/





































































































































































































































Текст
оЭКОН л.
НУЗНЕЧНОЕ
ДЕЛ С
Пролетарии всех стран соединяйтесь!
Рабочая Библиотека
БЭКОН Л.
КУЗНЕЧНОЕ ДЕЛО
ИЗДАНИЕ ТРЕТЬЕ
ЗНАЧИТЕЛЬНО ДОПОЛНЕННОЕ И ПЕРЕРАБОТАННОЕ
инж. Д. Г. ГУЗЕВИЧЕМ
ГОСУДАРСТВЕННОЕ ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
Ленинград
И1?
J. L. BACON.
FORGE-PRACTICE.
Просьба прислать Ваш отзыв
об этой книге по адресу: Москва,
ГСП 2, Ильинка, Юшков пер., 4,
Гостехиздат (отзыв).
А. Серия 2.
№ V—54.
Ленинградский Областлит № А—42477. Зак. № 510. 1930 г. Тираж 5100 экз. 7*/4 п. л.
Предисловие ко 2-му изданию.
«Кузнечное дело», Л. Бэкона, выпущенное первым изданием
в феврале 1925 г. в количестве 3 000 экземпляров, разошлось
полностью в течение 3 месяцев.
Несомненно, что своим успехом «Кузнечное дело» Л. Бэкона
обязано прежде всего практическому подходу к делу. Имея
в виду читателя, который хочет стать высококвалифицирован-
ным кузнецом или мастером, книга Л. Бэкона сразу вводит
его в реальную обстановку работы и последовательно знакомит
с различными работами, с которыми приходится иметь дело
кузнецу.
Однако, «Кузнечное дело» не является только собранием
практических указаний и правил, так сказать сборником произ-
водственных рецептов. Достоинство этой книги—и отнюдь
немаловажное—это широкое освещение вопроса с различных
точек зрения, что содействует лучшему усвоению предмета
и в то же время расширяет кругозор читателя, выводит его
из тесных рамок одной определенной кузницы и пробуждает
самостоятельную, творческую мысль.
Метод является главным содержанием книги Бэкона. Это
вполне соответствует новым тенденциям поставить метод
в центре преподавания в школах, в особенности в школах для
распространения знаний среди рабочих.
Мне было предложено переработать эту книжку для второго
издания и где нужно пополнить ее новым материалом.
В виду этого во 2-е издание были внесены следующие
дополнения и изменения: введена более удобная группировка
материала, таблицы и размеры, выраженные в дюймовых
мерах, заменены метрическими, введены схематические описа-
ния главнейших машин и станков, применяемых в заводских
кузнечных мастерских, введены особые главы о холодной ковке
о штамповке, о кузнечном производстве и т. п. Штамповка
под паровым и падающим молотами получила в настоящее
время весьма большое развитие, и тому, кто изучает кузнеч-
— 4 —
ное дело, необходимо относительно нее получить сведения
в большем объеме, нежели их дает Бэкон. Глава «Кузнечное
производство» посвящена экономике этого дела, главным обра-
зом экономике штамповки и постольку, поскольку с нею при-
дется иметь дело мастеру.
Холодная ковка в сущности не относится к кузнечному
делу, но некоторые сведения о ней необходимо получить
мастеру, чтобы иметь возможность ориентироваться в вопросах
о выборе наиболее подходящего метода ковки изделий.
Из первого издания мною выброшено все то, что не имеет
прямого отношения к кузнечному делу: например, отдел о про-
цессе тепловой обработки быстрорежущей стали, таблица раз-
меров крюков и т. д.
инж. Д. Г. Гузевич.
Ленинград,
9 ноября 1925 г.
Предисловие к 3-му изданию.
Третье издание книги Л. Бэкона подверглось дальнейшей
существенной переработке в части кузнечного оборудования,
дополнено многими рисунками и рядом новых сведений. Такая
двукратная переделка с дополнениями привела к тому, что
«Кузнечное дело» Бэкона в его настоящем виде является
в сущности расширенной компиляцией из целого ряда книг,
а именно: John Lord Bacon «Forge-Practice», A. В. Clemens «Hand-
. book of Railway Blacksmithing», Гофмейстер—«Проектирование,
применение и изготовление кузнечных штампов», W. Pockrandt
«Schmieden im Gesenk». Помимо этого были использованы
некоторые данные из трудов известного германского знатока '
кузнечного дела Швейссгута и др.
Д. Г. Гузевич.
Ленинград,
Апрель, 1929 г.
Глава I.
Оборудование кузниц.
Оборудование простейших кузниц состоит обыкновенно из
горна, .где металл нагревают, наковальни, на которой его куют,
и из различных инструментов (описанных ниже) для обработки
и отделки изделий. В оборудование более крупных кузниц
входят паровые и воздушные молота, гидравлические и при-
водные пресса, ковочные машины, краны, печи и т. д.
Горны. Формы и размеры горнов бывают самые разно-
образные, но все они устроены на один и тот же лад. Обык-
новенный кузнечный горн представляет собой очаг, на поде
которого находится фурма, или сопло, для раздувания огня.
Горны устраиваются как с боковым дутьем, так и с нижним.
На рис. 1 представлена часть горна с нижним дутьем. Здесь 1—
уголь, наложенный поверх фурмы 2. Фурма имеет дроссельный
клапан 3. Повертывая этот клапан за рукоятку 4, можно регулиро-
вать дутье, т.-е. либо усиливать, либо ослаблять его в зависимости1 *
от того, что требуется по условиям работы. Воздух подводится
через отверстие 5 трубкой, не показанной на нашем рисунке.
Внизу сделана, задвижка 6, чтобы фурму можно было очищать
снизу от угля и шлака, попадающих туда сверху. Фурма опи-
санной конструкции делается только в хорошо устроенных гор-
нах, работающих от вентилятора. Если горн работает от меха,
то фурма помещается сбоку (боковое дутье) и имеет вид толсто-
стенной чугунной трубы. Никаких клапанов и задвижек на
ней не делается.
Распространенный тип горна показан на рис. 2. Горн
снабжен колпаком для отвода дыма. Дымовая труба, сое-
диненная с колпаком, идет вверх и отводит дым че-
рез крышу. Труба, подводящая воздух, скрыта под полом.
Справа виден бачок с водой, служащей для охлаждения
инструментов (особенно клещей), нагревающихся во время
работы. Спереди видны еще две рукоятки; одна служит для
— 6 —
управления дроссельным клапаном, а другая—для выдвигания
задвижки при прочистке фурмы от шлаков и угля.
Рис. 2.
В некоторых мастер-
ских колпаки, служа-
щие для удаления дыма,
сообщаются с вытяж-
ным вентилятором.
Рис. 3.
Рис. 4.
Колпак должен быть^устроен таким 'образом, чтобы охва-
тывать естественно образующийся^клубок дыма, при чем пере-
— 7 —
ход его к сечению дымовой трубы должен быть выполнен
плавно. Тогда дым полностью отводится от горна. Такое устрой-
ство показано на рис. 3. С трех сторон колпака, в основании
которого лежит простой четырехугольник, привешены крышки.
Они должны быть спущены с той стороны, где этому не мешает
нагреваемый предмет.
На рис. 4 показана другая конструкция, где указанный
выше принцип не соблюден, почему такие колпаки плохо отво-
дят дым. Колпак, представленный на рис. 4, устроен нерацио-
нально, почему не может хорошо отводить дым, и горн
неизбежно будет дымить.
Приспособления для вдувания воздуха. Воздух вду-
вается либо кузнечными мехами, либо вентиляторами различ-
Рис. 5.
ных систем. Мехи являются старинным приспособлением
и начало их применения уходит в глубь веков. Вентиляторы
приспособление современное.
Хорошая конструкция мехов представлена на рис. 5.
Как видно из рисунка, мехи состоят из двух камер 1 и 2.
Камера 1 служит для всасывания воздуха, а камера 2—в каче-
стве регулятора давления. Мехи вставляются носком 3 в трубку,
идущую к фурме, и подвешиваются за цапфы 4. На верхнюю
доску мехов 5 кладется груз, не показанный на рисунке, кото-
рый сжимает камеру 2. Мехи приводятся в действие следую-
щим образом:
— 8 —
К крючку 6 прикрепляется веревка, которая затем пере-
брасывается через блок на потолке и другим концом привязы-
вается к ножной доске. Наступая на эту доску ногой, тянут
за веревку и поднимают кверху нижнюю доску мехов. Тогда
клапана, находящиеся в камере 1, захлопнутся под давлением
сжимаемого воздуха, а клапана камеры 2 под тем
нием поднимутся и пропустят в камеру 2 воздух,
поднимет верхнюю доску мехов и под давлением
гося на ней груза начнет выходить через носок 3.
Когда веревку,
ленную к крючку 6,
то нижняя доска мехов опу-
скается, для чего к ней под-
вешивается груз. При опу-
скании нижней доски мехов
клапана камеры 3 закры-
ваются, а клапана камеры 1
открываются и пропускают в
нее воздух.
В современных кузницах
мехи не применяют,.а поль-
зуются вентиляторами даже
для одиночных горнов.
Вентилятор представлен на
рис. 6. Он состоит из метал-
кожуха, в котором вращаются
же давле-
Последний
находяще-
прикреп-
опускают,
Рис. 6.
лического (обычно чугунного) кожуха, в котором вращаются
лопасти, насаженные на вал. Вращаясь вместе с валом, лопа-
сти захватывают находящийся между ними воздух и благодаря
центробежной силе отбрасывают его к стенкам кожуха, а затем
наружу через выходное отверстие 1. Воздух всасывается через
отверстие 5, расположенное вокруг вала. Вентилятор приво-
дится во вращение от ремня, перебрасываемого через шкив 3.
Цифрой 4 обозначен подшипник. Наверху подшипника имеется
масленка, куда наливается свежее масло, а внизу—спускной
краник для удаления отработанного масла.
Чтобы горн хорошо действовал, необходимо вдувать воздух .
с определенной силой. Если дутье будет слабое, то воздуха
будет вдуваться мало и мы не получим достаточного жара для
— 9
накаливания железа. Если же дутье будет слишком сильное,
то уголь будет разбрасываться в стороны. Сила дутья зависит
от давления воздуха в трубопроводе. Чем сильнее давление,
тем сильнее дутье. Поэтому, измеряя давление, мы можем
судить о том, какое получается дутье, слабое или сильное.
Для измерения давления
существует .водяной манометр, пока-
занный на рис. 7. Он состоит из сте-
клянной трубки, изогнутой коленом
и соединенной с воздухопроводом ме-
таллической или, еще лучше, рези-
новой трубкой. На этой соединитель-
ной трубке ставится кран для разоб-
щения манометра от воздухопровода.
Такой кран нужно помещать у самого
воздухопровода.
В стеклянную трубку манометра
наливается обыкновенная вода. Изме-
ряя разницу между уровнями в от-
дельных коленах трубки, определяют
давление воздуха. Для облегчения
отсчетов в стеклянном колене поме-
щена шкала, т.-е. линейка, на кото-
рую нанесены миллиметровые де-
ления.
Манометр устанавливается на де-
ревянной доске, которая вешается
на стену.
Давление дутья в кузнечных горнах составляет: для камен-
ного (кузнечного) угля—160 мм водяного столба, для кокса
100 мм и для древесного угля—80 мм.
Молота. Обработка металла в кузнице производится посред-
ством давления, получаемого главным образом от удара. Ору-
диями удара служат молота, которые можно разделить на две
группы—ручные и механические.
Ручные молота разделяются на ручники и боевые молота,
пли кувалды. У ручных молотов нужно отличать широкую
часть—«лобок», или «боек», и узкую часть—«носок»,
Рис. 7.
— 10 —
Ручники. Ручниками называются небольшие молотки
весом до 1 кг и меньше. Ручники меньшего веса—например,
0,4 кг—применяются для отковки мелких изделий. Весьма
часто встречаются ручники весом в 0,6 кг. Обычно ручником
работает кузнец, при чем держит его в правой руке.
Рукоятка ручника должна иметь форму, показанную на
рис. 8. Как видно из рисунка, на конце, где ее берут рукой,
рукоятка делается несколько толще и утоньшается посредине,
но ближе к тому концу, на который насаживается молоток.
Благодаря такому утонению рукоятка при ударах молотка
несколько пружинит, и рука не так чувствует удар.
(Ъ) (С)
Рис. 8.
Длина рукоятки берется от 350 до 400 мм. Тот конец, за
который берут руками, нужно пригнать к руке, чтобы было
удобно держать. Плохо пригнанная рукоятка будет натирать
ладонь и ею будет трудно работать. Рукоятку также делают
слегка плоской, вернее—с эллиптическим поперечным сече-
нием.
Следует внимательно насаживать молоток на рукоятку,
чтобы большая ось этого эллипса стала по размаху молотка,
так как рука кузнеца во время работы сама собой схватывает
рукоятку в таком положении, что эта ось совпадает с пло-
скостью, в которой совершается размах молотка. Поэтому если
рукоятка насажена неправильно^ молоток будет ударять косо
(вскользь). Рукоятку также нужно поставить перпендикулярно
к центральной линии молотка, проведенной от средины носка
к средине бойка. Отверстие в молотке для рукоятки делают
так, чтобы вес бойка был больше веса носка. Благодаря этому
можно наносить более тяжелые и точные удары, чем если бы
обе части были уравновешены.
— 11 —
Рукоятка должна быть прочной гГ'не ломаться от дей-
ствия ударов, иначе кузнец не сможет привыкнуть к мо-
лотку и уверенно им работать.
В кузнице употребляются молотки-ручники
самой разнообразной формы. Наиболее упо-
требительным является ручник с шарообраз-
ным носком (рис. 8а). Нужны и ручники
с продольным носком (рис. 8с) и с поперечным
(рис. 8Ъ).
Кувалдами работают подручные куз-
неца—молотобойцы. Кувалды весят от 2 до
8 кг. На рис. 9 и 10 показаны две формы
кувалд—с поперечным носком и с двумя бой-
ками. Кувалда для обычных работ весит около
5 кг. Рукоятки для кувалд делают длиной,
примерно, 750—900 мм в зависимости от рода
работы.
Полезные сведения о молотках. О
сообщить много полезных, но мало кому известных сведений.
Очень неприятно и даже опасно, когда молоток во время работы
соскочит с рукоятки. Чтобы заклинить рукоятку в молотке,
Рис. 9.
молотках можно
Рис. 10.
очко нужно делать особой формы. Обычно внизу, т.-е. в том
месте, каким молоток надевается на рукоятку, очко делается
несколько расширенным в разные стороны, при чем расшире-
ние начинается от средины очка. У противоположного конца
расширение делается по разному, т.-е. либо по ширине, либо
по длине, либо также в разные стороны—в зависимости от того,
как хотят забивать клинья. Если очко имеет только боковое
расширение, то применяется лишь один клин, который распо-
— 12 —
лагают вдоль очка, как показано на рис. 11а. Если расшире-
ние сделано вдоль очка, то приходится забивать два клина
(см. рис. 11й). Когда расширение сделано в разные стороны,
то приходится применять три клина. Если пользуются желез-
ными клиньями, то их располагают, как показано на рис. 11с;
если деревянными, то как показано на рис. lid.
Для рукоятки берут упругое
дерево. У нас предпочитают ряби-
ну, но более прочные рукоятки
делаются из американского дере-
ва гикори. Дерево рукоятки надо
хорошо высушить перед насажи-
ванием, иначе оно потом усохнет
и насадка окажется слабой. На
конце делают пилою неглубокий
продольный надрез, куда после
насаживания забивают клин.
Каждый опытный рабочий
замечал, что попадаются молотки
очень легкие в работе, а другие
особенно сильно «отдают в ру-
ку» при каждом'ударе. Наука—
механика — объяснила такое
явление и дала указание, как
Рис. и. избежать его, придавая молотку
и рукоятке надлежащую форму.
Всякий может сделать следующий опыт. Чертежные и класс-
ные линейки обыкновенно снабжены дырочкой .около конца,
чтобы вешать на стену. Возьмите в руку карандаш и, держа
его горизонтально, повесьте на него линейку. Другим каран-
дашом ударьте слегка линейку вблизи верхнего конца: она
передвинется вдоль своей опоры по направлению удара. Ударьте
ее у нижнего конца: верхний подвинется по направлению
обратному. Пробуя ударять все выше и выше, мы скоро най-
дем положение «центра удара», в котором удар не передается
точке опоры. То же и с молотком: при правильной его форме
его центр должен оказаться в центре удара относительно того
места рукоятки, за которое держат.
— 13
Если молоток тяжел по сравнению с рукояткой и симме-
тричной формы, то рукоятку пришлось бы сделать непомерно
длинной, чтобы избежать отдачи. Когда молоток легкий, на
рукоятке окажется место, где он не отдает при ударе. Работ-
ник незаметно для себя привыкает держать свой молоток за
это место руками. Для тяжелых молотков надо выбирать такую
форму, чтобы линия, соединяющая средины бойка и носка,
приходилась немного ниже центра тяжести. Это условие соблю-
дается в молотках столярных, обойных и многих формах молот-
ков для жестянников.
Сила удара молотка тем больше, чем больше его скорость в то
мгновение, когда он встречает ударяемый предмет. Но требуется
еще неподвижная подкладка—тяжелая наковальня-, иначе запас
работы в молотке понемногу истратится на' сравнительно боль-
шом пути его действия и давление окажется небольшим.
Поэтому мы можем ударить вполне безопасно себя молотком
по ладони вытянутой руки, но не по тыльной поверхности ее,
где кости не покрыты толстым слоем упругих мускулов.
Неопытный, желая попасть куда следует, невольно удер-
живает молоток в мгновение удара и тем ослабляет его силу.
Управление ударами молотка зависит от строения человеческой
руки. Прижав локоть к телу, мы можем наносить легкие-, пра-
вильные удары одним движением локтевого сустава, если при
этом все тело будет неподвижно. Более сильные удары можно
наносить движением плечевого сустава, но надо повернуться
так, чтобы локоть не задевал тело при своем движении. Так
же и при работе молотком обеими руками работник повторяет
те же свободные движения, сохраняя положение своего тела,
поэтому и удары повторяются правильно. При этом необходимо
стоять, сдвинув ноги. При раздвинутых ногах сильно напря-
гаются мускулы живота и в результате не только скорее
наступает утомление, но может получиться грыжа.
Наковальни. Второе место после молота занимает нако-
вальня. Наковальней может служить всякий достаточно тяже-
лый кусок металла, на который кладут обрабатываемое изде-
лие. Наковальня должна быть достаточно тяжела, чтобы принять
удар, оставаясь без заметного движения. Обыкновенная форма
(рис. 12) наковальни не изменилась за несколько столетий.
— 14 —
Наковальня обычно отливается из стали, при чем верхняя
поверхность, так называемое лицо наковальни, делается из
полосы более твердой стали и приваривается к нижней части.
Лицо обычно закаливается. Наковальня устроена следующим
способом (рис. 12):
С одного конца выдается рог 1, с другого выступает ко-
нец 2, называемый хвостом. Внизу имеются четыре выступа 5,
называемые ногами, служа-
щие для уширения основа-
ния, на котором покоится
наковальня, а также для за-
крепления ее в требуемом
положении. В хвосте име-
ются круглое и квадратное
отверстия; первое служит
для пробивания над ним
дырок, а второе—для укре-
пления «подбойников». Та-
кой формы наковальня может
Рис. 12. служить для всякого рода
работ.
Наковальни делаются также и из чугуна с наваркою лица
из стали. Для этого выкованное из стали лицо наковальни
перед самой отливкой накаливают до ярко-красного цвета
и кладут на дно формы. Большая сравнительно масса рас-
плавленного чугуна передает достаточно тепла тонкому сталь-
ному «лицу», чтобы произошла полная сварка. Затем нако-
вальню отделывают и закаливают.
Чугунные наковальни непрочны и не могут быть реко-
мендованы для сколько-нибудь тяжелых работ.
Наковальни укрепляют на торце тяжелой деревянной ко-
лоды, зарытой по крайней мере на 600 мм в землю; она
должна покоиться на твердом, но упругом фундаменте. Так
как наковальни по существу работы подвергаются постоянным
толчкам, необходимо, чтобы они были прочно прикреплены
к колоде. Наковальни продаются по весу.
Шпераки. Помимо наковальни вида, изображенного на
рис. 12, применяется еще вид, изображенный на рис. 13.
— 16 —
Это так называемые шпераки. Они представляют инструменты,
у которых рог и хвост наковальни соединены, но в умень-
шенном размере.
Шперак вставляется в четырехугольное отверстие нако-
вальни и служит подставкой для загибания материала как
под острым углом, так и под закругленным. Иногда шперак
укрепляют на верстаке.
Клещи. По степени важности за молотом и наковальней
следуют клещи всевозможных размеров, начиная от таких, ко-
торыми можно захватывать
тончайшую проволоку, до ... - - -гэъ. _ /
способных удерживать бол-.
ванки и заготовки в не- (а>
сколько тонн весом.
Рис. 15. Рис. 14.
Так как требования эти очень разнообразны, то обыкновенно
кузнец сам перековывает свои клещи и приспособляет их к
данной работе. Поэтому в продаже имеется сравнительно мало
разнообразных по форме клещей.
На рис. 14, где показано несколько общепринятых типов
клещей, имеем:
а—клещи с плоскими губами для захватывания плос-
кого железа;
Ъ—клещи с изогнутыми губами для захватывания изде-
лий при закалке и отпуске, при чем мелкие изделия захва-
— 16 —
тываются кончиками губ, а крупные, круглого сечения—
средней частью, соответственно изогнутой;
с—клещи, специально назначенные для ковки болтов; они
имеют помещение для головки болта, а губы их пригоняются
к телу болта;
d — клещи, предназначенные для удержания плоских
изделий, а также имеющих форму клина.
На рис.. 15 показаны клещи свое-
образной формы, хорошо приспособ- —
ленные для удержания изделий круг- -----------
Рис. 15.
Рис. 16.
лой, восьмигранной, квадратной и прямоугольной формы.
При правильной пригонке к изделию клещи эти дают весьма
сильный захват.
Подобные же клещи употребляются также при тяжелых ра-
ботах под паровым молотом. Часто губы их делаются спепиадь,-
ной формы, чтобы онп могли держать поковку как можно
крепче.
Пригонка- клещей. Клещи всегда должны быть хо-
рошо приспособлены к данной поковке. Такие клещи, которые
захватывают вещь, как показано на рис. 16 вверху, не сле-
дует употреблять. У первой пары клещей на рисунке губы
слишком разведены для взятого куска железа, а у второй
пары—слишком сведены. Губы, надлежащим образом сведен-
ные, должны касаться захватываемого предмета вполне по
всей своей длине, как показано внизу на рис. 16. Чтобы
пригнать соответственным образом губы клещей,' нагревают
их до красного каления, вкладывают между губами обрабаты-
ваемый кусок железа и проковывают губы, пока они по всей
длине не придут в соприкосновение, Не пригнав вд сдедует
— 17 —
клещи, ни в коем случае не следует приниматься за ковку,
так как можно потерять много времени во время работы.
Чтобы изделие хорошо держалось в клещах, на их ручки
насаживают кольца, как показано на рис. 14 внизу. Только для
очень легкой и непродолжительной работы этого не стоит делать.
Гладилки. Их употребляют для сглаживания неровностей
у плоских поковок при окончательной отделке.
Гладилка па рис. 17а употребляется для работы в углах
и узких местах, а гладилка на рис. 176—при отделке широких
поверхностей. Боек гладилки, предназначаемой для мелкой
работы, бывает обыкновенно по размерам 12X12 мм, а для
крупной работы—до 40 X 40 мм.
Рис. 17.
В приводимой ниже таблице 1 даны в миллиметрах глав-
ные размеры гладилок (рис. 18), при которых получается
целесообразная форма этого инструмента:
Обжимки употребляют для отделки круглых поковок.
Верхний инструмент (рис. 19), называемый верхник или
вершник, снабжается ручкой. Вторую часть —нижник (рис. 20)
укрепляют на месте при помощи ее хвоста, квадратного в по-
перечном разрезе, который вставляется в квадратную дырку
наковальни. Инструменты этого рода никогда не должны упо-
требляться на наковальне, в дырку которой они входят с та-
ким трудом, что их потом надо выбивать.
Хотя обжимки, изображенные на рис. 19 и 20, употре-
бляются для. обработки круглых изделий, их можно делать
также восьмигранными, шестигранными и других форм.
Целесообразные размеры обжимок в миллиметрах дань!
в таблицах 2 ц 3, ’
— 18 —
Таблица 1.
Стандартные размеры гладилок.
(Составлено по германским нормам)
В миллиметрах.
Основной размер сто- а роны ква- драта С ь 1 в f 9 h т X » Размер ручки Вес кг
50 40 72 112 + 4,5 32 8 23 3,5 25 X 14,3 600 х 24 Я 0,8
60 44 78 122 4-4,5 38 10 28 4,5 32 X 18,8 600 X 30,5 1,25
70 48 84 132 4-5,5 44 И 33 5 32 X 18,8 600 X 30,5 1,8
80 50 96 146 4-5,5 50 12,5 38 7 36 X 21,2 600 X 34,5 2,6
100 56 104 160 + 5,5 62 16 49 8 40 X 23,6 600 X 38,5 4,8
Размер I дан с припуском
на усадку под влиянием ударов,
19 —
Таблица 2.
Стандартные размеры верхника кузнечной обжимки для круг-
лых стержней (рис. 19).
(Составлено по германским нормам).
В миллиметрах.
Рис. 19.
Для
диаметров
стержней а Ь е д f к
D
Размеры
ручки
h li 1Л
т X w
а
от 5 до 20
20
35
35
50
65
50
60
75
90
56
62
70
76
38
42
48
52
29
32
36
39
20
25
32
38
0,6 - 1,8
2,5 — 3,5
4 — 5,5
6 — 7,5
4,5 42 70
5 48 80
6 56 96
7 64 111
112-4-4,5
128 4-4,5
152-|-6,6
175 4-6,6
25 X 14,3
32 X 18,8
32 X 18,8
36X21,2
600 X 24
600 X 30,5
600 X 30,5
600 X 34,5
1,1
1,56
2,42
3,15
50 „
Размер 13 дан с припуском на возможную
берется разный в зависимости от длины верхника.
усадку под действием ударов. Припуск
— 20 —
Таблица 3.
Стандартные размеры нижника кузнечной обжимки для круг-
лых стержней (рис. 20).
(Составлено по германским нормам).
В миллиметрах.
Для диамет- ров стержней D а Ь к к Вес К1
от 5 до 20 56 58 28 84-4-4 0,6 — 1,8 0,95
„20 „35 68 64 34 00 4-4 2,5 — 3,5 1,33
» 35 „ 50 85 75 42 98 4- 5 4 — 5,5 2,1
„50 , 65 100 82 50 106 4-5 6 — 7,5 2,85
Размер дан с припуском. Припуск изменяется от 4 до 5 мм в за-
висимости от размеров нижника.
— 21 —
Таблица 4.
Стандартные размеры верхника квадратной подбойки (рис. 21).
(Составлено по германским нормам).
В миллиметрах.
Сторона квадрата (основной размер) а h ' 9 Л m X n Размеры ручки Вес кг
35 44 68 1124-4,5 24 3,5 25 X 14,3 600 X 24 0,72
40 48 74 122 — 4,5 28 4,5 32 X 18,8 600 X 30,5 0,99
45 52 80 132 — 4,5 32 5 32 X 18,8 600 X 30,5 1,15
50 56 86 142 — 5,6 36 6 32 X 18,8 600 X 30,5 1,9
60 62 98 160 -L 5,6 44 7' 36 X 21,2 600 X 34,5 3,1
Обозначение квадратных подбоек производится по стороне квадрата.
Размер 13 дан с припуском на усадку под влиянием ударов.
— 22 —
Таблица 5.
Стандартные размеры нижника квадратной подбойки
(рис. 22).
(Составлено по германским нормам).
В миллиметрах.
Рис. 22.
Основной размер стороны квадрата а 1 С Вес кг
35 88 4-2 32 0,59
40 92 4-2 36 0,73
45 98 4- 2,5 42 0,89
50 102 4- 2,5 46 1,19
60 112 4-2,5 56 1,83
Размер. I дан с припуском на усадку под влиянием ударов.
— 23 —
Таблица б.
Стандартные размеры кузнечного зубила для холодной рубки
(рис. 23).
(Составлено по германским нормам).
В миллиметрах.
Рис. 23.
Основной размер ши- 55 рины лез- ВИЯ 1 С h д h Вес кг т X п Размеры ручки
36 158 90 68 30 4,5 1 32 X 18,8 600 х 30,5
38 172 98 74 31 5 1,25 32 X 18,8 600 X 30,5
40 185 105 80 32 5 1,5 32 X 18,8 600 X 30,5
42 200 114 86 34 5 1,75 32 X 18,8 600 X 30,5
45 215 123 92 36 6 2 32 X 18,8 600 X 30,5
48 240 135 105 38 7 2,5 36X21,2 600 X 34 5
— 24 —
Подбойки употребляются для выделки желобков (рис. 154)
или выемок; они также бывают парные—верхний и нижник. Под-
бойка-верхник употребляется для отделки закруглений около
выступов (рис. *78 и 79) и входящих углов (рис. 167). Под-
бойки применяются также для обработки металла, когда надо
вытянуть его только в одном направлении. Металл вытяги-
вается в направлении под прямым углом к длине рабочей
поверхности подбойки (рис. 204 и 215).
Размеры квадратных подбоек (рис. 21 и 22) можно брать
из таблиц 4 и 5.
Зубилья. Размеры зубильев для холодной рубки металла
приведены в таблице 6, а значение размеров—на рис. 23.
О зубильях можно сообщить, как
и о молотках, несколько интересных
сведений. На рис. 24 представлены
три различных вида такого инстру-
мента. Здесь а—зубило для холодной
рубки железа, Ь—для горячей рубки.
Режущая кромка первого зубила де-
лается слегка выпуклой и затачи-
вается под углом в 60°; заточка вто-
рого под более острым углом—в 30°.
Режущая часть горячего зубила при
отковке вытягивается более тонкой,
чем холодного. Горячее зубило предназначается исключительно
для резки горячего металла.
Холодное зубило, будучи правильно закалено, хорошо
удерживает свою режущую кромку при рубке холодных же-
леза и стали. Врубаясь в железо, холодное зубило делает ши-
рокий прорез, почему, и загибает стружку; если стружка
отделяется лентой, то завивается.
Горячее зубило делает весьма узкий прорез и не загибает
стружки.
Режущую кромку зубила нужно почаще смазывать, для
чего лучше всего обмакивать зубило в тряпку, смоченную
маслом. Горячее зубило для охлаждения погружают в воду.
Зубило, обозначенное на рис. 24 буквой с, применяется
для рубки плоских поверхностей; У этого зубила режущая
— 25 —
кромка имеет заточку только с одной стороны. В зависимости
от того, с какой стороны расположена заточка кромки, зубило
называется правым или левым.
Форма.- Так называется наковальня, общий вид которой
показан на рис. 25. Употребляется она для различных целей
Рис. 25. Рис. 26.
и обычно замсняет^разнообразные нижники, а также простей-
шие штампы. Такие ’.наковальни отливаются из чугуна и весят
около 64 кг. На рис. 26 представлена фор-
ма на подставке, но положенная плашмя.
Форму можно поставить также на бок и
тогда канавками 1 можно воспользоваться
для отделки головок болтов и гаек.
Конусные оправки. Для отковки
колец применяются конусные оправки,
представленные на рис. 27. Опп обычно
отливаются цельными, хотя иногда де- 1
лаются составными. На рис. 27 буквой а I
обозначена составная оправка. Съемная ’
верхняя часть (на рисунке слева) должна
иметь хвостовик, который пригоняется
к гнезду основной части (показана на
рис. 27 посредине); справа (рис. 276) представлена
оправка.
цельная
— 26 —
Тело оправки делается либо гладким, либо иногда снаб-
жается канавкой, идущей вдоль самой оправки. Такая канавка
дает возможность захватить клещами кольцо, пока оно еще
находится в оправке. Если же кольцо надевается 'на обушек
либо на звено, то последние можно ввести в эту канавку
и они не будут мешать работе.
Обычно оправки делаются следующих размеров: высота—
от 750 до. 1500 мм, нижний диаметр—от 200 до 350 мм,
а верхний на 25 мм меньше нижнего.
Если оправка делается из двух частей, то верхней можно
воспользоваться в тисках для сгибания мелких изделий.
Плиты. Для проверки и для правки поковок в кузнице
применяются плиты различных размеров. Обычно они отли-
ваются из чугуна и делаются тол-
щиною от 40 до 100 мм. Рабочая
поверхность плит строгается.
Рис. 28.
Рис. 29.
-Плиты небольших размеров служат главным образом для
проверки поковок, т.-е. для определения того—не получила ли
поковка искривлений, а также и для разметки. Такие плиты
для удобства работы помещаются на низком, крепком верстаке,
как показано на рис. 28.
Плита для удобства рабочих должна быть доступна со
всех сторон. Ее нужно тщательно выверить по ватерпасу,
чтобы можно было впоследствии поверять по ватерпасу
и поковки.
На паровозостроительных заводах за границей применяют
иногда двусторонние плиты шириной 1200—1 350 мм, длиной
6—7,2 метров и толщиной 75 мм в стенке. Плиты эти снаб-
жаются внутри ребрами, как показано на рис. 29.
— 27 -
Плиты строгаются с обеих сторон. Обычно под влиянием
Рис. зо.
наклепа у плиты получается по середине выпучина, которая
при значительных размерах плиты дает себя знать. Тогда
плиты можно переворачивать обратной стороной наверх.
Измерительные инструменты. В кузнечном деле упо-
требляются обычно следующие измерительные инструменты: крон-
циркуль, наугольник, циркуль с острыми концами и масштаб.
Кроме обыкновенного .кронциркуля,
курнец часто пользуется двойным крум-
циркулем (рис. 30), который можно
установить зараз на два измерения из-
готовляемого изделия: на толщину и
ширину. Когда надо определить размеры
особенно большого изделия, употребляют
легкую, железную полосу около 3 мм
толщиной и 25 мм шириной с загну-
тым под прямым углом кончиком. Нуж-
ные размеры отмечают на этой полоске
мелом, считая от загнутого конца. Во
время работы полоску прикладывают
к изделию, и она служит меркою, осо-
бенно удобной при работе под паровым
молотом. Отметки на железе также
делают мелом. Хотя отметки эти не
сгорают, но их не видно при красном
нагреве. Поэтому знаки, видимые на
накаленном железе, лучше намечать зубилом или кернером.
Другой обычный способ измерять накаленные поковки заклю-
чается в том, что нужные размеры отмечают на краю нако-
вальни мелом и сравнивают с ними размеры поковки.
Если мерить железо, накаленное до ярко-красного каления,
то надо прикинуть ровно «один процент» на удлинение, т.-е.
один сантиметр на метр длины, чтобы по охлаждении полу-
чить заданные размеры. Поверку размеров лучше произ-
водить тогда, когда железо еще нагрето до темно-красного
каления и когда надо приостановить ковку. Тогда доста-
точно прикинуть 0,008 длины, или только 8 миллиметров
на метр.
28 —
В продаже существуют так называемые усадочные мас-
штабы, у которых каждый сантиметр на 1% длиннее настоя-
щего; По таким масштабам делают модели для чугунных отли-
вок: чугун застывает при ярко-красном калении и сжимается
при охлаждении в той же мере, что и железо. Этими масшта-
бами можно пользоваться при промере поковок, нагретых до
ярко-красного каления.
Краны. Там, где приходится обращаться с тяжелыми по-
ковками, необходимо иметь для их передвижения вспомога-
тельные устройства — так называемые краны, мостовые и по-
воротные. Первые состоят из моста, катящегося под потолком
через всю мастерскую по рельсам, укрепленным вдоль стен,
и служат главным образом для перемещения тяжелых обраба-
тываемых предметов по всей площади, над которой они пере-
мещаются.
Поворотные краны, так называемые «глаголи», служат для
переноски поковок из горна на наковальню. Если возможно,
то изделие подвешивают на бесконечной цепи; тогда его удобно
поворачивать для проковки с разных сторон. Чтобы управлять
ковкой, когда изделие неудобно ухватить клещами, существуют
приспособления, о котором будет сказано дальше.
Механические молота. Из механических молотов в куз-
ницах применяются:
1) паровые, 3) пружинные и
2) падающие, 4) воздушные.
Паровые молота. Для небольших поковок в заводских
кузницах употребляются паровые молота от 0,25 до 0,5 тонны,
для более крупных — от 0,75 и до 1,5 тонны и весьма круп-
ных— от 3 до 6 тонн и выше >)-.
Паровые молота большего размера оказались неэкономичными
и заменены гидравлическими прессами. Обычная форма неболь-
шого парового молота в 0,5 тонны изображена на рис. 31.
Здесь 1 — станина, к которой вверху прикреплен паровой
цилиндр 2. В цилиндре движется поршень со штоком 3,
имеющим внизу головку 4, с которой скреплен боек 5. Нако-
вальня молота 6 стоит на шабботе 7. Так как молот прйво-
1) Бабой молота называется груз падающих частей. Величина молота
зависит от веса бабы.
— 29 —
дится в действие паром, то имеется механизм, подводящий
пар то с одной стороны поршня, то с другой, в зависимости
от того, хотят ли получить подъем бабы или ее падение вниз.
Такой механизм называется распределительным или орга-
ном парораспределения. Отдельно он представлен на рис. 32.
Здесь 1—паровой цилиндр, 3— золотник, главный орган паро-
распределения; та часть механизма, в которой помещается
золотник, называется золотниковой коробкой; 3 — канал, сооб-
щающий с золотниковой коробкой нижнюю полость парового
цилиндра, а 4—канал, сообщающий с золотниковой коробкой
Рио. 31.
верхнюю полость парового ци-
линдра. Пар подводится кана-
лом 5, отводится трубой 6.
1 '
Рис. 32.
Золотник имеет форму полого цилиндра, утоненного посре-
дине. На рис. 32 он показан установленным в таком положе-
нии, чтобы пар из канала 4 мог выходить через внутреннюю
полость золотника в трубу, а через нее — наружу. Одновре-
менно средняя, утоненная часть золотника соединяет канал 3
с каналом о, почему свежий пар начнет входить из канала 5
в нижнюю полость цилиндра. Таким образом на поршень
в цилиндре 1 будет снизу давить свежий пар в 5 — 6 атмо-
сфер, а сверху такое давление будет отсутствовать, поэтому
— 30 —
поршень начнет подниматься кверху. Если золотник передви-
нуть кверху, то канал 3 сообщится с трубой 6 и пар
выйдет наружу, а канал 4, перекрытый утоненной часть.'о
золотника, сообщится с каналом свежего пара. Теперь верхняя
полость цилиндра наполнится паром, который погонит бабу
вниз и произведет удар. \
Свежий пар подводится по трубе и раньше, чем попасть
в золотниковую коробку, проходит через шибер 7, назначение
которого—разобщать молот от паропровода. Шибер состоит из
цилиндрической задвижки, прижимаемой пружиной к внутрен-
ней цилиндрической поверхности его камеры. Когда задвижка
надвинута так, что закрывает канал 5, к давлению пружины
присоединяется еще и давление пара, почему задвижка будет
плотнее прижата к поверхности камеры и лучше, следова-
тельно, будет запирать пар. Часто вместо шибера для запора
пара ставится вентиль.
Перемещение золотника производится посредством золотни-
кового штока 8, шарнирно соединенного с балансиром 9. На
последней действует штанга 10, идущая вниз к механизму
управления молотом. Перемещение золотника в его крайнее
верхнее и нижнее положение совершается либо от руки, либо
автоматически от бабы молота. Обычно ручной привод и авто-
матический соединяются в один механизм.
У парового молота на рис. 31 золотник может перестана-
вливаться как от руки, так и автоматически. Для управления
золотником служит рукоятка 8, связанная рядом рычагов со
штангой 9, идущей вверх к золотнику; эта же штанга на
рис. 32 обозначена цифрой 10. Чтобы получить автоматиче-
ское передвижение золотника, к балансиру 12 прикрепляется
рог 11, который при поднимании рукоятки 8 упирается
в рог 10, связанный с бабой молота. Благодаря этому при
движении бабы вверх и вниз рог 10 будет увлекать рог 11,
вследствие чего балансир 12 будет качаться вверх и вниз
и передвигать вверх и вниз штангу 9, а последняя—золотник.
Такой механизм дает возможность сообщать золотнику са-
мые незначительные передвижения и тем самым получать
удары молота от самых сильных до самых слабых, как это
требуется по ходу работы.
— 31 -
Типы паровых молотов. Паровые молота по устрой-
ству станины разделяются на две группы: с открытой стани-
ной и с закрытой. Молот первого типа представлен на рис. 31,
а молот второго типа — на рис. 33.
Станинами открытого типа снабжаются молота небольшого
веса—до 1 тонны. Молота большего веса имеют исключительно
станины закрытого типа. На рис. 33 представлен молот с за-
крытой станиной весом бабы на 1,5 тонны.
У обоих типов молотов боек
и наковальня ставятся под
углом в 45° к главной оси ста-
нины. Цель такого расположе-
ния — сделать удобной отков-
ку длинных изделий. Однако,
у крупных молотов такое рас-
положение бойка и наковальни
не всегда соблюдается, и они
ставятся по.главной оси станины.
Выбор способа расположения
наковальни и бойка зависит от
общей планировки кузницы и
дать на этот счет какие-либо
правила не представляется воз- Рис. зз.
можным.
Мы рассмотрели молота, . имеющие подвод пара сверху
и снизу, т.-е. с нижним и верхним паром, но существуют
молота, у которых верхний пар отсутствует. У таких молотов
пар служит только для подъема бабы, а удар она производит
собственным весом.
Фундаменты паровых молотов. Фундаментам паровых
молотов необходимо уделять серьезное внимание, так как от них
зависит: 1) жесткость удара, т.-е. способность молота хорошо
проковывать изделия, 2) способность молота давать центральный
удар и 3) сохранение окружающих зданий от разрушения.
Фундамент под наковальню должен быть отделен от фун-
дамента станины.
Особое значение для получения жесткого удара имеет вес
фундамента под наковальней. Он должен быть по крайней
— 32 —
мере в десять раз больше веса бабы, почему для однотонного
молота фундамент под наковальней должен весить не меньше
десяти тонн. Помимо этого, фундамент не должен сжиматься.
Основным недостатком деревянных фундаментов является их
сжимаемость. Так как при ударах наковальня будет опускаться,
то удары будут смягчаться, почему молот не сможет работать
с требуемой силой, а это увеличит время ковки и потребует
лишнего расхода пара. Помимо этого, удары молота будут
вызывать сотрясение почвы и явятся причиной разрушения
близлежащих построек и сооружений. Лучшими фундаментами
являются бетонные. Если фундамент должен иметь
небольшие
размеры, то к бетону можно примеши-
вать мелкие обсечки и обрезки железа __
и стали, лом чугуна, чугунную стружку
и т. п.
Падающие молота Они разде-
ляются на ременные и досчатые. У ре-
менных молотов баба укрепляется на
□
Л
ремне, который охватывает вращаю-
щийся шкив (рис. 3,4). Другой конец
ремня несет ручку и свешивается сво-
бодно. Если его потянуть, то обра-
зуется сильное трение и шкив увле-
Рис. 34. кает ремень, который и поднимает бабу рИс. 35.
вверх. Если отпустить свободный конец,
трение между ремнем и шкивом уничтожится, и баба упадет
на наковальню. Чтобы баба не отклонялась в стороны, имеются
направляющие, по которым она движется.
У досчатых молотов вместо ремня для подъема бабы на
высоту служит доска (рис. 35). Она зажимается между двумя
вращающимися роликами, которые и производят этот подъем.
Ролики так устроены, что при нажимании на доску баба под-
нимается, а при отжимании доски падает на наковальню.
К числу недостатков досчатых молотов относится то, что
при нажиме роликов имеют место удары, почему происходит
постепенное раскалывание досок.
Такие молота устраиваются как для штамповки, так и для
свободной ковки. Штамповочные молота имеют большой подъем
— 33 —
бабы и малый ее вес. Направляющие при этом подводятся
почти вплотную к наковальне, чтобы осталось только, место для
штампа. Молота, употребляемые для ковки, наоборот, имеют
меньшую высоту падения бабы и больший ее вес. Расстояние
между направляющими и наковальней здесь делаются боль-
шими. Станина устраивается сильно изогнутой с тем расчетом,
чтобы можно было на наковальне свободно поворачивать изделия
больших разме-
ров. Особое преи-
мущество этих мо-
лотов даже при
высоких поковках
заключается в том,
что они дают воз-
можность почти
полностью исполь-
зовать мощность
молота. Число уда-
ров в минуту у них
незначительно.
[Современная
конструкция ! ре-
менного падающе-
го молота пред-
ставлена на рис.
36. Вверху мы ви-
дим потолочный
Рис. 37.
Рис. 36.
привод, через один
из шкивов 1 которого переброшен ре-
мень 5, несущий бабу В. Последняя
ходит в направляющих 4. Наковаль-
ня молота 5 имеет установочные вин-
ты, посредством которых закрепляются
нижние матрицы штампов. За ремень тянут рукой либо ногой,
для чего ремень имеет на свободном конце стремя.
На рис. 37 представлена современная конструкция досча-
того молота. Здесь 1—передний ролик, который при вращении
увлекает доску 2 (задний ролик на рисунке не виден), несу-
Кузнечное дело. о
— 84 —
щую бабу 3 с бойком 5. Так как такой молот предназначается
для штамповки, то боек 5 и наковальня 4 имеют вырезы
в виде ласточкина хвоста для закрепления матриц штампа.
Действие досчатого молота несколько сложнее, чем предыдущего
ременного. Когда, молот остановлен, баба удерживается в верхнем
положении посредством защелки 6. Защелка эта обычно поме- ।
щается на направляющих молота и на такой высоте, чтобы баба мо-
лота находилась в верхнем положении. Если хотят получить удар,
надавливают на подножку 7 и удаляют из-под бабы защелку 6.
Одновременно ремень 8 ослабляется, рычаг 9 перестает поддержи-
вать штангу 10, вследствие чего штанга эта под влиянием своего
веса опустится вниз. При падении бабы её'выступ 11 ударит по
накладке 12 штанги 10 и увлечет ее вниз, благодаря чему верхние
ролики прижмутся к доске 2 и увлекут ее вверх вместе с бабой 3.
Когда баба поднимается кверху, выступ 11 ударит по верхней на-
кладке 13 и передвинет штангу 10 вверх, вследствие чего ролики
разойдутся и отпустят доску. Последняя начнет падать, и когда
выступ 11 коснется накладки 12, ролики опять сожмут доску,
вследствие чего она начнет подниматься и т. д. Такой процесс
будет продолжаться автоматически и беспрерывно до тех пор,
пока на подножку 7 не перестанут надавливать. Когда это случится,
пружина 14 поднимает подножку и одновременно выдвинет за-
щелку 6, благодаря чему баба остановится в верхнем положении.
Силу ударов такого молота можно уменьшать, но для этого
не нужно позволять выступу 11 бабы ударять по верхней
накладке 13, для чего нужно отпускать подножку 7 раньше,
чем выступ коснется накладки.
Бабу молота можно устанавливать на разных высотах, что
достигается перестановкой защелки 6 по высоте направляю-
щих, а накладки 13 — по высоте штанги.
Пружинные молота бывают двух типов: ножные и при-
водные. Ножные молота обычно применяются в небольших
кузницах вспомогательного характера, где кузнецу приходится
работать без молотобойца. Для замены последнего при нане-
сении тяжелых ударов и были спроектированы ножные молота.
Как видно из рис. 38, тяжелая кувалда 1 ножного молота наса-
живается на рукоятку 2, шарнирно соединенную со стойкой 3. Руко-
ятка имеет хвост 4, к которому прикреплена пружина 5, оттягиваю-.
35 —
щая этот хвост вниз, вследствие чего рукоятка 2 всегда поднята
вверх. Пружина же 6 прикреплена непосредственно к рукоятке
и затем к педали 7, нажатием которой вызывается опускание
кувалды вниз и, следовательно, удар По наковальне 8.
Приводной пружинный
молот может иметь устрой-
ство, схематически предста-
вленное на рис. 39. Как
видим, баба молота движется
в направляющих, почему
удар получается строго вер-
тикальный. Передача движе-
ния от шкива к бабе произ-
водится посредством рессоры,
укрепленной вверху молота
на особой подставке. Рессора
приводится- в колебание по-
средством кривошипного ме-
ханизма, соединяемого со
шкивом, получающим враще-
ние от привода. Колебания
рессоры передаются
бабе, и она начи-
нает двигаться взад
и вперед.
С целью регули-
ровки силы ударов,
а также высоты по-
ложения бабы, под-
ставка, на которой по-
коитсярессора, может
подниматься вверх и
опускаться вниз.
Такие молота ра-
ботают с большим чи-
слом ударов. Так, молоту в 100 кг дается до 200 ходов в минуту,
а молоту в 50 кг—до 300 ходов. Будучи машиной простой кон-
струкции, такие молота широко применяются для мелких поковок.
. /' 2*
— 36 —
Конструкций приводных пружинных МОЛОТОВ ДОВОЛЬНО
много, но все они сводятся к комбинации трех элементов—
бабы молота, кривошипного механизма, передающего движе-
ние от вала, и рессоры, связывающей бабу молота с криво-
шипным механизмом.
Воздушные молота. Здесь вместо рессоры пользуются,
как промежуточным звеном для передачи движения- от вала
к бабе молота, воздушной подушкой. Для этого при помощи
Рис. 40. Рис. 41Г
ред поршень, находящийся в цилиндре. В этом же цилиндре
движется еще свободный поршень, связанный с бабой молота
(рис. 40). При разрежении воздуха баба поднимается, при
сжатии падает. на наковальню. На бабу действует с одной
стороны собственный вес, а с другой — и давление воздуха.
Регулировка удара производится изменением воздушной по-
душки при помощи крана А.
Воздушные молота строятся различной конструкции. Так,
баба и поршень могут работать в одном цилиндре, но могут
работать и в двух цилиндрах, которые в этом случае соеди-
няются между собою посредством трубки. Воздушный цилиндр
— 37 —
работает в качестве компрессора, который то сжимает, то раз-
режает воздух. Он ставится либо параллельно к рабочему
цилиндру, либо наклонно, как представлено на рис. 41.
Регулировка' удара у молотов с разделенными цилиндрами
производится при помощи крана, который может как соеди-
нять, так и разобщать обе камеры обоих цилиндров. Он может
уменьшать и увеличивать перепускное отверстие, почему
можно получать удары желаемой силы. У молотов, имеющих
Рис. 42.
и разрежая воздух, действует
привод от трансмиссии, регули-
ровка скорости удара затрудни-
тельна; при электрическом при-
воде она производится гораздо
легче.
Нормальный вес бабы—не
свыше 400 кг, иногда больше.
Быстрота ударов у таких моло-
тов очень высока — часто от
150 до 250 ударов в минуту.
Молота эти пригодны для лег-
ких работ.
Хорошая конструкция воз-
душного молота представлена на
рис. 42. Молот приводится в
движение посредством электро-
мотора 1. Последний через пару
зубчаток приводит в движение
компрессор 2, который, сжимая
на поршень в цилиндре 3, поднимая и опуская его, а вместе
с ним и шток 4. Регулировка ударов производится посред-
ством двух клапанов, на которые действуют либо рукой —
через рукоятку 5, либо ногой—через подножку в. Посредством
клапанов бабу молота можно либо устанавливать в верхнем
положении, либо опускать вниз .и с силой зажимать поковку
между бойком и наковальней, либо наносить удары любой
силы в пределах мощности молота.
Гидравлические пресса. Эти машины назначаются
как для ковки наиболее крупных изделий, так и для штам-
повки,
— 38 —
Рис. 43.
Гидравлические пресса применяются по большей части для
тяжелых и высоких изделий, которые требуют сильной, глу-
бокой проковки и которые, благодаря своей высоте, могут
отнять у парового молота большую часть хода.' Далее они осо-
бенно пригодны для крупных штам-
повочных работ по удобству уста-
новки и перемены штампов, а
также для работ по сгибанию полос
вследствие удобства установки при-
способлений для сгибания на боль-
шом рабочем столе вместо узкой
наковальни у молота.
Характерная особенность гидра-
влических прессов состоит в том,
что они работают без удара.
Устройство гидравлического
пресса схематично представлено на
рис. 43. Здесь 1 — рабочий стол;
он заменяет наковальню и поме-
щается на фундаментной плите
пресса. Плита эта при помощи
четырех стальных столбов соеди-
нена с верхней горизонтальной
плитой, 2, на которой помещается
цилиндр 3, наполняемый водой
под высоким давлением. В цилин-
дре движется плунжер (поршень),
на другом конце которого укре-
плена подвижная плита, соответ-
ствующая бабе молота. Небольшой
цилиндр с другим плунжером 4, соединенным через траверзу б
двумя легкими тягами с подвижной плитой пресса, служит
для ее поднимания. Ход работы следующий: поковка вклады-
вается в штамп, или в какое-нибудь иное приспособление,
между рабочим столом и бойком подвижной плиты; вода, нахо-
дящаяся под давлением от 200 до 500 атм., впускается
в нижний цилиндр и давит на поршень, который через по-
движную плиту давит вниз на поковку. Затем перепускной
— 39 —
Кран повертывается, вода впускается в верхний цилиндр
и в то же время выпускается из нижнего. Вследствие этого
вспомогательный плунжер потянет подвижную плиту вверх
и, поднимая главный плунжер, опорожнит цилиндр.
Вода под давлением получается на центральной станции
(в случае наличия в работе нескольких прессов), либо же при
помощи вспомогательного цилиндра, находящегося на самом
прессе. Это так называемые паро-гидравлические пресса. Они
позволяют регулировать давление в широ-
ких пределах и дают высокое напряжение.
Однако, такие пресса стоят дороже обыкно-
венных.
Одно из больших неудобств работы
с прессом—это, прежде всего, большой рас-
ход воды. Однако, его можно уменьшить,
если воду из цилиндров выжимать в спе-
циальный бак 6, расположенный на неко-
торой высоте. При таком устройстве глав-
ный цилиндр получает воду под высоким
давлением только в последний момент, когда
пресс производит работу, а передвижения
вхолостую производятся водой низкого да-
вления из бака 6.
Пресса иногда строятся с одним стояком,
подобно тому, как это имеет место у паро-
вых МОЛОТОВ. Такие конструкции ГОДЯТСЯ Рис. 44.
только для незначительных давлений.
Чтобы получить точную высоту изделия, которое куется
в штампах, нужно сохранить точное расстояние между верх-
ней и нижней половинками штампа. Это получается благодаря
тому, что между ними прокладывают концевой калибр. Тако-
вой можно проложить только под прессом, но не под молотом,
так как калибр под молотом легко может разлететься на части.
Огромным преимуществом гидравлических прессов является
то обстоятельство, что давление, развиваемое ими, действует
на материал постепенно, а не мгновенно, как у молотов.
Благодаря этому, давление может лучше проникнуть в мате-
риал и проковать его. Вот почему пресса и являются особенно
40 —
пригодными для весьма крупных поковок, так как в этом
случае трудно получить глубокую проковку посредством паро-
вых молотов.
На рис. 44 представлена конструкция современного гидра-
влического пресса. Он имеет три цилиндра: один рабочий — 1
и два подъемных—2 и 3. Матрицы пресса, соответствующие
бойку и наковальне молота, обозначены цифрами 4 и 5.
Чтобы приступить к работе, нужно поднять верхнюю матрицу 4
и положить на нижнюю нагретый материал, а затем пу-
стить в пресс воду под давлением (открывая вентиль).
Тогда верхняя матрица опустится на материал, сдавит его
и сплющит. Конечно, с одного раза материал не получает
требуемой формы, почему его приходится поворачивать не-
сколько раз, как это имеет место и под паровым молотом.
Механические пресса. Эти пресса разделяются на вин-
товые (рис. 45) и эксцентриковые (рис. 46). Оба они, подобно
, . . паровому молоту, имеют стани-
У винтового пресса (рис. 45) боек 1 соединен с вин-
товым шпинделем 2, который вращается в гайке 3, благо-
даря чему передвигается вниз и вверх. Приводится шпиндель
— 41
во вращение при помощи горизонтального диска трения 4,
укрепленного сверху. Подъем и опускание производятся благо-
даря особому приводу, состоящему из двух вертикальных
дисков 5, посаженных на общий вал и передвигаемых вдоль
оси.
Преимущество винтового пресса: плавный пуск в ход, так
как диск трения, сидящий на шпинделе, находится при пуске
в ход. близко к середине вертикальных дисков; затем сильное
ускорение, так как приводимый во вращение диск трения при
опускании шпинделя приходит в соприкосновение с вертикаль-
ными дисками все на большем и большем радиусе, почему он
развертывается со все большей и большей скоростью; нако-
нец, энергичный короткий удар п быстрая работа. Такне
пресса особенно удобны для легких штамповочных работ. Осо-
бенно большое применение они получили для штамповки бол-
тов и заклепок.
У эксцентриковых прессов боек опускается и подни-
мается при помощи эксцентрика или кривошипа. Они дают
продолжительное давление без всякого действия удара. Но зато
у них существует неустранимая опасность поломки при боль-
шом сопротивлении. Употребляются для работ, где требуется
вырезывание фигур, а также для снятия заусенца у поковок,
полученных в штампе.
Современная конструкция небольшого эксцентрикового
пресса с открытой станиной представлена на рис. 46. Он при-
водится в действие от шкива 1 через зубчатую передачу 2—3.
Вал пресса, несущий с одной стороны зубчатое колесо 3,
а с другой—эксцентрик 4, на который надета головка шатуна 5,
помещается в верхней части пресса. Шатун соединен шар-
нирно с ползуном 6, к которому прикрепляется верхняя матрица,
а нижняя устанавливается на кронштейне 7. Шкив приводит
во вращение только зубчатое колесо 3, оставляя вал с шату-
ном и ползуном неподвижными, при чем последние нахо-
дятся в верхнем положении. Чтобы получить от пресса давле-
ние, необходимо нажать на педаль 8. Педаль эта через ряд
рычагов сцепит вал с зубчаткой 3, почему он начнет вра-
щаться, а ползун 6 начнет ходить вверх и вниз в своих
направляющих,
— 42 —
В кронштейне пресса имеется отверстие, через которое
проваливаются вырезанные прессом изделия.
Оба описанных механических пресса приводятся в дей-
ствие либо от трансмиссии, либо от мотора.
Ковочные вальцы. Их
устройство показано на рис. 47.
Здесь два очень сильных валка
1 и 2 лежат цапфами в под-
шипниках станины. Нижний ва-
лок 1 приводится во вращение
от мотора при помощи шестер-
ни и передает свое вращение
при помощи пары зубчаток верх-
нему валку 2. Оба валка вра-
щаются с одинаковой скоростью.
Валки имеют неодинаковый профиль, благодаря чему могут, плю-
щить металл в разные стороны и тянуть, или прокатывать,
его вдоль оси. Обычно валки имеют сложную форму и пред-
ставляют своего рода
цилиндрические мат-
рицы, отличающиеся
от матриц штампа
тем,, что последние
работают, соприка-
саясь по плоскости,
а валки соприкаса-
ются по линии. От
прокатных станов ко-
вочные вальцы отли-
чаются тем, что здесь
работает не вся окру-
жность валков,атоль-
ко часть ее, в зависи-
мое™ от рода-обраба-
Рие. 48.
тываемого изделия.
Сменяя матрицы на валках, можно обрабатывать на такой
машине ряд изделий разнообразной формы. Это очень сильные
и быстро работающие машины,
— 43 —
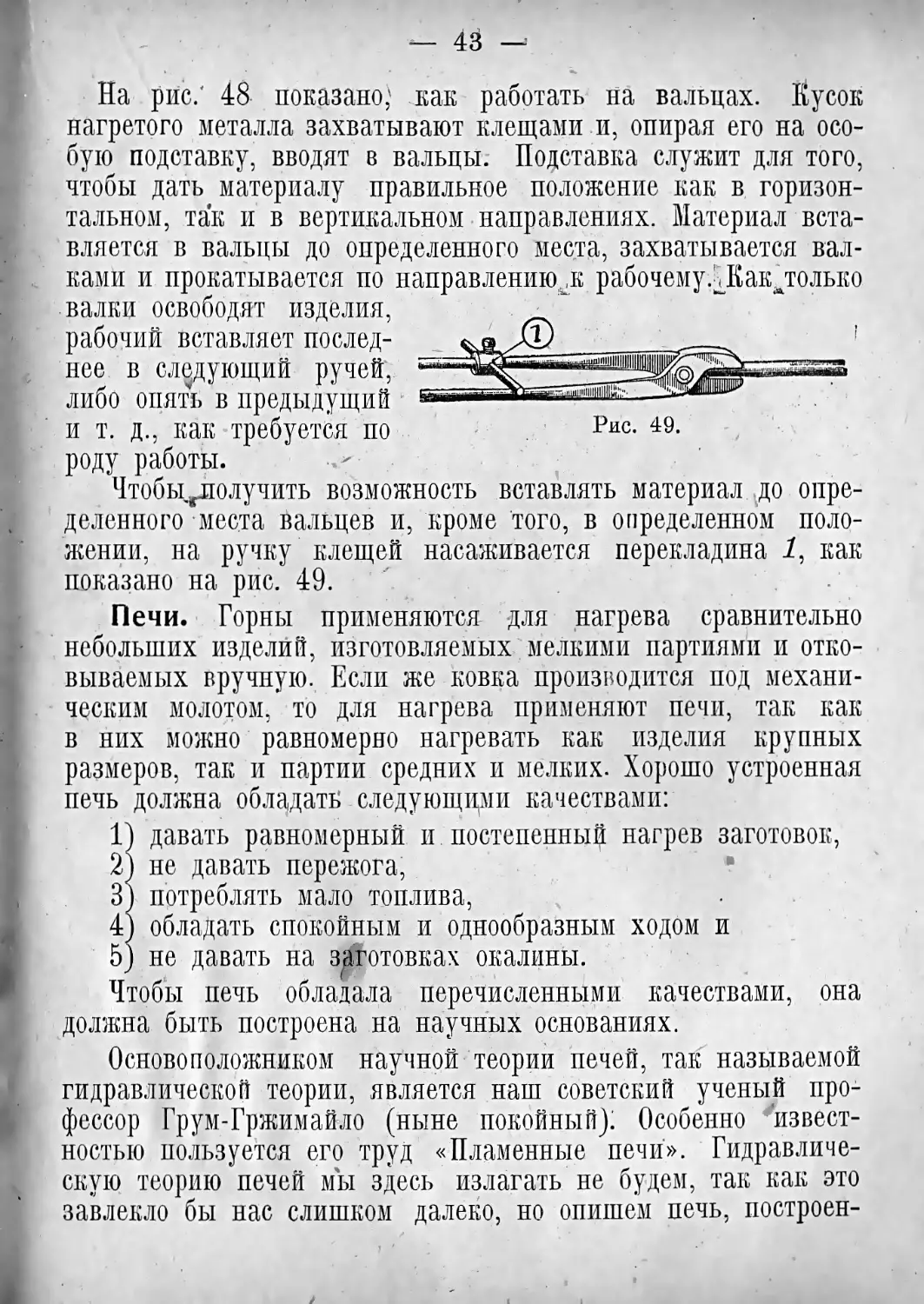
На рис.' 48 показано,' как работать на вальцах. Кусок
нагретого металла захватывают клещами и, опирая его на осо-
бую подставку, вводят в вальцы. Подставка служит для того,
чтобы дать материалу правильное положение как в горизон-
тальном, так и в вертикальном направлениях. Материал вста-
вляется в вальцы до определенного места, захватывается вал-
ками и прокатывается по направлению^ рабочемулКакмтолько
валки освободят изделия,
рабочий вставляет послед- ______гх
нее в следующий ручей, .
либо опять в предыдущий *frr'
и т. д., как требуется по Рис- 49-
роду работы.
Чтобы.(лолучить возможность вставлять материал до опре-
деленного места вальцев и, кроме того, в определенном поло-
жении, на ручку клещей насаживается перекладина 1, как
показано на рис. 49.
Печи. Горны применяются для нагрева сравнительно
небольших изделий, изготовляемых мелкими партиями и отко-
вываемых вручную. Если же ковка производится под механи-
ческим молотом, то для нагрева применяют печи, так как
в них можно равномерно нагревать как изделия крупных
размеров, так и партии средних и мелких. Хорошо устроенная
печь должна обладать следующими качествами:
1) давать равномерный и. постепенный нагрев заготовок,
2) не давать пережога,
3) потреблять мало топлива,
4) обладать спокойным и однообразным ходом и
5) не давать на заготовках окалины.
Чтобы печь обладала перечисленными качествами, она
должна быть построена на научных основаниях.
Основоположником научной теории печей, так называемой
гидравлической теории, является наш советский ученый про-
фессор Грум-Гржимайло (ныне покойный). Особенно извест-
ностью пользуется его труд «Пламенные печи». Гидравличе-
скую теорию печей мы здесь излагать не будем, так как это
завлекло бы нас слишком далеко, но опишем печь, построен-
— 44 —
ную на основе этой теории. На рис. 50 представлена такая
печь системы Роквелла, работающая на нефти. .
Здесь мы имеем: 7—рабочее пространство печи; 2— фурма,
в которую вставляется форсунка или приспособление для рас-
Рис. 50.
пыливания нефти; 3—окно, через котороеГпроисходит загрузка
печи заготовками. Окно это закрывается задвижкой 4, подве-
шенной на цепи, перекинутой через блок 5, на другом конце
которой находится груз 14, уравновешивающий задвижку, чем
облегчает как подъем ее, так и опускание. Как видно из
- 45 т
рис. 5'0 (разрез III—III), окон имеется два. Продукты горения
отводятся через отверстие 6 и 6 и затем через каналы 7 и 8
в общий боров 9.
В канале 7 отходящие газы обогревают железную' трубу 10,
через которую подводится воздух. В трубе 10 воздух подогре-
вается до» значительной температуры и затем по каналу 11
подводится к фурме 2 и там вместе с распыленной нефтью
вдувается в надсводовое пространство печи, где и происходит
сгорание. Здесь температура пламени будет наивысшей. Так
как чем выше температура газа, тем он легче, то наиболее
нагретые частицы газа будут находиться в самом верху печи,
где происходит горение. Пламя здесь является наиболее оки-
слительным (см. стр. 75).
Ниже находятся газы, у которых горение закончилось
и температура вследствие этого понизилась. Эти газы опу-
скаются вниз и омывают под печи 12, на который и кладутся
заготовки для нагревания. Здесь газы, нагревая металл, осты-
вают и каналами 6, 7 и 8 отводятся в боров.
В описанной печи мы имеем следующее распределение
горячих газов: вверху—наиболее нагретые, затем чем ниже,
тем холоднее, а наиболее холодные слои газов находятся на
поду печи. Проходя через каналы, газы еще больше и больше
охлаждаются и опускаются вниз, в боров 9, лежащий в самом
низком месте печи. Такое распределение газов приводит к тому,
что температура в печи, изменяясь в вертикальном направле-
нии, в горизонтальном распределена более или менее равно-
мерно, почему, и нагревание заготовок происходит также
равномерно. Помимо этого, нефтяной факел, расположенный
в верхней части печи,' ударяется о свод печи и не лижет
заготовок сверху, почему исключена порча их по недосмотру
нагревальщика. Чтобы холодный воздух не засасывался вглубь
и не вызывал охлаждения накаленного металла, внутри печи
должно быть избыточное давление, при котором пламя несколько
выбрасывалось бы из печи.
Печь описанного типа является рекуперативной, т.-е. печью,
у которой имеет место использование теплоты отходящих
газов путем нагревания вдуваемого воздуха во встречно рас-
положенных каналах, омываемых снаружи горячими газами.
— 46 —
Наиболее изнашиваемой частью печи является под, так
как по нему передвигаются нагреваемые изделия при их
закладке в печь и вынимании из нее. Вот почему на'устрой-
ство его нужно обращать особое внимание. Рекомендуется
делать под из мелкого кварца (крупный песок), сплавленного
с каолином (чистая белая глина). Песок смешиваете^ с глиной
и наносится на под печи тонким слоем, а затем печь раста-
пливается и смесь в ней сплавляется. Таких слоев должно
быть нанесено несколько, чтобы покрыть кирпичный свод пода.
Кварцевый под легко исправить даже во время работы. Для
этого его достаточно посыпать опять чистым, промытым песком,
смешанным с каолином, и сплавить, как указано выше.
Снаружи печь заключена в железный остов и каркас из
склепанных угольников и стоит на четырех ножках, являю-
щихся продолжением того же каркаса. Закрывается печь на
ночь посредством задвижки 13.
Мы описали печь, отапливаемую нефтью, но в кузницах
встречаются также печи, отапливаемые каменным углем, кок-
сом, газом и т. п. Описанная печь служит для нагрева заго-
товок небольшого веса при работах под молотами- небольшой
мощности (до 1 тонны). Для крупных заготовок и мартенов-
ских болванок строятся печи больших размеров. Лучшими
печами являются методические, т.-е. такие, у которых заго-
товки закладываются партиями и передвигаются в печи, посте-
пенно переходя из пространства с невысокой температурой
в пространство с температурой высокого нагрева. Благодаря
этому, помимо постепенного нагревания, в методических печах
происходит лучшее использование топлива.
Определение пригодности молота для данной
поковки. Пока в качестве материала для работ под молотами
применялось сварочное железо, крупные поковки изготовлялись
посредством сварки из кусков небольшого веса. Поэтому в то
время удовлетворялись молотами малой мощности (пли малого
веса бабы), так как такие молота могли в процессе обработки
хорошо проковать металл. Применение литого металла в бол-
ванках крупного веса совершенно изменило условия работы
кузниц, так как болванки для. своей проковки нуждались
в затратах гораздо большей мощности. Молота малого веса
бабы перестали удовлетворять требованиям и кузницы перешли
к молотам большего веса бабы, так как иначе нельзя было
проковывать болванки до самой середины.
При 'выборе молотов для ковки болванок заданного веса
и размеров крайне желательно предварительно определить, на-
сколько выбранный молот подходит для данной работы.
На практике для этого обычно пользуются следующим
приемом: берут цилиндрическую или прямоугольную болванку,
нагревают ее в печи и ставят под молот. Если последний слаб,
то он прокует болванку, как предста-
влено на рис. 51, 1, т.-е. понаружи. г '
ЕЬли же молот обладает достаточной У
мощностью (или достаточным весом бабы), / _____д
то болванка будет прокована и внутри.
Видимо это выразится в том, что рас- J
плющится середина болванки и по- Г ' ®
следняя примет вид, представленный V______________J
на рис. 51, 2.
-Я Если при проковке болванки полу- Puc- 51.
чается форма, показанная на рис. 51,1,
то на поверхности болванки возникают напряжения, при-
водящие в .дальнейшем к трещинам, иногда довольно значи-
тельным. Вот почему,, если молот оказывается слабым, то
сколько бы им не бить по болванке, не только нельзя полу-
чить нужной проковки, но, наоборот, можно еще испортить
заготовку. Поэтому как только будет обнаружена слабость
молота, нужно немедленно переносить работу под более силь-
ный. Так как работа под более тяжелым молотом получается
более дорогой, то на. практике первоначальную проковку произ-
водят на молотах большей мощности, а когда болванка будет
прокована и размеры ее уменьшатся, дальнейшую обработку
передают молотам меньшей мощности.
Инструменты для работ под паровыми молотами.
Для работ под паровыми молотами 'применяются, с одной сто-
роны, такие же инструменты, как „ и для ручной ковки,
а с другой—еще добавляются некоторые специальные, служащие
для удержания крупных поковок: например, воротки или воро-
тяшки, топоры и т. п.
— 48 —
Воротяшки (рис. 52) служат для удобного обращения
с тяжелыми поковками и болванками; они устраиваются по
разному, но по большей части состоят из двух частей, или
скоб, с рукоятками. Скобы наклады-
ваются на болванку и свертываются
двумя болтами.
Воротяшки, представленные на рис. 52, предназначаются
для зажима круглых, а на рис. 53—для квадратных болванок
плп поковок,.
Размер воротяшек выбирается так, чтобы рукоятки после
установки на болванку были размещены на одинаковом рас-
стоянии одна от другой, при-
близительно на !/(. оборота, как
показано на рис. 54.
На рис. 55 представлены
воротяшки небольших размеров
Рис. 55.
при отковке распре-
Рис, 54.
с рядом приспособлений, применяющихся
делительного валика. Здесь 1—распределительный валик,
2—цепь, на которой он подвешен. Цепь перекинута через
блок 3, а последний подвешен на крюке 4. Для поворачива-
ния валика служат воротяшки 5, которые прикрепляются к валу
посредством хомута 6. Основной стержень воротяшки имеет на
конце боковой палец 7. Палец этот накладывается на валик,
на который в этом месте надевается хомут 6; хомут за-
тягивается клиньями 8. Валик отковывается на специаль-
ной подставке, вернее—специальной наковальне 9, которая
ставится под паровым
молотом.
Для удержания не-
больших поковок при-
меняются обыкновен-
ные клещи, но более
значительных размеров,
как показано на рис. 56.
Губы клещей должны
быть тщательно при-
гнаны, чтобы захватить
изделие плотно и по
крайней мере с трех
сторон. Чтобы работа
не выскальзывала из
клещей и чтобы было
удобнее работать, на
ручки клещей одевают
кольцо, которое для
удобства обращения с
поковкой снабжается
двумя ручками, торча- Рис. 58.
щими в разные стороны.
Обжи м к и для отделки изделий диаметром до трех или
четырех дюймов изготовляются обыкновенно по форме, пред-
g*
— 50 —
ставленной на рис. 57. Рукоятка делается в форме рессоры
и может быть выкована из целого куска (рис. 57, 7), или же
склепана (рис. .57, 2). Другая форма обжимки представлена
на рис. 58. Здесь 7—верхняя штампа, 2—нижняя.' Ручка
у верхней штампы иногда несколько утоняется в середине,
чтобы она могла пружинить -и чтобы удары меньше отдава-
лись в руку рабочего. Нижняя штампа снабжается лапками,
которыми она захватывается за наковальню молота. Задняя
лапка (на рис. 58 плохо видна) обычно вставляется в отвер-
стие наковальни.
Подбойки. Так как соприкасающиеся поверхности нако-
вальни и бойка делаются плоскими и параллельными, почему
невозможно закончить ковку клина между ними, то применяют
инструмент показанный на
рис. 59,7. Способ его употреб-
ления показан на рис. 59, 2
и 3. Грубая обработка произво-
дится цилиндрической стороной,
а. сглаживание—плоской.
Подбойки, употребляемые
при ручной ковке, редко приме-
няются под паровым молотом.
Вместо них употребляются круг-
лые стержни. Если требуется
зарубка лишь с одной стороны,
берут только один стержень.
Особенное внимание нужно обратить на то, чтобы изделие
лежало правильно перед нанесением сильного удара молотом.
Для этого молот опускают сперва легко, прижимая таким
образом перед ударом стержень к поковке, а затем ударяют
один или два раза, как требуется.
Прорубные зубила или топоры. Обычная форма
зубила для работы под паровым молотом показана на рис. 60, 7.
Ручка и топор делаются из цельного куска инструментальной
стали. Иногда клинок делается из инструментальной стали
и к нему приваривается железная ручка. Ручка около
самого топора должна быть утонена, чтобы пружинить во
время работы. Лезвие .топора не должно быть острым, как
— 51
Рис. 60:
у горячего зубила. Топор нужно держать почти вертикально,
когда ставят под молот. Если же топор станет наклонно, как
на рис. 60, 3, то под действием удара он ляжет на бок, будет
вдавлен в изделие и испортит его. Однако, когда .требуется
получить место проруба с вертикальной стенкой, то топор
нужно ставить, как показано на рис. 61, 4, т.-е. держать одну
из его боковых сторон вертикально. Постановка топора так,
чтобы его ось была
вертикальна, как на
рис. 60, 3, требуется
лишь в том случае,
если нужно переру-
бить болванку на две
части, не заботясь о
форме, какую примет
поверхность разруба.
Прорубание про-
изводится не до кон-
ца; ког,р останется тонкая перемычка, болванка поворачивается
и сверху над прорубом /рис. 60, 5) накладывается полоса
такой ширины, как режущая кромка топора, Тогда достаточно
одного удара, чтобы пробить оставшуюся перемычку и разде-
лить болванку пополам.
Для вырубки металла под углом применяется топор по
форме рис. 61. Для криволинейной или неправильной формы
вырубки топор должен иметь соот-
ветственно устроенное лезвие.
Рис. 61. • Рис. 62.
Описанная форма топора применяется для разрубания
изделий в нагретом состоянии. Для надрубки холодного железа
под паровым молотом можно пользоваться зубилом или топо-
ром, показанным на рис 62. Это—брусок треугольной формы
с тупым лезвием и закругленной спинкой, насаженный на
круглую ручку.
— 52 —
Чтобы наметить место, от которого заготовку нужно будет
тянуть (например, в случае изготовления уступа или запле-
чика), часто применяют такой способ. Берут кусок тонкого
круглого железа, накладывают его на поковку и медленно
поворачивают ее под ударами молота. Иногда для этой цели
накладывают квадратную полосу, но в этом случае на поковке
остаются следы от острых углов, что впоследствии может
повести к порче откованного изделия.
ГЛАВА II.
Топливо и материал.
Топливо. В качестве топлива в кузницах применяют
каменный уголь,'кокс, древесный уголь, нефть и газ. Для
суждения о достоинстве топлива имеет значение так называе-
мая его теплотворная способность, или теплопроизводительность,
т.-е. количество теплоты, выделяющейся при сгорании одного
килограмма данного топлива. Теплотворная способность изме-
ряется калориями. Под калорией понимается количество
теплоты, которое нужно затратить, чтобы нагреть один кило-
грамм воды на 1 градус Цельсия.
Наибольшей теплотворной способностью обладает нефть —
от 10 000 до 11 500 калорий. Теплотворная способность куз-
нечного угля составляет 7 800 калорий, кокса—7 000 калорий,
а каменного угля—от 6 000 до 7 000 калорий.
• > Неодинаковость теплотворной способности различного рода
топлива создает некоторые затруднения при различных хозяй-
ственных и технических, подсчетах. Чтобы такие затруднения
устранить, все расчеты ведут с условным топливом, подразу-
мевая под. ним некоторое идеальное топливо, теплотворная
способность которого равна 7 000 калорий. Так ’ как нефть
имеет теплотворную способность в 10 500 калорий, то один
килограмм ее заменяет 1,5 килограмма условного топлива.
Каменный уголь. Чаще всего в кузницах, а особенно
при горновых работах, применяют каменный кузнечный уголь.
— 53 —
Он должен быть чистым и свободным от примесей. Кусок
хорошего кузнечного угля должен ломаться И крошиться;
в изломе, такой уголь кажется чистым и блестящим. Он не
расслаивается при изломе, как обыкновенный уголь для кот-
лов, содержащий землистые прослойки. Если попадется куз-
нечный уголь, который колется по слоям и показывает
в изломе тусклые на вид полосы и слои—это уголь плохой.
При употреблении уголь смачивают и сырым забрасывают
в горн. Перед смачиванием уголь разбивают. Закладывать
большими кусками не рекомендуется.
Самым ценным качеством кузнечного угля является так
называемая спекаемость, т.-е. свойство нагревающихся частиц
угля прилипать- одна к другой и образовывать корку. Чтобы
облегчить образование такой корки поверху кучи угля, его
сверху примачивают. Чем плотнее корка, тем больше она
предохраняет накалившийся уголь от охлаждения и тем больше
способствует повышению температуры горения, а следова-
тельно и нагреванию железа.
Наиболее неприятной примесью кузнечного угля является
сера. Она вредно влияет на качество железа, вызывая у него
красноломкость, т.-е. способность разламываться при красном
калении. Содержание серы не должно превосходить 0,8%.
Хороший кузнечный уголь должен содержать не более 8%
золы. Зола, сплавляясь с окалиной железа, образует шлак,
который засоряет горн.
Кузнечный уголь необходимо просеивать через грохот,
чтобы куски его получились однородные величиной с орех
и без примеси мелочи. При горении кузнечный уголь должен
давать хорошее пламя.
Вес 1 кубического метра кузнечного угля при обычной
рыхлой насыпке составляет 750—800 килограммов.
Кокс получается из каменного угля в результате его про-
каливания с целью удаления летучих веществ. Получается
кокс либо на газовых заводах, как побочный продукт газового
производства, либо изготовляется в специальных печах. Кокс
должен бьыь ровного серовато-черного цвета, ноздреватого сложе-
ния без желтых и красных прожилок, а также без ржавых пятен
в изломе. Размер-от куриного яйца до кулака.
— 54
Кокс применяется для нагрева крупных поковок, так как
дает более сильный и равномерный жар. Обычно считается,
что 60 кг кокса могут заменить 100 кг кузнечного угля. Вес
1 куб. м кокса—от 300 до 450 кг.
Древесный у го ль является наилучшим сортом угля
для нагревания поковок, так как совершенно не содержит
серы. Получается он обугливанием дерева, уплотненного
особым образом в кучи, покрытые дерном и песком и горящие
при малом доступе воздуха. Более плотный уголь дают береза
и дуб, рыхлый — сосна и ель: Хороший древесный уголь
должен удовлетворять следующим требованиям: быть плотным
и звонким, иметь блестящий излом; кроме того, он должен
быть ’хорошо выжжен.
Древесный уголь применяется при ковке таких изделий,
как части точных приборов, ножрвой товар и т. п.
Вес кубического метра древесного угля не постоянен и
зависит от плотности, а следовательно, и от породы дерева.
В рыхлой насыпке 1 куб. м угля весит (килограммов):
дубовый —330,
березовый —215,
сосновый —200,
еловый —130.
Нефть. Чистая нефть редко применяется в кузнечном
деле. Обычно пользуются мазутом, который получается в ре-
зультате отгонки от нефти летучих веществ — бензина, газо-
лина, керосина и др. Мазут по отношению к нефти является
таким же остаточным продуктом, как кокс по отношению
к каменному углю.
Обычной примесью к мазуту является вода. Так как она
тяжелее мазута, то собирается на дне вместилища (бака,
цистерны и т. д.). Содержание воды в мазуте допускается не
более 2%..
Мазут также должен быть не слишком темным, густым
и не содержать грязи.
Нефть, вернее мазут, является идеальным средством для
отопления кузнечных печей. При определенных условиях
нефтяное отопление является наиболее порходящим перед
— 55 —
всеми остальными. При малом- занимаемом объеме оно дает
наивысшую производительность печи. Будучи однажды уста-
новлено, нефтяное отопление не требует почти никакого даль-
нейшего присмотра. Кузнец может все свое время и внимание
направить исключительно на ковку-, отпадает забрасывание
топлива и шуровка топки.
Для сжигания в печи жидкое горючее распиливается, пре-
вращается в пар и смешивается с воздухом. Сжигание про-
исходит тем совершеннее, чем совершеннее распиливание. Для
этих целей применяется воздушное дутье.
Давление воздуха и нефти, измеренные в миллиметрах
(см. стр. 10), бывают различными у различных печей.
Однако они должны оставаться одинаковыми во все время
работы, потому что от этого зависит одинаковая и равномер-
ная работа печи.
Газ. В качестве газа в кузницах применяется главным
образом генераторный газ, получающийся в результате непол-
ного сгорания каменного угля в особых печах. Подобно нефти,
газ является наилучшим топливом для кузнечных печей,
а особенно для нагревания изделий, обрабатываемых в
штампах.
Расход топлива в печах. Расход топлива обычно
относят к весу нагреваемых заготовок. В зависимости от
устройства печи, а также от интенсивности ее использования,
расход этот колеблется около 65 кг условного топлива на
100 кг железа. В печах с рекуператорами, благодаря которым
вдуваемый воздух, подогревается, расход топлива на 100 кг
заготовок может быть значительно уменьшен и в некоторых
случаях составляет даже 15% (условного топлива) от веса
поковок. Наоборот, в случае плохого устройства печей расход
поднимается до 130% и больше условного топлива к весу
поковок.
Материал. Кузнечным, делом называют обработку нака-
ленного металла ударами молота при помощи разных вспомо-
гательных инструментов. Кузнец оттягивает (иначе, высажи-
вает), осаживает, сгибает, сваривает и штампует этими
приемами преимущественно разные сорта железа и стали;
другие металлы ему приходится редко обрабатывать,
— 56 —
Железо выплавляют из руд сначала в виде чугуна, т.-е.
железа, содержащего ие менее 2% углерода, а также другие
р'азные примеси: кремний, фосфор, серу, иногда марганец,
большей частью только ухудшающие его качество.
Чугун хорошо плавится, его можно отливать в разнообраз-
ные формы, но ковать нельзя: под молотом он крошится
и в холодном, и в накаленном состоянии. Чугун бывает
«литейный», серый, настолько мягкий, что хорошо обрабаты-
вается напилком и режущими инструментами, и «переделоч-
ный», белый, твердый, идущий большею частью на переработку
в ковкое железо. , -
Приемами, подробно разбираемыми в металлургии, из
чугуна выделяют избыток углерода и нежелательные примеси
и получают ковкое железо и сталь. В старину не могли дово-
дить железо до полного плавления и нагревали лишь до
состояния размягченной, губчатой массы, из которой ковкой
выжимали шлаки, сваривали металл и вытягивали его в по-
лосы. Так получалось сварочное железо, В настоящее время
железо получают плавлением чугуна в особых печах и выде-
лением из него углерода.
Если из чугуна выделен почти весь углерод, или его
осталось меньше 0,2 или 0,3%, то получается сорт, называе-
мый литым, железом или мягкой сталью. То, что в продаже
называется железом, есть в сущности мягкая сталь. Отличи-
тельным признаком ее является то, что она не «закаливается»
при быстром охлаждении от калильного жара, т.-е. не стано-
вится более твердой. При увеличении содержания углерода
мягкая сталь делается тверже и получает способность закали-
ваться. Сварочное железо можно отличить' от мягкой стали
по его волокнистому строению, которое видно в изломе и сказы-
вается в виде темных жилок, показывающихся на его поверх-
ности.
Заметная разница между сварочным железом и мягкой
сталыо заключается в том, что при прокатном материале
сварочное железо в направлении прокатки показывает большую
крепость, чем в поперечном, в то время, как литой металл не
дает заметной разницы. Поэтому при ковке сварочного железа
нужно обращать внимание на то, чтобы направление ковки
— 57 —
совпадало с направлением прокатки, а не наоборот. В слу-
чае же литого металла от этого правила можно и отступать.
Помимо углеродистой стали, применяется ещ,е сталь слож-
ного состава т.-е. содержащая, кроме углерода, еще примеси
других металлов — никкеля, хрома, ванадия и т. д. Такая
сталь находит применение в авто- и авиост роении и для
частей машин, подвергающихся значительной нагрузке, так
как обладает значительными вязкостью и крепостью. Однако
такая сталь благодаря своей твердости плохо поддается, ковке.
Кроме железа и стали, только красную медь и немногие ее
сплавы обрабатывают в накаленном состоянии. Другие упо-
требительные сплавы в накаленном состоянии хрупки, хотя
на холоду многие из них хорошо поддаются действию молотка.
В кузницах приходится главным образом обрабатывать
сортовое железо. Оно бывает круглого, квадратного и прямо-
угольного сечения и должно быть плотного сложения, хорошо
осаживаться и свариваться, иметь гладкую -поверхность, не
быть красноломким или хладноломким, не иметь продольных
рванин и трещин в углах. Кроме того, оно не должно иметь
непроваренных мест, получающихся от усадочных раковин.
Расчет материала для изделий, изготовляемых
загибанием. Всегда желательно, а иногда и необходимо,
знать точное количество материала, нужного для изготовления
заданного изделия. Для этой цели служат несколько приемов.
Самым точным приемом является математическое вычисление.
Возьмем для’ примера угольник, изображенный на рис. 63.
Если измерить наружную сторону, можно думать, что тре-
буется 800 мм материала. Измерение внутренней стороны
даст всего 700 мм. Опытом же найдено, что если взять кусок
железа в виде прямой полосы, провести посредине вдоль нее
линию, затем согнуть полосу, измерить длину наружной, сред-
ней и внутренней линий, то окажется, что наружная линия
значительно вытянулась, длина внутренней соответственно
укоротилась, тогда как средняя линия осталась приблизительно
без изменения в длине. Отсюда можно легко вывести теорети-
ческое правило определения количества материала для любой
изогнутой формы: для этого нужно только измерить среднюю
линию.
— 58 -
Вернемся к первому примеру. Если средняя длина каждого
конца будет 375 мм, то достаточно заготовить всего 750 мм для
этого изделия.. Так будет в том случае, если сгибание можно
осуществить теоретически правильно, т.-е. так, чтобы средняя
линия не изменилась. В действительности сгибание происхо-
дит со значительным отступлением от теоретического. Оно
производится либо так, что наружная линия остается неизмен-
ной, а претерпевают изменение (усадку) внутренняя и сред-
няя, либо так, что внутренняя остается неизменной, а вытя-
гиваются наружная и средняя. Поэтому в каждом отдельном
Рис. 63. Рис. 64.
случае необходимо сначала наметить способ сгибания. Напри-
мер, если изделие необходимо изготовить по форме рис. 63,
т.-е. с острым углом, то правильнее будет производить расчет
по наружному контуру, чтобы получить запас материала для
высаживания угла.
Па рис. 64 представлены три изделия, сгибаемые в холод-
ном виде. При таком сгибании для подсчета длины можно
воспользоваться следующим правилом: чтобы получить длину
заготовки 1, нужно сложить внутренние размеры А и В
и прибавить треть толщины р/3 Т).
Для изделия 2—сложить внутренние размеры А, В и С
и. прибавить по х/8 толщины на каждый сгиб.
Для изделия 3—сложить внутренние размеры А, В, С, Е
и К и прибавить по трети толщины на каждый сгиб.
При подсчете длины заготовок для изготовления замкнутых
форм (кольца, звенья и т. д.) необходимо расчет вести по
— 59 —
наружному контуру, так как в этом случае необходимо полу-
чить запас материала для сварки соединяемых концов.
Кольцо. При вычислении длины заготовок для колец
нужно уметь вычислять длину окружности. Последнюю полу-
чим, если умножим ее диаметр на 22/7. или 3,14.
Пусть внутренний диаметр кольца равен 120 мм, а тол-
щина его 15 мм (см. рис. 65), тогда диаметр центральной
окружности составит 135 мм и длина требуемой заготовки
будет 135 X 3,14 = 423,9 мм или, округляя, 424 мм.
Если бы мы не собирались сваривать концов кольца, то
вычисленная длина нас удовлетворила бы. Но если концы
нужно заваривать, то вычисление необходимо вести по наруж-
ному. контуру. Для диаметра в
контура будет 150X 3,14=471
Рис. 65.
150 мм длина наружного
мм. Первый размер бу-
дет теоретически пра-
вильным; второй будет да-
вать значительный запас
на сварку.
Рис. 66.
При изготовлении одиночных изделий заготовка может
пойти в дело такой длины, как вычислено. При изготовлении
партии заготовку необходимо проверить по первому изделию
и затем в вычисленную длину внести необходимые поправки,
чтобы сэкономить на материале.
Звено. На рис, 66 показана комбинация частей окруж-
ности с прямыми линиями. Звено можно расчленить на две
полуокружности, соединенные двумя прямыми линиями по
бокам. Длина последних равна 50 мм. Длина средней линии
— 60 —
у полуокружностей составляет 37 5 мм. Общая длина' заго-
товки в части полуокружностей будет 37,5 X 3,14 = 117,8 оо
^118 мм. Так как каждый из прямых кусков равняется
50 мм, то общая длина требуемой заготовки составит
100 + 118 = 218 мм.
Здесь вычислена длина звена по средней линии. Предла-
гаем читателю произвести расчет по наружной и определить
припуск на сварку.
Для измерения длины как средней линии, так и наруж-
ного контура по чертежу служит измерительное колесо, пока-
занное на рис. 67. Это—обыкновенное легкое колесо с ручкой
и указателем. Обод колеса градуируется на дюймы или милли-
метры. Для измерения колесо ставят на поверхность предмета,
подлежащего измерению, так, чтобы нуль делений совпадал
с точкой, от которой начато измерение. Затем колесо катят,
надавливая его настолько, чтобы оно вращалось, не скользя.
Отсчитав число полных оборотов, сделанных колесом, и часть
неполного по шкале, получим искомую длину.
Для измерения' контуров можно указать еще два способа.
По одному вычерчивают изделие в натуральную величину, про-
кладывают по его контуру тонкую проволоку или нитку, а затем
измеряют их длину. Это—самый легкий способ измерения для
подобного рода изделий. Другой способ, более пригодный для
чертежной, состоит в употреблении чертежного циркуля, Для
61
этого раздвигают несколько ножки циркуля, откладывают по
центральной линии чертежа то расстояние, которое получится,
а затем его же откладывают столько же раз вдоль прямой
линии, длину которой затем измеряют масштабом.
Расчет материала для поковок. Произведенные выше
расчеты относились к тем случаям, когда материал просто
сгибался по форме, но первоначальное сечение, или размер,
оставалось без изменения. Существует, однако, много случаев,
когда форма заготовки значительно изменяется в результате
обработки. При таких работах следует твердо помнить пра-
вило, что объем материала не изменяется, несмотря на изме-
нение его формы. Возьмем для примера поковку на рис. 68
и определим количество материала, необходимого для изгото-
вления этой формы.
Рис. 68.
Рис. 69.
Кусок материала должен быть достаточной толщины, чтобы
можно было оттянуть концы А и С. Ковка начинается вообще,
как представлено на рис. 69. В надлежащем месте куска
сначала делаются две зарубки и от них оттягиваются концы
А и С, которые затем отковываются до надлежащего размера.
Чтобы определить местоположение зарубок и размеры концов,
необходимо подсчитать, какое количество материала пойдет на
то и на другое. В этом случае достаточно определить объем
материала, а зная объем,' легко высчитать и все размеры.
Для удобства расчета поковку делят на три части: круглый
конец А, средний прямоугольный брусок В и квадратный
конец С (см. рис' 68).
Так как материал имеет размеры 25 мм X 12 мм, то на '
часть В пойдет ровно 50 мм материала.
ДОонец С имеет размер: 12X12X75 мм- Объем его со-
ставит 10 800 куб. мм или 10,8 куб. см. Площадь сечения
материала составляет 12 X 25 = 300 мм. Если мы разделим
— 62 —
10 800 на 300, то получим требуемую длш?у материала для
этого конца, а именно 10 800 : 300 = 36 мм.
Конец А имеет вид цилиндра 100 мм длиною и 12 мм
в диаметре. Площадь его сечения вычисляется по следующему
правилу: умножь диаметр сам на себя, затем про-
изведение умножь на 3,14 и раздели на 4.
Для нашего случая имеем:
3,14-122
~—=113 кв. мм.
4
Объем—113 X 100 = 11 300 куб. мм или 11,3 куб. см-
Так как площадь сечения исходного материала = 300 кв.мм,
то деля 11 300 на это число, получим требуемую длину ма-
териала:
11 300 : 300 = 37,66 или, округленно, 38 мм.
Длину куска материала, требующегося для поковки, мы
получим, складывая длины отдельных частей поковки:
Цилиндрическая часть А . . . 38 мм
Средняя часть В.........50 „
Квадратная часть С......36 „
Всего 124 мм
'Вычисление веса поковок. Чтобы найти вес поковки,
необходимо найти ее объем в кубических сантиметрах и по-
лученное число помножить на 7,85—это так называемый
удельный вес литого железа или мягкой стали.
Произведение числа кубических сантиметров на 7,85 даст
вес изделия в граммах. Если это число разделить на 1 000,
то получим вес в килограммах.
Пусть нам нужно узнать вес поковки, изображенной на
рис. 68. Подсчитаем сумму объемов отдельных ее частей:
Часть А . .'...... 11,3 куб. см
„ Б ........ 15,0 ,, „ I
„ С ............ 10,8 „„
Итого . 37,1 куб. см
Умножим теперь объем на удельный вес литого железа
7,85 и получим:
37,1-7,85 = 291,0 граммов или 0,291 килограмма.
— 63 —
Возьмем еще пример. Пусть требуется рассчитать материал
для поковки шатуна, изображенного на рис. 70. Ковка шатуна
начинается, как показано на рис. 71. Материал должен иметь
сечение 100 X 50. мм. Для каждого конца требуется точно по
150 мм исходного материала. Средняя часть шатуна имеет
Рис. 70.
-'/50-—;-----А-------т—
I----L___Рч-_________Л 1/
Рис. 71.
диаметр 50 мм и длину 600 мм. Последний размер должен
быть точно выдержан. Объем поковки вычисляется так:
Площадь сечения:
ЗД4-503 л гл
-2—— = 1 963,50 кв. мм
4 ’
или 19,635 кв. см.
Длина цилиндрического стержня составляет 600 мм или
60 ем.
Объем этого стержня будет равен произведению из пло-
щади сечения на длину цилиндра или 19,635 X 60 =
= 1178,1 куб., см.
Наша полоса имеет сечение 50 X 100 мм или 5 X Ю см,
т.-е. 50 кв. см.
Если мы разделим объем круглого стержня на 50, то по-
лучим искомый размер А;
1178,1 : 50 = 23,562 см, или, кругло, 236 мм.
Общий объем материала вычислится так:
Круглый стержень ... 1 178,1 куб.см
Две плоских головки. . 1 500 „ „
Итого . 2,678,1 куб. см
Для получения веса умножим это число на 7,85 и по-
лучим:
2 678,1 X 7,85 = 21 021 г или 21,021 кг,
— 64 —
Расчет веса поковок по таблицам. В целях облег-
чения расчетной работы ниже приведены две таблицы, содер-
жащие веса полосового железа (табл. 7) и сортового (табл. 8),
т.-е. квадратного и круглого. Они дают в килограммах вес
погонного метра, т.-е. метра длинй полосы.
Пользуясь табл. 7 для определения веса любого размера
плоского железа, нужно отыскать его ширину в первом столбце,
затем следить вдоль строки до столбца, над которым обозна-
чена толщина; число, проставленное на этом месте, и даст вес
в килограммах одного метра полосы данного размера. Для
расчета веса пользуются таблицей таким образом:
Возьмем для примера поковку рис. 70. Каждый конец ее
имеет размеры: 50 XI00 мм в сечении и в длину 150 мм,
и оба конца вместе имеют длину в 300 мм.
Сечения 50 X 100 в нашей таблице нет, но имеется
50 X Ю. Один погонный метр такой полосы весит 3,925 кг.
Сечение 50 X Ю0 больше этого сечения в десять раз, почему
вес его погонного метра будет больше также в десять раз
и составит 39,25 кг.
Для длины в 300 мм или 0,3 м, имеем:
39,24X 0,3 = 11,775 кг.
Определим вес круглого стержня: его диаметр 50 мм,
а длина 600 мм, или 0,6 м.
Погонный метр такого железа весит (см. табл. 8) 15,41 кг,
а 0,6 м.
15,41 X 06 = 9,246 кг.
Общий вес поковки составит:
Два конца прямоугольного сечения . 11,775 кг
Круглый стержень.................... 9,246 „
Итого .... 21,021 кг
Угар материала. При нагревании в горнах и печах
часть материала сгорает и получается вместо железа окалина.
Обычно считают, что угар материала составляет от 3 до 5%.
Поэтому после определения веса материала по теоретическому
объему нужно прибавить еще соответствующий процент на
угар.
— 65 —
Помимо указанного, получаются потери вследствие того, что
во время работы от. материала отрезаются мелкие куоки—обсечки,
которые в дело не идут. Эти обсечки, как и угар, составляют
потери ш редкая поковка может быть получена без них. Вот
почему к теоретическому весу поковки нужно прибавить еще
10—12 % на потерю от обсечек, если они предвидятся.
Припуски на обработку и на неточность ковки.
Каждая поковка делается размерами, несколько превышающими
размеры готового изделия (фабриката), для изготовления кото-
рого она предназначена. Величина превышения слагается из
двух частей: припуска и допуска.
Припуском называется толщина избыточного мате-
риала, оставляемого на какой-либо поверхности, чтобы режу-
щий инструмент смог ее впоследствии обработать.
Допуском называется избыточный материал, который
остается на поверхности металла благодаря несовершенству
приемов ковки. Совершенствуя последние, можно получить
избыток материала весьма малый, но это потребует большой
тщательности обработки, будет связано с затратой значитель-
ного количества рабочей силы и обойдется дорого.
Величина припуска может быть выбрана как угодной малой'
и даже можно ковать без припуска на обработку. Величина
же допуска зависит от того, насколько дешево желают полу-
чить поковку: чем допуск больше, тем грубее работа и тем
дешевле она обходится. С другой стороны, чем больше допуск,
тем дороже последующая обработка. Вот почему величина до-
пуска не может быть произвольной. Она должна быть выбрана
с таким рассчетом, чтобы и ковка была дешевой и чтобы по-
следующая обработка не удорожала готового изделия. Короче
говоря, размеры допуска должны быть оптимальными,
т.-е. такими, при которых общая стоимость обработки изделия
получается наименьшей.
Установление правильных припусков и допусков является
настолько важным делом, что на хорошо поставленных заводах
создаются специальные органы для нахождения оптимальных
размеров покоВки. Такая работа часто затягивается на ряд лет,
но результаты ее бывают настолько значительны, что оправ-
дывают все произведенные затраты.
Кузнечное зело.
66
Таблица 7. Вес по
i Гол щ и н а в мил л и I е т р а х
И
ч ч
S и 3 4 5 6 7 8 9 12 14 15 16 17
м И И св & ь 0 д и г п 0 гон Н Ы Е м е т р в е с т к ИЛО г р а М М 0 в:
В в
10 0,236 0,314 0,393 0,471 0,550 0,628 0,707 0,785
12 0,283 0,377 0,471 0,565 0,659 0,754 0,848 0,9^2 1,130 — — — —
14 0,330 0,440 0,550 0,659 0,769 0,879 0,989 1,099 1,319 1,539 — — —
15 0,353 0,471 0,589 0,707 0,824 0,942 1,060 1,178 1,413 1,649 1,766 —
16 0,377 0,502 0,628 0,754 0,879 1,005 1,130 1,256 1,507 1,758 1,884 2,010 —
18 0,424 0,565 0,707 0,848 0,989 1,130 1,272 1,413 1,696 1,978 2,120 2,261 2.543
20 0,471 0,628 0,785 0,942 1,099 1,256 1,413 1,570 1,884 2.198 2,355 2,512 2,826
22 0,518 0,691 0,864 1,036 1,209 1,382 1,554 1,727 2,072 2,418 2,591 2,763 3,109
24 0,565 0,754 0,942 1,130 1,319 1,50’7 1,606 1,884 2,261 2,638 2,826 3,014 3,391
25 0,589 0,785 0,981 1,178 1,374 1,570 1,766 1,963 2,355 2,748 2,944 3,140 3,533
26 0,612 0,816 1,020 1,225 1,429 1,633 1,837 2,041 2,449 2,857 3,061 3,266 3,674
’ 28 0,659 0,879 1,099 1,319 1,539 1,758 .1,978 2,198 2,638 3,077 3,227 3,517 3,956
30 0,707 0,942 1,178 1,413 1,649 1,884 2,120 2,35’ 2,826 3,297 3,533 3,768 4,339
32 0,754 1,095 1,256 1,507 1,758 2,010 2,261 2,512 3,014 3,517 3,768 4,019 4,522
34 0,801 1,068 1,335 1,601 1,868 2,135 2,402 2,669 3.203 3,737 4,004 4,270 4,804
35 0,824 1,099 1,374 1,649 1,923 .2,198 2,473 2,748 3,297 3,847 4,121 4,396 4,946
36 0,848 1,130 1,413 1,696, 1,978 2,261 2,543 2,826 3,391 3,956 4,239 4,522 5,087
38 0,895 1,193 1,492 1,790 2,088 .2,386 2,685 2,983 3,580 4,176 4,475 4,773 5,369
40 0,942 1,256 1,570 1,884 2,198 2,512 2,826 3,140 3,768 4,396 <4,716 5,024 5,652
42 0,989 1,319 1,649 1,978 2,308 2,638 2,967 3,297 3,956 4,616 4,946 5,275 5,935
44 1,036 1,382 1,727 2,072 2,418 2,763 3,109 3,454 4,145 4,836 5,181 5,526 6,217
45 1,060 1,413 1,766 2,120 2,473 2,826 3,179 3,533 4,239 4,946 5.299 5,652 6,359
46 1,083 1,444 1,806 2,167 2,528 2,889 3,2 0 3,611 4,333 5,055 5,417 5,778 6,500
48 1,130 1,507 1,884 2,261 2,638 3,014 3,391 3,768 4,522 5,275 5,652 6,029 6,782
50 1,178 1,570 1,963 2,355 2,748 3,140 3,533 3,925 4,710 5,495 5,888 6,280 7,065
55 1,295 1,727 2,159 2,591 3,022 3,454 3,886 4,318 5,181 6,045 6,476 6,908 7,772
60 1,413 1,884 2,355* 2,826 3,297 3,768 4,239 4,710 5,652 6,594 7,065 7,536 8,478
65 1,531 2,041 2.551 3,062 3,572 4,082 4,592 5,103 6,123 7,144 7,654 8,164 9,185
70 1,648 2,198 2,748 3,297 3,847 4,396 4,946 5,495 6,594 7,693 8,243 8,792 9,891
75 1,766 2,355 2,944 3,533 4,121 4,710 5,299 5,888 7,065 8,242 8,831 9,420 10,60
80 1,884 2,512 3,140 3,768 4,396 5,024 5,652 6,280 7,536 8,792 9,420 10,05 11,30
85 2,002 2,669 3,336 4,004 4,671 5,331 6,005 6,673 8,007 9,342 10,01 10,68 12,01
— 67 —
лосового железа.
Ширина в милли- метрах Толщина в миллиметрах
20 22 24 25 26 28 30 32 34 35 36 38 42
0 Д и п 0 гон н ы 1 м е т р в е с и т к ИЛО г р а М М 0 в:
20 3,140
22 3,454 3,799 — — — — — - - — — —
24 3,768 4,145 4,522 — — — — — — — — —
25 3,925 4,318 4,710 4,906 — — — — — — — ' — —
X 26 4,082 4,490 4,898 5,103 5,307 — — — — —
28 4,396 4,836 5,275 5,495 5,715 6,154 — — — — —
30 4,710 5,181 5,652 5,888 6,123 6,594 7,065 — — — —
32 5,024 5,526 6,029 6,280 6.531 7,034 7,536 8,038 — — — —
34 5,338 5,872 6,406 6,673 6,939 7,473 8,007 8,541 9,075 — — — —
35 5,495 6,045 6,594 6,869 7,144 7,693 8,243 8,792 9,342 9,616 — —
36 5,652 6,217 6,782 7,065 7,348 7,913 8,478 9,043 9,608 9,891 10,17 —
38 5,966 6,563 7,159 7,458 7,756 8,352 8,949 9,546 10,14 10,44 10,74 11,34 —
40 6,280 6,908 7,536 7,850 8,164 8,792 9,420 10,05 10,68 10,99 11,30 11,93 12,56
42 6,594 7,253 7,913 8,243 8,572 9,232 9,891 10,55 11,21 11,54 11,87 12,53 13,19
44 6,908 7,599 8,290 8,635 8,980 9,671 10,36 11,05 11,74 Г2,09 12,43 13,13 13,72
45 7,065 7,772 8,478 8,831 9,185 9,8 1 10,60i 11,30 12,01 12,36 12,72 13,42 14,13
46 7,222 7,944 8,666 9,028 9,389 10,11 10,83 11,53 12,28 12,64 13,00 13,72 15,17
48 7,536 8,290 9,043 9,420 9,797 10,5. 11,30 12,06 12,81 13,19 13,56 14,31 15,83
50 7,850 8,635 9,420 9,813 10,21 10,99 11,78 12,56 13,35 13,74 14,13 14,92 16,49
55 8,635 9,499 10,36 10,79 11,23 12,09 12,95 13,82 14,68 15-11 15,54 15,41 18,13
60 9,420 10,36 11,30 11,78 12,25 13,19 14,13 15,07 16,01 16,49 16,96 17,90 19,78
65 10,21 11,23 12,25 12,76 13,27 14,29 1 ,31 16,33 17,35 17,86 18,37 19,39 21,43
70 ) 10,99 12,09 13,19 13,74 14,29 15,39 16,48 17,58 18,68 18,23 19,78 20,88 23,08
75 11,78 12,95 14,13 14,72 15,31 16,49 17,66 18,84 20,02 20,61 21,20 22,37 24,73
80 12,56 13,82 15,07 15,70 16,33 17,58 18,84 20,10 21,35 21,98 22,61 23,86 26,38
85 13,35 14,68 16,01 16,68 17,35 18,68 20,02 21,35 22,69 23,35 24,02 25,36 28,02
90 14,13 15,54 16,96 17,66 18,37 19,78 21 20 22,61 24,02 24,73 25,43 26,85 29,67
95 14,92 16,41 17,90 18,64 19,39 20,с8 22,37 23,86 25,36 26,10 26,85 28,34 31,32
100 15,70 17,27 18,84 19,63 20,41 21ъ98 23,55 25,12 26,69 27,48 28,26 29,83 32,97
по 17,27 19,00 20,72 21,59 22,45 24,18 25,91 27,63 29,36 30,22 31,09 32,81 36,27
320 18,84 20,72 22,61 23,55 24,49 26,38 28,26 30,14 •32,03 32,97 33,91 35,80 39,56
130 20,41 22,45 24,49 25,51 26,53 28,57 30,62 32,66 34,70 25,72 36,74 38,78 42,86
3*
— 68 —
Таблица 8. Веса круглого и квадратного железа.
Погонный метр По1’онный метр
Толщина весит: Толщина весит:
ИЛИ ИЛИ
диаметр квадраты. круглое диаметр квадраты - круглое
'•ММ мм
килограммы килограммы
5 0,916 0,154 62 30,18 23,7
6 0,283 0,222 64 32,15 25,25
7 0,385 0,302 66 34,2 26,86
8 0,502 0,395 68 36,3 27,51
9 0,636 0,499 70 38,47 30,21
10 0,785 0,617 72 40,69 31,96
12 1,130 0,888 74 42,99 33,76
14 1,539 1,208 76 45,34 35,61
16 2,010 1,578 78 47,76 37,51
18 2,543 1,998 80 50,24 39,66
20 3,140 2,466 85 56,72 44,55
22 3,80 2,98 . 90 63,59 48,94
24. 4,52 3,55 95 70,85 55,64
25 4,91 j5,31 3,85 100 78,50 61,65
26 4,17 105 86,55 67,97
28 6,15 4,83 110 94,99 74,60
30 7,07 5,55 115 103,82 81,54
32 8,04 6,31 120 113,04 88,78
34 9,08 7,13 125 122,66 96,33
36 10,17 7,99 130 132,67 104,19
38 11,34 8,90 135 143,07 112,36
40 12,56 9,87 140 153.86 120,84
42 13,85 10,88 145 165,05 129,63
44 15,20 11,94 150 176,63 138,72
46 16,61 •13,05 155 188,60 148,12
48 18,09 14,21 160 200,96 157,83
50 19,63 15,41 165 213,72 167,85
52 21,21 16,67 170 226,86 178,18
54 22,89 17.98 175' 240,41 188,82
56 24,62 19,34 180 254,34 199,76
58 26,41 20,74 185 268,67 211,01
00 28,26 22,20 190 283,39 222,57
69 —
Величина как припуска, так и допуска зависит от размера
изделия: чем последнее крупнее, тем и тот; и другой, больше.
Припуск часто выражают в миллиметрах, аг допуск—в про-
центах от соответствующего размера изделия. В конце книги
приведены величины допусков и припусков, рекомендуемые
союзом германских инженеров-производственников.
Ковочные свойства нагретого железа. Ковка произ-
водится при помощи молота и наковальни, при чем ме-
талл помещается между ними. При ударе молотом металл
сдавливается между двумя плоскостями и вследствие этого
начинает «течь» в направлении свободных сторон до тех пор,
пока его сопротивление не уравновесит действие молота.
Железо для ковки нагревают с тою целью, чтобы умень-
шить сопротивление, которое оно оказывает действию молота.
Сопротивление это тем меньше, чем сильнее нагрето железо.
Поэтому самым выгодным будет производить ковку при наи-
более высокой температуре. Нормально железо и сталь куются
при следующих температурах:
сталь ... от 1 000 до 1 2ОО°Ц
железо . . „ 1 100 „ 1 210°Ц—слабый бело-
калильный жар.
Охлаждение поковок происходит как вследствие лучеиспу-
скания, так и вследствие отвода теплоты благодаря теплопро-
водности? -Наибольшее влияние на потребление энергии при
ковке оказывает охлаждение, происходящее вследствие отнятия
тепла холодными поверхностями наковальни и бойка молота.
Причину повышения ковкости, а также способности металла
изменять свою форму с возрастанием температуры, нужно
искать в том, что с повышением температуры уменьшается
крепость металла и возрастает его вязкость. Крепость опреде-
ляется грузом, который нужно приложить к одному ква-
дратному миллиметру сечения, чтобы разорвать изделие. Так,
если у нас есть проволока, имеющая в сечении квадрат со
стороной в 1 мм, т.-е. сечение, равное 1 квадратному мил-
лиметру, то груз, который разорвет проволоку, будет служить
показателем крепости металла проволоки. При сечении про-
волоки в 5 кв. мм груз должен быть подвешен в пять раз
больший, но от этого крепость металла не увеличится, так как
— 70 —
на 1 кв. мм будет приходиться прежний груз. Обычно груз
выражают в килограммах, а крепость—в килограммах на
квадратный миллиметр и обозначают так: 35 кгм/мм2, что
значит—35’ килограммов на 1 квадратный миллиметр.
Чтобы судить, насколько ослабляется крепость железа
с повышением температуры, приведена таблица 9.
Таблица №9.
Нагрев в градусах Цельсия
Комнатная тем- пература Начало свечения Цвета каления
Темно- красный Темно- вишнево- красный Вишнево- красный Светло- вишнево- красный Оранжевый Светло- желтый Белока- лильный
15° 600° 700° 800° 900° 1 000° 1 100° 1 200° 1 300°
Крепость Г 40 12 8,5 6,5 4,5 3 2,5 2 1,5
материала < 60 35 15 11 7,5 5,5 3,5 2,5 2’
кг/мм2 ( 80 37,1 25 16,5 И 7,5 5 3,5 2,5
Не всякие сорта железа и стали (другие материалы не
входят в наше рассмотрение) могут коваться равномерно,
хорошо и легко. Содержание углерода повышает крепость
железа при одновременном уменьшении его способности к рас-
тяжению, почему сталь, богатая углеродом, куется тяжелее,
чем с малым содержанием его. Высокоуглеродистая сталь при
всех прочих равных условиях не только требует большого расхода
работы и энергии, но и воспринимает форму от молота вяло
и несовершенно. Наиболее легко поддается ковке сварочное
железо и одинаковое с ним в этом отношении литое. Сварочное
употребляют и в настоящее время, но только для вполне
определенных целей (цепи, подъемные крюки и т. п.). Его
повсюду вытесняет более дешевое и однородное литое железо
(мартеновское, бессемеровское и томасовское железо). Разница,
обусловленная способом изготовления обоих сортов, состоит
в том, что сварочное железо имеет волокнистое, а литое,
— 71 —
напротив, .зернистое строение, но однородное, без_ прослоек
шлака. Вследствие его большой способности к вытягиванию
литое железо особенно пригодно для изготовления частей, когда
материал должен быть подвергнут сильному формоизменению.
Литое железо является материалом, более пригодным для ковки
в штампах, чем сварочное. При высоких требованиях
к крепости применяется сталь, богатая углеродом, а иногда
и инструментальная. С изменением содержания углерода повы-
шается, как уже было упомянуто, именно крепость, в то же
время растяжение и ковкость уменьшаются.
При нагревании различных сортов стали нужно иметь
в виду, что сталь с большим содержанием углерода весьма
чувствительна к температуре. Ее нельзя нагревать выше
определенного предела, так как иначе можно значительно
ухудшить ее качество. Для руководства в этом направлении
приведена таблица 10.
• Таблица 10. •
Температуры нагрева различных сортов стали (по Жезу).
Наименование сорта стали Содержание углерода % Разрываю- щее усилие Kl/MMi Предельная темпе- ратура нагрева, гра- дусы Цельсия
Весьма твердая . . . 0,65 — 70 80 85 900
Твердая 0,55»-0,60 70—80 1 000
Средней твердости . . 0,30—0,35 55—60 1 100
Мягкая 0,20—0,25 45—50 1 150
Весьма мягкая .... 0,06-0,1 35—40 1 200
Перегрев. При сильном нагреве железа, превосходящем неко-
торый предел (безразлично, происходит ли это быстро или мед-
ленно) имеет место, с одной стороны, сильное окисление поверх^
ности изделия, а с другой—еще рост кристаллов. В результате
получается так называемый перегрев. Перегретый материал
даёт крупнозернистый излом и делается хрупким. Проба на
разрыв и на изгиб вообще не дает никаких указаний о проис-
шедшем перегреве и только проба на удар может обнаружить
хрупкость.
72 —
Меры против перегрева. 1} Тщательное наблюдение за
нагреванием металла. 2) В случае перегрева железа явления
хрупкости и крупнозернпстости можно значительно уменьшить,
если металл отжечь и проковать. Сильная проковка после
перегрева значительно уменьшает его действие на металл.
Все же некоторая хрупкость иногда остается.
Пережог. Если вследствие недосмотра перегрев поковки
будет итти дальше, то может получиться пережог. При этом
наступает растрескивание металла в местах прилегания кри-
сталлов друг к другу. Благодаря этому окисление проникает
вглубь металла и последний делается совершенно негодным.
Мер для восстановления пережженного металла не суще-
ствует.
Обычно пережог и перегрев не различают, и перегретый
материал считают уже пережженным. Это совершенно непра-
вильно, так как первый можно легко исправить, а второй нужно
выбросить. ,
Обезуглероживание. Оно встречается по большей части
у высокоуглеродистой стали. Под действием кислорода, нахо-
дящегося в избытке в пламени, нагревающем поковку, неко-
торый слой металла при накаливании теряет свой углерод
и благодаря этому делается мягким. Если поковки подверга-
ются дальнейшей обработке на станках, то этот слой легко
удаляется,, так как он не превышает в толщине 1—2 мм.
Если же приходится отковывать инструменты, которые должны
обладать поверхностной твердостью и которые закаливаются
непосредственно после ковки, то на это явление приходится
обращать внимание.
Меры против обезуглероживания следующие:
1. Производить нагревание при недостатке воздуха (восста-
новительное пламя’1).
2. Посыпать поковки веществом, содержащим углерод: напри-
мер синькали (это средство рекомендуется только для' инстру-
ментальной стали и то перед ее закалкой).
1) Подробнее об этом изложено в следующей главе „Общие, приемы
ковки".
73 —
Ковка при синем нагреве. Особенно опасные послед-
ствия дает ковка железа при температурах, лежащих между
250° и 350°, т.-е. при так называемом синем нагреве.' При
этой температуре железо оказывается чрезвычайно чувстви-
тельным к ударам и давлениям, вызывающим у него измене-
ние формы. Если ковка заканчивается при синем нагреве,
железо может получить мельчайшие тонкие трещины, которые
впоследствии во время работы готового изделия постепенно
увеличатся и значительно понизят его крепость.
Ковочные свойства холодного железа. Холодная
ковка широко применяется при изготовлении мелких и осо-
бенно тонких изделий: например, мелких заклепок, игл, крюч-
ков для вязанья и т. д.
Во время такой ковки металл уплотняется главным образом
на поверхности, перестает быть мягким, теряет способность
вытягиваться, но зато значительно возрастает его крепость.
Какое влияние оказывает холодная ковка на механические
свойства мягкой стали, видно из таблицы 11.
Таблица 11.
Сечение стержня уменьшилось во столько раз Крепость увеличилась во столько раз Способность вытяги- ваться уменьшилась во столько раз
- ’ 3,4 8,7 2,6 3,3 5,85 7
Как видно из этой таблицы, металл, подвергшийся холод-
ной ковке, будет более твердым и крепким, но зато и более
хрупким, чем металл, подвергшийся только горячей ковке.
Для того, чтобы восстановить первоначальные качества
железа, подвергнутого холодной, ковке, его нужно отжечь.
— 74 —
ГЛАВА Ш.
Общие приемы ковки.
Кузнечный огонь. За огнем в горне надо, внимательно
присматривать. Яма горна должна быть достаточно глубока.
При слишком мелкой яме холодный воздух проникает местами
через слой угля и металл не прогревается, но достаточно трл-
стый слой угля в глубокой яме устраняет этот недостаток.
Для небольших изделий слой угля над соплом должен быть
в 75—100 мм (под нагреваемым железом). Над нагреваемым
металлом должен быть также достаточно толстый слой, чтобы
изделие не охлаждалось .от влияния наружного воздуха
Топливо должно гореть только около самого изделия, а не во
всей куче.
Вообще топливо разгорается там, куда доходит дутье. Если
необходимо получить большой огонь, надо разрыхлить -края
кучи кочергой и пикой, чтобы подвести дутье ближе к краям.
Когда нужен небольшой огонь, влажный уголь плотно
утрамбовывают кругом и слегка разрыхляют только в центре
горна.
Для мелкой работы разводят небольшой круглый огонь
в середине кучи топлива над соплом и не дают разгораться
дальше. Когда нужен огонь побольше, над соплом кладут
продолговатое полено, осыпают его мокрым углем, который
плотно сбивают в форме горки. Затем вытаскивают полено,
задувают горн, подкладывая щепки и уголь под образовавшийся
угольный свод. По мере выгорания угля подкладывают имею-
щийся кокс, либо уже прогорелый' в горне уголь, под этот
свод, стараясь поддержать его целым. Обжигать свой уголь,
чтобы обратить его в кокс, можно, когда требуется лишь
малый огонь. Уголь, прибавляемый по сторонам кучки, кок-
суется и его отгребают и заменяют новым, или частью при-
гребают к средине, когда там топливо выгорит. Свежий
каменный уголь содержит примесь серного колчедана. Если
его подсыпать к уже накаленному железу, сера соединяется
с последним и делает его хрупким. Поэтому надо дать углю
прогореть и класть железо в огонь после того, как первый
— 75 —
дым пройдет, а подбавлять только ’уже коксованный уголь
Поэтому-то древесный уголь и предпочитают для хорошей
работы. Чтобы сосредоточить горение в средине кучки, пред-
варительно смачивают уголь и, если нужно, спрыскивают кучу
водой со швабры.
Окислительное и восстановительное пламя. Когда
дутье в горне слишком сильно, то не весь кислород воздуха
тратится на горение угля: остаток действует на железо, кото-
рое, обгорая, окисляется, почему на поверхности его обра-
зуется толстый слой «окалины», отпадающей при ковке в виде
черных чешуек. Пламя такого рода называется окислительным;
его следует по возможности избегать.
Когда в горн доставляется воздуха не больше, чем нужно,
.чтобы уголь горел ярко, весь кислород расходуется, и такой
огонь представляет хорошие условия для нагрева металла. В этом
случае образуется лишь незначительный слой окалины и даже
уже образовавшаяся раньше, окалина снова обращается в метал-
лическое железо. Такой огонь называется восстановительным.
Другими словами, когда пламя с избытком кислорода—оно'
окислительное, когда же кислорода не больше, чем нужно для
полного горения—пламя восстановительное.
ОТонь в горне на некоторое время можно заглушить, поло-
жив в средину полено и прикрыв его сверху свежим углем.
При возобновлении дутья огонь быстро разгорается.
/Ковка. Когда металл разогрет, его кладут на наковальню
и придают желаемую форму при помощи молотка и других
инструментов.
Кузнечная работа состоит из ряда следующих операций,
предпринимаемых в той или иной последовательности:
1. Вытягивание.
2. Осаживание.
3. Расплющивание.
4. Загибание или гнутие.
5. Закручивание.
6. Отрезка и надрубка.
7. Пробивка дыр.
8. Сварка.
9. Отделка.
i
— 76 —
Вытягивание и осаживание представляют,операции, прямо
противоположные: при вытягивании брусок железа становится
длиннее, а сечение его уменьшается; при осаживании брусок
становится короче, а сечение увеличивается в размерах.
Кузнечная работа ведется обыкновенно с подручным, на-
зываемым молотобойцем, работающим кувалдой в то время,
как кузнец держит легкий ручной молоток. Они наносят удары
по очереди. Подручный должен следить, куда ударил кузнец,
и ударять в то же самое место. Если работают два помощ-
ника, кузнец ударяет перед каждым. Удар кузнеца по нако-
вальне означает перерыв ковки.
Помимо перечисленных выше, существует еще ряд кузнеч-
ных работ, выполняемых при помощи специальных приспо-
соблений, заставляющих металл течь в желаемом направлении
при ударах и давлениях.’ К числу таких приспособлений отно-
сятся прежде всего штампы. В настоящее время ковка в штам-
пах получила весьма широкое распространение, особенно при
массовом производстве. Описание этих работ выделено в спе-
циальную главу.
Вытягивание. Когда кусок ковкого металла лежит на
наковальне и его бьют плоским бойком молотка, металл раз-
дается равномерно во все стороны, делаясь все тоньше и
тоньше.
Если кузнец ударяет молотом по концу полосы, опа рас-
плющивается на одинаковую величину направо и налево от
средней линии, но вперед удлиняется на двойную величину.
Удлинение становится еще больше, когда следующими ударами,
после поворота на 90°, кузнец уничтожает происшедшее от
первого удара расширение полосы.
Такую «ковку» ударами по взаимно перпендикулярным
направлениям называют вытягиванием.
Для операции вытягивания так же, как и при всякой
тяжелой кузнечной работе, нужно нагревать железо настолько
сильно, чтобы только его не перегреть. Работа вытягиваний
часто идет гораздо быстрее на роге наковальни, чем на ее
плоской части по следующей причине. Если ковать брусок на
плоской части наковальни, он расплющивается и увеличи-
вается настолько же в ширину, насколько и в длину. Так как
требуется только удлинить брусок, то вся работа расплющи-
вания в ширину пропадает даром. Если же ковать на круглой
части наковальни, как показано на рис. 72, то эта часть
действует на металл, как тупой клин, направляя удар вдоль
и сосредоточивая, таким .образом, большую часть энергии
удара на вытягивании металла в желаемом направлении. Для
этой цели также употребляются подбойки, а при. работе под
паровым молотом подбойку или рог наковальни заменяет круг-
лый стержень.
Вытягивание и утонение круглых стержней.
•Когда нужно вытянуть или утонить круглый стержень, его
всегда предварительно отковы-
вают в квадратную -заготовку
.. \
Рис. 72.
Рис. 73.
требуемого размера, а затем уже закругляют возможно меньшим
числом ударов.
Рис. 73 показывает различные стадии отковки круглого
стержня. Сперва из А выковывается квадрат, как в В, затем
этот квадрат перековывают на восьмигранник, как в С,
а последний, наконец, закругляют как в 1).
Если же ковать круглое железо сразу на меньший диаметр,
без предварительной заправки квадратом, то оно может внутри
получить трещины. Удар будет действовать, как показано на
рис. 74. Металл сплющивается в направлении АА и раздви-
гается в направлении перпендикулярном, как указано стрел-
ками В В. Когда цилиндр будет повернут на 90°, то слои от
следующих ударов станут раздвигаться, от чего рано или
поздно образуются трещины или рванины. Если распилить
цилиндр вдоль, получится вид, подобный рис. 75. Особенно
следует придерживаться этого правила при изготовлении
конических изделий, так как почти невозможно сделать круглое
острие, не отковав сперва пирамидальную форму квадратного
сечения.
— 78 —
Выпрямление углов5 граней. При вытягивании
часто случается, что квадратный кусок железа получает
неправильную илй ромбическую форму. Чтобы спрямить эти
неправильные углы, следует положить кусок поперек нако-
вальни и обработать его молотком, как показано на рис. 76,
чтобы удары попадали в направлении, указанном стрелкой.
В момент, когда молоток достигает железа, молотку следует
придавать скользящее движение к себе, чтобы сдвинуть металл
с выдающегося угла к центру куска. Нечего и пробовать
исправить острый угол ударами по нем, направленными пер-
пендикулярно к плоскости лица наковальни.
Рис. 75. Рис. 76.
Выпрямление углов поковок под механическим
молотом. Часто случается, что изделие выходит кособоким,
как показано на рис. 77 (1). Чтобы исправить этот недостаток,
кусок железа кладут под молот и выковывают по форме 2,
затем поворачивают в направлении, указанном стрелкой, и при-
дают форму 3, после чего его заканчивают по форме 4.
Способы кузнечного вытягивания материала.
1) Горячий кусок железа зажимают в клещи и кладут на
наковальню. Кузнец бьет его тяжелым одноручным молотком
пли же молотобоец лобком кувалды. При каждом ударе про-
тягивают молот в направлении протяжки.
2) Кузнец поступает как в первом случае, но бьет не лоб-
ком, а носком, и кладет удары один возле другого. При этом
вытягивание идет быстрее, но поверхность не получается ровной.
— 79 —
3) Кузнец работает, как указано в § 1, но под механи-
ческим молотом. Так как последний бьет в направлении, пер-
пендикулярном к оси поковки, то кузнец при ударах двигает
поковку в направлении протяжки, чтобы придать удару косое
направление и заставить его протягивать поковку.
4) Кузнец работает также под механическим молотом, но
между бойком и поковкой вставляет подбойку, чтобы только
определенная поверхность подвергалась давлению от удара.
Благодаря этому он имеет
возможность управлять вы-
тягиванием, изменяя удары
по подбойке в соответствую-
щих местах.
Выковка заплечиков.
Переход круглого бруска
к квадратному, выковы-
вается, как показано на
рис. 78. Брусок кладут по-
перек наковальни так, чтобы
точка, где должен быть
уступ, приходилась на угол
наковальни. Затем ставят
гладилку так, чтобы край ее
приходился против угла
(края) наковальни, и по нему
уже ударяют кувалдой. Брусок надо все время поворачивать,
иначе уступ получится неровным. Если плечо требуется только
с одной стороны, как на рис. 79, брусок кладут плашмя на
наковальню и уступ выглаживают гладилкой.
Осаживание. Если брусок при обработке укорачивается,
а ширина и толщина его увеличиваются, то эта операция
называется осаживанием или высаживанием. Существуют раз-
личные приемы осаживания, выбор которых вполне зависит
от данной работы. Если надо осадить короткий брусок, его
прямо ставят, на наковальню и бьют по верхнему концу.
Обрабатываемый предмет должен всегда стоять прямо; как
только он начнет гнуться или искривляться, его сейчас-же
рледует выпрямить. Если нужно осадить длинный стержень,
— 80 —
то его ударяют концом в наковальню. Характер удара имеет
решающее влияние на форму осадки, как показано на двух
схемах (рис. 80). Легкие удары передаются металлу только
на небольшое расстояние, как показано слева на расширенном
конце, тогда как более тяжелые удары распределяются равно-
мерно по всей длине (см. заклепку справа).
Если нужно плотно
забить заклепки в отвер-
стия, удары должны быть
сильными, чтобы заклепка
заполнила отверстие, Если
же заклепка должна сдер-
живать два куска так,
чтобы они .могли дви-
гаться, как, например, за-
клепка в паре клещей,
головку осаживают лег-
кими ударами, обрабаты-
вая, таким образом, только
конец заклепки.
Рис. 81.
Рис. 80.
Наиболее разогретые части осаживаются в большей сте-
пени, поэтому если нужно осадить одну какую-нибудь часть
стержня, следует нагреть его в этом месте как можно сильнее,
оставляя остальное возможно холодным.
Мы здесь опишем несколько приемов осаживания стержней.
На рис. 81 представлено, как осаживают стержень, если
рн не особенно ведик и не особенно мал. Для этого его берут
— 81 —
в руки и с размаха ударяют о наковальню. Так можно оса-
живать стержни длиной от 500 до 750 мм. Если стержни
имеют большую длину, то их осаживают, поднимая и давая
возможность свободно падать на тяжелую чугунную плиту,
вделанную в пол.
Если стержень короток, его захватывают клещами и ставят
на наковальню в вертикальном направлении, накаленным
концом вверх, как представлено на рис. 82, и затем наносят
удары кувалдой по накаленному концу.
Можно также поста-
вить стержень накален-
ным концом’вниз и на-
носить удары по верх-
нему холодному концу.
В этом случае накален-
ный конец стержня на-
ходится в непрерывном
соприкосновении с хо-
лодной поверхностью
наковальни, почему
будет весьма быстро
охлаждаться в торце.
Вследствие этого под
ударами стержень нач-
нет расширяться в
стороны не на самом
торце, а ТОЛЬКО ОТ- Рис 82.
ступя от него, не-
сколько выше. В первом же случае расширение начнется
с самого торца.
Если желают получить высадку где-нибудь посредине
стержня, то его нужно накалить в этом самом месте и затем
произвести высадку одним из приемов, описанных выше,
в зависимости от размеров стержня.
Предосторожности при высаживании. Если
при высаживании стержень после нескольких ударов начнет
сгибаться, его тотчас же нужно выправить, иначе следующие
удары будут уже не высаживать, а только сгибать дальше
стержень, при чем выпрямление стержня будет становиться
все труднее и труднее. Чтобы удары меньше гнули стержень,
направление их должно совпадать с осью стержня, а самый
стержень должен стоять строго перпендикулярно, к наковальне.
Для легкого выполнения рассмотренной операции хороший
нагрев имеет существенное значение.
Вследствие того, что во время высаживания волокна ме-
талла могут отделиться одно от другого, операция высажи-
вания заканчивается нагреванием до сварочного жара после
высадки и легкой проковкой его, чтобы проварить волокна
и сблизить их.
Сгибание полос. 1) Нагреть полосу, положить на тупой
конец наковальни так, чтобы загибаемый конец выступал,
как показано на рис. 83. Надавить тяжелой кувалдой на
полосу у самого края. После этого нано-
сить удары по выступающему концу вниз.
2) Для мелких сечений поступать,
как указано в предыдущем пункте, но
полосу зажать в тиски и загнуть.
3) Способ тот же, но зажать полосу
ме’жду молотом и наковальней парового
молота.
4) Если требуется значительное закругление угла, загибку
производить вокруг рога наковальни или па шпераке.
Угольник с чисто выкован-
ным прямым углом. Отковка за-
гиба с острым углом, как показано
на рис. 84, отличается от преды-
дущего случая тем, что в месте за-
гиба раньше получают разными при-
емами добавочный материал. По ?
одному способу Ито достигается вы-
садкой металла в средине, как пока-
зано на рис. 85, после чего полоса
в месте высадки сгибается под пря-
мым углом. При этом стремятся,
чтобы вершина угла пришлась в средине утолщения. Сгибание
производят, втыкая стержень одним концом в дыру наковальни
Рис. 83.
Рис. 84.
— 83 —
так, чтобы нагретое место пришлось против угла дыры, и тогда
другой конец стержня пригибают к наковальне,’ как показано
на рис. 86. ,
Рис. 85.
Чтобы придать загибу острую форму, угольник помещают
на наковальню, как показано на рис. 87, и проковывают его,
при чем молоток протягивают по поковке в направлении,
указанном стрелкой. Благодаря таким ударам частицы железа
будут продвигаться к углу,
который в конце концов при-
мет форму, показанную на
рис. 84.
Рис.
Рис 86.
По второму способу берут более толстую полосу и вытя-
гивают ее концы, оставив посредине гребень, который обра-
зует внешнюю сторону будущего загиба. Этот способ приме-
няется при изготовлении скобы, представленной на рис. Ь8
— 84 —
£
"Рис. 88.
(I и II). В I мы имеем так называемый перспективный вид
скобы или, проще, ее изображение, а во II—-чертёж. Здесь 1
и 2—ножки скобы, а 3-спинка.
Сначала из полосы прямоугольного сечения выковывается
заготовка, представленная на рис. 88 Ш, у которой оттягива-
ются концы 1 и 2 до размеров, какие должны быть у ножек
изготовляемой скобы. В сре-
дине 5 полоса несколько протя-
гивается до размеров спинки,
но в местах перехода от спинки
к ножкам остаются возвышения
3 п 4, которые впоследствии
пойдут на образование углов.
У заготовки сначала слегка
загибают оба конца, как пока-
зано на рис. 88 IV. Чтобы
изготовить скобу точно в раз-
мер, загиб концов производится
под паровым молотом на при-
способлении 4, как показано
на рис. 88 V. Здесь 5-нако-
вальня, 3—заготовка, несколько
загнутая во время предыдущей
операции, 2—накладка, а 1—
боек. Паровой молот служит
только для зажимания заготов-
ки, самая же загибка концов про-
исходит вручную. После этой опе-
рации скоба принимает форму,
показанную на рис. 88 VI.
При загибе под паровым молотом необходимо наносить
удары одновременно с обеих сторон.
Когда скоба загнута, дальнейшую отделку ведут посред-
ством гладилок на наковальне, как на рис. 88 VII и VIII.
В этом случае нагревают каждый угол по очереди и по очереди
отделывают гладилкой.
Если парового молота не имеется, заготовку прижимают болта-
ми к соответствующей оправке, либо к куску квадратного железа.
— 85 —
Помимо описанных способов, можно получить утолщение
на полосе, наваривая на ней гребень. Если полоса имеет
круглое сечение, то последний способ нужно предпочесть.
Сгибание стержней. Чтобы получить хорошие резуль-
таты при сгибании стержней, их нужно равномерно подогревать
в том месте-, по которому намереваются гнуть. Лучшим на-
гретом, который нужно здесь применять, является красный,
но иногда температуру каления приходится повышать в зави-
• симости от сорта стали и ее
твердости. Слишком высокая
температура, как и слишком
низкая, не могут дать хороших
результатов при сгибании. Так,
например, во многих случаях
полоса может быть загнута
легче при нагреве до красного
каления, чем до белого.
Весьма удобным приспособ-
лением для загибания железа
тонких сечений является пока-
занное на рис. 89, 1. "Это —
кусок круглого железа, согну-
тый в скобу в виде латинской
_ буквы U. Железо обычно бе-
рется диаметром.от Г2 до20 мм. ' 2 Рис. 89.
Такая скоба зажимается в тиски
открытым концом вверх, а железо, подвергаемое’-сгибанию,
закладывается между ножками скобы, и его загибают, надат
вливая на свободный конец, как показано стрелкой на рис. 89, 2.
По мере того, как полоса будет в каком-либо месте получать
требуемый изгиб, согнутую часть просовывают в скобу и снова
подгибают прямую часть.
Вместо U-образной скобы можно взять вилку, показанную
на рис. 89, 3. Это дела не меняет, но изготовить вилку го-
раздо сложнее.-
Железо можно гнуть как холодным, так и горячим. Если
полоса тонка, ее можно сгибать холодной; если же толщина
полосы значительна, то необходимо нагревать.
— 86 —
Сгибание колец и ушков. При изготовлении колец и
ушков прежде всего надо рассчитать количество требуемого
материала. Для изготовления обыкновенных колец диаметром
100—125 мм прут нагревают до половины длины. При начале
изгиба нагретый конец кладут поперек' рога наковальни и за-
гибают, как показано на
рис. 90, постепенно по-
двигая вперед по мере
Рис. 90. Рис. 91. Рис. 92.
загиба. Удары следует направлять мимо точки опоры, как
показано на рис. 90. От этого железо сгибается, не меняя
формы своего сечения. Таким образом получают полкольца.
Затем нагревают другой конец и сгибают, также начиная с конца.
Ушки загибают несколько
иначе. Предположим, что тре-
буется загнуть ушко, показан-
ное на рис. 91. .Рассчитываем
Рис 93.
Рис. 94.
длину прутка: средний диаметр ушка пусть будет 50 мм, а
99
длина всего ушка 50. X у = 157 мм, или, практически,
160 мм. Эту длину отмечаем мелом на краю наковальни, на
160 мм от конца. Когда железный прут накалится, его кла-
дут концом на метку, а сверху накладывают на прут молоток,
чтобы обозначить метку. Затем, не снимая молотка, прут пере-
— 87 —
A '
кладывают поперек наковальни, но так, чтобы молоток при-
шелся по весу, у самого края. На этом месте прут сгибают
под прямым углом, как показано на рис. 92 (1). '
Петли загибают почти так же, как у кольца, с той только
разницей, что загиб производится с одного конца, а не с
двух, как у колец.
На рис. 93 показан прием загибки ушка. Прут присло-
няется к рогу наковальни своим концом и легкими ударами
молотка постепенно»подгибается, пока не образуется ушко.
Таким же приемом можно производить загибку ушка вокруг
оправки, диаметр которой равен внутреннему диаметру ушка.
Последовательность ковки показана на рис. 92 (3, 3, 4).
Небольшие ушки загибаются, как показано на рис. 94.
Сгибание трубок. Если сгибать трубку^ подобно тому,
как производится сгибание прутков, то она сплющится в месте
сгибания. Если возможно удержать стенки трубки от сплющи-
вания, то можно, с успехом придать ей какую угодно
форму. Одним из приемов является сгибание между двумя
пластинами, как показано на рис. 95, при чем расстояние
между ними должно равняться внешнему диаметру трубки.
Когда надо обработать только одну трубку, ее нагревают
и вкладывают один конец в отверстие формы, показанной на
рис. 96, затем загибают вниз свободный конец. Как только
трубка начнет выпучиваться, необходимо положить ее плашмя
на наковальню и заправить гладилкой. Если же надо согнуть
по одинаковому шаблону много трубок, лучше приготовить
особую оправку с желобом, как показано на рис. 97. Приспо-
собление устроено так, что в месте сгиба трубка охвачена со
всех сторон и потому не имеет возможности ни сплющиваться,
ни выпучиваться.
Применяя описанное приспособление, можно получать удо-
влетворительные результаты, пока диаметр трубки весьма мал
по сравнению с радиусом загиба; однако и в этом случае полу-
чается сплющивание, хотя и незначительное. Чтобы достигнуть
хороших результатов во всех случаях загиба, трубку нужно
наполнять песком.
Следует обратить внимание на то, чтобы трубка была
плотно набита песком, а концы ее заткнуты пробками, Тонкие
— 88 —
медные трубки для сгибания можно наполнить растопленной
смолой или свинцом. После сгибания свинец или смолу легко
удалить, расплавив их путем нагревания трубки.
Сгибание чугуна. В кузницах иногда встречается
необходимость выпрямить отливку, которую покоробило.
Чугун можно гнуть пли закручивать, если это делать
очень осторожно. Гнуть можно при температуре около 730° Ц
продолжительным нажиманием, но не ударами. Перегревать
чугун нельзя, так как его легче сломать при слишком сильном
нагреве, чем при недостаточном. Брусок серого чугуна в 25 мм
в поперечнике и 300 мм длиной можно закрутить на 90°
прежде, чем он сломается.
Закручивание. Если зажать полосу за один конец, а на
другой ее конец насадить двуплечий вороток и повернуть его,
то наша полоса закрутится на некоторый угол. На рис. 98
изображена тонкая полоса прямоугольного сечения, закру-
ченная несколько раз. Подобным образом при помощи специ-
альных приспособлений изготовляют спиральные сверла.
Прием, посредством которого производится закручивание,
показан на рис. 99. Здесь вместо воротка применен француз-
! • — 89 —
Л
ский ключ. Для неответственных и небольших изделий такой
прием может быть вполне допущен.
При закручивании, если таковое производится над полосой,
не нагретой до каления, получаются большие внутренние на-
пряжения.
Рис. 99. Рис. 101.
Закручивание производится следующими способами:
1) При тонких полосах оба конца зажимаются в клещи,
при чем требуется наличие двух рабочих и двух пар клещей
с каждой стороны.
2) При более толстых полосах неподвижный конец зажи-
мается в тиски, а на подвижный одевается вороток (иногда
гаечный ключ).
3) При больших сечениях скручиваемых стержней конец
зажимается между механическим молотом и наковальней, а
закручивание производится механической силой, если не хва-
тает мускульной силы человека.
— 90 —
На подвижный конец нужно одевать всегда равноплечий
вороток. При механическом закручивании нужно надевать
шкив, применять два каната и тянуть их в разные стороны.
Необходимо помнить, что искривление, получаемое при одно-
плечем закручивании, может быть исправлено только с боль-
шим трудом.
Примером работы на закручивание может служить повер-
тывание щек у коленчатого вала (рис. 100).
Отрубание металла. 1) Тонкий цельный стержень холод-
ным кладут на наковальню и надрубают кругом в назначен-
ном месте при помощи зубила. Затем стержень переламывают
одним ударом по свободному концу.
2) Вставляют в дыру наковальни подбойку в виде ножа,
накладывают на нее стержень и, ударяя сверху молотком, над-
рубают со всех сторон и затем ломают, как ' указано
в п. 1 (см. рис. 101).
3) Толстые стержни сначала нагревают, а затем уже кла-
дут на нож подбойки накаленным местом и отрубают, как
указано в п. 2.
4) Для отрубки горячего металла применяется способ,
показанный на рис. 60 и описанный на стр. 51.
Пробивка дыр. Для пробивания горячего металла при-
меняются два рода пробойников: прямой, без ручки, употре-
бляемый с ручным молотком, и пробойник, снабженный руко-
яткой, употребляемый при более тяжелой работе с кувалдой.
Пробойники должны быть изготовлены из инструментальной
стали. Ручной пробойник употребляется для пробивания малых
отверстий в тонком железе. Он имеет вид круглого или восьми-
гранного стального бруска длиной 200—250 мм, с конусо-
образным круглым концом, но немного уже- отверстия, какое
нужно пробить. Такой пробойник изображен на рис. 102.
Конец пробойника должен быть плоским и перпендикулярным
к его длине, но не Закругленном. Для больших и тяжелых
работ, производимых кузнецом с молотобойцем, употребляется
пробойник, подобный изображенному на рис. 103.
Рис. 104 изображает последовательные стадии пробивания
сквозного отверстия в горячем железе. Для этого кусок железа
Кладут плашмя на наковальню и пробойник вбивают на поло-
91
вину толщины, как показано на рис. 104 А. При этом металл
несколько выдавливается с противоположной. стороны куска.
Затем кусом поворачивают на другую сторону. Пробойник
устанавливают на бугорок, обозначающий место пробоя
(рис. 104 В), и пробивают опять до половины, остановив работу,
как показано на рис. 104 С. Затем наставляют кусок железа
пробиваемым местом на отверстие '
в конце наковальни, или же кладут ,
, на какой нибудь предмет, имею-
Рис. 102.
Рис. 103.
щий дыру, немного больше пробиваемой, и проталкивают
пробойник насквозь, удаляя выдавку А. Отверстие получается
по форме рис. 104 В.
Невидимому, легче пробить дыру сразу насквозь с одного
конца, но если сделать так, отверстие получит форму по
рис. 104 В: одна сторона будет вдавлена, а другая выпучена
Рис. 104. Рис. 105.
и в разрезе дыра будет явно конусообразной —.шире с той
стороны, откуда пробивали. Если лист имеет значительную
толщину, то, пробив дыру немного, подсыпают в отверстие
угольный порошок и затем продолжают работу. Уголь предо-
храняет пробойник от приваривания.
Если требуется получить дыру большого диаметра, то,
пробив дыру, разворачивают полученное отверстие, вгоняя
тяжелый пробойник и, наконец, дальше цилиндрический. Раз-
вертывание дыр описанным способом возможно также- и в том
случае, если они предварительно просверлены.
- - • £ _________________________________________ .
-- 92
В материале, несколько хрупком, когда необходимо избе-
жать трещин, высверливают две небольшие дыры на пери-
ферии предполагаемой дыры, прорубают зубилом перемычку
и прогоняют пробойник (см. рис. 105).
Отделка. Так как при ковке от молотка обыкновенно
получаются неровные следы на металле, то оставляют небольшой
запас металла и заканчивают гладилками и подбойниками. Такой
прием применяется при отделке изделий, обработанных кувал-
дой. При мелкой же работе можно одним ручником загладить
его собственные следы.
Сварка. Приемы сварки будут рассмотрены в отдельной
главе.
Виды ковочных работ. Все ковочные работы могут
быть разбиты на следующие три группы:
1) Свободная ковка.
2) Ковка в штампах.
3) Горячая протяжка.
К первой группе относятся:
1) Ковка художественных изделий—цветы, листья и т. д.
2) Ковка подков, нагелей, костылей и т. д.
3) Ковка инструментов.
4) Ковка паровозных, частей и вообще всех изделий,
которые изготовляются в единичном числе, либо в небольшом
количестве.
Ко второй группе могут быть отнесены все приемы меха-
нической ковки в штампах:
1) Под воздушным молотом.
2) » пружинным »
3) » паровым »
4) » прессом,
К группе горячей протяжки относятся работы такого рода,
когда нужно изготовить из сплошного куска металла полый
предмет, при чем процесс изготовления протекает так, что
материал .течет как через матрицу, так и вдоль пуансона.
Одним из примеров таких работ является процесс получения
цельнотянутых труб, предложенный Эргардтом. Устройство,
осуществляющее этот процесс, представлено на рис. 106.
— 93 —
Здесь квадратная болванка 1 вводится в цилиндр 2 с
круглым отверстием. Болванка прилегает к стенкам цилиндра
своими ребрами. В нее вдавливается пуансон 3, который про-
давливает ее почти до конца, раздвигает стенки в стороны и
прижимает их к стенкам цилиндра, в результате чего полу-
Рис. 10б.
-чается короткая толстостенная труба. После этого удаляется
задвижка 4 позади болванки. Пуансон снова продвигается впе-
ред, и болванка протягивается поверх него, как длинный
стержень. Она проходит через несколько. кольцевых матриц б
и превращается в трубку с равномерно тонкими стенками. По
окончании протяжки на пуансон надевается вилка, при помощи
которой труба снимается при обратном ходе. ./
ГЛАВА IY.
Приемы сварки.
Сварка. Если кусок стали или железа нагревать, металл
становится все мягче и мягче. Наконец, когда нагрев достигнет
так называемого сварочного жара, металл делается настолько
мягким, что два бруска, одинаково нагретые, слипаются как
воск, если их сложить вместе. Если куски железа, таким
образом нагретые и сложенные, проковать, то нх можно сое-
динить в один кусок. Такой прием называется сваркой.
— 94 —
Наибольшая трудность при сваривании заключается в со-
ответственном нагреве, который при этом должен быть равно-
мерным. Если температура слишком высока, железо будет
гореть и ярко искриться; при слишком низкой температуре
куски не слипаются вовсе. Надлежащую степень нагрева для
сварки определяют обычно по опыту. Для этого сгибают до
сдваивания конец старого железа, нагревают его и пробуют
сваривать в плотный кусок, пока не получат хорошую сварку.
Глаз хорошо определяет степень нагрева, если есть с чем
сравнивать цвет каления. Чтобы' не ошибаться, надо всегда
одинаково освещать кузницу; лучше всего не допускать днев-
ного света, а всегда работать при одном и том же искус-
ственном освещении. В ярко горящих углях железо будет
казаться меньше нагретым, чем когда его вынуть из огня:
при ярком дневном освещении можно вовсе не заметить темно-
красный нагрев, а при слабом дневном освещении тот же на-
гретый кусок будет принимать иной оттенок, чем при свете
керосиновой лампы.
При нагреве железа и мягкой стали для сварки признаком
того, что температура достигла сварочного жара, служит по-
явление ярких искр: маленькие частицы металла горят, пла-
вятся и выдуваются из горна дутьем. Приходя в соприкосно-
вение с воздухом, эти частицы продолжают гореть и образуют
небольшие взрывающиеся искры, подобные маленьким белым
звездочкам. Когда такие искорки начинают показываться
из горна, это обыкновенно считают указателем, что железо
начинает гореть и что нагрев его достиг сварочного жара.
Единственный верный признак сварочного нагрева—появление
на поверхности куска расплавленного шлака в виде молочно-
белых пятен.
Сварочный нагрев иногда называют белокалильным жаром.
Это не точно: так как железо и сталь не издают белого света
даже когда плавятся. Это можно точно проверить, сравнив
свет куска железа при сварочном жаре со светом обыкновенной
дуговой лампы или солнца.
Когда. 2 куска металла свариваются вместе, то между ними
не должно быть никаких посторонних тел. Нагретые железо
или сталь всегда покрываются окалиной, которая препятствует
— 95 —
хорошей сварке. Поэтому необходимо нагреть железо или сталь
до достаточно высокой температуры, чтобы расплавить окалину,
и тогда уже сложить вместе два куска. Если форма поверх-
ности свариваемых кусков подготовлена правильно, большая
часть расплавленной окалины при проковке выжимается,
оставляя поверхности металла чистыми. Окалина плавится
только при очень высокой температуре—значительно выше той,
при которой уже возможно сварить железо, если бы оно было
свободно от нее.
Флюсы или плавни для сварки. Флюсами назы-
ваются вещества, которые, сплавляясь с окалиной, образуют
шлак, плавящийся легче самой окалины. Флюсы насыпают на
поверхность соединяемых кусков раньше, чем , они достигли
сварочного жара; затем куски снова помещают в горн, нагре-
вают до сварочного жара и сваривают, как обыкновенно. Когда
флюс плавится, он растекается или разливается по горячему
металлу и образует род предохранительной пленки, которая,
защищая металл от воздуха, задерживает образование на нем
толстого слоя окалины. Флюс не действует как цемент или
клей, соединяющий куски вместе, но только содействует пла-
влению окалины, уже образовавшейся, и препятствует образо-
ванию новой. При сварке расплавленный шлак выжимается и
непосредственно сплавляется только железо.
Песок и бура. Эти вещества часто служат флюсами.
Песок употребляется'при сваривании железа и машинной стали;
бура употребляется вместо песка при хороших мелких работах
и при сварке инструментальной стали.
Бура представляет лучший флюс, так как плавится при
более низкой температуре, чем песок, и этим делает сварку
возможной при более низком сварочном нагреве. Иногда к буре
примешивается нашатырь, при чем смесь составляется в про-
порции одной части нашатыря и 4 частей буры. Такая смесь
может служить хорошим флюсом и для паяния. Обыкновенная
бура содержит большое количество воды, почему при первом
плавлении она кипит и пенится и в этом состоянии очень
подвержена стеканию с нагреваемого металла. Когда бура про-
кипит и нагреется докрасна, она снова плавится. По охла-
ждении она уже не содержит воды и имеет стеклообразный
— 96 —
вид. Прокипевшей безводной, бурой пользуются, размолов ее
в порошок; в таком виде она является лучшим флюсом, так
как плавится и прилипает к металлу без вскипания.
При сварке прежде всего необходима полная чистота сва-
риваемых поверхностей. Между углями не надо допускать
присутствия огарков, а при употреблении каменного угля надо
сразу засыпать .его- достаточное количество, чтобы во время
работы нс приходилось подбавлять свежего угля, из которого
еще не выгорела сера. Перед началом сварки надо, вынуть
свариваемые куски из огня, стукнуть их о наковальню, чтобы
отстали приставшие частицы, а еще лучше — очистить прово-
лочной щеткой или концом деревянной палки, расколоченной
молотком, чтобы вышло подобие кисти.
При употреблением буры при сварке рекомендуется при-
бавлять к ней мелкие, чистые опилки; в случае сварки железа—
железные, а в случае, сварки стали—стальные.
•Для удобного присыпания флюсов порошок их советуют
насыпать в перечницу или жестянку с дырочками.
Чтобы судить о достаточном для сварки нагреве, помимо
наблюдения цвета, советуют производить испытание заострен-
ным железным прутиком: он должен легко вкалываться и при-
ставать, когда металл достаточно накалится и размягчится.
Подготовка поверхностей для сварки. Чтобы полу-
чить чистую и прочную сварку, надо подготовить 'сваривае-
мые поверхности так, чтобы они могли соприкасаться не всей
поверхностью, а только в середине. В таком случае во время
сварки расплавленная окалина будет вытеснена. Если же
края свариваемых поверхностей слипнутся раньше, посредине
останется окалина и сварка окажется непрочной.
Сварка внапуск. Такой способ сварки употребляется
главным образом для’ соединения полос прямоугольного се-
чения. Концам, подлежащим сварке, придают вид, указан-
ный на рис. 107.’ При подготовке концы брусков сначала
осаживают, чтобы они стали значительно толще первона-
чального своего размера. Это делается вследствие того, что
железо угорает и часть его теряется в виде окалины,
почему нужно иметь запас толщины при ковке. Чтобы про-
извести хорошую сварку, стык нужно проковать. Так как
— 97 —
при этом размеры железа в месте стыка уменьшаются,
то куски необходимо в месте сварки утолстить, чтобы из-
бежать утонения поковки, когда она
будет готова.
При поковках небольшого веса
подготовка- к сварке производится
ручным молотком. При более тяже-
лой поковке употребляй тся подбойки
Рис. 108.
Рис. 107.
и кувалды. Осадив легкую поковку, конец ее формуют
сначала носком молотка, а затем сглаживают (бойком, как
показано на рис. 108
Рис. 109.
и 109.
Для этой работы (заострения
соединяемых . краев), как и при
всяком другом заострении при по-
средстве молотка, конец куска надо
положить к самому краю наковальни,
как показано на рис. 108. При этом
Рис. 110.
конец можно проковывать также серединой лобка. молотка обе
опасности задеть им по наковальне.
Кузнечное дело,
4
— 98 —
При обыкновенной сварке напуском длина шва должна
быть в 1V2 раза больше толщины куска. Так, у куска 12 мм
толщиной длина соединения берется в' 18 мм. Ширина
конца должна быть немного меньше ширины куска. При
сварке подручный кладет первый кусок на наковальню ско-
шенной поверхностью вверх; кузнец переворачивает второй
кусок п накладывает его на первый, как показано на рис. 110.
Обыкновенно бывает трудно уложить сразу верхний кусок
правильно на место, лучше его слегка упереть о край нако-
вальни и таким образом направить на место.
Кольцевая сварка. Такая сварка несколько отличается
от описанной выше. Она употребляется для соединения круг-
лых прутьев концами, чтобы
получить кольцо. Все предосто-
рожности, принимаемые при
сварке внапуск, должны быть
приняты во внимание и здесь.
Обычная форма соединения по-
казана на рис. 111. Должно
иметь в виду, что концы надо
сделать в виде заостренных
языков. Если подготовка сде-
лана клином, как острие зубила,
подобно подготовке для плоской сварки внапуск, концы не
будут прилегать всей своей поверхностью один к другому
и,прп сварке причинят значительное затруднение, так как
тогда придется проковывать место сварки со всех сторон, чтобы
закончить соединение. При заостренном соединении сварку
достаточно тщательно" проковать только с двух сторон.
При изготовлении кольца отрезают точное количество ма-
Рис. 111.
териала, концы расковывают и подготовляют, как для коль-
цевой сварки внапуск. Кусок сгибают по форме, как показано
на рис. 111, и сваривают. Когда концы отогнуты в сторону
(рис. 111 справа), кольцо можно сваривать, положив elo плоско
на наковальню. Если же кольцо будет согнуто иначе, как пред-
ставлено на рис. 111 слева, т.-е. одним концом внутрь, дру-
гим наружу, тогда его нужно сваривать на роге нако-
вальни.
— 99 —
Припуски при сварке. При отрезке материала, подле-
жащего сварке, нужно принимать во внимание потери, про-
исходящие при этого рода работе. Точное количество материала
определить трудно, так как потеря в металле зависит от того,
насколько внимательно и осторожно нагревают железо, а также
от числа нагревов, требуемых-для сварки. Единственная на-
стоящая потеря это — количество окислившегося металла,
потеря от окалины.
Нет правил, которые могли бы точно установить потери
при сварке, но возможно некоторое приблизительное указание
для небольших поковок. Вероятной потерей можно считать
длину материала, равную от ДО 3/т толщины бруска. За
работой этого рода должно следить очень внимательно и мате-
риал измерять до и после сварки, чтобы точно определить
всю'его потерю для руководства на будущее время.
Сварка в стык.
Когда куски сваривают
между собой конец с кон-
цом торцами, такая сварка
называется стыковой свар-
кой. При сварке этого
рода концы лучше слегка
‘закруглять, как показано
на рис. 112. Когда такие
концы нагреют и соеди-
нят вместе, то благодаря
липа выжимается и получается чистое соединение. Когда
бруски прижмут торцами, они более или менее осаживаются
в месте соединения, давая утолщение. Утолщенную часть
нужно проковать при сварочном нагреве между обжим-
ками.
Стыковая сварка не так надежна и прочна, как сварка,
внапуск.
Длинные стержни можно сваривать в горне. Для этого их
закладывают в горн друг против друга, упирая один из них
в какой-либо тяжелый предмет. Когда концы нагреются до
сварочного каления, сварку производят, нанося удары кувал-
дой по свободному концу.
Рис. 112.
закругленной форме торцов ока-
4*
100 —
Стыковая сварка под углом. Другой прием стыковой
сварки, представленный на рис. 113, называется стыковой
сваркой под углом. Ее, по возможности,, следует избегать, так
как части скрепляются в это
При производстве сварки
диняемый с другим, должен
чтобы образовался род флан-
ца, и чем шире, тем лучше.
Когда сварка окончена, фла-
нец этот может быть от-
делан подбойкой или гла-
дилкой.
и случае довольно слабо.
этого рода кусок железа, сое-
иметь конец, осаженный так,
Рис 113.
Рис.'114.
На рис. 114 представлен несколько измененный прием
стыковой сварки. В этом случае в плите делается конусное
углубление, а у стержня конец затачивается на конус. При
этом конус стержня должен быть несколько острее конуса
углубления, чтобы при сваривании первыми соприкоснулись
вершины конуса стержня и конуса углубления, а основания
последними. Благодаря этому шлак легко выдавливается из.
стыка и не будет мешать св'арке.
Сварка тонкого железа в расщеп. Тонкое железо
очень трудно соединить обыкновенной сваркой внапуск по
той причине, что куски так быстро стынут, что почти невоз-
можно правильно уложить их на наковальню нагретыми до
сварочного каления. Затруднение это устраняют, изготовляя
концы свариваемых кусков так, как показано на рис. 115
вверху. Концы несколько заостряют и расщепляют посредине
на 25 мм от края или более в зависимости от толщины
железа. Части (половинки) расщепленного конца отгибают,
101
полоски железа вставляют одну в другую и расщепленные
части смыкают между собой, как показано на рис. 115 внизу;
Рис. 115.
затем они нагреваются и свариваются. Такая сварка приме-
сварпвания рессорной стали.
Долевая сварка толстого железа
в замок. Толстое ^железо иногда свари-
Рис. 117.
соединения «в замок», как показано на
рис. 116* Одному концу придают форму V, другому же —
— 102 —
форму тупого клина, нагревают до сварочного жара и соеди-
няют вместе. Иногда при этой сварке необходим бывает вто-
рой нагрев. Такой прием сварки употребляется при наварке
кусков железа или мягкой стали’инструментальной сталью.
Иногда свариваемые части предварительно соединяют вместе
и закладывают в горн для нагрева до сварочного жара.
Сварка под углом. На рис. 117 представлен один из
приемов такой сварки. Оба бруска подготовляют одинаково,
при чем соединение правят шарообразным носком молота.
Если необходимо, концы брусков можно пред сваркою осадить.
Должно наблюдать, как и в других случаях сварки, чтобы
обе части соприкасались в середине сложенных поверхностей;
в противном случае может образоваться углубление, где оста-
нется окалина и испортит сварку.
Т-образная сварка. Способ соединения для Т-образ-
ной сварки представлен на рис. 118 4. Часть 1 наклады-
вается на часть 2, при чем у последней делается некоторая
оттяжка края 3. Положение при сварке показано пунктирной
линией.
Два других приема подготовки для Т-образной сварки
круглого железа представлены на рис. 118 Б. Соединения
чаще всего выковываются носком молотка.
Железо необходимо хорошо осадить для того и другого
приема.
— юз -А-
Сварка инструментальной стали. Обычный способ
подготовки тот же самый, что и при обыкновенной сварке, но
при сваривании инструментальной стали должно тщательнее
наблюдать за нагревом. Флюсом служит смесь нашатыря
и буры. Для успешного сваривания стали следует соблюдать
следующие предосторожности: очищать горн от шлаков и золы;
иметь достаточное количество угля в горне, чтобы во время
сварки не добавлять нового; тщательно осаживать оба конца
брусков для соединения.
Когда можно, надо пробивать отверстия и склепывать оба
бруска вместе до сварки. Нагревать сталь до полного красного
цвета, обсыпать бурою и, снова положив в горн, нагревать
до сварочного жара. Очищать соединяемые поверхности и ко-
вать сначала легкими, а затем более сильными ударами.
Внешний вид стали, когда она нагрета до сварочного жара —
бледно-соломенный цвет. Следует избегать сваривать высоко-
углеродистую сталь со сталью такого же качества.
Сталь можно сваривать также и со сварочным железом,
что имеет место при производстве режущих инструментов.
Тело инструментов делается железным и к нему приваривается
кусок стали для образования режущего лезвия. Этот род
работы лучше всего производится на антраците, хотя также
годятся кокс пли древесный уголь. Пламя должно гореть ярко
во время нагревания. Железо и сталь кладут на уголь, пока
они не нагреются докрасна, затем свариваемые- поверхности
посыпают флюсом и дают ему сплавиться. Как только нагрев
достиг соломенного цвета, бруски соединяются вместе и про-
ковываются. Один удар парового молота или 4—5 ударов
кувалдой достаточны для всей работы. Необходимо удостове-
риться, что бруски перед началом сварки были хорошо покрыты
флюсом.
Предосторожности при сварке. Сваренные после
поломки оси п экипажные рессоры ломаются вновь обыкно-
венно рядом со сваренным местом. Это объясняется тем, что
строение железа и стали становится крупнозернистым и их
сопротивление излому уменьшается после нагревания до сва-
рочного жара. Однако', последующая проковка при вишнево-
красном калении восстанавливает прежние свойства. Самое
— 104 —
свариваемое место по необходимости подвергается такой обра-
ботке, но соседние части, остающиеся в прежнем виде и также
сильно накаливающиеся вследствие теплопроводности металла,
остаются непрокованными и ослабленными. Поэтому при сварке
надо осадить свариваемые части на большую длину, чем ка-
жется необходимым, чтобы все нагреваемое до сварочного жара
место можно было подвергнуть достаточному вытягиванию
ковкой по окончании сварки.
Свариваемые части необходимо тщательно подготавливать
к сварке. Необходимо следить за тем, чтобы соединяемые места
хорошо прилегали одно к другому и образовывали плотное
соединение при проковке.
ГЛАВА Y.
Примеры свободной ковки.
Отковать серьгу. На рис. 119 представлены последова-
тельные операции ковки:
1) Отрубить материал (заготовка).
2) Надрубить головку и срезать углы.
3) Потянуть тело, за-
круглить головку и про-
бить в ней дыру.
4) Выковать вилку и
вытянуть средний стер-
жень.
5) Разделать вилку.
6) Округлить-
средний стержень без чер-
7) Прогладить [тежа.
поковку.
Нагрев
2-й и 3-й
Нагрев
4-й и 5-й
Рис. 119.
первый для
операций.
второй для
операций.
— 105,—
Нагрев третий для 6-й и 7-й операций.
Способ измерения вилки изображен на рис. 120.
бенно пригоден при изготовлении вилок сериями.
Он осо-
Рис. 120.
Отковать мачтовое кольцо. Последовательные опера-
ции (рис. 121).
1) Отрубить материал (заготовка).
2) Оттянуть концы.
3) Выковать обушек и заострить оба конца.
4) Загнуть концы и пробить дыру в обушке.
5) Сварить концы и прогладить кольцо.
Обычно кольцо из потопляется’несколько иначе, а именно—
самое кольцо отковывается отдельно, а обушек приваривается.
Рис. 121. Рис. 122.
Отковать тягу с лапками (рис. 122).
1) Отрубить материал (заготовка).
1) Сделать зарубки вокруг будущих лапок.
3) Вытянуть и закруглить средний стержень, обрубить
головку по чертежу, пробить дыры.
4) Отогнуть лапки, выправить тягу и прогладить.
— 106 —
Отковать шарнирный кронштейн (рис. 123).
1) Отрубить материал (заготовка).
2) Сделать зарубки вокруг будущей головки и обрубить углы.
3) Расплющить тело и округлить головку, пробить дыры.
4) Подготовить тело для разрубки.
5) Пробить дыру и разрубить тело.
6) Отогнуть концы и прогладить.
Отковать шайбы под зуб-
чатку для цепи Галля (рис. 124).
Рис. 123.
Рис. 124.
1) Отрубить или отрезать заготовку от круглой штанги.
Если таковой нет в наличности, отрезать от квадратной полосы
и обрубить углы.
2) Сделать зарубку вокруг цапфы для втулок. Затем оття-
нуть плоскости вокруг нее сначала молотом (лучше паровым),
а затем при помощи подбойки. Наконец, придать правильную
форму, накладывая штамп.
3) Перевернуть шайбу, положить ее в штамп (матрицу)
и поступать, как в § 2.
4) Готовая шайба.
— 107 —
Легкие шайбы можно сразу получать в штампе с одного
или нескольких немногих ударов; можно их изготовлять также
под гидравлическим прессом. Эту работу обычными методами
ковки нельзя выполнять быстро, так как материал шайб
с трудом раздается в стороны и форма цапфы недостаточно
хорошо получается. Вследствие этого лучше такую работу испол-
нять по правилам штампования, изложенным в главе VIII.
Отковать круглую ось с заплечиком (рис. 125). Для
этого существуют следующие способы:
1) Берут круглое железо диаметром, равным диаметру
заплечика. Затем железо надрубают вокруг по контуру запле-
чика и концы вытягивают сначала непосредственно под моло-
том и затем в обжимках.
Рис. 125.
2) Берут круглое железо диаметром, равным диаметру кон-
цов, и высаживают ту его часть, где должен быть заплечик,
до диаметра последнего. Окончательная обработка производится
при помощи штампа, зубила и обжимок.
3) Когда железо нагрето, оно расширяется, а при охла-
ждении сжимается до первоначального объема. Этим свой-
ством пользуются для насадки кольца на вал и получения
заплечика.
Рис. 126 изображает стяжное кольцо, насаженное на
вал. Кольцо и вал изготовляются отдельно, при чем отверстие
кольца делается немного меньше, чем наружный диаметр вала.
Затем кольцо нагревают докрасна, благодаря чему оно расши-
ряется и отверстие его делается больше диаметра вала. Разо-
гретое кольцо надевается на вал до надлежащего места, после
чего его охлаждают как можно скорее, обливая водой. При
охлаждении кольцо сжимается и закрепляется в требуемом
— 108 —
положении. При нагревании до ярко-красного каления диаметр
кольца увеличивается ровно на 1%. Этим приемом поль-
зуются, когда требуется крепкое и плотное соединение. Един-
ственное возражение против него то, что такое соединение
очень трудно разнять.
Витой крюк для ворот. Предлагаемое здесь описание
приемов работы относится не только к данному изделию, но
п вообще ко всем поковкам подобной формы.
Рис. 127 изображает витой крюк. Для начала нужно
точно определить, какую длину будут иметь различные части
крюка после отковки заготовки. Заготовка отковывается
из квадратного стержня сечением 12 X12 мм. Для этого
нужно отметить на прутке соответствующего сечения кусок
длиной в 100 мм>' Кусок этот нагревается и сначала протя-
гивается, чтобы получить квадратное сечение 10 X 10 мм-
Рис. 128.
Затем па конце, на расстоянии 45 мм, наносится метка,
и отсюда железо протягивается в круглое сечение диаметром
в 8 мм.
Заплечик, т.-е. переход от квадратного сечения к круглому,
получают, проковывая заготовку на краю наковальни, как,
представлено на рис. 129. При проковке заплечика необходимо
наблюдать за тем, чтобы в месте 1 (рис. 129), верхняя обра-
— 109 —
зующая цилиндрического конца лежала заподлицо с верхней
гранью квадратного сечения, а заплечик или уступ 3 полу-
чился внизу. Когда это будет достигнуто, конец нужно хорошо
проковать в обжимках. После этого на коротком конце, на
расстоянии 20 мм от-торца, наносится метка и конец спу-
скается на конус, как показано пунктиром на рис. 128.
Когда эти операции закончены, заготовка отрезается от
всей полосы и приступают к
ром в 6 мм. Для этого от-
мечают точно длину средней
квадратной части (70 мм) и
затем от левой метки квадрат-
отковке круглого конца диамет-
Рпс. 129.
Рис. 131.
ное сечение протягивают в круглое и выковывают заплечик
приемами, описанными выше и представленными на рис. 129.
У откованного круглого конца избыточный материал должен быть
обрублен, чтобы длина этого конца осталась не больше 75 мм.
Когда заготовка закончена, отковкой загибают оба конца:
тонкий круглый—в ушко, а толстый—в крючок и получают
полуготовый крюк, .представленный на рис. 130.
Перед загибанием оба круглые конца отгибаются назад,
как представлено на рис. 131, и затем уже загибаются ушко
,и крючок.
Спираль в квадратной части крюка закручивают помощью
двух пар клещей или же в тисках. При последнем способе
— no —
накаленный крюк закрепляют у того места, где начинается
завивка, а свободный конец захватывают клещами там, где
завивка должна кончаться.
Болты с ушками делаются либо цельнокованые, либо
сварные. Цельнокованый болт с ушком гораздо прочнее. Его
начинают ковать с того, что на
обеих сторонах отрезка мате-
риала делают зарубки помощью
верхней и нижней подбойки.
Рис. 132.
Рис. 133.
Затем конец обделывают, как показано на рис. 132. Особенно
следует обратить внимание на то, чтобы головка была воз-
можно более правильной перед пробивкой. Материал, образую-
щий ушко, закругляют на роге наковальни, как представлено
на рис. 133 А. Только что пробитое отверстие имеет вид В
Рис. 134.
Рис. 135.
(рис. 133), но в окончательном виде должно быть, как С.
Другой конец отрезка вытягивают в круглый стержень. Если
нужен очень длинный болт, то к.короткому концу приваривают
стержень соответствующей длины.
Ушко при помощи сварки делается двумя способами. Более
легкий способ дает ушко подобное (рис. 134). Чтобы сделать
его, нужно сначала заострить конец так, чтоб он приходился
— Ill
на изгиб прута. Петлю загибают на роге наковальни, нагре-
вают до сварочного жара и сваривают согласно правилам,
данным выше.
Более прочное ушко, изображенное на рис. 135, делается
следующим образом: металл осаживают для сварки посредине,
конец куска замыкают и выковывают на роге наковальни
в правильный круг, а затем сваривают.
Крюки для цепей. -Они делаются различной формы—
с ушком, цельноковаными, либо сваренными, как было
описано выше. Общая форма показана
на рис. 136. Ковку крюка начинают
с заготовки, изображенной на рис. 137.
Самой слабой частью всякого крюка
является опасное сечение; эту часть
делают толще, чтобы она была прочнее
остальных частей. Поэтому весьма важно
определить на чертеже крюка положение
Рис. 137.
опасного сечения и затем то же самое сделать на чертеже
заготовки. На рис. 136 опасное сечение обозначено цифрой 7;
на рис. 137 оно будет находится приблизительно на расстоя-
нии 45—47 мм от края (4). Для проверки сечений заготовки
необходимо сделать шаблоны.
Когда- заготовка (рис. 1371 закончена отковкой, загибают
из нее крюк по форме рис. 136. Крюки делают как из
круглого, так и из квадратного железа.
Ковш, подобный изображенному на рис. 138, можно сде-
лать из двух сваренных кусков: ручки и самого ковша; иногда
ручку приклепывают. Кусок листового железа размечают, как
показано на рис. 139, затем вырубают зубилом заготовку
и приваривают ручку к выступу 1. Для образования чашки
— 112 —
кусок равномерно нагревают и кладут на круглое отверстие
формы или -плиты, как представлено па рис. 140 в разрезе.
Отверстие должно быть немного меньше наружного диаметра
обрабатываемого куска. Для закругления чашки действуют
круглым концом молотка, при чем надо больше разделывать края,
чем центр чашки. Когда чашка готова, слегка отгибают края
и выгибают носок (рис. 141). Для этого помещают край заго-
товки, где должен быть носок, про-
тив маленького желобка формы и,
вдавливая в нее кусок круглого же-
леза 1, получают носок.
При выковке ковша железо не-
сколько усядет по наружному контуру,
т.-е. сократится в размерах, почему
Рис. 138.
для ковша диаметром в 85 мм нужно брать заготовку в 100 мм
в стороне квадрата. Толщиною железо берется в 3 мм.
Способы изготовления чашки. Когда нужно превратить
плоский кружок в чашку, это можно сделать как вытягива-
нием металла, так и осаживанием. Если бить шарообразным
бойком в средину кружка на наковальне, избегая ударять по
краям, то металл под влиянием ударов начнет утоняться
и вытягиваться, а так как такое вытягивание происходит
113 —
только посредине и не распространяется на края, то в месте
ударов происходит выпучивание. Последнее будет направлено
в сторону наковальни. Это—способ вытягивания.
Если же бить по краям, опирая кружок на шарообразный
стояк и направляя удары не на точку прикосновения, а немного
в сторону, то удары будут лишь сгибать металл по частям.
Но рядом расположенные частицы, не подверженные удару,
не допускают свободного сгибания всего края, поэтому в месте
удара металл будет становиться понемногу толще, а внешний
контур кружка постепенно уменьшаться. Получается чашка
с утолщенными краями и меньшего диаметра, чем взятый
кружок. Это—способ осаживания.
Когда требуется глубокая чашка, нередко края осаживают,
а середину вытягивают, чтобы облегчить работу. Прямоугольную
коробку такими приемами из прямоугольного листа, очевидно,
получить нельзя; приходится округлить углы и только их
обрабатывать описанным приемом, тогда как прямые края
окажутся загнутыми без изменения толщины.
Звенья цепи. Первый прием работы
при изготовлении звена заключается в сги-
бании материала в U - образную форму,
при чем оба конца заготовки должны иметь т.
равную длину.
Заготовку подготовляют для сварки за- гл
зением концов — почти так же, как и
Рис. 143.
острением концов —
для круглого кольца при сварке вна-
пуск. Удобный способ подготовки таков:
один конец заготовки кладут на нако-
вальню, как показано на рис. 142, и рас-
плющивают ударами молотка; при этом *
кусок слегка отодвигают назад после каж-
дого удара, как показано стрелкой, чтобы
протянуть удар. В результате получается расплющенный конец,
как представлено на рис. 143 А. Конец отделывают на роге
наковальни 'несколькими легкими ударами молота. Подготовив
другой конец тем же способом, загибают, как показано на
рис. 143 Б, и сваривают вместе.
— 114 —
После того, как будет закончено первое звено, отковывают
описанными приемами второе и, пока оно еще раскрыто, наде-
вают на первое и сваривают. Ко второму звену присоединяют
третье таким же приемом и т. д. .
Кольца из полос. При изготовлении колец из полосо-
вого железа поступают, как показано на рис. 144. Материал
отрезают по длине, концы подготовляют, как для сварки
полосового железа 2, после чего кольца загибают по форме 3
и сваривают (рис. 144, Z).
— 115 —
Сварка производится на роге наковальни. Нагревание должно
быть очень .равномерным, иначе наружная сторона кольца сгорит
раньше, чем внутренний конец прогреется до сварочного жара.
Шайба изготовляется сгибанием
плоского железа на ребро. Концы
полосы вначале осаживаются, но не
скашиваются; затем кольцо загибают
по форме (см. рис. 145) и концы Рис. 146.
его отрубают по радиусу, после
чего их оттягивают подбойкой или носком молота, и наклады-
вают один на другой для сварки, как показано на рис. 146.
Цельнотянутые кольца делаются без всякой сварки
согласно описанию, приведенному ниже. Для примера пред-
положим, что нужно изготовить кольцо, подобное изображен-
Рис. 147.
ному на рис. 147 вверху. Заготовка для него
выковывается, как представлено на том же
рисунке внизу. Для этого
выковывают плоскую оол-
ванку прямоугольного се-
чения, просверливают в
ней две дыры, нагревают
болванку, разрубают пере-
шеек между дырами, а
Рис. 148.
затем расширяют дыры,
после чего кольцо вы-
ковывают по форме. Необходимо предварительно рассчитать
количество нужного материала.
Описанный здесь общий прием может быть применен для
самых разнообразных работ, особенно для колец из инстру-
ментальной стали.
Способ изготовления колец под паровым молотом пред-
ставлен на .рис. 148. Требуемое количество материала выко-
вывается в. форме шайбы, в которой пробивается отверстие.
В это отверстие вставляют круглую оправку. На наковальню
парового молота ставится U-образный отрезок полосы, на кото-
рый и опирают эту оправку. Кольцо постепенно поворачивают
на пей и выковывают по форме. По мере вытягивания кольца
в его отверстие вставляют все более и более толстые оправки.
— 116 —
Болты изготовляются двумя способами, а именно: или
с высаженной головкой, или с приваренной. Первый способ
чаще применяется для небольших болтов и для болтов, изго-
товляемых на ковочных машинах. Приваренная головка чаще
употребляется для тяжелых болтов, кованых вручную. Выса-
женная головка крепче при прочих равных условиях работы.
Верхние углы головки болта закругляют или скашивают.
Делается это ручным молотком или же при помощи обжимки
с вогнутым лицом.
Болты с высаженной головкой. Если нужно изго-
товить большое количество болтов, стержни нагревают в печи
и штампуют головки на специальной машине. Если же рабо-
тают вручную, применяют гвоздильню (см. рис. 149). Гвоз-
________ дильня состоит из кружка,
. в котором просверлено от-
веРстие> соответствующее
диаметру стержня болта.
Рис. 149. К этому кружку приварена
рукоятка-длиною в 300—
400 мм. Отверстие должно быть на 0,75 мм шире толщины
стержня болта. Действуют этим инструментом так: сперва
отрезают железо требуемой длины, затем нагревают один
конец, осаживают его молотком, или ударами о наковальню,
так, чтобы часть, назначенная для головки, не проходила
через гвоздильню. Тогда накладывают гвоздильню на нако-
вальню, чтобы отверстие гвоздильни приходилось над ква-
дратным гнездом в хвосте наковальни, и вставляют в гвоз-
дильню холодный конец болта. По выступающему концу
ударяют и .осаживают его, пока не получат требуемую тол-
щину головки. Прием обработки болта вручную представлен
на рис. 150. Обычно в этом случае головка получается закруг-
ленной, но неправильной формы. Когда она осажена, стержень
вынимают из гвоздильни и выковывают квадратные грани на
осаженной головке, которая при этом должна утолститься.
Опять пропускают холодный конец болта в гвоздильню и осажи-
вают головку до прежней толщины, после чего опять куют
грани на плоскости наковальни. При этой работе кузнец держит
гвоздильню в левой руке.
117
Болты с наваренной головкой изготовляются
навариванием кольца из квадратного железа вокруг конца
стержня. Кольцо обыкновенно загибается на конце прутка,
как показано на рис. 151 А, но еще не сваривается. Кольцо
отрезают, надевают на конец стержня, как показано на рис. 151В,
Рис. 150.
и закрепляют легким уда-
ром по одному краю. Затем
болт нагревают в огне
до' сварочной температуры.
Кольцо не сваривают пред-
варительно, потому что таким
путем трудно получить здо-
ровую приварку его к телу
болта. На соединение концов
Рис. 151.
кольца не приходится обращать внимания, так как оно закры-
вается само собой. При этом особенное внимание следует обра-
тить на нагрев для сварки, так как очень легко сжечь кольцо,
пока стержень еще не достиг сварочной температуры, если
нагревать недостаточно медленно и тщательно.
Обыкновенные клещи (рис. 152) для держания лег-
ких изделий толщиной'до 20 мм делаются, как представлено
на рпс. 153. Для их изготовления отрезается от прута сече-
нием 20X20 мм кусок длиною 600 мм. На нем на рас-
стоянии 50 мм от одного конца наносится метка. Это место
накаливается, затем расплющивается до толщины в 11 мм
и выковываются губки, как представлено на рис. 153,1.
Делается это таким образом:
— 118 —
Пруток кладут меткой на край наковальни и затем уже
молотком расплющивают конец. После этого пруток снова
нагревают, как представлено на рис. 153,5, и расплющивают
дальше на протяжении 75 мм. Остальной конец прута про-
тягивают ковкой до диаметра в 12 мм. Чтобы не заниматься
Гис., 152.
работой вытягивания, пруток отрубают только такой длины,
сколько нужно для изготовления головки, а для ручки протяги-
вают лишь столько, сколько нужно, чтобы наварить пруток
диаметром 10—12 мм и длиной до 300—400 мм.
Головка, подготовленная к приварке прутка, представлена
на рис. 153,3.
Рис. 153.
Когда половинки клещей готовы, в одной из них проби-
вают дыру диаметром 10 мм, как представлено на рис. 153,4.
Затем половинки соединяют и через дыру, пробитую на первой
половинке клещей, намечают дыру на второй половинке. После
этого первая половинка снимается и дыра пробивается во вто-
рой. Затем клещи склепываются.
Для изготовления заклепки протягивается пруток на диа-
метр 10 мм и на конце его делается головка, как предста-
влено на рис. 153,5. Когда головка готова, отрубается от прутка
— 119 —
кусок требуемой длины и проверяется по дырам в половинках
клещей для уверенности в хорошей подгонке заклепки к дырам.
Если заклепка сильно нагрета, ее охлаждают, погружая голов-
кой в воду, но оставляя незамеченным другой конец. Затем
нагревают конец, которым заклепка будет вставлена в отвер-
ствие. Когда этот конец накалится докрасна, заклепку про-
пускают через две дыры и заклепывают.
Клещи склепывают шарообразным носком молотка. Благо-
даря этому на заклепке* образуется головка без осаживания
стержня, проходящего через отверстие. Если после склепки
клещи туго открываются, то для устранения этого недостатка
склепанную часть нагревают до красного каления и несколько
раз открывают и закрывают. После этого клещи точно при-
гоняют для той работы, для которой они предназначены.
Рис. 154. Рис. 155.
Часто случается, что под влиянием ударов стержень за-
клепки сгибается в дыре. Благодаря этому клещи с трудом
раскрываются и губы их начинают косить. В этом случае
нужно выбить заклепку, пока она еще горяча, и поставить
новую.
Полезно слегка углубить внутреннюю поверхность губ под-
бойкой, чтобы клещи захватывали предмет в нескольких
точках, а не в одной только, как при совершенно гладких
поверхностях.
Клещи для круглых брусков делаются по описанному выше
способу с той только разницей, что губы перед склепкой
закругляются, как показано на рис. 154, помощью подбойки
и нижнпка.
Клещи для вынимания из огня делаются так же, как опи-
сано выше; ход работы показан на рис. 155,
— 120 —
Клещи для болтов можно делать из круглого железа, хотя
иногда удобнее брать квадратное. Сперва пруток загибают по
форме, как показано на рис. 156. Это можно делать подбой-
кой на углу наковальни (см. рис. 156 А), или же на форме,
как показано на рис. 156 К Самая губа закругляется и закан-
чивается при помощи подбойки, как показано на рис. 157.
Часть между губой и ушком обрабатывается по форме гла-
дилкой и подбойкой. Закончить можно по рис. 158. Остальная
обработка идет, как указано выше. •
Рис. 156.
Рис. 158.
Рычаг со втулкой. Описание хода- работы, приведенное
ниже, пригодно для многих поковок той же формы (сравни
рис. 123). Поковка, показанная на рис. 159, может быть взята
за образец. Такого рода работы можно делать двумя спосо-
бами: во-первых, можно наварить материал на кусок соответ-
ствующего размера для втулки, во-вторых—можно взять мате-
риал, достаточно толстый для образования втулки, и оттянуть
рычаг, или только короткую часть его, некоторой затем [при-
варивается рычаг.
Первый прием (рис. 160) начинают двойным загибанием
конца бруска, который затем сваривается и закругляется.
121 —
Второй способ ковки изображен на рис. 161. Материал
в этом случае нужно взять, сообразуясь с размерами втулки.
Так как ее диаметр (в поковке) и высота равны 50 мм,
то нужно взять квадратный брусок размером 50 X 50 мм.
Рис. 161.
Сначала делают поперечную борозду подбойкой (рис. 161 А),
затем конец вытягивают по форме (рис. 161 В). Если при
Рис. 162.
вытягивании поступать, как показано в С, то образуется
пленка, так как угол х выступает. Правильный ход ковки
показан в D. Квадратная часть, оставленная для выступа
— 122 —
закругляется на краю наковальни, как видно на рис. 162.
Иногда для большего удобства работы конец отгибают и снова
выпрямляют по окончании ковки. Выступ можно закруглить
кувалдой на наковальне, как показано на рис 162 справа.
Рис. 165. Рис. 168.
Изделия Т-образной формы и развилины. Поковки
этого рода весьма многочисленны; один из образцов пока-
зан на рис. 163. Они применяются для фланцев, шату-
нов, шарнирных сочленений и в разных других случаях.
123 —
Обычный способ ковки такого рода предметов показан на
рис. 164. Сначала делают -две поперечные зарубки, как пока-
зано в Л, а часть для хвостика вытягивают. Затем в толстом
конце пробивают отверстие и расщепляют его, как показано
в В. Обе части развилины раздвигают и выковывают, как
показано на рис. 164 С и D и на рис. 165, если работа
производится на наковальне. Рис. 166 показывает, как куется
под паровым молотом такая часть. Сначала ее кладут на на-
ковальню, как очерчено сплошной линией, а затем по мере
продвижения поковки дальше часть поворачивают и тут же
куют лапу в положении, обозначенном пунктиром. .
Когда концы оттянуты, сколько нужно, их отгибают под
прямым углом и заглаживают подбойкой, как показано на
рис. 167. Затем концы загибают, как представлено на рис. 168,
в полученную вилку вкладывают кусок железа такой формы,
какую должна иметь ее внутренняя
поверхность, и бока заковывают к ней
вплотную.
Гаечные ключи. Ключи можно от-
ковать двумя способами: выковать губы
отдельно и затем приварить их к ручке,
Рис. 169.
Рис. 170.
или же губы и ручка выковываются из цельного куска металла.
Последний способ предпочтительнее, так как избегается сварка.
Чтобы сделать ключ по второму способу, выбирают кусок стали,
достаточно широкий для образования головки. Сперва делают
подбойками надрубки, чтобы отделить головку, как показано
на рис 169, 1, закругляют конец, пробивают отверстие и затем
выковывают зев ключа (рис. 169, 2). Внутренняя поверхность
— 124 —
зева должна быть совершенно плоская, с острыми краями.
Отделывать лучше всего напильником.
Другой способ изготовления ключа показан на рис. 170.
Хотя мы здесь рассмотрим прием изготовления двустороннего
ключа, тем не менее он вполне приложим и к одностороннему.
Сначала в меру по толщине из круглого куска выковы-
вается. заготовка, у которой с обоих концов делается надрубка
(рис. 170, I). После этого средняя часть протягивается и ей
придается эллиптическое сечение (рис. 170, 5). Утолщенные
концы разрубаются и оттягиваются в стороны, как предста-
влено на рис. 170, 3. Наконец, концы загибаются, чтобы
образовать зев, как представлено на рис. 170, 4. Окончатель-
ная отделка зева (рисД170<5) производится посредством под-
пилка.
Торцовый ключ делается различными способами. Легче
всего отковывать его по способу, указанному на рис. 171.
Для этого изготовляется стержень того же размера и формы,
какие должны иметь законченное отверстие ключа, и к нему
приваривается кольцо, загнутое из тонкого плоского железа.
Для отделки вставляют головку болта, такого размера, как тре-
буется, и с ним обжимают головку ключа между обжимками.
Более основательный способ изготовления торцовых ключей
состоит в том, что выковывается форма, соответствующая гото-
вому ключу, но конец оставляется сплошным. Потом его про-
сверливают на глубину, немного большую, чем требуемо^
— 125 —
углубление. Диаметр сверла должен равняться диаметру окруж-
ности, вписанной в ту фигуру' по которой должно быть очер-
чено гнездо ключа или головка болта. На рис. 172 справа
представлено, как должна быть вписана эта окружность
в квадрат.
После высверливания конец ключа нагревают и заколачи-
вают в его отверстие пробойник точно такой формы, какую
должно иметь отверстие готового ключа (рис. 172, слева).
Конец пробойника должен быть с острыми краями и правильно
срезан. Такой пробойник раздвинет металл по углам и выда-
вит часть его вниз, почему и надо высверлить отверстие
немного глубже.
Ухват для тигля, показанный на рис. 173, делается
различными приемами. Можно сварить кольцо из плоской
полосы и приварить к нему ручку. Или же.можно взять квад-
ратное железо, выковать и разре-
зать его, как показано на рис. 174,
а разрезанные концы сварить
для образования кольца. Можно
обойтись и совсем без сварки,
если разрубить металл, как пока-
зано на рис. 175, и отковать как
цельное кольцо. Последней способ
требует больше времени, но дает
зато- наиболее крепкое изделие.
Рис. 174.
Рис. 173.
Формовочная лопатка, показанная на рис. 176, является
образцом для целого ряда поковок, имеющих тонкое широкое
основание со сравнительно тонким хвостовиком, откованным
из одного куска -с основанием. Материал для изготовления
поковки должен быть взят размером 25 X 6 мм. Такая тол-
— 126 —
щина вполне достаточна для образования ребра, отмеченного
стрелкой (рис. 176). Ход работы таков: сначала делают под-
бойками две засечки, как показано на рис. 177 А, и стержень
выковывается вчерне до желаемого размера; - затем стержень
Рис. 175.
Рис. 170.
загибают под прямым углом и выковывают, как показано на
рис. 177 В. Чтобы получить ребро, работу ведут, как пока-
зано на рис. 177 С. Лопатку кладут вдоль наковальни, у краев
ее, при чем рукоятку. опускают вниз. При ударах над самым
краем наковальни весь лежа-
щий на ней металл сплющится.
Повернув лопатку, ее кладут
на наковальню другим боком
и описанным же приемом уто-
няют другой край. Благодаря
этому остается маленький не-
прокованный треугольник, обоз-
Рис. 177. каченный пунктиром, который
и образует ребро.
Тот же результат можно получить, если положить изделие
плашмя на наковальню и работать посредством гладилки.
Отковка угольника из углового железа. 1) Уголь-
ник из углового железа с шириной полки от 10 до 40 мм
целесообразно гнуть в нагретом состоянии; при этом сохраняется
правильность полок и' не образуется складок. Получающийся
избыток материала внутри угла, смотря по потребности, про-
ковывается внутрь, затем отрубается лишний материал и угол
выглаживается.
2) .Угольник из углового железа шириною полки свыше
40 мм должен быть откован сваренным. Прежде всего должен
быть сделан уголовой вырез. При этом необходимо наблюдать,
127 —
чтобы было достаточно материала для перекрытия одной кромки
другой в месте сварки. Срезы у обеих кромок должны быть
сделаны в противоположном направлении.
Для получения острого угла надо по вырубке клина поста-
вить угольник целой полкой на подбойку и выдавить при
помощи верхника и нижника ребро. Затем место изгиба нагре-
вается на небольшом участке, загибается угол и осаживается.
После этого угольник, согнутый описанным способом, зажи-
мается в струбцинки, или скрепляется скобками, для удержа-
ния его в правильном положении, нагревается и внутренние полки
свариваются. Если сечение угольника в месте сварки должно
быть увеличено, то надо вложить прокладку и затем уже произ-
водить сварку. Прокладка при этом сваривается с угольником.
Вытягивание металла между уступами или запле-
чиками. Поковка, изображенная на рис. 179, дает приблизи-
тельное понятие об этого рода работах. Начинают работу
двумя засечками, как показано на рис. 178. Затем металл
между этими засечками вытягивается при проковке под паро-
вым молотом. Чтобы сохранить заплечики от повреждения,
проковка производится между двумя стальными полосами, как
показано на рис. 179, пока металл не вытянется настолько,
Чтобы можно было положить его прямо на наковальню
и ковать, не задевая заплечиков или уступов.
— 128 —
Уменьшение диаметра шин. Кузнецам нередко прихо-
дится уменьшать диаметр колец, обойм и колесных шин.
Обычно для этого кольцо разрезают и вновь сваривают, убавив
окружность насколько нужно.
При перетяжке старых колес очень часто надо уменьшить
диаметр шины столь немного, что, разрезывая и вновь свари-
вая шину, легко перейти меру и тогда приходится вырезы-
вать часть обода. Американские кузнецы употребляют очень
простой прием, чтобы укорачивать окружность колесной шины,
не разрезая ее.
Рис. 180.
По американскому способу шину выгибают внутрь в одном
месте, как показано на рис. 180, и, накалив это место добела,
завинчивают шину на особом нижнике, вставляемом в.дырку
наковальни; затем, молотком, осаживают накаленную часть.
За один нагрев удается укоротить полосу на 15 мм.
Для прикрепления шины к нижнику существует особая
струбцинка (рис. 180, справа). Иногда рекомендуют вместо
особого нижника брать старый подковный рашпиль: па насеч-
. . ках полоса не скользит даже и при
~Ь аП ( более слабом нажиме обыкновен-
„ “ ными схватками, какие попадаются
Г lj J ПОД руКу.
1 Коленчатые валы. Существует
Рис. 181. несколько приемов ковки коленчатых
валов.
Когда поковки делали из сварочного железа, валы свари-
вали из нескольких частей. Поэтому делали отдельно каждую
щеку или половину кривошипа и отдельно шейки и концы
вала (рис. 181). Иногда колено сгибали из круглого железа,:
— 129 —
но это применялось только, для небольших валов. При работах
из мягкой стали колено выковывают из
сплошного куска.
Рис. 184.
для выделки самой
Кусок должен быть достаточно велик
широкой части без осаживания. Если требуется вал, подобный
изображенному на рис. 182, то
кусок металла должен быть взят
размерами 45 X ИО мм в сечении.
Когда поковка выходит из
подобный изображенному на рис. 188 толстой линией, при
чем размеры, здесь указанные, включают припуск на обработку.
Колено остается в виде сплошного куска, шейку вырезают
Кузнечное дело. 5
— 130 —
впоследствии. Для этого сначала просверливается'ряд отверстий,
потом делаются два надреза холодной пилой и затем кусок
Рис. 187.
выбивают кувалдой. Если
металла зубилом в горячем
Рис. 189.
возможно, то вырубают излишек
состоянии, но для небольших
колен в хорошо обору-
дованных предприятиях
дешевле пользоваться
первым способом.
Иногда вырезку про-
изводят посредством ки-
слородно - ацетиленовой
горелки—так называе-
мой огневой резкой.
Ковка начинается с насечки (рис. 184), после чего концы
раздвигают откосом, как показано на рис. 185. Эти концы
Рис. 190.
можно выковать кувалдой (рис. 186), или же обрабатывать
под паровым молотом, при чем заплечики отделывают, как
показано на рис. 187.
— 131
Вал округляют и отделывают между гладилками. .Следует
наблюдать, чтобы насечки были соответственно раздвинуты
откосом раньше, чем вытягивать концы. Иначе металл будет
коваться, как показано на рис. 188, почему в верхней части
бруска легко образуется складка, что можно исправить, только .
вырубив это место.
Многоколенчатые валы. Если коленчатый вал
имеет более одного колена или шейки, он называется много-
коленчатым. Двухколенчатый вал имеет две шейки, трех-
коленчатый—три п т. д. За общее правило можно принять, что
5*
— 132 —
многоколенчатый вал выковывается в виде плиты с цапфами,
затем вырубаются колена и шейки; колена нагреваются
и закручиваются по форме. Поковка для двухколенчатого вала
(см. рис. 189) представлена на рис. 190. Части, отмеченные
пунктиром, высверливаются и выпиливаются, как было опи-
Рис. 192 Б.
сано выше. Цапфы и шейки, закругляют вчерне, оставляя их
как можно толще, после чего изделие возвращают в кузницу,
где его нагревают и закручивают колена на желаемый угол.
Для закручивания колен следует их захватить в зажимы
у точек, отмеченных буквами А и В на рис. 190. Это можно
133 —
сделать в тисках, если колено мало, или же зажать в паро-
вой молот. Для закручивания употребляется ключ, подобный
изображенному на рис. 191, который легко можно сделать,
загнув в виде буквы U кусок плоского железа и приварив
к нему рукоятку.
Описанный прием
выковки коленчатого
вала, хотя и приме-
няется на практике,
но не дает вполне
надежных результа-
тов, так как при
закручивании не-
редко получаются
трещины, ослабля-
ющие вал и не все-
гда заметные сна-
ружи. Более надеж-
ный прием предста-
влен на рис. 192 А
и’Б. Здесь А (192 А)
изображает -готовую поковку, В — болванку машинной стали,
из которой ее выковали; в D представлено ее положение между
наковальней и паровым молотом, действующим через подбойку;
С— полуготовая поковка с квадратной частью ab, которую
округляют при помощи обжимок, как показано в Е\ в G и Н
(192 Б) показано, как вырубают лишний материал, а в I—как
округляют концы.
На рис. 193 показано, как выгибают вал А для токарного
станка из круглого железа при помощи соответственной
формы матриц ВБ. Такой вал прочнее, так как волокна
железа у него не прорезаны, но делать его следует лишь из
первосортного железа и небольших диаметров.
— 134 —
ГЛАВА VI.
Ковка инструментов.
Свойства инструментальной стали. В настоящее время
свойства разных сортов стали настолько подробно изучены,
что на основании этих исследований можно дать кузнецу опре-
деленные указания, как получать наилучшие результаты при
обращении с тем или другим сортом металла. Исследования
показывают, что сталь, накаленная выше определенной для
каждого сорта температуры (так называемой критической тем-
пературы), становится однородной: железо и углерод взаимно
растворяются, как соль в воде. Ниже этой температуры чистое
железо отделяется в состоянии мельчайших зерен от железа,
насыщенного углеродом, и сталь, становится по своему строению
похожей на гранит.
Если сталь, накаленную выше критической температуры,
быстро охладить, она закаливается, т.-е. становится твердой
и хрупкой; другими словами, остается почти в том состоянии,
в каком была при накаливании выше критической темпера-
туры.
Для распадения железа и углерода на зерна разного состава
нужно время; полное распадение получится лишь при медлен-
ном охлаждении—при так называемом отжиге стали.
Отливки литой стали получаются крупнозернистого, кри-
сталлического строения; они значительно менее прочны по
сравнению с тем же сортом стали после проковки или про-
катки. Строение такой отлитой, но не кованой стали стано-
вится более мелкозернистым, а сопротивление возрастает, если
ее накалить немного выше критической температуры и дать
медленно охладиться ниже этой температуры. Скорость даль-
нейшего охлаждения остается без влияния, но повторное нака-
ливание и медленное охлаждение дальше ухудшают свойство
стали. Величина зерен зависит от наивысшей температуры, до
которой была нагрета сталь, поэтому и следует избегать слиш-
ком высокого нагрева стали при ее обработке.
Быстрее и лучше отжига действует на сталь проковка при
нагреве выше критической температуры. Но при нагреве ниже
— 135
этой температуры сталь ковать не следует из опасения вы-
звать внутренние трещины.
Поэтому при обработке инструментальной стали можно при-
нять за правило: начинать ковку и кончать главную
часть работы при ярк о-к р а с н о м калении, а когда
нагрев станет приближаться к критическому,
закончить работу отделкою. Если в один нагрев
нельзя, окончить ковку, то при следующих нагревах надо
избегать перегрева уже готовых частей и вести работу так,
чтобы доковать всю сталь при нагреве, едва превышающем
критический.
Однако кузнецы чаще портят инструментальную сталь ков-
кой при слишком низком нагреве, чем при слишком высоком.
Вредное действие последнего исправляется в процессе самой
работы благодаря тому, что ковка обычно заканчивается тогда,
когда изделия, остывая, достигают соответствующей темпе-
ратуры.
Для кузнеца надо знать, как отличать критический нагрев
для разных сортов стали.
Глаз очень хорошо может судить об оттенках цвета -нака-
ленного железа, если есть с чем его сравнить. Кусок, казав-
шийся еще подогретым среди добела накаленных углей, окажется
перегретым, когда его вынуть из огня; оттенок его сильно
меняется от того, будет ли кузница освещена слабым дневным
светом или керосиновой лампой. Поэтому там, где куют
инструментальную сталь, лучше постоянно работать при оди-
наковом искусственном освещении. Тогда, узнав на опыте
нужные оттенки, можно будет получать их по желанию. Если
же освещение изменилось, привычного оттенка накаленной
работы никак йе получить.
Углеродистая сталь достигает своей критической тем-
пературы при так называемом вишневом калении.
Иначе нужный нам оттенок можно назвать цветом варе-
ных раков, только он. прозрачнее.
Кузнецы часто принимают за вишневое каление слишком
темное и оттого не имеют успеха.
Самым простым и доступным способом устанавливать кри-
тическую температуру является способ определения момента
136 —
исчезновения у накаленной стали магнитных свойств. Это
можно узнать при помощи магнитного коромысла, изображен-
ного на рис. 194. Для этого расплющивается 6" напильник
и из него выпиливается пластинка, -----к л —
посредине которой, ближе
к краю, высверлива-
ется дырка. Коромысло
намагничивается и под-
вешивается на нитке.
Инструментальная
сталь при критической
температуре теряет своп
9 магнитные свойства, по-
чему при этой темпера-
туре она уже не при-
тягивается магнитом.
Поэтому достаточно под-
чтобы сразу узнать, как,
Если она притягивает коромысло — темпера-
Рис. 194.
Рис. >195.
нести нагретую сталь к коромыслу,
нагрета сталь. fT.j/'J
тура ниже критической, если не притягивает—выше. Однако
нужно принять во внимание, что этот способ дает хорошие
результаты, когда сталь нагревается целиком или нагрет зна-
чительный ее кусок, чтобы во время пробы более холодные
железо и сталь не.приближались слишком близко к коромыслу.
В таком виде, как
на рис. 194, коромысло
не совсем удобно для
пользования в мастер-
ской. Гораздо удобнее
приспособление, пока-
занное на рис. 195.
Здесь мы имеем: маг-
нитное коромысло 1,
подвешенное на оси 5.
Прут 2, на котором держится коромысло, делается из латуни. На
прут надевается деревянная ручка 5. Коромысло плечом ^’опи-
рается на шпенек 4. Так как плечо 6 коромысла тяжелее плеча 1,
то первое будет перетягивать второе, вследствие чего плечо 6
всегда будет лежать на шпеньке 4. Если внести приспособление
137 —
в печь и коснуться накаленных изделий, то, смотря по
температуре, магнит может притянуться к изделию своим
передним крючком и тогда плечо 6 поднимется, что укажет
на ранний момент нагрева. В это время сталь еще не поте-
ряла своих магнитных свойств и для закалки не годится.
Когда сталь потеряет магнитные свойства и будет готова для
закалки, плечо 6 будет спокойно лежать на шпеньке 4.
Описанный способ будет давать превосходные результаты
только в случае твердой углеродистой стали (содержание
углерода 0,9% и выше, т.-е. с № 9). Если содержание угле-
рода меньше, то описанное коромысло 'не может точно опре-
делять критическую точку нагрева стали. В этом случае, как
и в случае ковки быстрорежущей стали и самозакалки, при-
ходится прибегать к другому приему. У этих сортов стали
критическая температура лежит близко к 780°. При такой
температуре плавится поваренная соль, которую надо насыпать
в небольшую железную чашечку и расплавить на огне.' Сте-
пень нагрева соли при застывании или при плавлении и даст
ту степень каления, при которой нужно заканчивать ковку
как мягкой инструментальной стали, так и быстрорежущей.
При нагревании стали надо соблюдать и другие предосто-
рожности. Между соплом и нагреваемым куском стали должен
всегда быть достаточный слой углей, чтобы на сталь не
попадала струя свежего воздуха. Иначе сталь быстро обгорит
с поверхности, покроется окалиной и обезуглеродится, почему
при закалке верхний слой окажется мягким. Исправить такой
кусок, если он толстый, можно, только удалив этот слой опи-
ливанием, обточкою или сострогав его. Если сталь выгорела
с поверхности местами, то легко дает при закаливании тре-
щины, исходящие из этих мест, а также искривления.
Толстые куски стали необходимо нагревать,
не торопясь, достаточно долго, пока весь кусок
не прогреется. Если ковать кусок, накаленный лишь
в поверхностных частях, то холодная средина часто дает тре-
щины и разрывы. Кузнецы нередко примачивают шваброй
накалившиеся углы поковки и выступы, что также ведет к обра-
зованию трещин. Во всяком случае, к такому приему можно
прибегать, пока нагрев еще не достиг критической температуры.
138
Температура ковки. Прежде, чем приступить к работе
с инструментальной сталью, берут обрезки того же сорта,
который нагревают и закаливают, и производят над этими обрез-
ками испытания при различной температуре, пока не устано-
новят ее влияние на зерно стали; испытывают также, какой
наивысший нагрев сталь выдерживает. Сталь следует ковать
при так (Называемом желтом калении. Заканчивать ковку еле;
дует немного выше температуры закалки.
Пожалуй, самым простым способом не ошибаться при
ковке различных сортов инструментальной стали будет точное
соблюдение правила: заканчивай ковку в тот момент, когда
сталь начинает издавать звон. Конечно, когда сталь начнет
звенеть, уже поздно заканчивать ковку. Кузнец должен при-
учить свое ухо улавливать самые незаметные признаки звона,
чтобы научиться заканчивать ковку во-время.
Если зерно стали стало слишком крупным благодаря
перегреву, его можно значительно исправить легкой проков-
кой при нагреве немного выше критической температуры.
Цвета каления. Для руководства при выборе нагрева
стали, приводим таблицу 12 цветов каления.
Таблица 12.
Калильные цвета.
Цвет каления
Температура
нагрева.
Градусы Ц.
Темно-красный, видимый только
в темноте .... . . .
Темно-красный................
Вишнево-красный..............
Светло-красный...............
Желтый.......................
Светло-желтый................
Яркий светло-желтый ....
Белый........................
Ярко-белый...................
Ослепительно-белый...........
525
625—650
700
860
950—1000
1050
1 100
1 200
1 300—1 400
1500
— 139 —
Закалка. Кузнецу приходится иметь дело с закалкой
таких инструментов, которые после отковки не подвергаются
дальнейшей обработке (кроме точки): например, резцы, зубила,
молотки и т. д. Поэтому ему необходимо познакомиться
с основными приемами обращения с инструментальной сталью.
Температура закалки углеродистой стали меняется в зави-
симости от содержания углерода в стали: чем больше углерода,
тем ниже должна быть температура закалки, как это можно
видеть из приведенной таблицы 13.
Таблица 13.
Температура закалки разных сортов инструментальной стали.
Наименование и сорта стали Содержание углерода в % % Температура закалки. Градусы Цельсия
Углеродистая сталь:
мягкая к 0,6—0,8 830— 800
средняя 0,8 - 1,0 800— 770
твердая 1,0—1,2 770- 740
весьма твердая 1,2—1,6 740— 710
Инструментальная сталь специальная (хромовая, вольфрамовая и т. д.) . — 850— 750
Быстрорежущая сталь — 1 350-1 200
Чтобы определить температуру закалки для данного сорта
стали, на прутке ее через каждый дюйм, начиная от конца,
делают несколько насечек, затем накаливают конец до ярко-
красного цвета и замачивают его в холодной воде. При этом
надо заметить и запомнить цвета нагрева на местах последо-
вательных насечек. Разломив пруток на насечках, рассматри-
вают зерно излома и пробуют твердость хорошим напилком.
Первый от конца излом будет, вероятно, крупно-зернистым,
а последний окажется мягким. Где-либо между ними закалка
окажется наилучшей и укажет на наиболее подходящую сте-
пень нагрева.
Закалка при более высоком нагреве не увеличит твердости,
но, вызывая более крупно-зернистое строение, увеличит
— 140 —
хрупкость. А меньшая степень нагрева не даст полной твер-
дости или даже вовсе не даст закалки.
Лучшей температурой для закалки твердой углеродистой1
стали будет критическая, определяемая при помощи коромысла.
Мягкую сталь (зубила, молотки) можно нагревать чуть ниже
температуры плавления поваренной соли.
Закалочные ванны. Для закалки стали применяются
различные ванны в зависимости от быстроты, с какою нужно
охладить сталь. Масляную ванну применяют, когда сталь
должна быть вязкой, но не особенно твердой, потому что
масло отнимает теплоту медленнее, чем вода.. Если сталь
должна быть очень твердой, применяют соленую или кислую
ванны, так как они поглощают теплоту скорее чистой воды.
Для чрезвычайно твердой закалки иногда пользуются ртутною
ванной, так как ртуть очень быстро поглощает теплоту.
Быстроте охлаждения больше всего мешает образующийся
при этом пар. Известно, что при закалке вода, сильно шипит.
Это происходит от того, что на поверхности накаленной стали
образуется слой пара, мешающий непосредственному прикосно-
вению воды. Вследствие этого нельзя, опустив в воду инстру-
мент, держать его неподвижно. Его нужно водить, чтобы
новые, более холодные слои воды омывали его и смывали
пузырьки пара.
Хорошую закалку дают вещества, закипающие при очень
высокой температуре: они при закалке не шипят вовсе или
очень мало. Таковы очень густые смазочные масла из нефтя-
ных остатков. Когда надо закалить один конец инструмента,
например, сверло или зубило, его можно опустить в масло.
Закаленные в масле при правильном нагреве сверла и зубила
могут работать без отпуска.
Главнейшие условия правильной закалки.
Чтобы овладеть искусством закалки, нужно- обратить исключи-
тельное внимание на температуру нагрева и закалочную
жидкость. Сталь должна быть нагрета в соответствии с содер-
жанием углерода, а закалочная жидкость должна быть выбрана
такого качества и температуры, чтобы закаливаемая сталь
получила требуемую твердость, но не получила бы ненужной
хрупкости и трещин. В умении определять нужную темпера-
— 141 —
туру и наблюдать нужную закалочную жидкость и состоит
уменье закаливать.
Отпуск. Инструменты, получившие закалку, будут, за
Немногими исключениями, слишком хрупкими для употребле-
ния. Поэтому одной из задач закалки является уменьшить
эту хрупкость, чтобы сделать инструмент более пригодным
для работы. Процесс обработки стали, уничтожающий у зака-
ленного изделия хрупкость, называется отпуском.
Как показывают исследования, при уменьшении хрупкости
стали несколько уменьшается и ее твердость, но с этим при-
ходится мириться. Хрупкость уменьшают осторожным нагре-
ванием до невысокой температуры — от 100 до 350° Ц.
Температуру эту определяют различными способами. Самый
простой и общеупотребительный способ состоит в том, что
закаленную поверхность стали полируют и нагревают часть,
подлежащую отпуску, пока поверхность не окрасится в соот-
ветственный цвет побежалости.
Если нагревать отполированный кусок железа или стали,
то при температуре около 200° Ц поверхность станет светло-
желтой. При повышении температуры цвет этот темнеет и
около 260° Ц становится желто-бурым. Выше 315° Ц поя-
вляется после ярко-синего цвета голубой. Эти цвета полу-
чаются вследствие того, что на поверхности изделия образуется
весьма тонкий налет окислов, который изменяется в толщине
от температуры нагрева. Цвета побежалости и соответствую-
щие им температуры нагрева приведены в таблице 14.
Таблица 14.
Цвета побежалости и соответствующие
температуры отпуска.
Цвет побежалости Темпера- тура отпуска. Град. Ц
Светлый бледно-желтый .... 210
Бледно-желтый 221
Светло-желтый 227
— 142 —
Продолжение таблицы 14.
Цвет побежалости. Темпера- тура отпуска Град. Ц
Бледный соломенно-желтый . .
Соломенно-желтый.............
Темный соломенно-желтый . . .
Темно-желтый............. . .
Коричнево-желтый.............
Коричневый, местами красный .
Пурпуровый ................
Темно-пурпуровый.............
Темно-синий..................
Светло-синий...............
Серо-голубой.................
232
237
243
250
255
265
277
287
293
315
325
Закаленные инструменты бывают двух родов: во-первых —
'такие, у которых закален только один конец; во-вторых —
закаленные по всей массе. К первым относятся токарные
резцы, зубила и т. п., ко вторым—метчики, штампы, шарошки
и т. п. Для отпуска инструментов первого рода нагревают
большую, чем надо для закалки, часть инструмента, затем
режущие концы закаливают в воде. После этого быстро поли-
руют закаленную часть и дают ей нагреться до требуемого
побежалого цвета насчет тепла неостывшей еще части инстру-
мента. Инструменты второго рода сперва закаливаются, будучи
нагреты равномерно до закалочной температуры, а затем
"охлаждаются целиком. Далее, инструмент полируется и нагре-
вается опять весь равномерно до требуемого цвета побежалости.
Для этого его кладут на кусок раскаленного докрасна металла
или в песочную ванну.
Отжиг. При отжиге сталь делается мягче. Это достигается
весьма медленным охлаждением от температуры закалки.
Иногда такое охлаждение продолжается несколько дней. Так
как скорость охлаждения влияет на твердость стали, то при
медленном охлаждении она будет очень мягкой, а при
быстром—очень твердой. Отжиг отличается от закалки только
по времени. Оба начинаются с одной и той же температуры.
143 —
Весьма медленно охлаждать нужно лишь до темно-красного
каления; скорость дальнейшего охлаждения остается без замет-
ного влияния на качество стали.
Зубило. Заготовку нагревают до желтого каления, .выко-
вывают по форме и отделывают как можно чи£це. После пра-
вильной ковки конец должен выдаваться, как показано на
1
---в
Рис. 196.
рис. 196. Полезно надрубить этот конец в том месте,
где будет режущее лезвие, чтобы после закалки
можно было отломить его и посмотреть, каково полу-
чилось зерно. К тому же этот конец часто содержит
трещинки и после удаления его лезвие зубила будет
прочнее.
Для закалки зубило нагревают докрасна на рас-
стоянии до А от лезвия (рис. 196). Нагревать следует
очень медленно, чтобы вся обрабатываемая часть на-
грелась равномерно.
Если конец перегреется, то его не погружают в воду,
а _дают остыть на воздухе и нагревают вновь более
осторожно. Когда получился правильный нагрев, ин-
струмент погружают для закалки в холодную воду
до точки В (рис. 196). Как только конец охладится,
зубило вынимают из воды и полируют конец о по-
верхность .чурбана наковальни, обыкновенно осыпанной
окалиной, или же о наждачную бумагу, чтобы получить цвет
побежалости. Часть зубила от А до В остается нагретой
докрасна и от нее нагревание постепенно распространится до
закаленного конца. При этом очищенная поверхность посте-
пенно будет менять цвет побежалости — от светло-желтого до
бурого и пурпурового. Как только пурпуровый цвет дойдет до
зарубки на конце, зубило охлаждают окончательно.
Лишний кончик можно тогда отломить, чтобы посмотреть
зерно излома. Если зерно слишком крупно, инструмент пере-
каливают при более низкой температуре; если же металл
слишком мягок и' конец гнется, не ломаясь, зубило перека-
ливают при более высокой температуре.
Крейцмейсель. Это — зубило с поперечным лезвием
(рис. 197), применяется для вырубки желобков, шпоночных
канавок и т. д. Чтобы облегчить такому зубилу работу
— 144 —
в канавках, его лезвие 1 делается несколько шире, чем
остальная часть рабочего конца.
Рис. 197.
Отковку крейцмейселя начинают с утонения части 2 на
краю наковальни, как представлено на рис. 198. Это утоне-
ние можно также выковать при
помощи двух подбоек, либо на
роге наковальни, как пред-
ставлено на рис. 199 А. Рабо-
чая часть зубила вытягивается
и отделывается, как предста- Ри0- 198.
влено в В, С и D на рис. 199.
Закаливается крейцмейсель так же, как и обыкновенное зубило.
Токарные резцы. Почти во всех мастерских приняты
одни и те же формы
токарных резцов, но
иногда формы эти
изменяют либо со-
гласно личному вку-
су, либо для осо-
бых работ. Если
хотят в мастерских
иметь правильно из-
готовленные резцы,
необходимо вырабо-
тать и установить
определенные формы
их, так называемые
— 14 —
стандарты, которые и рекомендовать для применение на стан-
ках. Для руководства при отковке их и при заточках необхо-
димо изготовить набор моделей таких резцов и иметь витрины
с ними как в кузнице, так и у точильных станков.
Углы резца. Чтобы 'резец мог работать и давать высо-
кую производительность, грани его рабочего конца должны
Рис. 200.
быть изготовлены с определенными углами наклона. Если их
отковать как-нибудь, не соблюдая меры, то придание требуе-
мого наклона потребует значительной работы на точильном
станке и обойдется дорого. Легче всего придавать такие
146 —
наклоны, пользуясь шаблонами. Кузнец-инструментальщик
должен знать весьма хорошо, какие наклоны граней должны
быть у каждого резца. Пока он с этим не освоился и не
имеет шаблонов, рекомендуется ему пользоваться указаниями
опытного токаря, либо инструментального мастера.
Более подробные указания об углах резца даны в этой же
главе, в разделе «Отковка резцов из быстрорежущей стали».
На рис. 200 и 201 представлены главнейшие типы токар-
ных резцов, приемы ковки которых (вернее—некоторых из
них) мы здесь и рассмотрим. На рис-. 200 и 201 имеем
резцы: 1— проходной ромбический, 5—чистовой, 3— внутрен-
— 147 —
их надо нагревать до
Рис. 203.
ний пли расточный, 4—отрезной, 5—проходной, 6 и 7—резь-
бовые различных форм и 8—круглоносый.
Резьбовые резцы по большей части изготовляются
из углеродистой стали. При закалке
линии А (рис. 202) и замачивать
до В. Отпускают их тем же поряд-
ком, что и зубила, но лишь до
слабого желтого цвета. Токаря
иногда отпускают резцы несколько
иначе, а именно: после того, как
сталь, будучи погружена в воду,
потемнеет, вынимают резец из
воды и дают воде испариться с ши-
пением, а затем снова замачи-
вают резец в воде до полного
охлаждения.
Отрезные резцы выковывают так, что режущая часть
приходится или сбоку, или по средней линии взятого куска
стали. Легче выковать режущую часть заподлицо с одной
стороной; такой инструмент изображен на рис. 203. Режущая
кромка должна быть шире шейки 2 и пятки 3. Другими
словами, режущая часть должна иметь уклон со всех сторон.
Форма головки (режу-
щей части) резца, очер-
ченная сплошной линией,
применяется для токар-
ных резцов. Если же
требуется изготовить от-
резной резец для. стро-
гального станка, то тор-
цевая грань очерчивается
по линии хх (рис. 203).
При закалке конец ин-
струмента нагревают до С С (рис. 203), а замачивают до черты
DD и отпускают,' как описано для зубил, но лишь до жел-
того цветам Куются инструменты приемами, показанными на
рис. 204 и 205. Начинают работу с насечки при помощи
подбойки, расплющивают режущую часть 2, выравнивают
148 —
пятку 3, отрубают конец, чтобы придать режущей части тре-
буемую форму 4 (-рис. 205), и, наконец, отделывают резец
гладилками.
Рис. 204.
* л
При изготовлении резца весьма удобны приспособления,
представленные на рис. 205 (5 и 6). Первое служит для про-
= 149 —
верки переднего угла зазора, т.-е. угла наклона торцевой
грани к пятке, а второе — для проверки боковых скосов или
боковых зазоров.
Рис. 205.
150 —
Если требуется, чтобы режущая часть была выкована по
средней линии, начинают работу парой подбоёк вместо одной
п делают две насечки, по одной с каждой стороны.
Расточные резцы. Сначала от куска • стали сооответ-
ствующего сечения, образующего тело резца, оттягивается под
Рио. 206.
молотом шейка, как пока-
зано на рис. 206, 1, а за-
тем уже на конце ее обра-
зуется режущая часть. Для
этой цели шейка опирается
на наковальню так, чтобы
свешивался конец длиной
6—7 мм, и загибается влево
или вправо в зависимости от
того, какой резец изгото-
вляется. На рис. 206, 2 по-
казан прием загибки режу-
щей части внутреннего ка-
навочного резца.
глубины дыры, которую надо
Длина шейки зависит от
обработать, но вообще для большей прочности шейка должна
делаться как можно короче и толще. Закаливаются внутренние
резцы только в режущей части.
Рис. 207.
151
Проходной ромбический резец. Существуют раз-
личные приемы изготовления таких резцов, один из которых
показан на рис. 207. Ковку начинают, как показано на
рис. 207 А. Когда сделана надсечка, конец отковывается
согласно пунктирной линии. Дальнейшая ковка производится
согласно рис. 207 В. Чтобы сделать носок квадратным, инстру-
мент поворачивают то в одну, то в другую сторону, как
показано на рис. 207 С,. и куют. Затем обрубают зубилом
под соответственным углом конец и заглаживают гладилкой.
При закалке замачивают, как показало на рис. 207 D.
Подрезньге резцы. Начинают ковку с засечки (рис.
208, 7). Конец вытягивается подбойкой, как показано на
рис. 208, 2. После сглажива-
ния гладилкой обрубают головку
по пунктирной линии, как по-
казано на рис. 208, 3, и отде-
лывают . рабочую грань режу-
щей кромки. Для этого кладут
инструмент боковой гранью на
.наковальню так, чтобы оття-
нутая часть несколько высту-
пала за край наковальни. За-
тем ставят гладилку на ребро
у уступа, как показано . на
рис. 208, 5, и несколькими уда-
рами кувалды, передвигая гладилку, выковывают рабочую
грань с требуемым уклоном. После отделки напильником
инструмент можно закаливать.
При нагревании для закалки инструмент следует поместить
в горн режущей кромкой вверх, чтобы не перегреть ее. Для
закалки резец погружается в воду, как показано на рис. 208, 4,
чтобы только незначительная часть А осталась над поверх-
ностью воды. Затем резец вынимают из воды, быстро очи-
щают от окалины плоскую грань и отпускают, пока режущий
край не покажет светло-желтой окраски. Такой цвет должен
быть по всей длине режущей кромки. Если окраска окажется
темнее с одного конца, значит кромка не была правильно
охлаждена, почему требуется перекалить резец.
Рис. 208.
— 152 —
Описанным приемом отковываются отрезные резцы в тех
случаях, когда пх требуется незначительное количество. В слу-
чае отковки партиями рекомендуется пользоваться специаль-
ными матрицами, показанными
на рис. 209.
Ковка резца начинается, как показано на рис. 210, с об-
рубки скоса. Затем заготовка нагревается, накладывается на
матрицу (рис. 209) и резец выковывается посредством не-
скольких ударов через гладилку. Матрица значительно сокра-
Гис. 211.
щает время ковки.
Отделочные резцы. Их
можно начинать ковать с засечки
или так же, как проходной резец.
Затем конец расплющивают и
расширяют посредством молотка
и гладилки, как показано на
рис. 211, 1. При этом головка
резца часто получает загиб, весьма
близкий к прямому углу. Чтобы
придать требуемую форму головке
резца, ее обрабатывают приемом,
показанным на рис. 211, 2. Так
как при этом лезвие резца может
. изогнуться, как показано на
рис. 211, 3, то последующими
ударами молотка в направлении стрелки лезвию придается
форма, показанная на рис. 211, 4,
153 —
или в патроне токарного станка.
Рис. 212.
После отрубки излишнего металла на режущей кромке
и отделки гладилкой резец готов для тепловой обработки.
Он закаливается такими же приемами, как и проходной ре-
зец, и отпускается до светло - желтого цветй на режущей
кромке.
Сверло для надсверливания центра представлено на
рис. 212. Оно применяется при сверлении дыр, когда изделие
закреплено на планшайбе
Отковку сверла начи-
нают с засечки, затем от-
тягивают шейку, расплю-
щивают конец под головку
и обрубают ее в меру.
Размер сверла опреде-
ляется шириной его пло-
ского конца, который соответствует размеру отверстия, им про-
сверливаемого. Сверла делаются немного мягче токарных
инструментов, для чего от-
пуск ведется до светло-бурого
цвета на режущей кромке.
Молотки. Для "изгото-
вления молотка берут полосу,
достаточно толстую, чтобы
самая широкая часть молотка,
вышла без осаживания. Обык-
новенно молоток выковы-
вают из целой полосы и, на-
сколько возможно, стремятся
его закончить раньше, чем
отрубать от полосы.
Кузнечный моло-
ток. Легче всего сделать
кузнечный молоток, показан-
ный на рис. 213, 3. Начинают ковать этот молоток, как
и всякий другой вообще, пробиванием отверстия для ручки
(рис. 213, Г). Когда отверстие пробито, полоса выковы-
вается по форме молотка, а чтобы сохранить форму отвер-
стия во время ковки, в него забивается штырь, показан-
— 154 —
НЫЙ
дине
часть
на рис. 213, 2. Этот штырь делается шире в сере-
и уже к обоим концам. Центральная, самая широкая
штыря имеет ту же форму, как и отверстие молотка.
После отделки отверстия выковывают носок.
Когда с этой стороны молоток будет готов,
делают зарубку вокруг того места, в котором
молоток должен быть отделен от полосы, как
показано на рис. 213, 4. Конец молотка
слегка вклинивается по направлению к бойку
, (рис. 213, 3). . -
Когда молоток насколько возможно за-
Рис. 214. кончен, его отрубают от полосы и заканчи-
вают боек. Затем нагревают весь молоток
равномерно до закалочной температуры, захватывают клещами
так, чтобы одна их губа прошла через отверстие (рис. 214),
и закаливают.
Рие. 215.
После -закалки отпускать нужно оба конца молотка, носок
и лобок, для чего действуют следующим образом. Сначала зака-
ливают носок, погружая его в воду, как показано на рис. 214.
— 155 —
Как только этот конец охладится, молоток поворачивают и по-
гружают боек. Пока лобок находится в воде, чистят носок
и наблюдают цвет отпуска. При появлении темно-бурого цвета
молоток опять поворачивают, замачивают носок, а боек поли-
руют для отпуска. Если боек во время закалки потемнеет на до-
статочной длине до появления надлежащего побежалого цвета
на носке, можно весь молоток вынуть из воды, отполировать
лобок и наблюдать цвет на обоих концах одновременно. Как
только на первом конце появится требуемый цвет, его погру-
жают в воду, а за ним и другой конец, когда и на нем по-
явится такой же цвет. Для. некоторой специальной работы боек
оставляют более твердым, но для обычной работы описанный
отпуск вполне удовлетворителен.
Молоток с шарообразным носком. Общий способ
изготовления такого молотка показан на рис. 215. После про-
бивания отверстия молоток вытягивается двумя подбойками,
как показано, в А и В. Лобовой конец закругляют, восьми-
гранные части отковывают подбойками и заделывают шаровой
носок. После этого молоток отрубается от полосы, закаливается
и отпускается. ! -
Кузнечные инструменты—на-
пример, кузнечные зубила для рубки / -----—у /\
металла в холодном или горячем со- 1
стоянии, кувалды и гладилки—делают |||||| ЦЩИ I
так же, как молотки. Широкий конец Sg|| Я|||1 /
гладилки можно отковать при помощи _______Я1111 /
штампа, подобного показанному на
рис. 216. Нагретый конец заго-
товки инструмента вкладывается в Ри0, 216,
отверстие штампа и ударами мо-
лотка и кувалды осаживается так, чтобы заполнить верхнюю
полость штампа.
Отковка резцов из быстрорежущей стали. Кусок
стали отрубают по насечкам, сделанным при красном нагреве;
по охлаждении достаточно удара о наковальню, чтобы отло-
мить. Такой прием надежнее, так как при нарубке на холоду
часто происходят незаметные сразу трещины, сказывающиеся
при закалке или во время работы.
— 156 —
Хотя из быстрорежущей стали изготовляются резцы раз-
личной формы, тем не менее мы здесь рассмотрим только
резцы обдирочные (проходные). Общая форма такого резца
представлена на рис. 217. Рис. 217, I представляет поковку
резца, а рис. 217, II— закаленный и заточенный резец, гото-
вый к работе.
Рис. 217.
На рис. 217,1 мы имеем: тело резца—1, головку—2, но-
сок—3, подошву— 4, пятку—5, режущую кромку— 6, угол за-
зора—7, угол продольного наклона—8, угол бокового наклона—
9 и рабочую грань резца—10.
Головка резца должна быть откована так, чтобы угол за-
зора, углы бокового и продольного уклона были больше со-
ответствующих углов у вполне отделанного резца. Это де-
— 157 —
лается с той целью, чтобы свести к минимуму количество ме-
талла, удаляемого во время заточки.
Головка резца делается возвышающейся над телом резца
той целью,. чтобы получить возможность затачивать резцы
возможно большее число раз. Чтобы
не давать резцу под действием
стуржки поворачиваться в солда-
тике токарного станка, головку
резца повертывают в сторону под
углом в 15° (см. рис. 217, 77).
Ковка резца состоит из сле-
дующих операций: 1) нагревания
конца полосы, 2) загибания для
с
Рис. 219.
Рис. 218.
образования головки, 3) оттягивания пятки, чтобы дать резцу
хорошую опору при работе на станке, 4) обрубки пятки и
шейки в меру, 5) обрубки головки по - режущей кромке,
6) повертывания ее на 15° в сторону й 7) отделки ее.
На рис. 218 представлены последовательные переходы
ковки такого резца: 7—первый переход, когда конец полосы
— 158 —
только загнут, 2—пятка оттянута, 3—шейка и пятка обру-
блены и откованы в меру, 4—головка обрублена по режущей
кромке.
На рис. 219, 220 и 221 показаны приемы, посредством
которых выполняются перечисленные выше операции. Для
загибания конца с целью образования головки резца, полоса
зажимается в приспособление,
показанное на рис. 219. . Для
этого нагретый конец полосы 1
кладется на лицо наковальни, но
Рис. 220.
Рис. 221.
так, чтобы конец свешивался над краем миллиметров на 50.
На полосу накладывается верхник 4, через который про-
пускается стержень 2 с головкой 3. Стержень проходит через
отверстие''наковальни и затягивается клином 5.. Затяжку
нужно делать потуже, чтобы полоса 1 была хорошо прижата
к наковальне. После этого кузнец с молотобойцем ударами
молотка и кувалды загибают конец полосы до положения, по-
казанного на рис. 219, 1.
Чтобы проверить правильность загиба, применяется спе-
циальное приспособление, показанное на рис. 220, которое
159 —
обычно помещается рядом с наковальней. Приспособление это
состоит из плиты 1, на которой укреплен ко'^ус 2 с вершин-
ным углом в 40°. После того как полоса загнута, она кла-
дется на эту плиту, а загнутый конец резца упирается в ко-
нус. Если поверхности конуса и загнутого конца совпадают,
то загиб произведен правильно.
Рис. 222. Рис. 223.
Чтобы оттянуть пятку и дать резцу хорошую опору, резец
быстро освобождают от зажима и, не нагревая, переносят,
к паровому молоту. Резец кладут пяткой па край наковальни,
как представлено на рис. 221, и несколькими ударами молота
оттягивают пятку. Если парового молота в распоряжении не
имеется, пятка может быть оттянута посредством кувалды.
Резец, вернее заготовка его, будет иметь вид, показанный на
рис.. 218, 2.
Для придания головке правильной формы резец кладут на
наковальню, как показано на рис. 222, и обрубают лишний
металл посредством зубила. Работу ведут так, чтобы пятка
резца была заподлицо с остальной поверхностью его подошвы.
Одновременно намечается на головке расположение режущей
кромки, и резец возвращается обратно в горн или печь, для
второго нагрева. Резец теперь выглядит, как показано на
рис. 218, 3.
— 160 —
Все описанные до сих пор операции производились с одного
нагрева. Если бы оказалось, что во время их резец охладился
до светло-вишневого каления (сталь при ударах начнет уже
издавать металлический звук), то ковку нужно прекратить
и возвратить резец в горн или печь.
При описании операций ковки резцов мы предполагаем,
что делом ковки занимается опытный и проворный кузнец,
который все описанные операции выполняет за один нагрев.
Когда резец будет снова'накален, то головка резца обру-
бается в меру, как представлено на рис. 223, и в это время
у резца образуется режущая кромка. Резец теперь получает
вид, представленный на рис. 218, 4. После этого головка
резца при помощи гладилки повертывается на 15° в сторону,
и резец получает вид, пока-
занный на рис. 217,I.
Когда головка получила
правильную посадку, резец
тщательно выпрямляется, осо-
бенно в части подошвы,
чтобы он получил хорошую
опору по всей своей длине.
У резца теперь проверяется
Рис. 224.
угол зазора посредством при-
способления, представленного на рис. 220, а правильность
режущей кромки — посредством шаблона, представленного на
рис. 224.
Шаблон этот накладывается на верхнюю грань резца, при
чем головная его часть 3 должна быть наложена на головку
резца, а 1—на хвост резца. Планка 4 должна быть уперта
в боковую грань резца, а за ручку 2 шаблон держат в ру-
ках. Контур режущей кромки должен совпадать с контуром
головной части шаблона.
Всю работу стараются кончить в два нагрева, потому что
при сильном нагреве быстрорежущая сталь очень легко выго-
рает с поверхности. Чистая кузнечная отделка обходится дороже
шлифования, поэтому резец отделывают не очень тщательно.
Ковать следует тяжелым молотом, чтобы удары проникали
через всю толщину, иначе могут произойти внутренние тре-
— 161 —
щины/ так же, как и от недостаточного прогревания при
сплошном торопливом нагреве.
После того, как резец проверен, его закаливают и отпу-
скают. Последние операции лучше всего вести по следующему
правилу:
1. Нагреть сталь медленно до красного каления.
2. Нагреть сталь быстро до сплавления конца резца. Если
сталь в изделиях, нагреть до начала плавления, отнюдь не
сплавляя ребер.
3. Охладить в твердом говяжьем сале.
4. Положить либо в муфель, либо в свинцовую ванну, на-
гретые так, чтобы сурьма не плавилась.
5. Поднять температуру муфеля либо ванны так, чтобы
сурьма расплавилась.
6. В момент расплавления сурьмы вынуть сталь и охла-
дить в масле.
Сурьма—металл, применяемый в качестве составной части
бабитов, служащих для заливки подшипников. Сурьму нужно
подогревать в железной чашечке. Когда она начинеет пла-
виться, то температура ее будет как раз 630°Ц. Если же дать
сурьме расплавиться полностью, то температуру нельзя будет
уловить, так как она может быть и выше 630°, а при этих
условиях резец будет отпущен выше меры и может потерять
закалку.
Если отпуск резца приходится вести в горне, то можно
положить крупинку сурьмы на верхнюю грань резца, у ре-
жущей кромки и наблюдать, когда эта крупинка начнет пла-
виться. Это и будет моментом, когда режущая кромка полу-
чит нагрев в 630°.
Класть резец на огонь , нужно пяткой. Если последняя по-
лучит при этом весьма сильный отпуск и потеряет закал, то
это не суть важно, так как она не является рабочей частью
резца.
Кузнечное дрло.
— 162 —
ГЛАВА VII.
Холодная ковка.
Холодная ковка есть рабочий процесс изменения формы
железных изделий, или изделий из других металлов, без на-
грева их в печи. Для этих целей пользуются специальными
машинами, которые при помощи двух матриц соответствующей
формы наносят изделию частые удары. Благодаря этим уда-
рам изделию и придается желаемая форма.
Посредством холодной ковки можно уменьшать диаметры
проволоки, тонких стержней и труб. Она является единствен-
Рис. 225.
ным процессом, посредством которого можно обрабатывать валь-
цованный или уже отделанный материал, т.-е. изменять его
форму без того, чтобы страдала от этого отделка. Поэтому она
находит большое применение в оптической промышленности
при изготовлении ушных захватов для очков, иголок и т. д.
Равным образом она нашла применение при заострении стерж-
ней и трубок перед их протяжкой или волочением. Миллионы
иголок, спиц для велосипедов, крючков для вязанья и т. д., ко-
торые ежегодно выбрасываются на рынок, могут выделываться
только при помощи одного способа—холодной ковки в матри-
цах. Изготовление железных кованых или стальных штанг,
осей для мелких механизмов и т. д. производится также ков-
кой в штампах.
Машины для этих целей разнятся в деталях, но основной
принцип их остается тем же. Обычно в паре матриц, со-
— 163 —
ставляющих штамп, одна укрепляется на наковальне, чтобы
удерживать обрабатываемый материал, вторая кладется на
первую и затем по второй наносят удары молотом. В маши-
нах же холодной ковки молоток заменяется рядом приводных
механических бойков, вращающихся вокруг матриц и бьющих
по ним одновременно с двух сторон. Матрицы держатся в опре-
деленном положении при помоши направляющих; бойки наска-
кивают на них парами и сдавливают изделие, находящееся
между матрицами.
Как на пример ковки по этому способу можно указать на .
заострение простого круглого куска железа (рис. 225, 1 и 5).
Здесь 1 представлен заостренный конец изделия; пунктиром обо-
значен материал, который должен быть снят на токарном
станке. Заштрихованная площадь показывает размер полу-
чающихся в этом случае потерь. На рис. 225, 2 пунктир-
ными линиями показан материал, из которого без потерь прие-
мами холодной ковки был сделан конус того же размера.
В этом случае длину заготовки не нужно делать такой вели-
чины, как для обработки на токарном станке, почему полу-
чается значительная экономия материала.
Из таких машин мы здесь рассмотрим две: машину Дай-
тона и машину Гендерсена.
Ковочная машина Дайтона изображена на рис. 226.
Она имеет две матрицы, установление одна против дру-
гой в шлице головки шпинделя. Поверх каждой в шлице
. имеется накладка с закругленным концом, выступающим из
шлица. Головка шпинделя вращается в кольце, несущем ряд
закаленных стальных роликов. Шпиндель при вращении на-
давливает накладками на ролики, которые, в свою очередь, сжи-
мают матрицы. Шпиндель сделан пустотелым, чтобы можно
было пропускать через него материал. Шпиндель с матрицами
вращается с большой скоростью вокруг своей оси в то время,
как кольцо, несущее ролики, вращается, очень медленно
и только тогда, когда приходит в соприкосновение с на-
кладками.
Матрицы делаются из закаленной -стали и выполнены по
той форме, которая должна быть перенесена на изделие. Входное
отверстие у матриц несколько расширено для прохода материала,
в*
— 164 —
Рис. 226.
— 165
Рис. 226 А представляет вид станка спереди при снятых
передних накладках, которые удерживают ролики и матрицы на
месте. Рис. 226 Б представляет продольный разрез этого станка.
Рис. 226 Е показывает кольцо, служащее для удержания ро-
ликов. Рис. 226 В дает передний вид головки шпинделя со
шлицем для вставления' матриц и накладок; в разрезе шпин-
деля видно отверстие для прохода материала, Г—вид матрицы
с передней и задней сторон, а Д—вид накладки. Пластинка,
служащая для предохранения матриц от выпадения, обозна-
чена буквой Е.
На рис. 226 Б видно маховое колесо и два шкива, корен-
ной и холостой, которые посажены на шпиндель, несущий
ролики.. Головка шпинделя помещается в чугунной коробке,'
через хвостовик которой и проходит щпиндель. Снаружи на нее
надето железное стягивающее кольцо,- а внутри вставлено
стальное закаленное кольцо.
Шпиндель может вращаться с любой скоростью, какую
требует соответствующая работа. Если он делает, например,
400 оборотов, то при 10 роликах получится 4 000 двусторонних
ударов в минуту. , ,
Примеры ковочных работ, выполняемых на этой машине,
представлены на рис. 225 Л.
Горизонтальная ковочная машина Гендерсона. Она
предназначена специально для стержней больших диаметров.
Такие машины особенно можно встретить там, где изгото-
вляются в большом количестве штанги и трубы. В принципе
она совершенно отлична от предыдущей 'машины. Рис. 227
как - раз ее и изображает. Круглая дыра 1 в левой части
лежит на линии оси. вала 2 (линии мертвых точек). Дыра
служит для ввода материала под штамп. Одна половина послед-
него 3 упирается непосредственно в тяжелую литую станину;
другая, упирающаяся в подшипник, может перемещаться взад
и вперед. Как она приводится в движение, описывается
ниже.
Нижний вал 5 несет. маховик и имеет кривошип с корот-
ким ходом, в то время как верхний вал 2 оолыпого диаметра
имеет ход почти в шесть раз больший. Соединительное звено
6 сообщает верхнему валу колебательное движение. При этом
— 166 —
палец его кривошипа 7 за каждый оборот нижнего вала два
раза пересекает линию мертвых точек. Если теперь ввести
систему горизонтальных звеньев 8, 9, 10 между подвижной
матрицей и чугунной станиной так, чтобы среднее звено про-
ходило через вал, то получится, благодаря колебательному
движению этих звеньев, попеременно то расхождение, то
сближение между двумя крайними точками этой системы. По-
этому число ударов матрицы будет соответствовать двойному
числу оборотов коренного вала. Для разжимания матриц слу-
жит пружина, не показанная на рисунке.
Рис. 227.
Такие машины обрабатывают штанги диаметром до 65 мм
и трубы до 100 мм. Обжим материала за проход составляет
у штанг от 3 до 6 мм и у труГ —от 3 до 12 мм. Если
требуется большая величина обжима, чем можно достичь при
однократном пропускании изделия через матрицы, то можно
с успехом применить машину с тремя парами матриц с отвер-
стиями, постепенно .уменьшающимися в диаметре. Для этих
целей удлиняют левый конец машины так, чтобы было место
еще для двух пар матриц. Всегда работает одна пара, а дви-
жение передается от одной пары к другой. Все . три пары
делаются подвижными в раме,.
Помимо заострения штанг и труб для последующей про-
тяжки, эту машину с успехом применяют для расплющивания
круглых стержней и для целого ряда работ подобного рода
как в холодном состоянии, так и в нагретом.
— 167 -
ГЛАВА VIII,
Горячая штамповка.
Штамповка. При ударе молотом по нагретому железу,
положенному на наковальню, металл начинает течь в напра-
влении свободных сторон, Это течение при свободной ковке
ничем не ограничивается.
При действии штампа свободное течение в стороны ограни-
чивается. В этом случае металл заставляют течь в опреде-
ленном направлении, как это требуется формой поковки. Здесь
молот заменен верхней половинкой штампа, а наковальня—
нижней. Получаются как бы фигурные молот и наковальня.
При свободной ковке происходит растекание металла в сво-
бодные стороны. В сущности и при ковке в штампах полу-
чается такое растекание, но оно происходит уже после того,
как металл заполнит углубления штампа. Растекание металла
в этом случае приводит к образованию заусенца.
В каждом штампе металл течет в двух перпендикулярных
направлениях: в вертикальном и горизонтальном. В первом,
случае он заполняет углубление штампа, во втором образует
заусенец.
Оба свойства текучести по разным направлениям оказы-
ваются неодинаковыми. Текучесть в горизонтальном
направлении в два раза больше, чем в верти-
кальном. Это происходит потому, что течение металла в вер-
тикальном направлении ограничено молотом и наковальней
или половинками штампа, а течение в горизонтальном напра-
влении ничем не ограничено. Знание этого обстоятельства
позволяет нам направлять течение в любую сторону как
путем устройства соответствующих препятствий для него, так
п путем выбора форм, облегчающих течение. Это, конечно,
мы можем делать только в случае ковки в штампах. Напра-
влять произвольно течение металла при свободной ковке мы
не в состоянии. Вот этим-то и отличается свободная ковка от
принудительной, производимой в штампах.
Текучесть в вертикальном направлении. Знание всех
особенностей этого свойства необходимо при изготовлении
— 168 —
штампов для поковок, которые имеют ребра. Как показывают
опыты, это свойство зависит в сильной степени от того, про-
изводится ли штамповка при помощи молота или при помощи
пресса. В первом случае мы имеем действие на поковку мгно-
венным давлением или ударом, во втором случае—медленным
давлением.
При штамповке под молотом мягкая сталь обычного качества
вдавливается в верхний штамп в два раза скорее, чем в ниж-
ний. Поэтому если поковка будет иметь ребра, то таковые
должны коваться в верхнем штампе. Если поковка имеет ребра
с двух сторон, то поковку нужно расположить таким образом,
чтобы наиболее длинные ребра оказались сверху и вошли
в верхний штамп.
Причина этого лежит прежде всего в том, что верхние
слои прежде всего воспринимают давление от удара, чем ниж-
ние. Затем нижняя часть поковки, находящаяся в соприкосно-
вении с нижним штампом, сильнее охлаждается, почему в
момент удара она оказывается несколько тверже, чем верхняя
часть, до этого ни с чем не соприкасающаяся и не охла-
ждаемая.
При штамповке под прессом явления вдавливания проте-
кают несколько слабее. Кроме того, здесь вдавливание в нижний
штамп происходит скорее, чем в верхний, примерно в полтора
раза. Поэтому при штамповке под прессом ребра необходимо
располагать в нижнем штампе, а в том случае, если поковка
имеет ребра с двух сторон—ковать наиболее длинные в ниж-
нем штампе.
Части штампа. Штамп для горячей ковки состоит из двух
половин: нижней — матрицы и верхней — патрицы, хотя для
обеих половинок часто .употребляют название «матрица».
В обеих половинках имеются углубления, называемые
полостями штампа. Обе полости, сложенные вместе, образуют
форму. Плоскости, по которой разделяются обе половинки
штампа, называются плоскостями разъема или лобовыми.
Общие соображения об устройстве штампов для
горячей ковки. По характеру своей работы штампу при-
ходится претерпевать влияния различных факторов, в боль-
шинстве действующих разрушительным образом на его металл
— 169 —
и на его форму. К числу таких факторов прежде всего отно-
сится температура, а затем удары и давления.
Практика лучших заводов уже выработала определенные
правила, дающие возможность получать штампы, выдер-
живающие иногда до десятка тысяч отдельных ударов,
в то время как штампы, устроенные на-глаз без знания
и' соблюдения этих правил, часто не выдерживают и сотни
ударов.
В современной кузнице штамп начинает играть все большую
и большую роль. По'-мере того, как развивается массовое про-
изводство изделий, которые могут быть получены без обра-
ботки резцом, центр тяжести-производства переносится именно
в штамповочную. Последняя должна в настоящее время давать
изделия, настолько точно откованные, чтобы можно было их
только отшлифовать и этим довести точность обработки до
требуемого предела. Современные штамповочные мастерские
должны иметь специальную инструментальную, занятую исклю-
чительно производством штампов. Способы обработки, приме-
няемые здесь, несколько специальны, так же, как станки и
приспособления.
Изготовление штампов. Простые штампы изготовляются
из чугуна. В качестве модели служит готовое изделие. Такие
штампы изготовляются из ковкой сталй. В этом случае обычно
в обе половинки горячего штампа вдавливается под молотом
или прессом холодное изделие. Поэтому получается форма, при-
близительно верная по своим очертаниям., Такие формы для
грубых поковок не получают дальнейшей обработки. Здесь
только удаляют заусенц, образовавшийся внутри между верх-
ней и нижней половинками штампа.
Лучшие штампы получают окончательную обработку при
помощи фрезы и, кроме того, отделываются от руки. Они
обыкновенно изготовляются из высокосортной стали. Чем лучше
и точнее штамп, тем меньше последующая обработка у по-
ковки, так что последняя даже в необработанном виде может
быть пущена в дело.
Прекрасным материалом для штампов являются старые
броневые плиты, при'чем в дело идет не наружная часть, а
внутренняя (задняя).
170 —
Как работает штамп. Штамп может ковать изделия и
штамповать. Примером первых служит обыкновенная обжимка.
Ниже приведены еще примеры ковки в штампе. Такая ковка
возможна только в простых штампах. В том случае, если
требуется придать изделию более сложную форму, приходится
штамповать. Для этого материал нагревают до тестообразного
состояния, вкладывают в штамп и сильным ударом или давле-
нием вдавливают первый во второй. Поковка
О rwfl---------- получается с заусенцем, который затем
®срезают.
_______________ Примеры простых ковочных работ
/ лЛ___________в штампах. Примером таких работ
k V /~Ц--------- может служить отковка болта с ушком
' (рис. 228). Болт делается из круглого
Рис. 228. ' железа, которое сперва заготовляется в
форме А (рис. 229). Для придания железу
такой формы употребляют штамп В, который состоит просто
из двух кусков инструментальной стали, скрепленных пру-
жинной рукояткой, внутренняя сторона которых имеет ука-
занную форму. Конец железной полосы разогревают, помещают
между половинками штампа и куют, пока конец не получит
требуемой формы. После каждого удара парового молота полосу
— 171 —
поворачивают на 90°, пока поверхности обеих матриц не
сойдутся. В результате этой операции получится на конце
полосы шар. Его затем сплющивают до толщины готового
ушка и пробивают отверстие под паровым молотом, обыкно-
венным пробойником, при чем получается
вленная на рис, 229 С. Окончательная
ковка производится штампом D (рис. 229),
которая делается так, что внутренняя
выемка сложных половинок как-раз соответ-
ствует окончательной форме изделия. Надо
заметить, что первый штамп В не соот-
ветствует вполне заданной форме поковки,
так как у полуокружностей он имеет
закругленные углы, что более ясно пока-
зано на рис. 230.
Причина этому следующая: при ци-
линдрической выемке, так как полоса шире
выемки, после удара часть металла выдавится в пространство
между плоскостями раздела штампа, отчего получится заусенец.
Если полосу повернуть на 90° и снова ковать, то заусенец
будет вдавлен в тело стержня, в результате чего получится
пленка. Если же форму выемки изменить, как представлено
на рис. 230 С, то полосу можно поворачивать как угодно,
без опасения получить пленку.
Штамп для загиба. Для случаев про-
стого загибания штампы делаются из чугуна.
На рис. 231 представлен штамп, служа-
заготовка, предста-
Рис. 230.
Рис. 232.
Рис. 231.
— 172 —
щий для этой цели. Работа производится как показано на
рис. 231 В. Предмет, подлежащий загибанию, кладется на
нижник, как показано пунктиром, и сверх него наклады-
вается верхник. Сгибание производится одним или двумя уда-
рами парового молота. Для удобства работы штамп снабжается
пружинной рукояткой, как показано на рис. 232 В. Такое
приспособление служит для сгибания крюков, представленных
на рис. 232 Л. Рукоятка делается из куска круглого железа
в концы которого ввинчиваются в обе половинки штампа
и законтриваются тайками. Такая рукоятка может служить
для различных штампов, так как может привинчиваться к раз-
личным матрицам. Если изготовляется большое количество
изделий, матрицы следует привертывать к бойку и нако-
вальне молота.
Сложные штампы. Они употребляются для поковок
сложной формы. В дальнейшем мы рассмотрим, как устраи-
ваются отдельные их части, и изложим правила, без знания
которых нельзя получить сколько-нибудь хорошего штампа.
Заусенец. Заусенец у поковок, обрабатываемых в штам-
пах, делается с той целью, чтобы дать свободный выход из-
быточному материалу. Толщину его выбирают в зависимости
от величины поверхности раздела штампа. Чем эта поверх-
ность больше, тем толще должен быть заусенец. Пределы
толщины заусенца приведены в таблице 15.
Таблица 15.
Поверхность раздела штампа в квадратных сантиметрах Наибольшая толщина заусенца в миллиметрах
200 400 ООО 8'Ю 1 000 1 200 1 400 а 3 4 5 6 7 8 9
— 173 —
Рис. 233.
Этих величин необходимо придерживатьсяухотя в практике
бывают сдувай, когда заусенцу приходится давать толщину
• и в 1,5 мм.
Полость заусенца. Для того, чтобы регулировать тол-
щину заусенца, для него в штампе устраивается особая по-
лость (рис. 233).
Обе половинки штампа соприкасаются по поверхности раз-
дела, которая часто делается плоской. Так как заусенец яв-
ляется наиболее тонкой частью поковки и так как поверхность
его прилегания к штампу довольно велика, то он охлаждается
весьма быстро и его сопротивление формо-
изменению также быстро возростает. По-
этому в месте его соприкосновения со
штампом получается особо сильное давление.
Если не сделать опорных поверхностей раз-
дела, воспринимающих избыток давления от
пресса или от молота, то такое давление
будет передано целиком на поверхности
штампа,/прилегающие к заусенцу. Вслед-
ствие этого в этом месте получится’ значительное изнашивание
и повреждение поверхности, обычно и наблюдаемые в тех куз-
ницах, где пользуются неправильно устроенными штампами.
Наиболее холодной частью заусенца всегда будет его край,
так как би наибольшее время находится в соприкосновении
с холодным штампом. Это обстоятельство важно в том отно-
шении, что на наиболее твердую часть поковки действует наи-
более неответственная часть штампа, а его выемки действуют
все время на мягкий металл и, следовательно, тем самым
сохраняются от повреждений.
Расположение заусенца на изделии. Далеко не без-
различно, как будет расположен заусенец на отштампованном
изделии. Для правильного выбора места необходимо руково-
диться следующими требованиями:
1. Нужно, чтобы штампы для срезания заусенца имели
наиболее простую форму.
2. Чтобы самое срезывание было наиболее удобным.
3. Чтобы заусенец не мешал наблюдать за правильностью
получаемой поковки.
’ ............. - '•
— 174 — ’
Пусть нам нужно отштамповать деталь, изображенную на
рис. 234.
Заусенец можно расположить либо по плоскости, проходящей
через ось изделия, и тогда изделие в штампах расположится,
как показано на рис. 235, либо его можно расположить по
плоскости, рассекающей гриб, и тогда изделие в штампах
расположится, как показывает рис. 236. Матрицы для срезания
заусенцов изображены на рис. 237, 238. Если мы сравним их,
то увидим, что матрицу для второго варианта легче изготовить,
чем для первого. Далее, если мы сравним две матрицы, т.-е.
Рис. 237.
Рис 239.
верхние части штампа, изображенные на рис. 239 и 240, то
увидим, что изготовить* первую будет весьма трудно, в то
время, как вторая получается легко на токарном станке. Если
мы сравним два штампа рис. 235 и 236, то вследствие деше-
визны изготовления второго его нужно предпочесть. Таким
образом все преимущества оказываются на стороне второго
расположения заусенца, а с ними и поверхности раздела—по
среднему сечению гриба.
— 175 —
Кроме того, если мы сравним и дальнейшую работу по
обработке поковки, то увидим, что во втором случае легче
получить весьма чистые и правильные поверхности, чем в пер-
вой, так как во втором случае придется лишь сошлифовать остатки
заусенца, что при круговом расположении не представит
каких затруднений и может быть
выполнено весьма легко. О такой
легкости обработки в первом слу-
чае не может быть и речи.
На рис. 241 изображен еще
один пример решения задачи о
расположении заусенца на по-
ковке вида 1. Как видим, зау-
сенец может быть расположен на
боковой поверхности корпуса в
НИ-
Рис. 241.
Рис. 240.
трех местах: вверху, внизу и посередине. Какое расположение
явится наиболее правильным?
Если расположить заусенец вверху так, чтобы он совпадал
с верхней плоскостью поковки (рис. 241, £), либо внизу, чтобы
он совпадал с нижней плоскостью поковки (рис. 241 5), мы
не сможем контролировать на глаз правильность формы по-
ковки.
Дело в том, что штампы, когда мы накладываем патрицу
на матрицу, могут несколько сместиться, отчего может полу-
читься негодная поковка, идущая в брак. Если мы располо-
жим заусенец, как показано на рис. 241, 4, именно, по средине
корпуса поковки, то легко уловим глазом этот сдвиг и, ко-
— 176 —
нечно, сможем легко контролировать правильность штамповки,
что недостижимо при расположениях 2 и 3. Однако этот кон-
троль может быть осуществлен лишь тогда, если высота е бу-
дет не меньше двух миллиметров.
Заусенец распределяют поровну между патрицей и матри-
цей. Ширину полости делают равной приблизительно половине
толщины стенки штампа, как показано на рис. 233 (здесь b—-
ширина полости, а—толщина стенки штампа).
Как* заставить металл заполнить форму штампа.
Для возможного удешевления штамповки необходимо: 1) чтобы
металл заполнял форму с одного удара и 2) чтобы заготовка
не требовала предварительной отковки.
Есть три случая заполнения формы:
1) свободное, без подготовки,
2) свободное, с подготовкой,
3) принудительное.
Свободное заполнение формы имеет место тогда, когда для
вытекания заусенца не ставят никаких преград. Пример этого
мы видим на рис. 236. Здесь заусенец во время штамповки
растекается совершенно свободно по своей полости. Такой спо-
соб можно применять во всех случаях, когда штамповка не
сильно отличается от той заготовки, которая вкладывается
в штамп, либо если заготовка при деформировании может
легко заполнить форму штампа. Последний случай мы >как
раз видим на рис. 236. Здесь форма может легко заполняться,
так как в самом штампе имеет место осаживание металла.
Напротив, в случае показанном на рис. 235, такого запол-
нения может и не быть, почему в этом случае мы должны
предварительно подготовить заготовку, чтобы она при ударе
могла заполнить форму: Это пример свободного заполнения,
с подготовкой.
Если же форма штампа настолько сильно отличается от
формы заготовки, что при свободном выходе заусенца она не
может быть заполнена металлом, в. штампе нужно создать
препятствия для течения заусенца. Препятствия устраиваются
с таким расчетом, чтобы заставить металл течь в том напра-
влении, где форма имеет наибольшее отклонение от заготовки.
На рис. 242 изображена деталь, которую нужно получить из
— 177 —
круглого куска железа. Если мы дадим заусенцу свободно
растекаться в стороны — получится недоделанная поковка
(рис. 243).Если мы
сделаем в нижнем
штампе выступ А
(рис. 244), то заусенец не сможет с этой стороны течь сво-
бодно. Он неминуемо упрется
в выступ и потечет вдоль
него. Вследствие этого форма
штампа будет заполнена ме-
таллом, п мы получим вполне .
годную поковку.
Рис. 246.
Упорное ребро нужно ставить в таком расстоянии от края
формы, чтобы заусенец имел, достаточную ширину для опоры
— 178 —
штампа, служащего для его срезания. Ширина заусенца в этом
месте достаточна от 5 до 8 мм.
На рис. 245 показано устройство штампа для изделия,
изображенного на рис. 246. Обычно штампуются одновременно
два таких изделия, чтобы получить симметричный штамп.
Чтобы заставить металл заполнять форму ручки, сделаны огра-
ничители с двух сторон штампа А и В (рис. 245).
Размер такого штампа был бы, примерно, 250 -|- 300 мм,
поэтому толщина заусенца должна быть, примерно, 5 мм.
Но в виду того, что при таком заусенце ручка диаметром
всего в 8 мм была бы откована весьма нечисто, заусенцу
можно придать размер в 2,5—3 мм.
Наклон стенок штампа делается в нижней половинке
штампа, или в матрице не меньше 5°, а для верхней—не
меньше 7°. Меньшие величины наклона ведут к тому, что
Рис. 247.
поковка застревает в штампе и ее трудно оттуда вынуть.
Особенно неудобно бывает, когда она застрянет в верхней по-
ловинке штампа, так как в этом случае приходится ее оттуда
выбивать зубилом на некоторой высоте над полом, т.-е. в крайне
неудобном положении. Поэтому получаются отнимающие много
времени простои молота, а в результате понижение произво-
дительности.
Меньший угол наклона стенок придается нижней половинке
штампа, а больший угол—верхней половинке, с тою целью,
чтобы поковки при разнимании штампа
оставались внизу. При равных наклонах
стенок поковка будет всегда застревать
вверху, так как
сильнее вжимается
штампа.
Закругления.
полости штампа необходимо делать закруг-
ленными, как показано на рис. 247. Вели-
чину закруглений необходимо брать из
таблицы 16.
Меньшие величины радиуса закруг-
ления, чем указано в таблице, ведут к
появлению трещин. Под влиянием пере-
материал при ударе
в верхнюю половинку
Внутренние углы в
— 179 —
менного нагревания и охлаждения эти трещины расширяются
и штамп быстро приходит в негодность. Подчеканка мало по*
могает. Насколько велико влияние этих закруглений на со*
хранность штампа видно из следующего: в то время, как
штамп с острыми углами не выдерживает и 100 поковок,
штамп с закруглениями выдерживает до полуторы тысячи их.
Таблица 16.
Глубина полости 7», мм Радиус закруг- ления г мм Глубина полости 1г мм Радиус закруг- ления г мм
10 1 100 5
18 1,5 115 5,5
27 2 130 6
36 2-5 145 6,5
50 3 160 7
60 3,5 175 7,5
73 4 200 8
85. 4,5
Ребра. Ребра обычно куются в верхнем штампе. Верти-
кальные их стенки естественно должны иметь наклон. Пока
Рис. 248. Рис. 249. Рис 250. Рис. 251.
высота ребра не превышает ширины его, до тех пор величина
наклона может быть взята в 7°. Когда высота ребра превы-
шает его ширину, то этот наклон уже недостаточен и металл не
сможет заполнять верхние углы (рис. 248, 249, 250). Поэтому
стенкам ребер приходится придавать больший наклон. Вели-
чину его в зависимости от толщины ребра можно брать из
таблицы 17.
— ibO —
Т а б л и ц а 17.
Высота ребра Угол наклона полки в верхнем штампе
Высота ребра равна его одинарной ширине .... „ „ больше одинарной ширины но меньше 7°
ДВОЙНОЙ о Высота ребра больше двойной ширины, но меньше 10°
тройной Высота ребра больше тройной, но меньше чет- 13°
верной 16°
Для ребер, отковываемых в нижнем штампе, наклон стенок
должен быть больше, так кай здесь заполнение выемок про-
изводится несколько охлажденным металлом. Величины их
даны в таблице 18. Но здесь приведены не отдельные вели-
чины наклона, а—что гораздо удобнее для выполнения штам-
пов—суммы этих наклонов (рис. 251) или суммы этих углов
(величины конуса).
Таблица 18.
Высота ребра
Сумма наклонов
стенок ребра в
нижнем -штампе.
Высота равна одинарной ширине .... • . . . .
Высота больше одинарной ширины, но меньше
двойной .................
Высота больше двойной ширины, но меньше* тройной
' и . 1 . ’
20°
27°
35°
Скругления кромок. Для определения величины скруг-
ления кромок нужно принимать во внимание только глубину
ребра. Поэтому у ребра (рис. 252. А) глубиною h2 нужно
выбрать из таблицы 16 радиус закругления, соответствующий
этой глубине /»2; принимать же во внимание глубину полости
не следует.
— 181
Выступающие углы штампа у основания ребер'7должны
получать закругление радиусом, в два раза большим, чем за-
кругление внутреннего угла соответствующее данной глубине
полости. Так на рис. 252 Б ра-
диус г2 должен быть больше
в два раза радиуса гх. Если
наружному углу придать ма-
лое закругление, то штамп
в этом месте все равно во
время работы раздастся до
величины двойного радиуса,
как представлено пунктиром
на рис. 251 Б.
Рис. 252.
Выбивание поковок из штампа. Если поковка имеет
ребра или выступы, за которые можно ухватить, то ее выта-
скивают клещами. Если таких выступов нет, то сначала по-
ковку приподнимают, загоняя под заусенец зубило.
В том случае, если штамп имеет ограничительные или на-
правляющие бурты, мешающие подойти с зубилом к поковке,
делаются в нижней половине штампа особые канавки (рис. 253),
подводящие зубило к самой поковке. У штампов значительных
размеров такие канавки делаются с двух сторон для того,
— 182 —
чтобы можно было загнать сразу два зубила. Размеры канавок
приведены в таблице 19.
Таблица 19.
Длина штампа мм Высота направляющей мм Ширина канавки мм
до 200 10 20
200-300 15 30
300—450 20 40
Не всегда, однако, удается выбить по-
На рис. 254 представлен штамп.
Выталкиватель.
ковку из штампа зубилом,
из которого выбивание по-
ковки связано с большими
затруднениями.
Рис. 255.
Рис. 254.
В таких случаях большую помощь могут оказать специаль-
ные выталкиватели.. Практика выработала определенные раз-
меры их «для каждого диаметра полости штампа. Отступать от
этих размеров не рекомендуется, если не хотят получить не-
целесообразные устройства. Форму выталкивателя можно ви-
деть на рис. 255, а формулы, по которым вычисляются раз-
меры, приведены в таблице 20, при чем за основу рассчета
взят диаметр полости.
183 —
Таблица 20.
Наименование части Формула Наименование части Формула
Диаметр ы в мм Высоты В Л1Л<
Тарелка а. Il Тарелки .... /^1 — ^2
Наконечник . . . = ~ 2 3 Шейки А2 зависит от вы- соты штампа
Шейка cZg — d^ — 0,5 Направляющей . Zig б?2
Отверстие .... = d2 + 0,5 Подъема .... = 2<72
Ширина прорези . b = 2d2 Прорези для клина 2,5^2
На рис. 256
при помощи клипа (3), действующего на
Иногда одновременно с выталкивателем
устраиваются и канавки для зубила 7.
Отдушины. При запрессовке раз-
мягченного металла в какую-либо по-
лость воздух, заключенный в ней, сжи-
мается, образует буфер, мешает ковке и
иногда выбрасывает изделие из штампа.
Такой буфер может поглощать боль-
шое количество работы, обычно теряемой
безполезно, и бывает причиною того,
что штамповка иногда удается лишь
с большим трудом. Поэтому всегда стре-
мятся его уничтожать.
Буфер образуется в полостях, имеющих уступы или сужи-
вающихся: так, он может образоваться в ребрах. Из полости
простой формы, не уступчатой воздух удаляется сравнительно
легко.г
Особенно часто буфер образуется, если поковка штам-
пуется за .два и больше нагревов. Причина этого лежит в том,
что поковка при вторичном вкладывании хотя может быть
показано, как выбивается поковка из штампа
выталкиватель (3).
Рис. 258.
— 184 —
и не совсем хорошо входит в штамп, но имеет очертания,
весьма близко подходящие к очертаниям формы штампа. По-
этому достаточно небольшого, удара, чтобы металл сразу за-
полнил форму штампа и закупорил воздух.
Чтобы предотвратить образование воздушного, буфера,
устраивают отдушины для выхода воздуха как в верхнем, так
и нижнем штампе. Диаметр их выбирается в зависимости от
высоты штампа, а именно;
При высоте штампа
до 150 мм—диаметр отдушины 5 мм.
от 150 до 250 мм—диаметр отдушины 8 мм.
свыше 250 мм— диаметр отдушины 10 мм.
Эти отдушины сверлят в наиболее глубоких местах поло-
стей штампов. Расположение их показано на рис. 253 (вверху
и внизу) и 256. Они должны быть выведены наружу отдель-
ной, канавкой. Один из способов вывода показан на рис. 256-
(через канавку для закладывания клина).
Правильное складывание обеих половинок штампа.
При установке обеих половинок штампа в молот или в пресс
Рис. 257. у Рис. 258. Рис. 259.
требуется их составить таким образом, чтобы обе половинки
формы совпадали точно и не были сдвинуты или повернуты
одна относительно другой.
Для того, чтобы судить о том, совпадают ли обе поло-
винки штампа, на них намечаются оси,, а затем по последним
делаются глубокие ризки в выемках у верхнего штампа на
боковых сторонах, а у нижнего—на плоскости разъема, как
показано на рис. 257 и 258 буквой А. Если верхний штамп
меньше нижнего, то, устанавливая первый на последний, мы
можем сразу привести оси к совпадению, приводя к таковому
185 —
риски. Вот почему в том случае, если оба штампа одинаковы,
для постановки зарубок делаются специальные выемки, как
показано на рис. 257.
На рис. 259 изображен штамп в сложенном виде.
Меры против смещения половинок штампа. Пра-
вильно сложенные половинки штампа с плоской поверхностью
разъема могут во время работы сместиться, и поковка полу-
чится бракованной. Чтобы предотвратить это, устраивают
упорные бурты, не только мешающие
одной половинке перемещаться по
другой, но также и приводящие оси
обеих половинок к полному совпа-
дению. Такие бурты можно видеть
Hcl рис. 245 и 260. Их можно устраи-
вать либо. прямолинейными, либо
круглым.
Прямолинейные бурты мы имеем
на рис. 245, где они одновременно
служат ограничителями для свободно-
текущего заусенца. В этом случае
мы получаем центрировку только
в одном направлении, именно попе-
рек этих буртов. Вдоль буртов мат-
рицы все же могут перемещаться.
< I
—I------
Рис. 260.
Наметка осей в этом, случае тре-
буется только для установки штампов вдоль буртов. Верхний
штамп от перемещений в этом направлении удерживают на-
правляющие молота и пресса, как и в случае штампов с пло-
ской поверхностью разъема.
Круглые бурты являются наилучшим приспособлением для
этой цели. Штамп с таким буртом показан на рис. 260.
В случае, если какая-либо половина формы штампа пред-
ставляет. из себя чистое тело вращения, то для совпадения
обеих половинок достаточно только сложить их. Если же обе
половинки имеют выступы, ребра, впадины, которые требуют
определенного положения относительно осей, необходимо уже
привести обе половинки к совпадению способами, указанными
выше, и затем уже устанавливать в молот или пресс.
— 186 —
Удерживание обеих половинок штампа от повертывания
одной относительно другой происходит при помощи напра-
вляющих молота, либо пресса.
Хорошо пригнанные и неразболтанные направляющие прес-
сов и молотов поэтому играют большую роль при производ-
стве точной штамповки. Упорные бурты играют вспомогатель-
ную роль—их назначение уничтожать лишь небольшие сме-
щения обеих половинок, имеющиеся в каждом молоте и каж-
дом прессе. Поэтому раньше, чем устанавливать штампы
в молот или пресс, необходимо уделить особое внимание на-
правляющим этих машин и уничтожить слабину. Большая
слабина направляющих может быть причиною больших сме-
щений у верхней половинки штампа, в результате чего может
получиться порча центрирующих буртов и как следствие
этого—порча штампа.
Угол скоса бурта лучше всего делать равным 60°. Мень-
шие величины не дают хороших результатов.
Ширина бурта должна быть равна, двойной его высоте,
которая зависит от размера штампа. Размеры бурта можно
брать из таблицы 21.
Таблица 21.
Длина штампа мм Высота бурта Ширина бурта мм
От 200 до 300 10 20
„ 300 „ 450 15 30
До 200 30 40
Пуансон. Пуансон употребляется когда требуется отковать
стакан (см. рис. 261). Им обычно снабжается верхний штамп.
Пуансон притачивается к своему гнезду и запрессовывается
туда своим основанием. Для этого диаметр пуансона делается
больше диаметра отверстия на величину, которую берут из
таблицы 22. Форма пуансона показана на рис. 261. Здесь
1—основание пуансона, 2—тело пуансона, 3—стакан.
— 187 —
Чтобы пуансон работал возможно дольше, не застревал
в стакане и не выскакивал из своего гнезда, нельзя допу-
скать. чтобы он проникал слишком глубоко в стакан. Он
должен иметь высоту несколько больше 3/4 высоты стакана.
Точные размеры приведены в таблице 23. Гнездо, куда вста-
вляется пуансон, должно иметь внутренний угол закругленным
с радиусом — 3 мм. С целью легкого ввода пуансона в гнездо
его основание снабжается фаской шириною в 5 мм, накло-
ненной под углом 45°.
Пуансон является частью штампа, подверженной быстрому
изнашиванию. Для того, чтобы возможно было его быстро
сменять, в верхнем штампе просверливается дыра для пуан-
сона. Размеры ее можно брать из таблицы 24.
Таблица 22.
Таблица 23.
Высота стакана мм Длина пуансона мм 1 Высота стакана мм Длина пуансона мм
20 13,8 90 73
30 22 100 81
40 31 120 98
50 39 140 104
60 47 160 131
70 56 180 148
80 64 200 165
— 188 —
Таблица .24.
Диаметр основания
пуансона
мм
Диаметры дыры для
выталкивания
мм
До 50
От 50 до 100
„ 100 „ 200
15'
25
32
Высота основания пуансона имеет значение исключительно
для целей удержания его в гнезде и находится в зависимости
Рис. 202.
как от диаметра .основания, так и от длины
пуансона. Для простоты эту высоту устана-
вливают в зависимости от суммы диаметра
и длины. В таблице 25 как раз приведены
ее значения для сумм до 300 мм.
Какие пуансоны лучше работают—цилин-
дрические или конические? ' Как показывает
опыт, пуансоны, имеющие некоторую конус-
ность, работают много лучше: они могут
выковывать стакан с одного нагрева. В таб-
лице 26 приведены углы наклона (рис. 262)
для различных длин пуансона.
Таблица 25.
Диаметр основа- ния -J- длина пуан- сона мм Высота осно- вания пуан- сона мм Диаметр основа- ния + длина пуан- сона мм Высота осно- вания, пуан- сона мм
100 25 185 40
122 30 240 45
145 35 300 50
189 —
Таблица 26.
Длина пуансона мм ' Угол скоса а Длина пуансона мм Угол скоса а
10 7° 70 9,5°
17 7.5О 95 10°
23 8° 130 10,5е
37 8,5° 160 11°
50 9° 200 11,5°
Нижний конец пуансона, входящий в тело поковки, дол-
жен быть закруглен. Чем больше это закругление, тем меньше
расход энергии на штамповку. Чем меньше это закругление,
тем больше поковка сопротивляется вдавливанию в нее пуан-
сона, тем больше он изнашивается.
В таблице 27 приведены радиусы закруглений для пуан-
сонов разной длины. Эти. закругления дали на практике пре-
красные результаты.
Таблица 27.
Длина пуансона мм Радисунд закруглен м м Длина пуансона мм Рациус закругления мм
15 10 100 30
30 15 130 35
50 20 165 40
75 25 200 45 •
Как рассчитать размер молота для штамповки. Раз-
мер мрлота зависит исключительно от величины наружной
поверхности поковки.
Если мы обозначим через:
Р — вес бабы, или вес падающих частей молота, в кило-
граммах,
h — высоту падения в метрах,
п — число, ударов, необходимое для изготовления поковки,
— 190
F — полную поверхность поковки в квадратных санти-
метрах,
а — удельную мощность ковки, равную 24,5 кгм/см2,
то величину Р, т.-е. вес бабы, можно определить по следую-
щей формуле
Удельной мощностью ковки называется работа,
требующаяся для проковки данного изделия и приходящаяся
на один квадратный сантиметр, поэтому она выражается числом
килограммометров на квадратный сантиметр: кгм!см2.
Удельную мощность ковки не следует смешивать с кре-
постью металла. Последняя выражается числом килограммов
(но не килограммометров) сопротивления, приходящихся также
на один квадратный сантиметр и обозначается так: кг/см2.
Пусть мы имеем, что наша поковка в готовом виде имеет
полную наружную поверхность в 200 см, и при этом мы
хотим отковать ее за один удар.
Принимаем, что высота падения бабы равна, примерно,
1,75 метров. Тогда вес бабы вычисляется так:
Г1 24,5 • 200 G олл о о
Р — —- = 2 800 кг или 2,8 тонны.
При четырех ударах вес бабы будет меньше—всего 700 кг
или 0,7 тонны.
В том случае, если потребуются два штампа, подготови-
тельный и окончательный, размер молота должен быть взят
в 1,4 тонны, если хотят отштамповать за один удар на каж-
дом молоте.
Для поковок, штампуемых в нескольких штампах за один
удар в каждом, требуется столько молотов, сколько будет уда-
ров. Поковка обычно переходит от молота к молоту. В этом слу-
чае с большой выгодой применяются падающие досчатые молота.
Конечно, такое богатство оборудования возможно ставить, если
существует массовое производство одних и тех же деталей.
Если такого производства нет и количество молотов ограничено,
то сначала производят подготовительную ковку . под одним и
тем же молотом, а затем окончательную.
— 191 —
Нарезка заготовки.. Для отковкй в штампах материал
Должен быть распределен равномерно по всей форме штампа,
иначе поковка не получится годной. В одном месте окажется
весьма толстый заусенец, а в другом не хватит металла для
заполнения формы. Здесь могут встретиться следующие два
случая:
1) Материал не подготавливается для наполнения формы.
2) Материал получает подготовку, чтобы он заполнил
форму.
В первом случае материал только нарезают. Его либо отру-
бают под паровым молотом либо режут на пиле, отрезном
станке и т. д.
ЖЖ
Вес необходимого материала, зная форму поковки, опреде-
лить не трудно. Это и делают в первую очередь. Затем при-
бавляют некоторый запас для образования заусенца. К полу-
ченному таким образом весу при-
бавляют 15°/0 на угар, а затем
еще на каждый нагрев по 5°/0. Ц
Материал, нарезанный для
дальнейшей обработки, назы-
вается заготовкой. Зная ее вес
Д ,•
Рис. 263.
для данной поковки, необхо-
димо еще найти наилучшие размеры. Дело в том, что произ-
вольно выбрать их нельзя, а рассчету эти величины не
поддаются. Поэтому берут несколько различных диаметров и
вычисляют по ним для найденного веса длину. Наивыгодней-
шие размеры заготовки определяются только опытом. Для этого
нужно отковать несколько кусков железа различных размеров
и произвести пробную штамповку. При этом устанавливается,
каких размеров кусок дает поковку с наименьшим заусенцем.
Когда размеры заготовки установлены, производят по ней
заказ материала.
Иногда поковка имеет настолько удобную форму, что мате-
риал можно не разрезать, а изготовить изделие целиком из
конца прутка, закладывая его в штамп, при чем последний
сам отрезает готовую поковку.
Рис. 263 дает понятие об устройстве такого штампа.
192' —
Для штамповки с отрезкой прутки не должны иметь длину
более 2—2,5 м и весить более 6-8 кг. Размеры отрезающего
бурта у штампа и устья выбирают так:
ширину бурта делают равной глубине полости штампа,
т.-е. hi = Л;
высоту устья делают равной полутора толщинам прутка,
т.-е. вг = 1,5#
Предварительная обработка заготовки. Не всегда,
однако, простая форма заготовки, нарезанной из прутка ме-
талла, или из полосы, может удовлетворительно заполнить
форму. В этом случае приходится ее еще подготовить — либо
предварительно отковать под паровым или воздушным молотом,
либо согнуть, либо обработать при помощи штампа. Такой
штамп называется предварительным. Его назначение—придать
заготовке, отрезанной от прокатан-
ного куска металла, форму, какая
могла бы легко заполнить полость
окончательного штампа.
1
Рис. 264. Рис. 265.
Такой штамп изготовляется уже после того, как готов
и испытан окончательный, так как только в последнем слу-
чае можно определить точно путем пробных поковок, какая
форма заготовки является наиболее целесообразной.
На рис. 264 изображен окончательный штамп, а на
рис. 255—предварительный.
Изготовление предварительного штампа при простой форме
поковок производится при помощи вдавливания металлической
модели. Модель не закаливается. Штамп закаливается и отпус-
кается.
— 193 —
Толщина стенок штампа. Для того, чтобы штамп был
прочен и выдерживал достаточное количество поковок тре-
буется, чтобы как толщина его стенок, так и толщина его
днища были не меньше, чем указано в таблице 28.
Таблица 28.
Глубина полости лш Толщина стенки мм Глубина полости мм Толщина стенки мм
10 30 82 95
13 35 90 100
17 40 100 105
21 45 110 ПО
25 50 120 115
32 55 130 120
37 60 140 125
42 65 150 130
47 70 160 135
55 75 170 140
62 80 180 145
70 85 190 150
75 90 — —
Установка штампов в молот и пресс. Нижняя поло-
вина штампа закрепляется в особой подставке, укрепленной
на наковальне. Подставка закрепляется клином на молоте
и болтами на прессе. Закрепление болтами на молоте не ре-
комендуется, так как гайки от ударов отвертываются.
Опорные поверхности как подставки, так и штампа
должны быть выстроганы в угольник к боковым поверхностям.
Штамп должен быть расклинен с каждой стороны. Для хоро-
шего затягивания клин должен иметь уклон в 1/70, т.-е. па
каждые 70 миллиметров длины 1 мм сужения.
Применяется также закрепление при помощи ласточкина
хвоста. На рис. 266 и 267 изображены две формы такого
закрепления. Более предпочтительной из них является по
рис. 267, так как в этом случае та часть штампа, где нахо-
дится полость, получается подпертой, почему' исключаются
Кузнечное дело 7
— 194 —
поломка и повреждения штампа, возможные • при закреплении
по типу рис. 266.
7/1 Верхняя половинка -штампа закрепляется, непосредственно
в бабе, либо—если взят для ковочПых работ пресс—непосред-
ственно в верхней подвижной части пресса.
Укрепление нижней половинки в специальной подставке
делается с целью получить возможность перемещать ее при
выравнивании о^еих половинок штампа.
Установка начинается с нижней половинки штампа.
Рис. 267.
Верхняя плоскость наковальни должна быть остроганной,
гладкой и чистой. Она должна быть перпендикулярна к оси
бабы. .
Когда нижняя половинка закреплена, на нее кладут верх-
нюю половинку и тщательно выверяют по рискам. Затем опускают
бабу и закрепляют в последней верхнюю половинку подклад-
ками и клиньями. Затяжка клиньев происходит не сразу. Сна-
чала делают предварительную затяжку и проверяют положе-
ние штампа, а затем, делают окончательную, после которой
опять производится проверка. Это делается. вследствие того,
что затягиваемые изделия стремятся смещаться при всякой
затяжке как болтов, так и клиньев.
Далее необходимо убедиться осмотром, существуют ли щели
между обеими половинками штампов. Такие щели не рекомен-
дуется оставлять, так как штампы будут легко портиться. Если
щели незначительны, то штампы нужно подшлифовать; в про-
тивном случае необходимо выверить строжкой плоскости нако-
вальни и бабы, к которым штампы привертываются.
* Правильность установки Штампов проверяется пробной ков-
кой. Для этого отрубается заготовка, нагревается, как сле-
дует, и вкладывается между штампами.
— 195 —
Обращение с кузнечным штампом. Холодный зака-
ленный штамп, приводимый в тесное соприкосновение с нака-
ленной поковкой путем, удара,, естественно подвергается боль-
шим напряжениям, которые могут привести в конце концов
к тому, что штамп треснет Для предохранения его от этого
перед началом работ между обеми половинками прокладывают
железную плиту толщиною от 20 до 40 мм, нагретую до
темно-красного каления, и держат ее до тех пор, пока штамп
не нагреется. Для пробы на нагрев применяют тот способ,
каким пользуются хозяйки при употреблении утюга, именно
пробуют его смоченным пальцем. Если водяное пятно быстро
испаряется и с шипением—штамп готов, если пятно остается —
штамп холоден.
Во время работы, благодаря соприкосновению с раскален-
ным железом, штампы все время нагреваются; нижний нагре-
вается больше. Он дольше соприкасается с раскаленной поков-
кой, поэтому может нагреться весьма сильно, а нагрев свыше
300° Ц не рекомендуется, так как при нем штамп может полу-
чить настолько значительный отпуск, что потеряет половину
твердости. Для избежания этого необходимо во время работы
охлаждать нижнюю половинку штампа'. Лучше всего это
делать при помощи сжатого воздуха, который подводится при
помощи резинового, а еще лучше металлического шланга.
Давление воздуха берется 1 000—1 500 мм водяного столба.
Такое давление дают вентиляторы Рута;
Охлаждение воздухом является чрезвычайно удобным, .так
как воздух при этом еще выдувает окалину из полостей
штампа.
Если охлаждение при помощи воздушной струи оказывается
недостаточным, то можно применить обтирание тряпкой, смо-
ченной в воде.
Охлаждение верхнего штампа проще—его просто смазы-
вают густым маслом, мазутом или нефтью.
Во время работы необходимо почаще исследовать, нет ли
где в штампе мелких трещин. Невнимательное отношение
к ним может легко повести к порче штампа. По обнаружении
трещинок необходимо тотчас же прекратить работу и оставить
штамп охладиться. После этого на него нужно надеть в нагре-
7*
— 196 —
том состоянии хомут и стянуть. Исправление штампа закан-
чивается подчеканкой трещинок.
Штампы, а особенно сложной формы, во время работы
изнашиваются и разбиваются. Изношенные места исправляются
зубилом, шабером и пилой. К сожалению, всякие такие исправ-
ления ведут к искажению формы штампа, почему могут быть
допущены лишь в узких пределах.
Мы здесь ничего не упомянули о штампах для обрезки
заусенца, так как такая работа хотя и относится к числу
кузнечных, но производится на прессах для холодной штам-
повки металла, главным образом эксцентриковых, и по пра-
вилам холодной штамповки изделий.
ГЛАВА IX.
Экономика штамповки.
Находить экономические способы работы есть дело практи-
ческого опыта. Особенности оборудования и устройств всегда
являются определяющим фактором в каждом отдельном случае
при выборе способа ковки. Мы здесь можем только в общих
чертах рассмотреть с экономической точки зрения основные
приемы ковки в штампах и влияние на их экономичность
таких факторов как топливо, свойство материала, форма по-
ковки и т. д.
Топливо. Если кузница должна работать экономично, то
нужно прилагать все старания к возможно большему сбере-
жению топлива. Для этого необходимо, чтобы кузница рабо-
тала на три смены, по восемь часов каждая, так как если
поддержание огня в печах стоит дорого, то разведение огня
вновь стоит еще дороже. Если работа на три смены по тем
или иным причинам невозможна, то безусловно необходимо
по окончании работы тотчас же закрывать главную заслонку,
у трубы и, само собой разумеется, у каждой печи. Главная
дымовая труба без заслонки является недопустимой вещью
и ведет к расточительству топлива.
197 —
Каждая смена должна передать печи на полном рабочем
ходу, топку хорошо прошурованную и под,—очищенный от
шлаков предыдущих загрузок.
Особенно необходимо наблюдать за хорошим нагревом
печей, потому что, с одной стороны, благодаря этому повы-
шается отдача печи и ее производительность, экономится
топливо, понижаются траты энергии в молотах и прессах,
а с другой стороны—изделия получают лучший вид и умень-
шаются расходы на восстановление машин и станков вслед-
ствие их износа. Причиной последнего служит то обстоятель-
ство, что сопротивление железа понижается при нагреве
(см. таблицу 9).
Топливом для нагрева заготовок, подвергаемых штамповке,
служат нефть и газ. Газ особенно распространен там, где
имеется избыток угля и недостаток нефти, как, например,
в Германии. В СССР существуют несколько иные условия и,
у нас нагрев при штамповке ведется главным образом на нефти.
Нагревать изделия для штамповки и для ковки необходимо
в восстановительном пламени, так как в этом случае окалины
меньше, а с ней и угар ниже. Ток воздуха при правильной
конструкции печи дает полное сжигание топлива. Он-же
в связи с восстановительным действием пламени защищает
изделия от действия наружного воздуха при открывании дверец
печи, если имеется избыток давления. Благодаря этому умень-
шается количество окалины и от действия наружного воздуха.
Нагревательные печи с точно устанавливаемой равномер-
ной температурой и самостоятельным подводом горючего
составляют основу экономической ковки в штампах. При этом
в определенные, точно назначенные промежутки времени
могут пускаться в дело равномерно. подогретые заготовки.
Только таким образом могут быть использованы полностью
применяемые при этом станки и машины. Из этого следует,
что автоматически работающие кузнечные печи могут быть
экономичными даже при соответственно высокой стоимости
горючего, а особенно, если принять во внимание, что находя-
щиеся в действии подогревательные и ковочные устройства,
работающие на угле, дают возможность использовать едва
60% всего рабочего времени у обслуживающего персонала.
— 198 —
Выбор материала. Не может быть допущено ника-
кого расточения материала. Поэтому в случае массового
производства потребность в материале должна быть точно
определена по образцовой поковке и затем выбран соответ-
ствующий сорт. Так, например, вагонные крюки можно
изготовлять с равным успехом как из болванок размером
90 X 90 мм, так и 125 X 125 мм. Цена- материала в обоих
случаях одинакова, но во втором случае необходимо выполнять
трудную работу по вытяжке материала.
Работ осаживания материала всегда необходимо избегать, -
где только возможно, а не вводить ее» .
Болванки до 125 мм можно разрезать при помощи холод-
ной пилы. Более толстые полосы и болванки целесообразнее .
резать горячими.
Гораздо выгоднее их разрезать под молотом, чем резать
на пиле, если только можно за один нагрев сделать несколько
разрубок.
Влияние высокой температуры. Выше уже указывалось,
что ковкость материала и его способность к растяжению
могут быть значительно повышены благодаря повышению
температуры. Но так как изделия во время процесса штам-
повки сильно охлаждаются, то наивысшее давление, или
наиболее сильный удар по поковке, должно быть в самом
конце работы, в целях получения хорошего отпечатка формы
штампа.
Чем выше ковочная температура, тем лучше ковочные
свойства материала, тем легче таковой заполняет штамп и тем
меньше требуется энергии.
По Риделю при охлаждении металла с 1200° до 950° при
равных прочих обстоятельствах при ковке под прессом необ-
ходимо увеличить давление бблыпе чем в два раза. При даль-
нейшем охлаждении до 700° увеличение давления доходит до
4—3-кратного. Отсюда ясно, какое значительное влияние ока-
зывает температура поковки на величину прессовой установки,
а при данной установке на количество выполняемой работы.
То же самое можно сказать н о молотах.
Хром делает сталь твердой и трудно поддающейся ковке.
Хорошие результаты в этом случае получаются при нагреве
— 199 —
свыше 1200°, т.-е. до цвета каления от светло-желтого до
белого. При этом требуется частое подогревание, так как здесь
нельзя переваливать за температуру плавления этой стали
(1370°Ц). Такие сорта стали лучше всего ковать в большем
количестве штампов, постепенно изменяющих свою форму, чем
это требуется для обыкновенной .стали. Никкелевая сталь
легче в ковке, но еше легче куется ванадиева сталь. Во всех
случаях, однако, требуется медленное равномерное подогревание.
Сопротивление материала срезыванию понижается при
нагревании в той же мере, как и сопротивление разрыву, и
составляет почти 3/4 его. Из этого явствует, почему жела-
тельно срезать заусенец у поковки непосредственно после
отковки изделия в штампе и почему важно в отношении этого
срезания выполнить возможно быстрее окончательную ковку,
чтобы получить конечную температуру поковки, возможно
выше. Температура эта должна по возможности составлять
еще 800—900°, потому что при дальнейшем охлаждении по-
лучается сильное увеличение сопротивления на разрыв, а вместе
с тем и на срезывание. Снятие заусенца должно быть пред-
принято по возможности еще при вишнево-красном нагреве
поковки, если только не обрезают заусенец на холоду, исходя
из особых требований: например, если существует опасность
порчи тонких длинных частей.
Разделение материала для штамповки. Вопрос о том,
ковать ли из цельного прутка и отрезать уже откованное из-
делие, или же разрезать прут тем или иным способом на
отдельные куски точно измеренной длины и затем уже из них
ковать изделия, возникает всякий раз, как только приходится
приступать к штамповке. По правилу вопрос этот должен быть
решен прежде всего, потому что от этого зависит весь способ
ковки, а при известных обстоятельствах и конструкция штампа.
Так как с .этим связаны также и подготовительные работы
для ковки в штампе, то означенный вопрос должен быть рас-
смотрен в связи со всеми подготовительными работами. Он не
может быть разрешен вообще раз навсегда, но только от слу-
чая к случаю, в зависимости от обстоятельств.
Ковка из цельного прутка, вполне понятно, практически
выполнима только до определенного размера сечения , прута.
— 200 —*
При больших сечениях прут является слишком тяжелым для
ковки и с ним уже неудобно обращаться. Легкие простые
части, которые не требуют никакой подготовительной работы,
но сразу же могут быть забиты в штамп, желательно ковать
непосредственно из прута (рис. 268). Такая ковка имеет то
основное преимущество, что отпадает разделение пруткового
Рис. 268.
материала при помощи пилы или ножниц. Далее, отделение
еще горячей заготовки происходит много легче и быстрее,
чем разделение пруткового материала холодным способом.
Отрицательной стороной ковки из прутка, конечно, является
то обстоятельство, что потеря материала здесь гораздо больше
благодаря значительному образованию заусенца. Преимущества
легкого отрезания материала в горячем состоянии можно также
использовать, если отрезать нагретые куски прутков и непо-
средственно за этим производить ковку при том же нагреве.
— 201 —
Если ковка из прутка невозможна, потому ли, что сечение
материала слишком велико, или
отковка заготовки для на-
стоящей штамповки с прутка
невыполнима, то нужно раз-
делить прутковый материал
на отдельные куски при по-
мощи пилы или ножниц
либо в горячем, либо в хо-
лодном состоянии, смотря по
обстоятельствам. Эти куски
затем захватывают при по-
мощи клещей и .вносятся
в штамп. В штамповочных
мастерских . Золингенского
округа в Германии ковка
главным образом произво-
дится не из прутка^
потому, что подготовительная
но из отдельных кусков
Рио. 269.
материала, при
чем при
отковке малых изделий куски рассчитываются не для
Рис. 270.
— 202
одного, но для двух отштамповываемых изделий (рис. 269 и 270).
Один конец такой заготовки служит для того, чтобы захватить се
клещами,, в то время как другой отковывается в штампе. Если
длина отдельной заготовки рассчитана только для одной по-
ковки, то в случае надобности прежде всего вытягивается
небольшой хвостик, за который можно было бы захватить её
клещами (рис. 271 и 272).
Разделение пруткового материала должно происходить та-
ким образом, чтобы получилось возможно меньше отбросов и
чтобы вырезаемая заготовка возможно ближе подходила к го-
товой поковке (рис. 273). Такой способ работы дает еще иные
выгоды: получается сбережение на подготовке материала.
Какой из описанных способов оказывается наиболее вы-
годным? Ковка из прутка, если вообще она возможна, оказы-
вается экономичнее в смысле затраты рабочего времени и
потребления энергии. В смысле потребления материала оказы-
ваются более выгодными Золингеновсвие способы, т.-е. ковка
203 —
сдвоенных заготовок, почему нужно их рекомендовать в слу-
чае применения высокоценных материалов сложного состава,
какие, например, употребляются в оружейном деле и т. п.,
а особенно, когда, необходимо соблюдать большую экономию
в расходовании ^дорогих сортов стали.
Рис. 273.
Подготовительная отковка изделий для штам-
повки. Подготовительная отковка изделий, которые затем бу-
дут отковываться в штампе, имеет целью разместить материал
соответственно форме и размерам готовой поковки. Это нужно
для того, чтобы заготовка хорошо подходила к штампу и
последний не выполнял бесполезно много работы по измене-
нию формы. Чем лучше подготовлена заготовка, [тем меньше
напряжения штампа, тем]болыпе продолжительность его службы
и тем меньше издержки, падающие на одну поковку от штампа.
Кроме того, при правильно размеренном материале заусенец
получается соответственно меньше, почему оказываются мень-
шие потери материала и легче его удалить. В окончательном
штампе материал не должен ни вытягиваться, ни плющиться
много, но только получить окончательную форму. Во многих
случаях, как уже было упомянуто, квадратное, полосовое и
круглое'железо непосредственно можно забивать в штамп, если
только поковка не имеет крупного поперечного сечения и не
отклоняется сильно от формы, которая может быть получена
простым расплющиванием (см., например, рис. 268). В других
случаях необходимо выбирать поперечное сечение пруткового
материала уже таким, чтобы заготовки в массе соответство-
вали готовым поковкам и тем самым сберегалась подготови-
тельная отковка. Так, например, нужно выбирать для штам-
повки ключей тавровое железо, угловое—для рычажков и т. д,
Где имеют дело с постоянно повторяющимися, изготовляемыми
в больших количествах частями, как, например, скобяной то-
— 204 —
вар и т. п., подобный способ производства дает значительную
экономию и в материале, и в рабочей силе.
Во многих случаях, однако, приходится прибегать к под-
готовительной работе—к помощи ручной ковки или же к по-
мощи подготовительных штампов. Эта подготовка • состоит,
смотря по форме поковки п сырого материала, в вытягивании,
расплющивании, осаживании или гнутии материала. Осажива-
ние может быть предпринято
।------~"Г_. лул только при работах из отдель-
г ных кусков, но не из цельного
прутка. По возможности оса-
живания нужно избегать. Лучше
брать соответственно больших
размеров поперечное сечение
материала и вытягивать его по
потребности, чем осаживать
более тонкое сечение.
Особенно широкие штампы
применяются для сгибания ма-
териалов. В каждом отдельном
случае необходимо взвесить,
что выгоднее, гнуть ли мате-
риал перед окончательной отков-
кой его в штампе или уже
после. Иногда изделие получает
необходимый изгиб, будучи уже
вполне протянутым, оконча-
тельно откованным и со срезанным заусенцем. При этом тре-
буется еще. один нагрев и отдельный штамп или тому по-
добное приспособление. В этом случае также можно прибегнуть
к помощи специального станка. В виду того, что при описан-
ном способе изготовления получается простой штамп для сре-
зания заусенца, а часто и простой штамп для самой штам-
повки, этот способ нужно предпочитать.
К числу подготовительных работ для ковки в штампаь
необходимо отнести надрезку и раскалывание материала длх
вилообразных частей (рис. 274) и наварку кусков материаля
вместо высаживания (рис. 275). Наварка дает возможноста
— 505 —
• 1
избегать высаживания пруткового материала в отдельных
местах и соответственно также вытягивания материала, так
как его не нужно выбирать по наибольшим размерам сечения
изделия.
На рис. 274 представлен последовательный ход операций
изготовления вилки. Материал сначала надрезается на пиле
холодным способом 1, затем он расщепляется 2 на особом
Рис. 275.
приспособлении и, наконец, из него отштамповывается вилка
требуемой формы 3.
На рис. 275 изображен ряд последовательных операций
над рычагом рукоятки. Как видим, утолщение для втулки
достигается таким образом, что полоса загибается и свари-
вается, почему получается подготовленная заготовка, из кото-
рой уже и штампуется этот рычаг (сравни способ отковки
подобного рычага, описанный на стр. 121, рис. 159, 160 и
161).
Подготовленные указанным выше способом заготовки окон-
чательно отковываются в отделочном штампе. Во многих слу-
— 206 —
чаях подготовка состоит исключительно в нагревании мате-
риала. Когда можно ограничиться|только этим, когда необхо-
димы иные подготовительные работы — относительно этого
правил почти не установлено.
Форма поковки. Форма отковываемого в штампе изделия
равным образом имеет большое значение в том отношении,
что при сильно изменяющемся поперечном сечении и развет- ‘
влениях главной 'формы течение материала происходит не так
легко само по себе, как у простых форм и у форм прибли-
зительно одинакового сечения. Для преодоления сопротивления
материала его течению, которое еще увеличивается благодаря
быстрому охлаждению тонких сечений, требуется значительная
сила и большой расход энергии. Постепенные переходы сечений
облегчают течение, напротив — крутые и резкие затрудняют -
его. Поэтому если поковки впоследствии будут обрабатываться
еще и режущими инструментами, нет нужды ковать беспо-
лезно острые ребра и формы с резкими переходами. Это ни-
сколько не противоречит тому, что придание изделию оконча-
тельной формы при помощи приемов подготовительных мастер-
ских (кузницы и литейной) и в нагретом состоянии принци-
пиально правильнее и в общем обходится дешевле, чем
обработка, в холодном состоянии в -механических мастерских
режущими инструментами. Другими словами, это не противо-
речит требованию заканчивать изделия в штампе настолько,
чтобы они требовали возможно меньше обработки резцами.
То же самое можно сказать и относительно требования
выдерживать отдельные размеры с большой точностью. Если
изделия должны быт настолько закончены в штампе, чтобы
можно было в дальнейшем ограничиться только шлифовкой
или полировкой, то может быть оправдана и является эконо-
мически выгодной требуемая повышенная затрата .силы и .
работы на отковку крутых переходов и острых углов..-Общего
правила здесь дать нельзя. На, это можно решаться только
после зрелого обсуждения или на основании практического
опыта.
Обращение со штампом. Помимо свойств отковыва-
емого в штампе материала, на экономичность штамповки
оказывает влияние также и материал штампа, а равно и
207
способ ковки в нем. В зависимости от этого находится также
и качество работы. Издержки на штамп определяют собою
в большей степени издержки производства .горячей штамповки.
Их относительная величина зависит от числа изделий, отко-
вываемых в одном штампе, т.-е. от продолжительности службы
штампа.
В кузнице необходимо наблюдать за тщательным обраще-
нием со штампом и давать необходимые указания, чтобы „по
возможности продлить его работоспособность и тем самым
понизить издержки. Так, например, рекомендуется для каждой
определенной работы точно устанавливать высоту падения
бабы молота и число ударов и наблюдать за строгим выдер-
живанием того или другого. Это необходимо вследствие того,
что лица, работающие на сдельной плате, естественно заинте-
ресованы в том, чтобы отковать в час возможно больше изде-
лий, не обращая внимания на штамп и на внутреннее каче-
ство поковки и заботясь исключительно о внешнем виде и
размерах, недостатки в которых могут при приемке повести
к браковке. Хотя все знают, что штамп тем лучше работает,
чем в лучшем состоянии он находится, однако не всегда забо-
тятся о нем как следует. Бывает так, что в спешке холодный,
не в меру откованный, кусок материала кое-как подогревают
и без предварительной подготовки, вносят в штамп, дают один
или. два удара и этим либо портят штамп, либо даже выводят
из строя.
g|- Влияние поковки на штамп. Нагретый кусок мате-
риала может лежать спокойно в штампе п там охлаждаться
без того, чтобы штамп от этого страдал и понижалась его
закалка. Нечто другое получается, если нагретый материал
благодаря удару молота или давлению пресса приходит
в полное внутреннее соприкосновение со штампом. В этом
случае имеет место непосредственный обильный переход те-
плоты от изделия к штампу, почему получается сильный
отпуск штампа, особенно в ребрах формы. Ребра делаются
мягкими и при каждом дальнейшем ударе более или менее
расплющиваются. Они иногда расплющиваются так, что по-
ковку лишь с трудом можно вынуть из штампа, или-же они
отламываются, как это имеет место в чугунных штампах. По
208 —
этим причинам поковку между отдельными ударами нужно
несколько приподнимать из штампа. Вследствие этого устра-
няется внутреннее соприкосновение между обеими поверхно-
стями, которое является причиной быстрого перехода теплоты
от поковки к штампу и порчи такового вследствие сильного
отпуска. Уже незначительное приподнимание значительно
уменьшает переход теплоты. Так как у прессов и ковочных
машин соприкосновение между штампом и поковкой длится
довольно долго, то разрушающее действие переходящей теплоты
естественно больше. Это должно иметь решающее значение при
выборе материала штампа для работы под прессом.
Число ударов для штамповки. Для штампа, по выше-
изложенным основаниям, вообще лучше, если поковка изгото-
вляется при помощи одного удара. Но для этого зачастую не
имеется налицо ни одного достаточно тяжелого молота. Кроме
того, еще существует обстоятельство, которое заставляет вы-
сказаться против ковки за один удар. Применение молотов
с очень большим весом бабы представляет ту выгоду, что
нужно только соответственно небольшая высота падения ее.
Таким образом экономят на пути, проходимом бабой вверх и
вниз, а с ним и на рабочем времени. Против применения
очень тяжелых молотов можно также возражать. Прежде всего
при этом получаются высокие затраты на оборудование, кото-
рых вообще сильно избегают. Затем при' быстром трогании
бабы с места требуется такая сила, что получается внезапная
нагрузка на привод, приводящая к ударам. Эта нагрузка
частью воспринимается как ремнем, так и частями транс-
миссии. Сила, необходимая для приведения в движение бабы
молота, зависит исключительно от ее веса, но не от высоты
хода. Последний у тяжелых молотов меньше, а. у малых
больше. Легкие удары поэтому целесообразное выполнять при
помощи легких молотов. Принимая во внимание все выше-
сказанное, всегда нужно взвешивать, что целесообразнее,—
ковать-ли изделие при помощи одного удара на тяжелом
молоте или при помощи многих легких ударов на легких
молотах.
Действие ковки на материал. В общем действию ковки
на материал уделяют мало внимания. Раньше судили об
209 —
искусстве кузнеца не по количеству изделий, но по свойствам,
которые они получали благодаря ковке. В настоящее время
на это обращают мало внимания, потому что применяемый
материал больше чем хорош. Если оказывается, что материал
не подходит для определенного способа обработки, то обыкно-
венно не изменяют таковой, но берут другой материал, более
подходящий. Кузнец также может свой способ работы подо-
гнать к материалу без какпх-бы то ни было затруднений. Но
при этом необходимо заметить следующее. Человек, который
работает у молота, или пресса, и с каждым ударом, или
ходом, должен придать куску материала определенную форму,
не имеет ни времени, ни возможности испытывать особенности
материала и производить соответствующие рассчеты. Это должно
быть сделано заранее. Коль скоро материал попал уже в ма-
стерскую, его только требуется гнуть, ломать, тянуть, ковать,
при чем это не должно вызвать в материале какой-нибудь
изъян.
Если штампы спроектированы правильно и при ковке не
сделано никаких ошибок, то материал не может ничего по-
терять из своих хороших качеств; напротив, он должен сде-
латься еще лучше благодаря уплотнению.
Если позволять материалу слишком сильно охлаждаться
перед забиванием в штамп и ковать его слишком холодным,
то это является как раз тем, что не нужно делать. Если
материал уже слишком холоден и вследствие этого куется
неравномерными и чрезмерно тяжелыми ударами, чтобы за-
ставить его принять желаемую форму, то образование трещин,
а иногда и полное разрушение материала, является неизбеж-
ным последствием. Если работают при помощи легкого молота
и большой высоты, т.-е. при большой скорости падения, то
лишь наружные слои изделия, а не внутренние, подвергаются
влиянию ударов. Сердцевина получает по большей части более
или менее грубозернистое сложение без необходимой крепости.
Напротив того, действие пресса и также тяжелого, медленно
работающего молота, покуда изделие еще достаточно горячо,
проникает насквозь всю массу материала, Отдельные частицы
могут поэтому принять новое положение и получают равно-
мерное мелкозернистое сложение. Если, паче чаяния, позво-
— 210 —
лить себе увлечься в обработке и ковать уже холодное изделие,
то можно получить неравномерное сложение. Плохие свойства
иных отштампованных изделий нужно, без сомнения, отнести
только к поверхностному действию ковки. Появляются вну-
тренние напряжения, которые ведут позднее к поломкам, как
только соответствующая ’часть подвергается ударам.
Нисколько благоприятнее условия при ковке на прессе,
потому что материал здесь медленно вдавливается в штамп и
вследствие этого получает, равномерное строение и незначи-
тельные' внутренние напряжения.
Трещины. Внутренние напряжения могут быть вызваны
также быстрым нагревом материала. При очень быстром подо-
греве наружные слои расширяются раньше, чем средина мате-
риала примет достаточно теплоты и может следовать за ними
в расширении. Поэтому могут возникнуть сильные напряжения.
У всех сортов .железа и стали, особенно у стали- сложного
состава, получаются вследствие нагревания определенные изме-
нения строения, в результате которых получаются мелкие тре-
щины. Эти трещины не могут быть видимы в готовой по-
ковке, так как они не всегда проходят через наружную корку.
При температуре около 315°, т.-е. при светло-синем на-
греве, многие сорта железа и стали теряют свою способность
к растяжению и уже не в состоянии выравнивать напря-
жения, которые получаются вследствие неравномерного нагре-
вания наружных слоев и сердцевины и происходящего вслед-
ствие этого неравномерного расширения. Поэтому рекомен-
дуется производить постепенный нагрев до 315° и уже после
этого можно допустить быстрый подъем температуры.
Чтобы уничтожить внутренние напряжения, нужно отштам-
пованные изделия, независимо от того, как они изготовлены,
отжечь перед дальнейшей обработкой или применением, чтобы
избежать поломок.
Окалина. Чтобы удалить с поковки образующуюся ока-
лину п получить гладкую поверхность, ударяют поковку если
не после каждого отдельного удара, то по крайней мере один
либо два раза по шаботу, а перед последним ударом штампа
хорошо очищают изделие при помощи стальной щетки. Одно-
временно должно также удалять собирающуюся в нижнем
— 211
штампе окалину. Это происходит лучше всего через выдува-
ние при помощи сжатого воздуха. Струя воздуха, однако, не
должна так направляться, чтобы она встречала накаленную
поковку и охлаждала ее. Для очистки штампа можно также
применять стальные щетки, но струя 'воздуха работает' скорее
и, будучи правильно установленной, лучше. Верхняя поло-
винка штампа должна быть хорошо смазана маслом.
Окончательно окалина удаляется с поковки при помощи
травления в разведенной серной кислоте. Если хотят получить
лучший внешний вид поковок, то обрабатывают их при по-
мощи пескоструйного аппарата..
Молота для подготовительных работ. При подготовке
заготовок приемами свободной ковки употребляются молота
с большим числом ударов -пружинные, и т. п.; паровые мо-
лота употребляются редко. При подготовке помощью предва-
рительного штампа употребляются по большей части пада-
ющие молота. Однако общего удовлетворительного правила
для применения молотов при этого рода работах не имеется..
Если молот, служащий для вытягивания, например, не стоит
в непосредственном соседстве со штамповочным молотом, то
вследствие охлаждения поковки, происходящего по пути от
‘одного к другому, потребуется повторное ее подогревание.
Чтобы избежать такового и произвести как подготовительную,
так и окончательную штамповку за один нагрев, ковку нужно
предпринимать с помощью вспомогательного штампа, стоящего
рядом с отделочным штампом на одном и том-же молоте.
Также можно для предварительного и окончательного штампа
употреблять два рядом стоящих молота.
Если окончательная штамповка за один нагрев невозможна,
тогда целесообразно производить предварительную ковку на
быстроударном молоте из-за его большой производительности.
Один такой молот может тогда снабжать предварительно отко-
ванными частями ряд молотов со свободно падающей бабой.
Преимущество быстроударных молотов заключается в том,
что они требуют незначительный промежуток времени для
ковки и вследствие этого лучше используют ковочный нагрев.
Это обстоятельство является очень существенным для эконо-
мичности всей работы кузницы. Целесообразность того и дру-
— 212 —
того способов все-таки в каждом отдельном случае нужно
испытывать и даже определять пробными ковками.
В природе самого оборудования кузницы лежит то обстоя-
тельство, что кузнечным машинам, а особенно молотам, нельзя
посвятить такого основательного и тщательного ухода, как
станкам механической мастерской. Поэтому при суждении о
молоте нужно принимать во внимание наряду с его произво-
дительностью также и устройство. Простая, силы я, закрытая
‘конструкция, которая, с одной стороны, препятствует проник-
новению пыли в приводы и обеспечивает нечувствительность
к продолжительному действию,, а с другой стороны—не препят-
ствует легкому доступу ко . всем частям привода, является,
таким образом, весьма важным условием для успешной работы,
молота в кузнице. Далее требуется большая ударная произво-
дительность, прилипающий удар и способность к легкой регу-
лировке. Последняя должна позволять в широких пределах
давать, с одной стороны, как легкие, так и тяжелые, а с дру-
гой стороны — как отдельные, так и непрерывные, друг за
другом следующие удары. Прилипающий удар, в противопо-
ложность отскакивающему, сильно проникает в материал и
дает возможность спокойно держать и водить под молотом
поковку, в то время как при отскакивающем ударе работа"
для кузнеца является исключительно утомительной, а при
твердом и тонком материале и совершенно невозможной. При-
липающий удар бывает возможен только при правильно
устроенном фундаменте.
Молот или .пресс для штамповки? Ковку в штампах
производят главным образом под молотами. В общем оказы-
вается возможным получать под молотом, а особенно со сво-
бодно падающей бабой, более чистые поковки, чем под прес-
сом. Это происходит потому, что при первом ударе отскакивает
окалина, которую удаляют раньше, чем поковка будет отде-
лана окончательно В случае пресса поковка получает оконча-
тельную отделку при помощи одного единственного хода, при
чем в нее впрессовывается окалина и тому подобный сор.
У молота силу удара можно изменять, как нужно. Так как
сдавливание материала с каждым ударом получается все
меньше и меньше, то с уменьшением сдавливания возрастает
— 213 —
поверхностное действие удара. Поэтому поверхность поковки
делается тем глаже и чище, чем большее число ударов произ-
водится на поковку. Молот дает таким образом больший про-
стор в действии на поковку.
Пресс нужно предпочитать молоту всегда, если идет речь
о ковке изделий крупных размеров, но простой формы. Пре-
имущество пресса состоит в том, что он обрабатывает мате-
риал при помощи сильных, проникающих в средину давлений,
вто время как в случае ковки под молотом опасность состоит
в том, что происходит только поверхностная обработка. Вслед-
ствие этого при ковке под молотом строение материала может
получаться неравномерным, могут появиться внутренние на-
пряжения, которые вызовут поломки готовых изделий и т. п.
Возражения, что поковки, полученные под прессом, пока-
зывают меньшую крепость, чем откованные под молотом, тре-
буют доказательств. При одинаковом материале едва ли можно
было привести таковые. Сильное проковывание материала, ка-
кое происходит на прессе, улучшает его качества. Предпола-
гается, конечно, что материал перед ковкой равномерно про-
гревается, чтобы действие давления от пресса могло действи-
тельно проникнуть в сердцевину материала, и что давление
от пресса достаточно велико. Пресс для определенной работы,
конечно, должен быть значительно больше, чем вес падающей
бабы соответствующего молота. У последнего не только вес
бабы, но также и ее живая сила, зависящая от конечной ско-
рости, превращается в давление, в то время как у пресса
действует исключительно статическое давление. Оно должно
соответствовать наивысшему давлению, производимому моло-
том, если форма штампа должна отпечатываться одинаково
отчетливо и полностью, как при ковке под молотом.
Для высаживания материала и для сгибания пресс является
более удобной машиной, чем молот, не говоря уже о спокой-
ном, свободном от ударов и сотрясений способе действия,
для чего у молота требуется дорогой фундамент. Далее,
у прессов поломки встречаются реже, чем у молотов. Таковые
приходится принимать в рассчет вследствие высоких издержек
и частых перерывов в производстве. С другой стороны, построе-
ние молотов проще и они в обзаведении дешевле, чем соот-
— 214 —
ветственной величины пресса. Так как придание формы
у пресса, как правило, имеет место за один единственный
ход, то использование ковочного нагрева у прессов лучше, но
зато действие нагрева на штамп менее благоприятно.
Чтобы выбрасывать готовые поковки из штампа при ра-
боте под прессом возможно быстрее, необходимы особые вы-
талкиватели, потому что поковки освобождаются из штампа
в этом случае не так легко, как у молота. В последнем слу-
чае они освобождаются более или менее сами по себе, но
в случае штамповки под прессом застревают в штампе и осла-
бляют его закал.
Из всего сказанного ясно, что для выбора между молотом
и прессом приходится руководиться целым рядом обстоя-
тельств, из которых в одном случае одни, в другом другие
имеют решающее значение. Поэтому общее решение этого во-
проса не может быть дано, а его приходится искать каждый
раз от- случая к случаю.
Материал для штампов. В качестве материалов для
кузнечных штампов идет в первую голову мартеновская сталь,
а затем тигельная сталь, электросталь, далее для определен-
ных случаев хромоникелевая сталь, чугун и стальное литье..
Какой из этих материалов в отдельном случае является наи-
лучшим, зависит от большого количества условий, почему не-
возможно для этого дать определенных правил.
Здесь играют роль число и материал поковок,'форма их
и величина, методы ковки и т. д. Ниже мы рассмотрим при-
менение для штампов следующих материалов: мартеновской
и тигельной стали, хромоникелевой стали, чугуна и сталь-
ного литья.
Мартеновская и тигельная сталь. Раньше по большей
части считали, что для штампов, которые должны закали-
ваться, лучше всего брать тигельную сталь. Опыт, однако, на-
учил, что для многих целей подходит мартеновская сталь пра-
вильно выбранного состава. Некоторые заводы в настоящее
время употребляют исключительно такую сталь для их штам-
пов, другие—только тигельную сталь, потому что штампы из
нее служат дольше, а особенно при массовом, выпуске изде-
лий. Мартеновская сталь мало подходит для штампов, которые
— 215 —
должны обладать как довольно высокой крепостью, так и спо-
собностью противостоять износу. Особенно подходяща эта сталь
для таких штампов, в которых отковываются простые изде-
лия, изготовляемые из железа, как, например, корабельный
товар, цепные крюки, струбцинки и т. д. Незначительное оса-
живание . полости, происходяшее благодаря ударам при штам-
повке, здесь не играет никакой роли, потому что от таких
поковок не требуется точности в сотые доли миллиметра. Точ-
ное исследование штампов, в которых были откованы тысяча
и более таких частей, показали, что полости штампа были
'осажены или вдавлены в тело штампа самое большее на
0,01 мм, при чем большинство штампов не доказало ника-
кого изменения, доступного измерению. Также и для штампов,
употребляемых под прессом, является более подходящей мар-
теновская сталь. Она дает удовлетворительные результаты,
потому что здесь не получаются сильные напряжения от уда-
ров, как в случае работы под молотом. Для пуансонов, на-
против, нужно предпочитать тигельную сталь.
Для ковки стали и для массового, изготовления изделий из
железа в установившихся производствах, выпускающих все
время одни и те же изделия, нужно рекомендовать штампы
из тигельной стали.
Не каждая, однако, сталь подходяща для всех целей, даже
и лучшая тигельная сталь. Поэтому в каждом отдельном слу-
чае сталь нужно выбирать на основании опыта и взвешивать
все привходящие обстоятельства.
Сталь сложного состава. Для тяжелых штампов, в ко-
торых куется высокоценный материал ("коленчатые валы, оси
и тому подобные предметы для автостроения и т. д.), идет
сталь сложного состава, особенно хромоникелевая. Эта сталь
оказывается также пригодной и в тех случаях, когда штампы,
из чистой углеродистой стали не выстаивают, например, вслед-
ствие продолжительного и сильного нагревания при крупном
массовом производстве, а также, когда поковки в случае нужды
приходится штамповать довольно холодными.
Присадки различных веществ в сталь сложного состава
имеют целью придать таковой одновременно как большую
твердость, так и большую вязкость. Из этих присадок хром
216 —
повышает твердость стали, в то время как никель придает
большую вязкость, а с этим и способность к сопротивлению
ударам. Так как от материала штампа требуется большая
твердость, соединенная с большой вязкостью, то хромонике-
левая сталь является наиболее для этого подходящей, и только
ее высокая стоимость заставляет отказываться от применения
ее вообще для выделки штампов. Все же для штампов, у кото-
рых стоимость обработки значительно высока, дорогую сталь
сложного состава нужно предпочитать дешевой, потому что за-
траты оправдываются большей продолжительностью службы
штампа. Во многих случаях рекомендуется те части штампа,
которые бывают особенно сильно нагружены, изготовлять из
дорогого материала, способного к сильному сопротивлению,
и придавать им форму особых вставок, чтобы в случае нужды
их можно было сменять и заменять новыми, без того, чтобы
возобновлять весь штамп. По тем же основаниям штампы из-
готовляются пз многих частей, прочно скрепляемых винтами
илб анкерными кольцами. Особенно такой
способ целесообразен для предварительных
штампов.
Иногда можно весьма существенно эко-
номить на материале вследствие того, что
самый штамп из дорогого материала делают
лишь такой величины, чтобы полость, или
выемка формы, только-только поместилась
в нем, и всаживают его в особую поддержку
из дешевого материала. Для небольших
штампов этого рода достаточна будет чугунная поддержка, кото-
рая в остальном изготовляется как штамп и укрепляется в нако-
вальню и бабу молота. В поддержке можно посадить устано-
вочный штифт для прочного укрепления самого штампа перед
затяжкой клиньев (рис. 276). Более надежным является под-
держка, изготовленная из ковкого материала, в которую точно
пригоняется сменный штамп. Выемка должна быть по воз-
можности глубокой, чтобы штамп мог быть вставлен туда
почти полностью, потому что иначе он иногда под действием
ковки сильно раздается в стороны и покрывается трещинами.
Часто достаточно нетвердого закрепления, чтобы штамп треснул
Рис. 276.
— 217 —
уже при первом ударе. Поддержка должна быть действи-
тельно крепкой, почему на ее материале нельзя экономить.
Она должна быть укреплена в наковальне или бабе мо-
лота без какой бы то ни было слабины. .
Здесь нужно еще упомянуть о том, что в стремлении ис-
пользовать дорогой материал настолько, насколько возможно
дольше, делают иногда ошибки. Именно, как только полость,
выработанная на одной стороне штампа, износится, болванку
отжигают и вырабатывают новую полость с другой стороны.
Такой способ использования материала нельзя рекомендовать,
так как штамп не будет прочен.
Чугунные штампы являются в изготовлении наиболее
дешевыми, потому что они сразу могут быть отлиты в гото-
вую форму. Если только они должны служить в качестве
предварительных штампов, то отделки не требуется. Оконча-
тельная отделка полости чугунного штампа совершенно не-
целесообразна, потому что этим удаляется корка, умень-
шается твердость и способность штампа к сопротивлениям.
Быстрое охлаждение (отливка в кокилях) не может быть
рекомендовано из-за того, что от этого повышается хруп-
кость штампа. Чтобы избежать отделки, требуется особенно
чистое литье. Не каждый чугун, однако, является подходящим
для штампа, работающего под молотом: у такого штампа ма-
териал должен быть вязким и сопротивляться ударам. Так как
эти качества существуют у чугуна только в определенной
и незначительной степени, то чугун вообще лучше подходит
для ковочных прессов, работающих с постепенно возрастаю-
щим давлением.
Чугунные штампы должны быть выполнены очень силь-
ными и при известных обстоятельствах снабжены железными
стягивающими кольцами. Естественно они обладают короткой
продолжительностью службы и их стоит изготовлять только
в случае незначительного количества поковок—не больше
400—500 штук. Зато, с другой стороны, они вследствие деше-
вого изготовления, если только дают удовлетворительную точ-
ность и качество поковок, являются весьма подходящими для
работы, так как благодаря им во многих случаях ковка
в штампах только и оказывается выгодной, так как при
— 218 —
некоторых обстоятельствах их стоит изготовлять и тогда, если
требуется-отштамповать 10 или только 5 изделий. Для этого,-
конечно, нет никакого смысла изготовлять стальной штамп.
Для большого количества отковываемых изделий чугунные
штампы, напротив, нельзя рекомендовать, если даже можно
было бы изготовить значительное, количество штампов за те
же деньги, как и один стальной штамп. Уже одна замена
разбившихся штампов причиняет при массовом производстве
больше потерь благодаря остановкам производства, чем полу-
чаемая экономия на издержках их изготовления.
Иные штампы лопаются при первом ударе или у них от-
ламываются углы. Причина этого лежит в недоброкачествен-
ности литья, ’слишком слабой конструкции штампа или неце-
лесообразном его укреплении. Штампы должны всей своей по-
верхностью прилегать к бабе или наковальне и не должны
выравниваться при помощи подкладок из жести. Лобовые по-
верхности верхней и нижней половинки должны быть точно
параллельными и взаимно пригнанными. Они не должны уда-
ряться друг о друга непосредственно, но удар должен быть
принят через материал или через заусенец поковки. Поэтому
при тонком заусенце нужно внимательно следить за ковкой.
Особенно нужно, избегать слишком холодной ковки и твердого
заусенца, почему никогда нельзя ковать при нагреве ниже
красного. Лишний подогрев в этом случае всегда оправды-
вается, так как он не играет .здесь такой роли, как . в случае
. массового производства в стальных штампах. В природе мате-
риала и способе получения чугунного штампа лежит то, что
они должны применяться только для отковки железа и только
для простых форм, у которых отсутствуют острые углы,
а особенно для предварительных штампов и штампов для
сгибания.
У чугунных штампов износ имеет 'место особенно в глубо-
ких местах. У них выкрашиваются ребра, а донные поверх-
ности делаются грубыми и нечистыми. Причиною этого является
сильное нагревание штампа и соответственно недостаточное
охлаждение в этих местах. При тщательном охлаждении этот
недостаток в значительной степени уменьшается. Охлаждение
достигается при помощи обтирания тряпкой, смоченной в воде
— 219 —
или масле, а также при помощи сильной струи воздуха, ко-
торая одновременно необходима и для поддержания в чистоте
нижней половинки штампа.
Штампы из стального литья. Штампы из стального
литья являются подходящими для тех же целей, как и чугун-
ные, но они лучше, так как выдерживают до тысячи поко-
вок. Конечно, предполагается свободное от пороков литье, пра-
вильная сборка и правильная термическая обработка. Для
устранения или уменьшения хрупкости материала и внутрен-
них напряжений штампы должны быть подвергнуты отжигу
в продолжение нескольких дней при темепературе от 850° до
900°. Неравномерная температура , и перегрев действуют на
материал вредно и разрушающе. Изготовление штампов из
стального литья, благодаря сушке форм и отжига штампа,
требует больше времени, чем изготовление чугунных, и про-
должается около восьми дней. Все же в среднем оно происходит
быстрее и дешевле, чем в случае изготовления штампа в механи-
ческой мастерской. Штампы из стального литья во -время ковки
должны равным образом хорошо охлаждаться, чтобы края полости
не выкрашивались. Также важно очищать штамп от окалины.
Пуансоны для предварительного продавливания отверстий
для втулок и т. п., если не идет речь о совершенно плоских,
которые могут быть отлиты, лучше всего изготовлять в виде
отдельных стальных частей из инструментальной стали, или
даже лучше никелевой, и затем вставлять в штамп. Такие
пуансоны могут дольше выдерживать получаемый нагрев и не
выкрашиваются.
Штампы для обрезки заусенцев. Как материал для
штампов, служащих для обрезки заусенца, лучше всего под-
ходит инструментальная сталь. Однако не всегда необходимо
всю патрицу или матрицу целиком изготовлять из этой доро-
гой стали. Во многих случаях можно укреплять на болванке
из чугуна, машинной стали или стального литья сменную
пластину из инструментальной стали, которая будет обладать
режущей кромкой и будет срезать заусенец. Подобное разделе-
ние патрицы и матрицы облегчает, кроме того, обработку по-
следних, а особенно матрицы. В этом случае можно ограни-
читься опиловкой узких боковых скосов стальной пластины
— 220 —
для придания необходимого наклона в то время, как гнездо
усилительной подкладки может быть выполнено менее точно.
Усилительная подкладка может быть снова употреблена для
новой пластины. Если штамп для срезания заусенца в каком-
нибудь месте подвергается особенно сильным напряжениям
и вследствие этого быстро изнашивается в этом месте, то ре-
комендуется вставлять здесь сменные части, чтобы не прихо-
дилось возобновлять целый штамп в случае износа. При не-
значительном числе поковок можно штампы для срезания за-
усенцев изготовлять из чугуна или из стального литья, если
производить срезание заусенца в горячем состоянии непосред-
ственно после ковки. Для срезания заусенца на холоду могут
служить исключительно стальные штампы.
Остановка кузницы на ночь. Ко времени окончания
работ в мастерских и печь должна закончить свою работу.
Кузнец, так же, как и рабочий у печи,
должен всегда рассчитывать, сколько изделий
можно еще посадить в печь перед ее оста-
новкой на ночь. Железо никогда нельзя оста-
влять в печи, так как от этого и железо
портится, а также, страдает и самый под печи.
Избыточные заготовки, которые не могут быть
откованы за данную смену, должны быть
вынуты и засыпаны золой, так как иначе
они могут сильно покрыться окалиной.
Все инструменты по окончании работы
необходимо собрать по своим местам. Длинные
Рис. 277. нужно повесить на крючки у печей, которые
с этой целью ставятся на стойках печной гар-
нитуры (рис. 277). Короткие и тяжелые инструменты нужно
сложить в штабеля, а мелкие положить в шкаф. Такой порядок
необходимо завести в каждой кузнице, чтобы утром с началом
работы не было беготни в поисках нужного инструмента
и бесполезцой потери времени.
Где можно, такой инструмент, как клещи, крюки, кочерги
и т. д., нужно изготовлять в специальной инструментальной
кузнице, чтобы кузнецы, занятые работой на производстве, не
отрывались от своей работы и выполняли заказы в срок.
— 221 —
Правила конструирования поковок.
(Выработаны Германским Комитетом Экономики Производства и приспо-
соблены для наших условий).
Общие правила конструирования поковок.
1. Для правильного конструирования поковок необходимо
хорошее знание свойств материала и техники ковки.
2. Раньше, чем выпускать в цех чертеж какой-либо де-
тали, которая должна обрабатываться ковкой, обсуди с опыт-
ным кузнецом производственную пригодность конструкции, т.-е.
насколько удобно и дешево можно будет ее отковать. Если это
не представляется возможным проделать по отношению ко всем
поковкам, то соблюдай это по отношению к наиболее трудным.
3. Поковки, одинаковые по виду, могут быть изготовлены
различными способами, смотря по имеющемуся оборудованию
и приспособлениям. Вот почему важно подогнать конструкцию
к наиболее экономичному способу ковки.
4. Во всех случаях, где только возможно, вводи стандарт-
ные и нормальные части, чтобы можно было использовать
существующие штампы и инструмент.
5. При изготовлении чертежа поковок придерживайся сле-
дующих правил:
а) вычерчивай поковку по возможности в натуральную
величину и всегда на отдельном листе;
б) на чертеже указывай положение и величину припуска
на обработку и допуска на неточность ковки;
в) контур поковки очерчивай толстой линией, а контур
готового изделия—тонкою;
г) помимо размеров поковки, проставь на чертеже еще
главные размеры изделия.
В каких случаях нужно изготовлять изделия мето-
дами ковки.
6. В своих проектах применяй поковки главным образом
там, где детали могут подвергаться высоким напряжениям,
при чем требуется небольшой вес, высокая надежность мате-
риала и значительная плотность.
— 222 —
7. Раньше, чем принимать решение об изготовлении частей
ковкой, проверь, насколько это оправдывается необходимостью.
8. Проверь и взвесь, не будет ли дешевле заменить по-
ковку прокатанным железом.
. 9 При проектировании деталей не смешивай форм, годных
для отливки, с формами, годными для ковки.
Конструирование форм, годных для отковки.
10. Когда конструируешь изделия, изготовляемые методами
ковки, выбирай наиболее простые и симметричные формы.
11. Если часть (деталь) получается сложной и трудной
для выполнения, тщательно рассмотри, нельзя ли будет ее раз-
делить на несколько простых частей, либо заменить клепаной
конструкцией. Выступающие части лучше всего делай съемными.
12. Избегай многократного и резкого изменения размеров
и значительных выемок.
13. Переходы от одного сечения к другому делай плав-
ными и очерчивай их пологими закруглениями.
“ 14. Избегай делать входящие углы, так как в этих ме-
ста/ у изделия будет самое слабое место.
'15. В местах, по которым изделие при обработке сгибается. *
не забывай усилить сечение.
16. При вычерчивании дыр и шлицов не забудь закруг-
лять у них углы.
17. Если изделие приходится изготовлять сваркой (на горне,
либо какими бы то ни было другими способами), не забудь
принять во внимание, что сечение сваренного места всегда
ослаблено, примерно, на 80%.
18. При разработке конструкции детали не забывай о том,
что во время последующей механической обработки изделие
придется закреплять на станках, почему оно должно иметь
удобную для этого форму, либо снабжено соответствующими
придатками.
19. Не удорожай поковок бесполезно строгими требо-
ваниями к точности их изготовления. У сложных поковок
увеличивай несколько припуски и только в особых случаях,
когда допускают экономические условия, можешь опустить при-
пуски и требовать изготовления поковок вмеру.
— 223 —
Материал.
20. При проектировании поковок указывай точнее требо-
вания, каким они должны удовлетворять (0СТ‘ы *), условия
приемки и т. д.).
21. При назначении материала не забудь принять во вни-
мание, что его качество под влиянием ковки изменяется в сто-
рону повышения крепости, вязкости и упругости.
22. В случае применения для поковок стали сложного состава
подробно взвесь, с одной стороны, ее преимущество (малый
объем, меньший вес, высокое сопротивление разрыву), а с дру-
гой стороны—и ее недостатки (чувствительность к нагреву,
трудность обработки, высокая цена).
23. По возможности избегай применения твердых материа-
лов вследствие того, что они вызывают более сильный износ
обрабатывающего инструмента и обусловливают высокую стои-
мость изготовления.
24. Внимательно проверь, что сконструированная тобою
• форма изделия не требует при изготовлении поковки перере-
зания или разрыва волокон металла.
25. При необходимости сильно изменять направление во-
локон (шипы, цапфы, выступы и т. д.), выбирай вязкий
материал.
26. При выборе материала руководись ОСТ'ами, существую-
щими техническими условиями, а в случае неимения тех и
других—средним торговым качеством.
27. Для исходного материала выбирай торговые размеры.
Этим сократишь сроки доставки и понизишь себестоимость, так
как отпадут накидки на размеры, количество и качество.
28. Стремись к возможно меньшим изменениям начального
сечения как по форме, так и по площади. /
29. При определении длины загибаемого материала для
колец и тому подобных изделий руководись наружными раз-
мерами (диаметром), но ни в коем случае не средней (ней-
тральной) линией.
1) ОСТ (сокращенно) — общесоюзные стандарты, согласно которых
в настоящее время должны в СССР изготовляться как материалы, так
изделия.
— 224
30. Не забудь сделать припуск на механическую обработку
и на угар.
31. Укажи на чертеже поковки, где должен быть помещен
придаток для вырезки пробного бруска.
Конструирование деталей для свободной ковки.
32. Свободную ковку применяй преимущественно при из-
готовлении небольших партий независимо от того, каких раз-
меров будут изделия.
33. Для свободной ковки конструируй изделие в прямых глад-
ких формах, очерченных плоскостями, либо цилиндрическими по-
верхностями. Всеми мерами избегай клиновых и конусных форм.
34. При конструировании деталей, получаемых методами
свободной ковки, избегай форм, требующих высаживания.
35. Для механической обработки назначай следующие при-
пуски:
для мелких поковок от О до 3 мм на каждой обрабатыв. поверхности
„ средних „ „ 5 „ 10 ,, „ „ „ ,,
. крупных „ „ 12 „ 20 „ „
„ особо крупных „ „ 25 „ 30 „ „ „ „
36. Принимай во внимание следующие допуски, в пределах
которых может быть выполнена поковка:
мелкие изделия от 5 до 20 % по длине, ширине и толщине
» » » 3 ,, -р- 5 % „ ,, „ „
» я ДО -ф" 2,5 % „ „ „ „ „
Чем меньше размер, тем с большим допуском его удается
получить.
Проектирование изделий для ковки в штампах.
37. Формы, приспособленные для ковки в штампах, при-
меняй только в случае крупных партий изделий, либо в слу-
чае часто повторяющихся мелких партий их. Иногда бывает
выгодно изготовлять изделия, комбинируя свободную ковку со
штамповкой.
38. Изделия под штамповку конструируй по возможности
с прямолинейными контурами в местах, где будет получаться
заусенец, и избегай больших выступов, для которых нужно
будет делать в штампах глубокие впадины.
— 225 —
г
39. Сечения изделий конструируй с таким рассчетом, чтобы
они в обе стороны от плоскости заусенца постепенно умень-
шались, но ни в коем случае не увеличивались.
40. Не забывай, что каждое изделие, которое изготовляется
в штампе (за исключением штампов ковочных вальцев) полу-
чается с заусенцами на боковой стороне, толщина которого
изменяется от размера изделия, а именно:
у мелких изделий .... от 1 до 1,5 .ил«
„ средних „ 1,’5 „ 3
„ крупных „ . . . . „ 3 „ 5
и в редких случаях бывает толще (сравни стр. 172). Тоньше
указанных толщин заусенец не может получиться.
41. Наблюдай, чтобы конструируемые тобой изделия имели
правильно выбранный наклон боковых стенок, иначе изделие
будет трудно вытянуть из штампа. Такой наклон введи в про-
ектируемую то ой конструкцию.
42. Чтобы боковой наклон был возможно меньше, проекти-
руй его на узкой стороне изделия (и в зависимости от этого
располагай плоскости разъема).
43. Нормальный наклон -составляет: •
а) для наружных поверхностей и при простых очертаниях
формы—около Vio (за исключением шайб, плит, колес и т. п.<
в каковом случае наклон можно делать в Ч1Ъ).
Для сложных форм, требующих глубоких выемок в штам-
пах, наклон доходит до х/7;
б) для внутренних поверхностей, как, напр., выковываемые
в штампах отверстия, проймы, развилины и т. д.: в случае
простых неглубоких очертаний—до х/7, в случае глубоких очер-
таний—до х/5 (сравни стр. 180).
44. Избегай острых ребер у изделий, назначенных под
штамповку, придавая им закругления радиусом от 1 мм до
3 мм, в зависимости от глубины полости штампа (сравни
стр. 179).
45. Конструируй изделия так, чтобы мест обработки было
возможно меньше, т.-е., другими словами, старайся применять
возможно больше частей, чисто откованных.
Кузнечное дело.
8
226
46. Назначай на каждой поверхности следующие припуски
для механической обработки штампуемых изделий:
мелкие, весом до 5 кг . . . 1 - 2
средние, „ от 5 „ 20 „ . . . 2 —3 „
крупные, „ свыше 20 „ . . . о г 3 до 5 „
47. Не забудь, что при новых штампах нужно назначать
следующие допуски:
а) обычные по длине:
если не требуется дальнейшей обработки + 1%;
если требуется дальнейшая горячая отделка + 0,5°/0;
если требуется дальнейшая термическая обработка для'
улучшения качества металла +1°/0;
б) нормализованные по толщине устанавливаются
в зависимости от требований производства.
В отдельных случаях более узкие допуски получаются
посредством холодной чеканки.
48. Избегай переконструировки деталей, так как это равно-
сильно изъятию из производства ряда приспособлений, приме-
нявшихся до этого: Ёовочные штампы, штампы для обрезки
заусенец и т. д.
49. При всяком выпуске новых конструкций деталей озна-
комься с формой полости штампа по гипсовому, либо по свин-
цовому оттиску. Это нужно и в твоих интересах, как кон-
структора, и в интересах производства. Если оттисков нельзя
получить, ознакомься с чертежом штампа.
Изготовление пробных поковок в штампах производить не
рекомендуется, так как . это связано 'с крупными затратами,
вызывающими остановку производства и повышающими себе-
стоимость.
50. Если поковка должна изготовляться в штампах, зака-
зывай партию с некоторым запасом, а именно: при количестве,
меньшем 500 штук, запас должен быть около 10%, а свыше
500 штук—5%. Этот запас должен пойти на покрытие брака,
обнаруживаемого в дальнейшей обработке.
— 227 —
Термическая обработка изделий.
51. Всегда назначай отжиг, когда поковка должна быть
изготовлена из материала крепостью свыше 50 кг]см2. Отжиг
способствует ослаблению напряжений, получению однообраз-
ного строения металла и облегчает обработку. Однако не забы-
вай, что горячая последующая обработка связана с расходами.
52. Обработка, поковок пескоструйным аппаратом, травле-
ние их в кислоте, чистка стальными щетками устраняют ока-
лину, дают возможность выявить дефекты и позволяют умень-
шить износ инструмента при механической обработке изделий.
ОГЛАВЛЕНИЕ.
СТР.
Предисловие ко 2-му изданию-........................ 3
Предисловие к 3-му изданию.......................... 4
ГЛАВА I. Оборудование кузниц.—Горны.—Приспо-
собления для вдувания воздуха.—Измерение давления.—
Молота.—Ручники.—Кувалды.—Полезные сведения о мо-
лотках. — Наковальни. — Шпераки. Клещи.—Пригонка
клещей.—Гладилки.—Обжимки. — Подбойки.—Зубилья.—
Форма, н- Конусные оправки. — Плиты. —Измерительные
инструменты.—Краны.—Механические молота.—Паровые
молота.—Шины паровых молотков.—Фундаменты паро-
вых котлов.—Падающие молота.—Пружинные молота.—
Воздушные молота.—Гидравлические пресса.—Механи-
ческие пресса.—Ковочные вальцы.—Печи. —Определение
пригодности молота для данной поковки. —Инструменты
для работы под паровыми молотками.—Воротяшки.—Об-
жимки.—Подбойки.—Прорубные зубила иди топоры.—
Наметочные зубила.............................. 5—51
ГЛАВА II. Топливо и м а т е р и а л, —Топливо.—Камен-
ный уголь.—Кокс.—Древесный уголь.--Нефть.—Газ.—
Расход топлива в печах.—Материал.—Расчет материала
для поковок, изготовляемых загибанием.—Кольцо.—Зве-
но.—Расчет материала для поковок.—Вычисление веса
для поковок.—Расчет веса поковок по таблицам.—Угар
материала.—Припуск на обработку и на неточность
ковки.— Ковочные свойства нагретого железа. — Пере-
грев.—Пережог.—Обезуглероживание.—Ковка при синем
нагреве.—Ковочные свойства холодного железа .... 52—73
ГЛАВА Ш. Общие приемы ковк и.—Кузнечный огонь
Окислительное и восстановительное пламя.— Ковка.—Вы-
тягивание.—Вытягивание и утонение круглых стержней.—
Выпрямление углов, граней.—Выпрямление углов поко-
вок под механическим молотом. — Способы вытягивания
' материала.—Выковка заплечиков.—Несколько замечаний
о действии ударов молотка на’ металл. —Осаживание.—
Предосторожности при (высаживании.—Сгибание полос.—
Угольник с чисто выкованным прямым углом.—Сгиба-
ние.—Сгибание колец и ушков.- Сгибание трубок.—Сги-
бание чугуна.—Закручивание.— Отрубание металла.—
Пробивка дыр.—Отделка,—Виды ковочных работ . . 74—92
— 230 —
, СТР.
ГЛАВА IV. Приемы с в ар к и.—Сварка.—Флюсы.—Песок
и бура.—Подготовка поверхностей для сварки.—Сварка
внапуск.—Припуски при сварке.—Сварка в стык.— Сты-
ковая сварка под углом.—Сварка тонкого железа в рас-
щеп,—Долевая сварка толстого железа в замок.—Сварка
под углом.—Т-образная сварка.—Сварка инструменталь-
ной стали.—Предосторожности при сварке ....... 93—103
ГЛАВА V. Примеры свободной к о в к и.—Отковать
серьгу.—Отковать тягу с лапками.—Отковать шарнир-
ный кронштейн.—Отковать шайбу под зубчатку для цепи
Галля.—Отковать круглую ось с заплечиком.—Витой
крюк для ворот.—Болты с ушками.—Крюки для це-
пей.— Ковш.— Способ изготовления чашки. — Звенья
цепи. — Кольца из полос. — Цельнотянутые кольца.—
Болты.—Болты с высаженной головкой.—Клещи.—Рычаг
со втулкой.—Изделия Т-образной формы и развилины.—
Гаечные ключи.—Торцовый ключ.— Отковка угольника
из углового железа.—Вытягивание металла между усту-
пами или заплечиками.—Ухват для тигля.—Формовочная
лопатка. — Уменьшение диаметра шин. — Коленчатые
вады.—Многоколенные валы........................104—133
ГЛАВА VI. Ковка и и с тр у м е нт о в,—Свойства инстру-
ментальной стали.—Температура ковки, —Цвета кале-
ния.—Закалка.—Закалочные ванны.—Главнейшие условия
правильной закалки.—Отпуск.—Отжиг. —Зубило.—Крейц-
мейсель.— Токарные резцы.— Углы резца.—Резьбовые
резцы.—Отрезные резцы.—Расточные резцы.—Проходной
ромбический резец. — Подрезные резцы. — Отделочные
резцы,—Сверло.—Молотки.—Кузнечный молоток. —Моло-
ток с шарообразным носком.—Кузнечные инструменты. —
Отковка резцов из быстрорежущей стали.................134—161
ГЛАВА VII. Холодная ковка.—Ковочная машина Дай-
тона.—Горизонтальная ковочная машина Гендерсопа . . 162—166
ГЛАВА VIII. Горячая штамповка. —Штамповка. —Теку-
честь в вертикальном направлении.—Общие соображения
об устройстве штампов для горячей ковки. - Изготовле-
ние штампов.—Как работает штамп.—Примеры простых
ковочных работ в штампах.—Штамп для загиба.—Слож-
ные штампы.—Заусенец.—Полость заусенца,—Как заста-
вить металл заполнить форму штампа.—Наклон стенок
штампа.— Закругления.— Ребра.— Закругление ребер.—
Выбивание поковок из штампа.—Выталкиватель.—Отду-
шины. — Правильное складывание обеих половинок
штампа.—Меры против смещения половинок штампа.—
Пуансон. —Как рассчитать размермолота для штамповки.—
Нарезка заготовки.— Предварительная обработка заго-
— 231 —
стр.
товки.— Толщина стенок штампа. — Установка штампа
в молот и пресс.—Обращение с кузнечным штампом . . 167—196
ГЛАВА IX. Экономика ш т а м п о в к и. —Топливо.—Вы-
бор материала.—Влияние высокой температуры. -Разде-
ление материала для штамповки. — Подготовительная
отливка изделий для штамповки.—Форма поковки.—Обра-
щение со штампом. - Влияние поковки на штамп.—Число
ударов для штамповки. — Действие ковки на материал. —
Трещины.—Окалина.—Молот для подготовительных ра-
бот.—Молот или пресс для штамповки.—Материал
для штампов. — Мартеновская и тигельная сталь. —
Сталь сложного состава.—-Чугунные штампы. —Штампы
из стального литья.—Штампы для обрезки заусенцев.—
Остановка кузницы на ночь............ 196—220
Правила конструирования поковок . . . . .221—227