










































































































































































































































































































































































Автор: Антонюк В.Е.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства станки станочные конструкции
ISBN: 5-338-00229-9
Год: 1991




В.Е. АНТОНЮК
КОНСТРУКТОРУ
СТАНОЧНЫХ
ПРИСПОСОБЛЕНИЙ
Справочное пособие
МИНСК
«БЕЛАРУСЬ» 1991
ББК 34.63-5я2
А72
УДК 621.9.06-229.001.66(035.5)
Рецензент канд. техн, наук Л. А. Желтонога
Антонюк В. Е.
А 72 Конструктору станочных приспособлений.:
Справ. пособие.— Мн.: Беларусь, 1991.—
400 с.: ил.
ISBN 5-338-00229-9.
Содержатся сведения, необходимые при проектировании различных
видов станочных приспособлений, используемых в массовом и серий-
ном производстве, изложены основные принципы и последовательность
конструирования приспособлений. Даны сведения о материалах, термиче-
ской обработке, точности в покрытиях деталей приспособлений, рекомен-
дации ио технике безопасности, эргономике и эксплуатации станочных
приспособлений. Рассмотрены способы базирования и закрепления обра-
батываемых деталей.
2705020600—051
А----------------69—90 , ББК 34.63-5я2
М 301(03) — 91
ISBN 5-338-00229-9
© В. Е. Антонюк, 1991
Глава I
ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
В современных технологических процессах поточно-массово-
го производства затраты на изготовление и эксплуатацию тех-
нологической оснастки составляют до 20 % себестоимости про-
дукции.
Наибольший удельный вес в общем парке технологической
оснастки составляют станочные приспособления, применяемые
для установки и закрепления заготовок деталей.
Постоянное совершенствование методов обработки требует
создания наиболее рациональных конструкций и экономического
обоснования применения различных видов приспособлений, сни-
жения их металлоемкости при обеспечении необходимой жест-
кости.
Классификация
станочных приспособлений
Обычно станочные приспособления классифицируются по ти-
пу станков, степени специализации, уровню механизации и виду
привода.
В зависимости от типа станков приспособления к ним делят-
ся на токарные, фрезерные, расточные, шлифовальные, сверлиль-
ные, зубофрезерные, зубошевинговальные, зубошлифовальные,
сборочные, сварочные, гибочные и др.
По степени специализации станочные приспособления де-
лятся на:
специальные, предназначенные для выполнения только одной
операции в серийном и массовом производстве и спроектирован-
ные применительно к определенным условиям обработки,
базирования, формы и размеров заготовки;
переналаживаемые (групповые), используемые для обра-
ботки на одной операции группы деталей разных наименований,
близких по конструктивно-технологическим параметрам, в мелко-
серийном производстве;
универсально-сборные, применяемые для обработки раз-
личных деталей на разных операциях в опытном и мелкосерий-
ном производстве, собираемые из стандартных деталей;
универсальные, предназначенные для обработки различных
деталей в единичном и мелкосерийном производстве (патроны,
станочные тиски, делительные головки, поворотные столы).
По уровню механизации и автоматизации приспособления де-
3
лятся на ручные, механизированные, полуавтоматические и авто-
матические.
По источнику энергии привода станочные приспособления де-
лятся на пневматические, пневмогидравлические, гидравличе-
ские, электромеханические, магнитные, вакуумные и центро-
бежно-инерционные.
В крупносерийном и массовом производстве применяются
специальные приспособления преимущественно с пневматиче-
ским или гидравлическим приводом. Кроме основных требований
(точность, жесткость, компактность) к приспособлениям
предъявляются и дополнительные — по максимально возможной
их механизации и автоматизации.
В условиях серийного производства требуются также обеспе-
чение повышения производительности и облегчение труда рабо-
чих, в связи с чем здесь применяются специальные приспособ-
ления с быстродействующими приводами. Эти приспособления
должны удовлетворять таким условиям, как сокращение сроков
и стоимости подготовки производства, времени на переналадку
оборудования, экономичность. Поэтому для предприятий с се-
рийным типом производства характерно применение переналажи-
ваемых (групповых) и универсально-сборных приспособлений.
В настоящее время наиболее широко применяются два
способа воздействия на обрабатываемый материал — резанием и
холодным пластическим деформированием. Интенсификация
этих процессов производится путем применения эффективных
схем резания и пластического деформирования на основе оптими-
зации толщины срезаемой стружки, создания условий свободного
резания, деления объемов деформируемого металла на части,
разделения ширины среза по высоте и ширине и т. д. При обра-
ботке деталей выполняется ряд необходимых движений инстру-
мента и заготовки, обеспечивающих требуемую форму макро-
и микрогеометрии обработанной поверхности, а в некоторых
случаях — заданные физико-механические свойства поверх-
ности.
В процессе обработки происходит изменение величин и на-
правления нагрузок на обрабатываемую деталь. Поэтому одним
из основных .-ребований интенсификации процесса обработки яв-
ляется обеспечение необходимой жесткости технологической
системы. Она в свою очередь зависит от размеров и формы
обрабатываемой детали, шероховатости поверхности стыков,
физико-механических свойств заготовки и элементов технологи-
ческой системы. Практически всегда повышение жесткости
технологической системы приводит к улучшению параметров
обработки и открывает пути повышения производительности.
Жесткость технологической системы зависит от станочного
приспособления. В связи с этим при достижении оптимальной
жесткости приспособления станет возможной интенсификация
процесса обработки деталей.
4
Порядок проектирования станочных
приспособлений
В зависимости от степени технологической оснащенности мо-
гут осуществляться:
проектирование оснастки для конкретного производства
на те технологические операции, на которые она не была раз-
работана;
модернизация применяемой технологической оснастки с
целью повышения ее производительности, сокращения числа
ручных операций, улучшения условий обслуживания, ремонта;
оборудование применяемой технологической оснастки эле-
ментами механизации загрузки и выгрузки, что связано с
частичной модернизацией оборудования.
Обычно проектирование станочных приспособлений состоит
из двух этапов. На первом этапе разрабатывают эскизы меха-
нической обработки детали и на них отмечают базовые
поверхности и места зажима ее в приспособлении. Положение
детали на эскизе должно быть таким же, как и в станочном при-
способлении при выполнении операции на станке. Деталь
изображается в том виде, какой она имеет после обработки на
данной операции. Кроме того, должны быть заданы режимы реза-
ния и представлена схема приспособления (одно- или много-
местная, одно- или многопозиционная, с ручным или механизи-
рованным съемом или загрузкой) с целью достижения заданной
пр оиз водител ьности.
Второй этап заключается в конструировании приспособле-
ния. При этом необходимо проработать и уточнить:
годовую программу выпуска изделий;
чертежи заготовки и готовой детали и технические условия
на деталь;
технологический процесс и эскиз механической обработки
на соответствующей операции;
техническую характеристику, паспортные данные, посадочные
места и состояние станка, на котором будет установлено про-
ектируемое приспособление;
условия эксплуатации, обслуживания и ремонта проекти-
руемого приспособления.
При конструировании приспособлений необходимо выполнить
в приведенной ниже последовательности такие операции:
вычертить: контур обрабатываемой детали (обычно в трех
проекциях), оставив достаточно места для вычерчивания на
проекциях всех элементов приспособления; вокруг контура обра-
батываемой детали — направляющие элементы для режущего
инструмента (кондукторные втулки) и контуры режущего
инструмента; установочные (центрирующие) или опорные
элементы (подвижные и неподвижные опоры);
рассчитать усилие зажима, исходя из величины сил резания;
погрешность обработки в зависимости от принятой схемы бази-
рования. Если расчет покажет, что принятая схема базирования
5
и зажима не обеспечивает требуемой точности обработки, то
следует изменить схему базирования и заново произвести расчет.
В некоторых случаях при необеспечении точности за счет изме-
нения данной схемы необходимо изменить схему обработки;
выбрать конструкцию зажимного устройства и вычертить за-
жимные элементы приспособления;
произвести расчет основных параметров зажимных устройств
на прочность и жесткость и силового привода;
вычертить силовой привод, корпус и вспомогательные элемен-
ты приспособления;
выполнить необходимые разрезы и сечения, проставить габа-
ритные и контрольные размеры (диаметры кондукторных вту-
лок, расстояния между их осями, между базовыми поверхностями
и т. д.), задав технические требования по точности изготовления
приспособления.
Особенности конструирования
станочных приспособлений
Конструирование станочных приспособлений, так же как и
любых машин,— процесс творческий. Каждая конструкторская
задача, как правило, имеет много решений. Используя имеющие-
ся теоретические знания и практический опыт, нужно выбрать из
многих возможных решений одно, наилучшее. При этом прихо-
дится принимать во внимание ряд часто противоречивых техно-
логических и эксплуатационных требований, предъявляемых к
проектируемой конструкции. Нередко правильное решение может
быть принято только после проведения сравнительных технико-
экономических расчетов по различным конструктивным ва-
риантам.
Целью конструирования является создание приспособлений,
в полной мере отвечающих эксплуатационным требованиям
и наиболее экономичных в изготовлении.
Для этого необходимо:
обосновывать применение каждого механизма, детали и эле-
мента;
обеспечить удобство сборки, разборки и регулировки;
исключить по возможности подбор и подгонку деталей, а
также операции выверки и регулировки деталей и узлов при
сборке;
добиваться экономного расходования материалов и обеспечи-
вать высокую прочность деталей способами, не требующими
увеличения массы (придание деталям рациональных форм с
наилучшим использованием материала, применение материалов
повышенной прочности, введение упрочняющей обработки);
обеспечивать соответствие конструктивных форм деталей при-
способления условиям технологии получения заготовок и
механической обработки;
упрощать уход за приспособлением, сокращать объем опера-
ций обслуживания, устранять периодические регулировки;
6
предупреждать возможность перегрузки приспособления в
эксплуатации, вводить предохранительные и предельные устрой-
ства;
предусматривать надежную автоматическую смазку трущих-
ся поверхностей, не применять по возможности периодическую
смазку;
избегать выполнения трущихся поверхностей непосредствен-
но на корпусных деталях, открытых механизмов и передач,
а также предусматривать защиту трущихся поверхностей от
проникновения грязи, пыли и влаги;
предупреждать коррозию деталей, соприкасающихся с хими-
чески активными средами;
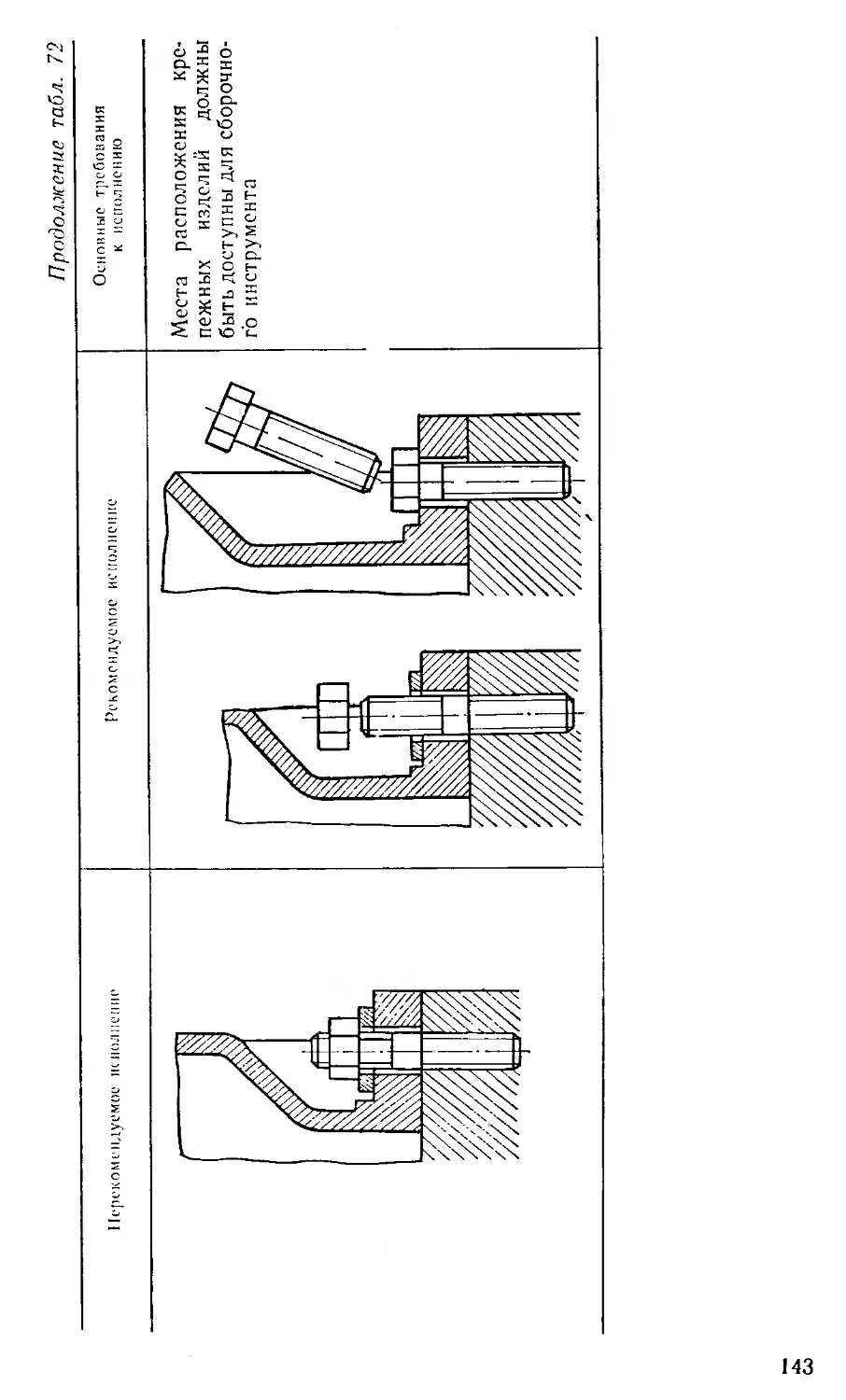
обеспечивать надежную страховку резьбовых соединений
от самоотворачивания;
устранять возможность поломок и аварий в результате
неумелого или небрежного обращения, вводить блокировки,
автоматизировать и упрощать управление;
максимально использовать нормализованные и унифициро-
ванные детали и узлы;
заменять, если это возможно, оригинальные детали стандарт-
ными, нормализованными, унифицированными, заимствованны-
ми или покупными узлами и деталями;
придавать конструкции приспособления простые и гладкие
внешние формы, облегчающие содержание его в чистоте;
сосредоточивать органы управления и контроля по возмож-
ности в одном месте;
предусматривать удобную очистку установочных поверхно-
стей от стружки (струей сжатого воздуха, охлаждающей жид-
кости или путем отсоса специальным устройством);
обеспечивать удобство загрузки и выгрузки обрабатываемых
деталей из рабочей зоны, предусматривать применение вы-
талкивающих устройств для выгрузки деталей;
изучать опыт эксплуатации аналогичных приспособлений,
оперативно исправлять дефекты, обнаруженные в процессе изго-
товления и эксплуатации.
В настоящее время почти каждая конструкция является
итогом работы специалистов нескольких поколений. С течением
времени повышаются технико-экономические требования к
конструкциям, к надежности их действия и долговечности.
Поэтому одним из важнейших условий успешного проектирова-
ния является тщательный анализ известных технических реше-
ний. Особенно важно изучение исходных материалов, поэтому
главная его задача — правильный выбор основных параметров
приспособления. Если отдельные конструктивные погрешности
могут быть устранены в процессе его изготовления и доводки,
то ошибки в основных параметрах и замысле конструкции
обычно не поддаются исправлению.
Для того чтобы избежать таких ошибок, необходимо иметь
достаточный фонд справочного материала, использовать ин-
формацию смежных организаций, обязательно изучать отечест-
7
венную и зарубежную патентную литературу, быть в курсе поис-
ковых и исследовательских работ в своей отрасли, знакомиться
с опытом других, даже далеких по профилю отраслей машино-
строения.
Использование накопленного опыта не означает ограничения
творческой инициативы конструктора, а наоборот, расширяет
поле его деятельности.
Важным условием является хорошее знание конструктором
технологии изготовления деталей приспособления, сборки и регу-
лировки, новейших электрофизических, электрохимических и дру-
гих технологических процессов, позволяющих более широко
применять рациональные конструкции форм деталей, а также
условий эксплуатации проектируемого приспособления.
Значительное место в работе конструктора занимает компо-
новка конструкции. При этом важно уметь выделить главное
и установить правильную последовательность разработки
конструкции.
Основной ошибкой начинающих конструкторов является
стремление скомпоновать все элементы конструкции одновре-
менно. Компоновку же следует начинать с выбора рациональ-
ной кинематической и силовой схем, определения наиболее целе-
сообразного взаимного расположения деталей. Причем необхо-
димо разрабатывать сразу несколько вариантов, анализировать
их и выбрать наиболее оптимальный. Детализировать конструк-
цию на этапе компоновки не только бесполезно, но и вредно, так
как внимание конструктора отвлекается от основных задач этого
этапа.
В процессе компоновки при выборе размеров и форм деталей
нужно производить ориентировочные и приближенные расчеты.
Однако на их итоги всецело полагаться нельзя, ибо существу-
ющие методы расчетов не всегда учитывают все факторы,
определяющие работоспособность конструкции. Есть ряд деталей
(например, корпусные), не поддающихся точному расчету. Раз-
меры же некоторых деталей зависят не только от прочности, но
и от технологии их изготовления и других факторов.
При компоновке должны быть учтены все условия, влияющие
на работоспособность конструкции приспособления, разработаны
системы смазки, решены вопросы сборки, разборки, предусмотре-
ны удобства обслуживания и т. д.
Часто в процессе проектирования обнаруживаются не заме-
ченные в первоначальных вариантах недостатки, для устране-
ния которых приходится возвращаться к существовавшим ва-
риантам или разрабатывать новые. На всех стадиях компоновки
следует учитывать опыт производственников.
Компоновку лучше всего осуществлять в масштабе 1:1. Чем
глубже проработка конструкции, тем выше в конечном счете
выигрыш в стоимости и сроках изготовления приспособления,
а также в эффективности эксплуатации.
При проектировании следует соблюдать общие положения и
правила выполнения чертежей Единой системы конструкторской
8
документации. Стандартами регламентированы: виды изделий
(ГОСТ 2.101—68), виды и комплектность конструкторских
документов (ГОСТ 2.102—68), стадии разработки (ГОСТ 2.103—
68), основные подписи (ГОСТ 2.104—68), общие требования к
текстовым документам (ГОСТ 2.105—79), текстовые документы
(ГОСТ 2.106—68), спецификации (ГОСТ 2.108—68), патентный
формуляр (ГОСТ 15.012—84), нормоконтроль (ГОСТ 2.111—68),
правила построения, изложения и оформления технических усло-
вий (ГОСТ 2.114—70), карта технического уровня и качества
продукции (ГОСТ 2.116—84), техническое предложение, эскиз-
ный и технический проект (ГОСТ 2.118—73, 2.119—73,
2.120—73), технологический контроль конструкторской докумен-
тации.
По окончании проектирования необходимо проверить:
стыковку, привязки и другие кинематические связи, доста-
точность числа размеров, указаний, проекций, разрезов, взаимо-
увязывающих соседние узлы (сборочные единицы);
достаточно ли ясно показана конструкция узла, не следует
ли заменить проекции и разрезы вырывами и сечениями;
наличие лишних проекций, разрезов, сечений;
использованы ли в максимальной мере нормализованные,
стандартные и покупные изделия;
достаточность антикоррозионной защиты, правильность ее
условного обозначения;
степень учета фактических нагрузок, возникающих при рабо-
те узла, и нагрузок, вызывающих деформации в нежелательном
направлении; если эти деформации есть, то не опасны ли они
при выполнении узлом его функций;
правильность: указания необходимых технических требова-
ний и характеристик; увязки размеров и достаточность их
числа (установочных, габаритных, линейных, межосевых, меж-
центровых и т. д.); простановки чисел зубьев, модулей,
направлений вращения, наличие указаний о крайних положе-
ниях, стрелок, указывающих направление движения, и т. д.,
выносок и соответствие обозначений нормальных и покупных
деталей указанным в ГОСТах и нормалях; выбора зазоров,
материала, геометрического построения, конструкции для исклю-
чения влияния температурных деформаций;
возможность: сборки и разборки и рациональную их слож-
ность, сборки и разборки без повреждения деталей, удобство
проведения операции сборки и регулирования; свободного
перемещения подвижного элемента без заеданий и задевания
других элементов;
соблюдение правил техники безопасности и производственной
санитарии при сборке и эксплуатации;
обеспечение нормального смазывания трущихся частей
конструкции при любых ее положениях, возможность замены
смазочного материала;
достаточность, надежность и правильность установки уплот-
няющих средств, обеспечивающих отсутствие как вытекания
9
смазочного материала из узла, так и проникновения внутрь
среды извне, надежность прокладок, правильность выбора арма-
туры;
технологичность изготовления деталей, рациональность вы-
бора метода получения заготовок;
наличие элементов, обеспечивающих надежное транспорти-
рование узлов;
соответствие посадок характеру соединения;
указания мест заполнения жидкостью и ее уровней, наличие
сливных отверстий для жидкости, возможность промывки и
очистки полостей узла;
удобство чистки наружных поверхностей;
правильность заполнения штампа, соответствие названий в
спецификации их номерам на чертеже.
Общие принципы разработки
чертежей деталей приспособлений
От качества рабочих чертежей в известной мере зависит и
качество изготовления всей конструкции. Рабочие чертежи, тех-
нические условия и другие документы должны содержать все
данные, определяющие форму, размеры, допуски, материал, вид
термической обработки, покрытия, а также особые требования
к сборке и ряд других сведений, необходимых для изготовле-
ния, контроля и испытания деталей.
Рабочие чертежи должны быть такими, чтобы при их исполь-
зовании требовался минимум дополнительных документов. Не до-
пускаются ссылки на отдельные пункты стандартов и других
документов, эти пункты следует приводить полностью на чертеже
детали.
Как правило, на рабочих чертежах не должно быть технологи-
ческих указаний, за исключением случаев, когда указания по
применению определенных способов изготовления и контроля
связаны с обеспечением требуемого качества детали, а также
при назначении видов и способов сварки.
На рабочих чертежах деталей обязательно указываются те
размеры, предельные отклонения, обозначения шероховатостей
и другие технические требования, которым детали должны
соответствовать перед сборкой до покрытия или перед допол-
нительной обработкой по чертежам других изделий.
При разработке рабочих чертежей следует соблюдать общие
положения и правила выполнения чертежей различных изделий
Единой системы конструкторской документации. Стандартами
регламентированы: основные требования к чертежам
(ГОСТ 2.109—73), форматы (ГОСТ 2.801—74), масштабы
(ГОСТ 2.302—68), шрифты (ГОСТ 2.304—81), изображения —
виды, разрезы, сечения (ГОСТ 2.305—68), нанесение размеров и
предельных отклонений (ГОСТ 2.307—68), указания на чертежах
допусков формы и расположения поверхностей
(ГОСТ 2.308—79), обозначения шероховатости поверхностей
10
(ГОСТ 2.309—73), нанесение обозначений покрытий, термиче-
ской и других видов обработки (ГОСТ 2.310—68), изображе-
ния резьб (ГОСТ 2.311—68), обозначения швов сварных соедине-
ний (ГОСТ 2.312—72), указания о маркировании и клеймении
(ГОСТ 2.314—68), изображения крепежных изделий (ГОСТ
2.315—68). Регламентировано также выполнение чертежей про-
ушин (ГОСТ 2.401—68), зубчатых колес и реек (ГОСТ 2.403—75,
2.404—75, 2.405—75), шлицевых соединений (ГОСТ 2.409—74).
При нанесении размеров необходимо, чтобы:
количество размеров на чертеже было минимальным, но дос-
таточным для изготовления и контроля детали;
каждый размер был указан только один раз и обеспечивал
возможность его выполнения и контроля при изготовлении
детали;
на все размеры были проставлены (или оговорены) предель-
ные отклонения;
размеры проставлялись так, чтобы наиболее точный из них
имел наименьшую накопленную погрешность при изготовлении;
конструктор четко знал последовательность технологических
этапов изготовления детали;
сопряженные размеры выбирались из схем размерных цепей
общих видов и проставлялись на рабочих чертежах со своими
допусками, полученными при расчете этих цепей;
в простых деталях, имеющих оси симметрии, размеры про-
ставлялись не от осей симметрии, а от поверхностей детали.
При обработке деталей возможны дефекты не только ли-
нейных размеров, но и геометрической формы, а также располо-
жения осей относительно поверхностей.
Допускаемые отклонения формы и расположения поверх-
ностей можно изображать графически в соответствии с ГОСТ
2.308—79 или оговаривать в технических требованиях, пере-
числяемых на поле рабочего чертежа детали. При этом нужно
придерживаться следующих правил:
для корпусных деталей следует указывать плоскостность ба-
зовых обработанных поверхностей, взаимную параллельность
осей отверстий и осей отверстий базовой поверхности, перпен-
дикулярность двух осей отверстий, оси отверстия плоскости, двух
плоскостей, на посадочные места подшипников должны ука-
зываться (по ГОСТ 3325—85) отклонения от цилиндричностн
посадочных шеек и отверстий корпусов, осевое биение упорных
заплечиков вала и отверстия;
в случае, когда торцы наружных колец подшипников упи-
раются в крышки, прикрепляемые к корпусу, на чертеже корпуса
надо указать неперпендикулярность наружной плоскости корпу-
са и оси отверстия, а на чертеже крышки — параллельность
двух торцевых поверхностей;
для базовых отверстий зубчатых колес, шкивов, муфт и
других подобных деталей нужно указывать овальность и конус-
ность отверстий, которые должны быть не более 0,5...0,8 допуска
на диаметр отверстия;
И
для деталей с короткими базовыми отверстиями (отношение
l/d > 1,0) должны быть оговорены неперпендикулярность опор-
ных торцов к оси отверстия, при длинных базовых отверстиях
(l/d < 1,0) допуски на осевое биение торцов ступицы могут в 1,5...
2 раза превышать табличные значения.
Для приобретения навыков разработки рабочих чертежей
конструктор должен научиться мысленно представлять последо-
вательность действий исполнителя каждой операции: модель-
щика, формовщика, фрезеровщика.
Нужно также иметь в виду, что при разработке рабочих
чертежей в некоторой степени продолжается конструирование,
так как и на этой стадии конструктор должен продолжать
поиски решений по снижению веса, увеличению жесткости
и повышению прочности деталей
Пути снижения массы
Максимального снижения массы можно добиться путем при-
дания деталям формы, обеспечивающей полную равнопрочность,
при которой напряжения в каждом сечении детали по ее продоль-
ной оси и в каждой точке этого сечения одинаковы.
Однако при изгибе, кручении и других сложных процессах
напряжение по сечению распределяется неравномерно. В этих
случаях можно приблизиться к обеспечению условия равнопроч-
ности путем выравнивания напряжений по сечению, удаления
металла из наименее нагруженных участков и сосредоточения
его в наиболее нагруженных местах.
Самыми распространенными показателями прочности и
жесткости профилей являются: площадь сечения, осевой момент
инерции и сопротивления.
В табл. 1 приведены наиболее распространенные профили;
в табл. 2 — сечения при наименьшем весе; в табл. 3 — различные
варианты снижения массы за счет применения равнопрочной
формы деталей.
Пути увеличения жесткости
Жесткость — это способность конструкции сопротивляться
действию внешних нагрузок с наименьшими деформациями или
с деформациями, не нарушающими ее работоспособность. При
недостаточной жесткости могут возникнуть повышенные дефор-
мации, фрикционная коррозия и сваривание поверхностей,
возрасти трение и износ подвижных соединений. При этом в
большинстве случаев становится невозможной работа конструк-
ций, связанных с выполнением точных операций.
Коэффициентом жесткости называется отношение силы Р,
приложенной к конструкции, к максимальной деформации [,
вызываемой этой силой. Величина, обратная коэффициенту
жесткости, называется коэффициентом упругости.
Основными путями повышения жесткости являются приме-
12
1. Основные характеристики профилей
Форма поперечного сечения Площадь сечения F, см2 Осевой момент инерции /, см4 Момент сопротивления W, см2
Квадрат б2 62/12 676
Прямоугольник bh /х = 663/12 Д = Л63/12 Wx = bh2/& Wy = hb2/&
Круг nd2/4 nd4/64 nd3/32
Кольцо а = d\/d n(d2-rf?)/4 nd4(l -а4)/64 arf3(l — а3)/32
2. Рациональные сечения профилей одинаковой массы
Эскиз сечения
Соотношение параметров
сечения и его величина
Показа-
тель жест-
кости
W/ U70
Показатель
прочности
///о
13
Продолжение табл. 2
Эскиз сечения Соотношение параметров сечения и его величина Показа- тель жест- кости IVх/UZo Показатель прочности ///о
% У///Л 1 /i/Ло 1,5 2,5 3,0 3,5 9 18 2,2 3,7 5,5
— — 1 1
У h/ha 1,5 2,5 3,0 4,3 11,5 21,5 2,7 4,5 7,0
3. Снижение массы деталей путем придания им равнопрочной и ра-
циональной формы
Нерациональная форма детали Рациональные формы детали Отношение мас- сы детали рацио- нальной формы к нерациональной
d/D = 0,5 0,78
’2222222222222222222Л 722222222/ 222222/2/Z>) d/D = 0,6 0,7
14
Продолжение табл. Я
Нерациональная форма детали Рациональные формы детали Отношение массы детали рациональной формы к нера циональной
d/D = b,l 0,61
Продолжение табл. 3
16
Продолжение табл. 3
17
П родолжение табл. 3
Нерациональная форма
детали
Рациональные формы детали
Отношение массы
детали рациональ-
ной формы к не-
рациональной
0,9
нение материалов с высоким модулем упругости, ребер и пере-
городок, замкнутых рамных конструкций, устранение изгибаю-
щих напряжений и замена их напряжениями сжатия-растяже-
ния, уменьшение зазоров, создание предварительного натяга,
сокращение числа стыков.
Примеры увеличения жесткости отдельных конструкций
приведены в табл. 4.
Пути повышения циклической прочности
В связи с тем, что большинство конструкций станочных
приспособлений подвергается воздействию переменных нагрузок,
обеспечение циклической прочности является необходимым
условием достижения долговечности и надежности.
Способность материала выдерживать без разрушения
неограниченно большое число нагружений определяет его цикли-
ческую прочность, а величина напряжений при этом — предел
усталости материала.
Пределы усталости материалов имеют гораздо больший диа-
пазон колебания значений, чем механические характеристики
при статическом нагружении, и зависят от условий нагружения,
типа цикла, степени . асимметрии, технологии изготовления,
состояния поверхности и ряда других факторов. Между усталост-
ной и статической прочностью нет определенной зависимости.
Усталостная прочность конкретных деталей в значительной
мере зависит от концентраторов напряжений, которые могут в
2...3 раза и более повысить средний уровень напряжений,
действующих в опасном сечении детали.
18
4. Увеличение жесткости машиностроительных конструкций
Замена
изгиба
растя
жением
-сжа-
тием
19
Продолжение табл. 4
Исходная конструкция
Измененная конструкция
Сущность
изменения
Умень-
шение
пролета
между
опорами
Умень-
шение
вылета
консоли
у с и л е -
нием уз-
ла за -
делки
20
Продолжение табл. 4
Усиление
жесткости
кольцевым
воротником
Придание
формы
равного со-
противле-
ния
Уменьше-
ние напря-
жений из-
гиба
21
Продолжение табл. 4
Обычно различают геометрические и технологические концен-
траторы напряжений.
К геометрическим концентраторам напряжений относятся:
зарверловки, отверстия, резьбовые отверстия, кольцевые выточ-
ки, канавки, ступеньки с острыми входящими углами, поднутре-
ния, лыски, резьбы, шпоночные канавки, шлицы, впадины зубьев,
сварные швы, клейма и т. д., к технологическим — участки
с перерезанными волокнами, полученными при предшествующей
горячей обработке заготовок; места переходов у кованых и штам-
пованных заготовок, прессовых посадок; литейные дефекты, яв-
ляющиеся следствием вытяжки металла; грубая механическая
обработка поверхности детали; гальванопокрытия и т. д.
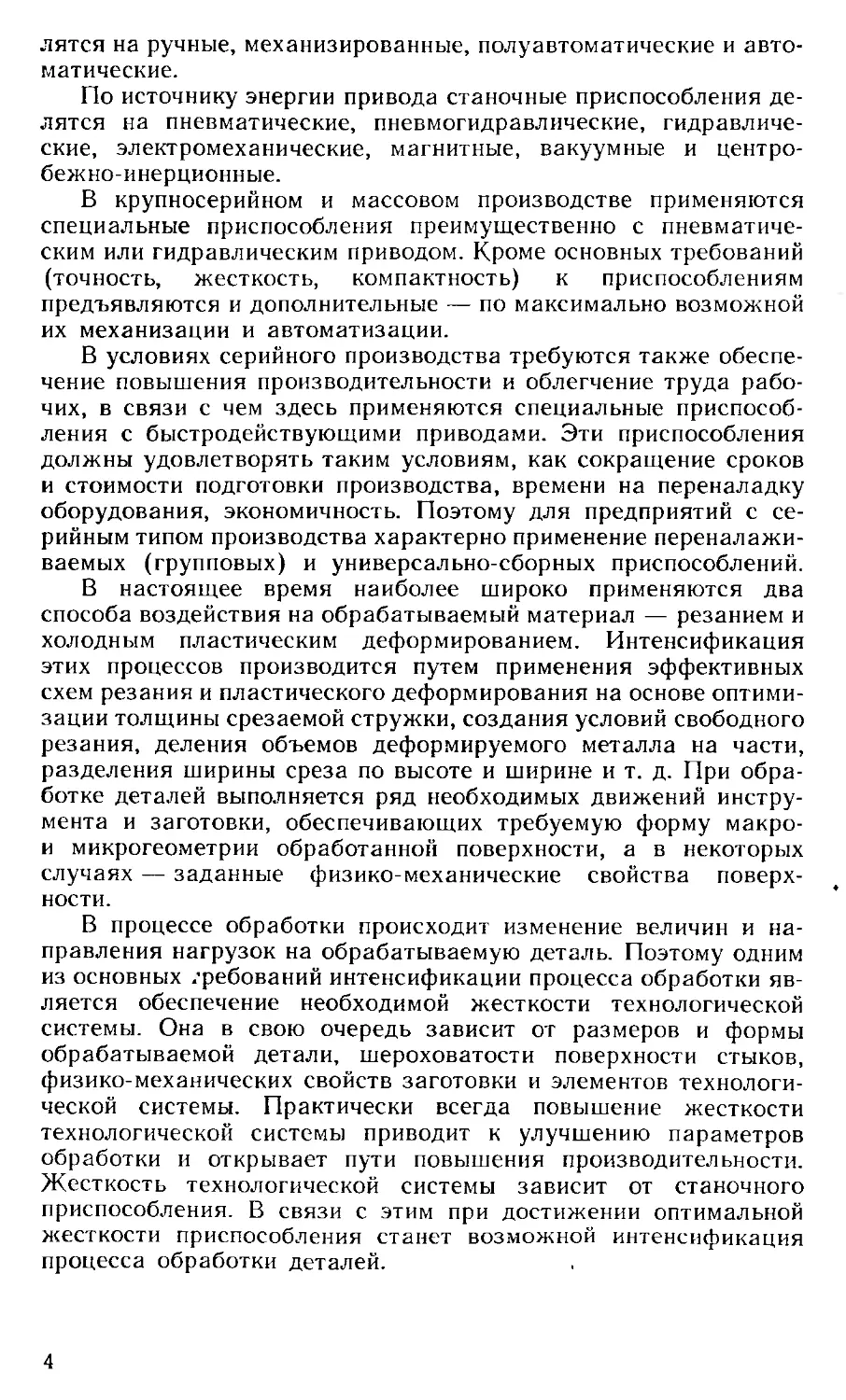
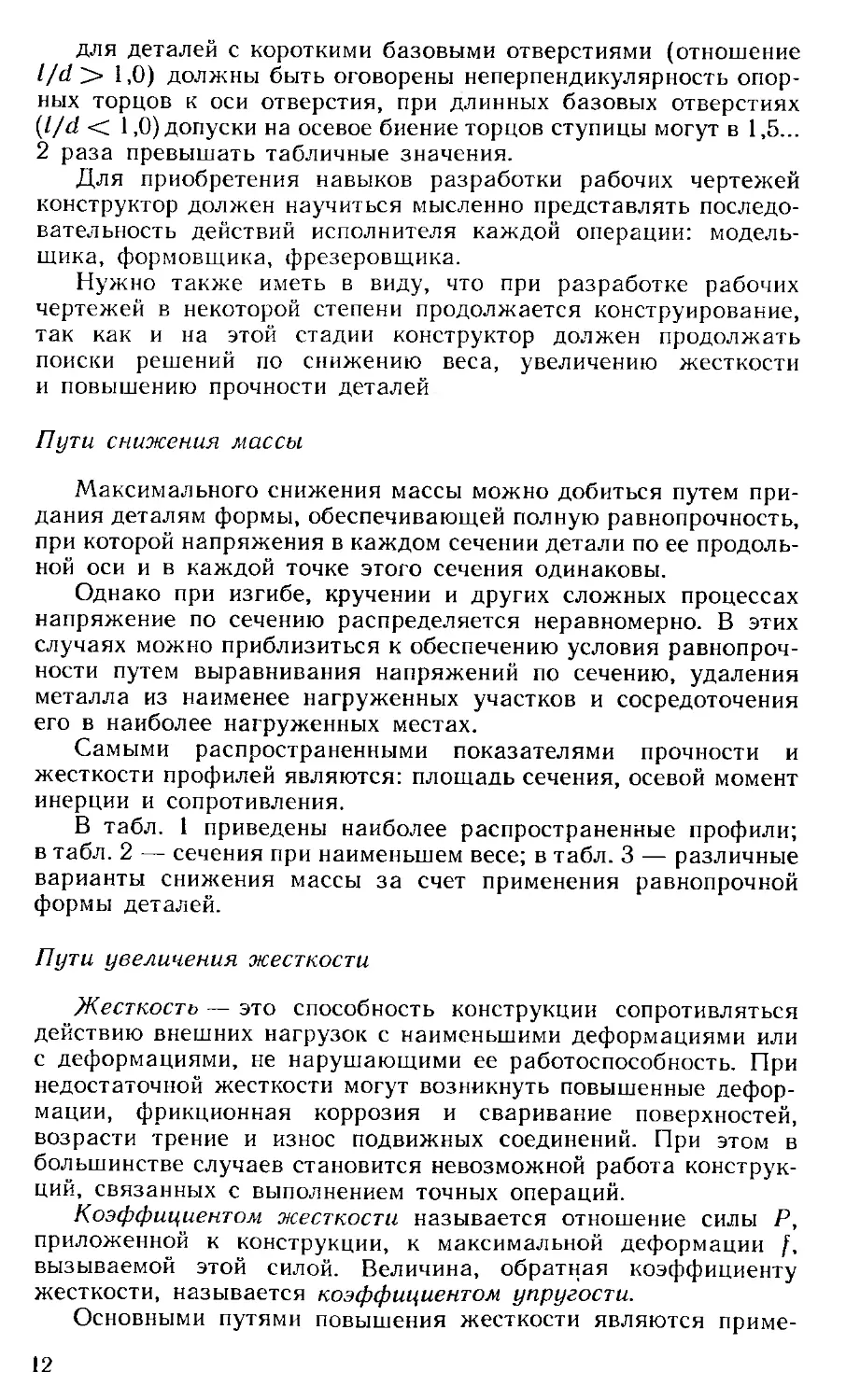
В табл. 5 приведены примеры устранения геометрических
концентраторов напряжений.
К технологическим методам повышения усталостной прочно-
сти относятся: применение термической, химико-термической
и термо-механической обработки сталей с целью создания в
поверхностных слоях предварительных напряжений сжатия;
улучшение шероховатости поверхностей деталей путем полиро-
вания, притирки, суперфиниширования, упрочнение поверхност-
ного слоя пластической деформацией (дробеструйная обработка,
накатывание роликами, алмазное выглаживание, ультразвуковое
упрочнение, импульсный гидронаклеп и т. д.).
22
5. Устранение концентрации напряжений
Исходная конструкция
Измененная конструкция
Сущность изменения
Крепежные болты замены
кольцевой гайкой
Фиксирующий штифт пере-
несен на головку
Фиксирующий усик выпол-
нен вместе с головкой
Концентраторы перенесены
в различные плоскости
Отверстия перенесены в
сторону от зубьев на
диск
23
Продолжение табл. 5
Измененная конструкция
Сущность изменения
Усилен зубчатый венец
и сделаны плавные пе-
реходы от венца к зубьям
Увеличен диаметр наре-
занного участка
Усилен вал на участке
резьбы
Пути совершенствования конструкций
У шпиндельных узлов оптимальные расстояния между опора-
ми должны быть в пределах 3...4 диаметров передней опоры.
Такие узлы имеют повышенную жесткость и минимальные га-
баритные размеры. В качестве материала для них рекомендуется
применять азотируемые (38ХВФЮА, 40ХФА) или цементуе-
мые стали (18ХГТ, 12ХНЗА, 20Х), обладающие высокой
твердостью и износостойкостью, малой деформируемостью и вы-
сокой прочностью. При этом особое внимание нужно уделять
точности изготовления конических посадочных поверхностей под
посадки подшипников. Коническая поверхность внутреннего от-
верстия двухрядных роликоподшипников должна быть выполне-
на на шпинделе с отклонением угла конуса не более Г. На работу
шпиндельного узла существенно влияет натяг подшипника,
оптимальная величина которого должна быть в пределах
2...4 мкм. Правильность выбора величины натяга контролируют
по температуре нагрева подшипника в процессе эксплуатации.
При особо высоких требованиях к виброустойчивости и точности
вращения рекомендуется применять подшипники скольжения.
Эти подшипники требуют высокой точности выполнения со-
прягаемых поверхностей. Обязательным при этом является
определение требований к отклонению по некруглости и конусно-
сти. Весьма существенный фактор, влияющий на ресурс работы
24
Продолжение табл. 5
Исходная конструкция
Измененная конструкция
Сущность
изменения
Увеличены се-
чения вала на
участке распо-
ложения кон-
центраторов
Ослабленный
участок усилен
за счет раз-
носа входящих
углов
Внутренним
ступенькам
приданы плав-
ные переходы
Усилен вал на
ослабленном
участке
подшипника,- - перекос осей. В связи с этим при монтаже
подшипников скольжения требуется исключить возможные пере-
косы осей из-за погрешностей как изготовления и монтажа,
так и деформации шпинделя. Для стабильной работы под-
шипника скольжения необходим постоянный температурный ре-
жим. Он обеспечивается при использовании температурных ком-
пенсаторов при подаче смазки постоянной температуры.
Подшипники качения обеспечивают нормальную работу, если
при их монтаже и эксплуатации не было значительных пере-
косов и деформации колец. Допустимые перекосы составляют 8'
25
Продолжение табл. 5
Исходная конструкция
Измененная конструкция
Сущность
изменения
Утолщены
вал и сту-
пица
Зубчатое
колесо на-
сажено на
продолже-
ние зубьев
малого
колеса
26
Продолжение табл. 5
Исходная конструкция Измененная конструкция Сущ- ность изме-
нения
При-
ме-
нены
гал-
тели
повы-
шен-
ной
проч-
ности
Уст-
ранен
изгиб
в
резь-
бовых
дета-
лях
27
Продолжение табл. 5
для радиальных однорядных подшипников, 4...6' — для радиаль-
но-упорных, до 2...4°— для сферических. Большую роль играют
погрешность формы посадочных отверстий и биение торцевых
опорных поверхностей. В зависимости от класса точности под-
шипника должны назначаться конусность и отклонение от ци-
линдричности опорных поверхностей, а также биение заплечиков.
В резьбовых соединениях необходимо обеспечить совпадение
шагов. На работоспособность соединения существенно влияет
отклонение от перпендикулярности опорной поверхности, кото-
рое должно быть для точных резьб в пределах 30...40' и для
грубых — 100... 130'.
Поворотные и делительные механизмы рекомендуется исполь-
зовать с коническими фиксаторами с самотормозящими углами.
В механизмах поворота желательно применять амортизаторы,
а также механизм разгрузки, двойную фиксацию. Положи-
тельный эффект дает повышение жесткости центральной опоры.
В_ передачах винт — гайка требуется достижение параллель-
ности перемещения относительно оси винта с целью исключения
защемления в краиних'положениях. Для уменьшения сил трения
нужно применять тела качения или гидростатическую смазку,
а для ликвидации зазоров — две короткие гайки с регулируемым
зазором. Повысить точность перемещения позволяет переход от
передач винт — гайка к передачам червяк — червячная рейка.
Направляющие должны обеспечивать постоянство перемеще-
ния на протяжении всей рабочей зоны. Одним из основных
условий их стабильной работы является надежная защита от
попадания в них грязи, стружки, пыли и т. п. Предпочти-
тельны V-образные направляющие. Для уменьшения сил трения
целесообразно применение пар трения пластмасса — сталь или
28
Продолжение табл. 5
Исходная конструкция
Измененная конструкция
Сущность
изменения
центри-
рование
в резьбо-
29
Продолжение табл. 5
30
пластмасса — чугун. Желательно использовать антискачковые
смазочные материалы — масла типа ИНС.
При монтаже зубчатые передачи требуют точного положения
осей зубчатых колес и базирования этих колес на валах.
При несоблюдении данных требований нарушается точность за-
цепления, что приводит к резкому ухудшению работы передачи:
повышению шума, снижению работоспособности. Для снижения
шума рекомендуется применять заполюсные передачи, передачи
с коэффициентами перекрытия свыше 2, с модифицированными
профилями.
Повышение точности изготовления
деталей станочных приспособлений
Точность изготовления деталей обусловливает эксплуата-
ционные качества и надежность приспособления. Особое внима-
ние следует уделять точности производства таких деталей,
как направляющие, зубчатые передачи, подшипниковые опоры,
винтовые передачи, центрирующие устройства, шпиндельные уз-
лы и т. д., которые определяют точность базирования и
выполнения заданных перемещений в приспособлении.
В табл. 6 приведены ориентировочные значения экономи-
чески достижимой точности при различных видах обработки
деталей из сталей.
6. Размерная точность изготовления деталей
Вид поверхности Метод обработки Квалитет
Вал Точение:
черновое 10...12
чистовое 9...11
точное 8...9
алмазное 6...7
Шлифование:
бесцентровое 6
в центрах О...6
предварительное 8...9
тонкое 5
Обкатывание роликом и шариком 6...8
Электроэрозионная обработка 8...12
Суперфиниширование 5
Доводка (ручная и механическая) 5
31
Продолжение табл. 6
Вид поверхности Метод обработки Квалитет
Отверстие
Сверление:
ручное 13
через кондуктор 11...12
после предварительного сверления 11
Зенкерование 10... II
Растачивание:
черновое 8... 10
чистовое 7...9
точное 7
на координатно-расточных
станках 6...7
Растачивание алмазное 6
Развертывание:
предварительное 7...9
окончательное 6...7
Протягивание 6...8
Прошивание 6...8
Развальцовывание 6...7
Раскатывание 6...8
Калибрование 6
Шлифование:
предварительное 8...9
точное 6
Хонингование 5...6
Суперфиниширование 5
Доводка (ручная и механическая) 5
Электроэрозионное прошивание 8... 13
Электрохимическое прошивание 8...13
Электроалмазное шлифование 5...6
Плоскость
Строгание 8...10
Долбление И...12
Фрезерование 8...9
Обтачивание торцов:
черновое 12
чистовое 10...11
точное 8
Шлифование:
торцов 6...7
плоскостей 6
Хонингование 6
Суперфиниширование 5
Доводка (ручная и механическая) 5
Шабрение 6...8
Слесарная опиловка 10...11
32
Продолжение табл. 6
Вид поверхности Метол обработки Квалитет
Резьба Нарезание: плашкой-метчиком 6..8 резцом-гребенкой 6.. .8 Фрезой 8 Накатывание роликами 7 ..8 Шлифование 5...6
Контурные поверхности плоских деталей Холодная штамповка: вырубка 12 пробивка 11
Глава II
МАТЕРИАЛЫ ДЕТАЛЕЙ
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Чугуны
Чугуны являются сплавами железа с углеродом (содержа-
ние последнего более 1,5 %). Чугуны делятся на белые, серые,
модифицированные, высокопрочные, ковкие, антифрикционные,
жаростойкие, коррозионностойкие. В станочных приспособле-
ниях наибольшее применение находят серые чугуны, из кото-
рых изготовляются корпусные и малонагруженные детали. Эти
чугуны обладают хорошими литейными и удовлетворитель-
ными механическими свойствами, имеют относительно низкую
стоимость. Модифицированные чугуны отличаются от серых
33
наличием графитизирующих присадок и имеют повышенные
механические свойства. У высокопрочных и ковких чугунов
высокие механические свойства, однако из-за более сложной
технологии их производства применяются в станочных при-
способлениях довольно редко. Антифрикционные, жаростойкие
и коррозионностойкие чугуны используются для изготовления
деталей с требуемыми свойствами (тормозные диски, детали
сварочных приспособлений).
В табл. 7 указаны области применения чугунов, в табл.
8... 10 — их механические свойства.
7. Отливки из чугуна
Марка чугуна Краткая характеристика Область применения
Серый чугун
СЧ15
Низкая износостойкость и
пониженные механические
свойства
СЧ20
СЧ25
СЧЗО
Низкая износостойкость
и пониженные механиче-
ские свойства, способность
воспринимать небольшие
сжимающие нагрузки
Высокие механические
свойства, хорошая износо-
стойкость и обрабатывае-
мость режушим инструмен-
том
Высокие механические
свойства и износостойкость,
способность воспринимать
значительные переменные
нагрузки и повышенная
плотность
Малоответственные отливки с
толщиной стенок до 30 мм.
Детали, работающие при сред-
них нагрузках без трения
(крышки, планшайбы, плиты,
стойки, корпуса, шкивы, ма-
ховички)
Ответственные отливки с тол-
щиной стенок 10...30 мм. Де-
тали, работающие на износ при
средних нагрузках. Отливки
больших габаритов (корпуса
пневмокамер и пневмоцилинд-
ров, тормозные барабаны)
Ответственные отливки с тол-
щиной стенок до 40 мм. Де-
тали. работающие на износ при
больших нагрузках и высокой
герметичности (гидроцилиндры,
гильзы, корпуса)
Ответственные сложные отлив-
ки с толщиной стенок до 60 мм,
с повышенными требованиями
к однородности свойств в раз-
личных частях отливки. Детали,
работающие при переменных
нагрузках в условиях интен-
сивного износа (зубчатые ко-
леса, поршни, храповики)
Высокопрочный чугун
445-а
ВЧ50-2
Высокая прочность и удов-
летворительная пластич-
ность
Высокие прочность, жест-
кость и износостойкость
Корпуса гидроаппаратуры, сту-
пицы, кронштейны
Детали, работающие на износ
и испытывающие вибрационные
нагрузки (корпуса насосов, ре-
34
П родолжение табл. 7
Марка чугуна Краткая характеристика Область применения
ВЧ60 Высокая прочность и жест- кость, повышенная износо- стойкость дукторов, кронштейны, бугели, тормозные диски, звездочки) Ответственные детали, рабо- тающие на износ при больших нагрузках (коленчатые и рас- пределительные валы, копиры, толкатели)
Ковкий чугун
КЧ30-6 Способность работать в ус- Ответственные детали, испыты-
ловиях динамических на- вающие вибрационные нагруз
грузок ки (коленчатые валы, толкате
ли, зубчатые колеса)
Антифрикционный чугун
АЧС-1,
АЧС-2
АЧВ-1
АЧВ-2
Предназначены для работы
в узлах трения в паре
с термически обработанным
валом при средних скоро-
стях скольжения
Предназначен для работы
в узлах трения в паре
с термически обработанным
валом при высоких скоро-
стях скольжения
Предназначен для работы
в узлах трения в паре с тер-
мически не обработанным
валом при высоких скоро-
стях скольжения
Цапфы, опоры, подпятники,
подшипники скольжения
То же
8. Механические свойства отливок из серого чугуна (по ГОСТ 1412—85)
Марка чугуна Толщина стенок, мм Временное сопро- тивление при рас- тяжении оь, МПа Твердость, НВ
8 180 224
СЧ15 15 150 210
30 ПО 201
50 105 163
8 220 240
СЧ20 15 30 200 160 230 216
50 140 170
35
Продолжение табл. 8
Марка чугуна Толщина стенок, мм Временное сопро- тивление при рас- тяжении as, МПа Твердость, НВ
8 270 255
СЧ25 15 30 250 210 245 238
50 180 187
8 330 270
СЧЗО 15 300 260
30 260 250
50 220 197
9. Механические свойства отливок из чугуна с шаровидным графитом
(по ГОСТ 7293—85)
Марка чугуна Временное сопротивление при растяже- нии о*, МПа Условный предел текучести о02» МПа От нос ител ьное удлинение 6. % Твердость, НВ
ВЧ35 350 220 22 140... 170
ВЧ40 400 250 15 140...202
ВЧ45 450 310 10 140...225
ВЧ50 500 320 7 153...245
ВЧ60 600 370 3 192...227
ВЧ70 700 420 2 228...302
10. Свойства отливок из антифрикционного чугуна (по ГОСТ 1585—85)
Марка чугуна Твердость, НВ Удельное дав- ление р, МПа Окружная скорость, V, м-с рп, МПа-м-с
АЧС-1 180...241 5 5 12
АЧС-1 180...241 14 0,3 2,5
АЧС-2 180...229 10 0,3 2,5
АЧВ-1 210...260 1,5 10 12
АЧВ-1 210...260 20 1 20
Стали
Стали являются сплавами железа с углеродом. Последний
составляет до 1,7 %.
Стали подразделяются: по химическому составу, качествен-
ным признакам, по назначению и способу производства.
36
По химическому составу стали делятся на углеродистые
(с содержанием углерода от 0,85 до 1,3 %) и легированные,
включающие кроме железа и углерода различные легирующие
элементы;
по качественным признакам — на обыкновенного качества,
качественные и высококачественные; по назначению — на конст-
рукционные, инструментальные и с особыми физическими
свойствами; по способу производства — на конверторные, мар-
теновские и электростали.
Наибольшее применение для изготовления станочных при-
способлений находят конструкционные стали. Они делятся на
углеродистые и легированные.
Сталь углеродистая обыкновенного качества изготовляется
в мартеновских печах (спокойная, кипящая, полуспокойная)
и в бессемеровских конверторах (спокойная и кипящая).
В зависимости от назначения и гарантируемых характери-
стик сталь подразделяется на две группы и одну подгруппу
и поставляется: группа А — по механическим свойствам (ма-
рок СтО, Ст1, Ст2, СтЗ, Ст4, Ст5, Стб); группа Б — по хими-
ческому составу (марок БСтО, БСт1, БСт2, БСтЗ, БСт4, БСт5,
БСтб); подгруппа В—по механическим свойствам и хими-
ческому составу (марок ВСт1, ВСт2, ВСтЗ, ВСт4, ВСт5).
Сталь углеродистая качественная, конструкционная изго-
товляется в мартеновских и электрических печах (спокойная,
кипящая и полуспокойная). Она поставляется по химическому
составу и механическим свойствам одновременно.
В зависимости от химического состава сталь делится на две
группы: I — с нормальным и II — с повышенным содержанием
марганца.
Сталь легированная конструкционная по химическому соста-
ву и механическим свойствам подразделяется на качествен-
ную, высококачественную и особо высококачественную. В зави-
симости от основных легирующих элементов различается
13 групп стали.
Углеродистые стали обыкновенного качества применяются
для производства деталей, не подвергаемых термической обра-
ботке. Детали из углеродистых качественных сталей проходят
термическую обработку. Легированные стали используются для
изготовления ответственных высоконагруженных деталей.
Для деталей с заданными специфическими свойствами
(коррозионной стойкостью, жаропрочностью) применяются вы-
сококачественные стали. Они подразделяются на группы:
I — коррозионностойкие (нержавеющие стали и сплавы,
обладающие стойкостью против электрохимической и химиче-
ской коррозии — атмосферной, почвенной, щелочной, кислотной,
солевой, межкристаллитной коррозии под напряжением и др.);
II — жаростойкие (окалиностойкие) стали и сплавы, обла-
дающие стойкостью против химического разрушения поверхно-
сти в газовых средах при температурах выше 550 °C, работающие
в ненагруженном или слабонагруженном состоянии;
37
Ill — жаропрочные стали и сплавы, способные работать
в нагруженном состоянии при высоких температурах в течение
определенного времени.
Для изготовления ряда сложных и ответственных деталей
станочных приспособлений применяются инструментальные
углеродистые и легированные, инструментальные быстрорежу-
щие и подшипниковые стали. Их условные обозначения приве-
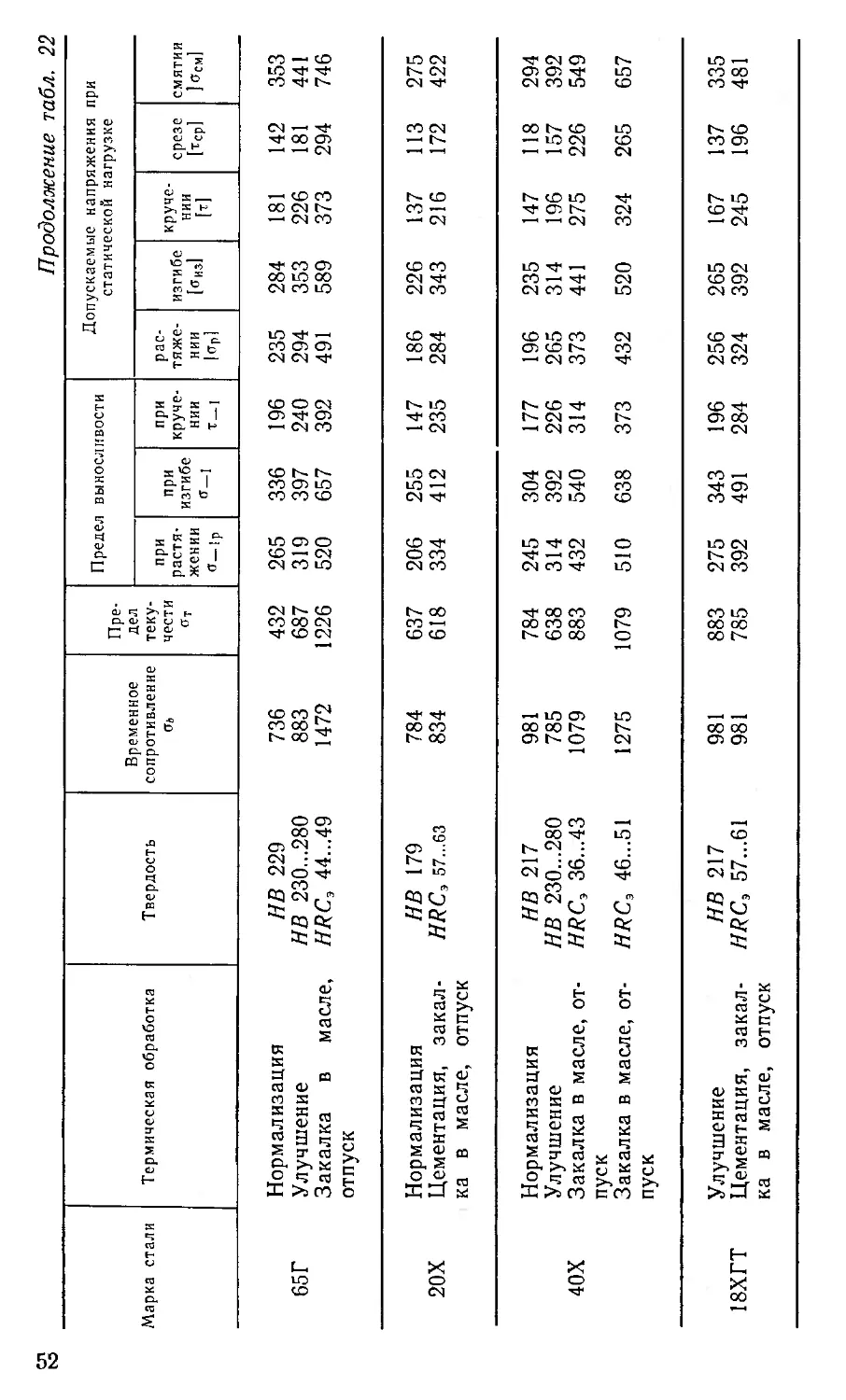
дены в табл. 11, рекомендации по применению — в табл. 12...21,
основные механические свойства — в табл. 22.
11. Условные обозначения марок сталей
Материал
Сталь углеродистая обыкновен-
ного качества (ГОСТ 380 -88)
Сталь углеродистая качествен-
ная конструкционная (ГОСТ
1050—88)
Сталь легированная конструк-
ционная (ГОСТ 4543—71)
Сталь углеродистая инструмен-
тальная (ГОСТ 1435—74)
Сталь легированная инструмен-
тальная (ГОСТ 5950—73)
Обозначение
Буквы «Ст» и цифры от 1 до 6 — услов-
ный номер марки в зависимости от
химического состава и механических
свойств (Ст1, СтЗ). Степень раскисле-
ния обозначается двумя строчными
буквами, добавляемыми после обозна-
чения марки стали: кп — кипящая,
пс — полуспокойная, сп — спокойная
(СтЗкп). Буква Г после номера марки
стали указывает на повышенное со-
держание марганца (СтЗГ).
Две цифры от 05 до 85, показывающие
среднее содержание углерода в сотых
долях процента.
Двузначное число, показывающее
среднее содержание углерода в сотых
долях процента, и буквы справа от
этих чисел, означающие, что в состав
стали входят легирующие элементы
(40Х, 40ХН, ЗОХГС). Цифра, стоящая
после буквы, обозначающей легиру-
ющий элемент, показывает примерное
его содержание в целых процентах
(35Г2, 20X2, ГН2). Если содержание
легирующего элемента менее 1 %,
цифра отсутствует (50Х, 15ХР).
Буква У и цифры, показывающие
среднее содержание углерода в деся-
тых долях процента (У7, У8). Для
обозначения высококачественных ста-
лей в конце ставится буква А (У8А).
Цифры слева от букв показывают
среднее содержание углерода в деся-
тых долях процента, если его в стали
меньше, чем 1 % (9Х, 4ХС, 5ХГН).
Цифры после букв, обозначающих
легирующий элемент, показывают при-
мерное его содержание в целых про-
центах (XI2, Х12М, ХВ5).
38
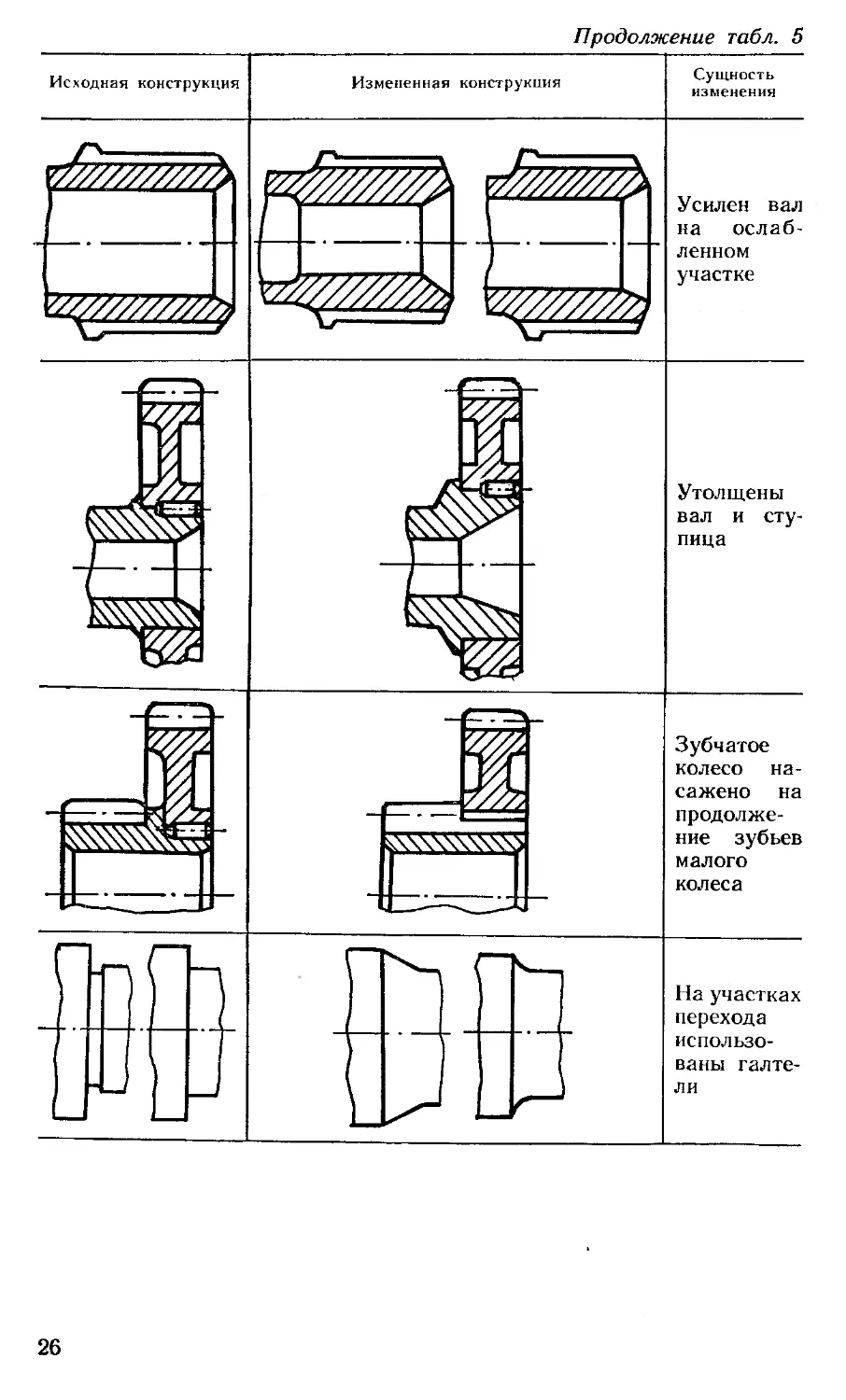
12. Углеродистые стали обыкновенного качества
Марка стали Термическая обработка Твердость после термо- обработки, HRC3 Технологические свойства в состоянии поставки Область применения
пластичность свариваемость
СтО Без термической об- — Хорошая Хорошая Ненагруженные детали (прокладки, шайбы, работки ограждения) Ст1кп То же — То же То же Малонагруженные детали (болты, заклепки, » оси) Ст2кп » — » » Малонагруженные сварные детали средних СтЗкп » — » » размеров (крышки,тяги, серьги, винты,заглуш- Ст4кп — » » ки)
Продолжение табл. 12
Марка стали Термическая обработка Твердость после тер- мообра- ботки, HRC3 Технологические свойства в состоянии поставки Область применения
пластичность свариваемость прокаливаемость
Ст5пс Нормализация 40...45 Удовлетворитель- Удовлетворитель- Слабая Средненагруженные де-
или улучшение ная ная тали (пальцы, оправки, клинья, втулки, тяги, вин- ты, крышки, оси)
Стбпс Закалка в воде, отпуск 48 То же Ограниченная Удовлетвори- тельная Нагруженные детали с повышенной прочностью
(шпонки, звездочки, муф-
ты, зубчатые колеса,
шлицевые валы, ку-
лачки)
ё 13. Углеродистые качественные конструкционные стали
Марка стали Термообработка Твердость после термо- обработки, HRC3 Технологические свойства в состоянии поставки Область применения
пластичность свариваемость п рокадиваем ость
08 Не подвергается термообработке — Высокая Хорошая Низкая Детали, изготовляемые методом холодной штамповки (винты, гайки, колпачки), и сварные детали (кожухи, емкости)
10, 15 Цементация, за- калка в воде, от- отпуск 57...63 поверхности То же То же То же Детали с высокой поверхност- ной твердостью и невысокой прочностью сердцевины (кулач- ковые валики, болты, винты, гайки, ключи, шайбы, червяки, установы под щупы, постоян- ные опоры)
20 Цементация, за- калка в воде, от- пуск 57...63 поверхности Высокая Хорошая Низкая Износостойкие детали при нали- чии ударных нагрузок (зубча- тые колеса, кулачковые муфты, втулки, байонетные зажимы, кондукторные втулки диаметром свыше 25 мм)
25 Закалка в воде, отпуск 27...33 То же То же Слабая Детали, не испытывающие боль- ших нагрузок (оси, валы, соеди- нительные муфты, винты)
30, 35 То же 32...42 Удовлетвори- тельная Ограниченная Удовлетвори- тельная Малонагруженные детали (оси, валики, шпиндели, втулки, звез- дочки, тяги, траверсы, рычаги, диски, крепежные детали, верх- ние кондукторные плиты, при- хваты)
Продолжение табл. 13
Марка стали Термообработка Твердость после термо- обработки, HRC. Технологические свойства в состоянии поставки Область применения
пластичность свариваемость прокаливаемость
40 Закалка в воде, отпуск 33...52 Удовлетвори- тельная Ограниченная Хорошая Средненагруженные детали (оси, валы, штоки, шпиндели, шлицевые валы, звездочки, гай- ки, шпонки, штоки, зубчатые колеса, кронштейны)
45, 50 То же 32...42 Умеренная То же Пониженная Ответственные детали различ- ного характера (корпуса, оси, валы, муфты, фланцы, кольца, кронштейны)
Закалка в масле, отпуск 42...51
55пп Закалка с нагре- вом ТВЧ, отпуск Поверхностная закалка ТВЧ, ох- лаждение под во- дяным душем, от- пуск 40...47 58...60 поверхности Низкая Не сваривает- ся Пониженная Ответственные детали с тонкими сечениями (тонкие шпиндели, зубчатые колеса)
g 14. Легированные конструкционные стали
Марка стали Термообработка Твердость после термо- обработки, HRC3 Технологические свойства в состоянии поставки Область применения
пластичность свариваемость прокаливаемость
15Х Цементация, за- калка в масле, отпуск 46...51 поверхности Хорошая Удовлетвори- тельная Пониженная Износостойкие детали, работа- ющие при больших скоростях (пальцы, оси, валики, цепи, венцы, шестерни)
20Х Цементация, за- калка в масле, отпуск 57...63 поверхности Удовлетвори- тельная То же То же Износостойкие детали, рабо- тающие при больших скоростях скольжения и нагрузках (ше- стерни, кулачковые муфты, втулки, шпиндели в подшипни- ках скольжения, червяки, оп- равки, шлицевые валики, основ- ные втулки, кондукторные и сменные диаметром свыше 25 мм)
35Х Закалка в масле, отпуск 46...51 Удовлетвори- тельная Ограниченная Удовлетвори- тельная Небольшие средненагруженные детали (оси, валики, зубчатые колеса, болты, гайки, силовые шпильки)
40Х Закалка в масле, отпуск 36...43 46...51 То же То же Хорошая Детали, работающие при сред- них давлениях и небольших скоростях или на износ при средних окружностях и невысо- ких ударных нагрузках (зубча- тые колеса, шпиндели, валы, ро- лики, втулки)
Продолжение табл. 14
Марка стали Термообработка Твердость после термо- обработки, Технологические свойства в состоянии поставки Область применения
пластичность свариваемость прокаливаемость
45Х Закалка с нагре- вом ТВЧ с глуби- ной закаленного слоя 1,8...2,2 мм, отпуск Закалка в масле, отпуск 51...55 поверхности 50...55 Низкая Ограниченная Повышенная Средненагруженные детали (оси, валы, валы-шестерни, шевронные шестерни, пальцы, втулки, редукторные валы, от- ветственные болты, зубчатые колеса)
40Г, 50Г Закалка в масле, отпуск 50...55 Удовлетвори- тельная Ограниченная Повышенная Крупные средненагруженные детали (валы, валики, шпинде- ли, диски трения, зубчатые ко- леса)
65Г Закалка в масле, отпуск 59...63 поверхности контакта 44...49 пружинящей части То же Плохая Повышенная Детали с высокими износостой- кими и пружинящими свой- ствами (цанги, мембраны, та- рельчатые пружины)
18ХГТ, Цементация, за- 25ХГТ, калка в масле, 15ХГНТА отпуск 57...61 поверхности Удовлетвори- тельная Ограниченная Повышенная Детали, работающие при боль- ших скоростях скольжения и средних давлениях при нали- чии ударных нагрузок (зубча- тые колеса, шпиндели, валы, втулки, пальцы, оси, ходовые винты)
Продолжение табл. 14
Марка стали Термообработка Твердость после термо- обработки, HRC3 Технологические свойства в состоянии поставки Область применения
пластичность свариваемость прокаливаемость
35ХМ Закалка в масле, отпуск 45...53 То же То же Хорошая Детали, работающие при высо- кой температуре (нагруженные валы, зубчатые колеса, кре- пежные детали)
20ХНР Цементация, за- калка, отпуск 58...60 поверхности Удовлетвори- тельная Удовлетвори- тельная Хорошая Высоконагруженные детали (зубчатые колеса, шлицевые валики, пальцы) Средне- и высоконагруженные детали (зубчатые колеса, шли- цевые валики, муфты, цилинд- ры, нажимные винты, шпинде- ли)
40ХН Закалка в масле, отпуск 50... 54 То же Плохая То же
12ХНЗА, 20ХНЗА Цементация, за- калка, отпуск 59...63 поверхности Ограниченная Глубокая Высоконагруженные детали по- вышенной износостойкости (ша- ровые пальцы, ответственные валики, ролики, зубчатые ко- леса)
Продолжение табл. 14
Марка стали Термообработка Твердость после термо- обработки, HRC3 Технологические свойства в состоянии поставки Область применения
пластичность свариваемость прокаливаемость
ЗОХГСА, 35ХГСА Закалка в масле, отпуск 45...50 Удовлетвори- тельная Ограниченная Глубокая Высоконагруженные детали (валы, зубчатые колеса, ро- лики, муфты, полуоси) Детали с очень высокой по- верхностной твердостью и изно- состойкостью (нагруженные червяки, шпиндели скоростные и прецизионные, копиры, экс- центрики, кулачки, втулки, из- мерительные шестерни)
38Х2МЮА Азотирование 870... 1020 поверхности Пониженная Не сваривает- ся То же
15. Инструментальные углеродистые стали
Марка стали Термообработка Твердость после термо* обработки, Технологические свойства в состоянии поставки Область применения
пластичность сваривасмость прокаливаемое™
У7, У7А Закалка через во- ду в масле, отпуск 59...63 Низкая Плохая Пониженная Детали приспособлений, под- вергающиеся ударам и толчкам (пальцы установочные и цент- рирующие, центры токарные, втулки кондукторные диаметром до 25 мм)
У8, У8А, У8Г Закалка через во- ду в масле, от- пуск 59...63 То же То же То же Детали повышенной твердости и вязкости, подвергающиеся ударам (цанги, втулки кондук- торные диаметром до 25 мм)
У8ГА Закалка через во- ду в масле, отпуск 60...64 Низкая Плохая Пониженная Детали приспособлений, не под- вергающиеся сильным ударам (копиры, копирные ролики, втулки кондукторные диамет- ром до 25 мм)
У12, У12А, У13А Закалка через во- ду в масле, отпуск 62...64 То же То же То же Детали приспособлений, не под- вергающиеся ударам, но тре- бующие большой твердости (шаблоны, кондукторные втул- ки)
16. Инструментальные легированные стали
М а р к а стали Т срмообработка Твердость, HRC3 Технологические свойства в состоянии поставки Область применения
пластичность свариваемость прокаливасмость
9ХС Закалка отпуск в масле, 51...61 Удовлетвори- тельная Низкая Повышенная Детали, работающие в условиях интенсивного износа (штампы, пуансоны)
хвг Закалка отпуск в масле, 62...63 Низкая Огран именная Глубокая Детали, для которых недопу- стимо повышенное коробление при закалке (измерительные шестерни, матрицы, накатники)
7X3, 8X3 Закалка отпуск в масле, 39...45 Удовлетвори- тельная Не сваривает- ся То же Детали с высокой износостой- костью при повышенных темпе- ратурах (штампы, пресс-формы для пластмасс и резины)
Х12Ф1, Х12М Закалка отпуск в масле, 58...59 Удовлетвори- тельная Ограниченная Повышен пая Детали с высокой износостой- костью и минимальным короб- лением при закалке (штампы сложной формы, пуансоны, мат- рицы, фильеры)
17. Быстрорежущие инструментальные стали
Марка стали Т ормообработка Твердость, HRC3 Технологические свойства в состоянии поставки Область применения
пластичность свариваемость ирокаливаемость
Р18 Закалка с трех- кратным отпуском 63...65 Низкая Хорошая Глубокая Особо ответственный режущий инструмент (протяжки, зубооб- рабатывающий и резьбообра- батывающий инструмент — фрезы, гребенки, шеверы, плаш- ки. долбяки)
Р6М5, Р9Ф5 Закалка с трех- кратным отпуском 62...65 То же То же То же Универсальный режущий ин- струмент нормальной произ- водительности
Р6М5К5, Р9КЮ Закалка с трех- кратным отпуском 64...65 Высокая » » Инструмент высокой произво- дительности
18. Рессорно-пружинные углеродистые легированные стали
Марка стали Термическая обработка Твердость, НВ Временное сопро- тивление, МПа Относительное удлинение, % Область применения
65Г Закалка в масле при 830 °C, отпуск при 470 °C 241 980 8 Детали с большой износостойкостью и хорошими пружинящими свойствами (шайбы, пружины, пружинные кольца, диски)
60С2 Закалка в масле при 870 °C, отпуск при 470 °C 269 1270 6 Ответственные пружины с толщиной проволоки свыше 7 мм
50ХФА Закалка в масле при 850 °C, отпуск при 470 °C 269 1270 8 Ответственные нагруженные пружи- ны, работающие при повышенных температурах (до 300 °C)
19. Подшипниковая сталь
Марка стали Термообработка Твердость, hrc, Технологические свойства в состоянии поставки Область применения
пластичность свариваемость прокаливаем ость
ШХ15 Закалка в масле, отпуск 59...65 Низкая Плохая Повышенная Детали с высокой износостой- костью (копиры, ролики, втулки, храповики, калибры)
20. Высоколегированные коррозионностойкие, жаростойкие и жаропрочные стали
Марка стали Термообработка Твердость, HRC, Технологические свойства в состоянии поставки Область применения
пластичность свариваемость прокаливаемость
40Х9С2 Закалка в масле, отпуск 40...50 Плохая Ограниченная Повышенная Детали, обладающие повышен- ной коррозионной стойкостью при высоких температурах (кла- паны, крепежные детали, пресс- формы)
40X10С2М Закалка в масле, отпуск 28...35 То же То же То же Детали повышенной твердости, работающие при повышенных температурах (пружины, пла- стинчатые пружины, торсион- ные валы)
08X17Т Отжиг » » » Корпусные детали, работающие при повышенных температурах (пресс-формы, ролики)
g 21. Отливки из конструкционной нелегированной и легированной стали
Марка стали Термическая обработка Краткая характеристика Область п р и м с нс и и я
25Л Нормализация Низкая коррозионная стой- Детали средней прочности (корпуса пневма- Закалка и отпуск кость, хорошая свариваемость тических патронов, подшипников, шкивы) 35Л Нормализация То же Детали средней прочности, (угольники, звез- Закалка и отпуск дочки, арматура) 45Л Нормализация Низкая коррозионная стой- Детали, работающие при ударных нагрузках. Закалка и отпуск кость, плохая свариваемость коромысла, корпуса 55Л Нормализация То же То же Закалка и отпуск
22. Механические свойства конструкционных сталей, МПа
Марка стали’ Термическая обработка Твердость Временное сопротивление О(> Пре- дел теку- чести От Предел выпоел ивости Допускаемые напряжения при с т а 1 и ’ । ее ко й в а гр уз ке
при pai гя- женин о - 1р при изгибе о-| при круче- нии г 1 рас- тяже- нии |"р| изгибе Низ! круче- нии м срезе 1тср 1 смятии [ °см!
Ст2кп Без термообработки 320...410 216 123 152 93 из 137 83 69 172
СтЗкп То же — 360...460 235 1.32 167 98 123 147 93 74 186
Ст4кп » — 400...510 255 147 186 ИЗ 137 168 103 83 206
Ст5мс Нормализация или ///?С .40...45 490...630 284 177 221 132 162 196 123 98 245
Стбмс улучшение Закалка в воде, от- пуск HRCA& 590 314 216 265 157 191 226 142 ИЗ 284
П родолжение табл. 22
Марка стали Термическая обработка Твердость
10 20 Нормализация Цементация, закал- ка в воде, отпуск Нормализация Цементация, закал- ка в воде, отпуск НВ 131 HRC,57...63 НВ 163 HRC, 57...63
35 Нормализация Закалка в воде, от- НВ 179 HRCa 32...42
пуск
45 Нормализация Улучшение Закалка в масле, от- НВ 207 НВ 192...285 HRC, 32...42
пуск Закалка в воде, от- HRC, 42...51
пуск Закалка в воде, от- HRC, 45...54
СП пуск Закалка с нагревом ТВЧ, отпуск HRC, 51...61
Временное сопротивление Оь Пре- дел теку- чести ат Предел выносливости Допускаемые напряжения при статической нагрузке
при растя- жении при изгибе п-1 при круче- нии Т-1 рас- тяже- нии изгибе [•Гиз] круче- нии [Т] срезе [тср] СМЯТИИ (°см)
321 206 123 152 93 108 142 78 64 162
392 245 142 177 108 128 152 98 69 191
412 245 147 186 113 137 168 103 83 206
491 294 177 221 132 162 196 123 98 235
530 314 186 235 142 177 206 132 108 265
981 638 353 441 265 324 392 245 196 490
598 353 216 270 162 196 235 147 123 294
798 441 265 334 201 235 284 181 142 353
883 638. 319 397 240 294 353 226 181 441
810...307 687 319 397 240 294 353 226 181 441
1177 932 392 530 319 392 471 294 235 589
736 441 265 336 201 235 284 181 142 353
Продолжение табл. 22
Марка стали Термическая обработка Твердость Временное сопротивление <УЬ Пре- дел теку- чести (Тт Предел выносливости Допускаемые напряжения при статической нагрузке
при растя- жении °—! р при изгибе <7-1 при круче- нии т-1 рас- тяже- нии |аР] изгибе [«иэ] круче- нии м срезе [тСр] смятии 1 Сем]
Нормализация НВ 229 736 432 265 336 196 235 284 181 142 353
65 Г Улучшение НВ 230...280 883 687 319 397 240 294 353 226 181 441
Закалка в масле, отпуск HRC3 44...49 1472 1226 520 657 392 491 589 373 294 746
Нормализация НВ 179 784 637 206 255 147 186 226 137 113 275
20Х Цементация, закал- ка в масле, отпуск HRC, 57...63 834 618 334 412 235 284 343 216 172 422
Нормализация НВ 217 981 784 245 304 177 196 235 147 118 294
Улучшение НВ 230...280 785 638 314 392 226 265 314 196 157 392
40Х Закалка в масле, от- пуск HRC3 36...43 1079 883 432 540 314 373 441 275 226 549
Закалка в масле, от- пуск HRC3 46...51 1275 1079 510 638 373 432 520 324 265 657
Улучшение НВ 217 981 883 275 343 196 256 265 167 137 335
18ХГТ Цементация, закал- ка в масле, отпуск HRC, 57...61 981 785 392 491 284 324 392 245 196 481
Продолжение табл. 22
Марка стали Термическая обработка Твердость Временное сопротивление <Уь Пре- дел теку- чести от Предел выносливости Допускаемые напряжения при статической нагрузке
при растя- жении с— 1 р при изгибе 0-1 при круче- нии Т-1 рас- тяже- нии [<Тр1 изгибе 1<Тиз] круче- нии [т] срезе Етср] смятии [ О' см ]
Улучшение НВ 217 932 687 373 461 265 314 373 235 186 471
12ХНЗА Цементация, закал- HRC, 59...63 981 834 392 491 294 334 402 245 196 500
ка в масле, отпуск
ЗОХГСА Улучшение НВ 229 1979 833 432 540 314 363 432 275 216 540 Закалка в масле, от- HRC, 45...50 1472 1275 589 736 422 500 608 383 304 746 пуск
ШХ15 Закалка в масле, от- HRC3 59...65 2158 1668 451 647 324 726 873 540 432 708 пуск
Примечание. Допускаемые напряжения при переменных нагрузках следует принимать с уменьшением допускаемых напря-
жений при статической нагрузке: в 1,35...1,45 раза — при пульсирующих нагрузках от нуля до наибольшей;
в 1.75...1,85 раза — при знакопеременных (симметричных) нагрузках.
Твердые сплавы
Твердые спеченные сплавы обладают большей твердостью
и износостойкостью, чем высокопрочные легированные стали,
и применяются для изготовления быстроизнашивающихся де-
талей станочных приспособлений. Недостатком твердых спла-
вов является повышенная хрупкость, поэтому детали из них
следует предохранять от воздействия ударных нагрузок. Ре-
комендации по применению твердых сплавов приведены в
табл. 23.
23. Твердые спеченные сплавы
Марка Краткая характеристика Область применения
В Кб Высокая износостой- кость, средняя проч- ность и сопротивляе- мость ударам Быстроизнашивающиеся детали (фильтры, соп- ла, центры, опоры, на- правляющие вставки
Т5К10 Высокие износостой- кость, прочность и со- противляемость уда- рам, вибрациям и вы- крашиванию калибров, контактные щупы) То же
Цветные металлы и сплавы
При изготовлении станочных приспособлений наиболее широ-
ко применяются алюминиевые и медные сплавы.
Алюминиевые сплавы подразделяются на литейные и дефор-
мируемые. Из литейных сплавов наибольшее распространение
получили силумины — сплавы, содержащие кремний, а из де-
формируемых — дюралюмины, включающие легирующие эле-
менты.
Медные сплавы делятся на бронзы и латуни. Бронзы бывают:
оловянные, свинцовые, алюминиевые. Они обладают высокими
антифрикционными свойствами. Латуни содержат различные
легирующие элементы, что обусловливает их различные техно-
логические, механические и специальные свойства.
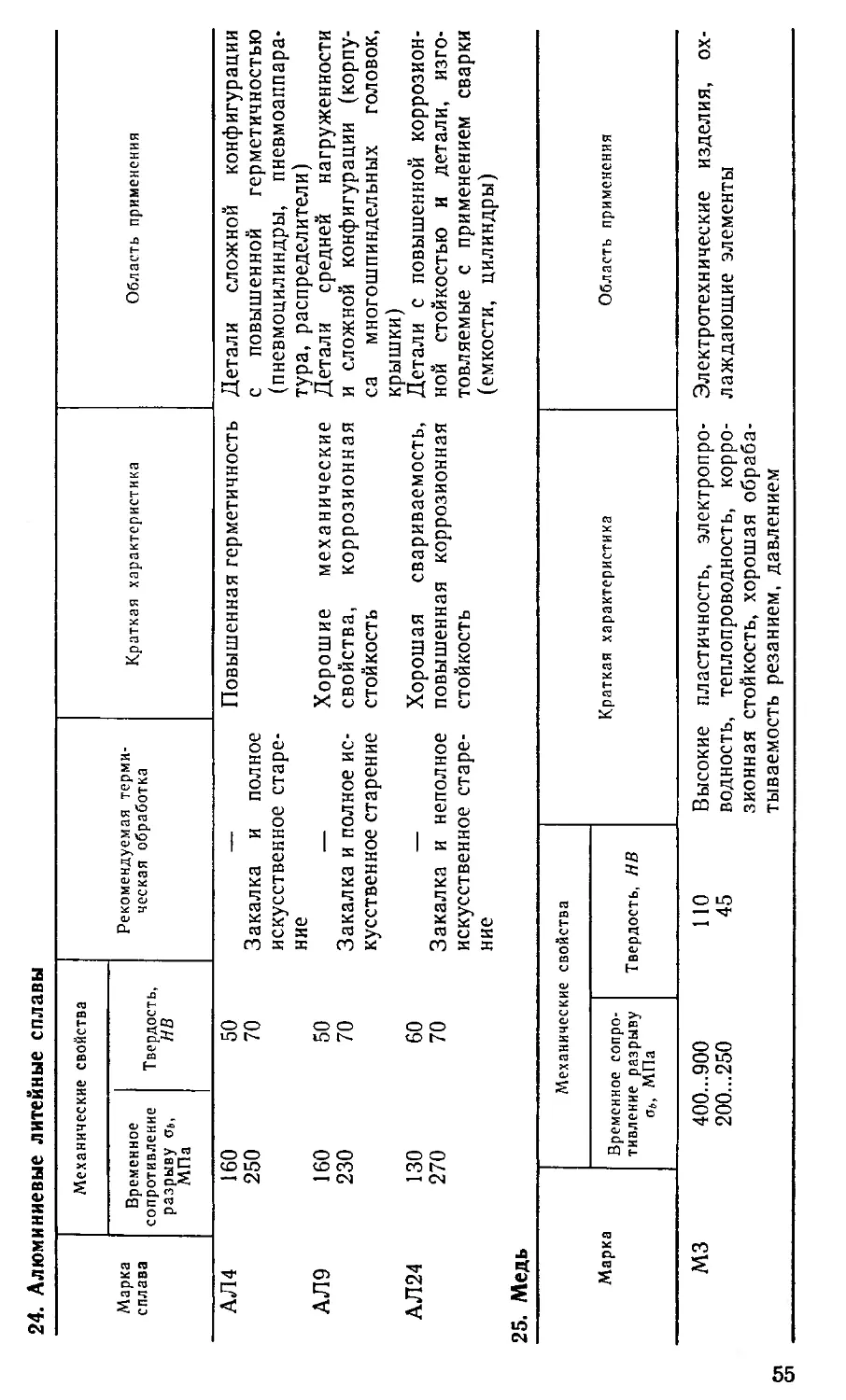
Рекомендации по применению цветных металлов и сплавов
приведены в табл. 24...27.
54
24. Алюминиевые литейные сплавы
Марка сплава Механически Временное сопротивление разрыву па, МПа е свойства Твердость, НВ Рекомендуемая терми- ческая обработка Краткая характеристика Область применения
АЛ4 160 250 50 70 Закалка и полное искусственное старе- ние Повышенная герметичность Детали сложной конфигурации с повышенной герметичностью (пневмоцилиндры, пневмоаппара- тура, распределители)
АЛ9 160 50 — Хорошие механические Детали средней нагруженности
АЛ24 230 70 Закалка и полное ис- кусственное старение свойства, коррозионная стойкость и сложной конфигурации (корпу- са многошпиндельных головок, крышки)
130 60 — Хорошая свариваемость, Детали с повышенной коррозион-
270 70 Закалка и неполное искусственное старе- ние повышенная коррозионная стойкость ной стойкостью и детали, изго- товляемые с применением сварки (емкости, цилиндры)
25. Медь
Марка Механические свойства Краткая характеристика Область применения
Временное сопро- тивление разрыву cib, МПа Твердость, НВ
М3 400...900 110 Высокие пластичность, электропро- Электротехнические изделия, ох-
200...250 45 водность, теплопроводность, корро- лаждающие элементы
зионная стойкость, хорошая обраба-
тываемость резанием, давлением
g 26. Медно-цинковые сплавы (латуни)
Марка Способ получения заготовки Механические свойства Область применения
Временное сопро- тивление разрыву о*, МПа Твердость, НВ
ЛЦ40Мц1,5 П 372 100 Детали проектной конфигурации, детали узлов трения,
К 392 110 работающие при спокойных нагрузках и температуре
не выше 60 °C (втулки)
ЛЦ23А6ЖЗ.Мц2 П 686 160 Ответственные детали, работающие при высоких и знако-
К 705 165 переменных нагрузках (червячные колеса, гайки ходовых
винтов, втулки)
ЛЦЗОАЗ П 294 80 Коррозионностойкие детали (штуцеры, переходники)
К 392 90
Примечание. П — литье в песчаную форму, К — литье в кокиль.
27. Бронзы оловянные и безоловянные литейные
Марка Способ получения заготовки Механические свойства Термическая обработка Краткая характеристика Область применения
Временное сопро- тивление разрыву сгй, МПа Твердость, НВ
БрО5Ц5С5 п 147 60 Отжиг при нагре- Оловянистая Фасонные детали с боль-
БрОЮФ! к 176 60 ве до 300...350 °C бронза с хороши- шой прочностью и хоро-
п 215 80 с медленным ох- лаждением на воздухе ми литейными свойствами и об- рабатываемостью шей износостойкостью (подшипники скольже- ния, венцы червячных зубчатых колес, пневмо- аппаратура)
БрАЭЖЗЛ к п 245 392 90 100 Отжиг Безоловянная бронза с большой прочностью, твер- достью, износо- стойкостью Детали, работающие с большими ударными на- грузками, с небольшими скоростями скольже- ния - до 2,5 м/с (под- шипники, червячные ко- леса)
Примечание. П — литье в песчаную форму, К — литье в кокиль.
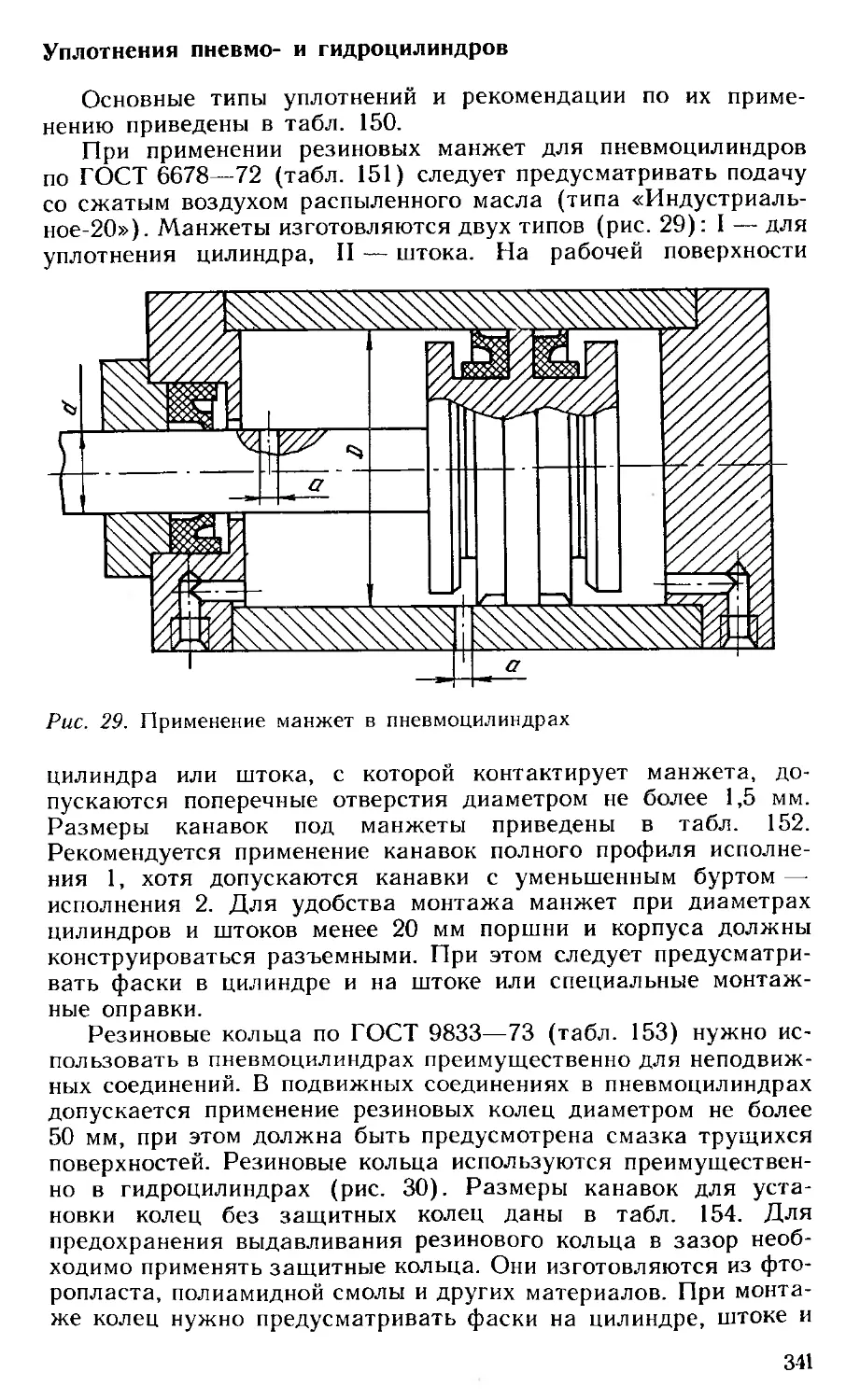
Неметаллические материалы
Из неметаллических материалов при изготовлении станочных
приспособлений широко применяются пластмассы, резина, паро-
нит, стекло органическое, войлок и т. п.
Пластмассы представляют собой композиции из синтетиче-
ских или природных высокомолекулярных смол и наполнителей,
пластификаторов и других веществ, которые придают пласт-
массам определенные свойства. Пластмассы обладают удов-
летворительными механическими свойствами и рядом специ-
фических характеристик (шумопоглощение, антифрикционные
или фрикционные электроизоляционные, химические). В деталях
станочных приспособлений применяют фторопласты, полиами-
ды, полиуретаны.
Кроме того, используется резина, получаемая при вулка-
низации натуральных и синтетических каучуков. Она обладает
высокой эластичностью, хорошо гасит колебания, износостойка.
Текстолит и ретинакс изготовляют прессованием текстиль-
ной ткани или бумаги, пропитанных формальдегидными смо-
лами. Имеют высокие диэлектрические свойства.
В табл. 28 даны рекомендации по применению неметалли-
ческих материалов в станочных приспособлениях, характе-
ристики механических свойств — в табл. 29.
28. Неметаллические материалы
Марка Область применения
Текстолит конструкционный (по ГОСТ 5—78): ПТК, ПТ ПТМ-1, ПТМ-2 Зубчатые колеса, втулки, подшип- ники скольжения, ролики, проклад- ки Вкладыши подшипников
Стеклотекстол ит (по ГОСТ 10292—74): ВТФ-С КАСТ-В КАСТ-Р, КАСТ Детали повышенной тепло- и вла- гостойкости Детали конструкционные и тепло- изоляционные Детали конструкционные
Пресс-материал: П-50С, П-75С П-5-2 ПН-67 Конструкционные детали повышен- ной прочности Конструкционные детали, работа- ющие при повышенных темпера- турах Конструкционные детали и под- шипники скольжения, работающие при температурах — 180 ± 125 °C
Ретинакс (по ГОСТ 10851—73) Тормозные детали
58
Продолжение табл. 28
Марка Область применения
Древесно-слоистые пластики (ДСП) (по ГОСТ 13913—78): ДСП-A, ДСП-Б, ДСП-В, ДСП-Г Подшипники скольжения, зубчатые колеса, шкивы
Паронит (по ГОСТ 481—80): ПМБ — маслобензостойкий Прокладки толщиной 0,4...6 мм, допустимые давления рабочей сре- ды до 3,9 МПа
Фторопласт: Д4 (по ГОСТ 10007—80; Ф4 (по ГОСТ 14906—77); ФЗ (по ГОСТ 13744 871 Подшипники скольжения, проклад- ки, уплотнители
Стекло органическое конструкцион- ное: СОЛ. СТ-1, 2-55 Защитные щитки, смотровые окна, кожухи толщиной 0,8...24 мм
Капрон первичный Подшипники скольжения, зубча- тые колеса
Полиамиды (по ГОСТ 19459—87) Подшипники скольжения, зубчатые колеса с более высокими механи- ческими свойствами, чем из кап- рона
Полиуретан ПУ Детали, работающие при темпе- ратурах от —60 до + 100 °C
Картон прокладочный (по ГОСТ 9347— 74): марки А (пропитанный) марки Б (непропитанный) Прокладки толщиной 0,3...1,5 мм То же, толщиной 0,3... 1,75 мм
Резиновые и резинотканевые пла- стины (по ГОСТ 7338—77): тип 1 — резиновые; тип II — рези- нотканевые; ОМБ — ограничен- но-маслобензиностойкая; ПМБ — повышенно-маслобензиностойкая; МБ — маслобензиностойкая Диафрагмы, прокладки толщиной 0,5...60 мм
Кожа техническая Манжеты, прокладки
Войлок полугрубошерстный техни- Уплотнения
ческий (по ГОСТ 6308—71)
59
29. Механические характеристики неметаллических материалов
Наименование и марка материала Предел прочности при растяжении <7р, МПа Предел прочности при изгибе ои, МПа
Текстолит конструкционный: птк 100 160
ПТ 85 145
ПТ-1 65 120
Стеклотекстолит: КАСТ 210...330
КАСТ-В 200...320 150
КАСТ-Р 170...280 —
Пресс-материалы: ПМ-67 95 160
П-50С 200 180
П-75С 250 150
Асботекстолит: А 65... 119 НО
Б 65... 119 90
Древеснослоистые пластики: ДСП-Б 220...260 260...280
Стекло органическое: СОЛ 72...77 99... 119
СТ-1 78...83 101...118
2-55 92... 108 121...155
Полиамид: П68-С 50...60 80...90
П68-Н 70...73 80...90
АК-7
Фторопласт: 4 21...25 11...14
4Д 12...20 11
Полиуретан: ПУ-1 -50...60 70...80
60
Глава III
ТЕРМИЧЕСКАЯ, ХИМИКО-ТЕРМИЧЕСКАЯ
И УПРОЧНЯЮЩАЯ ОБРАБОТКА ДЕТАЛЕЙ
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Основной задачей термообработки (отжиг, нормализация,
закалка) является перевод исходной структуры в аустенит
и получение более мелкого зерна. Температура, при которой
металл или сплав из одного структурного состояния переходит
в другое, называется критической (или критической точкой).
Характеристика основных видов термической обработки дана
в табл. 30, рекомендуемые режимы различных видов термо-
обработки для сталей, применяемых при изготовлении станоч-
ных приспособлений и инструмента,— в табл. 31...35.
Химико-термическая обработка стали широко применяется
для повышения усталостной прочности деталей. Сущность
ее состоит в поверхностном их насыщении каким-либо вещест-
вом при повышенных или высоких температурах.
Основные виды химико-термической обработки приведены в
табл. 36, режимы — в табл. 37, рекомендации по термической
обработке чугуна — в табл. 38, виды упрочняющей обработ-
ки — в табл. 39.
30. Основные виды термической обработки
Вид обработки Характеристика
Отжиг
Полный Нагрев изделия до температуры выше верхней критической точки (на 2О...ЗО°С) и выдержка при этой температуре с по- следующим медленным охлаждением. Применяется для размельчения структуры и улучшения механических свойств стали
Неполный Нагрев изделия до температуры между верхней и нижней критическими точками и выдержка при этой температуре с по- следующим медленным охлаждением. Применяется главным образом для заэв- тектоидных сталей с той же целью, что и полный отжиг
Диффузионный (гомогени- зация) Нагрев изделия до температуры, на 150...200 °C превышающей верхнюю кри- тическую точку, длительная выдержка при этой температуре с последующим медленным охлаждением. Применяется для устранения химической неоднород- ности стали
61
Продолжение табл. 30
Вид обработки
Характеристика
Изотермический
Светлый
Сфероидизирующий
(маятниковый)
Рекристаллизационный
Нагрев изделия до температуры на
20...30 °C выше верхней критической
точки, выдержка с последующим ступен-
чатым охлаждением (остановка при тем-
пературе ускоренного распада аусте-
нита). Применяется с той же целью,
что и полный отжиг, но сокращает
продолжительность операции
Обычный отжиг, но с применением
контролируемых атмосфер. Используется
для защиты поверхности металла от
окисления и обезуглероживания
Нагрев при периодическом колебании
температуры ниже и выше нижней крити-
ческой точки для получения округленной
формы цементита. Применяется для улуч-
шения обрабатываемости стали резанием
Нагрев изделия до температуры 600...
700 °C, длительная выдержка и после-
дующее замедленное охлаждение. При-
меняется для исправления искажений
кристаллической решетки металла после
холодного деформирования
Нормализация
Нагрев изделия до температуры выше
верхней критической точки на 30...50 °C,
выдержка и последующее охлаждение
на спокойном воздухе. Применяется для
размельчения структуры и повышения
механических свойств низко- и средне-
углеродистых сталей и как подготови-
тельная операция перед закалкой
Полная
Неполная
Изотермическая
Закалка
Нагрев изделия до температуры выше
верхней критической точки на 30...50 °C,
выдержка и последующее резкое охлаж-
дение. Применяется для улучшения ме-
ханических и физических свойств стали
Отличается от полной закалки темпера-
турой нагрева, которая находится между
верхней и нижней критическими точками.
Применяется в основном для заэвтектоид-
ных сталей
Нагрев изделия до температуры выше
верхней критической точки на 30...50 °C,
выдержка и последующее охлаждение
до полного распада аустенита. Приме-
няется в тех случаях, когда необходимо
получить после закалки минимальную
деформацию стальных изделий
62
Продолжение табл. 30
Вид обработки
Характеристика
Поверхностная
Ступенчатая
С подстуживаннем
В двух охлаждающих средах
(прерывистая)
С самоотпуском
Светлая
Обычный
Нагрев поверхностного слоя изделий
до температуры закалки электрическим
током, высокотемпературным пламенем
и др. с последующим быстрым охлаж-
дением. Обеспечивает получение высокой
твердости в относительно тонком слое
без изменения структуры и твердости в
более глубоко расположенных слоях
Отличается от изотермической закалки
тем, что кратковременная выдержка
в промежуточной охлаждающей среде
делается лишь для выравнивания тем-
пературы по сечению изделия. Распад
аустенита происходит при дальнейшем
охлаждении на воздухе
Нагретые детали перед погружением
в охлаждающую среду некоторое время
охлаждаются на воздухе или выдержи-
ваются в термостате с пониженной тем-
пературой. Применяется обычно после це-
ментации для сокращения цикла тер-
мической обработки стали
Детали, выдержанные при закалочной
температуре, последовательно охлажда-
ются в двух закалочных средах: в воде
и масле. Применяется обычно для высо-
коуглеродистой стали
Операция аналогична полной закалке,
но отличается от нее тем, что детали
охлаждаются не полностью. Вследствие
этого сохранившееся внутри них тепло
обеспечивает отпуск закаленного наруж-
ного слоя
Отличается от обычной закалки приме-
нением контролируемых сред при нагреве
и охлаждении. Используется для защиты
поверхности деталей от окисления и
обезуглероживания
Отпуск
Нагрев закаленной стали ниже крити-
ческой точки и последующая выдержка.
При отпуске происходит распад мартен-
сита с образованием цементита, что со-
провождается изменением ее свойств и
уменьшением остаточных напряжений.
Если сталь не склонна к отпускной
хрупкости, охлаждение после отпуска
производится на воздухе, в противном
случае применяется ускоренное охлажде-
ние (в воде или масле)
63
Продолжение табл. 30
Вид обработки Характеристика
Низкий Нагрев в интервале температур 150...250 °C. Применяется для сня- тия внутренних напряжений и уменьшения хрупкости мартенсита
Средний Нагрев в интервале температур 350...475 °C. Применяется обычно для придания упругости материалу изделий (пружинам, рессорам и др.)
Высокий Нагрев в интервале температур 500.-.680 °C. Применяется, как пра- вило, при термоулучшении кон- струкционных сталей
Термическое улучшение Термическая обработка стали, со- стоящая из закалки и высокого отпуска
Т ермомеханическая обработка Упрочнение стали посредством со- вмещения деформаций при повы- шенных температурах с операция- ми термической обработки. Сталь приобретает повышенную проч- ность по сравнению с обычной термической обработкой
Старение Нагрев и длительная выдержка деталей при повышенных темпе- ратурах. Применяется для деталей и инструментов с целью упроч- нения и стабилизации их размеров
Обработка холодом Глубокое охлаждение деталей пос- ле закалки при температуре ниже нуля с целью дополнительного превращения остаточного аустени- та в мартенсит. Применяется для повышения твердости и изно- состойкости закаленных сталей, а также стабилизации размеров деталей
64
31. Термическая обработка качественной конструкционной углеродистой
стали
Марка стали Температура нагрева для закалки, °C Охлаждающая среда Температура отпуска, °C Твердость, HRC3
25 860...900 Вода 200...300 28...35
30 850...890 То же 200...300 31...36
40 830...850 » 200...300 41...46
45 800...830 150...160 49...53
» 200...300 46...51
» 300...400 41...46
» 400...500 34...41
50 790...830 » 180.~.200 51 ...56
» 350...400 41...49
» 500...550 25...34
65 780...810 » 280...300 51...59
300...400 46...53
» 400...500 38...46
65Г 790...810 Масло 200...220 58...63
То же 380...430 41...46
32. Термическая обработка легированных конструкционных сталей
Марка стали Температура на- грева для закалки, °C Охлаждающая среда Температура отпуска, °C Твердость, HRC3
38ХА 840...860 Масло 180...200 46...51
300...400 41...46
4 0Х 830...850 То же 200...300 51...55
300...400 46...51
400...500 39...46
45Х 820...850 » 200...220 51...56
35Г2 810...850 » 200...300 49...57
400...500 35...39
45Г2 800...840 » 300...400 44...50
400...500 34...44
50Г2 790...820 » 500...600 28...34
40ХГР 850 » 550...600 39...46
40ХГ 860...880 » 200...250 49...56
550...600 31...56
38ХС 900...920 » 220...250 53...56
40ХС 900...920 » 240...260 51...56
15ХМ 860...900 » 650 29...32
30ХМ 860...890 » 500 25
35ХМ 850...870 » 200...220 46...51
20ХН 840...870 » 200 26...32
40ХН 800...840 Масло 180...200 51...55
500...600 25... 26
зохгс 860...880 То же 200...220 46...51
450...500 36...41
65
Продолжение табл. 32
Марка стали Температура на- грева для закалки, СС Охлаждающая среда Температура отпуска, °C Твердость, URC3
зохгсн 890...900 » 200...300 45...48
38ХГМ 840...850 » 600...650 35...39
ЗОХНВА 860...880 » 520...600 36...49
40ХНМА 850... 860 » 600...620 —
ЗОХГНА 870...890 » 500 —
38ХМЮА 930...950 » 650...670 850... 1000 HV
33. Термическая обработка конструкционных цементируемых сталей
Марка стали Температура цементации, СС Закалка Отпуск
Температура нагрева, °C Охлажда- ющая среда Температура нагрева, °C Твердость, HRC3
10, 20 900...920 780...800 Вода 180...200 57...63
15Г, 20Г 880...900 780...800 То же 180...200 57...63
15Х 900...920 790...820 » 150...180 59...63
20ХГ 880...900 800...820 180...200 57...61
20ХГР 900...930 830...850 » 180...200 59...64
18ХГН 900...920 780...810 » 180...200 57...63
18ХГМ 880...900 780...300 » 180...200 59...63
18ХГТ 900.920 800...820 » 180...200 59...63
12ХНЗА 900...920 790...800 » 180...200 57...63
12Х2Н4А 900... 920 780...800 » 180...200 59...64
20Х2Н4А 920...930 780...800 » 150... 160 59...64
34. Термическая обработка углеродистой инструментальной стали
Марка стали Отжиг Закалка Отпуск
Темпера- тура на- грева в СС Твер- дость, НВ Темпера- тура на- грева, Охлажда- ющая среда Твер- дость. HRC3 Темпера- тура на- грева, °C Твер- дость. HRC3
У7 У7А 790...810 740...860 187 790...810 Через воду в масло 62...64 160...200 300 400 61...63 53...57 49...53
У8, У8А 740...760 187 780...820 То же 63..65 160...200 300 400 62...64 53...57 49...53
У9, У9А 740...760 192 770...790 » 63...65 260...200 300 400 63...65 53...57 49...53
У10 У10А 750...770 197 770...790 » 62...64 160...200 300 63...65 55...5Э
66
Продолжение табл. 34
Марка стали Отжиг Закалка Отпуск
Темпера- тура на- грева в °C Твер- дость, НВ Темпера- тура на- грева. °C Охлажда- ющая среда Твер- дость, HRC3 Темпера- тура на- грева, °C Твер- дость, HRC3
У11, У12 750...770 207 770...790 » 62...64 400 160...200 49...53 62...64
У11А У12А У13 750...770 217 770...790 » 62...64 300 400 160...200 55...59 49...53 63...66
У13А 300 400 55...59 49...53
35. Термическая обработка легированной инструментальной стали
Марка стали Отжиг Закалка Отпуск
Темпера- тура на- грева, °C Твер- дость, НВ Температу- ра нагрева, °C Ох лаж- даю- щая среда Твер- дость, HRC3 Темпера- тура на- грева, °C Твер- дость, HRC3
Х12 850...870 269...217 950...1000 Mac- 63...65 200...400 59...63 Х12М 850...870 255...217 1000...1050 ло 63...66 150...200 63...64 ХГ 780...800 241...197 800...840 То же 63...67 150...200 62...65 X 780...800 229... 187 835...855 » 63...66 150...200 62-65 Х09 780...800 229...179 825...850 » 63...66 150...170 61...63 9ХС 790...810 241...197 850...880 » 62...66 150...200 64...65 6ХС 820...840 229...187 840...860 > Св. 63 150...200 61...63 4ХС 820...840 207...170 880...900 » 57...54 200...250 53 Ф 760...780 217...179 780...820 Вода 63...65 180...200 61...65 8ХФ 800...820 207...170 800...850 Тоже Св. 65 200...220 63...65 85ХФ 770...780 207...170 840...860 Масло 63...64 200...400 51...61 В1 780...800 229...187 780...800 Вода 62...64 150...200 59...61 810...830 1у1асло 63...6I 200...300 59...53 ЗХ2В8 860...880 255...207 1070...1125 То же 59...53 150...200 59...53 4Х2В8 820...840 255...207 1025...1075 » 52...55 500...600 41...49 ХВ5 780...800 285...229 800...820 Вода 65...67 200...300 61. .65
4ХВ2С 800...820 217... 179 860-900 Масло 54-57 200...300 52...54
5ХВ2С 800...820 255...207 860-900 Тоже 55-57 150-200 53...58
6ХВ2С 780...800 285...22Э 860-900 » 55-61 200-300 54-59
ХВГ 780...800 255...207 820-850 Мас- 64...66 150...200 63...64
9ХВГ 780-800 241...197 800-830 ло 63...65 170...230 61-63
5ХВГ 760...780 217...179 830-860 Тоже 57-59 200...300 53-56
5ХНМ 790-820 241...197 820...860 » 59-61 150...200 51-59
5ХГМ 790...810 241...197 820-850 » 54...59 200-300 53-58
5XHT 790-820 241 830-860 » 54-59 400-500 41...48
Х12Ф1 850-870 255-207 1040-1080 » 63-65 100-200 60...64
67
36. Основные виды химико-термической обработки
Вид химико-терми- ческой обработки Характеристика Назначение
Цементация Насыщение поверхност- ных слоев углеродом на Для деталей, которые должны иметь твердую
заданную глубину. В за- висимости от вида кар- бюризатора различают твердую, жидкую и га- зовую цементацию поверхность и вязкую сердцевину
Цианирование Насыщение поверхност- ных слоев одновременно углеродом и азотом на заданную глубину. В за- висимости от вида кар- бюризатора различают твердое, жидкое и газо- вое цианирование Для деталей, которые должны иметь повышен- ные поверхностную твер- дость, износостойкость и усталостную прочность
Азотирование Поверхностное насыще- ние азотом на заданную глубину. В зависимости от назначения разли- чают прочностное и ан- тикоррозионное азоти- рование Для деталей с высокой поверхностной износо- стойкостью
Алитирование Поверхностное насыще- ние алюминием на за- данную глубину Для деталей с повышен- ной жаростойкостью
Силицирование Поверхностное насыще- ние кремнием на задан- ную глубину Для деталей с повышен- ной кислотоустойчи- востыо
Сульфидирование Насыщение поверхности серой Для деталей с повышен- ной износостойкостью
Диффузионное Насыщение поверхности Для деталей с повышен-
хромирование хромом ной коррозионной стой- костью
37. Режимы химико-термической обработки
Вид хими- ко-термиче- ской обра- ботки Марка стали Темпера- тура хи- мико- терм иче- ской об- работки, °C Скорость насыщения, мм/ч Окончательная обработка Твердость, HRC3
Цементация 10 900...950 0,1...0,15 Отпуск при >56
в твердом 15ХА 150. .170 °C >58
карбюраторе 12ХНЗА >58
12Х2Н4А >58
20 >58
68
Продолжение табл. 37
Вид хими- ко-термиче- ской обра- ботки Марка стали Темпера- тура хи мико- термиче- ской об- работки, °C Скорость насыщения, мм/ч Окончательная обработка Твердость, HRC*
Газовая цементация 20Х 18ХГТ 18ХГ 20ХНР ЗОХГТ 15ХГНТА 900...950 0,2...0,63 Отпуск при 150... 170 °C WWWWWW СЛ СЛ Сл СЛ СЛ СЛ СО 00 ОО 00 ОО 00
Цианирова- ние низко- температур- ное 08 08кп 10 15 540...560 — Отпуск при 1С0...170 °C WWWW СЛ СЛ СЛ сл СТ СТ СТ $
Цианирова- ние средне- температур- ное 10 15ХА 12ХНЗА I2X2H4A 20 820...860 0,12...0,20 Отпуск при 150... 170 °C WWWWW сл сл сл сл сл СО 00 00 СО 00
Цианирова- ние высоко- температур- ное 20 18ХГТ 18ХГ ЗОХГТ 920...960 0,20...0,40 Отпуск при 150... 170 °C W WWW СЛ СЛ сл сл СО 00 00 00
Газовое циа- 10 800...860 0.12...0,20 Отпуск при
пирование 15ХА 150...170 °C
(нитроце- 12ХНЗА
ментация) 12Х2Н4А
20
20Х
20.Х
18ХГТ
18ХГ
20ХГНР
ЗОХГТ
>56
>58
>58
>58
>58
>58
>58
>58
>58
>58
>58
Азотирова- 38ХМЮА 500...550 0,015...0,04
иие ЗОХЗВА 490...510
40ХМЮА 490...550
40ХНВА 520
1X13 500...600
1000... 11 ООН V
>70077 И
> 700HV
>640/71'
900... 1050/7 V
69
Продолжение табл. 37
Вид хи ми ко-терм и че- ской обра- ботки Марка стали Темпера тура ХИ- МИКО* термнче- ской об- работки, °C Скорость насыщения, мм/ч Окончательная обработка Твердость, HV
Алитирова- ЭИ435 950 0,01 Отжиг при —
ние ЭИ602 100 °C
Х18Н9Т 900
38. Термическая обработка чугуна
Марка чугуна Цель термообработки Вид термообработки Режим
Серый
Снятие внутрен-
них напряжений,
повышение проч-
ности, снижение
коробления
Отжиг низкотем-
пературный (ис-
кусственное ста-
рение)
Снижение твер-
дости, улучшения
обрабатываемо-
сти
Снижение твер-
дости, улучшение
обрабатываемо-
сти, повышение
пластичности
Повышение твер-
дости, износо-
стойкости
Повышение твер-
дости, износо-
стойкости
Повышение проч-
ности, износо-
стойкости, твер-
дости
Отжиг низкотем-
пературный, гра-
фитизирующий
Отжиг высоко-
температурный,
графитизиру-
ющий
Нормализация
Нормализация
Закалка
Медленный про-
грев (с повыше-
нием температуры
до 70... 100 °C в
час) до 500.
600 °C, выдержка
для прогрева всех
частей изделия в
течение 1...8 ч,
медленное охлаж-
дение с печью
(20...50 °C в час)
до 250 °C, далее
охлаждение на
воздухе
Нагрев до 680...
750 °C, выдержка
в течение 1...4 ч,
медленное охлаж-
дение до 250 °C
Нагрев до 850...
950 °C, выдержка
в течение 0,5...
5 ч, медленное ох-
лаждение с печью
Медленный нагрев
до 850...950 °C, вы-
держка в течение
0,5...3 ч, охлаж-
дение на воздухе
Медленный нагрев
до 850...950 °C, вы-
держка в течение
0.5...3 ч, охлажде-
ние на воздухе
Медленный нагрев
до 850...930 °C, вы-
держка в течение
70
Продолжение табл. 38
Марка чугуна Цель термообработки Вид термообработки Режим термообработки
Снятие внутрен- Отпуск 0,5...3 ч, охлажде- ние в воде или масле Нагрев до 250...
Высоко- них напряжений Снятие внутрен- Отжиг низкотем- 500 °C, выдержка в течение 1...3 ч, охлаждение на воздухе Медленный нагрев
прочный них напряжений пературный до 500 °C, выдерж-
Улучшение обра- Отжиг графиты- ка в течение 2...3 ч, охлаждение с печью до 200 °C Нагрев до 900...
батываемости зирующий 950 °C, выдержка
Повышение проч- Нормализация в течение 2...5 ч, охлаждение с печью Нагрев до 900...
ности и износо- и отпуск 950 °C, выдержка
стойкости Изотермическая закалка в течение 2...3 ч, охлаждение на воз- духе Нагрев до 850... 880 °C, выдержка в течение 30... 45 мин, передача в ванну с темпе- ратурой 300... 350 °C, выдержка в ванне в течение 60 мин
71
39. Методы упрочняющей обработки
Вид упрочняющей обработки
Сущность обработки
Область применения
Поверхностное пластическое де-
формирование
Вакуумный ионно-плазменный ме-
тод нанесения покрытий (метод
КИБ)
Лазерная закалка
Электроискровое легирование
Дробеструйная обработка
Гидроабразивный наклеп
Обработка струей жидкости с абразивными
частицами
Обкатка роликами или шариками при высоких
требованиях к шероховатости (до /?а = 0,2...
0,8 мкм)
Алмазное выглаживание при высоких требованиях
к шероховатости (до Ra = 0,05...0,1 мкм) и невы-
соких — к точности
Раскатка роликами или шариками при высоких
требованиях к шероховатости (до До = 0,2...
0,8 мкм)
Метод конденсации высокоскоростных потоков
газометаллической плазмы в вакууме с одновре-
менной ионной бомбардировкой конденсата и об-
разованием тонкопленочных покрытий на основе
соединений типа карбидов и нитридов титана,
вольфрама, никеля, хрома
Точечный нагрев лазерным лучом диаметром
1 мм на глубину до 0,14 мм с перекрытием каждой
точки на 30...50 %
Нанесение на поверхность детали легирующих
материалов за счет электроискрового разряда
с созданием слоев покрытий от 10 до 200 мкм
Обработка чугунной, стальной, стеклянной дробью
для снятия внутренних напряжений
Штоки, шлицевые и торсионные
валы, галтели и канавки ответ-
ственных деталей
Втулки, цилиндры, штоки
Цилиндры, втулки
Инструментальные материалы по-
вышенной производительности
Детали повышенной износостойко-
сти (штанги, щупы, калибры,
пресс-формы)
Детали повышенной износостой-
кости (штанги, щупы, калибры,
пробки, опоры, пуансоны)
Зубчатые колеса, пружины, мемб-
раны. валы, штанги, сварные
конструкции
Корпусные детали сложной формы,
декоративные детали, резьбонакат-
ный инструмент
Глава IV
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ
ДЕТАЛЕЙ СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Основные термины и определения шероховатости поверхно-
стей регламентированы ГОСТ 25142—82, параметры, характе-
ристики и обозначения — ГОСТ 2789—73 и 2.309—73. В соот-
ветствии с этими стандартами установлены следующие пара-
метры шероховатости: Ra - среднее арифметическое отклоне-
ние профиля; Rz — высота неровностей профиля по десяти
точкам; Rmax — наибольшая высота профиля; S,„ — средний
шаг неровностей; S — средний шаг местных выступов про-
филя; 1Г, — относительная опорная длина профиля. Приме-
нение параметра Ra является предпочтительным.
Основными факторами выбора шероховатости поверхности
являются функциональное назначение детали и имеющиеся
технологические способы обеспечения шероховатости. В табл.
40...45 приведены рекомендации по назначению шероховатости
деталей в зависимости от требований к точности поверхностей,
в табл. 46 — поверхностей элементов деталей исходя из выпол-
няемых ими функций, в табл. 47 — поверхностей при различ-
ных технологических методах обработки.
40. Назначение шероховатости рабочих поверхностей резьбовых
соединений
Резьба Поле допуска резьбы Шероховатость Ra, мкм
Крепежная на болтах, винтах, гайках 41г, 4Н, 5Н 1,25...0,63
6g, 6Н 2,5... 1,25
8g, 7Н 10...2,5
На валах, штоках, втулках, коническая 4h, 4Н, 5Н 1,25...0,32
6g, 6Н 1,25...0,63
8g, 7Н 2,5... 1,25
Ходовых и грузовых винтов 7g 0,16
7е 0,32
8<? 1,25...0,63
Гаек ходовых и грузовых винтов 7 Н 0,63-0,16
7 Н 1,25-0,63
8 Н 2,5-1,25
73
41. Назначение шероховатости посадочных поверхностей в зависимости от точностных требований
Интервал диаметров, мм Шероховатость Ra, мкм
5 6 7 8
Вал Отверстие Вал Отверстие Вал Отверстие Вал Отверстие
Св. 3 до 6 » 6 » 10 0,32...0,16 0,63...0,32 0,32...0,16 0,63...0,32 0.63...0.32 1,25...0,63 0,63...0,32 1,25...0,63
Св. 10 до.18 Св. 18 до 30 0,63...0,32 1,25...0,63 1,25...0,63
Св. 30 до 50
Св. 50 до 80
Интервал диаметров, мм
5
Вал Отверстие
Св. 80 до 120 0,63...0,32 1,25...0,63
Св. 120 до 180
Св. 180 до 260
Св. 260 до 360
Св. 360 до 500
Ui
Продолжение табл. 41
Шероховатость Ra, мкм
6 7 8
Вал Отверстие Вал Отверстие Вал Отверстие
1,25...0,63 2,5...1,25 2,5... 1,25 2,5...1,25
1,25...0,63
2,5...1,25
2,5...1,25
5,0...2,5
о 42. Назначение шероховатости рабочих поверхностей зубчатых колес и червяков
Профиль зубьев Шероховатость Ra, мкм, при степени точности по нормам плавности работы передачи
6 7 8 9
Цилиндрической передачи и червячного ко- леса 0,63...0,32 1,25...0,32 2,5...0,63 5,0...2,5
Конической передачи 0,63...0,32 1,25...0,63 5,0...1,25
Червяка. 2,5...1,25
43. Назначение шероховатости направляющих поверхностей
Поверхность Скорость, м/с Шероховатость Ra, мкм, при отклонении от плоскости па длине 100 мм
До G До 1G До 30 До 50 Св. 50
Скольжения До 0,5 0,32...0,16 0,63...0,32 1,25...0,63 2,5...1,25 5,0...2,5
Св. 0,5 0,16...0,08 0,32...0,16 0,63...0,32 1,25...0,63 2,5...1,25
Качения До 0,5 0,16...0,08 0,32...0,16 0,63...0,32 1,25...0,63 2,5...1,25
Св. 0,5 0,08...0,04 0,16...0,08 0,32...0,16 0,63...0,32 1,25...0,63
44. Назначение шероховатости поверхностей осей и валов под уплотнения
Тип уплотнения Шероховатость Ra, мкм, при скорости вращения, м/с
До 3 До 5 Св. 5
Резиновое, войлочное 1,25 0,32 Полиро- V вать 0,32 0,08 Полиро- V ' вать 0,63 0,16 Полиро- V вать
Лабиринтное и жиро- вые канавки 5,0... 1,25 —
45. Шероховатость посадочных поверхностей валов и отверстий корпусов
для подшипников качения
Посадочная поверхность Класс точности подшипников Номинальный диаметр поверхности, мм
до 80 св. 80 до 500
Шероховатость, мкм, не более
Вал 0 1,25 2,5
6, 5 0,63 1,25
4 0,32 0,63
2 0,16 0,32
Отверстие корпуса
О 1,25 2,5
6, 5, 4 0,63 1,25
2 0,32 0,63
Торцы заплечиков валов и кор-
пусов
0 2,5 2,5
6, 5, 4 1,25 2,5
2 0,63 0,63
46. Шероховатость поверхностей элементов деталей
в зависимости от их функционального назначения
Элемент детали
Шероховатость,
R2, мкм
Нерабочие контуры деталей 320...160
Отверстия на проход крепежных деталей, масляных
каналов, выточки, проточки, кромки деталей под сварные
швы, опорные поверхности пружин сжатия, подошвы
корпусов, лап 80
77
Продолжение табл. 46
Элемент детали
Шероховатость,
Ri, мкм
Внутренний диаметр шлицевых соединений (не шлифо-
ванных), свободные несопрягаемые торцевые поверхности
валов, муфт, втулок, поверхности головок винтов 40
Торцевые поверхности под подшипники качения, поверх-
ности втулок, колец, ступиц, прилегающие к другим
поверхностям, но не являющиеся посадочными, нерабочие
торцы валов, втулок, планок 20
Нерабочие торцевые поверхности зубчатых и червячных
колес и звездочек, канавки, фаски, выточки, зенковки,
закругления 40... 10
Шаровые поверхности ниппельных соединений, канавки
под уплотнительные резиновые кольца для подвижных
и неподвижных торцевых соединений, радиусы скругле-
ний на силовых валах, опорные плоскости реек, поверхно-
сти осей для эксцентриков, выступающих частей быстро-
вращающихся деталей, направляющих типа «ласточкин
хвост» 2,5
Наружные диаметры шлицевого соединения, отверстия
подгоняемых и регулируемых соединений с допуском
зазора-натяга 25...40 мкм, подшипников скольжения,
цилиндры, работающие с резиновыми манжетами, тру-
щиеся поверхности малонагруженных деталей, посадочные
поверхности отверстий и валов под неподвижные по-
садки 1,25
Поверхности зеркала цилиндров, работающих с резино-
выми манжетами, валы в подгоняемых и регулируемых
соединениях с допуском зазора-натяга 7...25 мкм, трущиеся
поверхности нагруженных деталей, посадочные поверхно-
сти 7-го квалитета с длительным сохранением заданной
посадки (оси эксцентриков, точные червяки, зубчатые
колеса), сопряженные поверхности бронзовых зубчатых
колес, рабочие шейки распределительных валов, штоки
и шейки валов в уплотнениях 0,63
Валы в пригоняемых и регулируемых соединениях с до-
пусками зазора-натяга 16...25 мкм, отверстия подгоняемых
и регулируемых соединений с допусками зазора-натяга
16...25 и 4...7 мкм, трущиеся элементы сильнонагруженных
деталей, цилиндры, работающие с поршневыми кольцами 0,32
Поверхности деталей, работающих на трение, от износа
которых зависит точность работы механизма 0,16
Рабочие шейки валов прецизионных быстроходных станков
и механизмов, шейки валов в подгоняемых и регулируемых
соединениях с допуском зазора-натяга 2,5...6,5 мкм,,
поверхности отверстий данных соединений с допуском
зазора-натяга до 2,5 мкм
78
47. Шероховатость поверхности после различных видов и методов
обработки стали
Вид или метод обработки
Шероховатость
Ra, МКМ
Обработка наружных цилиндрических поверхностей
Обрезка:
резцом 80...25
фрезой 50...25
абразивная 6,3...3,2
приводной пилой 50...25
Подрезание торцов Обтачивание: 12,5...3,2
черновое 50... 12,5
получистовое 12,5-3,2
чистовое 2,5...0,8
тонкое (алмазное) 0,8...0,1
Нарезание резьбы:
плашкой 10...5,0
резцом, фрезой 5,0... 1,25
вращающимися резцами 6,0...0,8
накатывание роликами 1,25—0,63
Шлифование:
предварительное 2,5... 1,25
чистовое 1,25...ОД
тонкое 0,25-0,5
электроалмазное 0,32-0,08
электроэрозионное 1,25...0.32
Обкатывание роликами и шариками 1,25-0,63
Алмазное выглаживание Суперфиниширование: 1,25-0,03
чистовое 0,28-0,08
отделочное 0,08...0,032
Притирка, доводка 0,08-0,01
Полирование 0,08-0,008
Магнитно-абразивная 1,6-0,02
Обработка внутренних цилиндрических поверхностей
Сверление:
до 15 мм 12,5-5,0
св. 15 мм 25-12,5
Рассверливание Зенкерование: 12,5-3,2
черновое чистовое 6,3...3,2 3,2...1,25
Развертывание:
предварительное окончательное 2,5-1,25 1,25-0,32
Протягивание:
черновое чистовое 3,2...1,25 1,25-0,63
Растачивание:
черновое 12,5-6,3
получистовое 6,3...1,6
79
П родолжение табл. 47
Вид или метод обработки Шероховатость Ра, МКМ
чистовое 2,0-0,8
тонкое 0,8-0,2
Шлифование: 3,2... 1,6
предварительное
чистовое 1,6...0,32
тонкое 0,32—0,08
электроалм азное 0,32-0,08
Хонингование:
предва рител ьное 3,2-1,25
чистовое 1,25-0,25
тонкое 0,25...0,04
электрохимическое 0,08...0,01
Раскатывание, калибрование, алмазное выглаживание 1,6-0,05
Прошивание: 0,32...0,16
электрохимическое
ультразвуком 0,63-0,16
электронным лучом 1,25...0,16
Полирование 0,63-0,08
Притирка, доводка 0,16-0,02
Обработка плоских поверхностей
Строгание:
черновое 2,5-6,3
чистовое 6,3-1,0
Фрезерование цилиндрической фрезой:
черновое 12,5-3,2
чистовое 6,3-1,0
тонкое 1,6-0,32
Фрезерование торцевой фрезой:
черновое 12,5-3,2
чистовое 4...1
тонкое 1,25-0,32
Протягивание:
черновое 3,2...1,12
чистовое 1,25-0,32
Шлифование: 4-1,6
получистовое
чистовое 1,6-0,32
тонкое 0,32-0,08
Шабрение:
обычное 6,3-1,03
тонкое 2,53-0,10
Полирование 0,3-0,032
Накатывание 2,5-0,16
Притирка 0,1-0,02
Обработка резьб
Нарезание метчиками и гребенками 3,2...1,6
Фрезерование 3,2-0,5
Накатывание 1,25-0,5
Обработка зубчатых колес.
Зубофрезерование фрезами:
модульными 12,5-6,3
80
Продолжение табл. 47
Вид или метод обработки Шероховатость Ra, мкм
червячными 6,3...3,2
Зубодолбление 3,2... 1,6
Шевингование 1,25...0,63
Накатывание 2...0,8
Шлифование 1,25...0,5
Притирка 0,5...0,1
Протягивание Обработка шлицев 1,6...0,8
Шл ицефрезерование 12,5... 1,25
Накатывание 1...0.8
Шлифование 3,2...0,4
Протягивание 1,6...0,8
Глава V
ДОПУСКИ И ПОСАДКИ ДЕТАЛЕЙ
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Посадка — вид соединений деталей, определяемый разностью
диаметров отверстия и вала. При этом должна обеспечи-
ваться свобода относительного перемещения соединяемых дета-
лей или сопротивление их взаимному смещению.
Допуском является разность между наибольшим и наимень-
шим размерами. Полем допуска называется зона между наи-
большим и наименьшим предельными размерами. Верхняя гра-
ница поля допуска соответствует наибольшему, а нижняя —
наименьшему предельному размеру.
Зазор — это положительная разность между размерами от-
верстия и вала (величина отверстия больше размера вала).
Натягом называется положительная разность между разме-
рами вала и отверстия до сборки деталей (размер вала больше
величины отверстия).
Система отверстия характеризуется тем, что в ней для всех
посадок одного класса точности при одинаковых номинальных
размерах предельные размеры отверстия остаются постоянны-
ми, причем нижнее отклонение отверстия равно нулю и разные
посадки осуществляются за счет соответствующего изменения
предельных размеров вала.
Система вала характеризуется тем, что в ней для всех
посадок одного класса точности при одинаковых номинальных
размерах предельные размеры вала остаются постоянными,
причем верхнее отклонение вала равно нулю, а разные посадки
осуществляются за счет определенного изменения предельных
размеров отверстия.
Посадки делятся на: с натягом, с зазором и переходные.
В табл. 48 даны рекомендации по выбору наиболее распро-
страненных посадок.
81
48. Посадки гладких цилиндрических соединений
Посадка Сопрягаемые детали Условия работы соединения Характеристика соединения
т hfi Н8 /17 Н7 Посадка с зазором Сменные шестерни на валах, Высокая точность центрирования, фрикционные муфты, установоч- неподвижные соединения при ча- ные кольца на валах стой сборке и разборке, подвиж- ные — при возвратно-поступа- тельных движениях Обеспечивает возможность не- свободного передвижения; при требовании неподвижности обя- зательно дополнительное креп- ление. Центрирование ограни- ченное. Сборка при малых нагрузках и наличии смазыва- ния
Н8 Н8 Л8 ’ Л9 ’ Н9 /79 Л8 ’ Л9 Н7 17 Н7 ИЗ еЗ ' еЗ НИ dll Детали, передающие вращающие моменты Через шпонки и штифты, неподвижные оси, центрирующие цилиндрические выступы во флан- цевых соединениях, сменные зуб- чатые колеса, соединительные муфты на валах Подшипники скольжения, свобод- но вращающиеся на валах зуб- чатые колеса и шкивы, пере- мещающиеся вдоль валов зубча- тые колеса и муфты Подшипники жидкостной смазки Крышки подшипников и распор- ные втулки в корпусах, шарнир- ные соединения тяг, рычагов и т. п. Невысокая точность центрирова- ния, легкие и спокойные нагрузки Легкие и средние режимы работы при умеренных скоростях (до 150 рад/с) Большие частоты вращения Подвижные соединения, не тре- бующие точности перемещения, неподвижные грузоцентрирован- ные соединения Обеспечивает свободное переме- щение и достаточное центри- рование Обеспечивает свободное переме- щение и достаточное центриро- вание. Во избежание переме- щения вдоль оси следует огра- ничивать свободу перемещения Позволяет осуществлять гидро- динамическую смазку Обеспечивает удовлетворитель- ные условия центрирования со- прягаемых деталей
Продолжение табл. 48
Посадка Сопрягаемые детали Условия работы соединения Характеристика соединения
Н7
1#
Переходные посадки
Стаканы подшипников в корпу- Частые сборки и разборки, соеди-
сах, небольшие шкивы и ручные нения неподвижные и плотные
маховички на концах валов подвижные
Н7
kS
Зубчатые колеса на валах ре-
дукторов, шкивы, маховики, рыча-
ги и неразъемные эксцентрики
на валах
Частые сборки и разборки
Н7
пб
Тяжелонагруженные зубчатые и
червячные колеса, муфты, криво-
шипы и другие детали на валах,
бронзовые венцы червячных колес
на чугунных ступицах, втулки в
корпусах подшипников скольже-
ния
Редкая разборка, центрирование
деталей в неподвижных соедине-
ниях, передающих большие уси-
лия, и при наличии вибраций
и ударов
Н7
рб
Посадки с натягом
Зубчатые колеса на валах редук- Центрирование тяжелонагружен-
торов с дополнительным крепле- ных или быстровращающихся
нием шпонкой крупногабаритных деталей, соеди-
нения тонкостенных деталей
Обеспечивает хорошее центри-
рование. Усилий не передает
и дополнительное крепление
обязательно. Сборка при малых
нагрузках или ударом без осо-
бых усилий. Допускаются неод-
нократные сборка и разборка
Требуется крепление при си-
ловом нагружении стыка. Цент-
рирование хорошее, сборка лег-
ким ударом при нагреве или
охлаждении соответствующих
деталей. Допускаются две-три
разборки
Требуется дополнительное креп-
ление при нагрузках, действу-
ющих на посадку. Сборка под
прессом или при нагреве охва-
тывающей и охлаждении охва-
тываемой детали. Центрирова-
ние хорошее. После разборки
посадка изменяется
Обеспечивается сохранение от-
носительного положения дета-
лей без дополнительного креп-
ления при средних нагрузках и
Продолжение табл. 48
Посадка Сопрягаемые детали Условия работы соединения Характеристика соединения
незначительных колебаниях.
Сборка под прессом. Центриро-
вание хорошее. После разборки
посадка изменяется
Н7 Зубчатые колеса на валах коро- Передача нагрузок средней ве- Обеспечивает сохранность отно-
7б~’ бок скоростей, бронзовые зубча- личины без дополнительного креп- сительного положения без до-
777 тые венцы червячных колес на ления и тяжелых нагрузок с до- полнительного крепления при
—F- чугунных ступицах полнительным креплением незначительной величине сил,
sb действующих вдоль оси. При
тяжелых нагрузках требуется
дополнительное крепление
Посадки подшипников
Выбор посадок подшипников зависит от характера, вели-
чины и направления действия нагрузок, типа, размера, способа
установки и класса точности подшипника, а также от ряда
других факторов. Распределение напряжения в подшипнике
различно для наружного и внутреннего колец, поэтому при-
меняют разные посадки подшипника на вал и корпус.
Различаются следующие виды нагружения колец с восприя-
тием нагрузки: местное — ограниченным участком дорожки
качения; циркуляционные — последовательно всей дорожкой
качения; колебательное — небольшим участком дорожки каче-
ния с колебанием зон нагружения на определенном ее участке.
Посадка шарико- и роликоподшипников на вал осущест-
вляется в системе отверстия. При выборе посадок следует
иметь в виду, что получаемые соединения вала с внутренним
кольцом подшипника отличаются от обычных одноименных
посадок более высокими натягами.
Посадка шарико- и роликоподшипников в корпус осуще-
ствляется по системе вала.
При выборе полей допусков в зависимости от того, вра-
щается вал или корпус, принимают, что неподвижное сопря-
жение следует обеспечить для вращающегося кольца. Второе
кольцо подшипника, сопрягающееся с неподвижной частью
машины, устанавливают с меньшим натягом или даже с не-
большим зазором.
Поля допусков для среднего диаметра отверстия по классам
точности подшипников обозначаются LO, L6, L5, £4, L2, для
среднего наружного диаметра — /0, /6, /5, /4, /2.
Рекомендуемые поля допусков посадочных поверхностей на
валу и в корпусе приведены в табл. 49, посадки подшипников
качения на вал и в отверстиях корпусов — в табл. 50.
При обозначении посадки подшипника качения на вал ука-
зываются, например, 0 50L0//.6, где 0 50 — номинальный
диаметр отверстия подшипника; L — обозначение поля допуска
на средний диаметр отверстия подшипника; 0 — класс точности
подшипника; /\6 — поле допуска вала.
Посадка подшипника в корпусе обозначается, например,
09О//7//О, где 090 — номинальный диаметр наружного кольца
подшипника; Н7 — поле допуска отверстия корпуса; / — обозна-
чение поля допуска на средний диаметр наружного кольца
подшипника; 0 — класс точности подшипника.
Прочность соединения кольца с валом или корпусом (натяг
в посадке) должна быть тем больше, чем тяжелее режим
работы подшипника, характеризуемый расчетной долговеч-
ностью, и чем больше его размеры. Для роликовых подшип-
ников назначают более прочные посадки, чем для шариковых.
Отклонения формы посадочных поверхностей валов и от-
верстий корпусов для подшипников качения приведены в
табл. 51, рекомендуемые посадки подшипников на вал и в кор-
пусе — в табл. 52 и 53.
85
“ 49. Поля допусков на диаметры посадочных поверхностей валов и отверстий корпусов (рекомендуемые)
Поля допусков для основных отклонений
Квалитеты вала отверстия корпуса
с f g h js k in n p r E G H J s К M N P
3 h3 js3
4 g4 h4 /s4 k4 m4 n4 G4 H4 J,4 K4 M4
5 g5 Л5 js5 £5 m.j n5 p5 G5 H5 Js5 K5 M5 A’5
6 fG g6 h6 jsG kG mG nG pG rG GG HG JSG KG MG NG PG
? 7 17 h7 r7 G7 H7 Д7 K7 M7 N7 P7
8 e8 f8 h8 E8 H8
9 f9 h9
50. Посадки подшипников качения на вал и в отверстие корпуса (рекомендуемые)
Посадки для основных отклонений
Класс точ- ности под- шипников вала отверстия корпуса
е f g h js k m n p r E О Н !, К М P
0 и 6 L0 L0 p6 r6 L0 L0 L0 L0 e8 f7 ' Л7 r7 L0 f3 ’ L0 f9 £6 £6 £6 £6 /6 Л7 p6 r6 L6 £6 j8 r7 Е8 Н8 10 10 Е8 И8 16 16
5и4 2 LA L4 L4 L4 L4 L4 «_РЧРР PIPpP^— II 1 ! 14111 !! 1 * g5 Л5 js5 Й5 m5 n5 £2 £2 ЙЗ js3 Р6 15 Р6 14 G4 Н4 ls4 К4 Л14 12 12 12 12 12
о? 51. Допуски формы посадочных поверхностей, мкм (не более)
Номинальные диаметры отверстия наружного кольца подшипника, мм Класс точ- ности под- шипников Вал (ось) — допуски Отверстие корпуса — допуски
кругло- сти профиля продольного сечения непостоянства диаметра кругло- сти профиля продольно io сечения непостоянства диаметра
в попереч- ном сече- нии п продоль- ном сече- нии в попереч- ном сече- нии в продоль- ном сече- нии
Св. 10 до 18 0 и 6 3,0 3,0 6,0 6,0 4,5 4,5 9 9
5 и 4 1,3 1,3 2,6 2,6 2,0 2,0 4 4
Св. 18 до 30 0 и 6 3,5 3,5 7,0 7,0 5,0 5,0 10 10
5 и 4 1,5 1,5 3,0 3,0 2,0 2,0 4 4
Св. 30 до 50 0 и 6 4,0 4,0 8,0 8,0 6,0 6,0 12 12
5 и 4 2,0 2,0 4,0 4,0 2,5 2,5 5 5
Св. 50 до 80 0 и 6 5,0 5,0 10,0 10,0 7,5 7,5 15 15
5 и 4 2,0 4,0 4,0 4,0 3,0 3,0 6 6
Св. 80 до 120 0 и 6 6,0 6,0 12,0 12,0 9,0 9,0 18 18
5 и 4 2,5 2,5 5,0 5,0 3,5 3,5 7 7
52. Посадки шариковых и роликовых радиальных подшипников (рекомендуемые)
Вид нагружения Посадка на вал Посадка u корпус
LO LO LO LO L5 Js7 H7 H8. G7 Я9 Л6 HG
— — —— ——
/56 ’ Л6 ’ g6 )6 Л 5 /0 ’ 10 ’ /0 ’ 10 ’ /0 ' 15 ' 15
Местное 1А L4 L6 L6 LG L6 JSG /76 Js7 H7 G7
/s5 ’ Л 5 ’ /s6 ’ Лб g6 ’ /6 14 ’ /4 ’ /6 ’ /6 ’ /6
LO LO LO LO L5 L5 L5 L5 ^7 M7 K7 P7 /V6 M6 KG
Л6 ’ mb ’ k6 ’ Js6 ' n5 mb' kb ’ js5 Ю ’ 10 ’ /0 ’ (O’ /5 ’ /5 ’ /5
Циркуляционное L4 L4 L4 L4 L6 L6 L6 L6 NG MG N7 M7 KG K7 P7
n5 ’ m5' L’5 ’ /s5 ’ n6 mb' kb ' js6 /4 ’ /4 ’ /6 ’ /6 ’ /6 ’ /6 ’ /6
LO L5 Is7 Js7
/s6 js5 10 ’ 16
Колебательное L4 L6
j s5
g 53. Посадки радиально-упорных шариковых и роликовых подшипников (рекомендуемые)
Вид нагружения и способ регулировки Посадка на вал Посадка в корпус
Циркуляционное нагружение без ре- гулировки L0 пб ’ L0 яб LO zn6 ’ L6 m6 ’ LO /16 ’ Z.6 *6 ’ LO Лб ’ L6 J«6 iV7 /6 ’ _Л7_ /6 ’ M7 10 ’ M7 16 ’ К7 10 ' K7 16 ’ Js7 10 Z,7 /6 Р7 10 ’ Р7 ’ 16
Циркуляционное нагружение регули- руемых колец L0 лб ’ Z.6 Zs7 /0 Л7 /6
Нерегулируемые и регулируемые мест- нонагруженные кольца, непереме'ща- ющиеся относительно посадочной по- верхности L0 js6 ’ L6 js6 ' LO Л6 ’ Z.6 /16 M7 /0 ’ M7 16 ’ K7 10 ’ K7 16 ’ Н7 10’ Н7 16
Местнонагруженные регулируемые кольца LO . /16 ’ Z.6 /16 ’ LO £6 ’ Z.6 £6 ’ LO f6 ’ L6 /6 H7 10 ’ H7 16
Глава VI
ОТКЛОНЕНИЯ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Предельные отклонения формы и расположения поверхно-
стей назначаются при наличии особых требований, вытекаю-
щих из условий работы, изготовления или измерения деталей.
В остальных случаях отклонения формы и расположения поверх-
ностей ограничиваются полем допуска . (табл. 54) на размер.
Для назначения степеней точности допусков отклонений
формы и расположения поверхностей можно воспользоваться
рекомендациями, приведенными в табл. 55. Значения допусков
отклонений цилиндричности, круглости, профиля продольного
сечения, плоскостности, прямолинейности, параллельности, пер-
пендикулярности, торцевого, радиального биения, соосности,
симметричности и пересечения осей даны в табл. 56...59, при-
меры указания на чертежах допусков формы и расположения
54. Условные обозначения допусков формы
и расположения (по ГОСТ 2.308—79)
Группа допусков Допуск Знак
Формы Прямолинейности Плоскостности Круглости Цилиндричности Профиля продольного се- чения О X/
Расположения Параллельности Перпендикулярности Наклона Соосности Симметричности Позиционный Пересечения осей // ± г. © ф X
Суммарные формы расположения Радиального биения Торцевого биения Биения в заданном направ- лении Полного радиального бие- ния Полного торцевого биения Формы заданного профиля Формы заданной поверхно- сти х СО
91
55. Точность допусков формы и расположения поверхностей
Степень ТОЧНОСТИ по ГОСТ 24643 -8! Область применения Способы обработки
Допуск плоскостности, прямолинейности
3...4 Направляющие повышенной точности Доводка, шлифование, шаб- рение повышенной точности
5...6 Направляющие нормальной точности, рабочие поверхности повышенной и нормальной точ- ности Шлифование, обтачивание повышенной точности
7...8 Базовые поверхности кондук- торов и других технологиче- ских приспособлений, опорные поверхности корпусов подшип- ников, разъемы корпусов ре- дукторов Грубое шлифование, фрезе- рование, строгание, протяги- вание, обтачивание
9...10 Кронштейны и основания вспо- могательных и ручных меха- низмов, опорные поверхности корпусов, устанавливаемых на клиньях и амортизирующих прокладках, присоединитель- ные поверхности арматуры, фланцев (с использованием мягких прокладок) Грубое фрезерование, стро- гание, обтачивание, долбле- ние
Допуск цилиндричности, круглости, профиля продольного сечения
3...4 Посадочные поверхности под- шипников качения классов 4 Тонкое точение, шлифова- ние, алмазное растачивание.
и 5 и отверстия под них в корпусах хонингование
5...6 Посадочные поверхности под- шипников качения классов 0 и 6, а также валов и корпусов под них, поверхности соедине- ний втулок с цилиндрами и кор- пусами в гидравлических си- стемах высокого давления Шлифование, точение, хо- нингование, растачивание повышенной точности, раз- вертывание, протягивание
7...8 Поршни, гильзы, кондукторные втулки отверстия под постоян- ные втулки Грубое точение, шлифова- ние, развертывание, протя- гивание, растачивание, свер- ление повышенной точности
9...10 Подшипники скольжения при легких условиях работы Грубое точение, растачива- ние, сверление
поверхностей — в табл. 60, рекомендации по назначению
допусков формы или расположения для наиболее часто при-
меняемых деталей станочных приспособлений — в табл. 61.
92
Продолжение табл. 55
Степень точности по ГОСТ 2Ь643—81 Область применения Способы обработки
Допуск радиального биения соосности, симметричности
3...4
5...6
7...8
9...10
3...4
3...4
5...6
7...8
9...10
5...6
7...8
9...10
Рабочие поверхности шпинде-
лей и корпусов повышенной
и нормальной точности, поса-
дочные шейки валов под зубча-
тые колеса
Втулки станочные повышенной
точности, посадочные поверх-
ности валиков, осей и валов
под зубчатые колеса
Посадочные шейки валов под
зубчатые колеса
Посадочные шейки валов под
зубчатые колеса
Допуск параллельности
Особо точные направляющие
Допуск перпендикулярности торцевого биения
Заплечики валов под подшип-
ники качения классов 4 и 5
Заплечики валов под подшип-
ники классов 0, 6 и 5 и кор-
пусов под подшипники классов
4 и 5, фланцы валов и соеди-
нительных муфт
Направляющие и базовые по-
верхности корпусов, торцы ста-
ночных втулок, заплечики ва-
лов, корпусов под подшипники
качения классов 0 и 6, тор-
цы ступиц и распорных втулок
Торцы подшипников валов
в механизмах с ручным при-
водом
Направляющие высокой точно-
сти, опорные торцы крышек
и дистанционные кольца под
подшипники классов 4 и 5
Рабочие поверхности кондукто-
ров средней точности, опорные
торцы крышек и колец для
подшипников классов 0, 6
и 5, оси отверстий в корпусах
зубчатых передач
Оси отверстий в упругих вту-
лочно-пальцевых муфтах
Тонкое шлифование, внут-
реннее шлифование с одной
установки
Шлифование, обтачивание
повышенной точности, вну-
треннее шлифование, рас-
тачивание с одной установки
Грубое шлифование, обтачи-
вание, растачивание
Обтачивание, растачивание
пониженной точности
Доводка, шлифование, шаб-
рение
Доводка, шлифование, шаб-
рение повышенной точности
Шлифование, шабрение,
фрезерование, строгание,
растачивание повышенной
точности
Шлифование, фрезерование,
строгание, долбление, рас-
тачивание
Обтачивание, грубое фре-
зерование, строгание, раста-
чивание
Шлифование, фрезерование
повышенной точности, коор-
динатное растачивание,
сверление
Фрезерование, грубое фрезе-
рование, растачивание,свер-
ление повышенной точности
93
2 56. Допуски цилиндричности, круглости профиля продольного сечения
Номинальный диаметр поверхности, мм Степень точности
3 4 5 6 7 8 9 10. 11 12
Допуск, мкм
До з 0,8 1,2 2,0 3 5 8 12 20 30 50
Св. 3 до 10 1 1,6 2,5 4 6 10 16 25 40 60
» 10 » 18 1,2 2,0 3 5 8 12 20 30 50 80
» 18 » 30 1,6 2,5 4 6 10 16 25 40 60 100
» 30 » 50 2 3 5 8 12 20 30 50 80 120
» 50 » 120 2,5 4 6 10 16 25 40 60 100 160
» 120 » 250 '3 5 8 12 20 30 50 80 120 200
» 250 > 400 4 6 10 16 25 40 60 100 160 250
» 400 » 630 5 8 12 20 30 50 80 120 200 300
» 630 » 1000 6 10 16 25 40 60 100 160 250 400
57. Допуски плоскостности и прямолинейности
Номинальная длина, мм
3 4 5 6
До 10 0,6 1 1,6 2,5 Св. 10 до 16 0,8 1,2 2 3 » 16 » 25 1 1,6 2,5 4 » 25 » 40 1,2 2 3 5 » 40 » 63 1,6 2,5 4 6 » 63 » 100 2 3 5 8 » 100 > 160 2,5 4 6 10 » 160 » 250 3 5 8 12 » 250 > 400 4 6 10 16 » 400 » 630 5 8 12 20 » 630 » 1000 6 10 16 25
Степень точности
7 8 9 10 11 12
Допуск, мхм
4 6 10 16 25 40
5 8 12 20 30 50
6 10 16 25 40 60
8 12 20 30 50 80
10 16 25 40 60 100
12 20 30 50 80 120
16 25 40 60 100 160
20 30 50 80 120 200
25 40 60 100 160 250
30 50 80 120 200 300
40 60 100 160 250 400
58. Допуски параллельности, перпендикулярности, наклона, торцевого биения и полного торцевого биения
Интервалы номинальных размеров, мм Степень точности
3 4 5 6 7 8 0 10 11 12
Допуск, мкм
До 10 1 1,6 2,5 4 6 10 16 25 40 60
Св. 10 до 16 1,2 2 3 5 8 12 20 30 50 80
» 16 » 25 1.6 2,5 4 6 10 16 25 40 60 100
» 25 » 40 2 3 5 8 12 20 30 50 80 120
» 40 » 63 2,5 4 6 10 16 25 40 60 100 160
» 63 » 100 3 5 8 12 20 30 50 80 120 200
» 100 » 160 4 6 10 16 25 40 60 100 160 250
» 160 » 250 5 8 12 20 30 50 80 120 200 300
» 250 » 400 6 10 16 25 40 60 100 160 250 400
» 400 » 630 10 12 20 30 50 80 120 200 300 500
» 630 » 1000 12 16 25 40 60 100 160 250 400 600
f 59. Допуски радиального биения и полного радиального биения, соосности, симметричности и пересечения осей в диаметраль-
ном направлении
zsoc
Степень точности
Интервалы номинальных диаметров, мм 3 4 5 6 7 8 9 10 и 12
Допуск, мкм
До 3 2,0 3 5 8 12 20 30 50 80 120
Св. 3 до 10 2,5 4 6 10 16 25 40 60 100 160
» 10 » 18 3 5 8 12 20 30 50 80 120 200
» 18 » 30 4 6 10 16 25 40 60 100 160 250
30 » 50 5 8 12 20 30 50 80 120 200 300
* » 50 » 120 6 10 16 25 40 60 100 160 250 400
120 » 250 8 12 20 30 50 80 120 200 300 500
У> 250 » 400 10 16 25 40 60 100 160 250 400 600
400 » 630 12 20 30 50 60 120 200 300 500 800
» 630 » 10Q0 16 25 40 60 100 160 250 400 600 1000
Примечание. Для получения значений допусков в радиальном направлении указанные в таблице значения при соот-
ветствующем диаметре следует уменьшить в 2 раза и при необходимости округлить до ближайшего числа.
60. Указание на чертежах допусков формы
и расположения поверхностей
Вид допуска
Условное обозначение
допуска формы
и расположения
Пояснения
1. Допуск прямо-
линейности
Допуск прямолинейности обра-
зующей конуса 0,01 мм
Допуск прямолинейности оси
отверстия 0 0,08 мм (допуск
зависимый)
2. Допуск плоско-
стности
— 0,25
— 0,1/100
Допуск прямолинейности по-
верхности 0,25 мм по всей
длине и 0,1 мм — на длине
100 мм
Допуск прямолинейности по-
верхности в поперечном на-
правлении 0,06 мм и продоль-
ном — 0,1 мм
Допуск плоскостности поверх-
ности 0,1 мм
Допуск плоскостности поверх-
ности 0,1 мм на площади 100Х
X100 мм
Допуск плоскостности поверх-
ности относительно общей при-
легающей плоскости 0,1 мм
98
Продолжение табл. 60
Вид допуска
Условное обозначение
допуска формы
и расположения
Пояснения
3. Допуск кругло-
сти
Допуск плоскостности каж-
дой поверхности 0,01 мм
Допуск круглости вала
0,02 мм
|о|ш |
Допуск круглости конуса
0,02 мм
4. Допуск цилинд-
ричности
5. Допуск профи-
ля продольного се-
чения
X/ 0,01150
о о.ооь
о 0,01
0,016
Допуск цилиндричности ва-
ла 0,04 мм
Допуск цилиндричности ва-
ла 0,01 мм на длине 50 мм,
его круглости — 0,004 мм
Допуск круглости вала
0,01 мм, профиля продоль-
ного его сечения — 0,016 мм
Допуск профиля продоль-
ного сечения вала 0,01 мм
99
Продолжение табл. 60
Вид допуска Условное обозначение допуска формы и расположения Пояснения
6. Допуск параллельности //|/7,/72|д| Допуск параллельности по- верхности относительно по- верхности А 0,02 мм
4?
Допуск параллельности об-
щей прилегающей плоскости
поверхностей относительно
поверхности А 0,1 мм
Допуск параллельности
каждой поверхности отно-
сительно поверхности А
0,1 мм
Допуск параллельности оси
отверстия относительно ос-
нования 0,05 мм
Допуск параллельности осей
отверстий в общей плоско-
сти 0,1 мм, перекоса осей
отверстий 0,2 мм. База —
ось отверстия А
Допуск параллельности оси
отверстия относительно оси
отверстия А 0 0,2 мм
100
Продолжение табл. 60
Вид допуска Условное обозначение допуска формы и расположения Пояснения
7. Допуск перпендику- лярности i Допуск перпендикулярности поверхности относительно поверхности А 0,02 мм
Допуск перпендикулярности
оси отверстия относительно
оси отверстия Л 0,06 мм
Допуск перпендикулярности
оси выступа относительно
поверхности А 0 0,02 мм
Допуск перпендикулярности
оси выступа относительно
основания 0,1 мм
Допуск перпендикулярности
оси выступа в поперечном
направлении 0,2 мм, в про-
дольном направлении —
0.1 мм. База — основание
Допуск перпендикулярности
оси отверстия относительно
поверхности 0 0,1 мм (до-
пуск зависимый)
101
Продолжение табл. 60
Вид допуска
Условное обозначение допуска
формы и расположения
Пояснения
8. Допуск
наклона
Допуск наклона поверхности
относительно поверхности А
0,08 мм
9. Допуск
соосности
10. Допуск
симметрич-
ности
Допуск наклона оси отвер-
стия относительно поверх-
ности А 0,08 мм
-j©| 0 Z?Z7/® ]7}
Допуск соосности отвер-
стия относительно отверстий
0 0,08 мм
Допуск соосности двух от-
верстий относительно их об-
шей оси 00,01 мм (допуск
зависимый)
Допуск симметричности па-
за 0,05 мм. База — плос-
кость симметрии поверхно-
стей А
102
Продолжение табл. 60
Вид допуска
Условное обозначение допуска
формы и расположения
Пояснения
11. Позицион-
ный допуск
12. Допуск
пересечения
осей
13. Допуск
радиального
биения
Допуск симметричности от-
верстия 0,05 мм (допуск
зависимый). База — плос-
кость симметрии поверхно-
сти А
Допуск симметричности оси
отверстия относительно об-
щей плоскости симметрии
пазов А, Б 0,2 мм и отно-
сительно общей плоскости
симметрии пазов В, Г 0,1 мм
Позиционный допуск оси
отверстия 0,06 мм
Допуск пересечения осей
отверстий 0,06 мм
Допуск радиального биения
вала относительно оси ко-
нуса 0,01 мм
103
Продолжение табл. 60
Вид допуска Условное обозначение допуска формы и расположения Пояснения
►— A0-2 HI 43 Допуск радиального биения участка поверхности относи- тельно отверстия А 0,2 мм
-Щ Допуск радиального биения отверстий 0,01 мм. Первая база — поверхность А, вто- рая база — ось поверхно- сти Б. Допуск торцевого биения относительно тех же баз 0,016 мм
Ж" А 1- -\Х\ 0,01 |4g| \/\0016 |4g| (
14. Допуск торцевого биения ts» *\о.1 I 3 Допуск торцевого биения на диаметре 20 мм относи- тельно оси поверхности А 0,1 мм
— 3
15. Допуск биения в за- данном на- правлении lx | 0,01 |4 1 Допуск биения конуса от- носительно оси отверстия А в направлении, перпендику- лярном к образующей ко- нуса, 0,01 мм
g ^////////^
16. Допуск полного ра- диального биения Z И_- J -Эь 0 LJ s Допуск полного радиального биения относительно общей оси поверхностей А и Б 0,1 мм
104
Продолжение табл. 60
Вид допуска Условное обозначение допуска формы и расположения Пояснения
17. Допуск пол- ного торцевого биения Z?Z I Допуск полного торцевого биения поверхности относи- тельно оси поверхности 0,1 мм
18. Допуск фор- мы заданной поверхности □I И/ Z?Z74 □ Допуск формы заданного профиля Т 0,04 мм
□
19. Допуск фор- мы заданной поверхности 0” □ “ □ L ЕР □ □ Допуск формы заданной поверхности относительно поверхностей А, Б, В, Т 0,1 мм
Е Е Ъ J
р 0
Е □ 3 L J
20. Суммарный допуск парал- лельности и плоскостности по | 1,1 Суммарный допуск парал- лельности и плоскостности поверхности относительно основания 0,1 мм
г
21. Суммарный допуск перпен- дикулярности и плоскостности 1 О.О2\А\ Суммарный допуск перпен- дикулярности и плоскост- ности поверхности относи- тельно оснований 0,02 мм
105
Продолжение табл. 60
Вид допуска Условное обозначение допуска формы и расположения Пояснения
22. Суммарный допуск накло- на и плоскост- ности Суммарный допуск наклона и плоскостности поверхности относительно основания 0,05 мм
I-L £7| 0,05 |Д |
i£
61. Назначение допусков формы и расположения поверхностей
Требования к форме и распо- ложению поверхностей Значения допусков формы и расположения
Цилин др ичность посадочных поверхностей подшипников качения 0,3 Td
Перпендикулярность торца заплечика вала IT6 — для шариковых радиальных и ра- диально-упорных подшипников; 1Т5 — для радиальных подшипников с корот- кими цилиндрическими роликами; IT4 — для конических роликовых подшипни- ков; IT5 — для шариковых радиальных и радиально-упорных подшипников; IT 4— для радиальных подшипников с короткими цилиндрическими роликами; /ТЗ — для конических роликовых под- шипников
Соосность посадочных по- верхностей для подшипников относительно их общей оси /75 — для шариковых радиальных и ра- диально-упорных подшипников; /74 — для радиальных подшипников с корот- кими цилиндрическими роликами;
/73 — для конических роли- ковых подшипников
Соосность посадочных по- верхностей зубчатых колес /73 — для зубчатых передач 6-й степени кинематической точности; /74 — для зубча- тых передач 7, 8-й степени кинематической точности; /75 — для зубчатых передач 9-й степени кинематической точности
106
Продолжение табл. 61
Требования к форме и распо-
ложению поверхностей
Значения допусков формы
и расположения
Перпендикулярность опор-
ного торца зубчатого ко-
леса оси отверстия или пер-
пендикулярность торца за-
плечика вала к посадочной
шейке при соотношении дли-
ны отверстия к диаметру по-
садочного отверстия зубча-
того колеса l/d<S№
/73 — для зубчатых передач
6-й степени точности норм
контакта; /74 — для зубча-
тых передач 7, 8-й степени
точности норм контакта;
/75 — для зубчатых передач
9-й степени точности норм
контакта
Соосность посадочных по-
верхностей муфт, шкивов,
звездочек
Допуск соосности, мм
Частота вращения вала,
мин'1
0,036
0,018
0,012
0,006
600
1000
1500
3000
Радиальное биение валов
под манжетные уплотнения
Допуск биения, мм
Частота вращения вала,
мин 1
0,04
0,03
0,02
0,3 Td
0,3 Та
0,4 Та
0,3 Та
1000
1500
3000
Цилиндричность посадочных
поверхностей для:
подшипников качения
зубчатых и червячных
колес
муфт, шкивов, звездочек
базовых отверстий
Примечание. Та — допуск на размер посадочной поверхности вала
или отверстия.
Глава VII
ПОКРЫТИЯ ДЕТАЛЕЙ
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Покрытия деталей станочных приспособлений применяются
в защитных (от коррозии, старения, биоповреждения) и за-
щитно-декоративных целях. Они подразделяются на лакокра-
сочные, металлические и неметаллические неорганические. В за-
висимости от условий эксплуатации покрытия делятся на лег-
кие (Л) —для работы в закрытых сухих помещениях, средние
(С) — в закрытых помещениях с относительной влажностью
не ниже 80 %, жесткие (Ж) — на открытом воздухе или в по-
мещениях с относительной влажностью свыше 80 %.
107
При работе приспособлений в масляной среде, не вызы-
вающей коррозии, можно не применять покрытий.
Лакокрасочные покрытия делят на грунты, шпатлевки,
эмали, лаки, нитрокраски, масляные и эмульсионные краски.
Процесс окраски состоит из нескольких основных опера-
ций: подготовка поверхности, грунтовка, шпатлевка (при нали-
чии шероховатостей, неровностей, трещин, раковин), сушка,
нанесение краски (эмали). Примеры применения лакокрасоч-
ных покрытий даны в табл. 62.
Металлические и неметаллические неорганические покры-
тия разделяют на виды в зависимости от способа их получения,
материала, физико-механических и декоративных свойств, вида
дополнительной обработки. По назначению покрытия делятся
на защитные, защитно-декоративные и специальные.
Защитные покрытия предохраняют детали от коррозии
в различных условиях эксплуатации. К ним относятся кадмиевые,
цинковые, оловянные и эпоксидные покрытия. К внешнему виду
и твердости этих покрытий не предъявляют особых требований.
62. Лакокрасочные покрытия (по ГОСТ 22133—86)
Марка эмали Область применения
НЦ-256, НЦ-2127, НЦ-221
НЦ-132
ГФ-2136
ХВ-238
МЛ-12, МЛ-165, МЛ-197,
МЛ-152
ЭП-140, ЭП-773, ЭП-525
ВЛ-515. ГФ-0163
ВЛ-515
Наружные поверхности при периоди-
ческом воздействии минеральных ма-
сел
Внутренние поверхности при постоян-
ном воздействии минеральных масел
Наружные поверхности при незначи-
тельном воздействии щелочных СОЖ
Наружные и внутренние поверхности
при периодическом воздействии ще-
лочных СОЖ
Поверхности, подвергаемые периоди-
ческому воздействию стружки, абра-
зива и минеральных масел
Поверхности, подвергаемые воздейст-
вию щелочных эмульсий и электро-
литов
Внутренние поверхности резервуаров
с минеральным маслом
Внутренние поверхности гидрорезер-
вуаров
Защитна-декоративные покрытия используют для придания
деталям декоративного вида с одновременной защитой их от
коррозии. К ним относятся многослойные покрытия (медь —
никель — хром, никель — хром), никелевые, золотые, серебря-
ные, эмалевые.
Специальные покрытия предназначены для придания деталям
108
определенных физических свойств (увеличения износостойко-
сти, твердости, отражательной способности и др.) с одновре-
менной защитой от коррозии (например, серебряные, золотые,
палладиевые, радиевые, хромовые).
Наиболее широко применяются для деталей станочных
приспособлений цинкование, кадмирование, меднение, хромиро-
вание, фосфатирование и оксидирование.
Меднение придает притирочные свойства поверхностям дета-
лей, работающих в паре (шлицевые соединения, кулачковые
валики, шейки валов, уплотнения зазоров), и защищает сталь
от цементации. Кроме того, меднению подвергаются стальные
детали под последующее декоративное хромирование или нике-
лирование. Среднерасчетная толщина медного покрытия для
приведенных случаев составляет 0,005...0,015 мм.
Хромирование применяется с целью защиты деталей от
износа и придания поверхности антикоррозионных свойств,
а также их защитно-декоративной отделки (рукоятки, махо-
вички, толщина слоя 0,002...0,005 мм).
Износостойкое хромовое покрытие повышает работоспособ-
ность деталей, испытывающих различные виды трения сколь-
жения (шейки валов, шлицевые валы, оси, червяки, рейки
направляющие и т. п.), позволяет восстановить их размеры.
Толщина слоя составляет 0,01...0,03 мм. Прочность сцепления
хрома с основным металлом высокая.
Хром устойчив против действия влаги, растворов щелочей,
азотной и органических кислот, длительное время сохраняет
цвет и блеск, хорошо выдерживает равномерно распределен-
ную по поверхности нагрузку, но разрушается под действием
ударов.
Цинкование используется для защиты изделий из черных
металлов от коррозии. Обычно цинкованию подвергаются
простые детали, работающие без трения, мелкие резьбовые
детали, болты, гайки, шайбы, втулки. Толщина слоя состав-
ляет 0,01—0,03 мм.
С помощью кадмирования защищают от коррозии детали
сложной конфигурации из стали, чугуна, меди и медных спла-
вов. Кадмиевый осадок более пластичен по сравнению с цин-
ковым( и поэтому кадмирование широко применяется для
ответственных резьбовых и сопряженных деталей, узлы которых
требуют плотной сборки. Толщина слоя составляет 0,007...
0,015 мм.
Никелирование применяется для защиты медных деталей,
а также для получения декоративного покрытия у стальных
деталей по предварительно нанесенному медному подслою.
Толщина слоя 0,010...0,012 мм.
Анодирование осуществляется с целью противокоррозион-
ной защиты деталей из алюминия и его сплавов с содержанием
меди до 5 %.
Окисное и фосфатное покрытия относятся к числу неметал-
лических неорганических покрытий. С их помощью защищают
109
стальные детали от коррозии, однако они обладают малым
сопротивлением истиранию. Оксидирование часто используется
для получения защитно-декоративных покрытий и может быть
выполнено в виде воронения и синения. Защитные свойства
этих пленок повышают пропиткой маслом или лаком.
Металлизационный способ нанесения покрытий применяется
для зашиты деталей от коррозии, а также придания декора-
тивности. Для покрытий используются алюминий, цинк, хро-
моникелевые сплавы. Недостатком металлизации является не-
высокая прочность сцепления покрытия с основанием, большие
потери напыляемого металла, пористость в тонких слоях, пре-
имуществом — возможность покрытия крупных деталей слож-
ной конфигурации, простота технологии и оборудования.
В табл. 63 приведены примеры обозначения некоторых
видов покрытий и рекомендации по их применению.
63. Некоторые виды покрытий
Покрытие Обозначение Усло- вия экс- плуа- тации Область применения
Медно-никеле-хро- М9.Н15.Х.6 с Защита от коррозии и
мовое блестящее МЗ.Н6.Х.6 л придание декоративного
М.Н6.Х.6 л вида стальным, чугун- ным, латунным и цинко- вым деталям
Медно-никелевое М.Н6 л
Фосфатное с ~ на- несением лако- красочного покры- тия Хим.Фос.ЛКП Защита от коррозии с приданием декоративно- го вида стальным и чу- гунным деталям
Химическое фос- фатное с пропит- кой маслом Хим.Фос.пр.м л Защита от коррозии стальных и чугунных де- талей
Анодно-окисное Ан.Окс л Защита от коррозии цин- ковых деталей
Анодно-окисное хроматированное Ан.Окс.хр. л Защита от коррозии стальных деталей
Оксидирование Оке л Защита от коррозии по- лированных стальных де- талей
Оловянное 06 Защита от коррозии элек- троконтактов, создание приработочного слоя на поверхности стальных и чугунных деталей
НО
Продолжение табл. 63
Покрытие Обозначение Усло- вия экс- плуа- тации Область применения
Хромовое твердое Х.тв — Восстановление изношен- ных деталей
Хромовое пористое Х.п — Повышение износостой-
кости, создание слоя,
удерживающего смазоч-
ный материал
Примечание. Буквы, используемые для указания условий эксплуата-
ции, обозначают: С — для работы в закрытых помещениях с относитель-
ной влажностью не менее 80 %; Л — для работы в сухих закрытых
помещениях.
Глава VIII
РАЗМЕРНЫЕ ЦЕПИ
Любая конструкция состоит из узлов и деталей, находя-
щихся между собой в определенной взаимосвязи, которая
рассчитывается по так называемым размерным цепям
Размерная цепь — это совокупность расположенных по
замкнутому контуру в определенной последовательности раз-
меров, устанавливающих взаимное расположение поверхностей
и осей одной или нескольких деталей и непосредственно участ
вующих в решении поставленной задачи.
Звено, являющееся исходным при постановке задачи или
последним при ее решении при обработке детали или сборке
узла, называется замыкающим. Звено размерной цепи, функ-
ционально связанное с замыкающим звеном, называется со-
ставляющим.
Размерные цепи делятся на основные и производные. В основ-
ной размерной цепи замыкающее звено обеспечивается реше-
нием главной задачи, в производной замыкающим является
одно из составляющих звеньев.
Размерные цепи могут быть конструкторскими, техноло-
гическими и измерительными. Определяющим является то,
между какими поверхностями детали (деталей) в изделии
назначается размерная цепь.
Допуск замыкающего звена зависит от допусков всех
звеньев, входящих в размерную цепь. И наоборот. В одной
размерной цепи может быть только одно замыкающее звено.
111
Точность замыкающего звена может обеспечиваться мето-
дами полной, неполной либо групповой взаимозаменяемости,
пригонкой и регулировкой.
В размерных цепях с полной взаимозаменяемостью допуски
рассчитываются методом максимума-минимума. При этом учи-
тываются только предельные отклонения звеньев размерной
цепи и самые неблагоприятные их сочетания. В данном случае
размерные цепи должны удовлетворять требованию, чтобы
допуск их замыкающего звена был равен сумме допусков со-
ставляющих звеньев, а сами допуски этих звеньев находились
в пределах экономической точности изготовления. При выпол-
нении этих условий размерные цепи обеспечивают полную
взаимозаменяемость деталей.
Метод максимум-минимум предполагает возможность случая,
когда все звенья размерной цепи имеют предельные отклоне-
ния в худшую сторону. В производственных условиях такое
явление встречается крайне редко.
Иногда экономически оправдан риск назначения допуска
замыкающего звена с учетом рассеяния размеров и различ-
ных вариантов сочетаний составляющих звеньев размерной
цепи В этих случаях размерные цепи будут обеспечивать
неполную взаимозаменяемость деталей с рассчитанным коэф-
фициентом риска. Расчеты таких цепей выполняются по вероят-
ностному методу.
Однако возможны случаи, когда назначение размерных
цепей с неполной взаимозаменяемостью недопустимо (ухудше-
ние эксплуатационных характеристик, требования высокой
надежности, техники безопасности и т. д.), и тогда применяются
методы подгонки или регулировки замыкающего звена. Точ-
ность составляющих звеньев назначается исходя из экономи-
ческой точности их обработки.
Расчет размерных цепей сводится к определению:
величины допуска замыкающего звена по известным допу-
скам звеньев данной размерной цепи (прямая задача);
допусков всех звеньев размерной цепи по их номинальным
размерам и по известному допуску замыкающего звена (обрат-
ная задача).
При решении прямой задачи по установленным требова-
ниям к замыкающему звену определяются номинальные раз-
меры, допуски, координаты середин полей допусков и предель-
ные отклонения всех звеньев, составляющих размерную цепь.
Для решения обратной задачи по значениям номинальных
размеров, допусков, координат середин их полей, предельных
отклонений составляющих звеньев требуются те же характе
ристики замыкающего звена. Решением обратной задачи также
проверяется правильность решения прямой задачи.
За замыкающее звено размерной цепи (рис. 1) в приспо-
соблении обычно принимаются допуски линейных и угловых
размеров приспособления в сборе, а также допуски соосности,
параллельности, перпендикулярности, которые связывают ста
112
Рис. 1. Размерные цепи:
а — сборочного узла; б — схематическое изображение- (замыкающее звено цепи
очерчено прямоугольником)
ночное приспособление с заготовкой, станком или инструментом.
Допуск определяется расчетом точности изготовления приспо-
собления.
Все звенья размерной цепи делятся на увеличивающие и
уменьшающие. На схеме размерной цепи задается определен-
ное направление замыкающему звену. При совпадении у соот-
ветствующих звеньев направления с замыкающим они будут
уменьшающими, при несовпадении — увеличивающими.
Номинальное значение замыкающего чвена равно:
т п
= S/4yB 2Дум,
т п
где 2Лув — сумма увеличивающих звеньев; 2Лум — сумма
уменьшающих звеньев; т, п — соответственно число увеличи-
вающих и уменьшающих звеньев.
При решении прямой задачи по заданной величине поля
допуска замыкающего звена [Tv] или предельным размерам
данного звена plvj и [А».в] определяются допуски состав-
ляющих звеньев.
Распределение допуска исходного звена осуществляется
способами: попыток, равных допусков, одной степени точности
и комбинированными.
Способ попыток заключается в том, что на соответствующие
звенья назначают экономически целесообразные допуски, затем
производят расчет, при необеспечении требований назначают
более жесткие допуски.
При способе равных допусков на все составляющие звенья
назначают равные допуски с некоторой корректировкой при-
менительно к особенностям деталей.
113
Способ одной степени точности предполагает, что все состав-
ляющие звенья имеют одинаковую ее величину.
Верхнее Ass и нижнее A/z отклонения замыкающего звена
определяются по выражениям:
Ass = Ас у Ц- 1 : 2TS; Л/2 = Ас у — 1 :
m n
где A<"v = SAcyB — SAcyM — среднее отклонение поля допуска
замыкающего звена; Дсув, Дсум — средние отклонения полей
допусков увеличивающих и уменьшающих звеньев.
Предельные размеры замыкающего звена равны:
>4s„«, = + Ass; + A/v.
Решение обратной задачи основано на определении допусков
замыкающего звена по допускам составляющих.
Метод полной взаимозаменяемости
В этом случае допуск замыкающего звена равен сумме
всех допусков увеличивающих и уменьшающих звеньев:
т п
Тх = 27-ув + 2Тум,
т
где ЕГув — сумма допусков увеличивающих составляющих
п
звеньев; ^/'ум — сумма допусков уменьшающих составляющих
звеньев.
При разбивке допуска замыкающего звена способом равных
допусков:
Тс = [Тх]/(т + п),
где (т + п) — число составляющих звеньев.
При использовании способа одной степени точности
[Гх] = ^(0,45^4?+ 0,001 А,),
где Ос — среднее число единиц допуска составляющих размера,
принимается для различных квалитетов равным:
Квалитеты 5 6 7 8 9 10 11 12 13
Ас 7 10 16 25 40 64 100 160 250
Аи — среднее геометрическое интервала размеров; выражение
(0,45 0,001 Д„) может определяться в соответствии с при-
веденными ниже данными:
114
Рассмотрим решение прямой и обратной задач на примере
размерной цепи, приведенной на рис. 1.
При решении прямой задачи задаются значения исходного
звена — номинальный размер и допуск. В приведенном случае
исходным звеном является зазор в соединении, который должен
быть в пределах 0,5...0,7 мм.
Принимаем за замыкающее звено зазор Ах. Составляем схе-
му размерной цепи (см. рис. 1,6). В этом случае увеличиваю-
щим является звено А3, звенья Ai и А? — уменьшающие.
Определяем номинальный размер замыкающего звена:
Ах = 2Лув- 2Лум = Л3 — (Л2 + Л() = 100,5-(60+ 40) = 0,5.
Согласно условию задачи уточняем предельные значения
и допуск замыкающего звена:
[42„J = 0,7; [Л2„.„] = 0,5; [Ts] = 0,2;
верхнее и нижнее отклонения
[Asv] = +0,2; [Д/г] = 0
и среднее отклонение поля допуска
[Ас2] = +0,1.
Предположим, что составляющие звенья имеют примерно
одинаковую степень точности. В этом случае можно восполь-
зоваться формулой для определения среднего числа единиц
допуска составляющих размеров:
' 3 I—
S (0,45 V+ + о,001Л„)
Тогда для составляющих размеров At, А2 и А3
1,86+ 1,56 + 2,17 ~
Сопоставим найденное значение с допуском данного квали-
тета. Предположим, что точность составляющих размеров долж-
на соответствовать 8, 9-му квалитету.
Воспользуемся методом подбора и назначим допуски на
115
соответствующие размеры Ai и А? по 9-му квалитету, а на раз-
мер А3 — по 8-му, тогда 7'1=0,074, 7'2 = 0,063, 7з= 0,054.
Проверим правильность назначения допусков:
Т2 = 27'ув + 2Тум = 0,074 + 0,062 + 0,054 = 0,191 < [Ту.
Назначим одностороннее расположение полей допусков
составляющих звеньев: 60/г9, 40/г9, 100,5 /78. В таком случае
Дс = —0,037, Дс2 = —0,031, Дс3 = +0,027.
Среднее отклонение поля допуска замыкающего звена
Дс2 2Дсув — 2сум = +0,027 — ( — 0,037 — 0,031) = 0,095.
Верхнее и нижнее отклонения замыкающего звена будут
равны:
Дх2 =Дс2 + 1/2Г2 = 0,095+ 1/2X0,191 =0,191;
ДТ2 = Дс2 — 1 /2 = 0,095 — 1 /2 X 0,197 = 0,
что весьма близко к заданным [Дх2] и [Д/2].
Вероятностный метод
Для данного случая допуск замыкающего звена рассчиты-
вается с учетом нормального закона (закона Гаусса) распреде-
ления погрешностей. Допуск замыкающего звена определя-
ется по формуле
[т + п
Tv = t~\/ 2 Х2Г2,
где t — коэффициент, зависящий от процента риска и равный:
При риске, % 32 10 5 3 2 1 0.5 0,1 0,01
t 1 1,65 1,96 2,17 2,32 2,57 2,81 3,29 3,89
Z2—коэффициент, уточняющий условия и масштабу производ-
ства; Х2=1/9 для нормального закона распределения погреш-
ностей применительно к условиям крупносерийного и массового
производства; Х2=1/3 — при неизвестном законе распределе-,
ния погрешностей для условий мелкосерийного и индивидуаль-
ного производства.
При разбивке допуска замыкающего звена способом равных
допусков
т _ _Л±__
, /™+п
116
При использовании способа одной степени точности
!т -г ч .__
Tz=ckt~\j 2 Хг(0,45-^А +0,001 А,)2.
Рассмотрим решение прямой задачи с использованием
вероятностного метода на примере размерной цепи, приведен-
ной на рис. 1.
Будем придерживаться того же требования — выдерживать
зазор в пределах 0,5...0,7 мм.
Производим разбивку допуска замыкающего звена по спосо-
бу одной степени точности, для чего определяем среднее число
единиц допуска составляющих размеров, приняв процент риска
равным 1:
/у 2 /,2(0,45д/Ли + 0.001А)2
1 200
= -----—^^=^=2=^= = / 1.
2,57 \/1/9(1,86э + 1,562 + 2.172)
Принимаем допуски составляющих звеньев по 10-му квали-
тету, тогда
7, =0,120; 72 = 0,100; 73 = 0,140.
Проверим правильность назначения допусков:
Im + 'i
7£ = t~\ 2 Х272= 2,57 /9 X (0,122 + 0,102 + 0,142) = 0,180 <
< РУ-
Назначим расположение полей допусков составляющих
звеньев
60h 10, 40 ft 10, 100,5/s10, тогда ДС1= — 0,06; Дс2=—0,05;
Дез = 0.
Среднее отклонение поля допуска замыкающего звена
Дс2 = ХДсу„ — 2Дсум = 0 — ( — 0,06 — 0,05) = +0,11.
Верхнее и нижнее отклонения замыкающего звена будут
равны: Дх2 = Дс2 + 1/272 = 0,11 + 1/2 X 0,18 = 0,20; Д/2 =
= Асх—1/2Г2 = 0,11 — 1/2X0,18 = 0,02, что весьма близко
к заданным [Д.$х], [Д/2].
При расчете размерной цепи с использованием метода
пригонки выбирается компенсирующее звено, устанавливаются
экономически оправданные в данных условиях допуски разме-
ров всех составляющих звеньев и координаты середин полей
допусков. Затем определяются производственный допуск Г2
и наибольшая возможная компенсация Д = 72 — [72|.
При расчете размерной цепи по методу регулирования вы-
117
бирается компенсирующее звено, которое конструктивно может
быть оформлено в виде неподвижного или подвижного ком-
пенсатора, а затем определяется наибольшая возможная ком-
пенсация Д.
Выбор технологических баз
и оценка точности базирования
При выборе черновых технологических баз следует:
необработанные поверхности в качестве баз использовать
только на первых операциях;
обработку детали начинать с той поверхности, которая на
последующих операциях будет служить установочной базой;
в качестве черновой базы выбирать те поверхности, которые
имеют большие размеры, более высокий класс точности, наи-
меньшую шероховатость, не имеют литейных прибылей, лит-
ников, линий разъема и других дефектов;
у деталей, не подвергающихся полной обработке, за тех-
нологическую базу для первой операции принимать поверх-
ности, которые вообще не обрабатываются;
у деталей со всеми обрабатываемыми поверхностями в
качестве поверхности, обрабатываемой на первой операции,
принимать имеющую наименьшие припуски;
предусматривать у заготовки специальные установочные
бабышки или платики, если отсутствуют для технологической
базы на первой операции поверхности, удовлетворяющие
вышеназванным требованиям.
При выборе чистовых технологических баз необходимо иметь
в виду, что:
наибольшая точность обработки достигается при использо-
вании принципа постоянства баз, когда все операции обра-
ботки выполняются при одной и той же базе;
при возможности следует соблюдать принцип совмещения
баз, когда в качестве технологической используется конструк-
торская база. Часто совмещают исходную, установочную
и измерительную технологические базы с конструкторской,
однако возможны случаи, когда исходная база не совмещена
с конструкторской,или установочную с исходной;
при невозможности сохранения постоянства баз'И переходе
с одних баз на другие нужно учитывать, что такой переход
связан с потерей точности и надо проводить ее анализ при
изменении баз.
При совмещении баз (исходной, установочной и конструк-
торской) погрешность детали равняется погрешности обработки.
В случаях несовмешения баз вносятся дополнительные погреш-
ности.
При анализе точности при чередовании баз используются
основные положения расчета размерных цепей и обычные
геометрические зависимости.
118
Рис. 2. Несовмещение исходной базы с конструкторской:
а — базовые поверхности детали; б — схема обработки детали
Рассмотрим анализ точности при чередовании баз в наибо-
лее часто встречающихся случаях.
1. Несовмещение исходной базы с конструкторской (рис. 2).
На чертеже детали положение поверхности Б задано разме-
ром At от конструкторской базы В (рис. 2, а), на операционном
эскизе положение поверхности Б задано размером Л2 от исход-
ной базы А (рис. 2, б).
Во всех случаях, когда не совмещаются исходная и кон-
структорская базы, вводят технологический размер. В данном
случае им является размер Аг. При выполнении операции шли-
фования торца контролируется технологический размер Аг, а в
случае готовой детали — конструкторский размер At.
Погрешность конструкторского размера At является след-
ствием несоблюдения размеров Аг и Аз, она может быть опре-
делена с помощью известных методов решения размерных
цепей. Воспользуемся методом полной взаимозаменяемости:
Тх = ХЛ,
где Т%—допуск замыкающего звена; Ti— допуск г-го состав-
ляющего звена размерной цепи.
Считая, что замыкающим звеном является размер полу-
чим Т\ = Тз + Тг.
Так как допуск на технологический размер равен разности
допусков на размеры А и Аз, технологический размер Л2
имеет более жесткий допуск и иногда настолько значителен,
что не может быть обеспечен при обработке. В этом случае
необходимо менять схему обработки или искусственно ужесто-
чать допуск размера.
119
Рис. 3. Несовмещение установочной, базы с исходной:
а.'—базовые поверхности детали; б — схема обработки детали
Зададим конкретные исходные данные для случая, приве-
денного на рис. 2: А3 = 60 — 0,12; At =32 — 0,2.
Тогда допуск на технологический размер будет равен 7г =
= 71 — 73 = 0,2 — 0,12 = 0,08 и технологический размер А3 =
= 28 + 0,08.
2. Несовмещение установочной исходной базы (рис. 3). На
чертеже детали положение обрабатываемой поверхности Б
задано от исходной базы А (рис. 3, а). Исходная база совме-
щена с конструкторской. Схема обработки выбрана такой, что
установочной базой является поверхность В. Обработка про-
изводится в многоместном приспособлении с постоянной
установкой инструмента относительно установочной базы на
размер А2 (рис. 3, б). Положение исходной базы А колеблется
относительно приспособления и определяется размером А3
обрабатываемой детали.
Воспользуемся методом полной взаимозаменяемости для ре-
шения размерной цепи и получим:
7х = 7, - 73,
где 7], 73 — допуски на размеры At,. А3; Тх— погрешность,
возникающая при обработке размера At (деформации станка,
закрепление инструмента).
Из этой формулы видно, что несовмещение исходной и
установочной баз можно допускать лишь в случаях, когда,
допуск на обрабатываемый размер 71 больше погрешности от
несовмещения баз 73.
Зададим исходные данные для случая на рис. 3, б: А3 =
= 28 — 0,1; Ai = 18 — 0,16. Здесь допускаемая погрешность на
фрезерование паза по глубине не должна превышать: 7^ =
= 7, — 73 = 0,16 — 0,1 =0,06.
В табл. 64 приведены примеры рациональной и нерацио-
нальной простановки размерных цепей для типовых деталей.
120
64. Типовые размерные цепи
Детали
Простановка размерных цепей
нерациональная
рациональная
Крепеж-
ные дета-
ли из
прутка
Отливки
и поков-
ки, обра-
батывае-
мые точе-
нием
121
Продолжение табл. 64
Детали
Простановка размерных цепей
нерациональная
рациональная
Получае-
мые гиб-
кой
Глава IX
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
Конструкция любого механизма должна обеспечивать наи-
меньшие затраты средств и времени при изготовлении в кон-
кретных производственных условиях. Это возможно лишь при
соблюдении ряда факторов, обусловливающих технологичность
конструкции. Поэтому работа конструктора и технолога долж-
на быть тесно увязана еще в процессе проектирования меха-
низма и его отдельных узлов и деталей.
Технологичность всей конструкции зависит от технологич-
ности деталей (литых, получаемых ковкой, сваркой, подверга-
ющихся механической и термической обработке), сборки, раз-
мерных цепей, размеров и допусков. Кроме того, технологич-
ность конструкции должна рассматриваться и в зависимости от
имеющегося технологического оборудования и производствен-
ных возможностей. Рекомендуется выполнять поэлементную
отработку конструкции на технологичность.
Технолог, проводящий проработку на технологичность
конструкций, должен не только хорошо знать современную
технологию, но и рассматривать конструкцию с учетом пер-
спективы. При ее отработке на технологичность должны обя-
зательно участвовать конструкторы и технологи различных спе-
циальностей. Данную операцию рекомендуется производить по
видам работ (литье, штамповка, механическая обработка,
термическая обработка и т. д.).
Отработка конструкций изделий на технологичность — слож-
122
ный процесс, поэтому от специалистов требуются знания и
технологии, и конструкции.
Регламентированы следующие показатели технологичности
конструкций:
базовые, устанавливаемые в техническом задании на
проектируемое изделие;
достигнутые при разработке конструкций;
уровень технологичности (отношение достигнутых показате-
лей к базовым).
Технологичность литых деталей
Для литых деталей выполняют поэлементный анализ кон-
струкции в такой последовательности:
оценивают по сборочным чертежам правильность назначе-
ния литой детали и возможность замены всей сборочной еди-
ницы одной деталью;
определяют рациональность конфигурации детали и способ
ее изготовления;
выбирают базовые поверхности отливки и увязывают с базо-
выми поверхностями механической обработки;
намечают способы питания и охлаждения узлов, а также
упрочнения опасных мест введением усадочных ребер;
проверяют, не завышены ли требования к точности разме-
ров и шероховатости поверхности.
Корпусные детали станочных приспособлений обычно имеют
довольно сложную форму, металлоемки, и поэтому в большин-
стве случаев их получают методом литья из наиболее дешевых
материалов — чугуна, реже — стали. Наилучшей сопротивляе-
мостью истиранию обладает серый чугун с перлитовой струк-
турой или структурой, близкой к ней, а самыми лучшими
демпфирующими свойствами — чугун с ферритовой микро-
структурой.
Толщина стенок. При конструировании литой детали стенки
в любом ее месте должны быть одинаковой минимальной
толщины, которая обычно определяется из условия хорошего
заполнения форм жидким металлом. Места детали, от которых
требуется наибольшая стойкость или жесткость, необходимо
упрочнять ребрами.
В литых стенках при значительных нагрузках ребра, под-
вергающиеся растяжению, делают более толстыми, чем ребра,
рассчитанные на сжатие, из-за плохой сопротивляемости чугу-
на растяжению. Следует учитывать, что жесткость отливки
не только не возрастает пропорционально увеличению тол-
щины стенок, но даже уменьшается, так как в местах с боль-
шим скоплением металла происходит замедленная кристаллиза-
ция и возникает явление ликвации. Для деталей из серого
чугуна и углеродистых сталей, отливаемых в песочные формы,
толщину стенок рекомендуется выбирать по табл. 65, из моди-
фицированного чугуна — на 15...20 % больше, чем из серого
123
чугуна, из легированных сталей пониженной жидкотекучести —
на 20...30 % больше, чем для однотипных деталей из угле-
родистых сталей.
Переходы и сопряжения. В литых корпусах в местах при-
мыкания ребер необходимо предусматривать плавные перехо-
ды, а ребра смещать относительно друг друга, не допуская
концентрации больших масс металла.
Для получения высококачественных отливок следует избе-
гать нежелательных скоплений металла в местах пересечения
стенок, а радиусы закруглений выполнять в соответствии с
табл. 66. С этой целью при конструировании отливок отношение
толщины стенок при переходе от одного сечения к другому
следует принимать не более 4:1, а формы перехода — как в
табл. 67.
Радиус галтели принимают: для отливок из чугуна, алюми-
ниевых и магниевых сплавов Д = 0,3/г, из стали и медных спла-
вов R = 0,4/г, равным 1, 2, 3, 5, 8, 10, 15, 20, 25, 30, 40 мм.
65. Толщины стенок литых деталей
Приведенный габарит детали N, м Детали из серого чугуна Детали из углеродистой стали
Толщина стенки, мм
наружная внутренняя наружная внутренняя
0,4 6 5 8 6 0,15 8 6 10 8 1,0 10 8 12 10 1,5 12 10 14 12 „ 1,8 14 12 16 12 2,0 16 12 18 14 2,5 18 14 20 16 3,0 20 16 22 18
Примечание. N = 1/3 (21-\-Ь -р/г), где /, b, h — длина, ширина и вы-
сота детали, м.
66. Радиусы закруглений в отливках в песчаные формы
124
Продолжение табл. 66
67. Формы угловых сопряжений литых деталей
Область применения
Рекомендуемое
исполнение
Нерекомендуемое
исполнение
125
Продолжение табл. 67
Область применения
Рекомендуемое
исполнение
Нерекомендуемое
исполнение
S = S|
а = 75...105°
S = Si
а <75°
S = S|
а> 105°
s> 1,25 si
а=75... 105°
s = l,25 Sj
а = 75...105°
126
Продолжение табл. 67
Переходы сечений при s/st > 2 рекомендуется выполнять
для деталей, не испытывающих ударных нагрузок. Детали,
подвергающиеся воздействию ударных нагрузок, выполняют
в виде клинового или ступенчатого сопряжения, причем длину
участка перехода от одной толщины к другой принимают:
/ ^ 4/1 или (s — St)// 0,25 для деталей из чугуна, / 5h или
(s — St)// 0,20 — из стали.
Следует предельно уменьшать количество размеров радиусов
галтелей и закруглений и принимать одно значение радиуса
для всей детали.
Уклоны. При конструировании литой детали необходимо
учитывать формовочные уклоны. Они обычно создаются в на-
правлении выемки модели из формы, т. е. на поверхностях,
перпендикулярных линиям разъема. Неучтенные формовочные
уклоны могут не только искажать форму необрабатываемых
поверхностей, но и явиться причиной ее брака.
Значения минимально допускаемых формовочных уклонов
приведены в табл. 68. Обычно величины уклонов оговариваются
в технических условиях на изготовление детали.
Плоскости разъема. При выборе плоскости разъема необ-
ходимо, чтобы:
наибольшая сторона детали при отливке располагалась го-
ризонтально;
плоскость разъема была параллельна стенкам, на которых
находятся выступающие наружу приливы и бобышки;
наименее ответственные поверхности детали при заливке
были обращены кверху, где получается худшее качество металла.
Конфигурация литой детали должна быть такой, чтобы
жидкий металл во время заливки полностью вытеснял воздух
из всех полостей формы. В связи с этим небольшие поверх-
ности нежелательно располагать горизонтально, так как в них
образуются газовые раковины. Во избежание такого явления
поверхности устанавливаются наклонно.
127
68. Минимально допускаемые формовочные уклоны
Высота Л, мм
Отношение а/й
Угол Р, град
До
Св.
»
»
»
»
1:10
1:12
1:15
1:20
1:30
1:50
6
5
4
3
2
1
Примечание. В ребрах жесткости уклоны могут быть увеличены до
5...8°, уклоны местных невысоких утолщений рекомендуется увеличи-
вать до 30—50°.
Ребра жесткости должны иметь уклон 10...36? а высота —
быть не более 5s. В местах сопряжения ребер между собой
и со стенками отливки не должно быть утолщений металла.
Ребра в основаниях делают толщиной в 3/4 толщины стенок.
Часто на литой детали необходимы опорные платики для
крепления других деталей. При отливке эти платики могут
быть смещены, поэтому размеры их сторон следует делать на
3...5 мм больше, чем опорные поверхности прикрепляемых^
деталей.
Нужно по возможности избегать выступающих частей на
наружных и внутренних стенках литой детали. Однако в случае
необходимости их целесообразно конструировать без отъемных
частей на моделях и стержнях. Отсутствие теневых участков
при воображаемом освещении детали параллельными лучами
в направлении, перпендикулярном плоскости разъема формы,
как указано на рис. 4, свидетельствует о правильности кон-
струкции детали.
Вследствие того, что внутренние плоскости литых деталей
получают с применением стержней, при конструировании де-
тали надо предусматривать «окна» для крепления стержня
в форме. Желательно все внутренние полости соединять
в общую систему с помощью окон в промежуточных стенках.
Отверстия рекомендуется предусматривать в отливке, так
как при последующем сверлении в местах утолщений вскры-
ваются воздушно-газовые или усадочные раковины. Если необ-
128
Рис. 4. Конструкции отливок:
а неправильная, предусматривают,.- • ответные части модели и дополнительные
сн*ржни; б— правильная, без теневых участков
Х0-1ЧМЫ отверстия с меньшей шероховатостью и точными раз-
мерами, то оставляют припуск на механическую обработку.
Не рекомендуется получать при отливке глубокие отверстия,
для которых / > '3d. Их следует выполнять с перемычкой,
образуемой двумя стержнями с обеих сторон и удаляемой
последующей механической обработкой. Минимальные диаметры
отверстий, получаемых при литье в песчаные и оболочковые
формы,- 8 мм, в кокиль — 5 мм, по выплавляемым моделям —
3 мм.
При высоких требованиях к направляющим лучше их пред-
усматривать накладными, а не ужесточать требований к чугуну.
Для изготовления трущихся деталей целесообразно применять
разные го твердости материалы. Станины и каретки делают
из более мягких материалов. Для направляющих рекомен-
дуется задавать несимметричные допуски, учитывая направ-
ления действующих в машине нагрузок.
При конструировании литых деталей нужно четко различать
обрабатываемые и необрабатываемые поверхности. Наиболее
частой ошибкой начинающих конструкторов является плавное
сопряжение этих поверхностей. Первые из них должны выпол-
няться в виде платиков высотой 3...5 мм.
Рациональные конструкции литых детален приведены в
табл. 69, 70.
129
Технологичность деталей,
получаемых ковкой
Большинство деталей станочных приспособлений получается
свободной ковкой или ковкой в подкладных штампах.
Чертеж поковки разрабатывается обычно по чертежу детали.
Однако он более прост, чем чертеж детали. В связи с этим
для сокращения расхода металла и снижения трудоемкости
механической обработки следует по возможности задавать
детали конфигурацию и формы поверхностей, близкие к полу-
чаемым свободной ковкой.
69. Обеспечение технологичности литых деталей
Нерекомендуемое
исполнение
Рекомендуемое
исполиение
Основные требования к исполнению
конструкции
Внутренние полости открытые,
без применения стержней
Верхние горизонтальные по-
верхности наклонные
Выступающие элементы объеди-
нены
Обрабатываемые поверхности
бобышек расположены на одном
уровне
Деталь, изготовленная ковкой, должна иметь наиболее
простые симметричные формы, очерченные плоскостями или ци-
линдрическими поверхностями, с плавными переходами от одного
сечения к другому, без значительной разницы поперечных
сечений.
Поверхности детали, не соприкасающиеся с поверхностями
других деталей, следует оставлять необработанными.
130
При конструировании деталей, получаемых из горячештам-
пованных заготовок, последним необходимо придавать форму,
которая обеспечила бы возможность выемки из штампа. Это
достигается приданием боковой поверхности уклона по отноше-
нию к вертикальному направлению удара. Вертикальные стенки
требуют последующей механической обработки. Уклоны внутрен-
них стенок должны быть больше наружных. Предпочтительны
конструкции деталей с симметричными формами и уклонами
выступающих стенок.
При штамповке в подкладных штампах следует обеспечи-
вать одностороннее расположение ребер и бобышек и избегать
резких переходов по сечению.
Материал поковки должен обладать высокой пластичностью.
Для кованых деталей нужно применять углеродистые стали
марок от 08 до 45 и конструкционные легированные стали
марок: 15Г2, 20Г, 35Г2, 15Х, 20Х, ЗОХ, 35Х, 40Х, 40ХН, 15ХФ,
18ХНВА, 25ХНВА, 40ХФА, 40ХНМ, ШХ15, ЗОХ, ЗОХГСА,
ЗОХГСНА.
Технологичность деталей, получаемых сваркой
Применение сварки при изготовлении станочных приспособ-
лений позволяет ускорить, а подчас и удешевить этот процесс.
Перспективным является и сварно-литой способ получения
конструкций.
Для изготовления деталей станочных приспособлений наибо-
лее широко применяется ручная дуговая, контактная точечная
70. Технологичность деталей сварных конструкций
Нерекомендуемое
исполнение
Рекомендуемое
исполнение
Основные требования к исполнению
конструкции
Сварные швы должны быть вы-
несены из тесного пространства
между перегородками
Сварочные швы не должны
совмещаться, для этого ребра
для приварки расположены в
шахматном порядке
Должно быть исключено нало-
жение сварочных швов, для
чего разнесены перегородки
131
Продолжение табл. 70
Нерекомендуемое
исполнение
Рекомендуемое
исполнение
Основные требования
к исполнению конструкции
Свариваемым кромкам необхо-
димо придать примерно одина-
ковое сечение для исключения
сварки толстых деталей с тон-
кими
Фланец должен быть приварен
тонкостенным переходом для
исключения резкого перехода
от тонкостенной втулки к мас-
сивному диску
Следует предусматривать фик-
сацию свариваемых деталей от-
носительно друг друга без
применения специальных при-
способлений
Должна быть исключена раз-
делка кромок с целью сокраще-
ния трудоемкости изготовления
конструкции
132
Рис. 5. Типы швов
сварных соединений
д
и газовая сварка. Технологичность деталей, получаемых свар-
кой, достигается путем обеспечения высокого уровня сваривае-
мости, которая зависит от совокупности свойств свариваемых
металлов и особенностей сварки.
К сталям, обладающим хорошей свариваемостью, относят-
ся: СтО, Ст1, Ст2, СтЗ, 08, 10, 15, 20, 25, 15Г, 20Г; удовлетво-
рительной — Ст4, Ст5, 30, ЗОГ, 15Х, 20ХГС, 25ХГС, 20ХМ;
ограниченной (определенным способом сварки с применением
специальных флюсов и обмазок, подогрева) — Стб, 35, 40,
40Г, 45, 35Г2, 20Х, 40Х, ЗОХФ, ЗОХМА, ЗОХГС, ЗОХН, 12ХНЗ;
плохой — Ст7, 50, 65, 50Г, 65Г, 45Г2, 35ХМ, 35ХС, 38ХМЮА,
40ХН.
В зависимости от вида соединения и шва в свариваемых
деталях должна быть выполнена предварительная разделка
кромок.
Рекомендуемые конструкции сварных деталей приведены в
табл. 70.
По форме сопряжения свариваемых элементов можно выде-
лить следующие основные типы швов сварных соединений
(рис. 5): стыковые, нахлесточные, угловые и тавровые.
Швы стыковой сварки с оплавлением газовым пламенем
отбортованных кромок без присадочного материала делают при
толщине свариваемого материала 1...3 мм (рис. 5, а), стыковые
соединения без разделки кромок (рис. 5, б) 6 мм при ручной
электросварке — при больших толщинах — с разделкой кромок
(рис. 5, в). Этот вид или подварку с обратной стороны и дву-
сторонней разделкой кромок (рис. 5,а) применяют для сварки
труб, листового и прокатного материала, рам и других кон-
струкций. В основном для таких соединений используют электро-
сварку плавящимся электродом под слоем флюса.
Нахлесточные соединения (рис. 5, д) применяются для полос,
листов, прокатных профилей в случаях, когда стыковые свар-
ные соединения трудно выполнить. В основном здесь исполь-
зуется электросварка.
Существующие способы дуговой сварки без разделки кромок
позволяют сваривать при односторонней ручной сварке металл
толщиной до 4 мм. При большей толщине металла необхо-
дима разделка кромок.
Стандартный угол скоса кромок в зависимости от способа
133
сварки и типа соединения изменяется от 20°± 5° до 60°± 5?
Тип и угол разделки кромок определяют количество дополни-
тельного металла, необходимого для заполнения разделки шва.
Так, Х-образная разделка кромок по сравнению с V-образпой
позволяет уменьшить объем наплавленного металла в 1,6...
1,7 раза и сократить время на обработку кромок.
При сварке сталей средней и высокой прочности в около-
шовных зонах значительно меняются свойства металла, что
приводит к изменению размеров сварных конструкций в про-
цессе их дальнейшей обработки, хранения и эксплуатации.
Целями термической обработки являются: восстановление
первоначальных свойств металла околошовных зон, сообщение
свариваемому металлу и шву заданных свойств, уменьшение
опасности образования трещин в околошовной зоне и оста-
точных напряжений.
Восстановление первоначальных свойств металла в около-
шовных зонах сборочных единиц достигается отжигом, норма-
лизацией или закалкой с отпуском. Это особенно необходимо
для деталей и сборочных единиц из легированных сталей типа
40Х, 40ХН и сталей 40, 45.
Преимуществами сварных деталей по сравнению с чугун-
ными являются: меньший (до 2 раз и более) вес и применение
станин разных форм (с точки зрения действующих нагрузок);
более низкая трудоемкость механической обработки и возмож-
ность исправления дефектов конструкции.
Для уменьшения сварных деформаций в конструкциях с
симметричным сечением следует применять симметричное рас-
положение швов. Снизить влияние сварных деформаций можно
общим повышением жесткости. Часто для уменьшения угловых
сварочных швов применяют стенки с гнутыми полками. Кон-
струкции с такими стенками, имеющие меньшее количество свар-
ных швов, являются наиболее рациональными.
Толщину наружных стенок сварной станины или основания
рекомендуется принимать равной 2/3 толщины стенок литой
станины. Для станин и оснований машин средних размеров
толщина стенок должна быть равна 10...12 мм при не очень
высоких требованиях к жесткости, для корпусов и оснований
малых размеров, не несущих больших нагрузок,—3...6 мм.
С целью облегчения сборки сварных станин и оснований ширину
внутренних перегородок и ребер следует предусматривать на
2 мм меньше расстояния между стенками станины, а высоту —
менее на 1 мм, чем расстояние между верхним и нижним
листами. Для удобства механической обработки необходимо,
чтобы платики располагались на одной стенке на одинаковой
высоте, с тем чтобы их можно было обрабатывать за проход
на строгальном или фрезерном станке. Для того чтобы можно
было на строгальных или фрезерных станках обработать
платики, расположенные уступом, нужно обеспечить расстояние
от платика до уступа не менее 120 мм.
Для улучшения пластических свойств сварных соединений
134
и уменьшения твердости металла в околошовных зонах произ-
водят высокий отпуск, температура которого зависит от марки
свариваемой стали и составляет 650...700 °C. Отпуск при более
низких температурах в меньшей степени снимает остаточные
напряжения, но способствует их выравниванию. При невозмож-
ности отпуска всей конструкции в печи следует применять
местный нагрев или подвергать естественному старению (кон-
струкцию выдерживают на открытой площадке в течение
30 суток и более).
В некоторых случаях возможен местный отжиг сварных
соединений нагревом газовыми горелками. Его осуществляют
в приспособлениях, не допускающих коробления, сразу после
сварки.
Пространственные конструкции, изготовляемые из деталей
толщиной не менее 15...20 мм и подвергаемые механической
обработке с точностью до 11-го квалитета включительно,
следует подвергать высокому отпуску.
При большом объеме сварки и малых толщинах свариваемых
деталей, низкой точности механической обработки и в тех слу-
чаях, когда по условиям сборки и эксплуатации необходимо
сохранение соосности, плоскостности, параллельности и взаим-
ной перпендикулярности обрабатываемых поверхностей, целе-
сообразен низкий отпуск.
Если сварные конструкции изготовляют из стали, содержа-
щей не более 0,22 % углерода, и в дальнейшем не подвер-
гают точной механической обработке, отпуск для снятия напря-
жений можно не производить.
При статических нагрузках и работе сварных соединений
на растяжение или сжатие твердость металла в околошовных
зонах может быть в пределах 36...39 HRC3 без значительного
ухудшения их эксплуатационных свойств. При статической
нагрузке и работе сварных соединений на изгиб максимальное
значение твердости не должно превышать 24...31 HRC3, так
как при многократных упругих деформациях изгиба околошов-
ных зон при эксплуатации в них могут образоваться трещины.
Сварные сборочные единицы, соединяемые сваркой, из стали
типа 3, 08, 10, 20, 10Г2 при толщине элементов до 8 мм,
работающие при динамической нагрузке короткое время, можно
не подвергать отпуску после сварки, если твердость металла
в околошовных зонах не превышает 27 HRC3.
Технологичность деталей,
подвергающихся термической обработке
В процессе термической обработки в материале детали про-
исходят различные структурные превращения, которые приводят
к возникновению внутренних напряжений и деформации.
Иногда внутренние напряжения могут быть так велики, что
являются причиной преждевременной поломки детали.
При выборе марки стали и назначении твердости следует
135
иметь в виду, что чем выше твердость, тем вероятнее появление
трещин вследствие остаточных напряжений. Сложные детали,
не допускающие значительных деформаций (шестерни, шлице-
вые валы), изготовляются из сталей, обеспечивающих необхо-
димые механические свойства при закалке в масле (40Х, 65Г).
Должна также предусматриваться закалка в масле деталей
сложной конфигурации с переменными сечениями, острыми
углами, пазами, резкими переходами.
Для получения твердых износостойких поверхностей реко-
мендуется применять малоуглеродистые стали с последую-
щей цементацией и закалкой; для ответственных деталей —
стали 20Х и 18ХГМ, которые после цементации закаливаются
в масле; для менее ответственных деталей — стали 20 с закал-
кой в воде после цементации.
В табл. 71 даны рекомендации по обеспечению техноло-
гичности деталей, подвергающихся термической обработке.
71. Обеспечение технологичности деталей, подвергающихся термической
обработке
Нерекомендуемое
исполнение
Рекомендуемое
исполнение
Основные требования к исполнению
Деталь не должна иметь резких
изменений формы: вырезов, подрезов
и т. и.
Деталь не должна иметь острых
углов, тонких концов и выступов
Стенки полых деталей должны быть
по возможности одинаковой толщины
по всему сечению
Сечение детали должно быть по воз-
можности симметричным
136
Продолжение табл. 71
Нерекомендуемое
исполнение
Рекомендуемое
исполнение
Основные требования к исполнению
Внутренние углы и резкие переходы
деталей должны быть закруглены: у
деталей, закаливаемых в масле, радиу-
сом не менее 0,25 мм, в воде — не ме-
нее 0,5 мм
Необходимо обеспечить возможность
удаления пара, образующегося при за-
калке внутренних поверхностей дета-
лей
Отверстия на закаливаемой детали
нужно размещать так, чтобы расстоя-
ние между центрами ближайших
отверстий или от центра отверстий до
края детали было не менее 2 диаметров
отверстий
Нельзя размещать отверстия в
тонких выступах и стенках с пере-
менным сечением
Для деталей, подвергаемых местной
закалке, следует назначать только
две зоны: 1) закаленную и отпу-
щенную до определенной твердости;
2) незакаленную
137
Технологичность сборки
Для обеспечения технологичности сборки станочного при-
способления в целом необходимо, чтобы:
приспособление состояло из отдельных узлов;
количество таких узлов не должно быть большим;
узел не содержал большое количество сборочных элементов
и деталей, так как это усложняет сборку;
узлы не требовали даже частичной разборки при сборке
всего приспособления;
предусматривались специальные элементы для транспорти-
ровки узлов и всего приспособления (рым-болт, отверстия,
приливы и т. д.);
уменьшалось по возможности количество доделочных опера-
ций в процессе общей сборки;
зазор между вращающейся деталью и необработанной по-
верхностью литой или сварной детали в узлах был не менее
10... 15 мм; между дном корпуса и вращающимся зубчатым
колесом, червяком или любой другой вращающейся деталью —
не менее 30...40 мм; между вращающейся обработанной и
невращающейся обработанной поверхностью — не менее 3...
5 мм; между обработанными торцами зубчатых колес —
не менее 4...6 мм.
Требования, предъявляемые из-за сборки к конструктивному
выполнению деталей, в полном объеме должны выявляться
в каждом конкретном случае на основе анализа собираемости
узлов и всего приспособления в целом.
В табл. 72 даны рекомендации по обеспечению техноло-
гичности деталей и узлов, связанных со сборкой.
Технологичность деталей, подвергающихся
механической обработке
При конструировании деталей необходимо прежде всего
знать, какими методами механической обработки и на каком
оборудовании будет изготовлена деталь.
Процессы резания нужно использовать в случаях, когда
другим способом невозможно получить необходимые по кон-
структивным условиям поверхности, а также когда они более
экономичны или без их применения нельзя обеспечить тре-
буемую точность изготовления поверхностей.
Технологичность конструкции детали, подвергающейся меха-
нической обработке, зависит от выбора заготовки материала,
технологичности ее формы, базовых поверхностей заданной
точности и шероховатости.
В большинстве случаев вязкие, пластичные материалы
после механической обработки имеют повышенную шерохова-
тость поверхности. При повышенной же твердости шерохова-
тость меньше при некотором возрастании сопротивления ре-
занию.
138
В связи с этим для деталей из углеродистых сталей с содер-
жанием углерода до 0,3 % (Ст2, СтЗ, 08кп, 20) не рекомен-
дуется назначать шероховатость меньше Ra = 6,3 мкм; средне-
углеродистые стали (35, 40, 45, 50) лучше всего обрабатывать
при HRC3 = 25...30; высокоуглеродистые стали (У8, У10, У12) —
в отожженном состоянии.
Технологичность формы детали оценивают с учетом особен-
ностей выбранного метода обработки, конкретных условий
и вида производства. Детали, обрабатываемые на протяжных
станках, должны иметь равномерную жесткость по длине,
а получаемые на станках токарной группы — максимальное
число поверхностей вращения, что облегчает их полную обра-
ботку на одном станке, на токарных автоматах — минималь-
ное число изменений диаметра сечения.
В табл. 73 даны рекомендации по обеспечению техноло-
гичности деталей, подвергающихся механической обработке.
Кроме того, следует учесть ряд стандартов, регламентиру-
ющих исполнение отдельных элементов деталей: выход резьбы,
сбеги, нсдорезы, проточки и фаски, канавки — для выхода
долбяков, шлифовального круга при плоском и круглом шли-
фовании, внутренние конусы (гнезда), центровые отверстия,
размеры под ключ, места под гаечные ключи, пазы Т-образ-
ные, заплечики вала и корпуса подшипников качения.
Нужно также использовать стандарты предприятия или
имеющиеся в литературе рекомендации по конструированию
таких элементов, как радиусы закруглений и фаски, входные
фаски для деталей с неподвижными посадками; скруглений
сопряженных валов и втулок; галтели вала и корпуса под
шарико- и роликоподшипники; канавки для посадки подшип-
ников качения, для выхода червячных фрез; отверстия под
устанавливаемые винты; места под шестигранные головки
болтов и шестигранные гайки, под шайбы плоские, пружин-
ные, стопорные, под головки винтов и стопорные шайбы с
зубьями, под винты с потайной и полупотайной головкой
72. Обеспечение технологичности деталей и узлов, подвергающихся сборке
Основные требования к исполнению
Круглым деталям, сопрягаемым друг с другом, следует
придавать такие линейные размеры, при которых началь-
ный контакт каждой пары сопрягающихся поверхностей
осуществлялся бы не одновременно, а последовательно
При сборке отдельного узла в корпусе следует предусмат-
ривать последовательное сопряжение деталей его с кор-
пусом
Л+Д
Нерекомендуемое
исполнение
Рекомендуемое исполнение
Продолжение табл. 72
Основные требования к исполнению
Посадочные поверхности должны иметь наименьшие
необходимые линейные размеры с целью минимального
перемещения деталей по этим поверхностям в процессе
сборки
Стопорение гаек следует предусматривать без примене-
ния обработки стопорных отверстий после сборки
ьо
Продолжение табл. 72
Основные требования к исполнению
Для удобства демонтажа целесообразно применять сег- ментные шпонки
Необходимо предусмотреть способы удаления подшипника
из корпуса
Должны быть предусмотрены способы разборки соеди- нений с плотной посадкой
!
Нерекомендуемое исполнение
Продолжение табл. 72
Рекомендуемое исполнение
Основные требования
к исполнению
Места расположения кре-
пежных изделий должны
быть доступны для сборочно-
го инструмента
Нс р е к о м е и д у с м ос йен ол н t. н и е
/'рсдолжение табл. 72
Рекомендуемое исполнение
Основные требования
к исполнению
Следует предусмотреть воз-
можность сборки узла и при-
способления без его разбор-
ки
П/'•':?.>л .venue табл. 72
Рк. ьом ендуе ".н>с исполнение
Основные требования
к исполнению
Крепление должно происхо-
дить через подкрепленную
стенку с целью устранения
ее деформации и обеспече-
ния требуемого усилия за-
тяжки
Следует избегать
деформации крышек
при затяжке
&
Продолжение табл. 72
Основные требования к исполнению
Зазор между вращающейся деталью и необработанной
поверхностью необходим не менее 10...15 мм, между враща-
ющейся деталью и дном корпуса — не менее 30...40 мм, между
вращающейся обработанной и невращаюшейся обработан-
ной деталью — не менее 3...5 мм
Зазор между обработанными торцами зубчатых колес дол-
жен быть не менее 4...6 мм
Продолжение табл. 72
Основные требования к исполнению
Предпочтительно применение сквозных расточек
для установки подшипников
Регулировочные прокладки предпочтительно сле-
дует применять между крышкой и подшипником
73. Обеспечение технологичности деталей, подвергающихся механической
обработке
Нерекомендуемое
исполнение
Рекомендуемое
исполнение
Основные требования к исполнению
Поверхность детали, с которой
соприкасается сверло в начале
сверления, должна распола-
гаться перпендикулярно сверлу
во избежание его поломки
Поверхность детали на выходе
сверла должна быть перпенди-
кулярной оси сверла во избе-
жание его поломки
Все отверстия (гладкие и резь-
бовые) желательно выполнять
сквозными. Следует избегать
глухих отверстий, особенно
с обеих сторон детали
2
Необходимо устранять глубокие
отверстия, длина которых пре-
вышает 10 диаметров сверла
Все резьбовые отверстия долж-
ны иметь со стороны входа мет-
чика фаску, которая облегчает
центрирование метчика и при-
дает началу витка резьбы проч-
ность
Оси отверстий следует распола-
гать перпендикулярно к базовой
поверхности детали для обеспе-
чения возможности обработки
ее на сверлильных станках
148
Продолжение табл. 73
Нерекомендуемое
исполнение
Рекомендуемое исполнение
Основные требования
к исполнению
При обработке пазов
нужно обеспечивать
зазор между деталью
и фрезерной оправкой
Точные и соосные от-
верстия должны обра-
батываться за проход
с одной установки
Обрабатываемые тор-
цевые поверхности не-
обходимо предусмат-
ривать такого диамет-
ра, который допускает
возможность обра-
ботки осевой подачей
Крышки должны кре-
питься к наружной по-
верхности корпуса с
цел ыо л и кв и да ци и вы-
точек
18ЙЙЙЙИИ1
Следует уменьшить площадь
обработки сопрягаемых де-
талей
Нужно предусматривать
расположение обрабатывае-
мых поверхностей на одном
уровне с целью выполнения
операции за один проход
Необходима фаска для на-
правления в начальный мо-
мент сборки
149
Продолжение табл. 73
Нерекомендуемое
исполнение
Рекомендуемое
исполнение
Основные требования
к исполнению
Необходима фаска для
направления резьбона-
резного инструмента,
устранения заусенцев и
выпучивания металла на
торец
Необходима фаска для
направления в началь-
ный момент сборки и
обеспечения сборки с на-
тягом
С целью предотвращения
срезания платиков при
обработке рекомендуется
применять платики высо-
той не менее 8... 10 мм
без учета припуска на об-
работку
Диаметр резьбы следует
выбирать меньше диамет-
ра, следующего за резь-
бой шейки вала, с целью
устранения возможной
порчи резьбы при посад-
ке детали с натягом
Внутренние выточки не-
желательны, отверстия
должны быть сквозными
150
Глава X
РАСЧЕТ ПРИСПОСОБЛЕНИЙ НА ТОЧНОСТЬ
При расчете приспособлений на точность суммарная
погрешность 2 е при обработке детали не должна превышать
величину допуска Т размера 2 е Т.
Суммарная погрешность 2 е зависит от ряда факторов
и в общем случае может быть представлена выражением
2 £ = Ejc -р Собр “Ь еПр,
где Еус — погрешность установки детали в приспособлении;
£‘обр — погрешность обработки детали; епр — расчетная по-
грешность приспособления.
Погрешность установки представляет собой отклонение
фактического положения закрепленной детали в приспособлении
от требуемого теоретического. Погрешность установки еус
включает погрешности: базирования ее, закрепления s3 и по-
ложения детали в приспособлении еп:
£ус — £б + Ез ~р £п-
Погрешность положения е„ детали в приспособлении состоит
из погрешностей: изготовления приспособления по выбранному
параметру г'Р, установки приспособления на станке еу и положе-
ния детали из-за износа элементов приспособления е„:
е„ = + Су + Си-
При наличии в приспособлении элементов для направления
режущего инструмента (кондукторные втулки) следует учиты-
вать погрешность от перекоса инструмента епи.
В результате для расчета точности приспособления е11р можно
использовать упрощенную формулу
е пр Т ATi ~\! (kj 1 Еб) + С э “I- £> Ч- Си Ч~ Спи Ч- (&Т2 О))2,
где? — допуск выполняемого размера; ев, е3, еу, епи, k — соответ-
ственно погрешности: базирования, закрепления установки при-
способления на станке, положения детали из-за износа устано-
вочных элементов приспособления и от перекоса (смещения)
инструмента; <о — экономическая точность обработки, А’т =
= 1...1.2 — коэффициент, учитывающий отклонение рассеяния
значений составляющих величин от закона нормального распре-
деления; ft,। = 0,8...0,85—коэффициент, учитывающий умень-
151
шение предельного значения погрешности базирования при
работе на настроенных станках; = 0,6...0,8 — коэффициент,
учитывающий долю погрешности обработки в суммарной погреш-
ности, вызываемой факторами, не зависящими от приспособ-
ления.
На основе полученного значения е„р производится расчет
размерной цепи приспособления. За замыкающее ее звено
принимается погрешность по принятому параметру Tt.
Погрешность базирования ее представляет собой отклонение
фактического положения установленной в приспособлении
детали от требуемого теоретического и определяется как
предельный допуск рассеяния расстояний между измерительной
и технологической базами в направлении выполняемого размера.
Данная погрешность устанавливается геометрическим расчетом
или с помощью анализа размерных цепей. Возникает погреш-
ность базирования при несовмещении установочной (техноло-
гической) и измерительной баз, при совпадении этих баз данная
погрешность равна нулю. Для уменьшения погрешности
базирования следует совмещать измерительные и установочные
базы, выбирать рациональные размеры и расположение уста-
новочных элементов, уменьшать зазоры при посадке детали на
установочные элементы. Формулы для расчета погрешностей
базирования для типовых случаев приведены в табл. 74.
Погрешность закрепления е3 состоит в изменении положения
детали в результате приложения к ней усилия закрепления
и определяется как разность между наибольшей и наименьшей
проекциями смещения измерительной базы в направлении
выполняемого размера. В большинстве случаев при выявлении
погрешности закрепления учитываются контактные переме-
74. Расчетные формулы погрешности базирования
Базирование
Схема базирования
Обра-
баты-
вас-
мый
размер
Погрешность
базирования
По наружной
цилиндриче-
ской поверхно-
сти в призму
с углом 2а при
обработке по-
верхности под
углом Р к оси
симметрии
призмы
0,5 ТD (sin p/sin а— 1)
при р = а...90°
Ht ____________________________
0,5 TD (1 —sin p/sin а)
при р —0...а
/Д 0,5 TD (sin p/sina+1)
/Д 0,a Tb (1/sin а — 1)
152
Продолжение табл. 74
Базирование
Схема базирования
То же, при Р —
= 90°
То же, при р =
= 0
По наружной
цилиндриче-
ской поверхно-
сти в призму
с прямым уг-
лом
Обра- баты- вае-. мни размер Погрешность базирования
/Л 0,5 Td (1/sin а — 1)
н? 0,5 Td (1 /sin <х+ 1)
Нз 0,5 Та /sin а
Hi 0,5 То
н> 0,5 TD
Из 0
Их 0
/Л TD
Из 0,5 Тd
По наружной
цилиндриче-
ской поверх-
ности на уста-
новочную пло-
скую поверх-
ность с за-
креплением
призмой
Продолжение табл. 74
Базирование
Схема базирования
Обра-
баты-
ваемый
размер
Погрешность
базирования
По наруж-
ной цилин-
дрической
поверхности
в призму со
сферически-
ми опорами
при обработ-
ке плоской
поверхности
или паза
под углом
th
Из
Нз- 0,5 То
НзЧ-0,5 Тп
~\/(б 4~ 0t5DWfa +
4-0,5 ID2)2-
— 0,5 I2—
У(Г+~_______.
4-0,5 ZW2-
—0,25 /2
По двум ци-
линдриче-
ским отвер-
стиям на
жесткий ци-
линдриче-
ский и сре-
занный
пальцы при
обработке
верхней
плоскости
поверхности
Hr S + To + Td
^^TD + Td)^
По внутрен-
ней цилинд-
рической
поверхности
на жесткий
цилиндриче-
ский палец
с гаранти-
рованным
зазором при
обработке
плоской по-
верхности с
учетом, что
опорный то-
рец заготов-
ки не пер-
пендикуля-
рен оси ба-
зы
0,5 Гр.4-
4-2/ + 7’д4-
4- 7^4-Д—
— 2/tg а
154
Продолжение табл. 74
Базирова-
ние
Схема базирования
Обрабаты-
ваемый
размер
Погреш-
ность ба-
зирования
То же, НО С
односторон-
ним прижа-
тием заго-
товки
0,5 Т d.-\-
+ 2/ +
“ТО,5 +
+ 0,5 Td +
+ Ztga
То же, но
с учетом,
что опор-
ный торец
заготовки
не перпен-
дикулярен
оси базы
Л.+
+ 2rtga
По цен-
тровым
гнездам на
центры
(передний
центр
жесткий)
при обра-
ботке двух
торцов
подрезны-
ми резца-
ми, настро-
енными на
размер
155
Продолжение табл. 74
На
жесткой
оправке
со сво-
бодной
посадкой
0,5(Д-{-
+ Л/ +
+ TD)
По вну-
тренней
цилин-
дричес-
ской по-
верхно-
сти на
жесткий
цилин-
дричес-
кий па-
лец с га-
рантиро-
ванным
зазором
при об-
работке
плоской *
поверх-
ности
/Л, Н2
0,5ГД1 +
-J-Se-j-
Н- Т (14~ Д
То же,
но с одно
сторон-
ним
прижати-
ем заго-
товки
Ih
от оси
Di
Н4
от оси
D
2е +
~Г Т D Jr
+Л/+Д
Л/+Д
н,, н2 0,5 7+,+ + 2е + + rD + + Td
Из от оси П| 2е + +O,STD+ + 0,5 Л,
На от оси D 0,5 7+ + _ +0,5 Td
156
Продолжение табл. 74
Базированне
Схема базирования
Обра-
баты-
вае-
мыи
размер
Погрешность
базирования
По внутрен-
ней цилин-
дрической по-
верхности на
жесткий ци-
линдрический
палец с га-
рантирован-
ным натягом
или на раз-
жимную оп-
равку при об-
работке плос-
кой поверх-
ности
По наружной
цилиндриче-
ской поверх-
ности в приз-
му с углом 2а
при обработ-
ке отверстий
ПО КОНДУКТО-
РУ
0,5 TD
(1/sina — 1)
при //>0,5 D
0,5 Го/sin а
при Н = 0,5 D
0,5 TD
(1 /sin а + 1)
при //<ДО,5 D
По наружной
цилиндриче-
ской поверх-
ности на уста-
новочную пло-
скость с за-
креплением
призмой при
обработке от-
верстий по
кондуктору
0,5 Т,
157
Продолжение табл. 74
Базирование
Схема базирования
Обра-
баты-
вае-
мый
размер
Погрешность
базирования
По наружной
цилиндриче-
ской поверх-
ности в само*
центрирую-
щие призмы
при обработ-
ке отверстия
О
По плоскости-с
центрирова-
нием подвиж-
ной призмой
при обработке
отверстия, рас-
положенного
на оси подвиж-
ной призмы
О
Н2 TD
То же, при об-
работке отвер-
стия, смещен-
ного с оси под-
вижной призмы
arctg
То sin р
“ад
0,5 TD cos р
158
Продолжение табл. 74
Базирование
Схема базирования
В призме при об-
работке отверстия:
расположен-
ного перпен-
дикулярно оси
призмы и за-
жима
Обра-
баты- вае- м ы й размер Погрешность базирования
И 0,5 TD
расположен-
ного между
осью призмы
и зажима
arctg
0,5 ТD sin р
R-sin а
0,5 TD cos р
sin а
При обработке
отверстия с ба-
зированием:
по наруж-
ному диа-
метру в са-
моцснтри-
рующем
устройстве
по внут-
реннему
диаметру
в самоцен-
триру-
ющем уст-
ройстве
0,5 TD
159
Продолжение гадя. 74
По внешней по-
верхности в за-
жимной цанге
ио упору
О
В кулачковом
с а м оцсптр и р у io-
ще м патроне с
упором в торец
На разжимной
или жесткой оп-
равке с натя-
гом при обра-
ботке цилиндри-
ческой поверх-
ности
O],Z?2:
Bi ,Вг
160
Продолжение табл. 74
Базирование
Схема базирования
Обрабаты-
ваемый
размер
Погрешность
базирования
На конус-
ной оправ-
ке при об-
работке
цилиндри-
ческой по-
верхности
По пло-
скости при
обработке
уступа
Примечание. Буквы в таблице обозначают: То, Тщ, Та — до-
пуски по диаметру; Тс, Тн — допуски на линейные размеры;
е — эксцентриситет между базой и обработанной поверхностью;
Л — минимальный диаметральный зазор между базой и жестки-
ми цилиндрическими пальцами; у — угол, характеризующий
отклонение от перпендикулярности торца к оси базы детали;
Дп — просадка центров.
Значения Дц следует принимать такие:
Наибольший
Наибольший диа- метр центрового отверстия, мм 1...2.5 4...6 7...10 12,5...15 20...30
Посадка центров, мм 0,11 0,14 0,18 0,21 0,25
щения в местах сопряжения детали с опорными поверхностями
приспособления, деформации корпуса которого и других его
элементов обычно не учитываются. На погрешность закрепления
оказывает влияние непостоянство усилия закрепления, рассея
ние шероховатости и погрешности формы опорных поверхностей
детали, износ опорных поверхностей приспособления.
16Г
от 75. Погрешность закрепления заготовок г3 при установке на опорные пластины, мкм
Характеристика базовой поверхности Поперечные размеры заготовок, мм
10...18 18...30 30...50 50...80 80... 120 120...180 180...260
Установка в приспособление с винтовыми или эксцентриковыми зажимами Полученная литьем: в песчаную форму машинной формовки по ме- таллической модели 100 НО 120 135 150 175 200 в постоянную форму 60 70 80 90 100 ПО 120 по выплавляемой модели 50 60 70 80 90 100 110 под давлением 40 50 60 70 80 90 100 Полученная горячей штамповкой 100 НО 120 135 150 175 200 Горячекатанная 100 ПО 120 135 150 175 — Предварительно обработанная 50 60 70 80 90 100 НО Окончательно обработанная 40 50 60 70 80 90 100 Шлифованная 25 30 35 45 60 70 80
Установка в зажимное приспособление с пневматическим зажимом
Полученная литьем:
в песчаную форму машинной формовки по метал- лической модели 80 90 100 НО 120 140 160
Продолжение табл. 75
Характеристика базовой поверхности Поперечные размеры заготовок, мм
10...18 18...30 30...50 50...80 80...120 120...180 180...2G0
в постоянную форму 55 60 65 70 80 90 100
по выплавляемой модели 40 50 55 60 70 80 90
под давлением 30 35 40 50 60 70 80
Полученная горячей штамповкой 80 90 100 ПО 120 140 160
Горячекатанная 80 90 100 НО 120 140 —-
Предварительно обработанная 40 50 55 60 70 80 90
Окончательно обработанная 30 35 40 50 60 70 80
Шлифованная 15 20 25 30 35 40 45
Примечания'. 1. Установка на магнитной плите не исключает погрешности закрепления.
2. Поперечный размер заготовки необходимо принимать наибольшим в сечении по нормали к обрабатываемой поверх-
ности.
3. Погрешность закрепления дана в таблице по нормали к обрабатываемой поверхности.
о> 76. Погрешность закрепления заготовок е3 при установке на опоры с точечным и линейным контактом (опорные штифты,
призмы), мкм
Характеристика базовой поверхности Поперечные размеры заготовок, мм
10...18 18...30 30...50 50...80 80...120 120...180 180...260
Установка в приспособление с Полученная литьем: в песчаную форму машинной формовки по метал- лической модели винтовыми или эксцентриковыми зажимами 100 125 150 175 200 225 250
в постоянную форму 100 но 120 130 140 150 160
по выплавляемой модели 90 100 НО 120 130 140 150
под давлением 80 90 100 НО 120 130 140
Полученная горячей штамповкой 100 125 150 175 200 225 250
Горячекатанная 100 125 150 175 200 225 —
Предварительно обработанная 90 100 НО 120 130 140 150
Окончательно обработанная 80 90 100 110 120 130 140
Шлифованная 50 60 70 80 90 100 НО
Установка в приспособление с пневматическим зажимом
Полученная литьем:
в песчаную форму машинной формовки по ме-
таллической модели 90 100 120 140 160 180 200
в постоянную форму 80 90 100 НО 120 130 140
по выплавляемой модели 70 75 80 90 100 110 120
под давлением 45 50 60 70 80 90 100
Полученная горячей штамповкой 90 100 120 140 160 180 200
Горячекатанная 80 100 120 140 150 180 —
Продолжение табл. 76
Характеристика базовой поверхности Поперечные размеры заготовок, мм
10...18 18...30 30...50 50...80 80...120 120...180 180...260
Предварительно обработанная 70 75 80 90 100 но 120
Окончательно обработанная 60 70 80 90 90 100 НО
Шлифованная 35 40 45 50 55 60 70
Примечания: 1. Установка на магнитной плите не дает погрешности закрепления.
2. Поперечный размер заготовки необходимо принимать наибольшим в сечении по нормали к обрабатываемой поверх-
ности.
3. Погрешность закрепления дана в таблице по нормали к обрабатываемой поверхности.
77. Погрешность закрепления заготовок е3 при установке в радиальном направлении для обработки на станках, мкм
Характеристика базовой поверхности Поперечные размеры заготовок, мм
10...18 18...30 30...50 50...80 80...120 120...180 180...260
Установка в зажимной гильзе (цанге) и на цанговой оправке Холоднотянутая калиброванная 50 60 70 80 — — — Предварительно обработанная 40 50 60 70 — — — Окончательно обработанная точением 25 30 35 40 — — — Шлифованная 20 20 25 25 — — —
Продолжение табл. 77
Характеристика базовой поверхности
Поперечные размеры заголовок, мм
10...18 18...30 30...50 50 ..80 80... 120 120...180 180...260
Установка в трехкулачковом патроне с пневматическим зажимом
Полученная литьем:
в песчаную форму машинной формовки по метал- лической модели 220 260 320 380 440 500 580
в постоянную форму 140 170 200 240 280 320 380
по выплавляемой модели 50 60 70 80 90 100 120
под давлением 25 30 35 40 45 50 60
Полученная горячей штамповкой 220 260 320 380 440 500 580
Горячекатанная 220 260 320 380 440 500 —
Предварительно обработанная 50 60 70 80 90 100 120
Окончательно обработанная точением 25 30 35 40 45 50 60
Шлифованная 10 10 15 15 20 20 25
Примечания: 1. При установке на оправку надо учитывать погрешность базирования и принимать погрешность
закрепления в зависимости от крепления оправки в гильзе, патроне или зажимном приспособлении.
2. Установка в жестких центрах не дает погрешности в радиальном направлении. Погрешность закрепления, полу-
чающаяся при установке в плавающий передний и вращающийся задний центры, не учитывается, так как перекрывается
отклонением заготовки под действием силы резания.
78. Погрешность закрепления заготовок е3 при установке в осевом направлении для обработки на станках, мкм
Характеристика базовой поверхности Поперечные размеры заготовок, мм
10...18 18...30 30...30 50...80 80...120 120...180 180...260
Установка на цанговой оправке Предварительно обработанная 20 30 40 50 60 70 — Установка на цилиндрической оправке с ручным зажимом Предварительно обработанная 10 15 20 25 30 30
Установка в зажимной гильзе (цанге) по упору
Холоднотянутая калиброванная Предварительно обработанная Окончательно обработанная точением 40 30 25 50 40 30 60 50 35 70 60 40 80 70 — —
Установка в трехкулачковом самоцентрирующем Полученная литьем: в песочную форму машинной формовки по ме- таллической модели 80 90 патроне 100 с ручным НО приводом 120 130 140
в постоянную форму 70 80 90 100 110 120 130
по выплавляемой модели 60 70 80 90 100 110 120
под давлением 40 50 60 70 80 90 100
Полученная горячей штамповкой 80 90 100 НО 120 130 140
_ Горячекатаниая 110 140 170 200 230 260 —
g Предварительно обработанная 50 60 70 80 90 100 но
Продолжение табл. 78
Характеристика базовой поверхности Поперечные размеры заготовок, мм
10...18 18...30 30...50 50...80 80...120 120...180 180.-.2G0
Окончательно обработанная точением 30 40 50 60 70 80 90
Шлифованная 15 15 20 20 25 25 30
Установка в трехкулачковом патроне с пневматическим приводом
Полученная литьем:
в песчаную форму машинной формовки по
металлической модели 70 80 90 100 НО 120 130
в постоянную форму 60 65 75 80 90 100 НО
по выплавляемой модели 50 55 65 75 80 85 90
под давлением 35 45 60 55 65 70 80
Полученная горячей штамповкой 60 70 80 90 100 110 120
Горячекатанная 100 120 150 160 200 230 —
Предварительно обработанная 40 50 60 70 80 90 100
Окончательно обработанная точением 20 30 40 50 60 70 80
Шлифованная 10 10 15 15 20 20 25
Примечания: 1. При установке на оправку надо учитывать погрешность базирования и принимать погрешность закреп-
ления в зависимости от крепления оправки в гильзе, патроне или зажимном приспособлении.
2. Установка в центрах не исключает погрешности закрепления, но при этом возникает погрешность базирования в осевом
направлении.
Можно принять, что г, = 0 при постоянной силе закрепления
заготовок и одинаковом качестве их базовых поверхностей.
Величину е3 уменьшают, стабилизируя силу закрепления (напри-
мер, применяя пневматические и гидравлические зажимы вместо
ручных), повышал жесткость стыка опоры приспособления,
улучшая качество базовых поверхностей, а также увеличивая
жесткость приспособления в направлении передачи силы
закрепления.
Значения погрешностей закрепления для различных видов
обработки приведены в табл. 75...78.
Погрешность установки приспособления на станке еу зависит
от смещений или перекосов корпуса приспособления на столе,
планшайбе или шпинделе станка. Смещения и перекосы возни-
кают из-за зазоров между сопрягаемыми поверхностями приспо-
собления и станка. Для уменьшения зазоров рекомендуется
повышать точность посадочных мест приспособления, разносить
на корпусе ориентирующие его элементы и подгонять посадочные
места к станку. В массовом производстве при использовании
одного приспособления и неизменном его закреплении погреш-
ность установки может быть частично или полностью устранена
настройкой станка. При использовании нескольких одинаковых
приспособлений (дублеров и спутников) эта величина не компен-
сируется настройкой станка и полностью входит в состав
погрешности установки приспособления на станке.
В серийном производстве при частой переустановке приспо-
собления на t-у влияют износ и повреждение сопрягаемых
поверхностей. При соблюдении требований к смене приспособле-
ний и правильном выборе зазоров в сопряжениях еу =
= 0,02...0,1 мм.
В каждом конкретном случае рекомендуется выполнять
расчет погрешности установки приспособления на станке
в зависимости от ее схемы и заданной точности изготовления
посадочных элементов. В табл. 79 приведены зависимости для
определения еу.
Погрешность положения детали из-за износа элементов при-
способления еи. На износ влияют размеры и конструкция
установочных элементов, материал и масса обрабатываемой
детали, состояние ее базовых поверхностей. Наиболее интенсивно
изнашиваются опоры с точечным и линейным контактами,
наименее — опорные пластины с большими поверхностями
контакта. В табл. 80 даны расчетные зависимости для определе-
ния погрешности износа.
Приближенно износ установочных элементов может опреде-
ляться по формуле
U = Uq k\ /?2 ^3 &4,
где и0 — средний износ установочных элементов для чугунной
заготовки при усилии зажима Ро = 10 кН и базовом числе
установок Л? = 100 000 (табл. 81); fei, kz, ks, kt— соответствен-
но коэффициенты, учитывающие влияние материала заготовки,
169
79. Точность установки приспособлений
Принцип уста-
новки приспо-
собления
На горизон-
тальный
шпиндель
по торцу и
центриру-
ющему по-
яску
На конус
шпинделя
0,03-0,06
6а
В шпиндель: с кону- сом Морзе: № 0 № 1, 2, 3 № 4, 5 № 6 1 м \j3 0,01...0,2 0,01 ...0,2 0,2...0,4 0,25...0,5
— 6а
170
Продолжение табл. 79
Принцип уста-
новки приспо-
собления
Схема установки
с метри-
ческим
конусом:
№ 80
№ 100
Погрешность еу
в направлении
ОСИ X ОСИ У угла р
0,25...0,5 0.3...0.6 — бсс
В центр
На горизон-
тальный
стол по T-
образному
пазу
По двум
шрифтовым
отверстиям
СТ 1 + 0,25
2s'
Примечание. Буквы в таблице обозначают: ДУ — торцевое биение
опорной поверхности приспособления, принимается в пределах 0,01
0,04 мм; s — максимальный зазор в сопряжениях базирующих по-
верхностей; Хх' — сумма максимальных зазоров между штифтами и от-
верстиями; бсс — погрешность половины утла конуса сс. принимается
в пределах 2'...8'; 6Z.( — допуск на расположение координат штифтовых
отверстий; D — диаметр центрирующего пояска; 1Ш„ — расстояние
между шпонками; I — длина обрабатываемой детали.
171
80. Износ установочных элементов
172
Продолжение табл. 80
Схема базирования
Обрабатывае-
мый размер
Погрешность износа
tg <х = (О2 — U7)/l
оборудования, условий обработки и числа установок заготовки,
отличающиеся от принятых при определении J70 и приведенные
в табл. 82; N — число установок заготовки.
Погрешность от перекоса или смещения инструмента еп11
определяется точностью направления или настройки инструмен-
та относительно положения обрабатываемой детали.
В процессе обработки поверхностей при настройке положения
инструмента по отношению к приспособлению с помощью
щупа погрешность от смещения инструмента может быть
определена по формуле
Спи = Лн “1“ 7\ц»
где Дн — погрешность установки инструмента по щупу, завися-
щая от точности механизма перемещения инструмента; Гщ
допуск на изготовление щупа.
Особенности расчета точности
сверлильных приспособлений
Особенность этих приспособлений заключается в наличии
у них направляющих элементов в виде кондукторных втулок,
износ которых является основной погрешностью, влияющей
на точность.
Исполнительный диаметр инструмента (сверла, зенкеры, раз-
вертки) зависит от установленного допуска на обрабатываемое
отверстие и определяется с учетом разделения этого допуска
запасом на износ. Обычно принимают
£>„„ = £»„ом + (0,5...0,7)Гд,
где Оном — номинальный диаметр обрабатываемого отверстия;
Т1: — допуск на обрабатываемое отверстие.
Рекомендуется принимать допуски кондукторных втулок для
сверл, зенкеров и черновых разверток G7, F7, 08, а для чистовых
разверток — G6, G7.
173
81. Значения среднего износа Uo установочных элементов (при Vo = lOO-lO3, материал заготовки — чугун), мкм
Материал установочных элементов
Тип установочных элементов Сталь 20 цементованная закаленная Сталь 40Х закаленная Сталь У10А закаленная Сталь 45 с хромовым покрытием Твердый сплав ВК8
Постоянные опоры: со сферической головкой 170 155 145 70
С плоской головкой 100...240 85 90...220 75 90...200 70 40...100 14
с насеченной головкой 50...120 145 45...105 135 40...100 130 — 13...15
90...200 85... 185 80...180
Призмы 125 115 НО 65 18
70...180 65...165 60... 150 40...90 16...20
Опорные пластины гладкие 45 40 38 25 12
25...65 25...55 25...50 20...30 10. .14
П родолжение табл. 81
Тил установочных элементов Материал установочных элементов
Сталь цемен- тованная за- каленная Сталь 40Х закаленная Сталь У10А закаленная Сталь 45 с хромовым покрытием Твердый сплав ВХ8
Опорные пластины с косыми срезами 50 45 42 28
30...70 30...90 25...60 20...33
Пальцы установочные: срезанные цилиндрические 100 90 85 50
60...140 65 55... 125 55 50...120 50 30...70 25 —
40...90 35...75 30...70 20...30
Оправки цилиндрические 60 50 45 25
40...80 30...70 25. .65 20...30
Примечания: 1. В числителе даны средние значения Uo, в знаменателе — рекомендуемый интервал.
2. Большие значения Ur> принимаются для случаев закрепления заготовки переменным усилием, возможных ударов при
контакте и значительными временем контакта заготовки и установочного элемента, усилиями закрепления и массы заготовки.
82. Коэффициенты, учитывающие условия износа
Учитываемые условия Коэф- фи- циент Значение коэффициента
Материал детали kl Чугун Сталь не- закаленная Сталь зака- ленная
1,0 0,97 0,91
Тип оборудования k? Универ- сальное Специаль- ное Автоматиче- ские линии
1,0 1,25 1,57
Условия обработки k3 Точение, фрезерова- ние, сверление, зенке- рование Шлифование
стали с охлаж- дением стали без охлаж- дения чугуна без охлаж- дения стали с охлаж- дением чугуна без охлаж- дения
0,94 1,о 1,12 1,32 1,58
Число установок Число установок А'ХЮ3
до 5 до 10 до 20 до 40 50...100 ДО 150
2,8 2,4 1,8 1,3 1 0,9
В табл. 83...84 приведены рекомендуемые значения допусков
для инструментов и кондукторных втулок при обработке
отверстий с полями допуском Н7...Н\ 1. При обработке отверстий
с другими полями допусков необходимо производить перерасчет
их разбивки.
Целесообразно принимать посадки сменных кондукторных
Н6 Н7 Н8 „
втулок в постоянные втулки -^т-, и ~g7~‘ Отклонение от
соосности расположения шпинделя инструмента и направляющей
втулки приспособления должно быть в пределах 0,0025...0,010 мм.'
При обработке отверстий инструмент направляется с по-
176
Рис. 6. Смещение и перекос свер-
ла в кондукторной втулке
мощью кондукторных втулок. При этом возможны его смещение
или перекос (рис. 6). При обработке отверстий на плоскости,
перпендикулярной оси сверла, может быть только смещение
инструмента. Если обработка отверстий осуществляется на
криволинейных поверхностях или наклонных к оси инструмента,
обязательно возникает перекос инструмента. При несовпадении
оси шпинделя инструмента и оси кондукторной втулки возможен
также перекос инструмента. Для обеспечения выхода стружки,
образующейся при обработке различных материалов, назначает-
ся оптимальное расстояние между поверхностью заготовки
и кондукторной втулкой.
В зависимости от вида обработки и условий смещения
и перекоса инструмента погрешность епи, возникающую при
обработке отверстий, можно определять по формулам, приве-
денным в табл. 85.
При применении подвижной кондукторной плиты суммарная
погрешность смещения епи инструмента относительно обрабаты-
ваемой детали определяется по формуле
Ьци — "у Спи! “Ь СПи2»
где еПИ1 — погрешность смещения (перекоса) инструмента от
зазоров в направляющих кондукторных втулках; е11И2 — погреш-
ность установки кондукторной плиты относительно приспособ-
ления.
177
“ 83. Диаметр инструментов для обработки отверстий
Применяемый инструмент Поля до- пусков обрабаты- ваемых отверстий До 3
Сверла: общего назначения 0 — 25
точного исполнения 0 — 14
Зенкеры:
под развертывание Н\ 1
для окончательной обработки ЯН
Развертки: черновые под чистовое //10 развертывание -25 -34
Номинальные диаметры, мм
Св. 3 до 6 Св. 6 ДО 10 Св. 10 до 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80
Предельные отклонения, мкм
0 -30 0 -36 0 -43 0 -52 0 -62 0 -74
0 0 0 0 0 0
-18 -22 -27 -33 -39 -46
-210 -245 -290 -350
-245 -290 -340 -410
+ 60 + 75 + 90 + 110
+ 25 + 30 + 40 + 50
-30 -40 -50 -60 -70 -80
-40 -50 -62 -74 -87 -105
/7родолжение табл. 83
Применяемый инструмент Поля до- пусков обрабаты- ваемых Номинальные диаметры, мм
До 3 Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80
Предельные отклонения, мкм
для окончательной обработки 7710 + 30 + 23 + 36 + 26 + 43 + 32 + 52 + 40 + 63 + 48 + 75 + 57 + 90 + 70
то же /79 + 18 + 11 + 22 + 14 + 26 + 17 + 31 + 20 + 37 + 24 + 43 + 29 + 54 + 35
778 + 9 + 4 + 12 + 7 + 15 + 9 + 18 + 10 + 22 + 13 + 26 + 15 + 30 + 17
для окончательной обработки /77 + 6 +2 + 7 + 3 + 9 + 5 + 11 + 6 + 13 + 7 + 16 + 9 + 20 + 12
то же К7 1 1 00 —2 -6 -1 -5 -1 -6 — 2 -8 — 2 -9 — 1 -9
Примечание. Отклонения заданы от номинального диаметра.
оо -84. Диаметр отверстий кондукторных втулок
Поля допусков Номинальные диаметры, мм
Применяемый инструмент обрабаты- ваемых кондуктор- ных До 3 Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80
отверстий втулок Предельные отклонения, мкм
Сверла: общего назначения — F8 + 20 + 6 + 28 + 10 + 35 + 13 + 43 + 16 + 53 + 20 + 64 + 25 + 76 + 30
точного исполнения — G7 + 12 + 2 + 16 + 4 + 20 + 5 + 24 + 6 + 28 + 7 + 34 + 9 + 40 + 10
Зенкеры: -под развертывание — F8 — — — -167 -194 — 192 -225 -226 -265 -274 -320
то же — G7 — — — -186 -204 -217 -238 -256 -281 -310 — 340
для окончательной обработки — F8 — — — + 103 + 76 + 128 + 95 + 154 + 115 + 186 + 140
Продолжение табл. 8t
Поля допусков Номинальные диаметры, мм
Применяемый инструмент обрабаты- ваемых кондуктор- ных До 3 Св. 3 до 6 Св. 6 ДО 10 Св. 10 до 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80
отверстий втулок Предельные отклонения, мкм
Развертки: черновых под чистовое раз- вертывание — F8 -5 - 19 — 2 -20 -5 — 27 — 7 -34 — 7 -40 -6 -45 — 4 -50
— G7 -13 -23 -14 -26 -20 -35 -26 -44 -32 -53 -36 -61 -40 -70
для окончательной обработки яю G7 + 42 + 32 + 52 + 40 + 63 + 48 + 76 + 38 + 91 + 70 + 109 + 84 + 130 + 100
для окончательной обработки /79 G7 + 30 + 20 + 38 + 26 + 46 + 31 + 55 + 37 + 65 + 44 + 79 + 54 + 94 + 64
то же Н8 G7 + 21 + 11 + 28 + 16 + 35 + 20 + 42 + 24 + 50 + 29 + 60 + 35 + 70 + 40
» Н7 G7 + 18 + 8 + 20 + 11 + 29 + 16 + 35 + 17 + 41 + 20 + 50 + 25 + 60 + 30
Продолжение табл. 84
Применяемый инструмент Поля допусков Номинальные диаметры, мм
обрабаты- ваемых кондуктор- ных До 3 Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 Св 18 до 30 Св. 30 до 50 Св. 50 до 80
отверстий втулок Предельные отклонения, мкм
» Н7 G6 + 14 + 8 + 19 + 11 + 28 + 14 + 28 + 17 + 33 + 20 + 41 + 25 + 49 + 30
» К7 G7 + 8 + 2 + 14 + 2 + 19 + 4 + 23 + 5 + 26 + 5 + 32 + 7 + 39 + 9
для окончательной обработки К7 G6
+ 10 +12 +16 +18 +20 +25
+ 2 +4 +5 +5 +7 +9
Примечания: 1. Отклонения от номинального диаметра.
2. Данные получены при полях допусков F8 или G7 и наибольшем предельном размере инструмента, определяемом по
таблице.
85. Погрешность от смещения и перекоса инструмента при обработке отверстий
Вид обработки Размер, т Погрешность
от смещения инструмента от перекоса и смещения инструмента
Сверление сталей Сверление чугуна Зенкерование d (0,3...0,5)d <0,3d 0,5s 0,5s + s(/i + m)/l
Примечание. Буквы в таблице обозначают: т — расстояние от поверхности заготовки до кондукторной втулки; I —
длина кондукторной втулки, h—длина обрабатываемого отверстия; s— максимальный диаметральный зазор между
кондукторной втулкой и инструментом.
86. Проверка приспособлений
Тип производства
Приспособления единичное или мел- косерийное серийное массовое
Периодичность проверок, мес.
Сверлильные и расточные: подставки 6 4 2
кондукторы 5 3 2
многошпиндельные головки 4 5 1
для горизонтальной расточки 2 1 1
Токарные: оправки (гладкие, резьбовые) 3 2 I
планшайбы, люнеты, кулачки 2 1 1
приспособления, устанавливаемые на шпиндель и суппорт 5 3 2
патроны (поводковые, самоцентри- рующие, несамоцентрирующие, ку- лачковые) 6 3 2
патроны с упругими зажимными эле- ментами 5 2 1
Фрезерные, строгальные, долбежные: поворотные с вертикальной осью вращения 6 3 2
поворотные с горизонтальной осью вращения 5 2 1
приспособления с круговой подачей 4 2 1
приспособления для обработки зубьев шестерен 3 2 1
поворотные с горизонтальной и на- клонной осями вращения 5 2 1
Шлифовальные к станкам: с прямолинейным движением стола 4 2 1
с вертикальной осью вращения стола 4 5 1
с горизонтальной осью вращения стола 3 2 I
Для протяжных работ 6 3 2
Контрольные 2 1 1
Приближенно погрешность установки кондукторной плиты по
отношению к приспособлению может быть определена по
формуле
£ni:2 — Т L 0.25 S Smax,
где Ть—допуск на координаты расположения направляющих
элементов кондукторной плиты (скалки, пальцы, оси и т. д.);
S S'max — сумма максимальных зазоров в сопряжениях направ-
ляющих элементов кондукторной плиты и приспособления
(втулки-скалки, втулки-пальца, втулки-оси и т. д.).
184
При обработке нескольких отверстий допуск на координаты
кондукторных втулок 7/.к приближенно принимается равным:
7/.к = (0,2...0,5)7’£дет,
где’7£лет— допуск на координаты расположения обрабатывае-
мых отверстий.
Для точного определения допуска на координаты обрабаты-
ваемых отверстий можно пользоваться зависимостью:
Ггдет < 10,8 TLli - 0,25 (2 Smax + 2
где 2 Smax — сумма максимальных зазоров между инструментом
и кондукторными втулками, между кондукторными и постоян-
ными втулками; 2 Этах — сумма максимальных эксцентри-
ситетов кондукторных и сменных втулок.
Организация эксплуатации приспособлений является частью
планово-предупредительного ремонта оснастки. Сюда же входят
межремонтное обслуживание и периодический контроль точности
приспособления.
Межремонтному обслуживанию подлежат приспособления,
не подвергаемые периодической проверке, а также паспорти-
зованные в период между проверками. Данный вид обслужива-
ния включает эксплуатационный уход, в состав которого входят
•наружный осмотр, выявление неисправностей, технический
надзор за эксплуатацией.
Периодически проверяют приспособления, предназначенные
для выполнения ответственных операций, от которых зависят
конечные размеры обрабатываемых деталей. Периодичность
проверок следует устанавливать в соответствии с рекоменда-
циями, приведенными в табл. 86.
87. Базирование детали в призме
Погрешность Расчет точности
Расчетный параметр Размер до обрабатываемой плоскости // = 35 — 0,1
Базирования ес = 0,5 7\> (1/sin а — 1) = 0,5 X X 0,08(1/sin 45° — 1) = 0,016
185
Продолжение табл. 87
Погрешность Расчет точности
Закрепления е3 = 0,045 по табл. 76 для закрепления в пневматическом приспособлении по шлифованной поверхности
Установки приспособления £у = 0, так как обеспечен надежный кон- такт приспособления со столом станка, а обработка производится без переуста- новок приспособления
Износа установочных эле- ментов е„ = t//sin а = 0,027/sin 45° = 0,038, где U = UokiksfakitN/No) = 0,115 X 0,97 X X 1,25 X 0,94 X 2,4 X 10 X 103/100 X 103 = = 0,027; по табл. 81 (7о = О, 115 для приз- мы из стали 40Х; по табл. 82 fei=0,97 при обработке незакаленных сталей; kz = 1,25 для обработки на спецстанке; Лз = 0,94 для фрезерования стали с ох- лаждением; fe< = 2,4 для Af=10X103
Экономическая точность об- работки о — 0,039 для фрезерования по 8-му квалитету
Допустимая изготовления приспособления [б]пр — Т — kx д/(^т,Вб)2 4“ Ез 4“ еу 4" £и 4" + ^„ + (^2<о)2 =0,10-1,1 У(0,8Х
Х0,016)2 + 0,0452 + О2 + 0,0392 + О2 + + (0,7 X 0.039)2 = 0,10 — 1,1 X 0,063 = = 0,03 мм
Изготовления деталей при- способления При применении многоместного приспо- собления суммарный допуск на размер Н, включающий отклонение от размера Н и отклонение от параллельности калиб- ра 0 40 основанию приспособления, не должен превышать 0,03 мм При применении одноместного приспособ- ления отклонение от параллельности ка- либра 0 40 основанию приспособления не должно превышать 0,03 мм
Нормы точности устанавливают исходя из допусков на
получение наиболее точных размеров детали. При определении
этих норм следует исходить из того, что они не являются нижним
пределом точности приспособлений, при котором обеспечивается
получение годных деталей, и должен предусматриваться запас
точности, гарантирующий предупреждение появления брака
деталей.
Примеры расчета различных видов приспособлений приведе-
ны в табл. 87...92.
186
88. Фрезерное приспособление для фрезерования паза
Погрешность Расчет точности
Расчетный параметр Обеспечение непараллельности паза А относительно базового отверстия Б не более 0,10
Базирования £б == Sd.max ==z Smax дет $min.onp === 30,023 — 29,975 = 0,048
Закрепления е3 = 0, так как оправка жесткая
Установки приспособления еу = (х//Ш1, = 50X0,05/150 = 0,017, где / = = 50 — длина обрабатываемой детали; s = 0,05—максимальный зазор между шпонкой приспособления и Т-образным пазом стола станка; /ш„=150— расстоя- ние между шпонками
Смещения инструмента г||Р = 0, так как положение фрезы не влия- ет на непараллельность паза относи- тельно базового отверстия
Износа установочных эле- ментов е„= (7 = 0,020; U — Uohkzkik/N/No) = 0,060 X 0,97 X X 1 Х0,94Х 1.8Х20Х Ю3/100Х Ю’ = = 0,020, где Uo = 0,060 для оправки из стали 20; £1=0,97 для незакаленной стали; £2=1 для обработки на универ- сальном станке; £3 = 0,94 для обработки с охлаждением; k, = 1,8 для Л, = 20хЮ3
Экономическая точность об- работки ю= 0,036 для фрезерования по 9-му ква- литету
187
Продолжение табл. 88
Погрешность Расчет точности
Допустимая изготовления приспособления |с|нр= ' ^т~\/(^т1бб)2 Ч“£з + еу + “Ь Си + Епи 4“ (^т2<^>)2 = 0,10 — 1,2 V(0,8 X 0.048)2 + 0 + 0,0172 + 0.0202 + 0 + + (0,7 X 0,036)2 = 0,10 — 0,064 = 0,036
Допустимая изготовления деталей приспособления В технических требованиях на приспо- собление должна быть оговорена непа- раллельность установочной поверхности 0 30 относительно плоскости шпонок
не более 0,03
89. Фрезерное приспособление для обработки вертикальной поверхности
8-0.2
Погрешность Расчет точности
Расчетный параметр Размер 8 — 0,2
Базирования еб = 0, так как установочная поверхность совпадает с исходной
Закрепления Установки приспособления е3 = 0,060 по табл. 75 для закрепления в приспособлении с винтовым зажимом и с установкой на предварительно об- работанную поверхность еу = /(s//ln„) = 140 X 0,07/210 = 0,046, где /=140 — длина обработанной по- верхности; s = 0,07 — максимальный за- зор между шпонкой приспособления
188
Продолжение табл. 89
Погрешность Расчет точности
и Т-образным пазом стола; /шп=210 — расстояние между шпонками
Смещения инструмента е„„ = А„ 4- Гщ = 0,005 + 0,004 = 0,009, где Тш = 0,005 — точность деления шкалы механизма перемещения фрезы; Tu = = 0,004 — точность изготовления щупа
Износ установочных элемен- тов Е„=С/ = 0,028; U = Uok, kikzktiN/No)=0,040 X 1 X 1,25 X X 1,12Х 1 Х50Х 107100Х 103 = 0,028, где UB = 0,040 по табл. 81 для опорных пластин из стали 40Х;
k\ = 1 при обработке чугуна; ^2=1,25 для обработки на специальном станке; йз=1,12 для фрезерования без охлаж- дения; £4 = 1 для Л’= 50X103
» Экономическая точность об- работки 0 = 0,036 для фрезерования по 9-му квалитету
Допустимая изготовления приспособления [е]пр = Т — ^т'\/(^т1^б)2 + £з + £у 4“ £и+
+ e2„ 4-(feT2<o)2 = 0,2 — 1,2 д/о + 0,0602 +
+ 0,046г + 0.0282 + 0.0092 + (0,8 X X 0.036)2 = 0,2 — 0,103 = 0,097
Изготовления деталей при- способления В технические требования на изготов- ление приспособления должно быть вне- сено требование о допустимом отклоне- нии от параллельности плоскости шпо- нок и установочной поверхности не бо- лее 0,09
189
90. Фрезерное приспособление для обработки горизонтальной поверх-
ности
Погрешность Расчет точности
Расчетный параметр Размер 20 — 0,14
Базирования еб=0, так как установочная поверхность совпадает с исходной
Закрепления е3 = 0,060 по табл. 75 для закрепления в приспособлении с винтовым зажимом с установкой на окончательно обрабо- танную поверхность
Установки приспособления еу = 0, так как обеспечен надежный кон- такт приспособления со столом станка, а обработка производится без переуста- новки приспособления
Смещения инструмента епи=0, так как отсутствуют направля- ющие элементы для инструмента
Износа установочных эле- ментов e„ = t7 = 0,028, где U = Uak । kikik^N/No)=0,040 X 1X X 1.25Х 1.12Х 1.0Х50Х 103/100Х Ю3 = = 0,028; по табл. 81 <7о = 0,040 для опор- ных пластин из стали 40Х; по табл. 82 /г, = 1 при обработке чугуна; £2=1,25 для обработки на спецстанке; /6=1,12 для фрезерования чугуна без охлажде- ния; kt= 1,0 для W = 50X 10’ установка
Экономическая точность об- работки <0 = 0,039 для фрезерования по 8-му квалитету
190
Продолжение табл. 90
Погрешность Расчет точности
Допустимая изготовления приспособления [с]пр — ?— ^т~\/(Лт|£б)2 4“ ез 4“ 4~ + с» + «пи Ч- (^т2^)2 = 0,14 — 1,2-\/04- " + 0,0602 + 0 + 0,0282 + 0+(0,8 X 0,039)2= = 0,14 — 0,089 = 0,051
Изготовления деталей при- способления В технические требования на изготов- ление приспособления должно быть вве- дено требование по допустимому откло- нению от параллельности установочной поверхности А относительно опорной поверхности приспособления Б не бо- лее 0,05
91. Многоместное фрезерное приспособление для обработки пазов
2 щуп
191
Продолжение табл. 91
Погрешность Расчет точности
Расчетный параметр Несимметричность паза 10 относительно 0 12 не более 0,08
Базирования е6 = 0, так как совмещены измеритель- ная и установочная базы
Закрепления е3 = 0, так как при закреплении не про- исходит смещения заготовки в направ- лении выдерживаемого размера
Установки приспособления еу = l(s/lu,„) = 58 х (0,044 /120) = 0,021, где s = 0,044 — максимальный зазор меж- ду шпонкой и пазом стола при посадке /шп=120; / = (20 + 20+ 18)=58 по
Смещения инструмента е„и = Д„ + Тш = 0,005 + 0,004 = 0,009, где Л„ = 0,005 — точность деления шкалы механизма перемещения фрезы; Гщ= = 0,004 — точность изготовления щупа
Износа установок элементов ен = 0, так как паз располагается сим- метрично относительно изнашиваемой поверхности призмы
Экономическая точность об- работки (о = 0,022 для фрезерования по 8-му ква- литету
Допустимая изготовления приспособления [е]пр= Г — &гд/(&т1£б)2Ч-Ез4-ЕуЧ-£и4- е2„ + (fel2<a)2'= 0,08 — 1,2 \/о + 0 + 0,0212 + + 0 + 0,0092 + (0,бх0,022)2 =0,08 — — 0,034 = 0,046
Изготовления деталей при- способления Погрешность приспособления, связанная со смещением паза 10 относительно по- верхности 0 12, состоит из погреш- ности изготовления призм (несиммет- ричность оси калибра 0 12 относи- тельно направляющих призм) и погреш- ности направляющих призм (зазор меж- ду направляющими и призмами). Вве-
192
Продолжение табл. 91
Погрешность
Расчет точности
дем в технические требования на изго-
товление призмы допуск на несиммет-
ричность оси калибра 0 12 относитель-
но направляющих призм 0,02 и посадку
Н7
призм в направляющих - —что даст
максимальный зазор 0,034. Суммирование
этих погрешностей даст
е„р= д/о,О22-j-0.0342=0,037, что меньше
допустимой погрешности [е]пр = 0,046
92. Жесткая токарная оправка
Х| 0.10 |б|
Погрешность Расчет точности
Расчетный параметр Обеспечение радиального биения обра- батываемой наружной поверхности отно- сительно базового отверстия в пределах 0,10
Базирования Eg == & max.нет $ mm. опр == 30,023 29,975 — = 0,048
Закрепления е3=0, так как оправка жесткая
Установки приспособления еу = Ас = 0,02, где Ас — смешение оси центров после перезакрепления оправки, принимается в пределах 0,01...0,03
Смещения инструмента е„„=0
7-3052
193
Продолжение табл. 92
Погрешность Расчет точности
Износа установочных эле- ментов e„=t/ = 0,023, где U = Uok 1 kiksk^N/No) = 0.025 X 0,97 X X 1 X 0,94 X 1 = 0,023; UD = 0,025 для оправки из стали 45 с хромовым по- крытием; ft, =0,97 для незакаленной ста- ли; Лг=1 для обработки на универсаль- ном станке; /г3 = 0,94 для обработки с ох- лаждением; kt — 1 для N= 100 X Ю3
Экономическая точность об- работки (0 = 0,062 для чистового точения по 9-му квалитету
Допустимая изготовления приспособления [fe]np= 6 — &т~\/(&т1 еб)2 + ®з “F Еу 4- ви + + +(feT2<o)2 =0,10- 1,1л/(0,8Х 0.048)г + + 0 + 0.0202 -f- 0.0232+0+(0,6 X 0.062)2= = 0,10— 0,067 =0,033
Допустимая изготовления деталей приспособления В технических требованиях на приспособ- ление и на изготовление оправки должно быть оговорено радиальное биение уста- новочной поверхности 0 30 §6 относи- тельно центров в пределах не более 0,03
93. Приспособление к агрегатному станку для зенкерования отверстия
Z i0,016
Погрешность Расчет точности
Расчетный параметр Обеспечение радиального биения наруж- ного контура бобышки 0 48 относитель- но обрабатываемого размера 024 + + 0,52 в пределах 0,9
Базирования е6=0,5 Гй = 0,5Х 1,2 = 0,6, где 7'd=l,2, так как допуск на изготовление заготов- ки штамповой на ГКМ равен 0 48±о:®
Закрепления е3 = 0,150 для заготовки, полученной горячей штамповкой при установке в при- способлении с винтовым зажимом
Установки приспособления еу = TLi + 0,25^"„,„ = 0,032 + 0,25 X X0,034 = 0,041, где ТLl — допуск на коор-
195
Продолжение табл. 93
Погрешность Расчет точности
динаты штифтовых отверстий £, ± 0,016, определяющих положение приспособле- ния на столе станка; Xs-mox — сумма максимальных зазоров в посадке штиф-
тов в отверстии; при посадке мак- /гб
симальный зазор при диаметре штифта 12 мм равен 0,017, для случая установки приспособления на два штифта он со- ставляет: 2X0,017 = 0,034
Смещения инструмента = + й,и2 =д/0.2Ю2 + 0,0682= = 0,221, где e„«i — погрешность смещения инстру- мента от зазоров в направляющих эле- ментах кондукторной плиты; епи2 — по- грешность смещения инструмента от погрешностей установки кондукторной плиты относительно приспособления. e„„i =0,52smox+Ssmoj(/i -f-m)//=0,5X X 0,155 + 0,155 (20+ 10) 35 = 0,210, где Xsmax = Si + S2 = 0,105 + 0,050 = 0,155; si — максимальный зазор между кон- дукторной втулкой и зенкером; S2 — мак- симальный зазор между сменной и по- стоянной втулками; D„ — номинальный размер зенкера определяется с учетом разделения допуска отверстия с запасом на износ; обычно £>„ = D„OM + 2/3 TD. В этом случае £>„ = 24 + 2/3 X 0,52 = = 24,35. Назначив допуск на зенкер по посадке /79, получим исполнительный размер зенкера 0 24,35 — 0,052. Назна- чив допуск для кондукторной втулки /8, получим исполнительный размер кон- дукторной втулки 0 24,35^о,о2о. В этом случае si = DmaXtBr D min_зенк = 24,403 — — 24,298 = 0,105. Назначив посадку кон- дукторной втулки в постоянную втулку и приняв посадочный диаметр равным 35, получим s2=0,050; Л =20 — длина обрабатываемого отверстия; т = = 0,3 £>„ = 0,3 X 35 » 10 — расстояние между кондукторной втулкой и заго- товкой; 7=35 — длина кондукторной втулки. ®пн2^= 7/+ 0,252$ тах=0,032 + 0,25X X 0,150 =0,068,
196
Продолжение табл. 93
Погрешность Расчет точности
где TL — допуск на координаты распо- ложения направляющих скалок L ± 0,016, определяющих положение кондукторной плиты относительно приспособления; — сумма максимальных зазоров в сопряжении направляющих скалок с приспособлением при посадке направ- ляющей скалки 0 45 во втулку корпуса Н7 по посадке » максимальный зазор будет равен 0,075, для двух скалок 2s'max = 0, 150
Износа установочных эле- ментов еи= t//sin tz = 0,125/sin 45° = 0,178, где U — Uokikikskt N/No = O,l 10X0,97Х X 1,25X0,94X1 =0,125; По = 0,110 по табл. 81 для призмы из стали У10А; Л, =0,97 при обработке незакаленных сталей; fe2=l,25 при обработке на агре- гатном станке; /г.-< = 0,94 для зенкерова- ния стали с охлаждением; kt = 1 для числа установок N = 50ХЮ3
Экономическая точность об- работки <0 = 0,13 для зенкерования по 11-му ква- литету
Допустимая изготовления приспособления [е]пр = Т — ky~\/(k-r{ Вб)2+ £? + еу + еи + В^+(*Т2Ш)2 =0,9- 1,1 У(О,8ХО,62 +
+ 0,152 + 0,0412 + 0,1252 + 0,2212 + (0,7 X Х0.13)2 = 0,9—1,1X0,57 = 0,27
Изготовления деталей при- способления Погрешность приспособления, связанная с радиальным биением наружного кон- тура бобышки относительно обрабаты- ваемого отверстия состоит из двух взаимно перпендикулярных погрешностей £"Р “F ^пр.уч где 8ирд — погрешность смещения оси калибра 0 48 с оси симметрии призмы и епр.у — погрешность регулировки призмы в направлении оси призмы относительно кондукторной втулки. Приняв посадку сс № призмы в направляющих 55 - >получим максимальный зазор в сопряжении 0,150 мм. Примем значение допустимой
197
Продолжение табл. 93
Погрешность Расчет точности
несимметричности калибра 0 48 отно- сительно боковых поверхностей призм 0,06, получим епр ,=0,15-1-0,06 = 0,21. Тогда погрешность регулировки призмы относительно кондукторной втулки долж- на быть не больше enp.s < ^Ер—Епр.*= л/0.272-0,2!2 = = 0,16 и должна быть оговорена в техни- ческих требованиях на сборку приспособ- ления.
Глава XI
СИЛОВЫЕ МЕХАНИЗМЫ
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Расчет сил зажима
Обрабатываемая деталь находится в равновесии вследствие
действия сил как возникающих в процессе обработки, так и за-
жима и реакций опор. Основными силами процесса обработки яв-
ляются силы резания. При расчете сил зажима редко учитывают-
ся силы веса, центробежные и инерционные, возникающие при
определенных условиях обработки.
Величина сил зажима рассчитывается исходя из условия
равновесия всех перечисленных сил при полном сохранении
контакта базовых поверхностей обрабатываемой детали с уста-
новочными элементами приспособления и при исключении воз-
можности сдвига в процессе обработки. При расчетах следует
определять требуемую силу зажима с учетом коэффициента
запаса k, предусматривающего возможное увеличение силы
резания из-за затупления режущего инструмента, неоднород-
ности обрабатываемого металла, неравномерности припуска,
непостоянства установки, ненадлежащего закрепления заго-
товки и т. д.
Зажимные устройства должны быть такими, чтобы:
при зажиме не нарушалось заданное положение детали;
приложение силы зажима было как можно ближе к месту
обработки;
точка приложения силы зажима находилась в зоне, образо-
ванной условными линиями, соединяющими опорные точки
детали в приспособлении;
зажимы не вызывали деформации деталей и порчи их поверх-
ностей;
закрепление и открепление детали производилось с мини-
мальной затратой сил и времени рабочего;
198
силы резания по возможности не воздействовали на зажим-
ные устройства;
при закреплении недостаточно жестких деталей силы зажима
располагались над опорами или близко к ним.
При расчете сил зажима определяются место их приложения
и направления, а также величины:
сил резания и моменты их воздействия на обрабатываемую
деталь, а при необходимости — инерционные и центробежные
силы, возникающие при обработке;
сил зажима путем умножения найденного их значения
на коэффициент запаса.
В общем виде усилие равновесия детали в приспособлении,
возникающее под действием сил резания и сил зажима, может
быть представлено в виде формулы
kfPpe3,
где k — коэффициент запаса; f — коэффициент трения в местах
контакта детали и приспособления, Ррез — усилия резания.
По характеристикам жесткости и надежности зажимные
устройства делятся на две группы:
I — зажимные устройства, имеющие самотормозящие меха-
низмы (винтовые, клиновые, безроликовые, эксцентриковые).
В случае резкого возрастания сил резания им будут пропорцио-
нальны упругие силы отжима и не произойдет резкого нарушения
контакта зажимного устройства с деталью;
И — пневматические, гидравлические, пневмогидравлические
и другие механизмы прямого действия, не обладающие
самотормозящими свойствами. При резком возрастании сил
резания вследствие превышения противодействующей силы
происходит нарушение контакта зажимного устройства с де-
талью, что может привести к резкому перемещению обрабаты-
ваемой детали. В связи с этим рекомендуется рассчитывать
силы зажима с учетом принадлежности зажимного устройства
к одной из групп. Формулы для определения сил зажима
приведены в табл. 94.
Коэффициент k рассчитывается применительно к конкретным
условиям обработки по формуле
k = k0, kl, kz, k3, A4, kst kb,
где k0= 1,5 — гарантированный коэффициент запаса для всех
случаев; ki — коэффициент, учитывающий состояние поверхно-
сти заготовок, для черновой заготовки fei = l,2, для чистовой
заготовки ki = 1,0; Аг — коэффициент, учитывающий увеличение
сил резания от прогрессирующего затупления инструмента,
значения приведены в табл. 95; кз — коэффициент, учитывающий
увеличение силы резания при прерывистом резании, при
точении Аз = 1,2; А< — коэффициент, учитывающий постоянство
силы зажима, развиваемой силовым приводом приспособления;
kt = 1 при использовании пневмо- и гидроцилиндров двойного
действия, электромеханических, магнитных и вакуумных приво-
199
200
Сила зажима IF при применении зажимных устройств
самотормозяших (I группа) несамотормозящих (11 группа)
kM
3fiR
kM + f2RtP зл/г-з/iMi
Назначение зажимного устройства
Схема закрепления
Предотвращение проворачивания
от действия крутящего момента М
и осевой силы Р:
при достаточной тангенциаль-
ной жесткости приспособления
при малой тангенциальной
жесткости приспособления
КЗ
Продолжение табл. 94
Сила зажима IV при применении зажимных устройств
самотормозящих (1 группа) несамотормозящих (II группа)
/’| /о kM+hp'ph+h-f^ph+h
fxRi+ftRw ! iRi +f2/?np
kM—f2RnfP kM izR^P . , . /1 T/2
faRw hRw
202
Назначение зажимного устройства
Схема закрепления
Предотвращение проворачивания
от действия крутящего момента М
и осевой силы Р: s
при достаточной тангенциаль-
ной жесткости приспособления
при малой тангенциальной
жесткости приспособления
Предотвращение проворачивания
от действия крутящего
момента М
Продолжение табл. 94
Сила зажима W при применении зажимных устройств
самотормозящих (I группа) несамотормозящих (11 группа)
kM-f2RiP kM + hR.P— j2R2p-lL- /1+/2 /1 + /2
fiRi -t-faRz fiRi +I1R1
kM — fiR^P hR kM — fzRzP j\ + /2 fiRi
kM
R(h +/пР)
Продолжение табл. 94
Назначение зажимного устройства
С«ма закрепления
2d
203
Сила зажима W при применении зажимных
устройств
самотормозяших несамотормозящих
(I группа) (11 группа)
Предотвращение сдвига от действия
осевой силы Р
Предотвращение отрыва от действия
силы Р
fпр — /2 sin ос
kP
kP
ft +fnp
kP-
h
i< +/2
204
Назначение зажимного устройства
Схема закрепления
Предотвращение сдвига от действия
силы Р
Предотвращение сдвига от действия сил
Pi и Р?
Продолжение табл. 94
Сила зажима U7 при применении зажимных устройств
самотормозящих (I группа) несамотормозящих (II группа)
kp
fi +Л
kpj-pih
fl +fi
A2P2 + fiPi . i' .—fzPi
_____Jl +/2J1+J2
fl + fl
Продолжение табл. 94
Примечание. Буквы в формулах обозначают: R — радиус детали в месте зажима; — средний радиус расположения
площадки контакта; fi — коэффициент трения с установочными элементами; f? — коэффициент трения с зажимными эле-
ментами; /пр — приведенный коэффициент трения; у, — жесткость стыка зажимного элемента и детали; /2 — жесткость
стыка установочного элемента и детали; /i/(/i +/2) = 0,3...0,4; /2/(71 + /2) = 0,6...0,7 — приближенные значения жесткости
стыков.
95. Значения коэффициента k<
Метод обработки Компонен- ты сил резания Значения
для чугуна для стали
Сверление "о 5 N Я 1,2 1,1 —
Зенкерование предварительное (по корке) мк Рг 1,3 1,2 —
Зенкерование чистовое N 1,2 1,2
Предварительное точение и раста- чивание Рг Ру Рх 1,0 1,2 1,25 1,0 1,4 1,6
Чистовое точение и растачивание Рг Ру РХ 1,05 1,40 1,30 1,00 1,05 1,00
Фрезерование предварительное и чистовое цилиндрической фрезой Рг 1,2...1,4 1,6... 1,8* 1,2... 1,4**
Фрезерование предварительное и чистовое торцевой фрезой Рг 1,2...1,4 1,6...1,8* 1,2... 1,4**
Шлифование Рг — 1,1...1,2
Протягивание Р — 1,5
* Для вязких сталей.
* * Для твердых сталей.
дов; kt = 1,2 при применении пневмокамер, пневморасчетных
систем, приспособлений с упругими элементами (мембраны,
гидропласт и др.); kt = 1,3 при применении ручного зажима
и пневмо- и гидроцилиндров одностороннего действия; /г5 —
коэффициент, учитывающий эргономику ручных зажимных
элементов; k$ = 1 при удобном расположении и малом угле пово-
рота рукоятки; ki = 1,2 при неудобном расположении и большом
угле поворота рукоятки; kb — коэффициент, учитываемый только
при наличии крутящих моментов, стремящихся повернуть
обрабатываемую деталь; £6=1, если, обрабатываемая деталь
206
установлена базовой плоскостью на опоры с ограниченной
поверхностью контакта; fee =1.5, если обрабатываемая деталь
установлена на планки или другие элементы с большой
поверхностью контакта.
Если в результате расчета значение коэффициента запаса
окажется меньше 2,5, его принимают равным этой величине.
Значения коэффициента трения для различных видов контак-
та детали и приспособления приведены в табл. 96.
Расчет сил зажима может быть сведен к задаче статики на
равновесие заготовки под действием приложенных к ней внешних
сил. В табл. 97... 101 приведены расчетные зависимости для
определения сил, действующих в различных станочных приспо-
соблениях.
96. Коэффициент трения f
Условия контакта заготовки и приспособления Значение f
Заготовка контактирует с опорными пластинами приспособления: обработанными поверхностями необработанными поверхностями Заготовка контактирует с опорами со сфери- ческой головкой приспособления необработанны- ми поверхностями Заготовка контактирует с рифлеными опорными пластинами приспособления необработанными поверхностями Заготовка закреплена в патроне с кулачками: гладкими с кольцевыми канавками с взаимно перпендикулярными канавками с острыми рифлениями 0,15 0,2...0,25 0,25 0,7 0,15...0,2 0,3...0,4 0,4...0,5 0,7...0,9
97. Усилия зажима при обработке на сверлильных станках
207
Продолжение табл. 97
Схема зажима
Расчетная
формула
В призмах
Торцевого
f D3—d3
3 D2 —d2
W=. kMn
Примечание. Буквы в формулах обозначают: М — крутящий мо-
мент на сверле; п — число одновременно работающих сверл; f — коэф-
фициент трения на рабочих поверхностях зажимов, для гладких поверх-
ностей f = 0,25, с крестообразно нарезанными канавками f = 0,45;
2а — угол призмы, град; k — коэффициент запаса.
208
98. Усилия зажима при токарной обработке в кулачковом патроне
Схема ..патрона
Расчетная формула
Wo~^fD
В 3-кулачковом патроне
1,336£Рг
^=—
в 4-кулачковом патроне
0,7kLP2
W°=-fD~
31 a Di
Q = nki(l +Wi)y^<>77
il и U
209
Продолжение табл. 98
Схема патрона
Расчетная формула
3/ р,
Q=nkt(\ +-7-fi)tg + <;) IVY. —
<i и
С винтовым приводом двухкулачковый
призматический
.. Р, sin a rcptg(!x'+<fnp)
Л^кр — — -------; ~ • --------------------
,,, 5 ) з/2 и?„ о,
г<1— —) (|-----------/,)--------
' /, 2 D
Примечание. Буквы в фор-
мулах обозначают: — требуе-
мое усилие зажима на каждом
кулачке в зависимости от диамет-
ра обработки; п — количество
кулачков; k — коэффициент за-
паса; Л, — коэффициент, учи-
трения в патроне, k\— 1,05; М —
тывающий дополнительные силы
крутящий момент от усилия резания; Рг — окружное усилие реза-
ния; 2а — угол призмы кулачка, при 2а =90° и радиусных кулачках
sina= 1; f — коэффициент трения на рабочих поверхностях кулачков (для
210
кулачков с гладкой поверхностью / = 0,25; с кольцевыми канавками / =
= 0,35; с крестообразными канавками /=0,45; с односторонне нарезан-
ными зубьями параллельно оси патрона /=0,8); Di—диаметр обрабаты-
ваемой поверхности; D — диаметр зажимной поверхности; / — вылет ку-
лачка от его опоры до центра приложения усилия зажима; Л—длина
направляющей части кулачка; 1г — расстояние между осью зажимного
винта и продольной осью призмы; р — угол клина, град; <р — угол
трения на наклонной поверхности клина, град; /1 — коэффициент трения
в направляющих кулачков, /1 = 0,10...0,15; L — длина рукоятки ключа;
гСр — средний радиус резьбы; <р„р — приведенный угол трения в резьбе,
град.; а' — угол подъема резьбы винта, град.
99. Усилия зажима при токарной обработке в центрах
С поводковым устройством
С рифленым поводковым центром
0'£>1
Xtgi^ (2)
усилие, необ-
ходимое для
внедрения по-
водков в торец
детали
2/Mgy
sin а
усилие, необ-
ходимое для
внедрения
рифленого
поводкового
центра
211
Буквы в формулах обозначают: Рх, Ру, Рх — составляющие сил резания;
£>i — диаметр детали; L — длина детали; 0 — угол между образующей
конус центра задней бабки и осью суппорта, 0 = 90° — а; 2а— угол
при вершине центра; <(.| — угол трения на поверхности конуса центра,
q>i = 3°; <р2 — угол трения на поверхности пиноли, <р2 = 3°; / — расстояние
от середины центрового гнезда до середины пиноли, мм; а — длина пино-
ли, мм; 0' — угол при вершине поводка и при вершине сечения рифма,
град; D2 — диаметр окружности поводков; k — коэффициент запаса.
100. Усилия зажима при токарной обработке в цанговом патроне
Схема патрона
Расчетная
формула
Цанговый без упора, ограничивающего осевое
перемещение детали
Q=(U7+r1)tg(a +
+ <Р1)
Цанговый с упором, ограничивающим осевое
перемещение детали
Q = (r+r,)[tg(a +
+ <pi) + tg <f2|
212
k 2
Примечание. Буквы в формулах обозначают: —h^o —
требуемое суммарное усилие зажима; Wi — усилие, необходимое для
сжатия лепестков цанги до соприкосновения с поверхностью детали;
k — коэффициент запаса; f — коэффициент сцепления между рабочими
поверхностями цанги и детали; Ро — осевое усилие; М — крутящими
момент от усилия резания; d — диаметр базовой поверхности; 2а —
угол конуса цанги; <pi — угол трения между цангой и корпусом; срг —
угол трения между цангой и деталью в осевом направлении.
101. Усилия зажима при обработке на фрезерных станках
Схема зажима
Расчетная формула
-f~ af) Р\Zq
af2 + bf +г
213
Продолжение табл. 101
214
Продолжение табл. 101
Расчетная формула
a-yjPl + Pl
f D3 — d3
3 ' D2 — d2
Примечание. Буквы в формулах обозначают: Pt, Р2, Рз — состав-
ляющие условия резания; f — коэффициент трения на рабочих поверх-
ностях зажимов, для гладких поверхностей f = 0,25, с крестообразно
нарезанными канавками f = 0,45; k — коэффициент запаса; п — число
прихватов; 2а — угол призмы, град.
102. Усилия зажима при токарной обработке на оправках
215
Продолжение табл. 102
Схема оправки
Расчетные формулы
Цилиндрической с гаранти-
рованным зазором
3,8*7И (£>2 — d2)
f (D3 — d3)
г= 0.64Ш
С гофрированными втулками
d3f ’
где п — число втулок
Q =_______Ш
0,21d2n • 10~4
Г идропл астм ассовая
0,64feM
d2/J
216
Продолжение табл. 102
Примечание. Буквы в формулах обозначают: k — коэффициент
запаса; М — крутящий момент от усилия резания; D — диаметр обра-
батываемой поверхности; d — диаметр оправки; [ — коэффициент трения
между оправкой и деталью, [ = 0,1 —0,15; <р — угол трения на поверх-
ности контакта оправки с разрезной втулкой в град; а' — угол наклона
тарелки (в рабочем положении а'=10°); R— радиус установочной
поверхности тарельчатой пружины; /к — длина контакта гидропласт -
массовой оправки с деталью
217
Винтовые механизмы
Усилие, развиваемое винтовым механизмом, зависит от вели-
чины приложенного момента, формы рабочего торца винта и
вида резьбы.
В зависимости от формы рабочего торца винта усилие зажи-
ма определяется по формулам, приведенным в табл. 103.
Условия самоторможения винтового механизма определяются
по зависимости: а < <рпр. Вследствие того, что для крепежных
резьб величина угла подъема составляет от 1,5 до 4° а приведен-
ный угол трения изменяется в зависимости от величины коэф-
фициента трения в пределах от 6 до 16° то все крепежные
резьбы являются самотормозящими.
Исходя из условий закрепления заготовки, выбирают тип
нажимного винта, вычисляют КПД механизма и крутящий
момент Л4кр, который нужно приложить к винту для надежного
закрепления заготовки. Если КПД меньше 0,4, винтовой меха-
низм надежен против самоотвинчивания; в противном случае
для винта следует выбрать резьбу с мелким шагом. По моменту
Л4кр выбирают форму рукоятки с учетом требований эргономики
(табл. 104).
При откреплении детали момент нужно увеличить примерно
на 20 % по сравнению с закреплением.
Так как большинство винтовых механизмов самотормозя-
щие, то их КПД меньше 0,5.
Номинальный диаметр резьбы может быть определен по фор-
муле (мм)
d = CA/r/[Op],
а допускаемое усилие, создаваемое винтовым механизмом
(табл. 105), по выражению (Н):
[W'] = d2[op]C2,
где с — коэффициент для основных метрических резьб,
с« 1,4; [ор] — допускаемые напряжения материала, МПа
(табл. 106).
В табл. 107 приведены числовые значения характеристик
винтовых зажимов и допускаемые значения усилий, развиваемых
винтовыми механизмами с метрической резьбой. Данные табли-
цы получены при: <рпр = 6о40'; /=0,1; ^ = 0,1; rcp«0,45 d;
£>=0,8 d; £>н= 1,7 d; DB= d; a= 2°30'; p= 120°, 7?== 0,8 d.
218
103. Расчетные усилия винтовых механизмов
219
Усилие зажима, Н КПД
^кр tga
0,5 d tg(a + <рпр) tg (а + фпр)
Мкр tg а
0,5 d tg (а + <рпр) + tg (а + фпр) + -3J-
МКр tg а
0,5 d tg (а + <р„р) + fiR ctg у , , . . , 2/г, . р tg (я + <Рпр) + -rfl ctg -у CL
Продолжение табл. 103.
220
Форма венца винта (торца гайки) Схема Усилие зажима, Н КПД
Плоская кольцевая 1W МКр tga
f, Л3 _ Л3 0,5dtg(a + <pnp)+a. -g-g- i/i \ 1 2/, Dl— Di tg(« + T.,)+ м • Dl_Dl
Примечание. Буквы в формулах обозначают: AfKp — крутящий момент, приложенный к винту, Н мм, d — средний
диаметр резьбы, мм; Ои — диаметр цилиндрического конца винта, мм; R — радиус сферы винта в мм; D„, Dt — наружный
и внутренний диаметры опорного торца, мм; р — угол конусного углубления наконечника, град; а — угол подъема резьбы,
град; fi — коэффициент трения на плоском торце, /з 0,15; <р„р — приведенный угол трения резьбы, град.
104. Моменты AfK0 в зависимости от конструктивного оформления головок нажимных винтов
Винты
D, мм Мкр» Н м D, мм Л4Кр( Н-м L, мм Мкр» Н-м L, мм Мкр, Н-м
М6 25 0,145 32 1,57 50 7,35
М8 32 0,185 40 2,00 60 8,80
мю 36 0,215 50 2,45 80 11,75 50...70 7,35...10,30
М12 40 0,235 62 3,00 100 14,70 60...100 8,8...14,7
М16 — —— 120 17,6 80...140 13,6...20,60
М20 100... 180 14,7...26,5
М24 125...220 18,4...32,4
й МЗО 160 23,5 140...280 20,6...41,0
222
105. Допускаемые усилия, создаваемые винтовыми зажимами с метрической резьбой, кН
Резьба Шаг s, мм Допускаемые напряжения растяжения материала винта [<тр], МПа
30 40 50 60 70 80 90 100 110 120 130 140 150 160
Мб 1 0,55 0,7 0,9 1,1 1,25
М8 1,25 0,95 1,3 1,6 1,9 2,25
мю 1,5 1,5 2,0 2,5 3,0 3,50
М12 1,75 2,15 2,9 3,6 4,3 5,05
М14 2 2,95 3,9 4,9 5,9 6,86
М16 2 3,85 5,1 6,4 7,7 8,95
М18 2,5 4,85 6,5 8,1 9,7 11,35
М20 2,5 6,0 8,0 10,0 12,0 14,0
М22 2,5 7,25 9,7 12,1 14,5 16,95
М24 3 8,65 11,5 14,4 17,3 20,15
М27 3 10,95 14,6 18,25 21,9 25,55
МЗО 3,5 13,5 18,0 22,5 27,0 31,50
МЗЗ 3,5" 15,15 20,2 25,25 35,3 37,35
М36 4 19,45 25,9 32,4 38,9 45,35
Примечание. Для резьб М6...М12 в 1,3...1,5 раза, для М12...М18 —в 1,1... при неконтролируемой 1,3 раза.
1,4 1,6 1,8 2,0 2,2 2,35 2,5 2,65 2,8
2,6 2,85 3,2 3,5 3,8 4,15 4,5 4,85 5,2
4,0 4,5 5,0 5,5 6,0 6,5 7,0 7,5 8,0
5,8 6,45 7,2 7,9 8,6 9,35 10,1 ' 1 10,85 11,6
7,8 8,8 9,8 10,8 11,8 12,75 13,7 14,65 15,6
10,2 11,5 12,8 14,15 15,4 16,65 17,9 19,15 20,4
13,0 14,55 16,2 17,8 19,4 21,05 22,7 24,35 26,0
16,0 18,0 20,0 22,0 24,0 26,0 28,0 30,0 32,0
19,4 21,75 24,2 26,6 29,0 31,45 33,9 36,35 38,7
23,0 25,9 28,8 31,7 34,6 37,45 40,3 43,15 46,0
29,2 32,85 36,5 40,15 43,8 47,45 51,1 54,75 58,4
36,0 40,5 45,0 49,5 54,0 58,5 63,0 67,5 72,0
40,4 50,5 55,5 60,55 65,6 72,65 74,7 77,75 80,8
51,8 58,3 64,8 71,3 77,8 84,25 90,7 97,15 103,6
затяжке допускаемые напряжения следует уменьшить
106. Допускаемые напряжения материалов, применяемых для изготов-
ления резьбовых изделий
Марка стали Термообработка Допускаемые напряжения при растяжении [opj, МПа
при статической нагрузке при переменной нагрузке
10 60...70 30... 40
Ст 3 — 70...80 30...40
А12 — 80...90 40...50
35 —- 100...110 50...60
45 Отжиг 100...120 50...60
45 Нормализация 120...140 60... 70
45 Улучшение 150...170 70...80
45 Закалка 190...210 80...90
40Х Отжиг 140... 160 70...80
40Х Улучшение 170... 190 85...Э5
40Х Закалка 280...300 НО...120
Рычажные механизмы
Рычажные механизмы имеют несложную конструкцию, обес-
печивают постоянство усилия зажима, просты и надежны в
эксплуатации. Их недостаток — отсутствие самоторможения.
В табл. 106 приведены основные схемы рычажных меха-
низмов.
Для расчета хода точки приложения усилия зажима к
закрепленной детали следует определить его минимально необ-
ходимое значение по формуле
S tri in 6+W/J + As,
где 6 — допуск на закрепленный размер детали, мм; As —
гарантированный запас хода, принимается 0,4...0,8 мм;
/ — жесткость рычажного механизма, принимается 14...
25 кН/мм, W — усилие зажима, кН.
Общий ход равен: s = sc + smm, где sc — величина свободного
хода, необходимая для установки на съем детали.
223
107. Числовые значения характеристик винтовых механизмов
Схема механизма Характеристика механизма
Мб М8 MI0 М12 MI4
1 1,25 1,5 1,75 2
Со сфериче- Длина рукоятки /, мм 80 100 120 140 160 ским опор- ным торцом С плоским Прилагаемое усилие Q, опорным Н 15 20 25 35 50 торцом Усилие зажима 117, кН 1,9 2,4 2,9 3,9 5,6 С кольце- Длина рукоятки /, мм 80 100 120 140 160 вым опор- Прилагаемое усилие Q, ным торцом Н 25 35 45 70 80 гайки Усилие зажима W, кН 2,2 2,9 3,7 5,5 6,3 Со сфериче- Длина рукоятки /, мм 80 100 120 140 160 ским опор- Прилагаемое усилие Q, ным торцом Н 15 20 25 35 50 и наконец- Усилие зажима W, кН 1,6 2 2,5 3,3 4,6 ником
Г-образные прихваты
Г-образные прихваты (рис. 7) широко применяются для
крепления деталей приспособления-спутника автоматических
линий. Закрепление может быть осуществлено от электро-
механического ключа, гидроцилиндра, реечной передачи. Во
многих случаях Г-образный прихват при раскреплении детали
поворачивается, что обеспечивает беспрепятственный съем и
установку детали.
Усилие, создаваемое Г-образным прихватом на детали, мо-
жет быть определено по формуле
где Q — усилие, приложенное к прихвату; д — усилие возвратной
пружины; f — коэффициент трения в направляющих прихвата,
принимается 0.05...0.1; / — плечо приложения усилия прихвата;
// — длина опорной поверхности направляющей прихвата.
224
Резьба
MI6 MI8 М20 М22 М24 М27 мзо мзз М36 М42
Шаг резьбы s, мм
2 2.5 2,5 2,5 3 3 3 3.5 4 4.5
190 220 240 280 310 360 410 460 520 600
65 85 100 120 130 150 150 150 150 150
6,5 8,6 10 13 14 17 17,5 18 18,5 19
190 220 240 280 310 360 410 460 520 600
65 85 10 12 13 15 15 15 15 15
10,5 14 16 21,5 23 28 29 30 31 32
190 220 240 280 310 360 410 460 520 600
65 85 10 12 13 15 15 15 15 15
7,6 10,3 12 15,6 17 20,5 21,5 22 22,5 23,5
190 220 240 280 310 360 410 460 520 600
100 100 100 130 150 150 150 150 150 150
8,3 8,5 8,5 11,6 13,5 14 14,5 15 15,5 16
Рис. 7. Схема действия сил
в Г-образном прихвате
225
108. Расчетные зависимости для определения усилий, развиваемых
рычажными механизмами
Схема
механизма
Расчетные значения
усилия зажима W
Приближенные
расчетные
значения уси-
лия зажима W
Л — rfo
l + rf
226
/
Продолжение табл. 108.
Схема
механизма
Расчетные значения
усилия зажима W
Приближенные
расчетные
значения уси-
лия зажима U7
_ h — Itfi — O,4ffo
W Z4-Z3/ + 0,96rfo
Примечание. Буквы в формулах обозначают: W — усилия зажима,
Н; Q — исходное усилие, приложенное к рычажному механизму, Н;
fo—коэффициент трения на оси, /0 яг 0,95; f — коэффициент тре-
ния на зажимаемой поверхности, /«0,85...0,9; fi — коэффициент тре-
ния на поверхности, воспринимающей усилие Q; q — КПД рычажного
механизма принимается т] « 0,85...0,95.
227
Рычажно-шарнирные механизмы
Рычажно-шарнирные механизмы просты по конструкции,
имеют высокий коэффициент усиления, обладают быстродей-
ствием. К недостаткам следует отнести зависимость усилия
зажима от погрешности размеров и жесткости заготовки.
По конструкции рычажно-шарнирные механизмы делятся на
однорычажные, двухрычажные одностороннего действия и двух-
рычажные двустороннего действия.
Из условия равновесия однорычажного шарнирного меха-
низма с роликом, представленного на рис. 8, усилие зажима
равно:
где Q — усилие, приложенное к рычажно-шарнирному механиз-
му, Н; а — угол наклона, град; р — дополнительный угол к углу
наклона а, учитывающий потери на трение в шарнирах,
принимается р = arcsin fd/L‘ tg <pirip — приведенный коэффи-
циент трения качения, учитывающий потери на трение в ролико-
вой опоре, принимается tg <piпр = d/D tg <j>j; L — длина рычага,
мм; d — диаметр осей шарниров и ролика, мм; D — наружный
диаметр ролика, мм; f — коэффициент трения скольжения в шар-
нирах и на оси ролика; tg (fi — коэффициент трения скольжения
на опоре ролика.
Запас хода однорычажного шарнирного механизма равен:
Sir = L(1 — cos а).
Для двухрычажных шарнирных механизмов одностороннего
действия без плунжера усилие зажима
228
2tg(a + ₽)
и для механизма двустороннего действия без плунжера
W — ®
сум tg («+ру
Запас хода двухрычажного шарнирного механизма одно-
стороннего действия
Sw = 2L(1 — cos а)
и двустороннего шарнирного механизма двустороннего действия
Swcy„ = 2L(1 — cos а).
Исходя из условия равновесия для механизма односторон-
него действия с консольным плунжером, усилие зажима
r=f[5F+li)-l№-]
и для механизма двустороннего действия с консольным плун-
жером
U7cyM = Q [tg (« + ₽)“ tg 4>2пр ] ’
где tg q?2nP = 3//atg «рг — приведенный коэффициент трения,
учитывающий потери на трение в консольном плунжере;
tg Ф2 — коэффициент трения скольжения в двухопорном плунже-
ре; а — длина направл?1Ющей плунжера, мм; I — расстояние от
оси шарнира до середины направляющей плунжера, мм.
В табл. 109...110 приведены характеристики рычажно-шар-
нирных механизмов.
229
230
109. Передаточные отношения рычажно-шарнирных механизмов
Схема механизма Расчетная формула передаточного отношения сил Передаточное отношение усилий W/Q при угле наклона а, град
2 5 8 10 12 15 20 25 30 35 40 45
Идеальный одноры- чажный шарнирный без учета сил трения 1 tga 28,64 11,43 7,12 5,67 4,71 3,73 2,75 2,15 1,73 1,43 1,19 1,00
Идеальный двухры- чажный шарнирный без учета сил трения 1 2 tga 14,32 5,71 3,56 2,83 2,35 1,86 1,37 1,07 0,86 0,71 0,59 0,50
Однорычажный шар- нирный с ползуном 1 tg (a + 3) + tg cpi 6,45 4,80 3,83 3,36 3,00 2,56 2,05 1,69 1,42 1,20 1,02 0,87
Схема механизма
Расчетная формула
передаточного
отношения сил
Однорычажный шар-
нирный с роликом
____________1___________
tg (« + Р) + tg фпр
1
2 tg (а + ₽)
Двухрычажный шар-
нирный односторонне-
го действия
Продолжение табл. 109
Передаточное отношение усилий W/Q при угле наклона а, град
2 5 8 10 12 15 20 25 30 35 40 45
9,50 6,33 4,73 4,05 3,52 2,94 2,28 1,84 1,53 1,28 1,08 0,92
232
Схема механизма
Расчетная формула
передаточного
отношения сил
Двухрычажный шар-
нирный односторонне-
го действия с плун-
— tg ф2пр
Двухрычажный шар-
нирный двустороннего
действия L,
1
tg (а + ₽)
Продолжение табл. 109.
Передаточное отношение усилий Ш'/Q при угле наклона а, град
2 5 8 10 12 15 20 25 30 35 40 45
8,93 4,52 3,00 2,42 2,03 1,62 1,18 0,91 0,72 0,58 0,46 0,38
18,07 9,26 6,20 5,06 4,28 3,45 2,58 2,03 1,65 1,37 1,14 0,96
Продолжение табл. 109
Схема механизма Расчетная формула передаточного отношения сил Передаточное отношение усилий U7/Q при угле наклона а, град
2 5 8 10 12 15 20 25 30 35 40 45
Двухрычажный шар- । нирный двустороннего -—-— действия с плунжера- “г PJ ми i/v А — tg фгпр 17,86 9,05 6,00 4,85 4,07 3,24 2,37 1,82 1,44 1,16 0,93 0,76
h/
Примечание. Приняты значения: tg q>i = tg фг = 0,1; ф, = фг = 5°50'; р=Г1О'; d/D = 0,5; //а = 0,7, d/Д = 0,2;
tg 4>i.ip = d/D • tg ф] = 0,05; tg ф2„Р = 3//а • tg ф2 = 0,21
ПО. Запас хода и КПД рычажно-шарнирных механизмов
Угол а Значение 1 — с os а КПД рычажно-шарнирных механизмов
одноры- чажного с ползу- ном одноры- чажного с роли- ком двухры- чажного односто- роннего действия двухры- чажного односто- роннего действия с плунже- ром двухры- чажного двусто- роннего действия двухры- чажного двусто- роннего действия с плун- жером
2 0,0006 0,22 0,33 0,63 0,63 0,63 0,63
5 0,0038 0,42 0,56 0,80 0,79 0,80 0,79
8 0,0097 0,54 0,66 0,87 0,84 0,87 0,84
10 0,0152 0,59 0,72 0,89 0,85 0,89 0,85
12 0,0219 0,63 0,75 0,91 0,86 0,91 0,86
15 0,0341 0,68 0,79 0,92 0,87 0,92 0,87
20 0,0603 0,74 0,82 0,94 0,86 0,94 0,86
25 0,0937 0,78 0,87 0,94 0,85 0,94 0,85
30 0,1340 0,82 0,89 0,95 0,87 0,95 0,84
35 0,1808 0,84 0,90 0,96 0,81 0,96 0,81
40 0,2340 0,86 0,91 0,96 0,78 0,96 0,78
45 0,2929 0,87 0,92 0,96 0,76 0,96 0,76
Клиновые механизмы
Клиновые механизмы компактны по конструкции, обеспечи-
вают постоянство сил закрепления и самоторможение, однако
требуют хорошей защиты от загрязнения и попадания стружки.
Клиновые механизмы, используемые в станочных приспособле-
ниях, бывают с односкосым клином без роликов и с роликами,
которые обычно применяются в качестве усилителей пневмо-
и гидроприводов, и многоклиновые самоцентрирующие, исполь-
зуемые в конструкциях патронов и оправок.
Исходя из условия равновесия клинового механизма с одно-
скосым клином с трением на обеих поверхностях клина (рис. 9),
усилие зажима можно рассчитать по формуле
234
где Q — усилие, приложенное к клину, Н; а — угол скоса
клина, град; <р — угол трения на наклонной плоскости клина;
ср] — угол трения на горизонтальной плоскости клина.
При том же условии для клинового механизма с односкосным
клином с двумя роликами усилие зажима равно:
tg (« + <Pnp) + tg <plnp’
где <рпр, tpinp — соответственно приведенный угол трения качения
на наклонной и горизонтальной плоскостях клина.
В многоклиновых самоцентрирующих механизмах усилие за-
жима каждым клином равно W/n, где п — число клиновых
элементов в механизме.
Отношение усилия зажима W к исходной силе привода Q
является передаточным отношением сил i= W/Q.
Отношение перемещения sw по вертикали точки приложения
усилия зажима W к перемещению sq по горизонтали точки
приложения исходной силы Q называется передаточным отно-
шением перемещений и> = sy/sq. С уменьшением угла скоса
клина а. увеличивается передаточное отношение сил i и умень-
шается передаточное отношение перемещений (п.
Требуемая величина перемещения по вертикали определяет-
ся по зависимости
Sir = б 4~ Агар ~Ь As W / J,
где б — допуск на размер заготовки, мм; Агар — гарантирован-
ный зазор для установки заготовки, принимается равным
0,2...0,4 мм; As — запас хода плунжера, принимается равным
0,2...0,4 мм; 1 — жесткость механизма, принимается равной
1...2.5 кН/мм.
Условие самоторможения для клина: ct<(<p + <pi)—с тРе"
нием на двух поверхностях; а < <( — с трением только на на-
клонной поверхности клина; а < <pi — с трением только на
горизонтальной поверхности клина.
В механизмах без роликов для обеспечения самоторможе-
ния рекомендуется делать угол скоса клина а < 5°30'.
Клиновые механизмы с роликами обычно используются в
качестве усилителей и являются несамотормозящими, угол
скоса клина в механизмах с роликами а> 10?
В табл. 111...112 приведены числовые значения характеристик
клиновых механизмов с односкосым клином.
235
236
111. Числовые значения передаточного отношения сил клиновых механизмов
Схема механизма Расчетная формула передаточного отношения сил Передаточное отношение сил W/Q при угле скоса клина а, град
2 5 8 10 12 15 20 25
Одноклиновые механизмы
____________1___________
*g (« + ф) + tg ф|
С трением скольжения на обеих
поверхностях клиньев
4,20 3,44 2,89 2,61 2,36 2,08 1,72 1,49
С трением скольжения на на-
клонной поверхности и с роли-
ком на горизонтальной поверх-
____________1_____________
tg (« + ф) + tg Ф1пР
5,34 4,15 3,38 3,00 2,69 2,32 1,87 1,54
Схема механизма
Расчетная формула
передаточного
отношения сил
С роликом на наклонной поверх-
ности и с трением скольжения
на горизонтальной поверхности
____________1____________
tg (а + фпР) + tg <pi
________________1_______________
tg (« + ф..р) + tg <Pi„p
Продолжение табл. Ill
Передаточное отношение сил W/Q при угле скоса клина а, град
2 5 8 10 12 15 20 25
5,42 4,22 3,44 3,16 2,74 2,37 1,92 1,59
7,42 5,34 4,15 3,6 3,18 2,69 2,13 1,73
238
Продолжение табл. Ill
Схема механизма Расчетная формула передаточного отношения сил Передаточное отношение сил W/Q при угле скоса клина а, град
2 5 8 10 12 15 20 25
Многоклиновые самоцентрирующие механизмы
С трением только по наклонным
поверхностям
1
tg (“ + <р)
7,23 5,23 4,07 3,53 3,11 2,63 2,07 1,67
Продолжение табл. Ill
Схема механизма Расчетная формула передаточного отношения сил Передаточное отношение сил W/Q при угле скоса клина а, град
2 5 8 10 12 15 20 25
________________1_______________
tg (« + ф) + tg q>i
С трением по обеим поверхно-
стям клиньев
4,20 3,44 2,89 2,61 2,36 2,08 1,72 1,49
С роликами по обеим наклонным
поверхностям клиньев
1
tg (а + ф„р)
11,70 7,25 5,23 4,40 3,77 3,09 2,37 1,89
239
Примечание. При составлении таблицы приняты значения:
= tg <pi „р = tg <р = tg ф, пр = 0,05; фпр = ф|„р = 2°50'.
tg<P = tgcpi =0,1; <р = ф1=5°50'; — = 0,5; tg<p„p =
112. Передаточное отношение перемещений и КПД клиновых механизмов
Угол скоса клина а Передаточ- ное отношение переме- щений in Коэффициент полезного действия клиновых механизмов
с трением на обеих поверхностях клина с трением на наклонной плоскости и одним роликом с роликом на наклонной плоскости с двумя роликами
2 28,64 0,15 0,19 0,19 0,26
5 11,43 0,31 0,36 0,37 0,47
8 7,12 0,41 0,46 0,48 0,58
10 5,67 0,46 0,54 0,55 0,63
12 4,71 0,51 0,57 0,58 0,68
15 3,73 0,56 0,62 0,63 0,72
20 2,75 0,62 0,68 0,70 0,77
25 2,15 0,65 0,72 0,74 0,80
Клиноплунжерные механизмы
Эти механизмы делятся на одноплунжерные, которые
обычно используются в качестве усилителей пневмо- и гидро-
приводов, и многоплунжерные, применяемые как центрирующие
механизмы патронов и оправок.
Исходя из условия равновесия одноплунжерного механизма
'///////Л/////Ш
Рис. 10. Расчетная схема клиноплун-
жерного механизма с двухопорным
плунжером
с двухопорным плунжером без роликов, изображенного на
рис. 10, усилие зажима
и/ _ о 1 — tg (а + <p)tg ч>2
V tg (а + q>) + tg <р, ’
240
где Q — усилие, приложенное к клину, Н; а — угол скоса клина
плунжера, град; <р — угол трения на наклонной плоскости клина;
tpi — угол трения на горизонтальной плоскости клина; <р2 — угол
трения двухопорного плунжера.
Для одноплунжерного механизма с консольным одноопорным
плунжером усилие зажима
w = q 1 — tg (а + <p)tg <р2пр
tg (“ + Ч') + tg <pi ’
где tg ф2пр — H/d tg ф2 — приведенный коэффициент трения
консольного плунжера.
Условия самоторможения клиноплунжерных механизмов те
же, что и клиновых. Клиноплунжерные механизмы с роликами
обычно используются в качестве усилителей и являются
несамотормозящими. Расчет хода клиноплунжерных механизмов
аналогичен клиновым.
В табл. 113 приведены числовые значения характеристик
клиноплунжерных механизмов.
Эксцентриковые механизмы
В эксцентриковых механизмах применяются круговые и кри-
волинейные эксцентрики.
Круговые эксцентрики представляют собой диск или валик
со смещенной осью вращения относительно его геометрической
оси. Достоинством круговых эксцентриков (табл. 114) является
простота изготовления, недостатком — непостоянство угла
подъема эксцентрика и, следовательно, усилий зажима.
Угол подъема кругового эксцентрика достигает максималь-
ного значения при угле
поворота, равном 90°.
Изменение угла подъе-
ма сказывается на
зажимном усилии. В
связи с этим для обес-
печения незначитель-
ного изменения зажим-
ного усилия выбирают
рабочий участок про-
филя кругового экс-
центрика в пределах
30° ...45° влево и вправо
от расчетной точки кон-
такта детали с эксцент-
риком.
Усилие зажима кру-
говым эксцентриком
(рис. 11)
Рис. Расчетная схема кругового
эксцентрика
241
p[tg(a + <p) + tg <pi]*
где M — момент, приложенный к эксцентрику, Н - мм; р — рас-
стояние от оси вращения эксцентрика до точки соприкоснове-
ния его с изделием, мм; <р — угол трения эксцентриком
и изделием; <pi — угол трения на оси эксцентрика; а — угол
подъема кривой эксцентрика.
Условие самоторможения эксцентрика определяется зави-
симостью:
СХ/лал С (<р + <Р1).
При ф = <р! = 5°43' формула примет вид:
&тах 1 1 °30'.
Приняв атах — 8°30' с целью обеспечения запаса самотормо-
жения, получим:
tg атах = 2е/О = 0,15,
откуда D/e= 13,3 — характеристика эксцентрика.
Таким образом, условие самоторможения кругового эксцен-
трика определяется зависимостью: £>/е> 14.
Эксцентриситет кругового эксцентрика определяется по
формуле
е = (Агар + б + АЛ + №//)/(! - cos у),
где б — допуск на размер обрабатываемой детали в месте
приложения усилия зажима, мм; Агар — гарантированный зазор
для установки детали, принимается 0,2...0,4 мм; А/г — запас
хода эксцентрика, принимается 0,2...0,4 мм; J — жесткость меха-
низма, принимается 1...2 кН/мм.
Числовые значения основных параметров круговых эксцент-
риков приведены в табл. 115.
У криволинейных эксцентриков рабочий профиль обычно
очерчен по архимедовой спирали, вследствие чего они имеют по-
стоянный угол подъема кривой и постоянное усилие зажима, а
также одинаковое тормозящее свойство на всей рабочей зоне.
Угол подъема архимедовой спирали определяется по формуле
tg ос = /г/гРп,
где г — начальный радиус эксцентрика; рп — угол между началь-
ным и конечным радиусом эксцентрика; h — разность между на-
чальным и конечным радиусом эксцентрика.
Для обеспечения самоторможения угол подъема архимедовой
спирали а обычно принимают равным 8°30'.
Тогда tga = 0,15 и h = 0,075 при р„ = 90° причем D = 2г
(диаметр начальной окружности).
Усилие зажима криволинейным эксцентриком определяется
по формуле м
W ---------—-------->
Гер tg (СС + ф) + tg ф1
где гСр — средний радиус эксцентрика.
242
113. Числовые значения передаточного отношения сил клиноплунжерных механизмов
Схема механизма
С двухопорным плунжером без роликов
Расчетная формула передаточного отношения сил Передаточное отношение сил W/Q при угле скоса клина а, град
2 5 8 10 12 15 20 25
I — tg (СХ + ср) 1& <Р2 tg (а + <р) + tg q>i Одноплунжерные 4,15 3,37 2,82 2,55 2,28 2,02 1,63 1,36
' ~tg О + <Р) tg Сргпр
tg (“ + '₽) + tg <pi
4,07 3,30 2,74 2,48 2,21 1,91 1,71 1,26
243
244
Схема механизма
Расчетная формула передаточного
отношения сил
1 — tg (а + ФпР) tg ср?
tg (и + фпр) + tg ф|
С одноопорным плунжером с одним ро-
1 - tg (я + ф„р) tg ф2пр
tg (а + фпР) + tg ф.
Продолжение табл. ИЗ
Передаточное отношение сил W/Q при угле скоса
клина а, град
2 5 8 10 12 15 20 25
5,37 4,15 3,36 2,98 2,66 2,26 1,83 1,51
5,32 4,10 3,28 2,90 2,58 2,20 1,75 1,41
Продолжение табл. ИЗ
Передаточное отношение сил W/Q при угле скоса
Схема механизма Расчетная формула передаточного отношения сил клина а, град
2 5 8 10 12 15 20 25
С двухопорным плунжером с двумя роли-
ками
1 — tg (а + <рпр) tg <рг
tg (а + Флр) + tg <р1пр
7,36 5,25 4,08 3,50 3,10 2,60 2,03 1,64
245
246
Схема механизма
Расчетная формула передаточного
отношения сил
С одноопорным плунжером с двумя роли-
1 — tg(« + <Pnp)tg <Р2пр
tg (а + <Рпр) + tg <Р|ПР
Многоплунжерный самоцентрирующий
без роликов
1 — tg (а + q>) tg ф2„р
tg (а + ф)
Продолжение табл. 113
Передаточное отношение сил UZ/Q при угле скоса
клина а, град
5 8 10 12 15 20
7,26 5,16 3,98 3,43 3,00 2,50 1,93 1,53
Многоплунжерные
7,05 5,00 3,84 3,32 2,90 2,42 1,85 1,46
Продолжение табл. 113
Схема механизма Расчетная формула передаточного отношения сил Передаточное отношение сил W/Q при угле скоса клина а, град
2 5 8 10 12 15 20 25
Двухплунжерный с роликами на наклон- ных плоскостях 1 ~tg (ее + фПр) tg <р2пр tg (а + фпр) 11,50 7,00 5,05 4,20 3,54 2,90 2,16 1,68
Примечание. При составлении таблицы приняты значения: tg ф = tg ф1 = 0,1; <p = <pi=5°50'; = 0,5; tg<p„p =
= tg <Р1пр= 2J-tg <p = -^ tg q>i =0,05; <pnp = q>, np = 2°50'; =0,7; tg<p2np= tg<p2 = 0,21; <p2np= 11°.
248
114. Основные параметры круговых эксцентриков в зависимости от угла их поворота
Схема положения
эксцентрика
У гол
поворота у
Угол
подъема а
Расстояние от центра
вращения эксцентрика
до точки соприкосновения
его с изделием р
Ход
эксцентрика $
0,5 О — е
249
Продолжение табл. 114.
Угол подъема а Расстояние от центра вращения эксцентрика до точки соприкосновения его с изделием Ход эксцентрика $
2e/D 0,5 O/cos а е
е • cos (у — 90°) 0,5 D + е sin (у — 90°) cos а е[1 + sin (у — 90°) ]
0,5 D + е sin (у - 90°)
250
Продолжение табл. 114.
Расстояние от центра вращения эксцентрика до точки соприкосновения его с изделием Ход эксцентрика s
0,5 D + е 2е
115. Основные параметры круговых эксцентриков
Угол поворота эксцентрика
Диаметр эксцентри- ка D, мм Эксцентри- ситет в, мм Характери- стика D/e V = 60°
S, мм а, град W, кН
32 1,7 18,80 0,85 5°33' 3,29
40 2,0 20 1,00 5° 13' 2,68
50 2,5 20 1,25 5° 13' 2,14
60 3,0 20 1,40 5° 13' 1,78
65 3,5 18,55 1,75 5°39' 1,63
70 3,5 20 1,75 5° 13' 1,50
80 4,0 20 2,00 5° 13' 1,34
80 5,0 16,00 2,50 6°34' 1,22
100 5,0 20 2,50 5° 13' 1,08
100 6,0 16,55 3,00 6° 17' 1,01
120 6,0 20 3,00 5° 13' 0,90
140 7,0 20 3,50 5° 13' 0,77
Примечание. Таблица составлена при приложении момента
у = 90° у = 120°
S, ММ а, град W, кН S, мм а, град IF, кН
1,70 6°04' 3,02 2,55 4°49' 3,10
2,00 5°43' 2,47 3,00 4°43' 2,51
2,50 5°43' 1,97 3,75 4°43' 2,01
3,00 5°43' 1,64 4,50 4°43' 1,67
3,50 6° 10' 1,48 5,25 5°02' 1,51
3,50 5°43' 1,41 5,25 4°43' 1,43
4,00 5°43' 1,23 6,00 4°43' 1,25
5,00 7°07' 1,14 7,50 5°49' 1,16
5,00 5°43' 0,99 7,50 4°33' 1,00
6,00 6°51' 0,93 9,00 5°56' 0,92
6,00 5°43' 0,82 9,00 4°43' 0,84
7,00 5°43' 0,71 10,50 4°43' 0,72
рукоятке эксцентрика 15 кН мм.
Мембранные патроны
Мембранные патроны (табл. 116... 119) обеспечивают высокую
точность центрирования, благодаря чему применяются для
чистовой обработки деталей.
Основным элементом этих патронов является плоская мем-
брана, к которой прикреплены зажимные кулачки и противовесы
(рис. 12, а). Имеется тип мембран, выполненных как одно
целое с кулачками (рис. 12,6, рожковые мембраны). Зажим
детали осуществляется за счет упругости мембраны, для раз-
жима к ней прикладывается осевая сила.
Число кулачков — 3...12. При их количестве от 3 до 5 обе-
спечивается более надежное крепление детали, при большем
Числе кулачков — меньшая погрешность формы обработанного
отверстия. Мембраны изготовляются из стали 65Г, 55ГС,
50ХФА, 50ХГФА, 55С2, 60С2 с термообработкой до твердости
#/?Сэ39...43,5.
Точность базовой поверхности, на которой закрепляется
обрабатываемая деталь в мембранном патроне, не должна
быть грубее Н9 и Л8, радиальное биение рабочих поверхностей
кулачков — более 4-й степени точности при нагруженной мембра-
не и 5-й степени — при ненагруженной. Торцевое биение рабочих
поверхностей кулачков должно быть 4-й степени точности.
Рис. 12. Мембранные патроны:
а — с цельной мембраной; б — с плоской мембраной
252
116. Основные размеры мембранных патронов
Патрон
Схема
Расчетные размеры
С плос-
кой мем-
браной, с
приворот-
ными ку-
лачками
и проти-
вовесами
С цель-
ной мем-
браной, с
кулачка-
ми (рож-
ковый)
Толщина мем-
браны
s = (0,04...
0,07)0.
Диаметр цент-
рального отвер-
стия
di =(0,1...
0,2)0.
Средний диа-
метр располо-
жения кулач-
ков
dc = (0,4...
0,8)0
Толщина диска
мембраны
s = (0,03...
0,05)0.
Диаметр цент-
рального отвер-
стия
d,=(0,l...
0,2)0.
Средний диа-
метр располо-
жения кулач-
ков dc = (0,4...
0,8)0.
Вылет кулач-
ков — не более
L С 0,350.
Максимальный
диаметр базо-
вой поверхно-
сти детали
dmar 0,750.
Минимальный
диаметр базо-
вой поверхно-
сти детали
d„.:„ 5г 0,350.
Примечания: 1. О — наружный диаметр диска мембраны.
2. Число отверстий для крепления мембраны должно быть четным.
3. Меньшие значения толщины мембраны принимают при зажиме
деталей силой упругости, большие — при приложении к мембране до-
полнительной осевой силы для зажима детали.
253
117. Основные размеры мембранных патронов с плоской мембраной
для обработки зубчатых колес ____,
Диаметр устанавливае- мых зубчатых колес, мм Диаметр мембра- ны D, мм Толщина мембра- ны S, мм Разжим кулач- ков Т, мм Вылет кулачков L, мм Усилие за- жима одним кулачком W, кН Усилие разжима мембра- ны Р, Н
min max min max min max
36 70 190 6 0,33 57 72 0,735 1,57 19,2
70 НО 240 7 0,35 67 82 0,735 1,66 19,2
НО 160 310 9 0,40 80 100 1,275 2,75 31,5
160 235 390 11 0,45 100 130 2,45 4,9 37,7
Примечания: 1. Кулачки разжимаются на величину Т при нагру-
жении мембраны осевым усилием Р.
2. Усилие зажима Wтах определено для зубчатого колеса с мини-
мальным диаметром и максимальным вылетом кулачков, Wmin ДЛЯ
зубчатого колеса максимального диаметра с минимальным вылетом
кулачков.
3. Патроны имеют шесть привертных кулачков и шесть противо-
весов.
254
118. Основные размеры мембранных патронов для установки толстостенных колец и втулок
Патрон Диаметр установочной базы детали, мм Диаметр патрона, мм Диаметр мембраны, мм Толщина мембраны, мм Число кулачков Ход разжима кулачков, мм Усилие зажима детали, кН Усилие разжима мембраны, кН
min max
С плоской мембраной и Св. 65 до 80 200 190 7,0 6 0,2 7,84 9,41 10,5
шестью парами кулачков и » 80 » 120 250 240 7,3 6 0,25 8,62 9,80 10,5
противовесов для базирова- » 120 » 180 315 305 9,3 6 0,3 10,78 15,68 16,24
ния по наружному диаметру » 180 » 260 400 390 9,3 6 0,4 12,7 18,1 16,24
С рожковой мембраной для Св. 60 до 80 200 190 5,5 12 0,2 6,57 6,86 10,5
базирования по наружному » 80 » 120 200 190 5,5 12 0,2 6,49 6,86 10,5
диаметру » 120 » 140 200 190 5,5 12 0,2 6,37 6,86 10,5
» 140 » 180 250 240 6,5 12 0,25 7,45 8,23 10,5
» 180 » 220 315 305 8,0 12 0.3 13,2 14.7 16,24
» 220 » 260 400 390 8,5 12 0,4 13,7 15,2 16,24
» 260 » 300 400 390 8,5 12 0,4 13,6 15,2 16,24
С рожковой мембраной для Св. 100 до 120 200 190 5,5 12 0,2 6,17 6,57 10,2
базирования по внутреннему > 120 » 140 200 190 5,5 12 0,2 5,89 6,27 10,2
диаметру » 140 » 180 250 240 6,5 12 0,25 7,15 8,04 10,2
» 180 » 220 315 305 8,5 12 0,3 12,7 13,7 16,04
» 220 » 260 400 390 8,5 12 0,4 13,4 14,2 16,04
» 260 » 300 400 390 8,5 12 0,4 14,2 15,2 16,04
255
256
119. Мембранный патрон _
Исходные данные: М — крутящий момент от усилий резания, Н • мм; d — диаметр базовой поверхности детали, мм.
Параметры
Расчетная формула
Требуемое радиальное усилие зажима детали на одном кулач-
ке мембраны для передачи заданного момента
Wo = kM/2nfd,
где k — коэффициент запаса, приближенно k ~ 2,5; и —
число кулачков; f — коэффициент трения базовой поверх-
ности деталей и кулачка, принимается равным 0.15...0.18
Параметры
Изгибающий момент, приложенный к диску мембраны,
для создания требуемого усилия зажима
Диаметр мембраны
Момент закрепления по отношению диаметра мембраны
к диаметру детали
Цилиндрическая жесткость мембраны
Угол разжима кулачков при закреплении детали с наимень-
шим размером
Угол максимального разжима кулачков
257
Продолжение табл. 119
Расчетная формула
М,|3 = Wonl/4nd,
где I— вылет кулачков или расстояние от середины кулачков
до средней плоскости мембраны, мм
По табл. 117, 119 в зависимости от диаметра базовой по-
верхности детали
D/d 1,25 1,5 1,75 2,0 2,25 2,50 2,75 3,0
М,/М„ 0,825 0,675 0,59 0,565 0,555 0,565 0,575 0,585
В = £s3/12(l - ц2),
где £ = 2,1 X Ю5 МПа — модуль упругости; s — толщина
мембраны, мм; и = 0,3
cp = M3d/2B(l+р), рад
<р' = <р + 6/2/ + Д/2/, рад,
где 6 — допуск на точность изготовления базовой поверх-
ности, мм: Л — гарантированный зазор между деталью и
кулачками, равный примерно 0,01...0,03 мм
Механизмы с применением гидропласта
Наиболее эффективно применение гидропластмассовых при-
способлений для точного центрирования и равномерного за-
крепления деталей с цилиндрической базой. Однако следует
учитывать, что изготовление и эксплуатация гидропластмас-
совых конструкций требует применения специального оборудова-
ния и дополнительных затрат.
Механизмы с использованием гидропласта равномерно пере-
дают давление на все стенки полости. Гидропласт не должен
просачиваться в зазоры специальных уплотняющих устройств,
а равномерно и без заметных потерь передавать давление на
значительные расстояния, сохранять свойства с течением време-
ни и в определенных интервалах температур, не вступать в
реакцию с металлами.
В табл. 120 приведены основные свойства гидропластов,
используемых в приспособлениях.
По схеме действия механизмы с применением гидропласта
делятся на две группы: многоместные, в которых гидропла-
стическое давление передается системе скользящих плунжеров,
и самоцентрирующие с упругой оболочкой в виде тонко-
стенной втулки (рис. 13).
Рис. 13. Механизмы с применением гидропласта:
а — многозвенные; б — с упругой оболочкой
258
При расчете многозвенного механизма с гидропластом уси-
лие зажима, развиваемое рабочим плунжером, определяется
по формуле
W = Q(D/d)\ - Р,
где Q — исходная сила, развиваемая нажимным плунжером, Н;
D — диаметр рабочего плунжера, мм; d — диаметр нажимного
плунжера, мм; г] — КПД, равный 0,90—0,95; Р — сопротивление
возвратных пружин, Н.
Величина перемещения нажимного плунжера определяется
по формуле
sq = swn(D/d)2,
где sq, «и? — соответственно перемещение нажимного и рабочего
плунжера; п — число рабочих плунжеров.
В приспособлениях типа оправок или патронов широко при-
120. Гидропластмассы
Показатели Марки гидропластмассы
СМ дм
Сопротивление компонентов в составе гидропластмассы, %: полихлорвиниловая смола марки М 20 10
дибутилфталат (пластифи- катор) 78 88
стеарат кальция (стабили- затор) 2 2
Температура плавления, °C Рекомендуемый температурный режим работы, °C + 140 + 120
Величина зазора, мм, подвиж- ных соединений, при которых начинается просачивание гидро- пласта при давлении, МПа: 12,5 0,01
30 0,03 —
40 0,02 —-
50 0,01
Уменьшение объема массы на каждые 10 МПа давления, % 0,5 0,5
Рекомендуемое применение В самоцентриру- В многоместных
ющих оправках приспособлениях
при небольших при передаче дав-
перемещениях и лений на боль-
передаче давле- шие расстояния
ний на небольшое через каналы не-
расстояние большого сечения
259
меняются тонкостенные втулки, установочная поверхность
которых является одновременно и зажимающей, что обеспе-
чивает высокую точность установки и сокращает затраты
времени на закрепление детали.
Порядок расчета гидропластмассовых оправок и патронов
приведен в табл. 121, а основные характеристики тонкостенных
гильз — в табл. 122.
121. Гидропластмассовая оправка или патрон
Исходные данные: Мкр — передаваемый крутящий момент или
крутящий момент от сил резания, Н-мм; /3 — базовая длина заго-
товки, мм; d — диаметр базового отверстия (наружного диаметра)
заготовки, мм.
Параметры Расчетная формула
Конструктивные параметры тон- костенной гильзы По табл. 122, 123 в зависимости от d-. D, dt, d2, Н, Т
Давление в полости с гидро- пластмассой По табл. 122, 123 в зависимости от d: принимается меньшее значение рт, pt, Q, 21
Длина тонкостенного участка гильзы Из конструктивных соображений l3>Lr>2l
260
Продолжение табл. 121
Параметры Расчетная формула
Гарантированный крутящий момент, передаваемый оправкой (патроном) MKprap = nrf2/'|Q + 0,5 Рк(£2-2/)], где f — коэффициент трения, прини- мается равным 0,16...0,2
Условия передачи заданного крутящего момента Мкр.гар Мкр, где К — коэффициент запаса, прини- мается приближенно k > 2,5
Наибольшее напряжение в ма- териале тонкостенного участка гильзы Допустимые напряжения мате- риала тонкостенной гильзы По табл. 122, 123 в зависимости от Рг
Марка стали 65 Г 55 ГС 50ХФА 50ХГФА СМ см о и ю о Ю СО 55ХГР 60СГР 60С2ХА 60С2ХФА 65С2ВА
МПа 600 750 900 1200 1300 1500
Допуски и посадки Диаметры D — M, dt—H7, d2 — H8, Dt—/77; линейные размеры Н, Т—/,14. Разностенность в попереч- ном сечении тонкостенного участка — не более 0,02 (О — d,). Радиальное биение наружного диаметра тонко- стенного участка гильзы относительно отверстия по 2...3-й степени точности. „ /77 Посадка гильзы на вал — по 1/8
Материал и термообработка Тонкостенная гильза: стали 65Г, 55ГС, 50ХФА, 50ХГФА, 55С2, 60С2, 55ХГР, 60С2ХА, 60СГР, 60С2ХФА, 65С2ВА — закалка в масле, отпуск до HRC, 39,5...43,5. Вал оправки, плунжер: стали 18ХГТ, 20Х, 20ХС — цемента- ция, закалка, отпуск до HRC, 57...61
261
262
122. Тонкостенная гильза для оправок
rf3ar. мм Геометрические размеры, мм
D d. <^2 н
7
т рг, МПа рк, МПа Q. Н/мм 2/, мм <Тжвх1 МПа
8 16 0,75 5 14 600
t/заг. мм Геометрические размеры, мм
D <6 di н т
28/76 27,98 26,66 18 7 8
28/77
32/76 31,98 30,42 22
32/77
36/76 35,98 34,22 26 8 8,5
Продолжение табл. 122
рг, МПа рк, МПа Q, Н/мм 21, мм ftinaxi МПа
19 3,8 10 12 700
23 7,3 15 11 800
27 11,3 20 10 900
22 2,6 10 13,0 800
25 5,8 15 11,5 900
16 1,1 7 16,0 600
19,5 4,2 13 13,5 700
23 7,8 20 12,0 800
27 12,0 25 11,5 900
22 2,8 10 14,5 800
25 6,0 18 13,0 900
16,5 3,0 10 15,5 600
20 6,5 18 14 700
24 10,6 25 13 800
29 15,0 33 12 900
^заг» ММ Геометрические размеры, мм
D <6 ^2 И т
367/7 35,98 34,22 26 8 8,5
36/78
40/76 39,98 38,02 28 10
407/7
40/78
40//9
Продолжение табл. 122
рг, МПа рк, МПа Q, Н/мм 21, мм (Тотах, МПа
22 5,4 18 15 800
19 2,1 10 17 700
26 9,0 25 14 900
24 2,1 12 17,0 900
17 4,8 16 16 600
21 8,7 24 14,5 700
25 13 30 13 800
30 18,5 40 12 900
16 1,0 8 20 600
19 4 16 17 700
23 7,7 24 15 800
27 11,8 30 14 900
21,5 1,6 10 19,5 800
25 4,6 20 17 900
24 1,4 10 20 900
rf3ar, мм Геометрические размеры, мм
D 41 d.2 // т
45Я6 44,98 42,74 33 10 9
45/77
45/78
45779
50/76 49,98 47,54 38 9,5
50/77
Продолжение табл. 122
рг, МПа Рк> МПа Q, Н/мм 21, мм Oinaz, МПа
12 1,75 10 21 450
18 7,2 23 17 600
22 11,7 30 15 700
27,5 17,0 30 I.4 800
16,5 3,3 15 20 600
20 6,9 24 17,5 700
24 11,0 33 16 800
19 1,5 12 22 700
22 4,6 20 19,5 800
25,5 8,1 30 18 900
21,5 1,5 13 22,5 800
25 4,8 23 20 900
12,5 2,8 13 21 450
18,5 8,7 28 17 600
23,5 16,5 40 16 700
17 4,7 20 20 600
21 8,5 30 18 700
25 13,0 40 17 800
266
м м Геометрические размеры, мм
D di н т
50/78 49,98 47,54 38 10 9,5
50/79
56776 55,975 53,235 44 10
56/77
56/78
56/79
Продолжение табл. 122
рг, МПа рк, МПа Q, Н/мм 2/, мм в max, МПа
16 0,14 7 27 600
19 3,1 17 22 700
22,5 6,5 27 20 800
19 0,6 10 26 700
22 3,3 20 22,5 800
12 1,6 10 26 450
18 7,0 28 21 600
22 11,4 37 19 700
16,5 3,7 20 24 600
20 7,4 30 21 700
16 0,4 8 29 600
19 3,4 20 25 700
19 0,5 10 28 700
25 6,8 30 23 900
^заг< мм Геометрические размеры, мм
D <7 ^2 И Г
63Я6 62,975 59,855 49 10 10
63/Z7
63/78
63/79
71776 ND S 70,975 67,455 57 12 10,5
Продолжение табл. 122
Рг, МПа рк, МПа Q, Н/мм 21, мм Стах, МПа
12,5 3,2 18 26 450
19 9,3 37 22 600
24 14,5 50 20 700
12 0,9 10 31 450
17,5 6 30 24,55 600
21,5 10 40 22 700
16,5 2,6 20 29 600
20 6 30 25 700
28 14,4 56 22 900
19 3 20 29 700
26,5 10,3 50 24 900
13 4,7 25 27 450
20 11,6 45 22,5 600
26 17,5 60 21 700
268
</3аг» ММ Геометрические размеры, мм
D di d-2 н т
71/77
70,975 67,455 57 12 10,5
71/78
71/79
717710 70,975 67,455 57
80/76
Продолжение табл. 122
рг, МПа рк, МПа Q, Н/мм 21, мм Gmaxt МПа
12,5 2,4 17 31 450
18 8,1 38 25 600
23 12,8 53 23 700
17 4,5 28 290 600
21 8,3 42 260 700
30 17,8 70 225 900
16 2,0 20 330 600
20 5,3 30 290 700
28 13,4 60 250 900
24 1,45 20 360 900
14 6.1 30 280 450
21,5 14,0 60 240 600
27,5 20,0 75 220 700
269
мм Геометрические размеры, мм
D dz н т
80/77 79,975 76,075 66 10,5 12
80/78
80/79
80/710
90/76
90/77
Продолжение табл. 122
рг МПа рк МПа Q, Н/мм 2/, мм Ол1бл> МПа
13 3,7 25 300 450
19 10,0 50 260 600
24 15,0 65 240 700
12,2 1,1 15 38 450
17,5 6,3 40 30 600
21,5 10,6 55 27 700
17 3,75 30 33,5 600
20 7,4 45 30 700
24,5 4 35 36 900
14 6,1 35 31 450
21,5 13,7 65 26 600
27,5 20 85 24 700
13 3,5 26 35 450
19 9,8 52 29 600
24 15 70 27 700
270
^заг» ММ Геометрические размеры, мм
D dt </г И Т
90/78 89,972 85,672 74 12 11,5
90/79
90/710
100/76 99,972 95,092 84 12
100/77
1оо/га
Продолжение табл. 122
рг, МПа рк. МПа Q, Н/мм 21, мм Отах, МПа
12 0,8 15 43 450
17,5 5,9 40 33,5 600
21,5 10 57 30 700
16,5 3,3 30 38 600
20 6,9 45 34 700
24,4 3,1 35 40,5 900
14,5 7,9 45 33 450
23 16,5 80 28 600
30,5 24,0 100 25,5 700
13,5 5,15 40 37 450
20,5 12,3 70 31 600
26 18,0 90 28 700
12,5 2,4 25 43 450
18 8,0 50 35 600
23 13 75 32 700
Продолжение табл. 122
djar. мм Геометрические размеры, мм рг, МПа Рк, МПа Q, Н/мм 21, мм О-max, МПа
D di ^2 н т
12 0,5 10 50 450
100/79 17 5,4 40 39 600
21 9,5 60 35 700
100/710 25 6,2 60 41 900
Примечание. Буквы в таблице обозначают: Pi — давление, создаваемое в полости с гидропластмассой для центрирова-
ния и надежного закрепления заготовки; давление Рк и окружная сила Q — силовые факторы, возникающие при контакте
гильзы оправки с заготовкой; 2/ — суммарная длина тонкостенного участка гильзы оправки, не вступающего в контакт
с заготовкой, мм; р = 4...5 мм — радиус сопряжения тонкостенного участка гильзы с буртиком.
272
123. Основные параметры тонкостенной гильзы для патронов
£)заг, мм Геометрические размеры, мм
d D о. н т
28/z5 28/гб 28,О25 + 0,021 29,465 + 0'023 39,5 7,5
Рг Рк Q, Н/мм 21, мм G mat, МПа
м Па
22,6 0,68 6,4 14,8 800
25,7 3,8 12,7 13
т
рзаг, мм Геометрические размеры, мм
d D Oi н
10
32Л5 32,03 + 0,029 33,67 + 0,029 43,7
36/15 36,03 + 0,029 36,87 + 0'029 50
35/16
40Л5 40,3+М29 42,07+°'°35 54
40/16
Продолжение табл. 123
Рг Рк Q, Н/мм 2/, мм МПа
т МПа
25,5 1 9 14 900
8 22,5 1,9 11 16
8,5 8,5 22,7 1,7 18 800
25,9 5 18,7 16 900
26,6 2,8 14,4 17,2
19,8 0,9 9 20,6 700
23 4,1 18 18 800
26,6 22,7 7,7 2,2 26 13,5 16,3 19,4 900 800
274
£^заг> мм Геометрические размеры, мм
d D В, н
40g6 1
45Л5 45А6 45g6 45,ОЗ + 0'029 47,29+0'035 59
Продолжение табл. 123
Рг Рк Q, Н/мм 2/, мм
т МПа МПа
26 5,5 22 17,3
3 25,5 2,4 14,8 19,5 900
9 20 2,8 15,3 20,4 700
23,5 6,3 24,6 18,2 800
27,5 10,3 33,8 16,7 900
19,8 1,2 10,8 22,2 700
23 4,4 20,4 19,5 800
9 26,7 8 30 17,7 900
22,6 1,6 13 22 800
275
^заг> мм Геометрические размеры, мм
d D Di н
56Й5 56,03+003G 58,89+0'05 72 12
56/г6
56g6
56/7
Продолжение табл. 123
Рг Рк Q, Н/мм 2/, мм МПа
т МПа
10 26 4,8 22,6 19,5 900
17 1,8 14,8 26,8 600
20,5 5,3 27 23,4 700
29 13,7 50 20 900
17 0,4 9 30 600
20 3,5 22 25 700
28 11 45 21 900
20 0,9 13 26 700
26,6 7,7 37 23 900
25,4 1,2 16,3 29
276
Одд Г > ММ Геометрические размеры, мм
(1 D Di н
63Л5 63,03 + 0'03G 66,31+005 80
63/г6
63g6
Продолжение табл. 123
Рг рг Q, Н/мм 2/, мм МПа
т МПа
10 17,5 4 25 27 600
21 8 38 24 700
31 17,7 66 21 900
17 2,7 20 29 600
21 6,3 33 26 700
29,5 15 61 22 900
17 0,5 И 34 600
20 3,6 25 29 700
28 11,3 52 24 900
ЧП
Dлаг, мм Геометрические размеры, мм
d D D1 н
63/6 12
71Й5 71,ОЗ+0'030 74,71 +005 88
71А6
50Л5
Продолжение табл. 123
Рг Рк Q, Н/мм 2/, мм МПа
т МПа
26 4,6 32 29
10,5 13 0,9 12 36 450
18 6 35 28 600
22,5 10,6 50 25 700
33 21,5 83 22 900
18 4,7 30 30 600
31,5 15,7 77 23 900
17 2 13 24 600
20,5 5,4 24 21 700
278
Озаг» мм Геометрические размеры, мм
d D О, н
50,03 +°'029 52,59 + 0'04 64,03 10
50Й6
50g6
50/7
Продолжение табл. 123
рг Рк Q, Н/мм 2/, мм Gmaxt МПа
т МПа
9,5 24,5 9,4 34,6 19 800
29 14 45,3 17,5 900
17 0,6 9 26 600
20 3,7 20 22 700
24 7,4 30 20 800
28 11,5 40 18,5 900
20 1,3 12,5 25 700
23 4,5 23,4 22 800
26,7 8,2 34 20 900
D3an мм
Геометрические размеры, мм
71^6
71/7
12
80Л5
279
Продолжение табл. 123
Рг Рк Q, Н/мм 2/, мм Отах» МПа
т МПа
0,5 25,5 2 17,3 24,7
17 2,5 22 33 600
21 6 37 29 700
29,5 15 67 25 900
20 0,9 16 37 700
27 7,7 47 30 900
19 8 45 29 600
24 13 63 26,5 700
36 25 100 23 900
280
^заг» мм Геометрические размеры, мм
d D D, н
80/гб 80g6 80f7 80,03+ 0,036 84,13+0 05 98
90/г5 12
Продолжение табл. 123
Рг Рк Q, Н/мм 21, мм МПа
т МПа
11 18 6,6 40 31 600
23 11 57 28 700
34 22 94 24 900
17,5 21,5 4,3 8 31,7 48,5 34 30 600 700
31 18 83 26 900
27,5 10,6 62 30
13 1,2 17 45 450
18 6,5 46 35 600
23 11 60 32 700
D3sr, мм Геометрические размеры, мм
а D D, н
90/i6 90,04 + М44 92174 + о,об 108
90g6
90/7 9О,О4 + 0'044 92,74 + 0,06 108 12
Продолжение табл. 123
Рг Рк Q, Н/мм 2/, мм МПа
т МПа
13 0,2 10 50 450
11,5 18 5 40 37 600
22 3,3 60 34 700
32 19,5 100 29 900
17 2,9 30 42 600
21 6,5 49 37 700
11,5 30 20 16 1,2 89 22 31 46,5 900 900
27 8 62 37 700
282
^ЗЭГ» Геометрические размеры, мм
d D О| и
90е8
100Л5 100Л6 100,04+М44 105,16+008 119
Продолжение табл. 123
Рг Рк Q, Н/мм 2/, мм СТ moxi МПа
т МПа
25 0,9 25 48
12 13 2 25 45 450
19 8 56 36 600
24 13 78 33 700
36 25 125 29 900
13 1,2 19 47 450
18 6,7 50 38,5 600
23 11 72 35 700
Продолжение табл. 123
О3аг, мм Геометрические размеры, мм рг Рк Q. Н/мм 21. мм МПа
d D о. н т МПа
100^6 1ОО,О4 + 0 041 105,16+0'08 119 12 12 17,5 4,4 40 42 600
21,5 8 60 38 700
100/7 31 18 105 32 900
20 2,7 35 46,5 700
100<?8 27,5 10 77 38 900
26 3 41 47 900
Примечание. Буквы в таблице обозначают: рг — давление, создаваемое в полости с гидропластмассой для центриро-
вания и надежного закрепления заготовки; давление рк и окружная сила Q — силовые факторы, возникающие при контакте
гильзы патрона с заготовкой; 2/ — суммарная длина тонкостенного участка гильзы патрона, не вступающего в контакт
с заготовкой, мм; р=4...5 мм — радиус сопряжения тонкостенного участка гильзы с буртиком.
Оправки
Оправки разделяются на жесткие и разжимные. Важнейшей
характеристикой при выборе того или другого типа оправок
является точность обработки. Ее показателем обычно служит
отклонение от соосности, возникающее при обработке наружной
поверхности относительно базовой. При выборе оправки также
играет роль жесткость заготовки, потому что при закреплении
на оправке она деформируется. Это приводит к различным
отклонениям формы обработанных поверхностей.
В табл. 124 даны характеристики наиболее распространен-
ных видов оправок и рекомендации по их выбору.
Цилиндрические оправки для установки деталей с гарантиро-
ванным зазором обеспечивают стабильное положение детали
вдоль оси. Поэтому такие оправки можно применять при
работе на настроенных станках, когда предъявляются повышен-
ные требования к продольным размерам. С помощью данных
оправок не достигается точность центрирования, однако они
имеют преимущества при многоместной обработке. Расчет опра-
вок приведен в табл. 125... 126.
Цилиндрические оправки с прессовой посадкой применяются
в случае, если необходимо точно зафиксировать положение
детали по длине. Порядок расчета оправки с прессовой
посадкой детали приведен в табл. 127.
Резьбовые оправки применяют для обработки деталей с
резьбовым отверстием. Устанавливать деталь только по резьбе
нельзя. Во избежание перекоса детали за установочную базу
обычно принимают резьбу и точно подрезанный торец. Во время
обработки происходит самозатягивание детали, что затрудняет
ее последующее свинчивание. Поэтому перед свинчиванием обра-
ботанную деталь нужно отвести от упорного торца приспособ-
ления.
Конусные оправки применяются при базировании как по
гладкому, так и по шлицевому отверстию. При базировании
шлицевого отверстия по наружному диаметру внутренний
диаметр шлицевой оправки обычно изготовляется на 1 мм меньше
внутреннего диаметра детали, а ширина шлицев оправки —
на 0,25...0,5 мм меньше ширины впадины детали.
Конусностью оправки называется величина
284
124. Основные типы оправок
Тип оправок Способ базирова- ния детали на оп- равке Точность ба- зового отвер- стия детали, нс ниже Достигаемая соосность обра- ботанной поверхности и базо- вого отверстия
степень точно- сти по ГОСТ 16643-81 в интервале Диаметров 50... 120 мм, мм
Жесткие По цилиндри- ческой по- верхности с гарантирован- ным зазором т 9...10 0,10...0,16
По цилиндри- ческой по- верхности с прессовой по- садкой Н7 4...6 0,01...0,025
По кониче- ской поверх- ности Н9 4...7 0,01...0,04
По шарикам или роликам, образующим цилиндриче- скую поверх- ность Н7 4...6 0,01...0,025
285
Применение
При пониженных требованиях к соосности для об-
работки длинных деталей или группы деталей. При
повышенных требованиях к продольным размерам дета-
ли при работе на настроенных станках
При обработке толстостенных заготовок с большими
усилиями резания или при передаче значительных
крутящих моментов
При легких токарных и шлифовальных работах
при соотношении ширины детали к диаметру в пре-
делах от 0,25 до 1,5
При зубонарезании и шлифовании деталей соотноше-
ние ширины детали к диаметру может быть менее 0,25
286
Тип оправок Способ базирова- ния детали на оправке Точность ба- зового отвер- стия детали, не ниже Достигаемая соосность обра- ботанной поверхности и базо- вого отверстия
степень точно- сти по ГОСТ 16643—81 в интервале диаметров 50...120 мм, мм
По резьбовой поверхности — — —
Разжимные с жесткими центрирую- щими эле- ментами Кулачками /712 8...10 0,06—0,16
Грибковыми или кониче- скими, сфери- ческими эле- ментами /712 5...8 0,025...0,06
Роликами, расположен- ными со сме- щением /712 9...10 0,10—0,16
Разжимные с упругими центриру- ющими эле- ментами Разрезной цангой с по- лусквозными пазами с двух сторон, с ци- Я10 5...8 0,025...0,06
Продолжение табл. 124
Применение
При обработке деталей с резьбовым отверстием
При обработке толстостенных заготовок с черновыми
или предварительно обработанными отверстиями на
токарных, шлифовальных, зуборезных операциях
При базировании деталей по отверстию диаметром свы-
ше 12 мм на легких работах
При токарной обработке толстостенных заготовок с
предварительно обработанными отверстиями
При точной обработке длинных втулок и гильз на
токарных и шлифовальных операциях
Тип оправок Способ базирова- ния детали на оп- равке Точность ба- зового отвер- ст и я детали, не ниже Достигаемая соосность обра- ботанной поверхности и базо- вого отверстия
степень точно- сти по ГОСТ 16643—81 в интервале диаметров 50...120 мм, мм
линдрической наружной и конической внутренней поверхностью
Цангой с од- носторонними пазами и ле- пестками Я10, НИ 5...9 0,025...0,10
Упругой раз- жимной шай- бой ЯП 4...9 0,01...0,10
Гофрирован- ной втулкой Я8...Я9 3...5 0,006...0,016
287
Продолжение табл. 124
Применение
При обработке тонкостенных колец и втулок на то-
карных и шлифовальных операциях
При чистовой обработке на токарных и шлифоваль-
ных операциях втулок, гильз, стаканов при отклоне-
нии длины детали к диаметру базового отверстия
более 1
При чистовой обработке колец, втулок, гильз, зуб-
чатых колес с цилиндрической базой диаметром
свыше 20 мм
Продолжение табл. 124
288
Тип оправок Способ базирова- ния детали на оп- равке Точность ба- зового отвер- стия детали, не ниже Достигаемая соосность обра- ботанной поверхности и базо- вого отверстия Применение
степень точно- сти по ГОСТ 16643—81 в интервале диаметров 50...120 мм, мм
Гидропласт- массовой втулкой Н7 4...6 0,01...0,025 При чистовой обработке колец, втулок, гильз, зуб- чатых колес с цилиндрической базой диаметром свыше 40 мм
Разрезным коническим кольцом Н<3 5...8 0,025...0,06 При токарной обработке толстостенных заготовок
125. Цилиндрическая оправка с гарантированным зазором
Исходные данные: Мкр — передаваемый крутящий момент
или крутящий момент от сил резания, Н мм; /3 — базовая длина за-
готовки, мм; D - диаметр обработанной заготовки, мм; d — диаметр
базового отверстия заготовки, мм; Т,< — поле допуска базового отвер-
стия, мм; е — допускаемое отклонение от соосности обработанной и
базовой поверхностей заготовки, мм.
Параметры
Гарантированный за-
зор для установки за-
готовки на оправке
Расчетная формула
Дгар = — е2„ — 0,5(Тй + Tj „„ + 6
где ео„ — отклонение от соосности базовой по-
верхности оправки (рекомендуется в пределах
3-й степени точности); Тйоп — допуск на диаметр
базовой поверхности оправки (рекомендуется
/;6); 6„з — допустимый износ базовой поверх-
ности оправки (рекомендуется 0,01...0,02 мм).
Приближенно Дгар 53 0,02 мм
Номинальный диаметр базовой поверхности оправки cf on — б/ А гар
Длина базовой по- верхности оправки L = п/, — (1...5) мм, где п — число одновременно обрабатываемых заготовок
Наружные диаметры опорного буртика и нажимной шайбы D\ = D — (3...5) мм
Ширина нажимной шайбы И > 0,301
289
Продолжение табл. 125
Параметры Расчетная формула
Г арантированный крутящий момент, пе- редаваемый оправкой М кр.гар ЛЛ4 кр, где k — коэффициент запаса, принимается приближенный k » 2,5
Требуемое усилие за- жима заготовки р=^~£1 м |'ргар’ где f — коэффициент трения, принимается рав- ным 0,16...0,2
126. Цилиндрическая оправка с елочными шлицами
Исходные данные: D — диаметр делительной окружности;
z — число шлицев; di, dz —диаметр впадин и диаметр выступов шли-
цев; 2тр — угол профиля шлицев; So — теоретическая толщина шлица
-Д1 *
по хорде делительной окружности; s2 = So — фактическая толщина
— Д2
шлица по хорде делительной окружности; А,, А2— допуск на изготов-
ление шлица.
Параметры Расчетная формула
Половина центрального угла, приходящегося на 1 зуб 360° а = Z
Половина угла профиля зуба детали Ч> = ф + а
Половина центрального угла толщины зуба , $2 Slnv =_
290
Продолжение табл. 126
Параметры Расчетная формула
Толщина щлица отверстия по дуге делительной окружности 2/ S| = "° ШГ
Расчетная ширина впадины оп- равки по дуге делительной ок- ружности S = S 1 щах Ч- б, где 6 — гарантированный зазор между профилем шлица оправки и детали; Simax—максимальная ширина шлица по дуге делительной окружности с учетом допуска на изготовление шли- ца, уменьшающего его ширину
Половина центрального угла впадины шлицев 360° s лО 2
Угол P = q> —т
Диаметр внутренней вершины профиля шлицев оправки D,=D^ sin г)?
Диаметр наружной вершины профиля шлицев оправки D2 = D,^ simp
Диаметр ролика (при отсутст- вии заданного чертежом диамет- ра ролика) sin Vp p p cos Ф где Dp — диаметр касания ролика с профилем шлица; Тр = Ч> — о °' • ₽р = n-sm <₽ Ь'р
Расстояние от оси оправки до оси ролика Х~ 2 D‘+ 2 sin <р
Размер по роликам Н ~ 2 ~ d—для четного числа шлицев
291
127. Цилиндрическая прессовая оправка
Исходные данные: Л'1,Р— передаваемый крутящий момент
или крутящий момент от сил резания, Н • мм; I — базовая длина заго-
товки, мм; d — номинальный диаметр отверстия заготовки, мм; D' —
диаметр обработанной заготовки, мм; Е3 и £оп — модули упругости
материала заготовки и оправки, МПа, для сталей £«2,1 • 10® МПа;
Поп — коэффициенты Пуансона материала заготовки и оправки (для
сталей ц « 0,3).
Параметры Расчетная формула
Г арантированный крутящий момент, передаваемый оп- равкой М кр гор kM кр, где k — коэффициент запаса, принимаемый прибли- женно k Я2 2,5
Давление в стыке заготовки — базо- вая поверхность для закрепления заготовки кр.гар nd2fl3 где f — коэффициент трения, принимаемый 0,16... 0,2; /3 — длина базовой поверхности оправки
Номинальный ди- аметр базовой по- верхности оправки Для пустотелой оправки £) max Для сплошной оправки max 1 ₽L... “ ,'")+ £.(,-л где — максимальный диаметр отверстия заго- товки, мм; t = d0/d\ do — диаметр отверстия пусто-
292
Продолжение табл. 127
Параметры Расчетная формула
телой оправки, мм, принимается do^O,5d; Д = = d./D’', х—коэффициент, принимается в зависи- мости от значений t3 равным:
X 0,4 0,6 0,73 0,8 0,83 0,87 0,9 0,93 1
/з 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 > 1
При и ко а) д D = б) д — одинаковых значениях модулей упругости £ эффициентов Пуансона р: ля пустотелой оправки d max
'-ЖН ля сплошной оправки d max +(^i
1 £р(^+»л+
Диаметр приемной поверхности оп- равки D\ — d mm» где dmm минимальный диаметр отверстия заго- товки, мм
Допуски Конструктивные Диаметр базовой поверхности оправки — Dr§, диаметр приемной поверхности оправки — О,е8, внутренний диаметр пустотелой оправки — doH4, радиальное биение базовой поверхности относи- тельно центров — в пределах 3-й степени точности, биение опорного торца — в пределах 6-й степени точности Длина базовой поверхности оправки: а) с опорным буртиком 1з = 1 — (2...5) мм; б) без опорного буртика /з = / — (5... 10) мм. Длина приемной поверхности оправки /, =(1/3... 1/2) /. Диаметр буртика D6 = D — (1...10) мм. Диаметр проточки между базовой и приемной по- верхностями оправки Ьг = Di — (2...3) мм. Длина проточки /2 = / — /з + (2...5) мм. Общая длина оправки £<(5...7)£)
293
Продолжение табл. 127
Параметры Расчетная формула
Усилие запрессов- ки заготовки на оправку Рз = Л-d min Ы (dmax — dmin -p б T[) 6ИЗ) - Г х / 1+zi \ 1 /1+/2 Yl
Для сплошных оправок с одинаковыми значениями
модуля упругости Е и коэффициента Пуансона р.
заготовки и оправки
р __ Ttrf min£f max - rf mill 4~ ~Ь 4~ 6 из) E
3 — / 1 + /2 \ ’
где 6 — диаметральный гарантированный натяг,
мм; Т[> — поле допуска на диаметр базовой поверх-
ности оправки, мм; 6„3 — допуск на износ базовой
поверхности, принимается 0,01...0,015 мм
Рис. 14. Конусность
k = (Di — D2)/L = 2 tg а,
где D), Da — наибольший и наименьший диаметры конусной
части; L — длина конусной части; а. — половина угла конусной
части. Выбор конусности k может производиться в соответствии
с рис. 14.
При установке детали на конусной оправке положение де-
тали по длине оправки является неопределенным. В табл. 128
294
Рис. 15. Шариковая оправка
приведен порядок расчета конусной оправки. Если расчетная
длина оправки превышает указанную в табл. 128, рекомендуется
увеличить значение конусности либо проектировать набор опра-
вок (две штуки).
Шариковые или роликовые оправки (рис. 15) содержат
размещенные в определенном порядке в тонкостенной втулке
тела качения — шарики или ролики, контактирующие с базовым
отверстием детали и цилиндрической поверхностью приспособ-
ления. Для точного базирования детали предусматривается
натяг порядка 0,02...0,05 мм. Цилиндрическая поверхность
приспособления должна иметь максимально высокую твердость
и минимальную погрешность формы.
Кулачковые оправки (рис. 16) применяют для обработки
толстостенных заготовок с черновыми или предварительно обра-
ботанными отверстиями на токарных, круглошлифовальных,
зубофрезерных и других станках. Кулачковые оправки обычно
295
Рис. 17. Конструктивные исполнения кулачков:
а нерекомендуемое; б — рекомендуемое
бывают шпиндельного и фланцевого исполнения. Они выпол-
няются с ручным и пневматическим приводами. Достоинство
кулачковых оправок (рис. 17) заключается в сравнительно боль-
шом радиальном ходе кулачков, что позволяет их исполь-
зовать для обработки заготовок со значительными отклоне-
ниями по диаметру и даже с различными номинальными
диаметрами отверстий. Фирма Тоблер рекомендует индивидуаль-
ную подгонку каждого кулачка к соответствующему пазу.
Углы клиновой пары — в пределах 5...10?
Оправки с разрезной цангой обеспечивают возможность
обработки детали со свободными отклонениями размеров базо-
вых поверхностей при высокой точности центрирования. Центри-
рующий зажимный механизм таких оправок имеет разрезную
цангу, наружная поверхность вращения которой — цилиндр,
а внутренняя — конус. Цанга с полусквозными пазами, распо-
ложенными в шахматном порядке, натягивается на коническую
оправку, угол конуса которой равен углу конуса цанги. В резуль-
тате цанга упруго деформируется, центрируя и надежно
закрепляя заготовку. Угол конуса оправки и цанги удовлетворяет
условию самоторможения. Основные размеры разрезных цанг
приведены в табл. 129.
Цанговые оправки с одно-
сторонними пазами получили
широкое распространение
благодаря возможности раз-
вивать большие усилия за-
жима, выдерживать значи-
тельные колебания нагрузок.
Цанга (рис. 18) состоит
из рабочей части /, упру-
гой — // и присоединитель-
ной — HI Рабочая часть
Рис. 18. Конструкция цанги цанги включает губки и ко-
296
Исходи ые данные: I — длина базового отверстия обрабаты-
ваемой детали, мм; d,:ln — наибольший и номинальный диаметры
отверстия в партии деталей, мм; Л 7 — допускаемые торцевые биения
детали на диаметре D, мм; Д/? — допускаемые радиальные биения по
наружному диаметру, мм; Td — допуск на диаметр отверстия детали.
Параметры Расчетная формула
Конусность оправки Из условия обеспечения торцевого биения /г, = 2M/D. Из условия обеспечения радиального биения kR = (аДТ? — 2(/)//i, где у — поперечное смещение детали под дейст- вием сил резания; Ц - длина обрабатываемой поверхности детали; а = 0,8 для k 1:10 000, а = 0,9 для k > 1 :5000. Принимается меньшее из двух значений Лт или kR. Рекомендуются следующие значения k: 1:500; 1:1000; 1:1500; 1:2000; 1:2500; 1:3000; 1:3500; 1:4000; 1:5000; 1:10 000; 1:20 000
Наибольший диаметр цилиндрического пояс- ка оправки D on — d щах + 0,257j
297
Продолжение табл 128
Параметры Расчетная формула
Длина конуса, необ- ходимая для компен- сации допуска на из- готовление отверстия детали N = (d max dmin)/k
Уточненное значение конусности По диаграмме на рис. 14 в зависимости от N и Т,_
Запас длины конуса При k— 1:2000 F=10mm, k= 1:2500 Г=15мм, k = 1 :3500 F = 20 мм
Длина конической части оправки L, = (i^on.min ^min)/^ “T” F > где Z)on.min — минимальный диаметр цилиндри- ческого пояска оправки с учетом допуска на изготовление
Общая длина оправки £оп = б+(15...20)
Максимальная допус- тимая общая длина в зависимости от диа- метра оправки [7 on], мм 100 150 200 250 350 410
мм 10... 15 15... 20 20... 25 25... 35 35... 45 45... 55
Допустимое радиаль- 0,1Д/?, но не менее 0,003 мм
ное биение оправки
нусную поверхность, которые обеспечивают зажим детали;
упругая — гибкий лепесток и переходную часть; присоединитель-
ная — направляющий поясок и резьбовую часть. При выборе
параметров этих элементов цанги следует учитывать ряд огра-
ничений и рекомендаций.
Для повышения точности число ее лепестков должно быть
нечетным: 3, 5, 7, 9, 11, и чем больше диаметр заготовки,
тем большим должно быть число лепестков. Для обеспечения
технологичности изготовления цанги число лепестков удобно
принимать кратным 360°— 3, 4, 5, 6, 8, 10, 12 и т. д.
Для обеспечения жесткости зажима целесообразно угол кону-
са на цанге увеличивать на 5... 15' (за счет расположения поля
298
129. Разрезные цанги
299
Продолжение табл. 129
D L d dt di
32 34 120 26,7 26
35 36 28
38 30 5
40 32
42 44 45 126 35 34 36 40
Примечание. Материал — сталь 65Г; HRC3 41,5...46,5.
допуска) по сравнению с углом конуса (шпинделя), что при-
водит к смещению контакта между цангой и корпусом (шпинде-
ля) к месту обработки заготовки. При выборе длины конусной
и зажимной частей цанги необходимо расположить их так,
чтобы опорное усилие со стороны корпуса (шпинделя) нахо-
дилось в рабочей части губок. Для достижения стабильности
положения контакта между конической поверхностью цанги и
корпусом (шпинделем) целесообразно заднюю часть конической
поверхности выполнять по радиусной образующей или с увели-
ченным углом на длине, равной примерно 0,25 длины конусной
части.
При назначении длины лепестка цанги не следует превы-
шать допускаемые напряжения на изгиб у его основания. Нужно
также учитывать увеличение прогиба лепестка по мере износа
губок цанги. Поэтому рекомендуется увеличивать длину лепестка
до полутора — двух длин губки. Между направляющим пояском
и лепестком цанги необходим переходный участок, на котором
должна затухать деформация от изгиба лепестка. Угол конуса
цанг обычно составляет от 12 до 60.° При меньших углах дости-
гаются более точное центрирование и надежное закрепление
заготовок, однако радиальное перемещение лепестков цанги
уменьшается. Наиболее распространены цанги с углом 30? Пол-
ное прилегание губок цанги к закрепляемой заготовке практи-
чески не может быть обеспечено. Это привело бы к контактам
по поверхностям ограниченных размеров, росту напряжений
в цанге и снижению радиальной жесткости приспособления.
Порядок расчета цанговых оправок приведен в табл. 130.
300
Рис. 19. Оправка с упругими разжимными шай-
бами:
а — схема действия; б — конструкция для крепления гильзы
Оправки с упругими разжимными шайбами (рис. 19)
предназначены для чистовой обработки на токарных и шлифо-
вальных станках заготовок типа колец, втулок, гильз, стаканов.
При сжатии наружный диаметр шайбы увеличивается, а внутрен-
ний — уменьшается. Внутренним диаметром шайба центрирует-
ся и закрепляется на валу оправки, а наружным центрирует
и закрепляет заготовку. Основные параметры разжимных
шайб приведены в табл. 131...132.
Оправки с гофрированными втулками (рис. 20) относятся к
наиболее точным. Под действием осевой сжимающей нагрузки
гофрированная втулка подвергается деформации. При этом на-
ружный ее диаметр увеличивается, а внутренний — уменьшается.
По внутреннему диаметру втулка центрируется и закрепляется
на валу оправки, а по наружному — точно центрирует и закреп-
ляет заготовку. На оправках с гофрированными втулками можно
обрабатывать заготовки со сквозными, глухими, прерывистыми,
ступенчатыми отверстиями или имеющими перемычку меньшего
диаметра. Расчет гофрированных втулок приведен в табл. 133.
Гидропластмассовые оправки используются на финишных
операциях обработки точных зубчатых колес, колец, втулок,
гильз. Базовые отверстия заготовок должны иметь цилиндриче-
скую форму диаметром не менее 28 мм. Наиболее надежны
301
130. Цанговые патроны и оправки
Исходные данные: ЛТкр — передаваемый крутящий момент
или крутящий момент от сил резания, Н • мм; Ро — осевая передаваемая
сила или осевая составляющая силы резания, Н; / — длина заготовки,
мм; d — внутренний или наружный диаметр цанги в месте контакта
заготовки с цангой, мм.
Параметры Расчетная формула
Требуемая сум- марная сила зажима заго- товки где k — коэффициент запаса, принимается приближен- но k « 2,5; f — коэффициент сцепления между рабочими поверхностями цанги и заготовки
Сила сжатия лепестков цан- ги до сопри- косновения их с заготовкой ЗЕ1уп где Е — модуль упругости материала цанги, МПа; I — момент инерции сечения лепестка цанги в месте задел- ки, мм; у — стрела прогиба лепестка цанги, мм; 1 — вылет лепестка цанги от места заделки до середины ко- нуса, мм; п — количество лепестков цанги.
302
Продолжение табл. 130
Параметры Расчетная формула
Для расчетов принимается: £=2Х Ю5...2,2Х Ю5 МПа для остальных цанг; у = s, где s — зазор между цангой и заготовкой. _ D3h / , . 2 sin2 cti \ / ~ — — г ai sin ai cos ai i « \ ai / где D — наружный диаметр лепестка, мм; h — толщина лепестка цанги, мм; 2ai — угол сегмента лепестка цанги, рад. Приближенно можно принять: при п = 3 И7, = 6 X 103s/iD3//3; при п = 4 «7, = 2 X 103s/iO3//3
Минимальные зазоры между заготовкой и цангой, мм Состояние по- верхности за- готовки, кон- тактирующей с цангой Зазор s, мм
диаметр d, мм
5...75 15...30 30...55 50...90 св. 90
Холоднотяну- тый пруток 0,1... 0,15 0,15... 0,2 0,2...0,3 0,25... 0,35 0,35... 0,5
После пред- варительной обработки 0,02... 0,04 0,04... 0,06 0,06... 0,08 0,08... 0,12 0,12... 0,18
Коэффициент сцепления между рабо- чими поверх- ностями цанги и заготовки Состояние по- верхности за- готовки Тип насеч- ки на губ- ках цанг Значение коэффициента f при действии
крутящего момента осевой силы
Незака- ленная Гладкие 0,15...0,3 0,35...0,4
Закален- ная 0,07...0,2 0,15...0,3
Незака- ленная С кольце- выми ка- навками 0,2...0,35 0,5...0,65
Закален- ная 0,15...0,25 0,35...0,44
303
Продолжение табл. 130
Параметры Расчетная формула
Сила привода цанги для обеспечения требуемой си- лы зажима заготовки При установке заготовки без осевого упора Q = №i) tg (а + <pi). При установке заготовки с осевым упором Q = (W + UH) [tg (а + (pi) + tg фг], где а — половина угла конуса цанги; (pt — угол трения в месте контакта конуса цанги и корпуса; <р2 — угол трения в месте контакта цанги и заготовки в осевом на- правлении
Передаточное отношение цангового ме- ханизма (-=С/(Ц7+ 1Г,)
Схема установки заготовки Половина угла конуса цанги а, град
2 5 10 15 25 30
Без осевого упора 7,23 5,23 3,53 2,63 1,67 1,16
С осевым упором 4,20 3,44 2,61 2,08 1,49 1,03
Количество лепестков цанги п 3 4 6
d, мм < 30 30...80 св. 80
Материал цанг и термо- обработка Марка стали Термообра- ботка Твердость HRC,
рабочей час- ти упругой части
65Г, 60С2А, 50ХФА Закалка в масле, от- пуск 58...62 42...48
У7А, У8А, У9А Закалка в воде, отпуск 60...62 35...40
9ХС Закалка в масле, от- пуск 57...60 47...50
304
Продолжение табл. 130
Параметры Расчетная формула
12ХНЗА, 15ХА. 18ХГТ Закалка в масле, от- пуск 58...62 40...45
Диаметр ра- бочего отвер- стия цанги d0 = d3 — (Ак + Лк) — Td — 6„, где d3 — номинальный диаметр заготовки; — кон- тактное сближение в сопряжении острых кромок губки цанги с заготовкой; Ак — контактное сближение лепестка цанги с корпусом; Td— допуск диаметра заготовки; 6„ — допустимый износ губок цанги (0,05...0,4 мм). Упрощенная формула для заготовки диаметром до 50 мм: d„ = 0,997d3 — Trl — б„
Угол конуса Для внутреннего зажима а = 5...15°; для наружного зажима а = 15°
Длина конус- ной части а = (0,55...1)d
Длина рабо- чей части губ- ки b = (l,5...2)d
Длина ле- пестка /д = (1,5...2)б
Длина пере- ходной части /„
305
306
131. Основные технические характеристики оправок с упругими шайбами
Диаметр посадочного отверстия детали О, мм Геометрические параметры, мм Наибольший диаметральный зазор между шайбой и деталью, мм
d rfi И h С
25...32 12 16 10 3,25 0,6 0,18
32...40 16 20 12 4,25 0,22
40...50 20 25 16 5,80 0,8 0,22
50...63 23 32 20 7,20 0,26
63...80 32 40 25 9,10 1,0 0,26
80...100 40 50 32 12,00 0,305
100...125 50 60 40 14,90 1,2 0,305
125... 160 63 80 50 18,80 0,350
160...200 80 100 60 22,60 1,6 0,350
Наибольшая величина деформации шайбы до зажима, мм Усилие сжатия шайбы Q для обеспечения зажима детали, кН Крутящий момент, передаваемый оправкой, М, Н • м
0,392 2,5...6 3,5... 10
0,490 3,2...6 5,7...12,7
0,475 4...7 9,0...18,7
0,544 4...8 И...26,6
0,530 5...10 17,5...41,5
0,636 8...16 35,6...84
0,613 10...20 55,5...13,3
0,699 12,5...20 86,5... 16,7
0,666 12,5...20 112...222
132. Основные размеры упругих шайб
Диаметр посадочного отверстия, D, мм Д1, мм d, мм dif мм d2, мм в, мм ь, мм bl, мм ь2, мм а, град Число пазов п
25...32 23,4 12 15 22 6 2,5 1 1 30 12
32...40 30,4 16 20 28 8 2,5 1,2 1 30 12
40...50 38,4 20 25 36 10 3 1,6 1 22°30' 16
50...63 48,4 25 30 45 12 4 2 1 22°30' 16
63...80 61 32 38 56 16 5 2,5 2 18 20
80... 100 77,6 40 46 70 20 6 3 2 18 20
100... 125 96,8 50 58 90 25 8 4 2 15 24
125... 160 121 63 68 ПО 32 10 5 2 15 24
160...200 155 80 90 140 40 12 6 2 12 30
Примечания: 1. Материал — сталь 65Г.
2. Твердость HRC, 48...52.
3. Допуск радиального биения поверхности диаметра D относительно
оси поверхности диаметра d по 5-й степени точности.
4. Допуск D по f7, d — по Н7, В — по НН.
5. Допускаемое отклонение угла а. ± 2'.
307
Продолжение табл. 133
Параметры Расчетная формула
Осевое сжимаю- щее усилие гофри- рованной втулки для установки за- готовки Рз = АО/х(//). где х — коэффициент по табл. 134 (мм), ДО (мкм)
Наибольшие на- пряжения в мате- риале гофрирован- ной втулки при воздействии уси- лия Рз ®тах == Рзф [о’тах], где ф— коэффициент по табл. 134
Допускаемые на- пряжения мате- риала гофрирован- ной втулки
Марка стали 65Г 55ГС 50ХФА 50ХГФА 55C2 60C2 60C2XH 60С2ХФА 65C2BA
тах]> МПа 600 750 900 1300 1500
Число гофрирован- ных втулок п = 1 при 2 L > /3, п — 2 при 2 L < 1„ где L — длина гофрированной втулки по табл. 134
Крутящий момент, гарантированно передаваемый оправкой ЛДР гар = 1,5лс13Рзн • 101 (Н • мм)
Условие передачи заданного крутя- щего момента АДр. гар ^А1рр, где k — коэффициент запаса, принимается прибли- женно k > 2,5
Конструктивные параметры Размеры гофрированной втулки О2, /г, d\, d2, L, I, h, h, l3 — по табл. 134
309
Продолжение табл. 133
Параметры Расчетная формула
Осевое сжимаю- щее усилие гофри- рованной втулки для установки за- готовки Рз = АО/х(//). где х — коэффициент по табл. 134 (мм), ДО (мкм)
Наибольшие на- пряжения в мате- риале гофрирован- ной втулки при воздействии уси- лия Рз ®тах == Рзф [о’тах], где ф— коэффициент по табл. 134
Допускаемые на- пряжения мате- риала гофрирован- ной втулки
Марка стали 65Г 55ГС 50ХФА 50ХГФА 55C2 60C2 60C2XH 60С2ХФА 65C2BA
тах]> МПа 600 750 900 1300 1500
Число гофрирован- ных втулок п = 1 при 2 L > /3, п — 2 при 2 L < 1„ где L — длина гофрированной втулки по табл. 134
Крутящий момент, гарантированно передаваемый оправкой ЛДР гар = 1,5лс13Рзн • 101 (Н • мм)
Условие передачи заданного крутя- щего момента АДр. гар ^А1рр, где k — коэффициент запаса, принимается прибли- женно k > 2,5
Конструктивные параметры Размеры гофрированной втулки О2, /г, d\, d2, L, I, h, h, l3 — по табл. 134
309
Продолжение табл. 133
Параметры Расчетная формула
Г арантированный зазор между валом оправки и гофри- рованной втулкой
Зазор 6гар, мкм 10 20 30...50
d, мм до 30 30... 100 Св. 100
Допуски Наружный диаметр гофрированной втулки jk /13; внутренний диаметр отверстия гофрированной втул- ки — //4; наружный диаметр вала — Л4; диаметры Di — /19, Dj — Л6, di — Н9; радиальное биение наружного диаметра гофрированной втулки относи- тельно отверстия по 2-й степени точности; разно- стенность тонкостенных деформируемых участков гофрированной втулки по 5-й степени точности; радиальное биение наружного диаметра оправки по 1-й степени точности
Материал и термо- обработка Гофрированная втулка: стали 65Г, 55ГС, 50ХФА, 50ХГФА, 55С2,60С2,60С2ХА, 60С2ХФА, 65С2ВА — закалка в масле, отпуск до HRC3 44...49. Вал оправки, проставки: стали 18ХГТ, 20Х — це- ментация, закалка, отпуск до HRC, 57...61
310
134. Основные размеры гофрированных втулок
Диаметр базового отверстия заготовки d, мм Расчетные коэффициенты
X ♦ о. rf, D
Св. До мкм/Н 1/мм2
20 21 0,0162 0,767 19,8 16
21 22 0,0180 0,841 20,8 17 12
22 23 0,0211 0,917 21,8 18
23 24 0,0236 0,989 22,8 19
Размеры втулки, мм
h di L I /> 6 /з / с г
8 0,4 12 19,4 6,4
312
Диаметр отверстия d. базового заготовки мм Расчетные коэффициенты X ф
/л d. Di h ^2
Св. До мкм/Н 1 /мм2
24 25 0,0200 0,714 23,8 20
25 26 0,0224 0,779 24,8 21
26 27 0,0248 0,841 25,8 22 15,8 15
27 28 0,0272 0,900 26,8 23
28 29 0,0296 0,952 27,8 24
29 30 0,0319 0,986 28,8 25 0,45
30 31 0,0210 0,629 29,8 26 18,9 18
31 32 0,0229 0,648 30,8 27
32 33 0,0204 0,552 31,8 28
33 34 0,0223 0,558 32,8 29 21 20
34 35 0,0240 0,628 33,8 30
35 36 0,0260 0,665 34,8 31
36 37 0,0133 0,280 35,8 32
37 38 0,0144 0,302 36,8 33
38 39 0,0155 0,321 37,8 34 26 0,6 25
39 40 0,0167 0,343 38,8 35
40 41 0,0178 0,354 39,8 36
Продолжение табл. 134
Размеры втулки, мм
L 1 /1 /2 Л / с г
19,5 6,5 6,5 3,5 4 0,3 0,3 0,5
21 8 4 5
24 8 6,5 4
25 9 8 5 0,3 0,3 0,5
313
Диаметр базового отверстия заготовки d, мм Расчетные коэффициенты X ф
О. dt D-, h
Св. До мкм/Н 1/мм2
41 42 43 44 42 43 44 45 0,0082 0,0088 0,0097 0,0105 0,122 0,134 0,148 0,160 40,8 41,8 42,8 43,8 37 38 39 40 33,2
45 46 47 48 46 47 48 49 0,0059 0,0067 0,0075 0,0083 0,081 0,090 0,100 0,109 44,8 45,8 46,8 47,8 41 42 43 44 35,5 0,75
49 50 51 50 51 52 0,0092 0,0090 0,0098 0,117 0,115 0,124 48,8 49,8 50,8 45 46 47 39,5 0,77
52 53 55 57 53 55 57 59 0,0106 0,0083 0,0109 0,0121 0,134 0,118 0,131 0,145 51,8 52,8 54,8 56,8 48 49 51 53 41,6 0,8
59 61 63 61 63 65 0,0080 0,0091 0,0101 0,091 0,101 0,112 58,5 60,5 62,5 54,7 56,7 58,7 46,6 0,9
Продолжение табл. 134
Размеры втулки, мм
L 1 Л h /з t С Г
32 29 10 9,5 9,5 4,5 4,5 5,5 0,3 0„з 0,5
34 38 29,5 10,5 6
40 30,5 10 0,5 0,5
45 31,5 10,5 0,75
314
Продолжение табл. 134
Диаметр базового отверстия заготовки d, мм Расчетные коэффициенты Размеры втулки, мм
D, d. О2 h di L / /i /2 /3 t с Г
X
Св. До мкм/Н 1/мм2
65 67 0,0057 0,060 64,5 60,7 50 34 13 10,5 5,5
67 69 0,0063 0,068 66,5 62,7
69 71 0,0077 0,082 68,5 64,7 51,7 1,0
71 73 0,0084 0,089 70,5 66,7 0,5 0,75
73 75 0,0092 0,097 72,5 68,7 0,5
75 77 0,0072 0,072 74,5 70,5 7
77 79 0,0080 0,080 76,5 72,5 54,7 1,1 53 37 14 11,5 6,5
79 80 0,0088 0,090 78,5 74,5
80 82 0,0088 0,060 79,5 75,5
82 84 0,0095 0,065 81,5 77,5
84 86 0,0098 0,071 83,5 79,5 57,7 1,2 56 42 15
86 88 0,0104 0,076 85,5 81,5
88 90 0,0109 0,082 87,5 83,5 13,5 7,5 10
90 92 0,0087 0,072 89,5 84,5
92 94 0,0092 0,076 91,5 86,5 0,5 1,0
94 96 0,0097 0,081 93,5 88,5 61,8 1,3 60 51 18 13,5 1,5 10 0,5
96 98 0,0101 0,086 95,5 90,5
98 100 0,0106 0,090 97,5 92,5
! гидропластмассовые оправки при обработке заготовок с диа-
метром базового отверстия 40 мм и более.
При создании в полости с гидропластмассой гидростати-
ческого давления Рт тонкостенная гильза оправки плотно приле-
гает к заготовке, центрируя и закрепляя ее. При снятии давле-
ния тонкостенная гильза возвращается в исходное положение
и освобождает заготовку. Гидропластмассовые приспособления
отличаются постоянным усилием закрепления, что позволяет
получить минимальное отклонение формы обработанных деталей.
Оправки имеют простую конструкцию и сравнительно небольшие
диаметральные размеры.
Оправки с разрезным коническим кольцом применяют для
закрепления толстостенных деталей при обработке на токарных
станках с большими усилиями резания. При перемещении тяги
разрезное коническое кольцо натягивается на конический палец,
расширяется и надежно закрепляет заготовку. При обратном
перемещении тяги кольцо возвращается в исходное положение
и освобождает деталь.
Глава XII
ПРИВОДЫ СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Пневматический привод
Данные приводы состоят из пневмодвигателя, пневматиче-
ской аппаратуры и воздухопроводов.
Пневматические приводы подразделяются по виду пневмо-
двигателя на поршневые и диафрагменные, по схеме действия —
на одно- и двусторонние, по методу компоновки с приспособле-
нием — на встроенные и агрегатированные, по виду установки —
на стационарные и вращающиеся, по количеству приводов —
на одинарные и сдвоенные.
К преимуществам приводов следует отнести быстроту дейст-
вия (0,5...1,2 с), постоянство усилия зажима и возможность
его регулировки, простоту конструкции и эксплуатации, неза-
висимость работоспособности от колебаний температуры окру-
жающей среды.
Оптимальная рабочая скорость исполнительного механизма
при применении пневмопривода составляет 0,1...2 м/с. При мень-
ших скоростях возникают вибрации и неравномерность хода. Эко-
номически целесообразно применение пневмопривода в механиз-
мах с усилием до 30 кН и пневмоцилиндров с максимальным
диаметром 250 мм.
Недостатками пневмопривода являются довольно низкий
коэффициент полезного действия, большие габариты по сравне-
нию с гидроприводом (из-за применения низкого давления
воздуха), неравномерность перемещения рабочих органов,
315
особенно при переменных усилиях, невозможность остановки
в середине хода.
Пневматические поршневые приводы
При расчете пневматических поршневых цилиндров на проч-
ность определяются толщина стенок цилиндра, количество и
диаметр шпилек (болтов) для крепления его крышек и диаметр
резьбы на штоке.
Обычно при расчете на прочность толщины стенок цилиндра
получаются слишком незначительные величины. Цилиндры со
стенками таких размеров не обладают жесткостью, необходи-
мой для эксплуатации. Рекомендуемые значения толщины
стенок цилиндров приведены в табл. 135.
Внутренний диаметр шпилек (болтов) для крепления крышек
рассчитывается по формуле
dt = Л
V 2л[ср|
где d\ — внутренний диаметр резьбы; а — коэффициент затяж-
ки (а « 2,25); Q — осевое усилие, действующее на шпильки
(болты); z — число шпилек (болтов); [сгр] — допускаемые напря-
жения материала болта на растяжение (см. табл. 106).
Внутренний диаметр резьбы на штоке рассчитывается по
формуле
V л[ар]
где di — внутренний диаметр резьбы на штоке; а — коэффициент
затяжки (а « 2,25).
Рекомендуемые значения диаметра резьбы шпилек и на штоке
приведены в табл. 136.
При расчете пневмоцилиндра должны быть заданы зна-
чения требуемого усилия Q или диаметра цилиндра D и длина
хода поршня L, которые определяют основные конструктивные
параметры пневмопривода. Для обеспечения безударной и
плавной работы пневмоцилиндра следует назначить рабочую
скорость перемещения поршня v в пределах 0,2...1 м/с. В необхо-
димых случаях устанавливается время рабочего или холостого
хода поршня. В конце хода поршня желательно предусматри-
вать торможение для снижения скорости до 0,05...0,1 м/с, что
обеспечивает безударную работу пневмопривода.
Основные расчетные параметры пневмоцилиндров могут
быть определены по приближенным расчетным формулам
(табл. 136), в которых не учитываются потери давления и
объемов в трубопроводах. В табл. 137 приведены значения
усилий на штоке одинарных пневмоцилиндров при различных
давлениях сжатого воздуха. Рекомендуется при расчетах
316
135. Параметры пневматических цилиндров
Параметры Диаметр цилиндра D, мм
50 60 75 100 125 150 200 250 300
Толщина стенки цилиндра, мм: для чугуна для стали 6 4 8 4 8 5 10 6 12 6,5 12 7 14 7,5 16 9 16 10
Диаметр шпи- лек di, мм М8 М8 МЮ мю М12 МЮ М20 М20 М24
Количество шпилек 4 4 4 4 4 4 4 4 4
Диаметр што- ка, мм 16 16 20 25 30 30 40 50 55
Диаметр резь- бы на штоке, мм мю мю М12 М16 М20 М20 М24 МЗО М36
136. Пневмоцилиндры
Исходные данные: Q или D, t или v, L, р.
Параметры Единица измерения Расчетная формула
Площадь: поршня штоковой полости 9 см Г| =0,01 X 0,785 D'2 f2 = 0,01 х 0,785 (О2 — d2)
Усилие: толкающее тянущее н Qi =100 F\pT\ Qz = 100 Fipi}
Диаметр цилиндра мм D= 1,13 a/Qi/PI = = 1,27 ^Qi/pn+d2
Скорость движения поршня (рабочий или холостой ход) м/с v = L/\000t
Время движения поршня (рабочий или холостой ход) с / = /./1000 и
Расход воздуха за ход (ра- бочий или холостой) л/мин V = 6 Fv
Внутренний диаметр трубо- провода мм б/т = 4,6д/Р/^
Примечание. Буквы в формулах обозначают: D — диаметр цилинд-
ра, Мм; d — диаметр штока, мм; L — ход поршня, мм; р - - давление
воздуха, МПа (расчетное р = 0,5 МПа); механический КПД пневмо-
цилиндра и} = 0,85...0,95; и> — скорость движения воздуха в трубопро-
воде, м/с (<» яг 17 м/с).
317
318
137. Основные параметры пневмоцилиндров
Диаметр, мм Стационарные цилиндры Встроенные цилиндры Расчетное усилие на штоке, кН
толкающее тянущее
Цилиндра штока резьба штока наружная Резьба в от- верстии для подвода воздуха резьба штока внут- ренняя резьба в от- верстии для подвода воздуха при давлении воздуха р, МПа
внутренняя 0,4 0,63 1 0,4 0,63 1
25 12 М10Х1.25 МЮ X 1 К1/8" — — 0,16 0,24 0,38 0,13 0,20 0,30
32 12 МЮ х 1,25 МЮ х 1 К1/8" — — 0,25 0,39 0,62 01,22 0,33 0,53
—
40 14 М12 X 1,25 М12 X 1,5 К1/4" — — 0,4 0,62 1,02 0,35 0,56 0,90
—
50 18 М16 X 1,5 М12 X 1,5 К1/4" — — 0,64 1,00 1,59 0,55 0,87 1,39
М12 X 1,25
63 16 — — МЮ М12 X 1,5 К1/4" 1,05 1,65 2,60 0,98 1,54 2,45
63 18 М16Х 1,5 М12Х 1,25 М12Х 1,5 К1/4" — — 1,05 1,65 2,60 0,90 1,45 2,35
80 25 М20Х 1,5 М16Х 1,5 М16Х 1,5 КЗ/8" М16 М12Х 1,5 К1/4" 1,73 2,73 4,34 1,56 2,46 3,92
Продолжение табл. 137
319
Цилиндра штока резьба штока наружная Резьба в от- верстии для подвода воздуха резьба штока внут- ренняя резьба в от- верстии для подвода воздуха при давлении воздуха р, МПа
внутренняя 0,4 0,63 1 0,4 0,63 1
100 25 М20Х 1,5 М16Х 1,5 М16Х 1,5 КЗ/8" М16 М12Х 1,5 К1/4" 2,71 4,27 6,75 2,54 3,97 6,35
125 32 М27 X 2 М24Х 2 М18Х 1,5 К1/2" М20 М16Х 1,5 КЗ/8" 4,32 6,70 10,60 3,96 6,20 9,80
160 32 — — М20 М16Х 1,5 КЗ/8" 7,25 11,42 18,10 6,95 10,95 17,40
160 40 М36 X 2 МЗО X 2 М18 X 1,5 К1/2" — — 7,25 11,42 18,10 6,80 10,70 17,00
200 40 М36 X 2 МЗО X 2 М24 X 1,5 КЗ/4" М24 М18Х1.5 К1/2" 11,3 17,8 28,3 10,8 17,1 27,2
250 50 МЗО М18Х 1,5 К1/2" 17,7 27,85 44,25 16,95 26,75 42,45
250 63 М42 X 2 М42 X 2 М24 X 1,5 КЗ/4" ““ — 17,7 27,85 44,25 16,5 26,1 41,4
320 80 М48 X 2 М48 X 2 МЗО X 2 К1" — — 30,0 47,0 74,8 28,0 44,1 70,1
360 80 — — — — 37,6 59,7 94,5 36,0 56,7 90,1
400 90 — — — — 46,8 73,7 117,0 44,5 70,0 111,0
пневмопривода принимать расчетные давления сжатого возду-
ха р = 0,5 МПа.
К пневматическим цилиндрам предъявляется ряд технических
требований, которые должны обеспечивать:
/ герметичность при давлении сжатого воздуха 0,6 МПа;
утечки его через тела крышек, по резьбам и стыкам, а также
через уплотнения поршня и штока не допускаются;
/ проверку на прочность при давлении 0,9 МПа, при этом на-
ружные утечки не допускаются;
. испытание на работоспособность путем перемещения штока
из одного крайнего положения в другое в диапазоне рабочих
давлений 0,2...0,6 МПа, причем перемещения должны быть
плавными, без рывков и заеданий;
_ давление трогания с места без нагрузки не выше 0,03 МПа
при диаметре цилиндра D = 25...63 мм; 0,025 МПа при
О = 80... 125 мм и 0,02 МПа при D= 160...320 мм;
очистку всех воздушных каналов перед сборкой и проверку
на проходимость;
усилие, развиваемое поршнем цилиндра во время его пере-
мещения при давлении 0,6 МПа, не менее 85 % от максималь-
ного расчетного;
смазку трущихся поверхностей;
работу пневмопривода без потери герметичности;
долговечность для цилиндров с уплотнением поршня манже-
тами не менее 400 000 двойных ходов при длине хода, равной
двум диаметрам цилиндра, а для цилиндров с уплотнением порш-
ня кольцами круглого сечения — не менее 150 000 двойных
ходов.
При монтаже и эксплуатации пневматических цилиндров
необходимо соблюдать следующие условия:
цилиндры должны быть надежно закреплены на месте их
установки;
все виды крепления цилиндров, кроме шарнирного, следует
осуществлять при помощи болтов или шпилек с равномерной их
затяжкой;
при монтаже нужно строго соблюдать параллельность оси
цилиндра к направляющим движения рабочего органа;
цилиндр требуется присоединять к пневматической системе
трубопроводами, диаметр которых соответствует диаметру ра-
бочих отверстий в крышках цилиндра для подвода сжатого
воздуха;
трубопровод перед монтажом необходимо тщательно очистить
и продуть сжатым воздухом;
при монтаже трубопровода нужно предусматривать уклон
для стока конденсата, причем избегать воздушных мешков,
где он может скопляться. Присоединять трубы к цилиндру
надо по возможности снизу;
для надежной работы цилиндра сжатый воздух требуется
очистить от влаги, загрязнений и насыщать распыленным
маслом;
320
шток цилиндра должен быть защищен от ударов. В процессе
эксплуатации на него не должна действовать поперечная
нагрузка, а также попадать абразивная пыль, грязь, стружка;
перед длительной остановкой цилиндр следует обильно сма-
зывать.
Вращающиеся пневмоцилиндры (табл. 138) применяются
преимущественно для привода токарных приспособлений. Пнев-
моцилиндр включает воздухопроводящую муфту, обеспечиваю-
щую подачу сжатого воздуха из пневмосети в цилиндр.
Вращающиеся пневмоцилиндры бывают одно- и двусторонне-
го действия со сплошным или полым штоком, цилиндры
двустороннего действия — одинарными или сдвоенными. Они
обеспечивают повышенную тяговую силу на штоке.
138. Вращающиеся пневмоцилиндры двустороннего действия
L
Параметры Пневмоцилиндр
одинарный сдвоенный одинарный сдвоенный
Диаметр цилиндра, мм Ход поршня, мм 200 32 250 45
Давление сжатого возду- ха, МПа 0,63
321
Продолжение табл. 138
Пневматические диафрагменные приводы
Параметры диафрагменных пневмокамер приведены в
табл. 139.
Величина усилия на штоке диафрагменных пневмокамер
изменяется по мере движения штока и зависит от расчетного
диаметра D, толщины диафрагмы t, ее материала и конструкции,
а также диаметра опорной шайбы. Обычно выбирается такая
длина хода штока (рис. 21), при которой на нем не происходит
резкого изменения усилия.
Приближенный расчет усилия Q на штоке пневмокамёр
двустороннего действия и значения усилий при Р = 0,4 МПа
приведены в табл. 140. Для определения усилия на штоке
диафрагменных пневмокамер одностороннего действия следует
вычесть значения усилия возвратной пружины Т. Для пневмо-
камер двустороннего действия Т = 0.
Рис. 21. Рациональные длины ходов штока пневматического
диафрагменного привода при:
а-—тарельчатой резинотканевой диафрагме; б—плоской резинотканевой диафрагме;
в — плоской резиновой диафрагме
322
139. Усиление Н на штоке диафрагменных пневмокамер при р= 0,4 МПа
Диаметр D, мм Диафрагма
резинотканевые резиновые
в положении, близком к исходному при ходе 0,3 D для тарельчатых и 0,07 D для плоских в положении, близком к исходному при ходе 0,22 D
125 3500 2700 4750 3750
160 5700 4350 7200 6150
200 9000 6800 11 000 8750
250 14 000 И 000 17 300 15 500
320 23 000 17 500 29 000 25 000
400 36 000 27 000 46 500 42 000
Примечание. Значения усилий на штоке даны без учета усилия
возвратной пружины.
140. Усилия на штоке диафрагменных пневмокамер, Н
Тип диафрагмы Положение диафрагмы Расчетная формула
Резинотканевая Близкое к исходному <2 = 0,196(0 + + d)2p - Т
323
Тип диафрагмы Положение диафрагмы Расчетная формула
При ходе: 0,3 D для та- рельчатой; 0,07 D — для плоской <2 = 0,147(0 + + dfp - Т
Резиновая Близкое к исходному Q = 0,785d2p — Т
При ходе 0,22 D Q = 0,706 d2p — Т
Примечание. Буквы в таблице обозначают: D — рабочий диаметр
диафрагмы, мм; d — наружный диаметр опорной шайбы, мм; р — дав-
ление сжатого воздуха, МПа; Т — усилие от возвратной пружины, Н.
Пневмоаппаратура
Для надежной работы пневмопривода необходимо обеспечить
отделение влаги, возможность внесения смазочного материала,
защиту от превышения или падения давления сжатого воздуха.
Пневмоцилиндр (рис. 22) работает следующим образом.
Сжатый воздух из сети через вентиль 1 поступает в фильтр-
влагоотделитель 2. Редукционный клапан 3 предназначен для
понижения давления сжатого воздуха, поступающего из
пневмосети, до заданного. С помощью манометра 4 осуществ-
ляется контроль давления сжатого воздуха, подаваемого в
пневмоцилиндр. Маслораспылитель 5 обеспечивает подачу сма-
зочной жидкости в поток сжатого воздуха. Реле 6 предназна-
чено для контроля давления (0,1...0,63 МПа) сжатого воздуха
и подачи сигнала при достижении заданного давления,
а также для отключения электродвигателей станка при аварий-
ном падении давления.
Рис. 22. Типовая схема включения пневмоцилиндра
324
Для защиты от аварийного падения давления в пневмосети
предусмотрен обратный клапан 7.
Для управления подачей сжатого воздуха в пневмоцилиндр
10 применяется пневмораспределитель 9. Отработавший
сжатый воздух должен выбрасываться в атмосферу через
глушитель 8.
В табл. 141...143 приведены характеристики влагоотделите-
лей, маслораспылителей и редукционных пневмоклапанов.
141. Влагоотделители с металлокерамическим фильтром
Обозна- чение Наибольший расход воздуха, м3/мин, при дав- лении 0,4 МПа Условный проход, мм Резьба н В
м м
В41-13 0,04 12 КЗ/8" 175
В41-14 0,09 16 К1/2" 86
БВ41-13 0,04 12 КЗ/5" 235
БВ41-14 0,09 16 К1/2"
В41-16 0,25 25 К1" 290 120
325
142. Редукционные пневмоклапаны
Обозна- чение Наибольший расход возду- ха, м3/мин, при давлении 0,4 МПа Условный проход, мм Резьба D н В
мм
БВ57-13 0,04 12 КЗ/8" 86 150 160
БВ57-14 0,08 16 К1 /2"
В57-16 0,25 26 К1" 115 200 190
143. Маслораспылители
В
Обозначение Наибольший расход воздуха, м3/мин, при дав- лении 0,4 МПа Условный проход, мм Резьба fl В
мм
В44-23 0,44 12 КЗ/8" 170 86
326
Продолжение табл. 143
Обозначение Наибольший расход воздуха, м3/мин, при дав- лении 0,4 МПа Условный проход, мм Резьба Н В
мм
В44-24 0,09 16 К1/2"
В44-26 0,250 25 К1" 270 120
Примечание. Маслораспылитель работает при давлении воздуха
0,2...0,63 МПа.
Регулирование скорости движения
пневмопривода
Пневматический привод обеспечивает большую скорость
перемещения рабочего элемента, однако обладает неравномер-
ностью движения при изменении нагрузки, что не позволяет
использовать его непосредственно в механизмах подачи, которые
должны равномерно перемещать рабочий элемент.
С помощью пневмогидравлического привода подачи (рис. 23)
Рис. 23. Схема пневмо-
гидравлического регули-
рования подачи
получают равномерное и плавное движение рабочего элемента
при жестких характеристиках работы и одновременно большие
скорости холостых и вспомогательных движений.
В этом случае пневматический цилиндр играет роль сило-
вого привода, а гидроцилиндр является демпфером, обеспечи-
вающим плавность хода и возможность регулирования скорости
перемещения.
При постоянном внешнем сопротивлении скорость регули-
руется дросселем, при переменном — редукционным клапаном и
дросселем.
Порядок расчета пневмогидравлического привода подачи
следующий:
1. Задаются исходные данные: давление перед редукционным
клапаном при максимальном усилии подачи не менее 0,5...
327
0,6 МПа, давление перед дросселем (после перепада давления) в
пределах 0,1...0,2 МПа и минимальный расход масла через
щелевой дроссель порядка 100 см3/мин.
2. Выбираются параметры щелевого дросселя: по исходному
давлению и минимальной пропускной способности ширина
щели (0,2...0,8 мм) и диаметр (обычно более 10 мм).
3. Определяется требуемое усилие Q на поршне пневмо-
цилиндра по формуле
Q = Р + P2F2 + 5 ГСг + 2 7цил,
где р2 — давление жидкости, МПа; /2— полезная площадь
поршня гидроцилиндров, см2; Р — максимальное усилие подачи,
Н; 2 Т„ — силы трения в механизме подачи станка или при-
способления, Н; S /’„„л — силы трения поршней и штоков в
пневматическом и гидравлическом цилиндрах, обычно
2ГЦМ = 0,1 (рЛ + Р + 2Г„).
4. Рассчитывается диаметр пневмоцилиндра:
А(РгГг + Р 4- S Гст 4- 2 Г,,,,., . ^2
1 V «Pi
где р, — давление сжатого воздуха, МПа; d — диаметр штока
пневмоцилиндра в рабочей полости, см.
5. Определяется диаметр гидроцилиндра исходя из условия
минимального расхода масла через щелевой дроссель:
100см3/мин nDl
Fi=—s:—=—;
где sM —минимальная подача, см/мин.
Пневмогидравлический привод
Привод обладает преимуществами пневматического и гидра-
влического: возможностью создания высоких рабочих усилий,
быстротой действия, относительно низкой стоимостью и неболь-
шими габаритами.
Пневмогидравлические приводы в станочных приспособле-
ниях применяются для получения высоких рабочих усилий
зажима и равномерной подачи рабочего элемента приспособле-
ния.
По принципу работы они делятся на приводы с преобразо-
вателем давления прямого действия и с преобразователями
давления последовательного действия.
328
Первый из видов пневмогидравлического привода (рис. 24)
основан на непосредственном преобразовании низкого давления
сжатого воздуха в высокое давление жидкости.
Усилие на штоке рабочего гидроцилиндра может быть опре-
делено по формуле (без учета усилия пружин)
п лО2 D2
Q = — -^5-РвПоП.
где рв — давление воздуха в МПа; D — диаметр пневмо-
цилиндра, мм; Di—диаметр гидроцилиндра, мм; d—диаметр
штока пневмоцилиндра, мм; т]о — объемный КПД привода
(обычно т]о = 0,9...0,95); г] — КПД преобразователя (обычно
т) = 0,8...0,9).
Отношение (D/d)2 называется коэффициентом усиления
и при проектировании пневмопривода обычно принимается
равным 15...20.
Давление жидкости в рабочем гидроцилиндре определяется
по заданным коэффициенту усиления
Рг = Рв^уЦ
и диаметру поршня пневмоцилиндра
р, = pBD2r\/d.
Если давление жидкости задано, диаметр пневмоцилиндра
равен:
329
Требуемый ход штока пневмоцилиндра для привода, под-
соединенного к преобразователю гидроцилиндров,
_ 1,27 S К,
<Л1<.
где 2 Ki — суммарный объем присоединенных гидроцилиндров,
Уц = 0,785<й/ц — объем рабочего гидроцилиндра (определяется
для каждого рабочего гидроцилиндра в зависимости от его
диаметра с!ц и рабочего хода /ц).
Принцип работы пневмогидравлического привода с преобра-
зователями последовательного действия (рис. 25) заключается
в подаче жидкости низкого давления в силовые цилиндры с
последующей подачей жидкости высокого давления. Слив жид-
кости производится в полость низкого давления при освобожде-
нии деталей.
Приводы с преобразователями последовательного действия
по сравнению с приводами с преобразователями прямого
действия обеспечивают ускорение холостого хода и предвари-
тельное закрепление детали. Они могут обслуживать несколько
рабочих цилиндров при небольших габаритах привода, позво-
ляют экономить сжатый воздух на 90...95 %. Недостатком этих
пневмогидравлических приводов является более сложная конст-
рукция и значительное количество утечек.
Расчет усилий на штоке рабочих гидроцилиндров аналогичен
расчету преобразователя прямого действия.
Рис. 25. Пневмогидравлический
преобразователь последователь-
ного действия
330
Гидравлический привод
Привод (рис. 26) обычно состоит из гидравлической уста-
новки, включающей электродвигатель с пусковой аппаратурой,
насос, резервуар для масла, аппаратуру управления и регулиро-
вания, гидроцилиндры и трубопроводы.
Преимуществом гидравлического привода является возмож-
ность получения больших усилий при малых его размерах
и бесступенчатого регулирования усилий зажима и скоростей
перемещения. К недостаткам относятся утечки жидкости, ухуд-
шающие характеристики работы гидропривода, изменение
свойств рабочей жидкости в зависимости от температуры, приво-
дящее к изменению характеристики работы, довольно высокая
стоимость, необходимость квалифицированного обслуживания.
Оптимальным при применении гидропривода считается давле-
ние в пределах 5... 10 МПа, однако в последнее время при-
меняется и более высокое — до 16...20 МПа. Рабочие скорости
составляют от 0,01 до 1 м/с.
Гидроцилиндры
Рис. 26. Схема гидравлического
привода
Гидроцилиндры рассчитываются и проверяются на проч-
ность по формулам
джт+w.
УХ1°р]- «>3р ’
Ор
1,ЗО2 + 0,4d2
(D2 —d2)102
Р < [оР|.
331
где Dud — наружный и внутренний диаметры гидроцилиндра,
мм; р — давление жидкости, МПа; ор — напряжение растяжения
на внутренней поверхности стенки цилиндра, МПа; [ор] — до-
пускаемое напряжение на растяжение, равное НО...120 МПа
для углеродистой стали и 150...180 МПа — для легированной.
Толщина стенки гидроцилиндров определяется по формуле
s > pD/2[op].
Толщина донышка цилиндра b рассчитывается по форму-
лам (мм):
а) для плоского донышка b = 0,405£>-\/р/[ор];
б) для сферического донышка b = pD/4 [ор].
Фланцы и крышки гидроцилиндров крепятся болтами, усилия
затяжки которых для обеспечения герметичности должны быть
равны:
Q= 0,785а [рк (Он — Ов) + ₽о1],
где рк — контактное давление между прокладкой и уплотняемы-
ми деталями, МПа; Ов, О„ — внутренний и наружный диаметры
прокладки, мм; р — давление жидкости, МПа.
Длину хода поршня в зависимости от прочности штока реко-
мендуется принимать равной не более 10 диаметров цилиндра.
Длина цилиндра при этом с учетом технологии изготовления
определяется отношением L/D 20. Отношение диаметра штока
к диаметру цилиндра выбирается конструктивно и колеблется
в широком диапазоне: d/D = 0,2...0,7, причем большее значение
обычно выбирается для более нагруженных установок.
При расчете гидроцилиндра должны быть заданы значения
требуемого усилия Q или диаметра цилиндра D и длина хода
порщня котбр?йГ определяют основные конструктивные
параметры?"Для обеспечения плавной работы гидроцилиндра
следует назначать рабочую скорость v в пределах 0,01...1 м/с.
В необходимых случаях устанавливается время рабочего или
холостого хода /. Следует, однако, учитывать, что при рабочих
скоростях выше 0,1 м/с для безударной работы гидроцилиндра
в конце хода желательно предусматривать торможение.
Основные расчетные параметры гидроцилиндров приведе-
ны в табл. 144, а расчетные значения усилий, развиваемых
штоком гидроцилиндров,— в табл. 145.
Прочность гидроцилиндров при статической нагрузке прове-
ряют под давлением не менее 1,5 номинального при двух
крайних положениях поршня для двустороннего гидроцилиндра;
при упоре его в глухую крышку гидроцилиндра и упоре штока в
рабочий элемент с сохранением расстояния 20...35 мм от про-
ходной крышки. Для одностороннего гидроцилиндра прочность
проверяют при одном крайнем положении поршня.
В результате испытаний гидроцилиндр не должен иметь
остаточных деформаций, должны отсутствовать течи, потения.
Давление холостого хода не должно превышать 1,0...1,5 МПа.
332
144. Гидроцилиндры
Исходные данные: W или D, t или v, L, р.
Параметр Единица измерения Расчетная формула
Площадь: поршня штоковой полости СМ2 » Л =0,01 х 0,785 D2 F? = 0,01 х 0,785 (О2 — d2)
Усилие: толкающее тянущее н Q = 100 Fipr] <2 = 100 Fiprj
Диаметр цилиндра мм d= 1,\з^/д,/Рц = = 1,27 V^/pij-d2
Скорость движения поршня (рабочий или холостой ход) м/с v = 6/1000/
Время движения поршня (рабочий или холостой ход) с / = 6/1000 V
Расход жидкости за ход (ра- бочий или холостой) л/мин V = 6 Fv
Внутренний диаметр трубо- провода мм dT = 4,6 д/т/со
Примечание. Буквы в формулах обозначают; D — диаметр ци-
линдра, мм; d — диаметр штока, мм; L — ход поршня, мм; р — дав-
ление жидкости, МПа; ц — механический ход гидроцилиндра (г) =
= 0,9...0,46); <о — скорость движения жидкости в трубопроводе, м/с.
Давления страгивания и холостого хода определяют при
очередном соединении рабочих полостей с насосом, при этом
другая полость соединяется с атмосферой. Постепенно увеличи-
вая давление, достигают его значения, соответствующего на-
чалу перемещения штока, им считается страгивание. Ориенти-
ровочно давление холостого хода не должно превышать при
втягивании штока 0,5 МПа, а при выдвижении — 0,3 МПа.
Абсолютное давление в полостях гидроцилиндра во время про-
верки давления холостого хода не должно быть более 0,8 МПа.
333
334
145. Основные параметры гидроцилиндров
Цилиндр Шток Резьба отверстий для подвода жидкости Расчетное усилие при р = 10 МПа, кН
Диаметр, мм Посадка поршня Диаметр, мм Посадка штока Резьба в штоке толкающее тянущее
40 Н8 /7 22 /78 /9 М12 М14Х 1,5 К1/4" 12,3 8,5
50 Н8 /7 25 /78 /9 М16 М14 X 1.5 К1/4" 19,2 14,4
63 /78 /7 32 /78 /7 М20 М14 X 1.5 К1/4" 30,5 22,6
80 Н8 /7 36 /78 П М24 М16Х 1,5 КЗ/8" 49,2 39,2
100 /78 £б 45 Н8 /7 МЗО М16Х 1,5 КЗ/8" 76,9 61,3
Жидкости, применяемые в гидроприводах
В качестве жидкостей для гидроприводов, работающих при
температуре до 60 °C с легкими нагрузочными режимами, ис-
пользуются индустриальные масла общего назначения без при-
садок: И-12А, И-20А, И-ЗОА, И-40А, И-50А. Если гидроприводы
работают при температурах свыше 60 °C и давлении 15...20 МПа,
применяются турбинные масла с антиокислительными и противо-
коррозионными присадками: Тп-22, Т„-30, Т„-46. При работе с
давлениями 16...35 МПа рекомендуются масла ИГП-18, ИГП-30,
ИГП-38, ИГП-49.
Для очистки рабочей жидкости от взвешенных ферромагнит-
ных частиц в гидростанции предусмотрены сепараторы, выпол-
ненные в виде постоянных магнитов, установленных в пробках,
завинченных в днище гидробака.
При обычных требованиях к работе гидропривода необходи-
мо обеспечить фильтрацию масла с тонкостью 25...40 мкм, при
повышенных — до 10 мкм.
Гидростанции
Гидроста нция
(рис. 27) включает
гидробак 1, электро-
двигатель 2, насос 3,
манометр 4, фильтр
5, обратный клапан
6 и предохранитель-
ный клапан 7. Слив
рабочей жидкости от
гидравлического ци-
линдра 8 осущест-
вляется через тепло-
обменник 9.
Рис. 27. Схема гидро-
станции
335
Регулирование скорости движения гидропривода. Количество
подаваемой в гидроцилиндр жидкости обычно регулируют
изменением производительности насоса или сопротивления
при постоянном давлении участка трубопровода, по которому
течет жидкость. Первый способ регулирования называют
объемным, второй — дроссельным.
Каждый из этих способов может быть осуществлен: изме-
нением количества жидкости, подводимой к силовому органу
(на входе) или выходящей из него (на выходе).
Объемное регулирование на выходе почти не нашло примене-
ния в гидрофицированных станках из-за сложности и сравни-
тельно высокой стоимости. Оно применяется в тех случаях,
когда требуется сохранить наибольшее усилие гидропривода
(большой мощности).
При дроссельном регулировании мощность, потребляемая
насосом, остается постоянной, а скорость движения силового
органа меняется в зависимости от величины сопротивления
дросселя. Часть масла бесполезно протекает через переливной
клапан (предохранительный) в бак. Дроссельное регулирование
основано на изменении величины потерь. При уменьшении про-
пускной способности силового органа с неизменным расходом
насоса возрастает стравливаемый избыток масла в бак, и
поэтому растут потери. При увеличении пропускной способно-
сти силового органа, наоборот, эти потери уменьшаются. По-
этому дроссельное регулирование применяется при малых мощ-
ностях.
Принципиальные схемы простого дросселирования при ис-
пользовании насосов постоянной производительности (рис. 28) не
обеспечивают постоянства скорости при изменении нагрузки,
поэтому их используют только в гидросистемах, работающих
при малоизменяющихся нагрузках. Зависимость расхода
масла и, следовательно, скорости перемещения поршня цилиндра
через щелевой дроссель от перепада давления на последнем
может быть определена по формуле
V' = cF ^J/\p,
где с — коэффициент, принимаемый для масла И-20Л равным
0,6...0,65; F — площадь сечения дросселя, см2; Др — перепад
давления на дросселе, МПа.
При установке дросселя на входе (рис. 28, а)
Др = р„ — р.
При установке дросселя на выходе (рис. 28, б)
Ap = P..(F1/F2) + (Q + r)/F2,
где рп — давление настройки предохранительного клапана,
МПа; р — давление в рабочей полости цилиндров, МПа;
Fi — площадь цилиндра со стороны рабочей полости, см2;
F2 — площадь цилиндра со стороны полости слива, см2;
336
Рис. 28. Схемы регулирования скорости движения гидроцилиндра:
а — простым дросселированием на входе; б — простым дросселированием на выходе
Q — нагрузка на штоке цилиндра, Н; Т — сила трения в уплотне-
нии цилиндра и поршня, Н.
Насосы
В гидравлических установках станочных приспособлений ши-
роко используются шестеренчатые, лопастные и поршневые
насосы.
Требуемая производительность насоса определяется по фор-
муле (л/мин):
V = 6Fv = 6FZ/100Z,
ГЛ ЛЛ _ 2
где г — площадь поршня или штоковой полости, см , и — ско-
рость движения поршня при рабочем или холостом ходе, м/с;
t — время рабочего или холостого хода, с; I — длина рабочего
хода, см.
Приводная (потребляемая) мощность насоса (кВт)
N = рУ/601]Эф,
где р — давление, развиваемое насосом МПа; V — произ-
водительность насоса или расход жидкости, л/мин; т)Эф —
общий КПД, г]эф = ПмПо! Щ, — механический КПД насоса, учи-
тывающий потери на трение и гидравлические сопротивления;
ч]о — объемный КПД, учитывающий утечку рабочей жидкости
через зазор.
Шестеренные и лопастные насосы применяются для давлений
до 12,0... 15,0 МПа. Они компактны, просты в эксплуатации,
однако чувствительны к перегреву, а при работе на предельных
давлениях недолговечны. Аксиальные и радиальные поршневые
насосы применяются для давлений до 20...30 МПа, а поршневые
эксцентриковые — до 50 МПа.
337
Трубопроводы
Для гидросистем, работающих при давлении до 10 МПа,
используются стальные бесшовные, холоднотянутые и горяче-
катанные трубы по ГОСТ 8733—87 и 8731—87 (табл. 146).
Холоднотянутые трубы применяют для трубопроводов с на-
ружным диаметром до 30 мм, горячекатанные — 30 мм. Материал
труб — сталь марок 10 и 20.
Радиусы изгиба стальных бесшовных, медных и латунных
труб должны быть не менее (2,5...2,75) dK, где dK — наружный
диаметр трубы.
В качестве трубопроводов используются гибкие армирован-
ные шланги (табл. 147). При эксплуатации и монтаже не-
обходимо избегать их скручивания. Радиус изгиба шланга не
должен быть меньше 10 dB, где dB — внутренний диаметр шланга.
Внутренний диаметр трубопровода может быть определен по
формуле
dB = 4,6д/и/со,
где V — количество масла, протекающего по трубопроводу,
л/мин; со — скорость движения масла в трубопроводе, м/с;
принимают <о = 4 м/с при р = 2...6,3 МПа; со = 5 м/с при
р = 6,3...1О МПа; со = 6 м/с при р=10...20 МПа; для всасы-
вающих трубопроводов <о=1 м/с.
Значения пропускной способности трубопроводов приведены в
табл. 148, которой можно пользоваться при выборе трубопрово-
дов для пневмо- и гидропривода.
Допускаемые значения внутреннего рабочего давления для
стальных бесшовных труб приведены в табл. 149.
При применении медных труб давление не должно превы-
шать 8 МПа.
146. Холоднодеформированные стальные бесшовные трубы
Наружный диаметр, мм Толщина стенки, мм
10 14 16 18 22 25 28 28 30 32 24 2,0 1,8 2,5 3,0 4,0 3,0 3,5 4,0 5,0 3,5 3,0
Примечание. Трубы с наружным диаметром 10, 14 и 16 мм изготов-
ляют из стали 10. остальные — из стали 20.
338
147. Резиновые рукава высокого давления с металлическими оплетками
Диаметр рукава, мм Тип Давление, МПа
внутренний наружный в статике в динамике
4 14,5 I 20 12
6 16,5 I 19 11,5
6 19 28 17
8 21 25 15
10 23 it 21,5 13
12 25 11 21 12,5
16 29 16,5 10
20 34 15 9
25 46 III 12,5 7
32 53 ill 10 6
Примечание. Тип I — с одной, II — с двумя, III — с тремя метал
лическими оплетками.
148. Пропускная способность трубопроводов
Внутренний диаметр трубопровода t/B, мм Проходная площадь сечения трубопровода F, см2 Расход жидкости V, л/мин, при скорости движения, м/с Расход воздуха V л/мин, при скорости движения (0=17 м/с
ю — 1 (0 = 4 (0 = 5 (0 = 6
4 0,26 0,75 3 3,78 4,25 13
8 0,50 3 12 13,5 16 52
10 0,785 4,85 18,7 21,8 28 80
15 1,77 10,8 42 53 64 180
20 3,14 19 75 90 115 320
25 4,91 29 118 149 178 500
32 8,25 48 190 221 290 830
40 12,60 75 300 380 430 1280
50 19,80 120 470 600 700 2000
339
340
149. Допустимое внутреннее рабочее давление для стальных бесшовных холоднотянутых труб
Наружный диаметр, (1ц, мм Внутреннее рабочее давление р. МПа, при толщине стенки, мм, для труб из стали 10
0,5 0,6 0,8 1,0 1,2 1,4 1,6 1,8 2,0 2,2 2,5 2,8 3,0
12 15 20 25 30 36 — — — — —
8 8 9 12 16 19 22 25 28 32 35 40 45 —
10 6 7 10 12 15 17 20 23 25 28 32 35 38
12 5 6 8 10 12 15 17 19 21 23 26 30 32
14 4 5 7 9 И 12 14 16 18 20 22 25 27
16 4 4 6 8 9 11 12 14 16 17 20 32 24
18 3 4 5 7 8 10 11 12 14 15 17 19 21
20 3 3 5 6 7 9 10 11 12 14 16 18 19
22 2 3 4 5 7 8 9 10 11 12 14 16 17
25 2 3 4 5 6 7 8 9 10 11 12 14 15
28 2 2 3 4 5 6 7 8 9 10 11 12 13
30 2 2 3 4 5 6 6 7 8 9 10 12 12
Примечание. При применении труб из стали 20 табличные значения р умножить на коэффициент 1,25.
Уплотнения пневмо- и гидроцилиндров
Основные типы уплотнений и рекомендации по их приме-
нению приведены в табл. 150.
При применении резиновых манжет для пневмоцилиндров
по ГОСТ 6678—72 (табл. 151) следует предусматривать подачу
со сжатым воздухом распыленного масла (типа «Индустриаль-
ное-20»). Манжеты изготовляются двух типов (рис. 29): I — для
уплотнения цилиндра, II — штока. На рабочей поверхности
Рис. 29. Применение манжет в пневмоцилиндрах
цилиндра или штока, с которой контактирует манжета, до-
пускаются поперечные отверстия диаметром не более 1,5 мм.
Размеры канавок под манжеты приведены в табл. 152.
Рекомендуется применение канавок полного профиля исполне-
ния 1, хотя допускаются канавки с уменьшенным буртом —
исполнения 2. Для удобства монтажа манжет при диаметрах
цилиндров и штоков менее 20 мм поршни и корпуса должны
конструироваться разъемными. При этом следует предусматри-
вать фаски в цилиндре и на штоке или специальные монтаж-
ные оправки.
Резиновые кольца по ГОСТ 9833—73 (табл. 153) нужно ис-
пользовать в пневмоцилиндрах преимущественно для неподвиж-
ных соединений. В подвижных соединениях в пневмоцилиндрах
допускается применение резиновых колец диаметром не более
50 мм, при этом должна быть предусмотрена смазка трущихся
поверхностей. Резиновые кольца используются преимуществен-
но в гидроцилиндрах (рис. 30). Размеры канавок для уста-
новки колец без защитных колец даны в табл. 154. Для
предохранения выдавливания резинового кольца в зазор необ-
ходимо применять защитные кольца. Они изготовляются из фто-
ропласта, полиамидной смолы и других материалов. При монта-
же колец нужно предусматривать фаски на цилиндре, штоке и
341
Рис. 30. Резиновые кольца в цилиндрах
поршне, а также применять специальные монтажные оправки
и втулки, чтобы у колец не было перекосов, скручивания и
механических повреждений.
150. Уплотнения для пневмо- и гидроцилиндров
Тип уплотнений Область применения Диапазон размеров
Манжеты резиновые уплотнительные для пневматических устройств (ГОСТ 6678—72) Пневмоцилиндры, по- движное уплотнение штока и поршня, дав- ления от 0,005 до 1 МПа, скорость воз- вратно-поступатель- ного движения до 1 м/с, температура от — 65 до + 150 °C Диаметры цилиндра от 10 до 400 мм, штока — от 5 до 200 мм
Кольца резиновые уплотнительные круг- лого сечения для гид- равлических и пневма- тических устройств (ГОСТ 9833—73) Пневмо- и гидроци- линдры, подвижные и неподвижные со- единения, скорость возвратно-поступа- тельного движения в гидроцилиндрах до 0,3 м/с и пневмоци- линдрах— до 0,5 м/с. Необходимо приме- нение защитных ко- лец при радиальных зазорах свыше 0,02 мм в подвижных соеди- нениях при давлении свыше 10 МПа, в не- подвижных — свыше 20 МПа, при пульси- рующем давлении — свыше 10 МПа Диаметр сечения кольца, мм Внутренний диаметр коль- ца, мм
1,4 2,8...7,7 1,9 2,8...49,0 2,5 3,8... 147,5 3,0 9,7... 147,5 3,6 13,6...245,5 4,6 27,5...245 5,8 49...493,5 7,5 79,5... 128,5 8,5 129,5...493,5
342
Продолжение табл. 150
Тип уплотнений Область применения Диапазон размеров
Манжеты уплотни- тельные резиновые для гидравлических устройств (ГОСТ 14896—84) Гидроцилиндры, под- вижное уплотнение поршня и штока, ско- рость возвратно-по- ступательного дви- жения до 0,5 м/с, давление до 50 МПа, частота перемещения до 30 ходов в минуту, температура от —60 до +20 °C тип I тип III
давление, МПа
0,1...50 1,0...50
диаметр цилиндра
диаметр штока
12...950 12...220
4...900 4...200
ширина манжеты, мм
6...25 5...23
Уплотнения шеврон- ные резинотканевые для гидравлических устройств (ГОСТ 22704—77) Гидроцилиндры, по- движное уплотнение поршня и штока, ско- рость возвратно-по- ступательного дви- жения до 3 м/с, тем- пература от —50 до + 100 °C L Диаметры цилиндра от 20 до 2060 мм, штока — от 10 до 2000 мм
343
151. Резиновые уплотнительные манжеты
для пневмоцилиндров (по ГОСТ 6678—72)
Диаметр цилиндра, мм Номинальные размеры манжеты D X d X Н, мм Диаметр штока, мм Номинальные размеры манжеты D X d X Н, мм
25 26 X 14 X 5 12 21 X И Х5
32 33X21 X 5 14 23 X 13X5
40 40 X 27 X 6 16 27 X 15X6
50 50 X 35 X 6,5 18 29 X 17X6
63 63 X 48 X 6,5 20 31 X 19X6
80 80 X 64 X 6,5 22 33X21 X 6
100 100 X 84X6,5 25 36 X 24 X 6
125 124 X Ю7 X 7 32 43X31 X 6
160 159Х 141 X 7 36 47 X 34,5 X 6
200 199Х 181 X 7 40 51 X 38,5X6
250 249 X 229 X 8 45 58 X 43,5 X 7
320 319X299X8 50 63 X 48,5 X 7
360 359 X 339 X 8 63 76X61 X 7
400 399 X 379 X 8 80 90 93 X 78 X 7 103 X 88 X 7
344
152. Размеры канавок под манжеты резиновые
уплотнительные для пневмоцилиндров
(по ГОСТ 6678—72)
Диаметр цилиндра, мм Размеры канавки, мм
d4 dc И
25 15 24,4 19,3 5,5
32 22 31,3 26,3 5,5
345
Продолжение табл. 152
о
Диаметр цилиндра, мм Размеры канавки, мм Диаметр штока, мм Размеры канавки, мм
^5 d, а'г. Я dr, rf? de л
40 28 39,3 32,3 6,6 16 28 16,4 23,7 6,6
50 37 49,3 42,5 7,2 18 30 18,4 25,7 6,6
63 50 62,3 55,5 7,2 20 32 20,4 27,7 6,6
80 67 79,3 72,5 7,2 22 34 22,4 29,7 6,6
100 87 99,3 92,5 7,2 25 37 25,4 32,7 6,6
125 112 124 117,5 7,7 32 44 32,4 39,0 6,6
160 146 159 151,5 7,7 36 48 36,4 43,0 6,6
200 186 199 191,5 7,7 40 52 40,4 47,0 6,6
250 234 248,8 239,5 8,8 45 59 45,8 54,0 7,7
320 304 318,8 309,5 8,8 50 64 50,8 59,0 7,7
360 344 358,8 349,5 8,8 63 77 63,8 72,0 7,7
400 384 398,8 389,5 8,8 80 94 80,8 89,0 7,7
90 104 90,8 99,0 7,7
153. Резиновые уплотнительные кольца круглого сечения для пневмо- и гидроцилиндров (по ГОСТ 9833—73)
Диаметр цилиндра, штока, мм Диаметр сечения резинового кольца, мм
2,5 3,0 3,6 4.6 5,8 8,5
Обозначение типоразмера кольца
/. Цилиндр
25 021-025-25 020-025-30 019-025-36
32 028-032-25 027-032-30 026-032-36
II. Шток
Продолжение табл. 133
Диаметр цилиндра, Диаметр сечения резинового кольца, мм
2.5 3.0 3,6 4,6 5.8
Обозначение типоразмера кольца
40 036-040-25 035-040-30 034-040-36 032-040-46 — —
50 046-050-25 045-050-30 044-050-36 042-050-46 —
63 — 058-063-30 057-063-36 055-063-46 053-063-58 —
80 075-080-25 075-080-30 074-080-36 072-080-46 070-080-58 —
100 095-100-25 095-100-30 094-100-36 092-100-46 090-100-58 —
125 120-125-25 120-125-30 — 118-125-46 115-125-58 —
160 — —. 155-160-36 150-160-46 150-160-58 145-160-85
200 — — 195-200-36 190-200-46 190-200-58 185-200-85
250 — — 245-250-36 240-250-46 240-250-58 235-250-85
320 — — —- — 310-320-58 305-320-85
360 — — — 350-360-58 345-360-85
//. Шток
14 014-018-25 014-019-30 014-020-36 —
16 016-020-25 016-021-30 016-022-36 — —.
18 018-022-25 018-023-30 018-024-36 — —
20 020-024-25 020-025-30 020-026-36 — —
22 022-026-25 022-027-30 022-028-36 — —
25 025-029-25 025-030-30 025-031-36 — —
32 032-036-25 032-037-30 032-038-36 032-040-46
36 036-040-25 036-041-30 036-042-36 036-044-46
40 040-044-25 040-045-30 040-046-36 040-048-46
45 045-049-25 045-050-30 045-051-36 045-053-46 —
50 050-054-25 050-055-30 050-056-36 050-058-46 050-060-58
63 — 063-068-30 063-069-36 063-071-46 063-073-58
80 080-085-25 080-085-30 080-086-36 080-088-46 080-090-58
347
154. Размеры канавок, мм, под кольца резиновые
уплотнительные круглого сечения (по ГОСТ 9833—73)
Диаметр
сечения
резинового
кольца
Подвижное
соединение
Неподвижное
соединение
v max
2,5
3
3,6
4,6
5,8
8,5
d, + 0,8
dy + 0,7
d i -j- 0,8
d, + 0,6
d, + 0,7
d, + 0,9
d 4- 0,3
d + 0,3
d + 0,4
d + 0,6
d + 0,8
d + 1,4
D — 0,3
D — 0,3
D — 0,4
D — 0,6
D — 0,8
£>— 1,4
di + 1,1
d, + 1,0
d, + 1,1
d, + 1,0
di + 1,2
d, + 1,8
0,2
0,2
0,2
0,2
0,2
0,2
0,4
0,4
0,6
0,6
0,6
0,6
Примечание. Буквы в таблице обозначают: d — номинальный
диаметр штока; D — номинальный диаметр цилиндра (по типораз-
меру кольца); d, — номинальный диаметр сечения кольца.
Резиновые манжеты по ГОСТ 14896—84 (табл. 155) при-
меняются только в гидроцилиндрах. При монтаже их надо
смазывать (смазки типа ЦИАТИМ-201, ЦИАТИМ-203, «Ли-
тол-24», жировой солидол). При этом не должно быть перекосов
и механических повреждений, для чего следует применять за-
борные фаски на штоке, поршне и цилиндре, а также спе-
циальные монтажные кольца и оправки. Фаски должны иметь
скругленные кромки. При давлениях свыше 10 МПа рекомендует-
ся использовать защитные кольца. Для исключения возможности
загрязнения масла перед манжетой целесообразно применять
грязесъемники. Защитные кольца изготовляются из фторопласта
или полиамидных смол. Для повышения надежности в некоторых
случаях рекомендуется устанавливать манжеты-дублеры. Разме-
ры канавок для установки манжет без защитных колец при-
ведены в табл. 156.
348
155. Резиновые уплотнительные манжеты
для гидроцилиндров (по ГОСТ 14896—84)
Тип манжет
Диаметр цилиндра. I 111
штока D, мм
Обозначение типоразмера манжет (D X d X Н
1. Цилиндр
25 25 X 15X7 25 X 13 X 7,5
32 32 X 22 X 7 32 X 20 X 7,5
40 40 X 30 X 7 40 X 20 X 12 40 X 24 X 9,5
50 50 X 40 X 7 50X ЗОХ 12
63 63 X 48 X 9 63 X 43 X 12
80 80 X 65 X 9 80 X 55 X 14,5 80Х60Х 12
100 100 X 80 X Ю 100Х75Х 14,5 100Х80Х 12
125 125 X 105 X Ю 125Х95Х 17
160 160 X 140 X Ю 160 X 130 X 17
200 200 X 180 X Ю 200 X 170 X 17
250 250 X 230 X 40 250X 210X23
320 320 X 300 X Ю 320 X 280 X 23
360 360 X 335 X 12,5 360 X 320 X 23
400 400 X 375 X 12,5 400 X 360 X 23
11. Шток
14 22 X 14 X 6 22 X 14 X 5 ЗОХ 14X9,5
16 26 X 16X7 24 X 16X5 28 X 16X7,5 32 X 16X9,5 32 X 20 X 7,5
20 30 X 20 X 7 36 X 20 X 9,5 40 X 20 X 12
22 32 X 22 X 7 38 X 22 X 9,5 42 X 22 X 12
25 35 X 25 X 7 45Х25Х 12
32 42 X 32 X 7 52 X 32 X 12
36 46 X 36 X 7 56 X 36 X 12
40 50 X 40 X 7 60 X 40 X 12 65 X 45 X 12
45 55 X 45 X 7 75 X 45 X 17
50 60 X 50 X 7 70 X 50 X 12 80 X 50 X 17
63 78 X 63 X 9 83 X 63 X 12 93 X 63 X 17 100Х80Х 12
80 Ю0Х80Х Ю 105Х80Х 14,5 110Х 80 X 17
90 110Х90Х Ю 120Х90Х 17
349
156. Канавки, мм, для установки уплотнительных резиновых манжет
для гидроцилиндров (по ГОСТ 14896—84)
Параметры Размеры канавок для манжет
тип I тип III
b h b h
h 6...7 9...10 12,5 * + 1,5 b + 2 * + 2,5 До 5 7,5...9,5 12,5 14,5...17 b + 2 * + 2,5 * + 3 * + 4
£>i D D D D
о2 d d d d
Rmax 0,5 0,5 0,5 0,5
R Irnin 0,1 0,1 0,1 0,1
Примечание, d, D, Ь — номинальные диаметры штока, цилиндра
и ширина манжеты.
ЗЬО
Пружинно-гидравлический привод
Пружинно-гидравлический привод (рис. 31) представляет со-
бой гидравлический односторонний цилиндр.
Усилие зажима развивается за счет действия комплекта
пружин. Такой привод не требует затрат энергии для поддержа-
ния усилия зажима. Он обеспечивает надежное закрепление
детали в случае повреждения гидролинии или отключения
электроэнергии, несложен в обслуживании.
В зависимости от назначения пружинно-гидравлические ци-
линдры могут быть толкающего или тянущего исполнения
(табл. 157). Недостатком пружинно-гидравлических цилиндров
является изменение усилия зажима в зависимости от величины
хода штока, что требует регулировок величины хода.
157. Технические данные тянущих пружинно-
гидравлических цилиндров
Диаметр поршня, мм Ход што- ка, мм Номинальное дав- ление, МПа Усилие зажима, Н Габаритные размеры, мм
диаметр длина
60 8 9,8 17 168 110 150
100 8 9,8 53 955 155 185
120 8 38 92 204 175 200
Механогидравлический привод
Привод (рис. 32) состоит из винтового механизма и
гидравлического цилиндра.
Усилие, развиваемое штоком гидроцилиндра механогидравли-
ческого привода, может быть определено по формуле
351
о _ PL D2 _т
rcPtg(a + <p) d2n
где P — усилие, прикладываемое к рукоятке, Н; L — плечо
приложения усилия Р, см; гср — средний радиус резьбы, см;
а — угол подъема резьбы; q> — угол трения в резьбовом соедине-
нии; D — диаметр поршня гидроцилиндра, см; d — диаметр
плунжера, см; ц — коэффициент, учитывающий трение в уплот-
нениях (ц « 0,9); Т — сопротивление пружины, Н.
Принцип действия механогидравлического привода быстро-
действующих зажимных устройств (рис. 33) следующий.
При вращении рукоятки вначале при перемещении поршня 1
создается низкое давление для быстрого подвода зажимных эле-
ментов и предварительного закрепления. При дальнейшем вра-
щении рукоятки при достижении давления примерно 0,8 МПа
палец 2 сжимает пружину 3 и выходит из паза. В результате
поршень 1 останавливается и плунжер 4 перемещается. Созда-
ваемое рабочее давление жидкости равно:
1,27 PL
Р <Ргч. tg (а + <₽)11
Электромеханический привод
Привод (рис. 34) обычно состоит из электромотора,
редуктора и винтовой пары.
Тяговое усилие электропривода, создаваемое крутящим
моментом электродвигателя, может быть определено по формуле
4 rcptg(a + %P)’
где М — момент, передаваемый муфтой на винтовую пару;
гСр — средний радиус резьбы, мм; а — угол подъема резьбы,
град; фпр — угол трения в винтовой паре (<(,,р « 6°40').
352
и> Рис. 33. Конструкция быстродействующего механогидравлического
g привода
Рис. 34. Схема электромеха-
нического привода
Центробежно-инерционный привод
Центробежно-инерционный привод (рис. 35) работает благо-
даря центробежной силе инерции вращающихся грузов. Его
преимуществами являются: быстрота действия, возможность ав-
томатизации процесса закрепления и открепления деталей,
отсутствие дополнительного источника энергии для приведения
его в действие.
Рис. 35. Схема центробежноинер-
ционного привода с грузами
Центробежная сила определяется по формуле
Qu = GR^/g,
где G — вес груза, Н; R — расстояние от центра тяжести груза
до оси вращения, м; <о — угловая скорость вращения шпинделя,
рад/с; g — ускорение свободного падения, м/с2.
Тяговое усилие данного привода рассчитывается по формуле
Q = (Qu—
где Qu — центробежная сила одного груза, Н; Т — сопротивле-
ние пружины, Н; /|, 12 — плечи рычагов, мм; п число грузов
и пружин; 1] — КПД механизма (ц = 0,9...0,95).
354
Вакуумный привод
Принцип действия вакуумного привода (рис. 36) основан
на непосредственной передаче атмосферного давления на за-
крепляемую заготовку. При этом между опорной поверхностью
детали и полостью приспособления создается вакуум и деталь
прижимается избыточным атмосферным давлением. Приспособ-
ления с вакуумным приводом применяются при чистовой обра-
ботке нежестких деталей, которые могут деформироваться под
действием усилий зажима.
Рис. 36. Схема вакуумного привода:
а — конструктивное исполнение; б — схема действия усилий зажима
На опорной поверхности корпуса приспособления по контуру,
соответствующему конфигурации базовой поверхности обраба-
тываемой заготовки, выполняется специальная канавка, в кото-
рую помещается резиновая прокладка. Она на определенную вы-
соту выступает из канавки в момент загрузки приспособления.
После его включения в сеть вакуумного насоса в полости А
создается разрежение. Заготовка деформирует прокладку и плот-
но поджимается к опорной поверхности.
Для зажима плоских заготовок с большими поверхностями
используются вакуумные приспособления в виде хорошо обрабо-
танных плит со значительным количеством небольших, близко
расположенных отверстий.
Усилие зажима обрабатываемой детали определяется по фор-
муле
W = (Ра - Po)fakr,
где ра — атмосферное давление, равное 0,1 МПа; р0 —
остаточное давление в камере после разрежения (прини-
мается р0 = 0,01...0,015 МПа); Fa — активная площадь, ограни-
ченная уплотнением; kr — коэффициент герметичности вакуум-
ной системы (Рг = 0,8...0,85).
355
Магнитный привод
Принцип действия привода основан на том, что магнитный
поток, создаваемый электромагнитом или постоянным магни-
том, препятствует отрыву закрепляемой детали от приспособ-
ления. Магнитный поток должен проходить через закрепляемую
деталь, которая в этом случае является частью магнитопри-
вода. Электромагнитные и магнитные приспособления могут
применяться для закрепления деталей, материал которых имеет
высокую магнитную проницаемость. Ее имеют незакаленные
стали, меньшую — чугуны, незначительную — закаленные, быст-
рорежущие и легированные стали. Воздух имеет весьма малую
магнитную проницаемость, поэтому для получения большой
силы закрепления следует избегать зазоров между деталью и
плоскостью приспособления.
Преимуществами магнитного привода являются быстрота
действия, возможность закрепления деталей без их поврежде-
ния на окончательно обработанных поверхностях, одновремен-
ное крепление нескольких мелких деталей.
Недостатками магнитного привода являются меньшие усилия
крепления по сравнению с механическим приводом, невозмож-
ность крепления деталей из немагнитных материалов, наличие
остаточного магнетизма в деталях из ферромагнитных материа-
лов, вероятность аварий при перерыве в подаче электро-
энергии для электромагнитного привода.
Электромагнитный привод
Привод применяется обычно в виде плит и планшайб для
закрепления стальных и чугунных заготовок с плоской базовой
поверхностью. К преимуществам электромагнитных приспособле-
ний относятся: равномерное распределение силы притяжения по
всей опорной поверхности, высокая жесткость, свободный до-
ступ к обрабатываемым поверхностям заготовки.
Электромагнитное приспособление (рис. 37) состоит из
чередующихся по полярности стальных сердечников 1 с электро-
магнитными катушками 2, установленных на стальном основании
3 с шагом t. Обычно эта часть называется силовым блоком.
Над ним располагается стальная пластина с пазами, в которые
через немагнитные прокладки 5 вставлены магнитопроводы 6.
По ним магнитный поток подводится к закрепляемой детали 7.
При прохождении через катушки постоянного тока возникает
электромагнитное поле, притягивающее деталь к стальной
пластине 4. Обычно эту пластину с магнитоприводами и про-
кладками называют адаптерной плитой. При отключении тока
происходит раскрепление детали.
Для изготовления магнитоприводов применяются углеро-
дистые стали обыкновенного качества — СтО, Ст1, СтЗ, конструк-
ционные углеродистые 08, 10 и 20 и электротехнические
нелегированные 10895, 10864, 10880, 20895, 20880, 20864.
356
плиты
Немагнитные прокладки делаются из латуни, меди, эпоксипла-
стов. Сердечники катушек изготовляются из конструкционных
углеродистых сталей 08, 10. Адаптерная плита является опор-
ной поверхностью для закрепляемой детали и поэтому должна
обладать достаточной прочностью и износостойкостью. Обычно
для адаптерных плит используются конструкционные углеро-
дистые стали 10, 20, в отдельных случаях — с цементацией
рабочей поверхности.
Электромагнитное приспособление необходимо размагничи-
вать после отключения источника постоянного тока, так как
стальные магнитоприводы и адаптерная плита могут сохранять
остаточную намагниченность. Поэтому электромагнитные при-
способления должны быть снабжены размагничивающими уст-
ройствами.
Усилия прижима деталей при применении электромагнит-
ных приспособлений могут достигать 400...650 Н на 1 см2 пло-
щади контакта заготовки с опорной поверхностью.
Привод с постоянными магнитами
Преимуществом привода является безопасность в работе, так
как он не связан с каким-либо источником тока, не расходует
электроэнергию и весьма долговечен.
357
Рис. 38. Схема магнитной плиты с постоянными магнитами:
а — во включенном положении; б — в выключенном положении
Приспособление с постоянными магнитами (рис. 38) со-
стоит из немагнитного основания I, силового блока II и адаптер-
ной плиты III. Силовой блок выполнен в виде неподвижной верх-
ней 4 и подвижной нижней 1 плит, в которых расположены чере-
дующиеся по полюсам постоянные магниты 2 и 5 и магнитопрово-
ды 3 и 6. Постоянные магниты предварительно должны быть
намагничены. К магнитопроводу магниты должны быть обраще-
ны одной и той же полярностью.
В рабочем положении под магнитами верхней плиты распо-
ложены магниты нижней плиты одинаковой полярности. Потоки
их складываются и по магнитопроводу подводятся к рабочему
зазору и детали 7 (рис. 38, а). При перемещении нижней подвиж-
ной плиты на шаг t под магнитами верхней плиты распола-
гаются магниты нижней плиты с противоположной полярностью,
которые нейтрализуют работу магнитов верхней плиты (рис.
38,6), и происходит раскрепление детали. При закреплении
детали магнитный поток проходит через нее.
Постоянные магниты изготовляются из ферромагнитных ма-
териалов, обладающих высокой остаточной индукцией и большой
коэрцитивной силой. Такими материалами являются стали с
высоким содержанием углерода и специальных присадок —
вольфрама, кобальта, хрома. Магнитные свойства этих сталей с
течением времени снижаются, что требует повторного (примерно
через два года) намагничивания.
В Качестве материала для постоянных магнитов применяют-
ся литые сплавы марок ЮН13ДК24, ЮН14К24, ЮН14ДК25А,
обладающие высокой твердостью и поэтому обрабатываемые
только шлифованием.
При определении усилий зажима магнитных приводов сле-
дует исходить из условий, что современные приспособления с
постоянными магнитами при тщательно обработанной базовой
358
поверхности заготовки имеют прижимную силу до 150 Н на 1 см2
площади контакта заготовки с опорной поверхностью приспо-
собления.
При применении магнитного привода следует учитывать влия-
ние на усилие притяжения детали к приспособлению величины
зазора между нею и приспособлением, неплоскостности контакт-
ных и шероховатости поверхностей, толщину и конфигурацию
детали, магнитные свойства материала.
Оптимальными зазорами между деталью и приспособлением
считаются зазоры в пределах 0,02...0,03 мм, шероховатость не
ниже Ra = 0,63 мкм. При увеличении зазоров до 0,2 мм
усилие притяжения увеличивается на 30...40 % при R? = 20
и на 50...70 % — при Rz = 80.
Наилучшие магнитные свойства имеют углеродистые стали
обыкновенного качества СтО, Ст1, СтЗ, низкоуглеродистые 08,
10, 20; низколегированные конструкционные 15Х, 20Х, при приме-
нении которых обеспечивается минимальное усилие притяжения.
При использовании углеродистых и легированных сталей типа 40,
50 усилие притяжения будет на 5... 10 % меньше, инструмен-
тальных типа ХВГ, Х12 — на 10...20 %. У чугунов усилие при-
тяжения на 40...60 % меньше, чем у низкоуглеродистых сталей.
Наибольшее усилие притяжения обеспечивается при приме-
нении деталей в виде сплошного диска или кольца. При наличии
выточек, отверстий или использовании детали в виде квадрата
усилие притяжения уменьшается на 10...15 %. При применении
тонких деталей следует также учитывать уменьшение силы притя-
жения из-за недостаточной площади их сечения для прохожде-
ния магнитного потока.
Для приближенного расчета усилия закрепления можно вос-
пользоваться данными, приведенными в табл. 158.
158. Магнитные и электромагнитные плиты, патроны и планшайбы
Исходные данные: t — межполюсное расстояние; / — ширина
полюса.
Параметры Расчетная формула
Удельная сила притяжения Ру = Р/(2/ + /)2, где Р — усилие отрыва, Н
Допускаемая минимальная удельная сила притяжения для стандартных плит [Ру], Н/см2 30 16
Класс точности плит н, п в, А
Допускаемая минимальная удельная сила притяжения для стандартных патронов [Ру], Н/см2 70 40
Класс точности патронов н, п В
359
Электрический привод
Привод состоит из электродвигателя, аппаратуры управле-
ния и механических передач.
Электродвигатели бывают постоянного тока, трехфазные син-
хронные и трехфазные асинхронные.
Двигатели постоянного тока допускают плавное регулиро-
вание частоты вращения, обеспечивают плавный пуск, торможе-
ние и реверс.
Трехфазные синхронные двигатели не изменяют частоту
вращения в зависимости от нагрузки, имеют малую чувствитель-
ность к колебаниям напряжения сети.
Трехфазные асинхронные двигатели просты по конструкции,
имеют небольшую стоимость, высокую эксплуатационную надеж-
ность, в связи с чем получили широкое распространение.
У асинхронных двигателей частота вращения изменяется в
зависимости от величины развиваемого момента. Синхронная
частота вращения равна:
nc = 60/ /р,
где f — частота тока в сети, равная 50 Гц; р — число пар
полюсов, обычно принимаемое равным 1, 2, 3, 4.
Фактическая частота вращения под нагрузкой и, как правило,
меньше синхронной частоты вращения на 3...5 %, относительное
скольжение (%):
s = n£--n100
п
Значения синхронной частоты вращения электродвигателей
серии 4А приведены в табл. 159.
159. Закрытые обдуваемые электродвигатели серии 4А
Тип двигателя Мощность, кВт Частота вращения, мин 1
Синхронная частота 3000 мин~ 1
4А50А2УЗ 0,09 2740
4А50В2УЗ 0,12 2710
4А56А2УЗ 0,18 2800
4А56В2УЗ 0,25 2770
4А63А2УЗ 0,37 2750
4А63В2УЗ 0,55 2740
4А71А2УЗ 0,75 2840
4А71В2УЗ 1,1 2810
4А80А2УЗ 1,5 2850
4А80В2УЗ 2,2 2850
4А90 2УЗ 3,0 2840
4А100 2УЗ 4,0 2880
4А100 2УЗ 5,5 2880
4А112М2УЗ 7,5 2900
360
Продолжение табл. 159
Тип двигателя Мощность, кВт Частота вращения, мин 1
4А132М2УЗ 11,0 2900
4А160 2УЗ 15,0 2940
4А160М2УЗ 18,5 2940
4А180 2УЗ 22,0 2945
4А180М2УЗ 30,0 2945
4А200М2УЗ 37,0 2945
4А200 2УЗ 45,0 2945
4А225М2УЗ 55,0 2945
4А250 2УЗ 75,0 2960
4А250М2УЗ 90,0 2960
4А280 2УЗ 110 2970
4А280М2УЗ 132 2970
4А315 2УЗ 160 2970
4А315М2УЗ 200 2970
4А355 2УЗ 250 2970
4А355М2УЗ 315 2970
Синхронная частота 1500 мин
4А50А4УЗ 0,06 1380
4А50В4УЗ 0,09 1370
4А56А4УЗ 0,12 1375
4А56В4УЗ 0,18 1365
4А63А4УЗ 0,25 1380
4А63В4УЗ 0,37 1365
4А71А4УЗ 0,55 1390
4А71В4УЗ 0,75 1390
4А80А4УЗ 1,1 1420
4А80В4УЗ 1,5 1415
4А90 4УЗ 2,2 1425
4А100 4УЗ 3,0 1435
4А100 4УЗ 4,0 1430
4А112М4УЗ 5,5 1445
4А132 4УЗ 7,5 1455
4А132М4УЗ 11,0 1460
4А160 4УЗ 15,0 1465
4А160М4УЗ 18,5 1465
4А180 4УЗ 22,0 1470
4А180М4УЗ 30,0 1470
4А200М4УЗ 37,0 1475
4А200 4УЗ 45,0 1475
4А225М4УЗ 55,0 1480
4А250 4УЗ 75,0 1480
4А250М4УЗ 90,0 1480
4А280 4УЗ ПО 1470
4А280М4УЗ 132 1480
4А315 4УЗ 160 1480
4А315М4УЗ 200 1480
4А355 4УЗ 250 1485
4А355М4УЗ 315 1485
361
Продолжение табл. 159
Тип двигателя Мощность, кВт Частота вращения, мин 1
Синхронная частота 1000 мин 1
4А63А6УЗ 0,18 885
4А63В6УЗ 0,25 890
4А71А6УЗ 0,37 910
4А71В6УЗ 0,55 900
4А80А6УЗ 0,75 915
4А80В6УЗ 1,1 920
4А90 6УЗ 1,5 935
4А100 6УЗ 2,2 950
4А112МА6УЗ 3,0 955
4А112МВ6УЗ 4,0 950
4А132 6УЗ 5,5 965
4А132М6УЗ 7,5 970
4А160 6УЗ 11,0 975
4А160М6УЗ 15,0 975
4А180М6УЗ 18,5 975
4А200М6УЗ 22,0 975
4А200 6УЗ 30,0 980
4А225М6УЗ 37,0 980
4А250 6УЗ 45,0 985
4А250М6УЗ 55,0 985
4А280 6УЗ 75,0 985
4А280М6УЗ 90,0 985
4А315 6УЗ 110 985
4А315М6УЗ 132 985
4А355 6УЗ 160 985
4А355М6УЗ 200 985
Синхронная частота 750 мин 1
4А71В8УЗ 0,25 680
4А80А8УЗ 0,37 675
4А80В8УЗ 0,55 700
4А90 А8УЗ 0,75 700
4А90 В8УЗ 1,1 700
4А100 8УЗ 1,5 700
4А112МА8УЗ 2,2 700
4А112МВ8УЗ 3,0 700
4А132 8УЗ 4,0 720
4А132М8УЗ 5,5 720
4А160 8УЗ 7,5 730
4А160М8УЗ 11,0 730
4А180М8УЗ 15,0 730
4А200М8УЗ 18,5 735
4А200 8УЗ 22,0 730
4А2255М8УЗ 30,0 735
4А250 8УЗ 37,0 735
4А250М8УЗ 45,0 740
4А280 8УЗ 55,0 735
4А280М8УЗ 75,0 735
4А315 8УЗ 90,0 740
4А314М8УЗ ПО 740
4А355 8УЗ 132 740
4А355М8УЗ 160 740
362
Трехфазные асинхронные двигатели единой серии 4А вы-
пускаются мощностью от 0,06 до 400 кВт, имеют 17 габаритов
по высоте оси вращения — от 50 до 355 мм и синхронные
частоты вращения 3000, 1500, 1000, 750, 600, 500 мин-1.
Эти двигатели предназначены для привода механизмов, к
пусковым характеристикам которых не предъявляются особые
требования (скольжению и т. д.) при температуре окружающего
воздуха от — 40 до + 40 °C. Они изготовляются закрытыми об-
дуваемыми (1Р44) и защищенными (1Р23). Закрытые
обдуваемые двигатели надежнее и удобнее в эксплуатации,
чем защищенные, и поэтому рекомендуется выбирать их для
приводов общего назначения.
Электродвигатели со степенью защиты 1Р44 выпускаются
в трех исполнениях: на ла11ах —М1.00. (ц£новное исполнение),
с лапами и фланцевым щитом — М2б0и лишь с фланцевым
щитом — М300. Двигатели со степенью защиты 1Р23 бывают
только в основном исполнении.
В типоразмерах двигателей цифра 4 означает порядковый
номер серии, А — род двигателя — асинхронный. Буква А на
третьем месте означает, что станина и щиты двигателя алю-
миниевые; если станина алюминиевая, а щиты чугунные, это
отмечается буквой X. Отсутствие этих букв означает, что станина
и щиты чугунные или стальные. Двух- или трехзначное число
указывает на высоту оси вращения, буквы L, S или М — устано-
вочный размер по длине станины. Буквами А или В помечается
длина сердечника статора, цифрами 2, 4, 6 или 8 — число
полюсов. Последние две буквы (УЗ) показывают, что двигатель
предназначен для работы в зонах с умеренным климатом.
В табл. 160...162 приведены характеристики закрытых об-
дуваемых трехфазных асинхронных двигателей исполнений
Ml00, М200, М300.
Электродвигатели, объединенные в одном блоке с редуктором,
называются мотор-редукторами (табл. 163). Выпускаются они с
горизонтально расположенным тихоходным валом.
Простейшая схема управления и защиты асинхронного
коротко-замкнутого электродвигателя с магнитным пускателем
приведена на рис. 39. При нажатии кнопки «Пуск» подается
команда на включение электродвигателя, «Стоп» — на отключе-
ние. В схеме предусмотрена его защита от перегрузок электро-
тепловыми реле и от коротких замыканий — плавкими предо-
хранителями Пр.
160. Электродвигатели исполнения М100
Тип двигателя Число полюсов Габаритные размеры, мм
Ьо /зз Лз1 d-io h h /ю /31
4АА50 4АА56 4АА63 2, 4 2, 4 2, 4, 6 174 194 216 221 250 142 152 164 104 120 130 20 23 30 23 30 63 71 80 32 36 40
4А71 285 330 201 170 40 40 90 45
4А80А 300 355 218 186 50 50 100 50
4А80В 320 375 218 186 50 50 100 50
4A90L 350 402 243 208 50 50 125 56
4A100S 2, 4, 6, 8 362 407 263 235 60 "60“ 60 112 63
4A100L “457 263 '235 “60 140. 63
4А112М 452 534 310 260 140 70
4A132S 480 560 350 302 80 80 140 89
4А132М 530 610 350 302 178 89
4А160С 2, 4, 6, 8 624 737 430 358 178 108
4А160М 2, 4, 6,8 667 780 НО ПО 210
4А180С 2, 4, 6, 8 662 778 470 410 203 121
4А180М 2, 4, 6, 8 702 818 241
4А200М 2 760 875 110 267
4, 6, 8 790 905 535 450 140 110
133
4A200L 2 4, 6, 8 800 830 915 945 110 140 305
364
П родолжение табл. 160
9 5,8 3 — 80 50 3 — 10,2 6 — — 3,3
И 5,8 4 4 90 56 4 4 12,5 7 11 12,5 4,5
14 7,0 5 5 100 63 5 5 16,0 7 14 16,0 6,3
19 7 112 71 21,5 9 19 21,5 15,1
22 10 6 6 125 80 6 6 24,5 10 22 24,5 17,4
22 10 125 80 24,5 10 22 24,5 20.4
24 10 140 90 27,0 11 24 27,0 28,7
28 12 8 8 160 100 _ 7 7 31,0 12 28 31,0 36,0
28 12 160 100'’ 31,0 12 28 31,0 42,0
32 190 112 35,0 12 32 35,0 56,0
38 12 10 10 216 132 8 41.0 13 38 41,0 77,0
38 216 132 41,0 13 38 41,0 93,0
42 12 8 45,0 130
48 14 12 254 160 9 51,5 18 42 45 135
42 12 8 45,0 145
48 14 9 51.5 160
48 14 9 51,5 165
55 16 1 4 279 180 10 9 59 20 48 51,5 175
48 14 9 51,5 185
55 16 10 59 195
55 16 10 59 255
60 18 318 200 11 10 64 25 55 59 270
55 16 10 59 280
60 18 11 64 310
365
160. Электродвигатели исполнения Ml00
Тип двигателя Число полюсов Габаритные размеры, мм
/зо /зз /131 t/зо /| /2 /31
4А225М 2 4, 6. 8 810 840 925 985 575 494 по 140 по 140 311 149
4A250S 2, 4, 6, 8 915 1060 640 554 140 140 168
4А250М 2, 4, 6, 8 955 1100 349
161. Электродвигатели исполнения М200
Тип двигателя Число полюсов Г абаритные размеры, м.м Установочные и
/зо /зз Лз1 du / /2 /10 /31 di di0 b, b2
ho
4AA50 4AA56 4AA63 2, 4 2, 4 2, 4, 6 174 194 216 221 250 142 152 164 120 140 160 20 23 30 23 30 63 71 80 32 36 40 9 11 14 5,8 5,8 7,0 3 4 5 4 5
4A7L 285 330 201 40 40 90 45 19 7
4A80A 2, 4, 300 355 218 200 50 50 100 50 22 10 6 6
4A80B 6, 8 320 375 218 50 50 100 50 22 10
4A90L 350 402 243 50 50 125 56 24 10
4A100S 362 407 263 250 60 60 112 63 28 12 8 8
4A100L 392 457 263 60 60 140 63 28 12
4АП2М 452 534 310 300 140 70 32
4A132S 480 560 350 350 80 80 140 89 38 12 10 10
4A132M 530 610 350 350 178 89 38
366
Продолжение табл. 160
Установочные и присоединительные размеры, мм Масса, кг
dt rfio bt 62 &10 h hi /12 h5 hio
58 65 16 18 16 18 356 225 10 11 10 11 59 69 28 55 60 59 64 355
65 18 18 11 11 69 65 69,0 470
75 20 20 12 12 79,5 70 74,5 490
— 24 — 406 250 — 30
65 18 18 11 11 69,0 65 69,0 510
75 20 20 12 12 79,5 70 74.5 535
присоединительные размеры, мм Число OT- вер- стий J22 Масса, кг
&10 h hi /12 *5 /20 /21 dj ^20 d^-г d?5 ha
80 50 3 10,2 6 3,0 9 100 7 80 — 3,4
90 56 4 4 12,5 7 3,0 10 11 115 10 95 12,5 4,6
100 63 5 5 16,0 7 3,5 10 14 130 10 ПО 16,0 6,1
112 71 21,5 9 19 21,5 16,0
125 80 6 6 24.5 10 3,5 10 22 165 12 130 24,5 18,7
125 80 24,5 10 22 24,5 21,7
140 90 27,0 11 12 24 215 27,0 31.2
160 100 7 7 31,0 12 4,0 14 28 15 180 31,0 38,2
160 100 31,0 12 14 28 31,0 4 44,2
190 112 35,0 12 4,0 16 265 15 230 60
216 132 8 41.0 13 5,0 18 300 19 250 84
216 132 41,0 13 5,0 18 300 19 250 100
367
Тип двигателя Число полюсов Габаритные размеры, мм Установочные и
/зо /зз Й31 du / /г /)0 /з1 rfi г/10 bi &2
4A160S 2, 4, 6, 8 624 737 430 350 по но 178 108 42 48 15 12 14' 12
4А160М 888 00 см 667 780 210 42 48 12 14
14
4A180S 2, 4, 6, 8 662 778 470 400 203 121 48 55 14 16
4А180М 2, 4, 6, 8 702 818 241 48 55 14 16
4А200М 2 4, 6, 8 760 790 875 905 535 450 110 140 по 267 133 55 60 19 16 18 16
4A200L 2 4, 6. 8 800 830 915 945 ПО 140 305 55 60 16 18
4А225М 2 4, 6, 8 810 840 925 985 575 550 110 140 но 140 311 149 58 65 16 18 16 18
4A250S 2, 4, 6, 8 915 1060 640 140 140 168 65 75 24 18 20 18 20
4А250М 2, 4, 6, 8 955 1160 349 65 75 18 20 18 20
368
Продолжение табл. 161
присоединительные размеры, ММ Число от- вер- стий ^22 Масса,
Ью Л hi /12 hs Лю /20 /21 at ^20 ^22 ^25 Лб кг
254 160 8 9 8 45,0 51,5 18 15 42 300 250 45 135 140
8 9 45,0 51,5 4 150 165
279 180 9 10 9 51,5 59 9Л 18 48 350 300 51,5 175 185
9 10 51,5 59 195 205
318 200 10 11 10 59 64 25 5 20 55 400 19 350 59 270 285
10 11 59 64 295 325
356 225 10 11 10 11 59 69 28 55 60 59 64 8 375 355
406 250 11 12 11 12 69 79,5 2 fl 22 65 70 500 450 69 74,5 495 515
11 12 11 12 69 79,5 65 70 69 74,5 535 560
369
370
162. Двигатели исполнения М300
Тип двигателя Число полюсов Габаритные размеры, мм Установочные и присоединительные размеры, мм Число отверстий dn Масса, кг
/.3(> Й37 ^24 h /го /21 d, dm dii dM h. ftf,
4АА50 2, 4 174 92 120 20 3,0 9 9 100 7 80 3 3 10,2 3,2
4АА56 2, 4 194 96 140 23 3,0 10 11 115 10 95 4 4 12,5 4,4
4АА63 2, 4, 6 216 101 160 30 3,5 10 14 130 10 НО 5 5 16,0 6,0
4А71 285 130 40 19 21,5 15,7
4А80А 2, 4, 6, 8 300 138 200 50 3,5 10 22 165 12 130 6 6 24,5 4 18,3
4А80В 320 138 50 22 24,5 21,3
4А90 350 153 50 12 24 27,0 30,0
4А100 2, 4, 6, 8 362 163 250 60 4 14 28 215 15 180 8 7 31,0 37,0
4АЮ0 392 163 60 14 28 31,0 42,8
4А112М 452 198 300 80 4 16 32 265 15 230 35,0 58,0
4А132 2, 4, 6, 8 480 218 350 5 18 38 300 19 250 10 8 41,0 82,0
4А132М 530 218 350 5 18 38 300 19 250 41,0 97,0
2 42 12 8 45,0 145,0
4А160М 4, 6, 8 667 48 14 9 51,5 160,0
270 350 300 250
2 42 12 8 45,0 4 130,0
4А160 4, 6, 8 624 48 14 9 51,5 135,0
110 15
Тип двигателя Число полюсов Габаритные размеры, мм
/зо Лз7 ^24 h
4А180 2 4, 6, 8 662 290 400
4А180М 2 4, 6, 8 702
4А200М 2 4, 6, 8 760 790 335 450 но 140 5
4А200 2 4, 6, 8 800 830 110 140
4А225М 2 4, 6, 8 810 840 350 110 140
4А250 2 4, 6, 8 915 390 550 140
4А250М 2 4, 6, 8 955
4А280 2 4, 6, 8 1215 1245 535 660 140 170 6
4А280М 2 4, 6, 8 1256 1285 140 170
Продолжение табл. 162
Установочные и присоединительные размеры, мм Число отверстий ^22 Масса, кг
/21 di d^o (/22 ^25 bi hi Л 5
48 14 9 51,5 55 16 10 59,0 350 300 170,0 180,0
48 14 9 51,5 55 16 10 59,0 190,0 200,0
55 19 16 10 59,0 60 18 11 64,0 20 400 350 8 260,0 275,0
55 16 10 59,0 60 18 11 64,0 285,0 315,0
55 16 10 59 65 18 11 69,0 360,0 340,0
65 500 450 18 11 69,0 75 20 12 79,5 485,0 505,0
65 18 11 69,0 22 75 20 12 79,5 525,0 550,0
70 20 12 74,5 80 22 14 85,0 600 24 550 780,0 830,0
70 20 12 74,5 80 22 14 85,0 830,0 830,0
Рис. 39. Типовая схема включения асинхронного
электродвигателя мощностью до 10 кВт
372
163. Мотор-редукторы цилиндрические одноступенчатые типа МЦ
Типоразмер Крутящий момент на тихоход- ном валу, Н -м Частота вра- щения тихо- ходного вала, мин -1 Электродвигател ь
Тип Мощность, кВт Частота вращения, мин-1
МЦ-63 65,7 53,0 224 280 4А100 8РЗ 1,5 700
56,0 63,7 355 450 4А100 6РЗ 4А100 4РЗ 2,2 3,0 950 1420
124 224 4А112МВ8РЗ 3,0 700
МЦ-80 123 101 280 355 4А112МВ6РЗ 4,0 950
112 450 4А112М4РЗ 5,5 1450
232 224 4A132M8P3 5,5 720
МЦ-100 264 210 280 355 4A132M6P3 7,5 960
230 450 4A132M4P3 11,0 1450
МЦ-125 440 469 224 280 4А160 6РЗ 4А160М6РЗ 11,0 15,0 970
491 390 355 450 4А160М4РЗ 18,5 1460
Глава XIII
СМАЗКА МЕХАНИЗМОВ ПРИСПОСОБЛЕНИЙ
Правильность решения конструктивных элементов приспо-
соблений, обеспечивающих смазку механизмов, удобство их
эксплуатации, является одной из важнейших проблем обеспече-
ния требуемой долговечности приспособления. Немаловажную
роль в этом играет смазка. Наибольшее распространение полу-
373
чили жидкие смазки. В табл. 164 приведены характеристики
наиболее часто применяемых смазок.
В многошпиндельных головках, редукторах широко приме-
няется циркуляционный способ смазки с ее подачей в зону
зацепления зубчатых колес при окружных скоростях свыше
15 м/с.
К косозубым зубчатым колесам смазочный материал подво-
дится со стороны входа зубьев в зацепление, к подшипникам
качения — с внешней стороны. Для смазывания упорных под-
шипников необходимо предусматривать специальные канавки,
выточки, через которые будет поступать смазочный материал,
так как из-за малых зазоров его прокачивание через упорный
подшипник в большинстве случаев практически невозможно.
Смазывание погружением и разбрызгиванием применяется
при окружных скоростях вращения зубчатых колес до 15 м/с
и червяков — до 10 м/с в зубчатых и червячных передачах.
Рис. 40. Уровни жидкости при смазке разбрызгиванием:
а — цилиндрическая зубчатая передача; б — коническая зубчатая передача; в — шарико-
вый подшипник
Рис. 41. Расположение подшипникового узла в зоне выпадения
осадков из смазки:
а — нерекомендуемое; б — рекомендуемое
На рис. 40 указаны рекомендуемые уровни масла при смазке
погружением зубчатых колес и подшипников. При этом
забор масла должен происходить из зоны, где не могут скапли-
ваться выпадающие осадки (рис. 41). Жидкий смазочный ма-
374
териал применяют при температуре опоры до 120 °C, а некоторые
специальные сорта смазочного материала допускают работу
при температуре до 150...160 °C. При температурах, больших
или равных 150...160 °C, следует применять твердые смазочные
материалы. В скоростных нагруженных механизмах пополнение
количества смазочного материала должно происходить через
3...4 месяца, а через год его необходимо менять. В общем случае
применение пластичного смазочного материала рекомендуется в
неответственных передачах при хорошем доступе к механизму.
164. Смазки
Наименование ГОСТ Область применения
Масло И8А индустриальное 20799—75 Высокоскоростные шпинде- ли при частоте вращения 10 000...15 000 мин-1 или с окружной скоростью на шейке вала 3...4.5 м/с при небольших нагрузках
Масло И12А индустриальное 20799—75 Скоростные шпиндели при частоте вращения до 10 000 мин-1 при окруж- ной скорости до 3 м/с
Масло И20А индустриал ьное 20799—75 Шпиндели с нормальной и повышенной частотой вра- щения, гидравлические си- стемы, пневмогидравличе- ские системы
Жидкости кремнийорга- нические 132-24, 132-25 Поверхности металл — ме- талл или металл — резина
Масло трансмиссионное автомобильное МРТУ 38-1-185—65 Зубчатые редукторы, короб- ки передач, работающие при скоростях скольжения до 8 м/с. Средненагружен- ные червячные редукторы
Масло турбинное Т22, Тзо Высокоскоростные подшип- ники скольжения
Солидол синтетический С 4366—76 В узлах трения при темпера- турах от — 20 до + 65 °C
375
Продолжение табл. 164
Наименование ГОСТ Область применения
Универсальная средне- плавкая смазка (жиро- вой солидол) УС-1, УС-2 1033—79 В малонагруженные под- шипники качения при тем- пературах от —25 до + 65 °C. Водостойкая
Универсальная тугоплав- кая водостойкая жиро- вая смазка 1-13 Средне- и высоконагружен- ные подшипники качения при температурах выше 60 °C, но не более ПО °C. Водостойкая
Смазка ЦИАТИМ-201 6267—74 Подшипники качения и скольжения, узлы трения, температуры от —60 до + 90 °C. Боится влаги
Смазка ЦИАТИМ-202 11110—75 Подшипники качения и скольжения, температура от — 50 до +120 °C
Смазка ЦИАТИМ-203 8773—73 Та же, что и ЦИАТИМ-201, но с улучшенными противо- задирными свойствами
Смазка ЦИАТИМ-221 9433—80 Узлы трения в сопряжении металл — металл или ме- талл — резина при темпера- турах от —60 до 4-150 °C
Графитная смазка 3333—80 Открытые зубчатые переда- чи, цепные передачи, дом- краты, резьбовые соедине- ния, при температурах от -10 до 4-70 °C
Смазка ПВК Для предохранения оснастки
от коррозии при температу-
рах от —50 до +50 °C,
при влажности до 90 %
Пластичные смазочные материалы в подшипниках исполь-
зуются при температурах до 100 °C и скоростях до 10 м/с.
Особенности густых смазочных материалов по химической
реакции должны учитываться конструкторами при проекти-
ровании механизмов. Недопустимо применение натриевых сма-
зочных материалов при возможности их контакта с водой или
376
водными эмульсиями, так как они смыливаются. Солидолы
нечувствительны к воде, и именно их рекомендуется использо
вать в этих местах.
Комбинированные и специальные способы смазывания
(масляным туманом) допускают скорость вращения до 15 м/с и
в отдельных случаях — до 30 м/с.
При смазывании подшипников качения масляным туманом
оптимальной величиной подачи масла является 1...2 капли в ми-
нуту при частоте вращения около 10 000 мин-1.
Характеристики устройств для смазки даны в табл. 165.
При применении жидкого смазочного материала наилучшим
уплотнением являются резиновые армированные манжеты по
ГОСТ 8752—70 (табл. 166). Манжеты могут работать в мине-
ральных маслах, воде, дизельном топливе при скоростях сколь-
жения до 20 м/с и избыточном давлении до 0,05 МПа.
Температура и место контакта манжеты с валом может быть
от —45 до +150 °C. Манжеты изготовляются двух типов
однокромочные и однокромочные с пыльником. При использова-
нии рабочая кромка манжеты должна быть обеспечена смазкой.
Перед сборкой наружная поверхность манжеты (табл. 167...168)
и поверхности трения должны быть смазаны.
165. Смазочные устройства
Устройство
Область применения
Пресс-масленка под запрессов- Неответственные узлы трения, рабо-
ку (ГОСТ 19853—74) тающие периодически при небольших
нагрузках
Масленка одноплунжерная, на- Узлы трения и подшипники, рабо-
сос смазочный одноплунжерный тающие периодически, где обеспечи-
вают надежность подачи смазки,
требуют периодического обслуживания
Насосы лопастные, шестеренные Коробки передач, редукторы, требу-
ющие подачи смазки при давлении
до 0,3...1,0 МПа. Не требуют периоди-
ческого обслуживания
166. Основные размеры армированных манжет (по ГОСТ 8752—79)
первого ряда для предпочтительного применения в машиностроении, мм
Диаметр вала d D hi h?, не более
10 26
11 26
12 28
13 28
377
Продолжение табл. 166
Диаметр вала d D ht hi, не более
14 28 1 10
15 30
16 30
17 32
18 35
19 35
20 40
21 40
22 40
24 40 10 14
25 42
26 45
30 52
32 52
35 58
36 58
38 58
40 60
42 62
45 65
48 70
50 70
52 75
55 80
56 80
58 80 12 16
60 85
63 90
65 90
70 95
71 95
75 100
80 105
85 НО
90 120
95 120
100 125
Поверхность трения на валу должна быть подвергнута
термообработке до твердости не менее HRC330 и выполнена
по посадке Н9 с шероховатостью поверхности не ниже Ra =
= 0,32 мкм и Ra = 0,63 мкм. Радиальное биение вала должно
быть не свыше 0,2 мм при частоте вращения до 500 мин1, не бо-
лее 0,15 мм — при частоте вращения 500...1500 мин-1 и не более
0,08 мм — при частоте вращения свыше 1500 мин-1. Несоосность
посадочного места под манжету и оси вала не должны превышать
0,12 мм при посадочном диаметре до 80 мм и 0,15 мм — свыше
378
167. Рекомендации по применению уплотнений
Эскиз
Область применения
Особенности конструкции
При применении
жидких смазок при
v С 2 м/с
Лучшее уплотнение
для жидких смазок
При применении
жидких смазок при
10 м/с
Применение термо-
обработанной втул-
ки для уменьшения
износа
То же
Лучшее уплотнение
внешней стороны и
препятствие проник-
новению загрязне-
ния
» Лучшее уплотнение
с внутренней сторо-
ны и препятствие
вытеканию масла
379
Продолжение табл. 167
Область применения Особенности конструкции
» Уплотнение с обеих сторон
При примене- нии жидких смазок при v10 м/с Нерекомендуемая конструкция — установка уплот- нения после шпон- ки нежелательна из-за невозможно- сти демонтажа без съема шпонки
То же Рекомендуется конструкция — съем уплотнения возможен без де- монтажа шпонки
Небольшие скорости вра- щения Нерекомендуемая конструкция — при больших скоро- стях радиально- упорный подшип- ник качает масло как насос в сто- рону раскрытия конуса
380
Продолжение табл. 167
Эскиз уплотнения
Область применения
Особенности конструкции
При применении
пластичных смазок
и < 8 м/с
Средние и вы-
сокие скоро-
сти
Рекомендуемая
конструкция -
выброс масла из
подшипника про-
исходит в сторону,
обратную уплотне-
нию
Средние
vс5 м/с
Средние
v с 5 м/с
скорости
скорости
Нерекомендуемое ис-
полнение — недоста-
точный уплотняющий
эффект из-за недо-
статочного перепада
зазоров
Рекомендуемое испол-
нение — уплотнение
создается за счет че-
редования небольших
(0,06...0,07) и боль-
ших (2...3 мм) зазо-
ров
Не допускается при-
менение в устройствах
с повышенной загряз-
ненностью
381
Продолжение табл. 167
Эскиз уплотнения
Область применения
Особенности конструкции
При применении
жидких смазок v >
> 5...6 м/с
То же
Маслоотражательные
кольца должны вы-
ступать за стенку кор-
пуса
Наличие ванночки за
подшипником с целью
улучшения эффекта
смазки
При перепаде дав-
лений снаружи и
внутри не более
0,5 МПа v < 5...6 м/с
Упрощенная конст-
рукция
80 до 150 мм. Установка манжеты внутрь препятствует
вытеканию масла из корпуса, но недостаточно защищает его
от проникновения за уплотнение внешней среды даже при весьма
малом давлении извне. Установка манжеты пружиной наружу
препятствует проникновению внешней среды в корпус и в недо-
статочной степени вытеканию масла из него. Решить проблему
позволяет установка двух манжет.
Фетровые (войлочные) уплотнения могут применяться для
окружных скоростей порядка 8 м/с. Это уплотнение нельзя
применять в устройствах, находящихся в зоне с повышенной
загрязненностью, из-за того, что частицы абразива и пыли могут
внедриться в него и создавать относительное скольжение, изна-
шивая вал.
382
168. Установка и эксплуатация манжет
Схема конструктивного исполнения
Рекомендаций
При работе в запыленном
помещении перед манжетой
должно быть установлено за-
щитное устройство
При установке манжеты ря-
дом с коническим подшип-
ником необходимо предус-
мотреть канавки для отвода
масла
Для предохранения манже-
ты от выворачивания при пе-
репаде давлений свыше
5 МПа нужен конусный
упор
Для удобства демонтажа
манжет следует предусмат-
ривать упорную шайбу с де-
монтажными отверстиями
При невозможности выпол-
нения фаски на валу тре-
-буется установка манжеты
с помощью монтажной
втулки
Нужна заходная фаска в по-
садочном отверстии для на-
ружного диаметра манжеты
383
Продолжение табл. 168
Схема конструктивного исполнения
Рекомендации
Необходим монтаж ман-
жеты с помощью спе-
циальной втулки во из-
бежание перекоса ман-
жеты
Для защиты вала от из-
носа рекомендуется уста-
навливать втулку
Для предохранения рабо-
чей кромки манжеты от
повреждения требуется
заходная фаска
169. Рекомендуемые нагрузки на органах управления
Зона Допустимые усилия на рукоятках управления, Н
I
II
III
IV
20...40
40...60
35...50
55...75
384
При окружной скорости вала до 2 м/с можно использовать
грубошерстные уплотнения — войлок Г в контакте с валом, обра-
ботанным до Ла =1,25 мкм. При скорости вращения вала
2...5 м/с этот материал применять не рекомендуется. В данном
случае лучшими будут полугрубошерстные уплотнения — войлок
Т в сочетании с обработкой вала до шероховатости Ra =
= 0,63 мкм. При скорости же 5...8 м/с целесообразно при-
менять тонкошерстные уплотнения при шероховатости обработки
поверхности вала Ra — 0,32 мкм.
Используемые для зашиты или разделения смазок масло-
отбрасывающие отражательные кольца любой формы и конструк-
ции должны выступать на уплотняемую стенку, с тем чтобы
они могли отбросить центробежной силой попадающее на них
горячее масло. Эти кольца рекомендуется применять при скоро-
стях вращения вала, больших, чем 5...6 м/с.
Глава XIV
МЕРОПРИЯТИЯ ПО ЭРГОНОМИКЕ
И ОХРАНЕ ТРУДА ПРИ ИСПОЛЬЗОВАНИИ
ПРИСПОСОБЛЕНИЙ
Приспособления, как и любые механизмы, являются источ-
никами повышенной опасности для окружающих. Поэтому при
проектировании необходимо обеспечить соблюдение ряда усло-
вий, обеспечивающих удобную и безопасную работу при исполь-
зовании приспособления.
Для оценки эргономических качеств приспособления в сово-
купности со станком и удобства обслуживания целесообразно
воспользоваться координатной сеткой с нанесенными на ней кон-
турами станка, приспособления и зон размещения органов
управления (рис. 42). Затем на ней помечается место распо-
ложения станочника с зонами досягаемости. Органы управления
должны располагаться в зонах легкой досягаемости. Редко ис-
пользуемые органы управления (не более 5...8 раз в смену)
могут размещаться и за пределами зоны досягаемости, а
аварийные должны находиться только в зоне досягаемости.
Другим важным эргономическим требованием является
соблюдение допустимых нагрузок, которые не должны превышать
10 Н, если работает кисть руки; 20...40 Н — рука до локтя и
80... 100 Н — вся рука. Кроме того, в зависимости от зоны рас-
положения органов управления устанавливаются значения допу-
стимых нагрузок (табл. 169). Следует помнить, что рукоятки
с пользованием более 5...8 раз в смену необходимо распола-
гать в зоне на высоте от 1600 до 1700 мм при работе
стоя и от 600 до 1200 мм — при обслуживании сидя. В случаях
использования рукояток и кнопок не более 8 раз в смену допусти-
мо их расположение на высоте от 300 до 1850 мм. Допускается
385
/ — удобная: 2 — допустимая
располагать органы управления, используемые только для на-
стройки, на высоте до 2500 мм. Рекомендуется для часто
используемых рукояток уменьшать усилия на 20...40 % по срав-
нению с приведенными в табл. 169.
В ручных зажимных устройствах сила на рукоятке не
должна превышать 100 Н, а при более чем одном закреплении —
раскреплении в минуту — не свыше 50 Н. Значения моментов,
развиваемых рукой на маховичках и рукоятках различных
конструкций и размеров, приведены в табл. 170. Средняя про-
должительность закрепления заготовок различными зажимными
устройствами: в трехкулачковом патроне ключом — 4 с; одним
винтовым зажимом (ключом) — 4,5 с; штурвалом — 2,5 с; пово-
ротом рычага — 2,5 с; маховичком или звездочкой — 2 с; пово-
ротом рукоятки пневмо- и гидрокрана — 1,5 с. При необходи-
мости увеличить число зажатий применяют приспособления с
силовыми (пневматическими, гидравлическими) узлами. В табл.
171 приведены значения вспомогательного времени, необходимо-
го для выполнения различных движений по закреплению и от-
креплению деталей в приспособлениях.
В зоне расположения рукояток и маховиков не должно
быть никаких выступающих частей, которые могут нанести трав-
му работающему или мешать ему.
Не допускается применение выступающих винтов. Все детали
в зоне работы рук должны быть закруглены и не иметь острых
386
кромок, углов. Расстояние от неподвижной детали до вращающе-
гося маховичка не должно быть менее 30 мм. Для маховиков
диаметром более 60 мм рекомендуемое расстояние от неподвиж-
ной части машины до охватываемой рукой части маховика
должно быть не меньше 60 мм. В табл. 172 приведены примеры
рекомендуемого и нерекомендуемого исполнения рукояток, махо-
виков и кнопок.
170. Предельные моменты, получаемые при различных конструктивных
формах головок и рукояток винтов
Схема конструктивной
формы
Длина рукоятки, /, мм
Предельный момент М, Н-с.м
20
24
30
36
70... 150
90... 180
100...220
120...250
30 120...250
35 250...500
45 400...650
50 500...750
70 700...850
40
50
60
80
400...650
500...700
600...800
800...950
387
Продолжение табл. 170
Схема конструктивной формы Длина рукоятки, 1, мм Предельный момент М, Н-см
80
100
120
140
700...850
800...950
900... 1100
1000... 1300
850... 1300
920... 1400
1000... 1500
1100... 1600
171. Время на закрепление и открепление детали в приспособлениях,
мин
Способ закрепления Коли- чест- во за- жимов Масса деталей, кг
1 5 12 20 свыше 20
Закрепление в приспособлениях
Рукояткой пневматического 1 0,024 0,024 0,024 0,024 0,024
или гидравлического зажи- мов Рукояткой эксцентрикового 1 0,03 0,034 0,36
зажима 2 — 0,054 0,061 0,065 0,082
Винтовым зажимом с по- 1 0,034 0,042 0,055 0,068 0,128
мощью маховичка или звез- 2 0,06 0,076 0,097 0,12 0,196
дочки Винтовым зажимом с по- 1 0,094 0,11 0,135 0,16 0,2
мощью гаечного ключа 2 0,153 0,18 0,22 0,26 0,32
3 — 0,24 0,29 0,35 0,42
4 — 0,3 0,39 0,44 0,55
Винтовым зажимом с быст- 1 0,085 0,1 0,12 0,135 0,17
росъемной шайбой с по- мощью гаечного ключа Рукояткой пневматического 2 0,052 0,06 0,071 0,083 0,137
зажима и винтовым зажи-
мом
388
Продолжение табл. 171
Способ закрепления Коли- чест- во за- жимов Масса деталей, кг
1 5 12 20 свыше 20
Рукояткой эксцентрикового зажима и винтовым зажи- мом 2 0,058 0,068 0,082 0,095 0,154
Закрепление откидной или скользящей планкой
Рукояткой пневматического зажима 1 0,034 0,042 0,046 0,05 0,06
Рукояткой эксцентрикового зажима 1 0,04 0,052 0,058 0,064 0,079
Винтовым зажимом вручную 1 0,044 0,06 0,077 0,094 0,163
Винтовым зажимом с по- мощью гаечного ключа 1 0,104 0,123 0,157 0,186 0,235
Рукояткой пневматического зажима и винтовым зажи- мом 2 0,062 0,078 0,093 0,109 0,172
172. Исполнение рукояток, маховиков, кнопок в станочных приспо-
соблениях
Нерекомендуемые
Рекомендуемые
Требования к исполнению
Расстояние от кнопки до
неподвижной части приспо-
собления должно быть не ме-
нее 30 мм
Расстояние от маховика до
неподвижной части приспо-
собления должно быть не ме-
нее 60 мм
389
Продолжение табл. 172
Нерекомендуемые
Рекомендуемые
Требования к исполнению
Консольное расположение
рукоятки не должно вызы-
вать ее изгиб и неудобство
переключения
Требования по технике безопасности заключаются в том,
чтобы при использовании приспособлений были созданы такие
условия работы, которые исключали бы возможность травмиро-
вания рабочего при установке или съеме детали, а также во время
ее обработки. Наружные элементы станочных приспособлений
не должны иметь острых углов, кромок, неровных поверхностей,
представляющих собой источник опасности. Все такие наружные
элементы должны быть скруглены радиусами не менее I мм. Вы-
ступающие за габариты станка элементы приспособления не
должны мешать его работе и ограничивать доступ к органам
управления. Шероховатость наружных поверхностей вращаю-
щихся патронов, оправок, планшайб должна быть не грубее
Ra= 1,25 мкм. Для исключения травмирования рук при установ-
ке детали предусматриваются специальные ниши для безопасно-
го размещения руки, вводятся блокировочные устройства, не
позволяющие включить привод зажима или других движущихся
частей при нахождении в рабочей зоне руки рабочего. Зазоры
между подвижными частями должны быть не более 5 мм, что уст-
раняет возможность попадания в зазор руки или пальцев
рабочего.
Приспособление должно быть надежно закреплено на
станке, сбалансировано, проверено при рабочих частотах враще-
ния, а значения допускаемой неуравновешенности и частоты
вращения должны быть указаны в эксплуатационных доку-
ментах.
Повышенную опасность представляет собой стружка, обра-
зующаяся во время обработки. Поэтому у приспособлений
должны быть достаточной величины каналы, окна, ниши, обеспе-
чивающие беспрепятственное удаление стружки. Для защиты от
дробленой стружки необходимо предусматривать специальные
экраны, а также беспрепятственное удаление смазочно-
охлаждающей жидкости, отсос загрязненного во время работы
воздуха.
Ряд травм происходит от падения деталей или приспособле-
ния во время установки их на станок. Поэтому должны быть
предусмотрены устройства, исключающие самопроизвольное па-
390
дение деталей с приспособления. Вручную допускается устанав-
ливать приспособление массой не более 16 кг. При этом должны
быть обеспечены безопасная установка и снятие его со станка.
Приспособления массой более 16 кг должны иметь устройства
(рым-болты, цапфы, отверстия и т. д.), обеспечивающие надеж-
ный захват их грузоподъемными устройствами. При массе обра-
батываемой детали более 12 кг должны использоваться грузо-
подъемные устройства, а также предусматриваться специальные
площадки для предварительной ее установки с последующим
перемещением в рабочую зону.
Особое внимание следует уделять исключению возможности
раскрепления детали во время обработки из-за отказа силового
привода, падения давления в пневмосети, отключения электро-
энергии. С этой целью применяются самотормозящие механизмы,
предохранительные устройства, исключающие возвратное дви-
жение зажимного элемента. В случае невозможности применения
таких устройств следует защищать рабочую зону приспособле-
ния специальным экраном. Опорные поверхности нужно распо-
лагать против сил резания. Усилия зажимных устройств тре-
буется направить на опорные поверхности.
Гидравлические и пневматические устройства должны быть
испытаны под давлением, в 1,5 раза превышающем номиналь-
ное, с выдержкой не меньше 5 мин. Гидро- и пневмосистема
должна иметь паспорт, в котором указываются результаты
испытаний и допускаемые сроки эксплуатации. Пневмо-
и гидропривод не должны загрязнять окружающую среду.
Следует избегать выброса отработавшего сжатого воздуха в
сторону рабочего, так как он может увлекать за собой частицы
образива и стружки и быть причиной травмы. Пневмо- и гидро-
привод должны быть оборудованы устройствами для контроля
давления воздуха или масла и иметь опломбированные эле-
менты, разрегулирование которых может создать аварийную
ситуацию.
При применении магнитных приспособлений необходимо
обеспечить надежную защиту их от влаги и заземления.
Эти приспособления должны иметь силу притяжения не ниже
указанной в технических требованиях.
При использовании электропривода должно быть исключено
самопроизвольное включение, токоведущие части требуется на-
дежно изолировать, предусмотреть средства световой сигна-
лизации и аварийного отключения, вводный выключатель всей
системы от питающей сети, необходимые блокировки, проверить
электросистему на надежность изоляции и заземления.
Уровень вибрации и шума, создаваемый приспособлением,
не должен превышать допустимые санитарные нормы.
Категорически запрещается выполнение наладочных и ре-
монтных работ на приспособлении во время работы станка.
Особое внимание нужно уделять защите вращающихся
частей приспособления и станка от попадания на них одежды
рабочего.
391
Подробно требования к технике безопасности станочных при-
способлений изложены в ГОСТ 12.2.029—88.
Глава V
ПРОЕКТИРОВАНИЕ СПЕЦИАЛЬНЫХ
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Особенности проектирования
приспособлений для агрегатных станков
и автоматических линий
Принципиальных отличий в методике проектирования приспо-
соблений для агрегатных станков и автоматических линий' не
имеется. Вместе с тем к таким приспособлениям предъяв-
ляется ряд требований, обусловленных специфическими усло-
виями эксплуатации агрегатных станков и автоматических
линий.
Как правило, агрегатные станки и автоматические линии
предназначены для обработки одной или нескольких деталей
на весь период их эксплуатации и практически не перенала-
живаются. При этом работа оператора сводится в большинстве
случаев к наблюдению за работой станка или линии, поэтому
в приспособлениях должна полностью быть механизирована
уборка стружки и смазка трущихся поверхностей. Управление
приспособлением практически входит в схему управления
станком. В некоторых случаях конструктивные элементы приспо-
собления объединяются с элементами станка. Обязательным
является обеспечение надежности, долговечности и износо-
стойкости приспособления, кратных средним и капитальным
ремонтам станка или автоматической линии.
Большое внимание уделяется применению в приспособле-
ниях к агрегатным станкам и автоматическим линиям блоки-
ровочных устройств, предотвращающих возможность попадания
заготовок с завышенными припусками, неправильной установки
заготовки, раскрепления ее при отказе силового привода.
Одной из особенностей применения приспособлений в авто-
матических линиях является применение спутников. Они пред-
ставляют собой автономные приспособления, в которые закреп-
ляется деталь на весь период ее обработки в линии. Спутник
снабжается элементами для фиксации и закрепления на отдель-
ных операциях. Особенностью базирования и закрепления детали
на спутнике является то, что необходимо учесть условия
обработки на всех операциях, через которые проходит деталь
со спутником.
При применении бесспутниковых линий возникает проблема
сохранения баз, для чего на деталях предусматривают спе-
циальные технологические базы (платики, отверстия). В случае
392
невозможности их сохранения на всех операциях требуется
тщательный анализ погрешностей обработки, связанных с пере-
меной баз.
Кроме того, приспособления к агрегатным станкам и автома-
тическим линиям должны обеспечивать точное базирование и
надежное закрепление заготовки в тяжелых условиях много-
инструментальной обработки, компактность конструкции, макси-
мальную механизацию загрузки и выгрузки, высокую степень
быстродействия, удобство монтажа и демонтажа приспособле-
ния при ремонте и переналадке станка.
Эти требования приводят к несколько повышенной металло-
емкости корпусных деталей и сложности конструкций приспо-
соблений к агрегатным станкам и автоматическим линиям.
В зависимости от способа закрепления и перемещения обра-
батываемой заготовки в агрегатных станках применяются сле-
дующие типы приспособлений: стационарные (неподвижные);
многопозиционные приспособления на поворотном делительном
столе с вертикальной осью вращения; многопозиционные при-
способления на поворотном делительном столе с горизонталь-
ной осью вращения.
Для стационарных приспособлений в качестве привода наи-
более широко применяется пневмопривод, для многопозицион-
ных — гидравлический или электромеханический привод. Элек-
393
тромеханический ключ имеет наибольшее применение в качестве
силового привода многопозиционных приспособлений на пово-
ротно-делительных барабанах с горизонтальной осью вращения
в приспособлениях-спутниках.
На рис. 43 представлено шестипозиционное приспособление
на поворотном столе с вертикальной осью вращения. Оно
предназначено для обработки двух типоразмеров несущей
планки амортизатора автомобиля. Детали базируются в приспо-
соблении нижней плоскостью фланца и наружным диаметром
бобышки. Обработка производится на десятишпиндельном агре-
гатном вертикальном одностоечном станке. В деталях произво-
дятся сверление и зенкерование центрального ступенчатого
отверстия, нарезание резьбы в нижней ступеньке и цекование
торца бобышки.
Приспособление состоит из корпуса 3, на котором размещены
шесть позиций для установки и зажима обрабатываемых
деталей. Деталь базируется на плоских опорных планках 7
394
и регулируемых призмах 9 и 11 с рифлеными опорными
поверхностями. Зажим детали производится электромеханиче-
ским ключом через винтовой зажим 1, рычаг 2, коромысло 4
и толкатели 10. Стойки 12 служат для фиксации кондукторной
плиты. Для отвода толкателей 10 при разжиме детали при-
менены пружины 5. Центральная часть корпуса закрыта крыш-
кой 6, предохраняющей механизм зажима от попадания стружки.
Для ее смыва предусмотрены в корпусе литые уклоны. Грузовой
винт 8 служит для транспортировки приспособления.
При обработке детали устанавливаются на опорные планки
7 и ориентируются наружными поверхностями бобышек в приз-
мах 9 и 11. При этом толкатели 10 оттянуты назад пружинами 5.
Для закрепления детали вводят в зацепление с полумуфтой
винтового зажима 1 электромеханический ключ (на рисунке
не показан). Винтовой зажим через рычаг 2 и коромысло 4
перемещает толкатели 10, обеспечивая устойчивое закрепление
деталей во время обработки.
Раскрепляются обрабатываемые детали вращением винта
винтового зажима 1 в обратную сторону.
Проектирование приспособлений
для групповой обработки
Проектирование данного приспособления следует начинать с
тщательной классификации и группирования обрабатываемых
деталей и заготовок. При этом основное внимание следует
обращать на те элементы деталей и заготовок, которые опре-
деляют установку и закрепление. Проводится также анализ и
определяются сходные признаки по обрабатываемым поверхно-
стям, применяемому инструменту, методу настройки и т. д. В каж-
дом конкретном случае принимается решение о возможности
группирования деталей.
Однако во всех случаях из приспособления выделяется
«базовая» часть, которая остается постоянной для всех случаев
обработки деталей. В зависимости от особенностей обрабаты-
ваемых деталей на эту часть приспособления проектируются
сменные элемёнты для базирования и зажима детали, направле-
ния инструмента и т. д.
Необходимым условием является применение таких конструк-
ций, которые обеспечивали бы быструю и легкую переналадку
с одной детали на другую. Вместе с тем при проектировании
групповых приспособлений из-за увеличения количества сопря-
гаемых поверхностей на базирующих элементах необходим тща-
тельный анализ обеспечиваемой точности. Как правило, при-
способления для групповой обработки (рис. 44) требуют повы-
шенной точности изготовления элементов, определяющих базиро-
вание деталей.
Приспособление для групповой обработки зубчатого венца
шестерен состоит из корпуса 1, в котором закреплена оправка
2 с гайкой 6 для зажима. Для центрирования обрабатываемых
395
Рис. 44. Зубофрезерное
приспособление для
групповой обработки:
а — двух шестерен со шли-
цевым отверстием; б — трех
шестерен с гладким отвер-
стием
шестерен предусмотрена втулка 4, стакан 3 служит для торцевого
упора обрабатываемых шестерен. Для сокращения времени на
закрепление служит быстросъемная подкладная шайба 5.
На рис. 46, а показана наладка на зубофрезерование двух шесте-
рен со шлицевым отверстием, на рис. 46, б — трех шестерен с
гладким отверстием. Переналадка с обработки одного вида
шестерен на другой заключается в замене опорного стакана 3,
центрирующей втулки 4 и подкладной шайбы 5. При проекти-
ровании приспособления необходимо предусмотреть такое распо-
ложение шестерен по высоте, чтобы хотя бы одно крайнее
положение червячной фрезы для различных шестерен было по-
стоянным с целью сокращения переналадок на регулировку по-
ложения фрезы. Кроме того, для закрепления шестерен с глад-
ким отверстием с базированием по торцу венца требуются
промежуточные опорные шайбы 7.
396
Модернизация приспособлений
Модернизация базовых конструкций приспособлений произ-
водится в случаях необеспечения: требуемой производительности
с учетом изменения годовой программы; точности обработки на
данной операции; удобства обслуживания, загрузки и снятия
деталей, удаления стружки; существующих нормативов допусти-
мых физических усилий для установки и снятия деталей,
зажима.
Модернизация может производиться и в ряде других слу-
чаев, когда в результате анализа эксплуатации, изготовления,
ремонта приспособления выявлена и необходимость усовершенст-
вования его конструкции без принципиального изменения самой
схемы.
При использовании обычных приспособлений до 50 % вре-
мени работы за смену рабочий затрачивает на вспомогатель-
ную работу: установку и закрепление деталей, управление
станком, контроль в процессе обработки, снятие деталей, удале-
ние стружки. В связи с этим становится целесообразной модер-
низация базовых конструкций приспособлений с целью сокраще-
ния вспомогательного времени работы. Для этого рекомендуется
использование:
автоматизированных загрузочных устройств для подачи де-
талей в рабочую зону приспособления (например, автомати-
зированного приспособления к вертикально-сверлильному станку
для деталей типа вал);
многоместных приспособлений взамен одноместных (напри-
мер, многоместных зубофрезерных приспособлений);
комбинированных приспособлений, сочетающих автомати-
зацию загрузки с одновременной обработкой нескольких дета-
лей (к примеру, зубофрезерных приспособлений);
приспособлений и устройств для очистки от стружки опорных
и базовых поверхностей, карманов, отверстий под последующую
обработку;
гидропривода высокого давления, пневмогидропривода мно-
гократного действия (например, пневмогидростанции);
автоматических устройств смазки, периодически срабатываю-
щих от подвижных элементов приспособления;
автоматических патронов для крепления инструмента и т. д.
Необходимо отметить, что путей совершенствования кон-
струкций очень много, и в каждом конкретном случае, прежде
чем приступить к модернизации, следует провести всесторон-
ний анализ намечаемых ее путей. К предлагаемым решениям
должны быть приложены технико-экономические обоснования,
учтены условия изготовления, эксплуатации, обслуживания и
т. п. Наиболее распространенным предложением по модерни-
зации приспособлений является замена ручных зажимных уст-
ройств на механизированные. Однако такая модернизация целе-
сообразна только в случае, если велико время, затрачиваемое
на закрепление и раскрепление детали. Если же на данном
397
Рис. 45. Автоматизированное приспособление к вертикально-сверлильно-
му станку
приспособлении более трудоемкими являются установка и снятие
детали, целесообразнее модернизировать приспособления по ме-
ханизации загрузки или предусмотреть выталкивание деталей
из рабочей зоны.
Наряду с этим при улучшении условий труда, обеспечении
техники безопасности любая модернизация оправдана, если даже
в некоторых случаях существующими методиками расчета она
не будет экономически обоснованна.
На рис. 45 представлена схема автоматизированного при-
способления к вертикально-сверлильному станку для сверления
отверстий в деталях типа вал. Производительность — 60 деталей
в час, диаметр обрабатываемого отверстия — 12 мм.
Цикл работы приспособления следующий: подача детали,
ее закрепление, подвод инструмента, рабочая подача, отвод ин-
струмента, раскрепление детали. В исходном положении все
электромагниты золотников обесточены. Поршень пневмоци-
линдра 1 подачи детали с траверсой 2 находятся в крайнем
левом положении; деталь, поступившая из бункера 3 на траверсу
2, удерживается двумя подпружиненными упорами 4. При нажа-
тии кнопки «Пуск» включается электродвигатель вращения
шпинделя и подается ток в электромагнит 5 золотника пневмо-
цилиндра / подачи детали. Сжатый воздух поступает в левую
398
полость пневмоцилиндра 1, и траверса 2 с деталью перемещает-
ся в рабочее положение.
Когда траверса 2 перемещается в крайнее правое положение,
включается электромагнит золотника пневмоцилиндра 14 закреп-
ления детали. Начинается подача сжатого воздуха в нижнюю
полость пневмоцилиндра 14, и деталь зажимается призмой 15,
закрепленной на подвижной кондукторной плите. При опуска-
нии кондукторной плиты перемещается электромагнит 7 золотни-
ка пневмоцилиндра подачи шпинделя, после чего подается
сжатый воздух в правую полость пневмоцилиндра 11, шток
которого через рейку 13 и зубчатое колесо связан с пинолью
станка.
Для регулирования скорости подачи шпинделя шток пневмо-
цилиндра 11 соединен с поршнем гидроцилиндра 12. Рабочая
подача шпинделя регулируется дросселем 8, определяющим ско-
рость переливания масла из левой полости гидроцилиндра
12 в правую.
Ускоренный подвод шпинделя включается золотником 10,
соединяющим обе полости гидроцилиндра параллельно дрос-
селю 8. Рабочая подача шпинделя происходит при закрытом
золотнике 10. После окончания сверления обесточивается
электромагнит 7 золотника пневмоцилиндра 11 подачи шпинделя.
После подачи воздуха в левую полость пневмоцилиндра 11 сле-
дует ускоренный отвод шпинделя, для чего имеется обратный
клапан 9.
Для компенсации утечек масла предусмотрен бачок, подсое-
диняемый к гидроцилиндру через обратный клапан. В конце
обратного хода шпинделя электромагниты золотников 5 и 6
пневмоцилиндров 1 и 14 обесточиваются, деталь разжимается,
а траверса 2 возвращается в исходное положение. При возврате
траверсы деталь упирается в отсекатель и сбрасывается в
лоток. Когда траверса 2 достигает крайнего левого положения,
дается импульс на подачу тока в электромагнит золотника 5
пневмоцилиндра 1 подачи детали, после чего включается
подача траверсы вправо с новой деталью. Цикл повторяется.
При нажатии кнопки «Стоп» выключается электродвигатель
вращения шпинделя и обесточивается электромагнит золотника
пневмоцилиндра подачи шпинделя. Таким образом, сначала отхо-
дит инструмент, затем разжимается деталь и отводится траверса.
Предусмотрена такая блокировка, когда последующее рабо-
чее движение цикла не может начаться, если не закончилось
предыдущее или если обрабатываемая деталь заняла ненормаль-
ное положение (перекос детали и т. д.).
ОГЛАВЛЕНИЕ
Глава I. Основные принципы проектирования станочных приспо-
соблений ......................................................3
Г л а в а II. Материалы деталей станочных приспособлений ... 33
Глава III. Термическая, химико-термическая и упрочняющая
обработка деталей станочных приспособлений....................61
Глава IV. Шероховатость поверхностей деталей станочных при-
способлений ..................................................73
Глава V. Допуски и посадки деталей станочных приспособлений 81
Глава VI. Отклонения формы и расположения поверхностей дета-
лей станочных приспособлений..................................91
Глава VII. Покрытия деталей станочных приспособлений . , J.07
Глава VIII. Размерные цепи................................111
Глава IX. Технологичность конструкций.....................122
Глава X. Расчет приспособлений на точность...............151
Глава XI. Силовые механизмы станочных приспособлений . . 198
Глава XII. Приводы станочных приспособлений .................313
Глава XIII. Смазка механизмов приспособлений.................375
Глава XIV. Мероприятия по эргономике и охране труда при
использовании приспособлений ............................... 385
Глава XV. Проектирование специальных станочных приспо-
соблений ....................................................392
Справочное издание
Антонюк Владимир Евгеньевич
КОНСТРУКТОРУ
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Редактор Т. С. Кашкан
Художественный редактор А. И. Инкин
Технический редактор Л. Л. Мастерова
Корректоры Л. Ф. Лихадиевская, И. А. Малиновская
ИБ № 3851
Сдано в набор 10.11.89. Подп. в печ. 02.10.90. Формат 84Х108‘/з2- Бу-
мага тип. № 1. Гарнитура литературная. Высокая печать с ФПФ. Усл.
печ. л. 21,0. Усл. кр.-отт. 21,0. Уч.-изд. л. 20,44. Тираж 8000 экз. Зак. 3052.
Цена 5 р. 50 к.
Ордена Дружбы народов издательство «Беларусь» Государственного коми-
тета БССР по печати. 220600, Минск, проспект Машсрова, 11.
Минский ордена Трудового Красного Знамени полиграфкомбинат МППО
им. Я. Коласа. 220005, Минск, Красная, 23.