




























































































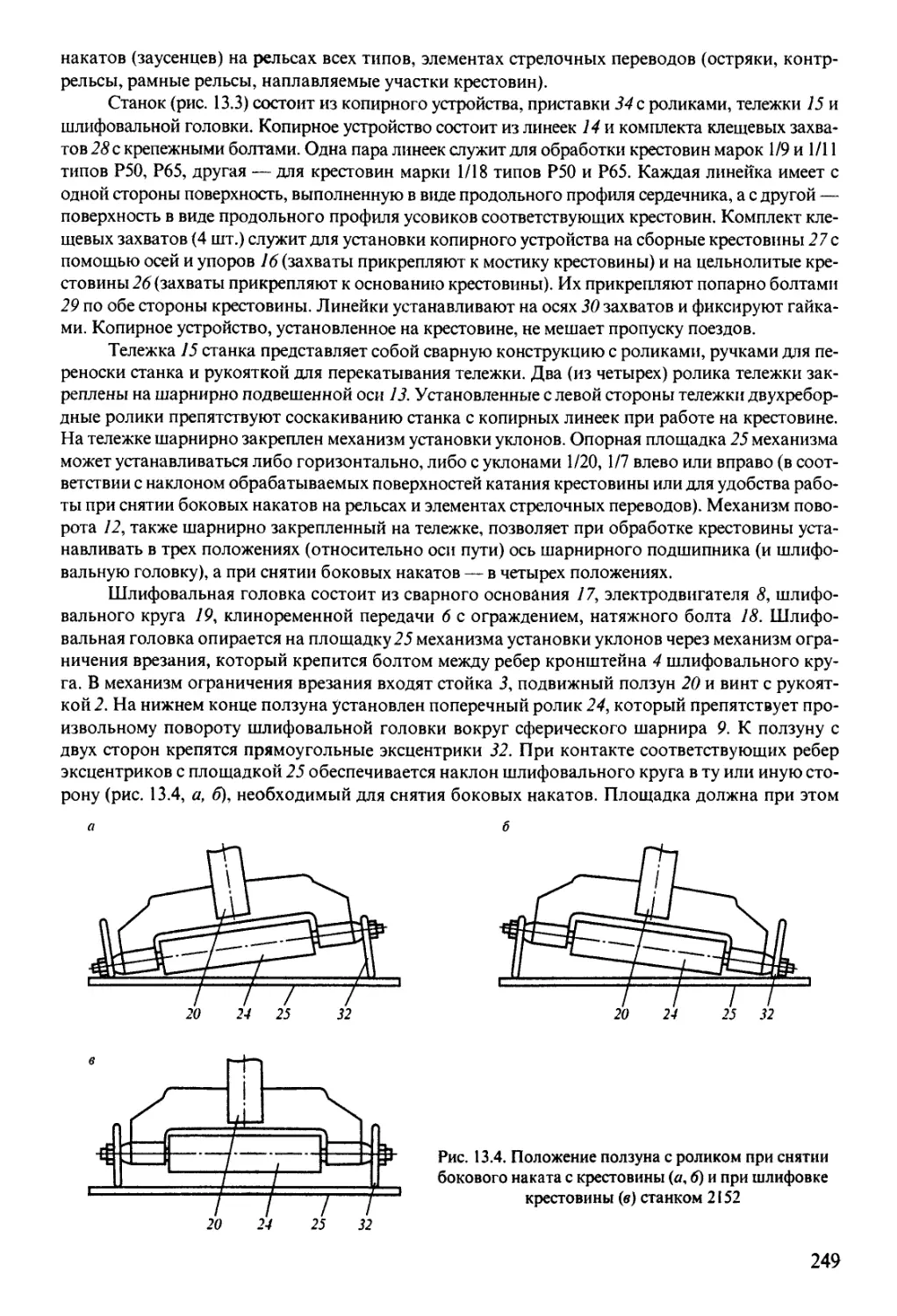
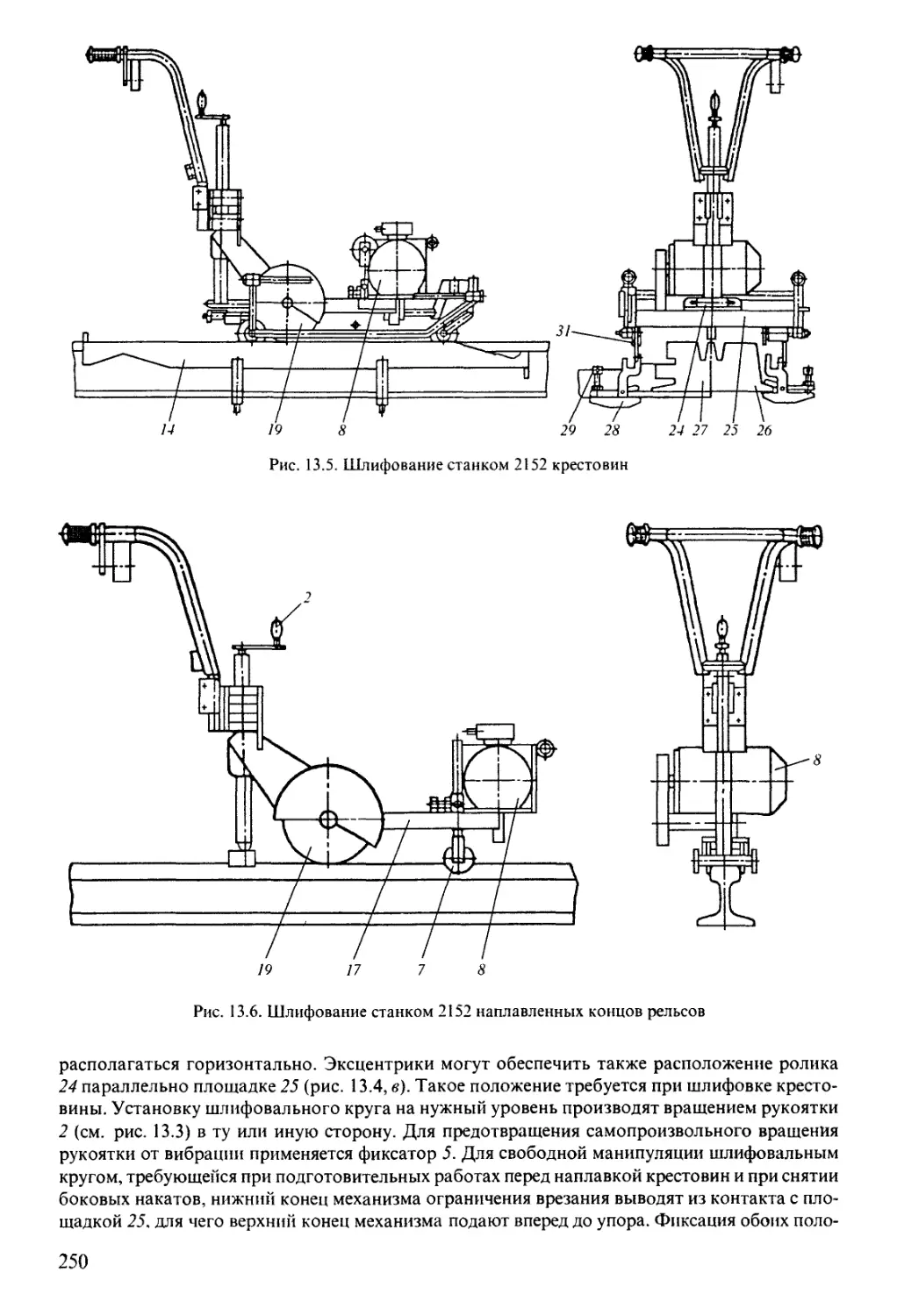
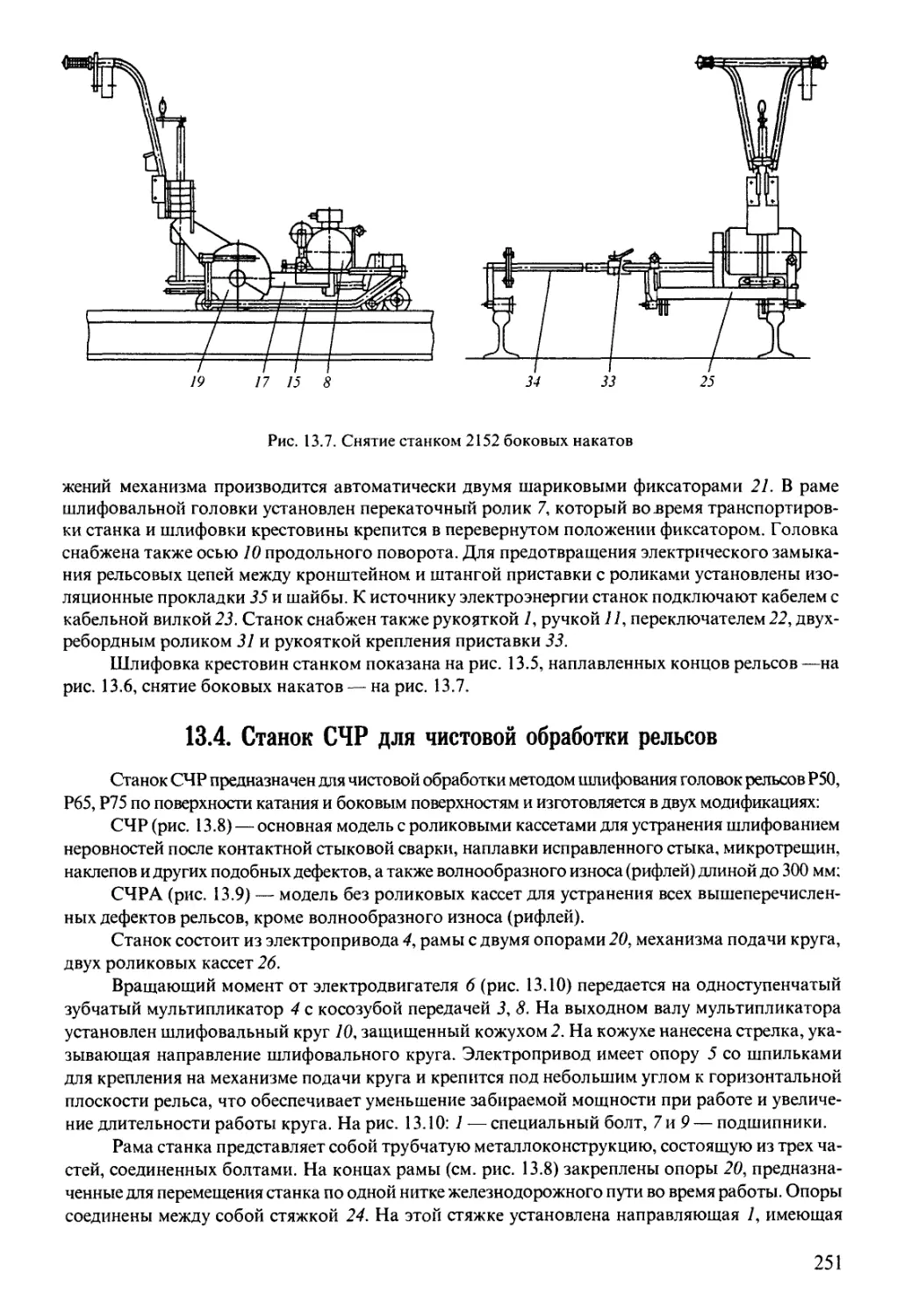
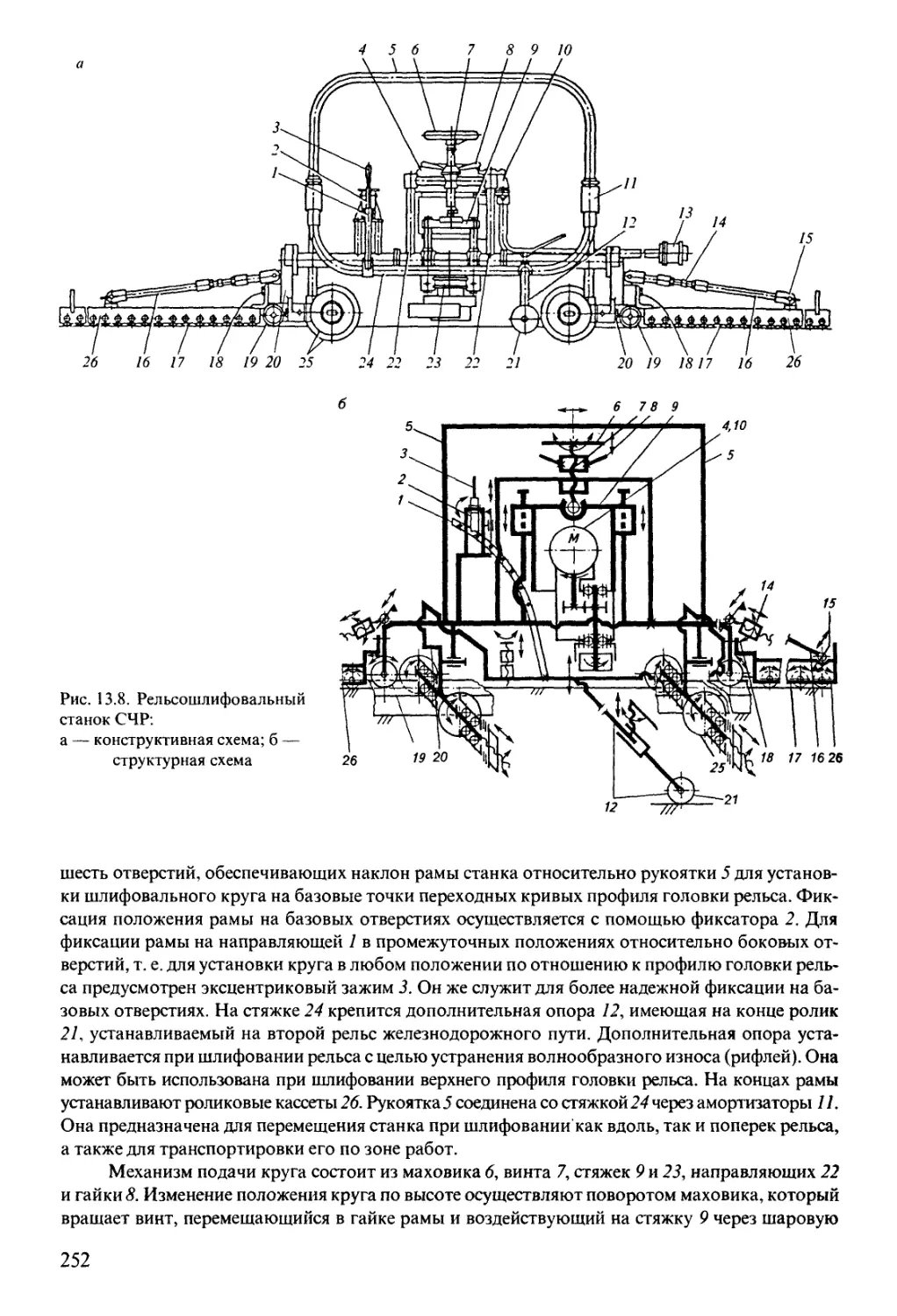































































Автор: Сухих Р.Д. Бугаенко В.М. Огарь Ю.С. Ермаков В.Д.
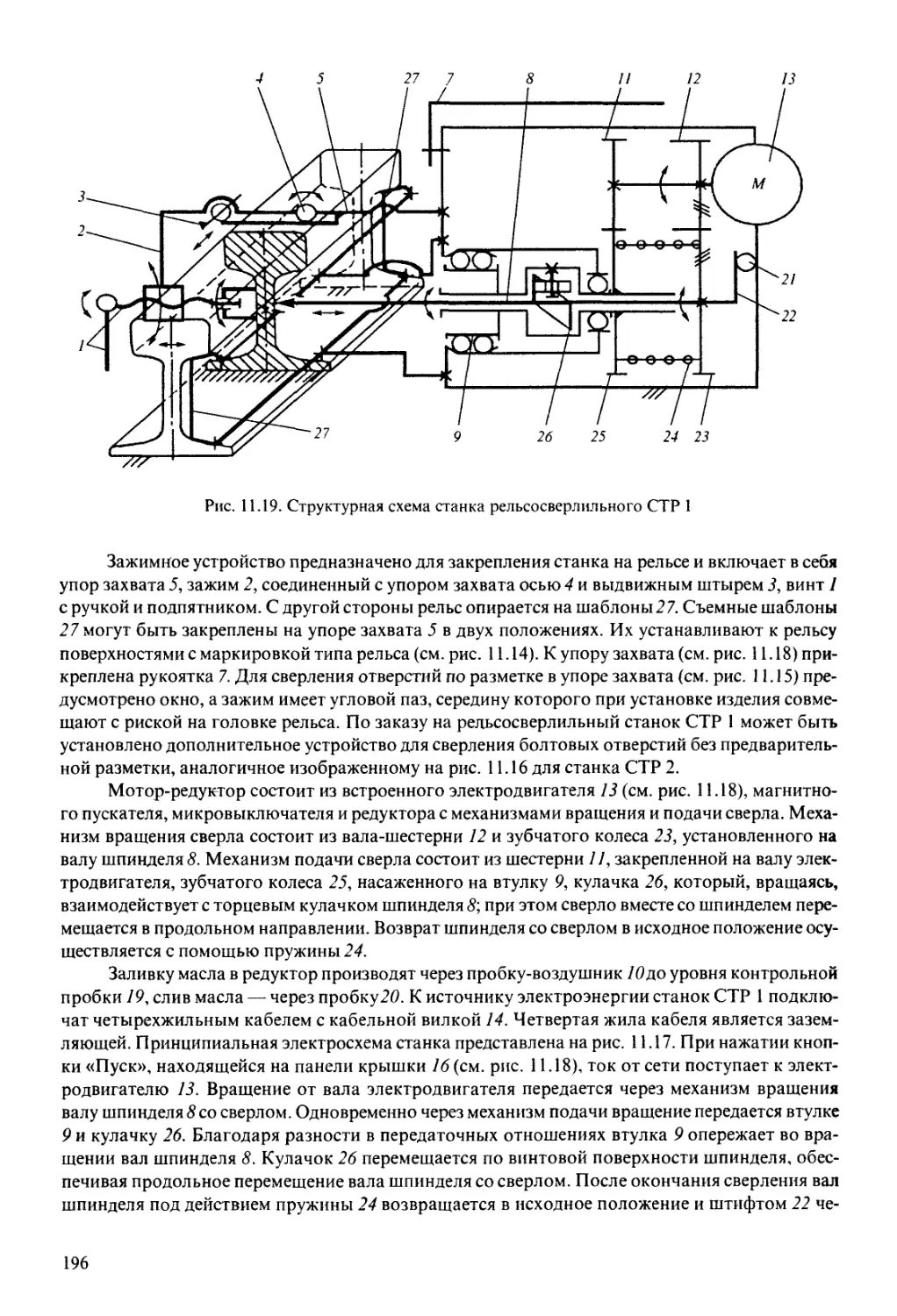
Теги: железные дороги в целом железнодорожные линии железнодорожное строительство железнодорожный транспорт железные дороги
ISBN: 5-89035-061-7
Год: 2002




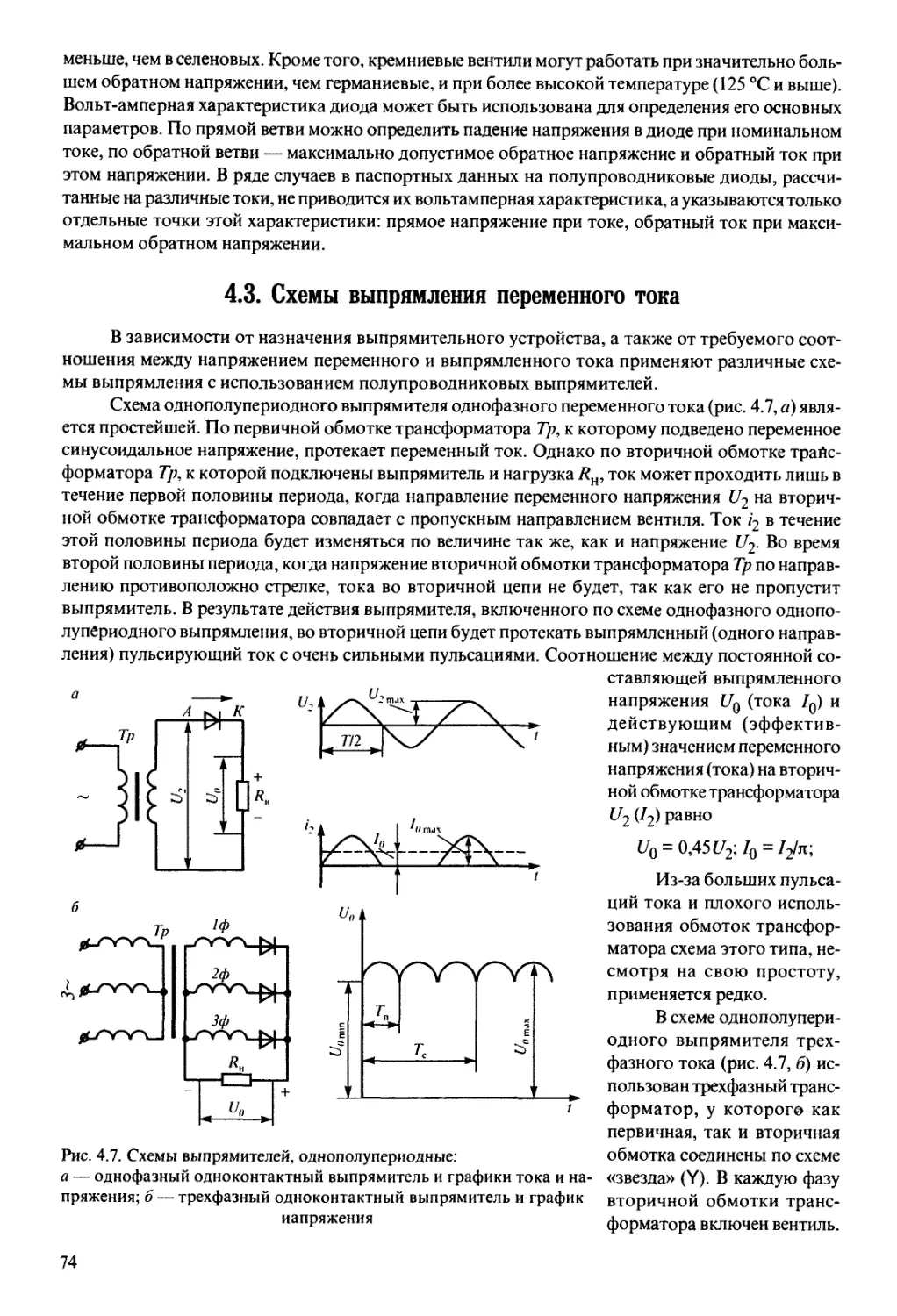
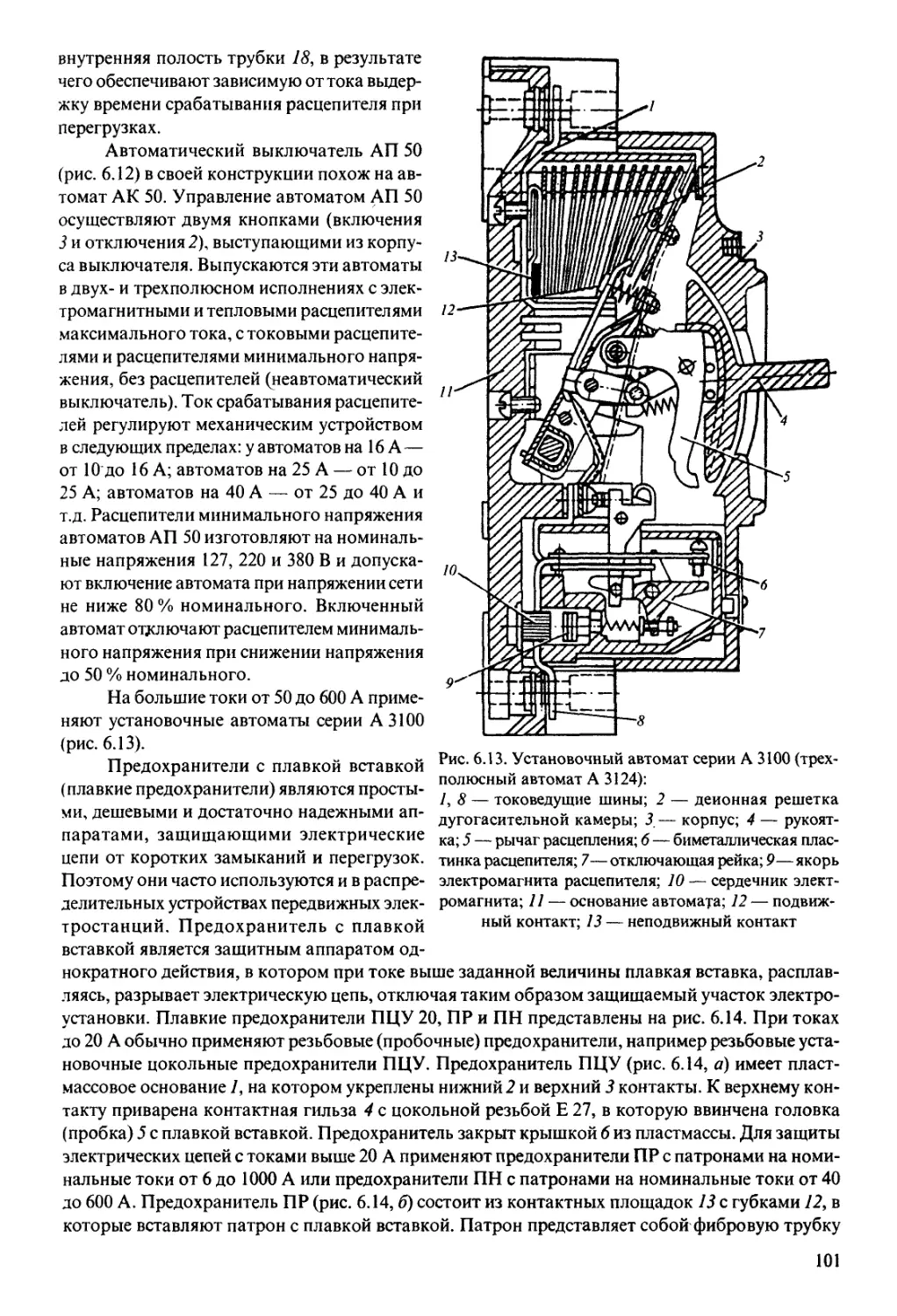
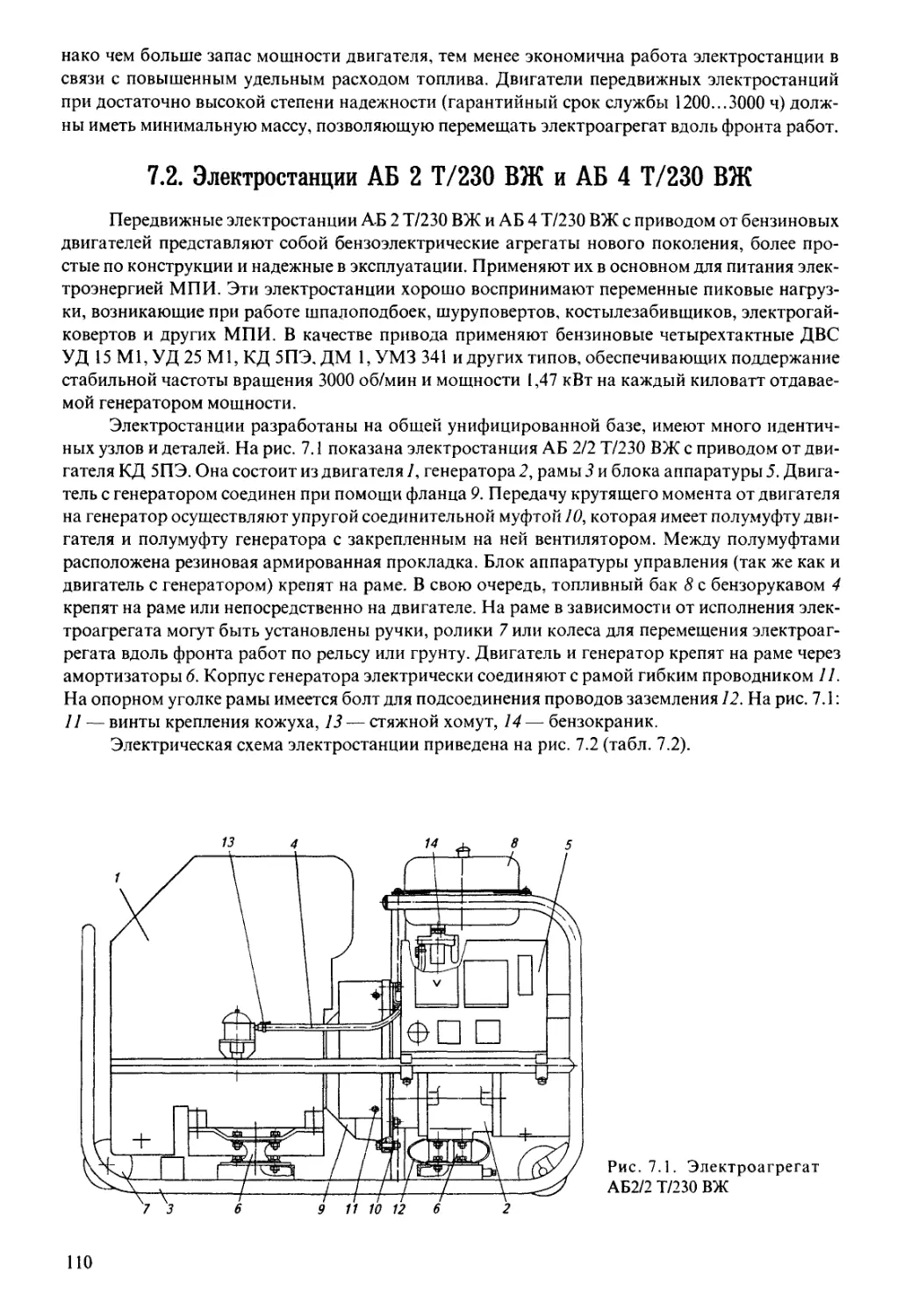
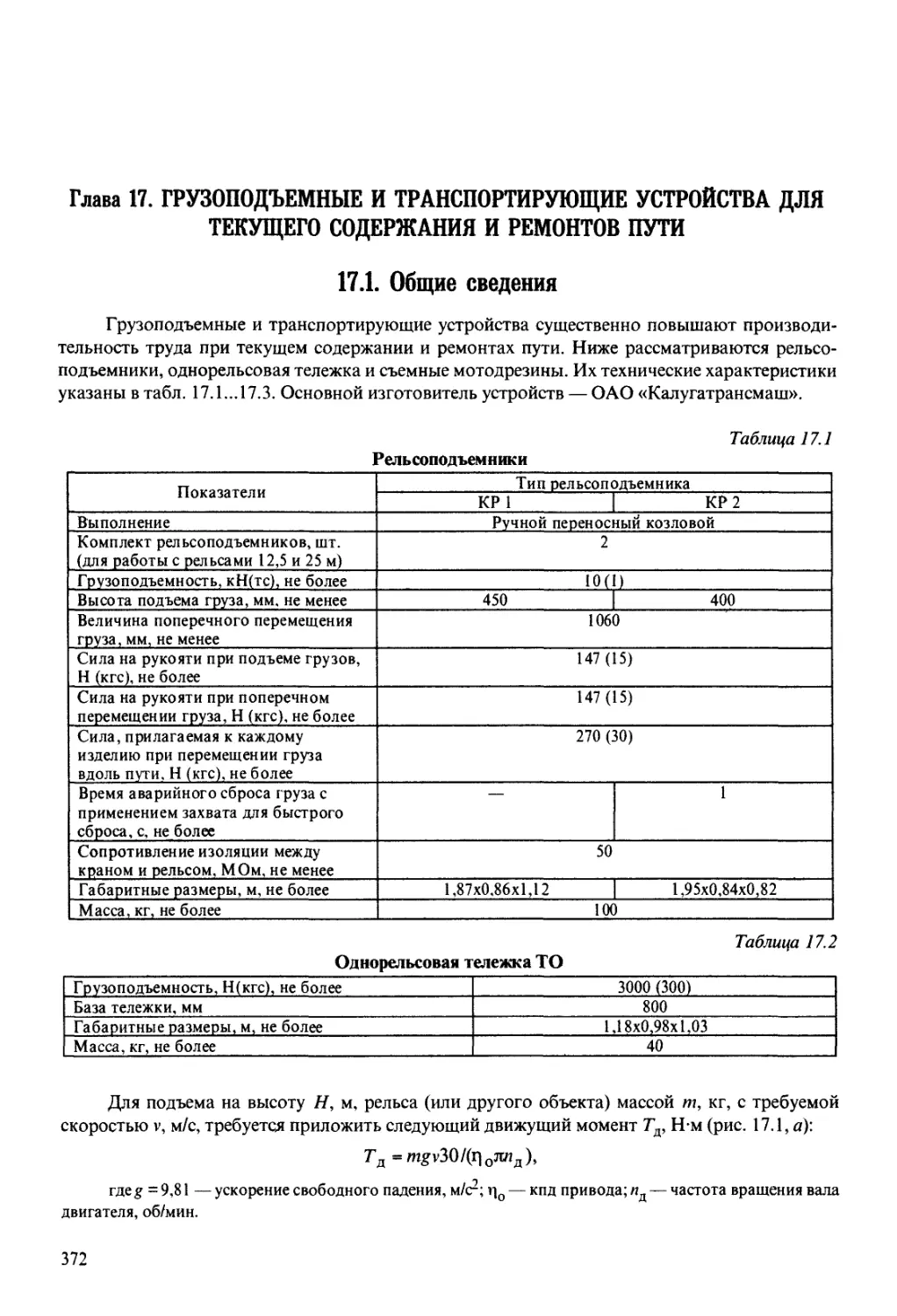
ПУТЕВЫЕ МЕХАНИЗМЫ И ИНСТРУМЕНТЫ
Гутевые механизмы
и инструменты
Под редакцией д-ра техн, наук Р.Д. Сухих
Утверждено Департаментом кадров и учебных заведений МПС России в качестве учебника для учащихся образовательных учреждений железнодорожного транспорта, осуществляющих начальную профессиональную подготовку
Москва
2002
УДК 625.144.5/.7 (031)
ББК 39.211-08
П90
П90 Путевые механизмы и инструменты: Учебник для учащихся образовательных учреждений железнодорожного транспорта, осуществляющих начальную профессиональную подготовку / Р.Д. Сухих, В.М. Бугаенко, Ю.С. Огарь, В.Д. Ермаков, И.М. Пиков-ский, А.В. Пронченко; под общей ред. Р.Д. Сухих. —М.: УМК МПС, 2002. — 428 с. ISBN 5-89035-061-7
Рассмотрены устройство и показатели применяемых на отечественных железных дорогах механизированных путевых инструментов (МПИ) и источников их энергии. Приведены сведения об их исполнительных органах и приводных двигателях. Даны необходимые сведения о теории взаимодействия исполнительных органов и элементов железнодорожного пути, расчете основных характеристик механизмов. Большое внимание уделено эксплуатации, хранению, техническому обслуживанию и ремонту МПИ, указаны основные требования по охране труда при работе с МПИ и эксплуатации энергетических установок.
Предназначен для учащихся образовательных учреждений железнодорожного транспорта, осуществляющих начальную профессиональную подготовку, и может быть использован студентами вузов, техникумов и колледжей железнодорожного транспорта и специалистами по эксплуатации МПИ.
УДК 625.144.5/.7 (031)
ББК 39.211-08
Книгу написали: д-р техн, наук Р.Д. Сухих — введение, приложения, разделы 10, 11.2, 11.3,12.2,12.3, 13.1,14.1,15, 16,17.1,18, структурные схемы; канд.техн. наук В.М. Бугаенко — разделы 6, 8,17,19; канд. техн, наук Ю.С. Огарь — разделы 1, 3,4, 5, 7, 8.4,9,15; В.Д. Ермаков — разделы 2, 17.5, 17.6; И.М. Пиковский — разделы 11, 12; А.В. Пронченко — разделы 13, 14, 17.
Рецензенты: заместитель руководителя Департамента пути и сооружений МПС РФ В.Б. Каменский, заведующий методическим кабинетом Калужской технической школы Московской железной дороги В.И. Головко, главный инженер службы пути Октябрьской железной дороги В.А. Богданович.
Авторы выражают благодарность рецензентам за ценные советы и замечания.
ISBN 5-89035-061-7
© Коллектив авторов. 2002
© УМК МПС России, 2002
ВВЕДЕНИЕ
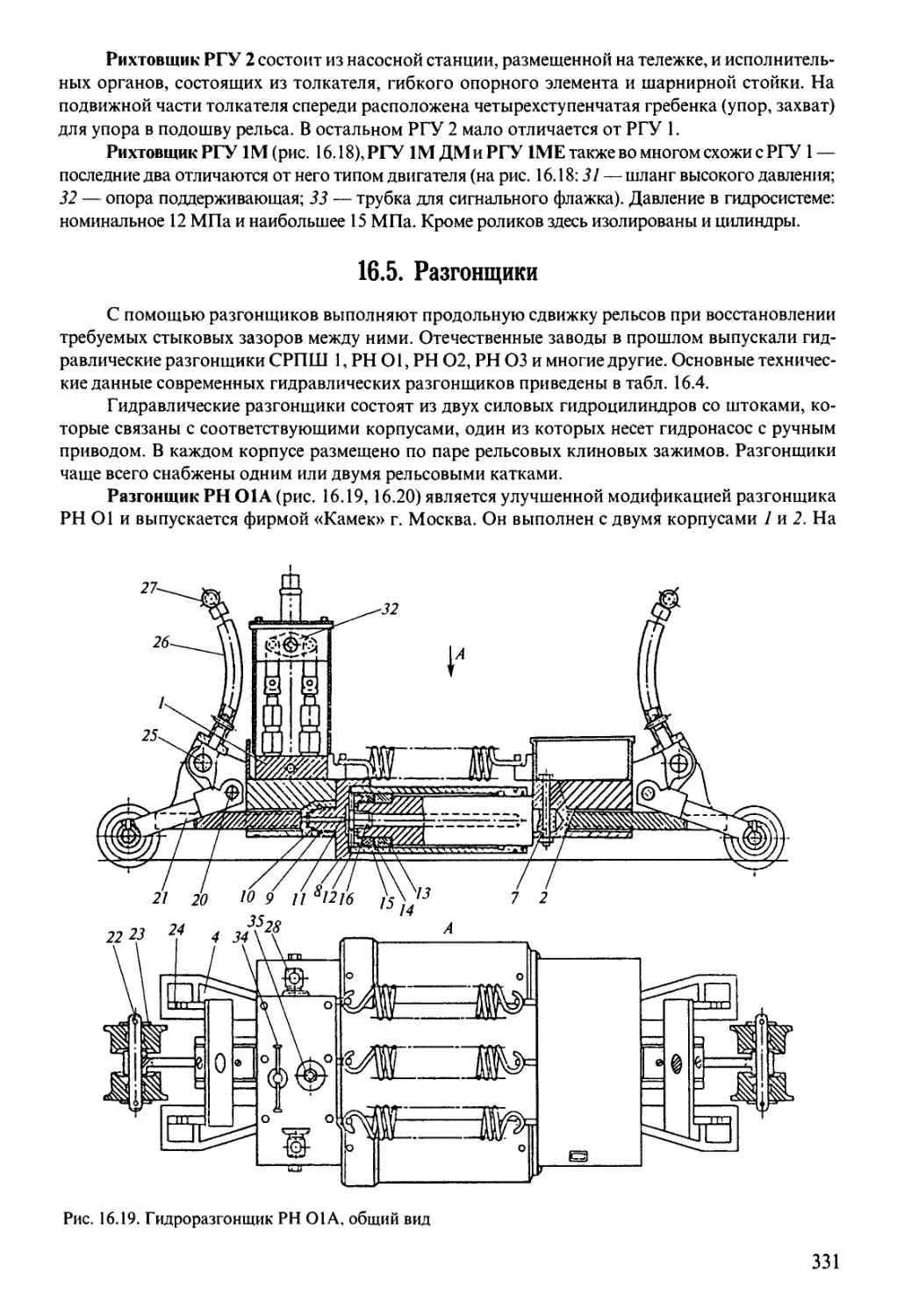
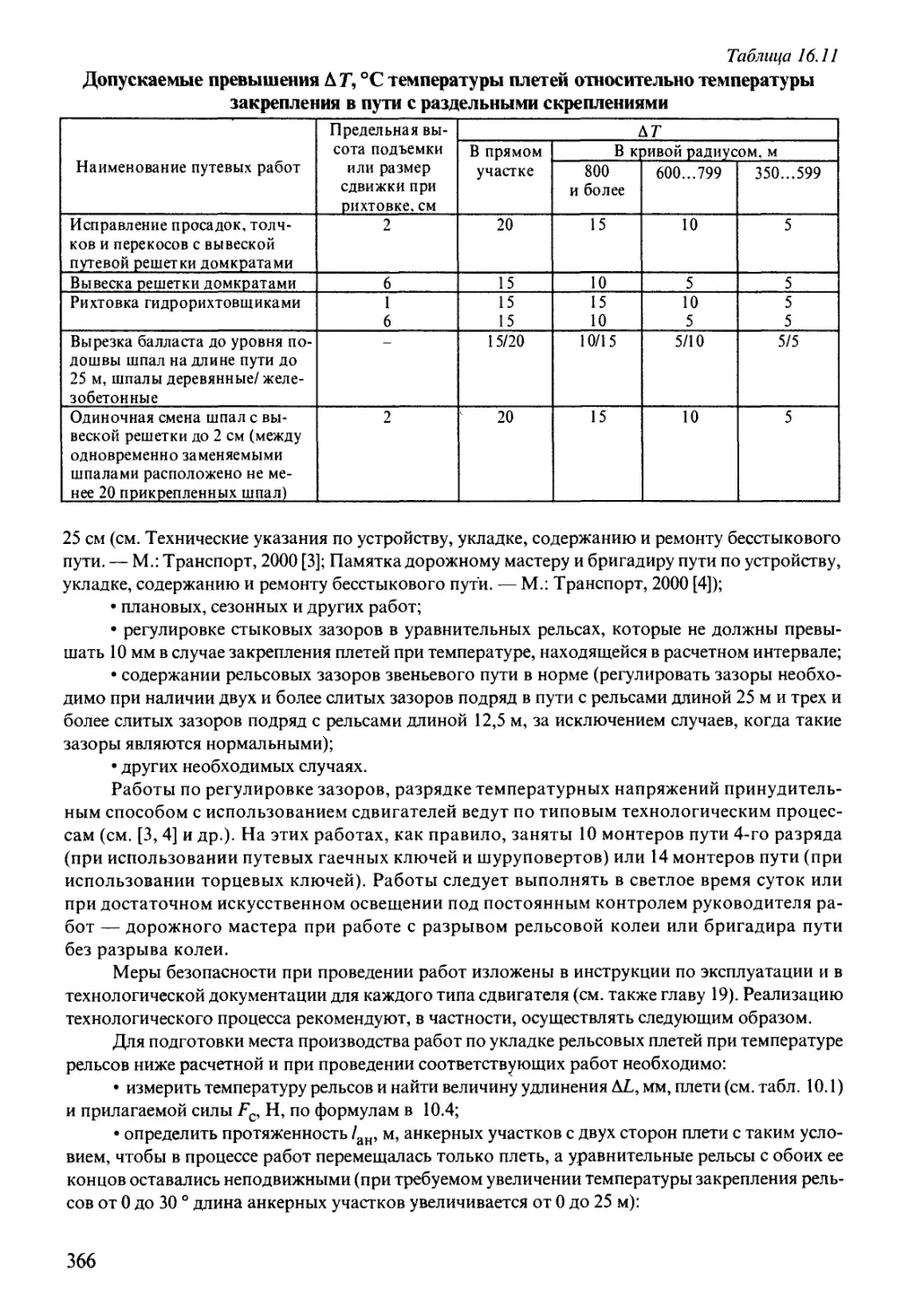
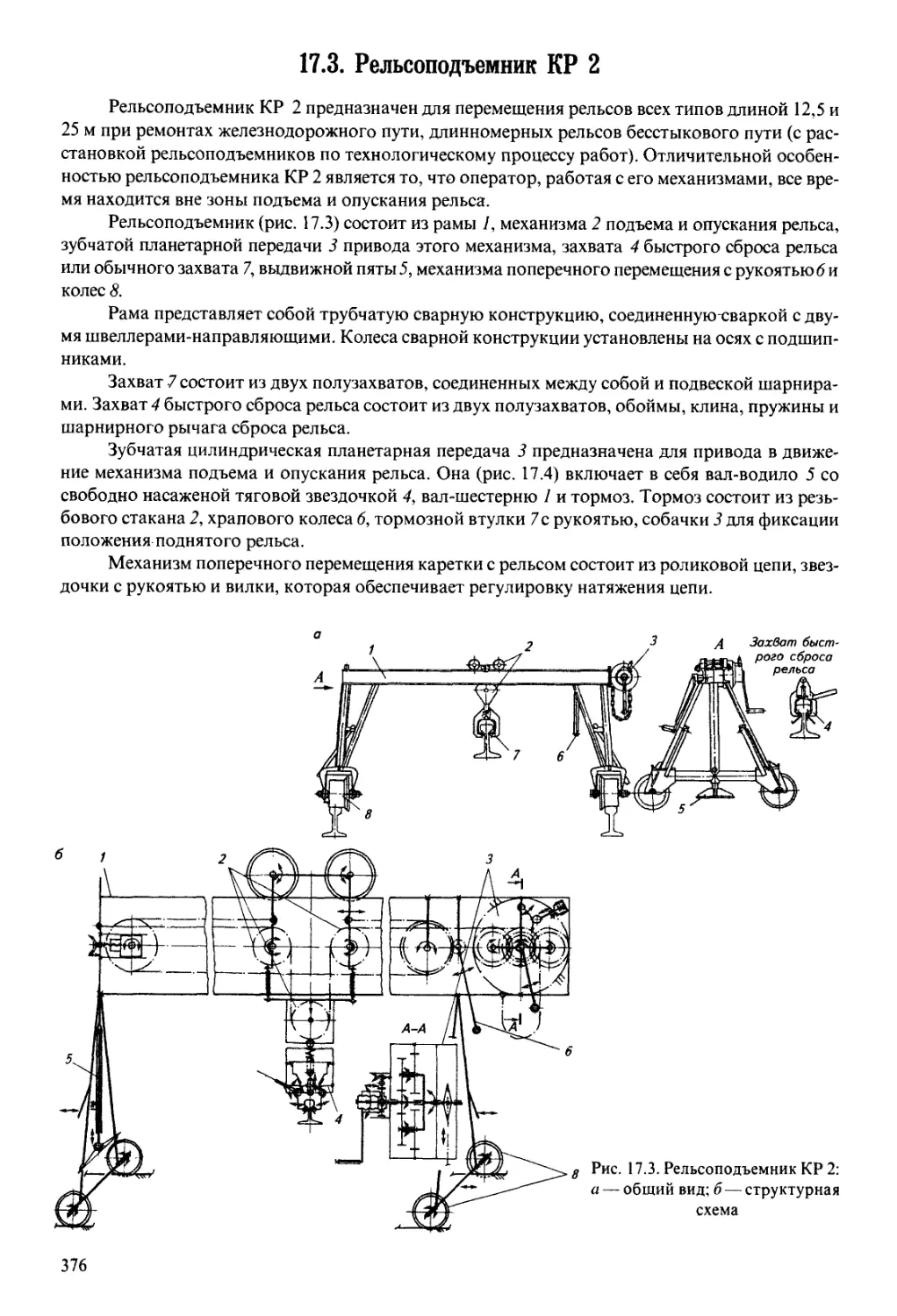
Текущее содержание и ремонт пути являются обязательным условием эффективной работы железнодорожного транспорта. При текущем содержании и ремонте выполняются работы, связанные с постоянным поддержанием элементов пути (его верхнего строения и пр.) в состоянии, обеспечивающем бесперебойный и безопасный пропуск поездов с установленными скоростями. Текущее содержание пути осуществляется круглогодично и на всем огромном протяжении пути, включая и участки, находящиеся в ремонте. При этом производятся выправка пути и стрелочных переводов, его рихтовка, регулировка и разгонка стыковых зазоров, исправление ширины колеи, одиночная смена рельсов, шпал, переводных брусьев и стыковых накладок, переборка изолирующих стыков, смена отдельных металлических частей стрелочных переводов, ввод рельсовых плетей в расчетный интервал температур с выполнением разрядки температурных напряжений в них, принудительный ввод плетей в расчетный интервал температур, восстановление целостности лопнувшей (или с остродефектным местом) плети, а также работы по текущему содержанию земляного полотна, искусственных сооружений и исправлению пути на пучинах.
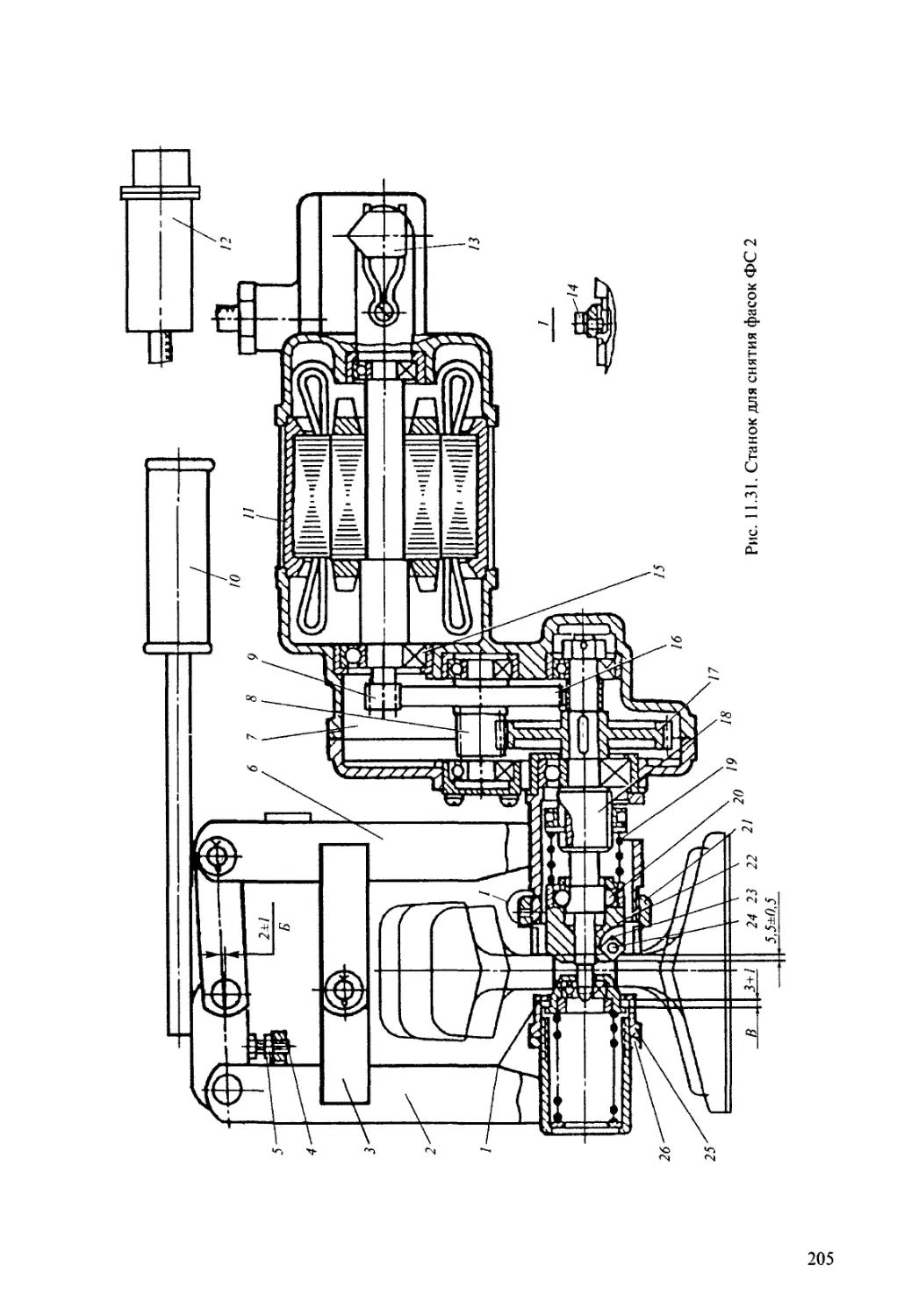
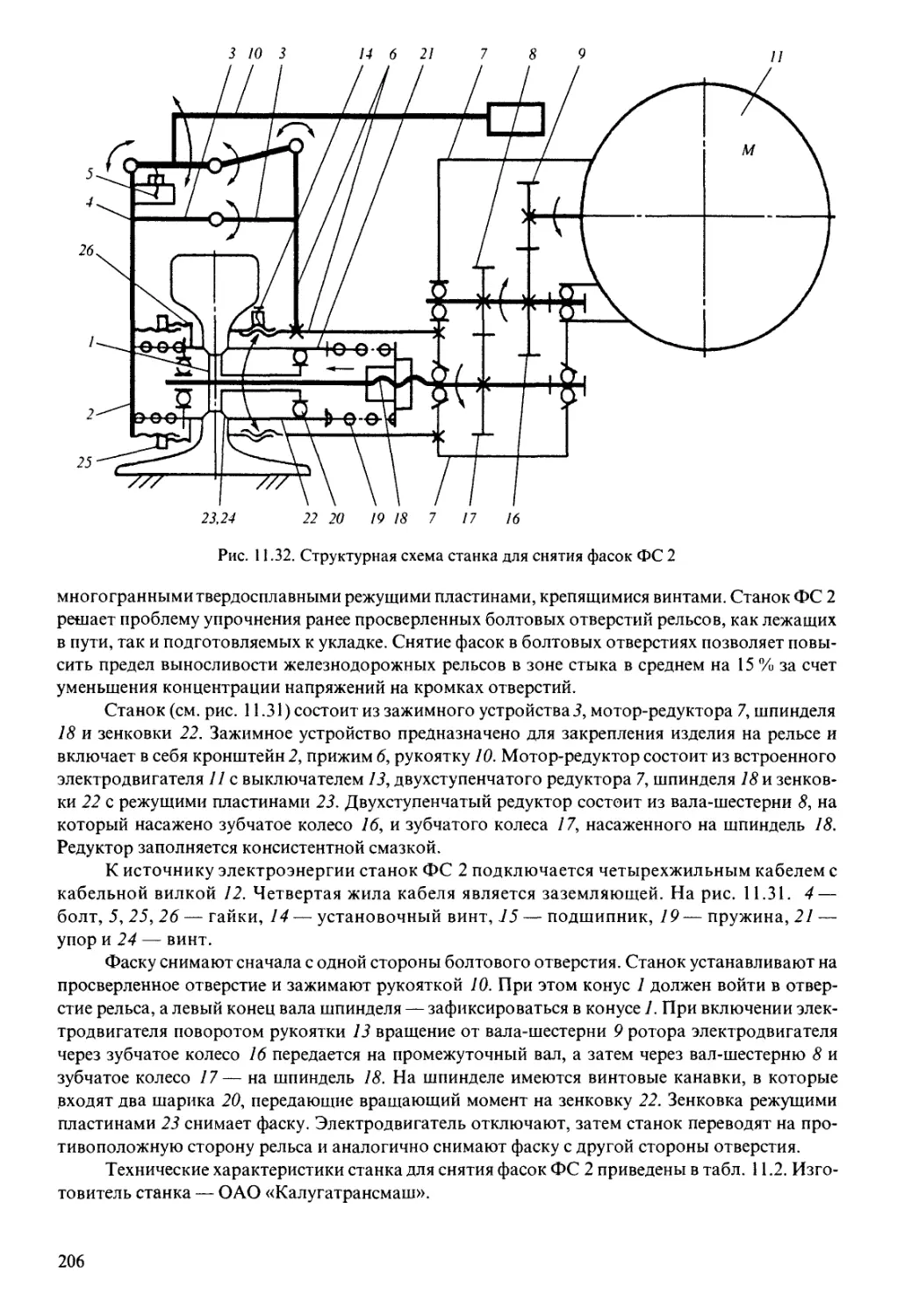
Огромный объем таких разных работ выполняют с использованием разных путевых машин тяжелого, среднего и легкого типов, механизированных путевых инструментов (МПИ), которые облегчают труд путейцев и многократно увеличивают его производительность. Рабочие органы МПИ — разный режущий инструмент, наконечники, захваты и пр. — воздействуют на различные элементы пути, выполняя целый ряд операций с рельсами (сверление отверстий, снятие фасок, упрочнение, распиливание, шлифование, сварка, наплавка, подъем, перемещение), рельсовыми скреплениями (завинчивание и отвинчивание гаек и шурупов, забивка и выдергивание костылей), шпалами (замена, затесывание, распиливание), рельсошпальной решеткой в целом (подъем, сдвиг, регулировка зазоров в стыках, устранение температурных напряжений), балластом (уплотнение) и пр. МПИ, приборы и инструмент, используемые путевыми бригадами для выполнения работ по текущему содержанию и ремонту пути, должны гарантировать безотказность, высокое качество выполняемых работ и соблюдение техники безопасности, в том числе и при обработке в полевых условиях термически упрочненных рельсов тяжелых типов, работах с железобетонными шпалами, шлифовании элементов стрелочных переводов, лежащих в пути, и выполнении множества других специфических операций. Большой вклад в создание и совершенствование МПИ и источников энергоснабжения внесли Центральное конструкторское бюро тяжелых путевых машин (ЦКБПутьмаш), Всероссийский научно-исследовательский институт железнодорожного транспорта (ВНИИЖТ), Проектно-технологическо-конструкторское бюро по пути и путевым машинам Департамента пути и сооружений МПС РФ (ПТКБ ЦП), Калужский завод транспортного машиностроения (ОАО «Калугатрансмаш») и другие заводы (их список см. в Приложении 1), Петербургский государственный университет путей сообщения (ПГУПС) и др., изобретатели и рационализаторы-путейцы.
3
Глава 1. ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ. ТЕОРИЯ, ОБЩЕЕ УСТРОЙСТВО
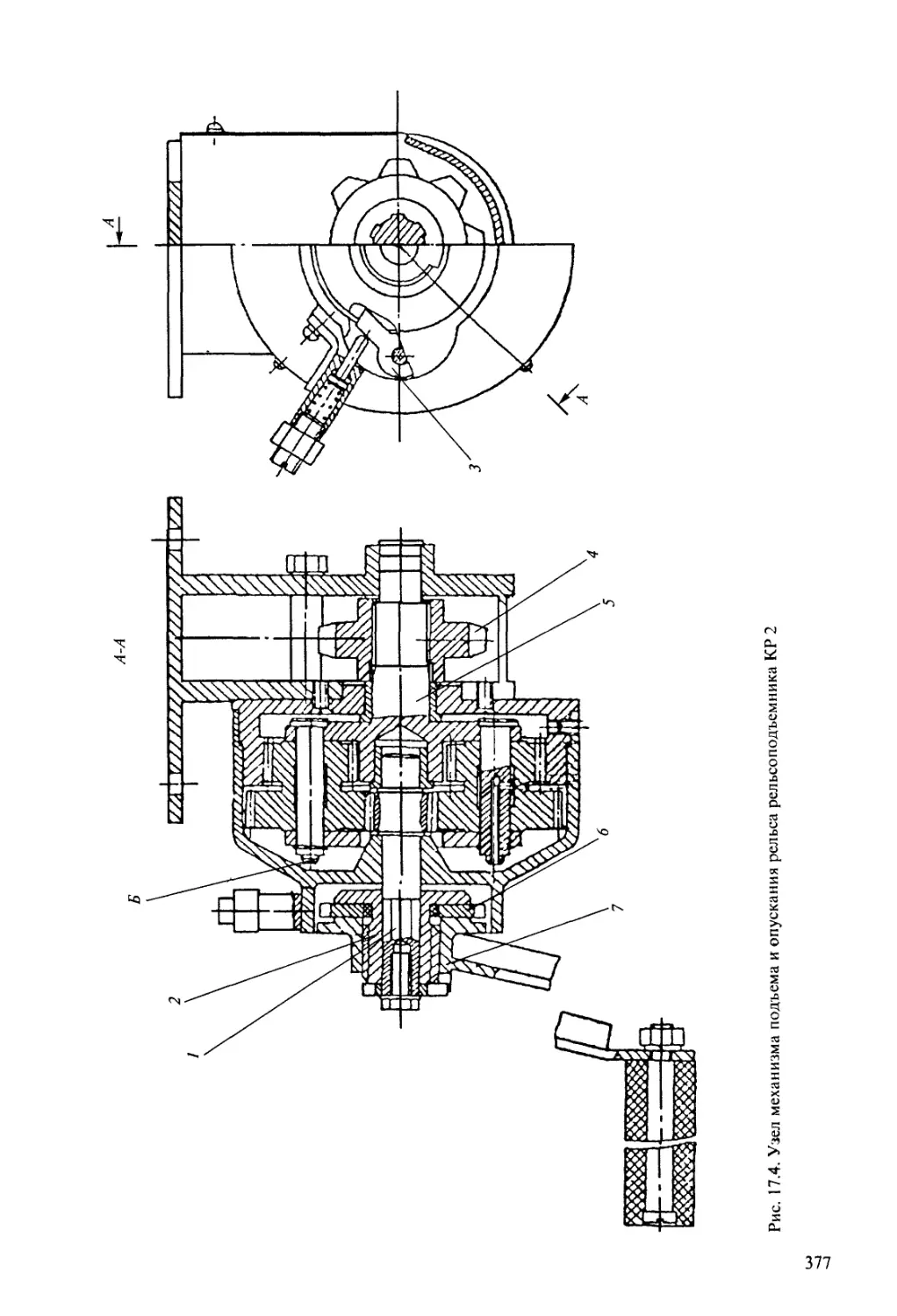
1.1. Общие сведения
Для привода путевых машин, передвижных электростанций и механизированных путевых инструментов широко применяют двигатели внутреннего сгорания (ДВС). В них топливо сгорает внутри цилиндров двигателей. В этом процессе тепловая энергия, выделившаяся при сгорании рабочей смеси, преобразуется в механическую работу. Рабочая смесь представляет собой смесь топлива и воздуха в определенной пропорции.
В зависимости от способа воспламенения рабочей смеси двигатели делятся на две основные группы: с принудительным воспламенением от постороннего источника ценообразования и с воспламенением вспрыскиваемого топлива от сжатия. К первой группе относятся карбюраторные двигатели, работающие на бензине или газе, а ко второй — дизели, работающие на дизельном топливе.
По принципу работы двигатели бывают двух- и четырехтактного действия.
А/ощносшь двигателя зависит от объема цилиндров,—чем больше литраж двигателя, тем больше его мощность. Кроме того, мощность зависит от числа оборотов, сорта топлива и других факторов.
Каждый тип двигателя имеет различные особенности в устройстве отдельных узлов и механизмов. Карбюраторные и дизельные двигатели имеют небольшую массу и габаритные размеры и, что крайне важно, очень просты в эксплуатации и автономны в действии. Карбюраторные двигатели рассчитаны на работу при температуре окружающего воздуха от +50 до -40 °C (реже -50 °C), а дизели — от +50 до -20 °C.
Номинальная мощность развивается при работе на высоте 1000 м над уровнем моря и относительной влажности воздуха 98 % при 25 °C. Двигатели могут работать и на высоте до 3000 м при соответствующем снижении мощности. Как правило, двигатели допускают кратковременную перегрузку до 5... 10 % от номинальной мощности. Общее количество часов работы с перегрузкой не должно превышать 10 % гарантийного срока при непрерывной работе с перегрузкой не более 1 ч.
Карбюраторные двигатели можно разделить на следующие группы:
• по способу осуществления рабочего цикла: четырех- и двухтактные;
• по числу цилиндров: одно- и многоцилиндровые;
• по расположению цилиндров: вертикальное, V-образное, горизонтальное;
• по способу охлаждения: воздушное и жидкостное;
• по расположению клапанов: верхнее и нижнее;
• по способу соединения с ведомым агрегатом: фланцевое и нефланцевое;
• по способу зажигания: от магнето- и аккумуляторной батареи.
Дизельные двигатели работают по принципу самовоспламенения вспрыскиваемого топлива за счет предварительно сжатого в цилиндре воздуха и его разогрева до температуры 600.. .700 °C.
1.2. Четырехтактные карбюраторные двигатели
Четырехтактный карбюраторный двигатель внутреннего сгорания состоит из цилиндра, поршня, крышки цилиндра, картера, шатуна, коленчатого и распределительного валов, тозкате-лей, клапанов, свечей зажигания. Рабочий процесс как четырехтактных, так и двухтактных дви-4
гателей состоит из четырех элементов — газообмена, сжатия, сгорания и расширения. Все эти элементы рабочего процесса в четырехтактных двигателях осуществляются за четыре хода поршня.
Во время перемещения поршня в цилиндре различают два крайних его положе
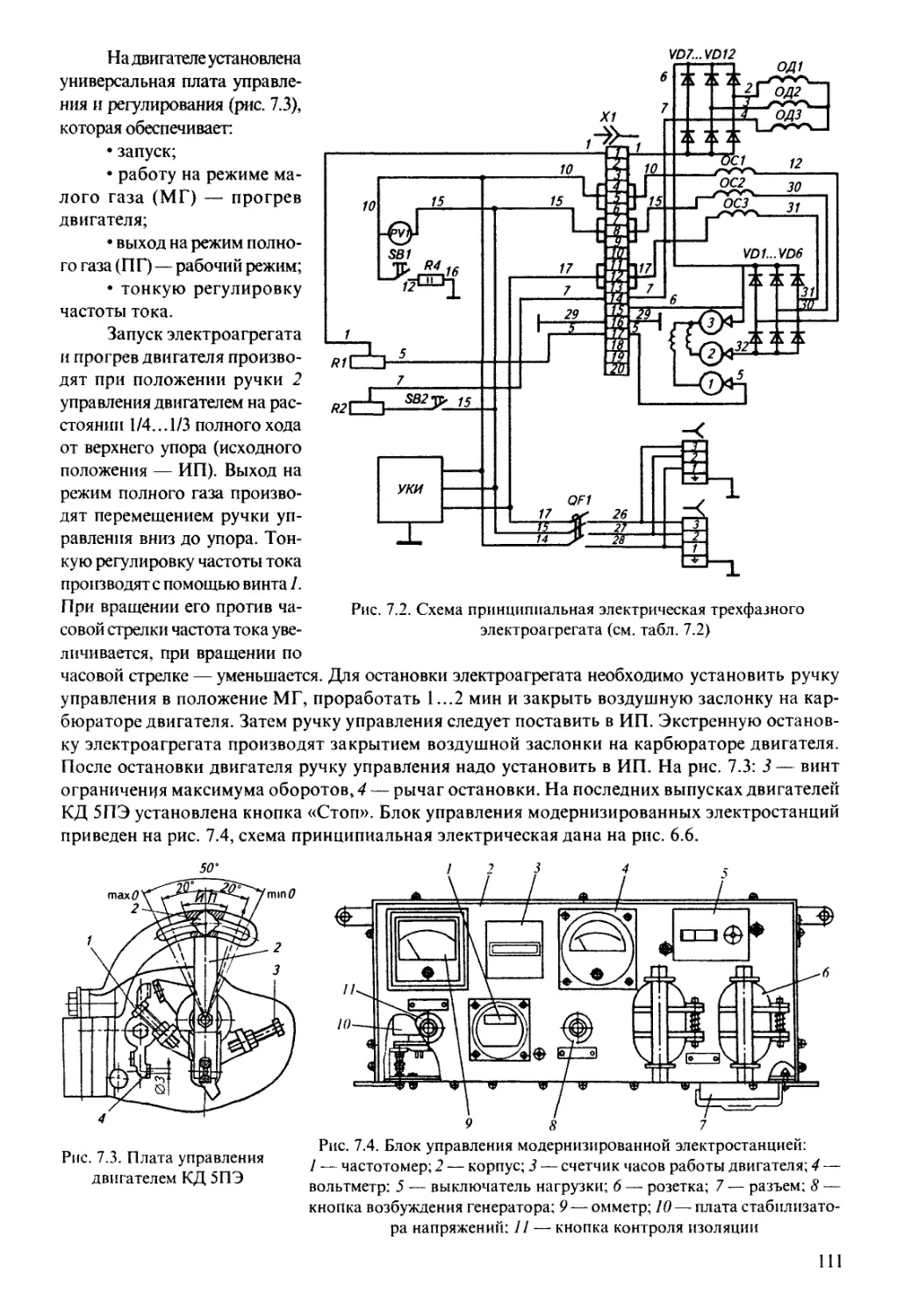
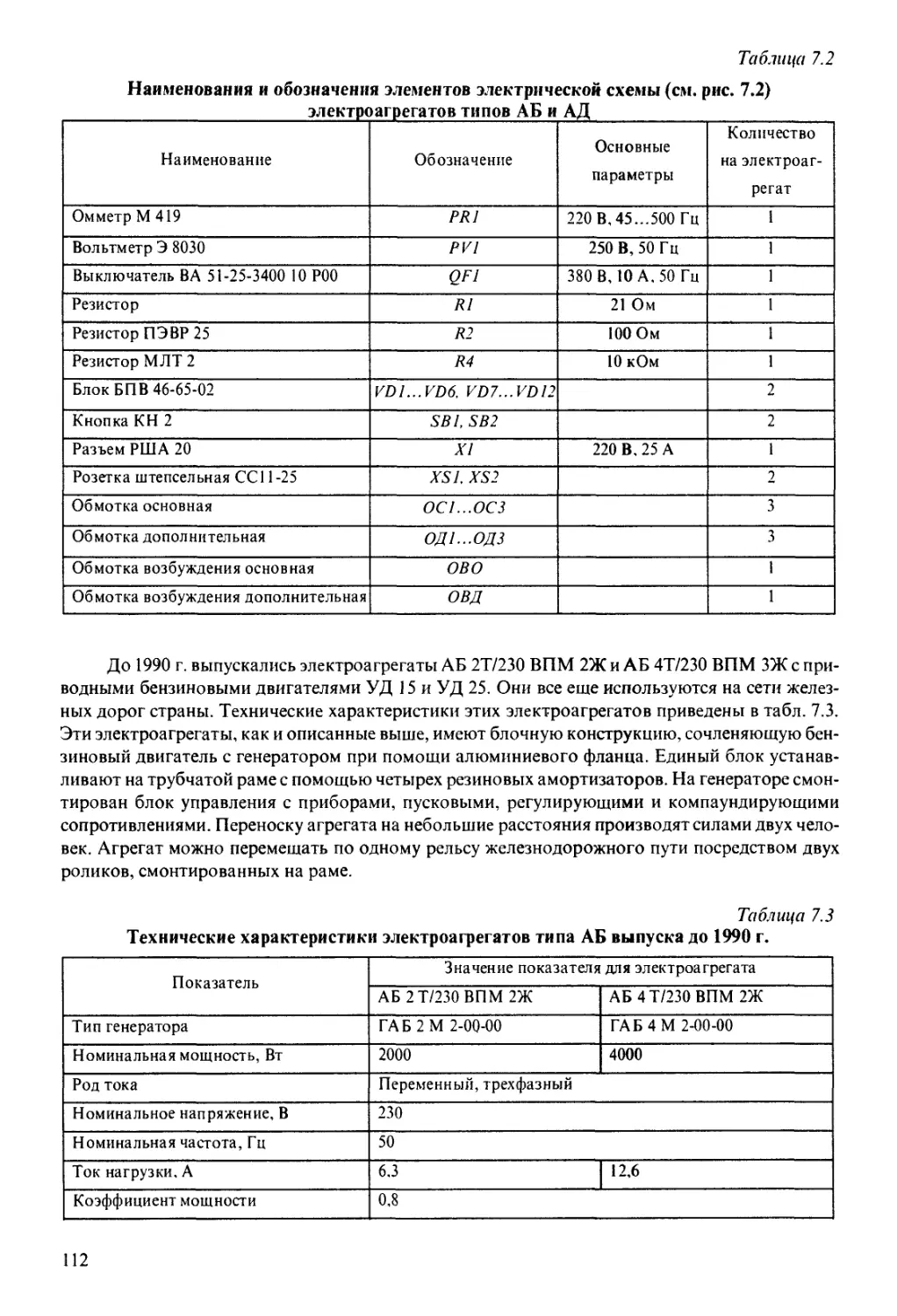
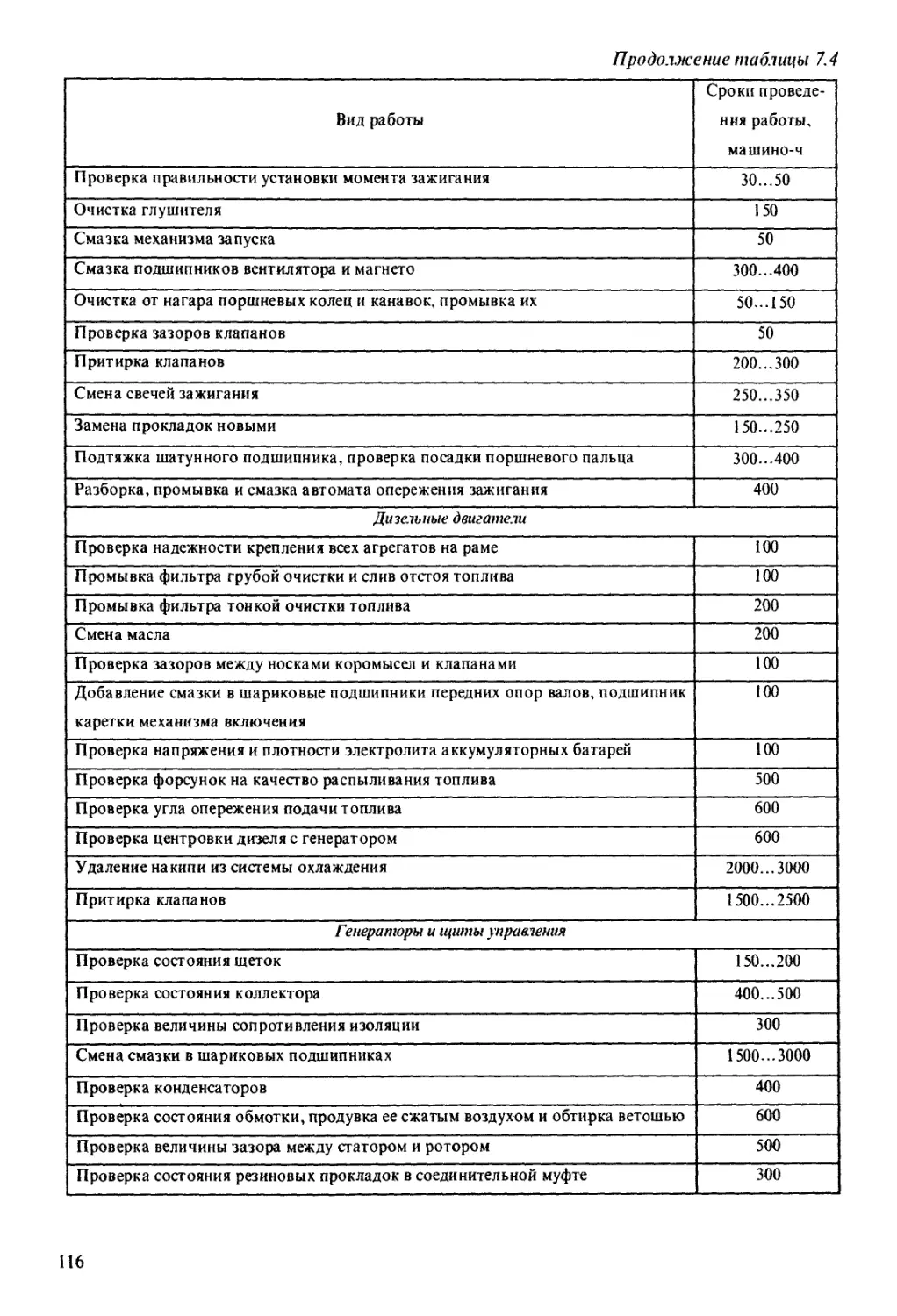
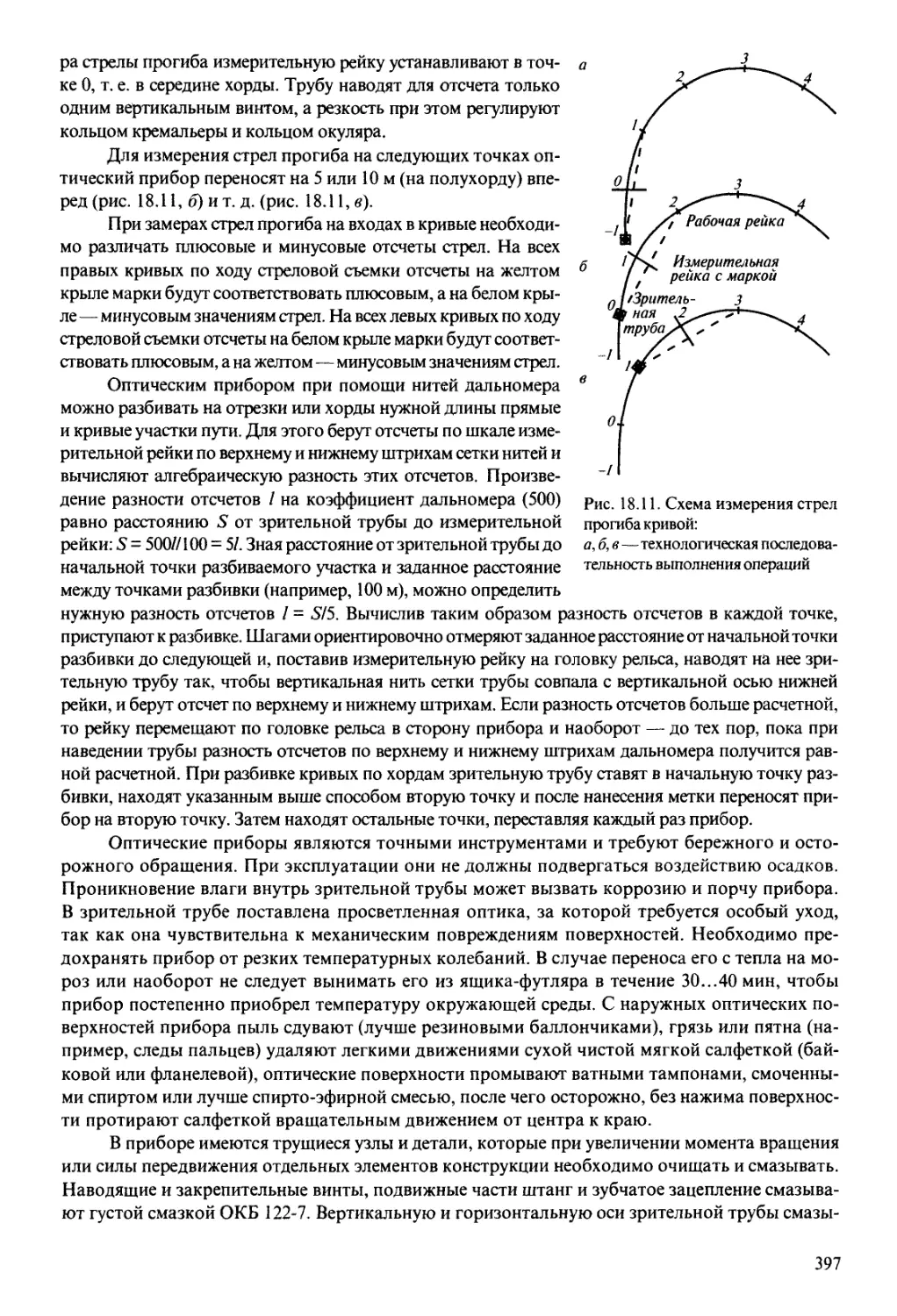
Рис. 1.1. Схема рабочих процессов четырехтактного двигателя: а — впуск; б — сжатие; в — рабочий ход; г — выпуск
ния; наиболее удаленное от оси коленчатого вала (рис. 1.1, а) — верхняя мертвая точка (ВМТ) и минимально удаленное от оси коленчатого вала (рис. 1.1, б) — нижняя мертвая точка (НМТ). При дальнейшем повороте коленчатого вала от 180 до 360° (рис. 1.1, в) шатунная шейка, а вместе с ней и поршень перемещаются из нижнего положения в первоначальное верхнее. Таким обра
зом, вращение коленчатого вала вызывает возвратно-поступательные движения поршня внутри цилиндра и, наоборот, перемещение поршня под действием давления газов вызывает вращение коленчатого вала. Силы, которые заставляют поршень перемещаться внутри цилиндра, создаются образующимися от сгорания топлива газами. Каждое перемещение поршня из одного крайнего положения в другое называется тактом, а проходимое расстояние S—ходом поршня (обычно S=2r, где г — длина кривошипа коленчатого вала). Объем цилиндра над поршнем, находящимся в НМТ, называется полным объемом цилиндра. Объем цилиндра над поршнем, находящимся в ВМТ, называется объемом камеры сжатия. Объемы выражаются в см3, дм3. Объем цилиндра,
заключенный между крайними положениями поршня, называется рабочим объемом. Сумма рабочих объемов всех цилиндров ДВС, выраженная в литрах, называется литражом.
Коленчатый вал 11 посредством зубчатых колес соединен с распределительным валом 1, который при помощи кулачков на нем перемещает толкатели 2 (рис. 1.2). Последние охватывают впускной или выпускной клапаны, благодаря чему внутренняя полость цилиндра над поршнем 7 сообщается с впускным или выпускным трубопроводом (коллектором). Работа двигателя внутреннего сгорания состоит из непрерывно повторяющихся процессов, происходящих внутри цилиндра, т.е. повторяющихся циклов работы. Цикл работы четырехтактного карбюраторного двигателя состоит из следующих тактов.
Впуск — под действием момента сил инерции маховика коленчатый вал поворачивается на 180° и одновременно поршень и шатунная шейка перемещаются из верхнего положения в нижнее. При опускании над поршнем создается разрежение, т.е. давление по сравнению с окружающим атмосферным давлением уменьшается. От начала опускания поршня до его прихода в НМТ кулачок распределительного вала через толкатель приподнимает впускной клапан и через открытое им, отверстие в цилиндр поступает из карбюратора горючая смесь. Последняя, следуя за поршнем при его движении вниз, заполняет объем цилиндра над поршнем при его расположении в НМТ и, смешиваясь с остаточными газами, образует рабочую смесь.
Сжатие — при дальнейшем повороте коленчатого вала от 180° до 360° поршень в цилиндре поднимается вверх (от НМТ к ВМТ), но кулачки распределительного вала не нажимают на толкатели и оба клапана закрыты. При движении поршня вверх объем цилиндра между поршнем и крышкой уменьшается, отчего
Рис. 1.2. Схема четырехтактного карбюраторного двигателя:
1 — вал распределительный; 2— толкатель; 3 — пружина; 4 — клапан; 5 — свеча зажигания;
6 — крышка цилиндра; 7—поршень; 8 — палец поршня; 9 — шатун; 10— цилиндр; 11 — вал коленчатый; 12 — картер
5
происходит сжатие рабочей смеси. В карбюраторных двигателях в момент прихода поршня в ВМТ давление сжатой смеси в цилиндре достигает примерно 0,6.. .0,9 МПа (6.. .9 атм), а температура ее поднимается примерно до 350 °C. В конце хода сжатия, когда рабочая смесь уже достаточно подготовлена к воспламенению, на свечу зажигания 5 (см. рис. 1.2) подается электрический ток высокого напряжения. При прохождении тока через небольшой зазор между металлическими электродами свечи образуется искра, под действием которой рабочая смесь воспламеняется и сгорает. Температура газов в момент сгорания поднимается до 2000...2500 °C, что должно было бы вызвать резкое увеличение их объема. Но поскольку сгорание происходит быстро, а объем цилиндра над поршнем увеличивается очень незначительно, в цилиндре над поршнем давление газов резко увеличивается и доходит до 2,5... 5 МПа (2,5... 5 Н/мм2, 25...50 атм). Отношение полного объема цилиндра к объему камеры сжатия называется степенью сжатия. У современных карбюраторных двигателей она лежит в пределах 6... 13, а у дизелей — от 3 до 22. От численного значения величины степени сжатия зависят мощность и экономичность двигателя.
Рабочий ход — под воздействием резко возросшего в цилиндре давления газов от сгорания топлива поршень перемещается из верхнего положения в нижнее (от ВМТ к НМТ). При этом оба клапана продолжают оставаться закрытыми, а коленчатый вал через поршневой палец 8, шатун 9 и шатунную шейку воспринимает значительные силы от поршня и совершает дальнейший поворот от 360 до 540°.
Выпуск — при дальнейшем повороте коленчатого вала от 540 до 720° поршень снова поднимается из нижнего положения в верхнее, но при этом второй кулачок распределительного вала нажимает на толкатель и открывает выпускной клапан, через который поршень своим движением вверх выталкивает из цилиндра сгоревшие, отработавшие газы в атмосферу. В процессе выхлопа происходят очистка цилиндра и подготовка его к повторению цикла работы.
После выпуска сгоревших газов из цилиндра поршень возвращается в первоначальное положение (в ВМТ) и дальше циклы работы повторяются до тех пор, пока имеет место подача рабочей смеси в цилиндр.
В четырехтактном двигателе рабочим ходом является третий процесс каждого цикла, когда происходит преобразование тепловой энергии в механическую. Все остальные процессы являются подготовительными к рабочему ходу и совершаются за счет момента сил инерции коленчатого вала и маховика, получаемого ими во время рабочего хода.
Рассмотренный цикл работы двигателя совершается за два полных оборота коленчатого вала (от 0 до 720°), в течение которых поршень производит четыре хода (или такта), поэтому двигатели с таким циклом работы и называются четырехтактными.
1.3. Двухтактные карбюраторные двигатели
Двухтактный карбюраторный двигатель работает (так же, как и четырехтактный) на светлых сортах жидкого топлива (бензин, керосин, лигроин) и в цикле его работы совершаются те же процессы, что и в четырехтактном. Основным отличием двухтактного двигателя является то, что в нем цикл работы совершается за один оборот коленчатого вала (за два хода поршня, в течение которых внутри цилиндра происходят все описанные процессы).
Конструктивное устройство двухтактного карбюраторного двигателя отличается тем, что он не имеет клапанного газораспределительного механизма, вместо которого в стенках цилиндра устроены впускные, выпускные и перепускные окна. Работу газораспределения выполняет сам поршень, который при движении вверх или вниз по цилиндру открывает или закрывает соответствующие окна в стенках цилиндра и обеспечивает этим выполнение работы. Кроме того, в отличие от четырехтактного в двухтактном двигателе под рабочие процессы используются полости цилиндра не только над поршнем, но и под ним, что и позволяет выполнить все процессы цикла за один оборот коленчатого вала. Схема рабочих процессов двухтактного карбюраторного двигателя показана на рис. 1.3.
6
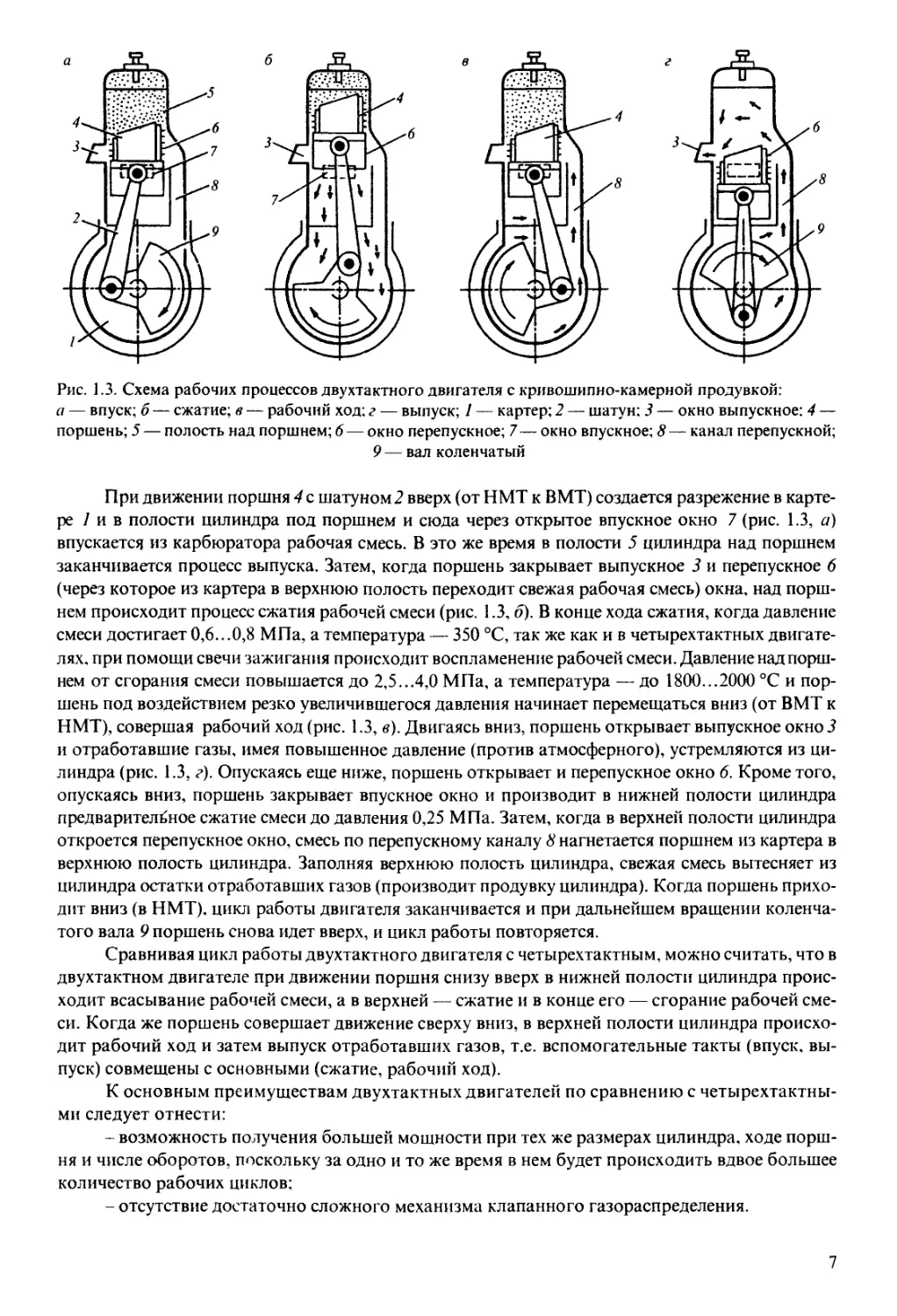
Рис. 1.3. Схема рабочих процессов двухтактного двигателя с кривошипно-камерной продувкой: а — впуск; б — сжатие; в — рабочий ход; г — выпуск; 1 — картер; 2 — шатун: 3 — окно выпускное: 4 — поршень; 5 — полость над поршнем; 6 — окно перепускное; 7 — окно впускное; 8 — канал перепускной;
9 — вал коленчатый
При движении поршня 4 с шатуном? вверх (от НМТ к ВМТ) создается разрежение в картере 1 и в полости цилиндра под поршнем и сюда через открытое впускное окно 7 (рис. 1.3, а) впускается из карбюратора рабочая смесь. В это же время в полости 5 цилиндра над поршнем заканчивается процесс выпуска. Затем, когда поршень закрывает выпускное 3 и перепускное 6 (через которое из картера в верхнюю полость переходит свежая рабочая смесь) окна, над поршнем происходит процесс сжатия рабочей смеси (рис. 1.3, б). В конце хода сжатия, когда давление смеси достигает 0,6...0,8 МПа, а температура — 350 °C, так же как и в четырехтактных двигателях, при помощи свечи зажигания происходит воспламенение рабочей смеси. Давление над поршнем от сгорания смеси повышается до 2,5...4,0 МПа, а температура — до 1800...2000 °C и поршень под воздействием резко увеличившегося давления начинает перемещаться вниз (от ВМТ к НМТ), совершая рабочий ход (рис. 1.3, в). Двигаясь вниз, поршень открывает выпускное окно? и отработавшие газы, имея повышенное давление (против атмосферного), устремляются из цилиндра (рис. 1.3, ?). Опускаясь еще ниже, поршень открывает и перепускное окно 6. Кроме того, опускаясь вниз, поршень закрывает впускное окно и производит в нижней полости цилиндра предварительное сжатие смеси до давления 0,25 МПа. Затем, когда в верхней полости цилиндра откроется перепускное окно, смесь по перепускному каналу 8 нагнетается поршнем из картера в верхнюю полость цилиндра. Заполняя верхнюю полость цилиндра, свежая смесь вытесняет из цилиндра остатки отработавших газов (производит продувку цилиндра). Когда поршень приходит вниз (в НМТ), цикл работы двигателя заканчивается и при дальнейшем вращении коленчатого вала 9 поршень снова идет вверх, и цикл работы повторяется.
Сравнивая цикл работы двухтактного двигателя с четырехтактным, можно считать, что в двухтактном двигателе при движении поршня снизу вверх в нижней полости цилиндра происходит всасывание рабочей смеси, а в верхней — сжатие и в конце его — сгорание рабочей смеси. Когда же поршень совершает движение сверху вниз, в верхней полости цилиндра происходит рабочий ход и затем выпуск отработавших газов, т.е. вспомогательные такты (впуск, выпуск) совмещены с основными (сжатие, рабочий ход).
К основным преимуществам двухтактных двигателей по сравнению с четырехтактными следует отнести:
- возможность получения большей мощности при тех же размерах цилиндра, ходе поршня и числе оборотов, поскольку за одно и то же время в нем будет происходить вдвое большее количество рабочих циклов;
- отсутствие достаточно сложного механизма клапанного газораспределения.
7
Основным недостатком двухтактных двигателей является увеличенный расход топлива, так как свежая рабочая смесь используется для продувки цилиндра в большем количестве, чем у четырехтактных двигателей. Для двухтактных карбюраторных двигателей этот недостаток является столь значительным, что ограничивает практическое их применение при небольших мощностях. Однако этот недостаток теряет свое значение в двухтактных двигателях-дизелях с продувкой цилиндра воздухом, в связи с чем применение двухтактных дизелей в настоящее время значительно расширяется.
1.4. Двигатели-дизели
Двигатели внутреннего сгорания с самовоспламенением от сжатия (дизели) в принципе отличаются от карбюраторных двигателей процессом приготовления рабочей смеси и ее сгорания, при котором можно использовать тяжелое жидкое топливо более низких дешевых сортов (дизельное топливо). В карбюраторных двигателях под воздействием принудительного воспламенения происходит чрезвычайно быстрое сгорание подготовленной рабочей смеси, а объем камеры сжатия увеличивается незначительно, что вызывает резкое увеличение давления газов. В дизелях (рис. 1.4) сгорание топлива происходит от самовоспламенения и идет медленно (за больший промежуток времени). При этом объем камеры сжатия постепенно увеличивается, а давление газов, поднявшись в первый момент, в течение остального периода сгорания остается постоянным. Условно принято считать, что в карбюраторных двигателях сгорание происходит при постоянном объеме камеры сжатия с резким увеличением давления газов, а в дизелях — при переменном объеме камеры сжатия при постоянном давлении газов.
Дизели могут быть четырехтактного и двухтактного принципа действия, а также с компрессорным распылением топлива. Ввиду большей сложности компрессорных дизелей, у которых впрыск топлива в цилиндры совершается сжатым воздухом под давлением до 10 МПа, в настоящее время преимущественное распространение имеют бескомпрессорные дизели и часто — двухтактного принципа действия.
Основное устройство бескомпрессорного четырехтактного дизеля и происходящие в нем процессы аналогичны карбюраторному двигателю, но имеют следующие особенности. В процессе всасывания вследствие разрежения в цилиндр двигателя поступает не рабочая смесь, а чистый воздух. В процессе сжатия давление воздуха возрастает примерно до 4 МПа (40 атм) и температура его при этом повышается до 700...750 °C. В конце хода сжатия, когда поршень находится около ВМТ, в цилиндр форсункой 3 (см. рис. 1.4) при помощи топливного насоса впрыскивается чистое топливо под давлением в несколько сот атмосфер (в некоторых конструкциях двигателей с давлением до 15...16 МПа). При этом, соприкасаясь с кислородом воздуха, имеющим высокую температуру, топливо самовоспламеняется, в результате чего давление в
Рис. 1.4. Схема работы двухтактного дизеля с клапанно-щелевой продувкой:
а — продувка; б — сжатие; в — рабочий ход; г — выпуск; 1 — нагнетатель; 2 — ресивер; 3 — форсунка;
4 — клапан выпускной; 5 — окна впускные (щели)
8
камере сжатия повышается до 7,0... 7,5 МПа. Под влиянием этого давления поршень перемещается от ВМТ к НМТ, совершая рабочий ход. В процессе выхлопа сгоревшие газы выталкиваются из цилиндра движением поршня из нижнего положения в верхнее.
Дизели находят все более широкое применение, так как они имеют следующие основные преимущества:
- потребляют более дешевые, тяжелые сорта жидкого топлива;
- при работе расходуют меньшее количество топлива на единицу мощности. Например, четырехтактный карбюраторный двигатель расходует 350...480 г/(кВт-ч) (1 грамм на 1 киловатт в 1 час), а четырехтактный дизель — только 260...333 г/(кВт ч);
- не имеют сложных электрических приборов для зажигания рабочей смеси, вследствие чего они надежнее в работе.
К недостаткам дизелей следует отнести затрудненность их запуска в холодную погоду и несколько больший вес по сравнению с карбюраторными двигателями.
1.5. Многоцилиндровые двигатели
4
2иЗ
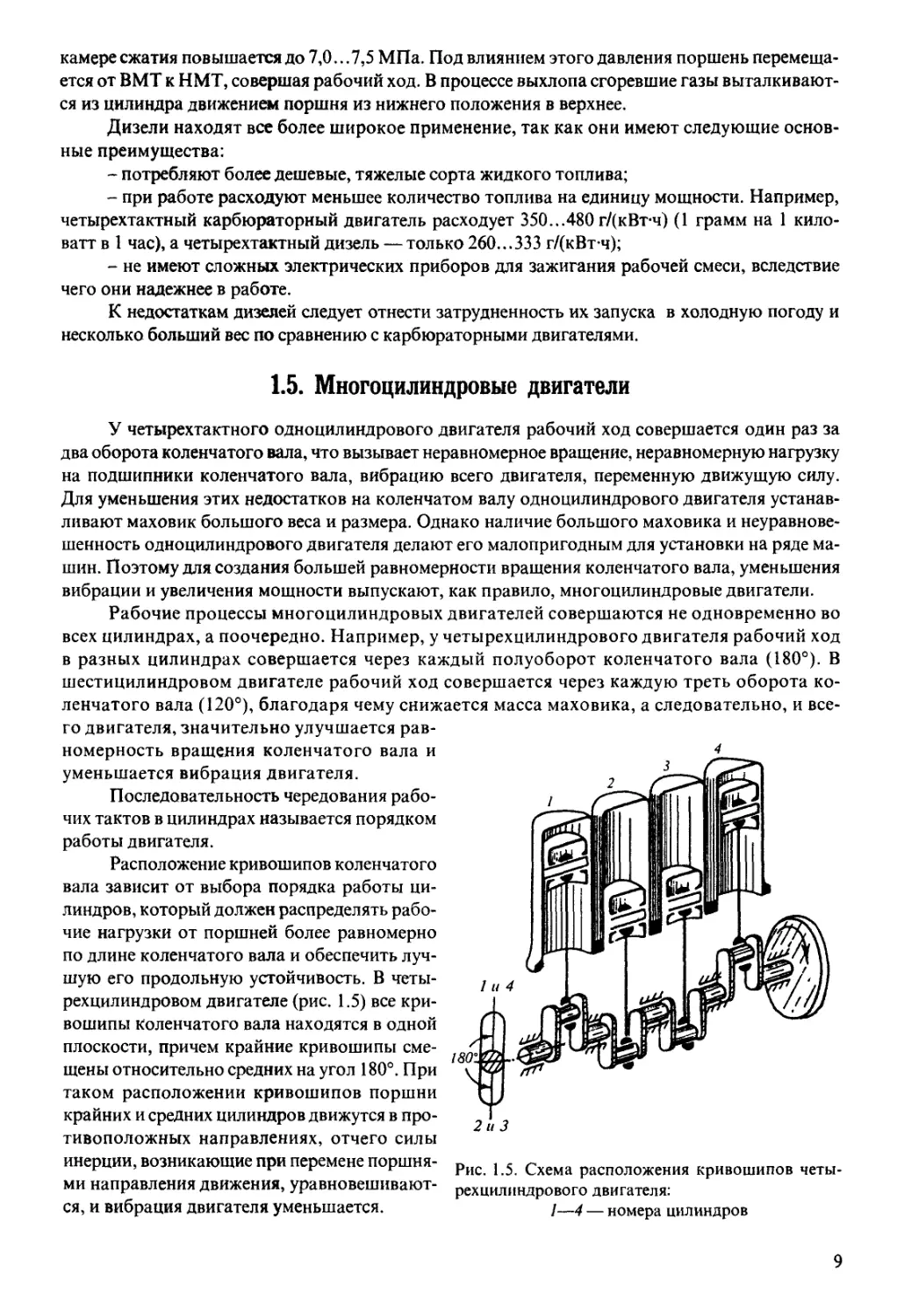
Рис. 1.5. Схема расположения кривошипов четырехцилиндрового двигателя:
У четырехтактного одноцилиндрового двигателя рабочий ход совершается один раз за два оборота коленчатого вала, что вызывает неравномерное вращение, неравномерную нагрузку на подшипники коленчатого вала, вибрацию всего двигателя, переменную движущую силу. Для уменьшения этих недостатков на коленчатом валу одноцилиндрового двигателя устанавливают маховик большого веса и размера. Однако наличие большого маховика и неуравновешенность одноцилиндрового двигателя делают его малопригодным для установки на ряде машин. Поэтому для создания большей равномерности вращения коленчатого вала, уменьшения вибрации и увеличения мощности выпускают, как правило, многоцилиндровые двигатели.
Рабочие процессы многоцилиндровых двигателей совершаются не одновременно во всех цилиндрах, а поочередно. Например, у четырехцилиндрового двигателя рабочий ход в разных цилиндрах совершается через каждый полуоборот коленчатого вала (180°). В шестицилиндровом двигателе рабочий ход совершается через каждую треть оборота коленчатого вала (120°), благодаря чему снижается масса маховика, а следовательно, и всего двигателя, значительно улучшается равномерность вращения коленчатого вала и уменьшается вибрация двигателя.
Последовательность чередования рабочих тактов в цилиндрах называется порядком работы двигателя.
Расположение кривошипов коленчатого вала зависит от выбора порядка работы цилиндров, который должен распределять рабочие нагрузки от поршней более равномерно по длине коленчатого вала и обеспечить лучшую его продольную устойчивость. В четырехцилиндровом двигателе (рис. 1.5) все кривошипы Коленчатого вала находятся в одной плоскости, причем крайние кривошипы смещены относительно средних на угол 180°. При таком расположении кривошипов поршни крайних и средних цилиндров движутся в противоположных направлениях, отчего силы инерции, возникающие при перемене поршнями направления движения, уравновешиваются, и вибрация двигателя уменьшается. /_.4 — номера цилиндров
9
1 2 3 4 5 6
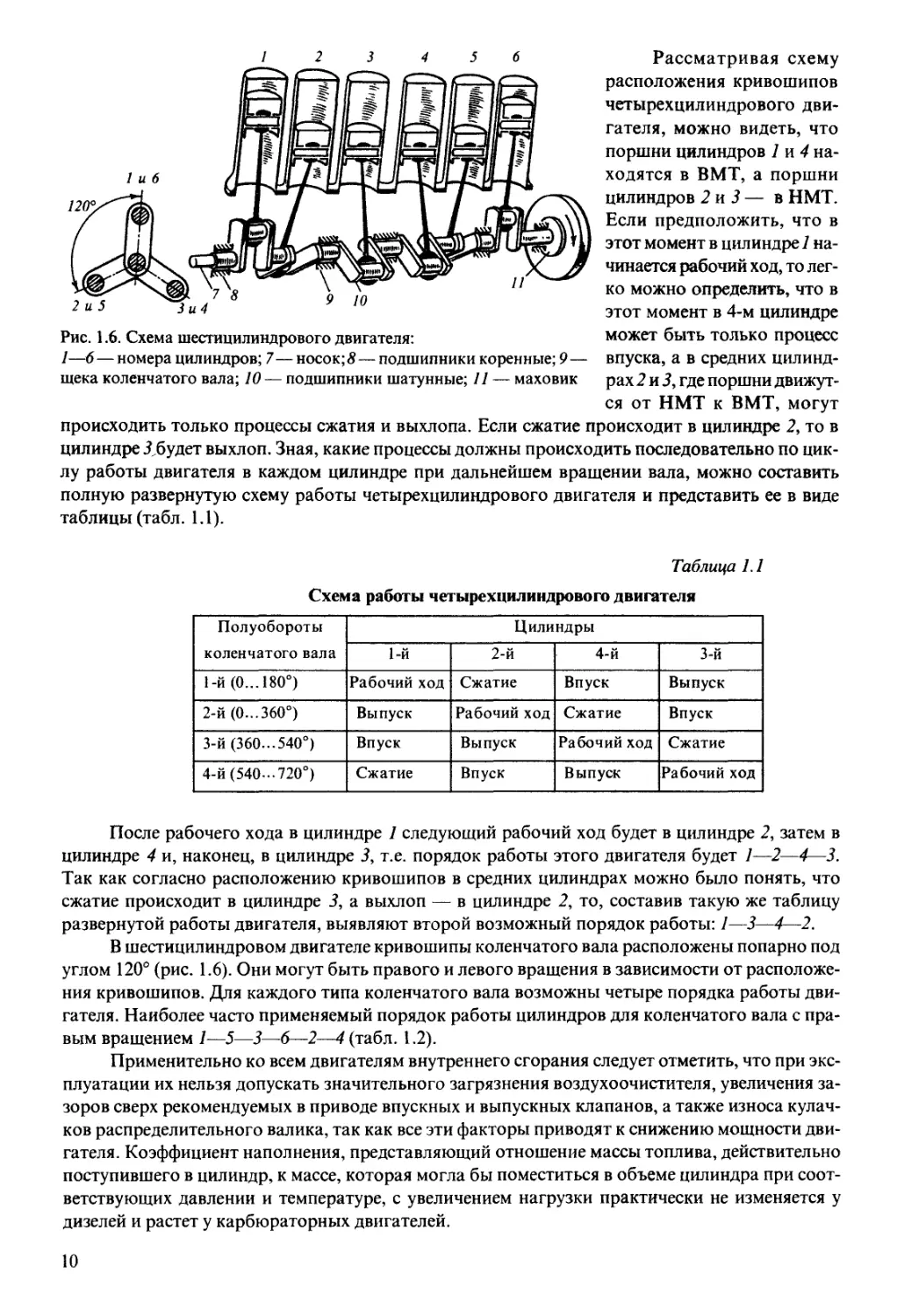
Рис. 1.6. Схема шестицилиндрового двигателя:
1—6—номера цилиндров; 7—носок; 8 — подшипники коренные; 9— щека коленчатого вала; 10 — подшипники шатунные; 11 — маховик
Рассматривая схему расположения кривошипов четырехцилиндрового двигателя, можно видеть, что поршни цилиндров 1 и 4 находятся в ВМТ, а поршни цилиндров 2 и 3 — в НМТ. Если предположить, что в этот момент в цилиндре / начинается рабочий ход, то легко можно определить, что в этот момент в 4-м цилиндре может быть только процесс впуска, а в средних цилиндрах 2 и 3, где поршни движутся от НМТ к ВМТ, могут
происходить только процессы сжатия и выхлопа. Если сжатие происходит в цилиндре 2, то в цилиндре /будет выхлоп. Зная, какие процессы должны происходить последовательно по циклу работы двигателя в каждом цилиндре при дальнейшем вращении вала, можно составить полную развернутую схему работы четырехцилиндрового двигателя и представить ее в виде таблицы (табл. 1.1).
Таблица 1.1
Схема работы четырехцилиндрового двигателя
Полуобороты коленчатого вала Цилиндры
1-й 2-й 4-й 3-й
1-й (0...1800) Рабочий ход Сжатие Впуск Выпуск
2-й (0-360°) Выпуск Рабочий ход Сжатие Впуск
3-й (360...540°) Впуск Выпуск Рабочий ход Сжатие
4-й (540-720°) Сжатие Впуск Выпуск Рабочий ход
После рабочего хода в цилиндре 1 следующий рабочий ход будет в цилиндре 2, затем в цилиндре 4 и, наконец, в цилиндре 3, т.е. порядок работы этого двигателя будет 1—2—4—3. Так как согласно расположению кривошипов в средних цилиндрах можно было понять, что сжатие происходит в цилиндре 3, а выхлоп — в цилиндре 2, то, составив такую же таблицу развернутой работы двигателя, выявляют второй возможный порядок работы: 1—3—4—2.
В шестицилиндровом двигателе кривошипы коленчатого вала расположены попарно под углом 120° (рис. 1.6). Они могут быть правого и левого вращения в зависимости от расположения кривошипов. Для каждого типа коленчатого вала возможны четыре порядка работы двигателя. Наиболее часто применяемый порядок работы цилиндров для коленчатого вала с правым вращением 1—5—3—6—2—4 (табл. 1.2).
Применительно ко всем двигателям внутреннего сгорания следует отметить, что при эксплуатации их нельзя допускать значительного загрязнения воздухоочистителя, увеличения зазоров сверх рекомендуемых в приводе впускных и выпускных клапанов, а также износа кулачков распределительного валика, так как все эти факторы приводят к снижению мощности двигателя. Коэффициент наполнения, представляющий отношение массы топлива, действительно поступившего в цилиндр, к массе, которая могла бы поместиться в объеме цилиндра при соответствующих давлении и температуре, с увеличением нагрузки практически не изменяется у дизелей и растет у карбюраторных двигателей.
10
Таблица 1.2
Схема работы шестицилиндрового двигателя с правым вращением коленчатого вала
Обороты коленчатого вала Полуобороты коленчатого вала Цилиндры
1-й 5-й 3-й 6-й 2-й 4-й
Первый 1-й 0...600 Рабочий ход Сжатие Впуск Впуск Выпуск Рабочий ход
60... 120° Сжатие Выпуск
120...180° Рабочий ход Впуск
2-й 180...240° Выпуск Сжатие
240... 300° Рабочий ход Впуск
300...360° Выпуск Сжатие
Второй 3-й 360...420° Впуск Рабочий ход
420...480° Выпуск Сжатие
480...540° Впуск Рабочий ход
4-й 540.„600° Сжатие Выпуск
600... 660° Впуск Рабочий ход
660... 720° Сжатие Выпуск
Значение коэффициента наполнения для поршневых двигателей внутреннего сгорания различных типов меняется от 0,7 до 0,95.
Работа газов в единицу времени в цилиндре двигателя называется индикаторной мощностью Р{. Эффективная мощность на валу двигателя Рв будет меньше индикаторной на величину мощности Рм механических потерь:
Р = Р-Р е 1 i 1 м’
Мощность механических потерь состоит из мощностей, затрачиваемых на трение Ртр, насосные потери Рнас и потери на привод вспомогательных механизмов Рвсп:
р = р + р + р м тр 1 нас 1 всп‘
Наибольшими потерями из всех слагаемых являются потери на трение поршня о стенки цилиндра и трение в подшипниках, которые составляют до 70 % от всех механических потерь. Механические потери могут быть учтены механическим КПД, представляющим собой отношение эффективной мощности к индикаторной:
4M=Pe/Pi-
Значение механического КПД для различных двигателей при номинальной нагрузке изменяется от 0,7 до 0,9.
Основными конструктивными размерами двигателя внутреннего сгорания являются диаметр цилиндра D, м, и ход поршня S, м.
Эффективная мощность Р , Вт, двигателя может быть найдена следующим образом:
Ре = ZpeD2V(J(0,185il06),
где i — число тактов; Z — число цилиндров; ре— среднее эффективное давление, Н/мм2 (МПа); ?с — средняя скорость поршня, м/с.
В свою очередь, диаметр цилиндра D, м для получения требуемой Ре может быть определен по формуле
D = ^-0,7854 О6//Zpevc
Ход поршня определяется из соотношения S = ФО , где Ф — отношение хода поршня к диаметру. Ф является заданной величиной и находится в пределах 1,4... 1,75 для стационарных дизелей и 0,7... 1,1 для стационарных карбюраторных двигателей.
1.6. Газораспределительный механизм
Газораспределительный механизм обеспечивает последовательность и продолжительность процессов, происходящих внутри двигателя при каждом цикле работы. Этим механизмом в определенный момент устанавливаются начало и конец процесса впуска рабочей смеси в цилиндр, а затем начало и конец выпуска сгоревших газов из цилиндра.
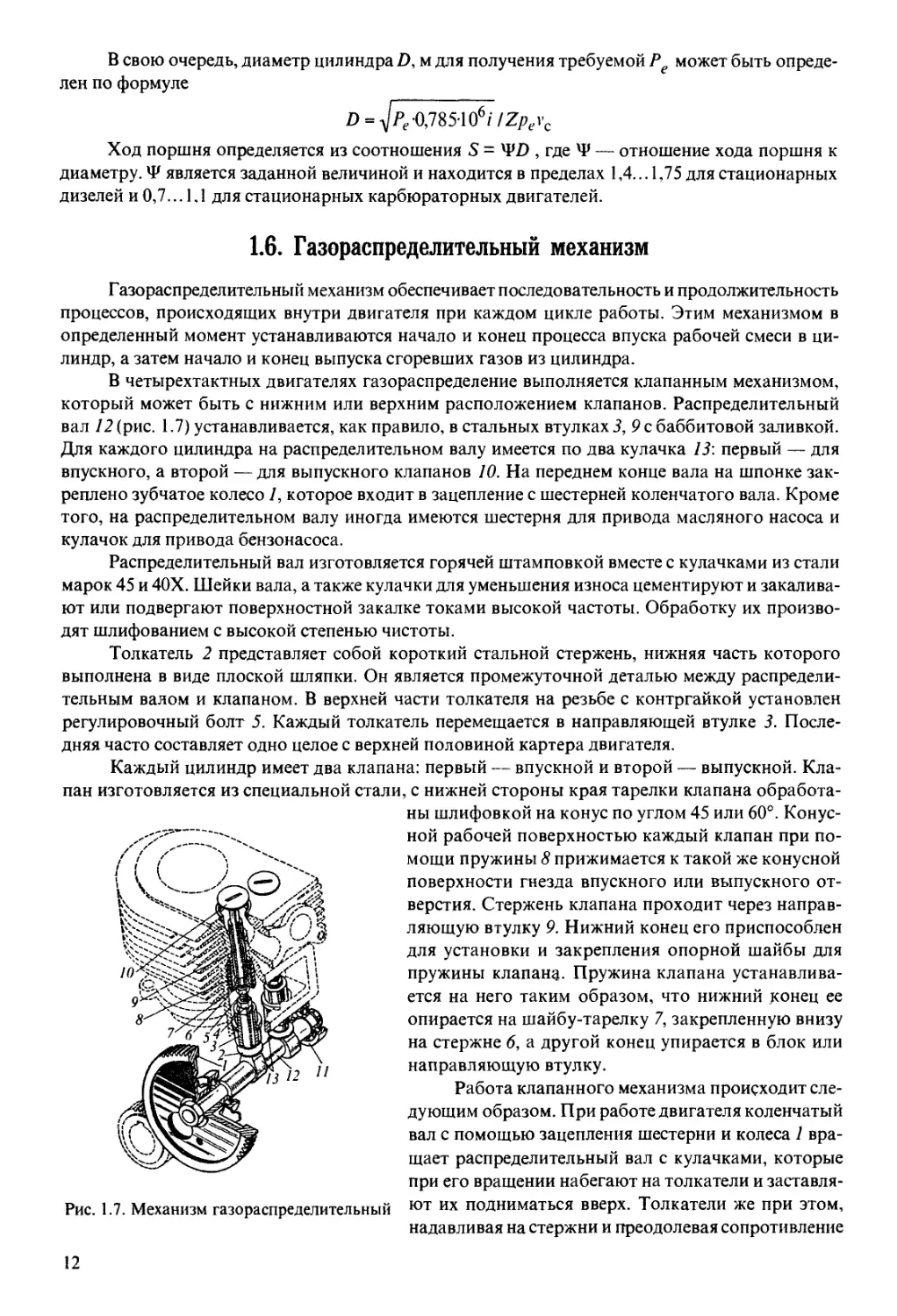
В четырехтактных двигателях газораспределение выполняется клапанным механизмом, который может быть с нижним или верхним расположением клапанов. Распределительный вал 12 (рис. 1.7) устанавливается, как правило, в стальных втулках 3,9 с баббитовой заливкой. Для каждого цилиндра на распределительном валу имеется по два кулачка 13: первый — для впускного, а второй — для выпускного клапанов 10. На переднем конце вала на шпонке закреплено зубчатое колесо 1, которое входит в зацепление с шестерней коленчатого вала. Кроме того, на распределительном валу иногда имеются шестерня для привода масляного насоса и кулачок для привода бензонасоса.
Распределительный вал изготовляется горячей штамповкой вместе с кулачками из стали марок 45 и 40Х. Шейки вала, а также кулачки для уменьшения износа цементируют и закаливают или подвергают поверхностной закалке токами высокой частоты. Обработку их производят шлифованием с высокой степенью чистоты.
Толкатель 2 представляет собой короткий стальной стержень, нижняя часть которого выполнена в виде плоской шляпки. Он является промежуточной деталью между распределительным валом и клапаном. В верхней части толкателя на резьбе с контргайкой установлен регулировочный болт 5. Каждый толкатель перемещается в направляющей втулке 3. Последняя часто составляет одно целое с верхней половиной картера двигателя.
Каждый цилиндр имеет два клапана: первый — впускной и второй — выпускной. Клапан изготовляется из специальной стали, с нижней стороны края тарелки клапана обработа-
ны шлифовкой на конус по углом 45 или 60°. Конусной рабочей поверхностью каждый клапан при помощи пружины 8 прижимается к такой же конусной поверхности гнезда впускного или выпускного отверстия. Стержень клапана проходит через направляющую втулку 9. Нижний конец его приспособлен для установки и закрепления опорной шайбы для пружины клапана. Пружина клапана устанавливается на него таким образом, что нижний }<онец ее опирается на шайбу-тарелку 7, закрепленную внизу на стержне 6, а другой конец упирается в блок или направляющую втулку.
Работа клапанного механизма происходит следующим образом. При работе двигателя коленчатый вал с помощью зацепления шестерни и колеса 1 вращает распределительный вал с кулачками, которые при его вращении набегают на толкатели и заставля-
Рис. 1.7. Механизм газораспределительный ют их подниматься вверх. Толкатели же при этом, надавливая на стержни и преодолевая сопротивление
12
клапанных пружин, поднимают клапаны вверх от своих гнезд. Каждый клапан имеет свой толкатель и свой кулачок. Расположение кулачков на валу таково, что выпускной клапан открывается только в тот момент, когда должен начаться впуск свежей смеси в цилиндр, и к моменту окончания впуска кулачок сходит с толкателя и клапан под действием пружины быстро и плотно прижимается к гнезду, прекращая подачу смеси. К моменту начала выпуска под толкатель выпускного клапана подходит другой кулачок и только тогда нажимает на толкатель и открывает клапан, когда в цилиндре уже прошли процессы сжатия, сгорания смеси и рабочий ход и нужно начать удаление из цилиндра отработанных газов. По окончании очистки цилиндра от сгоревших газов кулачок сходит с толкателя и клапан при помощи пружины садится на гнездо, прекращая выпуск. Плотность прилегания клапана к гнезду обеспечивают притиркой рабочей поверхности и силой сжатия пружины. Распределительный вал вращается вдвое медленнее коленчатого вала, так как за цикл работы (за два оборота коленчатого вала) каждый клапан должен открыться только один раз — в период впуска или выпуска, следовательно, каждый кулачок должен сделать только одно набегание на соответствующий клапан. Достигается это тем, что колесо на распределительном валу имеет вдвое больший диаметр, чем шестерня коленчатого вала, и поэтому за два оборота малой шестерни оно делает только один оборот.
Между стержнем клапана и толкателем имеется небольшой зазор, который поглощает удлинение от нагревания стержней клапана и толкателя во время работы двигателя. При отсутствии зазора стержни клапана и толкателя будут упираться один в другой и препятствовать плотному прилеганию клапанов к гнездам, отчего процесс работы двигателя будет нарушен. Этот зазор регулируют при помощи болта, ввертываемого в толкатель.
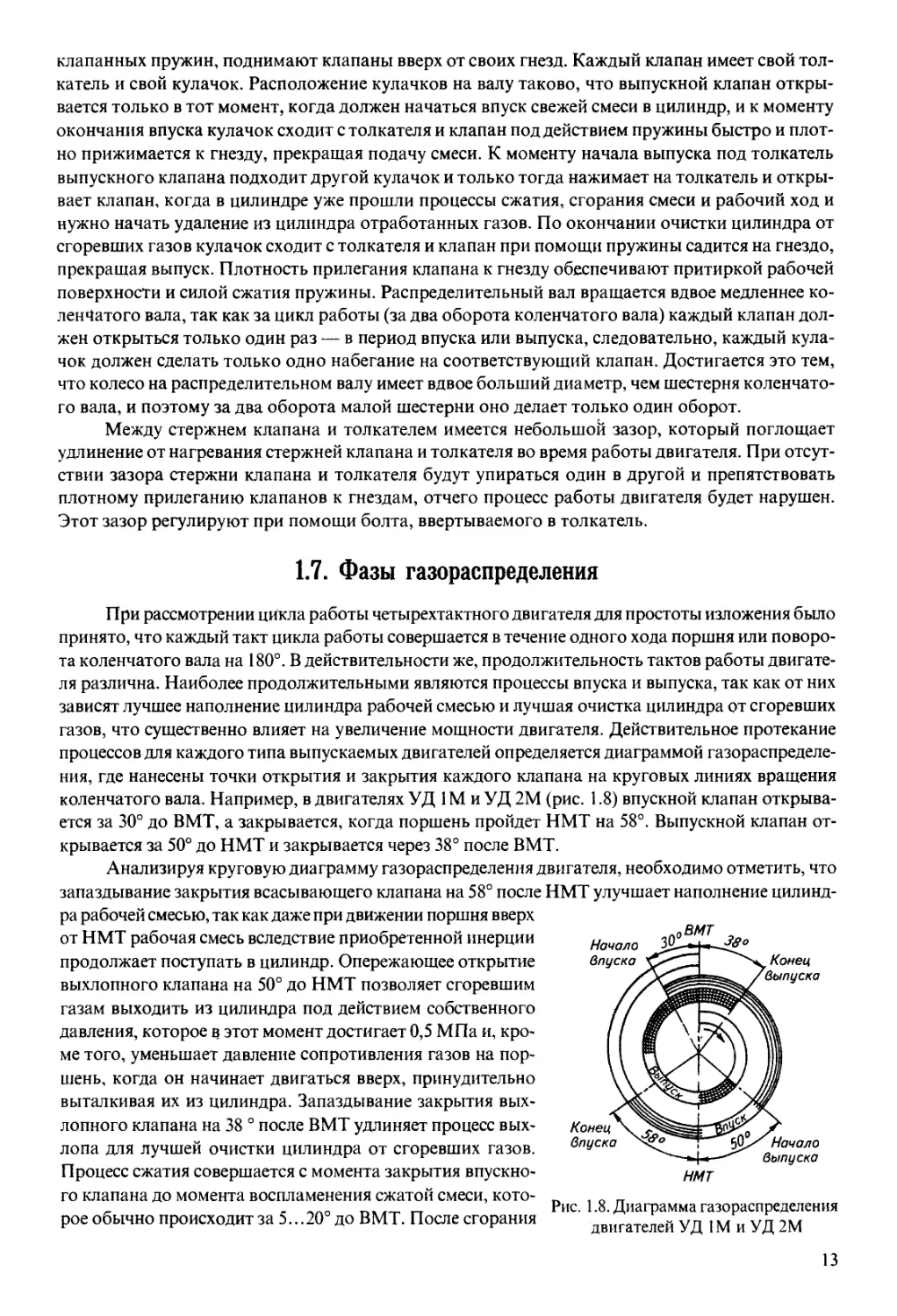
1.7. Фазы газораспределения
При рассмотрении цикла работы четырехтактного двигателя для простоты изложения было принято, что каждый такт цикла работы совершается в течение одного хода поршня или поворота коленчатого вала на 180°. В действительности же, продолжительность тактов работы двигателя различна. Наиболее продолжительными являются процессы впуска и выпуска, так как от них зависят лучшее наполнение цилиндра рабочей смесью и лучшая очистка цилиндра от сгоревших газов, что существенно влияет на увеличение мощности двигателя. Действительное протекание процессов для каждого типа выпускаемых двигателей определяется диаграммой газораспределе
ния, где нанесены точки открытия и закрытия каждого клапана на круговых линиях вращения коленчатого вала. Например, в двигателях УД 1М и УД 2М (рис. 1.8) впускной клапан открывается за 30° до ВМТ, а закрывается, когда поршень пройдет НМТ на 58°. Выпускной клапан открывается за 50° до НМТ и закрывается через 38° после ВМТ.
Анализируя круговую диаграмму газораспределения двигателя, необходимо отметить, что
запаздывание закрытия всасывающего клапана на 58° после НМТ улучшает наполнение цилинд-
ра рабочей смесью, так как даже при движении поршня вверх от НМТ рабочая смесь вследствие приобретенной инерции продолжает поступать в цилиндр. Опережающее открытие выхлопного клапана на 50° до НМТ позволяет сгоревшим газам выходить из цилиндра под действием собственного давления, которое в этот момент достигает 0,5 МПа и, кроме того, уменьшает давление сопротивления газов на поршень, когда он начинает двигаться вверх, принудительно выталкивая их из цилиндра. Запаздывание закрытия выхлопного клапана на 38 ° после ВМТ удлиняет процесс выхлопа для лучшей очистки цилиндра от сгоревших газов. Процесс сжатия совершается с момента закрытия впускного клапана до момента воспламенения сжатой смеси, которое обычно происходит за 5...20° до ВМТ. После сгорания
Рис. 1.8. Диаграмма газораспределения двигателей УД 1М и УД 2М
13
рабочей смеси рабочий ход происходит от ВМТ до момента открытия выпускного клапана. Угловые величины, показывающие открытие и закрытие клапанов, называются фазами распределения и кроме диаграммы приводятся в технической характеристике каждого типа двигателя.
Газораспределение устанавливается зацеплением зубчатых колес коленчатого и распределительного валов при совпадении имеющихся на них заводских меток. При этом проверяется, чтобы открытие и закрытие клапанов происходило с установленным опережением или запаздыванием.
1.8. Смазка двигателя
Исправная и продолжительная работа двигателя, как и любого другого механизма, в значительной мере зависит от смазки его трущихся деталей. Как бы чисто ни была обработана их поверхность, она имеет шероховатости (неровности), хорошо видимые при рассмотрении деталей через увеличительные стекла. В случае грубой обработки следы режущего инструмента на поверхности деталей хорошо видны невооруженным глазом. По средней высоте следов обработки на поверхности определяют класс чистоты.
При взаимном перемещении двух соприкасающихся деталей происходит зацепление неровностей, отчего между деталями возникает трение, препятствующее их свободному перемещению. Как правило, чем выше класс чистоты обработки деталей (чем меньше высота следов обработки), тем меньше сила трения. На преодоление сил трения в различных деталях двигателя расходуется часть его мощности и происходит износ трущихся поверхностей деталей с повышением их температуры. Для уменьшения трения трущиеся детали смазывают. Масляный слой должен заполнять все неровности на поверхности трущихся деталей и разделять их, не допуская непосредственного соприкосновения металла. Толщина слоя масла устанавливается величиной зазора между трущимися деталями. Недостаточный зазор препятствует проникновению масла, уменьшает толщину масляного слоя, ухудшает теплоотдачу и может вызвать перегрев, усиленный износ, задиры и т.п. Слишком большой зазор создает возможность свободного вытекания или выдавливания масла, допускает соприкосновение металлических поверхностей и, следовательно, ускоряет износ деталей.
Обычно цилиндропоршневая группа работает при больших скоростях и высоких температурах. Недостаток смазки приводит к полусухому трению, вызывающему повышенный износ гильз цилиндров, пальцев и поршней. Избыток же смазки вызывает закоксовывание поршневой группы и камеры сгорания и быстрый выход из строя сопрягающихся деталей.
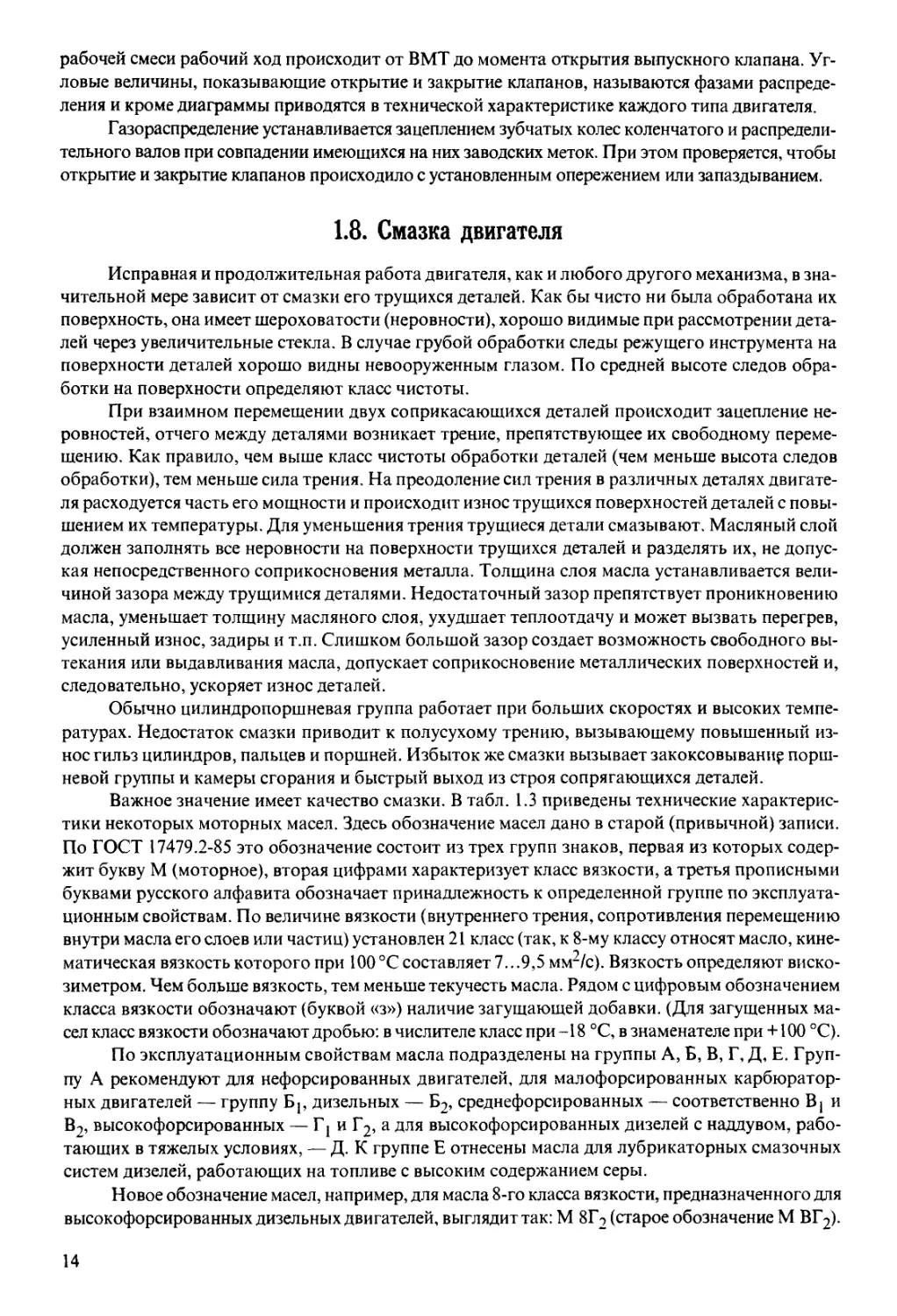
Важное значение имеет качество смазки. В табл. 1.3 приведены технические характеристики некоторых моторных масел. Здесь обозначение масел дано в старой (привычной) записи. По ГОСТ 17479.2-85 это обозначение состоит из трех групп знаков, первая из которых содержит букву М (моторное), вторая цифрами характеризует класс вязкости, а третья прописными буквами русского алфавита обозначает принадлежность к определенной группе по эксплуатационным свойствам. По величине вязкости (внутреннего трения, сопротивления перемещению внутри масла его слоев или частиц) установлен 21 класс (так, к 8-му классу относят масло, кинематическая вязкость которого при 100 °C составляет 7.. .9,5 мм-/с). Вязкость определяют вискозиметром. Чем больше вязкость, тем меньше текучесть масла. Рядом с цифровым обозначением класса вязкости обозначают (буквой «з») наличие загущающей добавки. (Для загущенных масел класс вязкости обозначают дробью: в числителе класс при -18 °C, в знаменателе при +100 °C).
По эксплуатационным свойствам масла подразделены на группы А, Б, В, Г, Д, Е. Группу А рекомендуют для нефорсированных двигателей, для малофорсированных карбюраторных двигателей — группу Б|, дизельных — Б2, среднефорсированных — соответственно В| и В2, высокофорсированных — Tj и Г2, а для высокофорсированных дизелей с наддувом, работающих в тяжелых условиях, — Д. К группе Е отнесены масла для лубрикаторных смазочных систем дизелей, работающих на топливе с высоким содержанием серы.
Новое обозначение масел, например, для масла 8-го класса вязкости, предназначенного для высокофорсированных дизельных двигателей, выглядит так: М 8Г2 (старое обозначение М ВГ2).
14
Температурой застывания масла называют температуру, при которой оно теряет текучесть (о маслах см. также в п. 10.1 и 11.10).
Таблица 1.3
Технические характеристики масел
Характеристика Норма по маркам масел Для карбюраторных двигателей
АСп 6 АКзп 6 АК 10 АС 10 АКзп 10 АК 15
Кинематическая вязкость при 100 °C 6 6 10 10 10 15
Коксуемость(без присадок), % 0,1 0,1 0.35 0.2 0,15 0,7
Кислотное число масла мг-КОН/г, не более 0,1 0,1 0,15 0,1 0,1 0,2
Зольность масла (с присадкой), %, не менее 0,35 0,35 0,35 0,35 0,35
Температура вспышки в тигле, °C 175 160 190 190 160 225
Температура застывания, °C, не выше -35 -40 -25 -25 -40 -5
Плотность при 20 °C, г/см3, не более 1,5 1,5 1,5
Для дизелей
ДС8 ДП8 ДСП ДП 11 ДС12
Кинематическая вязкость сСт при 100 °C 8 8 10 11 12
Коксуемость(без присадок), % 0,15 0,2 0,3 0,25 0,3
Кислотное число масла(без присадок), мг-КОН/г, не более 0,02 0,15 0,02 0,075 0,02
Зольность масла (с присадкой), %, не менее 0,42 0,5 0,42 0,5 1.0
15
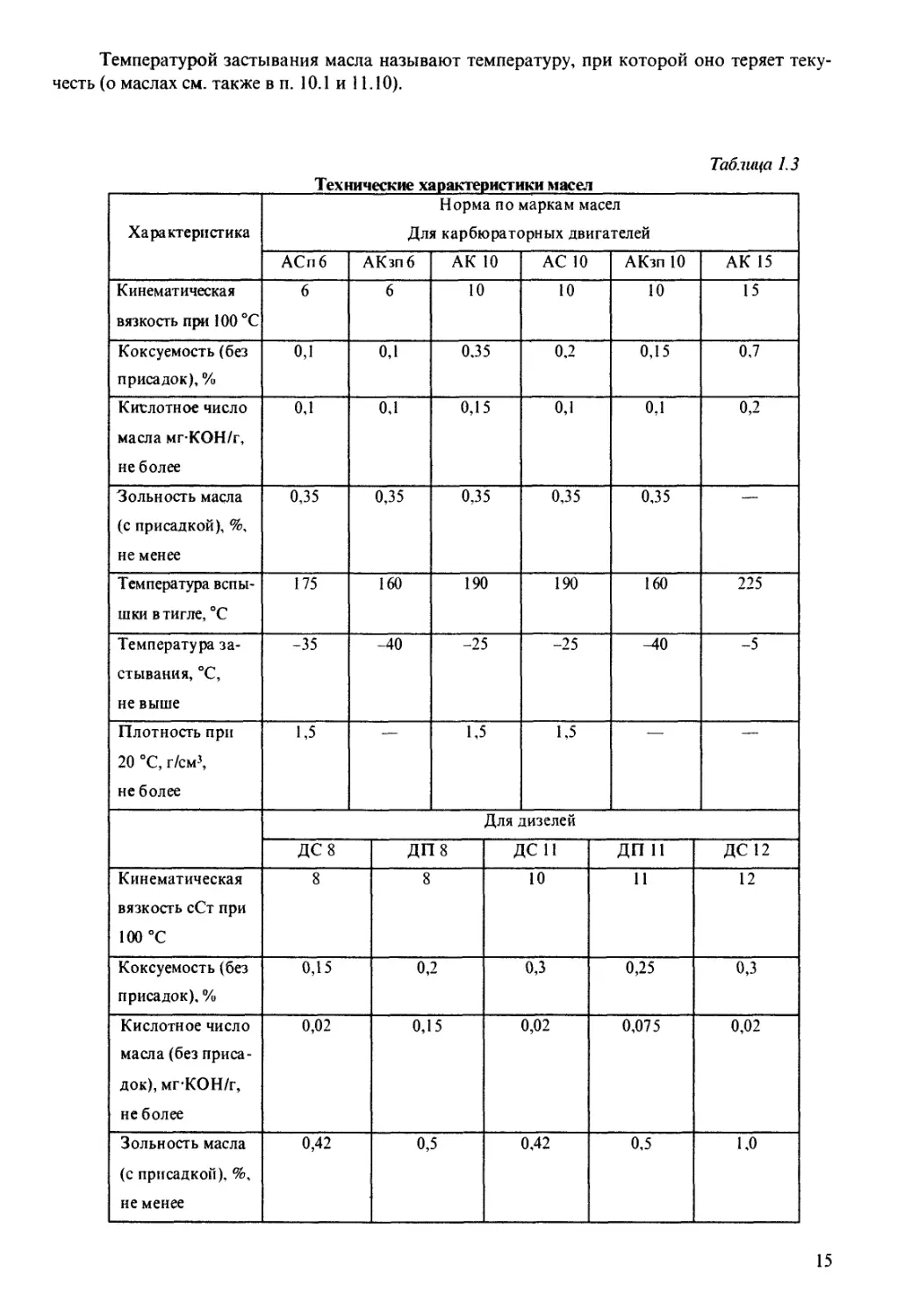
Окончание таблицы 1.3
Характеристика Для дизелей
ДС8 ДП8 ДСП дпп ДС12
Температура вспышки в тигле, °C, не менее 190 180 200 198 200
Температура застывания, °C, не выше -25 -20 -15 -20 -15
Плотность при 20 °C, г/см3, не более 0,898 0,905 0,910 0,9
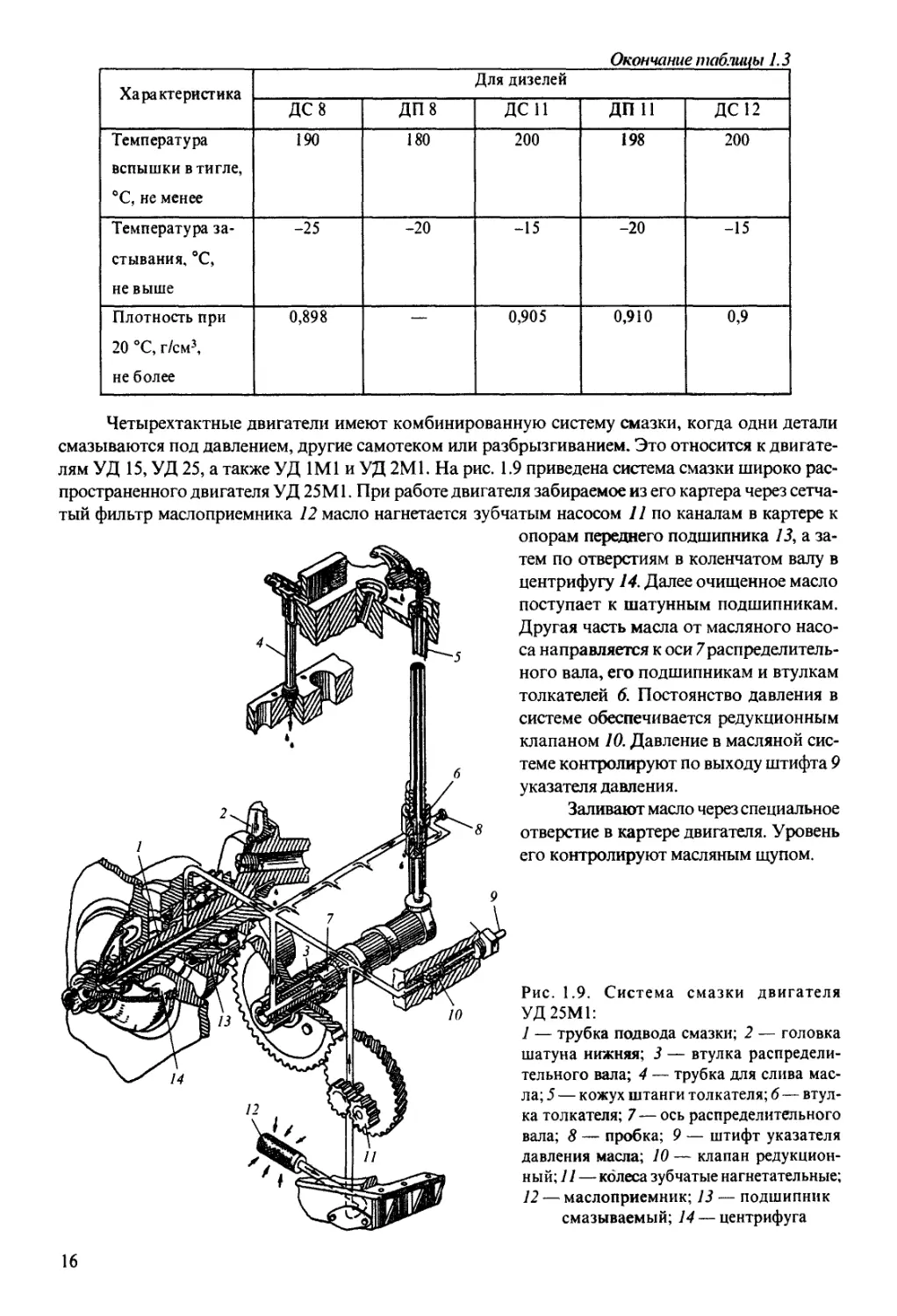
Четырехтактные двигатели имеют комбинированную систему смазки, когда одни детали смазываются под давлением, другие самотеком или разбрызгиванием. Это относится к двигателям УД 15, УД 25, а также УД 1М1 и УД 2М1. На рис. 1.9 приведена система смазки широко рас
пространенного двигателя УД 25М1. При работе двигателя забираемое из его картера через сетча-
тый фильтр маслоприемника 12 масло нагнетается зубчатым насосом 11 по каналам в картере к
опорам переднего подшипника 13, а затем по отверстиям в коленчатом валу в центрифугу 14. Далее очищенное масло поступает к шатунным подшипникам. Другая часть масла от масляного насоса направляется к оси 7 распределительного вала, его подшипникам и втулкам толкателей 6. Постоянство давления в системе обеспечивается редукционным клапаном 10. Давление в масляной системе контролируют по выходу штифта 9 указателя давления.
Заливают масло через специальное отверстие в картере двигателя. Уровень его контролируют масляным щупом.
Рис. 1.9. Система смазки двигателя УД25М1:
J — трубка подвода смазки; 2 — головка шатуна нижняя; 3 — втулка распределительного вала; 4 — трубка для слива масла; 5 — кожух штанги толкателя; 6— втулка толкателя; 7 — ось распределительного вала; 8 — пробка; 9 — штифт указателя давления масла; 10 — клапан редукционный; 11 — колеса зубчатые нагнетательные; 12 — маслоприемник; 13 — подшипник смазываемый; 14 — центрифуга
16
1.9. Питание карбюраторных двигателей
Для карбюраторных двигателей топливом служит бензин, качество которого характеризуется удельным весом, теплотой сгорания, испаряемостью и детонационными свойствами.
Удельный вес бензина колеблется в пределах 0,7...0,76 г/см^ при температуре 20 °C.
Теплотворной способностью топлива называется количество теплоты, выделяемое 1 кг топлива, измеренное в калориях (калория есть количество тепла, необходимое для повышения температуры 1 кг воды на 1 °C). Теплота сгорания топлива составляет около 10 500 ккал/кг. Чем выше теплотворная способность топлива, тем меньшее количество его необходимо подавать в цилиндры для получения определенной мощности двигателя.
Жидкое топливо должно обладать возможно большей скоростью испарения, что улучшает соединение его с кислородом воздуха и обеспечивает полноту сгорания. Чем лучше испаряемость бензина, тем легче пуск двигателя и экономичнее его работа.
Температурой вспышки называется температура, при которой пары жидкого топлива вспыхивают при соприкосновении с пламенем (искрой) без воспламенения самого топлива.
Температурой самовоспламенения называют такую температуру, при которой пары топлива вспыхивают без соприкосновения с пламенем. Температура самовоспламенения в карбюраторных двигателях ограничивает возможность повышения степени сжатия.
Содержание в топливе кислот, щелочей, серы и золы увеличивает коррозию и износ деталей двигателя, поэтому оно должно быть возможно меньшим. При наличии в топливе большого количества смолистых веществ засоряется впускное устройство двигателя, больше выделяется нагара, что приводит к перебоям в питании и значительно ухудшает работу двигателя.
Стойкость бензина против детонации характеризуется условным октановым числом. Чем выше октановое число, тем топливо менее склонно к детонации. Явление детонации вызывается неравномерной и повышенной скоростью сгорания рабочей смеси. Рабочая смесь при нормальных условиях сгорает в цилиндре со скоростью 20...25 м/с. При перегреве двигателя, большом угле опережения зажигания и при использовании бензина несоответствующей марки часть смеси сгорает со скоростью более 1000 м/с. В результате появляется ударная волна, резко возрастает давление. Такое сгорание рабочей смеси и называется детонацией. Она возникает при переходе к большим нагрузкам, когда дается большое открытие дросселя карбюратора и число оборотов коленчатого вала невелико. При детонационном сгорании топлива появляются резкие удары в двигателе, черный дым из глушителя, сопровождаемый резкими и частыми выхлопами, двигатель перегревается, его мощность снижается, резко возрастает износ деталей.
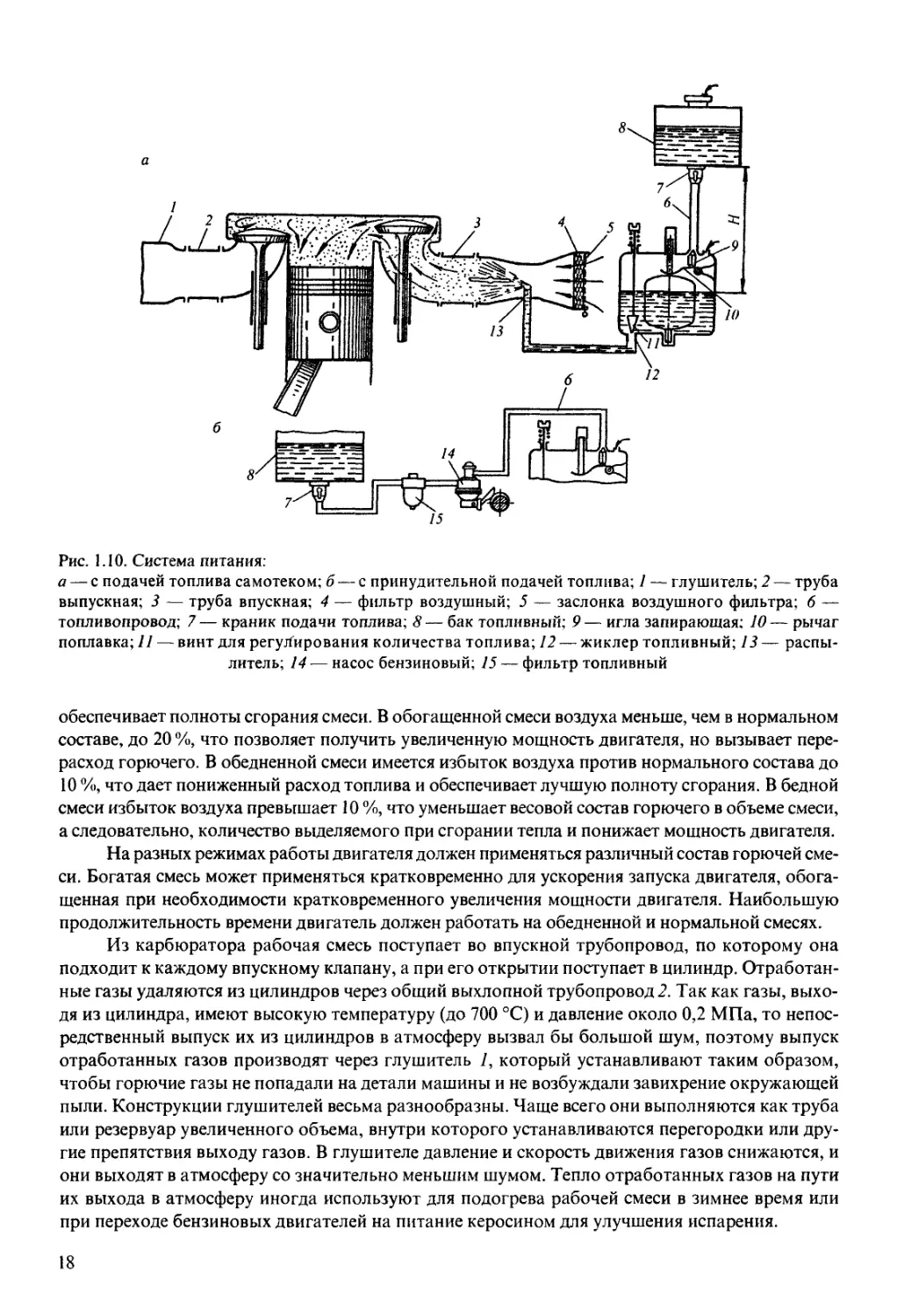
Система питания двигателей представлена на рис. 1.10. В двигателях, работающих на светлых сортах жидкого топлива (бензин, лигроин, керосин), горючее подается в распыленном состоянии, в виде смеси горючего и воздуха, которая образуется в карбюраторе 9,10,11,12. Запас горючего для обеспечения работы двигателя на определенный период хранится в топливном баке 8, из которого оно самотеком или под действием бензонасоса 14 подается к карбюратору. При этом по пути к карбюратору горючее проходит через фильтр 15 и отстойник, где очищается от пыли и примесей.
Таким образом, в систему питания обычно входят: топливный бак, фильтр, отстойник, бензонасос, карбюратор, всасывающий и выхлопной трубопроводы, а также устройства управления питанием двигателя.
Карбюратор должен приготовлять наивыгоднейшую (по составу) рабочую смесь для различных режимов работы двигателя и производить хорошее распыление и перемешивание горючего с воздухом, а также давать возможность изменять количество подаваемой в цилиндры двигателя смеси в зависимости от нагрузки.
Нормальный состав рабочей смеси состоит из 15 частей (весовых) воздуха на 1 часть бензина. Кроме нормального состава смесь может быть или с избытком, или с недостатком воздуха против нормального состава и называется богатой, обогащенной, обедненной и бедной. В богатой смеси воздуха по сравнению с нормальным составом недостает более чем на 20 %, что не
17
2-6706
8
Рис. 1.10. Система питания:
а — с подачей топлива самотеком; б — с принудительной подачей топлива; 1 — глушитель; 2 — труба выпускная; 3 — труба впускная; 4 — фильтр воздушный; 5 — заслонка воздушного фильтра; 6 — топливопровод; 7— краник подачи топлива; 8— бак топливный; 9— игла запирающая; 10— рычаг поплавка; 11 — винт для регулирования количества топлива; 12 — жиклер топливный; 13— распылитель; 14 — насос бензиновый; 15 — фильтр топливный
обеспечивает полноты сгорания смеси. В обогащенной смеси воздуха меньше, чем в нормальном составе, до 20 %, что позволяет получить увеличенную мощность двигателя, но вызывает перерасход горючего. В обедненной смеси имеется избыток воздуха против нормального состава до 10 %, что дает пониженный расход топлива и обеспечивает лучшую полноту сгорания. В бедной смеси избыток воздуха превышает 10 %, что уменьшает весовой состав горючего в объеме смеси, а следовательно, количество выделяемого при сгорании тепла и понижает мощность двигателя.
На разных режимах работы двигателя должен применяться различный состав горючей смеси. Богатая смесь может применяться кратковременно для ускорения запуска двигателя, обогащенная при необходимости кратковременного увеличения мощности двигателя. Наибольшую продолжительность времени двигатель должен работать на обедненной и нормальной смесях.
Из карбюратора рабочая смесь поступает во впускной трубопровод, по которому она подходит к каждому впускному клапану, а при его открытии поступает в цилиндр. Отработанные газы удаляются из цилиндров через общий выхлопной трубопровод 2. Так как газы, выходя из цилиндра, имеют высокую температуру (до 700 °C) и давление около 0,2 МПа, то непосредственный выпуск их из цилиндров в атмосферу вызвал бы большой шум, поэтому выпуск отработанных газов производят через глушитель 1, который устанавливают таким образом, чтобы горючие газы не попадали на детали машины и не возбуждали завихрение окружающей пыли. Конструкции глушителей весьма разнообразны. Чаще всего они выполняются как труба или резервуар увеличенного объема, внутри которого устанавливаются перегородки или другие препятствия выходу газов. В глушителе давление и скорость движения газов снижаются, и они выходят в атмосферу со значительно меньшим шумом. Тепло отработанных газов на пути их выхода в атмосферу иногда используют для подогрева рабочей смеси в зимнее время или при переходе бензиновых двигателей на питание керосином для улучшения испарения.
18
1.10. Питание дизелей
Основными показателями качества дизельного топлива являются фракционный состав, качество воспламенения (цетановое число), вязкость, температура застывания, содержание серы, кокса и кислот.
Дизельное топливо должно выкипать в пределах температур 200-340 °C. При избытке в топливе более легких фракций горение сопровождается стуками в двигател&(детонацией), при избытке более тяжелых фракций — дымлением и загрязнением двигателя со снижением его мощности.
Цетановое число определяет период задержки воспламенения топлива, впрыскиваемого в цилиндр. Чем меньше эта выдержка, тем спокойнее горит топливо, без ударов и толчков. Цетановое число должно быть в пределах 40...50 единиц.
Излишне высокая вязкость топлива затрудняет его фильтрацию, ухудшает распыление и сгорание; пониженная вязкость увеличивает износ форсунок. Дизельное топливо для двигателей должно иметь вязкость 1,1... 1,8 мм/с, так как оно одновременно служит и для смазки трущихся деталей топливоподающей аппаратуры.
Температура застывания топлива должна быть на 5... 10 °C ниже температуры окружающей среды, в которой работает двигатель, иначе ухудшается фильтрация топлива и может прекратиться его подача.
Физико-химические свойства применяемого топлива влияют на износ деталей двигателя. Содержание кислот, щелочей и серы увеличивает коррозию и износ топливной аппаратуры и деталей двигателя (цилиндры, кольца, подшипники и т.п.), а поэтому должно быть возможно меньшим. При использовании сернистого дизельного топлива следует одновременно применять масло с присадками ЦИАТИМ 339, ВНИИ НП 360 и др. Содержание кокса увеличивает засмоление и нагарообразование, которые ухудшают работу двигателя, а поэтому должно быть минимальным. Применяемые в разных типах дизелей виды топлива имеют следующие марки: ДА — дизельное арктическое, ДЗ — дизельное зимнее, ДЛ — дизельное летнее.
В бескомпрессорных двигателях, работающих на дизельном топливе, последнее подается в цилиндры через форсунку топливным насосом под давлением в несколько десятков мегапаскалей. Схемы питания дизелей приводятся далее при описании различных типов двигателей. Форсунки могут быть открытого и закрытого типов. В открытой форсунке выходное отверстие, через которое происходит впрыск топлива в цилиндр, всегда открыто; в закрытой закрыто специальной иглой и открывается только в момент впрыскивания топлива в цилиндр. Большее распространение имеют форсунки закрытого типа.
Топливный насос состоит из отдельных секций, соединенных в общий блок (рис. 1.11). Каждая секция представляет собой цилиндр 3 небольшого диаметра с боковыми отверстиями 2, 4 и перемещающийся внутри него плунжер 5. На верхней части плунжера есть продольный паз 1 и продольная выточка с винтовой кромкой б, 7. Плунжер плотно по всей длине подогнан к цилиндру и может перемещаться вверх под действием кулачкового валика и вниз под действием пружины. Кроме того, плунжер может поворачиваться внутри цилиндра при помощи рейки и связанной с ним шестерни. В верхней части цилиндра установлен нагнетательный клапан, который прижимается к гнезду давлением специальной пружины. К секции насоса топливо подается из бака подкачивающей помпой. Когда плунжер опускается вниз, топливо через боковые отверстия поступает в цилиндр благодаря разрежению, которое создает плунжер, и подаче топливоподкачивающего насоса. При движении плунжера вверх, когда он закроет боковые отверстия, топливо приподнимает нагнетательный клапан и выталкивается плунжером в форсунку. Конец подачи топлива наступает в тот момент, когда кромка винтовой выточки плунжера соединяется с боковым отверстием 4. При этом через продольный паз плунжера и винтовую выточку топливо из верхней полости цилиндра перетекает в боковое отверстие и обратно в топливную камеру насоса. Изменяя при помощи рейки положение плунжера в цилиндре, можно кромку винтовой вы-
19
Рис. 1.11. Схема действия топливного насоса
точки плунжера соединить с боковым отверстием цилиндра раньше или позже. От этого меняются продолжительность хода нагнетания и количество подаваемого в форсунку топлива. Движение рейки связано одновременно с плунжерами всех секций и осуществляется ручным управлением или регулятором центробежного типа, который автоматически изменяет количество нагнетаемого в цилиндры топлива в зависимости от изменения числа оборотов, т.е. от нагрузки двигателя. Давление впрыскивания топлива в цилиндры зависит от силы нажатия пружины форсунки. Пружина нагнетательного клапана служит только для посадки его на место при окончании нагнетания топлива. Отдельные положения работы секций топливного насоса показаны на рис. 1.11.
На рис. 1.11,о плунжер повернут в самое крайнее, левое положение, при котором действие его будет иметь наибольший ход нагнетания и максимальную подачу, так как вертикальный паз плунжера с боковым отверстием цилиндра не совпадает, а кромка винтовой выточки наиболее удалена от отверстия. Такое положение соответствует максимальной нагрузке двигателя.
На рис. 1.11, б отражено окончание хода нагнетания плунжера, положение которого при движении не менялось. Винтовая кромка соединилась с боковым отверстием, отчего топливо из верхней полости цилиндра через продольный паз и выточку перетекает обратно в камеру насоса. Давление топлива при этом падает, и пружина форсунки возвращает иглу вниз, закрывая отверстие распылителя и прекращая тем самым подачу топлива в цилиндр двигателя.
На рис. 1.11, в плунжер повернут в положение частичной нагрузки и находится в начале верхнего хода. Плунжер на рис. 1.11, г показан в этом же положении частичной нагрузки и находится в конце хода нагнетания. Винтовая кромка значительно раньше соединилась с боковым отверстием 4. Плунжер не закончил своего движения вверх, а уже начался обратный перепуск топлива. При меньшем ходе нагнетания плунжера количество поданного в цилиндр топлива уменьшилось.
Изображение на рис. 1.11, д отражает ситуацию, когда плунжер повернут в крайнее правое положение и находится в начале верхнего хода. При этом вертикальный паз плунжера в течение всего его хода сообщает верхнюю полость цилиндра с боковым отверстием, вследствие чего топливо нагнетаться в форсунку не может, так как все время перетекает обратно в камеру насоса. При таком положении плунжера двигатель прекращает работу.
В некоторых конструкциях дизелей топливный насос отдельными секциями объединен с форсункой и носит название «насос-форсунка». В этом случае исключается влияние пульсации трубопровода на подачу горючего и улучшается действие системы питания.
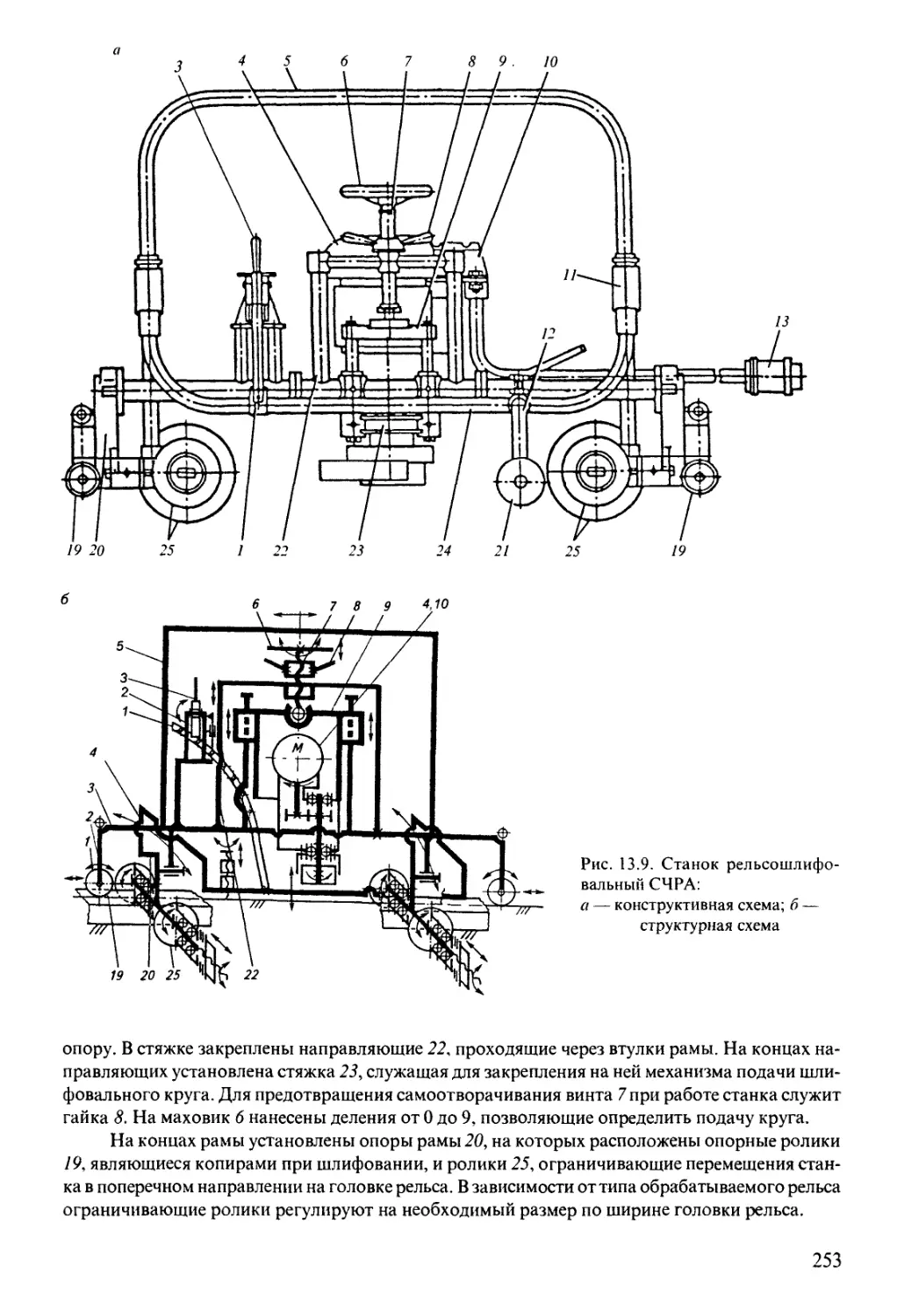
20
1.11. Электрооборудование двигателей
В систему электрооборудования двигателей входят источники электрической энергии (генератор, магнето, аккумуляторная батарея), потребители электрической энергии (система зажигания и контрольно-измерительные приборы) и присоединительные провода. Соединение источников тока с потребителями выполнено по однопроводной схеме, в которой вместо второго провода используется металлическая масса корпуса двигателя. К ней присоединяют отрицательный полюс источников и потребителей электроэнергии. При работе электрооборудования возникают высокочастотные колебания магнитных волн, мешающих работе радиоустановок, поэтому применяются устройства для снижения уровня радиопомех.
Система зажигания в карбюраторных двигателях состоит из приборов, обеспечивающих образование тока высокого напряжения и появление искры в свече зажигания. Существует две системы зажигания:
1) с применением аккумуляторной батареи и генератора (батарейное зажигание);
2) с применением магнето — магнитоэлектрического генератора тока, создающего электрические разряды между электродами свечи зажигания для воспламенения рабочей смеси в цилиндрах двигателя внутреннего сгорания (в различных двигателях применяют магнето: маховичные, бесконтактные с электронным управлением и др., марок МБ 1, М 125, М 137 и пр.).
В систему батарейного зажигания входят:
- источники тока низкого напряжения — аккумуляторная батарея и генератор, который производит подзарядку батареи при работе двигателя;
- катушка зажигания, служащая для преобразования тока низкого напряжения 6... 12 В в ток высокого напряжения 12... 15 кВ;
- распределитель зажигания, который совместно с катушкой зажигания участвует в преобразовании низкого напряжения в высокое;
- прерыватель, распределяющий, управляющий подачей тока высокого напряжения на свечи зажигания согласно порядку работы цилиндров; прерыватель и распределитель конструктивно объединяются в один прибор, который называется прерывателем-распределителем;
- свечи зажигания, между электродами которых при прохождении тока высокого напряжения появляется искра, воспламеняющая рабочую смесь;
- провода низкого и высокого напряжения, соединяющие между собой все приборы зажигания в единую цепь;
- выключатель зажигания (замок), который замыкает цепь системы зажигания, приводя ее в действие, или размыкает, прекращая ее действие.
Принципиальная схема батарейного зажигания для двигателя УД 15Г представлена на рис. 1.12, а, для двигателей М 407 и М 408 — на рис. 1.12, б.
Аккумуляторная батарея 1 содержит определенный запас электрической энергии, получаемой ею от посторонних источников при основной зарядке; в дальнейшем зарядка пополняется генератором при работе двигателя. Напряжение тока батареи принято 6 или 12 В. Этого напряжения недостаточно, чтобы пробить воздушный зазор между электродами свечи 4, равный 0,5...0,7 мм, который заполнен сжатой рабочей смесью с давлением 0,6...0,8 МПа. Практически установлено, что для надежного образования искры напряжение тока должно быть 12...15 кВ. Поэтому ток низкого напряжения при помощи индукционной катушки и прерывателя преобразуется в ток высокого напряжения.
Конец первичной обмотки катушки (см. рис. 1.12, а) соединяется с подвижным контактом прерывателя, а неподвижный контакт прерывателя и второй полюс батареи 1 — с массой (металлом) двигателя, которая в этом случае служит вторым проводом системы зажигания. При соприкосновении контактов прерывателя цепь тока низкого напряжения замыкается и по первичной обмотке проходит ток батареи.
Замыкание и разъединение контактов прерывателя производится кулачковой шайбой ротора. При вращении ротора от нажатия кулачка шайбы на подвижный контакт он отходит от неподвижного и разъединяет первичную цепь, а при дальнейшем вращении ротора кулачок сходит с пятки подвижного контакта и под действием пружинки прижимается к неподвижно-
21
Рис. 1.12. Схема батарейного зажигания:
а — двигателя УД 15Г; б — двигателей М 407 и М 408; 1 — батарея аккумуляторная; 2 — стартер; 3 — распределитель зажигания; 4 — свеча зажигания; 5 — катушка зажигания; Тр — трансформатор; ВК— выпрямитель кремниевый; PC— реле стартера; К — конденсатор проходной; ВО, ВО1 и ВО2 — выключатели освещения; П, П1 пП2 — предохранители,ШР0 — розетка штепсельная; КС— кнопка стартера; ФР — фильтр радиопомех; СД — сопротивление добавочное; ВЗ — выключатель зажигания; ЛО, ЛО1
и ЛО2 — лампы освещения
му, замыкая цепь кулачковой шайбы. Число кулачков равно числу цилиндров двигателя. Ротор, на котором укреплена шайба, вращается от распределительного вала или от вала привода насоса и делает такое же число оборотов, как и распределительный вал.
Конец вторичной обмотки соединен с пластиной распределителя, которая находится на его роторе. Вращаясь, эта пластина поочередно подходит к контактам, к которым согласно порядку работы цилиндров присоединены провода от свечей зажигания, и направляет в них ток высокого напряжения, индуцируемый во вторичной обмотке при разъединении первичной цепи тока. Пробив зазор между контактами свечи, ток высокого напряжения через массу двигателя замыкается и образует замкнутую цепь. Параллельно контактам прерывателя подключается конденсатор, который представляет собой постоянную емкость. Конденсатор при разрыве контактов заряжается, поглощая ток самоиндукции и уменьшая его вредные последствия. Отсутствие или неисправность конденсатора значительно понижает напряжение вторичной цепи, нарушает тем самым работу зажигания и портит контакты прерывателя. Технические характеристики аккумуляторных батарей приведены в табл. 1.4.
Таблица 1.4
Основные технические характеристики аккумуляторных батарей
Характеристика Показатели характеристики для батареи
6 СТ 42 6 СТ 45 6 СТ 55 6 СТ 54
Двигатель УД 15 Ml УД 25 Ml М 407 ЗМЗ 320
Напряжение, В 12 12 12 54
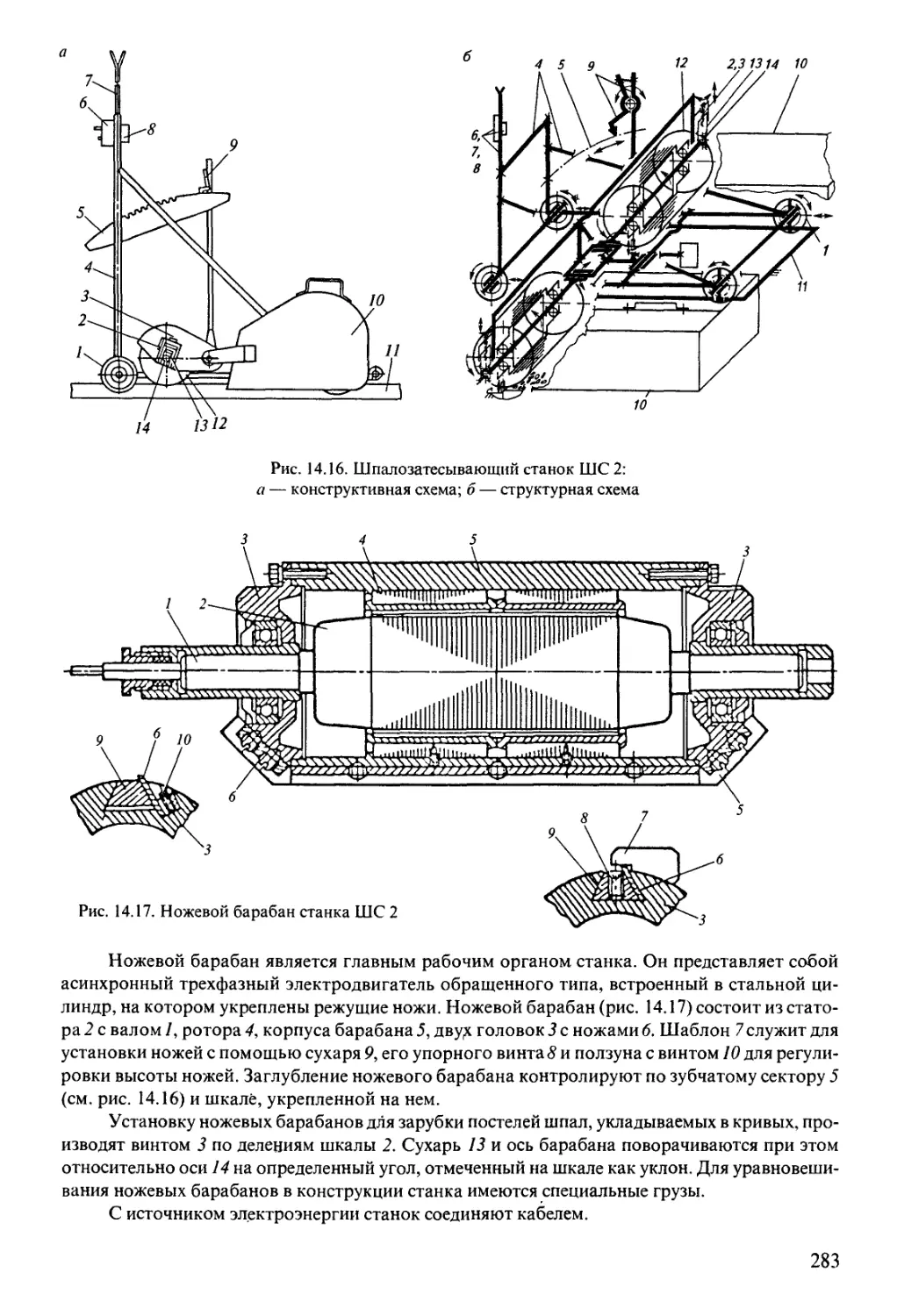
Емкость десяти часового разряда. Ач 42 45 55 54
Положительная пластина СТП М 2 СТР 1 СТП 4 стпз
Отрицательная пластина СТО М СТО 4 СТО 3 СТО 3
Габариты,м 0.24x0.18x0,22 0.24x0,18x0,22 0,26x0.17x0,22 0,29x0,18x0,24
Масса (с электролитом), кг 18 19 21 25
Система зажигания от магнето приведена на рис. 1.13.
При вращении ротора 5 двумя постоянными магнитами между неподвижными башмаками 4 в сердечнике.? наводится магнитный поток, изменяющийся по величине и направлению. В
22
результате при пересечении магнитными силовыми линиями обмотки 2 катушки, расположенной на сердечнике, наводится электродвижущая сила (эдс). Переменный электрический ток низкого напряжения, проходя по первичной обмотке 2, выполненной с небольшим числом витков из толстого изолированного провода, возбуждает сильное магнитное поле, усиливающее поле постоянных магнитов, в котором находится вторичная обмотка 7 с большим числом витков тонкого изолированного провода. В момент достижения наибольшего значения тока в первичной обмотке вращающийся совместно с магнитом кулачок 7 размыкает цепь низкого напряжения. При размыкании контактов прерывателя 6 ток резко снижается до нуля и созданное им магнитное поле исчезает, а во вторичной обмотке индуцируется ток высокого напряжения 15.. .20 кВ, между электродами свечи 10 проскакивает искра, воспламеняющая рабочую смесь в цилиндре двигателя. С одной стороны магнето находится кнопка 9 короткого замыкания— выключатель. Если замкнуть первичную цепь на массу двигателя, то во вторичной цепи не будет индуцироваться ток высокого напряжения и двигатель остановится. От правильной установки момента зажигания зависят надежность запуска, мощность и срок службы двигате-
ля. Поэтому установку зажигания следует производить особенно точно. Магнето соединено со свечой проводом 77, по которому передается ток высокого напряжения. При установке провода и в процессе эксплуатации необходимо следить за тем, чтобы он не касался нагретых частей двигателей, и не допускать попадания на него бензина и масла, разрушающих изоляцию. Для нормальной работы магнето зазор между контактами 72 прерывателя при размыкании должен находиться в пределах 0,25...0,35 мм. Для обеспечения полного сгорания и наибольшей мощности зажигание рабочей смеси производится с некоторым углом опережения зажигания, т.е. раньше, чем поршень придет в ВМТ при такте сжатия.
12 13
Ток низкого напряжения
С= Ток высокого напряжения
Рис. 1.13. Система зажигания от магнето:
7 — обмотка вторичная; 2 — обмотка первичная;
3 — сердечник; 4 — стойка с башмаками; 5 — ротор; 6 — прерыватель; 7 — кулачок предохранительный; 8 — конденсатор; 9 — кнопка выключения зажигания; 10 — свеча зажигания; 11 — провод высокого напряжения; 12 — пластина контактная; 13 — промежуток искровой
Вопросы для повторения:
1. Опишите основные элементы рабочего процесса четырехтактных двигателей.
2. В чем отличие рабочего процесса двухтактных двигателей от четырехтактных?
3. Как осуществляется смазка двигателей типа УД 25?
4. Как осуществляется питание дизелей?
5. В чем причины возникновения детонации в двигателях?
6. Каковы отличительные качества дизельного топлива?
7. В чем особенности батарейного зажигания?
8. Как осуществляется зажигание от магнето?
23
Глава 2. ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ ПЕРЕДВИЖНЫХ ЭЛЕКТРОСТАНЦИЙ, СЪЕМНЫХ ДРЕЗИН И ПУТЕВЫХ МЕХАНИЗМОВ
2.1. Двухтактные карбюраторные двигатели СД 60, 2СД, 2СД М2, Д 300 и их модификации
Двухтактные одноцилиндровые карбюраторные двигатели СД 60, 2СД, 2СД М2 и Д 300 (технические характеристики этих и других ДВС приведены в табл. 2.1) отличаются компактным картером, имеющим разъем в вертикальной плоскости, и литым кожухом маховика-вентилятора. Для снижения массы двигателей широко использованы легкие сплавы на основе алюминия. Картер двигателя (литой из алюминиевого сплава) состоит из двух несимметричных половин с разъемом в плоскости оси цилиндра. Каждая половина картера имеет гнезда для подшипников коленчатого вала. Сверху к картеру шпильками прикреплен цилиндр со съемной головкой. В канавках поршня запрессованы стопоры, удерживающие кольца от провертывания и западания их концов в окна цилиндров. Это препятствует поломке колец и исключает аварию двигателя. В бобышках поршня установлен плавающий поршневой палец. Шатун имеет неразъемные верхнюю и нижнюю головки. Верхняя головка снабжена бронзовой втулкой. Нижняя головка шатуна и шейка коленчатого вала соединены при помощи игольчатого или роликового подшипника. Коленчатый вал выполнен из нескольких частей, соединенных с большим натягом. При сборке коленчатый вал с шатуном образует неразъемное вращательное соединение. В картере двигателя коленчатый вал вращается на шариковых подшипниках. На валу закреплен маховик-вентилятор, обеспечивающий равномерность вращения коленчатого вала. Шейки коленчатого вала герметизированы в картере двигателя резиновыми уплотнителями.
Смазка деталей кривошипно-шатунного механизма происходит благодаря смазывающим качествам топлива и примешиваемого к топливу масла. Детали остальных механизмов, установленных на двигателях, смазываются маслом, заливаемым непосредственно в картеры этих механизмов. Наиболее интенсивно нагревающиеся детали двигателей (цилиндр и головка цилиндра) охлаждаются потоком воздуха, создаваемым маховиком-вентилятором. Цилиндр и головка цилиндра двигателей для увеличения поверхности соприкосновения с воздухом снабжены ребрами охлаждения. Система питания — с подачей топлива самотеком. Карбюратор имеет на всасывающем патрубке воздушный фильтр. Запорный кран системы питания снабжен фильтром для очистки топлива. Двигатель имеет регулятор частоты вращения, воздействующий на дроссельный золотник или дроссельную заслонку карбюратора. Зажигание рабочей смеси в цилиндре двигателей происходит от магнето высокого напряжения с постоянным углом опережения зажигания. Двигатели имеют смонтированное на картере пусковое устройство, обеспечивающее принудительное прокручивание коленчатого вала с пусковой частотой вращения. Для облегчения провертывания коленчатого вала при пуске двигателя служит декомпрессор в головке цилиндров.
Двигатель СД 60. По поршневой группе двигатель СД 60 (модификации СД 60Б — рис. 2.1, СД 60Б/Э, СД 60Б/Э1) унифицирован с двигателем мотопилы «Дружба». Цилиндр выполнен сборным: в рубашку из алюминиевого сплава запрессована гильза из специального чугуна.
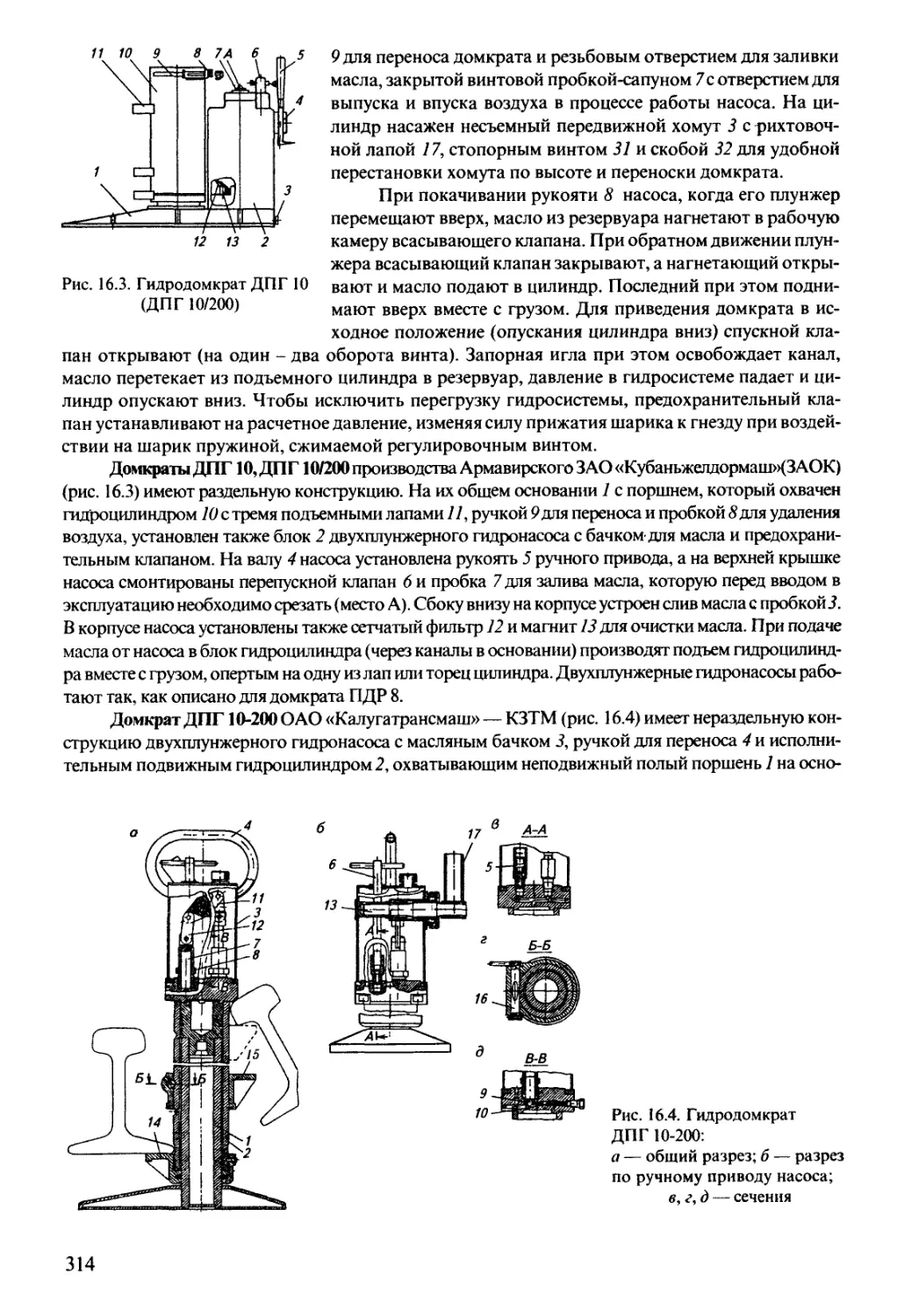
Зажигание рабочей смеси происходит от маховичного магнето с магнитной схемой из магнитов и полюсных наконечников, залитых в маховик (в частности, алюминиевый). Внутри последнего расположены три обмотки: первичная, вторичная и осветительная. Первичная обмотка периодичес-
24
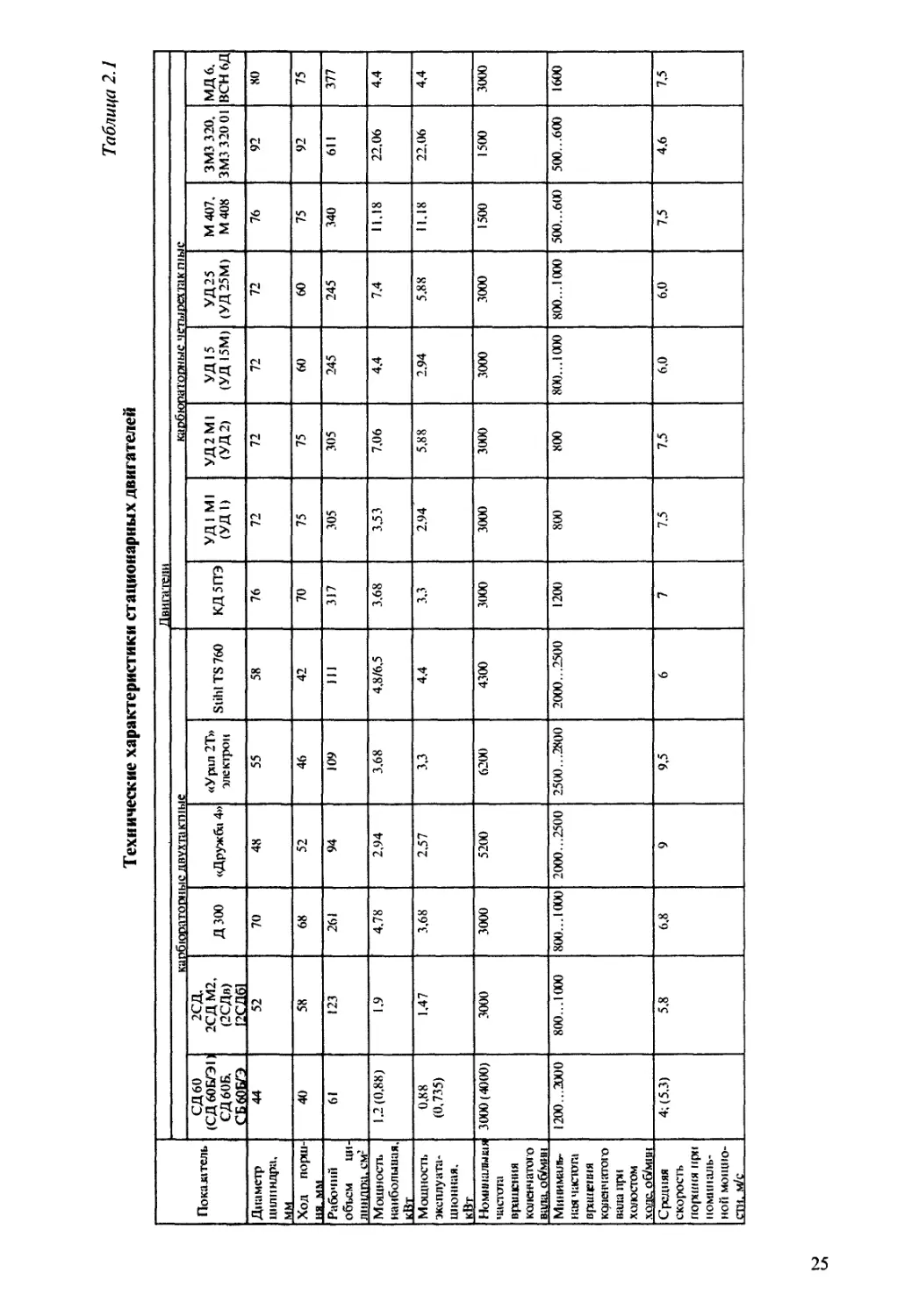
Технические характеристики стационарных двигателей
Таблица 2.1
Показатель , Двигатели
каобюлатопные четыоехтакгнь ге
СД60 (СД60Б/Э1) СД60Б. СБ60Б/Э 2СД. 2СД М2, (2СДв) 12СД61 дзоо «Дружба 4» «Урал 2Т» электрон Stihl TS 760 КД5ПЭ УД 1 Ml (УД1) УД 2 Ml (УД 2) УД 15 (УД 15М) УД 25 (УД25М) М4О7. М408 ЗМЗ 320, ЗМЗ 320 01 МД 6. ВСН6Д
Диаметр цилиндра, мм 44 52 70 48 55 58 76 72 72 72 72 76 92 80
Ход поршня мм 40 58 68 52 46 42 70 75 75 60 60 75 92 75
Рабочий объем ци-лннлпа. см- 61 123 261 94 109 111 317 305 305 245 245 340 611 377
Мощность наибольшая, кВт 1.2(0,88) 1,9 4,78 2,94 3,68 4,8/6,5 3,68 3,53 7,06 4,4 7.4 11.18 22.06 4.4
Мощность эксплуатационная. кВт 0,88 (0.735) 1,47 3,68 2,57 3,3 4,4 3,3 2.94 5,88 2.94 5.88 11.18 22,06 4.4
Номинальная частота вращения коленчатого вала. об/мин 3000(4000) 3000 3000 5200 6200 4300 3000 3000 3000 3000 3000 1500 1500 3000
Минимальная частота вращения кдленчатото вала при холостом ходе, об/мин 1200...2000 800...1000 800...1000 2000...2500 2500...2800 2000...2500 1200 800 800 800... 1000 800...1000 500...600 500...600 1600
Средняя скорость поршня при номинальной мощности. м/с 4; (5,3) 5,8 6,8 9 9,5 6 7 7,5 7,5 6,0 6.0 7.5 4.6 7.5
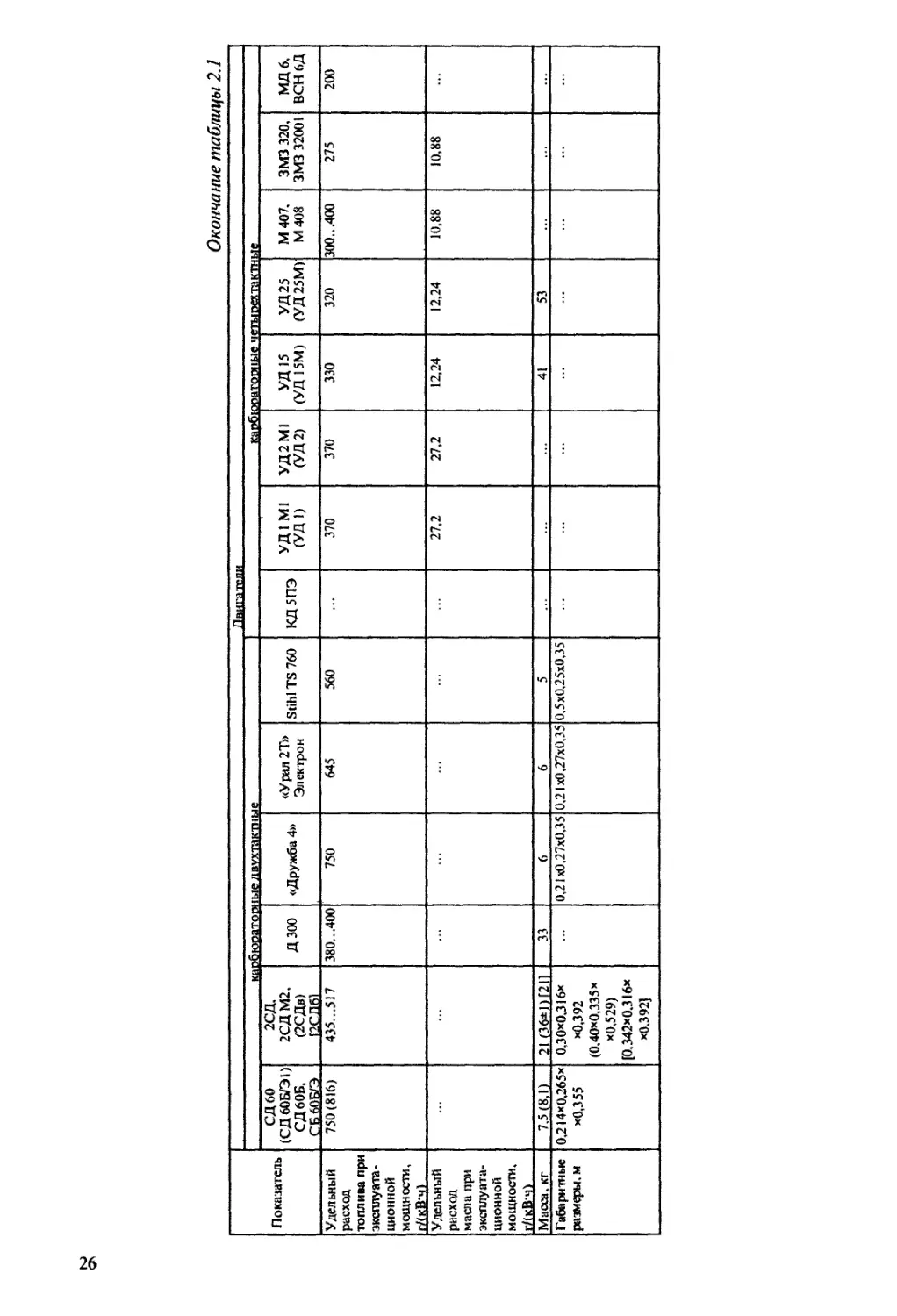
Окончание таблицы 2.1
Показатель , , , . Двигатели
карбюраторные двухтактные карбюраторные четырехтактные
СД60 (СД60Б/Э1) СД60Б, СБ60Б/Э 2СД. 2СД М2, (2СДв) 12СД61 ДЗОО «Дружба 4» «Урал 2Т» Электрон Stihl TS 760 КД5ПЭ УД1 Ml (УД 1) УД 2 Ml (УД 2) УД 15 (УД 15М) УД 25 (УД25М) М 407. М408 ЗМЗ 320, ЗМЗ 32001 МД 6, ВСН 6Д
Удельный расход топлива при эксплуатационной мощности, г/(кВ*ч) 750(816) 435...517 380...400 750 645 560 370 370 330 320 300...400 275 200
Удельный расход масла при эксплуатационной мощности, г/(кВч> 27,2 27,2 12,24 12,24 10,88 10,88
Масса, кг 7.5 (8,1) 21 (36*1) Г211 33 6 6 5 41 53
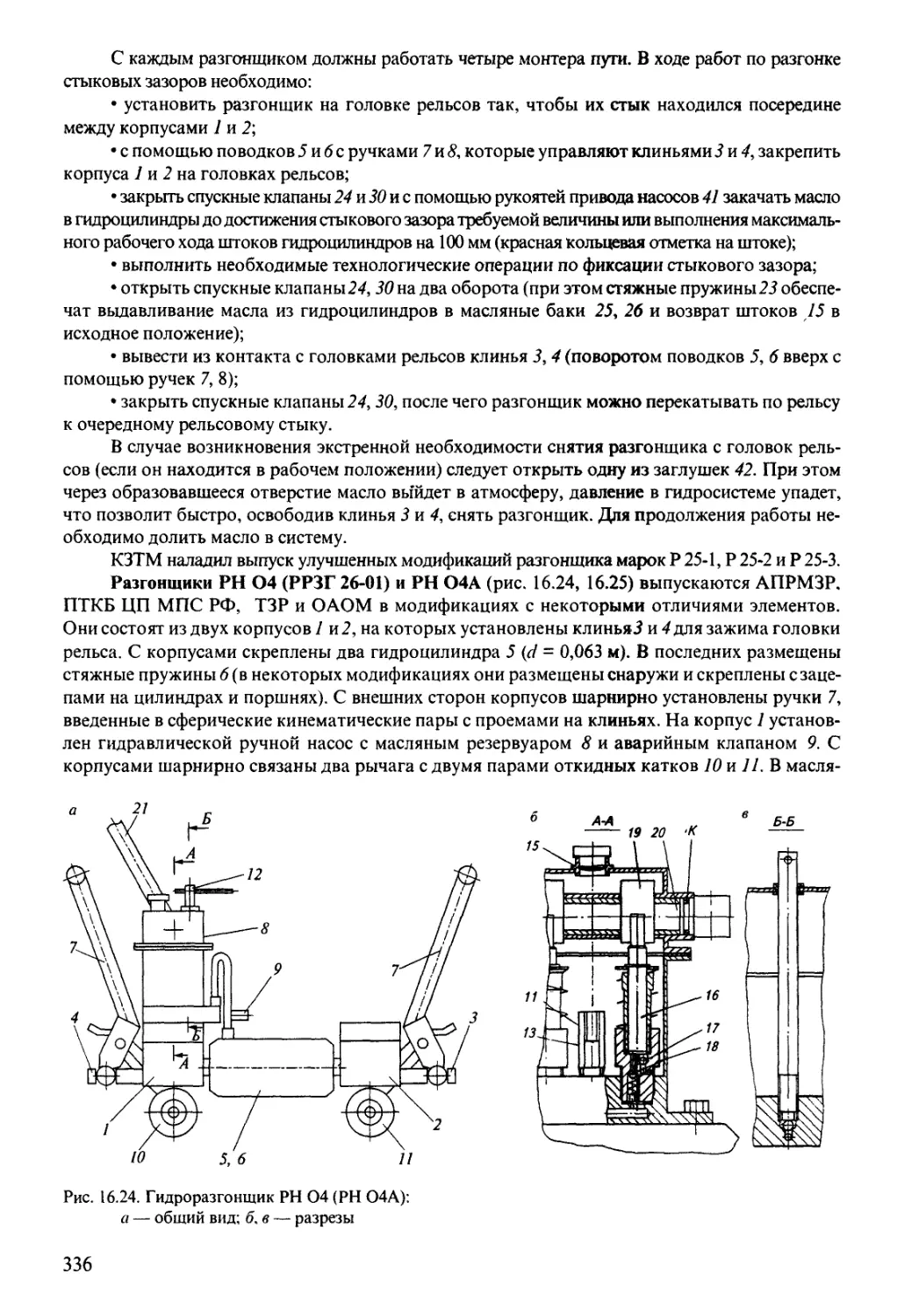
Габаритные размеры, м 0,214*0,265* *0,355 0,30*0,316* *0,392 (0,40*0,335* *0,529) [0,342*0.316* *0.392] 0,21x0,27x0,35 0.21x0,27x0,35 0,5x0,25x0,35
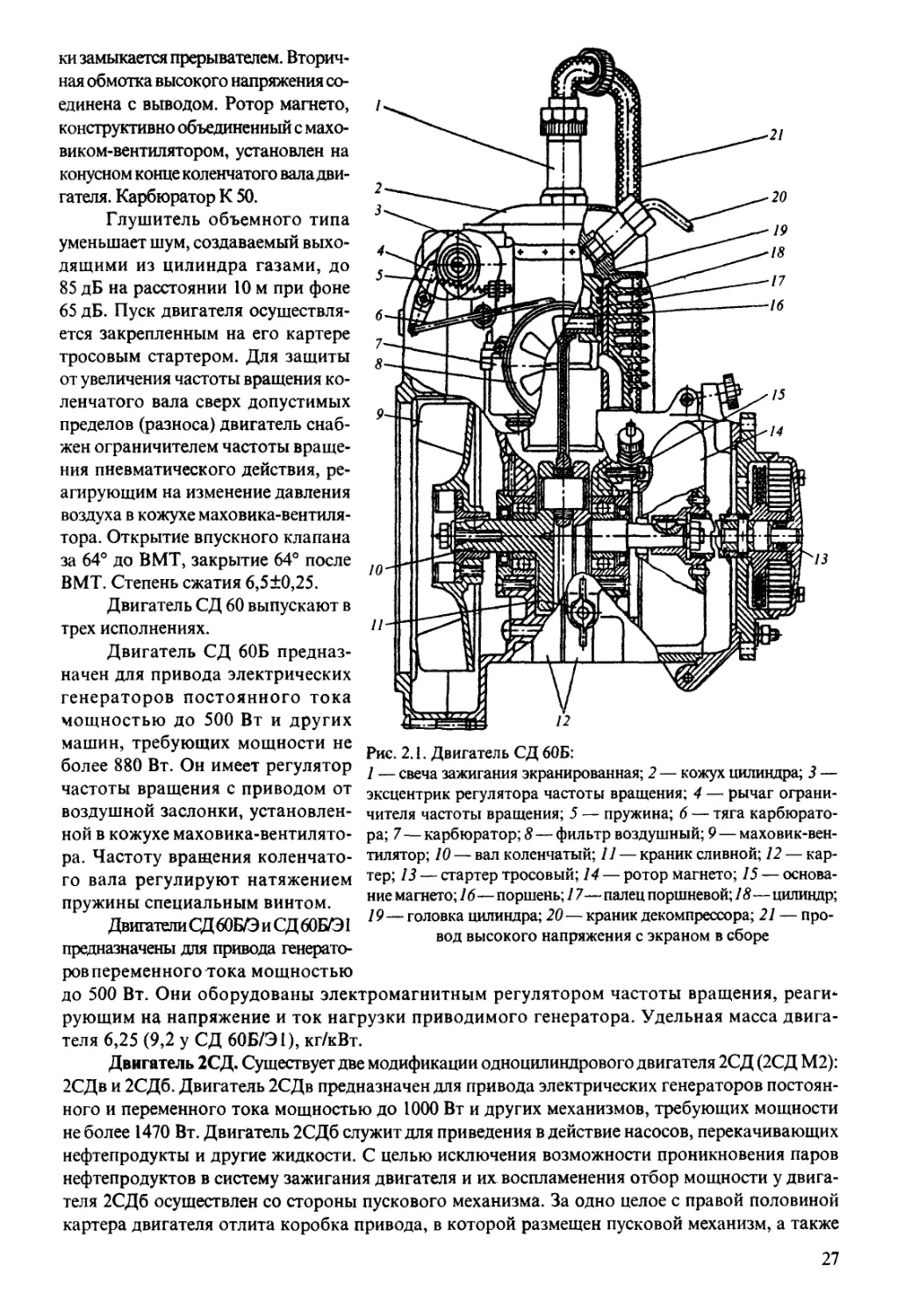
ки замыкается прерывателем. Вторичная обмотка высокого напряжения соединена с выводом. Ротор магнето, конструктивно объединенный с маховиком-вентилятором, установлен на конусном конце коленчатого вала двигателя. Карбюратор К 50.
Глушитель объемного типа уменьшает шум, создаваемый выходящими из цилиндра газами, до 85 дБ на расстоянии 10 м при фоне 65 дБ. Пуск двигателя осуществляется закрепленным на его картере тросовым стартером. Для защиты от увеличения частоты вращения коленчатого вала сверх допустимых пределов (разноса) двигатель снабжен ограничителем частоты вращения пневматического действия, реагирующим на изменение давления воздуха в кожухе маховика-вентилятора. Открытие впускного клапана за 64° до ВМТ, закрытие 64° после ВМТ. Степень сжатия 6,5±0,25.
Двигатель СД 60 выпускают в трех исполнениях.
Двигатель СД 60Б предназначен для привода электрических генераторов постоянного тока мощностью до 500 Вт и других машин, требующих мощности не более 880 Вт. Он имеет регулятор частоты вращения с приводом от воздушной заслонки, установленной в кожухе маховика-вентилятора. Частоту вращения коленчатого вала регулируют натяжением пружины специальным винтом.
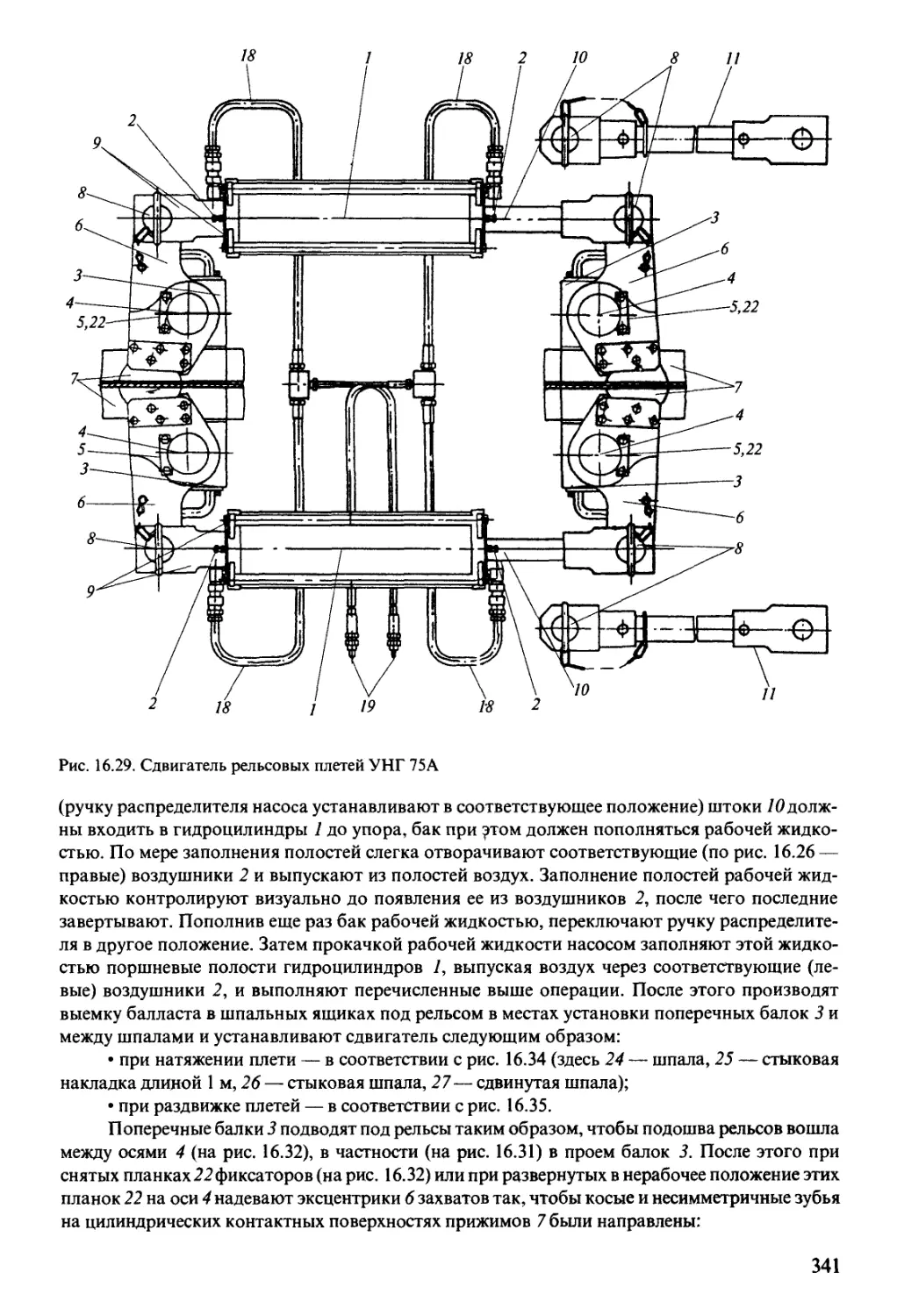
Двигатели СД60Б/Э и СД60Б/Э1 предназначены для привода генерато
Рис. 2.1. Двигатель СД 60Б:
1 — свеча зажигания экранированная; 2 — кожух цилиндра; 3 — эксцентрик регулятора частоты вращения; 4 — рычаг ограничителя частоты вращения; 5 — пружина; 6 — тяга карбюратора; 7—карбюратор; 8 — фильтр воздушный; 9 — маховик-вентилятор; 10 — вал коленчатый; 11 — краник сливной; 12 — картер; 13 — стартер тросовый; 14 — ротор магнето; 15 — основание магнето; 16—поршень; 17— палец поршневой; 18—цилиндр; 19—головка цилиндра; 20—краник декомпрессора; 21 — провод высокого напряжения с экраном в сборе
ров переменного тока мощностью
до 500 Вт. Они оборудованы электромагнитным регулятором частоты вращения, реаги* рующим на напряжение и ток нагрузки приводимого генератора. Удельная масса двигателя 6,25 (9,2 у СД 60Б/Э1), кг/кВт.
Двигатель 2СД. Существует две модификации одноцилиндрового двигателя 2СД (2СД М2): 2СДв и 2СД6. Двигатель 2СДв предназначен для привода электрических генераторов постоянного и переменного тока мощностью до 1000 Вт и других механизмов, требующих мощности не более 1470 Вт. Двигатель 2СД6 служит для приведения в действие насосов, перекачивающих нефтепродукты и другие жидкости. С целью исключения возможности проникновения паров нефтепродуктов в систему зажигания двигателя и их воспламенения отбор мощности у двигателя 2СД6 осуществлен со стороны пускового механизма. За одно целое с правой половиной картера двигателя отлита коробка привода, в которой размещен пусковой механизм, а также
27
a
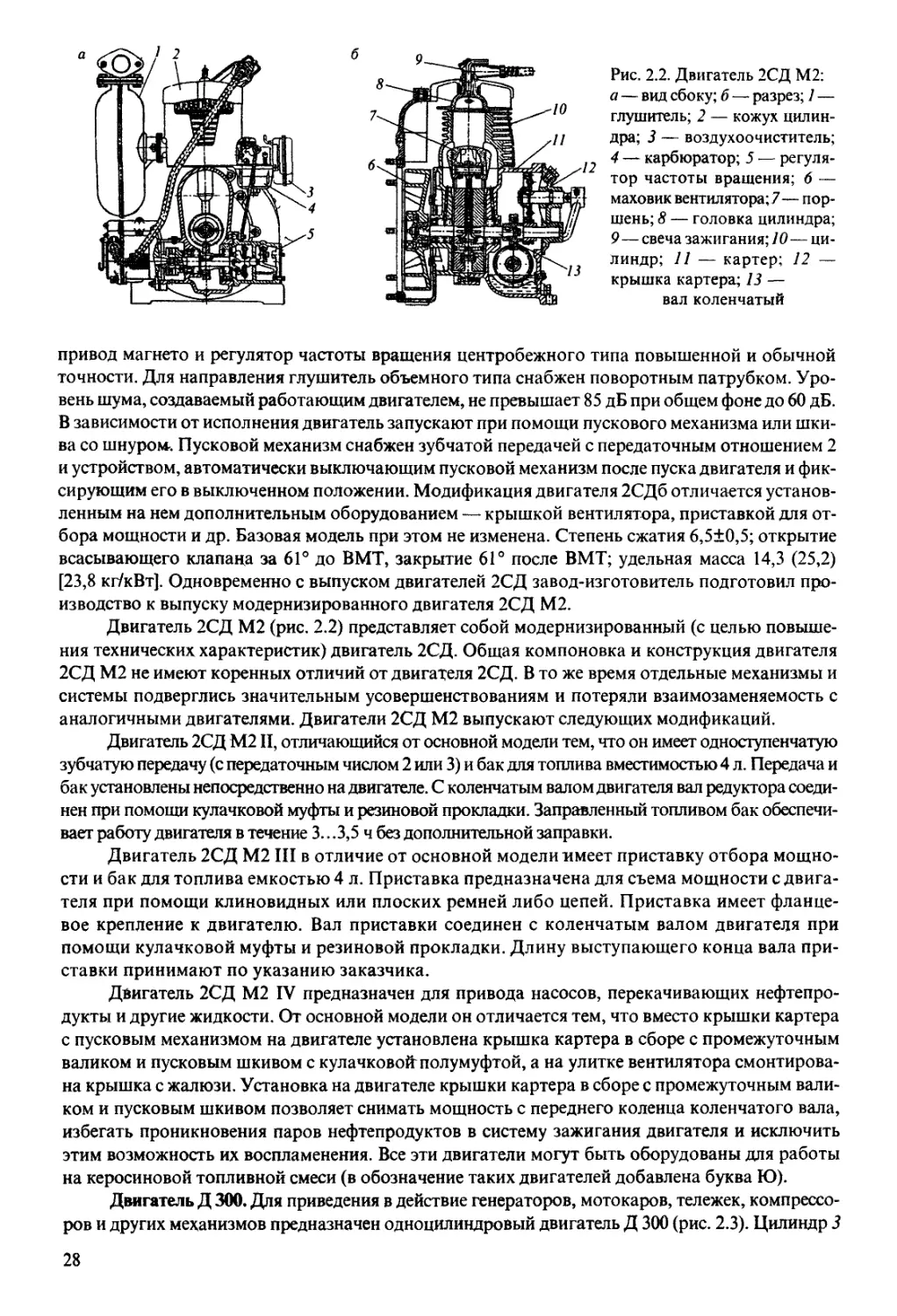
б
9
Рис. 2.2. Двигатель 2СД М2: а — вид сбоку; б — разрез; 7 — глушитель; 2 — кожух цилиндра; 3 — воздухоочиститель; 4 — карбюратор; 5 — регулятор частоты вращения; 6 — маховик вентилятора;? — поршень; 8 — головка цилиндра; 9—свеча зажигания; 10—цилиндр; 77 — картер; 72 — крышка картера; 13 — вал коленчатый
привод магнето и регулятор частоты вращения центробежного типа повышенной и обычной точности. Для направления глушитель объемного типа снабжен поворотным патрубком. Уровень шума, создаваемый работающим двигателем, не превышает 85 дБ при общем фоне до 60 дБ. В зависимости от исполнения двигатель запускают при помощи пускового механизма или шкива со шнуром-. Пусковой механизм снабжен зубчатой передачей с передаточным отношением 2 и устройством, автоматически выключающим пусковой механизм после пуска двигателя и фиксирующим его в выключенном положении. Модификация двигателя 2СД6 отличается установленным на нем дополнительным оборудованием — крышкой вентилятора, приставкой для отбора мощности и др. Базовая модель при этом не изменена. Степень сжатия 6,5±0,5; открытие всасывающего клапана за 61° до ВМТ, закрытие 61° после ВМТ; удельная масса 14,3 (25,2) [23,8 кг/кВт]. Одновременно с выпуском двигателей 2СД завод-изготовитель подготовил производство к выпуску модернизированного двигателя 2СД М2.
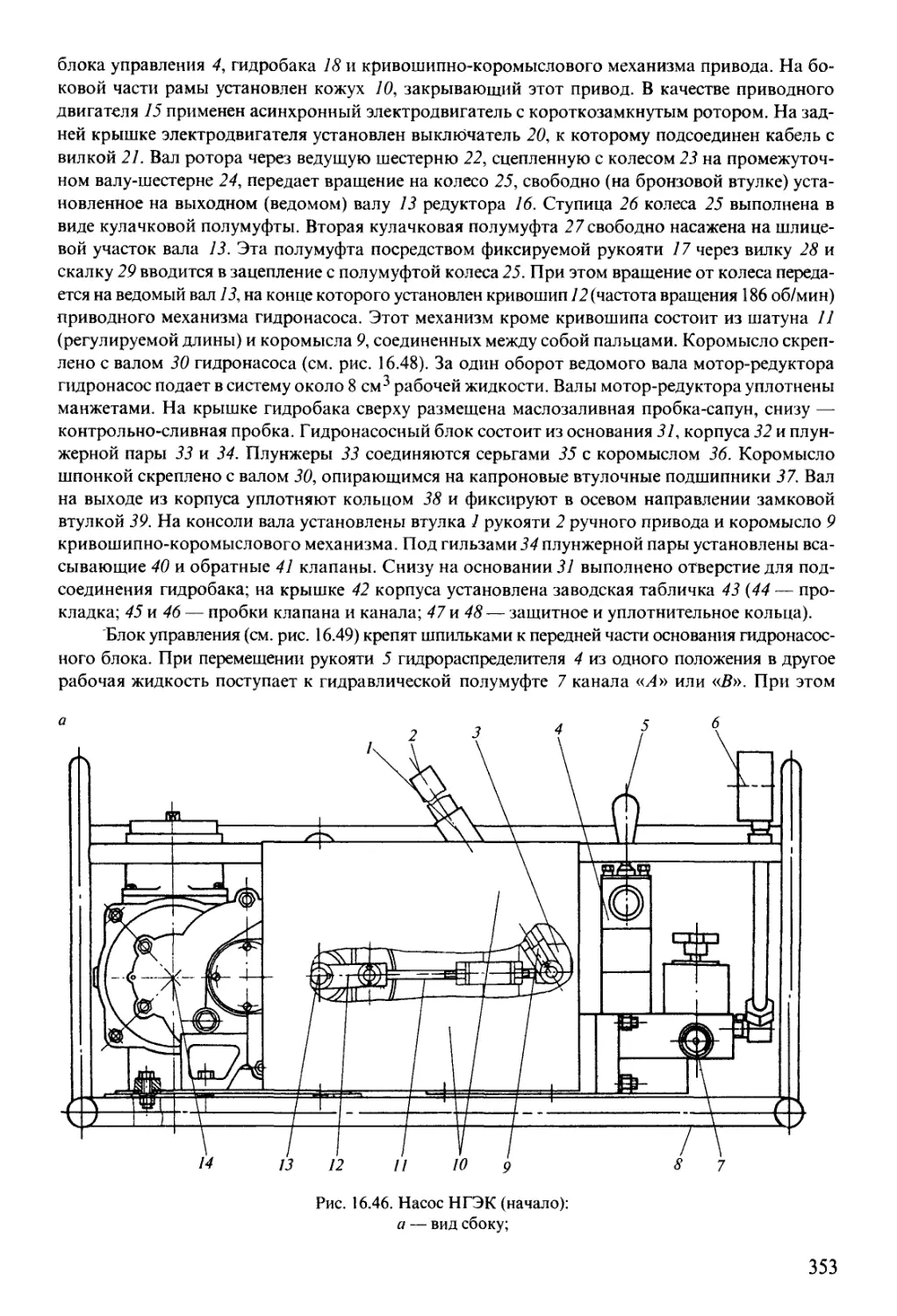
Двигатель 2СД М2 (рис. 2.2) представляет собой модернизированный (с целью повышения технических характеристик) двигатель 2СД. Общая компоновка и конструкция двигателя 2СД М2 не имеют коренных отличий от двигателя 2СД. В то же время отдельные механизмы и системы подверглись значительным усовершенствованиям и потеряли взаимозаменяемость с аналогичными двигателями. Двигатели 2СД М2 выпускают следующих модификаций.
Двигатель 2СД М2 II, отличающийся от основной модели тем, что он имеет одноступенчатую зубчатую передачу (с передаточным числом 2 или 3) и бак для топлива вместимостью 4 л. Передача и бак установлены непосредственно на двигателе. С коленчатым валом двигателя вал редуктора соединен при помощи кулачковой муфты и резиновой прокладки. Заправленный топливом бак обеспечивает работу двигателя в течение 3.. .3,5 ч без дополнительной заправки.
Двигатель 2СД М2 III в отличие от основной модели имеет приставку отбора мощности и бак для топлива емкостью 4 л. Приставка предназначена для съема мощности с двигателя при помощи клиновидных или плоских ремней либо цепей. Приставка имеет фланцевое крепление к двигателю. Вал приставки соединен с коленчатым валом двигателя при помощи кулачковой муфты и резиновой прокладки. Длину выступающего конца вала приставки принимают по указанию заказчика.
Двигатель 2СД М2 IV предназначен для привода насосов, перекачивающих нефтепродукты и другие жидкости. От основной модели он отличается тем, что вместо крышки картера с пусковым механизмом на двигателе установлена крышка картера в сборе с промежуточным валиком и пусковым шкивом с кулачковой полумуфтой, а на улитке вентилятора смонтирована крышка с жалюзи. Установка на двигателе крышки картера в сборе с промежуточным валиком и пусковым шкивом позволяет снимать мощность с переднего коленца коленчатого вала, избегать проникновения паров нефтепродуктов в систему зажигания двигателя и исключить этим возможность их воспламенения. Все эти двигатели могут быть оборудованы для работы на керосиновой топливной смеси (в обозначение таких двигателей добавлена буква Ю).
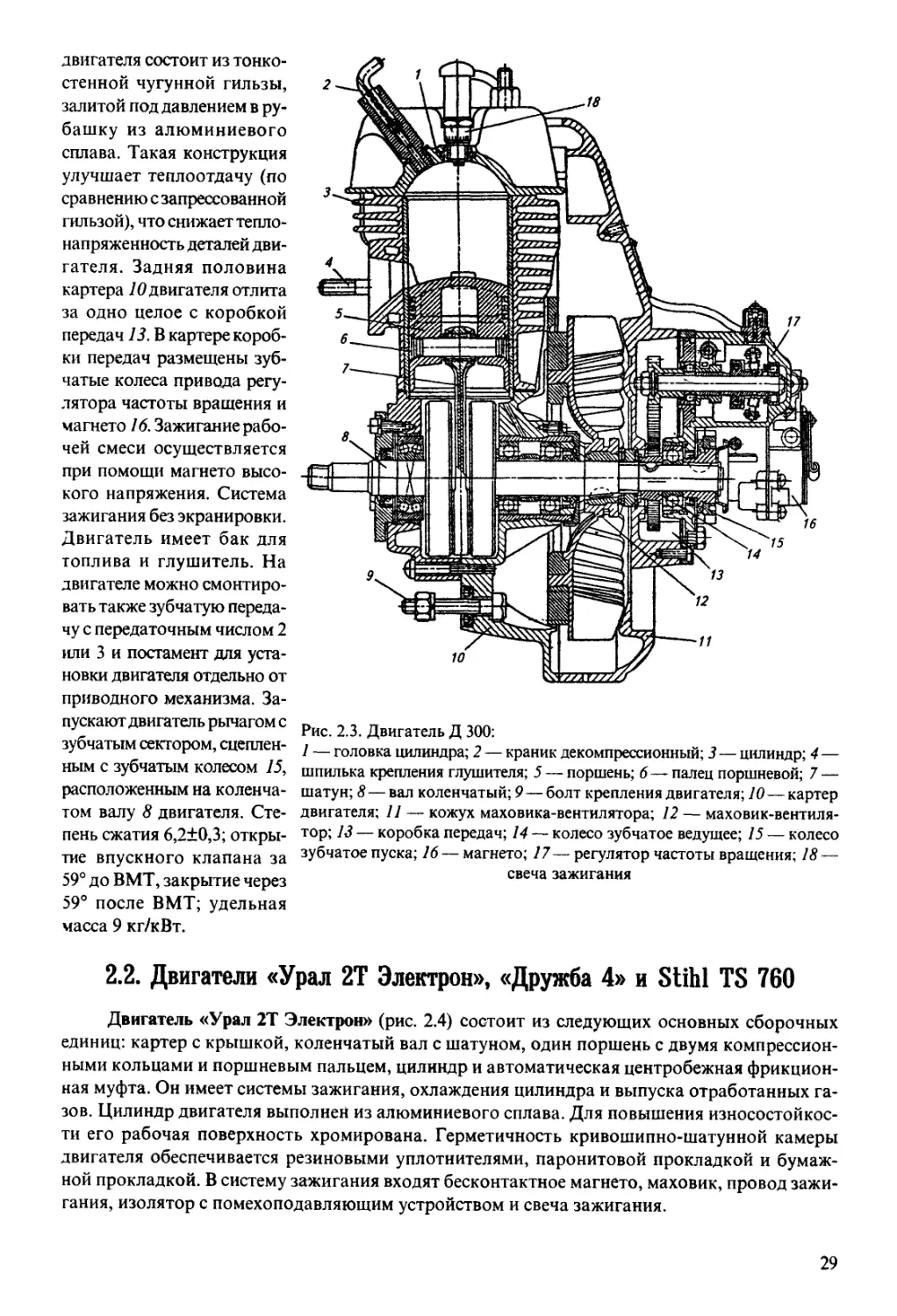
Двигатель Д 300. Для приведения в действие генераторов, мотокаров, тележек, компрессоров и других механизмов предназначен одноцилиндровый двигатель Д 300 (рис. 2.3). Цилиндр 3
28
двигателя состоит из тонкостенной чугунной гильзы, залитой под давлением в рубашку из алюминиевого сплава. Такая конструкция улучшает теплоотдачу (по сравнению с запрессованной гильзой), что снижает тепло-напряженность деталей двигателя. Задняя половина картера 10двигателя отлита за одно целое с коробкой передач 13. В картере коробки передач размещены зубчатые колеса привада регулятора частоты вращения и магнето 16. Зажигание рабочей смеси осуществляется при помощи магнето высокого напряжения. Система зажигания без экранировки. Двигатель имеет бак для топлива и глушитель. На двигателе можно смонтировать также зубчатую передачу с передаточным числом 2 или 3 и постамент для установки двигателя отдельно от приводного механизма. Запускают двигатель рычагом с зубчатым сектором, сцепленным с зубчатым колесом 15, расположенным на коленчатом валу 8 двигателя. Степень сжатия 6,2±0,3; открытие впускного клапана за 59° до ВМТ, закрытие через 59° после ВМТ; удельная масса 9 кг/кВт.
Рис. 2.3. Двигатель Д 300:
1 — головка цилиндра; 2 — краник декомпрессионный; 3—цилиндр; 4— шпилька крепления глушителя; 5 — поршень; 6 — палец поршневой; 7 — шатун; 8—вал коленчатый; 9—болт крепления двигателя; 10—картер двигателя; 11 — кожух маховика-вентилятора; 12 — маховик-вентилятор; 13 — коробка передач; 14 — колесо зубчатое ведущее; 15 — колесо зубчатое пуска; 16 — магнето; 17 — регулятор частоты вращения; 18 — свеча зажигания
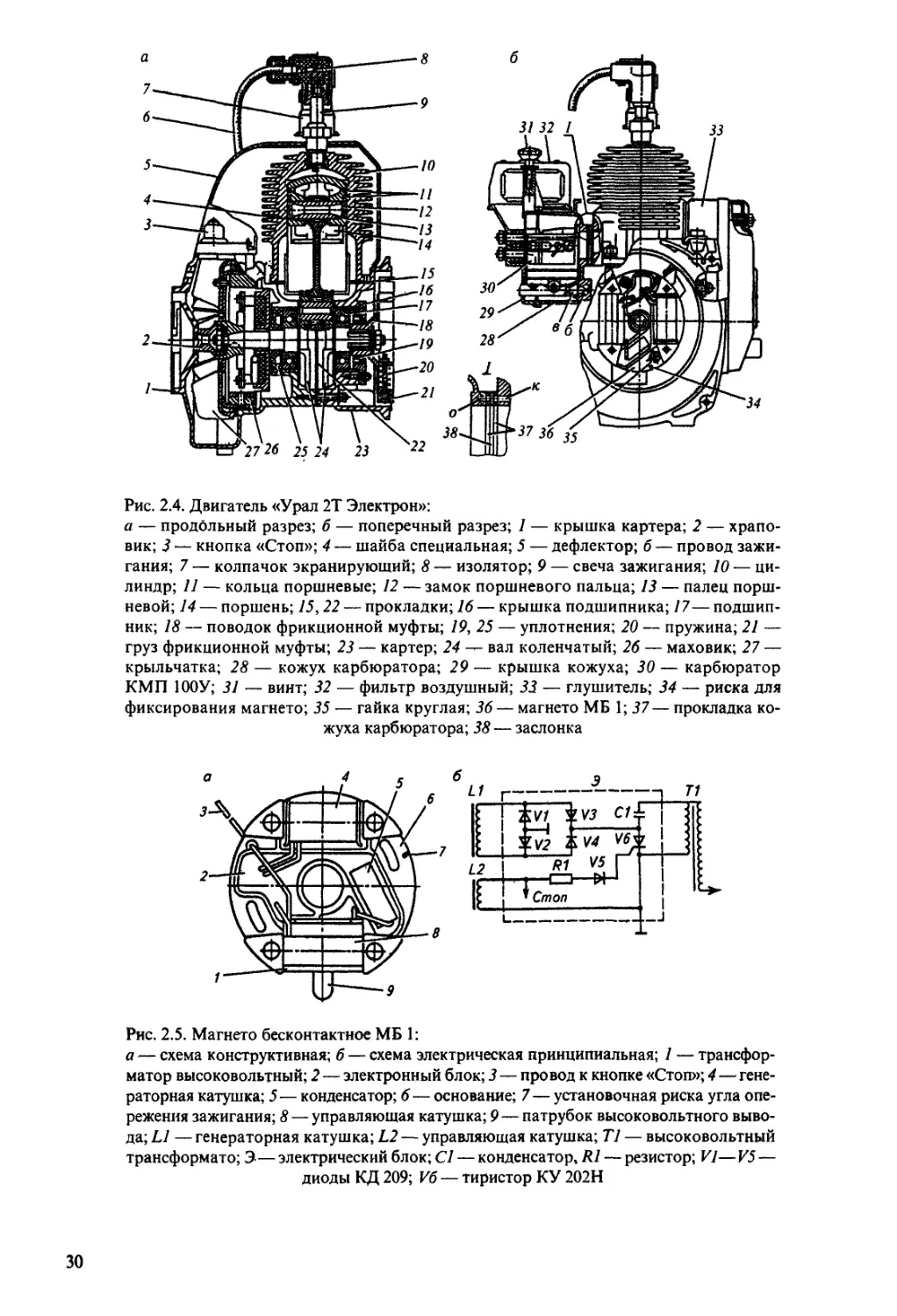
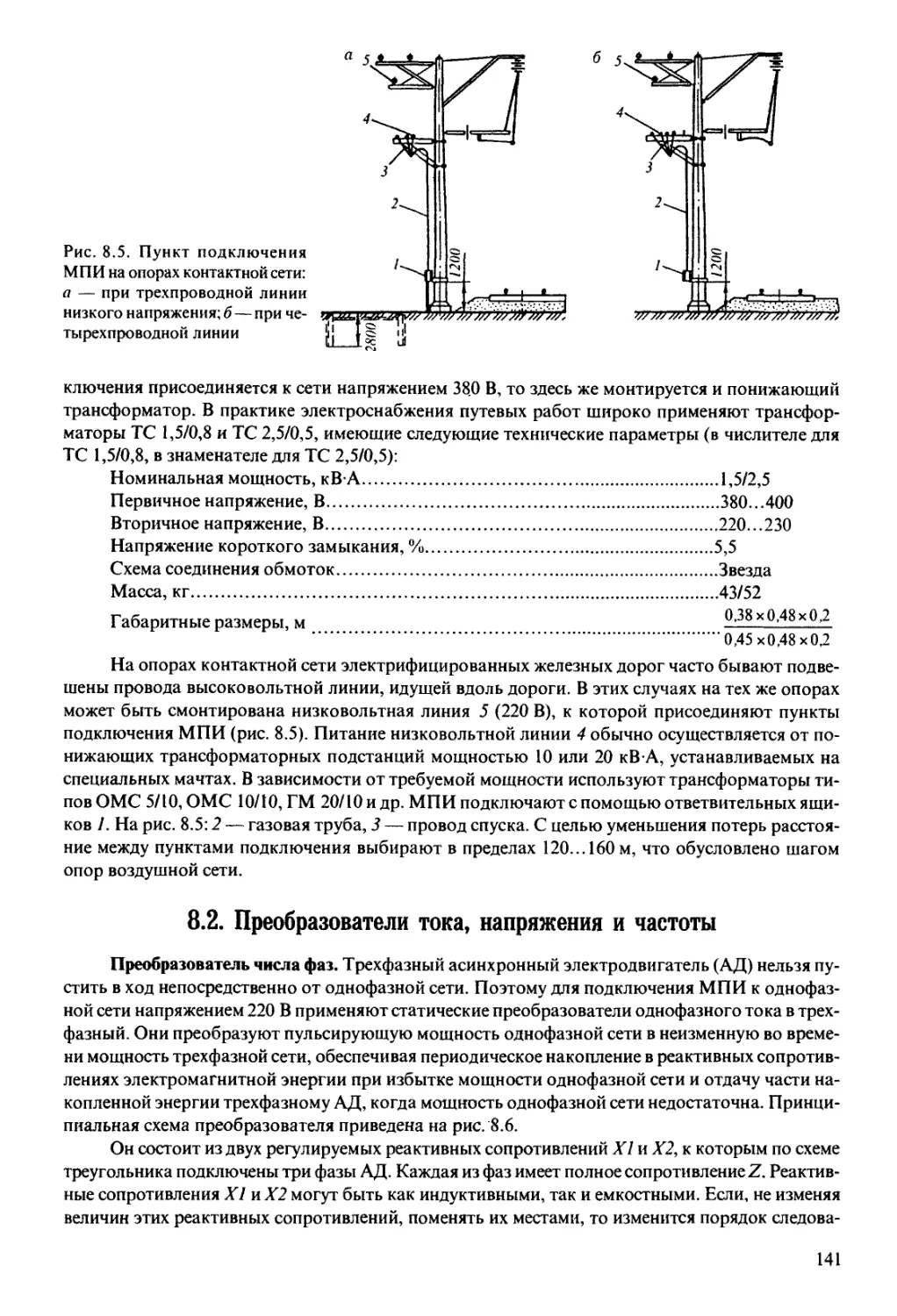
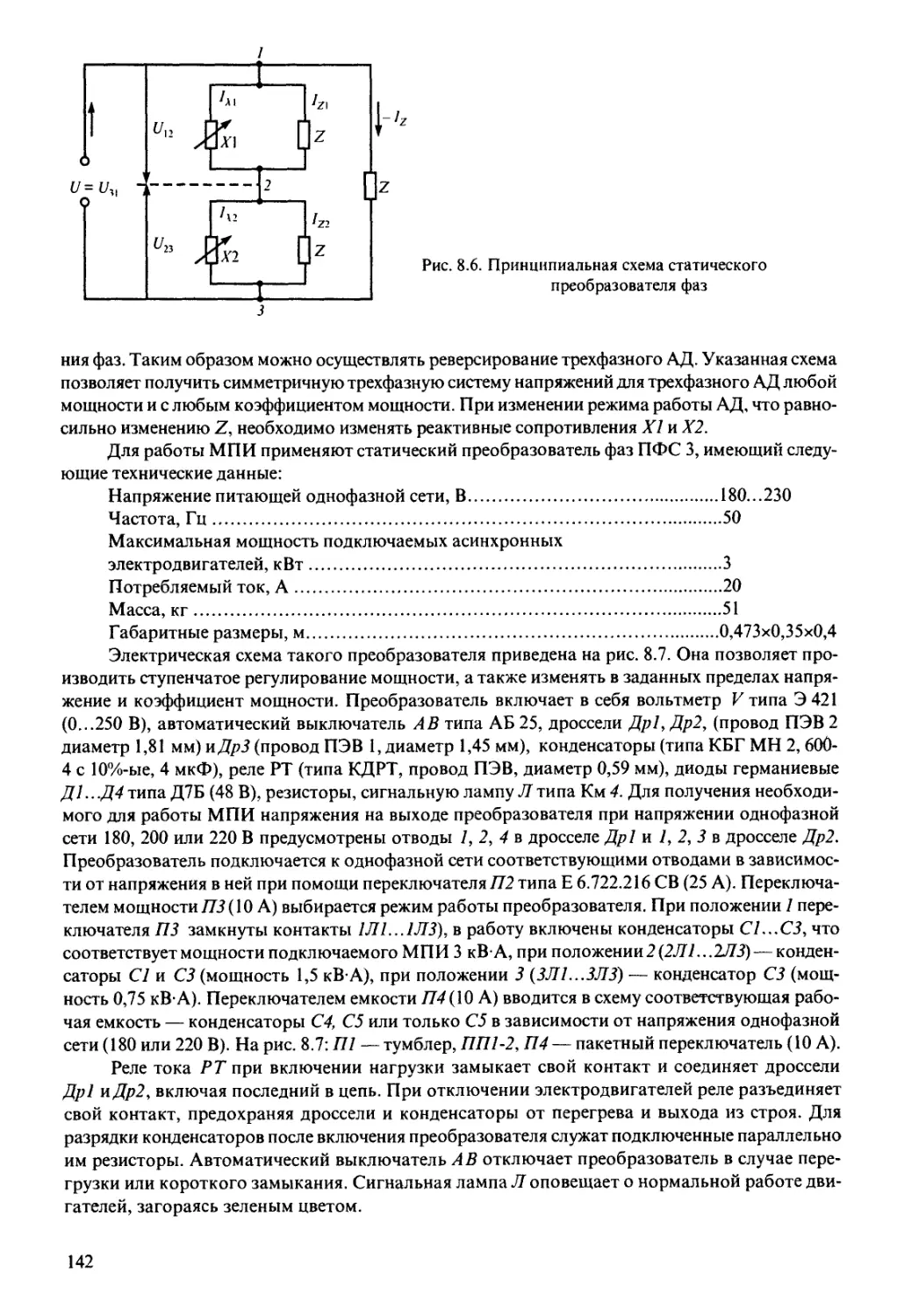
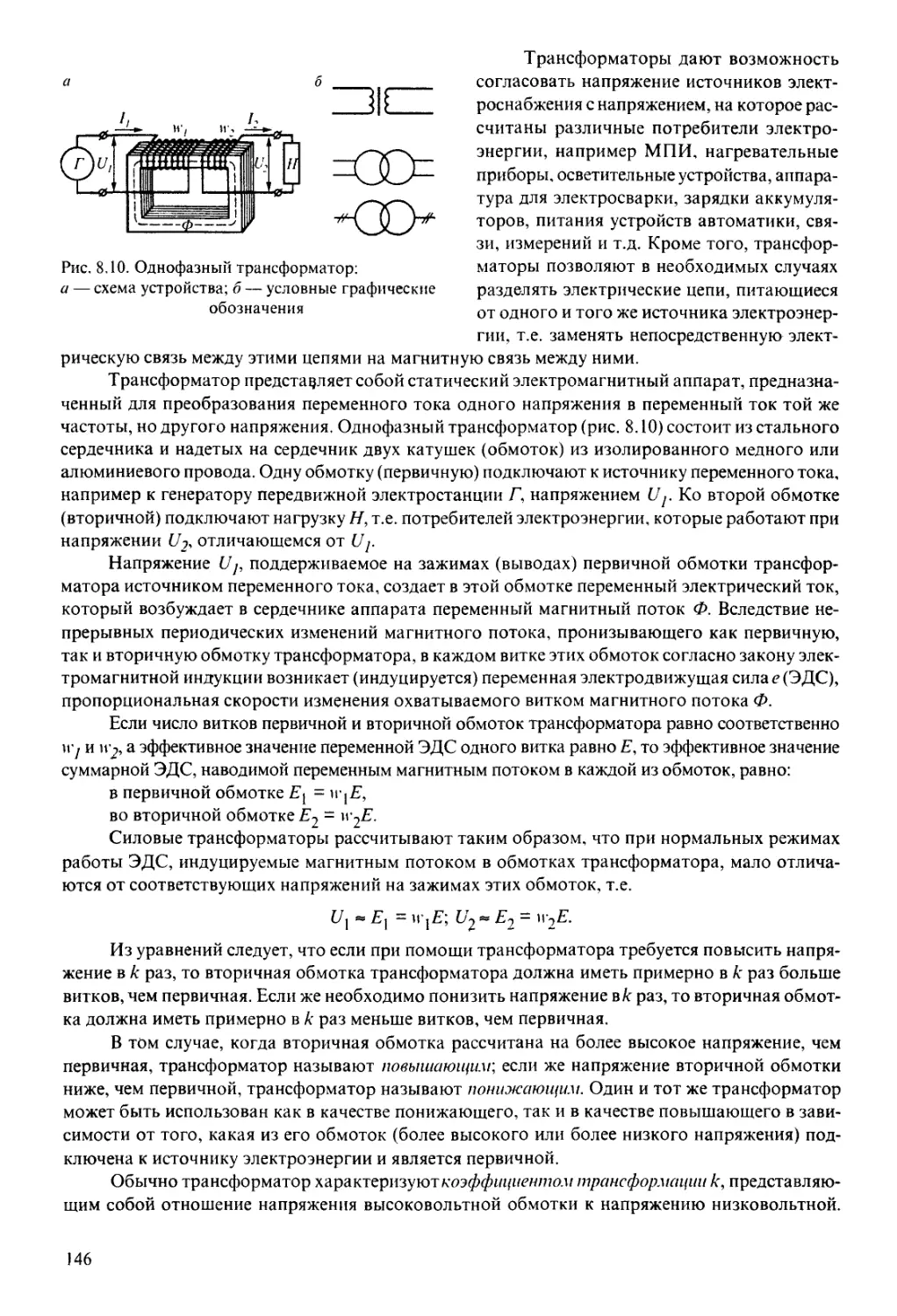
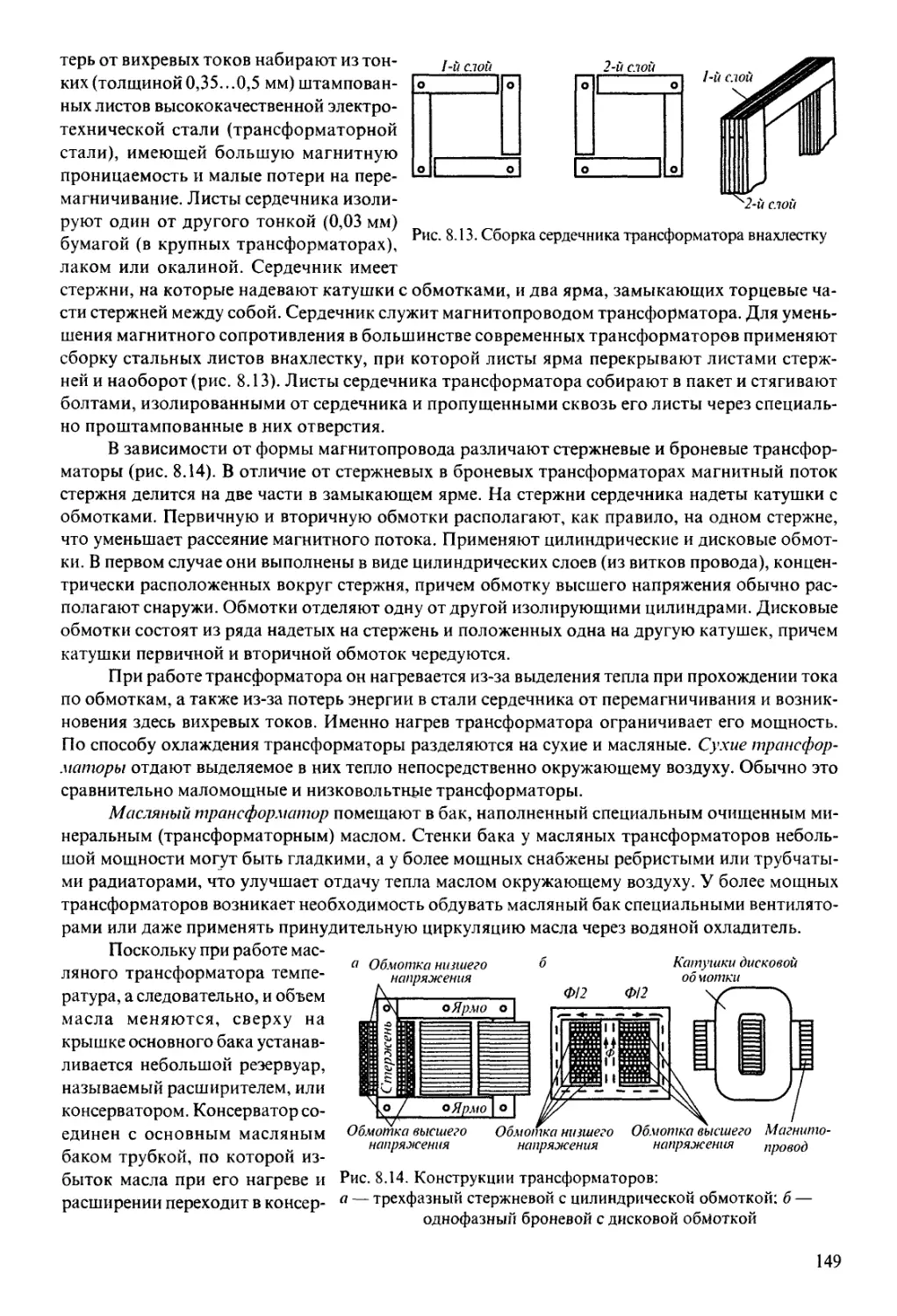
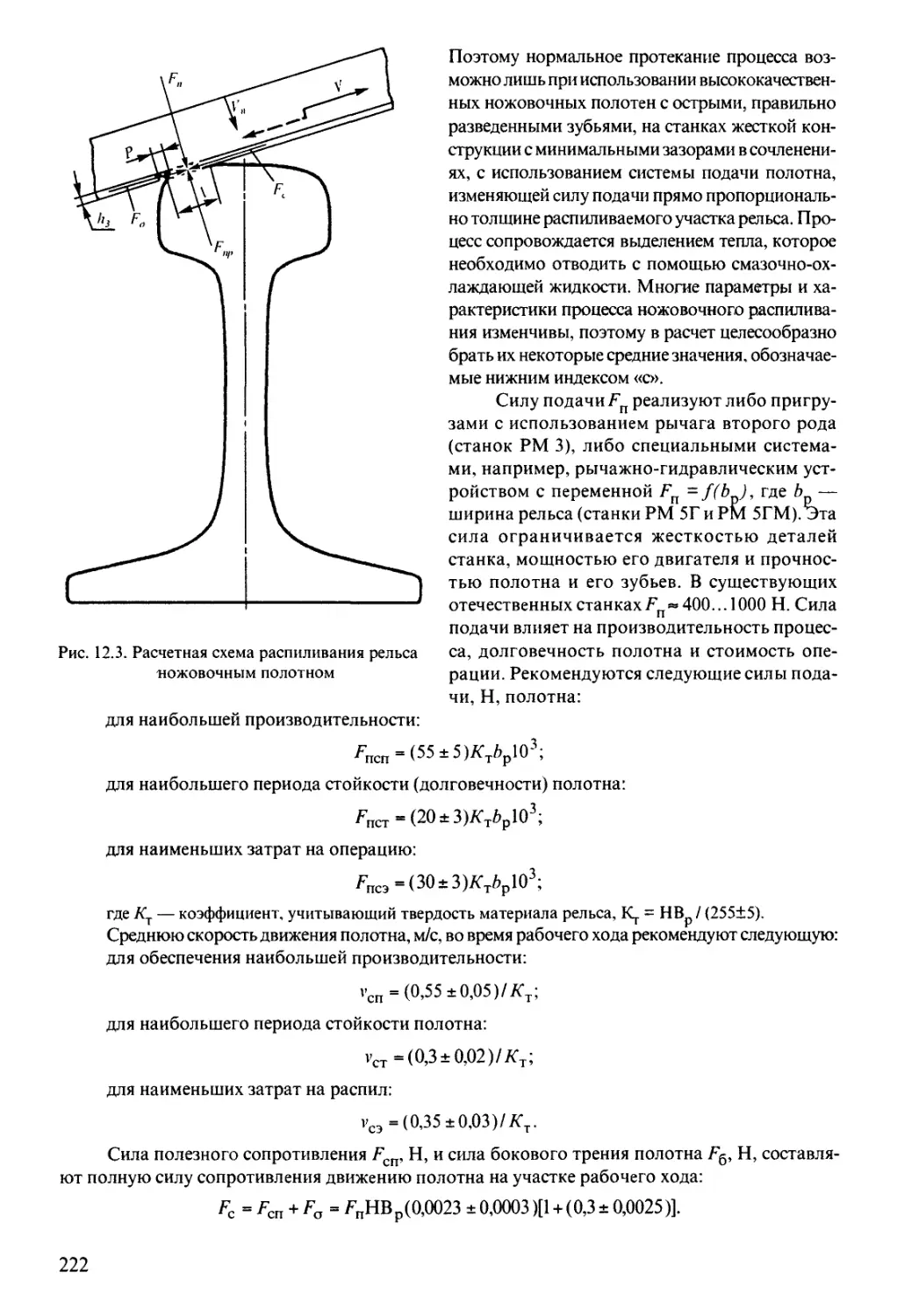
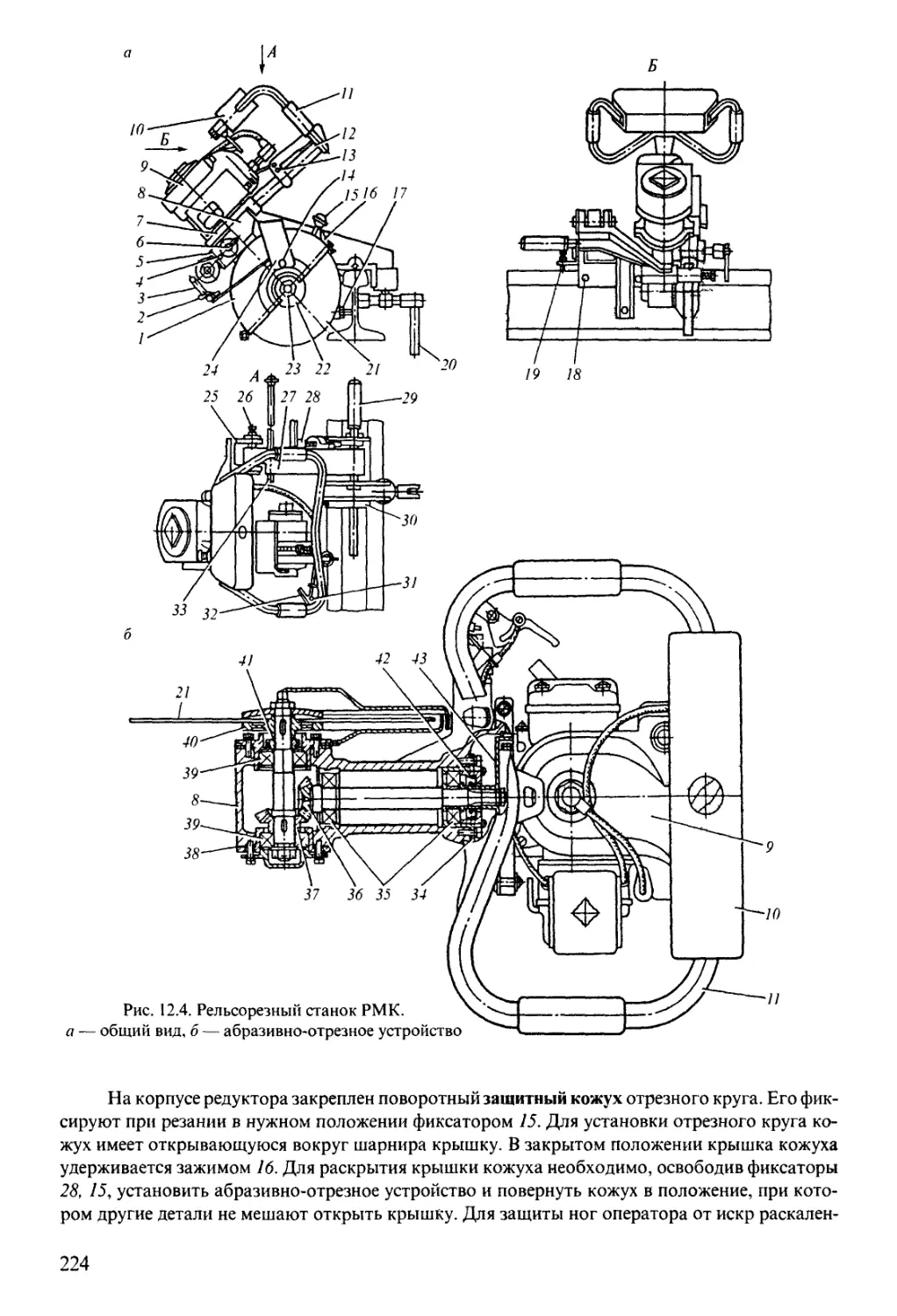
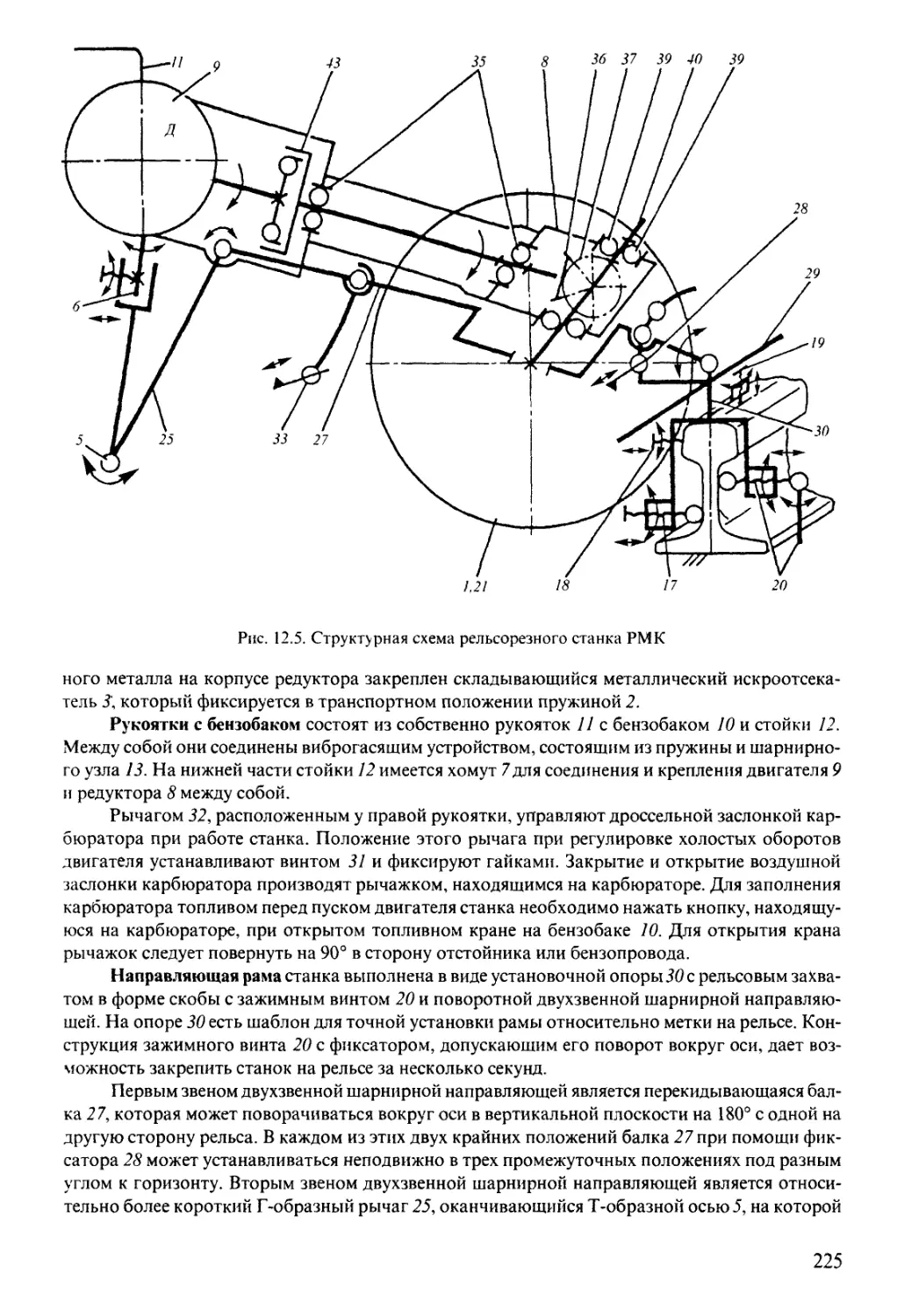
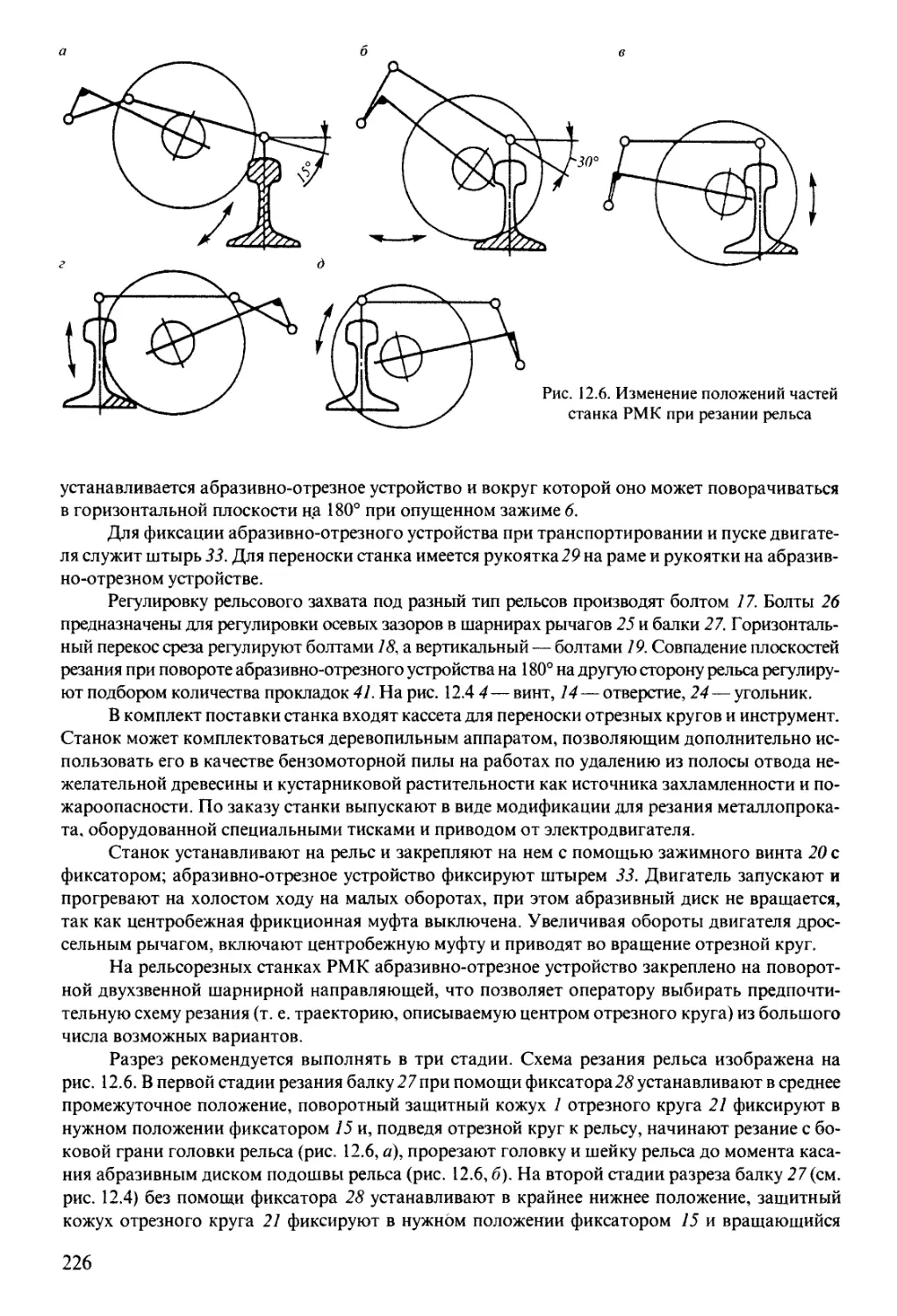
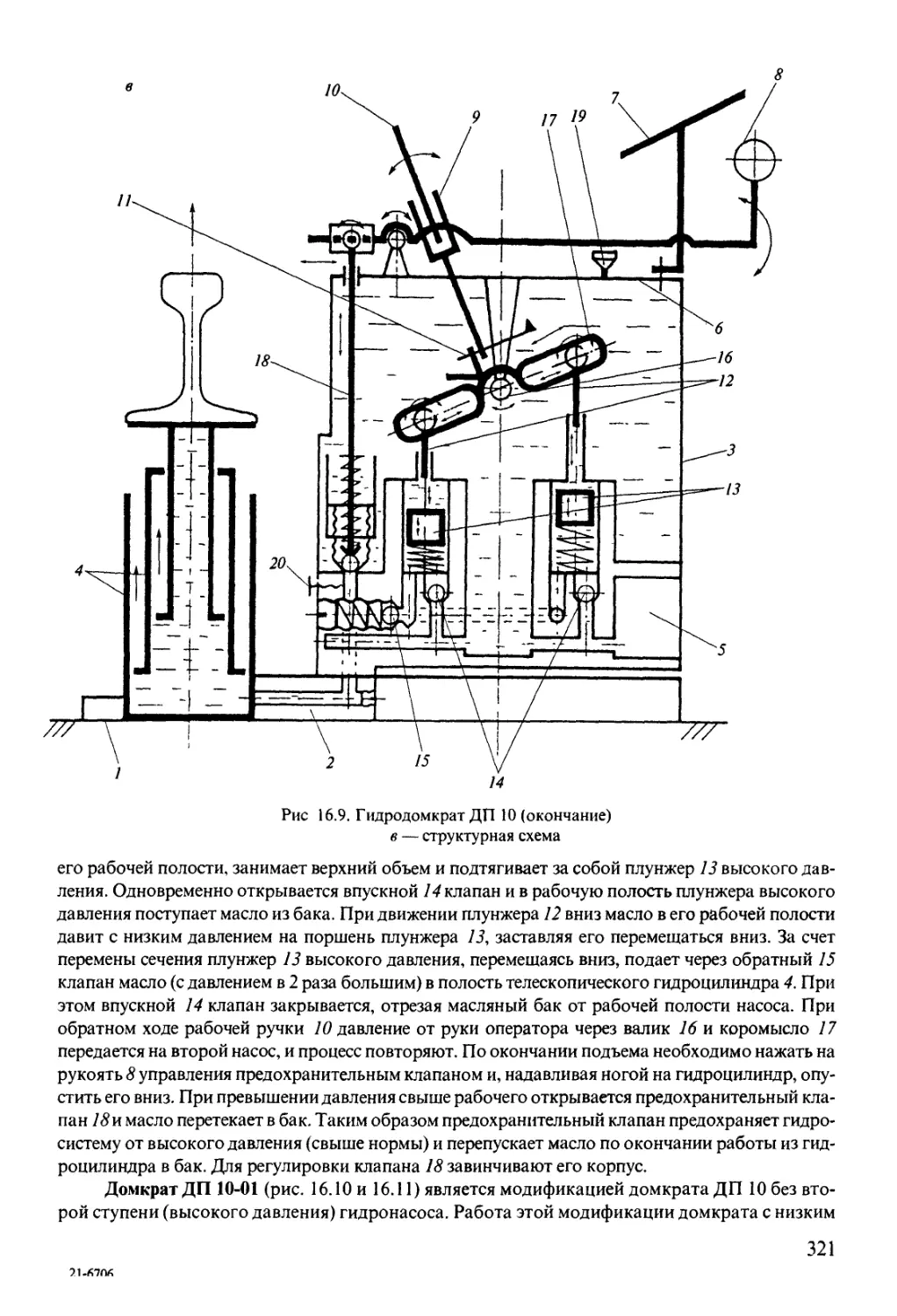
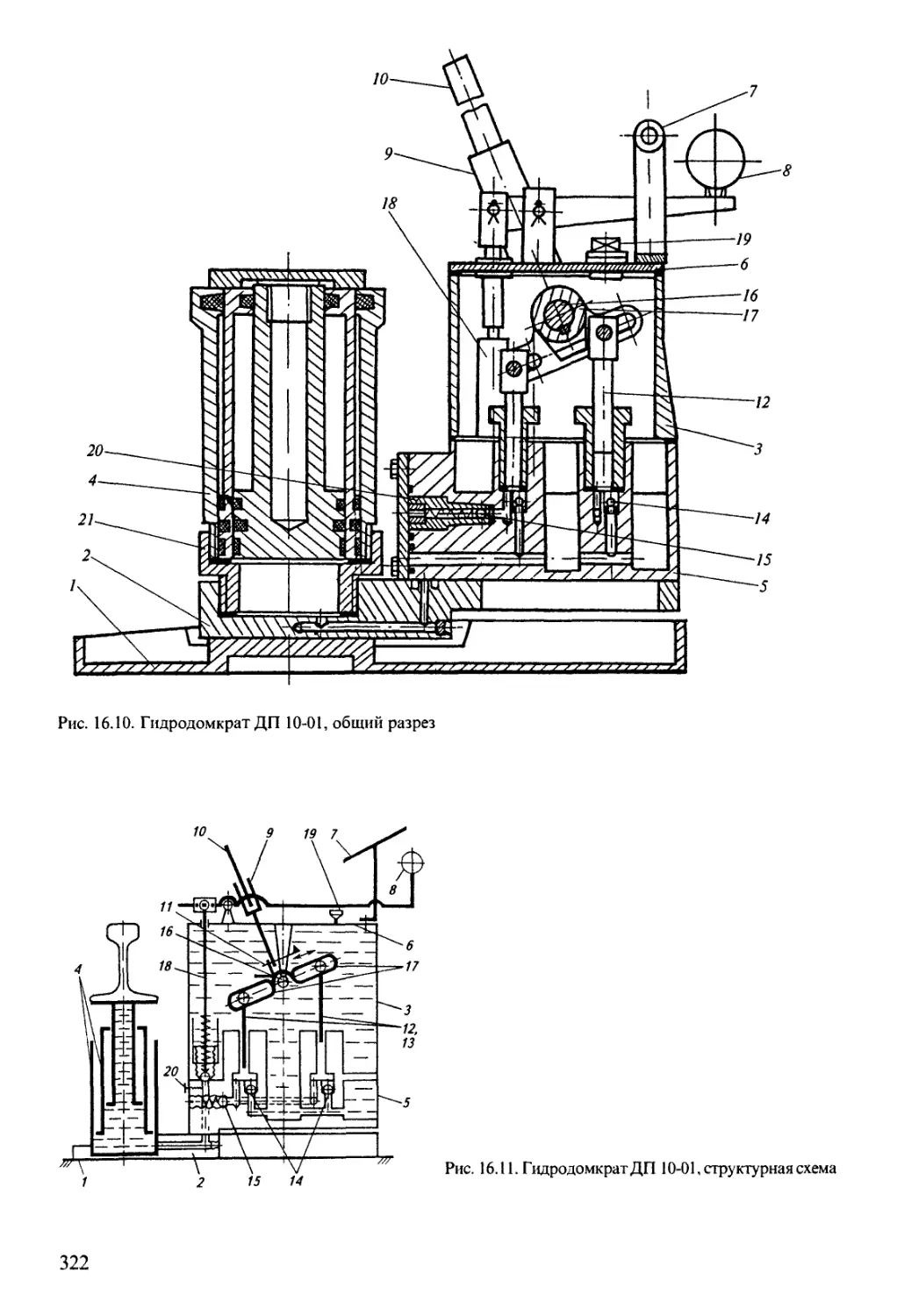
2.2. Двигатели «Урал 2Т Электрон», «Дружба 4» и Stihl TS 760
Двигатель «Урал 2Т Электрон» (рис. 2.4) состоит из следующих основных сборочных единиц: картер с крышкой, коленчатый вал с шатуном, один поршень с двумя компрессионными кольцами и поршневым пальцем, цилиндр и автоматическая центробежная фрикционная муфта. Он имеет системы зажигания, охлаждения цилиндра и выпуска отработанных газов. Цилиндр двигателя выполнен из алюминиевого сплава. Для повышения износостойкости его рабочая поверхность хромирована. Герметичность кривошипно-шатунной камеры двигателя обеспечивается резиновыми уплотнителями, паронитовой прокладкой и бумажной прокладкой. В систему зажигания входят бесконтактное магнето, маховик, провод зажигания, изолятор с помехоподавляющим устройством и свеча зажигания.
29
Рис. 2.4. Двигатель «Урал 2Т Электрон»:
а — продольный разрез; б — поперечный разрез; 1 — крышка картера; 2 — храповик; 3 — кнопка «Стоп»; 4 — шайба специальная; 5 — дефлектор; б — провод зажигания; 7 — колпачок экранирующий; 8 — изолятор; 9 — свеча зажигания; 10 — цилиндр; II — кольца поршневые; 12 — замок поршневого пальца; 13 — палец поршневой; 14 — поршень; 15,22 — прокладки; 16 — крышка подшипника; 17—подшипник; 18 — поводок фрикционной муфты; 19, 25 — уплотнения; 20 — пружина; 21 — груз фрикционной муфты; 23 — картер; 24 — вал коленчатый; 26 — маховик; 27 — крыльчатка; 28 — кожух карбюратора; 29 — крышка кожуха; 30 — карбюратор КМП 100У; 31 — винт; 32 — фильтр воздушный; 33 — глушитель; 34 — риска для фиксирования магнето; 35 — гайка круглая; 36 — магнето МБ 1; 37 — прокладка кожуха карбюратора; 38 — заслонка
Рис. 2.5. Магнето бесконтактное МБ 1:
а — схема конструктивная; б — схема электрическая принципиальная; / — трансформатор высоковольтный; 2 — электронный блок; 3 — провод к кнопке «Стоп»; 4—генераторная катушка; 5 — конденсатор; 6—основание; 7 — установочная риска угла опережения зажигания; 8 — управляющая катушка; 9 — патрубок высоковольтного вывода; L1 — генераторная катушка; L2 — управляющая катушка; Т1 — высоковольтный трансформато; 3— электрический блок; CI — конденсатор, R1 — резистор; VI—V5 — диоды КД 209; V6 — тиристор КУ 202Н
30
Конструкция магнето МБ 1 показана на рис. 2.5, а. Его принципиальная электрическая схема — на рис. 2.5, б. Все полупроводниковые элементы {пять диодов VI—V5, тиристор V6, резистор R1 и конденсатор СГ) смонтированы в камере основания и залиты герметизирующим компаундом. Магнето обеспечивает начало искрообразования на свече при частоте вращения маховика 400...600 об/мин, поэтому проверку магнето на искрообразование следует производить вращением коленчатого вала двигателя стартером с частотой не ниже указанной.
Рис. 2.6. Помехоподавляющее устройство:
1 — изолятор; 2 — экранирующий колпачок; 3—замок; 4 — винт контакта; 5 —демпфирующий резистор; 6 — спиральная пружина; 7 — провод высокого напряжения
Искра между электродами свечи зажигания появляется в момент, когда поршень не доходит до ВМТ на 3,66 мм, что соответствует углу поворота коленчатого вала на 29° до ВМТ. Этот угол называется углом опережения зажигания. Помехоподавляющее устройство показано на рис. 2.6.
Четырехполюсный маховик установлен на конусе коленчатого вала, зафиксирован и закреплен гайкой. В ступице маховика на резьбе закреплен храповик для пуска двигателя стартером.
Провод высокого напряжения одним концом ввернут в патрубок вывода высоковольтного трансформатора, второй конец имеет резьбовую втулку для соединения с изолятором. Свеча зажигания А ЮН с резьбой ввертываемой части М14 х 1,25 и размером шестигранника под ключ 22 мм.
Охлаждение двигателя воздушное, принудительное. Система охлаждения включает в себя крыльчатку, отлитую на маховике, крышку картера и дефлектор. Поток воздуха, создаваемый крыльчаткой, по каналу, образованному крышкой и картером, поступает через дефлектор к цилиндру, обеспечивая его охлаждение. Забор воздуха производится через защитную решетку крышки картера. Для снижения шума выпуска отработавших газов и гашения искр двигатель укомплектован глушителем. Внутри глушителя установлены рассекатель потока газов и пере
городки. Устройство для подогрева карбюратора состоит из кожуха и крышки кожуха карбюратора. Подогрев карбюратора при работе двигателя в холодное время года обеспечивается отработанными газами, которые поступают из цилиндра по каналу к через отверстия о в прокладках в канал кожуха и далее в канал крыШки карбюратора, подогревая его в зоне подкачивающего насоса. Из канала в крышке карбюратора газы выбрасываются в атмосферу. При эксплуатации двигателя летом, а также зимой при температуре выше -10 °C устройство для
подогрева карбюратора необходимо выключать, для чего между прокладками карбюратора \станавливают алюминиевую заслонку (двигатель поставляется с установленной заслонкой).
Конструкция стартера приведена на рис. 2.7. Во время вытягивания троса за рукоятку 8 при пуске двигателя валик, вращаясь, выдвигает вперед храповик, который входит в зацепление с храповиком двигателя и вращает коленчатый вал. При этом пружина 10 закручивается. После пуска двигателя храповик стартера выходит из зацепления с храповиком двигателя, а пружина, раскручиваясь, обеспечивает намотку троса на барабан.
Система питания двигателя состоит из бензобака, отстой-ника с топливным краном
Рис. 2.7. Стартер;
1 — корпус; 2 — крышка; 3 — барабан; 4 — валик; 5 — болт; 6 — штифт; 7 — тормоз храповика; 8 — рукоятка; 9 — храповик; 10 — пружина; 11 — винт; 12 — трос; 13 — втулка
31
Рис. 2.8. Отстойник с топливным краном:
1 — крышка; 2 — фильтр; 3 — корпус отстойника; 4— топливный кран (в положении «Закрыто»)
(рис. 2.8), карбюратора, воздушного фильтра и бензопровода. Подача топлива к карбюратору из бензобака при неработающем двигателе осуществляется самотеком, при работающем — насосом, встроенным в карбюратор. Очистка топлива от механических примесей обеспечивается сетчатыми фильтрами. Воздушный фильтр очищает поступающий к карбюратору воздух от абразивной пыли, мелких металлических частичек и грязи. Карбюратор двигателя — беспоплавковый, мембранный. Его принципиальная схема дана на рис. 2.9. Принцип работы карбюратора следующий. Топливо, подаваемое из бензобака по топливопроводу и каналу/, через всасывающий клапан 3 подается в полость 25, затем через впускной клапан 1 к седлу 79 топливного клапана. До пуска двигателя отверстие седла перекрыто рычагом 20 и топливо в полость регулятора давления не поступает. С началом работы двигателя возникающее в диффузоре разрежение воздуха воздействует на мембрану. При этом она прогибается вверх, отжимая рычаг от седла 79, и топливо поступает в полость 27. По каналам, проходное сечение которых регулируется винтами 5 и б, топливо из полости 21 поступает к распылителям 9,7 4 и 75. Распыленное топливо (рабочая смесь) благодаря разрежению попадает в картер, откуда при движении поршня к НМТ по каналам цилиндра поступает в надпоршневое пространство. Обратный клапан 77 не допускает проникновения воздуха в полость 27 через канал с распылителем 9 при работе двигателя на холостом ходу. Кнопка 2 служит для заполнения карбюратора перед пуском двигателя.
Устройства управления дроссельной заслонкой и регулирования карбюратора представлены на рис. 2.10.
Степень сжатия 7; удельная масса 2,72 кг/кВт.
Двигатель «Дружба 4» (рис. 2.11) близок по конструкции к двигателю «Урал 2Т Электрон», но отличается от него по ряду характеристик (см. табл. 2.1): степень сжатия 5,52; удельная масса 2,4 кг/кВт.
Рис. 2.9. Принципиальная схема карбюратора КМП 100У:
1 — выпускной клапан; 2 — кнопка; 3— всасывающий клапан; 4 — мембрана карбюратора; 5 — винт малого газа; 6— винт полного газа; 7 — стопорная пружина; 8—воздушная (пусковая) заслонка; 9 — распылитель главной системы;
10 — диффузор; 11 — рычаг дроссельной заслонки; 12 — корпус карбюратора; 13 — дроссельная заслонка; 14,15 — распылители системы малого газа; 16— топливный канал системы малого газа; 17 — обратный клапан; 18 — пружина;
19 — седло клапана; 20 — рычаг клапана; 27 — топливная полость регулятора; 22 — мембрана насоса; 23 — корпус; 24 — крышка насоса; 25 — полость подкачивающего насоса; 7 — канал подвода топлива; II — сообщение с атмосферой; III — поток воздуха; IV — давление из картера
32
a
Рис. 2.10. Устройства управления и регулировки карбюратора: а — рычаг управления дроссельной заслонкой (вид снизу); б — элементы регулировки карбюратора и управления воздушной заслонкой; 1 — рычаг воздушной заслонки (в положении «Открыто»); 2 — винт полного газа; 3—винт малого газа; 4—контргайки
Рис. 2.11. Продольный (а) и поперечный (б) разрезы двигателя «Дружба 4»:
I — маховик; 2 — вентилятор; 3 — храповик; 4 — коленчатый вал; 5, 12 — верхняя и нижняя части картера; 6 — выпускной патрубок; 7 — поршень; 8 — продувочный канал; 9— муфта; 10. 14 — уплотнители; 11,13 — шариковые подшипники; 15 — основание магнита; 16 — пробка; 17 — шейка шатуна; 18 — игольчатый подшипник; 19 — глушитель;20—поршневой палец^/ — свеча зажигания; 22 — шатун; 23 — провод
Двигатель Stihl TS 760 состоит из следующих сборочных единиц:
картер в сборе (рис. 2.12);
цилиндр с глушителем (рис. 2.13);
муфта в сборе (рис. 2.14);
система зажигания и пусковое устройство (рис. 2.15);
воздушный фильтр (рис. 2.16);
карбюратор (рис. 2.17);
кожух и рама с рукояткой (рис. 2.18).
Двигатель имеет систему зажигания с электронным ограничителем частоты вращения и магнето бесконтактное с электронным управлением. Свеча зажигания с защитой от помех Bosch WSR 6 F или NGK BPMR 7 А с резьбой ввертываемой части М14х1,25 длиной 9,5 мм. Зазор между электродами свечи 0,5 мм. Воздушный фильтр двигателя (см. рис. 2.16) имеет три ступени очистки воздуха: фильтр грубой очистки 33, главный фильтр 34 (бумажный фильтровальный патрон) и флокированный дополнительный фильтр 35. При отказе главного фильтра (например, из-за повреждения или брака при изготовлении и т.д.) дополнительный фильтр обеспечивает достаточную защиту двигателя от загрязнений. Степень сжатия 6,5.
33
3-6706
Рис. 2.12. Детали картера двигателя Stihl:
1,21 — части корпуса картера; 2, 28 — радиальные шариковые подшипники 6204 и 6203; 3,20— радиальные уплотнения вала; 4—стопорная гайка; 5 — колпачок; б — пробка масляного бака; 7— уплотнительное кольцо; 8,26— резиновые наконечники; 9 — прокладка; 10 — сегментная шпонка; 11, 16. 17, 18— винты; 12 — держатель; 13, 15 — кольцевые буфера; 14—труба; 19—крышка; 22,23—шланги; 24 — вентиляционная трубка топливного бака; 25, 31 — I вставки; 27— пружинное стопорное кольцо; 29 — сепара-' тор игольчатого подшипника; 30— шатун; 32 — штифт ,213
14
16
17
Рис. 2.13. Детали цилиндра и глушителя двигателя Stihl:
1 — глушитель; 2,10 — винты; 3 — свеча зажигания; 4 — штекер провода зажигания; 5 — пружина; 6 — декомпрессионный клапан; 7—уплотнительное кольцо; 8 — цилиндр; 9, 11 — прокладки; 12 — поршневые компрессионные кольца; 13 — поршень; 14—поршневой палец; 15—стопорное кольцо; 16— шатун; 17 — коленчатый вал
Рис. 2.14. Детали муфты двигателя Stihl:
1 — крышка; 2, 15,18 — винты; 3 — пробка; 4, 8, 12 — шайбы; 5 — ремень; 6— клиноременный шкив; 7 — игольчатый подшипник без внутреннего кольца; 9 — поводок; 10 — грузик; 11 — пружина, работающая на растяжение; 13,16 — гайки; 14 — соединительная деталь; 17 — резиновый буфер
34
Рис. 2.15. Детали системы зажигания и пускового устройства Stihl: 1 — крышка вентилятора; 2,13,18, 20, 45, 47, 50 — винты; 3, 8, 10, 21, 42, 43 — шланги; 4, 41 — вставки; 5, 40 — шпильки; 6 — вентиляционное устройство топливного бака; 7 — топливный шланг; 9, 39 — резиновые наконечники; 11, 53 — фильтры; 12,52—всасывающие головки; 14,38,44,51 — шайбы; 15 —
якорь зажигания; 16 — противодождевой наконечник; 17 — стопорная гайка; 19 — устройство переключения; 22 — запальный провод; 23 — контактная гильза; 24 — держатель кабеля; 25 — защитный наконечник; 26 — рукоятка Elastostart; 27,32 — пусковой тросик; 28 — втулка; 29 — корпус; 30 — возвратная пружина; 31 — крышка; 33 — шкив пускового тросика; 34 — защелка; 35 — пружина; 36 — маховик; 37 — гайка; 46—предохранительная цепочка; 48—уплотнительное кольцо; 49— пробка топливного бака
Рис. 2.16. Детали воздушного фильтра двигателя Stihl:
1,3, 7,10,12 — прокладки; 2 — отводящий лист; 4 — фланец; 5, 30 — шпильки; 6, 17, 24, 28 — винты; 8 — рычаг дросселя; 9 — импульсный шланг; 11 — карбюратор; 13 — стопорная гайка; 14,20 — наконечники; 15 — корпус фильтра; 16 — гайка; 18—планка; 19—выключатель; 27 — витая изгибная пружина; 22—шарик; 23—рычаг пускателя; 25—пусковой рычаг; 26—шланг;27—фильтровый патрубок; 29—уплотнительное кольцо; 31 — барашковая гайка; 32 — крышка фильтра; 33—фильтр грубой очистки; 34 — главный фильтр; 35 — дополнительный фильтр
35
Рис. 2.17. Детали карбюратора двигателя Stihl:
1, б, 20, 27 — винты; 2, 28 — крышки; 3,30—прокладки; 4— насосная мембрана; 5 — дроссельная заслонка; 7 — дроссельный вал с рычагом; 8,10—втулки; 9,12 — витые изгибные пружины; 11 — пусковая ось с рычагом; 13,23— кольца; 14,18,34, 37 — уплотнительные кольца;
15 — сито; 16 — шайба; 17,22 — пружинные стопорные кольца; 19 — регулировочный клапан; 21 — пусковая заслонка; 24 — впускная игла; 25 — впускной регулировочный рычаг; 26 — ось; 29—регулировочная мембрана; 31 — клапанное сопло; 32 — пробка; 33, 35, 38 — пружины;
36 — главный регулировочный винт; 39 — регулировочный винт холостого хода; 40 — гайка; 41 — упорный винт
холостого хода
Рис. 2.18. Детали кожуха и рамы с рукояткой двигателя Stihl:
1, 5, 26, 27 — кольцевые амортизаторы; 2 — труба; 3, 6, 8, 20, 24, 29,31,32,39—винты; 4,36—опоры; 7 — кожух; 9, 18 — штифты;
10 — педаль газа; 11,16 — витые изгибные пружины; 12 — резиновая ручка; 13 — палец; 14 — спиральная пружина; 15 — пусковая кнопка дросселя; 17—стопорный рычаг; 19 — оболочка трубчатой рукоятки; 21—трубчатая рукоятка; 22 — рама; 23 — нажимная
шайба; 25 — держатель трубчатой рукоятки; 28, 40 — шайбы; 30 — защитный кожух; 33, 38—резиновые буфера; 34— сто-
порная гайка; 35 — пробка; 37 — гайка
36
В топливной системе двигателя используется беспоплавковый мембранный карбюратор (см. рис. 2.17) со встроенным топливным насосом, работающий без перебоев при любом положении двигателя и МПИ (в частности, абразивно-отрезного устройства). Топливом для двигателя служит горючая смесь из бензина и моторного масла. Последнее добавляется для смазки подшипников и поршня. Качество бензина и масла оказывает решающее влияние на работу и срок службы двигателя.
2.3. Четырехтактные двигатели УД 15М и УД 25М
Одноцилиндровый УД 15М (УД 15) (рис. 2.19) (а также УД 1, УД Ml, КД 5ПЭ) и двухцилиндровый УД 25М (УД 25) (рис. 2.20) (а также УД 2, УД 2М1) двигатели являются малолитражными четырехтактными двигателями. Они выполнены по одной конструктивной схеме и максимально унифицированы. Базовой деталью двигателей является картер 10, отлитый из алюминиевого сплава без передней крышки, в котором непосредственно расположены распределительные зубчатые колеса. Спереди в него установлена опора переднего подшипника коленчатого вала 8, в расточке на передней стенке — маслонасос 18, а в приливе на правой стороне — редукционный клапан. Ползунно-кривошипный механизм состоит из коленчатого вала, шатуна 11, поршня, поршневого пальца, цилиндра 12 с головкой и маховика-вентилятора 5 с кожухом 1. Стальной цельноштампованный коленчатый вал вращается на двух подшипниках качения, из которых задний запрессовывается непосредственно в картер, а передний — в опору, устанавливаемую в расточке картера. Уплотнение коленчатого вала в картере и опоре осуществляется с помощью манжет. Для обеспечения равномерного чередования вспышек двухцилиндрового двигателя УД 25 коленчатый вал имеет одноколенную форму (т.е. обе шатунные шейки располагаются на одной оси). На переднем конце коленчатого вала устанавливаются шариковый подшипник, распределительное зубчатое колесо, детали запуска, а также маховик-вентилятор, который одновременно выполняет функцию корпуса центрифуги.
Основными деталями системы газораспределения двигателя УД 25 с верхним (подвесным) расположением клапанов (рис. 2.21) являются: полый стальной распределительный вал 2; колесо распределительного вала 7; толкатели 8 и штанги 5 толкателей; втулки толкателей 3, запрессованные в картер; клапаны 4, пружины клапанов, тарелки и сухарики; валик коромысел, коромысла и головка цилиндра 7. Помимо кулачков газораспределения на распределительном валу предусмотрен кулачок для привода бензонасоса. Вал имеет подшипники скольжения, выполненные из бронзовой ленты. Степень сжатия 6 (у УД 1, УД 2, УД 2М1 — 5, у КД 5ПЭ — 6,85); открытие впускного клапана за 10° до ВМТ, закрытие через 46±6° (у УД 1, УД 2 и их модификаций — за 30 и 58° соответственно); удельная масса УД 25 — 9 кг/кВт и УД 15 — 13,7 кг/кВт.
Для автоматического поддержания постоянной частоты вращения коленчатого вала двигатели снабжены центробежным регулятором (рис. 2.22), действующим на дроссельную заслонку 4 карбюратора 3. На валике регулятора установлены два шарикоподшипника, шестерня 6 регулятора с кулачками для привода магнето и два балансира 10 с пружинами. Внутри валика расположены два толкателя 5 с резиновой шайбой, уменьшающие контактные напряжения в звеньях регулятора. Привод регулятора осуществляется от колеса распределительного вала. При увеличении частоты вращения двигателя балансиры регулятора под действием центробежных сил расходятся, перемещают толкатели регулятора и через тягу 2 рычага 1 передают движение на рычаг регулятора, который связан с рычажком дроссельной заслонки карбюратора. Подача горючей смеси в цилиндр уменьшится, мощность снизится, а следовательно, уменьшится и частота вращения коленчатого вала двигателя. При этом напор воздуха снизится, пружина возвратит подвижную систему в первоначальное положение и, следовательно, дроссельная заслонка откроется. Подача горючей смеси в цилиндр двигателя при этом увеличится, мощность возрастет, а вместе с ней повысится и частота вращения коленчатого вала двигателя. Частота вращения двигателя регулируется изменением натяжения пружины 18 регулятора двумя гайками 75,76 на шпильке 7-/пружины. Для этого на рычаге предусмотрены три положения установки пружины. При установке ее в верхнее отверстие частота вращения будет минимальной, в нижнее — максимальной.
37
б
15
a
14
Рис. 2.19. Продольный (а) и поперечный (б) разрезы двигателя УД 15:
1 — кожух маховика; 2 — гайка-храповик; 3 — трубка подвода смазки; 4 — крышка масляного фильтра; 5 — маховик-вентилятор; 6 — кожух цилиндра; 7— глушитель; 8 — коленчатый вал; 9 — гайка; 10 — картер; 11 — шатун; 12 — цилиндр; 13 — свеча зажигания; 14— головка цилиндра; 15— вал; /6 —толкатель; 17—топливный насос;
18 — маслонасос; 19 — поддон
Рис. 2.20. Продольный разрез двигателя УД 25:
1 — кожух маховика; 2—гайка-храповик; 3 — трубка подвода смазки; 4 — крышка масляного фильтра; 5 — маховик-вентилятор; 6 — кожух цилиндра; 7— глушитель; 8— коленчатый вал; 9—гайка; 10—картер; 11 — шатун; 12—цилиндр; 13 — свеча зажигания; 14— головка цилиндра; 15—вал; 16 — поддон
Рис. 2.21. Система газораспределения двигателя УД 25:
1—колесо распределительного вала; 2 — распределительный вал; 3 — втулка толкателя; 4 — клапан; 5 — штанга толкателя; 6 — коромысло;
7 — головка цилиндра; 8 — тол-
катель
Рис. 2.22. Центробежный регулятор частоты вращения:
а — общий вид; б — принципиальная схема; 1 — рычаг; 2 — тяга; 3 — карбюратор; 4 — дроссельная заслонка; 5 — толкатель; 6 — шестерня; 7 — стопорный винт; 8 — гнездо подшипника; 9 — валик; 10 — балансир (грузик); 11 — ведущая муфта; 12 — шарикоподшипник; 13 — пружина балансира (грузика); 14—шпилька пружины; 15,16 — гайки; 17— кронштейн; 18 — пружина регулятора
39
Рис. 2.23. Система питания:
1 — воздухофильтр; 2 — поводок;
3 — карбюратор; 4 — регулировочный винт; 5 — винт холостого хода; 6 — дроссельная заслонка;
7 — рычаг регулятора; 8 — рычаг дроссельной заслонки карбюратора; 9—воздушная заслонка; 10— топливный насос
Рис. 2.24. Карбюратор:
а — общий вид; б — разрез; 1 — поплавок; 2 — запорная игла; 3 — винт холостого хода; 4 — утолитель поплавка; 5 — рычажок; 6—воздушная заслонка; 7—диффузор; 8—дроссельная заслонка; 9 — главный жиклер-распылитель
Рис. 2.25. Схема системы смазки двигателя УД 25:
I — маслоприемник; 2 — насос; 3 — манометр; 4 — ось распределительного вала; 5 — штанга; 6 — маслосливная трубка; 7 — головка; 8 — коромысло; 9 — центрифуга; 10 — смазочный подшипник; 11 — редукционный клапан
Рис. 2.26. Схема зажигания:
I—свеча зажигания А 11У (СН 200); 2 — поршень; 3 — маховик-регулятор; 4 — стенка кожуха маховика; 5 — гайка крепления магнето; 6 — магнето; 7 — бегунок; 8 — кожух с распределителем; 9—боковые электроды; 10 — винт крепления малой
шестерни
40
Рис. 2.27. Одноискровое магнето М 137 с пусковым ускорителем левого вращения:
а — разрез; б — вид с торца; 1 — крышка прерывателя; 2 — кулачок; 3 — шарикоподшипник; 4 — крышка; 5 — контакт с пружиной; 6 — трансформатор; 7 — корпус; 8—ротор; 9—пусковой ускоритель; 10— прерыватель; 11 — кнопка
включения зажигания
Система питания (рис. 2.23) имеет воздухозаборные устройства, бензонасос 10, карбюратор 3 и систему трубопроводов. Воздух в карбюратор поступает через инерционно-масляный воздухофильтр 1. Топливо в карбюратор подается диафрагменным насосом из отдельного, не связанного с двигателем бензобака. Привод бензонасоса осуществляется кулачком, имеющимся на распределительном валу. Конструкцией бензонасоса предусмотрен рычажок ручного привода.
На двигателях УД 15 и УД 25 устанавливают карбюратор К 16Е или К 16Ж, отличающиеся один от другого сечени
ем главных жиклеров и диффузоров. Карбюратор (рис. 2.24) приспособлен для работы с центробежным регулятором: дроссельная заслонка 8 управляется рычагом со сферой, на которую воздействует рычаг регулятора. Для ручного управления дросселем в верхней части имеется поводок. На карбюраторе предусмотрена возможность регулировки работы двигателя на малых оборотах холостого хода упорным регулировочным винтом, расположенным на рычаге дроссельной заслонки в верхней части. Регулировка качества смеси на холостом ходу производится винтом 3. Уровень топлива в поплавковой камере поддерживается постоянным (19±2,0мм от разъема) с помощью поплавка 1 и запорной иглы 2. При опущенном поплавке канал открыт и топливо поступает из бензонасоса. Заполняя поплавковую камеру, топливо поднимает поплавок, который запорной иглой перекрывает канал подвода топлива. В крышке поплавковой камеры имеется утолитель поплавка 4. Поплавковая камера карбюратора не сбалансирована. Система холостого хода питается топливом через соответствующий отдельный жиклер.
Двигатели имеют воздушную принудительную систему охлаждения. В нее входят маховик-вентилятор, кожух маховика, кожух цилиндров, кожух вывода воздуха. Степень охлаждения двигателя регулируется открытием или закрытием жалюзи в кожухе маховика-вентилятора.
Системы смазки одноцилиндрового и двухцилиндрового двигателей аналогичны (рис. 2.25). Масло из картера через сетчатый маслоприемник 1 забирается шестеренчатым насосом 2. Затем одна часть масла поступает по каналам в картере и опоре переднего подшипника в смазочный подшипник 10 и далее по отверстиям в коленчатом валу в центрифугу 9. Оттуда очищенное масло по центральной трубке и наклонным сверлениям в коленчатом валу подается к шатунным подшипникам. Другая часть масла от маслонасоса направляется к оси распределительного вала 4, а по отверстиям в оси — к подшипникам вала и втулкам толкателей. При подъеме второго толкателя двигателя УД 15 (четвертого толкателя двигателя УД 25) открывается сообщение канала втулки и толкателя, масло поступает по штанге 5 через коромысло 8 в клапанную коробку. Из клапанной коробки масло сливается через маслосливную трубку 6 и кожух штанг. Система смазки двигателей снабжена редукционным клапаном 11, поддерживающим постоянное давление масла, которое контролируется штоковым указателем давления масла, установленным в полости редукционного клапана. Наличию в системе смазки рабочего давления соответствует выход штока указателя давления масла не менее 5 мм. Масло в картер заливают через отверстие масломера, а сливают через отверстие в поддоне, закрытое пробкой.
Смесь в камере сгорания воспламеняется свечой зажигания 1 (рис. 2.26) от магнето 6 высокого напряжения. Крепление магнето к двигателю — фланцевое на трех шпильках. Одноискро-вое магнето М 137 (рис. 2.27) двигателя УД 15 состоит из корпуса 7, крышки 4, трансформатора 6,
41
Рис. 2.28. Двухискровое магнето М 151 с пусковым ускорителем: а — вид с торца; б — разрез;/ — корпус; 2 —.ротор: 3 — трансформатор; 4 — крышка; 5 — кожух с распределителем; 6 — пусковой ускоритель; 7 — пластина прерывателя
пластины прерывателя 10, кожуха с распределителем и пускового ускорителя 9. Трансформатор создает высокое напряжение при вращении ротора 8 магнето, а пусковой ускоритель сообщает ротору большую скорость вращения отдельными импульсами при запуске двигателя, что обеспечивает при медленном вращении коленчатого вала достаточно сильную искру от магнето, а также запаздывание момента зажигания при запуске двигателя. Привод магнето осуществляют от зубчатого колеса регулятора с помощью промежуточной муфты.
Двухискровое магнето М 151 двигателя УД 25 с пусковым ускорителем показано на рис. 2.28.
2.4. Бензиновые двигатели ДМ 1 и ДМ 1Э
Бензиновые двигатели типов ДМ 1 и ДМ 1Э (рис. 2.29, 2.30, 2.31) производства Калужского моторного завода применяются в последних модификациях электроагрегатов.
Ползунно-кривошипный механизм этих двигателей (см. рис. 2.30) преобразует прямолинейное возвратно-поступательное движение поршня 9 во вращательное движение коленчатого вала 3 и состоит из блока цилиндра 11, головки 8 с винтами, шатуна 5, маховика 1, крышки 14. В блоке цилиндра установлена чугунная гильза 10 и запрессованы четыре направляющие втулки, в которых движутся клапаны и толкатели. В блоке цилиндра выполнен прилив, в котором устанавливают подшипник 4, являющийся опорой коленчатого вала. Другой подшипник 13 колен-
чатого вала помещен в крышке 14.
Рис. 2.29. Общий вид двигателя ДМ 1:
1 — бензобак; 2 — хомут; 3 — пробка; 4 — кронштейн; 5 — глушитель; 6, 7 — патрубки; 8 — карбюратор; 9 — блок цилиндра; 10 — бензокран; 11 — фильтр-отстойник; 12 — соединительный шланг
Газораспределительный механизм служит для обеспечения своевременного поступления в цилиндр двигателя топливно-воздушной смеси и выпуска отработавших газов (рис. 2.32). Распределительный вал 25 вращается в бронзовых втулках 4, 24. На распределительном валу имеется кулачок 5 для управления выпускным клапаном 14 и кулачок 23 для управления впускным клапаном 16 через толкатели 8, 21. Зазор 0,1. ..0,3 мм между толкателями и клапанами устанавливается при заводской сборке за счет селективной подборки толкателей.
42
Рис. 2.30. Продольный разрез двигателя ДМ 1:
1 — маховик; 2 — храповик; 3 — коленчатый вал; 4, 13 — опорные подшинники коленчатого вала; 5— шатун; 6—палец шатуна; 7 — болт;
8 — головка цилиндра; 9 — поршень; 10— гильза цилиндра; 11 — блок цилиндра; 12 — кривошип коленчатого вала; 14 — крышка
Рис. 2.31. Общий вид двигателя ДМ 1Э;
1 — сливная пробка; 2 — крышка; 3 — пробка-шуруп; 4 — свеча; 5 — клапан; 6 — седло; 7 — глушитель; 8 — выхлопной патрубок; 9 — воздушный фильтр; 10 — пружина клапана; 11—клапанная коробка; 12 — карбюратор; 13 — топливный винт;
14 — воздушный рычаг
Система питания предназначена для приготовления топливно-воздушной смеси и состоит из воздушного фильтра карбюратора (рис. 2.33), центробежного регулятора (рис. 2.34), бензобака, который крепится посредством кронштейна к переходнику двигателя. В систему питания входят также соединительный шланг, фильтр-отстойник, бензокран, который имеет три положения; О — открыто, 3 — закрыто, Р — резерв. Бензобак оснащен заливной горловиной с пробкой. В пробке имеется отверстие для сообщения бензобака с атмосферой. Подача топлива осуществляется самотеком, поэтому при работе двигателя надо следить за тем, чтобы уровень топлива в бензобаке был выше карбюратора. Воздушный фильтр служит для очистки воздуха, поступающего в карбюратор, от пыли и состоит из корпуса, крышки, поролонового фильтрующего
43
12
14
13
10
9-
8-
15
48
21
22
6
2 3
4
23
24
25
'19
20
—16
—17
Рис. 2.32. Газораспределительный механизм двигателя ДМ 1Э:
1 — центробежный регулятор оборотов двигателя; 2 — крышка; 3 — шестерня центробежного регулятора; 4, 24 — втулки распределительного вала; 5,23— кулачки распределительного вала; 6 — болт; 7,22 — втулки толкателей; 8,21 — толкатели; 9, 20 — тарелки; 10 — сухарь; 11,19— пружина; 12,18 — втулки клапанов; 13,17 — седла; 14 — выпускной клапан; 15—экран зажигания; 16 — впускной клапан; 25 — распределительный вал
tax\\<
Рис. 2.33. Продольный разрез карбюратора КМБ 5:
1 — штуцер подвода топлива; 2 — верхний корпус; 3 — заслонка дросселя; 4 — винт жиклера холостого хода; 5 — воздушный жиклер; 6 — нижний корпус; 7—пусковая заслонка; 8 — винт главного жиклера; 9 — распылитель; 10 — поплавок; 11 — канал топливный
Рис. 2.34. Конструктивная схема центробежного регулятора:
а — разрез; б — вид сверху; 1 — зубчатое колесо; 2 — грузик; 3 — толкатель; 4 — ось
Рис. 2.35. Принципиальная схема управления двигателем:
1 — грузик; 2 — толкатель; 3, 4 — рычаги;
5 — тяга; 6 — заслонка дросселя; 7 — рычаг управления двигателя; 8 — пружина
44
элемента, бумажного фильтрующего элемента и гайки-барашка. В фильтре воздух проходит две ступени очистки: сначала наружным поролоновым фильтрующим элементом, затем внутренним бумажным.
Карбюратор (см. рис. 2.33) служит для приготовления топливно-воздушной смеси. На двигателе установлен карбюратор марки КМБ 5 поплавкового типа с вертикальным расположением смесительной камеры. Уровень топлива регулируется поплавком и игольчатым клапаном. Принцип действия карбюратора состоит в следующем: топливо из бака по соединительному шлангу поступает в карбюратор. Там оно через топливный клапан поступает в поплавковую камеру, из которой при такте впуска распыляется распылителем и, смешиваясь с воздухом в смесительной камере, через патрубок поступает в камеру сгорания блока цилиндра.
Рис. 2.36. Общий вид карбюратора КМБ 5:
1 — винт главного жиклера; 2 — винт минимальных оборотов; 3— вйнт жиклера холостого хода;
4 — рычаг пусковой заслонки
В систему питания двигателя входит центробежный регулятор (см. рис. 2.34), который предназначен для поддержания постоянной частоты вращения коленчатого вала двигателя, автоматически регулируя подачу топлива при изменении нагрузки.
На представленной (рис. 2.35) принципиальной схеме управления двигателем показана связь центробежного регулятора и дроссельной заслонки 6 карбюратора (рис. 2.36). При за
фиксированном положении рычага управления двигателем на установившемся режиме работы рычаг занимает положение, при котором центобежная сила от грузиков 1 (см. рис. 2.35), передаваемая толкателем 2 через рычаг 3 на рычаг 4, уравновешивается силой натяжения пружины 8. Увеличение нагрузки на двигатель приводит к снижению частоты вращения коленчатого
Рис. 2.37. Система зажигания: 1 — преобразователь ПМК 1; 2 — кронштейн; 3 — болты; 4 — штифт; 5—статор СМК 1; 6 — винты; 7 — магнитный башмак; А — зазор
вала и, следовательно, к уменьшению центробежной силы, развиваемой грузиками, которые, поворачиваясь на своих осях, дают возможность толкателю 2 подниматься вверх. Толкатель связан с рычагами. Рычаг 4 под действием пружины 8 повернется по часовой стрелке и потянет за собой вниз тягу 5, которая повернет заслонку дросселя 6 на увеличение расхода топлива, что приведет к увеличению частоты вращения коленчатого вала. Таким образом автоматически поддерживают обороты коленчатого вала.
Система запуска предназначена для раскручивания коленчатого вала двигателя и его включения в работу. Она состоит из барабана стартера, пружины стартера, храповика, пружины храповика, опорной втулки, шести шариков, корпуса храповой муфты, кожуха и шнура с ручкой. Корпус храповой муфты жестко закреплен на коленчатом валу. Вытягивая шнур за ручку, приводят во вращение барабан стартера, который придает вращение храповику. При повороте храповика один из шести шариков, находящихся в корпусе храповой муфты, попадает между выступами храповика и корпусом муфты, в результате чего вращение передается на коленчатый вал. Возврат барабана стартера в исходное положение осуществляется пружиной. Для обеспечения более легкой прокрутки двигателя стартерным устройством на распределительном валу двигателя сконструированы детали автоматического декомпрессора — груз и толкатель.
Система зажигания (рис. 2.37) предназначена для обеспечения бесперебойного ценообразования на свече зажигания. Система зажигания электронная и состоит из статора 5, кнопки «СТОП», закрепленной на пластмассовом изоляторе (под карбюратором), и кронштейна 2. Электродвижущая сила в статоре наводится постоянным магнитом, вмонтированным в маховик.
45
Рис. 2.38. Установка агрегатов системы зажигания:
1 — преобразователь ПМК 1;
2 — кнопка «Стоп»; 3 — свеча;
4 — статор СМК 1; 5 — магнитный башмак
Зазор А между статором и магнитным башмаком 7 должен быть в пределах 0,1...0,15 мм. Статор СМК 1 представляет собой магнитную систему с высоковольтным трансформатором и датчиком момента искрообразования. Статор крепится к блоку цилиндра двумя винтами. Преобразователь 1 представляет собой электронную систему, смонтированную в корпусе и размещенную на кронштейне. Кронштейн устанавливается на штифт 4 статора и крепится к нему винтом 6. На двигателе устанавливают свечу зажигания марки А 11-1 или А 17В. Свеча предназначена для преобразования электрического заряда в искру. Она состоит из корпуса, изолятора, центрального и бокового электродов. Свечу периодически следует очищать от нагара, промывать чистым бензином с просушиванием и проверять щупом зазор между электродами, который должен быть в пределах 0,5...0,6 мм. Регулировка зазора (рис. 2.38) производится подгибанием бокового электрода. Отключение системы зажигания и, следовательно, остановка двигателя заключаются в том, что при переводе рычага управления дроссельной заслонкой в крайнее положение от себя кнопка «СТОП» 2
автоматически замыкается на массу и двигатель останавливается. Необходимо следить за тем, чтобы кнопка «СТОП» не касалась платы карбюратора, не замыкалась на массу посторонними предметами, а также грязью или каплями воды. Если это имеет место, то запуск и работа двигателя будут невозможны.
Система шумоглушения (глушитель) предназначена для снижения шума и направленного отвода отработавших газов из двигателя. Глушитель состоит из корпуса, рассекателя, крышки и козырька. Корпус глушителя оканчивается патрубком, который ввинчивается в блок цилиндра.
На двигатель установлена система принудительного воздушного охлаждения, которая предназначена для отвода тепла от блока цилиндра. Система состоит из вентилятора, который выполнен заодно с маховиком, кожуха, ребер блока цилиндра и головки цилиндра, также имеющей ребра для лучшего отвода тепла. Корпус вентилятора и кожух образуют канал, по которому при вращении маховика с вентилятором прогоняется поток воздуха, который, обдувая блок цилиндра и головку цилиндра, обеспечивает отвод тепла. Защитный кожух следует регулярно осматривать и очищать отверстия в кожухе от пыли и грязи, так как уменьшение проходного сечения его отверстий приведет к уменьшению притока воздуха, необходимого для охлаждения двигателя, а это вызовет перегрев и преждевременный выход его из строя.
2.5. Двигатели М 72, М 72М (К 750) и «Урал» (ИМЗ 8.103)
Четырехтактные двухцилиндровые двигатели воздушного охлаждения М 72, М 72М, (К 750) и «Урал» (ИМЗ 8.103) имеют цилиндры, расположенные под углом 180° в горизонтальной плоскости (рис. 2.39, 2.40, 2.41, 2.42). Наибольшая мощность 17 кВт у М 72 и 19 кВт у К 750; соответствующая частота вращения 4625 и 4750 об/мин; удельный расход топлива 380 г/(кВт-ч).
Картер неразъемного типа, изготовленный из алюминиевого сплава, является базой для сборки всех узлов двигателя. К нижним лапкам картера крепится общий поддон, выш-тампованный из листовой стали. В картер и поддон наливается масло и устанавливается насос для обеспечения смазки трущихся деталей.
Цилиндры (0 78 мм) укрепляются с обеих сторон картера и несколько смещены один относительно другого. Они снабжены охлаждающими ребрами и изготовлены из специального легированного чугуна. Крышки цилиндров отлиты из алюминиевого сплава И снабжены двойными ребрами. Свечи зажигания установлены наклонно сверху на боковой части крышки.
46
40 41. 42^ 43.
1
Рис. 2.39. Двигатель «Урал» (поперечный разрез):
7 — генератор; 2 — вал распределительный; 3 — толкатель; 4 — направляющая толкателя; 5 — колпак уплотнительный; 6 — штанга толкателя; 7 — трубка (кожух) штанги; 8 — цилиндр; 9 — поршень; 10 — головка цилиндра; 11 — клапан; 12 — пружины клапана; 13 — болт регулировочный; 14 — кронштейн оси коромысла; 75 — контргайка регулировочного болта; 16 — коромысло; 17— ось коромысла; 18 — крышка головки; 19 — шпилька крепления головки цилиндра; 20 — прокладка; 21 — свеча зажигания; 22 — канал стока масла из головки цилиндра; 23 — прокладка; 24 — трубка цилиндра сливная для масла; 25 — кольца компрессионные; 26 — палец поршневой; 27— кольца маслосъемные; 28 — шатун; 29 — подшипник роликовый; 30 — палец коленчатого вала; 31 — картер двигателя; 32 — поддон; 33 — насос масляный; 34 — щека коленчатого вала; 35 — маслоуловитель; 36 — гайка крепления цилиндра; 37 — карбюратор; 38 — наконечник свечи; 39 — провод высокого напряжения; 40 — пробка наливного отверстия со щупом; 41 — колесо ведомое привода масляного насоса; 42 — пробка привода масляного
насоса; 43 — шестерня ведущая привода масляного насоса
Кривошипно-ползунный механизм состоит из коленчатого вала, поршней, шатунов, поршневых пальцев, поршневых колец и маховика. Ход поршня (ползуна) 18 мм, степень сжатия 5,5 у М 72 и 6 у К 750. Коленчатый вал имеет два кривошипа, расположенных в одной плоскости под углом 180° один к другому. Коленчатый вал состоит из двух крайних щек, которые выкованы вместе с коренными шейками и противовесами, средней щеки и пальцев кривошипа. Обе коренные шейки и пальцы имеют внутренние выточки, а пальцы кривошипов, кроме того, по два сверления из внутренней выточки на поверхности для поступления масла в роликовые подшипники. Пальцы кривошипов после установки на них шатунов запрессовываются в щеки. Конусные концы пальцев соединяют с крайними щеками, а цилиндрические концы—со средней щекой.
Шатун имеет две круглые неразъемные головки. Верхняя головка снабжена бронзовой втулкой. Внутреннюю поверхность нижней головки цементируют на глубину 0,7... 1,0 мм, закаливают и шлифуют. На пальце кривошипа нижнюю головку шатуна устанавливают непосредственно на роликах, которые собирают в дюралюминиевый сепаратор.
Поршень отлит из алюминиевого сплава. Днище его головки — плоское. В канавках головки установлены три поршневых кольца, из которых два компрессионные и одно маслосъемное.
47
Рис. 2.40. Двигатель «Урал» (продольный разрез):
1 — маховик; 2 — картер; 3 — втулка распределительного вала; 4 — вал распределительный; 5 — цапфа коленчатого вала задняя; 6 — генератор; 7 — щека коленчатого вала; 8 — цапфа коленчатого вала передняя; 9—прокладка уплотнительная генератора; 10— подшипник распределительного вала; 11 — шестерня генератора; 12 — шестерня распределительного вала; 13 — крышка распределительной коробки; 14 — крышка картера передняя; 15 — сапун; 16, 29 — сальник; 17 — поводок сапуна; 18— корпус переднего шарикоподшипника; 19, 30 — шарикоподшипники; 20 — шестерня распределения ведущая; 21, 28 — маслоуловители; 22 — фильтр масляный; 23—кольцо уплотнительное; 24—- пробка масляного фильтра; 25 — шатун; 26 — поддон; 27— пробка сливная; 31 — болт крепления маховика; 32 — палец коленчатого вала; 33 — подшипник роликовый; 34 — корпус заднего подшипника
nJUlfl ПИАН fl /I
Рис. 2.41. Двигатель К 750М (в плане):
1 — головка цилиндра; 2 — свеча зажигания; 3 — цилиндр; 4 — винт крышки; 5 — крышка клапанной коробки; 6 — прокладка клапанной коробки; 7 — хомут генератора; 8 — толкатель; 9 —
направляющая толкателя; 10 — болт регулировки толкателя с контргайкой; И — нижняя тарелка клапана; 12 — сухарь клапанной пружины; 13 — клапан; 14 — пружина клапана; 75 — верхняя тарелка клапанной пружины; 16 — уплотнительная прокладка клапанной пружины; 17— болт крепления головки цилиндра; 18 — прокладка; 19 — поршень; 20,21 — кольца поршня; 22 — подшипник шатуна; 23 — головка шатуна; 24 — шатун; 25 — прокладка; 26 — ось; 27 — шарикоподшипник
48
Рис. 2.42. Поперечный (а) и продольный (б) разрезы двигателя К 750М:
1 — коленчатый вал; 2 — замочная шайба; 3 — болт крепления маховика; 4 — маховик; 5 — упор генератора; 6 — маслоуловитель; 7 — распределительный вал; 8 — подшипник распределительного вала; 9 — крышка распределительной коробки; 10 — генератор; 11 — шестерня генератора; 12 — уплотнительная прокладка генератора; 13 — колесо распределительного вала; 14—сапун; 15 — передняя крышка картера; 16 — уплотнитель распределительного вала; 17 — колесо коленчатого вала; 18 — крышка корпуса подшипника; 19 — корпус подшипника; 20 — уплотнительная прокладка; 21 — картер; 22 — уплотнительная прокладка поддона; 23 — корпус заднего подшипника коленчатого вала; 24— уплотнительная прокладка; 25 — уплотнитель; 26—уплотнительная шайба; 27— пробка сливного отверстия; 28 — пробка шестерни; 29—шестерня привода масляного насоса; 30 — втулка шестерни привода масляного насоса; 31 — соединительная штанга; 32 — пробка заливного отверстия со щупом; 33 — уплотнительная прокладка; 34 — соединительная муфта; 35 — прокладка корпуса масляного насоса; 36 — корпус масляного насоса; 37 — фильтр масляного насоса; 38 — поддон; 39 — шестерня масляного
насоса; 40 — нижняя крышка масляного насоса
Это кольцо имеет выточенный по окружности паз и сквозные вырезы, через которые снимаемое со стенок цилиндров масло поступает в вырезы канавки и на бобышки поршня. Поршень делают овальным с меньшим диаметром в плоскости бобышек. Головка поршня имеет небольшую конусность.
Поршневой палец плавающего типа изготовлен из хромоникелевой стали. Поверхность его цементируют на глубину 0,7... 1,0 мм.
Поршневые кольца изготовляют из чугуна с зазором в стыке колец 0,15...0,3 мм.
Механизм газораспределения (рис. 2.43) состоит из клапана 7, пружины клапана?, тарелки клапана 3, толкателя 7, направляющей толкателя 6, регулировочного болта 4, контргайки 5 и кулачкового вала с приводной шестерней.
Кулачковый вал устанавливают на бронзовых втулках в картере над коленчатым валом и соединяют с ним колесами со специальным зубом. Третий и четвертый кулачки, считая от зубча
того колеса, предназначены для подъема впускных клапанов левого и правого цилиндров, а первый и второй — для подъема выпускных клала? нов этих цилиндров. Профиль всех кулачков у двигателя М 72М одинаков, а у двигателя М 72 различный. Передний конец вала кроме клапанных кулачков имеет два противоположных симметричных выступа для разрыва контактов цепи зажигания. На заднем конце вала установлено зубчатое колесо привода масляного насоса.
Рис. 2.43. Механизм газораспределения
4-6706
49
Рис. 2.44. Система смазки двигателя «Урал»:
1 — канал для прохода масла к заднему подшипнику распределительного вала; 2 — штанга соединительная с шестерней привода масляного насоса; 3 — канал в корпусе заднего подшипника для прохода масла в маслоуловитель; 4 — отверстие калиброванное для прохода масла; 5 — маслоуловитель кривошипного механизма; 6 — канал вертикальный для прохода масла в корпус заднего подшипника; 7 — поддон картера; 8 — канал для прохода масла в маслофильтр; 9 — клапан перепускной; 10 — фильтр масляный; 11 — магистраль главная; 12 — кольца маслосъемные; 13 — отверстия в верхней головке шатуна для смазки поршневого пальца; 14 — отверстия в бобышках поршня для смазки поршневого пальца; 15 — отверстия в пальце коленчатого вала для смазки подшипника нижней головки шатуна; 16 — канал подвода масла к левому цилиндру; 17 — полость внутренняя пальца коленчатого вала для смазки подшипника нижней головки шатуна; 18 — проточка кольцевая и выемка в корпусе для прохода масла; 19 — трубка для смазки шестерен газораспределения; 20 — канал для прохода масла для смазки трущихся частей в головке цилиндра; 21 — полость внутренняя кожуха штанг для прохода масла; 22 — канал для стока масла из головки цилиндра; 23 — пробка наливного отверстия со щупом; 24 — насос шестеренчатый масляный; А — смазка шестерен привода газораспределения; В — выход газов из картера двигателя; С — слив масла из двигателя
Толкатель изготовляют из чугуна, а направляющую его — из дюралюминия. Конец толкателя, опирающийся на кулачок, имеет прямоугольное сечение и входит в паз направляющей, что не дает возможности толкателю поворачиваться.
Клапаны изготовляют из высоколегированной стали Х8С. Шайбу клапанной пружины устанавливают на разъемных сухариках, которые ставятся в выточку на нижнем конце стержня клапана. Оси клапана и толкателя несколько смещены под небольшим углом, отчего клапан при работе немного поворачивается, что увеличивает срок его службы и улучшает наполнение цилиндра. Тепловой зазор между стержнем клапана и толкателем устанавливают размером 0,1 мм (на холостом двигателе) регулировочным болтом 4, который ввертывается в толкатель и стопорится контргайкой 5. Для правильной работы газораспределения шестерни коленчатого и распределительного валов должны быть соединены так, чтобы имеющиеся на них заводские метки совпадали.
Смазку двигателя (рис. 2.44) осуществляют под давлением и разбрызгиванием. Основным масляным резервуаром является нижняя часть картера двигателя, закрытая стальным штам-50
пованным поддоном 7. Масло засасывается из поддона через сетчатый фильтр 10 шестеренчатым насосом 24, который приводится в действие от распределительного вала. Интенсивное разбрызгивание масла и высокая температура способствуют образованию в картере густого масляного тумана, которым смазываются рабочие поверхности цилиндров, поршневые пальцы, втулки малых головок шатунов, кулачки, коренные шарикоподшипники, направляющие толкателей и клапанов. Для обеспечения более надежной смазки заднего подшипника распределительного вала в картере имеется специальный карман, в котором осаждается часть разбрызгиваемого масла. Из кармана оно по отверстию поступает самотеком к подшипнику. Аналогично смазывается подшипник зубчатых колес привода маслонасоса. Разбрызгиваемое масло попадает на верхнюю стенку левого (по ходу машины) цилиндра в недостаточном количестве, так как это место оказывается недоступным для масляных капель, которые срываются с коленчатого вала. Масляный туман не обеспечивает необходимой смазки. Поэтому к левому цилиндру подведен канал, через который масло подается к кольцевой канавке на фланце цилиндра и оттуда через три отверстия к верхней стенке левого цилиндра. Чтобы избежать выбивания масла через уплотнение и прокладки в момент схождения поршней в обоих цилиндрах и предотвратить излишнюю потерю мощности на сжатие воздуха в картере, на конце распределительного вала смонтирован золотниковый сапун. При схождении поршней отверстие в сапуне совпадает с отверстием вентиляционной трубы и благодаря этому картер сообщается с атмосферой. При расхождении поршней сапун прерывает сообщение картера с атмосферой. В картере создается разрежение, и масляный туман отсасывается из коробки распределительных зубчатых колес в картер. Шатунные подшипники, зеркало левого цилиндра и зубчатые колеса газораспределения смазываются маслом, подаваемым по масляной магистрали от шестеренчатого насоса. Коренные подшипники коленчатого вала, вал газораспределения, толкатели и зубчатые колеса привода к маслонасосу смазываются масляным туманом, получаемым от разбрызгивания масла при вращении коленчатого вала двигателя.
Система питания имеет бензобак, специальный трехходовой бензокраник и два карбюратора К 37А у М 72 и К 65Т у «Урала» с общим воздухоочистителем и отдельными всасывающими трубами. Воздухоочиститель установлен на картере коробки передач и снабжен воздушной заслонкой, при помощи которой облегчаются прогрев и запуск двигателя в холодную погоду. Воздух, проходящий через воздухоочиститель, очищается, сначала ударяясь о поверхность масляной ванны, а затем проходя через набивку мягкой железной проволоки (путанки), увлажненной маслом. На каждом цилиндре двигателя имеется отдельный карбюратор, это улучшает наполнение двигателя и увеличивает надежность его в работе, что полностью компенсирует некоторые дополнительные затраты времени на регулировку совместной работы карбюраторов.
В малое отверстие нижней части корпуса карбюратора (рис. 2.45) установлен распылитель 5, в который ввернут главный жиклер 14. В большое отверстие корпуса ввернут штуцер 1 с кольцевой сеткой 2, через которую проходит топливо из поплавковой камеры 15 в распылитель. Распылитель.? с двумя отверстиями в верхней части окружен насадком 11, запрессованным в корпусе 6 карбюратора. Этот насадок каналом 4 сообщается с воздушным патрубком карбюратора, благодаря чему уменьшается обогащение смеси при полном открытии дроссельного золотника. Кроме того, в нижней части корпуса установлен жиклер 13 малых оборотов, к которому топливо поступает через боковой канал из камеры главного жиклера, а воздух — по каналу 4. Подача воздуха к жиклеру малых оборотов регулируется винтом 16, посредством которого и устанавливается режим малых оборотов. В верхней части карбюратора над распылителем главного жиклера имеется дроссельный золотник Юс конусной иглой 5. Золотник под действием находящейся над ним пружины 7 опускается вниз, перекрывая тем самым смесительную камеру и прекращая образование и проход смеси из главного распределителя, так как при этом игла дроссельного золотника, опускаясь внутрь распылителя, закрывает его выходное отверстие. Питание двигателя в этом случае происходит только через жиклер малых оборотов 13, который действует при наличии большого разрежения за дросселем. При подъеме дроссельного золотника разрежение над отверстием 12 жиклера малых оборотов уменьшается, и он действует менее интенсивно, а при дальнейшем
51
подъеме дросселя автоматически выключается. В это время создается разрежение над распылителем главного жиклера, и, поскольку выходное отверстие его по мере подъема дросселя увеличивается, происходит более интенсивный выход топлива из распылителя, оно соединяется с проходящим из воздухоочистителя воздухом и в виде горючей смеси поступает в цилиндр. Игла 5 соединена с дроссельным шплинтом 9, который проходит через отверстия в корпусе дросселя и иглы. В корпусе дросселя есть два от-
верстия для соединения с иг-Рис. 2.45. Карбюратор К 37А: лой, а в игле — четыре. Рас-
а — разрез; б — вид сбоку стояние между отверстиями в
дросселе в 1,5 раза больше расстояний между отверстиями в игле, что позволяет получить восемь различных положений при соединении иглы с дросселем. При более низком расположении иглы смесь получится беднее, а при более высоком — богаче. Самая бедная смесь будет при соединении шплинтом верхнего отверстия иглы с нижним отверстием дросселя, а самая богатая — при соединении нижнего отверстия иглы с верхним отверстием дросселя. Подъем дроссельного золотника ограничивается упором 8, ввернутым в крышку, при помощи которого регулируют обороты двигателя и ограничивают мощность двигателя в момент обкатки. У двигателя, проходящего обкатку, упор удлиняется, а после обкатки укорачивается.
Дроссельными золотниками обоих карбюраторов управляют одновременно одной ручкой посредством тросов. Регулировка синхронной работы обоих карбюраторов заключается в устранении люфтов и мертвых ходов в системе тросового соединения или в соответствующем подборе соединения иглы с дросселем, при котором оба карбюратора даже при различной разработке и точности изготовления давали бы такую смесь, которая позволяла бы развивать наибольшую мощность двигателя при полном сгорании и экономном расходовании горючего. При запуске двигателя М 72М (К 750) карбюраторы работают при закрытом дросселе и его подъеме до 1/2 хода. В этом случае жиклер малых оборотов выключают, а действует главный жиклёр. Мощность двигателя в этом случае возрастает. При дальнейшем увеличении подъема дросселя до 3/4 хода разрежение над распылителем главного жиклера уменьшается, что должно было бы вызвать обеднение смеси, но это компенсируется увеличением выходного отверстия распылителя, благодаря чему качество смеси сохраняется близким к нормальному. При полном подъеме дроссельного золотника произвольное обогащение смеси устраняется тем, что в это время через отверстия распылителя к топливу добавляется воздух из насадки 11 по каналу, а из распылителя выходит эмульсия, которая уменьшает разрежение над распылителем и задерживает выход топлива.
В схему электрооборудования (рис. 2.46) входят источники питания: аккумуляторная батарея и генератор, действующие совместно с реле-регулятором; система зажигания (рис. 2.47), состоящая из катушки высокого напряжения, прерывателя-распределителя с конденсатором и свечой зажигания.
Аккумуляторная батарея (см. рис. 2.46) типа ЗМТ 14 или ЗМТ 20 имеет напряжение 6 В, емкость 14 или 20 А-ч. Положительный полюс батареи включается в сеть, а отрицательный — на «массу». Генератор типа Г 414 (Г 14.347 у «Урала») шунтового типа мощностью 65 Вт и на-
52
Рис. 2.46. Схема электрооборудования двигателя К 750М: 1 — ключ; 2—предохранитель; 3 — фара; 4 — центральный переключатель; 5—провод высокого напряжения; 6 — свеча зажигания; 7 — катушка зажигания; 8 — реле-регулятор; 9 — генератор постоянного тока; 10 — аккумуляторная батарея;
I / — прерыватель; 12—распределитель
Рис. 2.47. Схема системы зажигания «Урал»:
— свеча; 2 — прерыватель; 3 — рычаг прерывателя; 4 — контакт неподвижный; 5 — кулачок зажигания; 6 — конденсатор; 7 — батарея аккумуляторная; 8 — контакты замка зажигания; 9 — ключ; 10 — аварийный выключатель зажигания; 11 — катушка зажигания; .'2 — разрядники искровые; 13 — обмотка
вторичная; 14 — обмотка первичная
пряжением 6 В устанавливают на верхней части картера. Он входит в специальную расточку так, что его зубчатое колесо соединяется с зубчатым колесом распределительного вала. Генератор работает совместно с реле-регулятором типа РР 302. Генератор постоянного тока типа Г 414 параллельного возбуждения предназначен для совместной работы с реле-регулятором по однопроводной схеме. На его корпусе имеется два выводных зажима Ш и Я. Минусовая щетка соединена на «массу». Генератор является источником питания всех потребителей тока, служит для подзарядки аккумуляторной батареи во время работы и приводится во вращение шестерней распределительного вала. После заводки двигателя (частота вращения якоря не более 1450 об/мин) и перехода его на рабочую частоту вращения (частота вращения якоря не более 2200 об/мин) генератор вырабатывает ток, достаточный для питания потребителей электроэнергии, и включается в сеть. Генератор отключается от сети, когда его напряжение становится ниже напряжения аккумуляторной батареи и через него начинает протекать обратный ток от батареи, равный 0,5...3,5 А. Реле-регулятор 8 состоит из двух электромагнитных приборов: реле обратного тока и регулятора напряжения. Они размещены в общей коробке и предназначены для автоматического включения и отключения генератора от сети, а также для автоматического регулирования напряжения генератора и защиты его от перегрузки. Кроме того, реле-регулятор ограничивает значение зарядного тока аккумуляторной батареи 10. Реле обратного тока представляет собой электромагнитный выключатель, действующий при параллельной работе генератора с аккумуляторной батареей. Реле-регулятор отрегулирован заводом-изготовителем и никакого ухода не требует. Нарушать заводскую регулировку или вскрывать реле-регулятор воспрещается.
Прерыватель-распределитель типа ПМ 0,5 и ПМ 302А — «Урал» (рис. 2.48), смонтированный в алюминиевом корпусе, установлен под передней крышкой двигателя. Выступы на конце распределительного вала действуют поочередно на подвижный контакт прерывателя, размыкая цепь первичного тока. Зазор между контактами прерывателя устанавливается в пределах 0,4...0,5 мм. Диск, на котором устанавливаются контакты прерывателя, может быть
53
Рис. 2.48. Прерыватель с автоматом опережения зажигания ПМ 302А:
1 — винт стопорный контактной стойки; 2 — стойка контактная; 3 — контакт неподвижный; 4 — рычаг с контактом; 5 — грузики; б — поводок; 7 — пластина с осями; 8 — болт крепления автомата; 9 — пружина автомата; 10 — кулачок; 11 — винт регулировочный; 12 — корпус; 13 — стойка; 14 — конденсатор
повернут относительно выступов распределительного вала на 15...20°. При этом поворот диска только увеличивает угол опережения, сохраняя без изменения минимальный угол опережения. В верхней части корпуса установлен конденсатор 14. Распределитель тока высокого напряжения имеет бегунок, который закрепляется на конце распределительного вала, и два неподвижных боковых контакта в бакелитовой крышке, закрывающей корпус, от которых ток высокого напряжения подводится к свечам зажигания. Свечи зажигания применяются типа А 11У с фарфоровым изолятором или А 14В; А 17В. Провод вы
сокого напряжения соединяют с центральным электродом свечи при помощи карболитового наконечника, который создает быстрое и плотное соединение и предохраняет свечу от пыли и влаги.
Муфту сцепления сухого трения монтируют в корпусе маховика двигателя (рис. 2.49). Особенностью ее устрой-
ства является то, что она состоит из трех стальных ведущих дисков 14, связанных пальцами с маховиком 18, и двух ведомых дисков 17 с наклепанными на них с обеих сторон фрикционными накладками 15. Каждый ведомый диск имеет свою ступицу 27 и устанавливается на шлицах первичного вала коробки передач. Между
первым ведущим диском и корпусом маховика устанавливается шесть цилиндрических пружин, которые сдвигают все диски вправо к неподвижному ведущему диску. Благодаря этому
Рис. 2.49. Муфта сцепления двигателя М 72:
1 — шток выключателя; 2, 20 — уплотнители; 3 — наконечник; 4 — упорный шарикоподшипник; 5 — кольцо; 6— ползун; 7 — регулировочный винт; 8 — болт; 9— рычаг сцепления; 10— кронштейн; 77 — корпус подшипника; 72 — первичный вал; 13 — упорный диск; 14 — ведущий диск; 15 — фрикционная накладка; 16—нажимной диск; 77 — ведомый диск; 18—маховик; 79 — маслоотражатель;
27 — ступица ведомого диска
54
муфта оказывается включенной и передает вращающий момент коленчатого вала на первичный вал коробки передач. Сцепление выключают рычагом, который своим выступом нажимает на шток, проходящий внутри первичного вала 12. Шток, преодолевая при этом сопротивление пружин, отжимает к маховику ведущий диск, вследствие чего сжатие дисков прекращается и муфта разъединяет коленчатый вал с первичным валом.
Четырехступенчатая двухходовая коробка передач смонтирована в отдельном алюминиевом картере, который крепят к основному картеру двигателя. Первичный вал коробки передач установлен на шариковом и роликовом подшипниках. Колеса первой, второй и третьей передач выполнены с прямым зубом как одно целое с валом. Колесо четвертой передачи с косым зубом закреплено на шпонке. Вторичный вал установлен на двух шарикоподшипниках. На нем на бронзовых втулках установлены четыре колеса, находящиеся в постоянном зацеплении с колесами первичного вала. Между колесами вторичного вала находятся муфты, посредством которых производится переключение передач. На конце вторичного вала на шлицах установлена втулка, отлитая заодно с фланцем, имеющим два торцовых пальца, посредством которых происходит соединение с фланцем другого приводного механизма. На поверхности этой втулки нарезан червяк, с которым соединяется червячное колесо привода спидометра. Запуск двигателя производят пусковым механизмом, который приводят в действие ножным рычагом. На отдельном валу в картере коробки передач на бронзовой втулке установлено зубчатое колесо пускового механизма, постоянно зацепленное колесом первой скорости вторичного вала. Как одно целое с этим колесом выполнен храповик с внутренними зубьями, внутри которого имеется собачка с пружиной. При повороте пускового рычага собачка упирается в зубья храповика и вызывает вращение колеса пускового механизма и колес первой скорости вторичного вала, отчего начинают вращаться первичный и коленчатый валы двигателя.
Кроме рассмотренных выпускаются также четырехцилиндровые двигатели М 407, М 408 и ЗМЗ 320, ЗМЗ 320 01 и др. (см. табл. 2.1) со степенью сжатия 7 и 6, 7 последовательностью работы цилиндров 1—3—4—2 и 1—2—3—4.
2.6. Дизельные двигатели СН 6Д и МД 6
Для привода электроагрегатов все более широкое применение находят дизельные двигатели. В 1994 г. ОАО КЗТМ выпустило первую партию электроагрегатов АД 2 Т/230 ВПМЗЖ с дизелями Гомельского завода пусковых двигателей СН 6Д.
Компоновка дизеля СН 6Д (рис. 2.50) во многом повторяет компоновку двигателей ДМ 1, УД 15 и УД 25. Все основные узлы, включая топливный бак 7, воздушный фильтр 9, глушитель 23. систему подачи топлива и др., смонтированы в алюминиевом корпусе. Запуск двигателя осуществляется при помощи пускового шкива 16 и специального шнура. Последние модификации дизеля СН 6Д оборудованы защитным кожухом 18, исключающим возможное попадание одежды моториста и посторонних предметов в зону вращения пускового шкива. Крепление дизеля к раме производится при помощи кронштейнов 1 или же специального фланца, присоединяющегося через отверстия. Центрирование фланца осуществляется за счет цилиндрического пояска на крышке двигателя. Управление двигателем выполняется рычагом 13 управления частотой вращения и рычагом 14 остановки. Дистанционное управление двигателем может производиться при помощи двух тросов. Трос управления двигателем (рис. 2.51) крепится в отверстии 3 рычага 4 управления частотой вращения. Трос остановки двигателя подсоединяют к отверстию в рычаге остановки 2 с упором его оплетки в нижней футорке 1. При запуске проворачивают коленчатый вал за пусковой шкив на два-—пять оборотов по часовой стрелке, глядя со стороны маховика. Вал должен проворачиваться без заеданий и подклиниваний. На такте сжатия должно чувствоваться значительное упругое сопротивление вращению. Перед запуском:
• убеждаются в соответствии марок топлива и масла, заправляемых в двигатель, условиям эксплуатации. При температуре окружающей среды выше 0 °C применяют топливо 3-0,2-35 или 3-0, 5-35, масло М 8Г?К или М 8Г2. При температуре ниже -20 °C рекомендуют применять топливо А 0,2 или А 0,4. Масла М 10Г2К и М 8Г2К являются предпочтительными;
55
O\
Рис. 2.50. Дизель СН6Д:
б
2030 JI
22
5=8
18
24
25
26
27
3
£
М8-6Н ^5*45° 2 фаски
5
5=10
Рис. 2.51. Органы управления и присоединительные размеры для дистанционного управления дизелем СН 6Д:
/ — футорка;2—рычаг остановки; 3 — отверстие под трос; 4 — рычаг управления оборотов; 5— винт ограничения максимальных оборотов;б— винт ограничения минимальных оборотов; 7 — отверстие под трос
Стоп Работа
а— вид со стороны коленчатого вала; б— вид со стороны маховика; 1— кронштейн; 2— пробка слива масла; 3 — отверстия для крепления к двигателю потребителей энергии;-/—коленчатый вал; 5— винт ограничения минимальных оборотов; 6—топливный фильтр; 7—топливный бак; 8 — сапун; 9— воздушный фильтр; 10 — гайка-барашек; 11 — ограничитель подачи топлива; 12 — винт ограничения максимальных оборотов; 13 — рычаг управления частотой вращения; 14 — рычаг останова; 15— маховик; 16 — пусковой шкив; 17—топливопровод высокого давления; 18 — защитный кожух; 19—-форсунка; 20,24 — проходники;2/ —серьги; 22— шланг антиаэрации; 23 — глушитель; 25 — топливный шланг; 26— гайка; 27 — топливный насос; 28— масляный фильтр; 29 — указатель уровня масла; 30— гайка крепления форсунки; 31 — гайка крепления маховика; 32—сигнализатор давления масла; 33 — стрелка направления вращения коленчатого вала
• проверяют указателем 29 (см. рис. 2.50, а) уровень масла в поддоне; при необходимости производят дозаправку масла до уровня верхней риски щупа. Уровень считается допустимым между нижней и верхней риской щупа. Заправку масла в картер производят через гнездо сапуна при вертикальном положении цилиндра. Для выхода воздуха рекомендуется извлечь указатель уровня масла во время заправки;
• заливают в топливный бак отстоенное и отфильтрованное топливо. Выполняют внешний осмотр двигателя на отсутствие подтекания топлива и масла; удаляют возможные воздушные пробки из топливной магистрали: немного выворачивают болт из проходника на топливном насосе и после появления топлива без пузырьков воздуха заворачивают болт. Прокачивают топливную магистраль высокого давления: отворачивают гайку топливопровода высокого давления от форсунки, поворачивают рычаг управления оборотами против часовой стрелки до упора в винт ограничения максимальных оборотов, рычаг останова поворачивают против часовой стрелки до упора и приподнимают вверх ограничитель подачи топлива. После этого пусковым шнуром за шкив вращают маховик по часовой стрелке (если смотреть на двигатель со стороны маховика) до появления пульсирующих выбросов топлива из топливопровода высокого давления 17. Затем подсоединяют гайкой к форсунке топливопровод и удаляют салфеткой или ветошью пролитое топливо.
Запуск двигателя осуществляют следующим образом:
• рычаг управления частотой вращения 13 устанавливают на максимальную частоту до упора в винт ограничения максимальных оборотов 12. а рычаг останова 14 поворачивают против часовой стрелки до упора;
• поднимают вверх ограничитель подачи топлива. Он должен зафиксироваться в верхнем положении. Если ограничитель подачи топлива не фиксируется в верхнем положении, то пробуют завести двигатель с опущенным ограничителем. После нескольких «рывков» ограничитель подачи топлива должен зафиксироваться;
• открывают защитный кожух двигателя и рукой проворачивают пусковой шкив против часовой стрелки (глядя со стороны пускового шкива) до ВМТ поршня (максимальное сопротивление проворачиванию шкива). Заправляют узел пускового шнура в специальный паз на шкиве 76 и с легким натягом наматывают пусковой шнур на шкив на 2,5...3 оборота по часовой стрелке; при запуске следует располагаться у дизеля со стороны воздушного фильтра, заняв устойчивое положение. Резким рывком вытягивают пусковой шнур на себя. Дизель должен запуститься. Закрывают защитный кожух. Если дизель не запустился, повторяют запуск в той же последовательности;
• через 3...5 с после запуска и выхода на режим максимальной частоты вращения переводят рычаг 13 управления частотой вращения до упора в винт 5 ограничения максимальных оборотов. При этом контролируют давление масла в двигателе по цветовому индикатору сигнализатора 32 давления масла.
На режимах максимальных частот вращения шток-указатель сигнализатора выдвинут полностью и видна красная, желтая и зеленая окраска индикатора. Если видна только красная часть индикатора, то это свидетельствует о низком давлении масла. При понижении частоты вращения коленчатого вала двигателя шток-указатель занимает положение красной отметки индикатора, что является нормальным.
Запуск двигателя при отрицательной температуре окружающего воздуха может быть затруднен даже в случае применения зимних марок дизельного топлива и масла. При этом рекомендуется применять средство облегчения пуска. Для этого снимают пробку на патрубке впускного клапана головки цилиндра и вливают в патрубок автожидкость ЛВЖ, после чего производят запуск. При отсутствии автожидкости ЛВЖ допускается добавка 3,0...5,0 мл чистого керосина или 4,5 мл «пускового топлива». Последнее состоит из смеси: 50 % дизельного топлива и 50 % моторного масла (для повышения степени сжатия).
Чтобы остановить дизель, поворачивают рычаг 13 управления частотой вращения по часовой стрелке до упора в винт 5 ограничения минимальных оборотов. Затем поворачивают рычаг остановки 14 до упора по часовой стрелке. Дизель должен заглохнуть. Для аварийной
57
остановки двигателя или в случае продолжения его работы необходимо любыми доступными материалами (ветошью, рукавицей и т.п.) перекрыть доступ воздуха в воздухозаборник воздушного фильтра, соблюдая при этом меры личной безопасности. Во избежание попадания воздуха в систему питания топливом нельзя допускать полную выработку топлива из бака. Если она произошла, то после заправки следует удалить воздушную пробку из топливопровода, как это рекомендовано выше.
Одноцилиндровый дизель МД 6 (ВСН 6Д) имеет степень сжатия 19,3; остальные показатели см. в табл. 2.1.
Информацию об обслуживании, эксплуатации и ремонте ДВС см. в п. 7.4, 7.5 и 7.6.
Вопросы для повторения
1. Опишите особенности устройства двухтактных карбюраторных двигателей СД60 и 2СД М2.
2. Как работают системы зажигания двигателей «Урал 2Т Электрон»?
3. Как устроен карбюратор КМП 100У?
4. Как обеспечивается постоянство частоты вращения у двигателя УД 15М и УД 25М?
5. Назовите основные отличия двигателей ДМ 1Э и КД 5ПЭ от двигателей Д 300.
6. Как работает электрооборудование двигателей К 750М?
7. Опишите устройство коробки передач двигателя К 750М.
8. Как устроен дизель СН 6Д?
9. Как осуществляется смазка дизелей У 1Д6 С2?
Глава 3. ГЕНЕРАТОРЫ ПЕРЕДВИЖНЫХ ЭЛЕКТРОСТАНЦИЙ
3.1. Принцип действия синхронных генераторов переменного тока
На путевых работах применяются, как правило, электрические станции переменного трехфазного тока. Переменным называется ток, который с течением времени изменяется по величине и направлению. Источником переменного тока являются генераторы различных конструкций. Генератор превращает получаемую от первичного двигателя механическую энергию в электрическую. Принцип действия генератора основан на явлении электромагнитной индукции.
На статоре генератора 1 трехфазного тока (рис. 3.1) расположены три обмотки 4, состоящие из одинакового числа витков. Обмотки сдвинуты одна по отношению к другой на 120°. На роторе генератора 2, представляющем собой электромагнит, помещена обмотка возбуж
дения 3, которая питается постоянным током от источника 5. В качестве источника постоянного тока может быть устройство в виде диодных выпрямителей или отдельная машина постоянного тока. Если вращать ротор генератора 2 с помощью механического двигателя и подавать в обмотку возбуждения постоянный ток, то магнитное поле, создаваемое ротором 2. будет пересекать обмотки, расположенные на статоре 1, и наводить в них ЭДС. При этом когда возле обмотки будет проходить северный полюс электромагнита, ЭДС будет иметь одно
направление; когда же около этой обмотки будет проходить южный полюс электромагнита,
то ЭДС изменит направление на противоположное. Изменение ЭДС происходит по синусоиде (рис. 3.2). Максимальные ЭДС во всех трех фазах равны, но сдвинуты одна относительно другой на 1/3 электрического периода. Для получения трехфазной системы переменного тока концы всех трех обмоток можно соединить в одну нулевую точку, а начало обмоток вывести к зажимам машины (рис. 3.3). Электрический ток, получаемый от подобной системы, называется трехфазным током.
У двухполюсных генераторов трехфазного тока за один оборот ротора переменный ток в проводнике совершает один период. У четырехполюсных генераторов при том же числе оборотов число пересечений
Рис. 3.1. Схема работы синхронного генератора с независимым возбуждением
Рис. 3.2. Изменение ЭДС и тока в обмотках статора синхронного генератора
Рис. 3.3. Схема соединения обмоток генератора: звездой (а) и треугольником (б)
59
проводником магнитного поля увеличивается — за один оборот ротора ток будет совершать два периода. Под периодом подразумевается время, за которое происходит полное изменение ЭДС. Число периодов называется частотой. Следовательно, частота вырабатываемого переменного тока/зависит от числа пар полюсов генератора:
/= nplffo,
где р — число пар полюсов; п — частота вращения ротора, об/мин.
В России и других странах СНГ в качестве нормальной промышленной частоты переменного тока принята частота 50 Гц. Для ее получения у двухполюсных генераторов частота вращения должна быть равна 3000 об/мин, у четырехполюсных — 1500 об/мин и т.д. Индуцируемая в обмотке генератора ЭДС пропорциональна магнитному потоку полюсов и частоте вращения ротора:
Е = С^Ф
где СЕ — конструктивный коэффициент; п — частота вращения ротора, об/мин; Ф —магнитный поток полюсов.
По конструкции генераторы могут быть выполнены с неподвижными полюсами, расположенными на статоре, и вращающейся обмоткой на роторе; с неподвижной обмоткой, уложенной в пазах статора, и вращающимися полюсами на валу генератора. В первом случае вращающиеся проводники пересекают неподвижное магнитное поле, во втором подвижное магнитное поле пересекает неподвижные проводники. В обоих случаях в обмотке генератора индуцируется ЭДС.
Обмотка каждого трехфазного генератора может быть соединена «звездой» (рис. 3.3, а) или «треугольником» (рис. 3.3, б). При соединении в «звезду» концы всех трех обмоток замыкают перемычками, а три начала выводят к контактам на распределительный щит, откуда питание подают к потребителю. При таком соединении в создании линейного напряжения участвуют две фазные обмотки генератора, что увеличивает общее число витков, в которых индуцируется ЭДС. Зависимость линейного и фазного напряжения (Un, U^) и тока (/л, /ф) в этом случае будет следующая:
^л = Ai = ^ф-
Линейными называют токи, циркулирующие в проводах, которые соединяют генератор с потребителем электроэнергии, а фазными — токи, циркулирующие в фазных обмотках генератора или в одной из фаз потребителя. При соединении «треугольником» фазы включаются так, чтобы начало одной соединялось с концом другой (см. рис. 3.3, б). В этом случае
Ujt = ^Ф’ Ai =
Соединение обмоток генератора переменного тока «треугольником» применяется редко, так как при несимметричной нагрузке в контуре обмоток генератора появляется ток, дополнительно нагружающий обмотку, что может вывести ее из строя.
ЭДС на зажимах синхронного генератора (см. рис. 3.1) зависит от тока возбуждения и скорости вращения ротора. Так как частоту вращения ротора в заданном диапазоне поддерживают постоянной с помощью регулятора оборотов первичного двигателя, напряжение синхронного генератора регулируют изменением тока возбуждения. При холостом ходе генератора, когда нет нагрузки, напряжение равно номинальному, в случае полной нагрузки оно уменьшается. Падение напряжения при росте нагрузки объясняется снижением его внутри обмотки статора (так как обмотка имеет определенное электрическое сопротивление), а также возникновением в статоре генератора под действием тока нагрузки собственного поля (реакция якоря). Оно направлено против магнитного поля ротора и уменьшает тем самым рабочий магнитный поток, создаваемый ротором. Чтобы поддержать напряжение постоянным (таким, как при холостом ходе), необходимо увеличить ток возбуждения. Его регулируют большей частью автоматически за счет специальных регулирующих устройств.
60
Мощность трехфазного синхронного генератора переменного тока, кВт:
Р= 1,73 t^cos ф/1000,
где cos <р—коэффициент мощности, характеризующий, какая часть электрической мощности производит полезную работу; для синхронных генераторов обычно cos <р = 0,8 .*
3.2. Генераторы типов ГАБ 2, ГАБ 4 и ГАБ 8
Синхронные генераторы типа ГАБ, предназначенные для установки на переносных электростанциях, относятся к одной серии унифицированных генераторов. Они имеют много общих узлов и деталей, отличающихся размерами.
Якорь (статор) генераторов типа ГАБ неподвижен, а полюсы вместе с ярмом вращаются. Так как полюсы располагаются внутри расточки статора, эти генераторы называются машинами с внутренними полюсами. Подобная компоновка дает целый ряд преимуществ. Рабочая обмотка здесь неподвижна в пространстве, что позволяет отводить рабочий ток без помощи контактных колец. Полюсы возбуждаются постоянным током через контактные кольца. Сущность возбуждения невелика и напряжение не превышает 24...40 В, поэтому подвод мощности для возбуждения генератора через контактные кольца особых трудностей не вызывает.
Трехфазный синхронный генератор переменного тока ГАБ 2 Т/230 (рис. 3.4) состоит из следующих основных узлов: статора 9, ротора 19, подшипниковых щитов 8, 12, с вентилятором полумуфты 6 и блока выпрямителей 4. Статор генератора имеет алюминиевый корпус 11, в который запрессован пакет активной стали статора. В пазы пакета заложены две обмотки 13:
Рис. 3.4. Генератор ГАБ 2Т/230:
а — вид с торца; б — вид сбоку; 1 — скоба; 2 — полюс; 3 — катушка возбуждения; 4 — блок выпрямителей; 5 — крышка; 6 — полумуфта с вентилятором; 7,16,17,21 — шарикоподшипники; 8,12 — подшипниковые щиты; 9 — статор; 10 — винт крепления полюсов ротора; 11 — корпус; 13 — обмотки; 14 — балансировочные кольца; 15 — контактное кольцо; 18, 20 — крышки подшипников; 19 — вал ротора;
22 — постоянный магнит
*Подробнее об электрогенераторах см. в специальных учебниках: например, А.Е. Зорохович, С.С. Крылов. Основы электротехники для локомотивных бригад. — М.: Транспорт, 1987.
61
а
Рис. 3.5. Ротор генератора ГАБ 4 М2:
а — вид сбоку; б — вид с торца; 1 — вал ротора; 2,6 — балансировочные кольца; 3 — полюс; 4 — винты крепления полюса; 5 — катушки возбуждения; 7—блок контактных колец; 8—постоянный магнит; 9 — винты крепления постоянных магнитов
силовая и дополнительная. Начала фаз силовой обмотки имеют маркировку 13, 23, 33, концы фаз — соответственно 14, 24, 34, выводы дополнительной обмотки —15, 16, 25, 26, 35, 36. В трехфазных генераторах последних выпусков концы силовой и начала дополнительной обмотки объединены внутри статора и имеют общие выводы. Выводы силовой обмотки со стороны контактных колец 75 крепят к подшипниковому щиту скобой 1 и подводят к блоку аппаратуры. Обмотку статора выполняют однослойной с укороченным шагом. Такая обмотка более проста в изготовлении и имеет лучшие условия для охлаждения.
Ротор генератора ГАБ 4 М2 (рис. 3.5) имеет два полюса 3, набранные из листов электротехнической стали. Пакет полюса склепан специальными заклепками. На сердечники полюсов надеты катушки 5. Полюсы вместе с катушками закреплены на валу 1 ротора двумя винтами 4. Между катушками полюсов для обеспечения самовозбуждения генератора на валу размещены два постоянных магнита 8, закрепленные винтами 9. Концы катушек полюсов подключены к контактным кольцам 7, которые изолированы между собой и по отношению к посадочной стальной втулке, отформованной пластмассой. Кольца посажены на вал ротора со стороны, противоположной приводу. Ротор размещен в щитах (см. рис. 3.4) на двух шарикоподшипниках: со стороны привода на подшипнике № 206 и стороны контактных колец на подшипнике № 204. Для предохранения от попадания смазки с шарикоподшипников на обмотку статора в крышках предусмотрены уплотнения.
Подшипниковые щиты (рис. 3.6) выполнены литыми из алюминиевого сплава. Для прохода охлаждающего воздуха в щитах имеются окна. С целью уменьшения выработки подшипниковых гнезд (в местах посадки подшипников) вмонтированы стальные втулки. На каждое контактное кольцо в щеткодержатель 3 пальцем 5 устанавливают по одной щетке марки Мб. Необходимое давление на щетку достигается пружиной 4.
Рис. 3.6. Подшипниковый щит: а — вид сбоку; б — вид с торца; 7 — нажимной палец; 2—соединительный провод; 3 — щеткодержатель; 4 — пружина; 5 — палец щеткодержателя
62
Вентилятор (см. рис. 3.4) с полумуфтой смонтирован на валу ротора со стороны привода. Полумуфта генератора соединяется с полумуфтой двигателя через резиновую прокладку, которая имеет прорези для захода пальцев обеих полумуфт (со стороны генератора и приводного двигателя).
Блок выпрямителей4 (см. рис. 3.4) расположен в приливе корпуса (в последних выпусках— в заднем щите генератора). Блок состоит из шести кремниевых диодов. Монтируют выпрямители на алюминиевых радиаторах, которые крепят к корпусу двумя винтами. На панели имеются зажимы, к которым подсоединены монтажные провода концов дополнительной обмотки возбуждения, идущей из генератора к выпрямителям, и провода к конденсаторам от диодов. Выпрямители соединены по схеме трехфазного моста. Генератор ГАБ 417230 М (ГАБ 417230 М2) имеет устройство, аналогичное описанному генератору ГАБ 2 17230 М1. Основное его отличие заключается в увеличенных размерах длины пакета статора и ротора, а также их обмоточных данных для мощности 4 и 8 кВт. Генераторы на 400 Гц имеют аналогичную описанной конструкцию. Отличаются они параметрами обмотки статора и ротора.
3.3. Однофазные генераторы ГС
Синхронные однофазные самовозбуждающиеся генераторы без контактных колец и токосъемных щеток с компаундной системой возбуждения посредством подключаемой емкости находят все более широкое применение для питания однофазной силовой и осветительной нагрузки (рис. 3.7). Корпус, передний 3 и задний 4 щиты выполнены из алюминия. В пакет железа статора 1, набранный из штампованных листов электротехнической стали, уложены две обмотки 6: силовая, занимающая 2/3 пазов статора, и возбуждающая (в стальной части пазов). Класс изоляции генератора «В». Ротор на рис. 3.8 выполнен с двумя явно выраженными полюсами, на которых расположены катушки возбуждения. Концы катушек присоединены к диоду. Катушки от смещения крепят специальными бандажами. Ротор 2 (см. рис. 3.7) устанавливают в подшипниковых щитах на двух подшипниках (или одним концом соединяют с приводным валом двигателя, а другой конец с подшипником устанавливают в заднем щите). Подшипниковые щиты крепят на корпусе статора тремя стяжными болтами 7. Щиты имеют окна для прохода охлаждающего воздуха. Охлаждение обмоток генератора осуществляют с помощью центробежного вентилятора, расположенного со стороны привода. Частота вращения привода 3000 об/мин. Генератор может
Рис. 3.7. Генератор синхронный однофазный (одноопорный): 1 — статор; 2 — ротор; 3 — передний щит; 4 — задний щит; 5— вентилятор; 6 — обмотка; 7 — болт; 8 — кожух
63
Рис. 3.8. Ротор однофазного генератора:
1—полюс; 2 — катушка возбуждения; 3 — винт; 4 — вал
быть выполнен в одноопорном исполнении (как это указано на рис. 3.8). В этом случае передача вращающего момента достигается за счет конусов на валу генератора и двигателя.
Основные электрические схемы однофазных генераторов приведены на рис. 3.9.
Общий вид аппаратуры, где размещены автоматический выключатель и околоподводящие розетки, показан на рис. 3.10 и 3.11.
По специальному заказу могут устанавливаться устройства контроля изоляции (омметр, УКИ), вольтметр. Аппаратура размещена в корпусе из листовой стали, в котором находятся УКИ В,
Рис. 3.9. Электрические схемы однофазных генераторов:
а — две розетки, автомат; б — одна розетка, вольтметр; в — одна розетка, омметр (УКИ); XS, У51, XS2 —розетки; С — конденсатор К 78-17; ВО — обмотка вспомогательная; 00 — обмотка основная; ОР — обмотка возбуждения; Q1 — выключатель автоматический; РУ — вольтметр Э 8030; PR — омметр М 419; R — резистор МЛТ 2; SB — кнопка К-4-2П
Рис. 3.10. Блок управления:
1 — розетка; 2 — конденсатор;
3 — вольтметр
Рис. 3.11. Блок управления:
I — розетки; 2 — конденсатор;
3 — выключатель
64
кнопка контроля его работы, а также розетки для подсоединения нагрузки и выключатель. УКИ В является составной частью блока управления и имеет электронную плату и сигнальную лампу, выполняющую также функцию индикации напряжения. При достижении напряжения 220 В лампа загорается зеленым светом. Принцип работы устройства контроля сопротивления изоляции состоит в наложении на переменный однофазный ток сети генератора постоянного оперативного тока, величина которого зависит от сопротивления изоляции сети. При уменьшении сопротивления изоляции до 30... 50 кОм открывается оптронный транзистор, который включает индикатор—красную сигнальную лампу. Проверку работоспособности УКИ В производят нажатием кнопки «Контроль ПКИ» — при этом загорается красная лампа.
Процесс выработки ЭДС генератором следующий. Приводной двигатель вращает ротор генератора. За счет остаточного магнетизма в его катушках наводится ЭДС, выпрямляемая диодом: последняя, взаимодействуя с обмоткой возбуждения, наводит в ней ЭДС в силовой обмотке генератора. Процесс возбуждения идет лавинообразно и приводит к быстрому росту напряжения в основной обмотке.
Рис. 3.12. Соединение двигателя с генератором ГАБ 4М2: 1 — прокладка резиновая;2 — полумуфта двигателя; 3 — фланец соединительный; 4 — вентилятор; 5 — полумуфта генератора
Ротор с приводным двигателем соединяют при помощи упругой соединительной муфты (рис. 3.12).
Основные показатели генератора ГС приведены в табл. 3.1. Режим работы—длительный (S1).
Таблица 3.1
Основные параметры генераторов ГС
Тип генератора Мощность, кВт Емкость конденсатора, мкФ Масса, кг Напряжение, В Габаритные размеры,м
Г 26 2 14 20 230 0,33x0,25x0,27
ГЗС 3 16 22 230 0,33x0,25x0,27
Г4С 4 25 25 230 0,33x0,25x0,27
3.4. Синхронный генератор MCA 72/4 А и С 117-4
Синхронный генератор с возбудителем типа MCA 72/4 А изображен на рис. 3.13. В чугунных его крышках 6, 17 на шарикоподшипнике 16 № 310 (передний щит) и шарикоподшипнике 8 №2312 (задний щит) установлен вал 15 ротора. Ротор генератора имеет четыре полюса 4. На сердечники полюсов надеты последовательно соединенные катушки 5. Полюсы вместе с катушками тремя винтами крепят к втулке, сидящей на валу. Концы катушек полюсов подключены к двум контактным кольцам 7. На кольца крепят по две щетки ЭГ 4, через которые осуществляют питание от возбудителя. Последний представляет собой четырехполюсный генератор постоянного тока с шунтовым возбуждением. Якорь возбудителя /(/закреплен на удлиненном валу генератора с помощью втулки, на которую насажен коллектор. На нем расположено восемь щеток ЭГ 4. Противоположные щетки имеют одинаковую полярность и соединены между собой. Выводы возбудителя замаркированы: Я1 и Я2 — обмотки якоря, Ш1 и Ш2 - обмотки возбуждения. Обмотка возбудителя генератора имеет маркировку И1 и И2. На панели зажимов возбудителя
5-6706
65
Рис. 3.13. Генератор MCA 72/4: 1 — корпус генератора; 2 — обмотка статора; 3 — пакет стали статора; 4 — полюс; 5 — катушка; 6, 17 — чугунные крышки; 7 — контактные кольца; 8, 16 — подшипники; 9 — ярмо возбудителя с ОВ; 10 — якорь возбудителя; И — траверса щеткодержателей возбудителя; 12 — направляющий щиток; 13 — крышка выводов возбудителя; 14 — крышка выводов генератора;
15 — вал; 16 — коллектор
выводы соединены перемычками следующим образом: Я1 с И1, Я2 с И2 и Ш2. Ярмо возбудителя с полюсами и катушкой прикрепляют к корпусу генератора 1 специальными винтами.
Охлаждение генератора осуществляют с помощью полюсов ротора. Воздух засасывается через отверстия в подшипниковых щитах и направляющий щиток 12 возбудителя, проходит через направляющие диафрагмы, охлаждает обмотку статора 2 и выбрасывается через окна в станине генератора.
Самовозбуждение возбудителя осуществляется за счет остаточного магнетизма полюсов. При вращении вала генератора обмотка якоря возбудителя пересекает магнитное поле полюсов, в результате в ней индуцируется ЭДС. Под воздействием появившегося напряжения протекает постоянный ток, увеличивая напряжение на зажимах обмотки якоря и вызывая самовозбуждение.
Синхронный генератор С 117-4 отличается от генератора MCA 72/4 А главным образом конструкцией обмоток и вала. Листы стали статора и полюсов соединены в пакеты при помощи .нажимных шайб и заклепок. Последние проходят через пакет, а их головки расклепаны в отверстиях нажимных шайб, которые опрессовывают пакет железа, уменьшая его «веер». Сердечники полюсов изолируются стеклотканью и миканитом, между витками размещены изоляционные прокладки из листового асбеста, пропитанного лаком. Полюс с катушкой удерживают на валу с помощью специального замкового устройства, выполненного в виде ласточкина хвоста. На концах вала кроме коллектора установлены два кольца, к которым с помощью контактных шпилек присоединены выводные концы обмотки ротора генератора. В башмаки полюсов ротора вставлены круглые медные стержни, представляющие собой демпферную (успокоительную) обмотку генератора. Между главными полюсами и станиной проложены мостики насыщения для образования насыщающихся участков магнитной цепи при малых напряжениях возбудителя. Наличие насыщенных участков обеспечивает плавное изменение напряжения в широких пределах. Для защиты от помех радиоприема в генераторе С 117-4 установлены сдвоенные конденсаторы 2x0,5 мкВ, расположенные в коробке выводов возбудителя.
3.5. Генераторы синхронные сварочные агрегатов АС и АС УИП
Генераторы агрегатов сварочных АС и АС УИП выполнены аналогично описанным синхронным генераторам ГАБ на их унифицированной основе. Общий вид генератора представлен на рис. 3.14.
Генератор состоит из статора 1, ротора 2, подшипниковых щитов 3, 4, полумуфты с вентилятором 5, блоков диодных выпрямителей, защитного кожуха 72. Пакет активной стали статора с обмотками установлен в корпусе. В пазы пакета статора заложена сварочная, силовая и дополнительная обмотки. Концы обмоток выведены на разъем и клеммы. Ротор (рис. 3.15, см. также рис. 3.8) выполнен с двумя явно выраженными полюсами 7, на которых расположены катушки возбуждения 2. Концы катушек присоединены к трем контактным кольцам 4. К кольцу «А» присоединен общий вывод катушек «+», к кольцу «Б» — начало дополнительной обмотки, к
66
Рис. 3.14. Трехфазный сварочный синхронный генератор:
1 — статор; 2 — ротор: 3 — передний подшипниковый щит; 4 — задний подшипниковый щит; 5 — вентилятор; 6 — кабель; 7 — наконечники; 8 — разъем; 9 — крышка подшипника; 10 — втулка распорная; 11 — шпилька; 12 — кожух; 13— крышка подшипника; 14 — корпус уплотнения кабеля; 15 — гайка
Рис. 3.15. Ротор в сборе:
1 — полюс; 2 — катушка возбуждения; 3 — винт; 4 — кольцо контактное;
5 — вал; 6 — коммутирующие медные кльца А, Б, В; 7— распорная втулка;
8 — болт крепления держателя; 9 — крепление проводов
Б-Б
67
Рис. 3.16. Щит задний
кольцу «В» — начало основной обмотки «-». На роторе размещены два постоянных магнита. Катушки от смещения крепят алюминиевыми бандажами. Ротор устанавливают в подшипниковых щитах на двух подшипниках. В щите (рис. 3.16) со стороны контактных колец крепят щеткодержатель I с шестью щетками. Необходимое давление на щетку обеспечивают пружиной. Здрсь же закреплен блок 2 диодных выпрямителей. Подшипниковые щиты крепят на корпус статора тремя стяжными болтами. Они имеют окна для прохода охлаждающего воздуха.
Описание работы генераторов см. в п. 5.
Вопросы для повторения
1. Как получают трехфазный переменный ток в синхронном генераторе?
2. Из каких основных частей состоит синхронный генератор типа ГАБ?
3. От чего зависит напряжение генератора?
4. В чем основное отличие однофазных генераторов ГС от синхронных генераторов ГАБ?
5. Как работает устройство контроля изоляции типа УКИ?
6. Каковы основные причины снижения сопротивления изоляции?
7. В чем основное отличие генераторов MCA 72/4 от генераторов ГАБ?
8. Как устроен генератор агрегата сварочного АС УИП?
Глава 4. ВЫПРЯМИТЕЛИ ПЕРЕДВИЖНЫХ ЭЛЕКТРОСТАНЦИЙ
4.1. Принцип действия полупроводниковых выпрямителей
Выпрямителями называют устройства, преобразующие переменный электрический ток в постоянный. В передвижных электростанциях, применяемых в путевом хозяйстве, выпрямители используют в электрических генераторах (для питания постоянным током обмоток возбуждения синхронных генераторов), а также в устройствах для зарядки аккумуляторов, регуляторах напряжения, устройствах контроля сопротивления изоляции и др.
По принципу действия выпрямители могут быть механическими, электронными (ламповыми), ионными (ртутными), полупроводниковыми. Наиболее широкое распространение на передвижных электростанциях получили полупроводниковые выпрямители.
Существующие в природе вещества в зависимости от их способности проводить электрический ток разделяются на проводники, изоляторы и полупроводники. Проводники, к которым относят металлы, а также водные растворы солей кислот и щелочей (электролиты) хорошо проводят электрический ток, обладая большой удельной проводимостью. Изоляторы, которые называют также диэлектриками (фарфор, стекло, слюда, резина и др.), имеют очень малую удельную проводимость, т.е. практически не пропускают электрический ток. Полупроводники, к которым относят большинство существующих в природе веществ, занимают промежуточное положение между изоляторами и проводниками. Для изготовления полупроводниковых выпрямителей чаще других используют германий и кремний, арсенид галлия. Среди полупроводниковых веществ особый интерес представляют так называемые электронные полупроводники, у которых, как и у металлов, носителями зарядов при прохождении электрического тока являются свободные электроны. Наличие в полупроводнике свободных в обычных условиях электронов, оторвавшихся от атомов вследствие теплового движения, делает их похожими на металлы. Однако между металлами и полупроводниками имеется большое различие. Способность металлов хорошо проводить электрический ток объясняют наличием в них большого количества свободных электронов. В полупроводниках же, чтобы перевести электрон из связанного состояния в свободное, нужно извне сообщить ему некоторую добавочную энергию, например нагревом или облучением (освещением). В обычных условиях лишь сравнительно небольшое число электронов полупроводника получает добавочную энергию, достаточную, чтобы порвать связь со своими атомами и превратиться в свободные электроны. При наличии электрического поля хаотическое перемещение носителей зарядов в полупроводниках прекращается. Атомы полупроводника, потерявшие электроны, превращаются в положительные ионы. При этом в кристаллической решетке полупроводникового вещества образуется незаполненная межатомная связь — электронная дырка проводимости. Дырка проводимости легко может быть заполнена электроном соседнего нейтрального атома, который сам превратится в положительно заряженный ион. Этому вновь образованному иону может отдать свой электрон один из соседних атомов и т.д. В результате, местоположение в полупроводнике положительного иона меняется, т.е. положительный заряд, или электронная дырка проводимости, как бы перемещается.
Таким образом, электрический ток в полупроводниках имеет как бы две составляющие: электронную, обусловленную перемещением свободных электронов в зоне проводимости, и дырочную, полученную за счет перемещения электронов в валентной зоне, где они движутся от одной дырки к другой. Эту дырочную проводимость рассматривают как результат перемещения положительно заряженных дырок в направлении, противоположном движению электро-
69
Рис. 4.1. Прохождение тока через полупроводник с переходом: а — вольтамперная характеристика германиевого вентиля (графическая зависимость тока, проходящего через вентиль, от приложенного напряжения); б — график изменения силы тока, проходящего через полупроводниковый вентиль при подаче на него синусоидального переменного напряжения
нов. Такая проводимость, при которой нет избыточных положительных или отрицательных зарядов, называется собственной проводимостью полупроводника.
В кристалле полупроводника можно создать искусственным путем такие условия, при которых число электронов не будет равно числу дырок и, следовательно, электропроводимость его будет вызываться движением электрических зарядов преимущественно какого-либо знака: либо электронов, либо дырок. При этом
проводимость полупроводника резко возрастает. Получение в полупроводнике избыточного числа положительных или отрицательных носителей электричества обеспечивают введением в него соответствующих примесей.
Примесная проводимость, образованная лишними электронами, называется электронной проводимостью, или проводимостью типа п (от первой буквы слова negative — отрицательный). Если же эта проводимость обусловлена незанятыми электронами связей (дырок), то она называется дырочной проводимостью, или проводимостью типар (от первой буквы слова positive — положительный). Полупроводники, обладающие проводимостью типа п, называются отрица
тельными, или полупроводниками типа п, а имеющие проводимость/» —положительными, или полупроводниками типа р. Полупроводник, в котором имеется только собственная проводимость, называется полупроводником типа / (от слова intrinsic — чистый, беспримесный). Принцип работы полупроводниковых приборов основан на использовании вентильных свойств электронно-дырочного перехода, возникающего на границе двух полупроводников типа р и п, составляющего 0,001...0,0001 см. Электронно-дырочный переход нельзя получить, наложив одну на другую пластины, изготовленные из полупроводников с разной по типу проводимостью, так как между такими пластинами неизбежно наличие поверхностных пленок или очень тонкого слоя воздуха. Электронно-дырочный переход создается обычно образованием областей с различным типом проводимости в одной пластине полупроводника. Вентильные свойства полупроводника, имеющего //-//-переход, хорошо видны на его вольтамперной характеристике (рис. 4.1, а), представляющей собой графическую зависимость тока, проходящего через вентиль (диод) от приложенного напряжения. С увеличением прямого напряжения (7пр, направленного от //-зоны к n-зоне, прямой ток /пр, имеющий то же направление, быстро растет. Рост же обратного напряжения (7обр, имеющего направление от зоны // к зоне р, до определенного предела почти не увеличивает обратный ток/обр. Если к полупроводнику, имеющему//-//-переход, подключить источник переменного синусоидального напряжения (рис. 4.1, б), то в течение тех полупериодов, когда напряжение будет прямым, т.е. направленным от //-зоны к //-зоне, в цепи будет протекать достаточно большой электрический ток, а в течение тех полупериодов, когда напряжение обратное, ток в цепи очень мал, т.е. практически отсутствует. Благодаря полупроводниковому прибору в цепи получается не переменный, а пульсирующий выпрямленный ток одного постоянного направления.
Таким образом, система из двух полупроводников с проводимостью разного типа имеет способность пропускать ток в одном направлении и препятствовать его прохождению в другом (рис. 4.2). Иначе говоря, она обладает односторонней проводимостью, т.е. может быть использована в качестве электрического вентиля. При подаче на такой вентиль прямого напряжения он будет открыт. Сопротивление его в этом случае мало, поэтому он может пропускать
70
Рис. 4.2. Включение электроннодырочного перехода в прямом («) и обратном (б) направлении, потенциальные барьеры (в, г) при таком включении и изменении напряжения (д, е) соответственно; ОН — основные носители; НН—неосновные носители; условные обозначения полупроводниковых приборов (ж),1 — диод; 2 —стабилитрон; 3—стабилитрон двусторонний (ограничитель напряжения); 4 — диод туннельный; 5 — фотодиод; 6 — транзистор р-п-р’, 7 — транзистор п-р-п-, 8 — фоторезистор; 9— триодный тиристор с управлением по катоду
большие токи при малом падении напряжения. В случае подачи обратного напряжения сопротивление его будет весьма велико, поэтому через вентиль будет протекать малый ток даже при больших напряжениях. На основе вентильных свойств /?-/г-перехода созданы различные полупроводниковые приборы: диоды, транзисторы, динисторы, тиристоры и симисторы. Все эти приборы отличаются один от другого только числом ^-//-переходов (например, диод имеет один р-п-переход, транзистор — два) и некоторыми технологическими особенностями их производства. Их условные обозначения приведены на рис. 4.2.
4.2. Устройство диодов*
Способы получения электронно-дырочного перехода. Для созданияр-п-перехода в полупроводниковых приборах наибольшее распространение получили два метода: сплавной и диффузионный.
Сплавной метод заключается в сплавлении полупроводника типа п с помещенной на его поверхности таблеткой из акцепторной примеси или полупроводника типа р с таблеткой донорной примеси. Для этого из кристаллического полупроводника (германия или кремния) нарезают тонкие пластинки, которые тщательно полируют и протравливают. Промытые и высушенные пластинки закладывают вместе с таблеткой из примесного вещества в специальные кассеты, которые загружают в вакуумную или водородную печь и нагревают до температуры 500...550 °C. Температуру нагрева выбирают таким образом, чтобы прилежащий к таблетке слой полупроводника растворялся в расплавленном материале примеси. При охлаждении полупроводник рекристаллизуется, захватывая примеси, в результате чего изменяется тип его проводимости. По-
* В подразделе использован материал книги А.Е. Зороховича, С.С. Крылова. Основы электроники для Локомотивных бригад. — М.: Транспорт, 1983.
71
Рис. 4.3. Диоды полупроводниковые: точечный («) и плоскостной (б)
этому на границе между исходными и рекристаллизованным полупроводником образуетсяр-л-переход. В случае германиевых диодов пластинку из германия сплавляют с таблеткой индия; при изготовлении кремниевых диодов пластинку кремния сплавляют с таблеткой алюминия (фольгой из алюминиевого сплава). Процесс получения р-/?-перехода по сплавной технологии обычно совмещается с выполнением других операций, необходимых для изготовления диода: приплавлением контактов для отвода тока от пластинки из полупроводника, выводов и пр. Диоды, рассчитан
ные на малые токи, изготовляют по микросплавной технологии. В этом случае на поверхность
пластинки из полупроводника наносят электрическим путем тонкую пленку примесного вещества, а затем вплавляют эту смесь в полупроводниковый материал.
При диффузионном методе создания р-л-перехода пластинки из германия вместе с неко
торым количеством примесного материала загружают в ампулы, из которых предварительно откачивают воздух. После загрузки ампулы помещают в печь. При повышенной температуре
внутри ампул создается давление паров примесного материала, и атомы примеси начинают диффундировать в полупроводник. В результате такой обработки вблизи поверхности полупроводниковой пластинки создается слой с высокой концентрацией атомов примеси, что приводит к изменению типа проводимости основного полупроводника. Между этим слоем и массой основного полупроводника образуется р-л-переход. Дозируя содержание примесей внутри ампулы и продолжительность пребывания ее в печи, можно точно отрегулировать глубину про
никновения примесных атомов в материал полупроводника.
В настоящее время находят применение оба метода. Однако для изготовления мощных диодов преимущественное распространение получил диффузионный метод.
Промышленность выпускает большой ассортимент германиевых и кремниевых диодов. Существуют диоды выпрямительные, универсального назначения, опорные, импульсные и др. В зависимости от конструктивного исполнения р-л-перехода различают два типа германиевых и кремниевых диодов: плоскостной и точечный. В точечном диоде р-л-переход образуется в точке касания пластин из полупроводника с острием тонкой металлической иглы (рис. 4.3, а), при этом прямое направление соответствует прохождению тока от металлической иглы к пластине. У плоскостных диодов (рис. 4.3, б) выпрямляющими свойствами обладает поверхность раздела двух областей полупроводника с электронной и дырочной проводимостями. Плоскостные диоды имеют большую площадьр-л-перехода, вследствие чего допускают большие токи и обратные напряжения. Они имеют также меньшее падение на-
Рис. 4.4. Разрез продольный точечного диода:
1 — выводы; 2 — трубки кова-ровые; 3 — корпус; 4 — слой индия; 5 — пружина контактная; 6—р-н-переход; 7 — германий с проводимостью л
пряжения в прямом направлении, чем точечные диоды.
Точечные диоды. Эти диоды (рис. 4.4) выполнены в виде тонкой пластинки из полупроводника с электронной проводимостью. Пластинку покрывают тонким слоем металла и припаивают к металлическому основанию. В противоположную сторону упирается острие тонкой контактной пружины 5 из вольфрамовой проволоки. Острый конец проволоки покрывают слоем индия 4 или алюминия, который является примесью и обеспечивает создание около острия области с дырочной проводимостью. Между этой областью и основной массой полупроводника образуетсяр-л-переход. Точечные диоды монтируют в стеклянном или металлическом герметичном корпусе 3. На концах его установлены коваровые трубки 2 с выводами 1. Для улучшения выпрямляющих свойств после сборки диоды подвергают электрической формовке путем пропускания импульсов тока. В процессе формовки происходят частичное расплавление и диффузия атомов индия или алюминия в основной полупроводник.
72
Плоскостные диоды. В плоскостных диодах основным элементом является пластинка из германия или кремния, в которой методом сплавления или диффузии Создан плоский по фор-мер-л-переход. В плоскостных германиевых диодах (рис. 4.5), получаемых сплавным методом, в пластину из германия с электронной проводимостью п вплавляют каплю индия. При нагревании индий плавится и диффундирует в основной полупроводник, образуя в нем область с дырочной проводимостью. На границе между р- и /1-областями создается р-н-переход значительной площади. Через него можно без опасности для целости диода пропускать гораздо больший ток, чем через точечный диод. В плоскостных кремниевых диодах (рис. 4.6) в пластину 8 из кремния с электронной проводимостью вплавляют алюминиевый столбик 6, который создает область с дырочной проводимостью. Для получения в кремнии сильно легированной зоны с «-проводимостью одну из сторон пластинки перед операцией сплавления покрывают фольгой (или напыляют слой сурьмянистого золота). Корпус защищает полупроводниковый элемент от механических повреждений и обеспечивает нормальную работу диода в условиях вибраций, тряски и ударов. В верхней части корпу-
Рис. 4.5. Внешний вид плоскостного германиевого диода (а) и его продольный разрез (б): 1 — вывод наружный; 2 — вывод внутренний; 3—трубка; 4— изолятор; 5 — корпус; 6 — электрод; 7 — слой с проводимостью р; 8 — слой индия; 9 — р-и-переход; 10 — держатель; 11 — слой с проводимостью п
са монтируют стеклянный изолятор 4, через который проходит выводная трубка 2. Для лучшего отвода тепла в некоторых плоскостных диодах применяют специальные охладители. С этой
целью используют металлические пластинки из меди и алюминия, металлические платы, на
которых крепят диоды или же специальные охладители.
Классификация и маркировка диодов. Выпускаемые промышленностью диоды классифицируют по назначению и другим свойствам. Диоды, рассчитанные на сравнительно небольшие токи (до 10 А), маркируют буквой Д и соответствующим порядковым номером. Полупроводниковые диоды, рассчитанные на большие токи (до 2000 А), часто называют силовыми вентилями (неуправляемыми) и маркируют буквой В (вентиль). Мар
кировка диодов до 10 А состоит из четырех элементов. Первый элемент — буква (или цифра), обозначающая материал, из которого выполнен диод (Г или 1 — германий, К или 2 — кремний, А или 3 — арсенид галлия). Второй элемент — буква, обозначающая тип прибора (Д — диоды, А — сверхвысокочастотные диоды, С—стабилитроны, И—туннельные диоды). Третий элемент—порядковый номер разработки прибора, характеризующий его мощность рассеяния (среднее значение прямого тока). Выпрямительные диоды малой мощности (ток не более 0,3 А) имеют номера разработки от 101 до 199, средней мощности (ток 0,3... 10 А) — от 201 до 299, большой мощности (свыше 10 А) — от 301 до 399. Универсальные диоды имеют номера от 401 до 499, а импульсные — от 501 до 599. Четвертый элемент — буква (А, Б, В и т.д.), характеризующая номинальное обратное напряжение диода. Например, диод КД 215А — кремниевый выпрямительный диод средней мощности, а диод ГД 110Б — германиевый выпрямительный диод малой мощности. При прямом включении наименьшее падение напряжения при одинаковом токе имеют германиевые диоды и наибольшее — кремниевый. Однако обратный ток в кремниевых диодах
Рис. 4.6. Общий вид плоскостного кремниевого диода (а) и его продольный разрез (б):
1 — наружный вывод; 2 — трубка; 3 — внутренний вывод; 4 — стеклянный изолятор; 5 — корпус; 6 — алюминиевый столбик; 7 — влагозащитная масса; 8 — пластина кремния; 9 — слой олова; 10— держатель; 11—основание корпуса; 12— шайба из слюды; 13—изоляционная втулка; 14 — контактная шайба с лепестком
в сотни раз меньше, чем в германиевых, и в тысячу раз
73
меньше, чем в селеновых. Кроме того, кремниевые вентили могут работать при значительно большем обратном напряжении, чем германиевые, и при более высокой температуре (125 °C и выше). Вольт-амперная характеристика диода может быть использована для определения его основных параметров. По прямой ветви можно определить падение напряжения в диоде при номинальном токе, по обратной ветви — максимально допустимое обратное напряжение и обратный ток при этом напряжении. В ряде случаев в паспортных данных на полупроводниковые диоды, рассчитанные на различные токи, не приводится их вольтамперная характеристика, а указываются только отдельные точки этой характеристики: прямое напряжение при токе, обратный ток при максимальном обратном напряжении.
4.3. Схемы выпрямления переменного тока
В зависимости от назначения выпрямительного устройства, а также от требуемого соот
ношения между напряжением переменного и выпрямленного тока применяют различные схемы выпрямления с использованием полупроводниковых выпрямителей.
Схема однополупериодного выпрямителя однофазного переменного тока (рис. 4.7, а) является простейшей. По первичной обмотке трансформатора Тр, к которому подведено переменное синусоидальное напряжение, протекает переменный ток. Однако по вторичной обмотке трайс-форматора Тр, к которой подключены выпрямитель и нагрузка 7?н, ток может проходить лишь в течение первой половины периода, когда направление переменного напряжения 1/2 на вторичной обмотке трансформатора совпадает с пропускным направлением вентиля. Ток /2 в течение этой половины периода будет изменяться по величине так же, как и напряжение (72. Во время второй половины периода, когда напряжение вторичной обмотки трансформатора Тр по направлению противоположно стрелке, тока во вторичной цепи не будет, так как его не пропустит выпрямитель. В результате действия выпрямителя, включенного по схеме однофазного однопо-лупёриодного выпрямления, во вторичной цепи будет протекать выпрямленный (одного направления) пульсирующий ток с очень сильными пульсациями. Соотношение между постоянной со
Рис. 4.7. Схемы выпрямителей, однополупериодные:
а — однофазный одноконтактный выпрямитель и графики тока и напряжения; б — трехфазный одноконтактный выпрямитель и график
напряжения
ставляющей выпрямленного напряжения Uq (тока /0) и действующим (эффективным) значением переменного напряжения (тока) на вторичной обмотке трансформатора (72 (/2) равно
Uo = 0,45 U2; /0 = /2/л;
Из-за больших пульсаций тока и плохого использования обмоток трансформатора схема этого типа, несмотря на свою простоту, применяется редко.
В схеме однополупериодного выпрямителя трехфазного тока (рис. 4.7, б) использован трехфазный трансформатор, у которого как первичная, так и вторичная обмотка соединены по схеме «звезда» (Y). В каждую фазу вторичной обмотки трансформатора включен вентиль.
74
В тот промежуток времени, когда напряжение какой-либо фазы вторичной обмотки имеет положительное (по отношению к вентилю) и наибольшее (по сравнению с другими фазами) значение, ток протекает через эту фазу, вентиль и нагрузку. Поскольку наибольшие положительные напряжения на фазах вторичной обмотки сдвинуты по времени на треть периода, график выпрямленного тока, протекающего по нагрузке, имеет форму, показанную справа на рис. 4.7, б. В этой схеме ток и напряжение на нагрузке получаются пульсирующими, однако глубина пульсаций значительно меньше, чем в однофазной одно-полупериодной схеме, а частота пульсаций больше. Достоинством схемы является также равномерная нагрузка всех трех фаз трансформатора.
В схеме двухполупериод-ного (двухтактного) выпрямителя со средней точкой (рис. 4.8, а)
Рис. 4.8. Схемы выпрямителей однофазные двухполупериодные (двухтактные) и графики тока и напряжения:
а — схема со средней точкой; б — мостовая (Гретца) схема
использованы два вентиля, действующие поочередно через каждые полпериода. Ток протекает по тому из вентилей В} или В2, у которого в течение данного полупериода анод положителен по отношению к катоду. В результате совместного действия обоих вентилей по нагрузке протекает ток одного направления. Пульсации выпрямленного тока и напряжения здесь получаются меньшими, чем в однополупериодной однофазной схеме, а частота пульсаций равна удвоенной
частоте сети.
Мостовая схема двухполупериодного однофазного выпрямителя (схема Гретца) (рис. 4.8, 6) не требует вывода средней точки на вторичной обмотке трансформатора Гр. Здесь в течение одно
го полупериода ток протекает через последовательно соединенные вентиль В;, сопротивление нагрузки RH и вентиль Bj, а во второй полупериод — через вентиль В2, сопротивление Вн и вентиль В4. Характер изменения тока в нагрузке и пульсации здесь такие же, как и для схемы со средней точкой.
В трехфазной мостовой двухполупериодной схеме выпрямителя (схема Ларионова), показанной на рис. 4.9, как и в схеме трехфазного однопо-лупериодного выпрямителя, фазы трансформатора работа
Рис. 4.9. Схема (Ларионова) выпрямителя трехфазная мостовая двух-полупериодная и график напряжения
75
ют поочередно. В тот отрезок времени, когда наибольшее положительное напряжение будет между фазами 1 и 2 (плюс на выводе фазы /), ток протекает через вентиль By сопротивление нагрузки и вентиль В2- Через 1/6 периода, когда большее положительное напряжение будет между фазами 1 и 3, ток потечет через вентиль Вр сопротивление 7?н и вентиль By Так каждую 1/6 периода будут меняться пары последовательно соединенных вентилей, а на нагрузке будет напряжение одного и того же направления. На рис. 4.9 пунктиром показано возможное включение нагрузки на половинное напряжение. К достоинствам рассматриваемой схемы выпрямителя относится малая пульсация выпрямленного напряжения с частотой, в шесть раз большей, чем частота сети, а также равномерная нагрузка фаз и хорошее использование обмоток питающего трансформатора. Трехфазную мостовую схему часто используют для питания обмоток возбуждения самовозбуждающихся синхронных генераторов передвижных электростанций.
Вопросы для повторения
1. Какие вещества относятся к категории полупроводников?
2. Что такое п-проводимость ир-проводимость?
3. Как устроены и какими свойствами обладают выпрямители германиевые и кремниевые?
4. Каков принцип действия однополупериодных однофазных выпрямителей?
5. Каков принцип действия двухполупериодных однофазных выпрямителей?
6. Как работает мостовая схема выпрямителя?
Глава 5. СВАРОЧНЫЕ АГРЕГАТЫ
Сварочные агрегаты и приставки используются для производства сварочных ремонтных работ — наплавки изношенных крестовин и торцов рельсов, приварки рельсовых соединителей и т.п., а также для питания МПИ и сварки различных металлоконструкций. Изготовитель агрегатов ОАО «Калугатрансмаш».
5.1. Сварочный агрегат АС
Агрегат АС применяется для производства сварочных работ при наплавке изношенных крестовин, приварки рельсовых соединителей, а также для ручной дуговой сварки при изготовлении металлоконструкций различного назначения.
Техническая характеристика сварочного агрегата АС
Номинальное рабочее напряжение, В..............................25
Напряжение холостого хода, В, не более.........................80
Ступени регулирования сварочного тока, А......................130; 170
Номинальная продолжительность нагрузки, ПН, % при токе сварки, А:
до 130..........................................60
до 170...........................................35
Номинальная продолжительность цикла сварки, мин..................5
Установленная безотказная наработка, ч, не менее.................500
Установленный ресурс до капитального ремонта, ч, не менее........1250
Средний ресурс до капитального ремонта, ч, не менее..............2500
Полный средний срок службы, лет, не менее........................3
Тип приводного двигателя агрегата................................Бензиновый
УД25М
(3000 об/мин)
Тип генератора...................................................Синхронный
Трехфазный
Габаритные размеры агрегата, м, не более: длина............................................................1,14±0,01
ширина......................................................0,62±0,01
высота......................................................0,75±0,01
Масса агрегата, кг, не более:....................................145
Агрегат АС (рис. 5.1) выполнен на базе унифицированной конструкции передвижных электростанций типа АБ 4 (см. гд. 7). Для его привода, кроме бензодвигателя УД 25, можно применять и другие двигатели внутреннего сгорания с частотой вращения коленчатого вала 3000 об/мин и мощностью не менее 8,82 кВт.
Блок сварки (рис. 5.2) представляет собой металлический корпус, в котором расположена аппаратура управления электрической частью агрегата. На панели приборов размещены контакты 1 (сварочные клеммы) для подсоединения сварочных проводов, тумблер 4 переключения
77
Рис. 5.1. Сварочный агрегат АС: 1 — блок сварки: 2 — ролик; 3 — рукоятка; 4 — амортизаторы; 5 — генератор; 6 — фланец; 7 — упругая муфта; 8 — бензодвигатель;
9 — рама; 10 — бензобак
Рис. 5.2. Блок сварки агрегата АС
ступеней (регулятора) сварочного тока, лампа 3 сигнальная, подсветки с колпачком и кнопка 2 возбуждения генератора.
Электрическая схема агрегата приведена на рис. 5.3. Электрическая часть агрегата состоит из генератора с силовыми (ОС1, ОС2, ОСЗ) и дополнительными (ОД1, ОД2, ОДЗ) обмотками статора, обмотками ротора ОВО и ОВД и трехфазным выпрямителем VZ1', дросселя L1 и выпрямителя VZ2, силового выпрямителя VZ3 в цепи сварки и ряда вспомогательных приборов. После приведения генератора во вращение и нажатия кнопки SB1 происходит возбуждение генератора и с выводов ОС1, ОС2, ОСЗ основной обмотки статора переменное трехфазное напряжение 50 В начинает поступать на силовой выпрямитель сварочной цепи VZ3, с выхода которой запитывается цепь сварочной дуги. При появлении тока сварки на обмотке дросселя L1 возникает напряжение, пропорциональное величине этого тока. Это напряжение выпрямляется мостом VZ2 и подпитывает обмотку возбуждения ротора генератора, за счет чего достигается стабилизация заданного для рассматриваемой ступени сварочного тока. Ступени сварочного тока устанавливают переключателем SA1 величиной 130 и 170 А, причем минимальному
78
Рис. 5.3. Схема принципиальная электрическая сварочного агрегата АС
значению соответствует разомкнутое положение выключателя, а максимальному — замкнутое. Регулирование сварочного тока по ступеням осуществляют за счет изменения сопротивления, а следовательно, и тока в цепи дополнительной обмотки ротора ОВД при шунтировании резистора (по частям) R1 выключателем S3 1. На холостом ходу при отсутствии тока сварки возбуждение генератора поддерживают за счет подпитки основной обмотки возбуждения ротора ОВО напряжением с выпрямителя VZ1, питаемого от дополнительных обмоток статора ОД1, ОД2, ОДЗ. Резистор R2 служит для ограничения тока при возбуждении генератора.
5.2. Сварочный агрегат АС УИП
Этот агрегат (рис. 5.4) помимо сварочных работ позволяет производить питание механизированного путевого инструмента различного назначения. Конструкция его аналогична конструкции сварочных агрегатов АС и передвижных электростанций типа АБ (см. гл. 7). Техническая характеристика такая же, как у агрегата АС, только масса не 145, а 160 кг.
Электрическая часть сварочного агрегата состоит: из генератора, имеющего на статоре силовые сварочные обмотки ОС1, ОС2, ОСЗ (рис. 5.5), обмотки питания МПИ ОСИ1, ОСИ2, ОСИЗ и дополнительные обмотки ОД1, ОД2, ОДЗ, а на роторе — основную ОВО и дополнительную ОВД обмотки; трехфазного выпрямителя KZZ; дросселя LP, выпрямителей VZ2, VZ3, силового выпрямителя в цепи сварки VZ4 и ряда измерительных и вспомогательных приборов (вольтметра PV1, омметра PR1 или УКИ для контроля сопротивления изоляции).
Возбуждение генератора, появление сварочного тока, регулирование его по ступеням, поддержание возбуждения генератора при отсутствии тока сварки происходит так же, как в агрегате АС (см. п. 5.1). Напряжение на розетки подключения МПИ подают с обмоток ОСИ1, ОСИ2, ОСИЗ и регулируют резистором R2.
Перечень и характеристики элементов электрических схем (см. рис. 5.3 и 5.5) приведены в табл. 5.1.
79
Рис. 5.4. Сварочный агрегат АС УИП:
23.
1 — двигатель; 2 — генератор; 3—рама; 4—сварочные контакты; 5 — кнопка возбуждения генератора; 6 — тумблер переключения ступеней сварочного тока;
7 — омметр; 8 — вольтметр; 9— розетка подключения МПИ; 10— бензобак
Рис. 5.5. Схема электрическая принципиальная сварочного агрегата АС УИП
80
Элементы электрической схемы
Таблица 5.1
Позиция Наименование Количество на агрегат
АС УИП АС
PR] Омметр M 419 ТУ 25-04.37.89.-79 1 —
PV1 Вольтметр Э 8030 ТУ 25-04.4050-81 1 —
R2 Резистор С 5-36В 50—30 Ом ОЖО 467551 1 1
R4 Резистор МЛТ 2—10 кОм ОЖО 458.354ТУ 1 —
SA1 Тумблер ПТ 26-2 АГО 360.209ТУ 1 1
S Bl,SB 2 Кнопка К 4-2П, АГО 360-405ТУ 2 1
LI Дроссель 1 1
VZ1...VZ3 Блок БП В 46-65-02 3 2
VZ4 Блок БПВ 39-315 1 1
XI Разъем РША 1-20 ПЩО.364.015ТУ 1 —
ХТЗ; XT4; XT5; XT8; XT9; XT 10 Контакт 3 6
XT1; XT2 Шпилька контактная ПС 15 10.11 2 2
G Генератор 1 1
OC1, OC2, OC3 Основная обмотка статора 1 1
ОД1, ОД2, ОДЗ Дополнительная обмотка статора 1 1
OBO Основная обмотка возбуждения ротора 1 1
ОВД Дополнительная обмотка возбуждения ротора 1 1
ОСИ1, ОСИ2.ОСИЗ Обмотка статора питания инструмента 1 —
R1 Сопротивление 1.2 Ом 1 1
R2, R5 Сопротивление 20 Ом 2 1
R3 Резистор С 2-33 Н 0.5—1,5 кОм — 1
XS1 Розетка штепсельная СС 11-25 1 —
HL Диод АЛ 307НМ — 1
XA1, XA2, XA3 Амперметр 3 3
5.3. Сварочная приставка ПС 15
Приставку (рис. 5.6) в сочетании с передвижной электростанцией типа АБ 4 применяют пя ручной дуговой сварки при проведении ремонтных работ на железнодорожных путях. Кроме того, она используется для зарядки аккумуляторных батарей номинальной емкостью от 40 до 80 А-ч. Приставка может подключаться также к трехфазной сети на 230 и 400 В.
Техническая характеристика сварочной приставки ПС 15
Режим сварки Номинальное рабочее напряжение, В..................................25
Напряжение холостого хода, В, не более............................100
81
6-6706
Рис. 5.6. Сварочная приставка ПС 15:
1 — рама;2— блок сварки;3,6— крышки; 4 — перемычки для токов 130 и 180 А: 5 — ручка; 7 — контактные шпильки; 8 — предохранитель; 9—лампа с колпачком; 10 — амперметр контроля сварочного тока; 11 — амперметр контроля зарядного тока; 12 — регулятор; 13 — зажимы для подсоединения аккумулятора; 14 — гнездо переключения ступеней сварочного тока; 15 — разъем с устанавливаемой в него заглушкой (220 или 380 В); 16— разъем для подключения кабеля от источника питания
Ступени регулирования сварочного тока, А.......................(100; 130)/180
Номинальная продолжительность нагрузки, ПН, %..................60
Номинальная продолжительность нагрузки при токе 180 А, ПН, %...35
Номинальная продолжительность цикла сварки, мин................5
Режим заряда аккумуляторной батареи Максимальный ток, А............................................8
Номинальное напряжение, В......................................12
Максимальная емкость батареи, Ач...............................80
Питающая сеть Число фаз......................................................3
Номинальное напряжение, В......................................230/(220/380)
Номинальная частота тока, Гц...................................50
Мощность источника питания, кВт, не менее......................5
Габаритные размеры, м..........................................0,54x0,425x0,4
Масса приставки, кг............................................55
Примечание. В числителе—значения при питании приставки от передвижной электростанции АБ4 М3, в знаменателе — от трехфазной сети.
При питании приставки от электростанции типа АБ4 М3 трехфазное напряжение 220 В частотой 50 Гц с выхода электростанции через соединительный кабель поступает на разъем ХР2 (рис. 5.7, а, см. табл. 5.1). Подача напряжения сопровождается зажиганием сигнальной лампы EL2, в цепи которой стоит токоограничивающий резистор R3. В гнезде XS1 «Коммутация» должна быть установлена заглушкаХР1.1 на 220 В. При установке этой заглушки первичные обмотки трансформаторов Tl, Т2 и ТЗ соединяются в «треугольник». В цепи регулирования сварочного тока входят перемычки ХРЗ. 1, ХР3.2 и контакты разъема XS2. Регулирование тока сварки происходит за счет того, что вторичная обмотка трансформатора ТЗ либо отключается от схемы — нет перемычек в розетке XS2 (ток 100 А), либо включается наполовину — перемычка 4 (см. рис. 5.6) на 130 А вставлена в розетку XS2 (ток 130 А), либо полностью — перемычка на 180 А вставлена в розетку XS2 (ток 180 А). Пониженное питающее напряжение со вторичных обмоток трансформаторов Tl, Т2, ТЗ (см. рис. 5.7) поступает в цепь сварки через трехфазный силовой выпрямительный мост VZ1 и шунт постоянного тока RS1, к выходу которого подключен амперметр (см. рис. 5.7) контроля тока сварки РА1.
82
a
«Коммутация»
«Источник»^ 3-220 В или
3-380 В
ELI
14
10
\7_VDl
16___
yvsi V-2Z
”11
= хт: о- +о 8А.12В
«380 В»
ХРЗ 1
ХРЗ 2
XS2
VZ1 22.
10
9
Ж2КЖ
11
2 £2i2£
13
ХР2
1
И
13
Q
24
ID4
3
14 HL
К9ПЯ// ±сз
К82г
9*R
Зарядка
J\SI
R10
Рис. 5.7. Схема электрическая принципиальная:
а — сварочной приставки ПС 15;
б — сварочного агрегата АСО
ОР
| Ротор ~|
ХТ1
Лв’
25 В
При питании от сети промышленной частотой 50 Гц схема зарядки аккумуляторов представляет собой фазоимпульсный тиристорный регулятор мощности. Она запитана от двух фаз вторичных обмоток трансформаторов Т1 и Т2, соединенных в звезду. В однополупериодном выпрямителе использован диод VD1, регулирующим элементом является тиристор VS1, управление которым осуществляют регулируемым генератором, собранным на однопереходном транзисторе VT1, резисторах R8...R13, конденсаторе СЗ, стабилитроне VD4 и тиристоре VS2. Питается генератор трапецеидальным напряжением, ограничиваемым стабилитроном VD4. Генератор вырабатывает короткие положительные импульсы, управляющие тиристором VS1, через вспомогательный тиристор VS2. Переменный резистор R1, регулирующий скорость зарядки конденсатора СЗ, в конечном счете регулирует ток заряда аккумулятора в пределах 0...8 А. Резистором R12
83
устанавливается максимальный ток зарядной цепи; предохранитель FV1 служит для защиты аккумулятора от перегрузок при увеличении зарядного тока сверх допустимого.
Кроме рассмотренных разработан также однофазный сварочный агрегат АСО с отбором мощности для питания нагрузки. Агрегат сварочный АС О (рис. 5.7, б, табл. 5.2) включает в себя однофазный генератор переменного тока, имеющий сварочную обмотку ОС, обмотку подключения осветительной и однофазной силовой нагрузки ОН и обмотку возбуждения ОБ. На роторе расположена обмотка возбуждения ОР. Катушки полюсов замкнуты на диоды VD1 и VD2. Устройство контроля изоляции PR (УКИ) обеспечивает контроль состояния изоляции обмотки ОН и подключенной к ней нагрузки. Оно является составной частью блока управления и имеет электронную плату, сигнальную лампу, выполняющую также функции индикатора напряжения. При достижении напряжения 200 В лампа загорается. Принцип работы устройства контроля изоляции состоит в наложении на переменный однофазный ток сети генератора постоянного оперативного тока, величина которого зависит от сопротивления изоляции генератора к подключенной сети.
В цепь контроля изоляции входят измерительная цепь, фаза А, фаза С, VD1, VD2, светодиод VF1 (ввод 4...2) и далее корпус (5) контакт. При снижении сопротивления изоляции ниже допустимого величина усиленного через оптронный транзистор VF1 первичного тока приводит к срабатыванию реле К1 и переключению контактов KI. I в положение 2...3; при этом светодиодная лампа HL1 светится красным цветом от тока выпрямительного моста VD7 по цепи VD7 — контакты К1.1 — контакт 4 — СКЛ— контакт 70— VD7.
При нормальном сопротивлении изоляции светодиодная лампа светится зеленым цветом, если напряжение на фазах А и С, а следовательно, и ток от моста VD7 по цепи R9—R10—R11 — VF2 — KI. 1 (контакты 1...2) находятся в допустимых пределах; в противном случае оптрон VF2 запирается и светосигнализация (зеленый цвет) отключается.
Рабочий режим при сварке поддерживают при помощи дросселя Д. Включение и отключение силовой нагрузки производят при помощи выключателя QI. Емкость С обеспечивает возбуждение и поддержание напряжения в заданных пределах при сварке или работе силовой нагрузки.
Таблица 5.2
Перечень элементов электрической схемы (по рис. 5.7, б)
Позиция Наименование Количество Примечание
PR УКИ В 1 220 В, 45...500 Гц
R Резистор МЛТ 2 10 кОм+10% ОЖО.468.354ТУ 1
SB Кнопка К 4-2П АГО-360-405ТУ 1
XS Розетка 2 10 А, 250 В
С Конденсатор К 78-17 14 мкФ 2 450 В, -50 Гц
OB Вспомогательная обмотка 1
ОН Основная обмотка, силовая 1
OP Обмотка ротора 2
ОС Обмотка сварки 1
VD1, VD2 Диод КД 210Г2 4
84
5.4. Эксплуатация и обслуживание сварочных агрегатов АС, АС УИП, сварочной приставки ПС 15
Общие положения. Сварочные агрегаты АС, АС УИП и сварочные приставки ПС 15 должны обслуживаться электросварщиком 5-го разряда, знающим их устройство, правила техники безопасности при производстве сварочных работ и имеющим права на работу с передвижными электростанциями типов АБ и АД, выпускаемыми ОАО «Калугатрансмаш».
Для проведения сварочных работ необходимо подготовить сварочный кабель (рекомендуется использовать кабель марки КОГ 1-1x25), разделав его в соответствии с рис. 5.8, а. Наконечники соединяют с разделанным кабелем (рис. 5.8, б) методом опрессовки или ударным способом. Для зарядки аккумуляторных батарей с помощью сварочной приставки ПС 15 применяют кабель для зарядки (рис. 5.9). Подключение сварочной приставки ПС 15 к промышленной трехфазной питающей сети производится через розетки типа СС 1 Г-25.
Перед пуском в работу сварочный агрегат (приставка) должен быть заземлен путем соединения его корпуса с заземляющим устройством при помощи четвертой жилы кабеля или специального заземления. Все сварочные работы должны выполняться в соответствии с требованиями Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства. Проведение сварочных работ возможно только после очистки рабочего места от сгораемых материалов и принятия мер для защиты сгораемых конструкций от огня. Сварочные работы на высоте должны производиться только с лесов или площадок, изготовленных из несгораемых материалов. Сварщики при проведении сварочных работ должны иметь специальную одежду, обувь, защитную каску, щиток или маску со специальными светофильтрами. При работе с агрегатом АС УИП, позволяющим подключать МПИ, сварщик кроме спецодежды должен иметь диэлектрические перчатки, галоши и резиновый коврик. Все средства индивидуальной защиты должны подвергаться периодической контрольной проверке в сроки, установленные нормативной документацией.
Эксплуатация и обслуживание сварочных агрегатов. Двигатель запускают согласно техническому описанию и инструкции по эксплуатации двигателей внутреннего сгорания. Для возбуждения генератора агрегата нажимают на 2...3 с кнопку «Возбуждение генератора». О возбуждении генератора свидетельствуют загорание лампочки на агрегатах АС и отклонение стрелки вольтметра на агрегатах АС-А.
Для производства сварочных работ в электрододержатель вставляют электрод нужного диаметра и марки. Следует учитывать, что наплавка крестовин производится только электродами марки ЦНИИН 4 диаметром 4 мм, короткой дугой, постоянным током 120... 140 А обратной полярности («плюс» на электроде) или переменным током 130... 150 А. Рекомендуется требуемую силу сварочного тока контролировать путем наплавления электрода на куске металла. Время расплавления электрода диаметром 4 мм длиной 300 мм должно составлять при постоянном токе от 60 до 70 с, а при переменном от 50 до 60 с. Запрещается подбирать режимы наплавки непосредственно на крестовине. Подробно методы работы изложены в Инструктивных материалах по сварочно-наплавочным работам в путевом хозяйстве ЦП МПС.
Во время проведения сварочных работ на агрегатах АС УИП стрелка омметра может уходить на правый красный участок шкалы. При питании МПИ она должна находиться в рабочей зоне.
Перед подключением к сварочному агрегату МПИ необходимо убедиться, что выключатель на электроинструменте находится в положении «Отключено». Запрещается одновре-
менно проводить сварочные работы и подключать к агрегату МПИ.
Сварочные агрегаты поступают с завода отрегулированными на номинальные режимы работы. Чтобы вып-
Рис. 5.8. Сварочный кабель: а — схема разделки; б — соединение с наконечниками
85
Рис. 5.9. Кабель для зарядки аккумуляторной батареи от приставки ПС 15
рямительные блоки агрегата работали долго и надежно, необходимо не допускать попадания в них влаги и грязи, так как это ухудшает их охлаждение и может привести к замыканию на корпус. Особое внимание следует уделять состоянию щеток. Щетки высотой 15 мм и менее должны быть немедленно заменены. Перед началом работы рекомендуется проверять также состояние контактных колец генератора. Кольца при обнаружении подгара необходимо зачи
стить при малой частоте вращения двигателя. Недопустимы выработка и глубокие риски
на поверхности контактных колец, а также наличие на ней пыли, масла и других загрязнений. В остальном уход за сварочными агрегатами аналогичен уходу за передвижными электростанциями типов ДБ и АД (см. п. 7.4).
Возможные неисправности сварочных агрегатов АС и АС УИП и методы их устранения приведены в табл. 5.3.
Таблица 5.3
Возможные неисправности сварочных агрегатов АС и АС УИП и методы их устранения
Возможная неисправность Вероятная причина Метод устранения
При пуске стрелка вольтметра агрегата АС УИП не отклоняется, индикаторная лампочка агрегата АС не загорается. Замер на выходных разъемах агрегата контрольным вольтметром показывает наличие напряжения Неисправность вольтметра блока управления или обрыв в подводящих проводах, сгорела индикаторная лампочка Заменить вольтметр или устранить обрыв, заменить лампочку
То же, но напряжение на выходных разъемах агрегата отсутствует Плохой контакт между щетками и контактными кольцами, износ щеток, окисление колец или нагар на них Обрыв в цепи выпрямителя VZ4 (см. рис. 5.5) или в цепи выпрямителя VZ2 Проверить узел щеткодержателя, восстановить контакт щеток с кольцами Тестером прозвонить цепи проводов 2, 3 и 4. проверить выпрямитель VZ1, проверить замкнутость цепи по контуру выхода выпрямителя через разъем XI (провод 6, основная обмотка ротора ОБО, провод 5, разъем XI, резистор R2. вход моста CZ2)
При пуске двигатель не заводится Выход из строя системы зажигания или топливной цепи Проверить исправность системы зажигания и карбюратора согласно инструкции на двигатель
86
Продолжение таблицы 5.3
Возможная неисправность Вероятная причина Метод устранения
На выходе из агрегата отсутствует напряжение на одной из фаз Обрыв в цепи силовой обмотки статора, обрыв в одном из плеч подвода к выпрямителю VZ4 Тестером проверить целость цепей обмоток ОС1, ОС2, ОСЗ, ОСИ!, ОСИ2. ОСИЗ
При включении нагрузки напряжение сильно уменьшается или пропадает совсем Обрыв в цепях выпрямителя VZ4 или в цепи дополнительной обмотки ротора ОВД Проверить целость дополнительной обмотки ротора и проводов б, 33. а также исправность выпрямителя VZ4
Стрелка омметра после возбуждения генератора отклоняется в красную зону Снижение сопротивления изоляции токоведущих частей вследствие замыкания на корпус или отсырения изоляции генератора Разомкнуть разъемы ХТ1...ХТ5 и поочередно проверить все цепи блока управления и генератора на отсутствие замыкания на корпус. При обнаружении замыкания устранить его. В случае отсырения изоляции просушить статор или ротор генератора при температуре 100 °C в течение 2 ч
Перегрев подшипников генератора Износ подшипников или отсутствие в них смазки Разобрать генератор, промыть подшипники и заполнить смазкой. При сильном износе заменить их
Генератор не возбуждается Обрыв в цепи резистора R4 Обрыв в цепи резистора R5 Мало остаточное напряжение на генераторе Проверить резистор R4 (20 Ом) Проверить резистор R5 (20 Ом) Подмагнитить генератор от аккумулятора подводом напряжения 4...6 В к крайним кольцам ротора
Генератор возбудился от аккумулятора, а при повторном включении отсутствует напряжение на выходе агрегата Большое сопротивление резистора R2 в цепи возбуждения Уменьшить сопротивление в цепи возбуждения изменением положения подвижного контакта
Напряжение на выходе агрегата ниже нормы на 40-60 В Большое сопротивление резистора R5 Мала частота вращения выходного вала двигателя Уменьшить сопротивление изменением положения хомутов. Частотомером проверить частоту тока на выходе, при необходимости подрегулировать обороты двигателя в соответствии с эксплуатационной документацией на него
87
Окончание таблицы 5.3
Возможная неисправность Вероятная причина Метод устранения
Напряжение на выходе агрегата выше нормы на 30...40 В Мало сопротивление резистора R5 Увеличить сопротивление изменением положения хомутов
При сварке генератор агрегата АС развозбуждается Неверное подключение проводов 24, 28, 29 (см. рис. 5.3) Правильно подключить провода согласно схеме на рис. 5.3
При сварке дуга держится неудовлетворительно. часто гаснет Отсутствует компаундирование при сварке вследствие неисправности дросселя L1 или выпрямителя VZ2 Проверить исправность дросселя и целость выпрямителя
Эксплуатация и обслуживание сварочной приставки ПС 15. Для подключения приставки к передвижной станции необходимо:
• подготовить к работе электростанцию согласно требованиям документации на нее;
• подключить кабель к разъему 16 (см. рис. 5.6) приставки и к соответствующему разъему на электростанции;
• вставить в разъем 75 заглушку с маркировкой «220».
Для подключения приставки к промышленной сети следует:
• вставить в разъем 75 заглушку маркировкой, совпадающей с напряжением питающей сети;
• подключить кабель к разъему 16 приставки и к питающей сети без подачи напряжения на приставку.
Для подготовки приставки к сварочным работам следует:
• подключить сварочные кабели к контактным шпилькам /согласно маркировке («плюс» подключается к электрододержателю);
• с помощью перемычек 4 установить необходимый ток сварки;
• подать напряжение питания на приставку (при этом загорается сигнальная лампа 9);
• вставить электрод в электрододержатель.
При выполнении сварочных работ с током 100 или 130 А и продолжительностью цикла сварки 5 мин время работы под нагрузкой в длительном режиме составляет 3 мин, а при токе сварки 180 А и той же продолжительности цикла сварки — 1 мин 45 с. Без возникновения дуги амперметр 10 контроля тока сварки не показывает наличия тока. По окончании сварочных работ приставку надо отключить от источника питания.
Для зарядки аккумуляторов с помощью приставки необходимо:
• подключить кабели к зажимам 13',
• подсоединить эти кабели к клеммам аккумулятора согласно маркировке;
• установить ручку регулятора 72 зарядного тока в положение, соответствующее минимальному значению тока;
• подать напряжение питания на приставку (при этом загорается сигнальная лампа 9);
• поворотом регулятора 72 по часовой стрелке установить рекомендуемое для заряжаемой батареи значение тока, контролируя его по прибору. Зарядный ток не должен превышать 8 А;
• по окончании заряда повернуть ручку регулятора 72 против часовой стрелки до упора, отключить приставку от источника питания, снять кабели с клемм аккумулятора.
Приставка выпускается с завода-изготовителя отрегулированной. По окончании гарантийного срока и при необходимости через каждые последующие 6 мес работы приставки проводят ее техническое обслуживание, заключающееся в протирке, продувке и промывке узлов. Для технического обслуживания и замены пришедших в негодность узлов и деталей приставки выполняют ее частичную или полную разборку. Для этого необходимо:
88
• снять верхнюю крышку, отвернуть винты крепления;
• расшплинтовать валики передней крышки, вынуть валики и снять переднюю крышку;
• отвернуть винты крепления лицевой панели и панели сварочных контактов, а также винт крепления платы;
• откинуть лицевую панель;
• отвернуть винты крепления боковых и задней стенок, снять стенки;
• снять пришедший в негодность узел, отвернув на нижней панели винты крепления узла, а также монтажные провода, соединяющие его с элементами схемы;
• печатную плату вынуть вверх из разъема.
Сборку приставки производят в обратной последовательности, проверяют совпадение стрелок приборов с нулем шкалы; при необходимости выполняют коррекцию.
В озможные неисправности приставки и способы их устранения приведены в табл. 5.4
Таблица 5.4
Возможные неисправности сварочной приставки ПС 15 и способы их устранения
Неисправность, внешнее-проявление и дополнительные признаки Вероятная причина Способ устранения
Не горит сигнальная лампа 9 (см. рис. 5.6) Лампа перегорела Заменить лампу
Неисправна питающая сеть Устранить неисправность питающей сети
Нет тока в цепи зарядки. Не показывает амперметр 11 (см. рис. 5.6), ие регулируется ток зарядки Перегорел предохранитель 8 (см. рис. 5.6) Заменить предохранитель
Обрыв в цепи диодов VS1, VD1 (см. рис. 5.7) Проверить целость цепей диодов VS1. VD1. Устранить обрыв, заменить диоды
Не работает генератор на транзисторе VT1 Проверить элементы VS2, R7...R13, VT1, СЗ, VD4, заменить неисправные
Ток сварки меньше положенного в 1,5...2 раза Обрыв в одной из фаз соединения обмоток трансформаторов Т1...ТЗ Проверить цепи трансформаторов Т1...ТЗ, устранить обрыв
Вышло из строя одно из плеч выпрямителя VZ1 Проверить выпрямитель VZ1, заменить диоды
Вопросы для повторения
1. Как устроен сварочный агрегат АС?
2. В чем отличие сварочного агрегата АС УИП?
3. Как устроена сварочная приставка ПС 15?
4. Как осуществляется зарядка аккумуляторной батареи от ПС 15?
5. Опишите возможные неисправности сварочной приставки ПС 15.
89
Глава 6. РАСПРЕДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА И АППАРАТУРА ПЕРЕДВИЖНЫХ ЭЛЕКТРОСТАНЦИЙ
6.1. Общие сведения
На передвижных электростанциях распределительные устройства должны не только обеспечивать распределение электроэнергии между отходящими к потребителям линиями, но и защиту электрооборудования при аварийных режимах работы, управление агрегатом и регулирование (автоматическое или вручную) режимов его работы, контроль за работой агрегатов и подключенных потребителей. В соответствии с назначением распределительных устройств здесь устанавливаются коммутационные (включающие, отключающие и переключающие), защитные, пусковые и регулирующие аппараты и устройства, а также контрольно-измерительные приборы. На распределительных устройствах мощных (свыше 10 кВт) передвижных электростанций, имеющих высокую степень автоматизации, приходится устанавливать много сложной аппаратуры. Небольшие же передвижные электростанции обычно имеют распределительные устройства с весьма малым количеством простых электроаппаратов и приборов, обеспечивающих их надежную и безопасную эксплуатацию.
В зависимости от размеров и сложности распределительные устройства передвижных электростанций могут быть конструктивно оформлены в виде блоков, пультов, щитов, шкафов.
6.2. Блоки управления работой электростанций
Основные показатели блоков управления работой передвижных электростанций для снабжения электроэнергией МПИ приведены в табл. 6.1. Блок управления работой электроагрегата АБ 4 Т/230 ВПМ 2Ж выпуска до 1993 г. показан на рис. 6.1. Он представляет собой металлический корпус, в котором находится аппаратура управления электрической частью. На передней стенке корпуса размещены частотомер 13, вольтметр 15, кнопка 9 (пусковая) возбуждения генератора, амперметр 11. На крышке блока управления расположен омметр 1 с крышкой 26. На задней стенке корпуса находятся выключатель нагрузки 77 и две розетки 18. Корпус также несет блок сопротивлений 2. На рис. 6.1 кроме того обозначено 3... 7, 12,14,19...24 — винты и шайбы, 8 — прокладка, 10 — рукоятка, 16 — пружинное кольцо, 22 — крышка и 25 — задняя стенка. Внутри корпуса на стойках крепятся трубки компаундирующих сопротивлений СК1...СКЗ, пусковое сопротивление СП и регулировочное сопротивление СР. Величины сопротивлений СК1...СКЗ изменяют только в процессе отладки электрической схемы агрегата (см. табл. 6.1). Блок управления крепят к раме агрегата на подвеске. В целях обеспечения безопасности обслуживающего персонала при эксплуатации на блоке управления установлен омметр, предназначенный для непрерывного контроля сопротивления изоляции. Шкала омметра отградуирована в единицах измерения сопротивления (МОм). Полному отклонению стрелки соответствует нулевое сопротивление изоляции, крайнему левому положению — сопротивление, равноеоо. При нормальном состоянии изоляции стрелка омметра на работающем агрегате должна находиться на следующих участках шкалы:
при отключенной на агрегате нагрузке — между оо и 0,5 МОм;
при включенной на агрегате нагрузке — между оо и 0,02 МОм.
90
Таблица 6.1.
Основные показатели блоков управления работой передвижных электростанций
Обозначение элемента блока (по рис.6.4) Наимено-ванне элемента Значение показателя для электроагрегата
АБ 2 Т/230 ВПМ2Ж АБ 4 Т/230 ВПМ2Ж А Б 4/1 Т/230 ВЖ АБ 2/2 Т/230 ВЖ
СП Сопротивление пусковое 33 Ом, проволока 0,7 СХ15Н60 26 Ом, проволока 0,8 Х15Н60 26 Ом, проволока 0,8 Х15Н60
СК1, СК2. СКЗ Сопротивление компаундирующее 5,2 Ом. проволока ДКРХМ 1,0, МНМЦ 40-1,5 2,8 Ом, проволока ДКРХМ 1,3; МНМЦ 40-1,5 23 Ом, проволока 0,8 Х15Н60 23 Ом, проволока 0,8 Х15Н60
СР Сопротивление регулировочное 2,80 Ом, проволока ДКРХМ 1,3; МНМЦ 40-1,5 1,4 Ом, проволока ДКРХМ 1,3, МНМЦ 40-1,5
Эксплуатация установки при положении стрелки на правом (красном) участке шкалы (аварийный режим) недопустима. Омметр контролирует сопротивление изоляции всей установки в целом (источника, потребителя и кабельной сети) только при заземленном агрегате, для чего прикладывается штырь с заземляющим проводом. При проверке сопротивления изоляции агрегата контрольным омметром (на 500 В) необходимо на время измерения отсоединить от корпуса агрегата провод, заземляющий омметр, установленный на блоке управления.
Блок управления электроагрегата АБ 4 Т/230 ВПМ 2Ж (выпуск до 1987 г.) показан на рис. 6.2, а электроагрегатов АБ 2/1 Т/230 и АБ 4/2 Т/230 — на рис. 6.3. Принципиальная электрическая схема генератора и блока управления приведена на рис. 6.4; технические данные приборов — в табл. 6.2.
Рис 6.1. Блок управления (АБ 4 Т/230 ВПМ 2Ж) (выпуск до 1993 г)
91
1
2
3
4
5
Рис. 6.2. Блок управления электроагрегата АБ4Т/230 ВПМ 2Ж (выпуск до 1987 г.):
1 — частотомер; 2 — корпус; 3 — счетчик часов работы двигателя; 4 — вольтметр; 5 — выключатель нагрузки; 6 — розетка; 7 — разъем; 8 — кнопка возбуждения генератора; 9 — омметр; 10 — плата стабилизатора напряжения; 11 — кнопка контроля изоляции
Рис. 6.3. Блок управления:
1 — корпус; 2 — вольтметр; 3 — кнопка возбуждения; 4 — крышка; 5 — кожух омметра; 6 — омметр; 7 — ручка регулировки напряжения; 8 — амперметр; 9 — частотомер; 10 — выключатель нагрузки; 11 — штепсельная розетка; 12 — винт заземления; 13 блок сопротивления
92
Таблица 6.2.
Технические данные приборов электроагрегатов
Наименование Обозначение Тип элемента Основные параметры
Амперметр А Э 8021 Непосредственное включение 0...20А, 50 Гц
Вольтметр V Э 8021 0...250В, 50 Гц
Частотомер HZ В 80 127 В
Омметр MQ М 419 230 В, 50 Гц
Выключатель нагрузки ВН ПВ 325, исполнения 1 25 А,250 В
Силовая цепь генератора (см. рис. 6.4) имеет фазовые обмотки ОС1...ОСЗ. Между нулевым проводом О и выводными проводами 14, 24, 34 включены компаундирующие сопротивления. Напряжение силовой обмотки подводят к розеткам 1...3 через выключатель нагрузки ВН. Обмотка возбуждения генератора О В питается через диодные выпрямители ВСол трехфазной дополнительной обмотки генератора ОД1...ОДЗ. Для надежного самовозбуждения предусмотрено переключение схемы кнопкой возбуждения КВ. С этой целью в цепь возбуждения последовательно с двумя фазами дополнительной обмотки ОД1 и ОД2 включают фазу силовой обмотки ОС2. Сопротивление СП ограничивает силу тока в цепи при нажатой кнопке возбуждения. Для контроля за работой электрической части вольтметр и омметр включены на выходное линейное напряжение генератора, а частотомер — на фазное напряжение.
Монтажная электрическая схема генератора и блока управления (выпуск до 1997 г.) приведена на«рис. 6.5.
Рис. 6.4. Принципиальная электрическая схема генератора и блока управления (выпуск до 1997 г.)
93
Блок управления
ОКВ.
33
12
23
К2
13
скз
13 QC1 14
23 QC2 24
33 QC3 34
15 ОД1 16 ~25~^2~2б
35 ОДЗ 36
23 СП 41
К1
34 24 14
35^15
СК142
а
37
52 Ш1
52
ItXtMjNtX"
ItM W W tH"4<4yi4
Генератор
36_
26_
3£
37
37
Рис. 6.5. Монтажная электрическая схема генератора и блока управления (выпуск до 1997 г.)
В электроагрегатах АБ и АД (выпуск до 1993 г.) кроме силовой цепи имеется цепь возбуждения и системы поддержания постоянства напряжения при изменении нагрузки (рис. 6.6, табл. 6.3). Защиту станции от перегрузок и коротких замыканий осуществляют автоматическим выключателем нагрузки QF1. Цепь возбуждения имеет основную и дополнительную обмотки, расположенные на роторе генератора G. Основная обмотка питается от трехфазной дополнительной обмотки статора ОД!...ОДЗ через трехфазный выпрямитель VD7... VD12. Дополнительная обмотка ротора подключена к фазным обмоткам генератора через трехфазный выпрямительный мост VD1...VD6 с помощью контактных колец. Запущенный бензодвигатель приводит во вращение ротор генератора. При нажатии кнопки возбуждения SB2 импульсы обратной полярности от схемы зажигания (магнето) бензодвигателя через диод VD16 поступают на обмотку ротора генератора, создавая начальный магнитный поток, необходимый для возбуждения генератора. Следует отметить, что в ряде случаев хватает остаточного напряжения 6.. .9 В и генератор возбуждается без нажатия кнопки SB2. При дальнейшем упрощении схемы и установке постоянных магнитов использование импульсов от магнето для начального возбуждения было исключено, что повысило надежность работы двигателя. Процесс возбуждения, происходящий лавинообразно, ведет к быстрому росту напряжения на основной обмотке статора генератора ОС 1...ОСЗ и дополнительной обмотке ОД1...ОДЗ. При этом вторичное напряжение трансформатора Т1 поступает на мост UZ1 и в выпрямленном виде на конденсатор С1 регулировочной платы напряжения. Когда напряжение на конденсаторе С! достигнет определенной величины, пробивается стабилитрон VD15 и ток через резистор R6 поступает на тиристор VT1. Последний открывается, что вызывает запирание транзистора VT2 и, как следствие, приводит к разрыву цепи возбуждения генератора по пути тока — «плюс» выпрямителя на диодах VD7...VD12, обмотка возбуждения генератора, цепь коллектор — эмиттер VT2 и «минус» выпрямителя на диодах VD7... VD12. Далее, после уменьшения выходного напряжения генератора, вызванного разрывом цепи возбуждения, транзистор VT2 снова открывается, и процесс повторяется, причем скважность и амплитуда
94
импульсов напряжения повторяющихся периодов прямо пропорциональны величине нагрузки. Таким образом, VT2 работает в ключевом режиме. В свою очередь, в процессе отпирания транзистора VT1 сопротивление его перехода падает, цепочка катод - анод транзистора VT1 шунтируется, что приводит к его запиранию.
Таблица 6.3
Обозначения и наименования элементов электрической схемы (см. рис. 6.6) электроагрегатов АБ и АД (выпуск до 1993 г.)
Наименование, тип Обозначение Основные параметры Количество на агрегат
Омметр М 419 PR] 220 В, 45...500 Гц 1
Вольтметр Э 8030 PV2 250 В, 50 Гц 1
Выключатель В А 51-25-3400 10Р00 QF1 380 В, 10 А, 50 Гц 1
Резистор R1 21 Ом 1
Резистор ПЭВР 25 R2 100 Ом 1
Резистор МЛТ 2 R4 10 кОм 1
Блок БП В 45-65-02 VD1...VD6, VD...VD12 2
Кнопка КН 2 SB1, SB2 2
Разъем РША 20 XI 220 В, 25 А 1
Розетка штепсельная СС 11-25 XS1, XS2 2
Обмотка основная ОС1...ОСЗ 3
Обмотка дополнительная ОД1...ОДЗ 3
Обмотка возбуждения основная ово 1
Обмотка возбуждения дополнительная ОВД 1
Вместе с тем пробой стабилитрона VD15 и появление тока через управляющий электрод тиристора VS1 ведут к дополнительному разряду конденсатора С1 через резистор R6, так как часть его между движком и одним из выводов также шунтируется и напряжение на конденсаторе падает до последующего запирания стабилитрона. Далее напряжение на С1 вновь начинает расти и процесс повторяется. С ростом напряжения на генераторе возрастает время нахождения стабилитрона VD15, тиристора VS1, транзистора VT1 в открытом состоянии, а тиристора VS2 — в закрытом. При уменьшении напряжения в связи с увеличением нагрузки наблюдается обратная картина.
Таким образом, за счет изменения скважности импульсов тока через транзистор КТ2 осуществляется стабилизация напряжения электростанции в целом. Дополнительно функция стабилизации напряжения достигается за счет компаундированной дополнительной обмотки возбуждения генератора. Реле К1, шунтируя своими размыкающими контактами коллекторно-эмиттерный переход транзистора ИГ2, обеспечивает прохождение тока возбуждения в начальный момент работы схемы, когда транзистор VT2 закрыт. С помощью резистора R 7 подбирается режим работы транзистора VT1, обеспечивающий надежную оптимальную работу схемы. Резистором R6устанавливают необходимый уровень стабилизации напряжения. Конденсаторы С2... С5 служат для сглаживания пульсации напряжения возбуждения. С целью учета времени работы электростанции установлен счетчик моточасов РТ1, питаемый через выпрямитель UZ2 постоянным током. Величину выходного напряжения генератора устанавливают на заводе
95
Рис. 6.6. Схема принципиальная электрическая электростанции (выпуск до 1993 г.) при изготовлении, и она может быть изменена только в случае крайней необходимости подстройкой переменных резисторов R6, R5 платы регулятора напряжений.
На небольших передвижных электростанциях типов АБ 211 Т/230 и АБ 4/2 Т/230 мощностью соответственно 2 и 4 кВт (выпуск до 1987 г.) распределительное устройство скомпоновано в виде блока, представляющего собой металлический корпус, в котором размещены соответствующие аппаратура и приборы (см. рис. 6.2). Блок крепится сверху к корпусу генератора через амортизаторы, что защищает приборы от вредного действия вибрации при работе бензинового двигателя агрегата.
В пазах статора генератора электростанций АБ 2/1 и АБ 4/2 размещены (рис. 6.7) две трехфазные обмотки — силовая (СО1...СОЗ) и дополнительная (ОД!...ОДЗ). Электроэнергию, вырабатываемую в силовой обмотке, передают потребителям, поэтому начала фаз обмотки (выводы 13, 23, 33) через выключатель нагрузки ВН подключают к штепсельным розеткам Р1 и Р2. Электроэнергию, вырабатываемую в дополнительной обмотке, используют для самовозбуждения генератора, т. е. для создания в нем главного магнитного поля. Поэтому концы фаз дополнительной обмотки (выводы 16, 26, 36) подключены к выпрямителю ВС, который преобразует трехфазный ток, вырабатываемый в обмотке ОД, в постоянный ток для питания обмотки возбуждения генератора О В, размещенной на его роторе. Ток во вращающуюся обмотку возбуждения передается через щетки и контактные кольца.
Обе статорные обмотки генератора — силовая и дополнительная — соединены в «звезду», но не прямо, а через компаундирующие сопротивления СК1...СКЗ. Для этого концы фаз силовой обмотки 14, 24 и 34, а также начала фаз дополнительной обмотки 15, 25 и 35 выведены на зажимы пластины К2, от которых идут провода к соответствующим выводам компаундирующих сопротивлений СК. Концы всех трех компаундирующих сопротивлений соединены в «звез-
96
ду» общим нулевым проводом О (конец сопротивления СК1 присоединен к нулевому проводу через замкнутые контакты 0...42 кнопки возбуждения КВ).
Для поддержания стабильного уровня напряжения на выходных зажимах генератора (выводы 13, 23 и 33) при изменении его нагрузки необходимо, как известно, соответствующим образом регулировать ток в обмотке возбуждения ОВ: при увеличении нагрузки или снижении коэффициента мощности (cos ф) ток возбуждения должен быть увеличен, а при снижении нагрузки или повышении cos ср — уменьшен. Рассматриваемая схема позволяет осуществлять автоматическую стабилизацию выходного напряжения генератора при изменени-
И
23
Kl\ Р*
Блек управления jBH
12
123
23 24
33 СО2 34 । i,i и
^СОЗ
12
TJ
>41
25 0Д1 26
35 0Д2 36
| |oi Й"Г ЫФН КН<7 КЗ-КЙ
Й |М> И
I чх-й- jtx ся' КЗ KlfKl К|
^6 J6 ^7
~кз
скз
14 42 cKitii-o--.—375
~7^224 О
ОВ
Щ2
Генератор j
Рис. 6.7. Схема электрическая (монтажная) генератора и блока управления передвижных электростанций АБ 2/1 Т/230 и АБ 4/2 Т/230
ях его нагрузки.
При холостом ходе генератора ток возбуждения определяется напряжением дополнительной обмотки ОД. Когда же подключается нагрузка, то часть рабочего тока силовой обмотки СО, пропорциональная падению напряжения от него на компаундирующих сопротивлениях СК. ответвляется в цепь возбуждения. При этом увеличивается напряжение на выпрямителеЯС и усиливается ток возбуждения. Чем больше нагрузка, тем больше и ток возбуждения. Увеличение тока возбуждения генератора при снижении cos <р нагрузки обеспечивается сдвигом на 90 электрических градусов дополнительной обмотки ОД относительно силовой СО. Выходное напряжение генератора автоматически поддерживается стабильным (в пределах ± 4 %) при изменении симметричной по фазам нагрузки от нуля до номинальной и коэффициента мощности от 1 до 0,8. Для установки уровня напряжения генератора и подрегулировки его вручную служит регулируемое сопротивление СР в цепи обмотки возбуждения. Ручка привода движка этого реостата выведена на переднюю стенку блока. Если при холостом ходе генератора его напряжение занижено или оно нестабильно при изменении нагрузки генератора в указанных выше пределах, то необходимо отрегулировать компаундирующие сопротивления СК перемещением хомутиков, к которым подключены выводы силовой и дополнительной обмоток. При перемещении хомутиков в ту или иную сторону расстояние между ними следует оставлять прежним.
При пуске электростанции для надежного самовозбуждения генератора предусмотрено переключение схемы при помощи кнопки возбуждения КВ. Если генератор после запуска двигателя не возбудился, что видно по показаниям вольтметра, то кнопку КВ следует нажать на 2...3 с. При этом размыкаются контакты кнопки 0 и 42 и замыкаются контакты 41 и 42, в результате чего в цепь возбуждения последовательно с двумя фазами дополнительной обмотки включают одну фазу силовой обмотки. Ток возбуждения увеличивается и генератор быстро возбуждается, что видно по показаниям вольтметра. Для ограничения на это время тока в цепи обмоток ОД1, ОД2 и ОДЗ служит пусковое сопротивление СП.
После возбуждения генератора кнопку следует отпустить, и она под действием своей пружинки вернется в нормальное положение, разорвав контакты 41 и42 и замкнув контакты 0 и 42.
97
Ток нагрузки генератора электростанции измеряют амперметром, включенным последовательно в одну из фаз. Вольтметр подключают между двумя выводными контактами силовой обмотки генератора (он показывает линейное напряжение), частотомер — на фазное напряжение между нулевым проводом и выводом 13 фазы силовой обмотки СО, а мегаомметр - на линейное напряжение между выводами 23 и 33 обмотки СО. Третий контакт мегаомметра присоединен к корпусу электростанции (он заземлен при работе).
Электроэнергию между потребителями распределяют при помощи пакетного выключателя нагрузки ВН и розеток Р1 и Р2. Специальных аппаратов для защиты электрооборудования от аварийных режимов рассматриваемое распределительное устройство не имеет. Так бывает лишь на небольших маломощных передвижных электростанциях, поскольку стоимость оборудования здесь сравнительно невелика, а вероятность его повреждения при аварийных режимах (значительных перегрузках или коротких замыканиях) мала, так как при этом бензиновый двигатель обычно глохнет и электростанция автоматически останавливается.
Для управления агрегатом и регулирования его работы служат кнопка КВ, реостат СР, а также установленные в блоке сопротивления СК и СП. Эти аппараты дают возможность вручную управлять возбуждением генератора и установкой его напряжения, а также автоматически регулировать напряжение при изменении нагрузки. Измерительные приборы (амперметр, вольтметр, частотомер и мегомметр) позволяют осуществлять контроль за работой электростанции.
Конструкция распределительного устройства передвижной электростанции ПЭС 12/200 мощностью 10,5 кВт, которую используют для питания электроинструментов, рассчитанных на трехфазный ток частотой 200 Гц, представляет собой каркас из уголковой стали, в котором закреплена металлическая панель. Стойки каркаса крепятся к раме генератора электростанции. В верхней части лицевой панели размещены стрелочный частотомер, вольтметр и амперметр, служащие для контроля за работой агрегата. В средней части панели расположены: двухполюсная штепсельная розетка для подключения переносной лампы; рукоятка привода трехполюсного рубильника, являющегося главным силовым коммутационным аппаратом; кнопка короткозамыкателя, предназначенного для ускорения первоначального самовозбуждения генератора; ручка вольтметрового переключателя, служащего для подключения вольтметра к различным фазам, и плавкие предохранители, защищающие электрооборудование электростанции от коротких замыканий и перегрузок.
6.3. Коммутационные и защитные аппараты распределительных устройств
Включения, отключения и переключения в электрических цепях осуществляют различного рода коммутационными аппаратами, из которых на распределительных устройствах передвижных электростанций в силовых цепях чаще всего применяют пакетные выключатели, переключатели, рубильники, автоматы, а в цепях управления и измерения — кнопки, небольшие выключатели и переключатели различных типов.
Пакетный выключатель ПК (рис. 6.8,6.9) имеет подвижные 9 контакты, закрепленные на оси? с пружиной 10, и неподвижные 8 контакты с выводами 4, вмонтированные внутри карболитовых пакетов 6. На выходящий из пакетов конец оси надета рукоятка 1, при повороте которой пружину натягивают. Под действием введенной пружины ось, на которой закреплены подвижные контакты, поворачивается с большой скоростью и замыкает или размыкает контакты выключателя. На рис. 6.8: 3 — стяжная шпилька; 5 — крепежное ушко; 7 — крышка. В пакетном выключателе имеются фибровые шайбы, которые под действием высокой температуры выделяют газы, способствующие быстрому разрыву и гашению электрической дуги, возникающей при разрыве тока контактами выключателя. Пакетные выключатели ПК выпускается на токи от 10 до 100 А при напряжении 220 В и от 6 до 60 А при напряжении 380 В. Применяют также пакетные выключатели ПВ 2 (двухполюсные) и ПВ 3 (трехполюсные), выпускающиеся на токи от 10 до 400 А при напряжении 220 В и от 6 до 250 А при напряжении 380 В. Для переключения применяются пакетные переключатели ПП (рис. 6.9).
98
Рубильник (рис. 6.10) состоит из рукояти управления 1, подвижных ножей 3 и неподвижных контактов 2, смонтированных на щитке 4 из изоляционного материала (гети-накса, текстолита и т. д.). Подвижные контактные ножи снизу шарнирно закреплены в стойках, а сверху связаны общей траверсой из изоляционного материала. Чтобы предохранить контакты мощных
1
Рис. 6.8. Пакетный выключатель и его детали
токи, от
рубильников, разрывающих большие оплавления электрической дугой, их ножи снабжают искрогасительными (дополнительными) контактами. Рубильники, устанавливаемые снаружи на панели щита распределительного устройства, имеют, как правило, закрытое исполнение (рис. 6.10, а), т.е. их контакты закрыты кожухом 5, обычно металлическим, обитым внутри листовым асбестом толщиной 1...2мм. Рубильники, устанавливаемые внутри щита сзади от передней панели (рис. 6.10, б), обычно имеют открытое исполнение и снабжены тягой 7, соединенной с установленным на передней панели шита приводом (на рис. 6.10: 6 — скобы)
Автоматические выключатели (автоматы) совмещают функции коммутационного и защитного аппаратов. С их помощью можно вручную включать и отключать электрическую цепь,
Рис. 6.9. Пакетные переключатели ПП
и. кроме того, они автоматически отключают цепь при нарушении нормального режима ее работы, например, при перегрузке, коротком замыкании, чрезмерном снижении или полном отсутствии напряжения. Автоматический выключатель АК 50 (рис. 6.11) состоит из системы контактов 8, 11, дугогасительного устройства 9, представляющего собой камеру с дугогасящей решеткой, электромагнитных расцепителей максимального тока и механизма управления. Все узлы и детали автомата размещены в корпусе 7, закрытом крышкой 2. Подвижные контакты 8 (по два в каждом полюсе) установлены в пазах траверсы 3, которая, поворачиваясь на заданный угол вокруг оси, замыкает или размыкает контакты. Каждый из контактов снабжен нажимной пружиной 4, создающей необходимое нажатие контактов, на которых имеются напайки из
Рис. 6.10. Трехполюсные рубильники:
j — закрытого исполнения на 100 А; б — открытого исполнения на 400 А с дистанционным управлением
99
19 18 17 16 15 14 15 12
Рис. 6.11. Выключатель автоматический АК 50
металлокерамики. Управление автоматом осуществляют рукояткой включения 5. При этом скорость включения контактов не зависит от скорости движения рукоятки. Механизм управления построен на принципе «ломающихся» рычагов 6 и благодаря наличию элементов расцепления обеспечивает автоматическое отключение аппарата расцепителями при перегрузках и коротких замыканиях независимо от положения рукоятки включения. Металлический гибкий мостик 7 из медного многопроволочного жгута соединяет оба подвижных контакта 8 в каждом полюсе (фазе). Гашение дуги, возникающей при разрыве контактами автомата электрической цепи, происходит между пластина
ми дугогасительной решетки, расположенной в дугогасительной камере 9. В каждом полюсе
находится по две дугогасительные камеры. Расцепитель максимального тока имеет электромагнитную систему соленоидного типа с двумя подвижными частями (якорем 12 и плунжером 77), стремящимися при подаче тока в катушку 16 приблизиться к стопу 15. Якорь и плунжер перемещают вдоль латунной трубки 18, проходящей через втягивающую катушку расцепителя. Якорь 12 шарнирно связан с коромыслом, которое, поворачивая отключающую рейку 10, расцепляет подвижную систему автомата. При повороте рейки 10 поворачивают полувалик, освобождающий винт 13 механизма управления, и отключают автомат пружиной 14. В случае возникновения тока перегрузки плунжер 17 преодолевает противодействие возвратной пружины 19 и начинает двигаться к стопу 75. Движение плунжера замедляют жидкостью, которой заполнена
Рис. 6.12. Выключатель автоматический АП 50:
а — общий вид (со снятым кожухом); б — вид сбоку (разрез); 1 — место для установки расцепителя минимального напряжения, электромагнита дистанционного отключения или сигнальных блок-контактов; 2 — кнопка отключения; 3 — кнопка включения; 4 — дугогасительные камеры; 5 — пластмассовый корпус; 6 — неподвижный контакт; 7 — подвижный контакт; 8 — электромагнитный расцепитель максимального тока; 9 — тепловой расцепитель максимального тока;
10 — металлическое основание
100
внутренняя полость трубки 18, в результате чего обеспечивают зависимую от тока выдержку времени срабатывания расцепителя при перегрузках.
Автоматический выключатель АП 50 (рис. 6.12) в своей конструкции похож на автомат АК 50. Управление автоматом АП 50 осуществляют двумя кнопками (включения 3 и отключения 2), выступающими из корпуса выключателя. Выпускаются эти автоматы в двух- и трехполюсном исполнениях с электромагнитными и тепловыми расцепителями максимального тока, с токовыми расцепителями и расцепителями минимального напряжения, без расцепителей (неавтоматический выключатель). Ток срабатывания расцепителей регулируют механическим устройством в следующих пределах: у автоматов на 16 А— от 10 до 16 А; автоматов на 25 А — от 10 до 25 А; автоматов на 40 А — от 25 до 40 А и т.д. Расцепители минимального напряжения автоматов АП 50 изготовляют на номинальные напряжения 127, 220 и 380 В и допускают включение автомата при напряжении сети не ниже 80 % номинального. Включенный автомат отключают расцепителем минимального напряжения при снижении напряжения до 50 % номинального.
На большие токи от 50 до 600 А применяют установочные автоматы серии А 3100 (рис. 6.13).
Предохранители с плавкой вставкой (плавкие предохранители) являются простыми, дешевыми и достаточно надежными аппаратами, защищающими электрические цепи от коротких замыканий и перегрузок. Поэтому они часто используются и в распределительных устройствах передвижных электростанций. Предохранитель с плавкой вставкой является защитным аппаратом од
Рис. 6.13. Установочный автомат серии А 3100 (трехполюсный автомат А 3124):
1, 8 — токоведущие шины; 2 — деионная решетка дугогасительной камеры; 3.— корпус; 4 — рукоятка; 5 — рычаг расцепления; 6—биметаллическая пластинка расцепителя; 7— отключающая рейка; 9—якорь электромагнита расцепителя; 10 — сердечник электромагнита; 11 — основание автомата; 12 — подвижный контакт; 13 — неподвижный контакт
нократного действия, в котором при токе выше заданной величины плавкая вставка, расплавляясь, разрывает электрическую цепь, отключая таким образом защищаемый участок электроустановки. Плавкие предохранители ПЦУ 20, ПР и ПН представлены на рис. 6.14. При токах до 20 А обычно применяют резьбовые (пробочные) предохранители, например резьбовые установочные цокольные предохранители ПЦУ. Предохранитель ПЦУ (рис. 6.14, о) имеет пластмассовое основание 1, на котором укреплены нижний? и верхний 3 контакты. К верхнему контакту приварена контактная гильза 4 с цокольной резьбой Е 27, в которую ввинчена головка (пробка) 5 с плавкой вставкой. Предохранитель закрыт крышкой 6 из пластмассы. Для защиты электрических цепей с токами выше 20 А применяют предохранители ПР с патронами на номинальные токи от 6 до 1000 А или предохранители ПН с патронами на номинальные токи от 40 до 600 А. Предохранитель ПР (рис. 6.14, б) состоит из контактных площадок 13 с губками 12, в которые вставляют патрон с плавкой вставкой. Патрон представляет собой фибровую трубку
101
11с латунными втулками 10 и колпачками 9. Внутри патрона помещена цинковая плавкая вставка 8 с участками сужения, улучшающими токовременную характеристику предохранителя. На концах плавкой вставки имеются отверстия для присоединения ее внутри патрона винтами к контактным ножам 7. Внут-
Рис. 6.14. Предохранители плавкие ПЦУ 20 (а), ПР (о) и ПН (в) ренняя полость патрона заполнена мелкозернистым сухим кварцевым песком, улучшающим условия гашения электрической дуги в патроне при перегорании плавкой вставки. Плавкие вставки к патронам ПР выпускают на номинальные токи 6, 10,15,20,25,35,60,80,100 А и выше — до 1000 А включительно. Предохранитель ПН (рис. 6.14, в) отличается от предохранителя ПР квадратной формой фарфорового патрона 14, наличием пружинящих колец 15 на губках контактных стоек и конструкцией плавкой вставки, состоящей из нескольких полосок перфорированной медной фольги. Патрон предохранителя ПН засыпан кварцевым песком. Плавкие вставки к патронам ПН выпускают на токи 40, 50, 60, 80, 100 и выше — до 600 А включительно.
6.4. Регуляторы напряжения
Кроме ручного регулирования напряжения с помощью реостата в цепи обмотки возбуждения генератора на электростанциях предусмотрено также автоматическое регулирование, выполненное на компаундирующих сопротивлениях. Однако такая схема автоматического регулирования целесообразна лишь на маломощных электростанциях, где потери от прохождения тока по компаундирующим сопротивлениям и их нагрев сравнительно невелики. На более
Рис. 6.15. Устройство компаундирующее
УКЗ ЗМ
102
мощных передвижных электростанциях напряжение регулируют иными способами и для этого применяют другие аппараты.
В качестве ручного регулятора напряжения на электростанциях с синхронными генераторами, имеющими машинные возбудители, чаще всего применяют шунтовой реостат (обычно РВ 5200), включенный в цепь шунтовой обмотки возбудителя. Реостат состоит из системы контактов, ползункового устройства с рукояткой и сопротивления, выполненного в виде проволочных спиралей из нихрома, фехраля или константана (сплавы с высоким удельным электрическим сопротивлением). Такие реостаты используют на передвижных электростанциях ПЭС 60 и ПЭС 100 с генераторами СГ и С.
Однако ручное регулирование требует постоянного наблюдения за напряжением электростанции и быстрого оперативного вмешательства при значительном его изменении. Это усложняет обслуживание и снижает надежность работы. Для облегчения обслуживания и обеспечения устойчивой нормальной работы в схемах передвижных электростанций предусматривают автоматическое регулирование напряжения, осуществляемое специальными автоматическими устройствами. Для автоматического регулирования напряжения в распределительных устройствах передвижных электростанций с генераторами СГ и С устанавливают универсальное компаундирующее устройство УКУ РМ или УКУ ЗМ. Оно состоит (рис. 6.15) из выпрямителя 1, трехфазного трансформатора 2 и щитка зажимов 3, которые смонтированы на общем основании, штампованном из листовой стали толщиной 2 мм. Вторичные обмотки трансформатора насажены непосредственно на стержень магнитопровода, а первичные уложены поверх вторичных. Первичные обмотки выполнены проводом прямоугольного сечения и состоят из двух секций по пять витков каждая. Концы проводов каждой секции выведены на щиток 3 и присоединены к зажимам. В отличие от других трансформаторов магнитопровод трансформатора в устройстве УКУ ЗМ имеет подвижное ярмо 5. Постепенным перемещением ярма плавно изменяют индуктивность трансформатора и силу тока во вторичных обмотках, что необходимо для регулирования степени компаундирования. Ярмо магнитопровода перемещают регулировочным винтом 4, головка которого выведена на крышку кожуха. Первичную обмотку трансформатора включают последовательно в силовую цепь генератора, и через нее проходит весь ток нагрузки. От вторичных обмоток ток поступает к выпрямителю, который выпрямляет его и направляет в цепь обмотки возбуждения возбудителя дополнительно к току, создаваемому в этой обмотке якорем возбудителя. Благодаря этому магнитное поле возбудителя усиливается, увеличивая напряжение, развиваемое его якорем, и становится большим ток возбуждения генератора. Таким образом, действие компаундирующего устройства основано на прямой зависимости тока возбуждения от тока нагрузки. С возрастанием нагрузочного тока, проходящего через первичную обмотку трансформатора, автоматически повышается сила
тока во вторичных обмотках. При этом соответственно увеличивается сила дополнительного тока возбуждения в возбудителе и генераторе. С уменьшением силы тока нагрузки уменьшатся токи во вторичных обмотках трансформатора и дополнительный ток возбуждения. Благодаря такому действию компаундирующего устройства напряжение на зажимах генератора будет оставаться стабильным (в определенных пределах) при изменениях нагрузки электростанции.
Рис. 6.16. Принципиальная электрическая схема включения компаундирующего устройства УКУ ЗМ:
а — между линейными зажимами генератора; б — между нулевыми выводами генератора
103
Компаундирующее устройство УКУ ЗМ включается в схему электростанции, как показано на рис. 6.16 на принципиальной электрической схеме. Секции первичной обмотки трансформатора соединяют последовательно (при токе до 50 А) и параллельно (при токе от 50 до 100 А). Устройство УКУ ЗМ может применяться для автоматического регулирования генераторов С и СГ, а также аналогичных генераторов при мощности их до 60 кВт и напряжении возбудителя до 45 В.
6.5. Электроизмерительные приборы распределительных устройств
Для контроля за режимом работы передвижных электростанций на их распределительных устройствах устанавливают электроизмерительные приборы: амперметры для измерения токов, вольтметры для измерения напряжений, частотомеры для измерения частоты тока, киловаттметры для измерения мощности, счетчики для измерения выработанной электроэнергии.
Одним из наиболее важных качеств измерительного прибора является точность, которую характеризуют обозначенным на шкале прибора классом точности. Отношение (в процентах) погрешности к наибольшему показанию, на которое рассчитан данный прибор, определяет класс точности прибора. ГОСТ предусматривает восемь классов точности: 0,05; 0,1; 0,2; 0,5; 1; 1,5; 2,5; 4. Наиболее точным является прибор с классом точности 0,05. В распределительных устройствах передвижных электростанций обычно используются приборы классов точности 1; 1,5; 2,5.
В зависимости от принципа действия электроизмерительные приборы классифицируют по системам. На передвижных электростанциях при их эксплуатации чаше других используют приборы следующих систем: электромагнитной, магнитоэлектрической, электродинамической, ферродинамической, вибрационной и индукционной.
Электромагнитные приборы (рис. 6.17, о) чаще всего используют в качестве амперметров и вольтметров. Прибор состоит из неподвижной катушки 2, внутрь которой может втягиваться стальная пластинка 6, закрепленная с помощью втулки 3 на стальной оси 7. Концы оси покоятся в подшипниках. На оси закреплены пружина 8 и стрелка 1. При прохождении тока по виткам катушки пластинка втягивается в нее и стрелка отклоняется на определенный угол. Возврат
Рис. 6.17. Устройство электроизмерительных приборов электромагнитной («), магнитоэлектрической (6), электродинамической (в) и ферродинамической (г) систем
стрелки осуществляется пружиной. Для предотвращения колебаний стрелки в приборе имеется успокоитель (демпфер). Он состоит из прикрепленного к втулке 3 поршня 4, помещенного в камеру 5. Характерными особенностями этого электромагнитного прибора являются отсутствие подвижных токоведущих частей и массивное выполнение неподвижной катушки, обеспечивающие высокую устойчивость прибора к временным перегрузкам. Приборы этой системы используются как на постоянном, так и на Переменном токе.
Магнитоэлектрический прибор (рис. 6.17,6) состоит из подковообразного постоянного магнита 10, внутри которо
104
го (между полюсными башмаками) помещена подвижная система. Она представляет собой опирающуюся на подшипники ось, на которой закреплены стрелка, две спиральные пружины 9, катушка 12, намотанная на прямоугольную рамку из алюминия. Электрический ток подводят к катушке через спиральные пружины, служащие одновременно для возврата стрелки в исходное положение. Между стальным цилиндрическим сердечником 11 и полюсными башмаками, укрепленными на постоянном магните, имеется воздушный зазор, в котором образуется магнитное поле. Проходящий по катушке ток, взаимодействуя с магнитным полем, создает вращающий момент, под действием которого катушка вместе с сердечником, осью и стрелкой поворачивается на некоторый угол. Противодействующий момент создается пружинами прибора. Угол поворота подвижной системы зависит от силы тока в проводах рамки: чем больше ток в катушке, тем больше действующий на нее вращающий момент и тем больше угол ее поворота. Ввиду того что катушка поворачивается в ту или иную сторону в зависимости от направления тока, надо следить за правильным включением прибора в сеть. Магнитоэлектрические приборы обычно имеют магнитный демпфер, действие которого основано на торможении рамки индуцируемыми токами. В алюминиевом каркасе (в рамке), на котором намотана катушка, при повороте в магнитном поле индуцируются вихревые токи, которые тормозят движение рамки и таким образом быстро успокаивают подвижную систему прибора. Приборы магнитоэлектрической системы на передвижных электростанциях применяют в качестве амперметров и вольтметров постоянного тока. Для измерения больших токов служат амперметры с шунтами, т.е. сопротивлениями малой величины, подключаемыми параллельно амперметру Вольтметры снабжают добавочными сопротивлениями. Магнитоэлектрические приборы более чувствительны к перегрузкам, чем электромагнитные.
Электродинамический прибор (рис. 6.17, в) состоит из неподвижной 13 и подвижной 14 катушек. Подвижная катушка помещена внутри неподвижной и укреплена на оси, вращающейся в подшипниках. При прохождении тока через обмотки катушек в них одновременно возникают два взаимодействующих магнитных поля Взаимодействие магнитных полей заставляет подвижную катушку повернуться так, чтобы ее магнитное поле совпало с магнитным полем неподвижной катушки. По углу отклонения подвижной катушки судят о значении тока или напряжения. В электродинамических амперметрах катушки прибора соединены параллельно, а в вольтметрах — последовательно с добавочным сопротивлением. Электродинамические приборы обладают высокой точностью, обусловленной отсутствием погрешности, вносимой железными сердечниками. Приборы этой системы могут использоваться в цепях постоянного и переменного тока. Однако из-за большой чувствительности к перегрузкам и влиянию внешних магнитных полей электродинамические приборы почти не применяют в качестве щитовых, а обычно используют при ремонте и испытаниях электрооборудования.
Ферродинамическими приборами (рис. 6.17, г) являются, например, киловаттметры, устанавливаемые на панелях щитов распределительных устройств передвижных электростанций для контроля мощности нагрузки. Они по своему устройству и принципу похожи на приборы электродинамической системы, однако здесь для усиления магнитных полей есть железные сердечники. Работа этих приборов основана на взаимодействии токов в подвижных 21 и неподвижных 20 обмотках. В результате этого взаимодействия подвижные обмотки вместе с осью 15 и укрепленной на ней стрелкой 16 поворачиваются на некоторый угол, зависящий от силы тока, протекающего по обмоткам, и силы противодействия пружины. У ферродинамических приборов в отличие от электродинамических неподвижные обмотки помещены на стальном сердечнике 22, который увеличивает магнитное поле прибора и уменьшает влияние внешних магнитных полей на его показания. Прибор снабжен корректором /7 и успокоителем, состоящим из магнита 18 и алюминиевого сегмента 19. Неподвижные катушки ферродинамического киловаттметра включаются последовательно в цепь тока нагрузки, а подвижная катушка — параллельно, т.е. на напряжение нагрузки, поэтому вращающий момент прибора пропорционален мощности нагрузки.
Частоту тока, вырабатываемого электростанцией, контролируют частотомерами. Вибрационный частотомер (рис. 6г18) состоит из основания 1, электромагнита 4, расположенного
1-05
Рис. 6.18. Вибрационный частотомер:
а — устройство; б—общий вид; в — шкала при измерении частоты 50 Гц
под ним стального якоря 3, который укреплён на бруске 2, упругих пластин и стальных вибрационных пластинок 5. Пластинки 5 имеют разную длину и толщину, а следовательно, и разную частоту собственных колебаний. Свободные концы пластинок, закрашенные белой краской, отогнуты и расположены перед смотровым окном прибора. При проте
кании тока в обмотке электромагнита 4 последний, притягивая якорь 3 дважды за каждый пе-
риод, приводит в колебание вибрационные пластинки 5. Когда частота переменного тока совпадает с частотой собственного колебания отдельной пластинки, последняя вследствие меха
нического резонанса начинает колебаться с наибольшей амплитудой. По размаху этих колебаний, наблюдаемых через смотровое окно прибора, определяют частоту тока. Частотомер, как и
вольтметр, подключают к сети параллельно нагрузке.
Стрелочный частотомер (рис. 6.19, о) обычно представляет собой ферродинамический прибор, действие которого основано на соотношении токов в обмотках его подвижной части. Прибор состоит из магнитопроводов 1, 6 с катушками 3,4, указательной стрелки 8 (рис. 6.19, б), укреплённой на оси прибора, и шкалы 7. В подвижную часть прибора входят катушки 3 и 4. Катушка 3 перемещается в равномерном зазоре магнитопровода 1, а катушка 4 — в неравномерном зазоре магнитопровода 6. Магнитные потоки в магнитопроводах создаются обмотками 2 и 5. В цепи катушек включены сопротивления и конденсаторы, характеристики которых подобраны так, чтобы соотношение токов в катушках сильно зависело от частоты. Направления токов в подвижных рамках прибора подобраны так, чтобы создаваемые ими вращающие моменты были направлены в разные стороны. При протекании токов по обмоткам подвижные части прибора отклоняются на определённый угол и останавливаются в положении, при котором наступает равенство вращающих моментов. Стрелка прибора 8 на шкале 7 будет показывать частоту тока в контролируемой цепи. Стрелочный частотомер подключают к сети так же, как и вольтметр. Его показания при изменениях напряжения практически не изменяются, так как токи в катушках 3 и 4 почти пропорциональны напряжению сети, вследствие чего соотно
шение между токами при изменениях напряжения не нарушается.
Для учёта электрической энергии, вырабатываемой передвижной электростанцией, служит специальный прибор индукционной системы — счётчик электрической энергии. Однофазный счётчик состоит из магнитной системы, подвижной части и счётного механизма, заключённых в металлический или
Рис. 6.19. Частотомер стрелочный: а — общий вид; 6 — устройство
пластмассовый корпус. Магнитная система представляет собой сердечники из пакетов электротехнической стали с надетыми на них двумя обмотками: последовательной и параллельной. Последовательная обмотка, включённая в цепь нагрузки, имеет небольшое число витков провода, диаметр которого соответствует номинальному току счётчика. Параллельная
106
обмотка имеет большое число витков (8...2 тыс.) провода диаметром 0,08...0,12 мм (в зависимости от номинального напряжения счётчика). Для создания тормозящего момента служит постоянный магнит. Подвижная часть счётчика представляет собой алюминиевый диск, укреплённый на стальной оси, опорами которой служат подшипник и подпятник. В отличие от стрелочных приборов индукционной системы подвижная часть счётчика вращается. Алюминиевый диск расположен в зазоре, образуемом полюсами магнитопроводов параллельной и последовательной цепей. На оси имеется червяк, с помощью которого при вращении диска с осью приводится в движение вся система зубчатых колёс, связанных со счётным механизмом. Зажимы служат для присоединения внутренних цепей прибора и внешних цепей электрической сети. Магнитопровод параллельной цепи имеет Ш-образную форму, между концами его стержней вложены вкладыши. Сбоку к магнитопроводу прикреплён противополюс. Магнитопровод последовательной цепи имеет П-образную форму. Создаваемый его обмоткой магнитный поток дважды пронизывает алюминиевый диск и замыкается через детали магнитопровода параллельной цепи. Магнитный поток последовательной цепи пропорционален току. В результате взаимодействия двух магнитных потоков неподвижных электромагнитов в алюминиевом диске индуцируются вихревые токи. Взаимодействие магнитных потоков и вихревых токов создаёт вращающий момент, пропорциональный произведению тока на напряжение, т. е. пропорциональный мощности в цепи, в которую включен счётчик. Число поворотов алюминиевого диска за определённое время пропорционально электрической энергии. Счётчик служит для подсчёта произведённой или потреблённой электроэнергии за некоторый промежуток времени. Чтобы произвести такой подсчёт достаточно знать начальное и конечное показания счётчика за определённый период. Разность этих показаний будет выражать количество выработанной или потреблённой электроэнергии в течение данного периода.
Для учёта электрической энергии трёхфазного тока, вырабатываемого передвижными электростанциями, применяют трёхфазные счётчики. Трёхфазный счётчик представляет собой прибор, в котором конструктивно объединены движущие элементы двух или трёх однофазных счётчиков. При работе трёхфазного счётчика вращающие моменты его движущих элементов, приложенные к общей подвижной части, суммируются и подвижная часть вращается со скоростью, пропорциональной общей мощности нагрузки трёхфазной сети.
Вопросы для повторения
1. Каковы устройство и принцип работы блока управления АБ 4 Т/230 ВПМ 2Ж?
2. Каково устройство блоков выпуска до 1997 г.?
3. Каково устройство автоматических выключателей АК 50?
4. Как работают электромагнитные приборы?
5. Как устроен частотомер?
6. Каково назначение компаундирующего устройства УКУ ЗМ?
7. Как устроен вольтметр и в чём его отличие от амперметров той же системы?
107
Глава 7. ПЕРЕДВИЖНЫЕ ЭЛЕКТРОСТАНЦИИ
7.1. Общие сведения
Передвижные электростанции (электроагрегаты) применяют для снабжения электроэнергией МПИ с электроприводом при текущем содержании и ремонтах железнодорожного пути в местах отсутствия токоподводящей сети. Небольшие размеры и масса позволяют доставить их непосредственно к месту ремонтных работ. Передвижные электроагрегаты просты в обслуживании, всегда готовы к работе, что также является важным фактором при развертывании ремонтных работ. На электроагрегатах в основном установлены синхронные генераторы, сочлененные с двигателями внутреннего сгорания (бензодвигателями или дизелями). Помимо надежности к двигателям внутреннего сгорания (ДВС) электроагрегатов предъявляют повышенные требования в части поддержания во время работы постоянной скорости вращения, так как изменение частоты вращения напрямую связано с изменением напряжения и частоты переменного тока. Автоматическое регулирование напряжения в агрегатах может осуществляться только в определенных пределах. Поэтому все двигатели передвижных электростанций имеют регуляторы оборотов, которые поддерживают их постоянство за счет регулирования подачи топлива в цилиндры. Хорошо отлаженный регулятор при резком изменении нагрузки от холостого хода до номинальной обеспечивает достижение установившихся оборотов вала за 4...6 с.
Основные технические параметры электроагрегатов типов АБ и АД приведены в табл. 7.1.
Таблица 7.1
Технические характеристики электроагрегатов типов АБ и АД
Модель электроагрегата Тип двигателя Напряжение, В (О—однофазный ток, Т — трехфазный) Мощность, кВт Расход топлива, л/ч Объем топливного бака, л Масса, кг Габариты, м
1 2 3 4 5 6 7 8
Бензиновые агрегаты
АБ 2/1 Т/230 ВЖ АБ2/1 230 ВЖ АБ2/1Т/400ВЖ АБ 2/1 230Т/400 ВЖ УД 15М1 230 (Т) 230 (О) 400 (Т) 230 (О) 400 (Т) 2 2 2 1 2 1,9 7,5 100 0,83x0,62x0.46
АБ 2/2 Т/230 ВЖ АБ2/2 230 ВЖ АБ2/2Т/400ВЖ АБ 2/2 230Т/400 ВЖ КД5ПЭ ДМ 1Э 230 (Т) 230 (О) 400 (Т) 230 (О) 400 (Т) 2 2 2 1 2 2,6 7,5 80 0,83x0,62x0,46
АБ4/1 Т/230 ВЖ АБ4/1230ВЖ АБ4/1Т/400ВЖ АБ 4/1 230Т/400 ВЖ УД25М 230 (Т) 230 (О) 400 (Т) 230 (О) 400 (Т) 4 4 4 2 4 3,7 7,5 115 0,965x0,635x0,47
108
Окончание таблицы 7.1
Модель электроагрегата Тип двигателя Напряжение, В (О — однофазный ток, Т — трехфазный) Л С- о н Z со В * О Расход топлива. л/ч Объем топливного бака, л Масса, кг Габариты, м
1 2 3 4 5 6 7 8
Бензиновые агрегаты
АБ 4/2 Т/230 ВЖ АБ 4/2 230 ВЖ АБ 4/2 Т/400 ВЖ АБ 4/2 230Т/400 ВЖ УМЗ 342 230 (Т) 230 (О) 400 (Т) 230 (О) 400 (Т) 4 4 4 2 4 3.5 7,5 96 0,965x0,635x0.47
Дизельные агрегаты
АД 2/1 Т/230 ВЖ АД 2/1 230 ВЖ АД 2/1 Т/400 ВЖ АД 2/1 230Т/400 ВЖ МД 6 230 (Т) 230 (О) 400 (Т) 230 (О) 400 (Т) 2 2 2 1 2 1,7 5 113 0,93x0,64x0,455
АД 2/2 Т/230 ВЖ АД 2/2 230 ВЖ АД 2/2 Т/400 ВЖ АД 2/2 230Т/400 ВЖ ВСН 6Д 230 (Т) 230 (О) 400 (Т) 230 (О) 400 (Т) 2 2 2 1 2 1,6 5 113 0.93x0,64x0.455
АД 4 Т/230 ВЖ АД 4 230 ВЖ АД 4 Т/400 ВЖ АД 4 230Т/400 ВЖ МД 8 230 (Т) 230 (О) 400 (Т) 230 (О) 400 (Т) 4 4 4 2 4 2,3 5 120 0,93x0.64x0,455
АД 4/1 Т/230 ВЖ АД 4/1 230 ВЖ АД 4/1 Т/400 ВЖ АД 4/1 230Т/400ВЖ МД 6 230 (Т) 230 (О) 400 (Т) 230 (О) 400 (Т) 3.2 3.2 3,2 1,6 3,2 1.7 5 118 0,93x0,64x0,455
АД 4/2 Т/230 ВЖ АД 4/2 230 ВЖ АД 4/2 Т/400 ВЖ АД 4/2 230Т/400 ВЖ СН6Д 230 (Т) 230 (О) 400 (Т) 230 (О) 400 (Т) 3,2 3.2 3,2 1,6 3,3 1,6 5 118 0,93x0.64x0,455
Электроагрегаты при выполнении работ на открытом воздухе работают при значительных колебаниях температуры. Чтобы правильно определить допустимую нагрузку, важно знать, как при этом изменится мощность двигателя. Для этого можно воспользоваться выражением
/"2 = д/^2 ^1 •
где и — эффективные значения мощности двигателя, соответствующие начальной /| и конечной t-, температурам (обычно за начальную температуру, соответствующую номинальной мощности двигателя, принимают 20 °C).
Обычно запас мощности ДВС передвижных электростанций составляет 25.. .40 %, что обеспечивает устойчивую работу при кратковременных пиковых нагрузках при работе МПИ. Од-
109
нако чем больше запас мощности двигателя, тем менее экономична работа электростанции в связи с повышенным удельным расходом топлива. Двигатели передвижных электростанций при достаточно высокой степени надежности (гарантийный срок службы 1200...3000 ч) должны иметь минимальную массу, позволяющую перемещать электроагрегат вдоль фронта работ.
7.2. Электростанции АБ 2 Т/230 ВЖ и АБ 4 Т/230 ВЖ
Передвижные электростанции АБ 2 Т/230 ВЖ и АБ 4 Т/230 ВЖ с приводом от бензиновых двигателей представляют собой бензоэлектрические агрегаты нового поколения, более простые по конструкции и надежные в эксплуатации. Применяют их в основном для питания электроэнергией МПИ. Эти электростанции хорошо воспринимают переменные пиковые нагрузки, возникающие при работе шпацоподбоек, шуруповертов, костылезабивщиков, электрогайковертов и других МПИ. В качестве привода применяют бензиновые четырехтактные ДВС УД 15 М1, УД 25 М1, КД 5ПЭ, ДМ 1, УМЗ 341 и других типов, обеспечивающих поддержание стабильной частоты вращения 3000 об/мин и мощности 1,47 кВт на каждый киловатт отдаваемой генератором мощности.
Электростанции разработаны на общей унифицированной базе, имеют много идентичных узлов и деталей. На рис. 7.1 показана электростанция АБ 2/2 Т/230 ВЖ с приводом от двигателя КД 5ПЭ. Она состоит из двигателя /, генератора 2, рамы 3 и блока аппаратуры 5. Двигатель с генератором соединен при помощи фланца 9. Передачу крутящего момента от двигателя на генератор осуществляют упругой соединительной муфтой 10, которая имеет полумуфту двигателя и полумуфту генератора с закрепленным на ней вентилятором. Между полумуфтами расположена резиновая армированная прокладка. Блок аппаратуры управления (так же как и двигатель с генератором) крепят на раме. В свою очередь, топливный бак 8 с бензорукавом 4 крепят на раме или непосредственно на двигателе. На раме в зависимости от исполнения электроагрегата могут быть установлены ручки, ролики 7 или колеса для перемещения электроагрегата вдоль фронта работ по рельсу или грунту. Двигатель и генератор крепят на раме через амортизаторы 6. Корпус генератора электрически соединяют с рамой гибким проводником //. На опорном уголке рамы имеется болт для подсоединения проводов заземления 12. На рис. 7.1: 11 — винты крепления кожуха, 13 — стяжной хомут, 14 — бензокраник.
Электрическая схема электростанции приведена на рис. 7.2 (табл. 7.2).
Рис. 7.1. Электроагрегат
АБ2/2 Т/230 ВЖ
НО
На двигателе установлена универсальная плата управления и регулирования (рис. 7.3), которая обеспечивает:
• запуск;
• работу на режиме малого газа (МГ) — прогрев двигателя;
• выход на режим полного газа (ПГ)—рабочий режим;
• тонкую регулировку частоты тока.
Запуск электроагрегата и прогрев двигателя производят при положении ручки 2 управления двигателем на расстоянии 1/4... 1/3 полного хода от верхнего упора (исходного положения — ИП). Выход на режим полного газа производят перемещением ручки управления вниз до упора. Тонкую регулировку частоты тока производят с помощью винта 1. При вращении его против часовой стрелки частота тока уве
VD7...VD12
Рис. 7.2. Схема принципиальная электрическая трехфазного электроагрегата (см. табл. 7.2)
личивается, при вращении по
часовой стрелке — уменьшается. Для остановки электроагрегата необходимо установить ручку управления в положение МГ, проработать 1 ...2 мин и закрыть воздушную заслонку на карбюраторе двигателя. Затем ручку управления следует поставить в ИП. Экстренную остановку электроагрегата производят закрытием воздушной заслонки на карбюраторе двигателя. После остановки двигателя ручку управления надо установить в ИП. На рис. 7.3: 3 — винт ограничения максимума оборотов,4 — рычаг остановки. На последних выпусках двигателей КД 5ПЭ установлена кнопка «Стоп». Блок управления модернизированных электростанций приведен на рис. 7.4, схема принципиальная электрическая дана на рис. 6.6.
Рис. 7.3. Плата управления
двигателем КД 5ПЭ
Рис. 7.4. Блок управления модернизированной электростанцией:
/ — частотомер; 2 — корпус; 3 — счетчик часов работы двигателя; 4 — вольтметр; 5 — выключатель нагрузки; 6 —• розетка; 7 — разъем; 8 — кнопка возбуждения генератора; 9 — омметр; 10 — плата стабилизатора напряжений; 11 — кнопка контроля изоляции
111
Таблица 7.2
Наименования и обозначения элементов электрической схемы (см. рис. 7.2) электроагрегатов типов АБ и АД
Наименование Обозначение Основные параметры Количество на электроагрегат
Омметр М 419 PRJ 220 В, 45...500 Гц 1
Вольтметр Э 8030 PV1 250 В, 50 Гц 1
Выключатель ВА 51-25-3400 10 Р00 QF1 380 В, 10 А. 50 Гц 1
Резистор R1 21 Ом 1
Резистор ПЭВР 25 R2 100 Ом 1
Резистор МЛТ 2 R4 10 кОм 1
Блок БПВ 46-65-02 VD1...VD6, VD7...VD12 2
Кнопка КН 2 SB1, SB2 2
Разъем РША 20 XI 220 В, 25 А 1
Розетка штепсельная СС11-25 XSJ. XS2 2
Обмотка основная ОС1...ОСЗ 3
Обмотка дополнительная ОД1...ОДЗ 3
Обмотка возбуждения основная ОВО 1
Обмотка возбуждения дополнительная ОВД 1
До 1990 г. выпускались электроагрегаты АБ 2Т/230 ВПМ 2Ж и АБ 4Т/230 ВПМ ЗЖ с приводными бензиновыми двигателями УД 15 и УД 25. Они все еще используются на сети железных дорог страны. Технические характеристики этих электроагрегатов приведены в табл. 7.3. Эти электроагрегаты, как и описанные выше, имеют блочную конструкцию, сочленяющую бензиновый двигатель с генератором при помощи алюминиевого фланца. Единый блок устанавливают на трубчатой раме с помощью четырех резиновых амортизаторов. На генераторе смонтирован блок управления с приборами, пусковыми, регулирующими и компаундирующими сопротивлениями. Переноску агрегата на небольшие расстояния производят силами двух человек. Агрегат можно перемещать по одному рельсу железнодорожного пути посредством двух роликов, смонтированных на раме.
Таблица 7.3
Технические характеристики электроагрегатов типа АБ выпуска до 1990 г.
Показатель Значение показателя для электроагрегата
АБ 2 Т/230 ВПМ 2Ж АБ 4 Т/230 ВПМ 2Ж
Тип генератора ГАБ 2 М 2-00-00 ГАБ 4 М 2-00-00
Номинальная мощность, Вт 2000 4000
Род тока Переменный, трехфазный
Номинальное напряжение, В 230
Номинальная частота, Гц 50
Ток нагрузки, А 6,3 12,6
Коэффициент мощности 0,8
112
Окончание таблицы 7.3
Показатель Значение показателя для электроагрегата
АБ 2 Т/230 ВПМ 2Ж АБ 4 Т/230 ВПМ 2Ж
Частота вращения, об/мин 3000
Возбуждение От дополнительной обмотки через диодные выпрямители
Тип блока управления АБ 2М 2-03-00 АБ 4М 2-03-00
Амперметр Э 8021
Вольтметр Э 8021
Частотомер В 80
Мегаомметр М 143М (М 419)
Выключатель ПВЗ 25 1-го исполнения
Сопротивление пусковое, Ом 33 —
Сопротивление компаундирующее. Ом 5,2 2,8
Сопротивление регулировочное. Ом 2,8 2,8/2
Марка двигателя УД 15 УД 25
Тип двигателя Карбюраторный, четырехтактный, воздушного охлаждения
Мощность двигателя, Вт 3676 7353
Частота вращения, об/мин 3000
Топливо Бензин А 72
Подача топлива Бензонасос диафрагменного типа К 16Ж
Габаритные размеры, м 1,1x0,545x0,73
Масса комплекта, кг НО 145
7.3. Защитно-отключающее устройство
Согласно Правилам устройства электроустановок в передвижных электростанциях не рекомендуется заземлять нейтраль генератора. Исходя из требований безопасности, корпуса электроинструментов имеют (при помощи четвертой жилы питающего кабеля) постоянную связь с заземляющим устройством электростанции. Обеспечить рекомендуемое сопротивление заземления 20 Ом в условиях эксплуатации весьма сложно и часто невыполнимо. Другие пути повышения безопасности (применение инструмента на 36 В или электродвигателей с двойной изоляцией) из-за технической сложности и дороговизны до настоящего времени в производстве еще не находят применения.
В связи с этим на ОАО КЗТМ совместно с НИЦ КС (г. Обнинск) разработано и выпускается защитно-отключающее устройство (ЗОУ УКИ УЗО). В зависимости от выбранной схемы ЗОУ может обеспечивать контроль состояния изоляции фаз, контроль неисправности заземления, производить отключение при снижении сопротивления изоляции ниже допустимых пределов и тем самым предотвращать развитие аварийного режима.
Для бензоагрегатов типов АБ 2 и АБ 4 в качестве ЗОУ может быть применено устройство с простейшей схемой (рис. 7.5). В отличие от обычных электростанций электроагрегат, снабженный ЗОУ, мгновенно прекращает энергопитание в следующих случаях:
• снижение уровня сопротивления изоляции ниже заранее заданной величины, включая электростанцию, кабельную сеть и подключенный электроинструмент;
113
От гене-'___^Р-
pamopa,f4(7).N(8)i
На нагрузку
Принципиальнаясхема устройства контроля изоляции с УЗО для арматуры кабельной с кнопкой проверки
Рис. 7.5. Схема защитного отключения электростанции
• пробой любой фазы на корпус;
• случайное касание человеком токоведущих частей электроустановки.
Защитное отключение срабатывает даже при обрыве цепи заземления электроустановки. Все это существенно повышает электробезопасность монтеров пути от поражения электротоком при выполнении ремонтных работ на железнодорожном пути.
Работа устройства УКИ УЗО предусматривается в трех основных режимах:
• нормальная изоляция;
• контроль;
• пониженное сопротивление изоляции.
В условиях нормальной изоляции ток, протекающий по первичной цепи оптрона (полупроводникового «бесконтактного» реле VFJ с диодом и транзистором р-п-р, а также с диодами VD1...VD4 и стабилитроном VD5), не обеспечивает срабатывания реле и, следовательно, выдачи сигнала на срабатывание УЗО не происходит. В режиме контроля и включенном УЗО (контакты 1—2,3—4,5—6, 7—8 замкнуты) при нажатии кнопки Кн1 протекающий по первичной цепи оптрона ток приводит к срабатыванию транзистора оптопары и, следовательно, к срабатыванию реле К1. При этом замыкается контакт Kl.lwe цепи фаза А1-К1.1-R9—контакты 1-2 УЗО - контакты 3-4 УЗО протекает ток, величина которого превышает дифференциальную установку УЗО, что и приводит к его срабатыванию. В режиме пониженной изоляции (сопротивление изоляции меньше допустимого) величина первичного тока через оптрон вызывает срабатывание реле К1 и замыкание контакта KI. 1, что аналогично режиму контроля и приводит к срабатыванию УЗО.
7.4. Техническое обслуживание электростанций
Общие положения. Техническое обслуживание электростанций состоит из комплекса мероприятий по созданию наиболее благоприятных условий работы деталей, своевременному предотвращению появления неисправностей, выявлению и устранению возникающих дефектов. Соответственно назначению, объему работ и периодичности выполнения техническое обслуживание подразделяется на ежесменное (ЕО), выполняемое перед началом работы, во время перерывов и после окончания работы, и периодическое, производимое после определенного времени работы. Периодическое техническое обслуживание подразделяют на техническое обслуживание ТО1, выполняемое через каждые 100 ч, и техническое обслуживание ТО2, выполняемое через каждые 200 ч работы. Техническое обслуживание выполняет моторист, обслуживающий электроагрегат.
В состав ЕО входят работы по очистке, осмотру и проверке электростанций, проведению необходимой смазки, проверке наличия топлива, подтяжке крепежа, проверке надежности за
114
земления и средств контроля, состояния изоляции, а также другие работы, указанные в инструкциях по эксплуатации заводов-изготовителей.
В состав работ по ТО1 входят все операции ЕО, а также:
• для электростанций типов АБ 2, АБ 4 — промывка воздухофильтра; замена фильтрующего элемента; проверка зазоров клапанов двигателей, зазора между контактами прерывателя и зазора запальной свечи, состояния щеток и контактных колец генератора (в случае наличия нагара кольца следует протереть ветошью, смоченной в бензине и отжатой), совпадения стрелок приборов с нулем шкалы (при необходимости проводят корректировку);
• для дизельных электростанций типов АД 2, АД 4 — замена масла в двигателе, в воздухоочистителе; промывка масляных фильтров, поддона и сетки заборника масла; проверка зазоров между клапанами и коромыслами (при необходимости проводят регулировку); снятие топливной форсунки и очистка ее от нагара; прочистка отверстия специальной иглой.
В состав работ по ТО2 входят все операции ЕО, ТО1, а также:
• для электростанций типов АБ 2, АБ 4 — замена фильтрующих элементов; притирка клапанов; очистка от нагара камеры сгорания головки цилиндра; снятие поршневых колец и поршней и очистка их от нагара; проверка состояния соединительной муфты, состояния подшипников генератора; добавление смазки; очистка контактных колец генератора от пыли и грязи (при необходимости их шлифовка); проверка износа щеток (если высота щетки составляет менее 15 мм, ее следует заменить);
• для дизельных электростанций типов АД 2, АД 4 — замена масла в корпусе топливного насоса и картера пускового двигателя; промывка набивки в сапунах; промывка сеток масло-приемников, фильтров воздухоочистителей; регулировка зазоров в клапанах и в механизме декомпрессора; проверка муфты сцепления пускового двигателя и при необходимости ее регулировка; снятие головки цилиндра, проверка герметичности клапанов газораспределения (для этого во впускной и выпускной клапаны заливают керосин, при обнаружении негерметичности клапанов следует снять пружины и притереть коническую запирающую поверхности клапанов к седлу головки цилиндра; притирку производят пастой из микрошлифпорошка зернистостью М 50 или М 63, смешанного с моторным маслом; после притирки пасту удаляют, стержни клапанов смазывают маслом, устанавливают клапаны и проверяют их герметичность; головку цилиндра устанавливают на двигатель); проверка состояния и посадки поршневых колец (для чего необходимо снять с двигателя цилиндр; разъемы колец должны располагаться один относительно другого под углом 120°; после этого цилиндр установить на место).
В генераторе и блоке управления все работы проводят в объемах, аналогичных электроагрегатам типов АБ 2 и АБ 4. Примерные рекомендуемые объем и сроки проведения работ по обслуживанию электроагрегатов даны в табл. 7.4.
Таблица 7.4
Примерные рекомендуемые объем и сроки проведения необходимых регламентных работ при эксплуатации агрегатов
Вид работы Сроки проведения работы, машино-ч
Бензиновые двигатели
Замена масла с обязательной промывкой коробки передач, регулятора и редуктора 30...50
Промывка отстойника бензобака, проверка топливных фильтров, промывка карбюратора 50...100
Проверка величины зазора между контактами прерывателя магнето (0,25...0,35 мм), а также между электродами свечи (0,6...0,75 мм) 50
115
Продолжение таблицы 7.4
Вид работы Сроки проведения работы, машино-ч
Проверка правильности установки момента зажигания 30...50
Очистка глушителя 150
Смазка механизма запуска 50
Смазка подшипников вентилятора и магнето 300...400
Очистка от нагара поршневых колец и канавок, промывка их 50... 150
Проверка зазоров клапанов 50
Притирка клапанов 200.., 300
Смена свечей зажигания 250...350
Замена прокладок новыми 150... 250
Подтяжка шатунного подшипника, проверка посадки поршневого пальца 300...400
Разборка, промывка и смазка автомата опережения зажигания 400
Дизельные двигатели
Проверка надежности крепления всех агрегатов на раме 100
Промывка фильтра грубой очистки и слив отстоя топлива 100
Промывка фильтра тонкой очистки топлива 200
Смена масла 200
Проверка зазоров между носками коромысел и клапанами 100
Добавление смазки в шариковые подшипники передних опор валов, подшипник каретки механизма включения 100
Проверка напряжения и плотности электролита аккумуляторных батарей 100
Проверка форсунок на качество распиливания топлива 500
Проверка угла опережения подачи топлива 600
Проверка центровки дизеля с генератором 600
Удаление накипи из системы охлаждения 2000... 3000
Притирка клапанов 1500... 2500
Генераторы и щиты управления
Проверка состояния щеток 150..,200
Проверка состояния коллектора 400... 500
Проверка величины сопротивления изоляции 300
Смена смазки в шариковых подшипниках 1500... 3000
Проверка конденсаторов 400
Проверка состояния обмотки, продувка ее сжатым воздухом и обтирка ветошью 600
Проверка величины зазора между статором и ротором 500
Проверка состояния резиновых прокладок в соединительной муфте 300
116
Окончание таблицы 7.4
Вид работы Сроки проведения работы, машино-ч
Проверка соосности генератора и двигателя 300...500
Проверка правильности показаний приборов 1500
Зачистка контактов переключателей, кнопок управления и др. 200
Проверка регулятора напряжения 200
Проверка сопротивления изоляции щитов управления 400
Синхронные генераторы могут долго и надежно работать при правильной эксплуатации и хорошо организованном уходе. При работе следует следить за напряжением, частотой и нагрузкой генератора. Работа при чрезмерно пониженном напряжении перегружает генератор излишним током, приводит к повышенному нагреву обмотки и быстрому выходу из строя изоляции обмоток статора и ротора генератора. Необходимо периодически проверять, как работают контактные кольца со щетками, следить за степенью нагрева обмоток генератора.
Контроль электрической прочности изоляции и ее восстановление. При работе генератора на изоляцию статора и ротора оказывают воздействие тепло, атмосферная влага, динамические силы от вращающихся частей и другие факторы. Старение изоляции выражается в снижении ее сопротивления, появлении трещин и т.п. Поэтому рекомендуется проверять электрическую прочность изоляции обмотки по отношению к корпусу. Проверка производится мегаомметром на 500 В. Для проверки сопротивления изоляции генератор отключают от блока управления, отсоединяют проходные помехоподавляющие конденсаторы (во избежание их пробоя), а затем конец одного из проводов мегаомметра присоединяют к корпусу генератора, а концом другого провода попеременно касаются всех выводов генератора, вращая при этом рукоятку прибора с частотой 100... 150 об/мин и следя за отклонением его стрелки. Сопротивление изоляции статора считается удовлетворительным, если составляет для обмоток не менее 5 МОм, а для обмоток ротора 2 МОм.
Для восстановления электрической прочности изоляции генератора обмотку статора пропитывают изоляционным лаком МЛ 92. При пропитке лак заполняет все поры и восстанавливает монолитность изоляции. Перед пропиткой статор и ротор просушивают внешним нагревом с помощью электропечей, мощных ламп и др. или же продуванием через обмотку воздуха, нагретого до температуры 80... 100 °C. Просушенный статор охлаждают до температуры 60...70 °C и пропитывают изоляционным лаком методом погружения. После пропитки лаку дают стечь, выдерживают на воздухе 1 ч и сушат в печи при температуре 110... 120 °C в течение 9... 12 ч. Высушенный статор или ротор покрывают эмалью ГФ 92 ХС для придания изоляции большей влагостойкости, маслостойкости и повышенной механической прочности.
Ротор генератора пропитывают в лаке КП 23 или бакелитовом с целью большей цементации вращающейся обмотки и придания ей повышенной механической прочности (в условиях действия центробежных сил при вращении ротора генератора).
Уход за щетками. При обслуживании генератора особое внимание моторист должен уделять щеточному аппарату. Щетки должны быть целыми, без сколов, трещин и полос. Прилегание щетки к контактным кольцам должно быть плотное. При плотном прилегании щетки вся ее контактная поверхность будет зеркально блестящей. Сила нажатия щеток для разных типов генераторов не всегда указывается заводом-изготовителем. В этих случаях можно пользоваться данными, приведенными в табл. 7.5.
Изношенные щетки необходимо своевременно заменять новыми (табл. 7.6). Щетка считается изношенной, если она выступает над краем щеткодержателя менее чем на 1,5 мм. На генераторах типов ГАБ 1,6 Т/230, ГАБ 2 Т/230 и т.п. щетка считается изношенной, если ее вы-
117
Таблица 7.5
Информация для ухода за щетками
Тип генератора Марка щеток Размеры щеток, мм Сила нажатия щеток на контактные кольца, Н
ГАБ 2 Т/230 ГАБ 4 Т/230 Мб 8x8x25 1,5
MCA 72/4А ЭГ4 10x12,5x32
ГАБ 8 Т/230 Мб 8x8x25 1,5
Таблица 7.6
Информация для подбора щеток
Место установки щетки Скорость, м/с Плотность то-ка, А/см2 Рекомендуемая марка щетки
основная допустимая
Контактные кольца син-хронных генераторов 8...12 8...6 Мб МГ4;ГЗ;М 1
10...15 10...20 ЭГ4
Коллекторы синхронных генераторов 15...20 8...12 Г 2; Г 3 М 1;МЗ;ГЗ
25...40 12...15 ЭГ 4; МГ 4
Свыше 40 8...10 ЭГ 83 ЭГ 2; ЭГ 4; ЭГ 14; ЭГ 8
сота составляет 15 мм или менее. Вновь устанавливаемую щетку притирают по контактной поверхности шкуркой ВТЛ 775-575Э180. Притирку щеток производят следующим образом: щетку ставят в гнездо щеткодержателя и между ее контактной поверхностью и кольцом помещают полоску стеклянной бумаги (рабочей поверхностью к щетке); затем, нажимая на щетку пружиной или рукой, продергивают полоску в одну и другую сторону по окружности до тех пор, пока поверхность щетки не будет плотно прилегать к поверхности кольца. После притирки щеток необходимо протереть кольца сухой тряпкой, а при возможности лучше продуть сжатым воздухом. Для окончательной притирки щеток к контактным кольцам двигатель запускают на 20...30 мин на холостом ходу (генератор при этом возбуждать не следует). При заправке щеток в щеткодержателе следует учитывать, что щетка должна перемещаться свободно, но не качаться. Зазор между щеткой и обоймой допускается 0,2...0,3 мм. Подгонку щетки по гнезду щеткодержателя осуществляют опиловкой и притиркой боковых граней щетки. Для того чтобы предотвратить вибрацию щеток при работе, расстояние от нижнего края обоймы щеткодержателя до контактных колец следует выдерживать в пределах 2...5 мм. Перед установкой щеток их рабочую поверхность протирают смоченной в бензине марлей. Устанавливая щетку, следует проверить правильность ее ориентировки относительно коллектора. На щетке имеется контрольная фаска, позволяющая устанавливать ее в том положении, в каком она притиралась на кольцах. Кроме того, у притертой щетки набегающий край соответствует заостренному краю щетки, а сбегающий — затупленному со сколами краю.
Если щетки нужных марок отсутствуют, можно подобрать их следующим образом:
• определяют линейную скорость, м/с, на поверхности контактных колец по формуле:
v = 0,052Jn,
где d — диаметр колец, мм; п — частота вращения, об/мин;
118
• затем определяют плотность тока под щеткой, А/см2:
где /— сила тока машины, A; s — площадь щетки, см2; г— число щеток.
Пользуясь полученными данными, по табл. 7.6 подбирают марку щетки.
Обслуживание обмотки генератора. Обслуживая генератор, моторист должен помнить, что главным врагом изоляции наряду с влагой является грязь. Если изоляция машины в хорошем состоянии, то она имеет большое сопротивление электрическому пробою. Сухая пыль, осевшая на обмотку, вначале не представляет опасности, так как она легко сдувается с изолированных поверхностей без нарушения целостности изоляции. При длительном нахождении на поверхности изоляции пыль отсыревает и создает множество путей для утечки тока. Токи, проходя по дорожке из грязи, обугливают и разрушают изоляцию. Отсыревшая пыль, кроме того, при работе машины подсыхает, образует сплошную корку и, резко ухудшая теплоотдачу, может привести к перегреву генератора. Поэтому очень важно своевременно удалять осевшую пыль с изоляции обмотки. Пыль удаляют протиркой сухой тряпкой, а еще лучше (при наличии) — сжатым воздухом. Крайне вредно действует на изоляцию (кроме пыли и воды) смазочное масло. Масло, как и вода, проникает между слоями изоляции и несет с собой растворенную грязь. Под действием температуры и влаги масло окисляется и разлагается химически, образуя ряд агрессивно действующих на изоляцию соединений. Попавшее на изоляцию масло удаляют тряпкой, смоченной в бензине и тщательно отжатой.
При эксплуатации генератора необходимо следить за температурой нагрева обмотки и активной стали. У большинства генераторов в качестве изоляции кроме стеклотканей применены материалы на хлопчатобумажной или шелковой основе, относящейся к классу изоляции А, который допускает наибольшее превышение температуры обмотки над окружающей средой 65 °C. За наибольшую температуру окружающего воздуха принята температура в 35 °C, следовательно, температура обмотки не должна превышать 100 °C. Превышение ее на 10... 15 °C намного снижает срок службы изоляции. Температуру обмотки электромашины можно определить путем измерения ее сопротивления току в холодном и нагретом состоянии по формуле:
А/ = [(/?2-Л1Х235 + /1)/Л1]-(/2
где А? — превышение температуры над окружающей средой, °C: /? । — сопротивление обмотки в холодном состоянии, Ом; /?2 — сопротивление обмотки в нагретом состоянии, Ом; q — температура окружающей среды при замере сопротивления в холодном состоянии, °C; t7 — температура окружающей среды при замере сопротивления обмотки в нагретом состоянии, °C; 235 — коэффициент для медной обмотки; для обмотки из алюминия этот коэффициент равен 245.
Уход за подшипниками. При уходе за подшипниками необходимо в основном следить за соответствием смазки и своевременностью ее замены (табл. 7.7; о смазках см. в п. 1.8, 10.1 и 11.10). Добавление или замена смазок требуется, если в подшипниках слышится неравномерный шум и стук или наблюдается повышенный нагрев подшипниковых гнезд. Перед заменой смазки подшипники промывают в керосине и просушивают. Свежую смазку набивают в шариковые подшипники на 2/3 объема. Излишек смазки не допускается, так как, вытесняясь, она будет попадать на обмотку и разрушать изоляцию. Генераторы передвижных электростанций
Таблица 7. 7
Марки смазок и сроки их замены
Тип генератора М арка смазки Периодичность смены, машпно-ч Примечание
ГАБ 1,6 Т/230 ЦИАТИМ 201 400 Допускается примене-ние смазки УТВ, ЦИАТИМ 203
ГА Б 2 Т/230 400
ГАБ 4 Т/230 500
119
работают в условиях значительной запыленности, поэтому необходимо следить за наличием и исправностью войлочных и фетровых уплотнений. При замене уплотняющих колец новыми их необходимо пропитать чистым горячим минеральным маслом.
При работе генераторов нагрузку следует включать постепенно, равномерно нагружая-все три фазы. Неравномерная нагрузка фаз приводит к частому перегоранию плавких предохранителей на распределительном щите электростанции или в распределительной коробке. Перед остановкой генератора нагрузку также следует отключать постепенно. По окончании работы надо проверить и подтянуть все соединения, удалить осевшую грязь и пыль.
7.5. Диагностирование состояния электростанций
Своевременное качественное обслуживание и техническое диагностирование электрооборудования электростанций — важнейшая предпосылка их своевременного ремонта и безаварийной работы.
Основной нормальной причиной выхода из строя электростанций (так же как и любого другого оборудования) является превышение допустимых параметров изнашивания. В качестве количественной меры изнашивания может служить снижение электрической прочности изоляции, повышение переходных сопротивлений контактов электроаппаратуры, а также изменение размеров деталей по отношению к их нормальному значению. В связи с этим при диагностировании распространенными методами являются осмотр, проведение контрольных замеров и проверок (табл. 7.8). С помощью анализа нарастания значений параметров можно судить о надежности работы детали, узла, изделия в целом.
Таблица 7.8
Операции диагностирования генераторов электростанций
Операция Состав работ
Осмотр и проверка контактных колец Определение износа контактных колец; проверка прижогов, местной выработки кольца; проверка состояния изоляции между кольцами, а также между кольцом и корпусом
Осмотр, проверка щеткодержателей и щеток Проверка состояния токоведущих проводов и крепления их к щеткодержателю, а также состояния нажимного узла щеткодержателей; осмотр щеток на отсутствие подгорания, сколов и др.
Контроль обмоток Осмотр доступных частей обмоток статора и ротора на отсутствие механических повреждений изоляции, обрывов в обмотках, короткого замыкания в одной фазе и между фазами, замыкания витков; проверка на отсутствие замыкания витков обмотки статора и ротора на корпус
Осмотр подшипников Проверка наличия смазки, отсутствия перегрева и шума, чрезмерного износа подшипниковых гнезд, состояния уплотнителей
Прочие работы Контроль состояния токоподводящих разъемов, надежности их фиксации, состояния выпрямителя, изоляции его от корпуса генератора, сопротивления изоляции; проверка заземления элементов, плотности посадки муфт, состояния резиновых амортизаторов и т.п.
При эксплуатации электростанций могут возникать различные неисправности, причины и способы устранения которых приведены в табл. 7.9 ...7.13.
120
Таблица 7.9
Основные неисправности карбюраторных двигателей внутреннего сгорания электростанций и способы нх устранения
Неисправность Причина неисправности Способ устранения
1 2 3
Двигатель не запускается или запускается с большим трудом
В карбюратор не поступает бензин Отсутствует бензин в бензобаке Проверить и в случае необходимости заправить бензином
Засорен бензопровод Снять и прочистить бензопровод
Засорен фильтр карбюратора Произвести промывку
Карбюратор заполнен бензином, а двигатель не запускается Засорились жиклеры Прочистить и промыть жиклеры карбюратора
В карбюратор попала вода Промыть поплавковую камеру; сменить бензин
Бедная горючая смесь вследствие просачивания воздуха через неплотности Заменить прокладки и подтянуть крепления карбюратора
Чрезмерно богатая смесь Открыть воздушную заслонку
Нет искры между электродами свечи Нет контакта в подводящем проводе Проверить и заменить провод
Нарушена изоляция и токоподводящий провод замыкается на экранирующую оболочку или непосредственно на корпус Устранить замыкание; в случае необходимости заменить провод
Повреждена изоляция свечи Заменить свечу
Контакты свечи покрыты нагаром Промыть контакты свечи бензином
Велик зазор между электродами свечи Проверить зазор и в случае необходимости подогнуть электроды
Загрязнены контакты прерывателя Зачистить контакты
Ненормальный зазор у контактов прерывателя Проверить зазор и отрегулировать в пределах 0,3...0,4 мм
Слабая компрессия Кольца прихвачены в канавках и не пружинят Снять кольца, тщательно промыть посадочные канавки
Кольца износились и потеряли упругость Сменить кольца
Изношено зеркало цилиндра, имеются задиры, выработки, риски Сменить поршень в мастерской
Пропуск газов через прокладку между цилиндром и головкой Сменить прокладку
121
Продолжение таблицы 7.9
Неисправность Причина неисправности Способ устранения
1 2 3
Двигатель не запускается или запускается с больший трудом
Клапаны открываются с запаздыванием, в гнездо садятся неплотно. заедают в направляющей Появился нагар на конусах клапанов и седлах отверстий Очистить места от нагара, притереть клапаны
Большой зазор между толкателями и стержнями клапанов Отрегулировать зазор клапанов в пределах для впускного 0.3 мм, для выпускного 0,2 мм
Ослабла пружина клапана Сменить пружину
Двигатель работает нечетко, с перебоями
Нечеткая работа одного из цилиндров Неисправность в свече зажигания Проверить свечу, в случае наличия нагара электроды очистить, промыть зазор, установить в пределах 0,5...0,7 мм; вышедшую из строя свечу заменить новой
Свеча зажигания забрызгана маслом Промыть свечу, проверить уровень маета в картере, в случае необходимости понизить его путем удаления избытка масла
Нарушен контакт в токопроводящей жиле Проверить и устранить неисправность
Оба цилиндра работают с перебоями,нечетко Нарушен зазор между контактами прерывателя Проверить и отрегулировать зазор в пределах 0,3...0,5 мм
Нарушение в системе питания Продуть жиклеры, проверить и прочистить бензопровод
Повреждена прокладка под головкой цилиндров Сменить прокладку
Двигатель плохо воспринимает нагрузку
Двигатель работает с перебоями, не развивает полной мощности Мало сжатие в цилиндрах Сменить изношенные кольца; в случае износа поршней отправить их в ремонт
Неисправность в системе питания Произвести регулировку воздушной и дроссельной заслонок, проверить жиклеры, сменить изношенные прокладки карбюратора
Двигатель перегревается Неполностью открыты охлаждающие жалюзи, мало воды в радиаторе и т. п. Проверить работу системы охлаждения
Загрязнено масло в картере Сменить масло, проверить уровень масла
Не работает масляный насос Проверить работу насоса, устранить неисправность
Большой нагар в камере сгорания Очистить нагар
Нагрузка двигателя превышает номинальную Проверить и отрегулировать нагрузку, • не допускать работу с перегрузкой выше норм, предусмотренных заводской инструкцией
122
Окончание таблицы 7.9
Неисправность Причина неисправности Способ устранения
1 2 3
Прочие недостатки двигателя
Стук при работе двигателя Неправильные зазоры между кулачками распределительного вала и толкателями клапанов Отрегулировать зазоры, сменить изношенные толкатели
Износились детали распределительного механизма Сменить изношенные детали
Ослабли коренные подшипники коленвала двигателя Проверить и подтянуть коренные подшипники, в случае большой выработки отправить на перезаливку
Ослабли шатунные подшипники Проверить и подтянуть шатунные подшипники; при наличии большой выработки отправить на перезаливку
Позднее зажигание Проверить и отрегулировать зажигание
Износ пальцев или втулок Заменить изношенные детали на новые
Выхлоп газов в виде выстрелов Неплотно закрывается выпускной клапан Притереть клапан
Позднее зажигание Отрегулировать зажигание
Чересчур обогащенная рабочая смесь, работа на бензине не той марки Отрегулировать положение воздушной заслонки, сменить бензин
Нагар на днищах поршней Удалить нагар, тщательно промыть поршни
Таблица 7.10
Характерные неисправности дизельных электростанций и способы их устранения
Неисправность Причина неисправности Способ устранения
1 2 3
Двигатель не запускается
Топливный насос не подает топливо Закрыт топливный кран, отсутствует топливо в баке Проверить наличие топлива, открыть кран
Попал воздух в топливную систему Открыть пробки выпуска воздуха
Не работает подкачивающая помпа Осмотреть и исправить помпу
Поломана пружина нагнетательного клапана Заменить пружину
Дизель не прогрет Низкая температура масла Прогреть дизель
123
Продолжение таблицы 7.10
Неисправность Причина неисправности Способ устранения
1 2 3
Двигатель не запускается
Недостаточная ком-прессия, определяемая по легкости проворачивания коленвала при выключенном декомпрессоре Нет зазоров в клапанах Отрегулировать зазоры
Закоксованы или изношены поршневые кольца (дымление из сапуна) Очистить от нагара и промыть кольца, замерить зазоры в замках и канавках. Если кольца сильно изношены, сменить их
Заедает клапаны во втулках, нет плотной-посадки в гнездах Притереть клапаны, смазать посадочные места дизельным топливом
Дизель запускается, но вскоре останавливается
Топливо не подается насосом Закрыт или засорен топливный трубопровод к насосу Проверить систему подачи топлива к насосу
В систему топливоподачи попал воздух Удалить воздух из насоса, фильтра и трубопровода
Засорился топливный фильтр Промыть фильтр
Дизель не развивает полной мощности
Насос подает недостаточное количество топлива Изношены плунжерные пары Проверить, при наличии значительного износа отправить в ремонт
Изменился угол опережения подачи топлива — Установить нормальный угол согласно рекомендациям заводских инструкций
Не работают некоторые цилиндры Заедает плунжеры топливного насоса в гильзах Неработающий цилиндр определяют последовательным отключением подачи топлива к форсунке; проверить топливный насос, добиться свободного перемещения плунжеров в гильзах
Ослабла или сломана пружина нагнетательного клапана Сменить пружину
Зависание или неплотное прилегание к седлу нагнетательного клапана Проверить пружины и замки клапанов; для зависших клапанов ввести несколько капель дизельного топлива в зазор между штоком клапана и втулкой, прокрутить дизель от руки
Пропуск воздуха в топливную систему через неплотности присоединения слива топлива из форсунок Заменить прокладки; устранить неплотности подтяжкой штуцеров
Закоксованы кольца Промыть и очистить кольца, не снимая их с поршня
Сильно загрязнены воздухоочиститель или улитка нагнетателя Загрязнение Снять и прочистить
Двигатель идет в разнос
— Заедает рычаги регулятора или рейки насоса Выключить подачу топлива вручную. Если рукоятку заело, выдернуть трубку
124
Окончание таблицы 7.10
Неисправность Причина неисправности Способ устранения
I 2 3
подвода топлива из муфты, максимально нагрузить дизель Прекратить поступление воздуха в дизель, закрыв проходное сечение в шумоглушителе или воздухоочистителе подручными материалами
Дизель дымит
Изменился угол Опережения подачи топлива — Установить нормальный угол опережения подачи топлива
Неисправны форсунки Зависла игла распылителя Устранить неисправность
Сломана пружина Заменить пружину
Недостаточная компрессия Неплотность прилегания рабочих клапанов Притереть клапаны
Износ поршневых колец Заменить кольца
Двигателю дана нагрузка сразу после пуска (без предварительного прогрева) Дать поработать двигателю на холостом ходу, а затем постепенно включить нагрузку и следить за его работой
Таблица 7.11
Возможные неисправности генераторов типов ГАБ 1,6 Т/230, ГАБ 2 Т/230, ГАБ 4 Т/230 (выпуска до 1987 г.) и способы их устранения
Неисправность Причина неисправности Способ устранения
1 2 3
Генератор не возбуждается Низка остаточная ЭДС генератора Запустить агрегат и подать на кольца напряжение 6...12 В от аккумуляторной батареи; включить полную нагрузку на генератор на 3...5 мин для его намагничивания. Возбудить генератор. Проверить остаточное напряжение на выходных клеммах, которое не должно быть ниже 3,5 В; в противном случае повторить операцию и увеличить нагрузку
Щетки не касаются контактных колец, мало нажатие на щетки Произвести притирку щеток, регулировку щеточного аппарата
Обрыв в цепи возбуждения генератора, силовой цепи и в цепи пусковых сопротивлений Найти место обрыва или плохого контакта и устранить
Неисправна кнопка возбуждения Устранить неисправность
Генератор после отпуска кнопки возбуждения развозбуждается Обрыв в компаундирующих сопротивлениях и подводящих к ним проводах Проверить и устранить неисправность
125
Окончание таблицы 7.11
Неисправность Причина неисправности Способ устранения
1 2 3
Неисправна кнопка возбуждения
Обрыв в цепи пускового сопротивления
Резкое падение напряжения и скорости дви-гателя вплоть до его остановки Короткое замыкание в цепи потребителя или генератора Найти и устранить короткое замыкание
Чрезмерная перегрузка генератора Проверить и отрегулировать нагрузку
Сильное искрение колец генератора Загрязнена контактная поверхность колец Протереть и зачистить кольца
Щетку заедает в обойме щеткодержателя Определить место заедания, зачистить щетку, отрегулировать нажатие пружины на щетку
Перегреваются под-шипники Старая смазка Заменить смазку
Мало смазки Набить подшипники смазкой
При работе генератора создаются сильные радиопомехи Сильное искрение щеток Проверить марку и притереть щетки
Вышли из строя конденсаторы или дроссели фильтра Заменить вышедшие из строя детали
Таблица 7.12
Неисправности блока управления электроагрегатов типа АБ (выпуска до 1987 г.) и способы их устранения
Неисправность Причина неисправности Способ устранения
1 2 3
Мегаомметр при исправной изоляции показывает аварийное состояние Неисправно сопротивление или вышел из строя конденсатор Устранить неисправность в мастерской
При нажатии кнопки возбуждения стрелка вольт-метра не отклоняется Нет возбуждения генератора См. неисправности генераторов (табл. 7.11)
Обрыв в цепи кнопки возбуждения Проверить цепь контрольной лампой, найти и устранить неисправность
Неисправен вольтметр Проверить, заменить новым
Амперметр не дает по-казаний при подключении нагрузки Неисправен выключатель Проверить и устранить неисправность
Неисправен амперметр Проверить, в случае необходимости заменить новым
При включении индуктивной нагрузки напряжение падает Сместились регулировочные хомуты на компаундирующих сопротивлениях Проверить положение хомутов; в случае необходимости произвести регулировку. закрепить контакты
Перепутано положение начала и конца дополнительной обмотки Сверить положение маркированных концов со схемой; в случае несоответствия устранить неисправность
Напряжение генератора велико и не поддается регулировке реостатом Замыкание в цепи возбуждения генератора Проверить и устранить неисправность
Нарушение цепи измерительного органа Найти и устранить замыкание
126
Таблица 7.13
Неисправности регулятора напряжения и элементов системы управления работой электроагрегатов (выпуска после 1987 г.)
№ п/п Элемент системы управления (см. рис. 6.6) Неисправность Внешние признаки неисправности
1 2 3 4
1 Реле К1 Обрыв обмотки. Залипание контакта реле. Отсутствует контакт в цепи 5—/ U > 250 В, отсутствует стабилизация. Контакты реле замкнуты и обмотка возбуждения включена на все напряжение дополнительной обмотки
2 Сопротивление R3 Обрыв в цепи U > 250 В, отсутствует стабилизация. Не срабатывает реле К1, его контакты шунтируют транзистор VT2; по обмотке возбуждения идет максимальный ток
3 Транзистор ГТ2 Пробой транзистора в цепи эмиттер — коллектор U > 250 В, отсутствует стабилизация. По обмотке возбуждения идет максимальный ток
Обрыв в цепи базы Отсутствует стабилизация напряжения, происходит его «качание», частота колебаний 3...5 Гц. За счет контактов реле К1 происходит начальное возбуждение генератора. При некотором напряжении контакты размыкаются и идет процесс развозбуждения. Реле А7 замыкает контакты и напряжение возрастает
4 Диод VD14 Обрыв в цепи диода Возможен пробой Г/2, при этом U > 250 В (см. первый признак неисправности п. 3 табл. 7.13)
5 Сопротивление R2 Обрыв в цепи сопротивления Уменьшается надежность. Возможен пробой перехода база — эмиттер VT2. Внешних признаков нарушения в работе нет
6 Транзистор VTI Пробой в цепи эмиттер — коллектор U > 250 В, отсутствует стабилизация. Транзистор VT2 открыт и не регулируется
7 Сопротивление RI Обрыв «Качание» напряжения, отсутствует стабилизация. Транзисторы VT1 и VT2 закрыты, и поэтому срабатывает реле К1
8 Тиристор ГУ/ Пробой анод— катод «Качание» напряжения, отсутствует стабилизация, так как ГТ1 и VT2 закрыты (см. второй признак неисправности п. 3 табл. 7.13)
9 Стабилитрон VD15 Обрыв U > 250 В, отсутствует стабилизация. VSI закрыт, VTI и VT2 открыты; по обмотке возбуждения проходит ТОК /max
127
Продолжение таблицы 7.13
№ п/п Элемент системы управления (см. рис. 6.6) Неисправность Внешние признаки неисправности
1 2 3 4
10 Сопротивление R6 Обрыв со стороны проводника 1 Напряжение меньше нормы (110...120 В). Отсутствует стабилизация, так как увеличился сигнал обратной связи
11 Конденсатор С1 Обрыв U < 250 В, отсутствует стабилизация. Напряжение регулируется в малых пределах, так как уменьшился сигнал обратной связи
Пробой U > 250 В, отсутствует стабилизация. Нет сигнала обратной связи, поэтому VSI закрыт, VTI и VT2 открыты; яо обмотке управления проходит максимальный ток
12 Выпрямитель VZ1 Обрыв провода 23, 11 или /, 13 U > 250 В, отсутствует стабилизация, так как нет сигнала обратной связи
Короткое замыкание между проводами 23, 11 или 1, 13 U > 250 В, отсутствует стабилизация, так как обмотки трансформатора Т1 замыкаются, нет сигнала
13 Разъем Х2 Обрыв проводов 5 или 1 Напряжение отсутствует, так как невозможно возбудить генератор из-за разрыва цепи возбуждения
Обрыв проводов 6, 11 или 13 U > 250 В, напряжение «качает». Отсутствует стабилизация,так как нет сигнала обратной связи или не регулируется транзистор VT2
14 Трансформатор Т1 Обрыв одного из проводов 11, 13, 10 или 15 U > 250 В, стабилизация отсутствует (см. второй признак неисправности п. 11 табл. 7.13)
15 Выпрямитель VD7...VD12 Обрыв провода 1 или 5 U отсутствует, так как нельзя возбудить генератор
Обрыв проводов 2, 3 или 4 Напряжение меньше нормального (180... 190 В). Уменьшено питание обмотки возбуждения
16 Конденсатор С2...С5 Обрыв в цепи Напряжение меньше нормального (180... 190 В). Уменьшено питание обмотки возбуждения, уменьшен диапазон регулирования
Короткое замыкание в цепи конденсаторов Напряжение отсутствует, так как нельзя возбудить генератор; короткое замыкание в цепи дополнительной обмотки статора
17 Выпрямители VD1...VD6 Обрыв проводов 6, 18, 30, 31, 32 Напряжение на холостом ходу нормальное. Генератор развозбуждается или работает на двух фазах
128
Окончание таблицы 7.13
№ п/п Элемент системы управления (см. рис. 7.6) Неисправность Внешние признаки неисправности
1 2 3 4
18 Реле К2 Обрыв проводов 5, 6, 8 или 9 Отсутствует напряжение, так как нельзя возбудить двигатель от магнето
Обрыв проводов 10, 11 Напряжение нормальное; при нажатии кнопки SB2 стрелка омметра перемещается в красную зону, не срабатывает реле К2
19 Диод VD16 Пробой Напряжение нормальное, при нажатии кнопки SB2 глохнет двигатель, так как система зажигания шунтируется на корпус
Обрыв в цепи диода Напряжение отсутствует, так как генератор не возбуждается от магнето. Возможно самовозбуждение
20 Разъем XI Обрыв проводов 1. 2 или 3 Напряжение ниже нормы (150... 180 В), так как выпрямитель работает на двух фазах
Обрыв проводов 15 или 10 U > 250 В, отсутствует стабилизация, так как нет обратной связи
Обрыв проводов 15 или 17 Работа на двух фазах; стрелка омметра в красной зоне при нажатии кнопки SB2
Обрыв проводов 5, 6 Генератор не возбуждается
Обрыв провода 18 Не работает генератор
21 Цепь ХТ1 Пробит провод 29 на корпус Двигатель глохнет
7.6. Ремонт электростанций
Общие положения. Ремонт электроагрегатов представляет собой комплекс мероприятий, направленных на устранение неисправностей, возникающих в процессе работы. Объем ремонтных работ зависит от условий эксплуатации, технического состояния и определяется в процессе проведения технических обслуживании и диагностики электроагрегатов. Классификация ремонта, межремонтные нормы эксплуатации, объемы работ при ремонтах различных видов и технические требования, предъявляемые в процессе ремонта, устанавливаются, как правило, Департаментом пути и сооружений МПС РФ.
Ремонты электростанций подразделяются на текущий и капитальный. Текущий ремонт выполняют силами ремонтных мастерских путевых подразделений, эксплуатирующих электроагрегаты. Капитальный ремонт проводят в дорожных ремонтных мастерских. Межремонтные нормы эксплуатации определяют по количеству отработанных электроагрегатом часов (табл. 7.14).
Таблица 7.14
Межремонтные нормы эксплуатации электростанций
Ремонт Межремонтная норма эксплуатации машино-ч
Двигатели внутреннего сгорания Генераторы типов ГАБ 2, ГАБ 4 Блоки управления АБ 2, АБ 4
Текущий 400 1200 500
Капитальный 1200... 3500 3500 2500
9-6706
129
Если электроагрегат, отработав норму капитального ремонта, пригоден по техническому состоянию к дальнейшей эксплуатации, то межремонтную норму для этого вида ремонта разрешается увеличить. Для этого электроагрегат проверяет комиссия, назначенная начальником путевого подразделения, и устанавливает норму дополнительной работы до следующего ремонта. Продление межремонтной нормы текущего ремонта не разрешается. Продление срока эксплуатации электроагрегата оформляют актом и указывают в паспорте.
При текущем ремонте устраняют отдельные неисправности электроагрегатов, возникшие в процессе работы.
В процессе ремонта заменяют или ремонтируют дефектные детали со снятием или без снятия узлов. Допускается замена отдельных узлов, требующих ремонта, новыми или заранее отремонтированными. Проводят профилактические и регулировочные работы, а также смазывание согласно карте смазки. Разборка агрегата заключается в съеме деталей, препятствующих регулировке, ремонту и смазке. После текущего ремонта электроагрегат частично окрашивают с восстановлением всех надписей и трафаретов.
При капитальном ремонте производят полную разборку электроагрегата (за исключением сварных и клепаных конструкций), сборку и испытание отдельных узлов и агрегата в целом. Все дефектные или требующие ремонта детали ремонтируют или заменяют новыми. При сборке, как правило, должны быть восстановлены по чертежам все начальные посадки в сопряжениях.
После разборки электроагрегата для капитального ремонта все детали должны быть очищены и продефектованы. Состояние деталей отмечают в дефектовочной ведомости. В результате дефектовки все детали должны быть рассортированы на годные без ремонта, годные, но требующие ремонта, и негодные, требующие замены.
После капитального ремонта производят полную окраску агрегатов с восстановлением всех надписей и отметкой в паспорте о проведенном ремонте.
Работы, выполняемые при текущем ремонте. В состав работ, выполняемых при текущем ремонте, входят все работы, предусмотренные техническим обслуживанием ТО2, а также следующие:
• для двигателей УД 15, УД 25 и др. — промывка каналов для масла в коленчатом валу, подтяжка латунных подшипников, проверка посадки поршневых колец в поршне (при необходимости замена поршневых пальцев), проверка состояния и степени износа поршневых колец, выпускных и всасывающих клапанов (при необходимости их замена), смазка кулачка магнето, снятие автомата опережения зажигания, разборка его, промывка и смазка, заправка шариковых подшипников смазкой, сборка и регулировка работы двигателя;
• для генераторов (через 400 ч работы агрегата) — проверка износа щеток (при необходимости их замена), проверка состояния обмотки якоря генератора, платы регулировки напряжения (при необходимости ремонт ее), проверка состояния контактных колец, проверка состояния болтовых соединений и крепежа аппаратуры, проверка состояния подшипников генератора (при необходимости их замена), смазка подшипников генератора, проверка состояния резиновой прокладки соединительной муфты (при необходимости ее замена), проверка крепления вентилятора с полумуфтой на валу генератора; после отработки генератором 800 ч выполняют работы, перечисленные выше, и, кроме того, производят проверку электрической прочности изоляции обмоток, ремонт или замену электропроводов, имеющих дефектную изоляцию.
Работы, выполняемые при капитальном ремонте. При капитальном ремонте двигателей УД 15, УД 25 и др. выполняют: замену или ремонт дефектного картера; ремонт цилиндров и их головок; ремонт и замену коленчатого вала; замену поршней, поршневых пальцев и поршневых колец; ремонт механизма газораспределения; ремонт вентилятора; замену дефектного мас-лонасоса; ремонт бензобака и трубопроводов системы питания; ремонт карбюратора с заменой или ремонтом дефектных деталей, с проверкой его на отсутствие подтеканий после сборки, с тарировкой жиклеров.
При капитальном ремонте двигатели должны быть полностью разобраны, детали промыты и продефектованы.
130
Картер двигателя, имеющий трещины, пробоины, обломы, выходящие на посадочные поверхности отверстий, приваленные плоскости, резьбовые отверстия и ребра жесткости бракуется и ремонту не подлежит. При трещинах, пробоинах и обломах, не указанных выше, разрешаются заварка картера и постановка заплат с приваркой по всему контуру. При трещинах и обломах бобышек крепления картера к раме их следует заварить и обработать по чертежу или приварить недостающую часть.
Износ посадочной поверхности отверстий под подшипники допускается не более 0,03 мм. При большем износе отверстия следует ремонтировать путем гильзования стальными втулками. Шпильки картера должны быть ввернуты до отказа. Неперпендикулярность шпилек и опорных поверхностей картера допускается не более 0,5 мм на всей длине шпильки. При ослаблении посадки шпилек в резьбовых гнездах картера и при срыве резьбы более двух ниток шпильку заменяют. При срыве резьбы в картере более двух ниток ставят ввертыш. Разрешается нарезание резьбы ремонтного размера под ремонтную шпильку.
Непараллельность плоскости прилегания фланца цилиндров более 0,1 мм на длине 100 мм не допускается.
Эксплуатируя двигатели, следует иметь в виду, что своевременная замена изношенной детали может намного увеличить долговечность работы всего агрегата. Ниже приведены реко-
Таблица 7.15
Рекомендации по ремонту основных деталей карбюраторных двигателей
Характеристика состояния детали, определяющая необходимость ремонта Способ восстановления работоспособности детали
1 2
Двигатели марки УД
Отверстие в поршне под поршневой палец износилось до 0 20,05 мм. Развернуть отверстие в поршне до 020,Loop , в верхней головке шатуна — до 02OJ*oof3 . Установить ре-монтныи палец
Канавки компрессионных колец в поршне износились до 2,3 мм Поршень заменить
Стержень клапана износился до 0 7,85 мм Клапан сменить
Втулка клапана износилась до 0 8,15 мм Втулку сменить
Коленчатый вал имеет овальность шатунных шеек в пределах 0,05...0,06 мм при износе до 0 37,8...37,7 мм Перешлифовать шейки до овальности 0,023 мм размера 0 37,5 мм
Шатун прилегает к шейке коленвала менее чем на 50 % Исправить расточкой и шабровкой до 0 38 мм, удалить часть прокладок для сохранения зазора между шейкой коленвала и шатуном
Поверхность зеркала цилиндра имеет конусность 0,15 мм и эллипсность 0,07 мм Расточить под ремонтный размер
Двигатели марки Д 300
Износ цилиндра от номинального размера на 0,1 мм Расточить и хонинговать цилиндр под I ремонтный размер до 74,25+002 и II ремонтный размер до 74,5+002 мм
131
Окончание таблицы 7.15
Характеристика состояния детали, определяющая необходимость ремонта Способ восстановления работоспособности детали
1 2
Двигатели марки УД
Износ поршней от номинального размера на 0,1 мм Обработать поршень под I ремонтный размер: у головки поршня до 73,95-ооз, у юбки поршня до 74,47-о,оз мм При обработке под II ремонтный размер: у головки поршня до 74,21 -«.оз мм, у юбки поршня до 74.42о.оз мм
Износ канавок поршневых колец Обработать канавки в поршне и поршневые кольца под I ремонтный размер: канавки поршня до 0 66.85-o.o2 мм; поршневое кольцо (в сжатом виде) до 0 74,IS'4102 мм При обработке под II ремонтный размер: канавки в поршне до 0 67,1-оо2 мм; поршневое кольцо до 0 74,5-н0-02 мм
Ослаблен палец в бобышке поршня Обработать наружный диаметр пальца с обеспечением натяга до 0 0,004-о.он мм
Ослаблена посадка втулки в шатуне Обработать детали с обеспечением натяга при посадке до 0,025...0,060 мм
Шариковые подшипники двигателя имеют радиальные зазоры между телами и дорожками качения свыше 0,1 мм Подшипники заменить на новые
Таблица 7.16
Рекомендации по ремонту деталей дизельных двигателей передвижных электростанций
Геометрический параметр детали Номинальный зазор при сборке, мм Допустимый зазор в эксплуатации, мм Метод ремонта
Диаметральный зазор между коренной шейкой коленчатого вала и вкладышами подшипника 0,07...0,14 0,3 Заменить вкладыши
Диаметральный зазор между шатунной шейкой коленчатого вала и вкладышами подшипника нижней головки шатуна 0,07...0,13 0,3 То же
Зазор между поршневым пальцем и втулкой головки шатуна 0,02...0,04 0,2 Заменить втулку
Продольный разбег коленвала 0,1...0,33 0,45 Заменить упорные полукольца
Диаметральный натяг между пальцем и бобышкой поршня 0,010...0,033 0,085 (зазор) Заменить
Зазор в замке поршневого кольца 0,4...0,8 2,5... 3,5
Диаметральный зазор между юбкой поршня и гильзой цилиндра 0,17...0,24 0,55
132
Окончание таблицы 7.16
Геометрический параметр детали Номинальный зазор при сборке, мм Допустимый зазор в эксплуатации, мм Метод ремонта
Зазор между торцом носка коромысла и стержнем клапана 0,25...0,3 — Отрегулировать
Зазор между стержнем клапана и направляющей втулкой 0,03...0,1 0,25
Зазор между зубьями колес распределения 0,15...0,4 0,6 Заменить колеса
Продольный разбег колес масляного насоса 0,15...0,39 — Отрегулировать прокладками
Примечание. Приведенные величины зазоров не всегда полностью соответствуют данным заводских инструкций, но при отсутствии заводских данных они могут применяться при ремонте двигателей.
мендации по замене основных деталей, а также рекомендуемые монтажные и предельно допустимые в эксплуатации зазоры (табл. 7.15, 7.16)
При разборке генератора для осмотра и контроля основных узлов необходимо:
• вынуть щетки из щеткодержателей, отсоединить провода от блока управления у генератора типа ГАБ;
• отвернуть крепление крышек подшипников и снять их с переднего и заднего щитов; снять щиты с помощью съемников (следует наносить метки в виде рисок на всех сопрягающихся частях для правильной сборки);
• на генераторе ГАБ расконтрить стопорную шайбу, отвернуть крепящую гайку и съемником, имеющимся в комплекте запасных частей и инструмента, снять полумуфту с вентилятором;
• вынуть ротор из расточки статора (при этом следует защитить листами картона лобовые части генератора во избежание повреждения).
Разобранные узлы очищают и тщательно осматривают, проверяют зазоры, посадочные размеры подшипниковых щитов, диаметры валов под подшипники, целость бандажей и выводных проводов, надежность крепления полюсов магнитов.
Таблица 7.17
Обмоточные данные для ремонта электроагрегатов АБ (выпуска после 1987 г.)
Показатель Данные обмотки
основной дополнительной
Тип электроагрегата
АБ 2 Т/230 ВПМЗЖ АБ 4 Т/230 ВПМЗЖ АБ 2 Т/230 ВПМЗЖ АБ 4 Т/230 ВПМЗЖ
Статор
Число фаз 3
Вид соединения Звезда
Марка провода ПЭТВ 2 ОСТ 16.0.505.001—80
Число пазов железа статора 36
Диаметр провода, мм 1,18 1,18x2 0,71 0,8
Число витков в пазу 20 12 4; 3 3
Число витков в секции 20 12 3x4; 3x3 3
Число витков в фазе 120 72 21,5 18
133
Окончание таблицы 7.17
Показатель Данные обмотки
основной дополнительной
Тип электроагрегата
АБ 2 Т/230 впмзж АБ 4 Т/230 ВПМЗЖ АБ 2 Т/230 ВПМЗЖ АБ 4 Т/230 ВПМЗЖ
Шаг по пазам 1...16
Ротор
Число катушек 2
Вид соединения Параллельный
Марка провода ПЭТВ 2 ОСТ 16.0.505.001—80
Диаметр провода, мм 0,71 1,6 1,32x3
Число витков в катушке 500 450 90 55
Трансформатор блока управления
Марка провода ПЭТВ 2 ОСТ 16.0.505.001—80
Диаметр провода, мм 0,28 0,9
Число витков 960 89
Таблица 7.18
Обмоточные данные для ремонта электроагрегатов АБ (выпуска до 1987 г.)
Показатель Данные обмотки электроагрегатов
АБ 2/2 Т/230 АБ 4 Т/230 ВПМ ЗЖ
Статор
Обмотка статора силовая Провод марки ПЭТВ 2, диаметр голого провода 1,08, с изоляцией 1,19 мм, ОСТ 16.0.505.001—80, вес провода с изоляцией 1,92 кг Провод марки ПЭТВ 2, диаметр голого провода 1,16, с изоляцией 1,27 мм, ОСТ 16.0.505.001—80, вес провода с изоляцией 3,21 кг
Шаг по пазам 1...16
Число секций обмотки 18
Соединение групп в фазе Последовательное
Вид соединения фаз Звезда
Число витков в секции 20 12 в две параллели
Обмотка статора дополнительная Провод марки ПЭТВ 2, диаметр голого провода 1,08 мм, с изоляцией 1,19 мм, вес провода с изоляцией 0,186 кг Провод марки ПЭТВ 2, диаметр голого провода 1,16 мм, с изоляцией 1,27 мм, вес провода с изоляцией 0,159 кг
Шаг по пазам 1...16
Число секций 3
Число витков в секции 1; 2
Ротор
Число катушек 2
Вид соединения Параллельный
Марки провода ПЭТВ 2 ОСТ 16.0.505.001—80
134
При ремонте намотка катушек статора и якоря генератора должна производиться по шаблонам. Диаметр провода, его марка, число витков должны соответствовать данным, приведенным в табл. 7.17 и 7.18.
При ремонте генераторов в качестве изоляции применяют электроизоляционный картон марки ЭВ толщиной 0,2 мм и стеклолакоткань ЛСП толщиной 0,15 мм.
Вовремя работы генератора рабочие поверхности посадочных мест шариковых подшипников изнашиваются. При ремонте эту выработку устраняют расточной и запрессовкой стальной гильзы с толщиной стенки порядка 3 мм. После запрессовки гильзы производят окончательную обработку под посадку подшипника.
Часто встречающейся неисправностью подшипниковых щитов является повреждение резьбовых отверстий. Поврежденную резьбу мелких отверстий рассверливают под ближайший большой диаметр и затем нарезают новую резьбу. При исправлении сорванной резьбы часто применяют запрессовку при вваривании втулок. Запрессованные втулки для большей надежности расчеканивают с одной стороны. После запрессовки во втулках нарезают резьбу нужного диаметра. Если в щитах при работе образовались трещины, то их разделывают вырубкой канавки до чистого металла и производят заварку по всей длине. Заварку ведут постепенно, не давая чрезмерно нагреваться щиту, так как это может привести к деформации посадочных замков. Отремонтированные и подправленные детали и узлы тщательно очищают, окрашивают и после сушки направляют на сборку.
Сборку генераторов типа ГАБ производят в следующем порядке. Вначале на вал ротора надевают внутренние крышки подшипников, в которые предварительно заправляют пропитанные в горячем минеральном масле фетровые уплотнения. Пользуясь оправкой, на вал напрессовывают два подшипника. Перед посадкой шариковые подшипники промывают в керосине для удаления консервационной смазки и просушивают. Напрессованные подшипники заправляют смазкой тип? ЦИАТИМ 201. После этого следует надеть подшипниковый щит со стороны вентилятора, установить шпонку, надеть вторую подшипниковую крышку и скрепить подшипниковый узел болтами. Собранный узел ротора с подшипниковым щитом необходимо вставить в расточку статора. Подшипниковый щит следует ввести в замок корпуса статора и легкими ударами молотка через алюминиевую или медную прокладку осадить до конца и затянуть гайками. Далее подшипниковый щит со стороны контактных колец надевают на подшипники, легким постукиванием заводят его в замок корпуса статора и затягивают гайками. После этого на вал насаживают крышку подшипника и стягивают подшипниковый узел болтами. На конец вала надевают полумуфту с вентилятором, ставят стопорную шайбу, заворачивают крепящую гайку и тщательно ее законтривают. Затем устанавливают щетки в гнезда щеткодержателей и подсоединяют провода, идущие от выпрямителей. Щетки должны находиться посередине контактных колец. Установку щеток осуществляют перемещением щеткодержателей на пальце при ослабленных крепящих винтах. В собранном виде щетки у генератора притирают к контактным кольцам. Сборку генераторов других типов производят в порядке, примерно аналогичном для генератора типа ГАБ. Проверку качества сборки генератора осуществляют прокручиванием ротора от руки, при этом ротор должен вращаться легко, без трений и заеданий.
Послеремонтные испытания. Собранный генератор должен пройти испытание на специальном стенде с приводом от асинхронного электродвигателя или же на агрегате в сборе. При испытании на стенде мощность приводного электродвигателя берут не менее полуторакратной от мощности испытуемого генератора. При испытании вначале запускают генератор на холостом ходу и проверяют работу щеточного аппарата, отсутствие вибрации, шумов, стуков и нагрева подшипников. Убедившись в нормальной работе, возбуждают генератор. Если генератор не возбуждается, необходимо подмагнитить его от постороннего источника постоянного тока.
При нормальном возбуждении генератора на холостом ходу нагружают генератор активной и индуктивной нагрузками. В качестве активной нагрузки используют спирали сопротивлений. Индуктивной нагрузкой может служить асинхронный электродвигатель при работе на холостом ходу. У генератора типа ГАБ возможны случаи, когда при подключении индуктивной нагрузки напряжение резко снижается и даже падает до нуля. Это свидетельствует о том, что при сборке в блоке управления перепутаны концы дополнительной обмотки генератора.
135
Необходимо, меняя между собой концы 15, 25 и 35 (см. рис. 6.6), добиться устойчивой работы генератора при подключении индуктивной нагрузки. Добившись устойчивой работы генератора, нагружают его до номинального режима и производят испытание на нагрев. Определенный методом сопротивления перегрев обмоток не должен превышать для силовой обмотки — 65 °C, для обмотки возбуждения — 75 °C.
Проверку сопротивления изоляции производят мегомметром на 500 В. Сначала выполняют измерения при холодном состоянии изоляции (до начала испытаний), потом в горячем состоянии (после работы генератора в режиме номинальной нагрузки).
Испытания считаются положительными, если сопротивление электрической изоляции токоведущих цепей по отношению к корпусу составило не менее 5 МОм при холодном состоянии изоляции, 2 МОм при горячем состоянии изоляции. Испытания проводят при включенном автоматическом выключателе.
Проверку пусковых качеств двигателей проводят согласно Техническому описанию и инструкции по эксплуатации и условиям запуска приводного двигателя внутреннего сгорания.
Испытания считаются положительными, если приводной бензодвигатель запустился в течение 1 мин и устойчиво проработал 2 мин; дизель запустился в течение 3 мин и устойчиво проработал не менее 5 мин.
Перед проверкой работы прибора контроля изоляции проводят обкатку агрегата в течение 30 мин и настройку платы регулятора напряжения с установкой величины выходного напряжения на холостом ходу 230 В. Настройку проводят в определенной последовательности. На холостом ходу устанавливают величину выходного напряжения 230 В вращением подвижной части нижнего подстроечного потенциометра платы с боковым расположением шлица. Затем включают нагрузку 2,5 или 5 кВт и фиксируют изменение выходного напряжения. Вращением подвижной части верхнего подстроечного потенциометра платы с верхним расположением шлица против часовой стрелки добиваются появления периодического изменения выходного напряжения в пределах 20...60 В, т. е. качания стрелки вольтметра. Затем, вращая подвижную часть верхнего потенциометра по часовой стрелке, добиваются прекращения качания стрелки вольтметра, после чего снимают нагрузку и вращением подвижной части нижнего потенциометра корректируют величину выходного напряжения холостого хода 230 В. Повторно включая и отключая нагрузку и незначительно изменяя при этом положение подвижных частей обоих потенциометров, добиваются минимального изменения выходного напряжения при сбросе нагрузки и нагружении электроагрегата при напряжении холостого хода 230 В.
Испытания следует проводить на электростанции, работающей в режиме холостого хода, путем искусственного создания сопротивления изоляции ниже нормы при нажатии кнопки «Контроль ПКИ» на панели блока управления. Испытания считаются положительными, если стрелка прибора отклонилась и находится в красной зоне шкалы, недопустимой для работы электростанции.
Проверку работы в режиме номинальной нагрузки следует проводить в течение не менее 30 мин при работе электростанции с нагрузкой 2,5 или 5 кВт в зависимости от мощности агрегата. Во время испытаний не менее трех раз через каждые 10 мин необходимо фиксировать значения напряжения, частоты, мощности. После этого фиксируют значения напряжения и частоты под 10 %-процентой (от номинальной) нагрузкой и на холостом ходу. Испытания считают положительными, если во всех режимах работы электростанции напряжение составляло 230 ± 12 В, а частота тока 45...52 Гц. Проверку значений установившихся отклонений напряжения и частоты следует проводить в конце проверки работы в режиме номинальной нагрузки. При проверке значений устанавливающихся отклонений напряжения при изменении нагрузки необходимо выставить напряжение 230 В и частоту тока 50 Гц при 10 %-ной (от номинальной) нагрузке, после чего включить 100%-ную нагрузку с номинальным коэффициентом мощности 0,8 и измерить установившееся значение напряжения при нагрузке (7mjn, увеличить нагрузку на 10 % (от номинальной) мощности и измерить установившееся значение напряжения (7тах. Значение установившегося отклонения напряжения ДС7, %, вычисляется по формуле:
где £7Н — номинальное значение напряжения (UK = 230 В).
136
Испытания считают положительными, если значение установившегося отклонения напряжения находится в пределах от - 5 до + 5 %.
Проверку значений установившихся отклонений напряжения и частоты тока при неизменной симметричной нагрузке, равной 10 и 100 % от номинальной мощности, следует проводить по такой схеме: установить значения напряжения 230 В и частоты 50 Гц; по контрольному вольтметру прибора К 50 и частотомеру в течение 5 мин с интервалами наблюдений в 1 мин фиксировать максимальное и минимальное значения напряжения и частоты тока; значение установившегося отклонения при неизменной симметричной нагрузке AUt, %, вычислить по формуле:
значение установившегося отклонения частоты tsft, %, — по формуле:
46 -(/max-/min>00%/2A.
где/max»/mjn — соответственно максимальное и минимальное значения частоты, Гц (номинальное значение частоты 50 Гц).
Испытания считают положительными при следующих значениях установившихся отклонений напряжения и частоты тока: при 100%-ной (от номинальной) нагрузке — ± 1 %; при 10%-ной (от номинальной) нагрузке — ±3 %.
Проверку наклона регуляторной характеристики надлежит проводить в следующем порядке: в режиме номинальной нагрузки установить значение частоты 50 Гц; сбросить нагрузку и измерить частоту в установившемся режиме холостого хода; наклон регуляторной характеристики, %, вычислить по формуле:
6-(/xx-/h>00%//h>
где /хх — частота в установившемся режиме холостого хода, Гц.
Проверку электрической прочности изоляции необходимо проводить по ГОСТ 250—72. Испытаниям подвергают генератор и блок управления до общей сборки агрегата. Генератор испытывают при неподключенном выпрямительном блоке БПВЧ 45-02. Испытательное напряжение прикладывают ко всем контактам соединительного разъема и к корпусу генератора. Блок управления испытывают при неподключенных платах регулятора напряжения, плате выпрямителя, омметре и включенном выключателе нагрузки. Испытательное напряжение прикладывают ко всем контактам силового соединительного разъема и к корпусу блока.
Испытания считают положительными, если электрическая изоляция токоведущих частей выдержала без повреждений в течение 1 мин практически синусоидальное напряжение 1500 В частотой 50 Гц или повышенное напряжение 1800 В в течение 1 с.
Проверку правильности чередования фаз следует проводить фазоуказателем на выходных разъемах блока управления. Испытания считают положительными, если при вращении фазоука-зателя по часовой стрелке маркировка на разъемах соответствует чередованию фаз Л, В, С.
Проверку сопротивления между заземляющим болтом и металлическими нетоковедущи-ми частями выполняют мостом постоянного тока Р 338 ТУ 25-04-118—82. Испытания считают положительными, если сопротивление между заземляющим болтом и каждой доступной прикосновению металлической нетоковедущей частью составило не более 0,1 Ом.
Определение значений регулируемой установки напряжения надлежит проводить при 10 и 100 % нагрузках (от номинальной) следующим образом: подсоединить к выходным разъемам генератора контрольный вольтметр; запустить электростанцию; подключить к нагрузке; уменьшить напряжение вращением нижнего потенциометра платы регулятора.
Пределы изменения установки напряжения, %, вычисляют по формуле:
где и — соответственно наибольшее и наименьшее из значений'напряжения, В.
ILlClA 111111
137
Испытания считают положительными, если предел изменения установки напряжения составил ±5 %.
Вопросы для повторения
1. Из каких основных узлов состоит электростанция АБ 222 Т/230 ВЖ?
2. Как работает защитно-отключающее устройство УКИ УЗО?
3. В чем заключается механизм старения изоляции генераторов электростанций?
4. Как подбираются щетки для генераторов?
5. Перечислите основные операции диагностирования генераторов.
6. Какие существуют основные неисправности карбюраторных двигателей внутреннего сгорания?
7. Перечислите характерные неисправности дизелей электростанций типа АД.
8. Какие работы выполняются при капитальном ремонте двигателей УД 15 и УД 25?
9. Опишите порядок разборки генераторов типа ГАБ.
Глава 8. ЭЛЕКТРОСНАБЖЕНИЕ ПУТЕВЫХ РАБОТ
8.1. Схемы питания и пункты подключения МПИ
Кроме передвижных электростанций для питания МПИ на железнодорожных путях и станциях используются другие источники электроснабжения. Наиболее часто встречаются следующие варианты питания МПИ:
• от трехфазной сети напряжением 220 В, частотой 50 Гц;
• от трехфазной сети напряжением 380 В, частотой 50 Гц при помощи силовых понижающих трансформаторов или преобразовательных агрегатов, преобразующих напряжение 380 в 220 В;
• от однофазной сети напряжением 220 В, частотой 50 Гц;
• от трехфазной сети напряжением 380 В с подключением нагрузки к фазе и нулевому
проводу;
• от высоковольтных трехфазных и однофазных линий, применяемых при продольном
электроснабжении путевых работ.
Все схемы электроснабжения рассчитаны на то, что приводные электродвигатели МПИ — асинхронные трехфазные (220 В, 50 Гц) и для их питания не требуется преобразование частоты.
Принципиальные электрические схемы подключения МПИ к низковольтным сетям 1 при
ведены на рис. 8.1.
При напряжении трехфазной питающей сети 220 В (рис. 8.1, я) подключение электродвигателей 6 МПИ производят от пункта подключения 2 через кабельную арматуру 4 без использования каких-либо преобразующих устройств. Безопасные условия работ обеспечивают уст
ройством заземления 7 токоразборной точки 2 и электрической связи корпусов МПИ и заземляющего контура 7 при помощи четвертой жилы питающего кабеля (рис. 8.1, б).
При напряжении трехфазной сети 380 В для получения необходимого напряжения используют трехфазный понижающий трансформатор 8 или преобразовательный агрегат 9.
Подключение трехфазных электродвигателей МПИ к однофазной сети 220 В или к фазе и нулевому проводу сети 380 В возможно при помощи специальных преобразующих устройств 9 (рис. 8.1, в, г). На рис. 8.1: 3— магистральный кабель переносной сети, 5 — соединительный кабель.
Рис. 8.1. Принципиальные электрические схемы подключения МПИ к низковольтным сетям:
а — к трехфазной сети напряжением 220 В; б — к трехфазной сети напряжением 380 В, в — к однофазной сети напряжением 220 В; г — к фазе и нулевому проводу трехфазной сети напряжением 380 В
139
К инструменту
Рис. 8.2. Принципиальные электрические схемы подключения
МПИ к высоковольтным линиям:
а — через низковольтную сеть и трансформаторные подстанции;
б — через переносный понижающий трансформатор; в — через блок однофазный трансформатор—преобразователь числа фаз
Принципиальные схемы подключения МПИ к высоковольтным линиям 1 электропередач приведены на рис. 8.2. При трехфазной высоковольтной линии напряжение 220 В получают за счет применения понижающих трансформаторных подстанций?, низковольтной сети?, токоразборных точек 4 (рис. 8.2, а), либо посредством переносного трансформатора 5 (рис. 8.2, б), который на период производства работ подключают к высоковольтной линии рядом с местом работ. Если имеется однофазная высоковольтная линия (рис. 8.2, в), то с помощью понижающего трансформатора 5 получают однофазный ток напряжением 220 В, который затем преобразователем числа фаз 6 преобразуют в трехфазный того же напряжения.
Постоянные пункты подключения (токоразборные точки) создают для подключения МПИ
к воздушным (рис. 8.3) или кабельным сетям. Вся аппаратура пункта подключения монтирует-
ся в специальном металлическом шкафу (рис. 8.4). На изолированной панели 7 размещены ввод
кабеля 7, рубильник 2 с приводом, счетчик электроэнергии 3, трансформатор тока 4, предохра-
Рис. 8.3. Пункт подключения МПИ к низковольтной воздушной сети:
а — схема; б — внешний вид; 1 — провода; 2 — труба; 3 — шкаф с аппаратурой; 4—заземление; 5 — изолятор; б — плашечный зажим
Рис. 8.4. Шкаф с аппаратурой пункта подключения
нители 6 и штепсельная розетка 9.0 работе устройства свидетельствует контрольная лампа 5, которая в зимнее бремя выполняет также функцию подогрева счетчика. Рукоятка привода делается съемной, а шкаф со стальным корпусом 8 и заземлением 10 запирается. При монтаже пунктов подключения широко используют газовые трубы, кабели в резиновой оболочке, провода АПР 500, пакетные выключатели и т.п. Если линия построена специально для подключения МПИ, то счетчик электроэнергии устанавливают один в начале линии. Если пункт под-
140
Рис. 8.5. Пункт подключения МПИ на опорах контактной сети: а — при трехпроводной линии низкого напряжения; б—при четырехпроводной линии
ключения присоединяется к сети напряжением 380 В, то здесь же монтируется и понижающий трансформатор. В практике электроснабжения путевых работ широко применяют трансформаторы ТС 1,5/0,8 и ТС 2,5/0,5, имеющие следующие технические параметры (в числителе для
ТС 1,5/0,8, в знаменателе для ТС 2,5/0,5): Номинальная мощность, кВ А...........................................1,5/2,5
Первичное напряжение, В.........................................380...400
Вторичное напряжение, В.........................................220...230
Напряжение короткого замыкания, %...............................5,5
Схема соединения обмоток........................................Звезда
Масса, кг.......................................................43/52
Габаритные размеры, м идо ходах и,z
........................................0,45x0,48x0,2
На опорах контактной сети электрифицированных железных дорог часто бывают подвешены провода высоковольтной линии, идущей вдоль дороги. В этих случаях на тех же опорах может быть смонтирована низковольтная линия 5 (220 В), к которой присоединяют пункты подключения МПИ (рис. 8.5). Питание низковольтной линии 4 обычно осуществляется от понижающих трансформаторных подстанций мощностью 10 или 20 кВ А, устанавливаемых на специальных мачтах. В зависимости от требуемой мощности используют трансформаторы типов ОМС 5/10, ОМС 10/10, ГМ 20/10 и др. МПИ подключают с помощью ответвительных ящиков /. На рис. 8.5:2 — газовая труба, 3 — провод спуска. С целью уменьшения потерь расстояние между пунктами подключения выбирают в пределах 120... 160 м, что обусловлено шагом опор воздушной сети.
8.2. Преобразователи тока, напряжения и частоты
Преобразователь числа фаз. Трехфазный асинхронный электродвигатель (АД) нельзя пустить в ход непосредственно от однофазной сети. Поэтому для подключения МПИ к однофазной сети напряжением 220 В применяют статические преобразователи однофазного тока в трехфазный. Они преобразуют пульсирующую мощность однофазной сети в неизменную во времени мощность трехфазной сети, обеспечивая периодическое накопление в реактивных сопротивлениях электромагнитной энергии при избытке мощности однофазной сети и отдачу части накопленной энергии трехфазному АД, когда мощность однофазной сети недостаточна. Принципиальная схема преобразователя приведена на рис. 8.6.
Он состоит из двух регулируемых реактивных сопротивлений XI и Х2, к которым по схеме треугольника подключены три фазы АД. Каждая из фаз имеет полное сопротивление Z. Реактивные сопротивления XI и Х2 могут быть как индуктивными, так и емкостными. Если, не изменяя величин этих реактивных сопротивлений, поменять их местами, то изменится порядок следова-
141
Рис. 8.6. Принципиальная схема статического преобразователя фаз
ния фаз. Таким образом можно осуществлять реверсирование трехфазного АД. Указанная схема позволяет получить симметричную трехфазную систему напряжений для трехфазного АД любой мощности и с любым коэффициентом мощности. При изменении режима работы АД, что равносильно изменению Z, необходимо изменять реактивные сопротивления XI и Х2.
Для работы МПИ применяют статический преобразователь фаз ПФС 3, имеющий следующие технические данные:
Напряжение питающей однофазной сети, В............................180...230
Частота, Гц.......................................................50
Максимальная мощность подключаемых асинхронных электродвигателей, кВт............................................3
Потребляемый ток, А...............................................20
Масса, кг.........................................................51
Габаритные размеры, м.............................................0,473x0,35x0,4
Электрическая схема такого преобразователя приведена на рис. 8.7. Она позволяет производить ступенчатое регулирование мощности, а также изменять в заданных пределах напряжение и коэффициент мощности. Преобразователь включает в себя вольтметр V типа Э 421 (0...250 В), автоматический выключатель АВ типа АБ 25, дроссели Др1, Др2, (провод ПЭВ 2 диаметр 1,81 мм) ъДрЗ (провод ПЭВ 1, диаметр 1,45 мм), конденсаторы (типа КБГ МН 2, 600-4 с 10%-ые, 4 мкФ), реле РТ (типа КДРТ, провод ПЭВ, диаметр 0,59 мм), диоды германиевые Д1...Д4 типа Д7Б (48 В), резисторы, сигнальную лампу Л типа Км 4. Для получения необходимого для работы МПИ напряжения на выходе преобразователя при напряжении однофазной сети 180, 200 или 220 В предусмотрены отводы 1,2, 4 в дросселе Др 1 и 1, 2, 3 в дросселе Др2. Преобразователь подключается к однофазной сети соответствующими отводами в зависимости от напряжения в ней при помощи переключателя П2 типа Е 6.722.216 СВ (25 А). Переключателем мощности ПЗ (10 А) выбирается режим работы преобразователя. При положении I переключателя ПЗ замкнуты контакты 1Л1...1ЛЗ), в работу включены конденсаторы С1...СЗ, что соответствует мощности подключаемого МПИ 3 кВ-А, при положении 2 (2Л1...2ЛЗ) — конденсаторы С1 и СЗ (мощность 1,5 кВ-А), при положении 3 (ЗЛ1...3ЛЗ) — конденсатор СЗ (мощность 0,75 кВ А). Переключателем емкости 774 (10 А) вводится в схему соответствующая рабочая емкость — конденсаторы С4, С5 или только С5 в зависимости от напряжения однофазной сети (180 или 220 В). На рис. 8.7: Ш — тумблер, ПП1-2, П4 — пакетный переключатель (10 А).
Реле тока РТ при включении нагрузки замыкает свой контакт и соединяет дроссели Др1 иДр2, включая последний в цепь. При отключении электродвигателей реле разъединяет свой контакт, предохраняя дроссели и конденсаторы от перегрева и выхода из строя. Для разрядки конденсаторов после включения преобразователя служат подключенные параллельно им резисторы. Автоматический выключатель АВ отключает преобразователь в случае перегрузки или короткого замыкания. Сигнальная лампа Л оповещает о нормальной работе двигателей, загораясь зеленым цветом.
142
Рис. 8.7. Электрическая схема преобразователя ПФС 3
Преобразователь смонтирован в металлическом корпусе с жалюзи для охлаждения дросселей. Он обеспечивает удовлетворительную работу электродвигателей МПИ при напряжении однофазной линии (220±90) В. Допускается колебание мощности от установленных значений (3; 1,5 и 0,75 кВ-A) в пределе ±25 %. Одновременно можно включать МПИ на 60 % от максимальной мощности.
Особое внимание при эксплуатации преобразователя следует уделять дросселям и реле тока. Не допускается перегрев дросселей Др1 иДр2 более чем на 45 °C. При гудении преобразователя, что свидетельствует о ненормальной работе реле тока, нужно немедленно отключить прибор от однофазной сети, иначе дроссели могут быть сожжены, а конденсаторы пробиты.
Положения переключателей ПФС ЗМ при запуске в работу и работе разного количества различных МПИ приведены в табл. 8.1
Таблица 8.1
Положения переключателей преобразователя ПФС ЗМ при запуске в работу и работе
Наименование МПИ Количество МПИ Запуск Работа
Положение переключателей Положение переключателей
мощно- сти емкости кнопки пуска мощности ем- кости кнопки пуска
1 2 3 4 5 6 7 8
Электрошпалоподбойка ЭШП 9: комплект из 8 шт. комплект из 4 шт. 8 4 3 3 ЭШП 9 ЭШП 9 Включено » 3 1,5 ЭШП9 * Выключено *
143
Окончание таблицы 8.1
Наименование МПИ Количество МПИ Запуск Работа
Положение переключателей Положение переключателей
мощности емкости кнопки пуска мощности емкости кнопки пуска
1 2 3 4 5 6 7 8
Рельсорезный станок РМ 5ГМ 1 3 * Выключено 1,5 * Выключено
Электропневматический костылезабивщик ЭПК 3 1 1.5 * » 1,5 * *
Рельсосверлильный станок 1024 В 1 0,75 * * 0.75 * *
Шуруповерт ШВ 2М 1 0,75 * * 0,75 * *
Рельсошлифовалка МРШ 3 1 0,75 * * 0,75 * *
Гаечный ключ КПУ 1 0,75 * * 0,75 * *
Примечание. Знак «*» означает, что положение переключателя или кнопки может быть любым.
8.3. Преобразовательный агрегат АП 5
Преобразовательный агрегат АП 5 напряжением 230 В предназначен для питания МПИ трехфазным током.
Основные технические данные агрегата:
Номинальная мощность при длительной работе
в течение 8 ч, кВт..........................................5
Номинальное напряжение, В..............................230
Род тока...............................................Переменный трехфазный
Частота, Гц............................................50
Номинальный коэффициент мощности при индуктивной нагрузке.......................................0,8
Тип приводного электродвигателя........................Трехфазный
асинхронный
Номинальное напряжение электродвигателя, В.............380
Стандартная мощность приводного электродвигателя, кВт......................................7,5
Тип генератора.........................................Синхронный трехфазный
Частота вращения вала ротора генератора, об/мин........2910
Габаритные размеры, м..................................0,92x0,455x0,6
Масса, кг, не более....................................9
Агрегат АП 5 (рис. 8,8) состоит из следующих основных частей: приводного электродвигателя 5, генератора 9, электромагнитного пускателя 3, рамы 7, блока управления 1. Крутящий момент от двигателя к генератору передается с помощью упругой соединительной муфты 2, состоящей из двух полумуфт, между которыми имеется резиновая армированная прокладка. На полумуфте генератора закреплен вентилятор. В качестве приводного двигателя применен трехфазный асинхронный электродвигатель АИР 100L2Y3 1М 2081 (380 В), генератор и блок управления используется тот же, что и в электроагрегатах АБ 4 Т/230 ВЖ. Рама сварена из труб. В зависимости от исполнения агрегата на ней могут быть установлены ручки, ролики 4 или колеса для перемещения агрегата вдоль фронта работ по рельсам или грунту. Двигатель и генератор опираются на раму через амортизаторы 6. На опорном уголке рамы есть болт для подсоединения проводов заземления 8, отмеченный табличкой со знаком заземления.
Электрическая схема подключения агрегата к трехфазной сети приведена на рис. 8.9. Пуск и отключение приводного электродвигателя М производятся с помощью магнитного пускателя с ка-
144
Рис. 8.8. Преобразовательный агрегат АП 5
Рис. 8.9. Схема подключения агрегата АП 5 к трехфазной сети напряжением 380 В
тушкой КМ, контактами тепловых реле КК1 и КК2 и кнопками управления S1 и S2 или автоматического выключателя АК 50Б — 3 МОм. Для технического обслуживания, выявления и устранения неисправностей на блоке управления есть омметр М 419 ТУ 25-04.3729—79 и вольтметр Э 8030 ТУ 25-04.3729—79. Омметр предназначен для контроля сопротивления изоляции агрегата. Он включается на выходное линейное напряжение генератора Г и заземляется на корпус блока управления. Шкала омметра отградуирована в мегаомах (МОм). Крайнему правому положению стрелки соответствует нулевое сопротивление изоляции, крайнему левому — сопротивление, равное бесконечности.
Агрегат во время работы должен быть заземлен. В зависимости от местных условий (состав грунта, его влажность, время года и т.д.) качество заземления изменяется, поэтому во всех случаях, в том числе и при использовании прилагаемых к агрегату заземлителей, перед началом работы следует измерить сопротивление заземления, которое не должно превышать 10 Ом.
Работа агрегата и его обслуживание осуществляется так же, как и бензоэлектрических агрегатов — передвижных электростанций. Запрещается работа агрегата при:
• открытой крышке блока управления или снятом кожухе генератора;
• заземлении нейтрали или соединении ее с корпусом;
• неисправной изоляции электрической части агрегата или подключаемой к нему сети;
• неисправных омметре, выключателе, кабельной вилке или кабеле подключаемого инструмента;
• появлении дыма или запаха горящей изоляции.
Преобразователи частоты тока, выпускаемые отечественной промышленностью, не получили распространения на сети железных дорог страны из-за того, что высокочастотный электропривод МПИ до сих пор не внедрен в серийное производство.
8.4. Назначение, принцип действия и устройство трансформаторов
Передачу электроэнергии на значительные расстояния целесообразно осуществлять на высоком напряжении, так как чем выше напряжение линии электропередачи, тем меньший ток требуется для передачи одной и той же мощности, а следовательно, и меньше требуемое сечение проводов. Однако вырабатывать электроэнергию очень высоких напряжений непосредственно в генераторах затруднительно, так как это усложняет и удорожает генератор. Еще более сложно потребление электроэнергии при очень высоких напряжениях, к тому же это опасно.
В указанных случаях возникает необходимость преобразовать электрический ток одного напряжения в ток другого напряжения. Эта задача для переменного тока сравнительно легко и экономично решается с помощью трансформаторов.
145
Рис. 8.10. Однофазный трансформатор:
а — схема устройства; б — условные графические обозначения
Трансформаторы дают возможность согласовать напряжение источников электроснабжения с напряжением, на которое рассчитаны различные потребители электроэнергии, например МПИ, нагревательные приборы, осветительные устройства, аппаратура для электросварки, зарядки аккумуляторов, питания устройств автоматики, связи, измерений и т.д. Кроме того, трансформаторы позволяют в необходимых случаях разделять электрические цепи, питающиеся от одного и того же источника электроэнер
гии, т.е. заменять непосредственную электрическую связь между этими цепями на магнитную связь между ними.
Трансформатор представляет собой статический электромагнитный аппарат, предназначенный для преобразования переменного тока одного напряжения в переменный ток той же частоты, но другого напряжения. Однофазный трансформатор (рис. 8.10) состоит из стального сердечника и надетых на сердечник двух катушек (обмоток) из изолированного медного или алюминиевого провода. Одну обмотку (первичную) подключают к источнику переменного тока, например к генератору передвижной электростанции Г, напряжением UКо второй обмотке (вторичной) подключают нагрузку Н, т.е. потребителей электроэнергии, которые работают при напряжении U2, отличающемся от U2.
Напряжение Uподдерживаемое на зажимах (выводах) первичной обмотки трансформатора источником переменного тока, создает в этой обмотке переменный электрический ток, который возбуждает в сердечнике аппарата переменный магнитный поток Ф. Вследствие непрерывных периодических изменений магнитного потока, пронизывающего как первичную, так и вторичную обмотку трансформатора, в каждом витке этих обмоток согласно закону электромагнитной индукции возникает (индуцируется) переменная электродвижущая сила е (ЭДС), пропорциональная скорости изменения охватываемого витком магнитного потока Ф.
Если число витков первичной и вторичной обмоток трансформатора равно соответственно М у и и'2, а эффективное значение переменной ЭДС одного витка равно Е, то эффективное значение суммарной ЭДС, наводимой переменным магнитным потоком в каждой из обмоток, равно:
в первичной обмотке Е| = it jE,
во вторичной обмотке Е2 = w2^-
Силовые трансформаторы рассчитывают таким образом, что при нормальных режимах работы ЭДС, индуцируемые магнитным потоком в обмотках трансформатора, мало отличаются от соответствующих напряжений на зажимах этих обмоток, т.е.
Е| — — Е7 и~>Е.
Из уравнений следует, что если при помощи трансформатора требуется повысить напряжение в к раз, то вторичная обмотка трансформатора должна иметь примерно в к раз больше витков, чем первичная. Если же необходимо понизить напряжение в к раз, то вторичная обмотка должна иметь примерно в к раз меньше витков, чем первичная.
В том случае, когда вторичная обмотка рассчитана на более высокое напряжение, чем первичная, трансформатор называют повышающим', если же напряжение вторичной обмотки ниже, чем первичной, трансформатор называют понижающим. Один и тот же трансформатор может быть использован как в качестве понижающего, так и в качестве повышающего в зависимости от того, какая из его обмоток (более высокого или более низкого напряжения) подключена к источнику электроэнергии и является первичной.
Обычно трансформатор характеризуют коэффициентом трансформации к, представляющим собой отношение напряжения высоковольтной обмотки к напряжению низковольтной.
146
Так, если U j > U2 > то^ = = 117/11’2. Таким образом, коэффициент трансформации
к может быть выражен как отношение чисел витков обмоток трансформатора.
Правильно рассчитанный и выполненный трансформатор представляет собой весьма совершенный в энергетическом отношении аппарат с КПД 95...97 %, а у очень мощных трансформаторов — свыше 98 %. Поэтому при нормальной нагрузке трансформатора мощность Р j, получаемая его первичной обмоткой от источника электроэнергии, ненамного меньше мощности Р2, отдаваемой вторичной обмоткой потребителям. Мощность соответствующей обмотки может быть охарактеризована произведением протекающего по ней расчетного тока на напряжение. Поэтому Ц/| = Pj ~ Р2 = U2h, или t/|/| = U2I->. Преобразовав последнее уравнение и учитывая, что Ц / U2 = 117 / ir9 = к, получим U2I 1\*=к = 117 / ir2.
Итак, при нормальной работе трансформатора напряжения на зажимах его обмоток приблизительно пропорциональны числу витков этих обмоток, а отношение токов приблизительно обратно пропорционально числу витков обмоток. Иначе говоря, чем выше напряжение, на которое рассчитана обмотка данного трансформатора, тем меньше ток, протекающий по этой обмотке. Например, если первичная обмотка рассчитана на напряжение, в 10 раз большее, чем напряжение вторичной обмотки, то ток, протекающий по первичной обмотке трансформатора при нормальной его нагрузке, будет примерно в 10 раз меньше, чем ток вторичной обмотки. Поэтому и сечение провода первичной обмотки выбирается соответственно меньшим. Таким образом, обмотка высшего напряжения трансформатора должна состоять из большого числа витков сравнительно тонкого провода, а обмотка низшего напряжения — из соответственно меньшего числа витков более толстого провода.
На паспортной дощечке трансформатора обычно указывают его марку, характеризующую назначение и конструкцию, а также напряжение обмоток и мощность трансформатора.
В настоящее время широкое применение находит трехфазный ток благодаря ряду известных преимуществ трехфазной системы. Для преобразования напряжения трехфазного тока можно воспользоваться тремя одинаковыми однофазными трансформаторами, соединив должным образом выводы их обмоток. Однако расход материалов, габариты, масса и стоимость трех однофазных трансформаторов будут значительно большими, чем у одного соответственно заменяющего их трехфазного трансформатора.
Трехфазный трансформатор (рис. 8.11, а) состоит из стального сердечника, на каждом из трех стержней которого размещены три пары обмоток. Принцип действия трехфазного трансформатора по существу тот же, что и у однофазного, поэтому выведенные выше соотношения между числами витков обмоток, их напряжениями и токами остаются справедливыми для каждой фазы (пары обмоток, размещенной на одном стержне) трехфазного трансформатора при симметричной его нагрузке, т.е. одинаковой нагрузке всех трех фаз.
Фазные обмотки одного и того же напряжения в трехфазных трансформаторах (рис. 8.11, б) соединяют между собой в звезду, звезду с выведенной нулевой точкой и в треугольник.
Соотношение между значениями первичных и вторичных линейных напряжений в трехфазных трансформаторах зависит не только от соотношения чисел витков соответствующих обмоток, но и от схем их соединения. Например, если каждая фаза первичной обмотки трансформатора рассчитана на 220 В, а вторичной— на 127 В и коэффициент трансформации здесь равен 1,73, то соединив первичную обмотку по схеме звезда, можно подключить ее линейные зажимы на напряжение 380 В. Если же при этом вторичная обмотка соединена по схеме треугольник, то на линейных зажимах,
Рис. 8.11. Трехфазный трансформатор:
а — схема устройства; б — условные графические обозначения при разных способах соединения фазных обмоток
147
подключаемых к нагрузке, будет напряжение 127 В. Таким образом, напряжение снижено не в 1,73 раза, а в 3 раза.
При различных схемах соединения первичных и вторичных обмоток трехфазных трансформаторов линейное напряжение между соответствующими выводами первичной и вторичной стороны может быть сдвинуто по фазе на угол, кратный 30°. Это характеризуется номером группы соединения трансформатора.
При недостаточной мощности одного трансформатора применяется их параллельная работа, т. е. совместная работа двух или нескольких трансформаторов при параллельном включении их первичных и вторичных обмоток. Для параллельного включения одноименные выводы обмоток трансформаторов должны присоединяться к одним и тем же проводам сети как со стороны источника питания, так и со стороны нагрузки.
Нормальная параллельная работа трансформаторов может быть осуществлена лишь при соблюдении следующих условий: номинальные, т. е. паспортные, первичные и вторичные напряжения трансформаторов должны быть одинаковыми; номера групп соединений, включаемых параллельно, трехфазных трансформаторов должны быть одинаковыми; интенсивность изменения напряжения на вторичной обмотке при изменении нагрузки, что характеризуется напряжением короткого замыкания, у включаемых параллельно трансформаторов должна быть одинаковой.
Несоблюдение первых двух условий приводит к появлению больших уравнительных токов, циркулирующих по обмоткам трансформаторов и чрезмерно их перегревающих. Несоблюдение третьего условия влечет за собой неравномерное распределение нагрузки между трансформаторами, т. е. общая нагрузка не будет распределяться пропорционально их номинальным (паспортным) мощностям.
Рекомендуется, чтобы отношение номинальных мощностей параллельно работающих трансформаторов не превышало 3:1.
Кроме двухобмоточных трансформаторов, имеющих одну первичную и одну вторичную обмотки, применяют трехобмоточные и многообмоточные, имеющие одну первичную и две или несколько вторичных обмоток различного напряжения.
Такие трансформаторы могут быть однофазными И трехфазными. В многообмоточных трансформаторах сечение провода первичной обмотки должно-соответствовать такому току, при котором мощность этой обмотки будет равна суммарной мощности всех вторичных обмоток.
Автотрансформатор отличается от трансформатора тем, что имеет всего одну обмотку, причем к этой общей обмотке, но к разному числу ее витков подключены как источник питания, со стороны которого подводится электроэнергия, так и нагрузка, куда передается электроэнергия от трансформатора. Таким образом, источник электроэнергии и нагрузка здесь имеют не только магнитную, но и электрическую связь. На рис. 8.12 показаны схемы повышающего и понижающего автотрансформаторов. Изменяя число витков, к которым подключена нагрузка, можно изменять и напряжение на ней или, наоборот, поддерживать подводимое к нагрузке
напряжение на неизменном уровне при изменении уровня напряжения источника питания.
Автотрансформаторы, предназначенные для регулирования напряжения у потребителя
электроэнергии, имеют обычно несколько выводов от разного числа витков обмотки и пере-
Рис. 8.12. Схемы автотрансформаторов:
а — однофазного понижающего; б — однофазного повышающего; в — трехфазного
ключатель. Для более плавного регулирования применяют также ползунок, перемещающийся непосредственно по виткам обмотки.
Изготовляют как однофазные, так и трехфазные автотрансформаторы. Мощность их обычно не превышает 20 кВ-А.
Сердечник трансформатора для уменьшения в нем по-
148
Рис. 8.13. Сборка сердечника трансформатора внахлестку
I-й слой
О I о
о
1 О
терь от вихревых токов набирают из тонких (толщиной 0,35.. .0,5 мм) штампованных листов высококачественной электротехнической стали (трансформаторной стали), имеющей большую магнитную проницаемость и малые потери на перемагничивание. Листы сердечника изолируют один от другого тонкой (0,03 мм) бумагой (в крупных трансформаторах), лаком или окалиной. Сердечник имеет стержни, на которые надевают катушки с обмотками, и два ярма, замыкающих торцевые части стержней между собой. Сердечник служит магнитопроводом трансформатора. Для уменьшения магнитного сопротивления в большинстве современных трансформаторов применяют сборку стальных листов внахлестку, при которой листы ярма перекрывают листами стержней и наоборот (рис. 8.13). Листы сердечника трансформатора собирают в пакет и стягивают болтами, изолированными от сердечника и пропущенными сквозь его листы через специаль
но проштампованные в них отверстия.
В зависимости от формы магнитопровода различают стержневые и броневые трансформаторы (рис. 8.14). В отличие от стержневых в броневых трансформаторах магнитный поток стержня делится на две части в замыкающем ярме. На стержни сердечника надеты катушки с обмотками. Первичную и вторичную обмотки располагают, как правило, на одном стержне, что уменьшает рассеяние магнитного потока. Применяют цилиндрические и дисковые обмотки. В первом случае они выполнены в виде цилиндрических слоев (из витков провода), концентрически расположенных вокруг стержня, причем обмотку высшего напряжения обычно располагают снаружи. Обмотки отделяют одну от другой изолирующими цилиндрами. Дисковые обмотки состоят из ряда надетых на стержень и положенных одна на другую катушек, причем катушки первичной и вторичной обмоток чередуются.
При работе трансформатора он нагревается из-за выделения тепла при прохождении тока по обмоткам, а также из-за потерь энергии в стали сердечника от перемагничивания и возникновения здесь вихревых токов. Именно нагрев трансформатора ограничивает его мощность. По способу охлаждения трансформаторы разделяются на сухие и масляные. Сухие трансформаторы отдают выделяемое в них тепло непосредственно окружающему воздуху. Обычно это сравнительно маломощные и низковольтные трансформаторы.
Масляный трансформатор помещают в бак, наполненный специальным очищенным минеральным (трансформаторным) маслом. Стенки бака у масляных трансформаторов небольшой мощности могут быть гладкими, а у более мощных снабжены ребристыми или трубчатыми радиаторами, что улучшает отдачу тепла маслом окружающему воздуху. У более мощных трансформаторов возникает необходимость обдувать масляный бак специальными вентиляторами или даже применять принудительную циркуляцию масла через водяной охладитель.
Поскольку при работе масляного трансформатора температура, а следовательно, и объем масла меняются, сверху на крышке основного бака устанавливается небольшой резервуар, называемый расширителем, или консерватором. Консерватор соединен с основным масляным баком трубкой, по которой избыток масла при его нагреве и расширении переходит в консер-
Рис. 8.14. Конструкции трансформаторов:
а — трехфазный стержневой с цилиндрической обмоткой: б — однофазный броневой с дисковой обмоткой
149
Рис. 8.15. Включение измерительных приборов в одной линии:
а — непосредственное (маломощная низковольтная линия); б — через измерительные трансформаторы (мощная высоковольтная линия)
ватор, а при остывании и сжатии возвращается в основной бак. Соединительная трубка заканчивается в консерваторе несколько выше его дна, чтобы влага, оседающая на дне расширителя, не попала в основной бак. Вода, скопившаяся в нижней части расширителя, может быть удалена через спускной краник. На расшири
теле монтируют масломерное стекло, а на крышке основного бака — термометр.
К измерительным трансформаторам относятся трансформаторы тока и напряжения. Они служат для расширения пределов измерения электроизмерительных приборов, разделения высоковольтных силовых цепей
и низковольтных измерительных цепей в электроустановках, а также для питания релейной и другой аппаратуры автоматического управления (рис. 8.15). Здесь 2 — предохранитель.
Первичную обмотку трансформатора тока 3 включают в линию последовательно, а вторичную обмотку замыкают непосредственно на амперметр, токовую обмотку ваттметра, счетчика и реле. Поскольку перечисленные приборы имеют очень малое сопротивление, то трансформаторы тока рассчитаны на режим работы, близкий к короткому замыканию. У трансформаторов тока, обычно включаемых первичной обмоткой последовательно в линию с достаточно большими токами, число витков этой обмотки невелико. Для очень больших токов первичную обмотку выполняют в виде шины, продетой в окно стального сердечника, на котором намотаны витки вторичной обмотки. Вторичные обмотки измерительных трансформаторов тока обычно рассчитаны на ток 5 А независимо от того, на какой ток рассчитана первичная обмот
ка. В целях безопасности один вывод вторичной обмотки должен быть заземлен 4.
При работе трансформатора тока нельзя допускать размыкания его вторичной обмотки, так как при этом на ней будет весьма высокое напряжение, что представляет собой опасность как для изоляции, так и для обслуживающего персонала. В тех случаях, когда от вторичной обмотки трансформатора тока отключается прибор, на который он работал, саму вторичную обмотку следует обязательно закоротить, т. е. соединить между собой ее выводы.
Трансформаторы напряжения I по существу являются маломощными силовыми трансформаторами и по своей конструкции весьма близки к ним. Первичную обмотку трансформатора напряжения включают в цепь параллельно. Вторичную обмотку подключают к вольтметру, обмоткам напряжения ваттметров, счетчиков или реле. Эти приборы имеют большое сопротивление, поэтому ток во вторичной обмотке трансформатора достаточно мал, т. е. трансформатор напряжения работает в режиме, близком к холостому ходу. Вторичные обмотки трансформаторов напряжения обычно рассчитаны на 100 В независимо от того, на какое напряжение рассчитана первичная обмотка. В целях безопасности один вывод вторичной обмотки должен быть заземлен.
При отключении от вторичной обмотки трансформатора напряжения приборов, на которые он работал, саму вторичную обмотку в отличие от таковой трансформатора тока нельзя закорачивать, так как это может привести к выходу трансформатора из строя.
Электроизмерительные приборы, постоянно работающие с измерительными трансформаторами, имеют обычно шкалу, проградуированную с учетом работы этих трансформаторов.
8.5. Кабельная сеть и соединительная арматура
Питание МПИ с электроприводом подается по электропроводящей сети, выполненной, как правило, из кабеля разного сечения и соединительной кабельной арматуры. В качестве магистрального кабеля применяют кабель КГ 3x6+1x4; 3x4+1x2,5 мм2. Фазовые жилы име-150
ют большее сечение, заземляющая — меньшее. В ряде случаев применяют кабель 4x4 и 4x6 мм2. Длина магистрального кабеля 50... 100 м. В качестве отводящего кабеля используют кабель КГ 3x2,5+1x1,5 или КГ 3x1,5+1x1 мм2. Жилы кабеля изолированы между собой резиновыми оболочками и заключены в общую резиновую трубку. Сечение кабелей выбирают в зависимости от мощности подключаемых электродвигателей МПИ, исходя из максимально допустимой силы тока:
Площадь сечения провода, мм2 Допустимая сила тока, А Номинальная сила тока плав-
ких предохранителей. А
1,о 12 6
1,5 15 10
2,5 20 15
4,0 25 20
6,0 32 25
10 45 35
В качестве подводящих кабелей применяют, как правило, кабели с площадью сечения жил 1,5...4 мм2, длиной 3...10 м.
Кабельная арматура (рис. 8.16) предназначена для распределения и подачи электроэнергии к МПИ от передвижных электростанций и токоразборных точек через понижающий распределительный трансформатор с вторичным напряжением 230 В трехфазного тока. Технические данные арматуры типа АК следующие:
Номинальное напряжение, В......................................230
Номинальная частота переменного трехфазного тока, Гц............50
Номинальный ток, А..............................................25
Масса (без пяти вилок и розеток), кг............................5
Габаритные размеры, м, не более..............................0,245x0,175x0,21
Арматура состоит из алюминиевого корпуса 7, крышки2, днаЗ с изолированными ручками 4. В корпусе смонтирован автоматический выключатель 5 ВА 51-25-340025100, который служит для подачи напряжения на нагрузку и снятия его, а также для защиты от перегрузок и тока короткого замыкания. Панельные розетки 6 СС 11-25 предназначены для подключения МПИ и (при необходимости) второй кабельной арматуры. Панельная вилка 7СС 11-25 служит для
Рис. 8.16. Кабельная арматура
151
подключения арматуры к источнику питания посредством кабельной розетки, кабеля и кабельной вилки.
Корпуса розеток и панельной вилки выполнены из пластмассы, что обеспечивает их безопасную эксплуатацию. Корпус кабельной арматуры заземлен.
Кабельную арматуру совместно с магистральным кабелем перевозят на легких тележках. Кабели и арматуру собирают в сеть в следующем порядке: вначале к арматуре подключают подводящие и магистральные кабели, затем магистральный кабель подсоединяют к источнику питания, после чего последовательно подключают МПИ. После сборки кабельной сети и подключения ее к источнику тока и МПИ четвертым заземляющим проводом кабеля связывают корпус электростанции (или другого источника тока) с корпусами МПИ и кабельной арматуры.
Вопросы для повторения
1. Какие схемы применяют для подключения МПИ?
2. Как устроен шкаф пункта подключения МПИ?
3. Как работает преобразователь фаз?
4. Каково устройство преобразовательного агрегата АП 5?
5. Как осуществляется питание нескольких МПИ от одного источника энергоснабжения?
6. Каковы устройство и принцип действия однофазного силового трансформатора?
7. Что называют коэффициентом трансформации и от чего он зависит?
8. Каковы устройство и принцип действия трехфазного трансформатора?
9. От чего зависит соотношение между линейными напряжениями первичной и вторичной обмоток трехфазного трансформатора?
10. Как устроены автотрансформаторы и чем они отличаются от обычных трансформаторов?
11. Каковы особенности конструкции масляных трансформаторов?
12. Каковы особенности конструкции и режимов работы измерительных трансформаторов тока и напряжения?
Глава 9. ПРИВОДНЫЕ ДВИГАТЕЛИ МЕХАНИЗИРОВАННЫХ ПУТЕВЫХ ЭЛЕКТРОИНСТРУМЕНТОВ
9.1. Общие сведения
Электрические двигатели, приводящие в движение МПИ, обычно составляют единое конструктивное целое с электроинструментами, которые при работе находятся в руках у монтера пути. Поэтому одним из важнейших требований, предъявляемых к приводным двигателям электроинструментов, помимо достаточной мощности, надежности и безопасности является возможно меньшая их масса. Кроме того, приводные двигатели электроинструментов должны быть достаточно простыми по устройству, неприхотливыми в эксплуатации, недорогими, обладать сравнительно высоким КПД, обеспечивать возможность удобного и простого электроснабжения.
По своему устройству электродвигатели могут бытьколлекторными пбесколлекторными. Коллекторные машины, как правило, работают на постоянном токе. Бесколлекторные, куда относятся и асинхронные двигатели, — на переменном токе.
На МПИ применяют асинхронные электродвигатели встроенного исполнения. Конструкция их подвергается постоянному совершенствованию за счет применения электротехнической стали с уменьшенными потерями, новых видов электрической изоляции, проводов повышенной нагревостойкости и т. п. Благодаря высокому уровню унификации и стандартизации деталей значительная часть электродвигателей имеет стандартные присоединительные размеры, что позволяет использовать их в машинах различного назначения.
9.2. Принцип действия трехфазных асинхронных электродвигателей
Принцип работы асинхронных двигателей основан на выталкивании проводника с током из вращающегося магнитного поля с помощью трехфазной обмотки и трехфазного переменного тока. Вращающееся магнитное поле можно получить с помощью устройства, представленного на рис. 9.1 и состоящего из полого стального цилиндра с равномерно расположенными на внутренней поверхности шестью продольными пазами, в которых размещены выполненные из одинакового числа витков изолированного медного провода три катушки, подключенные к трехфазной сети и обтекаемые трехфазным переменным током. Начала Н каждой из трех катушек расположены соответственно в первом, третьем и пятом пазах, т. е. катушки повернуты одна относительно другой на 120°. При прохождении по катушкам электрического тока каждая из них создает магнитное поле, а общее магнитное поле внутри цилиндра будет представлять собой сумму полей всех трех катушек. По катушкам протекает трехфазный ток, т. е. три переменных, синусоидально изменяющихся по времени тока, сдвинутых один относительно другого по фазе на 1/3 периода (рис. 9.2).
Пусть по катушке АА j (см. рис. 9.1), стороны которой расположены в первом и четвертом пазах, протекает ток первой фазы, по катушкам BBj — ток второй фазы, а по катушкам CCj — третьей. Условимся, что при положительном направлении тока (на рис. 9.3 — над осью времени) он протекает от начала Н катушки к ее концу, а при отрицательном направлении (на рис. 9.3 — под осью времени) — от конца катушки к началу. Положительное направление тока в катушке будем обозначать крестиком (направление тока от нас, за плоскость рисунка) в тех проводах паза, где лежит начало катушки, и точкой (противоположное направление) в тех проводах паза, где выходит конец катушки. Принимаем, что отрицательное направление тока в ка-
153
Рис. 9.1. Устройство для получения двухполюсного вращающегося магнитного поля
Рис. 9.2. Графики изменения тока по времени в трехфазной системе
тушке обозначается точкой в проводах того паза, где лежит начало катушки, и крестиком — в проводах паза, где лежит ее конец.
Направление магнитного поля, создаваемой каждой катушкой, определяют с помощью правила буравчика. При этом если рукоятку буравчика вращать в направлении протекания тока по витками катушки, то направление перемещения самого буравчика укажет направление создаваемого катушкой магнитного поля. Направление же магнитного поля, создаваемого вокруг отдельного прямолинейного проводника с током, совпадает с направлением вращения рукоятки буравчика, перемещаемого в сторону протекания электрического тока по проводнику. Интенсивность поля считают пропорциональной силе тока, протекающего по данной катушке.
Направление и интенсивность общего магнитного поля внутри цилиндра для момента времени, отмеченного на рис. 9.2, определяют ординатой«-«/. В этот момент ток первой фазы, протекающий по катушке AAj, имеет положительное направление и наибольшее значение. Поэтому направление тока в первом пазу (см. рис. 9.3, а) указано крестиком, а в четвертом — точкой. Воспользовавшись правилом буравчика, определяют, что создаваемое катушкой AAj магнитное поле имеет направление справа налево. Поскольку же ток катушки в этот момент времени имеет максимальное значение, то и интенсивность создаваемого катушкой магнитного поля будет наибольшей, что соответствует магнитной индукции Вт (интенсивность поля максимальная).
В этот же момент времени токи в катушках ВВ у (вторая фаза) и СС] (третья фаза) будут иметь отрицательное направление, а величина их равна половине максимального значения.
154
Рис. 9.3. Положение вращающегося магнитного поля в различные моменты времени (1...6— номера пазов) Обозначив соответствующим образом направление тока в пазах (крестики в пазах б и 2, точки в пазах 3 и 5) и воспользовавшись правилом буравчика, определяют направления магнитных полей, создаваемых катушками второй и третьей фаз. Магнитная индукция поля каждой из этих двух катушек будет равна 1/2 Вт.
Сложив геометрически магнитные индукции полей всех трех катушек, устанавливают, что общее магнитное поле внутри цилиндра является двухполюсным и имеет направление справа налево, т. е, справа расположен северный полюс, а слева — южный. Интенсивность суммарного поля соответствует 3/2 В)п.
На рис. 9.3 показано состояние рассматриваемого устройства в момент времени, соответствующий ординате в — в у на рис. 9.2, т. е. по прошествии 1/6 периода Г. Ток в катушках А А у и ВВу имеет теперь положительное направление, т. е. от начала катушек (крестики в пазах I и 3) к концам (точки в пазах 4 и 6). Значение этих токов равно половине максимального. В катушке ССу, по которой протекает ток третьей фазы, сила тока имеет максимальное значение и отрицательное направление, т. е. от конца катушки (крестик в пазу 2) к началу (точка в пазу 5). Воспользовавшись правилом буравчика и найдя с его помощью направления магнитных полей катушек, а также определив интенсивность магнитного поля каждой катушки с учетом силы тока, протекающего по ней в данный момент, можно сложить геометрически эти поля и увидеть, что суммарное поле является двухполюсным, а его интенсивность, как и ранее, соответствует 2/3 Вт. Направление же магнитного поля изменилось — оно повернулось на 60° по часовой стрелке.
Проведя последовательно аналогичные построения для моментов времени с-сj, d-d е-е^ и /-/у, как это сделано на рис. 9.3, можно убедиться, что во всех случаях получается результи-рующее двухполюсное магнитное поле, интенсивность которого остается неизменной и соответствует 2/3 Вт. Направление же результирующего магнитного поля все время изменяется — за каждый промежуток времени, равный 1/6 периода переменного тока, поле поворачивается на 60° по часовой стрелке.
155
Рис. 9.4. Устройство для получения четырехполюсного вращающегося магнитного поля: Ht, Н2, Н3 — начала фазных обмоток; Кг К,, К} — концы фазных обмоток
Если в рассмотренном устройстве ток второй фазы будет протекать по катушке СС{, а ток третьей фазы — по катушке ВВ{, то результирующее магнитное поле будет поворачиваться против часовой стрелки, т. е. направление вращения магнитного поля изменится на обратное по сравнению с разобранным ранее случаем. Таким образом, для изменения направления вращения магнитного поля достаточно поменять местами подключение двух (из трех) катушек к проводам трехфазной сети.
В рассмотренном устройстве за счет действия обмотки, состоящей из трех повернутых на 120° катушек и протекающего по ним трехфазного тока, получено неизменное по значению равномерно вращающееся магнитное поле. Создающая это поле обмотка называется трехфазной двухполюсной. За время одного пе-
риода переменного тока двухполюсное магнитное поле делает один полный оборот, а следовательно, при частоте тока 50 Гц, т. е. 50 периодов за секунду, такое поле будет вращаться с частотой 50-60 = 3000 об/мин.
Если требуется получить магнитное поле с меньшей частотой вращения, то прибегают к многополюсным обмоткам. На рис. 9.4 показано устройство, сходное с предыдущим, но здесь на внутренней стороне цилиндра не 6, а 12 пазов и в них расположено 6 катушек, причем расстояние между сторонами одной катушки равно 1/4 окружности. Это трехфазная четырехполюсная обмотка, в каждой фазе которой имеются две катушки, расположенные на противоположных сторонах окружности, т. е. смещенные на 180°. Магнитное поле, создаваемое такой обмоткой при прохождении по ней трехфазного тока, имеет четыре полюса (или две пары полюсов). Сделав соответствующие построения, как это было выполнено ранее для двухполюсной обмотки (см. рис. 9.3), можно убедиться, что в этом случае образуется неизменное по вели
чине равномерно вращающееся четырехполюсное магнитное поле, которое за время одного периода переменного тока делает лишь 1/2 оборота. При частоте тока 50 Гц вращающееся магнитное поле с двумя парами полюсов будет вращаться с частотой 1500 об/мин.
Трехфазные обмотки (в зависимости от требуемой частоты вращения магнитного поля) могут быть выполнены на разное число пар полюсов. Связь между частотой вращения магнитного поля п}, частотой питающего обмотку трехфазного токаf и числом пар полюсов р вращающегося магнитного поля, созданного обмоткой, выражается формулой п\ - 60//р.
Вставим (для усиления магнитного поля) во внутреннюю полость рассмотренного устрой
ства стальной цилиндр, имеющий большую магнитную проницаемость, который может вращаться вокруг своей оси в подшипниках и снабжен замкнутым витком провода, расположенным в двух продольных пазах (рис. 9.5). После того как-будет включена трехфазная обмотка и по ней пойдет
Рис. 9.5. Принцип действия асинхронного электродвигателя
трехфазный ток, внутри устройства будет создано вращающееся магнитное поле (стальной цилиндр усиливает это поле). Магнитные силовые линии вращающегося магнитного поля будут пересекать проводники стоящего на месте короткозамкнутого витка, в результате чего в этих проводниках будет индуцироваться (наводиться) электродвижущая сила, направление которой определяют, пользуясь правилом правой руки*. При вращении магнитного поля по часовой стрелке проводники витка как бы перемещаются относительно магнитного поля против часовой стрелки, поэтому в верхнем проводнике направление индуцируемой электродвижущей силы будет на читателя (точка), а в нижнем — от читателя (крестик). Под действием индуцируемой электродвижущей силы в замкнутом витке провода возникает ток, направление которого будет совпадать с направлением электродвижущей силы.
156
Проводники с током, находясь в магнитном поле, испытывают действие силы, направление которой определяют с помощью правила левой руки**. Воспользовавшись этим правилом, определяют, что на верхний проводник витка действует сила Fj, направленная слева направо, а на нижний проводник — сила F2, направленная справа налево (на рис. 9.5 эти силы показаны стрелками). Пара сил Fу и F2 создает вращающий момент, под действием которого стальной цилиндр с витком начнет вращаться в подшипниках в ту же сторону, что и магнитное поле. Таким образом, рассмотренное устройство представляет собой простейший электродвигатель, в котором электрическую энергию трехфазного переменного тока преобразуют в механическую энергию вращения стального цилиндра с витком провода.
Скорость вращения цилиндра в электродвигателе будет всегда меньше скорости вращающегося магнитного поля. Действительно, если бы цилиндр в своем вращении «догнал» поле, то оно перестало бы пересекать своими силовыми магнитными линиями проводники расположенного на цилиндре замкнутого витка, в этом витке не наводилась бы электродвижущая сила и перестал бы протекать ток. Если в проводниках витка не было бы тока, то не возникли бы силы Fj и F2, создающие вращающий момент, под действием которого цилиндр вращается. Итак, для возникновения вращающего момента в электродвигателе необходимо, чтобы его вращающая часть (ротор) имела скорость вращения меньшую, чем у вращающегося магнитного поля, т. е. ротор в таком двигателе всегда отстает от поля, вращается с ним неодновременно, не синхронно, но асинхронно. Отсюда и название двигателя — асинхронный.
* Если правую руку расположить таким образом, чтобы в ее ладонь упирались силовые линии магнитного поля (ладонью к северному полюсу), а отогнутый большой палец указывал направление перемещения проводника в магнитном поле, то остальные пальцы укажут направление индуцируемой в проводнике электродвижущей силы.
* * Если левую руку расположить так, чтобы в ее ладонь упирались силовые линии магнитного поля (ладонью к северному полюсу), а вытянутые пальцы указывали направление тока, протекающего по расположенному в магнитном поле проводнику, то большой палец укажет направление силы выталкивания, действующей на проводник.
9.3. Устройство асинхронных двигателей
На рис. 9.6 показано устройство наиболее часто применяемого вида асинхронной машины — трехфазного асинхронного электродвигателя с короткозамкнутым ротором. Неподвиж-
ная часть машины (статор) состоит из сердечника 1, обмотки 2 и корпуса (станины) 3. Сердечник статора, являющийся магнитопроводом, имеет форму полого цилиндра с равномерно расположенными на внутренней стороне поверхности пазами осевого направления. Он представляет собой пакет, набранный и спрессованный
Рис. 9.6. Статор асинхронного электродвигателя:
а — статор в сборе; б — сердечник статора; в — лист сердечника; г — соединение концов обмотки с зажимами коробки выводов; д — соединение зажимов коробки выводов при схемах Y и А
157
8
Рис. 9.7. Асинхронные электродвигатели единой серии:
а — АС 2-41; б — АК 2-81; 1 — вал; 2 — крышка подшипника; 3 — подшипник; 4 — подшипниковый щит; 5 — выводные провода обмотки статора; 6 — катушка однослойной обмотки статора; 7 — корпус статора; 8 — подъемное кольцо (рым); 9 — сердечник статора; 10 — сердечник ротора; 11 — скоба, стягивающая пакет сердечника статора; 12 — кожух вентилятора наружного обдува; 13 — вентилятор наружного обдува; 14 — болт крепления ступицы вентилятора на валу; 15 — лопасти вентилятора, перемешивающего воздух внутри машины; 16 — коробка выводов; 17 — обмотка ротора; 18 — нажимная шайба; 19 — бандаж лобовой части обмотки ротора; 20— вывод от роторной обмотки к контактному кольцу; 21 — кольцо, поддерживающее лобовые части роторной обмотки; 22 — бобышка нажимной шайбы, к которой крепится поддерживающее кольцо; 23 — диск, на котором закреплена ось щеткодержателя; 24 — наружная крышка подшипниковой камеры (прижимается диском 23); 25 — контактные кольца; 26 — съемный кожух контактных колец; 27 — замок съемного кожуха
158
из отдельных тонких (0,5 мм) листов электротехнической стали, отштампованных в виде колец с равномерно расположенными по внутренней окружности выступами и впадинами, которые при сборке образуют пазы. Листы до сборки в пакет с обеих сторон покрывают оксидной или лаковой изоляционной пленкой, что резко уменьшает вихревые токи, возникающие в сердечнике под воздействием вращающегося магнитного поля, и снижает потери в машине при ее работе. В пазах сердечника размещена трехфазная обмотка, выполненная из изолированного медного (реже алюминиевого) провода по специальным схемам. Сердечник статора запрессован (или залит) в полый корпус 7 (рис. 9.7, а), изготовленный из алюминиевого или чугунного сплава (у стационарных машин, где масса не играет решающей роли, корпус чаще выполняют из чугуна). К корпусу 7 статора крепят два подшипниковых шита 4 с центральными отверстиями — гнездами для подшипников 3 и крышками 2, в которых вращается вал 7 ротора. Вращающаяся часть машины (ротор) состоит из сердечника 10, обмотки 5 и вала 7. В собранной машине между сердечниками статора 9 и ротора имеется небольшой (обычно 0,3...0,5 мм) воздушный зазор, позволяющий ротору свободно вращаться внутри пакета статора, не задевая за него. Сердечник ротора представляет собой спрессованный из отдельных тонких листов электротехнической стали пакет, имеющий форму цилиндра с продольными пазами у наружной поверхности и центральным отверстием для вала. Сердечник служит в качестве магнитопровода. Короткозамкнутую обмотку ротора выполняют заливкой под давлением расплавленного алюминия в пазы роторного пакета. Обычно при заливке алюминия одновременно отливают стержни, короткозамыкающие кольца и вентиляционные лопасти 75.
Второй вид асинхронной машины (с фазным ротором или с контактными кольцами) отличается от первого лишь конструкцией ротора (рис. 9.7, б). Здесь в пазы роторного пакета 10 укладывается трехфазная обмотка 7 7 из изолированного медного провода, выполняемая по таким же схемам, что и обмотка статора. Обмотка ротора обычно соединяется в звезду, а три ее свободных конца 20 выводят к укрепленным на валу трем медным или латунным контактным кольцам 25, электрически изолированным между собой и от вала. С контактными кольцами, вращающимися при работе машины, соприкасаются подвижные щетки (обычно по две щетки на каждое кольцо),
установленные в щеткодержателях, которые закреплены на подшипниковом щите.
В системе электроснабжения путевых электроинструментов асинхронные электродвигатели с фазным ротором используют в качестве генераторов асинхронных преобразователей частоты.
Схемы и устройство трехфазных обмоток, которыми оснащены статоры асинхронных
машин, представлены на рис. 9.8. Чтобы лучше использовать проводниковые и магнитные материалы, в реальных машинах обмотку каждой фазы выполняют не в виде одной сосредоточенной катушки, как это показано на рис. 9.1, а каждую из сторон катушки распределяют в нескольких пазах. На рис. 9.8 схематически изображена трехфазная двухполюсная обмотка, причем стороны катушек каждой фазы распределены в трех пазах. Таким образом, каждая катушка (катушечная группа) делится на секции. На рис. 9.8, а катушки обмотки состоят из трех секций. В свою очередь, каждая секция содержит обычно несколько витков. На рис. 9.8, б показана развернутая на плоскости катушечная группа, состоящая из трех секций, причем каждая секция состоит из трех витков. На схемах обмотки обычно показывают не каждый проводник,
а только стороны секций, которые на рис. 9.8, а условно обозначены кружками.
Общее число пазов на окружности сердечника статора обозначается через Z. Таким образом, в машине, имеющей 2р полюсов, на каждый полюс приходится ZJ2p пазов. Часть окружности сердечника, приходящуюся на один полюс, называют полюсным делением и обозначают черезт. Так, если внутренний диаметр сердечника равен D, то полюсное деление т = л7) / 2р. Если же полюсное деление т измерять числом пазов, тот = Z / 2р. Каждое полюсное деление сер-
Рис. 9.8. Образование трехфазной распределительной обмотки
159
дечника должно содержать пазы всех трех фаз обмотки. Следовательно, число пазов одной фазы на каждом полюсном делении или число пазов на полюс и фазу трехфазной обмотки^ = Z / 2р-3. У обмотки, изображенной на рис. 9.8, полюсное деление т содержит Z / 2р = 18/2 = 9 пазов, а число пазов на полюс и фазу q-Z! 2/7-3 =187(2-3) = 3.
На рис. 9.9 показано размещение в пазах статора одной фазы обмотки четырехполюсной машины, у которой q = 3. Каждая катушечная группа здесь состоит из трех секций. Схема всех трех фаз этой же обмотки, развернутая на плоскости (развернутая схема), показана на рис. 9.10. Изображая обмотку на такой схеме, сердечник с обмоткой условно разрезают по образующей и разворачивают на плоскости рисунка. При этом разрезают и одну из катушечных групп. Фазы обмотки обычно изображают линиями разного начертания или разного цвета. Проводники, соединяющие отдельные секции, также изображают линиями.
При выполнении обмотки те части секции, которые расположены на торцевых сторонах цилиндрического сердечника статора, должны быть отогнуты в сторону, так как иначе нельзя было бы вставить или извлечь ротор. Эти отогнутые торцовые стороны секций называют лобовыми частями обмотки. Поскольку лобовые части отдельных фаз перекрещиваются, то у одних катушек они короче, у других длиннее. На схемах обмотки условно это показывается удлинением изображения соответствующих катушек. Показанная на схеме (см. рис. 9.10) обмотка называется однослойной двухплоскостной концентрической. Однослойная она потому, что в каждом пазу располагается лишь одна сторона секции, т. е. секции в пазах обмотки расположены в один слой. Двухплоскостной эта обмотка называется в связи с тем, что лобовые части ее катушек имеют разную длину и расположены в двух разных плоскостях. Концентрической же она называется из-за того, что секции в ее катушечных группах расположены одна в другой, т. е. как бы концентрически. При уменьшении расстояния между сторонами секции длина лобовых частей обмотки сократится. Среднее расстояние между сторонами секций одной катушечной группы называют шагом обмотки. Шаг у обмотки обычно измеряют долями полюсного деления или числом охватываемых секцией зубцов. Так, на рис. 9.10 шаг обмотки}' = 9. Полюсное делениет этой обмотки также содержит 9 зубцов, т. е. j- = т. В этом случае обмотка имеет диаметральный шаг (в двухполюсных обмотках при этом стороны секций находятся на противоположных концах диаметра сердечника). Если же шаг обмотки меньше полюсного деления (у < т), то это обмотка с укороченным шагом. Лобовые части обмотки с таким шагом получаются меньшими; на такую обмотку расходуется меньше обмоточного провода и машина получается более экономичной.
На рис. 9.11 приведена развернутая схема однослойной цепной обмотки с укороченным шагом (j,=7t/9 ). Эта обмотка является четырехполюсной и располагается в 36 пазах. Лобовые части здесь короче, чем у обмотки с диаметральным шагом, поэтому при прочих равных условиях на такую обмотку расходуется меньше
Рис. 9.10. Развернутая схема однослойной двухплоскостной концентрической обмотки статора трехфазного четырехпо-
люсного асинхронного электродвигателя:
С С,, С} — обозначения начал фазных обмоток; С4, Су, Сь— обозначения концов фазных обмоток
обмоточного провода.
В асинхронных машинах часто применяют двухслойные обмотки, у которых в каждом пазу расположено по две стороны разных секций: сторо-
160
Рис. 9.11. Развернутая схема цепной обмотки с укороченным шагом для статора трехфазного четырехполюсного асинхронного электродвигателя
на одной секции расположена на дне паза, а второй — поверх первой, т. е. во втором слое. Двухслойные обмотки обычно выполняют с укороченным шагом, и они позволяют получить хорошую плотную укладку лобовых частей, а поэтому являются весьма экономичными. На рис. 9.12 приведена развернутая схема такой обмотки для двухполюсной машины (2р = 2) с числом пазов сердечника Z = 18. Обмотка выполнена с укороченным шагом 0’ = 7 т/9). На схеме стороны секций обмотки, расположенные в нижнем слое, показаны пунктиром.
Фазы обмотки статора асинхронной машины могут соединяться в звезду или треугольник. Если каждая фаза обмотки рассчитана, например, на напряжение 220 В, то при соединении всех фаз в звезду обмотку следует подключать к трехфазной сети с напряжением 380 В. Если же фазы этой обмотки соединены в треугольник, то ее подключают к трехфазной сети с напряжением 220 В.
Рис. 9.12. Развернутая схема двухслойной петлевой обмотки с укороченным шагом для статора трехфазного двухполюсного асинхронного электродвигателя
161
а б в
Одним из наиоолее важных и ответственных элементов в конструкции электрической машины является изоляция ее обмотки. От качества и состояния изоляции зависит прежде всего надежность и безопасность работы с ней. От качества применяемой изоляции зависят также габариты, масса и стоимость вновь создаваемой машины.
При выполнении путе-
Рис. 9.13. Полузакрытые пазы сердечников с всыпными обмотками: а — «засыпка» проводников секции в полузакрытый паз; б — однослойная всыпная обмотка в полузакрытом пазу; в — двухслойная всыпная обмотка в полузакрытом пазу вых работ чаще всего приме
няют асинхронные двигатели сравнительно небольшой мощности — от сотен ватт до нескольких киловатт. У таких машин сердечники, на которых располагают обмотки, имеют полузакрытые пазы (рис. 9.13) с всыпными обмотками, состоящими из мягких секций, намотанных изолированным обмоточным проводом 4 круглого сечения и сравнительно небольшого диаметра (до 1,6 мм). Название «всыпные» эти обмотки получили в связи с тем, что при их выполнении проводники уже намотанной секции «всыпают» внутрь паза через его узкий наружный шлиц. Перед укладкой проводников поверхность паза закрывают пазовой изоляцией, которая чаше всего представляет собой пазовую коробочку, сделанную из полиэтилентерефталатной пленки. Пазовая изоляция должна иметь не только достаточную электрическую, но и механическую прочность, так как на нее действуют значительные механические силы, возникающие в процессе работы машины, и особенно при укладке в пазы и уплотнении проводников обмотки. Электрическую изоляцию проводников секции обмотки один от другого (меж-витковую изоляцию) в небольших машинах напряжением до 500 В обеспечивают имеющейся изоляцией самих обмоточных проводов. Чаше всего здесь используют медные обмоточные провода, покрытые изоляционным слоем теплостойкой эмали (провода марок ПЭТВ, ПЭВ 2, ПЭТ 155). В пазу двухслойной обмотки между активными сторонами двух разных секций кладут дополнительную изоляционную прокладку из стеклолакоткани или пленкокартона 1, 3, 5, 7. Дополнительные прокладки из лакоткани 2 кладут также между лобовыми частями секций, принадлежащими разным фазам. Уложенная в пазах обмотка прочно удерживается здесь клиньями 6, которые могут быть деревянными, фибровыми, пластмассовыми. Клинья забивают в паз с торцевой стороны сердечника. Под клин, как правило, кладут дополнительную изоляционную прокладку, предохраняющую пазовую коробочку от повреждения. Лобовые части обмотки изолируют от металлического сердечника. После укладки лобовых частей их плотно увязывают миткалевой или киперной лентой. Места соединений катушек (пайка) и выводы обмоток обычно изолируют линоксиновыми трубками. После того как обмотка полностью уложена и правильность выполнения проверена, ее подвергают пропитке специальным изоляционным лаком.
В табл. 9.1 приведены основные конструктивные и обмоточные данные приводных трехфазных асинхронных электродвигателей частоты 50 Гц для серийных путевых электроинструментов, а на рис. 9.14 показаны развернутые схемы двухполюсных и четырехполюсных обмоток статора.
При работе электрическая машина нагревается из-за возникающих в ней потерь энергии от прохождения электрического тока по проводникам обмоток, перемагничивания стальных сердечников, действия возникающих в них вихревых токов, трения в подшипниках и др. Самой чувствительной к нагреву частью является изоляция обмоток, поэтому наибольшая допустимая температура машины зависит в основном от свойств применяемых в ней изоляционных материалов. По нагревостойкости электроизоляционные материалы разде-
162
Таблица 9.1
Основные конструктивные данные приводных двигателей серийных путевых электроинструментов
Показатели Электроинструменты
Электрошпалоподбойка ЭШП 9, универсальный путевой ключ КПУ Рельсошлифо валка МРШ 3, электрогаечный ключ ЭК 1М, электрогид-равлический костылевы-дергиватель КВД 1 Рельсосверлильный станок 1024 В, электро-пневматический костил ь-ный молоток ЭПК 3, деревообрабатывающий станок СД 1 Рельсосверлильный станок СТР 1, шуруповерт ШВ 2М, рельсорезный станок РМ 5 ГМ Рельсошлифовальный станок 2152. рельсосверлильные станки РСМ 1М. СТР 2. СТР 3
1 2 3 4 5 6
Ста тор
Наружный диаметр пакета, мм Внутренний диаметр пакета, мм Длина пакета, мм Число пазов Площадь сеченпя паза (в свету), мм2 Число полюсов вращающегося магнитного поля, образуемого обмоткой Марка обмоточного провода Диаметр обмоточного провода (без изоляции — числитель, с изоляцией — знаменатель) Число проводников в пазу (витков в секции) Число последовательных витков в фазе обмотки Расчетная длина провода в фазе обмотки, м Сопротивление фазы обмотки постоянному току при 15 °C, Ом Марка пропиточного лака Соединение фаз обмотки 120 67 40 24 93.4 2 ПЭТ 155 0.63/0,69 96 384 128 7,10 МЛ 92 Звезда 102 61 67 24 69 2 ПЭТ 155 0,63/0,69 70 280 106 6,15 МЛ 92 Звезда 120 67 79 24 93,4 2 ПЭТ 155 0,8/0,89 49 196 87 3.68 МЛ 92 Звезда 133 80 89 24 92 4 ПЭТ 155 0,75/0,84 72 288 85 2,98 МЛ 92 Треугольник 133 80 89 24 92 2 ПЭТ 155 0,8/0,89 59 236 74 1,76 МЛ 92 Треугольник
Ротор
Наружный диаметр пакета, мм Внутренний диаметр пакета, мм Длина пакета, мм Число пазов Марка алюминиевого сплава для заливки короткозамкнутой обмотки 66,2 21 42 19 А5 60,4 20 69 30 А5 66,3 21 80 19 А5 79,3 26 89 30 А5 79,4 26 89 30 А5
ляют на семь классов. При механизации путевых работ используют электродвигатели, в которых применяется изоляция классов А, Е или В с предельно допустимыми температурами соответственно 105, 120 и 130 °C. Применение более нагревостойкой изоляции позволяет допустить и более высокую температуру в машине, т. е. дает возможность сильнее ее нагружать и получать от нее большую мощность. Превышение температуры изоляции свыше допустимого предела резко сокращает срок ее службы. Чтобы не допускать при работе машины чрезмерного ее перегрева, в ее конструкции предусматривают различные методы охлаждения: например, продувание воздуха вентилятором через внутреннее пространство,
163
Рис. 9.14. Развернутая схема обмотки статора двухполюсных (а) и четырехполюсных (б) приводных двигателей серийных путевых электроинструментов
наружный обдув корпуса и пр. Для привода путевых электроинструментов и механизмов, работающих в основном на открытом воздухе, чаще всего применяют электродвигатели закрытого обдуваемого исполнения. Внутреннее пространство такого двигателя конструктивно отделено от окружающей среды, поэтому сюда не попадает ни влага атмосферных осадков, ни грязь, ни пыль. Наружный корпус двигателя обычно имеет ребристую поверхность, обдуваемую потоком воздуха, который создают насаженным на вал вентилятором и направляют на охлаждающие ребра специальным кожухом.
164
9.4. Режимы работы, основные характеристики и эксплуатационные свойства асинхронных электродвигателей
Важнейшим показателем электродвигателя является его номинальная мощность, т. е. полезная мощность, которую двигатель может развивать, не перегреваясь сверх допустимой температуры при работе в определенном, обусловленном заводом-изготовителем режиме.
При длительном режиме электродвигатель постоянно работает под нагрузкой в течение продолжительного времени, достаточного для достижения двигателем"установившейся температуры. При повторно-кратковременном режиме короткие рабочие периоды регулярно чередуются с короткими перерывами в работе двигателя. Длительности периода работы под нагрузкой и перерыва в работе таковы, что двигатель не успевает за время одного периода ни нагреться до установившейся температуры, ни полностью остынуть.
Повторно-кратковременный режим работы характеризуют продолжительностью включения Sj, которая представляет собой выраженное в процентах отношение длительности рабочего периода двигателя к продолжительности всего рабочего цикла, т. е. к сумме времени работы и времени перерыва. Например, если рельсорезным станком обрезают концы рельсов, причем один разрез длится 12 мин, а перестановка станка — 4 мин, то53 для приводного двигателя станка составит:
S3 = 12-100%/(12 + 4) = 75%.
Приводные двигатели электрифицированных инструментов могут работать в различных режимах в зависимости от выполняемых операций и конкретных условий. Так, если электро-шпалоподбойки чаще всего работают в длительном режиме, то рельсосверлильные станки имеют S3 = 40 %, электросверлилки по дереву — S3 = 60 %. Однако конкретные условия работы, а следовательно, и продолжительность включения инструментов при повторно-кратковременном режиме могут меняться. Мощность, которую способен развить приводной электродвигатель инструмента в изменившихся условиях (при этом чрезмерно не перегреваясь), определяется по формуле:
Рд = 53,
где Рд — допустимая мощность двигателя при данной конкретной продолжительности включения S3; Рп — номинальная (паспортная) мощность двигателя при номинальной (паспортной) продолжительности включения S3h.
Например, если двигатель имеет номинальную мощность Рн = 1 кВт при = 60 %, то при работе в длительном режиме (длительному режиму соответствует S3 = 100 %) его можно загрузить лишь до мощности Рд = П/60/100 «0,77кВт.
Эксплуатационные свойства приводного электродвигателя в значительной мере определяются его механической характеристикой, т. е. зависимостью между вращающим моментом на валу Тд и частотой вращения п (рис. 9.15). Точка f характеристики соответствует вращающему моменту двигателя при его пуске (пусковой момент Тп), т. е. в тот момент времени, когда двигатель уже включен, но еще не начал вращаться (п =0). Точка dсоответствует максимальному вращающему моменту Ттах, который способен развить двигатель, а точкаb — номинальному (паспортному) режиму, т. е. вращающему моменту Тн и частоте вращения пн, которые отвечают работе двигателя с номинальной мощностью.
Механическая характеристика асинхронного двигателя состоит из двух принципиально отличающихся участков: участок ad характеристики соответствует устойчивой работе двигателя, а участок df — неустойчивой. Двигатель при работе в номинальном режиме развивает номинальный вращающий момент Тп, который полностью уравновешивает момент сопротивления вращению, вызванный нагрузкой. Поскольку вращающий момент и момент сопротивления взаимно уравновешиваются, ротор двигателя вращается с постоянной частотой ин. При
165
Рис. 9.15. Механическая характеристика асинхронного электродвигателя
возрастании нагрузки на двигатель момент сопротивления вращению увеличивается и становится больше, чем вращающий момент двигателя. Это приведет к постепенному снижению частоты вращения. Но так как двигатель работает на участке характеристики ad, снижение частоты вращения ротора вызывает соответствующее увеличение вращающего момента. Наконец, в некоторой точке с характеристики вращающий момент двигателя сравняется с моментом сопротивления на валу от нагрузки, т. е. оба момента будут вновь взаимно уравновешиваться. Двигатель при этом будет устойчиво работать с постоянной частотой вращения /?с, несколько меньшей, чем /?н.
Иначе будет вести себя двигатель, если его режим работы соответствует точке е характеристики. При увеличении на
грузки и соответствующим снижении частоты вращения вращающий момент двигателя не увеличивается, а уменьшается. Поэтому ротор двигателя с течением времени все интенсивнее будет замедляться и быстро остановится. Таким образом, участок df механической характеристики соответствует неустойчивой работе двигателя, т. е. двигатель на этом участке характеристики обычно устойчиво работать не может. Он лишь
проходит этот участок в процессе замедления или разгона.
Если асинхронный двигатель нагрузить так, что момент сопротивления вращению вала будет больше, чем максимальный вращающий момент Гтах, то двигатель остановится, или, как принято говорить, опрокинется. Это для двигателя весьма опасно, так как сопровождается потреблением весьма большого тока, быстрым нагревом и опасностью выхода из строя. Поэтому при опрокидывании двигатель следует немедленно отключить. Механическая характеристика асинхронного двигателя в своей устойчивой части (участок ad) имеет очень небольшой наклон, или, как принято говорить, является весьма жесДкой, т. е. частота вращения двигателя при изменении нагрузки на валу меняется мало. Это очень важное свойство, которое следует учитывать в процессе эксплуатации асинхронных двигателей.
Выше указывалось, что ротор асинхронного двигателя всегда отстает во вращении от магнитного поля, создаваемого обмоткой статора. Отставание характеризуется величиной, которая называется относительным скольжением S и показывает, на сколько процентов частота вращения ротора и меньше частоты вращающегося магнитного поля /q:
S = (/?i-n)100%/«[.
Пользуясь этой формулой, можно определить скольжение по известной частоте вращения ротора или, наоборот, определить частоту вращения ротора, об/мин, зная скольжение, с которым работает двигатель: п = П\ (1 - S7100 %). При нормальных режимах работы асинхронного двигателя его скольжение обычно составляет 3...5 %, а максимальному вращающему моменту соответствует, как правило, скольжение в пределах 17...25 % (у разных двигателей эти величины несколько отличаются).
Одной из важных эксплуатационных характеристик двигателя является его перегрузочная способность, показывающая во сколько раз максимальный вращающий момент у него больше номинального. Для большинства приводных асинхронных двигателей электроинструментов перегрузочная способность находится в пределах от 2 до 5. Пусковой момент этих двигателей обычно больше номинального вращающего момента в 1,2... 1,3 раза. Однако у приводных двигателей электроинструментов, с большими силами при пусках (например, рельсорезки), пусковой момент превосходит номинальный в 1,8...2 раза.
С увеличением нагрузки на валу двигателя потребляемый им ток быстро возрастает (рис. 9.16), в то время как скольжение двигателя и частота вращения ротора изменяются сравнительно мало. Кроме того, у обычного асинхронного двигателя КПД и cos <р достигают наибольших значений при нагрузках, соответствующих 65...75 % номинальной мощности.
166
При эксплуатации асинхронных двигателей необходимо учитывать их большую чувствительность к изменению напряжения питающей сети. Даже небольшое снижение напряжения на зажимах двигателя при его работе приводит к значительному уменьшению вращающего момента, который у асинхронных двигателей пропорционален квадрату напряжения. Например, при снижении напряжения в сети на 10% вращающий момент двигателя уменьшится почти на 20 %. Если нагрузка на двигатель при этом не будет снижена, то потребляемый им ток существенно возрастет, а двигатель может чрезмерно перегреться и выйти из строя. В случае перегрузок асинхронного двигателя, работающего при пониженном напряжении, он
Рис. 9.16. Рабочие характеристики асинхронного электродвигателя
легко может опрокинуться, а при чрезмерном повышении на-
пряжения питающей сети у асинхронных двигателей, стальные сердечники которых обычно весьма насыщены в магнитном отношении, существенно возрастает потребляемый ток, что также может привести к излишнему перегреву и выходу двигателя из строя. Таким образом, при эксплуатации асинхронных двигателей очень важно, чтобы напряжение питающей сети
как можно меньше отклонялось от номинального значения.
Одна из особенностей асинхронных двигателей с короткозамкнутым ротором — большой пусковой ток, который, как правило, в 4...7 раз больше номинального. Это обстоятельство необходимо учитывать при выборе предохранителей, защищающих двигатели, и пусковой и коммутационной аппаратуры, а так же при определении сечения проводов из условия допустимого падения напряжения при пусках двигателей и расчете мощности и выборе аппаратуры автоматической стабилизации напряжения источников питания.
Приводной электродвигатель могут соединять с исполнительным органом при помощи зубчатых, ременных и других передач. Ременные передачи применяют в тех случаях, когда электродвигатель устанавливают на значительном расстоянии от исполнительного органа или они размещены в разных плоскостях, а также когда желательно снизить воздействие на инструмент рывков и ударов, возникающих при пуске электродвигателя. Следует отметить, что в ременной передаче (при натяжении ремней) возникают значительные радиальные силы на рабочем конце вала электродвигателя. Передаточное число и клиноременной передачи имеет величину до 10, а для плоскоременной — до 8,5. Для натяжения ремней применяют специальное натяжное устройство.
Зубчатые передачи широко применяют при небольшом расстоянии между валами. При этом используют прямозубые и шевронные (на вал действует только радиальная сила) и косозубые цилиндрические и конические передачи (и до 10), червячные (ь до 60) и другие передачи. В этом случае кроме радиальной силы на вал действует также осевая сила (табл. 9.2* и 9.3*).
Вал двигателя с другими валами (генераторов, преобразователей) соединяют упругими муфтами (типа МУВП и др.). Основным требованием к такому соединению является обеспечение соосности двигателя и механизма и отсутствие перекоса валов. Радиальная сила F , Н, действующая на консоли таких валов, рассчитывается по формуле (табл. 9.4*):
FP = W°’5Do“’
где Рн — номинальная мощность, Вт; 0,5£>о — радиус расположения упругих элементов (пальцев и пр.) муфты, м; ю — угловая скорость, 1/с; К? — коэффициент (для упругих муфт, равный 0,3).
Подробнее об электродвигателях (и других электрических машинах и приборах) см. в специальной литературе.
*Таблицы 9.2, 9.3 и 9.4 заимствованы из книги «Приводы машин» / Под ред. В.В. Длоугого. —Л.: Машиностроение, 1982.
167
О> 00
Таблица 9.2
Механизмы и передачи, применяемые в МПИ для получения требуемого движения исполнительного органа
Движение двигателя Виды механизмов и передач при разном виде движения исполнительного органа
Вращательное движение исполнительного органа при разном характере Поступательное и качательное движение исполнительного органа при разном его характере
Монотонное непрерывное с одной скоростью Переменное по скорости в зависимости от требуемого режима Прерывистое или переменное в течение одного оборота Возвратно-поступательное Возвратно-качательное Возвратно-поступательное с остановками в конце пути Возвратно-качательное с остановками в конце пути
Вращательное Зубчатая, червячная, цепная, ременная, фрикционная переда-ча, рычажный механизм Зубчатая, цепная, ременная, фрикционная передача(с плавным или ступенчатым регулированием скоростей) Зубчатая с некруглыми колесами передача, рычажный, обгонный механизм, мальтийский механизм Рычажн ый, кулачковый, винтовой, клиновый барабаннополисп астный механизм, зубчатореечная передача Ры чажный, кулачковый механизм Кулачковый механизм Кулачковый, кулисный механизм
Поступательное Рычажный, винтовой механизм (при ограниченном движении), зубчатореечная передача Рычажный, кулисный механизм Рычажный, обгонный, винтовой и мальтийский механизм Рычажный механизм Кулачковый механизм, зубчатореечная передача Рычажный, кулачковый механизм
Параметры и характеристики основных типов передач
Таблица 9.3
Вид передачи Передаточное число при числе ступеней Передаваемая мощность, кВт Максимально допустимая окруж-ная скорость, м/с КПД в одной ступени Межцентровое расстояние, м Положение валов Регулирование скорости Плавность и бесшумность работы Постоянство передаточного числа Предохранение от поломок прн перегрузках Самоторможение Относительный габарит Го Относительная масса /и» Относительная стоимость Сю
при числе ступеней
1 2 3 1 2 3 1 2 3 1 2 3
Зубчатая: цилиндрическая До 6...10* До 30 До 400 До40 000... 50 000 От 0,5* до 150 0,93*... 0,98 Определяется размерами передач Пр Ступенчатое — + — —- 1,0 1,6... 1,5 2,2... 1,7 1.0 0,85 0.80 1,0 0,55 ...0,7 0.2... 0,8
коническая До 5 До 20 — 0,88*... 0,92 Ск — + — — 2.0 — — 1.2... 1.0 — 1.7... 2.2 — —
коническо-цилиндрическая — До 30 До 180 До 150 — Ск — + — — — 2,8... 3,2 2,5... 2,9 — 0,82 0.8... 0,75 — 1,8... 1,0 1.3... 0,97
планетарная 2К-Н До 15 До 60 До 400 0,93... 0,98 Пр — + — — 0,7... 1,0 — 0,93... 0.73 — — 1,5... 1.05 — —,
планетарная ЗК До 100 — — До 100 0,70... 0.92 Пр — + — — 0,7... 1,0 — — 0,67.. 0,72 — — 1,7... 0,9 — —
червячная До 70 — — До 60 40 0,4...0,8 Пс — + + — + 1.0... 1.6 — — 1,04 —. 1.55... 1,4 — —
цепная До 80 — — 120 30 0,92... 0,96 До 8 Пр Ст — + — — 1,0... 1.6 — — 0,25 — — 0,35... 0,20 — —
плоскоременная До 6 — — 50 25 0,94... 0,95 До 15 Любое Ст, Пл + — + — 10... 20 — — 0,3... 0,4 — — 0,17... 0,15 — —
клиноременная До Ю Пр Пл + — + — 5...4 — — 0,4... 0,5 — — 0,3... 0,2 — —
фрикционная До 7 — — 20 25 0.85... 0.95 По размеру передачи Пр, Ск Пл + — 4* — 1.5... 2,0 — — 1.5 — — 0,8 —
Примечания: 1. Знак «*» указывает, что данные численные значения относятся к открытым передачам. 2. Для обозначения положения валов приняты следующие сокращения: Пр — параллельное; Ск — скрещивающееся; Пс — пересекающееся; для регулирования скорости: Ст — ступенчатое; Пл — плавное. 3. Относительные габариты, масса и стоимость определяются по отношению к одноступенчатой открытой зубчатой передаче.
Таблица 9.4
Характеристики втулочно-пальцевых соединительных муфт
Передаваемый крутящий момент, Нм Диаметр входного Наибольшая частота Длина муфты L Наружный диаметр D Диаметр ступицы (/, Момент инерции Масса т, кг Относительная
вала мм вращения Птах, об/мин мм массы J, кг • м2 стоимость G
32 18 6300 84 90 30 0,0001 1,6 1
55 22 5600 104 100 40 0,002 2,2 1.25
130 28 4700 125 120 52 0,006 4,6 1,5
240 36 4000 165 140 70 0,0014 7,3 2
450 45 3350 226 170 80 0,0044 13 2,5
700 55 3000 226 190 100 0,0063 17 3,5
1100 60 2650 286 220 120 0.013 28 4,5
2000 70 2240 288 250 135 0,024 38 5,75
9.5. Устранение неисправностей электродвигателей
В процессе эксплуатации электроинструментов в работе приводных двигателей могут возникнуть следующие основные неисправности.
• При включении в сеть ротор электродвигателя не вращается и тока в цепи двигателя нет. Причиной этого может быть отсутствие напряжения, что легко проверить переносным вольтметром, тестером (переключив его на работу в режиме вольтметра) или в крайнем случае пробной переносной лампой на соответствующее напряжение. Проверку наличия напряжения удобнее начинать с разъема, ближайшего к электроинструменту, и продолжать, следуя по направлению к источнику питания. Если напряжение у источника питания (сеть, передвижная электростанция, преобразователь напряжения) есть, то при такой последовательной проверке удастся установить поврежденный участок в подводящей сети. Это могут быть перегоревшие предохранители, неисправный соединительный штепсельный разъем или рубильник, разветвительная кабельная коробка, поврежденный участок магистрального или подводящего кабеля. Иногда неисправным может оказаться выключатель электроинструмента или находящиеся внутри инструмента провода, подводящие электроэнергию к двигателю. Устранить обнаруженную неисправность в той части электрической цепи, по которой ток подводится к обмоткам двигателя, обычно не очень сложно. При замене предохранителей, через которые получает питание электроинструмент, следует помнить, что плавкие вставки должны быть рассчитаны на ток в 2,5 раза больше номинального тока двигателя. Это связано с большими пусковыми токами асинхронных двигателей. Если выяснится, что причиной неисправности является обрыв в обмотках двигателя, то такой двигатель следует отправить в мастерскую.
• После включения двигателя ток в его цепи есть, но двигатель либо совсем не трогается с места, либо вращается очень медленно, гудит, потребляет большой ток и быстро нагревается. Причиной этого часто бывает механическое заедание в рабочей части электроинструмента, в передачах, подшипниках. Реже это бывает следствием задевания ротора за статор. Двигатель электроинструмента при такой неисправности необходимо как можно быстрее отключить и проверить наличие механического заедания, пытаясь провернуть все подвижные звенья электроинструмента вручную. Если электроинструмент не проворачивается или проворачивается очень туго, то следует найти место механического заедания и устранить его. Задевание в двигателе ротора за статор обычно связано с большой выработкой подшипников, подшипниковых гнезд, посадочных мест на корпусе статора и подшипниковых щитах (замков). Если эксплуатационному персоналу не удается устранить задевание ротора за статор тщательной переборкой
170
двигателя и заменой подшипников, то такой двигатель следует отправить в мастерскую. Здесь иногда при ремонте асинхронных приводных двигателей, у которых ротор задевает за статор, прибегают к проточке короткозамкнутых роторов на меньший диаметр. Однако при проточке уменьшать диаметр ротора можно не более чем на 0,15 мм, так как значительное увеличение междужелезного зазора в асинхронном электродвигателе приводит к ухудшению его эксплуатационных показателей.
Если при проверке электроинструмента проворачиванием вручную выяснилось, что механических заеданий нет, то причину неисправности следует искать в электрической части. Чаще всего это вызвано включением двигателя на две фазы, что связано с перегоранием одного из трех предохранителей, отсутствием контакта в одной из контактных пар выключателя или штепсельного разъема, а также с обрывом провода в цепи одной из фаз обмотки двигателя. Если проверка показала, что предохранители, выключатель, контакты в штепсельном разъеме, жилы кабеля и другие элементы внешней сети исправны, то следует вскрыть электроинструмент и проверить внутри провода и контакты, через которые электрический ток подводится непосредственно к обмотке двигателя. Обрывы проводов и неисправности контактов в этой части проводки могут быть устранены мотористом.
При исправной внешней и внутренней проводке причиной неисправности обычно является обрыв провода внутри одной из фаз статорной обмотки. В этом можно убедиться соответствующей проверкой, выполняемой с помощью омметра или тестера (переключив его на работу в режиме омметра). Проверяется целостность электрических цепей между каждой парой и? трех выводов статорной обмотки двигателя. Если трехфазная обмотка соединена в звезду (в большинстве электроинструментов), то два из трех опробований целостности электрических цепей покажут обрыв. При соединении обмотки статора в треугольник следует проверять не только целость цепей, но и измерять их сопротивления. При обрыве провода в какой-либо из фаз обмотки одно из трех измерений покажет сопротивление примерно вдвое больше, чем в двух других. Убедившись, что внутри обмотки статора есть обрыв, следует заменить статор двигателя (если он имеется в комплекте запасных частей), а неисправный отправить для перемотки в мастерскую.
Трехфазный асинхронный двигатель может не запускаться вовсе или медленно вращаться после пуска, потребляя при этом большой ток, в случае неисправности роторной обмотки — обрыва нескольких стержней беличьей клетки, нарушения контакта между несколькими стержнями и короткозамыкающим кольцом. Однако такие неисправности очень редки. Если поврежденной оказалась роторная короткозамкнутая обмотка, ротор следует заменить на запасной, а неисправный отправить для ремонта в мастерскую.
• Двигатель при работе чрезмерно перегревается (температура на его поверхности превышает 80 °C). Часто причиной этой неисправности бывает перегрузка электроинструмента. Перегруженный двигатель потребляет ток больше номинального или работает с продолжительностью включения ПВ больше номинального значения. В обмотках двигателя из-за этого выделяется значительно больше тепла (по закону Джоуля - Ленца количество выделяемого тепла пропорционально квадрату тока и времени его прохождения). Система охлаждения двигателя не успевает отводить от него тепло, и двигатель нагревается до температуры, опасной для его изоляции. В таких случаях необходимо уменьшить нагрузку на электроинструмент.
Причиной чрезмерного нагрева двигателя при работе может быть неисправность системы охлаждения: закрыты грязью проходы для охлаждающего воздуха либо охлаждаемые поверхности двигателя, повреждены лопасти вентилятора, срезаны шпонка или стопорный винт, крепящие вентилятор на валу. Эти неисправности обычно несложно устранить. Излишний нагрев асинхронного приводного двигателя электроинструмента может быть вызван также существенным отклонением напряжения от номинального значения.
Внезапный быстрый интенсивный перегрев двигателя, появление запаха горелой изоляции и дыма характерны для витковых замыканий в обмотке статора трехфазного асинхронного двигателя. Чрезмерные перегревы, обусловленные такой неисправностью, будут не только при нагрузке, но и при холостом ходе электроинструмента. Вскрыв двигатель, на его обмотках в местах, где расположены замкнувшиеся накоротко витки, можно заметить следы чрезмерных
171
местных перегревов в виде потемневшей или уже обуглившейся изоляции, а иногда (если двигатель не сразу был включен) в виде расплавленных медных проводов. Статоры с обмотками, имеющими витковые замыкания, необходимо направлять в мастерские.
• При прикосновении к металлическим частям включенного в сеть электроинструмента рабочий ощущает действие электрического тока. Эта неисправность вызвана, как правило, нарушением изоляции токоведущих частей — непосредственным касанием оголенной токоведущей части корпуса или плохим состоянием изоляции и утечкой тока через нее. Такой электроинструмент необходимо немедленно отключить, так как он представляет опасность для здоровья и даже для жизни рабочего.
Чаще, чем в других местах, нарушается изоляция ввода кабеля в электроинструмент, и здесь появляется непосредственный контакт между токоведущей жилой кабеля и корпусом. Такое повреждение можно выявить, отсоединив внутри инструмента жилы кабеля и измеряя мегаомметром сопротивление изоляции между каждой жилой кабеля и корпусом электроинструмента. Для этого один вывод мегаомметра присоединяют к металлическому корпусу двигателя электроинструмента, а второй вывод — поочередно к токоведущим жилам кабеля. Если при измерениях одно из них показывает замыкание на корпус, то необходимо найти место замыкания и исправить повреждение, наложив дополнительную изоляцию либо устранив поврежденный участок кабеля. Такие же измерения мегаомметром производят (при отсоединенных от кабеля и выключателя выводах обмотки двигателя) между каждым выводом обмотки двигателя и его металлическим корпусом. Если эти измерения покажут замыкание между обмотками двигателя и корпусом, то изоляцию доступных лобовых частей обмоток статора асинхронного двигателя следует тщательно осмотреть. В случае обнаружения на изоляции повреждения (протертости, соприкосновение оголенного провода с другими металлическими частями и т. д.) его необходимо исправить, т. е. наложить дополнительную изоляцию из стеклоткани, лакоткани и др., пропитать эти места изоляционным лаком и высушить их. Если после сборки такого двигателя измерение сопротивления изоляции между его корпусом и обмотками покажет, что изоляция исправна, т. е. ее сопротивление не меньше 1,0 МОм, то инструмент можно эксплуатировать.
В тех случаях, когда осмотр доступных для этого частей обмотки не позволил выявить место замыкания обмотки на корпус или принятые меры по восстановлению поврежденной изоляции не дали положительных результатов, двигатель должен быть отправлен для ремонта в мастерскую.
Воздействие электрического тока на рабочего в момент прикосновения к металлическим частям включенного электроинструмента может быть вызвано не только прямым контактом между оголенными токоведущими частями и корпусом, но и большой утечкой тока через изоляцию при плохом ее состоянии. В этом случае при измерении мегаомметром он показывает, что сопротивление изоляции существенно ниже нормы (0,5 МОм). Снижение сопротивления изоляции двигателя может быть вызвано рядом причин: скоплением грязи вблизи токоведущих частей, попаданием влаги на изоляцию, старением изоляционных материалов и др. Осмотр двигателя и состояния изоляции его обмоток обычно позволяет в этих случаях установить причину низкого сопротивления изоляции. Удаление грязи, протирка загрязненных мест сначала смоченной в бензине, а затем сухой тряпкой затруднений не вызывают. Если же выяснилось, что снижение сопротивления изоляции вызвано накоплением в ней влаги, то обмотку двигателя необходимо предварительно просушить, пропитать изоляционным лаком, а затем повторно просушить. Предварительная сушка может выполняться в специальной камерной печи, имеющей вентиляцию, или нагревом обмотки электрическим током. Обмотку сушат при температуре 90... 100 °C в течение 3...5 ч. При сушке электрическим током обмотки статора асинхронного двигателя его ротор обычно вынимают, а обмотку статора включают на пониженное напряжение с таким расчетом, чтобы протекающий ток не превышал номинального значения. Окончание процесса сушки можно установить, измеряя сопротивление изоляции мегаомметром. Если после 3 ч сушки и при дальнейшем ее продолжении выполненные через каждые 0,5 ч три измерения сопротивления изоляции дают одинаковые результаты, то процесс сушки можно считать законченным. Высушенный и охлажденный до температуры 40...50°C статор асинхронного двигателя погружают в ванну с изоляционным лаком (например, МЛ 92) на 20...30 мин до пре
172
крашения выделения пузырьков. Перед погружением замки статора защищают от попадания лака плотно прижатым слоем лакоткани, кальки, пленки, изоляционной ленты. После пропитки надо дать стечь избытку лака, протереть лак на тех местах, где он не нужен, а затем обмотку подвергнуть окончательной сушке. Окончательную сушку пропитанной обмотки обычно производят при температуре 100... 120 °C в течение 8.. .9 ч. Конец процесса сушки устанавливают измерением мегаомметром сопротивления изоляции так же, как и при предварительной сушке. Мегаомметром называют переносное устройство для измерения сопротивления изоляции. В общем корпусе мегаомметра размещены стрелочный измерительный прибор и небольшой, вращаемый от руки через привод генератор на 500 или 1000 В. Мегаомметр имеет два вывода, к которым присоединяют измеряемое сопротивление. Шкала прибора градуирована в килоомах и мегаомах.
Вопросы для повторения
1. Какие применяют соединения исполнительных органов в МПИ к приводным двигателям электроинструментов?
2. Каков принцип действия трехфазных асинхронных двигателей?
3. Как устроен трехфазный асинхронный электродвигатель с короткозамкнутым ротором? 4, Как устроена обмотка статора трехфазного асинхронного двигателя?
5. Каковы особенности длительного и повторно-кратковременного режимов работы электродвигателя?
6. Что такое механическая характеристика электродвигателя и каковы особенности механической характеристики трехфазного-асинхронного электродвигателя?
7. Каковы типичные виды неисправностей в работе приводных двигателей электроинструментов и методы их устранения?
8. Каковы классы нагревостойкости изоляционных материалов?
9. Чем отличаются схемы двухполюсных и четырехполюсных асинхронных двигателей?
Глава 10. СВЕДЕНИЯ О ПРИНЦИПЕ РАБОТЫ ГИДРАВЛИЧЕСКИХ И ПНЕВМАТИЧЕСКИХ МПИ
10.1. Рабочие жидкости гидроприводов
В гидравлических МПИ энергию, силу и движение от двигателя (ручного, электрического, внутреннего сгорания) передают к исполнительному органу с помощью гидравлических связей — находящихся под давлением замкнутых (в резинометаллических шлангах, трубопроводах, каналах, емкостях-баках и пр.) объемов рабочих жидкостей (чаще всего минеральных масел разных марок, а также спиртоглицериновых растворов, полиорганосилоксанов, фторуглеродов и пр.). Эту передачу осуществляют легко из-за особых свойств жидкостей. Последние подобно твердым телам, обладают малой сжимаемостью (коэффициент сжимаемости у масла Р <= 63 • 105, 1/МПа), а подобно газам не обладают упругостью и легко текут. Качество и работоспособность гидромеханического привода зависят от свойств масла, основные из которых вязкость, степень ее изменения при колебаниях температуры, стабильность к окислению, температура застывания, воспламенения и вспышки, инертность к материалам деталей гидросистемы. Вязкость масла — это его внутреннее трение, возникающее при относительном перемещении частиц под действием внешней силы. Динамическая вязкость (Па с) — это сила сопротивления смещению двух слоев масла площадью 1 см2, находящихся на расстоянии 1 см один от другого, которые смешают (внешней силой) со скоростью 1 см/с. Чаще всего используют величину отношения динамической вязкости к плотности р (кг/м3) масла — кинематическую вязкость v (м2/с). Вязкость масла изменяется в зависимости от температуры окружающей среды, емкости (обычно рабочая температура масла на 5... 10 °C выше температуры поверхности корпуса емкости), увеличиваясь при охлаждении и уменьшаясь при нагревании. Так, для используемых в гидроприводах индустриальных масел общего назначения (плотность 90...92 кг/м3) значения вязкости следующие.
Температура, °C 100 50 20...25 10 0 -10 -15 -20
Вязкость масла И 12А* „ И 40А ’ 3,64 8,12 12,65 42.3 36,7 229 86.9 501 175 1190 412 3308 830 5990 1830
* Здесь приведены старые, привычные обозначения марок масел. О новых марках см. и. 1.8,11.10 и 16.10.
Температура застывания определяет потерю текучести масла (из-за выделения из него твердых парафиновых углеводородов); у масла И 12А она равна — 30 °C, у И 40А — 15 °C. По температуре вспышки и воспламенения масла судят о его огнеопасности (температура вспышки в открытом тигле масла И 12А равна 165 °C, масла И 40А составляет 200 °C). Чем выше стабильность масла к окислению и инертность, тем меньше оно окисляется кислородом воздуха, меньше вероятность образования в нем смол и других веществ и появления нежелательных лаковых пленок на деталях (у масел И 8 А... И 40А кислотное число равно 0,05 мг-КОН/г) (см. также п. 16.10).
10.2. Общие сведения о работе гидропривода
Свойства масел позволяют при относительно малой массе привода развивать большие движущие силы/ДН) и иметь очень высокий КПД (т|г ® 0,95.. .0,99). Передачу силы к исполнительному органу и его перемещение осуществляют в соответствии с положениями гидростатики (рис. 10.1):
174
• на тело 15, погруженное в жидкость (масло), со стороны жидкости действует выталкивающая сила FB (гидростатическая подъемная сила), направленная вертикально вверх и численно равная силе веса = р Р9,81 жидкости, вытесненной телом, и условно приложенная в центре тяжести объема V (м2) погруженной части тела (закон Архимеда);
• давление, создаваемое поверхностными (внешними) силами Fj во всех точках внутри жидкости, одинаково (закон Паскаля). Сила, приходящаяся на единицу площади А (м2) поверхности, называется удельной силой (удельным давлением
Рис. 10.1. Расчетно-структурная схема гидродомкрата ДГО 9 с добавленными указателями уровня масла
или для простоты просто
давлением р, Н/м2 = Па). Силы, действующие на поверхность стенок (и других элементов) емкости 6, прямо пропорциональны площадям этих поверхностей:
F/Fj = A-JA р F2 = (F/Л i)A2 = рА2.
где р = Fy/A ] = F^/A-i — (удельное) давление масла в замкнутых емкостях устройства.
В соответствии с этим, чтобы развить требуемую силу F-, на подвижном кинематическом звене — штоке поршня 2 гидроцилиндра 3 (например, домкрата ДГ09, ранее выпускавшегося отечественными заводами, с ручным приводом 8... 11), связанном с исполнительным органом — поворотным кронштейном 1, необходимо к концу рукояти 9 приложить силу Ffl и создать давление р в замкнутом объеме емкости насоса так, чтобы выполнялись соотношения
р = F, /0Д5дД22; F| = /ЮДблДг; Fa ~ F]7K /7р,
где0,25-л?Д2 -Я2,0,25лД1 = Ау, Д->\\ Ду —диаметр поршня штока 2 и плунжера 11 гидронасоса;
/к и /0 — длины рукояти 9 и коромысла.
При использовании в МПИ гидроцилиндров (рис. 10.2), у которых масло при работе подается в штоковую полость (сверху над поршнем по рис. 10.1), следует учитывать уменьшение площади (м“), на которую давит масло:
А2 =0,25л(в2-^)
где dul — диаметр штока.
На рис. 10.1 для иллюстрации изложенных законов верхняя часть емкости 6 (масляный бак) считается сообщающейся с атмосферой и р0 = 0 (так можно отрегулировать клапан воздушный 4), а также снабженной трубчатым 14 и поплавковым 75
Рис. 10.2. Расчетно-принципиальная схема привода МПИ с моторным насосом: М — электродвигатель; Н— гидронасос
175
указателями уровня масла; 5, 7, 72,13 — клапан перепускной, предохранительный, всасывающий и нагнетающий.
Сила, действующая со стороны масла на дно емкости, во всех его точках одинакова и зависит не от формы емкости, а только от высоты h (м) масла в нем:
F = р^А = (ро + р/^9,81)4
гдерст — гидростатическое давление, Па, А — площадь дна, м2; — давление (атмосферное) над
поверхностью масла, Па.
Величины сил, действующих на боковые стенки емкостей с различной формой поперечного сечения, и точки приложения равнодействующей силы находятся по уравнениям гидростатики.
В сообщающихся емкостях би 14(трубка указателя уровня, см. рис. 10.1) масло, находящееся под одинаковым давлением, устанавливается на одной высоте. Избыточное давление р обусловливает подъем масла в свободной емкости на высоту h = р/р-9,81 м.
Известное устройство - сифон, используемое для переливания жидкостей из одной емкости в другую (при запуске в действие переливную магистраль полностью заполняют жидкостью путем высасывания из нее через самую верхнюю точку воздуха), обеспечивает следующую скорость протекания жидкости:
v s 72-9,81(Я-5-Яв-йв)-0,6... 1 м/с,
где Н — высота верха сифона над уровнем перекачиваемой жидкости, м; S — расстояние верха сифона от уровня жидкости в емкости, откуда она перекачивается, м; Яв — высота столба жидкости, соответствующая созданному начальному вакууму (максимум 10 132 Па ~ 0,01 МПа); для воды HB~hB — общая гидравлическая потеря в сифоне, м. Величина hB обусловлена вязкостью масла и местными сопротивлениями в коленах, клапанах и т. п. ;йв- ^/2-9,81;-/^, м, где Кп — коэффициент потерь, зависящий от величины сопротивления движению струй жидкости разных элементов гидросистемы:
Элемент гидросистемы Прямой участок трубопровода Закругленный отвод Колено Клапан Резкое изменение сечение трубопровода
Кп (0,057...0,018)-М/ (0,13+0,16) Jd/r 0,03...! 1 0,15...0,25
Примечание: L — длина трубопровода, м; d — его диаметр, м; г — радиус закругления отвода, м; значения Кп тем больше, чем больше v (от 0,05 до 6 м/с), угол колена (от 20 до 90°) и изменение поперечного сечения (от 10 до 25 %); подробнее о гидравлических потерях см. в соответствующих учебниках).
Количество жидкости (м3/с), протекающее через сифон или по трубопроводу в единицу времени (расход), а также величина этого расхода, обеспечивающая выдвижение соответствующего кинематического звена гидроцилиндра со скоростью v (м/с), находится следующим образом:
Q = vA/y\r,
где цг учитывает упомянутые сопротивления движения жидкости и для гидроприводов МПИ составляет 0,97 ± 0,02.
Работой гидравлических приводов управляют с помощью различных гидроаппаратов (ГОСТ 17752—81), изменяющих или поддерживающих заданные значения давления или расхода масла, изменяющих направление его потока, останавливающих и запускающих этот поток.
Следует иметь в виду, что при быстром перекрытии трубопровода с движущейся жидкостью, когда скорость v потока внезапно изменяется, может возникнуть гидравлический удар — резкое повышение давления в трубопроводе на величину Др = ртС, где С — скорость распространения ударной волны, зависящая от р модулей упругости масла и материала трубопровода, диаметра и толщины его стенок. Это может вызвать разрушение трубопровода. Для защиты от последствий возможного гидравлического удара устанавливают воздушные колпаки, уравнительные резервуары, холостые выпуски.
В некоторых неблагоприятных случаях работы быстроходных ротационных насосов может возникнуть гидравлическая кавитация — нарушение сплошности внутри масла (образова
176
ние в нем полостей — пузырьков с газом) в результате местного уменьшения давления из-за больших местных скоростей в потоке движущегося масла. Указанные пузырьки лопаются вблизи поверхности деталей насоса и создают местное высокое ударное давление или высокую температуру — кавитационный износ (ГОСТ 27674—88).
Определение основных характеристик поршневых (плунжерных) и ротационных гидронасосов, обеспечивающих работу МПИ с требуемой скоростью движения исполнительного органа, преодолевающего при этом силу сопротивления указанному движению, дается ниже.
Все изложенное обусловливает следующие преимущества МПИ с гидромеханическим приводом (по сравнению с электромеханическим):
• возможность получения малогабаритных и мощных исполнительных органов;
• простота конструкции уникальных систем управления, их проверки, наладки и монтажа, а также дефектоскопии, ремонта и эксплуатации;
• меньшая подверженность коррозии;
• взрывобезопасность;
• большая надежность, долговечность, быстродействие;
• возможность получения больших сил и их моментов;
• высокая плавность и возможность регулирования скорости движения исполнительных органов; • меньшая стоимость изготовления.
10.3. Общие сведения о работе пневмопривода
В МПИ с пневмомеханическим приводом передачу энергии, силы и движения от двигателя к исполнительному органу осуществляют с помощью пневматических связей — находящихся под давлением замкнутых (в шлангах, каналах, емкостях) объемов газов (чаще всего воздуха). Газ, как и жидкость, относится к числу текучих сред, и поэтому к нему приложимы все те понятия, которые относятся к жидкости (способность передавать силы в одинаковой степени во всех направлениях, и текучесть, приводящая к тому, что они легко могут транспортироваться по трубопроводам). Различие между газом и жидкостью состоит в свойстве сжиматься под действием внешней силы. Плотность газа (у воздуха при 20 0 и 0,1 МПа она составляет 1,205 кг/м3) с увеличением давления возрастает и наоборот. Поэтому газ всегда заполняет весь предоставленный ему объем. Кроме того, при сжатии газ разогревается, а при расширении охлаждается. Состояние идеального газа характеризуется уравнением Клапейрона—Менделеева:
pV = mR(t° + 213\
где р — (абсолютное) давление газа, Па; V — его объем, м3; т — его масса, кг; R — газовая постоянная, Дж/(кг-К) (для воздуха/? = 287, углекислого газа/? = 188,9, водяного пара /? = 461,5 при р = 0,1 МПа); (?° + 273) = Т — абсолютная температура, К.
Кинематическая вязкость и воздуха при 0 °C составляет 132-10 7 м2/с. Она также изменяется в зависимости от температуры, но в отличие от жидкости увеличивается при росте t°. Так, при р = 5 МПа эта зависимость следующая:
r°,C 0 14 16 25 50 100
Вязкость и, 10~7 Па-с 181,5 187,5 188,5 192,2 203,2 224
От давления же вязкость зависит мало (при f = 16 °Сир = 179,5-1 (Г7 Па-с при р = 0,1 МПа и up = 202,5-1СГ7 Па-с при р = 10 Мпа). Воздух намного хуже передает теплоту от одного участка к другому, чем масло.
Законы движения газа аналогичны соответствующим законам жидкости, но при этом следует учитывать его сжимаемость. Поэтому уравнение неразрывности потока будет справедливо в форме, связывающей массовые расходы:
Plv14 =P2V2^2>
177
12-6706
т.е. средние скорости v - течения газа обратно пропорциональны площадям Ai соответствующих живых сечений лишь при условии, что в этих сечениях газ находится при одинаковых давлениях и температурах. Для круглых шлангов (диаметром d) относительно небольшой длины / массовый расход Л/, кг/с, находят по формуле Пуазейля:
М = itd\ pl - р2) /(256ц//? 7),
где р0 ир — давление в емкости, из которой газ истекает, и в емкости, куда он поступает, Па.
Все изложенное обусловливает следующие преимущества МПИ с пневмомеханическим приводом (по сравнению с электромеханическим приводом):
• пожаробезопасность;
• простота осуществления законов регулирования;
• а также преимущества, указанные для гидромеханических приводов, и работоспособность при ударных и вибрационных нагрузках.
Подробнее о гидравлике и пневматике см. в соответствующих учебниках.
10.4. Расчет и проектирование МПИ с гидромеханическим приводом
Грузоподъемность Гд, Н, гидродомкрата должна соответствовать силе Fc сопротивления вертикальному перемещению части рельсошпальной решетки:
Гд = -Гс = (^/9,81 +F6)/K.
где q — погонная масса поднимаемой рельсошпальной решетки (рельсов, шпал, скреплений и пр.), кг/м; / — длина поднимаемой части рельсошпальной решетки, м; Гб — сила сопротивления балласта (при работе без «освобождения» шпал от балласта) смещению относительно шпал, Н; К — количество домкратов в комплекте.
Давлениер, Па, в i идросистеме. реализующее требуемую силу
P = F^I A = Гд/(0,25лО2),
где А — площадь поперечного сечения поршня домкрата, м2; D — диаметр поршня, м.
Скорость подъема i\, м/с. зависит от расхода Q, м^/с, рабочей жидкости, используемой при работе насоса:
044/^/60, v^Q/Av^QIGZSrtfr^,
где Sn — ход плунжера гидронасоса, м; А п — площадь поперечного сечения плунжера, м2; Кп — число плунжеров; N— количество двойных ходов рукояти плунжера. 1/мин; цг — КПД гидроцилиндра (объемный).
Наибольшее перемещение S поршня соответствует требуемой высоте// подъема решетки.
Рабочая сила Гд, Н, рихтовщика должна соответствовать силе Fc^ сопротивления сдвигу Гсд, г. частичному подъему - вывеске рельсошпальной решетки Fc:
Fa « -Fc2 == Fca cos а + Fc sin а,
где а — угол наклона штока рихтовщика.
Сила F^ зависит от многих факторов и по опытным данным составляет в среднем (40+10) кН (в зависимости от угла а, величины вывески — до 25 мм и сдвижки). Скорость сдвижки определяется расходом рабочей среды насоса и составляет у современных рихтовщиков в среднем (15±5)-10’4 м/с. Величина S сдвижки определяется погрешностью положения пути в плане.
Рабочая сила Н, разгонщика должна соответствовать силе Fc сопротивления смещению рельса или соответствующего участка рельсовой плети:
где/с — погонная сила сопротивлению смешению рельса, Н/м (при ослабленном костыльном скреплении fc — (4±2) 10-’, при неослабленном костыльном скреплении /с «• (8±3) 103 и т.д.); /с — длина смещаемого участка рельса или плети, м.
178
Скорость разгонки v определяется расходом рабочей среды (производительностью насоса) и для современных разгонщиков составляет примерно (11 ± 4) • 10"4 м/с.
Расчет изменения длины плети Д£, мм. (табл. 10.1) и прилагаемой силы F, Н, преодолеваемой сдвигателем рельсовых плетей, ведется по формулам:
Д£ « 0,00118£ДТ,
Fc = " РД * °’00118£ЛЛ 7^9,8 \fmnL или Fc - 40Д Гтс,
где 0,00118 — коэффициент линейного расширения рельсовой стали 1/°С; L — длина плети, мм; ДГ—требуемое увеличение температуры закрепления рельсовой плети, °C; Е «= 2,1- Ю5 МПа — модуль упругости стали; А —- площадь поперечного сечения рельса, мм2; f — коэффициент трения подошвы рельса по подкладкам (при резиновых подкладках f ~ 0,8, при роликах, катучих опорах, парах пластин из полиамида и фторопласта0,1); тп — погонная масса рельса, кг/мм.
При силе й 686,7 кН, реализуемой сдвигателем при натяжении плети, и ослаблении скреплений не на всей плети, а например на 100... 200 м, могут возникнуть вредные необратимые удлинения рельсов. Скорость сдвигания у современных устройств составляет г = (0,37 ± 0,03) • 10~3, м/с.
Таблица 10.1
Изменение длины Д£ свободно лежащих (незакрепленных) рельсов и бесстыковых рельсовых плетей
Длина рельса, плети,м Д£, мм, при разнице температур, °C, предыдущего закрепления рельсов и в момент производства работ
1 5 10 15 20 25 30 35 40 45 50
25 - - 4 6 7 9 10 - - -
50 - - - 9 12 19 18 21 - - -
75 - - - 13 18 22 27 31 - - -
100 1,2 6 12 18 24 30 35 41 47 53 59
150 2 9 18 26 35 44 53 62 71 80 89
200 2.4 12 24 35 47 59 71 83 95 106 118
250 3 15 30 44 59 74 88 106 118 132 148
300 3,5 18 35 53 71 88 106 124 142 159 177
350 4,1 21 41 62 82 106 124 145 165 186 207
400 4,7 23 47 71 94 119 141 165 188 212 235
450 5,3 26 53 80 106 133 159 186 212 239 265
500 5,9 30 59 89 119 149 177 208 238 268 297
550 6,5 32 65 97 130 162 194 226 260 292 324
600 7,1 35 71 106 142 177 212 248 284 319 356
650 7,7 38 77 115 154 192 230 270 307 346 384
700 8,2 41 82 123 165 206 248 288 330 370 412
750 8,8 44 88 134 178 223 287 310 367 400 445
800 9,4 47 94 142 188 236 283 334 376 425 472
К МПИ с гидромеханическим проводом кроме рассмотренных.устройств относятся косты-левыдергиватель КВД 1, пресс и др. -— их расчет производится аналогично приведенному выше.
Для поршневых (плунжерных) насосов с ручным приводом имеют место следующие соотношения:
расход масла, м3/с:
Q = KVXIT{,
где К— количество поршней (плунжеров) с диаметром Z); К] — объем масла, подаваемый за один ход плунжера, м3; = AS; А = 0,25kD~ — площадь поперечного сечения поршня (плунжера), м3; S —
его ход, м; Т) — продолжительность двойного хода плунжера, с (при непрерывном вращении входного
179
звена механизма насоса с частотой п, об/мин, Т1 = 60/и; при покачивании этого звена с числом двойных ходов N в с Гр = 1//V);
давление, Па, в гидросистеме:
Р-4Г/[(О2-4и,
где F— рабочая сила, Н;
скорость Vj, м/с, движения подвижного звена гидроцилиндра:
V1 =£/(4,722)4) и г2 =£/[4,72(D2-4 Ш
где V| — в случае подачи масла в поршневую, a v2 — в штоковую полость гидроцилиндра;
мощность Р , Вт, движущих сил:
где цо — общий КПД гидромеханического привода;
расход W, Дж, энергии (при приводе СЭД или ДВС):
где t — время работы насоса.
Для моторных гидравлических насосов справедливы расчетные зависимости, приведенные для ручных насосов. Так, для поршневых (плунжерных) насосов с кривошипно-коромысловым приводом при К плунжерах с диаметром D и ходом 5:
частота вращения п, об/мин, кривошипа, обеспечивающая требуемый расход масла Q:
n = Q60/(KAS);
передаточное число редуктора привода (передач) при двигателе с частотой вращения ид:
и - пд In.
Для ротационных насосов:
расход Q, м3/с, масла, обеспечивающий выдвижение штока с требуемой скоростью гш, м/с:
£ = гш4,72(Д2-4>]г,
скорость г, м/с, потока масла на выходе с ротора насоса:
v = QIA,
где А — площадь поперечного сечения трубопровода, м2;
частота вращения п, об/мин, ротора:
п = 60г/(лйр),
где Z)p — рабочий диаметр ротора, м;
угловая скорость вращения шд, 1/с, ротора (коленвала) двигателя:
(Од = лип/30,
где и — передаточное число передач, соединяющих ротор насоса и двигатель;
необходимый крутящий момент Гд, Н-м, на роторе (коленвале) двигателя:
Гд = Fv /((ОдПоПг);
мощность движущих сил Р Вт,
Рд = Гд<од;
180
расход электроэнергии Wy кВт-ч,
W3=3,6Pat,
расход топлива Wy, г,
Wy - 3,6Pjq,
где q — удельный расход топлива, г/кВт ч.
10.5. Расчет и проектирование МПИ с пневмомеханическим приводом
При расчете пневмомеханического привода костылезабивщика ЭПК 3 (рис. 10.3) после определения его основных параметров назначают диаметр бойка d§ и его номинальный ход 5б, м. После этого находят среднее индикаторное давление ри, Па, внутри цилиндра костылезабивщика при рабочем ходе бойка:
где — кинетическая энергия движущегося бойка, Дж: = 0,5т vj (/»] — масса бойка, кг; —
скорость его движения, м/с); — площадь поперечного сечения бойка, м2: Jg = 0,25ju/g.
Далее рассчитывают давление сжатого воздухаpj, Па, на входе в шланг:
определяют силу, действующую на боек Fp Н:
~ ^бРи
и находят расход свободного воздуха Q, м3/с и его массу т, кг:
Q »1,2лудЛб5бр1 и т = Qp,
где п — частота ударов, с-1 (для костылезабивщика п ~ 18 ±2).
уд
Рис. 10.3. Расчетно-структурная схема электропневматического костылезабивщика ЭПК 3:
1 — электродвигатель; 2 — корпус; 3 — вал ротора электродвигателя; 4 — рукоять; 5 — полувал; 6 — колесо-кривошип коническое; 7 — шатун; 8 — поршень; 9 — боек; 10 — корпус-гильза; 11 — ударник; 72 — амортизатор; 13 — пружина; 14 — оголовник ударника; 15 — палец кривошипа; 16— полувал; 17— рукоять; 18 — противовес; 19 — шестерня коническая
181
Рис. 10.4. Расчетно-стрх к i урная схема гайковерта 312-01 с ротационным пневмомеханическим приводом:
I — ключ с фиксатором; 2 — корпус; 3 — преобразователь вращательно-импульсный; 4—редуктор планетарный зубчатый; 5 — пневмодвигатель; б -— рукоять-резервуар задняя; 7 — элементы пневмосистемы; 8 — рукоять боковая
У гайковерта 312-01 (рис. 10.4) и др. этот привод раздельный, от передвижной компрессорной станции (установки). При поворотном входном звене, вращаемом силой давления сжатого воздуха, имеют место следующие соотношения:
давление воздуха ри, Па, обеспечивающее требуемую мощность движущих сил:
Ри = ^дПо /(ОЛДЛго)),
где Д, В, г — размеры ротора (по рис. 10.3), м;
расход воздуха Q, м3/с:
Q = 0,25лД„Вн(о,
где Дн, — размеры камеры насоса, м;
массовый расход воздуха М, кг/с:
где рн — плотность воздуха при давлении ри, кг/м.
Из новых передвижных компрессорных установок известны компрессоры с приводом от электродвигателя или дизеля фирмы «Дюкон» (объемный расход от 1 • 10~3 до 0,5 м3/с, давление от 0,03 до 1,3 МПа, объем ресивера от 25 до 500-10~3 м3, мощность двигателя от 0,4 до 74,7 кВт, масса от 25 до 400 кг). Пневмоцилиндры выпускает также ряд отечественных заводов.
Вопросы для повторения
1. Каковы основные свойства жидкостей?
2. Каковы основные свойства газов?
3. Что применяют в качестве рабочей жидкости в МПИ с гидромеханическим приводом?
4. Как формулируется закон Архимеда?
5. Как формулируется закон Паскаля?
6. Какими законами описывают действие пневматических устройств?
7. Что происходит с жидкостью и газом при их прохождении по длинным шлангам?
8. Каковы основные показатели гидравлических и пневматических устройств, связанные с их рабочей средой?
9. Каковы сравнительные достоинства и недостатки МПИ с электромеханическим, гидромеханическим и пневмомеханическим приводами?
10. Как обеспечивают требуемую рабочую силу на исполнительном органе гйдро- и пневмоинструмента?
11. Как обеспечивают требуемую рабочую скорость перемещения исполнительного органа гидро- и пневмоинструмента?
182
Глава И. РЕЛЬСОСВЕРЛИЛЬНЫЕ И ФАСКОСЪЕМНЫЕ СТАНКИ
11.1. Общие сведения
Рельсосверлильные станки — один из наиболее распространенных видов МПИ, применяемых на ремонтно-путевых работах. Традиционно они были предназначены для сверления болтовых отверстий в шейках рельсов.
Согласно современным требованиям нормативной документации на железнодорожные рельсы у их болтовых отверстий в обязательном порядке должны быть сняты фаски размером (1,0...2,0) мм х 45°. Однако это требование зачастую нарушается вследствие отсутствия технических средств, необходимых для его выполнения.
В настоящее время промышленность освоила рельсосверлильные станки нового поколения, обеспечивающие не только производительное сверление болтовых отверстий в объемнозакаленных рельсах, но и их упрочнение за счет двустороннего снятия фасок и упрочнения внутренней поверхности отверстия раскаткой. Эти станки также позволяют сверлить отверстия под рельсовые соединители.
Испытания, проведенные во ВНИИЖТе, показали, что обработка болтовых отверстий в рельсах по новой технологии позволяет увеличить предел выносливости по болтовым отверстиям не менее чем в 1,7 раза и во столько же раз уменьшить по сети количество представляющих прямую угрозу безопасности движения остродефектных рельсов с трещинами в шейке от болтовых отверстий из-за некачественного сверления и отсутствия фасок. Внедрение новой технологии позволит продлить срок службы рельсов, сэкономить сотни миллионов рублей, так как рельсы являются наиболее дорогой составляющей в комплексе изделий верхнего строения пути, повысить безопасность движения, потому что рельсы являются и наиболее уязвимой частью железнодорожного пути в процессе эксплуатации.
Технические характеристики рельсосверлильных станков приведены в табл. 11.1 Изготовитель станков — ОАО «Калугатрансмаш».
11.2. Инструмент рельсосверлильных станков
11.2.1. Сверла
Для сверления отверстий в рельсах под штыри рельсовых соединителей, болты стыковых накладок и пр. применяют как обычные спиральные сверла по ГОСТ 10903—'ll и ГОСТ 22736—77 из быстрорежущей стали, так и укороченные сверла повышенной жесткости с напаянными твердосплавными пластинами по ГОСТ 2209—82 (рис. 11.1). На новых рельсосверлильных станках СТР 2 и СТР 3 используются полые укороченные сверла повышенной жесткости по ОСТ 2И20-9—84 с механическим креплением многогранных твердосплавных пластин (рис. 11.2) IC/296 (диаметр 22 мм), IC/420 (диаметр 36 мм) и др.
Рабочая часть спирального сверла включает режущую и направляющие части с винтовыми (спиральными) канавками. Режущая часть имеет две главные режущие кромки, расположенные на конической поверхности, и поперечную кромку. Шейка сверла представляет собой промежуточную часть между рабочей частью сверла и хвостовиком. Хвостовик служит для закрепления сверла в шпинделе станка или патроне. Через него передается крутящий момент от
183
ОО
Технические характеристики рельсосверлильных станков
Таблица 11.1
Показатель Тип станка
СТР 2 СТР 1 СТРЗ РСМ 1М 1024 В
I 2 3 4 5 6
Отличительные особенности станка Новая технология, обеспечивающая: 1) сверление отверстия. 2) одновременное двустороннее снятие <|х!сок. 3) упрочнение отверстия раскаткой Автоматическая подача и отключение после завершения сверления и возврата шпинделя в исходное положение Можез выполнять те же функции. что и СТР 2. имеет мощное зажимное устройство, обеспечивающее перпендикулярность сверления, но менее универсален по используемым сверлам Ускоренный подвод сверла с автоматическим переключением на рабочую подачу и ускоренный отвод сверла Облегченный станок с ручной подачей сверла
Тип двигателя Электродвигатель, по заказу двигатель внутреннего сгорания Эл сктрол в 11 гатсл ь
Мощность лвига геля, кВт L7 L5 1,7 1,7 1.0
Предназначен для обработки о 1верстий под стыковые болты в пельсах типов Р50: Р65; Р75, включая объемно-закаленные Р43: Р50; Р65; Р75. включая объемно-закаленные
Диаметр сверления, мм 36
Размер двусторонней (|иски. мм (1.5-2.01x45° — (1.5-2.0)х45° - —
Инструмент Сверла с креплением винтами сменных многогранных твердосплавных пластин:сверла с твердосплавной напаянной пластиной; стандартные сверла из быстрорежущей стали; c|xic-косъемник; паскатник Сверла с креплением винтами сменных многогранных твердосплавных пластин Сверла с креплением винтами сменных многогранных твердосплавных пластин; фаскосъемнлк Сверла с твердосплавной напаянной пластиной; стандартные сверла из быстрорежущей стали Стандаргные сверла из быстрорежущей стали
Способ установки инструмента В быстросменных переходных втулках, с тыльной стороны шпинделя, нс снимая станок с рельса Непосредственно в шпинделе станка, с передней стороны, до установки станка на рельс В быстросменных переходных втулках, с тыльной стороны шпинделя, не снимая станок с шопься Непосредственно в шпинделе станка, с передней стороны, до установки стайка па рельс
Номер внутреннего конуса Морзе шпинделя или быстросменных переходных втулок 4 4
Д на мезр и рисоеди ни зел ы юго о тверстия шпинделя или быстросменных пепехолных втулок, мм 32 — —-
Частота вращения шпинделя, об/мин 180/360 270 480 175 93
Подача, мм/об 0.089 0.06 0.058 0.087 Ручная
Ход шпинделя, мм 31 29 31 НО 1(Х) (ход вши а)
Время сверления рельса Р65, мин 2,0/1,0 (цикл) 2,0 (цикл) 1,25 (цикл) 2.0 3.0
Габаритные размеры, м 0.63x0.636x0.32 0,735x0,32x0.25 0.722x0,315x0,32 0.9x0.482x0.41 1.06x0.26x0.32
Масса, кг 55 40 45 58 40
Рис. 11.1. Укороченное сверло повышенной жесткости с напаянными твердосплавными пластинами:
I — твердосплавная пластина; 2 — канавки; 3 — лапка; 4 — хвостовик; 5 — шейка; 6 — рабочая часть
Рис. 11.2. Полое укороченное сверло с механическим креплением твердосплавных пластин: 1 — твердосплавная пластина; 2 — винт; 3 — тело сверла
шпинделя к рабочей части сверла. У сверл с коническим хвостовиком лапка служит для выбивания сверла из конического отверстия шпинделя или переходной оправки.
Основные углы резания сверла приведены на рис. 11.3. Большое влияние на работу сверла оказывает угол 2<р, который при заточке рекомендуется выбирать для рельсов твердостью (240±20) НВ, равным 116... 120°, а для термообработанных рельсов твердостью более 260 НВ — 130... 150°.
Угол наклона винтовой канавки определяет значение переднего угла у: чем больше этот угол, тем больше передний угол, что облегчает процесс резания и улучшает выход стружки при сверлении. В различные точках режущей кромки угол у имеет разные значения. Так, у периферии сверла на наружном диаметре-он имеет наибольшую величину (до 30°), а по мере удаления от нее уменьшается до величины, близкой к нулю. Поперечная кромка (перемычка) образуется
185
Рис. 11.3. Основные углы резания сверла (у - 25°, 6 -«160°, а - 15°, ср 130°)
при смещении главных режущих кромок сверла относительно его центра. В ряде случаев для облегчения стружкообразования делают подточку поперечной кромки. При сверлении стального литья и чугуна с неснятой коркой подточка кромки не делается.
Для установки сверл в шпиндели рельсосверлильных станков при необходимости используют разные переходные втулки, в частности цилиндрические или с конусом Морзе 1 (диаметр сверла до 15 мм) и 4 (диаметром более 32 мм). Втулки фиксируют шипами в прорези шпинделя.
11.2.2. Фаскосъемники
Рис. 11.4. Фаскосъемник рельсовый
Для съема фасок у отверстий в рельсах применяют как стандартные зенковки ГОСТ 14953—80, так и специальный рельсовый фаскосъемник ФС 100-01 (рис. 11.4). С помощью последнего фаски снимают с двух сторон отверстия за один проход шпинделя станка. Фаскосъемник состоит из двуплечего резца 5, к концам которого винтами прикреплены режущие пластинки А и Б из твердого сплава. Резец выполнен поворотным относительно оси 3 на оправке 2 и подпружинен пружиной сжатия 4, размещен-
ной в дуговом пазу резца. Фиксатор 1 ограничивает угол поворота резца, фиксируя его в начальном положении. Фаскосъемник устанавливают в шпиндель станка с помощью переходной втулки.
11.2.3. Инструмент для упрочнения отверстий
Для упрочнения отверстий в рельсах методом поверхностного пластического деформирования были попытки использовать дорны, пуансоны и другой инструмент. Однако практическое применение получили только рельсовые раскатники (рис. 11.5) с деформирующими телами В виде твердых шариков 8, расположенных в сепараторе (полом податливом цилиндрическом теле) 7. Сепаратор охвачен втулкой в сборе 3, на которой выполнено шесть резьбовых отверстий. С помощью винта 2, ввертываемого в одно из этих отверстий и входящего торцом в одно из трех конусных углублений на сепараторе, раскатник настраивают на требуемый диаметр А упрочняемого отверстия: 34, 35 или 36 мм. Шарики изнутри сепаратора распирают конусом в сборе 1, подпружиненном пружиной 6 относительно сепаратора и втулки. Конус введен в расточку конического 4 или цилиндрического 5 хвостовика и скреплен с ним штифтом.
186
Рис. 11.5. Рельсовый раскатник: а, в — разрез; б — внешний вид
11.3. Взаимодействие инструмента станка с рельсом
11.3.1. Сверление отверстий в рельсах
Процесс сверления отверстий (рис. 11.6) осуществляют путем удаления с шейки рельса „ ш
толщиной вр , м, стружек металла при вращении и перемещении в осевом направлении металлорежущего инструмента — сверла диаметром D, м. Вращение и перемещение сверла могут производиться как независимо (раздельно) — ручная подача, так и связано, по типу винтового движения, когда за каждый оборот сверло смещают на строго фиксированную величину подачи — автоматическая подача.
Сверление будет осуществляться с наименьшим затуплением сверла при следующих его подачах S6, ST, м/об, соответственно для быстрорежущего и твердосплавного сверла, окружных г, м/с, и угловых ш, с-1, скоростях и частотах вращения п, об/мин:
S6 = 10-3 (0,053 ±O,OO3)FM/D(o37±o’°l) / Кт;
Sr = 10~3(0,026±0,002)z/°’37±0’01) /Кг;
v = л/)(1700± 100)tfM/ Z)flS0’35 IKr;
<o = v/0$D; л = 30ш/л,
где KMt -< HRCc/70 — коэффициент, учитывающий влияние твердости HRCc материала сверла; Кт = НВр/(255±5) — коэффициент, учитывающий влияние твердости НВр рельса; а = « 0,78'д/Кт.
Необходимая для реализации требуемой ручной подачи S сила FH, Н:
FH «(1560± 70)7CtD0’7S'°’7[1 + 0,02(j -1)]0’5,
где j — число сверлений, выполняемых сверлом.
При D = 100 мм FH составляет 750... 1000 Н, при D = 36 мм — 8000...9000 Н. Крутящий момент Т •* (0,24 ± 0,03) Z)2 5°>8 Н-м.
187
Рис. 11.6. Расчетная схема сверления отверстия в рельсе
В приведенных зависимостях большие значения относятся к станкам с меньшей жесткостью всех элементов.
Мощность двигателя Р Вт:
Рд -Гш/По,
где т]0 — общий коэффициент полезного действия привода станка,
производительность сверления П, м^/с^
П =0,125 £>25ш;
продолжительность одного сверления Z], с:
Zt = в“ 2л/5ш;
затраты энергии W, Дж, на сверление одного отверстия:
и^Рд'1;
количество q отверстий, выполняемое до затупления сверла:
<7 = (7<3-1)/(0,02 ± 0,005),
где К3 — допустимый коэффициент возрастания крутящего момента при затуплении сверла; 1,6±0,1 (ббльшие значения для твердосплавных сверл прогрессивных конструкций).
Работу быстрорежущими сверлами (обработку незакаленных рельсов) осуществляют при обильном охлаждении сверл смазочно-охлаждающими жидкостями (С,ОЖ) типа «Укринол» и
др.; твердосплавные сверла охлаждать нельзя.
11.3.2 . Снятие фасок у отверстий в рельсах
Около половины стыковых дефектов составляют трещины в шейках рельсов от болтовых отверстий (дефект 53.1-2). Исследованиями установлено, что главными причинами появления и развития трещин являются: концентрация напряжений на кромках отверстий, отсутствие или некачественное выполнение фасок, грубая обработка, надрывы на кромках отверстий, неровности на поверхности отверстий вследствие некачественного сверления, коррозия. Появлению
Рис. 11.7. Расчетная схема снятия фасок фаскосъемнпком
трещин способствует также неудовлетворительное содержание стыков: ослабление болтов, смятие и провисание концов рельсов, большие стыковые зазоры и др. Для повышения предела выносливости железнодорожных рельсов в зоне стыков в соответствии с техническими условиями на рельсы на кромках болтовых отверстий должна быть сделана фаска высотой (1 ...2) мм под углом 45°.
Фаски выполняют зенковками или специальными фас-косъемниками. Зенковка снимает фаску сначала с одной стороны отверстия, затем после поворота зенковки — с другой. Фаскосъемник снимает обе фаски за один поступательный проход с помощью поворотного ножа с двумя резцами (рис. 11.7). Работа фаскосъемника происходит в полуавтоматическом цикле следующим образом: при вращательно-поступательном движении шпинделя фаскосъемник (см. рис. 11.4) режущей кромкой Л снимает переднюю фаску в отверстии рельса. Одновременно под действием силы резания резец 5 поворачивается на оси 3 и начинает срезать кромкой Б заднюю фаску в отверстии рельса. После сня
188
тия фасок шпиндель с фаскосъемником возвращается в исходное положение, а резец 5 с помощью пружины 4 — в первоначальное.
Зенковки и ножи изготовляют из высокопрочных легированных сталей для работы с нетермоупрочненными рельсами. Для объемно-закаленных рельсов высокой твердости рекомендуется использовать выпускаемый промышленностью фаскосъемный инструмент со сменными твердосплавными пластинами (применение в этом случае смазочно-охлаждающих жидкостей запрещено).
Рекомендуется снимать фаски при подаче S « 0,38...0,7 мм/об и окружной скорости v = (3,7.. .4,5) м/с, исходя из которой определяются угловая скорость ш = v/0,5D, с-1, и частота вращения п = 30 со/л, об/мин.
При установке инструментов в сверлильные станки показатели процесса определяются режимами работы станков.
Сила сопротивления поступательному перемещению инструмента Fc, Н:
Fc ~CfDZfSYfI)Xf;
момент Т, Н м, сил сопротивления вращению:
Тс =CtDZtSYt,
где Ср и Ср— коэффициенты, Хр, Yp, Yp, Zp, Zp— показатели степени, зависящие от характеристик материалов и параметров инструмента и рельса; D — диаметр отверстия, м; S — подача инструментов, м/об; b — высота фаски, м.
В ходе исследований было установлено, что при снятии фасок (1...2) ммх45° у отверстия диаметром 36 мм в железнодорожных рельсах сила сопротивления Fc ~ 2000...3000 Н, а момент сил сопротивления Тс « 9... 13 Н м (большие значения для объемно-закаленных рельсов).
Мощность двигателя, Вт:
РдгГсщ/1]о;
производительность процесса, м3/с,
П = 0,06[(£> + 2&)2 -D2]Sco;
продолжительность снятия фаски, с:
?1 а Ь2л./Sw;
затраты энергии, Дж:
W = РДГ1;
количество фасок, снятых до затупления инструмента:
q а [(1,6±ОД)2 -1]/(0,02±0,05).
Изложенных сведений достаточно для практического расчета процесса снятия фасок.
11.3.3 . Упрочнение отверстий в рельсах
В дополнение к снятию фасок упрочнение отверстий в рельсах позволяет довести предел выносливости их в зоне стыков до требуемой величины. Процесс упрочнения отверстий в рельсах осуществляют с помощью рельсосверлильных станков посредством пластического деформирования поверхности отверстий при воздействии на них контактных элементов (шариков) специального инструмента — раскатника (рис. 11.8). Работа раскатника происходит в полуавтоматическом режиме следующим образом: при вращательно-поступательном движении шпинделя раскатник шариками упрочняет поверхность отверстия; по окончании упрочнения шпиндель с раскатником возвращается в исходное положение. У перемещающегося вдоль оси отверстия и одновременно вращающегося раскатника наружный диаметр по шарикам превышает диаметр D отверстия на величину 5 (натяг). При взаимодействии раскатника и рельса на поверхности отверстия образуется упрочненный слой металла соответствующей толщины. Оптимальным значением 5 для нетермоуп-рочненных рельсов считают (4х 10-4) м, для объемно-закаленных рельсов — (2.5х 10~4) м.
189
Рис. 11.8. Упрочнение отверстия шариковым раскатником
По данным экспериментов, наилучший упрочняющий эффект в нетермоупрочненных рельсах имеет место при скорости перемещения раскатника г « 0,3 м/с, частоте его вращения п « 160 об/мин и его подаче S'«(0,16хЮ"3) м/об. Для объемно-закаленных рельсов эти параметры составляют соответственно 0,933 м/с, 500 об/мин и (0,05.. .0,08)х 10“3 м/об.
Сила сопротивления поступательному перемещению раскатника, Н:
Fc = 0,9HBpTtD[l + (0,001...0,004)ctg<p]6,
где НВр—твердость материала рельса; D — диаметр упрочняемого отверстия, мм; 0,001...0,004 — приведенный коэффициент трения деформирующих шариков; ср — угол между горизонталью и линией, соединяющей верхнюю точку шарика с точкой его начального контакта.
Момент силы сопротивления вращению раскатника, Нм:
Тс = 10А'4»ш/(0,09)30М
где к—коэффициент трения качения; к - (0,05.. .0,15)х 1О’3, м;
«ш — количество шариков, d—диаметр деформирующих шариков, м.
Мощность двигателя, Вт:
Рд = ^cv/no;
производительность процесса, м3/с:
П = 0,25[(£> +б)2 - £)2]г;
его продолжительность, с:
затраты энергии, Дж:
^ = ^1-
Изложенных выше сведений достаточно для расчета процесса упрочнения отверстий.
Подробные сложные зависимости для его описания приводятся в специальной литературе.
11.4. Рельсосверлильный станок СТР 2
Рельсосверлильный станок СТР 2 (рис. 11.9,11.10) предназначен для сверления болтовых отверстий в объемно-закаленных рельсах типов Р50, Р65, Р75 и их упрочнения за счет двустороннего снятия фасок и упрочнения внутренней поверхности отверстия раскаткой. Эти станки также позволяют сверлить отверстия под рельсовые соединители.
Станок СТР 2 может выполнить три последовательные операции: сверление отверстия номинального диаметра; одновременное двустороннее снятие фасок; упрочнение внутренней поверхности отверстия раскаткой. Все три операции проводятся с одной установки станка на рельсе с использованием быстросменных оправок, в которых закрепляют необходимый для каждой операции инструмент. Сверление, снятие фасок и упрочнение каждого отверстия занимают лишь 3,5 мин.
Универсальность станка позволяет использовать для сверления любые имеющиеся в наличии сверла необходимого диаметра. На станке СТР 2 в качестве режущего и упрочняющего инструмента могут использоваться сверла с креплением винтами сменных многогранных твердосплавных пластин, специальные сверла с твердосплавной напаянной пластиной или стандартные сверла из быстрорежущей стали, а также фаскосъемник и раскатник.
190
a
&
б
Сверла, фаскосъемник и раскатник устанавливают в шпинделе станка в настраиваемых по их длине быстросменных переходных втулках, которые имеют цилиндрическое присоединительное отверстие или внутренний конус Морзе для разных хвостовиков инструмента (рис. 11.11... 11.13). Применен новый для рельсосверлильных станков способ установки и замены инструмента в полом шпинделе станка с тыльной стороны. Это позволило сменять инструмент, не снимая станок с рельса и «не теряя» при этом обрабатываемого отверстия, что в конечном итоге и дало возможность упрочнять просверленное отверстие фаскосъемником и раскатником.
Станок прост в обращении и управлении; для удобства и безопасности работы он автоматически отключается после завершения операции и возврата шпинделя в исходное положение.
191
Рис. 11.10. Структурная схема станка СТР 2 (наименование позиций см. к рис. 11.9)
Станок полностью укомплектован необходимым режущим и упрочняющим инструментом: сверлом, фаскосъемником и раскатником, надежен как в полевых, так и в стационарных условиях. По заказу выпускается модификация этого станка с двигателем внутреннего сгорания.
Рельсосверлильный станок СТР 2 (см. рис. 11.9, а, б, в) состоит из быстродействующего зажимного устройства, мотор-редуктора и коробки скоростей.
Зажимное устройство предназначено для закрепления станка на рельсе и включает упор захвата 7, зажим 11, соединенный с упором захвата осью 8 и выдвижным штырем 9, винт 10 с ручкой и подпятником. С другой стороны рельс опирается на шаблоны 14 с упором 12. Съемные шаблоны 14 могут быть закреплены на упоре захвата 7 в двух положениях. Их устанавливают к рельсу той поверхностью, на которой имеется маркировка данного типа рельса (рис. 11.14). Для сверления отверстий по разметке в упоре захвата 2 (рис. 11.15) предусмотрено окно 4, а зажим 1 имеет угловой паз 5, середину которого при установке изделия совмещают с риской 3 на головке рельса.
Рис. 11.11. Сверло с цилиндрической переходной втулкой:
а — исполнение 1; б — Исполнение 2; 1 — втулка; 2 — переходная втулка; 3, 5 — винты; 4 — пластина
192
1 2 Морзе 4А Т8 ГОСТ25557-82
Р-Н-U ।
^лт.гост^1390(310}~;
Рис. 11.14. Положение шаблона при установке станка СТР 2 на рельсы типов Р75, Р65 (а) и Р50 (б)
Рис. 11.12. Сверло с конической переходной втулкой:
1 — втулка основная; 2 — втулка
Рис. 11.13. Фаскосъемник с цилиндрической переходной втулкой: Г— втулка основная; 2 — втулка переходная; 3 — винт
По заказу на рельсосверлильный станок СТР 2 может быть установлено дополнительное устройство для сверления болтовых отверстий без предварительной разметки. Устройство (рис. 11.16) состоит из упора захвата 1, линейки и фиксатора 6. Линейку, состоящую из упора 4 и штанги 9, необходимо предварительно установить так, чтобы обозначение данного типа рельса на штанге было обращено в сторону фиксатора 6 (вверх). При сверлении первого бокового отверстия станок устанавливают вдоль рельса так, чтобы упор 4 соприкоснулся с торцом рельса (при этом фиксатор 6 должен быть ввернут в первое отверстие на штанге 9). При сверлении следующего отверстия необходимо отвернуть фиксатор 6, штангу 9 передвинуть так, чтобы фиксатор встал в следующее отверстие штанги, и передвинуть станок вдоль рельса до соприкосновения упора 4 с торцом рельса. На рис. 11.16 2 — выступ станка, 3 — шаблон, 5 — прокладки, 7 — втулка и 8 — палец.
К упору захвата (см. рис. 11.9) прикреплена рукоятка 37, на которой устанавливается бачок 13 с охлаждающей жидкостью.
Мотор-редуктор состоит из встроенного электродвигателя 22, механизма вращения и подачи сверла, магнитного пускателя 20, микровыключателя 19. Механизм вращения сверла состоит из шестерни 4, входящей в зацепление с зубчатым колесом 5, установленным на шпинделе б, и предохранительной муфты 33. Предохранительная муфта срабатывает при сверлении отверстия затупленным сверлом или сверлом, у которого режущая кромка неперетачиваемой твердосплавной пластины повреждена, или когда нарушаются режимы резания (осевые нагрузки возрастают сверх допустимых). Срабатывание предохранительной муфты сопровождается характерными щелчками внутри изделия. Механизм подачи сверла состоит из шестерни /, зубчатого колеса 35, насаженного на кулачок 34, который, вращаясь, взаимодействует с торцевым кулачком шпинделя 6; при этом сверло вместе со шпинделем перемещается в продольном направлении. Возврат шпинделя со сверлом в исходное положение осуществляется с помощью пружины 38.
Рис. 11.15. Паз и окно для предварительной разметки
13-6706
193
Рис. 11.16. Приспособление для установки станка на рельс без предварительной разметки
Коробка скоростей состоит из первичного вала 15 с двумя шестернями, соединенного втулкой 27с валом электродвигателя, вилки переключения 16, кулачковой муфты 29, насаженной на вал-шестерню 3, и зубчатых колес 28, 30.
Заливка масла в редуктор производится через пробку-воздушник 17но уровня контрольной пробки 23, слив масла — через пробку 31. На рис. 11.918 — крышка, 32 — рукоятка и 36 — упор.
К источнику электроэнергии станок СТР 2 подключается четырехжильным кабелем с кабельной вилкой 21. Четвертая жила кабеля является заземляющей.
Принципиальная электрическая схема станка представлена на рис. 11.17. При нажатии кнопки «Пуск», находящейся на панели крышки 18 (см. рис. 11.9), ток от сети поступает к электродвигателю 22. Вращение от вала электродвигателя передается через валик 26 в коробку скоростей, Рукоятка 32 находится в нейтральном положении. При перемещении ее влево из нейтрального положения через вилку переключения 16 кулачковая муфта 29 соединяется с зубчатым колесом 30 и вращение через вал-шестерню 3, коническое зубчатое колесо 2, шестерню 4 и зубчатое колесо 5 передается шпинделю, который вращается с увеличенной скоростью. При перемещении рукоятки 32 вправо шпиндель вращается с уменьшенной скоростью. Из-за разности в передаточных отношениях кулачок 34 опережает во вращении шпиндель 6. Последний перемещается по винтовой канавке кулачка, обеспечивая продольное перемещение шпинделя со сверлом. После окончания сверления шпиндель под действием пружины 38 возвращается в
Рис. 11.17. Принципиальная электрическая схема станка СТР:
SA 1 — микровыключатель ВКМ 07 (ТУ ОЗТ.459.070 — 89): SB\, SB2 — кнопки К 2-2П, К-4-1П (ТУ АГО 360405); А"Л/1 — магнитный пускатель ПМА 0100УЗА (ТУ 16-644-016 — 86, напряжение катушки 220 В); 1...4 — жилы кабеля: КМ1.1....КМ1.4 — соответствующие контакты
194
исходное положение и роликом 24 через валик 25 и пластину 39 давит на толкатель микровыключателя 19, который через магнитный пускатель 20 отключает электродвигатель.
В комплект поставки станка входят сверло с комплектом запасных пластин, фаскосъемник, раскатник, быстросменные переходные втулки с цилиндрическим отверстием и внутренним конусом Морзе для разных хвостовиков инструмента, комплект переходных втулок с наружными и внутренними конусами Морзе необходимых размеров и инструмент.
11.5. Рельсосверлильный станок СТР 1
Рельсосверлильный станок СТР 1 (рис. 11.18, 11.19) предназначен для сверления отверстий под стыковые болты в объемно-закаленных и незакаленных рельсах типов Р50, Р65, Р75, как лежащих в пути, так и в стационарных условиях. Станок СТР 1, имея массу всего 40 кг, обладает хорошей жесткостью, позволяющей использовать в качестве режущего инструмента сверла с креплением винтами сменных многогранных твердосплавных пластин. При использовании всех трех режущих граней пластин станок позволяет сверлить ими до 30 отверстий в объемно-закаленных рельсах. Каждый станок комплектуется таким сверлом и комплектом запасных частей к нему. Сверла устанавливают непосредственно в шпинделе станка, который имеет цилиндрическое присоединительное отверстие. Наличие верхнего захвата за головку рельса позволяет производить установку и снятие станка за считанные секунды. Время сверления рельсов сверлом 0 36 мм составляет 2 мин. После окончания процесса сверления шпиндель со сверлом возвращается в исходное положение, после чего станок автоматически отключается. Станок СТР 1 позволяет сверлить отверстия в уложенных в путь рельсах без их подъемки относительно шпал. По заказу выпускается модификация этого станка с двигателем внутреннего сгорания.
Рельсосверлильный станок СТР 1 (см. рис. 11.18, а, б) состоит из зажимного устройства и мотор-редуктора.
Рис. 11.18. Конструкция станка рельсосверлильного СТР 1 а — вид сбоку; б — вид с торца
26 25 2423 22 21
для установки станка на рельс р^.—-
Базовая
поверхность
195
Рис. 11.19. Структурная схема станка рельсосверлильного СТР 1
Зажимное устройство предназначено для закрепления станка на рельсе и включает в себя упор захвата 5, зажим 2, соединенный с упором захвата осью 4 и выдвижным штырем 3, винт 1 с ручкой и подпятником. С другой стороны рельс опирается на шаблоны 2 7. Съемные шаблоны 27 могут быть закреплены на упоре захвата 5 в двух положениях. Их устанавливают к рельсу поверхностями с маркировкой типа рельса (см. рис. 11.14). К упору захвата (см. рис. 11.18) прикреплена рукоятка 7. Для сверления отверстий по разметке в упоре захвата (см. рис. 11.15) предусмотрено окно, а зажим имеет угловой паз, середину которого при установке изделия совмещают с риской на головке рельса. По заказу на рельсосверлильный станок СТР 1 может быть установлено дополнительное устройство для сверления болтовых отверстий без предварительной разметки, аналогичное изображенному на рис. 11.16 для станка СТР 2.
Мотор-редуктор состоит из встроенного электродвигателя 13 (см. рис. 11.18), магнитного пускателя, микровыключателя и редуктора с механизмами вращения и подачи сверла. Механизм вращения сверла состоит из вала-шестерни 12 и зубчатого колеса 23, установленного на валу шпинделя 8. Механизм подачи сверла состоит из шестерни 11, закрепленной на валу электродвигателя, зубчатого колеса 25, насаженного на втулку 9, кулачка 26, который, вращаясь, взаимодействует с торцевым кулачком шпинделя 5; при этом сверло вместе со шпинделем перемещается в продольном направлении. Возврат шпинделя со сверлом в исходное положение осуществляется с помощью пружины 24.
Заливку масла в редуктор производят через пробку-воздушник 10до уровня контрольной пробки 19, слив масла — через пробку20. К источнику электроэнергии станок СТР 1 подключат четырехжильным кабелем с кабельной вилкой 14. Четвертая жила кабеля является заземляющей. Принципиальная электросхема станка представлена на рис. 11.17. При нажатии кнопки «Пуск», находящейся на панели крышки 16 (см. рис. 11.18), ток от сети поступает к электродвигателю 13. Вращение от вала электродвигателя передается через механизм вращения валу шпинделя 8 со сверлом. Одновременно через механизм подачи вращение передается втулке 9 и кулачку 26. Благодаря разности в передаточных отношениях втулка 9 опережает во вращении вал шпинделя 8. Кулачок 26 перемещается по винтовой поверхности шпинделя, обеспечивая продольное перемещение вала шпинделя со сверлом. После окончания сверления вал шпинделя под действием пружины 24 возвращается в исходное положение и штифтом 22 че
196
рез пластины 21 и валик давит на толкатель микровыключателя, который через магнитный пускатель отключает электродвигатель. На рис. 11.18 6 — гайка; 15 — квадрат вала электродвигателя, 17 — ключ и 18 — стержень.
В комплект поставки станка входят сверло с комплектом запасных пластин и инструмент.
11.6. Рельсосверлильный станок СТР 3
Рельсосверлильный станок СТР 3 (рис. 11.20, 11.21) предназначен для сверления болтовых отверстий в объемно-закаленных и незакаленных рельсах типов Р50, Р65, Р75 с одновременным их упрочнением за счет режимов резания станка и двустороннего снятия фасок на просверленных отверстиях фаскосъемником (см. рис. 11.13). Эти станки также позволяют сверлить отверстия под рельсовые соединители. Односкоростные рельсосверлильные станки СТР 3 могут выполнять практически те же функции, что и СТР 2, имеют мощное зажимное устройство, обеспечивающее перпендикулярность сверления, но менее универсальны в части используемых сверл. На станке СТР 3 в качестве режущего инструмента могут использоваться сверла с креплением винтами сменных многогранных твердосплавных пластин. Сверла и фасКосъемник устанавливают в шпинделе станка в настраиваемых по их длине быстросменных переходных втулках, которые имеют цилиндрическое присоединительное отверстие или внутренний конус Морзе для разных хвостовиков инструмента (см. рис. 11.11... 11.13). Установку и замену инструмента в полом шпинделе станка выполняют с тыльной стороны, не снимая станок с рельса. По заказу выпускается модификация этого станка с двигателем внутреннего сгорания.
Станок СТР 3 состоит из быстродействующего зажимного устройства, редуктора и электродвигателя (см. рис. 11.20, а, б).
Зажимное устройство предназначено для закрепления изделия на рельсе и включает в себя упор захвата 5 и прижим в сборе. Последний состоит из корпуса прижима 3, который через винт 4 при помощи штифта 2 соединен с рукояткой I. В нижней части корпуса прижима параллельно один другому установлены шаблоны 34. С другой стороны рельс опирается на шаблоны
Рис. 11.20. Конструкция станка рельсосверлильного СТР 3: а — вид сбоку; б — вид с торца
197
Рис. 11.21. Структурная схема станка рельсосверлильного СТР 3
33, установленные на упоре захвата. Съемные шаблоны 33, 34 могут быть закреплены на корпусе прижима и упоре захвата 5 в двух положениях. Их устанавливают к рельсу поверхностями с маркировкой типа рельса (рис. 11.22). В верхней части упора захвата (см. рис. 11.20) расположена линейка, состоящая из упора / 7 и штанги 16, служащая для установки станка СТР 3 вдоль рельса без предварительной разметки.
В редукторе расположены меха
Рис. 11.22. Положение шаблонов при установке станка СТР 3 на рельсы типов Р50 («) и Р65, Р75 (о)
низмы вращения и подачи сверла. Механизм вращения сверла состоит из шестерни 7, входящей в зацепление с Зубчатым колесом 32, установленным на шпинделе 31. Механизм подачи сверла состоит из шестерни 11, входящей в зацепление с зубчатым колесом 29, и предохранительной муфты 10, установленной на промежуточном валу 9. Предохранительная муфта срабатывает при сверлении отверстия затупленным или поврежденным сверлом, когда осевые нагрузки превышают допустимые. Срабатывание предохранительной муфты сопровождается характерными щелчками внутри изделия. Зубчатое колесо 29 установлено на кулачке 28, который, вращаясь, взаимодействует с торцевым кулачком шпинделя 31. При этом сверло вместе со шпинделем перемещается в продольном направлении. Возврат шпинделя со сверлом в исходное положение осуществляется с помощью пружины 30.
198
Заливку масла в редуктор производят через пробку-воздушник 6 до уровня контрольной пробки 20, слив масла — через пробку 19.
К источнику электроэнергии станок СТР 3 подключают четырехжильным кабелем с кабельной вилкой 26. Четвертая жила кабеля является заземляющей. Принципиальная электросхема машины представлена на рис. 11.17. При нажатии кнопки «Пуск», находящейся на панели крышки 24 (см. рис. 11.20), ток от сети поступает к электродвигателю 12. Вращение от вала электродвигателя передается на вал-шестерню 8 и через зубчатую передачу — на промежуточный вал 9. Далее через шестерни 7,11, зубчатые колеса 32, 29 вращение передается шпинделю 31 и кулачку 28 соответственно. Из-за разности в передаточных отношениях кулачок 28 опережает во вращении шпиндель 31. Последний перемещается по винтовой канавке кулачка, обеспечивая продольное перемещение шпинделя со сверлом. После окончания сверления шпиндель под действием пружины 30 возвращается в исходное положение и роликом 21 через валик 22, пластину 23 давит на толкатель микровыключателя 35, который через магнитный пускатель 25 отключает электродвигатель 12. На рис. 11.2013,27 — втулки, 14 — фиксатор, 15 — контргайка, 18 — штифт и 36 — винт.
В комплект поставки станка входят сверло с запасными пластинами, фаскосъемник, быстросменные переходные втулки с цилиндрическим отверстием и внутренним конусом Морзе для разных хвостовиков инструмента, набор переходных втулок с наружными и внутренними конусами Морзе необходимых размеров и инструмент.
11.7. Рельсосверлильный станок PCM 1М
Рельсосверлильный станок РСМ 1М(рис. 11.23, 11.24, 11.25) предназначен для сверления отверстий под стыковые болты в объемно-закаленных рельсах типов от РЗЗ до Р75, как лежащих в пути, так и в стационарных условиях. На станке PCM 1М в качестве режущего инструмента могут использовать специальные сверла с твердосплавной напаянной пластиной или стандартные сверла из быстрорежущей стали. Сверла большого диаметра устанавливают непосредственно в шпинделе станка, который имеет внутренний конус Морзе, а для сверл меньшего диаметра используют переходные втулки. Станок имеет механизм подачи, реализующий ускоренный подвод и отвод сверла с автоматическим переключением на рабочую подачу. По заказу выпускается модификация этого станка с двигателем внутреннего сгорания.
Рельсосверлильный станок (см. рис. 11.23) состоит из рамы 2 с винтовым зажимным устройством 1 и мотор-редуктора 5.
Рама представляет собой сварную конструкцию, состоящую из двух продольных швеллеров, к которым приварены колодка для установки зажимного устройства, упор для крепления подошвы рельса и четыре стойки для крепления штанг. Зажимное устройство состоит из вставки, винта с рукояткой и упора. Зажим подошвы рельса осуществляют поворотом рукоятки. По заказу рельсосверлильный станок PCM 1М выпускается с верхним захватом и дополнительным устройством для сверления болтовых отверстий без предварительной разметки, аналогичным изображенному на рис. 11.16 для станка СТР 2.
Мотор-редуктор крепится на штангах кулачковым зажимом с помощью болтов 4. Регулирование мотор-редуктора со штангами по высоте производят при помощи шайб-упоров 3, имеющих пазы с маркировкой типа рельса. Мотор-редуктор (см. рис. 11.24) состоит из встроенного электродвигателя с выключателем и редуктора, в свою очередь, состоящего из механизмов вращения и рабочей подачи сверла и механизма ускоренного подвода сверла к рельсу и отвода в исходное положение. В корпусе
Рис. 11.23. Станок рельсосверлильный PCM 1М
199
мотор-редуктора закреплен стружколом 22. Механизм вращения сверла состоит из зубчатых колес 9, блока колес 8, промежуточного вала 5, зубчатых колес 4,21 и направляющей втулки 2. Она передает вращение валу шпинделя / через шпонку. Механизм рабочей подачи сверла состоит из зубчатых колес 9, блока колес 8, зубчатого колеса 18 и гайки-колеса 19, расположенной на резьбовой части вала шпинделя. Механизм ускоренного подвода и отвода сверла состоит из муфты 6, зубчатого колеса 7, гайки-колеса 19, тормозной втулки 20, валика 11 с рукояткой 10 и вилки 12.
200
Рис. 11.25. Структурная схема рельсосверлильного станка PCM 1М
Заливка масла в редуктор производится через пробку-воздушник 3 до уровня контрольной пробки 14, слив масла — через пробку/3.
К источнику электроэнергии станок PCM 1М подключают четырехжильным кабелем с кабельной вилкой. Четвертая жила кабеля является заземляющей. При включении электродвигателя вращение от вала ротора передается через механизм вращения валу шпинделя со сверлом. Гайка-колесо 19 прижимается пружиной 17 к торцу направляющей втулки 2 и за счет трения вращается со скоростью вращения втулки. Подача сверла отсутствует. Для подвода сверла к рельсу необходимо повернуть рукоятку 10 по ходу сверла вперед, при этом через валик И и вилки 12 невращающаяся тормозная втулка 20 перемещается назад и конической поверхностью соединяется с конической поверхностью гайки-колеса 19. Вращение гайки-колеса прекращается и вал шпинделя со сверлом, вывертываясь из гайки-колеса, ускоренно перемещается вперед до упора сверла в шейку рельса. При этом перемещение вала шпинделя прекращается, но так как он вращается, то заторможенная гайка-колесо перемещается назад, сжимает пружину 17 и торцевыми зубцами входит в зацепление с торцевыми зубцами колеса 18. Гайка-колесо начинает вращаться совместно с зубчатым колесом со скоростью, меньшей скорости вращения вала шпинделя. Происходят рабочая подача и сверление отверстия. Рукоятку 10 в этот момент необходимо возвратить в нейтральное положение. После окончания сверления отверстия, когда осевая нагрузка на сверло отсутствует, пружина / /отжимает гайку-колесо с валом шпинделя вперед до упора в торец направляющей втулки 2; при этом гайка-колесо выводится из зацепления с зубчатым колесом 18 и подача вала шпинделя прекращается. Для отвода сверла следует повернуть рукоятку 10 назад. При этом вилка 12 перемещает муфту 6 назад до соединения конических поверхностей муфты и зубчатого колеса 7. Оно начинает вращаться со скоростью вращения промежуточного вала и передает вращение гайке-колесу 19. Она начинает вращаться со скоростью, в два раза большей скорости вращения вала шпинделя, который ускоренно возвращается в исходное положение. Рукоятка 10 устанавливается в нейтральном положении, а электродвигатель выключается.
201
Остановка вала шпинделя в переднем и заднем крайних положениях при ускоренных его перемещениях производится автоматически независимо от нажатия на рукоятку 10. Для остановки вала шпинделя в крайнем заднем положении шпонка вала шпинделя имеет выступ, на торцевой поверхности гайки-колеса установлен специальный винт. При возврате вала шпинделя в крайнее заднее положение выступ шпонки боковой поверхностью упирается в винт гайки-колеса, которая начинает вращаться со скоростью вращения вала шпинделя, и подача прекращается.
Для остановки вала шпинделя в крайнем положении на заднем конце его установлен ограничитель 16. Он, а также ступица гайки-колеса имеют выступы, которые сцепляются в переднем положении вала шпинделя; гайка-колесо начинает вращаться совместно с валом шпинделя и подача прекращается.
Для удаления сверла из вала шпинделя установлен выталкиватель 15. Удаление сверла производят при крайнем заднем положении вала шпинделя ударом молотка по наконечнику выталкивателя.
В комплект поставки станка входят сверло и переходная втулка с наружным и внутренним конусом Морзе необходимых размеров.
11.8. Рельсосверлильный станок 1024 В
Рельсосверлильный станок 1024 В (рис. 11.26,11.27) предназначен для сверления отверстий под стыковые болты в незакаленных рельсах типов от Р43 до Р75, как лежащих в пути, так и в стационарных условиях. Это облегченный станок с ручной подачей сверла. На станке 1024 В в качестве режущего инструмента могут использоваться стандартные сверла из быстрорежущей стали. Сверла большого диаметра устанавливают непосредственно в шпинделе станка, который имеет внутренний конус Морзе, а для сверл меньшего диаметра используют переходные втулки.
Рельсосверлильный станок (см. рис. 11.26) состоит из рамы 2 с зажимным устройством 75 и механизмом подачи 5, мотор-редуктора 3, электродвигателя 4 и бачка для охлаждающей жидкости 1.
Рама представляет собой сварную конструкцию, состоящую из уголков и швеллера, к которым приварены неподвижный упор 72и колодка зажимного устройства 74для крепления подошвы рельса и четыре стойки 9 для крепления направляющих штанг 10 мотор-редуктора. Для перемещения и установки станка к раме приварена ручка 77. Зажимное устройство эксцентрикового типа (см. рис. 11.29) состоит из неподвижного упора 72, литой колодки 14, съемного упора 13 с эксцентриком 75 и рукояткой 16. Съемный упор устанавливают к подошве рельса одной из четырех граней
Рис. 11.26. Станок рельсосверлильный 1024 В
202
Рис. 11.27. Структурная схема рельсосверлильного станка 1024 В
с маркировкой типа рельса (рис. 11.28), а эксцентрик зажимного устройства устанавливают в одно из трех имеющихся в колодке отверстий с маркировкой типа рельса (рис. 11.29); поворотом рукоятки эксцентрикового зажима рельсосверлильный станок закрепляется на подошве рельса.
По заказу рельсосверлильный станок 1024 В выпускается с верхним захватом и дополнительным устройством для сверления болтовых отверстий без предварительной разметки, аналогичным изображенному на рис. 11.16 для станка СТР 2.
Механизм подачи (см. рис. 11.26) состоит из направляющих штанг 10, по которым перемещается мотор-редуктор, траверсы-гайки 8, винта подачи 7, трещоточного ключа рабочей подачи 6 и рукоятки-маховичка 5 ускоренного подвода и отвода сверла. Для изменения направления подачи трещоточный ключ имеет храповой механизм с переключаемой собачкой. В зависимости от длины сверла траверса-гайка 8 может быть закреплена на направляющих штангах 10 в двух положениях, определяемых отверстиями Б.
Мотор-редуктор (рис. 11.30) состоит из встроенного электродвигателя 10 с выключателем 9 и редуктора вращения сверла 6. Вращение от вала ротора 8 электродвигателя передается шпинделю 1 через двухступенчатый цилиндрический редуктор, ведущая шестерня 12 которого установлена на конце вала, а ведомое колесо 13 — на шпинделе. Промежуточные колеса выполнены в виде сборного блока колес 5, установленного на оси 4. Шпиндель станка вращается на двух
Рис. 11.28. Упор съемный рельсосверлильного станка 1024 В
Рис. 11.29. Колодка зажимного устройства рельсосверлильного станка 1024 В: А — отверстие для установки зажима эксцентрикового для рельсов типа Р50; Б—то же, Р65 и Р75; В—то же, Р43
203
Рис. 11.30. Мотор-редуктор рельсосверлильного станка 1024 В
подшипниках скольжения —втулках, установленных в корпусе редуктора 17; 18 — переходная втулка. Осевая сила при сверлении воспринимается упорным шарикоподшипником 2. В зависимости от типа рельса регулирование мотор-редуктора по высоте производят перестановкой направляющих штанг в четырех стойках рамы 9 (см. рис. 11.26), имеющих по четыре разных по высоте отверстия. Маркировка указанных отверстий по типам рельсов нанесена на поверхности А крышки мотор-редуктора. В корпусе редуктора (см. рис. 11.30) имеется окно 16, через которое вставляется клин для выталкивания сверла из конуса шпинделя, закрытое крышкой 75.
Заливка масла в редуктор производится через пробку-воздушник 7 до уровня пробки 14. Слив масла — через пробку 14 наклоном станка. Для смазки подшипников шпинделя установлена масленка 3. Электродвигатель защищен от попадания смазки манжетой 77.
Бачок для охлаждающей жидкости не связан с рельсосверлильным станком и крепится на головке рельса отдельно двумя скобами-пружинами.
К источнику электроэнергии станок 1024 В подключают четырехжильным кабелем с кабельной вилкой. Четвертая жила кабеля является заземляющей. При включении электродвигателя вращение от вала ротора передается через редуктор шпинделю со сверлом. Ускоренный подвод сверла, т. е. ускоренное перемещение мотор-редуктора по направляющим штангам осуществляется вращением рукоятки-маховичка до момента касания вращающегося сверла и рельса, затем рабочая подача производится трещоточным ключом, а ускоренный отвод сверла после окончания сверления — рукояткой-маховичком.
В комплект поставки станка входит переходная втулка с наружным и внутренним конусами Морзе необходимых размеров.
11.9. Фаскосъемные станки
11.9.1. Станок для снятия фасок ФС 2
Станок для снятия фасок ФС 2 (рис. 11.31,11.32) предназначен для снятия фасок в болтовых отверстиях объемно-закаленных и незакаленных рельсов типов Р50, Р65, Р75. На станке ФС 2 в качестве режущего инструмента используют зенковки со сменными стандартными
204
5,5 ±0,5
о
Рис. 11.32. Структурная схема станка для снятия фасок ФС 2
многогранными твердосплавными режущими пластинами, крепящимися винтами. Станок ФС 2 решает проблему упрочнения ранее просверленных болтовых отверстий рельсов, как лежащих в пути, так и подготовляемых к укладке. Снятие фасок в болтовых отверстиях позволяет повысить предел выносливости железнодорожных рельсов в зоне стыка в среднем на 15 % за счет уменьшения концентрации напряжений на кромках отверстий.
Станок (см. рис. 11.31) состоит из зажимного устройства 3, мотор-редуктора 7, шпинделя 18 и зенковки 22. Зажимное устройство предназначено для закрепления изделия на рельсе и включает в себя кронштейн 2, прижим 6, рукоятку 10. Мотор-редуктор состоит из встроенного электродвигателя Нс выключателем 13, двухступенчатого редуктора 7, шпинделя 18 и зенковки 22 с режущими пластинами 23. Двухступенчатый редуктор состоит из вала-шестерни 8, на который насажено зубчатое колесо 16, и зубчатого колеса 17, насаженного на шпиндель 18. Редуктор заполняется консистентной смазкой.
К источнику электроэнергии станок ФС 2 подключается четырехжильным кабелем с кабельной вилкой 12. Четвертая жила кабеля является заземляющей. На рис. 11.31. 4 — болт, 5, 25, 26 — гайки, 14 — установочный винт, 15 — подшипник, 19— пружина, 21 — упор и 24 — винт.
Фаску снимают сначала с одной стороны болтового отверстия. Станок устанавливают на просверленное отверстие и зажимают рукояткой 10. При этом конус 1 должен войти в отверстие рельса, а левый конец вала шпинделя — зафиксироваться в конусе 1. При включении электродвигателя поворотом рукоятки 13 вращение от вала-шестерни 9 ротора электродвигателя через зубчатое колесо 16 передается на промежуточный вал, а затем через вал-шестерню 8 и зубчатое колесо 17 — на шпиндель 18. На шпинделе имеются винтовые канавки, в которые входят два шарика 20, передающие вращающий момент на зенковку 22. Зенковка режущими пластинами 23 снимает фаску. Электродвигатель отключают, затем станок переводят на противоположную сторону рельса и аналогично снимают фаску с другой стороны отверстия.
Технические характеристики станка для снятия фасок ФС 2 приведены в табл. 11.2. Изготовитель станка — ОАО «Калугатрансмаш».
206
Таблица 11.2
Технические характеристики станка для снятия фасок ФС 2
Электродвигатель. кВт 0.4
Напряжение, В 220
Частота. Гц 50
Род тока Т рехфазный
Тип обрабатываемых рельсов Р75. Р65 и Р50
Режущий инструмент Зенковка со сменными стандартными многогранными твердосплавными режущими пластинами, крепящимися винтами
Тип пластины SDCW 0903 APTN твердосплавная МР 4
Количество пластин на одну зенковку, шт. 3
Размер снимаемой фаски, мм (1.5...2) х 45°
Время снятия фаски, с 5
Габаритные размеры, м 0.54x0.21x0.31
Масса, кг 15
11.9.2. Устройство для снятия фасок ФС 1
Устройство для снятия фасок ФС 1 (рис. 11.33, 11.34) предназначено для снятия фасок в болтовых отверстиях объемно-закаленных и незакаленных рельсов типов Р50, Р65, Р75. Обе фаски снимаются одновременно с двух сторон болтового отверстия. Устройство ФС 1 решает проблему упрочнения ранее просверленных болтовых отверстий рельсов, как лежащих в пути, так и подготовляемых к укладке.
Устройство представляет собой несложную портативную конструкцию, режущими инструментами которой являются две конические зенковки, перемещающиеся навстречу одна другой с помощью ручного привода. Используют зенковки со сменными стандартными многогранными твердосплавными режущими пластинами, крепящимися винтами. Устройство обслуживается одним человеком. Оно предназначено прежде всего для применения в полевых условиях, однако может быть использовано в стационарных условиях рельсосварочных поездов. путевых машинных станций и т. д.
Устройство (см. рис. 11.33) состоит из кронштейна 4 с откидной планкой 8, которые соединяются через рычаги 3 и 7 с ручками 5 и 6. Эти ручки через храповые колеса 1 и 10, оправки 12, 7 7 передают винтовое движение зенковкам 14,16. Устройство имеет ограничители 2 и 13 размеров фаски, положение которых относительно зенковок регулируют с помощью гаек 11, 18. Пружина 20 служит для регулирования силы прижатия зенковок к рельсу. Устройство закрепляют в отверстии рельса вращением маховика 9, а открепляют — вращением маховика 19. На рис. 11.33 75 — винт.
Технические характеристики устройства для снятия фасок ФС 1 приведены в табл. 11.3. Изготовитель устройства — ОАО «Калугатрансмаш».
Таблица 11.3
Технические характеристики устройства для снятия фасок ФС 1
Привод Ручной
Тип обрабатываемых рельсов Р75. Р65 и Р50
Режущий инструмент Две конические зенковки, изготовленные целиком из инструментальной стали или со сменными стандартными многогранными твердосплавными режущими пластинами, крепящимися винтами
Тип пластин WCMN 06Т308 твердосплавная S45
Количество пластин на 1 зенковку, шт. 4
Размер снимаемой фаски, мм (1.5...2) х 45°
Подача средняя, об/мин 0.25
Сила на ручке. Н 98
Время снятия фасок с двух сторон, мин 1
Габаритные размеры, м 0.24x0.14x0.47
Масса, кг 5
207
20 19 18 17 16 15 14 13 12
235
Рис. 11.33. Устройство для снятия фасок ФС 1
11.10. Эксплуатация и обслуживание рельсосверлильных и фаскосъемных станков
Рельсосверлильные станки СТР 1, СТР 2 и СТР 3 имеют много общих конструктивных элементов и относятся к станкам-автоматам. Устройство их весьма сложно, поэтому к работе с ними, а также с фаскосъемными станками допускаются монтеры пути, прошедшие производственное обучение, хорошо знающие конструкцию станка, имеющие практический навык в работе и квалификационную груйпу по технике безопасности не ниже II. При подготовке станка к работе следует убедиться, что он имеет инвентарный номер, прошел в полном объеме необходимое техническое обслуживание и находится в исправном состоянии. Станок, полученный с завода-изготовителя, нужно расконсервировать. Для этого все поверхности, покрытые консервационными смазками, протирают обтирочным материалом, смоченным в уайт-спирите или бензине, затем, насухо вытирают.
Перед началом работы станка следует проверить:
• надежность затяжки резьбовых соединений;
• комплектность;
• исправность кабеля, кабельной вилки (внешним осмотром);
• исправность цепи заземления, надежность соединения заземляющего контакта кабельной вилки с корпусом станка;
• соответствие напряжения в сети паспортным данным станка.
Проверку заземления производят устройством, подводящим напряжение не более 12 В. Один контакт его соединяют с заземляющим контактом кабельной вилки, а другой — с корпусом станка. Заземляющая цепь считается исправной, если устройство показывает наличие тока.
Важным фактором с точки зрения электробезопасности является состояние изоляции обмотки электродвигателя. При проверке мегаомметром на 500 В переменного тока сопротивление изоляции в холодном состоянии должно быть не менее 100 МОм, в горячем — не менее
14-6706
209
2 МОм. Если электродвигатель подвергался разборке, его необходимо подвергнуть испытанию на электрическую прочность изоляции. Испытание проводят в ремонтных мастерских путем подвода синусоидального напряжения 1200 В частотой 50 Гц в течение 1 мин. Изоляция должна выдерживать это напряжение без повреждения.
При работе на станке нужно следить, чтобы не повредился кабель при перемещении вдоль рельсов.
Перед работой под нагрузкой следует проверить работу станка на холостом ходу. При этом необходимо проконтролировать направление вращения вала шпинделя: оно должно быть по часовой стрелке, если смотреть со стороны электродвигателя. Если шпиндель вращается в противоположную сторону или же прощелкивает предохранительная муфта, надо изменит,в направление вращения электродвигателя переключением двух концов токоподводящегр кабеля статорной обмотки.
Станок должен быть заправлен смазкой. Следует убедиться, что уровень смазки в редукторе соответствует уровню контрольной пробки.
Сверло в шпинделе устанавливают в соответствии с твердостью рельса. Для сверления незакаленных рельсов могут применяться сверла из быстрорежущей стали, для сверления закаленных рельсов — только специальные сверла. Для станков PCM 1М применяют мощные жесткие сверла с припаянными пластинами из твердого сплава 1475-75К10. Перед началом сверления шпиндель должен находиться в крайнем заднем положении. Если это не так, необходимо включить станок на холостом ходу и выполнить полный цикл до срабатывания конечного выключателя, что свидетельствует о готовности станка к сверлению отверстий.
Как правило, станки типа СТР устанавливают на рельс с помощью линейки и разметочного фиксатора. Если линейка и фиксатор отсутствуют, то можно установить станок на рельс по разметке через отверстие в упоре-захвате (отверстие предназначено для установки фиксатора). Установить станок на рельс можно также по расстоянию от торца рельса до плоскости шаблона с учетом того, что расстояние от этой плоскости до оси сверла для рельсов типа Р50 равно 60 мм, для рельсов типов Р65, Р75 — 96 мм. Рельсосверлильные станки PCM 1М и 1024 В устанавливают против размеченного места и закрепляют за подошву рельса поворотом ручки эксцентрика. После закрепления станка устанавливают сверло с втулкой в отверстие шпинделя и фиксируют с помощью втулки. Зазор между поверхностью шейки рельса и сверлом должен составлять 1 ...3 мм; регулировку производят втулкой.
Электродвигатель станков типа СТР включают нажатием кнопки «Пуск» на панели крыш-, ки (PCM 1М — пакетным выключателем) и держат ее во включенном состоянии 5... 10 с. Станок в автоматическом режиме просверливает отверстие, одновременно упрочняя его поверхность. После окончания операции сверло автоматически возвращается в исходное положение и электродвигатель отключается. При необходимости отключения станка в процессе сверления следует нажать кнопку «Стоп» на панели крышки станка или выключить пакетный выключатель.
Снятие фасок с двух сторон в только что просверленном отверстии рельса можно производить станками СТР 2 и СТР 3, не снимая их с рельса. Для этого необходимо собрать приспособление для снятия фасок, выдержав установочный размер, вставить фаскосъем-ник в отверстие шпинделя и зафиксировать втулкой, включить станок кнопкой «Пуск» и держать его во включенном состоянии 5... 10 с. После снятия фасок и отхода шпинделя назад станок отключается автоматически.
После окончания работы следует проверить целостность пластин приспособления для снятия фасок и сверла, убедиться, что в отверстии сверла отсутствуют стружка и сердечник из рельсовой стали, образующийся при сверлении. Одной режущей кромкой неперетачиваемой твердосплавной пластины сверла можно просверлить до 20 отверстий в рельсе. При затуплении или выкрашивании режущих граней пластины нужно перевернуть пластину в гнезде корпуса сверла следующей острой гранью для резания или заменить. Для поворота или замены пластины необходимо:
210
• очистить поверхность сверла от стружки и металлической пыли;
• отвернуть винт, крепящий пластину к корпусу сверла;
• повернуть или заменить пластину, после чего завернуть винт до упора.
Замену или поворот выполняют при нахождении пластины в холодном состоянии. Перед началом сверления надо периодически проверять затяжку винтов, крепящих пластины к корпусу сверла. Ослабление винтов приводит к поломке пластин. При сверлении отверстий в рельсе с помощью твердосплавных сверл категорически запрещается использовать в качестве охлаждающей жидкости воду, так как возможно появление микротрещин в твердосплавных пластинах. По этой же причине следует избегать сверления рельсов твердосплавными сверлами во время атмосферных осадков.
Чтобы установить станок типа СТР для сверления следующего отверстия, необходимо:
• вращая рукоятку, отвернуть крепящий винт и фиксатор, штангу повернуть так, чтобы фиксатор встал в следующее отверстие штанги;
• передвинуть станок вдоль рельса до соприкосновения упора линейки с торцом рельса;
• зафиксировать станок на рельсе, как было указано выше.
Для снятия станка с рельса необходимо:
• вращая рукоятку против часовой стрелки, отвернуть крепящий винт;
• отодвинуть влево корпус прижима вместе с рукояткой так, чтобы шаблоны вышли из контакта с рельсом;
• отодвинуть станок вместе с шаблонами вправо и вверх, после чего снять с рельса.
Если во время сверления сверло застопорилось, необходимо немедленно отключить электродвигатель и вывести сверло из отверстия. У станка PCM 1М следует рукоятку ускоренной подачи перевести из нейтрального положения в сторону обратного хода. После очистки или замены сверла работу можно продолжить.
Перед началом работ по снятию фасок фаскосъемным станком нужно произвести его настройку. Размер фаски следует регулировать упором (для увеличения фаски вращать упор по часовой стрелке, для уменьшения — против часовой стрелки). После установки станка ФС 2 на рельс типа Р65 с просверленным отверстием диаметром (36±0,5) мм необходимо:
• проверить размер^(см. рис. 11.31); рычаг рукоятки /Одолжен надежно удерживаться в нижнем положении;
• проверить размер В; при необходимости отрегулировать вращением гайки 25, после чего зафиксировать гайкой 26.
При затуплении или выкрашивании режущих граней зенковки надо перевернуть пластины 23 в гнезде зенковки следующей острой гранью или заменить их. Для поворота или замены пластин следует:
• очистить поверхность зенковки от стружки и металлической пыли;
• отвернуть винт, крепящий пластину к корпусу зенковки;
• повернуть или заменить пластины;
• завернуть винт.
Для бесперебойной работы станков нужно своевременно смазывать все их трущиеся части (табл. 11.4). Здесь и далее приведено старое, привычное обозначение некоторых марок трансмиссионных масел и пластичных смазочных материалов.
По новому ГОСТ 17479.2—85 обозначение трансмиссионных масел состоит из трех групп знаков. Первая группа — буквы ТМ (трансмиссионное масло). Вторая группа цифрами указывает на принадлежность масла к определенной группе (всего их пять) масел по эксплуатационным свойствам. Третья — обозначается (9,12,18 и 34) цифрами, характеризующими класс вязкости. По эксплуатационным свойствам к первой группе отнесены ТМ для смазки зубчатых передач (цилиндрических, конических и червячных), работающих при контактных напряжениях <эн от 900 до 1600 МПа и температуре масла tu до 90 °C. Ко второй группе — те же масла, но с противоизносными присадками, предназначенные Для работы с упомянутыми передачами с <эн 2100 МПа и гм й 130 °C. К третьей группе — ТМ с противозадирными присадками умерен
211
ной эффективности для смазки тех же передач (в том числе конических с круговым зубом), а также гипоидных передач при работе с s 2500 МПа и s 150 °C. В четвертую группу включены ТМ с противозадирными присадками высокой эффективности для смазки тех же передач, что и ТМ третьей группы, но работающих с«н s 3000 МПа. И наконец, в пятую группу входят ТМ с противозадирными присадками высокой эффективности и многофункционального действия, а также универсальные ТМ для смазки гипоидных передач, работающих с ударными нагрузками при ан й 3000 МПа и гм =s 150 °C. ТМ с кинематической вязкостью (при г = 100 °C) от 6 до 9 мм2/с отнесены к 9-му классу, от 11 до 13 — к 12-му, от 14 до 24 — к 18-му и от 25 до 41 — к 34-му. Так, например, трансмиссионное масло, обозначаемое по-старому как ТСп-10, имеет новое обозначение ТМ-3-9, а ТАП-15 В — ТМ-3-18.
Обозначение пластичных смазочных материалов по ГОСТ 23258—78 состриг из пяти групп буквенных и цифровых знаков. Первая обозначает группу или подгруппу смазочных материалов, вторая — загуститель, третья — условный температурный интервал применения, четвертая — дисперсионную среду, а пятая — консистенцию смазочного материала. Пластичные смазочные материалы по-новому обозначают, например, так: СКа 2/8-2. Буква С обозначает смазочный материал общего назначения, используемый при обычных температурах, Ка — загущена кальциевым мылом, 2/8 — предназначена для применения при температурах от -20 до +80 °C, четвертый индекс о дисперсионной среде отсутствует в связи тем, что смазочный материал приготовлен на нефтяном масле; 2 — пенетрация (показатель консистенции) 265...295.
Следует пользоваться только рекомендованными сверлами, правильно заточенными на заточном станке. Неправильно заточенное сверло вызывает чрезмерное биение и ускоряет износ рельсосверлильного станка, приводит к поломке сверл.
Техническое обслуживание станков предусматривает их очистку от загрязнений после работы, протирку кабеля и подтяжку всех резьбовых соединений. Периодическую проверку станка следует проводить не реже 1 раза в 6 мес. Периодическая проверка должна включать:
• внешний осмотр и очистку;
• проверку работы на холостом ходу в течение 5 мин;
• измерение сопротивления изоляции;
• проверку исправности цепи заземления;
• проверку точности размещения станка на рельсе в продольном направлении [например, для СТР 3 размер Е (см. рис. 11.20) при установке фиксатора 14 в первое отверстие штанги 76 на рельсе типа Р65 должен составлять (96±0,8) мм, во второе —(316±0,8) мм, в третье— (446±0,8) мм. На рельсе Р50 размер Е при установке фиксатора в первое отверстие должен быть (66±0,8) мм, во второе — (216±0,8) мм, в третье — (356±0,8) мм. Размер Е проверяют при установке линейки как с левой, так и с правой стороны станка];
• проверку работы микровыключателя, который должен обеспечивать отключение станка при возврате шпинделя в исходное положение и включение при нажатии в течение не более 5 с на кнопку «Пуск» на панели крышки [регулировку положения микровыключателя следует производить при крайнем заднем (исходном) положении вала шпинделя; микровыключатель перемещают в сторону пластины до срабатывания контактов и закрепляют винтом].
При разборке станка отсоединяют его от рамы, сливают масло из редуктора, затем разбирают электродвигатель, проверяют состояние кабеля, кабельных вилок и выключателей. После разборки детали и подшипники промывают в керосине, протирают и продувают сжатым воздухом насухо. Изношенные детали заменяют новыми из запасных частей. Статор электродвигателя при увлажненной или замасленной обмотке протирают тряпкой, слегка смоченной в бензине, и сушат в вентилируемой печи при температуре 70...90 °C. После просушки сопротивление изоляции обмотки статора по отношению к корпусу должно быть в горячем состоянии не менее 2 МОм.
Возможные неисправности рельсосверлильных и фаскосъемных станков и способы их устранения указаны в табл. 11.5
212
Таблица 11.4
Информация о смазке рельсосверлильных и фаскосъемных станков
Место смазки Марка смазки Периодичность смазки Способ смазки
1 2 3 4
СТР 1. СТР 2. СТР 3
Шарикоподшипники электродвигателя ЦИАТИМ 201, ГОСТ 6267—74 1 раз в 6 мес. Разобрать станок, промыть подшипники и заменить смазку
Редуктора зубчатые колеса Млело АКп 10, ТУ 38.001.280—76 То же Заменить смазку в редукторе
РСМ 1М
Шарикоподшипники ЦИАТИМ 201. ГОСТ 6267—74 1 раз в 3 мес. При разборке мотор-редуктора промыть подшипники и заменить смазку
Выталкиватель и войлочный сальник То же По надобности При разборке пропитать сальник и смазать выталкиватель
Винтовой зажим То же Ежедневно Смазать винтовую часть
Редуктор,зубчатые колеса Масло Кс 19 ГОСТ 9243—75 » Картерная смазка; проверить уровень смазки
Редуктор,зубчатые колеса То же 1 раз в 3 мес. Заменить смазку
1024 В
Шарикоподшипники Смазка 1—13 жировая, ОСТ 38.01.145—80 1 раз в 3 мес. При разборке мотор-редуктора промыть подшипники и заменить смазку
Передняя втулка шпинделя То же По надобности Заполнить масленку и подать смазку поворотом колпачка
Эксцентрик зажима То же 1 раз в мес. Разобрать, промыть и смазать свежей смазкой
Редуктор,зубчатые колеса, задняя втулка шпинделя Масло автотракторное АКп 10, ТУ 38.001.280-76 Ежедневно Картерная смазка; проверить уровень смазки
Редуктор,зубчатые колеса, задняя втулка шпинделя То же 1 раз в 3 мес. При разборке мотор-редуктора заменить смазку
Направляющие штанги Масло индустриальное И ЗОА Ежедневно Смазать направляющие штанги из масленки
Винт механизма подачи То же » Смазать винт из масленки
ФС2
Зубчатые колеса редуктора, подшипники скольжения ЦИАТИМ 201, ГОСТ 6267—74 1 раз в 3 мес. При разборке редуктора заменить смазку
Шпиндель редуктора Масло индустриальное И ЗОА 1 раз в 3 дня Залить масло в корпус редуктора
ФС 1
Шарниры кронштейна, рычагов, собачек храпового механизма, храповиков ЦИАТИМ 201, ГОСТ 6267—74 Ежедневно Нанести смазку на поверхность
Храповой механизм. резьбы винтов и гаек, внутренние поверхности ограничителей То же 1 раз в 3 дня То же
213
Примечания:
1. Вместо смазки 1—13 жировой можно использовать смазки Retinax П Nerita grease № 3, Retinax А. Alvania grease № 2. 3, Mil-G-10924C, Mil-G-2108; вместо масла автотракторного — Tellusoil 69, Witreaoil 71, Mil-L-21048; вместо масла индустриального — Vitreaoii 29. Vitreaoil 31, Turbooil 29.
2. Смазочные масла, не указанные в таблице, могут применяться только после официального подтверждения их пригодности заводом-изготовителем.
3. При эксплуатации станка при температуре ниже-25 °C применять трансмиссионные масла ТС 10 с присадкой ОТП (ГОСТ 23652—79) и ТАД 17И (ГОСТ 23652—79).
Таблица /7,5
Возможные неисправности рельсосверлильных и фаскосъемных станков и способы их устранения
Неисправность Причина неисправности Способ устранения
1 2 3
При включении вал электродвигателя не вращается Нет напряжения в сети Проверить контрольной лампочкой и восстановить напряжение
Сняты или сгорели предохранители Заменить предохранители
Неисправен переключатель Отправить в ремонт
Нет контакта между штырями кабельной вилки и гнездами розеток Расширить паз у штырей кабельной вилки
При включении кабельной вилки предохранитель пе-регорает Короткое замыкание в переключателе. кабеле и обмотке Отправить в ремонт
Пробой по изоляционной колодочке кабельной вилки из-за замасливания и загрязнения Очистить кабельную вилку от масла и грязи
При включении электродвигатель гудит, а вал не вращается или вращается медленно Нет контакта на одной из фаз переключателя или кабельной вилки Проверить контакты
Неисправен один из предохранителей Заменить предохранитель
Произошел обрыв фазы Отправить в ремонт
Корпус попадает под напряжение Произошло замыкание токоведущих частей на корпус Найти и изолировать место замыкания, при необходимости отправить в ремонт
Электродвигатель сильно перегревается Перегрузка электродвигателя Уменьшить нагрузку
Увлажнена обмотка статора Просушить статор
Межвитковое замыкание обмотки статора Отправить в ремонт
Переключатель искрит и периодически не работает Ослабли изоляторы переключателя и соскочила переключающая пружина с фиксирующих выступов крышки Перебрать переключатель и в случае выхода из строя контактных пластин или изоляторов заменить их новыми
Перегревается редуктор Задир оси блока зубчатых колес или шпинделя Отправить в ремонт
Недостаточно смазки или смазка загрязнена Промыть редуктор и заполнить свежей смазкой
Перегрузка редуктора Уменьшить подачу
Сверло режет плохо Неправильная заточка режущих кромок сверла Правильно заточить сверло
Недостаточная подача охлаждающей жидкости Увеличить подачу жидкости
Сверло заедает Выкрашивание сверла Заменить или заточить сверло
Сверло забито стружкой Вывести сверло, остановить двигатель и очистить сверло
Велика подача сверла Уменьшить подачу
При вращении трещоточным ключом подача редуктора с двигателем по направляющим затруднена Отсутствует смазка на направляющих штангах Смазать штанги
Задир направляющих штанг Отполировать места задира и смазать штанги
214
Продолжение таблицы 11.5
Неисправность Причина неисправности Способ устранения
1 2 3
Трещоточный ключ проскакивает, не подавая сверло Износились или выкрошились собачки или зубья храпового колеса Разобрать трещоточный ключ и заменить изношенные детали
При установке станка на рельс эксцентрик не зажи-мает подошву рельса Сторона упора не соответствует типу рельса Повернуть упор стороной, соответствующей типу рельса
Эксцентрик установлен в отверстие. не соответствующее типу рельса Установить эксцентрик в отверстие, соответствующее типу рельса
При вращении трещоточным ключом в направлении подачи редуктор с двигателем перемещается в обратном направлении Собачка трещоточного ключа установлена неправильно Переставить собачку
При сверлении отверстия срабатывает предохранительная муфта Сверление производится затупленным сверлом или сверлом, у которого повреждена режущая кромка неперетачиваемой твердосплавной пластины Заменить сверло
Сверление производится при переднем крайнем положении вала шпинделя Установить мотор-редуктор на штангах рамы в требуемое положение
Нарушен режим резания (рельс повышенной твердости сверлится быстрорежущим сверлом) Заменить сверло
Зенковка вращается, но не снимает фаску Затупление или поломка пластинки Заменить пластинки
Нарушена регулировка пружины Затянуть пружину до начала снятия фасок, не перегружая двигатель
Самопроизвольно открывается рукоятка 10 (см. рис. 11.31) Не выдержан размер Б (см. рис. 11.31) Отрегулировать размер Б (см. рис. 11.31)
Недостаточна сила зажима изделия Нет зазора В (см. рис. 11.31) Отрегулировать зазор В = (3+1) мм
Вопросы для повторения
1. Какие операции выполняют рельсосверлильные и фаскосъемные станки?
2. Какой режущий инструмент используют на рельсосверлильных и фаскосъемных станках?
3. От чего зависит эффективность работы рельсосверлильных станков?
4. Из каких основных частей состоят рельсосверлильные станки?
5. Как устроены механизмы подачи режущих инструментов станков?
6. Каким образом работают предохранительные муфты рельсосверлильных станков?
7. Как производят переналадку и установку станков на другой тип рельса?
8. Как переставляют станки для обработки соседнего отверстия?
9. Каковы основные возможные неисправности станков?
10. В чем заключается отличие сверления отверстий обычными сверлами из инструментальных сталей и твердосплавными сверлами?
11. Для чего нужно упрочнять отверстия в рельсах и снимать у них фаски?
215
Глава 12. РЕЛЬСОРЕЗНЫЕ СТАНКИ
12.1. Общие сведения
Рельсорезные станки — один из широко распространенных видов МПИ, применяемых на ремонтно-путевых работах. Давно используемые ножовочные рельсорезные станки с избирательным гидроприжимом хорошо зарекомендовали себя при резании незакаленных рельсов. В то же время использование этих станков при резании объемно-закаленных рельсов не очень эффективно из-за высокой твердости рельсового металла, приближающейся к твердости машинных ножовочных полотен. Повысить производительность при обеспечении качественного резания закаленных рельсов удалось, применив абразивный способ. Внедрение резания рельсов абразивными кругами сдерживалось из-за отсутствия режущего инструмента нужного качества. При многочисленных попытках использовать серийно выпускаемые абразивные круги неизбежно сталкивались с сильным нагревом металла рельса в зоне резания; в нем происходила перекристаллизация, образовывались хрупкие закалочные структуры, приводящие к возникновению трещин. Поверхность среза приобретала ярко выраженный темно-синий цвет. В настоящее время промышленность освоила новые абразивные отрезные круги (приложение 2), предназначенные специально для резания железнодорожных рельсов и позволяющие резать любые рельсы, обеспечивая все требования, предъявляемые к структуре металла рельса и геометрическим параметрам среза. Эти круги, армированные сеткой из стекловолокна, обладают повышенной механической прочностью, что исключает их разрушение при резании рельсов даже при скорости 80 м/с. На рельсорезных станках РМК, РР 80 и РА 2 применяют абразивные круги Лужского завода, стоимость которых в 3 раза ниже стоимости зарубежных кругов, используемых на рельсорезных станках инофирм, при одинаковой стойкости. Технические характеристики рельсорезных станков приведены в табл. 12.1. Изготовитель станков — ОАО «Калугатрансмаш».
Таблица 12<1
Технические характеристики рельсорезных станков
Показатель Тип станка
РМК РР 80 РА 2 РМ 5ГМ
1 2 3 4 5
Отличительные особенности станка Абразивно-отрезной, позволяет выбирать предпочтительную схему резания Абразивноотрезной, с жесткой схемой резания Ножовочный, с избирательным гидроприжимом
Предназначен для резки рельсов Всех типов, включая объемно-закаленные
Возможность поворота устройства вокруг рельса для дорезания без переустановки Используется с первого разреза Используется по мере необходимости, не с первого разреза Не имеется
Инструмент Отрезной круг 0300x3x32 мм 80 м/с Отрезной круг 0400x4x32 мм 80 м/с Отрезной круг 0400x4x32 мм 80 м/с Ножовочное полотно размером 400 и 450 мм
Стойкость инструмента. разрезов 4 4 3 5
216
Продолжение таблицы 12.1
Показатель Тип станка
РМК РР8О РА 2 РМ 5 ГМ
1 2 3 4 5
Время резания рельса Р65, мин 5 2 1 11
Номинальная частота вращения шпинделя, мин’1 3830 3870 3820 —
Тип двигателя Одноцилиндровый Двухтактный бензодвигатель с принудительным воздушным охлаждением и центробежной фрикционной муфтой Урал 2Т Электрон Одноцилиндровый двухтактный бензодвигатель с принудительным воздушным охлаждением и центробежной фрикционной муфтой Stihl TS 760 Трехфазный асинхронный электродвигатель, 220/380 В, 50 Гц Трехфазный асинхронный электродвигатель, 220 В, 50 Гц
Мощность, кВт/л.с. 3.7/5 после 25-часовой приработки в эксплуатации 4,8/6,5 после 5— 15 заправок бака 5,5 1.5
Частота вращения вала двигателя при максимальной мощности. МИН’1 6200 6200 3820 1490
Объем топливного бака, л 1,6 1,2 — —
Топливо Смесь из бензина и моторного масла — —
Бензин А 72 или неэтилированный А 76 Бензин с минимальным октановым числом 90 — —
Масло Моторное универсальное М 8В Stihl — моторное для двухтактных двигателей — —
Соотношение по объему бёнЗина и масла 2:1 после обкатки, 15:1 на период обкатки 50:1 для Stihl -масла, 25:1 для других качественных моторных масел для двухтактных двигателей классификации ТС
Магнето Бесконтактное МБ 1 Бесконтактное — —
Свеча зажигания А ЮН с резьбой ввертываемой части М 14x1,25 Boseh WSR 6 F или NGKBPMR 7 А с резьбой ввертываемой части М 14x1,25, длиной 9.5 мм
Карбюратор Беспоплавковый мембранный со встроенным топливным насосом КМП 100У Беспоплавковый мембранный со встроенным топливным насосом
217
Окончание таблицы 12.1
Показатель Тип станка
РМК РР 80 РА 2 РМ 5ГМ
1 2 3 4 5
Воздушный фильтр Сетчаз ый Имеет три ступени: фильтр грубой очистки, главный фильтр (бумажный фильтровальный патрон)и флоки-рованный дополнительный фильтр
Габаритные размеры. м 0,825x0.62x0,68 0,74x0,735x0,515 1,055x0,6x1.03 (без тележки) 1,465x0,505x0,46
Масса, кг 35 31 83(без тележки) 90
12.2. Инструмент для рельсорезных станков
12.2.1. Абразивные круги
При ремонтах железнодорожного пути для резания рельсов, их шлифования и зачистки применяют абразивный инструмент в виде отрезных и шлифовальных кругов. В руководстве по эксплуатации МПИ приводится рекомендуемый перечень абразивного инструмента, которым следует пользоваться при проведении рабочих операций. Подбор абразивного инструмента производится на основании проведенных научно-исследовательских работ, а также опыта эксплуатации МПИ.
Абразивный инструмент состоит из мелких абразивных зерен, соединенных между собой специальным цементирующим веществом. Наиболее распространенной является керамическая связка, представляющая собой смесь огнеупорной глины со шпатом и каолином. Для отрезных кругов (дисков) применяются вулканитовая (на основе каучука) и бакелитовая (на основе искусственных смол) связки. Они обеспечивают большую прочность и эластичность отрезных кругов, однако плохо отводят тепло и быстро нагреваются при работе,
Состав цементирующего вещества определяет твердость круга, под которой понимают не твердость абразивных зерен, а сопротивляемость связки вырыванию зерен с поверхности круга под влиянием внешних сил. Такая сопротивляемость очень важна прежде всего при абразивном резании рельсов тяжелого типа. По твердости абразивный инструмент подразделяют на мягкий (градации Ml, М2, М3), среднемягкий (СМ1, СМ2), средний (Cl, С2), среднетвердый (СТ1, СТ2, СТЗ), твердый (Tl, Т2), весьма твердый (ВТ2, ВТ2) и чрезвычайно твердый (ЧТ1, ЧТ2).
Режущие свойства абразивного инструмента во многом определяются величиной зерен основы абразивного материала — зернистостью. Применяются шлифовальные зерна со следующими номерами зернистости: 10,12,14,16,20, 24, 30, 36,46,54, 60, 70, 80 и 90. Номер соответствует размеру ячейки сетки сита (в микронах), через которую проходит зерно. Для обдирочных работ применяют крупнозернистые круги (номера от 12 до 36). Отрезные круги для резания рельсов, как правило, изготовляют с заранее заданной структурой, с применением специальных присадок. Повышение их прочности достигается за счет армирующей сетки из стекловолокна.
Эксплуатационные показатели кругов зависят от микрогеометрии торцевых поверхностей. Если формование круга производилось в пресс-форме с гладкими плитами, соприкосновение режущих торцевых частей круга с разрезаемым металлом вызывает возрастание потребляемой мощности на 100 %, повышаются нагрев круга и поджоги разрезаемого материала. Круги для резания рельсов имеют выступающие из связки зерна, что снижает мощность, идущую на
218
трение и разогрев круга. Установленный срок хранения отрезных кругов на бакелитовой связке — 6 мес , на вулканитовой — 12 мес.
Рекомендуется использовать абразивные диски с наружными диаметрами 400 мм (для станков РА 2 и РР 80) и 300 мм (для станка РМК), толщиной 4 мм (для станков РА 2 и РР 80) и 3 мм (для станка РМК), с диаметром посадочного отверстия 32 мм, изготовленные из нормального электрокорунда марки 14 А, зернистостью 50...80 Н со звуковым индексом 35...39, на бакелитовой связке Б с упрочняющими элементами У с рабочей скоростью 80 м/с, 2-го класса неуравновешенности, имеющие следующие обозначения:
400x4x32 14А 80Н 35-39 БУ 80 м/с 2 кл. (для станков РА 2 и РР 80);
300x3x32 14А 50Н 35-39 БУ 80 м/с 2 кл. (для станка РМК).
Круги должны иметь маркировку «Для резки железнодорожных рельсов».
12.2.2. Ножовочные полотна
Распиливание незакаленных рельсов и других металлических изделий осуществляют ма-
шинными ножовочными полотнами (рис. 12.1) длиной / 400 или 450 мм, толщиной (без учета
развода) Н 1,6 или 2 мм, с шагом зубьев р 4 или 6,3 мм, высотой b 32 или 40 мм (например.
32x400x4,40x400x4 или 40x450x6,3 ГОСТ 6645—68). Расстояние до оси крепежных отверстий с
11 или 12 мм, диаметр последних <77 или 8 мм. Полотна имеют разводку (приблизительно по 0.5 мм на каждую сторону, hp~ Н + 2-0,5) по каждому зубу или через зуб либо двух смежных зубьев через один зуб. Радиус выкружки R * 1...2 мм, радиус вершины зуба р s 0,1 мм, передний уголу = 0°, задний угола = 40°, угол заострения (3 = 50°. Полотна изготовляют из инструментальных сталей марки Р8 или Р19, Р6М5 и др. и закаливают до 45 HRC, а в зоне зубьев — до 61 ...64 HRC. Для полотен важ
Рис. 12.1. Полотно ножовочное машинное
ны высокое качество материала, острота зубьев и прямолинейность тела.
12.3. Взаимодействие инструмента станка с рельсом
12.3.1. Резание рельсов абразивными кругами
Процесс резания осуществляют путем удаления с рельса мелких стружек металла неопределенных размеров при быстром вращении тонкого абразивного круга (диска) толщиной В и заглублении его (подаче) в рельс по мере снятия стружки (рис. 12.2). Этот процесс относится к резанию инструментом с геометрически неопределенной режущей кромкой, так как диск состоит из большого количества абразивных зерен неправильной формы с переменными углами резания. В массиве диска (его связке) зерна расположены также произвольно, поэтому режущая кромка имеет прерывистый характер. Режущие свойства диска постоянно теряются и восстанавливаются из-за интенсивного выкрашивания зерен и образования новых режущих кромок. С рельсом одновременно взаимодействует большое количество таких кромок, и резание осуществляется непрерывно при весьма большой частоте вращения п, об/мин, диска и окружной скорости т, м/с, в зоне взаимодействия. При большой скорости резания резко снижаются удельные силы резания и, следовательно, уменьшаются деформации, повышаются точности среза и производительность (если одновременно со скоростью увеличивается и подача), сводится к минимуму нагрев диска и рельса (основное количество тепла отводится со стружкой), повышается
219
Рис. 12.2. Расчетная схема резания рельса абразивным диском
качество поверхности среза. Поэтому резать рельсы абразивными дисками надо на наибольших допустимых по прочности диска скоростях. Эти скорости указаны на торце (боковой поверхности) диска. В настоящее время отечественные абразивные заводы (Лужский и др.) выпускают диски с наибольшей скоростью 80 м/с.
При малых силах подачи Fn резание носит характер соскабливания металла с рельса зернами; при этом возникают большие силы трения и значительное тепловыделение. С ростом силы подачи до некоторой величины абразивные зерна разрушаются интенсивнее, диск самозатачивается, толщина стружки увеличивается и тепловыделение снижается. Однако с последующим ростом силы подачи разрушение зерен приобретает излишне быстрый характер, тепловыделение увеличивается, что приводит к дефектам среза, возрастает необходимая мощность.
Рекомендуются следующие силы подачи, Н, диска:
для обеспечения наибольшей производительности
Fnn = (3 ±1)‘106/>рВ,
где Ьр — ширина разрезаемой части рельса, м; для наибольшей долговечности диска
FnT = (0,5 ±0,05)- 106Z>pB;
для наименьшей стоимости разреза Fn3 = (0,52 ±0,05)-106/>рВ.
Следует иметь в виду, что уже при силе подачи = (1 ± 0,5) • 10 ЬрВ тепловыделение будет большим и может привести к дефектам среза. Поэтому если рельс режется маломощным станком дольше (45± 15) с, то необходимо периодически смещать диск относительно рельса в плоскости резания, снижая тем самым нагрев рельса. В первые и последние 5... 15 с работы, т. е. при врезании диска под углом в головку рельса и при выходе его из подошвы, рекомендуется, если есть возможность, давить на рельс силой 75... 160 Н (для станка РМК с диаметром диска D = о,3м — 75...120 Н, для РР 80 сZ) = 0,35 м —85... 140 Н, для РА 2 cD = 0,4 м — 100... 160 Н). При этом диск желательно смещать в плоскости резания на ±0,05 м с частотой порядка 1 Гц. При резании остальных частей рельса давить на него рекомендуется силой 150..,200 Н (для РМК — 150 Н, для РР 80 — 175 Н и для РА 2 — 200 Н), а диск смещать на большую величину [±(0,06...0,07) м] с меньшей частотой («0,5 Гц). В экстренных случаях, когда разрез надо произвести как можно быстрее, давить на рельс надо сильнее, перегружая (насколько это возможно)
двигатель так, как это позволяет прочность диска.
На процесс абразивного резания очень сильно влияют материал абразивных зерен, их размеры, связка диска, твердость, пористость, специальные добавки и многие другие характеристики диска. Рекомендуется использовать абразивные диски Лужского и других абразивных заводов, армированные сеткой из стекловолокна, с шероховатыми боковыми поверхностями, со специальными добавками в бакелитовую связку. Такие диски охлаждать нельзя.
Момент сил сопротивления вращению диска, Н м:
Тс = (0.8 ±0,2)Fn-0,5.0(75 ±25)/г;
220
мощность двигателя, Вт:
Рд — Гсо)/1]О
(при D = 0,3 м и В = 3 мм Рд » 11 кВт; при D = 0,4 м и В = 4 мм Рд » 16 кВт);
производительность, м3/с,
П = Гп109-60/Кр,
где К — режущая способность абразивного диска, с-Н/м3; при г = 40 м/с, К ~ 190...250, при г = 80 м/с Ар»260...280;
продолжительность разреза, с:
/j s ЛрВ/П,
где Лр — площадь поперечного сечения рельса, м2;
затраты энергии на разрез, Дж:
W = Рд/1;
объемный износ диска за один разрез, м3:
Ии1 = ЯрВ/ТСщ,
где Кш — коэффициент шлифования диска (Кш 0.93±2);
количество разрезов, которое можно выполнить одним диском:
6/s0,25n(Df-D“)/KH1,
где £>] и £>q — наибольший (начальный) и минимально допустимый диаметры диска, м; скорость подачи (средняя), м/с:
’’п = Hlti
(для небольших потерь энергии на трение диска, прижогов и выгорания связки Гп > (5...20)10~3 м/с).
12.3.2. Распиливание рельсов ножовочными полотнами
Процесс распиливания осуществляют путем удаления с рельса достаточно крупных стружек металла фиксированной ширины Лр и неопределенной толщины б при периодическом возвратно-поступательном перемещении поперек рельса ножовочного полотна ограниченной длины / с косыми зубьями и заглублении его (подаче) в рельс по мере снятия стружки (рис. 12.3). Теоретически толщина стружки, снимаемой каждым зубом, может соответствовать его высоте /?3. На практике же б намного меньше этой высоты и процесс резания рельсов ножовочными по-лотнамзгмалопроизводителен. Однако простота и дешевизна ножовочных полотен и соответствующих станков обусловливают применение этого способа до сих пор.
Процесс резания рельсов ножовочными полотнами затруднительно описать точными математическими зависимостями, из-за того что полотно является инструментом с непостоянными параметрами режущих зубьев (радиусы закругления вершин, углы, развод и др.). При этом большинство параметров в процессе работы быстро изменяется в худшую сторону — зубья затупляются, форма их искажается, развод уменьшается и т. д. Кроме того, поскольку у распиливаемого рельса головка, шейка и подошва существенно различаются по ширине, зубья давят на них с разной силой (при одной и той же силе подачи полотна). На относительно тонкой шейке рельса условия работы нескольких взаимодействующих с ней зубьев очень сложны, взаимодействие может иметь ударный характер, приводящий к быстрому затуплению зубьев. Малая ширина пропила при распиливании широкой головки или подошвы из-за деформаций нежесткого, слабо натянутого полотна, податливости деталей станка и люфтов в его соединениях часто приводит к большому трению о стенки пропила,остановке процесса или поломке полотна. Указанные неблагоприятные явления усиливаются по мере повышения твердости рельса. Большое значение имеет и качество материала полотна.
221
Рис. 12.3. Расчетная схема распиливания рельса ножовочным полотном
для наибольшей производительности:
Поэтому нормальное протекание процесса возможно лишь при использовании высококачественных ножовочных полотен с острыми, правильно разведенными зубьями, на станках жесткой конструкции с минимальными зазорами в сочленениях, с использованием системы подачи полотна, изменяющей силу подачи прямо пропорционально толщине распиливаемого участка рельса. Процесс сопровождается выделением тепла, которое необходимо отводить с помощью смазочно-охлаждающей жидкости. Многие параметры и характеристики процесса ножовочного распиливания изменчивы, поэтому в расчет целесообразно брать их некоторые средние значения, обозначаемые нижним индексом «с».
Силу подачи Гп реализуют либо пригру-зами с использованием рычага второго рода (станок РМ 3), либо специальными системами, например, рычажно-гидравлическим устройством с переменной Fn = f(b ), где b — ширина рельса (станки РМ 5Г и РМ 5ГМ).Эта сила ограничивается жесткостью деталей станка, мощностью его двигателя и прочностью полотна и его зубьев. В существующих отечественныхстанках£п« 400... 1000 Н. Сила подачи влияет на производительность процесса, долговечность полотна и стоимость операции. Рекомендуются следующие силы подачи, Н, полотна:
Fncn = (55 ± 5)tfTZ>p103;
для наибольшего периода стойкости (долговечности) полотна:
Гпст = (20±ЗХт6о103;
для наименьших затрат на операцию:
Гпсэ=(30±3)/Ст6р103;
где Л"т — коэффициент, учитывающий твердость материала рельса, К,. = НВр / (255±5).
Среднюю скорость движения полотна, м/с, во время рабочего хода рекомендуют следующую: для обеспечения наибольшей производительности:
гсп = (0,55 ±0,05)/Ку;
для наибольшего периода стойкости полотна:
vCT=(0,3±0,02)/tfT;
для наименьших затрат на распил:
усэ =( 0,35 ± 0,03 )//Ст.
Сила полезного сопротивления Fcn, Н, и сила бокового трения полотна F6, Н, составляют полную силу сопротивления движению полотна на участке рабочего хода:
Fc = Ссп + Fa = FnHBp(0,0023 ± 0,0003 )[1 + (0,3 ± 0,0025)].
222
Мощность, Вт, двигателя станка:
^дс ж ^’с
Производительность распиливания, м3/с:
Пс »(^0±20)-10“7Fnc/fl
(а =1/Л'2,м3/с-Н;ббльшие значения для качественных полотен и хорошо отрегулированных станков прогрессивных конструкций);
средняя продолжительность одного распиливания, с:
/1с ж Aphp /Пс,
Где 4р ’ площадь Поперечного сечения распиливаемого рельса, м-;
затраты энергии на один распил, Дж:
“ ^дЛс’
возможное количество распилов одним ножовочным полотном:
q = {[(0,5 ± ОД)/гсГ } (HRCn/63,5)/ПС,
где HRCn — твердость материала зубьев полотна; е -1 / 0,082 /Гт;
частота вращения, об/мин, кривошипа станка с кривошипно-шатунным механизмом в приводе:
»-30vc/Sb,
где Sb — ход пильной рамки с полотном, м, назначаемый, исходя из наибольшей ширины подошвы рельса />£ и длины полотна/(при Ьр // = ОД 75 /0,4 « 0,44 величина Sbll = 0,44...0,56 м и Sb = (0,44...0,56)-0,4 = 0,176...0,224 м ).
12.4. Рельсорезный станок РМК
Рельсорезный станок РМК (рис. 12.4, 12.5) предназначен для резания объемно-закаленных и незакаленных рельсов типов Р50, Р65, Р75. Он состоит из двух основных частей: абразивно-отрезного устройства и направляющей рамы.
Абразивно-отрезное устройство (см. рис. 12.4) состоит из двигателя 9 со съемным стартером, фрикционной муфты, редуктора#, отрезного круга2/ с защитным кожухом 1 и рукояток 11. В качестве двигателя в изделии используется одноцилиндровый двухтактный бензодвигатель Урал 2Т Электрон (см. п. 2.3) с принудительным воздушным охлаждением и центробежной фрикционной муфтой. Смазка подшипников коленчатого вала, рабочих поверхностей, деталей кривошипно-ползунной группы во время работы двигателя осуществляется маслом, входящим в состав топливной смеси.
Фрикционная муфта выполнена из двух частей: ведущей и ведомой. Ведущая часть муфты установлена на хвостовике коленчатого вала двигателя и состоит из поводка, грузов в виде кольцевых секторов и спиральных пружин. Ведомая часть муфты (ступица) 43 установлена на хвостовике ведущего вала-шестерни 36 редуктора станка РМК.
Редуктор состоит из корпуса и двух конических зубчатых колес — ведущего вала-шестерни 36 (13 зубьев) и ведомого 3 7 (21 зуб). На валу 3 7 установлен фланец 40 с отрезным кругом 21. Валы 36 и 37 установлены в корпусе на подшипниках качения 35 и 39. Регулировку зацепления осуществляют прокладками 34 и 38. Для смазки подшипников и колес редуктор заполняют консистентной смазкой. Герметичность внутренней полости редуктора обеспечивает резиновая манжета 42.
Отрезной круг устанавливают на фланец 40 и закрепляют гайкой 23 с левой резьбой через нажимную шайбу 22 и картонные прокладки. Фланец 40 имеет две ступицы для установки отрезных кругов с центровочными отверстиями 25 и 32 мм. Если фланец установлен стороной, на которой ступица имеет иной размер, чем на отрезном круге, то фланец следует снять с вала и установить другой стороной.
223
На корпусе редуктора закреплен поворотный защитный кожух отрезного круга. Его фиксируют при резании в нужном положении фиксатором 15. Для установки отрезного круга кожух имеет открывающуюся вокруг шарнира крышку. В закрытом положении крышка кожуха удерживается зажимом 16. Для раскрытия крышки кожуха необходимо, освободив фиксаторы 28, 15, установить абразивно-отрезное устройство и повернуть кожух в положение, при котором другие детали не мешают открыть крышку. Для защиты ног оператора от искр раскален-
224
Рис. 12.5. Структурная схема рельсорезного станка РМК
ного металла на корпусе редуктора закреплен складывающийся металлический искроотсека-тель 3, который фиксируется в транспортном положении пружиной 2.
Рукоятки с бензобаком состоят из собственно рукояток //с бензобаком 10 и стойки 12. Между собой они соединены виброгасящим устройством, состоящим из пружины и шарнирного узла 13. На нижней части стойки 12 имеется хомут 7 для соединения и крепления двигателя 9 и редуктора 8 между собой.
Рычагом 32, расположенным у правой рукоятки, управляют дроссельной заслонкой карбюратора при работе станка. Положение этого рычага при регулировке холостых оборотов двигателя устанавливают винтом 31 и фиксируют гайками. Закрытие и открытие воздушной заслонки карбюратора производят рычажком, находящимся на карбюраторе. Для заполнения карбюратора топливом перед пуском двигателя станка необходимо нажать кнопку, находящуюся на карбюраторе, при открытом топливном кране на бензобаке 10. Для открытия крана рычажок следует повернуть на 90° в сторону отстойника или бензопровода.
Направляющая рама станка выполнена в виде установочной опоры 30 с рельсовым захватом в форме скобы с зажимным винтом 20 и поворотной двухзвенной шарнирной направляющей. На опоре 30 есть шаблон для точной установки рамы относительно метки на рельсе. Конструкция зажимного винта 20 с фиксатором, допускающим его поворот вокруг оси, дает возможность закрепить станок на рельсе за несколько секунд.
Первым звеном двухзвенной шарнирной направляющей является перекидывающаяся балка 27, которая может поворачиваться вокруг оси в вертикальной плоскости на 180° с одной на другую сторону рельса. В каждом из этих двух крайних положений балка 27 при помощи фиксатора 28 может устанавливаться неподвижно в трех промежуточных положениях под разным углом к горизонту. Вторым звеном двухзвенной шарнирной направляющей является относительно более короткий Г-образный рычаг 25, оканчивающийся Т-образной осью 5, на которой
225
устанавливается абразивно-отрезное устройство и вокруг которой оно может поворачиваться в горизонтальной плоскости на 180° при опущенном зажиме 6.
Для фиксации абразивно-отрезного устройства при транспортировании и пуске двигателя служит штырь 33. Для переноски станка имеется рукоятка 29 на раме и рукоятки на абразивно-отрезном устройстве.
Регулировку рельсового захвата под разный тип рельсов производят болтом 7 7. Болты 26 предназначены для регулировки осевых зазоров в шарнирах рычагов 25 и балки 27. Горизонтальный перекос среза регулируют болтами 18. а вертикальный — болтами 79. Совпадение плоскостей резания при повороте абразивно-отрезного устройства на 180° на другую сторону рельса регулируют подбором количества прокладок 41. На рис. 12.4 4— винт, 14 — отверстие, 24 — угольник.
В комплект поставки станка входят кассета для переноски отрезных кругов и инструмент. Станок может комплектоваться деревопильным аппаратом, позволяющим дополнительно использовать его в качестве бензомоторной пилы на работах по удалению из полосы отвода нежелательной древесины и кустарниковой растительности как источника захламленности и пожароопасности. По заказу станки выпускают в виде модификации для резания металлопроката, оборудованной специальными тисками и приводом от электродвигателя.
Станок устанавливают на рельс и закрепляют на нем с помощью зажимного винта 20 с фиксатором; абразивно-отрезное устройство фиксируют штырем 33. Двигатель запускают и прогревают на холостом ходу на малых оборотах, при этом абразивный диск не вращается, так как центробежная фрикционная муфта выключена. Увеличивая обороты двигателя дроссельным рычагом, включают центробежную муфту и приводят во вращение отрезной круг.
На рельсорезных станках РМК абразивно-отрезное устройство закреплено на поворотной двухзвенной шарнирной направляющей, что позволяет оператору выбирать предпочтительную схему резания (т. е. траекторию, описываемую центром отрезного круга) из большого числа возможных вариантов.
Разрез рекомендуется выполнять в три стадии. Схема резания рельса изображена на рис. 12.6. В первой стадии резания балку 27при помощи фиксатора28 устанавливают в среднее промежуточное положение, поворотный защитный кожух 7 отрезного круга 27 фиксируют в нужном положении фиксатором 75 и, подведя отрезной круг к рельсу, начинают резание с боковой грани головки рельса (рис. 12.6, а), прорезают головку и шейку рельса до момента касания абразивным диском подошвы рельса (рис. 12.6, б). На второй стадии разреза балку 27 (см. рис. 12.4) без помощи фиксатора 28 устанавливают в крайнее нижнее положение, защитный кожух отрезного круга 27 фиксируют в нужном положении фиксатором 75 и вращающийся
226
диск, не выводя полностью из уже имеющегося пропила, осторожно отводят назад и, подведя до касания к боковой грани основания подошвы рельса, продолжают резание насколько позволяет диаметр круга (рис. 12.6, в). На третьей стадии резания двигатель останавливают, абразивно-отрезное устройство вместе с рычагом 25 (см. рис. 12.4) поворачивают, заводят сверху на балку 27 и при опущенном зажиме 6 поворачивают ее в горизонтальной плоскости на 180°. Балку 2 7 без помощи фиксатора 28 поворачивают с одной стороны рельса на другую (рис. 12.6, г) в крайнее нижнее положение и, вновь запустив двигатель, заканчивают резание рельса (рис. 12.6, <Э). Диск в рельс заглубляют свободно, добиваясь использования всей мощности двигателя. Попытка чрезмерно форсировать резание может привести к снижению режущей способности диска, к его нагреву сверх нормы и даже к поломке. Во время резания очень важно постоянно покачивать абразивно-отрезное устройство, слегка приподнимая и опуская его без перерыва резания.
12.5. Рельсорезный станок РР 80
Рельсорезный станок РР 80 (рис. 12.7, 12.8) предназначен для резания объемно-закаленных и незакаленных рельсов типов Р50, Р65, Р75. Он соответствует всем требованиям системы стандартов РФ по безопасности труда, в том числе по допустимой скорости абразивного круга 80 м/с для ручных станков. Рельсы, разрезанные станком РР 80, прошли металлографические исследования во ВНИИЖТ и признаны годными к эксплуатации. Рельсорезный станок РР 80 для удобства переноски выполнен из двух основных частей: абразивно-отрезного устройства и направляющей рамы.
В абразивно-отрезное устройство входят двигатель 7 (с ременной передачей) в сборе с кронштейном 4, режущей головкой, отрезным кругом 8 и защитным кожухом 5. В качестве двигателя в изделии используется одноцилиндровый двухтактный бензодвигатель типа «Stihl» (см. п. 2.4) с принудительным воздушным охлаждением и центробежной фрикционной муфтой. Двигатель
Рис. 12.7. Станок рельсорезный РР 80
227
Рис. 12.8. Структурная схема рельсорезного станка РР 80
имеет систему зажигания с электронным ограничителем частоты вращения. Магнето — бесконтактное с электронным управлением, свеча зажигания — с защитой от помех. Воздушный фильтр двигателя имеет три ступени очистки воздуха: фильтр грубой очистки, главный фильтр (бумажный фильтровальный патрон) и флокированный дополнительный фильтр. Воздушные фильтры предназначены для задержки пыли, всасываемой совместно с воздухом, необходимым для сгорания топлива, и тем самым для снижения до минимума износа деталей двигателя приводного механизма. Загрязненные воздушные фильтры снижают мощность двигателя, повышают расход топлива и затрудняют запуск. В топливной системе двигателя используется беспоплавковый мембранный карбюратор со встроенным топливным насосом, работаю
щий без перебоев при любом положении абразивно-отрезного устройства. Для смазки подшипников и поршня в топливо добавляется определенное количество масла. Двухтактный двигатель работает на горючей смеси бензина и моторного масла. Качество этих эксплуатационных материалов оказывает решающее влияние на функционирование и срок службы двигателя. На рис. 12.7 б — болт, 7 — нажимная шайба.
Кронштейн представляет собой сварную конструкцию, крепящуюся на бензодвигатель. Во втулку кронштейна ввернут винт 2 с пружиной 3, фиксирующий абразивно-отрезное устройство на раме. Режущая головка состоит из деталей, конструкция и состав которых приведены на рис. 12.9. Кроме них дополнительно между отрезным кругом и удерживающими его шайбами установлены картонные прокладки: между кругом и нажимной шайбой 16—одна; между кругом и нажимной шайбой 19—одна или несколько, число которых подбирается в процессе регулировки из условия совпадения плоскостей резания при повороте абразивно-отрезного устройства на 180° на другую сторону рельса.
Направляющая рама 9 (см. рис. 12.7) станка выполнена в виде установочной опоры с рельсовым захватом в форме скобы с зажимным винтом и поворотной двухзвенной шарнирной направляющей. На опоре есть шаблон для точной установки направляющей рамы относительно метки на рельсе. Первым звеном двухзвенной шарнирной направляющей является первый
Рис. 12.9. Детали режущей головки рельсорезного станка РР 80:
1 — пружинное стопорное кольцо; 2, 5 — шариковые подшипники 6201; 3 — корпус подшипника; 4 — кольцо; 6, 10, 24, 27 — шайбы; 7 — пружина; 8 — затяжной винт;
9, 15 — клиноременные шкивы; 11 — гайка; 12. 21 — защитные кожухи; 13 — сегмент; 14, 17, 23 — винты; 16. 19 — нажимные шайбы; 18 — зажимное упорное кольцо; 20 — фланец; 22 — перестановочный рычаг; 25, 26 — резиновые кольца; 28 —
вал; 29 — сегментная шпонка
228
рычаг, который может поворачиваться вокруг оси в вертикальной плоскости более чем на 180° с одной стороны рельса на другую. На рычаге закреплен упор, при помощи которого рычаг может устанавливаться неподвижно в двух крайних положениях с разных сторон рельса. В каждом из этих двух положений упор соприкасается с одной из двух граней ограничителя, имеющегося на опоре. Вторым звеном двухзвенной шарнирной направляющей служит второй рычаг, оканчивающийся осью, на которую устанавливают абразивно-отрезное устройство и вокруг которой оно может поворачиваться в вертикальной плоскости почти на 360°. Рычаги соединены между собой подшипником. На других концах рычагов также установлены подшипники. Первый рычаг через четыре отверстия в подшипнике прикреплен к опоре, в рельсовом захвате которой установлен зажимной винт, посредством которого рама крепится к рельсу. Раму устанавливают на рельс и закрепляют на нем зажимным винтом. Абразивно-отрезное устройство надевают на ось второго рычага рамы одним из двух отверстий на кронштейне 4 (предпочтительно сначала нижним) и винтом 2 с пружиной 3 фиксируют его на раме. Запускается двигатель и прогревается на холостом ходу на малых оборотах, при этом абразивный диск не вращается, так как центробежная фрикционная муфта выключена. Увеличивая обороты двигателя дроссельным рычагом, приводят во вращение отрезной круг.
На рельсорезных станках РР 80 абразивно-отрезное устройство закреплено на поворотной двухзвенной шарнирной направляющей, что позволяет оператору выбирать предпочтительную схему резания (т. е. траекторию, описываемую центром отрезного круга) из большого числа возможных вариантов.
В комплект поставки станка входят кассета для переноски отрезных кругов и набор инструментов.
Разрез рекомендуется выполнять в две стадии. Схемы резания изображены на рис. 12.10. На первой стадии, подведя отрезной круг к рельсу (рис. 12.10, а), начинают резание с боковой грани головки рельса, прорезают головку и шейку рельса до момента касания абразивным диском подошвы рельса (см. рис. 12.10, б). На второй стадии резания вращающийся диск, не выводя полностью из уже имеющегося пропила, осторожно отводят назад и, подведя до касания с боковой гранью основания подошвы рельса, продолжают резание до конца (рис. 12.10, в). Диск заглубляют в рельс свободно, добиваясь использования всей мощности двигателя. Попытка чрезмерно форсировать резание может привести к снижению режущей способности диска, к его нагреву сверх нормы и даже к поломке. Во время резания очень важно постоянно покачи
229
вать абразивно-отрезное устройство, слегка приподнимая и опуская его без перерыва резания. В случае недореза рельса из-за износа отрезного круга двигатель останавливают и, отвернув винт2 с пружиной? (см. рис. 12.7), снимают абразивно-отрезное устройство с рамы, поворачивают его на 180° на другую сторону рельса и устанавливают на ось рычага рамы верхним отверстием в кронштейне 4', заворачивают винт 2 с пружиной 3 и заканчивают резание рельса (рис. 12.10, г). Без перестановки двигателя при небольшом износе диска рельс можно дорезать, развернув головку в вертикальной плоскости (рис. 12.10, <Э)
12.6. Рельсорезный станок РА 2
Рельсорезный станок РА 2 (рис. 12.11, 12.12) предназначен для резки объемно-закаленных и незакаленных рельсов типов Р50, Р65, Р75. Он состоит из двух основных частей; абразивно-отрезного устройства 31 и направляющей рамы. В комплект поставки станка входит транспортная тележка 30.
Абразивно-отрезное устройство состоит из корпуса 4, на котором крепится кронштейн 41 с электродвигателем 40 и рукоятью 1, клиноременная передача с входным 38 и выходным 35 шкивами, пульт управления 10, пружины 9, защитный кожух 37 с крышкой 34. Крутящий момент с вала электродвигателя на отрезной круг передается с помощью трех клиновых ремней 36. Натяжение ремней регулируют гайкой 42 с контргайкой 43 при ослабленном болте 39 крепления защитного кожуха 37. Шкив 35 установлен на оси 44 на двух шарикоподшипниках. К шкиву 35 болтами крепится фланец. Отрезной круг 10 (рис. 12.13) устанавливают на фланец 2 и закрепляют двумя гайками 5 с левой резьбой через шайбу 4, нажимную шайбу 9 и картонные прокладки 1. Для затяжки гаек на конце фланца имеется головка под ключ; на рис. 12.13 8, 12 — прокладки, 3, 13 — гайки, 6 — стопорная шайба, 7,17 — болты, 11 — кольца, 14 — ось, 15 — крышка, 16 —сальник, 18 — подшипник и 19 — шкив. На корпусе 4 (см. рис. 12.11) закреплен защитный кожух 37 отрезного круга 46. Для установки отрезного круга кожух имеет
Рис. 12.11. Рельсорезный станок РА 2
230
Рис. 12.12. Структурная схема рельсорезного станка РА 2
съемную крышку 34. В закрытом положении крышка кожуха удерживается гайками-барашками 33. На корпусе 4 крепятся рукояти 1 для переноски станка. Для защиты оператора от искр раскаленного металла на корпусе 4 закреплен складывающийся металлический искроотсекатель 23, который фиксируют в транспортном положении пружиной. Пульт управления /^состоит из корпуса с рукоятями 13 для манипулирования абразивно-отрезным устройством при резании, амперметра II, предназначенного для контроля режима резания, и автоматического выключателя 12 для включения и отключения станка. К источнику электроэнергии станок РА 2 подключают четырехжильным кабелем 16 с кабельной вилкой 17. Четвертая жила является заземляющей.
19 18
231
Рис. 12.14 Принципиальная электрическая схема станка РА 2
Принципиальная электрическая схема станка представлена на рис. 12.14.
Направляющая рама (см. рис. 12.11) станка выполнена в виде установочной опоры с двумя мощными кронштейнами 5 и рельсовым захватом в форме, охватывающей рельс раздвижной скобы. Подвижная часть рельсового захвата — стопор 2, который перемещают при вращении винта 6 воротком 2/ и посредством которого рама крепится к рельсу. С противоположной стороны рельса установочная опора упирается в шейку рельса и под его головку. Для упора в шейку на опоре имеется два специальных выступа, для упора под головку — два клина 26 с пазами для регулировки в зависимости от типа рельса. На горизонтальной и наклонной поверхностях опо-
ры рамы есть шесть болтов 3 и 27, предназначенных для регулировки перпендикулярности среза. На кронштейнах 5 рамы посредством оси 8 шарнирно закреплено абразивно-отрезное устройство. На одном из кронштейнов 5 установлен фиксатор 7 для крепления абразивно
отрезного устройства в двух положениях:
верхнем — при установке на рельс или тележку и в перерывах между двумя резами;
нижнем — при транспортировке на тележке.
Для обеспечения свободного поворота абразивно-отрезного устройства на оси 8 при разрезе рельса требуется установить фиксатор 7 в нейтральное положение. Это осуществляют оттяжкой ручки фиксатора и ее поворотом на 90°. Пружины 9 растяжения уравновешивают массу абразивно-отрезного устройства и тем самым снижают силу, приходящуюся на руки оператора при резании. Пружины 9 крепят на осях, одна из которых установлена в проушинах 25 опоры рамы, а другая — в проушинах 15 корпуса 4 абразивно-отрезного устройства. В проушинах 75 имеется по четыре отверстия, предназначенные для перестановки оси, крепящей пружины при регулировке уравновешивающей силы пружин. Внутри пружин установлены стальные тросики безопасности для защиты оператора при разрыве пружин.
Транспортная тележка состоит из сварной рамы 22 с рукоятями 14, роликов 24 и 32, основания 28 и откидной опоры29с фиксаторами 45. Откидную опору фиксируют в трех положениях для транспортировки станка по: рельсу типа Р65, уложенному в путь; рельсу типа Р50, уложенному в путь; горизонтальной поверхности.
В комплект поставки станка входят кассета (футляр) 18 для переноски отрезных кругов и набор инструмента, в том числе специальный вороток, предназначенный для использования при закреплении станка на рельсе и при натяжении ремней. На раме тележки приварены ограничительные скобы 19 и 20, между которыми размещают футляр 18.
Станок устанавливают на рельс и закрепляют на нем посредством стопора 2, который перемещают при вращении винта б воротком, входящим в комплект поставки станка. При этом абразивно-отрезное устройство должно находиться на фиксаторе 7 в верхнем положении. После установки фиксатора 7 в нейтральное положение для обеспечения свободного поворота абразивноотрезного устройства на шарнире 8 поворачивают рычажок автоматического выключателя 72, находящийся на панели пульта управления 10, ток от сети поступает к электродвигателю 40. Вращение от вала электродвигателя через клиновые ремни 36 передается отрезному кругу.
На рельсорезных станках РА 2 абразивно-отрезное устройство закреплено с возможностью поворота вокруг одного шарнира, что задает оператору единственно возможную жесткую схему резания (т. е. траекторию, описываемую центром отрезного круга). При такой схе
232
ме решающее влияние на результат резания оказывает качество отрезных кругов, а не умение оператора и мощность двигателя. Разрез рекомендуется выполнять за один прием от начала до конца одним кругом. Диск заглубляют в рельс свободно, добиваясь использования всей мощности двигателя и не допуская приостановки вращения абразивного круга из-за заклинивания его в пропиле. Попытка чрезмерно форсировать резание может привести к снижению режущей способности диска, к его нагреву сверх нормы и даже к поломке. Во время резания необходимо следить за показаниями амперметра 11, находящегося на панели пульта управления 10. Показания амперметра должны быть в пределах 22...30 А при напряжении в сети 220 В. Для обеспечения этого следует слегка приподнимать и опускать абразивно-отрезное устройство, не прерывая резания.
12.7. Рельсорезный станок РМ 5ГМ
Рельсорезный станок РМ 5ГМ (рис. 12.15, 12.16) предназначен для распиливания незакаленных рельсов. Он состоит из основания 21 с несъемным быстродействующим рельсовым захватом, мотор-редуктора 22. пильного механизма и механизма гидроприжима с гидроцилиндром 3 с рычагом 7 на оси 6.
Рельсовый захват состоит из кронштейна 19, между ребрами которого на оси 8 установлен откидной упор 12 с фиксирующим штырем 10 и зажимным винтом 13, вращаемым ручкой 14.
Рис. 12.15. Рельсорезный станок РМ 5ГМ
233
Рис. 12.16. Структурная схема рельсорезного станка РМ 5ГМ
Мотор-редуктор (рис. 12.17) состоит из червячного редуктора и встроенного электродвигателя с выключателем 1 и коробкой 2. Заливку масла в редуктор производят через отверстие, закрываемое пробкой-воздушником 18, до уровня контрольной пробки 9, слив масла — через отверстие, закрываемое пробкой 23. Осевой люфт червяка 17 регулируют прокладками 20. Положение червячного колеса по отношению к червяку регулируют прокладками 6.
Пильный механизм (см. рис. 12.15) состоит из кривошипа 28, шатуна 27, пильной рамы 25 с крышкой, направляющей призмы 23 с поводком 26. Поводок установлен шарнирно на цапфе 10 корпуса мотор-редуктора (см. рис. 12.17) и во время резания свободно поворачивается вокруг цапфы вместе с пильным механизмом. Осевой люфт в клеммном соединении поводка с цапфой регулируют болтами 29 (см. рис. 12.15). Пильный механизм по окончании разреза и при транспортировке станка запирают фиксатором 5 на стойке 4 основания. Эта стойка также обеспечивает вертикальное перемещение пильного механизма в процессе резания рельса. Ножовочное полотно крепят к пильной раме винтами 17 к 20. При этом винт 17, проходящий через натяжную скобу 16, полностью затягивают после натяжения ножовочного полотна болтом 15. Люфт пильной рамы в горизонтальной плоскости регулируют прокладками 24, а в вертикальной — регулировочными болтами 9. Кроме того станок имеет рукояти 1,11.
Механизм избирательного гидроприжима состоит из шарнирно соединенного с основанием 27 гидроцилиндра 3 со штоком, который шарнирно через рычаг 7, качающийся на оси 6, связан с наклонным пазом в крышке пильной рамы. Гидроцилиндр (рис. 12.18) состоит из цилиндра 75 с рабочей 2 и компенсационной 9 камерами, штока 16 и клапанов: переливного 6, обратного 79 и запирающего 8. Регулировку переливного клапана производят нажимным винтом 75 по манометру, вворачиваемому вместо заглушки 4. Стрелка манометра должна отклоняться пропорцирнально
234
А-А
Рис. 12.17. Мотор-редуктор рельсорезного станка РМ 5ГМ:
1 — выключатель; 2 — коробка выключателя; 3 — винт заземления; 4— крышка редуктора; 5 — червячное колесо; 6, 20— прокладки; 7— вал червячного колеса; 8,11,16 — крышки; 9 — контрольная пробка; 10—цапфа; 12,24— втулки; 13 — винт крепления кожуха; 14—статор; 15— ротор; 17— червяк; 18 — заливочная пробка-воздушник; 19 — упорный подшипник; 21 — крышка упорного подшипника; 22 — гайка; 23 — сливная пробка; 25 — болт; 26 — вал электродвигателя; 27— кожух вентилятора; 28 — крышка электродвигателя; 29— вентилятор
bJ
Рис. 12.18. Гидроцилиндр рельсорезного станка РМ 5БМ
ходу пильной рамы, показывая давление от 0 до 5,5 МПа (55 кгс/см2). Масло в компенсационной камере гидроцилиндра должно быть на уровне нижнего торца пробки 10 (при положении пильного механизма на фиксаторе стойки). Кроме того гидроцилиндр имеет дно /, прокладки 3,12, штуцер 5, пружину 7, винт 11, контргайку 14 и кольцо 20.
К источнику электроэнергии станок подключается четырехжильным кабелем с кабельной вилкой. Четвертая жила кабеля является заземляющей. Принципиальная электрическая схема станка представлена на рис. 12.19, ^eZ7...Z3 — фазные провода сети, N — ее нейтраль или заземляющий провод, QI, Q2— выключатели сети и станка, М— электродвигатель, fl...f3 — предохранители, XS1 — розетка, ХР1 — кабельная вилка.
По заказу станки выпускаются в виде модификации для резания металлопроката, оборудованной специальными тисками.
Перед установкой станка на рельс необходимо вытащить до упора штырь 10 (см. рис. 12.15) и откинуть вверх упор 12 захвата. Устанавливают станок на рельс специальными упорами 18 основания 21; упор 12 возвращают в нижнее положение и фиксируют его штырем 10. Винтом 13, вращаемым ручкой 14, станок закрепляют на рельсе. Пильный механизм освобождают с фиксатора 5 и плавно, без удара, ножовочное полотно опускают на головку рельса. Для охлаждения ножовочного полотна вода из бачка, входящего в комплект поставки станка.
Рис. 12. 19. Принципиальная электрическая схема станка РМ 5ГМ:
а — питание от сети с заземленной нейтралью;б — питание от электроагрегата типа АБ
236
через гибкую трубку подается к месту реза. Открывают запирающий клапан гидроцилиндра поворотом рукояти 13 (см. рис. 12.18). При включении электродвигателя выключателем 1 (см. рис. 12.17) вращение выходного вала мотор-редуктора посредством кривошипно-шатунного механизма преобразуется в возвратно-поступательное движение пильной рамы по направляющей призме. Ножовочное полотно, укрепленное на пильной раме, при рабочем ходе начинает распиливать рельс. Одновременно плавно закрывают запирающий клапан гидроцилиндра рукояткой 13, полностью перекрывая его после того как ножовочное полотно примерно на 3 мм врежется в головку рельса. В случае заедания ножовочного полотна во время распиливания следует уменьшить давление в гидроцилиндре, отретушировав переливной клапан 6 или приоткрыв запирающий клапан 8. Подачу ножовочного полотна при рабочем ходе (и разгрузку при холостом ходе) осуществляют гидроцилиндром. При рабочем ходе пильной рамы (движение вперед от мотор-редуктора) рычаг 7 (см. рис. 12.15) скользит по наклонному пазу в крышке пильной рамы и, поворачиваясь вокруг опорной оси 6, перемещает шток гидроцилиндра вниз, сжимая масло в рабочей камере, продавливая его из рабочей в компенсационную камеру и нагружая ножовочное полотно силой, пропорциональной толщине распиливаемой части рельса. При холостом ходе направление перемещения звеньев изменяется на противоположное, масло не сжимают и полотно разгружают. При распиливании головки и подошвы рельса сжимаемое масло перетекает из рабочей камеры 2 (см. рис. 12.18) в компенсационную камеру 9 через переливной клапан 6, а при распиливании шейки рельса еще дополнительно и через специальный дроссельный зазор 17 между штоком и отверстием под шток в корпусе цилиндра. Сила подачи полотна обусловлена силой сопротивления перетеканию масла через указанный переливной клапан и дроссельный зазор, характеристики которых согласованы с толщиной рельса.
12.8. Эксплуатация и обслуживание рельсорезных станков
Рельсорезные станки по типу двигателей делятся на станки с электроприводом (РА 2, РМ 5ГМ) и станки с двигателем внутреннего сгорания (РМК, РР 80). При эксплуатации, обслуживании и ремонте станков с двигателем внутреннего сгорания необходимо пользоваться руководством по эксплуатации соответствующего двигателя внутреннего сгорания, а также указаниями, изложенными в 1 и 2.
Станки РМК, РР 80 и РА 2 относятся к абразивно-отрезным, а РМ 5ГМ — к ножовочноотрезным.
Абразивно-отрезной рельсорезный станок должен всегда использоваться с собственной направляющей рамой и исключительно для ручной резки железнодорожных рельсов. Не разрешается запускать и использовать станок без направляющей рамы. При работе с ним необходимо принимать дополнительные меры предосторожности, так как частота вращения отрезного круга очень высока. Разрешается применять только отрезные круги и комплектующие, поставляемые или допущенные изготовителем специально для монтажа на данном станке. Применение других отрезных кругов или комплектующих не допускается. На абразивно-отрезном станке ни в коем случае нельзя применять пильные диски из-за опасности несчастного случая. Резать рельс следует по возможности без остановки. Если остановка была, то продолжать резание в месте первоначального надреза можно только в том случае, если направляющая рама не смещалась, а надрез был сделан тем же самым станком. В конце резания следует уменьшить силу подачи, чтобы оператор не потерял равновесие и отрезной круг не наткнулся на посторонний предмет. Необходимо следить, чтобы отрезной круг не касался посторонних предметов, шпал и балласта.
Перед пуском двигателя надо проверить состояние и правильность крепления защитных кожухов отрезного круга и ременной передачи. Обязательно заменить защитный кожух в случае разрушения отрезного круга или снижения прочности самого кожуха. Поток (прямой или отраженный) искр при резании следует направлять в безопасную сторону, при необходимости ставить защитный экран. При резании рельсов рекомендуется надевать защитную одежду из тяжеловоспламеняющегося материала. Ни в коем случае нельзя носить одежду из материала, содержащего синтетические волокна (из-за опасности возгорания вследствие попадания раска
237
ленных частиц на материал). Содержать одежду следует в чистоте и удалять с нее любые воспламеняющиеся вещества (топливо, масло, стружку, пыль и т. п.). Необходимо избегать при работе попадания на незащищенные части тела искр, выхлопных газов и пыли.
Рельсорезный станок нужно переносить только за соответствующие ручки. При этом отрезной круг должен быть направлен назад, а горячий шумоглушитель и другие детали — в сторону от тела рабочего. При транспортировке станка транспортными средствами предварительно следует снять отрезной круг из-за опасности его поломки. При хранении станка круг также необходимо снимать.
Перед установкой круга следует убедиться, что указанные на нем производителем характеристики полностью совпадают с характеристиками, приведенными в соответствующем разделе инструкции по эксплуатации станка. К таким характеристикам прежде всего относятся наружный и посадочный диаметры, ширина круга. Допустимая частота вращения (скорость) круга должна быть выше частоты вращения (скорости) шпинделя абразивно-отрезного устройства или равна ей. В соответствии с требованиями системы стандартов РФ по безопасности труда скорость круга для рельсорезных станков не должна превышать 80 м/с. Ни в коем случае нельзя применять выкрошившиеся, растрескавшиеся, выщербленные или изогнутые круги. Необходимо соблюдать указанное стрелкой направление его вращения.
Отрезные абразивные круги на основе синтетической смолы чувствительны к нагреву и повышенной влажности. Поэтому надо избегать длительного прямого воздействия на них солнечных лучей или иного теплового облучения. Запасные круги следует хранить сухими и по возможности не допускать резких перепадов температуры, чтобы не произошло их растрескивание и разрушение. Располагать круги при хранении надо таким образом, чтобы они не деформировались.
Отрезные абразивные круги нельзя применять для черновой обработки рельсов из-за опасности разрушения.
Для крепления круга разрешается использовать только детали завода-изготовителя или допущенные им эквивалентные детали. Не следует применять переходные втулки. При закреплении круга необходимо избегать чрезмерной затяжки нажимных шайб, обеспечивая в то же время надежное закрепление. Нельзя подвергать круг во время работы ударным и поперечным нагрузкам, перекашивать его — это может привести к разрушению круга и иметь тяжкие последствия.
Перед сменой круга двигатель следует обязательно выключать. Любой новый или только что установленный круг необходимо вращать в холостом режиме в течение 30 с, не превышая допустимой частоты вращения (скорости). При этом рядом не должны находиться люди, а оператор должен располагаться вне плоскости вращения отрезного круга и с закрытой стороны защитного кожуха. Надо регулярно проверять максимальную скорость холостого хода, в частности после разборки станка. Не следует проверять максимальную скорость круга во время работы, поскольку слишком велик риск травмы. По мере возможности такую проверку рекомендуется выполнять электронным бесконтактным тахометром. Регулировка частоты вращения описана в соответствующем разделе инструкции по эксплуатации.
Для бесперебойной работы станка РМК необходимо ежедневно проверять:
• исправность топливной системы;
• надежность затяжки гаек, болтовых соединений;
• нижний уровень открытия дросселя карбюратора двигателя (при необходимости производить его регулировку регулировочным винтом);
• сетку воздушного фильтра карбюратора (очищать ее от грязи и металлической пыли).
Перед установкой рельсорезного станка РМК на рельс в зоне резания освобождают от балласта шпальный ящик под подошвой рельса (для выхода круга) глубиной 250 мм, шириной 100 мм (по 50 мм в обе стороны от места резания) и длиной 500 мм (по 250 мм в обе стороны от оси рельса). Под отрезаемый короткий конец рельса подкладывают подкладки, так чтобы после разреза конец рельса не наклонялся в сторону абразивного круга. Рельсорезный станок уста
238
навливают на рельс и закрепляют его зажимным устройством, после чего на вал шпинделя устанавливают круг. Перед установкой необходимо убедиться в отсутствии трещин в круге простукиванием его в подвешенном состоянии деревянным молотком массой 200...300 г. Круг без трещин издает чистый звук. После этого затягивают гайки крепления круга. Во время затяжки гайки вал от вращения удерживают гаечным ключом; ударный инструмент и добавочные приспособления использовать запрещается.
Перед пуском двигателя следует убедиться в правильности закрытия кожуха круга. При пуске двигателя нельзя наматывать трос стартера на руку. Схема резания рельса станком РМК изображена на рис. 12.6. а описание дано выше. Во время резания нужно следить за соответствием силы подачи и мощности двигателя. Круг не должен останавливаться во время резания, а частота вращения двигателя — увеличиваться до предела. Если при максимальной частоте вращения двигателя круг не вращается, то это может быть следствием большой силы подачи или заедания (заклинивания) круга. В этом случае необходимо немедленно освободить круг из прорезанного паза и. после того как круг снова начнет вращаться, продолжить резание, постепенно увеличивая силу подачи. Недостаточная сила подачи нежелательна, так как при этом происходят сильный нагрев круга, подгар связки и начинается интенсивное его разрушение.
Перед установкой на рельс станка РР 80 нужно осмотреть его с целью выявления возможных повреждений, неисправностей, ослаблений крепежа. В зоне резания освобождают от балласта шпальный ящик под подошвой рельса (для выхода круга) глубиной 200 мм. длиной 500 мм и шириной 100 мм. Под отрезаемый короткий конец рельса подкладывают подкладки.
Перед установкой на станок нового круга надо провести испытание последнего на механическую прочность вращением в течение 5 мин с испытательной скоростью 140 м/с. После запуска двигателя не допускается кому-либо находиться в плоскости вращения круга. Его следует подводить к рельсу осторожно, избегая ударов. При сильных ударах возможна поломка круга. При всяких перерывах в работе и при обнаружении каких-либо неисправностей двигатель следует заглушать.
При установке станка на рельс раму закрепляют на нем зажимным винтом. Затем устанавливают круг, заливают в бензобак топливо и запускают двигатель с помощью стартера.
Схема резания рельса станком РР 80 изображена на рис. 12.10, а описание дано выше.
Во время резания необходимо следить за соответствием силы подачи мощности и частоты вращения двигателя так же, как для станка РМК.
Для бесперебойной работы станка РА 2 нужно:
• своевременно регулировать л подтягивать крепление пружин и ремней;
• производить затяжку ослабленных болтовых соединений, гаек;
• вовремя заменять смазку;
• строго соблюдать правила технической эксплуатации электроустановок и правила техники безопасности при эксплуатации электроустановок;
• проверять подводящий кабель, который не должен иметь повреждений и перекручиваний;
• контролировать надежность заземления, исправность выключателя.
Перед установкой станка РА 2 на рельс последний очищают от грязи. В зоне резания освобождают от балласта пространство под подошвой рельса глубиной 250 мм, шириной 100 мм и длиной 500 мм. Под отрезаемый короткий конец рельса подкладывают подкладки. Абразивно-отрезное устройство станка РА 2 снимают с тележки станка, устанавливают на рельс и закрепляют на нем посредством зажимного устройства. Затем на шпиндель устанавливают круг. Перед установкой убеждаются в отсутствии в нем трещин. Гайки крепления круга следует затягивать только исправным инструментом. Во время работы круг должен подводиться к обрабатываемой поверхности без ударов. Его подача должна осуществляться равномерно. Перед включением двигателя необходимо проверить натяжение клиновых ремней и крепление защитных кожухов. Далее следует включить электродвигатель и опробовать станок на холостом ходу в течение 1.. .2 мин. При обнаружении какой-либо неисправности (искрение, стуки, большая вибрация и т. д.) нужно устранить ее. Подтягивание крепежа, регулировку станка и устранение
239
неисправностей запрещается производить при включенном электродвигателе. При резании надо обеспечивать постоянную силу нажатия на ручки пульта управления, не допуская остановок вращения круга.
Для бесперебойной работы станка РМ 5ГМ следует строго соблюдать правила технической эксплуатации электроустановок и правила безопасности при эксплуатации электроустановок, а также проверять:
• все крепления (при необходимости производить затяжку ослабленных болтовых соединений);
• наличие масла в гидроцилиндре;
• уровень масла в редукторе, который не должен превышать уровня контрольной пробки;
• надежность крепления и исправность пильного механизма;
• открытие запирающего клапана гидроцилиндра;
• состояние подводящего кабеля, который не должен иметь повреждений и перекручиваний;
• надежность заземления (работа станка без заземления не допускается);
• соответствие напряжения сети, исправность выключателя;
• работу движущихся частей пильного механизма пробным пуском, для чего производить несколько включений и отключений электродвигателя;
• наличие охлаждающей жидкости в бачке.
Станок крепят к рельсу с помощью захвата строго перпендикулярно оси рельса, так как неточная установка может вызвать поломку ножовочного полотна или неправильный распил рельса.
Перед началом распила ножовочное полотно опускают на поверхность рельса плавно, без удара. В случае вращения кривошипа против стрелки, указанной на крышке мотор-редуктора, следует остановить станок и проверить, а при необходимости изменить чередование фаз токоподводящего кабеля в кабельной вилке или розетке. При обнаружении какой-либо неисправности (искрение, шум и др.) станок надо отключить от сети и устранить неисправность.
Для нормальной работы станка необходимо:
• следить за своевременной смазкой всех трущихся частей согласно карте смазки;
• 1 раз в месяц осматривать и очищать от пыли выключатель;
• не допускать резких перегибов кабеля, повреждения его резиновой оболочки и попадания на нее масла, керосина и бензина;
• своевременно устранять неисправности;
• заменять изношенные части и производить ремонт станка.
При нормальной эксплуатации 1 раз в год надо производить разборку, осмотр, чистку и ремонт электродвигателя, редуктора и пильного механизма. После разборки все детали станка промывают в бензине или керосине, протирают или продувают сжатым воздухом насухо. Изношенные детали заменяют новыми из запасных частей. Если обмотка статора замаслена или увлажнена, то ее протирают тряпкой, слегка смоченной в бензине, и просушивают в вентилируемой печи при температуре 70 °C. После просушки сопротивление изоляции по отношению к корпусу должно быть не менее 2 МОм. В процессе работы станка надлежит следить за температурой корпуса электродвигателя. Когда прикосновение ладонью к корпусу электродвигателя становится нестерпимым, станок надо отключить от источника электроэнергии и дать охладиться.
Масло для заливки в редуктор и гидроцилиндр следует применять только профильтрованное. Оно не должно содержать воды и механических примесей.
Информация о смазке рельсорезных станков приведена в табл. 12.2 (об обозначении масел см. в 1.8, 10.1 и 11.10). Возможные неисправности станков и способы их устранения указаны в табл. 12.3.
240
Таблица 12.2
Информация о смазке рельсорезных станков
Место смазки Марка смазки Периодичность смазки Способ смазки
РМК, РР80
Шарнирные трущиеся поверхности рамы, режущей головки ЦИАТИМ 201, ГОСТ 6267—74 1 раз в 3 месяца Шарниры разобрать, промыть в бензине, нанести смазку
Коническая передача, подшипники То же 1 раз в 6 месяцев Режущую головку разобрать, детали промыть в бензине, полость конических колес заполнить смазкой, подшипники заполнить смазкой на 1/3 объемг
Воздушный фильтр бензодвигателя Масло моторное М 8В, ГОСТ 10541—78 Ежедневно перед началом работы промыть в бензине н пропитать в масле
РА 2
Шарикоподшипники шпинделя отрезного круга и роликов тележки ЦИАТИМ 201, ГОСТ 6267—74 1 раз в 6 месяцев Разобрать станок, промыть подшипники керосином и заменить смазку
Шкворень крепления кронштейна электродвигателя То же То же Разобрать станок, промыть керосином шкворень и кронштейн, заменить смазку
Винт растяжения пружин и винт зажимного устройства отрезной головки; ось крепления корпуса на раме отрезной головки; оси фиксаторов » 1 раз в 3 месяца Винты и оси промыть керосином, нанести свежую смазку
РМ5ГМ
Червячная пара редуктора Масло компрессорное КС 19, ГОСТ 9243—75 1 раз в 3 месяца. Уровень смазки проверять ежедневно Залить свежее масло в редуктор
Гидроцилиндр Масло АМГ10 ГОСТ 6794—75. Допускается применение других сортов масел или смесей (например, пять частей масла индустриального И 12А, ГОСТ 20799—75 и одна часть керосина осветительного, ГОСТ 4753—68 и т. п.) при условии обеспечения требуемого давления То же Залить свежее масло в гидроцилиндр
Шарикоподшипники ЦИАТИМ 201, ГОСТ 6267—74 1 раз в месяц При разборке редуктора промыть подшипники и заменить смазку
241
16-6706
Окончание таблицы 12.2
Место смазки Марка смазки Периодичность смазки Способ смазки
РМК, РР80
Палец кривошипа Масло компрессорное КС 19 ГОСТ 9243—75 Ежедневно Смазать палец из масленки через отверстие в шатуне
Направляющая То же То же Смазать направляющую из масленки через отверстие пильной рамы
Цапфа пильной рамы » » Смазать цапфу рамы из масленки через отверстие в шатуне
Цапфа редуктора » » Залить несколько капель через отверстие в поводке
Винт зажима, паз в крышке пильной рамы » » Смазать сверху из масленки
Камень рычага Смазка 1-13, ОСТ 38.01.145—80 » Заменить смазку свежей
Подшипник рычага То же 1 раз в 3 месяца Шприцевание через масленку
Таблица 12.3
Возможные неисправности рельсорезных станков и способы их устранения________
Неисправность Причина неисправности Способ устранения
РМК, РР80
При резании рельса отрезной круг останавливается Ослабление крепления отрезного круга Затянуть гайки крепления отрезного круга
Большая сила подачи круга при резании Уменьшить силу подачи
Марка круга не соответствует техническим условиям Заменить круг
Двигатель не дает необходимой мощности Устранить неисправность двигателя (или отрегулировать его)
Косой или ступенчатый срез Разрегулированы упоры рамы станка Произвести регулировку упоров рамы станка
Повышенный шум в конической передаче, увеличенный боковой зазор в конической передаче, повышенный износ колес Разрегулировано зацепление в конической передаче Отрегулировать зацепление прокладками
Неисправности бензодвигателя Причины неисправностей бензодвигателя и методы их устранения отражены в техническом описании и инструкции по эксплуатации бензомоторной пилы МП 5, двигателя Урал 2Т Электрон и абразивно-отрезного устройства Stihl TS 760
РА 2
При включении электродвигатель не работает Нет Напряжения в питающей сети Проверить контрольной лам-noitu устранить неисправность
Сняты или сгорели предохранители Поставить новые предохранители
Нет контакта в штепсельном разъеме Осмотреть и исправить штепсельный разъем
Неисправен выключатель Исправить выключатель
При включении вилки перегорает предохранитель Короткое замыкание в кабеле или выключателе Осмотреть кабель, устранить повреждение, исправить выключатель
242
Продолжение таблицы 12.3
Неисправность Причина неисправности Способ устранения
РМК.РР 80
При включении электродвигатель гудит, появляется дым Короткое замыкание в обмотке статора Отправить в ремонт
При включении электродвигатель гудит, вал не вращается или вращается медленно Нет контакта на одной из фаз выключателя или штепсельного разъема Исправить выключатель или штепсельный разъем
Неисправен предохранитель Исправить или заменить предохранитель
Обрыв фазы в обмотке статора Устранить обрыв
При прикосновении к металлическим частям бьет током Произошло замыкание токоведущих частей на корпус Найти и устранить замыкание
Электродвигатель сильно перегревается Перегрузка электродвигателя Выяснить причину перегрузки, проверить достаточность мощности источника питания
Увлажнена обмотка статора Просушить обмотку
Межвитковое замыкание в обмотке статора Отправить в ремонт
При резании рельса круг останавливается Ослабление крепления круга на шпинделе Затянуть гайки крепления круга
Ослабли клиновые ремни Натянуть ремни
Грязные ремни и канавки на шкивах Промыть ремни и канавки шкивов теплой водой и просушить
Мала мощность источника питания Проверить напряжение сети
Заедает фиксаторы Грязные фиксаторы Фиксаторы промыть в керосине, смазать
При нормальной мощности резание не происходит Марка круга не соответствует техническим условиям Заменить круг
Засалившийся круг Отшарошить круг
Косой срез Станок не отрегулирован Проверить правильность крепления станка на рельсе. Провести регулировку с помощью болтов на горизонтальной или наклонной поверхности рамы
РМ 5ГМ
При включении вал электродвигателя не вращается Нет напряжения в сети Проверить контрольной лампой, найти и устранить разрыв электрической цепи
Сняты пли сгорели предохранители Поставить новые предохранители
Неисправен выключатель Отправить в ремонт
При включении вилки предохранитель перегорает Короткое замыкание в выключателе, кабеле или обмотке То же
При включении электродвигатель гудит, вал не вращается или вращается медленно Нет контакта на одной из фаз выключателя или вилки Проверить и исправить контакты
Неисправен предохранитель Исправить или заменить предохранитель
Обрыв фазы Отправить в ремонт
При прикосновении к металлическим частям бьет током Произошло замыкание токоведущих частей на корпус Найти и изолировать место замыкания
Электродвигатель сильно перегревается От износа увеличился люфт пильной рамы и ее сопротивление передвижению под нагрузкой возросло Отрегулировать пильную раму на легкий ход при минимальном люфте
Увлажнена обмотка Просушить статор
Межвитковое замыкание Отправить в ремонт
243
Окончание таблицы 12.3
Неисправность Причина неисправности Способ устранения
При распиливании рельса слышен стук Червяк имеет излишний осевой люфт Отрегулировать люфт червяка
Втулки пальцев кривошипа и пальца пильной рамы имеют излишний люфт Сменить изношенные втулки
Поводок имеет излишний люфт на цапфе редуктора Отрегулировать поводок на легкий ход при минимальном люфте
Сильно греется редуктор Отсутствие смазки в редукторе и подшипниках Добавить смазку
Заклинивает игольчатый подшипник Отправить в ремонт
Косой срез Неправильное положение пильной рамы из-за больших люфтов Отрегулировать люфты и обеспечить горизонтальное положение пильной рамы
Односторонний износ ножовочного полотна Сменить ножовочное полотно
Выкрашивание зубьев ножовочного полотна Большой люфт пильной рамы Отрегулировать люфт
Велико нажатие на ножовочное полотно Отрегулировать нажатие
Низкое качество ножовочного полотна Сменить ножовочное полотно
Недостаточна подача охлаждающей жидкости Отрегулировать подачу охлаждающей жидкости
Вибрация пильного механизма при работе станка и задир направляющей призмы Неравномерное нажатие прокладок пильной рамы Отрегулировать нажатие при помощи регулировочных болтов
Большой износ латунных прокладок Заменить прокладки новыми
Вопросы для повторения
1. Каково устройство рельсорезных абразивных станков?
2. Каково устройство рельсорезного ножовочного станка РМ 5ГМ?
3. В чем состоят сравнительные достоинства и недостатки абразивных и ножовочных рельсорезных станков?
4. Как реализуется подача режущего инструмента у различных станков?
5. Каковы требования к качеству режущего инструмента рельсорезных станков?
6. От чего зависит эффективность работы рельсорезных станков?
7. Каково устройство механизма подачи станков РР 80, РМК, РА 2, РМ 5ГМ?
8. Каковы возможные неисправности рельсорезных станков и способы их устранения?
9. В каких случаях требуется охлаждение режущих инструментов рельсорезных станков?
10. Для чего необходимо заземление станков, какие рельсорезные станки следует заземлять?
11. Как осуществляют заземление?
244
Глава 13. РЕЛЬСОШЛИФОВАЛЬНЫЕ СТАНКИ
13.1. Общие сведения, инструмент и его взаимодействие с рельсом
Рельсошлифовальные станки с абразивными кругами играют большую роль в ресурсосберегающих технологиях по продлению срока службы рельсов, крестовин, остряков и других элементов стрелочных переводов. Сварные швы на рельсах и наплавленные дефектные места на рельсах и стрелочных переводах доводят до необходимого профиля различными рельсошлифовальными станками (табл. 13.1). Изготовитель станков — ОАО «Калугатрансмаш».
Таблица 13.1
Основные технические данные рельсошлифовальных станков
Показатель Тип станка
МРШЗ 2152 СЧР СЧРА ШПШ
1 2 3 4 5 6
Приводной двигатель Трехфазный асинхронный (220 В, 50 Гц)
Номинальная мощность двигателя. кВт 0,4 1.7
Шлифовальный круг ПП 200x25x32 16 А5ОМС276 40 м/с 2 кл. А ГОСТ 2424 — 83 ПП 250x32x32 14 А80Н СТ ЗБ 40 м/с 2 кл. А ГОСТ 2424 — 83 30-150x63x51 14 А 50Н СТ 2 БУ Р, 11-125x50x32 14 А 50Н СТ 2 БУ Р. 11-150x50x32 14 А 50Н СТ 2 БУ Р, 6-125х63х 32 14 А 50Н СГ 2 БУ Р 1x250x16x32 14 А 80Н СТ 2 Б 40 м/с 2 кл. А
Окружная скорость круга, м/с, не более 40 37 40
Величина регулирования круга по высоте. мм. не более 60
Подача круга по высоте, мм/об — — 1,0 —
Максимальный ход шлифовального круга в продольном направлении, мм 60
Габаритные размеры, м, не более 0,48x0,248x0.214 1.475x1,78x1,015 (с приставкой) 2.4х ] ,76 (с дополнительной опорой)х0.87 1,2x1,76 (с дополнительной опорой)х0,87 0,6х0.8х0,9
Длина копир-ных линеек, м, не более — 1.6(1,73) — — —
Масса, кг, не более: без копирного устройства и кабеля общая 11.5 58 110 95 65 55
245
Шлифование рельсов и элементов стрелочных переводов заключается в устранении их неровностей абразивными зернами вращающихся шлифовальных кругов при периодическом возвратно-поступательном перемещении и заглублении последних. Процесс шлифования (рис. 13.1) во многом схож с процессом абразивного резания при относительно небольшом съеме металла (глубина шлифования составляет приблизительно 0,05...0,12 мм). Для шлифования используют обычно электрокорундовые круги твердостью СТ1, СТ2, СТЗ диаметром 0,125; 0,15; 0,2; 0,25 м на бакелитовой связке. Рекомендуется работать при окружных скоростях v, м/с, соответствующих допустимым окружным скоростям кру-
Рис. 13.1. Расчетная схема шлифования рельса абразивным гов’ их частота вращения п - 60v/pZ). кругом Окружные скорости ограничивают в
целях безопасности.
Силу подачи Fn рекомендуется принимать в зависимости от диаметра круга: при D = 0,15 м эта силаFn«45...80 Н. при D = 0,2 м она равна/^«55... 100 Н и при/) = 0,25 мсоставляетГп« 77... 140 Н.
Сила сопротивления вращению круга, Н:
Fc = *н^
где Кп — коэффициент, зависящий от рода и размера зерен, твердости круга, скорост и резания г и силы подачи; Кн « 0,5...0,9 (меньшие значения при меньших Fn);
момент сил сопротивления, Н м, вращению круга:
Тс = Fc0,5D, мощность двигателя, Вт,
Рд = Тс(о/По,
где со — угловая скорость круга, с-1, со = лп/30; ц0 — общий КПД привода; производительность, м3/с:
П - Гп109 -60/Кр, где Кр — режущая способность круга, с-Н/м3; Кр - 150...240 с-Н/м3; продолжительность съема неровности, с:
t*Kxv/n,
где Кх — коэффициент, Кх = 1,1... 1,5; V — объем удаленного металла, м3; затраты энергии на удаление неровности, Дж:
Ж = Рд/;
объем неровностей, который может быть удален с рельса одним кругом до его затупления: Гтах=5 0?2МД2-^1ПЖш,
где £>| и Dmin — наибольший и наименьший диаметр круга, м; Кш — коэффициент шлифования круга, Кш « 0,73... 1,13.
246
13.2. Рельсошлифовалка МРШ 3
Рельсошлифовалка МРШ 3 предназначена для зачистки вручную сварных швов, наплавленных концов рельсов, крестовин, остряков стрелочных переводов, заточки инструмента и выполнения различных зачистных работ в производственных условиях. Рельсошлифовалка (рис. 13.2) состоит из встроенного асинхронного электродвигателя 5, б, шлифовального круга 15 с защитным кожухом 9 и крышкой 12, выключателя /9и кабеля с кабельной вилкой. Статор электродвигателя 5 соединяется с одной стороны с задним щитом 3, с другой — через хобот 7с кожухом 9. В заднем щите 3 размещены выключатель /9 и ручка выключателя 1. Пружина 2 предназначена для четкой фиксации выключателя в положениях «Включено» и «Отключено». На валу 18 размещены детали для обеспечения установки и надежного крепления шлифовального круга. Станок содержит также подшипники 4, 8, зажимные шайбы 10,11, втулки 14,17 и уплотнения 16.
13.3. Станок 2152 для шлифования элементов верхнего строения пути
Станок 2152 предназначен для шлифования сборных и цельнолитых крестовин типов Р50, Р60 марок 1/9, 1/11, 1/18, наплавленных концов рельсов и снятия боковых накатов с элементов стрелочных переводов и рельсов всех типов. Станком выполняют работы:
• подготовительные (перед наплавкой крестовин, концов рельсов), в том числе обработку изношенных поверхностей катания, вырезку местных дефектов на поверхности катания, снятие боковых накатов на рабочих гранях, подлежащих наплавке;
• отделочные (после наплавки крестовин, концов рельсов), обеспечивающие создание правильного продольно! о и поперечного профилей элементов крестовин и рельсов, снятие боковых
247
к>
-U
a
oo
28
27
26
накатов (заусенцев) на рельсах всех типов, элементах стрелочных переводов (остряки, контррельсы, рамные рельсы, наплавляемые участки крестовин).
Станок (рис. 13.3) состоит из копирного устройства, приставки 34 с роликами, тележки 15 и шлифовальной головки. Копирное устройство состоит из линеек 14 и комплекта клещевых захватов 28 с крепежными болтами. Одна пара линеек служит для обработки крестовин марок 1/9 и 1/11 типов Р50, Р65, другая — для крестовин марки 1/18 типов Р50 и Р65. Каждая линейка имеет с одной стороны поверхность, выполненную в виде продольного профиля сердечника, а с другой — поверхность в виде продольного профиля усовиков соответствующих крестовин. Комплект клещевых захватов (4 шт.) служит для установки копирного устройства на сборные крестовины 27 с помощью осей и упоров 16 (захваты прикрепляют к мостику крестовины) и на цельнолитые крестовины 26 (захваты прикрепляют к основанию крестовины). Их прикрепляют попарно болтами 29 по обе стороны крестовины. Линейки устанавливают на осях 30 захватов и фиксируют гайками. Копирное устройство, установленное на крестовине, не мешает пропуску поездов.
Тележка 15 станка представляет собой сварную конструкцию с роликами, ручками для переноски станка и рукояткой для перекатывания тележки. Два (из четырех) ролика тележки закреплены на шарнирно подвешенной оси 13. Установленные с левой стороны тележки двухребордные ролики препятствуют соскакиванию станка с копирных линеек при работе на крестовине. На тележке шарнирно закреплен механизм установки уклонов. Опорная площадка 25 механизма может устанавливаться либо горизонтально, либо с уклонами 1/20, 1/7 влево или вправо (в соответствии с наклоном обрабатываемых поверхностей катания крестовины или для удобства работы при снятии боковых накатов на рельсах и элементах стрелочных переводов). Механизм поворота 12, также шарнирно закрепленный на тележке, позволяет при обработке крестовины устанавливать в трех положениях (относительно оси пути) ось шарнирного подшипника (и шлифовальную головку), а при снятии боковых накатов — в четырех положениях.
Шлифовальная головка состоит из сварного основания 17, электродвигателя 8, шлифовального круга 19, клиноременной передачи 6 с ограждением, натяжного болта 18. Шлифовальная головка опирается на площадку 25 механизма установки уклонов через механизм ограничения врезания, который крепится болтом между ребер кронштейна 4 шлифовального круга. В механизм ограничения врезания входят стойка 3, подвижный ползун 20 и винт с рукояткой 2. На нижнем конце ползуна установлен поперечный ролик 24, который препятствует произвольному повороту шлифовальной головки вокруг сферического шарнира 9. К ползуну с двух сторон крепятся прямоугольные эксцентрики 32. При контакте соответствующих ребер эксцентриков с площадкой 25 обеспечивается наклон шлифовального круга в ту или иную сторону (рис. 13.4, а, 6), необходимый для снятия боковых накатов. Площадка должна при этом
Рис. 13.4. Положение ползуна с роликом при снятии бокового наката с крестовины (а, 6) и при шлифовке крестовины (в) станком 2152
249
Рис. 13.5. Шлифование станком 2152 крестовин
Рис. 13.6. Шлифование станком 2152 наплавленных концов рельсов
располагаться горизонтально. Эксцентрики могут обеспечить также расположение ролика 24 параллельно площадке 25 (рис. 13.4, в). Такое положение требуется при шлифовке крестовины. Установку шлифовального круга на нужный уровень производят вращением рукоятки 2 (см. рис. 13.3) в ту или иную сторону. Для предотвращения самопроизвольного вращения рукоятки от вибрации применяется фиксатор 5. Для свободной манипуляции шлифовальным кругом, требующейся при подготовительных работах перед наплавкой крестовин и при снятии боковых накатов, нижний конец механизма ограничения врезания выводят из контакта с площадкой 25. для чего верхний конец механизма подают вперед до упора. Фиксация обоих поло-
250
Рис. 13.7. Снятие станком 2152 боковых накатов
жений механизма производится автоматически двумя шариковыми фиксаторами 21. В раме шлифовальной головки установлен перекатанный ролик 7, который вовремя транспортировки станка и шлифовки крестовины крепится в перевернутом положении фиксатором. Головка снабжена также осью 10 продольного поворота. Для предотвращения электрического замыкания рельсовых цепей между кронштейном и штангой приставки с роликами установлены изоляционные прокладки 35 и шайбы. К источнику электроэнергии станок подключают кабелем с кабельной вилкой 23. Станок снабжен также рукояткой 1, ручкой 11, переключателем 22, двухребордным роликом 31 и рукояткой крепления приставки 33.
Шлифовка крестовин станком показана на рис. 13.5, наплавленных концов рельсов —на рис. 13.6, снятие боковых накатов — на рис. 13.7.
13.4. Станок СЧР для чистовой обработки рельсов
Станок СЧР предназначен для чистовой обработки методом шлифования головок рельсов Р50, Р65, Р75 по поверхности катания и боковым поверхностям и изготовляется в двух модификациях:
СЧР (рис. 13.8) — основная модель с роликовыми кассетами для устранения шлифованием неровностей после контактной стыковой сварки, наплавки исправленного стыка, микротрещин, наклепов и других подобных дефектов, а также волнообразного износа (рифлей) длиной до 300 мм;
СЧРА (рис. 13.9) — модель без роликовых кассет для устранения всех вышеперечисленных дефектов рельсов, кроме волнообразного износа (рифлей).
Станок состоит из электропривода 4, рамы с двумя опорами 20, механизма подачи круга, двух роликовых кассет 26.
Вращающий момент от электродвигателя 6 (рис. 13.10) передается на одноступенчатый зубчатый мультипликатор 4 с косозубой передачей 3, 8. На выходном валу мультипликатора установлен шлифовальный круг 10, защищенный кожухом 2. На кожухе нанесена стрелка, указывающая направление шлифовального круга. Электропривод имеет опору 5 со шпильками для крепления на механизме подачи круга и крепится под небольшим углом к горизонтальной плоскости рельса, что обеспечивает уменьшение забираемой мощности при работе и увеличение длительности работы круга. На рис. 13.10: 1 —специальный болт, 7 и 9 — подшипники.
Рама станка представляет собой трубчатую металлоконструкцию, состоящую из трех частей, соединенных болтами. На концах рамы (см. рис. 13.8) закреплены опоры 20, предназначенные для перемещения станка по одной нитке железнодорожного пути во время работы. Опоры соединены между собой стяжкой 24. На этой стяжке установлена направляющая 1, имеющая
251
4 5 6
7 8 9 10
шесть отверстий, обеспечивающих наклон рамы станка относительно рукоятки 5 для установки шлифовального круга на базовые точки переходных кривых профиля головки рельса. Фиксация положения рамы на базовых отверстиях осуществляется с помощью фиксатора 2. Для фиксации рамы на направляющей 1 в промежуточных положениях относительно боковых отверстий, т. е. для установки круга в любом положении по отношению к профилю головки рельса предусмотрен эксцентриковый зажим 3. Он же служит для более надежной фиксации на базовых отверстиях. На стяжке 24 крепится дополнительная опора 12, имеющая на конце ролик 21, устанавливаемый на второй рельс железнодорожного пути. Дополнительная опора устанавливается при шлифовании рельса с целью устранения волнообразного износа (рифлей). Она может быть использована при шлифовании верхнего профиля головки рельса. На концах рамы устанавливают роликовые кассеты 26. Рукоятка 5 соединена со стяжкой 24 через амортизаторы 11. Она предназначена для перемещения станка при шлифовании как вдоль, так и поперек рельса, а также для транспортировки его по зоне работ.
Механизм подачи круга состоит из маховика 6, винта 7, стяжек 9 и 23, направляющих 22 и гайки 8. Изменение положения круга по высоте осуществляют поворотом маховика, который вращает винт, перемещающийся в гайке рамы и воздействующий на стяжку 9 через шаровую
252
опору. В стяжке закреплены направляющие 22, проходящие через втулки рамы. На концах направляющих установлена стяжка 23, служащая для закрепления на ней механизма подачи шлифовального круга. Для предотвращения самоотворачивания винта 7 при работе станка служит гайка 8. На маховик 6 нанесены деления от 0 до 9, позволяющие определить подачу круга.
На концах рамы установлены опоры рамы 20, на которых расположены опорные ролики 19, являющиеся копирами при шлифовании, и ролики 25, ограничивающие перемещения станка в поперечном направлении на головке рельса. В зависимости от типа обрабатываемого рельса ограничивающие ролики регулируют на необходимый размер по ширине головки рельса.
253
Роликовую кассету закрепляют на опоре рамы с помощью штифтов и болта 18. В корпусе кассеты на осях установлены ролики, имеющие игольчатые подшипники. К кассете пальцами 15, зафиксированными от выпадения специальными быстросъемными шплинтами, крепится стяжка 16, позволяющая с помощью винтовой стяжки 14 устанавливать кассету в одной плоскости с опорными роликами 19. Станок снабжен также выключателем 10, кабельной вилкой 13 и роликами 17.
13.5. Машина для шлифования шейки и подошвы рельса ШПШ
Машина ШПШ предназначена для обработки сварного стыка заподлицо с основным профилем рельса на шейке и подошве после сварки в пути рельсов типов Р50, Р65, Р75 при текущем содержании и ремонте железнодорожного пути, а также может применяться в технологической цепочке сварки и обработки рельсов в условиях рельсосварочных поездов (РПС).
Машина (рис. 13.11) состоит из захвата, подвески и шлифовальной головки. Захват предназначен для закрепления изделия на рельсе и состоит из сварной рамы 4, стопора 2, который через винт 3 и рукоятку 1 зажимает изделие на рельсе. Подвеска 10 изготовлена в виде трубчатой металлоконструкции, состоящей из труб и рычагов, соединенных между собой осями. Подвеска крепится на штырь 11 захвата. На подвеске есть сектор 13 с пятью отверстиями, в одну из которых вводят (поочередно) фиксатор 12. С помощью фиксатора и рукоятки 9 шлифовальная головка поворачивается вокруг оси 5 и занимает определенное угловое положение по отношению к рельсу во время шлифования. Две пружины 8 служат для уменьшения нагрузки на руки оператора. К источнику электроэнергии машину подключают посредством кабеля с кабельной вилкой 6. При повороте рукоятки на переключателе 7ток из сети поступает к электродвигателю шлифовальной головки.
Головка шлифовалки (рис. 13.12) состоит из электродвигателя 5, рамки 6, защитного кожуха 13 с двумя ограничивающими роликами 1 по краям, шлифовального круга и регулировочного устройства. Электродвигатель через резиновые амортизаторы 7 крепится к рамке. Крутящий момент, развиваемый электродвигателем, передается с его вала на вал 4, на котором крепится шлифовальный круг. Последний устанавливается между двумя прокладками 2 и затягивается через прижимную шайбу 3 болтом 9. Регулировочное устройство предназначено для
254
б
Рис. 13 11. Машина для шлифования шейки и подошвы рельса ШПШ:
а — структурная схема, б — внешний вид
регулировки положения шлифовального круга относительно ограничивающих роликов кожуха с целью компенсации износа круга и исключения излишнего его врезания в тело рельса. Регулировочное устройство состоит из направляющей //тпо которой при помощи винта 10 может перемещаться кожух с роликами; при этом ручка зажима 12 должна быть отвернута. Пружина 8 постоянно отжимает кожух роликами в положение «от рельса». После регулировки кожух с роликами зажимом 12 фиксируют относительно шлифовального круга. В процессе работы машины ограничивающие ролики 1 кожуха 13 упираются в рельс.
255
Рис. 13.12. Головка шлифовальная машины ШПШ
13.5. Эксплуатация и обслуживание рельсошлифовальных станков
Уход за станками заключается в их очистке, смазывании смазкой ЦИАТИМ 201, регулировке, проверке и подтяжке креплений.
В обязательном порядке надлежит соблюдать требования безопасности ГОСТ 12.3.082 — 82 «Система стандартов безопасности труда. Процессы обработки абразивными и эльборовым инструментом. Требования безопасности», а также требования «Правил техники безопасности при эксплуатации электроустановок потребителей».
Для бесперебойной работы станков необходимо:
• регулярно смазывать станки согласно таблице смазки (табл. 13.2); о маслах см. в 1.8, 10.1 и 11.10);
• регулярно устранять неисправности станков (табл. 13.3);
• 1 раз в 3 месяца (при нормальной эксплуатации) разбирать, очищать электродвигатель, мультипликатор (СЧР), механизмы (ограничения врезания, поворота, установки уклонов, подачи шлифовального круга), тележки, ограничительные ролики, роликовые кассеты (СЧР), регулировочное устройство и подвеску (ШПШ);
• своевременно заменять износившиеся детали;
• 1 раз в неделю вскрывать выключатель, осматривать, очищать от пыли и зачищать (заменять) подгоревшие контакты;
• не допускать замасливания и увлажнения обмотки статора, резких перегибов кабеля, повреждения его резиновой оболочки и попадания на нее масла, керосина или бензина;
• во время работы станков следить за температурой их электродвигателей. В случае перегрева (прикосновение ладонью к корпусу электродвигателя становится нестерпимым) электродвигатель следует отключить и дать ему охладиться.
При работе оператор должен быть надлежащим образом экипирован. Рекомендуется плотно прилегающий комбинезон из огнестойкого материала. Обувь должна быть с ребристой подошвой и с носками со стальной накладкой. Допускается использование кирзовых сапог. Глаза должны быть защищены очками, плотно закрывающими их со всех сторон. Руки предохраняются прочными перчатками из кожи, в крайнем случае из хлопчатобумажного материала. При длительной работе рекомендуется пользоваться респиратором и индивидуальными средствами защиты органов слуха по ГОСТ 12.4.051— 87 «Система стандартов безопасности труда. Средства индивидуальной защиты органов слуха. Общие технические требования и методы испытаний».
Перед началом работы со станком необходимо:
• проверить надежность заземления. Работа станков без заземления не допускается;
• проверить состояние кабеля и кабельной вилки. Кабель должен иметь исправную изоляцию, а кабельная вилка должна быть чистой и иметь плотные контакты при включении в сеть;
• проверить напряжение сети. Станки пригодны для работы на линейном напряжении 220 В трехфазного переменного тока;
• проверить надежность закрепления шлифовального круга;
• проверить (для 2152) натяжение клиновых ремней и фиксацию их в необходимом положении.
Шлифовальный круг до установки на станок должен быть испытан на механическую прочность в соответствии с требованиями ГОСТ 12.3.028 — 82.
После подключения станка к сети включить электродвигатель и опробовать станок на холостом ходу. В холодное время года работа на холостом ходу должна продолжаться 3... 5 мин. При обнаружении какой-либо неисправности (искрение, шум и др.) станок отключить от сети, вынуть кабельную вилку и устранить неисправность. После проверки на холостом ходу станок опробовать на рабочем режиме. При кратковременном перерыве в работе станок отключают от сети выключателем (переключателем), не вынимая кабельную вилку. При длительных перерывах кабельную вилку следует вынимать.
По окончании работ следует отключить электродвигатель станка от сети, очистить и протереть станок и кабель, последний свернуть в бухту и связать.
257
17-6706
Таблица 13.2
Информация о смазке рельсошлифовальных станков
Место смазки Периодичность смазки Способ смазки
1 2 3
Шарикоподшипники 1 раз в 3 месяца Узел разобрать, подшипники промыть и заменить смазку
Мультипликатор СЧР 1 раз в 6 месяцев Мультипликатор разобрать, зубчатые колеса и другие детали промыть, смазать, заполнить редуктор на 1/3 новой смазкой
Трущиеся поверхности механизмов ограничения врезания, поворота, установки уклонов, подачи шлифовального круга; оси тележек, фиксаторы, поверхности катания копирных линеек, цапфы ограничительных роликов, ролики роликовых кассет, шарниры подвески, направляющие Ежедневно Масленкой, кисточкой и через пресс-масленки
Таблица 13.3
Возможные неисправности рельсошлифовальных станков и способы их устранения
Неисправность Вероятная причина Способ устранения
1 2 3
При работе шлифовальный Круг останавливается или виб-рирует Ослаблено крепление шлифовального круга на валу Затянуть детали крепления
Ослабли клиновые ремни Натянуть ремни
Загрязнились клиновые ремнн и канавки на шкивах Промыть ремни и канавки теплой водой и просушить
Стопорение станка во время работы, излишний шум, скрежет металла Поломка зубчатых колес, подшипников Заменить вышедшие из строя узлы и детали
Винт механизма ограничения врезания станка 2152 не прокручивается Загрязнился винт Винт промыть в керосине, смазать
Винт механизма подачи шлифовального круга станка СЧР не прокручивается Загрязнились винт и направляющие механизма подачи круга Винт и направляющие промыть, смазать
Шлифовальная головка машины ШПШ с трудом проворачивается вокруг оси сектора Загрязнились ось сектора, сектор и фиксатор Детали промыть, смазать
Защитный кожух машины ШПШ с трудом перемещается по направляющей Загрязнилась направляющая Направляющую промыть, смазать
Загрязнился винт подачи Винт промыть, смазать
Шлифовальный круг машины ШПШ глубоко врезается в тело рельса Не отрегулировано положение шлифовального круга относительно ограничительных роликов защитного кожуха Произвести необходимую регулировку
Износились ограничительные ролики защитного кожуха Заменить ролики
258
Вопросы для повторения
1. Как устроена рельсошлифовалка МРШ 3?
2. Каковы назначение и устройство станка 2152?
3. Для чего применяются линейки в копирном устройстве станка 2152?
4. Как осуществляется работа со станком СЧР?
5. В чем отличие станка СЧРА от СЧР?
6. Как обеспечивается необходимая изоляция станков по отношению к рельсу?
7. Как регулируются ограничивающие ролики станка СЧР на необходимый размер по ширине головки рельса в зависимости от типа рельса?
8. Какие типы шлифовальных кругов применяются на станках 2152 и СЧР?
9. Каковы назначение и устройство машины ШПШ?
10. Каким образом обеспечивается необходимое положение шлифовального круга на машине ШПШ при шлифовании низа подошвы и головки рельса, верха подошвы рельса и шейки рельса? 11. Как обеспечивается исключение излишнего врезания шлифовального круга в рельс на машине ШПШ?
Глава 14. МЕХАНИЗИРОВАННЫЕ ПУТЕВЫЕ ИНСТРУМЕНТЫ ДЛЯ РАБОТЫ СО СКРЕПЛЕНИЯМИ, ШПАЛАМИ И БАЛЛАСТОМ
14.1. Общие сведения и взаимодействие инструментов и элементов пути
Надежность железнодорожного пути существенно зависит от качества прикрепления рельсов к подкладкам и шпалам, затяжки болтов в рельсовых стыках и плотности балласта. Механизация этих операций имеет большое значение в связи с все более широким применением железобетонных шпал, раздельных рельсовых скреплений и переходом на бесстыковой путь и его содержание. При сезонной работе по смазке клеммных и закладных болтов, снятию напряжений в бесстыковом пути, при различных ремонтах пути должна быть обеспечена равномерность закрепления соответственно типам скреплений. Исследованиями научных и проектных организаций определены оптимальные значения крутящих моментов для затяжки болтов и завертывания шурупов различных скреплений, плотности балласта и пр. Эти значения указаны в технологической документации по выполнению тех или иных видов путевых работ или ремонтов. Изготовитель рассматриваемых МПИ — ОАО «Калугатрансмаш».
Стыковые, клеммные и закладные болты, а также шурупы (рис. 14.1) завертывают и отвертывают, воздействуя на боковые грани головок вращающимися и смещающимися поступательно специальными ключами. Скрепления и соединения рельсов должны быть надежно затянуты определенными осевыми силами Га. Вращению ключа при этом препятствуют моменты, Н-м, сил трения в резьбе и на торце головки гайки, винта, шурупа:
Лпах s^a[0,5Jtg(X-pn) + 0,33/(Р^ -</2)]>
где К — коэффициент возможного увеличения момента сил из-за повреждения резьбы, ее загрязнения, ржавления, особенно при отвинчивании (К = 1,1...2, уточняется экспериментально); d — внутренний диаметр резьбы, м; к — угол подъема витков резьбы [X = arctg(p/nz/)); р — шаг резьбы, м; рп — приведенный угол трения в резьбе (рп = arctg(/"n/(cos 0,5а)];/п — коэффициент трения в резьбе; а — угол профиля резьбы; рп « 8,53°; f — коэффициент трения на торце головки (f ~ 0,17±0,2); £>кл — размер зева гаечного ключа, м.
Мощность, Вт, двигателя (при отсутствии в приводе ударно-импульсного механизма, повышающего движущий момент в 1,5. ..2 раза, если частота вращения ключа равна п, об/мин):
^д1 а ^тахгог /30г|о,
при наличии такого механизма: Рд2 а (1,5...2)-,РД].
Рис. 14.1. Расчетные схемы завертывания:
а — гаек стыковых болтов: б — то же, закладных и клеммных болтов; в — шурупов
260
Скорость завертывания (отвертывания), м/с:
v = пр /60;
продолжительность одного завертывания (отвертывания), с:
/1 = И у,
где / — перемещение, м, крепежного элемента при выполнении операции [/ а (1... 1, 5)<7];
затраты энергии, Дж, на одну операцию:
Для работы с болтовыми и шурупными скреплениями применяют различные электрические ключи и шуруповерты (табл. 14.1).
Таблица 14.1
Технические характеристики шурупогаечных ключей
Показатели Т ип изделия
ЭК 1М КПУ LUB2M КШГ 1 КШГ 1А КШГ 1Б
1 2 3 4 5 6 7
Приводной двигатель ТрехсЬазный асинхронный (220 В, 50 Гц) Бензиновый
Номинальная мощность двигателя. кВт 0,64 0,64 1,7 3,0 5,6 6,6
Частота вращения шпинделя, об/мин 660 660 (в том числе для сверла) 45; 250; 980 (для сверла) 20; 100 30; 150 32,5; 160
Число ударов за 1 мин 1320 1320 — — — —
Крутящий момент. Н м 600 600 120-.450 250... 1100 250.. 1100 250.-.1100
Время завертывания или отвертывания гаек, с, не более 4 4 4 5 4-.-5 4-5
Время завертывания шурупов, с, не более, в шпалы из дерева пород: мягких твердых — — 5 11 6 12 5 11 5 11
Время сверления отверстий, с, не более, в шпалах из дерева пород: мягких твердых — 3...6 16 2...4 11 — —
Габаритные размеры, м, не более 067x06x08 08x065x032 1.17x1,77x066 1.7x0,61x084 1,69x061x0.8 1,74x061x08
Масса (сухая, без сменных частей), кг. не более 27 27 66 ПО ПО ПО
Рельсовые звенья с костыльным скреплением на деревянных шпалах собирают с помощью электропневматических костылезабивщиков ЭПК 3 (табл. 14.2). Выдергивают костыли электрогидравлическими костылевыдергивателями КВД 1 (табл. 14.3).
Исследованиями, проведенными ВНИИЖТ, установлено, что для забивки костыля в сосновую, предварительно засверленную шпалу требуется энергия единичного удара, равная в среднем 21 Дж. Сила для выдергивания костылей зависит от состояния древесины и степени износа костыля. В зимних условиях при низких температурах, когда в зоне между стержнем костыля и древесиной замерзает вода, начальное сопротивление костыля выдергиванию доходит до 40...45 кН (~ 4...4,5 тс).
Рельсовые костыли в деревянную шпалу забивают соударением специального движущегося бойка и рабочего наконечника — забойника, взаимодействующего с головкой неподвижного костыля, установленного в заранее просверленном отверстии шпалы (рис. 14.2). При этом приобретенная бойком кинетическая энергия передается в виде энергии удара рабочему наконечнику и костылю, после чего боек теряет скорость и возвращается в исходное положение для нового удара. Соударение происходит в течение короткого промежутка времени, поэтому в зоне контакта возникают большие силы.
261
Рис. 14.2. Расчетная схема забивки костыля
Движущийся боек обладает кинетической энергией, Дж: = 0,5m]V2,
где — масса бойка, кг; Vj — скорость движения бойка, м/с. Наилучший обмен энергией между бойком и костылем имеет место при njj «= ш2(0,6...0,85). На рис. 14.2 £ — ход бойка; Рц и F\ — удельное давление и сила давления на него воздуха.
Скорости и кинетические энергии бойка и наконечника с костылем до и после удара находят из уравнений:
w^hi + ш2Тн2 - «^к1 + w2Vk2;
0,5тр’н1 + 0,5т21'н2 = 0,5т1ук1 +0^ш2гк2’
где и ш2 — массы бойка и наконечника с костылем, кг; ун) и ’’н2 — их СК0Р0СТИ Д° удара, м/с; тк1 и гк2 — то же, после удара, м/с.
Рассматривая процесс соударения упрощенно и имея в виду, что скорость ун2 равна нулю, а потери энергии при соударении невелики, получают скорость наконечника, м/с:
vk2 « vh112'«1 /(^l + mi Я
и энергию рабочего наконечника с костылем, Дж:
W2 = 0,5m2i’iL
Движущаяся сила, Н, при соударении:
Fa-W2ny/l*Fc>
где / — глубина забивки костыля, м; пу — количество ударов^ необходимое для забивки костыля; Fc — сила сопротивления внедрению костыля в шпалу:
= fCPaCbCl,
здесь/с — коэффициент сцепления металла костыля с деревом шпалы (fc ~ 0,25); р — давление на поверхности контакта, Па;яс, Ьс—средние размеры поперечного сечения костыля, м; /—длина костыля (глубина забивки), м.
Давление на поверхности контакта, Па:
P-8/{o^ac+ic)[a+M.2)/(£2)+a-w)/№)]}io'3,
где 8 — разность между величиной 0,5(дс + Ьс) и диаметром засверленного в шпале отверстия, м; Р] и ц2 — коэффициенты Пуассона для металла костыля и дерева шпалы (pj ->0,25...0,30, ц2 -> 0,05...0,1); и£2— то же, модули упругости (£j =0,2 Па;£2 = 0,0005...0,01 Па поперек волокон и £2~ 0,01... 0,12 Па вдоль волокон).
Частоту ударов принимают равной иуд ~ (18±2) с'1;
мощность приводного двигателя, Вт:
Рд •^2/1уд/(ПудПоХ
где -цуд — КПД удара; т|уд = W-/Wx; т|0 — общий КПД привода.
Средняя скорость погружения костыля, м/с:
vc - WyafK2(43±17);
продолжительность забивки костыля, с:
/1 а//тс, затраты энергии на операцию, Дж:
W а И^Иуд/].
262
При выдергивании костыля устройством с двигателем мощностью Рд скорость, м/с, время, с, энергия, Дж, составят: vc^Pai}olFc,
/1 & I / vc,
W*P^.
Таблица 14.2
Технические характеристики электропневматического костылезабивщика ЭКП 3
Приводной двигатель Трехфазный асинхронный (220 В, 50 Гц)
Энергия удара, Дж 21
Частота ударов, с-1 (мин1) 18.3(1100)
Время забивки костыля, с 5
Габаритные размеры, м, не более 0.917x0.415x0,24
Масса, кг, не более 27
Таблица 14.3
Технические характеристики электрогидравлического костылевыдергивателя КВД1
Приводной двигатель Трехфазный асинхронный (220 В. 50 Гц)
Номинальная мощность, кВт 0.4
Насос Масляный одноплунжерный
Диаметр плунжера, мм 13
Ход плунжера, мм 9
Расчетная сила выдергивания костыля, кН (тс) 50(5)
Время выдергивания костыля длиной 160 мм из шпалы, с 5
Габаритные размеры, м, не более 0.31x0,435x0.795
Масса, кг. не более 21
Устойчивость пути, безопасность движения, срок службы рельсов, скреплений и шпал напрямую зависят от состояния балластной призмы. Для этого необходимо выполнять достаточно большие объемы работ по уплотнению балласта под шпалами при устранении толчков, перекосов, просадок и других дефектов, а также по ремонту и удалению с пути вышедших из строя шпал и замены их новыми. Для механизации этих трудоемких работ применяют электрические вибрационные шпалоподбойки (табл. 14.4), сверлошлифовалки СШ 1 (табл. 14.5), шпалозатесывающие станки ШС 2 (табл. 14.6) и машины для одиночной смены шпал МСШ 2 (табл. 14.7). Они хорошо дополняют соответствующие машины тяжелого и среднего типа.
Процесс уплотнения осуществляют изменением относительного положения частиц балласта в некотором объеме: частицы начинают более плотно прилегать одна к другой, уменьшаются размеры воздушных промежутков между ними. Происходит это при вибрационном перемещении частиц под воздействием колеблющегося и внедряющегося внутрь балласта подбивочного полотна шпалоподбойки (рис. 14.3). Этот процесс сложно
описать точными математическими зависимостями, так как он осуществляется при непостоянном силовом воздействии на балласт со стороны оператора и переменном сопротивлении частиц балласта (особенно щебеночного, ракушечного и т. п.) из-за неоднородной их формы, размера и пр.
Относительное смещение частиц балласта вызывает вынуждающая колебания переменная по направлению сила:
Fa = F0Ksinoj/,
где Fq — наибольшее значение вынуждающей силы, Н; к—коэффициент пропорциональности, учитывающий потери в шпалоподбойке (к <» 0,9...0,95);
Рис. 14.3. Расчетная схема уплотнения балласта вибрационной шпалоподбойкой
263
to — угловая частота изменения направления силы, вынуждающей колебания подбивочного полотна и частиц балласта, с-1; t — время работы вибрационной шпалоподбойки, с.
К этой движущей силе, кроме того, добавляются действующая в одном направлении уплотнения сила Гр давления оператора на подбивочное полотно и сила веса Гш = /nmg шпалоподбойки:
Fn - FH + Fp + Ли с •
Сила сопротивления смещению балласта:
где — масса смещающихся частиц балласта, кг; g — ускорение свободного падения, g -= 9,81 м/с2;/— коэффициент, связывающий массу /??б с силой сопротивления смещению частиц балласта при взаимодействии их между собой ребрами, гранями и пр., т. е. при разном относительном их расположении и различных объемах воздушных промежутков между ними. Коэффициент f непостоянен, зависит от многих факторов. Как правило, он меняется при изменении направления смещения частиц, поэтому непостоянна и сила Гс. При Гд г Fc частицы балласта сдвигаются, смещаясь, разворачиваясь, притираясь и несколько изменяя форму, занимая положение, при котором прослойки воздуха уменьшаются, а частицы балласта плотнее прилегают одна к другой, уплотняются. Таким образом, за каждый период Т= 2л/со изменения вынуждающей колебания силы происходит некоторая подвижка (уплотнение) балласта. Эта подвижка (уплотнение) тем больше, чем больше сила Fw вынуждающая колебания полотна и частиц балласта, сила Fp давления на полотно и сила веса шпалоподбойки Гш.
По санитарно-гигиеническим и другим соображениям массу шпалоподбойки необходимо снижать вплоть до 10 кг. Сила давления также ограничивается санитарными нормами (Fp + Гш = F3 обычно составляет 20...30 % от веса монтера пути). Поэтому для повышения эффективности уплотнения следует увеличивать силу Fo. В ручных шпалоподбойках эта сила возникает при вращении некоторого тела (дебаланса), центр масс/77д (центр тяжести) которого смещен от оси вращения на величину эксцентриситета е. Эта сила является центробежной силой инерции, Н:
Fo = /77десо2.
У современных шпалоподбоек Fo г 2,5 кН. Угловая частота колебаний подбивочного полотна со ~л(0,8...0,84) ??о/ЗО, с-1, где?70 = 3000 об/мин — синхронная частота вращения ротора электродвигателя. Амплитуда колебаний наконечникаЛ -m еп1ш; обычно/1 - (3,2...4,5)10-3 м.
Мощность, Вт, электродвигателя привода шпалоподбойки:
Рд - Г0Лсо/т]0
(у шпалоподбоек q0 определяется потерями энергии на трение в подшипниках, Рд «• 300...550 Вт). Средний подъем пути, м:
/гп “ Нп -йп —h:,
где Нп — размер, определяющий высоту перемещения подбойника шпалоподбойки, м (В случае деревянных шпал при костыльном скреплении для рельсов типов Р43 Нп = 0,34 м, Р50- 0,35 м, Р6,5 - 0,38 м; для железобетонных шпал с рельсами типов Р50 Нп = 0,37 м, Р65 - 0,4 м; ап — возвышение конца полотна шпалоподбойки над балластом, м; ап - (10...20)10~3 м; й. — толщина слоя рабочего балласта под шпалой, м; h. «• (90... 100) 10~3 м.
Продолжительность, с, подбивки одной шпалы (без учета времени перехода от шпалы к шпале):
/] “(^з +/ПО)Г3,
где t3 — время заглубления подбойника в балласт, с, 1^ К§(Ь- + Q,33hn)/[f(A - A)coF3] [здесь Kq — коэффициент состояния балласта; для рыхлого Kq = 1, для уплотненного = 2, для загрязненного Кб = 4; Лп — толщина слоя балласта, создающего сопротивление перемещению полотна;/— коэффициент трения наконечника полотна о балласт,/»0,2...0,3; А — уменьшение амплитуды, А ~(0,7...2)10~3, м];/по — время подъема подбойника из балласта, с; К3 — число заглублений (по данным ВНИИЖТ, для хорошего уплотнения балласта г 11.. .25).
264
Затраты энергии, Дж, на уплотнение балласта под одной шпалой:
И^Рд'1-
Таблица 14.4
Технические характеристики электрических шпалоподбоек
Показатель 'ип шпалоподбойки
ЭШП 9 ЭШП 9М2 ЭШП 9МЗ
1 2 3 4
Тип электродвигателя Трехфазный асинхронный (220 В. 50 Гц)
Номинальная мощность, кВт 0,52 0,55
Тип вибратора Ненаправленного действия, дебаланс нерегулируемый
Номинальная вынуждающая сила. кН 2.45 2,5
Тип выключателя Отсутствует ПВ 3-10
Амортизирующая подвеска рукоятки Сочетание резинометаллических амортизаторов и резинотканевых ремней
Рукоятка Жесткая с резиновыми насадками Сборная с резиновым упругим элементом
Габаритные размеры, м 1,2x0,2x0,575
Масса, кг 19,8 18,5 18,5
Для ручных инструментов, используемых при сверлении шпал, брусьев и т. п., рекомендуют скорость резания v - 0,67 м/с. Частота вращения сверла при этом п = 60 v/Dn. об/мин, где D — диаметр сверла, м. Скорость заглубления сверла vn в древесину мягких пород при D = 15.. .40 мм не должна превышать 0,0067...0,0083 м/с, при D < 15 мм — 0,011 м/с; рекомендуемые подачи Sn, м/об, при этом не должны превышать соответственно (0,4.. .0,05) 10-3/л и 0,7- 10~3/и.
При сверлении древесины сила сопротивления и потребляемая мощность зависят от породы древесины, ее влажности, направления сверления по отношению к волокнам, а также от глубины сверления. Породы деревьев подразделяют на твердые (дуб, бук, клен, вяз, ясень); средние (береза, сосна, ольха, лиственница); мягкие (липа, ель, осина, тополь, ива). В связи с обилием факторов, влияющих на потребляемую при сверлении дерева энергию, для определения мощности, потребной для сверления дерева Рдер, используют значение мощности Рмет, потребной для сверления металла:
Рдер-IO~3PM„DIK.
Переходные коэффициенты К, мм-1, для разной глубины сверления:
Глубина сверления, мм... Коэффициент для пород дерева: 30 50 100 150 300
твердых и средней твердости... 1,45 1,40 1,25 1,15 1,00
мягких... 2,1 2,00 1,8 1,60 1,00
Остальные характеристики процесса сверления отверстий в дереве находят по формулам,
относящимся к сверлению металлов.
Таблица 14.5
Технические характеристики сверлошлифовалки СШ 1
Приводной электродвигатель Трехфазный асинхронный (220 В. 50 Гц)
Номинальная мощность двигателя. кВт 0.5
Частота вращения шпинделя, об/мин 507 (сверление); 2800 (шлифование)
Максимальный диаметр сверла, мм 23
Конус Морзе 2
Время сверления отверстий, с, не более, в шпалах из дерева пород: мягких твердых 3...5 15
Шлифовальный круг ПП 150x25x32 14А 40Н СТЗ Б 30 м/с ГОСТ 23182—78
Габаритные размеры, м, не более 0.51x0.205x0.235
Масса (без кабеля и инструмента), кг, не более 10
265
Скорость строгания дерева рекомендуют принимать г « 17.. .25 м/с. Сила, Н, сопротивления строганию:
Fc-fyBh,
где/у — удельное сопротивление строганию, Н/м2 (/у - 0,3-108); В — ширина строгания, м; h — высота (глубина) строгания, м.
Мощность, Вт, двигателя привода при строгании:
Рд = Рсг/т|о-
Таблица 14.6
Технические характеристики шпалозатесывающего станка ШС 2
Приводной электродвигатель Трехфазный асинхронный обращенного типа (220 В; 50 Гц)
Количество электродвигателей с ножевыми барабанами 2
Количество ножей в барабане 3 + 3+3
Диаметр барабана с ножами, мм 185
Наибольшая глубина строгания за один проход, мм 10
Частота вращения ножевого барабана, об/мин 2640
Скорость резания, м/с 24
Длина простроганной постели под подкладки, мм 350
Наибольшее заглубление барабанов, мм 60
Средняя скорость подачи, м/мин 5
Среднее машинное время обработки постелей под подкладки на одной Шпале, с 3
Габаритные размеры, м. не более 0,96x2,14x0,9
Масса станка без грузов, стружкоулавливателей, стойки, кабеля и уголкового пути, кг, не более 180
Масса станка в комплекте, кг. не более 358
Процесс одиночной машинной смены шпал подробно не описываем.
Таблица 14.7
Технические характеристики машины для одиночной смены шпал МСШ 2
Приводной двигатель внутреннего сгорания Урал или Дружба 4
Частота вращения барабана, об/мин 5
Время вытаскивания шпалы, с 30...60
Длина троса, м 4
Диаметр троса, мм 8,6
Максимальная грузоподъемность навесного устройства, Н 3000
Радиус зоны подтаскивания шпалы, м: без дополнительного троса с дополнительным тросом 2 5
Габаритные размеры, м. не более 2,7x0,63x1,0
Масса без принадлежностей, кг. не более 60
Масса машины в комплекте с принадлежностями, кг. не более 80
14.2. Электрогаечный ключ ЭК 1М
Ключ ЭК 1М предназначен для завертывания и отвертывания гаек стыковых болтов всех типов рельсов при текущем содержании и ремонтах пути, укладке железнодорожных рельсов. Ключ (рис. 14.4) состоит из мотор-редуктора с преобразователем и тележки с устройством для принудительного прижима стыкового болта.
В мотор-редуктор входят встроенный электродвигатель 11 и редуктор с преобразователем, связанные разъемными корпусами 1 и 13. К корпусу 13 прикреплены две соединенные меж-
266
a
Рис. 14.4. Электрогаечный ключ ЭК 1М:
а — общий вид; б — мотор-редуктор; в — схема структурная
ду собой рукоятки 6 с амортизационной подвеской, предназначенные для удержания ключа при работе и уменьшения воздействия вибрации на руки рабочего, а также ручка 10 для удержания ключа при транспортировке по рельсу на тележке. Включение и выключение электродвигателя производят переключателем 7, расположенным на правой рукоятке. К источнику питания ключ присоединяют посредством кабельной вилки 9 и кабеля 8. Ротор электродвигателя короткозамкнутый с алюминиевой заливкой напрессован на вал, вращающийся в двух шарикоподшипниках. Нижний конец вала заканчивается конической шестерней 16, находящейся в зацеплении с коническим колесом-кулаком 14. Ступица колеса-кулака 14 имеет две ветви наружных профильных вырезов и входит в молоток 22, имеющий аналогичные ветви профильных вырезов на внутренней поверхности, направленные в противоположные стороны. При таком расположении вырезов шарики 19, зажатые между молотком и колесом-кулаком 14, при работе перекатываются в вырезах и выводят молоток из зацепления с головкой 24 ключа. Молоток и колесо-кулак, смонтированные на валу 23, вместе с пружиной 21 и шариками 19,
267
составляют устройство, предназначенное для преобразования непрерывного крутящего момента в импульсно-ударный. Ключ содержит также крышки 12, 15, прокладки 17, 20, регулировочную шайбу 18 и упорный подшипник 25.
В начале завертывания гайки, когда ее сопротивление вращению мало, колесо-кулак 14 через шарики 19 непрерывно вращает головку 24 ключа и вместе с ней гайку. При достижении определенного сопротивления завертыванию гайки преобразователь переходит на импульсноударный режим работы. При этом шарики 19, перекатываясь по профильным вырезам колеса-кулака и молотка, перемещают молоток в сторону колеса-кулака, сжимая пружину 21. Как только кулачки молотка выходят из зацепления, пружина разжимается и молоток своими кулачками наносит удар по кулачкам головки ключа.
Тележка с устройством для принудительного прижима стыкового болта предназначена для уменьшения силы на рукоятках 6 при завертывании гаек, а также для перевозки ключа, переведенного в транспортное положение, и обеспечения устойчивости при остановке на рельсовом стыке. Тележка состоит из корпуса с двумя катками 2, шарнирной вилки 5 с переходными втулками 3 и 4, толкателя, двух планок, двух прижимов и четырех пружин. Посредством шарнирной вилки и рычага ключ крепится к тележке.
14.3. Ключ путевой универсальный КПУ
Ключ КПУ предназначен для завертывания и отвертывания гаек стыковых, клеммных и. закладных болтов всех типов рельсов при текущем содержании и ремонтах пути, укладке железнодорожных линий, а также для сверления железнодорожных деревянных шпал.
Ключ (рис. 14.5) состоит из тележки, подвески, рукояток и мотор-редуктора.
Тележка, предназначенная для перевозки ключа цо рельсу, имеет раму 30, вращающиеся на шарикоподшипниках ролики 31 и две опоры на шпалу 12. Опоры присоединены к раме 30 шарнирно, что позволяет переводить их из рабочего в транспортное положение. В нужном положении их закрепляют с помощью подкоса 37, один конец которого шарнирно соединен со стойкой 36 опоры, а другой может перемещаться по пазу направляющей 38, жестко соединенной с рамой тележки. Подкос 37относительно направляющей Зафиксируют винтовым зажимом 39.
Подвеска выполнена в виде шарнирного параллелограмма, образованного колонкой 24, надетой на вертикальную стойку тележки, рамкой 7 и соединяющими стойку с рамкой верхней поперечиной 13 и нижней поперечиной. Последняя состоит из планки25 и рычага25, соединенных осью 27 и фиксатором 26. К рамке 7 прикреплены штифты 32, препятствующие её перемещению вверх при транспортном положении ключа. К колонке 24 шарнирно прикреплен прижим 21, предназначенный для предотвращения выпадания головки стыкового болта из гнезда накладки. Привод прижима осуществляется от верхней поперечины 13, с которой прижим соединен посредством рычага 23, тяги 18 и вилки 17.
Вилка 17 установлена на цапфу 14 верхней поперечины 13 и фиксируется относительно последней фиксатором 1.5. Прижим 21 посредством рычага 22, опирающегося на ролик 20, соединен с уравновешивающей пружиной 19. К рамке 7 шарнирно с возможностью поворота в вертикальной плоскости на оси 2 присоединен мотор-редуктор. Угол поворота мотор-редуктора ограничивает планка 4, имеющая паз с двумя фиксирующими углублениями. Планку 4 относительно корпуса мотор-редуктора фиксируют винтовым зажимом 3. Рукоятки 9, предназначенные для управления ключом, присоединены к рамке 7 через амортизаторы 8. К правой рукоятке прикреплен переключатель 10, служащий для включения и реверсирования электродвигателя мотор-редуктора. Управление переключателем производят поворотом ручки 77 из среднего положения (электродвигатель выключен) в левую или правую сторону на 45°.
Мотор-редуктор включает в себя электродвигатель, конический редуктор и ударно-вращательный механизм. Вал электродвигателя вращается в подшипниках 40 и 44. Нижний конец вала заканчивается малой коническим валом-шестерней 43, находящейся в зацеплении с коническим колесом-кулаком 45. Два эти колеса образуют конический редуктор. Ступица
268
a
Рис. 14.5. Путевой универсальный ключ КПУ (начало): а — общий вид; б — мотор-редуктор;
269
Рис. 14.5. Путевой универсальный ключ КПУ (окончание) в — схема структурная
колеса-кулака имеет две ветви наружных винтовых канавок и входит в молоток 46, имеющий аналогичные ветви винтовых канавок на внутренней поверхности. В винтовых канавках находятся шарики 54. Между колесом-кулаком 45 и молотком 46 установлены пружина 55 и упорный подшипник 52. Колесо-кулак, молоток, подшипник 52, шарики 54 и пружина 55, смонтированные на валу 56, образуют ударно-вращательный механизм, предназначенный для преобразования непрерывного вращения вала двигателя в крутильные удары. Вал 56 вращается в подшипниках 57.
Головка 1 ключа установлена во втулке корпуса 47 и зафиксирована кольцом 48. У головки ключа с одной стороны выполнены кулачки, которые сцепляются с кулачками молотка 46, а с другой стороны — шестигранное отверстие под гайку стыкового болта М27, в которое также вставляют сменные головки 49 двух исполнений: одного — для завертывания гаек клеммных и закладных болтов, а другого — для завертывания гаек стыковых болтов М24 и М22. Сменные головки фиксируют штифтом 50 и кольцом 51.
К источнику электроэнергии ключ присоединяют посредством кабеля с кабельной вилкой 16. Таким же кабелем соединен и переключатель Юс электродвигателем6 (41 —его статор, 42 — ротор). На рис. 14.5 обозначены также: 29 — скоба, 33,34 — контргайки и гайки, 53,58— прокладки.
Механизм прижима стыковых болтов работает следующим образом. При опускании мотор-редуктора на гайку стыкового болта поперечина 13 поворачивается вместе с вилкой 17, которая соединена с поперечиной фиксатором 15. Вилка через валик 35, тягу 18 и рычаг 23 поворачивает на шарнире прижим 21 до упора его в стыковой болт. При повороте прижима рычаг 22 перемещается относительно ролика 20, при этом изменяется направление и величина момента сил, действующих на прижим 21 через рычаг 22 и пружину 19. Первоначально при горизонтальном положении прижима момент сил от пружины препятствует повороту прижима, а затем по мере его поворота момент сил сначала убывает до 0, потом изменяет направление и достигает максимума при вертикальном положении прижима. Благодаря этому обеспечивают надежное прижатие головки стыкового болта к рельсовой накладке. При поднимании
270
б
Рис. 14.6. Положение КПУ при работе с клеммными (а) и стыковыми (б) болтами
мотор-редуктора прижим поворачивается и занимает горизонтальное положение, в котором удерживается пружиной 19.
При включении переключателя 10 напряжение сети подводится к электродвигателю. Вращающий момент, развиваемый электродвигателем, передается через редуктор (шестерня 43 и колесо-кулак 45), шарики 54 и молоток 46 на головку 1 ключа. В начале завертывания гайки головка ключа вращается непрерывно. Когда момент сопротивления вращению завертываемой гайки начинает превышать установленный вращающий момент, молоток 46 смещается вдоль оси, сжимая пружину 55. Кулачки молотка выходят из зацепления с кулачками головки 1 ключа, при этом молоток продолжает вращаться и одновременно движется возвратно-поступательно, ударяя по кулачкам головки ключа и затягивая гайку.
Перед завертыванием (отвертыванием) гаек как клеммных и закладных, так и стыковых болтов нужно откинуть опоры 12 на Шпалу и закрепить их прижимами 39.
При завертывании гаек клеммных и закладных болтов (рис. 14.6, а) необходимо:
• включить привод прижима 27 (см. рис. 14.5), для чего стержень фиксатора 75 вывести из отверстия в поперечине 13 и зафиксировать в этом положении, повернув стержень фиксатора на 90° по часовой стрелке;
• развернуть мотор-редуктор на оси 2 до вертикального положения и зафиксировать прижимом 5;
• в отверстие головки 7 ключа вставить сменную головку 49 (наиболее длинную из двух сменных головок, поставляемых в комплекте с ключом) и зафиксировать штифтом 50 и кольцом 57 (штифт и кольцо входят в комплект поставки ключа);
• соединить планку 28 с рычагом 25, для чего стержень фиксатора 26 вставить в отверстие планки 28, подкатить ключ по рельсу до нужной шпалы, опустить мотор-редуктор на подвеске до попадания головки 7 ключа на гайку скрепления;
• включить ключ и завинтить гайку;
• выключить ключ и переместить к следующему болту.
При завертывании гаек стыковых болтов (рис. 14.6, б) следует:
• разъединить нижнюю поперечину подвески, для чего стержень фиксатора 26 (см. рис. 14.5) вывести из отверстия в планке 28 и, удерживая стержень фиксатора в этом положении, переместить ось 27 вверх вместе с поворачивающимися относительно нее рычагом 25 и планкой 28. Нижняя поверхность планки должна стать выше стержня фиксатора 26. Отпустить стержень фиксатора;
271
• при завертывании гаек болтов М27 из головки 1 ключа вынуть сменную головку 49 и штифт 50. При завертывании гаек болтов М22 и М24 в отверстие головки 1 ключа вставить укороченную сменную головку и зафиксировать штифтом 50 и кольцом 51;
• развернуть мотор-редуктор в горизонтальное положение и закрепить зажимом 5;
• включить привод прижима 21, для чего стержень фиксатора 75 ввести в отверстие поперечины 13;
• подкатить ключ по рельсу до стыкового скрепления так, чтобы колонка 24 стала напротив завертываемого стыкового болта;
• повернуть мотор-редуктор с подвеской на вертикальной стойке рамы на 90°;
• опустить мотор-редуктор до уровня стыкового болта;
• прижать головку болта прижимом 27;
• надеть головку ключа на гайку, включить ключ и завинтить гайку;
• выключить ключ, снять головку с гайки, поднять мотор-редуктор вверх для освобождения головки стыкового болта прижимом и переместить ключ к следующему болту.
Для перевода в транспортное положение ключа, настроенного для работы с клеммными болтами, необходимо установить сменную головку 49 на скобу 29 рамы 30, перевести опоры 72 в верхнее положение до упора в рамку 7 и закрепить их зажимами 39. Перевод в транспортное положение ключа, настроенного для работы со стыковыми болтами, производится аналогично, только в скобу 29 устанавливается выступ 5 корпуса редуктора.
Для перевода ключа, настроенного для работы с клеммными болтами, к сверлению деревянных шпал необходимо снять кольцо57, фиксирующий штифт50и сменную головку49, после чего установить в шпиндель сверло. Для сверления следует:
• вставить шпиндель со сверлом в головку ключа и зафиксировать штифтом и кольцом;
• включить электродвигатель на требуемое направление вращения шпинделя и сверлить шпалу, периодически нажимая на рукоятки ключа;
• для предотвращения зажима сверла стружкой периодически выводить сверло из отверстия шпалы.
14.4. Шуруповерт ШВ 2М
Шуруповерт ШВ 2М предназначен для завертывания и отвертывания железнодорожных путевых шурупов рельсовых скреплений и гаек клеммных и закладных болтов, а также для сверления отверстий под шурупы и костыли в деревянных шпалах.
Шуруповерт (рис. 14.7) состоит из электродвигателя#, зубчатой коробки передач, парал-лелограммной подвески с пружиной и тележки 9.
Коробка передач имеет планетарную передачу 16, зубчатые колеса 30 и 32 на входном валу28, колеса 23, 26 и 27 на промежуточном валу 24 и колесо 20 на выходном валу—шпинделе 27 с регулируемой шариковой муфтой сцепления 79. Переключают передачи вручную рычагом 3. Муфта 19 позволяет регулировать крутящий момент на требуемую величину в зависимости от выполняемой операции.
Для регулирования крутящего момента предусмотрен винт 77с венцом, контргайкой и ограничителем 18. При ввертывании винта крутящий момент увеличивается. Контргайка предназначена для фиксации заданного значения крутящего момента и исключает самопроизвольное вывертывание винта в процессе эксплуатации. Для определения положения винта на закрывающем колпаке предусмотрена соответствующая градуировка значений крутящего момента. Во время ввертывания или вывертывания винта колпачок необходимо поставить на основание сбоку винта и отрегулировать муфту на требуемую величину крутящего момента (конечное положение регулировочного винта 7 7 и контргайки — когда они довернуты до упора в ограничитель 18). Снимать ограничитель запрещается из-за возможности поломки редуктора. Крутящий момент при отвертывании не регулируется. Для регулировки осевых люфтов вала — водила, промежуточного вала и вала—шпинделя предусмотрены прокладки под крышками 22, 25 и 29. Люфты указанных валов регулируют изменением количества прокладок. Смазка редуктора обеспечивается плунжерным насосом.
272
273
Рис. 14.7. Шуруповерт ШВ 2М (окончание)
в — схема структурная
Подвеска состоит из двух тяг 13, пружины 12 и колонки 14.
Тележка предназначена для перемещения шуруповерта по рельсам во время работы. Она состоит из трубчатой сварной рамы со шкворнем, поддерживающей оси с багажником, имеющей третий ролик с изоляционными втулками. Рама тележки имеет два откидных предохранительных захвата 6, позволяющих поворачивать шуруповерт на 180° и обеспечивающих безопасность работы в случае проворачивания вокруг шурупа или гайки. На правой рукоятке 1 размещен переключатель 2, обеспечивающий включение и реверсирование электродвигателя. На раме тележки расположен фиксатор 11, позволяющий жестко соединить параллелограмм-ную подвеску шуруповерта с рамой для обеспечения стабильного положения редуктора во время транспортировки по рельсам.
С источником электроэнергии шуруповерт соединяют кабелем с кабельной вилкой 15. Электродвигатель включают и выключают поворотом правой ручки. На рис. 14.7 обозначены также: 7 — наконечник для шурупов, 8 — корпус, 10 — винт зажима оси и 31 — кулачковая муфта коробки скоростей.
14.5. Ключ шурупогаечный КШГ 1
Ключ КШГ 1 предназначен для завертывания и отвертывания гаек клеммных и закладных болтов, а также путевых шурупов рельсовых скреплений. Ключ выпускают в нескольких вариантах, которые отличаются приводом: на КШГ 1 (рис. 14.8, а и б) установлен электродвигатель /; на КШГ 1Аи КШГ 1Б — двигатель внутреннего сгорания /6(рис. 14.8, ей г). КШГ 1А в узле привода имеет дополнительный зубчатый одноступенчатый цилиндрический редуктор 17, предназначенный для повышения вращающего момента на входе в механизм управления.
Приводной двигатель ключа КШГ 1 через шарнирную муфту 2 и шлицевой вал 4, проходящий внутри трубы рамы, соединен с механизмом управления 7. Этот механизм и приводной двигатель установлены на тележке 5, имеющей шарнир, который позволяет наклонять механизм и поворачивать его в горизонтальной плоскости относительно рельса. На тележке 5 расположены ролики 10 для перемещения ключа по рельсу. Для более устойчивого положения ключа на пути и
274
Рис. 14.8. Шурупогаечный ключ КШГ 1:
а — вид сбоку; б — вид спереди; в — привод КШГ 1А; г — привод КШГ 1Б
275
с целью разгрузки рук оператора на тележке 5 устанавливается дополнительная опора 11, располагаемая на второй нитке пути. На дополнительной опоре 11 закреплен багажник.
На механизме управления 7 имеются рукоятки управления: левая 14 и правая 12 (на рис. 14.9 — 22 и 24соответственно). На правой рукоятке установлена педаль переключения направления вращения выходного вала ключа (педаль реверса), соединенная тросом с вилкой переключения муфты реверса. На левой рукоятке (см. рис. 14.8) 14 ключа КШГ 1 с электроприводом располагается выключатель 13 с кабелем 3 и кабельной вилкой 8. В средней части механизма управления 7 находится ручка переключения передач 15. На выходной вал механизма управления 7 устанавливают сменные ключи 9. На рис. 14.8: 6 — скоба.
Механизм управления (рис. 14.9) состоит из узла фрикционной муфты5, коробки передач 8 и рабочего органа 12, соединенных между собой шлицевой 15 и другими муфтами и включающих в себя механизм соединения валов 1,6,11,16 и передач 7,10, /-/механизма 9 переключения передач и механизма 13 реверса. На корпусе фрикционной муфты имеется индикатор вращающего момента 3 с рычагом 2, представляющий собой стрелочный прибор. Для установки начального (нулевого) положения индикатора служит винт 21. Крышка индикатора момента выполнена из ударопрочного полистирола. Отдельные исполнения ключа имеют алюминиевый корпус крышки со стеклом, привернутый двумя винтами к корпусу узла фрикционной муфты.
Правая рукоятка 22 через вилку 19 и выжимной подшипник 20 взаимодействует с ведущей полумуфтой 4 и ведомой полумуфтой 17, конической фрикционной муфтой, обеспечивающей посредством пружины 18 необходимый вращающий момент ключа. Регулировку момента осуществляют регулятором 23, соединенным с правой рукояткой 22.
276
Устройство регулятора момента представлено на рис. 14.10, где 1 — гайка, 2 — поршень, 3 — винт-упор, 4,6 — пружины, 5 — гайка упора, 7 — крышка, 8 — ручка.
Вращающий момент от приводного двигателя М (рис. 14.11) через шарнирную муфту XI и шлицевую муфту Х2 передается на вал узла УФМ фрикционной конической муфты АЗ. Управление конической фрикционной муфтой ХЗ осуществляют правой К1 рукояткой. При нажатии на эту рукоятку она поворачивается на оси и через вилку нажимает на выжимной подшипник. Он, перемещаясь по валу, через втулку сжимает пружину муфты до тех пор, пока правая К1 рукоятка не упрется в винт-упор регулятора момента. Пружина, воздействуя на полумуфту конической муфты ХЗ, создает сцепление ее с определенной силой со второй полумуфтой, благодаря чему вращение передается на ведущий вал коробки передач. Одновременно правая К1 рукоятка воздействует рычагом вилки на толкатель зубчатого сектора T9 (~9 = 63, а = 80°) индикатора момента ИМ, поворачивая сектор и входящее с ним в зацепление зубчатое колесо Т10 (2]0 = 7) индикатора момента. Колесо Т10 поворачивает стрелку, насаженную на его вал, которая указывает значение вращающего момента на рабочем органе РО. Вращение от ведущего зубчатого колеса 77 (Г| = 18) коробки передач КП передается в зависимости от положения муфты Х4, образующей единый блок с зубчатым колесом ТЗ (~3 = 41), либо на блок зубчатых колес Т2 (~2 = 72) и Т4 (z4 = 49) и далее через колесо ТЗ на ведомый вал (быстроходная передача), либо на зубчатые колеса Т2 и Т5 (с5 = 20) и далее через колесо Тб (г6 = 70) на ведомый вал {тихоходная передача). Муфту Х4 переключают рычагом переключения передач К2. На крышке коробки передач рядом с этим рычагом установлена Табличка с буквами «М» (медленно) и «Б» (быстро). Индикатор момента имеет двойную шкалу: от 0 до 25 даН-м для быстроходного режима и от 0 до 130 даН м для тихоходного.
Выходной вал коробки передач, вращаясь, передает вращающий момент через шлицевую муфту Х5 на ведущий вал реверса рабочего органа. При прижатой к правой К1 рукоятке педали КЗ вращение от конической зубчатой шестерни Т7 = 8) кулачковой муфтой Х6 передается на верхнее колесо Т8 (с§ = 37) (происходит отвертывание скрепления пути), при отпущенной педали КЗ — на нижнее колесо Т8 (завертывание).
14.6. Электропневматический костылезабивщик ЭПК 3
Костылезабивщик ЭПК 3 предназначен для забивки костылей в шпалы при текущем содержании, производстве всех видов ремонта и реконструкции железнодорожного пути, а также при постройке новых путей.
277
оо
Рис. 14.12. Электропневматический костылезабивщик ЭПК 3: а — конструктивная схема; б — структурная схема
Костылезабивщик (рис. 14.12) состоит из электродвигателя, конической зубчатой передачи, кривошипно-ползунного механизма и узла амортизатора с рабочим инструментом. Электродвигатель состоит из пакета статора 27, залитого в корпус 28, и пакета ротора 26, напрессованного на вал 25. От попадания смазки в обмотку статора электродвигатель защищает резиновый сальник 23. Вал ротора вращается в шарикоподшипниках 22 и 32, расположенных соответственно в части 21 корпуса с кольцом 24 и крышке 31 электродвигателя. На конец вала насажен вентилятор 30, закрытый кожухом 29. В разъемном корпусе с крышкой 17, состоящем из двух частей 13 и 21, находятся коническая шестерня 20, насаженная на конец вала 25, и коническое зубчатое колесо 19, образующее в сборе с щекой 18 и пальцем кривошипа 15 коленчатый вал.
Кривошипно-ползунный механизм состоит из коленчатого вала, смонтированного на двух шарикоподшипниках 16, шатуна 12 и поршня 8, движущегося в стволе 9. Внутри поршня свободно перемещается боек 7. Шатун соединен с поршнем при помощи втулки 11 и пальца 10, а с коленчатым валом — через игольчатый подшипник 14, который смазывают при помощи фитильной масленки 33.
К деталям узла амортизатора относятся: фланец 4. направляющая втулка 6, три резиновых кольца амортизатора 5, втулка 3, стержень 1 и пружина 2. Пружина 2 между стержнем и втулкой облегчает переход с рабочего хода на холостой.
С источником электроэнергии костылезабивщик соединяют через кабельную вилку и кабель. Электродвигатель включают и выключают поворотом правой ручки.
14.7. Электрогидравлический костылевыдергиватель КВД 1
Костылевыдергиватель КВД 1 предназначен для выдергивания путевых костылей из шпал при ремонте и реконструкции железнодорожных путей.
Костылевыдергиватель (рис. 14.13) состоит из встроенного электродвигателя 22 с выключателем 24, гидравлической системы, механизма захвата костыля и механизма управления. С источником энергии костылевыдергиватель соединяют через кабель и кабельную вилку 36. Вал ротора электродвигателя оканчивается эксцентриком 19, на который напрессован шарикоподшипник. При вращении вала электродвигателя плунжер 16 масляного насоса движется возвратно-поступательно. Перемещаясь под действием пружины 7 7 в сторону эксцентрика, он засасывает масло из масляного резервуара через отверстие в гильзе 14, а затем, двигаясь под действием эксцентрика в обратную сторону, нагнетает масло через шариковый клапан 77 в гидравлический цилиндр 9. Электродвигатель включают и выключают поворотом правой рукоятки.
Режим холостого хода обеспечивается за счет того, что толкатель 25 под действием рукоятки 27 и пружины 28 постоянно отжимает шарик 29 и перепускное отверстие остается открытым. Происходит перекачка масла, не создающая давления в полостях гидравлических цилиндров, — механизм работает вхолостую. Нижний узел вместе с клещевым захватом удерживается в транспортном положении пружиной 33. Костылевыдергиватель включает корпус 75, шайбу 18, крышку 20, масломер 26 и пружину 32.
В рабочий режим механизм переводят подъемом рукоятки 27. При этом шарик 29 под действием пружины 30 перекрывает перепускное отверстие. Перекачка масла прекращается и в работу последовательно вступают сначала большой поршень 8, создающий большую силу в момент наддергивания костыля, а затем малый поршень 5, обеспечивающий выдергивание костыля с меньшей силой, но при бдльшей скорости. Сила от гидравлического цилиндра к выдергиваемому костылю передается через две регулируемые тяги 3, ввернутые одним концом в клещевой захват 7, а друг им — в муфту 6, которая соединена с гидравлическим цилиндром посредством резьбы. Малый внутренний поршень присоединен к опоре 23, являющейся одновременно направляющей для клещевого захвата. Во время выдергивания костыля корпус костылевы-дергивателя вместе с электродвигателем перемещается вверх.
Герметизация отдельных элементов гидравлической системы костылевыдергивателя достигается посредством манжет 7, 10, сальников 4, 21 и прокладок 72, 13. Верхнее крайнее положение
279
механизма, соответствующее полному выдергиванию костыля, ограничивается тем, что при своем движении гайка, находящаяся на нижнем конце тяги 31, упирается в шайбу трубки 34, рукоятка 27 от усилия тяги открывает перепускной клапан и масло получает возможность перетекать в масляный резервуар.
Для захвата костыля необходимо сначала поставить губки клещей на головку костыля и резко нажать на ручки костылевыдергивателя. При этом пружины 2 сожмутся, палец 35 переместится по профильным пазам половинок клещей и губки разойдутся. После этого надо прекратить нажатие на ручки. Под действием пружин 2 палец переместится вверх по пазам клещей, губки сойдутся и захватят костыль за головку. Выбрасывание костыля совмещается с приведением механизма в нижнее положение. При этом конец костыля упирается в шпалу или подкладку, а головка костыля выбрасывается наклонной плоскостью клещей из зева.
14.8. Электрические вибрационные шпалоподбойки
Электрические шпалоподбойки предназначены для уплотнения балласта под шпалами железнодорожного пути.
Все электрические шпалоподбойки, указанные в табл. 14.4, имеют одинаковую компоновку (рис. 14.14). За счет размещения подбивочного полотна 11 в плоскости действия вынуждающей силы дебаланса 12 повышена эффективность заглубления полотна в балласт, вибрация более интенсивно передается щебню. Электрошпалоподбойка представляет собой вибратор ненаправленного действия. При вращении дебаланса, находящегося на валу электродвигателя 9, возникает неуравновешенная центробежная сила инерции. Корпус 10 шпалоподбойки приводится в состояние вынужденных колебаний с частотой, соответствующей частоте вращения дебаланса. Таким образом, вращательное движение превращается в колебательное. Колебания корпуса шпалоподбойки сообщаются рабочему подбивочному полотну, которое, в свою очередь, передает их балласту. В месте подбивки на уплотняемый балласт кроме вибрации действуют периодические ударные импульсы с частотой, кратной частоте вращения дебаланса.
280
Рис. 14.14. Электрошпалоподбойка ЭШП 9МЗ
Вибрация корпуса шпалоподбойки передается также на ручки 1, 5, а следовательно, и монтеру пути. Для снижения вибрации, передающейся на руки, предусмотрено специальное амортизирующее устройство 3, 7, защищающее монтера пути.
Электрическая шпалоподбойка ЭШП 9МЗ состоит из вибратора, подбивочного полотна, амортизирующей рамки, рукоятки и выключателя с кабелем и кабельной вилкой. В качестве привода вибратора применен асинхронный трехфазный короткозамкнутый двигатель с естественным охлаждением. На верхней крышке 8 вибратора установлена клеммная колодка, закрытая крышкой, одновременно уплотняющая соединительный кабель, идущий к выключателю 2. С источником электроэнергии шпалоподбойку соединяют через кабель и кабельную вилку 13. Амортизационная рамка 6 присоединена к верхней крышке 8 вибратора через прорезиненные ремни и три резинометаллических амортизатора 7, что обеспечивает основное гашение вредных колебаний, передающихся монтеру пути. Окончательное снижение вибрации до уровня требований санитарно-гигиенических норм достигается применением специальной рукоятки. Она состоит из нижней 1 и верхней 5 ручек, соединенных между собой с помощью специального сформированного амортизатора 3. Степенью затяжки болта 4 регулируют управляемость и виброгасящие свойства рукоятки. При нормально затянутом болте рукоятки резиновый амортизатор обеспечивает прогиб консоли прямой ручки примерно на 15 мм при нагружении массой 5 кг.
14.9. Сверлошлифовалка СШ1
Сверлошлифовалка СШ 1 предназначена для сверления отверстий в шпалах под шурупы и костыли. Кроме того, являясь универсальным путевым инструментом, она выполняет работы по зачистке вручную с помощью шлифовального круга швов рельсов, наплавленных концов рельсов, крестовин, остряков стрелочных переводов, заточку инструмента и различные зачистные работы в производственных условиях.
281
Сверлошлифовалка (рис. 14.15) состоит из электродвигателя 2, зубчатой коробки скоростей в корпусе 13, шпинделя, шлифовального круга, деталей его крепления, кожуха б, крышки кожуха 11 с рукояткой, выключателя 17, ручки выключателя 1 и кабеля с кабельной вилкой. Коробка скоростей состоит из зубчатых колес 3, 5, 14,15, установленных на валах 4, 16 и на шпинделе 8. Колесо 14 подвижно на шпинделе 8 и с помощью переключателя скоростей может включать вращение шпинделя непосредственно от электродвигателя (шлифование) или через редуктор (сверление деревянных шпал).
При настройке сверлошлифовалки на сверление шпал гайки 7, шайбы 9 и 10, шлифовальный круг 12, кожух б и крышку 11 кожуха с рукояткой снимают, рукоятку крышки 11 кожуха закрепляют на крышке электродвигателя. Переключатель скоростей редуктора фиксируют в выдвинутом из корпуса 13 положении. После этого в шпиндель 8 устанавливают сверло и выполняют сверление шпалы.
14.10. Шпалозатесывающий станок ШС 2
Станок ШС 2 предназначен для затески старогодных деревянных шпал под подкладки при сплошной смене рельсов, а также для сплошной выправки подуклонки и для ремонта деревянных шпал на шпалоремонтных базах.
Шпалозатесывающий станок (рис. 14.16) состоит из рамы 4 со стойкой 7 кабеля, двух ножевых барабанов 12, двух стружкоулавливателей 10, механизма заглубления барабанов 9, двух выключателей 6, кабельной вилки 8 и четырех роликов 1 для передвижения станка по уголковому пути 11.
282
Рис. 14.16. Шпалозатесывающий станок ШС 2: а — конструктивная схема; б — структурная схема
Ножевой барабан является главным рабочим органом станка. Он представляет собой асинхронный трехфазный электродвигатель обращенного типа, встроенный в стальной цилиндр, на котором укреплены режущие ножи. Ножевой барабан (рис. 14.17) состоит из статора 2 с валом 1, ротора 4, корпуса барабана 5, двух головок 3 с ножами 6. Шаблон 7 служит для установки ножей с помощью сухаря 9, его упорного винта 8 и ползуна с винтом 10 для регулировки высоты ножей. Заглубление ножевого барабана контролируют по зубчатому сектору 5 (см. рис. 14.16) и шкале, укрепленной на нем.
Установку ножевых барабанов для зарубки постелей шпал, укладываемых в кривых, производят винтом 3 по делениям шкалы 2. Сухарь 13 и ось барабана поворачиваются при этом относительно оси 14 на определенный угол, отмеченный на шкале как уклон. Для уравновешивания ножевых барабанов в конструкции станка имеются специальные грузы.
С источником электроэнергии станок соединяют кабелем.
283
14.11. Машина для одиночной смены шпал МСШ 2
Машина МСШ 2 механизирует трудоемкие работы по смене как деревянных, так и железобетонных шпал, лежащих в пути, без его занятия для возможности пропуска поездов.
Машина (рис. 14.18) имеет четырехступенчатый зубчатый цилиндрический редуктор 10, соединенный с двигателем 9 (Урал или Дружба 4), снабженным бензобаком 8. На выходном валу
установки редуктора на
284
| A
Рис. 14.19. Редуктор машины МСШ 2
Рис. 14.20. Навесное устройство машины МСШ 2
редуктора установлены два барабана 15, на которых клиньями крепятся два троса 14. С обратной стороны тросы имеют коуши, которыми они зацепляются за крючки захвата-подпятника 18. Редуктор с двигателем смонтированы на трубчатой раме 11, которую эксцентриковыми зажимами 13 крепят к подошве рельса и опирают на выдвижную опору 7. С целью уменьшения сопротивления при вытаскивании шпалы и исключения деформации рельсошпальной решетки применяют подкладки-лыжи 17, устанавливаемые на подошвы рельсов. На одной из лыж крепится изоляционная прокладка, предотвращающая замыкание рельсовой цепи. В средней части рамы для направления тросов установлены два ролика 16. Ровная укладка тросов на барабане обеспечивается специальным прижимом/. Редуктор (рис. 14.19) с двигателем соединяется муфтой 19. Для обеспечения независимого вращения или отключения барабанов на них смонтированы кулачковые устройства, выполненные в виде подпружиненных звездочек 20 и съемной рукоятки 2/ независимого поворота барабанов.
Захват шпалы при подъеме, опускании и перетаскивании осуществят специальными клещами 4 (см. рис. 14.18). При затаскивании и вытаскивании шпалы она поддерживается с помощью навесного устройства (рис. 14.20). Машина снабжена откидными роликами 12.
Навесное устройство с тягой 5 имеет с одной стороны захват 24 со шпальным роликом 2, а с другой — закрепленную на кронштейне 23 вилку 22, которая несет стремянку 3 со шпальным роликом 2. Вверху кронштейна встроен барабан25 с трещоткой и подпружиненной защелкой. На самом барабане закреплен трос, фиксирующий раму МСШ 2 во время оттаскивания и подтаскивания шпалы. Второй конец троса захватом 26 крепится к подошве рельса.
286
14.12. Эксплуатация и обслуживание механизированных путевых инструментов для работы со скреплениями
Уход за инструментами заключается в их очистке, смазке, регулировке, проверке и подтяжке крепежа. В обязательном порядке надлежит соблюдать требования безопасности ГОСТ 12.2.003 — 91 «Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности», а также требования «Правил техники безопасности при эксплуатации электроустановок потребителей» (глава БШ-8).
Для бесперебойной работы инструментов необходимо:
• регулярно смазывать инструменты согласно таблицам смазки (см. табл. 14.8; о маслах см. в 1.8, 10.1, 11.10);
• регулярно устранять неисправности инструментов (табл. 14.9);
• 1 раз в 3 месяца (при нормальной эксплуатации) разбирать, осматривать и очищать электродвигатель, редуктор, тележки, подвески;
• своевременно заменять наносившиеся детали;
• 1 раз в неделю вскрывать выключатель (переключатель), осматривать, очищать от пыли и зачищать (заменять) подгоревшие контакты;
• не допускать замасливания и увлажнения обмотки статора электродвигателя, резких перегибов кабеля, повреждения его резиновой оболочки и попадания на нее масла, керосина или бензина;
• во время работы инструментов следить за температурой их электродвигателей. В случае перегрева (прикосновение ладонью к корпусу электродвигателя становится нестерпимым) электродвигатель следует отключить и дать ему охладиться.
Кроме того:
♦ на ключе КШГ 1:
• не реже 1 раза в 6 месяцев производить тарировку индикатора момента силами двух операторов следующим образом. Привести ключ в рабочее состояние на тихоходном режиме; нажать на правую рукоятку, удерживая при этом шпиндель рукой за сменный ключ до момента, когда уже станет невозможно сдерживать вращение вала. Точно с этого момента стрелка индикатора момента должна начать вращаться по шкале. Если этого не происходит, то необходимо:
• отвернуть контргайку крепления винта 21 (см. рис. 14.9) установки начального положения индикатора и, вращая винт, добиться одновременного начала движения стрелки индикатора и шпинделя вала рабочего органа, удерживаемого рукой:
• завернуть контргайку винта 2/;
• снять пластмассовую крышку индикатора момента 3, поддев ее отверткой или отвернув два винта крепления крышки к корпусу;
• установить стрелку на нулевую отметку шкалы, отвернув винт ее крепления на оси. После установки стрелки завернуть винт ее крепления;
• закрыть пластмассовую крышку индикатора момента, слегка нажав на нее ладонью руки и завернув два винта крепления в корпус (при правильной тарировке индикатора момента вал рабочего органа начинает вращаться при нажатии на правую рукоятку точно в тот момент, когда стрелка индикатора отклоняется от нулевого положения);
• следить за состоянием фрикционных накладок муфты. Если их толщина станет меньше 1 мм. муфту необходимо заменить или направить в ремонт;
• техническое обслуживание приводного бензинового двигателя проводить в соответствии с требованиями эксплуатационной документации на двигатель;
♦ на костылезабивщике ЭПК 3:
• через каждые 100 ч машинного времени работы снимать с костылезабивщика ствол, поршень, боек, направляющую втулку, рабочий инструмент и промывать их в керосине. Заусенцы и наклеп на хвостовике стержня, бойке, стволе и втулке удалить. Детали протереть, смазать компрессорным маслом, после чего костылезабивщик собрать;
287
• постоянно следить и своевременно производить регулировку зацепления зубчатых колес путем уменьшения или увеличения числа прокладок под крышками шарикоподшипников коленчатого вала. Правильно отрегулированное зацепление характеризуется легким и плавным вращением вала электродвигателя без излишнего люфта зубчатых колес;
♦ на костылевыдергивателе КВД 1:
• один раз в 3 месяца (при нормальной эксплуатации) костылевыдергиватель разбирать, осматривать и очищать плунжерный насос, масляный резервуар, поршни, проверять уплотнения.
Перед началом работы с инструментом необходимо:
• проверить надежность заземления. Работа инструментов без заземления не допускается;
• проверить состояние кабеля и кабельной вилки. Кабель должен иметь исправную изоляцию, а кабельная вилка должна быть чистой и иметь плотные контакты при включении в сеть;
• проверить напряжение сети. Инструменты пригодны для работы на линейном напряжении 200 В трехфазного переменного тока;
• после подключения инструмента к сети включить выключатель (переключатель) и опробовать инструмент на холостом ходу. В холодное время года работа на холостом ходу должна продолжаться 3...5 мин. При обнаружении какой-либо неисправности (искрение, шум и др.) инструмент отключить от сети, вынуть кабельную вилку и устранить неисправность. После проверки на холостом ходу инструмент опробовать на рабочем режиме. При кратковременном перерыве в работе инструмент отключить от сети выключателем (переключателем), не вынимая кабельную вилку. При длительных перерывах кабельную вилку следует вынимать.
Кроме того:
♦ на ключах ЭК 1М и КПУ:
• проверить соответствие сменной головки виду предстоящей работы;
♦ на шуруповерте ШВ 2М;
• проверить соответствие сменного наконечника виду предстоящей работы;
• проверить соответствие установленного предохранительного захвата типу рельсов, на которых будет производиться работа. Для работы с рельсами типов Р75 и Р65 должен быть установлен меньший по диаметру ролик, для работы с рельсами типа Р50 и легче — больший;
• проверить уровень масла в редукторе. Он не должен быть выше верхней риски незавер-нутого щупа-масломера;
• если шуруповерт продолжительное время не эксплуатировался, то для бесперебойной, надежной и четкой работы предохранительной муфты необходимо вывернуть винт 17 (см. рис. 14.7 о) и через отверстие залить 50...60 г жидкой смазки;
♦ на ключе КШГ 1;
• проверить соответствие сменного ключа виду предстоящей работы;
• установить дополнительную опору на тележку изделия;
• поставить ключ на рельсошпальную решетку, нажать на правую рукоятку и одновременно, вращая ручку регулятора момента, установить необходимый вращающий момент по шкале индикатора момента;
• подключить ключ с электроприводом к источнику питания и включить выключатель на левой рукоятке либо запустить двигатель внутреннего сгорания ключа с приводом от ДВС;
• убедиться в правильности выбранной частоты вращения, при необходимости установить нужную частоту переключателем скоростей. Запрещается переключение скоростей и реверсирование при вращении вала рабочего органа;
• на костылезабивщике ЭПК 3:
• при предстоящей длительной работе с костылезабивщиком рекомендуется использовать индивидуальные средства защиты органов слуха по ГОСТ 12.4.051—87 «Система стандартов безопасности труда. Средства индивидуальной защиты органов слуха. Общие технические требования и методы испытаний»;
♦ на костылевыдергивателе КВД 1:
• проверить уровень масла в резервуаре. Он не должен быть выше верхней риски незавер-нутого масломера.
288
По окончании работ следует отключить электродвигатель от сети (заглушить бензодвигатель у КШГ 1 А, КШГ 1 Б), очистить станок и кабель, свернуть последний в бухту и связать.
Информация о смазке МПИ для работы со скреплениями
Таблица 14.8
Место смазки Марка смазки Периодичность смазки Способ смазки
1 2 3 4
ЭК 1М.КПУ
Преобразователь, подшипники электродвигателя, тележка, подвеска ЦИАТИМ 201. замена: 1—13 жировая 1 раз в неделю для преобразователя 1 раз в 3 месяца Пополнить смазку, сняв корпус преобразователя Разобрать преобразователь, электродвигатель, тележку, подвеску, детали промыть и заменить смазку
Ось ролика То же 1 раз в месяц Заполнить смазкой ось ролика
Шарниры опор, подвески. привода прижима » То же Шарниры смазать смазкой
Редуктор, его подшипники и детали Масло автотракторное АКП 10 (М 1 ОБ) Ежедневно Картерная смазка, контроль уровня масломером
1 раз в 3 месяца Разобрать редуктор, детали промыть и заменить смазку
ТелСжка. подвеска, подшипники электродвигателя ЦИАТИМ 201, замена: 1—13 жировая То же Разобрать электродвигатель, подвеску, тележку, детали промыть и заменить смазку
Колонка тележки То же 1 раз в месяц Снять колонку и смазать шкворень
Винт зажима поддерживающей оси. оси роликов тележки, оси тяг подвески, оси наконечников для шурупов, гаек Масло индустриальное И ЗОА (машинное Л) 1 раз в неделю Смазать из масленки
КШГ 1
Коробка передач, редуктор рабочего органа: у ключа КШГ 1А — редуктор привода, их подшипники и детали ТАД 17И (ТМ 5—18). замена: моторное масло М 6V10 В 1 раз в 3 месяца Разобрать узлы, детали промыть и заменить смазку
Ежедневно Картерная смазка, контроль уровня масломером
Выжимной подшипник муфты,подшипники вала муфты, механизм индикатора момента, подшипники роликов тележки, цапфа опоры тележки, трущиеся места рычагов, шарнирная муфта привода, подшипник конической полумуфты коробки передач Смазка Литол 24, замена: ЦИАТИМ 201, 1—13 жировая 1 раз в 3 месяца Заполнить свободное пространство на 1/3
Трущиеся места вилок и муфт переключения передач, направления вращения (реверс) и вилки выжимного подшипника ЦИАТИМ 201, замена: 1—13 жировая То же Смазать трущиеся поверхности
Кольцо валика вилки переключения передач ЦИАТИМ 201. Масло АКП 10, замена: 1—1} жировая, дизельное масло » Смазать деталь
Места смазки приводных бензиновых двигателей КШГ 1А и КШГ 1Б. периодичность и применяемые масла указаны в эксплуатационной документации на двигатели
289
Окончание таблицы 14.8
Место смазки Марка смазки Периодичность смазки Способ смазки
1 2 3 4
ЭПКЗ
Игольчатый подшипник, кривошипно-ползунный механизм, коническая передача, поршень с бойком Масло компрессорное К12М Ежедневно Залить масло в масленку
Подшипники электродвигателя и коленчатого вала ЦИАТИМ 201, замена: 1—13 жировая 1 раз в 3 месяца Разобрать электр одви гатель, коническую передачу, детали промыть и заменить смазку
КВД 1
Масляный резервуар При температуре от 0 до 25 °C масло индустриальное 20 или турбинное 22; при температуре от -30 до 0 °C масло трансформаторное Ежедневно Картерная смазка, контроль уровня масломером
Подшипники электродвигателя, узлы масляного резервуара, поршни То же 1 раз в 3 месяца Разобрать электродвигатель с костылезабивщиком и смазать
Трущиеся места тяг, трубок, ось клещевого захвата 1—13 жировая 1 раз в неделю Смазать трущиеся места
Масло для заливки в масляный резервуар КВД 1 следует применять только профильтрованное. Оно не должно содержать воды и механических примесей, которые могут нарушить работу плунжерной пары, шариковых клапанов и уплотнений
Характерные неисправности механизированных путевых инструментов для работы со скреплениями приведены в табл. 14.9.
Таблица 14.9
Возможные неисправности МПИ для работы со скреплениями и способы их устранения
Неисправность Вероятная причина Способ устранения
1 2 3
ЭКМ 1М.КПУ
При включении головка ключа не вращается Уход одного из шариков от симметричного расположения в профильных вырезах и, как следствие, зависание молотка на кулачке (выход его кулачков из зацепления с кулачками головки ключа) Разобрать преобразователь и поставить шарики на место в профильных вырезах
Ключ не развивает нужный крутящий момент Ослабла пружина преобразователя Направить ключ в ремонт
ШВ2М.КШГ 1
При включении электродвигатель не работает Нет напряжения в питающей сети Проверить контрольной лампочкой и устранить неисправность
Сняты или сгорели предохранители в сети Поставить новые предохранители
Нет контакта в вилке или переключателе Осмотреть и исправить переключатель или кабель
290
Продолжение таблицы 14.9
Неисправность Вероятная причина Способ устранения
1 2 3
При подключении к питающей сети появляется дым, вал электродвигателя вращается медленно с сильным гудением Короткое замыкание в переключателе или кабеле Осмотреть и исправить переключатель или кабель
Короткое замыкание в обмотке статора Направить в ремонт
При включении электродвигатель гудит, а вал не вращается или вращается медленно Нет контакта на одной из фаз в переключателе или вилке Исправить переключатель или вилку
Неисправен предохранитель Исправить или заменить предохранитель
При прикосновении к металлическим частям бьет током Произошло замыкание токоведущих частей на корпус Найти и устранить неисправность
Перегрузка электродвигателя Выяснить причину перегрузки и устранить
Увлажнена обмотка Просушить обмотку
Межвитковое замыкание в обмотке Направить в ремонт
Шуруп не заворачивается до конца (для ШВ 2М) Мал крутящий момент Отрегулировать пружину регулировочным болтом на требуемый крутящий момент
ЭПК 3
Электродвигатель сильно перегревается Перегрузка электродвигателя Уменьшить нагрузку (увеличить время холостого хода)
Увлажнена обмотка Просушить обмотку
Межвитковое замыкание в обмотке Добавить смазку
Ствол перегревается Недостаток смазки Добавить смазку
Перегрузка костылезабивщика Уменьшить нагрузку (увеличить время холостого хода)
Загрязнена смазка, имеются задиры на поршне, стволе Снять ствол, промыть поршень и ствол, устранить задиры
Костылезабивщик не переходит на холостой ход Направляющая втулка поставлена с перекосом Переставить втулку
Загрязнена направляющая втулка Разобрать и промыть
Отсутствует удар по забойнику, нет четкого перехода с холостого хода на рабочий режим Загрязнены поршень и боек Разобрать и промыть
Износились поршень и боек Заменить комплектно боек и поршень
КВД 1
При включении электродвигатель не работает Нет напряжения в сети Проверить контрольной лампой и устранить неисправность
Сняты или сгорели предохранители Поставить новые предохранители
Неисправен выключатель Направить в ремонт
При включении вилки горит предохранитель Короткое замыкание в выключателе и кабеле Осмотреть и исправить выключатель или кабель
Короткое замыкание в обмотке статора Направить в ремонт
При включении электродвигатель гудит, а вал не вращается или вращается медленно Нет контакта на одной из фаз выключателя или вилки Исправить выключатель или вилку
Неисправен предохранитель Исправить или заменить предохранитель
Обрыв фазы Направить в ремонт
291
Окончание таблицы 14.9
Неисправность Вероятная причина Способ устранения
1 2 3
Неисправен предохранитель Исправить или заменить предохранитель
Обрыв фазы Направить в ремонт
При прикосновении к металлическим частям костылевыдергивателя бьет током Замыкание токоведущих частей на корпус Найти и устранить замыкание
Заедание плунжерной пары Применение загрязненного масла Разобрать гидравлическую часть костылевыдергивателя и тщательно промыть подогретым маслом в масляной ванне корпус насоса и поршни
Костылевыдергиватель делает рабочий ход более чем за 5 с, утечки масла не наблюдается Применение загрязненного масла, загрязнение клапанов, утечка через клапаны Промыть гидравлическую часть, осмотреть седла клапанов, проверить плотность их посадки
Износ плунжерной пары Заменить плунжерную пару
14.13. Эксплуатация и обслуживание механизированных путевых инструментов для работы со шпалами и балластом
Для бесперебойной работы инструментов необходимо:
• регулярно смазывать инструменты согласно таблице смазки (см. табл. 14.10; о маслах см. в 1.8, 10.1, 11.10);
• регулярно устранять неисправности инструментов (см. табл. 14.11);
• выполнять указанное выше в п. 14.12.
Кроме того:
♦ на электрошпалоподбойках:
• не допускать работу с не отлаженной системой амортизации. Ремни подвесок должны быть плотно обжаты металлическими накладками с отбортованными гладкими краями. Резиновые амортизаторы рукояток должны быть оптимально зажаты (при слабой затяжке они быстро истираются и выходят из строя, при сильной постоянной-затяжке они интенсивно теряют свои амортизационные свойства);
• через каждые 50 ч машинного времени работы удалять грязь, пыль, попавшую в корпус из верхнего подшипника смазку, промывать подшипники и заполнять новой смазкой Литол 24;
♦ на сверлошлифо валке СШ 1:
• 1 раз в 6 месяцев промывать детали редуктора, подшипники и заполнять новой смазкой ЦИАТИМ 201;
♦ на машине для одиночной смены шпал МСШ 2:
• ежедневно проверять отсутствие оборванных прядей стальных тросов, перегибов, забоин и разности длин тросов более 15 мм (длину ветвей регулируют при закреплении их на барабанах заклиниванием); легкость поворота и отсутствие деформации балансира с крюками захвата-подпятника; прижатие тросов прижимами к барабанам; закрепление двигателя на фланце корпуса редуктора; уплотнение крышек и мест установки подшипников; надежное фиксирование роликов передвижения в рабочем и транспортном положениях; отсутствие деформации роликов-подвесок и параллельность их в подвешенном состоянии на съемном устройстве; исправность клещей и оттяжки с трещоткой;
• 1 раз в месяц проверять электроизоляцию подкладки-лыжи (сопротивление между верхней и нижней пластиной подкладки не должно быть ниже 4000 Ом);
• выполнять требования инструкции по техническому обслуживанию бензинового двигателя.
Перед началом работы необходимо выполнять указанное выше в п. 14.12.
292
Кроме того:
♦ на электрошпалоподбойках:
• проверить соответствие подбивочного полотна выполняемой работе (щебень, песок);
• проверить целостность ремней, амортизаторов.
Таблица 14.10
Информация о смазке МПИ для работы со шпалами и балластом
Место смазки Марка масла Периодичность смазки Способ смазки
1 2 3 4
Э1 ип
Шарикоподшипники Смазка Литол 24 или ВНИИНП242 Регулярно При разборке промыть и заменить смазку
Ш С2
Ш арикоподшипники ножевых барабанов Смазка 1—13 жировая 1 раз в 3 месяца При разборке промыть и заменить смазку
Подшипники скольжения вала поворота ножевых барабанов Масло индустриальное 20 Ежедневно Ручная смазка
Сухари вала ножевого барабана То же 2 раза в неделю То же
Оси сухарей » То же »
Винты установки барабанов » » »
Втулки передвижных роликов » » »
CI II1
Подшипники, редуктор Смазка ЦИАТИМ 201 1 раз в 3 месяца При разборке промыть и заменить смазку на 1/3 корпуса
МСШ 2
Редуктор, его подшипники и детали Масло индустриальное 20 Ежедневно Картерная смазка, контроль уровня масломером
1 раз в 3 месяца Разобрать редуктор, детали промыть и заменить смазку
Подшипники электродвигателя То же То же Разобрать электродвигатель, промыть подшипники и заменить смазку
Оси роликов, клещей и эксцентриковых зажимов » 2 раза в неделю Смазать из масленки
Таблица 14.11
Возможные неисправности МПИ для работы со шпалами и балластом и способы их устранения
Неисправность Вероятная причина Способ устранения
1 2 3
ЭШП
При включении слышен шум, шпалоподбойка не работает Отсутствует контакт в одной из фаз вилки Проверить вилку
Сгорел один предохранитель Заменить предохранитель
Обрыв одной из фаз статора Направить шпалоподбойку в ремонт
Корпус попадает под напряжение Замыкание одной из фаз на корпус То же
Чрезмерный нагрев статора при работе Работа с чрезмерным нажимом на рукоятки Уменьшить нажим на рукоятки
293
Продолжение таблицы 14.11
Неисправность Вероятная причина Способ устранения
1 2 3
Низкое напряжение в сети Отрегулировать напряжение, установив его в пределах 230...240 В
Сильно греются подшипники Отсутствует или состарилась смазка Заменить смазку
Плохая управляемость ш па ло п одбой к о й Ослабли ремни амортизационной подвески Проверить, заменить ремни
Рамка шпалоподбойки ударяется в корпус вибратора Сработались задние ремни Добавить третий ремень
Кабель свободно перемещается в коробке выключателя Ослабла гайка крепления кабеля Подтянуть гайку
Вышла из строя уплотняющая резиновая втулка кабеля Заменить втулку
При работе нижняя рукоятка имеет излишнее перемещение Ослабло крепление рукоятки Подтянуть элементы крепления рукоятки
Вышел из строя резиновый амортизатор Заменить амортизатор на новый
При включении шпалоподбойки сильно снижается напряжение источника питания Короткое замыкание в обмотке статора Направить в ремонт
Задевание ротора о железо статора Проверить соединение в замках корпусов, отрегулировать затяжку креплений
СШ 1
Сверлошлифовалка во время работы стопорится, слышен излишний шум, скрежет металла Поломка зубьев колес, подшипников Заменить поломанные детали
Сверло заедает Спиральный канал забит стружкой Приподнять сверлошлифовалку, не выключая двигатель, и дать стружке возможность выйти
Сверло плохо режет древесину Затупилось сверло Заточить сверло
Износились боковые режущие выступы Сменить сверло
Сверло не заглубляется в древесину Сломан поглубитель сверла Заменить сверло
Сверло бьет Погнуто сверло Выправить сверло
Сверло уводит в сторону Неправильно направлено сверло Следить за направлением сверла
ШС2
При включении барабан не вращается Нет напряжения в сети Проверить контрольной лампочкой и устранить неисправность
Сняты или сгорели предохранители Поставить новые предохранители
Нет контакта в вилке или выключателе Осмотреть и исправить вилку или выключатель
При включении кабельной вилки предохранитель перегорает Короткое замыкание в выключателе или кабеле Осмотреть и исправить выключатель или кабель
Короткое замыкание в обмотке статора Направить в ремонт
При включении электродвигатель гудит, а барабан не вращается или вращается медленно Нет контакта в одной из фаз выключателя или вилки Исправить выключатель или вилку
Неисправен предохранитель Исправить или заменить предохранитель
Обрыв фазы Направить в ремонт
Электродвигатель сильно перегревается Перегрузка электродвигателя Уменьшить нагрузку
Увлажнена обмотка Просушить обмотку
294
Окончание таблицы 14.11
Неисправность Вероятная причина Способ устранения
1 2 3
Межвитковое замыкание в обмотке Направить в ремонт
Подшипники сильно греются или шумят Отсутствует смазка Заполнить подшипники смазкой
Подшипники повреждены или засорены Снять крышки со строгального барабана, вскрыть подшипники, промыть бензином
При прикосновении к металлическим частям бьет током Замыкание токоведущих частей на корпус Найти и устранить пробой на корпус, после чего проверить исправность нулевого провода
При запуске двигатель длительное время не набирает нужную частоту вращения Низкое напряжение в сети Проверить напряжение в сети
МСШ 2
Не работает двигатель внутреннего сгорания Нарушен режим работы двигателя Выполнить работы в соответствии с руководством по техническому обслуживанию двигателя
Срабатывает устройство СЦБ Нарушена изоляция в подкладке-лыже Заменить изоляцию
При работе тросы не укладываются в ручьи барабана, рама не закрепляется на рельсе Не зажаты эксцентрики Зажать эксцентрики
Транспортный ролик не приведен в рабочее положение Перевести ролик в рабочее положение
Ослабло прижимное устройство Тщательно подготовить места заправки рамы под подошву рельса
Неправильно установлен кронштейн-опора Правильно установить кронштейн-опору
Затаскиваемая шпала зарывается в балласт или выходит выше подошвы второго рельса Неправильно усгановлена рама роликов-подвесок Правильно установить раму
Шпала перемещается вкось Ролики-подвески непараллельны Отрегулировать параллельность роликов-подвесок
Вопросы для повторения
1. Каковы устройство и принцип действия ключа ЭК 1М?
2. Каковы устройство и принцип действия ключа КПУ?
3. В чем отличие ключа ЭК 1М от ключа КПУ?
4. На что расходуется энергия, создаваемая электродвигателем ключей ЭК 1М и КПУ?
5. Каковы устройство и принцип действия шуруповерта ШВ 2М?
6. Каковы устройство и принцип действия ключа шурупогаечного КШП 1?
7. Каким образом производится регулировка крутящего момента на шуруповерте ШВ 2М и ключе КШГ 1?
8. Каковы устройст во и принцип действия электропневматического костылезабивщика ЭПК 3?
9. Как рассчитать теоретическое время забивки костыля?
10. Каковы устройство и принцип действия электрогидравлического костылевыдергивателя КВД 1?
11. Почему в кост ылевыдергивателе КВД 1 имеется два гидроцилиндра большого и малого диаметров?
295
12. Каков принцип работы шпалоподбоек?
13. Каково устройство шпалоподбоек?
14. Каково устройство сверлошлифовалки СШ 1?
15. Как перевести сверлошлифовалку СШ 1 из положения шлифовки в положение сверления?
16. Каково устройство шпалозатесывающего станка ШС 2?
17. Каким образом производится установка ножевых барабанов шпалозатесывающего станка ШС 2 для затески шпал в кривых рельсового пути?
18. Каковы устройство и принцип действия машины МСШ 2?
19. Почему устанавливаемая машиной МСШ 2 новая шпала может зарываться в балласт?
20. Для чего нужно проверять надежность заземления путевых инструментов с электроприводами?
Глава 15. ДИАГНОСТИРОВАНИЕ И РЕМОНТ МПИ С ЭЛЕКТРОМЕХАНИЧЕСКИМ ПРИВОДОМ
15.1. Общие положения
Эффективность и оперативность выполнения неотложных и плановых ремонтно-путевых работ во многом определяется не только их рациональной организацией и наличием в достаточном количестве необходимого МПИ. Исключительно важное значение имеет правильная эксплуатация, без чего даже высококачественный МПИ не может работать устойчиво и высокопроизводительно. Зачастую низкий уровень эксплуатации, незнание или грубое нарушение инструкций по эксплуатации приводят к поломкам и выходу из строя МПИ. Изготовитель прилагает к МПИ инструкцию и паспорт, содержащие необходимые сведения о правильной эксплуатации и позволяющие правильно использовать МПИ по назначению. Требования правильной эксплуатации МПИ включают и правильное его хранение.
Поддержание в рабочем состоянии МПИ включает в себя следующую совокупность операций:
• ежесменное техническое обслуживание (ЕТО), выполняемое регулярно перед началом работы, во время перерывов и по ее окончании;
• периодическое техническое обслуживание (ТО), выполняемое 1 раз в месяц;
• текущий ремонт (ТР);
• годовой ремонт (ГР).
Системой технического обслуживания и планово-предупредительного ремонта предусматриваются определенная структура ремонтного цикла, межремонтные нормы эксплуатации и сроки простоя МПИ в ремонте, а также перечень операций и объемы работ, выполняемых при техническом обслуживании и ремонте.
15.2. Диагностирование МПИ
Срок службы и безотказная работа МПИ зависят не только от правильного обращения с ними, но и от обслуживания во время эксплуатации. Хорошие результаты дает также периодическая диагностика МПИ. Она позволяет предупредить возможную поломку и определить оптимальный момент для прекращения эксплуатации МПИ и отправки его в ремонт. Перед диагностикой производится очистка поверхности МПИ от пыли и грязи, а затем выполняют работы, примерный перечень которых приведен в табл. 15.1.
Ответственные изнашивающиеся детали при диагностировании контролируют осмотром с измерением размеров и установлением износа деталей по отклонению от размеров, приводимых в чертеже. Детали, которые по характеру своей работы не подвергаются износу при эксплуатации, диагностируют без измерения их размеров. При этом проверяют, чтобы обработанные поверхности деталей не имели механических повреждений. Прокладки для уплотнения не должны иметь разрывов и соответствовать уплотняемому контуру. Резьба у крепежных деталей не должна иметь смятия, забоин или выкрошенных витков. У болтов и шпилек допускаются дефекты резьбы не более чем на двух начальных нитках. Гайки или головки болтов не должны иметь смятых или срубленных граней и углов. Опиление граней за пределы допуска под зев ключа не допускается. Зубчатые колеса не должны иметь трещин и отколов зубьев. Износ зубьев контролируют зубомером путем замера толщины по измерительной хорде четырех диаметрально противоположных зубьев. В шпоночных пазах износ по ширине для дальнейшей эксплуа-
297
Таблица 15.1
Перечень операций, выполняемых при диагностировании состояния МПИ
Операция Состав работ Для каких МПИ проводится
1 2 3
Осмотр и проверка кожухов и крышек Проверка отсутствия трещин, выходящих на сопрягаемые детали Все виды МПИ
Определение величин износа сопрягаемых деталей
Осмотр и проверка состояния зубчатых колес передач Определение величины износа зуба по его толщине
Проверка отсутствия сколов, забоин и т. п.
Осмотр и проверка сопряжения поршень—боек Проверка отсутствия забоин и задиров на зеркальной поверхности- поршня Костылезабивщик
Определение плотности и плавности движения бойка в поршне
Проверка состояния амортизатора Проверка целости резиновых и пластмассовых колец, ремней и т.п. Костылезабивщик, рельсосверлнльные станки, рельсорезные станки, шуруповерты, гайковерты
Проверка отсутствия трещин во фланце, втулке и т. п. Костылезабивщик
Проверка целости пружины Костылезабивщик, шуруповерт, гайковерт, рельсосверлильные станки
Контроль свободное™ хода стержня (забойника) под действием собственного веса и пружины
Контроль обмоток статора электродвигателя Осмотр доступных частей обмоток статора на отсутствие механических повреждений, обрыва в обмотках, выводных концах Все виды МПИ с электрическим приводом
Проверка сопротивления изоляции
Проверка отсутствия короткого замыкания между витками в одной фазе и между фазами
Проверка отсутствия замыкания обмотки статора на корпус
Проверка отсутствия попадания смазки на обмотку статора
Осмотр подшипников Проверка отсутствия перегрева и чрезмерного шума Все виды МПИ
Проверка степени износа подшипниковых гнезд
Проверка состояния уплотнений
Контроль токоподводящих элементов Проверка надежности работы выключателя Все виды МПИ с электрическим приводом
Проверка отсутствия повреждения кабеля
Проверка состояния контактных элементов кабельной вилки
Контроль заземления Проверка надежности контактных соединений заземляющих элементов
Контроль сопротивления элементов заземления
298
тации без ремонта допускается до 0,2 мм. В корпусах редукторов, крышках электродвигателей и т. п. деталях отверстия под подшипники не должны иметь овальности и конусности, превышающие 0,5 величины допуска этих отверстий. Плоскости разъема редукторов, крышек и т.п. должны быть прямолинейными и не иметь забоин. Сопрягаемые корпусные детали проверяют на взаимность плотного прилегания. При этом щуп, имеющий толщину 0,1 мм, не должен проходить между плоскостями разъема. Перед диагностированием весь крепеж должен быть подтянут нормальным инструментом.
В электродвигателе МПИ при работе возникают потери электрической энергии в стали, меди и алюминии обмоток, в узлах трения и т. п. Важно, чтобы эти потери не превышали расчетных значений. В результате этих потерь выделяется тепло, приводящее к нагреву машины. Наиболее чувствительной частью в отношении нагрева является изоляция обмоток. Допустимые температуры частей электродвигателей для различных классов изоляции, применяемых в МПЙ, приведены в табл. 15.2. Для определения величины нагрева части электродвигателя из замеренной термометром температуры вычитают температуру окружающего воздуха. Конец термометра обертывают фольгой и прикладывают к нагретой части машины. Сверху фольги накладывают слой ваты для предохранения отдачи тепла в окружающую атмосферу. Предпочтительно применение спиртовых термометров.
Таблица 15.2
Допустимые температуры нагрева частей электродвигателя
Наименование части электро-двигателя Предельная допустимая температура, °C. при классе изоляции
А Е В F
Обмотка асинхронных электродвигателей 90 105 130 155
Стальные сердечники, соприкасающиеся с обмотками 65 85 100
Подшипники качения 60 70
Измерение температуры обмотки электродвигателя — одна из трудоемких операций. Наиболее точную величину температуры нагрева можно получить замером сопротивления обмоток постоянному току. Средний прирост температуры медных обмоток, °C, определяют по формуле:
Д' = [(^- - ЛЛ.)/^-][(235+Гд-)/(/т -/J],
где Rr — сопротивление обмотки после работы при нагрузке, Ом; — сопротивление обмотки до начала работы, Ом; tr — температура обмотки, определенная по термометру, °C; f — температура окружающей среды до начала работ, °C.
Обмотки статоров асинхронных двигателей МПИ могут быть соединены в звезду или треугольник. В первом случае, когда на доску зажимов выведено только три конца, сопротивление каждой фазы вычисляют по формулам:
i\ = 0,5(7?! + - Т?2); г2 = 0,5(7?! + Т?2 - 7?з); г3 = О,5(7?3 + Т?2 - 7?!).
При соединении обмоток в треугольник, когда сопротивления фаз несильно разнятся между собой и находятся в пределах допуска (7?|, Т?2, 7?3 практически одинаковы и равны 7?), величина сопротивления фазы, Ом, равна:
Г1 = г2 = г3 = ri =
При выводе шести концов сопротивления фазы определяют для каждой обмотки в отдельности. Значения г- приведены в табл. 15.3.
Схемы замера сопротивлений фаз статора показаны на рис. 15.1. Анализируя причины высокого нагрева электродвигателей, следует проконтролировать напряжение в сети. Согласно правилам технической эксплуатации электроустановок промышленных предприятий, электродвигатели должны работать при колебаниях напряжения в пределах ±5 % от номинального значения. В случае необходимости работы при больших отклонениях напряжения на основании специальных испытаний следует пересмотреть допустимые режимы нагрузки.
299
Таблица 15.3
Значения сопротивления одной фазы обмотки статора МПИ
Параметр Значение параметра для МПИ
ЭШП 9МЗ, КПУ 1024 В; ЭПК 3 ШВ2М, 2152, СТР 2, СТР 3, СЧР СТР 1, РМ 5 ГМ МРШ 3, СШ 1
Температура замера. °C 20
Значение сопротивления одной фазы, Ом 7,1 2,9 1,31 1,49 5,8
Допустимое отклонение значения сопротивлений по фазам. Ом 0,3 0,15 0,07 0,07 0,25
Проверяя правильность работы электродвигателя, его отключают от сети и проворачивают вал рукой или с помощью рычага. При этом вал должен проворачиваться без рывков и заеданий. Если ротор проворачивается туго, вначале проверяют приводной механизм, а затем электродвигатель (включив его в сеть без нагрузки). При работе электродвигателя не должно отмечаться стуков и вибраций; шум, издаваемый двигателем, должен быть несильным и монотонным.
Суммарные потери энергии в электродвигателе определяют общий ее расход и КПД электродвигателя. Потери ДР мощности в отдельных элементах асинхронных электродвигателей, Вт, могут быть найдены с помощью следующих выражений:
в обмотке статора
где 7] — фазовый ток статора, А; Г] — сопротивление фазы статора, Ом;
в обмотке ротора
Д^рот = 3^2 г2>
где /2 — сила тока фазы трехфазного ротора, А; г-> — сопротивление фазы ротора, Ом или
ДРрот = ITuqS /9,55,
где Т — вращающий момент на валу двигателя, Н м; по — синхронная частота вращения ротора, об/мин; 5 — скольжение двигателя.
Потери в стали статора можно оценить вместе с механическими потерями Рмех следующим образом:
Достали + ^мех = /1П0 Рст + Р рот 5
где Pj — потребляемая мощность при номинальной нагрузке МПИ, Вт; н0 — КПД МПИ.
Замеренные потери не должны превышать номинального значения мощности более чем на 5 %.
Сопротивление изоляции контролируют с помощью мегаомметра. Измерение сопротивления производят только при отключении оборудования от токоподводящей сети. Один из зажимов
Рис. 15.1. Схемы замера сопротивлений фаз статора при соединении обмоток в звезду (а) и в треугольник (б)
300
прибора при этом присоединяют к корпусу электродвигателя, а второй — последовательно к проводам обмотки. Замеры сопротивления изоляции производят между обмотками электродвигателя, а также между изолированными одна от другой частями, в том числе между контактными стержнями и корпусом кабельной вилки. Для измерения сопротивления изоляции обмоток, выполненных на напряжение до 500 В, применяют мегаомметр на 500 В, а в случае обмоток с напряжением выше 500 В — мегаомметр на 1000 В. Величина сопротивления изоляции обмоток электродвигателей должна быть ниже 1 МОм на 1 кВ рабочего напряжения, но не ниже 0,5 МОм. Оперативный контроль качества изоляции и отсутствия замыкания между отдельными частями изоляции электродвигателя можно вести с помощью установки для контроля электропрочности изоляции (рис. 15.2). Она состоит из высоковольтного повышающего трансформатора Тр, выпрямителя с удвоением выпрямленного напряжения, включающего высоковольтные диодные сборкиД/ и Д2 (по 10 диодовД22б в каждой) и конденсаторы С1 и С2. Установка защищена предохранителем Пр и включается тумблером П (при этом загорается лампочка Л2, зашунтированная резистором R1). Изоляцию испытывают с помощью двух щупов. Установка может работать с пятью индикаторами пробоя, каждый из которых включают последовательно со своим токоограничивающим резистором, эквивалентным резистору R2. Это позволяет обслуживать пять испытательных мест одновременно. При сопротивлении проверяемой изоляции 5 МОм внутреннее сопротивление источника установки составляет примерно 110 КОм. Сопротивление R3 предназначено для ограничения тока пробоя безопасной величиной. При коротком замыкании высоковольтных выводов установки напряжение снизится не более чем на 10 %. Так как емкости, использованные в выпрямителе, могут долго сохранять заряд после выключения установки, для быстрого снятия этого заряда предназначена разрядная цепочка из неоновой лампы Л1 и резистора R2. Неоновая лампа Л1 выполняет роль дополнительной предупредительной сигнализации о наличии высокого напряжения. На случай выхода из строя она зашунтирована резистором R4. Разрядная цепочка обеспечивает снятие заряда не более чем за 4 с.
Проверку изоляции проводят следующим образом. Установку заземляют с помощью зажима «Заземление» и включают с помощью тумблера. При этом должны загореться две сигнальные лампочки. Перед каждым испытанием замыкают между собой щупы и проверяют величину тока пробоя по миллиамперметру mA установки. При этом стрелка индикатора не должна доходить до нулевого значения в правой части шкалы. Если это произойдет, работу прекращают и проверяют величину напряжения в сети, которое не должно превышать 230 В. В случае показания стрелкой индикатора нулевого значения и напряжения в сети менее 230 В работу на установке также прекращают, так как это свидетельствует о неисправности прибора. Для проверки изоляции щупами прикасаются к испытываемому электродвигателю. При каждом испытании стрелка индикатора не должна выходить в зоны «Утечка» и «Пробой». Если это произойдет, то проверяемая изоляция имеет дефект, подлежащий исправлению.
Испытываемый электродвигатель МПИ должен находиться на изолированном основании из стеклотекстолита или другого диэлектрика. После испытания электродвигателя статический заряд устраняют, соединив токоведущие части с корпусом. Применение этого малога-
Рис. 15.2. Схема прибора для контроля электрической изоляции
301
баритного устройства для диагностики позволяет производить проверку электродвигателей МПИ на месте их эксплуатации.
Измерение зазоров между статором и ротором электродвигателей МПИ производят в шести местах с помощью щупов. Полученная неравномерность воздушного зазора не должна превышать 10 %. При определении допустимой неравномерности зазора вычисляют отношение разности между величинами наибольшего и среднего зазоров к средней величине зазоров. Например, зазоры, измеренные в шести точках между статором и ротором, составляют 0,75; 0,70; 0,65; 0,60; 0,55; 0,50 мм. Тогда средняя величина зазора 0,63 мм. Наибольшая неравномерность 6 = (0,75 - 0,63)-100 %/0,63 = 19 %, что недопустимо. При увеличенном воздушном зазоре возрастает ток холостого хода, а коэффициент мощности и КПД ухудшаются. Причинами увеличения воздушного зазора могут быть задевание металла ротора о металл статора, периодическая чистка от загрязнения, налетов, коррозии и т.п. В табл. 15.4 приведены допустимые значения воздушных зазоров.
Таблица 15.4
Допустимые значения воздушных зазоров электродвигателей МПИ
Мощность элек-тродвигателя, кВт Зазоры, мм. при частоте вращения электродвигателя, об/мин
1500 3000
нормальный допустимый нормальный допустимый
1 2 3 4 5
0,18...0,37 0.2 0,3 0,25 0,4
0.5...1,0 0,25 0,4 0,3 0,5
1,0...2,0 0,3 0,5 0,35 0,5
2,0...7,5 0,35 0,55 0.5 0,8
10...15 0.4 0,65 0.65 1.0
20...40 0.5 0,8 0,8 1,25
50...75 0.65 1,0 1.0 1.5
100 0.80 1.25 1.25 1.75
Для испытания электродвигателей с измерением их параметров ОАО «Калугатрансмаш» разработан стенд П 23071 (рис. 15.3).
С помощью этого универсального стенда можно производить диагностирование электродвигателей с питанием как от однофазных, так и трехфазных сетей переменного тока. На нем производят замеры (а в случае необходимости записывают) величин: частоты тока, коэффициента мощности, напряжения, силы тока и мощности. Запись осуществляют на диаграммную ленту самопишущих приборов. При работе к розетке XS1 подключают токопроводящий кабель для питания проверяемого электродвигателя, а к XS2 — кабель питания приводов само
Рис. 15.3. Электрическая схема стенда П 23071 для измерения параметров при испытании электродвигателей
302
писцев FC, coscpC, UC, AC, WC (при этом должна загореться лампа HL1). Переключатели на трансформаторах TAI.. .ТА4 ставят на нижний предел измерения по току. Если его сила заранее неизвестна, то токовые измерительные цепи шунтируют выключателями SA1 и SA3. После включения нагрузки в цепь питания определяют ориентировочную величину ее силы тока по индикаторам Al, А2 и АЗ, после чего при отключенной нагрузке выставляют нужный предел измерения по силе тока. Напряжение на стенд подают нажатием кнопки КМ1, проверяя его наличие по индикаторам напряжения U1 и частоты F (напряжение покажет и вольтметр U2, имеющий переключатель пределов измерения).
Напряжение на объект испытания подают нажатием кнопки КМ2 (загорается лампа HL2). Отключение объекта от стенда осуществляют кнопкой SB2, напряжение с него снимают кнопкой SВ1.
Для записи частоты тока включают выключатели SA6 и SA10 (диапазон записываемых частот 45...55 Гц). Для записи costp включают включатели SA12 и SA2 (диапазон записи от 0,5 емкости нагрузки до 0,5 индуктивной емкости). Напряжение (в диапазоне 0...400 В) записывают, включая включатели SA7 и SAI 1, силу тока (в диапазоне 0...50 А) — SA8 и SA3, мощность (в диапазоне 0...25 кВт) — SA5 и SA9,поставив переключатель SA4 в положение KWC.
Визуальную регистрацию параметров осуществляют по стрелочным приборам класса точности 0,5: линейное напряжение (в диапазоне 0.. .600 В) по вольтметру U2, силу тока по фазам (в диапазоне 0...50 А на пределах 0,5...!...2...5...10...20...50 А) по амперметрам А4, А5, А6 при выключенных выключателях SA1 и SA3, мощность (при диапазоне силы тока 0...50 А на пределах 0,5... 1.. .2.. .5... 10.. .20.. .50 А и диапазоне напряжения 0.. .600 в на пределах 75... 150.. .300.. .600 В) по ваттметрам W1 и W2, включенным по схеме Арона. На рис. 15.3 Й — омметр.
По сравнению с другими методами диагностирования электродвигателей стенд П 23071 позволяет оперативно проводить испытания и, что особенно важно, введет записи параметров, с помощью которых можно анализировать их изменения с течением времени.
В подшипниках электродвигателей МПИ наблюдается усталостное выкрашивание рабочих поверхностей тел качения и’колец, а также абразивный износ. Проникновение в шарикоподшипники абразивной пыли, мелких взвешенных в воздухе твердых частиц продуктов коррозии вызывает преждевременное истирание рабочих поверхностей, снижает чистоту дорожек качения, что резко уменьшает срок службы шарикоподшипников. Расчетная долговечность подшипников качения обычно составляет 5... 10 тыс. ч. Она определяется, исходя из условий усталостного разрушения металла. Одним из существенных признаков неисправности шариковых и роликовых подшипников является их высокий нагрев (более 100 °C), а также неравномерный усиленный шум. Причиной неисправности может быть чрезмерный износ подшипников. Шариковые и роликовые подшипники подлежат замене при появлении повышенных радиальных и осевых зазоров, сколов, язвин на поверхности тел качения и на беговых дорожках. Радиальные зазоры измеряют щупом, вводимым между телом качения и обоймой подшипника (табл. 15.5). Осевой зазор в подшипниках качения не должен превышать 0,2...0,4 мм. Допустимые радиальные зазоры для подшипников скольжения зависят от частоты вращения (табл. 15.6). В подшипниках скольжения с неразъемными вкладышами верхний зазор между цапфой вала и вкладышем измеряют щупом, который следует вводить на всю длину вкладыша. Величина боковых зазоров не должна превышать половины величины зазора в верхней части.
Таблица 15.5
Допустимые значения радиальных зазоров, мм, в подшипниках электродвигателей МПИ
Диаметр цапфы вала, мм Шариковые подшипники Роликовые подшипники
Зазо ры
минимальный максимальный минимальный максимальный
20... 30 0,005 0.1 0,01 0.1
30...50 0,01 0,15 0,02 0.15
50...60 0.015 0,20 0,03 0,20
80...120 0,02 0,30 0,04 0,30
303
Таблица 15.6
Допустимые радиальные зазоры, мм, в подшипниках скольжения
Диаметр цапфы вала, мм Значения допустимых радиальных зазоров при частоте вращения, об/мин
750...1000 1000...1500 1500... 3000
20... 30 0,04... 0,09 5 0.06...0,15 0,15...0.3
30...50 0,05...0,110 0,075..-0,17 , 0.17...0,34
50...80 0,06...0.120 0,09 5... 0,2 0,2... 0,4
80...120 0,08...0,16 0.12...0,24 0,24...0,45
120...180 0.1...0,2 0.15--.0,26 0,26...0.52
180...260 0,12...0,23 0,18...0,30 0,30...0,60
Таблица 15.7
Характер шумов при работе зубчатых передач МПИ
Характер шума Возможные причины
Несильный, ровный, низкого тона, без стуков Нормальная работа
Периодическое характерное щелканье, особенно заметное со стороны ведомого колеса Некачественное изготовление; наличие больших отклонений в окружном шаге
Резкий металлический скрежет, дребезжащий звук высокого тона, вибрация корпуса Увеличение бокового зазора зубчатой передачи выше нормы; недостаточный боковой зазор между зубьями передачи; расцентровка колес; острые кромки на головках зубьев; неравномерная выработка вершин зубьев или канавки
Циклический шум с периодичностью изменения звучания, совпадающей с частотой вращения колеса Эксцентриситет окружности колеса относительно оси; ошибка в окружном шаге; поврежден зуб колеса
Стук в зубчатой передаче, соответствующий частоте вращения зубчатого колеса Разработка посадочного места одной из опор подшипника
Анализ характера шума при работе МПИ позволяет определять степень и характер износа зубьев колес передачи, определить предотказное состояние. В табл. 15.7 приведены рекомендации для распознавания неисправностей в работе редукторов и зубчатых передач по их шуму.
15.3. Ремонт МПИ
На прошедший диагностическое освидетельствование МПИ рекомендуется составлять дефектовочную ведомость с отражением результатов последних контрольных замеров. Это позволит заблаговременно подготовить детали, подлежащие замене, и существенно снизить сроки ремонта машин. Различают текущий, средний и капитальный виды ремонта.
Текущий ремонт МПИ предусматривает следующие операции:
• тщательную очистку грязи и пыли;
• устранение дефектов согласно записям в журнале по результатам диагностики МПИ;
• замену части износившихся деталей новыми;
• зачистку всех электрических контактов и соединений;
• восстановление целостности поврежденных проводов.
Текущий ремонт выполняют в перерывах между работами квалифицированные монтеры пути под руководством механика-наладчика, который обеспечивает их необходимыми запасными частями, материалами и инструментом для ремонта.
Средний ремонт МПИ включает все работы, выполняемые при текущем ремонте, а также:
• полную замену всех износившихся деталей по результатам диагностики;
• ремонт обмотки электродвигателя;
• ремонт или замену выключателя.
Средний ремонт выполняют, как правило, в дистанционных мастерских.
Капитальный ремонт МПИ включает в себя следующие операции:
• полную детальную разборку всех узлов МПИ;
304
• проверку всех деталей по износу с учетом данных последнего диагностирования;
• исправление или замену всех деталей с износом, превышающим допустимые пределы, указанные в дефектовочных ведомостях;
• проверку и ремонт обмотки статора электродвигателя;
• проверку и ремонт выключателя.
Капитальный ремонт проводят в дорожных ремонтных мастерских или в заводских условиях.
Таблица 15.8
Межремонтные нормы эксплуатации МПИ
Вид технического обслуживания Рекомендуемая норма эксплуатации,ч Рекомендуемое число ремонтов в годовом ремонтном цикле
Техническое обслуживание №1 — ТО1 50 36
Техническое обслуживание №2 — ТО2 200 8
Текущий ремонт 600 3
Годовой ремонт 2400 1
Межремонтные нормы эксплуатации, а также объемы работ, выполняемые при ремонтах различного вида, устанавливаются соответствующими классификационными документами и требованиями технической документации (табл. 15.8). Если после отработки нормы годового ремонта МПИ пригоден к дальнейшей эксплуатации и его не требуется ремонтировать, то после всесторонней диагностики его комиссионно опробывают и определяют дополнительную норму работы до следующего ремонта. Продление межремонтных норм для текущего обслуживания и ремонта не разрешается.
Примерные сроки простоя МПИ в ремонте, дни:
Техническое обслуживание № 1 — ТО1........0,3...0,7
Техническое обслуживание № 2 — ТО2........0,5...0,9
Текущий ремонт............................1,0... 1,5
Годовой ремонт............................3...5
Разборку МПИ производят на специально оборудованном рабочем месте, имеющем необходимый набор приспособлений и инструмента. В процессе разборки все детали МПИ следует предохранять от механических повреждений, по возможности фиксировать общие места сопрягаемых деталей. Вскрытые узлы и детали подвергают очистке, промывке и последующим уточняющим замерам параметров согласно указаниям диагностической ведомости. После этого сортируют детали по группам: годные, требующие ремонта, негодные. Для деталей, требующих ремонта, подбирают чертежи или выполняют их эскизирование. Изношенные детали заме-
няют или восстанавливают сваркой, наплавкой, металлизацией, хромированием, склеиванием или механическим способом за счет расточки и запрессовки втулок, усиливающих накладок, переориентировки шпонок и шпоночных пазов и т. п. Изогнутые винты следует править, рихтовать, при необходимости проверять резьбу. Изношенные шейки валов ремонтируют шлифованием, а сопряженные с ними втулки заменяют. При ремонте большое внимание уделяют подшипникам качения. Выпрессовку подшипников с посадочных мест крышек и снятие их с
Рис. 15.4. Снятие с подшипников молотка электрога-ечного ключа ЭПК 3:
1 — молоток ключа в сборе; 2 — съемник
валов выполняют с помощью специальных съемников (рис. 15.4). Снятые подшипники промывают в бензине и тщательно осматри
305
вают. Не допускается повторное применение подшипников, если на них видны цвета побежалости, характеризующие чрезмерный нагрев, трещины на кольцах, шариках, иглах или сепараторах. На беговых дорожках не должно быть раковин, выкрашивания и следов коррозии. Не допускается обрыв заклепок, срез головок у заклепок или ослабление заклепок сепараторов. Подшипники, имеющие хотя бы один из отмеченных дефектов, подлежат обязательной замене.
Поверхности деталей по твердости должны соответствовать обозначению на рабочих чертежах. На термически обработанных деталях не должно быть трещин, расслоений и следов обгорания. Шероховатость поверхности детали, превышающая пределы, предусмотренные чертежами, не допускается.
Для наплавочных работ по восстановлению изношенных узлов и деталей следует применять качественные электроды марки Э42. Сварные соединения должны быть выполнены без подрезов металла, ровными, без кратеров, шлаковых включений, пористости и трещин. Сварные швы после окончания работ по сварке должны быть зачищены. Заварку трещин, возникших при эксплуатации, если она допускается правилами ремонта, производят после засверлов-ки деталей в концах трещин и разделки трещины под заварку.
К сборке допускаются:
• детали и узлы, признанные годными без ремонта; отремонтированные и принятые мастером ремонтного предприятия; изготовленные взамен негодных и принятые мастером;
• узлы и агрегаты, поступившие на ремонтное предприятие с заводов МПС и др. ведомств (при этом годность их должна подтверждаться наличием соответствующей технической документации);
• готовые изделия и приборы при условии их соответствия стандартам и техническим условиям заводов-изготовителей (при наличии технической документации, подтверждающей их годность).
Отдельно собранные узлы принимаются мастером на общую сборку. При сборке все болтовые соединения должны быть надежно затянуты. Всюду, где это предусмотрено чертежами, должны быть поставлены контргайки, хомуты, запоры, пружинные и замочные шайбы, пластины. Сборку деталей, имеющих в сопряжении неподвижную посадку, следует производить на прессе, применяя специальные оправки с целью предотвращения перекосов и механических повреждений. При сборке все масляные каналы должны быть очищены и продуты сжатым воздухом; трущиеся поверхности должны быть смазаны, а масленки, резервуары и подшипники — заполнены по нормам соответствующей смазкой. Все бумажные и картонные прокладки, а также сальниковые и войлочные уплотнения при ремонте заменяют. После сборки узлов и общей сборки электроагрегатов зазоры (натяги) сопрягающихся деталей должны по размерам соответствовать чертежам и нормам допускаемых отклонений. Соединенные концы проводов или наконечники, не имеющие маркировки, должны быть пронумерованы согласно обозначениям на чертежах и схемах.
Не допускается разлохмачивание наружной оплетки или повреждение изоляции проводов. Пайку и лужение проводов следует производить припоем не ниже ПОС 40 с применением в качестве флюсов канифоли или других бескислотных флюсов.
Заземляющие проводники должны иметь надежный контакт, а знаки заземления должны быть окрашены в красный цвет.
При разборке ответственных узлов на сопрягаемых деталях необходимо ставить метки. Сборку узлов и их установку в последующем следует вести согласно меткам.
Если при снятии узла или детали с подвижной посадкой требуется большая сила, обусловленная коррозией и загрязнением посадочного места, то эту операцию следует производить с помощью инструмента и приспособления, применяемого для неподвижной посадки.
Подшипники качения устанавливают так, чтобы сторона с шифром подшипника была обращена наружу. Подшипники напрессовывают в ограничивающий бурт до упора. Подшипники и другие детали, имеющие неподвижную посадку, перед напрессовкой на вал должны быть нагреты в масле до температуры не более 90 °C.
Электрический монтаж необходимо выполнять в соответствии с монтажной электрической схемой. При замене электрического провода нужно устанавливать провод той же марки и сечения, что и заменяемый. Провода следует прокладывать без натяжения, с незначительной слабиной. Для упорядочения расположения проводов их нужно увязать в группы с учетом присоединений к приборам.
306
Сопротивление изоляции электрических цепей должно быть не менее 2,0 МОм, кроме особо оговоренных случаев.
Резинотехнические изделия (амортизаторы, прокладки, уплотнения) не должны иметь трещин, проколов, вырывов и других разрушений, ухудшающих герметичность, снижающих надежность уплотнения и другие защитные свойства.
Выключатели должны иметь четкие, хорошо читаемые надписи «Включено» и «Отключено». Корпуса электроизмерительных приборов должны быть герметичными; стекла—целыми и не иметь царапин, затемнений и других повреждений, затрудняющих наблюдение за показаниями приборов; стрелки приборов при неработающей электростанции — находиться против нулевой отметки шкалы. На каждый конец соединительного провода должна быть надета хлорвиниловая трубка с соответствующей маркировкой. Каждый провод должен иметь на концах впаянные наконечники без погнутостей и обломов. Внутренние поверхности полюсов роторов подлежат очистке от пыли, грязи и пропиточного лака. Наружные поверхности полюсных башмаков не должны иметь неровностей, забоин и механических повреждений; контактные кольца — быть без следов выработки, рисок и забоин; чистота поверхности — не менее 8-го класса (0,63...0,40 мкм). Радиальное биение кольца, установленного на валу, не допускается более 0,05 мм, а осевое—более О, I мм. Электрическая прочность изоляции контактных колец подлежит испытанию напряжением 1200 В в течение 1 мин. Обмотка статора пропитывается лаком МЛ 92, а ротора — КП 23 или КП 55. Обмотки статоров, роторов и полюсов наматывают цельным проводом. Пайки внутри катушек не допускаются. Подшипники качения передних и задних щитов генераторов должны быть заполнены смазкой ЦИАТИМ 201 на 2/3 объема. Щеткодержатели на траверсе устанавливают так, чтобы расстояние между нижним краем обоймы в местах выхода щетки и контактными кольцами находилось в пределах 3... 5 мм. Зазор между щеткой и обоймой не должен быть более 0,2 мм. Силу давления пружины на каждую щетку проверяют динамометром и регулируют в пределах 1...1,5Н (100... 150 г). Щетки должны быть тщательно притерты и касаться контактных колец всей рабочей поверхностью. Не допускаются отколы щеток. Притирка щеток наждачной или карборундовой шкуркой не допускается. Угольная пыль после притирки щеток подлежит удалению.
Изгиб вала допускается не более 0,05 мм на всю его длину, а биение цапф вала под подшипники относительно оси — до 0,02 мм.
При восстановлении требуемых натягов и зазоров в сопрягаемых деталях широкое применение находит метод восстановления посадок изменением размеров изношенных деталей. Машиностроительные заводы поставляют запасные части в виде поршней, пальцев, колец и т. п. с ремонтными размерами, позволяющими подогнать сопрягаемую деталь на универсальных станках, имеющихся в мастерских.
Широкое распространение находит способ восстановления деталей с помощью насадок. В этом случае изготовляется промежуточная деталь, которая напрессовкой соединяется в одно целое с ремонтируемой деталью и затем последующей механической обработкой доводится до требуемых размеров. Недостатком данного способа является невозможность применения этого способа для восстановления многих трущихся поверхностей двигателя.
Таблица 15.9
Характеристики клеев, применяемых в ремонтной практике
Марка и состав клея Область применения Предел прочности при отрыве, Мпа Предел прочности при сдвиге, МПа (при 20°С) Водостойкость Маслостой-кость Бензо стойкость Теплостойкость
1 2 3 4 5 6 7 8
БФ 2, спиртовой раствор бутироля и фенольных смол Склеивание различных материалов с пластмассами и между собой; в качестве антикоррозийных покрытий 35 36 Ограниченно стоек Стоек 30 ч при 150 °C
307
Окончание таблицы 15.9
Марка и состав клея Область применения Предел прочности при отрыве, Мпа Предел прочности при сдвиге, МПа (при 20°С) Водостойкость Маслостойкость Бензо стойкость Теплостойкость
1 2 3 4 5 6 7 8
Карбонильные клеи (цементы) Склеяванне пластмасс со сталями, чугунами, алюмшием, медью, стеклом, фарфором и т. п. 27 25 Ограниченно стоек Стоек Ограниченно стоек
№88 (ТУ МХП 1542-49), раствор резиновой смеси № 31 и бутил-формальдегидной смолы в смеси с бензином в пропорции 2:1 Склеивание пластмасс, дерева, кожи, бумажных материалов между собой; холодное приклеивание резины к металлам, стеклу и другим материалам Стоек Ограниченностоек То же
ВКЗ 3-250, фенолокаучуковая композиция Склеивание металлов и пластмасс в различных сочетаниях 3 Не менее 20 То же Весьма стоек Стоек
ВС ЮТ, фенольная смола в сочетании с кремнийорганичес ки-ми соединениями Склеивание металлов и пластмасс в различных сочетаниях М 18 Весьма стоек То же —
ВК 3 и ВК 4 феноло-формальдегидная смола и резиновая смесь Склеивание термостойких пластмасс и металлов 3,5 24 Устойчив Устойчивая, длительно устойчивая при 200 °C
МАТИ К2, смесь эпоксидной смолы ЭД 6. дициандиамида и наполнителя Склеивание металлов и различных неметаллических материалов — 27 То же Ограниченно стоек
К 153. смесь эпоксидной смолы ЭД 5 и тиокола Склеивание металлов и различных неметаллических материалов 10 12 То же То же
Таблица 15.10
Технологические режимы склеивания некоторых пластмасс
! Марка клея Состояние поставки Время рабочей пригодности Толщина клеевого шва. мм Вид нанесения клея Выдержка перед нанесением последнего слоя Выдержка перед сборкой Давление запрессовки, МПа
БФ2 Спиртовой раствор вязкостью 30... 60 с, ФЭ36: нужная вязкость достигается добавлением спирта 24 ч 0,05...0.25 Допускается нанесение на каждую поверхность Не менее 1 ч при 20 °C; 15 мин при 60 °C 1 ч при 20 °C. затем 15 мин при 60 °C 0.2...1
Карбонильные клеи (цементы) Приготовляется за 1... 4 ч до применения 8 ч с момента приготовления 0,05...0.10 Двустороннее однослойное Требуется только для пористых материалов Нет До 1,5
№88 Раствор 24 ч 0,05...0,15 Двустороннее 10 мин при 20 °C 5 мин до состояния отлила 0,2
В последнее время в ремонтной практике для устранения дефектов деталей применяют специальные клеи и пластмассы. Применение клеев вытесняет дорогостоящие процессы хромирования, металлизации и т. п. благодаря высокой технологичности, экономичности и прочности. Клеи позволяют создавать надежные и прочные соединения металлов с металлами, пластмасс с пластмассами и т. п. Они обеспечивают соединение очень тонких листовых металлических деталей, герметичность соединений, не уступая сварке и клепке (табл. 15.9). Работая с клеями, необходимо учитывать, что высокое качество соединения, прочность и надежность могут быть получены только при тща
308
тельном-соблюдении технологических режимов (табл. 15.10). Перед нанесением клея поверхность деталей тщательно обезжиривают бензином или ацетоном и просушивают. Поверхности пластмассовых деталей рекомендуется зачищать шкуркой, а с металлических поверхностей следует удалять окисную пленку, которая резко ухудшает прилипаемость клея к металлу. Чистота поверхностей для склеивания должна быть не ниже 6-го класса [(2,5... 1,6) мкм]. Клеи типа БФ рекомендуется наносить в 2.. .3 слоя, пленочные клеи типа ВСИОТ, МПФ, ВК 33-250 —укладывать на подслой из жидкотекучих композиций. Для выдерживания заданной толщины клеевого шва между склеиваемыми поверхностями рекомендуется помещать прокладку из стеклоткани выбранной толщины.
15.4. Испытания МПИ
Все МПИ, прошедшие ремонт, подвергают контрольным (приемосдаточным) испытаниям, в ходе которых проверяют работоспособность инструментов, их внешний вид, номинальные значения выходных параметров, которые заносят в технический паспорт. Испытания проводят на специально оборудованных участках, эксплуатирующих и ремонтирующих МПИ. При испытаниях используют только средства измерений и оборудование, прошедшее очередную проверку и имеющее соответствующие клеймо или аттестат. В программу контрольных испытаний обычно включают:
• проверку внешнего вида и качества сборки;
• проверку сопротивления изоляции обмоток относительно корпуса;
• опробование работы МПИ и обкатку на холостом ходу;
• определение величины тока и потерь холостого хода;
• испытание межвитковой изоляции;
• испытание изоляции на электрическую прочность;
• проверку исправности цепи заземления;
• проверку правильности присоединения к источнику питания;
• проверку МПИ в работе.
При внешнем осмотре оценивают качество сборки, состояние лакокрасочных и гальванических покрытий, наличие необходимых поясняющих надписей на изделии и его комплектность.
Сопротивление изоляции проверяют между всеми токоведущими частями и корпусом МПИ, а сопротивления изоляции обмоток относительно корпуса измеряют мегаомметром на 500 В в практически холодном состоянии электродвигателя МПИ до начала других испытаний. Сопротивление изоляции обмоток относительно корпуса должно быть не менее 100 МОм.
Опробование работы электродвигателей МПИ и обкатку на холостом ходу проводят в течение 30 мин при напряжении сети (198...242)В. При этом не должно быть посторонних шумов, задеваний ротора о статор, течи смазки из подшипников и редуктора, а также отказов пуска при включении. Определение тока и потерь холостого хода проводят после обкатки МПИ. Ток холостого хода принимают равным среднеарифметическому показанию трех амперметров. За потери холостого хода принимают алгебраическую сумму показаний двух ваттметров. Полученные электрические параметры должны соответствовать данным, приведенным в табл. 15.11.
Межвитковую изоляцию на электрическую прочность испытывают при работе электродвигателей на холостом ходу в течение 3 мин при напряжении (265...300) В; при напряжении
Таблица 15.11
Ток и потери холостого хода электродвигателей МПИ
Замеряемые параметры Контрольные значения замеряемых параметров для МПИ
ЭШП 9М2, ЭШП 9МЗ, КПУ МРШ 3, точило ТД 1 1024 В. ЭПК 3, станок деревообрабатывающий СД1 РСМ 1М, ШВ2М, РГУ 1МЕ, СТР 2 РМ5ГМ СТР 1
Напряжение холостого хода, В 220
Ток холостого хода, А. не более 1.00 1.3 1.6 4,0 6.5
Допустимая разность тока по фазам, А, не более 0,1 0,2 0,5 0.7
Потери холостого хода, Вт. не более 90 100 120 260 340
309
300 В время испытаний сокращают до 1 мин. Изоляцию на электрическую прочность испытывают подводом синусоидального тока напряжением 1000 В частоты 50 Гц в течение 1 мин или напряжением 1200 В в течение 1 с. Изоляция должна выдержать такое напряжение.
Исправность цепи заземления проверяют устройством на напряжение не более 12 В, один контакт которого подключают к заземляющему контакту штепсельной вилки, а другой — к доступной для прикосновения металлической детали корпуса. Цепь заземления считают исправной, если устройство выявляет наличие тока.
Правильность присоединения к источнику питания проверяют внешним осмотром.
МПИ в работе испытывают в соответствии с указаниями инструкций по эксплуатации соответствующих изделий. Значения потребляемой мощности не должны расходиться более чем на 10... 15 % с приведенными в табл. 15.12.
Таблица 15.12
Нормативные показатели работы МПИ при номинальном напряжении
Наименование инструмента, рабочая операция Потребляе-мая-мощ-ность, Вт Пусковой вращающий момент. Нм Наибольший вращающий момент, Нм Время выполнения рабочей операции, с
1 2 • 3 4 5
Костылезабивщик ЭПК 3. забивание костыля в засверленную 012 мм сосновую шпалу на глубину 115 мм 1100-.1500 4,1...5,1 5...6,8 5
Шпалоподбойка ЭШП 9МЗ. подбивка балласта 500...600 2.35.-.2.75 2.7...3.3 —
Ключ гаечный КПУ. завинчивание гаек, стыковых болтов 640... 720 — 4
Рельсошлифовалка МРШ 3, шлифование рельса Р65 кругом 0 200 мм 500...600 2.65...2.95 3,3...4,5 —
Рельсосвеолилка 1024 В. сверление рельса Р65 сверлом 036 мм 1100... 1300 4.1...5.1 5.0...6.8 120
Рельсосверлильный станок СТР 1, сверление рельса Р65 сверлом 036 мм 1800...2300 5,8...6.2 6.3...6,7 120
Рельсосверлнльный станок СТР 2, сверление рельса Р65 сверлом 036 мм 2300...2800 8.3...9,7
Рельсосверлильный станок СТР 3, сверление рельса Р65 сверлом 036 мм 2100...2700
Рельсосверлильный станок PCM 1М. сверление рельса Р65 сверлом 036 мм 1900...2300 11,8...14.2
Шуруповерт ШВ 2М, завинчивание шурупов в дубовую шпалу, засверленную сверлом 012 мм на глубину 115мм 1900...2300 — 15
Рельсошлифовальный станок 2152, шлифование рельса Р65 кругом 0250 мм 1900...2300 — —
Рельсошлифовальный станок СЧР, шлифование рельса Р65 кругом 0200 мм 1900...2300 — —
Сверлошлифовалка СШ 1: сверление шпал шлифование рельсов кругом 0 150 м 650.-.800 600...700 2.65...3,25 3,3...4,5 —
Рельсорезный станок РМ 5ГМ, распиливание рельса Р65 1600...2100 5,8...6.2 6,3...6,7 (14...161-60
Рельсорезный станок РА 2. резание рельса отрезным кругом 0400 м 5500...9200 27,4...30.4 36,8...37,2 120
Ключ шурупогаечный КШ 1: завинчивание шурупов завинчивание гаек стыковых болтов 1900...3500 800...1500 31,7...33, 3 41,0...43, 2 —
Вопросы для повторения
1. Каков основной перечень операций по диагностированию изделия?
2. В чем особенности диагностирования потерь в электродвигателях МПИ?
3. Как производится диагностирование изоляции электродвигателей МПИ?
4. Какие виды ремонтов вы знаете, каковы их особенности?
5. Как производится испытание МПИ после ремонта?
310
Глава 16. МЕХАНИЗИРОВАННЫЕ ПУТЕВЫЕ ИНСТРУМЕНТЫ ДЛЯ РАБОТЫ С РЕЛЬСОШПАЛЬНОЙ РЕШЕТКОЙ
16.1. Общие сведения
Для работы с рельсошпальной решеткой по ее текущему содержанию в путевом хозяйстве широко применяют домкраты, рихтовщики, разгонщики зазоров, сдвигатели рельсовых плетей и другие аналогичные машины (например, устройства для аварийного восстановления пути: прессы, ножницы, разжимы, стяжки и др.).
В пути под воздействием проходящих поездов возникают различные остаточные деформации: в профиле (просадки и перекосы) и в плане (извилины и выбросы); имеет место также угон пути. Кроме того, в рельсовых плетях возникают сезонные температурные напряжения.
Неисправности пути в профиле устраняют подбивкой шпал и переводных брусьев или укладкой на них под рельсы карточек. Рельсошпальную решетку при этом поднимают путевым домкратом. Их используют также при ремонте и замене отдельных элементов рельсового скрепления. Неисправности пути в плане устраняют поперечной сдвижкой с помощью рихтовщиков. Нормальные зазоры между рельсами в стыках, нарушенные при угоне пути, восстанавливают с помощью разгонщиков. Разрядку (устранение) температурных напряжений в рельсовых плетях, введение последних в расчетный температурный интервал и обеспечение необходимого стыкового зазора между ними производят с помощью сдвигателей рельсовых плетей. Аварийное восстановление железнодорожного пути выполняют с использованием специальных прессов, ножниц, разжимов, разжимов-ножниц, стяжек и пр.
МПИ, рассматриваемые далее, чаще всего имеют гидромеханический привод при встроенном или обособленном ручном насосе или моторной насосной станции. Применяют также (хотя и реже) электромеханический и пневмомеханический приводы. Сведения о принципе работы и расчетах гидравлических и пневматических МПИ приведены в гл. 10.
16.2. Домкраты
Домкратами выполняют подъем рельсошпальной решетки. При грузоподъемности не меньше 147 кН (15 тс) можно поднимать путь с железобетонными шпалами и рельсами тяжелых типов и стрелочные переводы с железобетонными брусьями.
Гидравлические путевые домкраты с ручным приводом чаще всего выпускают с нераздельными либо с раздельными и скрепленными узлами гидронасоса и исполнительного органа — цилиндра с поршнем (домкраты с обособленным насосом редки). С помощью некоторых домкратов выполняют и рихтовку пути. Отечественная промышленность выпускала много типов путевых домкратов (ДГО 1 А, ДГО 4А, ДГ 5, ДГО 6, ДГ 6, ДГО 8, ДГ 8, ДГО 9, ДГПО 8, ПДРВ и многие другие). Основные технические данные современных путевых гидравлических домкратов приведены в табл. 16.1. Следует отметить, что некоторые домкраты, выпускающиеся разными заводами под неодинаковыми марками, мало отличаются между собой, к тому же в ходе освоения производства марку иногда меняют.
Домкраты с опорой рельса на торец подъемного поршня или цилиндра работают лучше, так как при опоре на лапу возникают вредные перекосы. Однако у них велика высота подхвата. Поэтому некоторые современные конструкции выполнены с несколькими по высоте домкрата подъемными лапами и опорным торцом исполнительного органа.
311
LU l-U
Таблица 16.1
Основные технические данные современных путевых гидравлических домкратов
Показатели Тип гидравлического домкрата
ПДР8 дпг ю ДПГ 10-200 ПГ 10-200 (ДПГ 10-0.2) ПГ9-15 (15А) [I5P] ГД 15 ДРН 10/15 (ДПГ 15-0.1) ДП 10 ДП 10-01 ДГ25 ДГ 50
ДПГ 10/200
Г рузоподъ-емность, кН (меньшая на лапе или с перехватом) 78 123 ±25 [Ю8] 147 (118) 196...98 157...98 245 490
Высота подъема, м (большая с перехватом) 0,2 0,1... 0.265 0,2...0.3 0.1...0,2 0,19 0.1.-0.2 0.15 0,1
0.2... 0,450
Давление в гидросистеме, М Па 24 .35 46 30 59.5 31,4 — —
Сила на рукояти насоса, Н 250 147 118 200 118 — —
Масса, кг 19.9 17,5 ±0,5 19 ± 1 - 21 ± 1 22 24± 1 (21) 22/24 23 58
Г абаритные размеры, м 0.3x0,21x0.58 0.36(0.38x0,19х х0,22/0,24 0.3х0.2х0,6 0.42x0.19x0.54 0,45x0.19x0,23 0.4x0,2x0,25 (0.43x0.19x0.23) 0.37x0.2x0.36/0,3 0.23x0.14x0,3 0.54x0.2x0.26
Исполнительный орган Лапа (Л), рихтовочный хомут (12Q 3 Л, опорный торец (ОТ) Л.РХ 2Л 2Л.ОТ 2Л 2Л.ОТ ОТ
Домкрат ПДР 8. выпускавшийся Петуховским заводом, имеет одноблочную (нераздельную) компоновку (рис. 16.1 и 16.2). Опорная плита 18 выполнена у него из стальных листов в виде сварной коробки. К ее торцу со смещением от центра приварен полый неподвижный поршень-шток 4. Он охвачен стальным подвижным цилиндром 16, к нижней части которого снаружи приварена грузоподъемная лапа 2, а изнутри установлена направляющая втулка 1 с грязесборным кольцом, зажатая навинченной снизу втулкой. К верхней части цилиндра приварена гидропанель 5 с каналами для пропуска масла и гнездами для шариковых клапанов и плунжерных втулок 12 гидронасоса. В верхней части поршня в канавках установлены два уплотнительных кольца 75 и манжета 14 из маслостойкой резины. Верхний торец поршня закрыт диском 13, прикрепленным болтом.
Привод домкрата выполнен в виде ручного двухплунжерного насоса с масляным резервуаром 10. Он отлит из алюминиевого сплава и имеет крепежные приливы с резьбовыми отверстиями. В них ввернуты винты, пропущенные через отверстия в клапанной коробке, скрепляющие ее с резервуаром.
Рис. 16.1. Гидродомкрат ПДР 8,
В стыке коробки и резервуара размещена уплотнительная про-
кладка. В двух вертикальных резьбовых
отверстиях на днище резервуара установлены латунные уплотнительные прокладки и ввернуты втулки. Во втулках размещены плунжеры 77 насоса, подпружиненные возвратными пружинами сжатия 23. Сверху на плунжеры навернуты тарелки 24, в которые упираются ролики 6 двуплечего коромысла 27. Последнее шпонкой скреплено с валом 25, опирающимся на подшипники резервуара. На резьбовой консоли вала гайкой с шайбой закреплен наконечник-втулка 26. В него вставляют рукоять 8 ручного привода. Один из подшипников вала выполнен в виде стальной втулки, вставленной в гнездо на приливе резервуара; другой — в виде концевых втулок в стенке резервуара, разделенных сальником, зажимаемым гайкой. Обе плунжерные втулки соединены между собой каналами 29, через которые плунжеры нагнетают масло в гидросистему 30. В клапанной коробке просверлены отверстия, в которых размещены шарики и поджимающие их пружины двух всасывающих 27 и двух нагнетающих 20 клапанов насоса. Между этими клапанами установлен предохранительный клапан 28, а против него — спускной клапан 22 с запорной иглой. Выходы клапанных отвер
разрез
Рис. 16.2. Структурная схема ПДР 8
стий наружу закрыты винтовыми заглушками 19. Резервуар сверху снабжен ручкой
313
Рис. 16.3. Гидродомкрат ДПГ 10 (ДПГ 10/200)
9 для переноса домкрата и резьбовым отверстием для заливки масла, закрытой винтовой пробкой-сапуном 7 с отверстием для выпуска и впуска воздуха в процессе работы насоса. На цилиндр насажен несъемный передвижной хомут 3 с рихтовочной лапой 17, стопорным винтом 31 и скобой 32 для удобной перестановки хомута по высоте и переноски домкрата.
При покачивании рукояти 8 насоса, когда его плунжер перемешают вверх, масло из резервуара нагнетают в рабочую камеру всасывающего клапана. При обратном движении плунжера всасывающий клапан закрывают, а нагнетающий открывают и масло подают в цилиндр. Последний при этом поднимают вверх вместе с грузом. Для приведения домкрата в исходное положение (опускания цилиндра вниз) спускной кла
пан открывают (на один - два оборота винта). Запорная игла при этом освобождает канал,
масло перетекает из подъемного цилиндра в резервуар, давление в гидросистеме падает и цилиндр опускают вниз. Чтобы исключить перегрузку гидросистемы, предохранительный клапан устанавливают на расчетное давление, изменяя силу прижатия шарика к гнезду при воздействии на шарик пружиной, сжимаемой регулировочным винтом.
Домкрата ДПГ 10, ДПГ 10/200 производства Армавирского ЗАО «Кубаньжелдормаш»(ЗАОК) (рис. 16.3) имеют раздельную конструкцию. На их общем основании 1 с поршнем, который охвачен гидроцилиндром 10 с тремя подъемными лапами 11, ручкой 9 для переноса и пробкой 8 для удаления воздуха, установлен также блок 2 двухплунжерного гидронасоса с бачком для масла и предохранительным клапаном. На валу 4 насоса установлена рукоять 5 ручного привода, а на верхней крышке насоса смонтированы перепускной клапан 6 и пробка 7 для залива масла, которую перед вводом в эксплуатацию необходимо срезать (место А). Сбоку внизу на корпусе устроен слив масла с пробкой3. В корпусе насоса установлены также сетчатый фильтр 12 и магнит 13 для очистки масла. При подаче масла от насоса в блок гидроцилиндра (через каналы в основании) производят подъем гидроцилиндра вместе с грузом, опертым на одну из лап или торец цилиндра. Двухплунжерные гидронасосы работают так, как описано для домкрата ПДР 8.
Домкрат ДПГ 10-200 ОАО «Калугатрансмаш» — КЗТМ (рис. 16.4) имеет нераздельную конструкцию двухплунжерного гидронасоса с масляным бачком 3, ручкой для переноса 4 и исполнительным подвижным гидроцилиндром 2, охватывающим неподвижный полый поршень 1 на осно-
Рис. 16.4. Гидродомкрат
ДПГ 10-200:
а — общий разрез; б — разрез по ручному приводу насоса;
в, г, д — сечения
314
Рис. 16.5. Гидродомкрат ПГ 10-200 (ДПГ 10-0,2): а — общий разрез; б, в — сечения
вании. На цилиндре закреплены подъемная 14 и рихтовочная 15 лапы. Последнюю можно устанавливать в трех положениях по высоте с помощью скалки 16. Насос имеет типовое устройство: съемную рукоять 17 ручного привода на валу 13 с коромыслом 11, серьги-шатуны 12, плунжеры 7 в гильзах 8, впускной 9, обратный 10, перепускной 6 и предохранительный 5 клапаны.
Домкрат ПГ10-200 (ДНТ 10-0.2) Товарков-ского филиала ГУП КЗ «Ремпутьмаш» — ТЗР (рис. 16.5) состоит из основания 1, с которым шарнирно соединен шток 2 гидроцилицдра. На верхней части гильзы 3 закреплен резервуар 4 с рабочей жидкостью и расположенными внутри него плунжерными насосами 5, приводимыми в действие съемной рукоятью 6. На гильзе гидроцилиндра размещены две подъемно-рихтовочные лапы 7и 8. Они расположены одна над другой на расстоянии 100 мм и развернуты в плане одна относительно другой на 90°. К верхней лапе прикреплена рукоять 9. На резервуаре имеется ручка 10, служащая для переноски домкрата и поворота гильзы вокруг оси. Для управления работой домкрата служит перепускной клапан с рукоятью 11. Резервуар закрывается крышкой 12 с заливной горловиной (К1.. ,К4 —уплотнительные кольца).
Домкрат работает следующим образом. С помощью съемной рукояти 6, имеющей на конце изогнутую лопатку, выравнивают балласт между шпалами таким образом, чтобы нижняя лапа 7 находилась под подошвой рельса, а кромка подошвы рельса—вплотную к уступу на лапе. Закрыв перепускной клапан вращением рукояти 11, качательными движениями рукояти 6 при
водят в действие плунжерные насосы 5, которые нагнетают рабочую жидкость в гильзу 3. Давление рабочей жидкости, воздействуя одновременно на шток 2 и гильзу 3, перемещает последнюю и соединенную с ней лапу 7 вверх, которая, в свою очередь, воздействует на подошву рельса, заставляя его перемещаться вверх. При необходимости дальнейшего подъема рельса его следует зафиксировать, подведя, например, под подошву рельса жесткие упоры. После этого поворотом рукояти 11 против часовой стрелки открывают перепускной клапан. Гильзу домкрата опускают вниз в исходное положение. Приподняв рукоятью 9 лапы 7 и 8 вверх, поворачивают их на 90°, обеспечивая тем самым подвод под подошву рельса верхней лапы 8. Рукоятью И закрывают перепускной клапан. Подъем рельса на верхней лапе 8 осуществляется аналогично подъему на нижней лапе. Для снятия домкрата с места работы необходимо вращением рукояти 11 открыть перепускной клапан. Надавливая на свободную лапу ногой или руками на рукояти домкрата, возвращают гильзу 3 в исходное положение. С места работы домкрат снимают с помощью рукояти 9 и ручки 10.
Домкрат ПГ 9-15 (15Р) [15AJ ТЗР и ЗАОК (рис. 16.6) имеет раздельную конструкцию с опорой 1, неподвижным полым поршнем 2, подъемным поворотным гидроцилиндром 3, бачком масляным 4, двухплунжерным гидронасосом 6, рукоятью 7 ручного привода на валу 8 с коромыслом 9, корпусами плунжеров 13, клапанами впускным 14, перепускными 5 и 75, обратными 16 и 20, подъемными лапами 10 и 11 (с фиксатором 18), ручкой 72 д ля переноса домкрата и поворота цилиндра, пробкой для залива масла, масляным фильтром и магнитом, пробкой для удаления воздуха 7 7 и скобкой.
315
Домкрат ГД 15 (рис. 16.7) выпускается ОАО «Муромтепловоз» [ОАОМ]. Он состоит из основания 1, на котором установлены шток 2 в сборе с поршнем 3, буксой 4 и цилиндром 5, а также масляный бачок 6. В последнем установлены предохранительный клапан 7, спускной клапан 8, сетчатые фильтры 9, а также двухплунжерный гидронасос, состоящий из плунжерных пар 10, корпусов 11 плунжеров с выпускным 12 и всасывающим 13 клапанами, коромысла 14 и вала 75, на котором установлена съемная рукоять 16 привода гидронасоса и ручка 7 7 для переноса.
В ходе работ по поднятию рельсошпальной решетки необходимо установить гидродомкрат между шпалами на выровненный с помощью съемной рукояти 16 балласт так, чтобы нижняя подъемная лапа 19 цилиндра 5 находилась под подошвой рельса, а кромка его подошвы вплотную прилегла к внешней поверхности цилиндра или находилась от нее на расстоянии не более 5 мм. После этого закрывают спускной клапан 8 и с помощью рукояти 16 насоса закачивают масло в полость шток-поршня, вследствие чего цилиндр 5 поднимается, вывешивая рельсошпальную решетку. Ход ограничивается отверстием Г. Для дальнейшего подъема рельса необходимо поднять стойку 20, открыть спускной клапан 8 поворотом штока на 1,5...2 оборота, опустить рельс на стойку, к крышке цилиндра 5 приложить внешнюю сжимающую нагрузку и опустить цилиндр до упора (при этом масло из полости шток-поршня поступит в масляный бачок), повернуть цилиндр 5 на 90° так, чтобы верхняя подъемная лапа 79 подошла под подошву рельса, используя рукоять 16; закрыть спускной клапан 8 и с помощью рукояти 16 насоса закачать масло в полость шток-поршня, вследствие чего цилиндр 5 поднимется, вывешивая рельсошпальную решетку. После окончания работ следует открыть спускной клапан 8 и в обратном порядке выполнить все операции. Переносят гидродомкрат за ручку 7 7. Перед началом работы эту ручку следует повернуть на 90° по часовой стрелке и зафиксировать штифтом 18.
Домкрат ДРН 10/15 (ДПГ 15-0,1) (рис. 16.8) выпускается ТЗР и состоит из основания 7, на котором установлены шток 2 и гильза 3 гидроцилиндра. Шток вместе с гильзой выполнены поворотными (на 360°) относительно оси штока. На боковой поверхности гильзы гидроцилиндра размещены две лапы 4 и 5. Они расположены одна над другой на расстоянии 100 мм. На кронштейне, являющемся продолжением нижней лапы, установлен резервуар 6 для запаса рабочей жидкости, плунжерных насосов 7 и предохранительного клапана 8. На верхней части
316
248*
317
a
Рис. 16.8. Гидродом крат ДРН 10/15 (ДПГ 15-01) (начало): а — общий разрез; б — вид сверху;
резервуара имеется горловина 9 с сетчатым фильтром, закрываемая пробкой 10. Плунжерные насосы приводятся в действие съемной рукоятью 11. Для управления работой домкрата служит перепускной клапан 12. Откидная ручка 13 предназначена для переноски домкрата и поворота гильзы вокруг вертикальной оси.
Домкрат работает следующим образом. С помощью съемной рукояти-лопатки 11 выравнивают балласт между шпалами (аналогично описанному выше для ПГ 10-200). Закрыв перепускной клапан рукояткой 14, качательными движениями рукояти 11 приводят в действие плунжерные насосы 7, которые нагнетают рабочую жидкость в гильзу 3 гидроцилиндра. Давление рабочей жидкости, воздействуя одновременно на шток 2 и гильзу 3 гидроцилиндра, перемещает последнюю и соединенную с ней лапу с рельсом вверх. При необходимости дальнейшего
318
г
А
в
Б-Б
Рис. 16.8. Гидродомкрат ДРН 10/15 (ДПГ 15-01) (окончание)
в, г — разрез и частный вид
подъема рельса следует зафиксировать его и поворотом рукояти 14 против часовой стрелки открыть перепускной клапан. Гильза домкрата опускается в исходное положение. Затем фиксируют верхнюю лапу 5 и поворачивают ее таким образом, чтобы она подошла под подошву рельса. После этого лапу фиксируют от поворота на гильзе, рукоятью 14 закрывают перепускной клапан и подъем рельса на верхней лапе осуществляют аналогично описанному выше. Для дальнейшего подъема рельса можно использовать упор в его подошву торца гильзы цилиндра. Для этого повторяют действия с домкратом, аналогичные действиям по подъему рельса верхней лапой. Чтобы снять домкрат с места работы, необходимо вращением рукояти 14 открыть перепускной клапан. Надавливая ногой на верхнюю часть гильзы или лапы, возвращают гильзу в исходное положение и с помощью ручки 13 снимают домкрат с места работы.
Домкраты ДП 10 и ДП 10-01 КЗТМ имеют раздельные конструкции и различаются устройством блока ручного гидронасоса.
Домкрат ДП 10 (рис. 16.9) состоит из подошвы 1, на которой через плиту 2 крепятся гидронасосы 3 и рабочий телескопический гидроцилиндр 4. Корпус 5 гидронасоса закрыт сверху крышкой 6, на которой установлены ручка 7 для переноса и установки домкрата и рукоять 8 управления предохранительным клапаном. Сбоку корпуса 5 гидронасоса расположена рукоять 9, предназначенная для установки в нее рабочей ручки 10. Рукоять 9 может устанавливаться в двух положениях: вертикальном и горизонтальном. Для установки в горизонтальное положение нужно отвернуть гайку 11 крепления и переставить рукоять 9 на 1... 2 грани шестигранника валика, после чего закрепить рукоять в новом положении гайкой 11. Внутри корпуса 5 гидронасоса установлены два двуплунжерных насоса: низкого 12 давления и высокого 13 давления с выпускными 14 и обратными 75 клапанами. Управление насосами осуществляют рукоятью 9 через валик 16 и коромысло 17. Рукоять 8 связана со штоком предохранительного клапана 18. На крышке 6 имеется пробка 79 для долива масла внутрь корпуса гидронасоса. На боковой поверхности корпуса 5 установлена пробка 20, вместо которой возможна установка (через переходник) манометра на давление не менее 70 МПа для контроля рабочего давления и регулировки предохранительного клапана 18.
Домкрат ДП 10 работает следующим образом. Его устанавливают между шпалами на выровненный балласт, так чтобы телескопический гидроцилиндр 4 находился под подошвой рельса. В рукоять 9 вставляют рабочую ручку 10 и закачивают масло до нужной высоты подъема гпдроцилиндра. При ходе плунжерного насоса 72 низкого давления вверх масло, находящееся в
319
a
Рис. 16.9. Гидродомкрат ДП Ю(начало): а, б — виды с разрезами и вырывами;
320
Рис 16.9. Гидродомкрат ДП 10 (окончание) в — структурная схема
его рабочей полости, занимает верхний объем и подтягивает за собой плунжер 13 высокого давления. Одновременно открывается впускной 14 клапан и в рабочую полость плунжера высокого давления поступает масло из бака. При движении плунжера 12 вниз масло в его рабочей полости давит с низким давлением на поршень плунжера 13, заставляя его перемещаться вниз. За счет перемены сечения плунжер 13 высокого давления, перемещаясь вниз, подает через обратный 15 клапан масло (с давлением в 2 раза большим) в полость телескопического гидроцилиндра 4. При этом впускной 14 клапан закрывается, отрезая масляный бак от рабочей полости насоса. При обратном ходе рабочей ручки 10 давление от руки оператора через валик 16 и коромысло 17 передается на второй насос, и процесс повторяют. По окончании подъема необходимо нажать на рукоять 8 управления предохранительным клапаном и, надавливая ногой на гидроцилиндр, опустить его вниз. При превышении давления свыше рабочего открывается предохранительный клапан 18н масло перетекает в бак. Таким образом предохранительный клапан предохраняет гидросистему от высокого давления (свыше нормы) и перепускает масло по окончании работы из гидроцилиндра в бак. Для регулировки клапана 18 завинчивают его корпус.
Домкрат ДП 10-01 (рис. 16.10 и 16.11) является модификацией домкрата ДП 10 без второй ступени (высокого давления) гидронасоса. Работа этой модификации домкрата с низким
71.67ПЛ
321
10
7
Рис. 16.10. Гидродомкрат ДП 10-01, общий разрез
Рис. 16.11. Гидродомкрат ДП 10-01, структурная схема
322
давлением осуществляется аналогично работе домкрата ДП 10 с тем отличием, что он не имеет плунжеров высокого давления.
Домкрат ДГ 25 (рис. 16.12) ЗАОК имеет раздельную конструкцию и гидроцилиндр с подвижным подъемным поршнем 8. Гидроцилиндр и двуплунжерный гидронасос 2 с бачком для масла и предохранительным клапаном установлены параллельно друг другу на основании 1. Насос снабжен рукоятью 3 ручного привода, пробкой 4 для залива масла, которую перед вводом в эксплуатацию необходимо срезать (по местуА), и перепускным клапаном 5. На цилиндре установлена ручка 6для переноса; он уплотнен контргайкой 7.
Домкрат ДГ 50 (рис. 16.13) ЗАОК имеет раздельную конструкцию с подвижным подъемным поршнем 7. Гидронасос с масляным бачком 2, пробками для слива 8 и залива 4 масла [последнюю (по месту А) перед вводом в эксплуатацию необходимо сре
Рис. 16 12. Гидродомкрат ДГ 25
зать] расположен горизонтально и пристыкован к корпусу 1 исполнительного органа с перепускным клапаном 5. На торце насоса установлена рукоять 3 ручного привода насоса. На боковинах корпуса навешены откидные ручки 6 для переноса.
Кроме того, запущены в производство или готовятся к выпуску путевые гидродомкратьг
ОАО «Петропавловский завод тяжелого машиностроения» (ОАО ПЗТМ, г. Петропавловск, Казахстан) — ЖД 12 и ЖД 14 с наибольшей рабочей силой 121 ± 6 и 137 кН, рабочим ходом 0,185 и 0,14 м, давлением в гидросистеме 26 и 28,5 МПа, наибольшей силой на рукояти насоса 245 и (211 ± 5) Н, массой (24,5 ± 0,5) и (22,5 ± 0,5) кг и габаритными размерами
323
(0,29x0,23x0,61) и (0,25x0,19x0,36) м; применены резиновые уплотнения, имеется (у ЖД 12) одна рихтовочная лапа; у ЖД 14 цилиндр расположен не по центру подошвы;
ОАО «Юрмаш» (г. Юрга) Т 461 с параметрами соответственно 98,1 кН, 0,15 м, 50 МПа, (177 ± 20) Н, 16 кг и (0,3x0,18x0,33) м; хороший дизайн, резиновые и полиамидные уплотнения;
ООО «Модуль» (г. Новосибирск)—ДГ МН ТР 20 (ООО «Модуль-96 г. Омск МДГп 20) с параметрами: 196,2 кН, 0,18 м, 40 МПа, 197 Н, 25 кг и (0,3x0,2x0,58) м; ООО «Модуль-96» — ОПГДК 20 (для подъема рельса или плети на шпале) с параметрами: 196,2 кН (на боковой упор) и 245 кН (осевой упор), 0,18 м, 40 МПа, 157 Н, 22 кг;
ЗАО «Энерпред» (г. Иркутск) — ПД 20/140 с параметрами: (195 ± 5) кН, 0,14 м, 70 МПа, 197 Н, 24 кг, хороший дизайн;
Центр «Транспорт» (г. Омск) — в составе комплекта путевой механизации ACM 109М с параметрами: (192 ± 5) кН, 0,13 м, (61,5 ± 1,5) МПа, 245 Н, (11 ± 3) кг (без насосной станции и рукава высокого давления) (0,3x0,19x0,3) м;
Завод «Вторчермет» (г. Саратов) — ДП 1650 с параметрами: 78 кН, 32 МПа, 147 Н, (0,38x0,19x0,22) м, с двумя лапами и опорным торцом; конструкция раздельная;
ЗАО «Энерпред» (г. Иркутск) —ДЖ 10П130 с параметрами: до 108 кН, 0,13 м, 70 МПа. 106 Н, 22 кг, (0.28x0,18x0,28) м; выполнен с обособленным ручным гидронасосом, имеет съемную дюралюминиевую опору и пружину возврата поршня; может работать в любых плоскостях и без опоры раздвигать рельсошпальную решетку;
ЗАОК — ДПГ 18, ДПГ 18-100 и ДПГ 18-200 с параметрами: 147... 177 кН, 0,5...0,35 м, 0,1...0,2 и 0,75...0,275 м, 35 МПа, 132 ± 15 Н, 25, 21 и 25 кг, 0,38x0,19x0,29,0,23 и 0,3 м, 2 лапы и опорный торец; по конструкции близки к ДПГ 10 и ДПГ 10/200.
Имеются также сведения о гидродомкратах ПГ 9-15 ТЗР и ЗАОК с параметрами: 78,5 кН (ТЗР) и 68,7...88,3 кН (ЗАОК). 0,1...0,2 м (ТЗР) и 0,1 м (ЗАОК), 147 Н, 15 кг (ТЗР) и 16,5 кг (ЗАОК), (0,37x0,19x0,23) м (ЗАОК).
16.3. Рихтовщики с ручным приводом
Рихтовщики с ручным приводом применяют для поперечной сдвижки рельсошпальной решетки, используя их одновременно от 3 до 5 штук. Эту работу можно выполнять и с помощью домкратов, снабженных хомутом с рихтовочной лапой: ДГП 8 — рихтовочный прибор системы Матвиенко, ПДР 8, ДГП 10-200, ПГ 10-200, ПГ 9-15А (15Р) и др. В прошлом на сети железных дорог применялись рихтовщики РГО 1, УРГО 1, ГР 12, системы Кипоть и многие другие. Основные технические данные современных гидравлических рихтовщиков с ручным приводом приведены в табл. 16.2. Эти МПИ имеют одинаковое относительное расположение своих частей: шток их гидроцилиндра шарнирно соединен с основанием; на торце цилиндра размещена «гребенка» — ступенчатый выступ для упора в подошву рельса; с основанием и гребенкой шарнирно соединено рычажное опорное устройство, при работе заглубляющееся в балласт и обеспечивающее надежный упор рихтовщику. Рихтовщики приводят в действие ручным двухплунжерым гидронасосом, смонтированным на цилиндре (за исключением комплекта ACM 109М). По конструкции рихтовщики различаются незначительно.
Рихтовщик ГР 12Б (ГР 12) выпускается Абдулинским ПРМЗ «Ремпутьмаш» — (АПРМЗР), ОАОМ и другими заводами. Он показан на рис. 16.14 и 16.15. Этот рихтовщик состоит из упомянутых частей. Устанавливаемая на балласт опора 13 шарниром 14 соединена с поршнем (штоком)?, подпружиненным возвратной пружиной 1 относительно цилиндра?. В зоне шарнира 14 с опорой 13 скреплена ручка 15. Поршень выполнен пустотелым; на его конце (на рис. 16.15 — правом) установлена уплотнительная маслостойкая резиновая манжета. С противоположной стороны размещен фетровый сальник. Цилиндр с правого торца ввернут в стакан 20. К стакану приварена упорная гребенка 6 с тремя выступами. Ее одним из своих выступов (в зависимости от уровня балласта в шпальном ящике) подводят под подошву рихтуемого рельса. С противопо-
324
Таблица 16.2
Основные технические данные современных гидравлических рихтовщиков с ручным приводом
Показатели Тип рихтовщика
ГР 12Б (ГР 12Е0 ГГР I2M1 ГР 14 РГ 12 ЖР7 ГР 16 Р.00.00 РГМ НТР16 ACM 109М ГР 1646 «Уником»
Распорная сила. кН 50*9 78.5 52*26 157 196.2 58.8 108 * 10
Ход штока, м 0.1 0.09 0.1 0,19 0,075 0.13 0.1
Давление в гидросистеме, МПа 25.5 (26 * 2) (251 46 25,5 26 25 24 40 63 — —
Сила на рукояти насоса. Н 172*5 (177) П47]. 147 177* 10 196 147 143 * 53 157 245 — —
Масса, кг 16.5*0.5 16 20 19 18*2 26 25*3 20 18
Г абаритные размеры, м 0,55x0.17x0,4 0,54x0,17x0.33 0.53x0.17x0,35 0,51x0.19x0,30 0,65x0,22x0.3 0.5x0,2x0,3 0.52x0.17x0,32 0,5x0.17x0.29
Рис. 16.14. Гидрорихтовщик ГР 12Б (ГР 12):
а — в нерабочем положении; б — при рихтовке решетки
б
17
15 14
19
8
5
Рис. 16.15. Гидрорихтовщик ГР 12Б (ГР 12), структурная схема
ложной шарниру 14 стороны опора (шарниром 16) соединена с коромыслом 7, которое (специальным шарниром 17) связано с шатуном (сошником) 9. Сошник другим своим концом (шарниром 11) соединен с гребенкой толкателя. В зоне шарниров 16 и / /установлены ограничители 12 взаимного поворота рычагов, препятствующие их повороту от гидравлического толкателя вниз. Привод рихтовщика представляет собой ручной двухплунжерный гидравлический насос 4, 5 (симметричного коромысло-ползунного типа с шатунами и ползунами-плунжерами). Коромысло покачивают съемной рукоятью-кошкой 8 (рукоять используют и для планировки балласта на рабочем месте). Для возвращения рихтовщика в исходное положение (сбросом давления в цилиндре) в корпусе - масляном резервуаре 4 насоса — установлен шариковый запорный клапан с поворотной рукоятью 10. В исходное положение рихтовщик возвращают под действием возвратной пружины и силы давления на цилиндр рихтуемой рельсошпальной решетки. На крышке резервуара сверху установлена маслозаливная пробка-сапун 18. Кроме ручки 15 рихтовщик снабжен ручкой 19, скрепленной с верхней частью насоса. С помощью этих ручек рихтовщик переносят и устанавливают в шпальный ящик для работы так, чтобы передняя узкая часть опоры с сошником расположилась под подошвой рельса. Для увеличения устойчивости рихтовщика при работе на рыхлом щебне на сошник надевают съемную прокладку. При этом один из выступов гребенки упирают в подошву рельса.
Приводя в действие насос покачиванием рукояти, масло подают в цилиндр, и в результате он выдвигается вместе с шарнирно соединенным сошником 9. Он давит на коромысло 7,
327
заглубляя его в балласт и одновременно вывешивая путь. Взаимное положение частей рихтовщика (коромысла, сошника, опоры) зависит от величины смещения цилиндра и силы сопротивления балластной призмы воздействию на нее всего устройства. При достижении соответствующей степени уплотнения балласта сдвигается путь.
Рихтовщик ГР 12В по устройству схож с рихтовщиком ГР 12Б. Он может рихтовать путь на гравийном балласте любой грануляции. Шарнир /7 здесь выполнен обычным.
Рихтовщик ГР 12М, выпускаемый ЗАОК, по конструкции мало отличается от ГР 12В.
Рихтовщик ГР 14, выпускаемый ТЗР, по устройству близок к другим рассмотренным рихтовщикам.
Кроме того, налаживается производство и выпускаются гидравлические рихтовщики следующими предприятиями:
ООО «Интос» (г. Лысьва) — РГ 12 (отличается простотой конструкции);
ОАО ПЗТМ — ЖР 7 (на опоре предусмотрен задний упор);
ЗАОК — ГР 16 (имеет грунтозацепы);
ОАО «Юрмаш» — Р 00.00;
ООО «Модуль» — РГМ НТР 16;
Центр «Транспорт» — в составе комплекта ACM 109М (с раздельной ручной насосной станцией);
АОО «Вторчермет» — РГ 1646;
ТОО «Уником» (г. Санкт-Петербург) — «Уником».
16.4. Рихтовщики моторные
Моторные рихтовщики выполняют поперечную сдвижку рельсошпальной решетки несколькими исполнительными органами. Основные технические данные современных гидравлических моторных рихтовщиков приведены в табл. 16.3.
Таблица 16.3
Основные технические данные современных гидравлических моторных рихтовщиков с приводом от двигателя внутреннего сгорания (ДВС) н электродвигателя (ЭД)
Показатели Тип моторного рихтовщика
РГУ 1 (РГУ 2) РГУ 1М РГУ 1М ДМ РГУ 1МЕ
Распорная сила на одном гидроцилиндре. кН 49 58,8
Число гидроцилиндров 4
Тип гидронасоса НШ 10Е НШ 10ВЗЛ
Давление в гидросистеме, МПа 6,55... 9,8 12...15
Тип приводного двигателя ДВС Дружба 4 ДВС Дружба 2-Электрон две ДМ эд
Мощность двигателя, Вт 2900 2940 3700 1700
Масса, кг 80 ПО 90
Габаритные размеры, м 0,92x0,54x0,84 0,92x0,48x0,87 0,96x0,61x0.92 0,92x0,48x0,87
Эти рихтовщики, как и ранее выпускавшийся рихтовщик МГР 1, имеют одинаковое относительное расположение частей (компоновку) и состоят из гидравлической насосной станции на раме и соединенных с ней (шлангами высокого давления) исполнительных органов — специальных гидроцилиндров с упорами для рельса на подвижной их части. Моторные гидравлические рихтовщики выпускает ОАО «Калугатрансмаш».
Гидрорихтовщик РГУ 1 (рис. 16.16, 16.17) состоит из насосной станции, четырех исполнительных органов — цилиндров и соединительных резинометаллических шлангов высокого
328
a
б
Рис. 16.16. Гидрорихтовщик РГУ 1, вид сбоку («) и с торца (б)
Рис. 16.17. Гидрорихтовщик РГУ 1, толкатель
329
давления. Насосная станция размещена на сварной трубчатой раме 1 с двумя двуребордчатыми роликами 2 (электрически изолированными от рамы) для передвижения по одному рельсу. Станция имеет бензодвигатель 3 с ручкой 4 регулирования частоты вращения коленчатого вала (ручкой газа), через одноступенчатый зубчатый редуктор 5 (с передаточным числом 3,933) связанный с шестеренчатым гидронасосом 6 типа НШ 10Е (левого вращения). Рукоять 7 стартера предназначена для ручного запуска бензодвигателя в работу. В верхней части рамы установлены бензиновый 8 и масляный 9 баки с горловинами 10. Бензин из бака 8 самотеком по резиновому шлангу с краником поступает в карбюратор двигателя; из масляного бака 9 к насосу масло поступает также по резиновому шлангу. На масляном баке снизу размещен распределительный патрубок 11 со спускным шариковым клапаном и четырьмя шланговыми отводами 12 к исполнительным органам. Рукоять 13 предназначена для управления клапаном. При нажатии на рукоять клапан открывается и масло по шлангам из гидравлических цилиндров исполнительных органов возвращается в масляный бак. Давление в гидросистеме: номинальное 6,55 МПа и наибольшее 9,8 МПа.
Каждый из четырех исполнительных органов — это гидравлический толкатель, который при рихтовке наклонно устанавливают в шпальном ящике и упирают (в зависимости от высоты расположения балласта) в головку или подошву рельса. Толкатель состоит из цилиндра 14 (диаметр 0,08 м) с крышкой 15, имеющей захват (упор) головки рельса (с несколькими выступами) и штуцер 16, через который под давлением от насосной станции поступает масло. Штуцер уплотняют кольцом 17, шайбой 18 и втулкой 19. Изнутри в крышку цилиндра ввернут держатель 20 возвратной пружины сжатия 21. Шток 22, размещенный внутри цилиндра, выполнен с уплотнительными кольцами 23. Крышка и цилиндр уплотнены кольцом 24. Снизу со штоком скреплена опора 25. В ее торец (в нижний держатель 26) ввернут натяжной болт 27, удерживающий пружину. Снизу между цилиндром и штоком размещена упорная втулка 28 с крепежным кольцом 29. К опоре приварена ручка 30 для установки исполнительного органа на рабочее место.
Для рихтовки исполнительные органы — цилиндры устанавливают под рельсы и на больших оборотах запускают бензодвигатель. Рихтовку начинают после создания во всех цилиндрах необходимого давления. Одновременно обороты бензодвигателя уменьшают и снижают (сбрасывают) давление в гидросистеме. Затем рихтовщик по рельсу перемещают к следующему месту, и цикл повторяют (его длительность составляет 60... 120 с).
В процессе рихтовки моторист управляет рихтовщиком, удерживая его на рельсовой нити, а четыре монтера пути устанавливают и снимают исполнительные органы. Если за одну установку путь не был сдвинут на необходимую величину, то цилиндры приводят в исходное положение нажатием на рукоять 13 до полного их опускания, подводят под рельс любым следующим выступом крышки и повторяют цикл.
330
Рихтовщик РГУ 2 состоит из насосной станции, размещенной на тележке, и исполнительных органов, состоящих из толкателя, гибкого опорного элемента и шарнирной стойки. На подвижной части толкателя спереди расположена четырехступенчатая гребенка (упор, захват) для упора в подошву рельса. В остальном РГУ 2 мало отличается от РГУ 1.
Рихтовщик РГУ 1М (рис. 16.18), РГУ 1М ДМ и РГУ 1МЕ также во многом схожи с РГУ 1 — последние два отличаются от него типом двигателя (на рис. 16.18:31 — шланг высокого давления; 32 — опора поддерживающая; 33 — трубка для сигнального флажка). Давление в гидросистеме: номинальное 12 МПа и наибольшее 15 МПа. Кроме роликов здесь изолированы и цилиндры.
16.5. Разгонщики
С помощью разгонщиков выполняют продольную сдвижку рельсов при восстановлении требуемых стыковых зазоров между ними. Отечественные заводы в прошлом выпускали гидравлические разгонщики СРПШ 1, PH 01, PH 02, PH 03 и многие другие. Основные технические данные современных гидравлических разгонщиков приведены в табл. 16.4.
Гидравлические разгонщики состоят из двух силовых гидроцилиндров со штоками, которые связаны с соответствующими корпусами, один из которых несет гидронасос с ручным приводом. В каждом корпусе размещено по паре рельсовых клиновых зажимов. Разгонщики чаще всего снабжены одним или двумя рельсовыми катками.
Разгонщик PH О1А (рис. 16.19,16.20) является улучшенной модификацией разгонщика PH 01 и выпускается фирмой «Камек» г. Москва. Он выполнен с двумя корпусами 1 и 2. На
Рис. 16.19. Гидроразгонщик PH 01А, общий вид
331
Таблица 16.14
Основные технические данные современных гидравлических разгонщиков
Показатели Тип разгонщика
PH О1А РЛ 12 РЛ 16 РН2ОУ РРАО4 ACM 109М Т455 Р25 PH 04 (РРЗГ26-01) РГЗО
Р25-2 РНО4А
Распорная сила, кН 250 117,7 157 220 ±4 216 240 ±44 250 ±5 240*5 250*5 255 275*20 294
Ход штока перехватом), м 0.15 (0.3) 0.1 0.1 0,12 0,1 0,13 0.1 0.1 0.1 0.15
Давление в гидросистеме, МПа 40 25 25 42 70 63 42 25 28.5 25 46 30
Сила на рукояти насоса. Н 180 147 152*5 191 ±5 137 * 10 245 171 * 25 157*10 .147 127*20 147 196
Масса, кг 78 36 40 50 34 50 53 60 57 55 (60) 73
Габаритные размеры, м 0,1x0,32x0,35 0.6x0.25x0,33 0,6x0.27x0.33 0.75x0,28x0,55 0,76x0,25x0,5 1,3x0.28x0.3 0.8x0,23x0.55 0,6x0,27x0.33 1,3x0.32x0,53 0,8 (1,1) х0.20 (0.22) х 0,56/ /0.55 (0.6) 1x0.35x0.35
Рис. 16.20. Гидроразгонщик PH О1А, структурная схема
корпусе 1 размещен ручной гидравлический насос с масляным резервуаром 3. На корпусе 2 установлен ящик для хранения инструмента и запасных частей. Исполнительные органы раз-гонщика — парные зажимные клинья 4 с насечкой установлены в наклонных пазах в нижней части корпусов. При выдвижении клинья расходятся, освобождая рельс, а при смещении в корпус сходятся, обжимая головку рельса за боковые грани и сцепляя с рельсом подвижные поршни 5 двух распорных цилиндров 6 (диаметр 0,065 м). Последние скреплены с корпусом 2 болтами 7 и установлены между корпусами так, что их продольные оси расположены на уровне клиновых захватов (чтобы при работе не возникал изгибающий момент). Крышки 8 цилиндров с помощью штуцеров 9 ввернуты в корпус. Штуцера снабжены уплотнительными кольцами 10 и каналом 11 для подвода масла. Стыки цилиндров и крышек уплотнены резиновым кольцом 12. Поршни цилиндров снабжены направляющими кольцами 13 из антифрикционного чугуна и резиновыми манжетами 14, установленными на поршне с помощью нажимного кольца 15 и винта 16. К внутренним торцам корпусов приварены ребра 17 и 18 для прикрепления трех возвратных пружин растяжения 19, а к внешним торцам — ребра для установки на осях 20 кронштейнов 21, несущих на осях 22 опорные ролики 23. Здесь также размещены поводки 24, входящие в пазы клиньев. На поводках в средней их части размещены запорные собачки 25 для фиксации кронштейнов роликов в транспортном положении разгонщика. К поводкам также прикреплены трубчатые ручки 26 с поперечинами 27. В резервуаре 3 для масла установлены два двухплунжерных насоса, подающие под давлением масло в рабочие полости цилиндров. Насосы приводят в действие съемными рукоятями-коромыслами 28, одновременно нагнетая масло в оба распорных цилиндра и создавая в них одинаковое давление. Рукояти вставляют во втулки 29, приваренные к валу привода насоса. В подшипнике 30 вала, приваренном к стенке резервуара, установлено маслостойкое резиновое уплотнительное кольцо 31 круглого поперечного сечения. Двухплечие коромысла 32 коромысло-ползунного (плунжерного) привода насоса по оси вала зафиксированы кольцом 33. Спускной клапан с воротком 34 служит для сброса давления в гидросистеме и приведения разгонщика в исходное положение. Сверху на приваренной к крышке резервуара бобышке есть отверстие
333
(для заливки масла), закрываемое пробкой-сапуном 35, снабженной воздушным клапаном с шариком и пружиной. В резервуаре установлен предохранительный клапан, отрегулированный на наибольшее давление масла в гидросистеме и перепускающий масло из цилиндра в резервуар при перегрузке во избежание поломки элементов устройства.
Разгонщик приводят в действие два монтера пути, устанавливая его так, чтобы стык рельсов располагался посередине между обоими корпусами. При рабочем положении ручек 26 спускной клапан закрывают и приводят в действие насос, покачивая приводные рукояти 28. Поршни
Рис. 16.21. Гидроразгонщик РЛ 12 перемещаются и раздвигают зажатые клиньями рельсы. Для приведения разгонщика в исходное положение открывают спускной клапан (поворачивая вороток на один оборот) и сбрасывают давление в гидросистеме. Возвратные пружины смещают поршни и возвращают корпуса в исходное положение. Одновременно поворотом ручек 26 разгонщик приподнимают, опирая на ролики, и перемещают к следующему рельсовому стыку. С помощью PH 01А можно одновременно смещать четыре двадцатипятиметровых рельса без ослабления стыковых болтов, а при ослабленных костылях — до шести рельсов.
Разгонщик легкий РЛ 12 (рис. 16.21) выпускается ЗОАК. Он состоит из корпусов 1 и 4, на которых установлены клинья 9, два гидроцилиндра 8 с поршнями, рукоять 7 ручного привода гидронасоса, масляный бачок 2, аварийный клапан 3 и поводки 6. На насосе сверху смонтированы спускной клапан 10 и пробка для залива масла 5 (по месту «А» перед вводом в эксплуатацию срезать). Разгонщик выполнен без катков. Контроль величины наибольшего рабочего перемещения осуществляют по кольцевой метке на поршне — как только она появится, работу заканчивают. Для возвращения системы в исходное положение поворотом на 1,5...3 оборота против часовой стрелки открывают спускной клапан. При экстренной необходимости снятия с рельса разгонщика, находящегося в рабочем положении, следует ударить сбоку по верхней части аварийного клапана так, чтобы он сломался, масло вышло в атмосферу и клинья освободили рельс. Для продолжения работы этот клапан заменяют новым и доливают в бачок масло.
Разгонщик Р 25 (рис. 16.22,16.23), выпускаемый КЗТМ и ЗАОК, имеет два корпуса 7 и 2, в наклонных пазах которых установлены рельсовые клинья 3 и 4. Клиньями управляют поводками 5 и 6 с ручками 7 и 8, закрепленными на осях 9. К корпусу 1 прикреплен ролик 10, установленный на скобе 11 (с помощью пальца 72), служащий для перемещения разгонщика по рельсу. В корпус 1 ввернуты два гидроцилиндра (d = 0,08 м). Каждый гидроцилиндр состоит из крышки 13, в которую ввернут корпус цилиндра 14. Внутри гидроцилиндра расположен шток 15, соединенный с крышкой 16, хвостовик которой входит в корпус2 и закрепляется там с помощью шпильки 17. Для предотвращения попадания грязи в цилиндры и устранения течи масла через резьбовое соединение предусмотрены кольца 18...22. Внутри каждого штока 15 расположена стяжная пружина 23, служащая для возвращения штока в исходное положение при открытии спускных клапанов 24, 30. На корпусе 7 установлены два масляных бачка 25 и 26, соединенные между собой полиэтиленовой трубкой 27. В масляных бачках на гидропанелях корпуса установлены предохранительный клапан 28, пробка-заглушка 29, спускные клапаны 24 и 30. В масляных бачках смонтированы два двухплунжерных насоса, состоящие из плунжерных пар 31 и 32, впускных 33 и обратных 34 клапанов. Каждый масляный бачок оборудован шлицевым валом 35 с коромыслом 36, заливной пробкой 37, уплотнителями спускного клапана 38 и шлицевого вала 39. На конце шлицевого вала смонтирована втулка 40, в которую устанавливают съемную рукоять привода насосов 41.
334
Рис. 16.22. Гидроразгонщик Р 25: а — внешний вид, б — то же, в разрезе
Рис. 16.23. Гидроразгонщик Р25, структурная схема
335
С каждым разгонщиком должны работать четыре монтера пути. В ходе работ по разгонке стыковых зазоров необходимо:
• установить разгонщик на головке рельсов так, чтобы их стык находился посередине между корпусами 1 и 2;
• с помощью поводков 5 и б с ручками 7 и 8, которые управляют клиньями 3 и 4, закрепить корпуса 1 и 2 на головках рельсов;
• закрыть спускные клапаны 24 и 30 и с помощью рукоятей привода насосов 41 закачать масло в гидроцилиндры до достижения стыкового зазора требуемой величины или выполнения максимального рабочего хода штоков гидроцилиндров на 100 мм (красная кольцевая отметка на штоке);
• выполнить необходимые технологические операции по фиксации стыкового зазора;
• открыть спускные клапаны 24,30 на два оборота (при этом стяжные пружины 23 обеспечат выдавливание масла из гидроцилиндров в масляные баки 25, 26 и возврат штоков 15 в исходное положение);
• вывести из контакта с головками рельсов клинья 3, 4 (поворотом поводков 5, 6 вверх с помощью ручек 7, 8);
• закрыть спускные клапаны 24,30, после чего разгонщик можно перекатывать по рельсу к очередному рельсовому стыку.
В случае возникновения экстренной необходимости снятия разгонщика с головок рельсов (если он находится в рабочем положении) следует открыть одну из заглушек 42. При этом через образовавшееся отверстие масло выйдет в атмосферу, давление в гидросистеме упадет, что позволит быстро, освободив клинья 3 и 4, снять разгонщик. Для продолжения работы необходимо долить масло в систему.
КЗТМ наладил выпуск улучшенных модификаций разгонщика марок Р 25-1, Р 25-2 и Р 25-3.
Разгонщики PH 04 (РРЗГ 26-01) и PH О4А (рис. 16.24, 16.25) выпускаются АПРМЗР. ПТКБ ЦП МПС РФ, ТЗР и ОАОМ в модификациях с некоторыми отличиями элементов. Они состоят из двух корпусов 1 и 2, на которых установлены клинья.? и 4 для зажима головки рельса. С корпусами скреплены два гидроцилиндра 5 (d = 0,063 м). В последних размещены стяжные пружины 6 (в некоторых модификациях они размещены снаружи и скреплены с зацепами на цилиндрах и поршнях). С внешних сторон корпусов шарнирно установлены ручки 7, введенные в сферические кинематические пары с проемами на клиньях. На корпус 1 установлен гидравлической ручной насос с масляным резервуаром 8 и аварийным клапаном 9. С корпусами шарнирно связаны два рычага с двумя парами откидных катков 10 и 11. В масля-
Рис. 16.24. Гидроразгонщик PH 04 (PH О4А): а — общий вид; б, в — разрезы
336
Рис. 16.25. Гидроразгонщик PH 04 (PH 04А), структурная схема
ном резервуаре установлены предохранительный клапан 12, спускной клапан 13, магнит 14 и сетчатый фильтр 75. Кроме этого в резервуаре размещены два двухплунжерных гидронасоса, состоящие из плунжерных пар 16, впускных 17 и обратных 18 клапанов, коромысла 79 и вала 20. На последний установлена съемная рукоять 27 привода гидронасоса. Кроме того, в корпусе 7 размещен дополнительный обратный клапан 22. Этот клапан исключает падение давления в гидроцилиндрах и сохраняет неизменной величину разогнанного стыкового зазора в случае срабатывания (из-за перегрузки гидросистемы) предохранительного клапана. Гидроцилиндры и шток 25 шарнирно соединены с корпусом 7 и 2 с помощью осей 23 и соединены с гидронасосами двумя шланговыми трубопроводами 24.
Разгонщик PH 04 приводят в действие четыре монтера пути, устанавливая его на головке рельсов так, чтобы их стык находился между корпусами 7, 2, которые закрепляют на головках рельсов с помощью поводков и клиньев 3,4. Затем, закрыв спускной клапан 13 с помощью рукоятей 27 привода гидронасоса закачивают масло (очищаемое магнитом) в рабочую полость гильз гидроцилиндров до достижения требуемого стыкового зазора между рельсами. Для возвращения поршней гидрецилиндров в исходное положение открывают спускной клапан (поворотом воротка на 2...3 оборота). При этом стяжные пружины выдавливают масло из гидроцилиндров в резервуар. Поворотом ручек 7 вверх выводят все клинья из контакта с головками рельсов. Далее последовательно приподнимают корпуса 7 и 2 над головкой рельса и подводят под них откидные ролики, после чего перекатывают разгонщик по рельсу к месту разгонки очередного стыка. При возникновении экстренной необходимости снятия с головок рельсов разгонщика, находящегося в рабочем положении (при поломке спускного клапана 72), следует молотком, рукояткой привода гидронасоса или ногой ударить по аварийному клапану так, чтобы он сломался по кольцевой проточке. Через образовавшееся отверстие масло выйдет в атмосферу и давление в гидросистеме быстро упадет. Это позволит, освободив клинья, быстро снять разгонщик. Для продолжения работы необходимо сломанный аварийный клапан заменить новым и долить масло в резервуар.
337
Помимо описанных выпускают и налаживают производство других гидравлических разгонщиков:
ЗАОК — РЛ 16 (хороший дизайн);
ООО «Интос» — PH 20У (простой по конструкции, с пружинами снаружи);
ЗАО «Энерпред» —РРА 04 (компактный, с хорошим дизайном);
Центр «Транспорт» — в комплекте ACM 109М (разгонщики двух типов);
ОАО «Юрмаш» — Т 455 (хороший дизайн);
ОАО ПЗТМ — РГ 30 (поршни имеют антифрикционную наплавку);
ООО «Модуль»—ДРМ НТР 20 с параметрами: распорная сила 245 кН, ход штока 0,17 м, давление в гидросистеме 40 МПа, сила на рукояти насоса 157 Н, масса 28 кг, габаритные размеры 1,2x0,22x0,3 м;
Завод в г. Томилино Московской обл. — PH 01 41 с парметрами: 245 кН, 0,15 м, 35 МПа, 86,6 кг;
АО «Уником», г. Санкт-Петербург — разгонщик с параметрами: 275 кН, 0,15 м, 42 Мпа, 28 кг, 0,32x0,45x1,45;
ЗАОК — разгонщик-шпалоперегонщик ШПГР 10 с параметрами: 123 кН, 0,1 м, 30 кг, 0,56x0,27x0,68 м;
Центр «Транспорт» — АС 008 и АС 108 с параметрами: 157 и 196 кН, 0,16 м, 31 и 37 МПа, 128 Н, 45 и 50 кг; они унифицированы, снабжены объемными захватами с эффектом противо-заклинивания, обеспечивающими быстрый съем устройства; имеют один гидроцилиндр диаметром 0,08 м; рельсовых катков нет;
ЗАО «Энерпред»—разгонщик с параметрами: 300 кН, 0,15 м, 60 МПа, 2х 147 Н, 68/55 кг, выполнен с одним распорным цилиндром диаметром 0,08 м, зажимными клиньями из стали 40Х или титана.
Разгонщик механический с шарико-винтовым механизмом АС 006 (АС 007) центра «Транспорт» состоит из двух корпусов, двух механизмов захвата головок рельсов, двух шарико-винтовых механизмов, катка для транспортировки, двух червячных передач, двух ручек и двух пар клиньев. Червячные передачи размещены в первом корпусе и предназначены для преобразования вращения ручек во вращение валов шарико-винтовых механизмов. На этом корпусе размещен также один механизм захвата. Второй корпус служит для размещения в нем двух гаек винтовых механизмов, второго механизма захвата и катка. Механизм захвата имеет рабочее и транспортное положение. В последнем его фиксируют пальцем. Шарико-винтовой механизм преобразует вращение ручек в поступательное перемещение корпусов. Каток предназначен для транспортировки разгонщика по одному рельсу и фиксируется в рабочем положении пальцем. Две пары клиньев служат для захвата головки рельса при сдвижке. Распорная сила 297 кН может передаваться в обоих направлениях. Передаточное число червячной передачи 16, диаметр распорных винтов 0,052 м. Наибольшая величина раздвижки 0,15 м, сила на ручке 137 Н, обслуживающий персонал — 2 человека. Масса АС 006 87 кг, АС 007 67 кг.
16.6. Сдвигатели рельсовых плетей
Сдвигатели выполняют продольное перемещение рельсовых плетей при разрядке температурных напряжений, создании предварительных напряжений, введении плетей в расчетный температурный интервал и обеспечении необходимого стыкового зазора между ними. Ранее для этих целей использовали натяжитель ПРНА 1 на базе разгонщика PH 01А и многие другие устройства. Основные технические данные современных гидравлических натяжителей приведены в табл. 16.5.
Гидравлические сдвигатели имеют одинаковую компоновку и состоят обычно из рамы с рельсовыми зажимами, пары гидроцилиндров со штоками и ручного или моторного гидронасоса.
Сдвигатель гидравлический TH 70 (АО ВНИИТРАНСМАШ, г. Санкт-Петербург) состоит из двух гидравлических цилиндров двустороннего действия, четырех эксцентриковых зажимов с двумя скобами, распределительной гидравлической коробки, ручного насоса с баком, двух гибких шлангов высокого давления и двух удлинительных штанг. Сдвигатель, смонтированный на железнодорожном пути, не препятствует движению поездов. Собирают его два монтера пути за 20 мин.
338
Таблица 16.5
Основные технические данные современных гидравлических сдвигателей
Показатели и особенности Тип сдвигателя
TH 70 УНГ75А УНГ 75В НРП 100-05 (СПН 100-500) НРПЭ 100-05 (СПН 100-500Н) НГ 1671
Сила раздвижки плетей. кН 700 723 ..736 1000
Сила подтягивания плетей, кН 400 609... 629 - 300
Рабочий ход, м 0,335 0,35 — —
Давление в гидросистеме, МПа - 30,4 44 40
Масса (без гидростанции), кг 345 380/350 450
Г абаритные размеры (без гидростанции) с выдвинутыми штоками, м 1,48x0,87x0,35 0,39x0,82x0,33
Особенности Наибольшая масса 1 части 55 кг; привод от ручного гидронасоса Наибольшая масса 1 части 66 кг, привод от ручного (ГР 1) или комбинированного гидронасоса НГЭК Привод от ручной гидростанции (СГР 1—8) Привод от электромоторной гидростанции
Сдвигатель гидравлический (рис. 16.26 ... 16.35, нумерация позиций сквозная) выпускается ОАО КЗТМ в двух модификациях: с нижними зажимами (УНГ 75А) (установленный в рабочее
положение он не препятствует нормальному движению подвижного состава при производстве работ) и верхними зажимами (УНГ 75В). Сдвигатель рельсовых плетей имеет два гидроцилиндра 1
с воздушниками 2 (специальными пробками для выпуска из полостей гидроцилиндра воздуха),
две поперечные балки 3 с двумя осями 4 на каждой. На эти оси с возможностью поворота насажены и зафиксированы от осевого смещения фиксаторами 5 эксцентрики рельсовых зажимов 6 с прижимами 7. Пара эксцентриков рельсовых зажимов 6 на одной из балок 3 (по рис. 16.29—левой) шарнирно (шарнирами в виде выдвижных чек 8 с ручками, связанных гибкой связью с балкой 3) соединена с гильзами 9 гидроцилиндров /. Вторая пара эксцентриков рельсовых зажимов 6 на другой балке 3 (по рис. 16.29 — правой) также соединена со штоками 10 гидроцилиндров 1 (чеки 8 связаны гибкими связями с балкой 3) или тягами 11 (чеки 8 связаны гибкими связями с тягами 11), шарнирно
Рис. 16.26. Сдвигатель рельсовых плетей УНГ 75, структурная схема
339
Рис. 16.27. Сдвигатель рельсовых плетей УНГ 75 с приводом от ручного насоса, принципиальная гидравлическая схема
соединенными со штоками 10. Устройство приводят в действие гидроприводом с двигателем (Д), насосом (Н) 12 (рис. 16.27, 16.28), баком (5) 13, манометром (МН), выпускными (КО2, КО4) 14, обратными (KOI, КОЗ) 15 и предохранительным (КП) 16 клапанами. Рабочая полость насоса через элементы управления (гидрораспределитель Р, гидропереключатель ПМ)17 соединена с поршневыми и штоковыми полостями гидроцилиндров 1 шлангами 18с помощью гидравлических полумуфт (РМ1, РМ2) 19 и замков (ЗМ).
Поперечные балки 3 выполнены как без верхних поперечин (УНГ 75А) (см. рис. 16.29), так и с верхними поперечинами 20 (УНГ 75В) (см. рис. 16.30), существенно повышающими жесткость и снижающими деформации осей 4, выполняющими функцию фиксаторов 5 эксцентриков 6 на осях 4. Прижимы 7 эксцентриковых рельсовых зажимов 6 выполнены с возможностью самоустанавливающегося поворота (на винтовых кернах 21 или на осях-пальцах). Кроме того, эти прижимы выполнены (для улучшенной самоустанавливаемости) с цилиндрической формой своих контактных поверхностей. Прижимы 7 такой формы образуют в контактах с шейкой рельса
почти полностью самоустацавливающиеся кинематические пары со всеми их достоинствами. На контактные поверхности нанесены косые насечки, зубья которых выполнены несимметричными в поперечном сечении. При этом углы направления зубьев и их несимметричного профиля на одной паре прижимов 7 (установка их на оси 4 поперечных балок 3 определяется направлением сил, действующих в контакте при раздвижке или натяжении плетей) противоположны углам на другой паре. На диагональных углах контактных поверхностей прижимов 7 на глубину зуба оставлены площадки. Такое выполнение увеличивает сцепление в контакте, исключает проскальзывание и повреждение рельса, позволяет реализовать соответственно большие движущие силы и пр. Планки 22 фиксаторов 5 осевого положения эксцентриков 6 на осях 4 балок 3,
Рис. 16.28. Сдвигатель рельсовых плетей УНГ 75 с приводом от моторного насоса, принципиальная гидравлическая схема
введенные в круговые прорези на указанных осях 4, выполнены поворотными относительно эксцентриков 6 (в частности, на ослабляемых винтах 23) и застопоренными в одном из двух возможных положений (первое — выведенное из прорезей на оси 4, нерабочее; второе — введенное в прорези на оси 4, рабочее) стопорами (в виде пальцев в стаканах на планках 22 с выступающими из стакана головками (подпружиненных пружинами в стаканах), введенных в соответствующие уширения или углубления на дуговых пазах в эксцентриках 6. Такое выполнение элементов устройства упрощает и убыстряет сборку-разборку сдвигателя, облегчает его обслуживание и повышает надежность его работы, исключая потери планок 22.
В действие сдвигатель приводят или ручным гидронасосом ГР 1, или комбинированным гидронасосом НГЭК с редуктором Р (о гидравлических насосах и насосных станциях см. ниже).
Сдвигатель рельсовых плетей работает следующим образом. Вначале снимают защитные крышки, предохраняющие гидравлические полумуфты 19 от попадания в гидромагистраль грязи, соединяют их, заливают бак рабочей жидкостью и прокачивают ее насосом — при заполнении рабочей жидкостью штоковых полостей гидроцилиндров 1
340
Рис. 16.29. Сдвигатель рельсовых плетей УНГ 75А
(ручку распределителя насоса устанавливают в соответствующее положение) штоки 10 должны входить в гидроцилиндры 1 до упора, бак при ?том должен пополняться рабочей жидкостью. По мере заполнения полостей слегка отворачивают соответствующие (по рис. 16.26 — правые) воздушники 2 и выпускают из полостей воздух. Заполнение полостей рабочей жидкостью контролируют визуально до появления ее из воздушников 2, после чего последние завертывают. Пополнив еще раз бак рабочей жидкостью, переключают ручку распределителя в другое положение. Затем прокачкой рабочей жидкости насосом заполняют этой жидкостью поршневые полости гидроцилиндров 1, выпуская воздух через соответствующие (левые) воздушники 2, и выполняют перечисленные выше операции. После этого производят выемку балласта в шпальных ящиках под рельсом в местах установки поперечных балок 3 и между шпалами и устанавливают сдвигатель следующим образом:
• при натяжении плети — в соответствии с рис. 16.34 (здесь 24 — шпала, 25 — стыковая накладка длиной 1 м, 26 — стыковая шпала, 27— сдвинутая шпала);
• при раздвижке плетей — в соответствии с рис. 16.35.
Поперечные балки 3 подводят под рельсы таким образом, чтобы подошва рельсов вошла между осями 4 (на рис. 16.32), в частности (на рис. 16.31) в проем балок 3. После этого при снятых планках 22 фиксаторов (на рис. 16.32) или при развернутых в нерабочее положение этих планок 22 на оси 4 надевают эксцентрики 6 захватов так, чтобы косые и несимметричные зубья на цилиндрических контактных поверхностях прижимов 7 были направлены:
341
Рис. 16.30. Сдвигатель рельсовых плетей УНГ 75В
Рис. 16.31. Сдвигатель рельсовых плетей УНГ 75А, вид с торца
342
Рис. 16.32. Сдвигатель рельсовых плетей УНГ 75В, вид с торца
♦ в сторону стыковой накладки 25 — при натяжении плети;
♦ в сторону, противоположную стыковой накладке 25, — при раздвижке плетей.
Далее устанавливают планки 22 фиксаторов в круговые прорези на осях 4 и фиксируют эти планки 22 винтами(на рис. 14.29) или, выводя (поднимая вверх) стопоры из нерабочих уширений или углублений в дуговых пазах на эксцентриках 6 и поворачивая планки 22 относительно ослабленных винтов 23 в соответствующую сторону, вводят эти планки в круговые прорези на осях 4, опускают стопоры, вводя их торцы в рабочие уширения или углубления в дуговых пазах и зажимая винты, фиксируют эксцентрики 6 на осях 4 от осевого смещения. В частности, (на рис. 16.30,16.32) эксцентрики 6 фиксируют от осевого смещения на осях 4, устанавливая на последние верхние элементы 20 поперечных балок. При снятии эксцентриков 6 с осей 4 указанные операции выполняют в обратном порядке.
После этого до приведения в действие насоса для более быстрого «схватывания» шейки рельса прижимами 7 эксцентриков 6 прижимы 7как можно плотнее прижимают к шейке рельса, поворачивая прижимы 7 на осях-пальцах, или на винтовых кернах 21. Этому предварительному прижатию способствуют цилиндрическая форма контактных поверхностей прижимов 7 и наличие на них гладких площадок. После этого с помощью чек 8 шарнирно присоединяют гильзы 9 гидроцилиндров I к эксцентрикам 6 (на рис. 16.29, 16.30 — на левой поперечной балке 3). Для раздвижки плетей штоки 10 гидроцилиндров 1 с помощью чек 8 шарнирно соединяют с эксцентриками 6 (на рис. 16.29. 16.30 — на правой поперечной балке 3). Для натяжения плети, чтобы увеличить базу и обеспечить необходимый стыковочный зазор, штоки 10 чеками 8 шарнирно соединяют с тягами 10, а последние — также с эксцентриками 6. Затем приводят в действие насос и подают рабочую жидкость в соответствующую полость гидроцилиндров.
Режим работы двигателя в зависимости от выполняемой операции (при натяжении плети масло подают в штоковые полости и сливают в бак из
поршневых полостей, при раздвижке плетей — наоборот) устанавливают ручкой гидрораспределителя насоса. При подаче масла в соответствующую полость цилиндров гильзы 9 и штоки 10 смещают один относительно другого, поворачивая на осях 4 эксцентрики 6 и прижимая прижимы 7 к шейкам рельсов, а затем за счет сцепления с ними цилиндрических контактных поверхностей (это сцепление увеличивают за счет косых насечек с несимметричными сечениями зубьев) смещают плеть в требуемом направлении
После получения нужного смещения плети сдвигатель приводят в нерабочее состояние и положение и разбирают его на coci явные части, выполняя описанные выше операции в обратном порядке.
Рис. 16.33. Сдвигатель рельсовых плетей
УНГ 75В
343
Рис. 16.34. Установка УНГ 75 при натяжении плети
Рис. 16.35. Установка УНГ 75 при раздвижке плетей
Объем масла в гидросистеме сдвигатели составляет 9 л, рабочая скорость смещения плети— 0,367-10~3 м/с.
Величина показаний давления (МПа) в гидроцилиндрах и соответствующих им величин сил (кН), развиваемого гидронатяжителем УНГ 75 при подтягивании (натяжении) рельсовой плети:
Давление 0 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5
Сила 0 10 20 29 39 49 59 69 78 88 98
Давление 5,5 6 6,5 7 7,5 8 8,5 9 9,5 10 10,5
Сила 108 117 127 137 147 157 166 176 186 196 206
Давление 11 11,5 12 12,5 13 13,5 14 14,5 15 15,5 16
Сила 215 225 235 245 255 264 274 284 294 304 313
Давление 16,5 17 17,5 18 18,5 19 19,5 20 20,5 21 21,5
Сила 323 333 343 352 362 372 382 392 401 411 421
Давление 22 22,5 23 23,5 24 24,5 25 25,5 26 26,5 27
Сила 431 441 450 460 470 480 490 499 509 519 529
Давление 27,5 28 28,5 29 29,5 30 30,5 31 31,5 32
Сила 538 548 558 568 578 587 597 607 617 627
Сдвигатели ТЗР НРП 100-05 и НРПЭ 100-05 (СРП 80-500 — верхнее положение скобы, СПН 100-500 — соединительные планки) по конструкции во многом схожи. Первый из них приводят в действие ручным (сила на рукояти 147 Н) двухступенчатым четырехплунжерным насосом 4 (СГР 1-8), второй — схожим насосом 4 с приводным электродвигателем. Силовой механизм сдвигателей (рис. 16.36, 16.37) состоит из двух симметрично установленных относительно рельсовой плети гидроцилиндров 2, корпуса которых соединены с одним (левым) из механизмов захвата 7 на плите 2. Штоки гидроцилиндров через удлинительные тяги 5 соединены соединительными устройствами 6 с другим механизмом захвата. Силы, создаваемые механизмом, через захваты передаются непосредственно на рельсовую плеть.
Механизм захвата состоит из верхней и,нижней плит 2, в отверстиях которых установлены захваты 7 с прижимами 8. Корпуса и штоки гидроцилиндров шарнирно соединены с захватами, поэтому перемещение штоков вызывает поворот захватов вокруг осей плит. Поворачиваясь, захваты в рабочем положении подводят прижимы к боковой поверхности рельса, зажимая его.
344
Рис. 16 36. Сдвигатель рельсовых плетей НРП 100-05
Рис. 16.37. Сдвигатель рельсовых плетей НРПЭ 100-05
345
Рис. 16.38. Принципиальная гидравлическая схема НРП 100-05
р
МН
А1__
бГ". ВН
МБР
Т
!ф
Рис. 16.39. Принципиальная гидравлическая схема НРПЭ 100-05
Гидроцилиндры являются приводом силового механизма и состоят из корпуса, поршня, штока, грязесъемника и уплотнений «Элконт». Для подвода масла в полости гидроцилиндра на его корпусе имеются штуцеры, которые для предотвращения попадания грязи во внутренние полости гидроцилиндрй снабжены навинчивающимися крышками. Штуцеры гидроцилиндра через соединительную арматуру и рукава высокого давления 3 соединены с гидростанцией 4 (ГС).
Гидростанция состоит из рамы с насосом (Н), фильтром (Ф) и гидробаком (ГБ) с заливной горловиной ЗГ гидропанели (ГПУ) для управления работой гидроцилиндров со встроенным обратным клапаном (КО) и выводом под манометр (М), а также для подсоединения рукавов (А, Б) высокого давления гидромуфтами (МБР), гидровентилей ВН для запирания штоковых (силовых) полостей гидроцилиндров (Ц) (НП, НШ, СШ, СП - вентили-клапаны).
Принципиальная гидравлическая схема НРП 100-05 приведена на рис. 16.38, а НРПЭ 100-05 — на рис. 16.39 [здесь МН — насос с электродвигателем Мд; КП — предохранительный клапан; Р1, РЗ — гидрораспределители]. Описание насосных станций см. ниже.
После завершения подготовительных работ, установки натяжителя на плети и поступления команды на разрешение работ вентили насосной станции НШ и СП переключают в положение «Открыто», НП и СШ — положение «Закрыто», нагнетая (при работе насоса) масло в штоковую полость гидроцилиндров. После требуемого смещения рельсовой плети давление поддерживают до ее закрепления. По завершении работ вентили НШ и- СП переключают в положение «Закрыто», а НП и СШ— «Открыто», направляя поток масла в нештоковые полости гидроцилиндров, выполняют (для ослабления захватов) выдвижение штоков, разбирают устройство на составные части, отсоединяют рукава высокого давления от насосной станции и гидроцилиндров, закрыв штуцера крышками. Собрав рукава в бухты, грузят устройство на транспортное средство (дрезину).
Сдвигатель гидравлический НГ 1671 ОАО «Вторчермет» (г. Саратов) состоит из двух поперечных балок и двух гидроцилиндров, двух рычажных зажимов, ручного насоса с баком, гибкими соединительными шлангами, блоком управления, штуцерами, двух удлинительных штанг-тяг с муфтами-соединителями. Сила на рукояти насоса не более 147 Н.
Сдвигатель пневматический УРГМ развивает силу 900... 1200 кН, обеспечивая наибольшее удлинение рельсовой плети 0,45 м (максимально возможное изменение температуры закрепления рельсовых плетей до 40 °C). Привод натяжителя пневматический, в том числе через концевой кран тормозной магистрали локомотива, номинальное давление воздуха в пневмосистеме 0,6 МПа. Масса устройства 4.7 т. Для перемещения по фронту работ оно снабжено несамоходной колесной базой. Перемещение его к месту работ осуществляют на железнодорожной платформе.
16.7. Прочие устройства
При ремонте, особенно при аварийном восстановлении железнодорожного пути, применяют прессы для правки рельсов и остряков стрелочных переводов, ножницы, стяжки, разжимы и пр. Чаще всего они имеют гидравлический привод. Их основные технические данные приведены в табл. 16.16.
346
Таблица 16.6
Основные технические данные гидравлических устройств для аварийного восстановления железнодорожного пути
Показатели Тип устройства
Пресс Разжим-нож -ницы Ножницы К 12 Ножницы РТ 70 Ножницы К 25 К25Б Ножницы PH 4-3 Ножницы РЭП Стяжка Разжим Р20
Рабочая сила, кН, разведения / сведения 490 32,7/60 — — — — 98,1 200
Рабочий ход, м 0,05 0,3 15 80 з5 45 75 35 0,2 0,5
Масса, кг 104 33,3 3 6 10 11 1,5 15,3 30
Прессом гидравлическим (рис. 16.40, 16.41) Московского завода «Красный путь» изгибают остряки стрелочных переводов и рельсы Р50 и Р65 как непосредственно в пути, так и вне его. Габаритные размеры пресса 0,99x0,97x0,35 м. Он состоит из скобы и распорного гидравлического цилиндра (d = 0,08 м) с ручным гидронасосом. Стальная скоба 3 (см. рис. 16.40) имеет П-образную форму с расстоянием между захватами 0,9 м. На поперечине 7 выполнено седло для размещения цилиндра 9 (закрепляемого фасонной накладкой 8), насоса 2 и масляного бачка 1. Задняя полоса 10 скобы усилена листами жесткости 11. Скобу, наложенную захватами на остряк или рельс, регулируют по высоте винтами 6 (в зависимости от типа рельса). Опора 72 в задней части пресса снабжена регулировочным винтом для установки в горизонтальное положение. Для рельса Р50 используют вкладыш 4, а для Р65 — вкладыш 5.
Распорное устройство (см. рис. 16.41) включает панель 7 с навернутым на левую часть упорным стаканом 1 с уплотнительным кольцом 40. Сверху на стакане приварен масляный бачок 2, отверстиями 3 сообщающийся с внутренней полостью стакана. Бачок снабжен отверстием 4 для заливки масла с сеткой-фильтром 5 и крышкой 6 (с двумя воздушными клапанами). Справа к панели приварен корпус 16, на который навертывается распорный цилиндр25 с гнездами 7 7 для накидного ключа. Резьбовое соединение уплотнено двумя резиновыми кольцами 35. В цилиндре размещен поршень 27 с двумя направляющими бронзовыми кольцами 23 и 32, через прокладку 31 закрепленными винтами22 и болтамиЗЗ, зашплинтованными проволокой34. Между заплечиком головки поршня и кольцом 32 установлены нажимное кольцо 20, семь манжет 79 и опорное кольцо 18. На шток поршня надета возвратная пружина 24, размещенная между головкой поршня и втулкой 27, закрепленной направляющей гайкой 26 штока. Между гайкой и втулкой установлено войлочное уплотнение, а в самой гайке — клапаны 30 для пропуска воздуха. Гайку 26 ввертывают в распорный цилиндр с помощью гнезд 28 для накидного ключа. Сверху на панели приварен кожух 75 с крышкой 73. В нем размещены плунжерная пара насоса, предохранительный клапан и спускной вентиль. Всасывающий клапан с корпусом 41, уплотнительным кольцом, шариком и болтом 42 с медным кольцом размещен в упорном стакане, а нагнетательный клапан — в нижней части пресса. Шарик нагнетательного клапана находится в отверстии нижней части панели и удерживается держателем 37, поджимаемым пружиной 38 в болте 39. Этот болт ввернут в панель на уплотнительном медном кольце. Сверху панели ввернута гильза 9 насоса (с уплотнительным кольцом), в которую введен плунжер 72. Внутри гильзы размещена графитовая набивка 36, зажатая втулкой 8 и гайкой 77. В прорези головки плунжера находится поводок 14, насаженный на вал привода насоса и закрепленный коническим штифтом. Вал оперт на втулочные подшипники скольжения, установленные в стаканах, вваренных в стенки кожуха. На граненую консоль вала надет наконечник для рукояти привода, закрепленный гайкой с шайбой. Рукоять вставлена в полость наконечника и закреплена штифтом. В канале верхней части панели размещен шарик спускного вентиля, зажатый иглой резьбового штока 10 клапана, выведенного через крышку кожуха наружу; 29 — уплотнение. Спускной вентиль закрывают поворотом по часовой стрелке.
347
Рис. 16.40. Гидравлический пресс, общий вид
Сверху в отверстие панели внутри кожуха ввернут предохранительный клапан с шариком, удерживаемым в седле держателем 47 с пружиной 46. Силу нажатия на шарик и наибольшее давление масла в гидросистеме (рабочее давление 52 МПа) регулируют винтом 43, закрепленным гайкой 44 через держатель 45. После регулировки предохранительный клапан пломбируют.
При работе насоса (сила на его рукояти 183 Н), когда запорный вентиль закрыт, а плунжер движется вверх, масло из бачка и упорного стакана через всасывающий клапан поступает в полость гильзы насоса. При опускании плунжера масло через нагнетательный клапан подается в распорный цилиндр. При повышении давления в гидросистеме поршень цилиндра, сжимая возвратную пружину, отходит (на рис. 16.41 — направо) и выполняет рабочую операцию. Открывая запорный вентиль, масло из распорного цилиндра перепускают в бачок; давление в гидросистеме падает и возвратная пружина сдвигает поршень в исходное положение. В случае перегрузки пресса срабатывает предохранительный клапан, перепуская масло в бачок, пока давление в гидросистеме выше нормы.
Для работы пресс устанавливают на рельс или ост-
ряк и выравнивают его регулировочными винтами, после чего закрепляют вкладыш. Затем ручной гидронасос приводят в действие, в результате чего шток, упираясь в рельс или остряк между захватами скобы, выправляет его на требуемую величину.
Устройства, описываемые далее, относятся к аварийно-восстановительному оборудованию и выпускаются по заказу Главного управления по безопасности движения и экологии МПС РФ фирмами НПО «Контур-2» и АО «Станкостроитель» с участием АО «Стинт», МГП «Гидросистема», ХРК «Гидравлика», г. Санкт-Петербург (гидравлические ножницы-разжим, стяжка) и предприятием «Эконт».
Ножницы-разжим гидравлические предназначены как для перекусывания-резания, так и для раздвижки различных конструкций на месте аварии. Работают они с раздельным гидронасосом.
Рис. 16.41. Распорное устройство гидравлического пресса
348
Ножницами гидравлическими К 12 перекусывают стальные прутья диаметром 12 мм. Они приводятся в действие встроенным ручным гидронасосом.
Ножницы гидравлические РТ 70 используют для перекусывания проводов, кабеля, шлангов диаметром до 70 мм. Привод — от раздельного гидронасоса.
Ножницами гидравлическими К 25 (К 25Б) перекусывают стальные прутья диаметром до 32 мм и срезают резьбовые соединения с размером гаек под ключ до 27 (41) мм. Привод — от раздельного гидронасоса.
Ножницы гидравлические PH 4-3 используют для перекусывания стальных прутьев (диаметром до 25 мм), брусьев и другого металлопроката (наибольший размер 70 мм), труб, проволоки, тросов и т. п. Привод — раздельный.
Ножницы кабельные гидравлические РЭП служат для перекусывания кабеля, проводов, шлангов диаметром до 70 мм; привод — раздельный.
Стяжкой гидравлической сдвигают объекты; привод — раздельный.
Разжимателем гидравлическим Р 20 раздвигают объекты, привод — раздельный.
Кроме того, указанная выше группа предприятий выпускает гидравлические домкраты грузоподъемностью 1180/590 кН с ходом 0,24/0,255 м, массой 80 кг и габаритами 0,375x0,435 мм; домкраты непрерывного действия (телескопические), 1180 кН, 0,12x4 = 0,48 м, 49 кг и 0,375x0,315 м; домкраты с захватом, 393 кН,0,8 м, 75 кгиО,24x1,243 м; домкраты 98,1 кН,0,2 м и 21 кг; домкраты двухступенчатые 295/590 кН, 0,2 м и 69 кг; распорки гидравлические с комплектом насадок 49 кН, 0,29 ми 11,1 кг; устройства тяговые 175 кН, 8 м, 75 кг и др. Приводы всех устройств — раздельные.
В комплект МПИ ACM 109М (центр «Транспорт») — мощного многофункционального устройства, предназначенного в основном для механических мастерских, ПЧ ПМС и аварийно-восстановительных работ, с ручной насосной станцией, унифицированным гидроцилиндром, рукавом высокого давления и сменными насадками, кроме домкрата, рихтовщика, раз-гонщиков двух типов, входят приспособление для ликвидации уширения колеи и гайкорез (прорабатываются съемники).
ТЗР разработал гидравлический разжимной клин с емкостью гидросистемы 1 л.
ООО «Модуль-96» выпускает МПИ МНТР 10 для устранения критических расстояний на стрелочных переводах. Его характеристики: рабочая сила 98,1 кН, рабочий диапазон применения 0,31... 1,2 м, рабочее давление 20 МПа, сила на рукояти 147 Н, масса 15 кг.
16.8. Насосы гидравлические ручные
Гидронасосы ручные предназначены для создания давления в магистрали гидравлического инструмента при выполнении ремонтных работ на железных дорогах. Применение ручных насосов, используемых для приведения в действие разных МПИ, позволяет выполнить последние меньшими по массе и размерам. Реализуя небольшие скорости, такие насосы обладают возможностью легкого изменения их. Основные технические данные некоторых гидравлических ручных насосов приведены в табл. 16.7
Таблица 16.7
Основные технические данные некоторых гидравлических ручных насосов
Показатель Тип насоса
ГР 1 СГР 1-8 НГ 1 Н 80
Рабочее давление, МПа Первая ступен/вторая ступень 16/44 31,3 7/70 7,5/80
Подача за один двойной ход, 10-3 м3 10/2,83 8 — 22,4/2,5
Объем бачка, 10-6 м3 8,5 — 10-103 2,5103
Сила на рукояти, Н 147 — — 450
Масса, кг 50 30 6,4_ 9
Габаритные размеры, м 0,73x0,57x0,4 0,5x0,32x0,34 0,58x0,12x0,15 0,525x0.18x0,2
349
Рис. 16.42. Ручной насос ГР 1, общий вид
Насос ручной ГР 1 (рис. 16.42... 16.44), выпускаемый ОАО КЗТМ, состоит (см. рис. 16.42) из гидронасоса 1, съемных рукоятей? его привода, блока управления 3 и рамы 4 с выдвижными ручками, которые фиксируют по длине. Г идронасос (см. рис. 16.43) состоит из основания 1 и корпуса 2, который сверху закрыт крышкой 3. На корпусе насоса установлен сапун 4. Сбоку корпуса расположены втулки 5, в которые вставляют рукояти, при помощи которых через вал 6 и коромысло 7 осуществляют привод насоса. Внутри
корпуса насоса 2 установлены по две плунжерные пары малого и большого диаметра,
состоящие из корпусов плунжера 8 и плунжеров 9. Каждый плунжер через серьги 10 соединен с коромыслом 7. Корпус плунжера вкручивают в корпус клапана 11. В нем расположены впускной 12 и обратный 13 клапаны. Плунжерные пары большего диаметра предназначены для работы при малых нагрузках с большой подачей насоса, а плунжерные пары меньшего диаметра—для работы при больших нагрузках при меньшей подаче насоса. На крышке 3 размещены табличка 15 с надписью «Медленно для больших нагрузок», установленная над плунжерной парой меньшего диаметра плунжеров, и табличка 14 с надписью «Быстро для малых нагрузок», установленная над плунжерной парой большего диаметра плунжеров. Корпус насоса 2 соединен болтами с основанием 1. В качестве уплотнения используют резиновое кольцо 16. Блок управления (см. рис. 16.44) состоит из панели 1, клапана предохранительного 3, гидрозамка 4, гидрораспределителя 5, полумуфт 6, тройника 7 и манометра 8. Гидрораспределитель, гидрозамок, клапан предохранительный и панель стянуты шпильками 2. Полумуфта и тройник ввернуты в панель на резьбе К 1/4” ГОСТ 6111—52 с использованием ленты ФУМ 1 ТУ 6-05-1388—76. Клапан
Рис. 16.43. Ручной насос ГР 1, блок гидронасоса
Рис. 16.44. Ручной насос ГР 1, блок управления
350
предохранительный, отрегулированный на давление 32 МПа, предназначен для предохранения гидросистемы от перегрузок. Гидрозамок служит для герметичного запирания полостей гидроцилиндров после прекращения подачи масла от насоса. Гидрораспределитель с ручным
Рис. 16.45. Ручной насос СГР 1-8 (для НРП 100-05)
управлением используют для изменения направления или пуска и останова потока масла в гидросистеме. Манометром измеряют давление рабочей жидкости в гидросистеме. Принципиальная гидравлическая схема приведена на рис. 16.27.
Изделие соединяется с МПИ (например, со сдвигателем УНГ 75) рукавами высокого давления, входящими в комплект устройства. Рукав высокого давления от полостей гидроцилиндров УНГ 75, в которые надлежит подавать масло, соединяют с полумуфтой блока управления, установленной на тройнике с манометром. Во избежание заклинивания УНГ 75 (потери управляемости при снятии давления в гидролинии насос — сдвигатель) соединение быстроразъемных полумуфт осуществляют вручную с максимальной силой стягивания по резьбе до упора для полного открытия гидролинии. Клапан предохранительный отрегулирован на номинальное давление по показаниям манометра. Перед началом работы в втулку 5 (см. рис. 16.43) устанавливают съемные рукояти 2 (см. рис. 16.42), предназначенные для закачивания масла в изделие. Величину давления контролируют по манометру.
Гидронасос ручной (станция гидравлическая) ТЗР для сдвигателя НРП 100-0,5 (улучшенная модификация СГР 1-8) выполнен двухступенчатым четырехплунжерным (рис. 16.45, см. также рис. 16.38). Он состоит из сварной рамы 1, установленных на ней двух насосов 2, гидробака 3, гидропанели 4 управления (ГПУ) с вентилями для изменения направления потока рабочей жидкости. В состав комплекта станции входят также рукава высокого давления 5 (Л, Б). Гидропанель управления с обратным клапаном (КО), вентилями с ручным управлением и сливным фильтром (Ф) с заливной горловиной 6 (ЗГ) установлены на герметичной крышке гидробака. В гидропанель установлен также манометр 7 (М). Рабочая жидкость от насоса (Н) подается в гидропанель управления, а оттуда в гидроинструмент. Из линии слива (Т) гидропанели пульта рабочая жидкость через фильтр, служащий для ее очистки от загрязнений, возвращается в гидробак ГБ. Подключение гидроинструмента к гидропанели производят через быстроразъемные соединения 8 (МБР) — муфты для подключения рукавов высокого давления. Муфты закрывают защитными пробками.
Предохранительный клапан встроен в насос для настройки рабочего давления, которое контролируют по манометру. Вывертыванием регулировочного винта этого клапана давление настройки уменьшают, завертыванием (по часовой стрелке) — увеличивают. Вентили НШ, НП, СШ и СП предназначены для управления направлением потока рабочей жидкости. При закрытых (завернутых до упора) вентилях НШ и СП
351
и открытых (вывернутых на 1...2 оборота) вентилях НПи СШ рабочая жидкость поступает в рукав А. Из рукава Б при этом идет слив по линии Тв гидробак. Направление штока рабочей жидкости изменяют переключением вентилей из первоначального положения на противоположное (НШ и СП открыты, а НП и СШ закрыты). В этом случае рабочая жидкость поступает через обратный клапан в рукава Б, а из рукавов А идет слив в гидробак. Насос снабжен рукоятями 9 ручного привода. На крышках насосов установлены сапуны и щупы. Суммарный маневровый объем подключаемой группы МПИ составляет 5 л, а количество одновременно подключаемых потребителей — 2. Рукавов в комплекте 2, длина одного рукава без отводов 3 м.
Гидронасос ручной НГ 1 ТРЗ выполнен по двухступенчатой схеме.
Гидронасос ручной Н 80 предприятия «Эконт» с ручным или ножным приводом также выполнен по двухступенчатой схеме.
Гидронасосы ручные НРГС 80-1, НРГС 80-2,5, НРГС 80-4 и НРГС 80-6,3 НПО ЦНИИТС (г. Санкт-Петербург) имеют рабочее давление 80 МПа и различаются объемом бака и массой (1000, 2500, 4000 и 6300 см3 и 6; 7,5; 9,5 и 14,6 кг соответственно).
16.9. Насосы гидравлические моторные
Гидравлические моторные насосы предназначены для создания давления в магистрали гидравлического инструмента при выполнении путевых ремонтных работ на железных дорогах. Моторные насосы обладают существенно ббльшей, чем ручные, производительностью, реализуют повышенные рабочие скорости и силы, исключают ручной труд при прокачивании рабочей жидкости, могут обслуживать несколько потребителей одновременно. Основные технические данные некоторых современных моторных гидронасосов приведены в табл. 16.8.
Таблица 16.8
Основные технические данные гидравлических моторных насосов
Показатель Тип насоса
НГЭК НС 80 Для НРПЭ 100-05 ГЖ1 ГЖ2 ГЖЗ, ГЖ зм. ГЖ 103 (ГРМ 3)
Двигатель Ручной + электрический Электрический, ДВС, пневматический Электрический Электрический Дизель двс Электр ич еский
Мощность, кВт U 2Д 4 4 5 — 1
Частота вращения, об/мин 2802 1500 - — - -
Рабочее давление, МПа 30,4 80 44 32 50 20
Производительность (расход), м-’/с 24.8x10-* — 83x10-6 90x10-6 55x10-6
Объем бака мУРабочий объем, м3 250x10-»/ /7,96x10-6 20x10-* 210-»/ /16,5-« 380x10-* —
Масса сухая, кг 45 16 65 107 130, 120, 101 5
Габаритные размеры, м 0,65x0,46x0,35 0,47x0,34x0,25 0,7x0.36x0,76 1x0,74x0,86 -
Насос гидравлический НГЭК с электродвигателем и ручным приводом, выпускаемый ОАО КЗТМ (рис. 16.46 ... 16.49, нумерация позиций сквозная) состоит из следующих основных частей: рамы 8, мотор-редуктора 14 с передаточным числом 15,06, гидронасосного блока 3,
352
блока управления 4, гидробака 18 и кривошипно-коромыслового механизма привода. На боковой части рамы установлен кожух 10, закрывающий этот привод. В качестве приводного двигателя 15 применен асинхронный электродвигатель с короткозамкнутым ротором. На задней крышке электродвигателя установлен выключатель 20, к которому подсоединен кабель с вилкой 21. Вал ротора через ведущую шестерню 22, сцепленную с колесом 23 на промежуточном валу-шестерне 24, передает вращение на колесо 25, свободно (на бронзовой втулке) установленное на выходном (ведомом) валу 13 редуктора 16. Ступица 26 колеса 25 выполнена в виде кулачковой полумуфты. Вторая кулачковая полумуфта 27 свободно насажена на шлицевой участок вала 13. Эта полумуфта посредством фиксируемой рукояти 17 через вилку 28 и скалку 29 вводится в зацепление с полумуфтой колеса 25. При этом вращение от колеса передается на ведомый вал 13, на конце которого установлен кривошип /2 (частота вращения 186 об/мин) приводного механизма гидронасоса. Этот механизм кроме кривошипа состоит из шатуна 11 (регулируемой длины) и коромысла 9, соединенных между собой пальцами. Коромысло скреплено с валом 30 гидронасоса (см. рис. 16.48). За один оборот ведомого вала мотор-редуктора гидронасос подает в систему около 8 см^ рабочей жидкости. Валы мотор-редуктора уплотнены манжетами. На крышке гидробака сверху размещена маслозаливная пробка-сапун, снизу — контрольно-сливная пробка. Гидронасосный блок состоит из основания 31, корпуса 32 и плунжерной пары 33 и 34. Плунжеры 33 соединяются серьгами 35 с коромыслом 36. Коромысло шпонкой скреплено с валом 30, опирающимся на капроновые втулочные подшипники 37. Вал на выходе из корпуса уплотняют кольцом 38 и фиксируют в осевом направлении замковой втулкой 39. На консоли вала установлены втулка 1 рукояти 2 ручного привода и коромысло 9 кривошипно-коромыслового механизма. Под гильзами 34 плунжерной пары установлены всасывающие 40 и обратные 41 клапаны. Снизу на основании 31 выполнено отверстие для подсоединения гидробака; на крышке 42 корпуса установлена заводская табличка 43 (44 — прокладка; 45 и 46 — пробки клапана и канала; 47 и 48 — защитное и уплотнительное кольца).
Блок управления (см. рис. 16.49) крепят шпильками к передней части основания гидронасос-ного блока. При перемещении рукояти 5 гидрораспределителя 4 из одного положения в другое рабочая жидкость поступает к гидравлической полумуфте 7 канала «А» или «5». При этом
Рис. 16.46. Насос НГЭК (начало): а — вид сбоку;
353
Рис. 16.46. Насос НГЭК (окончание) б — вид сверху
переключатель 49 манометра 6 должен переместиться в положение «2» или «1» соответственно. Для его переключения рукоять необходимо приподнять и перевести до фиксации в одном из указанных положений (см. вид А). После переключения манометр показывает давление, создаваемое гидронасосом в гидроцилиндре инструмента. Переключение манометра должно производиться через нейтральное положение «О» (на рис. 16.49: 50 — трубка; 51 — гидрозамок; 79 — клапан предохранительный). Принципиальная гидравлическая схема насоса НГЭК приведена на рис. 16.28.
Работу насоса при выведенных из сцепления элементах муфты 26,27(см. рис. 16.47) осуществляют аналогично работе ручного насоса ГР. В этом случае при неработающем двигателе 75 коромысло 9, шатун 77, кривошип 72 с валом 13 движутся вхолостую, будучи прикрыты ограждением 10 для защиты оператора. При продолжительной работе с ручным двигателем (рукоятью 2) насоса 3 дополнительное коромысло может быть отсоединено от вала 30 и упомянутое выше холостое движение исключено. При необходимости осуществления рабочего процесса на повышенных скоростях (в 2,5...3 и более раза выше по сравнению с ручным насосом) за счет увеличенной подачи рабочей жидкости рукоять насоса 2 вынимают из втулки 7 на валу 30, муфту сцепления мотор-редуктора приводят в рабочее (включенное) положение, переключатель 4 манометра 6 устанавливают в положение «1» или «2» (см. также рис. 16.28) соответственно подаче рабочей жидкости в поршневые или штоковые полости гидроцилиндров МПИ. После этого включают в работу двигатель 75 мотор-редуктора 14, через редуктор 16 и кривошипно-коромысловый механизм покачивают вал 30 насоса и осуществляют работу устройства аналогично описанному для насоса ГР. Совпадение величины углового хода вала 30 при работе от ручного двигателя и электрического при необходимости обеспечивают за счет регулирования длины шатуна 77. При покачивании вала30с коромыслом 36(с помощью рукояти? илидвига-
354
Рис, 16.47. Мотор-редуктор НГЭК (начало): а — вид сбоку; б — вид с торца;
355
теля 15) рабочую жидкость из гидробакдА' (см. рис. 16.28) через всасывающие клапаны КО2 и КО4 плунжерными парами поочередно подают через обратные клапаны КО1 и КОЗ на гидрораспределитель Р. При переключении его рукояткой в одно из положений от нейтрального рабочая жидкость поступает на гидрозамок ЗМ. При создании перед ним давления не более 0,05 МПа открывается его обратный клапан и масло поступает в полумуфту РМ1 или РМ2 и через переключатель ПМ на манометр МН. Затем масло через соответствующую полумуфту поступает в гидросистему МПИ. С противоположной полумуфты жидкость по каналам гидрозамка ЗМ и распределителя принудительно сливается в бак. При переводе гидрораспределителя в нейтральное положение жидкость от насоса через гидрораспределитель поступает в бак. Предохранительный клапан КП служит для предохранения насоса и ограничения давления в инструменте. В случае повышения давления более 30,4 МПа клапан срабатывает и перепускает жидкость в бак.
Эксплуатировать насос необходимо в соответствии с руководством по эксплуатации.
Насос гидравлический моторный НС 80 предприятия «Эконт» (г. Москва, г. Санкт-Петербург) выпускают в трех модификациях с приводом от электродвигателя, ДВС или пневмодвигателя.
Насос гидравлический моторный (гидростанция), используемый ТЗР для привода в действие сдвигателя НРПЭ 100-0,5, представлен на рис. 16.50, а принципиальная гидравлическая схема, на рис. 16.50, б — общий вид. Гидростанцию приводят в действие асинхронным электродвигателем 8 А/^переменного тока 380 В, 50 Гц. В состав комплекта гидростанции входят рукава 9 высокого давления и электрический кабель. Рукава высокого давления предназначены для стыковки гидростанции с гидроинструментом. Каждый рукав состоит из двух шлангов высокого давления,
356
г-г
Рис. 16.48. Гидронасосный блок НГЭК:
а—общий вид; б—разрез, вид сверху; в—разрезы по приводному валу; г — разрезы по приводному валу
357
механически связанных между собой. Концы каждого шланга высокого давления укомплектованы быстроразъемными соединениями (МБР) с защитными колпачками и пробками. Каждая единица гидроинструмента может быть подключена к станции путем последовательного соединения двух рукавов. Гидростанцию комплектуют электрическим кабелем, один конец которого имеет разъем для стыковки его с гидростанцией, а другой оставлен свободным для обеспечения стыковки последнего с питающей сетью по возможностям потребителя.
Гидростанция имеет насос 5 (//), установленный на сварной раме 1 вместе с электродвигателем 8, с которым он соединен через упругую муфту с резиновой звездочкой. Сверху к раме крепят гидробак, на котором герметично установлена крышка с пультом управления б, 7 с предохранительным клапаном (КП) и гидрораспределителями с ручным управлением (Р1, РЗ) и сливной фильтр 3 с заливной горловиной (Ф). В пульт может также устанавливаться манометр (М), входящий в ЗИП гидростанции. На боковой стенке гидробака предусмотрены маслоука-затель или маслоглазки. Рабочая жидкость от насоса (Н) поступает в пульт управления, откуда попадает к потребителю. Из линии слива (7) гидропанели пульта рабочая жидкость через фильтр (Ф), служащий для очистки рабочей жидкости от загрязнений, возвращается в гидробак (ГБ). На крышке гидробака крепится гидровентиль? (ВН) запирания полостей гидроцилиндров. Подключение потребителя МПИ к пульту управления производят через быстроразъемные соединения (МБР) — муфты для подключения рукавов высокого давления. Эти муфты закрывают защитными пробками. Предохранительный клапан (КП) служит для настройки рабочего давления, которое может контролироваться по манометру (М). Вывернутое положение регулировочной рукояти предохранительного клапана соответствует давлению настройки 32 МПа, максимально завернутое (по часовой стрелке до упора) — 50 МПа.
Гидрораспределители (Pl, Р2) предназначены для управления направлением потока рабочей жидкости. В среднем положении гидрораспределителей линии Р, Т,А1, А2 и Б1, Б2 (см. рис. 16.39) заперты. При этом МПИ неподвижен. В крайних положениях гидрораспределителей один из выходов (А 1 или Б1) соединен с линией нагнетания (Р), а другой—с линией слива (7), чем обеспечивается перемещение рабочих органов МПИ. Реверс осуществляют при переключении гидрораспределителя из одного крайнего положения в другое. Гидрораспределитель (РЗ) служит для разгрузки насоса при перерь!вах в работе питаемого от гидростанции МПИ и снабжен табличками «Давление» и «Разгрузка». На принципиальной гидросхеме обозначены положения гидрораспределителя (РЗ):
1. «Разгрузка» — линии РнТсоединены, насос разгружен, манометр показывает «О».
2. «Давление» — насос нагружен, манометр соединен с линией Р и показывает «Рраб»-
3. «Давление» — насос нагружен, манометр отключен (соединен с линией Т), показывает «О».
Гидростанция имеет электрокоробку 4, в которой размещены магнитный пускатель, реле тепловой защиты двигателя, кнопки «Пуск» и «Стоп». На поверхности электрокоробки имеется кнопка «Р» реле тепловой защиты двигателя, которую необходимо нажать для повторного включения электродвигателя после устранения неисправностей (в случае срабатывания реле защиты). Подключение к источнику электроэнергии производят через разъем.
Насосы гидравлические моторные типа ГЖ (ГЖ1, ГЖ 2, ГЖ 3, ГЖ ЗМ, ГЖ 103) АОЗТ «АВА Гидросистемы» (г. Санкт-Петербург) с различными вариантами привода выполнены с возможностью подключения одновременно нескольких МПИ (до четырех) и независимой регулировкой расхода рабочей жидкости, а следовательно, и скорости рабочих перемещений. На сварной трубной раме насоса смонтирован насосный агрегат, состоящий из насосной группы и приводного двигателя. На раме с помощью защелок крепится бак, контроль заполнения которого рабочей жидкостью осуществляют по указателю. Сверху на крышке бака также с помощью защелок закрепляют пульт управления, который может использоваться автономно. На пульте предусмотрены следующие органы управления:
• рукояти регулировки подачи рабочей жидкости в каждом канале управления (по каждому потребителю);
• вентиль настройки рабочего давления;
• вентиль крана разгрузки насоса.
358
Кроме того, на пульте размещены четыре пары быстроразъемных соединений, с помощью которых обеспечивают оперативное соединение МПИ с напором и сливом, а также установлен манометр для контроля за величиной рабочего давления. Предусмотрена тонкая фильтрация рабочей жидкости с помощью фильтра. Для заполнения бака служит горловина, в которой объединены сетчатый фильтр и сапун (воздушный фильтр).
По желанию потребителя в качестве приводного двигателя может быть установлен либо асинхронный электродвигатель, либо малогабаритный дизель. В комплект поставки входят также восемь гибких шлангов на рабочее давление до 60 МПа длиной по 16 м и электрокабель длиной 30 м. По согласованию с потребителем могут быть поставлены различные исполнительные узлы: гидроцилиндры, домкраты, ножницы и т. п. Сборка и разборка гидростанции с помощью специальных защелок осуществляется двумя работниками.
Насос гидравлический моторный (ГМРЗ) выпускает Гомельский РМЗ.
16.10. Эксплуатация и ремонт гидравлических механизированных инструментов
Условия эксплуатации, диапазон температур окружающей среды, давлений, требуемый срок службы, материал деталей определяют в первую очередь свойства рабочей жидкости гидравлических МПИ. От этих свойств во многом зависит эффективность работы МПИ. Наибольшее распространение получили минеральные масла в зависимости от диапазона температур:
• до -60 °C — гидравлическое АМГ 10 (ГОСТ 6794—75) и др.;
• до -55 °C — для гидрообъемных передач МГЕ 10А (ТУ 38101572—75) и др.;
• до -45 °C — гидравлическое всесезонное ВМГЗ (ТУ 3810479-86) и др.;
• до -40 °C — веретенное АУ (ОСТ 3801412—86), приборное МВП (ГОСТ 1805—76);
• до -30 °C—индустриальное 12 А1 (ГОСТ 20799—88, трансформаторное ТК (ГОСТ 982—80);
• до -20 °C — индустриальное общего назначения И 20 (ГОСТ 20799—75) и др.;
• до -15 °C — индустриальное общего назначения И 30 (ГОСТ 20799—75), ИГП 18, ИГП 30 (ТУ 38101413—78) и др.
П рименяются также индустриальные масла общего назначения И 5А, И 8А, И 20А, И 30А, И 40А, И 50А (ГОСТ 20799—75); ИГНС20, ИГНС 40 (ТУ 38101238—74); ВНИИНП403 (ГОСТ 16728—76), ВНИИНП 406 (ТУ 38101289—75); турбинное Т22, Тзо (ГОСТ 32—74) и др.; рабочие жидкости ЛЗМГ2 (ТУ 38101328—81), ГЖД 14с (ТУ 38101252—72); масло РМЦ (ГОСТ 15819—85); масло амортизационное МГП 10 (ОСТ 38154—75); масло для гидрообъемных передач МГЕ 46В (МГ 30ц) (ТУ 38001347—83); масло ЭШ (ГОСТ 10363—78); керосин (ГОСТ 4753—68, ТУ 38-00145—71); велосит Л (ГОСТ 20799—75); МС 20 (ГОСТ 21743—76); могут использоваться масла моторные М 8Г2, М 10В2, М 10Г2 (ГОСТ 8581—78) и др. (смешивать масла различных марок запрещается).
Масла серии ИГП разработаны специально для гидроприводов с учетом опыта фирм «ВАЗ» и «Фиат» и содержат присадки, улучшающие эксплуатационные качества.
Индустриальные масла с повышенным содержанием йримесей рекомендуются только для неответственных систем. Поэтому любое масло должно быть отфильтровано с тонкостью не хуже 25 мкм; класс чистоты масла — не грубее 12 и даже 13 по ГОСТ 17216—71. Хранить его следует в закрытой таре и тщательно оберегать от попадания в него пыли, влаги и загрязнителей (особенно абразивных и твердых частиц и предметов, которые могут засорить клапаны и маслопроводы). При температуре до -10...-15 °C следует применять более вязкие масла (И 20, И 20А, МГЕ и т. п.); при низкой температуре, до -40 °C — менее вязкие (ЭШ, ВМГЗ и т. п.).
Рекомендуемые марки масел указаны в технической документации МПИ. Применение других марок масел следует согласовывать с заводом-изготовителем.
Следует иметь в виду, что здесь и далее приведены привычные (старые) обозначения марок масел. По ГОСТ 17479.3—85 новое обозначение для гидравлических масел, используемых в качестве рабочих жидкостей для гидравлических систем машин было приведено выше в 1.8,10.1 и 11.10.
359
В конструкцию гидравлических МПИ входит много специальных сборочных единиц и деталей (уплотнительных манжет, сальников, колец, клапанов, плунжерных насосных пар и др.), работающих под большим давлением рабочей жидкости. Поэтому надежность работы гидравлических машин, возможность развивать большие силы при относительно малой массе и высоком КПД в первую очередь зависят от безотказного действия перечисленных элементов, от правильной их сборки и хорошего состояния. Необходимо обеспечить максимально возможную герметичность гидравлической системы, так как утечки масла через «неплотные» зазоры приводят к падению давления рабочей жидкости, не позволяют развивать расчетные силы во время работы, обусловливают переменные скорости движения исполнительных органов, неравномерную работу МПИ в комплекте, приводят к увеличению расхода масла, загрязнению машины, оператора, окружающей среды и т. д. Поэтому без особой надобности гидравлические узла МПИ разбирать вообще не следует. В том же случае, если разборку все же осуществляют, следует пользоваться исправными стандартными гаечными ключами без удлинителей рукоятей и другими инструментами только тех размеров, которые соответствуют размерам крепежных деталей. В процессе разборки детали и узлы следует предохранять от повреждений и загрязнений, а перед сборкой промывать в уайт-спирите и обдувать сжатым воздухом.
Особое внимание рекомендуется обращать на состояние манжет и других уплотнений. На их рабочих поверхностях не должно быть надрывов, трещин и складок, а сами уплотняющие детали должны быть упругими.
Плунжер (поршень) и корпус (гильза цилиндра) составляют очень хорошо подогнанную поступательную кинематическую пару. Поэтому замены одной их этих спаренных деталей допускать не следует. После сборки герметичность указанных сопряжений следует проверять опрессовкой под давлением масла, не меньшим наибольшего давления гидросистемы МПИ в течение 60 с (падение давления при этом не должно превышать 2 МПа).
Каналы клапанов при сборке также следует продувать сжатым воздухом и промывать уайт-спиритом. Предохранительные клапаны перед установкой на место регулируют и проверяют на плотность установленным рабочим давлением в течение 60 с (падение давления при этом также не должно превышать указанных 2 МПа). Последовательность операций разборки и сборки дана в инструкции по эксплуатации (паспорте) МПИ и в другой заводской документации.
К работе с гидравлическим МПИ допускаются монтеры пути не ниже третьего разряда. Обслуживающий персонал должен знать и успешно пройти испытания в знании инструкций и директивных документов по производству путевых работ и соответствующей технике безопасности (см. главу 19), а также документов: Требования безопасности при работе с маслами по ГОСТ 20799—85, ГОСТ 122086—85 «Гидроприводы объемные и системы смазочные. Общие требования безопасности к монтажу и эксплуатации», паспортов и инструкций (руководств) по эксплуатации соответствующих МПИ и их специальных невстроенных единиц: ручных и моторных гидронасосов, электродвигателей, двигателей внутреннего сгорания, контрольно-распределительной аппаратуры, приборов и пр. Монтаж, перемещение в процессе эксплуатации и демонтаж тяжелых сдвигателей и моторных насосов надлежит вести с применением подъемно-транспортных средств.
Запрещается:
• эксплуатировать неисправные МПИ и гидронасосы (гидромашины);
• подсоединять и отсоединять МПИ к гидронасосу при наличии давления в последнем;
• курить и пользоваться открытым огнем вблизи гидромашин;
• подключать гидромашины с электродвигателем к электросети, не имеющей нейтрали, нулевого или заземляющего провода;
• регулировать и ремонтировать гидромашины, находящиеся под нагрузкой (давлением);
• работать с поднятым на МПИ элементом пути (грузом) без страховочных подкладок;
• наносить удары по гидромашине, находящейся под давлением;
• оставлять МПИ с поднятым грузом без надзора;
• без специального оборудования регулировать предохранительный клапан, а также все другие узлы с пружинами;
360
a
6
Рис. 16.49. Блок управления НГЭК: а — вид с торца; б — вид сбоку
б
• увеличивать ход подвижного звена МПИ более указанного'в технической документации и обозначенного у ряда МПИ рисками (и другими знаками);
• поднимать в процессе работы гидромашины давление в гидросистеме выше максимального значения, указанного в технической документации;
• располагать ноги в месте возможного падения груза на балласт (ноги должны находиться на безопасном расстоянии от рельсошпальной решетки);
• находиться в зоне возможного выброса из насоса струи масла под давлением при приведении в действие аварийного клапана (следует особенно оберегать лицо и глаза);
• работать с маслами без специальных рукавиц или мазей, защищающих оголенные руки;
• приступать к работе до ограждения места ее проведения сигналами установленным порядком и снимать сигналы до полного окончания работы;
• специальные запрещения приведены в инструкциях по эксплуатации гидромашин.
Гидромашину (ГМ) необходимо подготовить к работе, а в процессе эксплуатации осуществлять ее техническое обслуживание (ТО), поддерживая изделие в рабочем состоянии. Средний срок службы ГМ от 3 до 5 лет. Изготовитель гарантирует хорошую работу ГМ (при условии осуществления ТО и следования инструкции по эксплуатации) в течение (чаще всего) 12 месяцев со дня ввода ее в эксплуатацию (но не более 18 месяцев со дня комплектной отгрузки заказчику). В течение гарантийного срока ремонт ГМ, ее сборочных единиц и деталей изготовитель производит безвозмездно. По окончании срока службы капитальный ремонт следует также производить на предприятии (заводе)-изготовителе.
При вводе ГМ в эксплуатацию необходимо проверить комплектность и правильность сборки, промыть гидросистему, и особенно гидробак, керосином, очистив его от грязи и тщательно протерев чистой, без ворсинок, ветошью и продуть сжатым воздухом. После этого следует
361
Рис. 16.50. Моторный насос для НРПЭ 100-05: а —принципиальная гидравлическая схема;
б — общий вид
залить в гидросистему соответствующее количество рекомендованной рабочей жидкости (при наличии на пробке выступающей части «А» ее нужно срезать). Далее следует (при полностью вдвинутом поршне МПИ) убедиться в наличии масла и его количестве в масляных резервуарах (бачках) и при необходимости долить масло через заливные отверстия с фильтрами. Последовательность операций по заправке ГМ маслом приведена в инструкции (руководстве) по эксплуатации (ИЭ), так же как объемы масла и его уровень (верх резервуара, нижний край отверстия под заливную пробку, ось вала привода насоса и т. д.) Контроль уровня масла в домкрате и рихтовщике осуществляют при его наклоне на 30...50° от вертикальной оси — верхний уровень масла при этом должен располагаться на нижнем крае заливной горловины на верхней крышке. При наличии дренажного отверстия в пробке, сапуне следует обеспечить его чистоту. Масло должно быть предварительно отфильтровано. При отсутствии фильтра (или дополнительно к нему) можно применять двойной слой батиста или несколько слоев ситца. После заливки масла необходимо удалить воздух из гидросистемы прокачкой масла (у Р 25, например, троекратной) и опробования ГМ на холостом ходу (режимы прокачки и опробования, а также операции, сопровождающие это, указаны в ИЭ). Затем надо проверить исправность и работоспособность ГМ при наибольшем рабочем давлении (до срабатывания предохранительного клапана).
Основными видами технического обслуживания ГМ в процессе ее эксплуатации являются (для примера см. табл. 16.9 для домкрата ГД 15 и табл. 16.10 для разгонщика PH 04):
• ежемесячные осмотры и регулировки перед началом работы и после ее окончания;
• сезонные замены масла с промывкой гидросистемы и рядом других работ;
• ремонтные работы (по мере необходимости в течение срока службы).
Перед началом работы проверяют отсутствие внешних повреждений МПИ и надежность закрепления винтов, гаек и других скреплений и соединений, наличие шплинтов, контргаек и других стопорящих устройств (при необходимости восстанавливают последние). Следует подтянуть элементы всех соединений, особенно при наличии следов подтекания масла, обязательно устранив причины всех подтеканий. Проверяют плавность хода рукоятей управления, поворота подъемных лап, рычагов рихтовщика, зажимов и т. п., нормальную работу запорного клапана. В ходе проверки опробуют ГМ без нагрузки, убеждаясь в нормальной работе всех ее частей, особенно клапанов.
362
Один раз в неделю рекомендуется проверять герметичность гидросистемы на наибольшем рабочем давлении, исправляя недостатки.
Не реже 1 раза в месяц рекомендуется смазывать (мазью ЦИАТИМ 201 ГОСТ 6267—71 ит. п.) все оси, подшипники, направляющие пазы клиньев (и другие кинематические пары скольжения и качения).
После окончания работы ежедневно надо очистить ГМ от пыли и грязи, осмотреть и устранить выявленные неисправности и в случае необходимости отправить ГМ в ремонт.
Хранить и транспортировать ГМ следует под углом наклона к горизонтальной плоскости, указанным в ИЭ, исключающим утечку масла (домкраты и рихтовщики — вертикально, разгонщики — горизонтально). Переносить ГМ (во избежание подсоса в гидросистему воздуха) следует при полностью вдвинутом поршне и закрытом перепускном клапане.
При производстве работ с помощью гидродомкратов их основания устанавливают в шпальные ящики на выровненный балласт так, чтобы шток домкрата располагался вертикально, а подошва рельса — над подъемным элементом (лапой, опорной поверхностью цилиндра, штока и т. д.) или в специальной прорези как можно ближе к «телу» домкрата (не далее, чем на 5 мм). Затем осуществляют подъемные операции так, как указано в ИЭ ив 16.2
Таблица 16.9
Перечень работ для различных видов технического обслуживания домкрата ГД 15
Содержание работ и методика их проведения Технические требования Приборы, инструмент и материалы, необходимые для выполнения работ
1 2 3
1. Проверка рабочей силы, развиваемой гидродомкратом: установить манометр в отверстие крышки цилиндра с использованием переходного штуцера; рукоятью привода гидронасоса закачать масло в полость штока-поршня. При дальнейшем повышении давления в полости штока-поршня срабатывает предохранительный клапан 2. Определение наибольшего рабочего хода цилиндра: замерить, на какой высоте от основания находится цилиндр в крайнем нижнем положении; рукоятью привода гидронасоса закачать масло в полость шток-поршня до остановки цилиндра; замерить, на какой высоте от основания находится цилиндр 3. Проверка герметичности гидросистемы: проверка производится визуально при рабочем давлении; проверка уровня масла в бачке Проверка производится 1 раз в год Показания манометра должны быть 30 ± 3 МПа, что соответствует силе, развиваемой гидродомкратом, 147 ± 14,7 кН Показания манометра должны быть 32 ± 2 МПа Проверка производится 1 раз в год Рабочий ход цилиндра должен быть 100 мм Проверка производится 1 раз в неделю Подтекание масла в местах соединений деталей не допускается Проверка производится 1 раз в месяц. В нерабочем положении наименьший уровень масла в масляном баке должен быть на 10 мм ниже верхнего фланца масляного бачка. При этом полость шток-поршня в нижнем положении цилиндра должна быть полностью заполнена Манометр с верхним пределом измерения 60 МПа. класса точности 2,5 ТУ 25.02.180315—78 Линейка измерительная металлическая с пределом измерения 300 мм и ценой деления 1 мм, ГОСТ 427—75 То же
363
Расчет основных характеристик и режимов работы гидродомкратов (и других гидравлических МПИ, машин и гидронасосе) см. в главе 10.
Состав бригады и количество необходимых гидродомкратов определяются видом путевых работ. Так, при подбивке пути шпалоподбойками два человека могут работать с 2,4 или 6 домкратами. Домкраты устанавливают в шпальные ящики попарно под каждым рельсом через 8... 10 ящиков. В ходе работы задние пары домкратов последовательно переставляют на 8... 10 шпальных ящиков вперед по фронту работ (подробно технология производства различных видов путевых работ с использованием домкратов и других МПИ, в том числе гидравлических, описана в соответствующих нормативных документах, например: Инструкция по текущему содержанию железнодорожного пути. — М.: Транспорт, 2000 [1]; Правила и технология выполнения основных работ при текущем содержании пути. — М.: Транспорт, 1998. [2]).
Рихтовщики с ручным приводом и исполнительные органы моторных рихтовщиков устанавливают у рельса (со стороны, противоположной направлению требуемой сдвижки), так чтобы сошник и двухшарнирное коромысло были расположены под его подошвой. Если поверхность балластной призмы содержится в хорошем состоянии, то для установки рихтовщика не требуется выравнивать балласт и удалять его из-под рельса в шпальном ящике. Исполнительные органы ручных и моторных рихтовщиков устанавливают под некоторым оптимальным углом наклона к горизонту (определяемым практически в зависимости от веса рельсощ-пальной решетки, степени уплотнения балласта, величины требуемой сдвижки пути, числа используемых в комплекте рихтовщиков и пр.), так чтобы опора не проскальзывала в балласте и не приподнимала излишне путь (более 25 мм). На задней рельсовой нити (считая по направлению рихтовки) следует устанавливать на 1.. .2 исполнительных органа моторных рихтовщиков (или на 1...2 рихтовщика с ручным приводом) меньше, чем на передний.
Сдвижку пути осуществляют, приводя рихтовщики в действие так, как описано в ИЭ и в 3.16 и 4.16 (см. также [1, 2]). У торцов шпал по направлению сдвижки балласт рекомендуется отгребать или рыхлить, а на кривых участках пути еще и ослаблять затяжку стыковых болтов, так как с уменьшением сопротивления пути сдвижке уменьшается и необходимая при рихтовке вывеска пути. При работе с несколькими рихтовщиками (исполнительными органами) следует приводить их в действие одновременно, а после сдвижки пути разгружать сначала рихтовщики, установленные на задней рельсовой нити. Для уменьшения упругой отдачи рельсошпальной решетки при сбросе давления в цилиндрах рихтовщиков рекомендуется один из них не разгружать до приведения в действие остальных устройств в комплекте, переставленных на следующее место сдвижки пути. До сброса давления рекомендуется также трамбовать балласт у задних торцов шпал, а давление сбрасывать сначала в устройствах на задней рельсовой нити, а потом на передней.
Работы по исправлению перекосов пути осуществляют, в частности, шесть монтеров пути 3...4-ГО разряда (в зависимости от сложности работ) и (при необходимости) один машинист передвижной электростанции 4-го разряда.
Разгонщики при регулировке зазоров устанавливают на рельсы над стыком на равных расстояниях от их корпусов. Предварительно на половинах накладок, обращенных в сторону перемещения рельса, гайки стыковых болтов ослабляют на 1...2 оборота, снимают противоугоны, устанавливают прозорники-прокладки и иногда ослабляют костыли. После этого раз-гонщик приводят в действие в соответствии с ИЭ и описанием в 16.5 (см. также [1, 2]).
В ходе работы разгонщика рельсовую нить простукивают с боков. Без ослабления костылей можно перемещать 25... 100 м рельсовой нити одновременно, при ослабленных костылях — 37,5... 150 м.
После разгонки закрепляют гайки стыковых болтов, устанавливают противоугоны, снимают прозорники-прокладки и добивают костыли, после чего разгонщик снимают с места производства работ. Работы чаще всего выполняет бригада из восьми монтеров пути 3-го разряда. При разгонке зазоров с разрывом рельсовой колеи работой руководит дорожный мастер, а без разрыва колеи — бригадир пути.
364
Таблица 16.10
Перечень работ различных видов технического обслуживания разгонщика PH 04
Содержание работ и методика их проведения Технические требования Приборы, инструмент и материалы, необходимые для выполнения работ
1 2 3
1. Проверка максимальной силы, развиваемой разгонщиком: установить манометр вместо аварийного клапана на корпусе разгонщика; рукоятью привода гидронасоса закачать масло в гидроцилиндры разгонщика. оба корпуса которого должны быть зажаты клиньями на головке рельса. При достижении максимальной силы срабатывает предохранительный клапан 2. Определение максимального рабочего хода штоков гидроцилиндров: рукоятью привода гидронасосов закачивают масло в гидро цилиндры до появления кольцевых рисок на штоках обоих гидроцилиндров 3. Проверка герметичности гидросистемы: проверка производится визуально при максимальном рабочем давлении; проверка уровня масла в бачке 4. Смазка осей поводков роликов и направляющих пазов клиньев Проверка производится 1 раз в год Показания манометра при срабатывании предохранительного клапана должны быть в пределах 14... 18 МПа. что соответствует силе, развиваемой раз-гоншиком, 255. ..284 кН Проверка производится 1 раз в год Рабочий ход штоков гидроцилиндров должен быть не менее 100 мм Проверка производится 1 раз в неделю Подтекание масла в местах соединений деталей не допускается Проверка производится 1 раз в месяц. В нерабочем положении минимальный уровень масла в гидросистеме должен быть на 25 мм ниже верхнего фланца масляного бачка Смазываются не реже 1 раза в месяц Манометр с верхним пределом измерения 60 МПа, класса точности 2,5 ТУ 25.02.180315—78 Линейка измерительная металлическая с пределом измерения 300 мм и ценой деления 1 мм. ГОСТ 427—75 То же Смазка ЦИАТИМ 201, ГОСТ 6267—74
Сдвигатели рельсовых плетей используют во всех случаях подтягивания или раздвижки рельсов с целью снятия температурных напряжений и обеспечения необходимого стыковочного зазора между ними, осуществляемых при:
• укладке и закреплении плетей во время капитального ремонта пути, которые следует проводить при температуре рельсов, близкой к верхней границе расчетного интервала, но не ниже 20 °C (температурой закрепления считается средняя между температурами, измеренными в начале и конце закрепления каждой плети);
• разрядке температурных напряжений в случае:
• появления угона со смещением контрольных сечений плети относительно реперов более 100 мм;
• необходимости исправления просадок, толчков и перекосов с вывеской путевой решетки домкратами; подъемки путевой решетки с вывеской домкратами; рихтовки гидравлическими приборами; очистки щебня с удалением его до уровня подошвы шпал на длине пути до 25 м; использования щебнеочистителей ЩОМ Д, ЩОМ ДО и ЩОМ 4; использования балластиров-щиков ЭЛ Б 1 и ЭЛ Б 3; использования рихтовщиков Р2000 и машин ВПО 3000, ВПР 1200 и ВПРС 500, когда температура рельсовых плетей превышает температуру их закрепления, а высота подъемки или размер сдвижки превышают значения, указанные в табл. 16.11 и 16.12, и когда высота подъемки рельсошпальной решетки ЩОМ Д и ЭЛБ превышает 35 см, а ЩОМ ДО—
365
Таблица 16.11
Допускаемые превышения А Т, °C температуры плетей относительно температуры закрепления в пути с раздельными скреплениями
Наименование путевых работ Предельная вы-сота подъемки или размер сдвижки при рихтовке, см ДГ
В прямом участке В кривой радиусом, м
800 и более 600... 799 350...599
Исправление просадок, толчков и перекосов с вывеской путевой решетки домкратами 2 20 15 10 5
Вывеска решетки домкратами 6 15 10 5 5
Рихтовка гидрорихтовщиками 1 15 15 10 5
6 15 10 5 5
Вырезка балласта до уровня подошвы шпал на длине пути до 25 м, шпалы деревянные/железобетонные — 15/20 10/15 5/10 5/5
Одиночная смена шпал с вывеской решетки до 2 см (между одновременно заменяемыми шпалами расположено не менее 20 прикрепленных шпал) 2 20 15 10 5
25 см (см. Технические указания по устройству, укладке, содержанию и ремонту бесстыкового пути. — М.: Транспорт, 2000 [3]; Памятка дорожному мастеру и бригадиру пути по устройству, укладке, содержанию и ремонту бесстыкового пути. — М.: Транспорт, 2000 [4]);
• плановых, сезонных и других работ;
• регулировке стыковых зазоров в уравнительных рельсах, которые не должны превышать 10 мм в случае закрепления плетей при температуре, находящейся в расчетном интервале;
• содержании рельсовых зазоров звеньевого пути в норме (регулировать зазоры необходимо при наличии двух и более слитых зазоров подряд в пути с рельсами длиной 25 м и трех и более слитых зазоров подряд с рельсами длиной 12,5 м, за исключением случаев, когда такие зазоры являются нормальными);
• других необходимых случаях.
Работы по регулировке зазоров, разрядке температурных напряжений принудительным способом с использованием сдвигателей ведут по типовым технологическим процессам (см. [3, 4] и др.). На этих работах, как правило, заняты 10 монтеров пути 4-го разряда (при использовании путевых гаечных ключей и шуруповертов) или 14 монтеров пути (при использовании торцевых ключей). Работы следует выполнять в светлое время суток или при достаточном искусственном освещении под постоянным контролем руководителя работ — дорожного мастера при работе с разрывом рельсовой колеи или бригадира пути без разрыва колеи.
Меры безопасности при проведении работ изложены в инструкции по эксплуатации и в технологической документации для каждого типа сдвигателя (см. также главу 19). Реализацию технологического процесса рекомендуют, в частности, осуществлять следующим образом.
Для подготовки места производства работ по укладке рельсовых плетей при температуре рельсов ниже расчетной и при проведении соответствующих работ необходимо:
• измерить температуру рельсов и найти величину удлинения AL, мм, плети (см. табл. 10.1) и прилагаемой силы Fc, Н, по формулам в 10.4;
• определить протяженность /ан, м, анкерных участков с двух сторон плети с таким условием, чтобы в процессе работ перемещалась только плеть, а уравнительные рельсы с обоих ее концов оставались неподвижными (при требуемом увеличении температуры закрепления рельсов от 0 до 30 ° длина анкерных участков увеличивается от 0 до 25 м):
366
^ан a 1 fxv
где/п — погонное сопротивление рельсов (при замерзшем балласте 25 кН/м) или шпал (при незамерзшем неуплотненном балласте 7 кН/м, уплотненном — 12 кН/м) продольному перемещению в пределах анкерного участка;
♦ на анкерных участках пути гайки стыковых болтов затянуть крутящим моментом 600 Н-м, а клеммных — 150.. .200 Нм, чтобы обеспечить нормативное стыковое сопротивление рельсов продольному перемещению 400 кН (для рельсов Р65);
♦ на основании вычислений обрезать и просверлить отверстия под болты стыковых накладок на «дальнем» конце плети с учетом ее удлинения после ввода в расчетный интервал закрепления;
♦ подготовить шпальные ящики для установки сдвигателя;
♦ в процессе укладки плетей сразу же за укладочным поездом через каждые 50 м для контроля равномерности удлинения плети нанести риски на подошву рельса в створе с краем прокладки;
♦ вывесить плеть на ролики, катучие опоры или пары пластин из материалов с малым коэффициентом трения скольжения (не более 0,1), например полиамидные, фторопластовые и т. п., в соответствии со специальными техническими указаниями (ТУ) на эти операции;
♦ поставить сдвигатель после отъезда путеукладчика с места работ;
♦ рассчитать величины смещения каждой из рисок, нанесенных через 50 м, закрепить анкерные участки; их расчетное перемещение Д/а/- = аЛТа,, где а = 0,00118, 1/°С; — расстояние от неподвижного конца плети до /-й риски (а} - 50, 100. 150,..., м);
♦ в ходе растяжения плеть встряхивать ударами деревянных кувалд или механическими вибраторами;
Таблица 16.12
Допускаемые отклонения ДГ, °C, температуры рельсовых плетей с раздельными скреплениями от температуры закрепления в сторону ее повышения или понижения
Тип машины ДГ
Повышение Т Понижение Т
в прямых участках и в кривых радиусом более 800 м в кривых радиусом менее 800 м в прямых участках и в кривых радиусом более 800 м в кривых радиусом менее 800 м
Щебнеочистительные баровые: ЩОМ 6Б (модуль 1), СЧ 600, СЧ 601, СЧУ 800, РМ 76, РМ 800, ОТ 400, ОТ 800 10 10 25 20
Щебнеочистительные роторные: ЩОМ 6Р (модуль 2), У ММ, ЩОМ 4, 20 20 25 20
ЩОМ 4М без подрезных ножей; ЩОМ Д, ЩОМ 4, ЩОМ 4М с под- 15 10 25 20
резными ножами и противовыброс-ным рихтовочно-фиксирующим устройством (РФУ) ЩОМ Д, ЩОМ 4, ЩОМ 4М на базе ЭЛБ 1 и ЭЛБ 3 с подрезными ножами без РФУ 5 0 25 20
Балластировочные и рихтовочные: ЭЛБ 1,ЭЛБ 3,ЭЛБ1Р, ЭЛБ31Р, ЭЛБ ЗМК. Р 2000, РО 2 и ПРБ 5 0 25 20
Выправочно-подбивочные: ВПО 3000, ВПО ЗЗООО, ВПР 1200, ВПР 62, «Дуоматик», ВПР 500, ВПРСО 2, «Уннмат» 15 15 25 20
Динамические стабилизаторы 20 20 25 20
367
♦ контролировать правильность выполнения работ по полному расчетному удлинению плети соответственно расчетной и реально приложенной силе, расчетному смещению каждой из рисок (разность расчетной температуры закрепления по длине плети не должна превышать 50 °C);
♦ перед демонтажем сдвигателя закрепить на шпалах «подвижный» конец плети, затянув гайки клеммных и закладных болтов крутящим моментом 150... 200 Нм надлине, равной протяжению анкерного участка;
♦ демонтировать сдвигатель;
♦ сболтить стык, изъять скользящие пары (ролики);
♦ закрепить плети в соответствии с [3];
♦ для контроля изменения напряженного состояния плети нанести створы согласно [3].
Для подготовки места производства работ по разрядке температурных напряжений в плети в процессе эксплуатации и при проведении соответствующих работ следует:
• по температуре закрепления плети (на основе данных дистанции пути) определить расчетное удлинение плети при вводе ее в расчетный интервал закрепления и соответствующее изменение длины уравнительных рельсов (при этом может возникнуть необходимость укладки укороченных рельсов с одной или с обеих сторон от плети);
• стыковые зазоры в уравнительных пролетах регулировать с обоих концов плети до величин соответствующих температуре рельсов в момент производства работ;
• уравнительные рельсы заменить на укороченные или только со стороны «подвижного» конца плети, или при необходимости с обоих ее концов;
• на подошву рельса нанести риски для контроля изменения длины плети, которую вывешивают и встряхивают ударами деревянных кувалд или механических вибраторов;
• далее работы выполнять так же, как при укладке пути в соответствии с изложенным ранее.
Для подготовки места производства работ по регулировке стыковых зазоров на пути со смешанным костыльным скреплением и при проведении соответствующих работ необходимо: > заранее составить график регулировки стыковых зазоров без разрыва рельсовой колеи; > ослабить гайки стыковых болтов на 1 ...2 оборота на половинах накладок, обращенных в сторону перемещения рельсов;
> снять противоугоны;
> произвести продольное перемещение рельсов до нормальной величины зазоров в стыках с установкой и снятием прозорников-прокладок;
> простукать рельсы с боков;
> закрепить ослабленные гайки стыковых болтов;
> поставить противоугоны;
> произвести регулировку стыковых зазоров сдвигателем (в частности, УНГ 75В, см. 16.6):
> подготовить сдвигатель к использованию;
> заправить сдвигатель рабочей жидкостью;
> залить бак гидронасоса рабочей жидкостью и после этого произвести насосом прокачку;
> при заполнении рабочей жидкостью штоковых камер штоки должны входить в гидроцилиндр до упора, бак при этом должен пополняться до полного заполнения;
> по мере заполнения гидроцилиндра слегка отвернуть воздушник (см. руководство по эксплуатации УНГ), расположенный на правой крышке гидроцилиндра, и спустить воздух; заполнение гидроцилиндра контролировать визуально до появления масла, после чего воздушник завернуть;
> пополнить еще раз бак рабочей жидкостью, переключить ручку гидрораспределителя в другое положение; прокачать гидросистему в обратном направлении; при этом рабочая жидкость должна заполнить поршневую камеру гидроцилиндра; воздух спустить аналогично описанному выше, отвернув воздушник на правой крышке; после появления масла воздушник закрыть;
> подготовить место под установку сдвигателя;
> выгрести балласт в шпальных ящиках под рельсом в местах установки балок и между шпалами;
• при натяжении плети — в соответствии с рис. 16.34;
368
• при раздвижке плети — в соответствии с рис. 16.35:
> -установить балки поперек рельсов соответствующим образом;
> на пальцы балок надеть захваты таким образом, чтобы зубцы сухарей были направлены:
• в сторону накладки — при натяжении плетей;
• в сторону, противоположную накладке, — при раздвижке плетей;
> установить гидроцилиндры, соединить их ушки с зажимами, вставить с двух сторон оси-чеки; фиксаторы установить в нужное положение;
> привести сдвигатель в действие:
• установить ручку гидрораспределителя блока управления насоса на нужный режим работы (вправо или влево) и, закачивая рабочую жидкость ручным гидронасосом в гидроцилиндры, выполнить раздвижку или подтягивание плети;
• при работе изделия от электрогидравлического насоса перед началом работы включить выключателем электродвигатель;
> выключить насос;
> демонтировать сдвигатель, выполнив описанные выше операции в обратном порядке.
Особенности работы натяжителей НРП 100-05 и НРПЭ 100-05 приведены в руководствах по их эксплуатации.
Эксплуатацию и ремонт гидронасосов с приводом от электродвигателей или ДВС осуществляют с учетом рекомендаций глав 2 и 9 соответственно.
При эксплуатации гидравлических МПИ и насосов (ГМ) рекомендуется:
> 2 раза в год промывать гидросистему с сезонной заменой масел летних марок с большей вязкостью (И 20А, М 10В2, М 10Г2, МГЕ 45В и т. п.) на зимние марки с меньшей вязкостью (ЭШ, М 8В2, М 8Г2, ВМГЗ и т. п.); промывку гидросистемы осуществляют в соответствии с ИЭ;
> 1 раз в год проверять наибольшую силу, развиваемую ГМ. При этом исполнительный орган ГМ нагружают наибольшей силой, приводят ее в действие и замеряют давление в гидросистеме (например, манометром через переходник, установленный в одну из пробок на корпусе насоса) при срабатывании предохранительного клапана. Последний регулируют по показаниям манометра. Одновременно рекомендуется проверять ход исполнительного органа МПИ.
Ремонтные работы выполняют по мере необходимости с заменой или восстановлением поврежденных или изношенных деталей и сборочных единиц. После ремонта ГМ должна быть испытана на прочность в течение 15 мин под рабочей нагрузкой. Все работы по ремонту ГМ, их разборку и сборку рекомендуется выполнять только в закрытых помещениях, предохраняя детали от загрязнения. Возможные неисправности ГМ, их причины и методы устранения приведены в табл. 16.13.
Как правило заводы с каждой ГМ поставляют запасные части в соответствии с ведомостью ЗИП, в состав которых входят уплотнительные кольца, манжеты, рукава, грязесъемники, клинья зажимные, пробки и пр. Целесообразно и другие части для ремонта МПИ заказывать на заводах-изготовителях.
Условия хранения ГМ-2 или 4 по ГОСТ 15150—69 — под навесом при температуре от -50 до +50 °C. В помещении, где хранится ГМ, не допускается размещение разного рода кислот, щелочей, химических реактивов, а также аккумуляторных батарей, залитых кислотой. При перерывах в работе более 3 месяцев ГМ должна быть законсервирована (цилиндр опущен, масло слито, заливная пробка смазана консервационным маслом). По истечении 12 месяцев хранения ГМ должна быть осмотрена и при необходимости переконсервирована.
ГМ можно транспортировать всеми видами транспорта в соответствии с правилами, действующими на данном виде транспорта. Расстановка и крепление ГМ должны обеспечивать устойчивое положение при следовании в пути; смещение и удары не допускаются. Условия транспортировки ГМ в части воздействия механических факторов — Л или С по ГОСТ 23170—78 (всеми видами транспорта), в части воздействия климатических факторов — 5 или 8 по ГОСТ 15150—69 (при температуре окружающего воздуха от-50 до +50 °C и относительной влажности 100 % при +25 °C).
369
Таблица 16.13
Возможные неисправности гидронасосов и способы их устранения
Неисправность Вероятная причина Способ устранения(операции, необходимые для реализации методов, см. в ИЭ)
1 2 3
Утечка масла из цилиндра Износ манжеты, уплотнительного кольца Заменить изношенные детали
Неплавное перемещение исполнительного органа (ИО) Наличие воздуха в гидросистеме. Поршень (плунжер) перемещался без нагрузки при недостатке масла Удалить воздух из гидросистемы. При необходимости заменить манжету и уплотнительное кольцо
При надавливании рукой на ИО ощущается не жесткое, а упругое сопротивление Недостаточный уровень масла Долить масло в МПИ
Гидронасос работает только на одну сторону Засорение обратного клапана Устранить засорение
При работе насоса ИО перемещается очень медленно или совсем не перемещается Засорение впускного, перепускного или обратного клапана Промыть клапаны, гидросистему продуть сжатым воздухом
Нарушена регулировка предохранительного клапана Отрегулировать клапан на необходимое давление
Недостаточный уровень масла Долить масло в МПИ
Износ плунжерных пар Заменить плунжерные пары
Потеря упругости, заклинивание или поломка пружины обратного или другого клапана Заменить плунжер
Длительная работа моторного насоса Сделать перерыв, ускорить охлаждение масла
Утечка масла из бачка по плоскостям разъемов, сопряжениям подвижных и неподвижных звеньев Повреждение или износ уплотнительных колец, манжеты или прокладки Заменить поврежденные или изношенные детали
Ослабление затяжки крепежных винтов Подтянуть крепежные винты
Неполный возврат ИО в исходное положение Потеря упругости возвратных пружин Заменить пружины или подвергнуть их повторной термообработке в сжатом состоянии
Клинья (зажимы) проскальзывают, не зажимая рельс Загрязнение или замасливание рабочих поверхностей клиньев (зажимов) Очистить рабочие поверхности, зубья клиньев
Изношена насечка (зубья) Заменить клин (зажим)
Загрязнение или недостаточная смазка направляющих пазов клиньев Очистить и смазать направляющие пазы клиньев
Поломка клиньев (зажимов) Сверхнормативные и ударные нагрузки Заменить клинья (зажимы)
Гидростанция с приводом от электродвигателя самопроизвольно отключается Срабатывает реле тепловой защиты по току электродвигателя Разобрать, промыть и настроить клапан. Охладить масло в гидробаке
Перегрузка насоса вследствие засорения предохранительного клапана
Длительная работа без разгрузки насоса
Гидростанция работает с шумом, гидробак заполняется маслом с пеной или масло от насоса не поступает вовсе Снижение уровня масла в баке и подсос воздуха Произвести дозаправку. Подтянуть соединения, заменить уплотнения, манжеты
Резкие пульсации давления в гидросистеме (по стрелке манометра) Наличие воздуха в гидросистеме Удалить воздух
Засорение или неисправность предохранительного клапана Проверить состояние фильтро-элементов, промыть клапан
Поломка пружин клапанов Заменить пружины
Манометр не показывает давление Засорен демпфер манометра Неисправен манометр Вывернуть, промыть и обдуть демпфер. При установке не затягивать на сбег резьбы до упора Заменить манометр
Не переключается гидрораспределитель Засорение гидрораспределителя Перебрать, промыть и обдуть гидрораспределитель; проверить состояние фильтро-элементов
370
Вопросы для повторения
1. Какие работы выполняют с помощью гидравлических путевых инструментов?
2. Каковы сравнительные достоинства и недостатки гидравлических и механизированных путевых инструментов?
3. Какие МПИ с гидромеханическим приводом применяют для текущего ремонта и содержания пути?
4. Какие МПИ с пневмомеханическим приводом применяют для текущего ремонта и содержания пути?
5. Как используется в МПИ закон Паскаля?
6. Из каких основных частей состоят и как работают гидродомкраты?
7. Из каких основных частей состоят и как работают гидрорихтовщики?
8. Из каких основных частей состоят и как работают гидроразгонщики?
9. Из каких основных частей состоят и как работают сдвигатели рельсовых плетей?
10. Каковы сравнительные достоинства и недостатки гидравлических машин со встроенным и обособленным приводом?
11. Каковы сравнительные достоинства и недостатки ручных и моторных гидронасосов?
12. Какие неисправности возникают чаще всего у гидравлических путевых инструментов?
13. Какой гидравлический инструмент используется на аварийно-восстановительных работах?
14. Что запрещается при эксплуатации гидроинструментов?
Глава 17. ГРУЗОПОДЪЕМНЫЕ И ТРАНСПОРТИРУЮЩИЕ УСТРОЙСТВА ДЛЯ ТЕКУЩЕГО СОДЕРЖАНИЯ И РЕМОНТОВ ПУТИ
17.1. Общие сведения
Грузоподъемные и транспортирующие устройства существенно повышают производительность труда при текущем содержании и ремонтах пути. Ниже рассматриваются рельсо-подъемники, однорельсовая тележка и съемные мотодрезины. Их технические характеристики указаны в табл. 17.1... 17.3. Основной изготовитель устройств — ОАО «Калугатрансмаш».
Таблица 17.1
Рельсоподъемники
Показатели Тип рельсоподъемника
КР 1 КР2
Выполнение Ручной переносный козловой
Комплект рельсоподъемников, шт. (для работы с рельсами 12,5 и 25 м) 2
Грузоподъемность, кН(тс), не более Ю( )
Высота подъема груза, мм. не менее 450 400
Величина поперечного перемещения груза, мм, не менее 1060
Сила на рукояти при подъеме грузов, Н (кгс), не более 147 (15)
Сила на рукояти при поперечном перемещении груза, Н (кгс), не более 147(15)
Сила, прилагаемая к каждому изделию при перемещении груза вдоль пути, Н (кгс), не более 270 (30)
Время аварийного сброса груза с применением захвата для быстрого сброса, с, не более — 1
Сопротивление изоляции между краном и рельсом, МОм, не менее 50
Габаритные размеры, м, не более 1,87x0,86x1,12 1,95x0,84x0,82
Масса, кг, не более 100
Таблица 17.2
Однорельсовая тележка ТО
Грузоподъемность, Н(кгс), не более 3000 (300)
База тележки, мм 800
Габаритные размеры, м, не более 1,18x0,98x1,03
Масса, кг, не более 40
Для подъема на высоту Н, м, рельса (или другого объекта) массой т, кг, с требуемой скоростью v, м/с, требуется приложить следующий движущий момент Гд, Нм (рис. 17.1, а):
Тд =mgv30/(r]oroJ4),
где# = 9,81 — ускорение свободного падения, м/с2; г|0 — кпд привода; ид — частота вращения вала двигателя, об/мин.
372
Чтобы обеспечить скорость подъема v = Hit (t — требуемое время подъема рельса, с), необходимо обеспечить следующую частоту вращения пд, об/мин:
ид = пио = 30vwo/ti0,5Z>,
где п — частота вращения ведомого (выходного) звена, на которое наматывают гибкую связь (трос-канат, тяговую цепь и т. п.), несущую поднимаемый рельс, об/мин; и0 — общее передаточное число привода; D — диаметр ведомого звена (барабана /)б> звездочки £>3), на которое наматывают гибкую связь), м {Z>6 - (16...20)</для ручного привода; d — диаметр троса, м, определяемый по каталогу в зависимости от mg из условия прочности; Lh, ~ p/[sin(180°/^/ ри/(14...17)],р— шаг тяговой цепи, м, прини-маемый по каталогу в зависимости от mg из условия прочности; 180°/^/pn/(14...17) «z— число зубьев звездочки}.
При ручном приводе на конец приводной рукояти длиной /р, м, следует приложить движущую силу Н:
F =Т //
причем Fa <; (15 ± 5)Н илд s (15...60)об/мин.
Мощность движущих сил, Вт:
Рд =ГдЛЛд/30,
затраты энергии, Дж:
W = Рд/.
Для поступательного перемещения объекта на колесах (грузовой тележки рельсоподъем-ника, дрезины, прицепа и пр.) массой т, кг, со скоростью т, м/с, требуется приложить следующий движущий момент Тд, Н м (рис. 17.1, б):
Ta=kmg/(uox\o\
где к — коэффициент (плечо) трения качения, м; для стального колеса, катящегося по рельсу, к = = 0,05-1 (Г3 м — чем тверже материалы колеса и рельса, тем к меньше, и наоборот; и0 — общее передаточное число привода перемещения; и0 < njn [здесь лд — частота вращения двигателя (или рукояти ручного привода), об/мин;л — частота вращения приводного колеса (колесной пары), об/мин: п = 30т/( л0,5£>); D — диаметр колеса, м]; ц0 — общий КПД привода перемещения.
Рис. 17.1. Рельсоподъемник КР 1 (начало):
а — расчетная схема механизма подъема; б — то же, передвижения; в — общий вид;
373
Рис. 17.1. Рельсоподъемник
КР 1 (окончание) г — схема структурная
При буксировке тележки к ней необходимо приложить силу тяги F, Н:
FT = kmg/(fi,5D).
Для ручного привода справедливы зависимости, приведенные для подъемных машин. Мощность тягового двигателя, Вт:
рд “ГдЛЛд/ЗО;
затраты энергии, кВт ч:
^Д=РдГЗ,б(
где t — продолжительность работы машины, с (t = Slv, S — пройденный путь, м).
Съемные мотодрезины СМ 4 и ТД 5М
Таблица 17.3
Показатели Тип мотодрезины
СМ 4 ТД5М
Колея, мм 1520
Число ведущих осей 1 2
База, мм 1100
Грузоподъемность, Н: дрезины одного прицепа двух прицепов 3350 (или 4 человека, включая водителя) 5000 (или 6 человек, включая водителя) 10000 (или 10 человек) 20000 (или 20 человек)
Максимально допустимая скорость движения, км/ч 50
Тормоз Ручной колодочный на четыре колеса
Сопротивление изоляции между дрезиной (прицепом) и рельсом, МОм, не менее 50
Габаритные размеры, м, не более: длина ширина высота с ветровым щитком высота без ветрового щитка Дрезина 1,560 2,188 1,676 1,680 — 1,685 0,995 1,040 Прицеп 2,788 2,166 0,675
Масса, кг, не более 200 342 247
Двигатель К 175А Урал (ИМЗ 8.103-00011-01)
Максимальная мощность двигателя, кВт, не менее 6,0 26,5
Число оборотов двигателя при максимальной мощности, об/мин 5000...5200 5800
374
17.2. Рельсоподъемник КР 1
Рельсоподъемник КР 1 предназначен для перемещения рельсов всех типов длиной 12,5 и 25 м при ремонте железнодорожного пути, длинномерных рельсов бесстыкового пути (с расстановкой рельсоподъемников по технологическому процессу работ).
Рельсоподъемник (см. рис. 17.1, в, г) состоит из рамы/, колес 4. захвата 3, тали 2, механизма перемещения тали с рукоятью 5 и выдвижной пяты 6.
Рама (сварная) состоит из двух швеллеров, стоек трубчатого сечения и деталей крепления механизма перемещения тали.
Захват предназначен для захвата и удержания рельса при его подъеме, транспортировке и опускании. Захват состоит из двух шарнирно соединенных между собой полузахватов и подвески. Выдвижная пята (опора) предназначена для работы с краном при перемещении рельса с обочины на путь и состоит из башмака и направляющей трубы, которая крепится к трубчатой стойке рамы фиксатором.
Таль (рис. 17.2) состоит из зубчатого цилиндрического планетарного механизма с сателлитом 8, валом-звездочкой 10, предназначенного для подъема и опускания рельсов при помощи цепи 7, вала-шестерни 9, тормоза (храпового останова), состоящего из собачки 12 с устройством вывода ее из действия при принудительном опускании рельса, стакана И, храпового колеса 75 и рукояти привода 13.
Механизм перемещения тали состоит из роликовой цепи, звездочки с рукоятью и вилки, позволяющей осуществлять необходимое нажатие цепей, и четырех роликов 14 для перемещения тали поперек пути (7 — натяжное устройство, 2 —ролики, 3, 6 — звездочки, 4 — направляющая, 5 — цепь).
Рис. 17.2. Таль рельсоподъемника КР 1
375
17.3. Рельсоподъемник КР 2
Рельсоподъемник КР 2 предназначен для перемещения рельсов всех типов длиной 12,5 и 25 м при ремонтах железнодорожного пути, длинномерных рельсов бесстыкового пути (с расстановкой рельсоподъемников по технологическому процессу работ). Отличительной особенностью рельсоподъемника КР 2 является то, что оператор, работая с его механизмами, все время находится вне зоны подъема и опускания рельса.
Рельсоподъемник (рис. 17.3) состоит из рамы 1, механизма 2 подъема и опускания рельса, зубчатой планетарной передачи 3 привода этого механизма, захвата 4 быстрого сброса рельса или обычного захвата 7, выдвижной пяты 5, механизма поперечного перемещения с рукоятью (5 и колес 8.
Рама представляет собой трубчатую сварную конструкцию, соединенную сваркой с двумя швеллерами-направляющими. Колеса сварной конструкции установлены на осях с подшипниками.
Захват 7 состоит из двух полузахватов, соединенных между собой и подвеской шарнирами. Захват 4 быстрого сброса рельса состоит из двух полузахватов, обоймы, клина, пружины и шарнирного рычага сброса рельса.
Зубчатая цилиндрическая планетарная передача 3 предназначена для привода в движение механизма подъема и опускания рельса. Она (рис. 17.4) включает в себя вал-водило 5 со свободно насаженой тяговой звездочкой 4, вал-шестерню 1 и тормоз. Тормоз состоит из резьбового стакана 2, храпового колеса 6, тормозной втулки 7с рукоятью, собачки 3 для фиксации положения поднятого рельса.
Механизм поперечного перемещения каретки с рельсом состоит из роликовой цепи, звездочки с рукоятью и вилки, которая обеспечивает регулировку натяжения цепи.
376
Рис. 17.4. Узел механизма подъема и опускания рельса рельсоподъемника КР 2
Выдвижная пята (опора) предназначена для работы с краном при перемещении рельса с обочины на путь и состоит из башмака и направляющей трубы, которая крепится к трубчатой стойке рамы фиксатором.
Механизм подъема и опускания рельса (рис. 17.5) состоит из полиспаста 7, каретки 2 и тяговой цепи 3. К полиспасту через шарнир крепится (см. рис. 17.3) захват 4 или 7.
17.4. Однорельсовая тележка ТО
Тележка ТО предназначена для транспортировки на короткие расстояния по железнодорожному пути материалов верхнего строения пути и инструмента при производстве ремонтных работ.
Тележка (рис. 17.6) состоит из сварной рамы 7, ручки 3 для перемещения тележки, двух колес 5 на подшипниках, упора 2 для удержания тележки на рельсе в неподвижном состоянии и скобы 4 для фиксирования упора на ручке при транспортном положении тележки.
Рис. 17.6. Однорельсовая тележка ТО
17.5. Съемная мотодрезина СМ 4
Мотодрезина СМ 4 предназначена для инспекторских поездок с целью осмотра пути, устройств связи на железной дороге, искусственных сооружений, а также может быть использована как средство связи для обслуживания бригад по ремонту железнодорожного пути.
Мотодрезина (рис. 17.7) состоит из рамы с багажником 77 и каркаса сиденья, сваренных из металлических уголков и тонкостенных труб.
378
Рама через цилиндрические винтовые пружины опирается на четыре буксы и далее на колеса. Колеса — стальные цельноштампованные, изолированные от осей фибровыми шайбами и кольцами. Благодаря такой изоляции колесные пары не влияют на показания путевых сигналов на участках, оборудованных автоблокировкой. На раме смонтированы двигатель 2 (с запальной свечой 7, карбюратором с воздухофильтром 8, катушкой зажигания 9 и бензобаком 12), коробка скоростей и все механизмы управления дрезиной.
Двигатель соединяется с реверсивным редуктором (реверсом) цепной 16 передачей. Передача от реверса к задней ведущей оси дрезины также цепная. Нормальное натяжение приводных цепей обеспечивают перемещением реверса в пазах его корпуса и натяжным устройством задней оси. Дрезина оборудована ручным колодочным тормозом (18 — тормозные тяги, 19 — вал тормоза и 20 — тормозные колодки), действующим на четыре колеса. Для удобства съема дрезины с пути она снабжена поручнями 13, а для предохранения от проваливания колес в шпальные ящики (при развороте дрезины поперек пути во время съема) — опорными угольниками 17.
Для управления дрезина оборудована специальными рычагами, педалями и приборами. Двигатель запускают нажатием на педаль механического пуска 10. Возвращается педаль в исходное положение автоматически под действием возвратной пружины. Педаль 5 муфты
379
сцепления установлена на рукояти б ручного тормоза и тросом соединена с механизмом сцепления. При нажатии на педаль сцепление выключают и коленчатый вал двигателя отсоединяют от первичного вала коробки скоростей. Размещение педали на рукояти тормоза обеспечивает управление одной рукой и сцеплением, и тормозом.
На переднем поручне дрезины установлена манетка 3, в корпусе которой смонтированы рычаг управления дроссельным золотником карбюратора и рычаг декомпрессора. При повороте рычага управления дроссельным золотником карбюратора «на себя» увеличивают число оборотов двигателя. При повороте рычага декомпрессора «на себя» полость цилиндра двигателя сообщают с атмосферой, двигатель глохнет.
Переключатель дальнего и ближнего света с кнопкой электросигнала расположен на вертикальной стойке рамы. Переключатель имеет нейтральное положение и позволяет включать дальний или ближний свет при одновременном включении лампы заднего фонаря 14. При нажатии на кнопку включается звуковой сигнал.
Педаль 1 ножного переключения скоростей коробки скоростей находится с левой стороны двигателя. Рукоять 75 переключения реверса служит для изменения направления движения дрезины — вперед или назад. Замок зажигания расположен в фаре 4. Управление зажиганием осуществляют ключом при повороте его вправо или влево. В фаре также расположены спидометр, который имеет счетчик общего пробега дрезины, и указатель скорости движения.
17.6. Съемная мотодрезина ТД 5М
Мотодрезина ТД 5М с прицепами (рис. 17.8) предназначена для перевозки рабочих, инструмента, различных материалов и механизмов к месту путевых работ. При перевозке длинномерных материалов прицепы между собой, а также прицеп 2 с дрезиной 1 соединяют специальными удлинительными тягами (3 — сигнальный диск).
Дрезина (рис. 17.9) состоит из рамы 10 с обустройствами (панелью приборов 6, ветровым щитком 7, фарой 8, сцепкой 14, багажником 75, задним фонарем 77 и сигнальным диском 18), двигателя 9 с бензобаком 2 и механизмов управления дрезиной: рычагом 4 управления сцеплением и рукоятью 5 управления дросселями карбюратора. Рама представляет собой сварную конструкцию из металлических уголков и тонкостенных труб. Она через пружины и буксы опирается на две колесные пары 77,16 (обе ведущие). Колеса дрезины — стальные, штампованные, изолированные от осей фибровыми шайбами и кольцами, что исключает воздействие на показания путевых сигналов на участках, оборудованных автоблокировкой.
Дрезина приводится в движение двигателем. Двигатель 9 с коробкой скоростей через упругую муфту соединяется с реверсивным редуктором (реверсом) 3. Вращающий момент от двигателя через реверс, контрпривод 13 и цепную передачу передается к осям колесных пар 77 и 76. Контрпривод обеспечивает горизонтальное расположение цепей, исключающее перегрузку цепных передач. Для натяжения цепей дрезина оборудована натяжным устройством. В верхней части рамы крепится настил сиденья 7. Под ним расположены бензобак и багажник. Тормозная
Рис. 17.8. Съемная мотодрезина ТД 5М с прицепами
380
Рис. 17.9. Съемная мотодрезина ТД 5М:
а — общий вид; б — структурная схема
система 12 дрезины— ручного действия с деревянными колодками на все колеса. Для удобства съема дрезины с пути она снабжена дугой-поручнем в нижней части рамы, а для предохранения от проваливания колес в шпальные ящики (при развороте дрезины поперек пути во время съема) — специальными угольниками также в нижней части рамы.
Прицеп дрезины состоит из рамы сварной конструкции, откидных бортов, сцепок, тормоза. На верхней части рамы крепится деревянный настил, а на кронштейнах — подножки. Рама через пружины и буксы опирается на две колесные пары, аналогичные колесным парам дрезины.
Для управления дрезина оборудована специальными рычагами, педалями, ручками и органами управления (рис. 17.10). К органам управления дрезиной относятся: привод управления тормозом с рычагом 10, сцеплением с рычагом 9, тросом выжима сцепления 77 и его регулировочным винтом 13, переключением коробки скоростей и реверса с рычагом 14, запуском двигателя с рычагом 12, гибкий вал спидометра 4, рукоять 5 воздушной заслонки, включение зажигания и освещения (фара 7), а также подачи звукового сигнала (переключатель света фары с кнопкой звукового сигнала 2). Центральный переключатель с замком зажигания вмонтирован в панель проборов 3.
381
На трубчатой стойке рамы над сиденьем расположена ручка управления дросселями карбюраторов. При повороте ручки 7 «на себя» дроссели поднимаются, количество горючей смеси, поступающей в цилиндры, увеличивается и тем самым возрастает частота вращения коленчатого вала двигателя. При повороте ручки 7 «от себя» дроссели опускаются, количество горючей смеси уменьшается и падает частота вращения коленчатого вала двигателя (6 — трос дросселя). Педаль переключения скоростей находится с левой стороны коробки скоростей и имеет две опорные площадки. На одну при переключении скоростей водитель ставит носок ноги, на другую — пятку. При нажатии педали носком передачи переключаются с высших скоро
Рис. 17.10. Органы управления и обустройства съемной мотодрезины ТД 5М
стей на низшие и включается I передача (с основного нейтрального положения); при нажатии пяткой — с низших на высшие. После каждого нажатия педаль возвращается в исходное положение. По мере отклонения от среднего положения происходит также процесс выключения сцепления.
Переключатель света фары расположен на поручне рамы и имеет три положения: среднее нейтральное и два крайних, при которых включается дальний или ближний свет большой лампы- фары (ключ центрального переключателя при этом должен быть повернут в правое крайнее положение). В корпус переключателя вмонтирована кнопка сигнала.
На настиле сиденья дрезины и сбоку прицепа установлен рычаг ручного управления тормозами. Для торможения дрезины и прицепа необходимо поднять рычаг тормоза вверх, для растормаживания — опустить в исходное положение. Педалью, установленной на тормозном рычаге, осуществляют управление сцеплением. При нажатии на педаль сцепление выключают, при возвращении педали в первоначальное положение — включают. Сцеплением пользуются при трогании с места, торможении, переключении передач. Рычаг пускового механизма расположен с левой стороны двигателя и служит для запуска двигателя. Возвращение рычага в исходное положение — автоматическое. Рычаг 14 переключения реверса служит для изменения направления движения: при перемещении рычага вверх дрезина движется вперед «В», при перемещении вниз — назад «Н». Переключение следует производить при полной остановке дрезины.
Устройство реверса представлено на рис. 17.11
17.7. Эксплуатация и обслуживание грузоподъемных и транспортирующих устройств
Для эффективной и безопасной эксплуатации рассматриваемых устройств требуются знания их конструкций, навыки работы с ними, соблюдение правил движения и требований безопасности. Водители дрезин должны иметь соответствующую профессиональную подготовку.
В обязательном порядке надлежит соблюдать требования безопасности ГОСТ 12.2.003—91 «Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности» и Привил устройства и безопасности эксплуатации грузоподъемных кранов (машин) МПС РФ ЦРБ-278. Эксплуатация рельсоподъемников, дрезин и прицепов должна соответствовать: Правилам технической эксплуатации железных дорог; Инструкции по сигнализации; Инструкции по движению поездов и маневровой работе; Правилам и инструкции по технике безопасности и производственной
382
00
Рис. 17.11. Реверс съемной мотодрезины ТД 5М:
} — рычаг переключения; 2—фиксатор; 3—верхняя половина корпуса; 4—крышка; 5 — вилка; б—гайка; 7— валик переключения; 8— нижняя половина корпуса; 9 — муфта; 10 — полумуфта; 1/ — клин; 12 — крышка; 13 — стакан; 14 — ведущее зубчатое колесо; 15 — зубчатое колесо заднего хода; 16 — ступица; 17, 21 — шарикоподшипники; 18 — вал; 19,23,26 — роликоподшипники; 20 — зубчатое колесо переднего хода; 22 — крышка; 24 — звездочка; 25 — кулачковая муфта
санитарии; Инструкции по осмотру, освидетельствованию и ремонту колесных пар съемных мотодрезин и прицепов; Классификации ремонтов и техническим условиям на капитальный ремонт съемных мотодрезин. Применяя для двигателя этилированный бензин, помните, что он очень ядовит.
Уход за устройствами заключается в их очистке, смазке, регулировке, проверке и подтяжке крепежа, проверке цепей, рам, колес, сопротивления изоляции.
Для бесперебойной работы устройств необходимо:
• регулярно смазывать устройства согласно таблицам смазки (табл. 17.4; информацию о маслах см. в 1.8, 10.1, 11.10);
• устранять неисправности устройств (характерные неисправности табл. 17.5);
• своевременно заменять износившиеся детали;
• производить техническое обслуживание устройств в объеме и в сроки, указанные в эксплуатационной документации на них.
Перед началом работы с рельсоподъемником надлежит проверить:
♦ натяжение роликовых цепей;
♦ плавность и легкость передвижения тали и каретки поперек пути;
♦ плавность и легкость опускания и подъема тяговых цепей;
♦ надежность захвата за головку рельса;
♦ плавность и легкость перемещения рельсоподъемника вдоль пути.
При производстве работ с рельсоподъемниками следует:
> обеспечить надежный захват за головку рельса;
> вести одновременный подъем рельса двумя рельсоподъемниками;
> проверять, чтобы ноги рабочих не находились в непосредственной близости от поднимаемого или опускаемого (сбрасываемого) рельса;
> следить за стыками рельсовой колеи при передвижении по рельсам, не допуская резких ударов на стыках;
> контролировать, чтобы при передвижении по пути рабочие не находились в зоне подвешенного рельса;
> следить за устойчивым положением выдвижной пяты и ее фиксированием при работе вне колеи;
> при установке и работе с выдвижной опорой на обочине пути не допускать уклона площадки более 10°;
> фиксировать механизм подъема и опускания рельса (перемещения тали у крана КР 1) поворотом на 90° и зацепом за швеллер или трубчатую конструкцию рамы рукояти механизма;
> при работе на железнодорожном пути с уклоном в продольном профиле (микроуклон) более 60° использовать тормозные башмаки.
Перед началом работы с дрезиной необходимо:
• внимательно изучить эксплуатационную документацию на дрезину и правила по уходу за аккумуляторными батареями;
• удалить с законсервированных деталей консервационную смазку, используя мягкую ветошь, смоченную в неэтилированном бензине, с последующей протиркой поверхностей сухой чистой ветошью;
• слить консервационное масло из картера, коробки передач и реверса, залить свежее масло;
• залить масло в масляную ванну воздухоочистителя;
• заполнить бензином топливный бак;
• привести в рабочее состояние аккумуляторные батареи и установить их на место;
• проверить работу органов управления дросселями, сцеплением и тормозами;
• опробовать работу светотехнической системы дрезины;
• после запуска двигателя проверить и при необходимости отрегулировать карбюраторы на минимально устойчивую частоту вращения и синхронную работу цилиндров;
• проверить действие тормозов и при необходимости отрегулировать их;
• проверить правильность размещения людей на дрезине и прицепах, правильность погрузки и закрепления инструмента, механизмов, материалов.
384
При эксплуатации дрезины следует помнить, что габариты грузов, их крепление и безопасность перевозки людей определяются положениями по эксплуатации съемных дрезин.
Дрезины и прицепы снимают с пути вручную в следующем порядке:
♦ при следовании дрезины с одним или двумя прицепами вначале производят расцепку, затем дрезину и прицепы отводят один от другого на 1,5...2 м (если требуется, прицепы освобождают от груза);
♦ дрезину и прицепы разворачивают на ходу под углом 80° к оси пути и скатывают на обочину земляного полотна;
♦ дрезину и прицепы разворачивают параллельно пути, устанавливают в габаритное положение на расстоянии не менее 2,5 м от головки крайнего рельса для беспрепятственного пропуска поездов;
♦ при следовании одиночной дрезины порядок снятия с пути тот же.
В случае следования дрезины с прицепами ее выпускают на перегон как несъемную на правах поезда. При движении одиночной дрезины она может следовать как съемная; при этом она должна быть оборудована сигналами согласно Инструкции по сигнализации на железных дорогах и иметь не менее 4 пассажиров, включая водителя. Скорость движения не должна превышать на перегонах 50 км/ч, на станционных путях — 25 км/ч, на стрелках — 15 км/ч. Число людей при следовании дрезины с прицепами не должно превышать: на дрезине — 6 чел., на прицепе (незагруженном) — 10 чел., на прицепе загруженном — 1 чел. (тормозильщик).
По окончании работ на дрезине необходимо очистить ее от пыли и грязи, проверить состояние крепления узлов и агрегатов, исправность тормозной системы, световой и звуковой сигнализации, фары, контрольных приборов и органов управления, рессорного подвешивания и сцепных приборов, исправность и степень зарядки аккумуляторных батарей, действие центрального переключателя, исправность настила сиденья, бортов и подножек, крепления колес. Затем заправить дрезину бензином и маслом.
Таблица 17.4
Информация о смазке грузоподъемных и транспортирующих устройств
Место смазки Марка смазки Периодичность смазки Способ смазки
1 2 3 4
КР 1,КР 2, ТО
Шарикоподшипники колес рамы ЦИАТИМ 201, замена 1—13 жировая 1 раз в 6 месяцев Разобрать колеса, подшипники и промыть детали, заменить смазку
Цепи кранов То же 1 раз в 3 месяца Цепи и звездочки промыть, заменить смазку
Таль КР 1 (см. рис. 17.2), точки смазки А, Б » Ежедневно Через прессмасленки и специальные отверстия
Планетарный механизм тали КР 1 » 1 раз в 6 месяцев Разобрать, детали промыть, заменить смазку
Редуктор КР 2 (см. рис. 17.4), точка смазки Б » Ежедневно Через специальные отверстия
Планетарный механизм редуктора КР 2 » 1 раз в 6 месяцев Разобрать, детали промыть, заменить смазку
Механизм подъема и опускания рельса КР 2 (см. рис. 17.5), точка смазки В » Ежедневно Через прессмасленки
СМ 4, ТД 5М
Двигатель М 8А Через каждые 2000 км Картерная смазка (смена масла)
Коробка скоростей То же Через каждые 4000 км То же
385
Окончание таблицы 17.4
Место смазки Марка смазки Периодичность смазки Способ смазки
1 2 3 4
Реверсивный редукто! То же То же То же
Воздухоочиститель » Через каждые 500 км Промыть и пропитать
Кулачок и ось молоточка прерывателя » Через каждые 2000 км Смазать из масленки по 1 ...2 капли
Гибкий вал спидометра, тросы управления сцеплением и дросселями, ось рычагов управления сцеплением и их наконечники » То же Смазать из масленки
Все шарнирные соединения и подшипники тормоза дрезины и прицепов » Через каждые 1000 км То же
Шарикоподшипники букс осей, контрпривода ЦИАТИМ 201, замена 1—13 жировая Через каждые 2000 км Буксы разобрать, подшипники и детали промыть, заменить смазку
Буксовые направляющие и пружины То же Через каждые 1000 км Смазать кисточкой
Цепи приводные » Через каждые 2000 км Пропитать в ванне
Таблица 17.5
Возможные неисправности грузоподъемных и транспортирующих устройств, и способы их устранения
Неисправность Вероятная причина Способ устранения
1 2 3
КР 1, КР 2, ТО
Срабатывает устройство СЦБ Нарушена изоляция в роликах Заменить изоляцию
Тяжело перемещаются устройства по рельсам Отсутствует смазка в подшипниках колес Заполнить подшипники смазкой
Подшипники в колесах повреждены или засорены Колеса разобрать, детали промыть, сменить смазку
Тяжело вращаются рукояти подъема и перемещения рельса Повреждены или засорены тяговые цепи и звездочки с валами Узлы разобрать, детали промыть, сменить смазку
Устройство перегружено Уменьшить нагрузку до допустимой
СМ 4, ТД 5М
Шум в корпусе реверса Нет или мало смазки Пополнить смазку
Неправильное зацепление зубчатых колес Сработались зубья Лопнул подшипник Разобрать реверс, сменить неисправные детали,отрегулиро-вать
Корпус реверса греется Отсутствует смазка Пополнить смазку
Смазка слишком густая или загрязнена Заменить смазку
Лопнул или перекошен подшипник Устранить перекос или сменить подшипник
Самопроизвольное выключение реверса Сработались зубья колес Ослабла или поломалась пружина фиксатора Заменить неисправные детали
Дрезина «набегает» ребордой колеса на рельс Перекос оси Реборды колес одной стороны не лежат в одной плоскости Отрегулировать колесные пары
386
Окончание таблицы 17.5
Неисправность Вероятная причина Способ устранения
1 2 3
При включении передач ведущая цепь не передает силу Срез шпонки звездочки реверса Отремонтировать узел
Обрыв цепи, цепь соскальзыва-ет или «набегает» Перекос звездочек Отрегулировать
Цепь слабо натянута Отрегулировать натяжным устройством натяжение цепи
Реверс и задняя ось плохо закреплены Закрепить болты реверса и задней оси и законтрить их при нормально отрегулированной передаче
Вытянулась цепь Цепь сменить
Плохое торможение Износились тормозные колодки Колодки сменить
Неправильно отрегулирован тормоз Тормоз отрегулировать
Не работает двигатель внутреннего сгорания Нарушен режим работы двигателя Выполнить работы в соответствии с руководством по техническому обслуживанию двигателя
Выбивает масло из сальника реверса Сальник плохого качества Сальник сменить
В реверсе избыток масла Избыток масла слить через контрольную пробку
Засорилось отверстие верхней пробки реверса Отверстие прочистить
Вопросы для повторения
1. Каково устройство рельсосъемника КР 1?
2. Каково устройство рельсосъемника КР 2?
3. В чем различие КР 1 и КР 2?
4. Для чего предназначена выдвижная пята на раме КР 1 и КР 2?
5. Для чего предназначена однорельсовая тележка ТО?
6. Каково устройство съемной мотодрезины СМ 4?
7. Каково устройство съемной мотодрезины ТД 5М?
8. В чем отличие мотодрезины СМ 4 от мотодрезины ТД 5М?
9. Кто и с какой целью располагается на загруженном прицепе при движении его вместе с мотодрезиной ТД 5М?
10, Для чего предназначен контрпривод мотодрезины ТД 5М?
11. Каково устройство реверсивного редуктора мотодрезины ТД 5М?
387
Глава 18. УСТРОЙСТВА ДЛЯ КОНТРОЛЯ СОСТОЯНИЯ ПУТИ И ЕГО ЭЛЕМЕНТОВ
18.1. Общие сведения
Железнодорожный путь должен обеспечивать безопасное движение поездов с установленными скоростями, поэтому его состояние контролируют, визуально осматривая путь и применяя (кроме вагонов-путеизмерителей, вагонов-дефектоскопов и другой техники) специальные переносные и съемные устройства:
устройства для контроля износа рельсов и пр.;
магнитные тележки-дефектоскопы (МД 22ФС, ДС 1 ЗМ, МРД 52, РДП 56, МРД 66 и др.), ультразвуковые дефектоскопы (однониточные Рельс 4 и Рельс 5, ДУК 13ИМ, УРДО 3, УРД 63, УРД 58М, УЗД НИЙМ 6М и др.);
устройства для контроля плотности балласта;
оптические (геодезические) приборы;
путеизмерительный инструмент (рабочие шаблоны, контрольные шаблоны ЦУП, стрелогра-фы, стальные линейки, профилографы, спецшаблоны и др.) и путеизмерительные тележки (трех- и четырехколесные тележки системы Матвиенко, РИТ 4, ПТ 2 и др.).
С их помощью проверяют вертикальный и боковой износ рельсов, выявляют дефекты (раковины, расслоения, трещины и т. п.), контролируют плотность балластного слоя и определяют степень загнивания и разрушения шпал, проверяют ширину пути (шаблон), взаимное положение рельсовых нитей по высоте в поперечной плоскости («уровень»), положение рельсовых нитей в плане (рихтовка), местные просадки, перекосы (последовательное отклонение по уровню обеих рельсовых нитей в разные стороны при расстоянии между ними менее 24 мм), измеряют неровности (волнообразные, стыковые, сварного стыка и пр.) на поверхности катания головок рельсов. Периодичность проверок пути установлена инструкциями МПС.
Ниже приводятся сведения об устройствах, наиболее распространенных на сети железных дорог России.
18.2. Устройства для измерения износа рельсов
Для измерения вертикального и бокового износа рельсов применяют универсальный путевой штангенциркуль типа ПШВ (Путеец) и скобы моделей М 019 и 08601. Технические характеристики скоб приведены в табл. 18.1.
Таблица 18.1
Технические характеристики скоб
Показатели Модели скоб
М 019 08601
Диапазон измерений износа, мм: вертикального бокового 2...22 2...22 0...25 0...25
Цена деления шкал, мм 0,5 1
Погрешность измерения, мм, не более ± 1
Габаритные размеры, м, не более 0,26x0,16x0,05 0,33x0,2x0,05
Масса, кг, не более 1,3 0,3
388
Вертикальный износ рельсов с помощью устройства ПШВ определяют от нижней поверхности подошвы рельса. Перед замером эту поверхность необходимо очистить от щебня и грязи. Продолжительность измерения от 2 до 4 мин.
Скоба модели М 019 разработана ПГУПС и ТОО «Микромех» и предназначена для контроля рельсов типа Р65. Она состоит (рис. 18.1) из корпуса 1 с рукоятью 2, в которой установлен рычаг 3, связанный при помощи механической системы с подвижными упорами 4 и 5. На корпусе закреплены три роликовые опоры 6, в верхней части расположены две шкалы 7, 8 отсчетов вертикального и бокового износов рельса 9.
Измерение выполняют относительно нижней и боковой нерабочей поверхности головки рельса. Скобу устанавливают перпендикулярно продольной оси рельса. Рычаг 3 прижимают к нижней части рукояти 2, при этом опору 4 пере
Рис. 18.1. Скоба М 019 для контроля износа рельсов
мешают вправо, а расстояние до роликовых
опор 6 увеличивают. После этого все три опоры 6 устройства располагают с наружной нерабочей боковой грани головки (как показано на рис. 18.1). Рычаг 3 рукояти2 освобождают, под действием пружины внутри корпуса 7 вертикальный 5 и боковой 4 упоры автоматически занимают исходное рабочее положение. В верхней части корпуса на обеих шкалах 7 и 8 фиксируют одновременно величины вертикального и бокового износа рельса Р65. Весь процесс измерения занимает не более 1 мин, а чтобы снять прибор, достаточно нажать на рычаг 3 и за рукоять 2 поднять его вверх. Продолжительность этой операции, как и установки скобы, не более 10... 15 с. Удобство
заключается еще и в том, что точки головки рельса, где выполняют замеры, определяются автоматически самим прибором, а оператор не тратит на это дополнительное время.
Скоба модели 08601 (изготовитель — ЗАО завод «ИЗМЕРОН») предназначена для измерений бокового и вертикального износа головок рельсов типов Р75, Р65 и Р50, а также для контроля максимально допустимого наплыва металла с поверхности катания головки рельса на его боковую грань.
Основные детали и узлы скобы изображены на рис. 18.2. Штанга 7 несет жестко закрепленную на ней измерительную губку 6, упор 5 выполнен с возможностью перемещения по пазу губки 6, а измерительная губка 3 — по штанге. Винты 2 служат для стопорения измерительных губок. Шкала 8 бокового износа головки рельса нанесена на штанге, шкала 7 вертикального износа — на упоре, а на губках — индексы «75», «65» и «50» для индикации измерения износа рельсов типов Р75, Р65 и Р50 соответственно.
389
18.3. Устройства для выявления дефектов рельсов
До 95 % всех снимаемых по дефектам рельсов выявляют дефектоскопами, основанными на методах магнитного рассеивания, вихревых токов и ультразвука. На железных дорогах России работают магнитные и ультразвуковые дефектоскопы.
Магнитное дефектоскопирование основано на явлении возникновения потоков рассеивания и искажения вихревых токов в тех рельсах, которые имеют дефекты. Участок рельса с дефектом имеет пониженную магнитную проводимость. Силовые линии магнитного поля, огибая этот участок, образуют местное поле рассеивания, фиксируя которое, обнаруживают дефект. Рельс при этом намагничивают постоянным полем (для обнаружения внутренних дефектов, так как основные линии магнитного потока распределяются по всему сечению рельса) или переменным полем (для обнаружения поверхностных дефектов, так как силовые линии распределяются лишь по поверхностному слою рельса). Применяют полюсное (рис. 18.3,я) и циркулярное (рис. 18.3, б) намагничивание. Первое осуществляют электромагнитом постоянного тока с сердечником 1 и намагничивающими катушками 2, соединенными с источником тока. Циркулярное намагничивание реализуют включением проверяемого участка рельса в цепь постоянного или переменного тока. Возникающее внутри и вокруг рельса магнитное поле имеет замкнутые силовые линии, перпендикулярные продольным дефектам и позволяющие обнаруживать расслоения, трещины, волосовины и т. п.
При методе вихревых токов, основанном на электромагнитной индукции, переменный поток создают намагничивающей многовитковой катушкой 1, питаемой переменным током (рис. 18.4). Магнитный поток возбуждает в рельсе вихревые токи, создающие, в свою очередь (в сердечнике 2 и окружающем пространстве), вторичный магнитный поток, противоположный первичному. При этом в искательных индукционных катушках 3 (подключенных к измерительному прибору 4) возникает суммарный магнитный поток, характеризующийся определенной величиной электродвижущих сил. Катушки 3 включены так, что электродвижущие силы в их цепи направлены навстречу и их сумма (при отсутствии дефекта) равна нулю. Когда встречается дефект, направление вихревых токов искажается, суммарный магнитный поток и электродвижущие силы в искательной катушке (правой, см. рис. 18.4) изменяются. Разность электродвижущих сил выявляют измерительным прибором 4, регистрируя наличие дефекта.
Известны съемные магнитные тележки-дефектоскопы МРД 52 и МРД 66, работающие на методе магнитного рассеивания.
Ультразвуковой метод основан на использовании законов отражения и преломления ультразвуковых (с частотой больше 20 кГц) колебаний в зоне границы стали с воздухом или водой. Эти колебания создают воздействием электрического поля на кристаллы (кварц, турмалин, титанат бария и др.). В зависимости от признака обнаружения дефекта применяют теневой, зеркально-теневой и импульсный эхо-метод. При дефектоскопии рельсов получили рас-
Рис. 18.3. Схемы дефектоскопных устройств:
а — с полюсным намагничиванием; б—с циркуляр-
ным намагничиванием
Рис. 18.4. Индукционный рельсовый дефектоскоп, принципиальная схема
390
пространение два последних метода. В случае использования теневого метода дефект обнаруживают по уменьшению амплитуды ультразвуковой волны, прошедшей через контролируемый рельс от излучающих кристаллов-датчиков искателя (расположенных на противоположных поверхностях рельса) к кристаллу-приемнику. При использовании зеркально-теневого метода дефект обнаруживают по уменьшению амплитуды ультразвуковой волны, отраженной от противоположной (донной) поверхности рельса (например, подошвы). По эхо-методу дефект обнаруживают приемом импульса, отраженного дефектом в рельсе. При этом в рельс в виде узкого пучка посылают кратковременные (0,5... 10 мкс) зондирующие импульсы (с промежутками 0,01 ...0,001 с) ультразвуковых колебаний и регистрируют приемником отражения этих импульсов от имеющихся дефектов, определяя координаты последних.
Известны переносные и портативные ультразвуковые дефектоскопы ДУК 66П, съемные УРД 52, УРД 58М, УРД 63, ДУК 13, Рельс 4, Рельс 5, УЗД НИИМ 6М. Ультразвуковой рельсовый дефектоскоп УЗД НИИМ 6М (с оборудованием на четырехколесной тележке) широко применяют для выявления разнообразных трещин и расслоений в рельсах (при одновременном контроле обеих рельсовых нитей). Источник питания дефектоскопа — аккумуляторная батарея.
Комбинированные искатели на центрирующих устройствах расположены между колесами тележки над каждой рельсовой нитью. Эти искатели состоят из двух прямых и одной наклонной вставок и при работе скользят по рельсам. Вставки излучают в рельс ультразвуковые импульсы. Акустический контакт искателя и рельса обеспечивают подачей под искатель воды, а при минусовых температурах — раствора технического спирта. Перед началом работы участок рельса перед искателем очищают и смачивают. Головку контролируют эхо-методом с частотой посылок импульсов ультразвуковых колебаний 400...600 Гц, контроль шейки выполняют зеркально-теневым методом. Контроль швов и повторный контроль проводят вручную. Оператор акустически (по звуковым сигналам в головных телефонах) регистрирует имеющиеся дефекты и определяет их расположение визуально (по стрелочному индикатору). Скорость контроля 3...4 км/ч, масса дефектоскопа 61 кг.
18.4. Устройства для контроля плотности балласта и состояния шпал
Для оценки состояния балластной призмы определяют размеры ее поперечного профиля, гранулометрический состав балласта, степень засорения и состав засорителей, степень уплотнения балласта.
Контроль плотности в настоящее время выполняют преимущественно радиометрическим способом, суть которого состоит в измерении ослабления радиоактивного излучения, проходящего сквозь контролируемый балласт (см., в частности: Автоматика и автоматизация производственных процессов в строительстве и путевом хозяйстве/ Под ред. В.Ф. Яковлева. — М.: Транспорт, 1990. — С. 106 — 107). На рис. 18.5 дана схема радиоизотопного плотномера с цифровой индикацией результатов контроля. При этом на раме тележки 1 с помощью винтовых механизмов 2 подъема размещают кондуктор 13. Последний несет трубчатые зонды 11, в
Рис. 18.5. Схема устройства для контроля плотности балласта
391
которых устанавливают источник гамма-излучения 12 и его детектор 10. В качестве источника излучения используют, в частности, радиоактивный изотоп цезия-137, а как детектор (приемник) — сцинтилляционный счетчик, включающий кристалл йодистого натрия и фотоэлектронный умножитель. Выходной сигнал от детектора поступает на вход преобразователя 9 «напряжение — код» и далее в запоминающий регистр 4 и дешифратор регулирования 7. С помощью блока 3 устанавливают требуемый диапазон измерений. С блока 8 ведут управление работой всего устройства. Результаты измерения индицируются на цифровом табло 5, а регистрация выполняется цифропечатающим устройством 6.
При оценке состояния шпал определяют их геометрические размеры, расстояния между шпалами, степень их износа (повреждения). Для этого применяют устройства, измеряющие величину вдавливания подкладок в шпалу, силу вдавливания стального стержня (иглы) в материал шпалы, электрическое сопротивление шпалы, уложенной в путь.
В опытном порядке с целью определения степени разрушения и загнивания шпал применяют приборы, основанные на принципе отражения излучения. Шпала со здоровой древесиной имеет лучшую отражательную способность, чем шпала с гнилью и трещинами. Предложено переносное оборудование с источником гамма-лучей, детекторной головкой и счетчиком, определяющим интенсивность отражения лучей.
18.5. Оптические приборы для рихтовки и выправки пути*
При выправке железнодорожного пути в профиле и плане большое значение имеет быстрое и точное определение положения рельсовой нити до начала работ, в процессе производства и после их окончания. Наиболее распространенными инструментами для этой цели являются оптические приборы ПРП 1 и ПРПМ (табл. 18.2).
В комплекты приборов ПРП 1 и ПРПМ входят следующие узлы: зрительная труба (рис. 18.6) на стойке, измерительная рейка (рис. 18.7), рабочая рейка (рис. 18.8), запасные инструменты и приспособления (ЗИП). Весь комплект помещается в специальном ящике-футляре.
Оптический прибор ПРП 1 состоит из зрительной трубы, корпуса и колонки с вертикальной осью, стойки, штанги и башмака 2. Зрительная труба представляет собой телескопическую систему с внутренней фокусировкой. Фокусирование на предмет производят вращением кольца кремальеры; при этом фокусирующую линзу, расположенную внутри трубы между объективом и сеткой нитей, перемещают поступательно. Объектив состоит из трех несклеенных линз, помещенных в оправу. Оправа ввернута в корпус зрительной трубы. Между оправой и корпусом трубы вложено компенсационное кольцо, при помощи которого производилась заводская установка коэффициента дальномера.
В фокальной плоскости объектива зрительной трубы помещена сетка нитей с горизонтальным и вертикальным сквозными штрихами и двумя короткими штрихами дальномера. Горизонтальный штрих служит для отсчета по вертикальной шкале 5 рейки, а вертикальный—для отсчета по горизонтальной шкале 4. Окуляр 6 зрительной трубы устанавливают по глазу до резкой видимости рисунка сетки вращением диоптрийного кольца. Зрительная труба скреплена с корпусом, внутри которого установлена прямоугольная призма, изменяющая направление визирной оси на 90°. Вместе с корпусом при помощи винта и пружины, расположенной внутри выступа, она вращается в вертикальной плоскости на двух полуосях, установленных на колонке. Ход винта регулируют вращением шпильки-втулки. В горизонтальной плоскости зрительную трубу поворачивают наводящим винтом и пружиной, расположенной в гильзе. На хвостовике корпуса призмы установлен цилиндрический уровень с юстировочными винтами, предназначенный только для регулировки положения прибора. Во время работы с прибором на пути его не используют. Имеется также круглый уровень 3. Бленду при хранении и переноске закрывают защитным колпачком на цепочке. Прибор имеет коническую вертикальную ось, букса которой скреплена с колонкой, а конус — со стойкой. При помощи маховичка стойку выдвигают из штанги, изменяя
* В п. 18.5 использованы материалы М.С. Песельника.
392
Таблица 18.2
Основные технические данные оптических приборов
Параметры Тип прибора
ПРП 1 | ПРПМ
Зрительная труба
Увеличение, кратность 25,2
Поворот зрительной трубы от среднего положения, градус, в плоскости: горизонтальной вертикальной ±5 ±7,5
Удаление выходного зрачка от исходной поверхности окуляра, мм 6,4
Диаметр выходного зрачка, мм 1,4
Фокусное расстояние объектива, мм 200
Пределы фокусирования, м От 2 до оо
коэффициент нитяного дальномера 500
Измерительная рейка
Цена деления шкалы, мм 10
Число делений на вертикальной шкале от нуля: вверх вниз 10 5
Рабочая рейка
Цена деления шкалы, мм Нет (ромб, концентрические круги) 10
Точность отсчета по индексу, мм 1
Число делений на шкале от нуля: вправо влево 20 20
Уровни
Цена деления уровня на трубе, угловая секунда 30
Цена деления уровней на штангах прибора и реек, угловая минута 10
Высота прибора, м: при вдвинутых стойках при выдвинутых стойках 0,730 0,785 0,800 0,900
Высота измерительной рейки, м 0,730 0,730
Высота рабочей рейки, м 0,625 0,630
Размеры ящика-футляра, м 0,190x0,350x0,760 0,200x0,370x0,780
Масса прибора с ящиком-футляром, кг 12,0 13,0
Рис. 18.6. Прибор оптический ПРП, зрительная труба
1111ГПТПИ! t ГТПТ 1111ГПТП1П1ПТП гс / п •! s ______t$
4
Рис. 18.7. Рейка измерительная ПРП
10 _____«
393
II
Рис. 18.8.Рейкара-бочая ПРП
высоту инструмента. При этом зажимные винты сначала опускают, а потом снова закрепляют. Связь между штангой и стойкой осуществлена посредством зубчатого зацепления, ведущее колесо которого находится на оси маховичков, а рейка прикреплена к выдвигаемой стойке.
В приборе ПРПМ в отличие от ПРП 1 предусмотрено устройство, позволяющее дополнительно раздвигать прибор на 50 мм. Для этого освобождают закрепительный винт внизу стойки и от руки выдвигают верхнюю штангу до фиксированного положения, после чего винт снова закрепляют. Для фиксации на стойке имеются две кольцевые канавки на расстоянии 50 мм одна от другой. Момент западания шарика фиксатора в канавку четко ощущается рукой. Силу шарика регулируют специальным винтом на стойке. Чтобы сохранить прямолинейность передвижения, на стойке сделан паз, в который входит винт, являющийся ограничителем выдвижения верхней штанги прибора.
Штанга жестко соединена с башмаком 2, при помощи которого прибор устанавливают на головке рельса и закрепляют зажимным винтом 1. На штанге закреплен круглый уровень 3, при помощи которого ось прибора устанавливают отвесно.
Измерительная рейка ПРП 1 (см. рис. 18.7) состоит из горизонтальной шкалы 4, штанги с рукояткой, уровня на штанге и башмака с пружиной, прикрепленной винтами 1. В случае необходимости к рейке прикрепляют марку с вертикальной шкалой. При помощи башмака рейку устанавливают на головке рельса. Регулировку башмака по типу рельса и натяжения пружины осуществляют винтами. Для этого необходимо отвернуть винты, сместив в нужную сторону пружину, и завернуть винты.
Рабочая рейка ПРП 1 (см. рис. 18.8) имеет такую же конструкцию, как и измерительная, только вместо шкал на штанге прикреплены две марки с черными квадратами или концентрическими окружностями на белом поле: верхняя служит для наводки зрительной трубы прибора при выправке и подъемке пути, а нижняя — при рихтовке. Диагонали квадратов и диаметры концентрических окружностей являются условными нулевыми линиями (горизонтальной и вертикальной).
В приборе ПРПМ рабочая рейка имеет съемную горизонтальную шкалу. На шкале установлен движок, в котором крепится индекс. Корпус движка пластмассовый. Индексом служит стальная проволока диаметром 1 мм. Один конец проволоки закреплен жестко, другой — через пружину (для компенсации температурных деформаций). Индекс должен быть параллелен штрихам, находящимся на шкале. Регулировку положения индекса осуществляют передвижкой одного его конца по корпусу движка. С двух сторон шкалы установлены пластмассовые ограничители. Шкалу на стойке крепят одним винтом. Для стабильности положения шкалы относительно штанги и повторного закрепления ее служат две шпильки.
Выправку и подъемку пути выполняют аналогично тому, как эти работы производят с применением визирок. Прибор и рейки при работе устанавливают отвесно (по круглым уровням 5) на одну рельсовую нить с обязательным опиранием внутренней верхней поверхности башмака на головку рельса. Пузырьки в уровнях не должны выходить за пределы большой окружности.
При производстве работ в зависимости от условий можно пользоваться одной рейкой или двумя. На участках с интенсивным движением поездов необходимо работать с двумя рейками. Наибольшая длина выправляемой просадки с одной установки 60 м, а рихтуемого участка 200 м.
Перед началом работы с прибором производят следующие проверки:
ось круглого уровня прибора устанавливают параллельно штанге. Для проверки этого условия штангу устанавливают параллельно нитяному отвесу, подвешенному рядом с ней. Если пузырек уровня выходит за пределы второй (дальней) окружности, то, придерживая одной рукой прибор, второй рукой юстировочными винтами выводят пузырек на середину в пределы внутренней окружности;
ось круглого уровня рейки устанавливают параллельно штанге. Проверку производят в последовательности, изложенной выше;
394
а
б
в
Б
Рис. 18.9. Схема выправки просадки: а —до выправки;#, в—после выправки
s'! Я1
ось цилиндрического уровня зрительной трубы устанавливают параллельно ее визирной оси (производят во время профилактического ремонта). Для проверки этого условия стойку вдвигают в штангу до упора, выравнивая этим высоту прибора и рейки. Прибор устанавливают на рельс и на расстоянии до 60 м от него — рейку. Пузырек уровня трубы приводят на середину, наводят объектив на рейку и, глядя сверху в окуляр, снимают отсчет Aj по рейке. Далее, не сдвигая стойки относительно штанги, меняют местами прибор и рейку. Пузырьки уровней трубы и рейки приводят на середину и снова снимают отсчет А2 по рейке. При непараллельности положений уровней визирной оси зрительной трубы и рейки сумма этих отсчетов отличается от нуля на х = А( +А2. Для исправления ошибки необходимо половину значения х вычесть из последнего отсчета и юс
тировочными винтами уровня вывести пузырек на середину. После этого проверку повторяют, добиваясь, чтобы сумма отсчетов была равна нулю.
В прямых участках пути просадку первой рельсовой нити выправляют с применением оптического прибора по повышенной нити, а в кривых — по упорной (наружной) нити. Вторую рельсовую нить выправляют по уровню с помощью путевого шаблона.
До начала визирования прибором руководитель работ определяет точки начала и конца просадки на участке работ и отмечает мелом на шейке рельса нулями. Затем в точке начала просадки или на некотором расстоянии от нее (рис. 18.9, а) на рельсе устанавливают вертикально (по круглому уровню, а у ПРПМ — по двум уровням на штанге) зрительную трубу и закрепляют зажимным винтом на башмаке. В это время монтер пути в конце просадки устанавливает по уровню рабочую или измерительную рейку в зависимости от того, с одной измерительной рейкой ведется работа или для контроля требуется установка рабочей рейки. После этого руководитель работ вертикальным и горизонтальным наводящими винтами поворачивает трубу до совмещения вертикальной нити сетки трубы с вертикальной линией шкалы измерительной рейки или условной вертикальной диагональю верхнего квадрата рабочей рейки, а горизонтальной нити сетки — с горизонтальной нулевой линией измерительной рейки или условной горизонтальной диагональю верхнего квадрата рабочей рейки.
Далее по указанию руководителя работ монтер пути переносит измерительную рейку с нулевой точки в сторону прибора в следующую точку (через одну шпалу) и устанавливает на рельсе по уровню. Руководитель берет отсчет по рейке, т. е. определяет просадку в данной точке, а монтер пути у измерительной рейки записывает ее значение на шейке рельса. Если для контроля установлена рабочая рейка, то она остается на месте до полного исправления просадки по всей длине (рис. 18.9, б, в).
Прибор применяют и при совмещении измерения и выправки. В этом случае руководитель работ контролирует исправление в каждой точке по рабочей или измерительной рейке. Необходимый запас на осадку пути должен учитываться руководителем работ. Для пропуска поезда оптический прибор и рейку снимают с рельса, а затем снова устанавливают. Выправка просадки продолжается с той точки, на которой были прекращены работы перед пропуском поезда.
При сплошной подъемке пути на участках протяженностью более 60 м необходимо иметь данные о высоте подъемки точек через каждые 50.. .60 м. В этих точках устанавливают зрительную трубу. При одинаковой высоте подъемки в точках установки зрительной трубы и измерительной рейки руководитель работ ослабляет зажимной винт и, вращая маховичок , выдвигает стойку на высоту подъемки (например, на 20 мм) и закрепляет зрительную трубу. Путь в данной точке считается условно поднятым на 20 мм. На соседнюю точку, которую необходимо поднять на те же 20 мм, устанавливают измерительную рейку. Руководитель работ наводит зрительную трубу на пересечение вертикальной линии измерительной рейки с горизонтальной линией у цифры, что соответствует 20 мм. В месте установки измерительной рейки путь поднимают до тех пор, пока горизонтальная нить сетки трубы совпадет с нулевым деле-
395
Рис. 18.10. Схема рихтовки прямых участков:
а—до сдвижки; б—после сдвижки
нием шкалы (на грани желтой и белой красок). Таким же порядком, не меняя положения трубы, путь поднимают в каждой промежуточной точке. Подъемку ведут по направлению к зрительной трубе и заканчивают на точке, ближе которой имеется опасность нарушить положение зрительной трубы при подъемке пути. На этом заканчивают подъемку с данной установки, зрительную трубу переносят на следующую профильную точку, и процесс повторяют.
При рихтовке для прямых участков пути с применением оптического прибора руководитель работ просматривает в бинокль рихтуемую рельсовую нить примерно на 200 м и выбирает на ней крайние точки рихтуемого участка (рихтовочный створ). Затем в одном конце участка в точке I устанавливают на головку рельса зрительную трубу, а на другом конце в точке 2 — измерительную рейку (рис. 18.10). После приведения в вертикальное положение по уровню зрительной трубы и измерительной рейки руководитель работ совмещает пересечение нитей трубы с нулевыми линиями измерительной рейки.
Зрительную трубу и измерительную рейку, установленные в концах створа в точках 1 и 2, оставляют на месте на время рихтовки пути в пределах выбранного участка и снимают только для пропуска поезда. Вторую (рабочую) рейку монтер пути в процессе сдвижки пути переставляет в фиксированные точки А, Б, В, Г, назначаемые руководителем работ. Таким образом точку 3 установки рабочей рейки перемещают в створе по его длине. Рабочую рейку оставляют на месте в каждой точке до тех пор, пока вертикальная нить трубы при рихтовке пути совместится с нулевой линией марки рабочей рейки. При расположении вертикальной нити сетки трубы справа от нулевой отметки на рабочей рейке путь рихтуют вправо, а при расположении ее слева — влево. В зависимости от извилины на рельсовой нити точки для перестановки рабочей рейки в процессе сдвижки выбирает руководитель работ по мере надобности, а при сплошной сдвижке их назначают не реже чем через 5 м при рельсах Р50 и тяжелее и через 2,5 при рельсах Р43 и легче.
При работе с оптическим прибором малыми бригадами применяют только одну рабочую рейку. В этом случае рейку после установки ее в створ оптического прибора переносят по участку сдвижки так, как это было описано выше. Очень важно при этом не нарушать направления створа и для наведения резкости пользоваться вертикальным наводящим винтом и кольцом кремальеры трубы.
Оптические приборы могут быть использованы для измерения стрел прогиба кривых и разметки пути по длине на равные участки, а также при ремонтах стрелочных переводов.
Стрелы прогиба измеряют следующим способом. В кривых по рихтовочной нити путь размечают на десяти- или пятиметровые участки. Точку в середине хорды перед кривой нумеруют цифрой 0, а точку в конце этой хорды в сторону прямой — 1 (рис. 18.11, а). От точки 0 последующие точки на кривой размечают порядковой нумерацией 1,2,3,4 и т. д. через полухорды (деления) в 10 или 5 м. После разметки кривой приступают к замеру стрел в каждой точке. Первой замеряют стрелу в точке 0. Для этого зрительную трубу устанавливают в точке 0 (первый конец хорды), а рабочую рейку — в точке 1 (второй конец хорды). Руководитель работ и монтер пути по уровням приводят прибор и рабочую рейку в отвесное положение, после чего руководитель работ наводит пересечение нитей сетки трубы на условную вертикальную ось нижнего квадрата рабочей рейки. Для заме
396
ра стрелы прогиба измерительную рейку устанавливают в точке 0, т. е. в середине хорды. Трубу наводят для отсчета только одним вертикальным винтом, а резкость при этом регулируют кольцом кремальеры и кольцом окуляра.
Для измерения стрел прогиба на следующих точках оптический прибор переносят на 5 или 10 м (на полухорду) вперед (рис. 18.11, б) ит. д. (рис. 18.11, в).
При замерах стрел прогиба на входах в кривые необходимо различать плюсовые и минусовые отсчеты стрел. На всех правых кривых по ходу стреловой съемки отсчеты на желтом крыле марки будут соответствовать плюсовым, а на белом крыле —минусовым значениям стрел. На всех левых кривых по ходу стреловой съемки отсчеты на белом крыле марки будут соответствовать плюсовым, а на желтом — минусовым значениям стрел.
Оптическим прибором при помощи нитей дальномера можно разбивать на отрезки или хорды нужной длины прямые и кривые участки пути. Для этого берут отсчеты по шкале измерительной рейки по верхнему и нижнему штрихам сетки нитей и вычисляют алгебраическую разность этих отсчетов. Произведение разности отсчетов / на коэффициент дальномера (500) равно расстоянию S от зрительной трубы до измерительной рейки: 5 = 500//100 = 5/. Зная расстояние от зрительной трубы до начальной точки разбиваемого участка и заданное расстояние между точками разбивки (например, 100 м), можно определить
Рис. 18.11. Схема измерения стрел прогиба кривой:
а, б, в—технологическая последовательность выполнения операций
нужную разность отсчетов / = 5/5. Вычислив таким образом разность отсчетов в каждой точке, приступают к разбивке. Шагами ориентировочно отмеряют заданное расстояние от начальной точки разбивки до следующей и, поставив измерительную рейку на головку рельса, наводят на нее зрительную трубу так, чтобы вертикальная нить сетки трубы совпала с вертикальной осью нижней рейки, и берут отсчет по верхнему и нижнему штрихам. Если разность отсчетов больше расчетной,
то рейку перемещают по головке рельса в сторону прибора и наоборот — до тех пор, пока при наведении трубы разность отсчетов по верхнему и нижнему штрихам дальномера получится равной расчетной. При разбивке кривых по хордам зрительную трубу ставят в начальную точку разбивки, находят указанным выше способом вторую точку и после нанесения метки переносят прибор на вторую точку. Затем находят остальные точки, переставляя каждый раз прибор.
Оптические приборы являются точными инструментами и требуют бережного и осторожного обращения. При эксплуатации они не должны подвергаться воздействию осадков. Проникновение влаги внутрь зрительной трубы может вызвать коррозию и порчу прибора. В зрительной трубе поставлена просветленная оптика, за которой требуется особый уход, так как она чувствительна к механическим повреждениям поверхностей. Необходимо предохранять прибор от резких температурных колебаний. В случае переноса его с тепла на мороз или наоборот не следует вынимать его из ящика-футляра в течение 30...40 мин, чтобы прибор постепенно приобрел температуру окружающей среды. С наружных оптических поверхностей прибора пыль сдувают (лучше резиновыми баллончиками), грязь или пятна (например, следы пальцев) удаляют легкими движениями сухой чистой мягкой салфеткой (байковой или фланелевой), оптические поверхности промывают ватными тампонами, смоченными спиртом или лучше спирто-эфирной смесью, после чего осторожно, без нажима поверхности протирают салфеткой вращательным движением от центра к краю.
В приборе имеются трущиеся узлы и детали, которые при увеличении момента вращения или силы передвижения отдельных элементов конструкции необходимо очищать и смазывать. Наводящие и закрепительные винты, подвижные части штанг и зубчатое зацепление смазывают густой смазкой ОКБ 122-7. Вертикальную и горизонтальную оси зрительной трубы смазы
397
вают жидким маслом ОКБ 122-4 или ОКБ 122-5. Применение других масел не рекомендуется, так как это может привести к порче осей. Смазку осей производят только в случае заметного затруднения ходов подвижных деталей. В сезонной смене смазки прибор не нуждается.
Прибор должен храниться в сухом отапливаемом помещении в укладочном ящике-футляре. Не рекомендуется хранить прибор на полу возле печей, батарей центрального отопления, у окон под воздействием прямых солнечных лучей. Запрещается хранить вблизи прибора кислоты, щелочи и другие материалы, выделяющие химически активные газы и пары. При транспортировке прибора нельзя подвергать его резким толчкам и ударам, так как это может привести к повреждению отдельных деталей и разъюстировке. Переносят комплект прибора в ящике-футляре.
18.6. Контрольно-измерительные механические устройства
Для измерения размеров и контроля состояния железнодорожного пути используют путевые шаблоны и путеизмерительные тележки.
Путевые шаблоны — это легкие переносные устройства локального действия. Получили распространение путеизмерительные шаблоны ЦУП 2Д, ЦУП 3, ЦУП ЗД, 08809 и 08809-01. Основные технические характеристики некоторых путевых шаблонов представлены в табл. 18.3
Шаблон ЦУП 2Д (рис. 18.12) включает корпусы 1, 4, выполненные из дюралюминиевой трубы, ручки 2, поводок 3, уровень 5, подвижный 6 и неподвижный 10 упоры, шкалы / ширины пути и превышения рельсовых плетей 8 и изоляционную втулку 9.
Шаблон ЦУП 3 (рис. 18.13) производства ОАО КЗТМ состоит из корпуса и механизмов измерения ширины колеи и возвышения одного рельса относительно другого. Корпус 1 выполнен из алюминиевой трубы с приваренными к ней площадками, на которых устанавливают скобу ручки 2, корпус винта 3, кронштейн 4 уровня, шкалу 5 измерения ширины, неподвижную
Таблица 18.3
Основные технические характеристики путевых шаблонов
Параметры Тип шаблона
ЦУП2Д ЦУПЗ цупзд 08809 08809-01
1 2 3 4 5
Диапазон измерений ширины колеи, мм 1510...1550
Диапазон измерений возвышения одного рельса относительно другого (уровень), мм 0...160
Диапазон измерений ординат переводных кривых, мм — — — 100...1480
Диапазон измерений ширины желобов, мм — — — 40 ...400
Диапазон измерений расстояния между рабочими гранями сердечника и контррельса, мм — — — 1460... 1460
Цена деления линейных шкал, мм 1 1
Цена деления шкалы уровня, мм 1 2
Цена деления ампулы уровня, угл. с 60 ±30
Погрешность линейных шаблонов, мм, не более ±1 ±0,5
Погрешность шаблонов уровня, мм, не более ±1
Сопротивление электроизоляции, МОм, не более 20 50
Наибольшая сила на рычаге тяги подвижного упора, Н, не более - 98 - -
Габаритные размеры, м — 1,7x0,1x0,232 — 1.72x0.23x0.085
Масса, кг, не более 2,47 3,5 - 3,5
398
опору 6. В механизм измерения ширины колеи входят: рычаг 7 тяги, тяга 8, пружина 9, указатель 10 и подвижный упор 11. Механизм измерения возвышения рельсов состоит из державки с осью 16, ампулой-уровнем 12, винтом 13, круговой шкалой 14 и указателем 15.
Перед началом работы с шаблоном следует:
• подвергнуть его внешнему осмотру (проверить целостность корпусных деталей, ампулы, указателей, шкал, упоров);
• оценить надежность крепления деталей шаблона;
• проверить четкость работы подвижных деталей шаблона.
Запрещается работать с шаблоном, у которого обнаружено несоответствие хотя бы по одному из перечисленных требований.
Во время работы с шаблоном необходимо:
♦ выполнять требования безопасности;
♦ безударно устанавливать шаблон на рельсы при проведении измерений. Рычаг тяги отпускать плавно.
Для измерения ширины колеи необходимо взять шаблон за ручку 2 и, нажав рычаг тяги 7, переместить подвижной упор 11 внутрь шаблона. Опустив его на рельсы перпендикулярно оси пути, так чтобы неподвижный упор касался внутренней поверхности головки рельса, плавно освободить рычаг тяги. Убедившись, что подвижный упор касается внутренней поверхности головки другого рельса, снимают показание ширины колеи по шкале 5 и риске на указателе 10.
Для измерения возвышения одного рельса над другим нужно на шаблоне, установленном на рельсах (как это указано выше), плавно вращать диск винта /3 до установки воздушного пузырька ампулы-уровня 12 между средними рисками ампулы. Убедившись в остановке колебаний пузырька, снимают показание возвышения по круговой шкале 14 и по риске на указателе 15.
После окончания работы шаблон следует протереть от пыли и влаги, проверить затяжку крепежа. Не реже 1 раза в месяц на трущиеся поверхности шаблона необходимо наносить тонкий слой смазки ЦИАТИМ 201 ГОСТ 6267—74 или масла индустриального И 20А ГОСТ 20799—88 в точках, обозначенных знаком С, предварительно удалив по возможности загрязненную смазку.
Ремонт шаблона должен производиться специализированным предприятием (подразделением). Для проверки технического состояния (не реже 1 раза в 6 месяцев) и после каждого ремонта изделие должно быть подвергнуто периодической проверке и приемо-сдаточным испытаниям, в программу которых входят:
• внешний осмотр;
• проверка диапазона измерения ширины колеи и возвышения одного из рельсов колеи, определение погрешностей измерения (на стенде);
• оценка сопротивления электрической изоляции между упорами шаблона.
Проверку шаблона выполняют согласно указаниям «Инструкции ГСИ. Шаблон путеизмерительный ЦУП 3. Методика проверки».
Шаблон должен храниться в крытом помещении или под навесом. При длительных перерывах в работе наружные поверхности деталей шаблона, подвергающиеся коррозии, должны быть покрыты консервационной смазкой.
399
О,5-о,з\
Рис. 18.13. Шаблон путевой ЦУП 3
Рис. 18.14. Шаблон путевой 08809 (08809-01):
1 — штанга; 2 — неподвижный наконечник; 3 — подвижный наконечник; 4—рукоятка; 5 — поводок тяги; 6—лимб со шкалой измерения возвышения; 7—уровень; <?—шкала измерения ширины колеи; 9—шкала измерения расстояния между рабочими гранями сердечника и контррельса (для 08809); 10— шкала измерения расстояния между рабочими гранями усовика и контррельса (для 08809); // — каретка с наконечником для измерений ординат переводных кривых и ширины желобов (для 08809); 12 — прижимной винт (08809); 13 — наконечник для измерений ординат переводных кривых и ширины желобов (для 08809)
Характерными неисправностями шаблона являются увеличение погрешностей показаний механизмов измерения ширины колеи и возвышения одного из рельсов выше допускаемых (±1,0 мм). Они вызываются ослаблением крепления деталей, износом, поломкой и деформацией деталей в процессе эксплуатации. Ремонт шаблона выполняют заменой или рихтовкой вышедших из строя деталей. Регулировку шаблона производят изменением положения шкал (ширины колеи и возвышения рельса) относительно соответствующих указателей, с последующей фиксацией шкал в новом положении контрольными штифтами. После указанной регулировки шаблона должна производиться его внеочередная проверка.
Шаблон ЦУП ЗД служит для контроля размеров стрелочных переводов.
Шаблоны 08809 и 08809-01 (рис. 18.14), выпускаемые заводом «ИЗМЕРОН», предназначены для контроля ширины колеи, возвышения одного рельса относительно другого, ординат переводных кривых, ширины желобов, расстояния между рабочими гранями сердечника или усовика и контррельса (исполнение 08809) или ширины колеи и возвышения одного рельса относительно другого (исполнение 08809-01).
Путеизмерительные тележки системы Матвиенко, ПТ 2 и др. обеспечивают непрерывное измерение рельсовой колеи по шаблону и уровню с записью этих данных.
Тележка измерительная трехколесная (системы Матвиенко) состоит (рис. 18.15) из опирающейся на ролики 1 и 9 трубчатой рамы 3, уровня 2 для точечного контроля колеи и устройств для непрерывного измерения и записи на бумажную ленту ширины колеи (с помощью роликов 1,9) и взаимного положения по уровню рельсовых плетей. Ролик 1 может смещаться по штанге, размещенной внутри трубы рамы, а ролики 9 скреплены с последней. Пружиной, надетой на упомянутую штангу, ролики прижимают к внутренним граням головок рельсов. На штанге также закреплены перья 4 и 6, записывающие результаты измерений на ленте регистрирующего прибора 5. Измерительной базой механизма контроля уровня служит снабженный масляным демпфером 7 физический маятник 8. Когда изменяется относительное положение рельсовых нитей по высоте, рама тележки наклоняется (относительно маятника 8, сохраняющего вертикальное положение) и перо 6, связанное с рамой, поворачивается относительно оси подвеса на последней. Этот поворот пера, угол которого пропорционален изменению взаимного положения рельсовых нитей по высоте — уровень (в миллиметрах), записывают на ленте в масштабе 1:2. Ширину колеи записывают на той же ленте пером 4 в масштабе 1:1.
Регистрирующий прибор 5 имеет катушки с бумажной лентой, регистрирующие перья 4,6, дополнительное перо с ручным приводом (для отметки на ленте километров и пикетов) и перья для нанесения на ленту нулевых линий и линий допускаемых отклонений от установленных норм
401
4 5 6
Рис. 18.15. Путеизмерительная трехколесная тележка
содержания пути по ширине колеи и уровню рельсовых путей. Ленту протягивают при вращении переднего ролика 9 через коническую зубчатую передачу, карданный вал и две червячные передачи 10 (они обеспечивают продольный масштаб записи 1:2000). Точность измерений и записи (при скорости передвижения тележки до 5 км/ч) составляет ± 1 мм. В кривых участках пути, а также в местах уширения и сужения рельсовой плети описываемая тележка недостаточно устойчива.
Путеизмерительная четырехколесная тележка ПТ 2 (рис. 18.16) по принципу действия аналогична трехколесной и является ее развитием. Структурная схема ПТ 2 (и ее описание см. в книге: Машины и механизмы для путевого хозяйства/ Под ред. С.С. Соломонова. — М.: Транспорт, 1984) показана на рис. 18.17. Тележка (см. рис. 18.16) имеет физический маятник.7, размещенный на опирающейся на ходовое устройство 2 (с четырьмя роликами 5) трубчатой раме 3. На ней размещен также механизм записи 4. Маятник 1 является базой для измерения положения рельсовых плетей по уровню. Колеса 2 (см. рис. 18.17) тележки соединены поперечинами 7,
Рис. 18.16. Путеизмерительная четырехколесная тележка ПТ 2
402
жестко связанными со штангами 3, которые направляются опорами в раме 18 и постоянно прижимаются к внутренним граням рельсов пружинами 16.
Механизм уровня оснащен маятником 21, который передает отклонения пути по уровню на боек 15. Каретка 14 последнего тягой 17 шарнирно соединена с маятником. Боек 15 является самописцем ударного действия и оснащен иглой, оставляющей точечные отпечатки на бумажной ленте 27 через копировальную ленту 29. Он приводится в движение колесом посредством кулачка 5 и рычажного механизма.
В механизме измерения ширины колеи предусмотрен клин 13, боковые грани которого скользят по направляющим, а середина шарниром /2 соединена с входной рейкой 11 редуктора 9. Выходная рейка8 редуктора 9 соединена с кареткой 6 бойка 7и двухвенцовым зубчатым колесом 10. Наличие клина 13 обеспечивает одновременное перемещение попарно соединенных колес2 при измерении ширины пути, что смягчает действие поперечных ударов на точку подвески маятника 2/. В результате этого уменьшается погрешность в записи уровня пути.
Бумажная лента 2 7 протягивается игольчатым валиком 28, вращающимся на оси 30 и снабженным обгонной муфтой 23. Скорость вращения игольчатого валика 28 обусловливается соотношением диаметров приводного колеса и игольчатого валика, а также передаточным числом конической зубчатой передачи 37 и червячных редукторов 4 и 34, через которые получает движение игольчатый валик 28. Перематывание и натяжение бумажной ленты 27 обеспечивается торможением сматывающей катушки 26 и вращением наматывающей катушки 33 через ременную передачу 24, которая может проскальзывать. Бумажная лента прижимается валиком 31 при помощи пружины и рычага 38. Сверху бумажной ленты 27 располагается копировальная лента 29, наматывающая катушка 32 которой вращается от игольчатого валика 28 шкивом /9 через ременную передачу 20 и коническую передачу 22. Сматывающая катушка тормозится пружиной, что обеспечивает натяжение копировальной ленты.
Пишущий механизм, посредством которого приводятся в действие бойки 7 и 15, а также боек 39 линий допусков с иглами для нанесения нулевых линий и линий допусков, состоит из ремня 40 и толкателя 41, приводится в действие кулачком 5, вращение к которому передается от приводного колеса через коническую передачу. В механизмах привода игольчатого валика и наматывающей катушки 33 установлены соединительные муфты 25, 35 и 36.
Масштабы записи механизмов уровня пути 1:2, ширины колеи 1:1 и длины пути 1:2000. Точность измерения ширины колеи и уровня ±1 мм. Перемещение тележки при работе ручное, со скоростью до 5 км/ч, масса 38,2 кг.
Рис. 18.17. Тележка ПТ 2, структурная схема
403
Вопросы для повторения
1. Какими переносными и съемными устройствами контролируют состояние пути и его элементов?
2. Что проверяют, определяют и выявляют переносными и съемными контрольными устройствами?
3. Какими устройствами измеряют износ рельсов?
4. Какими устройствами выявляют дефекты рельсов?
5. В чем состоит суть дефектоскопии по методу магнитного рассеивания?
6. В чем состоит суть дефектоскопии по методу вихревых токов?
7. Каковы схемы намагничивания и в чем их суть?
8. Какова принципиальная схема индикационного рельсового дефектоскопа?
9. В чем состоит суть ультразвукового метода дефектоскопии, каковы разновидности этого метода?
10. Из чего состоит и как работает съемный дефектоскоп УЗД НИИМ 6М?
11. В чем заключается суть работы устройств для контроля плотности балласта и состояния шпал?
12. Каковы основные технические данные оптических приборов ПРП?
13. Каково устройство приборов ПРП?
14. Чем отличаются рабочие рейки приборов ПРП и ПРПМ?
15. Каковы основные проверки прибора перед началом работы?
16. Как применяют оптические приборы ПРП при выправке просадок на прямых участках пути, при сплошной подъемке, при рихтовке пути?
17. Как работают с приборами ПРП при измерении стрел прогиба?
18. Что и как контролируют путевые шаблоны?
19. Каково устройство и как работает трехколесная путеизмерительная тележка?
20. Как устроена и как работает тележка ПТ 2?
Глава 19. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПРОИЗВОДСТВЕ ПУТЕВЫХ РАБОТ С ИСПОЛЬЗОВАНИЕМ МПИ
19.1. Общие положения
Работы, выполняемые с помощью МПИ на железнодорожных путях, связаны с движением поездов. Основными источниками опасных и вредных производственных факторов при работе с МПИ являются:
движущийся подвижной состав;
повышенный уровень шума на рабочем месте:
повышенный уровень вибрации;
опасный уровень напряжения в электрической цепи, замыкание которой может произойти через тело человека.
К производству путевых работ допускаются монтеры пути не ниже третьего разряда, прошедшие медицинское освидетельствование и знающие: Правила технической эксплуатации железных дорог Российской Федерации (ЦРБ 756) (по кругу своих обязанностей), Правила электробезопасности для работников железнодорожного транспорта на электрифицированных линиях (ЦЭ 346), Правила техники безопасности и производственной санитарии при производстве работ в путевом хозяйстве (ЦП 3376), Правила пожарной безопасности на железнодорожном транспорте МПС России ЦУО/112, Правила по охране труда при содержании и ремонте железнодорожного пути и сооружений ПОТ РО-32-ЦП-352-99, Инструкцию по обеспечению безопасности движения поездов при производстве путевых работ (ЦП 4402), Инструкцию по сигнализации на железнодорожном транспорте (ЦРБ-757), а также правила технической эксплуатации соответствующих механизированных путевых инструментов.
Перед началом работы с любым МПИ следует обязательно ознакомиться с требованиями техники безопасности и указаниями, содержащимися в прилагаемых к нему паспорте и инструкции, а в процессе работы точно и строго их выполнять.
Изготовитель МПИ стремится обеспечить максимум безопасности своим клиентам. Вместе с тем инструкция по эксплуатации МПИ, содержащая указания по эффективному использованию, одновременно разъясняет, какую опасность может представлять данная модель МПИ для пользователя и какие предосторожности необходимо соблюдать во избежание несчастных случаев. Несоблюдение инструкции может оказаться для пользователя и окружающих его людей опасным для жизни, привести к серьезным травмам и повреждению имущества. Каждый вышестоящий работник, ставший свидетелем несоблюдения правил безопасности, имеет право и обязан немедленно заставить неукоснительно их соблюдать. Он должен убедиться, что пользователь достаточно подготовлен к выполнению работ.
Оператор МПИ должен знать инструкции и правила по организации работ и обеспечению техники безопасности на железных дорогах, предварительно пройти обучение по использованию этого типа МПИ и быть ознакомлен с требованиями безопасности. Он также должен быть в здоровом физическом и психическом состоянии, чтобы работать спокойно и обдуманно. Работа с МПИ после употребления алкоголя, принятия наркотиков или лекарств, снижающих способность реагировать, не допускается.
Не разрешается работать с МПИ в одиночку, следует обязательно обеспечивать возможность связи с другими лицами, которые могут оказать помощь в случае опасности.
Несовершеннолетние лица к работе с МПИ не допускаются, за исключением лиц старше 16 лет, проходящих обучение под надзором инструктора.
405
Работать с МПИ можно только при Хорошей освещенности и видимости. Место работы следует предварительно осмотреть.
Эксплуатация МПИ вблизи легко воспламеняющихся материалов и горючих газов запрещается.
Необходимо избегать неустойчивых положений при работе с МПИ; оператору всегда следует проверять надежность того, на чем он стоит. Не разрешается работать с МПИ на приставной лестнице, на неустойчивых местах, на уровне плеча, одной рукой.
Установкой и управлением МПИ должно быть занято строго определенное количество операторов. Оператор должен следить за тем, чтобы никто посторонний не находился в зоне его работы. Нахождение детей, животных и посторонних лиц (зрителей) в рабочей зоне не допускается. Оператор МПИ отвечает за безопасность постороннего лица в зоне работы и ему не следует подвергать опасности другие лица из-за собственной небрежности. Пользователь, по вине которого произошел несчастный случай в результате несоблюдения правил безопасности, может быть привлечен к ответственности.
Не допускается использовать инструменты при скоростях, превосходящих максимально разрешенные.
Не разрешается использовать поврежденный инструмент.
Оператору МПИ следует использовать предписанную одежду, обувь и средства личной защиты. Одежда должна быть целесообразной и не мешать при работе. Рекомендуется плотно прилегающая одежда — лучше всего защитный комбинезон, а не рабочий халат. Во время работы нельзя носить свободную одежду, шарф, галстук, украшения, которыми можно зацепиться в рабочей зоне. Длинные волосы необходимо связать и прикрыть. Следует носить защитную обувь с нескользящей подошвой и усиленными носками, защитную каску (лучше всего с защитной маской), защитные очки, применять индивидуальные средства защиты от шума и пыли, иметь прочные перчатки.
МПИ разрешается передавать или давать во временное пользование только тем лицам, которые хорошо знакомы с данной моделью и обучены обращению с устройством (при этом должна непременно прилагаться инструкция по эксплуатации).
Все корпуса инструментов должны быть заземлены в соответствии с Правилами технической эксплуатации электроустановок потребителей и Правилами техники безопасности при эксплуатации электроустановок потребителей.
Запрещается приступать к путевым работам, не оградив место работы соответствующими сигналами или сигнальными знаками.
В результате интенсивной работы вибрация МПИ может привести к потере чувствительности рук. При этом работу необходимо прекратить до восстановления нормального состояния. Суммарное время работы с МПИ, вибрация которого удовлетворяет требованиям санитарных норм, не должно превышать 2/3 продолжительности рабочей смены. В остальное время следует проводить работы, не связанные с вибрацией. Продолжительность одноразового непрерывного воздействия вибрации, включая микропаузы, входящие в главную операцию, не должна превышать 20 мин с последующим 10-минутным выполнением технологических операций, не связанных с воздействием вибрации. При работе в «окно» допускается увеличение одноразового непрерывного воздействия вибрации до 50 мин. Дальнейшая работа с вибрационным инструментом возможна после 10-минутного перерыва, при котором выполняются технологические операции, не связанные с воздействием вибрации.
Для работающих должны быть установлены:
обеденный перерыв продолжительностью не менее 40 мин;
два регламентированных перерыва: 20 мин через 1.. .2 ч после начала смены и 30 мин через 2 ч после обеденного перерыва.
Для лучшей организации труда и отдыха рекомендуется организовать комплексные бригады с взаимозаменяемостью профессий с целью чередования работ с воздействием вибрации и без нее.
Перед началом работы с МПИ монтер пути должен проводить:
проверку надежности крепления деталей;
внешний осмотр (исправность кабеля и штепсельной вилки, целостность изоляционных деталей корпуса, наличие защитных кожухов и их исправность);
проверку исправности работы выключателя;
406
проверку работы МПИ на холостом ходу;
проверку исправности цепи заземления.
Запрещается работать инструментом, у которого обнаружено несоответствие хотя бы одному из перечисленных требований, а также с просроченной датой периодической проверки.
При работе с МПИ необходимо соблюдать все требования инструкции по эксплуатации, бережно обращаться с ним, не подвергать ударам, перегрузкам. Кабель должен быть защищен от случайного повреждения, попадания влаги, масла. МПИ должен быть отключен выключателем при внезапной остановке (вследствие исчезновения напряжения в сети, заклинивания движущихся деталей и т. п.).
МПИ должен быть отключен от сети штепсельной вилкой при регулировке, переносе с одного места на другое, перерыве в работе, по окончании работы или смены.
Запрещается:
оставлять без надзора инструмент, присоединенный к питающей сети;
работать с инструментом лицам, не имеющим соответствующей подготовки;
натягивать и перекручивать питающие кабели (шнуры), ставить на них груз.
19.2. Общие меры электробезопасности
Согласно производственно-техническому изданию (В.С. Терешин, В.Б. Каменский. Охрана труда в путевом хозяйстве. — М.: Транспорт, 1998) основная задача профилактических и защитных мероприятий заключается в создании таких условий для работающего, при которых исключалась бы возможность соприкосновения его с деталями, находящимися под напряжением. Это достигается тем, что все токоведущие части электроустановок, нормально находящиеся под напряжением, располагают на высоте, недоступной для прикосновения, а при невозможности такого расположения их надежно ограждают или изолируют.
Осветительную арматуру и патроны для ламп общего освещения напряжением 110 В и более подвешивают на высоте не менее 2,5 м. Электрические провода на подмостях, строительных механизмах, в помещениях должны быть изолированными. Провода, расположенные менее чем в 2,5 м от земли, пола или настила, следует ограждать или заключать в изолированные трубки.
Трансформаторы, генераторы и другие установки помещают в отдельные запирающиеся будки. Рубильники закрывают защитными кожухами из несгораемых материалов. Металлические кожухи должны быть заземлены.
Конструкция ограждений оголенных токоведущих частей в установках напряжением до 1 000 В должна быть такой, чтобы исключалось снятие ограждения без специальных ключей. В установках напряжением более 1000 В ограждают даже изолированные токоведущие части.
Переносные приборы (светильники, трансформаторы, электрифицированные инструменты) представляют собой особую опасность по сравнению со стационарным оборудованием, так как вследствие постоянного перемещения и работы в разных условиях возможны нарушения контактов и замыкания от механических воздействий. Для безопасности конструкция переносных приборов должна обеспечивать работу при пониженных напряжениях.
В особо неблагоприятных условиях, когда опасность поражения электрическим током усугубляется теснотой, неудобным положением работающего, соприкасающегося с большими металлическими поверхностями, для питания переносных токоприемников должно применяться напряжение не выше 12 В.
Переносные токоприемники напряжением 12... 36 В должны иметь штепсельные вилки, исключающие возможность включения их в розетки сети напряжением 110 В и выше. Питание таких переносных приборов осуществляют через понижающие трансформаторы. При невозможности создания переносных токоприемников на напряжение 36 В допускаются токоприемники напряжением 220 В, но с обязательным использованием защитных средств (диэлектрические галоши и перчатки) и устройством надежного заземления корпуса прибора или защитного отключения.
Присоединение переносных токоприемников, требующих заземления, должно осуществляться с обязательным соблюдением следующих условий: штепсельные вилки и розетки должны иметь контакты для заземления; размеры и расположение заземляющих контактов должны исключать возможность ошибочного соединения их с токоведущими контактами, а также с контактами штеп
407
сельных розеток, рассчитанных на другое напряжение; места ввода проводов в токоприемники и штепсельные вилки должны быть снабжены устройствами, защищающими провода от излома.
Все металлические части электродвигателей, пусковых приборов, щитков, механизмов, станков и других устройств, имеющих металлические корпуса (каркасы, кожухи), должны иметь защитное заземление. Оно обеспечивает отвод тока в землю от тех частей электрических устройств, которые не должны быть под напряжением, но в силу каких-либо неисправностей (например, повреждения изоляции) могут оказаться под током. Заземляются не только стационарные установки, но и передвижные и переносные (сварочные трансформаторы, электрический инструмент, лампы и т. п.).
Заземление стационарных установок состоит из металлической трубы или уголка (заземлителя), забиваемых в землю, и приваренного к ним токоотвода (заземляющих магистралей и проводников), соединяющего корпус электрической установки с заземлением (металлической трубой или уголком). Трубы для заземления должны быть диаметром 40... 50 мм; уголки размером 60x60 или 50x50 мм, длиной 2...2,5 м. Уголки или трубы забивают в землю вертикально на глубину 1,5...2,0 м.
Передвижные механизмы и электрические инструменты следует заземлять в соответствии с инструкцией СН 38—58.
Корпус электрического инструмента заземляют (рис. 19.1) специальной жилой питающего провода, которая не должна одновременно служить проводником рабочего тока. В связи с этим для питания трехфазного инструмента следует применять четырехжильный шланговый провод, а для питания однофазного инструмента — трехжильный шланговый провод. Шланговый провод заканчивается штепсельной вилкой, имеющей соответствующее число рабочих контактов и один заземляющий контакт.
Не допускается присоединение электрического инструмента в зданиях к сети, заземленной нейтралью, при наличии на нулевом проводе предохранителей (например, в квартирах). В этих случаях необходимо перед началом работы предохранители зашунтировать, так как при перегорании предохранителей на нулевом проводе, несмотря на исправность инструмента, работающий окажется под напряжением.
Корпуса понижающих трансформаторов для инструмента должны быть заземлены; для этого заземляющий зажим на корпусе трансформатора соединяют с заземляющим зажимом штепсельной розетки или с заземляющим зажимом подключательного пункта при питании трансформатора непосредственно от пункта.
Кроме того, должны быть заземлены обмотки низкого напряжения понижающего трансформатора, так как при неисправности изоляции возможно появление потенциала высокого напряжения на обмотке низкого напряжения. Обмотку заземляют присоединением соответствующего ее вывода к заземляющему зажиму на корпусе трансформатора. В однофазных трансформаторах заземлению подлежит один из выводов, в трехфазных трансформаторах, соединенных в звезду, — общая точка, а при соединении в треугольник — одна из фаз.
С нулевым проводом сети
Без нулевого провода сети
Рис. 19.1. Схема заземления электрифицированного МПИ:
1 — электродвигатель; 2—заземляющий винт коробки выключателя;^—автоматический выключатель АК 63;4—заземляющая жила соединительного кабеля;5—распределительный щит; 6—штепсельный разъем; 7 — нулевой провод сети, 8—заземляющий провод в случае отсутствия нулевого провода сети
408
В случаях, когда электроинструмент, работающий при напряжении свыше 36 В, получает питание от понижающего трансформатора, заземление корпуса электроинструмента должно выполняться присоединением заземляющей жилы шлангового провода, питающего электроинструмент, к заземляющему зажиму понижающего трансформатора.
Работники, обслуживающие электрические установки и электросеть, должны постоянно пользоваться индивидуальными защитными средствами, к которым относятся диэлектрические боты, галоши, перчатки, рукавицы, резиновые коврики, очки.
Диэлектрические перчатки являются единственным средством защиты человека в производственных процессах, связанных с двухполюсным прикосновением. В связи с этим важное значение приобретает систематическая проверка их на токопробиваемость, так как даже прокол булавкой делает перчатки непригодными для электрозащиты.
Диэлектрические галоши, боты, коврики применяют для изоляции работников от земли. Все защитные средства в соответствии с требованиями правил использования и испытания защитных средств, применяемых в электроустановках, подвергают периодическим испытаниям и периодическим осмотрам. Диэлектрические резиновые коврики подвергают испытаниям 1 раз в 2 года и периодическим осмотрам 1 раз в год; боты — соответственно 1 раз в 3 года и 1 раз в 6 мес; галоши — 1 раз в год и 1 раз в 6 мес; перчатки — 1 раз в 6 мес и осматриваются перед использованием.
19.3. Особенности техники безопасности при работе с электрическими МПИ
Основным фактором, представляющим опасность при работе с электрическими МПИ, электростанциями, сетями с электрическим током и т. п., является напряжение источника электроснабжения. Безопасным считают напряжение 12... 36 В. Однако в зависимости от состояния человека, влажности, проводимости полов места работы и других факторов возможны электротравмы и при таких значениях напряжения. В связи с этим при работе с МПИ и электроагрегатами кроме общих правил безопасности особое внимание должно уделяться выполнению требований электробезопасности, к которым относятся надежность изоляции токоведущих частей, исключение возможности случайного прикосновения к ним, защитное заземление и отключение, обязательное пользование индивидуальными средствами защиты от поражения током.
Важнейшим элементом безопасности является устройство заземления металлических частей корпусов, рам и т. п. через штепсельные вилки, розетки с помощью специальной четвертой жилы питающего кабеля. К источнику электроэнергии электроинструмент подключают кабелем с кабельной вилкой. Четвертая жила кабеля является заземляющей; один конец ее крепят к корпусу инструмента, а другой — к корпусу кабельной вилки. Последний необходимо заземлять согласно схеме заземления (см. рис. 19.1). Обычно заземляют корпус розетки. Следует следить за плотным соединением заземляющих контактов розетки и кабельной вилки.
Если на месте работы имеется сеть с заземленным нулевым проводом, то заземляющий контакт розетки надежно подключается к нему. Если же сеть не имеет заземленного нулевого провода, то заземление нужно обеспечить на месте работы. В этом случае в качестве заземлителя можно использовать оцинкованные трубы, медные и железные пластины и т. п., которые должны быть врыты в сырую землю и соединены заземляющим контактом розетки.
Заземляются также корпуса электроагрегатов, понижающих трансформаторов, применяемых для питания МПИ. Во всех случаях защитное заземление обеспечивает отвод тока в землю от тех устройств, которые не должны быть под напряжением, но в силу каких-либо неисправностей могут оказаться под ним.
Для защиты от воздействия опасных и вредных производственных факторов работающие с МПИ должны пользоваться средствами индивидуальной защиты в соответствии с действующими Типовыми отраслевыми нормами бесплатной выдачи спецодежды) спецобуви и предохранительных приспособлений и других средств индивидуальной защиты от вредных и опасных факторов и Правилами техники безопасности при эксплуатации электроустановок потребителей. Средства индивидуальной защиты работающих должны подвергаться периодическим контрольным осмотрам и проверкам в сроки, установленные в нормативно-технической документа
409
ции. При осмотрах должен быть составлен протокол, а на средство индивидуальной защиты поставлен штамп с указанием срока годности средства. При выдаче средств индивидуальной защиты работающие должны быть проинструктированы о правилах пользования этими средствами и ознакомлены с требованиями по уходу за ними. Запрещается работать с инструментом, если средства индивидуальной защиты неисправны.
Все работы по ремонту электроагрегатов, трансформаторов и электроинструмента допускаются только после отключения напряжения и тщательной проверки с помощью приборов, что оно действительно отключено.
Работами на пути с применением МПИ должен руководить бригадир пути или дорожный мастер. Как правило, несчастные случаи происходят из-за неправильной организации работ с МПИ, неумелого обращения с ними, неудовлетворительного их технического состояния вследствие несвоевременного и некачественного ремонта и неправильной их эксплуатации.
Технический надзор за исправным состоянием МПИ, защитных приспособлений и принадлежностей, выполнением правил и инструкций по технике безопасности возлагается на непосредственных руководителей работ.
К общим требованиям безопасности выполнения путевых работ относятся обеспечение достаточной освещенности рабочих мест, правильность расстановки МПИ, позволяющая свободно перемещаться работающим и исключающая загроможденность проходов.
Электроснабжение МПИ осуществляют либо от передвижных электростанций, либо от стационарных электрических сетей. В обоих случаях используют переносные электрические кабели. Изоляция их не должна иметь повреждений. Места соединения с кабельной арматурой или МПИ должны армироваться резиновыми защитными втулками. Кабель должен быть надежно закреплен от возможных смещений и повреждения токоподводящих проводов.
Передвижная электростанция должна обслуживаться машинистом, который осуществляет технический надзор за ее состоянием и состоянием электрических МПИ.
Электростанции устанавливают на обочине земляного полотна или расширенном междупутье на расстоянии не менее 2 м от крайнего рельса.
Перед началом работ проверяют наличие и исправности заземляющих устройств. Все части электростанции, которые могут оказаться под напряжением (генератор, блок управления и пр.), должны быть заземлены. Заземление устраивают непосредственно около электростанции. Для этого используют стержень диаметром 16... 25 мм и длиной 1,0... 1,1 м с проводом, присоединяемым к выводу заземления на раме электростанции. Заземлитель забивают в предварительно увлажненный грунт на глубину 0,8... 1 м и на расстоянии не ближе 2 м от крайнего рельса.
Надежно и правильно выполненное защитное заземление—одна из основных мер, гарантирующих безопасность при прикосновении к металлическим частям электростанции и МПИ, оказавшихся под напряжением вследствие нарушения изоляции между токоведущими частями и корпусом. Защитное заземление обеспечивает безопасность только при условии правильного его выполнения и эксплуатации. При нарушении целостности защитного заземления и неправильном его выполнении оно не только не снижает опасность попадания под напряжение, но и может даже увеличить ее. Такое положение может возникнуть при групповом применении электрических МПИ, например четырех или восьми электрошпалоподбоек. В этом случае при однофазном замыкании на корпус в одном из механизмов окажутся под этим потенциалом и остальные МПИ.
Эффективным средством защиты является применение защитно-отключающих устройств (ЗОУ). Они автоматически отключают МПИ от электрической сети при однофазном замыкании на корпус или при определенном снижении изоляции электродвигателя или питающей сети.
Во время работы электростанции нельзя заправлять бензином топливный бачок. Запрещается курить и разводить огонь около станции, подогревать карбюратор факелом или другим открытым огнем. Не допускается перевозка передвижных электростанций с работающим двигателем.
По мере перемещения электростанции вдоль фронта работ постепенно перекладывают и кабель. Его укладывают по возможности в сухих местах. Магистральный кабель при необходимости укладки его через путь пропускают в шпальном ящике под рельсами. Нельзя допускать петления, скручивания и натяжения кабеля, работу с поврежденным кабелем, а также замену его
410
обыкновенным проводом. Ремонтировать кабель можно только после его отключения. Распределительные коробки, к которым подключают несколько МПИ, рекомендуется размещать на специальных тележках, перемещаемых по рельсам.
Безопасность работающих МПИ при их электроснабжении от стационарных и переносных электрических сетей обеспечивают соблюдением строгой последовательности при подключении к электрической сети. В момент навески штанги на провода линии продольного электроснабжения никто, кроме лица, производящего эту операцию, не должен приближаться к месту подключения и к трансформатору. Отбор тока от высоковольтных линий недопустим в темное время суток, во время дождя, мокрого снегопада, тумана, грозы и ветра силой 5 баллов и выше.
Рельсосверлильиые станки типа PCM 1М, СТР, 1024 В, фаскосъемный станок ФС 2 должны быть надежно закреплены на рельсе, в котором сверлится отверстие. Перед подключением станка к источнику электроэнергии необходимо проверить наличие масла в редукторе (оно должно быть на уровне контрольной пробки), правильность и соответствие установки мотор-редуктора в ушках рамы обрабатываемому рельсу (для станков PCM 1М и 1024 В) и шаблонов для станков типа СТР. Запрещается вставлять сверло и другой инструмент в шпиндельный патрон при работе станка, касаться руками вращающегося инструмента, а также удалять с рельса металлические стружки голыми руками. При включенном электродвигателе запрещается производить регулировку, устранять неисправности, подправлять инструмент и перемещать станок.
Работа на рельсорезных станках с абразивным кругом типов РА 2, РМК и РР 80 должна производиться монтером пути, имеющим соответствующий навык в работе с абразивными кругами. Применяемые круги должны быть только тех марок, которые рекомендованы в инструкциях по эксплуатации для этих станков.
Перед работой необходимо проверить отсутствие трещин в отрезных кругах простукиванием их в подвешенном состоянии деревянным молотком массой 200.. .300 г. Круг без трещин издает чистый звук.
Гайку крепления отрезного круга следует затягивать, удерживая вал от вращения гаечным ключом. Затяжку надо выполнять исправным инструментом. При этом запрещается применять добавочные приспособления и ударный инструмент.
Перед пуском двигателя необходимо убедиться в правильности закрытия кожуха отрезного круга.
Во время резания запрещается работать без защитных очков (во избежание попадания абразивной пыли в глаза).
После запуска двигателя никому нельзя находиться в плоскости отрезного круга напротив моториста.
Круг подводить к рельсу надлежит осторожно, не допуская ударов. При сильных ударах возможна его поломка.
При переходах с одной стороны рельса на другую двигатель надо обязательно останавливать. Категорически запрещается работать с отрезными кругами, имеющими просроченный срок хранения. Электрический рельсорезный станок типа РМ 5 ГМ должен надежно крепиться на распиливаемом рельсе, а его пильная рамка до начала работы — находиться в верхнем положении, удерживаемая запором на защелке. Перед работой необходимо проверить состояние ножовочного полотна, режущие зубья которого не должны иметь выбоин, и отрегулировать его натяжение. Включение двигателя разрешается только после проверки правильности и надежности закрепления станка на рельсе. После включения двигателя пильную рамку осторожно опускают на рельс (при отсутствии давления в нагружающем устройстве). Затем включают гидравлический цилиндр и производят распиливание рельса при оптимальном нажатии.
Шлифовальный круг электрических рельсошлифовальных станков 2152, СЧР, МРШ 3, СПН должен быть надежно закреплен на валу и заключен в прочный кожух. Работа со снятым кожухом и без защитных очков запрещается. Каждый новый шлифовальный круг в течение 5 мин испытывают на механическую прочность вращением при скорости, превышающей рабочую на 30 %, и балансируют. Кроме того, перед установкой круг следует тщательно осмотреть и проверить на отсутствие трещин и выкрошенных частей. Для этого его слегка простукивают деревянным молотком по боковой поверхности (торцу). При простукивании круга, не имеющего повреждений, получается чистый звук. Использовать круги с дребезжащим звуком запрещается.
411
Круг на рельсошлифовальном станке должен центрально садиться на втулку и надежно зажиматься нажимными шайбами через картонные прокладки толщиной не менее 1 мм и диаметром на 5... 10 мм больше зажимных шайб. Гайку крепления круга затягивают только исправным инструментом без применения добавочных приспособлений и ударного инструмента.
Перед запуском станка проверяют состояние круга (не образовались ли во время работы трещины и выколы) и исправность металлического предохранительного кожуха, а после включения — направление вращения круга и работу станка на холостом ходу.
Во время работы для предупреждения разрушения краев круга, разрыва его и проворачивания в шайбах нельзя допускать чрезмерных нажатий и резких прикосновений круга к обрабатываемым поверхностям. Находиться в плоскости вращения круга и производить шлифование рельса его боковой поверхностью запрещается. В случае обнаружения во время работы каких-либо неисправностей необходимо выключить двигатель, после этого выяснить причину их возникновения и, если можно, устранить ее. При хранении абразивный инструмент не должен подвергаться действию влаги, мороза и ударам.
До начала работы сэлектрогаечными ключами ЭК 1М и КПУ следует убедиться в исправности амортизирующих устройств, гасящих вибрацию. Ключ должен легко перемещаться на роликах по рельсу.
Подвеска мотор-редуктора должна обеспечивать соосное соединение гаечного ключа и отворачиваемой гайки.
На ключах КПУ стопорное устройство в замкнутом положении должно исключать смещение болта при заворачивании гайки.
Перед подключением шуруповертов ШВ 2М и КШГ к источнику электроэнергии необходимо дополнительно проверить исправность и правильность установки необходимого съемного наконечника, соответствие установки предохранительного ролика захвата типу рельсов, на которых будет производиться работа, исправность редуктора (провертыванием вручную шпинделя на обеих скоростях), уровень масла в редукторе масломером.
После включения двигателя шуруповерт следует опробовать на холостом ходу (в холодное время года — в течение 3.. .5 мин). В случае обнаружения какой-либо неисправности шуруповерт нужно отключить от сети переключателем и кабельной вилкой, а затем устранить неисправность.
При работе нельзя допускать соскакивания тележки шуруповерта с рельсов и опрокидывания мотор-редуктора. Запрещается-заменять рабочие органы шуруповерта при невык-люченном кабельной вилкой двигателе.
При работе электрических вибрационных шпалоподбоек возникает шум, который помимо неприятного и вредного действия на органы слуха и в целом на организм человека заглушает звук приближающихся поездов, рассеивает внимание работающих и ослабляет восприятие ими сигналов, предупреждающих о подходе поезда. Поэтому обязательна выдача предупреждений на поезда об особой бдительности и подаче оповестительных сигналов при приближении к месту работ или переносному сигнальному знаку «С». Кроме того, если даже по характеру работ ограждение не требуется, при работе с электрошпалоподбойками для оповещения монтеров пути о подходе поезда необходимо установить автоматическую оповестительную сигнализацию, а при ее отсутствии — выставить сигналиста. Сигналист должен стоять как можно ближе к работающей бригаде, но так, чтобы заблаговременно видеть подход поезда с обеих сторон (например, на откосе выемки) и подавать рожком звуковой сигнал, предупреждающий монтеров пути о подходе поезда.
Перед подключением шпалоподбойки к источнику электроэнергии необходимо дополнительно проверить надежность крепления всех болтовых соединений, в особенности гаек стяжных болтов корпусов двигателя, высоту расположения рукоятки.
Шпалоподбойки имеют индивидуальные выключатели. Поэтому их кабели разрешается присоединять к распределительной коробке или розетке только при выключенном положении выключателей. При переходе от шпалы к шпале шпалоподбойки перетаскивают (а не переносят) в рабочем состоянии, а на большие расстояния — в выключенном состоянии. При пропуске поезда шпалоподбойки должны быть отключены.
Во время подбивки шпал нельзя сильно нажимать на рукоятку и наваливаться корпусом на шпалоподбойку, так как при этом на монтера пути передается недопустимо большое вибрацион-
412
ное воздействие. Для уменьшения вибрационного воздействия, передающегося при работе на руки монтера пути, работать желательно с виброгасящими прокладками, в виброрукавицах.
При работе со шпалоподбойкой необходимо следить за температурой корпуса статора ее двигателя. В случае перегрева (когда длительное касание ладонью руки становится нестерпимым) шпалоподбойку следует отключить и дать охладиться статору двигателя.
Не допускается работа с ослабленными и поврежденными виброгасящими устройствами.
До начала работы с костылезабивщиком необходимо дополнительно проверить наличие смазки в масленке. После подключения к сети костылезабивщик следует опробовать на холостом ходу (в холодное время года — в течение 3...5 мин).
При работе сжостылезабивщиком нужно стоять по другую сторону рельса от забиваемого костыля. В процессе забивки костылей шпалы (при необходимости) вывешивают специальным приспособлением или ломом. Во время работы костылезабивщика следует следить за температурой ствола. Если ладонь руки не терпит длительного прикосновения к стволу, работу с костылезабивщиком надо прекратить до остывания ствола.
19.4. Особенности техники безопасности при работе МПИ с приводом от двигателей внутреннего сгорания
Перед началом работы с любым ДВС следует обязательно ознакомиться с требованиями техники безопасности и указаниями по работе ДВС, содержащимися в прилагаемых к нему паспорте и инструкции по эксплуатации, а также инструкции по эксплуатации МПИ, на котором он установлен, и в процессе работы точно и строго их выполнять.
Важно помнить, что изготовитель двигателя не всегда знает, на каком оборудовании будет использоваться его двигатель, поэтому перед эксплуатацией МПИ, на котором установлен ДВС, необходимо внимательно ознакомиться с инструкцией по эксплуатации этого МПИ.
Для предотвращения случайного запуска во время технического обслуживания двигателя или МПИ следует отсоединить провод свечи зажигания и заземлить его, отсоединить отрицательный провод от клеммы аккумулятора (если на двигателе установлен электростартер).
Недопустимо заводить двигатель в закрытом или плохо проветриваемом помещении, так как выхлопные газы содержат окись углерода (не имеющий запаха смертельно ядовитый газ), который выделяется, как только двигатель начинает работать.
Не следует держать руки и ноги вблизи движущихся или вращающихся деталей.
Двухтактный двигатель работает на горючей смеси из бензина и моторного масла. Для смазки подшипников и поршня в топливо добавляют определенное количество масла. Качество этих эксплуатационных материалов оказывает решающее влияние на функционирование и срок службы двигателя. Следует использовать смесь бензин — масло строго по указанной в инструкции по эксплуатации дозировке, с тем чтобы свести к минимуму осадок углерода, который может вызвать искрение из выхлопной трубы. Используемое горючее должно иметь октановое число не менее указанного в инструкции по эксплуатации.
Следует избегать прямого контакта кожи с бензином, недопустимо вдыхать бензиновые пары — это опасно для здоровья.
Бензин чрезвычайно легко воспламеняется и представляет опасность для жизни вследствие возможных ожогов.
Следует соблюдать все меры предосторожности для предотвращения контакта воспламеняющихся продуктов с источником возгорания:
никогда не открывать топливный бак и не работать с топливом в зонах, где имеются источники огня (открытое пламя, газосварочные агрегаты, зажженные сигареты, искры, оборудование типа печи, котла или водонагревателя, в котором используется горелка или которое может произвести искру и т. п.) или материалы, раскаленные либо имеющие высокую температуру (горячие сварные швы, различные окалины и т. д.);
недопустимо производить заправку топливом внутри помещений или в непроветриваемых местах; эти действия должны выполняться вне помещения или в хорошо проветриваемых местах;
413
следует проявлять особую осторожность при работе в случае повышенных температур;
нельзя снимать крышку топливного бака и заполнять топливный бак, если двигатель работает или еще горячий. Следует дать двигателю полностью охладиться перед заполнением топливом;
при необходимости заправки топлива в бак не полностью остывшего двигателя можно заполнять его не более чем на 3/4 емкости. Если при заправке топливо начинает закипать в баке, нужно немедленно закрутить пробку, дать двигателю остыть и не использовать его больше до полного остывания;
резьбовую пробку топливного бака следует отвинчивать осторожно, с тем чтобы избыточное давление (если таковое имеется) понижалось медленно и топливо не могло разбрызгиваться;
после заправки топливом нужно затянуть по возможности до отказа резьбовую пробку топливного бака. Благодаря этому снижается опасность отвинчивания резьбовой пробки и вытекания топлива из-за вибрации двигателя. Следует регулярно проверять герметичность пробки (крышки) топливного бака;
нельзя пользоваться двигателем, если пролит бензин или присутствует его запах либо при иных взрывоопасных ситуациях. В таких случаях необходимо убрать МПИ с места выплеска и не допускать никакого искрения, пока бензин не испарится;
нужно следить за тем, чтобы топливо не попадало на одежду — в противном случае немедленно ее сменить;
не разрешается курить при работе и рядом с МПИ из-за опасности пожара, так как из топливной системы могут улетучиваться легковоспламеняющиеся бензиновые пары;
МПИ надлежит содержать в чистоте и удалять любое накопление пыли, которое может пропитаться топливом;
необходимо очищать контур заливного отверстия, чтобы избежать засорения топливного бака или повреждения герметичной прокладки пробки;
тряпки или любые другие средства очистки, пропитанные топливом, нужно хранить в месте, удаленном от источников огня;
топливо и моторное масло разрешается хранить только в емкостях, специально для этого предусмотренных и обозначенных в соответствии с правилами. Их следует хранить в местах, удаленных от источников огня, в частности от попадания искр, образующихся при работе непосредственно МПИ, например рельсорезных, рельсошлифовальных станков и т. д.;
в зоне работы с топливом (складирование, заправка МПИ и т. п.) нужно постоянно иметь готовый к использованию огнетушитель;
не следует запускать двигатель на расстоянии ближе 6 м от места заправки бака;
необходимо регулярно проверять, нет ли в каком-либо из узлов двигателя и МПИ (включая бак, топливопровод, фитинги и топливный кран) утечки топлива. Если она обнаружена, надлежит немедленно остановить двигатель и не запускать его до устранения неисправности;
нельзя размещать МПИ вблизи от огня или источника сильного тепла.
Не следует перемещать орган управления воздушной заслонкой в положение «Закрыто» («Заслонка») для остановки двигателя. Недопустимо менять настройку пружин регулятора, соединений и иных деталей для увеличения скорости работы двигателя. Двигатель должен работать со скоростью, установленной для данного МПИ. Не допускается вносить какие-либо изменения в устройства управления и предохранительные приспособления, а также в конструкцию двигателя.
Дроссельный рычаг и фиксатор рычага должны легко передвигаться—дроссельный рычаг должен самопроизвольно под действием пружины возвращаться назад в положение холостого хода.
Выключатель останова должен легко устанавливаться в позицию останова «Выключено» («STOP» или «О»).
Необходимо регулярно контролировать плотности посадки штекера запального провода свечи зажигания при неплотно сидящем штекере возможны искрение и воспламенение топливно-воздушной смеси вне цилиндра двигателя, а также возникновение пожара.
Не следует проверять наличие искры при вынутой свече зажигания. Рекомендуется использовать для этой цели соответствующий тестер.
414
В случае перелива следует установить дроссель в положение для запуска и заводить до тех пор, пока двигатель запустится.
Двигатель при вытянутом штекере провода зажигания или при вывинченной свече зажигания допускается проворачивать с помощью пускового устройства, только если выключатель останова находится в позиции «Выключено» («STOP» или «О») во избежание возникновения пожара из-за искрения и воспламенения топливно-воздушной смеси вне цилиндра двигателя.
Недопустимо ударять по маховику молотком или тяжелым предметом, так как это может привести к разрушению маховика во время работы двигателя. Следует использовать соответствующие инструменты для технического обслуживания двигателя.
Не следует заводить двигатель, если МПИ неустойчив и может опрокинуться. Следует устанавливать МПИ на устойчивом основании. Перед запуском двигателя все составные части МПИ обязательно должны находиться в положении, указанном инструкциями по эксплуатации этого МПИ.
Следует избегать попадания выхлопных газов на незащищенные участки тела.
Недопустимо использовать двигатель без шумоглушителя или с дефектным шумоглушителем. Необходимо периодически производить осмотр глушителя и заменять его в случае износа при протечке (во избежание ожогов и потери слуха).
Не следует использовать двигатель в местах скопления травы, листьев и других легковоспламеняющихся материалов в зоне шумоглушителя.
Не следует дотрагиваться до горячих деталей двигателя, в особенности до поверхности шумоглушителя, цилиндра или его ребер, так как это может вызвать ожоги.
Не разрешается эксплуатировать двигатель на какой-либо необработанной территории, покрытой лесом, кустарником или травой, если на глушителе не установлен искроуловитель в рабочем состоянии.
Не следует запускать двигатель со снятым воздушным фильтром или со снятой крышкой воздушного фильтра.
Необходимо препятствовать скоплению грязи, травы и другого мусора на ребрах цилиндра и деталях регулятора, в противном случае может быть нарушена скорость работы двигателя.
При запуске двигателя следует потянуть пусковой трос медленно до тех пор, пока почувствуется сопротивление, затем потянуть трос быстро во избежание отдачи и травмы рук. Не допускается наматывать пусковой трос на руку. После запуска не следует забывать возвращать стартер вместе с тросом в исходное положение, при этом рекомендуется резко трос не отпускать, а слегка придерживать.
Рекомендуется использовать только свежий бензин. Несвежее топливо может образовать осадок в карбюраторе.
Следует обязательно выключить двигатель при переноске МПИ и закрыть клапан (кран) подачи топлива.
МПИ разрешается переносить только за предписанные инструкцией по эксплуатации ручки, при этом рабочий инструмент (наконечник) должен быть направлен назад, а горячий шумоглушитель и другие горячие детали ДВС должны быть обращены в сторону от тела рабочего.
Разрешается использовать в качестве запасных частей только подлинные детали изготовителя двигателя или допущенные им эквивалентные детали и комплектующие изделия. Использование других запасных деталей может привести к повреждению двигателя. Изготовитель снимает с себя всякую ответственность за травму или материальный ущерб, возникшие вследствие применения недопущенных им деталей и комплектующих.
Перед запуском необходимо заполнить двигатель маслом, при этом нельзя переполнять бак. Не следует использовать никаких специальных присадок к рекомендуемым маслам. Не допускается смешивать масло с бензином для четырехтактных двигателей.
Двигатель не разрешается оставлять работать без присмотра. Во время перерывов в работе двигатель следует выключать. После остановки двигателя необходимо дождаться полной остановки рабочих узлов, прежде чем начать новую операцию.
Работы по ремонту, обслуживанию и чистке следует осуществлять только при заглушенном двигателе, за исключением регулировки карбюратора и работы МПИ вхолостую в предписанных случаях.
415
При транспортировке МПИ необходимо предварительно выключить двигатель и снять (во избежание поломки) режущий инструмент. МПИ следует тщательно закрепить и предохранить его от опрокидывания, повреждения и вытекания топлива. Не разрешается транспортировать двигатель с бензином в баке или с открытым краном подачи топлива.
Перед длительным хранением МПИ топливо следует слить из бака. Хранение и техобслуживание МПИ с ДВС разрешается только в хорошо проветриваемых помещениях вдали от открытого огня.
Информация о технике безопасности при производстве путевых работ с использованием МПИ с гидромеханическим приводом приведена в 16.10.
19.5. Оказание первой медицинской помощи пострадавшим
Подробная информация о первой медицинской помощи пострадавшим приведена в специальной литературе (см. В.С. Терешин, В.Б. Каменский. Охрана труда в путевом хозяйстве. — М.: Транспорт, 1999). В соответствии с Типовой инструкцией по охране труда для монтеров пути. ТОИР-ЦП-730—2000 (М.: Транспорт, 2000) время от момента травмы (отравления) до получения помощи должно быть предельно сокращено. Оказывающий помощь обязан действовать решительно, но обдуманно и целесообразно.
Прежде всего необходимо принять меры к прекращению воздействия повреждающих факторов, правильно оценить состояние пострадавшего. При осмотре пострадавшего сначала устанавливают, жив он или мертв, затем определяют тяжесть поражения. Во многих случаях пострадавший теряет сознание. Оказывающий первую помощь должен уметь отличить потерю сознания от смерти.
Признаки жизни:
наличие сердцебиения и пульса на крупных артериях (сонной, бедренной, плечевой);
наличие самостоятельного дыхания (устанавливается по движению грудной клетки, по увлажнению зеркала, приложенного ко рту и носу пострадавшего);
реакция зрачка на свет (если открытый глаз пострадавшего заслонить рукой, а затем быстро отвести руку в сторону, то наблюдается сужение зрачка).
При обнаружении минимальных признаков жизни необходимо немедленно приступить к оказанию первой помощи. Нужно выявить, устранить или ослабить угрожающие жизни проявления поражения — кровотечение, остановку дыхания и сердечной деятельности, нарушение проходимости дыхательных путей, сильную боль.
Признаки смерти:
помутнение и высыхание роговицы глаза;
похолодание тела, появление трупных пятен и трупного окоченения;
сужение зрачка («кошачий глаз») при сдавливании глаза с боков.
Во всех случаях при оказании первой медицинской помощи необходимо принять меры к быстрейшей доставке пострадавшего в лечебное учреждение. Вызов медицинского работника не должен приостанавливать оказания первой медицинской помощи.
При получении механической травмы необходимо остановить кровотечение. При венозном кровотечении из раны (кровь имеет темно-вишневую окраску, вытекает равномерной струей) достаточно наложить стерильную повязку с тугим бинтованием (давящая повязка) или хорошо притянуть ватно-марлевый тампон к ране с помощью липкого пластыря.
При остановке артериального кровотечения (изливающаяся кровь ярко-красного цвета, бьет сильной пульсирующей струей) вначале прижимают артерию выше места повреждения к кости, чтобы прекратить поступления крови к месту ранения, а затем накладывают стандартный или импровизированный жгут. Под жгут обязательно подкладывают записку с указанием даты, часа и минут его наложения. Максимально допустимое время сдавления жгута составляет 1,5...2 ч.
При любом кровотечении поврежденной части тела придают возвышенное положение и обеспечивают покой.
При переломах ни в коем случае не следует пытаться составить отломки кости — устранить искривление конечности при закрытом переломе или вправить вышедшую наружу кость при откры
416
том переломе. Необходимо обеспечить неподвижность поврежденных частей тела с помощью шины (стандартной или изготовленной из подручных средств) и бинта. При открытом переломе останавливают кровотечение, накладывают стерильную повязку и только после этого приступают к иммобилизации (приводят в неподвижность поврежденную часть тела).
При растяжениях связок необходимо наложить на место растяжения холодный компресс, затем давящую повязку.
При вывихах или других повреждениях суставов фиксируют конечность в положении, которое наиболее удобно для пострадавшего и причиняет ему меньшее беспокойство. Нельзя пытаться вправлять вывих и применять силу для изменения вынужденного положения конечности.
При термическом ожоге кипятком (горячей пищей) необходимо быстро снять пропитанную горячей жидкостью одежду. При этом не следует отрывать прилипшие к одежде участки кожи, а нужно осторожно обрезать одежду Ножницами, оставив ее прилипшие участки.
Горящую одежду нужно также попытаться снять или срочно потушить. Лучше всего это сделать завертыванием в одеяло или другую плотную ткань. Из-за прекращения доступа воздуха пламя затухает. Ни в коем случае нельзя бежать в воспламенившейся одежде, сбивать пламя незащищенными руками. Полезно в течение нескольких минут орошать место ожога струей холодной воды или прикладывать к нему холодные предметы. Это способствует быстрейшему предотвращению воздействия высокой температуры на тело и уменьшению боли. Затем на ожоговую поверхность нужно наложить стерильную, лучше ватно-марлевую повязку. Материал, накладываемый на поверхность, можно смочить разведенным спиртом или водкой, что помимо обезболивания дезинфицирует кожу.
Абсолютно противопоказано проводить какие-либо манипуляции на ожоговой поверхности, накладывать повязки с мазями, жирами, красящими веществами. Применение порошка соды, крахмала, мыла, сырого яйца также нежелательно, так как эти средства помимо загрязнения вызывают образование трудноснимаемой с ожоговой поверхности пленки. В случае обширного ожога пострадавшего лучше завернуть в чистую простыню и срочно доставить в лечебное учреждение или вызвать медицинского работника.
Для уменьшения болей пострадавшему дают обезболивающее средство [анальгин и (или) др.]. При возможности его следует напоить горячим чаем, кофе, щелочной минеральной водой. Можно также развести в 1 л воды половину чайной ложки питьевой соды и одну чайную ложку поваренной соли и давать пить.
При ранениях глаз острыми или колющими предметами, а также повреждениях глаз при сильных ушибах пострадавшего следует срочно направить в лечебное учреждение. Попавшее в глаза не следует вынимать из глаз, чтобы еще больше не повредить. На глаза нужно наложить стерильную повязку.
При попадании в глаза пыли или порошкообразного вещества следует промыть их слабой струей проточной воды.
При ожогах химическими веществами необходимо открыть веки и обильно промыть глаза в течение 10... 15 мин слабой струей проточной воды, после чего пострадавшего отправить в лечебное учреждение.
При ожогах глаз горячей водой, паром промывание глаз не рекомендуется. Глаза закрывают стерильной повязкой и пострадавшего направляют в лечебное учреждение.
При поражении электрическим током прежде всего необходимо немедленно прекратить действие электрического тока на пострадавшего. Для этого отключают ток выключателем, поворотом рубильника, вывинчиванием пробок, обрывом провода. Если это невозможно, то сухой палкой или другим предметом, не проводящим электричество, отбрасывают провод. Нельзя прикасаться к пострадавшему голыми руками, пока он находится под действием тока. После этого следует тщательно обследовать пострадавшего, на местные повреждения наложить стерильную повязку. При легких поражениях, сопровождающихся обмороком, головокружением, головной болью, болью в области сердца, кратковременной потерей сознания, необходимо создать покой и принять меры к доставке пострадавшего в лечебное учреждение.
417
27-6706
При оказании первой медицинской помощи пострадавшему важно дать обезболивающие (анальгин, седалгин и др.), успокаивающие (настойка валерианы) и сердечные (валокордин, капли Зеленина и др.) средства.
При тяжелых поражениях, сопровождающихся остановкой дыхания и состоянием «мнимой смерти» (бледная кожа, зрачки широкие, не реагирующие на свет, дыхание и пульс отсутствуют, признаки жизни устанавливаются лишь тщательным выслушиванием тонов сердца), единственно действенной мерой помощи является немедленное проведение искусственного дыхания, иногда в течение нескольких часов подряд. Если остановки сердца не произошло, правильно проведенное искусственное дыхание быстро приводит к улучшению состояния. Кожные покровы приобретают естественную окраску, появляется пульс. Наиболее эффективно искусственное дыхание методом рот в рот (16.. .20 вдохов в минуту). Контроль искусственного дыхания осуществляют по колебаниям грудной клетки.
После того как пострадавший придет в сознание, его следует напоить водой, чаем, кофе (но не алкогольными напитками!) и тепло укрыть.
При остановке сердца производят одновременно с искусственным дыханием наружный массаж сердца с частотой 60. ..70 надавливаний в минуту. Об эффективности массажа судят по появлению пульса на сонных артериях.
При сочетании искусственного дыхания и непрямого массажа сердца на каждое вдувание воздуха в легкие пострадавшего делают 5.. .6 надавливаний на область сердца, в основном в период выдоха. Искусственное дыхание и массаж сердца делают до самостоятельного восстановления дыхания либо до появления явных признаков смерти.
Транспортируют пострадавшего в лечебное учреждение в положении лежа.
При отравлении недоброкачественными пищевыми продуктами необходимо вызвать у пострадавшего искусственную рвоту и промыть желудок, дав ему выпить большое количество (до 6... 10стаканов) теплой воды, подкрашенной марганцовокислым калием, или слабого раствора питьевой соды, а затем напоить молоком и дать выпить 1...2 таблетки активированного угля.
При отравлениях кислотами необходимо тщательно промыть желудок водой и дать пострадавшему обволакивающие средства: молоко, сырые яйца.
При отравлении газами пострадавшего необходимо вынести из помещения на свежий воздух или устроить в помещении сквозняк, открыв окна и двери.
При остановке дыхания и сердечной деятельности приступить к искусственному дыханию и непрямому массажу сердца (см. выше). Во всех случаях отравления пострадавшего направить в лечебное учреждение.
Первая медицинская помощь при обморожении заключается в немедленном согревании пострадавшего, особенно отмороженной части тела. Для этого человека вносят или вводят в теплое помещение. Отмороженную часть тела вначале растирают сухой тканью, затем помещают в таз с теплой водой (30... 32 °C). За 20... 30 мин температуру воды постепенно доводят до 40.. .45 °C. Конечность тщательно отмывают от загрязнения. При неглубоких обморожениях согреть пострадавшего можно с помощью грелки или даже тепла рук. После согревания поврежденную часть тела вытирают насухо, закрывают стерильной повязкой и тепло укрывают.
Отмороженные участки тела нельзя смазывать жиром или мазями. Это затрудняет в последующем их обработку. Нельзя также растирать обмороженные участки тела снегом, так как при этом охлаждение усиливается, а льдинки ранят кожу и способствуют инфицированию.
Следует также воздержаться от интенсивного растирания и массажа охлажденной части. Такие действия при глубоких обморожениях могут привести к повреждению сосудов.
При общем охлаждении пострадавшего необходимо тепло укрыть, дать теплое питье (чай, кофе). Для снижения болей принимают обезболивающие средства (анальгин и др.). Быстрейшая доставка пострадавшего в лечебное учреждение также является мерой первой медицинской помощи.
В целях профилактики кишечных инфекций необходимо соблюдать:
правила личной гигиены—мыть руки с мылом перед приемом пищи и после каждого посещения туалета;
418
условия и сроки хранения продуктов питания.
При появлении признаков инфекционного заболевания следует немедленно обратиться к врачу и ни в коем случае не выходить на работу, чтобы не явиться источником инфекции для окружающих.
Вопросы для повторения
1. Почему необходимо знать и соблюдать требования техники безопасности?
2. Каковы основные источники опасных и вредных производственных факторов при работе с МПИ?
3. В каком состоянии и ситуации не разрешается работать с МПИ?
4. Каков безопасный режим работы с вибрационными и ударными МПИ?
5. В чем состоят особенности техники безопасности при работе с электрическим МПИ?
6. В чем состоят особенности техники безопасности при работе с МПИ, имеющим привод ДВС?
7. В чем состоят особенности техники безопасности при работе с МПИ, имеющим гидро-и пневматический привод?
8. Каковы основные меры защиты от поражения электрическим током?
9. Как надо заземлять во время работ передвижные электростанции, МПИ с электромеханическим приводом?
10. В чем состоит источник особой опасности при работе с МПИ, имеющим абразивный инструмент?
11. Какие нормативные документы по технике безопасности должен знать рабочий, выполняющий работы по текущему содержанию и ремонту пути?
12. Как устанавливают состояние пострадавшего?
13. В чем состоит первая медицинская помощь при механической травме?
14. Как помогают пострадавшему при термическом ожоге?
15. Что делают при ранении глаз?
16. Каковы действия при поражении человека электрическим током?
17. Что делают при отравлении?
18. Как поступают при обморожении?
419
ПРИЛОЖЕНИЕ!
Отечественные заводы, производящие механизированные путевые инструменты
ОАО «Калугатрансмаш», 248634, г. Калуга, ул. Московская, д. 250, тел. (0842) 551740, факс (08422) 40167. Выпускает рельсосверлилки СТР 1, СТР 2, СТРЗ, PCM IM, 1024 В, фаскосъемные станки ФС 1 и ФС 2, рельсорезки РА 2, РМК, РР, РМ 5ГМ, рельсошлифовалки МРШ 3,СШ 1,2152, СЧР, СЧРА, шурупогаечные ключи 312-01, ЭК 1М,КПУ,ШВ 2М,КШГ 1, костылезабивщик ЭПК 3, шпалоподбойку ЭШП 9МЗ, домкраты ДП 10, ДП 10-01, ДТП 10-200, рихтовщики РГУ 1М, РГУ 1МЕ, разгонщик Р 25-2, сдвигатель УНГ 75 (УНГ 75В), гидронасосы ГР, НГЭК, передвижные электростанции АБ 2, АД 2, АБ 4, АД 4, сварочные агрегаты АС, АСА, приставки ПС 15 (ПС 15У1), универсальный источник питания УИП, комплект кабельной арматуры АК, легкие рельсоподъемники КР 1 и КР 2, дрезину ТД 5М и др.
Калужский завод «Ремпутьмаш», 248025, г. Калуга, пер. Малинники, тел. (0842) 514905, факс (0842)514943, выпускает домкраты ПГД 15 (ПГ9-15Р), ПГ 10-200, рихтовщик ГР 14, разгонщик PH 04, сдвигатели НРП 100-05, НРПЭ 100-05 и др.
Товарковский филиал ГУП «Ремпутьмаш», 249855, пос. Товарково-2 Дзержинского района Калужской области, ул. Дзержинского, тел. (08434) 22889, факс (08434) 23300, выпускает домкраты ПГ 9Б, П 10-200, ДПГ 15-01, рихтовщики ГП 6-0,1, ГР 14, разгонщики PH О4А, РР ЗГ-26-0,1, сдвигатели НРП 100-05, НРПЭ 100-05 и др.
ЗАО «Кубаньжелдормаш», 352922, г. Армавир Краснодарского края, ул. Маркова, д. 36, тел. (86137) 67765, выпускает домкраты ДПГ 10, ДПГ 10/200, ДПГ 18, ДГ 25, ДГ 50, рихтовщики ГР 12М, ГР 16,шпалоперегонщик-разгонщикШПГР 10, разгонщики РЛ 12, РЛ 16,РЛ25идр.
ОАО «Муромтепловоз», 602200, г. Муром Владимирской области, ул. Филатова, д. 10, тел./факс (095) 2913168, выпускает домкрат ГД 15, рихтовщик ГР 12В, разгонщик PH.04 и др.
Абдулинский путевой ремонтно-механический завод, 461760, г. Абдулино Оренбургской области, тел. (35355) 20550, факс (35355) 20620, выпускает рихтовщик ГР 12Б и др.
ООО «Интос», ОАО «Лысьвенский металлургический завод», 618900, г. Лысьва Пермской области, ул. Металлистов, д. 1, тел ./факс (34249) 23758, выпускает домкрат ДПГ 8, рихтовщик РГ 12, разгонщик PH 20У и др.
ООО «Модуль», 830049, г. Новосибирск, а/я 277, тел. (3832) 669888,134306, выпускает домкрат ДГ МНТР 20, рихтовщик РГ МНТР 16, разгонщик ДР МНТР 20 и др.
ООО «Модуль-96», г. Омск, тел. (3812) 335343, выпускает домкраты МДГп 20, ОПГДк 20, прибор МНТР 10 и др.
Петропавловский завод тяжелого машиностроения, Казахстан, г. Петропавловск, выпускает домкраты ЖД 12, ЖД 14, рихтовщик ЖР 7, разгонщик РГ 30 и др.
Центр «Транспорт», 443001, г. Самара, ул. Полевая, д. 47, тел. (8462) 325317, факс (8462) 323166, выпускает комплект путевой механизации ACM 109М и др.
ЗАО «Энерпред», 664000, г. Иркутск, а/я 25, ул. Ленина, д. 18, оф. 472, выпускает домкраты ДЖ ГОП 130, ПД 20/140, разгонщик РРА 04 и др.
ОАО «Юргинский машиностроительный завод», 652000, г. Юрга Кемеровской области, выпускает домкрат Т 461, рихтовщик Р.00.00, разгонщик Т 455 и др.
ООО «Вторчермет», 410015, г. Саратов, ул. Орджоникидзе, д. 65, тел. (8452) 445674, факс (8452) 445960, выпускает домкрат ДП 1639, рихтовщик РГ 1641, разгонщик PC 1641 И др.
420
ПРИЛОЖЕНИЕ 2
Абразивные заводы, изготовляющие отрезные круги
Наименование завода и адрес Тип связки; диаметры отрезных кругов, мм Примечание
Иршавский абразивный завод (И АЗ) 395200, Украина, г. Иршава Закар- патской обл., ул. Федорова, д. 12 Бакелитовая 80...600, 900 Круги общего назначения и круги диаметром 400 мм для бесприжоговой резки рельсов
Лужский абразивный завод (ЛАЗ) 188260, п. Луга Ленинградской обл., ул. Красноармейская, д. 32 Бакелитовая 100...200,400...600 Круги общего назначения, круги для бесприжоговой резки рельсов, магнитопровода, стекла и пластмасс
Московский завод шлифовального инструмента (МЗШИ) 125130, г. Москва, А-130, Старо- Петровский проезд, д. 7а Бакелитовая 300... 500 Круги общего назначения
Косулинский абразивный завод (КАЗ) 624053, Верхнее Дубово Свердловской обл. Бакелитовая 180...400 Круги общего назначения, круги для бесприжоговой резки инструментальных сталей
Юргинский абразивный завод (ЮАЗ) 652000, г. Юрга Кемеровской обл. Бакелитовая 400. 900, 1200, 1500 Круги общего назначения, круги для резки титана, неметалла (шамот, динас), осваиваются круги диаметром 1200 мм для резки горячего металла и бесприжоговой резки рельсов
Пермский завод монтажных изделий и средств автоматизации (ПЗМСиСА) 614022, г, Пермь, ГСП-22, ул. 3-я Теплопроводная Бакелитовая 180...500 Круги общего назначения, круги для резки неметаллов (шамот, динас и т. д.)
Ивано-Франковский завод механических прессов и автоматических линий 284006, Украина, г. Ивано-Франковск Бакелитовая 180...400 Круги общего назначения
Челябинский опытный завод Урал-ВНИИАШ (ЧОЗ УралВНИИАШ) 454000, г. Челябинск, ул. Труда, д. 97 Бакелитовая 120 Круги для обработки замка поршневых колец
Челябинский завод шлифовального инструмента (ЧЗШИ) 454007, г. Челябинск, а/я 7463 Вулканитовая 150...500 Круги общего назначения
Приволжский абразивный завод (ПАЗ) 446050, ст. Обшаровка Куйбышевской ж. д. Вулканитовая 80... 500 То же
421
Оглавление
Введение...........................................................................3
Глава 1. ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ.
ТЕОРИЯ, ОБЩЕЕ УСТРОЙСТВО
1.1. Общие сведения.............................................................4
1.2. Четырехтактные карбюраторные двигатели.....................................4
1.3. Двухтактные карбюраторные двигатели........................................6
1.4. Двигатели-дизели...........................................................8
1.5. Многоцилиндровые двигатели.................................................9
1.6. Газораспределительный механизм............................................12
1.7. Фазы газораспределения....................................................13
1.8. Смазка двигателя..........................................................14
1.9. Питание карбюраторных двигателей..........................................17
1.10. Питание дизелей..........................................................19
1.11. Электрооборудование двигателей...........................................21
Вопросы для повторения:........................................................23
Глава 2. ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ ПЕРЕДВИЖНЫХ ЭЛЕКТРОСТАНЦИЙ, СЪЕМНЫХ ДРЕЗИН И ПУТЕВЫХ МЕХАНИЗМОВ
2.1. Двухтактные карбюраторные двигатели СД 60, 2СД, 2СД М2, Д 300 и их модификации.24
2.2. Двигатели «Урал 2Т Электрон», «Дружба 4» и Stihl TS 760...................29
2.3. Четырехтактные двигатели УД 15М и УД 25М..................................37
2.4. Бензиновые двигатели ДМ 1 и ДМ 1Э.........................................42
2.5. Двигатели М 72, М 72М (К 750) и «Урал» (ИМЗ 8.103)........................46
2.6. Дизельные двигатели СН 6Д и МД 6..........................................55
Вопросы для повторения.........................................................58
Глава 3. ГЕНЕРАТОРЫ ПЕРЕДВИЖНЫХ ЭЛЕКТРОСТАНЦИЙ
3.1. Принцип действия синхронных генераторов переменного тока..................59
3.2. Генераторы типов ГАБ 2, ГАБ 4 и ГАБ 8.....................................61
3.3. Однофазные генераторы ГС..................................................63
3.4. Синхронный генератор MCA 72/4 А н С 117-4.................................65
3.5. Генераторы синхронные сварочные агрегатов АС и АС УИП.....................66
Вопросы для повторения.........................................................68
Глава 4. ВЫПРЯМИТЕЛИ ПЕРЕДВИЖНЫХ ЭЛЕКТРОСТАНЦИЙ
4.1. Принцип действия полупроводниковых выпрямителей...........................69
4.2. Устройство диодов* .......................................................71
4.3. Схемы выпрямления переменного тока........................................74
Вопросы для повторения................,........................................76
Глава 5. СВАРОЧНЫЕ АГРЕГАТЫ
5.1. Сварочный агрегат АС......................................................77
5.2. Сварочный агрегат АС УИП .................................................79
5.3. Сварочная приставка ПС 15.................................................81
5.4. Эксплуатация и обслуживание сварочных агрегатов АС, АС УИП. сварочной приставки ПС 15.......................................................85
Вопросы для повторения.........................................................89
422
Глава 6. РАСПРЕДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА И АППАРАТУРА
ПЕРЕДВИЖНЫХ ЭЛЕКТРОСТАНЦИЙ
6.1. Общие сведения............................................................90
6.2. Блоки управления работой электростанций...................................90
6.3. Коммутационные и защитные аппараты распределительных устройств............98
6.4. Регуляторы напряжения....................................................102
6.5. Электроизмерительные приборы распределительных устройств.................104
Вопросы для повторения........................................................107
Глава 7. ПЕРЕДВИЖНЫЕ ЭЛЕКТРОСТАНЦИИ
7.1. Общие сведения......................................................... 108
7.2. Электростанции АБ 2 Т/230 ВЖ и АБ 4 Т/230 ВЖ..............................110
7.3. Защитно-отключаюшее устройство............................................113
7.4. Техническое обслуживание электростанций..................................114
7.5. Диагностирование состояния электростанций................................120
7.6. Ремонт электростанций....................................................129
Вопросы для повторения........................................................138
Глава 8. ЭЛЕКТРОСНАБЖЕНИЕ ПУТЕВЫХ РАБОТ
8.1. Схемы питания и пункты подключения МПИ...................................139
8.2. Преобразователи тока, напряжения и частоты...............................141
8.3. Преобразовательный агрегат АП 5..........................................144
8.4. Назначение, принцип действия и устройство трансформаторов................145
8.5. Кабельная сеть и соединительная арматура.................................150
Вопросы для повторения........................................................152
Глава 9. ПРИВОДНЫЕ ДВИГАТЕЛИ МЕХАНИЗИРОВАННЫХ
ПУТЕВЫХ ЭЛЕКТРОИНСТРУМЕНТОВ
9.1. Общие сведения...........................................................153
9.2. Принцип действия трехфазных асинхронных электродвигателей................153
9.3. Устройство асинхронных двигателей........................................157
9.4. Режимы работы, основные характеристики и эксплуатационные свойства асинхронных электродвигателей........................................165
9.5. Устранение неисправностей электродвигателей..............................170
Вопросы для повторения........................................................173
Глава 10. СВЕДЕНИЯ О ПРИНЦИПЕ РАБОТЫ ГИДРАВЛИЧЕСКИХ И ПНЕВМАТИЧЕСКИХ МПИ
10.1. Рабочие жидкости гидроприводов..........................................174
10.2. Общие сведения о работе гидропривода....................................174
10.3. Общие сведения о работе пневмопривода...................................177
10.4. Расчет и проектирование МПИ с гидромеханическим приводом................178
10.5. Расчет и проектирование МПИ с пневмомеханическим приводом...............181
Вопросы для повторения........................................................182
Глава 11. РЕЛЬСОСВЕРЛИЛЬНЫЕ И ФАСКОСЬЕМНЫЕ СТАНКИ
11.1. Общие сведения..........................................................183
11.2 Инструмент рельсосверлильных станков................................... 183
11.2.1 Сверла...............................................................183
11.2.2. Фаскосъемники.......................................................186
11.2.3. Инструмент для упрочнения отверстий............................... 186
423
11.3. Взаимодействие инструмента станка с рельсом..............................187
11.3.1. Сверление отверстий в рельсах.........................................187
11.3.2. Снятие фасок у отверстий в рельсах....................................188
11.3.3. Упрочнение отверстий в рельсах........................................189
11.4. Рельсосверлильный станок СТР 2...........................................190
11.5. Рельсосверлильный станок СТР 1...........................................195
11.6. Рельсосверлильный станок СТР 3...........................................197
11.7. Рельсосверлильный станок PCM 1М..........................................199
11.8. Рельсосверлильный станок 1024 В...........................................202
11.9. Фаскосъемные станки.......................................................204
11.9.1. Станок для снятия фасок ФС 2...........................................204
11.9.2. Устройство для снятия фасок ФС 1 .....................................207
11.10. Эксплуатация и обслуживание рельсосверлильных и фаскосъемных станков....209
Вопросы для повторения.........................................................215
Глава 12. РЕЛЬСОРЕЗНЫЕ СТАНКИ
12.1. Общие сведения...........................................................216
12.2. Инструмент для рельсорезных станков......................................218
12.2.1. Абразивные круги......................................................218
12.2.2. Ножовочные полотна....................................................219
12.3. Взаимодействие инструмента станка с рельсом..............................219
12.3.1. Резание рельсов абразивными кругами...................................219
12.3.2. Распиливание рельсов ножовочными полотнами............................221
12.4. Рельсорезный станок РМК...................................................223
12.5. Рельсорезный станок РР 80.................................................227
12.6. Рельсорезный станок РА 2.................................................230
12.7. Рельсорезный станок РМ 5ГМ...............................................233
12.8. Эксплуатация и обслуживание рельсорезных станков..........................237
Вопросы для повторения..........................................................244
Глава 13. РЕЛЬСОШЛИФОВАЛЬНЫЕ СТАНКИ
13.1 Общие сведения, инструмент и его взаимодействие с рельсом.................245
13.2. Рельсошлифовалка МРШ 3...................................................247
13.3. Станок 2152 для шлифования элементов верхнего строения пути..............247
13.4. Станок СЧР для чистовой обработки рельсов................................251
13.5. Машина для шлифования шейки и подошвы рельса ШПШ ........................254
13.5. Эксплуатация и обслуживание рельсошлифовальных станков....................257
Вопросы для повторения..........................................................259
Глава 14. МЕХАНИЗИРОВАННЫЕ ПУТЕВЫЕ ИНСТРУМЕНТЫ
ДЛЯ РАБОТЫ СО СКРЕПЛЕНИЯМИ, ШПАЛАМИ И БАЛЛАСТОМ
14.1. Общие сведения и взаимодействие инструментов и элементов пути............260
14.2. Электрогаечный ключ ЭК 1М................................................266
14.3. Ключ путевой универсальный КПУ...........................................268
14.4. Шуруповерт ШВ 2М..........................................................272
14.5. Ключ шурупогаечный КШГ 1..................................................274
14.6. Электропневматический костылезабивщик ЭПК 3 .............................277
14.7. Электрогидравлический костылевыдергиватель КВД 1.........................279
424
14.8. Электрические вибрационные шпалоподбойки................................280
14.9. Сверлошлифовалка СШ 1...................................................281
14.10. Шпалозатесывающий станок ШС 2..........................................282
14.11. Машина для одиночной смены шпал МСШ 2..................................284
14.12. Эксплуатация и обслуживание механизированных путевых инструментов для работы со скреплениями....................................................287
14.13. Эксплуатация и обслуживание механизированных путевых инструментов для работы со шпалами и балластом.............................................292
Вопросы для повторения........................................................295
Глава 15. ДИАГНОСТИРОВАНИЕ И РЕМОНТ МПИ
С ЭЛЕКТРОМЕХАНИЧЕСКИМ ПРИВОДОМ
15.1. Общие положения.........................................................297
15.2. Диагностирование МПИ....................................................297
15.3. Ремонт МПИ..............................................................304
15.4. Испытания МПИ...........................................................309
Вопросы для повторения........................................................310
Глава 16. МЕХАНИЗИРОВАННЫЕ ПУТЕВЫЕ ИНСТРУМЕНТЫ
ДЛЯ РАБОТЫ С РЕЛЬСОШПАЛЬНОЙ РЕШЕТКОЙ
16.1. Общие сведения..........................................................311
16.2. Домкраты................................................................311
16.3. Рихтовщики с ручным приводом............................................324
16.4. Рихтовщики моторные.....................................................328
16.5. Разгонщики..............................................................331
16.6. Сдвигатели рельсовых плетей.............................................338
16.7. Прочие устройства.......................................................346
16.8. Насосы гидравлические ручные............................................349
16.9. Насосы гидравлические моторные..........................................352
16.10. Эксплуатация и ремонт гидравлических механизированных инструментов.....359
Вопросы для повторения........................................................371
Глава 17. ГРУЗОПОДЪЕМНЫЕ И ТРАНСПОРТИРУЮЩИЕ УСТРОЙСТВА ДЛЯ ТЕКУЩЕГО
СОДЕРЖАНИЯ И РЕМОНТОВ ПУТИ
17.1. Общие сведения..........................................................372
17.2. Рельсоподъемник КР 1.................................................. 375
17.3. Рельсоподъемник КР 2....................................................376
17.4. Однорельсовая тележка ТО................................................378
17.5. Съемная мотодрезина СМ 4................................................378
17.6. Съемная мотодрезина ТД 5М...............................................380
17.7. Эксплуатация и обслуживание грузоподъемных и транспортирующих устройств.382
Вопросы для повторения........................................................387
Глава 18. УСТРОЙСТВА ДЛЯ КОНТРОЛЯ СОСТОЯНИЯ ПУТИ И ЕГО ЭЛЕМЕНТОВ
18.1. Общие сведения..........................................................388
18.2. Устройства для измерения износа рельсов.................................388
18.3. Устройства для выявления дефектов рельсов...............................390
18.4. Устройства для контроля плотности балласта и состояния шпал.............391
18.5. Оптические приборы для рихтовки и выправки пути ........................392
18.6. Контрольно-измерительные механические устройства........................398
Вопросы для повторения........................................................404
425
Глава 19. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПРОИЗВОДСТВЕ
ПУТЕВЫХ РАБОТ С ИСПОЛЬЗОВАНИЕМ МПИ
19.1. Общие положения.......................................................................405
19.2. Общие меры электробезопасности........................................................407
19.3. Особенности техники безопасности при работе с электрическими МПИ......................409
19.4. Особенности техники безопасности при работе МПИ с приводом от двигателей внутреннего сгорания..........................................................413
19.5. Оказание первой медицинской помощи пострадавшим.......................................416
Вопросы для повторения......................................................................419
ПРИЛОЖЕНИЕ 1. Отечественные заводы, производящие механизированные путевые инструменты........................................................420
ПРИЛОЖЕНИЕ 2. Абразивные заводы, изготовляющие отрезные круги ............................................. 421
Учебное издание
Роберт Дмитриевич Сухих Виктор Михайлович Бугаенко Юрий Сергеевич Огарь Вячеслав Дмитриевич Ермаков Игорь Михайлович Пиковский Анатолий Васильевич Пронченко
ПУТЕВЫЕ МЕХАНИЗМЫ И ИНСТРУМЕНТЫ
Учебник для учащихся образовательных учреждений железнодорожного транспорта, осуществляющих начальную профессиональную подготовку
Редактор: В.В. Космин
Корректор'. Л.Е. Лохова Компьютерная верстка-. Е.П. Филимонова
Изд. Лиц. ИД №04598 от 24.04.2001 г. Подписано в печать 30.07.2002 г.
Формат 60/90 X. Усл. печ. л. 53,5. Тираж 8000 экз. Зак 6706
УМК МПС России, 107078, Москва, Басманный пер., д. 6
Отпечатано с готовых диапозитивов в филиале Государственного ордена Октябрьской Революции, Ордена Трудового Красного Знамени Московского предприятия «Первая Образцовая типография» Министерства Российской Федерации по делам печати, теле-радиовещания и средств массовых коммуникаций
115114, Москва, Шлюзовая наб., 10