шайбы раскатываются в кольца;
листы режутся на ленты и прокатываются
до нужной толщины. Чистые металлы ис-
пользуют для составления припоев и
литейных сплавов и для освежения драго-
ценных сплавов, полученных непосредст-
венно на производстве.
Заготовительные отделения и цеха
ювелирного производства получают сырье
и отходы с различных участков предприя-
тия.
К заготовительным процессам относят-
ся: плавка, прокатка, волочение, штампов-
ка и термическая обработка. Ведущее
место среди них занимает обработка дав-
лением. Изменение форм и размеров
заготовки происходит путем пластической
деформации. Для драгоценных металлов
наиболее распространена холодная де-
формация. Она обеспечивает высокое
качество поверхности, значительную точ-
ность размеров и возможность получе-
ния различного по величине и форме
сечения.
§ 17. Плавка и отливка
Поступающие для плавки частицы одно-
го или нескольких металлов загружаются в
специальные плавильные печи, под влия-
нием высокой температуры доводятся до
жидкой однородной массы, которая отли-
вается в формы для получения слитков.
Материал, поступающий в плавку,
называется шихтовым или шихтой. Шихта
может быть в виде чистых металлов, бра-
кованных слитков и изделий, лома, обрез-
ков, стружки и опилок и других отходов
ювелирного производства. Шихтовый ма-
териал в зависимости от степени и харак-
тера загрязнения подвергается различной
обработке.
Возвратные отходы от переработки
драгоценных металлов своего производ-
ства (литники, высечка, стружка, обрезки
и др.), не вызывающие сомнения в отно-
шении содержания основных и легирую-
щих компонентов, поступают в плавку
без предварительной подготовки.
Отходы драгоценных металлов (опил-
ки, мелкие обрезки, стружка), загрязнен-
ные в процессе работы, проходят очисти-
тельную обработку и только после этого
поступают в плавку.
Шихтбвые материалы, загрязненные
вредными примесями (металлами, не от-
вечающими составу сплава, материалами,
отрицательно влияющими на свойства
сплава, и т. д.), подвергаются предвари-
тельной плавке, а затем отправляются на
аффинажные заводы или на заводы вто-
ричных драгоценных металлов.
Очистка шихты. Отходы драгоценных
металлов (опилки, стружка, мелкие обрез-
ки и т. д.) всегда загрязнены. Опилки про-
каливаются в муфельной печи для удале-
ния всех сгорающих примесей (дерева,
воска, щетины от щеток, бумажной и дру-
гой пыли). Остывшую шихту разрыхляют
47
и тщательно промагничивают для извлече-
ния стальных примесей (опилок, обломков
лобзиковых пилок и сверл, окалины).
Очищенные таким образом отходы драго-
ценных металлов можно считать подготов-
ленными к плавке. Сплавляют отходы для
различных целей — соединения частей
одного металла в слиток, приготовления
сплавов и припоев (легкоплавких, легко-
текучих сплавов), освежения сплава и т. д.
Плавка драгоценных металлов может
производиться в тигельных электрических
печах сопротивления с металлическими
и неметаллическими нагревателями, в ин-
дукционных электрических печах без маг-
нитопровода открытого и закрытого типов.
Наиболее распространены тигельные элек-
трические печи с неметаллическими нагре-
вателями, которые обеспечивают быстрый
нагрев и расплавление шихты, просты в
эксплуатации. В качестве нагревателей в
таких печах используют уголь, графит
и криптол.
Шихтовый материал загружается в ти-
гель (рис. 15) — огнеупорный сосуд пла-
вильной печи, в котором расплавляют
металл. Последовательность загрузки за-
висит от величины и состояния шихты,
состава и температурных характеристик
компонентов, входящих в сплав.
Порядок загрузки и плавки шихты.
При плавке однородного металла шихту
можно загружать в тигель одновременно,
если плавильная печь обеспечивает быст-
рый нагрев шихты. В противном случае
сначала загружают крупные куски или
Рис. 15. Графитовый тигель с асбестовой
теплоизоляцией:
1 — тигель, 2 — асбест, 3 — металличе-
ская штанга для перемещения и наклона
тигля
брикеты, а по мере их расплавления
добавляют мелкие обрезки и другие от-
ходы. Расплав из золота нагревают до
1200—1250°С, серебра — до 1100—1150°С,
платины — 1920—1980°С, палладия — 1700—
1750°С.
Для приготовления двойных золото-
серебряных сплавов загрузку шихты на-
чинают с серебра. Его загружают на дно
тигля, а сверху засыпают золото, и плавку
ведут одновременно, если куски шихты
приблизительно одного размера. Если же
величина шихтовых материалов различна,
то загружают сначала крупные куски, а
по мере их расплавления добавляют
мелкие, серебряные или золотые. Темпе-
ратура нагрева расплава для золотых спла-
вов с содержанием до 30% Ад — 1200—
1250°С, для сплава с содержанием 40—
70% Ад — 1180—1240°С, для сплава с
содержанием 80% Ад — 1170—1230°С.
При легировании золота медью (при-
готовление двойных золотомедных спла-
вов) плавку шихты начинают с золота.
Сначала плавят слитки и крупные куски
золота, а затем догружают мелочь. Медь
загружают после того, как полностью рас-
плавится золотая шихта. Для всех сплавов
с содержанием меди в качестве медной
лигатуры используют прокат марок не
ниже М1. Расплав, содержащий до 2% Си,
нагревают до 1190—1250°С, 8,4% Си —
до 1180—1240°С, 42,7% Си — до 1150—
1230°С.
При приготовлении тройных золото-
серебряномедных сплавов сначала загру-
жают золото, после его расплавления —
серебро, а затем в золотосеребряный
расплав — медь. Расплав нагревают для
сплава 958-й пробы до 1180—1240°С;
750-й пробы —до 1180—1200°С; 583-й —
до 1080—1200°С; 500-й—до 1070—1160°С;
для сплавов 375-й пробы — до 1120—
1230°С.
При плавке шихтовых материалов для
сплава «белое золото» (Au—Pt—Ад), в
состав которого входит любой тугоплавкий
компонент, пользуются ступенчатым на-
гревом тигля. Загрузку шихты начинают с
48
золота, затем добавляют серебро и после
расплавления — медь. Доведя темпера-
туру расплава до 1120°С, загружают пла-
тину и увеличивают нагрев тигля до 1230—
1300°С.
Загрузку простого золотоникелевомед-
ного сплава начинают с золота. После
его расплавления догружают никель и
медь. Тигель нагревают на 150—250° выше
температуры полного расплавления.
Для приготовления трехкомпонентного
сплава «белое золото» (Au—Pd—Pt) сна-
чала загружают золото, после его рас-
плавления температуру повышают до
1260—1280°С и небольшими порциями
вводят платину, а при дальнейшем повы-
шении температуры расплава (до 1620—
168О°С) постепенно вводят палладий.
При приготовлении серебряномедных
сплавов с преобладающим количеством
серебра 916, 875, 800, 750-й проб загрузку
тигля начинают с серебра. Затем в расплав
серебра загружают медь. Расплав нагрева-
ют для сплавов 916 и 875-й проб до 1090—
1140°С; 800 и 750-й проб — до 1080 —
1130°С.
Для приготовления золотых припоев
(Au—Ад—Си—Zn), как и для всех золотых
припоев, в шихту вводят раскислители,
назначение которых — восстановить окис-
лы окисленных компонентов до металлов.
Загрузку шихты начинают с золота, по
мере его расплавления загружают сереб-
ро, а затем медь. Цинк вводят в послед-
нюю очередь, причем подогретым до
150°С. Расплав нагревают до припоев:
583-й пробы — до 940—1000°С; 500-й —
до 890—950° С; 875-й пробы — до 930—
990°С.
Загрузка шихты четырехкомпонентного
золотого припоя (Au—Ад—Си—Cd) с
содержанием кадмия производится анало-
гично предыдущей. Только вместо цинка
вводят кадмий. Расплав нагревается для
припоев 750-й пробы до 920—980°С;
583-й с содержанием 10,2% Cd — до
910—970°С; 583->i с содержанием 11,5%
Cd и 500-й — до 880—940°С; 583-й пробы
с содержанием 8,4% Cd — до 920—980°С.
Загрузку сплавов для составления
золотых припоев (Au—Ад—Си—Zn—Cd),
содержащих цинк и кадмий, производят
в следующем порядке. Сначала загру-
жают золото, затем серебро, потом в
расплав — медь и после тщательного
перемешивания вводят цинк, а за 1—3 мин
до отливки — кадмий. Кадмий, как и цинк,
вводят подогретым до 150°С. Темпера-
тура расплава для припоев: 750-й пробы
с содержанием 6,9% Cd, 1,5% Zn —
960—1020°С; 750-й с содержанием 5%
Cd, 0,8% Zn — 980—1040° С; 583-й с содер-
жанием 10% Cd, 2,5% Zn — 860—920°С;
583-й с содержанием 2,5% Cd, 1,7% Zn —
970—1030°С; 500-й пробы — 900—960°С.
Шихту для приготовления золотых
припоев белого цвета (Au—Ад—Pd—Си—
Zn) загружают в следующем порядке:
сначала золото и серебро, потом в рас-
плав догружают медь, затем палладий,
а за 1—3 мин до отливки — цинк.
Шихту серебряномедных припоев загру-
жают аналогично серебряным сплавам.
Плавку драгоценных металлов нужно
проводить с соблюдением всех условий
инструкции о сокращении безвозвратных
потерь драгоценных металлов. Потери при
плавке можно разделить на две катего-
рии: потери со шлаками защитных покро-
вов и флюсов; потери, связанные с лету-
честью металлов (металлургический угар).
Металлургический угар существенно ме-
няется при изменении температурного
режима. Например, золото при мини-
мальной температуре плавления (1063°С)
угарает на 0,0004%, при перегреве на
400°С — на 0,018%, а при большем пере-
греве расплава угар возрастает еще резче.
В целях понижения потерь драгоцен-
ного металла ряд предприятий освоил
применение промежуточных лигатур при
плавке драгоценных металлов. Этот про-
цесс позволяет плавить металлы без пере-
грева. Сущность процесса сводится к тому,
что тугоплавкие металлы, вводимые в
сплав, предварительно сплавляют с менее
тугоплавкими. Например, палладий с се-
ребром. А металлы легкоплавкие — с
49
более тугоплавкими; например, цинк с
серебром или медью и т. д. Таким обра-
зом температуру плавления этих компо-
нентов усредняют и облегчают тем самым
введение их в расплав, так как не нужно
создавать специального температурного
режима плавки.
Защитные покровы, флюсы, раскисли-
тели. При плавке драгоценных металлов
и сплавов для предохранения расплавов
от окисления, насыщения кислородом и
другими газами из окружающей среды, а
также для верхней теплоизоляции распла-
вов (для сокращения расходов тепла на
плавку) применяются защитные покровы.
Ими могут быть: древесный уголь, бура,
борная кислота, хлористый кальций, хло-
ристый натрий, хлористый калий, хлорис-
тый барий.
Флюсы очищают расплавы от нежела-
тельных компонентов, загрязнений и при-
месей путем окисления и перевода окис-
лов в шлаки. В большинстве случаев в
качестве флюсов используются те же
вещества, что и для защитных покровов.
Раскислители восстанавливают окислен-
ные компоненты расплава до металлов
для повышения их жидкотекучести и
качества отливаемых слитков. Для драго-
ценных сплавов раскислителями являются
цинк, фосфористая медь и марганцово-
кислый калий.
При выборке защитных покровов, флю-
сов и раскислителей необходимо учиты-
вать характер их взаимодействия с рас-
плавами и отдельными компонентами
расплавов. Например, древесный уголь,
один из лучших защитных покровов для
серебра и его сплавов, непригоден для
платины, так как платина, металлы плати-
новой группы и никель, а также сплавы
с содержанием этих металлов при плавке
подвержены науглероживанию. Недопу-
стимо применение угля совместно с кали-
евой селитрой и поташом, так как эти флю-
сы при нагревании в присутствии углерода
образуют взрывоопасные соединения.
Древесный уголь может выполнять
роль как защитного покрова, так и флюса.
Для плавки небольшого количества драго-
ценного металла лучшим считается хоро-
шо прокаленный березовый уголь. Темпе-
ратура вспышки угля 250—300°С. Уголь
прокаливается без доступа воздуха до
вишнево-красного цвета. Хранится в су-
шильных шкафах при температуре на 20—
25°С выше температуры окружающей сре-
ды. В качестве защитного покрова может
быть применен при плавке серебра, се-
ребряномедных сплавов, золота и золотых
сплавов без содержания платины, метал-
лов платиновой группы и никеля.
Бура (плавленая) используется в каче-
стве флюса и защитного покрова при
плавке драгоценных металлов. Обладает
свойством хорошо отшлаковывать окислы
многих металлов и шлаковых включений.
Расплавленная бура обладает хорошей
смачиваемостью. Находясь в шихте, она
обволакивает нерастворимые тугоплавкие
включения и окислы и поднимает их на
поверхность. Переплавленную, мелкоис-
толченную или прокаленную при темпе-
ратуре 450°С буру хранят в сухой посуде
с притертой пробкой. В качестве защит-
ного покрова бура может применяться
для всех драгоценных металлов и сплавов
как самостоятельно, так и в сочетании с
другими флюсами. Для лучшего скольже-
ния расплава по стенкам бурой покры-
вают рабочую часть тигля. Перед загруз-
кой шихту тщательно пересыпают бурой
из расчета 1 % буры от массы всей шихты,
что способствует лучшему соединению
частиц шихты.
Смесь поташа с бурой (1:1 по массе)
применяют как флюс при очистительных
плавках. Смесь должна быть прокалена.
Флюс вводится порциями. При загрязне-
нии шихты нежелательными металлами
применяют смесь буры с калиевой или
натриевой селитрой.
При плавке драгоценных сплавов с
селитрой можно повысить пробу сплава
до 20 ед. При плавке с селитрой шихту
нагревают под покровом буры до темпе-
ратуры отливки и в расплав вводят селитру
двумя-тремя приемами.
50
Другие флюсы — хлористый кальций,
хлористый барий, хлористый натрий, хло-
ристый калий — также применяются при
очистительных плавках. Свойства и дейст-
вие флюсов однотипны. Температура плав-
ления 772—925°С. Образуют хорошие за-
щитные покровы для сплавов с темпера-
турой плавления до 1300°С. Как и бура,
хлористый кальций, хлористый барий, хло-
ристый натрий или хлористый калий при-
меняются в переплавленном, измельчен-
ном и прокаленном виде.
Лучший раскислитель для драгоценных
сплавов — цинк. Его вводят из расчета
0,05—0,1 % от массы шихты. Как раскисли-
тель используют и фосфористую медь.
Однако в шихту ряда сплавов, особенно
с содержанием меди, можно добавлять не
более 0,05% (от массы всей шихты) фос-
фористой меди, потому что избыток фос-
фора вызывает красноломкость сплавов.
Процесс плавки. Перед загрузкой ших-
ты в тигель следует проверить исправ-
ность плавильной системы и подготовить
для отливки слитка изложницы. Тигель
перед загрузкой в него металла прогре-
вают до 1000°С и тщательно осматривают.
В тиглях, прочность которых вызывает
сомнения, плавить воспрещается. Рабочую
часть прогретого тигля посыпают бурой, а
при необходимости дополнительного за-
щитного покрова часть ее кладут на дно
тигля. Затем в тигель загружают шихту и
задают нужную температуру. После рас-
плавления шихты вводят оставшуюся часть
флюса и расплав тщательно перемеши-
вают. Не понижая температуры нагрева,
расплаву дают отстояться, чтобы флюс
отшлаковал ненужные окислы и примеси.
За несколько секунд до отливки в рас-
плав вводят раскислитель. В расплавы
припоев и сплавов, содержащих цинк,
раскислитель не вводится в связи с доста-
точным количеством компонентов, выпол-
няющих роль раскислителя. Изложницы,
нагретые до 100°С для удаления следов
влаги, натирают технологической смазкой
и устанавливают для отливки. После этого
расплав наливают через сливной желоб
Рис. 16. Изложницы для отливки слитков
тигля в изложницы и после полной крис-
таллизации и выдержки слиток извлекают.
В мастерских, не оборудованных пла-
вильными печами, шихту нагревают пламе-
нем бензинового или газового паяльного
аппарата. Плавка шихты ведется в тигель-
ках, изготовленных из смесей на основе
огнеупорной глины, каолина, графита,
шамота. В этих же целях используют
шамотный кирпич и кусок древесного
угля, обмазанного огнеупорной глиной.
Вместимость тигельков рассчитана до 30 г
расплава. Перед употреблением рабочую
часть их глазуруют бурой. Отливаются
расплавы и изложницы соответствующих
размеров.
Слитки трехкомпонентных сплавов зо-
лото—медь—серебро при охлаждении ни-
же 450°С сохраняют первоначальную
кубическую гранецентрированную решет-
ку и свойства твердого раствора, поэтому
слитки необходимо подвергать резкому
охлаждению. Это придает им мягкость и
пластичность.
51
Для отливки слитков драгоценных
металлов используют чугунные и сталь-
ные изложницы (рис. 16). Изложница,
или ингус, представляет собой металличе-
ский брусок с выфрезерованным пазом по
форме будущего слитка. Нерабочая стенка
изложницы делается выше, она служит
экраном, направляющим расплав в лаз.
Размеры изложницы и толщина их стенок
зависят от размеров слитка. Изложницы
для горизонтальной отливки делают
сплошными. Они могут иметь несколько
ячеек. Для вертикальной отливки изготов-
ляют разъемные изложницы с заливной
воронкой с торца. Изложницы рекомен-
дуется делать из серого гематитового
чугуна с малым содержанием примесей
серы и фосфора Или низкосортных сталей
(как правило, разъемные).
Для использования новые изложницы
прокаливают до температуры 500—550°С,
а перед отливкой нагревают до соответст-
вующей температуры и смазывают техно-
логическими смазками. Роль технологиче-
ских смазок — обеспечить хорошее каче-
ство отливаемых слитков, т. е. хорошее
растекание расплава по ячейке, препятст-
вовать образованию раковин и наплывов
и пригоранию расплава к стенкам излож-
ницы. В качестве смазок употребляют:
льняное, конопляное, подсолнечное, вере-
тенное и машинное масла, пчелиный воск
и водную эмульсию молотого мела.
Перечисленные масла рекомендуются
для отливки слитков из серебра, золота
и припоев. Перед использованием масло
обязательно обезвоживают кипячением на
водяной бане при 110—120°С в течение
2 ч. Смазку наносят тонким ровным слоем
на рабочую поверхность изложницы, подо-
гретой до температуры не более 100°С.
Пчелиный воск — одна из лучших, но
дорогих смазок. Используется в тех же
случаях, что и масла. Наносится на рабо-
чую поверхность изложницы, нагретой до
50—70°С, равномерным натиранием.
Водная эмульсия молотого мела при-
меняется при отливке высокотемператур-
ных металлов и сплавов — золота, плати-
ны, палладия. После нанесения слоя
эмульсии на рабочую поверхность излож-
ницы, нагретой до 150—200°С, ее тща-
тельно просушивают до полного удаления
влаги. Просушенную изложницу рекомен-
дуется прокаливать при температуре
550°С, тогда изложница выдерживает
более 100 заливок. Делают это заранее,
так чтобы к моменту отливки изложница
имела рабочую температуру 150—200°С.
Плавка и отливка металлов — один из
наиболее опасных процессов, при котором
несоблюдение правил безопасности тру-
да может вызвать серьезные травмы.
Выполнять плавку можно только на пол-
ностью исправном и налаженном оборудо-
вании. Вся плавильная оснастка должна
быть заранее подготовлена и разложена
на удобных для работы участках. Плавку
следует проводить в защитных очках и с
предельной осторожностью. Загружать
шихту в нагретый тигель нужно с помощью
специального жестяного совочка, размеры
которого позволяют безопасно провести
операцию. Для помешивания расплава и
снятия шлаке служит специальная графи-
товая или кварцевая мешалка, длина кото-
рой обеспечивает удобство работы и
надежную защиту рук от ожогов. Особая
осторожность требуется при разливе
металла в изложницы. Кроме того, что
необходим навык, надо убедиться в пра-
вильности установки изложницы и степени
ее смазки. Лишняя смазка может вызвать
разбрызгивание металла. Участок стола
для отливки должен иметь бортик на слу-
чай разбрызгивания сплава. Плавильщик
обязан работать в защитном фартуке из
кожи, брезента или войлока. Выбрасывать
слитки из изложниц и охлаждать их сле-
дует в рукавицах.
§ 18. Прокатка и вальцовка
Прокатка — вид обработки металлов.
Металл, проходя между вращающимися
валками, под давлением изменяет форму
и размеры. Прокатка — непрерывный
процесс, т. е. профиль металла изменяет-
ся по всей длине проката. Профилем
52
проката называют поперечное сечение
прокатанного металла.
Вальцовка — это местная прокатка, т. е.
прокатка ограниченного участка слитка или
другого вида заготовки.
В производстве ювелирных изделий
применяется только холодная листовая и
профильная прокатка. На ювелирных заво-
дах, фабриках и в мастерских используют
двухвалковые прокатные вальцы с электри-
ческим и ручным приводом, рассчитанные
на сравнительно небольшие заготовки.
Для повышения пластичности слитков
драгоценных металлов перед прокаткой их
подвергают ковке, причем золотые и се-
ребряные сплавы в холодном состоянии,
платиновые — в горячем. Небольшие слит-
ки проковывают вручную (молотком на
наковальне), а слитки больших разме-
ров — на ковочных прессах. После этого
слитки отжигают.
В качестве прокатного оборудования
используются вальцы. Это станок с двумя
валками и устройствами, обеспечиваю-
щими вращение валков (навстречу друг
другу) и регулировку зазора между ними.
На вальцах с ручным приводом вальцуют
и прокатывают мелкие заготовки и припой
при индивидуальном изготовлении юве-
лирных изделий.
Вид выходящей заготовки зависит от
формы валков. Валки цилиндрические с
гладкой поверхностью (рис. 17) служат
для прокатки листов, слитков в листы
(ленты), прутков, проволоки на плоскость
(расплющивание).
Валки профильные (рис. 18) представ-
ляют собой цилиндры с проточками (же-
лобками) различных профилей по окруж-
ности валка. Каждая проточка называется
ручей. Каждая пара профильных валков
образует систему калибров. Калибром на-
зывают просвет, образованный двумя
ручьями совмещенных валков. Правила
последовательного расположения калиб-
ров на валках называют калибровкой
валков. В производстве ювелирных укра-
шений нашли применение два вида калиб-
ров: квадратный и сегментный (рис 19).
калибровкой:
1 — ручей, 2 — калибр
Квадратный калибр — образован двумя
прямоугольными равнобедренными тре-
угольниками (при совмещении валков).
Квадратная калибровка валков обеспечи-
вает прокатку слитков до проволоки нуж-
ного сечения. Сегментная калибровка об-
разована профильным валком с ручьями
овального профиля (разных радиусов) и
гладким валком (без ручьев). Сегментная
калибровка позволяет получить заготовку
для обручальных колец различной ширины
и заготовку для деталей других колец.
При прокатке металл, проходя между
двумя валками, подвергается деформации,
которая заключается в уменьшении высо-
ты полосы, уширении полосы (для листо-
вой прокатки) или в уменьшении профиля
(для профильной прокатки). И в том и в
другом случае изменяется форма проката
и увеличивается его длина. В валки металл
втягивается силами трения, которые созда-
ются на поверхности соприкосновения ме-
талла с валками под влиянием давления,
возникающего при обжатии полосы по вы-
соте. Но металл деформируется не одно-
53
Рис. 19. Калибры:
а — квадратный, б — сегментный
Рис. 20. Схема деформации металла при
прокатке:
а — продольное сечение зоны деформации по
вертикали, б — продольное сечение зоны де-
формации по горизонтали
временно по всей длине полосы, а только в
том участке, где происходит обжатие. Этот
участок называется зоной деформации и оп-
ределяется объемом между площадью на-
чального касания металла валкое и площадью,
проходящей по продольной оси валков по
линии центров. Из продольного сечения
зоны деформации по вертикали (рис. 20, а)
видно, что происходит постоянное обжа-
тие полосы по толщине от начальной Н до
конечной /?. А из продольного сечения
зоны деформации по горизонтали (рис.
20, б) — как происходит уширение полосы
от начального размера ВП до конечного
В2. Дуга АВ,, по которой металл сопри-
касается с валком, называется дугой за-
хвата, а угол а, образованный АО и ОВ
и опирающийся на дугу захвата, — углом
захвата. После прохождения заготовкой
дуги захвата наступает установившийся
процесс прокатки.
Деформация металла при прохожде-
нии его между валками неравномерна и
зависит от степени обжатия (разницы
между толщиной полосы и зазором меж-
ду валками). При малых степенях обжатия
наблюдается только поверхностная пласти-
ческая деформация, вследствие чего по-
верхностные слои металла имеют боль-
шую напряженность и скорость растекания
их меньше скорости растекания средних
слоев.
При прокатке с сильным обжатием
деформация проникает на всю глубину
металла и средние слои его имеют боль-
шую напряженность, а следовательно,
меньшую скорость течения. Разница в ско-
ростях растекания разных слоев прокаты-
ваемого металла вызывает неравномер-
ность напряжений, а значит, и неравно-
мерность деформации. Неравномерность
деформации наблюдается и по ширине по-
лосы — на боковых гранях полоса дефор-
мации менее глубока, чем посередине.
Разность напряжений, а следовательно,
скорость течения металла, может привести
к боковым надрывам, складкам, к разрыву
полосы с конца (образованию «усов»).
Разность напряжений снимается отжигом
заготовки.
Прокатка слитков, прутков, лент и дру-
гих заготовок на электромеханических
вальцах требует определенной подготовки.
Убедившись в исправности станка, отрегу-
лировав опорный стол и, при надобности,
боковые направляющие (щечки), регули-
руют зазоры между валками. В современ-
ных универсальных вальцах имеется дели-
тельный диск, по которому можно опреде-
лить расхождение валков. В вальцах более
ранней конструкции и в вальцах с ручным
приводом регулировка зазора определяет-
ся на глаз, с некоторым запасом в большую
сторону. Если валки покрыты временной ан-
тикоррозионной смазкой, ее снимают и валь-
цы включают. Если заготовка короткая, ее
54
кладут на опорный стол целиком, если
заготовка длинная — на опорный стол
помещают головной конец ее. Подавать
заготовку малых размеров к валкам рукой
чрезвычайно опасно, поэтому для подачи
используют деревянный клиновидный упор.
Большие заготовки подаются рукой, на
безопасном расстоянии, до захвата их
валками. Дальнейшее движение заготовки
обеспечивают сами валки. Если после
первого прохода заготовка имеет горизон-
тальное искажение, значит, регулировка
параллельности валков недостаточна, валь-
цы выключают и регулируют. А если види-
мых горизонтальных искажений нет —
процесс продолжают.
В большинстве случаев нужные разме-
ры получают после многократных прохож-
дений заготовки между валками, но если
есть возможность достичь заданных раз-
меров за один проход, то предварительно
запускают небольшой (пробный) участок
заготовки, по которому определяют необ-
ходимый размер. В процессе прокатки
постоянно просматривают ребра заго-
товки и, если замечают тенденцию к рас-
трескиванию, ее подвергают дополнитель-
ному отжигу.
Прокатка прутковой заготовки в про-
волоку в профильных валках квадратного
калибра производится вращением прутка
после каждого прохода на 90° вокруг
продольной оси. Таким образом, стороны
квадрата (заготовки) попеременно попа-
дают под вертикальное обжатие валками.
При этом обжатие должно быть таким,
чтобы на ребрах, находящихся в данный
момент в горизонтальном положении, не
образовался облой (слой металла, высту-
пающий за пределы контура полуфабри-
ката); в противном случае заготовка
отходит в брак, который можно исправить
только опиливанием облоя.
Прокатка в профильных валках фасон-
ной (сегментной, прямоугольной, рисунча-
той) калибровкой по чистовому размеру
проводится всегда за один проход. За-
готовку для нее предварительно прокаты-
вают до определенного сечения.
Вальцовку осуществляют только на
вальцах с ручным приводом. Кстати, в
ювелирной практике нет резкого разгра-
ничения между процессами прокатки и
вальцовки, и все операции, производимые
на вальцах с ручным приводом, называют
вальцовкой. Несмотря на то что вальцов-
ка — процесс заготовительный, выполняет-
ся он уже в монтировочном цикле изго-
товления ювелирных изделий непосредст-
венно ювелирами. Заготовка, предназна-
ченная для вальцовки, нарезана поштучно,
и на ней отмечены участки, форма кото-
рых должна быть изменена. Зазор между
валками устанавливается по сечению
заготовки; нужное обжатие задается по-
степенно поджатием валка штурвалом.
Если участок должен быть расширен —
задается большее обжатие, если удли-
нен —- меньшее. При приближении раз-
мера провальцованного участка к задан-
ному заготовку промеряют после каждого
обжатия.
К работе на вальцах допускаются лица,
знающие правила пользования данным
станком и правила безопасности труда.
Особую опасность представляют вальцы с
электрическим приводом. При работе на
них категорически запрещается сопровож-
дать руками заготовку вплоть до валков,
исправлять на ходу перекосившуюся на
выходе заготовку. Рукава халата вальцов-
щика должны быть плотно застегнуты
или закатаны. Во избежание порезов рук
не разрешается пользоваться рукой как
направляющей, пропускать через нее
заготовку с острыми ребрами. Для изме-
нения положения заготовки или при обна-
ружении неполадок в станке его обяза-
тельно выключают.
§ 19. Волочение
Процесс волочения представляет собой
протягивание прутковой, проволочной,
трубчатой и профильной заготовок через
коническое отверстие для уменьшения их
поперечного размера и увеличения длины.
Путем волочения в ювелирном производ-
55
Рис. 21. Волочильная матрица (продоль-
ный разрез):
1 — смазочная воронка, 2 — рабочий конус,
3 — калибрующий поясок, 4 — выходная рас-
пушка
стве получают в основном проволоку и
трубную заготовку.
Ювелирные предприятия в качестве
сырья получают со специальных заводов
полуфабрикаты в виде слитков, листов,
прутков, проволоки и т. д. Тем не менее
волочильные процессы в ювелирном деле
широко распространены. Заготовка для
волочения проволоки — прутки и прово-
лока большого сечения, для протяжки
трубок — ленты определенных размеров.
Основной волочильный инструмент —
матрицы, или фильеры, с отверстиями, че-
рез которые протягивают металл (рис. 21).
Протяжку заготовки обеспечивает комп-
лект матриц двух типов. Первый —
это набор обойм, в каждую из которых
вставлен фильер определенного размера.
Применяется для станочной протяжки.
Второй тип представляет собой метал-
лическую доску с вставленным в нее
комплектом фильеров. Служит для ручной
протяжки. Реже встречаются доски с набо-
ром конических отверстий непосредствен-
но в доске без вставок. Матрицы в виде
Досок имеют несколько названий — воло-
чильная доска, фильерная доска, или
«циайзен». Волочильные отверстия состоят
из четырех элементов (зон): смазочной
воронки, рабочего конуса, калибрующего
пояска и выходной распушки.
Смазочная воронка, или входная рас-
пушка, предназначена для подачи смазки
в рабочий конус и предохранения заготов-
ки от задиров. Рабочий конус обеспечивает
обжатие заготовки до определенного раз-
мера. Угол образующей конуса для прут-
ковых и проволочных заготовок равен
6°, для трубчатых заготовок—10—15°.
Калибрующий поясок обеспечивает задан-
ную точность и правильность формы
(калибрует заготовку). Длина пояска для
прутковых и проволочных заготовок 3—
7 мм, для трубных заготовок 1—3 мм.
Выходная распушка предохраняет выходное
отверстие от выкрашивания и устраняет
возможность задиров заготовки о края
фильера.
У фильерных досок без волочильных
вставок, с отверстиями непосредственно
в доске, профили отверстий выполнены
упрощенно, с дуговой образующей.
Для профильных протяжек отверстия
фильерных досок имеют определенные
формы: квадратную, треугольную, сег-
ментную и др.
Захватывают протягиваемые заготовки
специальными клещами с плоскими мощ-
ными губками, на рабочей части которых
есть мелкая насечка. Такие захваты у
ювелиров называются цицанги.
Для уменьшения усилии при волочении,
улучшения процесса вытяжки и пред-
охранения заготовки и инструмента от
взаимного истирания заготовку перед
протягиванием смазывают пчелиным вос-
ком или мылом.
На ювелирных предприятиях наиболее
часто используется проволока сечением
1,2 мм. Она же служит полуфабрикатом
для проволоки меньших сечений, которую
изготовляют в нужных количествах непо-
средственно на предприятиях. Процесс
волочения проволоки вручную происходит
следующим образом.
Один конец заготовки отвальцовывают
или опиливают на конус так, чтобы он
свободно проходил в несколько отверстий
меньшего сечения на расстояние захвата
цицангами. Этот конусный конец называют
56
захваткой. Предварительно смазав, захват-
ку продевают в отверстие жестко укреп-
ленного циайзена на расстояние свобод-
ного захвата. Затем равномерным натя-
жением протягивают всю проволоку
сквозь отверстие фильера. Когда захватка
перестает проходить в очередное отверс-
тие, конец проволоки снова запиливают.
В процессе протяжки надо следить за тем,
чтобы проволока до входа в отверстие
не перекручивалась и не перегибалась
во избежание обрыва. Последовательно
проходя каждое очередное отверстие с
периодической смазкой, проволока нагар-
товывается (получает напряжение) и тре-
бует отжига. При волочении проволоки из
золотых и серебряных сплавов от 1,2 до
0,3 мм требуется два-три периодических
отжига. Проволоку, туго скрепленную в
рулон, отжигают в муфельных печах.
Волочение трубок производится из
предварительно прокатанных лент (тонких
полос). Чтобы определить размеры заго-
товки, необходимо сделать расчеты. Ис-
ходными данными служат внутренний диа-
метр трубки и толщина проката или
внутренний и внешний диаметры трубки.
Рассчитывают размеры заготовки следую-
щим образом. Имея внутренний диаметр
и толщину стенки (проката), нетрудно
установить внешний диаметр, прибавив к
внутреннему диаметру две толщины.
А имея два диаметра трубки, проще всего
произвести расчеты по средней линии
диаметров (среднему диаметру). Для это-
го диаметр средней линии умножают на
3,14. Например, надо изготовить трубку
с внутренним диаметром 2 мм и толщиной
стенки 0,4 мм.
Внешний диаметр трубки будет равен
2+0,44-0,4 — 2,8. Средняя линия диамет-
ров (2 + 2,8):2=2,4. Развертка окружности
(ширина ленты) будет равна 2,4 • 3,14=7,54.
Следовательно, ширина заготовки по ра-
счетам должна быть равна 7,54 мм. Но,
учитывая мягкость драгоценных металлов,
на вытяжку и уплотнение дается припуск
0,2—0,3 мм.
Когда известна ширина ленты, узнают
Рис. 22. Заготовка для волочения трубки:
а — конец заготовки обрезан клином, б —
конец заготовки завернут в захватку
ее длину. Длина ленты равна сумме длин
нужных отрезков трубки плюс длина за-
хватки. Для приготовления захватки один
конец ленты обрезают клином (рис. 22, а)
и с помощью небольшого молоточка за-
ворачивают в конусную трубку-захватку
(рис. 22, б). Эту операцию производят
на секенайзене — специальной металличе-
ской плите с желобками или на деревян-
ной основе. Затем захватку и начальный
участок ленты (с внешней стороны) смазы-
вают и, протягивая через отверстие
фильера, сворачивают ленту в свободную
трубку. Размер отверстий выбирают с таким
расчетом, чтобы края трубки не были
плотно сомкнуты. Во время протяжки
ленты смотрят за тем, чтобы до входа в
отверстие лента находилась в одном поло-
жении, иначе шов может оказаться неров-
ным или спирально закрученным. Протя-
гивая через очередное отверстие, внима-
тельно следят за затяжкой фуги (шва)
трубки. При перетяжке трубки (прогоне
через более узкое отверстие) на фуге,
с внутренней стороны, может образовать-
ся продольная складка, и тогда трубка
считается бракованной.
В производстве ювелирных изделий
трубчатая заготовка часто идет на изготов-
ление шарнирных соединений и на изго-
товление оправ для мелких камней, кото-
рые называют царгами. Поэтому все тон-
костенные трубки ювелиры называют
57
шарнирами, а толстостенные — царгами.
К тонкостенным относятся трубки с толщи-
ной стенки до 0,3 мм, а к толстостен-
ным — свыше 0,3 мм. Волочение толсто-
стенных трубок, не поддающихся ручной
протяжке, производят на станках с цеп-
ным натягом. Волочение сопровождается с
промежуточным и обязательным конеч-
ным отжигом заготовки.
Заготовки для полых цепей и брасле-
тов получают путем волочения трубочной
обтяжки, т. е. медную и железную про-
волоку обтягивают драгоценными метал-
лами — золотом и серебром. Волочение
обтяжек аналогично волочению трубчатых
заготовок, разница лишь в том, что, когда
лента свернута в желобок или свободную
трубку, внутрь этой трубки закладывают
проволоку — медную для золотой обтяж-
ки и железную для серебряной. Сечение
проволоки выбирается равным внутрен-
нему сечению будущей трубки (медную
проволоку можно брать большего сече-
ния, так как она протягивается вместе
с оболочкой). Протягивая трубочную от-
тяжку, необходимо следить за тем, чтобы
фуга была прямой. Затем железный или
медный вкладыш вытравляют из нарезан-
ных заготовок в соответствующей кислоте,
о'
§ 20., Штамповка
Штамповкой называют вид обработки
металлов давлением с помощью штампов.
Штамповка основана на использовании
пластических свойств обрабатываемых ма-
териалов. Металлы и сплавы, применяемые
в ювелирной промышленности, подверга-
ются холодной штамповке. Это — один из
наиболее распространенных видов обра-
ботки давлением, в процессе которого
формообразование совершается путем
воздействия рабочих частей штампа на
материал заготовки, находящейся в холод-
ном состоянии. В качестве заготовки ис-
пользуется листовой материал, в качестве
оборудования — механические прессы.
Штампы служат технологической осна-
сткой.
Применение штамповки деталей юве-
лирных изделий уменьшило себестоимость
продукции, облегчило труд ювелира, на-
много сократив время на изготовление
каждого изделия и тем самым способст-
вовало увеличению выпуска ювелирной
продукции.
Штамповка — окончательный заготови-
тельный процесс, после которого полу-
фабрикаты поступают на рабочее место
(верстак) ювелира. Операции холодной
штамповки делятся на разделительные и
формоизменяющее. Разделительные опе-
рации — это те, при которых одна часть
металла отделяется от другого. К ним
относятся: резка, вырубка, пробивка. Фор-
моизменющими называют операции,
при которых форма изменяется без раз-
рушения заготовок. К формоизменяющим
операциям относятся: гибка, вытяжка,
чеканка, правка. Если за один проход
выполняют сразу несколько операций,
например вырубку, пробивку, гибку и т. д.,
то такие операции называются комбини-
рованными (компаундными).
Наиболее распространенная раздели-
тельная операция — резка. Это разделе-
ние заготовки по прямой или кривой ли-
нии. Резку листовой заготовки производят
на рычажных механических ножницах с
наклонными ножами (рис. 23), на диско-
вых ножницах (рис. 24) и в отрезных штам-
пах. Преимущество резки на рычажных
ножницах в том, что можно резать листы
без ограничения ширины, однако с увели-
чением толщины листа требуется большее
усилие рук. Это, равно как и скручивание
отрезаемой кромки, является недостат-
ками резки. Дисковые ножницы приме-
няются главным образом для продольной
разрезки широких лент на более узкие.
В отрезных штампах обычно выполняют
нарезку заготовок, требующих точных раз-
меров и неискаженной поверхности.
Вырубка — разделение заготовки по
замкнутому контуру для получения плос-
кой заготовки с определенным наружным
контуром. Вырубку производят в выруб-
ных штампах.
58
Пробивка — разделение металла по
замкнутому контуру для получения в за-
готовке отверстия. Производится в про-
бивных штампах.
Выше было дано определение формо-
изменяющихся операций. Гибка — это из-
менение формы детали без изменения ее
сечения между параллельными плоскостя-
ми. Для точности изгиба применяют
гибку с прижимным устройством, которое
предохраняет заготовку от смещения.
Вытяжка — операция получения полных
деталей из плоских заготовок. При вытяж-
ке толщина заготовки может уменьшаться
до 20%.
Чеканка (фасонная штамповка) — за-
ключается в образовании рельефа (вы-
ступов и углублений) за счет растяжения
металла плоской заготовки. При чеканке
наблюдается незначительное изменение
материала по толщине.
Правка, или рихтовка, — операция при-
дания детали плоскостности, которая за-
ключается в обжатии детали между двумя
параллельными плоскостями.
Оборудованием для холодной штам-
повки служат прессы. В зависимости от
условий работы используют прессы раз-
личных типов, конструкций и с различ-
ными механическими характеристиками.
По конструкции различают прессы
с одностоечной (С-образной) станиной и
двустоечной (арочной) станиной. По спо-
собу приведения в действие прессы делят-
ся на приводные (механические, гидравли-
ческие, пневматические) и ручные. Наи-
более распространены механические прес-
сы, которые, в свою очередь, делятся на
винтовые и кривошипные.
У винтового фрикционного пресса винт,
связанный с ползуном, приводится в дей-
ствие фрикционной передачей, работаю-
щей от двигателя. На рис. 25 показан
винтовой фрикционный пресс, у которого
движение от электродвигателя 1 передает-
ся на вал 3, несущий два чугунных диска
2. Расстояние между внутренними сторо-
нами дисков несколько больше наружного
диаметра маховика 4, находящегося на
Рис. 23. Схема действия рычажных нож-
ниц
Рис. 24. Схема действия дисковых ножниц
конце винта 6 и обтянутого фрикцион-
ной лентой. Винт входит в гайку 5, нижний
его конец связан с ползуном пресса. По-
средством системы рычагов вал можно
перемещать вдоль оси, вследствие чего
маховик будет фрикционно сцепляться то
с правым, fo с левым диском и получать
соответственно то правое, то левое враще-
ние. Винт, ввинчиваясь или вывинчиваясь,
сообщает ползуну возвратно-поступатель-
ные движения. При ввинчивании винта —
рабочий ход, заканчивающийся ударом,
при вывинчивании винта — обратный (хо-
лостой) ход.
Фрикционные прессы сравнительно
просты по устройству, имеют большой ход
ползуна и благодаря ударному действию
применяются для ковочных, правочных,
чеканных и некоторых других формоизме-
няющих работ.
Кривошипные прессы составляют са-
мую многочисленную группу прессов
59
Рис. 25. Винтовой фрикционный пресс:
1 — электродвигатель. 2 — чугунные диски, 3 — вал, 4 — маховик, 5 — гайка, 6 — винт
штамповочного производства. Они просты
по конструкции, экономичны, быстроход-
ны и легко могут быть приспособлены к
различным условиям работы. На рис. 26
показана схема кривошипного пресса.
Принцип действия пресса заключается в
том, что вращательное движение маховика
посредством кривошипно-шатунного меха-
низма преобразуется в возвратно-поступа-
тельное движение ползуна. Маховик 7
получает вращение от электродвигателя 8
и с помощью муфты 6, включаемой пе-
далью 1, через систему рычагов сцепляет-
ся с валом 5. При включении муфты вал
вращается вместе с маховиком и приводит
в движение шатун 3, насаженный на криво-
шип. Нижняя часть шатуна связана с пол-
зуном 2, который совершает возвратно-
поступательное движение: рабочий ход —
вниз, холостой — вверх. Останавливают
шатун с ползуном ленточным тормозом 4.
Штампы для холодной штамповки,
используемые в ювелирном производстве,
разнообразны, но, несмотря на техноло-
гические и конструктивные особенности,
все они состоят из двух частей — нижней
и верхней. Нижняя часть штампа крепится
обычно на неподвижной части пресса
(столе), а верхняя — связывается с под-
вижной частью пресса — ползуном. Формо-
образование заготовки происходит при
смыкании обеих частей штампа под дейст-
вием пресса.
Классифицируют штампы по техноло-
гическим и конструктивным признакам.
К технологическим относятся: выполняе-
мая операция — вырубка, гибка, вытяжка
и т. д.; степень сложности операций (сов-
мещение операций). К конструктивным
признакам относятся: способы сопряжения
рабочих частей, фиксации заготовок, спо-
собы съема и удаления изделий.
В зависимости от выполняемых функ-
ций в штампах различают детали техноло-
гического и конструктивного назначения.
Детали технологического назначения —
это детали, изменяющие форму заготовки,
т. е. матрица, пуансон и детали, фикси-
рующие, прижимающие и удаляющие из-
Рис. 26. Кривошипный пресс:
1 — педаль, 2 — ползун, 3 — шатун, 4 — лен-
точный тормоз, 5 — вал, 6 — муфта, 7 — махо-
вик, 8 — электродвигатель
делия. Детали конструктивного назначе-
ния — те, с помощью которых штамп
связывается с прессом, детали, обеспе-
чивающие сопряжение рабочих частей и их
крепление, — плиты, хвостовики, колонки,
втулки, болты и штифты.
Ко всем штампам предъявляются тре-
бования, обеспечивающие качество дета-
лей, высокую производительность, износо-
стойкость, удобство и безопасность рабо-
ты, простоту установки и снятия штам-
пов. Штампы для холодной штамповки
изготовляются из сталей марок: У8—У13,
X, Х9, 9ХС, ХГ и др.
Наименование штампов определяют
выполняемые ими операции: вырубку
производят вырубными штампами, вытяж-
ку — вытяжными, гибку — гибочными и
т. д. Принципиальное различие этих штам-
пов заключается в конструкции деталей
технологического назначения — пуансона и
матрицы.
61
Рис. 27. Штампы:
а — вырубной, б — пробивной, в — вытяжной, г — комбинированный для вытяжки и гибки
д — чеканный
Рабочая часть пуансона вырубного
штампа (рис. 27, а) соответствует форме
контура вырубки, а матрица этого штампа
имеет отверстие формы вырубки. Заго-
товкой для вырубки служит полосовой
материал.
Пробивные штампы (рис. 27, б) в прин-
ципе не отличаются от вырубных. Разница
лишь в том, что заготовкой для них слу-
жит не полоса, а вырубленный полуфабри-
кат. Сложные пробивные штампы проби-
вают одновременно несколько отверстий,
в результате получается ажурный рисунок.
, Штамповка деталей ювелирных изде-
лий требует большой точности и мини-
мума отходов драгоценного металла,
поэтому в качестве разделительных опера-
ций применяется листовая вырубка и про-
бивка. При чистом разделении металла
вырубной и пробивной штампы дают воз-
можность вырубать и пробивать детали
с чистой поверхностью среза. Для листо-
вой вырубки матрица изготовляется с за-
кругленными и режущими кромками или
пуансон с размерами, превышающими
отверстие матрицы. Чистовая пробивка
возможна при пуансоне с закругленными
режущими кромками.
Гибочные штампы отличаются большим
разнообразием конструкций в зависимости
от формы штамповочной детали и наличия
прижимного устройства. Рабочая часть
пуансона имеет направленную выпуклость
заданной кривизны, а матрицы — парал-
лельную пуансону кривизну поверхности.
Штамповка гибочными штампами происхо-
дит без изменения толщины штампуемых
деталей.
Вытяжные штампы (рис. 27, в) насчиты-
вают по сравнению с гибочными неболь-
шое число типовых конструкций, хотя
вытяжка — наиболее сложная операция
листовой штамповки. Пуансон вытяжного
штампа имеет поверхность рабочей части
с контуром и выпуклостью заданной кри-
визны. На матрице штампа негативный
пуансону рельеф. Не всегда вытяжка мо-
жет производиться за один проход, поэ-
тому и штампы могут быть: первой вытяж-
ки, второй вытяжки, последующей и окон-
чательной в зависимости цт сложности
вытяжки.
Для сокращения проходов с целью
экономии времени в штампе совмещают
две операции, чаще всего вытяжку с про-
бивкой. Такие штампы называют комби-
нированными (рис. 27, г).
Штампы для чеканки (рис. 27, д) —
самые простые и чаще всего представляют
собой пуансон с плоской, гладкой рабочей
поверхностью и матрицу, имеющую углуб-
ленный в пределах контура полуфабри-
ката рисунок. Выполненные граверной
техникой рисунки могут иметь сложный
рельеф, но поверхность отштампованных
деталей должна оставаться гладкой —• без
раковин и неровностей. Как правило,
чеканные штампы не образовывают слож-
ных узлов (блоков), пуансон такого штампа
крепится непосредственно к ползуну прес-
са, а матрица — к столу.
Правочные штампы тоже очень просты
по конструкции. Они состоят из двух
одинаковых по размерам плит, имеют
гладкие рабочие поверхности. Нижняя
плита крепится к основанию штампа,
верхняя — к хвостовику.
Для обеспечения безопасной работы
штамповщика кнопочное или рычажное
управление большинства прессов устроено
так, чтобы во время хода ползуна пресса
руки штамповщика были заняты. Однако
это не исключает возможности травматиз-
ма из-за неисправности пресса, неправиль-
ной установки и плохого закрепления
штампов, штамповки на прессах с ножным
приводом и т. д. При работе на прессах
любой конструкции запрещается держать
руки в зоне действия штампов включен-
ного пресса. Установка и наладка оснастки
должны производиться только при выклю-
ченном двигателе. Работа на прессах со
снятым ограждением подвижных деталей
без кожухов запрещается. Наладку неис-
правного пресса может производить толь-
ко механик данного цеха, и только после
его проверки штамповщик допускается к
работе на прессе.
63
$ 21. Термическая обработка
Термическая обработка металла — это
изменение структуры и свойств металлов
путем теплового воздействия. В резуль-
тате нагрева до заданных температур,
выдержки при данных температурах и ох-
лаждения с различной скоростью и раз-
личных средств в металлах происходит
изменение кристаллической структуры,
что влечет за собой изменение их свойств.
Термическая обработка — один из важ-
нейших технологических процессов, в ре-
зультате которого металл приобретает
свойства, необходимые для дальнейшей
его обработки или использования.
Различают пять основных видов терми-
ческой обработки: отжиг, нормализация,
закалка, отпуск и химико-термическая
обработка. В процессе изготовления юве-
лирных изделий применяется только один
из видов — отжиг. Все остальные виды
термической обработки имеют большое
значение при изготовлении ювелирного
инструмента и приспособлений.
Отжиг — нагрев до определенной тем-
пературы и охлаждение металла с целью
его смягчения (понижения твердости,
повышения пластичности и т. д.). При
отжиге металл приходит в более устой-
чивое состояние, устраняется и неодно-
родность химического состава (вызванная
быстрым охлаждением при отливке),
снимаются напряжения, полученные в про-
цессе обработки давлением. Отжигу под-
вергаются слитки и полуфабрикаты в
процессе изготовления ювелирных из-
делий.
Отжиг заготовок проводят в муфель-
ной печи при определенном режиме для
каждого сплава. Так, золотые сплавы,
содержащие никель, отжигаются при
700—750°С и выдерживаются в печи в
зависимости от массы металла от 10 до
20 мин. Небольшое количество металла
охлаждают при комнатной температуре,
большую массу металла — в выключенной
муфельной печи до полного его остыва-
ния.
В муфельной печи отжигают и сплавы
с содержанием платины и палладия и
цветные металлы.
Нагартованные детали в процессе мон-
тировки отжигают в муфельной печи,
помещая их нй стальной совочек, а затем
охлаждают на леткале — асбестовой под-
кладке.
При нагревании металлов и сплавов,
в частности драгоценных, поверхности
их покрываются окислами неблагородных
металлов, входящих в состав сплава. Уда-
ляют их путем отбеливания. Отбеливание
драгоценных сплавов ведет к частичной
потере лигатуры и таким образом общей
массы драгоценных металлов. Чтобы избе-
жать дополнительных потерь и сократить
операцию отбеливания при заготовке
полуфабрикатов, на ювелирных пред-
приятиях применяют безокислительный
отжиг. Это отжиг в средах, защищающих
металл от доступа кислорода. Такими
средствами могут быть диссоциированный
(разложенный) аммиак или древесный
уголь.
Для отжига в среде диссоциирован-
ного аммиака применяется конвейерная
печь. Кроме конвейера, проходящего
в рабочем тоннеле, печь оснащена конт-
рольно-регулировочной аппаратурой и
автоматическими часами. Тоннель печи
состоит из двух зон — нагревательной и
охлаждения.
Максимальная рабочая температура
печи 950°С.
Конвейерная лента, на которую поме-
щают заготовки для отжига, движется
внутри тоннеля. Скорость движения ленты
от 20 до 180 см/мин. Защитной атмо-
сферой служит диссоциированный аммиак.
Температура диссоциатора (950сС) обеспе-
чивает разложение аммиака на азотно-
водородную смесь. Защитная смесь по-
дается в рабочий канал печи, где под-
жигается. Контрольно-регулировочной ап-
паратурой устанавливается программа ра-
бочей печи. Конвейерная печь для без-
окислительного отжига используется для
отжига полуфабрикатов различных сплавов,
64
используемых в ювелирной промышлен-
ности: золотых, серебряных, мельхиора,
нейзильбера.
Отжиг под покровом древесного угля
применяется для золотых слитков и заго-
товок большого объема (прутки и прово-
лока в рулоне). Однако золотые сплавы,
содержащие металлы платиновой группы
(платину, палладий и т. д.) и никель,
отжигать в среде древесного угля не реко-
мендуется ввиду их науглероживания.
Для отжига заготовок в среде древесного
угля нужны хорошо просушенный березо-
вый уголь (размером, как лесной орех),
короб из нержавеющей стали и клещи
для установки короба в печь и извлече-
ния его. На дно короба ровным слоем
толщиной 1—2,5 см насыпают древесный
уголь. На него укладывают золотые за-
готовки (слитки, прутки в рулоне, про-
волоку и т. д.) и засыпают углем до запол-
нения короба. Короб накрывают крышкой
и помещают в печь, нагретую до 650—
700°С. Заготовки массой до 500 г —
выдерживают при указанной температуре
5—7 мин, а массой более 500 г —
10—15 мин. Затем короб из печи выни-
мают и охлаждают замачиванием в воде,
после чего заготовки извлекают и просу-
шивают.
Нормализация — вид термической об-
работки черных металлов, сходный с от-
жигом. Заключается в нагреве изделия
и охлаждении его на спокойном воздухе.
В зависимости от содержания углерода
в сталях изделия при нормализации из-
делия из них приобретают различные
свойства. Так, изделия из сталей с малым
содержанием углерода становятся более
мягкими и пластичными. С повышением
содержания углерода в сталях после нор-
мализации изделия из них становятся
тверже, упруже. Для высокоуглеродистых
сталей нормализация заменяет закалку.
Закалка — вид термической обработки.
Подобно нормализации служит для прида-
ния стальным изделиям твердости, упру-
гости и износостойкости. Во время закалки
изделия нагревают до высокой темпера-
туры, затем охлаждают с разной ско-
ростью и в разных средах. В результате
одни и те же стали приобретают различ-
ные свойства. Охлаждающими средами
при закалке являются вода и масло. Режу-
щий ювелирный инструмент должен быть
твердым, но не хрупким, поэтому при
закалке (чтобы смягчить свойства закален-
ного инструмента) в качестве охлаждаю-
щей среды выбирают масло. Если же
инструмент охлаждают в воде, то потом
его подвергают отпуску.
Отпуск — вид обработки, которому
подвергают закаленные изделия Отпуск
понижает твердость и хрупкость изделий
и повышает их вязкость. При отпуске
изделие нагревают до невысокой темпера-
туры и затем охлаждают. Температуру
нагрева узнают по изменению цвета очи-
щенной от окалины поверхности изделия.
Так, светло-желтый цвет соответствует
температуре нагрева 220'С, желтый —
230°С, темно-желтый — 240 С коричне-
вый — 255 С, коричнево-красный — 265 С,
фиолетовый — 285Х, темно-синий — 300 С,
светло-синий — 325°С, серый — 330'С. Из-
менение цвета металла в процессе нагре-
вания называют цветами побежалости.
Термическая обработка металлов связа-
на с их нагревом, следовательно требует
большой осторожности. Инструмент (кле-
щи) для захвата заготовок или короба
при закладке в муфельную печь и вы-
грузке из нее должен быть хорошо
подогнан и проверен перед работой.
Длина клещей должна обеспечивать на-
дежную работу рук в безопасной от жара
печи зоне. От попадания брызг горячей
воды и раскаленной угольной пыли при
охлаждении раскаленного металла замачи-
ванием в воде защищаются фартуком,
защитными очками и рукавицами. Перед
охлаждением в воде короба с металлом
под покровом древесного угля его накры-
вают плотной крышкой. Термически обра-
ботанный металл берут голыми руками
только после того, как убедятся, что он
полностью остыл.
3—169
65
Контрольные вопросы
1. В чем заключается подготовка загряз-
ненной шихты к плавке и с какой целью она
проводится?
2. Каков порядок загрузки в тигель спла-
вов, содержащих золото, серебро, медь?
3. В каком порядке загружаются компо-
ненты сплавов, в состав которых входят туго-
плавкие металлы?
4. Как осуществляется нагрев тигля
при плавке сплавов с тугоплавкими компонен-
тами?
5. В какой момент расплав раскисляют?
6. Каков порядок загрузки шихты для
плавки припоев?
7. Что служит флюсами при плавке драго-
ценных металлов?
8. Какую роль выполняют защитные по-
кровы и флюсы при плавке?
9. С какой целью в расплав вводят рас-
кислители и что является раскислителями для
драгоценных металлов?
10. Из каких металлов изготовлены излож-
ницы и для каких целей их применяют?
11. Какое оборудование применяют при
прокатке металла?
12. Каково устройство матрицы и какую
роль выполняет каждая зона?
13. Какие существуют виды штамповочных
операций?
14. В чем заключается процесс безокисли-
тельного отжига металлов?
ГЛАВА V
МОНТИРОВОЧНЫЕ ОПЕРАЦИИ
Монтировкой в ювелирном производст-
ве считается изготовление ювелирного из-
делия до его полировки и закрепки в него
камней. В монтировку входят операции,
которые в процессе изготовления ювелир-
ного изделия могут повторяться в различ-
ной последовательности. Это — разметка,
сверление, выпиливание, пайка, отбелива-
ние, опиливание, шабрение. На большин-
стве ювелирных предприятий все монти-
ровочные операции, кроме сверления и от-
беливания, выполняются ювелиром на ра-
бочем месте (за верстаком), оснащение
которого обеспечивает качественное их
выполнение.
§ 22. Рабочее место ювелира
Правильная организация рабочего мес-
та — одно из важнейших условий роста
производительности труда, повышения ка-
чества продукции, сокращения безвоз-
вратных потерь драгоценных металлов и
облегчения условий работы. Рабочим мес-
том ювелира является верстак. Ювелирный
верстак представляет собой стол на одно
или несколько мест, состоящий из верхней
плиты (крышки), подверстачных труб,
фартука для сбора отходов, осветительной
лампы и других вспомогательных уст-
ройств. Одноместный верстак имеет одну
рабочую ячейку (сегментный вырез в сто-
ле). Число ячеек в многоместных верстаках
определяется количеством рабочих мест.
Каждое рабочее место снабжено регулиру-
емым по высоте стулом (креслом). Высота
верстака 95—100 см, ширина крышки
55—60 см; длина верстака зависит от
количества рабочих мест.
Верхняя плита (крышка) верстака, ров-
ная и гладкая, полностью исключает воз-
можность образования щелей и трещин.
В крышке есть сегментный вырез (рабочая
ячейка) радиусом 30—35 см, отступающий
от лицевого края крышки вглубь на 20—
25 см. Расстояние между ячейками много-
местного верстака должно быть около
50 см. По контуру крышки проходит бортик
высотой 4—5 мм, роль которого — задер-
живать опилки, попавшие на крышку
верстака. Бортик прерывается на середине
ячейки для сметания опилок в фартук.
Поверхность крышки покрывается линолеу-
мом или жаростойким пластиком. Средняя
часть ячейки (в интервале прерванного
бортика) как с торца, так и с поверхности
крышки обита жестью для предохранения
крышки верстака от пламени горелки во
время пайки. В последнее время ювелир-
ные предприятия стали переходить на мон-
тировку изделий в отдельном цехе для
пайки. В этом случае верстаки оборудуют-
66
ся паяльными аппаратами только в паяль-
ном цехе.
В центре рабочей ячейки к торцу крыш-
ки крепится финагель (рис. 28), служащий
упором при выпиливании лобзиком, опили-
вании и шабрении. Финагель имеет клино-
образную форму. Его длина (расстояние
выступа от торца крышки) 80—90 мм,
ширина 70—75 мм, угол подъема 30J.
В зависимости от характера работы раз-
меры финагеля и его положение (гори-
зонтальная часть снизу или сверху) могут
быть изменены.
Финагели изготовляют из твердых по-
род дерева.
Подверстачные тумбы служат основа-
нием верхней плиты и шкафами для ящи-
ков с инструментом. Шкафы расположены
справа от ячеек и имеют 3—4 средних
по глубине выдвижных ящика. Одно-
местный верстак устанавливается на двух
тумбах, многоместный имеет количество
тумб по числу рабочих мест.
Фартук (кожаный) для сброса отходов
крепится к нижней части крышки под
ячейкой таким образом, чтобы в свободно
провисшем состоянии край фартука выхо-
дил за пределы лицевого края верстака
на 15—20 см. Фартук должен провисать
до колен сидящего ювелира, а центр его
находиться под финагелем. Правильно
прикрепленная кожа не должна иметь
складок. Морщин, затрудняющих сбор
отходов из кожи, должно быть как можно
меньше, и они должны быть направлены
к центру кожи. Состояние кожи прове-
ряют ежедневно с целью выявления сквоз-
ных прожогов, трещин и липких пятен от
пролитого флюса.
Сбор отходов из фартука производится
многократным выметанием их волосяной
щеткой. Фартук должен иметь застежку,
с помощью которой ювелир, вставая с
рабочего места, закрывает рабочую ячей-
ку. Но у кожаного фартука есть и недо-
статки: случайно упавшее в него горячее
изделие портит участок кожи, пролитый
раствор буры или другой жидкости делает
кожу жесткой, с течением времени от
Рис. 28. Финагель
выметания из кожи опилок щеткой поверх-
ность ее становится шершавой.
Нашли применение верстаки, у которых
вместо фартуков жестяные коробы. Глуби-
на коробов делается различной — от 10 до
30 мм. Углубление с лицевой стороны,
напоминающее вырез рабочей ячейки,
позволяет ювелиру плотно сесть к верста-
ку и в то же время обеспечивает попа-
дание всех отходов металла в короб.
Жестяной короб несравненно дешевле
кожаного фартука, значительно дольше он
и служит. Кроме того, выметать отходы из
короба гораздо удобнее, чем из фартука.
Над каждым финагелем устанавливают-
ся осветительные лампы. Лампа должна
излучать мягкий, ровный дневной свет.
Подвижные устройства позволяют регули-
ровать их положение в вертикальной и
горизонтальной плоскостях, чтобы свет
равномерно освещал финагель, не попа-
дая в глаза.
Ювелирные верстаки на предприятиях,
работающих с газом, должны иметь парал-
лельную газовоздушную подводку к каж-
дому рабочему месту для подключения
паяльных аппаратов.
Для хранения драгоценных металлов и
камней каждый рабочий имеет ящичек
(гофт). Исходя из размеров гофта, ювели-
ры подбирают коробочки или одну много-
секционную коробку для хранения изде-
лий, полуфабрикатов, припоев и плотно
закрывающуюся баночку для сбора и хра-
нения опилок и других отходов.
Во время работы на столе должен
находиться только тот инструмент, кото-
3*
67
Рис. 29. Разметочный циркуль
рый необходим для данной операции.
У левого края ячейки располагается ин-
струмент, который держат в левой руке,
у правого края — в правой руке. Изделия
всегда находятся в средней части стола.
Выполняя любую операцию, под рукой
необходимо иметь щетку для обметания
рук и инструмента. Руки и инструмент
обметаются в фартук (короб).
Уборка рабочего места по окончании
работы производится в следующем поряд-
ке. Убрав изделия, обметают жесткой
щеткой каждый инструмент в отдельное! и.
С особой тщательностью обметают на-
пильники и надфили. Зогем опилки и дру-
гие отходы с поверхности верстака сме-
тают в фартук. Тщательно обметают руки,
и после этого все отходы из фартука
(короба) выметают в специальную баночку
(фартук обметают в несколько приемов).
§ 23. Разметка
Разметкой называется процесс пере-
носа рисунка и его размеров на заготовку.
Большое значение разметка имеет для
индивидуального производства ювелирных
изделий. Правильная, грамотно выполнен-
ная, она во многом облегчает качествен-
ное изготовление ювелирного украшения.
В большинстве случаев ювелирная размет-
ка применяется для размещения мелких
камней на «верхушке» изделия, а также
переноса рисунка для последующего вы-
пиливания или разделки. Разметка выпол-
няется на листовом прокате маленьких
размеров, что создает свои трудности.
Инструментом для выполнения раз-
метки служат чертилки, циркуль, масштаб-
ная линейка (металлическая), кернеры.
Разметку мелких пластин выполняют на
разметочных плитах (листах).
Чертилка представляет собой стержень
с заостренным концом. Рабочий конец
чертилки должен быть изготовлен из
стали, закален и иметь угол заточки не
более 20°. Сам стержень чертилки мо-
жет быть сделан из любого материала
(алюминия, пластмассы, дерева). Длина и
диаметр стержня принимаются равными
карандашу. Существуют чертилки с цанго-
вым зажимом для рабочей иглы. Чертилка
применяется для нанесения рисок на раз-
мечаемой поверхности как по линейке,
угольнику, шаблону, так и от руки.
Разметочный циркуль (рис. 29) для
мелкой разметки изготовляется из стали.
Для развода ножек циркуля в средней
части есть стопорный винт, который фик-
сирует расстояние между ножками. Не-
рабочие концы ножек соединены пружин-
ным кольцом для удержания ножек в
постоянном напряжении. Циркуль должен
быть жестким, в рабочем состоянии не
иметь люфтовых колебаний. Высота цир-
куля 75—100 мм, максимальное разве-
дение ножек соответственно 50—80 мм.
Рабочие концы циркуля затачиваются так,
чтобы образовать режущий угол. Раз-
меточный циркуль служит для переноса
линейных размеров с маштабной линейки
на заготовку, для деления линий на нуж-
ные отрезки, построения углов, нанесения
окружностей и дуг и деления круга на
необходимое число осей.
Масштабная линейка должна быть
металлической, длиной 100—150 мм с
гладким без зазубрин рабочим ребром
68
и четкой делительной шкалой. Линейка
используется для проведения прямых
рисок чертилкой и снятия размеров.
Кернер — круглый стержень с заост-
ренным рабочим концом в конической
его части. Угол заострения 45—60°.
Другой (ударный) конец имеет слегка
выпуклую поверхность. Изготовляется кер-
нер из инструментальной стали и закали-
вается. Служит для нанесения углублений
перед сверлением.
В настоящее время в ювелирной про-
мышленности применяются автоматиче-
ские (пружинные) кернеры малых разме-
ров (рис. 30). Являясь наиболее удобным
и производительным инструментом, они
все более вытесняют обычные кернеры.
Автоматический кернер предназначен для
быстрого кернения простым нажатием на
верхнюю часть; другая рука от работы
освобождена. В корпусе механического
кернера находятся: ударная пружина,
стержень с кернером и ударник. Сила
удара регулирует специальное устройство.
Плита для разметки ювелирных заго-
товок представляет собой ровный стальной
(незакаленный) лист 150X150X2 мм. На
каждой из сторон нанесены концентриче-
ские окружности и деление их осями
на 8, 10, 12, 14 частей. Для центрирова-
ния заготовки одна из осей должна иметь
делительную шкалу. Таким образом, обе
разметочные плиты, каждая из которых
имеет двустороннюю разметку, обеспечи-
вает быстрое и безошибочное деление
заготовки почти на любое число радиаль-
ных осей. Разметочная плита позволяет
точно найти симметричные точки (за пре-
делами заготовки) для опорной ножки
циркуля, выполнить сопряжения, провести
соединительные дуги при разметке сим-
метричного рисунка. Для сцепления плиты
с заготовкой поверхность плиты должна
быть шероховатой.
Перед разметкой внимательно прове-
ряют, нет ли у заготовки пороков, рако-
вин, трещин, плен. После этого паяльным
аппаратом или в муфельной печи заготов-
ку отжигают, так чтобы поверхность ее
Рис. 31. Деление прямой на две равные
части
Рис. 32. Построение ромба
равномерно окислилась — на темной по-
верхности разметочные риски более за-
метны. Посередине лицевой поверхности
заготовки по линейке проводится про-
дольная ось, которая будет служить базой
разметки. Затем заготовку укладывают
на разметочную плиту так, чтобы ось заго-
товки совпала с осью плиты, имеющей
делительную шкалу. Это дает возмож-
ность быстро определить центр разметки.
69
Имея на разметочной плите риски деления
окружностей на необходимое число, легко
находят их на заготовке. Затем с помощью
циркуля ведется построение фигур или
находятся центры других окружностей.
Центры окружностей на заготовке кер-
нятся.
Процесс разметки основывается на
делении прямых, построении некоторых
геометрических фигур и радиальном деле-
нии окружностей, которые являются или
конечной целью разметки, или базой для
разметки сложных узоров и размещений.
Построение фигур делается с учетом
соблюдения центра разметки.
Для деления отрезка продольной оси
пополам с проведением перпендикуляр-
Рис. 33. Построение квадрата по стороне
Рис. 34. Построение треугольника
ной оси (рис. 31) циркулем из точки А
(конца продольной оси) радиусом, не-
сколько большим половины длины отрез-
ка, проводят дугу. Затем тем же радиусом
из точки В (другого конца продольной
оси) проводят другую дугу и через точки
пересечения дуг С и D проводят прямую,
которая будет служить поперечной осью
и разделит продольную ось пополам.
Точка пересечения осей О будет центром
разметки. Дальнейшее деление прямой
производят из центра раствором циркуля
нужного размера, который определяется
по делениям штангенциркуля или мас-
штабной линейки.
Ромб по диагонали и стороне строят
аналогично делению прямой пополам
перпендикулярной осью. Из точки А
(рис. 32) проводят дугу радиусом, равным
стороне ромба, а после проведения
такой же дуги из точки В полученные
точки С и D соединяют с точками А и В.
Для построения ромба по двум диаго-
налям большую диагональ делят пополам
перпендикулярной осью (малой диаго-
налью), на которой от центра пересече-
ния диагоналей откладывают отрезки,
равные половине заданной малой диаго-
нали.
Построение квадрата по диагонали про-
водят с помощью окружности, проведен-
ной из центра пересечения перпенди-
кулярных осей радиусом, равным поло-
вине диагонали. Точки пересечения осей
с окружностью соединяют.
Построение квадрата по стороне про-
изводят следующим образом. Из центра
пересечения перпендикулярных осей О
(рис. 33) на горизонтальной оси циркулем
делают засечку радиусом, равным поло-
вине заданной стороны. Через получен-
ную точку К проводят прямую, перпенди-
кулярную горизонтальной оси, на которой
от точки К откладывают отрезки КА и
КВ, равные половине заданной стороны.
Через точки А и В из центра разметки
О проводят окружность и через центр
окружности О из точек А и В проводят
прямые до пересечения с окружностью
70
в точках С и D. Полученные точки А, В,
С и D последовательно соединяют. Соеди-
нив последовательно вершины квадрата с
точками пересечения осей с окружностью,
получают восьмиугольник.
Для построения равностороннего тре-
угольника (рис. 34) из точки пересечения
перпендикулярных осей О проводят ок-
ружность. Затем раствором циркуля, рав-
ным радиусу, из точки пересечения оси
с окружностью (скажем, 0|) делают на
окружности засечки А и В. Полученные
на окружности точки А и В последова-
тельно соединяют с точкой С (точка на
окружности, противоположная точке 0J.
Шестиугольник строится в окружности,
которая делится радиусом на шесть час-
тей. Полученные на окружности точки
последовательно соединяют.
Двенадцатиугольник строится аналогич-
но шестиугольнику, но окружность делится
на 12 частей.
Построение пятиугольника производит-
ся так. Радиус окружности ОА (рис. 35)
делят пополам, и из середины его (точ-
ки 01) проводят дугу радиусом 0D до
пересечения ее с диаметром АВ в точке
С. Расстояние между точками С и D будет
стороной пятиугольника, а отрезок ОС
будет равен стороне десятиугольника.
Разделив окружность раствором циркуля,
равным CD, получают пять засечек, кото-
рые последовательно соединяют между
собой.
Для десятиугольника окружность делят
раствором циркуля, равным ОС.
При построении семиугольника (рис. 36),
как и при построении треугольника, из
точки 0, откладывают дугу раствором
циркуля, равным радиусу, до пересече-
ния с окружностью. Точки пересечения А
и В соединяют, и отрезок АС (половина
прямой АВ) будет стороной семиуголь-
ника.
Девятиугольник (рис. 37) строят подоб-
но семиугольнику до получения отрезка
АС. Затем из точек А и С раствором
циркуля, равным АС, делают засечки до
пересечения их в точке D. Точку D соеди-
Рис. 35. Построение пятиугольника
Рис. 36. Построение семиугольника
Рис. 37. Построение девятиугольника
няют с центром окружности 0, а точку Е,
полученную при пересечении прямой 0D
с окружностью, соединяют с точкой А.
Отрезок АЕ и будет стороной девяти-
угольника.
71
Рис. 38. Построение овалов:
а — по большой оси, б — по двум осям, в —
по малой оси
Деление окружности на 3, 4, 5, 6 и т. д.
равных частей производят так же, как
построение многоугольников, вписанных в
окружности. Точки по окружности, най-
денные для вершин многоугольников, со-
единяют с центром окружности. При де-
лении окружности на четное количество
равных частей оси будут проходить через
центр окружности, соединяя две противо-
положные точки; при дег1внии на нечет-
ное количество чаоей образуются лучи,
исходящие из центра круга через точки,
найденные на окружности.
Для облегчения разметки и при невоз-
можности проведения на заготовке слож-
ных построений пользуются коэффициен-
тами, приведенными в табл. 8. В ней две
графы. В одной указано количество частей,
на которое нужно разделить окружность,
в другой — число, на которое нужно ум-
ножить радиус окружности, чтобы полу-
чить размер части.
Таблица 8
Коэффициенты для определения размера
частей окружности
Количест- во частей Число, умно- жаемое на радиус Количество частей Число, умно- жаемое на радиус
з 1,7321 17 0,3676
4 1,4142 18 0,3473
5 1,1756 19 0,3292
6 1,0000 20 0,3129
7 0,8678 21 0,2980
8 0,7654 22 0,2845
9 0,6840 23 0,2723
10 0,6180 24 0,2611
11 0,5635 25 0,2507
12 0,5176 26 0,2411
13 0,4786 27 0,2321
14 0,4450 28 0,2240
15 0,4158 29 0,2162
16 0,3902 30 0,2091
Овал с двумя осями симметрии мо-
жет быть построен по заданной большой
оси (рис. 38, а). Для этого прямую, рав-
ную заданной большой оси, делят попо-
лам двумя одинаковыми окружностями,
диаметры которых равны половине пря-
мой Затем, найдя центры на продолже-
нии малой оси (перпендикуляр через се-
редину большой оси), окружности сопря-
гают дугами.
По заданной большой и малой осям
овал строится следующим образом
(рис. 38, б). На перпендикулярные боль-
шую и малую оси наносят точки А, В( С и
D, которые определяют заданные разме
72
ры осей. Затем из центра пересечения
осей О радиусом R, равным половине
большой оси, проводят дугу АЕ, соединяю-
щую большую и малую оси. Расстояние
СЕ на продолжении малой оси будет
разницей между большой и малой полу-
осями. На прямой АС откладывают отре-
зок CF, равный СЕ, а оставшуюся прямую
AF делят пополам перпендикулярной пря-
мой. Перпендикуляр, проведенный через
середину прямой AF, пересекает боль-
шую ось в точке 1 и малую в точке 2.
На осях будущего овала находят точки 3
и 4, симметричные точкам 1 и 2. Найден-
ные четыре точки будут центрами дуг,
составляющих овал. Из точек 1 и 3 прово-
дят дуги радиусом Я„ а из точек 2 и 4 —
дуги радиусом Я2.
Построение овала по заданной малой
оси (рис. 38, в) производится с помощью
окружности, проведенной из точки пере-
сечения осей О радиусом, равным задан-
ной малой оси. Точки пересечения окруж-
ности с малой осью А и В соединяют
прямыми с точками пересечения окруж-
ности с большой осью О) и О2. Затем,
принимая за центр точки А и В, радиусом,
равным диаметру окружности, проводят
дуги до пересечения их с продолжениями
прямых АО|, АО2, ₽О], ВО2 в точках
D, F, С, Е- Полученные дуги соединяются
дугами CD и EF из центров соответствен-
но О| и О2.
Эллипс отличается от овала тем, что
всегда имеет две оси симметрии. Строят
эллипс по заданным большой и малой
осям (рис. 39). Из центра пересечения
осей О проводят две окружности: одну —
радиусом, равным большой полуоси, дру-
гую — радиусом, равным малой полуоси.
Окружности делят диаметрами на не-
сколько равных частей (например, на 12).
Из точек деления на большой окружно-
сти проводят вертикальные линии, а из
точек деления на малой окружности —
горизонтальные. Точки пересечения этих
линий определяют точки эллипса. Чем
больше точек деления окружностей, тем
легче строить эллипс.
Рис. 39. Построение эллипса
§ 24. Правка
Правкой называют исправление искаже-
ний, полученных в процессе обработки ме-
таллов. Кроме различного вида загото-
вок правке подвергаются детали изделий
и сами изделия. Заготовительный цикл
предусматривает правку отдельных полу-
фабрикатов в процессе штамповки дета-
лей ювелирных изделий, и в этом случае
правка считается операцией штамповки.
Во всех других случаях полуфабрикаты и
изделия подвергаются ручной правке в
процессе монтировки ювелирных изделий.
Особенностью этой операции в отличие
от слесарной являются малые размеры
заготовок и драгоценность обрабатывае-
мого металла, которому не только нужно
придать определенную форму, но и со-
хранить качество поверхности заготовки.
Этим объясняется то, что основным удар-
ным инструментом являются текстолито-
вые молотки различных размеров и форм
(рис. 40). Деревянные ручки текстолито-
вых молотков не отличаются от обычных
металлических. Подкладочным инструмен-
том служат флахайзены — стальные (кале-
ные) правочные плиты (рис. 41) или плос-
кость шперака (рис. 42), рабочая поверх-
ность которых должна быть хорошо про-
шлифована и оберегаться от забоин и
глубоких царапин.
73
Рис. 40. Правочные молотки:
а — металлический, б — текстолитовые
Рис. 41. Флахайзен (правочная плита)
Рис. 42. Шперак
Правка листовой, ленточной, прутковой
заготовок производится на флахайзенах
текстолитовыми молотками круглого или
прямоугольного профиля. Размеры фла-
хайзена и молотка выбираются в зави-
симости от толщины или сечения заго-
товки.
Правка проволочной и трубчатой заго-
товок проходит совершенно иначе — как
бы вытягиванием их. Один конец заго-
товки зажимают в настольных тисках, а за
другой ее конец цицангами слегка вытя-
гивают натянутую проволоку или трубку,
"убки тисков должны иметь мелкую на-
сечку, чтобы не перекусывать даже тон-
кую (0,2—0,3 мм) проволоку. Длинная
толстостенная трубчатая заготовка правит-
ся вытяжкой на установке с цепным
натягом, такая же, но короткая заготов-
ка — легкими ударами текстолитового мо-
лотка на деревянной основе.
Правка плоских деталей ювелирного
изделия — накладок, рантов и других осу-
ществляется с помощью специального пу-
ансона с плоским бойком, по которому
наносятся удары металлическим молот-
ком. Такой пуансон ювелиры называют
«правка», боек его должен быть закален
и отшлифован. В качестве основы исполь-
зуют флахайзены или шперак.
Аналогично правке плоских деталей
проходит правка боковых сторон колец.
Для выравнивания с боков спаянной на
шинку (ободок кольца) заготовки или
обручального кольца, как и в предыду-
щем случае, пользуются пуансоном-прав-
кой, но в случаях, когда одновременно
необходимо выправить и кривизну отвер-
стия кольца, пользуются стальным шари-
ком. Диаметр шарика должен обязатель-
но превышать внутренний диаметр обра-
батываемого полуфабриката.
При монтировке ювелирных изделий
правке приходится подвергать и выпуклые
(полые) детали. Трудность выполнения
этой операции заключается не только в
том, чтобы не промять заготовку, но и в
том, чтобы не стереть имеющуюся на ее
поверхности разметку. Правят такие дета-
74
ли текстолитовым или деревянным молот-
ком на флахайзене или шпераке. Снача-
ла заготовка простукивается по всей по-
верхности, а затем по контуру до полного
прилегания к плоскости.
Для придания кольцам правильной
внутренней окружности их тоже подверга-
ют правке. Правят кольца текстолитовым
молотком на ригеле — стальном конусе
(рис. 43). Ригель имеет рабочую часть
и ручку. Рабочая часть длиной 200—
250 мм имеет вид усеченного конуса, ма-
лый диаметр которого 10—15 мм, боль-
шой — 20—24 мм. Длина ручки 80—
100 мм, диаметр — 20—25 мм. Обычно
для того чтобы ручка не скользила, на
ней делают накатку. Гладкие кольца, не
имеющие напаек, правят равномерными
ударами молотка по всей окружности,
перемещая удары в сторону утолщения.
После полного прилегания одной из сто-
рон кольца к поверхности ригеля кольцо
снимают, насаживают другой стороной и
продолжают правку. Кольца, имеющие
каст (оправку для камня), начинают пра-
вить от каста в одну и другую сторону,
сначала сверху, затем снизу. Во избежа-
ние перекосов все кольца правятся с
обеих сторон. До правки все заготовки
обязательно отжигают, а иногда это дела-
ют и дополнительно в процессе правки.
§ 25. Пайка
Пайкой называют технологический про-
цесс получения неразъемных соединений
с помощью более легкоплавких металли-
ческих сплавов (припоев). Неразъемное
соединение (спай) получается в резуль-
тате взаимодействия расплавленного при-
поя с кромками основного металла. При
этом припой внедряется между зернами
основного металла и обрабатывает проме-
жуточный слой (сплав припоя и основного
металла). В результате диффузии (про-
никновения одного металла в другой)
припоя с основным металлом припой
может изменять свои свойства: цвет, плас-
тичность, твердость. Диффузионное про-
Рис. 43. Ригель для правки колец
никновение металлов зависит от режима
пайки (температуры и времени нагрева).
Существует несколько видов пайки, од-
нако изготовление ювелирных изделий со-
провождается только газопламенной пай-
кой. Пайка ведется газовыми и бензи-
новыми аппаратами.
Ювелирная пайка — очень ответствен-
ная операция, требующая от ювелира мас-
терства, знания свойств металлов, умения
правильно подобрать припои и флюсы.
Каждое рабочее место ювелира должно
быть оснащено паяльным аппаратом.
Пайка газовыми паяльными аппаратами
может осуществляться при условии, что
каждое рабочее место ювелира оборудо-
вано газовой (для подачи газа) и воздуш-
ной (для подачи воздуха под давлением)
подводкой. Такое оборудование наиболее
удобно при паяльных работах. Но иногда
применяется и система баллонного снаб-
жения. В этом случае на каждое рабочее
место устанавливают небольшие баллоны.
Если баллоны имеют редукционную пода-
чу газа, воздух не подается, но паяль-
ная горелка снабжена воздушным подсо-
сом. Паяльные горелки всех видов называ-
ют пистолетами.
Газовые пистолеты (рис. 44), работаю-
щие с одновременной подачей газа и воз-
духа, состоят из двух трубок: по трубке 3
большого сечения подается газ, по труб-
ке 2 меньшего сечения — воздух (иногда
разница этих трубок внешне не видна);
смешивание потоков происходит в мунд-
штуке 1 пистолета. Газовые пистолеты без
подачи воздуха имеют одну трубку —
подачи газа под давлением и отверстия
для подсоса воздуха. Газовые пистолеты
75
Рис. 44. Пистолеты для газовой пайки:
1 — мундштук, 2 — трубка для подачи воздуха, 3 — трубка для подачи газа, 4 — регулиро-
вочные краны
удобны в эксплуатации тем, что с по-
мощью регулировочных кранов 4 устанав-
ливается постоянное, нужной длины и на-
пора пламя.
Бензиновый паяльный аппарат (рис. 45)
состоит из мехов 1 для подачи воздуха,
бачка (газообразователя) 5 и пистолета 6.
Меха приводятся в действие нажатием
ноги, при этом срабатывает выпускной кла-
пан камеры, и воздух через резиновую
трубку 2 подается в бачок. Бачок (метал-
лический) имеет отверстие 4 для заливки
бензина с герметической пробкой и рабо-
чую пробку 3, снабженную входной и
Рис. 45. Бензиновый паяльный аппарат:
1 — меха, 2 — резиновая трубка, 3 — рабочая пробка, 4 — заливное отвер-
стие, 5 — бачок, 6 — пистолет
76
выходной трубками. Воздух, поступающий
из мехов через входную трубку в бачок
с бензином, повышает в нем давление, в
результате чего образуются пары бензи-
на. Под давлением пары бензина посту-
пают через выходную трубку в паяль-
ный пистолет. Внутри трубки, подающей
пары в пистолете, есть трубка меньшего
сечения, которая при выходе смеси из пис-
толета создает в центре потока более
высокое давление.
Бензиновый паяльный аппарат работает
на высококачественном бензине, который
заливается ниже уровня заливной пробки.
При заправке аппарата низкосортным бен-
зином пламя пистолета оставляет сильную
копоть, препятствующую пайке. При хо-
рошей наладке аппарата пистолет дает
пламя, обеспечивающее выполнение лю-
бой пайки и плавку небольших количеств
сплава. Недостаток заключается в том, что
при пайкё бензиновым аппаратом одна но-
га ювелира находится в постоянном дви-
жении.
Подкладкой (основой) для паяемых из-
делий служат огнеупорные приспособле-
ния. Вид и форма огнеупорной основы
зависят от способа пайки. В большин-
стве случаев применяют асбестовый лёт-
кал на деревянной основе (рис 46).
Изготовляется он из 15—20-миллиметро-
вой деревянной плиты, на которую наби-
вается асбестовый картон. Если толщина
картона меньше 5 мм, его набивают в
два слоя, если от 5 мм и толще— в один
слой. Выпускают картон толщиной 3; 3,5;
4; 5; 6; 8 и 10 мм. Использовать вместо
картона асбестовую бумагу нельзя, так как
она независимо от количества слоев
вспучивается и моментально прогорает.
Во избежание скатывания и перекосов
деталей и изделий асбестовая площадка
должна быть ровной, без бугров и впа-
дин. Горизонтальные габариты леткала
выбирают произвольно в зависимости от
характера работы. Асбестовые края летка-
ла смачивают водой и заглаживают во
избежание попадания асбеста в опилки
драгоценных металлов. После того как
лёткал просушат, им можно пользоваться.
Для пооперационной пайки применяют
лёткал-вертушку (рис. 47), представляю-
щую собой металлический цоколь, на ко-
тором на ножке укреплен вращающийся
стол. Форма стола, как правило, круглая,
с размерами в пределах 100 мм. Стол
имеет бортики 4—5 мм для вкладки ог-
неупорной площадки. Огнеупорная пло-
щадка для вертушки может быть изготов-
Рис. 46. Асбестовый леткал на деревянной
основе*
а — общий вид, б — разрез
Огнеупорный материал
Рис. 47. Лёткал-вертушка:
а — общий вид, б — разрез
77
лена из асбестового картона или асбо-
цемента.
Для пайки изделий и деталей, которые
нельзя установить на ровной площадке
или которые необходимо паять в верти-
кальном положении, применяют лёткала с
пружинными зажимами. Пружинные зажи-
мы изготовляют из 1,5—2-миллиметровой
стальной проволоки, которую парно изги-
бают зигзагом и вертикально прибивают
на лёткал с деревянной основой. Стальная
проволока образует парные проволочные
выступы, между которыми зажимаются
детали или изделие.
Если пайка производится в монтиро-
вочных массах (застывающие огнеупорные
массы), то основой для выкладки массы
служат металлические листы.
В качестве вспомогательного инстру-
мента во время пайки используют пинце-
ты (корцанги) и кисточку. Обычные ме-
дицинские пинцеты служат для переноса
изделий и деталей, офлюсовывания их и
для удержания ленточного припоя во вре-
мя пайки. Зажимными пинцетами зажи-
мают изделия во время пайки и удержи-
вают детали или припой в момент расплав-
ления припоя. Работают они на сжатие,
т. е. при нажатии на щечки пинцета они
разжимаются, тогда как обычные сжима-
ются. Кисточкой осуществляют местное
офлюсовывание изделий и деталей, т. е.
нанесение флюса на место пайки, и нало-
жение на место пайки порции припоя.
Припоями называют легкоплавкие ме-
таллические сплавы, с помощью которых
получают неразъемные соединения. Обыч-
но припои классифицируют на мягкие
(температура плавления до 450' С) и твер-
дые (свыше 450'С).
Припои, используемые в ювелирной
технике, содержат определенное количе-
ство драгоценных металлов и классифи-
цируются-по более высокой температур-
ной шкале. Температура плавления юве-
лирных припоев колеблется от 650 до
1000—1-100 С. Припои, температура плав-
ления которых намного ниже температуры
плавления спаиваемых металлов, называют
мягкими. Припои, температура плавления
которых близка к температуре плавления
спаиваемых металлов, называют тверды-
ми. Все остальные припои называют сред-
ними. А так как температуры плавления
спаиваемых металлов различны, то поня-
тие твердости припоев «плавающее», т. е.
относительно к определенному сплаву.
Предприятия, производящие ювелир-
ные изделия, используют золотые и се-
ребряные припои, отличающиеся пробой,
цветом, температурой плавления. Однако
независимо от этого все припои должны
обладать хорошей текучестью, пластич-
ностью, прочностью. Текучесть припоя —
это его способность (в расплавленном
виде) затекать в щели и растекаться по
поверхности металла. Пластичность — воз-
можность деформации паяного шва. Проч-
ность — способность паяного шва выдер-
живать удары и нагрузки на разрыв.
От правильного выбора припоя во
многом зависит качество будущего изде-
лия и трудоемкость дальнейшей работы
над ним. При выборе припоя учитываются
массы спаиваемых деталей, величина за-
зора, текучесть, температура плавления
и цвет припоя.
Золотые припои служат для пайки зо-
лотых и платиновых изделий. Проба их
должна соответствовать пробе изделия,
поэтому существуют припои всех узако-
ненных проб для золотых ювелирных
изделий, изготовляющихся с помощью пай-
ки. На каждую из проб предусмотрено
несколько припоев, различных по цвету
и температуре плавления.
Легкоплавкость, текучесть, разность
цветов и оттенков золотых припоев дости-
гается путем введения в их состав сереб-
ра, меди, кадмия, цинка, палладия и ни-
келя. Так, серебро, входящее в состав
припоя, понижает температуру плавления,
повышает текучесть и пластичность и ос-
лабляет его цвет. Медь повышает проч-
ность припоя и придает ему краснова-
тые оттенки. Кадмий понижает темпера-
туру плавления и придает припою зеле-
новатый оттенок. Цинк понижает темпе-
78
ратуру плавления, улучшает текучесть и
ослабляет цвет припоя. Палладий входит
в состав золотых припоев белого цвета,
повышает температуру плавления припоя
и окрашивает его в белый цвет. Ни-
кель, как и палладий, придает припою
белый цвет и используется как составной
компонент белого золотого припоя. Он
повышает прочность и температуру плав-
ления припоя.
Цвет золотых припоев делят на жел-
тый и белый. Желтые припои употреб-
ляются для лайки золота различных жел-
тых оттенков и поэтому имеют краснова-
тые, оранжевые, желтые, зеленоватые цве-
та. Белые припои по цвету напоминают
платину и применяются для пайки изделий
из белого золота и платины. При произ-
водстве ювелирных изделий используют
припои четырех проб — 750, 583, 500,
375. В табл. 9—14 приводятся процентное
содержание компонентов и рабочие тем-
пературы припоев этих проб.
Таблица 9
Золотые припои 750-й пробы
№ п/п Компоненты, % Рабочая темпера- тура при- поя, ° С
Au Ад Си Cd Zn
1 75,0 3,0 10,0 12,0 720—740
2 75,0 15,0 7,35 — 2,65 820—840
3 75,0 14,0 8,0 — 3,0 800—820
4 75,0 13,0 9,0 — 3,0 860—880
5 75,0 6,2 10,4 6,9 1,5 740—760
6 75,0 5,0 14,2 5,0 0,8 750—770
7 75,0 9,5 9,5 — 4,0 2,0 760—780
В настоящее время ювелирными
предприятиями применяется около 30 се-
ребряных припоев. К серебряным при-
поям не предъявляются такие жесткие
требования, как к золотым: им не обя-
зательно соответствовать пробе изделия.
Содержание серебра в серебряных юве-
лирных припоях колеблется от 50 до
80%. Как правило, серебряные припои —
трехкомпонентные (Ад — Си — Zn), но
встречаются двухкомпонентные (без учас-
тия цинка) и четырехкомпонентные (с до-
бавкой кадмия или олова). Ювелирные
серебряные припои обладают высокой
пластичностью, прочностью и хорошей
текучестью. Температура плавления их
650—810°С. В табл. 15 приводятся соста-
вы серебряных припоев различных проб
и их рабочая температура.
Для сохранения спаиваемых поверхно-
стей от окисления, растворения окислов
окислившихся металлов, для очищения
поверхностей от загрязнения и обеспе-
чения хорошей смачиваемости припоев
при пайке применяют флюсы. В качест-
ве приготовления флюсов для ювелирной
пайки используют приготовленные раство-
ры буры и борной кислоты. Выбор флюса
зависит от степени окисления сплава,
подлежащего пайке. Чем больше активно
окисляющихся добавок входит в состав
сплава и чем выше их содержание, тем
тщательнее нужно относиться к выбору и
приготовлению флюса.
Самым универсальным флюсом для
пайки золотых изделий служит водный раст-
вор буры с борной кислотой в соотно-
шении 1:1 по объему. Для приготовления
флюса 20 г буры и столько же борной
кислоты засыпают в 200 мл воды (лучше
дистиллированной), раствор кипятят и ох-
лаждают. Пользоваться этим жидким флю-
сом очень удобно. Изделия, подготовлен-
ные к пайке, смачивают флюсом (окуна-
нием или кисточкой), который благодаря
своему жидкому состоянию легко прони-
кает в зазоры будущего изделия. Флюс,
приготовленный из буры и борной кисло-
ты, применяют для пайки изделий из зо-
лотых сплавов, в которых нет никеля.
В других случаях в качестве флюса
при пайке используют насыщенный раст-
вор буры. Насыщенный раствор буры
представляет собой жидкую кашицу, сте-
пень густоты которой поддерживают доли-
ванием воды. Флюс готовят следующим
образом. В сосуд (бурошницу) с порош-
кообразной бурой наливают воду, так
79
Таблица 10
Золотые припои 750-й пробы
N п п Компоненты, % Рабочая темпера- тура припоя, ° С
Au Ад Си Pd Ni Zn
1 75,0 13,0—11,0 12,0—14,0 900—1100
2 75,0 10,5 4,5 10,0 — — 800—1000
3 75,0 13,0—9,0 4,0—6,0 8,0—10,0 — — 800—1000
4 75,0 10,0 — 10,5 4,5 840—880
5 75,0 9,67 7,14 — 3,78 4,41 860—900
6 75,0 7,5 5,5 10,0 — 2,0 800—1000
7 75,0 7,0 6,0 — 4,0 8,0 780—820
8 75,0 5,5 5,5 10,0 — 4,0 800—1000
Золотые припои 583-й пробы
Таблица 11
№ п п Компонента, % Рабочая темпера- тура припоя, °C
Au Ад Си Cd Zn
58 3 18,0 15,0 8,7 — 800—820
1 э 58 3 16,5 20,6 4,6 820—840
Z з 58 3 13,0 18,5 10,2 — 780—800
3 л 58 3 12,5 20,6 — 8,6 800—820
4 с 58 3 12,3 26,1 — 3,3 820—840
X 58 3 11,7 18,5 11,5 — 800—820
о 7 58 3 11,0 27,0 — 3,7 800—820
о 58 3 10,0 22,7 9,0 — 780—800
О о 58 3 19,0 18,5 2,5 1,7 820—840
10 58 3 13,0 12,7 10,0 6,0 740—760
58 3 12,5 16,2 10,0 3,0 760—780
12 58 3 11,5 17,5 10,0 2,7 760—780
13 58 3 19,2 12,0 Остальное латунь 800—820
14 58,3 8,0 21,7 12,0 - 820—850
Золотые припои 583-й пробы (белые)
Таблица 12
ы< п 'г. Компоненты, % Рабочая* темпера- тура, припоя, ° С
Au Ад Си Pd Ni Zn
1 58,3 25,7—23,7 16,0—18,0 1000—1100
2 58,3 31,7—28,7 — — 10,0—13,0 — — 900—1000
3 58,3 31,7—23,7 2,0—6,0 8,0—12,0 — — 900—1000
4 58,3 — 23,5 — 13,2 6,0 850—900
5 58,3 26,2 7,5 6,0 — 2,0 900—1000
6 58,3 14,7 п,о — 8,0 8,0 840—860
7 58,3 11.7 4,0 — 8,0 18,0 710—730
8U
Таблица 13
Золотые припои 500-й пробы
NC л/л Компоненты, % Рабочая темпера- тура при- поя, ° С
Au Ад Си Cd Zn
1 50, 30,0 20,0 840—860
2 50, 25,0 18,7 — 6,3 800—820
3 50,0 20,0 20,0 10,0 — 760—780
4 50,0 25,0 16,0 74 1,6 720—740
Таблица 14
Золотые припои 375-й пробы
№ Компоненты, % Рабочая
п/п температура
Au Ад Си Zn припоя, °C
1 37,5 37,5 25,0 840—860
2 37,5 28,5 30,0 4,0 800—820
3 37,5 11.0 43,0 8,5 820—840
Таблица 15
Серебряные припои различных проб
NS л/л Компоненты, % Рабочая темпера- тура при- поя, °C
Ад Си Zn Cd Sn
80,0 12,4 7,6 — — 780—800
2 80,0 2,5 15,5 — 2,0 700—720
з 75,0 186 6,4 — 755—775
4 75,0 15,5 9,5 — — 745—765
5 75,0 14,9 Ю,1 — — 740—460
6 74,0 14,0 12,0 — — 740— 760
7 72,8 20,7 6,5 — — 740—760
8 70,0 30,0 — — — 770—780
9 70,0 26,4 36 — — 745—765
10 70,0 20,4 96 — — 730—750
11 70,0 18,6 11,4 — — 720—740
12 68,4 22,9 8,7 — — 730—750
13 68,0 32,0 — — — 770—790
14 66,6 24,3 9,1 » — 720—740
15 65,5 25,0 9,5 — 720—740
16 65,0 35,0 — — — 790—810
17 65,0 21,7 13,3 — — 705—725
18 65,0 20,0 15,0 — — 700—720
19 63,7 21,0 15,3 — — 690—710
20 63,0 28,0 9,0 — — 730—750
21 63,0 25,0 12,0 —— — 715—735
22 60,0 24,8 15,2 —• — 700—720
23 58,3 29,0 12,7 — — 720—740
24 57,6 28,6 13,8 —— —— 710—730
25 50,0 16,0 16,0 18,0 — 650—670
чтобы она покрыла порошок. Затем бу-
рошницу нагревают до полного растворе-
ния буры и охлаждают. Охлаждаясь,
раствор кристаллизуется. Кристаллы тща-
тельно перетирают плоской ступкой и
заливают водой до образования жидкой
кашицы. Этот флюс применяется для
пайки серебряных, золотых и мельхио-
ровых изделий.
К золотым изделиям с содержанием
никеля рекомендуется применять двойное
флюсование. Для этого, перед тем как на-
нести буру на место пайки, изделие сле-
дует прокипятить в густом растворе бор-
ной кислоты. На прокипяченном изделии
образуется тонкая плотная пленка, пре-
дохраняющая его от окисления. После
этого на изделие наносят флюс насыщен-
ного раствора буры — и изделие готово
к пайке. Припои, так же как изделия,
перед пайкой офлюсовываются.
Подготовка изделия к пайке заключа-
ется в припасовке (подгонке) деталей
друг к другу. Спаиваемые поверхности
должны быть параллельно припилены на-
пильником или надфилем и плотно состы-
кованы. Стыковка паяемых площадей мо-
жет быть обеспечена пружинистостью де-
талей, плотным наложением деталей,
стяжкой с помощью вязальной проволоки,
зажимными пинцетами и т. д. Зазор
между стыками должен быть плотен на-
столько, насколько ему позволяет это
шероховатость припиленных площадей.
Если величина зазора будет больше 0,1
или меньше 0,025 мм (соответствует сты-
ку полированных площадей), то прочность
спая будет недостаточной.
Припой для пайки прокатывается до
толщины 0,2—0,3 мм и нарезается партин-
ками (порциями), а при серийной пайке
изделий, не требующей точной дозы,
нарезается ленточками (палочками) с по-
мощью специальных ножниц (рис. 48).
Ширина ленточек 1,0—1,5 мм. Припой так-
же может быть заготовлен в проволоке
удобного для пайки сечения. Конкретных
требований к дозировке спая нет и быть
не может, так как она зависит от величи-
81
Рис. 48. Ножницы для резки припоя
ны спаиваемых площадей, величины зазо-
ров и др. Каждый ювелир определяет
дозировку индивидуально для каждого
изделия опытным путем.
Подготовленное изделие офлюсовыва-
ют и укладывают или устанавливают на
лёткал. Затем пламенем горелки изделие
нагревают до высыхания флюса и влажной
кисточкой или стальной иглой наносят
партинку на место пайки. Изделие про-
должают равномерно нагревать до тем-
пературы, близкой к температуре плавле-
ния припоя. После этого нагревают место
спая припоя, не перегревая его до полно-
го растекания. При перегреве мест спая
припой может увеличить зазор стыка,
излишне оплавить края стыкового соеди-
нения, вспузыриться, образовав поры, или
окислиться так, что придется снова заправ-
лять и пропаивать зазор.
При пайке палочкой (ленточкой) изде-
лие прогревают до температуры начала
расплавления припоя, затем зажатый в
пинцете припой подносят к месту пайки
и отсекают (расплавляют) на спай необхо-
димую дозу.
Применение при пайке газовых и бен-
зиновых паяльных аппаратов делают эту
операцию опасной. Приступая к пайке,
каждый ювелир обязан знать устройство
и схему работы используемых паяльных
аппаратов, а также правила пользования
ими. Пламя зажженной горелки должно
быть направлено только в сторону обору-
дованного для пайки места, а после окон-
чания работы — сразу погашено. Необхо-
димо помнить, что зона воспламенения
от направленного под давлением пламени
паяльного аппарата — до 50 см. При заме-
ченной утечке газа работа должна быть
немедленно прекращена до устранения
неисправности. Начиная работу бензино-
вым аппаратом, надо убедиться в правиль-
ности подключения шлангов к бачку. Если
шланги подключены неправильно, поток
огненной жидкости, вырывающийся из го-
релки, может вызвать тяжелые ожоги и
пожар. При засорении клапана бачка или
горелки подкачку воздуха нужно немед-
ленно прекратить, чтобы избежать взрыва
бачка.
§ 26. Отбеливание
Отбеливание металлов — это процесс
травления окисленного поверхностного
слоя и удаления остатков флюса. В про-
цессе отжига поверхность ювелирных из-
делий и их полуфабрикатов покрывается
окислами металлов, а в процессе пайки
и расплавленным флюсов с растворенны-
ми в нем окислами. Для удаления окис-
лов и флюса применяют кислотные раст-
воры — отбелы, состав и концентрация ко-
торых зависят от сплава, подлежащего
отбеливанию. На время отбеливания из-
делий влияют температура и концентра-
ция отбелов.
Отбеливающие растворы помещают в
ванночки из огнеупорного стекла, фарфо-
ра. Ванночки устанавливают на нагрева-
тельные приборы, оборудованные защит-
ным кислотоупорным кожухом, а нагре-
вательные приборы размещают в вытяж-
ных шкафах для обеспечения безопас-
ности работы с отбелами.
Отбеливание изделий или деталей юве-
лирных изделий сопровождается обяза-
тельной их промывкой и сушкой, поэтому
частью отбеливающего оснащения явля-
ется промывочный бак (с проточной во-
дой) и сушильный шкаф.
Отбеливающие растворы тщательно
охраняют от загрязнения и попадания в
них инородных металлов, способных ис-
портить отбел и вызвать налет на отбе-
ливающихся изделиях. Категорически
запрещается: пользоваться для извлече-
ния изделий из отбела стальными пинце-
тами или погружать в отбел изделия,
82
связанные стальной проволокой. Для отбе-
ливания в растворе пользуются сетчатым
ковшом, изготовленным из кислотоупор-
ного пластика. Для единичных изделий
можно использовать медные пинцеты или
проволоку.
Платиновые и золотые изделия 750,
583 и 500-й пробы отбеливают в соляных
и серных отбелах.
Соляный отбел — это 5—10%-ный раст-
вор соляной кислоты. Рабочая температу-
ра раствора 40—60 С, продолжительность
отбеливания до 30 с в зависимости от сте-
пени окисления и образования остаточного
флюса. Серный отбел — 10—15%-ный рас-
твор серной кислоты. Рабочая температу-
ра раствора 60—70°С, продолжительность
отбеливания 20—30 с.
Золотые изделия 375-й пробы отбели-
вают в 5—10%-ном растворе серной кис-
лоты при температуре около 50°С. Про-
должительность отбеливания 20—30 с.
Серебряные изделия отбеливают либо
в 1—2%-ном растворе соляной кислоты
при температуре 30—40°С до 1 мин, либо
в 5%-ном серном отбеле (часто с добав-
лением поваренной соли) при 40—50'С
до 30 с.
Изделия из мельхиора и нейзильбера
травят в 10—12%-ном растворе серной
кислоты с добавлением хромпика из рас-
чета 5 г на 1 л раствора. Предвари-
тельно хромпик растворяют в воде.
Для отбеливания изделий из латуни
пользуются таким раствором: 200 мл азот-
ной кислоты, 250 мл серной кислоты и
5 г поваренной соли на 1 л воды. Рабо-
чая температура отбела 30—40°С, продол-
жительность отбеливания 10—20 с. Травить
латунные изделия целесообразно в окон-
чательно изготовленном виде, а для сохра-
нения полученной поверхности закреплять
их в пассивирующем растворе, состав ко-
торого: 200 г/л хромпика, 60 г/л серной
кислоты и 1—2 г поваренной соли. Про-
должительность выдержки 20—30 с. Ла-
тунные изделия могут быть отбелены и в
10%-ном растворе серной кислоты при
температуре 40—50 С в течение 2—3 мин.
Процесс отбеливания начинается с того,
что полностью остывшие после пайки из-
делия помещают в сетчатый ковш и по-
гружают в отбел. После полного раство-
рения остатков флюсов и просветления
окисленной поверхности изделий ковш
с изделиями переносят в промывной бак и
тщательно промывают. Мокрые изделия
высыпают в медную чашечку (отбельницу)
и помещают в сушильный шкаф. В су-
шильном шкафу изделия выдерживают
при температуре 100сС до полного испа-
рения влаги (3—5 мин).
Отбеливающие растворы обладают
разъедающими свойствами, поэтому необ-
ходимо избегать попадания их на руки и
одежду. Категорически запрещается опус-
кать в отбел раскаленные изделия, кото-
рые вызывают сильные брызги горячего
отбела. Отбеливание изделий рекомен-
дуется проводить в клеенчатом фартуке.
§ 27. Опиливание
Опиливанием называется обработка по-
верхности металла режущим инструмен-
том— напильником, с помощью которого
снимается слой металла. Опиливание —
одна из основных операций, которая при-
меняется на протяжении всего процесса
изготовления ювелирных изделий. Полу-
фабрикаты и ювелирные изделия опили-
вают для придания формы, выравнивания
поверхности, выпиливания, рельефа, для
чистовой обработки форм и т. д. Все
виды ювелирного опиливания выполняют
напильниками и надфилями. Изготовляют
их из инструментальных сталей марок:
У8—У12, X, Х9.
Напильники и надфили рассчитаны на
определенный срок службы, по истече-
нии которого они приходят в негодность.
И от подготовки инструмента и обраще-
ния с ним зависит, будет ли укорочен
или удлинен этот срок. Напильники и
надфили сохраняются на складах в анти-
коррозионной смазке, которую перед ра-
ботой необходимо удалить. Сделать это
83
можно или промывая инструмент щеткой
в чистом бензине в несколько приемов,
или надо густо натереть насечку мелом,
который впитает жир, а затем жесткой
щеткой по направлению рядов насечек
полностью удалить мел. С обезжиренной
поверхности напильников и надфилей зас-
трявшие опилки легко будут удаляться
щеткой, что предохранит инструмент от
засаливания.
Для сохранения срока службы опило-
вочного инструмента необходимо следить
во время работы за тем, чтобы рабочая
часть его не соприкасалась с закаленными
металлами, камнями и т. д. Нельзя опили-
вать изделия, на поверхности которых есть
остатки плавленой буры, так как, обладая
высокой твердостью, плавленая бура очень
быстро затупляет насечку опиловочного
инструмента. При хранении напильников
и надфилей в ящиках нужно обеспечить
изоляцию их от материалов равной или
более высокой твердости, действия кислот
и их испарений.
Напильники для производства ювелир-
ных изделий классифицируют по разме-
рам, профилю и насечке (рис. 49). Длина
их 100—300 мм. Обеспечивают все виды
опиливания четыре основных профиля —
трехгранный, полукруглый, разновыпуклый
и плоский. Отличие ювелирных напиль-
ников от слесарных заключается в том,
что независимо от профиля все они остро-
носые.
Трехгранный напильник — по форме
сечения равносторонний треугольник. На-
сечку имеют все три стороны. Трехгран-
ные напильники применяют для большин-
ства видов наружного опиливания. В ряде
случаев, когда при опиливании поверхности
Рис. 49. Напильники и их профигч:
в — трехгранные, б — плоский, в — полукруглый, г — разновыпуклые
84
ребро напильника оставляет следы на
смежных деталях, допускается спиливание
насечки с ребра и заполировка его.
Полукруглый напильник — по форме
сечения сегмент. Имеет насечку на обеих
сторонах напильника. Выпуклая сторона
служит для опиливания внутренних округ-
лых и вогнутых поверхностей. Плоская
грань может быть использована для опи-
ливания наружных поверхностей.
Разновыпуклый напильник — по форме
сечения напоминает двояковыпуклую лин-
зу разных радиусов. Насечку имеют обе
стороны. Напильник служит для опилива-
ния вогнутых и внутренних округлых
поверхностей, округлых углублений по
контуру.
Плоский напильник по форме сечения
напоминает низкий прямоугольник, высота
которого до 5 мм. Одна из торцовых
сторон насечки не имеет. Рабочими яв-
ляются две противоположные большие
грани напильника. Напильник служит для
опиливания плоских и боковых поверх-
ностей.
Насечка напильников обозначается но-
мерами— 1, 2, 3, 4, 5. С увеличением
номера насечки уменьшается величина зу-
ба напильника. Таким образом, самый
грубый напильник — с насечкой 1, а са-
мый мелкий — с насечкой 5. Напильники
с крупной насечкой (1 и 2) применяются
для грубой обработки изделий — прида-
ния формы; напильники с насечкой 3, 4
и 5 — для выравнивания и чистовой обра-
ботки изделий под шабер.
Для работы напильников на его хвос-
товик насаживают деревянную ручку дли-
ной 70—90 мм. Чтобы насадить ручку на
напильник, в ней со стороны шейки по
центру засверливают отверстие диамет-
ром 3—4 мм на половину глубины руч-
ки. Затем набивают ручку на хвостовик
напильника таким образом, чтобы про-
дольные оси напильника и ручки совпали.
При насадке ручки необходимо обращать
внимание на то, чтобы между хвостови-
ком напильника и ручкой не было щелей,
в противном случае в щели могут заби-
ваться опилки драгоценных металлов.
К специальным напильникам, служа-
щим для более мелких работ, относятся
надфили (рис. 50). Они отличаются от
напильников меньшей площадью сечения.
Например, сторона профиля трехгранного
надфиля 2,5—4,5 мм, а сторона профиля
трехгранного напильника 10—14 мм. Ши-
рина плоского надфиля до 7 мм, напиль-
ника до 22 мм. Подобно напильникам над-
фили классифицируют по размерам, про-
филю и насечкам. Длина их в преде-
лах— 100—200 мм. У надфилей есть раз-
новидности — игольчатые надфили и ри-
фели. Длина рабочей части игольчатого
надфиля 35—65 мм.
Профили надфилей гораздо разнооб-
разнее профилей напильников и объясня-
ется это тем, что круг работ по опили-
ванию надфилями намного шире. По про-
филю надфили делятся на трехгранные,
клиновидные, ромбические, плоские, квад-
ратные, полукруглые разновыпуклые, па-
зовые, овальные, круглые.
Трехгранные надфили бывают несколь-
ких видов, их различают по форме се-
чения и рабочим граням. Равносторонний
трехгранный надфиль имеет три насечен-
ные рабочие грани и три одинаковых
(по углу) рабочих ребра. Применяется
для обработки небольших наружных по-
верхностей, для выпиливания угловых все-
чек, выпиливания и последующей обработ-
ки поверхности. Тупоугольные трехгранные
надфили по форме сечения представляют
разносторонний тупоугольный треугольник
и бывают трехсторонними и односторон-
ними. У трехстороннего — три грани и три
ребра (два с острыми углами при верши-
не и один с тупым) являются рабочими.
Применяется для опиливания поверхно-
стей в тех местах, где угол равносторон-
него надфиля не позволяет произвести
опиливание. Односторонний трехгранный
надфиль имеет одну (большую) рабочую
грань, две другие грани гладкие. Исполь-
зуется в тех случаях, когда есть опасение
задеть при опиливании смежные детали
изделия.
85
Клиновидные надфили в сечении напо-
минают форму клина и изготовляются
остроносыми. Один вид надфиля имеет
две рабочие стороны и острое ребро,
оставляющее клиновидную всечку. Дру-
гой вид клиновидного надфиля имеет
также две рабочие грани, но ребро при
остроугольной вершине у него закругле-
но. Клиновидные надфили применяются
для обработки краланов (отдельных стоек,
удерживающих камень), кастов и для
пропиливания всечек малых углов.
Ромбические надфили в сечении пред-
ставляют ромб и бывают с различными
углами при вершине. Эти надфили из-
готовляются тупоносыми. Основная рабо-
чая поверхность их — остроугольные реб-
ра. Ромбические надфили служат для об-
работки всечек с определенным углом
расхождения сторон.
Плоские надфили — остроносые и ту-
поносые — имеют в сечении форму низко-
го прямоугольника. Все четыре стороны
надфиля рабочие. Широкие грани служат
Рис. 50. Надфили и их профили:
а — трехгранные, б — клиновидные, в — ром-
бические, г — плоские, д — квадратный, е —
полукруглый, ж — разновыпуклый, з — пазо-
вый, и — овальный, к — круглый
О
к)\
86
Рис. 51. Игольчатые надфили
для обработки плоских поверхностей, тор-
цовых сторон и т. д., узкие (торцовые) —
для пропиливания пазов, обработки пря-
моугольных люфтов, припасования шар-
нирных соединений.
Квадратные надфили — остроносые,
имеют в сечении форму квадрата. Все
стороны и углы — рабочие. Надфиль необ-
ходим для пропиливания прямоугольных
пазов и прямоугольных угловых всечек,
для обработки прямоугольных люфтов и
шарнирных соединений.
Полукруглые надфили — остроносые, в
сечении имеют форму сегмента. Обе сто-
роны (овальная и плоская) с насечкой.
Овальная сторона используется для вы-
пиливания внутренних и округлых поверх-
ностей. Плоская сторона используется в
тех же случаях, что и грань трехгранного
и плоского надфилей.
Равновыпуклый надфиль — остроносый,
по форме сечения, как и напильник, напо-
минает двояковыпуклую линзу. Радиус
выпуклости сторон различен. Обе стороны
надфиля имеют насечку. Надфиль удобен
для обработки внутренних сторон колец
кастов, рантов и других заготовок. Вслед-
ствие разности закругления им обрабаты-
вают кольца различных размеров.
Пазовые надфили — остроносые и ту-
поносые — отличаются от плоских закруг-
ленными торцовыми гранями. Пазовый
надфиль имеет насечку по всей поверх-
ности. Основной рабочей поверхностью
являются закругленные ребра, но исполь-
зуются и плоские стороны. Надфиль
служит для пропиливания и обработки
пазов, люфтов и других малодоступных
для других надфилей участков.
Овальные надфили — остроносые, в се-
чении имеют форму неправильного овала.
Радиус закругления изменяется по всему
периметру сечения. Вся поверхность над-
филя имеет насечку. Надфиль удобен для
87
Рис. 52. Плоскогубцы
обработки круглых, овальных и других
отверстий, имеющих закругления.
Круглые надфили — остроносые, в се-
чении имеют форму круга. Надфиль име-
ет насечку по всей окружности. Исполь-
зуется для обработки круглых и оваль-
ных отверстий, обработки люфтов и выпи-
ливания рельефа.
Игольчатые надфили (рис. 51) отлича-
ются от обычных сечением хвостовика и
длиной рабочей части. Сечение хвостовика
игольчатого надфиля квадратное 2x2 мм,
круглое 3—4 мм. Длина рабочей части
игольчатых надфилей 40 мм при общей
длине 140 мм, длина рабочей части обыч-
ных надфилей 70—80 мм при общей дли-
не 140 мм и 95—100 мм при общей
длине 200 мм. Рабочая часть игольчатых
надфилей имеет различные профили, ана-
логичные обычным. Служат игольчатые
надфили для обработки труднодоступных
мест изделий — пазов, люфтов, отверстий
различных форм. Малые размеры сече-
ния надфилей позволяют обрабатывать
боковую поверхность сложных прорезных
узоров.
Рифели — разновидность надфилей.
Подобно игольчатым надфилям, они име-
ют короткую рабочую часть, остальные
размеры совпадают с размерами обычных
надфилей. Рабочая часть рифелей в от-
личие от надфилей изогнута. Рифели так-
же отличаются большим разнообразием
профилей и 'форм. Различаются рифели
по кривизне изгиба и профилю рабочей
части. Применяются для опиливания вог-
нутых поверхностей и заправки внутрен-
них поверхностей полых изделий.
Насечка надфилей определяется номе-
рами от 1-го до 6-го. Как и у напильни-
ков, с повышением номера уменьшается
величина зуба надфиля. Надфили с насеч-
ками 1-й и 2-й служат для выпиливания
рельефа, всечек и т. д., с насечкой 3-й —
для чистовой заправки паяного соединения
и других поверхностей. Надфили с насеч-
ками 4, 5 и 6-й применяются наряду с
шабером для выведения мелких рисок и
обработки оправ камней (кастов) в процес-
се закрепки.
Насечки игольчатых надфилей и рифе-
лей также различны и применяются в за-
висимости от нужной чистоты поверхности.
Для облегчения работы надфилями ис-
пользуют ручки с цанговыми и болто-
выми зажимами. Длина ручки 80—90 мм,
диаметр в толстой ее части 13—18 мм.
Ювелирное опиливание в принципе от-
личается от всех видов слесарного опи-
ливания. Специфика производства ювелир-
ных изделий и деталей, используемые
материалы, сохранность и сбор металли-
88
ческих отходов — полностью исключает
возможность применения стационарных
тисков. Для определения внешних раз-
меров, правильности форм, плоскости и
кривизны поверхности не пользуются ле-
калами и другим контрольным инструмен-
том. Контроль осуществляется визуально.
Ювелиры выполняют опиливание сидя
за рабочим верстаком. В ячейку верстака
вмонтирован упор — финагель, к которо-
му прижимают изделие. В большинстве
случаев изделие во время обработки дер-
жат пальцами. Если детали трудно удер-
живать рукой, при опиливании пользуются
плоскогубцами (рис. 52), круглогубцами
(рис 53), ювелирными тисочками (рис. 54) —
металлическими и деревянными, но так,
чтобы они не оставляли неисправимых
дефектов на деталях. При опиливании
деталей, которые по различным причинам
не могут быть зажаты инструментом и в
руке, используют деревянные приспо-
собления в виде стержней. Если деталь
имеет отверстие, то она насаживается
на подогнанный конец деревянного стерж-
ня, в противном случае деталь может
вжигаться в торец стержня и удержи-
ваться таким образом.
При опиливании драгоценных метал-
лов нельзя применять инструмент и при-
способления, изготовленные с исполь-
зованием цветных металлов и несгораю-
щих материалов, ввиду сложности извле-
чения их из опилок. В процессе опили-
вания локти обеих рук находятся в сво-
бодном состоянии, лишь в некоторых слу-
чаях локоть руки, держащей изделие,
опирается на край ячейки верстака. Одна-
ко в любом случае держащая изделие
рука прижимает его к финагелю. Напиль-
ник или надфиль в. другой руке, опили-
вая изделие подстраховывается финаге-
лем, частично опираясь на него. С другой
стороны надфиль может страховаться
большим пальцем держащей изделие ру-
ки. В этом случае на палец надевается
кожаный чехол.
Наряду с ручным применяется меха-
ническое опиливание, с помощью которо-
Рис. 53. Круглогубцы
Рис. 54. Тисочки ювелирные:
а — металлические, б — деревянные
Рис. 55. Подвесной электромотор с гибким
шлангом для механического опиливания
89
4 4 f ф T ? Y
Рис. 56. Боры (фрезы) для
механического опиливания
го обрабатывают труднодоступные участ-
ки изделий, пазовые вырезы, шлифуют
внутренние поверхности полых изделий.
Для механического опиливания применяет
электромоторы с гибким приводным
шлангом (рис. 55) и набор боров — фрез
(рис. 56), которые крепятся посредством
наконечников (рис. 57).
Опиливать борами удобно изделие,
закрепленное в ручных деревянных тисоч-
ках. В качестве упора используется фи-
нагель, локоть правой руки опирается на
верстак. Угол поворота обрабатываемого
участка должен быть таким, чтобы все
опилки попадали в фартук или ящик для
сбора отходов.
§ 28. Выпиливание лобзиком
Выпиливание лобзиком — одна из са-
мых сложных и ответственных операций
индивидуального изготовления ювелирных
изделий. Сущность выпиливания лобзиком
заключается в удалении фоновых частей
(фона) детали или рисунка, после чего
остается сложная конструкция или ажур-
ный орнамент.
Лобзик (рис. 58) представляет собой
небольшого размера станок (ножовочного
типа) для натяжения режущей пилки. Га-
бариты лобзиков (без ручки) 200x90x25.
Конструкция лобзика позволяет регулиро-
вать и фиксировать его размеры по дли-
не, что дает возможность закреплять
сломанные пилки и использовать их с мак-
симальной экономичностью. Зажимные
щечки лобзика имеют зубчатую рабочую
поверхность для надежного захвата
концов пилки и удержания ее в натя-
жении. Зажимают пилку болтом (бараш-
ком).
Пилки для лобзика — это закаленная
проволока прямоугольного сечения, на ра-
бочей грани которой имеются наклонно-
зубчатые насечки. Пилки различают по
размерам их сечений и величине зубьев.
С уменьшением толщины и высоты пилок
уменьшаются размеры их зубьев.
90
Лобзик рассчитан для работы в вер-
тикальном положении (ручкой вниз), поэ-
тому пилка закрепляется направлением
режущих зубьев в сторону ручки (вниз).
Пилка, находясь в рабочем состоянии,
должна быть умеренно натянута. Слабое
натяжение не сможет обеспечить точного
пропила (по разметке). Излишне сильное
натяжение при малейшем перекосе в про-
рези вызывает излом пилки, что мешает
маневрированию при выпиливании криво-
линейных прорезей на малых участках.
Натяжение пилки считается нормальным,
если при упругом нажатии сбоку на се-
редину пилки отклонение ее от оси соста-
вит около 3 мм.
Заготовка должна опираться на гори-
зонтальную сторону финагеля и придер-
живаться левой рукой. Для выпиливания
узора изделие просверливают, места свер-
ления располагают в тех частях рисунка,
которые будут удалены. Диаметр отвер-
стия выбирается таким, чтобы пилка сво-
бодно проходила в него. Распиливая узор,
следует сохранять заданный угол пропи-
ла: при его изменении пилку заклинива-
ет — и она ломается. Пилка должна дви-
гаться легко даже при изменении направ-
ления пропила, для этого ее периодически
смазывают воском.
Изготовление ювелирных изделий не
обходится без выпиливания лобзиком. На-
ряду с выпиливанием ажурных узоров им
выполняют еще ряд операций, таких,
например, как вырезание гнезд для кам-
ней, пропиливание всечек, распиливание
деталей по разметке, подчистка узоров
в труднодоступных местах.
Малые размеры ювелирных изделий,
сложность их конфигурации заставляют
ювелира работать лобзиком на опасном
расстоянии пилки от пальцев, поэтому
ювелир при выпиливании должен быть
предельно внимательным. Не следует при-
лагать усилий в местах возможного сры-
ва пилки в сторону пальцев, пытаться
высвободить заклинивающуюся пилку
силой или направлять пилку на разметку
пальцем.
Рис. 57. Наконечники для крепления боров
Рис. 58. Лобзик
Рис. 59. Цангодержатель
91
Рабочая часть
125-140'
Рис. 60. Сверло:
а — элементы сверла, б — угол заточки сверла
§ 29. Сверление
Сверлением называется выполнение
сквозных отверстий с помощью режущего
инструмента — сверла. Сверление отно-
сится к виду обработки резанием. Увели-
чение отверстий с помощью сверла назы-
вается рассверливанием, а выполнение
несквозного отверстия — засверливанием.
Сверление — операция, часто применя-
емая при изготовлении ювелирных изде-
лий. Материал, подлежащий сверлению
(золото, серебро и т. д.), мягок, толщи-
на просверливаемого материала колеб-
лется от 0,5 до 2,0 мм, а диаметры
отверстий — от 0,5 до 1,5 мм (иногда до
2—3 мм) и поэтому изделия и детали
сверлятся незакрепленными. Производит-
ся сверление на сверлильных станках или
вручную — ручной ювелирной дрелью,
сверлом, зажатым в ювелирных тисочках
или в цангодержателе (рис. 59).
Сверло (рис. 60) состоит из рабочей
части и хвостовика. Рабочая часть, в свою
очередь, состоит из двух частей — режу-
щей и цилиндрической. Сверла, имеющие
рабочую часть с винтовой канавкой, на-
зываются спиральными. Режущая часть
их — конус с двумя режущими кромками,
которые сходятся на середине сверла.
Угол конуса, образованный режущими
кромками, называется углом заточки свер-
ла. Угол заточки должен обеспечивать
правильную работу сверла. Для золотых и
серебряных сплавов, платины и других
металлов, близких к ним по твердости,
угол заточки сверла 125—140°.
На цилиндрическом участке рабочей
части есть две винтовые канавки, распо-
ложенные одна против другой. Назначе-
ние их — отводить стружку из просверли-
ваемого отверстия во время работы свер-
ла. Канавки имеют специальный профиль,
обеспечивающий правильное образование
режущих кромок и достаточное простран-
ство для прохождения стружки.
Хвостовик служит для закрепления
сверла в патроне шпинделя. У ювелир-
ных сверл малого диаметра (рис. 61)
хвостовики изготовляются утолщенными,
это уменьшает биение сверла при работе
и облегчает закрепление его в патроне.
Точность (качество выполняемого от-
верстия) и срок службы сверла зависят:
от заточки и правильности закрепления
сверла, правильности установки изделия,
режима работы и состояния станка.
Для механического сверления ювелир-
ных изделий применяют настольные од-
ношпиндельные вертикально-сверлильные
станки. Состоят они из станины, шпинде-
ля, стола и механизма движения станка.
Станина — основание и опора для всех
остальных частей станка. Шпиндель служит
для закрепления сверла в патроне. Ему
передается вращательное и поступатель-
ное движение. Стол предназначен для уста-
новки на нем обрабатываемого изделия.
К механизмам движения относятся —
электромотор, привод и механизм вер-
тикальной подачи шпинделя. Вал электро-
моторов посредством привода передает
шпинделю вращательное движение. Ме-
ханизм вертикальной подачи дает возмож-
92
ность устанавливать вертикальный уровень
шпинделя и вертикальную подачу шпин-
деля во время сверления.
Современные сверлильные станки
снабжены лампой для освещения стола,
вмонтированной в кожух станка. Для
сверления ювелирных изделий из драго-
ценных металлов стол сверлильного станка
снабжается специальным кожухом для
сбора стружки. Кожух изготовляется из
пластика и представляет собой глубокое
корытце с вырезами для рук.
Для ручного сверления применяют
ювелирную дрель (рис. 62), которая слу-
жит в основном для рассверливания и за-
сверливания отверстий на небольшую глу-
бину. Ювелирная дрель состоит из: стерж-
ня, цангового зажима, маховика, ручки
и ремня. Стержень металлический сплош-
ной, 6—7 мм в диаметре, является осно-
вой для крепления цангового зажима и
маховика (с одного конца). С другого
конца стержень имеет отверстие для
продергивания ремня.
Цанговый зажим крепится на конце
стержня и служит для закрепления сверла.
Маховик представляет собой металли-
ческий круг диаметром 80—100 мм. Кре-
пится намертво намного выше цангового
зажима. Служит для передачи стержню
инерционного вращения. Ручка (деревян-
ная) изготовляется в виде стержня (чаще
фигурного) диаметром 20—25 мм, дли-
ной 200—220 мм. Посередине имеет попе-
речное отверстие для свободной насадки на
стержень. Отверстия по краям ручки
служат для крепления концов ремня. Ре-
мень (обычно из сыромятной кожи) ши-
риной 4—5 мм соединяет концы ручки,
проходя через отверстие в стержне. При
вращении стержня в любую из сторон ре-
мень закручивается вокруг стержня, под-
тягивая ручку вверх. Ювелир нажатием
ручки вниз раскручивает ремень, прида-
вая стержню обратное вращение, а махо-
вое колесо закручивает ремень в другую
сторону. Таким образом стержень получа-
ет вращательное движение в обе стороны.
Для выполнения качественного сверле-
Рис. 61. Ювелирные сверла (стрелка ука-
зывает на сверло с утолщенным хвосто-
виком)
Рис. 62. Ручная ювелирная дрель:
1 — стержень, 2 — цанговый зажим, 3 — ма-
ховик, 4 — ручка, 5 — ремень
ния большое внимание уделяют подготов-
ке сверлильного станка и изделия. Подо-
бранное сверло закрепляют в патроне, до-
биваясь вращения без малейшего биения.
Опорную подставку из дерева, пласт-
93
массы или другого легкосгораемого мате-
риала ставят в кожух для сбора стружки
и помещают на столе сверлильного станка.
Накерненные изделия устанавливают на
опорной подставке изделия так, чтобы
сверло совпало с углублением. В качест-
ве опорных подставок удобно использо-
вать флахайзен с деревянным вкладышем,
вставленным в отверстие плиты и высту-
пающим на 10—15 мм выше ее уровня.
Такой вкладыш дает возможность сверлить
выпуклые детали, устанавливая их про-
сверливаемым участком перпендикулярно
сверлу. Для сверления колец используют
короткие деревянные стержни типа риге-
ля, которые надевают на кольцо, доби-
ваясь таким образом устойчивости его во
время сверления. Подачу сверла осущест-
вляют легким нажимом на рычаг шпинде-
ля, время от времени освобождая сверло.
Сильный нажим, сдвиг изделия в сторону
приводят к поломке сверла. Перед каж-
дым проходом сверло смазывают маслом
или воском.
При работе на сверлильном станке со-
вершенно необходимо соблюдение всех
правил безопасности труда. Во время ра-
боты станка нельзя близко наклоняться
к вращающемуся шпинделю, держать ру-
кой патрон, помогая ему остановиться,
поправлять сверло на ходу и трогать
вращающиеся детали станка до полной
его остановки.
§ 30. Шабрение
Шабрением называется обработка по-
верхности изделия путем соскабливания
тонкого слоя металла режущим инстру-
ментом — шабером. Шабрение ювелирных
изделий производят с целью удаления
Рис. 63. Шабер
рисок, образованных в процессе опили-
вания, для подготовки изделия к поли-
рованию. Это одна из отделочных опера-
ций. Шабрят внутренние и наружные по-
верхности.
Для всех видов ювелирного шабре-
ния используют шаберы одной конструк-
ции — трехгранные, изготовленные из ин-
струментальных сталей марок У10—У12
(рис. 63). Шаберы разного назначения от-
личаются друг от друга только размера-
ми сечения и углом заточки. Рабочая
часть всех шаберов дожна быть закале-
на и при надобности отпущена до такого
состояния, чтобы шабер был не очень
хрупким, но и не очень мягким. У хруп-
кого шабера может обламываться острый
конец и выкрашиваться лезвие, вследствие
чего на поверхности шаброванного изде-
лия остается след из мелких рисок. Если
же шабер мягкий, заточка его будет не-
долговременной, следовательно, потре-
буется его постоянная заправка.
Шабер состоит из стержня с рабочей
частью и ручки. Рабочая часть — это реб-
ра, образованные трехгранной конической
заточкой. Таким образом, рабочая часть
шабера имеет три лезвия. Угол при вер-
шине, образованный гранями, называется
углом заточки шабера, который зависит
от сечения и назначения шабера. В це-
лях безопасности работы длину рабочей
части целесообразно ограничить 20 мм.
Для шабрения внутренних округлых по-
верхностей (внутри колец) применяют ша-
беры большого сечения — диаметром 6—
8 мм, так как внутреннее шабрение
требует большего усилия, чем наружное.
Угол заточки таких шаберов 30—35°. Дли-
на шабера с ручкой 130—150 мм. Ручка
может быть изготовлена из дерева, эбо-
нита, пластмасс. Толщина ручки в утол-
щенной ее части 12—15 мм. В качестве
заготовок для шаберов могут быть исполь-
зованы: отработанные надфили, метчики,
развертки, прутки подходящих сталей и
специальные поковки.
При шабрении наружных поверхностей
и труднодоступных мест применяют более
94
тонкие шаберы сечением 4—6 мм. Угол
заточки этих шаберов 15—25°, длина с
ручкой 150—180 мм. Ручки для тонких
шаберов могут быть изготовлены из тру-
бок цветных металлов или прочных пласт-
масс. Так как при наружном шабрении
ручка шабера находится между пальцами
руки, сечение ее не должно превышать
8 мм. В качестве заготовок для шаберов
наружного шабрения могут быть исполь-
зованы: надфили, метчики и развертки
соответствующих размеров.
Независимо от формы заготовки для
шабера рабочую часть затачивают на три
грани. Предварительную заточку произво-
дят на наждачном точиле, следя за тем,
чтобы не отпустить заготовку. После того
как рабочей части шабера задан опреде-
ленный угол и предварительно обрабо-
таны грани, на грубом абразивном бруске
выравнивают грани. Брусок смачивают
жидким машинным маслом или керосином
и, прижимая деревянным прижимом (в ка-
честве прижима может служить старая
ручка от напильника) к камню поочеред-
но каждую грань, сообщают заготовке
движение по плоскости камня. Затачивают
рабочую часть шабера на грубом камне
до тех пор, пока грани не станут плос-
кими, а ребра прямолинейными. Дальней-
шую заправку шаберов производят на
мелкозернистых брусках, также покрывая
поверхность камня маслом и прижимая
грани шабера. Окончательно заправляют
шабер на твердых мелкозернистых осел-
ках.
Бруски для заправки шабера должны
иметь ровную плоскость без трещин и глу-
боких царапин. При выработке камня
его необходимо выровнять трением о дру-
гой камень. Длина бруска для заправки
шабера 150—170 мм, ширина 50 мм, тол-
щина 20—25 мм.
Операцию шабрения выполняют сидя
за рабочим верстаком, в левой руке
держат изделие, в правой — шабер. Упо-
ром для изделия служит финагель. Струж-
ка, выходящая из-под шабера, падает в
фартук или короб для сбора отходов.
Для шабрения изнутри колец и других
Ъкруглых отверстий шабер . берут так,
чтобы ручка его помещалась в ладони
правой руки. Указательный палец правой
руки лежит на стержне шабера. Рабочая
часть находится на шабруемой поверхно-
сти гранью вниз, что обеспечивает ре-
жущий угол между лезвием шабера и
поверхностью изделия. Нажатием указа-
тельного пальца на стержень шаберу при-
дают окружное движение в одну сторону
(по часовой стрелке), обратное движе-
ние — холостое, без снятия стружки. Ход
шабера (длина срезаемой поверхности)
зависит от диаметра и ширины кольца,
в среднем это 12—15 мм.
При наружном шабрении шабер поме-
щается в руке так, чтобы ручка его про-
ходила между пальцами руки (мизинцем
и безымянным или безымянным и сред-
ним). Кончики указательного и среднего
пальцев лежат на стержне шабера, а боль-
шой палец упирается в стержень сбоку
рядом с рабочей частью шабера. Лезвие
шабера устанавливают под углом 30—40°
к поверхности. Шабер приводит в движе-
ние большой палец правой руки, толкая
лезвие вперед (от себя) и прижимая его
к поверхности изделия. Обратный ход —
холостой. Рабочий ход шабера не более
15 мм, но может быть и очень корот-
ким в зависимости от сложности изде-
лия (рельефа, резного узора и т. д.).
Если на поверхности изделия есть ощути-
мые шабером риски, оставшиеся от опи-
ливания, то лезкие шабера устанавливают
под углом 45—60е к направлению рисок,
иначе шабер образовывает ступенчатую
поверхность. Шабрением достигают дос-
таточно высокую чистоту поверхности, по-
этому изделия после шабрения можно по-
лировать.
Контрольные вопросы
1. Чем достигается полный сбор опилок и
других отходов драгоценного металла при ра-
боте на ювелирном верстаке?
2. Какие требования предъявляются к осве-
щению верстака?
95
3. Каким инструменте^* пользуются для
разметки заготовок?
4. Как подготовить заготовку к разметке?
5. Какой инструмент используют как пра-
вочный?
6. Как должно быть оборудовано рабочее
место ювелира для пайки?
7. В чем заключается принцип работы бен-
зоаппарата?
8. Каковы преимущества газовой горелки
перед бензиновой?
9. Какие компоненты входят в состав зо-
лотых и серебряных припоев?
10. Какими свойствами должны обладать
ювелирные припои?
11. Как готовят флюсы для пайки?
12. Какие отбеливающие растворы исполь-
зуют для золота, серебра, мельхиора?
13. Перечислите инструмент, применяемый
для опиливания.
14. Какие виды шаберов применяют в юве-
лирной монтировке?
ЧАСТЬ III
ИЗГОТОВЛЕНИЕ И ОБРАБОТКА ЮВЕЛИРНЫХ ИЗДЕЛИЙ
ГЛАВА VI
ИЗГОТОВЛЕНИЕ ЮВЕЛИРНЫХ ИЗДЕЛИИ
В настоящее вред*я изготовление юве-
лирных изделий (без учета дешевой га-
лантерии) развивается по четырем направ-
лениям: индивидуальная монтировка, се-
рийная монтировка, изготовление изделий
литьем и филигранной техникой.
Индивидуальная монтировка— это про-
цесс полного изготовления изделия вруч-
ную, от слитка и до отделки изделия,
а для изделий с камнями до момента
закрепки камней. Процесс индивидуально-
го изготовления ювелирных изделий за-
ключается в том, чтобы по исходным дан-
ным — фотографии, рисунку, чертежу или
описанию, размеру камня (камней) и изде-
лия, массе — выполнить изделие, отвечаю-
щее всем требованиям. Обязательными
исходными являются размеры камней, ко-
торые выдаются вместе с металлом в ка-
честве материала для изготовления, а для
колец и размер кольца (внутренний диа-
метр). Индивидуальное исполнение изде-
лий — это основа всех способов изготов-
ления, потому что без индивидуально
изготовленного образца невозможно пе-
ревести изделие в серийное или литей-
ное производство.
Серийная монтировка — более деше-
вый и более производительный способ.
Он заключается в изготовлении ювелир-
ных изделий с использованием штампо-
ванных деталей. Для серийных изделий
камни получают огранку по заданным
размерам и форме. А имея камни стан-
дартных размеров, можно получить оправ-
ку (касты) и другие детали для них с
помощью штамповки. Такие изделия вы-
пускаются большими сериями, что позво-
ляет удовлетворить спрос значительного
количества покупателей.
Художественное литье — прекрасный
способ размножения ювелирных изделий,
повторения изделий сложного индиви-
дуального производства и даже фили-
грани. Литье ювелирных изделий дает
возможность сократить ручной труд,
повысить производительность и значитель-
но уменьшить потери драгоценных метал-
лов. Однако этот способ требует в ка-
честве материала сплавы с хорошими ли-
тейными качествами.
Филигранной техникой считается руч-
ное изготовление изделий, заготовкой для
которых служит проволока различных се-
чений. Из отрезков проволоки (гладкой
или крученой, круглой или плоской) вруч-
ную готовят элементы рисунка, которые
затем собирают с помощью пайки.
§ 31. Классификация и ассортимент
ювелирных изделий
Ювелирные изделия классифицируют
по' двум признакам: назначению и мате-
риалам, из которых они изготовлены.
По назначению ювелирные изделия де-
лятся на украшения и принадлежности
быта. Наиболее обширную группу состав-
ляют украшения — броши различных ти-
пов, кольца, серьги, кулоны, колье, бу-
лавки, браслеты и т. д. К принадлеж-
ностям быта следует отнести: предметы
туалета — заколки, гребни, запонки, за-
жимы, пуговицы, часовые браслеты и др.;
предметы курения — портсигары, мунд-
штуки; столовые приборы.
По материалам ювелирные изделия
делят на три группы. Первая — украше-
ния из драгоценных металлов с драго-
ценными и полудрагоценными камнями
97
I—16‘»
и без них (собственно ювелирные изде-
лия). Вторая — изделия, составляющие су-
венирный фонд, изготовленные из недра-
гоценных металлов с полудрагоценными,
поделочными камнями и без них (изде-
лия, представляющие художественный ин-
терес). Третья группа — изделия массо-
вого производства из недрагоценных ме-
таллов без камней и с камнями — стек-
лянной и пластмассовой имитацией (из-
делия дешевой ювелирной галантереи).
Основная продукция ювелирных пред-
приятий — ювелирные украшения. Укра-
шения из драгоценных металлов, как ни-
какие другие, требуют от ювелиров мас-
терства, аккуратности в изготовлении и
индивидуального подхода. Эти украшения
долговечны, красивы, не теряют со вре-
менем своей ценности, менее подвержены
влиянию моды и по праву считаются
ювелирными.
Кольца (рис. 64) — наиболее распрост-
раненный вид ювелирных изделий. Суще-
ствует много разновидностей колец, неко-
торые из них имеют символическое зна-
чение, например кольца для помолвки
и обручальные. Кольцо с камнем назы-
вают перстнем, но название это с тече-
нием времени употребляется все реже.
Кольца, как и все изделия, бывают прос-
тыми и сложными. К простым относятся
относительно простые в изготовлении об-
ручальные кольца — овальные (имеющие
в поперечном сечении форму сегмента)
и плоские (имеющие в поперечном се-
чении прямоугольную форму), кольца с
камнем, состоящие из несложного каста
и шинки. Каст — это оправа камня, шин-
ка — ободок, обвивающий палец.
Сложными считают кольца, сложные
по конструкции, а следовательно, и в
изготовлении, или кольца, трудоемкие в
сборке и обработке. Это кольца с ажур-
ными кастами, многокаменные, кольца с
наборным рисунком, филигранные, грави-
рованные и т. д.
Верхнюю часть многокаменного кольца
называют верхушкой, в нее крепятся
камни или впаиваются касты. Форма
верхушек может быть различной: круглой,
овальной, многоугольной, в форме ветки
и любого другого узора; плоские, а чаще
выпуклые, они могут иметь прорезной и
напайный рисунок. Снизу под верхушку
может быть изготовлен рант. Низкий или
высокий, прямой или конический рант из-
готовляется по контуру верхушки запод-
лицо с ней. Рант, имеющий обратную
верхушке выпуклость, называется динель.
Под многокаменную или вырезную вер-
хушку делается вырезной дикель.
Шинки колец также могут иметь раз-
личную форму сечения; ширина и высота
их часто меняется: чаще всего они рас-
ширяются и утолщаются к касту. Общие
требования к шинкам заключаются в том,
чтобы в сочетании с кастом, верхушкой
или рантом они образовывали круглые
внутренние отверстия. Шинка припаива-
ется к ранту, соединяя его с верхушкой.
Тонкие шинки тоже припаиваются к ран-
ту, но с верхушкой шинку соединяют
накладки. Накладки имеют помимо конст-
руктивного декоративное значение: их
часто украшают россыпью мелких камней.
Размеры колец определяют по их внут-
реннему диаметру — от 15,5 до 24,0 мм.
Если, например, внутренний диаметр
кольца 18 мм, то размер кольца будет 18.
Последующий размер отличается от пре-
дыдущего на 0,5 мм. Для определения
размеров существует ригель-кольцемер,
или просто кольцемер — металлический
конус с делениями, соответствующими
размерам колец Для определения раз-
меров пальца пользуются пальцемером,
представляющим собой набор пронумеро-
ванных колец, соответствующих размеров,
закрепленных посредством подвесных
ушек на свободном кольце.
Серьги (рис. 65) — распространенное
женское украшение. Подобно кольцам,
серьги имеют много разновидностей. От-
личает их от других украшений то, что
выпускаются они в паре. Одна серьга
должна полностью соответствовать дру-
гой — парной, т. е. полное соответствие
должно быть в размерах, массе, цвете
98
I
Рис. 64. Кольца
4*
99
Рис. 65. Серьги
100
металла, в камнях и т. д. Так же как и
кольца, серьги могут быть простыми и
сложными. Сложность их определяется
конструкцией и трудоемкостью выполне-
ния. Основные части серьги — каст (или
верхушка) и замок, а при наличии подвес-
ки, еще и подвеска. Сложной может ока-
заться и каждая из основных частей. По-
мимо лицевой (передней) части серьги,
являющейся основным украшением, боль-
шое внимание уделяется замку. Кроме
того, что замок сам по себе может быть
украшением изделия, к нему предъяв-
ляются жесткие требования. Он должен
быть простым и надежным в эксплуата-
ции, долговечным, соразмерным с серь-
гой и мочкой уха и не должен беспокоить
соприкасающиеся с ним участки тела.
Крепления замков бывают различными:
в виде плавно изогнутого крючка с
фиксатором и без него, в виде резьбо-
вого штифта и пружиннооткидные (наи-
более сложные и разнообразные).
Броши (рис. 66) — женское украшение,
которое прикалывают к платью (костюму)
на уровне груди, шеи или к воротнику.
Из всех украшений по разнообразию ти-
пов броши занимают лидирующее место.
Их трудно классифицировать как простые
и сложные. Даже если в брошь встав-
ляется один камень, он должен быть по
величине не маленьким, а это уже пред-
ставляет определенные сложности. Каст
под большой камень требует красивого
оформления, он или вырезается, или
усаживается корнерами — мелкими шари-
ками, сканью и т. д. Часто большие ка^-
ни в броши усаживаются мелкими, для
таких брошей изготовляют сложные вер-
хушки. Броши могут иметь самую различ-
ную форму — строгую, неопределенную,
в виде веток, листья которых усажены
камнями. Разнообразны броши и без кам-
ней, изготовленные различными способа-
ми: вручную, художественным литьем,
собранные из штампованных деталей и
т. д. Броши могут изображать растения,
листья растений, птиц, животных, насеко-
мых. Привлекательны броши с элементами
филиграни или сплошь филигранные. Ук-
рашающей является лицевая часть броши,
тыльная же часть снабжена булавкой, с
помощью которой брошь прикрепляется
к одежде. Булавка соединена с тыльной
частью броши шарнирно и фиксируется
замком в закрытом положении. Сущест-
вует несколько видов замков открытых и
с предохранителями. Наиболее надежен
замок с шомпольным предохранителем.
Кулоны (рис. 67) — нагрудное или шей-
ное украшение, которое носят на цепоч-
ке или на ожерелье (шейное украшение
из драгоценных и полудрагоценных кам-
ней, насаженных на нить или укреплен-
ных на цепочке). Простейшие кулоны
представляют собой подвеску из оправ-
ленного камня с ушком для подвеши-
вания на цепочке. Бывают кулоны много-
каменные, в которых основное количество
камней располагается в подвеске. С цепью
подвеску соединяет фасонное ушко, кото-
рое тоже может украшаться камнями.
В таких кулонах подвеску изготовляет
аналогично верхушкам колец, серег и
брошей, имеющих рант. Но если строгие
формы колец и брошей имеют две оси
симметрии — кулоны чаще имеют одну
ось, а вытянутая форма их напоминает
каплю. Большие широкие кулоны наряду
с ушками могут иметь булавку и исполь-
зоваться как брошь.
Колье — шейное женское украшение,
вытянутое, как правило, вдоль цепочки.
Если кулон представляет собой подвеску
или имеет подвеску, то колье состоит
из нескольких подвесок, связанных (со-
единенных) или несвязанных между со-
бой. Если ушко кулона свободно пере-
мещается по цепочке, то у колье для
крепления к цепочке есть два ушка с
постоянным креплением. , Колье обычно
усаживается большим количеством мел-
ких камней, образовывая сложные кра-
сивые переплетения. В отличие от кулонов
колье делают без рантов, что позволяет
ему плотнее прилегать к телу.
Булавки (рис. 68)—мужское и женское
украшение. Мужчины носят булавку к гал-
101
102
Рис. 66. Броши
стуку и как застежку вместо верхней
пуговицы, женщины — как застежку наряд-
ного платья на уровне шеи и верхней
части груди и как заколку на воротнике
нарядного костюма. Булавки бывают двух
типов, различаются они по длине застеж-
ной иглы. Булавки с длинной иглой, напо-
минающие шпагу, носят, прокалывая ткань
одежды, а булавку с короткой иглой или
со штифтом — продевая в пуговичную пет-
лю или тоже прокалывая ткань. Короткие
булавки изготовляют с фиксирующим пре-
дохранителем или с зажимной гайкой (при
наличии резьбового штифта). В качестве
головки булавки используется драгоцен-
ные и полудрагоценные камни в за-
висимости от материала формы и огран-
ки, по-разному крепящиеся на иглу. Для
ограненных камней булавку делают с кас-
том, а такие камни, как жемчуг, бирю-
103
Рис. 67. Кулоны
Рис. 68. Булавки
за, янтарь, коралл, крепятся на штифте
в отверстие в камне. Длинные булавки
различаются не только головками, но и
сечением и формой иглы. Острый конец
иглы снабжен фиксирующим предохра
нителем, который соединен цепочкой с
основанием иглы.
Браслеты (рис. 69) — наручное украше-
ние, имеющее как декоративное, так и бы-
товое назначение (например, браслеты
для часов). Браслеты, служащие только
украшением, различны по конструкции,
материалу, из которого сделаны, наличию
камней и технике ювелирного исполне-
ния. По конструкции их можно разделить
на жесткие (оазжимные и застежные об
ручи), секционные, состоящие из не-
скольких шаоьирно соединенных секций,
и мягкие, состоящие из многих звеньев.
Рис. 69. Браслеты
Наиболее дорогие и эффектные — это
браслеты с драгоценными и полудрагоцен-
ными камнями. Выполняются они, как
правило, секционными. Другие виды брас-
105
летов чаще изготовляют без камней, с
применением граверной, чеканной, фили-
гранной и цепочечной техники
§ 32. Изготовление кастов
Каст (оправа кзмня) — общая деталь
всех ювелирных изделий с камнями. Су-
ществуют два типа кастов, различающих-
ся принципом держания камня, — глухие
и крапановые. В глухих — камни удержи-
ваются сплошными стенками по всему
периметру каста, а в крапановых — от-
дельными стойками (крапанами), выоезан-
ными в касте или напаянными на него.
От вида украшения, образца и огранки
камня зависят конструкция и техника
исполнения кастов. Форма и размеры кас-
тов также зависят в основном от формы,
огранки и размеров камня. Говоря о раз-
Рис. 70. Глухой к->ст круглой формы:
а — о^щии вид, D— ра' каста (внутренний
диаметр ьерхнего оснс. h — топщина
стенки каста, d— внутренней диаметр нижнего
основания, Н — высота каста; б — посадка
камня
мерах каста, имеют в виду размеры кам-
ня, который может быть закреплен в дан-
ном касте. При изготовлении кастов
используют различные виды заготовок:
толстостенные трубочки, плоский ленточ-
ный прокат, штампованные полуфабри-
каты.
Глухие касты круглой формы. Для мел-
ких, до 3 мм в диаметре, круглых камней
в качестве глухих кастов (рис. 70) исполь-
зуют отрезки толстостенных (толщина
стенки 0,4—0,6 мм) трубок — царги. Внут-
ренний диаметр трубок делается таким,
чтобы камень не проваливался в отвер-
стие, а при наложении камня сверху на
торец трубки поясок был примерно в по-
ловину толщины стенки. Таким образом,
диаметр камня является как бы средним
диаметром трубки. Высота царги выбира-
ется в зависимости от образца, но не
менее высоты камня. Паять фугу — шов
под пайку — удобнее в заготовке (нена-
резанной трубке). Касты для камней боль-
ших диаметров делаются коническими,
в форме усеченного конуса. Каст, как
правило, суживается книзу под углом 20' .
Конусность гарантирует камень от прова-
ла, к тому же облегчает впасовку (плот-
ную подсадку) каста в изделие.
Конические касты диаметром до 5 мм
изготовляют двумя способами: сколачива-
нием цилиндрического каста диаметром,
подогнанным под камень, на конус и с
расколачиванием цилиндрического каста
меньшего диаметра до размера камня.
По первому способу запаянную царгу
сколачивают в отверстии проколотки
(рис. 71). Делая царгу из проката, длину
заготовки рассчитывают по формуле рас-
чета длины заготовки на обручальное
кольцо, а за ширину заготовки принимают
высоту каста. Заготовку с запиленными на
месте будущего шва концами сворачивают
круглогубцами в кольцо и фугуют, проко-
лачивая через отверстия проколотки до
образования плотной фуги. Фуги запаива-
ются и царга осаждается в соответствую-
щее отверстие на глубину каста.
По второму способу запаянную царгу
106
(тянутую из трубки или свернутую из
проката), сделанную на размер меньше
камня, расколачивают конусным пуансо-
ном (расколоткой) до размера камня
(рис. 72). Расколачивают каст на правоч-
ной плите, а правят расколоткой. Такое
обжатие дает ровную поверхность и
предохраняет каст от разрыва по фуге.
Толщина стенки для кастов диаметром 3—
5 мм — 0,6—0,7 мм.
Касты для камней диаметром 6 мм и
выше при индивидуальном исполнении
расколачивают на шпераке (рис. 73). Шпе-
рак представляет собой маленькую двух-
роговую наковальню с одним коническим
рогом, другим пирамидальным (прямоу-
гольным). Цилиндрическую заготовку сво-
рачивают из проката толщиной 0,6—0,8 мм
и по фуге спаивают. При расчете заго-
товки на каст исходят исключительно из
размеров камня, причем чем больше ка-
мень, тем тщательнее выполняют рас-
чет.
Ширина заготовки в любом случае
диктуется высотой камня и слагается из
высоты павильона камня, толщины рун-
диста и высоты обжимного пояска (верх-
ней части каста, оставленной для закреп-
ки камня). Размеры павильона и рундиста
снимаются непосредственно с камня.
У небольших камней снимают высоту все-
го камня, а высоту обжимного пояска
оставляют 0,5—1,0 мм. Запас от шипа
до нижнего основания каста получается
вытяжкой во время расколачивания на
шпераке.
Длина заготовки зависит и от диаметра
камня, и от его высоты. При определенной
конусности с увеличением высоты каста
будет увеличиваться и разница между
диаметрами нижнего и верхнего основа-
ний каста. Для расколачиваемого каста
цилиндрическую заготовку делают по раз-
меру малого основания, чтобы затем рас-
колотить из него конус с размером боль-
шого основания, равным камню. Соотно-
шение высоты каста (ширины заготовки
и разницы диаметров оснований) 3 : 1
Например, у каста высотой 6 мм разница
Рис. 71. Сколачивание каста на
конус в проколотке конусным
пуансоном (расколоткой)
Рис. 72. Расколачивание каста
между диаметрами верхнего и нижнего
оснований должна быть 2 мм, у каста вы-
сотой 9 мм — 3 мм и т. д. Длину заготов-
ки на касты рассчитывают по упрощенной
формуле для расчета обручальных колец
с учетом конусности каста. Например, для
каста с диаметром большого основания
О— 10 мм, высотой Н— 9 мм и толщи-
ной стенки h— 0,8 мм расчет будет та-
ким: диаметр малого основания d равен
10—3*=7 мм; длина заготовки по малому
диаметру 3d4-4h—3-7-}4 0,8 =24,2 мм.
Для удобства формулы для расчета диа-
метра малого основания по размеру кам-
Рис. 73. Расколачивание каста на шпераке
107
Таблица 16
Формулы расчета длины заготовки на касты
Высота каста Толщина стенки каста, мм
мм 0,7 0,8 0,9 1.0 1.1 1,2
3 4 3D 3D— 1,2 3D 3D— 0,8 3D+ 0,6 3D —0,4 3D+ 1,0 3D 3D+ 1,4 3D 4 0,4 3D-b 1,8 3D 1 0,8
5 3D— 2,2 3D— 1,8 3D— 1,4 3D— 1,0 3D— 0,6 3D— 0,2
6 3D— 3,2 3D— 2,8 3D— 2,4 3D— 2,0 3D— 1,6 3D— 1,2
7 3D— 4,2 3D— 3,8 3D— 3,4 3D— 3,0 3D— 2,6 3D— 2,2
8 3D— 5,2 3D— 4,8 3D— 4,4 3D— 4,0 3D— 3,6 3D— 3,2
9 3D— 6,2 3D— 5,8 3D— 5,4 3D— 5,0 3D— 4,6 3D— 4,2
10 3D— 7,2 3D— 6,8 3D— 6,4 3D— 6,0 3D— 5,6 3D— 5,2
11 3D— 8,2 3D— 7,8 3D— 7,4 3D— 7,0 3D— 6,6 3D— 6,2
12 3D— 9,2 3D— 8,8 3D— 8,4 3D— 8,0 3D— 7,6 3D— 7,2
13 3D—10,2 3D— 9,8 3D— 9,4 3D— 9,0 3D— 8,6 3D— 8,2
14 3D—11,2 3D—10,8 3D—10,4 30—10,0 3D— 9,6 3D— 9,2
15 3D—12,2 3D—11,8 3D—11,4 3D—11,0 3D—10,6 3D—10,2
Примечание: Формулы для расчета длины заготовки на касты при толщине стенки каста более
1,0 мм могут быть использованы для крапановых настов.
ня (диаметру верхнего основания) относи-
тельно толщины и ширины проката сведе-
ны в табл. 16.
Для примера рассчитаем по формуле,
приведенной в табл. 16, длину заготовки
на тот же каст диаметром 10 мм, высотой
9 мм, толщиной стенки 0,8 мм: 3D—5,8—
=3- 10—5,8-—24,2 мм. Обычно высота
камня увеличивается с увеличением его
диаметра, постоянная высота бывает толь-
ко у стандартных камней Так, высота
Рис. 74. Стадии изготовления каста:
а — заготовка / — длина, Н — ширина (вы-
сота каста), h — толщина (толщина стенки каста);
б — свернутая в кольцо заготовка, в — сфуго-
ванная заготовка
10-миллиметрового камня может быть от
6 до 9 мм, а в некоторых случаях и боль-
ше. Однако безгранично расти высота
камня тоже не может, и даже у камней
диаметром более 20 мм высота каста ред-
ко превышает 15 мм.
Заготовку на каст (рис. 74, а) сворачи-
вают в кольцо (рис. 74, б) и фугуют круг-
логубцами Сфугованную заготовку (рис.
74, в) спаивают по фуге. После отбелива-
ния приступают к расколачиванию на
шпераке, который предварительно вбивав
ют ножкой в торец бревна (65—70 мм
высотой). Располагают шперак коническим
рогом от себя, и на него до упора наде-
вают цилиндрическую заготовку (см.
рис. 73). Расколачивают заготовку метал-
лическим молотком, пальцими вращая
заготовку и расклепывая ее стенки по
окружности ближнего к себе (к утолще-
нию рога) края. По мере расклепывания
каст глубже садится на рог и все большая
площадь захватывается молотком для уда-
ра. Вращая каст по окружности и равно-
мерно распределяя удары, следят за тем,
чтобы каст принимал ровную конусность,
стенки нижнего (малого) основания при
этом почти не расклепывают. Когда раз-
408
мер каста приблизится к норме для точ-
ного определения, верхнее основание за-
пиливают напильником и камень наклады-
вают на каст. Диаметр камня должен быть
меньше наружного диаметра каста и боль-
ше внутреннего, так чтобы для закрепки
камня осталось 0,4—0,5 мм стенки.
После расколачивания каст отжигают
(иногда отжиг проводят в процессе раско-
лачивания) и обрабатывают. Нижнее осно-
вание каста заполняют напильником парал-
лельно верхнему и перпендикулярно оси,
а снаружи каст опиливают, выравнивая за-
боины и другие дефекты. Крупные касты
опиливают в руках, а мелкие насаживают
на деревянные цигалки (стержни). Если
каст должен быть гладким, без прорезного
(ажурного) узора, то после опиливания
изготовление круглого каста считают закон-
ченным.
Ажурный каст для глухой закрепки
камня (рис. 75) имеет сквозной, прорез-
ной узор. В заготовке отличается от глад-
кого тем, что высота каста припускается
на 0,1 мм больше. Для получения ажурно-
го каста сначала изготовляют гладкий.
Таким образом, гладкий каст является
полуфабрикатом ажурного. Процесс изго-
товления ажурного каста из гладкого начи-
нается с разметки. Опиленный каст цирку-
лем размечают по высоте на три пояска:
верхний — закрепочный, нижний — рант и
средний — ажурный. Высота закрепочного
пояска зависит от высоты рундиста камня
(hp) и высоты бортика — припуска для
захвата (закрепки) камня. Обычно высота
закрепочного пояска равна hp 4-1,5 мм,
с увеличением размера камней — hp |-
4-2,0 мм. Бортик оставляется 0,5—1,0 мм,
а на остальное расстояние не доходит до
ажурного пояска, образовывая карниз
(упор) для камня. Высота ранта диктуется
видом украшения. Для колец, например,
высота его от 2 до 4 мм, в редких случаях
больше, что зависит от диаметра каста и
размера кольца (чем больше диаметр
каста и меньше размер кольца, тем выше
должен быть рант). Для остальных изде-
лий рант может быть от 1,5 до 2,5 мм.
Рис. 76. Стадии изготовления ажурного
каста:
а — разметка, 6 — отрезание закрепочного
пояска и обработка верхней части ажурного
пояска, в — отрезание ранта и обработка ажур-
ного пояска, г — собранный каст
Рис. 75. Посадка камня в глухой ажурный
каст
Высота ажурного пояска ограничивается
закрепочным пояском и рантом.
Разметив каст по высоте, приступают
к вычерчиванию узора на ажурном пояске
(рис. 76,а). Четко вычерченный контур
рисунка облегчает вырезание узора. Весь
узор каста вырезают лобзиком и, где воз-
можно, обрабатывают надфилями. Участ-
ки, которые по условию рисунка должны
быть вырезаны, предварительно засверли-
вают, если они замкнуты элементами узо-
ра. Участки, прилегающие к ранту или за-
крепочному пояску, не засверливаются.
109
Рис. 77. Низкий глухой каст:
а — общим вид, б — закрепочный поясок,
в — рант
ьРап(м
ЛКИрш
Й ИМ
0/<нО
Эм "И
Рис. 78. Крапановый каст
Для удобства вырезания и обработки узо-
ра каст расчленяют по пояскам. Вначале
лобзиком отрезают закрепочный поясок
(рис. 76, б). О-крытые участки, подлежа-
щие вырезанию, на ажурном пояске
удаляют, внешний контур рисунка обраба-
тывают начисто и шабруют. Затем закре-
почный поясок припаивают и отрезают
(рис. 76, в). Дальнейшее вырезание узо-
ра — удаление участков замкнутых и при-
легающих к ранту — производят после
отрезания ранта. Наружный контур узора
обрабатывают, шабруют, и после этого
припаивают рант (рис. 76, г). Спаивая рас-
члененный каст, следят за тем, чтобы
пояски полностью совместились, иначе
придется опиливать каст повторно, после
чего стенки могут оказаться тонкими.
Внутренний контур узора удобнее обра-
батывать после полной сборки каста.
В отличие от высоких кастов, рассчи-
танных по полной высоте камня, существу-
ют низкие глухие касты, которые изготов-
ляют без учета высоты камня. Низкий
глухой каст (рис. 77) является практически
закрепочны/л пояском. Высота его опреде-
ляется так же, как закрепочного пояска
ажурного каста. В низкие касты вставляют
камни без шипа — кабошоны, таблицы,
геммы и др. Основой (карнизом) этих
кастов служит плоский, припаянный снизу,
рант, на который плотно садится плоское
основание камня. В отличие от других
глухих кастов низкий каст делают цилинд-
рическим, рассчитывая длину заготовки по
формуле расчета заготовки на обручаль-
ное колько. Убедившись, что размер каста
совпадает с размером камня (в данном
случае камень должен плотно входить
внутрь каста), нижнее основание выравни-
вают напильником и припаивают к пласти-
не (будущему ранту) толщиной 0,8—1,0 мм.
Пластину выбирают таких размеров, чтобы
оправа полностью уместилась на ней, а
толщина ее обеспечивала жесткость каста
в зависимости от его размера. Напаянный
на пластину каст опиливают по внешнему
(чистовому) размеру, затем вырезают
центральную часть пластины (донышко),
оставляя внутренний рант 1,0—1,5 мм.
Ширина ранта (карниза) определяется ве-
личиной и характеристикой камня. Если
условиями образца не предусмотрены
дополнительные элементы, например ниж-
ний рант или дикель, то после заправки
внутреннего ранта изнутри каст можно
считать готовым.
Крапановые касты круглой формы.
Обычный крапановый каст (рис. 78) мож-
но разделить на две части — верхнюю и
нижнюю. Верхняя часть — крапановая —
состоит из крапанов (стоек), которые при
определенном расположении могут удер-
жать камень, и люфтов — прорезей или
вырезов между крапанами.
Нижняя часть крапанового каста —
оконная — представляет собой решетку,
состоящую из ряда шипов против каждо-
го люфта, соединенных рантом. Выпилен-
ные шипы, или боканы, в сочетании с при-
паянным снизу рантом образуют просветы
(окна), ряд которых создает впечатление
решетки. В сравнении с глухими кастами
толщина крапановых делается больше, в
связи с тем, что конструкция каста ослаб-
лена люфтами. Крапановые касты при тол-
щине стенки до 1,2 мм считаются тонко-
стенными, свыше 1,2 мм — толстостен-
ными.
110
Рис. 79. Основные виды крапановых кастов
Расчет заготовки толстостенного крапа-
нового каста аналогичен расчету заготовки
глухого. Далее каст, спаянный и расколочен-
ный на конус, размечают на крапановую и
оконную части. В большинстве случаев
крапановая часть занимает 2'3, а окон-
ная— 1/3 всей высоты каста. Окружность
крапановой части делят на число крапа-
нов — их чаще всего 4, 6, 8: число кра-
панов и их ширина зависят от величины
и образца каста. Определяют ширину
крапанов, и свободные участки между
ними (люфт) вырезают; форма люфта
также определяется образцом. Люфт вы-
равнивают и обрабатывают мелкими над-
филями. Затем с противоположной сторо-
ны, на нижней части каста, против каждо-
го крапана надфилями запиливают глубо-
кую всечку, до начала образования сквоз-
ной прорези. Образованные боканы вы-
равнивают и заправляют шабером (шаб-
руют). Под нижнее основание подводят
конический рант, рассчитанный по внут-
реннему диаметру нижнего основания:
толщина стенки ранта 0,8—1,0 мм, а высо-
та его зависит от величины и назначения
(для кольца, серег, броши и т. д.) каста.
Подогнанный рант привязывают к нижнему
основанию каста вязальной проволокой
(биндрой) так, чтобы все шипы плотно
касались ранта. Если какой-либо из шипов
висит, то все остальные припиливаются до
его размера. Припаивают каждый шип
отдельно мелко нарезанными партинками
(порциями) припоя.
После сборки и отбеливания каста рант
заправляют мелким надфилем и шабе-
ром.
На рис. 79 приведены основные виды
крапановых кастов.
К разряду тонкостенных кастов относят-
ся крапановые ажурные касты и касты с на-
пайными крапанами. От обычных они отли-
чаются тем, что в промежутках между кра-
панами (в люфтах) имеют прорезной узор.
Изготовление их мало чем отличается от
изготовления глухих ажурных кастов. Раз-
ница в том, что после расколачивания
гладкой заготовки и разметки на нем узо-
ра, крапановый ажурный каст расчленяет-
ся не на три пояска, а на два — на
рант и собственно каст. Вырезание внеш-
него контура узора начинают снизу, со
стороны ранта, затем через просверлен-
ные лобзиком отверстия вырезают внут-
ренний, замкнутый контур узора. После
обработки внешнего контура узора рант
припаивают на прежнее место, а выреза-
ние продолжают с противоположной сто-
роны, сверху. Сначала вырезают крапаны
определенной длины, а потом верхний
внешний контур узора.
Каст с напайными крапанами изготов-
ляется несколько иначе — отдельно дела-
ют основу каста и крапана, а потом их
собирают. Основу делают, как правило,
в виде невысокого гладкого каста, чаще
конического, но иногда и цилиндрическо-
го. В любом случае размер основы дол-
жен быть на 1 мм меньше диаметра кам-
ня. А так как основа делается из проката
0,8—0,9 мм, внешний диаметр основы и
диаметр камня почти совпадают. Если по
образцу камень должен лежать на основе,
то заготовка для крапана берется толщи-
ной 0,7—0,8 мм, если камень должен кре-
111
Рис. 80. Схема изготовления серебри-
стого каста (слева) и ранта под него (справа)
питься в крапанах, не касаясь основы, —
крапаны делают из заготовки толщиной
0,"9—1,0 мм. От этого зависит длина (высо-
та) крапанов. Чаще всего напайные крапа-
ны держат камень с четырех сторон,
поэтому крапаны делаются шире обыч-
ных или V-образнси формы. Крапаны на-
паивают на основу каста, сохраняя сим-
метричность расположения. Достигается
это последовательной пайкой противоле-
жащих крапанов. Общая высота собранно-
го крапанового каста с напайными кра-
панами соответствует высоте обычного.
Обработка каста заключается в выравнива-
нии крапанов по высоте, запиливании
нижнего основания заподлицо с крапаяа-
ми и заправке припоя.
Толстостенные касты в изготовлении
более трудоемки, но более эффектны.
Один из наиболее ярких представителей
таких кастов носит название «серебрис-
тый» (рис. 80). Это традицис <ный русский
каст; изготовляется в основном под брил-
лианты из драгоценных металлов белого
цвета — белого золота, платины, серебра,
откуда и получил свое название. Толщина
проката для серебристых кастов колеб-
лется от 1,5 до 3,0 мм и увеличивается
с увеличением размера камня. Прокат
толщиной 1,5 мм используют для камней
диаметром 5 мм. Концы заготовки запи-
ливают под углом 45', металл перед гиб-
кой хорошо отжигают и с помощью круг-
логубцев и металлического молотка изги-
бают в кольцо. Заготовку фугуют прокола-
чиванием в коническом отверстии проко-
лотки до образования внутреннего отверс-
тия заготовки на 1,5—2,0 мм меньше
размера камня. Затем фугу пропаивают,
выбирают верхнее основание каста, и со
стороны раззенковывают (сверлом или
лобзиком) отверстие по размеру камня на
глубину его шипа. Далее заготовку делят
на крапановую (2'3 высоты заготовки) и
оконную части. Нижним основание}* заго-
товку жестко укрепляют в специальных
держателях, для чего используют цанго-
держатель с набором разжимных цанг или
просто припаивают оловом к торцу метал-
лической трубки. Всю крапановую часть
опиливают грубым напильником на конус
до раззенкованного отверстия, оставляя
вокруг него поясок не более 1 мм.
Окружность крапановой части делят на ко-
личество частей, равное количеству крапа-
нов (6 или 8), определяют ширину кра-
пана и приступают к вырезанию люфтов.
Люфт вырезают лобзиком, постепенно
углубляя каждую противолежащую пару.
Люфт делают на глубину всего крапано-
вого конуса, причем при вырезании люф-
тов следят за тем, чтобы не срезалась
внутренняя часть крапанов, иначе увели-
чится в диаметре внутреннее отверстие
каста. Чистовую обработку крапанов и
люфтов проводят пазовыми и круглыми
112
надфилями, а окончательную заправку
каждой из них — шабером. После этого
заготовку снимают с держателя и, если
она была припаяна оловом, полностью
удаляют оловянный припой шабером.
Затем следует обработка нижней тасги
кас-а, для чего заготовку укрепляют кра-
пановой частью на деревянном держате-
ле (коническом стержне). Нижьюю часть
каста тоже опиливают на конус до внут-
реннего отверстия, и на конической по-
верхности против каждого крапана делают
трехгранным надфилем глубокие всечки.
На выходе всечки образуют сквозные про-
рези (окна), а в широкой части просекают
каст до крапана, тем самым выделяя
люфты в виде лепестков. Потом опилива-
ют боканы до получения округлой формы
и шабруют. Рант для каста делают кони-
ческим, рассчитывают его по внутреннему
диаметру; толщина заготовки 0,8—1,0 мм,
высота 2—2,5 мм. После припайки ранта
каст заправляют надфилем и шабруют.
Касты других форм. Оправа всегда
копирует форму камня И хотя прин-
цип удержания камня для всех кастов
един, схемы изготовления оправ различ-
ных форм не всегда совпадают. Если у
каста нет дополнительных внутренних
рантов, то стенки его сужаются книзу,
при дополнительных рантах стенки каста
чаще всего бывают вертикальными. Ниже
приводятся основные принципиальные
отличия процесса изготовления кастов
различных форм.
Овальные касты по технологии изго-
товления очень близки к круглым, даже
расчеты заготовки производят на равно-
значный овальному круглый каст. Но если
овал определяется малой и большой осью,
то диаметр равнозначного круга — сред-
ней арифметической величиной данных
осей. Процессы изготовления овального
и круглого кастов совпадают до момента
опиливания после расколачивания. Раско-
лоченный до нужного размера каст круг-
лой формы отжигают и легкими ударами
молотка сплющивают с боков до необхо-
димого размера по ширине (малой оси).
Сплющивание рекол ендуется производить
со стороны фуги. Затем правильность
овала по камню и точный размер подго-
няют на шпераке, выравнивают верхнее
и нижнее основания, и после этого каст
опиливают. Вся дальнейшая обработка кас-
та, глухой ли он или крапановый, гладкий
или ажурный, совпадает.
Касты формы «капля» имеют неслож-
ный, но отличный от вышеописанных форм
процесс изготовления. Толщина заготовки
для этих кастов определяется, как и для
круглых, б зависимости от величины, вида
Kacia (глухой или кралановый), а также
характеристики камня. Ширина заготовки
(высота камня) берется, кап и для всех
других форм, в зависимости от высоты
камня, длина же ее определяется длиной
контурз ка/лня Практически длину заго-
товки определяют, сг ибая ее по форме
камня, как бь обтягивая его, при этом
фуга должна находиться против острой
части (хвоста) камня. Гибку осуществляют
с помощью кругло'убцев, зажимая ими
середину заготовки, если же размер кам-
ня в утолщенной его части превышает
циаметр кру< лэгубцев, то заготовку сгиба-
ют на ригеле соответствующего диаметра.
Подогнав таким образом длину заготовки
под размер камня, получают неспаянный
каст с вертикальными стенками. Чтобы
каст получился обуженным книзу, концы
заготовки обрезают снизу под углом при-
мерно 30 . Если такую заготовку предста-
вить в развернутом виде, то она предстанет
в форме трапеции, верхнее основание кото-
рой будет равно длине контура, а нижнее —
меньше верхнего на расстояние, срезанное
под углом 30
Концы заготовки с внутренней стороны
запиливают под острым углом и сфуговы-
вают по форме камня. Для полного плот-
ного прилегания концов и получения ка-
чественной фуги каст связывают биндрой,
а соединение пропаивают. В результате
запиливания концов заготовки размер
каста относительно камня уменьшается,
поэтому для подгонки размера каста и
получения наклонной (с расширением
113
кверху) стенки в широком его части широ-
кую часть каста расколачивают на шпераке
до размера камня. Дальнейшая обработка
данного каста проходит аналогично обра-
ботке круглых, в зависимости от того,
каким в итоге должен получиться каст —
глухим или крапановым, гладким или
ажурным и т. д.
Процесс изготовления каста формы
«маркиз» близок к предыдущему. Толщи-
ну и ширину заготовки выбирают по тому
же принципу. Каст состоит из двух боко-
вых половинок, спаянных между собой.
Длина одной половинки каста равна длине
дуги половины камня и практически опре-
деляется непосредственно по камню. Дли-
ну заготовки берут с небольшим запасом
.в расчете на то, что при припиливании
половинок друг к другу размер каста
уменьшится. Отрезав заготовки и изогнув
прокат дугой, равной радиусу дуги камня,
получают две половинки каста, которые
по совмещению образуют вертикальные
стенки. Чтобы стенки получились наклон-
ными, сужающимися книзу, концы поло-
винок каста обрезают под углом 30°, по-
добно тому, как это было описано выше.
Концы дугообразных половинок со сторо-
ны совмещения запиливают на плоскость,
контролируя размер совмещенных поло-
винок камнем. Убедившись в плотности
прилегания концов совмещенных полови-
нок, каст связывают биндрой и запаивают.
Дальнейшая обработка подобна обработке
кастов круглой формы. После основной
обработки каста независимо от его вида
наружные острые углы, особенно в ниж-
ней части, слегка закругляют.
Начальный процесс изготовления пря-
моугольных кастов выглядит несколько
иначе. Исходным размером для расчета
длины заготовки является периметр кам-
ня. Как и другие высокие касты, прямоу-
гольные должны быть обужены книзу,
поэтому и длина заготовки берется мень-
шего размера, чем сумма сторон каста.
Аналогично крупным кастам, длина заго-
товки для прямоугольных зависит от раз-
ницы между верхним и нижним основани-
ем, которая увеличивается с увеличением
высоты каста. Для кастов средней высоты
(6—8 мм) длина заготовки будет на 4 мм
короче периметра камня, а значит, и каж-
дая сторона каста на 1 мм короче стороны
камня. На прокате определенной толщины
и ширины циркулем отмечают линии сги-
ба, т. е. будущие стороны каста. Отмечен-
ные на месте сгиба риски высекают четы-
рехгранным надфилем приблизительно на
половину толщины проката и по всечкам
заготовку сгибают под прямым углом,
получая прямоугольный каст с вертикаль-
ными стенками. Каст плотно сфуговывают,
если необходимо — связывают, и пропаи-
вают. В первую очередь пропаивают фугу,
а затем каждую всечку. Спаянный каст
после отбеливания и промывки просматри-
вают, чтобы во внутренних углах его не
осталось остатков буры. Если в углах
каста обнаруживают натеки припоя, то уг-
лы заправляют надфилем. После этого
стороны каста раскачивают на прямоуголь-
ном роге шперака под размер камня,
последовательно по две противолежащие
стороны. На этом общая часть процесса
изготовления прямоугольных кастов закан-
чивается. Дальнейшая обработка зависит
от вида каста.
При изготовлении прямоугольных кас-
тов с усеченными углами всечек в местах
сгиба не делают, поэтому длина заготов-
ки берется меньшей, чем в обычных кас-
тах. Гибку сторон под прямым углом про-
изводят плоскогубцами, а фугу располага-
ют не на углу, как у обычного, а на стороне
каста. После пайки каста стороны его рас-
колачивают на шпераке в той же после-
довательности, не доводя углы до за-
острения. В момент, когда каст еще не
достиг размеров камня, на кончике того
же рога шперака расколачивают углы кас-
та, подгоняя ширину среза угла и общий
размер каста под камень.
Производительные методы изготов-
ления кастов. Для облегчения труда рабо-
чих при производстве ювелирных украше-
ний со стандартными камнями и выпуске
изделий значительными партиями при из-
114
готовлении кастов применяются штампо-
ванные полуфабрикаты, специальные при-
способления для фуговки и расколотки
кастов.
Штампованные полуфабрикаты бывают
в виде галерки — нарубленной штампом
по определенному размеру гладкой ленты
и ленты с вырубленными узорами для глу-
хих и крапановых кастов; гладких кониче-
ских кастов, полученных путем пробивки и
вытяжки, серебристых кастов, имитирую-
щих толстостенные и полученные путем
вырубки, пробивки, вытяжки и гибки.
Изготовляют касты из штампованной
галерки, гладкой и ажурной для глухих
и крапановых кастов следующим образом.
Галерки с предварительно запиленными
концами сфуговывают в специальном при-
способлении. Приспособление представля-
ет собой металлическую плиту, с двумя
подвижными щечками (ползунками), кото-
рые с помощью ручек приводятся в дви-
жение и прижимают (оборачивают) галер-
ку вокруг стержня, имеющего форму
и размеры внутреннего диаметра каста
в нерасколоченном состоянии. Затем кас-
ты пропаивают по фуге. Во время серий-
ной пайки касты целесообразно размещать
на лёткале в ряд или в несколько рядов
и пользоваться припоем, нарезанным по-
лосками (палочкам»;), отсекая от них нуж-
ное количество на прогретый до темпера-
туры пайки каст. Отбеливание, промывку
и сушку также проводят массовым по-
рядком, после чего касты раскола-
чивают.
Для расколачивания кастов применяют
специальные пуансоны (расколотки) —
стержни с рабочей частью по форме кам-
ня, суживающейся книзу под углом 20 .
После расколачивания такой расколоткой
каст приобретает форму и размеры за-
данного для него камня, поверхность же
каста остается в лучшем состоянии, чем
при расколачивании на шпераке, и подле-
жит лишь легкой заправке.
Цельноштамлованные полуфабрикаты в
виде гладких глухих кастов на всей поверх-
ности в результате вытяжки имеют верти-
кальные риски, а потому подлежат опи-
ливанию.
, Штампованные крапановые касты (се-
ребристые), полученные для монтировки,
заправляют надфилем и шабером, после
чего к ним изготовляют ранты. При мас-
совой сборке кастов с рантами можно
пользоваться напиленным (типа филигран-
ного) припоем. Собранные касты в нижней
части заправляют надфилем и шабером.
Касты, полученные литьем по выплав-
ляемым моделям, могут иметь сложней-
шую конструкцию и имитировать любую
ручную работу — ажурную, наборную и
др. И если по образцу каст должен быть
с рантом, то литейный полуфабрикат
(каст) тоже с рантом. Литые касты, как
и штампованные, подлежат заправке.
§ 33. Изготовление верхушек
и рантов
Верхушка — это основная украшающая
часть любого ювелирного изделия. Вели-
чину и форму верхушки определяют вид
изделия, величина, количество, форма и
расположение камней. Конструкция ее за-
висит от образца и решения мастера. Вер-
хушка может быть с кастами и без них, кар-
мазированной (кармазиринг — плотное скоп-
ление камней в верхушке); ажурной, вырез-
ной и наборной с различным закреплени-
ем камней. Изготовляют верхушки по
готовому образцу, рисунку или чертежу,
выполненному в масштабе 1:1, или кон-
кретным размерам.
Верхушка из кастов плоская (не имею-
щая общей выпуклости) может быть со-
брана на лёткале последовательным при-
паиванием одного каста другому. Если
касты не должны плотно прилегать друг
к другу, их паяют на жилках. Нижнее ос-
нование каста высекают лобзиком диаго-
нально на глубину жилки (провальцован-
ной на плоскость проволоки) и насажи-
вают на нее. Жилку предварительно изги-
бают соответственно расположению кас-
тов, затем размещают на ней 'касты с
необходимым интервалом и припаивают
115
Рис. 81. кулон и кольцо с гладкой вер-
хушкой
Рис. 82. Анка с набором пунзелов
их к жилке. При многорядном располо-
жении несколько собранных на жилках
кастов спаивают между собой.
Верхушки, имеющие общую кривизну
(выпуклость), .удобно собирать на монти-
ровочной массе, в качестве которой мо-
жет служить смесь каолина с асбестом
или огнеупорный гипс. Размягченная водой
каолино-асбестовая масса лепится по
форме верхушки и усаживается кастами
так, как указано на образце. Места пайки
офлюсовывают жидким раствором и высу-
шивают горелкой. При большом коли-
честве мест паек целесообразно приме-
нять напиленный припой, он при равно-
мерном нагревании изделия позволяет
одновременно пропаять все соединения.
Собранную верхушку с монтировочной
массой кладут в воду, масса размягча-
ется и может быть использована при сле-
дующей сборке
Для сборки верхушки на гипсосой
массе из пластилина делают слепок нуж-
ной ц>ормы и осаживают ег о таким же спо-
собом, как и в предыдущем случае. Затем
в куске картона делают вырез по форме
верхушки и надевают на слепок так, чтобы
верхушка слегка возвышалась над площад-
кой. После этого верхушку заливают гип-
совым раствором (раствор уплотняется
легким постукиванием по слепку), кар-
тонная площадка предохраняет раствор
от стекания. Слепок, залитый гипсом,
устанавливают верхушкой вверх до полно-
го затвердевания раствора. Потом пласти-
линовый слепок отделяют от затвердев-
шего гипса и снимают картон. Оголив-
шиеся основания кастов обезжиривают,
офлюсовывают и спаивают После пайки
гипс растворяют в горячем огбеле (в от-
дельной отбельнице) и смывают в воде
жесткой щеткой.
Верхушка считается гладкой (рис. 81),
если она изготовлена из проката без
кастов (для отделки гравировкой, под
э/иаль или чернь) или в вид® ободка во-
круг каста (нескольких кастов). Толщину
проката для гладкой верхушки берут в зави-
симости от заданной массы изделия, но
не тоньше 0,7 мм. Изготовление плоских
верхушек элементарно — на прокате вы-
черчивают ее контур, вырезают и опили-
вают по контуру. Но, как правило, верхуш-
ка имеет криволинейную поверхность
(выпуклость, а иногда и вогнутость). Про-
цесс изготовления ее проходит следую-
щим образом.
На плоском прокате, отожженном и
затемненном (при отжиге на воздухе ме-
талл покрывается темной пленкой окисла),
вычерчивают контур верхушки, и если в
ней планируется размещение кастов, то
размечают сразу и это. Заготовку обре-
зают по контуру и опиливают. В зависи-
мости от формы контура, верхушки и
116
кривизны поверхности ее бухтеруют (при-
дают кривизну) в анке (рис. 82), свинцовой
матрице или дереве пунзелами— стерж-
нями с шарообразной рабочей частью
При сложной или глубокой зытяжке заго-
товку подвергают промежуточному отжи-
гу, а после завершения этой операции —
окончательному. Полученную кривизну по-
верхности правят, чтобы контур верхушки
был параллельным. У большинства изде-
лии контур верхушки должен находиться
в плоскости, а у браслетов и иногда ко-
лец — искривлен по дуге внутрь. В первом
случае верхушку правят на правочной пли-
те. во втором — на ригеле соответствую-
щего диаметра Основание верхушки до-
пиливают напил1 никами и надфилями до
появления ровного по ширине пояска.
Если верхушка размечена для размеще-
ния кастов, то в ней вырезают отверстия,
в которые впасовываются предварительно
изготовленные и обработанные касты
В том случае когда каст должен нахо-
диться в верхушке с просветом, его сажа-
ют на жилки, которые либо предвари-
тельно напаивают на каст, либо оставля-
ют во время вырезания отверстия, а само
отверстие в верхушке делают больше на
ширину просвета. Касты плотно впасовы-
вают в отверстие и припаивают
Верхушка кармазиринг (р^с 83), как
правило, представляет собой камень, уса-
женный вокруг менее крупными камнями.
На изготовление этой верхушки использу-
ют прокат 1,2—1,3 мм. Заданием должна
быть определена закрепка центрального
и усадочных камней. При варианте, когда
центральный камень надо закрепить в
глухой каст, а усадочные — непосред-
ственно в верхушке — в фадан-гризант,
началг ная стадия изготовления проходит
аналогично изготовлению гладкой верхуш-
ки до момента вырезания отверстий под
камни. Сверление происходит по размет-
ке сразу для всех камней. Отверстие под
центральный каст, изготовленный заранее,
вырезают в первую очередь, и каст впа-
совывается на такую глубин/, чтобы ниж-
нее основание его не выходило за пре-
Рис. 83. Кольцо с верхушкой кармазиринг
оооОООО
Рис. 84. Виды ажурной разделки отвер-
стий под камн»: с тыльной стороны вер-
хушки
117
Рис. 85. Броши с ажурной вырезной вер-
хушкой
делы внутренней (обратной) поверхности.
Затем лобзиком вырезают отверстия под
мелкие камни, причем каждое отверстие
должно соответствовать форме «своего»
камня. Отверстия делают коническими
с сужением в 20 . Для камней с идеаль-
но круглой формой отверстия рассверли-
вают на определенную глубину (глубину
гнезда) острозаточенным сверлом или
специальной конической фрезой (бором).
Расстояние между камнями необходимо
согласовать с вариантом разделки буду-
щей закрепки.
При индивидуальном исполнении изде-
лий кроме лицевой стороны верхушки об-
рабатывают и обратную ее сторону. Обра-
ботка заключается в том, что все отвер-
стия для мелких камней резко увеличива-
ют лобзиком, в результате отверстия при-
обретают форму отлогой воронки. Эту
операцию ювелиры называют «резать
ажур под камень». Ажур может быть лю-
бой формы, но должен сочетаться с фор-
мой верхушки и расположением камней.
Ряд разделенных таким образом отвер-
стий образуют красивый рисунок (рис. 84),
просматривающийся только изнутри изде-
лия. Однако делается ажур не столько
для красоты, сколько для того, чтобы
открыть доступ света к камням и облег-
чить их промывку.
Ажурную вырезную верхушку (рис. 85)
Рис. 86. Кольцо с наборной верхушкой и его детали
118
делают также из проката толщиной 1,2—
1,3 мм. Камни в верхушке могут быть
закреплены в касты, царги и непосред-
ственно в металл верхушки (в ее вырезан-
ные элементы). Вначале, как и обычно,
изготовляют царги и касты, а затем при-
ступают к разметке верхушки, которую
осуществляют еще на плоском прокате.
Разметка должна быть четкой и достаточ-
но глубокой, чтобы после бухтеровки ли-
нии ее сохранились. Далее, как и в пре-
дыдущих случаях, верхушку вырезают по
внешнему контуру, опиливают, бухтеруют
и правят. Затем вырезают отверстия под
касты и впасовывают их. Если царги (по
рисунку) сажаются на жилки, их впасовы-
вают после обработки вырезанного узора
верхушки. Отверстия под касты, а затем
и под камни вырезают в последователь-
ности от больших к меньшим, и только
после того, как все отверстия будут подо-
гнаны под камни, вырезают сам узор.
Ажурный узор обрабатывают игольчатыми
и специально заточенными надфилями,
и там же, куда невозможно подобраться
этими надфилями, для чистовой обработ-
ки применяют лобзики. После обработки
прорезного узора с лицевой и обратной
сторон режут ажур под камни. Верхушки
с кастами собирают в таком порядке,
чтобы уже припаянные касты или царги
не мешали лайке следующих.
Наборные верхушки составляют из от-
дельно изготовленных элементов: кастов,
всевозможных накладок, завитков, корне-
ров. Набор элементов производят, как пра-
вило, вокруг каста. Припаянные одной сто-
роной к касту элементы другой стороной
опираются на рант, образуя хорошо про-
сматриваемые сверху узоры.
На рис. 86 показаны кольца с наборной
верхушкой и его детали.
Рант — это нижний контурный ободок,
припаянный к касту или верхушке. По
форме своей в большинстве случаев ко-
пирует контур верхушки, а по размерам
не выходит за ее пределы. Рант не на-
много увеличивает габариты верхушки по
высоте и оставляет открытой ее обратную
Рис. 87. Виды рантов:
а — плоский под верхушку, б • — изогнутый,
в — низкие под касты, г — высокий под вер-
хушку с одним камнем, д — высокий под вер-
хушку с несколькими камнями
сторону. Используется он для всех видов
изделий.
Заготовкой для ранта служит плоский
прокат (толщиной 0,8—1,0 мм), немного
превышающий размеры верхушки. Заго-
товка должна быть плотно подогнана к
основанию верхушки и в двух-трех местах
припаяна оловом. Подпаянную заготовку
обрезают по контуру верхушки и запод-
лицо опиливают. Пластинку, уже имею-
щую внешний контур ранта, отделяют
нагревом от верхушки и полностью счища-
ют олово с обеих деталей. Внутренний
контур ранта отмечают циркулем на рас-
стоянии 1,5—2,0 мм от внешнего контура.
Таким образом, предварительная ширина
ранта будет 1,5—2,0 мм. Отверстие ранта
вырезают по намеченному внутреннему
контуру, который потом заправляют.
К верхушкам колец применяют более
разнообразные ранты, чем для других из-
делий (рис. 87). В частности, под верхуш-
ку, имеющую плоское основание, рант
может быть изготовлен изогнутым (по
пальцу), он служит как бы переходом от
верхушки к шинке кольца. При изготов-
119
Рис. 88. Дикели:
а — гладкий, б — ажурные
лении такого ранта ширина его (расстоя-
ние вдоль изгиба) берется на 1,5—2,0 мм
меньше ширины верхушки. Высокие ранты
для колец делают из проката по типу ко-
нического каста и расколачивают по кон-
туру верхушки ке выходя зз еа пределы.
Высота такого рзн-а задается образцом.
Собирают верхушку с рангом пайкой
в большинстве случаев на жилках. Жилка-
ми могут служить отрезки круглой и валь-
цованной проволоки или трубчатая заго-
товка. Сечение жилок определяется рас
стоянием, на которое верхушка должна
отстоять от ранта. Отрезки для жилок
напаивают на рант. Количество жилок и
расстояние между ними выбирают в за-
висимости от величины изделия и его
контура. Для верхушек, усаженных мел-
кими камнями, жилки паяют так, чтобы
каждая жилка оказалась под камнем вер-
хушки. Напаянные на рант жилки заправ-
ляют заподлицо с внутренним контуром
ранта а с внешней стороны обрезают
после сборки с верхушкой. Затем рант
подвязывают к верхушке и все жилки при-
паивают к ней, после чего собранный узел
обрабатывают по наружному контуру.
Выходящие за пределы контура жилки
отрезают, и контур верхушки опиливают.
Дмкель(рис. 88) — разновидность ранта.
Он не выходит за горизонтальные габа-
риты верхущки, но, будучи выпуклым,
увеличивает размеры по высоте и за
крывает значительную часть обратной сто-
роны верхушки Если динель делается
гладким, то в центре он должен иметь
значительный вырез по ферме верхушки,
если же ажурным, го центральный вырез
может быть меньше. Ажурный узор дине-
ля выбирается по возможности таким,
чтобы обратная сторона камней, закреп-
ленных в верхушке, была открыта для
промывки.
Дикель используется в основном для
колец и сеоег. Размеры динеля определ-
ится контуЛ-м верхушки. Изготовляют его
из проката толщиной 0,7—0,9 мм. Размет-
ку проводят на плоской заготовке. Если
дикель глухой, размечают центральное от-
верстие, а если контур ажурный — весь
узор. Основание заготовки запиливают на
плоскость и подгоняют под основание
верхушки. Узор вырезают лобзиком и об-
рабатывают надфилем.
При сборке верхушки с динелем жил-
ки применяют преимущественно для глу-
хих динелей, которые иногда соединяются
с верхушками через жилки. Во всех дру-
гих случаях дикель припаивают непосред-
ственно к верхушке всем основанием или
отдельными участками ажурно вырезанно-
го основания-
§ 34г Изготовление колец
Гладкие кспьца. Самый распространен-
ный вид гладких колец — обручальные.
Это единственный вид украшений, кото-
рый носят, не снимая, поэтому из всех
типов обручальных кол®ц наиболее усто-
явшийся — обтекаемое кольцо под назеа
нием овальное (имеющее в сечении фор-
му сегмента). Типы обручальных колец
и их профили приведены на рис. 89.
Изготовление обручальных колец, выпол-
няемых вручную, связано прежде всего
с расчетами. Исходными данными для
расчета являются размер кольца и толщи-
120
на прокатной заготовки для него. Расчеты,
не зависят от формы и ширины кольца.
Размер кольца определяет его внутренний
диаметр. Размеры колец принято считать
от 15,5 до 24,0 через 0,5 мм. Толшина
заготовки также ограничивается минималь-
ным и максимальным размерами. Мини-
мальная толщина (0,8 мал) может быть у
плоских колец, максимальная (3,0 мм) —
у сегментных.
Исходя из заданных размера и толщи-
ны кольца, длина заготовки / (рис 90)
определяется как длина окружности лО,
но кольцо имеет толщину, поэтому диа-
метр принимают средним между внеш-
ним и внутренним. Таким образом,
формулой расчета длины заготовки будет
3,14- Dcp. Например, для пальца 18-го
размера при толщине кольца, а следова-
тельно, и заготовки 1,6 мм длина заго-
товки будет равна 61,5 мм.
Решение: внешним диаметр кольца
18-го размера при толщине 1,6 мм равен
21,2 мм. Средний диаметр (18,0-| 21,2):
:2=19,6 мм. Длина заготовки 3,14 Dcp—
—3,14 • 19,6 61,5 мм. И?ак, 61,5 мм —
это чистовая длина заготовки.
Практически ювелиры рассчитывают
длину заготовки по приближенной фор-
муле: 3d 4-4h, где d —внутренний диа-
метр (размер; кольца, h—толщина заго-
товки.
Расчеты по приближенной формуле
удобны и требуют меньше времени, но в
этом случае необходимо брать соответ-
ствующую поправку на неточноеib рас
чета. Результат, полученный по прибли-
женной формуле для заготовок толи.иной
0,8 мм, будет иметь разницу в 1,8 мм в
меньшую сторону. Следова^-льно, к рас
четной длине делают припуск, состбьляю-
щий разницу. При толщине заготовки 1,0 мм
разница составит 1,5 мм, при толщине
1,5 мал — 1,0 мм, при толщине 2 0 \*м —
0,8 адм, при толщине 2,5 мм — 0,1 аам и «ри
толщине заготовки 3,0 /лм разницы не бу-
дет. Результат расьяета, полученный по
приближенной формуле при толщине
заготовки больше 3 мм, будет иметь раз-
Рис. 89. Обручальные кольца и их профили
Рис. 90. Измерения обручального кольца
и заготовки:
d — внутренний диаметр (разАлер кольца),
— средний диаметр кольца, D — наруж-
ный диаметр кольца, / — длина заготовки для
кольце, b — ширина заготовки (а также буду-
щего кольца), h — высота заготовки (толщина
кольца), и '— угол запила концов заготовки
ницу в большую сторону. Поскольку рас-
считывать длину за>отовки монтировщику
приходится довольно часто, удобно поль
зоваться размера/ли, подсчит анными по
формуле 3,14 • 0ч, и приведенными в
табл. 1 7.
Исходный полуфабрикат для изготов-
ления обручального кольца вручную —
121
Длина заготовок толщиной 0,8—3,0 мм для колец с 15,5-го по 24-й размер
Таблица 17
Тол- щина заго- товки, мм Размеры колец, мм
’5,5 16,0 16,5 17,0 17,5 18,0 1 18,5 19,0 19,5 20,0 20,5 21.0 21.5 22,0 22,5 23,0 23,5 24,0
0,8 51,18 52,75 54,35 55,89 56,46 59,03 60,60 62„17 63,74 65,24 66,88 68,45 70,02 71,59 73,16 74,73 76,30 77,87
0,9 51,49 53,06 54,63 56,20 57,77 59,34 60,91 62,48 64,05 65,62 67,19 68,76 70,33 71,90 73,47 75,04 76,61 78,19
1,0 51,81 52,38 54,95 56,62 58,09 59,66 61,23 62,8 64,37 65,94 67,51 69,08 70,65 72,22 73,79 75,36 76,93 78,50
1,1 52,12 53,69 55,26 56,83 58,40 59,96 61,54 63,11 64,68 66,25 67,82 69,39 70,96 72,53 74,10 75,67 77,24 78,81
1,2 52,43 '54,00 55,57 57,14 58,71 60,28 61,85 63,42 64,99 66,56 68,13 69,70 71,27 72,84 74,41 75,98 77,55 79,12
13 52,75 54,35 55,89 57,46 59,03 60,60 62,17 63,74 65,31 66,88 68,45 70,02 71,59 73,16 74,78 76,30 77,87 79,44
1,4 53,06 54,63 56,20 57,77 59,34 60,91 62,48 64,05 65,62 67,19 68,76 70,38 71,90 73,47 75,04 76,61 78,18 79,93
1,5 53,38 54,95 56,52 58,09 59,66 61,23 62,80 64,37 65,94 67,51 69,08 70,65 72,22 73,79 75,36 76,93 78,50 80,07
1,6 53,69 55,26 56,83 58,40 59,96 61,54 63,11 64,68 66,25 67,82 69,39 70,96 72,58 74,10 75,67 77,24 78,81 80,38
1,7 54,00 55,57 57,14 58,71 60,28 61,85 63,42 64,99 66,56 68,13 69,70 71,27 72,84 74,41 75,98 77,55 79,12 80,69
1,8 54,35 55,89 57,46 59,03 60,60 62,17 63,74 65,31 66,88 68,45 70,02 71,59 73,16 74,73 76,30 77,87 79,44 81,01
1,9 54,63 56,20 57,77 59,34 60,91 62,48 64,05 65,62 67,19 68,76 70,33 71,90 73,47 75,04 76,61 78,18 79,75 81,32
2,0 54,95 56,52 58,09 59,65 61,23 62,80 64,37 65,94 67,51 69,08 70,65 72,22 73,79 75,36 76,93 78,50 80,07 81,64
2,1 55,26 56,83 58,40 59,96 61,54 63,11 64,68 66,25 67,82 69,39 70,96 72,53 74,10 75,67 77,24 78,81 80,38 81,95
2,2 55,57 57,14 58,71 60,28 61,85 63,42 64,99 66,56 68,13 69,70 71,27 72,84 74,41 75,98 77,55 79,12 80,69 82,26
2,3 55,89 57,46 59,03 60,60 62,17 63,74 65,31 66,88 68,45 70,02 71,59 73,16 74,73 76,30 77,87 79,44 81,01 82,58
2,4 56,20 57,77 59,34 60,91 64,48 64,05 65,62 67,19 68,76 70,33 71,90 73,47 75,04 76,61 78,18 79,75 81,32 82,89
2,5 56,52 58,09 59,65 61,23 62,80 64,37 65,94 67,51 69,08 70,65 72,22 73.79 75,36 76,93 78,50 80,07 81,64 83,21
2,6 56,83 58,40 59,96 61,54 63,11 64,68 66,25 67,82 69,39 70,96 72,53 74,10 75,67 77,24 78,81 80,38 81,95 83,52
2,7 57,14 58,71 60,28 61,85 63,42 64,99 66,56 68,13 69,70 71,27 72,84 74,41 75,98 77,55 79,12 80,69 82,26 83,83
2,8 57,46 59,03 60,60 62,17 63,74 65,31 66,88 68,45 70,02 71,59 73,16 74,73 76,30 77,87 79,44 81,01 82,58 84,15
2,9 57,77 59,34 60,91 62,48 64,05 65,62 67,19 68,76 70,33 71,90 73,47 75,04 76,61 78,18 79,75 81,32 82,89 84,46
3,0 58,09 59,65 61,23 62,80 64,37 65,94 67,51 69,08 70,65 72,22 73,79 75,36 76,93 78,50 80,07 81,64 83,21 84,78
слиток или пруток. Зная толщину и шири-
ну кольца (следовательно, и заготовки),
слиток прокатывают в профильных валках
квадратного 'калибра до квадрата, равного
ширине кольца. Определяя размеры квад-
рата, необходимо учитывать уширение
заготовки при дальнейшей плоской про-
катке. При продольной прокатке квадрата
в плоских валках уширение составляет
около 10% от ширины — на вальцах с
ручным приводом и от 10 до 50% — на
вальцах с электрическим приводом. Про-
цент уширения зависит от величины сжа-
тия валками (определяется разницей меж-
ду толщиной заготовки и расстоянием
между валками) и числа проходов. При
прокатке за один проход (следовательно,
при максимальном сжатии) заготовка
дает максимальное уширение. Продоль-
ную прокатку заготовки в плоских валках
лучше производить с боковыми ограничи-
телями '(направляющими), способствую-
щими выходу прямого, неизогнутого
проката. Заготовку прокатывают до толщи-
ны кольца. Если обручальное кольцо
должно быть сегментного профиля, то
прямоугольную (плоскую) заготовку вы-
бирают такого размера, чтобы, пропустив
через сегментный калибр профильных
валков, получить полное заполнение ка-
либра за один проход (без облоя). Весь
процесс прокатки проходит с периоди-
ческим отжигом для снятия напряжений,
в результате которых могут появиться
надрывы, расслоения и другие виды брака.
Определив и отметив на прокате
длину заготовки, ее отрезают с таким
расчетом, чтобы около 1 мм оставалось
в запасе на запиливание или выравнивание.
Запиливают концы грубыми или средними
напильниками так, чтобы подготовленные
концы находились под прямым углом к
стороне проката. В этом случае будущий
шов (фуга) будет перпендикулярен про-
дольной оси кольца. Угол запиливания со
стороны продольного профиля заготовки
(рис. 91) при толщине проката до 1,2 мм
может быть прямым. При толщине свыше
1,2 мм концы запиливают под углом 15—
Рис. 91. Стадии изготовления обручально-
го кольца:
а — обработка концов заготовки, б — гибка,
фуговка и пайка, в — правка на ригеле, г —
заправка припоя и шабрение кольца
30° к основанию (в сторону загиба). Чем
толще прокат и меньше диаметр кольца,
тем больше угол запиливания относительно
продольного профиля заготовки. После за-
пиливания заготовку сворачивают в кольцо,
и концы полностью совмещают (сфуговы-
вают). Гибку мягкой, легкоподдающейся
заготовки производят (в руках) плоскогуб-
цами с медными или закругленными (за-
валенными) изнутри губками. Труднопод-
дающуюся гибке заготовку изгибают на
ригеле, в желобковых пазах флахайзена
или секенайзена. Перемещая заготовку
поперек желобка, ударами текстолитового
молотка по ригелю изгибают в кольцо
всю заготовку, а потом концы ее сфуго-
вывают. Если не удается концы заготовки
плотно сфуговать молотком, то фуговку
производят, загоняя заготовку в коничес-
кое отверстие проколотки или сферичес-
кую ячейку анки одной, а потом другой
123
стороной Фуга должна быть настоль-
ко плотной, чтобы не просвечиваться,
иначе в процессе пайки припой может
растворить стенки кольца и тогда в мес-
те фуги могут выявите ся непропаи и
поры. При правке кольца на ригеле
шов может лопнуть (разорваться), и,
наконец, на готовом отполированном
кольце может быть заметна паяная по-
лоса неплотно сфугованного шьа. Эти
недос'1агки влекут за собой выбраковку
и исправление кольца, что, в свою оче-
редь, связано с потерей времени, увели-
z потерь драгоценного металла
и г д. При фуговке плоских колец, осо-
Генно широких, нельзя пользоваться про-
колоткои и анкои, иначе плоская поверх-
ность кольца образует выпуклость, а обра-
зовавшуюся щель будет трудно устранить.
Фугуют такие кольца молотком в же-
лобковых пазах.
Плотно сфугованное кольцо офлюсово!-
вают целиком или в местах пайки и паяют.
Нагревают его равномерно, чтобы не
разошлась фуга, а припои стараются отре-
зать в таком количестве, чюоы он пол-
ностью заполнил шов, не растекаясь по
поверхности. Спаянное и охлажденное
кольцо отбеливают, промывают и просу-
шивают. Оно еще не имеет правильной
формы и требует правки. Кольцо осматри-
вают для выявления трещин, непропаев,
пор — эти недостатки исправляют перед
правкой кольца на ригеле. Ригель пред-
ставляет собой конический стержень, на
который насаживают кольцо, и ударами
текстолитовою молотка по всей поверх-
ности кольца достигают полного прилега-
ния внутренней поверхности кольца к
утолщенной стороне ригеля. Затем кольцо
снимают, надевают на ригель другой сто-
роной и также правят молотком до пол-
ного прилегания к ригелю внутренней
поверхности другой стороны. После прав-
ки кольцо должно иметь форму окруж-
ности. Если боковые стороны кольца име-
ют неровности или искажения, кольца
правят с боков на правочной плите с
помощью бойка или пунзела.
Убедившись, что внутренняя поверх-
ность кольца повсеместно прилегает к ри-
гелю, проверяют размер кольца и, если
он соответствует заданному, приступают
к дальнейшей обрабо1ке— опиливанию.
Проводят опиливание в определенной
последовательности. Полукруглым напиль-
ником или разновыпуклым надфилем опи-
ливают внутреннюю поверхность кольца,
выравнивая раковины, забоины, царапины
и т. д. (насечку напильника или надфиля
выбирают в зависимости от состояния
поверхности). Боковые с>ороны опиливают
широким .трехгранным напильником, со-
блюдая размеры кольца по ширине. На-
ружную поверхность кольца спиливают
трехгранным напильником в несколько
приемов, следя за тем, чтобы на поверх-
ности не осталось «граней», а боковые
стороны образовали ровный поясок ок-
ружности.
После выравнивания поверхности опи-
ливанием кольцо подвергают шабрению,
которое осущес1вляется в той же после-
довательности, что и опиливание. При шаб-
рении фаску внутреннего ребра, образо-
ванного боковой стороной и внутренней
поверхностью, снимают. Эта операция
обязательна, так как ребро не только
будет раздражать палец, но и увеличит
потери драгоценного металла при поли-
ровке кольца. Отшаброванное кольцо по-
ступает в полировку, и на этом процесс
изготовления кольца считается закончен-
ным.
Для серийного изготовления обручаль-
ных колец слиток или несколько слитков
прокатывают в вальцах, повторяя все про-
ходы каждым слитком, а затем лентой.
В конечном итоге получают ленты необ-
ходимого профиля. Отожженую ленту
циркулем размечают на отрезки, равные
заготовкам на кольца. Дальше ленту на-
вивают на цилиндрический ригель диамет-
ром немногим меньше размера кольца.
С одного конца ригель имеет радиально
расположенный паз для захвата заготовки,
с другого — ключ для насадки ручки вра-
щения. Ленту пропускают через деревян-
124
ные губки, зажатые в тиски, туго навивая
ее на ригель плотной спиралью. Закончив
навивку, спираль снимают с ригеля и отре-
зают каждый виток по разметке. Концы
каждого витка запиливают и совмещают —
сфуговывают. Дальнейшие операции про-
ходят в той же последовательности, что и
при штучном изготовлении, но каждую
операцию проводят со вгеми кольцами.
Для пайки кольца офлюсовывают одно-
временно и раскладывают на лёткале так,
ч.обы фуга у всех колец была поднята и
направлена в сторону мастера. Таким об-
разом во время пайки одного кольца
сразу прогревается и следующее, чго
ускоряет процесс панки. Отбеливание,
промывку и сушку всей партии колец так-
же производят одновременно. Все осталь-
ные операции разбиваются на более мел-
кие. Опиливание партии колец, например,
происходит так: сначала опиливают внут-
реннюю поверхность всех колец, потом
кольца опиливают с боков и г. д. Такая по-
операционная разбивка дает возможность
выполнять каждую операцию ускоренно,
сокращая время на выпуск продукции.
Наиболее прогрессивный метод изго-
товления обручальных колец — станочный,
обеспечивающий массовый выпуск продук-
ции. Для изготовления обручальных колец
применяют давильный с.анок, представля-
ющий собой переоборудованный токарный
станок. Вращающаяся бобина станка име-
ет патрон для зажима хвостовика сменных
ригелей, на которых происходит выдавли-
вание кольца. Насор ригелей обеспе-
чивает размерность от 8 до 24 мм в
диаметре. Обкалка и вытяжка (выдавлива-
ние) колец по ригелю происходит с по-
мощью ролика, который устанавливается
на месте резца. Ролик представляет
собой вращающийся стальной диск, на тор-
цовой поверхности которого по всей окруж-
ности имеется желобок нужного профиля
и ширины
Заготовкой для выдавливания обру-
чальных колец служат шайбы, масса и раз-
меры которых зависят от профиля и шири-
ны колец. Шайбу надевают на ригель,
который приводится во вращение вклю-
чением станка, и роликом прижимают
шайбу к ригелю. Давление ролика на шай-
бу обеспечивает вытяжку шайбы в кольцо
и форму по форме желобка ролика. По
мере усиления поджатия роликом увели-
чивается размер кольца, вследствие чего
кольцо перемещается з сторону утолщения
ригеля. Вытяжку колец больших размеров
производят с промежуточным отжигом на
ригелях соответствующих размеров. Для
прекращения изготовления колец опреде-
ленного размера на ригель надевают
ограничительное кольцо, которое ограни-
чивает движение обручального кольца
вверх (в сторону утолщения) по ригелю.
Поверхность выдавленных из шайбы ко-
лец не годна для полировки, поэтому ее
шабруют на станке специально заточен-
ным шабером. При шабрении колец на
давильном станке образуются отходы дра-
гоценных металлов (в виде стружки). В свя-
зи с этим оборудование станка предусмат-
ривает ограждения и отходосборники в
виде кожаного фартука или плотно при-
легающих пластиковых коробов, в которые
собирают стружку, обмътая щеткой детали
станка, приспособления и инструмент,
находящиеся в пределах ограждения. За-
тем стружку ьыметают в банку для отходов.
Кольца с верхушками. Отличительной
деталью колец от других видов изделий
является шинка, т. е. ободок, который
служит основой кольца и надевается на
палец. Если шинка имеет по всей окруж-
ности одно и то же сечение, то независи-
мо ог формы ее можно считать простой.
Если же сечение шинки изменяется по
ширине, толщине или форме, шинку счита-
ют сложней.
Технология изготовления простых ши-
нок м.ало чем отличается от изготовления
обручальных колец вручную. Заготовкой
для шинок служит пруток или калибро-
ванный прокат нужного профиля. Ширина
шинки определяется по образцу и может
зависеть от величины камня или верхушки.
Длина заготоз.си для шинки рассчитывает-
ся по той же формуле, что и длина заго-
125
JS m «cs
Рис. 92. Основные виды кованых шинок (вид сбоку — I, сверху — II, профиль — III,
сечение — IV)
товки для обручального кольца, но от
полученного результата вычитается рассто-
яние, которое займет на шинке каст или
верхушка. Для круглых кастов это будет
внешний диаметр нижнего основания кас-
та, для кастов других форм и верхушки —
ширина нижнего основания каста или вер-
хушки. Толщина заготовки для шинки за-
висит от формы ее сечения, высоты ранта,
к которому будет припаиваться шинка,
и планируемой массы кольца. Для плоских
шинок толщина заготовки может быть
0,8—1,5 мм, для шинок сегментного про-
филя (овальных)—1,2—2,5 мм.
Заготовку для шинки нужной длины
(с учетом каста или верхушки) запиливают
с концов, сворачивают в кольцо, правят
на ригеле и опиливают. Затем отожженное
кольцо (шинку) разрезают по фуге и раз-
водят (увеличивают в размере) текстоли-
товым молотком на ригеле на расстояние
каста (или верхушки). Часто используют
шинки с раздвоенными концами. Для это-
го лобзиком прорезают концы шинки
вдоль по середине. Длина разреза выби-
рается индивидуально Anin каждого образ-
ца. Каждый из разрезанных концов раз-
водят под необходимым углом, следя за
тем, чтобы угол «усов» на обоих концах
шинки был одинаков.
Схему изготовления сложных шинок
удобнее рассмотреть на наиболее рас-
пространенных шинках переменного се-
чения, так называемых «кованых» (рис. 92).
В готовом виде эти шинки имеют утолще-
ние к касту, их наружная поверхность
(сверху) может быть различной — плос-
кой, овальной, треугольной, резной и т. д.
Изготовляя такие шинки (рис. 93), исходят
прежде всего из размера самого толстого
участка шинки, который диктуется задани-
ем или типом и величиной каста. Толстый
участок шинки может быть от 2,5 до 5 мм,
поэтому и заготовка берется в прутке
(проволоке) круглого, а чаще квадратного
сечения сечением или стороной от 3,0 до
5,5 мм. Для расчета длины заготовки толщи-
ну шинки принимают средней между са-
мым толстым и самым тонким участками.
Самый тонкий участок шинки — от 1,0 до
2,5 мм по толщине — находится против
каста (внизу).
По формуле расчета длины заготовки
для обручального кольца определяют
длину профилированной заготовки (пере-
менного сечения) на будущую шинку.
Но пока заготовка постоянного сечения,
длину ее берут немного меньше полови-
ны расчетной длины и отвальцовывают
концы заготовки в профильных валках
126
квадратного калибра. Отвальцовывая кон-
цы заготовки, постоянно следят за тем,
чтобы середина ее оставалась невальцо-
ванной и грани концов не перекручива-
лись. Заготовка вальцуется до расчетной
длины, а толщина концов должна быть
немного больше заданной. Концы заготов-
ки запаивают для фуговки, затем заготов-
ку сгибают в кольцо и пропаивают по
фуге. Гибку производят ригелем в жело-
бах или в специальном приспособлении
таким образом, чтобы утолщенная часть
шинки имела изгиб радиусом, соответству-
ющим размеру кольца. После пайки шинка
правится на ригеле до образования круг-
лого внутреннего отверстия. С боков шин-
ку правят на плоскости пуансоном с плос-
ким бойком. Затем ее опиливают до по-
лучения заданной формы сечения. Опи-
ленную и отожженную заготовку распили-
вают лобзиком посередине утолщенного
участка и разводят на ригеле до размера
каста или верхушки.
Простые и сложные шинки для серий-
ного выпуска колец изготовляют более
производительными способами: навив-
кой ленточной заготовки, штамповкой и
литьем.
Навивкой делают простые шинки посто-
янного сечения. Для этого ленту опреде-
ленной формы, сечения, ширины и толщи-
ны навивают в виде пружины на цилин-
дрический ригель нужного размера. Длина
ленты (заготовки) зависит от количества
и размера шинок. Разрезанная вдоль пру-
жина дает возможность получить необхо-
димое количество шинок одного раз-
мера.
Штамповкой получают шинки пере-
менного сечения — кованые в виде согну-
того в полукольцо полуфабриката посто-
янного размера. Задача ювелира заключа-
ется в дальнейшей доработке шинки —
подгонке размера до нужного, фуговке,
пайке и обработке шинки.
Литье позволяет получить шинки лю-
бой сложности почти в готовом виде.
Обработка проводится с целью удаления
литника и при необходимости изменения
Рис. 94. Способы припасовки шинок
размеров шинки и исправления дефектов
в результате отливки.
Все способы серийного производства
шинок дают возможность значительно
повысить производительность труда юве-
лиров, сохранить потери драгоценных ме-
таллов и облегчить труд рабочего.
Окончательной сборкой кольца счита-
ется сборка каста или верхушки с шинкой.
Для точной припасовки деталей на гладких
кастах любой формы с двух противопо-
ложных сторон над основанием надфилем
запиливают небольшие плоские площадоч-
ки — всечки (рис. 94). Нижняя часть всечки
127
заканчивается ступенокои, которая должна
удерживать шинку от соскальзывания.
Размеры всечки зависят от размеров
опорной площадки шинки Одна из всечек
на касте должна находиться на фуге,
чтобы при пайке предо 1врагить расхож-
дение шва. Концы шинки запиливают так,
чтобы опорные площадки ее были под тем
же углом, что и всечки на касте. Припа-
сованную к касту шинку собирают с ним
(разведенная шинка слегка пружинит, и
вставленный между ее концами каст дер-
жится за счет ступенек) и, если опорные
площадки не имеют зазоров, припаивают.
В процессе пайки кольцо прогревоют
номерно, чтобы от одностороннего нага-
ра не перекосило шинку. Аналогично все-
каются ажурные касты: площадки запилива-
ют на ранте, шинку припаивают так, чтобы
не загораживать ажурного пояска каста.
Для припасовки крапановых кастов
рант всекают против кра* ансв, а опорные
площадки заостряют кверху (к крапану).
Шинку припаивают одновременно и к ран-
ту, и к крапановом части «связывая;' их.
Однако не всегда шинку припасовывают
к верхушке с рантом с помощью всечки
на ранге. Если высота ранга не позволяет
сделать всечку, то концы шинки запили-
вают в виде шила. Шип входит между
рантом и верхушкой под таким углом,
чтобы опорные плошадки шинки плотно
прилегали к ранту и верхушке. Плотно
пригнанную шинку припаивают, соединяя
ранг с верхушкой.
К верхушке с динелем о.тарные пло-
щадки шинки запиливают по форме дине-
ля, .чтобы обеспечить плотное прилегание
опорной площадки по всей высоте дикеля
и верхушки.
Во всех случаях шинку припасовывают,
соблюдая нижний и верхний пределы
совмещения шинки с кастом или верхуш-
кой. По условию совмещения нижнее ос-
нование каста или верхушки должно на-
ходиться на одном уровне с нижним
основанием опорной площадки шинки.
Верхний же предел для каждого каста
или верхушки различен. Для глухого глад-
кого каста, наг.римвр, шинка может дохо-
дить до условно отмеченного закрепоч-
ного пояска; для глухого ажурного кас-
та — до ажурного, а иногда до закрепоч-
ного пояска; для крапанового— до сере-
дины крапана, для верхушки — почти до
поверхности верхушки.
Кроме колец состоящих из двух ос-
новных частей верхней (каста или вер-
хушки с рантом чли дикелем) и нижней
(шинки), существуют образцы, имеющие
накладки. Накладки припаиваются с двух
сторон, соединяя шинку с верхней частью
каста или верхушки. Различные по форме
накладки, гладкие или фасонные, с камня-
ми или без них, удачно дополняют коль-
цо, придавая массивность легкому кольцу,
обеспечивая плавный переход от каста
или верхушки к шинке или художествен-
ность исполнения. Накладки выполняют
отдельно в соответствии с размерами
кольца, и припаивают после правки коль-
ца на ригеле. Б основном накладки дела-
ют в сочетании с простыми шинками,
когда шинка припаивается к ранту каста
или вертушки, а накладка соединяет шин-
ку с верхней частью каста или верхушки,
тем самым обеспечивая жесткость кон-
струкции и плавный переход шинки в каст.
В ряде случаев накладки впаивают и в
кованые шинки с целью украшения кольца
накладками из другого пс цвету металла
для посадки л них камней.
Собранное кольцо правят на ри>еле,
чтобы отверстие для пальца было круг-
лым. Но перед правкой нижнее основание
каста запиливают по ригелю, т. е. делают
сегментный вырез, соответствующий раз-
меру кольца. Изн> три каст опиливают
заподлицо с шинкой до тех пор, пока мес-
то спаики каста с шинной станет невиди-
мым. Гак поступают во всех случаях,
когда каст и «и верхушка не имеет подог-
нанного по ригелю ранта. В кольцах с
изогнутым (подогнанным) рантом места
спайки заправляют изнутри и только после
этого правят на ригеле Кольцо правят до
полного прилегания внутренней его по-
верхности к ригелю, без особых усилий,
128
чтобы не растянуть каст вдоль шинки и не
изменить его формы.
Если кольцо с накладками, то их при-
пасовывают после правки кольца. Наклад-
ки могут быть накладные или вставные.
Накладные припаивают одним концом к
верху шинки, а другим к стенке каста.
Вставные одним концом врезаются в шинку
на толщину накладки, другим — опирают-
ся на стенку каста и припаиваются. Такие
накладки являются как бы продолжением
шинки.
Далее изделие подвергается чистовому
опиливанию изнутри и снаружи, при этом
особое внимание обращается на заправку
припоя в местах соединений. При шабре-
нии соблюдают ту же последовательность,
что и при опиливании, т. е. сначала шабрят
все изделие изнутри, зятем шинку сна-
ружи и каст. Шабером, кроме того, снима-
ют фаски внутри каста (нижнего основа-
ния) и внутри кольца. Если при шабрении
кольца выявляются поры и непролаи, то
их устраняют пайкой, после чего кольцо
заправляют заново.
§ 35. Изготовление серег
Лицевая часть серег — касты, верхуш-
ки — общая для многих ювелирных изде-
лий. Отличительная их черта — серьговые
устройства, или замки. Существуют два
основных типа серьговых устройств: навес-
ные крючки, свободные и с петлями
(рис. 95), и пружинные замки с ювелирной
(рис. 96) и галантерейной (рис. 97) швен-
зами.
Навесные крючки просты в изготов-
лении и удобны в эксплуатации. Различа-
ются они по длине и способности закры-
ваться (фиксироваться в прижатом поло-
жении) петлей. Для изготовления крючков
используют проволочные заготовки сечени-
ем 1,0—1,2 мм. Длина заготовки опреде-
ляется опытным путем, так как точной
формулы расчета не существует. Однако,
учитывая, что средний диаметр загиба
крючка 8 мм, можно предположить, что
формула 25 мм-|-1_с, где 25^8 • 3,14 —
Рис. 95. Серьги на крючках:
а — свободный крючок, б — крючок с пе-
тельным фиксатором, в — петля
Рис. 96. Серьги с пружинным замком (юве-
лирным):
а — закрытое положение замка, б — откры-
тое положение замка
Рис. 97. Серьги с пружинным замком (га-
лантерейным):
а — закрытое положение замка, б — открытое
положение замка
5—169
129
длина окружности; /< — длина серьги (вер-
хушки), будет соответствовать искомой.
Прямую (правильную) проволочную за-
готовку отрезают по размеру и впасовы-
вают в каст или верхушку. В кастах на
уровне ранта просверливают или прокалы-
вают в специальных приспособлениях
отверстие, равное диаметру проволоки,
в него вставляют конец проволоки и при-
паивают его. В низких кастах или наклад-
ках, к которым должен припаиваться крю-
чок, со стороны основания пазовым над-
филем всекают желобок, в который впаи-
вают конец проволочной заготовки. К кас-
там и верхушкам, имеющим низкий рант,
проволочную заготовку впасовывают меж-
ду рантом и верхушкой и припаивают.
Место пайки заправляют, и если крючок
свободный (без петли), его загибают. При
штучном исполнении серег гибку крючков
производят вручную с помощью круглого
стержня диаметром 8 мм. Изгиб крючков
в серьговой паре должен быть совершен-
но одинаковым. При серийном изготовле-'
нии серег гибку крючков производят на
специальном рычажном приспособлении.
Если крючки с петельным замком, то
прежде чем загибать крючок, припаивают
замок. Петельный замок — шарнирно под-
вижный, состоит из двух деталей: шарни-
ра и вставленной в него петли. Шарнир —
отрезок трубки с внутренним диаметром
0,8—0,6 мм, длиной — 2,5—3,0 мм, припа-
ивается (фугой вниз) к ранту или к касту
Рис. 98. Ювелирная швенза
со стороны нижнего основания с проти-
воположной крючку стороны. Шарнир
должен быть припаян строго напротив и
перпендикулярно крючку. Петлю делают
из отожженной проволоки, свободно про-
ходящей в отверстие шарнира, длиной
12—15 мм: концы ее в продетом состоя-
нии отводят под углом и спаивают. После
сборки петельного замка на серьге крю-
чок загибают и подгоняют по длине. Дли-
на крючка определяется расстоянием
откинутой вниз петли. С внешней стороны
крючка делают неглубокую всечку, кото-
рая фиксирует петлю (при естественном
положении серьги) в горизонтальном по-
ложении. Шабрение спаренных серег
производят после полной их обработки.
Пружинные замки более надежны, но
гораздо сложнее по конструкции и изго-
товлению. Собирают их непосредственно
на верхушке (или касте) с обратной сто-
роны. Состоят пружинные замки из двух
основных частей: пружинного крючка и
швензы (см. рис. 96). Швензы бывают
ювелирные и галантерейные. Обе части
замка делают отдельно. При индивидуаль-
ном исполнении серег по рисунку разме-
ры пружинного крючка выбирают в зави-
симости от формы и размеров верхушки
или каста. Наиболее распространены пря-
мые крючки, образующие угловое колено.
Пружинный крючок изготовляют не-
посредственно на серьге. Для этого про-
волочную заготовку сечением 1,2—1,0 мм
расчетной длины припаивают к верхушке
или касту аналогично навесному крючку.
Отметив высоту крючка (расстояние от
верхушки до колена крючка), которая
может быть от 2 до 10 мм, его загибают.
Если колено должно быть острым, прово-
локу изнутри всекают надфилем, затем
загибают и всечку пропаивают. Если обра-
зец допускает плавное колено, гибку
осуществляют плоскогубцами или в специ-
альном приспособлении. И в том и в дру-
гом случае угол изгиба должен быть не-
многим менее 90°. Затем отмечают об-
щую длину крючка, сначала около 10 мм.
Конец крючка слегка плющат с боков и
130
отмечают на нем чистовую длину крючка
(расстояние от колена до зацепа) — 7,5—
— 8,0 мм. На месте отметки всекают
крючок-зацеп и обрабатывают его.
Сложной деталью в серьге считается
ювелирная швенза (рис. 98). Размеры ее
диктуются высотой верхушки вместе с
крючком (при естественном положении
серьги). Заготовкой для швенз служит
прокат квадратного профиля со стороной
2,2—2,5 мм и длиной, равной расчетной
с учетом вытяжки при вальцовке. Обычно
швензы изготовляют попарно и заготовку
берут двойной длины (рис. 99). Швенза
состоит из двух смежных деталей: клюва
и хвостовика, имеющих штифтовое под-
вижное соединение. Клюв швензы не-
сколько утолщен и является опорной ос-
новой для всей швензы, хвостовик утонча-
ется к крючку. Поэтому, размечая заго-
товку для швензы, в середине ее отме-
чают участок, равный длине двух клювов
(около 20 мм), а оставшиеся концы заго-
товки отвальцовывают в плоских валках
в длину до толщины 1,0—1,2 мм. Затем
общую заготовку разрезают пополам на
две отдельные заготовки для швенза.
Угол загиба клюва должен компоно-
ваться с формой каста или верхушки и
быть как бы продолжением угла каста
или ранта или соответствовать образцу
серьги. Заготовку с загнутым клювом при-
кладывают к касту или ранту верхушки с
противоположной стороны от крючка в
том положении, в каком она будет при-
паяна. В собранном виде хвостовик швен-
зы должен быть параллельным основанию
каста или ранта. Швензу расчленяют лоб-
зиком на клюв и хвостовик под таким
углом, чтобы образовать большие площад-
ки их соприкосновения и обеспечить
свободное переламывание швензы наружу
при штифтовом соединении. При разделе-
нии швенз не следует смешивать детали
одной швензы с деталями другой, чтобы
площадки смежных деталей не подгонять
друг к другу заново.
На каждой из смежных деталей со сто-
роны площадки толстой (0,5—0,6 мм) пил-
Рис. 99. Схема изготовления ювелирной
швензы
кой лобзика под определенным углом де-
лают долевые прорези, в которые подгоня-
ют плоскопрокатанную пластинку. Плотно
посаженная в прорезь хвостовика пластинка
припаивается, а свободная ее часть
(флажок) подгоняется в прорезь клюва
так, чтобы детали швензы совместились
без зазоров. В таком виде их скрепляют
шеллаком, нагрев до температуры плав-
ления шеллака. А после затвердевания
его в клюве швензы просверливают от-
верстие диаметром 0,6—0,8 мм, так чтобы
оно прошло через' середину вставленного
5*
131
Рис. 100. Галантерейная швенза
Рис. 101. Брошь (лицевая и замковая
части):
1 — шарнирное соединение иглы с брошью,
2 — застежная игла, 3 — замок
в клюв участка пластины. И подогнанным
под отверстие штифтом детали заштифто-
вывают. После этого швензы полностью
обрабатывают: правят, опиливают, шаб-
руют.
Замковое отверстие в хвостовике швен-
зы делают, определив по крючку его
уровень, затем швензу устанавливают на
свое место, застегивают крючком, и осно-
вание клюва, заранее припасованное,
припаивают к касту или ранту верхушки.
При пайке шеллак из щелей подвижного
соединения выгорает и швенза приобре-
тает свое рабочее состояние. Полностью
собранные серьги подвергают оконча-
тельной обработке — заправке паяных
соединений и шабрению.
Для повышения производительности
труда и сокращения безвозвратных потерь
драгоценных металлов заготовительные
отделения ювелирных предприятий заго-
товляют полуфабрикаты ювелирных швенз
различных размеров, с различным углом
загиба клюва и плющеным хвостовиком.
Получая такой полуфабрикат, ювелиры
избавляются от необходимости заготов-
лять швензы из прутков или слитка и
выполняют только монтировочные работы.
Галантерейные швензы (рис. 100) внеш-
не похожи на ювелирные, но имеют более
постоянные размеры и угол загиба клюва
и несравненно проще по конструкции.
Если ювелирная швенза открывается, «пе-
реламываясь» на границе клюва и хвосто-
вика, то галантерейная откидывается цели-
ком, а опорной основой ей служит стойка
(см. рис. 97), одним концом впаянная в
каст или рант, а другим — подвижно за-
штифтованная в прорези клюва швензы.
Монтируя серьги серийного производства,
ювелир получает швензы почти в готовом
виде — хвостовик швензы имеет замковое
отверстие, выполненное пробивочным
штампом, а клюв прорези под стойку
дисковой фрезой на специальной прорез-
ной установке Глубина прорезей опреде-
ляется образцом, а ширина — толщиной
стойки (0,6 мм). Стойки, выполненные
вырубным штампом, поступают в ком-
плекте со швензами.
Работу над серьгами с галантерейными
швензами ювелир начинает с пружинного
крючка, подгоняя его по высоте под зам-
ковое отверстие. Затем в прорезь, сделан-
132
Рис. 102. Виды замков брошей:
а — простейшим (открытый), б — шомпольный, в — револьверный, г — визорный
ную в касте или ранте против крючка,
вставляют и припаивают стойку. По высоте
стойку обрезают на глубину прорези
швензы, припаивая их друг к другу без
зазоров. Швензу фиксируют на серьге в
закрытом состоянии шеллаком, а клюв
швензы просверливают вместе со стойкой
для последующей их штифтовки. Подо-
гнанным под нужный размер штифтом
заштифтовывают швензу со стойкой, и
стойку опиливают заподлицо со швензой.
Окончательная обработка серег заключа-
ется в их заправке и шабрении.
§ 36. Изготовление брошей и кулонов
Броши. Все броши состоят из двух
частей: лицевой и замковой (рис. 101).
Лицевой частью броши может быть каст
под камень большого размера и гемму
или верхушка. Верхушки брошей, подобно
верхушкам других изделий, бывают сбор-
ными и вырезными, и принцип их изготов-
ления остается таким же. Однако броши,
изображающие ветки, листья растений,
птиц, животных и насекомых, делают без
рантов. Замковая часть броши состоит из
застежной иглы, которая шарнирно соеди-
нена с верхушкой или рантом, и замка,
фиксирующего иглу в закрытом положе-
нии. Различают два типа замков: откры-
тый — проволочные крючки, под петлю
которых заводится игла, и закрытый —
предохраняющий иглу от самовольного
расстегивания. К последним относятся:
шомпольный, визорный (англ, vizor —
забрало) и револьверный, или барабан-
ный (англ, revolver — револьвер, барабан)
(рис. 102). Наиболее надежный и удобный
из замков — шомпольный: он закрывает
острый конец иглы.
Расположение застежной иглы на бро-
ши зависит от формы самой броши. Обыч-
но игла располагается по всей длине тыль-
ной стороны броши, что придает ей наибо-
лее устойчивое положение. В ажурных
брошах и брошах с просматривающимся
насквозь рисунком подвижное соединение
иглы с брошью и замок располагаются
так, чтобы с лицевой стороны они были
наименее заметны.
Сборку начинают с шарнирного соеди-
нения иглы с брошью. Наиболее распро-
странен низкий шарнир, для которого
используется тонкостенная трубчатая заго-
товка с внутренним диаметром 0,6—
—0,8 мм. Длина всего шарнира 6—10 мм
(по величине броши или участка, отве-
денного под шарнир). Заготовку для шар-
нира припаивают к ранту или верхушке
броши перпендикулярно месту, отведен-
ному под замок (фуга заготовки должна
находиться в месте спайки). На припаян-
ной заготовке отмечают среднюю, под-
вижную часть, после чего к
трубке, равной по длине подвижной части
133
омпол
Рис. 103. Схема сборки шомпольного
замка
шарнира и такого же диаметра, припаива-
ют иглу. Иглой служит проволока диамет-
ром 1,2 мм; длина ее определяется по
броши. Иглу припаивают перпендикулярно
направлению трубки в месте фуги. В нор-
мальном (закрытом) положении игла
должна быть параллельна ранту (основа-
нию верхушки), и чтобы она не опуска-
лась ниже нормального положения, с
нижнеи стороны иглы, в месте стыка ее
с шарниром, припаивают упор. Затем
отмеченный на заготовке средний участок
шарнира, припаянного к броши, выреза-
ют и на его место впасовывают подвиж-
ный шарнир совместно с иглой. Подогнан-
ный по размерам штифт служит осью
шарнира, который пока не заклепывается,
а вставляется для определения работы
иглы. Игла должна откидываться на 90°
от начального (закрытого) положения.
Сборка шомпольного замка произво-
дится также на броши. Схема сборки
приводится на рис. 103. Шомполом слу-
жит трубка, замыкающая конец иглы, а
обоймой — трубка, направляющая шомпол
(внешняя). Трубчатая заготовка на шомпол
и обойму делается тонкостенной — 0,25—
—0,3 мм. Внутренний диаметр определя-
ется внешним диаметром шомпола, а
внутренний диаметр шомпола — сечением
заостренного конца застежной иглы. Игла
заостряется на участке 10—15 мм от кон-
ца. Таким образом, при сечении иглы
1,2 мм сечение конца иглы, захватывае-
мого шомполом, будет около 0,7—0,8 мм.
Обойму отрезают длиной 7—8 мм, длину
же шомпола берут на 2—3 мм больше
длины обоймы. Обойма должна припаи-
ваться на опорную стойку замка, размеры
и форму которой рассчитывают индиви-
дуально для каждой броши.
Длину стойки определяют по длине
обоймы, а форма ее должна быть такой,
чтобы, припаявшись одновременно к вер-
хушке и ранту, обеспечить крепление
замка. Высота стойки определяется уров-
нем иглы в горизонтальном положении —
конец должен быть на уровне середины
обоймы, положенной на стойку. Стойку
припаивают к броши с противоположной
стороны шарнира по направлению иглы,
затем к ней припасовывают и припаивают
обойму (фугой к месту пайки). На одной
из боковых сторон обоймы прорезают паз
шириной 0,5—0,6 мм, длиной приблизи-
тельно в 2/3 длины обоймы и заправляют
его. На шомполе с одного из концов (со
стороны фуги) напаивают упор; он должен
обеспечить перемещение шомпола в пре-
делах паза. Шомпол вставляют в обойму
со стороны паза, и в закрытом положении
(упор шомпола в начале паза) отмечают
по обойме длину шомпола. Эта отметка
будет границей припайки оттяжного упора
к шомполу, находящемуся в открытом по-
ложении. Оттяжной упор может быть из-
готовлен в виде ушка из проволоки
сечением 0,5—0,6 мм, в виде корнера
(шарика) диаметром, немного большим
внешнего диаметра обоймы, шляпки и др.
После полной сборки замка иглу заштиф-
товывают, длину ее подгоняют по пазу в
обойме и заостряют.
Проверяя работу замка, обращают вни-
мание на то, чтобы шомпол не болтался
в обойме, в открытом положении пол-
ностью освобождал иглу, а в закрытом —
плотно ее заклинивал, не допуская люфта.
Визорный замок собирается из двух
деталей: сердцевины с припаянным кур-
134
ком и корпуса. Сердцевину делают из
отрезка трубочки длиной 2 мм, внутрен-
ним диаметром 0,7—0,8 мм, толщиной
стенки 0,3—0,4 мм. К центру сердцевины,
касательно к фуге, припаивают упор
(курок) поперек направления трубки.
Курок делают плоским, толщиной 0,5—
0,6 мм.
Для корпуса из плоского проката тол-
щиной 0,7—0,8 мм сворачивают скобу с
зазором по толщине курка 0,5—0,6 мм.
По высоте застежной иглы определяют
местонахождение сердцевины, в которую
будет заводиться игла, и в этом месте
корпуса просверливают отверстие, равное
внешнему диаметру сердцевины. Корпус
припаивают к броши в отведенном для
замка месте, и сбоку наклонно к основа-
нию делают прорезь для захода иглы.
Зазор корпуса разжимают на длину серд-
цевины, вставляют сердцевину в отверстие
и снова поджимают корпус до первона-
чального зазора. Отведя курок в открытое
положение (до упора в противоположную
от прорези сторону), прорезь углубляют,
вырезая участок сердцевины, и игла полу-
чает возможность попасть в центр замка,
где перемещением курка в обратную сто-
рону закрывается. Замок припаивается на
брошь без специальной опорной стойки,
а высота его достигается размером скобы
и уровнем отверстия.
Револьверный замок по принципу запи-
рания иглы аналогичен предыдущему. Он
также состоит из двух деталей — сердце-
вины и корпуса, но отличается по размерам
и технологии изготовления. Сердцевина
представляет собой отрезок трубки, окон-
чательные размеры которой (мм): длина —
3, внутренний диаметр — 0,9—1,0, толщина
стенки — 0,4. Следовательно, внешний ди-
аметр ее около 1,7—1,8 мм. Для корпуса
используют трубчатую заготовку одинако-
вой с сердцевиной длины, внутренним ди-
аметром, равным внешнему диаметру серд-
цевины, и толщиной стенки 0,6—0,8 мм.
Заготовку припаивают к опорной ножке
(стойке) и вырезают входной зазор для
иглы. В другом варианте корпус изгиба-
ют из проката, оставляя опорную ножку
и зазор для входа иглы.
На корпусе прорезают сквозной попе-
речный паз, служащий направляющим для
курка (упора) сердцевины, до ножки с
одной стороны и почти до входного зазора
с другой. В таком виде корпус припаивают
к броши. Затем посередине сердцевины,
рядом с фугой, припаивают курок толщи-
ной по ширине направляющего паза, вы-
сотой около 1,2—1,5 мм. Начинают выре-
зать входной зазор для иглы от фуги.
Чтобы вставить внутрь корпуса, сердце-
вину сжимают и, совместив курок с на-
правляющим пазом, затем разжимают ее
иглой соответствующего диаметра до при-
легания к внутренней стенке корпуса.
Образовавшийся снова зазор для входа
иглы заправляют совместно с зазором
корпуса, и аналогично визорному замку
закрывают и открывают вход для иглы.
Оба замка, и визирный и револьверный,
более просты в изготовлении, чем шом-
польный, но имеют серьезный недоста-
ток — острие иглы остается незащищен-
ным.
Кулоны. Подвеска кулона может сос-
тоять из одного каста с камнем, верхушки
с камнями или верхушки без камней.
Технология изготовления подвесок не от-
личается от изготовления верхушек други*
изделий, и только подвесное ушко, а по-
рой, и форма подвески отличают кулон от
других изделий. Кулон (рис. 104) имеет
два ушка: соединительное, которое соеди-
няет подвеску с подвесным ушком, и под-
весное, удерживающее кулон на цепочке.
Подвесное ушко может быть простым
(проволочным) и фасонным — с лицевой
накладкой с одним или несколькими кам-
нями, вырезанной, гравированной и т. д.
Положение подвески на цепи опреде-
ляет обычно центр тяжести ее, который
должен находиться внизу. Сверху припа-
совывают и припаивают (фугой к месту
пайки) соединительное ушко. Уровень
места припайки выбирают с таким расче-
том, чтобы подвеска висела вертикально,
не выворачиваясь под тяжестью вставлен-
135
Рис. 104. Кулон;
1 — соединительное ушко, 2 — подвесное фа-
сонное ушко
ного затем камня. В большинстве случаев
для невысоких подвесок без рантов этот
уровень — в плоскости основания подвес-
ки, для верхушки с рантом — между осно-
ванием верхушки и рантом, а для каста
с камнем — в зависимости от высоты
камня.
Соединительное ушко делают из про-
волоки сечением 0,8—1,2 мм; внутренний
диаметр его может колебаться от 1,0 до
2,0 мм. Иногда часть ушка вырезают и
припаивают только полуколечко (полу-
ушко).
Простое подвесное ушко в зависимости
от образца кулона может быть различных
форм, чаще овальных вертикально вы-
тянутых. В качестве заготовки на под-
весное ушко используют проволоку круг-
лого или прямоугольного сечения. Сред-
ние размеры овальных ушек соответствен-
но по большой и малой оси 7X4 мм
Подвесное ушко продевают сквозь соеди-
нительное, сфуговывают и паяют по фор-
ме.
Изготовление фасонного подвесного
ушка начинается с накладки, которая об-
рабатывается полностью, за исключением
гравировки или закрепки камней, после
чего к тыльной ее стороне приваривается
полуушко. Полуушко в сочетании с наклад-
кой образует фасонное подвесное ушко.
Варианты изгиоа полуушка разнообразны,
но все они должны обеспечивать свобод-
ное перемещение кулона по цепи. Полу-
ушко продевается через соединительное
ушко на той стадии, когда один из его
концов уже припаян к накладке. Другой
конец полуушка припаивают, когда ушко
уже собрано.
§ 37. Литье ювелирных изделий
Ювелирные изделия отливают из золо-
тых, платиновых и серебряных сплавов.
Сплаьы, пригодные для изделий, называют
литейными К ним предъявляются особые
требования — они должны обладать хоро-
шими литейными свойствами, быть мини-
мально насыщенными газами, что обуслов-
ливает их беспористость, и пластичными.
К разряду литейных можно отнести боль-
шинство золотых сплавов 750-й пробы,
золотые сплавы 583-й пробы с содержани-
ем никеля и цинка, с серебряномедной
лигатурой; платиновые сплавы 950-й пробы
и серебряные сплавы 916 и 875-й проб.
Получение ювелирных изделий литьем
по выплавляемым моделям — самый про-
грессивный метод, получивший распро-
странение в ювелирной промышленности
недавно. Он дал возможность повысить
производительность труда, сократить по-
тери драгоценных металлов, а также ис-
пользовать на изготовлении сложных юве-
лирных изделий ювелиров средней квали-
фикации, а изделий средней сложности —
малоквалифицированных ювелиров. Про-
цесс собственно литья изделий и пред-
шествующие ему процессы проис*одят
в специально оборудованных цехах юве-
136
лирных предприятий соответственно ли-
тейном и формовочном. Схема ювелирно-
литейного производства такова: изготов-
ление резиновых пресс-форм, изготовле-
ние восковых моделей, изготовление литей-
ных форм; выплавление восковых моделей,
прокаливание опок с литейными формами
и заливка металла в формы.
Изготовление резиновых пресс-форм.
В качестве сырья для резиновых форм
используют сырые резиновые смеси. Под-
готовка резиновой смеси заключается в
распрессовывании в вулканизационном
прессе при температуре не выше 100' Св
течение 1—1,5 мин. Для этого кусок сырой
резиновой смеси помещают между двумя
стальными полированными плитами, сма-
занными кремнийорганической жидкостью
во избежание прилипания смеси к метал-
лу. Между плит устанавливают ограничи-
тели, позволяющие отрегулировать необ-
ходимый зазор. Выдержав 1—1,5 мин под
давлением верхней плиты, смесь охлаж-
дают под струей воды и отделяют от
плит. Распрессовывать сырую резиновую
смесь лучше непосредственно перед из-
готовлением пресс-форм. Для того чтобы
фиксировать резиновые пластины относи-
тельно друг друга при сборке в пакет
(несколько слоев резины), изготовляют
резиновые замки — ребристые с одной
стороны пластины. Для этого распрессован-
ную сырую резину вырезают по размерам
пресс-форм и очищают ватным тампоном,
смоченным в бензине. Пресс-форму про-
тирают кремнийорганической жидкостью.
Собранный пакет помещают в вулкани-
зационный пресс, прогревают 5 мин;
затем в течение 40 мин вулканизируют
под давлением при температуре 140°С.
По окончании вулканизации пакет охлаж-
дают под струей воды и из пресс-формы
извлекают резиновую пластину
Для изготовления разъемных пресс-
форм из распрессованной резины выре-
зают пластины по форме и размерам
металлической рамы. Пластины очищают
бензином и укладывают в пачки. Коли-
чество пластин в пачке зависит от толщины
модели. На нижнюю пачку кладут рези-
новые замки, обратная сторона которых
зачищена напильником и смочена бензи-
ном. Между замками укладывают и мо-
дель (оригинал). Ее располагают таким
образом, чтобы замки обеспечивали фик-
сацию одной половины формы относи-
тельно другой, но не мешали извлечению
восковых моделей. Поверхности верхней
и нижней резиновых пачек, обращенные
к модели, натирают тальковой пудрой, а
по краям будущего разъема смазывают
силиконовым маслом. После наложения
верхней пачки на нижнюю сверху помеща-
ют дополнительную плиту, на которую
будет оказывать давление плита пресса.
Собранный пакет помещают в металли-
ческую раму, вставляют в вулканизаци-
онный пресс и прижимают верхней пли-
той пресса. После того как температура
верхней плиты пресса достигает 140—
—150° С, ее опускают до предела, и под
ее давлением проводится вулканизация в
течение 30—45 мин. По истечении этого
срока обогрев выключают, и раму с пресс-
формой извлекают и охлаждают. Излиш-
ки резины обрезают и пресс-форму разъ-
единяют по месту разъема и извлекают
модель. На рабочей поверхности пресс-
формы не должно быть неровностей и
повреждений.
Для изготовления разрезных пресс-
форм так же, как и для изготовления
разъемных, пластины распрессованной сы-
рой резины вырезают по форме метал-
лической рамы, смачивают бензином и
укладывают в пачки. Толщина пачек, как
и для разъемных пресс-форм, зависит от
высоты модели.
Модель ювелирного изделия укладыва-
ют между двумя пачками сырой резины,
а полости изделия плотно заполняют ку-
сочками сырой резины. Собранный таким
образом пакет вкладывают в металличес-
кую раму и помещают в вулканизацион-
ный пресс. Далее процесс прессования и
вулканизации протекает аналогично опи-
санному. После извлечения пресс-формы
из рамы ее разрезают на две половинки,
137
Рис. 105. Сборка восковых моделей в
«куст» (блок)
аккуратно подрезая линию разъема скаль-
пелем. Линию разреза выбирают неров-
ной (бугристой) для лучшей фиксации
половинок пресс-форм. Для извлечения из
них сложной восковой модели делают
дополнительные прорези. Качество изго-
товления пресс-формы определяют по
опытному отливу восковой модели.
Изготовление восковых моделей. Мате-
риалом для выплавляемых моделей слу-
жит специальный восковой модельный
состав, который загружают в плавильный
котел. Крышку котла закрывают и прижи-
мают гайками. После чего включается
обогрев котла, устанавливается температу-
ра (60—70 С) для модельного состава и
регулируется давление сжатого воздуха в
зависимости от величины и формы воско-
вой модели. На рабочую часть пресс-фор-
мы наносят слой тальковой пудры или
распыленной силиконовой жидкости. За-
тем пресс-форму устанавливают в специ-
альное приспособление. Нагретый до
определенной температуры модельный
состав путем надавливания на сопло пода-
ется из котла в пресс-форму. Для моде-
лей со сложной конфигурацией и крупных
плоских моделей состав подается сильным
или неоднократным нажатием.
Половинки резиновых пресс-форм дол-
жны быть прижаты друг к другу плотно,
но не очень сильно и не очень слабо.
Чрезмерное сжатие половинок пресс-
формы препятствует выходу из нее воз-
духа и ведет к незаполнению модели, а
слабое сжатие ведет к переполнению
пресс-формы. Заполненную модельным
составом пресс-форму выдерживают 1—2
мин до ее охлаждения, после чего из
разъединенной пресс-формы осторожно
извлекают восковую модель.
Для сборки моделей в блоки исполь-
зуют литники — восковые стояки с метал-
лическим стержнем внутри. Их делают из
отходов модельного состава от выплавки
моделей. Восковые отходы расплавляют
на песчаной или масляной бане и заливают
в специальную форму, в которую заранее
вложен взвешенный металлический стер-
жень диаметром 1,5 мм. После охлаж-
дения и извлечения из формы литник
подвергается тщательному осмотру, за-
чистке (специальным шабером) швов, об-
лоя и других дефектов.
Для сборки моделей в блок восковой
стояк укрепляют в специальном приспо-
соблении. Сплавляя соединительные части
моделей и стояка тонким лезвием элек-
тропаяльника, припаивают модели к сто-
яку (рис. 105). В результате образуется
блок — «куст». Каждый блок может на-
считывать до 60 моделей. Блок устанавли-
вается на резиновую подставку (масса
подставки, впрочем, как и других деталей,
фиксируется), а затем промывается в
5 %-ном растворе сульфанола или в мою-
щих средствах для синтетических изделий.
Сушат блоки потоком воздуха, используя
для этой цели вентилятор, до полного
исчезновения влаги с поверхности моде-
лей.
Изготовление литейных форм. В рези-
новый цилиндр наливают дистиллирован-
ную воду и устанавливают на вибростоле
вакуумной установки. При включенном виб-
раторе постепенно, при непрерывном пе-
ремешивании, в цилиндр засыпают формо-
вочную массу из расчета 2,5 ч. на 1 ч. воды.
Формовочная масса перемешивается с во-
дой 1,5—3 мин, после чего цилиндр на-
крывают крышкой и включают вакуумный
насос для отсоса из цилиндра воздуха.
Вакуум доводится до 0,8—0,9 ат давления
138
И смесь вакуумируется в течение 5—7 мин.
Затем цилиндр с вакуумированной массой
снимают с вибростола, а на вибростол,
при умеренном ьибрировании, помещают
опоку с модельным блоком (опока уста-
навливается на резиновой подставке). Ос-
торожно, чтобы не повредить блока мо-
делей, формовочную массу заливают в
опоку, закрывают крышкой и снова вклю-
чают отсос воздуха. При вакууме 0,8—
—0,9 ат, как только смесь начнет разбрыз-
гиваться, насос выключают. Вибрация про-
должается 1—2,5 мин. Через 2 ч резино-
вую подставку снимают и сушат на воз-
духе не менее 6 ч.
Выплавление восковых моделей. Для
выплавления восковых моделей из форм
пользуются сушильным шкафом, оснащен-
ным термометром и поддоном для сбора
вытопленной восковой массы. Литейную
форму устанавливают в камеру сушильно-
го шкафа на решетку вниз литниковой
чашей и выдерживают в ней в течение
6 ч при температуре 150°С, после чего
подвергают прокаливанию.
Прокаливание опоки с литейной фор-
мой. Опоку с литейной формой устанавли-
вают в нагретую до 100°С электрическую
печь (рис. 106) на специальную решетку
вертикально, литником вниз. Нагрев про-
водят ступенчато по заданной программе
до 700°С с периодическими выдержками
после 200 и 400 С. После этого печь
выключают и опока охлаждается вместе
с печью до определенной температуры,
при которой опоку переносят в электро-
плавильную машину для центробежного
литья. Температура опоки рассчитывается
в зависимости от литейного сплава по
формуле 1° нагрева опоки = (t плав сплава-|-
+50):2.
Заливка металла в формы произво-
дится на машине для центробежного
литья. Чтобы убедиться в исправности ма-
шины и ее пригодности к работе, машину
тщательно осматривают. Затем устанавли-
вают температуру заливки данного сплава
и машину включают. В течение 15 мин
печь прогревают при токе 4—5 А. После
Рис. 106. Прокаливание опок в муфельной
печи
этого увеличивают силу тока до 12 А и
повышают температуру нагрева тигля до
температуры плавления сплава. Когда ти-
гель достигает необходимой температуры,
в него частями загружают металл. Масса
загружаемого металла должна соответ-
ствовать массе отливки. Недостаточное
количество металла ведет к незаполнению
формы, а избыток — к разбрызгиванию ме-
талла. В качестве защитного покрова и
флюса засыпают борную кислоту, слой
которой должен полностью изолировать
расплав от воздуха При достижении рас-
плавом температуры заливки, его выдер-
живают 2—3 мин, снимают излишки флю-
са и раскисляют. Затем устанавливают
быстро форму, перенесенную из электро-
печи, литником по центру тигля машины,
закрепляют специальным кожухом и вклю-
чают машину. После 2—3 оборотов штан-
га тягового механизма оттягивается и пос-
ле остановки машины форма снимается.
Работать на центробежной машине
обязательно в защитных очках и при за-
крытом внешнем ограждении. Опоки с
отлитыми металлическими блоками охлаж-
дают при нормальной температуре на воз-
духе в зависимости от сплава до 12 ч.
Отделяют блок от формовочной массы
легким постукиванием деревянным молот-
ком по стержню блока. Затем его про-
мывают водой и счищают металлической
139
щеткой. Остатки формовочной массы мо-
гут быть сняты травлением. Окисленные
отливки отбеливают и подвергают элек-
трополировке.
§ 38. Изготовление филигранных
изделий
Филигранными называют изделия, изго-
товленные из тонкой проволоки — гладкой,
крученой, гладковальцованной и кручено-
вальцованной — образующей сложные кру-
жевные узоры (рис. 107). Филигрань, или
скань, — один из очень старых и распро-
страненных видов ювелирной техники, до
сегодняшнего дня вызывающий восхищение
у любителей и знатоков ювелирного и при-
кладного искусства. Изделия, изготовлен-
ные филигранью, охватывают почти все
виды украшений и предметов быта. Разли-
чают ажурную и фоновую, или напайную,
филигрань.
Ажурной филигранью называют кружев-
ной узор, с хорошо просматривающимся
сквозным рисунком. Ажурная филигрань
бывает плоской и объемной. К плоской
относятся броши и другие изделия плоской
формы. Примером объемной филиграни
могут служить вазы, подстаканники, пудре-
ницы, шарообразные, конусные и цилинд-
рические серьги, подвески и др.
Фоновая, или напаиная, филигрань отли-
чается от ажурной тем, что напаивается
на специально подготовленный фон из того
же металла. Фон может быть сплошным
(глухая филигрань) или филигранным
Рис. 107. Филигранные изделия
(ажурным). При филигранной основе рису-
нок фона делается более чистым и, как
правило, однотипным, чтобы не отвлекать
внимания от основного узора. Этот вид
филиграни обладает высоким рельефом и
не только потому, что рисунок ложится
в два слоя, но и потому, что листочки, ле-
пестки, розетки и другие элементы фили-
грани, напаивающиеся на фон, не всегда
бывают плоскими. Они могут иметь слож-
ные выгибы, закрутки, а то и объемную
форму. Как и ажурная, фоновая филигрань
бывает плоской и объемной.
Для филигранных работ используют
мягкие, способные вытягиваться в тонкую
проволоку металлы и сплавы, хорошо пая-
емые, с относительно высокой температу-
рой плавления и красивым внешним видом.
Это — золото, высокопробное серебро
(916-й пробы), мельхиор, нейзильбер, медь.
Из них и делается заготовка для филигра-
ни. Виды заготовок, соответствующие
элементам филигранного узора, разнооб-
разны и на протяжении многих лет сохраня-
ют свои названия — гладь, веревочка,
шнурок, плетенка, елочка, дорожка.
Гладь — круглая проволока различных
сечений. Исходным полуфабрикатом для
заготовки служат слитки, которые прока-
тываются в профильных валках квадратного
калибра до проволоки такого сечения,
что ее можно протянуть через фильерную
доску. Максимальное сечение проволоки
для украшений 1,2—1,3 мм, минимальное
0,2 мм. Заготовка любой скани начинается
с круглой глади, поэтому, заготавливая
гладь, протягивают проволоку на все виды
скани. Имея рисунок филигранного изде-
лия, нетрудно определить длину заготовки
каждого элемента и, следовательно, длину
отрезка проволоки каждого сечения,. Про-
тягивая проволоку (общей длины) сквозь
отверстия фильеры, отрезают с хвоста,
чтобы снова не запиливать захватку, куски
проволоки нужного сечения. Проволоку
протягивают, периодически отжигая ее и
следя за тем, чтобы не было плен и зади-
ров. Прокатанную в плоских валках про-
волоку называют плоской гладью. Плоская
140
гладь больших сечений часто служит кон-
туром филигранного узора.
Веревочка — это жгутик, скрученный из
двух проволочек. Сечение проволоки для
скручивания может быть любым и зависит
от рисунка. Веревочки больших сечений
применяют для контура филигранного
изделия, малых сечений — для элементов
рисунка. Для скручивания веревочек берут
отожженную проволочку круглого сечения,
складывают ее вдвое и один конец
двойной проволоки закрепляют в специ-
альной насадке (или цепляют за крючок)
шпинделя электромотора. Затем проволоку
натягивают и, держа в натянутом вдоль
оси шпинделя положении, включают мотор.
Проволока, скручиваясь, уменьшается в
длине (натяжение ее должно сохраняться
равномерно) Скрутка не должна быть
слабой. Если скань обрывается — ее отжи-
гают, а затем продолжают скручивать.
Обычно скручивание длится до второго
обрыва скани.
Веревочка, прокатанная в плоских вал-
ках, называется плоской веревочкой и яв-
ляется одним из наиболее широко при-
меняемых видов скани. Сплющенная с бо-
ков, она имеет на ребрах зернистую
поверхность, что создает удивительной кра-
соты зернистый узор в изделии. Толщина
плющения зависит от сечения веревочки;
так, для веревочки, свитой из проволоки
сечением 0,2—0,3 мм, толщина плющения
0,30—0,35 мм При плющении веревочек
с большим сечением проволоки увеличи-
вается и толщина плющения. Выбор вере-
вочек для плющения зависит от характера
узора и размеров изделия. Из плоской
веревочки изготовляют все основные эле-
менты филиграни.
Шнурок — жгут, скрученный из трех или
четырех проволочек. Может быть свит из
двух веревочек. Располагая рисунок вере-
вочек по-разному, получают различный
рисунок шнура. Интересный шнурок полу-
чают скручиванием проволоки различных
сечений или веревочек и проволоки. Сви-
вают шнурок, аналогично веревочке, на
моторе, а короткие отрезки — вручную.
Плетенка — косичка, плотно сплетенная
из трех проволочек. Изготовляют ее вруч-
ную из коротких отрезков хорошо отож-
женной проволоки, а затем выравнивают.
Являясь боковым ободочком плоского фи-
лигранного изделия, плетенка из тонкой
проволоки очень эффектно украшает
его.
Елочка — эффект елочки создают две
лежащие рядом веревочки со спиралью,
направленной в разные стороны. Если по
эскизу елочка имеет сложный изгиб, то
веревочки спаиваются между собой зара-
нее, если же она лежит прямо или с
незначительными изгибами, то их совме-
щают в процессе набора филиграни.
Дорожка круглая — представляет собой
слегка растянутую спираль из круглой глади
малого сечения. Для ее изготовления тон-
кую проволоку навивают на ригелек
нужного сечения (0,5—1,0 мм). Снятую с
ригелька спираль слегка растягивают так,
чтобы зазор между витками был не более
сечения проволоки. Круглая дорожка —
прекрасное украшение, выделяющее от-
дельные орнаменты из общего узора.
Дорожка смятая — имеет вид повален-
ной спирали, кольца которой, наваливаясь,
частично закрывают друг друга. Изготов-
ляют дорожку навиванием проволоки в
виде спирали на цилиндрический ригелек.
Ригельком может служить стальная прово-
лока диаметром 1,0—3,0 мм в зависимос-
ти от размера изделия и характера рисун-
ка. Сечение проволоки выбирается также
индивидуально. Сминают спираль легким
текстолитовым молоточком на правочной
плите, так чтобы расхождение колец было
одинаковым. Смятая дорожка применяет-
ся в качестве оправы корнера (шарика)
и других элементов филиграни.
Разновидностью смятой дорожки явля-
ется плющеная дорожка. Отличается от
смятой тем, что плющение ее происходит
в плоских валках. Зазор между валками
устанавливают равным сечению проволо-
ки, так что сминается спираль только в
местах нахлеста проволоки. Расхождение
колец таково, что они едва касаются
141
Рис. 108. Филигранный пинцет
друг друга, а поэтому вытягиваются по-
перек дорожки и принимают форму капли.
Используется плющеная дорожка в тех же
случаях, что и смятая, и является не менее
эффектным украшением.
Зиг-заг — зигзагообразные дорожки
двух видов: зубчатый зиг-заг и круглый
зиг-заг (змейка). Любой из этих видов,
набранный в одной плоскости в несколько
рядов, образует красивый ажурный равно-
мерный фон. Зубчатую дорожку делают
из плоской глади, круглой и плоской вере-
вочки, толщина которых колеблется в
пределах 0,3—0,5 мм, с помощью мини-
атюрных зубчатых вальцов с ручным при-
водом. Рабочими валками служат специ-
альные зубчатые колеса., зубцы которых
изгибают плоскую заготовку, проходящую
между ними, в зиг-заг. Заготовкой для
змейки служит плоская или круглая ве-
ревочка, которую навивают сразу на два
ригелька (одинаковых по диаметру) вось-
меркой, как бы связывая их. Затем ри-
гельки вынимают из полученной двойной
спирали и спираль осторожно плющат,
как обычную дорожку. Поваленную двой-
ную спираль растягивают на ширину зве-
на и выравнивают в плоскости, чтобы из-
бежать нахлестов. Оба вида зигзагообраз-
ных дорожек используют как промежу-
точные элементы ажурной филиграни,
т. е. между двумя веревочками, шнурком
и веревочкой, кастом и веревочкой и
т. д., а также при изготовлении фоновой
филиграни с ажурным фоном.
М2
Все заготовительные работы проводят
с хорошо и равномерно отожженной
сканью. Скань — не только самостоятель-
ный элемент филиграни, но и исходный
материал для изготовления других эле-
ментов.
Основной инструмент для изготовления
элементов филиграни — филигранные пин-
цеты (филигранные корцанки) и филигран-
ные ножницы (маленькие ювелирные
ножницы по металлу). Филигранный пин-
цет (рис. 108) — это жесткий с широкими
щечками пинцет с резко суживающимися
(до иглы) рабочими концами (губками).
Длина пинцета 120—150 мм, ширина ще-
чек 18—20 мм, толщина листового прока-
та на щечках 1,0—1,2 мм, длина губок
пинцета 15—20 мм. Изготовляют пинцеты
из нержавеющей стали.
Трудно перечислить все элементы фи-
лиграни, из которых набирается узор, но
основные из них, многократно повторяю-
щиеся в узорах, это — колечко, полуко-
лечко, репейчик, звездочка, огурчик, гру-
шечка, зубчик, развивашечка, лепесток,
корнер, тройник, головочка, стенек, трав-
ка, завиток, листочек, завивка, жучок,
розетка и др. (рис. 109). За элементами
сохранились старые их названия, поэтому
некоторые из них звучат для нас не-
обычно.
Колечко — изготовляют из плоской и
круглой глади, круглой и плоской вере-
вочки. Хорошо отожженную скань нави-
вают на ригелек диаметром, соответству-
ющим диаметру заданного рисунком
колечка, затем снятую с ригелька пружину
разрезают по витку и концы витка совме-
щают. Колечки применяют для набора
фона фоновой филиграни, как основу для
некоторых элементов — корнеров, жучков
и других и как составную часть элемен-
тов.
Полуколечко — это, как видно из наз-
вания, часть колечка. Получают его из
той же скани и тем же способом, что и
колечко, но от пружины отрезают только
часть витка. Полуколечками выкладывается
красивый, чешуйчатый фон фоновой фи-
лиграни. Помимо этого, его используют
как самостоятельный элемент и как состав-
ную часть других элементов.
Репейник — элемент филиграни, обра-
зованный колечком внутри и четырьмя по-
луколечками по окружности. Изготовляется
обычно из плоской веревочки, реже из
круглой веревочки и плоской глади ма-
лого сечения.
Звездочка собирается, как и репейчик,
из колечка в центре и полуколечек по
окружности, но число полуколечек больше
четырех — 5,6 и более. Радиус полуколе-
чек выбирается в зависимости от их чис-
ла. Звездочки делают из той же заго-
товки, что и репейчики.
Огурчик — сложенный из двух одина-
ковых дуг элемент, напоминающий форму
«маркиз». Дуги огурчика сгибают с фили-
гранными пинцетами и, определив длину
по рисунку, отрезают. Обычно огурчики
заготавливают из плоской или круглой
веревочки.
Грушечка — по форме напоминает кап-
лю, острый конец капли может загибаться
в сторону. Изготовляется филигранными
пинцетами из плоской и круглой вере-
вочки.
Зубчик — согнутый из плоской или
круглой веревочки уголок, по форме на-
поминающий контур зуба пилы или шес-
терни. Зубчик должен иметь прямые уси-
ки; угол расхождения и длину усиков
определяют по рисунку.
Развивашечка — это зубчик с завитыми
(загнутыми) наружу усиками. Изготовляют
ее из той же заготовки, что и зубчик.
Лепесток — по форме напоминает ле-
песток ромашки. Делают его из плоской
или круглой веревочки или плоской глади.
Вставленные друг в друге и соединенные
при основании лепестки разных размеров
создают красивые филигранные разводы.
Корнер — шарик. Получают корнеры
плавлением обрезков металла соответ-
ствующих размеров. Длй получения кор-
неров с одинаковыми диаметрами прово-
локу одного сечения нарезают на одина-
ковые участки и плавят или тонкий прокат
Рис. 109. Элементы филиграни:
а — кольцо, б — полуколечко, в — огурчик,
г — грушечка, д — зубчик, е — развивашечка,
ж — корнер, з — тройник, и — головочка, к —
стенёк, л — травка, м — завиток, н — листочек,
о — розетка, п — лепесток, р — жучок
нарезают ножницами в виде кисти, а за-
тем, отрезая поперек концы кисти, полу-
чают одинаковые отрезки. Плавка корне-
ров может производиться несколькими
способами: на древесном угле, причем
отрезки раскладывают так, чтобы они
не касались друг друга; на асбестовом
лёткале плавятся корнеры мелких раз-
меров (у крупных снизу образуется пло-
щадка); в тигле в среде древесно-угольной
пыли или бумажного пепла (плавят боль-
шое количество корнеров). Корнеры —
прекрасное дополнение филигранного
143
узора. Помещают их на кольцевую осно-
ву: колечко, центральный кольцевой учас-
ток головки, стенька, завитка, розетки
и т. д. Большое количество напаянных
мелких корнеров называют зернью.
Тройник — трилистник, согнутый фили-
гранным пинцетом из плоской или круг-
лой веревочки или плоской глади.
Г оловочка — плосконакрученная спи-
ралька, один конец которой образует дуго-
образный хвостик, а другой — центральное
колечко, центр спиральной головки. Голо-
вочка может иметь 4, 5, 6 и более витков
в зависимости от характера и размеров узо-
ра и толщины скани. Навивается головочка
пинцетом из плоской веревочки, реже из
круглой.
Стенек — имеет, подобно головочке, с
одной стороны дужку, завитую в плоскую
спираль, с другой — конец, образующий
колечко, но колечко это находится не в
центре спиральной головки, а прижато к
дужке. Головка стенька образует кроме
колечка один виток, и если головка имеет
два или три витка — элемент называют
соответственно двойным или тройным
стеньком. Делают стенек аналогично голо-
вочке и из той же заготовки.
Травка — изготовляется из элемента
«зубчик» с длинными усиками, концы ко-
торых завиваются в одну сторону плоской
спиралью. Завитые в спираль концы име-
ют по два-три витка. Для травки исполь-
зуют цлоскую гладь и плоскую круглую
веревочку.
Завиток — дужка с концами, завитыми
внутрь, до образования колечек. Для за-
витков используют плоскую гладь, плос-
кую и круглую веревочку.
Листочек — плоская спираль, смятая с
боков в виде листочка. Из плоской вере-
вочки пинцетом делают спиральный круг,
который потом тоже пинцетом сжимают
с боков так, чтобы образовались острые
концы листочка. Число витков в листочке
зависит от его размеров и от толщины ска-
ни. Листочек применяют как самостоятель-
ным элемент или в сочетании с несколькими
листочками для образования цветка. Изго-
товленному плоскому листочку перед на-
бором придают естественный изгиб.
Завивка — спаянный в плоскости из
трех листочков различной формы трилист-
ник, который перед набором изгибают.
Жучок — элемент, образованный ко-
лечком из круглой дорожки (спирали}
и корнера, находящегося в центре. Сече-
ние проволоки для спирали зависит О'*
размеров колечка, которое будет сделано
из этой спирали, а размер колечка — от
величины самого изделия. Спиральное ко-
лечко сгибают пинцетом. Припаивают кор-
нер (он не должен проваливаться и дот-
жен закрывать большой участок спирали)
уже в общем наборе филиграни. Жучок
сажают на кольцевую основу ранее наб-
ранного колечка соответствующего раз-
мера.
Розетка — сферическая вогнутая ча-
шечка из смятой дорожки с корнером
внутри. Для изготовления розетки, как и
для жучка, делают спиральное колечко,
которое затем бухтеруют в анке или
другой сферической матрице. Полученную
вогнутую чашечку спаивают с корнером
тоже в общем наборе.
Изготовление филигранных элементов
с помощью пинцетов производят от целого
(длинного) куска скани, который отрезают
только после полного совпадения элемен-
та с рисунком.
Плоскую ажурную филигрань набира-
ют по рисунку, выполненному на бумаге
в натуральную величину. Рисунок наклеи-
вают на плоский шаблон, сделанный из
листовой низкосортной стали толщиной
05—08 мм. Размеры шаблона отвечают
габаритам рисунка. Набор целесообразно
начинать с контура и продолжать по сте-
пени уменьшения элементов.
Каждый элемент сгибают точно по ри-
сунку, и только после того как он полностью
совпадает с нарисованным, его отрезают
(маленькими ювелирными ножницами).
После этого его смазывают с изнанки кле-
ем и приклеивают на рисунок, полностью
замещая изготовленным элементом нари-
сованный. И если больше нет одинаковых
144
с ним элементов, то приступают к следу-
ющему. Для набора филиграни использу-
ют клей БФ—2, столярный и вишневый
(камедь) или нитролак. Набранному узору
дают высохнуть, затем, чтобы узор во вре-
мя пайки не сместился, равномерно при-
вязывают его к шаблону биндой (вязаль-
ной проволокой) и в таком виде паяют.
Применение клея БФ-2 и нитролака дела-
ет возможным набирать филигрань без
привязки биндрой, а значит, и без шабло-
на. В этом случае набранному на бумаж-
ном рисунке узору дают высохнуть, а за-
тем аккуратно отдирают бумагу. Образо-
ванная клеем или лаком пленка удержи-
вает узор, не давая элементам распадать-
ся. Пайку производят на ровной плите из
асбоцемента.
Опытные мастера при неоднократном
выполнении одного и того же узора на
бумаге рисунка не делают, наносят только
контур, а набирают филигрань по клеточ-
кам обычного тетрадного листа.
Объемную ажурную филигрань можно
набирать двумя способами: в плоскости
по рисунку развертки объемной фигуры
и по листовому шаблону, имеющему форму
данной фигуры. Набранная в плоскости
развертка объемной филиграни после пай-
ки должна принять форму заданной
фигуры. Достигается это изгибанием изде-
лия вручную с последующей правкой,
выгибанием в матрицах (кожаных, вой-
лочных, деревянных, свинцовых, стальных с
подкладкой) с помощью пуансонов из тех
же материалов. После придания изделию
нужной формы производят пайку швов.
Набор объемной ажурной филиграни
можно производить на изогнутом или
вогнутом (бухтерованном) шаблоне, по-
добно плоскому набору, но процесс очень
осложняется тем, что не совсем легкие
элементы приходится не только сгибать
по рисунку, но и выгибать по форме
шаблона. Подобная работа требует от фи-
лигранщика некоторого навыка.
Плоскую фоновую филигрань начинают
набирать с фона, аналогично ажурной, по
бумаге, наклеенной на плоский шаблон.
Причем, на бумаге вычерчивается не узор
(рисунок, как правило, однообразный),
а только контур, в пределах которого и
набирается узор. Дальше, как и при ажур-
ной филиграни, набранный фон паяют, и
после отбеливания приступают к набору
верхнего узора. Элементы верхнего узора
изготовляют также по рисунку, который
в отличие от ажурного набора лежит
рядом. На фон изделия рисунок не может
быть наклеен, потому что элементы верх-
него узора должны припаиваться к фону.
Верхний узор фоновой филиграни, как
правило, реже ажурной и элементы узора
не всегда спаиваются между собой. Поэ-
тому набор верхнего узора не требует
такой тщательной подгонки элементов
друг к Другу, как при ажурной филиграни.
Закончив набор верхнего узора, его при-
вязывают к фону, как к шаблону, вязаль-
ной проволокой и паяют. Однако не всег-
да можно привязать верхний узор к фону.
Элементы филиграни, имеющие сложный
асимметричный изгиб, высокий рельеф, не
позволяют проводить пайку увязанного
изделия. В таких случаях верхний узор
паяют в несколько приемов.
Объемную фоновую филигрань наби-
рают аналогично плоской фоновой. Если
объемную фигуру изделия можно пред-
ставить в виде развертки, то фон набира-
ют в плоскости, паяют, а затем придают
форму изделия. Добиваются этого теми
же способами, что и при изготовлении
объемной ажурной филиграни. Если слож-
ная форма изделия исключает возмож-
ность представить изделие в развернутом
виде, то фон набирают по жестяному
шаблону, имеющему объемную форму из-
делия. Элементы филиграни для такого
набора должны изгибаться по форме шаб-
лона. В изделиях, имеющих сложную
кривизну, например шарообразных, фон
целесообразно набирать из мелких эле-
ментов — колечек, полуколечек и т. д.
Иногда набор производят по фрагментам
(секциям), которые затем спаиваются
между собой, образуя объемную фигуру
(рис. 110). Верхний узор объемной фили-
145
Рис.
110. Фрагменты филигранных изделий
грани набирают теми же способами, что и
плоский, с той лишь разницей, что коли-
чество приемов пайки может быть уве-
личено.
Набор глухой филиграни — это набор
по готовому изделию, изготовленному из
листового проката толщиной 0,6—1,0 мм.
Изделие должно иметь хорошо подготов-
ленную поверхность. Если предусмотрено
полирование, то поверхность, служащая
фоном глухой филиграни, должна быть от-
полирована и обезжирена. Узор по глу-
хому фону, чаще всего несложный, выкла-
дывается различной сканью: веревочкой,
шнурками, дорожками и изготовленными
элементами филиграни. Набор произво-
дится так, чтобы узор плотно прилегал
к фону и припаивался по всей длине ее
касания.
Пайка одна из самых ответственных
операций при изготовлении ювелирных
изделий, а филигранных особенно. Слож-
146
ное, имеющее множество мелких элемен-
тов, спаянных между собой, филигранное
изделие должно отличаться не только
чистотой исполнения, но и надежностью
в эксплуатации. Поэтому филигранной пай-
ке уделяется особое внимание. Для пайки
используют ювелирные припои, обладаю-
щие хорошей текучестью, пластичностью
и температурой плавления на 20—40°С
выше температуры плавления монтиро-
вочных. Хорошая текучесть припоя обу-
словливает равномерный спай элементов
филиграни, быструю растекаемость при-
лов по всем швам площади прогрева.
Для золотой филиграни следует выбирать
припой с наименьшим количеством цинка
и кадмия, так как эти металлы не только
резко понижают температуру плавления
сплава, но и обладают разъедающими
свойствами при перегреве металла.
Для серебряной филиграни и филигра-
ни из недрагоценных металлов пользу-
ются серебряным припоем: Ад — 70%;
Си — 30% или припоем, сплавленным из
серебра 875-й пробы и меди в соотноше-
нии 4:1.
Филигранные припои применяются в
виде опилок, в смеси с бурой. Для при-
готовления смеси слиток припоя зажима-
ют в ручные металлические тиски и гру-
бым напильником напиливают из него
опилки. Делается это на рабочем месте
ювелира так, чтобы опилки собирались в
чисто выметенную кожу. Напиливая при-
пой, стараются не задеть финагель и дру-
гие деревянные части верстака, чтобы
исключить попадание в припой дерева.
Обычно кожу застилают листом бумаги,
так как при выметании щеткой из кожи
опилки могут запылиться. Из опилок уда-
ляют магнитом попавшее железо, и опил-
ки ссыпают в банку, где они смешива-
ются с прокаленной и перетертой бурой
в соотношении 1:1 по объему. Затем
смесь насыпают в рожок, из которого
посыпают изделие. Рожок делают из
тонкого листа любого металла в форме
удлиненной воронки с узким горлышком,
через которое высыпается припой. Для
более точного отсекания порции опилок
применяют рожок с клапановой иглой.
Иглу изготовляют из проволоки сечением,
равным диаметру горлышка. Один конец
иглы затачивают, а другой сворачивают
в кольцо для продевания в него пальца,
которым регулируют подачу припоя, вы-
талкивая его иглой через горлышко.
Набор филиграни, привязанный к шаб-
лону, смачивают водой или слабым раст-
вором буры (для золота и нейзильбера
раствором борной кислоты) и помещают
на леткал, но не на асбест, а на метал-
лическую сетку. Сетка обеспечивает рав-
номерный прогрев набора со всех сторон.
Затем набор посыпают очень тонким сло-
ем припоя (избыток припоя заливает рису-
нок) и прогревают мягким пламенем па-
яльного пистолета. Металлический шаблон
не только предупреждает коробление
набора, но и помогает равномерному на-
греву всех элементов филиграни. Сгорев-
шая бумага (наклеенная на шаблон), на-
ходящаяся между шаблоном и набором,
предохраняет набор от пригорания к шаб-
лону. Как только набор достигает темпе-
ратуры плавления припоя, припой «разбе-
гается» по швам (стыкам). Места, где
элементы не спаялись, снова посыпают
припоем и прогревают. Потом набор уса-
живают элементами, которые не привязы-
ваются, это: жучки, рельефные листочки,
розетки и т. д. И в последнюю очередь —
корнерами. Набор посыпают припоем
в местах соприкосновения элементов
филиграни и прогревают его до расте-
кания.
Спаянную филигрань отвязывают от
шаблона, следя за тем, чтобы не оста-
лось кусочка биндры и окалины от шаб-
лона, и отбеливают. Попадание железа в
отбел вместе с изделием вызывает на
изделии красный налет, который затем
трудно удалить с филиграни. Только после
отбеливания можно определить чистоту
спаянных соединений и наличие всех
непропаев.
Если таковые обнаружены, их пропаи-
вают заново.
147
§ 39. Закрепка камней
Закрепкой в ювелирной технике на-
зывают процесс закрепления камней в оп-
раву или гнездо готового изделия. Сущ-
ность закрепки заключается в том, чтобы
подготовить (обработать) гнездо по фор-
ме и размерам камня, надежно закрепить
камень в изделии и обработать оправу
или гнездо так, чтобы изделие было не
только красивым, но и удобным. Нетруд-
но себе представить последствия некаче-
ственно закрепленного камня — потеря
камня, раздражение участков тела, со-
прикасающихся с шипом камня, постоян-
ное зацепление оправой за одежду и
другие предметы, находящиеся в тре-
нии с изделием и т. д. Квалифицированно
и качественно закрепленное изделие по-
могает увидеть камень и все изделие с
наилучшей стороны.
Существуют три основных вида закреп-
ки — крапановая, глухая и фадан-гризант-
ная (рис. 111). Крапановой называется
закрепка, при которой камень держится
в оправе с помощью крапанов — отдель-
ных стоек. При закрепке глухой, или в
обжим, камень зажимается со всех сторон
закрепочным (обжимным) пояском каста,
непрерывным по всему периметру. При
фадан-гризантной закрепке камень встав-
ляется в изделия и зажимается там кор-
нерами, поднятыми тихелем из металла
и слегка наваленными на коронку камня.
Каждый из видов закрепки имеет свои
особенности. Так, крапановая закрепка
придает изделию легкость и ажурность.
Наиболее открытый со всех сторон камень
не только сохраняет без искажения для
просмотра свою форму и огранку, но и
усиливает игру благодаря поступлению
большого количества света. Изделия с кра-
пановой закрепкой камней удобны тем,
что камни в этих изделиях легко промы-
ваются, а периодическая промывка камней
для снятия налета и восстановления их
игры обязательна.
При глухой закрепке камень надежно
удерживается в оправе красиво оформ-
ленным гризачтным (зернистым) пояском.
Глухая закрепка дает возможность при-
дать камню более правильную форму,
подчеркивает контраст цвета камня и ме-
талла в изделиях с окрашенными самоцве-
тами, а зеркальная подрезка на белом
металле (платине, белом золоте, серебре)
вокруг бриллианта как бы увеличивает
его размеры. При эксплуатации изделий с
глухой закрепкой камней исключена
возможность зацепления оправы за
одежду.
Фадан-гризантная закрепка — обилие
камней в сочетании с промежуточными
корнерами — придает изделию особую
прелесть. Зеркальная подрезка между
камнями и гризантный узор, окаймляю-
щий их, создают впечатление слияния
камней в узоре.
Нис. 111. Виды закрепок камня:
а — крапановая, б — глухая, в — фадан-гризантная
148
Каждый вид закрепки насчитывает
по нескольку операций и требует разного
к ним подхода в зависимости от формы
и количества камней, поэтому набор инст-
румента и приспособлений очень разно-
образен. Инструмент для закрепки камней
включает более десятка наименований.
Это — штихели, ручные деревянные тиски,
киттштоки, обжимки, корновертки, корне-
зеры, надфили, полировники, ювелирная
дрель, сверла и др.
Штихели (рис. 112) — резцы, которыми
вырезают гнезда для посадки камня, об-
жимают камень в гнезде, обрабатывают
и разделывают изделия. Все режущие
штихели изготовляют из сталей марок
У12А или ХВГ с обязательной закалкой.
Клинок, или стержень, штихеля, длина ко-
торого 100—120 мм, вставляется в дере-
вянную ручку грибовидной формы. Верх-
нюю часть клинка называют спинкой,
нижнюю — лезвием.
Угол лезвия — это угол между боковы-
ми гранями (сторонами) клинка. Наклон-
ную лобовую площадку, полученную в
результате затачивания, называют пло-
щадью заточки, а угол, образованный
между лезвием и площадью заточки — уг-
лом заточки. Рабочий конец штихеля со
стороны спинки имеет дугообразный вы-
рез, позволяющий уменьшить угол за-
точки. Режущей кромкой служит ребро,
образованное площадью заточки с боко-
выми сторонами и лезвием под острым
углом.
Режущие штихели каждого наименова-
ния делятся по номерам, которые опре-
деляют толщину спинки, а следовательно,
и угол лезвия. Все режущие штихели
должны иметь хорошо заполированные
лезвие и стенку, образующую режущую
кромку. Затачивают штихели на мелко-
зернистых брусках 50x150x170 мм, сма-
занных машинным маслом. Заточку произ-
водят со стороны спинки штихеля под
необходимым углом штихеля к камню,
желательно, чтобы площадь заточки об-
разовалась за один прием заточки. Поли-
руют стенки и лезвия штихелей на мра-
Рис. 112. Штихель:
в — клинок, б — рабочая часть, в — ручки для
штихеля; 1 — вырез рабочей части, 2 — спинка,
3 — хвостовик, 4 — площадь заточки, а — угол
заточки штихеля, £ — угол лезвия
морных брусках и коже, натертой поли-
ровочной пастой (ГОИ).
Штихели вставляют в заранее просвер-
ленные отверстия (2—3 мм) ручек на глу-
бину 2/з их длины. Длина ручек режущих
штихелей от 30 до 70 мм в зависимости
от изменения длины клинка в процессе
затачивания, давчиков — 40—45 мм. Диа-
метр шейки 10—12 мм, шляпки 30—35 мм.
Шейка ручки укреплена металлическим
кольцом, предохраняющим ручку от рас-
калывания. Нижняя часть шляпки склады-
вается, образованная плоскость дает воз-
можность лучше фиксировать положение
штихеля во время работы и плотнее
захватывать ручку в ладони. Форма и за-
точка штихелей каждого наименования со-
ответствуют их назначению. На рис. 113
приведены основные профили режущих
штихелей и способы их заточки.
Шпицштихель — один из наиболее рас-
пространенных режущих штихелей, имеет
клиновидную форму с выпуклыми боковы-
ми сторонами. Угол лезвия шпицштихеля
30—45°, оптимальный угол заточки 45°.
Может иметь прямую и боковую (пра-
вую и левую) заточку. При прямой —
площадь заточки образует острый угол
только с лезвием, таким образом, режу-
щая кромка получится угловой и штихель
будет выполнять черновую разделку при
фадан-гризантной закрепке и двусторон-
нюю подчистку. Шпицштихель с боковой
заточкой выполняет юстировочные функ-
149
Прямая
заточка
Правая
заточка
Левая
заточка
a)
д)
6)
г)
Рис. 113. Основные профили режущих штихе-
лей и их заточка:
а — шпицштихель, б — боллштихель, в — мес-
серштихель, г — флахштихель
ции (внутренней боковой подрезки). При
правой заточке площадь заточки образует
острый угол не только с лезвием, но и с
правой (со стороны спинки) боковой сто-
роной. В этом случае режущей кромкой
будет правая сторона штихеля. Угол схож-
дения площади заточки с правой стороной
будет углом режущей кромки, диапазон
его 45—60°. Левая заточка отличается от
правой тем, что режущая кромка, обра-
зованная острым углом, находится на ле-
вой стороне. Шпицштихели с боковой
заточкой применяют для впасовки камней
при фадан-гризантной закрепке и в каст,
для чистовой обработки кастов и фадан-
гризантной разделки, подчистки корнеров
и т. д. Лезвие штихеля слегка зашли-
фовывают (заваливают) на бруске. Номер
штихеля и высоту рабочей части клинка
выбирают в зависимости от характера ра-
боты и размеров камней. Для впасовки
больших камней лезвие зашлифовывают
больше обычного.
Боллштихель — штихель с закруглен-
ным лезвием, независимо от формы се-
чения клинка. Боллштихель может иметь
вертикальные и наклонные (прямые и вы-
пуклые) боковые стенки, в зависимости
от того, каким должно быть закруг-
ление. Радиус закрепления закрепочных
боллштихелей колеблется от 0,2 до 1,0 мм.
Угол заточки 45—60°. Применяются они
при фадан-гризантной закрепке для под-
нятия металла в штрих (пенек), на кото-
ром накатывают корнер. Величина корне-
ра зависит от радиуса закругления лезвия
и угла заточки штихеля: чем больше ра-
диус закругления и угол заточки, тем
толще поднятый корнер. Это очень от-
ветственная операция, требующая хоро-
шей закалки рабочего конца штихеля. При
постановке корнера прикладывается боль-
шее усилие, чем при простом срезе,
при перекалке же штихеля режущая
кромка его сразу обламывается, а при
недостаточной закалке сминается — и шти-
хель может сорваться, сломав корнер.
Боллштихель применяют для прорезки и
подчистки желобковых участков изделия.
Мессерштихель — имеет клинообраз-
ную форму в сечении и острое лезвие. Угол
лезвия в зависимости от номера от 15
до 30 . Угол заточки штихеля около 60°,
высота рабочей части 3—4 мм, при более
низком затачивании конец становится
«жидким». Мессерштихель используют
для подчистки мест между корнерами и
других труднодоступных участков.
Флахштихель — при любой форме се-
чения клинка должен иметь плоское лез-
вие. Форма флахштихеля может быть
прямоугольной (с отвесными боковыми
сторонами), трапециевидной (с малым и
большим основанием лезвия). В зависи-
мости от назначения ширина лезвия бы-
вает от 0,2 до 4,0 мм. Особенностью
флахштихелей является то, что высота ра-
бочего конца оставляется не более 2,0 мм,
это делает инструмент удобным в работе
и облегчает заточку. Узкие флахштихели
используют для чистовой подрезки фадан-
гризантной закрепки, обрезки корнеров и
для других целей; широкие — для чисто-
вой обработки кастов и разделки всех
видов закрепки для глянцевой подрезки.
150
Давчик (рис. 114) — разновидность шти-
хеля. Это — стержень, вставленный в гри-
бовидную ручку. Различаются давчики по
форме и поверхности рабочей площадки.
Давчик для крапановой закрепки изготов-
ляется из стали, его рабочая часть имеет
площадку с желобковым пропилом. Рабо-
чая часть давчика, служащего для зажа-
тия камня узкими крапанами, не закали-
вается. Для зажатия толстых крапанов и
стенок толстостенного глухого каста ис-
пользуют сапожковый давчик, рабочая
площадка которого имеет мелкую насеч-
ку. Тонкостенные касты зажимают Сапож-
ковым давчиком с гладкой незакаленной
рабочей площадкой. Этим же давчиком
выравнивают форму каста по всему пе-
риметру. В тех случаях, когда необхо-
димо сохранить форму крапана, поверх-
ность стенки глухого каста или когда
возникает опасность скола камня при со-
прикосновении давчика с камнем (для
насадки мелких камней в гнездо) при-
меняют медные давчики — сапожковые и
с круглой площадкой.
Ручные деревянные тиски — применя-
ются для закрепления камней в изделии.
Используют преимущественно винтовые
тиски. Длина тисков 100—120 мм, рас-
хождение губок до 15 мм. По форме
сечения губки тисков полукруглые, диа-
метром -30—35 мм. В тисках закрепляют
камни в кольца, конструкция которых вы-
держивает давление штихелями, режу-
щим, обжимным и другим инструментом.
Киттшток (рис. 115) — цилиндрическая
деревянная ручка с головкой для насма-
ливания на ней ювелирных изделий, под-
лежащих закрепке. Длина ручки 90—
100 мм, диаметр 30—35 мм. Форма и
размеры головки выбирают в зависимости
от вида и размера изделия. Головку
киттштока покрывают толстым слоем спе-
циальной пасты — китта, жестко фикси-
рующего изделие в нужном положении.
При нагревании китт — смесь канифоли
с молотым мелом или зубным порош-
ком — размягчается и заполняет полости
и промежутки изделия, а остывая, тверде-
Рис. 114. Давчики (справа — их рабочие
площадки):
а — для крапановой закрепки, б — для глухой
закрепки, в — для посадки мелких камней при
фадан-гризантной закрепке
Рис. 115. Киттштоки (сверху — вид спере-
ди, под ним — вид сверху):
а — односторонний для колец, б — двусторон-
ний для колец, в — плоский для всех осталь-
ных видов изделий
ет и позволяет во время закрепки кам-
ней и разделки изделия прикладывать
большое усилие без опасения деформи-
ровать изделие. (Приготовление китта см.
в § 16). На киттштоках укрепляют не
только изделия, которые могут деформи-
роваться, но и изделия, которые в силу
151
Рис. 116. Обжимки:
а — односторонняя с ручкой и цанговым за-
жимом, б — двусторонняя
О О о
Рис. 117. Корновертки (в круге — увели-
ченное сферическое углубление на рабо-
чем конце)
своих конструктивных особенностей не
могут быть укреплены в тисках.
Обжимки (обжимные пуансоны) — пред-
назначены для обжатия камней круглой
152
формы в глухих кастах. Обжимный пуан-
сон (рис. 116) представляет собой сталь-
ной (закаленный) стержень с коническим
углублением внутри, который вставляется
в грибовидную ручку. Конусность углуб-
лений (угол схождения стенок) 45—60е,
диаметры отверстий различны с перехо-
дом в 0,2 мм. Для удобства обжатия
обжимка имеет и внешнюю конусность,
угол которой задается в зависимости от
диаметра стержня. Обжимные пуансоны
могут быть односторонними и двусторон-
ними. У односторонних с одной стороны
расположен обжимный конус, с другой —
хвостовик для закрепления обжимки в
цангодержателе ручки. У двусторонних
обжимные конусы расположены с обеих
сторон, а в ручку стержень вставляется
нерабочей (в данный момент) стороной,
для чего в ручке сделана металлическая
насадка с отверстием и крепежным бол-
том. Ручки обжимок не имеют среза,
как ручки штихелей, и могут быть изго-
товлены как из дерева, так и из раз-
личных пластмасс. Рабочий конус обжимок
должен иметь хорошо отшлифованную
поверхность, без задиров, забоин и зау-
сенцев.
Корновертки (рис. 117) — это стальные
стержни со сферическим углублением на
рабочем (торцевом) конце. Длина стержня
60—70 мм, диаметр 2,5—4,0 мм. Диамет-
ры сферических углублений от 0,2 до
1,0 мм, в редких случаях до 1,5 мм, глу-
бина— */з диаметра сферы. Корновертки
служат для придания поднятому из метал-
ла штриху (пеньку) шарообразной голов-
ки — корнера. Рабочий конец корноверт-
ки должен быть закален и хорошо от-
полирован, другой конец — хвостовик —
вставляется в грибовидную (без среза
шляпки) ручку. Корновертки изготовляют
из сталей: «серебрянка», У8—У12. В боль-
шинстве случаев корновертки делают сами
ювелиры из 3—4 мм «серебрянки» или
из стержней использованных надфилей.
Процесс изготовления их не сложен, но
требует навыка и большой аккуратности.
Сначала в центре на хорошо запиленных
торцах стержней набивают ямочки на
1/з глубины, пользуясь специальной мат-
рицей, которая имеет комплект торчащих
шипов с шарообразными или округло-
заполированными головками. Затем рабо-
чему концу стержня придают внешнюю
конусность, не задевая стенки углубления,
и, чтобы избежать окисления, подвергают
его закалке. Нагревают при закаливании
в среде плавленой буры. После закалки,
если это необходимо, рабочие углубле-
ния полируют пастой ГОИ или алмазной
пастой. Если корновертки имеют один
внешний диаметр, то для всего комплекта
достаточно иметь одну ручку с металли-
ческой насадкой, имеющей подогнанное
под диаметр корновертки отверстие.
Корнёзеры (рис. 118) — подобно кор-
новерткам имеют рабочую часть со сфе-
рическим углублением, подпиленную с бо-
ков до образования желобка. Диаметр
углублений корнезеров от 0,2 до
0,6 мм при глубине, равной */з диаметра.
Корнезеры изготовляют из тех же мате-
риалов, что и корновертки, но заготовки
для них используют плоские или круглые
с плоскооткованным (плоскоопиленным)
рабочим концом. Обычно их изготовляют
из обломков (60—70 мм длиной) плоского
полукруглого или равновыпуклого надфи-
ля. Процесс изготовления и закалки кор-
незгров сходен с изготовлением корно-
верток, но обработка рабочего конца его
более трудоемка. Сложность заключается
в том, чтобы надпил с боков обеспе-
чивал определенную глубину сферы и же-
лобка, а подогнанная ширина позволяла
удерживаться углублению на ребре изде-
лия, не касаясь камня, корнеров и сосед-
них ребер. Удерживать направленное по-
ложение корнезера помогают плоский
' часток стержня, а также срез на грибо-
видной ручке.
Служат корнезеры для нанесения на
ребро, остро срезанное штихелем, зер-
нистой линии — гризанта. Гризант — гри-
зантная насечка (накатка) — делается во-
круг закрепленного в глухой каст камня
на ребрах фадан-гризантной разделки и
Рис. 118. Корнёзеры (в круге — увеличен-
ное изображение рабочего конца, сверху —
вид прямо, под ним — вид снизу)
Рис. 119. Накатка (внизу увеличенный конец
стержня)
на ребрах ажурной верхушки (жилках,
сетке и т. д.).
Для нанесения гризанта применяют и
более производительный инструмент —
накатку (рис. 119). Накатка на конце
стержня, вставленного в такую же руч-
ку, что и корнезер, имеет узкий ролик
с линейно-ямочной фактурой на ребре.
В зависимости от ширины оставляемого
зернистого следа накатки делятся по но-
мерам.
На рабочем месте закрепщика, которое
не отличается от рабочего места монти-
ровщика, кроме изделия и коробки для
раскладки камней должны находиться ин-
струмент и приспособления, необходимые
для работы. Изделие укрепляют в ручных
деревянных тисках или на киттштоке. Для
насмаливания изделий на киттшток необ-
153
’ис. 120. Гнездо для крапановой закрепки
камня
Рис. 121. Закрепочные молоточки
ходима факельная горелка, над пламенем
которой китт размягчают. Китт прогрева-
ют равномерно со всех сторон, затем
над пламенем нагревают изделие до 70—
80°С и насмаливают его на китт в удоб-
ном для закрепки положении. Пока китт
не затвердел, его выравнивают пинцетом,
так чтобы уровень его был ниже поверх-
ности изделия; е местах, не подлежащих
разделке, уровечч ,китта оставляют вро-
вень, а то и выше поверхности изделия.
Внутри кастов и отверстий под камнем
китт продавливается глубже, чтобы шип
камня мог свободно опуститься на нуж-
ную глубину. Оставшийся на внутренних
стенках китт удаляют. После насмалива-
ния киттшток откладывают до полного
затвердения китта.
Принцип крапановой закрепки заклю-
чается в том, что с внутренней стороны
крапанов, на одном и том же уровне,
делают всечки, на которые ляжет рун-
дист камня, а концы крапанов, возвышаю-
щиеся над рундистом, загибают на корон-
ку камня. Уровень всечек на крапанах
ювелиры определяют визуально, что не
значит приблизительно. Исходными данны-
ми для определения уровня служат: высо-
та участка крапана, который идет на из-
гиб (в зависимости от размера камня от
0,5 до 1,0 мм), толщина рундиста и глу-
бина шипа камня (шип камня не должен
выходить за нижний уровень изделия).
Для закрепки поступают шлифовальные
изделия, поэтому верх каста выравнивают
надфилем, после чего, наметив уровень,
всекают крапаны. В большинстве случаев
крапаны всекаются флахштихелем и шпиц-
штихелем. В кастах с малым числом
крапанов всечки для камня могут быть
сделаны специально заточенным надфи-
лем.
Всечки делают так, чтобы гнездо, об-
разованное крапанами, было вертикально
и имело карниз в качестве нижнего упо-
ра (рис. 120). Камень должен садиться
в гнездо плотно и без перекосов. Убе-
дившись в правильном положении камня
в касте, давчиком наваливают свободные
концы крапанов на павильон камня. За-
жимая крапанами камень, придерживают-
ся такой последовательности — следую-
щим загибать противоположный крапан.
Поджав плотно все крапаны, каст проверя-
ют на просвет: если какой-либо из крапа-
нов висит, его поджимают еще плотнее.
Желательно, чтобы загнутая часть крапана
ложилась не на ребро, а на грань камня
(особенно у камней округлой формы),
154
это лишит камень возможности поворачи-
ваться.
В некоторых случаях при толстых кра-
панах и жестком металле допускается
поджатие крапанов закрепочным молоточ-
ком (рис. 121). Однако совершенно недо-
пустимо, работая молоточком, попадать
им по камню. Для ряда камней закрепка
с помощью молоточка вообще исключает-
ся. К ним относятся: опал, изумруд,
аметист и другие хрупкие камни. Кроме
хрупкости камней при закрепке следует
учитывать и другие не менее важные
факторы, такие, как толщина рундиста,
форма огранки, прочность камня. Даже
самые «крепкие» камни с тонким рундис-
том или с острыми углами (при огранке
маркизом, каплей, всеми прямоугольными
формами) обладают свойством скалывать-
ся при недостаточно аккуратной закрепке.
Обработка крапанов после закрепки
камня заключается в том, чтобы сделать
их одинаковыми по длине и форме, а
если нужно, заполировать или срезать
поверхность крапана на фасет (двусторон-
няя глянцевая подрезка) до образования
ребра. Если твердость камня выше 7
(по Моосу), крапаны обрабатывают мел-
ким надфилем с заполированным ребром,
направленным к камню, во всех осталь-
ных случаях — штихелями.
Процесс закрепки в глухие касты на-
чинается также с определения уровня
посадки камня. Определив по тем же
признакам уровень глубины гнезда, его
выбирают, подрезая стенки каста шпиц-
штихелем (юстировочным) с правой бо-
ковой заточкой. Вначале штихелем на глу-
бине посадки камня выбирают неглубокий
поясок. Убедившись, что он находится
со всех сторон на одном уровне, гнездо
увеличивают в диаметре до размера кам-
ня (рис. 122) Таким образом, юстируя
гнездо и периодически примеряя в него
камень, следят за тем, чтобы стенки выб-
ранного гнезда были большими вертикаль-
ными. Если гнездо будет выбрано с боль-
шим поднутрением, то камень будет бол-
таться в закрепленном касте. Стенки кас-
Рис. 122. Гнездо для глухой закрепки камня
та должны оставаться одинаковыми по
толщине, чтобы при загибе их не обра-
зовались внешние неровности или складки.
Камень сажают в плотно подогнанное
гнездо легким давлением пальца, ручкой
штихеля или медным давчиком в зави-
симости от размера камня и обжимают.
Обжатие круглых камней производят
обжимкой соответствующего размера, ес-
ли этого бывает недостаточно, поясок
поджймают давчиком. Камни овальные,
прямоугольные и других форм обжимают
давчиком с насечкой, а затем вырав-
нивают гладким. Тонкостенные касты об-
жимают сразу гладким давчиком. Процесс
обжатия давчиком протекает в определен-
ной последовательности — сначала камень
поджимают с двух противоположных сто-
рон, если перекоса не наблюдается, ка-
мень поджимают с двух других сторон.
Если же обнаруживается перекос камня
и причина его — неравномерное поджатие
или сдвиг, то камень выравнивают легким
постукиванием по выступающей его части
ручкой штихеля, давлением пальца или
давчиком и в таком положении фикси-
руют поджатие, а затем равномерно об-
жимают. При плотной посадке камня сра-
зу начинают равномерное его обжатие.
Особую осторожность во время обжатия
нужно соблюдать при работе со «слабы-
ми» камнями и с камнями прямоуголь-
ной и других форм, имеющих острые
углы.
В результате обжатия камня верхняя
часть стенки каста наваливается на па-
вильон камня по всему периметру, и на
155
Рис. 123. Гнездо под камень при фадан-
гризантной закрепке (слева) и схема обжа-
тия камня корнерами
поверхности этого участка каста очень
часто остаются следы от инструмента об-
жатия. Поэтому поясок выравнивают мел-
ким (сработанным) надфилем и, если на-
до, полировником. Со стороны камня каст
по всему периметру срезается на фадан
(односторонняя глянцевая подрезка, слу-
жащая как бы отражателем) до образова-
ния ребра, на которое наносится гризант-
ная насечка. Величину зернения гризанта
выбирают в зависимости от размера кам-
ня: чем меньше камень, тем мельче гри-
зант. Накатка гризанта — заключительная
операция этого вида закрепки.
Фадан-гризантная закрепка — наиболее
сложный вид закрепки, связанный с раз-
делкой штихелями всей закрепочной пло-
щади изделия. Процесс закрепки начина-
ется с впасовки камней (ранее подобран-
ных) в свои отверстия. Чаще всего для
этого используют юстировочный штихель.
Им выбирают для камня плотное вер-
тикальное гнездо- Глубина делается такой,
чтобы рундист камня находился ниже по-
верхности закрепочной площадки
(рис. 123). Для камней идеально круглой
формы гнездо можно выбирать сверлом
с углом заточки меньше угла шипа кам-
ня, коническим бором, угол конуса ко-
торого выбирается по углу шипа камня.
Гнездо рассверливают либо ручной юве-
лирной дрелью, либо сверлом (бором),
зажатым в цангодержателе или металли-
ческих ювелирных тисочках.
Последовательность впасовки, как и
разделки, такова — начинают с камней
больших по размеру и кончают малень-
кими. Убедившись, что камень плотно си-
дит в гнезде, приступают к следующей
операции — постановке корнера. Поста-
вить корнер, это значит подвинуть штихе-
лем из металла пенечек — штрих, которо-
му впоследствии с помощью корновертки
придают вид шарика. Этот шарик (корнер)
выполняет роль крапана, удерживающего
камень. От величины камня, числа корне-
ров и формы разделываемой площадки
зависит величина корнера, а следователь-
но, и номер, боллштихеля, которым бу-
дет подниматься корнер. Суть этой опе-
рации заключается в том, что штихелем
подвигают штрих, который приподнимает-
ся над поверхностью подвигают (натяги-
вают) его в сторону камня, так чтобы
стенка гнезда в этом месте слегка навали-
валась на край павильона камня.
Поставив все корнеры и обеспечив
тем самым надежность удержания камня,
приступают к разделке. Металл вокруг
камня подрезают глянцевым штихелем,
не задевая корнеров, создавая как бы от-
ражатель, форма которого зависит от
общего рисунка разделки. Эту операцию
называют «резать фадан». Выполнять ее
нужно осторожно, чтобы, во-первых, не
срезать корнер, во-вторых, не оголить
рундист камня. Вместе с подрезкой
фадана узким флахштихелем или мессер-
штихелем подчищают корнеры, т. е. об-
резают им вертикальные ребра, и выби-
рают между корнерами металл, после че-
го корноверткой придают им глянцевую
шарообразную форму. На ребра срезан-
ного фадана наносят гризантную насечку.
Величина зернистости насечки диктуется
размерами камней, рисунка и всего из-
делия.
Последовательность выполнения фадан-
гризантной закрепки может быть измене-
на, если у закрепляемых камней твер-
дость стекла ниже, или порочность камня
вызывает опасение, что он расколется
при задевании его штихелем. В этих слу-
чаях корнеры ставят не до конца, а всю
разделку проводят без камней (предвари-
тельно впасованных). После чистовой раз-
делки всей закрепочной площади камни
156
помещают на свои места и дожимают кор-
нерами.
§ 40. Дефекты изделий и их
устранение
Качество готовых изделий на предприя-
тиях ювелирной промышленности прове-
ряют отделы технического контроля (ОТК).
Изделия, которые нельзя исправить, от-
правляют в переплавку, а изделия, кото-
рые можно исправить, возвращают мас-
теру-исполнителю. Ювелир определяет
причину дефекта и находит оптимальный
вариант его устранения.
Виды брака после монтировки ювелир-
ных изделий — несоответствие заданному
размеру, поры и непропаи в местах пая-
ных соединений, нарушение симметрич-
ности изделия при сборке, несоответ-
ствие цвета припоя данному изделию,
непарность спаренных изделий (серег),
недостаточная плотность неразъемных
подвижных соединений, люфт (болтанка)
при работе застежных устройств, недоста-
точная чистота обработки изделия.
Дефекты, обнаруживаемые после за-
крепки камней: криво закреплен камень,
неодинаково обработаны крапаны, недо-
статочно четко нанесена гризантная на-
сечка, нечисто сделана подрезка вокруг
камня, неровно обжат камень, шатание
камня в касте, недостаточно чисто вы-
полнена фадан-гризантная разделка, ско-
лы камней по рундисту на углах, на реб-
рах.
Несоответствие заданному размеру
распространяется в основном на кольца.
Причиной этого может быть неправиль-
ный расчет заготовки на шинку, наруше-
ние длины заготовки при припасовке шин-
ки. Для исправления дефекта меняют раз-
мер кольца в большую или меньшую сто-
рону. Уменьшая размер колец перемен-
ного сечения или с кастом, верхушкой,
напаянными элементами, из середины
шинки вырезают участок. Вырезанный
участок должен включать фугу, чтобы не
образовывать еще одного места пайки.
Уменьшая размер обручальных колец,
предварительно отожженное кольцо под-
вергают двустороннему обжатию в про-
колотив или анке. Увеличить кольцо до
одного размера можно путем вытяжки
шинки (расколачивания на ригеле). Коль-
ца одного сечения увеличивают на спе-
циальном рычажном приспособлении —
разжимном ригеле. Для увеличения колец
на 1,5 мм и больше впаивают вставку
нужного размера из металла той же про-
бы и цвета.
Главная причина появления пор в мес-
тах паяных соединений — неплотная при-
пасовка деталей или, что бывает реже,
несоответствие припоя данному сплаву.
Для устранения пористости места соеди-
нения деталей прорезают и после плот-
ной припасовки пропаивают заново, прове-
рив пригодность (соответствие) припоя.
При невозможности соединить расчленен-
ные участки фуговкой в зазор впасовы-
вают вставки.
Непропаи получаются, когда в резуль-
тате загрязнения или окисления подготов-
ленного для пайки участка, припой запол-
няет его не полностью. Причин для не-
пропаев много: загрязнен или неправиль-
но приготовлен флюс; недостаточно оф-
люсованы место пайки и припой, перегре-
лись во время пайки изделия или неплот-
но припасованы детали. Устранить дефект
можно путем вторичной пайки после со-
ответствующей подготовки изделия. Изде-
лие должно быть прогрето с флюсом и
тщательно отбелено (флюс для этого
лучше сделать заново). Хорошо офлюсо-
ванное изделие заново пропаивают с со-
блюдением температурного режима.
Нарушением симметричности изделия
следует считать смещение в процессе
сборки смежных деталей, а также искрив-
ление деталей. Примерами могут слу-
жить: кольца со смещенным относитель-
но шинки кастом, смещенной относи-
тельно центральной оси кольца шинкой;
кольцо, внутри которого шинка не обра-
зует правильной окружности совместно с
кастом (кольцо сделано не по ригелю);
157
кольца, накладки у которых находятся на
разном уровне или горизонтально смеще-
ны; кольца с искривленной в сторону шин-
ной; серьги, имеющие смещение навес-
ного или замкового крючка относительно
других смежных деталей; броши с на-
рушенной параллельностью основания и
застежной иглы; кулоны, у которых под-
весное ушко не имеет общей оси с под-
веской.
Смещение каста может быть вызвано
неровно сделанными на касте всечками,
неровно запиленными концами шинки,
смещением шинки во время нагрева при
пайке. В большинстве случаев дефект
исправляют перепайкой одного из концов
шинки. Для этого конец шинки отрезают
от каста и после выравнивания каста
по осям симметрии припаивают заново.
Шинка может сместиться относительно
оси (центральной) кольца, если: концы
шинки припаяны к касту на разном уров-
не; при опиливании кольца изнутри каст
оказался опиленным неровно; нагартован-
ную шинку во время нагрева при пайке
увело в сторону. Для исправления неболь-
шого смещения каст изнутри кольца опи-
ливают, выравнивают по ригелю, и кольцо
в отожженном состоянии правят. При
большом смещении один из концов шин-
ки отрезают от каста и припаивают за-
ново на соответствующем уровне. В коль-
цах с верхушками демонтируют (отсоеди-
няют) всю шинку и, заправив прежнее
место пайки и припасовав шинку, снова
припаивают.
Смещение каста у колец, сделанных
не по ригелю, происходит по двум причи-
нам: каст изнутри кольца выбран (опилен)
не тем радиусом, что окружность шинки,
и кольцо плохо правлено на ригеле. Оп-
ределяется этот дефект по ригелю: каст,
выбранный с меньшим радиусом, будет
образовывать зазор между ригелем и кас-
том, в середине каста. Каст, выбранный
с большим радиусом, будет плотно приле-
гать к ригелю серединой, но края его и
концы шинки могут не доставать до риге-
ля. Эти дефекты устраняются опиливанием
кольца изнутри и последующей правкой на
ригеле.
Накладки колец находятся на разных
уровнях в результате неправильной их
припасовки или неаккуратной пайки. Чтобы
кольцо приобрело нормальный вид, одну
из накладок перепаивают по уровню дру-
гой.
Искривленность шинки может прои-
зойти из-за неправильного нагрева во
время пайки и односторонней правки
кольца на ригеле. В первом случае пол-
ностью разбирают шинку с кастом, а за-
тем собирают вновь. Во втором случае
достаточно выправить кольцо на ригеле с
той стороны, в которую наклонена шинка.
Смещение крючков серег и швенз от-
носительно кастов может быть результа-
том неправильного определения места
пайки крючка или швензы или неправиль-
ной установки изделия во время пайки.
Легкое смещение крючка можно устра-
нить, механически изменив его направле-
ние. При сильных смещениях сместившую-
ся деталь (в нагретом состоянии) снимают
и припаивают вновь.
Непарность серег может быть вызвана
ошибочным спариванием двух серег при
изготовлении нескольких пар, а также
ошибками при переносе размеров в про-
цессе изготовления деталей серег. Не-
парность забракованной пары исправляет-
ся по одной серьге, размеры и формы
которой приводят в полное соответствие
с другой. Непарность серег может выра-
жаться и в другом, например в разнице
в высоте или длине замковых крючков,
длине швенз или навесных крючков, в
форме загиба навесных крючков, в углах
загиба замковых крючков или швенз и т. д.
В зависимости от характера дефекта на-
ходят и способы его устранения. Так,
форму и углы загиба крючков, длину
швенз и крючков подгоняют механиче-
ски — соответственно подгибая, подпили-
вая или обрезая. В некоторых случаях
серьгу подвергают частичной разборке и
после исправления несоответствующей де-
тали вновь собирают.
158
Недостаточная плотность неразъемных
подвижных соединений объясняется не-
правильной припасовкой деталей подвиж-
ного соединения. В большинстве случаев
для устранения зазоров соединения весь
узел изготовляют заново.
Причины люфта при работе застежных
устройств различны. В серьгах люфт может
быть вызван недостаточной упругостью
замкового крючка, несоответствием се-
чения штифта диаметру отверстия штиф-
тового соединения швензы, смещением
швензы в процессе сборки, неправиль-
ным выбором опорного угла стойки.
В брошках — неплотностью шарнирного
соединения иглы, недостаточной подгон-
кой упора иглы или деталей замка между
собой. Дефект устраняют, установив его
причину. При недостаточной упругости
замкового крючка уменьшают угол его за-
гиба; при несоответствии сечения штиф-
та диаметру отверстия штифтового соеди-
нения заменяют штифт; при смещении
швензы во время сборки ее перепаи-
вают; при неправильном выборе опорно-
го угла стойки ее заменяют; при неплот-
ности шарнирного соединения застежной
иглы броши переделывают шарнир; при
недостаточной подгонке упора его удли-
няют при неплотной подгонке деталей
замка — замок поджимают или заменяют
одну из деталей.
Параллельность иглы с основанием
броши нарушается при недостаточной под-
гонке упора шарнирного соединения иг-
лы и различного уровня шарнирного со-
единения иглы и замка броши относи-
тельно основания броши. Для устранения
брака в первом случае проверяют пра-
вильность подгонки упора и, если надо,
подпиливают его, во втором — один из
узлов полностью разбирают и уровень вы-
соты подгоняют по другому, проверяя
его иглой.
Причина несоответствия осей подвес-
ного ушка и подвески кулона — в непра-
вильно выбранном месте для соедини-
тельного ушка. Чтобы исправить дефект,
находят место для соединительного ушка
по центру тяжести подвески и ставят туда
заново сделанное ушко.
Несоответствие цвета припоя цвету
изделия распространяется в основном на
золотые изделия. Дефектом считается,
когда цвет паяного шва. выделяется на
фоне изделия. Причинами этого Дефекта
могут быть: неправильный выбор припоя
по цвету, большой зазор (неплотная при-
пасовка) при пайке или растекание припоя
по поверхности изделия. В любом случае
соединение, подготовленное для пайки,
должно быть плотным, тогда небольшая
разница в оттенках металла после пайки
будет незаметна. Для исправления дефек-
та в первых двух случаях паяный участок
вырезают и после плотной припасовки при-
паивают снова припоем соответствующих
цвета и температуры плавления. В случае
растекания припоя по поверхности обра-
зуется «зелень», которую удаляют опили-
ванием этого участка.
Недостаточная чистота обработки изде-
лий проявляется в плохой заправке при-
поя в местах спайки, волнистости и сту-
пенчатости, в следах царапин, оставленных
шабером. Причиной недоделок во всех
случаях является невнимательность масте-
ра при обработке изделия и плохая за-
правка шабера. Доработкой изделия счита-
ется дополнительная заправка его хорошо
подготовленным инструментом.
Дефекты, допущенные в процессе
закрепки камней, порой влекут за собой
более серьезные исправления, чем при
монтировке. Кроме того, выкрепление
камня всегда связано с риском подколоть
его. Причиной криво закрепленного кам-
ня может быть неровно выбранное (выре-
занное) гнездо или неравномерное обжа-
тие камня. Исправляя кривизну посажен-
ного в крапановый каст камня, достаточ-
но отогнуть крапаны, мешающие встать
камню прямо, и, развернув камень, рав-
номерно обжать его крапанами. Камни,
закрепленные в глухие касты, должны
быть выкраплены полностью, для чего
закрепочный поясок слегка подрезают в
месте обжатия и специальным давчиком
4 59
отгибают его стенки. Вся операция долж-
на проделываться с предельной аккурат-
ностью, чтобы не повредить каст. После
соответствующих поправок камень снова
обжимают стенками каста и обрабатывают.
Результатом неодинаково обработан-
ных крапанов в изделиях с закреплен-
ным камнем является разная длина или
впечатление различной ширины крапанов.
Причина этого — невнимательность масте-
ра во время обработки изделия. Для уст-
ранения дефекта более длинные крапаны
подпиливают надфилем или обрезают
штихелем. Боковая подрезка крапана соз-
дает впечатление уменьшения его шири-
ны. Общее впечатление о ширине крапа-
нов зависит и от устойчивости угла под-
резки всех крапанов.
Недостаточно четкой гризантная насечка
может быть по многим причинам, в частнос-
ти из-за неправильно подрезанного ребра
для нанесения гризанта, неправильно вы-
бранного номера корнезера или накатки
для подрезанного ребра и величины камня,
использования сработанного инстру-
мента (корнезера, накатки) и др. Чтобы
исправить нечеткость гризантной насечки,
старый гризант срезают, оставляя необ-
ходимое ребро. К подрезанному ребру
подбирают соответствующий величине
камня номер корнезера (или накатки)
и им наносят гризант заново.
Нечисто сделанная подрезка вокруг
камня — результат плохой заправки или
неправильно выбранного для данной опе-
рации штихеля. При выполнении повтор-
ной чистовой подрезки особое внимание
уделяют заправке штихеля. Профиль его
выбирают в соответствии с величиной кам-
ня, угла и площади подрезки.
Неровное обжатие камня стенками кас-
та может оказаться при непропорциональ-
но толстых стенках каста и неровно вы-
резанном гнезде для камня. Выравнивают
обжатие по-разному: при толстых стенках
каста закрепочный поясок опиливают над-
филем, при нормальных по толщине стен-
ках каста выравнивают давчиком, а в до-
пустимых случаях — закрепочным моло-
точком, и только если ни один из ва-
риантов не дает нужных результатов,
камень перекрепляют.
Шатание камня в касте объясняется
неплотным его обжатием стенками каста
или крапанами, несоответствием вырезан-
ного гнезда размерам камня, несоответ-
ствием каста размерам камня (каст боль-
ше). В каждом случае устранение дефектов
протекает по-своему. При неплотном об-
жатии камень обжимают повторно, в двух
других случаях камень выкрепляют из кас-
та. Если гнездо больше камня и высота
каста позволяет посадить камень глубже,
то выбирают новое гнездо, немного ниже
прежнего. Если высота каста не позволя-
ет посадить камень глубже или если каст
не соответствует размерам камня, каст
уменьшают до нужного размера, а затем
снова закрепляют камень.
Недостаточно чисто выполненная фа-
дан-гризантная разделка выражается в
нечисто (матово) срезанном фадане, плохо
обработанных корнерах, нечетком гризан-
те. Причиной этих дефектов является пло-
хая подготовка инструмента (заправка
штихелей) или неверно выбранный для
операции инструмент. При исправлении
этих дефектов следует все отобранные
штихели хорошо заправить и использо-
вать строго по назначению. Корновертки
выбирают соответствующих корнеру номе-
ров, предварительно убеждаются в их
пригодности. Аналогично выбирают и кор-
незеры. Исправление происходит в той
же последовательности, что и в первона-
чальный процесс разделки.
Сколы камней имеются в виду только
те, которые допущены в процессе закреп-
ки камней. Наряду с другими, причиной
сколов и царапин на камне может ока-
заться незнание характеристики данного
камня. Сколы по рундисту камня в боль-
шинстве случаев бывают у камней с тон-
ким рундистом. Поичинами этого дефекта
могут быть: излишне толстая стенка кас-
та, неровно вырезанное гнездо, неравно-
мерное обжатие. Более часты сколы углов
у камней прямоугольной и других форм,
160
имеющих острые углы. Причиной скола
могут быть плохо впасованный камень,
несоблюдение обжатия угловатых камней,
неравномерное обжатие камня. Сколы на
ребрах камня образуются, как правило, от-
того, что в процессе обжатия камня давчи-
ком или в процессе обработки крапанов или
закрепочного пояса закрепленного каста
надфилем задеваются ребра камня. Исправ-
ление подобных дефектов во всех случаях
связано с выкреплением камней и заменой
их новыми.
Контрольные вопросы
1. По каким признакам классифицируются
ювелирные изделия?
2. Какие виды кастов существуют и чем
они отличаются друг от друга?
3. Как рассчитывается длина заготовки для
круглого каста?
4. Что влияет на высоту каста?
5. Какие существуют способы изготовле-
ния верхушек и какой из них наиболее тру-
доемкий?
6. Из каких основных деталей состоит
кольцо?
7. По какой формуле рассчитывается раз-
мер шинки для кольца с кастом?
8. Какую роль выполняют восковые мо-
дели при литье изделия?
9. Какими свойствами должны обладать
сплавы для литья ювелирных изделий?
10. Какими способами производят набор
филиграни?
11. Какие требования предъявляются к фи-
лигранному припою и как он готовится к пайке?
12. Как определяют глубину посадки камня
в касты?
13. Назовите основные виды дефектов
колец.
ГЛАВА VII
ОТДЕЛКА И ХУДОЖЕСТВЕННАЯ ОБРАБОТКА ЮВЕЛИРНЫХ ИЗДЕЛИЙ
Отделка и художественная обработка
ювелирных изделий проводятся для того,
чтобы повысить художественную ценность
и износостойкость изделий, антикоррози-
онную стойкость их поверхностей и при-
дать изделиям соответствующий товарный
вид. Отделочные процессы можно клас-
сифицировать по трем видам: механиче-
ская отделка — полирование, чеканка, гра-
вирование; декоративно-защитные покры-
тия — эмалирование и чернение; химиче-
ская обработка — оксидирование и гальва-
низация.
§ 41. Полирование
Сущность процесса полирования заклю-
чается в удалении с поверхности металла
микронеровностей, чем достигается высо-
кий класс чистоты и зеркальность поверх-
ности. Полирование — один из отделочных
процессов обработки изделий. Ювелирные
изделия могут подвергаться полированию
перед оксидированием — покрытием сло-
ем другого металла. Если изделия после
сборки нельзя отполировать целиком, не-
которые детали их полируют в процессе
монтировки. В основном применяются два
вида полирования ювелирных изделий:
механические и электрохимическое. Меха-
ническим называют поштучное полирова-
ние изделий с абразивом и без него.
Массовые же способы полирования —
в барабанах и контейнерах, несмотря на
то, что фактически тоже механические,
называются галтовкой и виброобработкой.
Электрохимическое полирование — это
анодное травление изделий в среде элект-
ролитов под действием электрического то-
ка, т. е. процесс, обратный золочению и
серебрению.
Механическое полирование. Механиче-
ское абразивное полирование проводят на
полировальных станках с помощью элас-
тичных кругов и щеток с абразивными
пастами, а безабразивное — вручную спе-
циальными полировками. Для абразивного
полирования ювелирных изделий применя-
ют двухшпиндельные станки, оснащенные
насадками для крепления полировального
инструмента и вытяжными устройствами
со сборниками отходов для последующего
извлечения драгоценных металлов.
Инструментом для механического по-
лирования служат эластичные круги, щет-
ки и полировники (рис. 124). Они должны
6-169
161
Рис. 124. Круги для механического полиро-
вания:
а — фетровый, б — волосяные, в — матерчатый
хорошо удерживать на поверхности абра-
зивные пасты и быть стойкими в эксплуа-
тации. Назначение полировального инстру-
мейта зависит от материала, из которого
он сделан, и его формы.
Фетровые круги (фильцы) — применя-
ют для первоначального полирования
гладких, ровных и выпуклых поверхностей.
Это высококачественный полировальный
инструмент, очень стойкий в эксплуата-
ции, его твердость зависит от грубошерст-
ности материала. Размер кругов опреде-
ляется их внешним диаметром. Фетровый
круг благодаря имеющемуся в центре
отверстлю наворачивается на конусно-вин-
товую насадку шпинделя полировального
станка.
Волосяные круги (дисковые щетки) —
служат для полирования ювелирных изде-
лий сложной конструкции с ажурной и
рельефной поверхностью. Дисковая щетка
имеет деревянную основу — опорный де-
ревянный диск, на котором по всей
окружности укреплены торчащие волося-
ные кисти. Эластичность щетки определя-
ется жесткостью и длиной волоса. Уве-
личить жесткость щетки можно, укоротив
длину волосяного покрова. Крепятся воло-
сяные круги на полировальном станке так
же, как и фетровые.
Матерчатые круги — служат для окон-
чательного полирования (наведения блес-
ка). Представляют собой сделанные из
материала диски, собранные в пакеты.
В качестве материала могут использо-
ваться: бязь, миткаль, полотно, фланель.
Собранные в пакет дис.хч закрепляют
между деревянными щечками с осевым
отверстием. При сборке пакета целесооб
разно использовать несколько прокладок
из дисков меньшего диаметра, это улуч-
шает вентиляцию круга и увеличивает
срок его службы. Жесткое.ь кругов можно
оегулировагь прошиванием дисков (сшива-
нием между собой), чем меньше рас-
стояние между строчками прошива, тем
жестче круг. Матерчатые круги — самые
универсальные, в зависимости от подобно-
го материала и ни.есенной пасты ими
можно полировать поверхность любого ви-
да и любой чисто •
Нитяные круи (пушок) — применяют-
ся, так же как и матерчатые, для наве-
дения глянца на поверхности изделия.
По конструкции напоминают волосяные,
разница в том, что вместо волосяного
покрова у них покров нитяной. Нитяные
круги очень мягкие.
Все перечисленные коуги используются
как станочный инструмент. На поверхность
каждого вращающегося круга наносят по-
лировочные (абразивные) пасты. Зернис-
тость пасты выбирается в зависимости от
стадии полирования изделий (начальной
или конечной) Полировочные пасты со-
держат тонкие абразивные порошки, жи-
162
pvBbte связки и специальные добавки. Аб-
разивным материалом служит оксид хрома,
крокус (оксид железа), оксид кремния.
качестве связок в пастах используют:
теарин, парафин, техническое сало, цезе-
)ин, воск, окисленный петрола-ум. Спе-
циальными добавками являются: двуугле-
кислая сода и олеиновая кислота, которые
вводятся для активизации процесса поли-
рования, скипидар и керосин — для изме-
нения вязкости. Пасты на основе оксида
хрома имеют зеленый цвет, а на основе
оксида железа—красный. Составы этих
паст приводятся в табл. 18.
Таблица 18
Составы паст
Компоненты Содержание, %
грубая средняя тонкая
Пасты на основе оксида хрома (пасты ГОИ)
Оксид хрома 81 76 74
Стеарин 10 10 10
Расщепленный
жир 5 10 10
Керосин 2 2 2
Силикагель 2 2 1,8
Олеиновая кис-
лота — 2
Сода двууглекис- 0,2
лая
Пас гы на основе оксида железа
(крокусные пасты)
Оксид железа 78 72 49
Стеарин 10,7 14 18
Олеиновая кис-
лота 1,3 — 25
Техническое сало 8 — —
Скипидар 2 — —
Петролатум оки- —
iленный 14
Парафин 8
На основе оксида кремния изготовля-
ется крокусно-кремнеземная пасТа:
Компоненты
Оксид кремния .
Парафин
Минераль ное масло
Цезерин
Оксид железа
Сс держание, %
45
37
10
6
2
Эти пасты выпускаются в твердом со-
стоянии. Наносятся они на полировальные
круги во время вращения круга легким
касанием поверхности круга пастой. При
полировании изделий из драгоценных ме-
таллов для первичной и основной обра-
ботки поверхности служат пасты ГОИ,
для окончательной доводки — крокусные
пасты. Состав паст выбирается в зависи-
мости от твердости полируемых сплавов.
Ручным инструментом для механиче-
ского полирования служат полировники.
Сущность полирования заключается в вы-
глаживании поверхности изделия гладким
участком полировника. Выглаживание по-
верхности происходит без применения аб-
разивных паст. Полировники используют
для обработки труднодоступных мест, не-
больших участков среди матованной или
гравированной поверхности, гальваниче-
ских покрытий. Полировники бывают
стальные и гематитовые. Стальной поли-
ровник делается из хорошей инструмен-
тальной стали (часто используются над-
фили) в виде стержня с отполированным
концом (рабочей частью). Чаще всего
рабочая часть полировника имеет оваль-
ную форму, но применяются полировники
и с рабочей частью различных форм для
обработки поверхностей любого харак-
тера.
Гематитовые полировники формой и
длиной стержня напоминают кисти для
живописи. На конце деревянного стержня
закрепляют гладко обработанный гематит
(кровавик), который и является рабочей
частью полировника Рабочая часть гема-
титовых полировников, так же как и сталь-
ных, чаще бывает округлой, но используют
и другие формы камней. Обязательное
требование к полировникам независимо
от их формы — гладко отполированная
поверхность рабочей части.
Механическое полирование — самый
качественный и единственный окончатель-
ный вид полирования (после гидравличе-
ского и электролитического полирования
изделия глянцуют механическим спосо-
бом), но оно имеет существенный недоста-
163
ток — каждое изделие полируется индиви-
дуально. В связи с этим большее распрост-
ранение в ювелирной промышленности
получили массовые виды полирования —
галтовка и виброобработка.
Галтовка. Галтовка—это способ массо-
вого полирования изделий во вращающем-
ся барабане в среде полирующих и мою-
щих средств.
Полирующим средством, загружаю-
щимся в барабан вместе с изделиями,
являются стальные шарики диаметром от
1 до 3 мм (в зависимости от изделия)
Вместе с тем в барабан заливается мою-
щий раствор. Его состав следующий (г/л):
Аммиак 25%-ный.......... 15
Мыльная стружка......... 15
Моющее средство .... 10
Хлорная известь.......... 8
Двууглекислый натрий .... 7
Хлористый натрий......... 2
Применяются и другие растворы, ускоря-
ющие процесс, например растворы
72%-ного мыла, едкого натра, кальцини-
рованной соды, гашеной извести, азоти-
стокислого натрия и т. д. Сам барабан
может быть цилиндрическим, гладким и
граненым (6,8 граней). Кожух у него ме-
таллический, выложенный изнутри рези-
ной. Резина предохраняет изделия от за-
боин и герметизирует барабан. Последнее
время стали применять резиновые бара-
баны.
Сущность процесса заключается в том,
что при вращении барабана изделие и
металлические шарики (наполнитель) на-
ходятся в постоянном движении, и в ре-
зультате взаимного трения сглаживаются
поверхности более мягкого металла (изде-
лий). Моющий состав, находящийся также
в движении, смывает грязь и ускоряет
процесс полирования. Оптимальный ре-
жим вращения барабана для золотых и
серебряных изделий 7Q—80 об/мин. Бара-
бан загружают наполовину, причем ша-
риков (по объему) должно быть вдвое
больше, чем изделий. Продолжительность
галтовки от 2 до 8 ч в зависимости
от состояния поверхности. По окончании
галтовки изделия отделяют от шариков,
164
промывают, а затем подвергают глянце-
ванию на полировальных станках.
Виброобработка. Виброобработка изде-
лий — это схожий с галтовкой процесс
полирования в среде наполнителя, но не
во вращающемся барабане, а в вибрирую-
щем контейнере. Сущность процесса та
же — поверхность изделий сглаживается в
результате взаимного трения. Но время
полирования изделий при виброобработке
значительно короче, чем при галтовке, —
60—80 мин. Процесс полирования проис-
ходит в закрытом контейнере виброуста-
новки, куда вместе с изделиями помеща-
ются наполнитель и моющий раствор.
В качестве наполнителя, который занима-
ет 2/з объема контейнера, используют
стальные и стеклянные шарики в соот-
ношении 2:1. Размеры стальных шариков
2—6 мм, стеклянных — 4 мм. Моющим
средством является раствор того же соста-
ва, что при галтовке, плюс древесная
мука — 10 г/л.
Загрузка в контейнер проводится так.
Сначала загружают стальные и стеклянные
шарики, затем после включения виброус-
тановки химические компоненты и воду.
Изделия загружаются только после тща-
тельного перемешивания наполнителя с
моющим составом. Такая последователь-
ность объясняется тем, что плотность
драгоценных металлов (изделий) выше
плотности наполнителя и в результате
вибрации наполнитель будет постепен-
но вытесняться наверх, а изделия по-
гружаться на дно контейнера. По окон-
чании процесса виброобработки изде-
лия отделяют от наполнителя, промывают,
сушат и глянцуют.
Оба способа — галтовка и виброобра-
ботка — имеют существенный недоста-
ток — нельзя полировать изделия сложной
конфигурации, имеющие острые ребра и
резкие переходы.
Электрохимическое полирование. Это
процесс анодного травления, в результа-
те которого имеющиеся на поверхности
микронеровности растворяются и поверх-
ность сглаживается. По сравнению с дру-
гими видами, электрохимическое полиро-
вание имеет ряд преимуществ: возмож-
ность обработки недоступных для других
способов мест; равномерное сглаживание
металла по всей поверхности, сохраняю-
щее конфигурацию изделий; сокращение
потерь драгоценных металлов. Электро-
химическое полирование происходит в
ванных с электролитом при соблюдении
определенного режима. Состав электро-
лита для золота следующий (г/л):
Цианистый калий KCN .... 10
Железистосинеродистый калий
K4Fe[CN]6...................... 20
Едкое кали КОН................. 0,3
Фосфорнокислый двузамещен-
ный натрий ЫаНРОл' 12Н>О . 60
Изделие служит анодом при катоде
из нержавеющей стали, расстояние меж-
ду электродами 10 см. Напряжение на ван-
не 2,8—3 В. Продолжительность полирова-
ния 5—10 мин при температуре электро-
лита 50—60°С.
Для полирования серебра пользуются
электролитом (г/л):
Цианистое серебро AgCN ... 35
Цианистый калий KCN .... 20
Анодная плотность тока 3—5 А,дмI 2,
температура электролита 18—25°С, дли-
тельность полирования 2—5 мин.
Другой электролит для серебра имеет
состав (г/л):
I Цианистый калий KCN .... 25
Гипосульфат натрия
NdjSjOg • 2HjO...............1 — 3
Полирование происходит при анодной
плотности тока 2—10 А/дм2, рабочая
температура электролита 20—25°С, про-
должительность процесса 5—15 мин.
Если для изделий полирование — про-
цесс окончательный, то после промывки
и сушки изделия подвергают глянцева-
нию механическим способом с помощью
абразивной пасты. Окончательная промыв-
ка после глянцевания завершает процесс
отделки ювелирных изделий. Для промыв-
ки ювелирных изделий современные пред-
приятия оснащены ультразвуковой уста-
новкой, резервуар которой заполняется
моющим раствором следующего состава
(г/л):
Водный раствор аммиака 25%-
ный ...................... 40
Мыло хозяйственное 70%-ное . 0,5
Время очистительного цикла до 3 мин,
температура раствора 60°С.
§ 42. Чеканка
Чеканкой называют вид художествен-
ной обработки металлов специальными пу-
ансонами — чеканами, в результате кото-
рой заготовка принимает рельефное изоб-
ражение. Сущность процесса чеканки за-
ключается в том, что в результате ока-
занного на чекан давления (ударом мо-
лотка) на металле остается след по форме
рабочей части чекана. Многократными
ударами различных чеканов выбивают за-
данный рисунок. Различают ручную и
машинную чеканку. Чеканка считается руч-
ной, если процесс выколотки изображе-
ния производится вручную. Машинная че-
канка — это штамповочная операция, про-
изводящаяся на прессах с помощью штам-
пов (см. § 20. Штамповка). Современное
оборудование позволяет получать изобра-
жения высокого качества, поэтому штам-
повка в значительной мере сократила
применение ручной чеканки в изготовле-
нии ювелирных изделий. И чеканку сле-
дует рассматривать не как вид художест-
венного оформления, а как самостоятель-
ный вид изготовления изделий, занимаю-
щий большое место в художественной
промышленности.
В качестве материалов для чеканки
используют листовой металл, обладающий
пластичностью. Это золото, серебро, медь
и ее сплавы (томпак, мельхиор), алюми-
ний. Чаще других используют медь и
томпак, которые обладают прекрасными
декоративными качествами, способностью
принимать химическую и электрохимиче-
скую окраску, приобретая высокие анти-
коррозионные свойства. Пластичность этих
материалов допускает глубокую вытяжку
рельефа. Толщину заготовки определяют
165
размеры чеканного изделия. Для изделии
малых размеров используют листы тол-
щиной 0,3—0,8 мм.
Основной инструмент для чеканки —
чеканы и молотки.
Чекан — это стальной стержень, как
правило, граненый, длиной 90—120 лм
для малых форм. Сечение чекана должно
быть переменным В средней его части
оставляется утолщение для устойчивости
и гашения вибраций во время удара.
Рабочий конец чекана закаливают. Другой
его конец, служащий для нанесения уда-
ров, тоже слегка подкаливают, не давая,
однако, ему расклепываться, чем сохраня-
ют длину чекана. Совсем не закаленной
остается только средняя часть — это гасит
вибрацию. Чеканы изготовляют из сталь-
ных стержней марок У7 и У8, затем об-
рабатывают (на наждачном точиле или
вручную), чтобы продольная ось чекана
проходила строго через центр, это обеспе-
чивает устойчивость чекана во время удара.
Обрабатывая чекан, сохраняют его грани,
чаще всего четыре.
Чеканы различаются формой рабочей
части (боя), которая зависит от назна-
чения инструмента. Существует много
разновидностей чеканов, но помимо этого
каждый чеканщик пользуется еще набора-
ми чеканов одной разновидности, отли-
чающихся друг от друга размерами и ри-
сунком боя, кривизной выпуклости, со-
стоянием поверхности и т. д. Основные
виды чеканов имеют свои названия. Ниже
приводятся их краткие характеристики.
Канфарники — форма боя в виде при-
тупленной иглы, оставляют точечный след.
Применяются для перевода рисунка на
металл путем прочеканивания изображе-
ния по контуру, а также для отделки
фона точками (канфарения). Чем меньше
размер изделия, тем острее выбирается
бой чекана.
Расходники — форма боя линейная,
напоминающая лезвие отвертки. Необхо-
димы для прочеканивания сплошной ли-
нии При кривых линиях используют че-
каны с изогнутым боем. Расходниками
оконтуривают изобрзжение на металле по
точкам канфарника. Длину и кривизну боя
выбирают в зависимости от размера
рисунка.
Лощатники — имеют плоский бои раз-
личных форм. Примэняются для вырав-
нивания плоскостей, подъема или опус-
кания плоских участков изображения. Раз-
личие форм боя обусловлено характером
рисунка, в частности линией контура плос-
кого участка. Обработка поверхности боя
этих чеканов также различна. Для полу-
чения блестящего следа применяют поли-
рованные лощатники, для матового —
лощатники с различной степенью шеро-
ховатости боя.
Пурошники — форма боя круглая с вы-
пуклостью, размеры и выпуклость которо-
го различны. Пурошниками обеспечивают
глубокую вытяжку рельефа и получение
ямочной фактуры.
Бобошники — форма боя выпуклая
овальная. Служат, как и пурошники, для
вытяжки рельефа.
Трубочки — форма боя круглая вогну-
тая, углубления сферические разных раз-
меров. В отличие от пурошников с ямоч-
ным следом трубочки оставляют выпуклый
след, углубляя контур выпуклости.
Фактурные — чеканы, на плоскость боя
которых нанесена насечка. Насечка может
быть полосатой, клетчатой штриховой
и т. д. Применяются для отделки от-
чеканенного изображения или фона.
Специальные — чеканы, имеющие на
поверхности боя рисунок или фрагмент
рисунка для многократного повторения
на изделии. Это может быть листочек,
цветок, элемент орнамента, веревочки,
шнура и т. д.
MoJiotkm применяемые для чеканки,
имеют круглый или квадратный боек, по-
верхность бойка — плоская. Носок молот-
ка (противоположная часть бойка) делают
шарообразным, различных диаметров.
Сферическая часть молотка служит для
подъема рельефа без применения чекана.
Форма ручки молотка та> же необыч-
на — книзу она изогнута в сторону бойка
166
и утолщена, это позволяет производить
удары определенной силы в течение дли-
тельного времени.
В качестве приспособлении для че-
канки, играющих роль подкладных мат-
риц, используются мягкие металлы или
пециально сваренные смолы.
Из металлических материалов матри-
цей могут служить свинец или сплав
свинца с оловом в соотношении 1:1.
Металлические матрицы, позволяющие по-
лучить более четкое изображение, при-
меняют при мелких работах или при об-
работке отдельного участка изображения.
Размеры и формы матрицы могут быть
различными, но толщина ее должна быть
не менее 10 мм.
Из металлических материалов мат-
рицей может быть смоляная смесь, элас-
тичная и клейкая. Она удобна тем, что
листовая заготовка прочно фиксируется
на ее поверхности. В состав смоляной
смеси входят: искусственные или естест-
венные смолы, мелко просеянная сухая
земля (может быть заменена смесью),
воск и канифоль. Земля выполняет роль
наполнителя, ее содержанием регулируют
твердость смеси. Вязкости смеси достига-
ют наличием воска, а клейкости и проч-
ности — введением в состав смеси кани-
фоли. Смесь приготовляют на огне при
постоянном тщательном размешивании.
Затем ее разливают в неглубокие дере-
вянные ящики, размеры которых немного
превышают размеры чеканной заготовки.
При чеканке мелких форм применяют чу-
гунный шар (шрабкугель), имеющий срез
с небольшими бортиками, куда заливается
смола. Используют и винтовой шрабку-
гель (См. § 43 Гравирование), в разъем
его зажимают металлический брусок с на-
несенным смоляным слоем.
Рабочим шаблоном чеканщика служит
калька, снятая с рисунка (фотографии,
открытки и т. д.). Размеры листовой за-
готовки определяют по шаблону, так что-
бы заготовка относительно шаблона имела
свободные поля. Для прочного закрепле-
ния заготовки края ее загибают вниз.
Отбортовку краев (загиб) можно произ-
водить плоскогубцами, молотком на пра
вочной плите или на специальных неболь-
ших ручных вальцах с загибочным профи-
лем валков. Многие чеканщики просто
подгибают углы вниз и тем самым обеспе-
чивают захват. Для лучшего сцепления
поверхности заготовки со смолой заго-
товка должна быть хорошо отожжена и
отбелена или слегка протравлена. Поверх-
ность смолы равномерно прогревают па-
яльным аппаратом до полного размягче-
ния верхнего слоя, одновременно нагрева-
ют и заготовку. Горячую заготовку (дер-
жат ее плоскогубцами) опускают на раз-
мягченную поверхность смолы наклонно,
с тем чтобы под пластиной не задер-
живался воздух. Утопив загнутые края
заготовки, ее еще раз прогревают сверху,
чтобы смола плотно, без пузырей прилег-
ла к заготовке. В местах образования
воздушных пузырей металл прогибается,
а иногда и прорывается. В процессе
насмолки необходимо следить за тем, что-
бы смола не воспламенилась, иначе она
потеряет свои клейкие и пластические
свойства. После остывания смолы за-
готовка готова к работе.
Рисунок наносят с шаблона непосред-
ственно на металл или наклеивают на
заготовку с помощью мыльного раствора
или клея. Затем кафарником прочека-
нивают контуры изображения, оставляя
четкий точечный след. Сканфаренные на
металле контуры прочеканивают расход-
ником, превращая точечную линию в
сплошную. Остроту боя чеканов выбирают
в соответствии с размерами изделия. Опус-
кают и выравнивают фон лощатниками,
начинают с линии контура, прочеканенной
расходником. Фон опускается на глубину
линии контура (расходки) и в результа-
те выявляется четкое рельефное изобра-
жение с фоном. Вытягивась под действи-
ем чеканов, металл нагартовывается и
требуется отжиг, особенно в местах кон-
турных ступеней. Нагретую заготовку
снимают со смолы и, равномерно про-
гревая аппаратом, отжигают. При этом
167
прилипшие остатки смолы сгорают, обра-
зуя нагар, который снимают металличе-
ской щеткой (крайцбюром), сделанной
из тонкой медной проволоки в виде кисти.
После отжига, для выколотки лицево-
го рельефа, заготовку снова насмаливают
уже лицевой стороной вниз, чтобы с об-
ратной стороны отчеканить лицевой рель-
еф. Если на изделии не должно быть
четкого рисунка, то пластину помещают
на свинцовую, деревянную, резиновую или
войлочную основу (лицевой стороной
вниз) и соответствующими чеканами про-
чеканивают изнанку в местах подъема
лицевого рельефа. Эта операция вызыва-
ет искажение заготовки, которое устраня-
ют правкой фона на ровной правочной
плите.
Для окончательной обработки отож-
женную заготовку вновь насмаливают, но
на этот раз полученные на листе полости
рельефа предварительно заполняют смо-
лой. В зависимости от точности и слож-
ности изображения изделие может на-
смаливаться до 4—5 раз. Окончательную
доработку рельефа и фона производят
с большей тщательностью. Чекан для этого
выбирают не только по форме, но и по
поверхности боя, чтобы придать поверх-
ности изделия определенную фактуру.
Снятое со смолы изделие отжигают,
очищают от нагара и отбеливают, затем
обрезают по чистовому размеру. Даль-
нейшая обработка ведется согласно его
назначению. Если изделие не требует
пайки, его крацуют, оксидируют, полиру-
ют.
§ 43. Гравирование
Гравирование—вид художественной
обработки изделия, который заключается
в вырезании рисунка на изделии шти-
хелями. В ювелирной практике применя-
ется ручное двухмерное (плоскостное)
гравирование, по-иному — гравирование
для вида. Ручное гравирование — сложный
и трудоемкий процесс, требующий от ис-
полнителя большого мастерства, выдерж-
ки и сосредоточенности. Г равирование
ювелирных изделий выполняется за юве-
лирным верстаком с помощью гравер-
ных приспособлений и инструмента.
Гравирование для вида — распростра-
ненный вид ручных граверных работ. Он
включает выполнение на изделиях рисун-
ков и дарственных надписей под глянец
и под чернение.
При гравировании изделие должно
быть укреплено. Для этой цели исполь-
зуют: деревянные тисочки, крепежные
дощечки, шрабкугель и кранц.
Деревянные тисочки — ручные и на-
стольные с различной формой губок, та-
кие же как и для закрепки камней.
Применяются для укрепления объемных
изделий.
Крепежные дощечки — изготовляют из
вязких пород дерева. Служат для укреп-
ления плоских изделий. Горизонтальные
размеры дощечек зависят от размеров
изделия, толщина их 20—25 мм. Укреп-
лять изделие на дощечках можно с по-
мощью гвоздиков, прижимая пластину по
контуру шляпками, сургучом и закрепоч-
ными пастами.
Шрабкугель (шаровые тиски) — пред-
ставляет собой чугунный шар около
130 мм в диаметре, у которого сверху
срезан сегмент и вырезан паз, в котором
болтами зажимается дощечка с изделием.
Для того чтобы изделие можно было
свободно передвигать под любым углом,
под шрабкугель подкладывают кожаное
кольцо.
Кранц (граверная подушка) — тяжелая
кожаная или парусиновая круглая подуш-
ка, туго набитая песком. Диаметр кранца
180—200 мм. Служит он подкладкой под
крепежную дощечку или настольные дере-
вянные тисочки для свободного маневри-
рования изделием. Кранц (рис. 125) —
самое простое и распространенное гра-
верное приспособление. Его, как правило,
изготовляют сами мастера. Для этого из
толстой кожи (3—4 мм) вырезают два
круга диаметром 180—200 мм, замачи-
вают их в воде и мокрыми сшивают
168
по окружности на расстоянии 5 мм от
края. Круг прошивают не полностью —
30—50 мм оставляют незашитыми. Через
незашитое отверстие в образовавшийся
мешок насыпают мелкий сухой, промытый
песок. Затем отверстие зашивают и по-
душку выравнивают на столе.
Штихели. Как уже упоминалось, изде-
лие гравируют штихелями. Штихель — это
стальной резец, подобно закрепочному,
вставленный в деревянную ручку грибо-
видной формы. Длина резца 100—120 мм.
Изготовляют штихели из инструменталь-
ных сталей У12А или ХВГ. Кроме этих
сталей можно использовать: прутковую
сталь «серебрянку», рессорные полоски,
наружные кольца шарикоподшипников
(выпрямив их), небольшие плоские на-
пильники и лезвия опасных бритв. Обя-
зательное требование к штихелю — хо-
рошая заделка и правильная заточка. От
этого во многом зависит качество вы-
полняемой работы. Если штихель недо-
кален, он быстро притупляется или сми-
нается его режущая кромка, если же
перекален — режущая кромка его посто-
янно выкрашивается.
Термически обработанные штихели
вставляются в ручки различной длины,
для подгонки штихеля по руке по мере
его стачивания. Ручки изготовляют дли-
ной от 30 до 70 мм. Шейка ручки укреп-
ляется металлическими кольцами, которые
предохраняют ее от растрескивания во
время насадки. Хвостовая часть клинка
заходит в предварительно засверленную
ручку на 2/з ее длины. Нижняя часть
грибка ручки (со стороны лезвия) скалы-
вается, что делает штихель наиболее
удобным для работы — позволяет плот-
но обхватывать ручку мизинцем, придер-
живая ее, и устанавливать во время гра-
вировки любой угол между лезвием и из-
делием.
, Штихели различаются по форме попе-
речного сечения, определяющей назна-
чение инструмента. Кроме того, штихели
каждого профиля (рис. 126) делятся по
номерам в зависимости от толщины и
Рис. 125. Кранц (граверная подушка)
Рис. 126. Профили граверных штихелей:
а — грабштихеля, б — фасеттенштихеля, в —
мессерштихеля, г — шпицштихеля, д — болл-
штихеля, е — флахштихеля ж — шатирштихеля
имеют названия. Названия эти, аналогично
названиям ювелирного инструмента, в
основном немецкого происхождения.
Грабштихель — удобен для гравирова-
ния на больших плоскостях и вогнутой
поверхности. Имеет изогнутый клинок,
прогиб которого от 3 до 8 мм. Угол
лезвия может колебаться от 30 до 90г.
В поперечном сечении имеет форму
ромба.
Фасеттенштихель — один из самых хо-
довых штихелей, предназначается для
проведения точных линий, выполнения
узоров плоскостной гравировки и чисто-
169
Рис. 127. Заточка штихеля
вой обработки рисунка. По форме про-
филя трапециевидный с резко заострен-
ным лезвием. Имеет прямолинейный кли-
нок с углом заострения лезвия от 60
до 120 .
Мессерштихели предназначаются, тон-
кие — для выполнения очень тонких (в во-
лос) легких линий, толстые — для наколов,
проведения сильных резких линий и чисто-
вой обработки Имеют прямые клинки
клиновидного профиля с прямыми стенка-
ми. Кромка лезвия во избежание обла-
мывания зашлифовывается радиусом 0,1 —
0,2 мм. Угол заострения лезвия в зави-
симости от толщины штихеля—15—30 .
Шпицштихель — служит для гравирова-
ния контура рисунка, нанесения четких
глубоких линий, сильных штрихов, глян-
цевой подрезки. В отличие от мессер-
штихеля имеет выпуклые боковые стенки.
Клинок прямой, угол лезвия колеблется
в пределах 30—45'.
Боллштихель — применяется для гра-
вировки закругленных линий (желобков),
глубоких точек (ямочек), для глубокой
(рельефной) гравировки. Должен иметь,
аналогично закрепочному, закругленное
лезвие. Радиус закрепления выбирается
от характера работы (от 0,3 до 5 мм).
Флахштихель — используется для вы-
емки и выравнивания фона, в ряде слу-
чаев для шабрения поверхности глянце-
вой подрезки Имеет плоское лезвие (ре-
жущую кромку). Ширина лезвия может
быть от 0,2 до 5 мм Флахштихель с
широким лезвием, имеющий форму пере-
вернутого клинка, называется «обратный
мессер». Для облегчения работы и заточ-
ки лезвие флахштихеля затачивается
низко.
Шатирштихель (ребштихель) — упот-
ребляется для штриховки и матирования
поверхности. В отличие от флахштихеля
на лезвии имеет мелкую зубчатую насеч-
ку. Шаг насечки от 0,1 до 0,4 мм.
Одна из причин брака при гравирова-
нии — неправильная заточка штихелей, по-
этому нельзя приступать к работе, не
имея определенных навыков заточки.
Подготавливая штихель к работе, преду-
сматривают не только удобство гравиров-
ки, но и удобство его заточки. Для этого
у штихеля со стороны спинки примерно
на */з длины свободного клинка на наж-
дачном точиле делается срез. Срез ста-
чивается таким образом, чтобы высота
лезвия рабочей части штихеля была от
1,5 до 3 мм. При таком срезе конец
штихеля не загораживает рисунка во вре-
мя гравирования и уменьшается площадь
заточки его рабочей части. На боковых
ребрах среза снимается фаска, предохра-
няющая пальцы от пореза.
Режущую кромку образует площадь
заточки (лобовая площадка) со стенками
и лезвие (основанием) клинка. Лобовая
площадка должна образовывать с лезви-
ем клинка угол 45 (угол заточки). Угол
заточки менее 45° заставит штихель «за-
рываться» в металл и срезать металл рыв-
ками. При угле заточки более 45 шти-
хель будет проскальзывать по направле-
нию клинка. Обязательное условие заточ-
ки — плоское (без выпуклостей и закруг-
лений) затачивание лобовой площадки
штихеля. При заточке штихеля на бруске
локоть правой руки должен быть на весу,
кисть — сильно прижимать площадку к
камню под углом 45 (рис. 127). Затачи-
вают штихель со стороны спинки, следя
170
тем, чтобы не пережечь режущую
кромку. Для заточки применяют мелко-
зернистые бруски типа «арканзас», поверх-
ность которых смачивают жидким машин-
ным маслом или керосином. После за-
точки н. бруске снимают заусеницы на
(лянцевом оселке или плотноструктурном
кремнистом сланце. Лезвие и боковые
гтгнки клинка, если они образуют кромку,
заполировывают на коже, натертой пастой
ГОИ. Лезвие заполировывают короткими
движен-.ями назад (в сторону ручки),
чтобы не испортить жало режущей кром-
ки. Заточка штихелей — это сложный про-
цесс, к которому нужно относиться пре-
дельно внимательно
Перед тем как приступить к грави-
рованию, необходимо соответствующим
образом подготовить поверхность изде-
лия. Если гравирование должно быть
выполнено не глянцевой поверхности, из-
делие .щательно полируют, если поверх-
ность должна быть матовой, изделие под-
вергают матированию. Придать поверх-
ности матовость можно, обработав изде-
лие крацовкой (обработка на моторе
металлической щеткой), пескоструйкои,
мелкой шкуркой, пемзой. Изделие с об-
работанной под гравировку поверхностью
укрепляют в соответствующем приспособ-
лении.
Для нанесения рисунка поверхность
изделия покрывают тонким слоем белой
акварельной краски или жидкой гуаши
и дают ей просохнуть. Если после вы-
сыхания на изделии заметны сгустки
или незакрашенные места (плешины),
краску з этих местах выравнивают влаж-
ным пальцем.
Несложный рисунок может быть сде-
лан о«' руки остроотточенным жестким
карандашом по высохшей краске.
Сложные рисунки внача.т выполняют
на бума»е в натуральную величину. Изоб-
ражение должно быть четким, все тональ-
ные и теневые переходы даются штриха-
ми или точками. Переносят рисунок на
окрашенную поверхность изделия через
копировальную бумагу. Если не имеет
Рис. 128. Положение штихеля в руке
значения, какое получится изображение —
обратное или прямое, его переводят с
лицевой стороны карандашного рисунка.
Для этого 1ервоначальный рисунок четко
выполняется карандашом. Затем, плотно
прижав р* гунок лицевой стороной к окра-
шенной и покрытой тонким слоем воска
поверхности изделия, с внешней стороны
гладким округлым предметом (ручкой
штихеля) проглаживают всю поверхность
изображения. В обоих случаях недоста-
точно четкий рисунок подправляют ка-
рандашом. Для нанесения слоя воска
изделие подогревают и натирают кусоч-
ком во^ка, который, тая, растекается по
поверхности. Образовавшиеся натеки сни-
мают, пока изделие не остыло.
При сложных изображениях, когда есть
опасение, что рисунок может стереться в
процессе гравировки, его покрывают тон-
ким слоем прозрачного нитролака.
Если на открытой поверхности грави-
руемого изделия остались неокрашенные
полированные участки, которые, отражая
свет, слепят глаза, их целесообразно по-
крывать слоем воска. Кроме того, что воск
рассеивает свет, он предохраняет полиро-
ванную поверхность от затирания.
Для гравирования штихель берут в пра-
вую руку так, чтобы ручка своей тыльной
частью упиралась в ладонь (рис. 128).
Большим и указательным пальцами шти-
хель поддерживают на гравируемой по-
верхности в положении лезвия клинка. При
гравировании большой палец правой руки
упирают в гравируемую поверхность, ре-
гулируя давление штихеля на металл и
страхуя штихель ^т проскакивания и сры-
вов. Большой палец правой руки может
упираться также в большой или указатель-
171
ный палец левой руки, держащей приспо-
собление с зажатым в нем изделии. Левая
рука постоянно регулирует положение
прорезаемой линии, поворачивая приспо-
собление с изделием и направляя линию
навстречу режущей части штихеля.
Гравирование под глянец. К гравирова-
нию под глянец предъявляются повышен-
ные требования, так как и углубленная, и
поверхностная части узора открыты для
просмотра. Выбранная часть рисунка
должна быть одинаково глянцевой и четко
прорезанной, а поверхностные участки
иметь безошибочное штриховое оформле-
ние. При гравировании по глянцу ведущим
штихелем является фасеттенштихель. Им
одним можно проводить линии различной
ширины. При положении штихеля прямо
(без бокового наклона) прорезают тонкие
линии, при утолщении линии штихели на-
клоняют в сторону необходимого утолще-
ния. Чем больше наклон штихеля, тем ши-
ре прорезаемая линия. При гравировании
под глянец линию следует прорезать, не
отрывая штихель от металла, так как в
противном случае образуются ступени.
Для оформления рисунка наряду с фасет-
тенштихелем пользуются и другими шти-
хелями: шпицштихелем — для подрезки
(опускания) фона, чтобы было рельефней
изображение; мессерштихелем — для
штриховой фоновой обработки и т. д. Ко
всем штихелям для гравирования под гля-
нец предъявляется обязательное требова-
ние — быть хорошо отполированными.
Гравирование под чернение. Выграви-
рованный узор предназначается для за-
ливки чернью. В отличие от гравирования
под глянец при гравировании под черне-
ние не требуется зеркального среза,
наоборот — шероховатость поверхности
способствует лучшему сцеплению основ-
ного металла с чернью. Как правило, при
гравировании под чернение сначала окон-
туривают рисунок (шпицштихелем), а уж
затем рисунок углубляют. Гравируют не-
большими штрихами с последующим вы-
равниванием прореза. Участки изделия, не
подлежащие заполнению чернью, тща-
тельно отполировывают и во время гра-
вирования предохраняют от нанесения
ошибочных штрихов и царапин.
§ 44. Эмалирование
Эмалирование — это вид декоративной
отделки, связанный с покрытием
участков изделия легкоплавкой стекловид-
ной массой. В производстве ювелирных
изделий из драгоценных металлов поль-
зуются горячими эмалями, т. е. теми,
которые накладываются посредством об-
жига. Кроме декоративных качеств эмаль
обладает прекрасными защитными свойст-
вами благодаря стойкости против химиче-
ских реагентов. По химическому составу
это — соли кремниевой кислоты. Компо-
нентами сплава являются: окислы свинца,
кремния, калия, бария, натрия, трехокиси
мышьяка, сурьмы и окислы красящих
металлов. Цвет эмалей может быть самым
различным, подгоняют его включением
определенных веществ. Например: крас-
ные цвета можно получить включением
оксида хрома, металлической меди, сое-
динений золота, оксида железа; синий и
голубой — оксида кобальта; зеленый —
оксида меди и оксида хрома; бирюзо-
вый — соединения оксида олова с фос-
форнокислой медью, а также металли-
ческой меди. Черный цвет получают до-
бавлением оксида иридия, оксида марган-
ца. Желтый цвет дают оксид хрома, ти-
тановая кислота, трехокись сурьмы, соеди-
нение серебра. Есть вещества, которые в
зависимости от пропорции придают спла-
ву совершенно различную окраску. Это:
оксид хрома, оксид железа, металличе-
ская медь, оксид марганца и т. д. Цвет-
ные эмали могут быть прозрачными и не-
прозрачными (глухими). Непрозрачность
эмалей достигается введением в
состав сплава оксида олова, трехокиси
мышьяка, фосфорной кислоты и других
веществ, заглушающих прозрачность.
Классифицируются эмали по технологи-
ческим и конструктивным особенностям
изделий, удерживающих эмаль на поверх-
172
мости. Их делят на выемчатые, перегород-
чатые, оконные и живописные. В ювелир-
ной промышленности в настоящее время
большее применение находят выемчатые и
перегородчатые; оконные и живописные
встречаются очень редко.
Выемчатыми эмалями называют те, для
которых в изделиях сделаны углубления
(выемки), выполненные граверной техни-
кой, штамповкой или чеканкой. Углубле-
ния делают на глубину 0,5—0,8 мм. Стен-
ки углубления должны быть вертикальны-
ми, а лучше с поднутрением, тогда эма-
левое покрытие прочно удерживается на
металле. При покрытии прозрачной
эмалью больших поверхностей площадку
(покрываемую поверхность) разделывают
штихелем определенным рельефным ри-
сунком. Под непрозрачные эмали площад-
ку матуют или делают на ней насечку
штихелем для образования шероховатой
поверхности. Такое состояние площадки
способствует лучшему сцеплению эмали с
металлом.
Перегородчатые эмали — эмали, за-
полняющие углубления между перегород-
ками, сделанными из вальцованной про-
волоки или филиграни, припаянных к ос-
нованию. Та часть изделия, которая пред-
назначена для покрытия эмалью, выполне-
на в виде низкой, открытой сверху коро-
бочки; перегородки, как правило, создают
определенный рисунок. Высота перегоро-
док и бортика около 0,8—1,0 мм. Пайка
перегородок должна производиться толь-
ко высокотемпературными припоями,
имеющими температуру плавления выше
температуры плавления эмали.
Оконные, или прозрачные, эмали пред-
ставляют собой эмалевую затяжку сквоз-
ных отверстий прозрачными цветными
эмалями. Изделия под оконную эмаль
должны иметь вырезанный в металле или
выполненный филигранной техникой
ажурный рисунок (узор), отверстия кото-
рого заполняются цветной прозрачной
эмалью. Работа эта требует от эмалиров-
щика большого мастерства.
Живописные эмали — миниатюрная
живопись эмалью на изделиях, покрытых
эмалью. Это самый трудоемкий и кро-
потливый вид эмалирования, требующий
от исполнителя не только мастерства, но
и больших художественных способностей.
Основа, сплошь покрытая эмалью, по ко-
торой производят роспись, изготовляется
из меди, серебра и золота и может иметь
любую форму. Этот вид эмалирования от-
личается большим разноообразием эма-
лей, различных как по цвету, так и по
температуре плавления.
Прежде чем приступить к эмалирова-
нию, эмали готовят к наложению. Даже в
одном куске или плитке эмаль может быть
неоднородной. Поэтому плитки или круп-
ные куски перед измельчением колют и
выбирают участки одинаковой прозрачнос-
ти и цвета, без помутнений и загрязнений.
Отобранные куски дробят стальным пес-
ком и в стальной ступе до образования
очень мелкой крошки. Крошку тщатель-
но промагничивают и растирают с водой в
фарфоровой или агатовой ступе таким
же пестом до образования однородной
кашицы. Очень важно, чтобы зернистость
кашицы была одинаковой. Образовавшаяся
в результате дробления пыль удаляется
многократным промыванием измельчен-
ной эмали в воде и сливается в виде
мути. Очищенная от пылевидных частиц
кашица считается годной к наложению. Во
избежание загрязнения во время эмальер-
ных работ эмаль заливают водой и таким
образом сохраняют. Перед наложением
эмали лишнюю воду сливают. Вся работа
по подготовке эмали должна проводиться
в идеально чистых условиях, так как попа-
дание пыли и грязи в эмаль даст брак —
темные пятна.
Перед наложением эмали изделия от-
жигают (нагартованные изделия могут по-
лучить искажение — покоробиться в про-
цесс нагрева с эмалью) и отбеливают.
Изделия, углубления которых не подготов-
лены штихелем, крацуют латунными щет-
ками. Затем изделие промывают и просу-
шивают. Места, не покрывающиеся
эмалью, должны быть без дефектов: забо-
173
ин, трещин, царапин, случайных рисок и
т. д. Эмалевую кашицу раскладывают
(припускают) в подготовленные для эмали
места, выравнивают и уплотняют встряхи-
ванием (легким постукиванием пальцами
по изделию сбоку). Накладывают эмаль
кисточкой или металлическим шпателем
(тонкий стержень с расплющенным кон-
цом). Влагу из кашицы удаляют с по-
мощью фильтровальной бумаги или ватно-
го тампона, и изделие сушат. Ту часть
эмали, которая попала на места, не под-
лежащие эмалированию, удаляют.
Обжигают эмаль в муфельных печах
при температуре нагрева камеры 600—
800 С в зависимости от температуры плав-
ления эмали. Изделия помещают в печь на
подставке из листового железа с загну-
тыми вниз с двух сторон краями. Такая
подставка обеспечивает равномерный про-
грев изделий со всех сторон. Перед обжи-
гом эмали подставку прокаливают и оби-
вают с нее окалину.
При пользовании пламенными источни-
ками тепла необходимо изолировать изде-
лие от попадания на него копоти. Кроме
того, соприкосновение открытого пламени
с эмалью меняет ее цвет. Обжиг длится
до растекания эмали и появления на ее
поверхности зеркального блеска. Затем
изделие постепенно охлаждают. В тех слу-
чаях, когда эмаль должна быть запод-
лицо с металлом, эмалированную по-
верхность опиливают мелкозернистым
бруском, смоченным в воде, до выравни-
вания с металлом.
При наложении на одно изделие не-
скольких эмалей, если неизвестна темпе-
ратура плавления их, делают пробу эма-
лей на плавкость. Для этого на металли-
ческой пластинке раскладывают эмали не-
скольких цветов (сортов) и помещают в
муфельную печь, внимательно следя за
последовательностью их расплавления.
Определив последовательность расплав-
ления испытуемых эмалей, приступают к
наложению их на изделие Раскладку и
обжиг начинают с тугоплавких эмалей, од-
новременно с этим грунтуют места, под-
готовленные для более мягких, тугоплав-
кой эмалью выбранного тона Затем накла-
дывают более мягкие эмали. При рас-
кладке перегородчатой эмали со скаными
перегородками необходимо следить за
тем, чтобы кашица лежала ровным слоем и
не набегала на стенки перегородок. Эмаль
не должна доходить до верхнего предела,
так как последующее опиливание эмалей
со скаными перегородками не допуска-
ется.
Наложение эмалей на изделия с глад-
ковальцованными перегородками несколь-
ко отличается от наложения их на изделия
со скаными разводами. Эмалевую кашицу
раскладывают вровень со стенками пере-
городок, при обжиге эмаль оседает —
первую прокладку считают грунтом.
Эмаль раскладывают и обжигают до тех
пор, пока в обожженном состоянии она не
заполнит ячейки до высоты перегородок.
Затем поверхность выравниьают мелко-
зернистым бруском и тщательно промы-
вают. Полученную матовую поверхность
эмали обжигают в печи до появления
блеска. После этого изделие полируют.
Часто перегородчатые эмали сверху по-
крывают бесцветной эмалью — фондовом.
Делают это в два-три приема, пока пере-
городки не окажутся под фондовом. При
приготовлении фондона надо особенно
тщательно следить за чистотой; растирать
и размешивать его лучше в дистиллиро-
ванной воде.
Наложение оконной эмали сложно тем,
что ее приходится накладывать на сквоз-
ное отверстие. Подготовленные для эма-
лирования отверстия (прорезанные или
филигранные) заполняют эмалевой каши-
цей. Крупные окна предварительно затяги-
вают фондоном, а уже затем расцвечи-
вают цветной эмалью. Окна заполняют,
зачерпнув шпателем эмалевую кашицу и
распределяя ее в отверстиях так, чтобы
они затянулись пленкой. Потом фильтро-
вальной бумагой отсасывают влагу и, если
пленка лопается, затягивание повторяют.
Затянув все отверстия ажура кашицей и
просушив ее, изделия осторожно (без
174
толчков) помещают в печь и держат там
до тех пор, пока эмаль не начнет расте-
каться, затягивая отверстия. Извлеченным
из печи изделиям дают остыть, пу-тые
отверстия снова заполняют кашицей и об-
жигают. Так, путем нескольких обжигов
достигают полного заполнения отверстий
и нужного слоя оконной эмали. При обжи-
ге оконной эмали внимательно следят за
тем, чтобы не допустить перегрева, ина-
че эмаль провалится и прорвется.
Эмалевую живопись наносят на слой
покровной эмали который накладывается
на эмалевый грунт металлической основы.
Основой может служить, как уже говори-
лось, золотая, серебряная или медная
пластина, »ырезанная по контуру и выгну-
тая (если это надо) по заданной форме.
Если эта пластина служит накладкой (вер-
хушкой), прикрепляющейся механическим
способом, то к ней припаивают штифты.
Перед наложением на верхушку грунта ее
отжигают, протравливают, промывают и
сушат. Грунтом чаще всего служит белая
(молочная) эмаль, которую кашицей на-
кладывают на поверхность верхушки. На-
кладывают эмаль (контр-эмаль) и с обрат-
ной стороны вертушки. Контр-эмаль, на
которую используют остатки эмалей, на-
кладывается более тонким слоем. Удалив
из кащицы влагу и просушив ее, верхуш-
ку помещают на подставке в печь для
обжига. При первом обжи.е изделие вы-
держивают з печи до тех пор, пока эмаль
не начнет собираться в бугорки и блес-
теть, затем его вынимают и вторично накла-
дывают кашицу, стараясь заполнить углуб-
ления между бугорками. Просушенное
изделие снова помещают в пе» • и на этот
раз выдерживают до полного растекания
эмали. На остывший грунт накладывают
слой покровной эмали, обладающей ис-
ключительной чистотой цвета. После на-
ложения и обжига покровного слоя
эмаль выравнивают, опиливая мокрым
бруском, промывают и выравнивают в
растворе поташа и снова обжигают дп по-
явления ровного блеска. Изображение на
эмалированную поверхность переводят
копировальной иглой через копироваль
ную бумагу на подслой скипидарного
масла.
Живописные краски растирают со ски-
пидарным маслом до тех пор, пока кучка
краски не перестанет растекаться на стек-
ле. До росписи живописные краски оп-
робывают на изменение цвета при обжиге*
и подфондоном, затем раскладывают на
стекле с подклеенной белой бумагой. Про-
писку рисунка производят чертежным пе-
ром или тонкой кисточкой,' начиная с кон-
тура. Роспись живописными эмалями осу-
ществляется в последовательности пони-
жения температур плавления эмалей, т. е.
сначала накладывают штрихи эмалями,
имеющими более высокую температуру
плавления, обжигают, затем с температу-
рой плавления ниже опять обжига-
ют и т. д. Таким образом, роспись получа-
ют после многократного обжига эмалей.
При этом следует внимательно следить
за тем, чтобы не допустить перегрева,
в результате которого расписные штрихи
могут тонуть и расплываться в грунте.
Завершенная живопись покрывается фон-
доном, который предохраняет рисунок и
придает ему блеск.
§ 45. Чернение
Чернение — это вид декоративной от-
делки, заключающийся в наложении на
поверхность изделий легкоплавкого сплава
черного ивета (черни). Чернью декори-
руют ювелирные издел» i из драгоценных
металлов — золота и серебра. Хорошо
ложится чернь на медные сплавы. Обяза-
тельные компоненты черненого сплава —
серебро, медь, свинец и сера. В некото-
рых рецептах свинец можно замещать
оловом и вводить в состав сплава буру,
хлористый аммоний, висмут. Существует
много видов черни, отличающихся по
составу, цвету и блеску. Цвет и блеск чер-
ни зависят о- состава сп. эва, от соотно-
шения в нем различных компонентов. Ни-
же приводя.ся рецепты черни, компонен-
175
ты в них указаны в массовых частях:
1) серебро— 3, медь — 2, свинец— 2;
2) серебро — 3, медь — 1, сера — 3;
3) серебро—1, медь — 2, олово — 3,
бура — 6;
4) серебро — 1, медь — 3, свинец — 3,
бура — 6;
5) серебро — 2, медь — 4, 5, свинец —
4, 5, сера 24, бура — 1 ;
6) серебро — 2, медь — 5, свинец — 3,
сера — 24, бура — 1;
7) серебро — 1, медь — 2, свинец — 3,
сера — 12, бура — 1;
8) серебро—1, медь — 5, свинец—7,
сера — 24, бура — 4;
9) серебро— 1, медь — 4, 5, свинец —
7,5, сера — 37,5, хлористый аммоний —
1,2;
10) серебро—1, медь — 2, свинец —
1,4, сера — 10,7, бура — 1;
11) серебро — 9, медь — 1, свинец — 1,
сера — 30, висмут — 1.
Но качество черневого покрытия зави-
сит не только от состава черни, но и от
способов приготовления и наложения. Су-
ществует несколько способов приготовления
черни, различие их состоит в том, что в
одних случаях сначала сплавляют между
собой металлы, а потом добавляют серу, а в
других сначала получают сернистые метал-
лы, а потом их сплавляют.
Процесс приготовления выглядит сле-
дующим образом.
В графитовом тигле или в куске дре-
весного угля сплавляют серебро с медью
и добавляют положенное количество свин-
ца (или олово). Во избежание окисления
расплава его присыпают слоем буры.
В очищенный от шлака расплав вводят
серу и другие компоненты, после чего
расплав тщательно перемешивают. Плав-
ку ведут с постоянным удалением шлака.
Чистый перемешанный расплав выплески-
вают на чугунную основу и дают ему ос-
тыть. Затем твердый сплав измельчают и
повторяют плавку с добавлением буры и
серы, для образования однородной массы.
Чернь считается качественной при трех-
кратном повторении плавки. В конечном
итоге измельченный сплав просеивают че-
рез мелкое сито
Иногда плавку ведут в двух тиглях.
В одном плавят металлы, в другом — се-
ру. Потом металлический расплав вылива-
ют в тигель с серой и перемешивают.
Охлажденный сплав, вылитый на чугунную
плиту и измельченный, также подвергают
плавке.
При способе сплавления сернистых
металлов приготовление черни начинают с
получения сернистых металлов. Для этого
каждый из металлов (серебро, медь и
свинец) выдерживают в определенном со-
отношении с серой в муфельных печах
при нагретом до 300—400°С тигле. Соот-
ношение серебра и свинца с серой выра-
жается как 5:1, меди с серой как 3:1.
Сернистые соединения каждого металла
измельчают и для приготовления черни
берут (мае. ч.): сернистого серебра—1,1,
сернистой меди — 4,5, сернистого свин-
ца — 4,4. Смесь сернистых соединений
плавят в тигле при температуре 800°С.
Не доводя до полного нагрева, в расплав
вводят хлористый аммоний из расчета
1 ч. на 3,5 ч. расплава. Полностью расплав-
ленный и перемешанный сплав выливают
на подогретую чугунную плиту и дают
ему остыть. Если чернь, приготовленную
по данному рецепту, выразить в чистых
веществах, то соотношение компонентов
будет следующим (мае. ч.): серебра—1,
меди — 8, свинца — 4, серы — 3,5, хлорис-
того аммония — 2,8.
Чернь накладывают только на хорошо
подготовленную поверхность изделия.
Подготовка заключается в том, чтобы на
поверхности были сделаны углубления, ко-
торые заполнятся чернью. Углубления, или
гравированный рисунок, выполняют шти-
хелем без глянцевой подрезки. Шерохова-
тость поверхности углублений способству-
ет лучшему сцеплению черни с основ-
ным металлом. Глубина рисунка может
быть различной, но не менее 0,2 мм, что-
бы черневое покрытие не вывелось при
последующей обработке. Поверхность из-
делия, не покрывающаяся чернью, должна
176
быть тщательно обработанной, без рисок,
царапин и других дефектов.
Тонко измельченный порошок черни
разбавляют раствором буры, поташа и по-
варенной соли до сметанообразного со-
стояния. Приготовленную кашицу наклады-
вают на участки, подлежащие чернению.
Изделие предварительно обезжиривают.
Кашицу выравнивают на поверхности из-
делия так, чтобы были заполнены все уг-
лубления, затем фильтровальной бумагой
или ваткой из нее удаляют влагу. Чернь,
попавшую на места, не подлежащие чер-
нению, аккуратно убирают, и все изделие
просушивают. После этого изделие об-
жигают в печи при температуре 300—
400°С до полного расплавления черни.
Остывшее покрытие может иметь натеки и
неровности, поэтому изделие подвергают
механической обработке. В зависимости от
состояния покрытия изделие опиливают
или шабрят. Для опиливания используют
мелкие надфили или напильники. Обраба-
тывают черневое покрытие аккуратно, не
нарушая рисунка и конфигурации поверх-
ности. Далее следует полировка, и чернь
приобретает свойственный ей блеск и от-
тенок.
§ 46. Оксидирование
Оксидирование металлов заключается
в получении на их поверхности стойкой
защитной пленки. Подвергаются этой об-
работке изделия из серебра и недраго-
ценных металлов. Оксидирование может
производиться двумя способами — хими-
ческим и электрохимическим. В последнее
время все большее распространение полу-
чает пассивирование металлических изде-
лий и их покрытий (получение бесцвет-
ной. защитной пленки). Однако наряду с
пассивированием не утрачивает своего
значения и цветное оксидирование, повы-
шающее декоративные качества и антикор-
розионные свойства изделий. Сходность
процессов электролитического осаждения
металлов и оксидирования позволяет про-
водить оксидирование в тех же гальвани-
ческих цехах. Иногда оксидирование явля-
ется продолжением электролитической
обработки.
Оксидирование серебра. Пассивирова-
ние и цветное оксидирование серебра и
серебряных покрытий производятся
электрохимическим и химическим спосо-
бами. Полученная на поверхности изделия
при пассивировании плотная и эластичная
пленка не изменяет цвета серебра и дли-
тельное время сохраняет от потускнения
его поверхность. При электрохимическом
пассивировании серебра пользуются элект-
ролитом следующего состава (г/л):
Хромовокислый калий К;СгО4 100—150
Углекислый натрий Na.CO3 . 1—2
Температура раствора 18—22°С, плот-
ность тока 1 А/дм2, время обработки
35 мин. После обработки изделия промы-
вают и сушат в течение 5—10 мин при
температуре 60—70°С.
При химическом пассивировании в
раствор входят (г/л):
Двухромовокислый калий К Cr О-’ .10
Оксид хрома СгОз................1
Температура раствора 18—25°С, время об-
работки 1—2 с. После обработки изделия
тщательно промывают в проточной воде и
сушат.
Декоративное оксидирование серебра,
придающее изделиям черный с синим от-
тенком цвет, можно производить электро-
химическим способом в растворе состава
(г/л):
Сернистый натрий Na2S • 9Н2О . 20—30
Сернистокислый натрий Na2SO3 . 15—20
Серная кислота H2SO4 .... 5—10
Ацетон (СН3)2СО.............. 3—5
Температура раствора 18—25°С, плот-
ность тока 0,1—0,5 А/дм2, продолжитель-
ность процесса 1 —5 мин.
Для получения серебра различных от-
тенков черного цвета способом
химического оксидирования пользуются
раствором серной печени. Серную печень
получают сплавкой в железном сосуде се-
177
ры и поташа в соотношении 1:2. Получен-
ный застывший сплав измельчают и раство-
ряют в 100 ч. воды. Сухую серную печень
держат в закупоренном сосуде. Раствор
серной печени сохраняет свои свойства в
течение суток.
При оксидировании обезжиренные из-
делия погружают на 2—5 мин в раствор
серной печени, нагретой до 60—70 С.
Для местного оксидирования (оксидирова-
ния отдельных участков) раствор наносят
кисточкой на подогретое изделие. Цвет и
оттенок окраски зависят от выдержки и
температуры раствора. Чтоб получить бо-
лее темные и глубокие тона, поташ в сос-
таве серной печени заменяют кальциниро-
ванной содой. Чтобы цвет покрытия был
более устойчивым, в раствор добавляют
несколько капель аммиака. Преобладаю-
щие оттенки пленки, получаемые при об-
работке серной печенью, — желтоватый,
коричневатый, серый.
Существует еще ряд растворов, в кото-
рых химическим способом можно полу-
чить пленку различной тональности. Так,
раствор 5 г/л серной печени и 10 г'л
углекислого аммиака используется для по-
лучения черной, серой и черной с синим
отливом оксидных пленок. Для получения
глубокой черной пленки рекомендуется
раствор 10 г, л углекислого аммония
(NHi) СО, и 25 г/л сернистого калия. Мяг-
кую коричневую окраску дает раствор из
10 ч. медного купороса, 5 ч. нашатырного
спирта и 100 ч. уксусной кислоты. Стой-
кую черную с сероватыми и коричнева-
тыми тонами — раствор, состоящий из 2 ч.
медного купороса, 1 ч. азотнокислого ам-
мония, 2 ч. нашатырного спирта и 10 ч.
уксусной кислоты.
От светлых до темно-коричневых тонов
дает раствор сернистого аммония концен-
трации 20 г. л. От светло-серой до темно-
голубой получается пленка в растворах.1
1,5 г/л серной печени и 10 г/л углекис-
лого аммония или 15 г л серной печени и
40 г,'л хлористого аммония.
Глубокий черный цвет с бархатистым
оттенком получается при оксидировании
предварительно амальгамированных изде-
лии в растворе серной печени.
Технология оксидирования химическим
способом одинакова для всех растворов,
разница заключается лишь в температуре
нагрева и времени выдержки изделия в
растворе или раствора на изделии (если
раствор наносят кисточкой), от которых за-
висят цвет, оттенок и глубина тона. После
оксидирования изделия высушивают при
комнатной температуре, а затем при на-
добности очищают рельеф поверхности
сухой суконкой с мелом, пемзой,
пудрой и др. Очистка выпуклых час-
тей изделия делает его более декора-
тивным.
Качественное глубокое оксидирование
дает стойкую защитную пленку. Пленка не
растворяется в воде, слабых растворах
кислот, выдерживает крацовку мягкими
латунными щетками, что придает блеск
оксидированному изделию.
Оксидирование медных сплавов. Раст-
воры для химического оксидирования
медных сплавов, мельхиора и нейзильбера
аналогичны растворам для химического
оксидирования серебра. Однако цвет пле-
нок, образованных на них, не всегда сов-
падает с цветом пленок на серебре.
Глубокий черный цвет на меди полу-
чают обработкой изделий в растворе сле-
дующего содержания: каустическая сода
NaOH— 50—60 г/л, персульфат калия
KjS O.x—14—16 г л. Изделия выдержива-
ют в растворе в течение 5 мин при темпе-
ратуре 6П—65 С.
Оксидирование латуни с получением
пленки красивого черного цвета с сине-
ватым отливом производят следующим
образом. Сначала изделия проходят обра-
ботку в растворе хромпика — двухромо-
вокислый калий K-jCr-jO’ 70—80 г/л,
серная кислота H..SO: 20—25 г/л при тем-
пературе 15—25 С в течение 15—20 с.
Затем, после промывки, изделия оксиди-
руют в растворе, концентрация которого
колеблется в широких пределах: водный
25%-ный раствор аммиака — от 100 г/л до
1 л, углекислая медь — от 40 до 200 г/л.
178
Процесс обработки длится 25—30 мин при
температуре 15—30 С.
Для получения коричневого цвета ла-
тунные изделия обрабатываются в раство-
ре 50 г/ л медного купороса и 5 г л
марганцовокислого калия.
Изделия из латуни и томпака при обра-
ботке в определенных растворах могут
принимать оксидную пленку под цвет зо-
лота. Состав раствора для латуни (г л):
гипосульфат — 200—225, уксусный сви-
нец— 20—25, лимонная кислота 75-—30.
Процесс окрашивания длится 2—3 мин при
температуре 15—25 С. При увеличении
выдержки изделий в растворе окраска их
из золотистой переходит в красную, а за-
тем в фиолетовую.
Процесс окраски томпака заключается
в выдержке его в растворе (г): серная
кислота— 800, азотная кислота—100, со-
ляная кислота—2,5, хлористый мафий —
3. После травления в этом растворе 8
течение нескольких секунд изделия тща-
тельно промывают и пассивируют в раст-
воре хромпика (г, л): двухромовокислый
калии—100, серная кислота— 100. Про-
цесс длится 5—7 с при температуре 15—
25 С.
§ 47. Гальванизация
Гальванизацией называют процессы
осаждения одного металла на другом в
среде электролита. Ювелирная промыш-
ленность широко использует гальваниза-
цию для покрытия изделии слоем золота,
родия, серебра. Золочение родирование
и серебрение ювелирных изделий приме-
няется в декоративных целях и для повы-
шения износостойкости и химической
стойкости изделии Покрытия, полученные
гальванизацией, отличаются высокой проч-
ностью, а сам процесс — экономичностью.
Электролитами служат водные растворы
солей и кислот. Сущность электролитиче-
ского осаждения металла заключается в
следующем. Молекулы солей, растворен-
ные в воде, распадаются на п «ложитель-
ные и отрицательные ионы. Положитель-
ными являются ионы водорода и метал-
лов, а отрицательными — кислотные и
водные остатки. При пропускании через
раствор постоянного электролитического
тока ионы, заряженные положительно,
стремятся к отрицательному электроду, а
ионы, заряженные отрицательно, — к по-
ложительному. Электрод, служащий по-
ложительным полюсом называют анодом,
а электрод, служащий отрицательным, —
катодом. Так как ионы металлов поло-
жительны и стремятся к катоду, в качест-
ве катода используют покрываемые из-
делия, в то время как анодом служит
пластинка из металла, которым покрыва-
ют изделия. При всех гальванических про-
цесах применяют стационарные, барабан-
ные и колокольные ванны, изготовленные
из кислотоупорных материалов (стекла,
винипласта, тефлона) или эмалированные.
Каждому покрытию соответствует свои
режим электролиза, от которого зависят
то |щина и качество покрытия.
Золочение. Покрытию слоем золота
подвергаются ювелирные изделия как из
недрпгоценных металлов, так и из серебра
и золота. При правильно выбранном ре-
жиме золочения покрытие толщиной
2 мкм обеспечивает изделия прочным,
плотным, беспористым и износостойким
слоем золота. Твердость такого покрытия
.превышав г твердость литого золота более
чем вдгое. Золотые изделия золотят при
реставрации старых украшений, а также
для придания товарного вида некоторым
новым. 1акое покрытие называют подцвет-
кой изделия.
В последнее время наряду с матовым
золочением ста то применяться блестящее
золочение, экономически более выгодное.
Достигается оно путем введения в состав
элекгропита блескообразующих добавок и
изменения режима золочения. В электро-
лит для матового золочения входят (г/л):
Цианистым калий KCN . 10—15
Металлическое золою Аи . 2—3
Рабочая температура электролита 60—
70 С плотность тока до 12 А дм', продол-
179
жительность процесса — до получения ка-
чественного покрытия.
Электролит для блестящего золочения
включает (г/л):
Цианистый калий KCN .... 15
Металлическое золото Au . 2
Олеат натрияCi;H1(COONa . 0,2
Поташ KZCO3..................до 100
Блескообразующей добавкой в данном
электролите является олеат натрия, кото-
рый способствует получению золотого
покрытия хорошего качества. Рабочая тем-
пература электролита около 60JC, плот-
ность тока 0,5—0,6 А, дм2, осаждение
длится в зависимости от толщины покры-
тия от 5 до 10 мин. Наилучшее качество
покрытий получается в ванных с качаю-
щимся катодом.
Электролит с повышенной концентра-
цией цианистого калия увеличивает срок
его службы, исключает возможность
осаждения других металлов и положитель-
но влияет на растворимость анода. В него
входят (г/л): цианистый калий — 20—22 и
золото в виде дицианоаурата калия
K[Au(CN)i] 3—4. Температура электролита
65—70°С, плотность тока 0,13—0,2 А/дм2.
Процесс золочения можно разбить
на несколько этапов: обезжиривание, про-
мывка, осаждение металла, промывка.
Обезжиривание изделий из серебра и
недрагоценных металлов проходит в два
этапа. Сначала — в органических раствори-
телях: дихлорэтане, четыреххлористом уг-
лероде или бензине, в течение 3—20 мин
в зависимости от состояния поверхности.
Затем — в электролитах. Состав электро-
лита для блестящего золочения (г/л):
Едкий натр NaOH..............20—30
Сода кальцинированная Na2CO3. 20—30
Тринатрийфосфат
Na3PO4 • 12Н2О..................50—60
Жидкое стекло Na2SiO3. . . . 5—10
При электрохимическом обезжиривании
изделия завешивают на катоде. Рабочая
температура электролита 70—80°С, плот-
ность тока 3—10 А/дм2, продолжитель-
ность обезжиривания 2—15 мин.
Изделия, имеющие паянные оловянис-
тыми припоями соединения, вместо элект-
рохимического обезжиривания проходят
процесс химического обезжиривания
(травления) в растворе, состоящем из 1 л
азотной кислоты, 1 л серной кислоты и 5—
10 г, л хлористого натрия. Травление про-
ходит при температуре 15—20°С в течение
5—10 с. При золочении полированных
изделий химического травления не произ-
водят.
После обезжиривания изделия промы-
вают сначала горячей, а потом холодной
водой (проточной) по 10—15 мин.
Золотые изделия, подлежащие золоче-
нию, обезжиривают в кипящем 10—
20%-ном растворе каустика, промывают в
горячей и холодной воде и крацуют мяг-
кими латунными щетками для уплотнения
и выравнивания поверхностного слоя ме-
талла.
Подготовленные перечисленными опе-
рациями изделия укрепляют на катодной
штанге и погружают в ванну с электроли-
том для осаждения на них золотого слоя.
Режим золочения зависит от выбранного
электролита, а продолжительность осаж-
дения золота—от толщины покрытия.
После извлечения изделий из электро-
лита их промывают при температуре 18—
20°С в двух ваннах с дистиллированной
водой многократным окунанием, а затем в
проточной воде. Сушат изделия в специ-
альных сушильных шкафах при температу-
ре 70— 110°С.
Родирование. Ювелирные изделия ро-
дируют для придания им высоких опти-
ческих свойств, красивого внешнего вида,
износостойкости и химической стойкости,
поверхностной твердости. Твердость
электролитического родия в 8—10 раз
выше металлургического. Электрохимиче-
ский способ осаждения родия позволяет
получить качественные покрытия без
предварительного нанесения подслоя на
изделия из меди, латуни, мельхиора, нике-
ля, серебра, золота, платины, палладия и
их сплавов., Широко применяются родие-
вые покрытия в ювелирной промышлен-
180
ноет и при выпуске изделий из белого золо-
та и платины. Изделия, предназначенные
для покрытия слоем родия, должны
быть без внешних дефектов и тщатель-
но отполированы. На полированное из-
делие можно нанести более тонкий
слой родия, это не отражается на ка-
честве покрытия, но уменьшает расход
драгоценного металла. Как и другие
виды гальванизации, родирование тре-
бует тщательной подготовки покрываемой
поверхности, которая заключается в обез-
жиривании и промывке перед осаждением
слоя родия.
Обезжиривание золотых и платиновых
изделий проводят в этиловом спирте 3—
5 мин, после чего следует химическое
обезжиривание в течение 2—3 мин в раст-
воре (г/л):
Тринатрийфосфат............... 80
Едкий натр.................... 20
Сода кальцинированная ... 25
После химического обезжиривания из-
делия промывают в дистиллированной и
проточной воде.
Процесс подготовки поверхности изде-
лий из серебра и недрагоценных метал-
лов к осаждению родия более сложен и
проводится по следующей схеме: обезжи-
ривание органическое, промывка, обезжи-
ривание электролитическое, промывка, хи-
мическая обработка, промывка, химическая
обработка, промывка, декапирование.
Для органического обезжиривания при-
меняют трихлорэтилен или бензин, затем
изделия промывают в воде с последую-
щей сушкой на воздухе. Далее их под-
вергают электролитическому обезжирива-
нию в электролите такого состава (г/л):
Тринатрийфосфат.............30—50
Сода кальцинированная . 30—50
Едкий натр.................. 5—10
Жидкое стекло............... 1—5
Обезжиривание протекает при температу-
ре 70—80°С, плотности тока 3—10 А/дм2
в течение 3—5 мин, после чего изделия
промывают в горячей (50—60°С) и холод-
ной воде для удаления продуктов омы-
ления, жиров и масел.
Химическая обработка (травление) мо-
жет быть проведена в растворе цианис-
того калия или в растворе глянцевого
травления, состав которого:
Азотная кислота, л............. 1
Серная кислота, л........... ,
Хлористый натрий, г/л .... 5—10
Голландская сажа, г/л .... 1—2
Травление осуществляют несколькими
погружениями изделий в раствор на 3—5 с
и немедленной тщательной промывкой в
проточной воде. Подготовку поверхности
заключает декапирование. Служит оно для
удаления с поверхности тончайших слоев
оксидов и выявления кристаллической
структуры, что благоприятствует прочному
сцеплению покрытия с основой. Декапи-
рование производят в ванне с 5%-ным
раствором серной кислоты в течение 10—
30 с при температуре 18—25°С.
Осаждение родия на поверхности из-
делий происхоит в электролитах с боль-
шим содержанием кислоты, которые отли-
чаются высокой рассеивающей способ-
ностью и дают возможность получить
плотно блестящие осадки.
В настоящее время используют серно-
кислые и фосфорнокислые электролиты
Оба электролита просты по составу и
удобны в работе. Сернокислые электро-
литы имеют большую рассеивающую спо-
собность, обладают лучшей электропро-
водностью и работают в более широком
диапазоне плотностей и температур, ме-
нее чувствительны к загрязнениям, в сос-
тав электролита можно вводить блеско-
образующие добавки. Фосфорнокислые
электролиты способствуют получению
осадков с мелкозернистой структурой и
наибольшим коэффициентом отражения;
существенным недостатком является боль-
шая чувствительность к загрязнениям.
Сернокислые электролиты состоят из
серной кислоты — 45—90 г/л и металли-
ческого родия — 2—4 г/л. В качестве ано-
дов применяются платиновые пластинки, в
пять раз превышающие площадь катода.
181
Рабочая температура электролита 50—
40 С, плотность тока 0,8—1,5 А, дм , про-
должительность электролиза зависит от
толщины покрытия. Для слоя родия тол-
щиной 0,3—0,5 мкм время электролиза
4—6 мин.
Фосфорнокислые электролиты состоят
из ортофосфорной кислоты — 50 гл и
родия—2 г, л. Рабочая температура
электролита 18—20 С, плотность тока мо-
жет быть увеличена до 3—5 А дм .
После осаждения слоя родия изделия
промывают в двух ваннах с улавливателем:
в дистиллированной и в горячей воде.
За водной процедурой следует промывка
в этиловом спирте и сушка издетий в су-
шильных шкафах при температуре около
100 С.
Серебрение. Слоем серебра покрыва-
ются изделия из недрагоценных металлов
в декоративных целях и как подслой при
родировании. Подготовка изделий для
осаждения серебра начинается с обезжи-
ривания в органическом растворе: четы-
реххлористом углероде или бензине.
Время обезжиривания 3—20 мин, в ре-
зультате удаляются минеральные жиры.
Затем для удаления с поверхности жиро-'
вой пленки изделия подвергают электро-
химической обработке в электролите сле-
дующего состава (г л):
Едким натр . . , . 29—30
Сода кальцинированная 20—30
Тринатрийфосфат . 50—60
Жидкое стекло 5—10
Рабочая температура электролита 70—
80 С, плотность тока 3—10 А'дм*', про-
должительность обработки от 2 до 15 мин.
Химическая обработка изделий, имею-
щих паянные оловянистыми припоями сое-
динения, проводится в подогретом элект-
ролите того же состава. Затем изделия
промывают в горячей (80—90 С) и холод-
ной воде. После этого их декапируют в
водном растворе цианистого калия 30—
40 г л. Температура раствора 18—25 С,
длительность обработки 10—30 с. Чтобы
предотвратить контактное выделение се-
ребра на изделиях при погружении их в
раоочую ванну, изделия амальгамируют
или подвергают предварительному сереб-
рению. Амальгамирование проводят в
растворе 60—70 г'л цианистого калия и
6—8 г л окиси ртути. Изделия выдержи-
вают в течение 3—5 с при температуре
15—25 С.
Для предварительного серебрения ис-
пользуют электролит, состоящий из 1,5—
4 г/л цианистого серебра и 90 г/л циа-
нистого калия. Электролиз проходит при
температуре раствора 18—25 С, плотность
тока 1—8 А/дм\ продолжительность его
0,5—4 мин.
Осаждение серебра производят в циа-
нистых электролитах, которые благодаря
своим высоким технологическим свойст-
вам имеют широкое практическое приме-
нение. В настоящее время электролитиче-
ское серебрение развивается в направле-
нии замены ядовитых цианистых электро-
литов нецианистыми, способными давать
блестящие и менее вредные осадки. Каж-
дое ювелирное предприятие имеет свои
составы электролитов, вот некэторые из
цианистых электролитов:
цианистое серебро — 38—35 г/л, циа-
нистый калии — 30—40 г/л. Рабочая тем-
пература электролита 18—25 С, плотность
тока 0,3—1,0 А 'дм ;
хлористое серебро — 33—39 г/л, циа-
нистый калий — 20—35 г/л. Температура
электролита 15—25r С, плотность тока
0,5—1,0 А/дм .
азотнокислое серебро — 40—50 г/л,
цианистый калий — 20—35 г л. Температу-
ра электролита 18—25 С. плотность тока
0,3—1,0 А дм .
Для серебрения в цианистых электро-
литах применяют реверсированный ток
(перем.еннои полярности) ь разных соот-
ношениях.
На предприятиях ювелирной промыш-
ленности с 1967 г. применяют нецианистые
способы серебрения — в железистосине-
родистых и роданистосинеродистых элект-
ролитах
Состав железистосинеродистого электро-
лита (г л):
182
Хлористое серебро 20
Железистосинеродистым калии 50
Кальцинированная сода 60
Рабочая температура электролита 15—
20 С, плотность тока 0,1 А дм Недоста-
ток железистосинеродистого электролита
заключается в том, что нельзя применять
серебряные аноды, которые не растворя-
ются в растворе При использовании же
графитовых анодов осаждение серебра
происходит только из электроли’а.
Состав роданистосинеродистого элект
ролита (г/л).
Хлористое серебро 30
Роданистый калий 100—1S.1
ЖелеЗистосинеоодис гыи
калий ICO- 1
Кальцинированная сода 30 -6J
Рабочая температура электролита 18—
25 С, плотность тока 0,3 А дм Плотность
тока роданистосинеродис гой ванны превы-
шает в три раза плотность тока железис-
тосинеродистой, следовательно, и произ-
водительность в три раза выше. Благодаря
применению серебряных анодов роданис-
тосинеродистые ванны работают без кор-
ректировки в течение месяца.
Нецианистые способы серебрения поз-
воляют при подготовке изделий к осажи-
ванию серебра обойтись без предвари-
тельного серебрения и амальгамирова-
ния их.
После того как изделия покроются сло-
ем серебра необходимой то ;щины, их из-
влекают из рабочей ванны и 1э—25 с
промывают многократным окунанием в
ванну с улавливателем, а затем в течение
3—5 с — в проточной воде. После тщатель-
ной промывки изделия крацуют на станке
латунными щетками с раствором кальци-
нированной соды (5—1U г л). Эта опера-
ция необходима для уплотнения сереб-
ряного слот и выявления дефектов покры-
тия (отслоений, оголения участков и др ).
За крацовкои снова следует промывка
по 3—5 с в холодной проточной, а затем
в горячей (80 —90 С) воде многократным
погружением в ванну. Сушат изделия в су-
шильных шкафах при гемлературе 70—
110 С
Контрольные вопрос ь:
1. Какие виды полирования применяют
для ювелирных изделий?
2 В чем преимущества и недостатки каж-
дого вида полирования?
3. Расскажи’е схему процесса чеканки.
4. Что общего и какова разница у шти-
хелей граверных и закрепочных*
5. Что представляют собой эмали?
6 В чем заключается подготовка изделия
и эмалей к наложению?
7. Из каких компонентов сплавляется
чернь?
8. ААожно ли позолотить изделие с
чернью?
9. Какие металлы хорошо поддаются окси-
дированию и какие плохо?
10 Как приготовить оксидирующим раствор
дпя серебра?
11. Расскажите общую схему гальваниче-
ского покрытия ювелирного изделия.
1 ?. Какие требования предъявляются к ме-
юллическим покрытиям?
13. Для чего золотые изделия покрывают
родием?
14. Какой обработке подвергают изделия
после золочения*
ГЛАВА VIII
ОРГАНИЗАЦИЯ ТР*ДА И БЕЗОПАСНОСТЬ ТРХДА НА ПРЕДПРИЯТИЯХ
§ 48. Вопросы организации труда
и производства
Совершенствование производи тча,
стремление к достижению наивысшего
уровня его развития тесно связаны с куль-
турой производства. Понятие «культур т
производства» охватывает такие области,
как техническая культура, культура труда,
я тчная культура.
Техническая культура — это уровень
техники и технологии, степень механиза-
ции и автоматизации производства, качест-
во и эстетическое оформление продукции,
183
организация рационального управления
производством.
В культуру труда входят: организация
рабочих мест, оснащение инструментом и
приспособлениями, санитарно-гигиениче-
ские условия труда и культурно-бытовое
обслуживание работающих.
Личная культура включает уровень тех-
нических знаний и производственной ква-
лификации, отношение к труду, поведе-
ние, физическое воспитание и личную
гигиену.
Все стороны культуры производства не-
обходимы и в значительной степени влия-
ют на рост производительности труда лю-
бого предприятия.
В настоящее время на предприятиях
нашей страны для совершенствования ор-
ганизации труда созданы отделы, группы и
лаборатории по научной организации гру-
да (НОТ). Задача их заключается в обоб-
щении и научном анализе вопросов орга-
низации труда всех работников предприя-
тий — от рабочего до директора. Все эле-
менты организации производства тщатель-
но изучаются отделами НОТ, сравниваются
с передовым опытом, определяется их
экономическая эффективность.
Согласно правилам внутреннего распо-
рядка, выдачи и приема производственных
заданий устанавливается режим работы,
предусматривающий регламентацию нача-
ла и окончания смен, времени на обеден-
ный перерыв, на проведение производ-
ственной гимнастики и т. д. Соблюдение
режима способствует повышению произ-
водительности труда за счет снижения или
ликвидации внутрисменных простоев.
Огромную роль в организации тру-
да играет социалистическое соревнование
как форма массового проявления творче-
ской инициативы трудящихся в их борь
бе за повышение производительности
груда.
Под производительностью пони-
мают эффективность (плодотворность)
труда, которая измеряется результатом
труда — количеством продукции, изготов-
ленной за единицу времени, или величи-
ной затрат р?бочего времени на изготов-
ление единицы продукции. Основными
факторами роста производительности
труда являются повышение технического
уровня производства, улучшение организа-
ции производства и труда, структурные из-
менения в производстве. Рассматривать
производительность труда в ювелирной
промышленности следует с учетом специ-
фики ее продукции.
Одна из особенностей ювелирной
промышленности — это то, что ее продук-
ция, большую часть которой составляют
произведения прикладного искусства, вы-
пускается в широком и быстро меняю-
щемся ассортименте малыми сериями.
Другая особенность — специфика исполь-
зуемых предметов труда, имеющих незна-
чительные объемные и весовые характе-
ристики и обладающих высокой стои-
мостью Поэтому экономия драгоценных
металлов имеет решающее значение для
роста производительности труда.
Кроме того, ювелирное производ-
ство характеризуется низким уровнем ме-
ханизации и высоким удельным весом ра-
бочих, занятых ручным трудом (более
60%). Это объясняется причинами объек-
тивного характера — необходимость пос-
тоянного обновления ассортимента и
проблема уникальности изделий не всегда
увязывается с потребностью механизации
и автоматизации производственных про-
цессов. Однако техническая оснащенность
ювелирных предприятий постоянно увели-
чивается, а вместе с ней повышается про-
изводительность труда. Увеличение техни-
ческой оснащенности явилось результатом
объединения ювелирных предприятий в
самостоятельную отрасль, что дало воз-
можность разработать и внедрить новую
технологию и технику. Другой предпосыл-
кой повышения производительности труда
стал переход предприятий на новую сис-
тему планирования и экономического сти-
мулирования, в результате чего повысился
общий уровень организации производства
и стали эффективнее использоваться ре-
зервы.
184
§ 49. Безопасность труда
Основная задача безопасности тру-
да — предупреждать травматизм, изучать
его причины и разрабатывать мероприя-
тия, исключающие возможность его по-
явления. Каждый рабочий, поступающий
на производство, проходит инструктаж по
технике безопасности, правила которой
должны быть изучены и неукоснительно
соблюдаться. Инструктаж, разработанный
отдельно для каждой специальности, с
учетом используемого оборудования и ин-
струмента проводится систематически не
менее двух раз в год.
К производствам повышенной
опасности относятся многие отделения
ювелирных предприятий, рабочим в них
приходится иметь дело с горячим метал-
лом и непрерывно вращающимися меха-
низмами В процессе плавки и отжига ме-
талла рабочие должны предохранять лицо,
руки и одежду от попадания на них рас-
каленных частиц защитными очками, рука-
вицами, фартуком и различными защит-
ными устройствами. Запрещается рабо-
тать на неисправном оборудовании, неис-
правным или плохо подготовленным ин-
струментом, трогать руками не полностью
остывший металл.
Во время прокатки, волочения и
штамповки необходимо следить за тем,
чтобы рукава спецодежды (халата) были
плотно застегнуты или закатаны, руки не
находились в опасной зоне работы дви-
жущихся деталей оборудования, чтобы
оборудование использовалось только в
исправном состоянии. Запрещается произ-
водить наладку оборудования и поправлять
положение изделия во время работы стан-
ка.
Работы, связанные с режущим ин-
струментом, представляют опасность не-
сколько другого характера, притом мень-
шую, потому что вся работа производит-
ся вручную. При работе надфилями, ша-
берами, лобзиком, штихелями и др. не-
обходимо беречь руки от порезов и уко-
лов. Большинство надфилем, применяемых
в ювелирном производстве, остроконеч-
ные шаберы и штихели имеют еще более
острые концы, изделия же в основном ма-
лых размеров и обрабатываются в руках
или придерживаются руками, поэтому во
время работы нельзя касаться рукой рабо-
чей части инструмента. Работая лобзи-
ком, также надо стараться не касаться ре-
жущей поверхности пилки рукой, а при
работе штихелями сосредоточивать вни-
мание на том, чтобы не допустить срыва
штихеля.
Операция пайки требует особой ос-
торожности, так как следует исключать
возможность взрыва газов, возникновения
пожаров и получения ожогов. При утечке
газа запрещается: зажигать горелку, вклю-
чать или выключать электроприборы, про-
изводить операции, вызывающие искры.
Во время пайки на верстаке не должны
находиться легковоспламеняющиеся пред-
меты. Раскаленные изделия должны осты-
вать только на специальных подставках из
огнеупорных материалов. Переносить их
следует пинцетом.
Все работы, связанные с кислотами
и другими разъедающими растворами,
должны проводиться в специально обору-
дованных цехах или участках с вытяжными
устройствами. Кроме устройств, защища-
ющих рабочего от попадания разъедаю-
щих растворов, существует кислотостойкая
спецодежда.
Обязательно на всех предприятиях
должен быть медицинский пункт. Кроме
того, во всех цехах должна быть аптеч-
ка с медикаментами, необходимыми для
оказания первой помощи пострадавшему.
При ранении в условиях цеха сле-
дует перевязать рану бинтом из индиви-
дуального пакета, а при сильном крово-
течении наложить выше раны повязку в
виде жгута. Если у пострадавшего наблю-
даются слабость и головокружение, его
необходимо уложить и вызвать медицин-
скую ПОМОЩЬ.
При ушибах для уменьшения боли
и кровоизлияния на ушибленное место,
предварительно смазанное йодом, накла-
185
дывают сосуд с холодной водой. Ушиб-
ленной части тела обеспечивают полный
покой до оказания лтедицинскои помощи.
При сильном ушибе головы, грудной клет-
ки, живота пострадавшего немедленно
доставляют в медпункт на носилках или
вызывают скорую помощь.
При ожогах обожженные места
смачивают спиртом или раствором мер
ганцовокислого калия (марганцовкой). Не
рекомендуется перевязыва-ь обожженное
место дс осмотра враче. Если в резуль-
тате ожога образуется открытая рана, ее
немедленно прикрывают стерильной по-
вязкой и пострадавшего направляют в
медпункт.
При кислотных ожогах обожженные
участки промывают раствором марганцов-
ки или питьевой соды. При попадании
кислот на слизистую оболочку глаза
глаз немедленно промывают слабым раст-
вором марганцовки и обращаются к врачу.
При засорении глаза промывают
раствором борной кислоты (1 чайная лож-
ка на стакан воды) или кипяченой водой.
Не рекомендуется при засорении глаза
тереть его. Если инородное тело извлечь
не удается, то обращаются к врачу.
С безопасностью труда тесно свя-
заны вопросы пожарной безопасности, так
как пожар может возникнуть в резуль-
тате нарушения правил как пожарной бе-
зопасности, так и техники безопасности.
Основные причины возникновения пожара:
нарушение правил обращения с легковос-
пламеняющимися жидкостями и другими
материалами; неисправность электропро-
водки; несоблюдение правил работы с газо-
пламенными аппаратами и электронагрева-
тельными приборами.
Каждое предприятие имеет разра-
ботанные в зависимости от профиля пра-
вила пожарной безопасности. Для преду-
преждения пожаров необходимо строго их
выполнять. Постоянно содержать цех и
каждое рабочее место в чистоте и поряд-
ке, осторожно обращаться с огнем, газо-
пламенными аппаратами, нагревательными
приборами, различным электрооборудо-
ванием, ле. козоспламеняющимися мате-
риалами. Все огнеопасные материалы
должны храниться в специальных помеще-
ниях и в соответствующей посуде или
шкафах Каждый цех должен быть снаб-
жен огнетушителями.
На случай тушения очага пожара до
прибытия пожарной команды из сотрудни-
ков на предприятиях организованы пожар-
ные бригады, которые инструктированы о
плане действия бригады на каждом участ-
ке, об обращении с пожарными рукавами
(в пожарных кранах), насосами, огнетуши-
телями. Каждое предприятие имеет план
тушения возникшего очага пожара и эваку-
ации сотрудников и материальных цен-
ностей.
Контрольные вопросы
1 Каково содержание понятия «культура
производства»?
2. Как культура производства влияет на
производительность труда, в частности на
предприятиях ювелирной промышленности?
3. Каковы правила безопасности труда в
основных цехах ювелирных предприятий?
4. Как оказать первую помощь пострадав-
шим?
5. В чем заключаются правила пожарной
безопасности на предприятиях ювелирной про-
мышленности?
Приложение
Таблица основных физических свойств ювелирных камней
Название мине- рала и его раз- новидностей Цвет Прозрачность Твердость по Моосу Плотность Показатель преломления
Алмаз Бесцветный. Оттенки ко- ричневых, желтоватых, ре- же голубоватых и других цветов. Редко цветные и чрезвычайно редко черные Прозрачен 10 3,5? 2,42
Бирюза Голубой, небесно-голубой, зеленовато-голубой Непрозрачна 6 2,6—2,8 1.61
Берилл Зеленоватый, желто-зеле ныи Прозрачен 7,5 2,6—2,7 1,57—1,58
Разно- видности
Изумруд Травянисто-зеленый (раз- личной интенсивности) Прозрачен (при хорошем качестве) 7,5 2,67—2,77 1,58
Аквамарин Бледно-голубой, голубой, зеленовато-голубой Прозрачен 7,5 2,6—2,7 1,58
Гелиодор Желтоватый, золотистый Прозрачен 7,5 2,6—2,7 1,57—1,58
Хризоберил Разно- видность
Александрит Зеленый — при дневном освещении, малиново-крас- ный — при искусственном Прозрачен 8,5 3,7 1,76
Гематит Г ранат Разно- видности Стальной — серый, чер- ный с металлическим блес- ком Непрозрачен 6 5,1—5,3 3,0
Альмандин Фиолетово-красныи, тем- но-красный, вишневый, крас- но-коричневый Прозрачен 7.5 4,1—4,8 1,77
Пироп Кроваво-красный Прозрачен 7,5 3,7—3,8 1,77—1,78
Гроссуляр Желтый, золотисто-жел- тый, зеленоватый, бурова- то-красный Просвечива- ющий, редко прозрачный 6.5—7,0 3.4—3,6 1,73—1,74
Уваровит Изумрудно-зеленый, тем- но-зеленый Просвечива- ющий 7,0—7,5 3,42 1,87
Демантоид Зеленый Прозрачный 6 3,5 1,89
Жадеит Зеленый, белый, белый с зелеными пятнами, фиоле- товый Слабопросве- чивающий 7 3,3 1,66
Жемчуг Белый, кремовый Непрозрачен 3,5 2.71 —
«Ориенталь»
«Австралий- ский» Серебристо-белый Непрозрачен 3,5 2,74 —
«Венесуэльс- кий» Белый Просвечива- ющий 3,5 2,7
«Черный» Брон овый, стальной-герыи Непрозрачен 3,5 2,65 —
«Голубой» Свинцово-серый Непрозрачен 3.5 2,6 —
«Пресновод- Белый Непрозрачен 3,5 2,7 —
ный» «Конх» Розовый без жемчужного блеска Непрозрачен 3,5 2,85 —
187
Продолжение
Название мине- рала и его раз- новидностей Цвет Прозрачность Твердость по Моосу Плотность Показатель преломления
«Клам» Кварц Черный без жемчужного блеска Непрозрачен 3,5 7 2,65 2,65 1.55
Разно- видности
Горный хрус- Бесцветный Прозрачен
таль
Дымчатый кварц (раухто- Светло-серый, серый до бурого Прозрачен
паз)
Аметист Морион Цитрин Празем Розовый кварц Фиолетовый от очень блед- ного до густо-фиолетового Черный Желтый, золотисто-жел- тый Зеленый Нежно-розовый Прозрачен Просвечива- ющий Прозрачен Просвечива- ющий Просвечива- ющий
Авантюрин Желто-коричневый, крас- новато-коричневый, серо- желтый с золотистыми ис- корками Непрозрачен 6—6,5 2,65 1,55
Волосатик*
Группа «Тиг- ровый глаз» Желтовато-коричневый, светло-коричневый, серо- зеленоватый. Имеют ха- рактерный продольный «зайчик» более светлых тонов Непрозрачен 6—6,5 2,65 1,55
Халцедон Равномерный белых, се- рых, желтоватых тонов Просвечива- ющий 6,5 2,65 1.55
Разно- видности
Сапфирин Равномерный голубовато- серый, мутно-синий Просвечива- ющий 6,5 2,65 1,55
Сердолик Бледно-розовый, желтый, оранжево-красный, красно- коричневый. Окраска мо- жет располагаться нерав- номерно Светлые тона просвечиваю- щие или про- зрачны, тем- ные — непро- зрачны 6,5 2,65 1,55
Хризопраз Яблочно-зеленый, изум- рудно-зеленый Просвечива- ющий 6,5 2,65 1,55
Гелиотроп Зеленый с ярко-красными включениями Непрозрачен 6,5 2,65 1,55
Сардер Бурый Непрозрачен 6,5 2,65 1,55
Оникс Резко-полосатый. Слои рас- полагаются прямо Непрозрачен 6,5 2,65 1,55
Сардоникс Сочетание красно-белое, буро-белое. Слои распола- гаются прямо Непрозрачен 6,5 2,65 1,55
Агат Слоистый узорчатый раз- В светлых I 6,5 2,65 1,55
188
Продолжение
Название минэ рала и его раз- новидностей Цвет Прозрачность Твердость по Моосу Плотность Показатель преломления
Яшма личных цветов. В зависи- мости от характера рисун- ка имеет разновидности: радужный, облачный, мо- ховик, руинный, ландшафт- ный и др. Очень разнообразен. Об- слоях может быть просве- чивающий до прозрачного Непрозрачна 6,5 2,65 1.54
Коралл (юве- разцы однородноокрашен- ные; красных, красно-бу- рых, коричневых, зеленых тонов. Образцы различно- окрашенные могут иметь любое расположение и большое разнообразие цветов. В зависимости от характера рисунка имеет свои названия: пятнистая, полосатая, струистая, вол- нообразная пейзажная. Розовый, красноватый. Непрозрачен 3—4 2,5
лирный) Корунд Разно- видности Рубин красный Красный. Имеет широкий Прозрачен 9 3,99—4,05 1,76—1,77
Звездчатый рубин Сапфир диапазон интенсивности Красный с астеризмом Синий. Имеет широкий Просвечива- ющий Прозрачен. 9 4 1,76—1,77
Звездчатый сапфир Лазурит диапазон интенсивности. Все остальные цвета ко- рунда называют сапфиром. Часто бесцветный — «бе- лый сапфир» Синий с астеризмом Синий, густо-синий, ва- Г устоокрашен- ные образцы— просвечиваю- щие Просвечива- ющий Непоозрачен 5,5 2,4—2,8 1.5
Малахит сильково-синий до фиоле- тового. Часто с включени- ями белого цвета или зо- лотистыми Неоднородный, от свет- Непрозрачен 4 3,6—3,8 1,78
Нефрит ло-зеленого до темно-зе- леных, почти черных то- нов. По характеру рисунка различают ленточные, стру- истые, радиально-лучистые, шелковистые Зеленый, темно-зеленый, В светлых то- 6—6,5 3,0 1,62
Опал белый. С включениями смоляно-черных, реже красных вкраплений нах. Просве- чивающий 6 2,1 1,45
189
Продолжение
Название мине- рала и его раз- новидностей Цвет Прозрачность Твердость по Моосу Плотность Показатель преломления
Разно- видности Благородный опал Обыкновен- ный опал Огненный опал Кахолонг Гиалит Белый, желтоватый, голу бовато жел1ый, черный с яркой радужней игрой Моло «но белый, серый, зеленовать й без радужней игры Красный, ярко-желтый, яр- ко-оранжевый, переливча- тый Фарфоро-белый, с пер- ламутровыми отливами красноватых, желюватых, оранжевых оттенков Бесцветный стекловидный мутноватый. Иризация глу- боко внутри камня Просвечива- ющий и не- прозрачный Просвечива- ющий Прозрачный и просвечиваю- щий Непрозрачен Прозоачен
Оливин Разно- видность Желтый, зеленовато-жел- тый Прозрачен 6,5 3,5 1,66
Хризолит Полевой шпат Разно- видности Золотисто-зеленый, зеле- ный Прозрачен 65 3,5 1,66
Лунный ка- мень Бесцвешый с белым или голубоватым ^иянием Прозрачный или просвечи- вающий 6 2,57 1.53
Амазонит Зеленый, юлубовато-зе- леный Очень 4ai.ro нали- чие белых включение Непрозрачен. Е ТОНКИХ сло- ях межет про- свечивать 6 2.56 1.53
Топаз Турмалин Разно- видности Ахроит Хром турма- лин Полихромный Шерл Рубелит Индиголит Винно-желтый, бесца< т- ный, голубой СОЛОВЬИ Бесцветный Зеленый Многацьетнь ,и Чепнь.и Розовый, красный Синий чернильно-синий • 'резрачен Прозрачен Прозрачен Прозрачен Просвечива- ющий Прозрачен Прозрачен Б 7 3,5—3,6 2,9—3.3 1,62—1,63 1.63
Фенакит Бесцветный Прозрачен 7,5 2,96 1,66
Циркон Разно- видность Гиацинт Бесцветный, onvfx?n оран жевый, желтый, зеленый 3 Золо гисто- кори) 1невыи, ко- ричневато-красный Прозрачен, просвечиваю - ЩИи Прозрачен 7,5 4,7 1,92—1,97
190
Продолжение
Название мине- рала и его раз- новидностей Цвет Прозрачность Твердость по Моосу Плотность Показатель преломления
Шпинель Разно- видности Рубиновая шпинель Рубин-балэ Рубицелл Гиацинтовая шпинель Альмандино- вая шпинель Ганошпинель Густо-красный, вишневый Розовый, бледно-красный Желтый, оранжевый Желтовато-бурый, бурый Красновато-фиолетовый Синий Прозрачен 8 3,6—4,0 1,72—1,75
Эвклаз Голубой, светло-зеленый Прозрачен 7,5 3,1 1,66
Янтарь Балтийский Сицилийский Румынский Бирманский Цвет характеризует мес- торождение янтаря Желтый, различной интен сивности Красновато-желтый Коричневый Желто-коричневый Прозрачен. В местах облач- ных и плотных влючений про- свечивающий до непрозра»- - ного 2.5 1.1 1,54
Наименования камней в таблице расположены в алфавитном порядке, не разделяя разновидности
данного минерала В таблицу вошли три ювелирных наименования органического происхождения.
список рекомендуемой литературы
Материалы XXVI съезда КПСС. М., 1982.
Балицкий В. С., Лисицына Е. Е. Синтетиче-
ские аналоги и имитации природных драгоцен-
ных камней. М., 1981.
Бреполь Э Теория и практика ювелирного
дела. Л., 1982
Грилихес С. Я. Полирование, травление и
обезжиривание металлов. Л., 1971.
Здоровий Т. Б и др. Минералы и горные
породы СССР. М, 1970.
Корнилов Н. И., Солодова Ю. П. Ювечир
ные камни. М., 1982.
Почукаев М. И. Начинающему граверу. М.,
1971.
Смит Г. Драгоценные камни. М., 1980.
Строганов Г, Б. Общая металлургия и тех-
нология обработки цветных металлов М, 1971.
Улановский О. О. Механизация «раверных
работ. Л , 19/1.
Флеров А. В. Материаловедение и техноло-
гия художественной обработки металлов М.,
1981.
Федотов А. И., Улановский О. О. Граверное
дело. Л., 1981.
ОГЛАВЛЕНИЕ
Введение .............................. 3
Часть I. Материалы
Глава I. Металлы и сплавы......... 5
§ 1. Черные металлы................ 5
§ 2. Медь и ее сплавы.............. 7
§ 3. Прочие цветные металлы ... 8
§ 4. Драгоценные металлы .... 10
§ 5. Добыча и получение драгоценных
металлов...................... 12
§ 6. Сплавы драгоценных металлов 15
§ 7. Пробирование драгоценных ме-
таллов ............................. 19
Глава II. Ювелирные камни ..... 23
§ 8. Свойства и классификация юве-
лирных камней....................... 24
§ 9. Самоцветы..................... 28
§ 10. Цветные камни................. 34
§11. Органические камни............ 37
§ 12. Искусственные камни........... 38
Глава III. Вспомогательные материалы 41
§ 13. Кислоты....................... 41
§ 14. Соли.......................... 42
§ 15. Пробирные реактивы............ 44
§16. Огнеупорные материалы ... 45
Часть II. Обработка металлов
Глава IV. Заготовительные процессы . . 47
§ 17. Планка и отливка......... 47
§18. Прокатка и вальцовка..... 52
§ 19. Волочение................ 55
§ 20. Штамповка................ 58
§ 21. Термическая обработка .... 64
Глава V Монтировочные операции ... 66
§ 22. Рабочее место ювелира .... 66
§ 23. Разметка................. 68
§ 24. Правка................... 73
§ 25. Пайка......................... 75
§ 26. Отбеливание................... 82
§ 27. Опиливание.................... 83
§ 28. Выпиливание лобзиком .... 90
§ 29. Сверление..................... 92
§ 30. Шабрение...................... 94
Часть III. Изготовление и обработка
ювелирных изделий
Глава VI Изготовление ювелирных изде-
лий ................................... 97
§ 31. Классификация и ассортимент
ювелирных изделий.................... 97
§ 32. Изготовление кастов .... 106
§ 33. Изготовление верхушек и рантов 115
§ 34. Изготовление колец............120
§ 35. Изготовление серег............129
§ 36. Изготовление брошей и кулонов 133
§ 37. Литье ювелирных изделий . . . 136
§ 38. Изготовление филигранных изде-
лий .......................... .... 140
§ 39. Закрепка камней...............148
§ 40. Дефекты изделий и их устране-
ние .................................157
Глава VII. Отделка и художественная
обработка ювелирных изделий 161
§ 41. Полирование................161
§ 42. Чеканка....................165
§ 43. Гравирование...............168
§ 44. Эмалирование...............172
§ 45. Чернение...................175
§ 46. Оксидирование..............177
§ 47. Гальванизация..............179
Глава VIII. Организация труда и без-
опасность труда на предприятиях 183
§ 48. Вопросы организации труда и
производства...............183
§ 49. Безопасность труда.........185
Список рекомендуемой литературы . . . 191