/





























































































































































































































































Автор: Стародубцева В.С.
Теги: общее машиностроение технология машиностроения машиностроение сборник задач нормирование
Год: 1974




Текст
В. С. СТАРОДУБЦЕВА
СБОРНИН ЗАДАЧ
ПО ТЕХНИЧЕСКОМУ
НОРМИРОВАНИЮ
В МАШИНОСТРОЕНИИ
(литейные, кузнечно-штамповочные,
станочные, слесарно-сборочные
и электросварочные работы)
Издание второе,
переработанное и дополненное
Допущено Министерством
высшего и среднего специального образования СССР
в качестве учебного пособия
для машиностроительных техникумов
Москва „МАШИНОСТРОЕНИЕ" 1 9 7
6П5.4.03
С77
УДК 621 i 658.63 (076)
Стародубцева В. С.
С77 Сборник задач по техническому нормирова¬
нию в машиностроении (литейные, кузнечно¬
штамповочные, станочные, слесарно-сборочные
и электросварочные работы). Учебное пособие
для техникумов. Изд. 2-е, перераб. и доп. М.,
«Машиностроение», 1974.
272 с. с ил.
В учебном пособии приведены задачи и примеры их решения
по нормированию литейных» кузнечно-штамповочных, слесарно¬
сборочных и электросварочных работ; по расчету технически
обоснованных норм времени на работы,' выполняемые на токар¬
ных» строгальных,- долбежных# сверлильных» фрезерных, зубо¬
резных,- протяжных и шлифовальных станках, а также на много**
станочные работы. По каждому виду работ приведена методика
расчета норм времени. В приложении даны выдержки из карт
общемашиностроительных нормативов времени и режимов реза*
ния, необходимые для решения примеров.
31301-310
310-74 6П5.4.03
038 (01)-74
Рецензент канд. экон. наук
Э. Э. Миллер
© Издательство «Машиностроение», 1974 г.
Глава I
НОРМИРОВАНИЕ ЛИТЕЙНЫХ РАБОТ
§ 1. МЕТОДИКА РАСЧЕТА
НОРМЫ ВРЕМЕНИ
Технически обоснованные нормы времени в литейном
производстве в зависимости от типа производства рассчи¬
тываются: в массовом производстве — по отдельным
приемам (элементам); в крупносерийном — по отдельным
приемам и комплексам приемов; в среднесерийном — по
укрупненным комплексам приемов; в мелкосерийном
и единичном производстве — по укрупненным комплексам
приемов и типовым нормам.
Расчет нормы времени производится на основе разра¬
ботанного технологического процесса, в котором должны
быть указаны все факторы, влияющие на продолжитель¬
ность выполнения отдельных приемов или их комплексов.
Норма времени на литейные работы состоит из нормы
подготовительно-заключительного времени ГПф3 и нормы
штучного времени Тш. Норма подготовительно-заключи¬
тельного времени устанавливается по общемашинострои¬
тельным нормативам на заданную партию (отливок, форм,
стержней) независимо от ее размеров. Норма штучного
времени в минутах определяется по формуле
гр гр (1 ! аобс ~f~ Дртл \
1 ш — 1 on у1 ~Т 100 /•
Оперативное время Топ в литейном производстве опре¬
деляется по таблицам нормативов в человеко-минутах
без разделения его на основное и вспомогательное время.
Время обслуживания рабочего места аобс и время переры¬
вов на отдых и личные надобности аотл устанавливаются
в процентах от оперативного времени. В серийном, мелко¬
серийном и единичном производствах расчет нормы вре¬
мени на машинную и ручную формовку производится по
укрупненным нормативам, в которых оперативное время
включает время на обслуживание рабочего места и пере¬
рывов на отдых и личные надобности. Расчетная формула
♦ 3
штучно-калькуляционного времени (мин) на изготовление
одной формы выглядит следующим образом:
^ш.к = к^п>
гДе С. к — продолжительность выполнения комплекса
элементов операции, включающая время на обслужива¬
ние рабочего места, время перерывов на отдых и личные
надобности (в размере 8—9% от оперативного^ времени);
Кп — коэффициент, учитывающий размер партии*
Машинная формовка. В нормативах процесс изготовле¬
ния литейной формы расчленен на следующие комплексы:
подготовка к набивке и набивка полуформы; установка
и удаление моделей, стояков, выпоров или прибылей;
установка охлаждений; наполнение опоки формовочной
смесью; машинно-ручные элементы работы; подготовка
полуформы к сушке углекислым газом; отделка полу-
формы; установка стержней; накрытие формы.
Для определения нормы времени на комплекс приемов
необходимо установить по данным технологического про¬
цесса изготовления литейной формы конкретные значения
факторов, влияющих на продолжительность выполнения
комплекса приемов. К таким факторам относятся следую¬
щие.
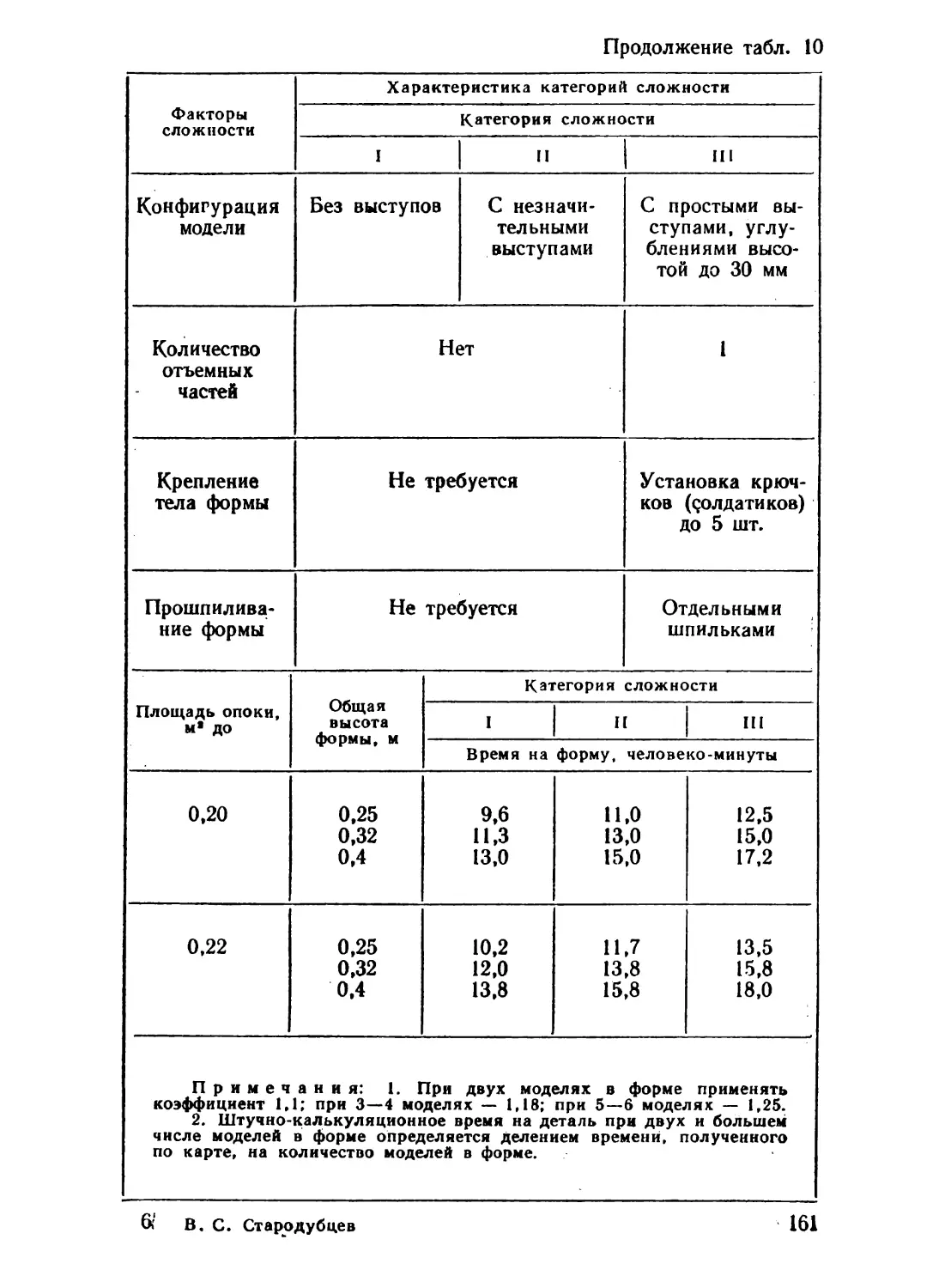
1. Категория сложности, которая определяется в за¬
висимости от конфигурации модели, наличия отъемных
частей, необходимости крепления тела формы, вентилиро¬
вания; при отделке — от сложности поверхности полости
полуформы й объема прошпиливания; йри установке
стержней — от количества опорных знаков и их располо¬
жения, удобства установки стержня, системы газоотводов,
крепления, подгонки и проверки установки стержня;
при накрытии формы — от сложности формы, числа пе¬
рекрытий, необходимости проверки.
2. Площадь опоки, дм2, и объем опоки, дм3, определяе¬
мые по внутренним размерам опоки.
3. Объем смеси, дм3, который определяется по формуле
VCM = Von-(Vo6„ + VCT + Vu),
где Коп — объем опоки, дм3; Уобл — объем облицовоч¬
ной смеси (10—15% от объема опоки), дм3; VCT — объем
стержней в форме, дм8; V„ — объем металла в форме, дм3.
4. Число ударов встряхивания, которое принимается
по технологическому процессу в соответствии с размером
4
опоки, типоразмером формовочной машины и сложностью
модели.
5. Объем стержня, дм3, определяемый приближенно
по его размерам или массе; масса 1 дм3 стержня прини¬
мается равной 1,7 кг.
В зависимости от конкретных значений факторов по
нормативным таблицам определяются продолжительности
выполнения отдельных комплексов. Полученное опера¬
тивное время служит основой для определения штучного
времни Гш, нормы выработки отливок в смену NB, коли¬
чества рабочих в бригаде п, нормы съема форм с машин
в смену.
Количество рабочих в бригаде можно определить по
формулам: при отделке форм
где Г0по — оперативное время отделки;
при сборке форм
где Т0пс — оперативное время сборки.
Полученные значения п0 и пс округляются до целого
числа.
Ручная формовка. Изготовление форм вручную харак¬
теризуется большим количеством отдельных приемов ра¬
боты, разнообразием факторов, влияющих на их продол¬
жительность, и непостоянством состава приемов при фор¬
мовке разных деталей.
В нормативах процесс ручной формовки в опоках мел¬
ких отливок объединен в два комплекса: набивка и накры¬
тие формы; установка стержней.
Для ручной формовки по моделям в опоках средних
и крупных отливок процесс изготовления форм разбит
на следующие комплексы: набивка формы; устройство
литников из сифонных трубок; отделка формы; подго¬
товка полуформы к сушке углекислым газом; установка
стержней; накрытие формы; набивка литниковых чаш;
набивка выпорных чаш или наращивание прибылей;
крепление опок под заливку.
5
§ 2. ПРИМЕРЫ РАСЧЕТА
НОРМЫ ВРЕМЕНИ
Пример 1. Определить норму штучного времени на
машинную формовку.
Исходные данные
Деталь — корпус подшипника. Материал — серый
чугун СЧ 15-32. Масса детали 7,6 кг. Формовка — всырую.
Габаритные размеры опоки 500 x 400x150 мм. Коли¬
чество стержней 1. Объем стержня 0,4 дм®. Количество
деталей в опоке 1. Партия 60 шт.
Организационные условия: 1. Участки формовки и
сборки форм оборудованы соответствующими подъемно¬
транспортными устройствами, исключающими простои
машин и рабочих. 2. Формовщики освобождены от всех
работ по подготовке и подаче на рабочие места формовоч¬
ных смесей, стержней, вспомогательных материалов и т. п.
3. Плиты и опоки находятся от рабочего места на расстоя¬
нии до 10 м. 4. Формовочные машины работают при нор¬
мальном для них давлении сжатого воздуха в сети,
5. Инструмент, приспособления и вспомогательные ма¬
териалы расположены вблизи рабочих мест. 6. Транспор¬
тировка набитых опок производится вручную на расстоя¬
ние до 10 м, краном — до 20 м.
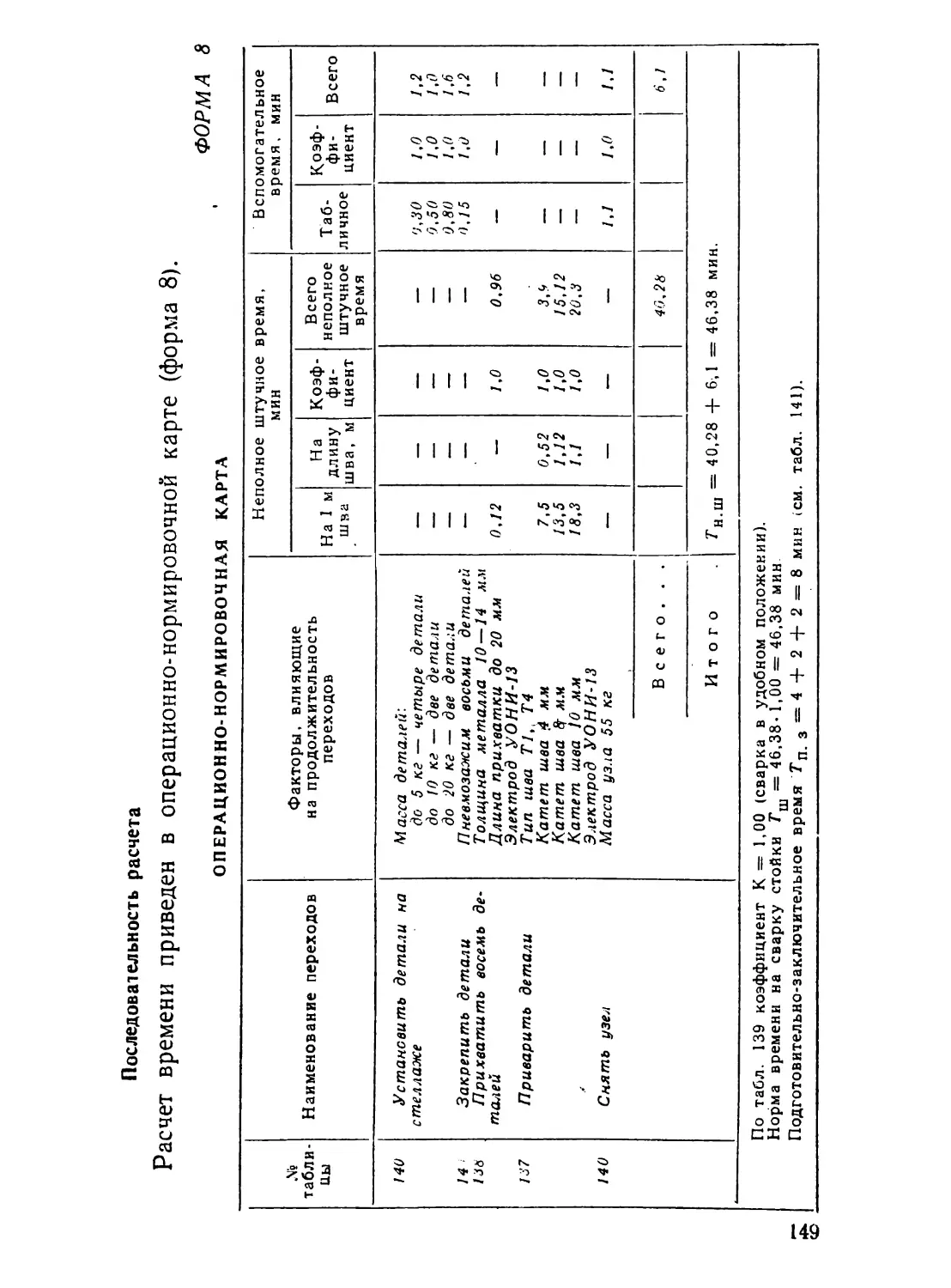
Расчет нормы времени приведен в нормировочной
карте (форма 1).
6
НОРМИРОВОЧНАЯ КАРТА Машинная формовка в опоках
7
8
а
о
*
ч
3
о
а
Е
К 2
к а
х о
я
Я §
к 2
к а
к о
К*0*
&&
а о
с
К 35
к а
я о
*£
ж о
с
л
<и н
я о
°
й л
sss
.Mg
aS *
£§2
н
<0 с
«г
ef
я
ч
*
*в
ч2з
• S s
Вв..
g55
*"§
л к о
40.-
« о 2
ETfcS
о н о
Ч Я Я
С*д
3
S
р.
о
•е
>»
4
*
I
S
¥
" &>
о.
«5
к OS
Ж д
X и
2 о
SC
* Ж ~
* * 5 ,„
§•&« й
5б*>-
tip
^ *° £ о
о о с
ЕО^и
с>
Ci
*<n
§
a
* ^
a?—«^
*5о
2 о
*2
к *
S»s
£ * 2
£g5
S°«
в л я
«а
с я о
О tfb
о и «и
о ° н
С Ч «в
ис*
3
S
р.
«
ж
ji
II
3
а
S
а
о
X
&
•в-
I
9
1,2 взят из табл. 12.
Пример 2. Определить норму штучного времени на руч¬
ную формовку.
Исходные данные
Деталь—крышка. Материал — серый чугун СЧ 15-32.
Масса детали 3,5 кг. Формовка — всырую. Габаритные
размеры опоки 500 X 400 X150 мм. Количество стержней 1.
Объем стержня 0,45 дм®. Количество деталей в опоке 1.
Партия 20 шт.
ФОРМА 2
НОРМИРОВОЧ Н АЯ КАРТА
Ручная формовка
по моделям в опоках
Наименование детали
Масса отливки, кг
Материал детали
1
Крышка
3,5
Серый чугун СЧ 15-32
Метод
формовки
Размер опок
в свету, мм
Количество
моделей
в форме
Количество штук в партии
форм
отливок
Всырую
500 X 400 X 150
1. Расчет врем<
/
ени на изготов
20
ление формы
20
№
табли¬
цы
Наименование
комплекса
Факторы, влияющие
на продолжительность
комплекса
Значение
факторов
Время,
мин
10
Набивка и
накрытие формы
Категория сложности
Площадь опоки, дм8
Общая высота формы,
мм
III
20,0
600
15,0
11
где К
Установка
стержней
Номер стержня
Объем стержня, дм*
Категория сложности
Способ установки
1
0,45
11
Вручную
0,27
В о е г о
к в 2
’п « 1,2 (см. табл.
2. Расчет нормы времени
)<ш. КК„ - tS,27'l,t - 18.1
12).
| 15,27
П мин,
10
Организационные условия — см. пример I.
Расчет нормы времени приведен в нормировочной
карте (форма 2).
§ 3. ЗАДАЧИ НА ЛИТЕЙНЫЕ РАБОТЫ
Задача 1. Определить норму штучного времени на машинную
формовку.
Исходные данные
Деталь—шкив. Материал — серый чугун СЧ 15-32. Масса отливки
15 кг. Формовка — всырую. Габаритные размеры опоки 500Х400Х
X 100. Количество стержней 1. Объем стержня 0,2 дм3. Установка и
снятие опок — подъемником. Заполнение опоки — из бункера. Коли¬
чество деталей в опоке 1. Партия 100 шт. Организационные условия —
см. пример 1.
0100
[—
11
Задача 2. Определить норму штучного времени на машинную
формовку.
Исходные данные
Деталь — крышка подшипника. Материал — серый чугун СЧ 15-32.
Масса отливки 10 кг. Формовка — всырую. Габаритные размеры —
опоки 500Х400Х 150. Количество стержней 1. Объем стержня 0,9 дм5.
Установка и снятие опок — подъемником. Заполнение опоки — из
бункера. Количество деталей в опоке 1. Партия 100 шт. Организацион¬
ные условия — см. пример 1.
Задача 3. Определить норму штучного времени на машинную
формовку.
Исходные данные
Деталь •— корпус подшипника. Материал серый чугун СЧ 15-32.
Масса отливки 24 кг. Формовка — всырую. Габаритные размеры опоки
600X 400X 300/150. Количество стержней 1. Объем стержня 3,9 дм8.
Установка и снятие опок подъемником. Заполнение опоки — из
бункера. Количество деталей в опоке 1. Партия 100 шт. Организацион¬
ные условия —см. пример 1.
12
Задача 4. Определить норму штучного времени на машинную 4
формовку.
Исходные данные 12q
В -
Ч^ЧЧЧЧЧ^ЧЧЧЧУЯЧ^ЧЧУ^
З^ччччччччччч^ччччч^
Деталь — втулка. Материал — се¬
рый чугун СЧ 15-32. Масса отливки
5,0 кг. Формовка — всырую. Габарит¬
ные размеры опоки 500X 400X150.
Количество стержней 1. Объем стержня
0,9 дм3. Установка и снятие опок —
вручную. Заполнение опоки—лопа¬
той. Количество деталей в опоке 1.
Партия 200 шт. Организационные усло¬
вия — см. пример 1.
Задача 5. Определить норму штуч¬
ного времени на машинную формовку.
Исходные данные
Деталь — патрон. Материал — серый чугун СЧ 18-36. Масса от¬
ливки 80 кг. Формовка — всырую. Габаритные размеры опоки 800Х
X 800 X 800/200. Количество
стержней 2. Объем стержня
36 дм3. Установка и снятие
опок — подъемником. Запол
нение опоки — из бункера
Количество деталей в опоке 1
Партия 50 шт. Организа
ционные условия — см. при
мер 1.
t»
* Ш/////////////////Ш
? V77777777777777777Tvyl'l
§
&
Cm 1
Cm2 1
J
//</< ////////<<и///////
Задача 6. Определить норму штучного времени на ручную фор¬
мовку.
Исходные данные
Деталь — крышка. Материал—серый чугун СЧ 15-32. Масса
отливки 2,4 кг. Формовка — всырую. Габаритные размеры опоки
13
500X 400X150. Количество стержней 1. Объем стержня 0,5 дм?. Коли¬
чество деталей в опоке 1. Партия 5 шт. Организационные условия ~
см. пример 1.
Задача 7. Определить норму штучного времени на ручную фор¬
мовку.
Исходные данные
Деталь кронштейн. Материал — серый чугун СЧ 15-32. Масса
отливки 4 кг. Формовка — всырую. Габаритные размеры опоки 500Х
X 400X150. Количество стержней 2. Объем стержня 0,9 дм3. Коли¬
чество деталей в опоке 1. Партия 30 шт. Организационные условия —
см. пример 1.
Задача 8. Определить норму
штучного времени на ручную фор¬
мовку.
Исходные данные
Деталь — крышка корпуса под¬
шипника. Материал — серый чугун
СЧ 15-32. Масса отливки 5,0 кг.
Формовка — всырую. Габаритные
размеры опоки 100X400X150. Ко¬
личество стержней 1. Объем стерж¬
ня 0,95 дм8. Количество деталей
в опоке 1. Партия 15 шт. Организа¬
ционные условия — см. пример 1,
14
Ж ^ н
Задача 9. Определить норму штучного времени на ручную фор¬
мовку.
Исходные данные
Деталь — кольцо лабиринт¬
ное. Материал — серый чугун
СЧ 15-32. Масса отливки 2,5 кг.
Формовка — всырую. Габарит¬
ные размеры опоки 500Х400Х
150. Количество стержней 1.
Объем стержня 0,6 дм3. Количе¬
ство деталей в опоке 1. Партия
50 шт. Организационные усло¬
вия — см. пример 1.
$166
Задача 10. Определить норму штучного времени
формовку.
на ручуую
Исходные данные
Деталь —фланец. Материал —•
серый чугун СЧ 15-32. Масса
отливки 8 кг. Формовка всырую.
Габаритные размеры опоки 400Х
X 250Х 125» Количество стержней 1.
Объем стержня 1,9 дм3. Количе¬
ство деталей в опоке 1. Партия
60 шт. Организационные условия—
см. пример 1.
Глава II
НОРМИРОВАНИЕ
КУЗНЕЧНО-ШТАМПОВОЧНЫХ РАБОТ
§ I. МЕТОДИКА РАСЧЕТА
НОРМЫ ВРЕМЕНИ
Свободная ковка под молотами. Технологические про¬
цессы свободной ковки характеризуются сочетанием боль¬
шого количества различных приемов, поэтому при рас¬
чете оперативного времени используются нормативы
укрупненных комплексов и их сочетание, а также типовые
нормы.
Норма штучного времени определяется по формуле
7’ш = (7’н.оп + 7’в.н) ККыКа,
гДв ^н.оп — неполное оперативное время, мин.; Тв н —
вспомогательное время (неперекрываемое), мин; К —
коэффициент к оперативному времени на организационно¬
техническое обслуживание рабочего места и перерывы
на отдых и личные надобности; Км — поправочный коэф¬
фициент на марку стали; Кп — коэффициент, учитываю¬
щий размер партии поковок.
Неполное оперативное время Тн, оп на технологи¬
ческий переход рассчитывается как сумма основного вре¬
мени, в течение которого происходит изменение формы
и размеров поковки, и вспомогательного, связанного
о технологическим переходом.
Вспомогательное время состоит из времени, связан¬
ного с технологическим переходом, в течение которого
выполняется кантовка и перемещение заготовки на бойке,
подача и съем инструмента, измерение заготовки и вре¬
мени, связанного с изделием: а) время на загрузку заго¬
товок в печь, выгрузку их из печи и подачу на боек мо¬
лота, укладка поковки в штабель или тару; б) время
на вспомогательную работу при ковке на молотах с при¬
менением манипулятора; в) время на подачу инструмента
(раскатных стоек, подкладных штампов) на боек молота
и съем его; г) время на клеймение поковок, измерение их
линейкой, кронциркулем.
1G
Все процессы по свободной ковке выполняет бригада
кузнецов. При расчете нормы штучного времени прини¬
маются во внимание лишь те переходы и приемы, которые
не перекрываются. Если одна часть членов бригады
укладывает откованную поковку в отведенное место,
а другая выгружает заготовку из печи, вспомогательное
время на укладку поковки на место в норму времени не
включается как перекрываемое. Время на нагрев перекры¬
вается временем на ковку металла, а также временем на
отдых и организационно-техническое обслуживание ра¬
бочего места, поэтому оно также в норму времени не вклю¬
чается. Ко времени на обслуживание рабочего места от¬
носятся следующие работы: регулировка и подналадка
ковочного оборудования; смазка направляющих молота,
подтяжка болтов, подналадка манипулятора; подготовка
инструмента к началу и уборка его в конце работы;
уборка на рабочем месте на протяжении смены окалины
и обсечек.
В нормативах время на отдых и личные надобности
приведено с учетом следующих факторов утомляемости:
физические усилия—от незначительных до очень тяжелых,
темп работы — умеренный, рабочее положение — неудоб¬
ное, температура — повышенная, загрязненность воз¬
духа — незначительная, производственный шум — повы¬
шенный, вибрация, толчки — повышенные, освещение —
плохое или ослепляющее.
Подготовительно-заключительное время на партию по¬
ковок включает: время на получение производственного
задания и инструктажа от мастера; время на ознакомле¬
ние с работой, подготовку приспособления, инструмента;
сдачу партии поковок; время на настройку бойков и
приспособлений в начале работы и снятие их в конце ра¬
боты.
Горячая штамповка. В зависимости от типа произ¬
водства расчет нормы времени горячей штамповки ведется
по дифференцированным или укрупненным нормативам
на комплекс приемов. Для массового и крупносерийного
производства разработаны дифференцированные норма¬
тивы на основное время по представителям поковок по
группам сложности и на вспомогательное время на руч¬
ные приемы нагревальщика и штамповщика. Для серий¬
ного производства расчет ведется по укрупненным нор¬
мативам штучного времени, рассчитанным на представи¬
телей поковок соответственно классификации и на типо¬
17
вой технологический процесс. В случае отклонения от
типового технологического процесса норма времени под¬
считывается по дифференцированным нормативам.
Норма штучного времени на горячую штамповку опре¬
деляется по формуле
ТШ = (Т0 + Т^ККН,
где Т0 — основное время для каждого перехода, мин;
Тъ — вспомогательное время для каждого перехода, мин;
К — коэффициент к оперативному времени на организа¬
ционно-техническое обслуживание рабочего места и пе¬
рерывы на отдых и личные надобности; Км — поправоч¬
ный коэффициент на марку стали.
Основное (технологическое) время при штамповке на
молотах определяется как произведение времени одного
удара молота на число ударов, необходимых для дефор¬
мации металла:
T0 = tyln1 + tyin2,
где tyt — время на один удар молота в штамповочных
ручьях, мин; пг — число ударов в штамповочных ручьях;
ty% — время на один удар в заготовительных ручьях, мин;
п2 — число ударов в заготовительных ручьях.
Вспомогательное время при горячей штамповке Тъ
определяется как сумма времени на выполнение отдельных
приемов вспомогательной работы с учетом возможных пе¬
рекрытий основным временем и совмещением приемов.
При штамповке (высадке) нескольких поковок из заго¬
товки (прутка) с одного нагрева норма времени на одну
поковку определяется делением суммы времени всех
вспомогательных ручных приемов на количество поковок,
штампуемых (высаживаемых) с одного нагрева.
Подготовительно-заключительное время Тп,а склады¬
вается из затрат времени на: а) получение производ¬
ственного задания, инструктажа, ознакомления с работой;
б) установку и снятие штампов (переналадку). В случае
выполнения работ на молотах, прессах, горизонтально¬
ковочных машинах и другом оборудовании бригадой
рабочих, состоящей из 3—7 человек, время на работы п. «а»
частично перекрывается временем организационно¬
технического обслуживания и в норму времени на партию
поковок включается в размере 50%; при выполнении ра¬
боты одним-двумя рабочими это время не перекрывается
и включается в норму времени на партию поковок.
18
Состав бригады должен быть минимальным, но таким,
при котором достигается наилучшее использование штам¬
повочного оборудования. Рекомендуемый состав бригады
приведен в табл. 23. Состав бригады может быть определен
расчетным путем: по намеченному технологическому про¬
цессу и организации труда подсчитывается оперативное
время членов бригады—штамповщика, нагревальщика и
прессовщика. Таким образом выявляется наиболее за¬
груженный рабочий и состав бригады определяется по
формуле
Той
Пр = ,
к 1 н. р
где 2 Топ — сумма оперативного времени всех рабочих
бригады на одну поковку, мин; ТЯш р — оперативное
время наиболее загруженного рабочего, мин.
Холодная штамповка. Норма штучного времени на хо¬
лодную штамповку, высадку, обрезку и резку заготовок
на ножницах определяется по формуле
Тш = топК\ топ = г0 + тл-
К= 1 I “обс + аотл
100
Основное время Т0 равно времени одного двойного
хода ползуна или числа двойных ходов, за которое изго¬
товляется одно изделие:
т0=±квк3,
где п — число двойных ходов ползуна в минуту; /Св, К3 —
поправочные коэффициенты в зависимости от типа меха¬
низма включения и от типа загрузочного устройства.
К вспомогательному времени Тъ относится время на
взятие заготовки (полосы), на установку ее в штамп,
передвижение, перевертывание (повертывание), снятие
детали (полосы), удаление отходов, включение и выклю¬
чение пресса (ножниц) и др. При расчете вспомогатель¬
ного времени необходимо учитывать возможные случаи
его перекрытия, например, время продвижения полосы
до упора перекрывается временем обратного хода ползуна;
время подачи заготовки к штампу и уборки обработанной
детали перекрывается машинным временем; время уста¬
новки заготовки первым рабочим в штамп, когда ползун
19
находится в верхнем положении (без ввода рук в опасную
зону), перекрывается временем съема детали со штампа
вторым рабочим; время подачи заготовки к штампу, вы¬
полняемой правой рукой, перекрывается временем съема
детали со штампа, выполняемого левой рукой.
Нормы штучного времени и нормативы комплексов
вспомогательного времени предусматривают штамповку
деталей из полосы и индивидуальных заготовок из листо¬
вых металлов и материалов: стали толщиной 2 мм и цвет¬
ных сплавов 5 мм. При иной толщине металла приме¬
няются поправочные коэффициенты.
§ 2. ПРИМЕРЫ РАСЧЕТА
НОРМЫ ВРЕМЕНИ
Пример 1. Определить норму штучного и норму под-
готовительно-заключительного времени на свободную
ковку детали.
■ь
Исходные данные
Деталь — вилка. Материал — сталь 40Х. Заготовка —
прокат 0 80x200 мм. Масса заготовки 7,8 кг. Партия
поковок 15 шт.
Содержание операции
1. Загрузить заготовку в печь.
2. Выгрузить заготовку из печи
и подать ее на боек молота.
3. Осадить заготовку.
4. Взять заготовку клещами и
уложить в ручей штампа.
5. Штамповать заготовку в под¬
кладном штампе.
6. Выбить поковку из штампа
и отложить.
Последовательность расчета
Данные расчета заносятся в операционно-нормировоч-
ную карту (форма 3).
1. Принимается молот с массой падающих частей
0,56 т (табл. 13) для поковок массой до 9 кг.
2. Определяется состав бригады, необходимый для
выполнения работы на данном оборудовании. Для работы
на молоте с массой падающих частей 0,56 т без примене-
20
ФОРМА 3
ОПЕРАЦИОННО-НОРМИРОВОЧНАЯ КАРТА
Nt по пор.
№ таблицы
Наименование
комплекса приемов
Факторы, влияющие
на продолжитель¬
ность комплекса
Время, мин
неполное
оператив¬
ное
вспомога¬
тельное
1
17
Загрузить заго¬
Масса 7,8 кг
0,13
товку в печь
2
17
Выгрузить заго¬
То же
—
0,12
товку из печи
3
17
Подать заготовку
1
—
0,10
на боек молота
4
15
Осадить заготовку
0 80x200 мм;
0,37
—
h = 140 мм
5
16
Взять заготовку
Масса 7,8 кг
—
0,26
клещами и уложить
6
16
в ручей
Штамповать заго¬
Группа т слож¬
0,22
товку в подкладном
ности II; D =>
штампе
= 120 мм, мо¬
лот 0,56 т
7
16
Выбить поковку
Масса 7,8 кг
—
0,34
из штампа и уло¬
жить в тару
Итого. . .
0,59
0,95
О гк
кратив1
юс время Г =0,59 + 1
1,95 =* 1,54 мин
Поправочные коэффициенты /См «=»
J.15; К =• 1.26; /Сд =
' 0,9
Штучное время на поковку Гш
2,1 мин
Подготовительно-заключительное
время на партию 7
П. 3 33
5 мин
(табл.
21)
Время на
партию поковок Т =»
26,5 мин
Норма времени на бригаду 79,5 чел/мин
ния манипулятора рекомендуется состав бригады из
трех человек: кузнец, подручный кузнеца, машинист мо¬
лота (табл. 14).
3. Уточняется содержание операции по переходам и
факторы, влияющие на продолжительность выполнения
комплексов переходов. Операционно-нормировочная
карта заполняется на основе исходных данных и других
факторов, влияющих на продолжительность комплекса:
высота осадки h = 140 мм, масса падающих частей мо¬
лота 0,56 т, группа сложности поковки II.
21
4. Определяется неполное оперативное и вспомога¬
тельное время на каждый переход операции:
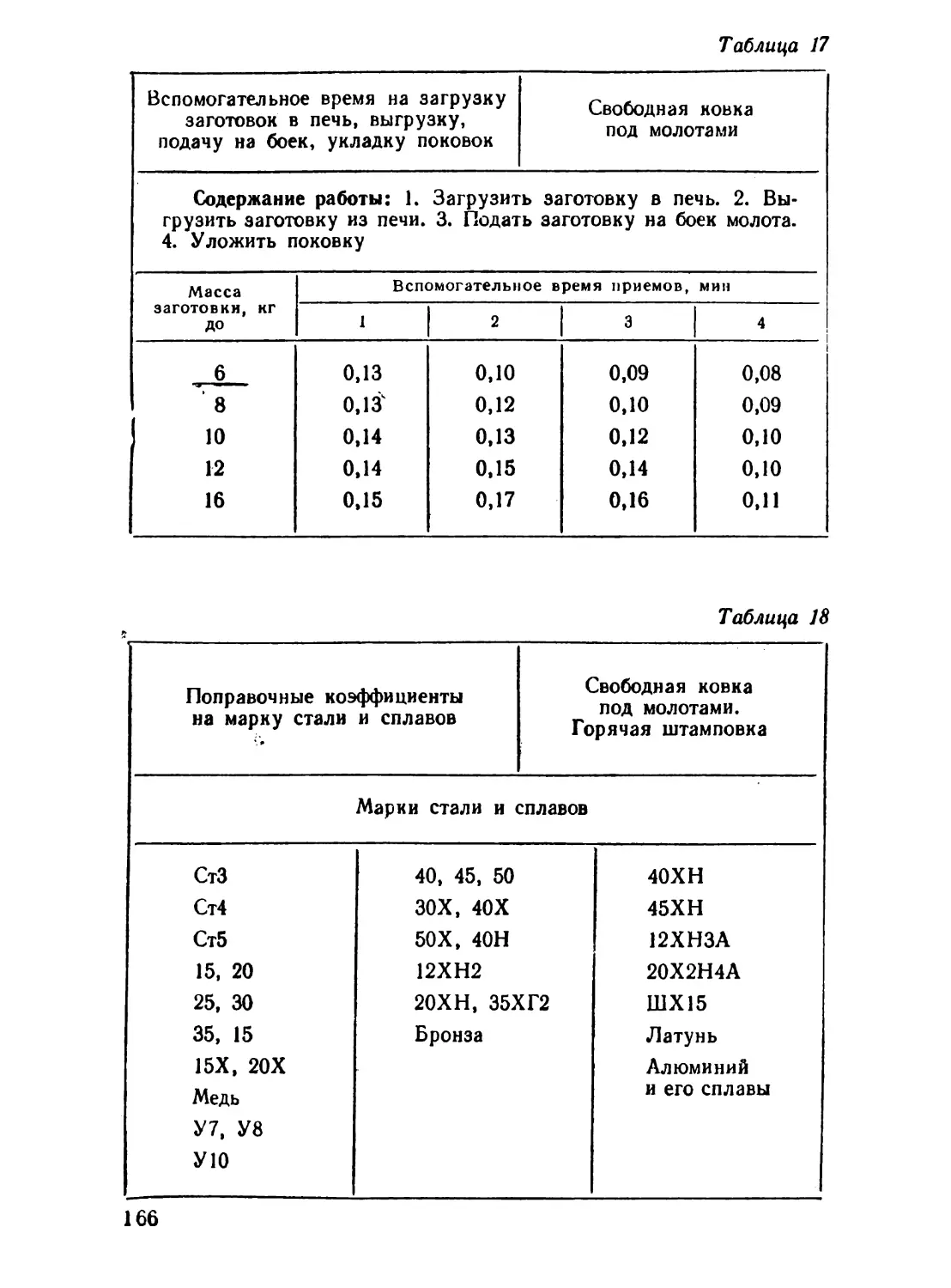
Переход 1. Загрузить заготовку в печь Тв и =
= 0,13 мин (табл. 17).
Переход 2. Выгрузить заготовку из печи =
= 0,12 мин (табл. 17).
Переход 3. Подать заготовку на боек молота TBt в =
= 0,10 мин. (табл. 17).
Переход 4. Осадить заготовку 0 80x200 мм на раз¬
мер h = 140 мм Ти 0„ = 0,37 мин (табл. 15).
Переход 5. Взять заготовку клещами и уложить в ру¬
чей штампа Ть Н = 0,26 мин (табл. 16).
Переход 6. Штамповать заготовку в подкладном
штампе. Группа сложности поковки II, D = 120 мм,
масса падающих частей молота 0,56 т, ТЯл оп= 0,22 мин
(табл. 16).
Переход 7. Выбить поковку из штампа и отложить
ть. н = 0.34 мин (табл. 16).
Таким образом Гн. оп = 0,37-f 0,22 = 0,59 мин;
ТВ'Ж = 0,13 + 0,12 + 0,1 + 0,26 + 0,34 = 0,95 мин.
5. Определяются поправочные коэффициенты на штуч¬
ное время: а) поправочный коэффициент к оперативному
времени на организационно-техническое обслуживание
и перерывов на отдых и личные надобности. При массе
падающих частей молота до 1,0 т К — 1,26 (табл. 20);
б) поправочный коэффициент в зависимости от обрабаты¬
ваемого материала К„ — 1,15 (табл. 18); в) поправочный
коэффициент в зависимости от размера обрабатываемой
партии поковок Кп = 0,9 (табл. 19).
6. Штучное время на поковку определяется следующим
образом:
Тш = (0,59 + 0,95)-1,26.1,15-0,9 = 2,0 мин.
7. Подготовительно-заключительное время опреде¬
ляется по табл. 21, время на получение задания и инструк¬
таж Гп,а = 5 мин при группе сложности II.
8. Определяется время на партию
Т’пар = ^п-э + тшп = 5 + 2,0* 15 = 35 мин.
9. Определяется норма времени на бригаду: 35 X
X 3 = 105 человеко-минут,
22
Пример 2. Определить норму штучного и норму под¬
готовительно-заключительного времени на горячую штам¬
повку детали.
Исходные данные
Деталь — шестерня. Материал — сталь 40Х. Заго¬
товка— прокат размером 110x202 мм. Масса заготовки
10,0 кг. Масса падающих частей молота 2 т. Партия по¬
ковок 200 шт.
Содержание операции
1. Взять заготовку клещами с транспортера, устано¬
вить в ручей и нажать педаль.
2. Штамповать в предварительном и окончательном
ручьях.
3. Переложить поковку из ру¬
чья в ручей.
4. Поправить поковку во вре-
мя штамповки. £
5. Вынуть поковку и отбро¬
сить к обрезному прессу.
6. Сдуть окалину со штампа.
7. Смазать штамп.
Последовательность расчета
Данные расчета заносятся в операционно-нормиро¬
вочную карту (форма 4).
1. Рекомендуемый состав бригады: 3 человека —
штамповщик, нагревальщик, прессовщик (обрезчик
заусенцев) (табл. 23).
2. Группа, к которой относится данная поковка, —
2а, группа сложности II (табл. 24).
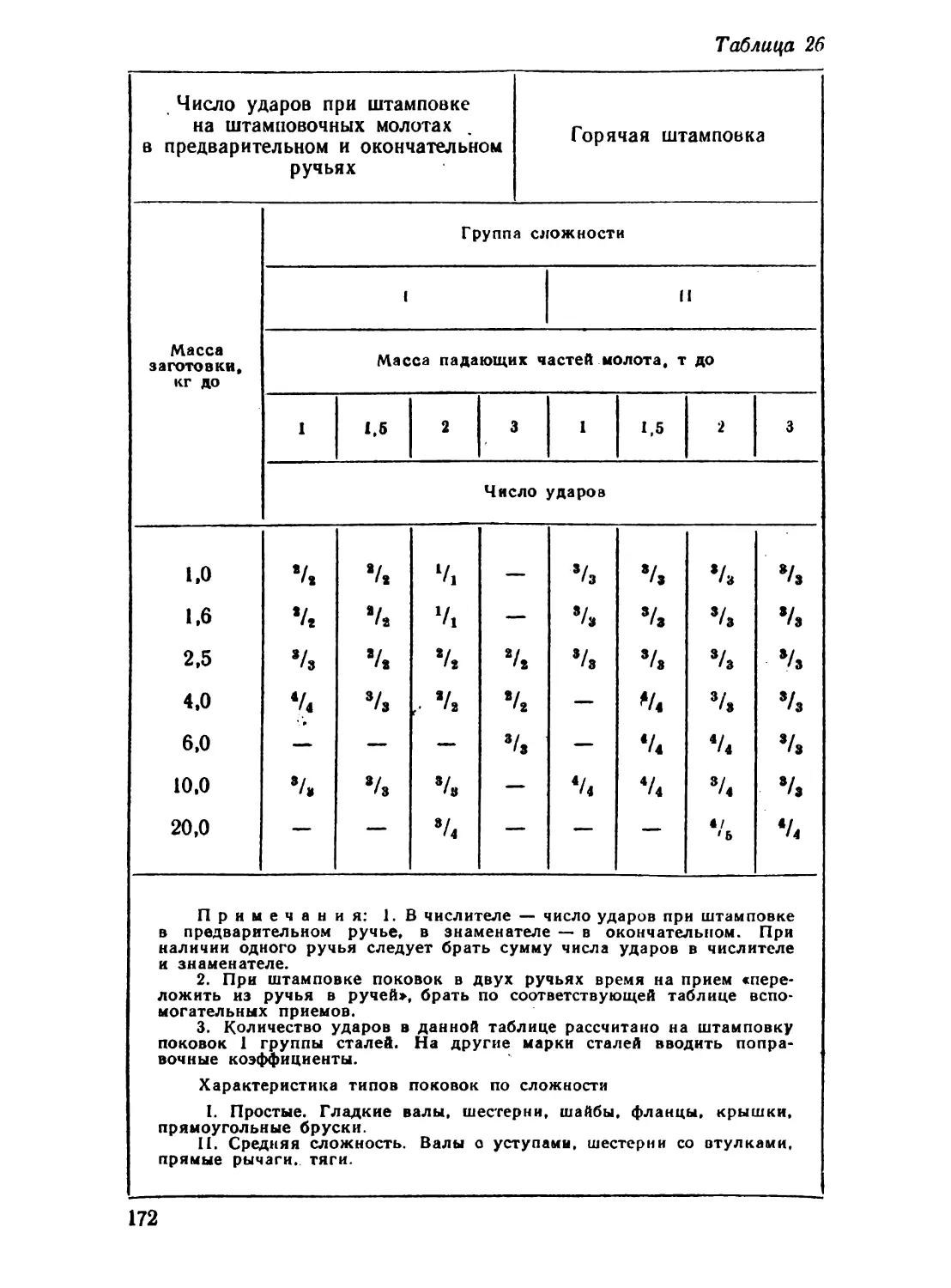
3. Определяется число ударов молота, необходимых
для штамповки в предварительном и окончательном
ручье. При массе заготовки до 20 кг, массе падающих
частей молота 2 т и поковке II группы сложности число
ударов в предварительном ручье равно 4, в окончательном
ручье—5 (табл. 26).
Поправочный коэффициент при штамповке стали 40Х
К = 1,15 (табл. 18). С учетом поправочного коэффициента
принимается число ударов 10.
4. Определяется основное время на один удар мо¬
лота t0.
23
fNl
Ч-l
Оч
в-
20112
24
При массе падающих частей молота 2 т /0 = 0,016 мин
(табл. 25).
Основное время на штамповку 7^ = 0,016*10 =
0,16 мин.
5. Определяется вспомогательное время по переходам:
Переход 1. При массе заготовки 10 кг tB = 0,11 мин,
(табл. 27, поз. 2).
Переход 3. При массе заготовки 10 кг tB — 0,06 мин
(табл. 27, поз. 3).
Переход 4. При массе заготовки 10 кг /в = 0,04 мин
(табл. 27, поз. 5).
Переход 5. При массе заготовки 10 кг /в = 0,07 мин
(табл. 27, поз. 7).
Переход 6. tB = 0,05 мин (табл. 27, поз. 12).
Переход 7. tB = 0,08 мин — ручей мелкий, длина
ручья 200 мм (табл. 27, поз. 13).
Таким образом
Тв = 0,11 + 0,06 + 0,04 + 0,07 +
+ 0,05 + 0,08 = 0,41 мин.
6. Определяются поправочные коэффициенты на штуч¬
ное время:
а) поправочный коэффициент к оперативному вре¬
мени на организационно-техническое обслуживание и пе¬
рерывов на отдых и личные надобности при массе падаю¬
щих частей молота 2 т Кг = 1,27 (табл. 20);
б) поправочный коэффициент в зависимости от обра¬
батываемого материала К2 = 1,1 (табл, 18),
7. Штучное время на штамповку
тш = (Т0 + Г») КгКг =
= (0,16 + 0,41) -1,27 -1,1 = 0,80 мин.
8. Подготовительно-заключительное время Тп, 3 опре¬
деляется по табл. 22. Время на получение задания и
инструктаж Тп, э = 16 мин.
Пример 3. Определить норму штучного и норму под¬
готовительно-заключительного времени на холодную штам¬
повку деталей из полосы. Серийное производство.
Исходные данные
Деталь — диск. Материал — сталь Ст08. Заготовка —
лист 1x238x1000 мм. Оборудование — пресс К-124А.
25
Усилие пресса 40 тс. Число двойных ходов ползуна в ми¬
нуту 90. Оснастка — штамп комбинированный, крючок,
тара. Партия деталей 100 шт.
Содержание операции
Вырубить деталь по контуру,
пробить отверстия и формовать.
Последовательность расчета
Данные расчета заносятся
в операционно-нормировочную
карту (форма 5).
1. Основное время Т0 = 0,01Ы,05 = 0,0116 мин,
где 0,011 мин — время одного двойного хода ползуна
(табл. 28) при числе двойных ходов в минуту п = 90;
ФОРМА 5
ОПЕРАЦИОННО-НОРМИРОВОЧНАЯ КАРТА
Время на 100 шт., мин
а>
«
Факторы,
Вспомога¬
№
Наименование
X
а>
влияющие
тельное
таблицы
переходов
ег
на продолжи*
Основ¬
М
тельность
ное
Л
переходов
пере¬
непе-
о
о
кры¬
рекры-
О
ваемое
ваемое
29,
Взять полосу,
'в
Размер полосы
0,06
поз. 1
поднести и
194Х 1000
установить
в штамп
30,
Включить пресс
h
Ножная педаль
н—
—
0,015
поз. 2
28
Штамповать
Го
Число двойных
0,0116
■—
ходов в минуту
31,
Продвинуть
tt
Шаг продвиже¬
*—
0.313
•—
поз. 4
полосу на шаг
ния 95 мм
Ширина полосы
194 мм
32,
Отбросить отход
14
Масса отхода
#—
—
0,015
поз. 3
со стола пресса
0,03 кг
в тару
Итого . • .
0,0116
0,313
0.09
\ Шт)
^чное время на одну де’
галь Т = 0,038 мин (см. последователь -
ность расчета)
Подготовительно-заключительное время на партию Тп
мин
26
1,05 — поправочный коэффициент, определяемый по
признаку — муфта пневматическая (табл. 28).
2. Вспомогательное время на установку полосы в от¬
крытый штамп /2 = 6,0 мин на 100 полос при ширине
полосы до 250 мм и длине до 1000 мм (табл. 29, поз. 1).
11а одну полосу t2 = 6,0 : 100 = 0,06 мин.
3. Вспомогательное время на включение пресса нож¬
ной педалью = 0,015 мин при положении рабочего
стоя (табл. 30, поз. 2).
4. Вспомогательное время на продвижение полосы
1 65
н штампе на шаг /3 = -^- = 0,016 мин, где 1,65 мин —
премя на 100 продвижений при шаге продвижения до
100 мм, ширине полосы дй 400 мм (табл. 31, поз. 4).
5. Вспомогательное время на удаление отхода /4 =
1,5 мин на 100 полос при площади отходов до 0,05 м2
(табл. 32, поз. 3). На удаление отходов одной полосы
/4 = 1,5 : 100 = 0,015 мин.
6. Вспомогательное время на снятие заготовки tb = 0,
7. Время на организационно-техническое обслужива¬
ние рабочего места, отдых и личные надобности К = 1,13
(табл. 33, поз. 1).
8. Штучное время на одну штуку
*Г : (^о ”Ь h) п ”Ь ^2 — ^3 (П— 1) "Ь U "Ь tbnz If
ш— П2
где п — число деталей, получаемых из полосы; п =
= 20 шт.; г— число деталей, полученных за один двой¬
ной ход пресса; г = 1;
т _ (0,0116 + 0,015) 20 + 0,06 + 0,016 (20 — 1) + 0,015
ш— 20 Х
X 1,13 = 0,05 мин.
9. Подготовительно-заключительное время на партию
определяется по табл. 34: ТПл 3 = 3 мин.
§ 3. ЗАДАЧИ НА КУЗНЕЧНО-ШТАМПОВОЧНЫЕ
РАБОТЫ
Задача 1. Определить норму штучного и норму подготовительно*
заключительного времени на ковку шестерни в подкладных кольцах.
Исходные данные
Деталь — шестерня. Материал — сталь 40Х. Заготовка — про¬
кат 0 120X113 мм. Масса заготовки 10 кг. Ообрудование молот
с массой падающих частей 0,4 т. Партия поковок 50 шт.
27
Содержание операции
1. Загрузить заготовку в печь.
2. Выгрузить заготовку из печи и подать на боек молота.
3. Осадить заготовку и зарубить тумбу врубным кольцом.
4. Ковать
в подкладном кольце.
i ! i .
d
! t 0 9312 .
5. Пробить отверстие с одной сто¬
роны.
Задача 2.
но-заключительного
6. Обкатать по кругу.
7. Пробить отверстие с другой
стороны, обкатать и подогнать в
размер.
8. Вынуть из кольца и уложить
в тару.
Определить норму штучного и норму подготовитель-
штучного и норму
времени на ковку вала.
Исходные данные
Деталь — вал. Материал — сталь 45. Заготовка — прокат 0 110Х
X 180 мм. Масса заготовки 13,4 кг. Оборудование — молот с массой
падающих частей 750 кг. Партия поковок 30 шт.
Содержание операции
1. Загрузить заготовку в печь.
2. Выгрузить заготовку из печи и
3. Протянуть на диаметр бурта.
4. Засечь заплечики.
5. Протянуть уступы поковки.
6. Править поковку.
7. Измерить поковку.
8. Отрубить^излишек с двух сторон.
9. Клеймить и, уложить заготовку
в тару.
Задача 3. Определить норму штучного и норму подготовительно-
заключительного времени на ковку ступицы.
Исхбдные данные
Деталь — ступица. Материал — сталь 45. Заготовка — прокат
0 140Х120 мм. Масса заготовки 14,5 кг. Оборудование — молот
с массой падающих частей 2 т. Партия поковок 20 шт.
Содержание операции
1. Загрузить заготовку в печь.
2. Выгрузить заготовку из печи и
подать на боек молота.
3. Штамповать заготовку в подклад¬
ном штампе до получения необходимых
размеров.
4. Пробить отверстие с двух сторон.
5. Вынуть из кольца и уложить
в тару.
moil
\ - ■ -m'
r*
J* \05ot9,
;t ГЛ
CNj>«
Огч
S i !
5a
mot2
подать на боек молота.
Ш5 *71
h~- В
1
I
sji:i
28
Ш2
Задача 4. Определить норму штучного и норму подготовительно-
заключительного времени на ковку вилки.
Исходные данные
Деталь — вилка. Материал — сталь 45. Заготовка — прокат
0 100X81 мм. Масса заготовки 4,9 кг. Оборудование — молот с мас¬
сой падающих частей 0,4 т. Партия поковок 60 шт.
Содержание операции
1. Загрузить заготовку в печь.
2. Выгрузить заготовку из печи и подать на боек молота.
3. Протянуть заготовку по размеру головки.
4. Пережать головку.
б. Оттянуть хвостовик.
6. Отделать головку.
7. Отделать стержень и отрубить из¬
лишек.
8. Править поковку.
9. Уложить поковку в тару.
Задача 5. Определить норму штуч¬
ного и норму подготовительно-заключи¬
тельного времени на ковку рычага.
Исходные данные
Деталь — рычаг фиксирующий. Материал — сталь 20Х. Заго¬
товка — прокат 0 90X 135 мм. Масса заготовки 6,4 кг. Оборудова¬
ние — молот с массой падающих частей 0,4 т. Партия поковок 20 шт.
5312
Содержание операции
1. Загрузить заготовку в печь.
2. Выгрузить заготовку из печи и
подать на боек молота.
3. Ковка головки рычага по наиболь¬
шему размеру.
4. Засечь заплечики.
5. Протянуть стержень.
6. Отделать головку и стержень.
7. Править поковку.
8. Уложить поковку в тару.
Задача 6. Определить норму штучного и норму подготовитель¬
но-заключительного времени на ковку планки.
Исходные данные
Деталь — планка. Материал — сталь 45. Заготовка — пруток
0 70 X 180 мм. Масса заготовки 5,4 кг. Оборудование — молот с мас¬
сой падающих частей 0,35 т. Партия поковок 30 шт.
Содержание операции
1. Загрузить заготовку в печь.
2. Выгрузить заготовку из печи
и подать на боек молота.
3. Протянуть заготовку на раз¬
мер 33X 73 мм.
29
4. Обрубить с двух сторон в размер 210 мм.
5. Править поковку и подогнать по размеру.
6. Уложить поковку в тару.
Задача 7. Определить норму штучного и норму подготовительно-
заключительного времени на горячую штамповку рычага.
Исходные данные
Деталь — рычаг. Материал — сталь 45. Заготовка — прокат
0 70X 196 мм. Масса заготовки 5,9 кг. Оборудование —молот с мас¬
сой падающих частей 2 т. Партия поковок 250 шт.
Содержание операции
1. Взять заготовку с транспортера,
уложить в ручей штампа и нажать пе-
даль.
2. Штамповать в предварительном и
окончательном ручьях.
3. Переложить поковку из ручья
в ручей.
4. Гибка.
5. Вынуть заготовку из ручья и от¬
бросить на транспортер.
6. Смазать ручей штампа.
Задача 8. Определить норму штучного и норму подготовительно-
заключительного времени на горячую штамповку оси.
Исходные данные
Деталь — ось. Материал — сталь 45. Заготовка — прокат 0 40Х
X 120 мм. Масса заготовки 1,5 кг. Оборудование—молот с массой
падающих частей 0,75 т. Партия поковок 3Q0 шт.
Содержание операции
1. Взять заготовку клещами, устано¬
вить на зеркало штампа, нажать педаль.
2. Подсадить заготовку.
3. Взять заготовку клещами, устано-
вить в ручей штампа, нажать педаль.
4. Штамповать в трех ручьях. ^
5. Переложить поковку из ручья в ру-
чей и нажать педаль (2 раза). ^
6. Поправить поковку в ручье штампа.
7. Вынуть поковку из ручья и отбро¬
сить на транспортер.
8. Сдуть окалину со штампа.
9. Смазать штамп.
Задача 9. Определить норму штучного и норму подготовительно¬
заключительного времени на горячую штамповку тяги.
Исходные данные
Деталь — тяга. Материал — сталь 45. Заготовка — прокат
0 80X200 мм. Масса детали 7,9 кг. Оборудование —молот с массой
падающих частей 0,75 т. Партия поковок 100 шт.
S8tt
mi
§
■*> 1
.SJ-
а
68+1
1
9Jlf
Ч'
<N1
Р
4—^
/
7*
/
6 fit- 9
Т”
M-J
L—i-
/
в
30
Содержание операции
1. Взять заготовку со склиза, уложить в ручей штампа, нажать
игдлль.
2. Штамповать в предварительном и окончательном ручьях.
3. Переложить поковку из ручья в ручей.
4. Поправить поковку в ручье штампа.
Г). Вынуть поковку из ручья и отло- №5-t.
жить на склиз. . .. ...
(>. Сдуть окалину со штампа. тт~—I—
7. Смазать штамп. . S
Задача 10. Определить норму штуч¬
ного и норму подготовительно-заключи¬
тельного времени на горячую штамп'овку
W-1.0
ш
=L
изо:?
боль Исходные данные
•за о,
~..*<1лъ — ось. Материал — сталь 40Х. Заготовка — прокат
0 48X160 мм. Масса детали 2,5 кг. Оборудование — молот с массой
падающих частей 1 т. Партия поковок 150 шт.
Содержание операции
1. Взять заготовку, установить в ру¬
чей и нажать педаль.
2. Штамповать в четырех ручьях.
3. Переложить поковку из ручья в ру¬
чей и нажать педаль (3 раза).
4. Поправить поковку в ручье
штампа.
5. Вынуть поковку из ручья и отло¬
жить на стол.
6. Сдуть окалину со штампа.
7. Смазать штамп.
Задача П. Определить норму штучного и норму подготовитель¬
но-заключительного времени на холодную штамповку диска.
Исходные данные
Деталь — диск. Материал — сталь Ст08. Заготовка D — 93 мм,
b = 1 мм. Масса детали 0,048 кг. Оборудование — пресс К-470 с уси¬
лием 40 тс. Число двойных ходов ползуна в минуту 20. Оснастка —
штамп отбортовочный, пинцет, тара.
Содержание операции
1. Взять заготовку и устано¬
вить в штампе по упору.
2. Штамповать.
| 3. Снять деталь и отбросить
в .тару.
037,5
085
31
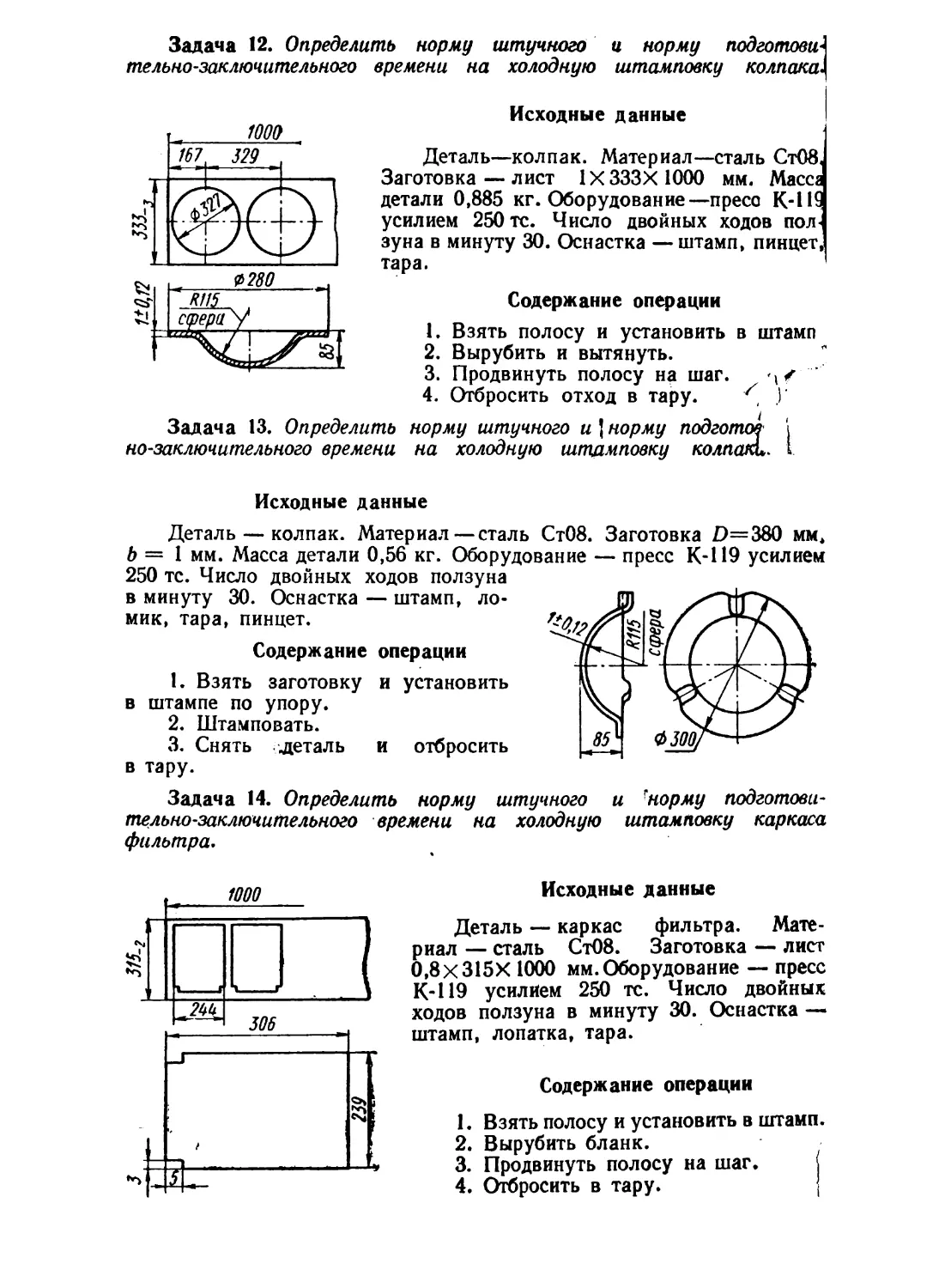
Задача 12. Определить норму штучного и норму подготовив
тельно-заключительного времени на холодную штамповку колпака\
Исходные данные I
Деталь—колпак. Материал—сталь Ст08.
Заготовка — лист 1X333X1000 мм. Массг
детали 0,885 кг. Оборудование—пресс K-HS
усилием 250 тс. Число двойных ходов пол¬
зуна в минуту 30. Оснастка — штамп, пинцет,
тара. '
Содержание операции
1. Взять полосу и установить в штамп
2. Вырубить и вытянуть.
3. Продвинуть полосу на шаг.
4. Отбросить отход в тару. ^ )
Задача 13. Определить норму штучного и | норму подготов j
но-заключительного времени на холодную штамповку колпак»* 1
Исходные данные
Деталь — колпак. Материал — сталь Ст08. Заготовка D=380 мм*
b = 1 мм. Масса детали 0,56 кг. Оборудование — пресс К-П9 усилием
250 тс. Число двойных ходов ползуна
в минуту 30. Оснастка — штамп, ло¬
мик, тара, пинцет.
Содержание операции
1. Взять заготовку и установить
в штампе по упору.
2. Штамповать.
3. Снять деталь и отбросить
в тару.
Задача 14. Определить норму штучного и гнорму подготови¬
тельно-заключительного времени на холодную штамповку каркаса
фильтра.
1000
306
Исходные данные
Деталь — каркас фильтра. Мате¬
риал — сталь Ст08. Заготовка — лист
0,8х315Х 1000 мм.Оборудование — пресс
К-119 усилием 250 тс. Число двойных
ходов ползуна в минуту 30. Оснастка —
штамп, лопатка, тара.
Содержание операции
1. Взять полосу и установить в штамп.
2. Вырубить бланк.
3. Продвинуть полосу на шаг.
4. Отбросить в тару. j
Глава III
НОРМИРОВАНИЕ ТОКАРНЫХ РАБОТ
§ 1. МЕТОДИКА ОПРЕДЕЛЕНИЯ РЕЖИМОВ
РЕЗАНИЯ
Режимы резания должны обеспечивать наибольшую
производительность труда и наименьшую стоимость опе¬
рации. Марка инструмента подбирается в зависимости
от обрабатываемого материала и вида обработки.
Глубину резания рекомендуется принимать возможно
большей, соответствующей глубине срезаемого припуска
-<за один проход. При чистовой обработке глубина резания
определяется в зависимости от степени точности и требуе¬
мой шероховатости поверхности. При шероховатости
обрабатываемой поверхности
1 V5 t =; 0,5 -г- 2,0 мин; V6 — V? t = 0,1 -г- 0,4 мин.
При отрезке и протачивании канавок глубиной реза¬
ния является ширина отрезного резца, которая опреде¬
ляется в зависимости от диаметра обрабатываемой поверх¬
ности по формуле b = 0,6D0-5 или по таблице норма¬
тивов (табл. 37).
При нарезании резьбы резцами глубиной резания
является поперечная подача. В зависимости от величины
поперечной подачи, шага резьбы, класса точности опреде-
> ляется число черновых и чистовых проходов.
Подача определяется в зависимости от материала и
размеров обрабатываемой поверхности, жесткости си¬
стемы станок — приспособление — инструмент — деталь
(СПИД), требуемой точности и шероховатости обрабаты¬
ваемой поверхности. Рекомендуется принимать большую
; подачу. Выбранная подача для чернового точения с за¬
данной глубиной резания проверяется по осевой силе
резания Рх и прочности механизма подачи станка. Осе¬
вая сила, допускаемая механизмом подачи станка Рст,
определяется по паспорту станка. При этом должно быть
соблюдено условие Рх ^ Рст.
При работе с напряженными режимами резания или
при обработке резцами с увеличенными вылетами дер-
2 B. C. Стародубцева 33
4
жавки (/д £> 1,5Яд), выбранная подача проверяется по
прочности державки резца и по прочности пластинки из
твердого сплава.
Скорость резания v определяется в зависимости от
обрабатываемого материала и его механических свойств,
от выбранных глубины резания и подачи, от характера
обработки и геометрии режущего инструмента с учетом
поправочных коэффициентов на измененные условия ра¬
боты. При выборе таблиц нормативов необходимо тща¬
тельно проверять соответствие условий таблицы условиям
данной операции.
Режим резания на черновых операциях при наружном
продольном и поперечном точении и растачивании рез¬
цами с пластинками из твердого сплава и из быстрорежу¬
щей стали проверяется по мощности или крутящему
моменту станка. Выбранный режим резания должен быть
проверен по кинематическим и динамическим возможно¬
стям станка и должен удовлетворять условиям:
ЛГ<ЛГЭ; 2M^2AfCT,
где N — мощность, потребная на резание, кВт; —
эффективная мощность станка, кВт; 2М — двойной кру¬
тящий момент при резании, кгс*м, определяемый по
Р D
таблицам нормативов или по формуле 2М — 102QQ ;
здесь Р2 — тангенциальная сила резания, кгс, определяе¬
мая по нормативам; D — диаметр обрабатываемой по¬
верхности, мм; 2Мст — двойной крутящий момент на
шпинделе станка, кгс*м, допустимый станком по проч¬
ности механизма или мощности электродвигателя.
§ 2. ПРИМЕР РАСЧЕТА НОРМЫ
ШТУЧНОГО И НОРМЫ
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОГО
ВРЕМЕНИ
Пример. Определишь норму штучного и норму под¬
готовительно-заключительного времени на черновую то¬
карную операцию (серийное производство).
Исходные данные
Деталь — стакан. Материал —чугун серый СЧ 15-32,
НВ 163—229. Заготовка — отливка. Масса детали 0,7 кг.
34
( Юорудонание — токарно-винторезный станок 1К62Б.
11|мн‘11особление — патрон самоцентрирующий, пневма-
ш'ич-кнй. Обработка — без охлаждения. Партия 200 шт.
Организационные условия: 1. Получение и сдача
инструмента и приспособлений производится самим
рлбочим. 2. Заточка инструмента централизованная.
.’1. Планировка рабочего места соответствует требованиям
нлучной организации труда.
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец /.
2. Обточить поверхность 2 на
/) - 77 мм, / = 20 мм.
3. Расточить отверстие 3 до D =
60 мм, / = 18 мм.
Режущий инструмент — резцы
сечением 16x25 мм с пластинками
it:i твердого сплава В Кб (сокращенно
10x25, ВК6). Резец расточной с дер¬
жавкой диаметром 16 мм.
Измерительный инструмент —
штангенциркуль.
Последовательность расчета
Данные расчета заносятся в операционно-нормировоч¬
ную карту.
1. Заглавная часть и графы 1, 2 и 4 операционно-
иормировочной карты (форма 6) заполняются по исход¬
ным данным примера.
2. Режущий инструмент (графа 3) подбирается по
табл. 35. Для черновой обработки по корке при непре¬
рывном резании, нормальной жесткости системы СПИД
в качестве инструментального материала рекомендуется
твердый сплав В Кб.
Геометрия режущей части инструмента определяется
по табл. 36: при обработке чугуна форма передней грани —
плоская. Главный угол в плане для подрезки, обтачива¬
ния и растачивания ступенчатых поверхностей в упор
Ф 90°. При сечении резца до 30x30 мм радиус при вер¬
шине резца г = 1,0 мм (см. примечание к табл. 40).
) 3. Размеры мест обработки (графы 5, 6) и расчетная
[лина обработки (графа 14) определяются для каждого
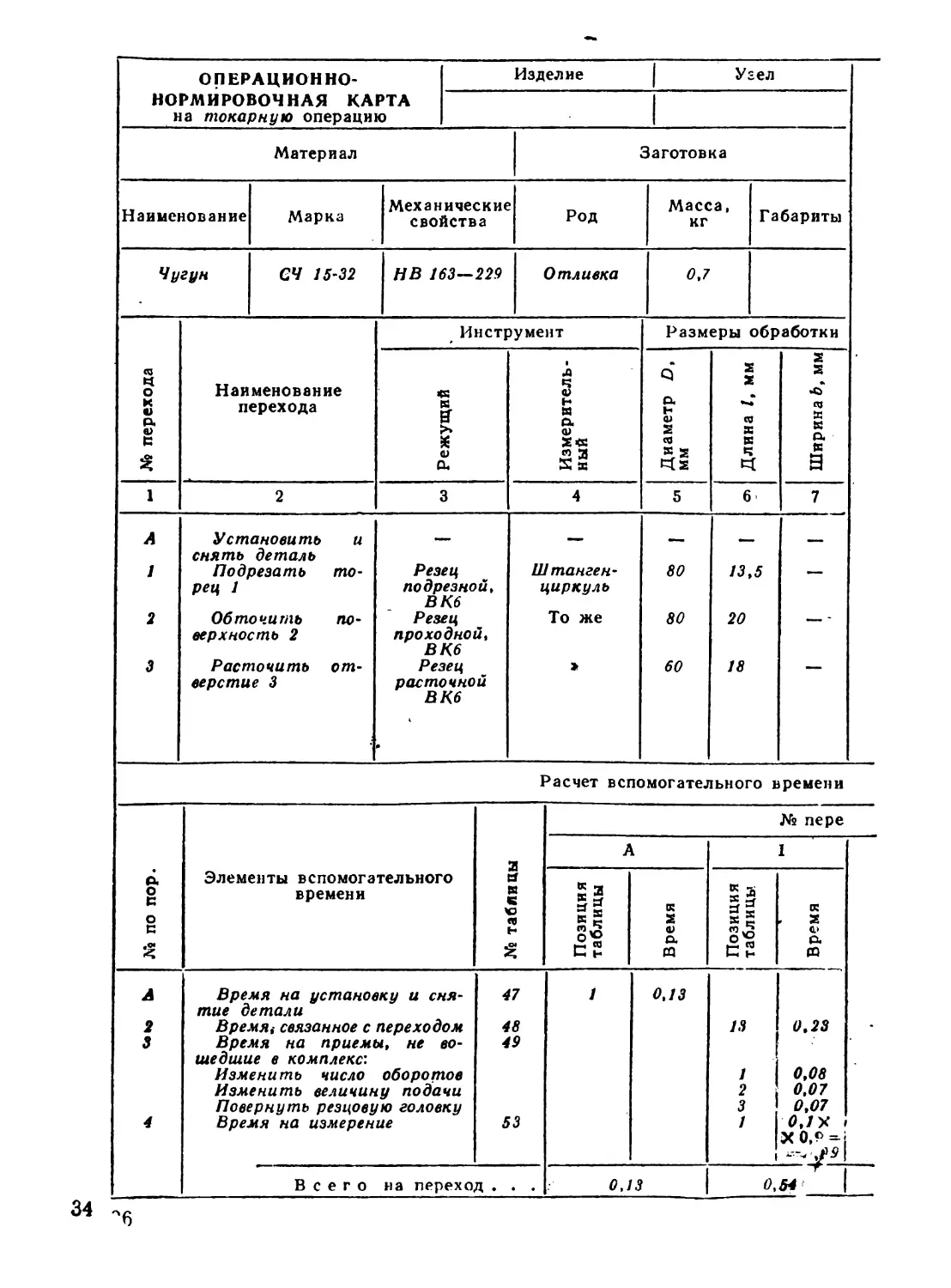
ОПЕРАЦИОННО-
НОРМИРОВОЧНАЯ КАРТА
на токарную операцию
Изделие | Узел
Материал
Заготовка
Наименование
Марка
Механические
свойства
Род
Масса,
кг
Габариты
Чугун
СЧ 15-32
НВ 163—229
Отливка
0,7
Инструмент
Размеры обработки
№ перехода
Наименование
перехода
Режущий
Измеритель¬
ный
Диаметр D,
мм
2
as
СО
S
к
Ч
2
2
•сГ
со
К
К
(X
к
в
1
2
3
4
5
6
7
А
1
Установить и
снять деталь
Подрезать то¬
рец 1
Резец
подрезной,
В Кб
Резец
проходной,
В Кб
Резец
расточной
В Кб
Штанген¬
циркуль
80
13,5
—
2
Обточить по¬
верхность 2
То же
80
20
3
Расточить от¬
верстие 3
»
60
18
Расчет вспомогательного времени
Лв по пор.
Элементы вспомогательного
времени
Кс таблицы
А
№ пере
1
Позиция
таблицы
Время
J Позиция
j таблицы
Время
1
А
Время на установку и сня¬
47
1
0,13
тие детали
2
Время( связанное с переходом
48
13
0,23
3
Время на приемы, не во¬
49
шедшие в комплекс:
Изменить число оборотов
1
0,08
Изменить величину подачи
2
0,07
Повернуть резцовую головку
3
1 0,07
4
Время на измерение
53
1
0,1У 1
1
^9 |
Всего на переход . . .
0,13
0,54 * |
ФОРМА 6
Д" 1 м /и.
| Составил
| Проверил
| Дата
| Лист №
(Iiihth att
Всего
листов
(х'юрудование
Приспособление
Охлаждение
1 МП
Модель
Трехкулачковый патрон
1 OhtipnO-
липторс >ный
1К62Б
Зажим пневматический
Без охлаждения
Режимы резания
*
♦0*
СО
а
о
СО
Время, мин
• >• я
•м
itl hi
V Я
IV я
1 , <0
Подача s.
мм/об
S
V)
Я 5С
3* X
ад *
Ч С.
О 2
С *
Скорость i
м/мин
Частота в
щения л,
об/мин
Число пр
ходов i
5 о*-г
*!^+
£ 2
si*5 п
я ч о
CL ЧО*-!
а>
о
X
п
о
X
и
О
Перекры¬
ваемое
Вспомо¬
гательное
н
9
10
11
12
13
14
15
16
17
.7
1.2
300
62,8
250
1
1
13,5 + 4 = 17,5
0,06
-
0,13
0,54
1.5
1,2
300
62,8
250
1
20+4 = 24
0,08
-
0,38
1,5
0,18
90
94,2
500
1
18 + 4 = 22
0.24
-
0,53
Итого
0,38
-
1,58
но переходам
Расчет нормы времени
КОДО 1)
Категория времени
Время
мин
2
3
4
£3
2|
о*}
Время
Позиция
таблицы
Время
Позиция
таблицы
Время
Основное время TQ
Вспомогательное время
с^ учетом коэффициента^
о.г■
м дан-
5
3
2
0,19
0,07
3,13Х
X 0,9=*
=0,12
5
1
2
3
2
0,19
0,08
0,0?
0,07
0J3X
X 0,9=
=0,12
Время на обслужм'
ние рабочего места
= 3%) /
Время перерывов ня'
дых и личные над
(и°Шту=Чн4оевре^а И) ОПреде-
Подготовите
чительное вр£
/
1 0.? j
0,53
1
перехода исходя из размеров детали по чертежу и при¬
пуску (см. эскиз).
Переход 1
Графа 5. Диаметр обрабатываемой поверхности (раз¬
мер заготовки) D = 80 мм.
Графа 6. Длина обрабатываемой поверхности
I = (D — d) : 2 = (80 — 53) : 2 = 13,5 мм.
Графа 14., Расчетная длина обработки L — I + 1х.
По табл. 46 определяется величина врезания и перебега
инструмента: при <j> = 90° /х = 3-5-5 мм; принимаем
= 4 мм. Следовательно, L = 13,5 + 4 = 17,5 мм.
Переход 2
Графа 5. Диамет.р обрабатываемой поверхности (до
обточки) D = 80 мм.
Графа 6. Длина обрабатываемой поверхности / = 20 мм.
Графа 14. Расчетная длина обработки L = 20 + 4 =»
= 24 мм.
ПереЗсагГз
Графа 5. Диаметр обрабатываемой поверхности
D = 60 мм (в расчет принимается максимальный диа¬
метр — размер расточенного отверстия).
Графа 6. Длина обрабатываемой поверхности / = 18 мм.
Графа 14. Расчетная длина обработки L — 18 +
+ 4 = 22 мм.
4. Глубина резания t (графа 8) определяется по вели¬
чине припуска на обработку детали по чертежу заго¬
нки (см. эскиз).
' греход 1. / = 3 мм.
“ход 2. t = (В — DJ : 2 = (80 — 77) г2 = 1,5 мм,
Тшаметр детали после обработки, мм.
J'hx 3. t — (D — d) : 2 = (60 — 53) : 2 = 3,5 мм,
|рдиаметр отверстия после обработки, мм; d —
шедшие в'ОСТИЯ ДО обработки, ММ.
Имеенить$ (граФа 9) определяется для каждого
Повернуть , и 2-ГО ПО Табл
Время на игг^^
пе-
38, для 3*го — по табл. 39.
/ = 3 мм, D — 80 мм, резце 16x25,
подача s ~ 0,8ч-1,2 мм/об. Прини-
Всего на
14 "6
11 г | и * x ();; 2. При t = 1,5 мм, D = 80 мм, резце 16x25,
ИЮ) рекомендуется подача s = 0,8-М,2 мм/об. Прини¬
маем ,ч 1,2 мм/об.
Переход 3. При t = 3,5 мм, диаметре державки резца
(/ К» мм, вылете резца 80 мм рекомендуется подача
ч 0,1: 0,18 мм/об. Принимаем s = 0,18 мм/об.
Д.гмее подачи уточняются по паспортным данным
< I лика:
11ереход 1. s = 1,2 мм/об.
Переход 2. s = 1,2 мм/об.
Переход 3. s = 0,18 мм/об.
(>. Скорость резания v определяется для каждого
перехода по табл. 43.
Переход 1. Поперечное точение. При НВ 143—229,
( 3 мм, s = 1,2 мм/об, d : D = 53 : 80 = 0,66, <р = 90Q
рекомендуется скорость резания v = 64 м/мин.
Переход 2. Продольное обтачивание. При НВ 143—
22!), /=1,5 мм, s = 1,2 мм/об, <р = 90Q рекомендуется
v 63 м/мин.
Переход 3. Растачивание, При НВ 143—229,
/ ; 3,5 мм, s = 0,18 мм/об, ф = 90° рекомендуется
v - 92 м/мин.
7. Частота вращения (число оборотов в минуту)
(графа 12) определяется по формуле
1000»
n=-w-'
Переход 1. п = l^'gQ = 255 об/мин.
Переход 2. п = =251 об/мин.
Переход 3. п = з°^4 ео ~ об/мин.
Частота вращения корректируется по паспортным дан¬
ным ч станка:
Переход 1. п = 250 об/мин.
Переход 2. п = 250 об/мин.
Переход 3. п = 500 об/мин.
8. Фактическая скорость резания (графа И) опреде¬
ляется по формуле
miD
^ о 250.3,14*80 по Q /
Переход 2, иф = ^ = 62,8 м/мин.
п о 500*3,14-60 пл 0 .
Переход 3. г>ф = ^ = 94,2 м/мин.
9. Минутная подача su в мм (графа 10) определяется
по формуле
sM = sn.
Переход 1. su = 1,2*250 = 300 мм/мин
Переход 2. sM «= 1,2*250 = 300 мм/мин
Переход 3. sM = 0,18*500 = 90 мм/мин.
10. Число проходов * (графа 13) определяется в за¬
висимости от припуска на обработку и выбранной глу¬
бины резания. Обработка всех поверхностей данной опе¬
рации ведется за один проход.
И. Основное (технологическое) время обработки
(графа 15) для каждого перехода определяется по формуле
Переход' 1. Т0 = • 1 = 0,06 мин.
Переход 2. Т0 = • 1 = 0,08 мин.
Переход 3. Т0 = 1 = 0,24 мин.
з
Всего Т0 = ^Т0 = 0,06 + 0,08 + 0,24 = 0,38 мин.
12. Вспомогательное время обработки Тв (графа 16)
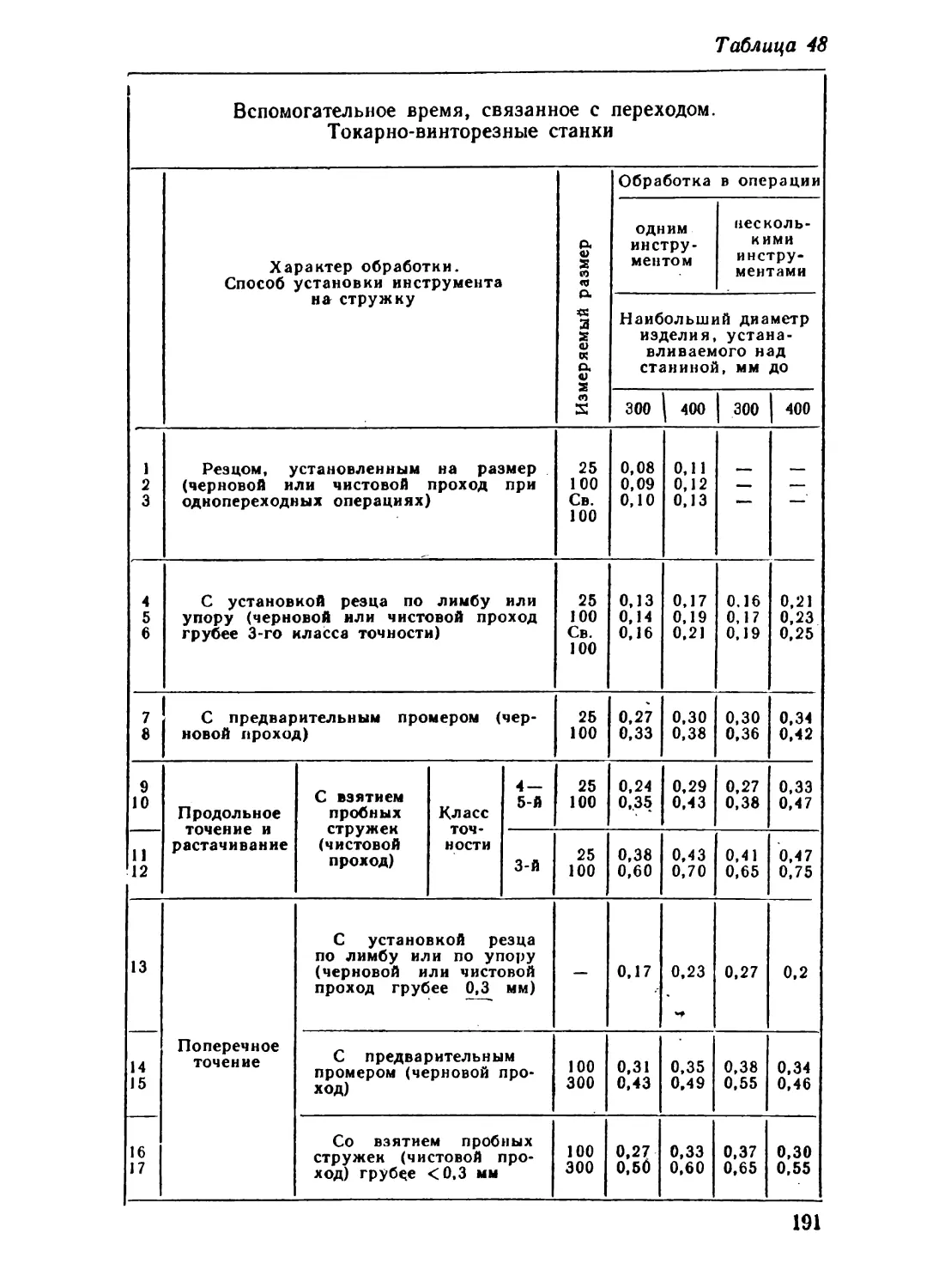
определяется по табл. 47. Данные расчета заносятся
в нижнюю часть операционно-нормировочной карты, где
перечислены все элементы вспомогательного времени.
Для каждого перехода определяется вспомогательное
время по элементам:
а) Вспомогательное время на установку и снятие де¬
тали tycT определяется по табл. 47, поз. 1. При установке
40
мгlit,/in массой до 1 кгв самоцентрирующем патроне с пнев-
мшическнм зажимом без выверки /уст = 0,13 мин.
г») Вспомогательное время, связанное с переходом,
f„.r. определяется по табл. 48.
Пе реход 1. При поперечном точении с установкой
|м шл но лимбу (поз. 13) ^пер = 0,23 мин.
Переход 2. При продольном точении с установкой
ре tii;i но лимбу измеряемый размер до 100 мм (поз. 5)
0,19 мин.
11ереход 3. Условия те же, что в переходе 2, /пер =
0,19 мин.
и) Вспомогательное время, связанное с переходом на
приемы, не вошедшие в комплексы, /„ер, определяется
но табл. 49.
Переход 1. После растачивания предыдущей детали
необходимо изменить частоту вращения 0,08 мин (поз. 1);
изменить величину подачи 0,07 мин (поз. 2), повернуть
резцовую головку 0,07 мин (поз. 3).
Переход 2. В данном переходе число оборотов и по¬
дача остаются теми же, что и в переходе 1. Необходимо
только повернуть резцовую головку 0,07 мин (поз. 3).
Переход 3. Перед растачиванием отверстия необхо¬
димо изменить частоту вращения 0,08 мин (поз. 1); изме¬
нить величину подачи 0,07 мин (поз. 2); повернуть рез¬
цовую головку 0,07 мин (поз. 3).
Вспомогательное время, рассчитанное по элементам,
суммируется и проставляется в графу 17 для каждого
перехода операции:
Переход А. /уст = 0,13 мин.
Переход 1. ^пер + 2 *пеР = 0,23 + 0,08 + 0,07 +
|- 0,07 = 0,45 мин.
Переход 2. £Пер + Ц ^пер = 0,19 + 0,07 = 0,26 мин.
Переход 3. /ПеР ~Ь 2 ^пер = 0,19 4” 0,08 + 0,07 +
I 0,07 = 0,41 мин.
г) Вспомогательное время на контрольные измерения
/и;,м устанавливается по табл. 53, измерение штанген¬
циркулем: поверхности 1—0,1 мин (поз. 1); поверхно¬
сти 2 — 0,13 мин (поз. 2); поверхности 3 — 0,13 мин (поз. 2).
Периодичность контроля определяется по табл. 52:
при установке резца на размер по лимбу для размеров
до 200 мм коэффициент периодичности равен 0,9.
Таким образом
/изм = (0,1 + 0,13 + 0,13) 0,9 = 0,32 мин.
43
Поправочный коэффициент на вспомогательное время
в зависимости от размера партии определяется по табл. 54:
при размере партии ft = 200 шт и оперативном времени
на одну деталь Гоп = Т0 + Тв — 0,38 + 1,57 = 1,95 мин
KtB = 0,81.
Вспомогательное время на операцию
Тв == (^уст “f" S ^пер ~Ь ]£j ^пер ”}" S ^изм) KtB =
= (0,13 + 0,45 + 0,26 + 0,41 + 0,32) 0,81 =
= 1,57*0,81 = 1,27 мин.
13. Время на обслуживание рабочего места
т0бс = (Т0 + тв) ^ = (0,38 + 1,27) = 0,07 мин,
где аобс — время на обслуживание рабочего места в про¬
центах от оперативного времени, определяемое по табл. 50,
«обе = 4%.
14. Время перерывов на отдых и личные надобности
Т’отл = (Го + Тв) = (0,38 + 1,27) = 0,07 мин,
где аотл — время перерывов на отдых и личные надоб¬
ности в процентах от оперативного времени, определяе¬
мое по табл. 50*. аотл = 4%.
15. Штучное время определяется следующим образом:
Тш = Т0 + Тв + Т0бс + Т0ГЛ =
= 0,4 + 1,27 + 0,07 + 0,07= 1,81 мин.
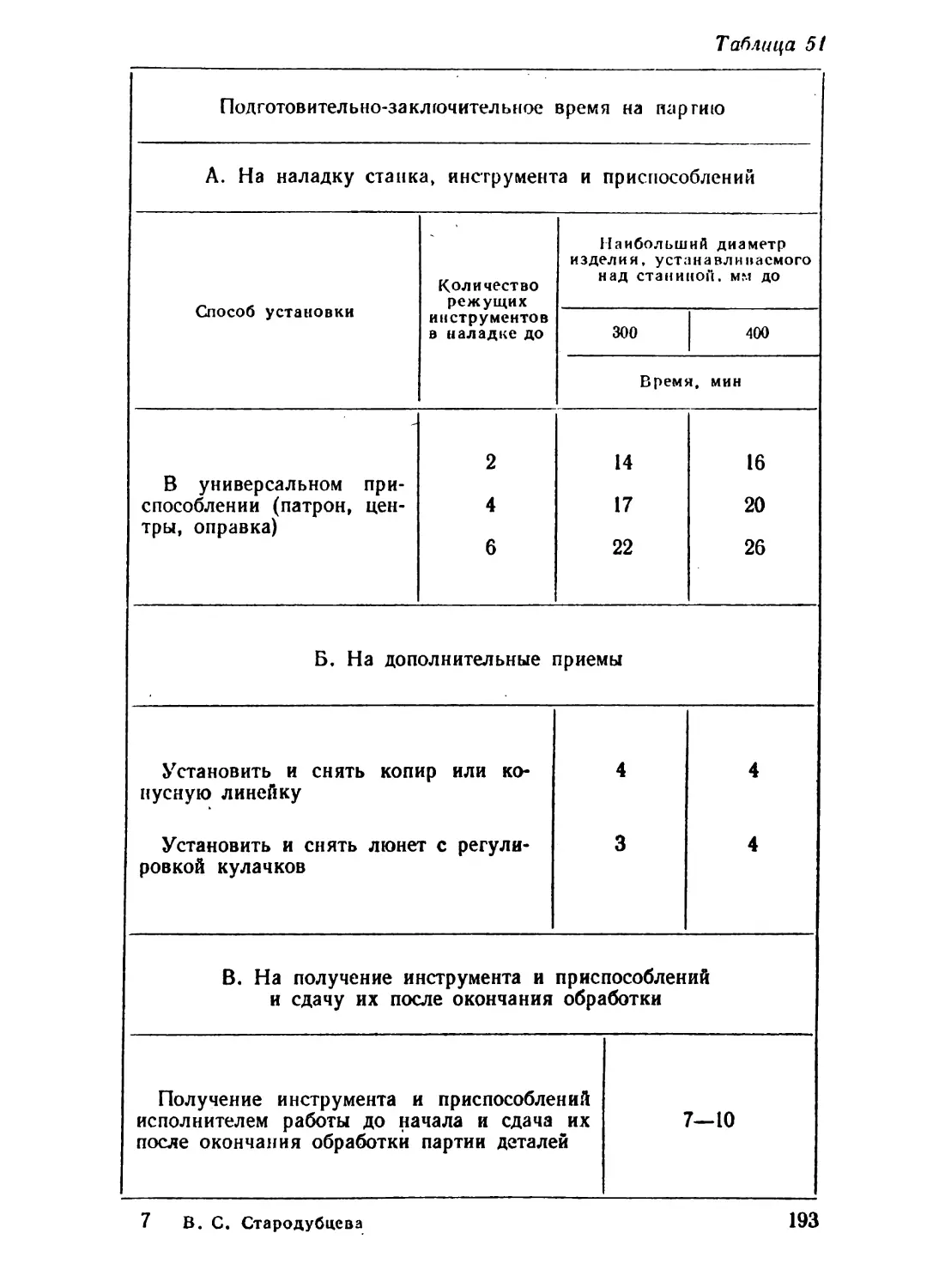
16. Подготовительно-заключительное время Гп#3
определяется по табл. 51: Гп. 3 = 20 + 7 = 27 мин.
§ 3. ЗАДАЧИ НА ТОКАРНЫЕ РАБОТЫ
Задача 1. Определить норму штучного и норму подготовительно-
заключительного времени на чистовую токарную операцию.
Исходные данные
Деталь — втулка. Мате*мал — чугун серый £4 15-32. НВ 163—
ВремхЗаготовка — отливка. Масса детали 0,3 кг. Оборудование — то-
а) Ьвинторезный станок 1А62. Приспособление — самоцентрирую-
тя пн t "Рон с пневматическим зажимом. Обработка без охлажде-
устотия 200 шт.
40
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 3 до D =
= 50 Пр1г.
3. Снять фаску 1X45°.
4. Расточить отверстие 2 до D ==
= 38 мм.
5. Расточить отверстие 2 др D =
= 40 >43.
6. Снять фаску 1,5X45°.
Режущий инструмент — резцы
16X25, ВК8; расточной резец с державкой диаметром 16 мм.
Измерительный инструмент — штангенциркуль, скоба 50 Пр13,
пробка 40 А3.
Задача 2. Определить норму штучного и норму подготовительно-
заключительного времени на черновую токарную операцию.
Исходные данные
Деталь — гайка М100Х2. Материал — сталь 45, о„ = 60 кгс/мма.
Заготовка — штамповка. Масса детали 0,56 кг. Оборудование — то¬
карно-винторезный станок 1А62. Приспособление — самоцентрирую-
щий патрон с пневматическим зажимом. Обра¬
ботка — без охлаждения. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Расточить отверстие до D — 97,5 мм.
2. Снять фаску 1X45°.
Б. Переустановить деталь с выверкой по инди¬
катору.
3. Снять фаску 1X45°.
4. Нарезать резьбу М100Х2.
Режущий инструмент — резцы 16X25, Т15К6.
Измерительный инструмент — калибр 98А3,
резьбовой калибр М100Х2.
Задача 3. Определить норму штучного и норму
подготовительно-заключительного времени на чисто¬
вую токарную операцию.
2фаски
Исходные данные
Деталь — соединительная муфта. Материал — сталь 45, ав =
= 60 кгс/мм2. Заготовка — калиброванный прокат размером 48Х
X 1500 мм (на 10 деталей). Масса детали 0,91 кг. Оборудование — то¬
карно-винторезный станок 1А62. Приспособление — цанговый паг
трон. Обработка — без охлаждения (при сверлении — с охлажде¬
нием эмульсией). Партия 200 шт.
Содержание операции 9?
А. Установить пруток в патроне.
.. 1. Подрезать торец.
2. Сверлить отверстие до D = 25,6 мм*
43
Vf
135
шшшгггщ
кг—
3. Зенкеровать отверстие до D = 26,6 мм*
4. Снять фаску 1,5X45°.
5. Отрезать деталь.
Режущий инструмент — резцы 16X25 мм,
Т15К6, сверло De = 25,6 мм, Р18; зенкер
D3= 26,6, Р18; резец отрезной Ь= 4 мм,
Т15К6.
Измерительный инструмент — штанген¬
циркуль.
Задача 4. Определить норму штучного и норму подготовительно*
заключительного времени на черновую токарную операцию.
Исходные данные
Деталь *— гайка. Материал — сталь 45, ав = 60 кгс/мм2. Заго«
товка — штамповка. Масса детали 0,5 кг. Оборудование — токарно*
винторезный станок 1А62. Приспособление — разжимная пневмати*
ческая оправка. Обработка — без охлаждения. Партия 200 шт.
3 2
— N'>
30
t
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 2.
3. Снять фаску 1X45°.
4. Прорезать канавку 3.
5. Нарезать резьбу М45Х 1,5.
Режущий инструмент — резцы 16X25,
Т15К6.
Измерительный инструмент — штанген¬
циркуль.
Задача 5. Определить норму штучного и норму подготовительно¬
заключительного времени на черновую токарную операцию.
Исходные данные
Деталь — шестерня. Материал — сталь 45, ав = 60 кгс/мм8.
Заготовка — поковка. Масса детали 16,3 кг. Оборудование — токарно*
^ винторезный станок 1К62В. При¬
способление — трехкулачковый па¬
трон (с реечной подачей кулачков),.
Обработка — без охлаждения. Пар¬
тия 10 шт.
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 2.
3. -Обточить поверхность 3.
4. Подрезать торец 4.
5. Расточить отверстие 5.
Режущий инструмент — резцы
16X25, Т15К6.
Измерительный инструмент-^*
штангенциркуль.
Задача 6. Определить норму штучного и норму подготовительно-
заключительного времени на токарную операцию.
Исходные данные
Деталь — пробка. Материал — сталь 35, ав = 52 кгс/мм2. Заго¬
товка — пруток калиброванный D = 30 мм. Масса детали 0,06 кг.
Оборудование — токарно-винторезный станок 1А62. Приспособле¬
ние — концевая разжимная оправка с креплением маховичком через
шпиндель. Обработка — без охлаждения. Партия 10 шт.
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 2.
3. Снять фаску 2X45°
4. Проточить канавку b = 2 мм, D —
= 19,5 мм.
5. Нарезать резьбу М24Х2.
6. Прорезать канавку (для снятия фаски).
7. Снять фаску 1X45°.
8. Отрезать деталь.
Режущий инструмент—резцы 16X25,
Т15К6.
Измерительный инструмент—штангенцир¬
куль.
Задача 7. Определить норму штучного и норму подготовительно¬
заключительного времени на черновую токарную операцию.
Исходные данные
Деталь — вал. Материал — сталь 40Х, ав = 100 кгс/мм2. Заго¬
товка — поковка. Масса детали 12,8 кг. Оборудование — токарно¬
винторезный станок 1К62. Приспособления — центры, хомутик.
Обработка — без охлаждения. Партия 10 шт.
Содержание операции
А. Установить и снять де¬
таль.
1. Обточить поверхность 1
на / == 85 мм.
2. Обточить поверхность 2
на / = 30 мм.
3. Обточить поверхность 3
на / = 95 мм.
4. Подрезать торец 4.
Режущий инструмент — резцы 16X25, Т5КЮ.
Измерительный инструмент — штангенциркуль.
Задача 8. Определить норму штучного и норму подготовительно¬
заключительного времени на токарную операцию.
Исходные данные
Деталь — фланец. Материал — чугун серый СЧ 15-32, НВ 165—
181. Масса детали 0,84 кг. Оборудование—токарно-винторезный ста-
45
7=~
S
1
Si
$
GL
%
Si
Si
SL
3'
7*- —
95
L-
30
2
гид
ms°
12
15
V3
2X45°
V4
нок 1A62. Приспособление — самоцентрирую-
щий патрон. Обработка — без охлаждения.
Партия 10 шт.
Содержание операции
А. Установить и снять деталь*
1. Подрезать торец 1•
2* Обточить поверхность 2.
3. Снять фаску 2X45°.
4. Сверлить отверстие до D = 20 мм.
5. Расверлить отверстие 3 до D = 34 мм.
Режущий инструмент—резцы 16X25, Т15К6.
Сверла D0 = 20 мм и Dq= 34 мм, Р18.
Измерительный инструмент — штангенцир¬
куль.
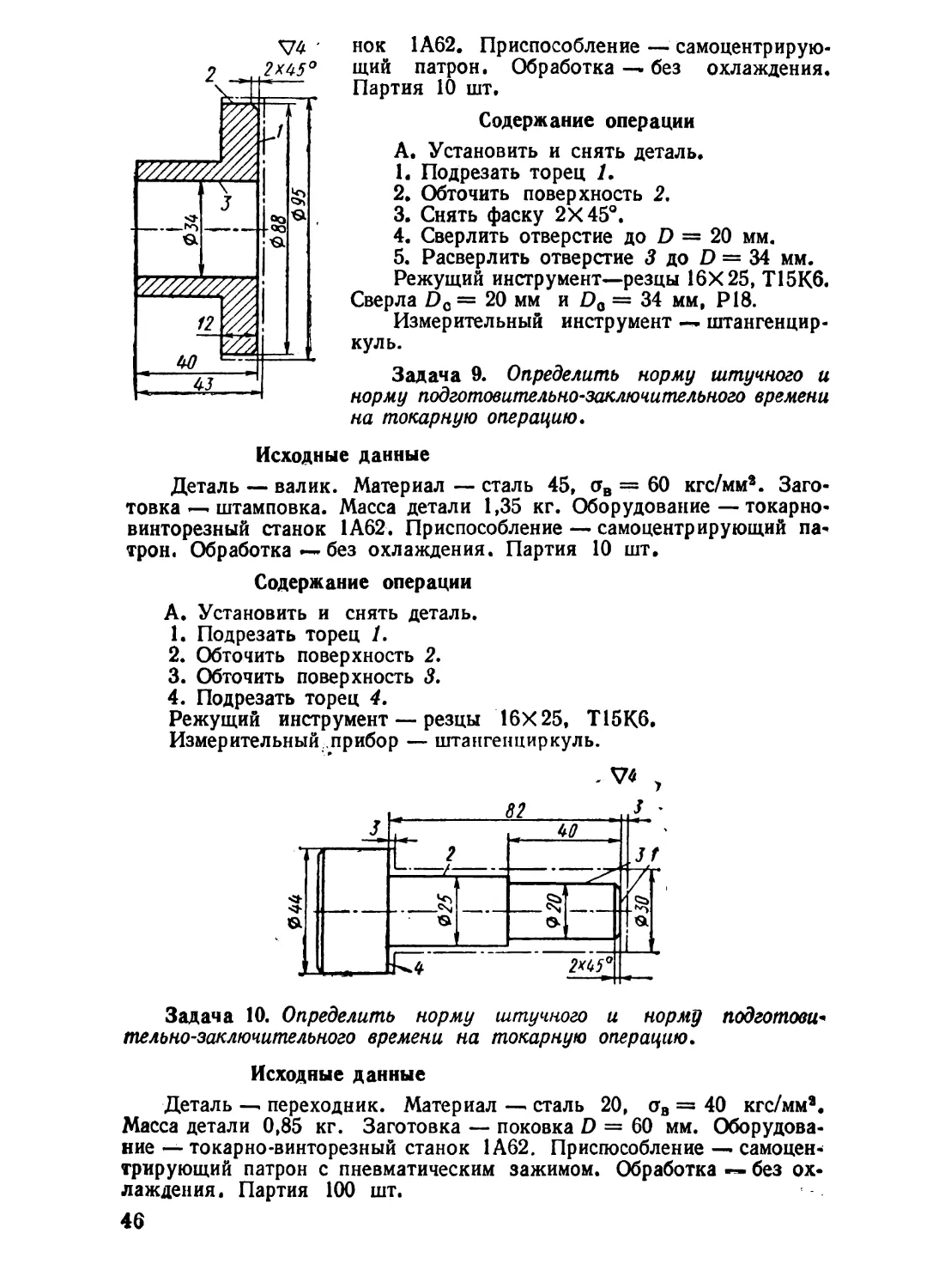
Задача 9. Определить норму штучного и
норму подготовительно-заключительного времени
на токарную операцию.
Исходные данные
Деталь — валик. Материал — сталь 45, ав == 60 кгс/мм*. Заго¬
товка — штамповка. Масса детали 1,35 кг. Оборудование—токарно¬
винторезный станок 1А62. Приспособление — самоцентрирующий па¬
трон. Обработка — без охлаждения. Партия 10 шт*
Содержание операции
А. Установить и снять деталь.
1* Подрезать торец /.
2. Обточить поверхность 2.
3. Обточить поверхность 3.
4. Подрезать торец 4.
Режущий инструмент — резцы 16X25, Т15К6*
Измерительный прибор — штангенциркуль.
3
ЬО
|_Г 2
Jf
'~7г
h
$
Is*
L
о
©V
Та
i
С*-
2*Ь5°
j. .
Задача 10. Определить норму штучного и норму подготовив
тельно-заключительного времени на токарную операцию.
Исходные данные
Деталь — переходник. Материал — сталь 20, ав = 40 кгс/мм*.
Масса детали 0,85 кг. Заготовка — поковка D = 60 мм. Оборудова¬
ние — токарно-винторезный станок 1А62. Приспособление — самоцен¬
трирующий патрон с пневматическим зажимом. Обработка — без ох¬
лаждения. Партия 100 шт.
46
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
J . Точить до D = 48 мм на / =
= 59 мм.
3. Точить до D = 34 мм на
/ = 39 мм.
4. Точить до D = 30 мм на
/ = 32 мм.
5. Снять фаску 2,5X45°.
6. Снять фаску 1X45°.
7. Точцть фаску Ь = 3 под уг¬
лом 15°.
Нарезать резьбу МЗОХЗ,5 кл. 3.
Режущий инструмент — резцы 16X25, Т15К6.
Измерительный инструмент — штангенциркуль.
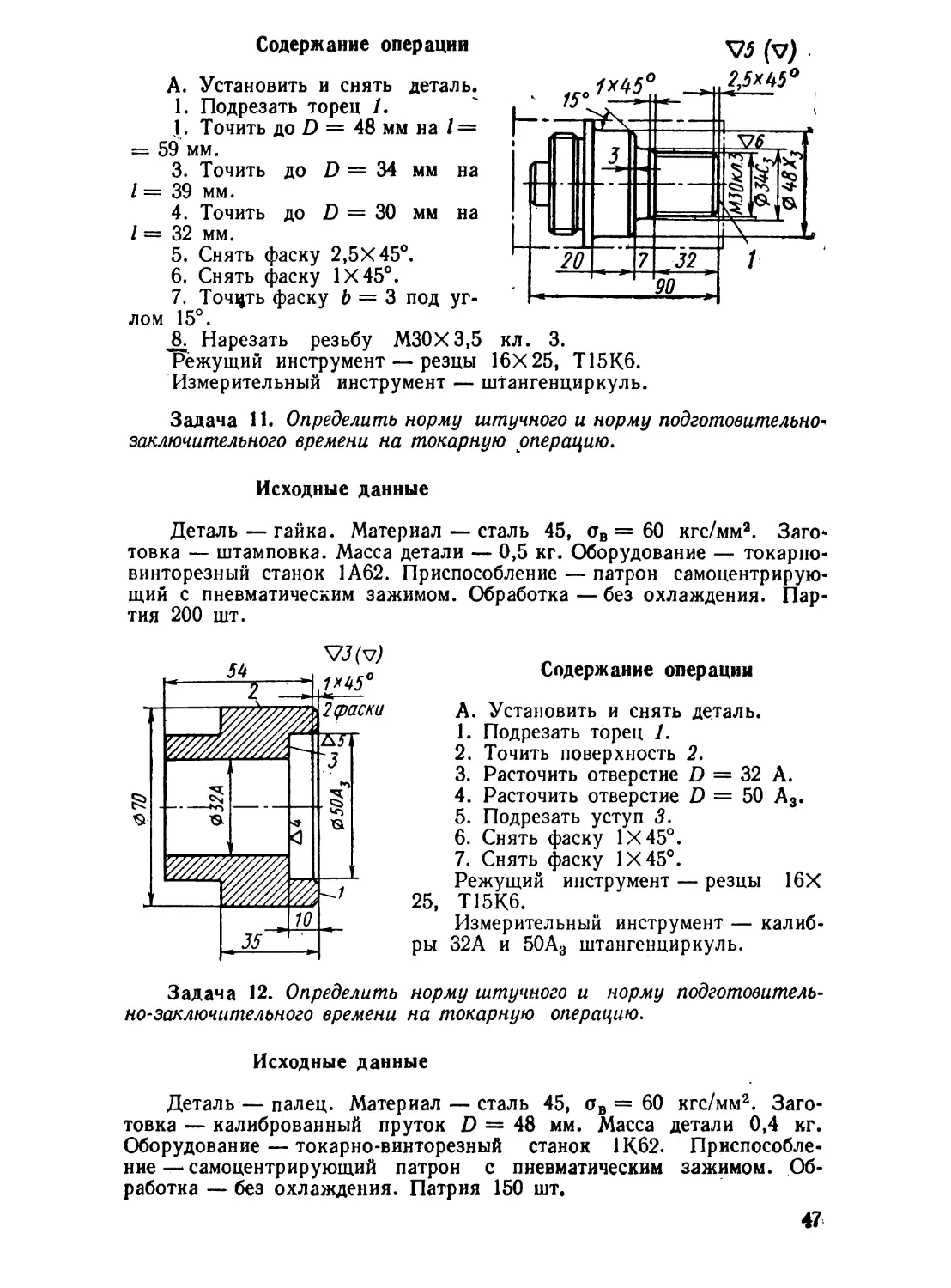
Задача 11. Определить норму штучного и норму подготовительно*
заключительного времени на токарную операцию.
Исходные данные
Деталь — гайка. Материал — сталь 45, ав = 60 кгс/мма. Заго*
товка — штамповка. Масса детали — 0,5 кг. Оборудование — токарно¬
винторезный станок 1А62. Приспособление — патрон самоцентрирую-
щий с пневматическим зажимом. Обработка — без охлаждения. Пар¬
тия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Точить поверхность 2.
3. Расточить отверстие D = 32 А.
4. Расточить отверстие D = 50 А3.
5. Подрезать уступ 3.
6. Снять фаску 1X45°.
7. Снять фаску 1X45°.
Режущий инструмент — резцы 16Х
25, Т15К6.
Измерительный инструмент — калиб¬
ры 32А и 50А3 штангенциркуль.
Задача 12. Определить норму штучного и норму подготовитель¬
но-заключительного времени на токарную операцию.
Исходные данные
Деталь — палец. Материал — сталь 45, ав = 60 кгс/мм2. Заго¬
товка — калиброванный пруток D =■ 48 мм. Масса детали 0,4 кг.
Оборудование—токарно-винторезный станок 1К62. Приспособле¬
ние — самоцентрирующий патрон с пневматическим зажимом. Об¬
работка — без охлаждения. Патрия 150 шт.
47
35
Vi (V)
2*U5C
V3
15
too
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить на D = 44 мм, I =
= 105 мм.
3. Точить D = 30 мм, I— 82 мм.
4. Подрезать торец 2.
5. Прорезать канавку (для снятия
фаски).
6. Снять фаску 2X45°.
7. Отрезать деталь.
Режущий инструмент — резцы 16X25, Т15К6.
Измерительны^ инструмент — штангенциркуль.
Задача 13. Определить норму штучного и норму подготовительно-
заключительного времени на токарную операцию.
Исходные данные
Деталь — фланец. Материал — чугун серый СЧ 15-32, НВ 165—*
181. Заготовка — отливка. Масса детали 0,3 кг. Оборудование—то¬
карно-винторезный станок 1А616. Приспособление — трехкулачко¬
вый патрон. Обработка—без охлаждения. Партия 10 шт.
Содержание операции.
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 2.
3. Подрезать торец 3.
4. Сверлить отверстие 4.
5. Расточить отверстие 4.
6. Снять фаску 2X45°.
Режущий * инструмент — резцы
16X25, ВК8. Сверло D0=14,5mm, Р18.
Измерительный инструмент —
штангенциркуль.
Задача 14. Определить норму
штучного и норму подготовительно-
заключительного времени на токарную
операцию.
Исходные данные
Деталь—ось. Материал — чугун серый СЧ 21-40, НВ 182—199.
Заготовка —отливка. Масса детали 0,31 кг. Оборудование — токарно¬
винторезный станок 1А616. Приспособление — патрон самоцентри-
рующий с пневматическим зажимом. Обработка — без охлаждения.
Партия 120 шт.
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец.
2. Обточить поверхность 2,
3. Подрезать торец 2.
48
4. Прорезать канавку 3.
5. Снять фаску 1X45°.
Режущий инструмент — резцы
16X25, ВК8.
Измерительный инструмент —
штангенциркуль.
V*
Ql
1
№5'
S
>
sP
_CN
L.
I
Г
и
1
2,5
57
Ь— 31
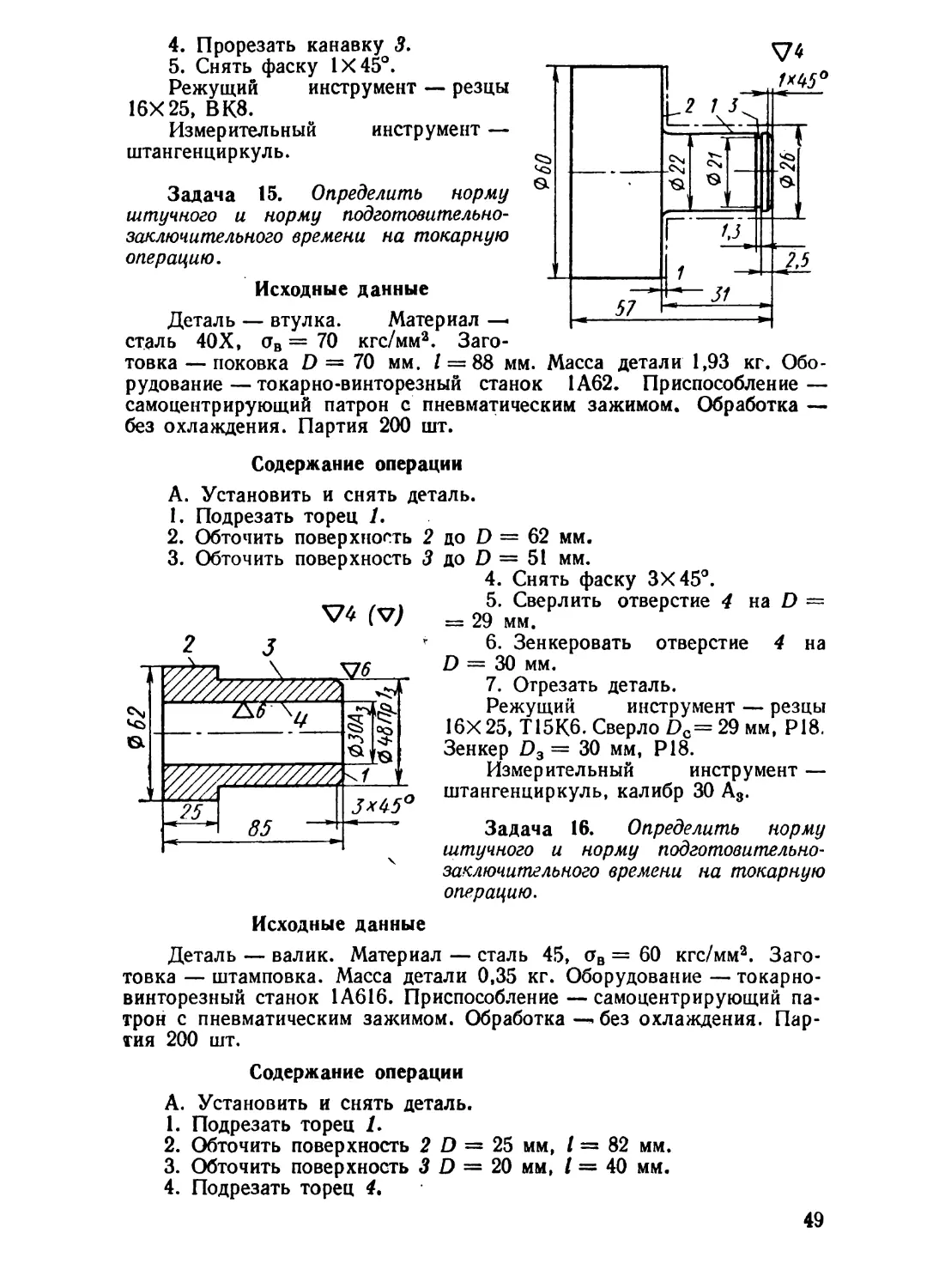
Задача 15. Определить норму
штучного и норму подготовительно¬
заключительного времени на токарную
операцию.
Исходные данные
Деталь — втулка. Материал —
сталь 40Х, ав = 70 кгс/мм2. Заго¬
товка — поковка D = 70 мм. 1 = 88 мм. Масса детали 1,93 кг. Обо¬
рудование— токарно-винторезный станок 1А62. Приспособление —
самоцентрирующий патрон с пневматическим зажимом. Обработка —
без охлаждения. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 2 до D = 62 мм.
3. Обточить поверхность 3 до D = 51 мм.
4. Снять фаску 3X45°.
25
85
ЗхЬ5°
5. Сверлить отверстие 4 на D =
= 29 мм.
6. Зенкеровать отверстие 4 на
D = 30 мм.
7. Отрезать деталь.
Режущий инструмент — резцы
16X25, Т15К6. Сверло Ьс= 29 мм, Р18.
Зенкер D3 = 30 мм, Р18.
Измерительный инструмент —
штангенциркуль, калибр 30 А3.
Задача 16. Определить норму
штучного и норму подготовительно-
заключительного времени на токарную
операцию.
Исходные данные
Деталь — валик. Материал — сталь 45, ав = 60 кгс/мм2. Заго¬
товка — штамповка. Масса детали 0,35 кг. Оборудование — токарно¬
винторезный станок 1А616. Приспособление — самоцентрирующий па¬
трон с пневматическим зажимом. Обработка без охлаждения. Пар¬
тия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 2 D = 25 мм, / = 82 мм.
3. Обточить поверхность 3 D = 20 мм, / = 40 мм.
4. Подрезать торец 4.
49
Б. Переустановить деталь.
5. Обточить поверхность 5.
6. Подрезать торец 6.
7. Снять фаску 2X45°.
Режущий инструмент — резцы 16X25, Т14К8.
Измерительный инструмент — штангенциркуль.
6 5 V4
Задача 17. Определить норму штучного и норму подготовительно-
заключительного времени на токарную операцию.
Исходные данные
Деталь — фланец. Материал — чугун серый СЧ 15-32, НВ 165—
181. Заготовка—отливка. Масса детали 0,84 кг. Оборудование—*
токарно-винторезный станок 1А616. Приспособление — самоцентри-
рующий патрон с пневматическим зажимом.
V4 Обработка — без охлаждения. Партия 200 шт.
2x45°
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 2.
3. Снять фаску 2X45°.
4. Сверлить отверстие до D = 20 мм.
5. Рассверлить отверстие до D = 34 мм.
6. Зенкеровать отверстие 3 до D =
= 35 А3.
Режущий инструмент — резцы 16X25,
В Кб. Сверла Dc= 20 мм и Dc = 34 мм,
Р18. Зенкер D3 = 35 мм, Р18.
Измерительный инструмент — штанген¬
циркуль, калибр 35 А3.
Задача 18. Определить норму штучного и норму подготовительно-
заклюительного времени на токарную операцию.
Исходные данные
Деталь — шестерня. Материал — сталь 40Х, ав = 100 кгс/мм2.
Заготовка — штамповка. Масса детали 0,63 кг. Оборудование — то-
50
карно-винторезный станок 1А616. Приспособление — разжимная
пневматическая оправка. Обработка — без охлаждения. Партия 200 шт.
Содержание операции ^ М
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Снять фаску 1X45°.
3. Обточить поверхность 2.
4. Снять фаску 1X45°.
5. Подрезать торец 3.
6. Обточить поверхность 4.
7. Снять фаски 2X45°.
Режущий инструмент — резцы 16X25,
Т15К6.
Измерительный инструмент—штан¬
генциркуль.
Задача 19. Определить норму штучного и норму подготовительно-
заключительного времени на токарную операцию.
Исходные данные
Деталь — шестерня. Материал — сталь 45, ав = 60 кгс/мм*.
Заготовка — поковка D = 120 мм. Масса детали 5 кг. Оборудова¬
ние— токарно-винторезный станок 1А62. Приспособление — само-
центрирующий патрон с пневматическим зажимом. Охлаждение —
эмульсия. Партия 200 шт.
Vi
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 2.
3. Сверлить отверстие D = 20 мм.
4. Рассверлить отверстие на D = 40 мм.
5. Снять фаску 2X45°.
Режущий инструмент — резцы 16X25,
Т15К6.
Измерительный инструмент — штангенцир¬
куль.
61
Глава IV
НОРМИРОВАНИЕ СТРОГАЛЬНЫХ
И ДОЛБЕЖНЫХ РАБОТ
§ 1. МЕТОДИКА ОПРЕДЕЛЕНИЯ РЕЖИМОВ
РЕЗАНИЯ И РАСЧЕТА НОРМЫ ВРЕМЕНИ
При работе на строгальных и долбежных станках для
достижения наибольшей производительности труда необ¬
ходимо определить наиболее выгодное сочетание глубины
резания, подачи и скорости резания и правильную геоме¬
трию и материал режущего инструмента.
Выбор материала и геометрических параметров режу¬
щей части строгальных и долбежных резцов производится
по общемашиностроительным нормативам.
Глубину резания t при черновом строгании принимают
максимально допустимую жесткостью детали, надеж¬
ностью крепления и мощностью станка. Подача s опреде¬
ляется в зависимости от шероховатости обрабатывае¬
мой поверхности, размеров резца, глубины резания, обра¬
батываемого материала. Выбранная подача при черновом
строгании проверяется: по прочности державки резца,
по прочности пластинки твердого сплава, по прочности
механизма подачи станка и корректируется по паспорт¬
ным данным станка.
Скорость резания v определяется по таблицам норма¬
тивов в зависимости от обрабатываемого материала, его
механических свойств, материала режущей части инстру¬
мента, глубины резания, подачи, характера заготовки и
состояния ее поверхности.
Выбранный режим для черновой обработки прове¬
ряется по тяговой силе Рст> допустимой механизмами дви¬
жения стола или ползуна станка, и по эффективной мощ¬
ности jV9, допустимой станком в соответствии с его пас¬
портными данными:
Рг < Рст, N < N„
где Р2 — сила резания, кгс; N — мощность станка, кВт,
Если выбранный режим резания не удовлетворяет этим
условиям, то необходимо уменьшить скорость резания
соответственно мощности (силе резания) станка, не умень¬
шая установленной величины подачи.
52
§ 2. ПРИМЕРЫ РАСЧЕТ* НОРМЫ ШТУЧНОГО
И НОРМЫ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОГО
ВРЕМЕНИ
Пример 1. Определить норму штучного времени и
норму подготовительно-заключительного времени на чер¬
новую строгальную операцию.
Исходные данные
Деталь — планка. Материал — сталь 45, ав =
= 60 кгс/мм2. Заготовка — полоса, размером 20Х55Х
Х310 мм. Масса детали 1,3 кг. Оборудование — попе-
речно-строгальный станок, модель 7А36. Приспособле¬
ние — с пневматическим зажимом. Обработка — без
охлаждения. Партия 100 шт.
Содержание операции
А. Установить 10 деталей в приспособлении и снять их.
1. Строгать поверхность 1.
Б. Переустановить детали.
2. Строгать поверхность 2.
1
/
” 1 1
< ^
-
1-п
<Г
310 2 Т
Режущий инструмент—резец 20 x 30, Р18.
Измерительный инструмент — штангенциркуль.
Последовательность расчета
Данные расчета заносятся в операционно-нормиро¬
вочную карту.
1. Заглавная часть и графы 1, 2 и 4 операционно¬
нормировочной карты (см. форму 6) заполняются по исход¬
ным данным примера.
2. Режущий инструмент (графа 3) подбирается по
табл. 55. Для данных условий рекомендуется резец сече¬
ние 20x30 мм из стали Р18, форма передней грани —
плоская с фаской. При недостаточно жесткой системе
главный угол в плане <р = 60ч- 70°.
3. Размеры мест обработки (графа 6 и 7) определяются
по чертежу детали (см. эскиз): длина обработки / = 310 мм,
63
ширина обработки b = 14-10 = 140 мм (в приспособле¬
нии установлено 10 деталей).
4. Глубина резания t (графа 8) принимается равной
припуску: t = 5 мм.
5. Подача s (графа 9) определяется по табл. 56. Для
черновой обработки плоскостей рекомендуется s =
= 1,2т-0,8 мм/дв. ход при обработке стали резцом 20 X
ХЗО мм с глубиной резания / = 5 мм. Поперечно-стро¬
гальный станок 7А36 имеет подачи 0,2—3,2 мм/дв. ход*
Принимается подача s = 1,2 мм/дв. ход.
6. Скорость резания v (графа 11) определяется по
табл. 58. При обработке конструкционной углеродистой
стали 0В = 58-т-61 кгс/мм2 резцами из стали Р18 при t
до 8 мм, s до 1,4 мм/дв. ход, главном угле в плане ср = 60д
и заготовке — прокат без корки скорость v = 14,1 м/мин.
7. При проверочном расчете определяются силы реза¬
ния и мощности при выбранном режиме резания. По
табл. 60 определяем силу резания. При ав ==
= 40-т- 66 кгс/мм2, s до 1,2 мм, t до 5,7 мм сила резания
Рг = 1200 кгс. По паспортным данным наибольшая тяго¬
вая сила ползуна Рст = 3200 кгс.
Мощность, потребная на резание, N = =
14,1- 1200 о -7С D П
= —gjgo— = 2,76 кВт. По паспортным данным мощность
двигателя NAB = 10 кВт. Выбранный режим удовлетво¬
ряет условиям: Рг < Рст', N < Ncr.
8. Число двойных ходов ползуна в минуту опреде¬
ляется следующим образом:
_ 1000а __ 1000-14,1 _
Ч' + Т?т) =
= 25,0 дв. ход/мин,
где Lx — длина хода стола (ползуна), мм; Lx = / +
! + /х; / — длина обрабатываемой поверхности, I = 310 мм;
1Х — перебег инструмента в направлении главного дви¬
жения, который определяется по табл. 61, /х = 60 мм.
Коэффициент увеличения скорости К = —^. Для по-
VJ>. X
перечно-строгальных ст&нков принимается К = 1,5-f-
-т-1,9. Если принять К — 1,9, то vx,t = 14,1*1,9 =
= 26,7 м/мин.
. 54
По паспортным данным станка при ходе ползуна до
400 мм и скорости до 21 м/мин число двойных ходов пол¬
зуна п = 30 дв. ход./мин. Принимаем п = 30 дв. ход/мин
(графа 12).
9. Расчетная длина обработки (графа 14)
L = В + /х + 12 = 140 + 5 = 145 мм,
где В = 14* 10 = 140 мм; 1Х = 5 мм при ф = 60°, t — 5 мм
(см. табл. 61); /2 = 0 (без взятия пробных стружек).
10. Основное (технологическое время (графа 15)
ГТ1 1st 1 45 *2 Q Л/J
Т0 = ; = ~30П~2~ = 8'06 МИН;
“дв. х5дв. х
здесь 1 = 2 означает обработку двух плоскостей.
11. Вспомогательное время (графа 17) определяется
по элементам:
а) Вспомогательное время на установку и снятие де¬
тали /уст определяется по табл. 73. При установке детали
массой до 3 кг в приспособлении размером 300x400 (уста¬
новочный элемент — плоскость), способ закрепления —
пневматический зажим: /уст = 0,15 мин (поз. 2). При
установке в приспособлении на каждую следующую деталь
добавляется 0,08 мин (поз. 6). Кроме того, на очистку
приспособления от стружки сжатым воздухом 0,08 мин
(поз. 7). Таким образом, общее время на установку и сня¬
тие 10 деталей будет /уст = 0,15 + 0,08-9 + 0,08 =
= 0,95 мин.
При переустановке деталей применяется коэффициент
0,8, т. е. tyCT = 0,95*0,8 = 0,76 мин.
б) Вспомогательное время, связанное с переходом /пер,
определяется по табл. 62. При обработке плоскостей
на станках с длиной хода ползуна до 500 мм с установ¬
кой резца по лимбу ^пер = 0,25 мин (поз. 3).
в) Вспомогательное время на приемы, не вошедшие
В КОМПЛеКСЫ, ^Пер = 0.
г) Вспомогательное время на измерение /изм опреде¬
ляется следующим образом: время на контрольные изме¬
рения штангенциркулем 0,21 мин (при длине измеряемой
поверхности до 500 мм) — табл. 53. Периодичность кон¬
трольных измерений 0,3 при точности измерения 0,1 мм,
измеряемом размере до 50 мм, при работе инструментом,
устанавливаемым на размер (табл. 52). Таким образом,
*изм = 0,21 -0,3 = 0,06 мин. При Т0 = 4,02 мин (обра¬
ботка одной поверхности) время контрольных измерений
55
*изм — 0,21 мин перекрывается и в норму времени не
включается.
д) Поправочный коэффициент на вспомогательное
время KtB = 0,87 (табл. 54) при Топ до 8 мин и партии
деталей 100 шт.
Итого вспомогательное время
Тъ = (^уст + S ^пер ”1" S ^пер + S ^изм) KtB =
= (0,95 + 0,76 + 0,25.2)0,87= 1,92 мин.
12. Время на обслуживание рабочего места и время
перерывов на отдых и личные надобности определяется
в процентах от оперативного времени по табл. 63. Для
станков с длиной хода ползуна до 500 мм принимается
аобс = 3,5%, оотл = 4%.
13. Штучное время
7’ш = (7’о + 7’»)(1 + “оь + а™ ) =
= (8,06 + 1,92) (1 + 3,510Q4’0 ) = ^,7 мин. на 10 деталей;
7^= 1,07 мин на одну деталь.
14. Подготовительно-заключительное время на пар¬
тию ТПа з определяется по табл. 63: tn.3= 13 мин (поз. 2);
t"n.3 = 5 мин (поз. 5). Таким образом Тп, 3 = 13,0 +
+ 5,0 = 18,0 мин.
Пример 2. Определить норму штучного и норму под-
готовительно-заключительного времени на долбежную
операцию.
Исходные данные
Деталь — левая муфта. Материал — серый чугун
СЧ 18-36, НВ 170—229. Масса детали 4,85 кг. Оборудова¬
ние—долбежный станок, модель 7А420. Приспособление —
тиски с пневматическим зажимом. Партия 50 шт.
Содержание операции
2шг А. Установить и снять
деталь.
1. Долбить шпоночный
паз предварительно.
2. Долбить шпоночный
паз окончательно в размер
24Ш3.
Режущий инструмент — долбежные резцы сечением
30 x 45 мм, шириной 12 и 24 мм из стали Р18.
Измерительный инструмент — шаблон 24Ш3, штан¬
генциркуль.
Последовательность расчета
Данные расчета заносятся в операционно-нормировоч¬
ную карту.
1. Заглавная часть и графы 1 и 2 операционно-норми¬
ровочной карты (см. форму 6) заполняются по исходным
данным примера.
2. Режущий инструмент (графа 3) подбирается по
табл. 64: принимаем резцы сечением 30x45 мм, шири¬
ной b = 12 мм и Ь = 24 мм, <р = 90° из стали Р18.
3. Размеры мест обработки (графы 6 и 7) определяются
по чертежу детали (см. эскиз): длина обрабатываемой
поверхности I = 130 мм; ширина обрабатываемой по¬
верхности:
переход 1: b = 12 мм;
переход 2: Ь = 24 мм.
4. Глубина резания t (графа 8) при долбежных работах
равна ширине паза: переход 1: t = 12 мм; переход 2:
t = 24 мм.
5. Число проходов i (графа 13) при переходе 1 равно 2,
переходе 2 — 1.
6. Подача s (графа 9) определяется по табл. 57. При
жесткой системе обработки чугуна и ширине паза 12 мм
и более рекомендуется подача s = 0,35-:- 0,40 мм/дв.
ход. По паспортным данным принимаем подачу
s = 0,4 мм/дв. ход.
7. Скорость резания v (графа И) определяется по
табл. 59. При обработке чугуна НВ 170—255, подаче
s = 0,4 мм/дв. ход скорость резания v = 6 м/мин.
8. Число двойных ходов долбяка п (графа 12) для по¬
перечно-строгальных и долбежных станков с кулисным
или кривошипно-шатунным механизмом определяется по
паспорту станка. По паспорту долбежного станка модели
7А420 при длине хода долбяка до 200 мм и скорости ра¬
бочего хода v = 12,2 м/мин принимаем минимальное
я = 40 дв. ход/мин. Таким образом, минимальная ско¬
рость резания по паспорту станка превышает рас¬
четную.
57
При этом режиме определим потребную силу резания
и мощность резания. Сила резания (кгс) определяется
по формуле
хр Ур
P; = Cpt *S гКр .
г z
При обработке чугуна НВ 190 резцами из быстрорежу¬
щей стали Р18: Срг = 158; Хрг = 1; уР = 1. Поправоч¬
ный коэффициент при главном угле в плане <р = 90’
Крг = 0,92. Таким образом, Рг = 158-12-0,4-0,92 =
= 697 кгс. По паспорту станка Р„ = 883 кгс.
Мощность резания N = -g^g- = 12g2t2Q97 = 1,38 кВт;
N3 = 2,8 кВт.
При данном режиме резания Рг < Рст; N < N3.
Принимаем v = 12,20 м/мин (графа 11); п —
= 40 дв. ход/мин (графа 12). При чистовой обработке
режимы те же.
9. Расчетная длина обрабатываемой поверхности
(графа 14) L = Ь + 1и где b — глубина паза, мм; по
чертежу детали Ь = 123,3 — 115 = 8,3 мм (на чистовой
проход — переход 2 вставляется припуск 0,3 мм).
По табл. 61 величина врезания и перебега при обра¬
ботке пазов = 1 -т- 3 мм. Принимаем lt = 3,0 мм.
L1 = 8 + 3=ll мм для перехода 1;
L г — 0,3 + 3,0 = 3,3 мм для перехода 2.
10. Основное (технологическое) время (графа 15)
Переход 1. Г0 =• 2 = 1,38 мин.
Переход 2. Т0 = =0,21 мин.
Всего основное время составляет Т0 = 1,38 + 0,21 =
= 1,59 мин.
11. Вспомогательное время определяется по элементам:
а) Вспомогательное время на установку и снятие де¬
тали tycr определяется по табл. 72, поз. 9. При установке
детали в тисках с пневматическим зажимом, массе детали
до 5 кг tyCT = 0,22 мин.
б) Вспомогательное время, связанное с переходом /пер,
определяется по табл. 62, поз. 6. При обработке паза
58
без измерения, ходе долбяка до 500 мм /пер = 0,06 мин.
Всего на три прохода (два черновых и один чистовой)
/пер = 0,06*3 = 0,18 мин.
в) Вспомогательное время на приемы, не вошедшие
в комплекс, t'ncp определяется по табл. 62, поз. 13. На
установку и снятие широкого резца t'nep = 1,0 мин.
г) Вспомогательное время на измерение /изм опреде¬
ляется по табл. 53. Время на измерение шаблоном /'зм =
= 0,13 мин, на измерение штангенциркулем /'зм =
= 0,16 мин при точности измерений до 0,1 мм, измеряемом
размере до 50 мм, длине измеряемой поверхности до
200 мм. Итого /иэм = 0,13 + 0,16 мин.
Периодичность контрольных измерений определяется
по табл. 52 и принимается равной 0,3. Всего время изме¬
рения равно /изм = (0,13 + 0,16) *0,3 = 0,09 мин.
Время на измерение в норму не включается, так как
перекрывается основным временем (основное время черно¬
вого прохода равно 1,38 мин, время измерения 0,09 мин).
д) Поправочный коэффициент определяется по табл. 54.
При оперативном времени до 4 мин и размере партии дета¬
лей до 63 шт. KtB = 1,0.
Итого вспомогательное время
Тъ = (^уст Т ^пер ~Ь ^пер “Ь /изм) KtB ==
= (0,22 + 0,18 + 1,0) * 1,0 = 1,40 мин.
12. Время на обслуживание рабочего места и время
перерывов на отдых и личные надобности определяется
в процентах от оперативного времени по табл. 63: аобс =
= 3,5%, аотл = 4%.
13. Штучное время
ТШ = (Т0 + ТВ)(1 + ^4°°™-) =
= (1,59 + 1,40) (1 + = 3,2 мин.
14. Подготовительно-заключительное время на партию
определяется по табл. 63: t’n 3 = 11 мин; ?п 3 = 5,0 мин.
Всего Та_ з = 11,0 + 5,0 = 16,0 мин.
59
§ 3. ЗАДАЧИ НА СТРОГАЛЬНЫЕ
И ДОЛБЕЖНЫЕ РАБОТЫ
Задача 1. Определить норму штучного и норму подготовительно*
заключительного времени на строгальную операцию.
Исходные данные
Деталь — суппорт. Материал — серый чугун СЧ 21-40, НВ 170—
241. Масса детали 11,8 кг. Оборудование — поперечно-строгальный
станок 7В36. Приспособление — тиски с пневматическим зажимом.
Обработка — без охлаждения. Партия 50 шт.
Содержание
операции
А. Установить и снять
деталь.
1. Строгать боковую по¬
верхность 1.
2. Строгать поверх¬
ность 2.
3. Строгать боковую поверхность 3,
4. Строгать откос под углом 55° поверхности 4.
5. Строгать откос под углом 55° поверхности 5.
Режущий инструмент — резцы 20X30, ВК8.
Измерительный инструмент — штангенциркуль,
Задача 2. Определить норму штучного и норму подготовительно¬
заключительного времени на строгальную операцию.
шаблон.
Исходные данные
Деталь — крышка. Материал —- серый чугун СЧ 15-32, НВ 163—
229. Заготовка.— отливка. Масса детали 16,7 кг. Оборудование —-
поперечно-строгальный станок 7А36. Приспособление — тиски с пнев¬
матическим зажимом. Обработка — без охлаждения. Партия 100 шт.
20
592
Ш-
20
Содержание операции
А. Установить и снять деталь.
1. Строгать поверхность 1.
2. Строгать поверхность 2.
Б. Переустановить деталь.
3. Строгать поверхность 3.
4. Строгать поверхность 4.
Режущий инструмент — резец
20X 30, В Кб.
Измерительный инструмент —
штангенциркуль.
Примечание. Обработка
ведется за два прохода: черновой
с глубиной резания /=4 мм и чисто¬
вой с глубиной резания t = 1 мм.
Задача 3. Определить норму штучного и норму подготовительно¬
заключительного времени на строгальную операцию.
Исходные данные
Деталь — клин. Материал — сталь 35, ав = 52 кгс/мм2. Заго¬
товка — лист размером 20X30X490 мм. Масса детали 1,06 кг. Обору¬
дование — поперечно-строгальный станок 7В36. Приспособление —
специальное с пневматическим зажимом. Партия 120 шт.
55
2*45°
2 фаски
2
55°'
Гб
Содержание операции
А. Установить и снять де¬
таль.
1. Строгать скос 1 под шли¬
фование.
2. Снять фаску 2X45°.
Б. Переустановить деталь.
3. Строгать скос*2 под шли¬
фование.
4. Снять фаску 2X45°.
Режущий инструмент — резец 16X25, Р18.
Измерительный инструмент — шаблон, штангенциркуль.
Задача 4. Определить норму штучного и норму подготовительно-
заключительного времени на строгальную операцию.
48
2
Исходные данные
Деталь — клин. Материал — сталь 35, ов = 52 кгс/мм2. Заго¬
товка лист размером 20X30 Х490 мм. Масса детали 1,0 кг. Оборудо¬
вание — поперечно-строгальный станок 7В36. Приспособление —
специальное с пневматическим зажимом. Партия 120 шт.
Содержание
операции
А. Установить и снять де¬
таль.
1. Строгать уклон 1 : 73
под шлифование.
2. Строгать выемку 5Х
1,5 мм.
Режущий инструмент —
резцы 16X25, Р18.
Измерительный инстру¬
мент — штангенциркуль, шаб¬
лон.
Задача 5. Определить норму штучного и норму подготовительно-
заключительного времени на строгальную операцию.
Уклон 1 • 73
Исходные данные
Деталь — крышка. Материал — серый чугун СЧ 15-32, НВ 163 —
229. Заготовка—отливка. Масса детали 1,7 кг. Оборудование — по-
61
229
пёречно-строгальный станок 7В36. Приспособление — тиски с пневма¬
тическим зажимом. Обработка — без охлаждения. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Строгать поверхность 1 по
разметке.
Режущий инструмент — резец
25X25, Р18.
Измерительный инструмент-
штангенциркуль.
Задача 6. Определить норму
штучного и норму подготовительно-
заключительного времени на стро¬
гальную операцию.
Исходные данные
Деталь — кронштейн. Материал — серый чугун СЧ 12-28, НВ
143—229. Заготовка — отливка. Масса детали 6,51 кг. Оборудование —
поперечно-строгальный станок 7В36. Приспособление — тиски с пнев¬
матическим зажимом. Обработка — без охлаждения. Партия 75 шт.
и снять де-
Содержание
операции
А. Установить
таль.
1. Строгать поверхность
по разметке.
Б. Переустановить деталь.
2. Строгать поверхность .
по разметке.
Режущий инструмент — резец 25X25, Р18.
Измерительный инструмент — штангенциркуль.
Задача 7. Определить норму штучного и норму подготовительно-
заключительного времени на долбежную операцию.
Исходные данные
Деталь — шестерня. Материал — сталь 40Х, ав = 100 кгс/мм8.
Масса детали 7,35 кг. Оборудование — долбежный станок 7А420. При¬
способление — болты, планки. Зажим пневматический. Охлаждение —
эмульсия. Партия 100 шт.
Содержание
операции
А. Установить деталь на
стол станка, выверить по отвер¬
стию до 0,02 мм, закрепить и
снять ее.
1. Долбить шпоночный паз.
Б. Повернуть стол на угол
135°.
2. Долбить второй шпоноч¬
ный паз.
62
Режущий инструмент — долбежный резец 25X25, b = 32 мм, Р18.
Измерительный инструмент — штангенциркуль, шаблон на рас¬
положение пазов.
Задача 8. Определить норму штучного и норму подготовительно-
ааключительного времени на долбежную операцию.
Исходные данные
Деталь — втулка. Материал — сталь Ст.З, ав = 40 кгс/мм2.
Масса детали 1,3 кг. Оборудование —долбежный станок 7А412. При¬
способление — болты, планки, пневматический зажим. Обработка ~
без охлаждения. Партия 150 шт.
Содержание операции
А. Установить деталь на стол
станка, выверить по отверстию до
0,02 мм, закрепить и снять ее.
1. Долбить шпоночный паз.
Режущий инструмент — дол¬
бежный резец, Ь = 12 мм, Р18.
Измерительный инструмент —
штангенциркуль.
>>->1
Задача 9. Определить норму штучного и норму подготовительно-
заключительного времени на долбежную операцию.
Исходные данные
Деталь — шестерня. Материал — сталь 40, ав = 57 кгс/мм2.
Масса детали 2,8 кг. Оборудование — долбежный станок 7А412. При¬
способление — болты, планки, пневматический зажим. Обработка —
без охлаждения. Партия 200 шт.
Содержание
операции
А. Установить деталь на
стол станка с точностью до
0,02 мм, закрепить и снять ее.
1. Долбить шпоночный паз
в размер 20А3.
Режущий инструмент—дол¬
бежный резец для шпоночных
пазов 25X25, Ъ = 20 мм, Р18.
Измерительный инстру¬
мент — штангенциркуль, инди¬
катор со стойкой.
Глава V
НОРМИРОВАНИЕ СВЕРЛИЛЬНЫХ РАБОТ
§ 1. МЕТОДИКА ОПРЕДЕЛЕНИЯ
РЕЖИМОВ РЕЗАНИЯ И РАСЧЕТА НОРМЫ
ВРЕМЕНИ
Обработка отверстий сверлами, зенкерами, зенков¬
ками, развертками и другими инструментами имеет ряд
существенных особенностей: а) размер обрабатываемого
отверстия определяется размером инструмента; б) отде¬
ление и выход стружки затруднен, что вызывает нагрев
инструмента и требуется обильное охлаждение; в) на
заборной конусной части режущего инструмента ско¬
рость резания различна в разных точках режущих кро¬
мок инструмента, что приводит к увеличению деформации
металла и повышению расхода энергии на резание; г) глав¬
ное движение и движение подачи осуществляется инстру¬
ментом, что понижает точность направления оси отверстия;
д) применение направляющих втулок создает трение
направляющих ленточек режущего иггструмента о стенки
втулки и увеличивает нагрев инструмента.
Вследствие этих особенностей правильный выбор ре¬
жущего инструмента имеет большое значение. Для свер¬
ления и-рассверливания отверстий с глубиной / ^ 10D
применяются главным образом спиральные сверла из
быстрорежущей стали. Для сверления и рассверливания
отверстий в деталях из чугуна большей частью приме¬
няются сверла, оснащенные пластинками из твердого
сплава В Кб и ВК8.
Глубина резания при сверлении в сплошном металле
определяется по формуле t = D : 2, где D — диаметр
отверстия. При рассверливании, зенкеровании и развер¬
тывании t = (D — d) : 2, где/) — диаметр второго сверла,
зенкера или развертки; d — диаметр предварительно
обработанного отверстия.
Подача s при сверлении и рассверливании зависит
от размеров и материала сверла; механических свойств
обрабатываемого материала; жесткости системы: деталь—
станок—приспособление; требований к точности и каче¬
ству обрабатываемой поверхности,
64
При выборе подач необходимо учитывать технологи¬
ческие факторы, в зависимости от которых подачи разде¬
лены на несколько групп.
Выбранная подача должна быть проверена по осевой
силе, допускаемой прочностью механизма подачи станка
Рст (кгс): Рх Рст, где Рх — осевая составляющая силы
резания (сила подачи), кгс. Эта проверка производится
только для I группы подач при сверлении сплошных
отверстий с. диаметром более 35—40 мм.
Скорость резания v определяется по соответствующим
картам общемашиностроительных нормативов. На вы¬
бранную скорость определяются поправочные коэффи¬
циенты, которые вводятся при изменении механических
свойств обрабатываемого материала, глубины сверления
более трех диаметров, марки материала инструмента.
По выбранной скорости резания определяется частота
вращения шпинделя (число оборотов в минуту)
ЮООи
Для каждого перехода принимается ближайшее мень¬
шее значение частоты вращения, имеющееся по паспорту
станка. Мощность, необходимая для обработки при вы¬
бранном режиме резания, N, которая определяется по
картам нормативов в зависимости от механических свойств
обрабатываемого материала, диаметра сверла, подачи и
фактической скорости резания, должна соответствовать
следующим условиям:
N, = N„n,
где УУди — мощность двигателя станка, кВт; г\ — КПД
станка.
§ 2. ПРИМЕР РАСЧЕТА НОРМЫ ШТУЧНОГО
И НОРМЫ ПОДГОТОВИТЕЛЬНО¬
ЗАКЛЮЧИТЕЛЬНОГО ВРЕМЕНИ
Пример. Определить норму штучного и норму под¬
готовительно-заключительного времени на сверлильную
операцию (серийное производство).
* *
Исходные данные
Деталь — стакан. Материал — серый чугун СЧ 18-36,
НВ 170—229. Заготовка — отливка. Масса детали 3,65 кг.
Оборудование — радиально-сверлильный станок 2А55.
3 В. С. Стародубцева 65
Приспособление — специальное с накладным кондукто¬
ром. Обработка — без охлаждения. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
Б. Установить и снять накладной кондуктор.
1. Сверлить, шесть отверстий D = 11 мм.
0240
" . Ф21Ь±0Л
I 6отб0
1
11
i
_
г !
1 ...
О
Режущий инструмент — сверло Dc = 11 мм из
стали Р18.
Измерительный инструмент — штангенциркуль.
Последовательность расчета
Данные расчета заносятся в операционно-нормиро¬
вочную карту.
1. Заглавная часть и графы 1, 2 и 4 операционно¬
нормировочной карты (см. форму 6) заполняются по
исходным данным примера.
2. Режущий инструмент (графа 3) подбирается по
нормативам (см. табл. 64). Для сплошного сверления
отверстий в деталях из чугуна при нормальной жесткости
системы станок—деталь—инструмент рекомендуются
сверла, оснащенные твердым сплавом ВК6 или из стали Р18
(в случае невозможности обеспечения достаточной ско¬
рости резания). Принимаем сверло Dc = 11 мм из
стали Р18. Для сверл диаметром до 12 мм при обработке
чугуна форма заточки одинарная (нормальная) (см.табл.65).
3. Размеры мест обработки (графы 5, 6, 7) определяются
по чертежу детали (см. эскиз). Диаметр обрабатываемой
поверхности D = 11 мм; глубина сверления / = 8 мм,
4. Глубина резания (графа 8) при сверлении в сплош¬
ном металле
t = D : 2=11:2 = 5,5 мм.
5. Подача s (графа 9) определяется по табл. 67, в ко¬
торой рекомендуется подача s = 0,23-^0,29 мм/об при
диаметре сверла до 13 мм, группе подач II (см. табл. 66).
66
Подача уточняется по паспорту станка s = 0,26 мм/об,
В данном примере проверка по осевой силе, допускаемой
прочностью механизма подачи станка, не производится.
6. Скорость резания v определяется по табл. 69.
При НВ 170—255, s до 0,30 мм/об, форме заточки Н ско¬
рость v = 25 м/мин. Поправочные коэффициенты на ско¬
рость определяются по табл. 68: KMv = 1,0; KKv = 1,0.
7. Частота вращения шпинделя (графа 12) i
ЮООи 1000-25 ~0у|
п = -Щ- = -ЗЛ4ТГ = 724 0б/мИН-
Принимается ближайшее значение по паспорту станка
п = 750 об/мин.
8. Фактическая скорость резания (графа 11)
яDn 3,14-11 • 750 0г о /
— 1000" “ 1000 — • м/мин.
9. Проверочный расчет: по табл. 70 определяется
мощность резания N, необходимая для сверления при
выбранных режимах резания: для D до 11,5 мм, s до
0,38 мм/об, НВ >229, v до 26,5 м/мин мощность N ме¬
нее 1 кВт.
10. Основное (технологическое) время (графа 15)
rp L, . / /j . 8 -f- б л п ло
° = 1 = sn 1 = 0,26-750 = ’ МИН*
Минутная подача (графа 10) sM = sn = 0,26*750 =
— 195 мм/мин. Число проходов i = 6 определяется по
количеству отверстий (графа 13). Расчетная длина обра¬
батываемой поверхности (графа 14) L = I + 1г = 8 +
-|- 6 = 14 мм; глубина сверления / = 8 мм определяется
по чертежу; величина врезания и перебега инструмента
определяется по табл. 71: при диаметре сверла до 15 мм,
форме заточки Н величина 1Х = 6 мм.
11. Вспомогательное время определяется по элементам:
а) Вспомогательное время на установку и снятие де¬
тали /уст определяется по табл. 72. В приспособлении
с накидной крышкой и массе детали до 5 кг /уст = 0,25 мин
(поз. 4). При работе с накладным кондуктором время на
установку кондуктора принимается равным времени на
установку и снятие детали в соответствии со способом
базирования и закрепления (см. примечание к табл. 73).
Принимае т время на установку и снятие кондуктора
0,25 мин.
67
б) Вспомогательное время, связанное с переходом,
определяется по табл. 74, поз. 3. При сверлении по кон¬
дуктору, подаче механической, группе станка II, длине
горизонтального перемещения инструмента до 200 мм
*пер = 0» 12 мин (поз. 3) на одно отверстие.
в) Вспомогательное время, связанное с переходом на
приемы, не вошедшие в комплекс, = 0 (табл. 75).
г) Время на контрольные измерения /Изм = 0.
д) Поправочный коэффициент на вспомогательное
время KtB в зависимости от размера партии обрабаты¬
ваемых деталей определяется по табл. 54. При Топ
до 4 мин и количестве деталей в партии до 250 шт. коэффи¬
циент Kt = 0,81.
Итого вспомогательное время
тъ = (/уст + ^пер + Xl^nep + S ^измЖ*в =
= (0,25 + 0.25 + 0,12.6)0,81 =0,99 мин.
12. Время на обслуживание рабочего ме^га и время
перерывов на отдых и личные надобности в процентах от
оперативного времени определяется по табл. 77:
для станков II группы
«обс=4%э Яотл = 4%-
13. Штучное время
Т.= (Т0 + ТВ)(\ + Доб°i~bo°OTJ1 ) -
= (0,43 -f- 0,99) ^1 -|—^ = 1,54 мин.
14. Подготовительно-заключительное время на пар¬
тию определяется по табл. 77: t'n 3 = 13 мин (поз. 3);
/п.з = 7 мин (поз. 7). Всего ТПш3 = 13 + 7 = 20 мин.
§ 3. ЗАДАЧИ НА СВЕРЛИЛЬНЫЕ РАБОТЫ
Задача I. Определить норму штучного и норму подготовительно-
ваключительного времени на сверлильную операцию.
Исходные данные
Деталь — крышка. Материал —сталь СтЗ, ав = 38-ь 47 кгс/мм2.
Заготовка —штамповка. Масса детали 1,7 кг. Оборудование — ра¬
диально-сверлильный станок 2А55. Приспособление — специальное,
кондуктор. Охлаждение — эмульсия. Партия 120 шт.
68
Содержание операции
Л. Установить и снять де¬
таль. .
1. Сверлить шесть отверстий
D — 11 мм по кондуктору.
Режущий инструмент —
сверло Dc— 11 мм, Р18.
Измерительный инструмент
Vi
6 Отд Ф 11
— штангенциркуль.
Задача 2. Определить норму штучного и норму подготовительно-
заключительного времени на сверлильную операцию.
Исходные данные
Деталь — гайка. Материал — серый чугун СЧ 21-40, НВ 170—241.
Заготовка — отливка. Масса детали 0,31 кг. Оборудование — верти¬
кально-сверлильный станок 2А135. Приспособление — пневматиче¬
ские тиски. Обработка — без охлаждения. Партия 250 шт.
Содержание
операции
А. Установить и снять де¬
таль.
1. Сверлить отверстие D =
= 10,2 мм по разметке под резь¬
бу Ml 2.
2. Снять фаску 2X45°.
3. Нарезать резьбу М12Х
1,75.
Б. Переустановить деталь.
4. Снять фаску 2X45°.
Режущий инструмент —
сверло Dc = 10,2 мм, зенковка < 90° и метчик М12Х1,75.
Измерительный инструмент — штангенциркуль, калибр М12Х 1,75.
Задача 3. Определить норму штучного и норму подготовительно-
заключительного времени на сверлильную операцию.
Исходные данные
Деталь — крышка. Материал — серый чугун СЧ 18-36, НВ 170—
229. Заготовка — отливка. Масса детали 3,59 кг Оборудование —
радиально-сверлильный станок 2А55. Приспособление — специальное,
кондуктор. Обработка — без охлаждения. Партия 100 шт.
Содержание
операции
А. Установить и снять
деталь.
Б. Установить и снять
накладной кондуктор.
1. Сверлить шесть отвер¬
стий D — 11 мм.
2. Зенковать шесть отверстий D = 28 мм.
Режущий инструмент — сверло Dc= 11 мм и зенковка D3 =
= 28 мм, Р18.
Измерительный инструмент — штангенциркуль.
Ф170
Е>
t
4J
1
ботв. 011 ботб. ФУ8
п 1 к
d.4
$1 ;
!
69
Задача 4. Определить норму штучного и норму подготовительно■
ваключительного времени на сверлильную операцию.
Исходные данные
Деталь — стакан. Материал — серый чугун СЧ 18-36, НВ 170—
229. Заготовка — отливка. Масса детали 4,4 кг. Оборудование — ра¬
диально-сверлильный станок 2А55. Приспособление — специальное,
кондуктор. Обработка — без охлаждения. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
Б. Установить и снять кондуктор.
1. Сверлить шесть отверстий D = 8,4 мм под резьбу М10.
2. Нарезать резьбу Ml ОХ 1,5 в шести отверстиях.
Режущий инструмент — сверло
0230
D0 = 8,4 мм и метчик М10Х
6отв.М10х1у5
%
X 1,5, Р18.
Измерительный инстру¬
мент — штангенциркуль.
Задача 5. Определить
норму штучного и норму под¬
готовительно- заключительно¬
го времени на сверлильную
операцию.
НВ 170—
ие — ра-
Исходные данные
Деталь — крышка. Материал — серый чугун СЧ 18-36, t
229. Заготовка — отливка. Масса детали 2,5 кг. Оборудование — ра¬
диально-сверлильный станок 2А55. Приспособление — специальное,
кондуктор. Обработка — без охлаждения. Партия 120 шт.
Содержание операции
А. Установить и снять деталь.
Б. Установить и снять кондуктор.
1. Сверлить шесть отверстий D= 11 мм по кондуктору,
ть отвер-
ХЧЧЧЧЧЧЧЧ111Ь\Ч\ЧЧЧЧ
F i к
*
Щ
011ОС„
55
2. Зенковать
стий D = 20 мм.
3. Сверлить отверстие D =
= 6,7 мм под резьбу М8Х1,25.
4. Нарезать резьбу М8Х
1,25.
Режущий инструмент —
сверла De = 11 мм и D0 =
= 6,7 мм; зенковка D3 = 20 мм,
метчик M8Xl,25, Р18.
Измерительный инструмент — штангенциркуль.
Задача 6. Определить норму штучного и норму подготовительно-
ваключительного времени на сверлильную операцию. ^
Исходные данные
Деталь — крышка. Материал — сталь СтЗ, ав = 38-г-47 кгс/мм‘4.
Заготовка — лист толщиной 4 мм. Масса детали 4,15 кг. Оборудова¬
ние — радиально-сверлильный станок 2А55. Приспособление — спе¬
циальное, кондуктор. Охлаждение — эмульсия. Партия 175 шт.
70
Содержание
операции
tvr
>«* '
А. Установить и снять I
пакет из десяти штук. 1
Б. Установить и снять
накладной кондуктор. ,
1. Сверлить двенадцать "
отверстий Ь = 10 мм по кон-
дуктору. ,
Режущий инструмент — ~
сперло Dc = 10 мм, Р18. &
Измерительный инстру¬
мент — штангенциркуль, ли- -
пенка.
Задача 7. Определить норму штучного и норму подготовительно*
заключительного времени на сверлильную операцию.
Исходные данные
Деталь — крышка. Материал — серый чугун СЧ 18-36, НВ 170—
229. Заготовка — отливка. Масса детали 1,2 кг. Оборудование — ра¬
диально-сверлильный станок 2А55. Приспособление — тиски с экс¬
центриковым зажимом. Обработка — без охлаждения. Партия 200 шт.
Содержание операции
А. Установить деталь с вывер¬
кой и снять.
1. Сверлить два отверстия D =
= 13 мм по разметке.
2. Сверлить отверстие D =
= 6,7 мм под резьбу М8.
3. Нарезать резьбу М8Х1,25.
Режущий инструмент — сверла
Dc— 13 мм и D0 = 6,7 мм, Р18,
метчик М8Х1,25.
Измерительный инструмент —
штангенциркуль, калибр М8Х1,25.
Задача 8. Определить норму штучного и норму подготозительно-
паключительного времени на сверлильную операцию.
Исходные данные
Деталь — шестерня. Материал —
а*рый чугун СЧ 21-40, НВ 170—241.
.’1,1 готов ка — отливка. Масса детали
0,97 кг. Оборудование — вертикально-
< иерлильный станок 2А135. Приспо¬
собление — самоцентрирующий патрон.
()бработка — без охлаждения. Партия
10 шт.
VJ
71
Содержание операции
А. Установить и снять деталь.
1. Сверлить отверстие D = 19 мм.
2. Развернуть отверстие D = 20А3.
Режущий инструмент — сверло Dc = 19 мм и развертка D0 =
« 20Аз, Р18.
Измерительный инструмент — штангенциркуль, микрометр
Задача 9. Определить норму штучного и норму подготовительно-
ваключительного времени на сверлильную операцию.
Исходные данные
Деталь — фланец. Материал — серый чугун СЧ 15-32, НВ 165—
181. Заготовка — отливка. Масса детали’ 0,30 кг. Оборудование —
радиально-сверлильный станок 2А55. Приспособление — специальное,
кондуктор. Обработка — без охлаждения. Партия 175 шт.
2 отд. Ф
7,
О
Ф?'6А3
I
з
Содержание
операции
А. Установить и снять де¬
таль.
1. Сверлить два отверстия
0 = 9 мм.
2. Зенковать два отверстия
D — 14 мм.
3. Сверлить отверстие D =
= 15,6 мм.
4. Развернуть отверстие
D = 16 А3.
Режущий инструмент — сверла Dc = 9 мм и Dc — 15,6 мм, зен¬
ковка D3 14 мм, развертка Dp = 16 А3, Р18.
Измерительный инструмент — штангенциркуль, шаблон.
Задача 10. Определить норму штучного и норму подготовительно-
ваключительного времени на сверлильную операцию.
Исходные данные
Деталь — щека. Материал — сталь СтЗ, оп = 38-т-47 кгс/мм2.
Заготовка — лист толщиной 10 мм. Масса детали 0,9 кг. Оборудова¬
ние — вертикально-сверлильный станок 2А135. Приспособление —
струбцины, болты, планки. Охлаждение — эмульсия. Партия 20 пи.
Содержание операции
А. Установить четыре детали пакетом и
снять их.
1. Сверлить отверстия по разметке D =
= 17 мм,
2. Зенкеровать отверстие D = 19,8 мм.
3. Развернуть отверстие D = 20А3.
Режущий инструмент — сверло Dc = 17 мм, зенкер D± — 19,8 мм,
развертка Dp = 20 мм, Р18.
Измерительный инструмент — штангенциркуль, пробка 20 As.
Глава VI
НОРМИРОВАНИЕ ФРЕЗЕРНЫХ РАБОТ
§ 1. МЕТОДИКА ОПРЕДЕЛЕНИЯ РЕЖИМОВ
РЕЗАНИЯ И РАСЧЕТА НОРМЫ ВРЕМЕНИ
Фрезерование — высокопроизводительный метод
обработки. Правильный выбор режущего инструмента
имеет большое значение для высокой производительности
труда.
Конструкция и размеры фрезы выбираются в зависи¬
мости от размеров обрабатываемой поверхности, глубины
резания, конструктивных размеров и формы детали.
Фрезы с крупным зубом применяют для достижения наи¬
большей производительности при черновой обработке
при глубине резания t ^ 3 мм. Фрезы с мелким зубом
применяют при работе с небольшой глубиной резания при
получистовом фрезеровании.
При выборе диаметра фрезы следует учитывать, что
фрезы меньшего диаметра являются более производи¬
тельными, поэтому в целях сокращения основного времени
следует стремиться работать фрезами возможно меньшего
диаметра, допускаемого конструктивными размерами де¬
тали и размерами обработки при обеспечении одновре¬
менно большей жесткости установки фрезы.
Целесообразно применять фрезы с пластинками из
твердого сплава при всех видах фрезерных работ за исклю¬
чением тех случаев, когда рациональное их использова¬
ние невозможно из-за недостаточной мощности оборудова¬
ния недостаточной жесткости системы СПИД.
Геометрические параметры режущей части фрез раз¬
личных конструкций с пластинками из твердого сплава
и из стали Р18 должны быть установлены наиболее ра¬
циональными, обеспечивающими наибольшую произво-
иодительность фрезерования.
Для торцовых фрез большое значение имеет главный
угол в плане ф. Стандартные фрезы изготовляются с углом
в плане ф = 60°. Уменьшение этого угла позволяет уве¬
личить величину подачи на зуб и соответственно минут¬
ную подачу. При черновой обработке торцовыми фрезами
73
с малыми углами в плане ф = 15-ь30° производительность
возрастает в 2—3 раза при условии достаточной мощности
оборудования и жесткости системы СПИД. Фрезами
с малыми углами в плане рекомендуется работать при
малых глубинах резания (t ^ 3 мм) и на достаточно мощ¬
ном оборудовании.
Уменьшение вспомогательного угла в плане ф улуч¬
шает чистоту обрабатываемой поверхности, поэтому при
требовании повышенной чистоты обработки целесообразно
уменьшить эти углы.
При определении глубины резания t и ширины фрезе¬
рования В следует учитывать особенности обработки
различными фрезами.
Цилиндрические
(ррезы
Дисковые (ррезы
за
Торцовые фрезы
Ч г
-1
L t
г
'/V
V///A
1
V//77Z
5 ,
D ' _
Конце6ь/е фрезы
ш ш
77
ffl
Для каждого типа фрез производится выбор подач
для чернового и чистового фрезерования в соответствую¬
щих картах нормативов. При черновом фрезеровании
определяется подача на один зуб фрезы sz. При черновом
фрезеровании торцовыми фрезами выбор подач зависит
от мощности станка, обрабатываемого материала, марки
твердого сплава режущей части инструмента, схемы уста¬
новки фрезы, жесткости системы СПИД, размеров обра¬
ботки и углов заточки фрезы.
Установка фрезы относительно детали может быть
симметричной и смещенной. Выбор способа расположения
фрезы относительно детали должен решаться после пред¬
варительного расчета. Смещенное положение фрезы соз¬
дает благоприятные условия врезания зуба фрезы в обра-
74
батываемый материал, что позволяет увеличить подачу
на зуб в 2 раза [при угле наклона режущей кромки
к = 12ч-15° и CQ = (0,03-^0,05) D ], но величина вреза¬
ния велика. Поэтому этот метод может быть производи¬
тельным лишь при большой длине фрезерования. Выбран¬
ная подача корректируется по паспортным данным станка.
После установления размера фрезы D, материала режу¬
щей части инструмента, ширины фрезерования В, глубины
резания t и подачи sz определяется скорость резания v.
При определении скорости резания по таблицам нормати¬
вов следует внимательно подобрать карту, соответствую¬
щую рассматриваемым условиям.
По выбранным и скорректированным по паспортным
данным станка режимам резания проверяется мощность N,
необходимая на резание:
N < N3; N3 = N„r\,
где N9 — эффективная мощность станка, кВт; Л^дв —
мощность двигателя станка, кВт (по паспорту); г\ — КПД
станка (по паспорту).
Мощность резания определяется по расчетной формуле
или по соответствующим картам нормативов. Если мощ¬
ность, потребная на резание при данном режиме резания,
больше N3 мощности станка, то следует уменьшить ско¬
рость резания до величины, допустимой мощностью станка.
§ 2. ПРИМЕР РАСЧЕТА НОРМЫ
ШТУЧНОГО И НОРМЫ ПОДГОТОВИТЕЛЬНО¬
ЗАКЛЮЧИТЕЛЬНОГО ВРЕМЕНИ
Пример. Определить норму штучного и норму под-
готовительно-заключительного времени на фрезерную
операцию.
Исходные данные
Деталь — вилка. Материал — сталь 45, сгв =
60 кгс/мм2. Заготовка — поковка. Масса детали 2,5 кг.
Оборудование — горизонтально-фрезерный станок 6Н82.
Приспособление — тиски пневматические. Охлаждение —
эмульсия. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Фрезеровать торцы 1 и 2 в размер 30Ш4.
75
Режущий инструмент — набор дисковых фрез D =
= 200 мм, b = 25 мм, г = 14.
Измерительный инструмент — штангенциркуль.
Данные расчета заносятся в операционно-нормиро-
вочную карту.
1. Заглавная часть карты и графы 1, 2, 4 операционно¬
нормировочной карты (см. форму 6) заполняются по
исходным данным примера.
2. В качестве режущего инструмента (графа 3) при¬
нимается набор дисковых фрез с пластинками из твердого
сплава Т14К8 (табл. 78). Размеры двусторонних дисковых
фрез с вставными ножами, оснащенных пластинками из
твердых сплавов, определяются по нормали: диаметр
фрезы D = 200 мм, ширина b = 25 мм, число зубьев
3. Размеры мест обработки (графы 6 и 7) определяются
по чертежу детали и схеме обработки (см. эскизы). При
фрезеровании дисковой фрезой шириной фрезерования В
является снимаемый припуск. Согласно чертежу В =
— (35 — 30) : 2 = 2,5 мм. Длина обработки равна диа¬
метру обрабатываемой поверхности / = 45 мм.
4. Глубина резания (графа 8) t = D = 45 мм.
5. Подача s2 (графа 9) определяется по табл. 79. При
мощности станка 5—10 кВт, средней жесткости системы
СПИД, обрабатываемом материале — сталь 45, ав <
<3 90 кгс/мм2, глубине резания t г> 30 мм, фрезеровании
плоскостей рекомендуется подача sz = 0,10^-0,15 мм/зуб.
6. Скорость резания и определяется по табл. 80. При
диаметре фрезы D = 200 мм, г — 14, t до 50 мм, sz до
0,2 мм/зуб скорость резания v — 151 м/мин.
Схема обработки
рф=т
Последовательность расчета
г - 14.
7 6
Поправочные коэффициенты на скорость резания при¬
ведены в табл. 82. /См, = 1,26 — для стали <тв = 56 -*•
н- 62 кгс/мм2. /Си0 = 0,94 — для твердого сплава Т14К8.
С учетом поправочных коэффициентов скорость реза¬
ния будет v = 15Ы,26-0,94 = 178,8 м/мин.
7. Частота вращения фрезы (графа 12)
\000v 1000-178,8 00г
п = -jjg- = з>14,200 = 285 об/мин.
Полученное значение п уточняется по паспорту станка.
Ближайшее значение п = 300 об/мин.
8. Фактическая скорость резания (графа 11)
я Dn 3.14-200-300 , 00 ,
= ТообГ = 1000 = 188 М/МИН-
9. Минутная подача sM (графа 10)
sM = szzn — 0,Ы4 -300 = 420 мм/мин.
По паспорту станка ближайшая продольная минутная
подача s„ = 375 мм/мин. По минутной подаче определяется
подача на один оборот: s = sM : п = 375 : 300 =
= 1,25 мм/об. Уточняется подача на зуб:
sz = = 0,09 мм/зуб.
10., По выбранным режимам резания проверяется
мощность, необходимая на выполнение данной операции
(табл. 81). При ав = 56-f-100 кгс/мм2; В до 2,8 мм; t до
50 мм; sz до 0,09 мм/зуб; sM до 385 мм/мин N = 3,2 кВт.
Поправочный коэффициент при у — —10® KyN = 1,0.
Мощность станка по паспорту NCT — 7,0 кВт.
11. Число проходов (графа 13) I — 1.
12. Расчетная длина обрабатываемой поверхности
(графа 14) L — I + 1Х = 45 + 91 = 136 мм. Величина
врезания и перебега инструмента 1\ определяется по
табл. 83. При диаметре фрезы D — 200 мм и глубине ре¬
зания / = 50 мм величина врезания и перебега /А = 91 мм.
13. Основное технологическое время (графа 15)
i = 1 ■= О.Эб МИН.
14. Вспомогательное время Тв (графа 17) определяется
по элементам:
77
а) Вспомогательное время на установку и снятие де¬
тали (уст определяется по табл. 72, поз. 9. При массе де¬
тали до 3 кг при установке в тисках с пневматическим за¬
жимом tycT = 0,19 мин.
б) Вспомогательное время, связанное с переходом,
определяется по табл. 84, поз. 1. При обработке плос¬
костей фрезой, установленной на размер, группе станка
II *пер = 0.18 МИН.
в) Вспомогательное время на приемы, не вошедшие
в комплекс, определяется по табл. 84: t' = 0.
г) Вспомогательное время на измерения /изм, мин,
определяется по табл. 52 и 53. По табл. 52 определяется
Периодичность контрольных измерений. При фрезерова¬
нии плоскостей инструментом, установленным на размер*
с точностью до 0,1 мм, измеряемом размере до 50 мм коэф¬
фициент ко времени на контрольные измерения равен 0,3.
Время на измерение /изм = 0,10 мин (табл. 53). Время
на контрольные измерения, включаемое в норму вспомо¬
гательного времени, будет
^изм = 0,1-0,3 = 0,03 мин.
д) Поправочный коэффициент на вспомогательное
время в зависимости от размера партии обрабатываемых
деталей определяется по табл. 54. При оперативном вре¬
мени Гоп = Т0 + Тв = 0,36 + 0,4 = 0,76 мин и раз¬
мере партии 200 шт. Kt = 1Д
Итого
Тв — (tyCT ^ ^пер ”1“ S ^пер + ^изм) К(в ==
= 0,19 + 0,18 + 0,03 = 0,4 мин.
15, Время на обслуживание рабочего места аобо и
время перерывов на отдых и личные надобности аотл
определяется в процентах от оперативного времени: для II
группы станков аобв = 3,5%, аотл = 4% (табл. 85).
16. Штучное время
Тш - (Т0 + Тв) (1 + -оба1^0-отл-) =
= (0,36 + 0,4) (1 + 3-5+^) = 0,82 мин.
18. Подготовительно-заключительное время на пар¬
тию Та, а определяется по табл. 85: ta. з = 16,0 мин
78
(поз. 2); t'n.3 = 7,0 мин (поз. 7). Итого Тп.3 = 16,0 +
+ 7,0 = 23,0 мин.
§ 3. ЗАДАЧИ НА ФРЕЗЕРНЫЕ РАБОТЫ
Задача 1. Определить норму штучного и норму подготовительно-
ваключительного времени на фрезерную операцию.
Исходные данные
Деталь — звездочка. Материал — сталь 40Х, ав = 100 кгс/мм2.
Заготовка — штамповка. Масса детали 0,4 кг. Оборудование — гори¬
зонтально-фрезерный станок 6Н82. Приспособление — оправка, дели¬
тельная головка. Охлаждение — эмульсия. Партия 175 шт.
52 _л a V5
30
*0,14
Содержание
операции
А. Установить деталь
в приспособлении с делитель¬
ным устройством по отвер¬
стию. Снять деталь.
1. Фрезеровать три пло¬
скости /.
Режущий инструмент —
дисковая фреза, Р18.
Измерительный инстру¬
мент — шаблон.
Задача 2. Определить норму штучного и норму подготовительно-
заключительного времени на фрезерную операцию.
17
Исходные данные
Деталь — фланец. Материал — серый чугун СЧ 15-32, НВ 163—
229. Заготовка — отливка. Масса детали 0,53 кг. Оборудование —
универсально-фрезерный станок 5Н82. Приспособление — фрезерные
тиски с пневматическим зажимом. Обработка — без охлаждения.
Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Фрезеровать поверхность / по
разметке.
Б. Переустановить деталь.
2. Фрезеровать поверхность 2 по
разметке.
Режущий инструмент — концевая
фреза D = 100 мм, z = 10, В Кб.
Измерительный инструмент —
штангенциркуль.
Примечания: 1. Поверхность 1 обрабатывается за два прохода.
2. Глубина резания и длина фрезерования определяются по чертежу де-
79
Задача 3. Определить норму штучного и норму подготовительно-
заключительного времени на фрезерную операцию.
Исходные данные
Деталь — гайка. Материал — сталь 45, ов = 60 кгс/мм2. Заго¬
товка — штамповка. Масса детали 0,3 кг. Оборудование — универ¬
сально-фрезерный станок 6Н82. Приспособление — тиски фрезерные
с пневматическим зажимом. Охлаждение — эмульсия. Партия 150 шт.
5 Й
3
к! —
Содержание
операции
А. Установить и снять
деталь.
1. Фрезеровать паз.
Режущий инструмент —
фреза прорезная D — 75 мм,
г = 60, 6=3 мм.
Измерительный инстру¬
мент—штангенциркуль, шаб¬
лон.
Задача 4. Определить норму штучного и норму подготовительно-
заключительного времени на фрезерную операцию.
Исходные данные
Деталь — пробка. Материал — сталь СтЗ, ав — 38-f-47 кгс/мм2.
Заготовка — прокат. Масса детали 0,4 кг. Оборудование — универ¬
сально-фрезерный станок 6Н82. Приспособление — патрон, делитель¬
ная головка. Охлаждение — эмульсия. Партия 120 шт.
Содержание операции
А. Установить и снять деталь.
1. Фрезеровать шесть граней.
Режущий инструмент — набор
двух дисковых фрез со вставными
ножами из твердого сплава.
Измерительный инструмент —*
штангенциркуль.
Задача 5. Определить норму шгпцчного и норму подготовительно-
ваключительного времени на фрезерную операцию.
Исходные данные
Деталь — фланец. Материал — серый чугун СЧ 15-32, НВ ЮЗ-
229. Заготовка — отливка. Масса детали 0,64 кг. Оборудование —
универсально-фрезерный станок 6Н82. Приспособление — тиски фре¬
зерные с пневматическим зажимом. Обработка — без охлаждения.
Партия 250 шт.
80
Содержание операции
А. Установить и снять деталь.
1. Фрезеровать плоскость /.
Режущий инструмент — цилиндрическая фреза D = 100 мм, г =
= 10, В КО.
Измерительный инструмент — штангенциркуль.
Схема фрезерования
Задача 6. Определить норму штучного и норму подготовительно-
заключительного времени на фрезерную операцию.
Исходные данные
Деталь — крышка. Материал — серый чугун СЧ 15-32, НВ 163—
229. Заготовка — отливка. Масса детали 1,7 кг. Оборудование — верти¬
кально-фрезерный станок 6Н12. Приспособление — тиски с пневмати¬
ческим зажимом. Обработка — без охлаждения. Партия 200 шт.
* Содержание
операции
А. Установить и снять
деталь.
1. Фрезеровать поверх¬
ность /.
Б. Переустановить де¬
таль.
2. Фрезеровать поверх¬
ность 2.
Режущий инструмент —
торцовая фреза, В Кб.
Измерительный инструмент — штангенциркуль.
Задача 7. Определить норму штучного и норму подго ч )!л ?г.г>чо-
тключительного времени на фрезерную операцию.
Исходные данные
Деталь — шестерня. Материал — сталь 45, ав = 60 кгс/мм2. Заго¬
товка — поковка. Масса детали 16,3 кг. Оборудование — вертикально-
фрезерный станок 6Н12. Приспособление — фрезерное с пневматиче¬
ским зажимом. Охлаждение — эмульсия. Партия 150 шт.
’О?/ 1
«о
л
150
29
81
Содержание
операции
А. Установить и снять де¬
таль.
1. Фрезеровать шпоночную
канавку 20 С3.
Б. Переустановить деталь.
2. Фрезеровать вторую шпо¬
ночную канавку 20 С3.
Режущий инструмент —
шпоночная фреза D =20 мм, Р18.
Измерительный инструмент — штангенциркуль, калибр 20 С3.
Задача 8. Определить норму штучного и норму подготовительно-
заключительного времени на фрезерную операцию.
Исходные данные
Деталь — гильза. Материал — сталь 45, ав = 60 кгс/мм2. Заго¬
товка — калиброванный прокат. Масса детали 0,34 кг. Оборудование —
шпоночно-фрезерный станок 692А. Приспособление — специальное
фрезерное. Охлаждение — эмульсия. Партия 185 шт.
Содержание операции
А. Установить и снять деталь.
1. Фрезеровать шпоночный паз.
Режущий инструмент — шпоночная фреза 6=6 мм, Р18.
Измерительный инструмент — калибр 6 Ш3.
Примечание. Фрезерование с маятниковой подачей.
Задача 9. Определить норму штучного и норму подготовительно-
ваключительного времени на фрезерную операцию.
Исходные данные
Деталь — гайка. Материал — сталь 45, ав = 60 кгс/мм2. Заго¬
товка — штамповка. Масса детали 0,56 кг. Оборудование — гори¬
зонтально-фрезерный станок 6Н82. Приспособление — специальное
с делительной головкой. Охлаждение — эмульсия. Партия 200 шт.
82
Содержание операции
А. Установить восемь деталей в приспособлении и снять их.
1. Фрезеровать шесть пазов шириной каждый b = 12 мм.
Режущий инструмент — фреза дисковая D = 100 мм, b = 12 мм,
г = 20, Р18.
Измерительный инструмент — штангенциркуль.
Схема установки
т
23
7Щт
то
Задача 10. Определить норму штучного и норму подготовительно-
заключительного времени на фрезерную операцию.
Исходные данные
Деталь — пробка. Материал — сталь 45, <JB = 60 кгс/мм2. Заго¬
товка — прокат. Масса детали 0,06 кг. Оборудование — вертикально¬
фрезерный станок 6Н12. Приспособление — тиски с пневматическим
зажимом. Охлаждение — эмульсия. Партия 50 шт.
Содержание операции
А. Установить и снять деталь.
1. Фрезеровать паз. j
Режущий инструмент — фреза про¬
резная, Р18.
Измерительный инструмент —
штангенциркуль. '
V4
Глава VII
НОРМИРОВАНИЕ ЗУБОРЕЗНЫХ РАБОТ
§ 1. МЕТОДИКА ОПРЕДЕЛЕНИЯ
РЕЖИМОВ РЕЗАНИЯ И РАСЧЕТА
НОРМЫ ВРЕМЕНИ
Для обработки зубчатых колес из стали применяются
инструменты, оснащенные твердым сплавом Т5К10,
Т15К6, для обработки зубчатых колес из чугуна — ВК8.
При нарезании зубчатых колес с числом зубьев z г> 60
применяются однозаходные и двухзаходные фрезы. Если
число зубьев нарезаемого колеса и число заходов фрезы
не имеют общих множителей, то берется фреза много-
заходная.
Для изготовления цилиндрических зубчатых колес
с прямыми и косыми зубьями внутреннего и наружного
зацепления, а также шевронных колес применяются дол-
бяки. В соответствии с ГОСТом долбяки изготовляются
четырех типов: дисковые, втулочные и хвостовые. Основ¬
ные размеры долбяков принимаются по ГОСТ 9323—60.
Глубина резания t определяется числом проходов,
необходимых для полной обработки впадины. При черно¬
вом нарезании число проходов выбирается в зависимости
от модуля нарезаемого зуба, мощности станка и жесткости
системы СПИД.
Цилиндрические колеса с модулем т = 2 мм и кони¬
ческие колеса с модулем т = 3 мм нарезаются за один
проход. Колеса с большим модулем нарезаются за два
прохода. При этом первый проход производится с глуби¬
ной резания t= 1,4m, а второй — с глубиной резания
/ = 0,7т.
Чистовой проход производится за один проход за
исключением обработки цилиндрических колес дисковыми
долбяками при высоких требованиях к шероховатости
обработанной поверхности и к точности зубьев колеса
(при т ^ 3 число проходов i = 2). Шестерни-валики,
обрабатываемые в центрах, даже при малых модулях
нарезаются за 2—3 прохода.
Подача s зависит от заданного качества поверхности
нарезаемых зубьев и требуемой точности, мощности и
£4
жесткости станка; прочности механизма подачи; обраба¬
тываемого материала; размеров нарезаемого зуба.
Подачи при нарезании внутренних зубьев колес дол-
бяками со средним диаметром 75 мм выбираются по таб¬
лицам рекомендуемых подач для нарезания колес внеш¬
него зацепления. При среднем диаметре долбяка меньше
75 мм подача уменьшается.
В целях повышения производительности фрезерования
зубчатых колес червячными модульными фрезами и фре¬
зерования шлицевых валов червячными фрезами реко¬
мендуются осевые перемещения фрезы за время работы
между переточками. Это дает возможность увеличивать
скорость резания до 30%.
Назначение режимов резания при шевинговании зубча¬
тых колес имеет некоторые особенности. Для шевингова¬
ния колес с прямыми зубьями применяется дисковый шевер
с косыми зубьями, наклоненными коси под углом 10—15°,
а для колес с косым зубом — прямозубые шеверы или косо¬
зубые с разницей в наклоне зубьев колеса и шевера в пре¬
делах 10—15°. Для повышения точности шевингования
число зубьев у шевера берется некратным числу зубьев
колеса.
При шевинговании глубиной резания является при¬
пуск на обработку, который определяется в зависимости
от формы зуба (прямой, наклонный), величины модуля
и угла зацепления (по профилю). При шевинговании опре¬
деляют два вида подач: s0 — продольная подача стола за
один оборот детали, мм/об; spaA — радиальная подача
на один ход стола, мм/ход.
Окружная скорость шевера на начальном диаметре v0
определяется в зависимости от обрабатываемого материала.
Мощность зубофрезерования N определяется по рас¬
четным формулам или по нормативам.
§ 2. ПРИМЕРЫ РАСЧЕТА НОРМЫ ШТУЧНОГО
И НОРМЫ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОГО
ВРЕМЕНИ
Пример 1. Определить норму штучного и норму под¬
готовительно-заключительного времени на черновую зубо¬
фрезерную операцию.
Исходные данные
Деталь — шестерня. Материал — сталь 45, ств =
= 60 кгс/мм2. Масса детали 5 кг. Оборудование — зубо¬
85
фрезерный станок 5К32А. Приспособление — оправка.
Охлаждение — масло. Партия 200 шт.
Содержание операции
А. Установить и снять две де¬
тали.
1. Фрезеровать зубья т = 8,
z = 12 (начерно).
Режущий инструмент — червяч¬
ная модульная фреза.
Измерительный инструмент — зу-
бомер.
Последовательность расчета
Данные расчета заносятся в операционно-нормировоч-
ную карту.
1. Заглавная часть и графы 1 и 2 операционно-норми¬
ровочной карты (см. форму 6) заполняются по исходным
данным примера.
2. Режущий инструмент (графа 3): фреза червячная
модульная т = 8, z = 12, = 145 мм, L = 135 мм,
режущая часть ее из стали Р18. Геометрические пара¬
метры режущей части фрезы определяются по табл. 86:
угол заточки у3 = 5-^10°; период стойкости Т = 480 мин.
3. Размеры мест обработки (графы 5 и 6) определяются
по чертежу детали (см. эскиз): начальный диаметр зубча¬
того колеса D = 96 мм; длина зуба / = 75 мм.
4. Глубина резания t (графа 8) определяется с учетом
того, что обработка ведется за два прохода: первый проход
черновой — tx = 1,4m = 1,4-8 = 11,2 мм; второй проход
(следующая операция) /2 = 0,7т = 0,7 -8 = 5,6 мм.
5. Подача s (графа 9) определяется по табл. 87: При
черновой обработке двухзаходной фрезой (ш = 8) на зубо¬
фрезерном станке с мощностью электродвигателя 5—9 кВт
рекомендуется подача s — 1,7-ь2,0 мм/об. По той же
табл. 87 определяются поправочные коэффициенты:
Км = 1; K$s = 1. Меньшие значения подач рекомен¬
дуются при нарезании колес с количеством зубьев
меньше 25. Принимается ближайшая по паспортным дан¬
ным станка подача s = 1,67 мм/об.
6. Скорость резания v (графа И) определяется по
табл. 89. При черновой обработке двухзаходной фрезой
86
(m = 8) с подачей s = 1,67 мм/об рекомендуется скорость
резания v = 22 м/мин. Число осевых перемещений фрезы
со определяется по табл. 90. При черновой обработке зубча¬
того колеса т = 8 мм, z = 12, р = 0, допустимое количе¬
ство осевых перемещений со = 5. Поправочный коэффи¬
циент на эту величину определяется по той же таблице:
при осевой подаче до 2 мм/об К = 1,0; при глубине реза¬
ния t = 1,4m К = 1,2. Количество осевых перемещений
с учетом поправочного коэффициента со = 5 1,2 = 6.
Поправочные коэффициенты на скорость резания опре¬
деляются по табл. 89: Kuv = 1; Ka>v = 1,3; K$v = 1;
Kiv = 1. С учетом поправочных коэффициентов скорость
резания при черновой обработке будет v = 22 1,3 =
= 28,6 м/мин.
7. Частота вращения фрезы (графа 12)
п = 318,5v : Оф = 318,5 28,6 : 145 = 62,8 об/мин.
По паспортным данным станка принимается ближай¬
шее значение п = 63 об/мин.
8. Мощность для чернового прохода определяется по
табл. 95. При s = 1,67 мм/об, т = 8 N = 2,4 кВт (фреза
двухзаходная). Поправочные коэффициенты на мощность
определяются по табл. 89: = 1,0 для стали 45; =
= 1,3 при числе осевых перемещений фрезы со>3; K$N =
= 1,0 при угле наклона зубьев р = 0; KiN = 0,6 для пер¬
вого прохода (при обработке за два прохода).
С учетом поправочных коэффициентов N = 2,4 1,3 X
X 0,6 = 1,87 кВт. По паспортным данным мощность элек¬
тродвигателя Л/дВ = 7,0 кВт. С учетом КПД станка г\ =
= 0,5 N3 = 7,0 *0,5 = 3,5 кВт. Следовательно, N ^ N3.
9. Основное (технологическое) время (графа 15)
Т _ (i+h)z _ (155+ 46) 12 _ п ,
То~ -(33.1,672 ~П»4 МИН*
Длина обрабатываемой поверхности I = 75 + 75 +
+ 5 = 155 мм, так как на оправке установлены две де¬
тали. Величина врезания и перебега инструмента 1г опре¬
деляется по табл. 96: для первого прохода с глубиной реза¬
ния t = 1,4m, щ = 8, Иф = 145 мм, 1Х = 46 мм. Число
заходов фрезы k = 2.
87
10. Вспомогательное время на операцию Тв опреде¬
ляется по табл. 98. При установке на оправке, подаче
вдоль оси колеса, числе проходов 1, длине обработки
свыше 100 мм, массе детали до 8 кг Тв = 1,2 мин (поз. 4).
На установку второй детали добавляется 0,26 мин (поз. 8).
Поправочный коэффициент на вспомогательное время
в зависимости от партии обрабатываемых деталей опреде
ляется по табл. 54: Ktn = 0,71 при оперативном времени
Топ = 11,4 + 1,46 = 12,86 мин и партии деталей 200 шт.
Всего вспомогательное время на операцию с учетом по¬
правочного коэффициента будет Тъ = 1,46 0,71 =
= 1,04 мин.
Время на контрольные измерения в норму вспомога¬
тельного времени не включается, так как перекрывается
основным временем.
11. Время обслуживания рабочего места и время пере¬
рывов на отдых и личные надобности определяются в про¬
центах от оперативного времени по табл. 102: аобс = 4, 5%,
яотл = 4%.
12. Штучное время
тш = (Т0 + гв)(1 + —) =
= (11,4 + 1,04) ^1 -J- 4’5+4 ) — 13,5 мин на две детали.
Штучное время на одну деталь Тш = 13,5 : 2 =
= 6,75 мин.
13. Подготовительно-заключи+ельное время на пар¬
тию Тп з определяется по табл. 102: время на наладку
станка равно 30 мин, на пробную обработку деталей
3,0 мин, на получение инструмента и приспособлений
исполнителем работы до начала и сдача их после окон¬
чания обработки партии деталей — 7 мин. Всего Тп. 3 =
= 30 + 3 + 7 = 40 мин.
Пример 2. Определить норму штучного и норму подго¬
товительно-заключительного времени на зубодолбежную
операцию.
Исходные данные
Деталь — шестерня. Материал — сталь 40Х, оъ =
= 100 кгс/мм2. Масса детали 0,63 кг. Оборудование —
зубодолбежный станок 5В12. Приспособление — оправка.
Охлаждение — сульфофрезол. Партия 200 шт.
Ь8
Содержание операции
1. Долбить зубья т = 2,25, г = 38,
Режущий инструмент — долбя к ди-
А. Установить и снять деталь.
сковый Da = 75 мм из стали Р18.
С\|
о-
Измерительный инструмент — ми-
Ж
крометр, шесгерня-эталон.
Последовательность расчета
Данные расчета заносятся в опера-
ционно-нормировочную карту.
1. Заглавная часть и графы 1, 2 и 4 операционно-норми¬
ровочной карты (см. форму 6) заполняются по исходным
данным примера.
2. Режущий инструмент (графа 3): основные размеры
дисковых долбяков берутся по ГОСТ 9323—60; материал
долбяков — быстрорежущая сталь Р18.
Геометрические параметры режущей части долбя ка
принимаются по табл. 86. Заточка зуборезных инструмен¬
тов производится по передней грани зубьев при черновой
обработке, угол заточки по передней грани у = 5-М0°.
Стойкость инструмента при т = 2,25 мм Т = 300 мин
(черновая обработка).
3. Размеры мест обработки (графы 5 и 7) определяются
по чертежу детали (см. эскиз): начальный диаметр зубча¬
того колеса D = 85,5 мм, длина зуба / = 15 мм.
‘ 4. Глубина резания (графа 8) при числе проходов i = 1
t = h = 2,2m = 2,2 -2,25 = 4,95 мм.
5. Подача s определяется по табл. 88. При шерохова¬
тости обрабатываемой поверхности V6 и обработке за
один проход по сплошному металлу стали 40Х ав =
= 100 кгс/мм2, при m = 2,25 мм рекомендуемая подача
s = 0,25-^ 0,3 мм/дв. ход для всех групп станков. По пас¬
портным данным станка принимаем подачу s =
= 0,30 мм/дв. ход. Радиальная подача при врезании
ь’рад = (0,1-5-0,3) s, принимаем среднюю величину 5рад =
= 0,2 0,30 = 0,06 мм/дв. ход (см. примечание к табл. 88).
6. Скорость резания v определяется по табл. 91.
Для черновой и чистовой обработки по сплошному ме¬
таллу при круговой подаче s = 0,30 мм/дв. ход, m =
= 2,25 мм рекомендуемая скорость резания v =
= 18,2 м/мин. Поправочные коэффициенты Kmv = 1,
K$v = 1. По той же табл, 91 определяется мощность реза-
83
ния N = 1,2 кВт. Поправочные коэффициенты на мощность
резания: Kmn = 1, = 1, KzN = 1,1. С учетом попра¬
вочных коэффициентов мощность N = 1,2 X 1,1 =
= 1,32 кВт. По паспортным данным эффективная мощность
станка N3 = 1,3 кВт. Так как N больше N3 менее, чем
на 20%, выбранные режимы допустимы.
7. Число двойных ходов долбяка в минуту (графа 12)
1000о и , , ,
П — 2# * Н — I + lit
где / — длина зуба; по чертежу / = 15 мм; 1г — величина
перебега долбяка; по табл. 97 1Х = 5 мм; значит Н = 15 +
+ 5 = 20 мм. Таким образом,
1000-18,2
2-20
= 455 дв. ход/мин.
По паспорту станка принимаем п = 425 дв. ход/мин,
8. Фактическая скорость резания (графа 11)
2 На 2.20.425 ,
УФ 1000 “ 1000 — м/мин.
9. Основное (технологическое) время (графа 15)
rp пzm h 3,14-38*2>25 ,
^ л
0 tis 1 nspaflt 425*0,30 1
,+ 425,'оДа == 2,1 + 0,19 = 2,29 мин;
h = 2,2т = 2,2 -2,25 = 4,95 мм.
10. Вспомогательное время на операцию Тв опреде¬
ляется по табл. 99. При установке на оправке с крепле-
нием пневматическим зажимом и массе детали до 1 кг
Тв = 0,31 мин.
Вспомогательное время на контрольные измерения
штангензубомером при модуле до 5 мм /изм = 0,6 мин
(табл. 101). Периодичность контрольных измерений 0,1.
Итого /изм = 0,6 0,1 = 0,06 мин. Это время в норму вре¬
мени не включается, так как перекрывается машинным вре¬
менем. Поправочный коэффициент KtB определяется по
табл. 54: при оперативном времени до 4 мин и количестве
деталей в партии до 250 шт. К/в = 0,81. Вспомогательное
время на операцию с учетом поправочного коэффициента
Тв = 0,31 0,81 = 0,25 мин.
90
11. Время на обслуживание рабочего места и время
перерывов на отдых и личные надобности определяется
в процентах от оперативного времени по табл. 102: аобс =
= 4% аотл = 4% (для I группы станков и нарезаемом
модуле до 6 мм).
12. Штучное время
тш=(т0+т.)(1 +^c+;-)-
= (2,29 +0,25) (l +iTti) = 2,74 мин.
13. Подготовительно-заключительное время Тп, 3 опре¬
деляется по табл. 102: время на наладку станка равно
24 мин; на пробную обработку деталей 2,5 мин; на получе¬
ние инструмента и приспособлений исполнителем работы
до начала и сдача их после окончания обработки партии
деталей 7 мин. Всего Тп, 3 = 24 + 2,5 + 7 = 33,5 мин.
Пример 3. Определишь норму штучного и норму подго-
товительно-заключительного времени на шевингование
зубьев шестерни.
Исходные данные
Деталь — шестерня. Материал — сталь 40Х, ав =
= 100 кгс/мм2. Масса детали 0,59 кг. Оборудование —
шевинговальный станок 5714. Приспособление — оправка,
Охлаждение — эмульсия. Партия 200 шт.
* Содержание операции
А. Установить и снять деталь.
1. Шевинговать зубья т =
= 2 мм, 2 = 45 в размер 21,45 мм
(длина общей нормали).
Режущий инструмент — шевер А
дисковый Dm = 180 мм.
Измерительный инструмент — шестерня-эталон, зубо-
мер, микрометр.
092,56С ь
Последовательность расчета
Данные расчета заносятся в операционно-нормировоч-
ную карту.
1. Заглавная часть и графы 1,2 и 4 операционно-норми¬
ровочной карты (см. форму 6) заполняются по исходным
данным примера.
91
2. Режущий инструмент (графа 3) — дисковый шевер,
размеры которого взяты по ГОСТ 8570—57: Dm = 180 мм,
т = 2 мм, гт = 83, а = 15°.
3. Размеры мест обработки (графы 5 и 6) определяются
по чертежу детали (см. эскиз): Ьн о = 90 мм, I = 14 мм.
4. Глубина резания (графа 8), равная припуску на
обработку зубьев, определяется по табл. 92. При обработке
прямого зуба с модулем т до 3,5 мм, угле зацепления по
профилю 15° припуск на обработку по межцентровому рас¬
стоянию = 0,18-7-0,24 мм, припуск на обработку по
толщине зуба 62 = 0,10-^0,15 мм. При г <50 прини¬
мается меньшее значение припуска: = 0,18 мм; 62 =
= 0,1 мм ( см. примечание к табл. 92).
5. Подача определяется по табл. 93: а) продольная
подача стола за один оборот детали s0 = 0,35-ь0,4 мм/об
при шероховатости обрабатываемой поверхности V7,
z = 40; принимается sQ = 0,4 мм/об; б) радиальная по¬
дача на один ход стола spaA = 0,04-ь0,05 мм/ход при сте¬
пени точности зубчатого колеса 7 и при 7-м классе чистоты
обрабатываемой поверхности; принимается spajf =
= 0,04 мм/ход (по паспорту станка).
6. Окружная скорость шевера на начальном диаметре
v0 (графа 11) определяется по табл. 94. При обработке
стали 40Х рекомендуется скорость v0 = 105 м/мин.
7. Частота вращения шевера (графа 12)
п = 318,5у0 : Dm = 318,5 105 : 180 = 186 об/мин.
По паспорту станка принимаем п = 180 об/мин.
8. Скорость резания
nDlun sin <р 3,14-180-180*0,26
V 1000 cos р — Гооол
= 26,4 м/мин (ср=15°, р = 0°).
9. Минутная подача
s0zmn 0,4-83-180 1QO .
SM = = — = 133 мм/мин.
м 2
По паспортным данным ближайшая минутная подача
sM = 141 мхм/мин.
10. Число ходов на обработку пк складывается из
числа рабочих ходов стола /гр. х = б j : spajl = 0,4:0,04 ==
= 10, количества одинарных ходов стола станка без ра¬
диальной подачи (зачистных) /г3, определяемого в зависи¬
мости от степени точности зубчатого колеса. Для колес
92
7-й степени точности п3 = 2-М; принимается среднее
значение п3 = 3. Общее число ходов на обработку п% =
= 10 + 3 = 13 ходов.
11. Основное (технологическое) время (графа 15)
гг, 1СПХ 12 13 . ,
Го = -^-=-ЙГ=1’1 МИН'
/с = 14 — 2=12 мм (14 — длина зуба; 2 —ширина фаски).
12. Вспомогательное время на операцию Тв опреде¬
ляется по табл. 100. При работе на центровой оправке
в центрах с деталью, предварительно надетой на оправку
(работа с двумя оправками), на станке с полуавтоматиче¬
ским циклом при массе детали с оправкой до 3 кг Тв =
= 0,16 мин.
Поправочный коэффициент на вспомогательное время
в зависимости от размера партии обрабатываемых деталей
определяется по табл. 54: при размере партии до 250 шт.
и оперативном времени до 1 мин = 0,93 мин. С учетом
поправочного коэффициента вспомогательное время будет
Тв = 0,16 0,93 = 0,15 мин.
13. Время на обслуживание рабочего места и перерывов
на отдых и личные надобности определяется в % от опе¬
ративного времени по табл. 100: аобс = 4%, аотл = 4%.
14. Штучное время
ТШ = (Т0 + ТВ)(\ + а^+0°отл ) =
= (1,1 +0,15) (l +-^щг) = 1.35 мин.
15. Подготовительно-заключительное время на партию
ТПш з определяется по табл. 100: время на наладку станка
равно 13 мин, на пробную обработку деталей — 3 мин, на
получение инструмента и приспособлений исполнителем
работы до начала и сдача их после окончания обработки
партии деталей —5 мин. Всего Тп, 3 = 13 + 3 + 5 =
= 21 мин.
§ 3. ЗАДАЧИ НА ЗУБОРЕЗНЫЕ РАБОТЫ
Задача 1. Определить норму штучного и норму подготовительно-
ваключительного времени на чистовую зубофрезерную операцию.
Исходные данные
Деталь — шестерня. Материал — сталь 45, ав = 60 кгс/мм2.
Масса детали 5 кг. Оборудование — зубофрезерный станок 5К32А.
Приспособление — оправка. Охлаждение — масло. Партия 120 шт.
93
Содержание операции
А. Установить две детали и снять их.
1. Фрезеровать зубья т = 8, г = 12 окон¬
чательно.
Режущий инструмент — червячная модуль¬
ная фреза Ьф= 145 мм, Р18.
Измерительный инструмент — зубомер, ин¬
дикатор.
Задача 2. Определить норму штучного и
норму подготовительно-заключительного времени
на зубодолбежную операцию.
Исходные данные
Деталь — шестерни. Материал — сталь 12ХН4, ав = 120 кгс/мм3.
Масса детали 0,55 кг. Оборудование — зубодолбежный станок 5В12.
Приспособление — оправка. Охлаждение — сульфо-
фрезол. Партия 180 шт.
Содержание операции
А. Установить и снять деталь.
1. Долбить зубья т = 2, г = 45 под шевин¬
гование в размер 27,509 мм (длина общей нормали).
Режущий инструмент — дисковый долбя к т =
=2, г = 38, Од = 75 мм.
Измер ител ьный инстр умент—шестер ня-эта лон;
зубомер, микрометр.
Задача 3. Определить норму штучного и норму
подготовительно-заключительного времени на зубо¬
фрезерную операцию.
z=V>tm=2
Исходные данные
Деталь шестерня с косым зубом. Материал — сталь 45, ав =
= 60 кгс/мм2. Масса детали 16,3 кг. Оборудование — зубофрезерный
станок 5К32А. Приспособление — центры. Охлаждение — масло. Пар¬
тия 120 шт.
Содержание операции
А. Установить деталь в центрах и снять ее.
1. Фрезеровать зубья m = 10, г = 14,
Р = 8° 6'34", спираль — правая, предвари¬
тельно.
Режущий инструмент — червячная фреза
т — 10, £>ф = 164 мм.
Измерительный инструмент — зубомер,
индикатор.
Задача 4. Определить норму штучного и норму подготовительно-
заключительного времени на зубодолбежную операцию.
Исходные данные
Деталь — шестерня. Материал — сталь 40Х, ов = 100 кгс/мм2.
Масса детали 0,59 кг. Оборудование — зубодолбежный станок 5В12.
Приспособление — оправка. Охлаждение — эмульсия. Партия 200 шт.
94
\фшА
о-
V/77///77/T7?
v 9U
т
Содержание операции
А. Установить и снять деталь.
1. Долбить зубья т = 2, г = 28 с припу¬
ском под шевингование в размер 21,45 мм (длина
общей нормали).
Режущий инструмент — дисковый долбяк
т = 2, г = 38, £>д = 75 мм.
Измерительный инструмент — шестерня-
эталон, зубомер, микрометр.
ь
£
—
110
*60,
200
Задача 5. Определить норму штучного и норму подготовительно-
заключительного времени на зубофрезерную операцию.
Исходные данные
Деталь — вал-шестерня. Материал — сталь 40ХН, ав =
= 100 кгс/мм2. Масса детали 2,8 кг. Оборудование — зубофрезерный
станок 5К32А. Приспособление — центры. Охлаждение — сульфо-
фрезол. Партия 100 шт.
Содержание операции
А. Установить и снять деталь.
1. Фрезеровать зубья т = 5, 2= 14.
Режущий инструмент — червячная мо¬
дульная фреза т = 5, D<j, = 90 мм.
Измерительный инструмент — зубомер,
индикатор.
Задача 6. Определить норму штучного и норму подготовительно-
заключительного времени на зубофрезерную операцию.
Исходные данные
Деталь — шестерня т = 5, г = 25, угол наклона зуба Р = 12°,
направление наклона — левое. Материал — сталь 40Х, ав =
= 100 кгс/мм2. Масса детали 3,75 кг. Оборудование — зубофрезернып
станок 5К32А. Приспособление — оправка
Охлаждение — сульфофрезол. Партия 175 шт.
Содержание операции
А. Установить и снять деталь.
1. Фрезеровать зубья т — 5, z= 25.
Режущий инструмент — червячная модуль¬
ная фреза.
Измерительный инструмент — зубомер, ин¬
дикатор.
Задача 7. Определить норму штучного и
норму подготовительно-заключительного времени
на вубофрезерную операцию.
Исходные данные
Деталь — шестерня т = 5, г = 46, угол наклона зуба р = 12°,
направление наклона — правое. Материал — сталь 40Х, ав =
95
70
50
32.
— 100 кгс/мм2. Масса детали 5,4 кг. Оборудо¬
вание — зубофрезерный станок 5К32А. Приспо¬
собление — оправка. Охлаждение — сульфо-
фрезол. Партия 75 шт.
Содержание операции
А. Установить и снять деталь.
1. Фрезеровать зубья т = 5, г = 46.
Режущий инструмент — червячная модуль¬
ная фреза.
Измерительный инструмент — зубомер, ин¬
дикатор.
Задача 8. Определить норму штучного и
норму подготовительно-заключительного времени
на зубофрезерную операцию.
Исходные данные
Деталь — шестерня т = 5, г = 20. Мате¬
риал — сталь 40Х, ав = 100 кгс/мм2. Масса
детали 1,7 кг. Оборудование зубофрезерный ста¬
нок 5К32А. Приспособление — оправка. Охла¬
ждение — сульфофрезол. Партия 150 шт.
Содержание операции
SZL
80
А. Установить и снять деталь.
I. Фрезеровать зубья т =5, г = 20.
Режущий инструмент — червячная модуль¬
ная фреза.
Измерительный инструмент — зубомер, ин¬
дикатор. ;;
Задача 9. Определить норму штучного и норму подготовительно-
заключительного времени на шевинговальную операцию.
Исходные данные
Деталь — шестерня. Материал — сталь 40X, оа = 100 кгс/мм2.
Масса детали 0,55 кг. Оборудование — шевинговальный станок 5714.
г=28'т = 2 z=35 т-2 Приспособление—оправка. Охлаждение—эмуль¬
сия. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Шевинговать зубья т = 2, г = 35 в раз¬
мер 21, 65 мм (длина общей нормали).
Режущий инструмент — шевер т — 2, г =
= 83, р = 15°, Dm = 180 мм.
Измерительный инструмент — шестерня-эта¬
лон, зубомер, микрометр.
Глава VIII
НОРМИРОВАНИЕ ПРОТЯЖНЫХ РАБОТ
§ 1. МЕТОДИКА ОПРЕДЕЛЕНИЯ
РЕЖИМОВ РЕЗАНИЯ И РАСЧЕТА НОРМЫ
ВРЕМЕНИ
Протягиванием обрабатываются цилиндрические от¬
верстия, шпоночные пазы, шлицевые отверстия, отверстия
с фасонным поперечным сечением, наружные плоские и
фасонные поверхности. Назначение рационального режима
резания производится в зависимости от типа производства
по одному из трех вариантов: 1) при наличии специально
спроектированной или нормализованной протяжки; 2) при
подборе протяжки по нормалям; 3) при проектировании
протяжки с выполнением ориентировочного расчета от¬
дельных элементов протяжки, которые нужны для опре¬
деления нормы времени.
Для решения задач данного сборника предлагается
второй вариант назначения режимов резания.
Группа обрабатываемости протягиваемого материала
устанавливается в зависимости от марки обрабатываемого
материала и твердости НВ. В зависимости от группы обра¬
батываемости материала выбирается величина переднего
угла черновых, переходных, чистовых и калибрующих
зубьев.
Группа качества протягиваемой поверхности устанав¬
ливается в зависимости от вида поверхности, подлежащей
обработке, класса точности и класса чистоты.
Подбор протяжек производится в зависимости от диа¬
метра отверстия после протягивания D, длины протягива¬
ния /, класса точности или допуска, материала и твердости
НВ обрабатываемой детали.
При длине протягивания большей, чем предусмотрено
нормалями, производится проверка протяжки по помещае-
мости стружки в канавке. Коэффициент помещаемости
стружки в канавке определяется из следующих соотноше¬
ний:
для сливных стружек
Ttfl2
4/s-’
4 В. С. Стародубцева
97
для стружек надлома
I/ ^ПОЛ Fnon
Fcip is ’
где FaKT — активная площадь стружечной канавки, мм;
Fnojl — полная площадь стружечной канавки, мм; FCTр —
площадь продольного сечения стружки, мм; h — глубина
стружечной канавки, мм; s — подача на зуб на сторону
(толщина среза), мм; /—длина протягивания, мм.
При принадлежности материала детали к III—V тру¬
пам обрабатываемости производится проверка прочности
протяжки на разрыв в опасном сечении в следующем по¬
рядке:
1. Определяется число одновременно участвующих
в работе зубьев
I
2р5г *о-0,4 »
где t0 — шаг черновых зубьев по нормали.
Полученная величина округляется до ближайшего
большего целого числа.
2. Определяется осевая сила резания, действующая
на протяжку
Р — (jolpKq\ Kq = KqMKqQK<lpKqK »
где q0 — удельная осевая сила резания, приходящаяся
на I мм длины режущей кромки, кгс; /р — суммарная
длина режущих кромок зубьев, одновременно участвую¬
щих в работе, мм; KqM, KQq, Kqp, KqK — поправочные коэф¬
фициенты на удельную осевую силу резания qQ в зависи¬
мости от обрабатываемого материала, вида смазывающе-ох-
лаждающей жидкости, способа разделения стружки,
группы качества обрабатываемого материала.
Для определения удельной осевой силы резания необ¬
ходимо иметь данные о подаче черновых зубьев sG, мм/зуб,
переднем угле уу град, группе обрабатываемости, группе
качества, способе разделения стружки, СОЖ.
Суммарная длина режущих кромок зубьев, одновре¬
менно участвующих в работе, определяется по формулам:
для круглых протяжек
— nD гр •
для шлицевых протяжек
1р = Вшп^~;
CZ
для шпоночных протяжек
/ — в
Р “ ш Zc »
где гр — число одновременно участвующих в работе
зубьев; гс — число зубьев в секции; Вш — ширина шлица
(паза), мм; п — число шлицев.
3. Определяется осевая сила резания, действующая
на протяжку, согласно условию прочности протяжки.
Сила протягивания (кгс), допускаемая прочностью про¬
тяжки по ее опасному сечению, подсчитывается по следую¬
щей формуле:
^о=Мр^о.
где [а]р — допускаемое напряжение на разрыв, кгс/мм2,
F0 — площадь сечения стержня протяжки, мм2, по опас¬
ному сечению;
яО2
F0 = -fL; Don = Dl-2h,
где Don — диаметр опасного сечения протяжки, по впадине
перед первым зубом, мм; Dx — диаметр первого зуба, мм;
h — глубина стружечной канавки, мм.
Ниже приведены рекомендуемые значения прочности
на разрыв: для протяжек из сталей марок Р9 и Р18 диа¬
метром до 15 мм[сг]р=40-ь50 кгс/мм2, при диаметре свыше
15 мм [а]р = 35-ь40 кгс/мм2, для протяжек из стали
марки ХВГ [а]р = 25 кгс/мм2.
В итоге должно быть выдержано условие Р ^ PQ.
Проверяется возможность применения протяжки по
тяговому усилию станка. Должно быть соблюдено условие
P^Q,
где Р — осевая сила резания, действующая на протяжку,
кгс; Q — тяговое усилие станка (кгс), определяемое по
паспорту станка.
Скорость резания v определяется в зависимости от
группы обрабатываемости материала, группы качества,
типа производства и материала протяжки. Найденная
скорость проверяется по диапазону скоростей, допускае¬
мых по паспорту станка. Затем скорость резания прове-
* 99
ряется по мощности электродвигателя станка. Скорость ре¬
зания (м/мин), допускаемая мощностью электродвигателя
при данном режиме обработки, определяется по формуле
_ 60.102.Л?двг]
р *
где ЛГДВ — мощность электродвигателя станка, кВт, опре¬
деляется по паспорту станка; ц — коэффициент полезного
действия станка.
Должно быть соблюдено условие v ^ vA.
Стойкость протяжки, которая измеряется в метрах
обработанной поверхности до затупления протяжки, опре¬
деляется по формуле
m /Яд
м Гобо-’
где I — длина протягиваемой поверхности, мм; пд — ко¬
личество протянутых деталей, шт.
В зависимости от величины подачи стойкость черновой
и чистовой частей протяжки может быть различной. Если
черновая часть имеет большую стойкость, чем чистовая,
стойкость протяжки в целом будет равна стойкости ее
чистовой части. Соотношение стойкостей черновой и чисто¬
вой частей зависит от соотношения подач черновых и чисто¬
вых зубьев.
Должно быть соблюдено условие равной стойкости, при
котором подача черновой части должна быть такой, чтобы
ее стойкость была равной или несколько больше стойкости
чистовой части.- Нормативная стойкость протяжки опре¬
деляется по формуле
Тн. и = 7,-/Ств/СТр^т3/Стм/СТоУСТд,
где Ты — стойкость, определяемая по таблицам нормати¬
вов; Кт ,Кт , Кт , Кт , Кт , Кт — поправочные коэффи-
в р 3 м О д
циенты в зависимости от различных факторов: группы ка¬
чества протягиваемых поверхностей, схемы резания, вида
заготовки и подготовки поверхности под протягивание,
материала протяжки, вида смазывающе-охлаждающей
жидкости, доводки зубьев протяжки по задней грани.
Количество деталей, протянутых до затупления, под¬
считывается по формуле
_ 1000ГМ,Н
пд /
100
§ 2. ПРИМЕР РАСЧЕТА НОРМЫ ШТУЧНОГО
И НОРМЫ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОГО
ВРЕМЕНИ
Пример. Определить норму штучного и норму подгото¬
вительно-заключительного времени на протяжную опера¬
цию.
Исходные данные
Деталь — шестерня. Материал — сталь 40Х, <тв =
= 100 кгс/мм2, НВ 286. Заготовка — штамповка. Масса
детали 0,59 кг. Оборудование — протяжной станок 7А510.
Приспособление — патрон. Охлаждение — сульфофре-
зол с олифой (Г). Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Протянуть шлицевое отверстие 38А X 32А5.
Режущий инструмент — протяжка 8 X 32 X 38 мм,
сталь Р18.
Измерительный инструмент — калибры 38А и 32А6.
Последовательность расчета
1. Группа обрабатываемости протягиваемого мате¬
риала определяется по табл. 103: при обработке стали 40Х,
НВ 286, группа обрабатываемости III.
2. Группа качества протягиваемой поверхности опре¬
деляется по табл. 104. При протягивании шлицевого отвер¬
стия по. второму классу точности и шероховатости поверх¬
ности у 6 группа качества 2.
3. Для протягивания шлицевого отверстия размером
8x32x38 мм в, детали из легированной стали твердостью
НВ 286 с длиной протягивания / = 49 мм по нормали
101
принимается протяжка размером 8x32x38 мм, L =
= 1025 мм, /, = 285 мм (см. схему протягивания), шаг
t = 10 мм, ширина паза 6 = 6 мм, глубина впадины h =
= 4,5 мм, тяговое усилие Рт = 6250 кгс.
Передний угол 7 определяется по табл. 105. Для группы
обрабатываемости III передний угол черновых и переход¬
ных зубьев у = 15Q, чистовых и калибрующих у = 18°.
4. По табл. 106 рекомендуется смазывающе-охлаждаю-
щая жидкость сульфофрезол с олифой (Г) для стали III
группы обрабатываемости и 2-й группы качества.
5. Проверка протяжки по помещаемости стружки в ка¬
навке не производится, так как / = 49 мм (по чертежу
детали), что не превышает предусмотренной нормалью,
равной 30—55 мм.
6. Проверка прочности протяжки на разрыв в опасном
сечении:
а) число зубьев, одновременно участвующих в работе,
Эта величина округляется до ближайшего целого
числа гр = 5;
б) осевая сила резания, действующая на протяжку,
определяется по приведенной выше формуле. По табл. 108
определяется удельная осевая сила резания q0, приходя¬
щаяся на Г'мм длины режущей кромки. Для определения
этой величины необходимо знать подачу на один зуб
s0, мм. Рекомендации по ограничению величины подачи
черновых зубьев приведены в табл. 107. В данном случае
подача s0 определяется по нормали: so = 0,l мм/зуб.
По табл. 108 удельная осевая сила qQ = 21,5 кгс/мм
при подаче sQ = 0,1 мм/зуб и у = 15Q.
Поправочные коэффициенты на удельную осевую силу
резания q0 для измененных условий работы определяются
по табл. 108: Kqu =1,3 — для стали НВ 285-ь 336; KQq =
= 0,8 — для СОЖ Г; Кя =1,1 — для выкружки; KQ]< =
= 1,0—для протяжек, перетачиваемых по передней
грани, группа качества 2. В результате поправочный коэф¬
фициент на удельную осевую силу равен Кя = 1,3-0,8 X
X 1,1 1,0 = 1,14.
Для расчета принимаем q0 = 21,5* 1,14 =24,5 кгс/мм.
102
Суммарная длина режущих кромок зубьев, участвую¬
щих в работе,
/ = Вшп -^- = 6*8-5 = 240 мм,
значит осевая сила резания, действующая на протяжку,
Р = 24,5 -240 = 5880 кгс;
в) проверка осевой силы резания, действующей на
протяжку, согласно условию прочности протяжки: диа¬
метр опасного сечения протяжки по впадине перед первым
зубом
Don = Dl—2h = 31,4 — 2-4,5 = 22,4 мм,
где Dx = 31,4 мм; h = 4,5 мм — по нормали.
Наибольшая осевая сила резания, действующая на
протяжку, допускаемая прочностью опасного сечения про¬
тяжки, Р0 = 20 ООО кгс при значении прочности на раз¬
рыв [а]р = 35-7-40 кгс/мм2. Условие прочности протяжки
на разрыв в опасном сечении выдерживается Р < PQ.
7. Проверка возможности применения протяжки по
тяговому усилию станка Рт. По паспортным данным станок
модели 7А510 имеет номинальную тяговую силу Q = 10 тс,
следовательно, Рт < Q.
8. Скорость резания v определяется по табл. 109: v =
= 5 м/мин для серийного производства при протягива¬
нии шлицевых отверстий 2-й группы качества III группы
обрабатываемости. По паспорту станка модели 7А510 диа¬
пазон скоростей рабочего хода станка v = 1,5-т-13 м/мин.
Проверяется скорость резания по мощности электро¬
двигателя станка:
60-102.14-0,8 lt - ,
vA= =11,1 м/мин;
мощность электродвигателя станка Л/Дв = 14 кВт опреде¬
ляется по паспорту станка. Следовательно, скорость
v = 5 м/мин удовлетворяет условию v <: поэтому при¬
нимаем v = 5 м/мин.
9. Стойкость протяжки определяется по табл. 110:
для стали III группы обрабатываемости при скорости
резания v = 5 м/мин и подаче черновых зубьев sQ =
= 0,10 мм/зуб стойкость чистовой части 59 м, стойкость
103
черновой части 67 м. Стойкость протяжки принимается по
чистовой части Тм = 59 м. Нормативная стойкость про¬
тяжки с учетом всех поправочных коэффициентов равна
Тм н = 59 0,8 - 1,0 1,0 1,0 0,75 - 1,3 = 46 м.
Поправочные коэффициенты определяются по
табл. 110: AiB=0,8—для 2-й группы, отверстия шлицевые;
Кгр = 1,0 — для протяжек переменного резания; К\6 =
= 1,0 — для штампованной заготовки обработанной;
Ктм = 1,0—для протяжки из стали Р18; Кт = 0,75 —
для протяжки с недоведенными зубьями; Кт = 1,3 — для
СОЖ Г.
10. Количество деталей, протягиваемых между пере¬
точками протяжки, определяется следующим образом:
пд = = 939 шт.
11. Основное (технологическое) время
Т°= 1000vq0 ^ = 1000-5.1 " 1,2-1 ==0»19 мин*
Для определения длины рабочего хода протяжки
х = + I + (цоп необходимо иметь данные о длине
рабочей части протяжки: /п = L — 1Х = 1025 — 285 =
= 740 мм.
Величины L и 1Х берутся по чертежу. Длина протяги¬
ваемой детали /=49мм — тоже по чертежу детали. Длина
перебега-протяжки /доп для станков с возвратно-поступа-
тельным движением принимается равной 50 мм.
Следовательно, /р. х = 740 + 49 + 50 = 839 мм.
Скорость резания v = 5 м/мин.
Коэффициент, учитывающий соотношение между ско¬
ростями рабочего и обратного хода
«■'-1+!S7-1+Tr-1A
где v0t * — скорость обратного хода, м/мин, определяется
по паспорту станка.
Количество одновременно обрабатываемых деталей
<7=1. Число проходов i = 1.
12. Вспомогательное время определяется по элементам:
а) Вспомогательное время на операцию, связанное
с переходом, /пср определяется по табл. 111. При массе
104
детали до 1 кг, диаметре протяжки до 40 мм /пер =
= 0,24 мин без снятия протяжки со станка.
б) Вспомогательное время на контрольные измерения
/изм определяется по табл. 112. При измерении шлицевой
калибр-пробкой по 2-му классу точности, измеряемом
размере до 50 мм, длине измеряемой поверхности до 50 мм
/изм = 0,16 мм. По той же таблице периодичность кон¬
трольных измерений равна 0,04 для 2—3-го класса точ¬
ности. С учетом периодичности контрольных измерений
на операцию время контрольных измерений будет /изм =
= 0,16 0,04 = 0,006 мин.
в) Поправочный коэффициент на вспомогательное
время KtB в зависимости от размера партии обрабатывае¬
мых деталей определяется по табл. 54. При величине
партии 200 шт. и оперативном времени, равном Т0 + Тв =
= 1,9 + 0,246 = 2,146 мин, поправочный коэффициент
KtB = 0,81.
Следовательно, вспомогательное время будет
Тв = (2j ^пер 4“ ^изм Ктв =
= (0,24 -f- 0,006) 0,81 = 0,2 мин.
13. Время на обслуживание рабочего места и время
перерывов на отдых и личные надобности определяется
по табл. 111: аобс = 3,5% и аотл = 4%.
14. Штучное время
ТШ = (Т0 + Т^(1 + -°обс 1оо'3отл) =
= (0,19-j-0,2) (l -|—) = 0,42 мин.
15. Подготовительно-заключительное время Тп, 3 =
= 7 + 5 = 12 мин (см. табл. 111).
§ 3. ЗАДАЧИ НА ПРОТЯЖНЫЕ РАБОТЫ
Задача I. Определить норму штучного и норму подготовительно-
заключительного времени на протяжную операцию.
Исходные данные
Деталь — шестерня. Материал — сталь 40Х, НВ 286. Заготовка—
штамповка. Масса детали 0,63 кг. Оборудование — протяжной ста¬
нок модели 7А510. Приспособление — патрон. Охлаждение — эмуль¬
сия. Партия 100 шт.
105
Содержание
операции
А. Установить и снять де¬
таль.
1. Протянуть шлицевое от¬
верстие 32АХ 28 А5.
Режущий инструмент — про¬
тяжка 32X28 мм, L = 875 мм,
/х=285 мм, Р18, Рт = 5470 кгс.
Измерительный инстру¬
мент— калибры 32АХ28А* и
32А.
Задача 2. Определить нор¬
му штучного и норму подгото¬
вительно-заключительного вре¬
мени на протяжную операцию.
Исходные данные
Деталь — звездочка. Материал— сталь 40Х, НВ 286. Заготовка —
штамповка. Масса детали 0,4 кг. Оборудование — протяжной станок
модели 7510. Приспособление — патрон. Охлаждение — сульфофре-
зол с олифой. Партия 150 шт.
Содержание операции
А. Установить и снять деталь.
1. Протянуть шлицевое отверстие 23А6Х28АХ6 в два прохода.
Режущий инструмент — протяжка 23X28X6, L = 850 мм, /, =
= 275 мм, Р18. Рх = 3780 кгс.
Измерительный инструмент — калибры 23А5Х28АХ6 и 28А.
Задача 3. Определить норму штучного и норму подготовительно-
ваключительного времени на протяжную операцию.
Деталь — шестерня. Материал — чугун СЧ 21-40, НВ 197. Заго¬
товка — отливка. Масса детали 0,97 кг. Оборудование — протяжной
станок модели 7А510. Приспособление — сферический патрон. Ох¬
лаждение — сульфофрезол с керосином. Партия 220 шт.
Исходные данные
106
jp^
р
Ш
1 1 f
1
н
-
г *0,017
0,0
Содержание
операции
А. Установить и снять де¬
таль.
1. Протянуть шлицевое от¬
верстие 25А и 21А5.
Режущий инструмент —
протяжка 25X21X5 мм, L =
= 850 мм, /х = 265 мм, Р18,
Рт = 2540 кгс.
Измерительный инстру¬
мент — калибры 21А5 и 25А.
Задача 4. Определить нор¬
му штучного и норму подгото¬
вительно-заключительного вре¬
мени на протяжную операцию.
Исходные данные
Деталь — гайка. Материал — сталь 45, ав = 60 кгс/мм2, НВ 170—
217. Заготовка — штамповка. Масса детали 0,5 кг. Оборудование —
протяжной станок модели 7А510. Приспособление — патрон. Охлаж¬
дение — эмульсия. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Протянуть отверстие D = 32А.
Режущий инструмент — протяжка Dn = 32 мм,
L = 525 мм, /х — 270 мм, Р18, РТ = 8250 кгс.
Измерительный инструмент — калибр 32А.
Задача 5. Определить норму штучного и норму подготовительно¬
заключительного времени на протяжную операцию.
Исходные данные
Деталь — шестерня. Материал — сталь 40Х, НВ 286. Заготовка —
штамповка. Масса детали 0,55 кг. Оборудование — протяжной ста¬
нок модели 7А510. Приспособление — патрон.
Охлаждение — эмульсия. Партия 50 шт.
Содержание операции
А. Установить и снять деталь.
1. Протянуть отверстие D — 35А.
Режущий инструмент — протяжка Dn = 35 мм,
L = 550 мм, 1Х = 296 мм, Р18, РТ = 9000 кгс.
Измерительный инструмент — калибр 35А.
54
44
^
\76
У///////////////Л
107
Задача 6. Определить норму штучного и норму подготовительно-
ваключительного времени на протяжную операцию.
Исходные данные
Деталь — соединительная муфта. Материал — сгаль 45, ав =
= 60 кгс/мм2, НВ 170—217. Заготовка — прокат. Масса детали 0,91 кг.
Оборудование — протяжной станок модели 7510. Приспособление —
патрон. Охлаждение — эмульсия. Партия 120 шт.
Содержание
операции
' А. Установить и снять де¬
таль.
1. Протянуть отверстие
D = 28А.
* Режущий инструмент —
протяжка Dn = 28 мм, L =
= 775 мм, /j = 325 мм, Р18,
РТ = 7850 кгс.
калибр 28А.
Задача 7. Определить норму штучного и норму подготовительно-
ваключительного времени на протяжную операцию.
Исходные данные
Деталь — соединительная муфта. Материал — чугун СЧ 18-36,
НВ 197. Заготовка — отливка. Масса детали 0,51 кг. Оборудование —
протяжной станок модели 7А510. Приспособление — патрон. Обра¬
ботка — без охлаждения. Патрия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Протянуть отверстие D = ЗОА.
Режущий инструмент — протяжка Dn = 30 мм, L = 775 мм,
li = 345 мм, Р18, РТ = 9600 кгс.
■а
Измерительный инструмент — калибр ЗОА.
Задача 8. Определить норму штучного и норму подготовительно-
ваключительного времени на протяжную операцию.
Исходные данные
Деталь — установочная гайка. Материал — сталь 45, ав =
= 60 кгс/мм2. Заготовка — штамповка. Масса детали 0,56 кг. Обору-
108
1
h •
Ь
X
X7S
80В5
stt гаям! 1вш
. <5»
>3-
Si
150
Измерительный инструмент —
дование — протяжной станок мо¬
дели 7А510. Приспособление — па¬
трон. Охлаждение — эмульсия. Пар¬
тия 120 шт.
Содержание операции
А. Установить и снять деталь.
1. Протянуть паз 18А3, выдер¬
жав размер 104,2 А4.
Режущий инструмент — про¬
тяжка b = 18 мм, L = 1315 мм,
1г = 305 мм, Р18. Рт = 3430 кгс.
Измерительный инструмент —
калибр 18 А з-
Задача 9. Определить норму штучного и норму подготовите лопо-
ваключительного времени на протяжную операцию.
Исходные данные
Деталь — шестерня. Материал — сталь 40X, НВ 286, ов =
= 100 кгс/мм2. Заготовка — штамповка. Масса детали 0,55 кг. Обо¬
рудование — протяжной станок
7А510. Приспособления — патрон,
направляющая втулка. Охлажде¬
ние — эмульсия. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Протянуть шпоночный паз
8А3, выдержав размер 38,7 А4.
Режущий инструмент — про¬
тяжка 6 = 8 мм, L = 815 мм,
1Х = 255 мм, Р18, РТ= 1130 кгс.
Измерительный инструмент —
калибры 38,7 А4 и 8 А3.
30
Глава IX
НОРМИРОВАНИЕ ШЛИФОВАЛЬНЫХ
РАБОТ
§ 1. МЕТОДИКА ОПРЕДЕЛЕНИЯ
РЕЖИМОВ РЕЗАНИЯ И РАСЧЕТА НОРМЫ
ВРЕМЕНИ
Шлифование является отделочной операцией. Шлифо¬
ванием достигается высокая точность размера и геометри¬
ческой формы детали, а также высокий класс чистоты обра¬
батываемой поверхности. Главными факторами, влияю¬
щими на выбор шлифовального круга, являются свойства
обрабатываемого материала, окружная скорость круга,
метод шлифования, класс чистоты поверхности.
Окружная скорость шлифовального круга vK зависит
от вида связки и профиля круга. Допустимые максималь¬
ные окружные скорости для обычных шлифовальных кру¬
гов: на керамической связке vK = 25-ь 35 м/с, на бакели¬
товой связке vK = 30-ь50 м/с.
Для обеспечения наибольшей производительности и
высокого класса чистоты поверхности при минимальном
износе круга следует принимать окружную скорость круга
близкой к максимально допустимой.
Окружная скорость детали с/д и частота вращения п
определяются в зависимости от диаметра шлифования и
группы материалов. Приведенная ширина шлифования
определяется по следующим формулам:
при обработке на станках с прямоугольным столом
деталей:
о . D 0,785г(£2 — dl)
кольцевой формы £>пр = — ^ ;
о 0,785/522
сплошных круглых в = 7 ,
г А о
где ьд — длина расположения деталей на столе;
при обработке на станках с круглым столом деталей:
„ . D 0,25 z(D* — d2)
кольцевой формы BnD = ^
иср
0 25D2
сплошных круглых Вп0 = ——,
^ср
где Dcр — средний диаметр расположения деталей на
столе, мм;
Drn = Д1ЯыЛ — kB„
110
где Онаиб — наибольший диаметр расположения деталей
на столе; Вд — ширина обрабатываемой детали; k — коли¬
чество рядов деталей.
На измененные условия обработки вводятся поправоч¬
ные коэффициенты. Режимы резания в таблицах нормати¬
вов рассчитаны для кругов твердостью Cl—С2. При ра¬
боте кругами иной твердости табличные величины подач
для более мягких кругов умножаются на коэффициент
К1 = 1,1, а для более твердых кругов— на К\ = 0,85.
t Режимы резания корректируются также на поправоч¬
ные коэффициенты в зависимости от обрабатываемого ма¬
териала, точности и шероховатости поверхности, размера
и скорости шлифовального круга, способа шлифования
и контроля размеров, формы поверхности и жесткости
детали, степени заполнения стола, формы шлифовального
круга (чашечный, сегментный). Поправочные коэффи¬
циенты Кж на подачу определяются в зависимости от точ¬
ности и жесткости станка.
Проверочным расчетом определяется мощность шли¬
фования при выбранном режиме обработки N0.
При шлифовании деталей из закаленной стали режим
окончательного шлифования проверяется по удельной
мощности в кВт N на 1 мм ширины шлифовального круга В:
NyA = N: В.
Предельное значение допустимой удельной мощности
на 1 мм ширины круга, обеспечивающее бесприжоговое
шлифование, определяется по формуле
Nyn = Cnv°K'\
где Сп — коэффициент, зависящий от твердости круга;
значения Сп для кругов на керамической связке приве¬
дены ниже:
Твердость круга .... СМ1—СМ2 Cl—С2 СТ1—CT2
Сп . . , 0,037 0,034 0,030
Предельная мощность при бесприжоговом шлифовании,
определяемая по формуле N = NyAB, не должна быть
меньше мощности, потребной на резание^ Если это условие
не выдерживается и появляется возможность прижогов,
то необходимо изменить окружную скорость детали или
понизить твердость круга.
111
Основное (технологическое) время шлифования опре¬
деляется по формулам:
шлифование с радиальной подачей
т __ п
0 :
шлифование с продольной подачей
т - L*n
0 Кж ’
плоское шлифование торцом круга на станках с прямо¬
угольным столом
*г ^ЛП .
1000vAqstjiKsiKK* ’
плоское шлифование торцом круга на станках с круг¬
лым столом
гр яО(»р/7
7 ° "1000vAqstoKsioKM •
Условные обозначения в формулах: П — припуск на
шлифование на сторону, мм; Ьл — длина шлифования или
габаритная длина расположения шлифуемых поверхно¬
стей на столе станка, мм; s,m — минутная поперечная по¬
дача, мм/мин; sM — минутная продольная подача, мм/мин;
St — подача на глубину на ход стола или на проход,
мм/ход; q — количество одновременно обрабатываемых
деталей, шт; /(s, , /(s, , Ks, , Кж — поправочные коэффи-
1Х 1М со
циенты на поперечную подачу; sto — подача на глубину
на оборот стола, мм/об. л
При определении подач следует иметь в виду, что шли¬
фование поверхности состоит из трех этапов: а) создание
начального натяга в системе — подача круга на глубину
шлифования вручную или с помощью гидравлического
устройства; продолжительность этого этапа не превышает
0,05 мин и удельный вес его в операции незначителен;
б) установившийся процесс, в течение которого снимается
основная часть припуска; поддерживается режим, уста¬
новленный на первом этапе; при каждом проходе шлифо¬
вальный круг подается в направлении глубины шлифова-
112
ния на величину поперечной подачи; в) зачистка, при ко¬
торой достигаются заданные размеры, шероховатость по¬
верхности и качество поверхностного слоя. При зачистке
упругая система возвращается в исходное положение.
Для первого и третьего этапов шлифования подача на
глубину является величиной переменной. Для упрощения
нормирования в таблицах установлены средние значения
подач (радиальных и поперечных) за все время цикла шли¬
фования, т. е. во всех трех этапах шлифования. Соответ¬
ствующие поправочные коэффициенты на подачу, приня¬
тые в зависимости от точности, шероховатости поверхности
и других технологических факторов, изменяют время
обработки главным образом за счет времени на выхажи¬
вание (до 20% от основного времени).
Продольная минутная подача (мм/мин) принимается
в долях ширины круга: sM = snA\ s = pfiK. При черновом
шлифовании рекомендуется принимать р = (0,5-ь0,8) Вк\
при чистовом шлифовании (под V8 — V9) — Р =
= ‘(0,25^0,5) Вк.
Продольные минутные подачи sM определяются в зави¬
симости от ширины круга и класса чистоты поверхности
для наружного шлифования с продольной подачей. Ана¬
логично определяется поперечная подача s в мм на ход
стола для плоского шлифования периферией круга.
Глубина резания — подача на глубину s,x или s,o— оп¬
ределяется в зависимости от диаметра шлифования, про¬
дольной минутной подачи и припуска. При плоском шли¬
фовании торцом круга подача на глубину s/q зависит от
приведенной ширины шлифования ВП|).
§ 2. ПРИМЕРЫ РАСЧЕТА НОРМЫ ШТУЧНОГО
И НОРМЫ ПОДГОТОВИТЕЛЬНО-
ЗАКЛЮЧИТЕЛЬНОГО ВРЕМЕНИ
Пример 1. Определить норму штучного и норму подго¬
товительно-заключительного времени на шлифовальную
операцию.
Исходные данные
Деталь — гильза. Материал — сталь 45, ав =
= 60 кгс/мм2. Масса детали 0,34 кг. Оборудование —
круглошлифовальный станок ЗБ151. Приспособление —
оправка. Охлаждение — содовый раствор. Партия 200 шт.
113
Содержание операции
А. Установить и снять деталь.
1. Шлифовать до D = ЗОХ (припуск на диаметр б =
= 0,5 мм).
. Щ5 .
о,
173
Режущий инструмент — шлифовальный круг ПП
600x50x305-3-К ГОСТ 2424—67.
Измерительный инструмент — скоба ЗОХ.
Последовательность расчета
Данные расчета заносятся в операционно-нормировоч¬
ную карту.
1. Заглавная часть и графы 1 и 2 операционно-норми¬
ровочной карты (см. форму 6) заполняются по исходным
данным примера.
2. Режущий инструмент (графа 3) подбирается по
ГОСТу: круг ПП 600x50x305-3-К ГОСТ 2424—67.
3. Размеры мест обработки (графы 5 и 6) определяются
по чертежу детали (см. эскиз): D = 30 мм, I = 173 мм.
4. Окружная скорость детали (графа 11) и частота
вращения детали пд (графа 12) определяются по табл. 116.
При диаметре шлифования до 32 мм для стали твердостью
HRC 30—50 /гд = 290 об/мин. Окружная скорость детали
__ кРдЛд 3,М-30-290 07 q м/мин
Уд 1000 1000 11,6 м/мин.
5. Продольная подача sM (графа 9) определяется по
табл. 116: при ширине круга В =50 мм, классе чистоты
поверхности V7 sM = 5800 мм/мин.
6. Поперечная подача на ход стола s,x определяется
по табл. 116: при sM до 6250 мм/мин, припуске на диаметр
2/7 = 0,5 и диаметре шлифования до 32 мм s,x =
= 0,0071 мм/ход. Принимаем st = 0,005 мм/ход (по пас¬
порту станка). По той же карте определяют поправочные
коэффициенты:
а) в зависимости от обрабатываемого материала и точ¬
ности К = 1,0, так как группа обрабатываемого мате¬
риала I (см. табл. 114), класс точности 2;
114
б) в зависимости от размера и окружной скорости
круга К = 1,0, так как принято vK = 35 м/с, диаметр
круга Од = 600 мм;
в) в зависимости от способа шлифования и контроля
размеров К = 1, так как подача ручная и измерение произ¬
водится жесткой скобой;
г) в зависимости от формы поверхности и жесткости
детали К = 1,0, так как LA : Од = 10, шлифуемая поверх¬
ность — цилиндрическая;
д) от твердости шлифовального круга К = 1 (см. при¬
мечание к табл. ИЗ);
е) от точности и жесткости станка К = 1,0, так как
принята модель станка ЗБ151 (см. табл. 115).
7. Проверочный расчет мощности. Мощность шлифо¬
вания N при выбранном режиме определяется по табл. 117.
При окружной скорости детали ил до 38 м/мин, продольной
подаче sM до 7500 мм/мин, поперечной подаче до 0,01 мм/ход
мощность на резание N = 2,6 кВт.
Поправочные коэффициенты на мощность определяются
по той же табл. 117.
а) в зависимости от твердости, ширины и окружной
скорости круга К = 1,16, так как vK = 35 м/с, ширина
круга до 63 мм, твердость круга Cl—С2;
б) в зависимости от диаметра шлифования и группы об¬
рабатываемого материала К = 0,9, так как группа обра¬
батываемого материала I, диаметр шлифования до 40 мм.
С учетом поправочных коэффициентов мощность, по¬
требная на резание: N = 2,6 1,16 -0,9 = 2,72 кВт. Эффек¬
тивная мощность станка NCT = 7 кВт. Бесприжоговая пре¬
дельная мощность приведена в табл. 117. Если приме¬
няется шлифовальный круг твердостью Cl—С2 с окружной
скоростью детали до 36 м/мин, то удельная мощность
NуД = 0,125 кВт/мм. Бесприжоговая предельная мощность
N = ЫУЛВ = 0,125-50 = 6,25 кВт, а потребная мощность
на резание N = 2,72 кВт, значит выбранный режим обра¬
ботки приемлем.
8. Основное (технологическое) время
т• W 173-0,25 « ел мин
о sasixKKx ~ 5800-0,005 Ы — ,0U '
9. Вспомогательное время определяется по элементам:
а) Вспомогательное время на установку и снятие де¬
тали /уст определяется по табл. 47 (поз. 5). При установке
115
детали на центровой оправке с пневматическим устрой¬
ством и массе детали до 1 кг /уст = 0,23 мин;
б) Вспомогательное время, связанное с обработкой по¬
верхности, /пер определяется по табл. 119 (поз. 4). При об¬
работке с продольной подачей, измерении предельной ско¬
бой, классе точности 2, диаметре обрабатываемой по¬
верхности до 50 мм, длине этой поверхности до 250 мм
*пер = °>60 МИН‘»
в) Вспохмогателыюе время на измерение /изм опреде¬
ляется по табл. 53. При измерении скобой, классе точно¬
сти 2, измеряемом размере до 50 мм, длине измеряемой
поверхности до 200 мм /нзм = 0,13 мин. Периодичность
контроля определяется по табл. 52: коэффициент ко вре¬
мени на контрольные измерения детали К = 1.
Поправочный коэффициент на вспомогательное время
KtB определяется по табл. 54. При количестве деталей
в партии до 250 шт., оперативном времени до 4 мин Ка =
= 0,81.
Таким образом,
Тв = (/уст + 2 ^пеР S ^изм) */в =
= (0,23 + 0,60 + 0,13) 0,81 = 0,78 мин.
10. Время на обслуживание рабочего места и переры¬
вов на отдых и личные надобности в % от оперативного
времени определяется по табл. 120: аобс = 9%, аотл = 4%,
11. Штучнде время
ТШ = (Т0 + Т^(1 + ^осГ0™ ) =
= (1,5 +0,78) (l + ~f5o~) = 2,57 мин.
12. Подготовительно-заключительное время на партию
определяется по табл. 120: Тп, 3 = 10 + 7,0 = 17,0 мин.
Пример 2. Определить норму штучного и норму под¬
готовительно-заключительного времени на шлифовальную
операцию.
Исходные данные
Деталь — вал. Материал — сталь 45, сгв = 60 кгс/мм2.
Масса детали 0,59 кг. Оборудование — круглошлифоваль¬
ный станок 3152. Приспособления—центры, хомутик.
Охлаждение — содовый раствор. Партия 100 шт.
116
Содержа«ие операции
А. Установить и снять деталь.
1. Шлифовать nof D = 20П (припуск на диаметр
6 = 0,5 мм).
Б Переустановить деталь.
2.’ Шлифовать вторую шейку до D = 20П,
! S77
§
-
оо
I
T0L1
I
14
3
14
Л7
/Уи
Режущий инструмент — шлифовальный круг ПП
600 X 60 X 305-Э- К ГОСТ 2424—67.
Измерительный инструмент — скоба 20Я.
Последо»ательность Расчета
1. Заглавная часть и графы 1 и 2 операционно-норми¬
ровочной карты (форма 6) заполняются по исходным дан¬
ным примера.
2. Режущий инструмент (графа 3) подбирается по
ГОСТу: круг ПП 600x60x305-3-К ГОСТ 2424—67; по¬
правочный коэффициент К = 1,0, так как твердость
круга С1 (см. примечание к табл. 113).
3. Размеры мест обработки (графы 5 и 6) определяются
по чертежу детали (см. эскиз): D = 20 мм, I — 11 мм.
4. Окружная скорость детали vA (графа 11) и частота
вращения п (грзфа 12) определяются по табл. 118. При
диаметре шлифования до 32 мм, обрабатываемом матери¬
але _ сталь HRC 30—50 /гд = 250 об/мин;
лРапд __ 3,14-20-250 i г у м/мин
—[ООО 1000 ’ М/мин.
5. Минутная поперечная подача s*m (графа 10) опреде¬
ляется по табл. 118. При D = 20 мм, I до 32 мм, припуске
на диаметр 0,5 мМ йм = 1,11 мм/мин. По той же таблице
определяются поправочные коэффициенты: К г = 1,0;
1Д /С3 = 1.0; *4= 1,0.
6. Мощность N* потребная на резание, при выбранном
режиме шлифования определяется по нормативам. При D
до 28 мм* / до 32 мм, s,m до 1,34 мм/мин мощность N <
<52,0 кВт. Поправочный коэффициент определяется
117
по нормативам: Ki = 1,16 при твердости круга Cl—С2.
С учетом поправочного коэффициента мощность N =
= 2,32 кВт.
7. Основное (технологическое) время рассчитывается
по формуле
rp П 0,25 Л
У о = т?—р— = i-/'1 1 а 1 а = 0,22 мин.
0 stMKS/ Кж 1,11-1,0.1,0 »
( м 1М
Коэффициент Кж = 1, так как принят станок со сро¬
ком работы до 10 лет (см. табл. 115).
8. Вспомогательное время Тв определяется по элемен¬
там:
а) Вспомогательное время на установку и снятие де¬
тали tycT определяется по табл. 47. При установке детали
в центрах с самозажимным хомутиком, пневматическим
устройством и массе детали до 1 кг /уст = 0,22 мин. При
переустановке детали /уС1 = 0,22-0,8 = 0,18 мин (см.
примечание к табл. 47);
б) Вспомогательное время, связанное с обработкой по¬
верхности, /пер определяется по табл. 119. При шлифова¬
нии поверхности за одно врезание, с измерением в процессе
работы предельной скобой, классе точности 2, диаметре
обрабатываемой поверхности до 25 мм, длине I до 50 мм
*пер = 0,29 мин;
в) Вспомогательное время на измерение /изм опреде¬
ляется по табл. 53. При измерении скобой, классе точно¬
сти 2, измеряемом размере до 50 мм, длине измеряемой
поверхности до 50 мм /изм = 0,09 мин. Периодичность кон¬
трольных измерений К = 1 при шлифовании с точностью
до 0,01 мм (см. табл. 52). Время контрольного измерения
в норму не включается, так как перекрывается машинным
временем обработки.
Поправочный коэффициент на вспомогательное время
KtB определяется по табл. 54. При количестве деталей
в партии 100 шт., оперативном времени до 4 мин К = 0,93.
Таким образом,
Тл = (tyCT + 2} ^пер + 2 ^изм) %tB =
= (0,22 + 0,18 + 0,29)0,93 = 0,64 мин.
9. Время на обслуживание рабочего места и перерывов
на отдых и личные надобности в процентах от оператив¬
ного времени определяется по табл. 120: аобс = 9%,
«отл = 4%.
11.8
10. Штучное время
Ta=(T0 + Tj(l +-o6c1|0ao" ) =
= (0,22 -(- 0,64) (1 Н—[Щ-) = мин.
11. Подготовительно-заключительное время на партию
определяется по табл. 120: Тп. 3 = 10 + 7 = 17 мин.
§ 3. ЗАДАЧИ НА ШЛИФОВАЛЬНЫЕ РАБОТЫ
Задача 1. Определить норму штучного и норму подготовительно-
ваключительного времени на шлифовальную операцию.
Исходные данные
Деталь — соединительная муфта. Материал — сталь 45, an =
= 60 кгс/мм2. Масса детали 0,91 кг. Оборудование — круглошлифо¬
вальный станок ЗБ151. Приспособление — оправка с пневматическим
зажимом. Охлаждение — содовый раствор. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Шлифовать D = 44 С3 (припуск
6 = 0,5 мм).
Режущий инструмент — шлифо¬
вальный круг ПП 600X50X305—Э—К
ГОСТ 2424—67.
Измерительный инструмент — скоба 44 С3.
Задача 2. Определить норму штучного и норму подготозительно-
ваключительного времени на шлифовальную операцию.
Исходные данные
Деталь — вал. Материал — сталь 50Г, ав = 80 кгс/мм2. Масса
детали 0,69 кг. Оборудование — круглошлифовальный станок ЗБ151.
Приспособления — центры, хомутик. Охлаждение — эмульсия. Партия
200 шт.
Содержание операции
А. Установить и снять деталь.
1. Шлифовать D = 25D (припуск 6 = 0,5 мм).
a
150
а
.
о*
_2<L
В
160
190
Режущий инструмент — шлифовальный круг ПП 600X50X305—
Э—К ГОСТ 2424-67.
Измерительный инструмент — скоба 25D.
119
ТЕ7^/Д
1
hzzzzzzfit
65
T^ZZI
Задача 3. Определить норму штучного и норму подготовительно-
заключительного времени на шлифовальную операцию.
Исходные данные
Деталь — золотник. Материал — чугун СЧ 15-32, ИВ 163—229.
Масса детали 1,2 кг. Оборудование — круглошлифовальный станок
ЗБ151. Приспособление — оправка с пневматическим зажимом. Пар¬
тия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Шлифовать поверхность /.
2. Шлифовать поверхность 2.
Режущий инструмент — шли¬
фовальный круг ПП 600Х 50Х
Х305—Э— К ГОСТ 2424—67.
Измерительный инструмент —'
скоба 65С.
Задача 4. Определить норму штучного и норму подготовительно-
заключительного времени на ииифова.гьную операцию.
Исходные данные
Деталь — золотник. Материал — чугун СЧ 15-32, НВ 163—229.
Масса детали 0,52 кг. Оборудование — круглошлифовальный станок
ЗБ151. Приспособление — оправка с пневматическим зажимом. Пар¬
тия 200 шт.
zzzzzfeWi
188
65
125
Г
25
=Р-Ч
25
Содержание операции
А. Установить и снять деталь.
1. Шлифовать поверхность /.
2. Шлифовать поверхность 2.
3. Шлифовать поверхность 3.
Режущий инструмент — шлифова- [_ 25
льный круг ПП 600X50X305—Э—К
ГОСТ 2424-67.
Измерительный инструмент — скоба 35С.
Задача 5. Определить норму штучного и норму подготовительно-
заключительного времени на шлифовальную операцию.
Исходные данные
Деталь — ось. Материал — сталь 40Х, ав = 100 кгс/мм2. Масса
детали 13,7 кг. Оборудование — круглошлифовальный станок 3152.
Приспособления — центры с самозажимным хомутиком, зажим пневма¬
тический. Охлаждение — сульфофрезол. Партия 100 шт.
Содержание операции
N
А. Установить и снять деталь.
1. Шлифовать поверхность /.
У7/ ни
127 + °>8
544-f$
\?7
1?7*°
Б. Переустановить деталь.
2. Шлифовать поверхность 2.
Режущий инструмент — шлифо¬
вальный круг ПП 600X50X305—Э—К
ГОСТ 2424—67.
Измерительный инструмент — ско¬
ба 60 С3.
12U
Задача 6. Определить норму штучного и норму подготовительно-
ваключительного времени на шлифовальную операцию.
Исходные данные
Деталь — вал. Материал — сталь 40Х, ов = 100 кгс/мм2. Масса
детали 9,21 кг. Оборудование — круглошлифовальный станок 3152.
Приспособления — центры с самозажимным хомутиком, зажим пневма¬
тический. Охлаждение — сульфофрезол. Партия 175 шт.
Содержание
*00-1,51
2U710.5
операции
А. Установить и снять де¬
таль.
1. Шлифовать поверхность 7.
Режущий инструмент—шли¬
фовальный круг ПП 600Х50Х
X 305—Э—К ГОСТ 2424—67.
Измерительный инструмент — скоба 65С.
Задача 7. Определить норму штучного и норму подготовительно-
ваключительного времени на шлифовальную операцию.
Исходные данные
Деталь — зубчатое колесо. Материал — сталь 45, ав = 60 кгс/мм2.
Масса детали 16,3 кг. Оборудование — круглошлифовальный станок
3152. Приспособление — оправка с самозажимным хомутиком, зажим
пневматический. Охлаждение — эмульсия. Партия 75 шт.
Содержание операции
А. Установить и снять деталь.
1. Шлифовать поверхность 1.
Б. Переустановить деталь.
2. Шлифовать поверхность 2.
Режущий инструмент — шлифовальный
круг ПП 600Х50Х Х305—Э—К ГОСТ
2424—67.
Измерительный инструмент—скоба 115Г.
Задача 8. Определить норму штучного и
норму подготовительно-заключительного вре¬
мени на щлифовальную операцию.
Исходные данные
Деталь — валик. Материал — сталь 45, ав = 60 кгс/мм2. Масса
детали 0,27 кг. Оборудование — круглошлифовальный станок 3152.
Ш.
L
U5
2
Iszi
168
U5
Приспособления
тия 200 шт.
центры, хомутик. Охлаждение — эмульсия. Пар-
Содержание операции
А. Установить деталь в цен¬
трах и снять ее.
1. Шлифовать поверхность 1.
2. Шлифовать поверхность 2.
Режущий инструмент — шли¬
фовальный круг ПП 600Х 50Х
Х305—Э—К ГОСТ 2424—67.
Измерительный инструмент — скобы 16С и 20Х.
*
у7
2
1
/ \77
—
в
—I
, 25
ЬО
•^3
%
121
Задача 9. Определить норму штучного и норму подготовительно-
ваключительного времени на шлифовальную операцию.
Исходные данные
Деталь — планка. Материал — сталь 45, ав = 60 кгс/мм2.
Масса детали 0,42 кг. Оборудование — плоскошлифовальный станок
372Б. Приспособление — магнитная плита. Охлаждение — эмульсия.
Партия 200 шт.
26U
45
/т\/К /К/Т\
А
оо
Содержание
операции
А. Установить десять дета¬
лей и снять их.
1. Шлифовать поверхность 1.
+о,5 Б. Переустановить детали.
— 2. Шлифовать поверхность 2.
Режущий инструмент — шли¬
фовальный круг ПП 350 X 40X 127—Э—Б ГОСТ 2424—67.
Измерительный инструмент — микрометр.
Задача 10. Определить норму штучного и норму подготовительно-
заключительного времени на шлифовальную операцию.
Исходные данные
Деталь — звездочка. Материал — сталь 40Х, сгв — 100 кгс/мм2.
Масса детали 0,4 кг. Оборудование — плоскошлифовальный станок
372Б. Приспособление — электромагнитная плита. Охлаждение —
содовый раствор. Партия 200 шт.
Содержание операции
А. Установить десять деталей и снять их.
1. Шлифовать торец /.
Режущий инструмент — шлифовальный круг ПП 350Х40Х
X 127—Э—Б ГОСТ 2424—67.
Измерительный инструмент — шаблон.
060
щ.
02UA'
Схема установки
122
Задача 11- Определить норму штучного и норму подготовительно-
ваключительного времени на шлифовальную операцию.
Деталь — кольцо. Материал — чугун СЧ 15-32, НВ 163—229.
Масса детали 0,2 кг. Оборудование — плоскошлифовальный станок
3756. Приспособление — магнитная плита. Охлаждение — содовый
раствор. Партия 250 шт.
А. Установить восемь деталей и снять их.
1. Шлифовать торец У.
Режущий инструмент — шлифовальный круг ЧЦ 300Х100Х
X 127—Э—К ГОСТ 2424—67.
Измерительный инструмент — шаблон.
Исходные данные
Содержание операции
Схема установки
30-0,15
т
о
Шт.
Глава X
НОРМИРОВАНИЕ
МНОГОСТАНОЧНЫХ РАБОТ
§ 1. МЕТОДИКА РАСЧЕТА НОРМЫ ВРЕМЕНИ
Нормирование многостаночных работ заключается
в определении наиболее рационального числа станков, ко¬
торое может обслужить один рабочий, в расчете нормы
времени для оплаты рабочего, в определении нормы выра¬
ботки в смену.
При определении нормы многостаночного обслужива¬
ния используются технически расчетные нормы времени,
проверенные хронометражем. Нормы времени должны отт
ражать фактически достигнутую производительность
труда передовыми рабочими, рациональные приемы вы¬
полнения машинно-ручного и ручного времени.
При установлении нормы обслуживания необходимо
создать условия для наибольшей производительности
труда и наименьшей себестоимости обработки при нормаль¬
ной занятости рабочего.
При многостаночном обслуживании в баланс рабочего
времени вхбдят: время установки и снятия детали, время
управления станком, время измерения деталей, время ак¬
тивного наблюдения за технологической работой оборудо¬
вания, время переходов рабочего от одного станка к дру¬
гому, свободное время рабочего. Соответственно в баланс
цикла работы станка входит: основное (технологическое)
время, вспомогательное время, время перерывов в работе
станка, вызванных выполнением рабочим вспомогательной
работы на других обслуживаемых станках.
Основное (технологическое) время Т0 определяется по
формулам расчета машинного времени токарных, фрезер¬
ных, зуборезных и прочих работ, которые выполняются
на станках многостаночного обслуживания.
Вспомогательное время Тъ определяется по общемаши¬
ностроительным нормативам [2]. При многостаночной
работе оно может быть перекрываемым основным (техноло¬
гическим) временем, например измерение готовых дета¬
лей Гв. п, и неперекрываемым, к которому относится время
124
установки и снятия детали, время, связанное с переходом,
и другие неперекрываемые приемы, Тв, н.
Количество обслуживаемых станков определяется по
следующим формулам:
т к
п = - м, с д- -f- 1 — при работе на станках-дублерах или
• 3
при выполнении различных опера¬
ций, время которых равно или крат¬
но свободному машинному времени
и времени занятости рабочего;
у j ^
п — 1 ^ тм‘с д при работе на станках, выиолняю-
* з. рм
щих операции с различной длитель¬
ностью машинного времени и вре¬
мени занятости рабочего,
где Гм. с — свободное машинное время, мин; Кд — попра¬
вочный коэффициент; Т3 — время занятости рабочего,
в состав которого, кроме вспомогательного времени, вклю¬
чается время активного наблюдения за процессом обра¬
ботки Та и подходов к данному станку Тп, мин; £ с —
сумма свободного машинного времени по всем обслуживае¬
мым станкам, мин; Т3т рм — время занятости рабочего на
многостаночном рабочем месте, мин.
Свободное машинное время — время, в течение кото¬
рого рабочий свободен от ручной работы и активного на¬
блюдения на данном станке, определяется из соотношений
ты. с = тм — ТЛ' п или Т„_ с = т0 — (Тв. п -f Та + Т„),
где Тм— машинное время, мин, Тм = Т0\ Т3. п — время
занятости рабочего, перекрываемое машинным временем,
на данном станке, мин.
Под временем активного наблюдения Та понимается
часть основного (технологического) времени, в течение
которого рабочий наблюдает за ходом технологического
процесса, Та принимается в размере 5% от основного (тех¬
нологического) времени. Время на переходы от одного
станка к другому Тп устанавливается в размере 0,015 мин
на 1 м пути.
Количество станков, обслуживаемых одним рабочим,
следует принимать меньше рассчитанного, учитывая необ¬
ходимость создания микропауз в работе рабочего и возмож¬
ные отклонения фактических затрат вспомогательного
времени от принятых по нормативам.
125
Средние значения количества станков, обслуживаемых
одним рабочим, исходя из условия нормальной загрузки
рабочего, приведены в табл. 123.
При расчете основного времени скорость резания уста¬
навливается из расчетного периода стойкости инструмента
при условии многостаночного обслуживания:
Г = Г-/Ст.
где Т — период стойкости, установленный по общемашино¬
строительным нормативам для условий обслуживания ра¬
бочим одного станка, мин; Кт — коэффициент.
§ 2. ПРИМЕР РАСЧЕТА НОРМЫ ШТУЧНОГО
И НОРМЫ ПОДГОТОВИТЕЛЬНО¬
ЗАКЛЮЧИТЕЛЬНОГО ВРЕМЕНИ
Пример. Определить норму штучного времени обра¬
ботки зубчатых колес на зубодолбежных станках модели 512
и подготовительно-заключительного времени. Серийное
производство. Работа с наладчиком.
Исходные данные
Основное (технологическое)
г0 = 2,2 мин.
Вспомогательное время на
время
время на опера¬
цию, включая время на установку и
снятие детали (неперекрываемое), Тв н =
= 0,4 мин.
Вспомогательное время на контроль¬
ные измерения, перекрываемое основ¬
ным (технологическим) временем Гв. п =
= 0,06 мин. Время на измерение0,6 мин
при периодичности контроля 0,1.
Последовательность расчета
1. Расчет количества станков, обслуживаемых одним
рабочим, производится по приведенной выше формуле на
основе исходных данных.
Свободное машинное время Гм с = 2,2 — (0,06 +
+ 0,11 + 0,03) = 2,0 мин.
Время активного наблюдения Га = 0,05 -2,2 = 0,11 мин
(5% от Г0).
Время перехода от станка к станку Тп = 0,015 -2 =
= 0,03 мин (путь перехода 2 м).
126
Время занятости рабочего складывается из следующих
величин:
Т3=ТВ' н + Т’в. п-\-ТйЛ-Тп =
= 0,4 -f- 0,06 + 0,11 + 0,03 = 0,6 мин.
Поправочный коэффициент КА = 0,8 для станков спе¬
циального назначения (табл. 121).
Таким образом, п = -2,q ^+ 1 = 3,7, принимаем
п = 4.
2. Оперативное время при многостаночном обслужи¬
вании
Топ = Т3 + Тм. с = 0,6 + 2,0 = 2,6 мин;
7W(c = 2,6 -1,26 = 0 82
оп /1 4 ’
При коэффициенте занятости рабочего К3 = Т3 : Топ =
= 0,6 : 2,6 = 0,23 и п = 4 коэффициент Кс = 1,26 опре¬
делен по табл 124.
3. Время организационного обслуживания
__ ttppr^on 4,8 0,82 п 04 мын
°РГ " 100 100 ’ ’
где аорг = 4,8% определено по табл. 125.
4. Время технического обслуживания
т — втех^оп ___ 2,90,82 — Q Q24 мин
Ттех J09 ЮО МИН,
где атех = 2,9 определено по табл. 126.
5. Время перерывов на отдых и личные надобности
_ аот.л т-оп 7 • 0,82
100 100
= 0,057 мин,
гдеаотл = 7% определено по табл. 127.
6. Штучное время
^оп ^орг ^тех ^отл ==
= 0,82 + 0,04 + 0,024 + 0,057 = 0,94 мин.
7. Норма выработки с одного станка за смену
L, 480 480 v - 00
8. Подготовительно-заключительное время на партию
при работе с наладчиком определяется по табл. 102:
ГА = 24 мин на наладку станка, инструмента и приспо¬
соблений, Тй = 2,5 мин на пробную обработку деталей*
Итого Тп, з = 24 + 2,5 = 26,5 мин. Таким образом, тп э =
= Тп. з : п = 26,5 : 4 = 6,62 мин.
9. Составляется график многостаночного обслужива¬
ния (в масштабе), который дает наглядное представление
об использовании элементов нормируемого времени при
обслуживании одним рабочим четырех станков. В данном
примере имеют место перерывы в работе исполнителя
Тса = 0,2 мин за цикл.
ц
Т0 = 2,2
1„с = 2,г-(0,06Ю,1» 0,03)* 2,0
'У//У,
щ
К’
ШЖ И
1 С5Г <
II
-Н'
А
сг0’2 ■
'лгт/.j
'" ’ in
Л
I
LltMU
mm
vmm
I
Ш/Ж
У///ЛШ
I
— сМодте время Тис
ШШ^трекрваетеТ^"'' ДЙ ~ дремя перехода от станка к станкуТя
ИШ~1юб!!н>а&?ияНт*в -свободное время рабочего Тсв
§ 3. ЗАДАЧИ НА МНОГОСТАНОЧНЫЕ РАБОТЫ
Задача 1. Определить количество станков, обслуживаемых одним
рабочим, норму штучного, норму подготовительно-заключительного
времени и норму выработки деталей на зубофрезерном станке 5АЗ26.
Составить график многостаночного обслуживания.
Исходные данные
Содержание операции
Время, мин
Основное
То
Вспомо¬
гательное
Тв
А. Установить две де¬
тали и снять их ...
1. Фрезеровать зубья
т = 3,75; г = 38 . . .
Контроль
18,5
0,65
0,42
0,07
0150
ш!
=f=j
■
ж
—i—
Р
011)2.5-
128
- Задача 2. Определить количество станков, обслуживаемых одним
рабочим, норму штучного, норму подготовительно-заключительного
времени и норму выработки деталей на зубофрезерных с/панках 5А326
Составить график многостаночного обслуживания.
Исходные данные
Время в мин
Содержание
операции
Основное
То
Вспомо¬
гательное
А. Установить
две детали и
снять их ....
0,8
1. Фрезеровать
зубья шестерни
т = 3,75, г — 56,
угол наклона спи¬
рали 28° 4'; на¬
правление — пра¬
вое
32,3
1,18
Контроль . .
—
0,1
Задача 3. Определить количество станков, обслуживаемых одним
рабочим, норму штучного, норму подготовительно-заключительного
времени и норму выработки деталей на зубофрезерных станках 5А326.
Составить график многостаночного обслуживания.
Исходные данные
Содержание операции
Время, мин
Основное
то
Вспомо¬
гательное
Гв
А. Установить две де¬
тали и снять их
1. Фрезеровать зубья
m =» 8, z = 12
Контроль
13,4
0,5
0,7
0,06
5 B.C. Стародубцева
129
Задача 4. Определить количество станков, обслуживаемых одним
рабочим, норму штучного, норму подготовительно-заключительного
времени и норму выработки деталей на вубофрезерных станках 5А 326.
Составить график многостаночного обслуживания.
Исходные данные
Содержание
операции
Время
й>
О
X
т
о
X
о о
О К
. мин
<и
, о
о X
S Л
о
С £
° п ®
DQuK
А. Установить
деталь в центрах
и снять ее ...
—
0,25
1. Фрезеровать
зубья т =» 10, 2 =
= 14, угол накло¬
на спирали 806'34",
направление —
правое
16,3
0,8
Контроль . . .
—
0,75
Задача б. Определить количество станков, обслуживаемых одним
рабочим, норму штучного, норму подготовительнотзаключительного
времени и норму выработки деталей на зубофрезерных станках 5А326.
Составить график многостаночного обслуживания.
Исходные данные
•
Время, мин
Содержание операции
Основное
Вспомо¬
Т
гательное
о
Гв
А. Установить деталь
и снять ее
—
0,6
1. Фрезеровать зубья
т = 4, 2 = 20
1,6
0,5
Контроль
—
0,1
Глава XI
НОРМИРОВАНИЕ
СЛЕСАРНО-СБОРОЧНЫХ РАБОТ
§ 1. МЕТОДИКА РАСЧЕТА НОРМЫ
ШТУЧНОГО ВРЕМЕНИ
А. Норма времени на слесарные и слесарно-сборочные
операции зависит от большого количества факторов. Рабо-
чий-сборщик в процессе сборки выполняет самые разно¬
образные работы: чисто сборочные, слесарные и целый ряд
вспомогательных работ.
С точки зрения нормирования все слесарно-сборочные
работы могут быть разделены на четыре основные группы:
1) вспомогательные, 2) обработочные, 3) установочные и ре¬
гулировочные, 4) крепительные.
К вспомогательным работам относят промывку, про¬
тирку деталей, извлечение сборочных узлов, агрегатов и
сборочных приспособлений, подбор и проверку входящих
в сборку деталей, клеймение, маркировку их и т. п.
К обработочным работам относят все работы по снятию
технологических припусков всеми видами инструментов,
развертку отверстий, нарезку и прогонку резьбы, скруг-
ление острых углов, притирку, подгонку и другие работы,
которые сборщик производит на месте сборки.
Установочные и регулировочные работы — наиболее
ответственная часть сборочных работ. К ним относят ра¬
боты по установке деталей, узлов, агрегатов и готовых
изделий в положение, предусмотренное конструкцией из¬
делия, контрольные проверки правильности и точности
установки и работы, связанные с регулировкой собираемых
узлов и изделий. К ним же относят работы по закреплению
фиксаторами и зажимами устанавливаемых в сборочных
приспособлениях деталей, узлов, агрегатов.
К крепительным работам относят закрепление уста¬
новленных деталей, узлов, агрегатов и готовых изделий
с помощью деталей, обеспечивающих получение разъемных
и неразъемных соединений.
Штучное время сборочной операции равно сумме вре¬
мени на работы слесарные и слесарно-сборочные, необхо-
* 131
димые по технологическому процессу для сборки узла
агрегата, изделия:
Тш = (Туст + + То6р -j- Тпр + Ткр) ад,
где Туст — время на установку детали, узла, агрегата;
Тв — время вспомогательных работ; То6р — время обрабо¬
точных работ; Тир — время проверочно-контрольных ра¬
бот; Ткр — время крепительных и контровочных работ;
Ki—поправочный коэффициент, учитывающий величину
партии собираемых единиц; /С2—поправочный коэффи¬
циент на измененные условия работы.
С целью упрощения процесса расчета норм времени
в таблицах нормативов в норму штучного времени вклю¬
чено подготовительно-заключительное время, время об¬
служивания рабочего места и время перерывов на отдых
и личные надобности в размере 11% от оперативного
времени.
В таблицах нормативов принято, что: 1) перемещение
деталей, узлов, агрегатов при сборке осуществляется на
расстояние до 5 м; при перемещении на расстояние свыше
5 м необходимо учитывать дополнительное время по соот¬
ветствующим таблицам нормативов; 2) сборка деталей,
узлов, агрегатов массой до 20 кг производится вручную;
при установке деталей свыше 20 кг применяется тельфер
со скоростью передвижения 20 м/мин и скоростью подъема
8 м/мин. При работе с мостовым краном добавляется время
на вызов крана 1,3 мин; принята скорость передвижения
крана 50 м/мин, скорость подъема 8 м/мин; 3) выполняются
слесарно-сборочные работы при удобном положении рабо¬
чего с установкой деталей и узлов на вертикальную и гори¬
зонтальную плоскости; в иных случаях принимается по¬
правочный коэффициент 4) для слесарно-сборочных
работ предусматривается поправочный коэффициент К\ на
величину партии собираемых единиц.
Б. Нормирование сборочных работ по системе микроэле-
ментных нормативов «МОДАПС» основывается на расчле¬
нении технологического процесса операции, переходе на
микроэлементы. Это расчленение процесса труда произ¬
водится на основе данных анализа применяемого метода
труда или путем проектирования метода труда. Нормиров¬
щик должен хорошо знать технологию операции и совето¬
ваться с опытными исполнителями ее. При описании ме¬
тода труда необходимо учитывать средние способности ис-
132
полпителей, исключать неудачные и недостаточно освоен¬
ные движения.
В системе «МОДАПС» 21 норматив: 11 нормативов
рук и пальцев и 10 нормативов конечных движений, кото¬
рые учитывают необходимый контроль движений органами
чувств. Нормативы времени выражены в модах. Мод —
это среднее время движения пальца при хорошо освоенной
работе: 1 мод = 0,129 с.
Все движения рук и пальцев измеряются пятью норма¬
тивами с индексом Р: переместительные движения пальцев
PI—1 мод, пальцев и кисти Р2—2 мода, движение с уча¬
стием предплечья РЗ—3 мода, с участием плеча Р4—4
мода, движение руки с полным размахом (с разгибанием
в локтевом суставе) Р5—5 модов.
В системе «МОДАПС» приняты средние расстояния для
отдельных видов движений: Р1 — движения пальцев
2—3 см, Р2 — движения кисти и пальцев около 5 см,
РЗ — движения с участием предплечья — около 15 см,
Р4 — движения с участием плеча — около 30 см, Р5 —
движения с полным размахом руки — около 45 см.
Конечные фазы переместительных движений: «Взяться»
измеряются тремя нормативами с индексом В: ВО, Bl, ВЗ;
«Поместить» — тремя нормативами с индексом П: Г10,
П2, П5.
Микроэлементы, для которых контроль нужен в незна¬
чительной степени, нормируются нормативом ВО и ПО,
т. е. нулевым нормативом. Для микроэлементов, где необ¬
ходим контроль движения зрением, — В1, П2. Норматив
ВЗ и П5 — для движений с большой степенью контроля.
Конечные движения рук: ВО — прикосновение, доста¬
точное для перемещения предмета; по времени оно совпа¬
дает с движением руки к предмету (или с перемещением
предмета), поэтому в карте анализа указывают нулевой
норматив: например, коснуться пальцем шайбы, чтобы
переместить ее в другое место на столе. В1 — взять пред¬
мет одним охватывающим движением пальцев. Размер,
формз и вес предмета таковы, что захватить его нетрудно.
ВЗ — все прочие случаи захвата, например взять пло¬
скую шайбу или булавку на столе. ПО — положить пред¬
мет, когда он перемещается до упора или в неопределенное
место, например положить молоток на стол, не особенно
заботясь, чтобы он оказался на строго определенном месте.
П2 — требуется видеть место, куда положить предмет.
П5 — движение, которое тщательно контролируется зре-
133
Т
помют и т ь
по.
П2^
%
N 0 Н 1 Ч
и
N Ы 1
1
ДВИЖЕНИЯ
——(>
МАЛАЯ СТЕПЕНЬ БОЛЬШАЯ СТЕПЕНЬ
134
нием; может понадобиться несколько корректирующих
движений, например вставить маленький винтик в соот¬
ветствующее отверстие.
Распознавание высокой степени контроля, когда ра¬
ботнику приходится контролировать зрением весь прием
или движение (не только конечную фазу), а также движе¬
ния, которые трудно или неудобно выполнять. Например,
«взять небольшой винтик из ящика», когда потребуется
группа мелких дополнительных движений пальцев, одни
движения будут пробными и неудачными, другие — кор¬
ректирующими.
К суммарному нормативу Р + П необходимо дать до¬
полнительное время, учитывающие следующие факторы:
усилие и масса У1. При усилии до 3,6 кгс этот норматив
не применяется. Начиная с 3,6 кгс и больше на половину
этой величины, т. е. до 5,4 кгс, добавляется 1 мод, далее —
2 мода, при большем усилии (7,2 + 1,8 = 9 кгс) — 3 мода
и так далее. Если работник толкает или тянет груз по ров¬
ной поверхности, норматив подыскивается для 1/3 массы
груза (средний коэффициент трения равен 1/3);
движение глаз Г2: при одной фокусировке можно ясно
видеть объект только в пределах поля диаметром около
10 см на расстоянии около 40 см. Когда.нужно рассмотреть
объект за пределами этого поля, требуются перемещение
глаз и дополнительная фокусировка. Каждое перемещение
глаз и каждая фокусировка оцениваются по 2 мода, так
как они могут выполняться только последовательно. Сле¬
довательно, время, необходимое для того, чтобы увидеть
(рассмотреть) объект на новом поле зрения, составляет
4 мода;
перехват В2: одно изменение положения пальцев после
захвата предмета, нужное для более удобного выполнения
работы (разновидность движения «взять»);
подумать и принять простое решение — ДЗ оцени¬
вается в 3 мода;
нажать носком ноги на педаль при неподвижном поло¬
жении пятки НЗ — 3 мода. В остальных случаях при¬
меняется Ш5;
нажать со значительным усилием Нж4 — 4 мода, на¬
пример, нажатие на кнопку для закрепления листа на
чертежной доске или на винт при последнем повороте от¬
вертки;
вращать рукоятку на один полный оборот или на 180Q
и более Вр4 — 4 мода;
135
норматив времени на один шаг Ш5 —* 5 модов;
движение корпуса: наклониться и выпрямиться К17 —
17 модов;
движение сесть и встать СЗО — 30 модов. Микроэле¬
мент СЗО включает время, необходимое для того, чтобы
пододвинуть стул при усаживании и отставить его в сто¬
рону при вставании. .
Таким образом, в системе «МОДАПО всего восемь зна¬
чений нормативов движений: 0, 1,2, 3, 4, 5, 17, 30.
При нормировании необходимо учитывать совмещение
движений. Движения руки с малым контролем можно
выполнять одновременно с движением другой руки с ма¬
лым или большим контролем. В последнем случае перекры¬
вающим является движение с большим нормативом, на¬
пример, взять из ящика одной рукой небольшое количе¬
ство гвоздей, а другой в то же время — молоток. При рас¬
чете необходимого времени используется только норматив
движений руки, берущей гвозди (ВЗ), захват молотка
нужно классифицировать как В1 — этот элемент перекры¬
вается и в норму не включается. Чтобы получить норму
штучного времени, необходимо к рассчитанной по микро¬
элементам норме времени добавить 10,25% на отдых и
личные надобности.
Пример 1. Определить норму штучного времени на
разметку (слесарная операция). Мелкосерийное производ¬
ство.
Деталь — пластина. Материал — сталь СтЗ, ов =
= 39-5-47 кгс/мм2. Масса детали 1,62 кг. Приспособле¬
ние— разметочная плита. Пар-
§ 2. ПРИМЕРЫ РАСЧЕТА НОРМЫ
ШТУЧНОГО ВРЕМЕНИ
Исходные данные
160
тия 10 шт.
котв.Ф9
ОО
А. Установить деталь на раз-
Содсржание операции
меточной плите и снять ее.
О
I. Разметить четыре отвер-
Ш стия D = 9 мм, накернить их.
Толщ. 6 180
Инструмент — чертилка,
кернер, молоток.
№
Последовательность расчета
1. Штучное время определяется по формуле
Тт= МИН.
Штучное время разметки /ш = 1,43 мин (см. табл. 128),
штучное время кернепия центра окружности под сверле¬
ние /ш = 0,15-4 = 0,60 мин. (см. табл. 128 — диаметр
отверстия до 10 мм).
2. Поправочный коэффициент на величину партии
К = 0,85 (см. табл. 135).
3. Итого штучное время на операцию Тш = (1,43 +
+ 0,60) 0,85 = 1,73 мин.
Пример 2. Определить норму штучного времени на
слесарно-сборочную операцию.
Исходные данные
Наименование узла — ролик отклоняющий. Масса
4,66 кг. Партия собираемых узлов 6 шт.
Содержание операции
1. Вставить две втулки 4 в ролик 1. Посадка— Н.
Диаметр запрессовки 45 мм. Длина запрессовки 30 мм.
Приспособления—оправка, молоток. Масса втулки 0,11 кг.
2. Установить ролик 1 в кронштейн 3. Масса ролика
1,47 кг.
3. Установить ось 2 в ро¬
лик 1. Посадка — Х3. Диа¬
метр оси 30 мм. Длина про¬
движения 160 мм. Вес оси
ролика 1,1 кг.
4. Установить оседержа-
тель 5 с совмещением двух
отверстий.
5. Ввернуть два болта
6 Мб X16 с пружинными
шайбами.
Последовательность расче г а
1. Определяется штучное время для каждого перехода.
Переход 1: по табл. L33, поз. 1 /ш, =0,6 мин — масса
детали до 2 кг, длина запрессовки — до 50 мм, посадка
напряженная. Время на запрессовку двух втулок /ш, =
= 0,6 2 = 1,2 мин.
137
Переход 2: по табл. 132, поз. 2 tmi = 0,17 мин — длина
ролика до 250 мм, масса ролика до 2 кг.
Переход 3: по табл. 130, поз. 3 /ш, = 0,4 мин — по¬
садка ходовая, диаметр до 50 мм, длина продвижения
до 300 мм, масса до 2 кг.
Переходы 4 и 5: по табл. 131, поз. 1 /ш 5 = 2,3 мин.
Итого штучное время Тш = 1,2 + 0,17 + 0,4 + 2,3 =
= 4,07 мин.
2. Поправочный коэффициент на измененные условия
работы: /С = 1,0 (см. табл. 134).
Поправочный коэффициент на величину партии К =
= 0,9 (см. табл. 135).
3. Штучное время с учетом поправочных коэффициен¬
тов Тш = 4,07 1,0 0,9 = 3,66 мин.
Пример 3. Определить норму штучного времени на
сборочную операцию узла (при нормировании по микроэле¬
ментам).
Исходные данные
Узел — муфта. Масса 6,36 кг. Перечень и количество
деталей, входящих в узел: полумуфта — 2, палец — 8,
кольцо — 24, втулка — 8, шайба — 8, гайка — 8. При¬
способление — тиски. Инструмент — молоток, ключ.
Содержание операции
1. Установить по три кольца на восемь пальцев.
2. Установить полумуфту в тиски.
3. Вставить пальцы с коль¬
цами в отверстия муфты и запрес¬
совать их.
4. Поставить втулки на пальцы
(8 шт.).
5. Установить вторую полуму¬
фту на пальцы.
6. Поставить шайбы, навин¬
тить гайки на пальцы (8 шт.).
7. Снять узел.
Последовательность расчета
Расчет ведется по нормативам«МОДАПС» (см. стр. 134).
Данные расчета заносятся в расчетно-нормировочную
карту на слесарно-сборочную операцию (форма 7),
138
ФОРМА 7
РАСЧЕТНО-НОРМИРОВОЧНАЯ КАРТА
О
р о.
Движения
Рабочий
орган
Нор¬
ма
Повторяемость
Врем я
в мо¬
дах
1
а. Движение к
пальцу
Плечо
Р4
8
32
б. Движение к
кольцу
>
Р4
16 (24—8),
так как одно
движение
к пальцу
совпадает
с движением
к кольцу (пе¬
рекрывается)
64
в. Взять палец
Кисть
В1
8
8
г. Взять кольцо
г
В1
16 (24—8)
16
д. Перемещение
обеих деталей к
центру рабочей
зоны
Плечо
Р4
24
96
е. Надеть
кольцо на палец
Зритель¬
ный кон¬
троль с од¬
ной кор¬
рекцией
П2
24
48
ж. Отложить
палец с кольцами
То же
П2
8
16
2
а. Движение к
полу муфте
Плечо
Р4
1
4
б. Взять полу-
муфту
Кисть
В1
1
1
в. Движение к
пальцу
Плечо
Р4
8
32'
г. Взять палец
Кисть
В1
8
8
д. Переме¬
стить муфту в
рабочую зону
Плечо
Р4
1
4
е. Переместить
палец в рабочую
збку
Р4
8
32
ж. Вставить
палец в отвер¬
стие муфты
Зритель¬
ный кон¬
троль с од¬
ной кор¬
рекцией
П2
8
16
139
Продолжение формы 7
JVe по
пор.
Движения
Рабочий
орган
Нор¬
ма
Повторяемость
Время
в мо¬
дах
з. Движение к
молотку
Плечо
Р4
1
4
и. Взять моло¬
ток
Кисть
В1
/
1
к. Запрессовать
палец (три уда¬
ра)
Рука со
сгибанием
в локте
Р5
8X3
120
л. Отложить
молоток
Кисть
Р0
0
0
3
а. Движение к
втулке
Плечо
Р4
8
32
б. Взять
втулку
Кисть
В1
8
8
н. Надеть
втулку на палец
Зритель¬
ный кон¬
троль с од¬
ной кор¬
рекцией
П2
8
16
4
а. Движение к
полумуфте
Плечо
Р4
1
4
б. Взять полу-
муфпьу
Кисть
В1
I
}
в. Надеть по-
лумуфту на
пальцы
Зритель¬
ный кон¬
троль с не¬
сколькими
корректи¬
рующими
движениями
П5
1
5
5
а. Движение к
шайбе
Плечо
Р4
8
32
б. Взять шай¬
бу
Кисть
ВЬ
8
24
в. Надеть шай¬
бу на палец
Зритель¬
ный кон¬
троль с од¬
ной кор¬
рекцией
П2
8
1
16
6
а. Движение к
гайке
Плечо
Р4
8
32
б. Взять гайку
Кисть
ВЗ
8
24
140
Продолжение формы 7
о
са
Движения
Рабочий
орган
Нор¬
ма
Повторяемость
Время
в мо¬
дах
в. Наложить
Кисть
П2
8
16
на палец
г. Движение к
Плечо
Р4
1
4
ключу
д. Взять ключ
Кисть
BJ
1
1
е. Навинтить
Пальцы
Р2
8X5
80
гайку (пять пе¬
и кисть
ремести тельных
движений пальца-
ми и одно клю¬
чом)
То же
НЖ4
8
32
ж. Отложить
ПО
1
0
ключ
7
а. Отложить
Плечо
Р4
1
4
узел
Всего
в модах
833
В секундах
107
Надбавка 9,5%
10
Всего
117
Итого штучное время Тш = 1,9 мин
Примечание. По табл. 136 определяется время в % от опе¬
ративного времени: аП 3
= 2,5; аобс =
2,5; а = 4,5, всего 9,5%,
т. е.
надбавка ко времени
1, определенному по нормативам «МОДАПС».
§ 3. ЗАДАЧИ НА СЛЕСАРНЫЕ
И СЛЕСАРНО-СБОРОЧНЫЕ РАБОТЫ
Задача 1. Определить норму штучного времени на слесарную опе¬
рацию.
Исходные данные
Деталь — полумуфта. Материал — чугун СЧ 18-36, НВ 170—229-
Масса детали 5,9 кг. Приспособление — разметочная плита. Партия
4 шт.
Содержание операции
А. Установить деталь на разметочной плите и снять ее.
1. Разметить отверстие под диаметр D = 50 мм.
2. Разметить шесть отверстий.
141
3. Разметить шпоночный
паз.
4. Накернить центра
отверстий и шпоночный паз.
Инструмент — чертилка,
кернер, молоток.
Задача 2. Определить норму штучного времени на слесарную
операцию.
Исходные данные
Деталь — кронштейн генератора. Материал — стальСтО,8, НВ 131.
Масса детали 0,3 кг. Приспособление — разметочная плита, разметоч¬
ный шаблон. Партия 20 шт.
Содержание операции
А. Положить заготовку на разметочную плиту и снять ее.
1. Наложить шаблон, очертить контур.
2. Разметить два отверстия.
3. Накернить разметку по кон-
туру (20 точек).
4. Накернить центра двух от¬
верстий.
Инструмент— чертилка, кер¬
нер, молоток.
Задача 3. Определить норму штучного времени на слесарную опе¬
рацию.
Исходные данные
Деталь — плита верхняя. Материал — сталь 45, ав = 60 кгс/мм2.
Масса детали 4,8 кг. Приспособление — тиски. Партия 2 шт.
Содержание операции
А. Установить деталь в тиски и
снять ее.
1. Обрубить поверхность 1 по раз¬
метке (припуск 3 мм).
Инструмент — зубило, молоток.
Задача 4. Определить норму штучного времени на слесарную опе¬
рацию.
Исходные данные
Деталь — петля. Материал — сталь СтЗ., ов = 38-г-47 кгс/мм2.
Масса детали 0,56 кг. Приспособление — тиски. Партия 10 шт.
142
съ
VO
1 80
т
Содержание операции
А. Установить деталь в тисках и
снять ее (с переустановками).
1. Опилить поверхность У по кон¬
туру.
2. Опилить поверхности 2 и 3 по раз¬
метке.
Инструмент — напильник.
Задача 5. Определить норму штуч¬
ного времени на слесарную операцию.
Исходные данные
Деталь — шкворень. Материал — сталь 20, ов = 41 кгс/мма.
Масса детали 1,5 кг. Приспособление — тиски. Партия 10 шт.
Содержание операции
А. Закрепить пруток в тиски.
1. Отрезать заготовку по ли¬
нейке.
Инструмент — ручная ножовка.
Задача 6. Определить норму штучного времени на слесарную опе¬
рацию.
Исходные данные
Деталь — пластина. Материал — сталь СтЗ., ов= 38 г 47 кгс/мм2.
Масса детали 1,62 кг. Приспособление — болты, планки. Партия 2 шг.
Содержание операции
А. Установить деталь на верстаке,
зажать болтами и планками.
1. Сверлить четыре отверстия
насквозь по разметке.
Инструмент—электрическая дрель.
Задача 7. Определить норму штуч¬
ного времени на слесарную операцию.
Исходные данные
Деталь — вал. Материал — сталь
20, ов = 41 кгс/мм2. Масса детали
1,2 кг. Приспособление—тиски. Пар¬
тия 5 шт.
Содержание операции
А. Установить деталь в тиски.
1. Просверлить отверстие D = 7,8 мм.
2. Развернуть отверстие D = 8 мм.
3. Зенковать отверстие под /_90°.
Б. Переустановить деталь.
4. Зенковать отверстие под Z.900
с другой стороны.
Инструмент — электрическая дрель, сверло Dc = 7,8 мм, раз-
10
if-
160
Uom6.09
Толщ. 10
180
вертка Dp = 8 мм, зенковка под ^.90°.
143
Задача 8. Определить норму штучного времени на слесарную опе¬
рацию.
Исходные данные
Детали — верхний и нижний вкладыши. Материал — бронза
Бр.АЖН 10-4-4. Масса детали 0,3 кг. Приспособление — тиски. Пар¬
тия 12 шт.
Содержание операции
А. Установить деталь в тисках.
1. Шабрить 10—12 пятен на площади 25x25 мм.
2. Вырубить смазочные канавки.
Инструмент — шабер, крейцмейсель, молоток.
J2
а
к-
90
Задача 9. Определить норму штучного времени на слесарно-сбо¬
рочную операцию — сборка муфты. Партия 10 шт-
Исходные данные
№
детали
Наименование
Основные размеры,
мм
Коли¬
чество
Масса,
кг
Мате¬
риал
/
Полумуфта
Диаметр началь
ной окружности D =
“■ 100, длина зуба
/- 30
2
1,85
Сталь
2
Вгулка
зубчатая
Диаметр начальной
окружности D 100,
длина зуба 1 — 20
2
0,7
Сталь
3
Кольцо
сальни¬
ковое
Диаметр D 80
2
—
Войлок
4
Болт
М 12x50
8
-
Сталь
5
Гайка
MI2
8
—
Сталь
л
Шайба
Ош- 34
к
-
Сталь
144
Содержание операции
1. Установить два сальниковых
кольца 3 в полумуфты /.
2. Установить две зубчатые втул
ки 2 в полумуфты I.
3. Установить две полумуфты /
по центрирующему диаметру и отвер¬
стиям.
4. Соединить две полумуфты вось¬
мью болтами 4 М12Х50 с гайками
5 и щайбами 6.
Задача 10. Определить норму штучного времени на слесарно~
сборочную операцию — сборку пршюда. Партия 2 шт.
Исходные данные
№
детали
Наиме¬
нование
Основные размеры, мм
Коли¬
чество
Масса,
кг
Материал
/
Вал
D = 35
1
2,26
Сталь 45
2
Шкив
D = 160, В = 45
1
4,3
Сталь
3
Шпонка
10x3x35
1
—
4
Гайка
ЛАЗО X 3,5
—
—
5
Шайба
D = 55
1
Содержание операции
1. Установить призматическую шпонку 3
с подгонкой и зачисткой на вал /.
2. Запрессовать шкив 2. Посадка —
напряженная.
3. Установить шайбу 5.
4. Навернуть две гайки 4.
Инструмент — напильник, молоток,
оправка, гаечный ключ. ,
14 j
Задача 11. Определить норму . штучного времени на слесарно¬
сборочную операцию — сборку гидравлического домкрата. Партия
6 шт.
Исходные данные
№
детали
Наименование
Основные
размеры, мм
Коли¬
чество
Масса,
кг
Материал
1
Цилиндр
/
D =* 90
(внутрен¬
ний)
1
9,72
Сталь
2
Шток в сборе с
поршнем
D = 40
1
10,44
3
Стакан
—
1
1
2,3
Сталь 45
4
Гайка нажимная
М64ХЗ
1
0,89
Сталь
5
Втулка опор¬
ная
D = 40
(внутрен¬
ний)
1
0,12
Сталь
6
Кольцо нажим¬
ное
D = 40
1
0,22
Сталь
7
Прокладка
D = 105
1
0,03
Медь
8
Набивка
D = 40
(внутрен¬
ний)
1
0,05
Пенька
сухая
9
Кольцо
D = 40
(внутрен¬
ний)
1
Войлок
Содержание операции
1. Установить втулку опорную 5 в стакан 3.
2. Установить шток 2.
3. Установить набивку 8.
4. Установить кольцо нажимное 6.
5. Установить кольцо 9 в гайку 4.
6. Завернуть гайку 4 в стакан 3.
7. Поставить прокладку 7 в выточку цилиндра I.
8. Ввернуть стакан 3 в сборе в цилиндр 1.
Глава XII
НОРМИРОВАНИЕ
ЭЛЕКТРОСВАРОЧНЫХ РАБОТ
§ 1. МЕТОДИКА РАСЧЕТА НОРМЫ ВРЕМЕНИ
В условиях мелкосерийного и единичного производ¬
ства для нормирования сварочных работ применяются
укрупненные нормативы времени. Штучно-калькуляцион¬
ное время на сварку деталей определяется по формуле
Тш. к== 7\, ш. JK ~f~ ^в. Имин,
где Гн. ш. к — неполное штучно-калькуляционное время
на 1 м шва, мин; I — длина шва, м; К — поправочный коэф¬
фициент, зависящий от положения шва в пространстве,
условий выполнения работ, вида свариваемого шва,
марки электрода и температуры окружающей среды;
tв. и — вспомогательное время, зависящее от изделия, типа
оборудования. Оно включает затраты времени на уста¬
новку, поворот и снятие изделия, перемещение сварщика
от шва к шву, закрепление и открепление деталей прижим¬
ными приспособлениями, подготовку к сварке изделия.
В укрупненных нормативах это время дано с учетом про¬
центных начислений на обслуживание рабочего места, лич¬
ные надобности и подготовительно-заключительную работу.
Неполное штучно-калькуляционное время на 1 м шва
содержит: основное время Т0 — время горения дуги и на-
плавления металла электрода;
вспомогательное время, зависящее от длины шва, ш.
Оно включает время на зачистку шва от шлака после
каждого прохода, осмотр и клеймение шва, смену элек¬
трода и кассеты с электродной проволокой, сбор флюса со
шва и засыпку в бункер, удаление остатка проволоки из
головки полуавтомата, подачу проволоки в мундштук
головки, переходы сварщика с полуавтоматом при много¬
проходной сварке, подтягивание проводов;
время обслуживания рабочего места и время перерывов
на отдых и личные надобности (для ручной сварки вклю¬
чено в размере 9% от оперативного времени);
подготовительно-заключительное время Гп. 3. При руч¬
ной, полуавтоматической и автоматической сварке оно
147
включает затраты на получение производственного зада¬
ния и сварочного материала, на инструктаж и ознакомле¬
ние с работой, на получение и сдачу инструмента и приспо¬
соблений и настройку на заданный режим с опробованием
режима на планках, сдачу работы. Время Гп. 3 включается
в состав неполного штучно-калькуляционного времени
в размере: для ручной сварки 2% от оперативного времени,
для полуавтоматической и автоматической — 4% .7
§ 2. ПРИМЕР РАСЧЕТА НОРМЫ ШТУЧНОГО
И НОРМЫ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОГО
ВРЕМЕНИ
Пример. Определить норму штучного и норму подгото¬
вительно-заключительного времени на сварочную операцию.
Исходные данные
Узел — стойка.
Наименование деталей
узла
Материал
Масса, кг
Количество
деталей
Уголок 100x8
«Сталь СтЗ
12,3
2
Лист 450x230x12
То же
9,5
1
Лист 230x230x20
»
8,3
1
Лист 165х 1 Юх 10
»
1,0
2
Уголок 60x5
»
4,57
2
Сварка — ручная. Марка электрода — УОНИ-13.
Оснастка — стеллаж с пневмозажимом, щиток, свето¬
фильтр Э-2, клеймо, молоток, плоскогубцы.
Содержание операции
1. Установить детали. Зажать. Снять узел.
2. Прихватить детали.
3. Приварить детали.
L 60*5
X 230x230x20
148
Последовательность расчета
Расчет времени приведен в операционно-нормировочной карте (форма 8).
%
•&
с- к
О 2
£ <и
О о.
<
н
о.
<
<
X
sr
о
со
о
о.
S
а
О
о
X
X
о
X
X
<
-в- • X
сп я а»
о >0- к
^ =f
’S *
н s
а» а;
о 2 5 к
t. •** I 5
fc ^ 3- g
«gbS.
ж 3
О-в-Я
X а
Я S .
X s
*? и
«Э
л
Ф н
S о
2 3
К е; д
Я £ О
с; Н Ч
Ш S О
* X
- 5 <и
3 § а
P.S «
со с
О го
К
г>
сх
<N Сч | III
I III
С) ^ ^5 ‘О
I III
С." 'С'- ^ ■с-
I I
• а\ ’•ч *5
trj «о о
I I
I I
1111
«о lo <>5
Гч е»э Оо |
з а s
з £г:3
s 35*7*
Sfc3N0
Ъ Ъ Ъ S <"0 crj
О/Ъ'О 3 а
5
~ Sj <»»
С «0 «в
‘2
qj 'Ti ni
S*
| I
| ' 1
Б
ie «
с>
а
<0"-^
«-»
ООО
5 1
Г ” Цф I м м ^ .
* 3 El;^ *
*S§°
1 о со a 3 3 3<S з,
§§“||6ЕЕ5*
!|al£cE5EjS
3
d
5
<Vl
'b
«
6
3
<o
О ^
53
Б 3
^ *:
»5
ir*
Б •
-O
i*
Iе
|S
Stf ~ 3
00^ £
6
a
«=t
Q
E
fo
A
£
3
Q.
2
3
cx
c:
E
в;
*
О
•* s
к • *
^ 33 CO
¥ Я 00
О 3 ||
с; 11
SS"
s% +
° и w
5 11 _j_
Ю _ 4-
°2
^'.
«« w
X <£> с
S'* ^
5 11 *
— яЯ
°k (X
. 00
— я
* 2
"о §
V' н Л
Л О с;
в*
S * *
s °* £
5« 2
3 « «?
£u *
д ca
•0* J m
<n я <
О о
* я as
я л
о» <и ч
сп s а>
—. 5 н
а. *
— ш ®
*s о
^ со н
«» — о
Н S и
О. fct
ООО
СХ С
149
§ 3. ЗАДАЧИ НА ЭЛЕКТРОСВАРОЧНЫЕ РАБОТЫ
Задача 1. Определить норму штучного и норму подготовительно-
заключительного времени на сварочную операцию.
Исходные данные
Наименование деталей
узла
Материал
Масса, кг
Количество
деталей
Труба D = 38 мм,
6 = 5 мм
Сталь 10
3,3
1
Рычаг
Сталь 25
0,25
2
Сварка — ручная. Марка электрода — УОНИ-13. Оснастка — при¬
способление, щиток, светофильтр Э-2, плоскогубцы комбинированные
200, клеймо, молоток 400.
Содержание операции
1. Собрать в приспособлении трубу с двумя рычагами. Снять узел-
2. Прихватить рычаги к трубе.
3. Приварить рычаги к трубе.
Задача 2. Определить норму штучного и норму подготовительно¬
заключительного времени на сварочную операцию.
Исходные данные
Наименование деталей
узла
Материал
Масса, кг
Количество
деталей
Труба D — 36 мм,
6= 5 мм
Сталь 10
3,3
1
Бонка
Сталь 20
0,02
1
Сварка — ручная. Марка электрода — УОНИ-13. Оснастка —
винтовой прижим, щиток, светофильтр Э-2, плоскогубцы, клеймо, мо¬
лоток.
150
Содержание операции
1. Установить детали, зажать и снять их.
2. Прихватить бонку к трубе и приварить ее.
Задача 3. Определить норму штучного и норму подготовительно-
ваключительного времени на сварочную операцию.
Исходные данные
Наименование деталей
узла
■а
Материал
Масса, кг
Количество
деталей
Труба D = 75 мм . .
Сталь 20
1,84
1
Наконечник ....
Сталь 45
0,11
1
Ниппель
Сталь 45
0,113
1
Электросварка—ручная. Марка электрода—УОНИ-13. Оснастка —
приспособление, щиток, светофильтр, плоскогубцы, набор ключей.
Содержание операции
1. Собрать в приспособлении трубу с наконечником и ниппелем
и снять ее.
2. Прихватить детали в двух точках.
3. Приварить наконечник и ниппель к трубе,
Задача 4. Определить норму штучного и норму подготовительно-
заключительного времени на сварочную операцию.
Исходные данные
Деталь — каркас фильтра. Материал — сталь Ст08. Заготовка —
лист размером 0,8x239x306 мм. Масса 0,51 кг. Сварка — ручная.
Марка электрода — УОНИ-13. Оснастка — приспособление, щиток,
светофильтр, клеймо, молоток, плоскогубцы.
151
Содержание операции
1. Установить деталь в приспособлении, зажать и снять ее.
2. Сварить шов по всей длине стыка.
Задача 5. Определить норму штучного и норму подготовительно-
ваключительного времени на сварочную операцию.
Исходные данные
Наименование деталей
узла
Материал
Масса, кг
Количество
деталей
Уголок 90x60x8
Сталь СтЗ
9,08
4
Лист 580x300 X 12 . .
То же
15
1
Лист 262x244x8 . .
»
4
2
Лист 283x90x8 . . .
1.6
2
Лист 320x260x20 . .
»
12
1
Сварка — ручная. Марка электрода — УОНИ-13. Оснастка —
стеллаж с пнёвмоприжимом, щиток, светофильтр Э-2, клеймо, моло¬
ток, плоскогубцы.
L90x60*8
!Чз
$4
2б?ти*в
I3^0x260x20
Содержание операции
1. Установить детали, зажать
и снять узел.
2. Прихватить детали.
3. Приварить детали.
ПРИЛОЖЕНИЕ
ТАБЛИЦЫ НОРМАТИВОВ
ЛИТЕЙНЫЕ РАБОТЫ
Таблица 1
Подготовка к набивке
и набивка полуформы
Машинная формовка
в опоках
Содержание работы 1. Обдуть модель и подмодельиую плиту
сжатым воздухом. 2. Опрыснуть или пропылить модель. 3. Установить
опоку на плиту. 4. Облицовать модель смесью и обжать. 5. Установить
крючки или солдатики. 6. Установить и снять наполнительную рамку.
7. Разравнять смесь. 8. Подтрамбовать верхний слой пневматической
трамбовкой. 9. Срезать лишнюю смесь линейкой. 10. Вентилировать
полуформу. 11. Оправить литниковое отверстие. 12. Снять набитую
полуформу и отложить на место.
Характеристика категорий сложности
Факторы
сложности
Категории сложности
I
II
ill
Конфигура¬
ция модели
Простые пря¬
молинейные по¬
верхности
Криволиней¬
ные поверхно¬
сти без высту¬
пов и углубле¬
ний
Криволинейные
поверхности, пере¬
секающиеся под
различными угла¬
ми с незначитель¬
ными выступами
и углублениями
Удобство под¬
готовки модели
Модель легкодоступна для об¬
дувки, опрыскивания и припы-
ливания
Обдувка, опры¬
скивание и припы-
ливание отдельных
мест затруднены
Крепление
тела формы
Не требуется
Частичное
крепление по¬
луформы крюч¬
ками или сол¬
датиками
Отъемные ча¬
сти
Отсутствуют
С несложны¬
ми отъемными
частями
ВентилирО'
вать
.1
Не более од¬
ного накола на
1 дм2
1
До двух на¬
колов на 1 дм2
153
Продолжение табл. 1
Способ установки и снятия
опоки
Пло¬
Вручную
1
| Подъемником
щадь
опоки,
Категория
сложности
дм2 до
Г 1 11
III
■ 1 -
in
Время, человеко-минуты
18
1,05
1,1
1,2
20
1,12
1.2
1,3
1,4
1.5
1,65
22
1.2
1,3
1,4
1.5
1,6
1,75
25
1,3
1,4
1.5
1.6
1.7
1.9
28
1,4
1.5
1,65
1.7
1,85
2.0
Примечание. При установке
модели к установленному времени по
по 0,12 мин на каждую часть.
и удалении отъемных частей
карте необходимо добавлять
Таблица 2
Установка и удаление моделей,
стояков, выпоров или прибылей
Машинная формовка
в опоках
Содержание работы: 1. Взять стояк (шамотную сифонную
трубку), выпор или прибыль. 2. Поднести их к опоре. 3. Уста¬
новить стояк, выпор или прибыль. 4. Обжать формовочную
смесь. 5. Удалить стояк, выпор или прибыль после набивки
полуформы и положить на место
Нижняя
С обжатием
j Без обжатия
площадь
сечения
Высота опоки, мм до
стояка,
выпора
или
150
250
400
150
250
400
при¬
были,
дм* до
Время на один
стояк, выпор или прибыль, человеко-
минуты
0,1
0,12
0,15
0,18
0,10
0,12
0,15
0,3
0,14
0,17
0,20
0,12
0,14
0,17
0,6
0,17
0,20
0,23
0.15
0,17
0,20
154
Таблица 3
Установка охлаждений машинформовка
В опокзх
Содержание работы: 1. Установить наружное охлаждение.
2. Установить прутки и спирали для внутреннего охлаждения.
3. Укрепить охлаждение в полуформе
Характеристика категорий сложности
I
п
Охлаждение плитками, уста¬
навливаемыми при набивке
формы, а также внутренние
охлаждения прутками, укла¬
дываемыми в горизонтальном
положении
Охлаждение прутками, устана¬
вливаемыми вертикально в углах
и ребрах формы; охлаждение
прутками и кольцами, прутками
и спиралями, закрепляющимися
крючками и скобами. Установка
охлаждения в доступных местах
Категория
сложности
Толщина (диаметр) охлаждений, мм
5 10 | 15
Время, человеко-минуты на 1 кг
I
II
0,9 0,75 0,6
1,8 1,5 1,1
Таблица 4
Наполнение опоки Машинная формовка
формовочной смесью в опоках
Содержание работы:
при заполнении из бункера: 1. Открыть затвор бункера.
2. Заполнить опоку формовочной смесью. 3. Закрыть затвор
бункера;
при заполнении вручную: 1. Взять лопату. 2. Заполнить
опоку формовочной смесью. 3. Отложить лопату.
Объем
смеси, дм8
до
Способ заполнения
Объем
смеси, дм3
ДО
Способ заполнения
из
бункера
лопатой
из
бункера
лопатой
Время,
человеко-минуты
Время,
человеко-минуты
20
0,08
0,24
40
0,14
0,48
25
0,10
0,30
50
0,16
0,60
32
0,12
-0,38
155
Таблица 5
Машинно-ручные элементы работы
Машинная формовка
в опоках
Содержание работы: 1. Уплотнить смесь встряхиванием.
2. Закрепить и раскрепить опоку. 3. Поднять и повернуть стол
машины. 4., Подпрессовать (на машинах с подпрессовкой) смесь.
5. Включить вибраторы и протянуть модель. 6. Возвратить
стол с моделью в исходное положение. 7. Переместить опоку
на рольганг
Машины
Модели
машин
Количество ударов встряхивания
30
50
70
100
На
каждые
после¬
дующие
10 ударов
до- _
бавлять
Время, человеко-минуты
Встряхивающие,
без подпрессовки
со штифтовым
съемом опоки
241, 242,
242М
0,45
0,6
0,7
0,9
0,07
Встряхивающие,
с подпрессовкой и
штифтовым съемом
опоки
261, 271,
274, 703
0,55
0,65
0,8
1,0
0,06
Таблица б
Подготовка иолуформы Машинная формовка
к сушке углекислым газом в опоках
Содержание раббты: 1. Закрыть и открыть отверстия выпора
и стояка (у верхней опоки). 2. Взять деревянный зонт или щит
и поднести к полуформе. 3. Установить зонт на полуформу
и включить подачу углекислого газа. 4. Выключить подачу
углекислого газа, снять зонт с полуформы и положить на место.
5. Обдуть углубления полуформы сжатым воздухом
Площадь опоки, дм* до
Время на полуформу,
чело веко-м и н уты
50
0,45
60
0,5
80
0,6
100
0,65
Примечание. Продолжительность продувки полуформы уг¬
лекислым газом устанавливается технологом согласно утвержденной
технологической инструкции.
156
Таблица
Отделка полуформы для литья
чугуна и алюминиевых сплавов
Машинная формовка
в опоках
Содержание работы: 1. Опрыснуть полуформу. 2. Осмо¬
треть и исправить поврежденные места. 3. Наколоть газоот¬
водные каналы в знаках. 4. Прошпилить полуформу. 5. Обдуть
полуформу сжатым воздухом. 6. Окрасить полуформу из пуль¬
веризатора. 7. Припылить полуформу
Характеристика категорий сложности
Факторы
сложности
Категория сложности
I
II
III
Поверх¬
ность полу¬
формы
Простые
прямо¬
линейные
поверх¬
ности
Криволиней¬
ные поверх¬
ности без
выступов и
углублений
Криволинейные по¬
верхности, пересека¬
ющиеся под различны¬
ми углами с незначи¬
тельными выступами и
углублениями
Удобство
отделки
полуформы
Полуформа легкодоступна
для отделки
Отдел к а отдел ь н ы х
мест затруднена
Прошпи-
ливание
полуформы
Не тре¬
буется
Единичное
прошпили-
вание
Групповое прошпили-
вание
Отделка полуформы для литья
чугуна и алюминиевых сплавов.
Формовка всырую
Машинная формовка
в опоках
Пло¬
щадь
опоки.
Категория сложности
- I
II
IU
Высота полуформы, мм
ДМ*,
до
150
200
I 300
| 150
200
300
150
200
зсо
Время, человеко-минуты
18
0,27
0,30
0,35
0,33
0,36
0,44
0,42
0,46
0,55
20
0,30
0,33
0,39
0,36
0,40
0,48
0,46
0,50
0,60
22
0,32
0,36
0,42
0,40
0,44
0,52
0,50
0,55
0,70
25
0,36
0,41
0,48
0,45
0,50
0,60
0,55
0,60
0,80
157
Таблица 8
Установка стержней Машинная формовка
в опоках
Содержание работы: 1. Очистить стержень, открыть и про¬
чистить газоотводы. 2. Установить и закрепить жеребейки.
3. Проложить глину по знаку стержня. 4. Установить стержень
в форму. 5. Проверить правильность установки стержня. 6. За¬
крепить стержень шпильками, проволокой, болтами. 7. Заде¬
лать знаки и подъемы стержня
Характеристика категорий сложности
Факторы
сложности
Категория сложности
I
п
ш
Количество
опорных знаков
стержня и вид
знаков
1—2, гори¬
зонтальные
1—2, верти¬
кальные
2—3, гори¬
зонтальные
и верти¬
кальные
Удобство уста¬
новки стержня
Удобная
установка
без примерки
Удобная
установка
с одной
примеркой
Затрудненная
установка
с одной
примеркой
. Газоотводная
система стержня
Простая,
прямые
газоотводы
Простая,
пересека¬
ющиеся газо¬
отводы
Усложненная,
пересека¬
ющиеся газо¬
отводы, без
прорезки
каналов
Крепление
стержня
Не требуется
\
Одиночными
шпильками
Шпильками
и жеребейками
(опорными)
Подгонка
стержня
/
Не требуется
Требуется
Проверка уста¬
новки стержня
Без проверки
Проверка
одним простым
шаблоном
Проверка
несколькими
простыми
шаблонами
158
Продолжение табл. 8
Установка стержней вручную Машинная формовка
в сырую форму в опоках
Объем стержня,
дм* до
Категория сложности
1
и
in
Время, человеко-минуты
0,25
0,10
0,15
0,22
0,32
0,12
€,17
0,25
0,40
0,13
0,19
0,27
0,50
0,14
0,21
0,30
0,60
0,15
0,23
0,33
0,80
0,17
0,25
0,37
1.0
0,19
0,28
0,41
Таблица 9
Накрытие формы
Машинная формовка
в опоках
Содержание работы: 1. Обдуть верхнюю и нижнюю полу¬
формы. 2. Проверить тело формы. 3. Прорезать риски по разъему
формы. 4. Накрыть форму. 5. Установить, вынуть контрольные .
штыри и положить их на место. 6. Установить фильтровальные
сетки. 7. Установить литниковую и выпорные чаши.
Характеристика категорий сложности
Факторы
сложности
Категория сложности
1
п | ill
Сложность
формы
Простые
без
стерж¬
ней
Простые со
стержнями, не
выходящими вы¬
ше плоскости
разъема
Простые и средней
сложности формы с вы¬
ступающими стержнями
выше плоскости разъ¬
ема, не накрывающими¬
ся на знаки
Число
перекрытий
Форма накрывается с
одного раза
Форма накрывается
с одним перекрытием
Проверка
тела формы
Не требуется
Проверка мушками
15Э
Продолжение табл. 9
Накрытие формы
при формовке всырую
Машинная формовка
в опоках
Площадь опоки,
дм2 до
Категория сложности
I
п
hi
Время на форму, человеко-минуты
Накрытие формы вручную
16
0,50
0,55
0,65
18
0,55
0,60
0,70
20
0,60
0,65
0,75
22
0,65
0,70
0,80
25
0 70
0,75
0,85
Накрытие формы подъемником
20
0,65
0,75
0,85
22
0,70
0,80
0,90
25
0,75
0,90
1,0
Таблица 10
Набивка и накрытие формы
для литья чугуна, стали,
алюминиевых и медных сплавов
Ручная формовка
в опоках мелких отливок
Содержание работы. I. Протереть модель и установить подмо-
дельну'Ю плиту. 2. Припилить или опрыснуть модель. 3. Установить
опорку на плиту. 4. Установить съемные части. 5. Установить холо¬
дильники. 6. Засеять модель облицовочной смесью, обжать ее у мо¬
дели. 7. Наполнить опоку формовочной смесью, разровнять и уплот¬
нить смесь трамбовкой. 8. Удалить с опоки лишнюю смесь. 9. Вентили¬
ровать ферму. 10. Перевернуть опоку на 180°. 11. Установить верхнюю
половину модели на нижнюю. 12. Установить верхнюю опоку на
ннжнюю. 13. Присыпать разъем формы песком. 14. Установить солда¬
тики и модели стояков. 15. Наполнить верхнюю опоку формовочной
смесью, разровнять и уплотнить смесь трамбовкой. 16. Разнять опоки.
17. Установить полуформу под отделку. 18. Растолкать и вынуть из
полуформы модель и отъемные части. 19. Отделать форму. 20. Про¬
резать элементы литниковой системы. 21. Прошпилить форму. 22. Об¬
дуть форму до устаповки и после установки стержней. 23. Накрыть
и перекрыть форму по контрольным штырям. 24. Устроить или уста-
■новить литниковую «г выпорную чаши. 25. Закрепить форму или на¬
грузить грузом. 26. Закрыть литниковое и выпорное отверстия
Факторы
сложности ^
Характеристика категорий сложности
Категория сложности
I | II
(II
Конфигурация
модели
Прямолинейные поверхности
Криволинейные
поверхности
160
Продолжение табл. 10
Факторы
сложности
Характеристика категорий сложности
Категория сложности
I
II
ш
Конфигурация
модели
Без выступов
С незначи¬
тельными
выступами
С простыми вы¬
ступами, углу¬
блениями высо¬
той до 30 мм
Количество
отъемных
частей
Нет
1
Крепление
тела формы
Не требуется
Установка крюч¬
ков (солдатиков)
до 5 шт.
Прошпилива-
ние формы
Не требуется
Отдельными
шпильками
Площадь опоки,
м» ДО
Общая
высота
формы, м
Категория сложности
I И
III
Время на форму, человеко-минуты
0,20
0,25
0,32
0,4
9,6
11,3
13,0
11,0
13.0
15.0
12,5
15,0
17,2
0,22
0,25
0,32
0,4
10,2
12,0
13,8
11.7
13.8
15.8
13,5
15,8
18,0
Примечания: 1. При двух моделях в форме применять
коэффициент 1,1; при 3—4 моделях — 1,18; при 5—6 моделях — 1,25.
2. Штучно-калькуляционное время на деталь при двух и большем
числе моделей в форме определяется делением времени, полученного
по карте, на количество моделей в форме.
6{ В. С. Стародубцев
161
Таблица 11
Установка стержней
Ручная формовка
по моделям в опоках
Содержание работы 1. Очистить стержень и прочистить
газоотводы. 2. Установить стержень в форму для примерки.
3. Опилить знаки стержня. 4. Установить и закрепить жеребейки.
5. Окончательно установить стержень в форму (с прокладкой
по знакам глины). 6. Укрепить стержни в верхней полуформе про¬
волокой или болтами. 7. Прорезать газоотводы из стержня через
форму. 8. Закрепить стержень шпильками. 9. Проверить уста¬
новку стержня шаблоном. 10. Заделать знаки и подъемы стержня.
11. Подсушить места заделки подъемов
Характеристика категорий сложности
Факторы сложности
Категория сложности
1
Количество опорных
знаков стержня и вид
знаков
1—2, горизон¬
тальные
1—2, вертикаль¬
ные
Удобство установки
стержня
Удобная уста¬
новка без пример¬
ки
Удобная установ¬
ка с одной пример¬
кой
Газоотводная система
стержня
Простая, пря¬
мые газоотводы
Простая, пересе¬
кающиеся газоотво¬
ды
Крепление стержней
Не требуется
Одиночными
шпильками
Подгонка стержней
Не требуется
Проверка установки
стержня
Без проверки
Проверка одним
простым шаблоном
162
Продолжение табл. 11
Установка стержней вручную в сырую форму
Объем стержня, дм*
до
Категория сложности
1 11
Время на один стержень, человеко-минуты
0,30
0,135
0,20
0,40
0,16
0,24
0,50
0,18
0,27
0,60
0,20
0,30
0,80
0,24
0,35
Таблица 12
Поправочные коэффициенты Кп, учитывающие размер партии
1. Машинная формовка в опоках
Площадь
опок
в свету, дм*
до
Количество форм в партии до
15 20 35
50 | 70
100 | 150
200
Поправочный коэффициент Кп
20
1,2
1,1
1,0
0,9
50
1,2
.1.1
1,0
0,9
0,85
100
1,2 :
1,1
1,0
0,9
0,85
150
1,2 1,1
1,0
0,9
0,85
2. Ручная формовка по моделям в опоках
Категория
сложности
I И II
Количество форм в партии до
15
30
50
Св. 50
Поправочный коэффициент Кп
1.2
1,1
1,05
1.0
0,9
0,85
163
КУЗНЕЧНО-ШТАМПОВОЧНЫЕ РАБОТЫ
Таблица 13
Выбор массы падающих частей
молота в зависимости от размера
и массы поковок
Свободная ковка
под молотами
Масса
падающих
частей
молота ( т
Масса фасонных поковок,
кг
Наибольшая
масса
поковок
для гладких
валов
Наибольшее
сечение заго¬
товки (сторона
квадрата или
диаметр), мм
Средняя
масса
Наибольшая
масса
0,4
6
18
60
100
0,56
9
28
110
120
0,75
12
40
140
135
ч 1.0
20
70
250
160
Таблица 14
Рекомендуемый состав бригад,
работающих на молотах
Свободная ковка
под молотами
Масса падающих частей
молота, т
Без
применения манипулятора
профессия
0,15—0,25
0,3-0,75
1-2
Количество рабочих в бригаде
Кузнец (бригадир)
Подручный кузнеца
Машинист молота
1
1
1
1
1
1—2
1
И т 'о го...
1
3
3—4
Таблица 15
Осадка заготовки
Свободная ковка
под молотами
Неполное
оперативное время
Содержание работы: взять заготовку клещами, поставить
ее на торец, осадить заготовку до требуемой высоты
Начальная
Диаметр
заготовки D,
мм до
Конечная
высота поковки Л, мм до
высота
заготовки Н,
60
80
100
мм до
Время, мин
125
160
200
60
JBD
100
100
125
0,25
Л*27
0,29
0,34
0,47
0,22
0,24
0,26
0,30
0,41
0,19
0,22
0,23
0,27
0,37
164
Таблица 16
Основное и вспомогательное время
на штамповку в подкладных штампах
Свободная ковка
иод молотами
Содержание работы: штамповать заготовку в подкладном
штампе до получения необходимых размеров
I группа сложности
1—7
II группа сложности
T=tr
Основное время
Масса
падающих
частей молота,
т до
Группа
сложности
ПОКОВОГ'
Диаметр поковки D, мм
100
150
200
Время, мин
0.75
I
0,05
0,10
0,22
II
JUiL
0,22
0,43
III
0,16
0,32
0,64
1.0
III
0,10
0,25
0,43
2.0
I
.
0,04
0,07
II
—
0,07
0,14
III
—
0,10
0,20
Вспомогательное время
Масса заготовки, кг до
Содержание работы
6,0
6,3
| 8,0
10
Время, мин
Взять заготовку клеща¬
ми и уложить в ручей
штампа
0,22
0,24
0,26
0,29
Выбить поковку из штам¬
па и отложить
0,29
0,31
0,34
0,38
165
Таблица 17
Вспомогательное время на загрузку
заготовок в печь, выгрузку,
подачу на боек, укладку поковок
Свободная ковка
под молотами
Содержание работы: 1.
Загрузить заготовку в печь. 2. Вы-
грузить заготовку из печи.
S. Подать заготовку на боек молота.
4. Уложить поковку
Масса
Вспомогательное время приемов,
мин
заготовки, кг
ДО
I
2
3
4
6
0,13
0,10
0,09
0,08
' 8
0,13ч
0,12
0,10
0,09
10
0,14
0,13
0,12
0,10
12
0,14
0,15
0,14
0,10
16
0,15
0,17
0,16
0,11
Таблица 18
Поправочные коэффициенты
на марку стали и сплавов
Свободная ковка
под молотами.
Горячая штамповка
Марки стали и сплавов
СтЗ
40, 45, 50
40ХН
Ст4
ЗОХ, 40Х
45ХН
Ст5
50Х, 40Н
12ХНЗА
15, 20
12ХН2
20Х2Н4А
25, 30
20ХН, 35ХГ2
ШХ15
35, 15
Бронза
Латунь
15Х, 20Х
Алюминий
Медь
и его сплавы
У7, У8
У10
166
Продолжение табл. 18
Группа сталей и сплавов
1
и
in
Поправочный коэффициент к оперативному времени
1.0
1,15
1,25
Поправочный коэффициент к норме штучного времени
1.0
1.1
1,15
Таблица 19
Поправочные коэффициенты
на партию к норме
штучного времени /Сп
Свободная ковка
под молотами
Размер партии поко¬
вок, шт.
До 3
6
10
20
50
Св.
50
Поправочный коэф¬
фициент Кп
1,15
1.1
1.0
0,9
0,85
0,8
Таблица 20
Нормативы времени
на организационно-техническое
обслуживание рабочего места
и времени перерывов на отдых
и личные надобности
Свободная ковка
под молотами.
Горячая штамповка
Масса падающих
частей молота, т
до
Время ка орга¬
низационно-
техническое
обслуживание
рабочего
места flo6o
Время перерыва
на отдых
и личные
надобности
аотл
Поправочный
коэффициент
к оперативному
времени К
% от оперативного времени
0,35
7
15
1,22
0,5
7
18
1,25
1,0
7
19
1,26
2,0
7
20
1,27
167
Таблица 21
Нормативы подготовительно-
заключительного времени
на получение задания и инструктаж
Свободная ковка
под молотами
Содержание работы: 1. Получить производственное зада¬
ние, инструктаж от мастера. 2. Ознакомиться с работой. 3. Под¬
готовить инструмент. 4. Набрать клеймо. 5. Сдать партию
одинаковых поковок (сменное задание)
Группа сложности
]
п
Простая
Средняя
Время, мин
3
5
Характеристика групп сложности
I группа — гладкие валы, шпонки, диски глухие, диски
с отверстием, кубики, шестигранники, скобы, цапфы для опок,
кузнечный инструмент (кувалды, пробойники, раскатки, об-
сечки, топоры, гладилки, обжимки).
II группа — поковки с фланцем, буртом, уступами, втулки
(изготовленные протяжкой), анкерные болты, штанги и тяги
с головками, болты с шестигранной и квадратной головкой,
шестигранные гайки, рамы, траверсы, приставные кривошипы,
кузнечные клещи, кузнечный инструмент — обжимки подкатные,
168
Таблица 22
Подготовительно-заключительное
время
Горячая штамповка
А. Получение и сдача задания
Содержание работы
Вид оборудования
Молот
Горизон¬
тально¬
ковочные
и гибочные
машины
Ковочные
прессы
и вальцы
Время, мин
Получение производ¬
3
3
3
ственного задания
Получение инструктажа
5
5
3
и ознакомление с работой
Сдача партии одинако¬
8
5
6
вых поковок
Итого. . .
16
13
12
Б. Смена
штампов на
молотах
Содержание работы: 1. Выбить клинья. 2. Снять штамп.
3. Выбить шпонки. 4. Установить шпонки и забить. 5. Уста¬
новить новый штамп. 6. Всгавить клинья и забить. 7. Про¬
верить наладку штампа пробной штамповкой
Масса падающих частей молота,
т
0,5
1,0
1,5
2,0
3,0
5,0
6,0
8,0
10,0
Время, мин
35
40
45
65
Примечания: 1. Нормативы времени предусматривают
установку штампов, предварительно подогретых.
2. Снятие и установку штампов можно производить в подготови¬
тельную смену. В этом случае время на снятие и установку штампов
в рабочее время бригады штамповщиков не включается.
169
Таблица 23
Рекомендуемый состав бригады
Горячая штамповка
Оборудова¬
ние
Профессия
Масса
1 падающих частей, т
2
1 3
4
6
Штампо¬
Штамповщик
1
1
1
1
вочные
Подручный штампов¬
—
—
1
2
молоты
щика
Нагревальщик
1
1
1
1
Прессовщик (обрез¬
1
1
1
1
чик заусенцев)
Подручный прессов¬
щика
Итого. . .
3
3
4
5
Таблица 24
Классификация поковок, изготовляемых на молотах
Группа поковок
*
я О
, С я
с£§
Группа сложности
1. Поковки
удлиненных
форм
некруглого
сечения
170
Продолжение табл. 24
Группа поковок
Под¬
группа
поковок
Группа сложности
1
и
2. Поковки
осесимметрич¬
ные и близкие
к ним
а
б
t-
.
гзг'
€0Э
Таблица 25
Основное время на один удар
штамповочного молота
Горячая штамповка
Масса падающих
частей молота, т
В заготовительных
ручьях (подкатном,
протяжном и т. д.)
В предварительном
и окончательном
ручьях
0,75
0,009
0,011
1,0
0,010
0,013
1,5
0,011
0,014
2
0,012
0,016
171
Таблица 26
Число ударов при штамповке
на штамповочных молотах
в предварительном и окончательном
ручьях
Горячая штамповка
Масса
заготовки»
кг до
Группа сложности
Масса падающих частей молота, т до
1.6
1,5
Число ударов
1.0
V,
V,
V,
•/,
•/,
•/,
•/,
1.6
%
V,
V,
—
*/»
•/,
•/,
•/,
2,5
Чг
*/,
•/,
•/,
•/,
•/,
•/,
%
4.0
у4
•/,
,■ V,
•/,
—
'/«
•/,
*/з
6,0
—
—
—
•/,
—
*/«
*и
*/»
10,0
*/,
*/,
•/,
—
*и
*и
зи
*/,
20,0
—
—
%
—
—
—
4/
•ь
%
Примечания: 1. В числителе — число ударов при штамповке
в предварительном ручье, в знаменателе — в окончательном. При
наличии одного ручья следует брать сумму числа ударов в числителе
и знаменателе.
2. При штамповке поковок в двух ручьях время на прием «пере¬
ложить из ручья в ручей», брать по соответствующей таблице вспо¬
могательных приемов.
3. Количество ударов в данной таблице рассчитано на штамповку
поковок 1 группы сталей. На другие марки сталей вводить попра¬
вочные коэффициенты.
Характеристика типов поковок по сложности
I. Простые. Гладкие валы, шестерни, шайбы, фланцы, крышки,
прямоугольные бруски.
II. Средняя сложность. Валы о уступами, шестерни со втулками,
прямые рычаги, тяги.
172
Таблица
Вспомогательное время на ручные приемы штамповщика ~
при работе на молотах и прессах Горячая штамповка
Масса заготовки, кг до
о
о
<о*
о
V
ю.
csT
| Время, мин
0,06
0,11
0,06
0,13
0,04
ю
о
jp
0,07
0,07
0,05
0,09
0,05
о*
0,035
0,06
0,05
0,045
ОО
о
о
0,04
0,09
0,03
0,05
0,045
0,045
0,04
0,065
0,035
0,07
0,025
0,04
0,04
(О
0,035
0,05
0,03
0,06
0,02
0,035
0,035
Содержание работы
С зеркала
штампа
С транспор¬
тера, склиза,
пола
Свободная
укладка
Свободная
укладка
Поправить поковку в ручье штампа
Приподнять поковку, сдуть окалину со штампа,
уложить поковку в ручей и нажать педаль
Вынуть поковку из ручья и отложить на стол,
транспортер, склиз, в тару
Взять поковку со стола, транспортера, уложить
в ручей для горячей правки и нажать педаль
Клещами
Без пере¬
вертывания
С перевер¬
тыванием
Взять заготовку,
установить в ручей
или на зеркало штам¬
па и нажать педаль
Переложить по¬
ковку из ручья в ру¬
чей и нажать на
педаль
я
№
сZ Н
^ к
—
см
со
ю
со .
г-
00
о
с
173
Продолжение табл. 27
<9
X
СХ
9)
сс
а
о. а
^ *
со
о
о
о"
о
ю
ю
СМ
со
О
о
о"
о"
см
со
СЭ
о"
сГ
ю
щ
СЧ
о
о
о*
сГ
СЧ
о
о
о*
сГ
►Q
н
к
со
оа
S
к
о
ВТ
СО
a
о
*
ш
CQ
о
с
2
S
Э
(Я
а»
н
5
3
си
JQ
Н
Я
5
*
с
О
к
>*
е
*
о
QQ
О
«
о
я
3
с
а»
л
5
н
а>
л
Он
н
е
я
о
2
Я а»
0J я
и
О
и >>
О-
кг
а»
о
с
s
сз
Н
3
»я
$
>*
О*
-а
§
U
>>
Я
§§
S п
1|
*:
-Q S
Н Я
•** <и
*5
са
с
S
cd
Н
3
о
о
Я
Я
4
Л
*
о
Д
н
Я S Kf
СО >. и
Я
84,
О £
a
н
£
оз
р.
к
5
£ S
О)
см
о
»—•
о“
сГ
00
о
сГ
о
О)
о
о
о“
сГ
СО
00
о
о
о*
сГ
ю
о
о
о*
о“
»я
>я
я
я
о
X
VO
п
й
U
•я
а»
ег
>*
Он
cd
S3
U
с
S
о g
с °*
« а,
<L) tf
О
Is
sb
•=(5
Я
я*
* 2
*3
и
н к
X о
ч &
О £
а*
2 ° а
12 с
в с
■ч S
яЭ «
§я“1
s j я
“g'g's
* !*
о я 5 а
в т т Н
о «в в>
* о.а 2
° *
с-|1
ц о tt
* к ^ £
« Я у я
g£s*
2 д * я
3 |2.я
«S.&S
s с 2 (j
SC «во
Я «j S Н г
д 2 ^ и «.
5 к <и я s
§лдая
О ? Л
^ч- 2—
<к 0.3 ыо
чйоЗо
О Я .. Д
2 2 ч Ч л.
с s 3 о н
ы: а.о в;
в; о о ч.
уО £ я д
н >*2 о.л;
S ч * со
э1-* .а
S°!sa
О 2 л <У
” 5 ч о 2
S и Ч
I
:й я5*дЯ
: - о- 2 3 5 « 3
« 2 § 5 я >*н *j
я я « 5 * 0.0 2
f*3f |
0.0 о
ч я S.^* я >о 3 Л
* а фО.2 Й *я
о, о 5е w 35
я О с Я
hf. tJ Г! гг
<и
S >»
и я
»5мЗ“-«
**§5е&
■" .о?
*г*°5
s§3SSs..
2 2 с Л о »>
8|"ви*
„ Св 2 0.0.0
alSlSS
d <u 2 * о
«ни-х^
оЭ*^я
хячо?а
м >,Я ОС Щ
as g* к *2 я
II m гн <1) .
Я >»
ef
яО
в* v
<Х)
«п « р; «и
- о л н и а
*“•« So.^i
оР U я С д’
« .а . о * . 3
Ccsigco2«^2
я о
и *
X о
а>
174
Таблица 28
Время одного двойного х
ода ползуна
Холодная штампо
вка
Число двойных ходов
ползуна в минуту п
20
23
30
У
50
86—90
96—
100
Время одного двой¬
ного хода ползуна, мин
0,05
0,044
0,021
0,02
0,011
0,01
Поправочные кэффициены в зависимости от типа
механизма включения
«в
Муфта фрикционная или пневматическая
Муфта с одним кулачком
Муфта с двумя кулачками
1.05
1.5 ^
1,25
Вспомогательное время.
Установка полосы
в открытые штампы
Таблица 29
Холодная штамповка
Содержание работы: 1. Взять полосу со стола, с подставки
на расстоянии до 1 м, стоя. 2. Поднести полосу к штампу. 3. Уста¬
новить полосу в штамп
№
пози¬
ции
Длина
полосы,
мм, до
Ширина полосы, мм, до
Конструкция
штампа
70
125
250
400
Время на 100 полос,
мин
1
2
С упором
Без упора
1000
1000
4,4
5.1
5,1
5,8
6,0
6,8
6,9
7,7
Индекс
6
в
г
Д
Примечания: 1. При подсчете штучного времени таблич¬
ное время делится на количество деталей, получаемых из полосы.
2. При работе в закрытых штампах время брать с коэффициентом
М.
175
Продолжение табл. 29
Поправочные коэффициенты, принятые при отклонениях
толщины и длины полосы от расчетных
Толщина ме¬
талла (сталь, медь
и медные сплавы),
мм до
0,2
0,5
2
3
4
Коэффициент
1.3
1.2
1.0
1,08
1,12
Длина полосы,
мм до
1000
2000
3000
Коэффициент
1.0
1,05
1.1
Таблица 30
Вспомогательное время.
Включение пресса или ножниц
на рабочий ход
Холодная штамповка
Содержание работы: протянуть руку или поставить ногу
и включить пресс или ножницы на рабочий ход
№
позиции
Способ включения
Положение
рабочего
Время, мин
Педалью ножной
То же .
Кнопкой или рукояткой . .
Педалью ножной и кнопкой
или двумя рукоятками . . .
Сидя
Стоя
»
0,010
0,015
0,018
0,022
Примечания: 1. При подсчете штучного времени, когда
за один двойной ход ползуна пресса штампуется несколько заготовок,
табличное время делить на полученное количество деталей.
2. При двустороннем включении пресса время увеличивать на
0,003 мин.
i 76
Таблица 31
Вспомогательное время.
Продвижение полосы
в штампе на шаг
Холодная штамповка
Конструк¬
ция
штампа
Ширина
полосы,
мм до
Шаг продвижении полосы,
, мм до
№
позиции
50
70
100
I 120
Нремя на 100 передвижений, мин
1
50
0,7
0,8
0,9
1.0
2
Открытый
100
0,85
0,95
1,1
1.2
3
с упором
200
1.0
1,15
1.4
1,5
; 4
400
1.2
1.4
1,65
1.9
Примечание. При продвижении полосы на шаг число пере¬
движений определяется как п — 1, где п — число двойных ходов
пресса, приходящихся на одну полосу. Поправочные коэффициенты
при отклонении толщины и длины полосы от расчетных см. в табл. 29.
Таблица 32
Вспомогательное время.
Удаление отходов заготовки,
полосы
Холодная штамповка
JVe
пози¬
ции
Способ удаления
отходов
Площадь отходом, м* до
0,01 0,02 1 0,05 | 0,07 0,085*
Время на 100 заготовок, мин
1
Вытолкнуть из штампа
0,68
0,86
1,3
1,5
1,68
; 2
Столкнуть со штампа
на стол и периодически
в тару
0,48
0,60
0,9
0,9
1,05
3
Отбросить со стола
1,05
1,5
1.5
1.8
177
Таблица 33
Время на организационно¬
техническое обслуживание, отдых
и личные надобности
Холодная штамповка
№
пози¬
ции
Вид
оборудования
Усилие
пресса,
тс до
Бремя
обслу¬
живания
рабочего
места
°обс’
мин
Время
на отдых
и личные
надоб¬
ности
аотл'
мин
Коэффи¬
циент
К
1
Кривошипные
прессы
100
5
8
1,13
2
Эксцентриковые
прессы
400
6
10
1,16
Таблица 34
Подготовительно-заключительное
время
Холодная штамповка
№
позиции
Содержание работы
Время на
партию, мин
1
Получение наряда, инструктажа от
мастера, ознакомление с работой, офор¬
мление наряда на сдачу деталей . . .
3
178
ТОКАРНЫЕ РАБОТЫ
а
S'
з
VO
а
ТО
Я ТО
Ш С?
со
6S.
я S
Н со
8 2
S о
Я U
О О
5 s
CQ <L>
со СО
СО ю
* Я
СО
2 Л
Я \0
&°
й «
s я
° н
о S
§*8
S 2
е? °*
£«
S *
5:°
ь Е,
* >»
S
!&
5* ^
СО н
s 5
со
а, сх
О со
о х
2
GQ
о.а
СХ (U
танк
S 2 *
■uES
3X0
S3®
а> х а,
>» ло
ct ч О
1 Л
<0 н *
2 * ^
О <и Ч
* 2
<U >»
*2-
х Я
Я я
н * я
£3 4
Oft"
&£ °
. ч <и
U л
05 V! ° Ч
СО * * . О)
* О Л я н
л g*4 с? X
с; 2 со оа « я
V 2 н X О н
Н 35 сх Я Cl
Я 3 Щ 4) п О
х * s е х *
и * >*« о
СО « cxs сх
а.3 н с
(job „
Я |
<U JQ
&3S
и g Jj
Л ^
Н I £
S*
Н*
*5
5 я
«5
О
о Я
57 р.
н о
* о
СО 00
0Q0Q
CD 00 СО 00 со
OQCQ CQ CQ СО
оо
£
Ss
еаа
00 О 00 о со
rf ^ 00 ^ ^ 00 ю
ннаннан
я
« *
о? а>
« *
* м
*=t 5
(U Ж
СО
Я
_ я
к oj
« ¥
£ я
*=г ж
а» *
схО
UC
я
05 а!
S *
2J
иП
о;
со
к я
СО &
я о
Л н
ч 2
Л о
я 8
СХ fcf
о <и
ЕЕ
к я
СО ^
я о
л н
4 2
со £
5 8
о, cf
о а»
XX
к
со
« я
со sr
я о
р
0.fc*
о а>
XX
. <и
к *
о сх
CQ О
о м
м
2 °
с с
£ о?
5 л
Я Н
а> я
й Ч
S Л
О 5S
S-I
.£§
9 и
о
*
а»
5 *
аз о
о аз
я о
сх я
<и 2
* £
Э
« ^ я
&& s
я
я s н
я О
СХ СО СХ л)
с Л So
5t> t=c ш
*&*s
я Я сх
§§я^
ЬЙ Ф я
О ВТ Я
еа
8«
§
о
|sS3
01 сх ' —«
я с 5 с
<и О
я яХ О»
сх я
с я я
05
о?
я
3
сх
U
о?
се
я
из
•=:
то
2
СХ
О
X
сг
2 55
н я
я
$ I
Я ^
О сх
Н
а м
к |
*>* 2
я
s 3
* &
S
>*
сх
О ад о. Ш сх
я о а> Ос
" ' а»
S с “
.«ts
U %
Я *
s.*
§§•
С to
С! о?
я
179
Таблица 36
Геометрические параметры режущей части инструмента.
Резцы токарные
Форм»
Область применения
Плоская с фа¬
ской
Резцы с пластинками из
твердого сплава всех ти¬
пов для обработки стали
1. Форма пе¬
редней грани
Радиусная с фа¬
ской
Точение и растачивание
стали. Радиусная лунка
обеспечивает завивание
стружки. Резцы с пластин¬
ками из твердого сплава
Плоская
Резцы всех типов для
обработки чугуна и мед¬
ных сплавов. Обработка ;
стали резцами из стали Р18
Условия работы
45
Точение в условиях жесткой си¬
стемы (наиболее распространенный
угол)
2. Главный
угол в плане <р
в град
60—75
Точение и растачивание при не¬
достаточно жесткой системе
90
Подрезка, прорезку, отрезка. Об¬
тачивание и растачивание ступен¬
чатых поверхностей в упор. Обра¬
ботка в условиях нежесткой си¬
стемы
ISO
Таблица 37
Ширина отрезного резца
Диаметр обрабаты¬
ваемой поверхности, мм
20
30
40
60
100
150
Ширина резца В, мм
3
3
3—4
4—5
5—8
6-10
■
Таблица 38
Подачи для чернового наружного точения.
Резцы с пластинками из твердого сплава
и быстрорежущей стали
Обрабатываемый
материал
Размер
державки
резца, мм
Диаметр
детали,
ММ, до
Глубина резания t, мм до
3
5 | 8
Подача s, мм/об
Стали конструкцион¬
ные углеродистые, ле¬
гированные и жаропроч¬
ные
16x25
20
40
60
100
0,3—0,4
0,4—0,5
0,5—0,7
0,6—0,9
0,3—0,4
0,4—0,6
0,5—0,7
0,3—0,5
0,5—0,6
Чугун и медные спла¬
вы
16x25
40
60
100
j-v
0,4—0,5
0,6-0,8
0,8—1,2
0,5—0,8
0,7—1,0
0,4—0,6
0,6—0,8
181
Таблица 39
Подачи для чернового растачивания.
Резцы с пластинками из твердого сплава
и быстрорежущей стали
X
Обрабатываемый материал
ш
р.
с
Сталь
и стальное литье
Размер резца или
оправки, мм
X
ч
X
Глубина резания t, мм
со
а
<*>
<и
р.
н
2
3
5
ч
2
PQ
Подача s, мм/об
Диаметр круглого се¬
чения резца
16
20
80
100
0,1—0,2
0,15—0,3
0,15
0,15—
0,25
0,10
0,12
25
125
0,25—0,5
0,15—0,4
0,12—0,2
X
Обрабатываемый материал
»
«0
О.
с
Чугун
и медные сплавы
Размер резца или
оправки, мм
X
Ч
К
Глубина резания t, мм
СО
Я
со
4)
а
н
2
3
б
ч
3
«
Подача s, мм/об
Диаметр круглого се¬
чения резца
16
' 20
80
100
0,20—0,3
0,30—0,4
0,15—0,25
0,25—0,35
0,1—0,18
0,12—0,15
25
125
0,4—0,6
0,3—0,5
0,25—0,35
182
Таблица 40
Подачи в зависимости от заданной шероховатости поверхности.
Резцы с пластинками из твердого сплава
и быстрорежущей стали
Класс
чистоты
по ГОСТ
2789-59
Обрабатываемый
материал
Диапазон
скоростей
резания vt
м/мин
Радиус при вершине
резца г, мм
0,5
1.0
Подача s, мм/об
V4
Сталь углеродистая
и легированная
Чугун, бронза и алю¬
миниевые сплавы
<50
>50
; Весь диа¬
пазон
скоростей
0,3—0,5
0,4—0,55
0,25—
0,40
0,45-0,6
0,55—
0,65
0,40—
0,50
V5
Сталь углеродистая и
легированная
Чугун, бронза и алю¬
миниевые сплавы
<50
>50
Весь диа¬
пазон
; скоростей
0,18—
0,25
0,25—
0,30
0,15-
0,25
0,25-
0,30
0,30—
0,35
0,25-
0,10
Примечание. Ориентировочно следует принимать радиус г
при вершине резца: 0,5 мм для резцов сечением до 20X20 мм вклю¬
чительно; 1,0 мм для резцов сечение»< до 30X30 мм: 2,0 мм для резцов
сечением 30X45 мм и более.
Таблица 41
Подачи для прорезки и отрезки
Тип станков
Диаметр обрабаты¬
ваемой поверхно¬
сти, мм до
Ширина резца, мм
ДО
Обрабатываемый материал
Сталь
и стальное
литье
Чугун
Подача s, мм/об
Токарно-винторезные и
токар но-револ ьвер ные
20
40
60
3
3—4
4-5
0,06-0,08
0,10—0,12
0,13—0,16
0,11—0,14
0,16—0,19
0,20—0,24
133
Таблица 42
£ &
то ►“«
CQ LO
<U Cfl
* СО
Я СО
3'g
§о
о. о
X о
. *=t
« £•
<ТЭ &
н Й
О н
К СО
. § s
х S’*
м * 25
* - 3
го к Л
О) СО Я
ан s
О н
л я О
Н Э **
§Е°
U >*3
rr **';
5 го
СО <и
я
о .
§§
&S
&|
о ^
"3
U3 Л
§§
и С
5 *
Si
щ Ю t^. Г*-
~ Ю СЧ 05
сч~ ~ —Г о"
IONSIO
CD СЧ 05 I"»
—Г —Г о о
о о о о
OOlOTf
со СЧ —
о* о о
; О » те
ч. я а
! и
со сч
а> оо
ю оо
—' 00
сч —
о ю
чг —
сч сч
о
05
о
с я
я »я
я о
я
SJ4
<и
g°.
W —«
00
?СЭ
я Э
о
§i
§1-
s * II
О QJ л II
О* Ng Ч л
с S raQ
* * Ш Я
£§И
g* sr gvo
i2 <U 2 са
X ал a
а) я \о
с «О
184
CM СО
00 r-
тг СО
О 03
О) о
Ю
О h-
О Г-
CM —
о о
СО 05 \
см — V
о ю
СО СЧ
см см
ю о
СТ> Ю
см см
18
6 * .|.
s-gS-
&|*
с со Q
сг .
О) Cd
к к 43
х -
<и _ 5
h* Й К
ООН
н ао
Ь Ю
8а> со
Я
5 8*8
&«■§
и в S
В « 5^-
Cg|o
s 8 +
—. 00
—. 00
CN —
о
CD
О
О
2
2
О
о
LQ
о
»=t
S
X
со
ш
х
tr
ТО
В
СО
а
з
о
VO
*х
X
ш
о
5
>>
X
2
к
X
а>
х
Ы
о
со
и
CD
ю
00
Ю
см
ю
*
ш
СО
ч
с
о
о
со
«
о.
СО
£
00
О
Ю
О
а>
s
X
S
СО
К 0
« СО
Си *3
со с
2 и
о
*=|
о
*
сх
о
*
»х
о
»х
X
о
X
X
а>
эХ
X
го
н
к
X
сх
ч
и.
со
со
СО
сГ
I
ю
о*
*х-
о
X
»х
S
X
«=:
о
I
00
X
»
а»
из
8
X
X
со
о
Е
СО
К И
X
3g
£8
8*5
у J *
^ m О
Wog
С и
с
X
с*
X
S
о
к
185
Скорость резания.
Чугун серый. Резцы с пластинками из твердого сплава В Кб
а
гг
з
vo
£
° ^
—Г o'
I I
I I I
£
00 00
o' —
£
см
«I
00 00
. o' ~
$ •
CD
LO
CD
CO
t^-
<A
CD
00
t—
' ~~с£Г
о
G)
00
00
о
О
o>
я % n
Л e 5 я
я 5 2 о.
я 2 5 «-
СЧ • -ч
СЧ О
о
о>
о э*
г\, а>
л я _
о.°.
Г1 .
с irr *
с ^
§ И.
‘с
- s 00
33 * о
а> °
8
III'
* § 8-
4*4
18G
187
Таблица 44
188
Таблица 45
Режимы резания. Проточка фасок и галтелей.
Резцы с пластинками из твердого сплава
Обрабатываемый
материал
Диаметр
обрабаты¬
ваемой
поверхности,
мм до
Обрабатываемая поверх¬
ность
Фаски
наружные
Фаски по
отверстию
и галтели
Минутная подача sM, мм/мин
Сталь конструкционная
50
25
18,5
0В< 60 кгс/мм2
80
21
15,5
Чугун серый
120
17
13,5
200
14,5
И,5
Сталь конструкционная
50
19,5
13,5
ов = 60+80 кгс/мма
80
16,5
11,5
120
14
10 .
200
11,5
8,5
Таблица 46
Величина врезания и перебега инструмента
Тип резцов
Угол
резца
в пла¬
не <р,
град
Глубина резания /, мм
1 | 2
4 6
8
10
Врезание и перебег, мм
Проходные, под¬
резные и расточ¬
ные
45
60
75
2
2
2
35
25
25
6
4
3
8
5
4
11
7
5
13
8
6
90
3-5
Огрезные и про¬
резные
н—1 ,—
—
2-5
189
Таблица 47
Вспомогательное время на установку и снятие детали
Установка в самоцентрирующем патроне
JSfo I
ПОЗИЦИИ
Способ установки детали
Масса детали, кг, до
0,25 I 1,0
1 "■
3,0 | 5,0 | 8,0 | 12
Время, мин
1
В патроне
с креплением
пневматиче¬
ским зажимом
Без выверки
0,11
0,13
0,17
0,21
0,25
0,30
2
С выверкой
на биение
мелом
0,25
0,35
0,40
0,47
0,55
,0,65
Установка в центрах
№
позиции
Способ
установки
детали
Способ
подвода
пицоли
задней
бабки
Масса детзл#, кг
0,25 1,0 | 3,0
5,0 8,0
1,2
Время, мин
3
С надеванием
хомутика
Вращением
маховичка
0,22
0,26
0,32
0,38
0,46
0,55*
1
4
В центрах
с самозажим¬
ным хомутиком
Пневмати¬
ческим
устройством
—
0,22
0,25
0,28
0,31
0,37
Установка на центровой оправке
5
I
При свободном
эдевании детали
Пневмати¬
ческим уст¬
ройством
—
0,23
0,27
0,34
0,41
0,50
Примечание При переустановке детали применять коэффи¬
циент 0,8
190
Таблица 48
Вспомогательное время, связанное с переходом.
Токарно-винторезные станки
Обработка
в операции
Характер обработки.
Способ установки инструмента
а
<D
35
«О
СО
одним
инстру¬
ментом
несколь¬
кими
инстру¬
ментами
на стружку
«
2
55
<и
а
<U
;g
Наибольший диаметр
изделия, устана¬
вливаемого над
станиной, мм до
СО
S
300
400
300
400
1
2
3
Резцом, установленным на размер
(черновой или чистовой проход при
однопереходных операциях)
25
100
Св.
100
0,08
0,09
0,10
0,11
0,12
0,13
-
4
5
6
С установкой резца по лимбу или
упору (черновой или чистовой проход
грубее 3-го класса точности)
25
100
Св.
100
0,13
0,14
0,16
0,17
0,19
0,21
0,16
0,17
0,19
0,21
0,23
0,25
7
8
С предварительным промером (чер¬
новой проход)
25
100
0,27
0,33
0,30
0,38
0,30
0,36
0,34
0,42
9
10
Продольное
TAIIAKI1IO Ы
С взятием
пробных
стружек
(чистовой
проход)
Класс
4 —
5-й
25
100
0,24
0,35
0,29
0,43
0,27
0,38
0,33
0,47
11
12
lUMCnllC И
растачивание
ности
3-й
25
100
0,38
0,60
0,43
0,70
0,41
0,65
0,47
0,75
13
С установкой резца
по лимбу или по упору
(черновой или чистовой
проход грубее 0,3 мм)
-
0,17
0,23
0,27
0,2
14
15
Поперечное
точение
С предварительным
промером (черновой про¬
ход)
100
300
0,31
0,43
0,35
0,49
0,38
0,55
0,34
0,46
16
17
Со взятием пробных
стружек (чистовой про¬
ход) грубее <0,3 мм
100
300
0,27
0,50
0,33
0,60
0,37
0,65
0,30
0,55
191
Таблица 49
Вспомогательное время, связанное с переходом
на приемы, не вошедшие в комплексы
к
га
а
Наименование приемов
Наибольший
диаметр
изделия,
устанавли¬
ваемого
над станиной,
мм до
СП
О
С
300
| 400
£
Время, мин
1
Изменение частоты вращения шпинделя
0,07
0,08
2
Изменить величину
дачи
или направление по-
0,06
0,07
3
Сменить резец поворотом резцовой головки
0,07
0,07
4
Резец
Проходной, подрез¬
ной, расточной
0,5
0,6
5
Установить
\и снять
инструмент
Резьбовой, отрезной,
фасонный
0,6
0,8
6 '
Сверло, зенкер, развертку
0,1
0,12
Таблица 50
Время на обслуживание рабочего места и перерывов
на отдых и личные надобности
Наибольший диаметр
изделия, устанавливае¬
мого над станиной, мм до
Время
300
400
Время на обслуживание рабочего
места в процентах от оперативного
времени
3,5
4,0
Время перерывов на отдых и личные
надобности в процентах от оперативного
времени
4,0
4,0
192
Таблица 51
Подготовительно-заключительное время на партию
А. На наладку станка* инструмента и приспособлений
Способ установки
Количество
режущих
инструментов
в наладке до
Наибольший диаметр
изделия, устанавлинасмого
над станиной, мм до
300
400
Время, мин
2
14
16
В универсальном при¬
способлении (патрон, цен¬
4
17
20
тры, оправка)
6
22
26
Б. На дополнительные приемы
Установить и снять копир или ко¬
нусную линейку
Установить и снять люнет с регули¬
ровкой кулачков
В. На получение инструмента и приспособлений
и сдачу их после окончания обработки
Получение инструмента и приспособлений
исполнителем работы до начала и сдача их
после окончания обработки партии деталей
7—10
7 В. С. Стародубцева
193
Таблица 52
Периодичность контрольных измерений деталей на операцию
Виды
обраба¬
тываемых
поверх¬
ностей
Характер
обработки
Точность
измере¬
ния
а
а>
2
3
2
<и
ос
а
<и
£
s
Способ достижения
размеров обработки
О) о.
>о Н
о о
а
* н
<и ж
о.
2 &
W н
о. С»
<и X
2 К
О s
сч о
йн X
СЕ О
2 С
is
сх
Е Я
og
* *
Н
о >,0
О о. 2
яря
йоч
Периодичность
промеров — коэффи¬
циенты ко времени
на контрольные
измерения детали
Цилин¬
дриче¬
ские
Точение, раста¬
чивание, развер¬
тывание, наруж¬
ное шлифование tf
внутреннее протя-'
гивание
4—5-й
классы
50
200
0,3
0,4
0,4
0,5
0,8
0,9
2—3-й
классы
50
200
0,4
0,5^
0,5
0,6
1,0
1,0
0,01 мм
200
1.0
0,05 мм
50
—
—
0,8
Шлифование
200
—
—
0,9
0,1 мм
50
—
—
0,7
Пло¬
200
—
—
0,8
скости
Фрезерование,
0,1 мм
50
—
0,3
0,8
строгание
200
—
0,4
0,9
0,2 мм
50
—
0,2
0,7
200
—
0,3
0,8
Таблица 53
Вспомогательное время на контрольные измерения
X
X
Й
к
т
О
с
Измерительный
инструмент
Точность
измерения
Измеряемый
размер, мм,
ДО
Длина измеряемой
поверхности, мм
50
1 1001
1 200
| 500
Время, мин
1
Штангенциркуль
0,1 мм
50
0,Ю
0,13
0,16
0,21
2
100
0,13
0,16
0,19
0,24
3
200
0,16
0,17
0,21
0,25
194
Продолжение табл. 53
№ позиции
Измерительный
инструмент
Точность
измерения
Измеряемый
размер, мм
ДО
Длина измеряемой
поверхности, мм
50 | 100 | 200 | 300
Время, мин
4
5
Скоба односто¬
ронняя предель¬
ная
4—5-й
классы
50
100
0,05
0,07
0,06
0,08
0,08
0,10
0,10
0,11
6
7
2—3-й
классы
50
100
0,09
0,12
0,10
0,13
0,13
0,16
0,16
0,19
8
9
Калибр-пробка
гладкая двусторон¬
няя
4—5-й
классы
25
50
0,07
0,09
0,09
0,11
0,13
0,15
—
10
11
2—3-й
классы
25
50
0,11
0,13
0,14
0,16
0,20
0,22
—
№ пози¬
ции
Измерительный инструмент
Точность
измерения
Измеряемый
Размер, мм до
100
300
500
12
13
Линейка масштабная
Шаблон или скоба линей¬
ная односторонняя
0,2—0,5
0,2
0,07
0,07
0,10
0,08
0,09
0,13
0,10
0,11
0,16
Таблица 54
Средние значения поправочных коэффициентов f(t
на вспомогательное время в зависимости от размера партии
обрабатываемых деталей
Оперативное
время, мин
Количество деталей в партии, шт.
16
25
40
63
100
160
250
400
630
Коэффициент К,
1в
1
4
8
30 и более
1,23
1,15
1.0
1,15
1,07
0,93
1,23
1,07
1.0
0,87
1,15
1.Q
0,93
0,81
1,07
0,93
0,87
0,76
1.0
0,87
0,81
0,71
0,93
0,81
0,76
0,87
0,76
0,81
*
195
СТРОГАЛЬНЫЕ И ДОЛБЕЖНЫЕ РАБОТЫ
Таблица 55
Геометрические параметры режущей части
строгальных резцов
Выбор формы передней грани
Форма
передней
грани
Инструментальный
материал
Область применения
1. Плоская
с фаской
Быстрорежущая
сталь
Резцы всех типов для обра¬
ботки стали
II. Плоская
Твердый сплав и
быстрорежущая
сталь
Резцы всех типов для обраг
ботки чугуна и медных спла¬
вов
III. Ради¬
усная
с фаской
Быстрорежущая
сталь
Резцы всех типов для обра¬
ботки стали. Радиусная лунка
обеспечивает завивание и от¬
вод стружки
Выбор главного угла в плане
Угол <р, град
Условия работы
20—30
»
Строгание с большими подачами (4—5 мм
и более) при небольших припусках на обработку
45
Строгание в условиях жесткой системы
60—70
Строгание при недостаточно жесткой системе
90
Строгание пазов и ступенчатых поверхностей
в упор; обработка в условиях нежёсткой си¬
стемы
196
Таблица 56
Поперечно-ci рогальные
станки
Обработка плоскостей черновая
Глубина резания t, мм
Обрабатывае¬
мый материал
Сечение
резца, мм
3 1
1 5 1
1 * .
Подача s, мм/до
ход
Сталь
16X25,
20X30
1,2—1,0
1,6-1,3
0,7—0,5
1,2—0,8
0,4—0,3
0,7-0,5
Чугун, медные
сплавы
16X25
20X30
1,4—1,2
1,8—1,6
1,2—0,9
1,6—1,3
1,0—0,6
1,4—1,0
Обработка плоскостей чистовая
Класс
чистоты
по ГОСТ
2789-59
Обрабатываемый
материал
Радиус или переходная
кромка при вершине
резца, мм
1 | 2
Подача s, мм/дв. ход
V4
Сталь, чугун, медные
сплавы
0,7—0,8
1,0-1,2
V5
Чугун, медные сплавы
0,35-0,5
0,6—0,8
Сталь
0,25—0,4
0,5—0,7
Обработка пазов и отрезка
Ширина резца В, мм до
Обрабатываемый
материал
5 1
1 8 1
1 10
| 12 и более
Подача s,
мм/дв. ход
Сталь
0,12—
0,14
0, IS-
О.18
0,18—
0,20
0,18—'
0,22
Чугун и медные сплавы
0,22—
0,27
0,28—
0,32
0,30—
0,36
0,35—
0,4
197
Таблица 57
198
Таблица 58
я
*
я
в в
,ri 8
5 8
Я я
Du, V
Н н
V о
О VO
я 2
э4 Он
QJ VO
ОнО
си
с
о
с
CJ
S
S
о 00
Оч-^
ха
о?
S5
Is
<U ►д
5§
«а
со
5 s
Я 3
£Г Й
Is
сх,
н <и
И 3
§5
4
л g
§ °
со
и К
СО
• CQ
К О)
я ч
£ 8
СП Я
а> я
CU о
е8
о Он
X
о*
о
*
и
ч
о
с
I I *v*
I —< СП
1 —Г —Г —Г o'
см ю
N't-HOIN
—Г —Г -Г О* сГ
СМ Ю —•
^ а> СО
—Г —Г сГ о" о
см ю —«
^ О^Г-~ СО Ю Tf
—Г о" СЭ о“ о* о"
о о о о о о
о о о о о
LO Tf СО -I
о~ о" о“
So*1 1
о о
S' I
О^ЮОО I*-
о“ —Г см ^
0)лс0л00 г^-
о" —см" 00
О^СО 00
о —• CN оо
я « э- .
Sgsg
SM&
<- с
о о ь
и Я ^
л ж °
"к®
&8»
SgS
£ 8 3
2 с
Й*»
00 Ю
сГ 00
СО Г»
СЧ СгГ
ссГ см’'
СО Ю
ао^г
— ю
со см
СО 00
со см
СО
СО «
«яд
очо
Он я *
с 2
l>-h-
стГ tC
^ 00
г 00
СО
см" о
lO
ю
со" со"
о> о>
00 ^
со см
см см
о>
СО СМ
ю со
Ю
со
*
QQ
я
I
я
tn X
<U Оц
(JQ о
*
199
Таблица 59
Скорость резания.
Резцы из стали Р18
Долбежные станки.
Обработка пазов
Сталь конструкционная углеродистая, хромистая,
хромоникелевая, стальные отливки
Механические
свойства
НВ
<V
кгс/мм2
Подача s, мм/дв. ход
141 —
50-53
0,08
0,10
0,12
0,15
0,18
0,23
0,28
0,34
152
153 —
54 — 57
0.07
0,08
0,10
0,12
0,15
0,18
0,23
0,28
0,34
—
163
164 —
58-61
_
0,07
0,08
0,10
0,12
0,15
0,18
0,23
0,28
0,34
174
175-
62—66
—
—
0,07
0,08
0,10
0,12
0,15
0,18
0,23
0,28
189
190—
67—72
—
—
—
0,07
0,08
0,10
0,12
0,15
0,18
0,23
205
Скорость резания v, м/мин
Прокат,
поковка
24,5
21
18,7
16,4
14,4
12,6
11
9.7
8,5
7,4
Отливка
22
19,3
17
14,7
13
11,5
10
8,7
7,7
6,7
Чугун серый
Твердость НВ
Подача $, мм/дв. ход
ДО
143—229
0,08
0,12
0,17
0,24
0,33
170—265
0,08
0,12
0,17
0,24
0,33
197—269
0.08
0,12
0,17,
0,24
Скорость резания v, м/мин
11.7
10,2
9,0
7,8
6,9
6,0
200
Таблица 60
Сила резания. Сталь
Поперечно-строгальные
станки
Сталь о , кгс/мм2
НВ
40-66 |
67-84
ОО
7
190-240
Подача s, мм/дв. ход до
Глубина рззания /, мм до
0,75
0,60
2,0
2,4
2,8
3,4
4,0
4,8
5,7
6,8
8,0
0,96
0,75
1.7
2,0
2,4
2,8
3,4
4,0
4,8
5,7
6,8
8,0
-
-
1,2
0,96
-
1.7
2,0
2,4
2,8
3,4
4,0
4,8
5,7
6,8
8,0
-
1,5
1.2
—
—
1,7
2,0
2,4
2,8
3,4
4,0
4,8
5,7
6,8
8,0
Сила резания Р2, кгс
240
290
395
410
490
590
700
840
1000
1200
1430
1700
Чугун серый. Резцы твердосплавные
Подача s
мм/дв. ход
до
Глубина резания /, мм до
0,76
1.7
2,0
2,4
2,8
3,4
4,0
4,8
5,7
6,8
8,0
0,96
—
1.7
2,0
2,4
2,8
3,4
4,0
4,8
5.7
6,8
8,0
1.2
—
1.7
2,0
2,4
2,8
3,4
4,0
4,8
5,7
6,8
1.5
1.7
2,0
2,4
2,8
3,4
4.0
4,8
5,7
Сила резания Рг, кгс
102
122
145
174'
205
245
295
355
420
500
600
201
Таблица 61
Величина врезания
и перебега инструмента
Резцы
I. Величина перебега в направлении главного движения
(по длине хода резца или стола)
^nepш
[пер
5
1
а
V,
///////////////А
г J
V.
Поперечно-строгальные и долбежные
станки
Длина строгания I,
мм до
100
200
300
Св. 300
Перебег резца
в обе стороны *пер.
мм
35
50
60
75
И. Величина врезания и перебега резца в направлении
рабочей подачи (по ширине обработки)
Характер
обработки
Главный
угол
в плане <р,
град.
Глубина резания t, мм ,
ДО
3
5
8
12
Величина врезания и перебега 1х, мм
20
11
16
25
36
Проход¬
30
7.5
11
17
24
ными
45
5
7
11
15
резцами
60
3,5
5
7,5
10
90
2
2
3
3
Широкими
(2
-3) s
резцами
Пазов и
1.0-
о
со
1
отрезка
202
Таблица 62
Вспомогательное время, Поперечно-строгальные
связанное с переходом и долбежные станки
Время на проход
№ позиции
Характер обработки. Способ установки
инструмента на стружку
Наиболь¬
шая длина
хода
ползуна,
мм до
500
Время,
мин
1
Строгание плоско¬
стей и поверхностей
по фасонному кон¬
туру
Резцом, установленным
на размер (черновой и чи¬
стовой проход)
0,19
2
С установкой
резца (черновой
проход)
по раз¬
метке
0,45
3
по лимбу
0,25
4
Строгание пазов,
скосов, отрезка
Без измерения
0,25
5
С измерением длины рас¬
положения размера
0,45
6
Обработка пазов
на долбежных стан¬
ках
Без измерения
0,06
7
С измерением размера
расположения паза
0,45
Время на приемы, связанные с переходом,
не вошедшие в комплексы
8
9
10
11
Изменить число двойных ходов ползуна (дол-
бяка)
Изменить длину хода ползуна (долбяка)
Изменить величину подачи
Повернуть суЛпорт на угол с возвратом в пер¬
воначальное положение
0,07
0,15
0,06
1,2
12
Установить и снять
резец
Проходной или под¬
резной
0,8
13
Широкий или фасон¬
ный
1,0
203
Таблица 63
Время на обслуживание
рабочего места, время перерывов
на отдых и личные надобности,
подготовительно-заключительное
время
Поперечно-строгальные
и долбежные станки
Время на обслуживание рабочего места
и перерывов на огдых и личные надобности
Наибольшая длина хода ползуна (долбяка), мм до
500
Время на обслуживание рабочего места в % от
оперативного времени
3,5
Время на отдых и личные надобности в % от опе¬
ративного времени
4,0
Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№
позиции
Способ установки детали
Наибольшая
длина хода
ползуна
(долбяка),
мм до
500
Время, мин
1
В универсальном приспособлении (болты
с планками, тиски)
11
2
В специальном приспособлении
13
Б. На дополнительные приемы
3
Повернуть суппорт на угол с возвратом
в первоначальное положение
2,0
4
Установить и снять угольник с выверкой
2,5
В. На получение инструмента и приспособлений
до начала и сдачу их после окончания обработки
5
Получение инструмента и приспособле¬
ний исполнителем работы до начала и сдача
их после окончания обработки партии
деталей
5
204
СВЕРЛИЛЬНЫЕ РАБОТЫ
Таблица 64
Выбор марки инструментального материала
в зависимости от вида, характера и условий
обработки и обрабатываемого материала
Характер
и условия
обработки
Жесткость
системы станок —
деталь — инструмент
Рекомендуемые марки инстру¬
ментального материала
для обработки
углеродистой
и легированной
стали
чугуна
Сплошное
сверление
Нормальная
Недостаточная
Т5КЮ, Р18
ВК8, Р18
В Кб, Р18
ВК8, Р18
Таблица 65
Форма заточки
Наименование и обозначение
формы заточки
Назначение и область
применения
Одинарная(нормальная) — Н
Применяется для сверл диа¬
метром до 12 мм при обработке
стали, чугуна и медных сплавов
Одинарная с подточкой пе¬
ремычки — НП
Для сверл диаметром свыше
12 мм при наличии подточки пе¬
ремычки применяется при свер¬
лении вязких сталей (ав<5
<4 50 кгс/мм2)
Двойная 1 с подточкой пере¬
мычки — ДП
1 Двойная заточка в сравнен!
можность повышения скорости ре:
Применяется для сверл диа¬
метром свыше 12 мм при обра¬
ботке стали (кроме вязких ста¬
лей), чугуна и медных сплавов
«и о заточкой нормальной дает воз-
»ання на 15—20%.
205
Таблица 66
Диаметр
сверла D,
мм до
ав до 80 кгс/мм2
ав свыше 80 кгс/мм*
I | II
' 1 »
ГТодача
S, мм/об
10
0,22—0,28
0,16—0,20
0,17—0,21
0,13—0,15
13
0.25-0,31
0,19—0,23
0,19—0,23
0,14—0,18
16
0,31—0,37
0,22—0,27
0,22—0,28
0,17-0,21
20
0,35-0,43
0,26—0,32
0,26—0,32
0,20—0,24
Подачи. Сталь.
Сверла спиральные из стали Р18
Сверление
Поправочные коэффициенты на подачу в зависимости
от глубины сверления (для I группы подач)
Глубина сверления в диа¬
3D
5D
7 D
10D
метрах сверла
0,75
Коэффициент Ki^
1,0
0,9
0,8
Технологические факторы выбора подач при сверлении
и рассверливании.
I.* Сверление отверстий в жестких деталях без допуска
или о допуском до 5-го класса точности под последующую обра¬
ботку сверлом, зенкером или резцом.
II. Сверление отверстий в деталях средней жесткости (тон¬
костенные детали коробчатой формы, тонкие выступающие
части детали и т. п.) без допуска или с допуском до 5-го класса
точности вод последующую обработку сверлом, зенкером или
резцом.
* Для 1 группы подач вводится поправочный коэффициент в за¬
висимости от глубины сверления.
Таблица 67
Подачи. Чугун, медные
и алюминиевые сплавы.
Сверла спиральные из стали Р18
Сверление
Диаметр
сверла D,
мм до
Чугун ковкий и серый,
медные и алюминиевые
сплавы НВ < 229
Чугун серый НВ > 229
1 | и
I | .11
Подача s, мм/об
10
13
16
0,47—0,57
0,52—0,64
0,61—0,75
0,35—0,43
0,39-0,47
0,46—0,56
0,28—0,34
0,31—0,39
0,37—0,45
0,21—0,25
0,23-0,29
0,27—0,33
206
Таблица 68
Скорость резания.
Сталь углеродистая, легированная.
Сверла из стали Р18.
Работа с охлаждением
Сверление
со ьс
а в*
0.0
О н
О со
Нор¬
мальная
Н и НП
O.Q
н я
S ч о
X
4oS
Подача s, мм/об до
0,11 0,13 0,16 0,20 0,27 0,36 О,
0,66 О
Скорость резания v, м/мин
4,6
9,6
20
32
27,5
32
24
27,5
32
20.5
24
27.5
17,7
20,5
24
15
17,7
20,5
13
15
17,7
11
13
15
9,5
11
13
Комбинированное
центровочное сверло
Диаметр сверла, мм
2,5
3-5
Скорость резания,
м/мин
15
18
Поправочные коэффициенты на скорость резания
для измененных условий работы в зависимости от:
1) группы и механической характерист
ики стали
Марка
стали
10,
15,
20
30, 35,
40
45, 50
ЗОХ, 35Х,
38ХА, 40Х
15Х,
20 X
Предел
прочности
ав,
кгс/мма
56
51—
75
61—
56—
61-
75-
97—
54—
60—
83
75
83
98
110
72
76
72—
89
48—
63
207
Продолжение табл. 68
Коэффициент
Км,
1.2
1.3
1,1
1,0
0,8
0,6
0,6
1.0
0,9
0.7
1.3
2) длины отверстий
Длина отверстий / в диа¬
метрах сверла
3D
4D
6 D
8D
Коэффициент Ki0
1.0
0,85
0,7
0,6
3) марки материала инструмента
Марка материала ин¬
струмента
Р18
9ХС
Коэффициент Ки0
1,0
0,6
Таблица 69
Скорость резания.
Чугун серый. Сверла из стали Р18
Сверление
Группа
твердости
по Бринелю
НВ
Подача s, мм/об до
170—255
197—2G9
0,16
0,13
0,20
0,16
0,24
0,20
0,30
0,24
0,40
0,30
0,53
0,40
0,70
0,53
0.95
0,70
1.3
0,95
а
8^
S|8
&|
л О*
sh
ей
tto as
Скорость резания и, м/мин
Hop-
8
3»
2$
25 ,
22
20
17^5
15,5
14
12.5
11
мальная
;
H и НП
20
31
ч28
*>25
22
20
17.5
15,5
14
12,5
208
Таблица 70
Мощность, потребная на резание.
Чугун серый и ковкий.
Сверла из стали Р18
Сверление
Чучун серый НВ
до 229 | св. 229
Диаметр сверла D,
мм до
Подача s, мм/об до
11,5
10
0,45
0,53
0,63
0,75
0,90
1,06
13,2
11,5
0,38
0,45
0,53
0,63
0,75
0,90
1,06
—
—
15
13,2
0,32
0,38
0,45
0,53
0,63
0,75
0,90
1,06
1,25
17,4
15
0,32
0,38
0.45
0,53
0,63
0,75
0,90
1,06
20
17,4
—
—
0,32
0,38
0,45
0,53
0,63
0,75
0,90
23
20
—
“■
0,32
0,38
0,45
0,53
0,63
0,75
Скорость резания v,
м/мин до
26,5
30
35
Мощность резания N, кВт
1.0
1.1
1.0
1.1
1.3
1.1
1,3
1.5
1.3
1.5
1.7
1.5
1.7
2,0
1.7
2,0
2,3
2,0
2,3
2.6
2,3
2,6
3.0
2,6
3,0
3,5
Таблица 7t
Величина врезания и перебега инструмента
для обработки отверстий
Характер обработки
Диаметр инструмента D, мм до
3 | 5 | 10 | 15 | 20
Врезание и перебег /,, мм
Сверление на
проход сверлами '
С одинарной
заточкой
2
2,5
5
6
8
Зенкерова-
ние
На проход
с глубиной,
резания,
мм
1
3
-
-
-
3
5
3
5
Развертывание
цилиндрических
отверстий
На проход
-
8
9
15
18
Метчики
машинные
На проход
Длина заборной части 3—6 ни¬
ток + 1—2 нитки калибрующие
В упор
(2,5—3) s
209
Таблица 72
210
Продолжение табл. 72
211
Таблица 73
Вспомогательное время на установку
в специальных приспособлениях вручную
и снятие детали
Установочные элементы приспособления:
Плоскость
призмы
са
в
я
и
Способ закрепления
vA 1
Г$П
о
с
Масса детали, кг до
%
1
3
1 8
12
1
Без крепления
0,09
0,11
0,15
0,18
2
Рукояткой пневматическо¬
го или гидравлического за¬
жима
0,13
0,15
0J9
0,22
3
Рукояткой эксцентрикового
или роликового зажима . . .
0,13
0,15
0,20
0,23
4
Добавлять на
каждый за-
жим сверх одного
0,03
0,03
0,04
0,04
5
Накидной крышкой с экс¬
центриковым зажимом . . .
0,16
0,19
0,25
0,28
6
При установке в много¬
местном приспособлении на
каждую следующую деталь
добавлять . . .
......
0,06
0,08
0,12
0,15
Очистка приспособления от стружки
я
н
Размер очищаемой
я
я
поверхности, мм
«о
о
с
приемы
100 X100|200 х 3001300 х 400
£
Время, мин
7
Очистка при¬
Сжатым воздухом
0,05
0,07
0,08
8
способления от
Щеткой или кон¬
стружки
цами . . .
. . . .
0,07
0,08
0,09
Примечание. При работе с накладным
кондуктором время
на установку кондуктора принимать равным времени нг
1 установку
детали в соответствии со способом базирования и
закрепления и
при-
бавлять ко времени на установку и снятие детали.
212
Вспомогательное время, связанное с переходом Радиально-сверлильные станки
R
х о
V и
s 4
>»s
о *
X к
X X
к О
X сх
х а>
0) со
3°
s О
<и и
Q.V
С ^
с 2
о >.
§5
£ *5
«О
инпиеои бдт
о г-
СЧ —
Ю СЧ
с> о*
CM о>
—* о
сГ cf
а»
я к <я
5 <* £
са ^ tr
X о >*
«г сх
си
S
О
с
(U
Я
X
О)
■=;
си
&
Ш
ОО Ю
о о'
Ю СЧ
о* о"
а>
о
со о
сГ сГ
я К
я S 2
са ЬЙ *
v; О "
0J ^ ^
S a
* а» си
>> s а»
£х ш
ж са со
о ш 10
« s а
g §.
с а>
0Q ч>
"о*
к о ж
* Я сз
Й Л ш л.
О- Ои 5
а> ► а; ж
« >,« <8
U а. ж и
О а; a
Н СЛ Н
ю
сГ
СЧ
сГ
8
сГ
>»
а
Я *
00 £
о О
« о
а» sc
а§
*=2
аГ к
я«
« к
2 *
2 о.
* о
а»
я
s
о"
СЧ
о
О)
о
о
сГ
ю
о
Я я
О Я
.а са
Я *
Ф s
сх?
а»
Я Я СО
я s о
сз 3 й
м к &
а) 5 оз
о, я к
сз s а
Л 00
2 v
2 О
213
§■
j8
m (u
Я CQ
н О
CQ
Й-6
Я
Л
4
CO
s
t*
to
ex
3
2
<u
я
(X
с
I
3,
S 3
&£
cg
О S
8 «
* CQ
Я
Л <D
S'*
m a
° Э
«I
§2
£•«
a
ш
со ш
с о
c £
>> к
« s
О о
* u
С со
О V
я 2
* Q.
2
Ч
w
2
PQ
К
ч
О)
Я
С
а
О)
я
к
>.
£Г
СО
3
с
я
я
к
I
я
с
а
о?
я
я
I
со
я §
я
2
2
О)
tr о?
2 5
г- Я
Ы
Я И «
Ю со 5
m ffl *=1
СО -т-
<и *
Ш R *
я а
CQ
о*
(N ю
сГсГ
<М
о"
3
с
я
4
я
я
*
ш
о
*
со
*
я
tr
н
к
0
о,
н
СО
с
1
CQ
о
*
СО
>1
«
CQ
я
о
X
CQ
S
*
ш
со
*
DQ
214
Поставить и снять кондукторную втулку при внутреннем диаметре втулки, 20 0,07
мм до
Таблица 76
Время на выводы сверла
при сверлении
для удаления стружки |
Вертикально- и
радиально-сверлильные
станки
К
S
33
2
Длина сверления
в диаметрах сверла
Я
Л
о
в
Обрабатываемый
материал
о,
Н я*
со О*
3°с
4Dc
6DC
8Dc
2
К
Время, мин
1
2
Стали углеродистые
вязкие, стали жаро¬
прочные
10
20
—
0,05
0,07
0,07
0,14
0,11
0,24
3
4
Стали конструкци¬
онные, ^атунь, алюми¬
ний
10
20
—
0,04
0,07
0,06
0,13
0,10
0,20
5
6
Чугун, бронза
3—10
20
—
0,03
0,07
0,05
0,11
0,07
0,16
Примечание. Время на выводы сверла для удаления стружки
рассчитано для работы сверла до 10 мм с ручной подачей и сверлами
свыше 10 мм с механической подачей. /
Таблица 77
Время на обслуживание
рабочего места, время перерывов
на отдых и личные надобности
и подготовительно-заключительное
время
Вертикально- и
радиально-сверлильные
станки (серийное
производство)
I. Время на обслуживание рабочего места
Группа станков
I
II
III
Наибольший диаметр просверли¬
ваемого отверстия, мм до
12
25
50
Время в % от оперативного вре¬
мени
3,5
4,0
4,0
II. Время перерывов на отдых и личные надобности
Характер подачи — механическая
4%
215
Продолжение табл. 77
III. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
Способ установки детали
^ о
*х
о
п Р- <
н н 5
и О
® !
Ч К J
О X 1
* 3*
Группа станков
I
II
Наибольший диа¬
метр просверли¬
ваемого отверстия,
мм до
12
15
Время, мин
В универсальном приспо¬
соблении
В кондукторе,
при установке
кондуктора
Вручную
10
11
11
13
11
12
13
15
Б. На дополнительные приемы
5
Установить и снять много¬
шпиндельную головку . . . .
—
20
20
25
6
Установить и снять допол¬
нительный стол
—
2
2
2
В. На получение инструмента и приспособлений
до начала и сдачу их после окончания обработки
Получение инструмента и
приспособлений исполнителем работы до на¬
чала и сдачу их после окончания обработки
партии деталей
5-7
ФРЕЗЕРНЫЕ РАБОТЫ
Таблица 78
Выбор марок инструментального материала
в зависимости от вида, характера и условий обработки
и обрабатываемого материала
Характер
и условия
обра¬
ботки
Жесткость
системы СПИД
Рекомендуемые марки инструменталь¬
ных материалов для обработки
углеродистой
и легированной
стали
чугуна
Черно¬
вое
фрезе¬
рование
Нормальная
Недостаточная
Т14К8, Р18
Т5КЮ, Р18
В Кб, Р18
ВК8, Р18
216
Таблица 79
Подачи. Фрезерование стали.
Фрезы дисковые с пластинками из твердого сплава
Мощность
станка
(фрезерной
головки),
кВт
Жесткость
системы
СПИД
Фрезерование
пазов
Фрезерование плоско¬
стей и уступов
Предел прочности стали при
растяжении ав, кгс/мм2
до 90
Глубина резания t, мм
<30 | >30 | <30 | >30
Подача на один зу^г фрезы s2, мм/зуб
Св. 10
Средняя
о,ю—
0,12
0,08—
0,10
0,18—
0,22
0,15—
0,20
5—10
Средняя
0,08—
0,10
0,05—
0,08
0,15—
0,2
0,10—
0,15
Примечание. Верхние пределы подач применять для пазов
меньшей ширины, нижние — для пазов ббльшей ширины.
Таблица 80
Режимы резания. Фрезерование плоскостей и уступов.
Сталь конструкционная, углеродистая и легированная.
Фрезы дисковые с пластинками из твердого сплава Т15К6
D, мм
Z
В, мм
мм до
Подача на один зуб фрезы s2, мм/зуб до
0,13 | 0,2
Режимы резания
V
п
S V
м 1
п 1 5м
150
10
6—20
11
15
20
334
297
267
710
630
566
790
700
630
284
252
224
603
536
476
1100
890
790
200
14
6—20
28
50
226
180
360
286
560
445
191
151
305
241
710
560
217
Таблица 8J
Мощность, потребная на резание.
Фрезерование плоскостей и уступов. Сталь.
Фрезы дисковые с пластинками из твердого сплава
Обрабатываемый
материал.
Сталь <тв, кгс/мм*
НВ
до 56 56-100
до 160 160-285
Ширина
фрезерования В,
мм
Глубина резания t, мм до
3,5
2,8
8,5
10
13
16
20
25
32
40
50
4,3
3,5
—
—
10
13
16
20
25
32
40
5,3
4,3
—
—
8,5
10
13
16
20
25
32
6,5
5,3
—
—
6,8
8,5
10
13
16
20
25
8,0
6,5
—
—
5,5
6,8
8,5
10
13
16
20
Подачч на один
зуб фрезы s2,
мм/зуб до
0,09 0,16 0,30;
Минутная подача
s , мм/мин до
Мощность резания N, кВт
230
270
325
1.1
1,3
1,6
1,9
270
325
385
—
—
—
—
1,1
1,3
1.6
1,9
2,3
325
385
460
—
—
—
1,1
1,3
1,6
1,9
2,3
2,7
385
460
550
—
—
1,1
1,3
1.6
1,9
2,3
2,7
3,2
Поправочные коэффициенты на мощность
в зависимости от переднего угла у фрезы
Передний угол у» гРаД
—10
+ 10
Коэффициент Kv
*
l.o
0,89
0,79
218
Таблица 82
219
Продолжение табл. 82
ю
"3*
CD
-
170—255
0,89
Чистовая
00
о
00
о
ю
о
09
<Э
С>
С5
н
о>
©
-229
о
«
СО
CQ
О
06
0,7
<3
о"
со
<э
О
X
сх
<и
:г
Главный угол в плане ф,
. град
Коэффициенты:
к9ь
Куп (с учетом уве¬
личения подачи)
0-
*
Марка твердого сплава
Коэффициент /Си0
Группа твердости чугуна НВ
Коэффициенты /СМр = /СМп =
= Кщ
м
. Ширина фрезерования В,
мм
Коэффициенты /Св = Кв =
Вид обработки
Коэффициенты Кв = Кв =
-ч
4) главного угла в плане
5) марки твердого спла¬
ва инструмента
6) твердости чугуна
7) ширины фрезерова¬
ния (для цилиндрических
фрез)
8) от вида обработки
220
Таблица 83
Величина врезания и перебега инструмента.
Фрезы цилиндрические, дисковые, прорезные,
фасонные и концевые
V 77777777777777777/ у?
а
I — h + h
Глубина
резания
t, мм
Диаметр фрезы D, мм
40
50
63
80
100
Врезание в перебег lxt мм
200
6
16
18
21
24
27
38
7
17
19
22
25
29
41
8
18
20
24
27
30
43
9
19
21
25
28
32
46
10
19
22
26
29
33
48
50
—
—
—
—
—
91
Примечание. При чистовой обработке в целях обеспече¬
ния соответствующей шероховатости поверхности при выходе фрезы
величину врезания и перебега для дисковых фрез следует брать вдвое
больше.
Таблица 84
Вспомогательное время. ^
Горизонтально-вертикальные и универсально-фрезерные станки
№
пози¬
ции
Характер обработки.
Способ установки инструмента на стружку
Группа
станков
1 | 11
Длина стола,
мм до
750 | 1250
Время на
проход, мин
Время, связанное с переходом
1
2
3
Фрезе¬
рование
плоско¬
стей
фасонных
поверх¬
ностей
и пазов
Фрезой, установленной
на размер
0,14
0,18
С уста¬
новкой
фрезы
по лимбу
0,24
0,30
по разметке
0,47
0,60
221
Продолжение табл. 84
№
пози¬
ции
Характер обработки.
Способ установки инструмента на стружку
Группа
станков
Длина стола,
мм до
750
1250
Время
на проход, мин
Фрезе¬
рование
плоско¬
стей
фасонных
поверх¬
ностей
и пазов
Со взя¬
Универ¬
Измеря¬
^100
0,55
тием
сальные
емый
<^100
0,47
одной
инстру¬
размер,
стружки
менты
мм
0,65
0,55
Время на приемы, связанные с переходом,
не вошедшие в комплексы
Изменить частоту вращения
Изменить величину или направление по¬
дачи
Повернуть делительную головку или де¬
лительное приспособление на одну позицию
Повернуть приспособление с рабочей пози¬
ции на загрузочную
0,06
0,07
0,06
0,07
0,04
0,04
—
0,09
0,05
0,06
0,16
0,18
10
11
Поставить и снять щи¬
ток ограждения от стружки
Шарнирный
Съемный
Таблица 85
Время на обслуживание рабочего места,
время перерывов на отдых и личные надобности
и подготовительно-заключительное время.
Горизонтально-вертикальные
и универсально-фрезерные станки
Время на обслуживание рабочего места
Группа станков
I
11
Длина стола, мм до
750
1250
Процент от оперативного времени
3,0
3,5
Время перерывов на отдых и личные надобности
Процент от оперативного времени
4,0
222
Продолжение табл. 85
Подготовительно-заключительное время
На наладку станка, инструмента и приспособлений
Г руппа
станков
№
пози¬
а>
СО
о ю
1 I М
Способ установки детали
® К
Ь и ™
Длина стола, мм до
ции
к? Я х
750
| 1250
о о з
Время, мин
1
2
В универсаль¬
ном приспособле¬
нии (патрон, па¬
трон с центром,
центры, болты с
планками, тиски)
Без дели¬
тельной го¬
ловки
1—2
10
14
11
16
3
4
С делитель¬
ной головкой
1—2
16
20
17
22
5
6
В специальном
приспособлении
при установке
приспособления
Вручную
1—2
13
17
16
21
На получение инструмента и приспособлений
до начала и сдачу их после окончания обработки
Время, мин
10
ЗУБОРЕЗНЫЕ РАБОТЫ
Таблица 86
Геометрические параметры режущей части.
Углы заточки по передней поверхности зубьев
зуборезных инструментов
Режущий инструмент
Обрабаты¬
ваемый
материал
Характер
обработки
Угол заточки,
град
Фрезы червячные мо¬
Все ме¬
Черновая
5-10
дульные
таллы
Чистовая
0
Долбяки дисковые
То же
Черновая
5-10
Чистовая
5
223
Таблица 87
Подачи. Фрезы червячные модульные
Характер
обработки
Фреза
Обраба¬
тываемый
материал
Модуль
т, мм до
Мощность станка. кВт
1,5—2,8
3-4
Подача на один оборот
детали s, мм/об
Черновая
Одноза-
ходная
Сталь 45
2,5
4
1,2—1,6
1,6—2,0
2,4—2,&
Двухза-
ходная
8
—
1,7—2,0
Чистовая
По сплош¬
ному ме¬
таллу V4—5
Сталь 45
1,5—2
3
1,0-1,2
1,2—1,8
Поправочные коэффициенты на подачу для измененных
условий работы в зависимости от:
1) меха¬
нической
характери¬
стику
стали
Марка
стали
Конструкционные
углеродистые
легированные
35
45
50
35Х,
40Х
12ХН4А
20ХНМ,
18ХГТ,
12ХНЗ,
20 X
Твер¬
дость по
Брине-
лю НВ
156—
187
170—
207
До
241
170—
229
156—
207
156—229
Коэф¬
фициент
ч
1.0
0,9
1,0
0,9
2) угла
наклона
зуба
Угол наклона зуба Р, град
0
15
Коэф¬
фициент
Kqs при
наклоне
одноименном 1
1,0
0,9
разноименном 1
1.0
0.75
1 Одноименный и разноименный углы наклона витка фрезы я
зуба нарезаемого колеса.
Примечания: 1. Меньшие значения прдач следует при¬
менять при нарезании колес с количеством зубьев меньше 25, боль¬
шие — при нарезании колео с количеством зубьев свыше 25.
2. Приведенные подачи рассчитаны для «встречного* фрезерова¬
ния. При «попутном» фрезеровании табличные значения подач следует
уменьшать на 20 — 25%.
224
Таблица 88
Подачи. Долбяки дисковые зуборезные
Мощность станка, кВт
Характер обработки
Обраба¬
тываемый
материал
Мо¬
дуль
т, мм
ДО
1,0-1,5
1,6- 3,6
Подача круговая,
мм/дв. ХОД
Под последу¬
ющую обра¬
ботку дол-
бяком
Сталь
45, НВ
170—207
4
6
0,35—0,40
0,15—0,20
0,40-0,45
0,30-0,40
Черно¬
вая
Под шевин¬
гование
То же
4
6
0,28—0,32
0,12—0,16
0,32—0,36
0,24—0,32
Под шлифо¬
вание
То же
4
6
0,32—0,36
0,14—0,18
0,36—0,40
0,27—0,36
Чисто¬
вая
По сплошному
металлу
То же
2—3
0,25
-0,3
Примечания: 1. Подачи в таблице приведены для обра¬
ботки в один проход. При черновой обработке в два прохода значения
подач увеличить на следует 20%.
2. Большие значения подач следует применять при обработке
зубчатых колес с числом зубьев более 25, меньшие — для колес с чис¬
лом зубьев до 25.
3. Радиальные подачи (подачи при врезании) принимать рав¬
ными 0,1 -ь0,3 от кругбЪой подачи: SpaA = (0,1 -i-0,3) s.
4. Поправочные коэффициенты на подачу для измененных усло¬
вий работы в зависимости от механической характеристики стали
приведены в табл. 89.
8 В. С. Стародубцева
225
Режимы резания. Стали углеродистые и легированные. Фрезы червячные модульные
о>
°о
а
гг
з
I
00-ЮО
Tt< СО СО
ОО О <МсО
Ю Ю СО
CD 00 -н Ю
сГ о -Г —Г
о со КС
с о, о
s'SS
о СО
С о я
£ s
R Q 9 Я
(Л ° W
нГ Ш (н 5
ч о аз
о vo за
о.
Ю о
LQ Ю
LQ о"
СО СО
1ЛОл
—Г cs
со
X S
>>3
ffl со
К м
о
К
со *©<
ш
о х
Я £
8-3
X
3
s
5
О)
CU
СО
X
I
а>
х
Я"
X
3
X
у
о
CQ
со
си
с
о
с
^ X
Хо
2х‘
о
СЧ
иж
х*
-оо
XX
LQ о
СО тр
05
см
СЧ
СО
Ю
о
СЧ
ст>
СЧ
СЧ
о
СЧ
о
о
СЧ
о
8
8
со
*
си
СО
S
<и
X
X
сх
ю
о
с
&0Q
Н2
ч
£ 53
£ °-
s а)
X н
Л « Я
X со е
Й си§
5 со н
X о
^ч*Х *
о о
226
Продолжение табл.
1
0,9
1,0
\ 3 и более
1,3
О
09
0,7
Два прохода
Второй проход
0,4
1
1,0
1,0
0,9
1,0
с\>
45
ОО
сГ
Первый проход
1,0
0,6
0,8
о
-
30
0,9
о
ю
1,0
Один проход
_©
1,0
-
1,0
о
о
Коэффициент на ско-
рость KMv
Коэффициент на мощ¬
ность KMn
Количество переме¬
щений
Черновая
обработка
Чистовая
обработка
Угол наклона зубьев
Р, град
Коэффициент /Ср =
= *3*
Количество проходов
при обработке зуба
Коэффициент на ско¬
рость Kv
Коэффициент на мощ¬
ность Км
11
* 3.3
8 ь II
* 5
1) механиче¬
ской характери¬
стики стали
2) количества
осевых перемеще¬
ний фрезы
3) угла накло¬
на зубьев колеса
4) количества
проходов
227
Таблица 90
Число осевых пере^иещений червячных модульных фрез
за время работы между двумя переточками
Нарезаемое
колесо
Характер
обработки
Модуль т
i мм
Угол наклона
зубьев, град
Количество
зубьев
2
3
4
5
6
7
8
9
10
Количество осевых перемещений фрезы
12
9
7
7
7
5
6
5
5
5
0
20
7
5
5
5
4
4
4
4
4
30
По сплош¬
5
4
4
4
3
3
3
3
3
12
ному
7
6
6
7
4
5
5
5
5
15
20
металлу
5
4
4
5
3
3
3
3
3
30
4
3
3
3
2
2
2
2
2
Поправочные коэффициенты на количество
осевых перемещений фрезы при обработке колес
по сплошному металлу в зависимости от:
Осевая подача, мм/об
1
2
3
5
1) осевой
подачи sA
мм/об
Коэффи¬
циент
для колес
с прямым
зубом
1,2
1,0
0,9
0,8
с наклон¬
ным зубом
1,0
2) глубины
Глубина
в долях
резания
модуля
2,2 т
1,8т
1,4 т
0,7т
резания
Коэффициент
1,0
1,1
1,2
1,3
3) напра¬
вления
угла
наклона
зубьев
колеса
и нитки
фрезы
одноимен¬
ном
1,0
Коэффи¬
циент при
наклоне
разноимен¬
ном при
угле
наклона
зубьев
колеса
15 град
0,7
0,6
0,55
0.5
228
Таблица 91
Режимы резания. Стали
углеродистые, легированные.
Долбяки дисковые зуборезные
Зубодолбежные станки
Характер обработки
Кру¬
говая
подача
s,
мм/дв.
ход
Модуль нарезаемого зуба
мм до
2
4
2
4
Скорость резания
V, м/мин
Мощность
N. кВт
Черновая и чистовая по
0,10
40,5
32,5
0,2
0,7
сплошному металлу
0,13
35,5
28,5
0,3
0,8
0,16
32
26
0,3
0,8
0,20
28,5
23
0,3
0,9
0,26
25
20,5
0,4
1,1
0,32
22,5
18,2
0,4
1,2
Поправочные коэффициенты на режимы резания
для измененных условий работы в зависимости от:
Конструкционная
углеродистая
| легированная
Марка
стали
35
45
50
35 X,
40 X
12ХН42,
20XIIM,
19ХГТ,
12ХНЗ,
20 X
1) механи¬
Твер¬
дость по
Брине-
лю НВ
156—
187
170—
207
До
241
170—
229
156—
207
156—229
ческой
характе¬
ристики
стали
Коэффи¬
циенты:
на ско¬
рость
Kmv
1,1
1
0,8
0,9
1
0,9
на мощ¬
ность
Кмм
1.0
на по¬
дачу
/Ц
1,0
0,9
1,0
0,9
1
229
Продолжение табл. 91
2) угла
наклона
зуба
Угол
наклона
Р, град.
0
15
Коэффи¬
циент
%,=
= K»N
1,0
0,9
3) количе¬
ства
зубьев
нарезае¬
мого колеса
Количе¬
ство
зубьев
колеса
12
20
40
Коэффи¬
циент
на мощ¬
ность
0,95
1,0
1,1
Таблица 92
Припуски на
обработку зубьев
Угол зацепления (по профилю) а, град
Припуск
Форма зуба
Модуль
т, мм до
’ 15
20
25
30
на обра¬
ботку
Припуск на обработку зубьев
по межцентровому расстоянию
ПО тол*
щине
зуба
Прямой
3,5
5
8
0,18—
0,24
0,25—
0,30
0,30—
0,35
0,15—
0,20
0,20-
0,25
0,25—
0,30
0,12—
0,16
0,17—
0,20
0,20—
0,24
0,10—
0,14
0,15—
0,17
0,17—
0,20
0,10—
0,15
0,15—
0,18
0,18—
0,22
Наклонный
3,5
5
8
0,30—
0,40
0,40-
0,45
0,45—
0,55
0,20—
0,30
0,30-
0,35
0,35-
0,40
0,16—
0,20
0,20—
0,25
0,25—
0,30
0,12—
0,18
0,18—
0,20
0,20-
0,25
0,15—
0,20
0,20—
0,25
0,25—
0,30
Примечание. Меньшие значения припусков следует при¬
менять для колес с количеством зубьев меньше 50, большие — для
колес с количеством зубьев свыше 50.
230
Таблица 93
Режимы резания. Сталь и чугун серый.
Шеверы дисковые с мелкими зубьями
и углом скрещивания 10—15°
Степень
точности
зубчатого
колеса
Класс
чистоты
по ГОСТ
2789-59
Количество зубьев зубчатого колеса
Радиаль¬
ная подача
на один
ход стола
w мм
12
17
’ 25
40
Продольная подача стола за один
оборот детали sQ, мм/об
6
V8 и выше
0,10—
0,15
0,15—
0,20
0,20—
0,25
0,25-
0,30
0,02—
0,025
V7
0,15—
0,20
0,20—
0,25
0,25—
0,30
0,35—
0,40
7
V8 и выше
0,10—
0,15
0,15—
0,20
0,20—
0,25
0,25—
0,30
0,04—
0,05
V7
0,15—
0,20
0,20—
0,25
0,25—
0,30
0,35-
- 0,40
Таблица 94
Окружная скорость шевера
Наименование
обрабатываемого материала
Сталь
Чугун
серый
15. 20
25
30, 35
40, 45,50
20 X,
35 X,
40 X
Твердость по Бри-
нелю НВ до
170
196
217
285
229
210
Окружная скорость
v0y м/мин
150
140
130
80
105
110
231
Таблица 95
Мощность, потребная при зубофрезеровании
червячными модульными фрезами.
Стали углеродистые и легированные
Нарезаемый модуль т
t, ММ до
Характер
Подача s0,
4 I
1 6
1 8
обработки
мм/об
^ 1
1 v
1
Мощность, кВт
Черновая
0,6
0,7
0,8
однрзаходной
0,8
0,7
0,8
0,9
фрезой
1,1 *
0,8
0,9
1,1
1,5
0,9
1,0
1,2
2.0
1,1
1,2
1,5
2,8
1,2
1,4
1,6
3,7
1,4
1,6
1,8
5,0
1,6
1,8
2,1
Черновая
1,5
0,8
1,3
1,8
двухзаходной
2,3
1,0
1.7
2,4
фрезой
Таблица 96
Величина врезания и перебега инструмента.
Фрезы червячные модульные для цилиндрических
зубчатых колес. Обработка в один проход
Характер обработки
Глубина резания t.
Угол наклона .зуба
Р, град
Число зубьев коле¬
са 2
Модуль нарезаемого колеса
т, мм
2
3 | 4 | 5
6 | 8
10
Диаметр фрезы D, мм
55
70 | 80 | 90 | 12б| 145
161
Врезание и перебег llf мм
Обработка
при одно¬
именном
угле
наклона
По сплош¬
ному
металлу
2,2т
0
20
40
20
20
27
28
аз
34
39
40
45
47
56
58
67
69
15
80
21
29
36
42
49
61
72
Обработка в два прохода
Первый
1,4/77
0
20
46
57
Второй
0,7т
0
20
36
43
232
Таблица 97
Величина перебега инструмента
в направлении главного движения
Станки
Длина обраба¬
тываемой по¬
верхности /, мм
Перебег инстру¬
мента в направ¬
лении главного
движения /,, мм
Станки
Длина обраба¬
тываемой по¬
верхности /, мм
Перебег инстру¬
мента в направ¬
лении главного
движения 1х, мм
Зубодол¬
бежные
20
50
5
8
Зубодол¬
бежные
70
85
12
15
Таблица 98
Вспомогательное время на операцию
Зубофрезерные
станки
№ позиции
я
*
я
СС
5
Способ установки
детали
Вид подачи
Число про¬
ходов
Длина обра¬
ботки, мм до
Масса детали,
кг до
1
3 | 8
Время, мин
1
2
С полуавто¬
матическим
циклом
На оправке
с креплением
гайкой
- *
-
-
0,37
0,50
0,70
В центрах
-
-
-
0,19
0,22
0,31
3
4
5
6
7
8
С ручным управлением
На оп¬
равке
с креп¬
лением
гайкой
Без вы¬
верки
Вдоль
оси
колеса
1
100
Св.
100
0,75
0,90
0,85
1,00
1,05
1,20
2
100
Св.
100
-
-
1,9
2,2
Ради¬
альная
1
-
0,65
0,80
1,0
При установке
на оправке
нескольких
деталей добав¬
лять на каждую
последующую
0,16
0,18
0,26
233
Таблица 99
Вспомогательное время на операцию
Зубодолбежные
станки
в
Я
ST
Масса детали,
кг до
S
СГ
о
с
Способ установки детали
Г
3
8
£
Время, мин
1
Пневматическим
зажимом
0,31
0,37
0,49
2
На оправке
с крепле¬
нием
Гайкой с шайбой
Без
выверки
0,39
0,46
0,60
3
Г идроп ластом с
помощью ключа
0,42
0,50
0,65
4
В цанговом
патроне
с крепле¬
нием
Маховичком или
ключом
Без
0,44
0,46
—
5
Пневматическим
зажимом
выверки
0,40
0,43
—
6
При установке одновременно
нескольких деталей на каж¬
дую последующую свыше од¬
ной
0,09
0,10
0,14
7
Добавлять
ко времени
на опера¬
цию
При изменении числа двой¬
ных ходов ползуна или вели¬
чины круговой подачи рыча¬
гом
0,3
8
При работе на станках с по¬
воротным столом
0,04
234
Таблица 100
Вспомогательное время на операцию,
время на обслуживание
рабочего места и подготовительно¬
заключительное время
Зубошевинговальные
станки
Вспомогательное время на операцию
Станки
Способ установки детали
Масса детали
с оправкой, кг до
Время, мин
С полуав¬
томатиче¬
ским
циклом
На цен¬
тровой
оправке
в цен¬
трах
С ручным
управле¬
нием
С деталью, предва¬
рительно надетой на
оправку (работа с дву¬
мя оправками) в цен¬
трах
0,13
С надеванием де¬
тали на оправку (ра¬
бота с одной оправ¬
кой)
0,37
0,16
0,24
0,46
С деталью, предва¬
рительно надетой на
оправку (работа с дву¬
мя оправками) в цен¬
трах
С надеванием дета¬
ли на оправку (ра¬
бота с одной оправ¬
кой)
0,25
0,49
0,28
0,60
0,65
0,36
0,70
Время на обслуживание рабочего места,
перерывов на отдых и личные надобности
5
Процент от оперативного времени
аобс
4,0
аотл
4,0
Подготовительно-заключительное
время на партию
На -наладку станка, инструмента
и приспособлений
235
Продолжение табл. 100
Способ установки детали
Время, мин
6
В центрах на оправке
13
На пробную обработку деталей
Оперативное время на изготовление де¬
тали, мин до
2
5
Св. 5
7
Время на пробную обработку деталей,
мин
3
4
6
На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
8
Получение инструмента и приспособлений ис¬
полнителем работы до начала и сдача их после
окончания обработки партии деталей
5
Таблица 101
Вспомогательное время на контрольные измерения
№
позиции
Измерительный
инструмент
Точность
измерения
Измеряемый
размер, мм до
Время, мин
1
Штангензубомер
0,02 ММ
т = 5
0,6
2
т= 10
0,75
Периодичность контрольных измерений детали
на операцию
Виды обрабатываемых
поверхностей и характер
обработки
Степень
точности
измерения
Измеряемый
размер, мм до
Работа
инструментом,
установлен¬
ным на размер
Периодич¬
ность
промеров
Зубчатое
колесо
Предвари¬
тельная
3
т= 1-10
0,3
Окончательная
6—11
0,1
236
Таблица 102
Время на обслуживание
рабочего места, время перерывов
на отдых и личные надобности
Зубофрезерные и
зубодолбежные станки
Группа станков
1
11
Наибольший нарезаемый модуль т
6
12
Процент от оперативного
времени
аобс
4,0
4,5
аотл
4,0
Подготовительно-заключительное время
На наладку станка, инструмента и приспособлений
№
позиции
Способ установки детали
Время, мин
1
На оправке, в центрах, в патроне
24
30
2
На оправке с подставками, на
32
40
подставках
3
В центрирующем приспособлении
26
31
для колес с внутренним зацепле¬
нием
На дополнительные приемы
4
Установить и снять направляющие
5
6
буксы для обработки колес с косым
зубом (на зубодолбежных станках)
5
При настройке зубофрезерного
3,0
3,5
станка для обработки колес с косым
зубом
6
Выверить оправку для детали на
3,0
5,0
станке по индикатору
На пробную обработку деталей
Нарезаемый модуль т
На зубодолбежных станках: обработка
нескольких зубьев, измерение, установка
размера
2,5
12
На зубофрезер¬
ных станках
Число зубьев на¬
резаемого колеса
20
1,5 .2,0
3,0
40
2,0 | .2,5
4,5
На получение инструмента и приспособ¬
лений исполнителем работы до начала и
сдача их после окончания обработки партии
деталей
7,0
237
ПРОТЯЖНЫЕ РАБОТЫ
Таблица 103
Группы обрабатываемости материалов
в зависимости от марки и твердости
Группа
Марка
Группа обрабатываемости
I | II | III
НВ
Углеродистые стали
10, 15, 20,
25
30, 35, 40,
45, 50
<^229
^255
255—285
285—321
Хромистые стали
15Х, 15ХР,
20Х, ЗОХ
40Х
^255
^229
255—302
229—269
269—302
Чугун серый
Все марки
НВ 197 — VI группа
НВ 197—269 —
VII группа
Таблица 104
Группа качества протягиваемых поверхностей
Группа
качества
Вид протягиваемой поверхности
Цилиндрические
отверстия, наружные
поверхности и пазы
простых профилей
Шлицевые
Технические требования
Класс
ЧИСТОТЫ
Класс
тбчноСти
Класс чистоты
Класс
точности
По d
или Д
шлицевых
отверстий
По боковым
поверхно¬
стям
шлицев,
пазов
По d
или Д
шлицевых
отверстий
. 1
V7 и выше
Все
V7
V6
Не лими¬
тирует
2
V6
V6
V5
2
3
V5
3
V5 | V4
3
Примечание. Группа качества протягиваемой поверхности
определяется одним из технических требований (класс чистоты, класс
точности) или их сочетанием.
238
Таблица 105
Геометрические параметры режущей части протяжек
Обрабатываемый материал
Группа
обрабаты¬
ваемости
Угол V, град
Черновые
и переходные
зубья
Чистовые
и калибрую¬
щие зубья
Сталь
I
II и III
20
15
20
18
Чугун серый
СЧ и ЛСЧ
VI
VII
10
5
10
5
Тип протяжки
Г руппа
качества
протяги¬
ваемой
поверх¬
ности
Угол а, град
Черновые
и пере¬
ходные
зубья
Чистовые
зубья
Калиб¬
рующие
зубья
Внутренние,' нерегули¬
руемые наружные и шпо¬
ночные
1—3
3
2
1
Таблица 106
Смазывающе-охлаждающие жидкости (СОЖ)
Принятое
условное
обозначение
СОЖ
Млименование
смазывающе-
ох л аж дающей
жидкости
Составные части жидкости
Наименование
%
А
Эмульсия
Эмульсол
Вода
5—10
Остальное
Б
' Эмульсол
Вода
15—20
Остальное
В
Сульфофрезол
Сульфофрезол
100
Г
Сульфофрезол
с олифой
Олифа
Сульфофрезол
15—30
Остальное
П
О
Керосин
Без охлажде¬
ния
Керосин
100
239
Продолжение табл. 106
Области применения СОЖ
Обрабатываемый
материал
Группа
обрабаты¬
ваемости
Группа качества протягиваемой
поверхности
1
2
Условное обозначение применяемой
смазывающе-охлаждающей
жидкости
Сталь
I И II
в, г, ж
Б, В, Г, Ж, 3
III и IV
и, к
Б, В, Г, Ж,
3, К
Чугун серый
VI и VII
Д, о, П
Таблица 107
Рекомендации по ограничению величины подачи черновых зубьев
Скорость
резания vt
м/мин
Группа обрабатываемости
I
II
III
IV
Группа качества протягиваемой поверхности
I
I
I
Подача черновых зубьев s0, мм/зуб на сторону
До 3
0,18
0,23
0,14
0,18
0,12
0,15
0,16
0,20
Св. 3 до 6
0,15
0,19
0,12
0,15
0,10
0,12
0,13
0,17
Таблица 108
Удельная осевая сила резания q0f приходящаяся на 1 мм
длины режущей кромки. Протягивание конструкционных угле¬
родистых легированных сталей в нормализованном, отожженном
и горячекатаном состоянии. Охлаждение — сульфофрезол
Передний угол V, град
Подача на зуб s, мм
10
1 15
Удельная осевая сила резания qQ, кгс/мм
0,09
22,07
19,53
0,1
24,08^
21,50
0,12
28,24
25,44
0,13
30,43
27,41
0,14
32,61
29,38
240
Продолжение табл. 108
Поправочные коэффициенты на удельную осевую силу реза¬
ния qQ для измененных условий работы. В зависимости от:
1) обрабатываемого материала, его состояния и твердости
Обрабатываемый материал
Твердость
НВ
Коэффициент
Стали I—V
групп обрабаты¬
ваемости
После закалки и
отпуска
<285
285—336
336-375
1,2
1.3
1.4
В отожженном,
нормализованном и
горячекатаном со¬
стоянии
130-321
1,0
Чугуны серые, ковкие, антифрикци¬
онные VI и VII групп обрабатываемости
<229
^.229
0 5
0,7
2) вида смазывающе-охлаждающей жидкости
Обрабатываемый
материал
Обозначение СОЖ
Коэффициент Ка
“о
Сталь
Г, Л
в, и, к
А, Б, Е, 3
0,8
1,0
1,1
Чугун
О
А, Б
В, Д, П
1.0
0.9
0.8
3) способа разделения стружки
Типы протяжек
Шлицевые
Способ разделения стружки
Круглые и плоские
и шпоночные
Коэффициент Ка
ЧР
Выкружки
1.0
1,1
Узкие канавки
1.1
1,2
9 В. С. Стародубцева
241
Продолжение табл. 108
4) группы качества протягиваемой поверхности
Группы качества
1 и 2
3
4
Коэффициент
Протяжки, перетачиваемые
по передней грани
Протяжки, перетачиваемые
по задней грани
1,0
1,0
1,1
1,2
1,2
1,3
Таблица 109
Скорость резания. Протяжки из стали Р18 и Р9
Вид протяжек
Тип
производства
Группа качества
Обрабатываемый материал
Сталь
Чугун
и бронза
Группа обрабатываемости
I
и
ш
J V
V
VI,
VII,
IX
VIII
Скорость резания и, м/мин
Круглые,
шпоночные,
наружные
и пазовые
простого
профиля
Мелкосе¬
рийное
и еди¬
ничное
1,2,
3, 4
6
5
5
2
2
7
5
Шлицевые
Массовое
и серийное
2
7
6
5
4
2
7
5
Поправочный коэффициент на скорость резания
в зависимости от марки инструментальной стали
Марка инструментальной стали
Р18, Р9
ХВГ
Коэффициент Ки
1,0
0,7
242
Таблица 110
Стойкость протяжек. Протяжки из стали Р9 и Р18,
перетачиваемые по передней грани. Работа с охлаждением
Скорость
резания v,
м/мин
Стойкость
чистовой
части, м
Подача черновых зубьев sQ, мм/зуб
на сторону
0,06 | 0,03 0,10 0,12
Стойкость черновой части, м
Стали I группы- обрабатываемости
5
87
171
162
149
142
6
79
151
140
132
125
7
73
136
126
119
ИЗ
Стали III группы обрабатываемости
5
59
84
77
73
69
6
54
74
68
65
61
7
49
67
62
58
55
Чугуны VI группы обрабатываемости
7
8
87 135
82 124
126
116
120
110
115
106
Поправочные коэффициенты на стойкость протяжек
для измененных условий работы в зависимости от:
1) вида и группы качества протягиваемых поверхностей
Для
протяжек,
перетачивае¬
мых
Виды протягиваемых
поверхностей
Группа качества протягиваемой
поверхности
I | 2 | 3
Коэффициент Кт
в
По перед¬
ней грани
Отверстия цилиндри¬
ческие, многогранные,
пазы и наружные по¬
верхности сложного про¬
филя
0,7
1,0
1,5
Отверстия шлицевые
и фасонные
0,5
0,8
1.2
243
Продолжение табл. 110
2) схемы резания
Схема резания
Переменного резания
и трапецеидальная
Обычная (с узкими канавками)
Коэффициент КХр
1,0 I
0,5
3) вида заготовки и подготовки поверхности под протягивание
Вид заготовки
Прокат, штампованная
оягптпп^я и пгптпкя
Литье
Цвет¬
ных
Стальное
Чугунное
метал¬
лов
Подготовка поверхности под протягивание
Необработанная
,
Обработанная
травленая
нетрав¬
леная
Обработан
ная
Необрабо¬
танная
Обработан
ная
Необрабо¬
танная
Обработан
ная
Коэффициент Л^тз
1,0 | 1,0 | 0,8 | 0,9 | 0,7 |
1,0 | 0,7 | 1,0
4) материала протяжки
Материал протяжки
Коэффициент КТы
Сталь Р18
Сталь ХВГ
1,0
0,5
5) доводки зубьев протяжки
Протяжка с зубьями
доведенными
недоведенными
Коэффициент КТд
1,0
0,75
6) вида смазывающе-охлаждающей жидкости
Обрабатываемый
материал
Условное обозначение применяемой смазывающе-
охлаждающей жидкости
А, В
Б
г
д
Е
Ж
3
и
К
л, Н
о
п
р, т
Коэффициент КТо
Сталь
Чугун серый
0,8
1,0
1,0
1.3
1,2
о 1
1,5
0,8
1,0
1,0
—
1,0
1.2
—
244
Таблица 111
245
Время на обслуживание рабочего места, отдых и личные надобности
246
Получение инструмента и приспособлений исполнителем работы до начала
сдача их после окончания обработки партии деталей
Таблица 112
Вспомогательное время на измерение и периодичность
контрольных промеров детали на операцию
I. Вспомогательное время на измерение
Содержание работы: 1. Взять инструмент. 2. Промерить
деталь. 3. Отложить инструмент
№ позиции
Измерительный
инструмент
Точность
измерения
Измеряемый
размер, мм
ДО
Длина измеряе¬
мой поверхно¬
сти, мм до
to
СП
СП
о
100
Время, мии
1
Калибр-пробка гладкая
двусторонняя
2—3-й класс
50
0,12
0,13
0,16
2
100
0,15
0,16
0,20
3
4—5-й класс
50
0,08
1
0,09
0,11
4
100
0,10
0,11
0,13
5
Калибр-пробка шлице¬
вая
2—Згй класс
50
0,14
0,16
0,20
6
75
0,16
0,19
0,24
7
Шаблон
линейкой
односто¬
ронний
-
100
0,10
8
300
0,13
9
двусто¬
ронний
-
100
0,12
10
300
0,16
II. Периодичность контрольных измерений
№ позиции
Вид обрабатываемых
поверхностей
Точность
измерения
Коэффициент
периодично¬
сти контроль¬
ных промеров
детали на
операцию /пер
1
Цилиндрические и
и плоские
4 —5-й класс
0,03
2
2 —3-й класс
0,04
247
ШЛИФОВАЛЬНЫЕ РАБОТЫ
Таблица 113
Выбор характеристики шлифовального круга.
Круглое наружное шлифование
Стали конструкционные углеро¬
дистые и легированные
Твердость
HRC 30—50
Рекомендуемая характеристика
круга
Чугуны
и бронзы
35
С ради¬
альной
подачей
У7
V8
Э, ЭБ40СТ1 К
ЭБ16—25СТ2К
Э, ЭБ40С1 К
ЭБ16 — 25С2К
КЧ, Э40С1 К
КЧ, Э16—26СК
С про¬
дольной
подачей
V7
V8
1 Э, ЭБ40СТ1 К
ЭБ16—25СТ1К
Э, ЭБ40С1К
ЭБ16—25С2К
КЧ, Э40СМ2К
КЧ. Э16—25СМ
Примечание. 1. Таблицы режимов резания составлены
для кругов твердости Cl—С2. При работе кругами иной твердости
величины табличных подач для более мягких кругов умножаются
на 1,1, а для более твердых кругов — на 0,85.
2. Обозначения шлифовальных кругов даны по старому ГОСТ
2424—60, так как эта таблица взята из Общемашиностроительных нор¬
мативов [11], не переиздававшихся после выхода нового ГОСТ 2424 — 67.
Таблица 114
Группа обрабатываемости шлифованием
различных марок материалов
Группы
обраба¬
тывае¬
мости
Обрабатываемый материал
Марки материалов
1
Стали конструкционные, уг¬
леродистые и легированные
хромом, марганцем, никелем
и инструментальные углеро¬
дистые
20, 40, 45, 50Г, 65Г, 15Х,
20Х, 40Xv 40Н, 12ХНЗА,
12Х2Н4А, 20ХНЗА, 20ХГНР,
У7А, У8А, У10А, У12А и
близкие к ним
и
Стали конструкционные, ле¬
гированные вольфрамом, ти¬
таном, кремнием, молибденом
ЗЗХСА, ЗЗХМЮА, ЗОХГС,
18ХНВА, ЗОХГТ, 38ХСА,
18ХГТ, 12ХМФ, ЗОХМ, 20ХМ,
34ХН1М, Э4ХНЗМФ,
15Х1М1Ф, ХВ2, 50ХФА,
111X15 и близкие к ним
V
Чугуны, бронзы
12-28, 15-32, 18-35, 22-44,
ОЦ 10-2, ОЦС 6-6-3, АЖ 9-4
и близкие к ним
24а
Таблица 115
Точность и жесткость станков
Вид
шлифования
Модель станка
Стан1
тавши
и
<и
о
6
КИ, про]
е непре]
н'
<и
8
рабо-
рывно
н
0)
ч
о
см
А
О
Коэффициент Кж
Круглое шли¬
фование
316, ЗБ151, ЗА 151, 3152,
ЭА153У, 312П, 310П
1,0
0,85
0,7
Плоское шли¬
фование
3734А, 3734Т, 373, 371П, 371 К,
3756, 372АМ, 372Б, 3731, 3724
1,0
1,0
1.0
Таблица 116
Режимы резания. Круглое наружное шлифование
с продольной подачей
I. Частота вращения детали яд,
продольная минутная подача sM
Диаметр
шлифования
Dд, мм до
Группы материала
Ширина круга
■вк. мм
Стали
HRC < 30
чугун,
бронза
Стали
HRC
30-50
Стали
HRC > 50
50
Классы чистоты
поверхности
V 7 | V 8
Частота вращения детали
об/мин
Продольная минут¬
ная подача sM,
мм/мин
25
200
320
450
4000
6400
7500
2500
4000
5600
32
150
290
350
3000
5800
7000
4370
3600
4400
50
120
240
250
1800
4500
5500
1750
2800
3450
249
Продолжение табл. 116
II. Поперечная подача на ход стола s/x
Продольная
минутная
подача sM,
мм/мин до
Припуск
на диа-
метр 2п,
мм до
Диаметр шлифования Dмм до
25 | 32 | 40 | 63
Поперечная подача на ход стола s, ,
*х
мм/ход
2500
0,30
0,50
0,013
0,016
0,0106
0,013
0,009
0,012
0,0074
0,0098
3600
0,30 "
0,50
0,0087
0,0106
0,0071
0,0087
0,0061
0,0080
0,0050
0,0066
4300
0,50
0,70
0,010
0,0128
0,0096
0,0121
0,0091
0,0114
0,0072
0,0091
5200
0,50
0,70
0,0099
0,0124
0,0083
0,0135
0,0078
0,0125
0,0062
0,0099
6250
0,50
0,70
0,0085
0,0106
0,0071
0,0089
0,0067
0,0084
0,0053
0,0067
Примечание. При поперечной подаче на двойной ход стола
значения S/ умножить на 2.
1х
III. Поправочные коэффициенты на поперечную подачу
на ход стола KStx для измененных условий работы
в зависимости от:
1) обрабатываемого материала и точности
Класс точности
Группа обрабатываемого
материала
2
2а
3
Коэффициент
I
V
1,0
1,6
1,25
2,0
1,6
3,0
2) размера и скорости шлифовального круга
Диаметр круга DK
. мм
Окружная скорость круга
V м/с
400
500
I 600
Коэффициент
35
50
0,8
1,04
0,9
1,16
1,0
1,3
250
Продолжение табл. 116
3) способа шлифования и контроля размеров
Способ
' измерения размеров
Ручное измерение
Вид подачи
штангенцир¬
кулем, ми¬
жесткой
активный
крометром
скобой
контроль
и пр.
Ручная
0,8
1,0
1,2
Автоматическая
—
—
1,4
4) формы поверхности нГ жесткости детали
Шлифуемая поверхность
Жесткость детали
Цилиндри¬
Преры¬
вистая
С галтелью или
торцом
(отношение /,д : Dд)
ческая
(шлице¬
вая)
с одной
стороны
с двух
сторон
Коэффициент
^10
1,0
1,3
0,73
0,58
>10
0,9
1,15
0,66
0,52
Таблица 117
Мощность, потребная на резание
и режим бесприжогового
шлифования
Круглое наружное
шлифование с продольной
подачей
1. Мощность, потребная на резание N
Окружная скорость
детали ид, м/мин до
Продольная минутная подача sM,
мм/мин до
19
27
38
53
2800
1700
1040
650
4550
2800
1700
1040
7500
4550
2800
1700
7500
4550
2800
7500
4550
7500
Поперечная подача на ход
стола, мм/ход до
Мощность на резание N, кВт
0,005
0,007
0,01
0,6
0,8
1,0
0,8
1,0
1,3
1,0
1,3
1,6
1,3
1,6
2,0
1,6
2,0
2,6
2,0
2,6
3,2
251
Продолжение табл. 117
II. Поправочные коэффициенты на мощность
в зависимости от:
1) твердости, ширины и скорости круга KY
Окружная
скорость
Ширина
шлифо¬
Твердость шлифовального круга
круга i>K, м/с
до
вального
круга Вк%
мм до
М2—М3
СМ1—СМ2
С1-С2
СТ1-СТ2
35
40
0,8
0,9
1,04
1,22
63
0,9
1.0
1,16
1,36
2) диаметра шлифования и группы обрабатываемого ма¬
териала
Группа
обрабатывае¬
мого
материала
Диаметр шлифования £>д, мм до
25
'40
63
100
Коэффициент Кь
I
0,8
0,9
1,63
1,12
V
0,4
0,5
0,63
0,75
III. Предельные значения удельной мощности шлифования,
кВт на 1 мм ширины круга для бесприжоговой обработки
закаленной стали HRC ^ 40
Твердость
круга
Окружная скорость детали од, м/мин до
20
36
63
Удельная мощность ^уД.
кВт/ мм
СМ 1—СМ2
0,11
0,135
0,175
Cl — С2
0,1
0,125
0,16
СТ1—СТ2
0,09
0,115
0,15
252
Таблица 118
Режимы
резания
Круглое * наружное
шлифование с радиальной
подачей
1. Частота вращения детали лд, минутная
поперечная подача StM
(Q
Группа материала
Длина шлифования L_.
0
О
•©•О
Стали
HRC <
< 30,
чугун,
бронза
Стали
HRC
30-50
мм до
А
ч -
а|
а .
t-f
Припуск
на диа¬
метр 2/7,
32
40
50
Диаме
ния D
Частота вращения
детали лд, об/мин
мм до
Минутная поперечная
подача s, , мм/мин
1м
32
40
50
125
100
80
60
25
250
200
150
75
0,3
0,5
0,3
0,5
0,3
0,5
0,5
0,89
1,11
0,79
1,10
0,70
0,88
0,56
0,78
0,97
0,70
0,87
0,61
0,77
0,48
0,68
0,85
0,61
0,76
0,54
0,68
0,43
11. Поправочные коэффициенты на поперечную
подачу KSt для измененных условий работы
Ы
в зависимости от:
1) обрабатываемого материала, точности и чистоты поверх¬
ности
Класс точности и чистоты поверхности
Группа обрабатываемого
материала
2
2а
3
8 | 7
,8 | 7
8 | 7
Коэффициент
I
V
0,83 1,0
1,3 1,6
1,1 1,25
1,7 2,0
1,3 1,6
2,6 3,0
2) размера и скорости вращения шлифовального круга
Окружная
скорость круга
v м/с
Диаметр круга £>к> мм ■
400 | БОО | 600 | 750
Коэффициент
35
50
0,83
1,04
0,9
1,16
1,0
1,3
1,1
1,4
253
Продолжение табл. 118
3) способа шлифования и контроля размеров
Вид подачи
Способ измерения размеров
Ручное
измерение
(скобой,
микрометром
и пр.)
Накидная
индикатор¬
ная скоба
Активный
контроль
АКЗ и др.
Ручная
Автоматическая
0,8
1,0
1,25
1,3
4) формы поверхности и жесткости детали
Жеоткость
детали
(отношение
la ■■ °д)
Шлифуемая поверхность
Цилин¬
дриче¬
ская
Преры¬
вистая
(шлице¬
вая)
С галтелью
с одной стороны
с двух сторон
г<2
г > 2
Г < 2 | Г > 2
Коэффициент
VA
1,0
0,9
1,3
1,15
0,77
0,70
0,87
0,79
0,67
0,60
0,75
0,68
Таблица 119
Вспомогательное время, связанное
с обработкой поверхности
Круглошлифовальные
станки
•
я
я
«
я
Я
0>
(X
брабатывае-
:ности, мм до
Наибольший диа¬
метр устанавливае¬
мого изделия, мм
ДО
Характер
обработки
3
я
А
0)
S
«
300
Я
я
я
я
«
о
д
к
V Н.
S'*
55 п
я
Л
н
и
о
я
о О,
ь д
а а
Л*
Длина обрабаты¬
ваемой поверхно¬
сти, мм ДО
£
42 н
5 и
о
н
Л °
с(я
100 250 | 500
1. Обработка цилиндрических поверхностей
с продольной подачей
1
Шлифование
поверхности
без измерения
—
—
—
0,16
254
Продолжение табл. 119
к
К
«
«с
я
X
<и
р.
о
. ч
со 55
A 2
Я .
££
ю Г!
Наибольший диа¬
метр устанавливае¬
мого изделия, мм
ДО
Характер
обработки
3
X
<и
2
«0 о
«к
300
ж
к
Cf
х
т
О
Измерител
струмент
к
А
Н
о
о
X
° о.
СХ О»
Н *
О) о
s с
<0 «S
Длина обрабаты¬
ваемой поверхно¬
сти, мм до
%
о
н
* о
etS
100
| 250
500
2
Универ¬
сальные
2-й
50
0,5
055
0,60
3
Шлифование
много¬
мерные
класс
100
0,7
0,8
0,85
4
поверхности
с измерением
Скоба
2-й
50
0,50
0,60
0,65
5
жесткая
класс
100
0,80
0,95
1,05
11. Обработка цилиндрических поверхностей
с радиальной подачей
6
Шлифование
поверхности
без измере¬
ния (за одно
Длина обрабатывае¬
мой поверхности,
мм до
50
1
100
7
врезание)
—
—
—
0,07
8
Шлифование
Универ¬
сальные
2-й
50
0,39
9
поверхности
с измерением
много¬
мерные
класс
100
0,55
10
11
(за одно
врезание)
Скоба
жесткая
. 2-й
класс
25
50
0,29
0,37
0,39
Таблица 120
Время на обслуживание
рабочего места и
подготовительно-заключительное
время
Круглошлифовальные
станки
1. Время на обслуживание рабочего места
и перерывов на отдых и личные надобности
Наибольший диаметр устанавливаемого изде¬
лия, мм до
300
Время на обслуживание рабочего места, %
от оперативного времени
9,0
255
Продолжение табл. 120
Время перерывов на отдых и личные надоб¬
ности, % от оперативного времени
4
11. Подготовительно-заключительное время на партию
А. На наладку станка, инструмента и приспособлений
№
пози¬
ции
Способ установки детали
Время, мин
1
В универсальном приспособлении (цен¬
тры, оправка, патрон)
10
Б. На дополнительные приемы
2
Установить и снять люнет с регулиров¬
кой кулачков
2,0
3
Настроить приспособление для автома¬
тического измерения в процессе шлифо¬
вания
10,0
4
Установить и снять шлифовальный круг
6,0
5
Править шлифо¬
вальный круг после
смены (предвари¬
тельно)
по цилиндриче¬
ской поверхности
1,0
один торец
1,5
один радиус
0,5
В. На получение инструмента
и приспособлений и сдачу их
6
Получение инструмента и приспособле¬
ний исполнителем работы до начала и сдача
их после окончания обработки партии
деталей
7,0
256
МНОГОСТАНОЧНЫЕ РАБОТЫ
Таблица 121
Значения коэффициента /Сд
Оборудование
Коэффициент
Станки специального назначения и автоматы
Универсальные станки
Стан к и-дублеры
0,8
0,7
0,85—0,9
Таблица 122
Значения коэффициента Кт
Техническое обслуживание
станков осуществляется
Количество обслуживаемых станков
2
3
4
5
6
7 и
более
Рабочим-станочни ком
Наладчиком
1,4
1.0
1,9
1,0
2,2
1,1
2,6
1,2
2,9
1,3
3,1
1,4
Таблица 123
Средние значения количества станков, обслуживаемых
одним рабочим, исходя из условия нормальной загрузки
рабочего
Коэффициент занятости рабочего К
Тип станка
О.Ю
0,20
0.30
0.40
0.50
Специального назна¬
чения
8
4
3
2
2
Универсальные . . .
7
4
3
2
2
257
Таблица 124
Коэффициент К0
ю
эбслу-1
од-
им
Коэффициент занятости рабочего на операции К3
Количеств
станков,
живаемых
ним рабоч
0,05
0,10
0.15
0,20
0,25
0,30
0,35
0,40
0,45
0,50
2
1,01
1,01
1,02
1,04
1,06
1,09
1,12
1,16
1,20
1,25
3
1,01
1,02
1,05
1,10
i;i5
1,20
1,30
1,40
1,50
1,60
4
1,02
1,04
1,10
1,16
1,26
1,40
—
—
5
1,03
1,04
1,15
1,23
Примечание. Цифры, помещенные ниже жирной черты, соот¬
ветствуют количеству обслуживаемых станков, превышающему норму
обслуживания.
Таблица 125
Время 'организационного обслуживания рабочего места
в условиях многостаночного обслуживания ос^
Тип
станка
Основные
параметры станка
Количество станков, обслуживаемых
одним рабочим-оператором
2
3
4
5
1 •
7
8
аорг’
% от оперативного времени
Токар¬
ные
полуав¬
томаты
Наибольший
диаметр обработ¬
ки над станиной
(400 мм)
3,5
5,5
7,0
9,0
10,5
12,5
14,0
Зубо¬
резные
—
3,2
4,8
6,4
8,0
9,6
11,0
13,0
258
Таблица 126
Время технического обслуживания рабочего места
в условиях многостаночного обслуживания (%).
Серийное производство. Полуавтоматы
и универсальные станки
Тип станка
«I
s*
* 2
>>к
у St S
О О о
« й*
оо?
2 * Й
0*0.
О а £
^ S з*
Коэффициент занятости рабочего /С
0,05
0.10
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0,50
Подналадка станка осуществляется самим рабочим
Токарные
полуавтоматы,
зуборезные
2
3,4
3,2
2,9
2,8
2,6
2,5
2,3
2,1
1,9
3
3,7
3,5
3,3
3,1
2,9
2,7
2,5
2,3
2,1
4
4,3
4,0
3,8
3,6
3,2
3,1
2,9
2,7
2,5
5
4,5
4,3
4,0
3,8
3,6
3,3
3,1
2,9
2,6
1.75
1.9
2.3
2.4
Подналадка осуществляется наладчиком
Токарные
полу¬
автоматы,
зубо¬
резные
2 и
более
2,4
2,3
2,1
2,0
1,9
1,75
1,6
1,5
1,4
1,25
Таблица 127
Время перерывов на отдых и личные надобности Оотл
Способ
установки
детали
Вес
детали, кг
ДО
Коэффициент
занятости
рабочего, %
от оператив¬
ного времени
до
Оперативное время опе¬
рации, мин до
3
5
10
Св. 10
аотл в пР°^ентах °т опе¬
ративного времени
1
20
7
6
5
5
40
7
6
6
5
80
7
6
6
5
100
8
7
7
6
Вручную
5
20
7
6
6
5
40
7
6
6
6
80
7
6
6
6
100
8
7
7
7
259
СЛЕСАРНО-СБОРОЧНЫЕ РАБОТЫ
Таблица 128
Разметка деталей при помощи чертилки,
циркуля и масштабной линейки
Содержание работы: 1. Установить размечаемую деталь на
плиту (верстак). 2. Разметить (накернить) деталь. 3. Отложить
деталь после разметки
Разметка осей отверстий
Количество размечаемых отверстий до
Расположение осей
отверстий
1 1
1 2 1
1 3 1
1 4 1
1 6
Время, мин
По прямой
По окружности
0,6
0,67
0,9
0,98
1,05
1,35
1,43
1,65
1,8
2,1
Разметка контура чертилкой или линейкой
Вид
разметки
Расположение
отверстий
Париметр контура, мм
ДО
100
| 200
400
600
Время, мин
По линейке
Горизон¬
0,13
0,18
0,25
0,3
тальное
Вертикальное
0,15
0,2
0,3
0,35
По шаблону
Горизон¬
0,27
0,37
0,45
0,53
или детали
тальное
Вертикальное
0,37
0,45
0,6
0,68
Окернивание линий по разметке
Количество точек до
Линия
5
1 '
1 •
1 12
1 15
Время, мин
Прямая
0,3
0,38
0,45
0,53
0,6
Кривая
0,4
0,5
0,6
0,7
0,8
Кернение центра окружности под сверление
Диаметр отверстия, мм до
Время, мин
5
0,12
10
0,15
30
0,2
260
Таблица 129
Резка ручной ножовкой.
Материал — сталь ав = 40-^- 60 кгс/мм2
Содержание работы: 1. Взять и установить заготовку в ти¬
ски. 2. Отрезать деталь ножовкой по размеру. 3. Снять и отло¬
жить деталь и отходы
Профиль заготовки
Круг
а
«и ж
О.Х
CQ S
Шестигранник
2
<D Ж
О- *
CQ S
Квадрат
go
О.Ч
2а
и а
а
X *
Q.SC
m а
Полоса
а) а
и а
а
о» а
сх х
со а
15
17
20
25
1,35
1,7
2,1
3,0
11
13
14
16
1,95
2,1
2,6
3,1
11
12
14
16
1,05
1,2
1,4
1,7
30X6
40X6
50X6
40X8
1,1
1,4
2,0
1,55
Поправочные коэффициенты
Материал
Сталь ав, кгс/мм*
>»
tr
Сплавы
а
3]
Ct
ая
о *
« «и
< х
Коэффи¬
циент
0,8
1,0
1,2
0,8
0,7
0,5
При выполнении работы в тисках на закрепление и от¬
крепление заготовки к нормативным данным добавлять время:
Вес заготовки, кг, до
Время, мин
0,3
10
0,4
20
0,6
261
Таблица 130
Установка деталей, узлов на вал или в отверстие
до упора вручную
Содержание работы: 1. Взять и переместить деталь, узел.
2. Установить деталь, узел на вал или в отверстие до упора
Л к
4 £
So
" а
н «
Н _
а ° §
^ 4 2
£яя s
S'*
aa
с *
*0 к
к Я
я ж
Ч <и
пх
Посадка
Ходовая, легкоходовая,
широкоходовая
Масса детали (узла), кг до
0,5
1 1 2
3
5
Штучное время, мин
1
50
50
0,18
0,21
0,25
0,29
0,33
2
100
0,22
0,27
0,32
0 36
0,41
3
300
0,28
0,33
0,4
0,44
0,5
4
100
50
0,24
0,29
0,35
0,4
0,47
5
100
0,31
0,37
0,44
0,5
0,55
Таблица 131
Установка деталей, узлов, на плоскость
с совмещением отверстий, установкой прокладки, шайб
и креплением болтами с гайками гаечным
или торцовым ключом
Содержание работы: 1. Установить прокладку с проверкой
установки. 2. Установить деталь на плоскость с совмещением
отверстий по двум контрольным шпилькам (до 20 кг вручную).
3. Установить болты в отверстия, надеть шайбы, навернуть
гайки на 2—3 нцтки, завернуть окончательно гаечным ключом
и зашплинтовать
Масса
детали,
узла, кг до
Диаметр
болта, мм
до
Количество болтов
Штучное время, мин
20
20
10
16
2,3
2,9
3,0
3>9
3.7
4.8
4,4
5,7
4.7
5.8
Примечание. При завертывании гаек пневмоэлектрогай¬
ковертом нормативное время принимать с коэффициентом 0,7.
262
Таблица 132
Установка деталей на плоскость по риске или кромке
Содержание работы: 1. Взять деталь, узел и переместить
к месту сборки. 2. Установить с помощью молотка по кромке
или риске. 3. Отложить молоток.
№
пози¬
ции
Наиболь¬
ший
размер
детали,
мм до
Масса детали, узла, кг до
I
2
3
5
10
Штучное время, мин
1
100
о.п
0,14
0,17
0,22
0,28
2
250 ;
0,135
0,17
0,21
0,26
0,34
3
500
—
—
0,26
0,30
0,41
Таблица 133
Запрессовка деталей на вал или в отверстие
со шпонкой, вручную
Содержание работы: 1. Взять деталь, узел, протереть соеди¬
няемые поверхности и смазать шейки вала под запрессовку.
2. Установить деталь, узел на вал или в отверстие со шпонкой.
3. Взять молоток, оправку и запрессовать деталь, узел, отло¬
жить молоток, оправку и узел
№ позиции
Масса
детали, кг
до
Длина запрессовки,
мм до
30
50
100
Штучное время, мин
1
2,0
0,5
0,6
0,75
2
3,0
0,55
0,65
0,85
3
5,0
0,6
0,7
0,9
4
8,0
0,65
0,8
1,05
Примечание. В карте предусмотрено время на запрессовку
детали при напряженной посадке. При других посадках нормативное
время принимать с поправочными коэффициентами: при скользящей
0,5, при плотной 0,95.
263
Таблица 134
Поправочные коэффициенты на измененные условия работы
№
позиции
Характеристика рабочего положения
или выполнения работы
Коэффици¬
ент
1
Выполнение работ удобное, движения
рабочего не стеснены, установка деталей
производится сверху или сбоку
1,0
2
Установка деталей, узлов производится
снизу
1,1
3
Установка деталей, узлов в труднодоступ¬
ных местах (на ощупь), движение рук
стеснено
1,2
4
Установка деталей, узлов при потолоч¬
ном положении
1,3
5
Установка деталей, узлов, стоя на коле¬
нях или сидя на корточках
1,4
6
Установка деталей, узлов, сидя с согну¬
тым корпусом
1,5
7
Установка деталей, узлов лежа на спине,
на боку, на животе и с опорой на локте
1,6
Таблица 135
Поправочный коэффициент на величину партии
Количество собираемых узлов, изделий i
i партии
1—3
4—5
6—7
8 и св. 8
Коэффициент
1,0
0,95
0,9
0,85
264
Таблица 136
Подготовительно-заключительное время, время
на обслуживание рабочего места, отдых
и личные надобности
Характер выполняемой
работы
№
позиции
Содержание работы
Простая
Средней
сложности
% оперативного времени
1
2
Подготовительно-заключи¬
тельное время Гп. з
Время на обслуживание ра¬
бочего места Тобс *
2.5
2.5
3,5
3,0
Характеристика работ по группам сложности
Группа
СЛОЖНОСТИ
Содержание работы по группам сложности
1 простая
И средней слож¬
ности
Сборочные работы, имеющие до трех при¬
гоночных поверхностей или до пяти сопря¬
гаемых деталей и не требующие применения
точного или сложного рабочего и измеритель¬
ного инструмента, а также применения подъем¬
ного крана
Сборочные работы, имеющие до шести при¬
гоночных поверхностей или до 10 сопрягае¬
мых деталей, без применения сложного и
точного рабочего и измерительного инстру¬
мента
Отдых
№
пози¬
ции
Масса пере¬
мещаемых
деталей,
узлов или
затрачивае¬
мых усилий
Время, в течение которого
затрачиваются физические усилия
Время на
отдых, %
от опера¬
тивного
времени
1
2
10
10
Менее половины суммы оператив¬
ного времени в течение смены
Более половины суммы оператив¬
ного времени в течение смены
2.5
3.5
265
Продолжение табл. 136
№
пози¬
ции
Масса пере¬
мещаемых
деталей,
узлов или
затрачивае¬
мых усилий
Время, в течение которого
затрачиваются физические усилия
Время на
отдых, %
от опера¬
тивного
време ни
3
11—20
Менее половины суммы оператив¬
ного времени в течение смены
3,5
4
11—20
Более половины суммы оператив¬
ного времени в течение смены
5
5
Личные надобности
2
ЭЛЕКТРОСВАРОЧНЫЕ РАБОТЫ
Таблица 137
Основное и неполное штучное время.
Швы тавровых соединений без скоса кромок.
Положение шва нижнее
Индексы
швов Т1. Т4 J
а
-
I
I
Площадь
попереч¬
Марка электрода УОНИ
-13
Катет
Число
Режимы сварки
Время на
1 м, мин
шва,
мм
ного се¬
чения
шва, мм*
проходов
Диаметр
электро¬
да, мм
Сила
тока, А
Основное
Неполное
штучное
4
24
1
4
200
5,6
7,5
5
32
1
5
250
6,0
7,8
6
40
1
5
280
6,7
8,7
8
61
2
5
280
10,2
13,5
10
85
2
5
280
14,2
18,3
Примечание. Время дано на сварку с одной стороны шва,
время на сварку шва с другой стороны брать по этой же таблице с уче¬
том коэффициента на положение шва в пространстве.
266
Таблица 138
Время
на прихватку изделий
Толщина свариваемого металла,
мм
до 4
6-8
1
10-14
1
| св.
14
Марка
электрода
Длина одной
прихватки,
, мм до
20
30
1 *
20
30 |
40 |
20 |
30 |
40 |
20
30
Время
на одну прихватку, мин
УОНИ-13
ЦМ-7
ОММ-5
0,10
0,12
0,15
0,11
0,13
0,17
0,12
0,15
0,19
0,13
0,17
Примечание. Время на очистку шлака
хватки равно 0,03 мин.
и брызг одной при-
Таблица 139
Коэффициенты к неполному штучному времени
Коэффициенты в зависимости от:
1) вида свариваемого шва
Вид шва
Длина шва, м до
0,05 | 0,10 | 0,25 | 0,5 | св. 0,5
К оэффициенты
Коротко¬
метражный
1,3
1,25 1,2
1.1 1,0
Криво¬
линейный
1,05
Прерывистый
1,1
2) отрицательной температуры
Температура наружного
воздуха или в неотапливае¬
мом помещении, °С
Условия сварки
Коэффициенты
0-11°
1,1
Ниже 11е
1,2
267
Продолжение табл. 139
3) положения шва в пространстве
Типы швов
Толщина метал¬
ла или катет
шва, мм
Положение шва
Нижнее
О)
• о
К X
£ Л
а. е-
V СИ
CQ *
Потолоч¬
ное
Горизон¬
тальное
Коэффициенты
Швы стыковых
Односто¬
1—6
1,3
1,6
1,5
соединений без
ронние
3
1,0
1,3
1,45
1,35
скоса кромок С2,
Двусто¬
4—8
1,7
2,0
1,9
СЗ
ронние
Швы тавровых
соединений
4—20
1,0
1,8
2,1
1,0
без скоса кромок, односто¬
ронние и двусторонние Т1—Т5
4) условий выполнения рабйты
Условия выполнения сварки
Коэффициенты
В удобном положении
В неудобном положении
В закрытых свободных или полуоткрытых
тесных объемах сечением не более 0,7 м2 с двумя
днищами
1,0
1,04
1,06
Таблица 140
Вспомогательное время, зависящее от изделия
1. Время на установку в приспособление или на рабочее
место свариваемых изделий (узлов), поворот и снятие их
Масса изделия (узла),
кг до
Вручную
Установка
Поворот
Снятие и тран¬
спортировка
Время на одно изделие, мин
5
0,3
0,1
0,1
10
0,5
0,15
0,2
20
0,8
0,20
0.4
30
1,5
0,25
0,6
100
1.6
1.6
1,1 (краном) ,
268
Продолжение табл. 140
Длина завертывания, мм до
•
Приспособления
20
40
60
Время на одно закрепление и открепление
детали, мин
Стационарный вин¬
товой прижим
0,3
0,5
0,8
2. Время на закрепление и открепление деталей прижим¬
ными приспособлениями
Пневмоприжим
0,15
Ручные тиски
0,15
0,20
0,30
3. Время на перемещение сварщика с инструментом. Сво¬
бодное перемещение
Перемещение на рас¬
стояние, м
10
15 20
Время на одно пере¬
мещение, мин
0,2
0,3
0,4
0,5
0,6
0,85
0,1
Примечание. Во времени, указанном в таблице, учтено
время перемещения сварщика и протягивания им провода к рабочему
месту.
Таблица 141
Подготовительно-заключительное время
Содержание работы
Сложность работы
Простая
Средней
сложности
Время* на задание
(партию), мин
Получение производственного зада¬
ния, электродов, инструктажа
Ознакомление с работой
Подготовка рабочего места и при¬
способлений к работе
Сдача работы
Характеристика работы
1. Простой считается сварка несложных изделий, не требующих
■ изучения технологической документации, подготовки приспособле¬
ний и инструктажа мастера.
2. Сваркой средней сложности является сварка изделий, имеющих
I несколько швов в различных положениях, требующих изучения тех¬
нологической документации, подготовки приспособлений и инструк¬
тажа мастера.
СПИСОК ЛИТЕРАТУРЫ
1. Миллер Э. Э. Техническое нормирование труда в машинострое¬
нии. Учебник для техникумов. Изд. 3-е., перераб. М., «Машинострое¬
ние», 1972, 248 с.
2. Методика и нормативы времени для нормирования много¬
станочных работ на металлорежущих станках. Изд. 5-е, М., Изд.
НИИТруда, 1972, 75 с. (ЦБПНТ при НИИТруда).
3. Общемашиностроительные нормативы времени для техниче¬
ского нормирования работ на металлорежущих станках. Мелкосерий¬
ное и единичное производство. Ч. I. Токарные, карусельные, сверлиль¬
ные, фрезерные, строгальные и долбежные станки. Ч. II. Горизонтально¬
расточные, зуборезные, шлифовальные, резьбонакатные станки и за¬
готовительные работы (резка металла на дисковых пилах, прессах и сор¬
товых ножницах). М., «Машиностроение», 1967,316 с., 188 с. (ЦБПНТ
при НИИТруда).
4. Общемашиностроительные нормативы времени для техниче¬
ского нормирования работ по свободной ковке под молотами. Мелко¬
серийное и единичное производство. М., изд. НИИТруда, 1973, 123 с.
(ЦБПНТ при НИИТруда).
5. Общемашиностроительные нормативы времени на горячую
штамповку. М., Изд. НИИТруда, 1968, 116 с. (ЦБПНТ при НИИтруда)
6. Общемашиностроительные нормативы времени на машинную
и ручную формовку литейных форм для чугунного, стального, и цвет¬
ного литья. Серийное и мелкосерийное производство. Изд. 2-е, М.,
«Машиностроение», 1967, 216 с. (ЦБПНТ при НИИТруда).
7. Общемашиностроительные нормативы времени на ручную элек-
тродуговую сварку малоуглеродистых и низколегированных сталей.
Единичное, мелкосерийное, серийное и крупносерийное производство.
Изд. 2-е, М., Изд. НИИТруда, 1966, 78 с. (ЦБПНТ при НИИтруда).
8. Общемашиностроительные нормативы времени на слесарную
обработку деталей и слесарно-сборочные работы по сборке машин.
М., Изд. НИИТруда, 1968, 246 с. (ЦБПНТ при НИИТруда).
9. Общемашиностроительные нормативы времени на холодную
штамповку, высадку, обрезку и резку. Массовое, крупносерийное,
серийное и мелкосерийное производство. М., Изд. НИИТруда, 1968,
129 с. (ЦБПНТ при НИИТруда).
10. Общемашиностроительные нормативы режимов резания для
технического нормирования работ на металлорежущих станках. Ч. I.
Токарные, карусельные, токарно-револьверные, алмазно-расточные,
сверлильные, строгальные долбежные и фрезерные станки. Ч. II.
Зуборезные, горизонтально-расточные, резьбонакатные и отрезные
станки. М., «Машиностроение», 1967, 412 с., 200 с. (ЦБПНТ при
НИИТруда).
11. Общемашиностроительные нормативы режимов резания для
технического нормирования работ на шлифовальных и доводочных
станках. Изд. 2-е, М., Изд. НИИТруда, 1967, 202 с. (ЦБПНТ при
НИИТруда).
ОГЛАВЛЕНИЕ
Глава I. Нормирование литейных работ 3
§ 1. Методика расчета нормы времени 3
§ 2. Примеры расчета нормы времени 6
§ 3. Задачи на литейные работы 11
Глава II. Нормирование кузнечно-штамповочных работ . . 16
§ 1. Методика расчета нормы времени 16
§ 2. Примеры расчета нормы времени 20
§ 3. Задачи на кузнечно-штамповочные работы .... 27
Глава 111. Нормирование токарных работ 33
§ 1. Методика определения режимов резания .... 33
§ 2. Пример расчета нормы штучного и нормы подгото¬
вительно-заключительного времени 34
§ 3. Задачи на токарные работы 42
Глава IV. Нормирование строгальных и долбежных ра¬
бот 52
§ 1. Методика определения режимов резания и расчета
нормы времени 52
§ 2. Примеры расчета нормы штучного и нормы подгото¬
вительно-заключительного времени 53
§ 3. Задачи на строгальные и долбежные работы . . 60
Глава V. Нормирование сверлильных работ 64
§ 1. Методика определения режимов резания и расчета
нормы времени 64
§ 2. Пример расчета нормы штучного и нормы подготови¬
тельно-заключительного времени 65
§ 3. Задачи на сверлильные работы 68
Глава VI. Нормирование фрезерных работ 73
§ 1. Методика определения режимов резания и расчета
нормы времени 73
§ 2. Пример расчета нормы штучного и нормы подгото¬
вительно-заключительного времени 75
§ 3. Задачи на фрезерные работы 79
Главз VII. Нормирование зуборезных работ 84
§ 1. Методика определения режимов резания и расчета
нормы времени 84
§ 2. Примеры расчета нормы штучного и нормы подгото¬
вительно-заключительного времени 85
§ 3. Задачи на зуборезные работы 93
Глава VIII. Нормирование протяжных работ 97
§ 1. Методика определения режимов резания и расчета
нормы времени 97
§ 2. Пример расчета нормы штучного и нормы подготови¬
тельно-заключительного времени . 101
271
§ 3. Задачи на протяжные работы • . . 105
Глава IX. Нормирование шлифовальных работ 110
§ 1. Методика определения режимов резания и расчета
нормы времени 110
§ 2. Примеры расчета нормы штучного и нормы подгото¬
вительно-заключительного времени 113
§ 3. Задачи на шлифовальные работы ........ 119
Глава X. Нормирование многостаночных работ ..... 124
§ 1. Методика расчета нормы времени 124
§ 2. Пример расчета нормы штучного и нормы подгото¬
вительно-заключительного времени 126
§ 3. Задачи на многостаночные работы 128
Глава XI. Нормирование слесарно-сборочных работ .... 131
§ 1. Методика расчета нормы штучного времени ... 131
§ 2. Примеры расчета нормы штучного времени ... 136
§ 3. Задачи на слесарные и слесарно-сборочные ра¬
боты 141
Глава XII. Нормирование электросварочных работ .... 147
§ 1. Методика расчета нормы времени ........ 147
§ 2. Пример расчета нормы штучного и нормы подгото¬
вительно-заключительного времени 148
§ 3. Задачи на электросварочные работы 150
Приложение. Таблицы нормативов 153
Литейные работы 153
Кузнечно-штамповочные работы 164
Токарные работы 179
Строгальные и долбежные работы 196
Сверлильные работы 205
Фрезерные работы 216
Зуборезные работы 223
Протяжные работы 238
Шлифовальные работы 248
Многостаночные работы 257
Слесарно-сборочные работы 260
Электросварочные работы 266
Список литературы 270
Вера Семеновна Стародубцева
СБОРНИК ЗАДАЧ ПО ТЕХНИЧЕСКОМУ НОРМИРОВАНИЮ
В МАШИНОСТРОЕНИИ
Редактор издательства А. В. Почтарева Технический редактор Л. Т. Зубко
Корректор 3. В. Снимщикова Художник В. Б. Торгашов
Сдано в набор 17/1 1974 г. Подписано к печати 5/1V 1974 г.
Т-06353 Формат 84x 108732 Бумага № '2
Уел. печ. л. 14,23 Уч.-изд. л. 14,3
Тираж 40 000 экз. Заказ 708 Цена 61 коп.
Издательство сМашиностроение»., 107885,
Москва, Б-78. 1-й Басманный пер., 3
Ленинградская типография № 6 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
193144, Ленинград, ул. Моисеенко, 10