/








































































































Текст
Нг.Л».г!с:'”. _ Л«>АТ b’SA’tO:i.'E*l
НГ г-ех^МИЧ^СКОи <.; JMHHGGTM CCCj
АРМАТУРА ЗАПОРНАЯ
ОБЩЕЕ РУКСЮД^ВО-ПО РЕМОНТУ
ИО 1-79
Ут«ерждгн:> замв< титрлем министр*
яефт>”зареребат1>:ии'<;и,ей
м ^<?фтехнмиче-:ксй промышленности СССР
т, Я. А. Бычковым ’’ ппрелт! 1 ?аС* года
СОДЕРЖАНИЕ
1. Введение....................................................... 7
2. Организация ремонта . ......................................8
2.1. Индивидуальный метод ремонта...................................8
2.2. Узловой метод ремонта..........................................11
3. Общие технические требования....................................16
4. Технические требования при дефектации деталей и узлов арматуры . 18
4.1. Корпусные узлы -...............................................18
4.2. Клинья, клапаны, захлопки обратных клапанов, уплотнительные кольца 19
4.3. Шпиндели . ’..................................................20
4.4. Гайки шпинделей ........................................... 20
4.5. Сальниковые втулки, маховики, нажимные фланцы сальников . . 22
4.6. Подшипники....................................................22
5. Ремонт деталей арматуры................. ... <
5.1. Общие положения........................................ . . 23
5.2. Ремонт корпусов и крышек......................................23
5.3. Ремонт клиньев, клапанов и захлопок...........................25
5.4. Ремонт шпинделей..............................................27
5.5. Ремонт гаек шпинделей, втулок сальника и крышки...............27
6. Тех нические требования при сборке ............................ 27
7. Испытание арматуры .... .........................30
8. Маркировка, хранение............................................Зо
9. Литература................................................. . 37
3
Приложения
1. Журнал учета ремонтируемой арматуры..............................39
2. ^Методика расчета обменного фонда и годового плана специализиро-
ванной арматурной мастерской.......................................40
3. Схемы размещения арматуры в контейнерах.............. 43
4. Оборудование, стенды и приспособления арматурной мастерской . . 51
5. Оборудование для обеспечения ремонта арматуры................66
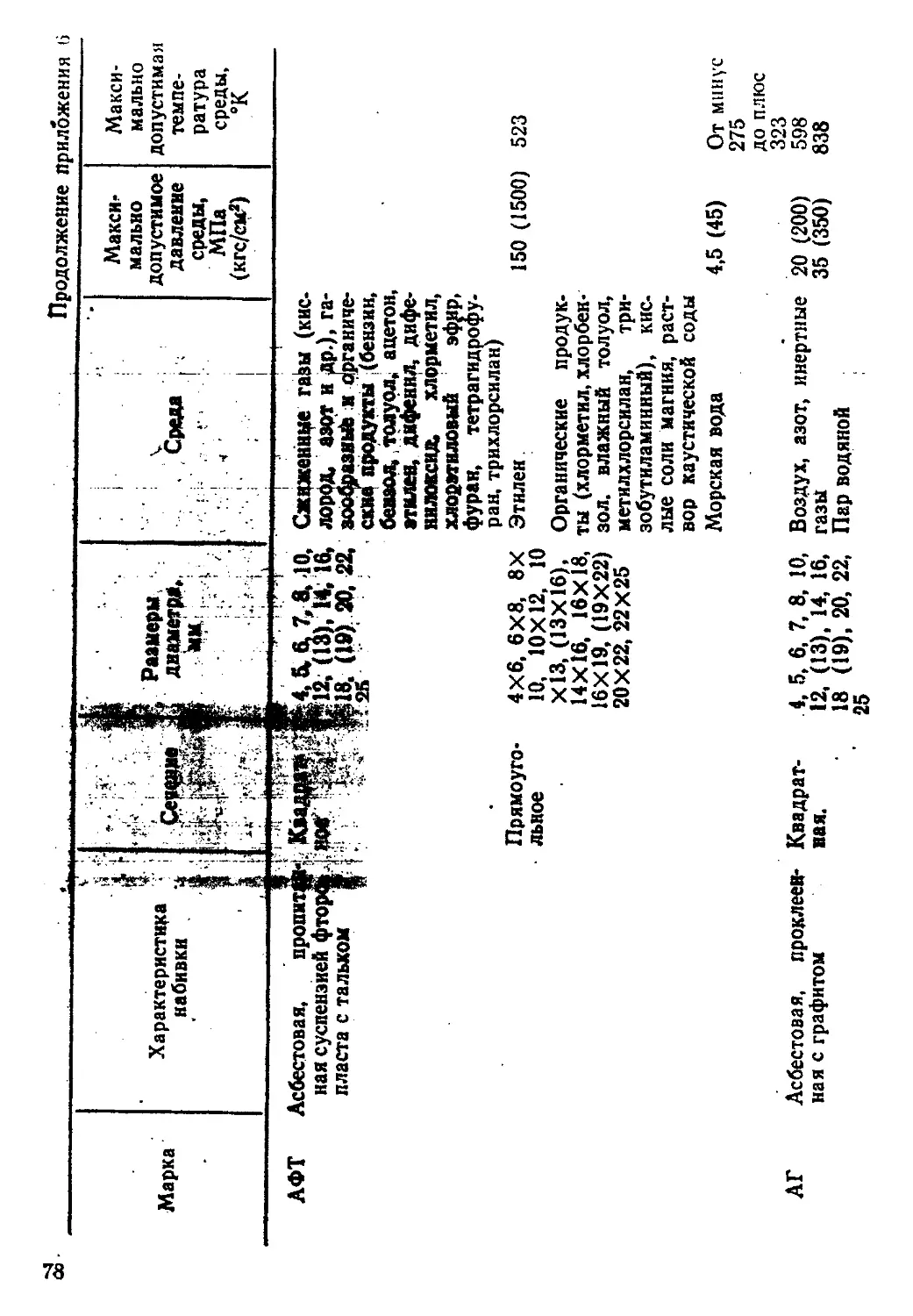
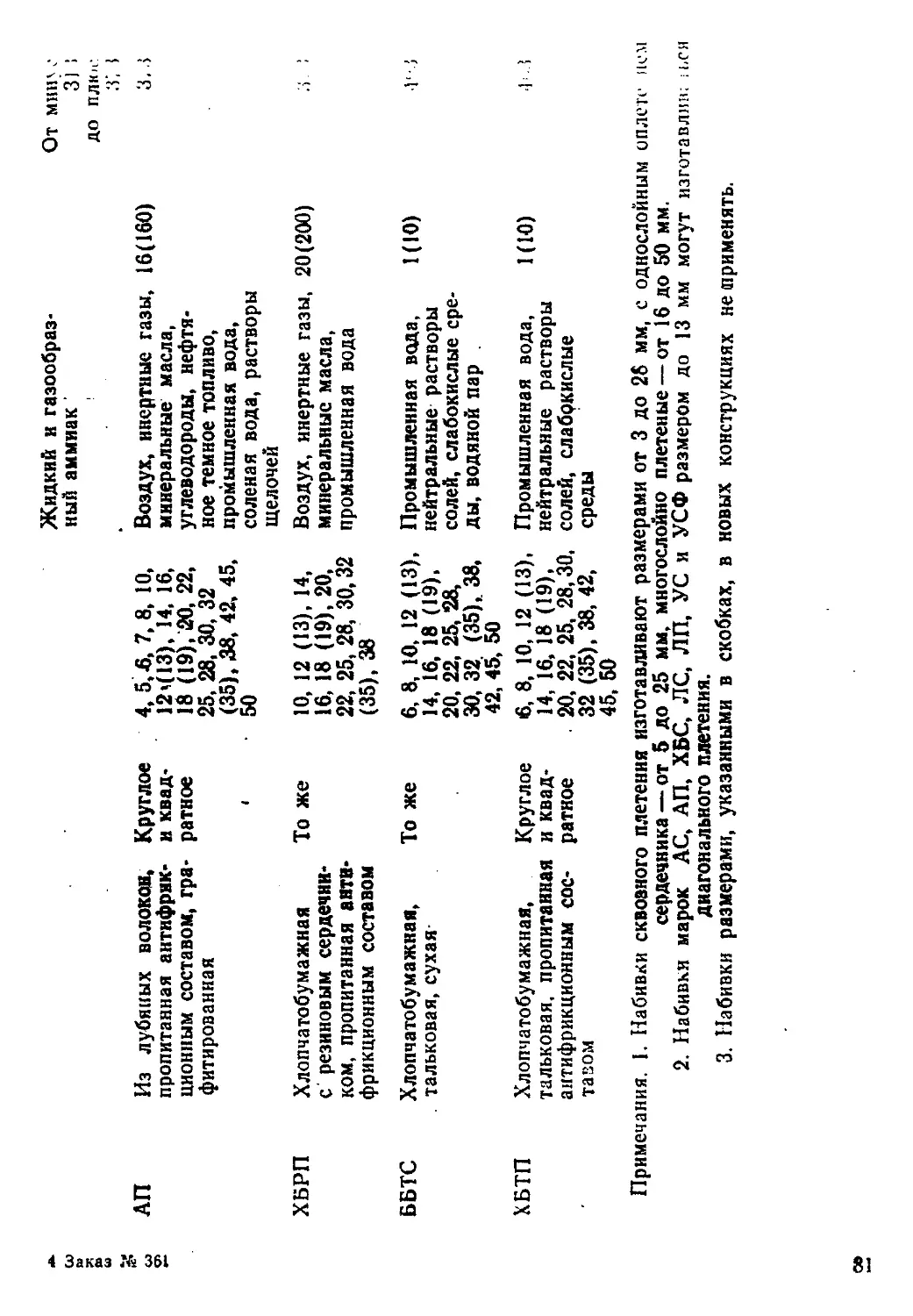
6. Сальниковые набивки, применяемые для герметизации арматуры . . 75
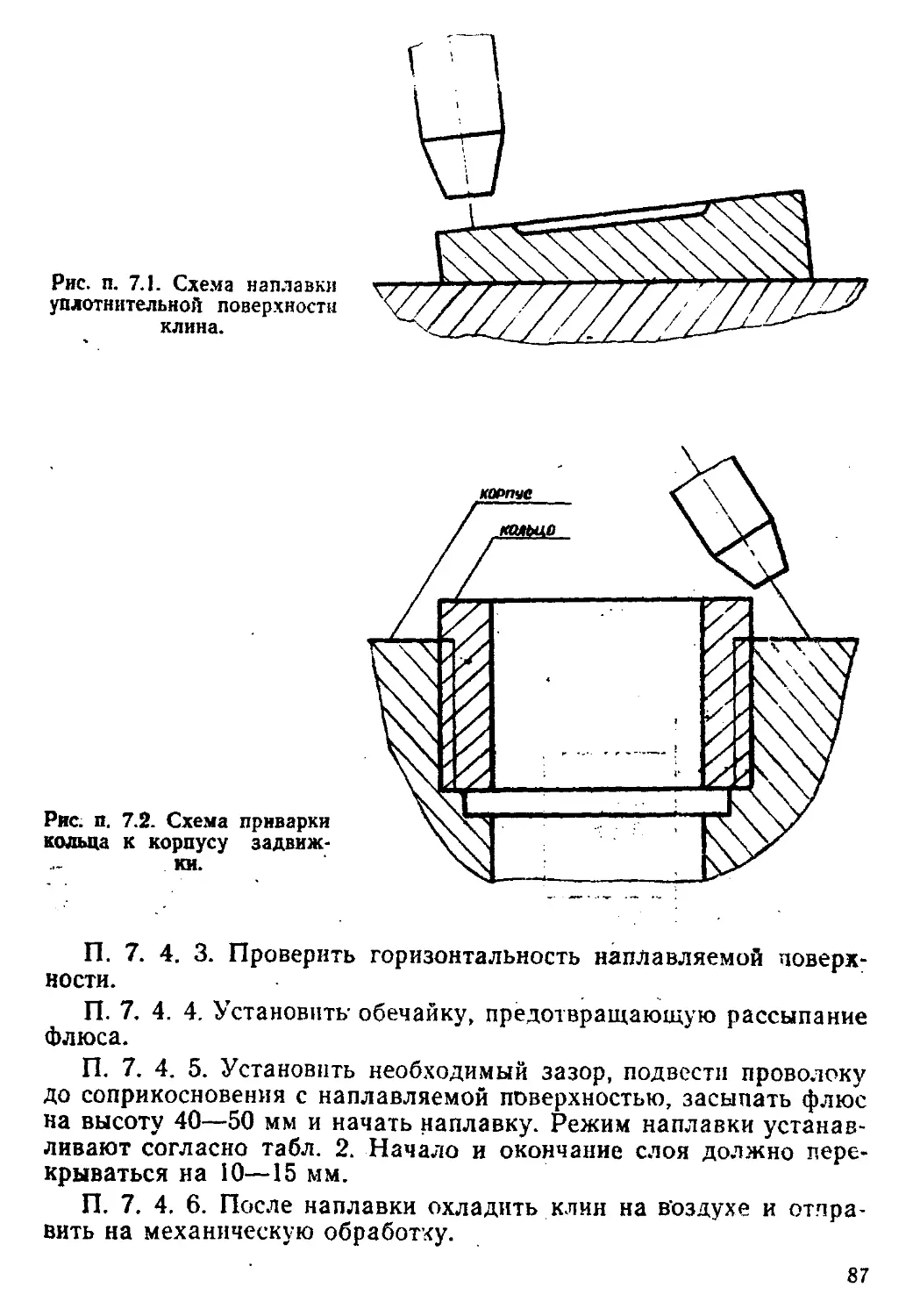
7. Инструкция по автоматической наплавке деталей трубопроводной за-
порной арматуры................................................83
6. Материалы основных деталейарматуры...........................93
9. Рекомендации ДЛЯ реконструкции действующих мастерских по ремонту
^рматуры и проектирования новых................................93
10. Номограммы отбраковочной толщины стенок корпуса запорной арма-
туры . ..................................................... 101
ПРЕДИСЛОВИЕ
Настоящее «Руководство по ремонту запорной арматуры»
(КО-1-79) разработано Нижне-Волжским филиалом ГрозНИИ в
соответствии с тематическим планом.
«Руководство по ремонту запорной арматуры» разработано ав-
торским коллективом в составе А. Е. Фолиянц, Н. В. ^Мартынова,
В. С. Трепетова, В. Д. Дугина, В. А. Нечаева (сварка), А. А. Ти-
хомирова, Б. И. Микерина, И. И. Твердохлебова, под общим ру-
ководством начальника управления главного механика и главного
энергетика Миннефтехимпрома СССР В. М. Кутяева
В подборе и систематизации материалов по отдельным разде-
лам принимали участие В. Н. Коваленко, Н. И. Куликов, Г. И. Мол-
чанов, В. И. Тикунов, В. Н. Голышева, Н. А. Гудкова, Л. Г. Ко-
зырева, Т. К. Галкина, Б. И. Машкин.
Проект КО-1-79 был рассмотрен основными предприятиями от-
расли. При этом ряд цепных предложений и замечании но содер-
жанию ОТУ-1-79 внесли Е. С. Савченко, В. В. Бовкунов, В. М. Под-
тыкайлов, А. С. Евдокимов, В. Н. Смирнов, В. С. Мирясов,
О. Н. Шпаков, В. Карабанов и другие специалисты предприятий и
организаций отрасли.
КО-1-79 было рассмотрено и согласовано с ЦК профсоюза ра-
бочих химической и нефтехимической промышленности, ЦКБА
«Арметурсстроения», «Знамя труда», Росгнпрснефтехимом и сдоб-
рено решением совещания, состоявшегося в феврале 1930 гида в
г. Волгограде с участием ведущих специалистов предприятий и ор-
ганизаций.
КО-1 ^предназначено для. служб, главного механика, работни-
ков техническогонадзора предприятия м ремонтных организаций
нефтеперерабатывающей и нефтехимической промышленности.
1. ВВЕДЕНИЕ
1.1. Общее руководство по ремонту запорной арматуры
(КО-1-79)* предназначено для организации ремонта запорной арма-
туры на нефтеперерабатывающих и нефтехимических предприятиях.
1.2. Руководство определяет порядок проведения ремонта ар-
матуры в специализированной мастерской индивидуальным и узло-
вым методами, технические требования на дефектацию и ремонт
узлов и деталей, требования к испытанию арматуры, сдаче ее в
эксплуатацию после ремонта и маркировке. Приведенная в разде-
ле 2,2 организации ремонта арматуры узловым методом в специа-
лизированной мастерской на основе обменного фонда рекомендует-
ся к внедрению на всехпредприятиях отрасли Шри реконструкции
и проектировании мастерских по ремонту арматуры.
1.3. Руководство, распространяется на ремонт арматуры (за-
движки, вентили, обратные клапаны), работающей в жидких и га-
зообразных, неагрессивных и агрессивных средах в пределах ра-
бочад давлений от(ЦЮ1 МПа(0,01кгс/см2—вакуум) до16МЙа
JIS?от 123* К (минус 150°С) дб
973*К (плюс ?«гС).
1.4. Руководство не распространяется на:
арматуру, установленную на магистральных трубопроводах не-
зависимо от транспортируемого продукта;
арматуру трубопроводов для транспортирования ацетилена в
кислорода; *
арматуру из неметаллических материалов.
1.5. Прит-проведении ремонта вместе с руководством использу-
ются документы, перечень которых приведен в табл. 1.
* В дальнейшем тексте именуется «Руководство».
Таблица 1
Документы, используемые вместе с КО-1-79
Наименование документа Обозначение Год издания и разработчик документа
1. Паспорт, техническое описание и
инструкция по эксплуатации арма-
туры
2. Руководящие указания по эксплу-
атации, ревизии, ремонту и отбра-
ковке. технологических трубопро-
водов
3. Положение о ППР технологическо-
го оборудования предприятий неф-
теперерабатывающей и нефтехими-
ческой промышленности (часть 1)
4 Правила безопасности при эксплу-
атации нефтеперерабатывающих
предприятий
5. Правила безопасности во взрыво-
опасных и взрывопожароопасных
химических ц нефтехимических про-
изводствах
6. Инструкция по организации и без-
опасному производству ремонтных
работ на предприятиях и органи-
зациях, нефтеперерабатывающей и
«еФхшЬмйЭДго* Промышленности
РУ-75
ПТБ НП-73
ПБВХП-74
Завод-изготовитель
1975, НВФ ГрозНИИ.
1977, НВФ ГрозНИИ.
1974, ВНИИТБ.
Г осгортехнадзор
СССР 23.12.74 г.
1973, утверждена зам.
министра Миннёф-
техимпрома СССР.
2. ОРГАНИЗАЦИЯ РЕМОНТА
2.1. Индивидуальный метод ремонта
2.1.1. Планирование и организация ремонта запорной армату-
ры производится по графикам ремонта технологических устано-
вок объектов предприятия.
2.1.2. Объем работ по ремонту запорной арматуры на техноло-
гических установках (объектах) определяется дефектной ведомо-
стью, утвержденной главным инженером (механиком) предпри-
ятия.
2.1.3. Организация подготовки запорной арматуры к ремонту
осуществляется в соответствии с действующими производственны-
ми инструкциями, инструкциями по технике безопасности, требо-
ваниями «Правил безопасности при эксплуатации нефтегазопере-
рабатывающих заводов (ПТБНП-73)», «Правил безопасности во
8
v jpLnoui-nidCiibiA п n Jpbl ВОИОЖаркЛ’• ‘ ИСЛЫХ AiiV.; i ‘ICC Kii.\ H iiCipiCXHMII-
ческпх производствах (Г1БВХП-71)» и «Инструкции по организа-
ции и безопасному производству ремонтных работ на предприяти-
ях и в организациях нефтеперерабатывающей и нефтехимической
промышленности» (утверждена Министерством СССР 25 ию-
ля 1973 г.).
Документация по технике безопасности при производстве де-
монтажа, ремонта и монтажа запорной арматуры должна учиты-
Рис. 1. Организация ремонта запор-
ной арматуры по схеме «демонтаж—
ремонт—монтаж».
ТегнОРО^ииегкоя оста-
новка (объект)
(Очистка Монтал I
•• "\MamvpQ I-- г- —
ЬЛВМОНТО* \ V |
вать требования ГОСТов «Системы безопасности т?' г: 1ССТБ) и
«Типовой! инструкции по организации безопасного проведения
огневых работ на взрывоопасных и взрыво-пожароопасных объек-
тах» (утверждена Госгортехнадзором СССР 7 мая 1974).
2.1.4. Все работы по подготовке запорной арматуры к ремонту
выполняются одновременно с подготовкой трубопроводов и обору-
дования.
Арматура на технологических установках (объектах) после
подготовки демонтируется согласно распределению по педг м-стн
Дефектов и перевозится для ремонта в специализированную мастер-
скую. После ремонта арматура возвращается на технологическую
установку (объект) для монтажа (рис. 1).
а
2.1.5. Сдача арматуры в специализированную мастерскую п по-
лучение после ремонта осуществлю». >ся и>» амач. .:разсденным в
РУ-75 (приложение 4).
2.1.6. Сдаваемая в ремонт арматура должна быть укомплекто-
. вана всеми деталями с открытым на 20 — 30% затвором, промыта
и очищена от нефтепродуктов, а выдаваемая после ремонта арма-
тура соответствовать требованиям данного «Руководства».
2.1.7. Разгрузка, погрузка арматуры и все операции по переме-
щению деталей и узлов в мастерской производятся грузоподъем-
ными устройствами (кранбалки, тельферы, укосины и т. д.) гру-
зоподъемностью, обеспечивающей разгрузку и погрузку ремонти-
руемой арматуры.
2.1.8. Ремонт запорной арматуры в специализированной ма-
стерской выполняется, в период простоя технологических установок
(объектов) в ремонте.
2.1.9. Разборка ремонтируемой запорной арматуры и ее уз-
лов производится в объеме, обеспечивающем полную дефектацию
и ремонт деталей. Операции по разборке производятся с при-
менением гидрозажимных стендов* (черт. СО 22.00.00.00), осна-
щенных подвеской (черт. Т-2.000) для гайковертов (типа ИП3106).
2.1.16. ; Дефектация корпусных узлов (корпус, крышка и т. д.)
до разборки арматуры производится методом опрессовки на стен-
дах (черт;'СО1И.00.00) в соответствии с требованиями раздела 7,
а после разборки—в. соответствии с разделом 4.
• 2.1 Л1. Перед дефектацией детали и узлы арматуры должны
быть очищены и-промыты в. соответствии с требованиями разде-
ла'£^^0^'--<Г.?'’'г:
2.»лДеф ектация деталей и узлов производится в соответст-
вии с техническими требованиями «Руководства» (раздел 4), а в
необходимых случаях —с требованиями и допусками, приведенны-
ми в чертежах на арматуру. Контроль технического состояния
деталей производится путем осмотра и измерений размеров, ука-
занных в технических требованиях на дефектацию и ремонт. Вы-
браковке подлежат детали с дефектами, устранение которых техни-
чески и экономически нецелесообразно.
Дефектация деталей и углов производится ответственными ин-
женерно-техническими работниками с привлечением, в необходи-
мых случаях, работников отдела технического надзора.
2.1.13. Детали и узлы, признанные годными, используются при
сборке. Детали, подлежащие восстановлению, ремонтируются. Де-
* Приведенные в «Руководстве» марки (номера чертежей) оборудования
и станков являются рекомендуемыми и могут быть заменены другим оборудо-
ванием, обеспечивающим технологию ремонта. Технические характеристик;' ре-
комендуемого оборудования приведены в приложении 4 «Руководства».
10
Т5 1П, признанные не™ л • :;-.ч цию,,
заменяются новыми.
2.1.14. Восстановленные и вновь изготовленные детали подвер-
гаются контролю путем обмера размеров, обеспечивающих требу;
емые сопряжения, и осмотра с целью выявления недопустимых де-
фектов. Допускается, при обосновании, восстановление деталей
обработкой их на ремонтные размеры и изготовлением сопрягае-
мой детали с размерами, обеспечивающими зазоры (натяги), пре-
дусмотренные требованиями на сборку (раздел 6).
2.1.-15 . Уплотнительные поверхности, восстанавливаемые мето-
дом наплавки, обрабатываются с применением специальных при-
способлений (черт. П2.00.00; П4.00 00; П8.00.00; П9.00.00). Устра-
нение мелких дефектов на уплотнительных поверхностях произво-
дится шлифовкой и притиркой (горизонтальные наждачные станки,
станки типа СС-4, станки для притирки плоских поверхностей черт.
С1.00.00. А и т. п.).
2.1.16. Сборка арматуры производится в соответствии с
требованиями раздела 6 на гидрозажимных стендах
(черт. С022.00.00.00) или стендах с пневматическими прижимами
(черт. С04.00.00).
2.1.17. Испытание отремонтированной арматуры производится
в соответствии с требованиями раздела 7 на стендах (черт.
СО1И.00.00). Арматура, выдержавшая испытания, выделяется для
монтажа. Результаты ремонта и испытания арматуры оформляют-
ся актом (форма акта см. приложение 4 «Руководящих указаний
по эксплуатации, ревизии, ремонту и отработке технологических
трубопроводов» (РУ-75) *.
2.2. Узловой метод ремонта**
2.2.1. Одним из направлений дальнейшего совершенствования
организации ремонта запорной арматуры является применение
узлового метода ремонта с максимальным использованием его пре-
имуществ:
снижение трудоемкости ремонта технологических установок в
период их простоя на ремонте;
переход от единичного производства к мелкосерийному;
исключение неравномерности поступления арматуры п ремонт-
ную мастерскую, организация ритмичной работы специализирован-
ной мастерской;
возможность широкой механизации ремонтных работ за счет
оснащения специализированной мастерской необходимой оснаст-
кой, стендами, приспособлениями;
*-В дальнейшем тексте именуются «РУ-75».
** Узловой ремонт — ремонт, заключающийся в «амене отдельных сборочных
единиц заранее отремонтированными или новыми.
! ’
улучшение условий труда ремонтников;
повышение качества ремонта за счет £
серийности и прогрессивной технологии;
повышение культуры производства ремонтных работ.
2.2.2. Рекомендации, необходимые при реконструкции действу-
ющих мастерских и при проектировании новых ремонтных произ-
водств, приведены в приложении 9 «Руководства».
2.2.3. Ремонт запорной арматуры узловым методом организо-
вывается на основе образования обменного фонда запорной арма-
Тецнологииеекая чстаиобка
(объект)
Рис. 2. Организация ремонта запор-
ной арматуры узловым методом. Схе-
мы: «демонтаж—монтаж» и «склад—
мастерская—склад».
туры. Методика расчета обменного фонда приведена в приложе-
нии 2. Обменный фонд рассчитывается на каждый год с учетом
графика ППР технологических установок и объектов на основе
среднегодового поступления арматуры в ремонт. Обменный фонд
образуется за счет вовлечения в оборот недействующей и запасной
арматуры, находящейся на технологических установках.
2.2.4. Ремонт запорной арматуры на технологической установ-
ке в период ее простоя производится по схеме «демонтаж — мон-
таж» (рис. 2).
2.2.5. Арматура, установленная на трубопроводах и оборудова-
12
нип, демонтируется и перевозится на склад ремонтного фонда сне-
cli i >! jilpUiiii Н i iO‘l М »1С i CpViiotl. £>! v < i < ДсМбН i npubclHHUii u p A-i \ *
ры на технологической установке монтируется арматура, полу-
ценная со склада мастерской. При этом учитываются данные на
бирках (раздел 8).
2.2.6. Ремонт запорной арматуры в специализированной мастер-
ской выполняется ее персоналом по схеме «склад — мастерская —
склад» (см. рис. 2), с целью пополнения обменного фонда.
2.2.7. Планирование и организация ремонта арматуры в специ-
ализированной мастерской производится по годовому плану с ме-
сячной разбивкой (см. приложение 2). Выдача арматуры из склада
в специализированную мастерскую производится сериями по ти-
поразмерам, обеспечивающим подготовку обменного фонда для
проведения ремонта следующего месяца.
2.2.8. Специализированная мастерская для обеспечения техно-
логического процесса ремонта арматуры должна состоять из сле-
дующих зон (рис. 3):
подготовки арматуры к ремонту; •
механизированного склада ремонтного фонда;
ремонта арматуры.
2,2.9. Зона ремонта арматуры должна состоять из следующих
подзон:
дефектации корпусных узлов;
разборки на узлы и детали;
очистки (мойки) деталей от загрязнений;
дефектации и комплектации деталей и узлов;
ремонта и подгонки деталей;
сборки;
испытания.
2.2.10. Ремонт арматуры в специализированной мастерской про-
изводится в следующей технологической последовательности с при-
менением оснастки для механизации ремонтных-операций.
2.2.10.1. Разгрузка арматуры, поступившей с технологических
установок, на разгрузочной площадке 1 производится грузоподъ-
емным устройством 2 — зона А.
2.2.10.2. Очистка внешних поверхностей арматуры от загрязне-
ний в моечной установке 3 проходного типа (черт. Т36.00.000).
2.2.10.3. Укладка очищенной арматуры по типоразмерам в кон-
тейнеры 5 (чертеж М-03-05-00) на площадке 4 (схемы укладки —
приложение 3).
2.2.10.4. Установка контейнеров 5 на передаточную рельсовую
тележку 8 для перемещения в склад. При отдельно стоящем скла-
де перевозка контейнеров осуществляется электропогрузчиком
(типа ЭП-103).
2.2.10.5. Установка контейнеров 5 краном-штабелером 7 (типи
Рве. 3. Рекомендуемая схема размещения зон и подзон ремонта специа-
лизированной мастерской.
4'-*а«Й-;НалМВввжж: "/ — площадка разгрузка; ? —электротельфер (I т. н. с.);
установка; 4 — площадка промежуточного хранения; 5 — контейнер:
Б — меха.квзироивный склад: 8 — контейнер; б — стойка стеллажей; 7 — кран-шта-
- " белер; 8 — рельсовая тележка.
9 — зона ремонта: 9 —площадка для опрессовки крупногабаритной арматуры;
ГТ-ГиЦимавинной стенд: 18 — подвеска для гайковертов; 14 — моечная машина;
18 — крШебалка; 18— стеллажа. 17 —верстак; 1S — сварочная кабина; 19 — верстак
дп тварйамк _работ; 20 — наплавочная установка; 21 — пульт и источник свароч-
ныхнапряжении; 21 — вжицадка промежуточного хранения деталей; 23 — сверлиль-
иый ставок; 14 — токарный станокг 2S—ставок для механической притирки плос-
ких поверхностей: Ж —ставок ДЛЯ (фкткркм уплотнительных поверхностей корпусов
МДМжас ~П — ЩЛЯфоваяьно-обдирочный станок; 28 — гидрозажимной стенд с под-
геехо* для гайковертов; 29 — стенд для испытания; 30 — площадка для промежу-
точного хранения арматуры после испытания; 31 — расточный или фрезерный станок.
КШП-1) на стеллажи 6 (черт. М-03-00.00; М-03.01.00; М-03.02.00;
М-03.03.00; М-03-04.00) склада для хранения — зона Б.
2.2.10.6. Подача серии задвижек в контейнерах при помощи
крана-штабелера 7 и рельсовой тележки 8 в ремонтную зону —
зона В.
2.2.10.7. Дефектация корпусных узлов арматуры опрессовкой
(испытание на прочность материала корпуса) па стенде 10 (черт.
СО. 1И.00.00) или на площадке 9 для опрессовки крупногабарит-
ной арматуры (Ду<250 мм, Ру>6,4МПа)—подзона «а».
Площадка оснащена насосом высокого давления II ( ипа
14
.1 uu./pJ uu 111,kj.".-o<i i rvjiu•! *1 . ;u i IU1 •: <1 .1. :>1 CiUKU bv
ды в канализацию — подзона «а ->.
2.2.10.8. Разработка арматуры на гидрозажимных стендах 12
(черт. СО22. 00.00.00), оснащенных подвеской 13 (черт. Т-2.00.00)
для гайковертов (типа ИПЗ 106) — подзона «б». Гайковерты ос-
нащаются комплектом удлиненных торцовых ключей и быстроразъ-
емными самозапирающимися устройствами (черт. Т-5.00.00) для
подключения их к пневмопроводам.
2.2.10.9. Очистка деталей и узлов (подзона «в») в моечной ма-
шине 14 (типа 196п) или в моечной установке 3 (зона А). Мелкие
детали на очистку подаются комплектами в контейнерах (чепт.
Т 4.000).
2.2.10.10. Дефектация деталей и узлов на стеллажах 16 или на
верстаке 17, в ящиках которого размещается необходимый мери-
тельный инструмент и приспособления — подзона «г».
2.2.10.11. Ремонт (восстановление) деталей производится
в соответствии с требованиями раздела 5 «Руководства» — подзо-
на «д». Для производства ремонта подзона оснащается станоч-
ным оборудованием и приспособлениями, перечень которых приве-
ден в приложении 5. Уплотнительные поверхности восстанавлива-
ются методом наплавки на наплавочном станке 20 (черт.
СН1.00.00), установленном в сварочной кабине—подзона «д*.
2.2.10.12. Обработка уплотнительных поверхностей на токар-
ном; фрезерном и расточном станках с применением приспособле-
ний (черт. П2.00.00; П4.00.00; П8.00.00; П9.00.00; СМ 56.00.00.00).
2.2.10.13. Контроль и комплектация деталей и узлов запорной
арматуры после ремонта на стеллажах 16 — подзона «г».
2.2.10.14. Сборка запорной арматуры на гидрозажимных
стендах 28 (черт. С022.00.00.00), оснащенных подвесками 13
для гайковертов — подзона «е».
. 2.2;10.15. Приемочные испытания отремонтированной армату-
ры на стенде 29 (черт. СО1И. 00.00)—подзона «ж-» или на пло
щадке 9.. (подзона «а») опрессовки крупногабаритной арматуры.
Испытания арматуры производятся в соответствии с требова-
ниями раздела 7.
2.2.10.16. Маркировка и консервация отремонтированной ар-
матуры производится в соответствии с требованиями раздела 8.
2.2.10.17. Укладка отремонтированной арматуры в контейне-
ры 5, которые с помощью тележки 8 перевозятся в склад и уста-
навливаются краном-штабелером. 7 на стеллажах 6 склада ре-
монтного фонда.
2.2.10.18. Результаты ремонта и испытания арматуры офор-
мляются записью в ремонтном журнале* (приложение 1), по котг,-
* Приводимые в «Руководстве» формы ремонтной документации ивлякг.ся
рекомендуемыми и могут быть изменены с учетом опыта и специфики предпри-
ятия при условии сохранения основного содержания.
15
рому при выдаче арматуры на технологическую установку (объ-
ект) оформляются акты в соответствии с требованием пункта
16.38 РУ-75 (форма акта — приложение 4, РУ-75).
2.2.10.19. Выдача отремонтированной арматуры на технологи-
ческие установки производится из обменного фонда в обмен на
поступившую в ремонт в том же количестве и номенклатуре.
3. ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. После разборки арматуры узлы и детали очищаются от
грязи, ржавчины, остатков нефтепродуктов и моются.
32. Для мойки деталей рекомендуются водные растворы пре-
паратов МЛ (ТУ 3-249-67) и МС (ТУ 46—806—72). Состав
Состав препаратов, их концентрация
в водных растворах
Таблица 2
Соде ржание (%) компонентов в препаратах
моющих пренаратов МЛ-51 МЛ-52 МС-5 МС-6 МС-8
.Сода кальцинированная 44,0 50,0 46,0 40,0 38,0
Триполи фосфат 34,5 30,0 24,0 25,0 25,0
МетасилякаТ натрия —— 24,0 29,0 29,0
20 1.5 10 8,2 — — —
Сульфанод НЙ ОС-20 м . 1.8 6 —
Синтанол дС-10 — — — 6 —
Синтамнд-5 ч Содержание препаратов — — — — 8
. « водных растворах, . г/л . - - ГО—20 25—35 20—30 10—20 20—30
Способ применения рас- Струй- Мойка Выварка Струйная Выварка
творов ная в ван- в ваннах мойка в ваннах
мойка нах
препаратов МЛ и МС, их концентрация в водных растворах и спо-
собы использования приведены в табл. 2.
3.3. Температура применяемых растворов 343—363° К (70 —
90°С). Растворы нетоксичны, негорючи, взрывобезопасны. Допу-
скается применение растворов других составов, обеспечивающих
качественную мойку и исключающих порчу деталей. Во время про-
мывки должно быть исключено повреждение обработанных по-
верхностей.
3.4. При замене изношенных деталей новыми материал по-
следних должен соответствовать материалу заменяемых. Допу-
16
скается замена на материал, по качеству не уступающей зало-
женному в технической документации завода-изготовителя.
3.5. Крепежные детали должны соответствовать требованиям
РУ-75 (пп. 8.01—8.05, 13.53).
3.6. При ремонте арматуры прокладки паронитовые, резино-
вые и т. п. независимо ст их состояния заменяются новыми. На
паронитовых прокладках не должно быть вырванных мест или
разрывов. На металлических листах асбоалюминиевых и асбо-
стальных прокладок, а также на окантовках трещины не допуска-
ются. Кромки должны быть ровными, без заусенцев. Неравномер-
ность толщины прокладки не должна превышать 10%.
Прокладки металлические овального сечения, спирально-нави-
тые и т. п., перед сборкой должны быть тщательно осмотрены и
промерены. Трещины, вмятины, раковины и другие дефекты на
поверхности этих прокладок не допускаются.
Выбор прокладок и прокладочных материалов для уплотне-
ния фланцевых соединений в зависимости от транспортируемой
среды и ее рабочих параметров рекомендуется производить по
таблице 16 РУ-75.
3.7. Сальниковая набивка при ремонте арматуры полностью
заменяется. Новая набивка для сальников выбирается ио табли-
це приложения 6 «Руководства».
Сальниковая набивка должна удовлетворять требованиям,
изложенным в пп. 13.22—13.27 РУ-75.
3.8. К сварочным работам при ремонте арматуры допускают-
ся сварщики, имеющие удостоверение о сдаче испытаний в соот-
ветствии с «Правилами аттестации сварщиков», утвержденными
Госгортехнадзором СССР, при выполнении требований
пп. 18.09—18.13 РУ-75.
3.9. Ремонт запорной арматуры, оборудованной электропри-
водом, производится раздельно:
а) запорная арматура ремонтируется в соответствии с требо-
ваниями данного «Руководства»;
б) электропривод ремонтируется в соответствии с требовани-
ями технической документации (паспорта) на него.
3.10. Запорная арматура (не отнесенная к основным фондам),
которая в процессе дефектации признана непригодно": для ремон-
та, подлежит списанию.
Списание арматуры производится по акту, оформляемому
в порядке, установленном на предприятии.
4. ТЕХНИЧЕСКИЕ (РЕЬОЬлНИЯ
ПРИ ДЕФЕКТАЦИИ ДЕТАЛЕЙ И УЗЛОВ АРМАТУРЫ
4.1. Корпусные узлы
4.1.1. Характерными дефектами корпусных узлов (корпусов,
крышек, стоек) являются: трещины, коррозионный и механиче-
ский износ, раковины, поры, рыхлости, забоины и деформации
привалочных поверхностей, забоины, срывы, смятие резьб.
4.1.2. Наличие трещин, раковин, снижение прочности вслед-
ствие коррозионного и механического износа выявляются при де-
фектации корпусных узлов перед разборкой методом опрессов-
ки. с внешним осмотром. Величина опрессовочного, давления
(Рпроб) при этом принимается в соответствии с ГОСТ 356—68
или таблицами 5 и 6, приведенными в разделе 7 настоящего «Ру-
ководства».
4,1.3. В сомнительных случаях при выявлении и определении
границ трещин, рыхлостей, пор, раковин применяются цветной и
ультразвуковой методы дефектоскопии.
При наличии видимого коррозионного или эрозионного износа
производится контроль толщины стенок корпусных деталей ульт-
развуковыми толщиномерами («Кварц 6», «Кварц 15»).
Порядок- применения методов дефектоскопии определяется:
при цветном — «Инструкцией по проведению цветного метода
контроля на предприятиях Миннефтехимпрома 18-03-ИК-74;
прм,ультразвучювом — «Инструкцией по ультразвуковому кон-
тролю 'Csspaux соединений и толщинометрии аппаратов и трубо-
проводов 18-01-ИК-72».
4.1.4. Отработка литых изношенных корпусных узлов произво-
дится д, соответствии с требованиями п. 13.51 РУ-75 или по
номограммам (приложение 10), составленным в соответствии с
требованиями этого пункта.
Пр»г узлбвом (обезличенном) ремонте отбраковочная толщи-
на стенки корпуса определяется по условному давлению (Ру) ар-
матуры.
4.1.5. В литых корпусных узлах не допускаются трещины, ра-
ковины, поры. При наличии гнездообразных трещин корпусные
детали выбраковываются » ремонту не подлежат. .
4.1.6. Размеры направляющего выступа (паза) корпуса по ши-
рине. и высоте (глубине), сопрягаемые с направляющими клина,
должны обеспечивать выполнение требований пункта 6.5.
4.1.7. На привалочных поверхностях фланцев шероховатость
должна быть не ниже Ra80(V3), трещины, забоины, задиры и
раковины не допускаются.
4.1.8. Дефектация резьб корпусных узлов производится за-
мерами, осмотром. Геометрия резьб проверяется резьбомерами.
18
4.1.9. Увеличение внутреннего диаметра сальниковой камеры
задвижек и вентилей вследствие износа допускается не более
2 м.м при обеспечении зазора между стенкой камеры и нажимной
втулкой в соответствии с требованиями пункта 6.8.
4.2, Клинья, клапаны, захлопни обратных клапанов,
уплотнительные кольца
4.2.1. Наиболее часто встречающимися дефектами указанных
деталей являются: трещины, раковины, отколы, коррозионный и
механический износ. Выявление дефектов производится осмот-
ром и измерением, а в отдельных случаях — с применением мето-
дов цветной и .ультразвуковой дефектоскопии.
4.2.2. Клинья, клапайы, захлопки (запирающие узлы) с тре-
щинами в эксплуатацию не допускаются.
4.2.3. На уплотнительных поверхностях запирающих узлов
для арматуры с Ду менее 200 мм допускаются без ремонта от-
дельные раковины или группы раковин (не более 3) с диаметром
и глубиной не более 0,5 мм, если расстояние между ними не бо
лее 10 мм. Для арматуры с Ду 200 мм и более требования к уп-
лотнительной поверхности запирающих узлов должны соответст-
вовать п. 6.4 приложения 7. Нарушение «следа-'- (см. и. 6.3 ) от
уплотнительного кольца корпуса при этом должно быть не более
20% по его ширине.
4.2.4. Клинья, клапаны, захлопки подлежат отбраковке в сте-
дующих случаях:
а) Если толщина перегородки (тела) в наименьшем сечении
под действием, коррозии и эрозии уменьшилась и достигла вели-
чины, определяемой по формуле
S-0,55 Ду ]/ Ру з
“ очред.
где S — отбраковочная толщина стенки, см;
Ду — условный диаметр арматуры, ем;
Ру — условное давление, МПа;
Опред. — предельное напряжение, кг/см2 (таблица 24 Ру-75).
Полученный отбраковочный размер ,че должен быть меньше
указанного ниже:
Ду, мм 50 80 100 150 200 250 300 400 500
Предельная
отбраковочная
толщина 4,5 7,0 8,5 12,5 17,0 21,0 25,0 35.5 42.0
б)Если в результате коррозии н эрозии за время работы до
следующего ремонта толщина стенки выйдет за пределы отбра
ковочных размеров.
4.2.5. Зазор между стенками паза г:.тп::.-1 ' лиск;.:’! : т
должен обеспечивать требования пункта 6.6.
4.2.6. Размеры направляющих пазов (выступов) клиньев по
ширине и глубине (высоте), сопрягаемые с направляющими кор-
пуса, должны обеспечивать выполнение требований пункта 6.5.
4.2.7. На резьбе уплотнительных колец, изготовленных из кор-
розионностойких и жаростойких сталей независимо от класса
точности резьбы вмятины, заусенцы, рванины и выкрашивания
не допускаются.
4.3. Шпиндели
4.3.1. Дефектами шпинделей являются глубокие риски, забо-
ины, трещины, отколы, коррозионный и механический износы,
вмятины, заусенцы и выкрашивания. Выявление дефектов про-
изводится осмотром и измерением, а в отдельных случаях —
с применением цветной дефектоскопии.
4.3.2. Трещины на шпинделе, отколы несущих заплечиков го-
ловки щпинделя не допускаются. Износ головки шпинделя
(рис. 4) по диаметру d допускается не более 1 мм. Уменьшение
высоты а заплечика головки шпинделя допускается не более 20%
номинального, размера. Размер в между лысками должен удов-
летворять требованиям пункта 6.6.
4.3.3. Поверхность цилиндрической части шпинделя 1 должна
иметь шероховатость не ниже Ra 1,25 (V7).
4.3.4. На цилиндрической части шпинделя не допускается:
- овальность более 0,1 мм
се^лообразнрсть (неравномерность
диаметров по длине) более 0,1 мм
биение более 0,1 мм .
4.3.5. На ходовой резьбе шпинделя независимо от класса точ-
. поста резьбы вмятины, заусенцы, рванины и выкрашивания не
допускаются. Допускается износ ходовой резьбы не более- 15%
толщины нитки. -. .
4.4. Гайки шпинделей
4.4.1. Дефектами гаек шпинделя являются трещины, отко-
лы, износ рабочих поверхностей, выявляемых внешним осмотром
и измерением
4.4.2. Гайки шпинделя, имеющие трещины, отколы, износы
шпоночных пазов и резьб крепления маховиков, износ трущейся
части, при которых нарушаются требования пункта 4.6.4., выбра-
ковываются.
4.4.3. На ходовой резьбе гайки шпинделя независимо от клас-
са точности резьбы вмятины, рванины и выкрашивания не допуска-
ются. Допускается износ ходовой резьбы не более 10% толщины
нитки.
20
d<
Рис. 4. Шпиндель
задвижки типа ЗКЛ.
4.4.4. Рванины и выкрашивания на поверхности метрической:
резьбы, если они по глубине выходят за пределы среднего диа-
метра и общая их протяженность по длине превышает половину
витка, не допускаются.
4.4.5. Износ шпоночных пазов по ширине не должен превы-
шать величин
ширина паза, мм 3—6 7—10 11—3!’’
увеличение паза по
ширине, мм 0,06- 0,07 0,1
4.4.6. Износ упорного бурта гаек шпинделя не должен превы-
шать 25% от первоначального размера (по чертежу).
4.5. Сальниковые втулки, м-г'овчки.
нажимные фланцы сальников
4.5.1. Сальниковые втулки при наличии задиров, коррозии,
вмятин на внутренней и наружной поверхности глубиной более
0,5 мм ремонту не подлежат. Смещение (эксцентриситет) оси внут-
реннего диаметра втулки относительно наружного диаметра дол-
жно быть не более 0,1 мм.
4.5.2. Откидные болты (шпильки) сальника с изношенной или
сорванной резьбой и погнутые заменяются новыми.
4.5.3. Трещины и отколы в стальных и чугунных маховиках не
допускаются. Увеличение шпоночного паза по ширине не должно
превышать величин:
номинальная ширина паза, мм 3—б 7—10 11—30
увеличение по ширине, мм 0,2 0,3 0,4
4.5.4. Во фланцах сальника трещины и отколы не допускаются.
4.6. Подшипники
4.6.1. В арматуре применяются подшипники качения или
скольжения. В подшипниках качения не допускаются следующие
дефекты:
трещины, выкрашивание .металла;
шелушение металла, чешуйчатые отслоения;
трещины на сепараторе, отсутствие или ослабление заклепок
сепаратора.
4.6.2. При дефектации радиальных (опорных) подшипников
замеряется щупом радиальный aiasop.
Подшипники заменяются, если* радиальный зазор превышает
0,2 мм для подшипников с внутренним диаметром 50 мм и менее
и 0,3 мм для подшипников с диаметром выше 50 мм.
4.6.3. Диаметральные зазоры между гайкой шпинделя и от-
верстием стойки (подшипники скольжения) должны быть не ме
нее 0,2 мм и нс более:
диаметр рабочей части
гайки, мм св. 30 до 50 св. 50 до 80 св. 80 до 120
зазор, мм 0,9 1,0 1,1
4.6.5. После ремонта арматуры подшипники заполняются кон-
систентными смазками типа УС-1 и УС-2 по ГОСТу 1033—73
(УС-1 до температуры--298°К, УС-2 — ниже —298°К).
22
о. r’cAiutis Ak iA. iCii .u'.ilA I Л РЫ
5.1. Общие положения
5.1.1. Арматура в процессе ремонта должна проходить реви-
зию в объеме, предусмотренном в РУ-75.
5.1.2. Материалы изготавливаемых при ремонте деталей по
химсоставу, механическим свойствам и условием применения
должны быть не ниже применяемых в конструкции арматуры.
В приложении 8 приведены материалы, применяемые для из-
готовления основных деталей арматуры.
5.1.3. Основными видами работ при ремонте арматуры явля-
ются:
восстановление изношенных или разрушенных уплотнительных
поверхностей затвора (клин-корпус, золотник-седло);
ремонт корпусов и крышек;
ремонт шпинделей;
ремонт гаек шпинделей;
ремонт втулок сальника и крышки.
5.2. Ремонт корпусов и крышек
5.2.1. На литых стальных корпусных деталях допускается ис-
правление сваркбй:
единичных (до 2 шт.) раковин, пор, трещин, глубоких забоин
на поверхностях привалки фланцев, дефектов на опорных повер-
хностях гнезд под уплотнительные кольца.
Ремонт чугунных корпусных узлов с применением сварки не
---------------------------- ~~ «—-а—-*—».-»
5?2.2. При подоготовке дефектных мест под сварку выполня-
ются следующие требования:
концы трещин перед разделкой засверливаются;
разделке должна производиться механическим способом
(вырубка зубилом, фрезерование и г. п.) до металлического бле
ска, до полного удаления дефекта.
5.2.3. Сварочные работы должны производи г:.ся при положи-
тельной температуре окружающего роздуха и отсутствии сквозия
ков. Сварочный шо& не должен иметь резких переходов к основ-
ному металлу. После проведения сварки поверхности корпусных
узлов должны зачищаться от брызг металла и шлака.
5.2.4. Выбор электродов, необходимость предварительно»о
или сопутствующего подогрева и термообработки при ремонте
корпусных деталей сваркой проводится по табл 29 РУ-75.
5.25. Контроль качества сварных швов про>’.->."здптсн ьг
ГОСТ 3242 -69, ГОСТ 14782—70 и ГОСТ 18442- -73 На поверлно
сти сварных швов деталей арматуры, рабои<^,мс.. ним
до 6,4 МПа и температуре до 573° К, допускаются:
одиночные поры и шлаковые включения размером до 10% от
толщины свариваемого металла, но не свыше I мм, в количестве
не более 3 на каждые 100 мм шва.
На поверхности сварных швов деталей арматуры, работаю-
щей под давлением свыше 6,4 МПа и температуре выше 573° К
при толщине стенки до 15 мм, наличие дефектов не допускается.
При толщине стенки свыше 15 мм допускаются поры и шлаковые
включения размером до 4% от толщины свариваемого металла,
но не свыше 1 мм, в количестве не более 2 на 100 мм длины шва.
Допускается вырубка дефектов сварных швов с последующей за-
варкой и контролем качества.
5.2.6. Правка корпусов и крышек, имеющих деформацию, не
допускается. ч
5.2.7. Мелкие (до 0,5 мм) забоины, вмятины, риски на прива-
ленных поверхностях фланцев устраняются зачисткой, шабровкой
или опиловкой.
5.2.8. Незначительные забоины на резьбах устраняются опи-
ловкой и зачисткой. При срывах, смятии резьб на больших пло-
щадях, нарушении геометрии, резьбы в корпусных деталях (под
уплотнительные кольца) восстанавливаются методом наплавки с
последующей обработкой. Допускается восстановление внутрен-
них резьб (под шпильки, пробки и т. д.) рассверливанием (рас-
тачиванием) с последующей нарезкой резьбы ближайшего боль-
шего размера.,
5.29. Поверхности уплотняющего кольца корпуса, сопрягае-
мые с запирающим узлом (уплотняющая поверхность) и с корпу-
сом (опорная поверхность), должны притираться и иметь шерохо-
ватость Ra 0,08 (V10).
Установка прокладок под опорную поверхность уплотняющего
кольца не допускается.
5.2.10. При наличии дефектов на уплотнительных поверхно-
стях колец корпусов свыше 0,5 мм допускается ремонт их методом
наплавки.
Наплавку уплотнительных поверхностей корпусов рекоменду-
ется производить на установке для автоматической наплавки в
соответствии с инструкцией (приложение 7).
Наплавка вручную производится электродами типа
Э-10Х25Н13Г2 (ЭА-2) марок ОЗЛ-6, ЦЛ-25 (ГОСТ 10052—75)
в следующих режимах:
диаметр электрода, мм 3 4
ток, ампер 60—90 120—150
Электроды перед наплавкой рекомендуется прокаливать при
температуре 573—623° К в течение 1—1,5 часов.
5,2.11, Проточка наплавленного металла производится на стан-
24
ний (черт. П2.00.00, П4.00.00, СМ56.00.000), притирки - на сган-
не СС-4А.
5.2.12. Угол уплотнительных поверхностей клиньев задвижек
должен соответствовать углу поверхностей колец в корпусе за-
движки. Проверка сопряжений уплотнительных поверхностен
производится при сборке арматуры в соответствии с пунктом 6.3.
Таблица 3
Материал уплотнительных колец
- и его условное обозначение
Материал уплотнительных Условное обозначение
поверхностей в маркировке арматуры
Латунь, бронза
Монель-металл
Коррозионностойкая (нержавеющая)
бр .
мн
нж
нт
бт
ст
ср
сталь
Нитрированная сталь
Баббит
Стеллит
Сормайт
5.2.13. Условное обозначение материалов уплотнительных ко-
лец корпуса приведено в табл. 3.
5.3. Ремонт клиньев, клапанов и захлопок
5.3.1. Трещины, раковины, отколы, коррозионный и механике
ский износ и другие дефекты на стальных деталях могут устра-
няться сваркой при выполнении требований пунктов 5.22—5.2.5.
5.3.2. Уплотнительные поверхности запирающих узлов А
(см. рис. 5) должны притираться и иметь шероховатость
Ra 0,08(V10).
Уплотнительные поверхности при наличии дефектов в виде ри-
сок, раковин, коррозионного или механического и ;чоса при глубине
дефекта не более~0,5 мм ремонтируются шлифрцкой 'с последую-
щей притиркой. ""
При глубине дефектов более 0,5 мм ремонт производится про- .
точкой, наплавкой (яри необходимости), проточкой наплавленной
поверхности, шлифовкой и притиркой.
5.3.3. Наплавку уплотнительных поверхностей клиньев саль-
ных задвижек рекомендуется производить на установке для авто-
матической наплавки в соответствии с инструкцией (приложе-
ние 7). При наплавке вручную рекомендуется нрнмеплп.
электроды типа Э-24Х12-40 марк” ПН-5 1 г»0“ 1—7"1 с пп17.
варительным и сопутствующим подогревом (573—623е К) и по-
следующей термообработкой: отжиг при температуре 1043—
1055° К, выдержка 3 часа, охлаждение со скоростью 30—40 град/ч.
Допускается производить наплавку электродами типа
Э-10Х25Н13Г2 (ЭА-2) марок ОЗЛ-6, ЦЛ-25 без термообработки
(для марки стали 15ХМ; Х5М необходим предварительный подо-
Рис. 5.' Забирающие узлы:
а) клипа, б) клапана.
грев до Т = 573—623°К). Рекомендуемые режимы наплавки и про-
калки электродов приведены в пункте 5.2.10.
5.3.4. Проточка наплавленной уплотнительной поверхности про-
изводится на горизонтально-фрезерном станке (приспособление
СМ 56.00.00.000), на токарном станке (приспособления П8.00.00,
П9.00.00) или расточном, притирка — на станке для механической
притирки плоских поверхностей (черт. С1.00.00А).
5.3.5. После окончательной обработки высота уплотнительной
поверхности клина, клапана над телом детали должна быть не
менее С=2 мм (рис. 5).
Ширина уплотнительной поверхности клина должна быть не
26
,иси<<' .... ...... -->i.... .. .......4.<
корпуса.
5.3.6. Сопряжение уплотнительных поверхностен после ремон-
та должно удовлетворять требованию пункта 6.3.
5.4. Ремонт шпинделей
5.4.1. Риски, задиры, забоины на цилиндрической части шпин-
деля 1 (см. рис. 4) глубиной не более 0,5 мм устраняются шлифо-
вкой. При удалении дефекта шлифуется цилиндрическая часть
шпинделя и поверхность ходовой резьбы к изготавливается гайка
с ремонтными размерами.
После окончательной обработки должны быть- выполнены
требования пункта 6.7.
5.4.2. Незначительные заусенцы и вмятины на ходовой резь-
бе шпинделя глубиной не более 0,5 мм допускается устранять за-
пиловкой и зачисткой.
5.4.3. Биение шпинделя, превышающее величину, указанную
в пункте 5.3.4, устраняется механической правкой в центрах то-
карного станка.
5.5. Ремонт гаек шпинделей,
втулок сальника и крышки
5.5.1. Незначительные заусенцы и вмятины глубиной не более
0,5 мм на ходовой и метрической резьбе гайки шпинделя допуска-
ется устранять запиловкой и зачисткой.
5.5.2. При износе шпоночного паза допускается увеличение
его ширины не более чем на 10% с изготовлением нестандартной
шпонки или изготовление нового паза под углом 90—120°, по от-
ношению к старому с сохранением размеров и допусков по
чертежу.
5.5.3. Незначительные дефекты (задиры, вмятины, коррозия)
глубиной менее 0,5 мм на внутренних поверхностях втулок саль-
ника и крышки и на наружной поверхности втулки сальника уст-
раняются запиловкой и зачисткой.
5.5.4. Зазоры в сопряжениях «сальниковая камера — нажим-
ная втулка» и «шпиндель — нажимная втулка» в соответствии с
требованиями пунктов 6.7 и 6.8 должны обеспечиваться изготов-
лением нажимной втулки.
6. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ ПРИ СБОРКЕ
6.1. Перед сборкой исе детали должны быть очищены- от за-
грязнения, заусенцы сняты и острые кромки притуплены.
6.2. После ремонта (наплавки, проточки, пригирки) уплогна-
тельные поверхности колец корд\с- .«..ын.; ди...Лии. ... „тьея
в соответствии с рис. 6а. Допускается смещение клина вверх. При
этом наименьшая ширина сопряжений не должна быть не менее 0,2
ширины уплотнительной поверхности кольца корпуса а (рис. 66).
6.3. Отпечаток поверхности уплотнительного кольца корпуса
на уплотнительной поверхности клапана, захлопки («след»), по-
Рис. 6. Предельные положения уплотнительных
поверхностей клина и корпуса задвижки пос-
ле ремонта;
а) —нижнее положение клина;
б) —верхнее допустимое положение клина.
лучаемый при проверке в сборе, должен быть непрерывный по
всей окружности и располагаться концентрично, а на клиньях за-
движек— в соответствии с требованиями пункта 6.2. Проверка со-
пряжения уплотнительных поверхностей производится в сборе
«на просвет» или «по следу» (по отпечатку).
6.4. Угол уплотнительных поверхностей задвижек и обратных
поворотных клапанов (вертикальная ось корпуса, клина — повер-.
хность уплотнения) после механической обработки должен быть
в пределах 5°±30'.
6.5. Зазор между выступом (пазом) клина задвижек н пазом
(выступом) корпуса должен обеспечивать полное прилегание уп-
28
зазора должна быть:
по ширине паза — не менее 1.3 .мм и не более 2.0 мм;
по глубине паза — не менее 2 мм и не более 3,5 мм.
При закрытом затворе зазор по ширине паза должен быть обеспе-
чен с обеих сторон.
6.6. Зазор между пазом клина и лысками шпинделя должен быть,
равен 1 мм на сторону. Допускается увеличение этого зазора вслед-
ствие износа до 2 мм на сторону.
6.7. Зазоры сопряженных поверхностей шпиндель — втулка
сальника, шпиндель — втулка крышки должны быть не более:
шпиндели, мм до 30 30—50 50—80
зазор, мм
(на диаметр) -1’4 1,5 2,0
6.8. Зазор между стенкой сальниковой камеры и нажимной
втулкой сальникового уплотнения должен быть не менее 0,2 мм
для всех диаметров задвижек и не более 0,85 мм для задвижек
диаметром до 15 мм и не более 1,2 мм для задвижек диаметром
более 150 мм.
6.9. Рзамер отверстия упорного бурта сальниковой камеры
должен обеспечивать радиальный зазор между шпинделем и упор
ным буртом 1 мм.
6.10. После окончательного уплотнения сальниковой набивки
втулка сальника должна войти в камеру не менее чем на 5 мм,
но не более чемна 30% своей высоты. Затяжка сальпй^гДсйж-
на обеспечивать^герметичность и в то же время не должна пре-
пятствовать свободному движению перемещающихся детален
(шпиндель, шток и др.).
6.11. В собранной арматуре все гайки должны быть затяну-
ты равномерно. Затяжка гаек не должна вызывать перекоса сое-
диняемых деталей, влияющего на работоспособность арматуры.
Концы шпилек должны выступать из гаек в пределах 1—3 ниток.
6.12. Перед сборкой уплотнительные поверхности Ъ смазочные-
каналы иг пробке трехходового крана типа КТРП-100-25 должны
быть очищены от загрязнений, насухо протерты п затем смазаны
тонким слоем уплотнительной смазки. Уплотнительная смазка
должна быть заложена в полость над пробкой. В качестве уплот-
нительной следует применять смазку ЛЗ-162 (ТУ 38- '01—315—
72) Ленинградского нефтемаслозавода~им. Шаумяна. Замена этой
смазки другими недопустима.
6.13. По окончании сборки регулирующий винт пробки необ-
ходимо затянуть до отказа и потом повернуть назад на 'Доборо-
та в целях достижения нормального эксплуатационного’'''зазора.
6.14. Перед окончательным испытанием арматур* должна
быть полностью укомплектована.
7. ИСПЫТАНИЕ '.РМЛТУРЫ
7.1. Арматура после ремонта должна быть подвергнута сле-
дующим испытаниям:
на плотность и прочность всех деталей, находящихся под дав-
лением; '
на герметичность соединений, сальниковых—уплотнений и за-
твора-— r-zzz=====^
--''Т2. Испытание на прочность и плотность материала и герме-
тичность арматуры должно проводиться при постоянном давле-
нии в течение времени, необходимого для осмотра арматуры.
7.3. Испытание на прочность и плотность материала армату-
ры должно нроводиться водой давлением Рпр. (табл. 4 и 5).
Испытание на прочность и плотность материала арматуры в
собранном виде производится при открытом на 20—30% затворе.
При испытании пропуск или «потение» через металл не допуска-
ется. Детали, в которых течь или «потение» через металл исправ-
лены заваркой, должны быть подвергнуты повторно гидравличе-
скому испытанию давлением Рпр.
При гидравлическихиспытаниях должно быть обеспечено вы-
теснение воздуха из внутренних полостей испытываемых узлов.
Жидкая среда, оставшаяся после испытания, должна быть
дат-
7.4. Испытание арматуры на герметичность должно прово-
диться водой давлением Ру (табл. 5).
Стальная арматура для газообразных, взрывоопасных, легко-
’воспламеняющихся и токсичных сред должна испытываться воз-
духом давлением 0,6 МПа (6 кгс/см2), есди^в проекте отсутству-
ют указания^о величине давления пневмоиспытанйяГТёрметич-
ность проверяется наливом воды на затвор. Пневмоиспытание
может проводиться только после испытания арматуры на проч-
ность и плотность.
7.5. При испытании на герметичность сальникового уплотне-
ния задвижек и вентилей подъем и опускание затвора произво-
дится на весь рабочий ход. Испытание на герметичность верхнего
уплотнения задвижек (при е!'о наличии) производится пои отсут-
ствии сальниковой набивки и при двукратном подъеме и опуска-
нии шпинделя.
7.6. Испытание на герметичность затвора должно произво-
диться в одном из рабочих положений арматуры. Испытание про-
изводится при двукратном подъеме и опускании затвора на 30%
рабочего хода. При эгом смазка уплотни;единых поверхностей
затвора не допускается.
7.7. В зависимости от назначения арматуры и предъявляемых
к ней тоебований устанавливаются три класса герметичности за-
творов. Нормы герметичности затворов должны соответствовать
30
Табл «ца
Избыточные давления для арматуры и соединительных частей трубопроводов из сталей в МПа
Группы стали
Наименование Обоз каче- ние Марки стали 1 гост . Наибольшая температура среды в СК***
Углеродлетая С Сталь 3 380—71
(С<03) Сталь 10, 20,
25 1050—74 473 523 573 623 673 698 708 718 723 — — - -
20JI, 25Л 977—75
Марганцовистая Г 15ГС*. 16ГС,
и кремнемяр- • 20ГСЛ 977—75 473 523 573 623 673 698 708 718 728 - - — -
ганцовая
Хромокремнемар- ХГ 14ХГС 19281-73 473 523 593 643 — — — — — - - - -
ганцовая
Хромомолибдено- MX 12МХ 5949 -75 473 593 723 763 773 783 788 793 803 -----
чая
Хрсмомолибдено- ХМ 15ХМ 4543-71 473 593 723 763 773 783 788 798 308 818 — —
вая 20ХМЛ 977—75
Хромомолибдене- ХМФ 12Х1МФ
ванадиевая 20ХМФД* 5949-75 473 593 723 783 793 803 813 823 833 843 - - -
15Х1М.Ф*
15Х1М1ФЛ -
Хром-питяновая Х5Т Х5ТЛ* 473 598 663 698 — — — — — — — .. ...
>'.лмоыолибдено- Х5 Х5МЛ* 479 598 663 703 723 743 763 773 783 793 803 813 823
в.-; я ь тремозоль- Х58Л*
фрамовая
Хромовольфраме- ХБ Х8ВЛ* 473 598 663 703 ?23 743 763 773 788 798 813 823 8зх
, в а я
Хрл’омолибдено- ХФ ХЗМВФ 200
вольфрамована- 473 523 713 74S 78з -' — - - — — - -
диевлп •
Хромсникелттита- XII Х18Н10Т 5632-72
лова я и хромо- XI8HI2T
лчке.'гвальфра- 1Х14Ж4В2М
10Х18Н9Л 2i.7u-77 473 573 673 753 793 833 863 883 903 9 Ю 933 948 963
1ОХ18Н414Л
1 , >WI ...miii.l I .
Рабочее давление (Рраб)
0,10 0,20 0,10 0,09 0,08 0,07 . 0,06 0,06 0,05 0,05 — —
0,25 0,40 0,25 0,22 0,20 0.18 0,16 0,14 0,12 0,11 0,10 0,09 0,08 0,07 0,06 0,06
0,40 0,60 0,40 0,36 0,32 0,28 2,5 0,22 0,20 0,18 0,16 0,1,4 0,12 0,11 0,10 0,09
0,60 0,90 0,60 0,56 0,50 0,45 4,0 0,36 0,32 0,28 0,25 0,22 0,20 0,18 0,16 0,14
1.0 1,5 1,0 0,90- 0,80 0,70 0,64 0,56 0,50 0,45 0,40 0,36 0,32 0,28 0,25 0,22
1.6 2,4 1,6 1,4 0,125 1,1 > 1,0 0,90 0,80 0,70 0,64 0,56 0,50 0,45 0,40 0,36
2,5 3,8 2,5 2,2 2,0 1.8 1.6 1.4 1,25 1,1 1,0 0,90 0,80 0,70 0,64 0,56
4,0 - 6,0 4,0 3,6 . 3,2 2,8 .... 2.5 ' 2,2 2,0 . 1,6 1.6 1.4 1,25 1,1 1,0 0,90
6,4 9,6 6,4 5,6 5,0 4,5 4.0 3,3 3,2 2,8 2,5 2.2 2,0 1,8 1,6 1,4
8.0 12,0 8,0 7,1 6,4 ' S3 • ' 5,0 4,5 4,0 3,6 3,2 2,8 2,5 2,2 2,0 1,8
10.0 15,0 10,0 9,0 8,0 7,1 6,4 5,6 5,0 4.5 4,0 3,6 3,2 2,8 2,5 2,2
12,5 18,8 12,5 11,2 10,0 9,0 8,0 7,1 6,4 5,6 5,0 4,5 4,0 3,6 3,2 2.8
jeja 24,0 16,0 14,0 12,5 11,2 10,0 9,0 8,0 7,1 6,4 5.6 5,0 4,5 4,0 3,6
* Марки стали, обозначенные звездочкой, должны применяться по технической документации, утвержд иной
в установленном порядке.
** Указанные обозначения группы стали установлены только для применения в рамках данного стандарта.
**” Первая ступень рабочего давления распространяется на отрицательные температуры среды не ниже nine
293° К.
Примечания.
1. В технически обоснованных случаях допускается применение других марок сталей с механическими свойст-
вами и характеристиками прочности, обеспечивающими работу арматуры и соединительных частей трубопро одов
в пределах давлений и температур, указанных в таблице.
2. Значения предельных температур для сталей марок Х5ТЛ, Х5МЛ, Х5ВЛ, Х8ВЛ установлены для случая при-
менения их в нефтеперерабатывающей промышленности с учетом огнеопасности и взрывоопасности прово.' имой
среды.
3. При применении стали группы ХН в нефтеперерабатывающей промышленности при температуре среды нише
723° К ступени условных и рабочих давлений допускается применять по технической документации, утвержд> иной
р установленном порядке
из бронзы** и латуни'"*, МПа
Ру Р проб Р раб при наибольшей температуре среды, ’’К
393*** 473 523
0,1 0.2 0,1 0.1 0,07
0,25 0.4 0,25 0,2 0,17
0,4 0,6 0,4 0.32 0,27
0,6 0,9 0,6 0,5 0,4
1.0 1,5 1.0 0,8 0,7
1,6 2,4 1,6 1,3 1.1
. 2,5 3,8 2,5 2,0 1,7
-4,0 6,0 4,0 3,2 2,7
6,4 9,6 6,4 ' 1 —
10,0 15,0 10,0 — —
! * Извлечение из ГОСТа 356—68.
** По ГОСТу 613—79 Cl—1—80.
i *** По ГОСТу 17711—72.
; **** Первая ступень рабочего давления распространяется на отрицательные
Температуры не ниже —393? К. Примечание для бронз, у которых -кривая измене-
ния расчетной прочности характеристики при температуре до 523° К аналогична
Кривой для углеродистой стали, допускается применять дгвления, указанные
в табл, для углеродистой стали, при температуре среды до 523° К.
Т я б л н ц а 6
Нормы герметичности затворов при испытании вентилей водой
Условный проход Ду, ММ Пропуск воды, см3/мин, для вентилей классов герметичности
1 1 2 | з
50 0,02 0,05 0.2
65 0,03 0.08 0.3
80 0,04 0,10 0,4
100 С,05 . 0,15 0,5
125 0,0с 0,2 0,6
150 0,1 0,25 1,0
200 0.15 0,4 • ,5
250 0,2 0,6 2,0
300 0,25 0,8 2,5
250 0,3 1,0 3.0
400 0.4 1,25 4,0
Заказ .V» 361
Т а б
Нормы герметичности затворов при испытании
запорной арматуры (кроме вентилей) водой
Условный Пропуск воды, см3/мин, для запорной арматуры (кроме вентилей) классов герметичности
проход Ду, мм 1 | 2 3
50 0,06 0,18 0,6
65 0,09 0,25 0,9
80 0,11 0,35 1,1
100 0,16 0,50 1,6
125 0.22 0,65 2,2
150 0,3 0,9 ' 3
200 0,45 1,3 4,5
250 0,65 2,0 6,5
300 0,8 2,5 8
350 1.1 3,5 11
400 4,3 4,0 13
Таблица
Нормы герметичности затворов запорной арматуры,
кроме вентилей при испытании воздухом
Пропуск воздуха, см3/мин, при условном
давлении Ру, МПа (кгс/смг)
Н.сс
со -
1 9S 4 б - 7 10 15 24 35 60 90 . 130
50 II 12 15 - 20 30 45 70 100 180 250 400
I'- 4 6 8 . - ю 15 24 32 50 90 130 200
65 ll 12 18 25 30 45 70 100 150 250 400 600
IX 6 8 10 413 20 30 45 65 120 170 260
80 11 - № 26 30 —40 60 90 140 200 350 500 800
I g 11 15 20 30 45 60 100 150 250 400
100 II 25 35 .45 60 90 140 180 300 450 800 1200
I 10 15 21 26 40 60 90 130 220 350 55С
123 п 30 45 60 80 120 180 250 400 700 1000 1500
I 15 22 30 40 55 90 120 180 300 500 700
150 11 45 60 90 120 150 250 350 550 900 1500 2000
1 20 30 40 55 80 120 180 270 450 700 1100
200 II 60 90 120 150 250 350 550 800 1400 2030 30001
I 30 45 60 80 120 180 250 400 650 1000 1500
250 11 90 140 180 250 350 550 800 1200 2000 3000 4500
I 40 60 85 ПО 160 250 350 550 900 1300 2200
300 II 120 180 250 350 500 800 юоо 1500 2500 4000 650С
I 50 70 100 130 200 300 450 700 1200 1700 260С
350 II 150 200 300 400 600 900 1400 2000 3500 5000 soon
400 I 60 90 120 150 230 350 500 800 1300 2000 зоос
и 180 250 350 450 800 1000 1500 2500 4000 6000 9оо;
34
I Нормы герметичности затворов вентилей
при испытании воздухом
Условный проход Ду, мм Классы герме- 1 ТИЧНОСГИ 1 Пропуск воздуха, см’/мпн., при условном давлении Ру, МПа (кгс/см:)
0,1 (1,0) 0,25 (2,5) 0,4 (4) о ’ (01) 0‘1 1,6 (16) 2.5 (25) 4,0 (40) 6,4 (64) | (001) 0*01 (091) 0*01
I 0,7 » 1.5 2 3 4 7 10 17 26 30
50 II 2,5 3,5 4,5 6 9 13 20 30 50 80 120
65 I 1,-’ 1.5 о 3 4 7 10 15 25 40 55
II 3.5 5 7 9 13 20 30 45 80 120 180
80 I 1,5 2 3 4 6 8 13 20 35 50 70
II 4,5 7 9 12 18 25 40 60 100 150 250
100 I 2,5 3 4 6 9 13 i8 30 45 70 120
II 7 10 13 18 25 40 50 90 130 220 360
125 I 3 4 6 8 12 18 25 35 65 100 170
II 9 13 18 25 35 50 80 120 200 300 450
150 I 4 6 9 12 16 25 35 50 90 150 200
11 13 18 25 35 45 ~ 80 100 150 250 450 600
.200 1 6 9 12 16 25 35 50 80 130 200 320
п 18 25 35 45 75 100 160 250 400 600 ООО
250 I 9 13 18 25 35 50 70 120 200 300 450
II 25 40 50 75 100 160 200 350 600 900 1200
300 I 12 18 25 30 45 70 100 150 250 400 600
II 35 50 75 100 150 200 300 450 750 1200 2000
350 I 15 20 30 40 60 90 120 200 350 500 750
11 45 60 90 120 180 250 400 600 1000 1500 2000
400 I 18 25 35 45 65 100 150 250 400 600 900
II 50 75 100 130 200 300 450 800 1200 1800 2500
Примечания. 1. Нормы герметичности затворов арматуры, указанные а таб-
лицах, устанавливают допустимый пропуск испытательной среды
при приемно-сдаточных испытаниях условным или рабочим
давлением при температуре испытательной среды 293± 283°К.
2. Нормы герметичности затворов при испытании запорной арма-
туры керосином—в 1,5 раза меньше, указанных в табл. 6 и 7,
но не менее 0,01 см’/мин.
3. Погрешность измерений величины пропуска должна не превы-
шать: ±0,01 см3,'мни —для пропуска до 0,1 ему мин. 10%—
для пропуска свыше 0 i см ’/мин.
>ри испытании подои табл. С. и 7, при испытании воздухом --
аб.т. 8 и 9.
При обезличенном ремонте (узловой метод) для арматуры на
>У=^20,0 МПа нормы герметичности принимаются не ниже клас-
а 1.
7.8. При испытании задвижек со сплошным клином и шибер-
ных (однодисковых), а также задвижек с другими конструкциями
атворов, не имеющих отверстий с пробками заглушкам’: и
рышке или корпусе, среда под давление.^ должна подаваться
поочередно с каждой стороны пплх^тп -идвижки. с предвапите.чь
ным выравниванием давления на входе и во внутренней пояс
сти. При испытании двухдисковых задвижек и клиновых с упру
гим клином, имеющих отверстия с пробками-заглушками в крыш
ке или корпусе, допускается подача среды под давлением в
внутреннюю полость на диски или клин.
7.9. Задвижки и вентили, имеющие приводы, должны испиты
ваться на герметичность затвора со штатным приводом.
7.10. При испытании на герметичность обратных клапана
среда должна подаваться на клапан. При испытании вентилей сред
может подаваться на клапан или по стрелке на корпусе вентил
(указано на чертеже).
7.11. После завершения испытаний жидкая среда должк
быть полностью удалена из арматуры.
8. МАРКИРОВКА, ХРАНЕНИЕ
8.1. При индивидуальном методе ремонта маркировку арма!
туры производить в соответствии с РУ-75. Выдача арматуры в
технологическую установку производится после окончания р<
монта.
8.2. После ремонта и испытания арматуры при узловом мете
де данные о проведении ремонта заносятся в ремонтный жypнaJ
Рекомендуемая форма журнала приведена в приложении 1. Рею
„мгалуемая, маркировка арматуры в специализированной маете!
'стой прямДеИа на рис.?7. I
- 8.3. Отремонтированная арматура подвергается консервацш
резьба шпинделей и ходовых гаек — солидолом марок УС-1, УС
пр ГОСТу 1033 — 79 или подобными им; '
уплотняющие поверхности и клина —антикоррозионной сма]
Кой. марки ПВК по ГОСТу 19537—74 или подобными ей.
< 8.4. Арматура, отправляемая на склад, комплектуется по ра
мерам и укладывается в контейнеры. Укладку в контейнеры пр|
изводить согласно схемам, приведенным в приложении 3. П||
укладке необходимо соблюдать меры предосторожности, искл«
чающие повреждение арматуры.
8.5. Арматура хранится на складе в контейнерах на стеля!
жах, обслуживаемых краном-штабелером.
8.6. Надежная эксплуатация отремонтированной арматуры П
рантируется при соблюдении требований РУ-75 (раздел 7) и те1
нической документации (паспорт) на арматуру. ,
36
7
I еионлпмое’ клей-
ме нонооитеа
один роз при
„броом поступле-
нии ормотуеы b
специализирован-
ную масгпеосмую
и б поамедиющие
ремонты очмоту-
ыписыЬоето»
Ь ррмомтноммю-
нале под этим
клеймом. ’
&Ш.
Рис. 7. Рекомендуемая мар-
кировка арматуры после ре-
I монта
1) нанесение клейма на
Г корпусе арматуры:
И — место расположения ре-
монтного клейма; 2—место
>асположения заводского
щейма; 3 — бирка-указа-
тель типа прокладки;
f) содержание ремонтного
клейма;
|) размеры бирки-указате-
ля.
зод нанесение клейма
помдюбыи номер арматуры
алюминий S*Q5-!mm
Пеииея о8в*мчения;
ПП-проклчдка.
порончто8оя
ИЛ -прокладка.
олкл»’ме&а>
ПАЯ-прокладка,
асоо-алюмчнебо»
и т д
МбР»9-мта.гЛмя>ч
клейко аппвтк
6
ЛИТЕРАТУРА
I. Правила безопасности при эксплуатации нефтегазоперераСатыаающих за-
юдов (ПТБ НП-73). М., ЦНИИТЭнефтехим, 1971.
/ 2. Правила безопасности во взрывоопасных, и взрывопожароопасных хими-
Кских и нефтехимических производствах ПБВХП-74.
3. Правила устройства и безопасной эксплуатации трубопроводов для го-
мочих, токсичны:; и сжиженных газов (ПУГ-Ч9). М., Недра, 1970.
4. Руководящие указания по эксплуатации, ревизии, ремонт и отбраковке
Гсхиологических трубопроводов (РУ-75). 11ВФ ГрозНИП. М . Химия, 1976.
5. Нормативы по отбраковке, надлогу и методам ревизии оборудования неф-
геперерабатывающпх и нефтехимических производств. ВНИИнефтемаш, 197'2.
:. 176.
6. Руководство по ремонту пароводяной ар.матхры на высокие, сверхвьч-о
сие параметры. ОРГРЭС, М., 1975.
, 7. Инструкция по применению цветного метода контроля на предприятиях
i лавнефтехимпрома 18-03-ИК-74.
8. Инструкция по ультразвуковому контролю сварных соединелий и то.тщй-
юметрии аппаратов и трубопроводов 18-01 -ИК-72.
, 9. Инструкция по ремонту пароводяной арматуры Волгоградского ЭРП.
-пецэнергоремонт. Волгоград, 1974.
, 10. Промышленная трубопроводная арматура. М., П!1НТИХ11МНефте'1Л1:‘.
чаталог, т. 1, 1972, с. 189; т И, 1969, с. 183.
37
И. С. .4. Бабусенко, В. .1, Сг. - с . : ;• •- ;г. м.иипн
М., Колос, 1977, с. 272.
12. Гуревич Д. Ф. Расчет и конструирование трубопроводной арматуры. Л.
Машиностроение. 1969, с. 888, ил. 540.
13. Имбрицкий М. И. Краткий справочник по трубопроводам и арматур,
М;, Госэнергоиздат, 1962, с. 352. I
14. А. Н. Лейбо, Э. Б. Хесан, Я. С. Черняк. Справочник механика нефтепер
рабатывающего завода. М.,' Гостоптехиздат, 1963, с. 801.
15. Е. Б. Крутоус, М. И. Некрич. Техника мойки изделий в машиностроени
М., Машиностроение, 1969, с. 237.
16. Ю. А. Пертен. Механизация и автоматизация складов штучных грузы
Л., Машиностроение, 1972, с. 200.
17. М. И. Севастьянов. Ремонт и эксплуатация технологических трубопров^
дов в химической, нефтяной й газовой промышленности. Химия, 1966, с. 244, ]
18. Н. Ф. Тельнов. Технология очистки и мойки сельскохозяйственных. mi
шин Колос, 1973, с. 295. I
19. А. Ф. Понгилъскай:Слеа^ь по -ремонту трубопроводов и пароводяна
арматуры. М., Профтехиздат, 1964. 1
20. ГОСТ 1779—72. ШнурЫ асбестовые. М., Государственный комитет ста!
дартов Совета Министров СССР, 1972. i
21. ГОСТ 9064—75; ГОСТ 9066—75; 'ГОСТ 20700—75. Шпильки, гайки ]
шайбы 'Для фланцевых соединений с температурой среды от О до 650° ,С. М
Государственный комитет стандартов Совета Министров СССР, 1975. !
22. ГОСТ 9544—75. Арматура трубопроводная запорная. Нормы герметична
сти затворов. М., Государственный комитет стандартов Совета Министров ССС|
I960. , .
231 ТОСТ 9467—75. Электроды покрытые металлические для ручной дугова
сварки конструкционных н теплоустойчивых сталей. Типы. М., Государственны
комитет стандартов Совета Министров СССР, 1975;
24. ГОСТ 5762—74. Задвижки на условное давление Ру 20,0 МПа. Общ!
технические требования. М., Государственный комитет стандартов Совета Миш
стров СССР, 1974. J
’й' 2&..'1в№^|^ШЙ£Й»рных соединений, методы контроля качеств
М, Тосуд. комитет стаидарт<» Совета Министров СССР, 1970. ;
26. ГОСТ 356—68. Давления условные, пробные и рабочие для'арматур
к соедииительныТ частей трубопроводов. М., Госуд. комитет стандартов Сове!
Министров СССР, 1969. I
. 27.Отчет по теме ф, Разработка технологии централизованного pi
Монта запорной арматуры нОредприятии п/я А-1053. Волгоград, 1974.
28. Отчет но тфсе ф. в?^Й-. Исследование, выбор, разработка эффективна
средств механизации ревгоМЙжжборудования предприятий организации Минне!
техимпрома СССР. Волгоград, НВФ Гроз'НИИ, 1971. ’
29. Справочник. Детали машин под редакцией Н. С. Ачеркана, т. 2. М., Ml
шиностроение, 1968, 407 с.
30. Материалы типовых расчетов арматуры центрального конструкторско!
бюро арматуростроения. Л„ Знамя труда, 1978. 445 с.
31. Г. С. Хованский. Основы номографии. М., Наука, 1976, 352 с.
32. ГОСТ 5761—65. Арматура трубопроводная общего назначения. ВентШ
на условное давление Ру^20,0 МПа. Технические требования.
38
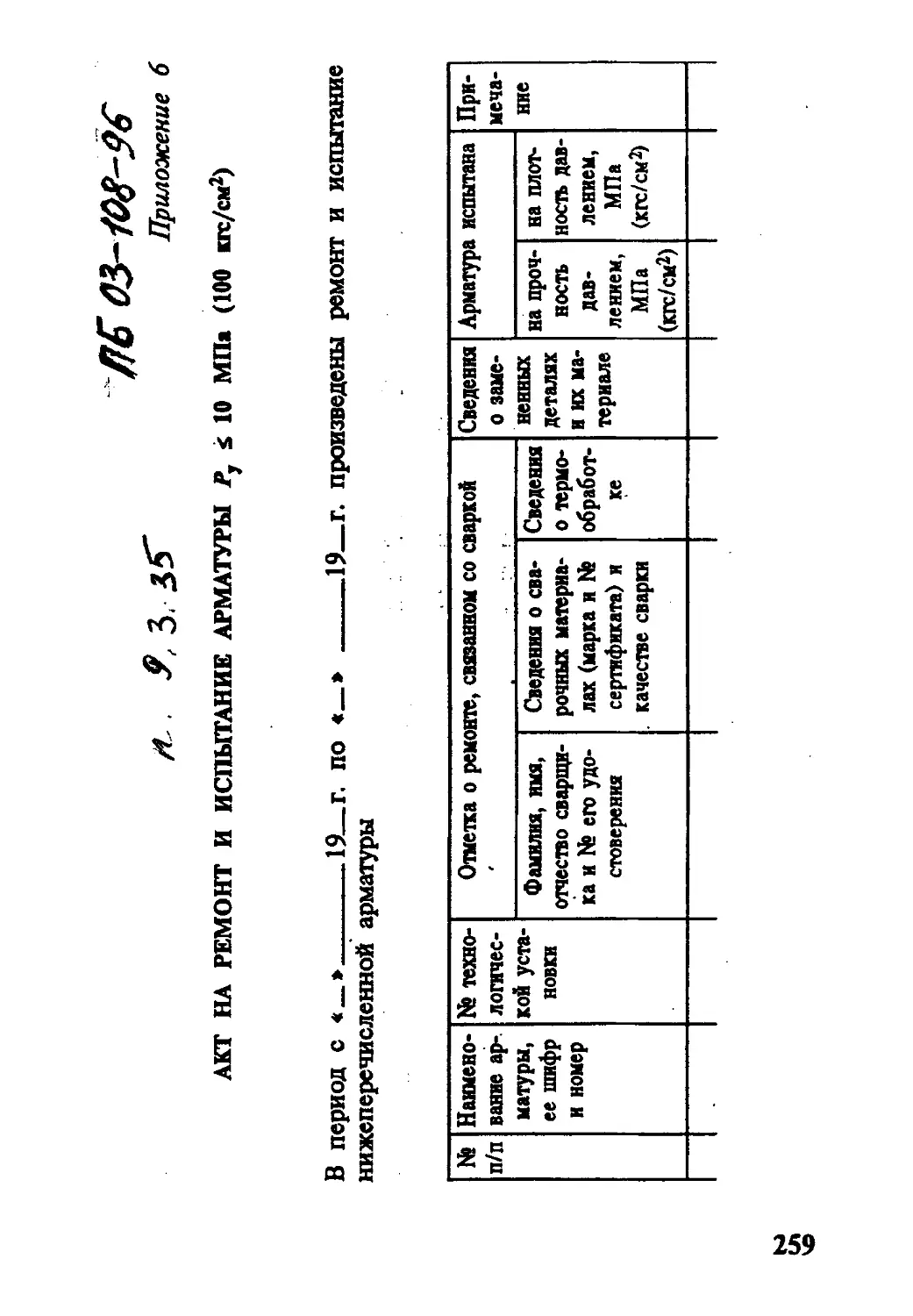
Дата ре- мон- та
Наименование и номер * арматуры в соответствии с клеймом i
Дух Ру
Материал корпуса
•Ф., И., О. сварщика и № его удостоверения Отметка о ремонте, сбязанно^ со сваркой
Сведения о сварочных материалах (марка и № сертификата) и качество сварки
Сведения о термо обработке
Сведения о замененных деталях и их материал
на прочность давлением Рат Арматура испытана
на плотность давлением Рат
Тип прокладки
Строительная длина
Роспись отвеювен кого за ремонт
ЖУРНАЛ
учета ремонтируемой арматуры
л
ж
Sb
О
И
Л
X
я
л
Приложение I
МЕТОДИКА РАСЧЕТА ОБМЕННОГО ФОНДА
И ГОДОВОГО ПЛАНА СПЕЦИАЛИЗИРОВАННОЙ
АРМАТУРНОЙ МАСТЕРСКОЙ
1. Исходным показателем для расчета обменного фонда и год»
вого плана мастерской является среднегодовое поступление каждо
го типоразмера арматуры ® ремонт (Ner) по одной технологии?
ской установке, которое определяется по формуле:
м _
сг п
ЕЫф — сумма фактического поступления одного типоразме
ра арматуры в ремонт с одной технологической уста
новки за анализируемый период (предшествующи
.3—4) лет);
п — число лет анализируемого периода.
По вновь вводимым в’эксплуатацию установкам среднегодово
поступление арматуры в ремонт учитывается по аналогии с подоб
ными действующими установками. По мере накопления, фактичес
них данный производится корректировка среднегодового поступле
НИИ. ‘
Рассчитанное по всем типоразмерам арматуры среднегодово
поступление заносится в таблицу по форме 1.
.... ’ Форма 1
. Средвегрдбйе поступление арматуры
в реййт црЗмхиологнческим установкам
Шифр и наиме- нование, проц. 12/1МАВТ 15/3 термо- крекинг 39/6 депара- финиз. И т. д.
Наиме- нование арматуры Среднегодовое поступление арматуры в ремонт Ncr, шт.
ЗКЛ2 50X16 17 10 15
—»— 80X16 12 8 14
—>— 50X40 —. 18 21
—>—100X40 6 11 4
и т. д. по всем
типоразмерам
40
данные iаблпцы окорма i) являклся исходными для ежеюдио
рассчитываемого обменного фонда и годового плана мастерской.
Н 2. Согласно графику ППР на планируемый год определяются
установки, подлежащие капитальному и текущему ремонтам. Для
установок, проходящих капитальный ремонт, поступление армату-
Кы в ремонт Nk принимается равным среднегодовому поступлению
1сг. Для установок, ремонтируемых текущим ремонтом, поступ-
ление арматуры в ремонт Nt определяется по формуле
Ncr
Nt = -^—- Пт,
Nk_
где Пк — простой установки в сутках в капитальном ремонте по
действующему Положению о ППР;
Пт — простой установки в сутках в текущем ремонте по годо-
вому графику.
Поступления арматуры в ремонт Nk и Nt заносятся >в таблицу,
составленную по форме 2.
Форма 2
Годовой план и обменный фонд арматуры
Наиме-
нование
арматуры
ЗКЛ2 50X16
—»— 80X16
—»— 50X40
—>—100X40
н т. д. по всем
типоразмерам
Итого
Количество ремонтируемой арматуры по месяцам года, шт. Годовой план, шт. Обменный фонд, шт. ’
янв. февр. л март адр. ИТ. д. дек.
17 10 15 М V0 21 > г 1г 63 21
12 — 8 14 9 43 14
— 21 — 12 14 47 21
6 18 8 10 13 55 18
35 39 26 51 57 208 74
Сумма данных граф со 2 по 13 включительно определяет годо-
вой план одного типоразмера арматуры и заносится в графу 14.'
Сумма всех величин по графе 14 является годовым планом арма-
турной мастерской.
После заполнения граф 2—14 определяется максимальное коли-
чество арматуры по каждому типоразмеру, ожидаемое в ремонт
в течение одного месяца, и заносится в графу 15. Сумма всех вели-
чин по графе 15 является годовым обменным фондом арматуры.
Источником пополнения обменного фонда являются:
а) арматура, поступающая в ремонте установок;
б) новая арматура со склада предприятия.
41
СХЕМЫ РАЗМЕЩЕНИЯ АРМАТУРЫ
В КОНТЕЙНЕРАХ
43
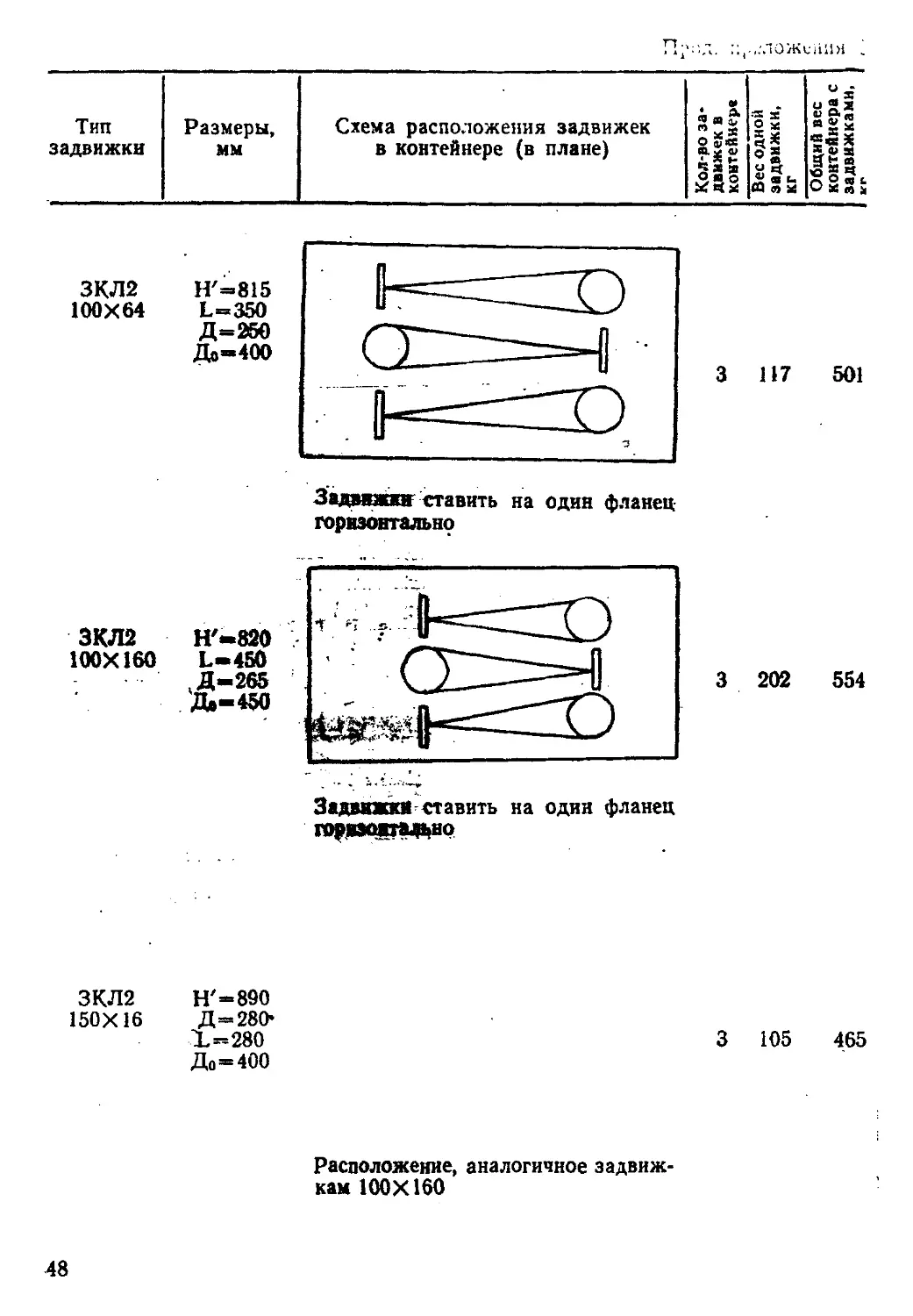
Тип задвижки Размеры, мм Схема расположения задвижек в контейнере (в плане) О о в v; о Н» О ffi о Вес одной задвижки, кг у gf ISS л. О в О ж п «
ЗКЛ2 Н'=505
50X16 L=180
Д=160
До=24О
14 25 510
Задвижки масть горизонтально на
фланцы и маховик
ЗКЛ2
50X40
Н'=485
Д= 160
До=240
L-250
ЙО ПС|
папа
она а а
12 30 310
Задвижки ставить вертикально на
фланцы
ЗКЛ2 Н'=545
50X64 Д= 175
До—320
L=25O
Задвижки укладывать горизонталь-
но на фланцы н маховик
45
Тип задвижки Размеры, мм Схема расположения задвижек в контейнере (в плане) Кол-во за- движек в контейнере Вес одной задвижки, кг Общий Вес контейнера с задвижками.
ЗадвкЖИН ставить на одни фланец
горизонтально
ЗКЛ2 Н'-605
80X40 L-31O
10
45 600
Распожи1еяне, аналогичное задвиж-
кам 805^0"
ЗКЛ2 Н'=710
80X64
93 429
Задвижки-ставить на один фланец
горизонтамцо ;
Прод. приложения 3
Тип задвижки Размеры, мм Схема расположения задвижек в контейнере (в плане) « Я S* о Я 4> 5 х х о Я О U Вес одной задвижки, Общий вес контейнера с задвижками, кг
Задвижки ставить на один фланец
горизонтально
ЗКЛ2
100X16
Н'=680
До-240
Д-215
L-230
55 700
Задвижки ставить на один фланец
горизонтально
ЗКЛ2 Н'=720
100X40 L=350
Д=230
До=400
Задвижки ставить на один фланец
горизонтально
-ложепия ,
Тип Размеры,
задвижки мм
Схема расположения задвижек
в контейнере (в плане)
ЗКЛ2
100X64
Задвижки ставить на один фланец-
горизонтально
ЗКЛ2
100X160
Н'-820
L-450
, Д-265
Да—450
3 202 554
Задвижки ставить на один фланец
горвзоитадьно
ЗКЛ2 Н'=890
150X16 Д=280-
1-280
До -400
3 105 465
Расположение, аналогичное задвиж-
кам 100X160
48
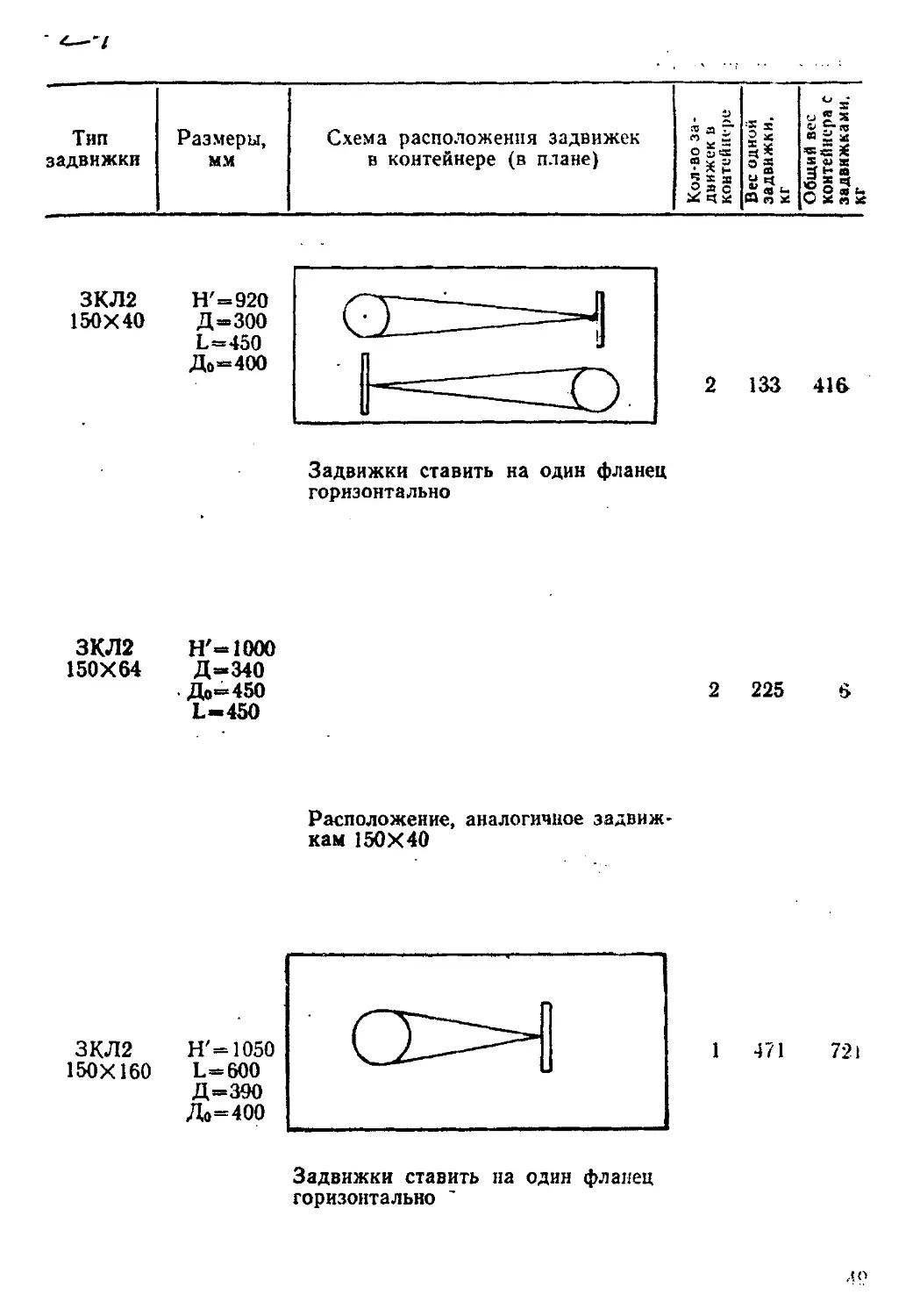
Тип задвижки Размеры, мм Схема расположения задвижек в контейнере (в плане) я а Г* О 5 х я о я с Вес одной задвижки, 1 кг I ° X о « 5 2 S’" «в ж ® « ж 2г О а и О ж л ж
ЗКЛ2 Н'=920
150X 40 Д=300
L-450
До«=400
2 133 416
Задвижки ставить на один фланец
горизонтально
ЗКЛ2 Н'=1000
150X64 Д-340
• До—450 2 225 6
L-450
Расположение, аналогичное задвиж-
кам 150X40
ЗКЛ2
150X160
1 471 721
Задвижки ставить на один фланец
горизонтально ’
Прод. приложения 3
Тип задвижки Размеры, мм Схема расположения задвижек в контейнере (в плане) Кол-во за- движек в контейнере « = 2 * о 5 и § <и 2 . Общий вес контейнера с задвижками, кг
ЗКЛ2
50Х160
Н'^605
L-300
Д-215
До-400
83 399
Задвижка ставить на один фланец
горизонтально
ЗКЛ2
2Q0X16
140
430
Задвижка стайть на один фланец
гориэоктальа»
ЗКЛ2
200X40
227
604
Задвижки ставить на один фланец
горизонтально
50
Приложение 4
ОБОРУДОВАНИЕ, СТЕНДЫ И ПРИСПОСОБЛЕНИЯ
АРМАТУРНОЙ МАСТЕРСКОЙ
Рис.ГШ. Установка моечная Т36 0000000.
! - бак раетБсрныйt 2-злектропсиВодная тележка, З- 'ють рельсовый,
4- привод тележки, 5-поддон камеей моечной, 5-корпус камеры моеч-
ной, 7- коллектор оптирующий, В- коллектор Воздушный, 9- пилот,
Ю-штоеки, 11-труба Вентиляционная, 12-отВид, !5-налег поеоулгной,
14-лмееВик, 15— корзина, ^-зшектеоконталтный теемомегт-, П -пере-
городка, 18 - кнопочная станция.
Моечная установка предназначена* для ноячжнрй очиетки деталей
ичзлоо арматуры от загрязнений водным роет вором моющею состава
МЛ-51 или другой марки е последующим аодчоон 'суи.-кой) спетым Воздо-
»ом.
53
Puc. flAZ. Контейнер для запойной арматуры
М-05-05-00
'Контейнер предназначен для размещения
алмотуры е Ду50-200мм Ру ^-АОхгс/см*
Ду50~150мн Рн бЬ-ЯО кге/см*
Технические данные
Грузогюдъемность, кге 800
' Га&оитные размерыt мм
-длина ШО
-ширимо 900
- высота 555
Вее, кп <55
Разеадотиик: НВФ ГрозНУИ
изготовлены опытные экземпляры.
РибПАб Схема размещения стоек стеллажей
(черт. M-D5.0DDD.)
Стеллажи предназначены для размещения торы
е арматурой.
Стеллажи состоят из. стоек 1, кронштейнов для
установки торы 2, торы о арматурой
Технические данные
Максимальная грузоподъемность ячейки, кг 650
Ярусность многоярусные
Размеры ячейки, мм
—ширина, между стойками
•^глубина M&tdy осями отсек
1500
745
Разработчик. Н8Ч> ГчозНии
lhwmo&ien и испытан опыт-
ный образец.
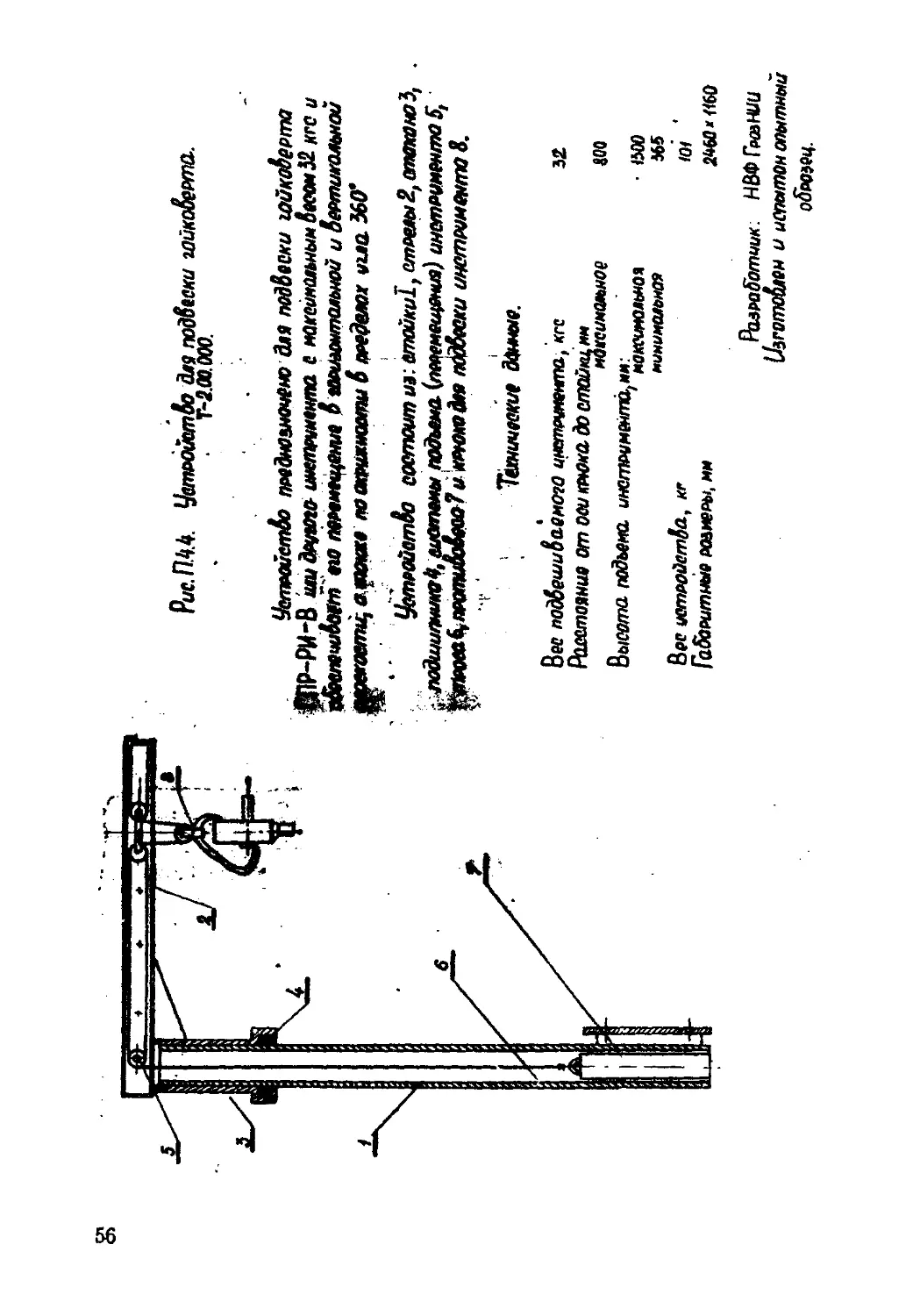
а
Рис. П.44 Устройство для подвески гайковерта.
Г-2.00. ООО.
Устройство предназначено для подвески гойковерта
ЙР-РИ-В шидеусого ииетпиента с максимальным весом 52 кге и
обипечидвет по перемещение в юамоитальиой и вертикальной
jggeroemtij алпокко' по окружности 6 пределах игла 360"
Устройство состоит ие:етойки1, стрелы 2, отаконаЪ,
^кдшипнико4,ыотомы подъыла (перемещения) UHCmPUMPHmo5t
^еоеа^противовеоа? й колою Аля подвески инструмента 8.
Тетииеокие данные.
Вее подвешиваемого инетринемпа, кге
Расстояние от оси тока до атйпкпн
иаксинамное
Высота подъема инструмента,пн:
' иоюиммио*
нинимальиая
32
400
1500
365
101
2460 *«60
бее устройства, кг
Габаритные тнееы, мм
Рйлработиик: НВФГнвНйи
Uiromoipen и испытан опытный
образец.
&
Рис. ПА.5. Моечная установка 196 П
Моечная установка. предназначена для пай-
ки деталей запорной арматуры после разборки
Установка состоит из: моечной камеры 1, бон-
ны 2, насосной установки^, клапанной коьобки 4,
пульта управления 5, трубопровода подоии моечной
жидкости 6, подъемника 7, и лебедки 8.
Технические данные
Тип установки стандартная,
однокамерная,
псриодичееко
го действия
Емкость секции, предназначенной dw:
— щелочного раствора, м3 — воды, м* Время нагрева, пором (пей давлении ЦЗ он МПа ), чае 0,7 0/75 /,5
Насосная установка:
—тип насоса —производительность ноооеа,н/чог — давление, Мпа. ' 2К 6 40 0,1 Ь
—тип злектродбчилеля —моииюсть злектродВиютеля.кот -число оборотов, об/мин. ' 302 32 а ч 3000
зогеизки
поворотный
консольный иоЛ
емник трузапооъ
енноетыо 250 кгс
Габаритные размеры, мм юо/гшигоо
ООО, КГ Г . 770
Мекеимаеьные габариты деталей, __
подвергаемые мойке,. мм июо*ыю*500
в изготовитель: Череповецкий ъавод
аЛтоепецобориоооония , Красное звезда ’
Рис. Phb. г Клапан пневматический % Т-5.000.
Клапан предназначен для быстрого соединения и рассоединения
пневматических инструментов о магистролью сжатою воздуха
Клапан состоит из: штуцера!, крышки2, корпуса 5, клапана1!,
пробки 5, паужины 6, штислтов? у кольца 8
, Технические донные
Максимальное рабочее давление в магистрали, кг^ем1 6
Габаритные размеры, мм:
длина ’ ^2
диаметр 35
Вес, кгс 06
Разработчик. Н0Ф Гад HUU
1/зготодлен и испытан опытный образец.
6
I Ч 7
Приспособление da токарней обработки
- ^пСгпчите W-u поВсРхнОстей слиньев
Линевых ЗОдвиМСК
?<? оо :о, /?; оо со
Приспособление предназначено для обработки
уплотнительных поверхностей клиньев задвижек
Ду 50.. 250мм, Ру /6.. 64кгс/см1 посленопловки или
домены уплотнительных /голец. Клоке ремонтных поед-
ползти и приспособление может нойти применение но
ооедпоиотиях, изютовляюи^их задвижки
Приспособление состоит ил ломки L, основания 2,
цхармираЬ, vu/r&mopot, вменных хилаикоВ5гупоРО 6 и
откидных болтов? с годками В. Оно уСтона&1иВает~
св но плони/одбу или в 3/х -кулачковом потеоне
металлорежущего станка
Технические данные
Наименование »-хОРСктРРиСтик Обозначение приспособлений (по чертежу общих Видов) nsoaoo п 9 оооо
Типы задвижек клинья хи
топых могут быть обеа
батоны приспособлений
Ц5Д~Лу50..1д0мм
РУ & М
ЗШ-Ду 50. ГООмм
Ру
Число оборотов шпинделя
или стола при роботе с плис
поеоблением
не более ЮОофмин
им-Ду /50 .. 200мм
. Ре /6; 40Ш1а
5КД 2-Ду/50...250мм.
Ру
ЮШ20бл-Ду /50. 200мм
30075бе, 50С7ЬН(б 'Дч /50мм
не более /00 об/мин
Тилы металлорежущих стоя Токоечые, с Высотой целпн
ноо, но которых Возмолмо ооВ 200мм, и кариделыля^,
применение приспособления с диаметром стало не
менее 360мм.
ТокОРные, С высотой фнтров
500мм, и наеызрлбнб/о с диомег^
оом стало но менее ОООмм.
Шероховатость уплотни-
тялпнгл ^обррхноотеи после
обеоботли
*z*0. (<г.2О,
от V .4 Vх
8001&Ю* /50
60
Гобопип’’1н1 м.ч 560*56С*/05
Вес, Kf'C________________________42_________
~ "бозроботчик: Н8Ф Гроз HU/: - г и
имогоВигель и нолмодеррагтяб Вмипрсд&ий иплю лм/ыимымй/ ловод „ rWrnetuMiQnuOtfnb
п Рис ГМ
/ Ь'исгюсиЗление тыкаешь. (к)кайитки мыши -
тельных поверхностей корпусов клиновых зоовихек
Пвм.оо., пи.оооо:
Приспособление пееПнознОнено дле об-
Работки уплотнительных поверхностей
корпусов лодбимек пру нарушении герме
тииности зотВоеа лодбхмки при неболь-
шом износе уплотнитолоных поВррхнос -
тей (не долее 2 2,5мм) броме ремонт-
ных предприятий приспособление помет
пойти применение но предприятиях , изго-
тобляющих зодбимни.
Приспособление состоит из плиты lf
клина 2. Фланца 5, конуса 4, хомута 5f
Втилкиб, пршкима7, Фиксатора9f
Винта 10у и шпилек 11 с гайками 12
?хнииоские донные
Н'ятснМеаа’ лорактееиошак .-л :\-,(Хоитоиио nouenoeoSeCHuu (по иоктыи обоим бидоо}
- пима пг.оаоа
ТипымевисмМспосо &- топы /тит Sum oBeoSb- томы MvuenccopCHut :. •>-«<> • • * .Ф Лн ЛКяиУ Число oSMotnaf. шмнЛМ или тола. лН мЯгм о ’ >млооовм"ММ.^~ - • ИО Ямс itK/im км- ЛчЫ) гооии Рл^ШНПа SMZ-a,ia> .гяя, Л^ыта звнж&л-ыя-гяи* текы‘) зоекня-Лл нот не балле !По6/нин
«4 на потере* баыыимс
Лыюямм^ с Выллплй i&mpqB ТЪкоршно, с Высотой цемтеоВ
. 3" ’ SJ0,vt}и коеуеелымс диомспню*1
мтоляяеталИге менее 500мм стала но менее войн*
&^ык&9тныс о диа-
иМкаобаповал згНгншпя
мои повттятсы после оХ- от х/
Работки. •
лй«?/
Л \/
A*4tfz «Д
от \/ до V
ГаЬаг'итцнн ЬООЧОО.гя | М(Ы !Щ‘22Ь.
Вес, кг 67 j 527
Po-iPoiomwx в^ьмме- боакекий Филиал ГоозНйи
имяпаыпйь и ииькодыппль: datratPOCtxeu arwmxo- пРсмышмчныи зобод к А' хргыиимлолиоотб.
$0
Стопок
Hue i 1Л.9.
дли механической притирки
плоских поверхностей
С1.00.00. Д
Стопок предназначенный для механической притирки
плоских поверхностей деталей. Он используется для при-
тиски золотников предохранительны* клапанов клиньев и пла-
шек тридопрооодной ормотуры.
Станок состоит из чугунной плиты — притира./шар-
жирующих колец 2 с сепараторами Л, опорного ролика 4,
механизма плавки притира 5 станины 6 и колу ха из оргстек-
ла?.
Технические донные.
Диаметр притира, мм - 720
Скорость вращения
притира, об/мин ‘ -Ь27
конечная шероховатость
притертых деталей -0,06-
конечна» ноплоскостность
притертых деталей не более
_о, ооьь мм
Габариты Станко мм
длина ' /65
ширина ~ /60
высота -1500
Вес, кг - 600
Станки изготавливаются серийно с 1969г.
Разработчик: Ни/кне -волжский филиал ГрозНии
изготовитель'и колькодерхкатель'. Волгоградский
опытно-промышленный завод„НрФтехимзапчоетс '
Рие.ПМ.Ю.
СТЕНДАЛЯ ИСПЫТАНИЯ ТРУбОПРОвОдниЙ арматуры.
СО] И. 00.00
Стенд позволяет производить испытания на прочность и
плотность материала корпуса ихрышхи задвимек асах типов с
Лу 50,..250мм Ру 16....G.4 МПа , нагорметичноеть их затворов,
сальниковых набиооки прокладочных соединений согласно
требований соответствующих ГОСТов.
Стенд состоит из сборной рамы!, гидроцилиндра 2 иллиты 18,
соединенной а> штоком через
шарик насосной установки^
смаамваком4 ипредохрани-
тельным клапаном 5,
тоех. башмаков 6,
подвижных радиально,
двух стоек 7 с откидной
траверсой 8 и опорной
тарелкой $, пульта
Управления Яг.
WW
10
Технические данные
Максимальное давление мама В цилиндре, МПа , „ -6
Максимальное давление воды ши воздуха при опрессовке, МПа -gg
маслонасоо шестеренчатый нш -Ю, Q-О.от'л/рворот, Яме = 10 МПа
Приводы: электродвигатель •, м~/,7нвт m №0 ов/ман.
Габариты, мм 1540 *'950*1560
&ес, КГ - 1085
Разработчик: Я8<Р Грозный
Разработан и испытан опытный о^лазец
62
Рис. 4.Н
l |С^Д zj/lzi нАВйдРКИ и£ьРРКи
C04.00.00.
в , Стенд разработан для разборки и сборки запорной труба -
прооодной арматуры с Ду 50... юо мм uPpf.6...e.4 МПа оуелооиях
ремонтных цехоо не<рте перераоатыоающих и нерпе тимических
предприятий.
.Стенд состоит из ейарной станиныI на столе 2
которой установлены дбе опорные призмы 3 идда пневматических
прижимай.Ремонтируемая задоимсха останавливаетсятрлан-
оп°Риые призмы, прижим пневматический подводится
* зоддимске так, чтобы оРижимная.планка 7 вошла вовнутрь *
Задайжки.кронвм управления 5 6 цилиндр прижима подается
оозоух давлением
0.4—0.6МПа иЗОдоижки
Фиксируется на столе.
i
Технические данные
число ые1матичеекиж прижцмцв шт
пешие на испив приааЛении воздуха 0.4МПа, кт
усилие зажима при давлении воздуха алМПа, кг
Суммарное Усилие зажима гг
Ход штока пневмо зажима мм
Диаметр цилиндра,мм
Габаритные размеры,мм ^Аима
ширина
Высота
-2
- 1652
-20
- 1&5
- 1200
-600
-900
-520
Вес, кг
Разработчик и калькоАержатель: ПВФ Грозной
изготовлен и испытан опытный образец е 1925 г. изготовляется сери
изготовитель: Волгоградский опытно- промышленный завод
я Нофтехимзапчасть "
РисЛ^г
УСТАНОВКА у Я НАПЛАВКИ УПЛОТНИТЕЛЬНЫХ
поверхностей каиновых задвижек
сщ.оаоо.
ЗаглУшкиНЗ) иРку?ачкаХl/si’ Зка^а ЧвнтрироХанияН2)
Аемиеного'ЪЖХ^ распра-
тсхничеекиЕ зл.чныб
4 иапазмнотаЛАйомых
ЗаЗвижо/ ми 3... s SO
Лиопетр 3»аггроомой
про&зИ№и,Я)Г s__3
Ясмшчимый сварсчиый
>"ок,а -Юоо
Напряжения
питанного тока ,б-75£-
чиеюоборапой тиа
oS/ouu Ли... /Л
Скорость еварки,
^/час-зб...зл ’
9
15
Разработчик икалытоЗержатела:Л&ФГрпзНии
uttomooKOp и испытан опытно/и образец,.
15
64
I9C сеие£ £
пая
su
оол
ме/
й»/
$•(
t-ztzav
о/
sa
оок
01
'^agodgo пянмю Ktunujn п нагдохогап
гтнмуЛЯН Wi.ivxd3Vo>mrD>< п
viww
oiogm
онпзтт
окпЧ
Wrtdwted ai4Huiniogdj
нт/до ' Qaiodogo агапл
im ‘<й>он‘ток
nawingfoaixaK-ffniu 4
van ‘апнагдпг
нпн/г ‘aaaMmafaftavtla
niajaavaeauan i6»t>“it>
o»gmvu/i вииамон
m ‘ixndau get
. vun 9-d гтнато uanagoa wtu ottnurag ann>m
vun зымгиосдпг j gnrtdrjvg аомиигмод онпттзгоп
3I4HHVV ЗИХОЗЬИНХЭ].
'VWtfnWfDdufi
VlWflu n dnrd^fn UOnrgVHOLjfi dtK/OlO* VM 4g) fitПJu XNHHdtiJ
*(e‘tflriuHrTg д ингфионмх oio^fffnJ *vrQii
nai^f naaxa^a^w ‘IgmagaHBiw
*'WO$?tO!> *V *d»ncpv? gpjfiutfoM oHfixQt tivp н#лок?онр&и
00 00 00 3300
';Q^j.tWV &VV VHJ1J MOHHHXWOdVUJ
а>
Наименование '" 1 'Ч Марка, •’Л "..
оборудования тип й
1. Кран-штабелер КШП-1,0
Оборудование для обеспечения ремонта арматуры
В
опер
мбйки
tsr'-H- II?
жи н
Приложение 5
Краткая характе- ристика Каталог* Прейскурант ТУ, ГОСТ
Приме-
чание
;ъви-' i
а-ДХинн^моста--
WU.
Высопведъема
Каталог-
справочник
18-1-73 *
2. Электропогруз- ЭП-103
чик аккумулято-
рный *
J Скорость, подъ-
движения, м/мин, моста 36/10, тележки —' 12, на-
пряжение—380 в.
Размеры груза —
800x120 мм
1 Транспортиров- Грузопо д ъ е м-
ка арматуры в ность — Г тис.
контейнерах из Высота подъема,
склада в мастер- м — 2,0; 2,8; 4,5
скую и из мастер- Скорость движе-
ской на склад ния с грузом —
9 км/час.
Скорость движе-
ния вил с грузом,
м/мин, при подъ-
еме — 9, при опу-
скании — 24.
Внешний радиус
—1600 мм.
Колея задних ко-
лес — 790 мм.
ГОСТ
15150—69
w 3. Кран-балка
1 Перемещение ар-
матуры, по рабо-
чим местам мас-
терской
4. Таль электри- ТЭ1-511
ческая
1 Разгрузка арма-
туры для ремон-
та, погрузка от-
ремонтированной
арматуры, пода-
ча арматуры в
мойку и на склад
5. Станок увивер- 1М63
сальный токарно-
вш.торезный
1 Токарная обра-
ботка деталей
Грузо подъем-
ность — 2 тнс.
Высота подъема
— 12 м.
Скорость подъ-
ема— 8 м/мин.
Скорость движе-
ния крана — 38—
58 м/мин.
Привод электри-
ческий, 380 в.
Управление с по-
ла.
Грузоподъ е м-
иость — 1тнс.
Высота подъема
— в м.
Скорость подъ-
ема — 8 м/мин.
Скорость движе-
ния—20 м/мин.
Привод электри-
ческий, 380 в
Наибольший ди- Прейскурант
аметр обрабаты- 18-01
ваемого изделия,
мм:
над станиной —
630,
над суппортом —
350.
Количество ско-
ростей шпинде-
ля—22.
Пределы чисел
оборотов шпинде-
ля--~10—1250
об/мин.
ТУ 2-024-903-
67
Изготовите.'!!
— Кадиевски!
литейно-мех;|
ническнй з:
вод
Продолжение приложения '>
Наименование оборудования Марка, тип S t Выполняемые^ «шедши W \ , . ЯН Краткая : хамите- . ристика Каталог, прейскурант ТУ, ГОСТ Приме- чание
t ' - -Щ Габедты. стан-
I р.
Ввс^-ВОООкт.
6. Станок вертика- 2Н118 ГаСдаерйовсяныеИг 'НаиЛммшй Д^’ Прейскурант ТУ 2-024-
льно-сверлильный 'Л1«^*«Йфя«шя ЛМ1 1639-69
Наибольшее пе-
ремещение Шпин-
деля— 150 мм.
Число.,оборотов
шпинделя 180—
2800 об/мин.
Размеры стола,
мм — 320X360.
Габариты станка,
мм
7. Станок горизон- 6Р82Г 1 Обработка уплот- Наибольшее пе- Прейскурант ТУ 2-024-
тально-фрезерный нительных по- ремещение стола, 18-01 2255-70
верхностей, фре- мм:
верные работы продольное —
800,
поперечное —
200,
вертикальное —
420.
Наименьшее и на-
ибольшее рассто-
яние от оси шпи-
нделя до поверх-
ности стола, мм
—30-450.
Габариты станка,
мм — 2305X1840
Х1680.
Вес — 2830 кг
8.'Станок обдиро- чно-шлифоваль- ный 3M-634 1 Шлифовал ь и О- обдирочные ра- боты Размеры шлифо- вального круга, мм — 400Х40Х 203. Расстояние меж- ду центрами кру- гов — 700 мм. Высота центров- 850 мм. Габариты станка, мм — 900 Х600Х 1200. Вес — 450 кг
9. Станок универ- сально-заточный ЗА64М 1 Заточка инстру- мента Число оборотов шпинделя — 2000 —4020 об/мин. Расстояние меж- ду центрами кру- гов — 650 мм. Высота центров- 1250 мм. Габариты станка, мм—1700X1640 Х1605. Вес — 1040 кг
10. Станок для механическ о й притирки плоских по- верхностей С1. 00. 00. Л Притирка плос- ких поверхнос- тей деталей за- пирающих узлов Рис. 4.9
Серийно । .г<>
тавлнваю с и
ВОЛГО Г |) Д-
ским заво юм
«Нефтс х ,i .м-
запчасть»
(ВНХЗЧ)
о
Продолжение приложения 5
Наименование оборудования Марка, тип •Я Пигг г. яааоимл Краткая характе- ристика Каталог, прейскурант ТУ ГОСТ
11. Гидрозажим- С022. 4 Закрсалеяя|кор-Рвс.4ЛЗ ной стенд для 00.00. i’ ’ ремонта арма- 00 ТЛТ-рЬ- туры » -К). 12 Стенд для ис- С01И. 8:гЙ₽пытание.11 на Рис/4.10. пытания трубо- 00. 00 прочность нйлот- Максимальное да- проводной ар- иость аадййкеке вление масла в матуры : Ду 50—250 мм, 'Цилиндре, МПа— $?у 1ОвШ» 6,Q• ' «' Максимальное
давление воды
13. Установка для СН1.00-
наплавки уплот- 00
нительных по-
верхностей кли-
новых задвижек
Приме
чание
внхзч
внхзч
или воздуха при
опрессовке, МПа
-9,6.
Габариты стен- -
да, мм, 1540Х
950X1650.
Вес 1085 кг
Наплавка уплот- Рис. 4.12.
'нательных по-, Диапазон наплав-
верхностей кор- ляемых задвижек,
пусов и клиньев мм — ’Ду 50—
250.
Диаметр элек-
тродной проволо-
ки, мм — 2—3.
Число оборотов
стола, об/мин —
0,17—1,8. '
Чертежи
НВФ
ГрозНИИ
Скорость сварки,
м/час — 3,6—3,8.
Габариты устано.
вки, км — 1480Х
520X2580.
Вес—500 кг
14. Моечная уста- 196П 1 Мойка деталей Емкость секций Изгот а в IP
новка (5. Насос трехплун- Т-2-4/ 1 арматуры после для: щелочного разборки раствора—0,7 м’, воды — 0,375 м’. Время нагрева паром Р= 0,3—0,4 МПа — 1,5 ча- са, для мойки (max), для мойки (мак.), • мм—1000 Х600Х 500. Габариты устано- вки, мм — 190Х X 2380 X 2000. Вес — 770 кг Испытание арма- Давление на вы- вается Ч повецки.м водом а спецобор v ПИНИИ <'К пая знсз.1. ГОСТ Наго г а в ре- .зи- и го- .1 о- :>;ю- 1 и-
жерный криво- 250 туры на проч- ходе из насоса— 19028—73 вается • Гд:
шипный ib. Стенд для раз- борки и сборки арматуры Ду 50 4-Ду 100 С04. 00 00 2 ность и плот- 25,0 МПа. ность Подача — 4 м3/час. Частота враще- ния вала — 200 об/мин. Габариты, мм — । 1610X1055X765 Разборка и сбор-. Рис. 4.11. ка арматуры Усилие на што- ке при давлении воздуха 0,4 МПа, кг — 400. дянскпм сосным дом В11ХЗЧ НИ- !1И>-
Продолжение приложения 5
Наименование оборудования Марка, тип Выполняй ooepaj ре Краткая характе- ристика Каталог, прейскурант ТУ, ГОСТ Приме чание
К 1 V :i •• • Усилие зажима при давлении воз- духа 0,4 МПа, кг*тМНб. < Суммарное ус)Л 'ЛедаЩимд 2 прйжимов—1632 кг. Габариты — J200 X600X800.
17. Ножницы для Т-14. 00. ЙЗГОТОДЛВ i и е Толщина прокла- Чертежи
вырезки прокла- док ООО 5} ароклШжШож- ной конфигура- ции из паронита дочной> матерн-> ала — 1...3 мм. Скорость реза- ния 4 м/мин. Число рабочих ходов ножа — 1000 ход/мин. Мощность эл. двигателя — 0,6 НВФ ГрозНИИ
квт.
18. Установка мо- Т-36.00. Для наружной и Рис. 4.1 Чертежи
ечная 000 внутренней очис- Давление раст- тки арматуры и вора 0,49 МПа насосов от за- Температура мо, грязнеиий ющего раствора 358° К. Давление пара 0,5 МПа. Расход пара НВФ ГрозНИИ
19. Пневматичес-
кий угловой ре-
версивный гай-
коверт ИП-3205
20. Гайковерт
ГПР-РИ-13
Для завинчива-
ния и отвинчи-
вания резьбовых
соединений диа-
метром до 42 мм
в стесненных ус-
ловиях, ударно-
импульсиров а н-
ного действия
Для развинчива-
ния и отвинчива-
ния резьбовых
-соединений диа-
метром 52 —
85 мм, ударно-
импульсиров а н-
ного действия
65 м’/час.
Габариты моеч-
ной камеры 2000
X1600X1200.
Грузоп о д ъ е м-
ность тележки —
2000 кг, мощ-
ность эл. двига-
теля:
насоса 30 квт.,
привода тележ-
ки 1 квт.
Максимальн ы й
крутящий момент
— 150 кг X м;
число оборотов
шпинделя в мин.
— 6000; рабочее
давление возду-
ха — 0,5 МПа,
расход сжатого
воздуха — 0,9
м’/мин; габарит-
ные размеры:
длина — 365 мм;
ширина—ПО мм;
высота — 195 мм;
вес — 9,5 кг
Крутящий MO-I
мент на ключе
800 кг Хм, число
оборотов шпин-
деля в 1 мин. —
1500;
давление возду-
ха — 0,68 МПа,
расход воздуха—
2,8 м’/мин.
Наименование
оборудования
21. Пневматнчес-
- кий реверсивный
гайковерт
ИП-3106
Марка,
тип
Продолжение приложения 5
Краткая ' характер ? • Каталог, ! прейскурант ТУ, ГОСТ
Приме-
чание
ииЛООмм;
й?3’*-' 185
м-Мйюдоадок'й
ва* крутящиймомент
ых -,60—150кгХм:
на-'' рабочее давление
<м; доадухм — 0,5
духа—0,9 м/мни.
Габариты:
длина — 340 мм;
ширина — 160
мм;
высота — 250 мм;
вес — 9 кг
r ' I । Приложение 6
1 Сальниковые набивки, применяемые для герметизации арматуры
(ГОСТ 5152—177). Крученые набивки
Марка Характеристика набивки Сечение 1 Размеры диаметра, мм Среда Макси- мально допустимое давление среды, Макси- мально допустимая темп - ратт. .1
МПа (кгс/см2) с ре* л. °К
I
.1
Ап. Асбестовая, пропитанная Круглое
антифрикционным со-
ставом, графитирован- >
ная
АС Асбестовая, сухая
АП
Асбестовая, пропитанная
антифрикционным сос-
та вом, гра фитирован-
ная '
Круглое и
квадрат-
ное
Круглое и
квадратное
2; (2,5); Воздух, топливо неф- тяное тяжелое, нефте- продукты, слабокис- лотные растворы, газы и агрессивные пары набивки 4,5(45) >73
3; (3,5)
Платеные
4, 5, 6, 7, 8, 10, 12. (13), 14, 16, 18, (19), 20, 22, 25, 28, 30, 32, (35), 38, 42, 45, 50 Воздух, инертные газы, нейтральные пары, во- дяной пар, промышлен- ная вода, органические растворители, растворы щелочей. Жидкий и газообразный аммиак 4,5 (45) 673 OI 31; к>’ или 393
4, 5, 6, 7, 8, 10, 12, (13), 14, 16, 18, (19), 20, 22. 25, 28, 30, 32, (35), 38, 42, 45. 50 Воздух, топливо нефтя- ное тяжелое, нефтепро- дукты, слабокисяотные растворы, газы и агрес- сивные пары 4,5(45) 573
о>-
Марка
ДПР
Асбестовая, с л|
проволокой, пр
на я антифрикЦ
составом, rpai
ванная
Квадрй?
АПС
Асбестовая, прорезинен-
ная, графитированная, ное
сухая
АПП Асбестовая прорезинен- То же,
ная, пропитанная анти- прямоуго-
фрикционным соста- льное
вом, графитированная
Продолжение приложения 6
Размеры диаметра, ; Жж • ' Г-- |. . Среда ! ' ' ' Макси- мально допустимое давление среды, МПа (кгс/см2) Макси- мально допустимая темпе- ратура среды, СК
Цж К" '• ' > . (кi&l в, 7, 8, Промышленная вода, 4,5(45) Ж 12, (13), нефтепродукты, слабо- 14, 16, 18, кислые масла (19) 20, 22,1 ' 25, 28, 30, 82, (35), 38,! 42, «. 50 ' 573
3, 4, 5 6, 7, 8, 10, 12, 14, 16, 18 Нефтепродукты, нефтя- 30(300) ные газы, пар насы- щенный и перегретый. Вогда перегретая, смо- лы, пасты и шламы, со- ’ стоящие из углей, тор- фа, сланцев и смесП с тяжелыми маслами и смолами, слабые орга- нические кислоты, жи- ры, щелочи, спирты, обезжиренный сухой воздух 723
3, 4,5,6,6,8 Ю, 12, 14, 16, 18 6X8, (7X10), 8X10, (9Х Нефтепродукты, нефтя ные газы, пар, насыщен иый и перегретый Вода перегретая, смо лы, пасты, шламы, со 32,5(325) 473
ХЮ), 10X12 стоящие из углей, тор -
фа и сланцев, в смеси с тяжелыми 1 маслами и смолами. Слабые органические кислоты, жиры и щело- чи, спирты, сухой обез- жиренный воздух
АПРПС Асбестовая, с латунной Квадратное проволокой,прорези- ненная, графитиро- ванная, сухая Прямоуго- льное 3,4,5,6,7, 8, 10, 12, 14, 16, 18 6X8, (7X10), 8X10,(9X10) 10X12 Нефтепродукты, нефтя- ные газЫ, пар насыщен- ный и перегретый Вода перегретая, смо- лы, пасты и шламы, состоящие из углей, то- рфа, сланцев в смеси с тяжелыми маслами и смолами. Слабые орга- нические кислоты, жи- ры, щелочи, спирты, обезжиренный сухой воздух 90(900) 723
АПРПП Асбестовая, с латунной Квадратное проволокой, прорези- ненная, пропитанная антифрикционным со- ставом, графитирован- ная 3, 4,5,6, 7, 8, 10, 12, 14, 16, 18 Нефтепродукты, нефтя- ные газы, пар насыщен- ный и перегретый 90(900) 17 5
Прямоуго- льное 6X8, (7 X 10), 8X10, (9X10), 10X12 Вода перегретая, смо- лы, пасты и шламы, со- стоящие из углей, тор- фа, сланцев в смеси с тяжелыми маслами и смолами. Слабые органические кислоты, жиры, щело- чи, спирты, обезжирен- ный сухой воздух 25 £250) От у, н\ е 473 ДО П. !<>с 573
Продолжение приложения 6
Марка .о tг Характеристика ' набивки ч я i . * » -‘-.liSgt Ч '! :-"Ж.'₽аммрм, FfW “ HF/ , 'i#' F/F W ' "' F " ' i1 'ff ' 1 V • Среда j.; • 1 ' 1 Г J t Макси- мально допустимое давление среды, МПа (кгс/см2) Макси- мально допустимая темпе- ратура среды, °к
АФТ Асбестовая, пропит^. Кжад^^дЖл, 5у 6. 7,8,10, Сжиженные газы (кис-
ная суспензией фтор<£{,89С K®fW12.' (13), К, 16, лорад, азот и др.), га-
пласта с тальком К h! ?|ВИ,- (19) . 20, 22, кМршп* ж офганиче-
W ’• ’> * Ж2й ские продуты;(бензин,
бензол, толуол, ацетон,
этилен, дифенил, дифе-
нилоксид, хлорметил,
хлорэтнловый эфир,
фуран, тетрагидрофу-
ран, трихлорсилан)
Прямоуго- 4X6, 6X8, 8Х Этилен 150 (1500) 523
льное 10, 10X12, 10
Х13, (13X16), Органические продук-
14X16, 16X18, ты (хлорметил, хлорбен-
16X19, (19X22) зол. влажный толуол,
20X22,22X25 метилхлорсилан, три-
зобутиламинный), кис-
лые соли магния, раст-
вор каустической соды
Морская вода 4,5 (45) От минус
275
АГ
Асбестовая, проклееи- Квадрат-
ная с графитом пая.
4, 5, 6, 7, 8, 10, Воздух, азот, инертные 20 (200)
12, (13), 14, 16, газы 35 (350)
18 (19), 20, 22, Пар водяной
25
до плюс
323
598
838
Прямо- угольное 4X6, 6x8, 8X10, 1QXJ2, 10X13, (13x16), 14X16, 16X18, 16X19, (19X22), 20X22,22X 25 Аммиак жидкий и 30(300) газообразный Вода, питательная вода, аммиак, орга- 32(320) нические растворители от мин\ 343 л плюс 4 i 553
АФВ Асбестовая, пропитан- Квадрат- ная суспензией фторо- ное пласта и консистентной смазкой с добавкой гра- фита 6, 7, 8, 10, 12 (13), 14, 16, 18, (19), 20, 22, 25 Щелочная среда любой 2(20) концентрации 453
АФ Асбестовая, пропитан*. Квадрат- ная суспензий фто- ное и ропласта круглое 4, 5, 6, 7, 8, 10, 12 (13), 14, 16, 18 (19), 20, 22, 25 Морская вода 20(200) От мши 275 ДО П.'П 32.',
• Топливо, масла, тяже- 20(200) лые и легкие нефтепро- дукты От мин 313 до плк 433
Прямо- угольное 3X5, 4X6, 6X8, 8X10, 10X12, 10X13, (13X16), 14X16, 16X18, 16X19, 20X22 . ..(1.9 X 22), 22.Х25 Дистиллят, вода прес- 20(200) ная, конденсат, бидис- тиллят, вода питьевая, вода промышленная Пар водяной 4(40) Особо чистые вещества 0,4(4) •16;
УС Из углеродистых Квадрат- нитей, сухая ное 5, 6, 7, 8, 10, 12 (13), 14, 16, 18 (19) Серная, соляная, азот- ная и фосфорная кис- лоты 3(30) Пар водяной 10(100) Нефтепродукты 4,5(45) 37:
УСФ Из углеродистых Квадрат- нитей, с сердечником ное из фторлоновой на- бивки 10, 12, (13), 14, 16, 18 (19), 20, 22, 25 Серная, соляная, 3(30) азотная и фосфорная Кислоты Нефтепродукты 3(30) 37 37:
Продолжение приложения 6
Марка
ХБС
*
Характеристика..; J j набивки «й-i-л I h U;- A5®» 'Размеры : диаметра, ММ * .1 . Среда . '• 1-. i ; i Макси- мально допустимое давление среды, МПа (кгс/см*) Макси- мально допустимая темпе- ратура среды, °К
Хлопчатобумажная^ : сухая Круглое Ш в квад-- ратное; 4,8,6, 7, 8, 10, 12 (13), 14, 16, 18, (19), 20, 22 25, 28, 30, 32 (35), 38, 42, 45, 50 Воздух, минеральное 20(200) масло, Ьрганинеские ра- створители: углеводо- роды, питьевая вода, спирты, пищевые про- дукты, нейтральные ра- створы солеи 373
Жидкий и газообраз-
ный аммиак
ХБП ’
От mhhvc
31з'
до погос
373
Хлопчатобумажная, То же
пропитанная антифрик-
ционным составом,
графитированная
4, 5, 6, 7, 8. 10,
12 (13), 14, 1.6,
18 (1S), 20, 22,
25, 28, 30, 32
(35), 38, 42, 45,
50
Воздух, инертные газы, 20(200)
нейтральные пары, ми-
неральные масла, угле-
водороды, нефтяное то-
пливо, промышленная
вода
373
ЛС Из лубяных волокон, То же
сухая
4, 5, 6, 7, 8, 10,
12 (13), 14, 16,
18 (19), 20, 22,
25, 28, 30, 32
(35), 38, 42, 45,
50
Воздух, минеральные 16(160)
масла, углеводороды,
нефтяное светлое топ-
ливо, промышленная
вода, водяной пар.
37
4 Заказ № 361
Жидкий и газообраз- ный аммиак От мшг с 3'1 1 ДО ПЛЮС .ч; ।
АП Из лубяных волокон, пропитанная антифрик- ционным составом, гра- фитированная Круглое и квад- ратное 4, 5, Б, 7, 8, 10, 12413), 14, 16, 18 (19), 20, 22, 25, 28, 30, 32 (35), 38, 42, 45, 50 Воздух, инертные газы, минеральные масла, углеводороды, нефтя- ное темное топливо, промышленная вода, соленая вода, растворы щелочей 16(160) 3. .1
ХБРП Хлопчатобумажная с резиновым сердечни- ком, пропитанная анти- фрикционным составом То же 10, 12 (13), 14, 16, 18 (19), 20, 22, 25, 28, 30,32 (35), 38 Воздух, инертные газы, минеральные масла, промышленная вода 20(200) 3 !
ББТС Хлопчатобумажная, . тальковая, сухая- То же 6, 8, 10, 12 (13), 14, 16, 18 (19), 20, 22, 25, 28, 30, 32 (35), 38, 42, 45, 50 Промышленная вода, нейтральные растворы солей, слабокислые сре- ды, водяной пар . 1(10) г-.;
ХБТП Хлопчатобумажная, тальковая, пропитанная антифрикционным сос- тавом Круглое и квад- ратное 6, 8, 10, 12 (13), 14, 16, 18 (19), . 20, 22, 25, 28,30, 32 (35), 38, 42, 45, 50 Промышленная вода, нейтральные растворы солей, слабокислые среды 1(10) bi
Примечания. 1. Набивки сквозного плетения изготавливают размерами от 3 до 26 мм, с однослойным оплеге нем
сердечника — от 5 до 25 мм, многослойно плетеные —от 16 до 50 мм.
2. Набивки марок АС, АП, ХБС, ЛС, ЛП, УС и УСФ размером до 13 мм могут изготавлпв; п,ся
диагонального плетения.
3. Набивки размерами, указанными в скобках, в новых конструкциях не применять.
ое
НИЖНЕ-ВОЛЖСКИП ФИЛИАЛ ГрозНИИ
УТВЕРЖДАЮ
зам. директора по научной работе,
к. т. н.
Н. В. Мартынов
ИНСТРУКЦИЯ
ПО АВТОМАТИЧЕСКОЙ НАПЛАВКЕ ДЕТАЛЕЙ
ТРУБОПРОВОДНОЙ ЗАПОРНОЙ АРМАТУРЫ
Зав. лабораторией № 17, к. т. н.
Зав. группой наплавки
М. н. с. лаборатории № 17
В. А. Нечаев
Г. А. Москалев
Л. Г. Козырева
8';
П. 7. 1. ОБЛАСТЬ ПРИМЕНЕНИЯ
П. 7. 1. 1. Настоящая инструкция распространяется на наплавку
уплотнительных поверхностей деталей запорной трубопроводной
арматуры из углеродистых, средне- и высоколегированных сталей.
П. 7. 1. 2. Инструкция предусматривает автоматическую наплав-
ку под слоем флюса клиньев и корпусов трубопроводной арматуры
Ду 50—250 мм, работающей при Ру-1,6—6,4 МПа.
П. 7. 2. ОБЩИЕ ТРЕБОВАНИЯ
П. 7. 2. 1. К автоматической наплавке уплотнительных поверх-
ностей запорной арматуры допускаются сварщики не ниже 3-го
разряда, имеющие удостоверение, подтверждающее квалификацию,
прошедшие специальную подготовку и изучившие настоящую инст-
рукцию.
П. 7. 2. 2. Общие требования по технике безопасности при свар-
ке и наплавке должны соответствовать «Правилам безопасности
при' эксплуатации нефтеперерабатывающих заводов (ПТБ
НП-73)», настоящей инструкции, а также другим действующим
специальным инструкциям.
П. 7. 3. ПОДГОТОВКА ДЕТАЛЕЙ К НАПЛАВКЕ
И ТРЕБОВАНИЯ К СВАРОЧНЫМ МАТЕРИАЛАМ
П. 7. 3. 1. Все детали, поступающие на наплавку, должны быть
тщательно промыты и обожжены в специальной печи, с целью уда-
ления нефтепродуктов, как с самой уплотнительной поверхности,
так и из резьбового соединения кольца с корпусом.
Наличие загрязнений приводит к резкому снижению качества
наплавленного металла. Наплавляемая поверхность должна быть
механически обработана до металлического блеска.
85
П. 7. 3. 2. Для наплавки клиньев рекомендуются следующие
марки проволок: св-10Х13, св-10Х17, св-13Х25Т, св-20Х13.
• П. 7. 3.3. Для наплавки кольца и приварки его к корпусу реко-
мендуется применять проволоку марок: св-07Х25Н13, св-
07Х25Н12Г2Т.
П. 7. 3. 4. Флюс марки АН-348-А по ГОСТу 9087—69 должен
иметь грануляцию 0,3$—3 мм.
П. 7. 3. 5. Соответствие наплавочных материалов требованиям
ГОСТа и табл. 1 должно подтверждаться сертификатами предпри-
ятий-поставщиков или протоколами испытаний по методике, пре-
дусмотренной стандартами на соответствующий материал.
П, 7. 3. 6. Условия хранения и эксплуатации наплавочных
материалов должны обеспечивать сохранность свойств материалов
и не допускать их-загрязнения или увлажнения. - .......
Таблица п.7.1.
ХпММВДМ состав проволок -
j 1 J л '. г. Марка’ проволоки по ГОСТу 22<~7(Г ^.i.Bipaiww в, и, । in д и । ,i — Содержание химических элементов, %
Si 1 Мп Сг Ni Ti S Р
не более
0,030 0,030
0,025 0,035
0,025 0,035
0,025
' 0,025 0,030
0,018 0,025
- 0,02 6,035
П. 7. 4. НАПЛАВКА КЛИНА
П. 7. 4. 1. Провести наладку установки, для этого:
установить кассету с проволокой согласно п. 3. 2,
установить прямой мундштук, предназначенный для наплавки
клина (рис. 1).
П. 7. 4. 2. Установить клин на стол, с помощью механизмов
перемещения стола и сварочной головки отцентровать положение
проволоки относительно средней линии наплавляемой поверхности.
86
Рис. п. 7.1. Схема наплавки
уплотнительной поверхности
клина.
Рис. п. 7.2. Схема приварки
кольца к корпусу задвиж-
ки.
П. 7. 4. 3. Проверить горизонтальность наплавляемой поверх-
ности.
П. 7. 4. 4. Установить- обечайку, предотвращающую рассыпание
Флюса.
П. 7. 4. 5. Установить необходимый зазор, подвести проволоку
до соприкосновения с наплавляемой поверхностью, засыпать флюс
на высоту 40—50 мм и начать наплавку. Режим наплавки устанав-
ливают согласно табл. 2. Начало и окончание слоя должно пере-
крываться на 10—15 мм.
П. 7. 4. 6. После наплавки охладить клин на воздухе и отпра-
вить на механическую обработку.
87
Режимы наплавки
Таблица П
Толщина контакт- ного кольца, мм Марка флюса Диаметр прово- локи, мм 1 Вылет i элек- трода; мм : Поляр- ность г. Напряжение на дуге, в Сила тока, а Скорость наплавки Угловая скорость вращения стола, об/мин
15 АЙ-348-Л 3 25-28 Прямая 28-30 340-350 16-17 0,3—0,4
14 То же То же То же То же То же 320—350 15—16 0,4—0,65
12 » » » » 320—350 18-18,5 0,65—0,9
10 » » 320 20 0,9—1,1
7 » » » 240 19 1,1 —1.2
5 » » 240 20 2,0
Рис. п. 7.3. Схема напла-
вки уплотнительной по-
верхности кольца корпу-
са задвижки.
П. 7. 5. НАПЛАВКА КОЛЬЦА И ПРИВАРКА ЕГО К КОРПУСУ
П. 7. 5. 1. Провести переналадку установки, для этого:
сменить мундштук, установив предназначенный для данного
типоразмера кольца;
сменить кассету со сварочной проволокой согласно п. 3. 3.
П. 7. 5. 2. Наплавка уплотнительной поверхности корпуса состо-
ит из двух операций:
— приварка кольца к корпусу задвижки;
— наплавка уплотнительной поверхности кольца.
П. 7. 5. 3. Установить заглушку, предотвращающую высыпание
флюса, установить корпус на стол й закрепить.
П. 7. 5. 4. Ввести мундштук во внутрь корпуса и произвести
центровку проволоки относительно поверхности кольца.
П. 7. 5. 5. Подвести проволоку до соприкосновения с металлом,
засыпать флюс и включить сварку.
П. 7. 5. 6. После приварки кольца к корпусу необходимо выве-
сти мундштук из корпуса, удалить шлак и флюс.
П. 7. 5. 7. Наплавка уплотнительной поверхности кольца выпол-
няется по рис. 2.3, для этого необходимо выполнить операции
5. 3.-5. 6.
П. 7. 5. 8. После наплавки уплотнительной поверхности кольца
корпус отправляется на механическую обработку.
П. 7.6. КОНТРОЛЬ НАПЛАВЛЕННОЙ ПОВЕРХНОСТИ
П. 7. 6. 1. Контроль к-ачества наплавки уплотнительных поверх-
ностей состоит из:
контроля наплавочных материалов;
контроля поверхности деталей под наплавку;
контроля качества наплавленного металла;
контроля режимов наплавки.
П. 7. 6. 2. Контроль химсостава и твердости наплавленного
металла производится для каждой партии наплавочных материа-
лов. ,
Для определения химического состава, при контроле наплавоч-
ных материалов, на пластину из стали Ст20 или Ст. 25 толщиной
не менее 40 мм и диаметром не менее 90 мм производится кольце-
вая однослойная автоматическая наплавка проволокой марок" (см.
табл. 1) под фЛюсом АН-348-А по ГОСТу 9087—69.
Пробы для химического анализа следует отбирать из наплав-
ленного,слоя йа расстоянин от основного металла не менее 3 мм.
Проверку химического состава из наплавленного металла произ-
водить по ГОСТу 12344—66 и ГОСТу 12365—66.
’ П. 7. 6. 3. Койтроль поверхностей, подлежащих наплавке, про-
изводится осмотром.
TL7. 6.4.ТреШины,поры, несплавления в наплавленном метал-
ле не допускаются;,
П. 7. 6. 5. -Контроль качества наплавленного металла произво-
дится: . -
‘ осмотра;
измерениемГразмеровнаплаВленного металла предельным шаб-
лоном нлиш^йнгенциркулем;
проверкой твердости наплавленного металла:
Твердость .эамеряется при проверке наплавочных материалов
на.. образцах, дюбым переносным или стационарным прибором
а~ среднее арифметическое пяти замеров.
Для:провмокмарЬксй-Ъ7Х2эН13, см-07Х25Н12Г2Т твердость
<200 НВ.
Для проволок марок св-10Х13, св-20Х13, св-10Х17 и CB-13X25T
твердость равна 360—430 НВ.
П. 7. 6. 6. После механической обработки уплотнительных
поверхностей в конструкциях с плоским уплотнением Ду до 200 мм
дефекты не допускаются, в конструкциях Ду свыше 200 мм допу-
скаются поры, шлаковые включения размером не более 1 мм
в количестве:
а) Ду от 200 до 500 мм — не более 5;
б) Ду от 600 до 800 мм — не более 10;
в) Ду св. 800 мм — не более 15 мм.
Расстояние между дефектами — не менее 20 мм.
90
II. ?. G. 7. На нсуилотпительных (бокечыхI поверхшч !ях дс-лс-
сьаютея повсрхцп•••!тые поры, раковины, шлаковые включения раз-
мером не более I мм, рассощкье ме...-/ .. ; • " i 20 мм.
П. 7. 6. 8. На границе сплавления наплавленного металла
с основным металлом не допускаются трещины, непровары, под-
резы.
П. 7. 6. 9. Периодически необходимо проверять правильность
и чувствительность показывающих приборов (амперметра
и вольтметра).
П. 7. 7. ИСПРАВЛЕНИЕ ДЕФЕКТОВ НАПЛАВКИ
П. 7. 7. 1. Дефекты наплавки, превышающие допустимые насто-
ящее инструкцией, подлежат исправлению автоматической или
ручной дуговой сваркой, ~
П. 7. 7. 2. Исправление с помощью автоматической наплавки
предусматривает полное удаление дефектного слоя и повторной
наплавки.
П. 7. 7. 3. Исправление с помощью ручной дуговой сварки пре-
дусматривает местное удаление дефекта и наплавку электродами
того же класса, какими выполнена наплавка (корпус — типа ЭА-2,
клин-марки НЖ-2).
П. 7. 8. ТЕХНИКА БЕЗОПАСНОСТИ
И. 7. 8. 1. Одежда оператора-сварщика должна быть исправ-
ной, без свисающих концов, все пуговицы застегнуты, головной
убор без козырька, брюки навыпуск, обувь кожаная без металли-
ческих гвоздей.
П. 7. 8. 2. Перед началом работы необходимо проверить исправ-
ность автомата, надежность заземления, изоляции и всех разъем-
ных соединений проводов.
В процессе работы нельзя прикасаться к токоведущим частям.
П. 7. 8. 3. При пуске автомата включается рубильник питающей
сети, затем источник питания и шкаф управления. При включении
последовательность обратная.
П. 7. 8. 4. При недостаточном стационарном освещении внутрен-
ней поверхности корпуса в процессе настройки можно применять
переносный светильник при напряжении не более 36 в с защитной
сеткой и исправным шнуром в резиновом шланге.
П. 7. 8. 5. Включение автомата посторонними лицами, не допу-
щенными к его обслуживанию, не допускается.
П. 7. 8. 6. Запрещается сварщику самому исправлять неисправ-
ности высоковольтной части источника питания и аппаратные
шкафа, менять предохранители, вкиадып;.. . и 1.
П. 7. 8. 7. Сварочный автомат должен быть включен в следую-
щих случаях:
’ при перерыве в подаче электроэнергии;
при уходе с рабочего места даже на короткое время;
при замеченных неисправностях автомата, шкафа управления,
источника питания и т. п.;
при уходе за автоматом (смазка, наладка и т. п.);
при смене детали на столе автомата и настройке механической
части); *
при оббивке шлака и уборке рабочего места.
П. 7. 8. 8. При проскакивании света дуги из-под флюса во вре-
мя наплавки необходимо незамедлительно досыпать флюс и сле-
дить за его высотой (особенно важно при наплавке клиньев);
П. 7. 8. 9. С флюсом необходимо обращаться осторожно, помня,
что он имеет ортрые грани.
П. 7. & 10. Удаление шлака и флюса со сварного шва произво-
дится тольков рукавицах зубилом и стальной щеткой.
П. 7. 8. 11. При удалении шлаковой корки со шва необходимо
пользоваться защитными очками или щитком с простыми стекла-
ми. Надо помнить, что при остывании шлак самопроизвольно
отскакивает от металла шва-и может поранить глаза.
П. 7. 8. 12. Шов от шлаковой корки можно очищать только
после его потемнения.
92
П р и .1 .• . с . :> > 8
Материалы основных деталей арматуры
Марка или тип арматуры Наименование основных деталей и их материалы
1 4 2 | 3 1 4
Задвижки Корпус, крышка Уплотнительные по- Шпиндель, направ-
ЗКЛ, ЗКЛ1, верхности колец и ляющие втулки
ЗКЛ2 25Л клина 2X13, 3X13 нж
зклх Х5М-Л 1Х18Н9Т-Л Корпус, крышка 2X13, 3X13 Сормайт, стеллит Уплотнительные по-, Гайка шпинделя
20ХНЗА-Л верхности колец и клина 2X13 и направляющие втулки БрАЖ-9-4
зклс Корпус, крышка Уплотнительные по- Шпиндель, направ-
Х5М-Л верхности колец и клина Сормайт ляющие втулки нж
зкс Корпус, крышка Уплотнительные Шпиндель, направ-
Сталь 25 поверхности колец ляющие втулки
зшх Корпус, крышка, и клина Уплотнительные Нж ' „ Гайка шпинделя,
• штуцер кольца направляющие
20ХНЗА-Л Фторопласт-4 втулки
зш, зшч Корпус, крышка Уплотнительные БрАЖ9-4 Шибер и направ-
кольца ляющие втулки
25Л Фторопласт-4 нж
30с 14НЖ, Корпус, крышка Шпиндель, наврав-
30с514НЖ. 30с914НЖ, 30с327НЖ. 30с527НЖ, 30с927НЖ, 25Л лающие втулки 2X13
30с564НЖ, 30с964НЖ, 30с375НЖ, 30с975НЖ 30с97НЖ, Корпус, крышка, Шпиндель
30с997НЖ КЛИН 2X13
ЗОНЖ, 97НЖ, 25Л-П Корпус, коышка, Маховик, стойка Шпиндель
ЗОНЖ, 997НЖ КЛИН 10Х18Н9Т-Л 20X13
31НЖ, 14НЖ, 1ОХ18Н9Т-Л Корпус, крышка, Шпиндель
31НЖ, 514НЖ, тяга, диски 20X13,
31НЖ, 914НЖ 12Х18Н9Т 14Х17Н2
93
Марка иди тип арматуры Наименование основных деталей и их материалы
1 2 | 3 1 4
М3 13001 Корпус, крышка Шпиндель 10Х18Н9Т-Л 45Х14Н14В2М Диск** 12Х18Н9Т
МА 11022,01, МА 11022,07, МА 11022,10 ^Корпус, крышка, Шпиндель клин, сальник 20X13 2БЛ
НА11053 Корпус, крышка, Шпиндель клин,"сальник 20X13 25Л, 12Х18Н10Т
ДЗ 11063 Корпус, крышка, Шпиндель клин 12Х18Н10Т UX18H10T
3296 Корпус, крышка, Седло стойка, фланец 12X13 сталь 25 Шпиндель, клин 20X13
ЗКЛ2.-40, ЗКЛ2-160 Корпус, крышка. Шпиндель клин, стойка ' 2 Х5МЛ ’ . 20X13 10Х18Н9ТЛ, 14Х17Н2 10X17H13M3T
ЗКЛПЭ-16 30НЖ20бк:\ корпус, крышка,. Шпиндель ^Щзнэтл ^дохгз Корпус, крыпжа^^Шпиндель, " Фига - ' сальник ХЮдаГИД . ,,1Х17Н2 Резьбовая втулка Л 62
Вентили БУС-2546 KojHryc,«крышка, : Шпиндель грундбукса, сагёииковая ‘ втулка 2X13 3X13 Колпак Л-62
ВУФ-32-25 Корпус, крышка Шпиндель, накид- ная гайка сталь 25 2X13 Втулка с резьбой, пробка, втулка сальника Бр АМи 9-2
ВУЦ-.10-25 Корпус, золотник Крышка, шпиндель
сталь 25 2X13
ВПМ-10-25 Корпус Кольцо уплотни- Вкладыш, втулка
тельное, корпуса, золотник, гайка . накидная и шпин- дель сальника
сталь 35 2X13 БрАМц 9-2
94
Про,;,.:: н.-ние г.,- 8
Марка или тип арматуры I Lhimu дование основных д. и их материалы : аде»*
1 2 1 3 1 4
ВПФ-32-25 Корпус, крышка Шпиндель, втулка установочная Втулка сальника, вкладыш, групд 6vKca
сталь 25 20X13 БрЛМц 9-2
ВХ-50-40 Корпус, гайка Золотник, шпиндель Втулка сальника.
золотника 20ХНЗЛ 3X13 грундбукса 2X13
вх Корпус, гайка Золотник Шпиндель, втулка
золотника сальника
20ХНЗА 3X13 2X13
13с803р 1-7, Корпус Золотник Ниппель
13с804рСВМ12Г (сталь) 1Х17Н2 (латунь)
14с17ст, 14с17п Корпус, золот- ник, шпиндель (сталь) Сильфон Крышка
Х18Н9Т Х18НЧГЧ
14нж17ст 14с917ст, 14нж17п, 14с917п, Корпус, золот- ник, шпиндель Сильфоп Крышка
14иж917п Х18Н9Т,
14нж917п X17H13M3T Х18Н9Т Х18НЧГЧ
14вж19р Корпус, шток Накидная гайка, Резьбовая втулка
крышка
Х18Н9Т Х17Н2 (бронза)
14нж20п Корпус Золотник, крышка Шпиндель
Х18НЧГЧ Х14Г14НЗТ Х2ГГ7АН5
14нж22п Корпус, золот- ник, накидная гайка Шпиндель Сальник
Х14Г14НЗТ ' Х21Г7АН5 2ОХНЗА
14нж26п Корпус, золот- ник, втулка Уплотнительное кольцо в золотнике Сальник, шпиндель
Х14Г14НЗТ (фторопласт-1) Х21Г7АН5
14с88нж Корпус, крышка, Шпиндель, золотчик Резьбовая втулка
сальник (сталь 25) 2X13 (латунь или бронза)
14нж88бк Корпус, крышка, сальник Шпиндель, золотник Резьбовая чтулка (латунь или
Х18Н9Т Х18НЧГЧ бронза)
14нж98п Корпус, золотник Шпиндель, сальник Крышка
Х14Г14НЗТ Х2ГГ7АН5 (бронза)
Марка «или тип арматуры Наименование основных деталей и их материалы
1 2 I 3 | 4
14нж99п Сальник, накидная Корпус, золотник гайка Х14Г14НЗТ 20ХНЗА Шпиндель Х21Г7АН5
15нж6бк Корпус, сальник Золотник, шпиндель Х18Н9Т 1Х17Н2 Уплотнительное кольцо в золотнике фторопласт-4
15с9бк Корпус, шпин- дель, сальник Золотник 20ХНЗА 2X13 Накидная гайка сталь
15с18п Корпус, крышка. Уплотнительное золотник, шпин- кольцо в золотнике дель (сталь) (фторопласт-4)
15нж22бк Корпус, крышка, Резьбовая втулка золотник, шпин- (бронза) дель, сальник ' Х18Н9Т, Х18НЧГЧ
15нж54бк Шпиндель, накидная Корпус, сальник гайка Х18Н9Т 1Х17Н2
15нж58бк Корпус, крышка. Резьбовая втулка золотник, шпин- (бронза) дель, сальник Х18НЧГЧЛ
15нж65бк Корпус; крышка, Резьбовая втулка золотник, шпин- (латунь) дель, сальник 10Х18НЧГЧЛ, 1Х17Н2
15лс84нж Корпус, коробка Шток сальника, шпин- дель (сталь) 2X13 Седло Х18Н9Т
ВХ-25 Корпус Крышка, заглушка Х14Г14НЗТ 20ХНЗА Золотник, шпиндель 1X17Н2
ВХФ-40 Корйус, крышка, Шпиндель, сальник разделитель, золотник Х18Н9Т 2X13 Вкладыш (бронза)
96
Ilpr>r>7 KChiie приложения 3
Марка или тип арматуры Наименование основных Да гласи
и их материалы
1 2 1 3 1 4
Клапаны обрат- ные окп Корпус, крышка, серьга 25Л, Х5М-Л, 1Х18Н9Т-Л Захлопка, кольцо, валик, пробка 3X13, 1Х18Н9Т
коп Корпус, крышка, серьга, крон- штейн Захлопка, кольцо Уплотнительные поверхности, захлопки и кольца
25Л, Х5М-Л, 1Х18Н9Т-Л сталь 25 3X13 .
КП Корпус, патрубок Х5М, 1Х18Н9Т (сталь 25) Крышка 2X13. Х5М IX18H9T Золотник, седла 3X13, 1Х18Н9Т
16нж46бк Корпус, крышка, золотник Х18Н9Т Фланцы 1Х17Н2
ЮнжЮбк Корпус, крышка, золотник 10Х18Н12МЗТЛ 10Х18Н9ТЛ Прокладка (фторопласт-4)
16с30нж Корпус (сталь 40) Седло, золотник (сталь 20X13)
К43019 ПЗ 43019 _ Корпус, ограни- ' читель (сталь 20Х) Седло, тарелка 20X13 Пружина 60С2А
РЕКОМЕНДАЦИИ ДЛЯ РЕКОНСТРУКЦИИ
ДЕЙСТВУЮЩИХ МАСТЕРСКИХ
ПО РЕМОНТУ АРМАТУРЫ И ПРОЕКТИРОВАНИЯ НОВЫХ
П. 9. 1. При реконструкции и проектировании вновь строящихся
зданий специализированных мастерских по ремонту запорной арма-
туры объемнопланировочные и конструктивные решения необходи-
мо принимать с учетом:
максимального блокирования производственных цехов, вспомо-
гательных и обслуживающих объектов, складов, контор, бытовых
помещений, трансформаторных подстанций, распределительных
устройств; ' .
унификации объемно-планировочных решений, основных строи-
тельных параметров (пролетов, шага колонн, высот);
возмбжнасш>жменения технологического процесса с заменой
и перестановкой оборудования без необоснованного увеличения
объемов и стоимости здания;
индустрийл*ьностй и экономичности строительства.
П. 9х 2. В. объемно планировочном решении зданий должно
быть предусмотрено:
создание цаибодьших удобств для производственной эксплуа-
тации;
организация данного производства;
обеспечение необходимых условий труда с учетом требований
эстетики, определяющей интерьер помещений (объемно-простран-
ственная и цветовая композиция, требования технологии, опти-
мальные условия освещения, рациональное размещение технологи-
ческого оборудования, размещение и организация рабочих мест).
П. 9. 3. Площадь помещений при программе ремонта 3000 ед.
арматуры в год должна быть не менее:
мастерской по ремонту — 250 м2;
механизированного склада — 260 м2.
П. 9. 4. Расположение основного и вспомогательного оборудо-
вания и стендов должно обеспечивать свободный доступ при рабо-
те и ремонте:
.98
г > стороны -п' зоны — не мепее 1,5 м;
с тыльной стороны и в
проходах между стендами — не менее 1,0 м.
Оборудование, размещаемое у транспортных проездов, реко-
мендуется располагать перпендикулярно к проездам или устанав-
ливать ограничения со стороны проездов. В подзонах а, е, ж дол-
жны быть предусмотрены площадки промежуточного складирова-
ния арматуры или корпусных узлов. Проходы к рабочим местам
следует делать кратчайшими и по возможности не пересекающими
транспортные пути.
П. 9.5. Зоны мастерской должны обслуживаться подъемно-
транспортным оборудованием по всей площади.
Рекомендуемые характеристики подъемно-транспортного обору-
дования приведены в приложении 5.
П. 9. 6. Зоны специализированной мастерской должны иметь
подвод воды, пара, электроэнергии, воздуха (с давлением не ниже
0,6 МПа) и канализации. При плане ремонта 3000 ед. арматуры
в год расходные показатели принимаются (уточняются при выборе
оборудования):
вода (заполнение арматуры при опрессовке)
пар (подогрев моющих растворов)
электроэнергия (электропривод станков,
стендов,.кранов, насосов)
воздух (привод гайковертов, приспособлений,
обдув деталей)
воздух (испытание арматуры Р—20,0 МПа)
канализация (смыв полов, стоки при опрессов-
ке и т. д.)
— 1,6 м3/час;
— 30 м3/час;
— 20 квт/ч;
— 75,8 м3/час;
— 1,0 м3/час;
— 2,8,м3/час.
Примечание. Отработанные моющие растворы предусматривается вывозить
ассенизационной автомашиной в места, отведенные для слива в промышленную
канализацию, для чего вне мастерской должны быть предусмотрены спецштуце-
ры для подключения шлангов.
П. 9. 7. Внутренние стены помещений специализированной
мастерской и ее оборудование должны быть окрашены в соответ-
ствии с требованиями «Указаний по проектированию цветовой
отделки интерьеров производственных зданий промышленных пред-
приятий» (СН-181-70).
П. 9. 8. Специализированная мастерская должна быть обору-
дована общеобменной вентиляцией, а в зоне А (подготовки)
и в подзонах б, в, г (сварочная кабина) — местной вентиляцией
от рабочих мест.
П. 9. 9. В складских помещениях мастерской температура
может быть снижена, но не менее +278°К. Допускаются в южных
99
районах складские помещения неотан.пюисмыс (.-,илли
защищающие ремонтный фонд от атмосферных осадков (дождя,
снег^).
П. 9. 10. В северных районах оборудование зоны А (подготовки)
рекомендуется размещать в отапливаемом помещении с температу-
рой в зимний и переходный периоды не ниже +278° К, оборудован-
ном вентиляцией.
100
Приложение 10
НОМОГРАММЫ ОТБРАКОВОЧНОЙ ТОЛЩИНЫ СТЕНОК
КОРПУСА ЗАПОРНОЙ АРМАТУРЫ
П. 10. 1. Общие положения
П. 10. 1. 1. Номограммы разработаны на основании требований
пункта 13.51. РУ-75 и являются рабочим вычислительным инстру-
ментом. Номограммы (см. рис. 1—9) предназначены для расчета
отбраковочной толщины (б отбр.) литых изношенных корпусов
запорной арматуры из сталей 20Л, 25Л, Х5М—Л, Х5Т—Л,
12Х18Н9Т, 10Х17Н13М2Т, с диаметрами условных проходов от
Ду=50 мм до Ду=500 мм и работающих под давлением от
0,2 МПа (2 кгс/см2) до 16 МПа (160 кгс/см2).
П. 10. 1. 2. Предельные отбраковочные толщины (б пред.) сте-
нок корпусов арматуры в нижней части шкалы «б отбр.> приняты
в зависимости от условных диаметров в соответствии с п. 13. 51.,
«в» РУ-75.
П. 10. 2 Правила пользования номограммами
П. 10. 2. 1. Ключ пользования номограммой:
Dy—Y—Р
t—Г—б отбр.,
где Dy— шкала условных диаметров;
Р — шкала рабочих давлений;
б отбр.— шкала расчетной отбраковочной толщины стенки;
t — шкала рабочих температур;
Т — вспомогательная шкала.
П. 10. 2. 2. Исходные данные для расчета по номограммам:
марка стали корпуса;
диаметр условного прохода;
рабочее давление;
рабочая температура.
На номограмме линейкой соединяются точки заданного диамет-
ра условного прохода и давления. На вспомогательной шкале Y
101
отмечается точка (ключ Ду—Y—Р). Затем линейкои соединяются
точки заданной температуры и полученной на вспомогательной
шкале Y (ключ t—у—ботбр.). Точка на шкале ботбр., полученная
от пересечения линейкой; определяет отбраковочную толщину
стенки в мм.
П. 10. 2. 3. Пример 1.
Определить отбраковочную толщину стенки корпуса задвижки
ЗКЛ-2 150X160
Исходные данные:
марка стали корпуса — сталь 25Л;
диаметр условного прохода— 150 мм;
рабочее давление — 6,8 МПа (68 кгс/см2);
рабочая температура — 573°К (300°С).
По номограмме (см. рис. 2) соединяем линейкой точки Ду=
150 мм и Р=6,8 МПа. Отмечаем точку пересечения линейки со шка-
лой Y. Затем устанавливаем линейку На точку t=573°K и точку на
шкале Y. Точка пересечения линейки со шкалой 6 отбр. определяет
размер отбраковочной толщины стенки, равной 19 мм.
Пример 2с
Определить отбраковочную толщину стенки корпуса задвижки
ЗКЛ2100Х16. А
Исходные данные:
марка стали, корпуса — сталь 25Л;
диаметр условного прохода — 100 мм;
рабочеедавление—1,6МПа (16 кгс/см2);
:раб<ЖЖЙтература^67УК (400°С)
По номограмме (см. рис. 1) соединяем линейкой точки на шка-
ле Ду= 100 м<; И На, шкале Р==1,6 МПа. Отмечаем точку пересе-
чения линейки .СО шкалой Т. Затем устанавливаем линейку на
шкалу с точкой t*»673° К и точку на шкале Y (ключ t—Y—
в отбр.). В данном случае линейка пересечет шкалу б отбр/ ниже
отметки, равнЫН» мм. Принимаем б отбр.=5 мм, так как расчетная
отбраковочная толщина стенки корпуса получилась меньше пре-
дельной отбраковочной толщины для Ду=100мм по п. 13. 51
в РУ-75.
102
г$оо
-46*?
~w
-55С
-500
-260
424 -260
54
-ЗЛ>
“526
-250
525 -550
-2й0
-376
U50 57^ -4W
5М -425
-125 ;
•ЛЮ
-20
-05
-SO «jL.450
МПа? ^'с^
^г№вд. ~ поедельноя omSpa ко^ош/ая
торщииа етенки 8 мн
с>ля соот8етст5ун.>ще?о
яслобмго аиаиетрц
Рие.ПШ Номограмма отомкойоиной толщины отопки корпуса
Запорной инмотиро! из стали мииок й'ОЛ, "йЛ йся
Ди от ЬО до 500мм, Рот 16МПа. до 64 МПа,
4уяч рЖ К 576- Г JIII
~46О -650
-42S -з?г
*«» ' 6П- -400 -HS
-га
-65
-so 723- I
20
19
ёпоед - предельная от&акобаиная
толщина стенки в мм
для еоотбететбующого
условного диаметра..
МПа. г лт^л
/в
it
73
~«0.
1м
а '-но
Н ~:«0
10 Zito
-90
i -го
> —70
М -
6 U«tf
-t Рио. ПЮ2. Ромогоамма от8роко8оиной
толщины стенки нотиса,
млорнои арматуры из стали
марок 20л,26л для
Ли от 50 до 200мм
Рот ОМПа. до 76МПа.
J04
Л* r~soo И
М75 - —20 у-ЮО V-2D0 -250
575 - -500
-550
-500 -550
—450 —575
673- -400
-425
-400 .
-350
-300 7ЯЗ- -450
• ..<-Х
Snood Ду 201) »*!» ! 5! i S в. » 5 . 111.; < f. 11 г 7 . ь । । 1 j— -/5 -<2 -И 1,0--Ю -9
Sneed А 150 Ьпрвд Ду. L2S., бпродДн 100 6 sr5 ,^5 0fe--b -5
Sneed Л у 50-20
-4
ZJ2 —2
пред - предельная отбракованная
толщина стенки в нм
для соответствующего
условною диаметра.
Рдс n.lOi Номограмма отбракованной толщины стбнки корпуса,
лапорной арматуры из стали манок 20л, 25л для
Ду от500 до 600мм. Рот 0.2МПа до /.6МПа
Д,,нц
i—5t’O
•Ч5О *
-W t
К °C
-550 Mi
J»
£w -«5
725 -460
~250
7U -475
-Л»
-AS
-И
-25
-2Й
I
-ИО
-«.
-Я>
-»
.Д( ^ТГ*Д fl "
.« ИмуЦЛуШО-
-ss fag л» tcfl.
-В ЛомЛА/ЮО
JiaeAlitSLiQ.
5пюд- предельная
толщина.
отбракобоянйЯ
________ стенки S мн
для ссот6етст8и/0ш1е?0
. условного диаметра.
Рио. П10.4. Номограмма отбракоЗоиной толщины отенки корпуса,
запорной арматуры ил стали X5M-/I, X5T-J1 для
Лейт 50 до 500мм „Р от 16 МПа до 6.4 МПа.
106
-до 6 75 Wg 74g —*oc -«^5 -45м -<.75
-/£5 773 —500
-/05
79g -52S
-W
-65
4. -50 g2i ~5ЬО
и — но
10 — too
~9в
30
7 — 70
-<7
-/5
-Н
Ь 1~М
Srtp^d-предельной отЬ'юко&оиное
толщина стенки б мм
для еоот&ятст&иющеи}
иелобного диаметра.
•0
ще
РисПЮб Нимуг'уамма, отиро*о&очной
толщины стечки ьорпиоа
запорной арматуры из стали
ХЬМ -Л^бв Л'ХбТ я
Д у от 5ь со 200мм
Р от ^МПа до /6 МПа
-6,5
107
J\ у мН
К
tfi
°C
~20- 200
^ЬЫ
~400
-550
?Лй - -450
-500
-460
773 -
500
-400
79»
•М5
-550
-У1
‘-300
H3-U550
Sneed-предельная отбраковочная
толщина, стенки в нн
для соотватотвующот
условною диометоа
РисПЮ.б.Момо-гранма отЗроко^оинои толщины етонка корпуса,
запорной арматуры из стали ХБМ -Л X5Q-J1. Х5Т-Л для
Ду от 500довООмн Рот 0.2МПа до ГбМПа
108
460
400 К
5S0 М5 пп
too O9S -425
250 725 -450
200 74« -475
т -МО
ISO 79t -525
ОотЬмм
-<л
'-25
Й5 ЦЪ - 550
<00 - 575
Ю
65'
-<o •
-9
-t
-7
-e,5 Sneed Av200
- t, Sneed A« ISO
j i Sneed A v 125
_ 5 Sneed A vlOO
_4 . Sneed Av 50-Ц0
so ns1-coo
<6 L. <6
- о пред-продольная огпомхйбочмя
толщина стенки о мм
для соот8отот$ин)щ020
услидного диомотна.
Рис.ГН07. Номограмма отдранО^очной толщ/лм стенки корпуса,
донорной арматуры ил стали 12 X IS НЭТ, !2Х ISUIffr, iOXfii-HiMe-i
для Av от 50 до 500мм Рот!. 6 до б.АМПй.
Ц,м» ' и *(* fr BomSp.m
р?ОС 1 />5- -JZM25 =3» -too -во Г42 '-iO -3» -3< 7’*
,«5 773 ATS jm -32 -30 -2t -2&
М66 Из- ^is 4S0 .
43 7 -ns « - i ; -<
МПа. ? lac/c/t9
yt -№0
15 ~jsa
14
13 -130
12 — 120
H '~H9
19 ^190 •
9
t -»o
7 -76 -
«
Pits. IWL Номограмма отбраковочной
толщины стенки корпуса
запорной арматуры из стали
-5 ИХ1ХЦ9Т) КХ1ХН10Т, 10Х17Н15М2Т.
Оля Ду от 50 до 200мн
Рот 6 до 16 МПа.
' 19
$ у ММ К С °C
- 60₽ 593- с^о. Э2£ '375 "° —ЛОО ~Л23
-550 -450
-500 -475
773- -500
-450 -525
ыа- 7550
-400
-575
-350 -
-330 Ключ: D-Y-P Г-Г-5 S75- -500
1 SneeO. йч 150 ЪотС IM ' 1 1 1 4 1 ' ' P M К -M » О a i Й .r> . .. *4 £ M o* 4J " 4 £ См V О» £ 1 i Г r~n~ Г’IT; Ч °» O »i G, 5, I ’t
бпеед ДиЛОО Sneed. Av50- 5 0,6 ~6
0.5 ^5
-so 0,1f 'У 0,3 -3 0,2 La
Sneed. — предельная стдроко^оиноя
толщина. стбнки о мн
для сротбетстбимцем
условного диаметра
РЪс ПЮ9. Номограмма отЦрахо&оинои толщины стенки корпуса
запорной ормотуры из стали 12X№H9rt ШИНЮТ,
Ц1Х17Ш5М2Т, для Ля от 500 до 600 РотОИдо/ЪМПа.-
АРМАТУРА ЗАПОРНАЯ
ОБЩЕЕ РУКОВОДСТВО ПО РЕМБЫТУ КО-1-79
Сдано в набор 13.10.80. Подписано вдечать 24.09.80. НМ 06?SO. Формат 60X84'/>«. Бумага
№ 2. Гарнитура литературная. Высокая печать. Печ. листов усл. 6,91. Уч.-вдД. л. 4,89.
-...- Тираж 210ft Заказ 361. Цена 40 коп. ________________________
Типография издательства. «Во-иоградская нраада>, г. Волгоград. ДТривоймальная' йлогцадь
Gtpatmua | < .. ( , ! ' <
5 7 снизу Ql'V--1 -.'J { КО-1-79
9 О сверху (утверждена Main*» svp<» <• ; Miiiiiu Л
СССР с 25 ню1я г) u.U' < 2..-.:
лч l*?73 I.J
n 5 сверху осмотра a.WO’-py
и 23 сверху выделяется выдается
14 2 снизу Ду<250 мм •Ду>250 мм
IS 3 сверху разработка < разборка
18 18 снизу отработка отбраковка
19 14 снизу S-0.55 ДуТ/ Ру S 0.55 Ду1/ Ру
V ' о пред г спред
22 3 снизу 4.6.5. 4.6.4.
29 18 сверху до 15 мм до 150 мм
29 20 сверху рзамер размер
29 1 сверху кольца колец
41 10 сверху Л,- Nk
71 22 снизу (мак) (max)
(краткая характе- ристика)
73 3 снизу ударно-ямпульсированнзго , ударно импульсивною
действия действия
75 16 снизу Платеиые набивка плетеные лаби^ки
76 16 снизу вогда вода '
(среда)
76 6 снизу 3,4.5,6*6,8 3,4,5,6.7.8
(размеры диаметра .... ' .ч •
мм)
86 9 сверху к табл. 1 ч табл. П, 7.1.
86 6 снизу п. 3.2. п. 7.3.2.
86 4 свеву рас. 1. рис. п. 7Л.
87 4 снизу табл. 2 табл. и. 7.2.
89 5 сверху п. 3.3. и 7.3.3.
89 4 снизу рис. 2.3. ряс. о. 7.2.3.
90 15 сверху табл. 1 табл. н. 7.1.
90 13 снизу см —07Х25Н12Г2Т СВ-07Х2аН12Г2Т
93 графа 3 и. клина а клина
26 свшу 2Х(3. 3XU
93 7 снизу 25Л—П 25Л
94 (графа 4) 17 снизу Х18НЧГИЛ Х18Н4Г4Л
95 (графа 4) 20 сверху X1SH4F4 Х18Н4Г4
95 (графа 4) 28 снизу Х18НЧГЧ Х1Я144Г4
95 (графа 4) 16 снизу Х18НЧГЧ к!8Н1Г4
95 (графа 4) 3 снизу Х18НЧГЧ Х18Н1Г4
96 (графа 4) 23 снизу Х18НЧГЧ Х18Н4Г4 )
96 16 снизу Х18НЧГ4Л Х18Н4Г4Л г
(графа 4)
96 (графа 4) 12 снизу Х18НЧГЧЛ ' Х18Н4Г4Л
97 (графа 3) 12 сверху седла С..ЛО ,
101 6 сверху (с$< рис. (—9) ('..ч. ри/. П.И 1т- —П.10Л)
102 сверху (см. рис. Р { ? ’ • (см t • “ 1!
1ак. 361
ЛБ05-10$-9£
Приложение 6
АКТ НА РЕМОНТ И ИСПЫТАНИЕ АРМАТУРЫ Pf i 10 МПа (100 кгс/см2)
В период с «_»_________19 г. по ♦—» 19 г. произведены ремонт и испытание
нижеперечисленной арматуры
№ п/п Наимено- вание ар-, матуры, ее шифр и номер № техно- логичес- кой уста- новки Отметка о ремонте, связанном со сваркой Сведения о заме- венных деталях и их ма- териале Арматура испытана При- меча- ние
Фамилия, имя, отчество сварщи- ка и № его удо- стоверения Сведения о сва- рочных материа- лах (марка и № сертификата) и . качестве сварки Сведения о термо- обработ- ке на проч- ность Дав- лением, МПа (кгс/см2) на плот- ность дав- лением, МПа (кгс/см2)
260
Продолжение приложения 6
Заключение. Ремонт и испытание арматуры произведены в соответствии с требовани-
ями Правил устройства и безопасной эксплуатации технологических трубопроводов. Арма-
тура испытание выдержала и может быть допущена к дальнейшей эксплуатации в соот-
ветствии с паспортными данными.
Начальник цеха (производившего ремонт)
(подпись) (фамилия, и.о.)
Ответственный исполнитель ___________ __________________
(подпись) (фамилия, и.о.)
Лицо, принявшее арматуру из ремонта ____________________________________
(подпись) (фамилия, и.о.)